




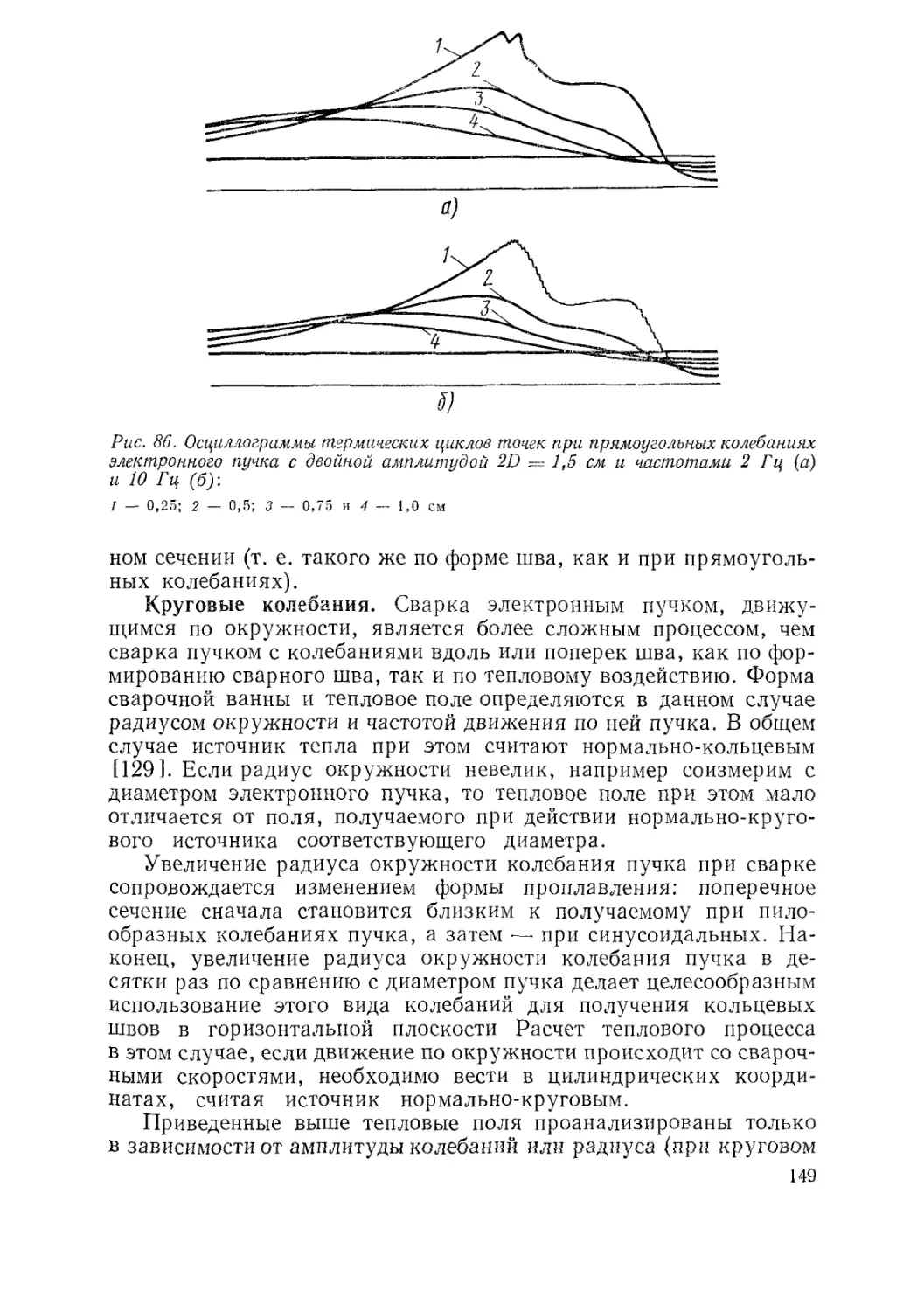
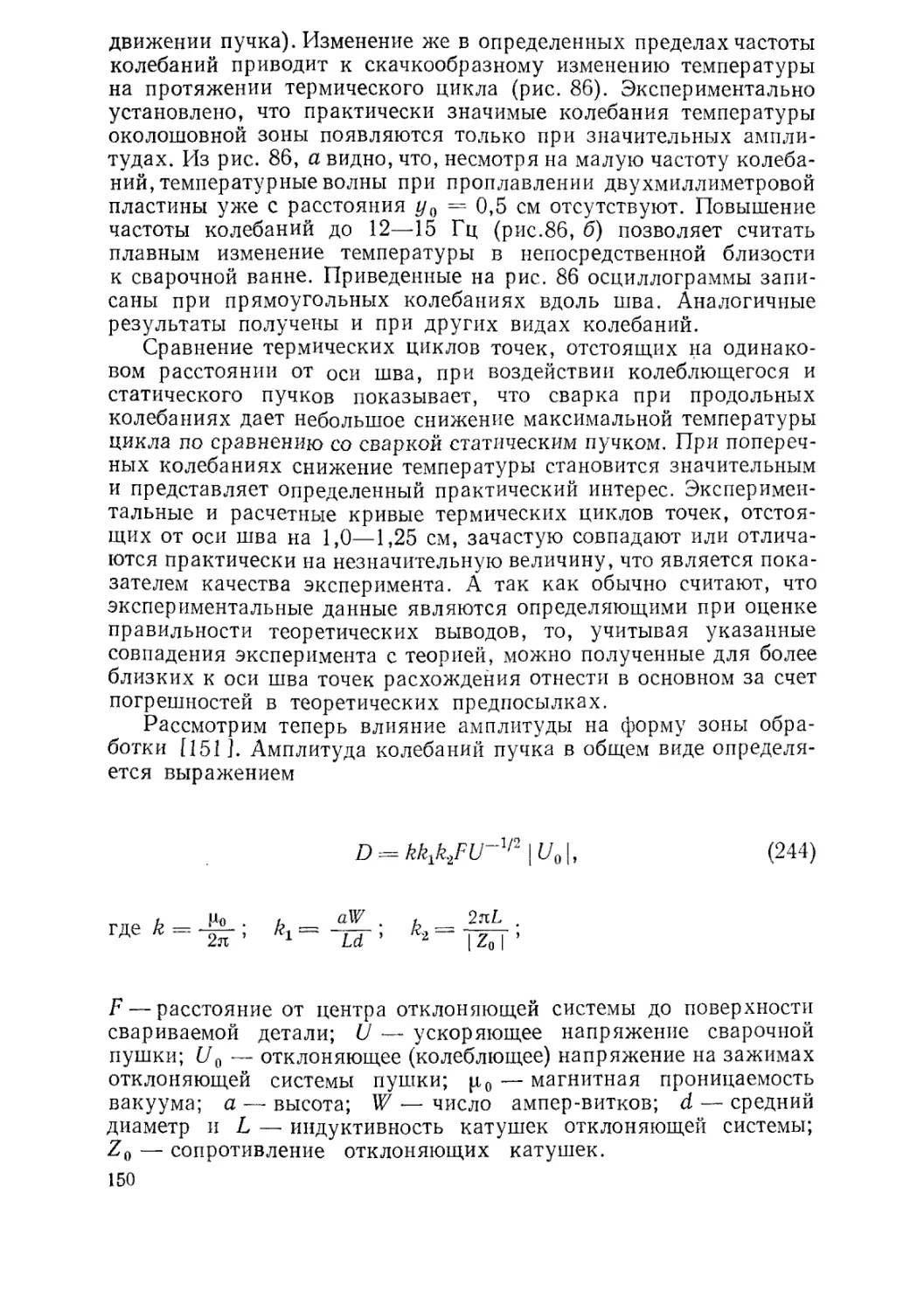



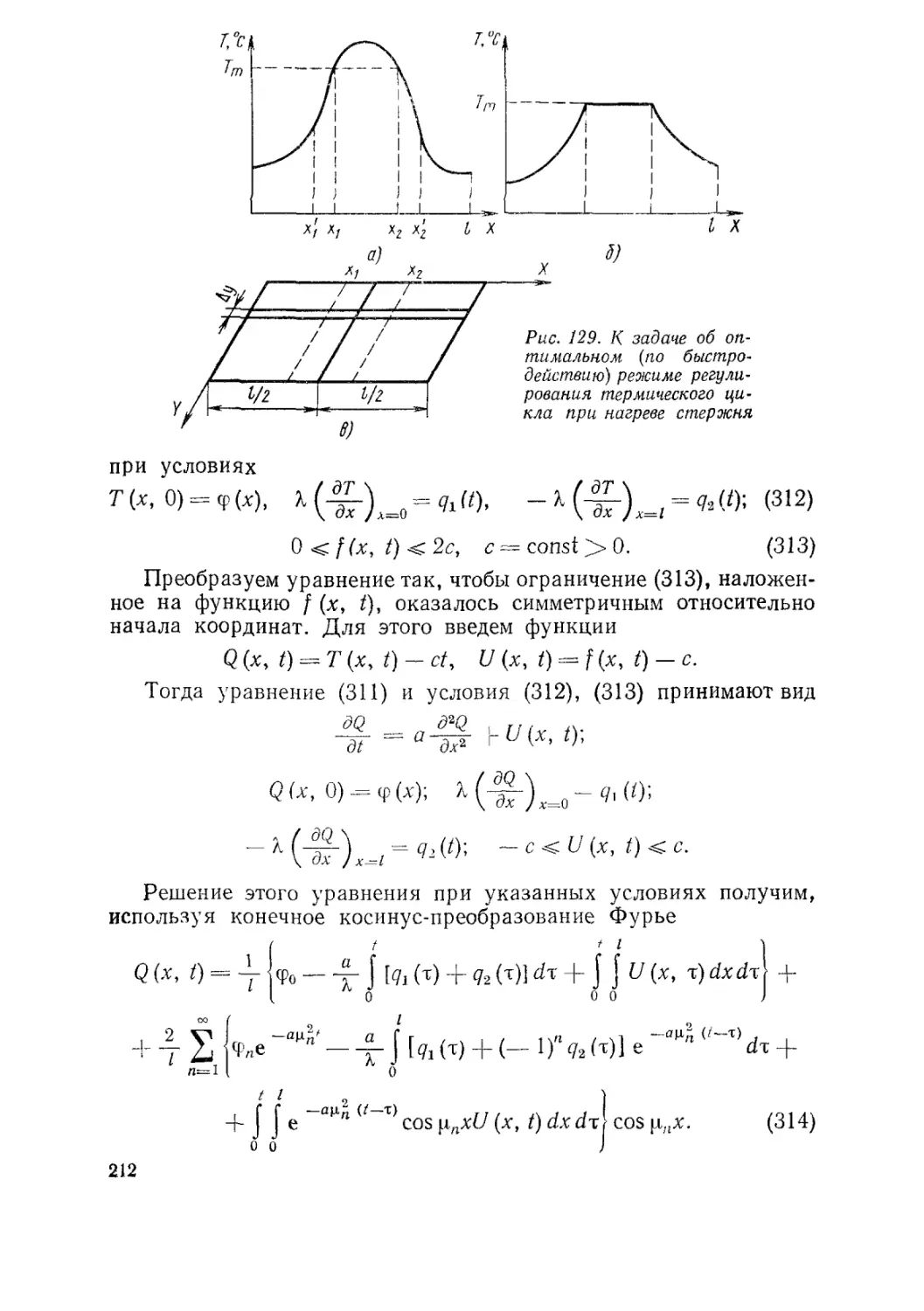

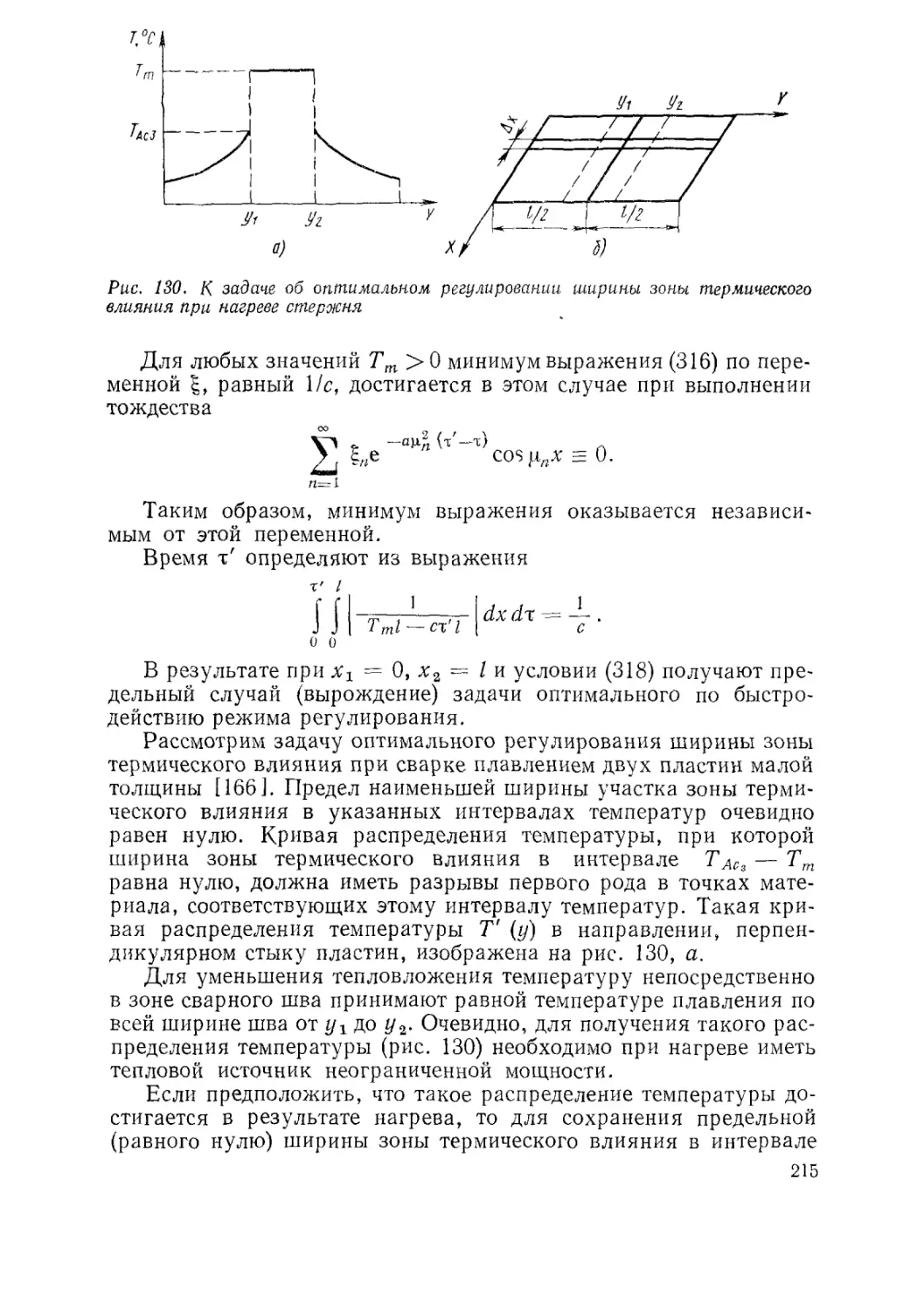


Автор: Рыкалин Н.Н. Зуев И.В. Углов А.А.
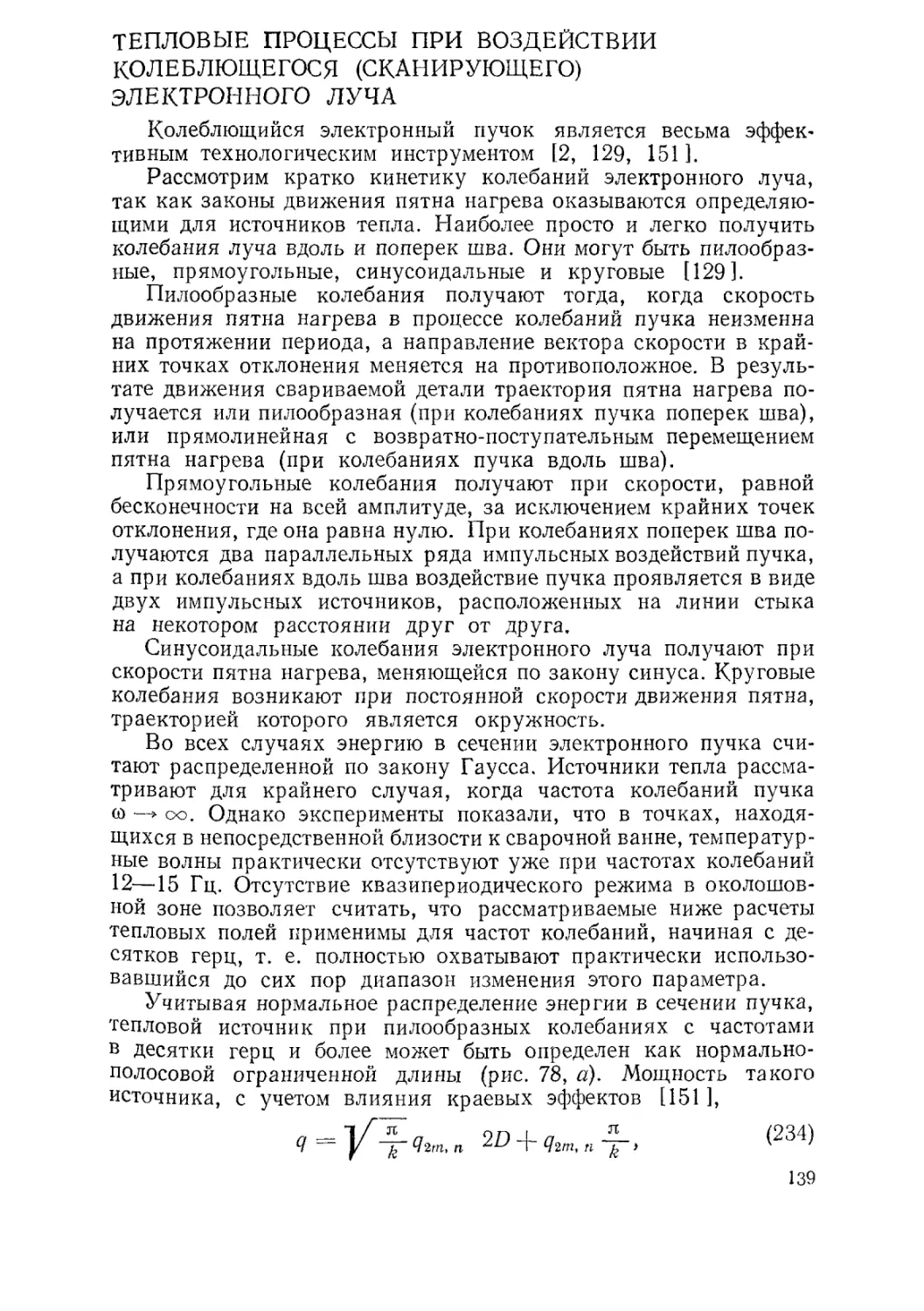
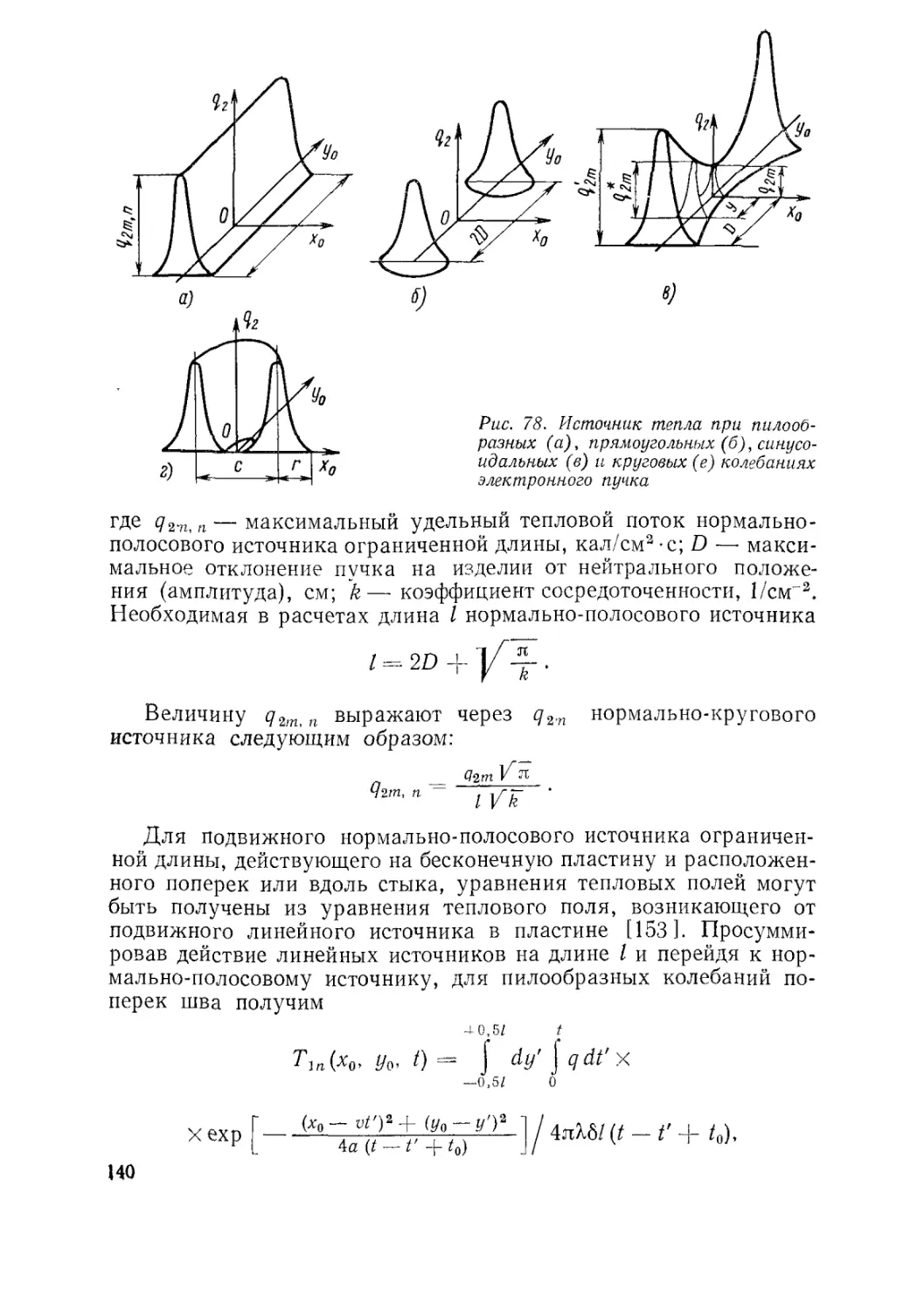
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технология металлов машиностроение приборостроение электронно-лучевая обработка
Год: 1978




БИБЛИОТЕКА ТЕХНОЛОГА
Н.Н.РЫКАЛИН
И.В.ЗУЕВ
АА.УГЛОВ
ОСНОВЫ
ЭЛЕКТРОННОЛУЧЕВОЙ
ОБРАБОТКИ
МАТЕРИАЛОВ
Б и Б Л ИОТЕ кА ТЕХНОЛОГА
н Н. РЫКАЛИН,
и; В. ЗУЕВ,
д А. УГЛОВ
ОСНОВЫ
ЭЛЕКТРОННО-ЛУЧЕВОЙ
ОБРАБОТКИ
МАТЕРИАЛОВ
МОСКВА • «МАШИНОСТРОЕНИЕ»» 1978
ББК 34,58
Р94
УДК 621.9.048.7
Редакционная коллегия: д-р техн, наук проф. А. М. Дальский,
проф. В. В. Иванов, заслуженный деятель науки и техники РСФСР д-р техн,
наук проф. В. С. Корсаков, заслуженный деятель науки и техники РСФСР д-р
техн, наук проф. | А. Н. Малов |, заслуженный деятель науки и техники УССР
д-р техн, наук проф. А. А. Маталин, д-р техн, наук проф. | М. П. Новиков |,
(председатель), лауреат государственной премии СССР преф. С. И. Самойлов,
проф. В. А. Скраган, лауреат Ленинской премии д-р техн, наук Ю. М. Соло-
менцев.
Рецензент д-р техн, наук О. К- Назаренко
Рыкалин Н. Н. и др.
Р94 Основы электронно-лучевой обработки материалов/
Н. Н. Рыкалин, И. В. Зуев, А. А. Углов. —М.: Машино-
строение, 1978. — 239 с., ил. ~ (Б-ка технолога).
В пер.: 1 р. 40 к.
В книге освещены физические основы электронно-лучевой обработки мате-
риалов. Рассмотрено воздействие электронного луча на различные материалы
и даны основные положения технологии обработки этим лучом. Приведены прак-
тические рекомендации по использованию электронного луча для получения отвер-
стий, пазов, полостей в различных деталях, а также для распыления различных
материалов при нанесении пленок и покрытий.
Книга предназначена для научных работников научно-исследовательских
институтов и инженерно-технических работников машиностроительных заводов.
31104-111 ББК 34.58
038(01)-78 ’/в 6П4.4
(§) Издательство «Машиностроение» 1978 г.
ПРЕДИСЛОВИЕ
Развитие народного хозяйства нашей страны требует широкого
внедрения в промышленность новых эффективных технологических
процессов, основанных на достижениях современной науки и тех-
ники.
Одним из направлений, существенно расширяющих технологи-
ческие возможности процесса обработки материалов, является
использование концентрированных потоков энергии (струи
плазмы, лазерного, электронного, ионного лучей и др.).
Электронно-лучевая обработка является одним из разделов
этого, успешно развивающегося в последние годы, перспективного
направления.
