/





















































Текст
chipmaker.ru
К). Л. Красупин
Г. В. Назаров
МИКРОСВАРКА
ДАВЛЕНИЕМ
chipmaker.ru
НОВЫЕ
ПРОЦЕССЫ
СВАРКИ
ДАВЛЕНИЕМ
Ю. Л. Красулин,
Г. В. Назаров
МИКРОСВАРКА
ДАВЛЕНИЕМ
Под редакцией
Э. С. Каракозова
Chipmaker.ru
*4
МОСКВА «МЕТАЛЛУРГИЯ» 1976
chipmaker.ru
УДК 621.79.01
Р е ц еа з е н т — канд. техн. .наук Е. К. Ковшиков
УДК 621.79.01
Микросварка давлением. Красулин 10. Л., Назаров Г. В.
М., «Металлургия», 1976. 160 с. (Серия «Новые процессы сварки дав-
лением.»).
Рассмотрены теоретические основы взаимодействия материалов,
соединяемых методами сварки .давлением. Проанализированы резуль-
таты исследования (иа примере соединения металла с полупроводни-
ком) закономерностей пластической деформации материалов на кон-
тактных поверхностях и образования активных центров.
Описаны основные способы соединения элементов микросхем
микросваркой давлением и показаны пути управления их парамет-
рами на основе технологических критериев. Приведены результаты
исследования прочности сварных соединений, рассмотрены подходы
к конструированию оборудования, приведены схемы и характерис-
тики основных типов оборудования для микросварки давлением.
Книга рассчитана на научных и инженерно-технических работни-
ков, специализирующихся в области сварки давлением и технологии
производства микросхем. Она может быть полезной студентам и
аспирантам технических вузов. Ил. 82. Табл. 13. Список лит.: 155 назв.
Юрий Леонидович Красулин
Геннадий Васильевич Назаров
МИКРОСВАРКА
ДАВЛЕНИЕМ
Редактор издательства А. А. Сальников
Художественный редактор Г. А. Жегин
Технический редактор Н. А. Сперанская
Корректоры Н. Ил. Шефтель,
Г. Д. Кудалина
Сдано в набор 28/VI 1976 г. Подписано в печать 5/XI 1976 г.
Т-19841 Формат бумаги 84X108'1» Бумага типографская № 1
Уел. печ. л. 8,40 Уч.низд. л. 9,46
Тираж 5500 экз. Заказ 371 Изд. № 3814 Цена 96 коп.
Издательство «Металлургия», 119034, Москва, Г-34, 2-Обыденскнй пер-. Д. 14
Подольская типография Союзполнграфпрома при Государственном комитете
Совета Министров СССР по делам издательств, полиграфии
и книжной торговли, г. Подольск, ул. Кирова, д. 25.
(С. Издательство «Металлургия». 197G
31206—213
К --------— 85—77
040(01)—76
ПРЕДИСЛОВИЕ
Основные направления развития народного хозяй-
ства СССР на 1976—1980 годы, принятые XXV съездом
КПСС, предусматривают повышение эффективности про-
изводства и качества продукции.
Решение этих задач требует широкого внедрения
в промышленность новых высокоэффективных техноло-
гических процессов, основанных на современных дости-
жениях науки.
Сварка является ведущим технологическим процес-
сом в различных отраслях промышленности. В послед-
ние годы наблюдается интенсивное развитие в СССР и
за рубежом новых процессов сварки давлением. Это
обусловлено рядом преимуществ и специфических осо-
бенностей способов сварки давлением, позволяющих
путем пластической деформации соединять разнородные
по физико-механическим свойствам металлы, получать
сложные композиционные материалы с заранее задан-
ными свойствами и обеспечить их массовое производст-
во. Для ряда конструкций и сочетаний металлов спосо-
бы сварки давлением являются .единственно приемлемы-
ми технологическими решениями, так как они позволя-
ют получать качественные соединения в широком диапа-
зоне температур, длительности и интенсивности силового
воздействия.
В настоящее время в СССР и за рубежом различны-
ми научными и производственными коллективами накоп-
лен большой задел теоретических, экспериментальных и
конструкторских разработок этих процессов и опыт их
промышленного использования. Однако в отечественной
и зарубежной литературе разнообразные способы свар-
ки давлением освещаются эпизодически и в ограничен-
ном объеме, что сдерживает их широкое использование
в приборостроении, электронике, атомной энергетике,
химическом машиностроении, космической технике и дру-
гих областях. Поэтому назрела необходимость в систе-
матическом издании книг, освещающих достижения в
этой современной области сварочной науки и техники.
3
. chipmaker.ru
В планах совместного сотрудничества стран—членов
Совета Экономической Взаимопомощи в области сварки
предусмотрены работы по дальнейшему совершенствова-
нию и внедрению способов сварки давлением. В связи с
этим представляется целесообразным систематическое
освещение имеющихся здесь достижений.
Настоящая книга открывает серию «Новые процессы
сварки давлением». В последующих изданиях дайной
серии будут освещены другие способы сварки давлением
разнородных металлов, жаропрочных сплавов, металлов
с неметаллами, легированных сталей, титановых и дру-
гих сплавов, а также контроль качества сварных соеди-
нений и экономическая эффективность применения.
Можно надеяться, что данная серия, выпуск которой
организован по инициативе издательства «Металлургия»,
будет способствовать широкому внедрению новых про-
цессов сварки давлением и укреплению сотрудничества
стран—членов СЭВ в области сварочной науки и тех-
ники.
Академик Б. Патон
ВВЕДЕНИЕ
Начало второй половины XX века ознаменовалось появ-
лением новой отрасли промышленности — микроэлектро-
ники.
XXV съезд КПСС наметил опережающий рост ряда
отраслей промышленности, в том числе радиоэлектрон-
ной для создания основы качественного сдвига в разви-
тии всех отраслей народного хозяйства. В «Основных
направлениях развития народного хозяйства СССР на
197'6—1980 годы», принятых XXV съездом КПСС, ста-
вится задача обеспечить создание и выпуск новых видов
приборов и радиоэлектронной аппаратуры, основанных
на широком .применении микроэлектроники.
Микросхемы стали основой создания различного ро-
да приборов и вычислительных машин, без которых в
настоящее время не .мыслится прогресс в науке, технике,
производстве. Микросхема, например интегральная, ста-
ла функциональным узлом, изготавливаемым целиком
на базе полупроводникового материала в виде тонкого
диска. В процессе обработки отдельным участкам полу-
проводникового .материала придают свойства различных
элементов и их соединений, в целом образующих единый
узел или блок. Элементы имеют размеры порядка десят-
ков микрон и изготавливаются с точностью до единиц
или долей микрона по так называемой планарной тех-
нологии [1].
При выполнении .межэлементных соединений преду-
сматриваются контактные площадки, к которым метода-
ми сварки без расплавления прикрепляются внешние
электрические соединения, как правило, в виде тонких
проволочек из тех же металлов.
В .микросхемах объектами сварки являются тонкие
проводники с напыленными на полупроводниковую или
керамическую пластинку пленками. Подлежащие сварке
элементы изготавливают из золота или алюминия.
С точки зрения свариваемости указанных металлов
особых проблем нет. Они возникают по причине миниа-
тюрности свариваемых элементов и требований ограни-
5
chipmaker.ru
чения параметров, определяющих процесс сварки, т. е.
температуры, давления и длительности их воздействия,
что обусловлено необходимостью сохранения исходных
свойств полупроводникового материала и .изготовленных
в нем активных элементов, целостности подложки и раз-
личных сдоев в конструкции полупроводникового прибо-
ра или микросхемы.
Необходимость обеспечения высокой надежности со-
единений в микросхемах предъявляет очень высокие тре-
бования к воспроизводимости параметров процессов
сварки и обеспечению активного контроля .качества свар-
ных соединений.
Сварка давлением конструкционных материалов ста-
ла интенсивно развиваться в последние 30 лет. Большой
вклад в исследование процесса соединения материалов
при сварке без расплавления внесли советские ученые:
С. Б. Айнбиндер, А. П. Семенов, К. К- Хренов, Н. Ф. Ка-
заков, А. А. Россошинокий и другие (см., например
[2-10]).
А. П. Семенов [2] на основе исследований схватыва-
ния металлов предложил энергетическую гипотезу. Сог-
ласно этой гипотезе, для осуществления схватывания
(соединения) необходимо, чтобы энергия атомов (или
ионов) кристаллической решетки поднялась выше како-
го-то определенного для данного металла уровня, который
можно назвать энергетическим порогом схватывания.
Схватывание—бездиффузионное явление. После осу-
ществления схватывания возможны диффузионные про-
цессы. С. Б. Айнбиндером [3] предложена гипотеза сое-
динения в твердой фазе, получившая название пленоч-
ной. Согласно этой гипотезе, для соединения металлов
необходимо в процессе деформации при сварке образова-
ние в зоне контакта ювенильных поверхностей, т. е. по-
верхностей, атомы которых имеют ненасыщенные связи.
Это достигается растеканием металлов на контактных
поверхностях. При растекании растрескиваются окисные
пленки и обнажаются участки ювенильного металла, по
которым идет схватывание. Процесс растрескивания
рленок наиболее легко осуществляется <в том случае, ес-
ли они имеют более высокую твердость, чем основной
металл.
Пленочная гипотеза получила дальнейшее развитие
в работах К. К. Хренова [4]. В частности, им показана
роль сдвига в процессе соединения. Сдвиг облегчает
пластическую деформацию контактных поверхностей и
6
при наличии сдвига соединение между металлами (медь—
медь, медь—никель) может образовываться при давле-
ниях около 5—6 кгс/м'м2. К. К- Хренов также подчерки-
вает, что схватывание — процесс бездиффузионный.
Б. И. Костецким [б] предложена вакансионная гипо-
теза, согласно которой процесс соединения объясняется
перемещением масс. Сущность перемещения масс состо-
ит в перемещении точечных дефектов (вакансий) на
глубину порядка десятка ангстрем в процессе пластиче-
ской деформации контактных поверхностей при сварке.
Иначе, под перемещением масс следует понимать диф-
фузию по вакансиям на небольшую глубину.
К такому же объяснению процесса соединения прихо
дят М. Л. Гуфельд и М. И. Матвеева [6] на основе ис-
следования процесса ультразвуковой сварки. Однако они
предлагают рассматривать процесс соединения в две
стадии. На первой стадии образуются узлы схватывания,
на второй — идет процесс развития площади контакта
за счет облегчения деформации вследствие повышения
плотности подповерхностных источников дислокац'ИЙ и
облегчения их выхода на поверхность. Последнее объяс-
няется снижением поверхностной энергии. Эти процессы
способствуют более интенсивному течению металла в
узлах схватывания и повышению диффузионной подвиж-
ности атомов, т. е., в конце концов, соединение образу-
ется за счет диффузионных процессов.
Н. Ф. Казаковым [7] получение монолитного соеди-
нения при диффузионной сварке объясняется возникно-
вением в вакууме нормальных металлических связей в
результате локальной деформации при повышенной тем-
пературе, максимального сближения поверхностей и
взаимной диффузии в поверхностных слоях контактиру-
ющих материалов. Окисные и прочие пленки не препят-
ствуют образованию соединения, так как в результате
отжига в вакууме они частично возгоняются и частично
диффундируют в объем материала. Дегазация материа-
ла при сварке в условиях вакуума приводит к заращи-
ванию микрополостей. Высокий вакуум при местном
нагреве изделий выше температуры рекристаллизации и
приложенное к изделиям незначительное давление обес-
печивают процессы взаимной диффузии с перемещением
компонентов соединяемых тел на расстояния, превышаю-
щие средние межатомные расстояния. В результате ука-
занных факторов происходит образование прочного со-
7
chipmaker, ru
единения, качество которого определяется площадью ис-
тинного контакта и взаимного диффузионного проникно-
вения и растворения компонентов соединяемых тел.
Прямые исследования процессов на контактных по-
верхностях и их анализ с позиции теории дефектов в
твердом теле и химической кинетики дали возможность
характеризовать весь процесс соединения материалов в
твердой фазе [8, 9].
Перечисленные иследования позволили представить
процесс соединения материалов в твердой фазе как мно-
гостадийный, уточнить сущность активации контактных
поверхностей, необходимые пределы развития зоны сое-
динения, обеспечивающие его прочность, и разработать
кинетику процесса в целом.
/В данной книге на основе имеющихся достижений и
собственных исследований авторов предпринимается по-
пытка выявить критерии, обеспечивающие получение ка-
чественного соединения элементов микросхем методами
сварки давлением с учетом необходимости ограничения
воздействия на микросхему.
Способы и оборудование для микросварки давлением,
широко используемые в микроэлектронике, разработаны
в коллективах, возглавляемых Н. В. Гревцевым, Е. Е.
Онегиным, 3. М. Славинским при их активном участии.
В исследовании процессов сварки и разработке обору-
дования, излагаемых в данной книге, участвовали В. П.
Алехин, Н. В. Гревцев, О. В. Гусев, В. Д. Иванов, А. П.
Кожевников, А. С. Лысенко, В. Г. Никитин, В. Г. Ново-
крещенов, А. В. Соколов, В. Н. Тимофеев, 3. И. Харла-
мова и др.; в обсуждении научных представлений —
Н. Н. Рыкалин, М. X. Шоршоров. Авторы выражают им
искреннюю благодарность.
Chipmaker.ru
Глава I
ТРЕБОВАНИЯ
К СОЕДИНЕНИЯМ ЭЛЕМЕНТОВ
В МИКРОСХЕМАХ
Схемы выполнения соединений
в микросхемах
В настоящее время разработано и применяется несколь-
ко схем монтажа полупроводниковых приборов и интег-
ральных схем (ИС), в которых в .качестве метода соеди-
нения используются различные способы микросварки
давлением [1. И]-
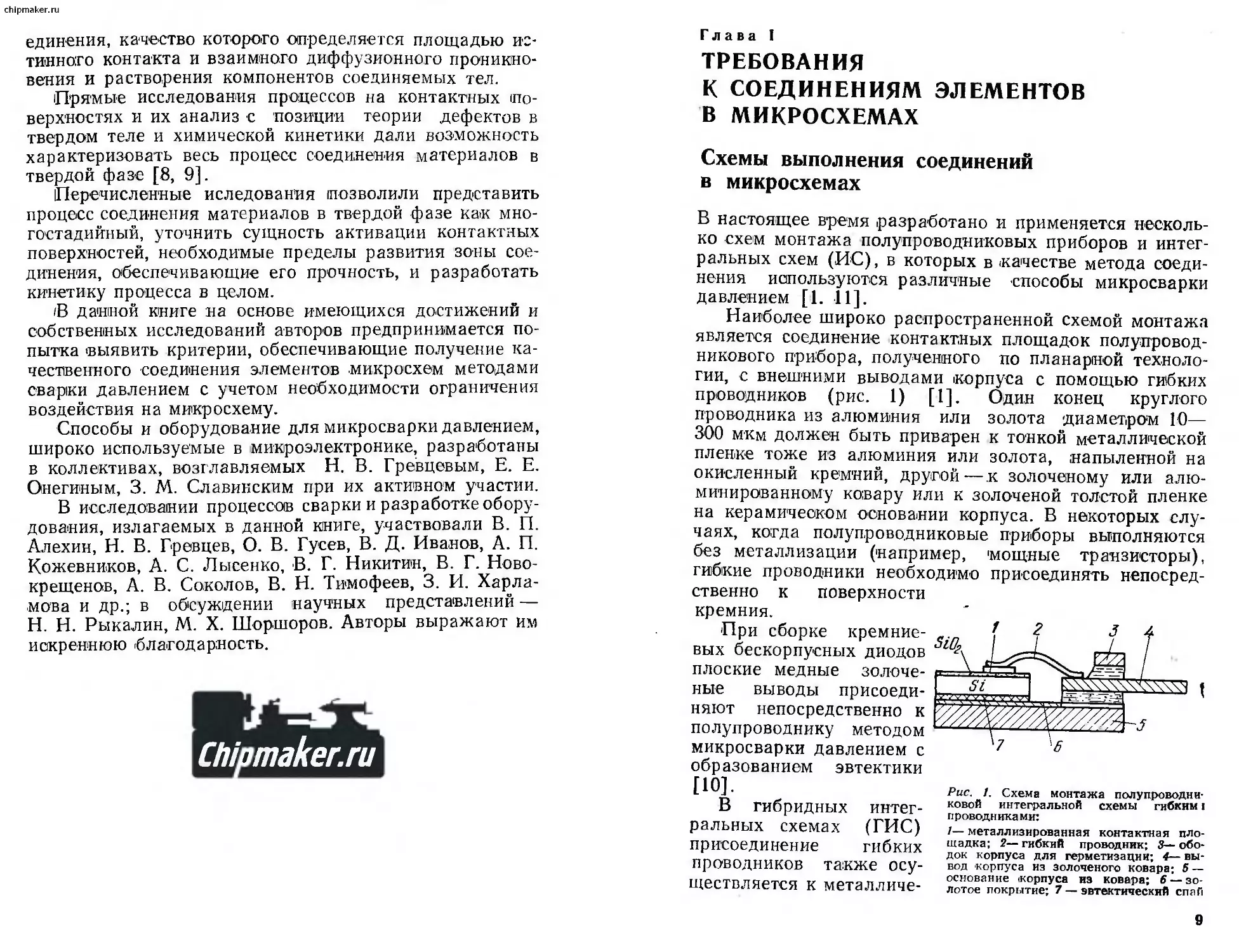
Наиболее широко распространенной схемой монтажа
является соединение контактных площадок полупровод-
никового прибора, полученного по планарной техноло-
гии, с внешними выводами корпуса с помощью гибких
проводников (рис. 1) [1]. Один конец круглого
проводника из алюминия или золота диаметром 10—
300 мкм должен быть приварен к тонкой металлической
пленке тоже из алюминия или золота, напыленной на
окисленный кремний, другой—к золоченому или алю-
минированному ковару или к золоченой толстой пленке
на керамическом основании корпуса. В некоторых слу-
чаях, когда полупроводниковые приборы выполняются
без металлизации (например, 'мощные транзисторы),
гибкие проводники необходимо присоединять непосред-
ственно к поверхности
кремния.
При сборке кремние-
вых бескорпусных диодов
плоские медные золоче-
ные выводы присоеди-
няют непосредственно к
полупроводнику методом
микросварки давлением с
образованием эвтектики
[Ю].
В гибридных интег-
ральных схемах (ГИС)
присоединение гибких
проводников также осу-
ществляется к металличе-
Рис. !. Схема монтажа полупроводни-
ковой интегральной схемы гибким i
проводниками:
/— металлизированная контактная пло-
щадка; 2— гибкий проводник; 3— обо-
док корпуса для герметизации; 4— вы-
вод корпуса из золоченого ковара; 5 —
основание (корпуса из ковара; 6 — зо-
лотое покрытие; 7 — эвтектический спай
9
chipmaker.ru
Рис. 2. Схема монтажа гибридной интегральной Схемы гибкими проводни-
ками:
навесные элементы (компоненты); 2— металлические контактные площад-
ки; 3— гибкие проводники; 4~ стеклянный спай внешнего вывода с основа-
нием корпуса; 5 — металлическое основание; 6 — керамическая подложка (си-
тали, поликор, алюмокерамика); 7 — спай подложки с основанием корпуса
Рис. 3. Схемы беспроволочного монтажа
микросхем:
1—кристалл интегральной схемы; 2—ле-
пестковые выводы («паучки»); 3 — внеш-
ние выводы корпуса (ковар, покрытый зо-
лотом нлн алюминием); 4—подложка схе-
мы из керамики; 5— столбиковые жесткие
выводы (выступы); 6— «балочные» выводы
Рис. 4. Схема монтажа на-
весных элементов и а печат-
ные платы:
1—ща весной элемент (инте-
гральная схема, транзистор,
резистор); 2—токоведущая
дорожка печатной платы;
3— вывод навесного элемен-
та: 4—металлический штырь;
5— диэлектрическая плата
(стеклотекстолит, гетннакс)
йким пленкам разной толщины, напыленным или
выращенным гальванически на диэлектрических подлож-
ках (рис. 2).
В последнее время разработаны и начинают широко
применяться в 1промышленности беспроволочные методы
монтажа интегральных схем [11, 12]. Беспроволочный
монтаж выполняется по нескольким схемам, отличаю-
щимся конструктивным исполнением соединяемых эле-
ментов (рис. 3).
Наибольшее развитие получил метод монтажа лепе-
стковых («паучковых») выводов к кристаллу и внешним
io
выводам корпуса или к контактным площадкам керами-
ческой подложки (рис. 3,о).
Для (присоединения навесных элементов в .гибридных
схемах широко используется монтаж методом «перевер-
нутого» кристалла с жесткими контактными выступами
(столбиками) на подложке или кристалле (рис. 3,6).
Находит применение и метод монтажа с балочными вы-
водами, причем балки могут создаваться как на крис-
талле полупроводникового прибора, так и на подложке
гибридной схемы (рис. 3,в). При беспроволочных мето-
дах монтажа применяются разнообразные сочетания
свариваемых материалов (А1—Al, А1—Au, Au—Au,
Си—Sn—Аи и др.) и типы соединений. В этих методах
используются в основном групповые способы сварки
(пайки), которые требуют более тщательного подхода к
разработке и применению способов микросварки и ра-
бочего инструмента.
(Все методы беспроволочного монтажа создавались в
первую очередь для повышения надежности микросхем,
производительности и снижения стоимости сборки и мон-
тажа ИС и ГИС.
Монтаж навесных элементов с плоскими выводами в
схемах на печатных платах выполняется несколькими
методами сварки (или сварки — пайки) по двум вари-
антам (рис. 4) [11]. Схема монтажа плоских выводов
приборов с токоведущими дорожками диэлектрической
подложки показана на рис. 4,а, а со штырями, запрессо-
ванными в отверстия платы,— на рис. 4,6.
При монтаже навесных элементов на печатные платы
могут применяться методы микросварки давлением: дву-
сторонняя контактная точечная сварка; односторонняя
точечная сварка сдвоенным электродом; ультразвуко-
вая сварка.
Из-за отклонения размеров выводов, токоведущих
дорожек на подложке, толщины покрытия и т. д. для
сварки плоских выводов обязательно применяют авто-
подстройку режима в процессе сварки.
Особенности выполнения соединений
в микросхемах
Наиболее специфическими особенностями при выполне-
нии соединений в микроэлектронных схемах являются:
большая разнотолщинность соединяемых изделий—ме-
11
chipmaker.ru
таллические проводники толщиной или диаметром 10—
300 мкм должны привариваться к тонким пленкам
(0,5—5,0 мкм),нанесенным на диэлектрические подлож-
ки; ограничение термического и механического воздейст-
вия на активную структуру полупроводникового прибо-
ра, керамическую подложку гибридной схемы или ме-
таллостеклянные спаи корпуса; необходимость сварки
разнородных материалов; высокие требования к качеству
и воспроизводимости качества соединений; высокая про-
изводительность процессов и оборудования.
При разработке технологии присоединения выводов
большое значение имеет оценка металлургической сов-
местимости свариваемых материалов (металл—металл,
металл—полупроводник). Разнородные металлические
пары в зоне контакта могут явиться причиной катастро-
фических отказов в микросхемах. Одной из основных
проблем при использовании разнородных металлов яв-
ляется образование хрупких интерметаллических соеди-
нений, например «пурпурной чумы» при соединении зо-
лота с алюминием, и появление микропор и несплошно-
стей из-за различия скорости диффузии в соединяемых
металлах или сплавах [<12].
Ограничение взаимной диффузии особенно важно в
процессе последующей эксплуатации микросварных со-
единений и изделий с целью сохранения пластичности,
механической прочности и электропроводности соеди-
нений.
Все материалы по свариваемости при микросварке
давлением можно разделить на три типа:
1) металлы, образующие ряд твердых растворов
(Ag—Au, Au—Си). Они обладают наилучшей сварива-
емостью;
2) материалы, образующие между собой низкотемпе-
ратурные эвтектики (А1—Si, Au—Si). Они обладают
удовлетворительной свариваемостью;
3) металлы, взаимная диффузия которых приводит
к образованию интерметаллических соединений (Au—Al,
Au—Sn). Они обладают хорошей свариваемостью, но
при их соединении требуется более тщательное соблю-
дение параметров режимов.
Для обеспечения необходимого качества поверхности, отвечаю-
щего требованиям процессов мпкросварки, элементы, подлежащие
сварке, должны пройти следующую подготовку: поверхность полу-
проводникового кристалла, металлизированная золотом или алюми-
нием — обезжиривание в спирте; проволока золотая — обезжирива-
12
ние в спирте, отжиг, обезжиривание в спирте; кремний — травление
в концентрированной плавиковой кислоте, промывка в дистиллиро-
ванной воде; германий—травление в концентрированной плавиковой
кислоте, промывка в дистиллированной воде, травление в растворе
щавелевой кислоты (100 г дистиллированной воды, 3—4 г щавелевой
кислоты), промывка в дистиллированной воде.
Подготовка алюминиевого проводника перед сваркой может вы-
полниться по нескольким вариантам в зависимости от условий по-
ставки и длительности хранения.
1. Промывка в ацетоне при 25°С в течение 5 мин (до трех раз)
и сушка при 70°С в течение 20 мин.
2. Промывка в ацетоне при 25°С в течение 2—3 мин; травление
в смеси ортофосфорной кислоты с деионизированной водой (в соот-
ношении 1 : 1) при 25°С в течение 0,5—1 мин; промывка в деионизи-
рованной воде (до 10 мин); сушка в азоте при 120°С в течение
10 мин.
3. Промывка в ацетоне при 25°С, промывка в деионизированной
воде (до 10 мин); травление в 10%-ном растворе NaOH при 25°<2
в течение 1 мин; промывка в деионизированной воде (до 10 мин);
промывка в ацетоне при 25°С (до 3 мин); сушка в азоте при 120°С
(до 10 мин).
Образование конструктивно прочного соединения при
микросварке давлением может произойти только при
определенной деформации в зоне соединения. Деформа-
ция должна обеспечить вытеснение из зоны соединения
адсорбированных газов, тончайших жировых и оксидных
пленок, которые всегда существуют на поверхности ме-
таллов и неметаллов.
На образование и качество соединения в значитель-
ной степени влияет состояние соединяемых поверхностей.
Это особенно заметно при присоединении проводников
к тонким напыленным пленкам. Так, при сварке провод-
ников с никелевыми, медными или серебряными пленка-
ми (напыленными в вакууме) немедленно после их на-
пыления можно получить весьма качественные соедине-
ния при относительно невысоких параметрах режима.
Однако если эти пленки выдержать некоторое время на
воздухе, то получить качественные соединения на тех же
режимах сварки (например, термокомпрессии) не уда-
ется.
На качество соединения влияют условия получения
тонких пленок — температура напыления и величина
остаточного давления в вакуумной камере [13].
Прочность и пластичность сварного соединения и его
электрические свойства при сварке металлического про-
водника к пленкам, напыленным на подложки из поле-
проводника или диэлектрика, зависят не только от свой-
ств границы проводник—пленка (зона непосредственно
13
'₽ma сварного соединения), но и от свойств границ раздела
между пленками (при многослойных пленках) и между
пленкой и подложкой, а также от характера изменения
этих свойств под воздействием процесса соединения ('ве-
личина адгезии, эффект старения границ, дефектность
исходной поверхности и пр.).
Многими авторами [10, 14] установлено, что процес-
сы сварки (или пайки) могут существенно влиять на
электрофизические свойства полупроводниковых прибо-
ров (пороговое напряжение транзистора, пробивное на-
пряжение тонкого окисла, пробивное напряжение тран-
зистора МОП-структур и другие характеристики).
При непосредственном присоединении алюминия или
золота к кремнию возникают ограничения по темпера-
туре, давлению и степени окисленности поверхности по-
лупроводникового материала [8]. Сварка давлением
тонких золотых проводников (круглых проволочек) с
кристаллами кремния может осуществляться при нагре-
ве до температур, не превышающих 350°С, так как уже
при 375°С золото с кремнием образуют эвтектику. Золо-
то с кремнием, имеющим толстую окисную пленку, очень
трудно соединить. Их соединение при температурах
ниже температуры образования эвтектики происходит в
том случае, если толщина окисной пленки на кремнии
100 А. Даже при контактно-реакционной пайке золота
с кремнием при температурах выше 375°С требуются до-
статочно интенсивные относительные перемещения (виб-
рация) для получения качественных соединений [10].
При сварке алюминия с кремнием на качество сое-
динения влияет тип кремния. Так, при сварке на одина-
ковых режимах алюминиевых проводников с кристалла-
ми кремния p-типа сварные соединения обладают мень-
шей прочностью, чем соединения с кристаллами кремния
/i-типа. Прочность соединения (усилие отрыва) в значи-
тельной степени зависит от ориентации кристаллографи-
ческих осей относительно направления касательных на-
пряжений сварного контакта. При сварке на поверхнос-
ти (111) монокристалла кремния p-типа наибольшая
прочность соединения получена при ориентировке крис-
талла, когда направление < 110> совпадает с направ-
лением касательных напряжений [8].
При сварке алюминия с окисленным кремнием мож-
| но получить достаточно прочные соединения. Однако в
этом случае из-за отсутствия непосредственного соедине-
14
пня алюминия с кремнием резко увеличивается омичес-
кое сопротивление контакта.
Хорошо известно, что до 45% -всех отказов возника-
ет из-за дефектов сварки (или пайки) проводников при
монтаже интегральных схем (11J.
Одной из причин разрушения контактных соединений золотых
проводников с алюминиевыми пленками, напыленными на кремний
или окись кремния, многие авторы считают образование интерметал-
лической пурпурной фазы AuxA^Siz. Кроме этого, в соединении об-
разуется фаза Аи2А1 серебристо-голубого цвета. Эти фазы, возника-
ющие в сварных контактах в процессе сварки и при их термической
обработке, обладают большой хрупкостью.
Некоторые авторы считают, что разрушение соединений золотой
проволоки с алюминиевой пленкой на окиси кремния или кремнии
не связано с образованием «пурпурной чумы» [15]. Анализ микро-
структуры термокомпрессионных соединений, полученных на более
толстой алюминиевой пленке (порядка 8 мкм вместо обычных 0,7—
1 мкм), показал, что при этом в зоне соединения возникают все фа-
зы, характеризующие диаграмму состояния золото — алюминий. При
сварке .на более тонкой пленке алюминия из-за недостаточного коли-
чества алюминия образуются только фазы, богатые золотом.
Возможные механизмы .возникновения обрывов в местах термо-
компрессионной сварки золота с алюминием на кремнии различны
[16]. Один из них предполагает, что между выводом и подложкой
возникает трещина вследствие различия параметров решетки и коэф-
фициентов термического расширения различных фаз, богатых золо-
том (Au4Al, AusA12, Au2A1), а также из-за имеющейся с самого нача-
ла у края сварной точки щели между нависающим расплющенным
золотым шариком и алюминиевым покрытием. Другое объяснение ос-
новывается на .возможности образования в местах сварки пустот
вследствие эффекта Киркендалла — переноса массы из области кон-
такта двух металлов вследствие различия коэффициентов диффузии
этих металлов. В этом случае важную роль должен играть перенос
золота в алюминиевое покрытие, расположенное по краям зоны сое-
динения.
Причиной разрушения сварных контактов в интегральных схемах
является плохая адгезия алюминия с двуокисью кремния. В этом
случае разрушение контакта происходит в результате действия меха-
нических напряжений.
При наличии в слое окисла дефектов в виде проколов, примес-
ных -включений, а также при малой толщине окисла, возможно за-
мыкание между алюминиевыми контактными площадками и кремни-
ем через слой окисла. Пробой через слой окисла наиболее вероятен
под сварным контактом, так как при сварке в слое окисла образуют-
ся дополнительные дефекты в виде дислокаций. При этом, как пра-
вило, ухудшения начальных электрических характеристик не наблю-
дается и отказ может произойти, спустя некоторое время.
Отдельные типы отказов инте1ральных схем обусловлены непра-
вильным выполнением внутреннего монтажа. Замыкания могут про-
исходить из-за неправильного монтажа кристалла в корпусе, непра-
вильного формирования проволочной перемычки. Использование про-
волоки с местными надрезами, утонениями и царапинами также
приводит к обрыву выводов. Для устранения отказов при работе
приборов требуется обязательный контроль изменений технологиче-
15
chipmaker.ru
Рис. 5. Виды разрушений сварных соединений металлического проводника с
плоской поверхностью полупроводника нли тонкой пленкой на подложке
ского процесса изготовления интегральных схем. Кроме того, необхо-
димо выполнять непрерывный эффективный контроль в процессе из-
готовления микросхем.
Испытание сварных .соединений на прочность прово-
дят путем отрыва проводника при приложении усилия
под разными углами к поверхности. Обычно при испыта-
ниях усилие прикладывают под углом 90°. При таком
испытании возможны пять видов разрушения сварных
соединений (рис. 5): с отслаиванием сварной точки от
поверхности пленки или полупроводника (а), с вырывом
сварной точки вместе с частью тонкой пленки (б), с от-
рывом части сварной точки от поверхности (а), по про-
воднику в зоне максимальной деформации (г), по про-
воднику вдали от сварного соединения (д).
При испытаниях на отрыв происходит постепенное
отдирание проводника от плоской поверхности. При этом
величину усилия определяет не общая площадь соедине-
ния, а в основном его ширина в направлении, перпенди-
кулярном оси проводника.
Характер разрушения зависит от многих факторов,
основными из которых являются: полнота взаимодейст-
вия соединяемых материалов на контактных поверхнос-
тях; величина пластической деформации проводника в
зоне контакта; форма сварной точки, которая зависит от
рабочего профиля инструмента (пуансона), деформиру-
ющего привариваемый проводник; адгезия пленки с под-
ложкой или подслоем, которая может изменяться при
воздействии сварочного импульса; пластичность прива-
риваемого проводника и уровень механических напря-
жений, возникающих в проводнике и подложке.
При выборе способа соединения и отработке режи-
мов сварки обычно добиваются такого положения, что-
бы разрушение соединения (см. рис. 5) происходило по
типу г или в, и лишь иногда допускается разрушение по
типу а.
16
При этом требуется, чтобы прочность соединения сос-
тавляла определенный процент от прочности проводника
на разрыв или от прочности адгезии пленки с подлож-
кой. В ряде случаев добиваются прочности не ниже
80—90% от прочности проводника на разрыв [11].
Требования к соединениям и процессам
микросварки давлением
К сварному контакту и методу соединения в микросхе-
мах предъявляются следующие требования: прочность
контакта не должна быть ниже прочности адгезии плен-
ки с подложкой, электропроводность контакта не дол-
жна изменяться при длительном хранении, площадь кон-
такта не должна быть слишком большой (не более 0,1—
0,05 мм2 для проводника диаметром 100 мкм), не дол-
жны существенно изменяться физико-механические свой-
ства свариваемых материалов.
Процесс сварки проводников с металлическими плен-
ками на диэлектрических подложках из стекла, ситалла,
керамики требует создания такого цикла нагрева сва-
риваемых деталей, при котором не происходит разруше-
ния подложки в зоне соединения в результате термичес-
кого удара. Наиболее приемлемый термический цикл
нагрева и охлаждения подложки в зоне соединения при
соединении этих сочетаний приведен на рис. 6 [11].
Относительно медленный нагрев в начале термического
цикла и плавное регулируемое охлаждение после свар-
ки позволяют снизить термические напряжения в под-
ложке, предотвратить возникновение трещин и сколов
в зоне сварного соединения и уменьшить влияние про-
цесса сварки на прочность адгезии пленки к подложке.
При сварке на печат-
ные платы, которые нель-
зя нагревать до высокой
температуры, требуется
выполнять сварку при ми-
нимальной длительности
импульса нагрева (менее
3—5 мс).
Такие разнообразные
особенности потребовали
разработки специальных
требований к методам со-
Рис. 6. Оптимальный термический цикл
при сварке проводников к тонким
пленкам на диэлектрических подлож-
ках
17
I chipmaker.ru
единения и создания различных спосооов микросварки,
которые можно наиболее эффективно применять для раз-
личных типов и размеров изделий.
Оптимальный метод соединения микросхем должен удовлетво-
рять следующим требованиям: прочность соединения должна быть
близка к прочности соединяемых элементов микросхемы; соединение
должно иметь минимальное омическое сопротивление; основные па-
раметры процесса соединения (температура нагрева, давление и дли-
тельность выдержки) должны быть минимальными (чтобы не по-
вреждались элементы схемы); возможность соединения разнообраз-
ных сочетаний материалов; после процесса соединения не должно
оставаться материалов, вызывающих коррозию; качество соединений
должно контролироваться простыми и надежными методами.
Из общеизвестных методов сварки давлением при
производстве микроэлектронных схем применяются: кон-
тактная точечная сварка, ультразвуковая сварка, холод-
I ная сварка, диффузионная сварка.
Специально для микросхем разработано 'несколько
оригинальных методов микросварки давлением: термо-
компрессия, сварка давлением с импульсным косвенным
нагревом (СКИН), ультразвуковая сварка с косвенным
импульсным нагревом (УЗСКН), ультразвуковая сварка
крутильными колебаниями специальной формы, односто-
ронняя контактная сварка.
Каждый из этих методов имеет свои преимущества и
недостатки и применяется в зависимости от природы со-
единяемых материалов, типов микросхем и размеров
выводов и контактных площадок.
Характеристики свариваемости некоторых сочетаний
материалов основными способами микросварки давлени-
। ем приведены в табл. 1 [11].
Таблица 1
СВАРИВАЕМОСТЬ МАТЕРИАЛОВ СПОСОБАМИ МИКРОСВАРКИ
ДАВЛЕНИЕМ
Способы микросварки и материал выводов
Материал кон- тактной площад- ки (подложка — ситалл) односто- ронняя контактная сварка Au | Al | Си сварка косвен- ным импуль- сным нагревом Au | Al | Си ультразвуко- вая микро- сварка Au | Al | Си термокомп сия (нагре пуансоно Au | Al рес- тым м) Си
Аи (подслой ни- хрома) Си пли Ni (под- слой нихрома) 4-4- — L □ L 4-4- + + _1 L II + + Ч-+ Ч-+ + + 1
Ч—F 1 Г ч- 1 г ++ Г Г ч- 1 Г ++ 1 г Ч-
А1 + — + + + — + Ч—h — ++ + —
Примечание. ь+- свариваются хорошо + - свариваются удовлет-
ворительно;-----не свариваются.
18
Подробный анализ способов микросварки, технологи-
ческих режимов и свойств сварных соединений изложен
в гл. III.
Глава II
ВЗАИМОДЕЙСТВИЕ МАТЕРИАЛОВ
ПРИ МИКРОСВАРКЕ ДАВЛЕНИЕМ
Методы исследования
Согласно многочисленным исследованиям (см., например
[2—9]), процесс соединения материалов в твердой фазе
складывается из разнообразных физических и химичес-
ких явлений, возникающих на контактных поверхностях
и в приконтактной зоне под действием давления и тем-
пературы. Для выработки общих представлений о про-
цессе соединения необходимо прежде всего выяснить
признаки этих явлений.
Далее можно выяснять природу явлений, обусловли-
вающих данный характер взаимодействия.
Не вызывает особых возражений представление про-
цесса соединения материалов в твердой фазе как топо-
химической реакции, т. е. реакции, протекающей на по-
верхности твердого тела.
По современным представлениям [17], в основе лю-
бой химической реакции типа замещения, присоединения
и т. п. лежит процесс разрыва связей в исходных веще-
ствах и образование новых связей, приводящих к обра-
зованию нового вещества. В случае химических реакций
в твердом теле или на его поверхности большая роль в
таком процессе отводится структурным микродефектам
[18]. Общим для всех реакций является также стадий-
ность их протекания во времени [19].
Имеется ряд работ (см., например [20]), в которых
показано, что разнообразные химические процессы начи-
нают развиваться на дефектных местах реальной повер-
хности или внутри твердого тела как активных центрах.
В качестве дефектов рассматриваются ступени скола и
скольжения, места выхода дислокаций и точечные де-
фекты. Развитие реакции на дефектных местах приводит
в конечном итоге к их декорированию. Декорированные
19
chipmaker, ru
дефекты легко выявляются и наблюдаются даже под оп-
тическим микроскопом.
Соединение материалов в твердой фазе происходит
под действием давления и температуры, в результате
чего материалы подвергаются пластической деформации.
По современным представлениям [21, 22], пластиче-
ская деформация кристаллических твердых тел происхо-
дит в результате размножения и движения дислокаций.
Можно предположить, что при соединении материалов в
твердой фазе на контактную поверхность выходят дис-
локации. В этих местах на контактной поверхности воз-
никают активные центры, на которых прежде всего дол-
жно начаться взаимодействие соединяемых материалов.
Прошедшее взаимодействие в случае разнородных 'ма-
териалов может оставить о себе метки в виде декориро-
ванных участков, по расположению и виду которых мож-
но представить характер взаимодействия.
Исходя из такого предположения, для исследования
характера взаимодействия материалов можно использо-
вать следующий метод: удалять через определенные про-
межутки времени после начала сварки один из матери-
алов с поверхности другого. В таком случае сваривать-
ся должны разнородные материалы, а реактив должен
быть активным только для одного из них. После страв-
ливания одного из „материалов на контактной поверхнос-
ти другого должны наблюдаться следы прошедшего вза-
имодействия, расположение и форма которых являются
предметом исследования. После выяснения характера
взаимодействия можно решать вопрос о механизме вза-
имодействия и кинетике его развития.
Для того чтобы разобраться в механизме взаимодей-
ствия, нужно проанализировать влияние на процесс вза-
имодействия большого количества самых разнообразных
факторов. Однако, если учесть, что процесс соединения
протекает одновременно с релаксацией затрачиваемой
на него энергии, то выяснение механизма взаимодейст-
вия можно провести более целенаправленно. Соединение
материалов в твердой фазе происходит под действием
давления. Следовательно, оно должно коррелироваться
с процессом релаксации механических напряжений, т. е.
процесс соединения должен «вмешиваться» в процесс ре-
лаксации, или наоборот. Энергия активации этого про-
цесса может дать ответ на вопрос о явлениях, обуслов-
ливающих взаимодействие, или определить группу явлс-
20
ний в твердом теле, которую следует анализировать
далее.
Исследование релаксации напряжений представляет
большие трудности [23]. При соединении материалов в
твердой фазе оно еще более осложняется тем, что ре-
лаксация протекает в зоне контакта. В этом случае для
исследования релаксации приемлем поляризационно-оп-
тический метод. Но в этом случае следует соединять оп-
тически прозрачные материалы.
Из этих соображений в качестве модельных матери-
алов выбраны полупроводники (кремний и германий), к
которым присоединяются пластические металлы (алю-
миний и золото).
Физические и химические свойства указанных материалов доста-
точно подробно исследованы [24]. В настоящей работе будут отме-
чены только те из них, на основе которых они выбраны как модель-
ные материалы для исследования контактных явлений при сварке и
используемые в дальнейшем для анализа процесса соединения.
Таблица 2
СОПРОТИВЛЕНИЕ ОДНООСНОЙ ДЕФОРМАЦИИ АЛЮМИНИЯ
ПРИ РАЗЛИЧНОЙ ТЕМПЕРАТУРЕ, СТЕПЕНИ И СКОРОСТИ
ДЕФОРМАЦИИ
Деформация е, % Скорость дефор- мации —1 е, с (Г, кгс/мм®, при Г, °C
20 200 400 500
20 40 5-Ю-4 110® 5-10—4 1-Ю2 13,1 21,0 14,0 24,0 4,2 12,5 4,5 16,0 0,95 6,0 1,3 9,0 0,62 5,0 0,7 6,7
Алюминий и золото — весьма пластичные г. ц. к. металлы [22|.
Предел прочности на растяжение алюминия чистотой 99,996% в от-
ожженном состоянии составляет 5 кгс/мм2; в холоднокатаном сос-
тоянии 11,5 кгс/мм2, золота 15 кгс/мм2 [24]. Значения сопротивления
одноосной деформации алюминия при температурах от 20 до 500“С
и различных значениях величины и скорости деформации приведены
в табл. 2 [25].
Кремний и германий — типичные представители ковалентных
кристаллов со структурой алмаза, в элементарной ячейке которого
имеется восемь атомов. Половина атомов занимает вершины и цент-
ры граней гранецентрированного куба, другая половина—центры че-
тырех малых октантов из восьми. Каждый атом окружен четырьмя
другими атомами и образует четыре sp3—гибридные ковалентные
связи. При комнатной температуре кремний (как почти все ковалент-
ные кристаллы) очень хрупкий и раскалывается без значительных
предшествующих деформаций при нагрузке порядка 10 кгс/мм2.
21
<er.ru
Впервые способность приобретать германием и кремнием пласти-
ческие свойства с повышением температуры была установлена Гал-
лахером [26]. Для кремния он определил температуру, при которой
последний приобретает заметные пластические свойства, равную око-
ло 900°С, для германия 600°С. Позднее с получением более чистых
монокристаллов кремния и германия и с усовершенствованием мето-
дов испытания было установлено, что они могут приобретать пласти-
ческие свойства при более низких температурах.
В 1963 г. В. И. Трефилов и Ю. В. Мильман [27] методом микро-
твердости установили температурный порог пластичности (ТКр) для
кремния, равный около 500°С, для германия 275°С. При этом на ос-
новании наклона кривой микротвердости при T<TKf ими высказано
предположение о возможности низкотемпературной (<ГКр) пласти-
ческой деформации кремния и германия. В 1965 г. Джонсон [28]
прямым исследованием подвижности дислокаций показал, что крем-
ний может пластически деформироваться при 450°С, германий — при
220°С. В 1967 г. В. И. Трефилов с сотр. [29] методом фотоупругости
зарегистрировали релаксацию напряжений вокруг отпечатка микро-
твердости в кремнии n-типа при отжиге начиная с 300°С. Это явле-
ние объяснено движением дислокаций под действием остаточных на-
пряжений вокруг отпечатка микротвердости. Предложено считать
для кремния Т’кр«300°С.
Кремний и германий являются аналогами по многим физическим
и химическим свойствам [21, 24]. Это обстоятельство вместе с тем,
что они приобретают способность к пластической деформации при
разных температурах, делает их весьма .интересными модельными
материалами для исследования контактных явлений.
Кремний и германий обладают ярко выраженной анизотропией
свойств. Их деформация при скольжении происходит главным обра-
зом в плоскости {111}, направлением скольжения является <110z>.
Предельная плотность дислокаций в полупроводниковых кристаллах
составляет 108 см-2 [21].
Кремний и германий могут быть в двух состояниях: и- и д-типа.
В зависимости от состояния и химического состава их механиче-
ские свойства могут существенно различаться [30].
Кремний на воздухе начинает окисляться при температуре бо-
лее 400°С. Кремний и германий хорошо растворяются в щелочах, ио
лучше всего в реактивах на основе HF [24, 31].
Алюминий с кремнием образуют эвтектику при 577°С, с герма-
нием — .при 424°С; золото с кремнием — при 370°С, с германием —
356°С [32].
Наиболее трудным продолжает оставаться вопрос о роли окис-
лов в процессе соединения. Окислы обладают ковалентными связями
с соответствующей степенью ионности. В частности, для окислов ме-
таллов степень ионности составляет 0,4—0,7. Она обусловлена раз-
ными значениями эффективного заряда ядер и отсюда разными зна-
чениями эффективной силы притяжения электронов к ядру атомов
элементов, образующих окислы ГЗЗ]. Это обстоятельство в какой-то
мере уравнивает окислы с полупроводниками и делает последние
материалами, на которых в первом приближении можно дать ответ
на затронутый вопрос.
К способам сварки давлением относятся: холодная,
диффузионная, ультразвуковая, взрывом. Первые три
способа основываются на единой схеме процесса, кото-
22
рая заключается в том, что к соприкасающимся матери-
алам (деталям) прикладывается давление пуансоном.
Диффузионная сварка отличается от холодной подо-
гревом свариваемых деталей. Диффузионная сварка
осуществляется в вакууме или в защитной среде.
Ультразвуковая сварка осуществляется под действи-
ем давления, передаваемого свариваемым материалам
пуансоном, колеблющимся с ультразвуковой частотой,
как правило, в плоскости, параллельной плоскости кон-
такта. По схеме выполнения ультразвуковая сварка от-
личается от холодной тем, что сжимающий материалы
пуансон колеблется.
При сварке взрывом соединяемые материалы не на-
ходятся предварительно в контакте друг с другом. Они
приводятся в контакт под действием взрыва, который
метает пластину одного материала на пластину другого.
Соединение материалов здесь также происходит под
действием давления.
Во всех случаях соединяемые материалы, один или
оба, испытывают пластическую деформацию. Пластиче-
ская деформация сопровождается выделением теплоты
[34]. Поэтому при осуществлении сварки любым спосо-
бом происходит подогрев соединяемых материалов.
Величина подогрева зависит от интенсивности плас-
тической деформации. Ниже этот вопрос будет рассмот-
рен количественно.
Перечисленные способы сварки, в которых определя-
ющими процесс соединения являются давление и тем-
пература, отличаются между собой интенсивностью воз-
действия на материалы.
Для исследования контактных явлений, обусловлива-
ющих процесс соединения, наиболее приемлемы способы
сварки, при которых соединение образуется в течение
длительного периода времени. В связи с этим для ука-
занных исследований выбран способ сварки в атмосфер-
ных условиях давлением с подогревом, позволяющий в
большом диапазоне регулировать параметры процесса.
При этом учтено, что исследование процесса необходимо
проводить применительно к микросварке давлением.
Сварку давлением с подогревом алюминия и золога
с монокристаллами кремния и германия производили
на установке, принципиальная схема которой представ-
лена на рис. 7. Монокристаллы кремния или германия
помещали на предметный столик—печку и подогревали
23
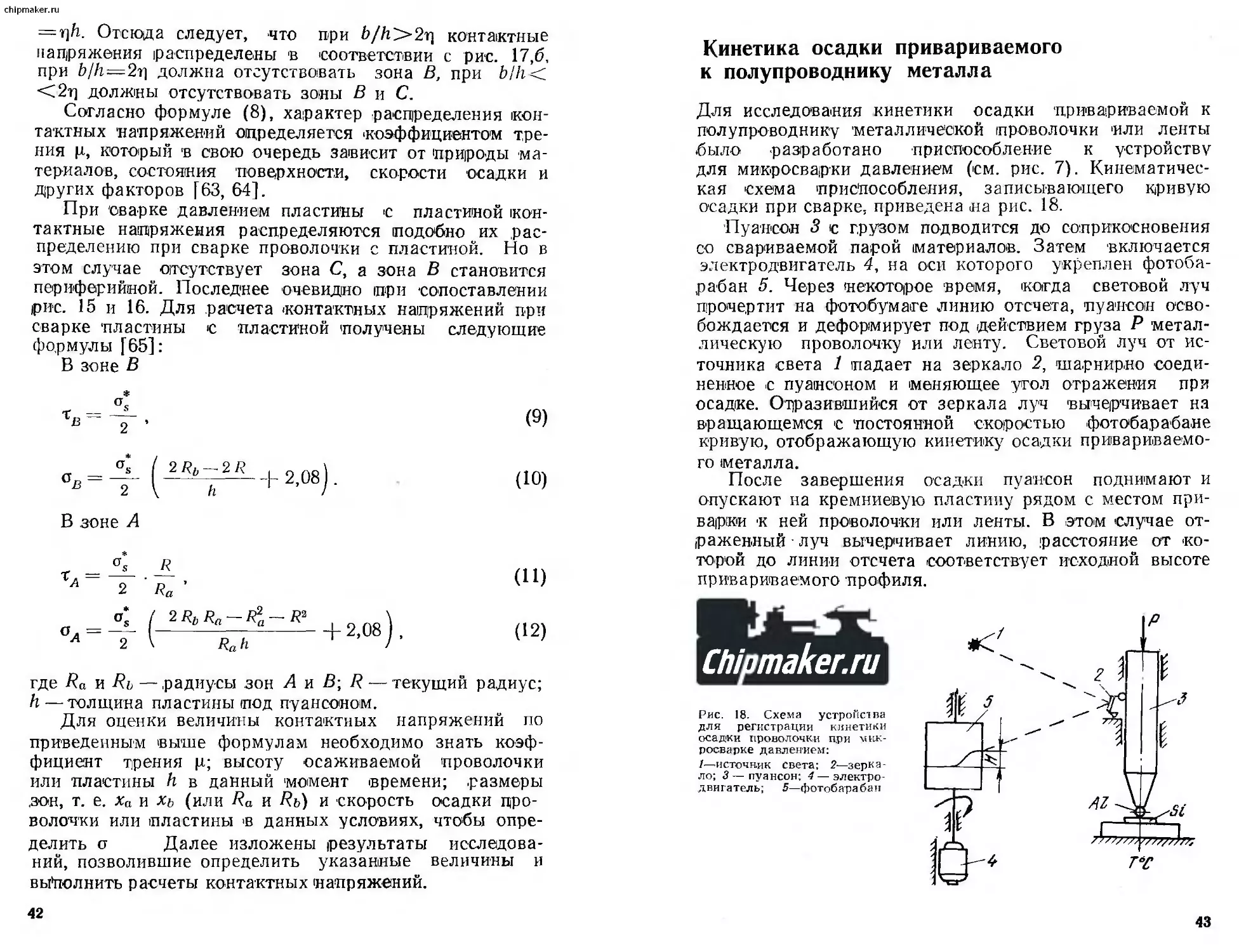
Рис. 7. Схема устройства для
сварки давлением с подогре-
вом:
/— пуансон; 2— привариваемая
проволочка; 3—кристалл крем-
ния; 4— предметный столик
(печюа)
до необходимой температуры
за счет теплопередачи от сто-
лика. На кристалл помещали
алюминиевую или золотую про-
волочку или фольгу, которая
прижималась к нему пуансо-
ном из кварца под необходи-
мым для сварки давлением.
Переменными параметрами
были давление (Р), темпера-
тура (Т) и длительность вы-
держки (t). Давление изменя-
лось от 1 до 20 кгс/мм2, темпе-
ратура от 300 до 450°С, дли-
тельность от 3 с до 16 мин.
Для того чтобы иметь представ-
ление о реальной температуре в кон-
такте металла с полупроводником
были проведены измерения темпера-
печки, так и на поверхности полу-
туры как на поверхности
проводникового кристалла под пуансоном. Вместо проволочки при-
жимался к кристаллу пуансоном ножевой спай термопары медь —
копель (диаметр проволочек 0,06 мм), т. е. фактически имитировался
процесс сварки. Спай другой термопары был закреплен специальным
прижимом иа поверхности печки вблизи кристалла. Первая термопа-
ра была подключена к осциллографу Н-102, вторая — к милливольт-
метру МПЩПр-54. Примерно через две секунды, после того как
опай первой термопары прижимался пуансоном к кристаллу, темпе-
ратура в контакте достигала предельного значения, которое практи-
чески соответствовало температуре на поверхности печки. Поскольку
длительность сварки больше этого времени, то можно считать, что
температура в месте контакта материалов при сварке пуансоном из
кварца соответствует температуре на поверхности печки. По ней в
опытах оценивали температуру в месте контакта.
К кристаллам кремния или германия приваривали
алюминий в виде проволоки диаметром 0,1—0,3 мм или
в виде фольги толщиной 0,24 мм, золото в виде прово-
лочки диа1метром 0,04—0,1 мм. Пуансон имел плоский то-
рец с округленными краями диаметром, как правило, в
три раза превышающим диаметр проволочки или толщи-
ну фольги. Согласно данным [35], наиболее оптималь-
ным отношением диасметра торца пуансона к толщине
свариваемых листов является отношение порядка 1,5—3.
Был выбран верхний предел, чтобы уменьшить деформа-
цию привариваемого металла.
Кристаллы кремния и германия имели размеры по-
рядка 10X10X0,5 мм. Поверхность кристаллов под свар-
24
ку подготавливали по технологии /полупроводникового
производства [1].
Алюминий и золото приваривали к плоскостям {111},
{110} и {100} .монокристаллов кремния и германия.
Кристаллы ориентировали под разными направлениями
к направлению деформации проволочки.
Для выяснения влияния состояния поверхности моно-
кристаллов кремния и их химического состава на про-
цесс соединения сварку производили к кристаллам с раз-
нообразной обработкой поверхности, а также к кристал-
лам кремния n-и и p-типа, легированным фосфором и
бором соответственно до разной .концентрации.
Ви? сварки, принятый за основу при исследовании процесса сое-
динения материалов в твердой фазе, является широко распростра-
ненным в производстве полупроводниковых приборов способом свар-
ки, предложенным Андерсоном и Кристенсеном под названием тер-
мокомпрессия1. Сварка по этому способу является по существу уко-
лом .поверхности кристалла через пластичную прокладку. Такой вид
укола, который можно назвать мягким, создает чисто поверхностную
деформацию кристалла. При уколе пирамидой на приборе ПМТ-3
или просто пуансоном, даже притупленным, создаются локальные
очаги деформации с очень высоким напряжением и достаточно глу-
боким проникновением пирамиды (.пуансона) в кристалл. При мяг-
ком уколе пластическая прокладка устраняет дефекты обработки по-
верхностей и позволяет получать, как будет показано ниже, распре-
деленные по определенному закону нормальные и касательные на-
пряжения в контакте. Поэтому данный вид сварки интересен и с
точки зрения исследования закономерностей упругопластической де-
формации поверхности кристаллов.
Характер взаимодействия металла
с полупроводником
По результатам испытания на прочность .было установ-
лено, что соединение алюминия и Золота с монокристал-
лами кремния и германия начинает образовываться .при
их подогреве .до температуры 300°С и выше. Необходи-
мое давление при этом должно быть кгс/мм2. В
этих условиях взаимодействие указанных материалов
возникает в течение первых секунд после приложения
нагрузки на пуансон и развивается в течение минут.
В соответствии с этими закономерностями исследова-
ние контактных поверхностей производили на образцах,
свариваемых в диапазоне от 1 с до нескольких минут
при указанных выше значениях температуры и давления.
1 Пат. (США), № 3006067, 1961.
25
I chlpmaker.ru
I
I
I
I
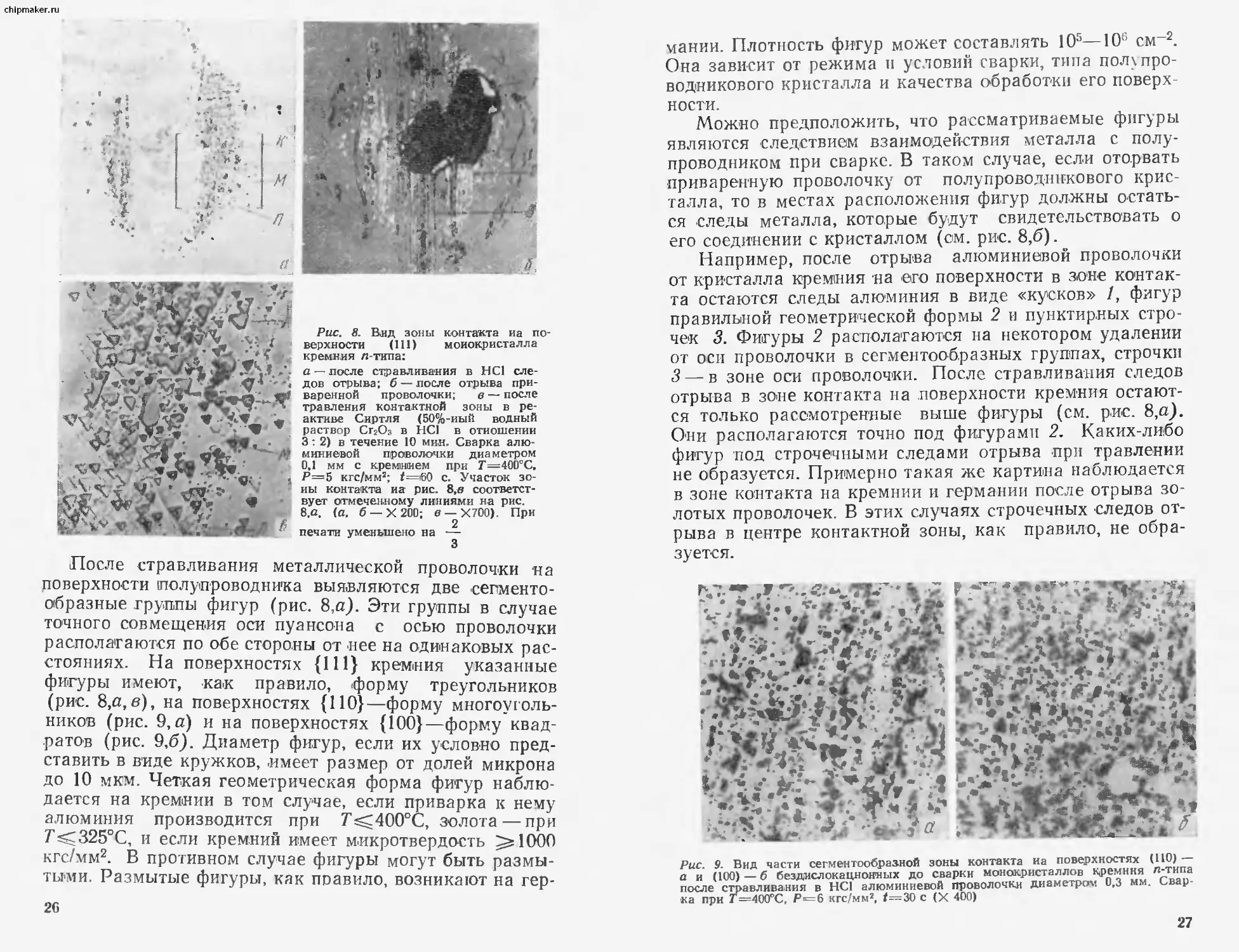
Puc. 8. Влд зоны контакта иа по-
верхности (Ш) монокристалла
кремния л-титта:
а — после стравливания в НС1 сле-
дов отрыва; б — после отрыва при-
варенной проволочки; в — после
травления контактной зоны в ре-
активе Сиртля (50%-иый водный
раствор Сг20з в НС1 в отношении
3: 2) в течение 10 мин. Сварка алю-
миниевой проволочки диаметром
0,1 мм с кремнием при 7'=400°С,
Р=5 кгс/мм2; f=i60 с. Участок зо-
ны контакта иа рис. 8,в соответст-
вует отмеченному линиями на рис.
8,а. (а, б —Х 200; в — Х700). При
2
печати уменьшено на —
3
После стравливания металлической проволочки на
поверхности полупроводника выявляются две сегменто-
образные группы фигур (рис. 8,а). Эти группы в случае
точного совмещения оси пуансона с осью проволочки
располагаются по обе стороны от нее на одинаковых рас-
стояниях. На поверхностях {111} кремния указанные
фигуры имеют, как правило, форму треугольников
(рис. 8,а,в), на поверхностях {НО}—форму многоуголь-
ников (рис. 9, а) и на поверхностях {100}—форму квад-
ратов (рис. 9,6). Диаметр фигур, если их условно пред-
ставить в виде кружков, .имеет размер от долей микрона
до 10 мкм. Четкая геометрическая форма фигур наблю-
дается на кремнии в том случае, если приварка к нему
алюминия производится при 7’^400°С, золота — при
Г<;325ОС, и если кремний имеет микротвердость ^1000
кгс/мм2. В противном случае фигуры могут быть размы-
тыми. Размытые фигуры, как правило, возникают на гер-
26
мании. Плотность фигур может составлять 105—10" см-2.
Она зависит от режима и условий сварки, типа полупро-
водникового кристалла и качества обработки его поверх-
ности.
Можно предположить, что рассматриваемые фигуры
являются следствием взаимодействия металла с полу-
проводником при сварке. В таком случае, если оторвать
приваренную проволочку от полупроводникового крис-
талла, то в местах расположения фигур должны остать-
ся следы металла, которые будут свидетельствовать о
его соединении с кристаллом (см. рис. 8,6).
Например, после отрыва алюминиевой проволочки
от кристалла кремния па его поверхности в зоне контак-
та остаются следы алюминия в виде «кусков» /, фигур
правильной геометрической формы 2 и пунктирных стро-
чек 3. Фигуры 2 располагаются на некотором удалении
от оси проволочки в сегментообразных группах, строчки
3 — в зоне оси проволочки. После стравливания следов
отрыва в зоне контакта на поверхности кремния остают-
ся только рассмотренные выше фигуры (см. рис. 8,а).
Они располагаются точно под фигурами 2. Каких-либо
фигур под строчечными следами отрыва при травлении
не образуется. Примерно такая же картина наблюдается
в зоне контакта на кремнии и германии после отрыва зо-
лотых проволочек. В этих случаях строчечных следов от-
рыва в центре контактной зоны, как правило, не обра-
зуется.
Рис. 9. Вид части сегментообразной зоны контакта иа поверхностях (НО) —
а и (100) — б бездислокацнонных до сварки монокристаллов кремния п-типа
после стравливания в НС1 алюминиевой проволочки диаметром 0,3 мм. Свар-
ка при Т—400°С, Р=6 кгс/мм2, /=30 с (X 400)
27
I chipmaker.ru
При измерении на приборе ПМТ-3 микротвердости в
зоне фигур, образующихся .при травлении, и вне фигур
получены одинаковые результаты в пределах 900—
1200 кгс/мм2. Микротвердость материала фигур 2 после
отрыва значительно меньше микротвердости исходного
кремния. При нагрузке на пирамиду 5 гс диагональ от-
печатка на фигуре 2 примерно в три раза больше диаго-
нали отпечатка на кремнии.
Микротвердость включений в кристаллах кремния,
сильно легированных алюминием, по данным работы
[36], может снижаться до 175 кгс/мм2 по сравнению с
микротвердостью монокристаллов кремния без включе-
ний, равной 950—1200 кгс/мм2.
Таким образом, фигуры на поверхности полупровод-
ника являются следами соединения металла с полупро-
водником. В результате травления и оценки микротвер-
дости материала фигур установлено, что взаимодействие
металла с полупроводником происходит в очень тонком
поверхностном слое. Поскольку взаимодействие материа-
лов поверхностное, то фигуры названы фигурами повер-
хностного декорирования.
Строчечные следы отрыва 3 в зоне контакта на крем-
нии свидетельствуют о том, что в зоне оси проволочки
между алюминием и кремнием также происходит какое-
то взаимодействие при сварке. Но после стравливания
следов отрыва каких-либо следов этого взаимодействия
на поверхности кремния не остается. На основании этого
можно предположить, что в разных зонах контакта меж-
ду металлом и полупроводником возникают разные ви-
ды взаимодействия. По результатам травления взаимо-
действие в зоне оси проволочки определено как поверх-
ностное, на некотором удалении от нее — как объемное.
Следствием объемного взаимодействия и являются фи-
гуры поверхностного декорирования.
Дефекты в поверхностном слое
полупроводника
Из рассмотренного выше прежде всего обращает на се-
бя внимание дискретность взаимодействия, расположе-
ние очагов взаимодействия в строго определенных зо-
нах, их форма, размеры и плотность. Возможных при-
чин, обусловливающих такой характер взаимодействия
металла с полупроводником, можно назвать много.
28
Но, по-видимому, в первую очередь следует выяснить,
не связан ли такой характер взаимодействия со струк-
турными дефектами в поверхностном слое полупровод-
ника.
На рис. 8, в представлены фотографии зоны контак-
та на поверхности (111) монокристалла кремния.
На фотографии четко видны две группы ямок трав-
ления, расположенных в тех же местах, что и фигуры
поверхностного декорирования. Эти ямки имеют, как
правило, форму треугольников, одни из которых плос-
кодонные, другие — пирамидальные.
Кроме указанных ямок, расположенных в сегменто-
образных зонах, на поверхности монокристаллов внут-
ри и вне зоны контакта видны маленькие пирамидаль-
ные ямки, возникающие на ростовых дислокациях и
мелкие светлые ямки на дислокациях обработки.
Фотографии, приведенные на рис. 8, иллюстрируют
зоны контакта на монокристалле кремния, поверхность
которого до сварки обрабатывалась только алмазной
полировкой. Поэтому на ней после селективного трав-
ления, кроме указанных ямок, выявляются царапины.
Исходные монокристаллы содержат до 103 см-2 росто-
вых дислокаций.
Если природа последних двух видов ямок не вызы-
вает сомнений, то о природе ямок в сегментообразных
зонах сказать с такой определенностью без специальных
исследований трудно. По-видимому, ответить на этот
вопрос будет возможно после анализа разнообразных
причин, среди которых прежде всего, по нашему мне-
нию, следует рассмотреть возможную роль во взаимо-
действии структурных дефектов.
Хористра [37] на основе теоретического анализа показал, что в
кристаллах с решеткой алмаза (кремний, германий) возможны 10 ти-
пов дислокаций: три из ник являются простыми, остальные семь —
сложными. Они образуются из простых путем их комбинации. Дал-
лманн и Хан [38] методом травления выявили все предсказанные
Хористра дислокации. ГТрн этом они установили угол, под которым
ось дислокации пересекает плоскость (111).
Помимо дислокаций в кремнии возможны дефекты упаковки
[39]. Их зарождению способствует сегрегация примесей на дислока-
циях и окисная пленка [40—42].
Для выявления дефектов в твердых телах применяются методы
травления [31], объемного декорирования в сочетании с поляриза-
ционно-оптическими исследованиями [43], методы трансмиссионной
электронной микроскопии [44] и рентгеновской дифракции [45]. Из
перечисленных методов наиболее простым является метод травления.
Для выявления этим методом дефектов кристаллической решетки в
кристаллах кремния и германия разработан целый ряд разиообраз
29
chipmaker.ru
ных селективных травителей и технология травления [31, 38]. Наи-
более распространенным травителем для кремния является хромово-
кислый травитель Сиртля (50%-ный водный раствор Сг20з в HF в
отношении 1:2, 1:1 или 3:2), который позволяет выявлять все ви-
ды дефегтов кристаллической решетки
На основе многочисленных исследований, позволяющих устано-
вить необходимые закономерности, методом травления удается до-
статочно объективно выявить дефекты кристаллической решетки раз-
ных видов [31, 46, 47] Однако для точного ответа иа запрос о типе
дефекта, выявляемого избирательным травлением, следует сочетать
метод травления с одним из физических методов исследования.
Сварка алюминия и золота с германием и кремнием
производится .при температурах, при которых германий
может пластически деформироваться, а пластическая
деформация кремния является проблематичной Поэто-
му принципиальный интерес представляет кремний.
Вследствие этого ниже в основном рассматриваются
процессы в поверхностном слое кремния.
При внимательном сопоставлении зон контакта на
кремнии после стравливания алюминия и последующе-
го прецизионного селективного травления (см. рис. 8, а
и в) установлено, что ямки возникают под фигурами
поверхностного декорирования. При этом размер и вид
ямок травления, как правило, зависят от размера и ви-
да фигур поверхностного декорирования и длительнос-
ти селективного травления. Под крупными фигурами
поверхностного декорирования (см. рис. 8) при селек-
тивном травлении возникают крупные плоскодонные
ямки (К), под маленькими (точечными) фигурами—-
менее крупные, чем (К) пирамидальные ямки (М).
Очень маленькие по величине ямки (П) образуются
при селективном травлении только вблизи крупных
ямок, но при этом на поверхности кремния после отры-
ва алюминия или после стравливания следов отрыва в
местах их расположения не обнаруживаются какие-ли-
бо следы взаимодействия алюминия с кремнием.
Структура ямок травления под очагами взаимодей-
ствия была исследована методом электронной микро-
скопии угольных реплик (рис. 10). Установлено, что
часть ямок на поверхностях (111) и почти все ямки на
поверхностях (ПО) и (100) имеют пирамидальную
форму. В отличие от ямок типа (М) на плоскостях
(111), имеющих вид трехгранных пирамид, ямки на пло-
скостях (ПО) представляют собой вытянутые шестигран-
ные пирамиды, на плоскостях (100)—четырехгранные.
30
Chipmaker.ru
Рис. 10. Вид ямок травления в зо-
не контакта на различных поверх-
ностях монокристаллического крем-
ния:
а— (111), б—(ПО); в—(ЮО).
Сварка при 400°С (а — X 7500, б —
X 1200, е — X 9800)
Сварку производили при температуре 400°С. Со-
гласно данным [27—29], при этой температуре воз-
можна пластическая деформация кремния. Но в рас-
сматриваемом случае его деформация осуществлялась
через металл. Поэтому выявленные ямки травления
идентифицировать как дислокационные однозначно
нельзя. Они .могут являться следствием диффузионного
взаимодействия металла с кремнием. Известно, что дис-
локации могут возникать в полупроводниковых крис-
таллах в процессе диффузии [48].
В таком случае возникает необходимость рассмот-
реть вопрос о природе ямок с позиции диффузионных
процессов. Отметим, что в твердом теле диффузия ато-
мов по типу замещения наиболее быстро идет по дефект-
ным местам, которыми могут быть границы зерен и
одиночные дефекты: вакансии, дислокации [49—51].
Например, коэффициент диффузии атомов сурьмы в
монокристалле кремния при 650°С на семь порядков
chipmaker.ru
[52], а атомов индия в монокристалле германия при
750°С на пять порядков больше вдоль дислокаций, чем
в объеме [53].
С. 3. Бокштейчом [54] проведены специальные исследования из-
менения скорости диффузии от поверхности в глубь металла. По-
верхность металла предварительно подвергалась шлифованию, песко-
струйной или гидроабразивной обработке. Было установлено, что
скорость диффузии от поверхности в глубь металла резко падает:
например, коэффициент самодиффузии никеля в никелевом сплаве
уменьшается иа глубине 8 мкм от поверхности почти иа два поряд-
ка. Указанный вид обработки приводит к образованию в поверхност-
ном слое дефектов структуры типа дислокаций. Глубина поврежде-
ния составляет несколько микрон. Поэтому скорость диффузии в
тонком поверхностном слое должна быть гораздо выше, чем в объ-
еме.
Подобные [54] исследования выполнены И. Фелтынем и У. Ур-
телисом [55] иа монокристаллах германия с разной плотностью дис-
локаций. На примере диффузии галлия и сурьмы ими установлено,
что увеличение плотности дислокаций в германии на три порядка
(103-*106 см~2) приводят к увеличению эффективного коэффициента
диффузии в несколько раз.
Таким образом, если процесс взаимодействия при
соединении материалов в твердой фазе с самого начала
осуществляется за счет диффузии, то она прежде
всего должна начинаться на исходных дефектах. На
рис. 8 приведены фотографии зон контакта на полупро-
водниках, в поверхностном слое которых содержится
очень много дислокаций обработки. При внимательном
рассмотрении зон контакта не обнаружено, чтобы в
первую очередь работали исходные дефекты. Во всех
случаях объемное взаимодействие материалов происхо-
дит только в зоне на некотором удалении от оси прово-
лочки.
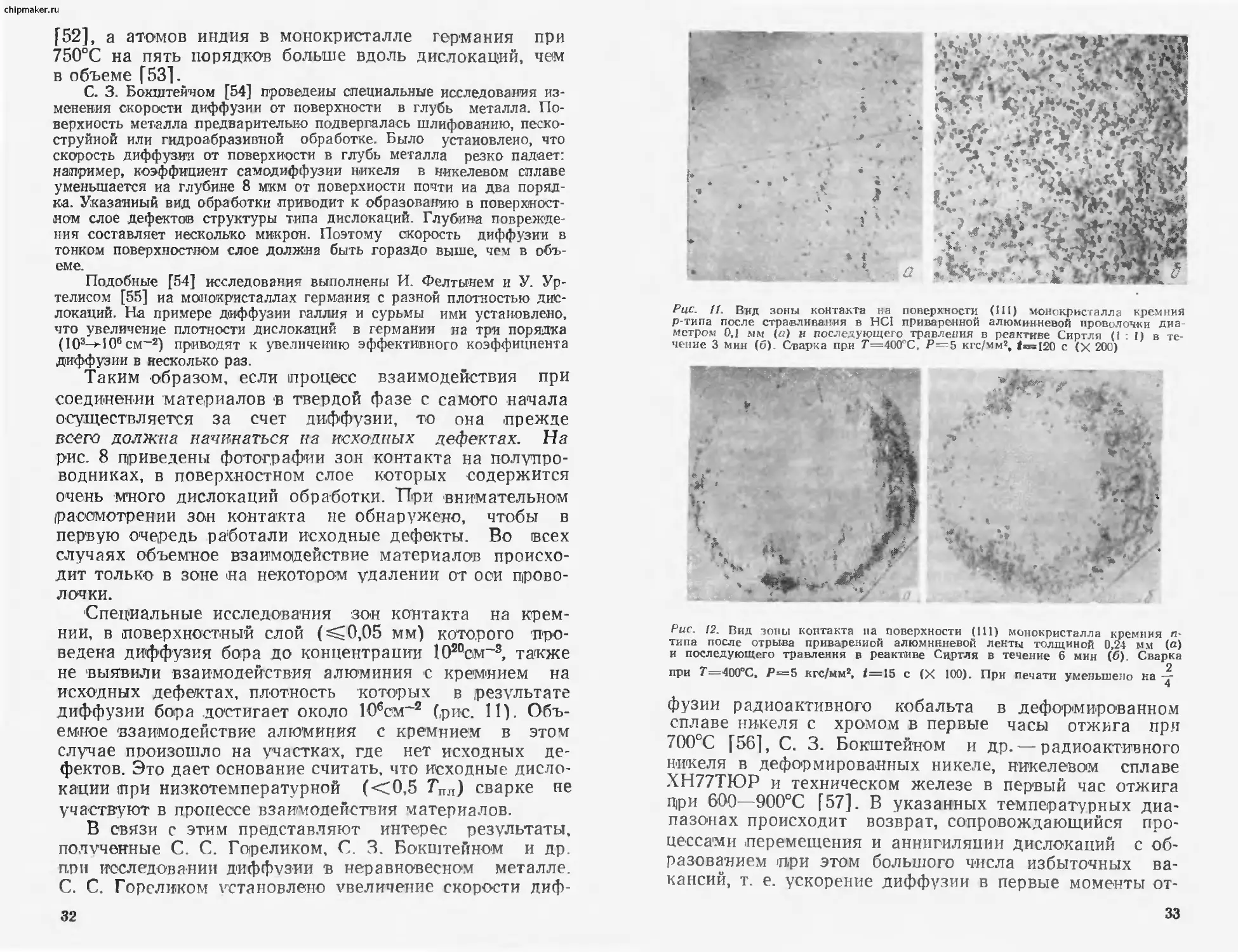
'Специальные исследования зон контакта на крем-
нии, в поверхностный слой (^0,05 мм) которого про-
ведена диффузия бора до концентрации 1020см~3, также
не выявили взаимодействия алюминия с кремнием на
исходных дефектах, плотность которых в результате
диффузии бора достигает около 10бсм~2 (рис. 11) Объ-
емное взаимодействие алюминия с кремнием в этом
случае произошло на участках, где нет исходных де-
фектов. Это дает основание считать, что исходные дисло-
кации три низкотемпературной (<0,5 ГПл) сварке не
участвуют в процессе взаимодействия материалов.
В связи с этим представляют интерес результаты,
полученные С. С. Гореликом, С. 3. Бокштейном и др.
при исследовании диффузии в неравновесном металле.
С. С. Гореликом установлено увеличение скорости диф-
32
Рис. ff. Вид зоны контакта на поверхности (III) монокристалла кремния
p-типа после стра.вливания в НС1 приваренной алюминиевой проволочки диа-
метром 0,1 мм (а) и последующего травления в реактиве Сиртля (1:1) в те-
чение 3 мин (б). Сварка при Т=400°С, Р=5 кгс/мм2, <ст=120 с (X 200)
Рис. 12. Вид зоны контакта па поверхности (111) монокристалла кремния п-
типа после отрыва приваренной алюминиевой ленты толщиной 0,24 м.м (о)
и последующего травления в реактиве Сиртля в течение 6 мин (б). Сварка
2
при Т=400°С» Р=5 кгс/мм2, /=15 с (X 100). При печати уменьшено на —
фузии радиоактивного кобальта в деформированном
сплаве никеля с хромом в первые часы отжига при
700°С [56], С. 3. Бокштейном и др. —радиоактивного
никеля в деформированных никеле, никелевом сплаве
ХН77ТЮР и техническом железе в первый час отжига
при 600—900°С [57]. В указанных температурных диа-
пазонах происходит возврат, сопровождающийся про-
цессами .перемещения и аннигиляции дислокаций с об-
разованием при этом большого числа избыточных ва-
кансий, т. е. ускорение диффузии в первые моменты от-
33
зкег.ги
жига нужно связывать не столько со структурными де-
фектами, как с .их перемещением. О скачке диффузии
в процессе перехода к пластической деформации сооб-
щается также в работе [51].
Перечисленные факты заставляют искать причину
рассмотренного выше объемного взаимодействия мате-
риалов при сварке в особенностях распределения кон-
тактных напряжений [58] и их участия в этом взаимо-
действии.
В связи с этим в случае приварки к кристаллу крем-
ния профиля, отличного от проволочки, распределение
фигур поверхностного декорирования и дислокационных
ямок травления должно быть иным, чем на рис. 8. Для
проверки .производили сварку алюминиевой фольги
толщиной 0,24 мм с монокристаллами кремния. Иссле-
дования по изложенной выше методике позволили уста-
новить (рис. 12), что следы отрыва (а) и ямки травле-
ния (б) располагаются на поверхности кремния в виде
кольца. При этом кольцо декорирования и ямок распо-
ложено на самой периферии зоны контакта. При свар-
ке проволочки с кристаллами кремния сегментообраз-
ные группы декорирования и ямок располагаются в
средней части между осью проволочки и границей зоны
контакта.
В поле напряжений диффузия приобретает макси-
мальную скорость, когда напряжения вызывают пласти-
ческую деформацию диффузионной зоны [51]. В рас-
сматриваемом случае сварки диффузии по исходным
дислокациям не происходит, объемное взаимодействие
алюминия с кремнием возникает только в определенных
зонах.