Широкие возможности автоматизации электронно-лучевой об-
работки материалов, ведение процесса в вакууме, что обеспечивает
высокую чистоту обрабатываемого материала, концентрация
энергии в электронном луче до значений, недоступных ранее извест-
ным источникам, — все это способствовало внедрению электронно-
лучевой обработки как в отрасли, связанные с точным производ-
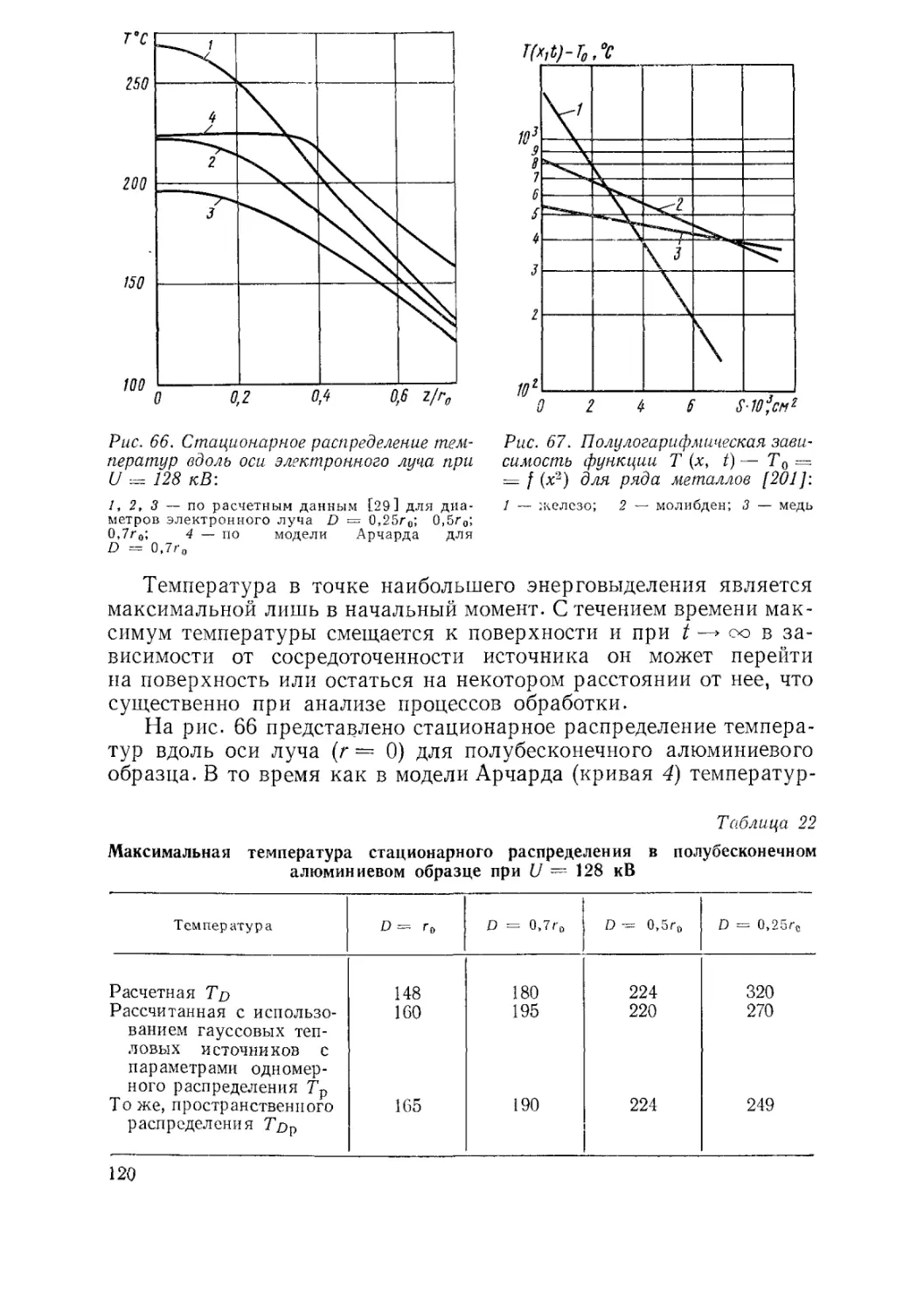
ством (приборостроение, электроника и др.), так и в отрасли,
производящие крупногабаритные изделия (например, тяжелое
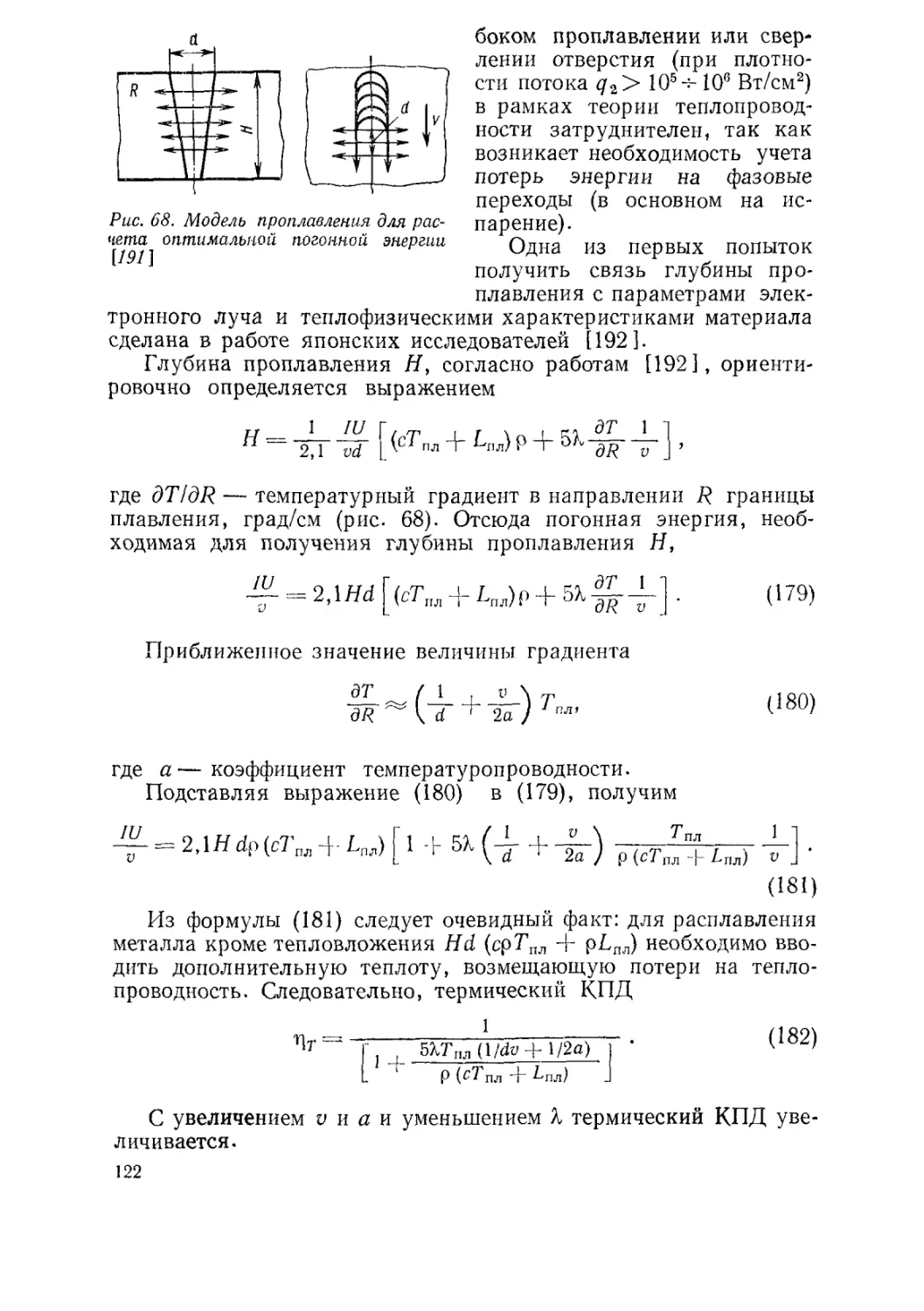
машиностроение).
С помощью электронного луча выполняют такие технологиче-
ские операции как фрезерование, сверление, термообработка,
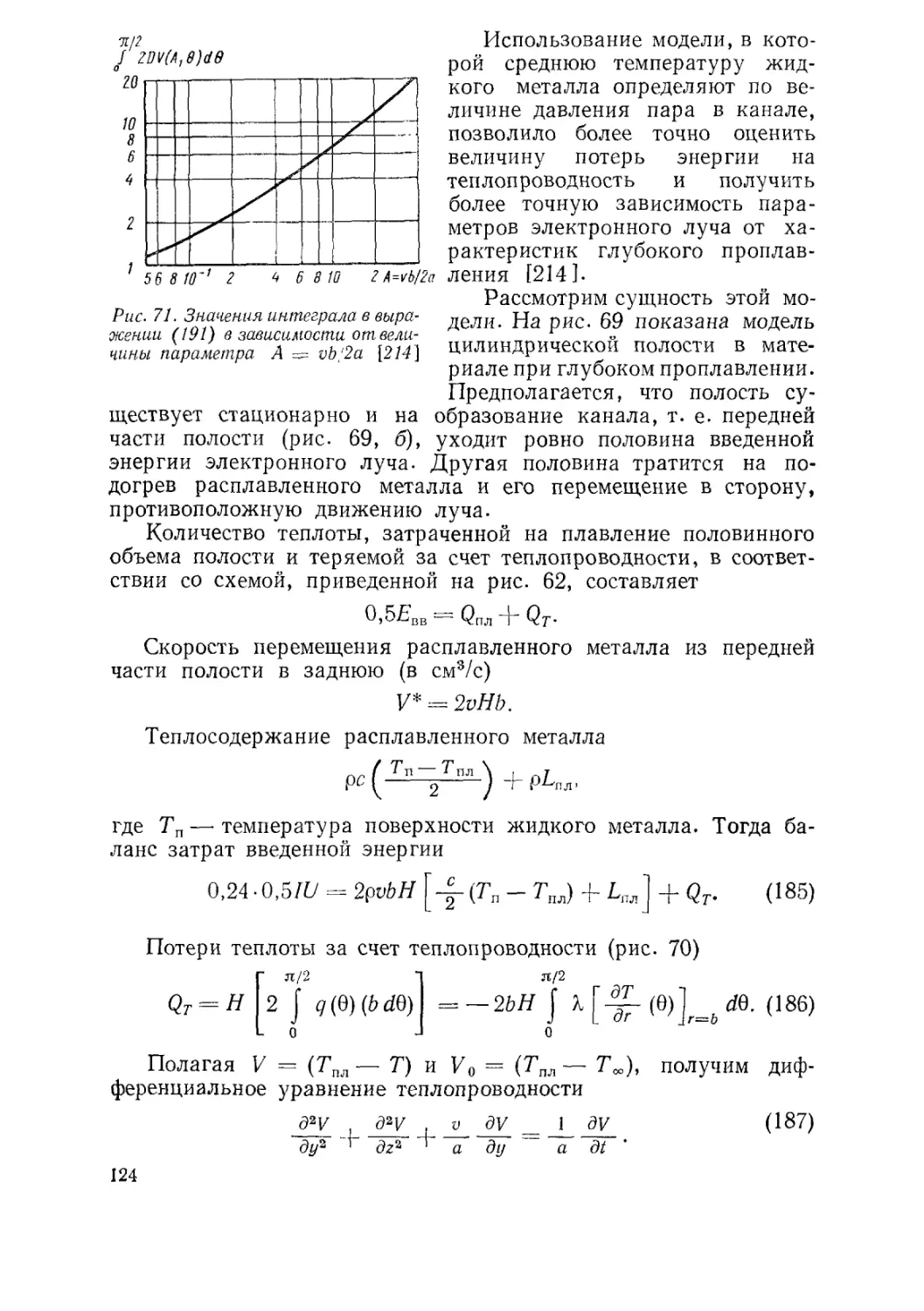
плавка, сварка, пайка и др.
В разработке теоретических основ процесса воздействия элек-
тронного луча на материалы и в практических применениях этого
процесса достигнуты значительные успехи.
Установлено, что непрерывное электронно-лучевое воздей-
ствие на материал переходит в зоне обработки в прерывистое. Учи-
тывая эти особенности процесса, можно использовать как непрерыв-
ные, так и импульсные режимы воздействия, что существенно по-
вышает эффективность обработки и расширяет технологические
возможности электронных пучков.
В данной книге обобщены теоретические и экспериментальные
Данные по научным основам использования электронного луча для
обработки материалов. В значительной степени ее содержание бази-
руется на результатах исследований авторов в области физики и
технологии электронно-лучевой обработки.
1* 3
В книге дан анализ физических явлений при воздействии тех-
нологического электронного луча на материалы, рассмотрен харак-
тер движения жидкой фазы в зоне обработки, приведено решение
ряда теплофизических задач, возникающих при изучении процесса
воздействия электронного луча на материалы. Описаны методы
экспериментального исследования параметров электронного луча
и характеристик процесса обработки, а также принципы контроля
и регулирования электронно-лучевой обработки. Кроме того, рас-
смотрены с учетом решения практических задач вопросы формиро-
вания отверстий (резов), глубоких проплавлений, получения
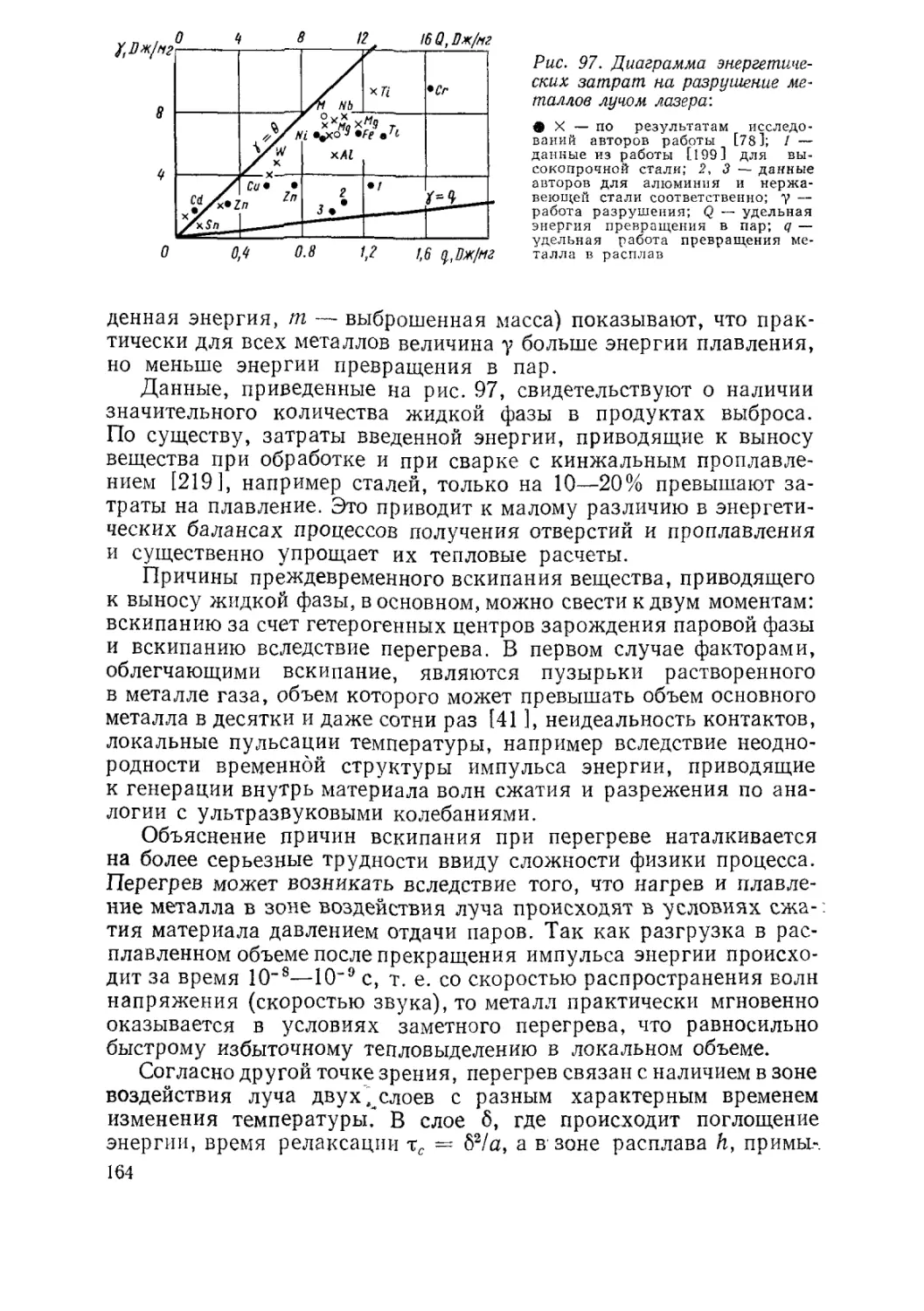
конденсаторов с высокими скоростями осаждения, образования
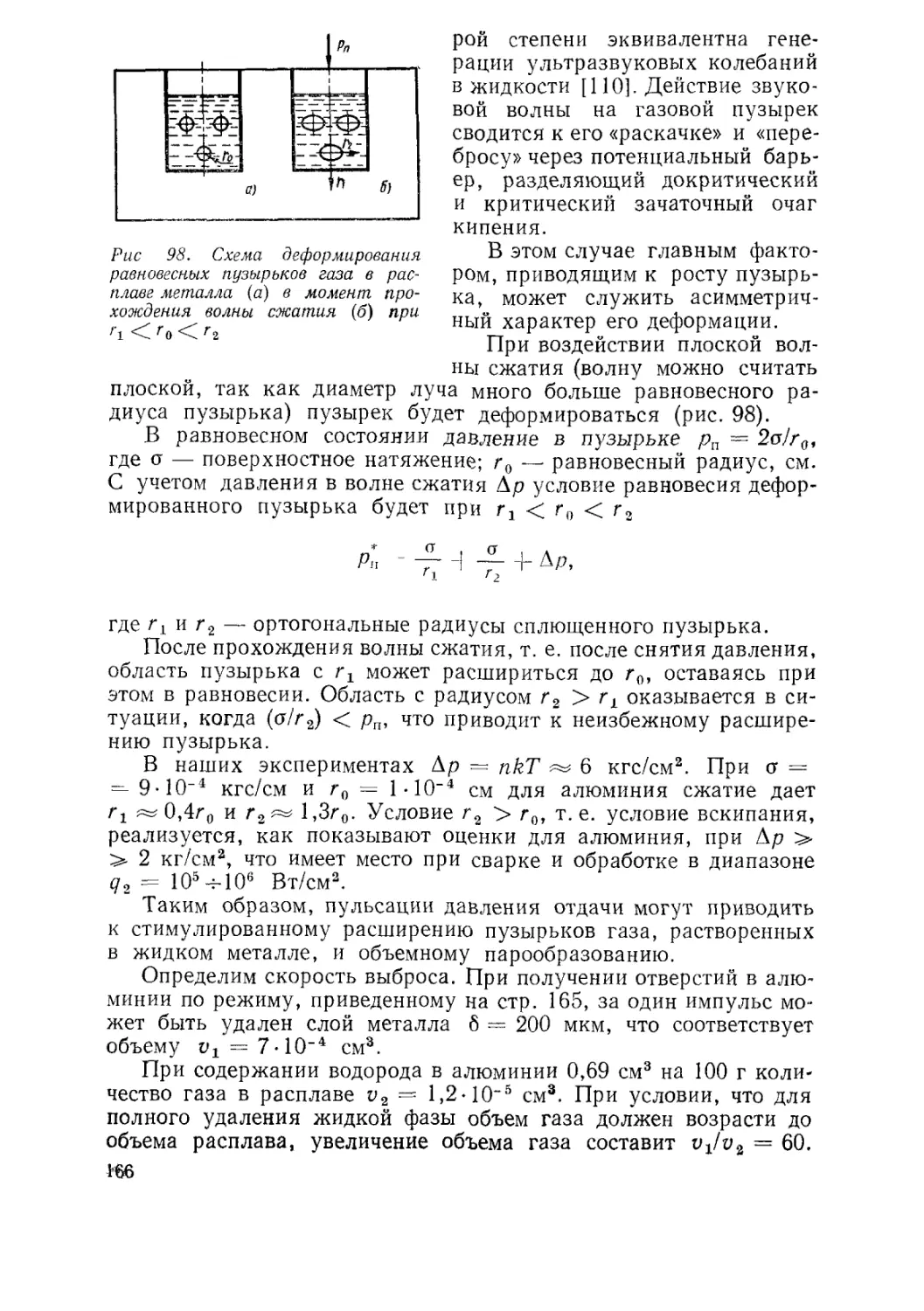
дефектов обработки. Изложены методы расчета режимов различ-
ных видов процесса электронно-лучевой обработки.
ВВЕДЕНИЕ
Электронно-лучевое воздействие на металлы, приводящее
к их нагреву, плавлению и испарению, как новое технологиче-
ское направление в области их обработки интенсивно развивается
в последнее двадцатилетие [86].
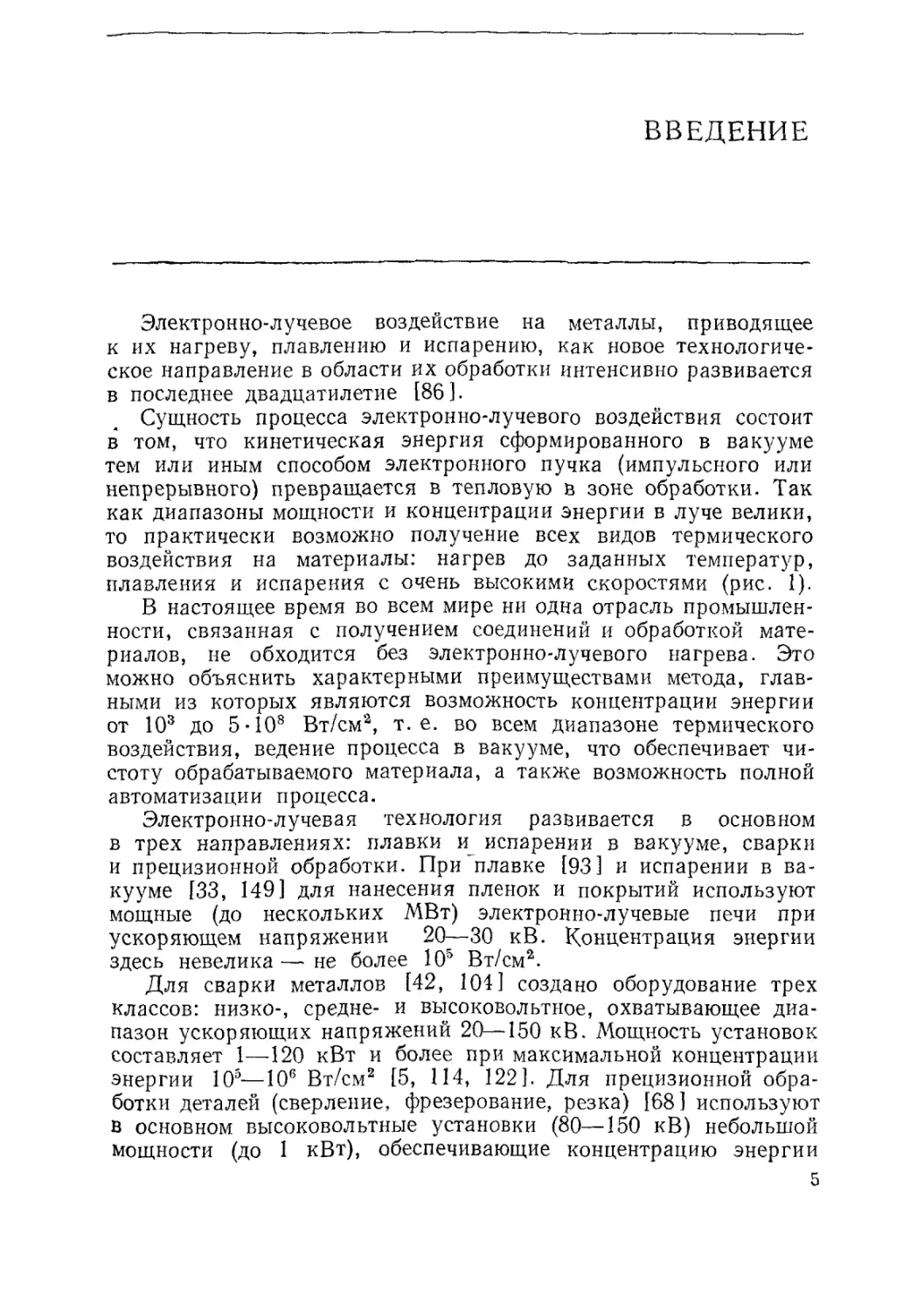
Сущность процесса электронно-лучевого воздействия состоит
в том, что кинетическая энергия сформированного в вакууме
тем или иным способом электронного пучка (импульсного или
непрерывного) превращается в тепловую в зоне обработки. Так
как диапазоны мощности и концентрации энергии в луче велики,
то практически возможно получение всех видов термического
воздействия на материалы: нагрев до заданных температур,
плавления и испарения с очень высокими скоростями (рис. 1).
В настоящее время во всем мире ни одна отрасль промышлен-
ности, связанная с получением соединений и обработкой мате-
риалов, не обходится без электронно-лучевого нагрева. Это
можно объяснить характерными преимуществами метода, глав-
ными из которых являются возможность концентрации энергии
от 103 до 5-108 Вт/см2, т. е. во всем диапазоне термического
воздействия, ведение процесса в вакууме, что обеспечивает чи-
стоту обрабатываемого материала, а также возможность полной
автоматизации процесса.
Электронно-лучевая технология развивается в основном
в трех направлениях: плавки и испарении в вакууме, сварки
и прецизионной обработки. При плавке [93] и испарении в ва-
кууме [33, 149] для нанесения пленок и покрытий используют
мощные (до нескольких МВт) электронно-лучевые печи при
ускоряющем напряжении 20—30 кВ. Концентрация энергии
здесь невелика—не более 105 Вт/см2.