Все это вместе взятое и то, что аналогичные явле-
ния происходят при сварке алюминия с германием, ко-
торый при 300°С становится пластичным, позволяет
сделать предварительное заключение [59] о том, что
при сварке алюминия с кремнием давлением с подогре-
вом до 400°С происходит пластическая деформация по-
верхностного слоя кремния под действием приложен-
ных напряжений и этот процесс является ведущим в
процессе их объемного взаимодействия. Вследствие это-
го ямки типа К и М, образующиеся при селективном
травлении в зоне контакта на кремнии, являются рас-
травленными очагами объемного взаимодействия алю-
миния с кремнием, возникающими на свежих дислока-
34
ционных петлях типа П. Поскольку последние могут на-
ходиться Б базисных и тетраэдрических плоскостях, по-
стольку ямки травления могут иметь разный вид. Взаи-
модействие на дислокационной петле, находящейся в
базисной плоскости, дает при селективном травлении
плоскодонную ямку, взаимодействие на дислокационной
петле, находящейся в тетраэдрической плоскости, — пи-
рамидальную ямку.
Для подтверждения высказанного предположения
необходимо исследование распределения и величины
контактных напряжений и энергии активации процес-
са взаимодействия материалов, а также прямое дока-
зательство возможности пластической деформации
кремния при температурах сварки и тщательный ана-
лиз температуры в контакте совместно деформируемых
материалов.
Характер деформации металла
на контактной поверхности
и контактные напряжения
В процессах обработки металлов давлением на поверх-
ностях контакта деформируемого тела с инструментом
возникают нормальные и касательные напряжения. Ка-
сательные напряжения образуются в результате сме-
щения контактных частиц обрабатываемого металла от-
носительно инструмента по контактной поверхности.
Эти смещения являются следствием течения металла
в объеме тела [58].
В рассматриваемом случае сварки давлением кварцевый пуан-
сон и полупроводниковый кристалл могут считаться инструментом,
так как и тот и другой обладают значительно более высокой твердо-
стью, чем алюминий или золото. Последние в процессе осадки пла-
стически деформируются и в зоне контакта с кристаллом текут по
его поверхности. На основании, например, фотографий зоны контак-
та на поверхности кристалла кремния (см. рис. 8 и 12) можно пред-
положить, что течение металла по поверхности полупроводникового
кристалла происходит неравномерно и зависит от привариваемого
профиля. В связи с этим прежде всего следует выяснить характер
распределения интенсивности течения .металла на контактной поверх-
ности.
Детально контактные напряжения и характер их распределения
исследованы при обработке металлов давлением [58, 60].
Касательные напряжения возникают в результате смещения ме-
талла на контактной поверхности инструмента. В связи с этим о
распределении касательных напряжений на контактной поверхности
можно судить по характеру течения металла в зоне контакта. Такие
35
chipmaker.ru
Рис. 13. Схема устройства
для изучения оптическим
методом характера дефор-
мации металла на контакт-
ной поверхности:
/— рычаг; 2— пуансон; 3—
иссладуемый профиль метал-
ла: 4—пирексовая пластина;
5— фотоаппарат: 6— микро-
скол
непосредственные исследования опти-
ческим методом позволили бы устано-
вить .не только характер «макрораспреде-
ления касательных напряжений, но я то,
в каких микрозонах контакта и с какого
времени начинается течение металла.
Последнее особенно важно для выясне-
ния природы явлений, (приводящих к
взаимодействию материалов при сварке.
Оптическим методом были
проведены исследования характе-
ра деформации контактной по-
верхности привариваемого к
кремнию алюминия разных про-
филей [61].
Принципиальная схема уст-
ройства для проведения таких ис-
следований представлена на
рис. 13. Устройство собрано на
базе микроскопа установки МКУ’1- Оно состоит из меха-
низма нагружения 1 с пуансоном 2 и оптически прозрач-
ной пластины 4, вмонтированной в предметный столик
микроскопа 6. В качестве оптически прозрачного мате-
риала выбран пирекс.
Порядок исследования состоит в следующем: к .ниж-
ней грани пирексовой пластины прикрепляется алюми-
ний соответствующего профиля 3, пуансон подводится
к нему и слегка его прижимает, устанавливается фокус
объектива на нижнюю грань пирексовой пластины,
после этого производится необходимое нагружение на
пуансон и через окуляр микроскопа наблюдается про-
цесс деформации алюминиевого профиля на контакт-
ной поверхности. Исследование процесса деформации
можно вести как при постоянной нагрузке, соответст-
вующей давлению при сварке, так и при постоянно воз-
растающей нагрузке. В первом случае начальная ста-
дия осадки протекает настолько быстро, что процессы
на контактной поверхности можно зафиксировать
только скоростной киносъемкой. Во втором случае ско-
ростью осадки можно управлять шаговым увеличением
нагрузки до величины сварочного давления. Отдельные
наиболее характерные этапы деформации на контакт-
ной поверхности можно регистрировать фотосъемкой в
момент достижения равновесия. Нами выбран для ис-
следования второй путь. Фотоаппарат «Зоркий-С» 5
устанавливали в специальное гнездо на микроскопе.
36
Осадке подвергались алюминиевые проволочки диа-
метром 0,3 и 0,5 мм и алюминиевые пластины (фольга)
толщиной 0,24 мм. Диаметр торца пуансона dn во всех
случаях в три раза превышал диаметр проволочки или
толщину .пластины. Поверхность алюминиевых прово-
лочек для более четкой картины деформации специаль-
но обрабатывали наждачной бумагой в осевом и ра-
диальном направлениях. Осевой обработкой на поверх-
ность наносились риски, радиальной обработкой ей при-
давался шероховатый вид. Поверхность фольги не об-
рабатывалась, т. е. оставалась ® состоянии поставки
после прокатки. Поверхность пирексовой пластины бы-
ла отполирована и имела класс обработки V14. До тако-
го класса чистоты обрабатывают пластины кремния в
производстве полупроводниковых приборов. Пирексовую
пластину, проволочку и фольгу промывали спиртом.
Chipmaker.ru
Рис. 14. Вид контактной по-
верхности алюминиевой про-
волочки диаметром 0,3 мм
в процессе осадки:
а — первоначальное сопри-
косновение проволочки с
пластиной; б — b/h<4: в —
b/ht&\3. Исходная поверх-
ность проволочки с продоль-
ной шлифовкой (X 75). При
2
печати уменьшено на —
37
chipmaker.ru
Рис. 15. Вид контактной
поверхности алюминиевой
проволочки диаметром 0,3
мм в .процессе осадки;
а — первоначальное соприко-
сновение проволочки с пла-
стиной; б— е— b/h га
~ 13. Исходная поверхность
проволочки с радиальной
шлифовкой (X 50). При пе-
2
чати у.меньшено на —
3
Chiomaker.ru
На рис. 14—16 представлены фотографии контакт-
ной поверхности деформированной алюминиевой про-
волочки с продольной (рис. 14) и радиальной (рис. 15)
шлифовкой, а также алюминиевой фольги (рис. 16).
Представленные фотографии соответствуют равновес-
ному состоянию при определенной величине нагрузки
и показывают кинетику развития деформации кметалла
на контактной поверхности.
Анализ приведенных фотографий показывает:
1. В начале деформации алюминиевой проволочки
происходит просто осадка профиля с выходом боковой
поверхности в зону контакта. На рис. 14, а и б видно,
что светлая полоса Ь', отмеченная стрелками, почти не
уширяется. Темные полосы между светлыми полосами
прямолинейны. На этом этапе происходит смятие мик-
ровыступов. Последнее отчетливо видно на рис. 15
(маленькие светлые пятна). На следующем этапе де-
38
формации начинается течение металла на контактной
поверхности. На ,рис. 14, в это видно ,по расширению ис-
ходных белой и темной полосок Ь' и Ь". По интенсив-
ности расширения полос можно сделать вывод о нерав-
номерности течения металла на контактной поверхности
проволочки. На некотором расстоянии от оси проволоч-
ки интенсивность течения постепенно увеличивается,
достигает максимальной величины на расстоянии
примерно половины радиуса пуансона, затем снова
снижается. Эта закономерность особенно четко видна на
рис. 15.
Таким образом, при осадке круглого профиля на кон-
тактной поверхности возникают три зоны с разной ин-
тенсивностью течения металла (рис. 15); зона макси-
мального течения (В) расширяется по мере увеличения
осадки. Течение металла на контактной поверхности
начинается при отношении b/h около 4, где b — ширина
проволочки в зоне осадки, h — ее высота.
2. Деформация фольги начинается со смятия мик-
ровыступов. Об этом свидетельствсют светлые пятна,
хаотически разбросанные по площади контакта (рис.
Рис. 16. Вид контактной пс-
I верхности ленты толщиной
0,24 мм в процессе осадки:
а—первоначальное соприкос-
новение ленты с пластиной:
б—d„ lh<4; e—d„ /h»14.5
(X 60)- При печати умень-
2
шено на
Chiomaker.ru
39
chipmaker.ru
Рис. 17. Схема поперечного сечения
сварного соединения алюминиевой
проволочки с монокристаллом крем-
ния (а), распределения контактных
напряжений (б), внешнего вида
зоны контакта на поверхности (lit)
монокристалла Si после отрыва AI
(в), стравливания следов отрыва
(г) и селективного травления (д);
1— пуансон; 2— привариваемая
проволочка; 3 —кристалл кремния;
4— предметный столик; 5— следы
поверхностного взаимодействия; 6 —
часть оставшегося после отрыва ме-
талла; 7 — следы объемного взаи-
модействия; 8—12 — разновидности
ямок травления
16,а). Затем начинается те-
чение металла на контактной
поверхности (рис. 16,в). В
отличие от деформации про-
волочки в этом случае тече-
ние металла начинается в
периферийной области кон-
тактной зоны с постепенным
расширением области тече-
ния к центру контакта. Если
при осадке проволочки на
контактной поверхности чет-
ко выявляются три зоны те-
чения, то при осадке фоль-
ги— две. Течение металла
начинается при деформации
е~10%, что соответствует
отношению dolh^3,5 (d0 —
диаметр пуансона).
Проведенные исследова-
ния показали, что при осад-
ке разных профилей металл
на контактной поверхности
течет не равномерно, что
существуют характерные зо-
ны течения. В связи с этим
касательные напряжения
как следствие смещения ме-
талла по поверхности полу-
проводника должны распре-
деляться по аналогии с рас-
пределением интенсивности
течения металла.
Цри 'Сварке давлением материалов типа алюминий
(проволочка) — кремний (пластина) распределение
контактных напряжений имеет вид, 1представленный на
рис. 17 [58, 60—62].
Параметры ха и хь, характеризующие распределение
касательных напряжений, определяются отношением
b/h, где Ь — ширина осаженной проволочки по линии,
проходящей через ось пуансона перпендикулярно оси
проволочки; h — ее высота.
В общем случае при 'больших отношениях b/h каса-
тельные и нормальные напряжения при сварке давле-
40
ннем круглого профиля с пластиной описываются сле-
дующими формулами [58, 62]:
ь
В зоне С= ( ~ —хь)
1С=ађ (О
ст„ = °« ехР f х Я- (2)
с s F [ Т)Л \ 2 Л v ’
В зоне В=(хъ — ха)
= <з>
е ,’®='гЛ+г» т
В зоне А^.ха
где ц — коэффициент -фения; os — предел текучести
» 2as
осаживаемого (металла; ст s = — приведен-
F &
ное значение (предела текучести; ц— коэффициент при-
ведения сечения, получаемого при осадке круглого про-
филя, к сечению полосы, для которой xa—h (см. ниже).
На границе зон S и С тс=Тв, т. е.
рст’ехр
отсюда
2 ц
7*
2 ’
Ь . In 2 ц
Х-=Т—(7>
Выражение (7) при Xb=t\h можно переписать в виде
± = 2-41 + 1^1). (8)
й \ | 2 р, I /
В случае осадки полосы xa=h [58]. Как будет по-
казано ниже, при сварке проволочки с пластиной ха=
41
chipmaker.ru
= г]/г. Отсюда следует, что при b/h>2%\ контактные
напряжения распределены в соответствии с рис. 17,6,
при b/h—21] должна отсутствовать зона В, при b/h<.
<2т] должны отсутствовать зоны В и С.
Согласно формуле (8), характер распределения кон-
тактных 'напряжений определяется коэффициентом тре-
ния ц, который в свою очередь зависит от природы ма-
териалов, состояния поверхности, скорости осадки и
других факторов Г63, 64].
При сварке давлением пластины с пластиной кон-
тактные напряжения распределяются подобно их рас-
пределению при сварке проволочки с пластиной. Но в
этом случае отсутствует зона С, а зона В становится
периферийной. Последнее очевидно при сопоставлении
рис. 15 и 16. Для расчета контактных напряжений при
сварке пластины с пластиной получены следующие
формулы [65]:
В зоне В
= (^^+2,08).
в 2 \ h 1 ’ /
В зоне А
(9)
(Ю)
(П)
(12)
где Ra и Ri, — радиусы зон А и В; R — текущий радиус;
h—толщина пластины под пуансоном.
Для оценки величины контактных напряжений по
приведенным выше формулам необходимо знать коэф-
фициент трения ц; высоту осаживаемой проволочки
или пластины h в данный момент времени; .размеры
.зон, т. е. Ха и хь (или Ra и Rb) и скорость осадки про-
волочки или пластины в данных условиях, чтобы опре-
делить о Далее изложены результаты исследова-
ний, позволившие определить указанные величины и
выполнить расчеты контактных напряжений.
42
Кинетика осадки привариваемого
к полупроводнику металла
Для исследования кинетики осадки привариваемой к
полупроводнику 'металлической проволочки или ленты
было разработано приспособление к устройству
для микросварки давлением (см. рис. 7). Кинематичес-
кая схема приспособления, записывающего кривую
осадки при сварке, приведена «а рис. 18.
Пуансон 3 с грузом подводится до соприкосновения
со свариваемой парой материалов. Затем включается
электродвигатель 4, на осп которого укреплен фотоба-
рабан 5. Через некоторое время, когда световой луч
прочертит на фотобумаге линию отсчета, пуансон осво-
бождается и деформирует под действием груза Р метал-
лическую проволочку или ленту. Световой луч от ис-
точника света 1 падает на зеркало 2, шарнирно соеди-
ненное с пуансоном и меняющее угол отражения при
осадке. Отразившийся от зеркала луч вычерчивает на
вращающемся с постоянной скоростью фотобарабане
кривую, отображающую кинетику осадки привариваемо-
го металла.
После завершения осадки пуансон поднимают и
опускают на кремниевую пластину рядом с местом при-
варки к ней проволочки или ленты. В этом случае от-
раженный луч вычерчивает линию, расстояние от ко-
торой до линии отсчета соответствует исходной высоте
привариваемого профиля.
43
chipmaker.ru
Вертикальным масштабом для расшифровки кривых
осадки является отношение истинной высоты проволоч-
ки или ленты do к расстоянию Н между крайними по-
лосами:
Мь = d<jH.
Горизонтальным временным масштабом является
отношение времени одного оборота t к длине окружнос-
ти барабана, диаметр которого De
Mt = t/r.D6.
Основным условием нормальной записи кривой осад-
ки является стабильность и небольшая скорость вра-
щения барабана. Был применен часовой электродвига-
тель СД-60 со скоростью вращения вала 1 об/с.
Исследование кинетики осадки в процессе микро-
сварки давлением проводили на модельной паре ме-
талл— полупроводник. В качестве привариваемого к
полупроводнику профиля выбраны алюминиевая прово-
лочка диаметром 0,2—0,3 мм и алюминиевая лента
толщиной 0,24 мм, моделирующие круглые и плоские
электрические выводы микросхем. В результате пред-
варительных исследований установлено, что качествен-
ная сварка алюминия с кремнием достигается при тем-
пературе 350—450°С. Поэтому исследование кинетики
осадки указанных профилей проведено при температуре
400°С.
На рис. 19 приведены кривые осадки h!d^=f(t) и
кривые развития ширины b=f(t) алюминиевой прово-
лочки в процессе ее сварки с кремнием при температу-
ре 400°С и различном давлении. На кривых выявляют-
ся два участка: первый, относительная скорость осадки
проволочки на котором составляет более 1 с-1, и второй,
осадка на котором происходит с относительной скоро-
стью 10~2—10-3 с-’. Период активной деформации про-
волочки продолжается около 1 с или в пределах 1 с в
зависимости от приложенной к проволочке нагрузки.
Рис. 19,6 иллюстрирует кинетику развития ширины
зоны контакта проволочки с кремниевой пластиной на
примере приварки к ней алюминиевой проволочки диа-
метром 100 мкм. Регистрация осуществлялась путем не-
посредственного измерения параметра Ь. Видно, что в
пределах 1 с заканчивается формирование зоны кон-
44
Рис. 19. Изменение высоты (а) и ширины (б) алюминиевой проволочки в зоне
контакта под пуансоном в процессе ее сварки с кристаллами кремния давле-
нием с подогревом при 400°С. Цифры у кривых—давление при сварке, кгс/мма
45
Рис. 20. Изменение толщины h. алюминиевой ленты в зоне контакта под пу-
ансоном в процессе ее сварки с кремнием давлением с подогревом при 400°С.
Цифры у кривых — давление прн сварке, кгс/мм2
такта, определяемой диаметром пуансона, который был
в 3 раза больше диаметра проволочки.
Аналогичные исследования кинетики осадки 'прове-
дены в случае 1микросварки давлением алюминиевой
ленты с кремниевой пластиной. Толщина пластинок
0,24 мм, диаметр пуансона 0,72 мм. Кривые, приведен-
ные на рис. 20, состоят из участка активной и медленной
деформации.
Оптимальные давления при сварке алюминия с
кремнием находятся в пределах 6—10 кгс/мм2. При та-
ких давлениях и температуре сварки 400°С активная де-
формация алюминиевой проволочки и ленты, как уже
отмечалось, заканчивается за доли секунды. При этом
степень деформации достигает величины 70—80%.
Представляло интерес проследить за развитием зо-
ны контакта при сварке алюминиевой проволочки с
кремнием путем измерения величины тока, проходящего
через контакт в период его формирования. Измеритель-
ная схема представлена на рис. 21.
Исследования проводили на монокристаллах крем-
ния n-типа марки КЭФ-0,1 [65]. К химически полиро-
46
ванной .поверхности кремния 3 с ориентацией (111) и
размерами 10X10X0,5 мм способом микросварки дав-
лением с подогревом приваривались алюминиевые про-
волочки 2 диаметром 0,03—0,1 мм. Диаметр торца ме-
таллического пуансона 1 составлял 0,15—0,3 мм. Дав-
ление изменялось от 1,5 до 6 кгс/мм2. Между проволоч-
кой и образцом кремния прикладывалась разность по-
тенциалов 3—10 В от источника постоянного тока 6 ти-
па ЛИПС-2. С помощью сопротивления R величина то-
ка подбиралась в 'пределах 0,2 А. Длительность пропус-
кания тока регулировалась с помощью реле 5. На кон-
тактную поверхность кремния со стороны предметного
столика 4 в вакууме наносили алюминиевую пленку,
что стабилизировало переходное сопротивление в кон-
такте кремний—печка.Для регистрации протекающего
тока в электрическую цепь 'был включен шлейфовый ос-
циллограф Н-102 7 с регулирующими сопротивлениями.
Кривые зависимости тока, протекающего через кон-
такт при сварке алюминия с кремнием, для различных
давлений приведены на рис. 22. Видно, что кинетика из-
менения величины тока находится в хорошем соответст-
вии с кинетикой развития ширины деформируемой про-
волочки (рис. 19,6). Выявляемые скачки тока на этапе
его нарастания могут свидетельствовать об особеннос-
тях образования очагов взаимодействия, что будет про
анализировано ниже.
Рис. 21. Схема регистрации разв i-
тия физического контакта при мик-
росварке давлением
Рис. 22. Изменение тока в контакте
при сварке алюминиевой проволочки
диаметром 0,03 мм с кремнием
КЭФ-01 при Г=300°С и давлении:
/-1,6; 2 — 3,2; 3 — 4,8; 4 —
6,1 кгс/мм2
47
chipmaker.ru
Развитие зон взаимодействия
и контактные напряжения
Для расчета контактных напряжений, помимо кинетики
осадки привариваемого к полупроводнику металла, не-
обходимы сведения о коэффициенте трения и геометрии
зон взаимодействия. Эти величины были определены из
анализа распределения фигур поверхностного декориро-
вания, выявляемых по изложенной выше методике на
специально сваренных образцах алюминиевой проволоч-
ки диаметром 0,1 мм с кристаллами кремния цри тем-
пературе 400°С и различных давлениях и длительностях
сварки.
На рис. 23 показано изменение ха и хъ <в зависимос-
ти от длительности сварки при давлении 3,5 кгс/мм2
(а) и в зависимости от давления при длительности
сварки 30 с (б). На рис. 23,а показаны дополнительные
кривые изменения ха при p=Q и 7 кгс/мм2, а также
(пунктиром) — кривые ха, построенные на основе выра-
жения (5) без учета т) по опытным данным hido—
= h]d0 (/) (см. рис. 19,о). На этих кривых простав-
лены значения Р, кгс/мм2, которым они соответствуют.
Величины ха и хъ определялись по размерам зоны по-
верхностного декорирования (см. рис. 8,а).
Как и следовало ожидать, на основании теории кон-
тактных напряжений при осадке с увеличением дли-
тельности и давления ха уменьшается, Хь увеличивается,
Рис\ 23. Развитие зоны В при сварке Т'~400°С) алюминиевой проволочки диа-
метром 0,1 мм с кристаллами кремния в зависимости от длительности (а)
при Р=3,5 кгс/мм2 и от давления (б) при /—30 с. Цифры у кривых — давление
при сварке, кгс/мм2
48
соответственно расширяется зона наибольших касатель-
ных напряжений (%ь— ха). Характер изменения этих
параметров находится в соответствии с характером
hldQ=hld0(t) (см. рис. 19,а), т. е. изменение заканчива-
ется практически с прекращением интенсивного фор-
моизменения алюминиевой проволочки. Однако иго срав-
нению с осадкой полосы [60] при осадке круглого про-
филя имеются свои особенности. При осадке полосы
протяженность зоны ха соответствует высоте полосы h.
Если бы при осадке круглого профиля выполнялась эта
закономерность, то изменение ха должно было бы про-
исходить согласно кривым, показанным пунктиром на
рис. 23,а. В действительности реальные значения ха по-
лучаются несколько больше. При этом ха зависит так-
же от природы кристалла кремния. Приведенные на
рис. 23,а кривые изменения ха и других параметров
построены по данным, полученным из опытов по сварке
на (кристаллах кремния n-типа, имеющих микротвер-
дость в диапазоне 850—950 кгс/мм2 (определена при
нагрузке 35 гс). В этом случае при длительности свар-
ки £=30 с при Р=2 кгс/мм2— ха—2,67 h, при Р—3,5
кгс/мм2 ха = 2,60 h, при Р=7 кгс/мм2 — ха=2,68 h.
Из опытов по сварке алюминиевых проволочек с крис-
таллами .кремния n-типа, имеющими микротвердость в
диапазоне 1050—1150 кгс/мм2, значения ха еще более
отличаются от h. В качестве примера в табл. 3 приведе-
ны значения ха и хь, полученные при сварке на разном
кремнии.
Для случая сварки при 400QC алюминиевых прово-
лочек с и-кремнием, имеющим микротвердость 1050—
1150 кгс/мм2, ха=3,35 h при Р=3,5 кгс/мм2 и ха=
Таблица 3
ВЛИЯНИЕ РЕЖИМОВ СВАРКИ НА РАЗМЕРЫ (ШИРИНУ)
ЗОНЫ ВЗАИМОДЕЙСТВИЯ
Микротвер- дость крис- талла крем- ния, кгс/мм2 Режим сварки X , мм а X. , мм О
Т, °C t, с Р, кгс/мм*
850—950 400 30 3,5 7 0,046 0,031 0,135 0,149
1050—1150 400 30 3,5 7 0,057 0,060 0,106 0,103
49
chipmaker.ru
=3,76 h при P=7 кгс/мм2. Значения микротвердости
порядка 850 и 1150 кгс/мм2 являются крайними преде-
лами микротвердости для кристаллов кремния. Поэтому
в первом приближении можно считать, что при сварке
давлением алюминиевых проволочек с кристаллами
кремния при 400°С центральная зона постепенного
возрастания касательных напряжений имеет протяжен-
ность в диапазоне xa=r]/i(0 = (24-4)/г(/). Возможность
такого распределения касательных напряжений отмеча-
ется в работе [58].
Формально коэффициент т] следует понимать как
коэффициент приведения сечения получаемого при осад-
ке круглого профиля к сечению полосы, для которой без
поправки xa=h. Фактически коэффициент т) определя-
ется силами трения в контакте.
В работе [58] приведены случаи, когда при осадке
прямоугольного профиля xa>h. Объяснить такое явле-
ние можно лишь зависимостью распределения контакт-
ных напряжений от коэффициента трения. Эту зависи-
мость и отражает коэффициент ц.
С учетом этого правила расчеты по уравнению (7)
на основе опытных данных изменения хь=хь(/, Р) (см.
рис. 17), а также h/d^=h/d0(t1 Р) и b/do^=b/d0\(t,Р)
(см. рис. 19) показали, что коэффициент трения р в кон-
такте алюминиевой проволочки с монокристаллом Si
имеет значения в диапазоне 0,275—0,5 и изменяется в
зависимости от длительности сварки и давления (рис.
24).
Полученные расчетным путем на основе опытных
данных значения коэффициента трения р, для случая
сварки давлением с подогревом алюминия с кремнием
находятся в хорошем согласии со значениями коэффици-
Время t,c
Даёлсяце Р,.>ггс/мм2
Рис. 24. Изменение коэффициента трения в контакте алюминиевой проволоч-
ки с монокристаллом кремния при сварке с подогревом до 400°С в зависи-
мости от длительности (а) при Р=3.5 кгс/мм2 и от давления (б) при f = .3O с
ди
ентов трения, полученными различными авторами для
случая горячей осадки металлов [63]. Возрастание ко-
эффициента трения с увеличением длительности сварки
и давления объясняется увеличением размеров зон взаи-
модействия, что, естественно, должно приводить к затор-
маживанию течения металла на контактной поверх-
ности.
В уравнениях, описывающих .контактные напряже-
ния, одним из основных параметров является приведен-
ное .значение предела текучести сг«- Оно определяет-
ся состоянием материала. П,ри пластической деформа-
ции металлов происходит их упрочнение [22]. Величина
упрочнения определяется степенью и скоростью дефор-
мации.
Согласно опытным данным, соединение алюминия
г кремнием начинает возникать при степени дефор-
мации алюминия е^70%. Скорость деформации алюми-
ния (см. рис. 19,а) — величина переменная. При 70%
она составляет 10—1 с~'. При этой величине и скорости
деформации для 400°С Os для алюминия составляет
ориентировочно 7—5 кгс/мм2 [43]. По мере увеличения
длительности осадки скорость деформации алюминия
уменьшается и уже при /^14-5 с составляет менее
10-2 с-1. При такой скорости осадки о s для алюми-
ния при 400°С не превышает 2 кгс/мм2.
Произведем для случая сварки типа, представленно-
го на рис. 8, расчет контактных напряжений. Сварка
осуществлялась при 7’=400°С, Р—5 кгс/мм2 и (=60 с.
Согласно рис. 23 и 24, для этого случая можно принять
р = 0,475. Согласно рис. 8, ха~О,О45 мм, хь«0,135 мм.
При этих значениях параметров, входящих в уравне-
ния (1) — (8) и о s ~2 кгс/мм2, нормальные напря-
жения в точках х='О, х=ха, х=хъ и х=&/2 равны со-
ответственно 7,74; 6,74; 2,74 и 2 кгс/мм2; касательные
напряжения в зоне В (х&— ха) равны ~1 кгс/мм2.
Максимальная величина касательных напряжений в
зоне В в первые моменты осадки алюминиевой прово-
лочки может составлять в соответствии с зависимо-
стью упрочнения от скорости деформации около
3 кгс/мм2.
По уравнению (8) площадка с максимальными ка-
сательными напряжениями появляется при отношении
й/й^3,7. В расчете принято р=0,3 (см. рис. 24). Это-
61
chipmaker.ru
му отношению соответствует значение h—0,03 мм в слу-
чае 'приварки проволочки диаметром 0,1 мм. В этом
расчете поправка к величине h принята равной 2,7. Ес-
ли полученное значение h перенести на график h!d0=
=h/d0(t) (см. рис. 19), то окажется, что соединение
между алюминием и кремнием начинает образовывать-
ся еще на стадии формоизменения проволочки. Испы-
тание сварных соединений на (прочность показывает
удовлетворительную сходимость расчетных данных с
экспериментальными. В опытах установлено, что даже
при давлении Р=\ кгс/мм2 соединение начинается при
длительности сварки /^5 с. При исследовании харак-
тера деформации материала на контактной поверхнос-
ти круглого профиля было установлено, что1 течение
материала начинается при отношении b/h^b. Это так-
же хорошо объясняет то, что соединение может образо-
вываться на стадии формоизменения проволочки.
Таким образом, соединение алюминиевой проволоч-
ки с кристаллом кремния при сварке давлением с по-
догревом до 400°С происходит на стадии интенсивной
пластической деформации алюминиевой проволочки.
Этот процесс приводит к возникновению в контакте ка-
сательных напряжений вследствие течения алюминия.
Величина касательных напряжений в первые моменты
осадки алюминия может составлять около 3 кгс/мм2.
Величины полученных напряжений небольшие. Мож-
но сомневаться, вызовут ли они пластическую дефор-
мацию поверхностного слоя монокристалла' кремния.
Опыты, в которых зарегистрирована пластическая де-
формация кремния при температуре около 300°С, про-
водились в условиях его нагружения индентором [27—
29]. Этот метод дает неконтролируемо высокий уровень
напряжений. Поэтому, если даже дислокации, свиде-
тельствующие о пластической деформации, и возника-
ют в кремнии, то неизвестно, при каком напряжении это
происходит.
В связи с этим возникает необходимость выяснить,
способен ли кремний переходить из хрупкого в упруго-
пластическое состояние без приложения нагрузки, т. е.
является ли данный переход свойством вещества с
ионно-ковалентными связями, или он наведенное явле-
ние. Принято рассматривать переход материала из
хрупкого в упруго-пластическое состояние по схеме
Иоффе — Давиденкова [66] из соотношения разрушаю-
52
12 3 4 3
5 6 7
Рис. 25. Блок-схема устройства для оптической регистрации изменения
пропускания света через монокристалл
щего напряжения и к 'напряжению сдвига т. .При о/т>
>1 .материал ведет себя как пластичный, при о/т<1
материал разрушается хрупко. Точка о/т=1 характе-
ризует переход 'материала из одного состояния в другое.
Величина напряжения сдвига определяется 'способно-
стью 'материала к релаксации накапливаемых 'возмуще-
ний. Поэтому можно предполагать, что по мере нагрева
тела эта способность возрастает. И тогда переход дол-
жен регистрироваться не зависимым от напряженного
состояния 'материала 'методом, например 'путем измене-
ния интенсивности пропускаемого через монокристалл
света в зоне перехода. Для осуществления такого экс-
перимента 'была разработана оптическая установка,
позволяющая 'проводить исследование спектров про-
пускания в диапазоне длин волн от 200 до 2000 нм при
температуре до 2000°С [67]. Блок-схема установки по-
казана на рис. 25.
Основными элементами установки являются источ-
ник излучения 1, вакуумная камера с нагревателем 4,
монохроматор МДР-3 5 и регистрирующая аппаратура
6, 7. В качестве источника излучения используются
ксеноновая лампа ДКСШ-1000 или лазер. Излучение
фокусируется на исследуемый образец и после образ-
ца — конденсорами 3. При необходимости световой по-
ток модулируется электромеханическим прерывателем 2.
Излучение, прошедшее через образец, фокусируется на
входную щель монохроматора МДР-3, в котором осу-
ществляется автоматическое сканирование спектра.
Сигнал с фотоприемника после усиления регистрируется
электронным автоматическим потенциометром ЭПП-09
или ламповым милливольтметром.
Исследуемый образец и нагреватель расположены
внутри вакуумной камеры. Нагреватель представляет
собой полый цилиндр из графита, являющийся омичес-
53
I
Рис. 26. Изменение пропус-
кания света через монокрис-
талл кремния <в зависимос-
ти от температуры
кой нагрузкой вторичной обмот-
ки силового трансформатора.
Для держателя образца и для
пропускания через образец излу-
чения в нагревателе сделаны про-
рези.
Температура образца регист-
рируется до 1000°С термопарой,
выше — пирометром.
Исследование изменения про-
пускания света проведено на мо-
нокристалле кремния n-типа мар-
ки КЭФ-1 при нагреве до 600°С.
На рис. 26 изображена интег-
ральная характеристика пропус-
кания исследованного образца
кремния в зависимости от температуры. Заметное паде-
ние пропускания начинается с температуры, близкой к
дебаевской, которая для кремния составляет около
330°С. Выше этой температуры пропускная способность
кремния резко уменьшается.
Данные исследования подтвердили 'высказанное
предположение о том, что переход вещества из хрмпко-
го состояния в пластическое является его свойством.
Они также хорошо коррелируются с результатами, по-
лученными 'методом горячей микротвердости [27]. Поэ-
тому можно считать, что в условиях микросварки дав-
лением с подогревом выше 300°С кремний может плас-
тически деформироваться.
Формирование очагов взаимодействия
Описанные 'контактные явления касались поверхности
полупроводника. Последующий анализ был подчинен
выяснению возможности пластической деформации
кремния в условиях микросварки давлением с подогре-
вом. Полученные результаты свидетельствуют о воз-
можности деформации кремния. Остается понять, поче-
му взаимодействие носит дискретный характер.
При виде очагов взаимодействия на поверхности по-
лупроводника прежде всего возникает мысль объяснить
их возникновение за счет микровыступов на поверхности
металла, так как в местах контакта микровыступов со-
здаются очаги концентрации напряжений. Но обсуждае-
мые очаги взаимодействия располагаются в строго опре-
Б4
деленных зонах, в то время как микровыступы распре-
делены по всей поверхности. В связи с этим возникает
необходимость в более тщательном рассмотрении явле-
ний, возникающих на контактной поверхности в процес-
се ее деформации. Такие исследования были выполнены
на образцах алюминия с кремнием, сваренных давлени-
ем с подогревом в атмосферных условиях.
На рис. 27 представлены фотографии соответствую-
щих друг другу контактных поверхностей на алюминии
и кремнии. В данном случае алюминий в виде прово-
лочки соединялся с кремнием n-типа по плоскости (111)
при 7’=450°С, Р= 1,2 кгс/мм2 в течение t= 10 с. Про-
волочка получена из монокристалла алюминия путем
выдавливания через фильеру. Поверхность кремния об-
работана методом химической полировки по 14-му клас-
су. При указанных параметрах сварки степень деформа-
ции алюминия составляла 68 %-
На фотографии участка контактной поверхности на
кремнии четко видны отдельные очаги взаимодействия.
При внимательном рассмотрении контактной поверх-
ности на алюминии можно увидеть темные полосы А,
крупные скопления кратеров Б, изгибы и пересечения
полос В, а также отдельные кратеры Г. Последние, как
правило, располагаются в местах перегиба или пересе-
чения полос А, В. Фотографии а и б иллюстрируют
один и тот же участок контактных поверхностей на
алюминии и кремнии. Путем сопоставления фотографий
Рис. 27. Вид соответствующих друг другу участков контактной поверхности
на алюминии (а) и кремнии (6) после разрушения сварного соединения, полу-
ченного при 7’=450°С. е=68%. /=10 с (XI1300). При печати уменьшено на
55
chipmaker.ru
обнаруживается соответствие 'в расположении скопле-
ний и отдельных очагов взаимодействия на кремнии с
расположением скоплений и отдельных кратеров на
алюминии Б, Г. Отсюда можно сделать заключение,
что (кратеры Б, Г — это участки вырыва алюминия, об-
разовавшиеся при его разделении после сварки с крем-
нием. Из этого следует, что кратеры — это участки на
поверхности алюминия, в которых происходило его
взаимодействие с кремнием. Поскольку кратеры, как
отмечалось выше, находятся в местах перегиба и пере-
сечения полос, то выяснение того, что представляют
собой эти места, по-видимому, нужно начинать с анали-
за самих полос.
С этой целью на приборе МИИ-4 была проведена
интерферометрия контактной поверхности алюминия.
По данным интерферометрии, темные полосы А пред-
ставляют собой ступеньки высотой 0,7—1 мкм. Рас-
стояние между полосами составляет 1,5—2,3 мкм.
По внешнему виду и результатам интерферометрии
темные полосы — ничто иное, как следы от пачек сколь-
жения, выходящих на контактную поверхность алюми-
ния в процессе его осадки.
Закономерности образования полос скольжения при
деформации металлов и их характеристики подробно
рассмотрены в работе [22]. В ней, в частности, показа-
но, что при деформации алюминия в зависимости от
различных факторов смещение в следах скольжения
может составлять от долей микрона до 2 мкм, ширина
следов скольжения и расстояние между ними — от еди-
ниц до десятка микрон. В г. ц. к. металлах скольжение
может происходить по шести кристаллографическим
направлениям. Вследствие этого следы становятся вол-
нистыми. Наблюдаемые на контактной поверхности по-
лосы А обладают всеми перечисленными характеристи-
ками следов скольжения.
М. М. Мышляевым [68] методом трансмиссионной
электронной микроскопии показано, что при кратковре-
менном нагружении в алюминии образуются сложные
запутанные дислокационные сетки, которые затем расса-
сываются. В рассматриваемых условиях сварки осад-
ка алюминия происходит в течение нескольких секунд.
Поэтому наблюдаемые на контактной поверхности алю-
миния скопления кратеров Б, по-видимому, образова-
лись в местах выхода дислокационных сеток. В этих
56
.местах смещение алюминия может быть наибольшим.
Поэтому и взаимодействие материалов развивается наи-
более интенсивно.
Таким образом, при осадке металла на его контакт-
ной поверхности образуются ступеньки от выхода полос
или пачек скольжения. При скольжении по нескольким
кристаллографическим направлениям, согласно интер-
ферограммам, наибольшее смещение материала проис-
ходит в .местах расщепления и пересечения полос.
Вследствие этого образуется своеобразный деформаци-
онный рельеф на .поверхности. Поэтому при сварке дав-
лением таких материалов, как алюминий и кремний, их
взаимодействие происходит прежде всего в местах наи-
большего смещения, или что то же самое, по наиболее
высоким м и к ровыступ ам.
По изложенной методике были проведены исследо-
вания контактных поверхностей, которые до сварки име-
ли различную обработку. При 400°С сваривались давле-
нием алюминиевая лента с кремнием и-типа. Сварка
прекращалась при разной величине осадки.
Таблица 4
ВЛИЯНИЕ ОБРАБОТКИ АЛЮМИНИЯ И ДЕФОРМАЦИИ
НА ВЗАИМОДЕЙСТВИЕ С КРЕМНИЕМ л-типа
Обработка е. % h, мкм hid Взаимо- действие
Шлифовка 50 70 3—7 0,1—0,3 Есть Есть
Полировка 50 73 0,3—1 0,001—0,005 Нет Есть
Прокатка 50 75 2—4 0,006—0,01 Нет Есть
В результате этих исследований (табл. 4) установле-
но, что взаимодействие алюминия с кремнием в местах
контакта по исходным микровыступам на алюминии
происходит лишь при определенной их форме и высоте,
а также зависит от твердости кремния. Это обстоятель-
ство наводит на мысль, что и при деформации исходных
микровыступов на их контактной поверхности должен
происходить процесс образования ступенек. Когда мик-
ровыступы малы, ступеньки не образуются или это яв-
ление развивается недостаточно и поэтому в местах их
57
chipmaker.ru
контакта не наблюдается взаимодействия при неболь-
ших степенях деформации. Оно начинается только пос-
ле определенной степени деформации приконтактного
слоя, в котором развиваются объемные процессы сдви-
га и которые приводят и образованию рассмотренных
выше микровыступов, названных деформационными.
Согласно рассмотренным закономерностям деформа-
ции металла на контактной поверхности проволочки,
можно придти к выводу, что очаги взаимодействия ме-
талла с полупроводником возникают в 'местах выхода
на контактную поверхность со стороны металла дефор-
мационных 'микро'выступов, что в этих местах прежде
всего происходит локальная пластическая деформация
поверхностного слоя полупроводника. Данные процессы
возникают и развиваются в зонах, где происходит наи-
большее смещение (металла: при сварке проволочки с
пластиной — на некотором удалении от оси проволочки,
при сварке пластин — на периферии контактной зоны.
Тепловыделение
на контактных поверхностях
при сварке давлением
Известны попытки [69] объяснить дискретность взаимо-
действия 'металла с полупроводником при сварке давле-
нием за счет дефектности окисной пленки и подогрева
поверхностей при смещении .металла на поверхности по-
лупроводника. В окисной пленке на 'кремнии, особенно
тонкой пленке, имеются сквозные дефекты. Предпола-
гается, что привариваемый к полупроводнику металл
проникает путем диффузии через дефекты — каналы в
пленке. Этому процессу способствует подогрев поверх-
ностей за счет трения.
Возможно, в некоторых 'случаях такие явления мо-
гут происходить. Но попытки подменить ими фундамен-
тальные явления, обусловливающие активацию поверх-
ностей, — очередной шаг к механистическим представле-
ниям. Это вызывает необходимость рассмотреть источ-
ники тепловыделения при трении.
Впервые количественные исследования нагрева контактных по-
верхностей при трении выполнили Боуден и Рндлер [70]. Они ис-
пользовали явление термо-э. д. с., возникающей в контакте вращаю-
щихся друг относительно друга дисков из разнородных материалов
При осциллографированин в отдельные моменты были замечены тем-
пературные вспышки, достигающие в паре константан — сталь
58
700°С при продолжительности контакта менее чем 10-4 с. Боуден и
Тейбор [71J считают, что при скоростях относительного перемещения
до 10 lm/c и нагрузках около 3 кгс
на контактных поверхностях впол-
не возможны температурные
вспышки, достигающие 260°С, а
трение ш.рн скоростях до 100 м/с
даже при средних нагрузках мо-
жет приводить к'существенному
нагреву поверхностей. Вывод о
возможности нагрева контактных
поверхностей металлов до высоких
температур «делай ими на основе
наблюдения 'рекристаллизации
Рис. 28. Средняя температура как
функция безразмерного параметра
при тепловых источниках: сгацио
парном (/) и движущемся (2)
структуры в тонком (несколько
микрон) поверхностном слое, под-
вергнутом 'интенсивной пластиче-
ской деформации при чомнатной
температуре.
Детальный обзор с количественным анализом нагрева контакт-
ных поверхностей прн тренин выполнен И. В. Крагельским [64]. Он
предлагает различать: 1) среднюю объемную температуру; 2) по-
верхностную температуру; 3) температуру вспышки на единичном
пятне; 4) суммарную температуру на поверхности трения.
Когда одна шероховатая поверхность скользит по другой, то
касание осуществляется лишь в отдельных точках, которые весьма
непродолжительное время находятся в контакте. Длительность суще-
ствования единичного пятна может составлять 10-7—10~8 с. На еди-
ничном пятне возникают кратковременные единичные температур-
ные вспышки. По Боудену и Крагельскому, причина этих вспышек в
разрушении фрикционных связей (мостиков схватывания), вызван-
ном деформированием материалов при относительном скольжении.
Решения температурной задачи трения применительно к различ-
ным моделям выполнены Блоком, Арчардом, Чичинадзе, Коровчин-
ским н др. Отличие в моделях состоит в различном представлении
вида пятна единичного контакта. Но во всех решениях определяется
средняя температура .на .контакте в виде функции
7’ср = Р (/, (V, V, 1, а, ...), (13)
где f — коэффициент трення; N— давление (нагрузка); п — скорость
относительного скольжения; X — коэффициент теплопроводности;
а — коэффициент температуропроводности.
Арчард обобщил полученные решения в виде графика (рис. 28).
vr
По оси абсцисс отложен безразмерный параметр а=— . по оси ор-
nq
динат — отношение Tcp/W, где W =— ; г — радиус единичного пят-
на; с — удельная теплоемкость; р — плотность; q — интенсивность
теплового источника.
По Хольму:
NT
q = f —
п
(14)
где п — число пятен контакта с радиусом г.
59
chipmaker.ru
Во всех решениях авторы не рассматривают природу источни-
ков тепловыделения при трении, ограничиваясь их определением
(14). Может быть, для температурной задачи трения это не очень
важно, ио когда вопрос касается, например, сварки давлением, приро-
да источников тепловыделения становится весьма актуальной. По-
следнее объясняется прямой зависимостью образования соединения
от температуры в контакте.
Б. И. Костецкнй с сотр. [72] выполнили обширные исследования
пластической деформации контактных поверхностей металлов при
трении. Методами электронной микроскопии и фотоупругости ими
установлено образование на поверхности металлов систем полос
скольжения, плотность которых зависит от степени деформации и
может достигать 1012—1013 см-2. Величина сдвига в полосе также
зависит от степени деформации металла и колеблется от 10~3 до
5-102 мкм и более.
Обнаруженные нами ранее выходы полос скольже-
ния на поверхность определены как деформационные
микровыступы, имеющие дислокационную природу. При
этом показано, что в местах образования деформацион-
ных микровыступов начинается взаимодействие матери-
алов. Последнее начинается и развивается и в случае,
когда деформационные микровыступы образуются толь-
ко на одной контактной поверхности, например при
сварке металла с полупроводником (рис. 29).
Образование деформационных микровыступов связа-
но с разрывом связей. Разрыв связей должен приводить
к выделению тепловой энергии, эквивалентной энергии
химической связи, т. е. порядка 5 эВ. С определенной
достоверностью можно считать данное явление основ-
ным исходным источником тепловыделения на контакт-
ных поверхностях в процессах сварки, трения и других
процессах обработки металлов давлением.
Согласно классической теории теплопроводности
[73], нагретая область, имеющая размеры г, «остывает»
в течение характерного времени trz, где t—cp/Ak (с —
удельная теплоемкость; р — плотность; X — коэффици-
ме~\
/?//7 .
Рис. 30. Схема распределения
элементарных тепловых источ-
ников иа контактной поверхно-
сти металла
Рис. 29. Схема распределе-
ния деформационных микро-
выступов на контактной по-
верхности металла при свар-
ке давлением с полупровод-
ником
60
ент теплопроводности образца). Исходя из этого прави-
ла, оценка длительности указанных источников тепло-
выделения дает величину порядка 1011 с.
В таком случае тепловая мощность источника сос-
тавит
q. = -i- = 5-0,382-Ю^/Ю*'" = 1,91 10~® кал/с.
1 t
Дислокация, выходящая на поверхность в процессе
пластической деформации, образует ступеньку, а сле-
довательно, и элементарный тепловой источник 'мощ-
ностью порядка 10-8 кал/с. При макропласгической де-
формации плотность дислокаций, вышедших на поверх-
ность, составляет 108—1012 -см-2. Это значит, что на
поверхности 'могут функционировать 108—1012 источни-
ков на 1 ом2 (рис. 30). Существует несколько зависи-
мостей плотности дислокаций от величины деформации
и объемной концентрации источников. Наиболее прос-
тая из них имеет вид Г2Ц
р = 108У/з 8,
где е — величина деформации; N — плотность исходных
источников дислокаций.
Общая тепловая мощность источников будет равна
^о=108У/зе^. (15)
В диапазоне изменения плотности дислокаций рд=
= 1О84-1О12 см-2 тепловая мощность источников изменя-
ется соответственно от 1 до 104 кал/(см2-с).
Исходя из условия, что данный тепловой поток ?о
является постоянным, расчет нагрева контактных по-
верхностей разнородных материалов может быть произ-
веден по формулам [73]:
7\ = --- ;ф* (--(16)
Xj а^2 + Хг а]/’ \ 2 "Кщ/ /
= 2д° ---/Ф* !---*----\ (17)
Xt а]г + Х2 а^2 у 2 /аз t J
В случае 'контакта однородных материалов
Т (х) - -2-?°i Ф* ( i— 'j (18)
X \ 2 V a t / ’
61
chipmaker.ru
При х=0
7(.г) =
2?о
X
(a t \7j
Л /
(19)
В качестве примера рассчитаем температуру в кон-
такте при трении стали по стали, для которой а=0,19
см2/с, Х=0,15 кал/(см-с-трэд) [73]. Перепишем урав-
нение (19) в более удобном для расчета виде
T = AqaV~t, (20)
2
где Я = -у-
а _ 2 . Г о,19 __ „
л 0,15 V 3,14 ~
Ниже приведены .результаты расчета температуры
на контактной поверхности (7Ж=О) для плотности дисло-
каций рд=11О8 см-2, Ю10 см~2 и 1012 см-2 и соответст-
вующих тепловых потоках q
.*> _9 __ t
С......................10 10 10 1 4
Тх=0, °C, при q кал/(см2-с):
<7=1 — — ~1 3 6
<7=102 — ~ 30 100 300 650
?=104 1040 3300 — — —
9 16
10 13
1000 1320
Как видно, при малой скорости деформации, когда
на поверхность выходит около 108 дислокаций на 1 см2,
ощутимого нагрева поверхности не происходит. При вы-
соких скоростях деформации, которым соответствует
плотность дислокаций 1010 см~2, через секунду поверх-
ность будет иметь температуру 300°С. Лишь цри боль-
ших скоростях деформации, соответствующих ударной
скорости нагружения, будет происходить практически
мгновенный нагрев до температур плавления. Оценим
величину температуры на поверхности при разрушении
участка взаимодействия в процессе трения стали по
стали. Величина теплового потока исходя из условия,
что при срезе одновременно рвутся все связи на кон-
тактной поверхности, будет равна <?о = 10й-10~8= 106
кал/(см2-с). Подставляя в уравнение (20) вычислен-
ную величину потока и принимая время t= 10~7с (см.
выше), получим, что температура на контактной по-
верхности будет равна предельной температуре — тем-
пературе плавления. Этот результат согласуется с дан-
ными Боудена и Тейбора, согласно которым вспышка
температуры может достигать температуры плавления
62
при скоростях деформирования 10 м/с и выше. При
скоростях деформирования >10 м/с скольжение по су-
ществу «адиабатическое», т. е. контактные перемычки
срезаются так быстро, что элементарный тепловой ис-
точник не затухает.
Приведенные результаты позволяют сделать следую-
щие выводы:
1. При совместном пластическом деформировании
металлов, когда скорости относительной деформации не
превышают 103 с-1, что наблюдается, например, при
сварке квазистатическим давлением, температура в кон-
такте за период сварки порядка 1 с может увеличиться
до 10°С.
2. При динамическом деформировании температура
в контакте (ковка, ультразвуковая сварка, сварка тре-
нием) может подняться до Tnn за время около 10—20 г.
Этот результат удовлетворительно согласуется с экспе-
риментальными данными по сварке трением [74].
3. При ударном деформировании (сварка взрывом,
взрывное прессование и др.), когда на контактную по-
верхность выходит поток дислокаций плотностью около
10'2 см-2, температура может достигать температуры
плавления материалов за время, меньшее чем 10-3 с.
Таким образом, в рассматриваемом процессе микро-
сварки давлением металла с полупроводником при ско-
рости относительной деформации привариваемого ме-
талла порядка 1—1'0 с-1 повышение температуры в кон-
такте за счет трения может происходить всего лишь
на несколько градусов, что, естественно, не может из-
менять кинетику протекания физико-химических явлений
при заданных внешних параметрах.
Изменение остаточных напряжений
в кристалле кремния
При сварке давлением с подогревом алюминиевых про-
волочек с кристаллами кремния, как было показано вы-
ше, деформация алюминиевой проволочки приводит к
возникновению в зоне контакта касательных напряже-
ний. В местах их наибольшего значения на поверхности
кристалла кремния образуются очаги взаимодействия.
Образование очагов взаимодействия можно рассмат-
ривать как следствие релаксации возбуждения кристал-
лической решетки, возникающего под действием темпе-
63
chipmaker.ru
ратуры и давления. Источником возбуждения в данном
примере являются контактные напряжения. Сопостав-
ляя кинетику и характер релаксации напряжений с ки-
нетикой рассмотренных выше контактных явлений, мож-
но выяснить их природу.
В последние годы для измерения напряжений в мо-
нокристаллах кремния широкое применение получил
поляризационно-оптический метод (метод фотоупругос-
ти) [75, 76]. Этим методом на установке, подробное
описание которой дано в работе [76] .производилась
оценка величины остаточных напряжений в кристаллах
кремния после сварки [77].
Исследования выполнены на сварных образцах алю-
миниевых проволочек диаметром 0,3 мм с бездислока-
ционными монокристаллами кремния п-типа размером
20X20X2 мм. Приварка алюминиевых проволочек про
изводилась кварцевым пуансоном с диаметром торца
0,7 мм при температуре от 350 до 550°С, давлении от
0,5 до 9 кгс/мм2 и длительности от 1 до 180 с. По срав-
нению с ранее описанными опытами в этом случае сва-
риваемые материалы выбраны несколько ‘больших раз-
меров для более четкого разрешения картины поля ос-
таточных напряжений.
В качестве примера на рис. 31,о показан характер
поля остаточных напряжений в кристалле кремния
после приварки к нему алюминиевой проволочки. В
данном случае розетка напряжений сфотографирована
при мгле между осью проволочки и плоскостями поля-
изменение интенсивности просветления розетки (б)
алюминиевой проволочки с моно-
Рис. 31. Розетка (о) и
напряжений вокруг сварного соединения: .
кристаллом кремния. Сварка при 7'=400 С, Р—6 (/) и 4,э кгс/мм
= 30 с
64
ризации а=45°. На фотографии четко видны четыре
светлых «лепестка», расположенных под углом 90° друг
к другу. Затемненные места меж ту «лепестками» —
кресты изоклин, т. е. точки, в которых направ тения на-
пряжений совпадают с направлениями колебаний в
скрещенных николях. Так как в данном .случае крест
изоклин параллелен .направлениям колебаний в нике-
лях, то можно сделать вывод, что напряжения действу-
ют вдоль радиуса и перпендикулярно ему. Крест изоклин
при вращении кристалла сохраняет свою ориентацию
относительно оси микроскопа. Поэтому можно заклгор-
чить, что распределение напряжений обладает осевой
симметрией. Характер изменения величины напряжений
вдоль «лепестка» показан на рис. 31,6. Интенсивность
свечения определялась на микрофотометре МФ-4. Все
нижеследуемые результаты измерений величины оста-
точных напряжений соответствуют точкам, расположен-
ным у самого края деформированной области алюми-
ниевой проволочки.
Знак напряжений определяли двумя методами: ме-
тодом компенсации с помощью внешнего сжатия об-
разца и с помощью .компенсатора Берека. Известно
[75], что для определения величины разности главных
напряжений компенсатор растяжения должен быть ус-
тановлен параллельно меньшему напряжению с2, а
компенсатор сжатия—параллельно большему напря-
жению Сть Разность Ci—гг2 численно равна напряжению
в компенсаторе при условии погасания света. Ком-
пенсатор Берека относится к компенсаторам сжатия,
так как исландский шпат, на основе которого он изго-
товлен, является оптически отрицательным кристал-
лом.
При установке компенсатора Берека вдоль оси
алюминиевой проволочки горизонтальный луч розетки
напряжений гасится, а вертикальный — усиливается. На
основании этого можно сделать заключение, что Oi =
= ог>(Т2=се , где стг— радиальное растяжение, ое —
тангенциальное сжатие. Аналогичный эффект получается
при приложении к кристаллу внешнего сжимающего
напряжения, если оно направлено перпендикулярно
оси проволочки.
Величину остаточных напряжений в кристаллах
кремния после сварки оценивали по следующим выра-
жениям [76]:
65
chipmaker.ru
(Tj —о2 = стг —Ое= (21)
д0=4£’ <22)
dp
(23)
В = у l(?n-fc) + 2^], (24)
где oi—о'г — разность главных напряжений; Ло — удель-
ное двупреломление, отнесенное к расчетной толщине
кристалла; /?=1,75-10~6 см2/кгс— 'коэффициент про-
порциональности; qn—<712=2,37-10-6 см2/ктс и <?«=
= 1,4.3 -10~6 см2/кгс— фотоупругие постоянные крем-
ния [76]; fi — функция компенсации компенсатора Бе-
река; с=0,94—постоянная компенсатора Берека для дли-
ны волны Х=1,15 мкм; dp — расчетная толщина кристал-
ла, на которой проявляется эффект двупреломления, оп-
ределяемая экспериментально при просвечивании кри-
сталла перпендикулярно направлению нагружения.
.После измерения величины остаточных напряжений
алюминиевую проволочку стравливали с поверхности
кристалла .кремния и последний травили в селективном
травителе. Эти опыты проводили для выяснения момен-
та и энергетических условий образования очагов взаимо-
действия на поверхности кремния, изменения их плот-
ности от параметров сварки и установления связи этих
явлений с изменениями величины остаточных напряже-
ний.
На рис. 32 представлены графики изменения оста-
точных напряжений в кристалле в зависимости от давле-
ния при сварке в диапазоне температур от 350 до 550°С.
Из графиков следует:
1. С увеличением давления при сварке происходит
рост величины остаточных напряжений до определен-
ного предела, затем спад. Чем выше температура, тем
при меньшем давлении достигается максимум величины
остаточных напряжений. В определенном интервале
давлений на ветви спада остаточных напряжений проис-
ходит задержка в их изменении.
2. В течение сварки при постоянном давлении оста-
точные напряжения уменьшаются по закону, напоми-
нающему экспоненциальный. Скорость уменьшения нап-
66
Рис. 32. Изменение остаточных напряжений (ст,— а 2) и плотности очагов
объемного взаимодействия Р (7'=450°С) в монокристаллах кремния п-тчпа
в зависимости от давления при £=30 с (а) и длительности сварк-и прн Р—
— 6 кгс/мм2 (б)
3* Зак. 371
67
chipmaker.ru
ряжений увеличивается с увеличением температуры
сварки.
Уменьшение величины остаточных напряжений и ха-
рактер их изменения свидетельствуют о том, что в рас-
сматриваемых условиях сварки давлением с .подогре-
вом алюминиевых проволочек с монокристаллами крем-
ния в последних при определенных параметрах сварки
происходит релаксация напряжений. Касательные нап-
ряжения в зоне В при длительной сварке были оценены
равными около 1 кгс/мм2. Из рис. 17 следует, что в
зоне С они постепенно уменьшаются и на периферии
зоны контакта могут быть значительно меньше 1
кгс/мм2. По данным, полученным методом фотоупр\гос-
ти, их максимальная величина на периферии зоны кон-
такта составляет около 0,2 кгс/мм2. Эта величина по-
казывает также, что полученные расчетным путем зна-
чения касательных напряжений близки к истинным.
По мнению И. А. Одинга [23], релаксацию следует
рассматривать как нарастание пластической деформа-
ции при одновременном и равном падении упругой де-
формации Отсюда дается зависимость
о (0 = Е [е0 — ер (01, (25)
где во — доля упругой деформации, остающейся к мо-
менту /; бр(0 —величина накопленной пластической
деформации к тому же моменту t; Е — модуль нормаль-
ной упругости.
Эта зависимость показывает, что напряжение при
релаксации падает с ростом пластической деформации.
Рост же пластической деформации во времени есть пол-
зучесть. Поэтому процесс, который происходит при ре-
лаксации, представляет собой ползучесть при напряже-
нии, которое уменьшается во времени пропорционально
нарастающей пластической деформации. Опыты В. И.
Просвирина и др. .показывают, что в тех случаях, когда
затормаживается рост пластической деформации при
ползучести, замедляется и падение напряжений, т. е.
релаксация. Это явление наблюдается и в рассматрива-
емых опытах (рис. 32,а).
На рис. 32,а помимо характера изменения остаточ-
ных напряжений, показано для случая сварки при 450°С
изменение плотности ямок травления в сегментообраз-
ных зонах контакта на поверхности 'кристаллов крем-
ния. Из сопоставления кривых следует, что очаги взаи-
68
модействия возникают при сварке в поверхностном слое
кремния лишь при определенном давлении, вызываю-
щем в данных условиях релаксацию напряжений в
кремнии, что изменение скорости роста плотности оча-
гов взаимодействия происходит в моменты изменения
скорости релаксации напряжений. Эти явления показы-
вают тесную связь обоих процессов друг с другом.
Связь развития взаимодействия
с релаксацией напряжений
Уменьшение остаточных .напряжений в кремнии может
происходить за счет 'релаксации напряжений в алюми-
нии и в кремнии как в процессе сварки, так и после
сварки, а также за счет диффузии алюминия в кремний.
Каждый из перечисленных процессов характеризуется
только ему присущей величиной энергии активации.
Энергия активации релаксации напряжений в алюми-
нии при комнатной и повышенной температурах сос-
тавляет 0,24 эВ [78], в монокристаллах кремния «-ти-
па при температурах выше 300°С — 1,4±0,15 эВ [29],
энергия активации диффузии алюминия в кремний —
3,5 эВ [49]. Следовательно, по величине энергии акти-
вации изменения остаточных напряжений в кремнии
можно установить, какой из перечисленных выше про-
цессов вызывает это изменение.
Время релаксации, в течение которого напряжения
уменьшаются в 1/е раз )т исходной величины, опреде-
ляется зависимостью [79]
/.-4ехр
где U — энергия активации релаксации; Т — температу-
ра; k — постоянная Больцмана.
Энергия активации релаксации напряжений обычно
определяется из экспериментальной зависимости изме-
нения напряжения во времени при разных температурах:
и = 0,2 (1g 4-1g /2)
10зМ--±)
\ Л тг)
(27)
Эта формула выводится из системы уравнений (26).
В уравнении (27) (] и t2— время (с), в течение ко-
торого исходное напряжение уменьшается до какой-то
69
chipmaker.ru
Рис, 33. Зависимость
igt о,з2
определенной величины соответст-
венно при температурах Л и Т2(К).
Оценка энергии активации ре-
лаксации напряжений произведена
для момента времени, при котором
разность остаточных напряжений
щ—<J2=0,32 кгс/'мм2 (рис. 32,6).
Если считать, что предельная вели-
чина п(—<т2, как показали опыты,
может быть равной 0,4 кгс/мм2, то
0,32 кгс/мм2 соответствуют моменту
времени, при котором исходное нап-
ряжение уменьшается на 20%.
Уменьшение исходного напряжения
на 20% происходит при 400°С за 44 с, при 450°С— за
14 с, при 500°С — за 2,5 с. Зависимость 1g /0,з2 от обрат-
ной температуры имеет линейный характер (рис. 33). Это
свидетельствует о том, что релаксация напряжений про-
исходит при одном значении энергии активации. По
формуле (27) и рис. 33 она была оценена равной 1,38
(±0,3) эВ.
Следовательно, даже с учетом возможных отклоне-
ний в значении энергии активации величину остаточ-
ных на пряжений определяют процессы, происходящие
в 'кремнии.
При исследовании 'зон контакта на .кремнии замече-
но, что в процессе сварки происходит увеличение раз-
мера фигур поверхностного декорирования, т. е. исход-
ных очагов объемного взаимодействия на поверхности
кремния. Это явление можно связывать с возможным
процессом диффузии алюминия по поверхности крем-
ния. При сварке в течение 3—60 с ввиду относительно
небольшой длительности и возможных нестабильностей
процесса надежно определить увеличение размера фи-
гур затруднительно. Для этой цели был проведен отжиг
образцов .после сварки в течение 0,25—8 ч при той же
температуре, до которой они подогревались при сварке.
После отжига по изложенной выше методике произво-
дили исследование зон контакта на кристаллах кпем-
ния.
На рис. 34 приведены фотографии зон контакта на
кремнии п-типа после отжига при 400°С в течение 4 ча-
сов (рис. 34,а) и на кремнии р-тнпа после отжига при
400°С в течение 8 часов (рис. 34,6). В обоих случаях
70
приварка алюминиевой проволочки осуществлялась
при 7'=чОО°С, Р=5 кгс/мм2 и /=60 с. Если сравнить
рис. 34 с рис. 8, то можно четко увидеть, что в процессе
отжига первоначальные очаги взаимодействия в зоне
В значительно увеличились. Кроме того появились фи-
гуры поверхностного декорирования и в зоне А. Они
возникают только в тех местах, где имеются следы от-
рыва, т. е. под ними. Декорирование в зоне А на .крем-
нии п-типа при отжиге с подогревом до 40о°С возникает
через 2 ч, на кремнии р-типа — через 8 ч. В течение
этого времени происходит, по-видимому, подготовка по-
верхности кремния к объемному взаимодействию с алю-
минием. По истечении этого периода возникает очаг
объемного взаимодействия (зародыш) и начинается его
рост. При исследовании вон контакта на кремнии п-ти-
па, .к которому приваривался алюминий в течение^З с,
установлено, что в первую секунду взаимодействия ра-
диус очага г может достигать величины около 1 мкм.
Фигуры декорирования на поверхности (111) крем-
ния, выявляемые после сварки стравливанием алюми-
ния, имеют в большинстве случаев форму равносторон-
него треугольника или близкую к треугольнику. Такая
форма сохраняется в процессе их роста при отжиге.
Фигуры декорирования другой формы можно предста-
вить как производные от треугольников. Если предпола-
Рис. 34. Вид зоны контакта на поверхности (II1) кремния n-типа после от-
рыва алюминиевой проволочки (а) и на поверхности (111) кремния р-типа
после стравливания алюминиевой проволочки (б,Х 200). При печати уменьше-
но на “
71
chipmaker.ru
г
происходит за
диффузии. Пер-
Рис. 35. Изменение радиуса г очага объ-
емного взаимодействия на п- и p-Si в
процессе отжига при 400°С сварных об-
разцов алюминиевых проволочек с крем-
нием jg
Рис. 36. Изменение коэффи-
циента диффузии алюминия г
по поверхности п- и p-Si
в пределах активного центра
гать, что рост очагов взаимодействия
счет диффузии, то налицо анизотропия
воначальный очаг взаимодействия (зародыш), по-види-
мому, можно представить себе точечным и расположен-
ным в центре фигуры декорирования. В таком случае
наибольшим путем диффузии является путь по биссект-
рисе треугольника. Он равен ее длины. Это рассто-
яние названо условным радиусом фигуры '’поверхност-
ного декорирования и обозначено через г.
На рис. 35 представлен график зависимости г на
кремнии Ц-типа и p-типа от длительности отжига при
400°С и кривая релаксации напряжений в
кремнии «-типа. Исходной является величина г после
сварки в течение 60 с. Диапазон возможных значений
г достаточно велик. На рисунке в качестве примера он
показан для кремния /г-типа. Но в каждом конкретном
случае имеются наиболее характерные для данного слу-
чая фигуры декорирования. Их брали за основу и по
ним строили кривую r=r(t). Характер этой кривой
совпадает с характером изменения всего диапазона воз-
можных значений г. На графике достаточно четко выяв-
ляются два участка кривой r=r(t): первый — в интер-
вале до 30 мин с интенсивным ростом фигур поверх-
ностного декорирования, второй — в интервале после
72
30 мин с более медленным, чем на первом участке, рос-
том фигур поверхностного декорирования.
За время t атом металла проходит в полупроводни-
ке путь, подчиняющийся зависимости [ 80]:
г =5,4 (28)
из которой, зная г=г(7), можно определить коэффици-
ент диффузии D.
Расчеты по формуле (28) показывают, что по мере
удаления от центра очага взаимодействия коэффициент
диффузии алюминия по поверхности кремния уменьша-
ется :(рис. 36). При этом его абсолютная величина мень-
ше, а скорость убывания больше на кремнии р-типа
(табл. 5).
Таблица 5
РАСЧЕТНЫЕ ЗНАЧЕНИЯ КОЭФФИЦИЕНТА ДИФФУЗИИ АЛЮМИНИЯ
ПО ПОВЕРХНОСТИ КРЕМНИЯ НА РАЗНОМ УДАЛЕНИИ ОТ ЦЕНТРА
ОЧАГА ВЗАИМОДЕЙСТВИЯ
1, с X, мкм dai >s> •10"- см2/с и. эВ
n-Si
1 60 I 2,9 34 4,8 1,39 1,51
9-103 5,2 1,03 1,6
18-103 5,8 0,64 1,62
72-Ю3 7.0 0,233 1,69
144-103 7,5 0,134 1,71
p-Si
60 2,3 3,03 1,53
18-Ю3 4,0 0,304 1,67
288-103 5,2 0.032 1,8
Коэффициент диффузии
выражается зависимостью
D = Do exp
(29)
где U— энергия активации диффузии; Do — частотный
множитель.
Обычно Do определяется экспериментально, так как
теория не дает, как правило, даже примерных решений.
Для диффузии алюминия в кремний значение Do сос-
тавляет О.КОЛО 8,0 [49].
Если по формуле (29) произвести оценку энергии
активации диффузии И, то она оказывается тоже пере-
73
chipmaker.ru
мениой (табл. 5). Но в первые моменты развития оча-
га .взаимодействия совпадает с полученным ранее мето-
дом .фотоупругости значением энергии активации релак-
сации .напряжений в .кремнии.
На рис. 35, помимо кривой r=r(t), нанесена 'кривая
У//о=/(/) релаксации напряжений в кремнии п-типа
при 4О0°С, полученная В. И. Трефиловым и сотр. [.29]^
Характер этой кривой соответствует характеру обратной
зависимости г=г(/). На кривой ///0 также можно вы-
делить два участка с размой интенсивностью релакса-
ции. Причем по времени эти участки совпадают с участ-
ками разной интенсивности роста очагов взаимодейст-
вия .на кривой r=r(t) и, кроме того, оба процесса име-
ют одинаковые значения энергии активации. Следова-
тельно, в основе рассмотренных процессов объемного
взаимодействия алюминия с .монокристаллами кремния
при сварке давлением с подогревом лежит процесс,
обусловливающий релаксацию напряжений в кремнии.
Релаксация напряжений в кремнии при температу-
рах от 300°С и выше В. И. Трефиловым с сотр. объяс-
няется за счет движения дислокаций (29]. Но для дви-
жения дислокаций в ковалентных кристаллах необходи-
ма передача электрона от одной связи к другой [21],
т. е. разрыв и трансляция связей. При сварке металла
с полупроводником идет топохимическая реакция, для
объемного развития которой необходимы разорванные
связи в полупроводнике. Их поставщиком может быть
процесс, обусловливающий релаксацию напряжений,
который .можно представить себе как перестройку связей
в поле вокруг очага .возбуждения типа дислокации. Этот
процесс, как следует из примера сварки золота с крем-
нием чувствителен к природе контактирующего с полу-
проводником материала, т. е. для некоторых сочетаний
металла с полупроводником .может проявляться эффект
адсорбционного облегчения деформации [81].
Поверхностные источники
сдвигообразования
в полупроводнике
Chipmaker.ru
Изложенные выше результаты исследований, ответив
на ряд поставленных вопросов, выдвинули новый: как
возникает и развивается пластическая деформация по-
74
верхности полупроводника, т. е. какова природа источ-
ников сдвигообразования?
В 1956 г. на конференции в Лэйк—Плэсид (США) Гилманом и
Джонстоном [83] было заявлено, что ирн исследовании пластических
свойств кристаллов LiF ими обнаружено зарождение дислокацион-
ных петель в свободных от дислокаций участках кристалла при на-
пряжениях менее 1 кгс/мм2. На основании опытных данных онн вы-
сказали предположение о возможности образования дислокаций без
участия источников Франка — Рида.
На этой же конференции Дэш, Судзуки, Чалмерс и др. [83] в
своих докладах заявили о наблюдаемом ими развитии пластической
деформации кристаллов от поверхности. Судзуки, подвергая сжатию
кристаллы КС! с одновременным их просвечиванием поляризованным
светом, обнаружил полосы двупреломления, идущие от поверхности
при деформации 0,28%• Полосы скольжения внутри кристалла воз-
никали лишь при деформации около 0,40%- Судзуки предполагает,
что причиной такого явления служат поверхностные источники сдви-
га, которые начинают функционировать при напряжениях, примерно
равных половине значений, требующихся для работы источников
Франка — Рида. Он также предполагает, что эти поверхностные ис-
точники сдвига связаны с присутствием тонких пленок посторонних
веществ, например окисей или гидроокисей на поверхности кристал-
лов.
Ван Бюрен [21] при анализе кривой ползучести монокристаллов
германия приходит к выводу, что для объяснения -кубическом зависи-
мости начального периода ползучести необходимо предположить су-
ществование поверхностных источников дислокаций плотностью по-
рядка 102 см-2. Лишь после того как исходная плотность дислока-
ций .возрастает выше 10е см-2, скорость ползучести становится про-
порциональной плотности дислокаций, и кубический временный за-
кол переходит в закон, более близкий к экспоненциальному, что сви-
детельствует о размножении дислокаций.
Гораздо раньше работ, доложенных на конференции в Лэйк —
Плэсид, А. В. Степановым с сотр. [84] проведены обширные иссле-
дования сдвигообразования в кристаллах каменной соли. Указанные
кристаллы, на поверхности которых алмазным резцом наносили ца-
рапины, подвергали растяжению. Процесс сдвигообразования изуча-
ли поляризационно-оптическим методом. Царапины наносились с
целью локализации сдвигообразования. Просвечиванием кристаллов
поляризованным светом в процессе растяжения были обнаружены
светлые полосы, идущие в двух направлениях на некотором расстоя-
нии от дна царапины; а также — светлые полосы, идущие па некото-
ром расстоянии от поверхности в участках, где не было царапины.
Первые сдвиги, порожденные царапиной, названы искусственными,
вторые — естественными. На основе многочисленных опытов с отож-
женными и неотожженными кристаллами, с исходными и с удален-
ными травлением царапинами А. В. Степанов сделал вывод о том,
что источником сдвигообразования являются объемные изменения
кристаллической решетки.
В последние годы к объяснению легкого сдвигообразования в
поверхностных слоях привлекается эффект адсорбционного облегче-
ния деформации [81]. Однако приводит ли этот эффект к облегче-
нию функционирования поверхностных источников прн понижении
73
chipmaker.ru
поверхностной энергии или к облегчению выхода подповерхностных
скоплений дислокаций — пока остается .неясным.
Более конкретные соображения о причине зарождения сдвига
на границе окисная пленка — кристалл следуют из работы Н. Н. Да-
виденкова [85], который на примере оценки остаточных напряжений
прн нанесении гальванических покрытий на металлы показывает воз-
можность такого процесса за счет разности модулей упругости плен-
ки и матрицы. К аналогичному выводу приходит Еши [86], полагая,
что зарождение сдвига на границе пленка — кристалл при высоко-
температурных процессах возможно за счет разницы коэффициентов
термического расширения.
В. Н. Рожаиским, А. А Предводителевым и В. Л. Инденбомом
[87] при электронномикроскопических исследованиях обнаружены
призматические ваканснонные кольца в тонких фольгах, приготовлен-
ных химическим и электролитическим травлением из монокристал-
лов цинка. Явление объяснено ими диффузией атомов цинка через
окисную пленку в активной среде, что приводит к пересыщению зо-
ны раздела окисная пленка — кристалл вакансиями, возникновению
и росту дислокационных вака неценных колец. На основе разнооб-
разных исследований ими установлено, что это явление имеет общее
значение для поведения металлов в окислительных средах; средах
химически нейтральных по отношению к окисной пленке, но взаимо-
действующих с металлом; при электролизе, когда электролитический
процесс развивается при наличии на поверхности окиси, гидроокиси
или продуктов реакции; а также при выдержке металлов в вакууме.
Любые вещества в атмосферных условиях покрыты окисными
пленками. На кристаллах кремния после химической полировки тол-
щина окисной пленки может составлять от десятков до сотен анг-
стрем. Окисные пленки, как правило, отличаются от кристалла по ме-
ханическим свойствам. Так, например, микоотвердость АЬОч состав-
ляет 2000—2100 кгс/мм2. микротвердость SiOj— 2600 кгс/мм2 [88].
Микротвердость алюминия и кремния значительно ниже указанных
величин.
Строение границы окисная пленка — кристалл и разные механи-
ческие свойства пленки и кристалла должны облегчать процесс сдви-
гообразования, так как фактически обусловливают наличие готовых
центров сдвига.
Для выяснения, зарождаются ли рассматриваемые вы-
ше дислокации на границе окисной пленки с кристаллом,
нами проведены исследования специально окисленных
монокристаллов кремния после приварки к ним алюми-
ниевых проволочек. Окисная пленка толщиной в нес-
колько десятков А является сравнительно тонкой. На
кристаллах, содержащих такую пленку, невозможно
определить, где располагаются источники дислокаций:
на поверхности или под окисной пленкой. Для выясне-
ния местонахождения поверхностных источников мето-
дом послойного тпавления необходимы ‘более толстые
окисные пленки. На кристаллах кремния в атмосфере
сухого или влажного кислорода при температуре около
76
1200°С удается .выращивать окисные 'пленки толщиной
до 1 мкм.
Первую серию опытов проводили на кристаллах
кремния с окисной пленкой толщиной 0,8 мкм. Привар-
ку алюминиевой проволочки диаметром 0,1 мм произво-
дили, как и ранее, к поверхности (111), которую перед
окислением химически полировали.
Образцы после сварки проходили следующий путь
исследования: сначала от кристалла кремния отрыва-
лась алюминиевая проволочка (изучалось расположе-
ние следов отрыва); затем образец со следами отрыва
травился в соляной кислоте (выяснялось, происходит
ли объемное взаимодействие алюминия с толстой окис-
ной пленкой); потом этот же образец травился .в тече-
ние короткого времени в селективном травителе (выяс-
нялось, образуются ли в толстой окисной пленке ямки
травления); затем окисная пленка стравливалась пол-
ностью (изучалась граница раздела окисной пленки с
кристаллом после селективного травления).
В результате этих исследований было установлено:
1. Следы отрыва на поверхности кристалла кремния
с толстой окисной пленкой (~0,8 мкм) располагаютс/!
также и имеют такой же строчечный ви д, какв зоне А на
Рис. 37. Вид зоны контакта иа поверхности (Ill) монокристалла кремния
о
n-типа, имеющего до сварка окисную пленку толщиной 8000 А:
а — зона контакта после отрыва алюминиевой проволочки; б—после травле-
ния в реактиве Сиртля (1:1) в течение 12 мни. Сварка при Г=400°С, Р*=
=2 кгс/мм2, /=30 с (а, Х200, б, X !000). При печати уменьшено на ~
77
chipmaker.ru
поверхности кремния с тонкой (=С 100 А) окисной плен-
кой (ср. рис. 37 ,и рис. 8,6).
2. После стравливания следов отрыва декорирова-
ние не наблюдается. Это свидетельствует о том, что
объемное взаимодействие алюминия с кремнием, име-
ющим толстую окисную пленку, не происходит.
3. При селективном травлении на поверхности окис-
ной пленки ямки не образуются.
4. После полного стравливания окисной пленки на
ее границе с кристаллом выявляются ямки травления
типа дислокационных (рис. 37,6).
Если сравнивать зону контакта под толстой окисной
пленкой после селективного травления (рис. 37,6) с зо-
ной контакта (после селективного травления) на крем-
нии, имеющем тонкую окисную пленку (рис. 8), то мож-
но четко увидеть, что в первом случае ямки более мел-
кие, чем во втором. Это объясняется тем, что дислока-
ции под толстой окионой пленкой не участвовали во
взаимодействии с алюминием.
Исследование зон контакта на образцах после свар-
ки длительностью от 5 с до нескольких минут показало,
что дислокации в зоне В под окисной пленкой образу-
ются независимо от длительности сварки, т. е. на ста-
дии формоизменения алюминиевой проволочки.
Патель [89], анализируя различные случаи испыта-
ния кристаллов германия на ползучесть, показывает,
что время задержки может изменяться в большом диа-
пазоне от 10-10 с до нескольких минут. Ван Бюрен (21]
для оценки периода задержки ползучести в кристаллах
с решеткой алмаза дает формулу
t = ~ ехр ехр (— а т), (30)
где v — частота собственных колебаний атомов; W —
энергия активации самодиффузии; Т — температура:
т—напряжение сдвига; а — коэффициент, ранный 10'7
дин-1 -см2.
Применимость этой формулы для кремния показана
в р аботе (30].
Оценки ПО' формуле (30) при ^=3,73 эВ [90] пока-
зали, что в рассматриваемых условиях сварки алюми-
ния с кремнием при 400°С период задержки ползучести
составляет при т=3,34 кгс/мм2 около 1 с, при т=2,87
кгс/мм2— 102 с, при т — 2 кгс/мм2 — 6-105 с. Выше
78
было показано, чго при 400°С касательные 'напряжения
в зоне В могут достигать величины около 3 кгс/мм2.
Если уравнение (30) действительно справедливо для
кремния, то, согласно последним оценкам, такой вели-
чины касательных напряжений достаточно, чтобы выз-
вать (в •кремнии действие источников сдвига.
Представляло интерес выяснить, при 'какой крити-
ческой толщине окисной пленки на поверхности крис-
таллов кремния в зоне контакта начинаются процессы
взаимодействия (ом. рис. 8). Для ответа на этот вопрос
алюминиевые проволочки приваривали к кристаллам
кремния, имеющим окисную пленку разной толщины.
Толщина окисной пленки ют 500 А и выше определялась
на интерференционном микроскопе МИИ-4. Исследова-
ния проводили послойным травлением в последователь-
ности, указанной выше.
На кристаллах кремния н-типа при селективном
травлении дислокационные ямки образуются 'непосред-
ственно на поверхности окисной пленки при ее толщи-
не около 2000 А, на кристаллах кремния р-типа —око-
ло 500 А. При такой толщине окисной пленки декори-
рование приобретает характер, рассмотренный выше
(см. рис. 8).
Из последних опытов можно сделать предположение,
что зарождающиеся на границе окисной пленки с крис-
таллом дислокации могут пробивать относительно тон-
кие окисные пленки. Но толстые окисные пленки явля-
ются для них препятствием. В первом случае дискрет-
ный характер декорирования в виде отдельных фигур
обусловлен декорированием выходов дислокаций на по-
верхность кристалла (окисной пленки). Во втором слу-
чае нет выходов дислокаций на поверхность окисной
пленки. Поэтому отсутствует декорирование, характер-
ное для кристаллов с тонкой окисной пленкой. Длитель-
ный отжиг при 400—450°С не изменяет этой картины
декорирования.