Для сварки металлов [42, 104] создано оборудование трех
классов: низко-, средне- и высоковольтное, охватывающее диа-
пазон ускоряющих напряжений 20—150 кВ. Мощность установок
составляет 1—120 кВт и более при максимальной концентрации
энергии 105—106 Вт/см2 [5, 114, 122]. Для прецизионной обра-
ботки деталей (сверление, фрезерование, резка) [68] используют
в основном высоковольтные установки (80—150 кВ) небольшой
мощности (до 1 кВт), обеспечивающие концентрацию энергии
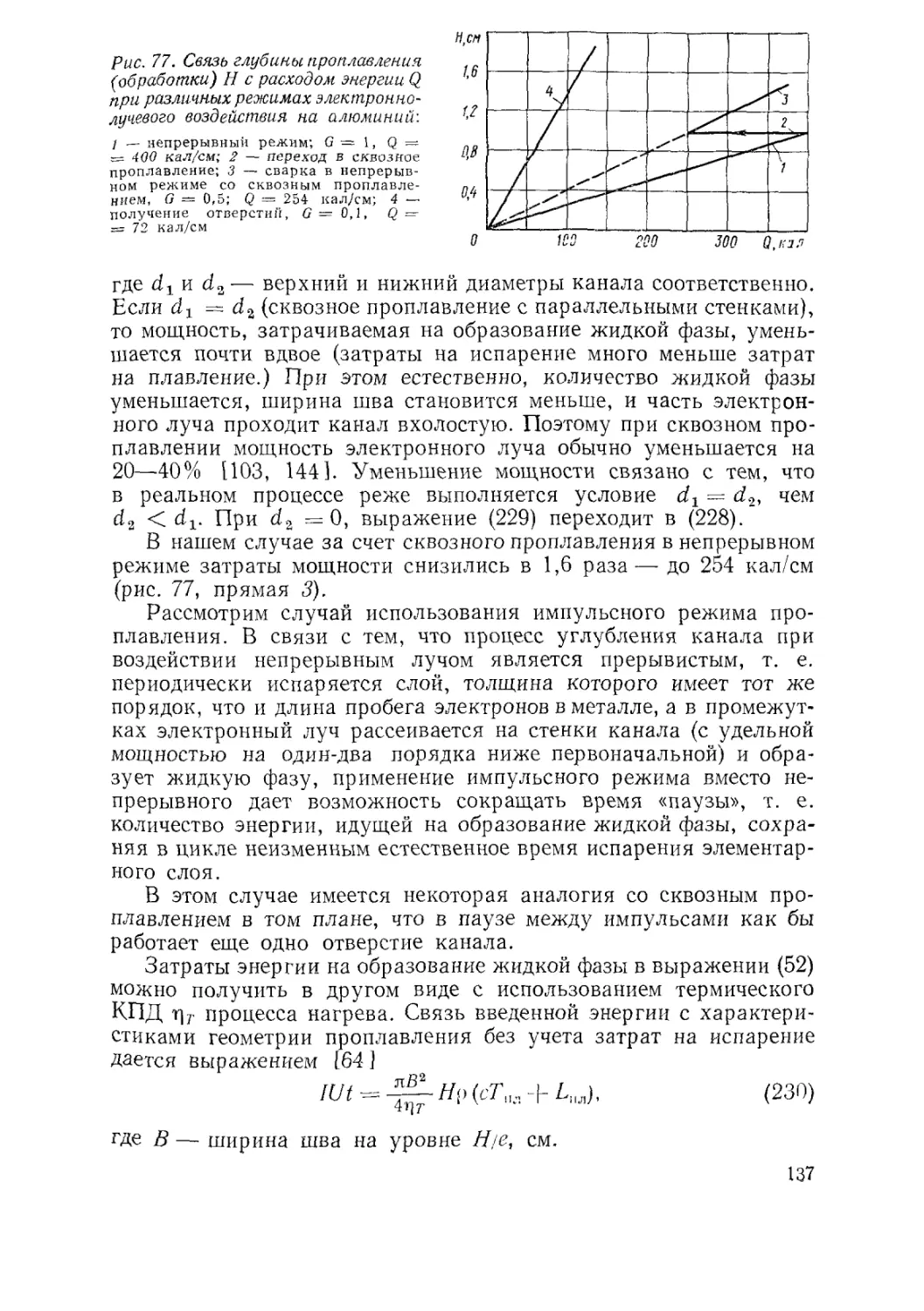
5
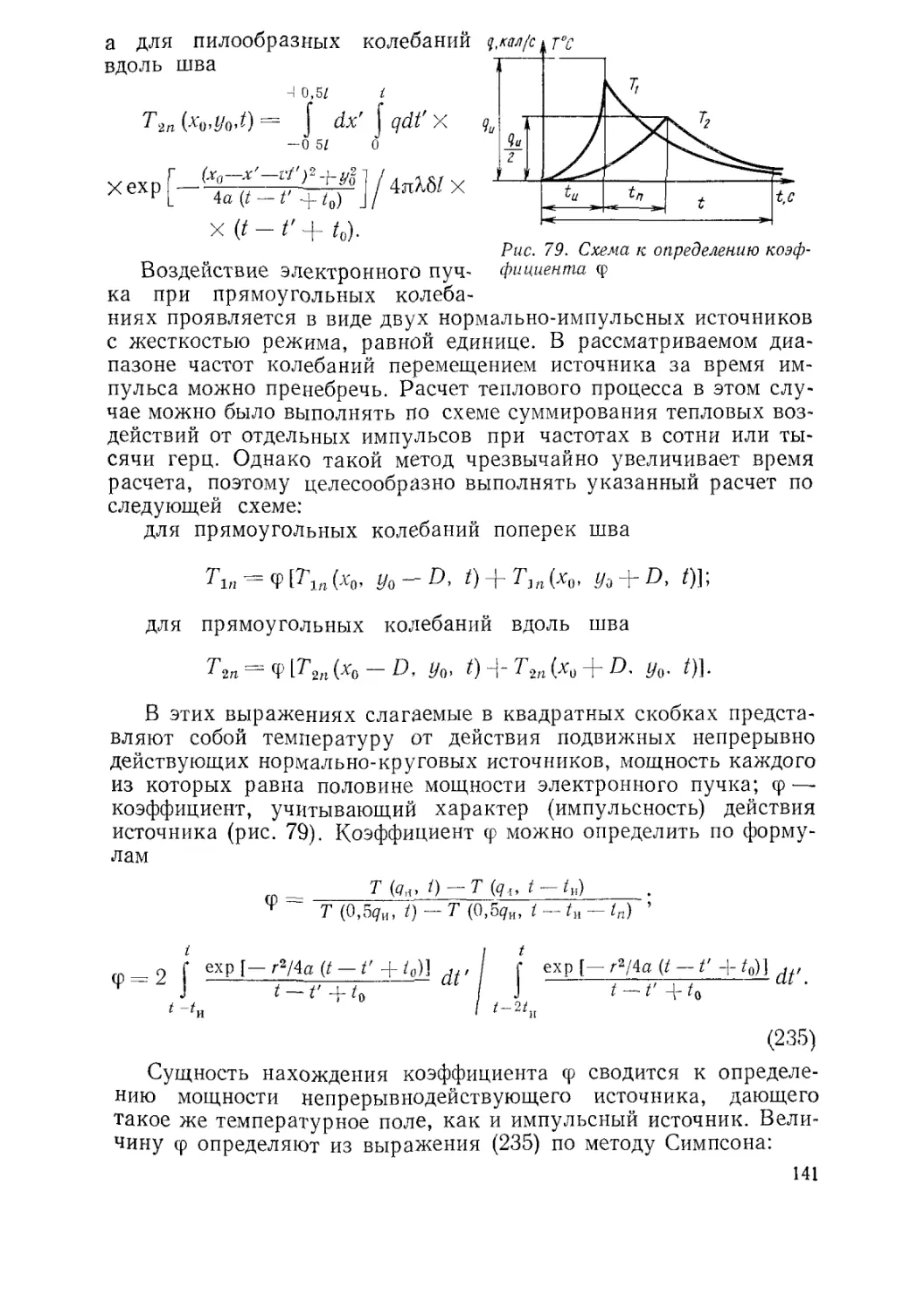
Рис. 1. Связь энергетических параме-
тров электронно-лучевого воздействия
(мощности q, удельной мощности q^
диаметра луча d) при различных видах
обработки материала'.
1 — получение отверстий и пазов; 2 - • ис-
парение; 3 — сварка; 4 — зонная очистка;
5 — плавка
изделий в тяжелом
до 5 • 108 Вт/см2, совершен-
ствуется также электронно-
лучевое оборудование и разра-
батывается аппаратура для
наблюдения, контроля и ре-
гулирования процесса элек-
тронно-лучевого воздействия.
Интенсивный обмен инфор-
мацией в области достижений
электронно-лучевой технологии
привел к тому, что электрон-
ный луч стал заурядным тех-
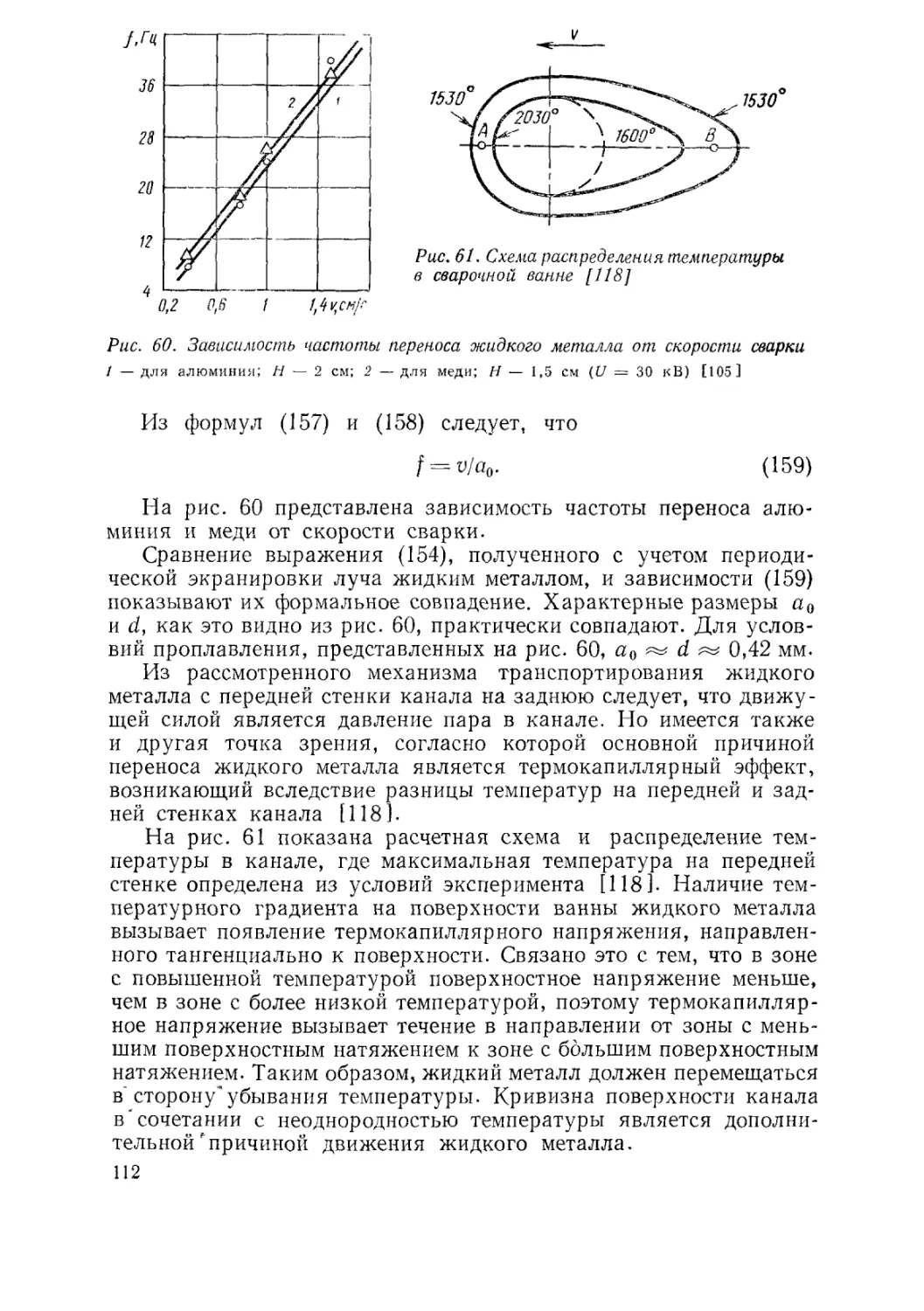
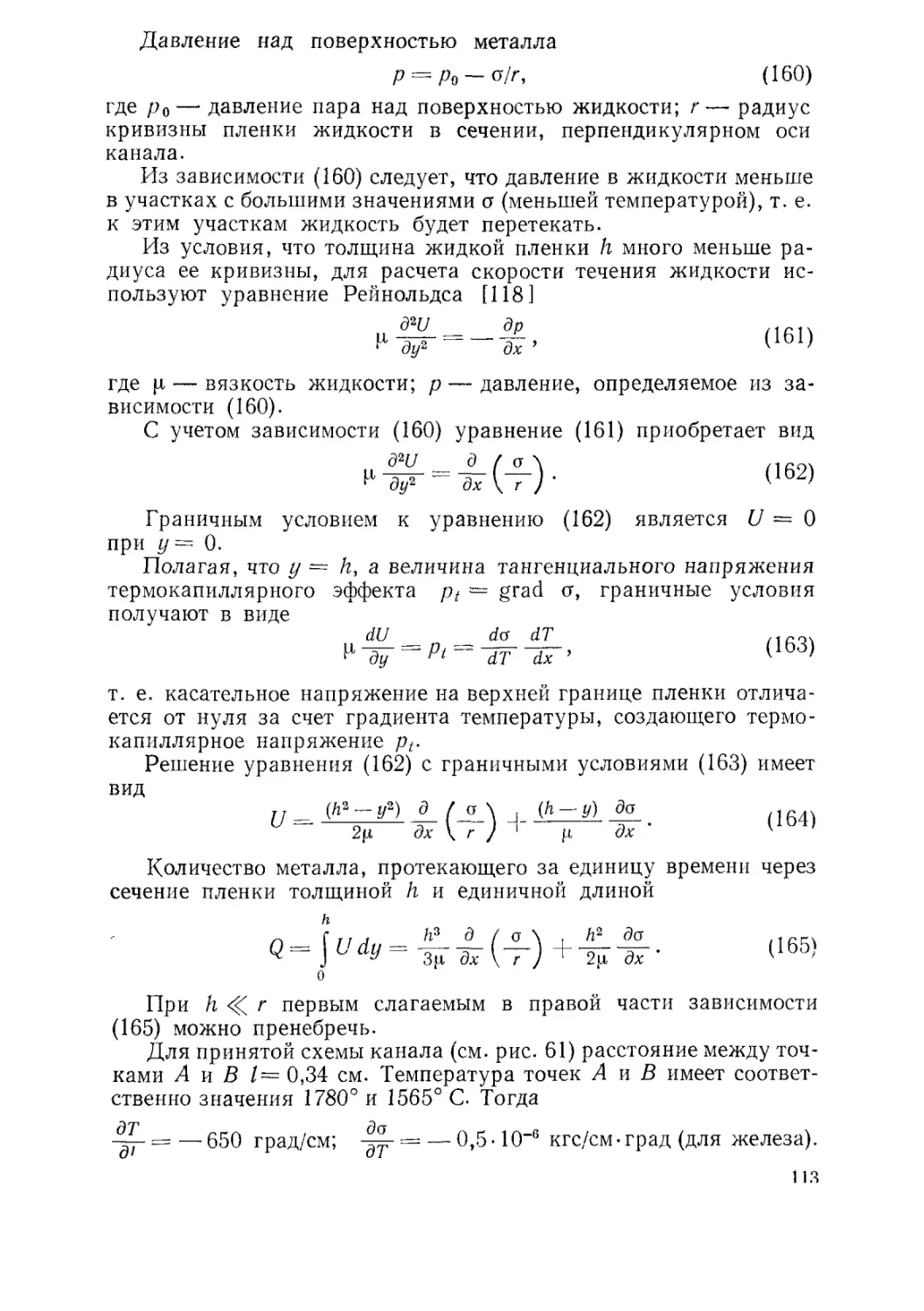
нологическим инструментом
для нагрева, плавки, зонной
очистки, сварки металлов боль-
машиностроении
ших толщин, микросварки,
макро- и микрообработки, на-
несения покрытий в различных
отраслях промышленности, на-
чиная от сборки и нанесения
пленок в интегральных схе-
мах [51, 53] до сварки круп-
ногабаритных и металлоемких
[67, 72]. Электрон-
ный луч является одним из перспективнейших инструментов
для работы в космосе, где он освобождается от существен-
ного недостатка в наземных условиях — вакуумной камеры
[138].
Наиболее интенсивно развивается техника электронно-лучевой
сварки металлов. Электронно-лучевые установки мощностью до
30 кВт позволяют решить большинство сварочных проблем для
деталей из алюминия и титана толщиной от 0,5 до 40—50 мм,
на которые падает основной объем сварочных работ. Сварка
металлов при толщине более 100 мм требует использования обо-
рудования мощностью более 50 кВт [174]. Другая причина
интенсивного развития техники электронно-лучевой сварки ме-
таллов связана с тем, что основной объем теоретических и экспе-
риментальных исследований процесса электронно-лучевого воз-
действия выполнен для диапазона плотностей энергии 105—
106 Вт/см2 (переходные режимы и режимы глубокого пропла-
вления), как наиболее интересного с точки зрения выявления
физики процесса.
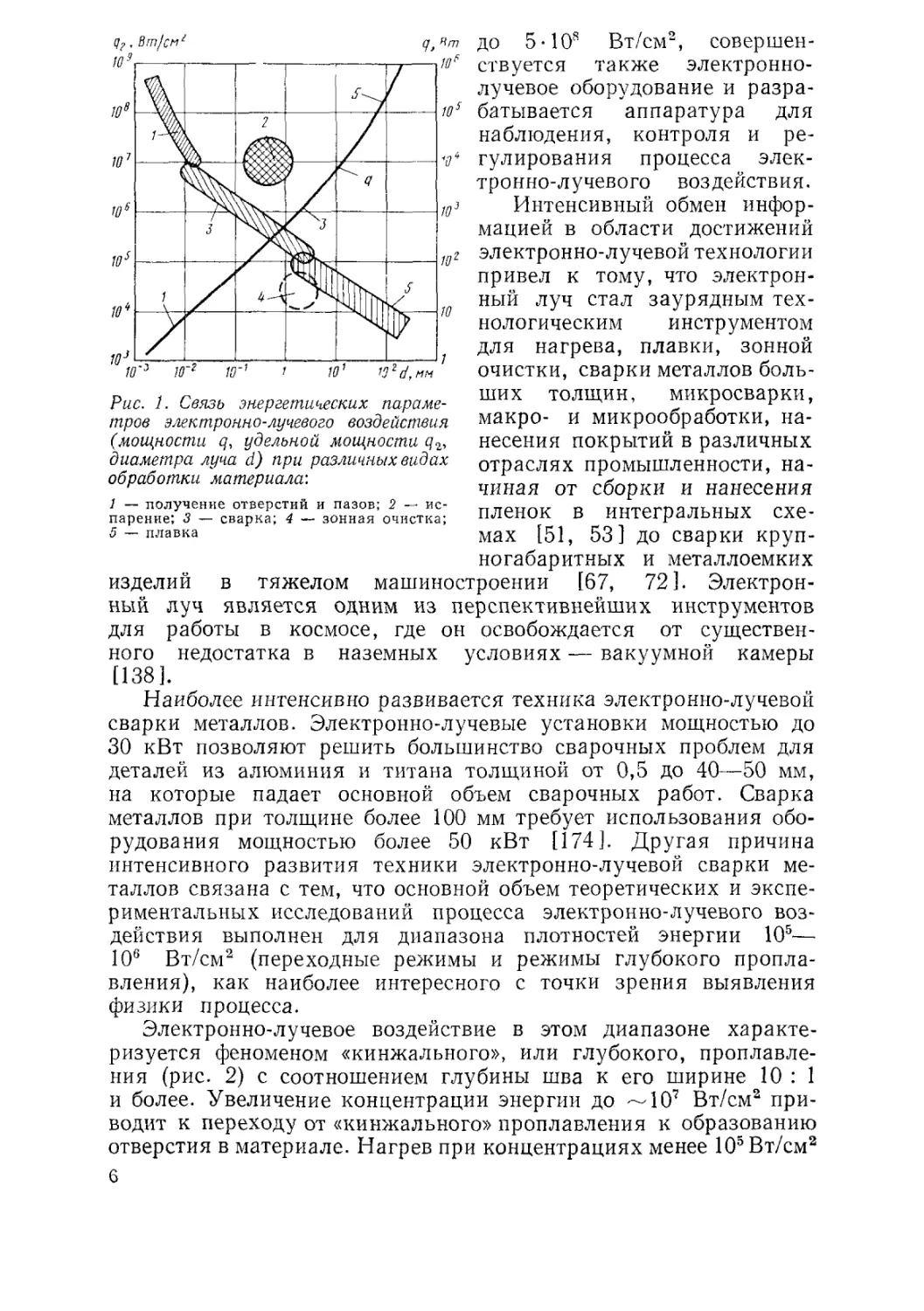
Электронно-лучевое воздействие в этом диапазоне характе-
ризуется феноменом «кинжального», или глубокого, проплавле-
ния (рис. 2) с соотношением глубины шва к его ширине 10 : 1
и более. Увеличение концентрации энергии до —107 Вт/см2 при-
водит к переходу от «кинжального» проплавления к образованию
отверстия в материале. Нагрев при концентрациях менее 105 Вт/см2
6
Рис. 2. Поперечное сечение типичной зоны ('кин-
жального» проплавления в нержавеющей стали:
U = 20 кВ; I . .. 90 мА; мономмпульс t = 0J с;
глубина проплавления 7,2 мм* установка мод.
А.306.05
12 3^5
Рис. 3. Схематическое изображение поперечных се-
чений зон обработки при электранно-лучевом воздей-
ствии :
1 — при «мягком» режиме нагрева; 2 — переход к «же-
сткому» режиму; 3 — «кинжальное» проплавление; 4 —
переход к отверстию; 5 — отверстие в материале
(например, плавка) сопровождается обычной полусферической
формой проплавления металла (рис. 3).
Выявление механизма глубокого проплавления является цен-
тральной проблемой в процессе электронно-лучевого воздействия.
Решение этой проблемы дает возможность объяснить и другие
типы реакции материала на термические воздействия. Есте-
ственно, что загадка «кинжального» феномена привлекла вни-
мание исследователей и породила большое число точек зрения
на это явление. На самой первой стадии исследований (1959—
1961 гг.) в основном констатировали эффект глубокого пропла-
вления и выявляли связь его геометрических характеристик
с параметрами электронного луча.
В начале шестидесятых годов было высказано [122] одно
из первых объяснений этого эффекта, в котором полагали, что
внедренный и движущийся относительно детали луч образует
конус проплавления. Смещение луча относительно детали при-
водит к непрерывному плавлению'металла и перемещению его
в сторону, противоположную направлению движения луча.
Согласно этой гипотезе образование глубокого! проплавления
представляется как стационарный процесс.
В 1965 г. экспериментально установлено, что процесс внед-
рения электронного луча в металл происходит за счет испаре-
ния и является прерывистым. С помощью киносъемки было по-
казано, что образующийся канал заполняется паром, а сверху
закрывается пленкой жидкого металла, которая периодически,
с частотой -13—14 Гц, прорывается (по-видимому, вследствие
повышения давления пара в канале). Распределение температур
7
по высоте канала неравномерно: максимум (—5000 К) находится
у дна канала, а минимум (—2500—3000 К) у выходной части
[209].
В работах [54, 159] на основе экспериментальных и расчет-
ных данных показано, что процесс внедрения электронного луча
в материал с образованием в нем канала происходит за счет пе-
риодического с частотой 103—106 Гц (в зависимости от концент-
рации энергии) выброса вещества вследствие взрывообразного
испарения материала. В основу таких представлений было по-
ложено сравнение скоростей ввода энергии и релаксации этой
энергии материалом. Для большинства металлов скорость ввода
тепла в диапазоне концентрации энергии 105—10° Вт/сма на-
много превышает скорость отвода его вследствие теплопровод-
ности, что неизбежно приводит к поверхностному испарению и
вскипанию микрообъема расплава вещества, в котором выде-
ляется энергия электронного луча.
Существует «взрывная гипотеза» [19, 56, 112, 137], которая
позволила перейти к первым полуколичественным оценкам пара-
метров процесса [58, 59, 158, 205] и получила подтверждение
в ряде других работ [13, 117, 147, 159]. Периодический харак-
тер взаимодействия электронного луча с паром, вытекающим из
канала, установлен также в работах [7, 96, 102, 121, 180].