Таким образом, облегченность пластической дефор-
мации поверхностного слоя кремния в рассматриваемых
условиях сварки можно объяснить прежде всего за счет
специфических условий нагружения, заставляющих
функционировать потенциально возможные источники
сдвига на границе окисная пленка — матрица.
Но пластическая деформация поверхностного, слоя
79
chipmaker.ru
кремния лишь тогда приводит к развитию объемного
взаимодействия при сварке алюминия или золота с
кремнием, когда дислокации пробивают окисную пленку
на кремнии. Таким образом, окисная пленка выполняет
двоякую роль: с одной стороны, она способствует за-
рождению источников сдвига, с другой стороны, являет-
ся барьером для 'выхода дислокаций на поверхность.
По тому и другому явлению в настоящее время накоп-
лено большое 'количество экспериментальных данных
182].
Обращает на себя внимание тот факт, что на крем-
нии дислокациями пробиваются довольно толстые окис-
о
ные пленки 500—2000 А. На металлах окисные пленки
такой толщины не пробиваются. Прорыв окионой плен-
ки дислокациями прежде всего зависит от соотношения
модулей упругости пленки ,и кристалла. Чем выше мо-
дуль упругости пленки, тем больше сопротивление вы-
ходу дислокаций на поверхность [91]. У металлов от-
ношение модуля упругости окисной пленки к модулю
упругости чистого металла может достигать пятикрат-
ной величины. Кроме этого фактора, усиливать сопро-
тивление выходу дислокаций на поверхность могут
различия в параметрах решеток в пленке и кристалле,
характер кристаллической структуры и другие факто-
ры [82].
Виды взаимодействия металла
с полупроводником
После рассмотрения характера взаимодействия и при-
чин его обусловливающих представляет интерес анализ
установленных выше двух видов взаимодействия: по-
верхностного и объемного. Последнее особенно интересно
в связи с работой Б. Я. Пинеса и 3. 3. Зымана [92], в
которой с позиции термодинамики и на основании экс-
периментальных исследований показано, что в системе
Ge —А1 возможна только поверхностная диффузия
германия по алюминию, названная униполярной. Эти
элементы, так же как Si — Al, Si — Au. Ge-—Au, не
обладают взаимной растворимостью и не образуют но-
вых фаз [32]. Для таких случаев, согласно данным
[92], направление диффузии зависит от величины по-
верхностной энергии: например, атомы В диффундиру-
ют по поверхности А, если сщ<;оа, где о — поверхност-
но
ное натяжение. В системе Ge — Al у германия о=660
дин/см, у алюминия и=950 дин/см, т. е. UGe<0Ai.
Выше было показано, что после отрыва, например,
алюминиевой проволочки в зоне контакта на поверх-
ности монокристалла кремния или термания остаются
•следы алюминия в 'виде строчек в зоне Лив виде фи-
гур правильной геометрической формы — в зоне В (рис.
8); после травления в НС1 только в зоне В выявляются
фигуры поверхностного декорирования, свидетельствую-
щие о проникновении алюминия в кремний или герма-
ний (рис. 8).
Эти наблюдения позволили предположить два воз-
можных вида взаимодействия металла с полупроводни-
ком при сварке давлением с подогревом: поверхностное
и объемное. Причем поверхностное взаимодействие яв-
ляется промежуточным, так как при увеличении дли-
тельности сварки или в процессе длительного отжига
оно переходит в объемное.
Ф. Ф. Волькенштейн [93] при анализе процесса хемосорбции на
полупроводниках показал возможность существования двух форм
хемосорбированной связи «слабой» и «прочной». Первая является
одноэлектронной связью, образующейся между адсорбирующейся ча-
стицей (атомом) и кристаллом за счет затягивания валентного элек-
трона адсорбирующегося атома в кристаллическую решетку адсор-
бента. Вторая является двухэлектронной связью, образующейся в
результате обобщения валентного электрона адсорбирующегося ато-
ма с неапаренным электроном кристаллической решетки адсорбента.
Такая прочная связь является ковалентной. Но по своей природе
она может бытг> и чисто ионной или связью смешанного типа. Это
зависит от природы адсорбата и адсорбента.
Для возникновения прочной хемосорбированной связи необходи-
мо наличие свободных валентностей в кристалле (адсорбенте). По-
следнее может быть создано искусственно за счет внешних воздейст-
вий на кристалл, т. е. за счет активации. Слабая форма хемосорби-
рованной связи может перейти в прочную в результате активации.
Однако этот процесс возможен и без специального внешнего воздей-
ствия на кристалл, если возможна передача электрона от одного
иона к другому в решетке адсорбента
Пластическая деформация кристаллических твердых тел осуще-
ствляется за счет перемещения дислокаций. В ковалентных кристал-
лах при движении дислокаций идет процесс разрыва и трансляции
связей. При выходе дислокации на повер'.хность разорванная связь
или свободная валентность, согласно описанному выше процессу,
может быть затянута в кристаллическую решетку контактирующего
тела. Если при этом в нем каким-либо процессом заранее образова-
ны свободные валентности, то сразу же возможно образование в
контакте прочных связей.
Рассмотренные выше процессы на контактных по-
верхностях при сварке давлением металлов с полупро-
водниками позволяют предполагать, что их соединение
81
chipmaker, ru
происходит согласно описанному процессу возникнове-
ния «слабых» и «прочных» связей. В зоне А соединение
происходит по (механизму образования «слабой» связи,
в зоне В — по механизму двухэлектронно-го взаимодей-
ствия. Травление образцов .в НС1 не оставляет следов
прошедшего взаимодействия в зоне А, так как это взаи-
модействие— чисто поверхностное за счет втягивания
валентных электронов алюминия в кристаллическую
решетку кремния. Двухэлектронное взаимодействие, в
принципе, тоже является поверхностным. Но вследст-
вие того что оно обусловлено активацией поверхности
кремния в процессе пластической деформации, это вза-
имодействие развивается затем .в диффузионный про-
цесс. Поэтому травлением выявляются четкие фигуры
поверхностного декорирования.
Объемное взаимодействие рассматривалось выше
как диффузионный процесс металла в полупроводнике.
Здесь в связи с упоминанием работы Б. Я- Пинеса и
3. 3. Зымана [92] остается лишь добавить, что это
происходит в условиях резкого повышения поверхност-
ной энергии полупроводника вследствие пластической
деформации. В количественном отношении это явление
рассмотрено А. А. Россошинским [94].
Таким образом, униполярная диффузия является
лишь частным случаем, обусловленным исходным сос-
тоянием контактных поверхностей материалов.
О природе активного центра
на поверхности полупроводника
Рассмотренные выше явления на контактных поверх-
ностях и закономерности взаимодействия металла с по-
лупроводником позволяют предполагать в качестве ак-
тивных (центров прежде всего дислокации, образующие-
ся в поверхностном слое полупроводника в процессе его
деформации при сварке давлением с подогревом.
Дислокации в кристаллах создают вокруг своих осей
поля напряжений сжатия над плоскостью скольжения
и растяжения под плоскостью скольжения. Величина
напряжений вокруг оси дислокации может определять-
ся по следующим формулам [21]:
для краевой дислокации:
о =-------™_____(3
хх 2.т(1—(хЧУ2)2 '
82
сь х (х2 |-//2) <Х2+{/2)2 ’ (32)
'х« 2л (1 — •/)
Gb о = . У (х2 — у2) (33)
«'> 2л(1—v) (х2 + У2)2
ст = \ (ст -4- ст ); гг ' хх । уу>' (34)
для винтовой дислокации:
т = — .----L-, (35)
хг 2 л х2 + у2
где G— модуль сдвига; b— модуль вектора Бюргерса;
v — коэффициент Пуассона.
Возникающие (напряжения вызывают смещение
атомных рядов (Un)
Un= ~~ arctg-|-, (37)
где х - .расстояние в плоскости вектора Бюргерса;
а
g= 2 (1—м) —ширина дислокации; а — постоянная
решетки.
Смещение атомных рядов приводит к их искажению.
Энергия искажения /иного ряда единичной длины оце-
нивается выражением
4 л U п
~ Ь
с G Ь3
Е„ =-------
" 8 л2 а
1 — cos
(38)
Полная энергия .винтовой дислокации на каждую
атомную плоскость составляет около 8 эВ, энергия кра-
евой дислокации в 1/(1—v) раз больше, т. е. около
11 — 12 эВ [951. Энергия ядра дислокации, приходящая-
ся на одну атомную плоскость, оценивается величиной
несколько менее 1 эВ [21]. Согласно расчетам по фор-
мулам (32), (37), (38), при G=3-105 кгс/мм2, ft=2,71X
ХЮ-8 см, v=0,3, а=!5,42-10-8 см распределение напря-
жения хХу и энергия искажения атомных рядов Еп вок-
руг краевой дислокации в кремнии имеет вид, пред-
ставленный на рис. 38.
Выше было показано, что радиус фигур поверхност-
ного декорирования, возникающих на кремнии в
83
chipmaker.ru
Рис. 38. Изменение напряжений
(/) и энергии искажения л-го ря-
да (2) вокруг дислокации в крем-
нии
процессе сварки, находится
в пределах до 3 мкм. На та-
ком расстоянии от ядра ди-
слокации напряжения сос-
тавляют около 0,1 кгс/мм2,
энергия искажения кристал-
лической решетки — поряд-
ка 1О7 эВ на атом.
Для взаимодействия ма-
териалов необходим разрыв
исходных связей. Однако по-
лученные значения энергии
искажения слишком малы
для такого процесса. Для
объяснения эксперименталь-
ных данных необходимо
предположить, что 'необходимые для взаимодействия
процессы происходят .в момент выхода дислокации на
поверхность и в течение последующего периода пере-
стройки связей, обусловленной возмущениями, создан-
ными дислокацией.
Возможность таких процессов хорошо подтверждается эффек-
том так называемой экзоэлектронной эмиссии, обнаруженном Краме-
ром в 1950 г. [96]. Сущность явления заключается в том, что во
время и после механической обработки твердых тел с их поверхности
происходит стимулированная эмиссия электронов. С момента откры-
тия этого эффекта он довольно детально изучен на многих металлах
и неметаллах при различных видах деформации [97, 98]. Установ-
лено, что при сложных и интенсивных видах нагружения эмиссия
электронов происходит интенсивнее, чем при равномерном растяже-
нии или сжатии. Наибольшая интенсивность эмиссии возникает при
ударных и циклических нагрузках.
Механизм экзоэлектронной эмиссии объясняется с разных точек
зрения [96, 97]. Наиболее распространенным является мнение, что
при деформации металла часть дислокаций выходит на его поверх-
ность и создает там активные центры, способные эмиттировать элек-
троны при комнатной температуре Эта точка зрения на примере де-
формационного возбуждения металлов обосновывается в рабо-
те [99].
Скорость перемещения дислокации зависит от скорости нагру-
жения [100]. При ударных нагрузках скорость движения дислока-
ций может достигать скорости звука в твердом теле. Следовательно,
если экзоэмиссия обусловлена дислокациями, то в случае ударных
нагрузок она может возникать в виде ливней. При медленной де-
формации выход дислокаций на поверхность растягивается во вре-
мени. Поэтому экзоэмиссия развивается медленно. Но во всех слу-
чаях она происходит и после выхода дислокаций на поверхность, по-
степенно уменьшаясь ДО уровня фона. Характер спада экзонмпсспи
84
напоминает характер релаксации напряжений. Последний процесс
наиболее быстро идет в первые моменты времени, когда напряжения
имеют наибольшую величину.
Следовательно, отдельная дислокация, выходя на поверхность,
очень быстро теряет свою активность. Поэтому наше предположение
является вполне правомерным. Экзоэлектронлая эмиссия свидетель-
ствует о том, что при движении дислокации или при ее выходе на
поверхность зона вокруг дислокации действительно приобретает спо-
собность к химическому взаимодействию с веществом, находящимся
с ней в контакте. Это подтверждается опытами Нассенштейна и Ме-
нолда [96], которые при измерении экзоэмиссии с серебряных ката-
лизаторов обнаружили, что каталитическая активность и экзоэлек-
тронная эмиссия определяются наличием одних и тех же центров
или по крайней мере центров, каким-то образом связанных между
собой. Такое предположение хорошо подтверждается с позиции ис-
кажения зон вокруг структурных дефектов [101].
То, что зона вокруг дислокации приобретает способность к хими-
ческому взаимодействию подтверждается также методом электрон-
ного парамагнитного резонанса (ЭПР), который представляет собой
резонансное поглощение электромагнитного излучения неспаренными
электронами в магнитном поле. В полупроводниковых кристаллах
неспаренные спины могут иметь электроны, локализованные на изо-
лированных примесных атомах, электроны в зоне проводимости и
электроны в разорванных связях (.последние подобны неспаренным
электронам в свободных радикалах) [102].
Феером [103] методом ЭПг1 обнаружена резонансная линия с
Л-фактором, равным 2,0061+0,0002 в кремнии п- и p-типа, поверх-
ность которых была обработана полировкой или струей песка. Такая
механическая обработка приводит к появлению приблизительно
3-1014 парамагнитных центров на 1 см2 поверхности. Одна и та же
резонансная линия наблюдалась как в кремнии n-типа с концентра-
цией фосфора приблизительно равной 2-10-* см-3 так и в кремнии
p-типа с концентрацией бора порядка 5-1014 см-3. После удаления с
поверхности кремния травлением в смеси HF+HNO3 слоя толщиной
около 1 мкм резонансная линия исчезает.
Если после травления поверхность кристалла отполировать или
обработать струей песка вновь, то резонансная линия появляется
опять. Феер предполагает, что парамагнитные центры вызваны нару-
шениями в решетке, которые образуются при механической обработ-
ке вблизи поверхности до глубины нескольких атомных слоев.
Для собственных электронов проводимости в кремнии S-фактор
равен 1,99875+0.00010, для электронов на примесных атомах он не-
сколько меньше [103]. Можно предполагать в связи с этим что об-
наруженная Феером резонансная линия связана с центрами, возни-
кающими при разрыве связей в процессе образования дислокаций
обработки в поверхностных слоях. Число парамагнитных центров, об-
наруженных Феером, составляет 3-10'4 см-2. Плотность дислокаций в
кремнии может достигать 108 см-2. Отсюда следует, что парамагнит-
ные центры возникают не только в ядре дислокации, но и в окружа-
ющем ее поле напряжений.
Поверхность кремния и германия в атмосферных ус-
ловиях покрыта окисной пленкой толщиной в несколько
десятков ангстрем. При механической обработке, нап-
ример кремния, прежде всего следует ожидать разры-
85
chipmaker.ru
Рис. 39. Возможные варианты соединения алюминия с кремнием через
кислород
bob Si — О связей. Такой процесс вполне объясняет
механизм взаимодействия алюминия с кремнием, так
как алюминий может замещать кремний в кремнекис-
лородных структурах .по одной из схем/ представленных
на рис. 39 [104]. Но соединение золота с кремнием че-
рез кислород невозможно. В этом случае надо предпо-
лагать их непосредственное соединение.
Алюминий с кремнием, имеющим толстую (~0,8
мкм) окисную пленку, образует при сварке достаточно
прочное соединение. Золото с таким кремнием не сое-
диняется, хотя под окисной пленкой на кремнии и в
этом случае при сварке возникают дислокации. Золото
соединяется с кремнием, когда окисная пленка на крем-
нии не толще 100 А Причина такой разницы в процес-
сах может заключаться в различии природы элемен-
тарных актов при химическом взаимодействии алюми-
ния и золота с поверхностью кремния, а именно, алю-
миний соединяется с кремнием через кислород, золо-
то —непосредственно с кремнием. Но и в том и в дру-
гом случае на поверхности кремния необходимы разры-
вы связей. Последнее достигается, как было- показано
выше, в результате выхода дислокаций на поверхность
кремния.
86
Таким образом, активным •макроцентром, на котором
идет процесс соединения металла с полупроводником
при 'Сварке давлением в атмосферных условиях, можно
считать дислокацию с окружающим ее полем напряже-
ния [59]. Это 'В равной степени относится к обеим кон-
тактным поверхностям. .При осадке привариваемого ме-
талла на его контактную поверхность выходят дисло-
кации. В местах их выхода начинается слабое химичес-
кое взаимодействие металла с полупроводником. В зо-
нах, где касательные напряжения достигают необходи-
мой (величины для пластической деформации поверх-
ности полупроводника, слабое взаимодействие перерож-
дается в сильное с момента образования дислокаций в
поверхностном слое полупроводника.
В А. Преснов Г 1'05] считает, что для образования
прочного соединения между веществами достаточно
70—90% разрывов связей на контактных поверхностях.
При сварке металлов с полупроводниками при диамет-
ре активного центра 3 мкм это условие выполняется,
когда в поверхностном слое полупроводника плотность
дислокаций достигает 107 см-2, т. е. почти предельно
возможная .плотность. При сварке (.металлов, в которых
возможна плотность дислокаций >108 см~2, за счет
пластической деформации легко можно достичь актив-
ности всей контактной поверхности.
Из приведенных расчетов и опытных данных выте-
кает следующее [59]. Если активным может быть поле
вокруг дислокации, то в принципе активными могут
быть и другие участки поверхности, на которых созда-
лись условия, аналогичные условиям на некотором рас-
стоянии от ядра дислокации. (В этом случае топохими-
ческая реакция может идти без присутствия дислокаций
или других физических микродефектов. Образование
дислокаций на контактных поверхностях в рассматрива-
емых условиях топохимической реакции всецело зависит
от соотношения энергий, требуемых для генерации дис-
локаций или активации .поверхности по иному механиз-
му. Если в первом случае энергии требуются меньше,
чем во .втором, то дислокации образуются. Их выход
на поверхность облегчает условия протекания топохи-
мической реакции.
Дислокации зарождаются на границе окисной плен-
ки с кристаллом и перемещаются в глубь кристалла.
Если окисная пленка тонкая, то они своим полем раз-
87
chipmaker.ru
рывают ее; если окисная пленка толстая, то энергии
дислокации не хватает для разрушения пленки. На «не-
окисленном» кремнии толщина окисной пленки составля-
ет около1 30 А [106]. На таком расстоянии от ядра дис-
локации напряжения составляют, согласно расчетам.
40—50 кгс/мм2. В одном из приведенных выше приме-
ров сварки алюминия с кремнием толщина пленки на
кремнии составляла 8000 А. На таком расстоянии от
ядра дислокации напряжение не превышает 0,5 кгс/мм2.
В первом случае дислокации пробивают окисную плен-
ку и непосредственно являются активными центрами, во
втором — активируют поверхность только своим полем.
Взаимодействие металла с металлом
при сварке давлением
Выше рассмотрен процесс взаимодействия металла с по-
лупроводником. При этом монокристаллический крем-
ний был выбран в качестве модельного материала,
позволяющего ответить на ряд вопросов с применением
метода непосредственного наблюдения контактных по-
верхностей. В результате удалось установить, что взаи-
модействие исследуемых материалов носит дискретный
характер, может быть поверхностным и объемным,
возникает и развивается прежде всего в зонах наиболь-
ших контактных касательных напряжений, причина
дискретности взаимодействия в образовании деформа-
ционного рельефа на контактной поверхности металла
при его пластической деформации, для возникновения
объемного взаимодействия необходима активация кон-
тактной поверхности полупроводника — она выражает-
ся в образовании дислокаций в местах контакта дефор-
мационных микровыступов с поверхностью полупровод-
ника, на базе которых создаются активные микроцент-
ры и т. д.
В микросхемах сварке давлением подлежат в основ-
ном металлические проволочки или ленточки из золота
или алюминия с металлическими пленками, нанесенны-
ми в вакууме, например на .кремниевые 'пластины. В та-
ком сочетании выяснить закономерности соединения ма-
териалов практически невозможно. Но после выполнен-
ных исследований, позволивших представить детали
процесса, можно с большей надежностью прочитать ре-
зультаты и в последнем случае.
88
Рис. 40. Вид соответствующих друг другу контактных поверхностей на алю-
миниевой проволочке (а) и золотой пленке (б) после разрушения сварного
соединения, полученного при Т=300°С, Р=2 кгс/мм2, /=10 с (X 900). При
2
печати уменьшено на —
Были выполнены соединения .методом микрэсварки
давлением с подогревом алюминиевых проволочек с зо-
лотыми пленками, нанесенными на ситалловые и крем-
ниевые пластины. По изложенной выше .методике прове-
дено исследование контактных поверхностей непосред-
ственно на алюминиевой проволочке и золотой пленке.
Оказалось, что все основные яьления, обусловливающие
процесс соединения и определяющие его характер, вы-
ясненные на примере соединения металла с полупро-
водником, имеют место и в случае сварки давлением
металлических проволочек с металлическими пленками,
нанесенными на твердые подложки (рис. 40).
Взаимодействие также носит дискретный характер
и возникает прежде всего в зонах наибольшего смеще-
ния одного металла по поверхности другого. Но для
объемного взаимодействия в этом случае достаточно
образования деформационных микровыстхпов на одной
поверхности, которые и 'Следует принимать за активные
цент ры.
В рассмотренном пооцессе микросварки давлением,
по крайней мере, один из свариваемых материалов под-
вергается большой по величине и интенсивности дефор-
мации. Поэтому может возникать сомнение об общнос-
ти выявленных закономерностей.
В связи с этим представляет принципиальный инте-
рес выяснить характер взаимодействия и причины его
обусловливающие в условиях так называемой диффузи-
89
chipmaker.ru
онной сварки металлов. В этом случае свариваемые
материалы испытывают значительно меньшую дефор-
мацию, а поверхности подготавливаются к взаимодей-
ствию в условиях вакуума.
Исследования были проведены на примере диффузи-
онной сварки в вакууме никеля с молибденом. Образцы
никеля (НП-1) вырезали размером 25X2,5X0,2 мм из
катаных полос, образцы молибдена размером 5X5X1
мм — из монокристалла. Поверхности под сварку под-
готавливали электролитической ‘полировкой. Полирую-
щий реактив для молибдена состоят из 95 частей H2SO4
и 5 частей С2Н5ОН, для никеля — из 7 частей С2Н5ОН и
3 частей HNO3. Полировка молибдена осуществлялась
при напряжении 12 В, никеля —20 В. После полировки
в некоторых случаях на поверхность никеля наносили
царапины. Образцы сваривали при Т=800°С, Р=8,5
кгс/мм2 в течение 5, 30 и 60 с.
На рис. 41 представлены фотографии контактных по-
верхностей на никеле и молибдене. На фотографии
(рис. 41,6) достаточно четко видны следы от царапин
на никеле Д, замкнутые и незамкнутые контурные ли-
нии точечного или пунктирного характера Е и располо-
женные в местах, ограниченных этими -контурами, от-
дельные темные точки Ж.
Контурные линии Е по своему характеру напомина-
ют границы зерен. При тщательном рассмотрении кон-
тактной поверхности на никеле (рис. 41,а) можно об-
Рис. 41. Вид контактной поверхности на никеле (а) и молибдене (б) после
разрушения сварного соединения, полученного в вакууме 10-6 мм рт. ст. при
Т—800°С. Р=8,5 kic/mvt2, с (X 300). При печати уменьшено на —
90
наружить границе! зерен, аналогичной контуру £ кон-
фигурации. Отсюда следует, что видимые .на контактной
поверхности молибдена контуры Е являются следами
его взаимодействия с никелем по границам зерен в N>.
Последнее произошло вследствие проскальзывания по
границам зерен в никеле, вызванное скольжением внутри
зерен. Этот процесс может привести к образованию на
свободной поверхности у границ зерен ступенек высотой
до 5 мкм и сопровождается смещением рисок. В рас-
сматриваемом случае, по данным интерферометрии, вы-
сота ступенек по границам зерен на контактной поверх-
ности составляет 0,5—0,8 мкм. Отдельные темные точ-
ки Ж внутри контуров Е, в соответствии с рассмотрен-
ным выше случаем взаимодействия алюминия с кремни-
ем, можно считать .за очаги взаимодействия на выступах,
образующихся за счет внутреннего скольжения ПО' раз-
ным 'кристаллографическим направле ниям.
Взаимодействие никеля с молибденом в местах, со-
ответствующих расположению рисок на никеле, показы-
вает также возможность взаимодействия материалов
при сварке давлением за счет деформации исходных
микровыступов, всегда имеющихся на поверхности твер-
дых тел после их механической! обработки. Но, как бы-
ло показано выше, такие микровыступы должны иметь
определенные размеры.
В микросхемах сварке подвергаются, как правило,
разнородные металлы. Представляет интерес опреде-
лить, насколько интенсивно между ними развивается
объемное взаимодействие. Исследование проведено’ на
примере сварки образцов золота с серебром [1071.
Пластинки толщиной 20 и 50 мкм соответственно сва-
ривались под давлением 6 кгс/мм2 при температуре
500°С в течение долей секунды. Распределение золота
и серебра в зоне объемного взаимодействия исследова-
лось методом локального рентгеноспектрального анали-
за на установке «Сашеса». За критерий скорости взаи-
модействия принят коэффициент диффузии, который
рассчитывали путем обработки концентр анионных кри-
вых по формуле [491
с/с0 = 1—erf lx/2 | Dt}, (39)
где х — расстояние от стыка, на котором концентрац (я
элемента равна с; t — время.
91
chipmaker.ru
Коэффициент диффузии золота в серебре описывает-
ся формулой [ 1081
п со in-4 I 29000
DA^Ag = 5.3-10 ехр---------------—
\ •*
(40)
При 500°С он равен 2-10-12 см2/с. При указанных
параметрах сварки давлением в слое серебра толщиной
до 2 мкм он оказался равным (2,6—1,3) 10-8 см2/с, т. е.
на четыре порядка выше коэффициента дифф} зии, ха-
рактерного для металла, не испытывающего пластичес-
кую деформацию.
Проведено исследование распределения коэффициен-
та дифф/зии золота в серебре по радиусу пя^на контак-
та. Установлено, что к периферии зоны контакта коэф
фициент диффузии возрастает. Максимальное увеличе-
ние достигло двукратной величины. Данный результат
находится в хорошем соответствии с характером дефор-
мации 'металла на контактной поверхности .пластины
(см. рис. 16) и закономерностями взаимодействия при
сварке пластин (см. рис. 12).
Из выполненного исследования вытекает, что при
расчете взаимодействия материалов и диффузионных
процессов в условиях сварки давлением с подогревом
нельзя пользоваться значениями коэффициентов диффу-
зии, а также значениями энергий активации диффузии,
полученных для условий только термического воздейст-
вия на материал. Следует учитывать факт и параметры
пластической деформации металлов, которая приводит
к существенному ускорению диффузионных процессов.
В связи с выявленной закономерностью представило
интерес рассмотреть детали неоднородного развития объ-
емного взаимодействия в плоскости контакта. Исследо-
ванию подвергались обоазды химически никелированной
керамики ZnO—TiO2 с титаном ВТ1-1, сваренные в ва-
кууме при 730°С под давлением 1,5 кгс/мм2 'в течение
5, 15 и 30 мин. На рис. 42 приведена фотография типич-
ной структуры диффузионной зоны в титане, выявляемой
на поперечных шлифах травлением в смеси HF (1 ч) +
+HNO3 (1 ч)4-Н2О (1ч). Четко видно, что диффузион-
ная зона в титане имеет полосчатое строение. Темные по-
лосы на светлом фоне имеют разную длину и разную
ориентировку к плоскости контакта при переходе от зер-
на к зерну. Можно предположить, что отмеченное строе-
ние диффузионной зоны в титане обусловлено его пла-
92
Рис. 42. Диффузионная зона в титане. Сварка никелированной керамики
ZnO — TiOs с титаном ВТЫ
стической деформацией, а темные полосы являются по-
лосами скольжения, по которым прошла диффузия ни
келя.
Методом локального рентгеноспектрального анализа
.проведено исследование распределения никеля в диффу
зионной зоне в направлении, параллельном плоскости
контакта, и измерение микротвердости материала в тем-
ных полосах и .между ними.
Типичный характер распределения никеля и титана
в указанном направлении .на расстоянии 40 мкм от гра-
ницы представлен на
рис. 43. Микротвер-
дость, измеренная на
приборе ПМТ-3 при на-
грузке на пирамиду
5 гс, у границы соеди-
нения титана
составляет
400 кгс/мм2,
полосах 190,
лосами 100, титана 75.
Данные результаты
взаимодействия разно-
родных металлов при
сварке давлением хоро-
шо коррелируются с
с никелем
около
в темных
между по-
сп
cNi
!Омкм
Рис. 43. Распределение никеля в титане
вдоль плоскости контакта на расстоянии
40 мкм от стыка
93
chipmaker.ru
изложенными выше результатами, полученными на осно-
вании исследования на примере сварки металла с полу-
проводником.
Стадии и расчет длительности
взаимодействия
11а основании проведенных исследований процесс соеди-
нения разнородных кристаллических материалов при
сварке в атмосферных условиях давлением с подогревом
можно подразделить на три стадии [8J:
1. Сближение соединяемых веществ (образование фи-
зического контакта).
2. Активация контактных поверхностей (образование
активных центров).
3. Объемное развитие взаимодействия.
На .первой стадии происходит сближение соединяе-
мых материалов на расстояние, соответствующее рассто-
янию между частицами п.ри физическом взаимодействии,
обусловленном силами Ван-дер-Ваальса, или на расстоя-
ние, при котором возникает слабое химическое взаимо-
действие. Последний вариант возможен в том случае,
когда сближение материалов осуществляется за счет
пластической деформации хотя бы одного из них. При
этом происходит активация контактной поверхности пла-
стически деформируемого материала в результате выхо-
да дислокаций. Это создает условия для возникновения
в контакте материалов слабых химических связей. При
соединении в твердой фазе резко отличных по свойствам
материалов, например металлов с полупроводниками,
первая стадия заканчивается слабым химическим взаи-
модействием.
Далее, при сварке разнородных материалов наступа-
ет вторая стадия, в течение которой происходит образо-
вание активных центров на поверхности более твердого
из соединяемых материалов, например полупроводника
или .керамики. Наличие этого периода и его длительность
обусловливаются особенностью пластической деформа-
ции указанных материалов, а именно, присущим для них
инкубационным периодом.
С момента образования активных центров на контак-
тных поверхностях наступает третья стадия, в течение
которой происходит развитие взаимодействия соединяе-
мых материалов как в плоскости контакта, так и в объ-
еме зоны контакта. Этот процесс протекает на активных
94
центрах, представляющих собой в частном случае дис-
локации с полем напряжения. В плоскости контакта он
заканчивается слиянием очагов взаимодействия. Послед-
нее является необходимым условием возникновения
прочных химических связей между соединяемыми мате-
риалами на всей их площади контакта. Но оно может
оказаться недостаточным для получения прочного свар-
ного соединения, так как к моменту слияния очагов вза-
имодействия не полностью произойдет релаксация нап-
ряжений. Поэтому вопрос о длительности третьей ста-
дии нужно решать в каждом конкретном случае отдель-
но, исходя из требуемой прочности соединения, природы
соединяемых материалов, возможных и допустимых меж-
ду ними процессов. При сварке однородных материалов
критерием окончания третьей стадии может служить
рекристаллизация [109], при сварке разнородных мате-
риалов —изменение упругих констант и коэффициентов
термического расширения [110] в процессе объемного
взаимодействия в допустимых пределах.
Длительность каждой из стадий зависит от физико-
химических свойств соединяемых материалов и опреде-
ляется способом сварки и его параметрами. Если на
первой стадии сближение соединяемых материалов осу-
ществляется в условиях пластической деформации обоих,
то активация контактных поверхностей происходит од-
новременно и фактически после первой стадии насту-
пает третья. Такой вариант возможен при сварке одно-
родных или близких по свойствам материалов. Он так-
же возможен при таких способах сварки, которые обес-
печивают возникновение по всей площади контакта сва-
риваемых материалов больших по величине касатель-
ных напряжений. При сварке давлением с подогревом
полупроводников с металлами этот вариант реализуется
только в отдельных зонах контакта. Длительность треть-
ей стадии прежде всего определяется числом активных
центров, возникающих на контактных поверхностях в
условиях сваоки. Любой метод, способствующий увели-
чению плотности активных центров, уменьшает расстоя-
ние, на котором должно произойти развитие взаимодей-
ствия материалов в плоскости контакта и тем самым
сокращает длительность третьей стадии. Но, как правило,
такие методы способствуют и ускорению пластической
деформации соединяемых материалов. Все это вместе
взятое сокращает длительность всех стадий. Эти явле-
95
chipmaker.ru
ния происходят при таких способах сварки, как ультра-
звуковая, взрывом, с применением радиации.
Процесс соединения материалов в вакууме может
иметь некоторые отличительные особенности, которые
обусловливаются возможными процессами диссоциации
окисных пленок или их растворением в матрице при вы-
соких температурах.
Активный центр в пределе — это частица со свобод-
ными валентностями, которые могут возникнуть, в част-
ности, при разрыве связей в кристалле. Диссоциация
или растворение окислов сопровождается или обусловли-
вается разрывом связей. Следовательно, в условиях
сварки в вакууме эти процессы сами по себе могут да-
вать активные центры. Поэтому при сварке металлов в
вакууме может и не наблюдаться такой яркой картины
дискретного взаимодействия, как это имеет место при
сварке давлением с подогревом в атмосферных услови-
ях. Но поскольку сварка в вакууме осуществляется под
давлением, то, помимо диссоциации и растворения окис-
ных пленок, в результате пластической деформации име-
ет место процесс коллективной активации за счет выхо-
да дислокаций на контактные поверхности.
Реальные поверхности твердых тел шероховаты. По-
этому сближение соединяемых материалов пооисходит
не одновременно по всей площади контакта. Отсюда сле-
дует, что на одних участках контакта протесе соедине-
ния может закончиться, а на других только начинаться.
Если за критерий сварки принять прочность (ст) соеди-
нения, образующегося за счет возникновения между кон-
тактными поверхностями химических связей, то кинети-
ческая кривая пооцесса соединения разнородных мате-
риалов в твердой фазе на единичном участке контакт-
ной поверхности, на котором сближение материалов про-
исходит в последнюю очередь, может быть представлена
в виде, приведенном на рис. 44. Здесь cti и ст3 соответ-
ствуют состояниям, когда между контактными поверх-
ностями при их сближении сначала возникают слабые,
потом прочные химические связи.
Данная кинетическая кривая соответствует общему
случаю, когда четко проявляется каждая из указанных
выше стадий. Она также может рассматриваться харак-
теризующей по времени процесс соединения на всей пло-
щади контакта в целом, так как ее начало соответствует
участку, на котором процесс взаимодействия происходит
96
Рис. 44. Схема нарастания прочно-
сти сварного соединения
в последнюю очередь. В частном случае, которые рас-
сматривались выше, кинетическая кривая сжимается по
оси времени и на ней может отсутствовать даже вторая
стадия.
В настоящей работе рассматривается процесс соеди-
нения материалов в атмосферных условиях. Поверхности
твердых тел в атмосферных условиях, как правило, инер-
тны, так как валентности их атомов насыщены за счет
адсорбционных процессов [111]. Для того чтобы такие
поверхности были активны в химическом процессе, необ-
ходим разрыв связей. Это явление характерно для реак-
ций в газовой, жидкой и твердой фазах, т. е. во всех
случаях необходимо затратить некоторую анергию на ак-
тивацию реакции.
Впервые идея активированной хемосорбции была высказана
Тендером [111]. Затем Ленард — Джонсон [1'11] раскрыл физиче-
скую сущность активируемого процесса, показав его на примере из-
менения потенциальной энергии при физической адсорбции и хемо-
сорбции (рис. 45). Кривая f представляет изменение потенциальной
энергии молекулы при физической адсорбции, кривая С — при хемо-
сорбции. По мере того как молекула приближается к поверхности,
она испытывает при больших расстояниях влияние физических
(ван-дер-ваальсовых) сил притяжения. Если расстояние становится
меньше соответствующего положению минимума на кривой f, то по-
степенно начинают действовать возрастающие силы отталкивания.
Если может произойти более прочное, т. е. химическое соединение
молекулы с поверхностью, то в дальнейшем изменение ее энергии
должно происходить в соответст-
вии с положением кривой С. Ми-
нимум этой кривой соответствует
состоянию при активированной ад-
сорбции. Силы химической связи
действуют при меньших расстоя-
ниях, поэтому равновесное поло-
жение молекулы при активирован-
ной адсорбции находится ближе к
поверхности, чем при физической
адсорбции. Переход от физической
к активированной адсорбции про-
исходит в точке пересечения кри-
вых f и С. Энергия, соответствую-
щая этой точке, равняется избыт-
Рис. 45. Схема изменения потенци-
альной энергии при переходе от
физической к химической адсорб-
ции
87
chipmaker.ru
ку энергии системы по отношению к состоянию, когда молекулы
удалены от поверхности, эд, таким образом, является энергией акти-
вации химической адсорбции. В приобретении молекулой этой энер-
гии (ДЕ) и заключается акт активации. Обычно он выражается в
’диссоциации молекулы.
Еще Тэйлером была выдвинута идея, что большую роль в хемо-
сорбции должны играть активные центры иа поверхности твердого
тела. В качестве таких центров он считал выступы в виде пиков. В
дальнейшем эта идея получила развитие в работах зарубежных и
советских исследователей. В качестве активных центров стали рас-
сматривать не только микровыступы, но и дефекты кристаллической
решетки, возникающие при пластической 'деформации твердых тел н
других процессах.
Теория активированной адсорбции позволяет качест-
венно понять последовательность соединения материалов
в твердой фазе. На первом этапе стадии развития физи-
ческого контакта, когда еще не происходит течение од-
ного материала по поверхности другого, их сближение
должно соответствовать расстоянию Г/ (см. рис. 45).
Прочность соединения при этом обусловливается силами
физического взаимодействия. На втором этапе начинает-
ся активация контактных поверхностей, и материалы
сближаются на расстояние гс- При этом происходит хи-
мическое взаимодействие с образованием прочных свя-
зей. Активация выражается в появлении разорванных
связей в местах возникновения на поверхности дефектов
кристаллической решетки. Этот процесс так же, как и
хемосорбция, идет с затратой энергии.
Каждый из рассмотренных выше процессов характе-
ризуется своей природой и поэтому развивается при
разных значениях энергии активации. Описать их еди-
ным уравнением не представляется возможным. Процес-
сы, приводящие к соединению, развиваются при сварке
давлением не одновременно как на контактной поверх-
ности металла, так и на контактной поверхности полу-
проводника. Это приводит к тому, что в одних зонах
контакта соединение может заканчиваться, а в других
еще и не начинаться. Такой характер развития взаимо-
действия материалов вносит неопределенность в опреде-
ление начала каждой из последующих стадий, что так-
же затрудняет математическое описание процесса сое-
динения на всей площади контакта.
Конечным критерием качества сварного соединения
является его прочность не только при статических, ио и
при динамических видах испытания. Отсюда следует,
что расчет процесса сварки должен проводиться таким
98
образом, чтобы дать ответ о формировании прочного
соединения.
По-видимому, нужно оценивать длительность каждой
из указанных выше стадий в зависимости от параметров
сварки. Такое решение позволит дать ответ на вопрос,
что можно ждать от данного способа сварки и какие
должны быть его параметры, чтобы получить соединение
в заданный промежуток времени.
С изложенных позиций о стадийности процесса сварки
давлением разработка метода расчета длительности от-
дельных стадий, помимо одного из авторов данной рабо-
ты, проводилась В. Н. Тимофеевым, Э. С. Каракозовым,
Ю. В. Мякишевым и др. Расчет длительности развития
физического контакта осуществлялся из отношения тре-
буемой величины деформации материалов на контакт-
ных поверхностях е к относительной скорости деформа-
ции е с учетом закономерности смятия микровыступов.
В работе [8] получено выражение
е [К (1~е ')]"
Б
(41)
где E=ajh (а — необходимая величина сближения по-
верхностей, h — высота микровыступов); ес<1- е > — вы-
ражение, описывающее опорную кривую [Н2] , в кото-
ром с — коэффициент, характеризующий форму микро-
неровностей (с=0,34-0,7); е=Вт!п e~Q/hT, причем В —
частотный множитель [113], т-—сдвиговые напряжения,
Q — энергия активации ползучести, т = 34-5; п — коэф-
фициент, подобный т.
На рис. 46 показан характер развития физического
контакта при различных значениях параметров, входя-
щих в уравнение (41). Видно, что физический контакт
наиболее интенсивно образуется в первые моменты свар-
ки. Если сопоставить кинетику развития физического
контакта с кинетикой формирования сварного соедине-
ния по показателю прочности, то (особенно при сварке
однородных или близких по свойствам металлов) мож-
но заметить подобный ход развития обоих процессов.
При сварке разнородных материалов типа металл—
полупроводник длительность периода активации поверх-
ности полупроводника можно оценить по формуле [21]
1 exp (W/k Т) exp ( — ат), (42)
4* Зак. 371
99
chipmaker.ru
Рис. 46. Кинетика развития физического контакта
где W — энергия активации самодиффузии в полупро-
воднике; т — контактные касательные напряжения.
С момента возникновения активных центров на повер-
хности полупроводников наступает третья стадия, в те-
чение которой образуется прочное соединение металла
с полупроводником в результате объемного развития
взаимодействия. Длительность третьей стадии до момен-
та слияния очагов взаимодействия в плоскости контакта
предлагается оценивать по формуле [8]
pWl-cos
(43)
где г — расстояние, на котором развивается процесс объ-
емного взаимодействия в плоскости контакта (в полу-
проводниках при плотности активных центров р=!106
см-2, г=5-10 4 ом; при р=107 см-2, г=1,6-10~4 см; при
р='Ю8 см~2, г=10~4 см); р — коэффициент (для полу-
проводников р=5,4); Do — предэкспоненциальный мно-
житель в уравнении диффузии; х — радиус зародыша,
т. е. исходного очага взаимодействия, который возника-
ет вокруг ядра свежей дислокации и определяется его
неустойчивостью [114] (в частности для полупроводни-
ков х^Ю-4 см); U—энергия активации релаксации на-
пряжений в полупроводнике.
100
Общая длительность процесса сварки определяется
суммой длительностей всех стадий
/ = / 4-/ 4-/
с ф 1 а * р
(44)
Прочность соединения, в конечном итоге, определя-
ется полнотой развития (процессов на третьей стадии,
для случаев сварки металла с полупроводником — сли-
янием очагов взаимодействия в плоскости контакта. Дли-
тельность этого процесса зависит от плотности активных
центров. Расчет /р при Т'=400°С, 0=5,4, £>о=8,О см2/с,
х='10~4 см, U= 1,39 эВ дает следующие результаты:
г-104, см........... 1 1,5 2 3 4 5
/р , с............. 1 4,54 13,9 67,8 2.12-102 4,94-Ю2
Из выполненных расчетов следует, что получение
наиболее прочного соединения металла с полупроводни-
ком за время порядка 1 с возможно при способе сварки,
обеспечивающем плотность активных центров около
108 .см-2. Поскольку активные центры возникают на дис-
локациях, следовательно, этот способ сварки должен
обеспечивать соответствующую скорость деформации
привариваемого к полупроводнику металла.
Сварка элементов микросхем, как было отмечено вы-
ше, должна осуществляться с наименьшим развитием
объемного взаимодействия, чтобы сохранить исходные
параметры полупроводниковых элементов. Согласно
установленным закономерностям, это условие выполня-
ется при импульсных способах сварки, позволяющих
управлять скоростью развития процесса соединения ма-
териалов в плоскости контакта.
Глава 111
СПОСОБЫ МИКРОСВАРКИ
ЭЛЕМЕНТОВ МИКРОСХЕМ
При производстве микросхем процессы микросварки на-
иболее существенно влияют на качество и надежность
приборов [1, 11, 12]. В течение всего периода развития
микроэлектроники продолжается непрерывное совершен-
ствование способов микросварки, направленное на повы-
шение эффективности процессов и воспроизводимости
качества соединений.
101
chipmaker.ru
Как уже было отмечено в гл. I, специально для мон-
тажа микросхем разработано несколько способов микро-
сварки. Большой вклад в разработку процессов микро-
сварки внесен советскими учеными и 'Инженерами [7, 10,
II, 94, 115]. Эти и многие другие разработки позволили
широко освоить в промышленности монтаж микросхем
методами микросварки. В производстве микросхем наи-
более широко используется четыре основных способа
микросварки: термокомпрессия, сварка давлением с ко-
свенным импульсным нагревом, ультразвуковая сварка
и односторонняя контактная сварка.
Таблица 6
КЛАССИФИКАЦИЯ ОСНОВНЫХ ПРОЦЕССОВ МИКРОСВАРКИ
ДАВЛЕНИЕМ
Тип процесса Главные параметры процесса Способы микросварки
Р — процессы Давление Холодная сварка
Р, Т — процессы Давление, темпера- тура Термокомпрессия, СКИН, односторонняя контактная сварка
Р, Т, f — процессы Давление, температу- ра, .взаимное переме- щение Ультразвуковая свар- ка, УЗСКН, ультра- звуковая сварка кру- тильными колебани- ями
Р, Т, 1, А — прочее- Давление, темпера- Диффузионная свар-
сы тура, время, среда к а в вакууме или защитной среде
Кроме этих способов, для монтажа и герметизации
микросхем широко используются способы сварки плав-
лением [11]. Мы ограничимся рассмотрением принципов
и особенностей применения четырех основных способов
микро'овар'ки давлением без расплавления материалов в
зоне контакта.
Придерживаясь классификации процессов сварки дав-
лением, предложенной А. С. Гельманом [116], основные
способы микрооварки давлением можно отнести к сле-
дующим типам (табл. 6).
Т ермокомпрессия
Термокомпрессия — метод соединения металлов с ме-
таллами и неметаллами давлением с подогревом при
относительно невысоких давлениях.
102
По терминологии, принятой в области сварки
(ГОСТ 2601—71), более правильно термокомпрессию на-
зывать микросваркой давлением с подогревом соединя-
емых деталей.
Один из соединяемых материалов (обычно вывод)
при термокомпрессии должен обладать достаточно высо-
кой пластичностью. Температура соединения при термо-
компрессии не превышает температуры образования эв-
тектики соединяемых материалов и обычно соответству-
ет температуре отпуска или отжига более пластичного
металла.
Основные достоинства процесса термокомпрессии:
возможность сварки мягких высокоэлектропроводпых ма-
териалов в виде круглых и плоских проводников с тон-
кими металлическими пленками, напыленными на хруп-
кие диэлектрические подложки; стабильность сварочно-
го инструмента и его высокая стойкость; малая чувстви-
тельность к изменению режима (во многих случаях из-
менение параметров в пределах ±10% не влияет на ка-
чество соединений); простота контроля и регулирования
основных параметров процесса (усилие сжатия, темпера-
тура и длительность); возможность контроля качества
соединения по деформации проводника и форме сварной
точки; возможность сварки без применения припоев и
флюсов, что предотвращает появление загрязнений и га-
зонасыщения приборов.
Недостатки процесса термокомпрессии: ограниченное
число сочетаний свариваемых материалов (термоком-
прессией весьма трудно сварить ковар, никелевые и же-
лезные сплавы); материал подложки должен обладать
малой чувствительностью к термическому удару и хоро-
шей адгезией с напыленными пленками (кремний, в том
числе окисленный, ситалл пли другая керамика); огра-
ничение геометрических размеров свариваемых деталей;
необходимость весьма тщательной подготовки соединя-
емых материалов (травление, зачистка, обезжиривание,
защита от окисления).
Все разновидности термокомпрессии можно класси-
фицировать по трем признакам:
1. По способу нагрева (рис. 47).
2. По способу соединения.
Сюда относятся:
термокомпрессия, обеспечивающая получение нахлес-
точного соединения (проволока подается под инструмент
103
chipmaker, ru
Q.
Ff 7Z o—,2
IjjWj 11
It--r
Chipmaker.ru
4
PuC. 47. Разновидности термокомпрессии в зависимости от способа нагрева:
а—нагрев только рабочего столика; б—нагрев рабочего инструмента; в—
однонремеиный нагрев рабочего столика и инструмента; Л—-рабочий инстру-
мент (пуансон); 2—-присоединяемый проводник; 3— подложка или кристалл
полупроводникового прибора; 4— рабочий столик; 5— спираль для нагрева
сбоку через специальную дюзу или непосредственно че-
рез рабочий инструмент (инструмент в виде капилляра,
инструмент с боковым отверстием для подачи проволо-
ки) ;
термокомпрессия «встык»— проволока подается через
капилляр и на ее конце перед сваркой образуется оплав-
лением шарик.
3. По типу образующегося соединения, обусловленно-
го формой инструмента (рис. 48).
Наиболее высокой 'прочностью обладают соединения,
выполненные по схеме (рис. 48,6). При сварке по схеме
(рис. 48,в и г) можно получать соединения с гарантиро-
ванной осадкой за счет правильного выбора профиля
инструмента и условий деформирования проводника.
Благодаря специальному профилю рабочего торца обес-
печивается большая площадь взаимодействия в зоне
ВИДЫ
Рис. 48. Основные
а —соединение в виде п.
соединение встык (термокомпрессия капилляром
термокомпрессионных соединен и й:
[лоской сварной точки (термокомпрессня клином); б —
юсдплсппь *^*«.*». с образованием шарика);
в — соединение с ребром жесткости (термокомпрессия инструментом с канав-
кой); г — соединение типа «рыбий глаз» (термокомпрессня инструментом с
выступом)
сварного контакта за счет перераспределения касатель-
ных напряжений по плоскости контакта.
Основными параметрами режима термокомпрессии с
использованием статического нагрева являются: усилие
сжатия (давление Р), температура нагрева соединения
или инструмента Т, длительность выдержки под давле-
нием t.
Таблица 7
ПАРАМЕТРЫ РЕЖИМОВ ТЕРМОКОМПРЕССИОННОЙ СВАРКИ
РАЗЛИЧНЫХ СОЧЕТАНИЙ МАТЕРИАЛОВ [11]
Материал полупроводника или тонкой пленки Параметры режима
Т, °C Р, кгс/мм2 /, с
Проводник — золото
Кремний . . . 350—380 6—10 2—10
Германий Алюминий, напыленный на 300—350 6—10 1—5
SiO2 ... ... 250—370 6—10 0,05—2
Золото, напыленное на SiO2 250—370 6—10 0,05—2
Проводник — алюминий
Кремний 400—450 4—7 До 30
Германий . . 300—400 4—7 » 30
Алюминий, напыленный на SiO2 .... 300—370 4—7 0,2—1 0
Золото, напыленное на SiO2 250—370 4—7 0.2—КО
режимы являются ориентировочными. Для
Примечание. Приведенные режимы являются ориентировочными. Для
конкретных условий режим термокомпрессии следует уточнять на технологи-
ческих образцах с контролем прочности соединений.
Выбор давления определяется допустимой деформа-
цией присоединяемого проводника и допустимым меха-
ническим воздействием на полупроводниковый прибор.
Температура нагрева не должна превышать температуру
образования эвтектики соединяемых материалов. Дли-
тельность выдержки устанавливается в зависимости от
сочетания свариваемых материалов и определяется экс-
периментально путем оценки прочности соединений.
Режимы термокомпрессии различных сочетаний мате-
риалов приведены в табл. 7.
На основе изложенных в гл. II представлений о раз-
витии взаимодействия при соединении материалов мож-
104
105
chipmaker.ru
но заключить, что более правильно за параметры процес-
са сварки принять технологические критерии, непосред-
ственно определяющие прочность соединений и .воспроиз-
водимость процесса термокомпреесионной сварки: тем-
пературу Т, скорость е и степень е деформации металли-
ческого проводника. В работе [69] было показано, что
увеличение скорости перемещения пуансона в момент
соприкосновения с проводником примерно в 5 раз при
гарантированной деформации позволяет значительно по-
высить относительную прочность (отношение прочности
соединения Qc к прочности проводника Qnp) сварных со-
единений алюминиевой проволоки диаметром 24 мкм с
алюминиевой пленкой толщиной 0,7 мкм на кремнии
(рис. 49).
Повышение скорости нагружения, с одной стороны,
обеспечивает деформационное упрочнение самого метал-
лического проводника при ограничении релаксационных
процессов (возврат и рекристаллизация) и, с другой
стороны, интенсифицирует процессы образования и раз-
вития очагов взаимодействия, увеличивая прочность со-
единения в зоне контакта А1—А! и А1—Si.
Важным фактором в обеспечении воспроизводимых
по качеству соединений является правильный выбор ге-
ометрии и размеров соединения, а также материала
инструмента.
Нахлесточные соединения по своим размерам должны отвечать
следующим требованиям: длина деформированного участка проволо-
ки должна быть .не менее дьух ее диаметров; у соединений допустимо
образование «хвостов» длиной, не превышающей 1—1,5 диаметров
проволоки; для соединений, выполняемых краем капиллярного нако-
нечника, длина сварной точки также должна быть равна 1,5—2 диа-
метрам проволоки. Минимальный размер контактной площадки на
приборе должен быть больше диаметра сварной точки на величину
Рис. 49. Зависимость относи-
тельной прочности термоком-
прессионпых соединений от де-
формации (е) алюминиевого
проводника при 7—400°С для
трех скоростей нагружения:
/ — «80: ? — 3500; 3 — 5000 мкм/с
106
точности совмещения инструмента и проволоки с контактной пло-
щадкой, если не допускается деЛормирование проволоки на слое
окисла кремния.
Величина деформации проводника может меняться в пределах
40—80% (по ширине сварной точки) в зависимости от условий де-
формации и формы торца рабочего инструмента [И].
Весьма важным фактором является правильный выбор материа-
ла и качество обработки ’рабочего инструмента.
Материал инструмента для термокомпрессии должен иметь низ-
кую теплопроводность, высокую прочность при периодических им-
пульсах нагрева и охлаждения в процессе работы, высокую стой-
кость против окисления и износа при температуре до 500°С и низкую
склонность к схватыванию со свариваемыми материалами.
Наименьшую склонность к схватыванию при сварке золотой про-
волоки имеет инструмент, изготовленный из твердых сплавов (кар-
биды вольфрама и титана) и керамики (окись бериллия, алюмоке-
рамика).
При сварке алюминиевой проволоки наименьшим схватыванием
обладают окись бериллия, а также твердые сплавы и стали с по-
верхностным легированием бором [117].'
Метод соединения термокомпрессией в настоящее
время является наиболее распространенным при монта-
же полупроводниковых микроприборов, полученных ме-
тодом планарной технологии, и монтаже твердых схем
в разнообразных корпусах гибкими проволочными про-
водниками.
Сварка давлением
с косвенным
импульсным нагревом
Сварка давлением с косвенным импульсным нагревом
(СКИН) является .разновидностью способа сварки дав-
лением с подогревом.
В этом способе в от-
личие от термокомпрес-
сии инструмент (пуан-
сон) импульсно нагрева-
ется проходящим по нему
током. Вследствие крат-
ковременности процесса
нагрева металлический
проводник в месте кон-
такта может нагреваться
до более высоких темпе-
ратур, чем при термоком-
прессии. Это позволяет
приваривать проводни-
Рис. 50. Схема сварки давлением с
косвенным импульсным нагревом V-
образным инструментом:
/—рабочий столик; 2—керамическая
подложка или полупроводниковый
кристалл; 3— проводник; 4— V-образ-
ный инструмент (пуансон); 5— головка
для крепления инструмента и создания
усилия сжатия; 6— источник питания;
7 реле времени
107
chipmaker, ru
ки из относительно .малопластичных металлов к тонким
пленкам на керамических подложках.
Сварка косвенным импульсным нагревом V-образным
инструментом была предложена в СССР в 1964 г. [118,
119]. Схема сварки этим способом представлена на
рис. 50.
Процесс сварки V-образным инструментом заключается в следу-
ющем. Сначала пол необходимым давлением приводятся в соприкос-
новение инструмент, металлический проводник и подложка микро-
схемы или полупроводниковый кристалл. Затем через инструмент
пропускается импульс тока определенной длительности (от 0,01 с
до нескольких секунд). Торцовая рабочая часть инструмента нагре-
вается до определенной температуры и за счет теплопередачи осу-
ществляется локальный нагрев проводника и подложки. Когда про-
водник достигнет температуры, при которой сопротивление деформа-
ции значительно уменьшится, то под воздействием приложенного
усилия сжатия происходит осадка проводника и образуется соеди-
нение.
Методом СКИН можно сваривать золотые, алюмини-
евые'и медные проводники диаметром 20—100 мкм с раз-
нообразными пленками, напыленными на диэлектричес-
кие или полупроводниковые подложки. При правильно
подобранном режиме можно обеспечить высокое качест-
во соединений и достаточно хорошую стабильность.
Для снижения напряжений в 'зоне соединения при
сварке материалов, чувствительных к термическому уда-
ру, сварку V-образным инструментом целесообразно вы-
полнять при общем сопутствующем подогреве сваривае-
мых деталей.
Между технологическими параметрами процесса (уси-
лие сжатия Р, температура инструмента Т„, которая за-
висит от силы тока, протекающего по инструменту I, и
длительности импульса тока /и), физико-механическими
характеристиками процесса образования соединения
Рис. 51. Взаимосвязь технологических па-
раметров и физико-механических характе-
ристик процесса сварки давлением с кос-
венным импульсным нагревом
[температура в зоне
контакта Т, площадь
сварной точки (контак-
та) SK, давление Рсп,
длительность процес-
са сварки /Св, конеч-
ная деформация е, ско-
рость относительной
деформации е], харак-
теристиками соединяе-
мых материалов (пре-
дел текучести материа-
лов, состояние поверх-
108
ности и др. — Мф.х) и физико-механическими свойствами
образующегося соединения существует достаточно слож-
ная взаимосвязь (рис. 51).
Исследования кинетики осадки и роста прочности со-
единений показали, что при СКИН интенсивный рост
прочности соединений начинается с деформации 40%
[65]. Наиболее быстрый рост прочности наблюдается в
том случае, когда в процессе образования соединения
интенсифицируется пластическая деформация [69]. При
этом необходимо, чтобы конечная деформация, которая
определяет конструктивную прочность соединения, не пре-
вышала определенную величину. Возможные кинетичес-
кие кривые осадки, температуры и давления при стати-
ческом и динамическом нагружениях в процессе сварки
давлением с косвенным импульсным нагревом приведе-
ны на рис. 52. Для осуществления сварки с динамиче-
ским нагружением можно использовать электромагнит-
ный механизм сжатия.
Одним из основных параметров при СКИН, опреде-
ляющих воспроизводимость качества сварных соедине-
ний, является температура нагрева инструмента, а точнее
зоны сварного контакта.
При сварке импульсно нагреваемым инструментом
прецизионное регулирование температуры нагрева ин-
струмента и поддержание постоянной температуры в зо-
не соединения при равных условиях теплоотдачи воз-
можно только при условии применения обратной связи по
температуре нагрева инструмента или зоны соединения.
Это хорошо иллюстрируется характером термических
Рис. 52. Характер изменения температуры сварного контакта Л давления Р
и осадки проводника h при статическом (а) и динамическом (б) нагружениях*
<к —время до включения импульса тока после опускания инструмента на
проводник; t ох —время от момента прекращения импульса нагрева До подъе-
ма инструмента (длительность охлаждения)
109
chipmaker.ru
Рис. 53. Термические циклы
нагрева и охлаждения инст-
румента без автоподстройки
(штриховая линия) и с ав-
топодстройкой по температу-
ре, измеряемой термопарой
(Сплошная линия). Тст —
температура стабилизации
циклов 'при изменяющейся длительности паузы между
импульсами (tr, t^) и импульсном нагреве без автопод-
стройки (рис. 53 — штриховая кривая) и с автоподстрой-
кой по температуре инструмента, измеряемой термопа-
рой (рис. 53 — сплошная кривая).
Высокая точность поддержания температуры нагрева
(±2%) и малая инерционность обеспечиваются при на-
греве инструмента током с частотой следования импуль-
сов 0,5—1,5 кГц. Устройство автоподстройки позволяет
получить высокую точность стабилизации температуры
при импульсном нагреве [120].
Характер деформирования привариваемого проводни-
ка в значительной степени определяется геометрией тор-
ца рабочего инструмента.
Инструмент V-образного типа может .изготавливать-
ся из ниобиевых теплостойких сплавов, жаропрочных
сталей или из твердых сплавов. Размеры инструмента
должны выбираться такими, чтобы до необходимой тем-
пературы нагревалась только рабочая часть, которая
контактирует со свариваемыми элементами.
Таблица 8
ОПТИМАЛЬНЫЕ РЕЖИМЫ СКИН ДЛЯ НЕКОТОРЫХ СОЧЕТАНИЙ
СВАРИВАЕМЫХ МАТЕРИАЛОВ
Сочетание материалов Параметры процесса Оптималь- ная дефор- мация е. %
проводник пленка на си- талле T , °C к Pt кгс/мм2 t , с н
Ап, диаметр 24—80 мкм А1, диамет.р 30—100 мкм Си. диаметр 30—80 мкм Au, Al, Си, Ni Au, Al Au, Си, Ni 300—550 350—550 400—650 8—14 3—8 15—20 0,1—0,5 0,1—0,5 0,1—1,0 50—60 60—70 55—65
ПО
Области оптимальных режимов СКИН для широко
применяемых свариваемых материалов (Представлены
в табл. 8 [11].
Как и при тер.мокомпрессионной сварке при СКИН
для каждого сочетания свариваемых материалов суще-
ствует определенная область значений параметров про-
цесса, в которой можно получить оптимальные свойства
сварных соединений.
Этот способ сварки применяется при монтаже гиб-
ридных микросхем для выполнения соединений тонкими
проводниками и монтажа навесных элементов, имеющих
гибкие выводы.
Ультразвуковая микросварка
Ультразвуковая сварка—соединение металлов в твердом
состоянии за счет возбуждения в свариваемых деталях
упругих колебаний ультразвуковой частоты при одновре-
менном создании определенного давления.
При ультразвуковой сварке необходимые условия для
образования соединения создаются в результате механи-
ческих колебаний ультразвукового преобразователя.
Энергия вибрации создает сложные напряжения растя-
жения, сжатия и среза. При превышении предела упру-
гости соединяемых материалов происходит пластическая
деформация в зоне их соприкосновения. В результате
пластической деформации и диспергирующего действия
ультразвука происходит удаление адсорбированных пле-
нок жидкости, газов, органических пленок и поверхност-
ных окислов, в результате чего образуется сварное сое-
динение.
(В процессе деформирования происходит увеличение
площади непосредственного контакта, что обеспечивает
получение прочного соединения.
Процесс ультразвуковой микросварки круглых про-
водников к плоским поверхностям можно представить
состоящим из нескольких последовательно протекаю-
щих стадий (рис. 54):
I. Внедрение сварочного инструмента в проводник,
разрушение окисных и адсорбированных пленок, образо-
вание физического контакта н развитие очагов схваты-
вания на первоначальной площади контакта.
Эта стадия характеризуется интенсивным скольже-
нием проводника по поверхности нижней детали, что
ill
chipmaker.ru
* св опт t
Рис. 54. Характер изменения
основных характеристик со-
единения по стадиям ульт-
развуковой сварки круглого
проводника с плоской по-
верхностью
приводит к высокому темпу
роста температуры Т. Стадия
характеризуется быстрым рос-
том скорости деформации пд,
незначительным ростом общей
•$к п фактической площади
контакта 5Ф и прочности сое-
динения Q и изменением мик-
ротвердости в зоне контакта
(Я,х ).
II. Интенсивное пластичес-
кое деформирование проводни-
ка, рост площади фактического
контакта и прочности соедине-
ния, зарождение центров ре-
кристаллизации на плоскости
раздела. Стадия характеризу-
ется замедлением темпа роста
температуры, примерно посто-
янной скоростью деформации
и снижением микротвердости.
III. Развитие площади зоны
взаимодействия при незначи-
тельном росте общей (контур-
ной) площади контакта за счет
«залечивания» -зон «непрова-
ра». Прочность сварного сое-
динения достигает максималь-
ной величины. Стадия характеризуется некоторым сни-
жением температуры, развитием рекристаллизационных
и релаксационных 'процессов, снижением скорости де-
формации и незначительно возрастающей микротвер-
достью. При правильно подобранной длительности про-
цесса сварка должна прекращаться на этой стадии
(Гсв-опт) •
IV. Развитие усталостных процессов в зоне сварного
соединения, снижение прочности соединения из-за час-
тичного разрушения зон схватывания (уменьшения пло-
щади взаимодействия) и чрезмерной деформации про-
водника. Стадия характеризуется проскальзыванием
инструмента по поверхности проводника, практически не
изменяющейся температурой, близкой к нулю скоростью
деформации и незначительным возрастанием М1икротвер-
дости.
112
Рис. 55. Ультразвуковые колебательные системы для микросварки:
/— преобразователь; 2— волновод-концентратор; 3— акустическая развязка; 4—
сварочный инструмент. А — амплитуда келеба'ннй; Р—усилие сжатия; М — мо-
мент СИЛЫ
В связи с нестабильностью механических свойств
соединяемых материалов и состояния поверхности, а
также некоторой неопределенностью передачи ультра-
звуковых колебаний в зону соединения, длительность
каждой из стадий может существенно изменяться от од-
ной сварной точки к другой. В связи с этим получить
при ультразвуковой сварке соединения со стабильной
прочностью не удается без применения автоматического
регулирования или программирования процесса.
Ультразвуковая колебательная система для микросварки разраба-
тывается по типовой структуре: преобразователь электрических ко-
лебаний в механические, волновод (концентратор) продольных ко-
лебаний, акустическая развязка для крепления к сварочной головке,
инструмент для возбуждения ультразвуковых колебаний в. сваривае-
мых деталях.
Для микросварки применяют две колебательные системы [121]:
продольную и продольно-поперечную (рис. 155).
По характеру ввода колебаний в свариваемые изделия разли-
чают следующие схемы: перпендикулярно поверхности деталей ,(рж.
55, а), параллельно поверхности [от продольной колебательной сис-
темы (рис. 55, б), от продольно-поперечной системы (рис. 55, в) и
от инструмента, совершающего изгибные колебания (рис. 55, г)]. В
некоторых случаях для 'сварки используют колебательные системы с
крутильными колебаниями [10] .или совмещенные схемы; например,
с помощью инструмента, совершающего изгибные колебания и распо-
лагающегося не под прямым углом к поверхности. Схема ввода ко-
лебаний перпендикулярно .поверхности применяется при сварке на
повышенных частотах (свыше 180—250 кГц). Для сварки тонких
круглых проводников обычно применяют продольно-поперечную сис-
тему с инструментом, совершающим изгибные колебания [121, 122].
113
При ультразвуковой сварке температура нагрева да-
же непосредственно в зоне контакта обычно не превы-
шает 0,3—0,5 от температуры плавления соединяемых
материалов, что позволяет использовать этот метод для
соединения чувствительных к нагреву материалов.
Ультразвуковая сварка применительно к монтажу
микросхем обладает многими преимуществами: темпера-
тура в зоне соединения значительно .ниже температур
плавления соединяемых материалов; обеспечивается сое-
динение многих трудносвариваемых разнородных мате-
риалов; возможность сварки материалов разных толщин
(тонкая проволока может быть присоединена как к тон-
кой фольге, так и к толстым сечениям).
Для повышения качества сварных соединений при
ультразвуковой сварке микродеталей разработан способ
ультразвуковой сварки с косвенным импульсным нагре-
вом за счет теплопередачи от сварочного инструмента,
нагреваемого проходящим током [И, 123].
Сущность способа ультразвуковой сварки с импуль-
сным косвенным нагревом состоит в том, что сваривае-
мые элементы подвергаются воздействию ультразвуко-
вых колебаний и нагрева одновременно или в определен-
ной последовательности. Схема устройства для сварки
данным способом приведена на рис. 56. Рабочий инстру-
мент закреплен на рабочем конце волновода колебатель-
ной системы и совершает колебания по схеме торможе-
ния продольно-колеблющегося волновода.
Рис. 56. Схема устройства для
ультразвуковой сварки с косвенным
импульсным нагревом:
1— магнитострикционный преобра-
зователь; 2 — волновод; 3 — свароч-
ный инструмент; 4— источник пи
тання для нагрева сварочного ин
струмента
Рис. 57. Одни нз возможных циклов
ультразвуковой сварки с косвенным
импульсным нагревом:
ZCM—время смещения импульсов; fv3—
время действия ультразвуковых коле-
баний; /и — время нагрева
114
Процесс ультразвуковой сварки с импульсным косвенным нагре-
вом осуществляется следующим образом. Сначала сварочный инстру-
мент небольшим усилием прижимается к свариваемым деталям. За-
тем через 'инструмент пропускается импульс тока, производящий на-
грев инструмента, и одновременно (или с некоторым опережением
или запаздыванием) -включаются ультразвуковые колебания, созда-
ваемые с помощью магнитострикционного преобразователя.
Энергия и длительность каждого импульса могут регулироваться
раздельно в широких пределах, что позволяет сваривать материалы
с различными физико-химическими свойствами.
Включение ультразвуковых колебаний должно осуществляться
или до импульса нагрева |(при проводнике из пластичного 'материа-
ла), или в начале нагрева.
'Один из возможных циклов ультразвуковой сварки с
косвенным (Импульсным нагревом приведен на рис. 57.
(Применение ударной схемы возбуждения ультразву-
кового преобразователя с частотой следования импуль-
сов, равной частоте импульсов тока для нагрева, упро-
щает согласование системы ультразвуковой генератор-
преобразователь и позволяет в широких пределах регу-
лировать нагрев и вибрацию инструмента [120]. Харак-
тер термического цикла нагрева инструмента и вибра-
ции представлен на рис. 58. Данная схема нагрева и
вибрации достаточно универсальна и может быть при-
менена для пайки.
Ультразвуковая сварка с импульсным косвенным на-
гревом применительно к монтажу электронных микро-
схем имеет следующие преимущества: совместное воз-
Рис. 58. Характерный цикл нагрева и вибрации инструмента при ультразву-
ковой сварке с импульсным нагревом и стабилизацией температуры. Д 7д -
допустимый разброс температуры стабилизации (7"ст); t и —длительность им-
пульса; t — длительность паузы
115
Рис. 59. Схема устройства
для преобразования про-
дольных ультразвуковых ко-
лебаний в крутильные при
сварке полупроводниковых
приборов
действие ультразвука
и нагрева позволяет
значительно снизить
необходимую темпера-
туру нагрева при свар-
ке; максимальная проч-
ность соединения про-
водников с пленками
обеспечивается при
меньшей деформации
проводника; метод поз-
воляет соединять труд-
иосвариваемые сочетания материалов при небольшом
нагреве и малой деформации.
Для присоединения металлических выводов непосред-
ственно к полупроводникам, а также для сварки раз-
личных элементов с тонкими металлическими пленками
разработан способ микросваркм давлением в сочетании
с ультразвуковыми колебаниями специальной формы
[124]. Система преобразования продольных ультразву-
ковых колебаний в специальные схематично показана на
рис. 59. Магнитострикционный преобразователь 1 с об-
моткой возбуждения 2 припаян к концентратору 3. К
выходному торцу концентратора приварены волноводы
4 и 5, длина которых выбирается таким образом, чтобы
сдвиг фаз упругой волны был равен 180°. Волноводы
присоединяются по касательной к образующей стержня
6. Свариваемые изделия 7, 8, 9 устанавливаются на по-
догревательном столике 10, имеющем спираль для на-
грева 11.
Основными параметрами процесса ультразвуковой
микросварки являются: амплитуда колебаний рабочего
торца инструмента, которая зависит от электрической
мощности преобразователя и конструктивного исполне-
ния колебательной системы; усилие сжатия свариваемых
элементов; длительность включения ультразвуковых ко-
лебаний.
При комбинированных методах сварки регулируемы-
ми параметрами являются температура нагрева инстру-
мента или изделия и время относительного смещения
импульса ультразвука и нагрева.
Процесс ультразвуковой микросварки характеризует-
ся малыми амплитудами смещения и относительно боль-
шими давлениями.
Пб
Мощность, выделяемая в зоне контакта при ультра-
звуковой сварке, определяется по формуле [125]
р=4"ш2х> я.,.
(45)
(46)
где со =Йл) — круговая частота (f—(циклическая часто-
та) ; Xi — амплитуда смещения торца сварочного инст-
румента;
Здесь N — усилие сжатия; —приведенное активное
механическое сопротивление нагрузки; /тр-—коэффици-
ент трения.
Для обеспечения необходимого уровня мощности при
малых амплитудах смещения сварку необходимо про-
водить на повышенных частотах. Обычно ультразвуко-
вая микросварка проводится на частоте 66 кГц [11].
Имеются сведения об ультразвуковой сварке гибких
проводников в полупроводниковых приборах и микро-
схемах на частоте 180 кГц [126] и более высоких час-
тотах ['127, 128].
Оценка свариваемости некоторых сочетаний матери-
алов ультразвуковой микросваркой приведена в табл. 9
[11].
Таблица 9
СВАРИВАЕМОСТЬ НЕКОТОРЫХ МАТЕРИАЛОВ
УЛЬТРАЗВУКОВОЙ МИКРОСВАРКОЙ
Материал пленок и подложек Материал микропроводов
Au Al Си
Золото с подслоем нихрома на си- + + + + + + +
талле Алюминий на стекле ++ + + + + _|.+ —.
Алюминий на кремнии или «а окиси + + —
кремния Медь с подслоем нихрома иа ситал- +-!- + + +
ле Тантал на ситалле -4- ++ —.
Золото на коваре +-Г + + 1—и
Примечание. +++— свариваются очень хорошо, +-|-----свариваются
хорошо, 4-свариваются удовлетворительно, --свариваются плохо.
117
chipmaker.ru
Односторонняя контактная сварка
Контактная сварка по классификации ГОСТ 2601—74
«Сварка металлов. Основные понятия. Термины и опре-
деления» относится к методам сварки с применением
давления. К. А. Кочергин [129] рассматривает контакт-
ную сварку как один из основных методов сварки дав-
лением.
При точечной контактной сварке соединение элемен-
тов происходит на участках, ограниченных площадью
торцов электродов, подводящих электрический ток и пе-
редающих усилие сжатия.
Особенностью односторонней контактной сварки яв-
ляется расположение электродов, обеспечивающих под-
вод тока и сжатие свариваемых элементов [11].
При односторонней контактной сварке (рис. 60, а) один электрод
прижимает проволоку или ленту к контактной площадке, а второй
электрод устанавливается вблизи со свариваемой верхней деталью
на контактную площадку. .Этот способ применяется для сварки весь-
ма тонких проводников (круглых и плоских) с относительно толстым
материалом и для сварки проводников с электроосажденными плен-
ками толщиной более 20 мкм.
Для сварки навесных элементов с круглыми и плоскими выво-
дами к тонким пленкам на хрупких подложках и к печатному монта-
жу применяется способ контактной сварки сдвоенным электродом
(рис. 60, б) и сварка строенным электродом трехфазным током (рис.
60, в) [130, 131]. При односторонней сварке сдвоенным или строен-
р«с. 60. Основные способы односторонней контактной сварки микросхем;
а — односторонняя контактная сварка: / — электрод для сжатия свариваемых
деталей и подвода тока к проволоке; 2 — электрод для подвода тока к кон-
тактной площадке платы (подложки); 3—контактная площадка или шина пе-
чатной платы; 4— диэлектрическое основание; 5— привариваемая проволока
или лента.
б— контактная сварка сдвоенным электродом (с параллельным зазором): 1—
сдвоенный электрод; 2— привариваемый проводник; 3— тонкая металлическая
пленка; 4— диэлектрическая подложка.
в — односторонняя контактная сварка трехфазным током строенным электро-
дом: СТ —сварочный трансформатор
118
ным электродом электроды устанавливают на верхнюю приваривае-
мую деталь (проволоку, ленту) и прижимают к нижней детали. При
пропускании электрического тока происходит, в основном, разогрев
верхней детали, а сварка может произойти как под электродами, так
и в зазоре. В зависимости от размеров свариваемых проводников и
требований, предъявляемых к соединениям, зазор между электродами
может составлять от 10'мкмдо 1,0 мм.
Таким способом можно с успехом приваривать про-
водники диаметром от 20 до 250 мкм к разнообразным
тонким пленкам. При нагреве трехфазным током распре-
деление тока по сечению происходит более равномерно,
чем при нагреве однофазным током. Это -позволяет на-
гревать проводник до температуры сварки при меньшей
удельной мощности импульса и избегать резкого пере-
грева материала проводника в межэлектродных зазорах,
что делает процесс сварки более устойчивым, чем про-
цесс сварки сдвоенным электродом.
Структурная схема процесса односторонней контакт-
ной сварки существенно отличается от схем процесса
при термокомпрессии и СКИН (рис. 61). В этом случае
существенную роль в воспроизводимости процесса игра-
ют контактное сопротивление между электродами и про-
водником Як и сопротивление проводника в зазоре меж-
ду электродами jRa, от которых зависит температура в
зоне контакта Тк, и в зазоре Т3. Температура в контак-
те привариваемого проводника с пленкой Гсв дос-
тигается в основном за счет теплопередачи от этих ис-
точников тепла. Из структурной схемы ясно, что процесс
обладает саморегулированием
и отрицательными (—)
связями. Процесс сварки
необходимо осуществлять
таким образом, чтобы
разница в температурах
Тк, Т3 и Тсв была мини-
мальной. В этом случае
можно обеспечить качест-
венное соединение про-
водника с пленкой в пер-
вую очередь стабилиза-
цию необходимой площа-
ди сварной точки SCT, пу-
тем стабилизации пло-
с положительными (+)
Рис. 61. Взаимосвязь основных пара-
метров процесса односторонней кон-
тактной сварки (структурная схема
процесса)
щади контакта электрода
с проводником 5К.Э и со-
противления контакта Як
119
chipmaker.ru
в начальный момент сварки и обеспечения более равно-
мерного нагрева .проводника в зазоре.
В случае значительного изменения сечения 5пр и со-
противления 7?з проводника в зазоре как от одной свар-
ной точки к другой, так и в процессе сварки, требуется
введение обратной связи по току.
Прочность сварного соединения QCB будет также
определяться физико-механическими свойствами мате-
риалов ZM (стабильность удельного сопротивления, из-
менение свойств с температурой, состояние поверхности
и пр.).
Односторонняя контактная сварка наиболее эффек-
тивно может быть применена при определенных сочета-
ниях материалов и типоразмеров элементов (табл. 10).
Таблица 10
СВАРИВАЕМОСТЬ МАТЕРИАЛОВ И ТИПОРАЗМЕРЫ ЭЛЕМЕНТОВ
МИКРОСХЕМ ПРИ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКЕ [11]
Материал проводника
Материал контактной площадки ЗОЛОТО медь без покрытия медь серебряная нли луженая
d<0,1 d< 0,1 Й 0.08 d>0.1 б>0,08 d<0,15 й<0,12 d>0,15 б>0.12
Медь* (6 = 0,014- <-0,05), Медь луженая* Медь серебряная1 Никель золоченый* (6 = 0,054-0,1) Серебро возжже- ное** (6=0,054- 4-0,15) Золото** (6 = = 0,0014-0,02) Ч—f- ++ Ч—F Ч~Ч- ч-ч- + + ч-ч- ч- ч-ч- ч- ч- ч-ч- ч-ч- ч-ч- ++ ч-ч- ч- Ч- Ч-+ ч- ч-
Примечание. + 4 хорошая свариваемость; -| удовлетворительная:
толщина контактной площадки или проводника, мм; t/ —диаметр проводника, мм;
** — ситалл
Влияние параметров процессов
микросварки на свойства
сварных соединений
Свойства микросварных соединений, выполненных раз-
личными .методами микросварки, зависят от трех основ-
ных групп факторов:
120
вида свариваемых материалов, стабильности их ме-
ханических свойств и состояния соединяемых поверхнос-
тей;
стабильности параметров процесса сварки и эффек-
тивности применяемых систем регулирования и управле-
ния;
типа рабочего инструмента, обеспечивающего полу-
чение сварных соединений необходимой формы.
Много работ посвящено исследованию влияния па-
раметров процессов сварки на механическую прочность
сварных соединений, выполненных при определенных
типах рабочего инструмента [11, 119, 121, 132]. В неко-
торых работах сделана попытка проанализировать вли-
и контактных площадок на ка-
чество (прочность) сварных
соединений [133, 134]. В ряде
работ исследовалось влияние
конструктивных особенностей
оборудования (в первую оче-
редь вида рабочего инструмен-
та) на стабильность механиче-
ских свойств соединений (см.
например [135, 136]).
Оценка качества микро-
сварных соединений проводит-
ся по нескольким показателям:
прочность (усилие разруше-
ния) при испытании соедине-
ний на отрыв под различным
углом к поверхности (рис. 62);
деформация проводника в зо-
не соединения; электрическое
сопротивление зоны сварного
соединения; стойкость к тер-
мическому старению и термо-
циклированию.
От величины деформации проводника зависит харак-
тер разрушения сварного соединения; при весьма малой
деформации разрушение происходит по месту сварки с
отрывом проводника от поверхности напыленной пленки,
а при чрезмерной деформации разрушение соединения
происходит в месте наибольшей деформации при значи-
тельном снижении усилия разрушения.
яние материалов
Материал проводника
никель
d 0.1
б <0,1
//>0,1
0: 0,1
ковар зо-
лоченый
0<0,15
++
+
----неудовлетворительная;
* подложка — стеклотекстолит,
121
chipmaker.ru
Рис. 62. Схема испытаний иа прочность соединений проводников с плоскими
подложками:
а — испытания на срез под углом 0°; б — д — испытания на отрыв под углом
30, 45, 90 и 180° соответственно; 1— подложка печатной платы или тонкопле-
ночной схемы; 2—контактная металлическая площадка; 3—стрижа репный про-
водник
здесь QCp — среднеарифметическое значение усилия разрушения;
Qi — усилие разрушения i-того сварного соединения; п—число
испытанных соединений.