В 1969 г. [213] проведены экспериментальные исследования
процесса образования канала с помощью киносъемки в рент-
геновских лучах. Установлено, что в жидком металле вокруг
электронного луча существует полость. Эта полость все время
находится в движении: глубина ее периодически колеблется от
нулевой до максимальной с частотами 10—60 Гц. Кроме того,
полость периодически смыкается, в основном в верхней части,
а иногда и в других сечениях канала. На основании полученных
экспериментальных данных разработана теория образования ка-
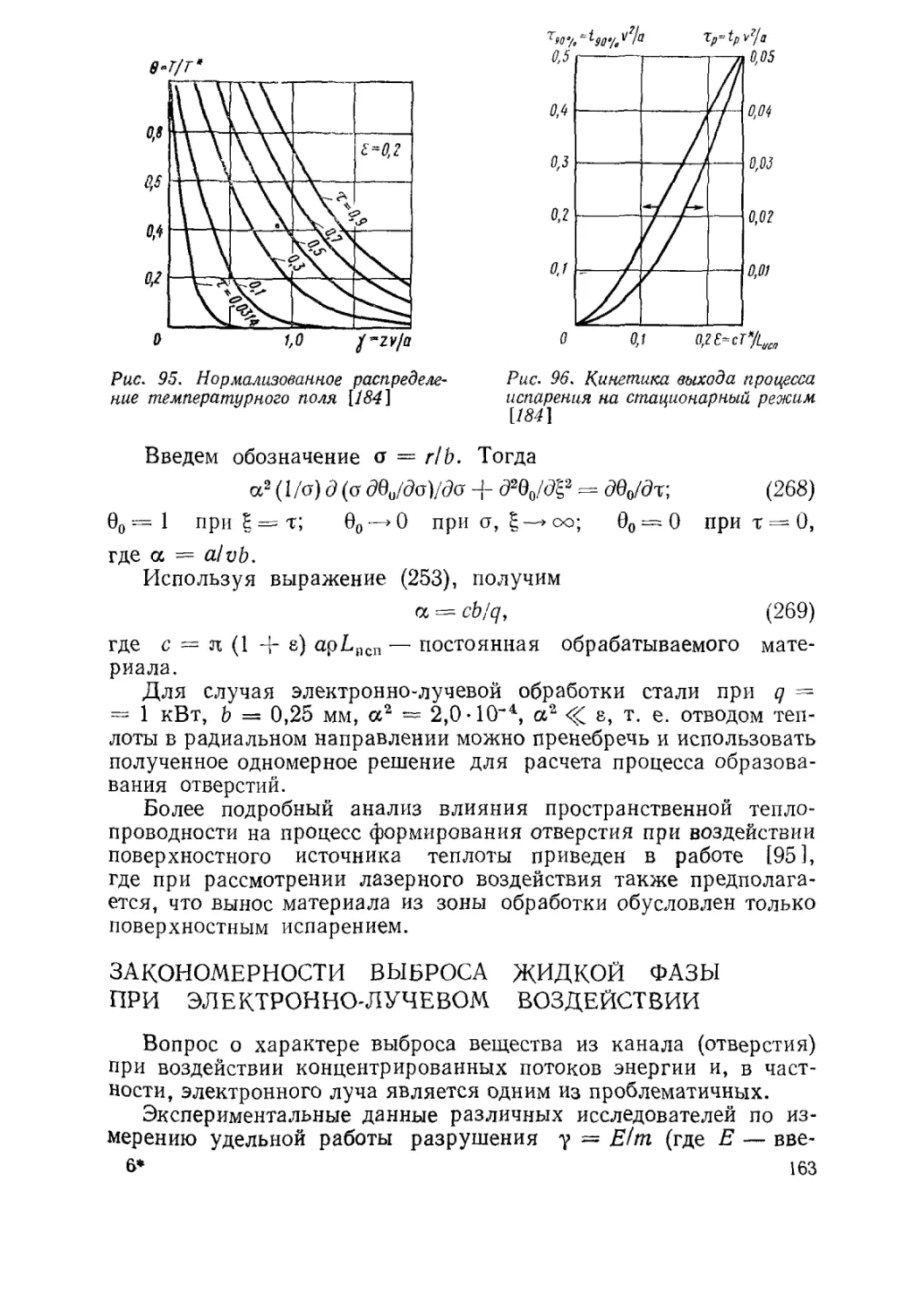
нала, основанная на гидродинамической аналогии внедрения
в жидкость тела, имеющего форму снаряда [214, 215].
Некоторые исследователи связывают образование канала в ве-
ществе с появлением плазмы, прозрачной для электронного луча
[19, 70, 91 ], и образованием радиационных дефектов типа кас-
кадных смещений атомов, термических клиньев и пиков [145,
147, 164]. Рассмотренные подходы к решению проблемы электрон-
но-лучевого воздействия основываются на изучении физических
процессов в зоне нагрева.
Имеется много работ, в которых трудности изучения физиче-
ских явлений в зоне воздействия электронного луча обходят
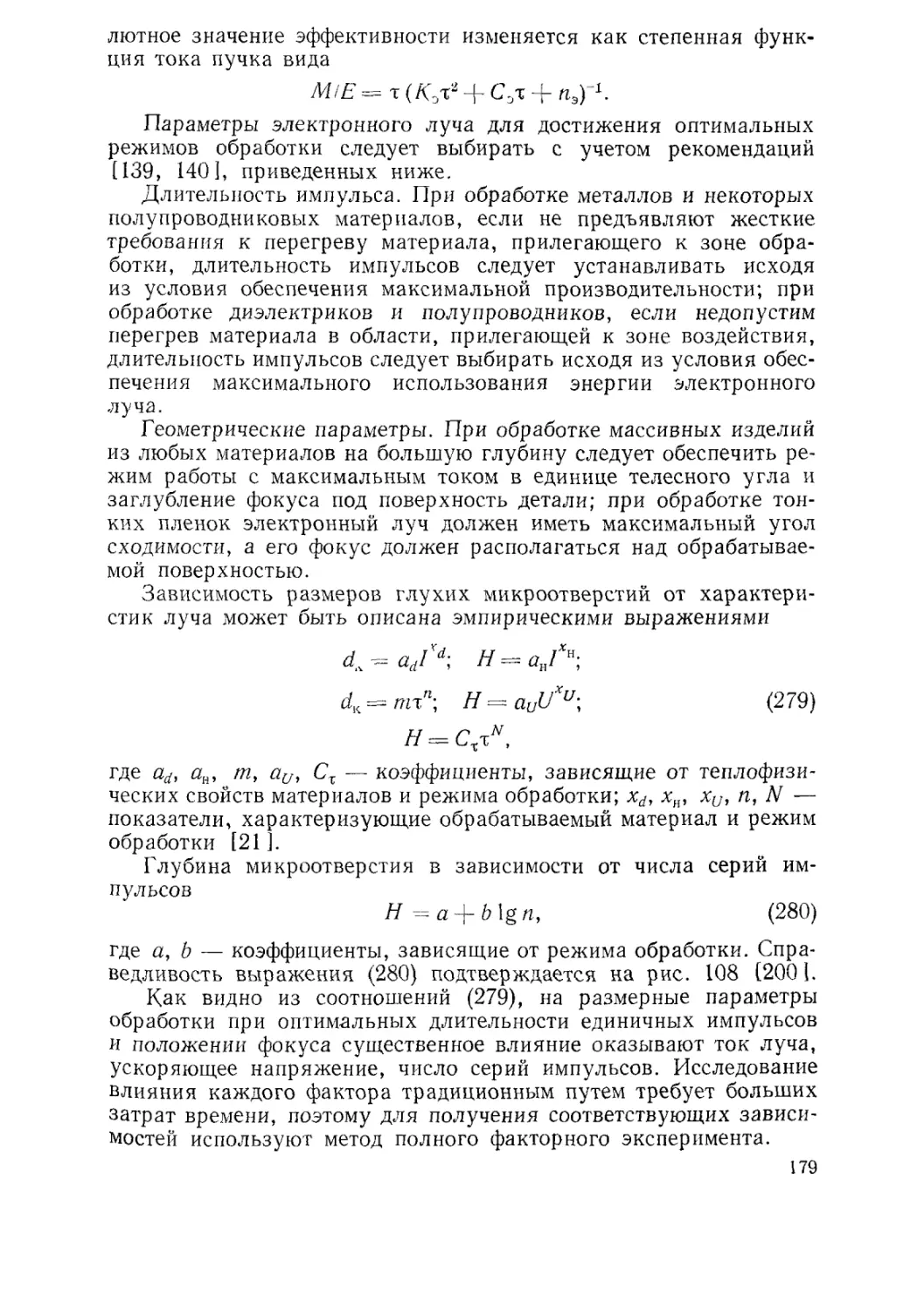
путем введения некоторого источника теплоты и использования
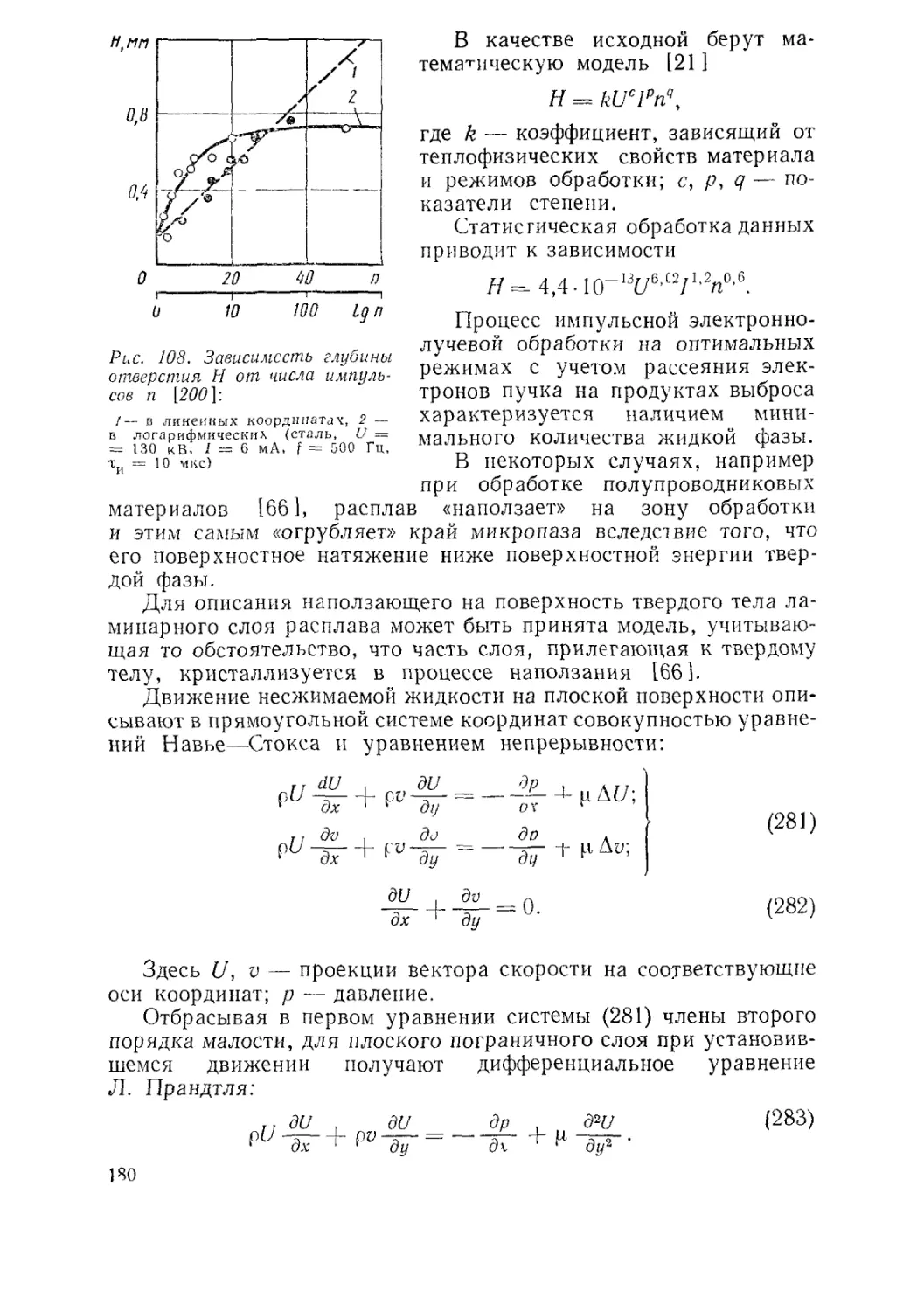
теории теплопроводности. Такие подходы в ряде случаев дают
возможность быстрее получить методики инженерных расчетов
процесса, чем подробный анализ физических явлений. В суще-
ственной степени это связано с действием принципа местного
влияния [153].
8
Для осуществления теплового подхода, т. е. решения задачи
теплопроводности в условиях электронно-лучевого воздействия
необходимо знать характер теплового источника и тепловой
баланс процесса.
Приведенные в литературе экспериментальные данные пока-
зывают, что потери теплоты на испарение при электронно-лу-
чевой сварке с глубоким проплавлением не превышают 5—10%,
т. е. тепловой баланс электронно-лучевого воздействия при кон-
центрациях энергии ^105—106 Вт/см2 во многом сходен с теп-
ловым балансом при процессе электродугового нагрева [42]. На
этом основании ряд исследователей предложили соотношения,
связывающие мощность электронного луча (с учетом концентра-
ции энергии) с характеристиками проплавления, решая тради-
ционную задачу теплопроводности. Точность вычислений при
этом достаточна для инженерных расчетов [47, 48, 52, 142, 189,
190, 201—203].
Что касается характера теплового источника, то согласно
экспериментальным и расчетным данным [37, 55, 61, 75, 106]
в зависимости от ускоряющего напряжения, а вернее от глубины
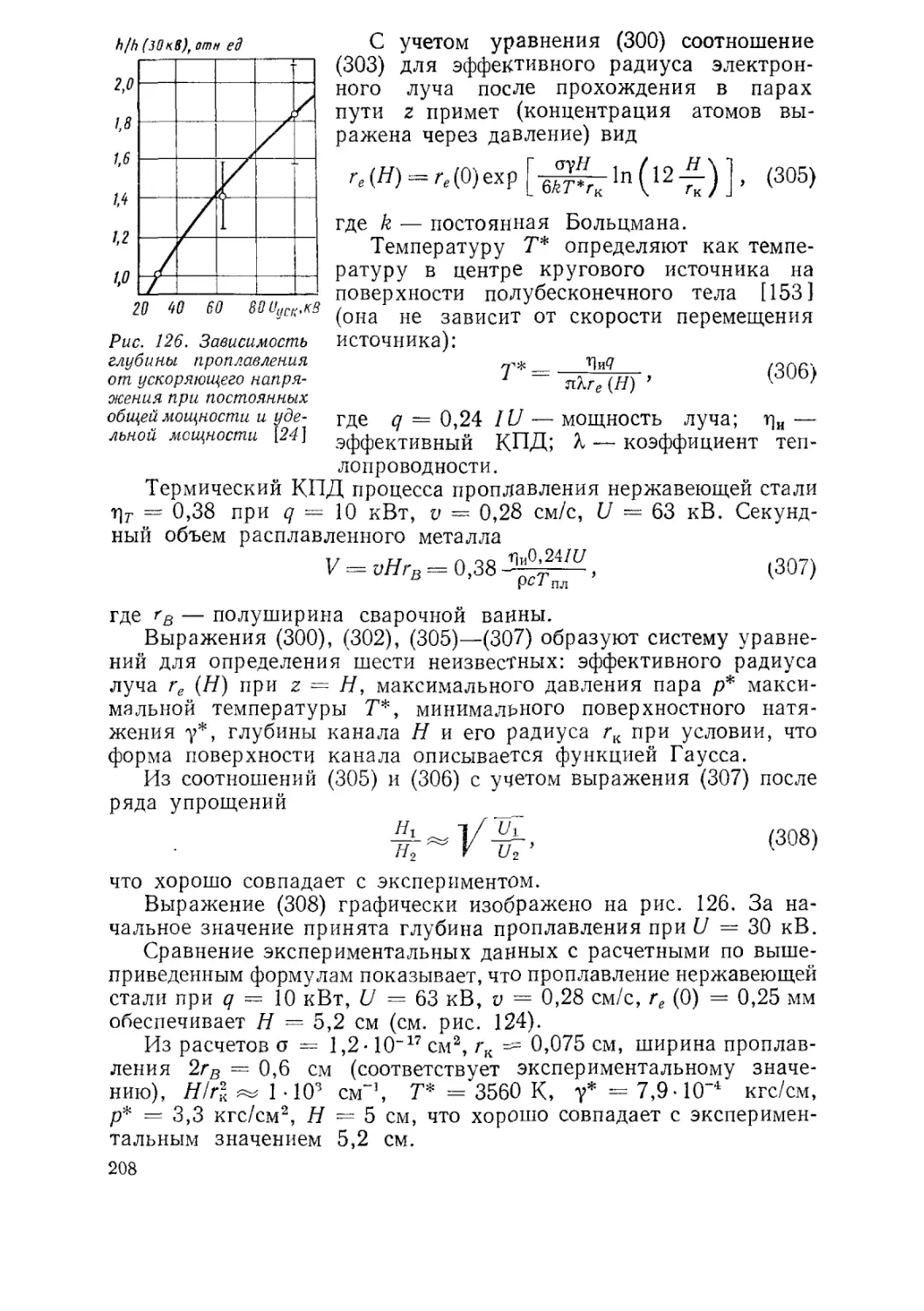
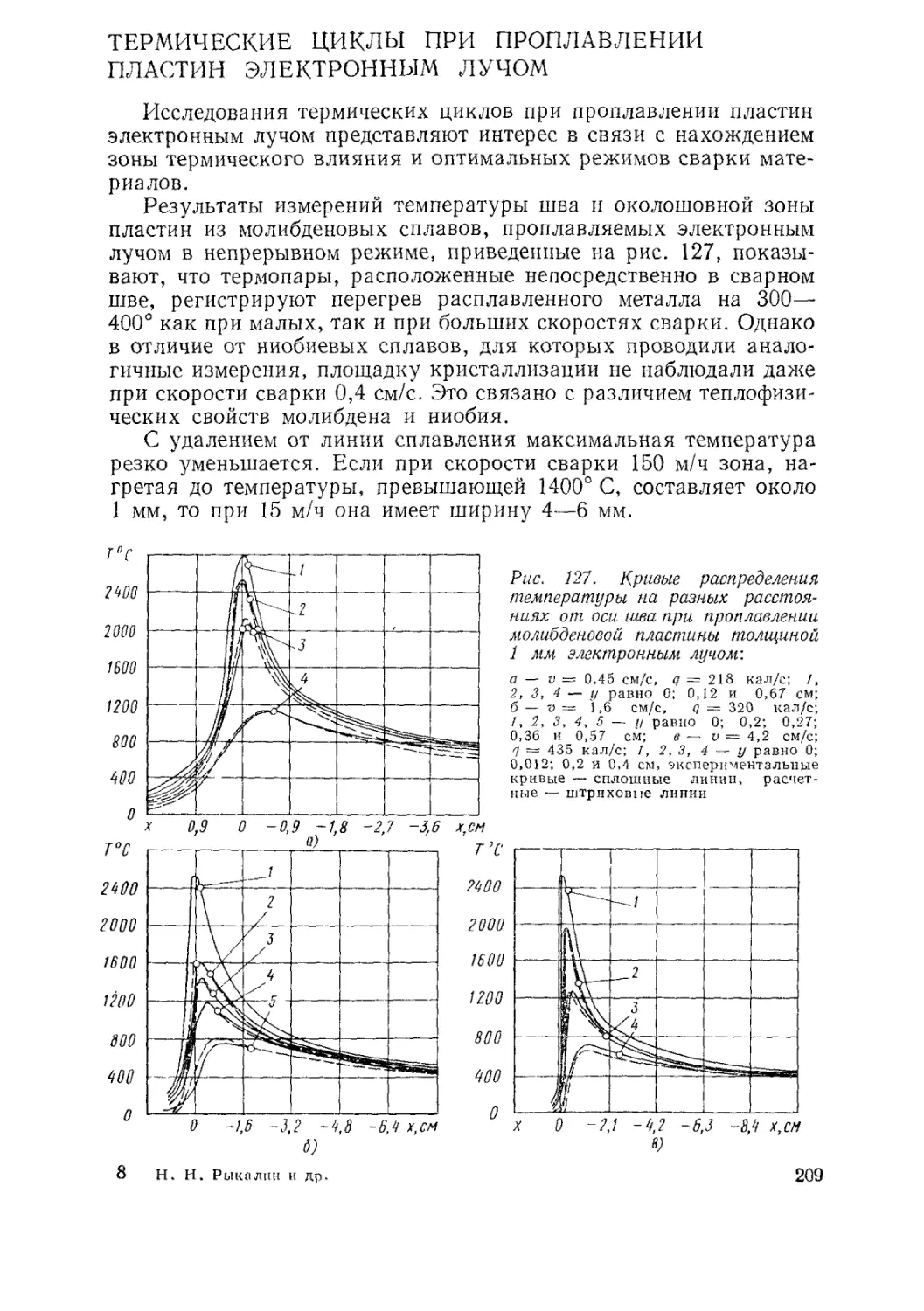
пробега электронов в веществе, он является либо нормально
распределенным поверхностным (ускоряющие напряжения менее
20 кВ), либо (для случая высоких ускоряющих напряжений)
нормально распределенным по поверхности и глубине [37, 54,
217]. Для оценки тепловых полей в случае электронно-лучевой
сварки с глубоким проплавлением неплохую точность дает аппро-
ксимация теплового источника как линейного конечной глу-
бины [212] либо как комбинации точечного и линейного [44,
1621.
Для установления связи параметров электронного луча с ха-
рактеристиками проплавления в литературе наметился еще один
формальный подход, который можно назвать «критериальным».
В нем используют методы теории подобия и с учетом анализа
размерностей получают соотношения, связывающие параметры
луча (мощность, концентрацию энергии, скорость перемещения)
с геометрическими характеристиками зоны обработки [119,
1981.
В проблеме изучения процесса электронно-лучевого воздей-
ствия необходимо выделить класс исследований, связанный с изу-
чением эмиссионных процессов в зоне обработки [84, 105, 187].
Регистрация изменения интенсивности эмиссии электронов и
светового излучения [172—175] из зоны воздействия позволяет
судить о кинетике процесса электронно-лучевого нагрева и раз-
работать датчики для его контроля и регулирования. Хотя в об-
ласти автоматизации электронно-лучевых процессов имеются
определенные успехи, большинство разработок связано с созда-
нием аппаратуры для слежения за положением электронного
луча в пространстве, в частности за стыком сварного шва [4, 5,
152], и мало работ по комплексному управлению процессом,
9
включающему регулирование глубины и ширины, т. е. геометри-
ческих характеристик зоны воздействия.
Наконец еще один объект исследований, имеющий важное
значение для теории и практики сварки плавлением в целом,
связан с изучением движения расплава — это гидродинамические
процессы в зоне электронно-лучевого воздействия [6, 13, 23,
71, 119, 133, 194, 210]. Интерес исследований к гидродинамике
не случаен, так как от процессов переноса жидкого металла
в зоне обработки зависит большинство дефектов при формирова-
нии сварных швов, а в ряде случаев гидродинамика определяет
производительность обработки. Глубокое проплавление металлов,
как это видно на примере сварки электронным лучом, характе-
ризуется появлением специфических дефектов (полостей в объеме
шва, колебаний глубины проплавления по длине шва), поэтому
гидродинамика является предметом тщательного изучения и при
других концентрированных источниках: сжатой дуге в среде
углекислого газа [1, 169—170], аргонодуговой сварке [42, 43],
луче лазера [34, 160, 161, 197], струе плазмы [165] и др. Зна-
чительное распространение получило моделирование гидродина-
мических процессов в условиях воздействия концентрированного
потока энергии [5, 6, 23, 133, 170].
Сущность концепции авторов заключается в следующем.
Концентрированный (сфокусированный) поток электронов, па-
дая на поверхность материала, осуществляет разогрев вещества
в зоне, ограниченной шириной луча и глубиной пробега электро-
нов. Если скорость тепловыделения меньше скорости отвода
энергии вследствие теплопроводности, то происходит нагрев
с образованием полусферической (или близкой к ней) формы
проплавления (мягкий режим нагрева, процесс испарения прак-
тически отсутствует). Повышение концентрации энергии в зоне
воздействия до 105—106 Вт/см2 приводит к тому, что скорость
тепловыделения становится соизмеримой со скоростью отвода
энергии вследствие теплопроводности (критический режим на-
грева, начинается существенное парообразование). Если при
малых концентрациях энергии статьи энергетического баланса
процесса складывались (приближенно) из затрат на отвод тепла
обрабатываемым изделием (до 60%), его плавление (до 35%)
и испарение (до 5?4), то при концентрациях выше критических,
когда скорость тепловыделения намного больше скорости отвода
тепла, большая часть вводимой энергии тратится на плавление
и выброс расплава за счет объемного вскипания или других эф-
фектов.
Эффективность процесса воздействия л\ча существенно
повышается при углублении зоны обработки в материал с обра-
зованием канала. Время нагрева и выброса порции вещества
мало f l0 G—10-5с), поэтому процесс сверления канала носит
периодический (квазистационарный) характер с частотами
~105—106 Гц.
ю
Так как выброс вещества идет со дна канала, опускающегося
в материал с некоторой скоростью, максимальные температура и
давление пара находятся у дна канала и падают по его высоте*
У выхода из канала температура и давление минимальны.
Взаимодействие электронного пучка с продуктами выброса
(смесью пара и конденсата) в объеме канала приводит к тому,
что непрерывно действующий пучок электронов периодически
рассеивается на стенках канала. Концентрация мощности луча
в момент его рассеивания на стенки падает на 1—2 порядка (про-
порционально площади внутренней поверхности канала), поэтому
такой «размазанный» по стенкам источник обеспечивает практи-
чески только плавление стенок. Таким образом, когда канал
свободен от паров обрабатываемого материала, электронный луч
без потерь достигает его дна, происходит испарение вещества
со дна канала. Когда канал заполнен паром, электронный луч
рассеивается и передает энергию стенкам, образуя жидкую
фазу.
С учетом времени периодической экранировки частота вы-
броса вещества несколько уменьшается, но по-прежнему остается
высокой ( -104—105 Гц). Углубление канала происходит до
тех пор, пока давление пара в нем больше суммарного давления
поверхностного натяжения и давления, обусловленного столбом
жидкой фазы стенок канала. Наименьшее давление пара во всех
случаях имеет место у выхода из канала. Поэтому, как только
давление пара становится меньше давления поверхностного
натяжения и веса жидкой фазы, канал в верхней части может
смыкаться. Если не прерывать действие луча, то смыкание будет
иметь периодический характер с частотами порядка 10—100 Гц.
Смыкание канала сверху является причиной специфического
дефекта — наличия полостей в объеме проплавления. Таким
образом, непрерывный процесс электронно-лучевого воздействия
переходит в зоне обработки в колебательный процесс с высокими
частотами, обусловленными газодинамическими процессами, и
низкими частотами, являющимися следствием гидродинамиче-
ских явлений.