При термокомпрессионной сварке круглых ’проводни-
ков с металлическими пленками существует область оп-
тимальных параметров режима (температуры и усилия
сжатия), в которой обеспечивается максимальная проч-
ность сварных соединений. Величина этой области зави-
сит от типа свариваемых материалов и вида рабочего
инструмента. При термокомпрессионной сварке клино-
видным инструментом проводника диаметром 0,1 мм
из золота с золотой или алюминиевой пленкой с подсло-
ем хрома, нанесенных на стеклянную подложку, разру-
шение происходит по проводнику в зоне деформации с
достаточно большой прочностью (область Б на рис. 63).
При сварке на завышенных режимах происходит чрез-
мерная деформация проводника, и прочность соединений
значительно снижается (область А). При сварке на за-
ниженных режимах разрушение происходит по соедине-
нию с отрывом проводника от пленки (область В).
Прочность соединений (усилие при испытании на от-
рыв) и их стабильность в значительной степени зависят
от состояния поверхности и качества адгезии пленки как
при термокомпрессии и импульсном нагреве, так и при
Деформацию проводника толщиной -или диаметром d можно
оценить по величине осадка
d. — t
е = —~ 100%, (47)
d
где t — толщина деформированного участка проводника.
Деформацию проводника круглого сечения можно оценить по
формуле
где В — ширина сварной точки (деформированного проводника).
Формула (48) применима при е>20%, т. е. когда B>d.
Важнейшей характеристикой надежности сварных соединений яв-
ляется стабильность прочности (усилия разрушения), которая оце-
нивается по коэффициенту вариации
100%, (49)
Ч?ср
где а — среднеквадратичное отклонение, причем
-|/~Z (Qz-Qcp)2
—-,-гдп—; (50>
200 250 300 350 300
Температура, °C
Рис. 63. Области режимов
термокомпрессионной свар-
ки проволочки диаметром
0.1 мм нз золота с золотой
(а) н алюминиевой (б)
пленкой на стекле
Рис. 64. Гистограммы прочности свар-
ных соединений алюминиевой прово-
локи диаметром 40 мкм в зависимости
от режима напыления алюминиевых
пленок на ситаллевую подложку
122
123
chipmaker.ru
ультразвуковой сварке. Гистограммы распределения
прочности сварных соединений алюминиевой проволоки
диаметром 40 мкм с алюминиевыми пленками, напылен-
ными на ситалл, показывают, что нижний предел проч-
ности зависит от условий напыления (рис. 64) [134].
При низких температурах напыления пли повышенном
остаточном давлении Рост (табл. 11, партии 1, 2) ниж-
ний уровень прочности снижается до 2,5—3,0 гс при раз-
рушении с вырывом пленки или отслоением сварной
точки. Особенно существенно режим напыления влияет
на качество соединений, выполняемых ультразвуковой
сваркой.
Таблица 11
РЕЖИМЫ НАПЫЛЕНИЯ АЛЮМИНИЕВЫХ ПЛЕНОК
НА СИТАЛЛОВЫЕ ПОДЛОЖКИ
Пар- Режим напыления Пар- Режим напыления
тия Р 10е. ост мм рт. ст.
образ- цов Т, сС , нм/с образ- цов Т. "С V , НМ/С н Р -10® ост ММ рт. ст
1 150 13,5 4 4 350 14,5 9
2 220 5,2 25 5 350 13,0 5
3 150 7,5 4
Авторами работы [137] при сварке на установке
«Контакт-ЗА» импульсным косвенным нагревом медных
и золотых проводников диаметром 50 мкм с тонкими
пленками было установлено, что наибольшая стабиль-
ность качества сварных соединений обеспечивается на
пленках Ag—Си—NiCr и Ni—Си—Ti толщиной более
0,6—0,8 мкм, напыленных при температуре подложки
Лгодл 200—300°С. При оптимальном режиме сварки сред-
нее усилие отрыва соединения равно 40—42 гс, что сос-
тавляет 75% от прочности медного проводника диамет-
ром 0,05 мм на разрыв.
Многие авторы [117, 135, 136] исследовали влияние
формы торца рабочего сварочного инструмента на ка-
чество (прочность) сварных соединений круглых тонких
проводников с различными подложками в первую оче-
редь на примере ультразвуковой сварки алюминиевых
проводников. В работе [135] за критерий (К) оценки
эффективности рабочего профиля инструмента принято
отношение площади зоны декорирования или зоны сое-
124
динения SCI) к площади зоны
мого проводника Здеф.пр.
К -< 1,
Здеф.пр
деформации приваривае-
(51)
который практически всегда меньше 1.
Таблица 12
ХАРАКТЕРИСТИКИ ПРОЧНОСТИ МИКРОСВАРНЫХ СОЕДИНЕНИИ,
ВЫПОЛНЕННЫХ ИНСТРУМЕНТОМ С РАЗЛИЧНЫМ ПРОФИЛЕМ [135]
Вид профиля инструмента Критерий прочности, К Среднее усилие от- рыва, гс Стандарт- ное откло- нение V Деформа- ция, %
С треугольной канавкой 0,60 6,02 1,3676 35
Плоский с чистотой обра- ботки V7 0,50 5,94 1,7293 48
Плоский с чистотой обра- ботки V8 0,41 4,55 1,58 50
С поперечной цилиндриче- ской канавкой 0,35 3,45 1,70 48
В табл. 12 приведены результаты испытаний сварных
соединений проволоки из алюминия марки А995Д с
0,5% Si диаметром 25 мкм с алюминиевой (Пластиной,
выполненных на установке УЗП-02 о (Использованием
инструмента различного профиля.
Рис. 65. Размеры рабочей части
инструмента для ультразвуко-
вой сварки круглых проводии-
<ов с плоскими поверхностями
Рис. 66. Зависимость усилия отрыва
соединений золотой проволоки диамет-
ром 50 мкм с алюминиевыми пленка-
ми на с ит ал ле от температуры инст-
румента. Длительность импульса —
0,5 с. Давление—12 кгс/мм2. Qnp—
прочность проводника иа разрыв в за-
висимости от величины деформации
125
chipmaker.ru
Эти данные хорошо демонстрируют зависимость меж-
ду профилем рабочей части инструмента, площадью
зоны схватывания и прочностью сварных соединений.
Поданным работы [135], оптимальные размеры рабочей
части инструмента для ультразвуковой сварки круглых
проводников выражаются следующими равенствами в
зависимости от диаметра проволоки dnv (рис. 65):
Н = 3 d - п= — d- R = — d- а = 90 ;
пр’ у пр’ g пр’ ’
^отв ^пр‘
Влияние формы инструмента четко проявляется и при
термокомтрессионной сварке алюминиевой и золотой
проволоки малого диаметра (25 мкм) с алюминиевыми
пленками, кремнием и коваром (табл. 13).
Таблица 13
ВЛИЯНИЕ ФОРМЫ ИНСТРУМЕНТА НА ПРОЧНОСТЬ
ГЕРМОКОМПРЕССИОННЫХ СОЕДИНЕНИИ [11]
Материал подложки или пленки Прочность соединений, гс, выполненных
клиновым инстру- ментом встык с образо- ванием шарика инструмент с вы- ступом на торце
Алюминиевая проволока
Алюминий на 0—1.5 Выполнить 2,3—2,85
0.9 2,5
кремнии нельзя
Кремний 0-1.0 1,9—2,7
0.5 То же 2,2
Ковар золоченый 2,2—2,7
» » 2.5
Золотая пре молока
Алюминий на 0.5 4,0 1,0—8,0 5.0—6,0
2.0 6.0 5,5
кремнии
Кремний 0—2,0 2.5—4,0
1.0 3,0
Примечание. В числителе указаны пределы изменения прочности со-
единения, в знаменателе — среднее значение.
Исследования влияния технологических параметров режима
СКИН (температура, давление, длительность) на прочность соеди-
нений различных соединяемых материалов показывают, что все за-
126
висимости имеют экстремум прочности, который определяется вели-
чиной деформации проводника (рис. 66). По характеру разрушения
соединений на каждой из кривых имеется три участка: отрыв по
плоскости соединения проводника с пленкой (7), отрыв по провод-
нику или в зоне максимальной деформации (W). смешанный харак-
тер отрыва (//).
На участке II, III прочность соединения хорошо коррелируется
с прочностью проводника при различной величине его деформации.
Анализ стабильности прочности на примере соединений золотого про-
водника с алюминиевыми пленками показал, что оптимальный ре-
жим при СКИН должен выбираться так, чтобы прочность
соединений соответствовала примерно границе между участками
II и Ш.
Авторами .работы [138] установлено, что при ультра-
звуковой сварке алюминиевой проволоки диаметрами
30 и 40 мкм, легированной кремнием (до 0,5%), с алю-
миниевыми пленками толщиной 1 мкм, напыленными на
окисленный кремний, существует некоторое минималь-
ное критическое усилие на инструменте, ниже которого
не удается получить удовлетворительной прочности сое-
динений при любых изменениях других параметров свар-
ки (амплитуды колебаний и длительности импульса).
К
8 Г
- 16
30
/2
20 -
/Z7L
20
25
30 Р,гс
0,гс
6
а
зо
16
20
12
10
0,32
0.28
036 t,c
Зависимость npo-i
и коэффициента ва-
Y от па-
ультра звуковой
соединении алю-
проволоки диа-
мкм с пленкой
мкм
кремнии. Режимы свар-
Рис. 67.
ности Q
риации прочности
раметров
сварки при
миняевой
метром 40
алюминия толщиной 1
на
ки:
4
0,5 0,75
8
025
IC. / = 0.32 с; //-Лэ = 7.3.1<)
=7.5Х10-3 Вт, F =25 гс
С*1
Вт, /- 0.32
III - Уэ =
1,25 1,5 %,мм
3
127
chipmaker.ru
Преимущественное влияние на .прочность сварных со-
единений алюминиевых проводников с тонкими пленка-
ми мощности ультразвуковых колебаний и величины
давления в зоне соединения по сравнению с длитель-
ностью воздействия ультразвука установлено и други-
ми авторами [Н, 1211.
На рис. 67 в качестве примера показано влияние ос-
новных параметров ультразвуковой сварки (длительнос-
ти t, усилия сжатия Гсв и амплитуды колебаний инстру-
мента £св ) на прочность Q и коэффициент вариации проч-
or
пости у— Ю0% сварных соединений проволоки из
алюминия А995Д диаметром 40 мкм с алюминиевыми
пленками толщиной 1 мкм, напыленными на окисленный
кремний [121]. Сварка проводилась на частоте 60 кГц
инструментом с рабочим торцом шириной 90 мкм и по-
перечной канавкой. Прочность соединений определяли
при испытаниях на отрыв под углом 90° на весах ВЛТК-
500 с ценой деления 0,1 те. При испытании разрушение
соединений происходило по проволоке вдали от зоны
сварки (а), в месте наибольшей деформации проволоки
(б), с отслаиванием проволоки от пленки (в) и с отры-
вом части соединения (а).
Если за оптимальные принять соединения, имеющие
среднюю прочность не ниже 12 гс (50% от прочности
Проволоки) при коэффициенте вариации у не более 20%
и при условии разрушения соединений только по виду б,
то из графиков можно установить зоны оптимальных ре-
жимов (А), которые показывают, что наибольшее влия-
ние на процесс оказывает амплитуда колебаний и наи-
меньшее влияние — длительность процесса. Усилие сжа-
тия по своему относительному влиянию на воспроизво-
димость качества соединений близко к амплитуде коле-
баний.
В работе [139] при ультразвуковой сварке алюмини-
евого проводника диаметром 40 мкм с алюминиевыми
пленками (6 = 1,2 мкм) на контактных площадках мик-
росхем с применением инструмента с плоским торцом и
поперечной канавкой проведена оценка прочности свар-
ного соединения в зависимости от степени деформации
или коэффициента формы сварной точки (отношение
диаметра проволоки к минимальной высоте сварной точ-
ки) при изменении основных параметров режима сварки
(мощности, усилия сжатия и длительности).
128
Рис. 68. За®исимость прочности
соединения Q алюминиевого про-
водника диаметром 40 мкм с алю-
миниевой пленкой от коэффициен-
та формы сварной точки Кф
Рис. 69. Влияние температуры подо-
грева при различной длительности уль-
тразвуковых колебаний на среднюю
прочность соединений алюминиевых
проводников диаметром 0,1 мм с алю-
миниевыми пленками на ситалле. Ре-
жим сварки: f=60 кГц, Р=200 те,
амплитуда 1.5 мкм
Обработка этих данных в координатах Q=f(Kti) (по-
казала (рис. 68), что при А'ф^4 разрушение происходит
по границе раздела проводник—пленка, при Кф=5-ь,8
достигается наибольшая прочность, а при Аф>10 проч-
ность резко падает и разрушение происходит по про-
воднику в зоне наибольшей деформации. Эти данные
подтверждают выдвинутый тезис о величине деформа-
ции как технологическом критерии процесса сварки
круглых и плоских проводников без расплавления.
При ком1бинированных способах сварки (УЗС+ТК,
УЗСКН) на качество сварных 'соединений в значитель-
ной степени влияет соотношение параметров и длитель-
ность смещения начала каждого из процессов.
При ультразвуковой сварке с подогревом для каждой
длительности воздействия ультразвуковых колебаний
существует оптимальная температура подогрева, при
которой обеспечивается максимальная прочность соеди-
нений (рис. 60).
Длительность смещения импульсов при УЗСКН алю-
миниевых проводников с золотой пленкой существенно
влияет на прочность соединений (рис. 70), причем осно-
вной составляющей являются ультразвуковые колеба-
ния, а импульсный нагрев является вспомогательным.
При одновременном воздействии УЗК и КН прочность
129
chipmaker.ru
Рис. 70. Влияние длительности смещения импульсов ультразвуковых колеба-
ний и косвенного нагрева иа прочность соединений алюминиевого проводни-
ка диаметром 90 мкм с золотой пленкой на ситалле. Режим сварки: Тн ==
=350°С; /н=о,5 с; амплитуда 1,0 мкм; f—60 кГц; уац= с; Р=150 гс
соединений резко падает из-за чрезмерной деформации
проводника. В случае, когда ультразвуковые колебания
являются вспомогательными, то их необходимо иниции-
ровать в начале нагрева или с некоторым опережением
(в зависимости от пластичности привариваемого про-
водника) и прекращать колебания до момента достиже-
ния максимальной температуры нагрева.
Стабильность качества соединений при односторон-
ней контактной сварке зависит от ряда факторов: ста-
бильности параметров режима сварки, физических и ме-
ханических свойств материалов свариваемых деталей,
характера изменения геометрических размеров сварива-
емых элементов, состояния поверхности деталей и сва-
рочных электродов. Воспроизводимость качества свар-
ных соединений можно повысить или путем поддержания
заданного начального сопротивления, или путем регу-
лирования режима сварки в зависимости от сопротив-
ления между электродами.
Сварные соединения золотых проводников с медными
пленками на ситалле или стекле, полученные при свар-
ке сдвоенным электродом с автоподстройкой режима,
обеспечивающей постоянное напряжение на электродах
при изменении сопротивления между электродами, обла-
дают достаточно высокой прочностью: при испытании
130
на отрыв под углом 90° прочность соединений составля-
ет 74—80% от прочности проводника диаметром 75 мкм
на разрыв, а при испытании на срез 89—95%.
Авторы работы [132] считают, что при микросварке
импульсным нагревом V-образным или сдвоенным элек-
тродом выбор оптимального режима необходимо про-
водить с обязательным учетом среднеквадратичного от-
клонения прочности соединения от среднеарифметичес-
кого значения. Причем, если в качестве критерия выбо-
ра параметров режима односторонней контактной свар-
ки принять только среднюю прочность сварного сое-
динения, то оказывается, что в этом случае проявляется
некоторая неопределенность в выборе оптимальных па-
раметров режимов. Если за критерии выбора принять
одновременно и среднеквадратичное отклонение, м сред-
нее значение прочности, то существует более определен-
ное соотношение между параметрами процесса, при ко-
торых обеспечивается минимальное среднеквадратичное
отклонение прочности.
Сравнение методов и режимов микросварки и иссле-
дование процессов с целью оптимизации параметров
процесса необходимо проводить с применением методов
математического планирования эксперимента и статис-
тических методов анализа надежности контактных сое-
динений. Примеры использования этих методов показы-
вают, что планирование эксперимента при поиске опти-
мальных параметров микросварки позволяет значитель-
но уменьшить число испытаний [140], а статистические
методы анализа надежности микросоединений позволя-
ют значительно повысить объективность оценок и сокра-
тить затраты времени на получение исходной информа-
ции о прочности микросварных соединений [Ml]-
Рассмотренные в настоящем разделе данные по-
казывают, насколько сложно установить влияние того
или иного фактора на прочность микросварных соеди-
нений. Это не всегда позволяет реализовать в конкрет-
ных условиях предельно возможную прочность соеди-
нений.
Необходимо и дальше совершенствовать технологи-
ческие процессы монтажа микросхем методами микро-
оварки давлением. Эти разработки должны быть напра-
влены на создание процессов с активным контролем ка-
чества соединений и на выработку более строго регла-
ментированных требований к свариваемым элементам.
131
chipmaker.ru
Глава IV
ОБОРУДОВАНИЕ
ДЛЯ МИКРОСВАРКИ ДАВЛЕНИЕМ
За последние годы разработаны и успешно эксплуати-
руются разнообразные типы и модели установок для
монтажа электронных микросхем методами микро-
сварки.
Каждая из моделей установок создавалась с учетом
общих требований полупроводникового производства и
специфических требований, предъявляемых со стороны
монтируемой микросхемы.
Ни один из рассмотренных в гл. III способов микро-
сварки не может быть универсальным, обеспечивающим
монтаж полупроводниковых приборов и микросхем
любого типа. Поэтому потребовалась разработка обо-
рудования для конкретных типов микросхем.
Перспективным направлением работ в области мик-
росварочного оборудования является создание устано-
вок, в которых технологический процесс управляется с
помощью вычислительной техники. Это гарантирует
получение высоконадежных микросварных соединений
и позволяет автоматизировать вспомогательные и ос-
новные операции, выполняемые на монтажном оборудо-
вании.
Принципы проектирования
основных узлов
Chipmaker.ru
Для осуществления необходимых технологических опе-
раций установки для микросварки должны иметь сле-
дующие основные узлы и элементы: источники питания
и устройства автоматического регулирования, рабочий
столик, механизм сжатия, рабочий инструмент, меха-
низм подачи и обрезки проволоки, механизм подачи
корпусов, манипуляторы для совмещения соединяемых
элементов, систему наблюдения, блоки управления ра-
бочими механизмами.
Каждый из этих узлов в определенной степени
влияет на качество выполнения монтажных соединений.
Одни из элементов непосредственно определяют проч-
ность сварных соединений (рабочий инструмент,
механизм сжатия, источник питания), другие обеспечи-
132
вают надежность выполнения необходимых операций
при монтаже (подача проволоки и корпусов, совмеще-
ние элементов), третьи облегчают работу оператора
(система наблюдения, манипуляторы, блоки управле-
ния механизмами).
Рассмотрим принципы проектирования основных уз-
лов, определяющих качество и воспроизводимость
свойств сварных соединений.
Механизм сжатия в оборудовании для микросварки
давлением, должен разрабатываться с учетом специфи-
ческих условий его применения.
Все методы сварки предъявляют повышенные тре-
бования к прецизионности регулирования усилия, в
особенности при сварке круглых тонких проводников
методом термокомпрессии и ультразвуковой сваркой.
Так, при ультразвуковой сварке проволоки диаметром
25 мкм усилие сжатия составляет обычно около 25 гс,
причем воспроизводимость его должна быть не хуже
±Ю%.
Если исходить из технологических критериев, по
которым прочность соединения определяется скоростью
и величиной деформации, то механизм сжатия должен
быть одним из главных механизмов установок микро-
сварки давлением.
Механизм сжатия должен обеспечивать необходи-
мый диапазон изменения величины нагрузки на инст-
рументе (пуансоне) и небходимую скорость деформа-
ции при различных типах соединяемых материалов и
при разных температурах нагрева соединяемых эле-
ментов.
Подходы к проектированию механизмов сжатия ос-
новываются на кинетических закономерностях пласти-
ческой деформации соединяемых материалов.
Соотношение между массой m движущихся частей
механизма, величиной перемещения (деформацией про-
водника h), силой РПр, действующей на инструмент
(электрод), и .временем t деформирования определяется
из критерия подобия Ньютона [142]
—ДР _ = П, (52)
mh
где П — постоянный коэффициент, определяемый из ус-
ловий пластического деформирования провод-
ника.
133
chipmaker.ru
Роль массы движущихся частей механизма сжатия
при деформировании проводника может быть хорошо
продемонстрирована при анализе движения инструмен-
та в процессе пластической деформации привариваемо-
го проводника [65].
Масса подвижных частей механизма сжатия и ско-
рость ее перемещения должны учитываться во всех
случаях разработки оборудования для микросварки.
В установках термокомпрессии за счет динамического
усилия можно обеспечить более высокую начальную ско-
рость деформирования, а значит, и большую прочность
соединений при условии получения гарантированной ве-
личины осадки проводника. При ультразвуковой сварке
массу подвижных частей механизма сжатия необходи-
мо выбирать с учетом динамики осадки и ограничения
паразитных вибраций'[ 143].
В установках для контактной сварки сдвоенным
электродом применяются разнообразные механизмы
сжатия: пружинные, грузовые, мембранные и их соче-
тания.
В установках контактной микросварки с очень
малой длительностью импульса сварочного тока (ме-
нее 3—5 мс) или при очень больших скоростях нара-
стания тока определяющим при проектировании ме-
ханизма сжатия является уменьшение массы подвижных
частей с целью снижения опасности возникновения на-
чального выплеска при сварке.
Одним из способов улучшения качества микросвар-
ных соединений является ведение процесса сварки с
программированием усилия сжатия. Так, при сварке
трехфазным током строенным электродом дополнитель-
ная проковка сварного соединения в процессе нагрева с
помощью электромагнитного механизма позволяет при-
варивать круглые проводники к керамическим подлож-
кам значительно большего сечения, чем при сварке
сдвоенным электродом без проковки [131].
Авторами работы [144] установлено, что при ульт-
развуковой сварке алюминиевого круглого проводника
с кремнием с программированием контактного усилия
максимальное увеличение площади зоны схватывания
наблюдается при определенных соотношениях началь-
ного (Pi) и конечного (Р2) усилия, времени от начала
УЗ-колебаний до момента приложения динамического
усилия (/д) и скорости или времени (<п) нарастания Р2
134
Рис.
вания
звуковой сварке
ников с кристаллами кремния
71. Характер программиро-
усилия сжатия при ультра-
:31 круглых провод-
Рис. 72. Схема механизма сжатия уста-
новок СКИН-1 и УЗСКН-1
(рис. 71). Для алюминиевой проволоки диаметром
0,2 мм, привариваемой к монокристаллическому крем-
нию, эти параметры имеют следующие значения: Р2=
= (1,54-2) Л; /д=0,5 /с; /п=20-10-з с; ДР//=20,04-
4-25,0 кгс/с; А =250 гс; /с=0,8 с.
Широкий диапазон регулирования усилия в механизмах сжатия
может .быть реализован с помощью набора грузов и применения спе-
циальной рычажной системы. Схема механизма сжатия, используемо-
го в установках СКИН-l и УЗСКН-1 [11, 65], приведена на рис.
72. Усилие Р на рабочем инструменте 2 создается за счет груза С.
Для уравновешивания веса сварочной головки имеется груз Q, пере-
мещающийся по верхнему рычагу 1. Регулирование усилия произво-
дится путем изменения длины плеча I при перемещении подвижного
контакта 4.
Аналитическая зависимость усилия сжатия Р от положения под-
вижного контакта имеет следующий вид:
Р= С — •
I__________1_
1г~1 ~С 12~1 ’
(53)
г
где с— и-—
‘1
— постоянная механизма сжатия.
Создание усилия осуществляется или путем вертикального пере-
мещения всего механизма, или перемещением подвижного упора 3.
При фиксированном положении груза G усилие на инструменте
можно изменять примерно в 20 раз, а при изменении его массы и
положения — примерно в 60 раз. Диапазон регулирования усилия -
от 30 гс до 1,8 иге.
135
er.ru
Рабочий инструмент является одним из важных эле-
ментов оборудования для микросварки. Конструкция
инструмента должна обеспечивать получение сварного
соединения требуемой формы и размеров, наибольшую
эффективность подвода тепла или передачи ультразву-
ковых колебаний в зону сварки, удобный подход к
свариваемым деталям, простую и удобную подачу при-
вариваемой проволоки под рабочий торец инструмента.
Материал инструмента для сварки должен обладать
высокой износостойкостью при взаимодействии контак-
тируемых поверхностей и малыми акустическими или
тепловыми потерями, иметь минимальную склонность к
схватыванию, а при контактной сварке материал инст-
румента должен иметь минимальное контактное со-
противление со свариваемыми материалами.
Геометрия рабочей части инструмента определяет
не только конструктивную прочность сварного соедине-
ния круглого проводника с плоской поверхностью, но и
влияет на условие развития процесса сварки. При
СКИН от формы рабочего торца зависит передача
тепла от инструмента в зону соединения. При контакт-
ной сварке форма торца определяет характер нагрева
проводника за счет контактного сопротивления. При
ультразвуковой сварке форма торца определяет усло-
вия сцепления инструмента с проводником, а значит
эффективность передачи ультразвуковых колебаний в
зону контакта свариваемых элементов.
От геометрических размеров рабочей поверхности
инструмента зависит его износостойкость, особенно при
ультразвуковой сварке [117, 136]. Для повышения изно-
состойкости проводят химико-термическую обработку
поверхности инструмента [117].
Наиболее существенно инструмент влияет на ста-
бильность и воспроизводимость параметров процесса
при ультразвуковой сварке. Многими авторами [10,
121, 122, 136] исследовалось влияние геометрических
размеров инструмента, способа его закрепления в
волноводе акустической системы и согласования резо-
нансных частот инструмента, волновода и преобразова-
теля на амплитуду колебаний торца инструмента и
к. и. д. системы. Расчет длины инструмента и условий
его закрепления проводится на основе волнового чис-
ла с учетом перераспределения колебаний при создании
механической нагрузки при сварке.
136
Проектирование инструмента для сварки импульс-
ным косвенным нагревом должно проводиться с уче-
том условий его нагрева и охлаждения. Конструкция
инструмента должна обеспечивать максимальное вы-
деление энергии при прохождении по нему импульса
тока в рабочей части.
Соотношение между полной энергией Wa, выделяю-
щейся в инструменте (электроде), и энергией Wp, не-
посредственно выделяющейся в рабочей части, выра-
жается через к. п. д. инструмента (т]и)
IFp = ijhIFs. (54)
При правильно сконструированном инструменте т]и
должно составлять не менее 16—25% [145]. Энергия,
которая выделяется в рабочей части инструмента, при
нагреве до заданной температуры в свободном состоя-
нии без соприкосновения со свариваемой деталью
должна быть примерно в 15 раз больше энергии, отво-
димой в свариваемые детали. При этом температура
нагрева инструмента при сварке снижается примерно
на 6% по сравнению с оптимальной, что допустимо при
импульсной сварке давлением.
Другим важным параметром инструмента является
длительность охлаждения рабочей части до начальной
температуры. Она может определяться через постоян-
ную времени инструмента to. Это время определяет
минимальный интервал между отдельными сварками, а
значит предельную производительность установки.
Инструмент в виде круглого стержня из вольфрама,
заточенный на конус с диаметром торца 0,2 мм и рас-
стоянием от паза до торца 0,4 мм, позволяет произво-
дить сварку с периодичностью в 1 с. Инструмент в ви-
де U-образной пластинки из молибдена толщиной
0,2 мм с дополнительными медными теплоотводами
может нагреваться с периодичностью до 0,5 с [145]. Эти
соотношения справедливы для инструмента, нагревае-
мого от источника без автоподстройки по температуре.
Источники питания в установках микросварки дав-
лением разрабатываются для конкретного способа
сварки с учетом требований по воспроизводимости па-
раметров режима. Источники питания проектируются с
системами управления четырех типов: жесткое управ-
ление, автоматическая компенсация возмущающих воз-
действий, автоматическое регулирование по отклоне-
137
chipmaker.ru
нию от заданной величины, комбинированное регули-
рование. Системы управления должны автоматически
компенсировать возмущения, действующие на свароч-
ную машину (колебания напряжения сети, нестабиль-
ность усилия сжатия, изменение размеров инструмента
(электродов), изменение резонансной частоты акусти-
ческой системы и т. п.) и возмущения, действующие
непосредственно на свариваемое соединение (изменение
размера свариваемых деталей, изменение электрическо-
го или акустического сопротивления, изменение условий
теплопередачи, изменение теплофизических свойств ма-
териалов и т. п.).
В установках термокомпрессионной сварки требуется
обеспечить нагрев стола и .инструмента до температуры
250—450°С и поддерживать ее на заданном уровне с
точностью +(5—10°iC).
Нагрев стола осуществляется от проволочных нагре-
вателей с обязательным применением терморегуляторов.
Для уменьшения времени нагрева до заданной темпера-
туры источник работает в первый момент в форсирован-
ном режиме. При достижении заданной температуры
срабатывает терморегулятор и осуществляется регулиро-
вание температуры. В качестве датчиков температуры
используется или термосопротивление (обычно прово-
лочное), или термопара [11]. Рабочий инструмент на-
гревается от специальных спиральных нагревателей, рас-
полагающихся непосредственно на инструменте или в
держателе инструмента. Для лучшей стабилизации тем-
пературы нагрева используются терморегуляторы с тер-
мопарным датчиком.
В установках для сварки давлением с импульсным
косвенным нагревом источник питания должен обеспе-
чить нагрев рабочего торца инструмента до температуры
250—7О0°С за относительно малый промежуток времени
в пределах 0,01-—1,5 с. Применение в установках обыч-
ного понижающего трансформатора с реле времени не
обеспечивает высокую воспроизводимость температуры
рабочего торца. Это может привести к низкой стабиль-
ности качества сварных соединений.
Для обеспечения одинаковой температуры нагрева
импульсных нагревателей необходимо применять систе-
му управления с обратной связью по температуре.
В установках для сварки импульсным косвенным на-
гревом, предназначенных для одиночной и групповой
138
Рис. 73. Функциональная схема устройства автоматического регулирования
температуры V-образных импульсных нагревателей для сварки и пайки
сварки (пайки) плоских и круглых выводов и монтажа
«перевернутых» кристаллов на подложки, в качестве
источника питания наиболее эффективно используются
инвертор последовательного типа, формирующий им-
пульсы тока повышенной частоты с определенной скваж-
ностью, и система автоматического регулирования тем-
пературы, обладающая незначительной инерционностью
[1120].
Функциональная схема устройства для автоматического регули-
рования и стабилизации температуры импульсных нагревателей пред-
ставлена на рис. 73 [142]. Устройство состоит из термопары 2, при-
паянной или приваренной к нагревателю 1. Напряжение с термопары
2 подается на вход 3 электронного ключа 4, выход которого соеди-
нен с входом импульсного усилителя 5. Напряжение с усилителя 5
подается на вход порогового устройства 6, которым задается нужная
величина температуры. С выхода порогового устройства 6 напряже-
ние подается на вход ждущего мультивибратора 7, который форми-
рует прямоугольные импульсы напряжения, поступающего на выход
8 схемы совпадения 9, входящей в состав схемы синхронизации 10.
Вход // схемы совпадений соединен с выходом 12 генератора 13.
вход 14 служит для подачи запускающего напряжения. Выход схе-
мы совпадений 9 соединен с входом формирователя импульсов уп-
равления 15, выход которого соединен с входом источника питания
повышенной частоты 16. Генератор 13, входящий в схему сиихрони-
139
chipmaker.ru
заиии 10, своим выходом 17 соединен с входом управления 18 элек-
тронного ключа 4.
В качестве датчика температуры применена термопа-
ра (хромель—алюмель или хромель—-копель) диамет-
ром 0,1—0,3 мм, впаиваемая вблизи рабочего торца ин-
струмента без образования галтелей, что резко умень-
шает инерционность измерения температуры. Для исклю-
чения помех от тока нагрева измерение т.э.д.с. произво-
дится в паузах между импульсами тока в течение 10—
20 мкс.
Требуемая температура задается опорным напряже-
нием порогового устройства схемы сравнения 6. При по-
вышении импульсами напряжения (пропорционального
т.э.д.с.) порогового напряжения на выходе схемы срав-
нения формируется импульс напряжения, опрокидываю-
щий мультивибратор 7, который снимает напряжение
со входа 8 схемы «И». В результате этого через инстру-
мент не пройдет импульс тока. При снижении темпера-
туры инструмента ниже заданной на выходе схемы срав-
нения не формируется импульс напряжения и формиро-
ватель импульсов вновь подает импульсы управления на
инвертор. Синхронизация импульсов тока в инструменте
и моментов измерения температуры в паузах между им-
пульсами обеспечивается системой синхронизации 10,
состоящей из генератора 13 и схемы «И».
'Частота следования импульсов тока f может быть
определена из выражения
где Оц — требуемая скорость нагрева инструмента,
°С/с; АД-, — допуск на температуру нагрева инструмен-
та при выходе на режим стабилизации, °C.
Устройство автоподстройки по температуре термопа-
ры, помещенной в нагревателе, обеспечивает точность
поддержания температуры ±(2—5°С) и малую инерци-
онность (частота следования импульсов тока обратной
связи 0,5—1,5 кГц).
При групповом монтаже элементов микросхем авто-
матическое регулирование (стабилизация) температуры
нагрева инструмента является обязательным условием
проектирования высокопроизводительного оборудования
и получения стабильных соединений.
Все разработки в области оборудования для контак-
тной микросварки направлены на создание установок
140
€ автоматическим регулированием режима в процессе
сварки и программным управлением процессом сварки.
Автоматическое регулирование режима сварки необ-
ходимо для компенсации нестабильности напряжения
питания, (разброса толщины свариваемых материалов,
усилия сжатия и износа электродов. В настоящее время
применяются следующие системы:
1. Регулирование сварочного тока по сопротивлению
свариваемых деталей между электродами.
2. Регулирование режима путем поддержания посто-
янным напряжения на электродах.
3. Схема авторегулирования, обеспечивающая прек-
ращение 'процесса сварки при достижении определенно-
го .падения напряжения между электродами.
4. Схема автарегулирования по температуре в зоне
соединения.
Наиболее широко применяемым и достаточно универ-
сальным является принцип регулирования, обеспечива-
ющий постоянство напряжения на электродах. Этот прин-
цип основан на критерии подобия, показывающим, что
при неизменных условиях теплоотвода температура на-
грева изделия проходящим током пропорциональна ква-
драту падения напряжения на данном участке провод-
ника и не зависит от геометрических размеров [142].
В установках используется несколько типов источни-
ков питания, обеспечивающих необходимые условия
сварки различных типов соединений.
Основные виды импульсов тока, напряжения или мо-
щности источников питания представлены на рис. 74
Рис. 74. Форма сварочных импульсов в установках односторонней контакт-
ной сварки
141
chipmaker.ru
[142]. Источник питания конденсаторного типа со стаби-
лизацией напряжения на электродах и отсечкой свароч-
ного тока при расплавлении металла в зазоре между
электродами (рис. 75,а) обеспечивает наилучшее каче-
' ство соединений при сварке сдвоенным (расщепленным)
электродом плоских выводов из золоченого ковара с пе-
чатными платами.
Источник питания, обеспечивающий двухимпульоный
конденсаторный разряд (импульс подогрева 7П0Д и им-
пульс сварки /Св) с регулировкой паузы между импуль-
сами (рис. 74,6), наиболее целесообразно применять для
сварки круглых проводников диаметром до 0,1 ,мм с тон-
кими пленками на керамических подложках [И]. Такой
тип источника рекомендуется и для двусторонней точеч-
ной контактной сварки малых толщин.
Наиболее универсальным является источник питания
в виде инвертора последовательного типа, формирую-
щий импульсы тока повышенной частоты (/=0,54-3
кГц) с паузой между ними (рис. 74,в). Этот тип источ-
ника успешно используется для двусторонней и односто-
ронней контактной сварки и для импульсного нагрева
V-образных инструментов. Источник питания позволяет
сравнительно легко реализовать различные принципы
автоматического регулирования:
/=/(7?св, Ug) —сварочный ток в зависимости от сопро-
тивления зоны соединения или напряжения на электро-
дах;
о>=/(/?(1)> U-,)— частота следования импульсов тока в
зависимости от сопротивления или напряжения на элек-
тродах;
ш=/(7’п)—изменение дискретности подачи импульсов в
зависимости от температуры инструмента.
Для сварки строенным электродом [131] использу-
ется трехфазный источник переменного тока с регулиру-
емой последовательностью включения фаз (рис. 74,г).
Для ультразвуковой микросварки еще в большей сте-
пени, чем для сварки обычных конструкционных изде-
лий, требуется применение высоконадежных устройств,
и в первую очередь системы генератор—преобразова-
тель. В связи с тем что преобразователи для ультразву-
ковой сварки имеют острую резонансную характеристи-
ку, которая изменяется при изменении механической на-
грузки, оказывается невозможным получать стабильную
величину амплитуды на рабочем инструменте при ис-
142
пользования генератора, имеющего стабильную рабочую
частоту. .Практически с таким генератором из-за реак-
ции механической нагрузки и нагрева преобразователя
в процессе работы невозможно работать на резонансной
частоте преобразователя. В связи с этим в большинстве
промышленных установок для ультразвуковой сварки
используются генераторы с обратной связью или с моду-
ляцией (качанием) частоты [11, 146—148].
Принцип автогюдстройки при модуляции частоты ге-
нератора заключается в том, что в течение одного им-
пульса сварки частота генератора изменяется (уменьша-
ется или увеличивается) в пределах ±(250—500 Гц) от-
носительно частоты механического резонанса системы
преобразователь—волновод—инструмент [147]. При та-
ком принципе автоподстройки в начальный момент свар-
ки амплитуда колебаний инструмента примерно в 1,5 ра-
за меньше ее максимального значения при совпадении
частоты генератора и резонансной частоты сварочной
головки. После достижения максимальной амплитуды
она вновь снижается до определенной величины. Моду-
ляция амплитуды колебаний обеспечивает более высо-
кую .воспроизводимость качества сварных соединений и
стабильную работу акустической системы. Кроме того,
возрастает стойкость инструмента.
Генераторы с модуляцией (качанием) частоты при-
менены в большинстве разработанных установок для
ультразвуковой микросварки.
Наиболее эффективной для ультразвуковой микро-
сварки является система, обеспечивающая активный
контроль качества сварного соединения.
Проведенные авторами работы [149] измерения ам-
плитуды колебаний полуволнового концентратора с по-
мощью полупроводникового тензодатчика p-типа, накле-
енного вблизи крепления рабочего инструмента, при
ультразвуковой сварке алюминиевой (марка АВООО)
проволоки диаметром 0,2 мм с монокристаллическим
кремнием (марка КДБ-14) толщиной 0,3 мм показали
характерные изменения величины амплитуды колебаний
в процессе сварки (рис. 75).
В процессе сварки максимальная амплитуда ga дос-
тигается в первые 0,01 с, а затем начинает падать до
величины gb. При оптимальном режиме по усилию сжа-
тия gb достигает минимального значения при времени
/с, которое определяет длительность образования
143
chipmaker.ru
Рис. 75. Характер изменения
величины амплитуды колеба-
ний концентратора при сварке
ультразвуком алюминиевой про-
волоки диаметром 0,2 мм с
различным контактным усилием
при мощности УЗ — генерато-
ра 5 Вт:
1 — холостой ход; 2 — Р=0,1
кгс; 3 —Р=0,35; 4 —p=Qj
соединения с максимальной прочностью. Максимальная
площадь схватывания (развития взаимодействия) при
сварке алюминиевого проводника с кремнием обеспечи-
вается при отношении 1а/£ь=2,04-3,0.
Время tc, при котором dUdt—Q, зависит от состоя-
ния поверхностей свариваемых деталей, взаимодействия
инструмента с привариваемым проводником и других
условий.
Управляемыми параметрами при активном контроле
качества сварного соединения являются:
скорость изменения (снижения) амплитуды колеба-
ния преобразователя, т. е. производная dZJdt. Эта вели-
чина определяет условия начального процесса деформи-
рования привариваемого проводника и схватывания;
относительное изменение амплитуды колебания
определяющее правильность выбора давления
при сварке;
время tc достижения минимальной амплитуды коле-
баний т. е. когда dUdt=G. Это время определяет
максимальное развитие зон схватывания (площади фак-
тического контакта S<j:). Процесс сварки должен продол-
жаться еще некоторое время от данного момента для
более полного протекания релаксационных процессов.
Колебательная система должна обладать определен-
ной чувствительностью к изменению механической на-
грузки на инструмент при сварке. В этом случае стано-
вится возможным активно управлять процессом сварки
по электромеханическим параметрам, оказывающимся
чувствительными к изменению условий колебания ин
144
струмента в процессе развития сварного соединения. Так
как изменение амплитуды колебаний инструмента транс-
формируется концентратором и преобразователем в элек-
трический сигнал на обмотке, то в качестве измеряемого
и анализируемого сигнала может быть принято напря-
жение на обмотке.