Прямое подтверждение рассмотренной картины процесса по-
лучено экспериментально при воздействии электронного луча
в импульсном режиме при длительности импульса, достаточной
для осуществления микровзрыва. Время паузы было выбрано
таким, чтобы продукты выброса успели эвакуироваться из канала
и луч не рассеивался на стенки канала с образованием жидкой
фазы. В результате вместо проплавления были получены отвер-
стия глубиной до 60 мм и диаметром до 2 мм (в нержавеющей
стали и алюминии).
Следовательно, реализация многообразия термических воз-
действий электронного луча (от плавки до сверления) зависит
от скорости введения энергии. Аналогичная картина быстропро-
текающих явлений, связанных с высокими скоростями ввода
11
энергии в материал, в некоторой степени имеет место во многих
процессах, уже хорошо изученных или изученных в достаточной
степени, например, при лазерном воздействии [34, 160, 161 ],
электрическом взрыве проводников [97], электроискровой об-
работке [501, воздействии плазменной и электрический дуги
[92, 93, 100, 145], взрывных процессах [81, ударе [28, 1791
и т. п. Поэтому технологические электронные пучки в настоящей
книге рассмотрены в сравнении их с другими источниками тепло-
ты, исходя из того, что одним из основных характерных призна-
ков любого источника является концентрация энергии.
Глава 1
ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА
И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА В НЕПРЕРЫВНОМ
И ИМПУЛЬСНОМ РЕЖИМАХ
Параметрами электронного луча, измеряемыми в процессе
обработки, являются ток луча /, ускоряющее напряжение U,
ток фокусирующей системы /ф, рабочее расстояние (расстояние
от центра фокусирующей системы до поверхности свариваемой
детали) Z, скорость перемещения электронного луча у.
Мощность электронного луча (в Вт) q = IU. При заданном
рабочем расстоянии Z, токе фокусировки /ф и мощности сварки
можно определить диаметр электронного луча d и, следовательно,
удельную мощность q2 (Вт/см2), которая является одним из
определяющих параметров процесса:
Погонная энергия (в кал/см)
О — °>24Я/
не является определяющим параметром, так как при электронно-
лучевой обработке в зависимости от величины удельной мощности
q2 при одинаковой погонной энергии можно получить различную
конфигурацию зоны обработки.
При воздействии в импульсном режиме средняя мощность (Вт)
= /Ь'Ь,
где I—-величина тока в импульсе, A; f—частота следования
импульсов, Гц; т — длительность импульса, с.
Скорость обработки в импульсном режиме (см/с)
B(i-fe)
(т 4- тп)
где тп—время паузы между импульсами, с; k—коэффициент
перекрытия точек (обычно k = 0,5 ч-О,9); В — диаметр зоны
обработки (точки).
13
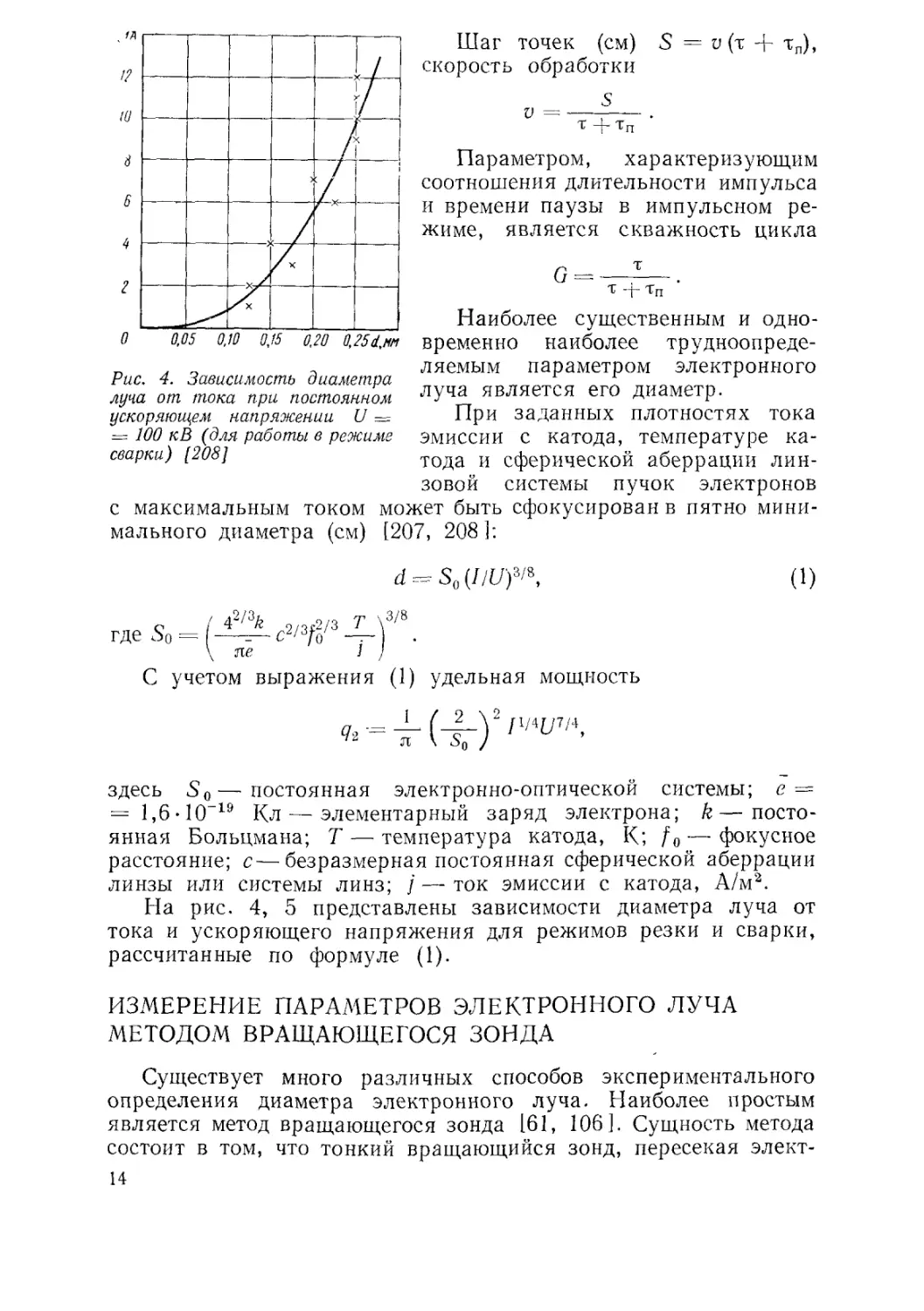
Рис. 4. Зависимость диаметра
луча от тока при постоянном
ускоряющем напряжении U =
= 100 кВ (для работы в режиме
сварки) [208]
Шаг точек (см) S = и (т + тп),
скорость обработки
S
а =-------.
т + Тп
Параметром, характеризующим
соотношения длительности импульса
и времени паузы в импульсном ре-
жиме, является скважность цикла
т -р тп
Наиболее существенным и одно-
временно наиболее трудноопреде-
ляемым параметром электронного
луча является его диаметр.
При заданных плотностях тока
эмиссии с катода, температуре ка-
тода и сферической аберрации лин-
зовой системы пучок электронов
с максимальным током может быть сфокусирован в пятно мини-
мального диаметра (см) [207, 2081:
(1)
! о/о Т
где So = -—.А с2/з^/3 _Д_\ .
\ ле J J
С учетом выражения (1) удельная мощность
здесь So—постоянная электронно-оптической системы; е =
= 1,6 ЛО"19 Кл — элементарный заряд электрона; k— посто-
янная Больцмана; Т — температура катода, К; f0 — фокусное
расстояние; с—безразмерная постоянная сферической аберрации
линзы или системы линз; /— ток эмиссии с катода, А/м2.
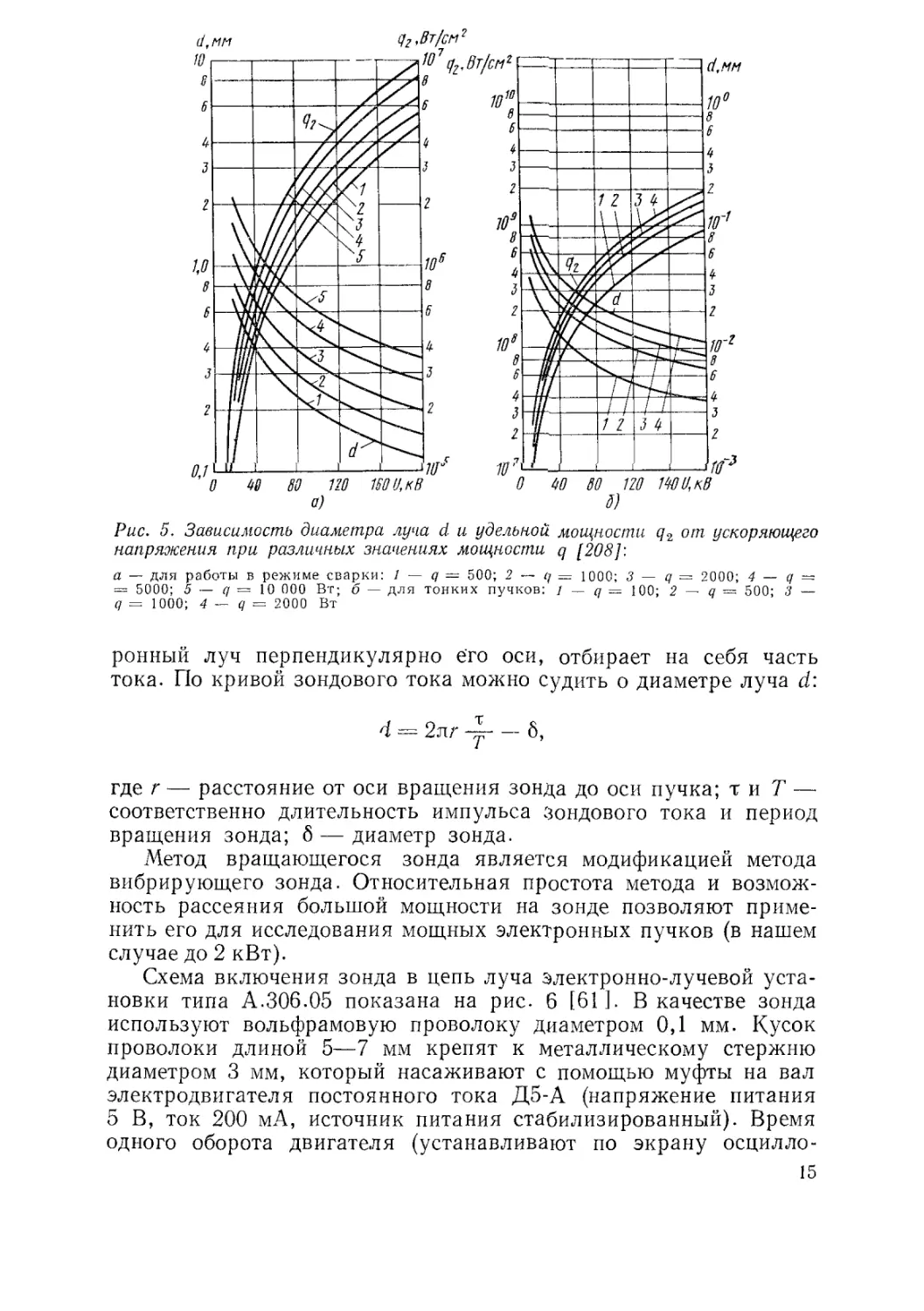
На рис. 4, 5 представлены зависимости диаметра луча от
тока и ускоряющего напряжения для режимов резки и сварки,
рассчитанные по формуле (1).
ИЗМЕРЕНИЕ ПАРАМЕТРОВ ЭЛЕКТРОННОГО ЛУЧА
МЕТОДОМ ВРАЩАЮЩЕГОСЯ ЗОНДА
Существует много различных способов экспериментального
определения диаметра электронного луча. Наиболее простым
является метод вращающегося зонда 161, 106]. Сущность метода
состоит в том, что тонкий вращающийся зонд, пересекая элект-
14
Рис. 5. Зависимость диаметра луча d и удельной мощности q2 от ускоряющего
напряжения при различных значениях мощности q [208]:
а — для работы в режиме сварки: 1 — q — 500; 2 — q = 1000; 3 — q = 2000; 4 — q ~-
= 5000; 5 — 7=10 000 Вт; б — для тонких пучков: 1 — q = 100; 2 — q ~ 500; 3 —
q = 1000; 4 — q = 2000 Вт
ронный луч перпендикулярно его оси, отбирает на себя часть
тока. По кривой зондового тока можно судить о диаметре луча d:
d = 2лг -у--б,
где г — расстояние от оси вращения зонда до оси пучка; т и Т —
соответственно длительность импульса зондового тока и период
вращения зонда; б — диаметр зонда.
Метод вращающегося зонда является модификацией метода
вибрирующего зонда. Относительная простота метода и возмож-
ность рассеяния большой мощности на зонде позволяют приме-
нить его для исследования мощных электронных пучков (в нашем
случае до 2 кВт).
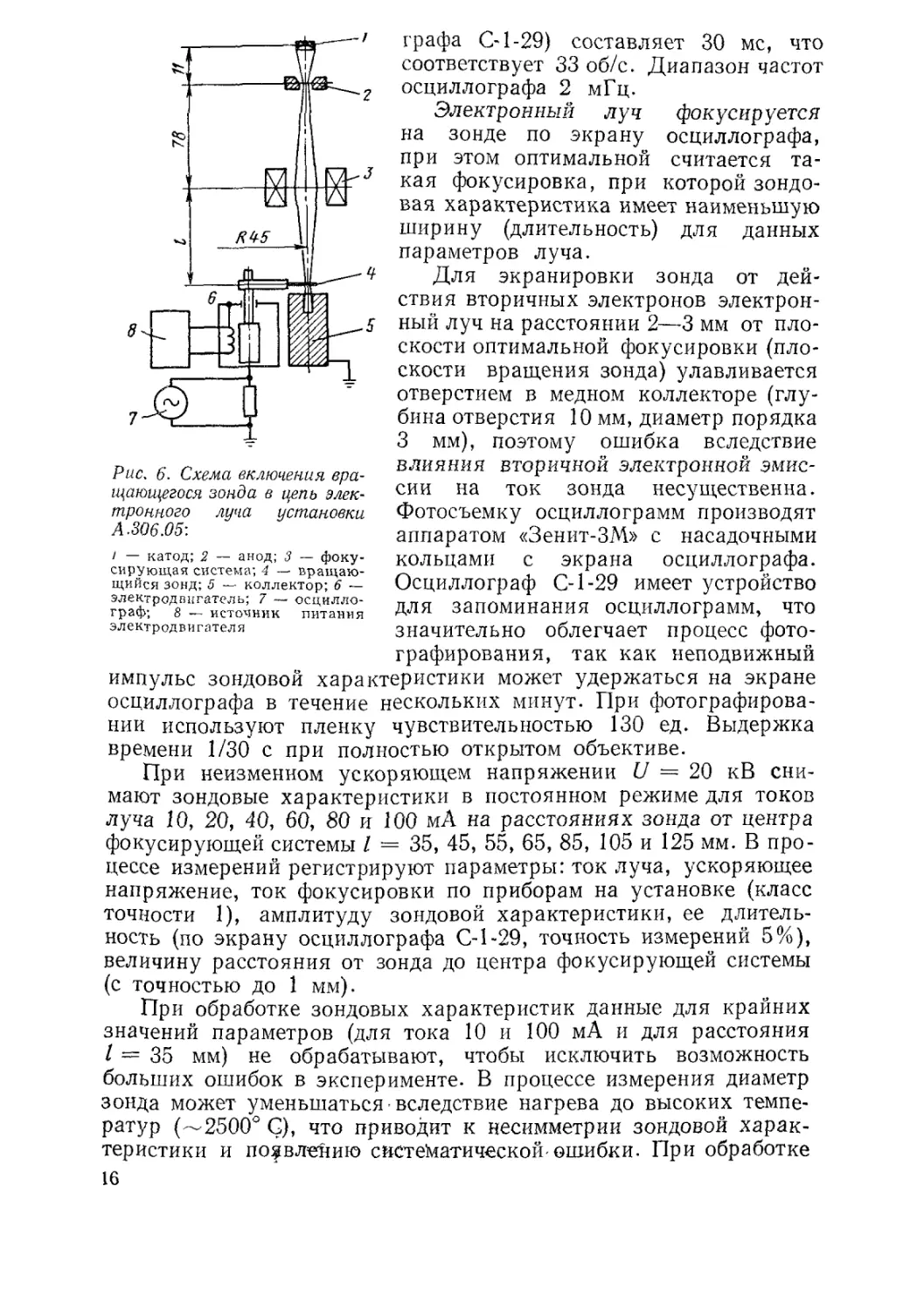
Схема включения зонда в цепь луча электронно-лучевой уста-
новки типа А.306.05 показана на рис. 6 [61]. В качестве зонда
используют вольфрамовую проволоку диаметром 0,1 мм. Кусок
проволоки длиной 5—7 мм крепят к металлическому стержню
диаметром 3 мм, который насаживают с помощью муфты на вал
электродвигателя постоянного тока Д5-А (напряжение питания
5 В, ток 200 мА, источник питания стабилизированный). Время
одного оборота двигателя (устанавливают по экрану осцилло-
15
К ^5 J
Рис. 6. Схема включения вра-
щающегося зонда в цепь элек-
тронного луча установки
А.306.05:
1 — катод; 2 — анод; 3 ~ фоку-
сирующая система; 4 — вращаю-
щийся зонд; 5 —> коллектор; 6 —
электродвигатель; 7 — осцилло-
граф; 8 — источник питания
электродвигателя
графа С-1 -29) составляет 30 мс, что
соответствует 33 об/с. Диапазон частот
осциллографа 2 мГц.
Электронный луч фокусируется
на зонде по экрану осциллографа,
при этом оптимальной считается та-
кая фокусировка, при которой зондо-
вая характеристика имеет наименьшую
ширину (длительность) для данных
параметров луча.
Для экранировки зонда от дей-
ствия вторичных электронов электрон-
ный луч на расстоянии 2—3 мм от пло-
скости оптимальной фокусировки (пло-
скости вращения зонда) улавливается
отверстием в медном коллекторе (глу-
бина отверстия 10 мм, диаметр порядка
3 мм), поэтому ошибка вследствие
влияния вторичной электронной эмис-
сии на ток зонда несущественна.
Фотосъемку осциллограмм производят
аппаратом «Зенит-ЗМ» с насадочными
кольцами с экрана осциллографа.
Осциллограф С-1 -29 имеет устройство
для запоминания осциллограмм, что
значительно облегчает процесс фото-
графирования, так как неподвижный
импульс зондовой характеристики может удержаться на экране
осциллографа в течение нескольких минут. При фотографирова-
нии используют пленку чувствительностью 130 ед. Выдержка
времени 1/30 с при полностью открытом объективе.
При неизменном ускоряющем напряжении U = 20 кВ сни-
мают зондовые характеристики в постоянном режиме для токов
луча 10, 20, 40, 60, 80 и 100 мА на расстояниях зонда от центра
фокусирующей системы I = 35, 45, 55, 65, 85, 105 и 125 мм. В про-
цессе измерений регистрируют параметры: ток луча, ускоряющее
напряжение, ток фокусировки по приборам на установке (класс
точности 1), амплитуду зондовой характеристики, ее длитель-
ность (по экрану осциллографа С-1-29, точность измерений 5%),
величину расстояния от зонда до центра фокусирующей системы
(с точностью до 1 мм).
При обработке зондовых характеристик данные для крайних
значений параметров (для тока 10 и 100 мА и для расстояния
Z — 35 мм) не обрабатывают, чтобы исключить возможность
больших ошибок в эксперименте. В процессе измерения диаметр
зонда может уменьшаться вследствие нагрева до высоких темпе-
ратур (—2500° С), что приводит к несимметрии зондовой харак-
теристики и появлению систематической-ошибки. При обработке
16
экспериментальных данных эту ошибку не учитывают, рассмат-
ривают только первую (входящую в луч) половину зондовой ха-
рактеристики. Существенное (до 30%) изменение диаметра зонда
наблюдается, как правило, после проведения с помощью него
30—40 опытов, после чего устанавливают новый зонд с иден-
тичными характеристиками.
В процессе экспериментов не учитывают также величину
возможного угла отклонения зонда от его оси вследствие малого
0,015) отношения диаметра зонда к его длине при достаточно
высокой скорости вращения (33 об/с). Такой прогиб зонда может
привести к искажению распределения тока зондовой характери-
стики, так как в этом случае ток распределяется не по хорде,
а по некоторой дуге.
Изображения зондовых характеристик, полученные на фото-
пленке, увеличивают в 5 раз. На увеличенное изображение на-
кладывают сетку с произвольно выбранным шагом (пересчет
показал, что шаг Аг = 1,76 *10“3 см) и затем снимают значения
амплитуды характеристики по мере удаления ее от оси. Поэтому
кривые зондовых характеристик для пересчета на распределение
по радиусу заданы различным количеством точек. В тех случаях,
когда минимальное значение плотности тока на полученной кри-
вой более 5% амплитуды, добавляют еще одну точку, ордината
которой равняется 5% максимального значения плотности тока.
Для кривых с минимумом ордината дополнительной точки со-
ставляет 5% от значения плотности тока по оси этих кривых.
Пересчет зондового тока (распределение по хорде) на рас-
пределение по радиусу производили на ЭВМ Минск-22 по мето-
дике, изложенной в работе [55] (решение уравнения Абеля чис-
ленным методом). Часть кривых пересчитывали с целью про-
верки с использованием коэффициентов Пирса [87]. Разница
в расчетах с ЭВМ составляла примерно 5%.