При малом сигнале на обмотке преобразователя мо-
жно использовать индукционный кольцевой датчик, рас-
положенный на волноводе.
Основные типы установок
для микросварки давлением
Все многообразие типов и моделей оборудования для
микросварки давлением, используемого при монтаже
различных видов полупроводниковых приборов и микро-
схем, наиболее целесообразно классифицировать по спо-
собам сварки, хотя существуют и другие подходы к
классификации оборудования [11, 142]. Рассмотрим
конструктивные особенности и назначение наиболее ти-
пичных моделей установок для основных способов мик-
росварки.
Оборудование для термокомпрессии наиболее широко
используется для монтажа интегральных микросхем гиб-
кими проводниками. В установках используется две схе-
мы монтажа: с боковой подачей проволоки (обычно че-
рез капиллярное наклонное отверстие в рабочем инстру-
менте) и встык с образованием шарика [150, 151]. С
точки зрения качества соединений проволоки с контакт-
ными площадками кристалла и автоматизации основных
операций более перспективным является оборудование,
в котором применяется сварка золотой проволокой с
образованием шарика.
Из этого типа установок наибольший интерес пред-
ставляют установки моделей ЭМ-439 и ЭМ-439А [151].
На установках обеспечивается производительность бо-
лее 1000 соединений в час. Основные технические харак-
теристики установок: температура рабочей зоны нагре-
вателя 250—400°С. точность поддержания температуры
±Ю°С; диапазон регулирования усилия сжатия (раз-
дельно для сварки встык и нахлесточного соединения)
15—100 гс; регулирование длительности выдержки при
сварке 0,4—3,6 с; подача корпусов в кассетах. Общий
вид установки ЭМ-439 показан на рис. 76. На установке
145
Рис. 76. Установка для тер.мокомпрессиоиноП сварки модели ЭМ-439 [1511
Рис. 77. Полуавтомат монтажа «перевернутых» кристаллов модели
МС-64П2-1 [153]
все операции автоматизированы, кроме совмещения кон-
тактных площадок с инструментом и загрузки и выгруз-
ки кассет с приборами.
Оборудование для сварки импульсным косвенным
нагревом находит применение три монтаже навесных
элементов с гибкими проволоками на различные типы
подложек гибридных микросхем и при выполнении сое-
динений от контактных площадок к внешним выводам
корпуса [11, 142].
Одной из первых установок этой серии является уста-
новка СКИН-1 [11].
Установка позволяет производить сварку проводни-
ков из золота, алюминия и меди диаметром 0,03—0,1 мм
с золотыми и алюминиевыми пленками, нанесенными на
керамику, стекло и полупроводники, а также пайку мед-
ных луженых и золотых проводников диаметром 0,03—
0,15 мм с облуженными контактными площадками.
146
В установке обеспечивается сварка на двух чередую-
щихся режимах по напряжению сварочного импульса и
времени сварки, что позволяет вести сварку перемычек
на подложку и на выводы корпуса. Такая регулировка
осуществлена и в установках ЭМ-408 и ЭМ-429 [147].
В установке СКИН-1 при сварке перемычек производи-
тельность составляет около 180—200 соединений в час,
а в установках ЭМ-408А и ЭМ-429 производительность
достигает 700—1000 соединений в час (благодаря авто-
матизированной подаче и обрыву проволоки).
Установки с косвенным импульсным нагревом и до-
полнительными ультразвуковыми колебаниями успешно
применяются для монтажа кристаллов с жесткими (стол-
биковыми) выводами к контактным площадкам подло-
жек методом перевернутого кристалла. Типовыми пред-
ставителями этого типа оборудования являются установ-
ки ЭМ-431 [152] и МС-64П2-1 [153]. Полуавтоматичес-
кая установка МС-64П2-1 (рис. 77) осуществляет мон-
таж кристаллов на керамические или ситалловые под-
ложки посредством импульсного нагрева рабочего ин-
струмента при дополнительном подогреве рабочего сто-
ла и наложении (при необходимости) колебаний ультра-
звуковой частоты. Для повышения качества соединения
температура нагрева инструмента стабилизируется с
точностью ±5°С.
На полуавтомате можно производить монтаж шести
различных типов кристаллов одновременно. Кристаллы
определенного типа размещаются в вертикальных кассе-
тах емкостью 350—400 кристаллов и выдаются автома-
тически по программе.
Особенностью работы полуавтомата является авто-
матическое ориентирование кристалла на рабочем ин-
струменте и совмещение на экране проектора контакт-
ных площадок подложки с реперными знаками. Для
обеспечения необходимой точности присоединения до-
пуск на размеры кристалла должен быть не хуже
±50 мкм.
Основные технические характеристики полуавтома-
та: производительность 800 кристаллов в час; размеры
кристалла от 0,7X0,7 до 1.8X1,8 мм; импульсный нагрев
инструмента до температуры стабилизации 200—500°С,
точность поддержания температуры ±5°С; длительность
выдержки при температуре стабилизации 0,3—0,99 с;
усилие сжатия на инструменте в диапазоне 0,1—1,0 ктс.
147
Оборудование для ультразвуковой микросварки при-
меняется при монтаже самых разнообразных типов мик-
росхем. Наиболее эффективно использовать это оборудо-
вание .при еварке алюминиевой проволокой в случаях,
если не допускается значительный нагрев изделия.
Все оборудование для ультразвуковой микросварки
можно разделить на 2 типа: установка для ультразвуко-
вой сварки проволочных выводов без подогрева и уста-
новки с сопутствующим подогревом (постоянным или
импульсным) рабочего столика или сварочного инстру-
мента.
Диапазоны регулирования основных характеристик установок
ультразвуковой сварки микросхем [М?]
Диаметр свариваемых проводников, мм 0,018—0,16
Материал......................... Al, Au
Частота УЗ-колебаний, кГц . .60 70 или 180—
200
Мощность УЗ-генератора, Вт . 0.05—10
Тип генератора .... .С качанием часто-
ты или автопод-
стройкой частоты
Длительность импульса, с . . 0,02—1,0
Усилие сжатия, гс........................... 10—400
Размеры контактных площадок, мкм От 40X60
до 300X200
Рабочая зона манипулирования, мм . . 15—50
Конструкция инструмента: в установках МС-41П2-1, МС-41ПЗ-2,
УЗП-02. ЭМ-423 инструмент (игла) с боковым отверстием; в уста-
новке УЗП-ОЗ капилляр с центральным отверстием.
Механизм подачи и обрыва проволоки: электромагнитный в уста-
новках МС-41П2. МС-41ПЗ-2; рычажный в установках УЗП-02М,
ЭМ-423; образование шарика электроискровым разрядом в установ-
ке УЗП-ОЗ.
Перспективными установками для ультразвуковой и
комбинированной сварки оказались модели МС-4Ш2-1
и МС-41ПЗ-2 Г133, 154]. Первая модель предназначена
для монтажа микросхем в круглом и плоском корпусе,
а вторая — для монтажа на отрезок лепты длиной до
250 мм. Установки могут работать в трех режимах: уль-
тразвуковая сварка без подогрева; ультразвуковая свар-
ка с подогревом; термокомпрессия с нагревом рабочего
стола и инструмента. Установки МС-41П2-1 и МС-41ПЗ-
2 стационарные и имеют следующие основные узлы:
сварочную головку с микроскопом, пульт управления,
ультразвуковой генератор, блоки управления автомати-
кой, блок регулирования температуры. В установках
применен УЗ-генератор с автоподстройкой частоты. Уста-
148
Рис. 78. Установка для
МС-41П2-1 [1331
ультразвуковой сварки с подогревом модели
Рис. 79. Установка для ультразвуковой сварки модели ЭМ-423 [121]
новки позволяют выполнять сварку на двух автоматиче-
ски чередующихся режимах, раздельно регулируемых по
мощности и длительности ультразвуковых колебании.
Общий вид установки МС-41П2-1 показан на рис. 78.
Недостатком установок является отсутствие програм-
мирования формы образующейся проволочной перемыч-
ки, что требует от оператора большой тщательности при
выполнении монтажа с целью устранения возможного
замыкания проволоки на край кристалла.
Для монтажа полупроводниковых приборов и интег-
ральных схем в металлостеклянных корпусах (круглых
149
chipmaker.ru
Рис. 80. Установка для ультразвуковой сварки с косвенным импульсным
нагревом модели УЗСКН-il [II]
и плоских) и на отрезках ленты разработано и внедрено
несколько моделей установок для ультразвуковой сварки
без подогрева: ЭМ-423 [121], ПУВ-1, и НПВ-1 [146],
УЗП 02М и УЗП-ОЗ [148] и др. Одной из типичных уста-
новок этой серии является установка ЭМ-423 (рис. 79)
и близкие к ней по конструктивному исполнению уста-
новки ПУВ-1 и НПВ-1. В установках применены УЗ-
генератор с однократной модуляцией (качание) частоты
на ± (250—500 Гц) относительно резонансной в течение
одного сварочного импульса и автоматическое изменение
угла наклона инструмента на 1-й и 2-й сварной точке,
что обеспечивает большую конструктивную прочность
сварных соединений. Осуществленные в установке авто-
матическая подача и обрыв проволоки через наклонное
капиллярное отверстие в инструменте, автоматическое
перемещение инструмента с 1-й на 2-ю сварную точку,
регулируемое в пределах 0—4 мм, и автоматическое об-
разование петли высотой до 0,5 мм позволяют выпол-
нять операцию монтажа с высокой надежностью.
Одними из первых для ультразвуковой сварки с им-
пульсным косвенным нагревом были разработаны уста-
новки моделей УЗСКН-1 и Контакт-4А. Установки этого
типа позволяют сваоивать большее сочетание материа-
лов, в том числе проводники в изоляции с тонкими и тол-
стыми пленками на керамических подложках.
Установка УЗСКН-1 [11] предназначена для сварки
круглых и плоских выводов соединительных проводни-
ков из алюминия, золота и меди с металлическими плен-
ками (из золота, алюминия, меди, тантала и др.) тол-
щиной не менее 0,1 мкм, напыленными на диэлектричес-
кие и полупроводниковые подложки.
150
Ультразвуковые колебания создаются в магнитостри-
кционном преобразователе и передаются в зон} соеди-
нения с помощью продольно-колеблющегося «расщеп-
ленного» волновода. Нагрев свариваемых элементов
осуществляется за счет теплопередачи от сварочного
инструмента, нагреваемого импульсом проходящего че-
рез него тока промышленной частоты.
Общий вид установки УЗСКН-1 приведен на рис. 80. Установка
состоит из следующих основных частей, смонтированных на специ-
альном столе: сварочного станка, ультразвукового генератора, блока
питания и управления, сварочного трансформатора, пульта управле-
ния и педали.
На установке обеспечивается: максимальная температура нагре-
ва пуансона 800°С, диапазон регулировки длительности импульса
тока нагрева (0,1—1,0) с, диапазон регулировки длительности сме-
щения моментов включения импульсов (0 — ±1,0) с. Установка поз-
воляет производить сварку на следующих циклах: УЗ ультразвук,
КН — косвенный нагрев; УЗ — КН — ультразвук — косвенный на-
грев; КН — УЗ — косвенный нагрев — ультразвук. При монтаже пе-
ремычек установка позволяет проводить сварку на двух автоматиче-
ски чередующихся режимах по мощности и длительности импульса
нагрева.
Оборудование для ультразвуковой сварки начинает
применяться для беспроволочной сборки интегральных
•схем методом контактной рамки [155] и «перевернуто-
го» кристалла [154, 155].
Оборудование односторонней контактной сварки ши-
роко применяется при сборке гибридных микросхем и
монтаже навесных элементов с плоскими выводами на
печатные платы [11, 131, 147]. Для односторонней кон-
тактной сварки сдвоенным («расщепленным») электро-
дом разработаны универсальное (ЭМ-425А, ЭМ-429) и
специализированное (ЭМ-440, ЭМ-441) оборудование,
Рис. 81 Установка для одиосторопнеП сварки трехфазным током строенным
электродом модели MC-3P2-3 [131]
151
chipmaker.ru
Рис. 82. Характер изменения
импульсов сварочного тока J,
усилия сжатия Р и темпера-
туры Т в зоне соединения при
сварке на установке MC-3P2-3
предназначенное для сборки гибридных интегральных
микросхем в различных корпусах. Установки снабжены
источником питания с частотой подачи импульсов 1 кГц.
Модуляция сварочного импульса по амплитуде, форме и
длительности позволяет осуществлять предварительный
нагрев зоны соединения и регулирование длительности
сварки и скорости охлаждения после сварки. Модуляция
импульса позволяет уменьшить опасность образования
сколов подложки под местом сварки и отслаивания пле-
ночных покрытий.
Для трехфазной сварки строенным электродом одной
из первых .разработана установка MC-3P2-3 [131]. Об-
щий вид установки показан на рис. 81. Эта установка
может быть использована для сварки и пайки разнооб-
разных сочетаний проводников толщиной или диаметром
до 0,2—0,3 мм с тонкими и толстыми пленками на кера-
мических подложках.
Материал подложки при локальном нагреве и дейст-
вии усилия сжатия может разрушаться в зоне соедине-
ния за счет возникающих напряжений. Поэтому источ-
ник питания установки обеспечивает синхронное управ-
ление импульсами тока
через электроды и им-
пульсным механизмом
сжатия. Характер из-
менения импульсов сва-
рочного тока, темпера-
туры и усилия сжатия
в процессе сварки по-
казан на рис. 82. Регу-
лирование длительнос-
ти импульса каждой
фазы сварочного тока
и их одновременное
включение или в после-
довательности 1—3—1
позволяет получать
требуемые термические
циклы нагрева и ох-
лаждения сварного со-
единения. Дополни-
тельное усилие созда-
ется электромагнитом
(соленоидом) при на-
152
греве проводника почти до максимальной температуры,
а снижается непосредственно перед выключением сва-
рочного тока или двух фаз.
Источник питания и установка для сварки строенным
электродом обеспечивают широкое регулирование мощ-
ности (до 0,5 кВт) и длительности импульса тока (от
0,01 до 0,5 с) для каждой из трех фаз, величины импуль-
са усилия сжатия (до 3—8 кгс) и длительности его сме-
щения относительно импульса тока.
Дальнейшее совершенствование оборудования для
микросварки давлением должно быть направлено на со-
здание максимально автоматизированных установок и
участков, управляемых от ЭВМ. В оборудовании долж-
ны быть применены системы автоматического регулиро-
вания процессом сварки с активным контролем качества
сварных соединений.
При конструировании узлов механизма создания дав-
ления необходимо учитывать их динамические характе-
ристики, при правильном использовании которых можно
обеспечить высокую скорость деформации в начальный
период сварки и заданную общую величину деформации
круглого или плоского проводника.
Автоматическое оборудование для микросварки дав-
лением, разработанное с учетом технологических крите-
риев, вытекающих из закономерностей процесса образо-
вания соединения и принципов конструирования, обес-
печивающих оптимизацию процесса, позволяет повысить
воспроизводимость качества соединений и надежность
изделий микроэлектроники.
Список литературы
Chipmaker.ru
1. Интегральные схемы. Основы проектирования и технологии.
Пер. с англ. М., «Советское радио», 1970. 588 с. с ил.
2. Семенов Л. П. Схватывание металлов. М., «Машгиз», 1958.
280 с. с ил.
3. Айнбиндер С. Б. Холодная сварка металлов. Рига, Изд-во АН
Латв. ССР, 1957. 163 с. с пл.
4. Хренов К. К. — «Автоматическая сварка», 1963, № 8, с. 7—12.
5. Костецкий Б. И., Ивженко И. Г. — «Автоматическая сварка»,
1964, № 5, с. 18—23.
6. Гуфельд М. А., Матвеева М. И.—ФММ, 1964, т. 17, с. 619—
624.
153
chipmaker.ru
7. Казаков В. Ф. Диффузионная сварка в вакууме. М., «Машино-
строение», 1968. 331 с. с ил.
8. Красулин Ю. Л. В; апмодействие металла с полупроводником в
твердой фазе. М., «Наука», 1971. 119 с. с ил.
9. Шоршоров М. X., Каракозов Э. С. Расчеты режимов сварки
давлением. Л., ЛДНТП, 1969. 31 с. с ил
10. Микросварка давлением. Киев, «Техника», 1971. 152 с. с ил.
Авт. А. А. Россошинский, В. Д. Табелей, В. А. Дебита и др.
11. Назаров Г. В., Гревцев Н. В. Сварка и пайка в микроэлектро-
нике. М., «Советское радио», 1969. 192 с. с ил.
12. Берри Р., Холл П., Гаррис М. Тонкопленочная технология. Пер.
с англ. М., «Энергия», 1972. 336 с. с ил.
13. Грачев А. А., Недоступ В. М., Бурбело М. Р., Грабенков В. А.—
«Автоматическая сварка», 1973, № 9, с. 57—59 с ил.
14. Воробьев Н. Н., Маркина Т. А., Верников М. А., Росина Л. А.,
Щеглов А. С. — «Электронная техника», сер. 2, 1971, вып. 4(61),
с. 41—4t> с ил.
15. Colteryahn L. Е., Shaffer D. D. — «WESCO.N Techn. Papers», 1965,
№ 2, 16, В/2, р. 1—5.
16. Colteryahn L. Е„ Kersey J. L. — «WESCON Techn. Papers», 1965,
№ 2, 16, B/3, p. 1—7.
17. Семенов H. H. О некоторых проблемах химической кинетики и
реакционной способности. М., Изд-во АН СССР, 1958. 686 с.
с ил.
18. Химия твердого состояния. Пер. с англ. Под ред. В. Гарнера.
М., ИЛ, 1961. 544 с. с ил.
19. Глестон С., Лейдлер К-, Эйринг Г. Теория абсолютных скоро-
стей реакций. Пер. с англ. М., ИЛ, 1948. 584 с. с ил.
20 Дистлер Г. И., Дарюсина С. А., Герасимов Ю. М. — ДАН СССР,
1964, т. 154, с. 1328—1331.
21. Ван Бюрен. Дефекты в кристаллах. Пер. с англ. М., ИЛ, 1962.
584 с. с ил.
22. Розенберг В. М. Ползучесть металлов. М., «Металлургия», 1967.
267 с. с ил.
23. Теория ползучести и длительной прочности металлов. М., Ме-
талллургиздат, 1959. 488 с. с ил. Авт.: И. А. Одинг, В. С. Ивано-
ва, В. В. Бурдукский, В. Н. Геминов.
24. Краткая химическая энциклопедия. М., «Советская энциклопе-
дия». Т. I, 1961. 1262 с. с ил., Т. 2, 1963. 1086 с. с ил.
25. Соколов Л. Д. — «Изв. АН СССР, ОТН. Металлургия и горное
дело», 1963, № 3, с. 157—162 с ил.
26. Gallagher С. /. — «Phys. Rew.», 1952, v. 88, р. 721—726.
27. Трефилов В. И., Мильман Ю. В.—ДАН СССР, 1963, т. 153,
с. 824—827.
28. Johnson О. W. — «J. Appl. Phys.», 1965, v. 36, р. 324.—3253.
29. Гриднева И. В., Мильман Ю. В., Пермяков В. Г., Трефилов
В. И. — ФТТ, 1967, т. 9, с. 547—549 с ил.
30. Мильвидский М. Г., Освенский В. Б., Столяров О. Г. — «Изв.
АН СССР. Неорган. материалы», 1966, т. 2, с. 585—592 с ил.
31. Травление полупроводников. Пер. с англ. М., «Мир», 1965.
382 с. с ил.
32. Хансен М., Андерко К. Структуры двойных сплавов. Пер. с
англ. М., Металлургпздат. 1962. т. 1. 608 с.; т. 2, с. 609—1488.
33. Дей К Селбин Д. Теоретическая неорганическая химия. Пер. с
англ. М., «Химия», 1971. 416 с. с ил.
154
34. Stepanov A. V. (Степанов A. В.) — «Zeil. F. Phys.», 1933, v. 81.
p. 560—572.
35. Клокова Э. Ф.— «Изв. АН Латв. ССР», 1959, № 6, с. 3<’—44.
36. Мильвидский М. Г., Фиету ль В. И., Гришина С. П. — ФТТ, 1964,
•г. 6, с. 2762—2771.
37. Hornstra J.—«J. Phys. Chem. Soc.», 1958, v. 5, p. 129—139.
38. Dallman S, Hahn D. — «Z. angew. Phys.», 1966, v. 20, p. 452—
462.
39. Носкова H. H., Павлов В. А., Немнов С. A. — ФММ, 196b,
т. 20, с. 920—930.
40. Монокристаллические пленки. Пер. с англ. Под ред. 3. Г. Пин-
_кера. М., «Мир», 1966. 400 с. с ил.
41. Susuki Н.—«Sci. Rep., Res. Inst. Tohoku Univ.», 1952, № 4A,
p. 455—465.
42. Finch K., Queisser H., Thomas C., Wachburn J. — i«J. Appl.
Phys.», 1963, v. 34, p 406—418.
43. Инденбом В. Л., Hикитенко В. И., Милевский Л. С. — ФТТ,
1962, т. 4, с. 231—243.
44. Хейденрайх Р. Основы просвечивающей электронной микроско-
пии. Пер. с англ. М., «Мир», 1966. 472 с. с ил.
45. Миусков В. Ф., Милевский Л. С. — «Изв. АН СССР. Неоргани-
ческие материалы», 1965, т. 1, с. 1267—1275.
46. Сойфер Л. М., Щеголева 3. А.— ФММ, 1967, т. 23, с. 722^-723
с ил.
47. Шилыитейн С. Ш., Симонова Т. И. — «Кристаллография», 196b,
т. 10, с. 580—582.
48. Шульпина И. Л., Ковьев Э. К. — ФТТ, 1967, т. 9, с. 1008—1014.
49. Болтакс Б. И. Диффузия в полупроводниках. М., Физматгиз,
1961. 462 с. с ил.
50. Шьюмон П. Диффузия в твердых телах. Пер. с франц. М., «Ме-
таллургия», 1966. 195 с. с ил.
51. Ромашкин Ю. П. — ФТТ, 1960, т. 2, с. 3050—3065.
52 Павлов И. В., Пантелеев В. А Майоров Н. В. — ФТТ, 1'9'64,
т. 6, с. 382—388.
53. Пантелеев В. А. — ФТТ, 1965, т. 7, с. 922—926.
54. Бокштейн С. 3. — «Металловедение и термическая обработка»,
1965, № 7, с. 8—20.
55. Фелтынь И., Уртелис У. — «Изв. АН Латв. ССР», 1963, № 7,
с. 67—73.
56. Горелик С. С. Рекристаллизация металлов и сплавов. М., «Ме-
таллургия», 1967. 403 с. с ил.
57. Бокштейн С. 3., Губарева М. А., Кишкин С. Т„ Мороз Л. М.,
Рощина И. Н. — ФММ, 1968, т. 25, с. 702—714.
58. Тарновский И. Я., Леванов А. Н., Поксеваткин М. И. Контакт-
ные напряжения при пластической деформации. М., «Металлур-
гия», 1966. 279 с. с ил.
59. Красулин Ю. Л. — «Теоретическая и экспериментальная химия».
1967, т. 3, с. 58—65.
60. Сторожев М. В., Попов Е. А. Теория обработки металлов дав-
лением. М., «Высшая школа», 1963. 389 с. с ил.
61. Красулин Ю. Л., Тимофеев В. Н. — «Физика и химия обработ-
ки материалов», 1967, Ns 3, с 56—60.
62. Красулин Ю. Л., Тимофеев В. Н., Харламова 3. И., Шоршоров
М. X.—«Физика и химия обработки материалов», 1967, Ns 3,
с. 61—66.
155
chipmaker.ru
63. Крагельский И. В., Виноградова И. Э. Коэффициенты трения.
М., Машгиз, 1962. 220 с. с ил.
64. Крагельский И. В. Трение и износ. М., «Машиностроение»,
1968. 480 с. с ил.
65. Гревцев Н. В., Красулин Ю. Л., Насакин А. П., Тимофеев В. И.
Технологические критерии импульсной микросвйрки. Серия
«Микроэлектроника». Вып. 5(129). М., ЦНИИ «Электроника»,
1973. 68 с. с ил. (Обзоры по электронной технике).
66. Трефилов В. И., Мильман Ю. В., Фирстов С. А. Физические
основы прочности тугоплавких металлов. Киев, «Наукова дум-
ка», 1975. 316 с. с ил.
67. Карабутов В. Г., Красулин Ю. Л. — «Физика и химия обработ-
ки материалов», 1975, № 5, с. 77—81.
68. Мышляев М. М. — ФТТ, 1965, т. 7, с. 591—600.
69. Верников М. А., Гусев О. В., Меркулов В. А. — В кн.: Лекции
по сварке разнородных и разноименных металлов. Ч. I. М.,
Общество «Знание» РСФСР, 1973, с. 43—47 с ил.
70. Bowden F. Р., Fidler К- Е.— «Proc. Roy. Soc.», 1936, v. 154,
р. 640—653.
71. Боуден Ф. П., Тейбор Д. Трение и смазка твердых тел. Пер. с
англ. М., «Машиностроение», 1968. 543 с. с ил.
72. Костецкий Б. И., Натансон М. Э., Бершадский Л. И. Механо-
химические процессы при граничном трении. М., «Наука», 1972.
170 с. с ил.
73. Карслоу Г., Егер Д. Теплопроводность твердых тел. Пер. с англ.
М., «Наука», 1964. 486 с. с кд.
74. Справочник по сварке. Т. 1. Под ред. Е. В. Соколова. М., Маш-
гиз, 1961. 556 с. с ил.
75. Фрахт М. М. Фотоупругость. М.—Л., Гостехиздат, т. I, 1948.
432 с. с ил.; т. 2, 1950. 488 с. с ил.
76. Напряжения и дислокации в полупроводниках. ПоД ред. М. В.
Классен — Неклюдовой. М., Изд-во АН СССР, 1962. 68 с. с ил.
77. Алехин В. П., Гусев О. В., Красулин Ю. Л., Милевский Л. С.—
«Физика и химия обработки материалов», 1967, № 2, с. 42—44.
78. Кузнецов Р. И., Павлов В. А., Шматов В. Т. — фММ, 1966,
т 21, с. 265—273.
79. Постников В. С. — «Физика и химия обработки материалов»,
1967, К<> 1, с. 62—70.
80. Сюше Ж. П. Физическая химия полупроводников. Пер. с франц.
М., «Металлургия», 1964. 195 с. с ил.
81. Лихтман В. И., Щукин Е. Д., Ребиндер П. А. Физико-химиче-
ская механика материалов. М., Изд-во АН СССР, 1962. 303 с.
с ил.
82. Механизмы упрочнения твердых тел. Пер. с ангЛ. Под ред.
М. Л. Бернштейна. М., «Металлургия», 1965. 367 с. с ил.
83. Дислокации и механические свойства кристаллов. Пер. с англ.
Под ред. М. В. Классен-Неклюдовой и В. Л. Инденбома. М.,
ИЛ, 1960. 552 с. с ил.
84. Степанов А. В., Милькаманович Е. А.—ЖЭТФ, 1951, т. 21,
с. 401—409.
85. Давиденков Н. Н. — ФТТ, 1960, т. 2, с. 2919—2927.
86. Joshi М. L. — «Acta Metal!», 1966, v. 14, р. 1157—1162-
87. Рожанский В. Н., Предводителев А. А-, Инденбом В. Л.—
ФТТ, 1967, т. 9, с. 757—765.
156
88. Баженова Л. Н., Иванько А. А., Самсонов Г. В., Слышанное
В. А. — «Изв. АН СССР. Неорганические материалы», 1966,
т. 2, с. 1991—1998.
89. Patel J. R. — «Phys. Rev.», 1956, v. 101, p. 136—140.
90. Полупроводники. Пер. с англ. Под ред. Б. Ф. Ормоита. М.,
ИЛ, 1962. 667 с. с пл.
91. Head А. К-— «Proc. Phil. Mag.», 1953, v. 44, р. 92—98.
92. Нанес Б. Я-, Зыман 3. 3. — ФММ, 1968, т. 25, с. 40—44.
93. Волькенштейн Ф. Ф. — УФН, 1966, т. 90, с. 275—307.
94. Россошанский А. А., Балакин В. И. — «Электронная техника»,
серия 7, 1972, вып. 3(51), с. 139—140 с ил.
95. Киттель Ч. Введение в физику твердого тела. Пер. с англ. М.,
Физматгиз, 1963. 696 с. с ил.
96. Экзоэлектронная эмиссия. Пер. с англ. Под ред. Н. И. Кобозе-
ва. М„ ИЛ, 1962. 306 с. с ил.
97. Исследование поверхностей конструкционных материалов мето-
дом экзоэлектронной эмиссии. Свердловск, УПИ, 1969. 166 с.
с ил.
98. Крюк В. И., Минц Р. И., Кортов В. С. — ФТТ, 1966, т. 8,
с. 1627—1634.
99. Минц Р. И., Кортов В. С. — «Изв. вуз. Физика», 1968, № 3,
с. 44—48.
100. Парийский В. Б., Лубенец С. В., Старцев В. И,-—ФТТ, 1966,
т. 8, с. 1227—1233.
101. Кокориш Е. Ю., Шефталь Н. Н. — УФН, 1960, т. 72, с. 479—512.
102. Людвиг Дж,, Вудбери Г. Эггектротжаж стдатсяллй ргз-онгис ь wa-
лупроводниках. Пер. с англ. М., «Мир», 1964. 148 с. с ил.
103. Электронный спиновый резонанс в полупроводниках. Пер. с
англ. Под ред. Н. А. Пенина. М., ИЛ, 1962. 380 с. с ил.
104. Айлер Р. К. Коллоидная химия кремнезема и силикатов. Пер. с
англ. М., Стройиздат, 1959. 288 с. с ил.
105. Преснов В. А., Новодворский Ю. Б., Якубеня М. П. Основы тех-
ники и физики спая. Томск, изд. ТГУ, 1961. 236 с. с ил.
106. Иванов-Есшгович Н. К- Физико-химические основы производст-
ва радиоэлектронной аппаратуры. М., «Высшая школа», 1965.
195 с. с ил.
107. Красулин Ю. Л., Мостяев В. А. — «Физика и химия обработки
материалов», 1973, Ns 4, с. 124—126 с ил.
108. Зайт В. Диффузия в металлах. Пер. с нем. М., ИЛ, 1958. 382 с.
с ил.
109. Каракозов Э. С. Соединение металлов в твердой фазе. М., «Ме-
таллургия», 1976. 263 с. с ил.
ПО. Жданова В. В., Конторова Т. А. — ФТТ, 1965, т. 7, с. 3331 —
3336.
111. Трепнел Б. Хемосорбция. Пер. с англ. М., ИЛ, 1958. 326 с. с ил.
112. Демкин Н. Б. Фактическая площадь касания твердых тел. М.,
Изд-во АН СССР, 1962. 111 с. с ил.
113. Вакансии и точечные дефекты. Пер. с англ. Под ред. В. М. Ро-
зенберга. М., Металлургиздат, 1961. 304 с. с ил.
114. Коленик С. Н, Бенгуз В. 3. — ДАН СССР, 1966, т. 166, с. 829—
833.
115. Моравский В. Э. Современное состояние исследований и внед-
рения контактной микросварки. Киев. Общество «Знание» УССР.
КДНТП, 1970. 25 с. с ил.
116. Гельман А. С. Основы сварки давлением. М., «Машинострое-
ние». 1970. 312 с. с ил.
157
chipmaker.ru
117. Ионина И. М., Питиримов И. М., Калинин Ю. И. Пути повыше
пия износостойкости ультразвукового микросварочного инстру-
мента. Серия «Технология, организация производства и обору-
дование». Вып. 12(122). М., ЦНИИ «Электроника», 1973. 28
с. с ил. (Обзоры по электронной технике).
118. Красулин Ю. Л., Кузьмин В. И., Никитин В. Г. Авт. свид.
№ 182490. — «Изобрет. Пром, образцы. Тов. знаки», 1966, № И,
с. 129.
119. Красулин Ю. Л., Никитин В. Г., Кузьмин В. И. — «Автомати-
ческая сварка», 1966, № 3(156), с. 64—66 с ил.
120. Лысенко А. С., Назаров Г. В., Пронкин И. А., Царьков А. Н.
Авт. свид. № 404065.—«Открытия. Изобрет. Пром, образцы.
Тов. знаки», 1973, № 43, с. 146.
121. Рыдзевский А. П., Онегин Е. Е., Беляков А. И. Ультразвуковая
сварка в микроэлектронике. Серия «Технология, организация
производства и оборудование». Вып. 7(234). М., ЦНИИ «Элек-
троника», 1974. 66 с. с ил. (Обзоры по электронной технике).
122. Бжозовский М. Г., Славинский 3. М., Рукавишников В. В. —
«Электронная техника», сер. 7, 1973, вып. 5(57), с. 18—20 с ил.
123. Красулин Ю. Л., Кожевников А. П., Кузьмин В. И. Авт. свид.
№ 190763. — «Изобрет. Пром, образцы. Тов. знаки», 1967, № 2,
с. 148.
124. Россошинский А. А., Бер А. Ю., Зеликман Г. А., Лебига В. А.,
Табелев В. Д.—«Электронная техника», серия 2, 1966, вып. 3,
с. 63—68 с ил.
125. Коган М. Г., Кузнецов В. А. — «Физика и химия обработки ма-
териалов», 1969, № 1, с. 142—147 с ил.
126. Левицкий А. С., Соколов А. К., Топорков А. В. — «Электронная
техника», серия 2, 1972, вып. 3(67), с. 169—172 с ил.
127. Коновалов Е. Г., Галков В. С. — «Автоматическая сварка», 1970,
№ 6, с. 70—71 с ил.
128. Северденко В. П., Рурский Л. И., Колешко В. М. — «Физика и
химия обработки материалов», 1972, № 1, с. 126—133 с ил.
129. Кочергин К- А. Сварка давлением. JL, «Машиностроение», 1972.
216 с. с ил.
130. Назаров Г. В., Новокрещенов В. Г., Лысенко А. С. Авт. свид.
№ 305972. — «Открытия. Изобрет. Пром, образцы. Тов. знаки»,
1971, № 19, с. 43.
131. Назаров Г. В., Лысенко А. С., Новокрещенов В. Г., Змиева
О. Ф., Вронский И. Е. — «Электронная промышленность», 1972,
вып. 4, с. 106—108 с ил.
132. Евтифеев П. И., Владимиров Е. А. Термокомпрессионная и од-
носторонняя контактная сварка деталей малых толщин. Л„
Общество «Знание». ЛДНТП, 1970. 15 с. с ил.
133. Назаров Г. В„ Соколов А. В., Кожевников А. П., Вронский
И. Е. — «Электронная техника», серия 7, 1973, вып. 5(57),
с. 63—68 с ил.
134. Грачев А. А., Недоступ В. М., Бурбело М. Р., Грабенко В. А.—
«Автоматическая сварка», 1973, № 9, с. 57—59 с ил.
135. Калинин Ю.И., Антонов С. И., Ханжина О. Д., Елагина Н. С.—
«Электронная техника», серия 7, 1974, вып. 4(62), с. 101—106
с ил.
136. Рыдзевский А. П., Онегин Е. Е., Киселев А. Д. — «Электронная
техника», серия 7, 1973, вып. 3(55), с. 57—63 с ил.
158
137. Голубенко Р. А., Колесников Д. П., Арсков Н. Д„ Семенова
М. А., Мухин В. Г. — «Обмен опытом в электронной промыш-
ленности», 1968, № 1, с. 56—63 с ил.
138. Дуболазов В. А., Шеревеня А. Г. — В кн.: Сварка и пайка эле-
ментов полупроводниковых приборов и интегральных схем.
Киев, Общество «Знание», УССР, 1974, с. 26—27.
139. Грачев А. А., Денисюк В. А. — «Автоматическая сварка», 1975,
№ 9, с. 34—35 с ил.
140. Корнилова Т. А., Мастеров В. А., Новик Ф. С. и др. — «Элект-
ронная техника», серия 7, 1973, вып. 3(55), с. 49—56 с ил.
141. Гофман В. М., Гольдберг О. М. — «Электронная техника», се-
рия 8, 1974, вып. 1(19), с. 9—17 с ил.
142. Блинов И. Г., Назаров Г. В. Основы теории автоматической
сборки, процессы и оборудование для сборки и монтажа инте-
гральных схем. Часть I. М., МИЭТ, 1973. 139 с. с ил. (Учебное
пособие).
143. Рыдзевский А. П„ Онегин Е. Е. — «Автоматическая сварка»,
1974, Ns 3, с. 51—53 с ил.
144. Шоршоров М. X., Мазур А. И., Алехин В. П. — «Физика и хи-
мия обработки материалов», 1975, Ns 2, с. 123—129 с ил.
145. Камардин Н. Н., Владимиров Е. А. — В кн.: Сварка и пайка в
радиоэлектронике и приборостроении. Общество «Знание»
РСФСР. Л., ЛДНТП, 1974, с. 13—19 с ил.
146. Петров JI. Н., Осенков В. Н., Адоньев В. А., Бобров А. М.,
Анисимов В. И. — «Электронная техника», серия 7, 1973,
вып. 5(57), с. 95—103 с ил.
147. Рыдзевский А. П., Глазков И. М., Онегин Е. Е. — «Электронная
техника», серия 3, 1972, вып. 1, с. 98—105.
148. Меликьян С. М., Славинский 3. М. — «Электронная промышлен-
ность». 1974, вып. 8(32), с. 52—53 с ил.
149. Мазур А. И., Алехин В. П., Артемов А. С. — «Физика и химия
обработки материалов», 1975, Ns 1, с. 142—147 с ил.
150. Онегин Е. Е., Киселев А. Д., Кулешов В. Т., Мистейко Я. Н. —
«Электронная техника»,серия 7, 1973,вып. 3(55),с. 123—125сил.
151. Баранов Н. С., Кулешов В. Т., Мистейко Я. Н. — «Электронная
промышленность», 1973, вып. 3, с. 85—87 с ил.
152. Онегин Е. Е., Кузьмичев Г. П., Лифлянд В. Н., Голубовский
А. А., Янович И. П„ Салей С. X. — «Электронная промышлен-
ность», 1972, вып. 1, с. 80—82 с ил.
153. Шанов А. М., Царьков А. Н., Соколов А. В., Назаров Г. В. —
«Электронная промышленность», 1973. вып. 8, с. 80- 81 с ил.
154. Назаров Г. В., Блинов И. Г. — В кн.: Специальное технолотче-
ское оборудование микроэлектроники. М., ЦНИИ «Электрони-
ка», 1971, вып. 3(29), с. 107—113 (Труды конференции по элек-
тронной технике).
155. Онегин Е. Е., Кузьмичев Г. П., Волос В. Ф., Твердое О. К.,
Зенькович В. А., Черкасов В. М. — «Электронная промышлен-
ность». 1972, вып. 5, с. 48—53 с ил.
chipmaker.ru
ОГЛАВЛЕНИЕ
Стр.
Предисловие . . ... .... 3
Введение.............................................. 5
Глава I. ТРЕБОВАНИЯ К СОЕДИНЕНИЯМ ЭЛЕМЕНТОВ В
МИКРОСХЕМАХ.......................................... 9
Схемы .выполнения соединений ib микросхемах ... 9
Особенности .выполнения соединений в микросхемах 11
Требования к соединениям и процессам микросварки
давлением......................................... 17
Глава II. ВЗАИМОДЕЙСТВИЕ МАТЕРИАЛОВ ПРИ Л1ИКРОСВАР-
КЕ ДАВЛЕНИЕМ........................................ 19
Методы исследования............................... 19
Характер .взаимодействия металла с полупроводником 25
Дефекты в поверхностном слое полупроводника . . 28
Характер деформации металла на контактной поверх-
ности и контактные напряжения . ...... 35
Кинетика осадки привариваемого к полупроводнику
металла......................................... 43
Развитие зон взаимодействия и контактные напря-
жения ............................................ 48
Формирование очагов взаимодействия .... 54
Тепловыделение на контактных поверхностях при свар-
ке давлением................................... 58
Изменение остаточных напряжений в кристалле крем-
ния .............................................. 63
Связь развития взаимодействия с релаксацией напря-
жений ............................................ 69
Поверхностные источники сдвигообразования в полу-
проводнике ... . . .................. 74
Виды взаимодействия металла с полупроводником . . 80
О природе активного центра на поверхности полупро-
водника .......................................... 82
Взаимодействие .металла с металлам три сварке дав-
лением .......................................... 88
Стадии и расчет длительности взаимодействия ... 94
Глава III. СПОСОБЫ МИКРОСВАРКИ ЭЛЕМЕНТОВ МИКРОСХЕМ 101
Термокомпрессия ...................................102
Сварка давлением с косвенным импульсным нагревом 107
Ультразвуковая микросварка .... .... 111
Односторонняя контактная сварка.................. 118
Влияние параметров процессов микросварки на свой-
ства сварных соединений.......................... 120
Глава IV. ОБОРУДОВАНИЕ ДЛЯ МИКРОСВАРКИ ДАВЛЕНИЕМ 132
Принципы проектирования основных узлов .... 132
Основные типы установок для микросварки давлением 145
Список литературы ...................................... 153