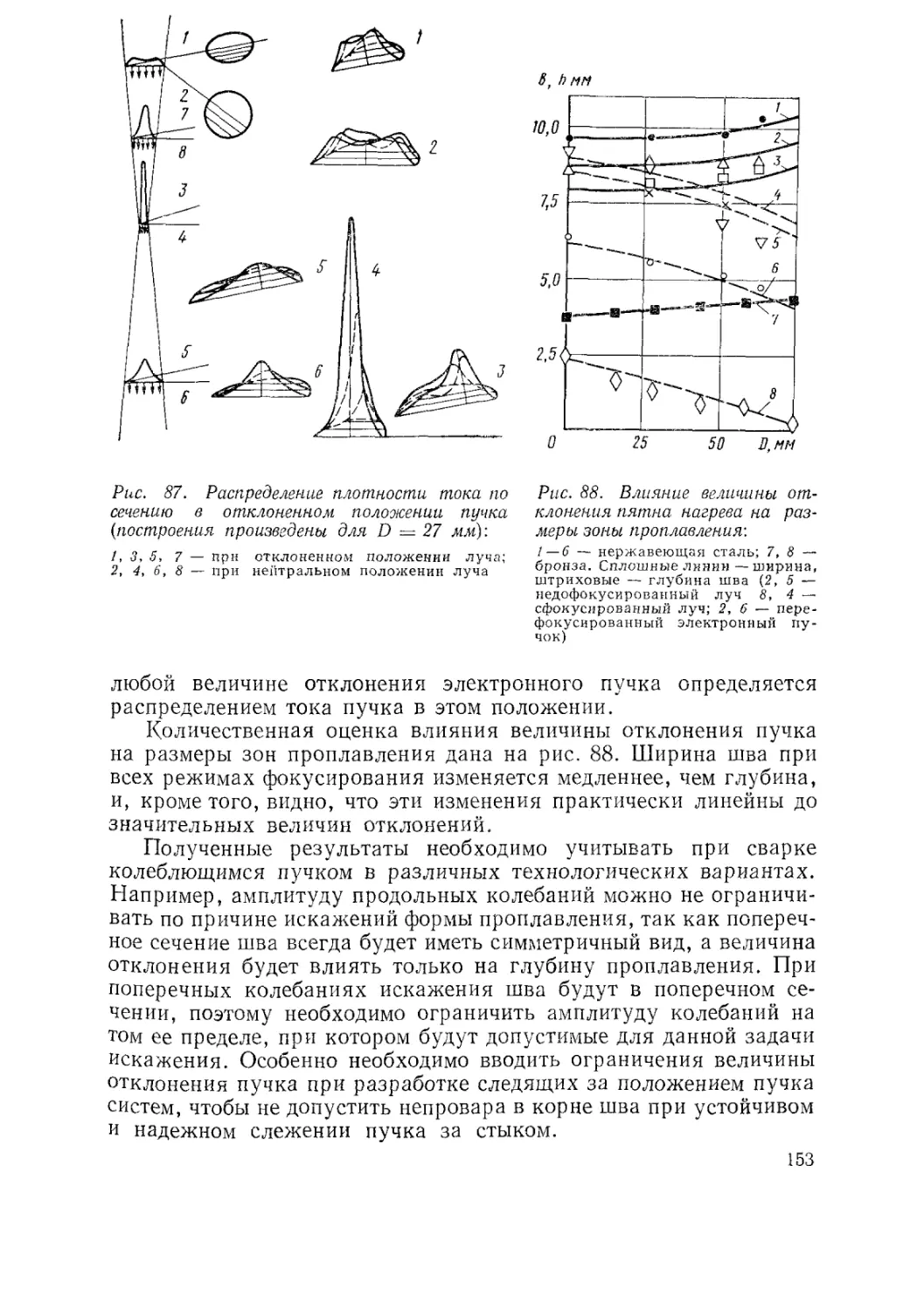
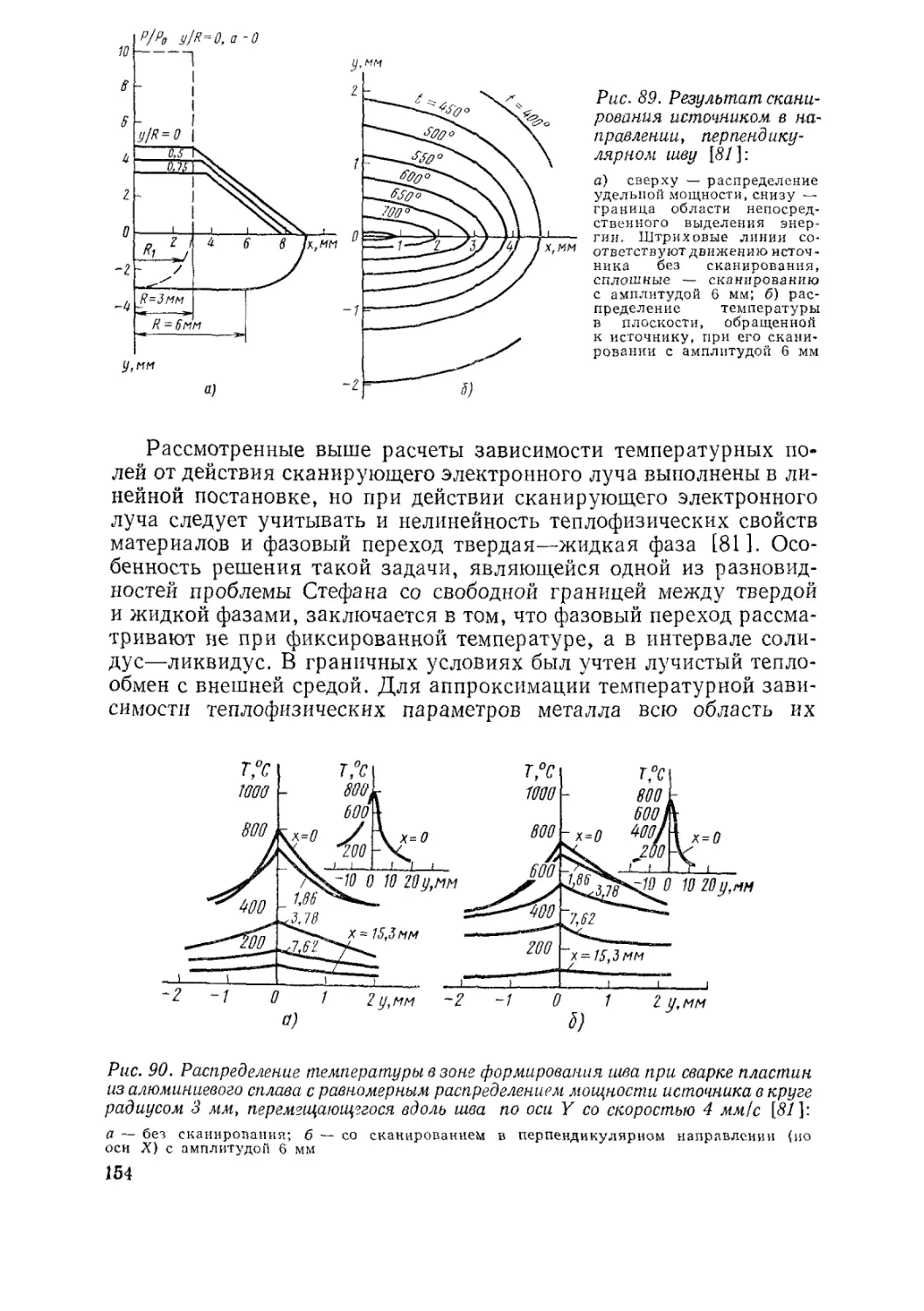
РАСПРЕДЕЛЕНИЕ ПЛОТНОСТИ ТОКА ПО СЕЧЕНИЮ
ЭЛЕКТРОННОГО ЛУЧА
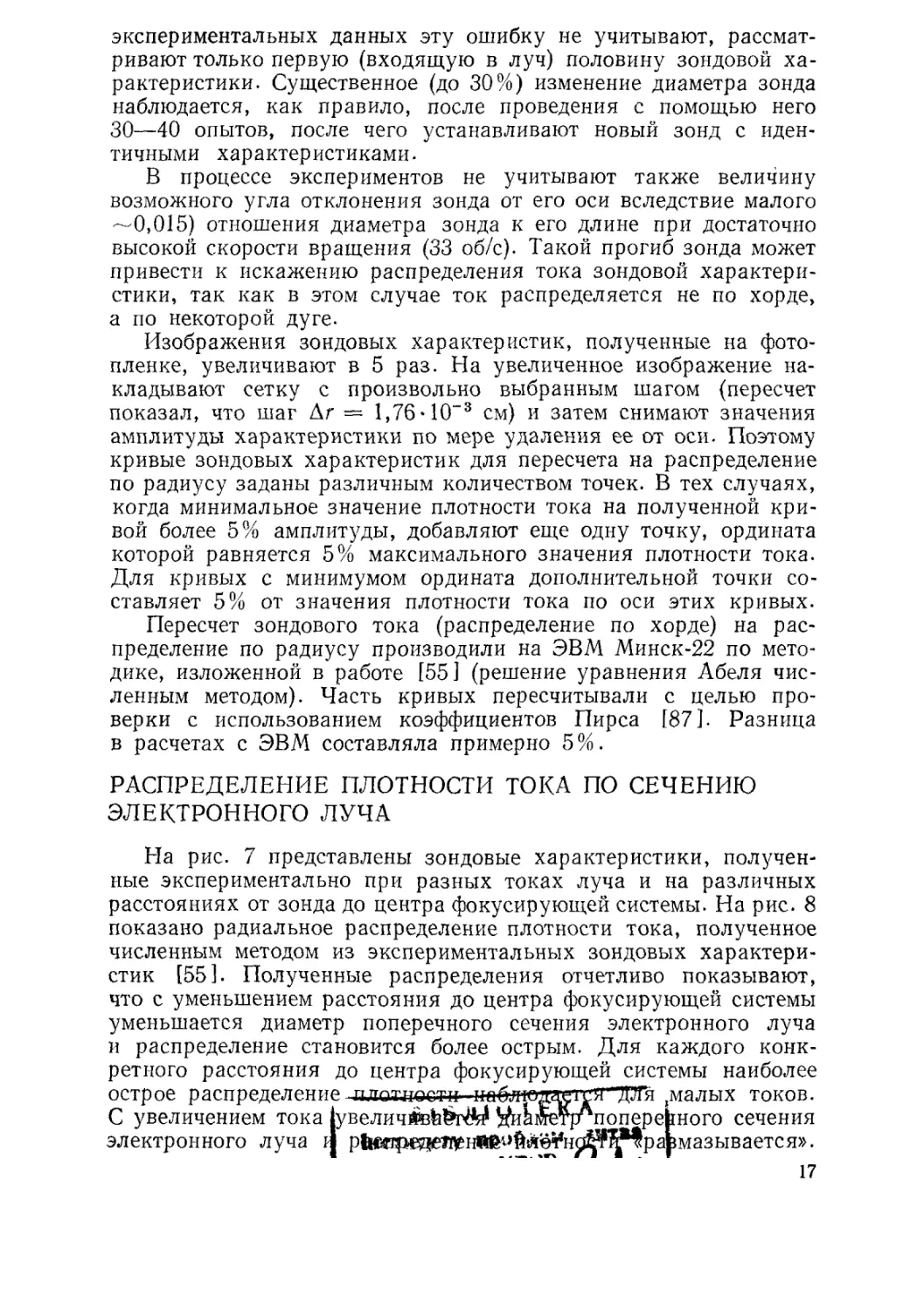
На рис. 7 представлены зондовые характеристики, получен-
ные экспериментально при разных токах луча и на различных
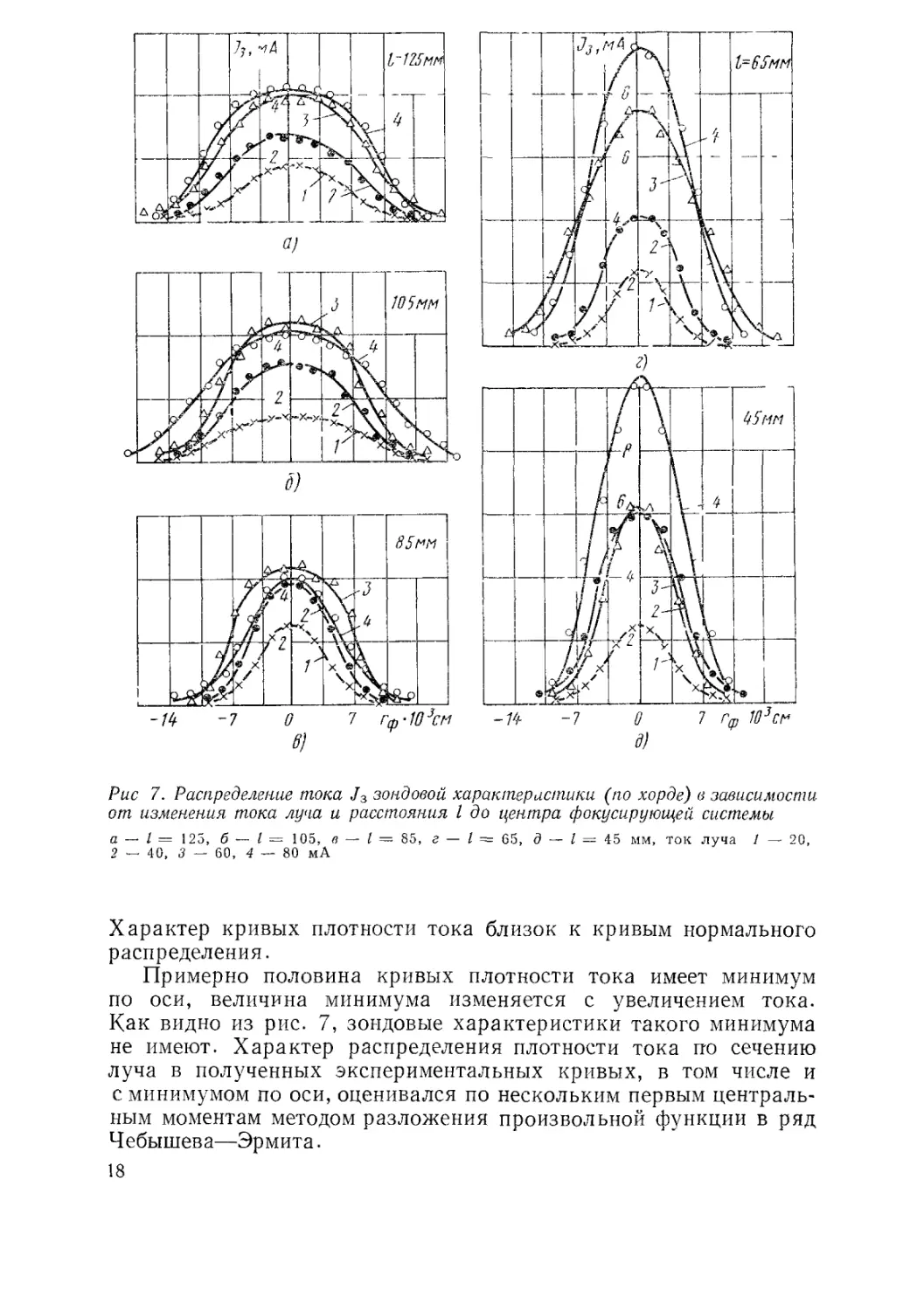
расстояниях от зонда до центра фокусирующей системы. На рис. 8
показано радиальное распределение плотности тока, полученное
численным методом из экспериментальных зондовых характери-
стик [55]. Полученные распределения отчетливо показывают,
что с уменьшением расстояния до центра фокусирующей системы
уменьшается диаметр поперечного сечения электронного луча
и распределение становится более острым. Для каждого конк-
ретного расстояния до центра фокусирующей системы наиболее
острое распределение плотности пцблюдяетрг*7№ ^малых токов.
С увеличением тока |увеличЙвЬ^р&£ ^иЬстетрЛпопереЬного сечения
электронного луча г| рЬ<^федежнйЙ^йяё¥нр^^1[рармазывается».
17
Рис 7. Распределение тока J3 зондовой характеристики (по хорде) в зависимости
от изменения тока луча и расстояния I до центра фокусирующей системы
а — I = 125, б — I = 105, в — I — 85, г — I ~ 65, д — I — 45 мм, ток луча 1 — 20,
2 — 40, 3 — 60, 4 — 80 мА
Характер кривых плотности тока близок к кривым нормального
распределения.
Примерно половина кривых плотности тока имеет минимум
по оси, величина минимума изменяется с увеличением тока.
Как видно из рис. 7, зондовые характеристики такого минимума
не имеют. Характер распределения плотности тока по сечению
луча в полученных экспериментальных кривых, в том числе и
с минимумом по оси, оценивался по нескольким первым централь-
ным моментам методом разложения произвольной функции в ряд
Чебышева—Эрмита.
18
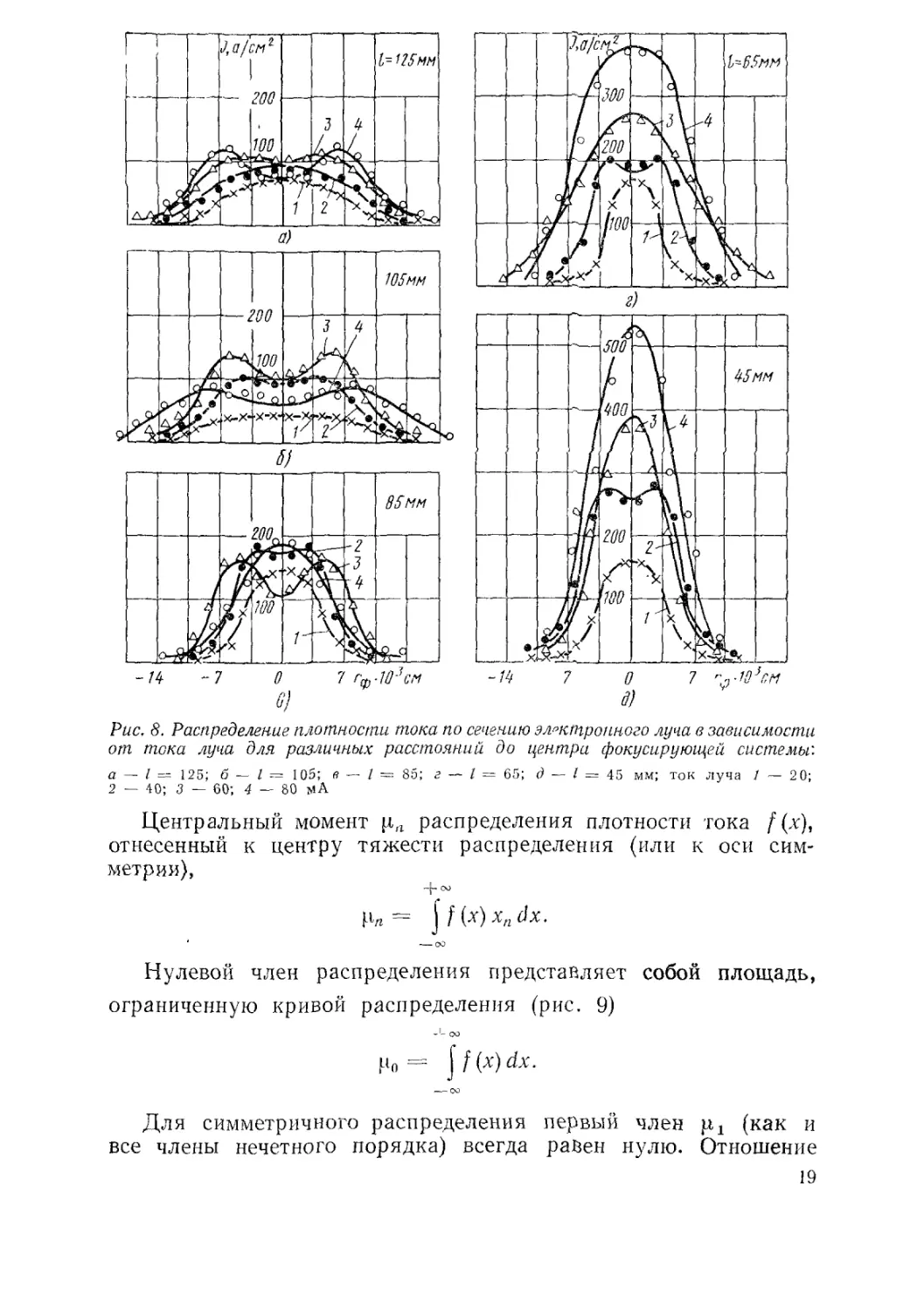
Рис, 8. Распределение плотности тока по сечению электронного луча в зависимости
от тока луча для различных расстояний до центра фокусирующей системы'.
а — I = 125; б — I ~ 105; а — I ~ 85; г — / — 65; д — I = 45 мм; ток луча 1 — 20;
2 — 40; 3 — 60; 4 — 80 мА
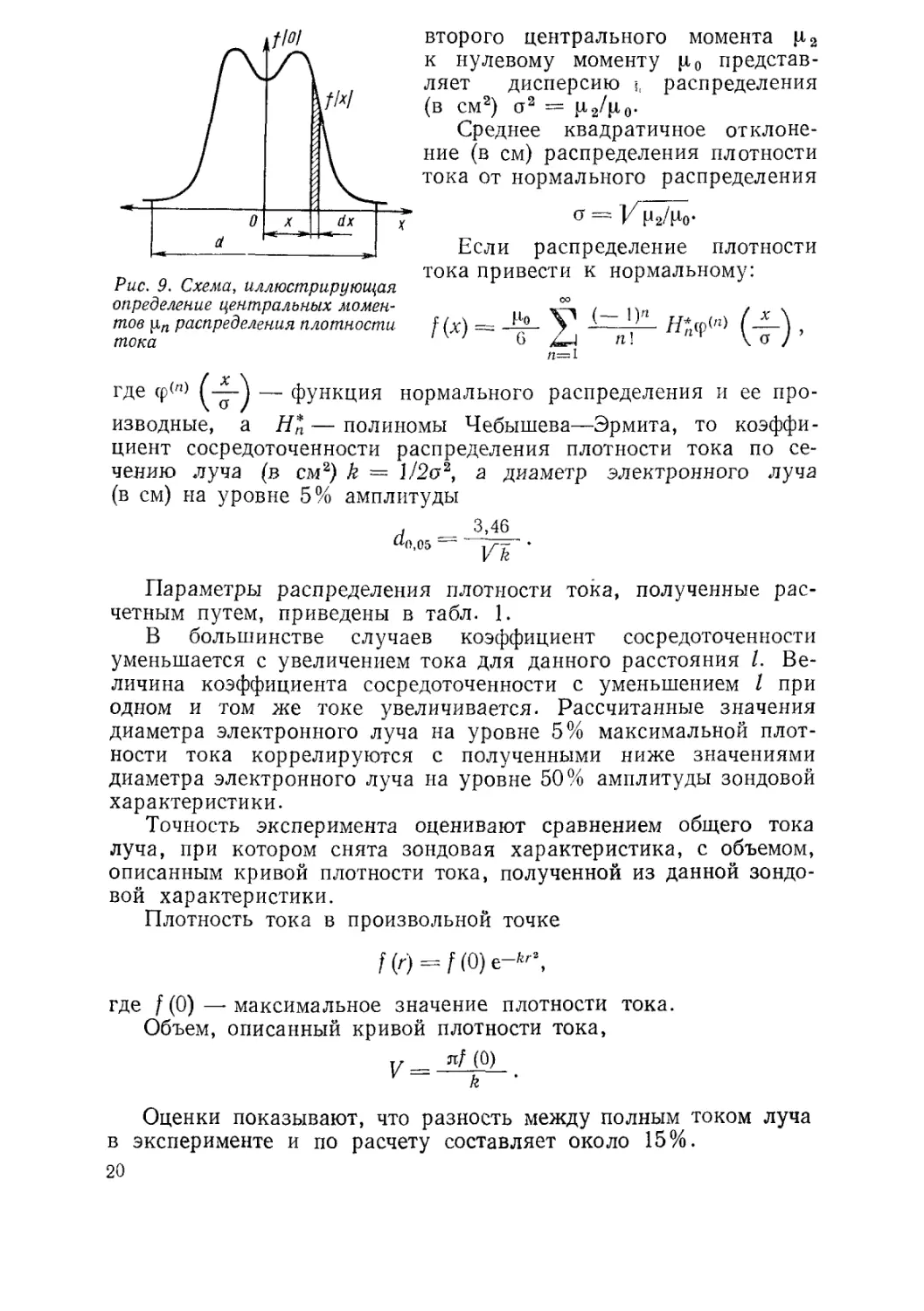
Центральный момент распределения плотности тока f (%),
отнесенный к центру тяжести распределения (или к оси сим-
метрии),
Р« = jf(x)x„dx.
Нулевой член распределения представляет собой площадь,
ограниченную кривой распределения (рис. 9)
-I- оо
Цо = J/(x)dx.
Для симметричного распределения первый член щ (как и
все члены нечетного порядка) всегда равен нулю. Отношение
19
Рис. 9. Схема, иллюстрирующая
определение центральных момен-
тов распределения плотности
тока
второго центрального момента р 2
к нулевому моменту р0 представ-
ляет дисперсию распределения
(в см2) о2 = р,2/р0.
Среднее квадратичное отклоне-
ние (в см) распределения плотности
тока от нормального распределения
о = V Мг/Но-
Если распределение плотности
тока привести к нормальному:
со
п=1
где ср<п> — функция нормального распределения и ее про-
изводные, а Нп — полиномы Чебышева—Эрмита, то коэффи-
циент сосредоточенности распределения плотности тока по се-
чению луча (в см2) k ~ У/202, а диаметр электронного луча
(в см) на уровне 5% амплитуды
л _ 3>46
^0,05- •
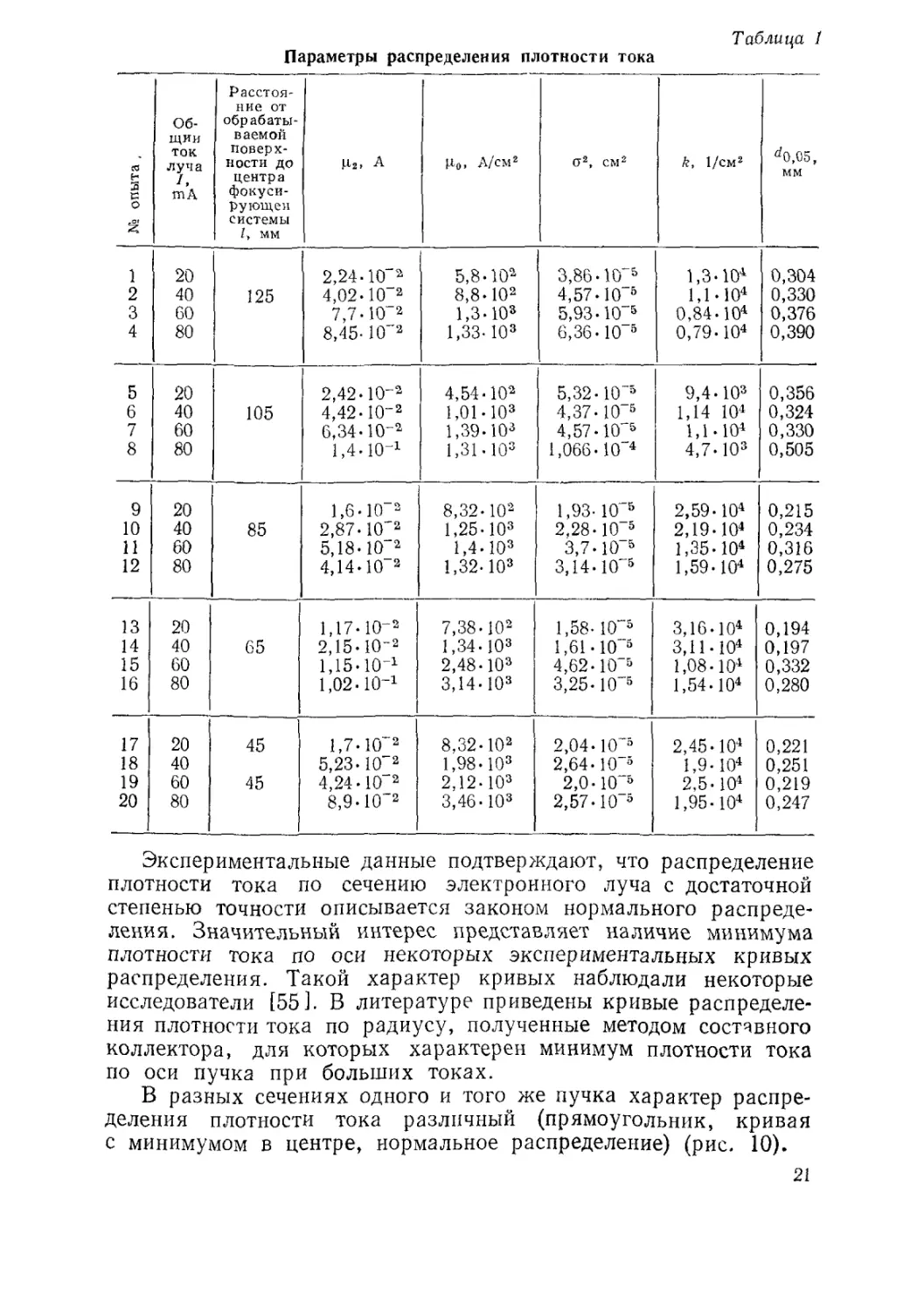
Параметры распределения плотности тока, полученные рас-
четным путем, приведены в табл. 1.
В большинстве случаев коэффициент сосредоточенности
уменьшается с увеличением тока для данного расстояния I. Ве-
личина коэффициента сосредоточенности с уменьшением I при
одном и том же токе увеличивается. Рассчитанные значения
диаметра электронного луча на уровне 5% максимальной плот-
ности тока коррелируются с полученными ниже значениями
диаметра электронного луча на уровне 50% амплитуды зондовой
характеристики.
Точность эксперимента оценивают сравнением общего тока
луча, при котором снята зондовая характеристика, с объемом,
описанным кривой плотности тока, полученной из данной зондо-
вой характеристики.
Плотность тока в произвольной точке
f (г) = f(0) е-^2,
где f (0) — максимальное значение плотности тока.
Объем, описанный кривой плотности тока,
л/(0)
v “ k '
Оценки показывают, что разность между полным током луча
в эксперименте и по расчету составляет около 15%.
20
Таблица 1
Параметры распределения плотности тока
№ опыта , Об- щий ток луча I» mA Расстоя- ние от обраб ат bi- ll асмой поверх- ности до центра фокуси- рующей системы Ц мм Ц2, а ц0, А/см2 О2, см2 k> 1/см2 ^0,05, мм
1 20 2,24-10'- 5,8-102 3,86-10'5 1,3-104 0,304
2 40 125 4,02-10 2 8,8-102 4,57-1О'5 1,1-104 0,330
3 60 7,7-10"2 1,3-10s 5,93-10'5 0,84-104 0,376
4 80 8,45-10 2 1,33-103 6,36-10'5 0,79-104 0,390
5 20 2,42-10-2 4,54-102 5,32-10~5 9,4-103 0,356
6 40 105 4,42-10-2 1,01 - ю3 4,37-10'6 1,14 104 0,324
7 60 6,34-10-2 1,39-103 4,57-10'5 1,1-104 0,330
8 80 1,4-10-1 1,31-10= 1,066-10'4 4,7-103 0,505
9 20 1,6-10“2 8,32-Ю2 1,93-10'6 2,59-104 0,215
10 40 85 2,87- IO'2 1,25-10= 2,28-10'5 2,19-Ю4 0,234
11 60 5,18-10'2 1,4-103 3,7-10'5 1,35-Ю4 0,316
12 80 4,14-10 2 1,32-103 3,14-10“5 1,59-104 0,275
13 20 1,17-10-2 7,38-102 1,58-10"5 3,16-104 0,194
14 40 65 2,15-10-2 1,34-103 1,61 •10"5 3.11-104 0,197
15 60 1,15-Ю-1 2,48-103 4,62.10'5 1,08-104 0,332
16 80 1,02-10-1 3,14-103 3,25-10'5 1,54-104 0,280
17 20 45 1,7-10'2 8,32-Ю2 2,04-10'5 2,45-104 0,221
18 40 5,23-10'2 1,98-103 2,64-10'5 1,9-104 0,251
19 60 45 4,24-10 2 2,12-103 2,0-10'5 2,5-104 0,219
20 80 8,9-10'2 3,46-103 2,57-10'5 1,95-104 0,247
Экспериментальные данные подтверждают, что распределение
плотности тока по сечению электронного луча с достаточной
степенью точности описывается законом нормального распреде-
ления. Значительный интерес представляет наличие минимума
плотности тока по оси некоторых экспериментальных кривых
распределения. Такой характер кривых наблюдали некоторые
исследователи [55]. В литературе приведены кривые распределе-
ния плотности тока по радиусу, полученные методом составного
коллектора, для которых характерен минимум плотности тока
по оси пучка при больших токах.
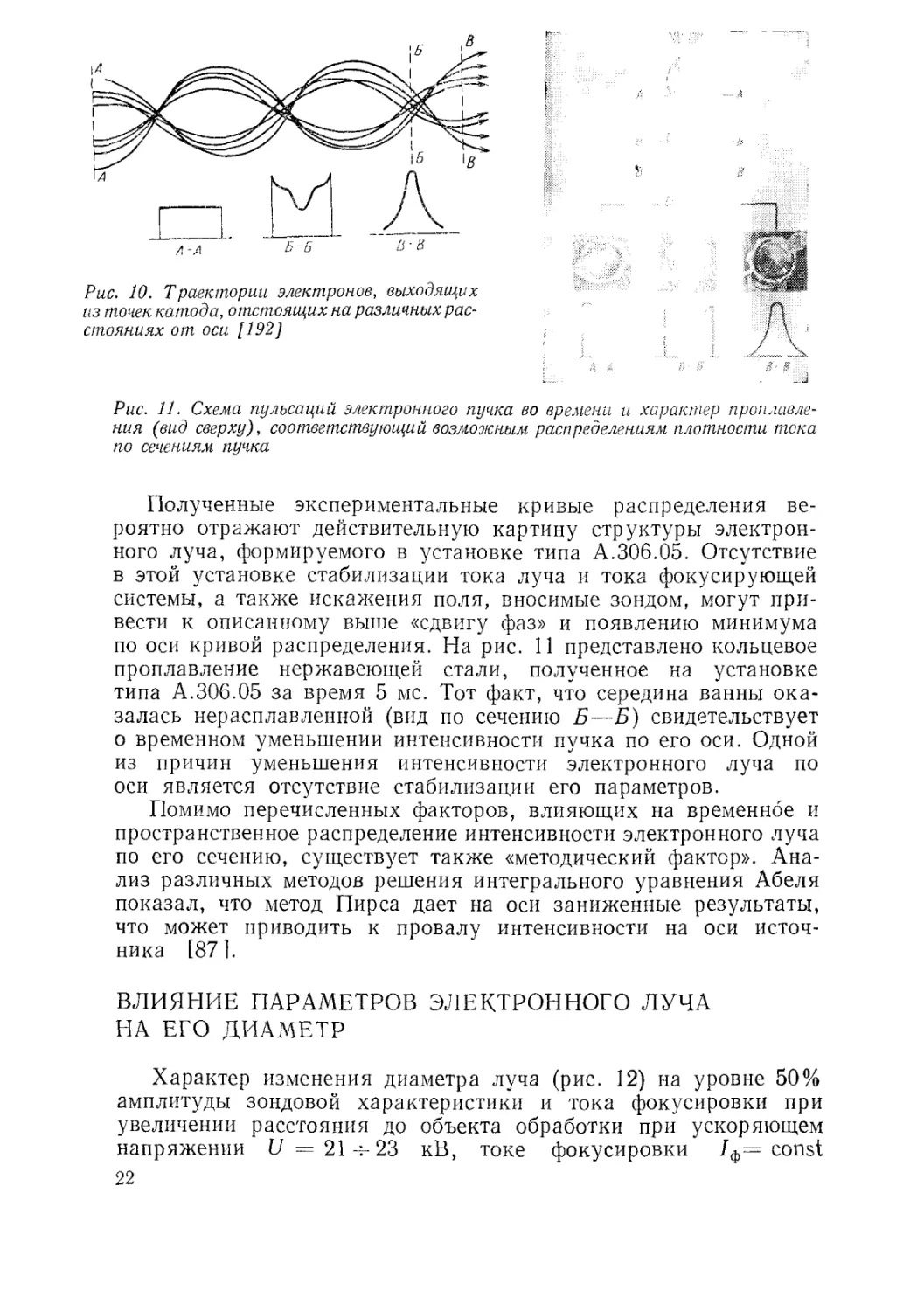
В разных сечениях одного и того же пучка характер распре-
деления плотности тока различный (прямоугольник, кривая
с минимумом в центре, нормальное распределение) (рис. 10).
21
Рис. 10. траектории электронов, выходящих
из точек катода, отстоящих на различных рас-
стояниях от оси [192]
Рис. 11. Схема пульсаций электронного пучка во времени и характер проплавле-
ния (вид сверху), соответствующий возможным распределениям плотности тока
по сечениям пучка
Полученные экспериментальные кривые распределения ве-
роятно отражают действительную картину структуры электрон-
ного луча, формируемого в установке типа А.306.05. Отсутствие
в этой установке стабилизации тока луча и тока фокусирующей
системы, а также искажения поля, вносимые зондом, могут при-
вести к описанному выше «сдвигу фаз» и появлению минимума
по оси кривой распределения. На рис. 11 представлено кольцевое
проплавление нержавеющей стали, полученное на установке
типа А.306.05 за время 5 мс. Тот факт, что середина ванны ока-
залась нерасплавленной (вид по сечению Б—Б) свидетельствует
о временном уменьшении интенсивности пучка по его оси. Одной
из причин уменьшения интенсивности электронного луча по
оси является отсутствие стабилизации его параметров.
Помимо перечисленных факторов, влияющих на временное и
пространственное распределение интенсивности электронного луча
по его сечению, существует также «методический фактор». Ана-
лиз различных методов решения интегрального уравнения Абеля
показал, что метод Пирса дает на оси заниженные результаты,
что может приводить к провалу интенсивности на оси источ-
ника [871.
ВЛИЯНИЕ ПАРАМЕТРОВ ЭЛЕКТРОННОГО ЛУЧА
НА ЕГО ДИАМЕТР
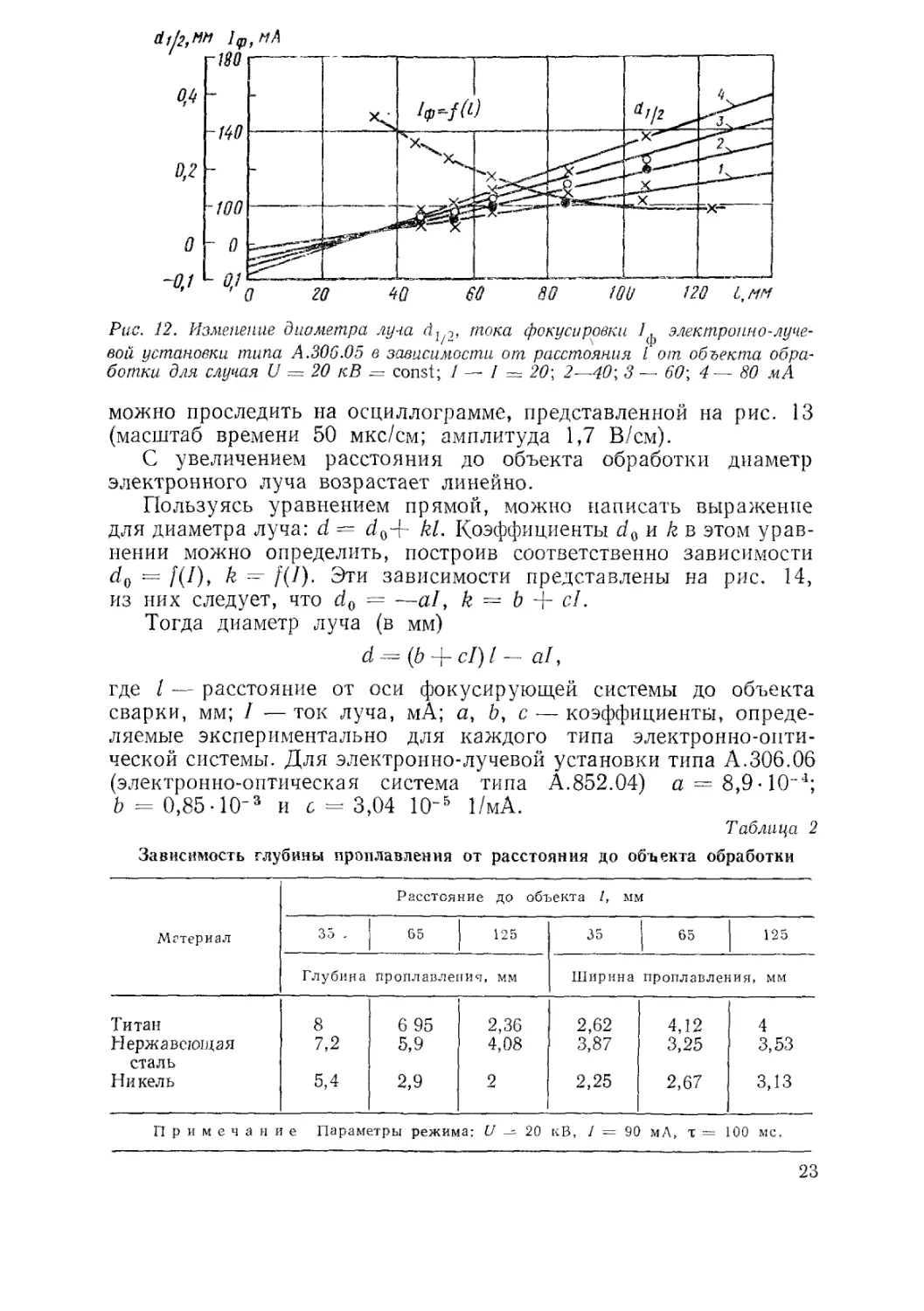
Характер изменения диаметра луча (рис. 12) на уровне 50%
амплитуды зондовой характеристики и тока фокусировки при
увеличении расстояния до объекта обработки при ускоряющем
напряжении U = 21-:-23 кВ, токе фокусировки /ф= const
22
Рис. 12. Изменение диаметра луча dl/2, тока фокусировки 1$ электронно-луче-
вой установки типа А.306.05 в зависимости от расстояния I от объекта обра-
ботки для случая U = 20 кВ - - const; 1 — / ~ 20\ 2~40\ 3 — 60\ 4 - - 80 мА
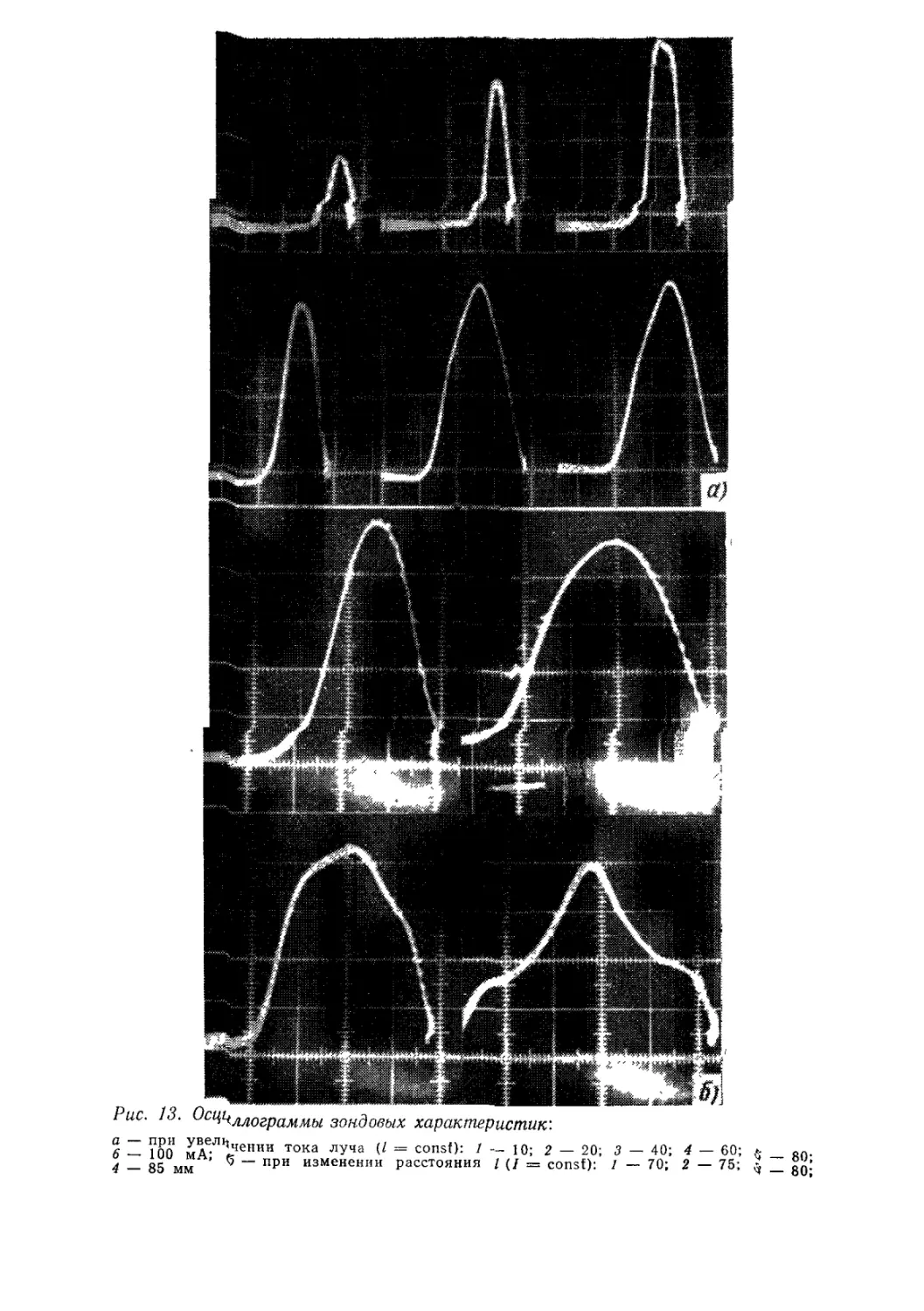
можно проследить на осциллограмме, представленной на рис. 13
(масштаб времени 50 мкс/см; амплитуда 1,7 В/см).
С увеличением расстояния до объекта обработки диаметр
электронного луча возрастает линейно.
Пользуясь уравнением прямой, можно написать выражение
для диаметра луча: d = kl. Коэффициенты и k в этом урав-
нении можно определить, построив соответственно зависимости
б/() ~ /(/), k -- f(J). Эти зависимости представлены на рис. 14,
из них следует, что d0 = —а/, k = b + с!.
Тогда диаметр луча (в мм)
d^(b + cl)l~ аЦ
где I — расстояние от оси фокусирующей системы до объекта
сварки, мм; / —ток луча, мА; а, Ь, с — коэффициенты, опреде-
ляемые экспериментально для каждого типа электронно-опти-
ческой системы. Для электронно-лучевой установки типа А.306.06
(электронно-оптическая система типа А.852.04) а = 8,9 •КН;
Ь = 0,85-Ю"3 и 6 = 3,04 10“5 1/мА.
Таблица 2
Зависимость глубины проплавления от расстояния до объекта обработки
Материал Расстояние до объекта 1, мм
33 . 65 125 35 | 65 125
Глубина проплавления, мм Ширина проплавления, мм
Титан 8 6 95 2,36 2,62 4,12 4
Нержавеющая сталь 7,2 5,9 4,08 3,87 3,25 3,53
Никель 5,4 2,9 9 2,25 2,67 3,13
Примечание Параметры режима: U — 20 кВ, 1 = 90 мА, т = 100 мс.
23
Рис. 13. ОщЧЛЛОграммы зондовых характеристик'.
а ~ у11ел^чении тока луча (/ = const): 1 — 10; 2 — 20; 3 — 40; 4 — 60, $ _ 80;
6 — 100 мА; — при изменении расстояния / (/ — const): 1 *0, 2 /о, vf — 80;
4 — 85 мм
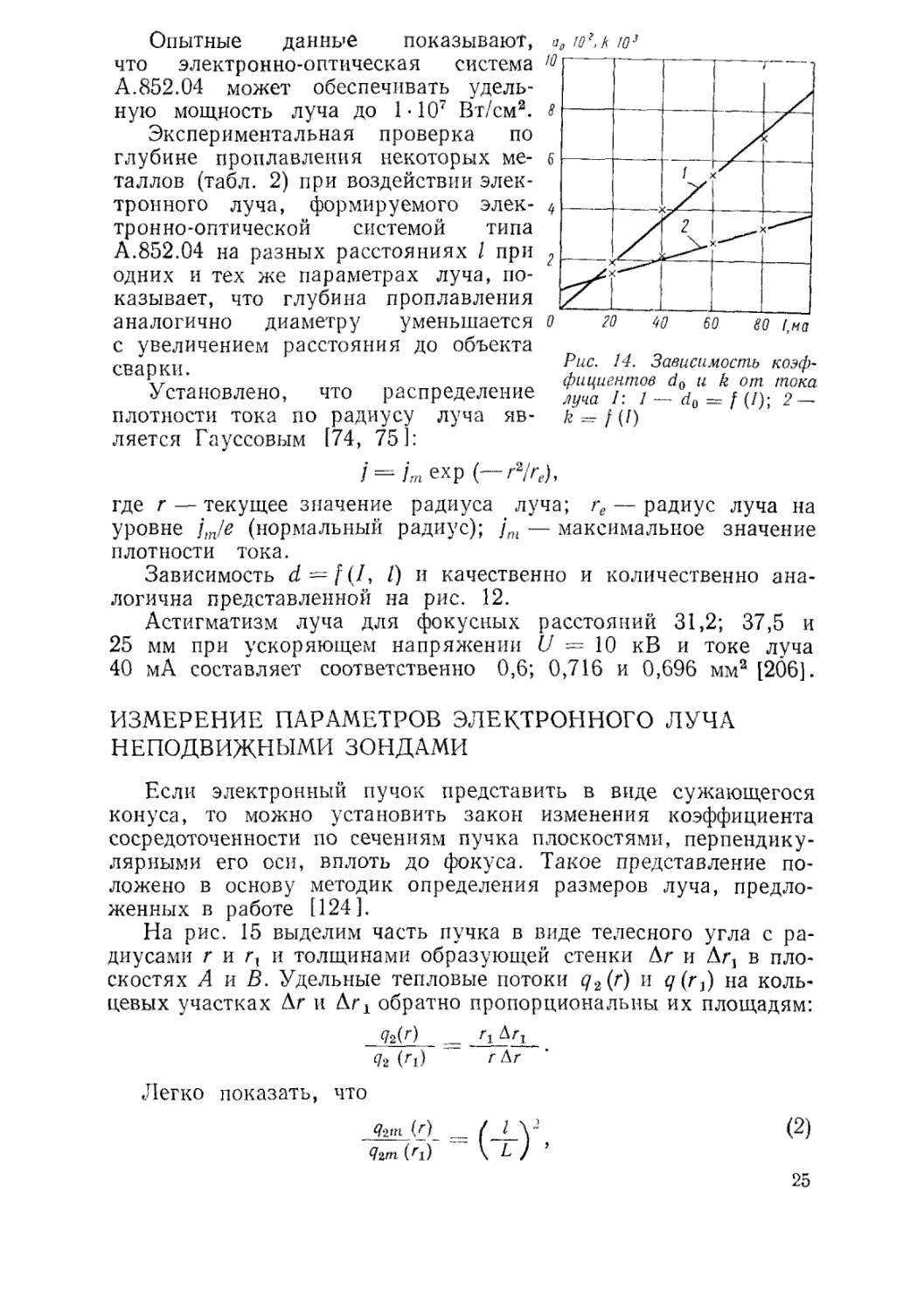
Опытные данные показывают,
что электронно-оптическая система
А.852.04 может обеспечивать удель-
ную мощность луча до 1 • 107 Вт/см3.
Экспериментальная проверка по
глубине проплавления некоторых ме-
таллов (табл. 2) при воздействии элек-
тронного луча, формируемого элек-
тронно-оптической системой типа
А.852.04 на разных расстояниях I при
одних и тех же параметрах луча, по-
казывает, что глубина проплавления
аналогично диаметру уменьшается
с увеличением расстояния до объекта
сварки.
Установлено, что распределение
плотности тока по радиусу луча яв-
ляется Гауссовым [74, 75]:
Рис. 14. Зависимость коэф-
фициентов d(} и k от тока
луча I: 1 — d0 = f (/); 2 —
i ~ im exp (—Г2М
где r — текущее значение радиуса луча; re — радиус луча на
уровне (нормальный радиус); jni — максимальное значение
плотности тока.
Зависимость d — f (/, /) и качественно и количественно ана-
логична представленной на рис. 12.
Астигматизм луча для фокусных расстояний 31,2; 37,5 и
25 мм при ускоряющем напряжении U = 10 кВ и токе луча
40 мА составляет соответственно 0,6; 0,716 и 0,696 мм2 [206].
ИЗМЕРЕНИЕ ПАРАМЕТРОВ ЭЛЕКТРОННОГО ЛУЧА
НЕПОДВИЖНЫМИ ЗОНДАМИ
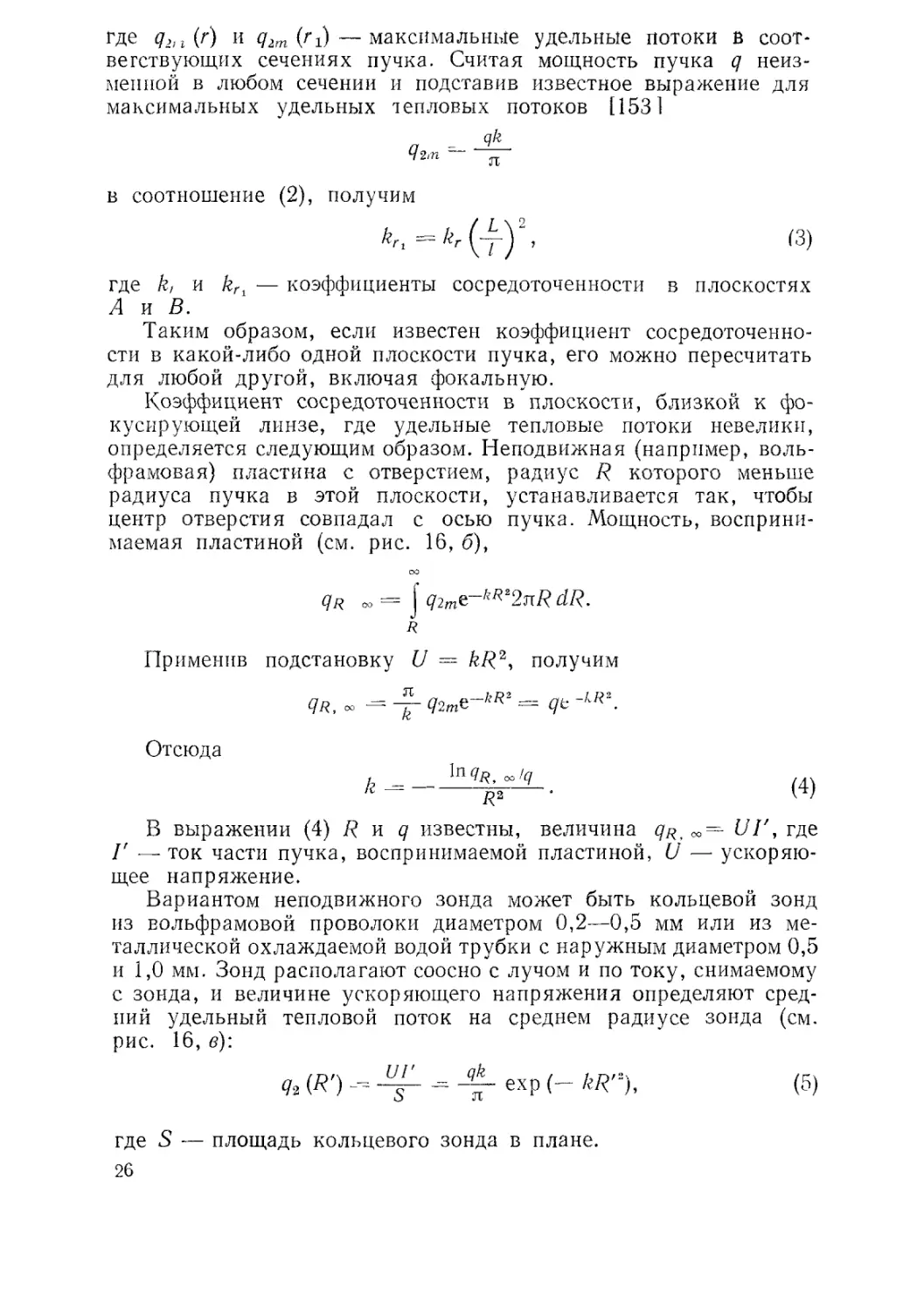
Если электронный пучок представить в виде сужающегося
конуса, то можно установить закон изменения коэффициента
сосредоточенности по сечениям пучка плоскостями, перпендику-
лярными его оси, вплоть до фокуса. Такое представление по-
ложено в основу методик определения размеров луча, предло-
женных в работе [124].
На рис. 15 выделим часть пучка в виде телесного угла с ра-
диусами г и и толщинами образующей стенки Аг и Ага в пло-
скостях А и В. Удельные тепловые потоки 72(г) и <?(г3) на коль-
цевых участках Аг и Агг обратно пропорциональны их площадям:
72 Р1)
Легко показать, что
72;н (а) / I у
(fi) \ /
(2)
25
где и Qim (ri) — максимальные удельные потоки в соот-
ветствующих сечениях пучка. Считая мощность пучка q неиз-
менной в любом сечении и подставив известное выражение для
максимальных удельных тепловых потоков [1531
в соотношение (2), получим
(3)
где kf и kri — коэффициенты сосредоточенности в плоскостях
А и В.
Таким образом, если известен коэффициент сосредоточенно-
сти в какой-либо одной плоскости пучка, его можно пересчитать
для любой другой, включая фокальную.
Коэффициент сосредоточенности в плоскости, близкой к фо-
кусирующей линзе, где удельные тепловые потоки невелики,
определяется следующим образом. Неподвижная (например, воль-
фрамовая) пластина с отверстием, радиус R которого меньше
радиуса пучка в этой плоскости, устанавливается так, чтобы
центр отверстия совпадал с осью пучка. Мощность, восприни-
маемая пластиной (см. рис. 16, б),
qR оо = J q2me~kR22nR dR.
R
Применив подстановку U = kR\ получим
Отсюда
(4)
В выражении (4) R и q известны, величина qR^=- UI', где
Г — ток части пучка, воспринимаемой пластиной, U — ускоряю-
щее напряжение.
Вариантом неподвижного зонда может быть кольцевой зонд
из вольфрамовой проволоки диаметром 0,2—0,5 мм или из ме-
таллической охлаждаемой водой трубки с наружным диаметром 0,5
и 1,0 мм. Зонд располагают соосно с лучом и по току, снимаемому
с зонда, и величине ускоряющего напряжения определяют сред-
ний удельный тепловой поток на среднем радиусе зонда (см.
рис. 16, в):
Яг (Ю ехр (- kR'2), (5)
где S — площадь кольцевого зонда в плане.
26
Рис. 15. Схема расчета коэффициента сосредо-
точенности электронного луча
Рис. 16. Изменение темпера-
туры поверхности полубес-
конечиого тела от действия
неподвижного нормально-кру-
гового источника:
---------расчет.
эксперимент
Из выражения (5) определяем величину коэффициента сосре-
доточенности в неявной форме для плоскости зонда.
Неподвижные зонды зажимают в штативе с изолированным
основанием после предварительного прожигания фольги. Получен-
ное в фольге отверстие служит базой для соосной установки зонда.
После этого фольгу снимают и при включенной установке фик-
сируют ускоряющее напряжение, полный ток пучка, ток
зонда и расстояние от зонда до центра фокусирующей линзы.
В измеренную величину тока пучка кольцевого зонда вводят
поправку на присутствие в зоне действия пучка прямолинейной
части зонда (рис. 15, в). При вычислении коэффициента сосредо-
точенности в какой-либо плоскости по одному известному зна-
чению в выражении (3) не обязательно использовать отношение
(Л//)2. Его можно заменить отношением (r/rj2, полученным при
прожигании алюминиевой фольги.
Полученные экспериментальные величины коэффициентов со-
средоточенности используют при сравнении расчетных и экспе-
риментальных кривых изменения температуры.
На рис. 16 изображены расчетные и экспериментальные кри-
вые изменения температуры поверхности массивного тела (сплав
ОТ4-1) в зависимости от действия неподвижного нормально-
кругового источника. Экспериментальные кривые получены на
установке ЭЛУ-9. Хромель-алюмелевые термопары устанавли-
вают на расстояниях 0,75; 1,0 и 1,5 мм от оси зоны обработки.
Расстояние от среза фокусирующей линзы до поверхности зоны
обработки составляет 156 мм. Коэффициенты сосредоточенности,
27
определенные на расстояниях 12 и 87 мм, равны 11,75 и 33,0 см-2
при диаметрах луча соответственно 16 и 19 мм. Диаметры отвер-
стий в плоских зондах равны 5,0 и 4,0 мм. Ток зондов равен
12 и 6 мА, полный ток луча 25 мА, ускоряющее напряжение
60 кВ, диаметр луча на поверхности нагрева 2,3 мм. Коэффициент
сосредоточенности в зоне обработки, рассчитанный по его из-
вестным значениям в двух плоскостях, равен 510 и 570 см-2.
Уравнение для расчета процесса распространения тепла не-
прерывно действующего нормально распределенного источника,
приложенного к поверхности полубесконечного тела [153], имеет
вид
Т (г z f} — Г схр [—(/ —^)] ехр [— г2/4а — П]
J ср [4тш(/—/)]1/2 4ла(^+/0 — t')
" (6>
где Zo = 1/4ай.
При пренебрежимо малых значениях /0 по сравнению с t
уравнение (6) для точек на поверхности полубесконечного тела
значительно упрощается и приобретает вид
Т = erfc (r/2^at^'
Как видно из рис. 16, методика определения коэффициентов
сосредоточенности с помощью диафрагмы с отверстием позволяет
с достаточной для практических расчетов точностью находить
температурные поля при электронно-лучевом воздействии.
Метод кольцевых зондов может давать несколько больший
разброс данных, зависящий в основном от точности изготовления
и установки зондов. Тем не менее, значения коэффициентов со-
средоточенности 1,47 • 104—1,98 * 104 см"2, полученные на уста-
новках А.306.05 методом кольцевого зонда при = 20 кВ,
I == 20 мА, If = 70—200 мА на расстоянии 18 мм от среза фоку-
сирующей линзы, удовлетворительно согласуются с данными
работы [611 при тех же параметрах (см. табл. 1)
ИЗМЕРЕНИЕ ПАРАМЕТРОВ ЭЛЕКТРОННЫХ ПУЧКОВ
ТОНКОПЛЕНОЧНЫМ ЗОНДОМ
Схема тонкопленочного зонда приведена на рис. 17. На ди-
электрическую пластину (подложку) напыляется пленка ме-
талла, которая затем наращивается электролитическим способом
до необходимой толщины. На металлическую пленку наклеи-
вается изолирующая пластина из того же материала, что и под-
ложка. Торец склеенного образца шлифуют и полируют в пло-
скости X—У. Эта плоскость является рабочей поверхностью
зонда. Нерабочие поверхности металлической пленки покрывают
защитным слоем.
28
Рис. 17. Схема тонко-
пленочного зонда:
1 — изолирующие пла-
стины; 2 — проводящая
пленка
В экспериментах используют медную
пленку толщиной 1 мкм на ситалловой под-
ложке. При исследовании более мощных
пучков могут быть использованы различные
тугоплавкие металлы (вольфрам, молибден,
тантал).
Распределение плотности тока по сечению
пучка строят с помощью токовых характе-
ристик пленочного зонда по методике,
предложенной в работе [115].
Так как изменение плотности тока
в поперечном сечении пучка подчинено
закону Гаусса, то для точечного зонда бу-
дет справедливо
ЛДо = /х//о>
где 1Х — ток зонда в точке х; /0 — ток зонда в центре пучка;
5х & j’o — плотность тока пучка в точке х и на оси пучка соответ*
ственно.
Распределение плотности тока / (г) по радиусу пучка
/(/•) = /оехр(— г2/г2е),
где те — нормальный радиус пучка.
Значение тока 1Х в равенстве (7) для плоского зонда с учетом
ошибки метода составит
со X4D/2
4= f J /о ехР (— ** \yi }dxdt/ =
-Ло л—D/2 ' Ге !
= /о Г erf -*_+р/.2 _ erf , (8)
£ L f е re J
где D—толщина зонда.
Значение тока зонда, когда он находится на оси пучка, опре-
деляем из выражения (8) при х = 0:
/о = Weerf—-. (9)
Подставляя значения 1Х из выражения (8) и /0 из (9) в ра-
венство (7), получим
п _ /х __ erf (х + Dl2)lre — erf (X — D/2)/re
/0 ~ 2 erf D/2re ‘ 1 '
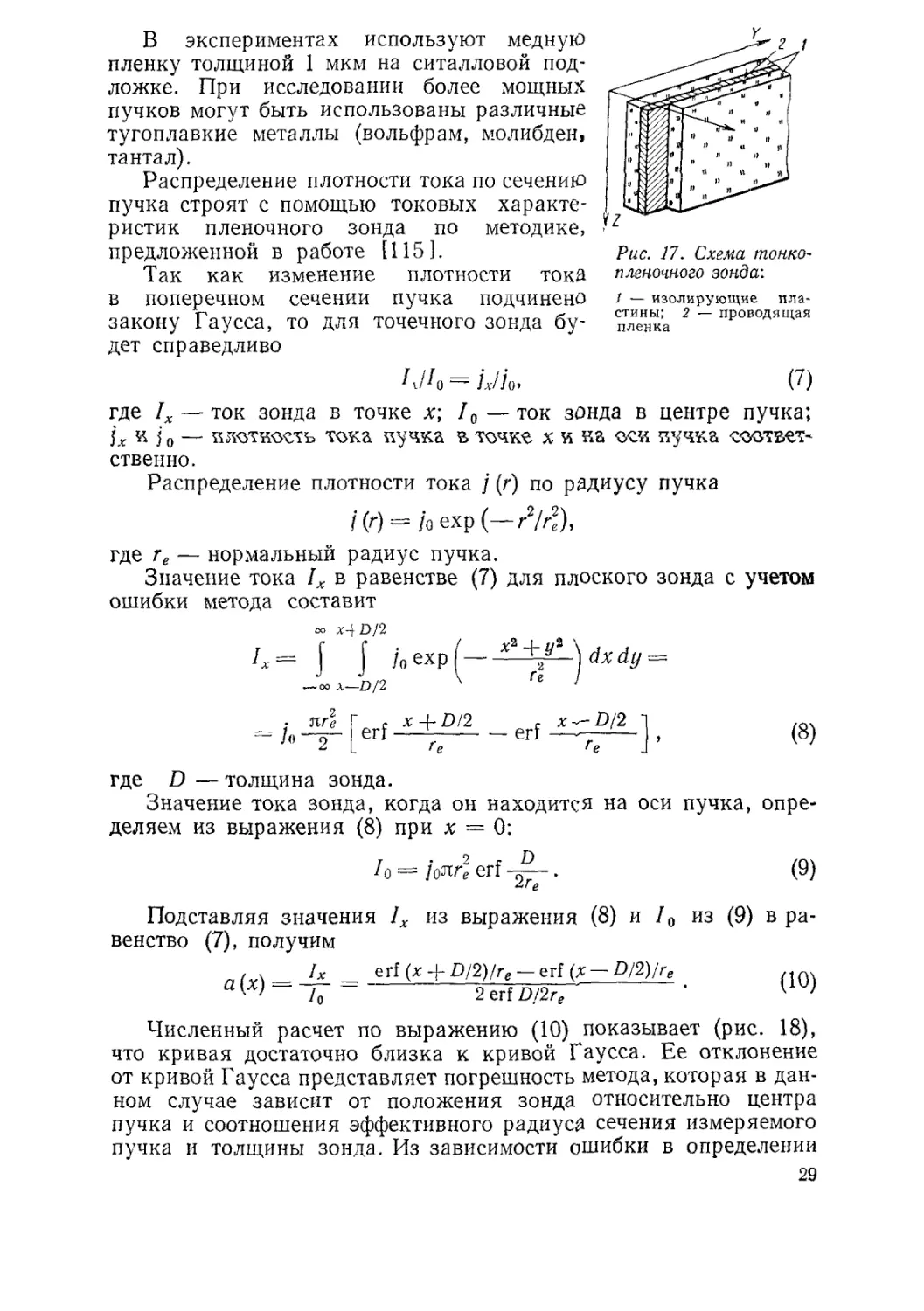
Численный расчет по выражению (10) показывает (рис. 18),
что кривая достаточно близка к кривой Гаусса. Ее отклонение
от кривой Гаусса представляет погрешность метода, которая в дан-
ном случае зависит от положения зонда относительно центра
пучка и соотношения эффективного радиуса сечения измеряемого
пучка и толщины зонда. Из зависимости ошибки в определении
29
Рис. 18. Кривые распределения плотности тока по сечению электронного луча:
Х—Х—кривая, соответствующая закону Гаусса; —о—О----------—кривая, рас-
считанная с помощью соотношения (10) \ — Л—Л— — кривая, полученная экс-
периментально
Рис. 19. Погрешность
измерения распределе-
ния плотности тока
по сечению электрон-
ного луча в зависимости
от смещения зонда
относительно центра
пучка при разных его
диаметрах:
1 — ге — 5; 2 -- 10; 3 --
15; 4 — 20; 5 — 50 мкм
плотности тока от смещения зонда относительно центра пучка
при различных радиусах сечения пучка, представленной на
рис. 19, видно, что погрешность определения плотности тока
пропорциональна смещению зонда относительно центра пучка.
Кривая идет тем круче, чем меньше разница между эффективным
(нормальным) радиусом сечения пучка и толщиной зонда. Однако,
даже если отношение эффективного радиуса сечения пучка к тол-
щине зонда reID =5, то погрешность определения плотности
тока на уровне зондовой характеристики 0,18/тах не превышает
3%. При отношении relD = 20 эта погрешность составляет 0,16%.
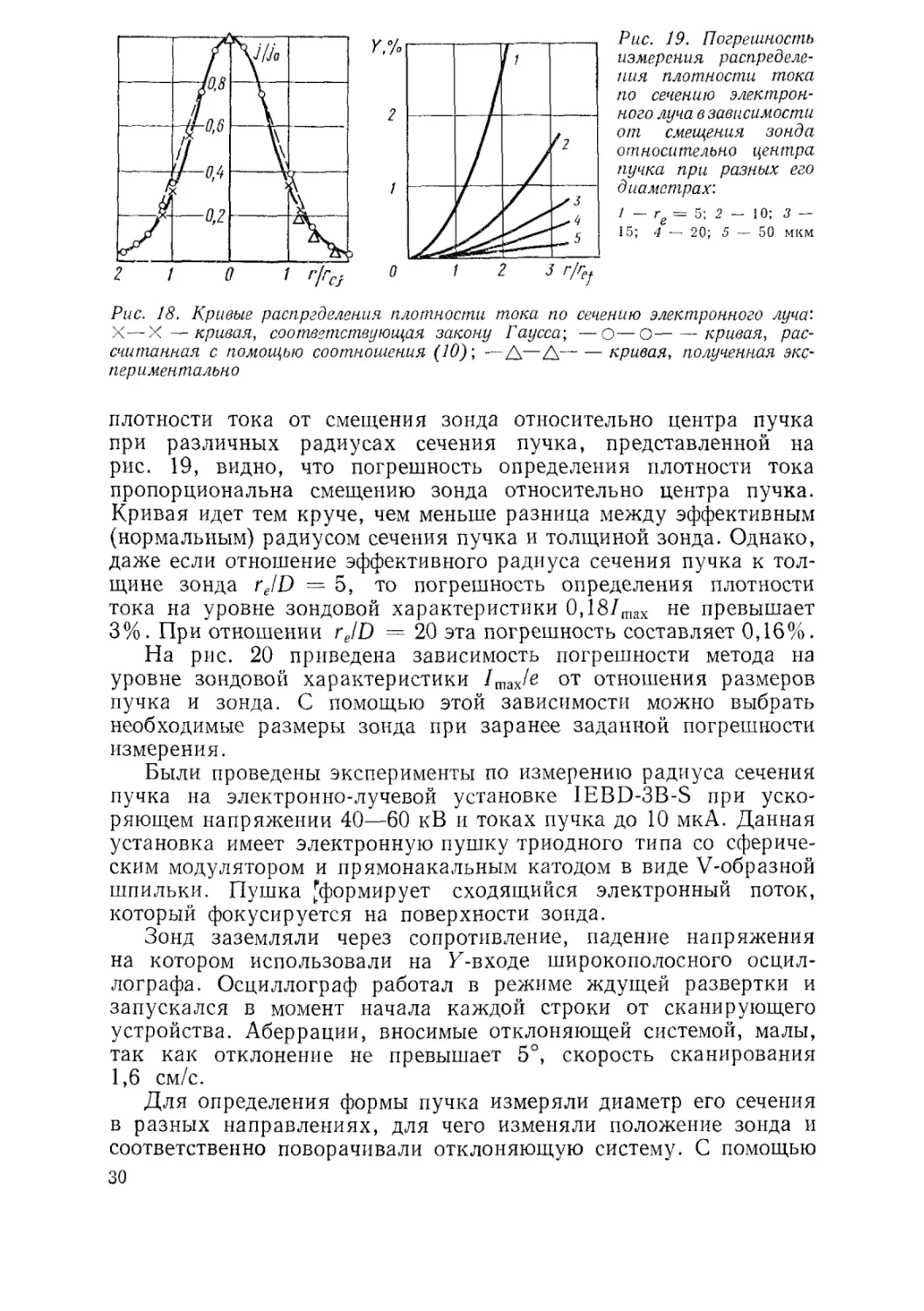
На рис. 20 приведена зависимость погрешности метода на
уровне зондовой характеристики Imaxle от отношения размеров
пучка и зонда. С помощью этой зависимости можно выбрать
необходимые размеры зонда при заранее заданной погрешности
измерения.
Были проведены эксперименты по измерению радиуса сечения
пучка на электронно-лучевой установке IEBD-3B-S при уско-
ряющем напряжении 40—60 кВ и токах пучка до 10 мкА. Данная
установка имеет электронную пушку триодного типа со сфериче-
ским модулятором и прямонакальным катодом в виде V-образной
шпильки. Пушка ^формирует сходящийся электронный поток,
который фокусируется на поверхности зонда.
Зонд заземляли через сопротивление, падение напряжения
на котором использовали на У-входе широкополосного осцил-
лографа. Осциллограф работал в режиме ждущей развертки и
запускался в момент начала каждой строки от сканирующего
устройства. Аберрации, вносимые отклоняющей системой, малы,
так как отклонение не превышает 5°, скорость сканирования
1,6 см/с.
Для определения формы пучка измеряли диаметр его сечения
в разных направлениях, для чего изменяли положение зонда и
соответственно поворачивали отклоняющую систему. С помощью
30
Рис. 20. Зависимость погрешности
измерения плотности тока пучка
на уровне нормального радиуса от
соотношения размеров пучка и зонда
Рис. 21. Форма поперечного сече-
ния электронного луча'.
1 — на уровне 0,05 7шах; 2 — на
уровне 7fflax/'S
осциллограмм, полученных таким путем, определяли форму
электронного пучка и распределение плотности тока по сечению
(см. рис. 18).
С помощью зондовых характеристик, снятых при различных
направлениях сканирования, построена форма поперечного се-
чения электронного луча на уровне 0,05 /гаах (рис. 21). Как видно
из рис. 21, аксиальная симметрия электронного пучка слегка
нарушена (кривая 7), сечение пучка имеет форму эллипса, рас-
положение которого в плоскости падения пучка зависит от на-
правления, с которого электроны попадают на поверхность
зонда.
Форма поперечного сечения электронного луча на уровне
нормального радиуса может быть принята как осесимметричная
(рис. 21, кривая 2). Отклонение от осесимметричной вызвано
формой эмитирующей поверхности катода, а также влиянием
аберраций электронно-оптических систем.
Размеры пучка связаны соотношением d — и/т —О, где d —
диаметр пучка; v — скорость развертки (сканирования) пучка;
т — время импульса зондового тока. Относительная погрешность
определения диаметра поперечного сечения пучка 3,8%.
Результаты экспериментов показали, что исследование тон-
ких электронных пучков с помощью тонкопленочных зондов
обладает достаточной точностью и свободно от недостатков, ха-
рактерных для исследований с помощью других типов зондов.
Применение пленочных зондов позволяет исследовать электрон-
ные пучки, размеры которых не превышают 5-20 мкм.
Глава 2
ФИЗИЧЕСКИЕ ПРОЦЕССЫ ПРИ ВОЗДЕЙСТВИИ
ЭЛЕКТРОННОГО ЛУЧА НА МАТЕРИАЛЫ
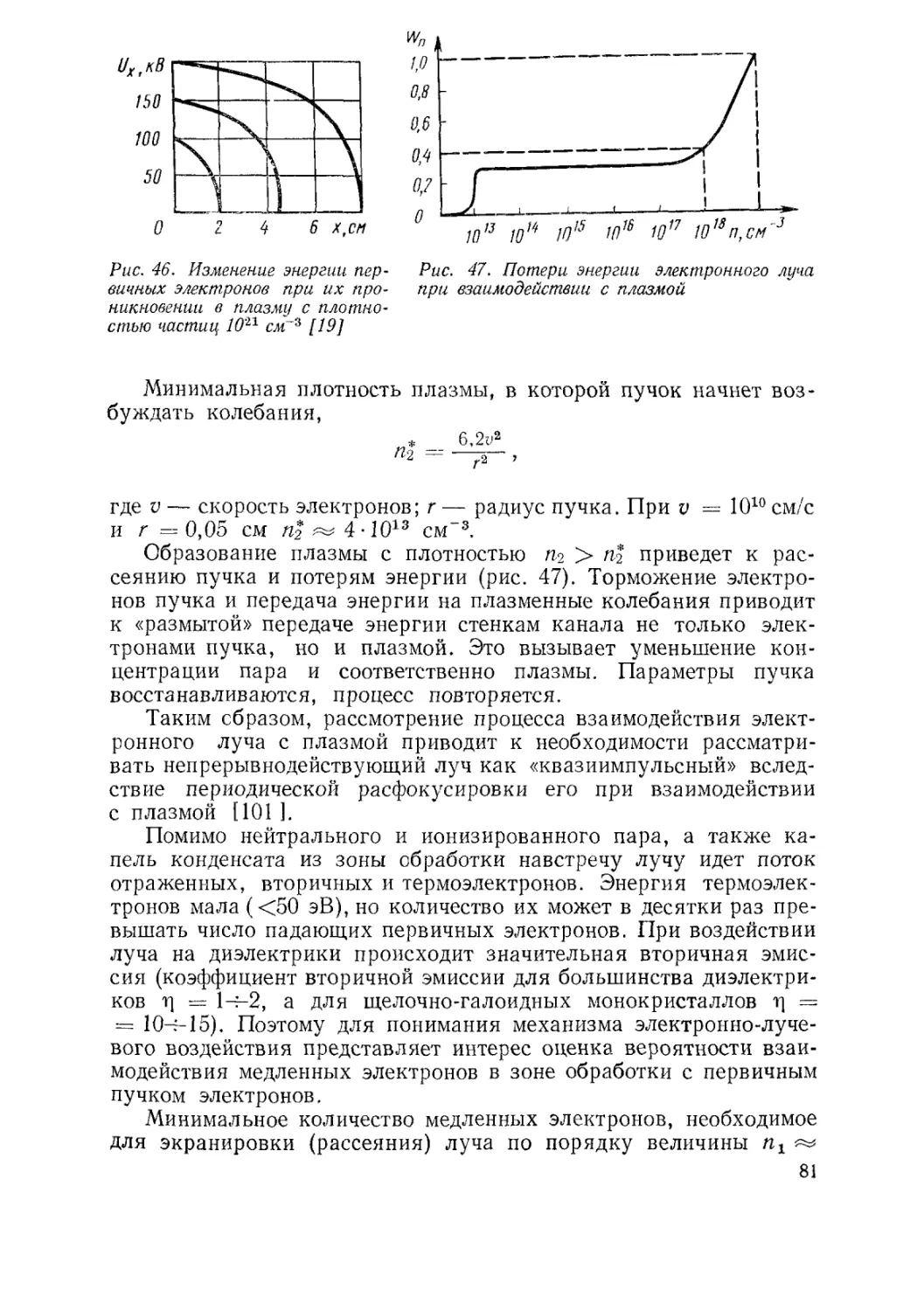
ЗАКОНОМЕРНОСТИ ПОТЕРЬ ЭНЕРГИИ ЭЛЕКТРОНОВ
В КОНДЕНСИРОВАННЫХ И ГАЗОВЫХ СРЕДАХ
Процессы, сопровождающие прохождение электронного пучка
через вещество, являются весьма сложными.
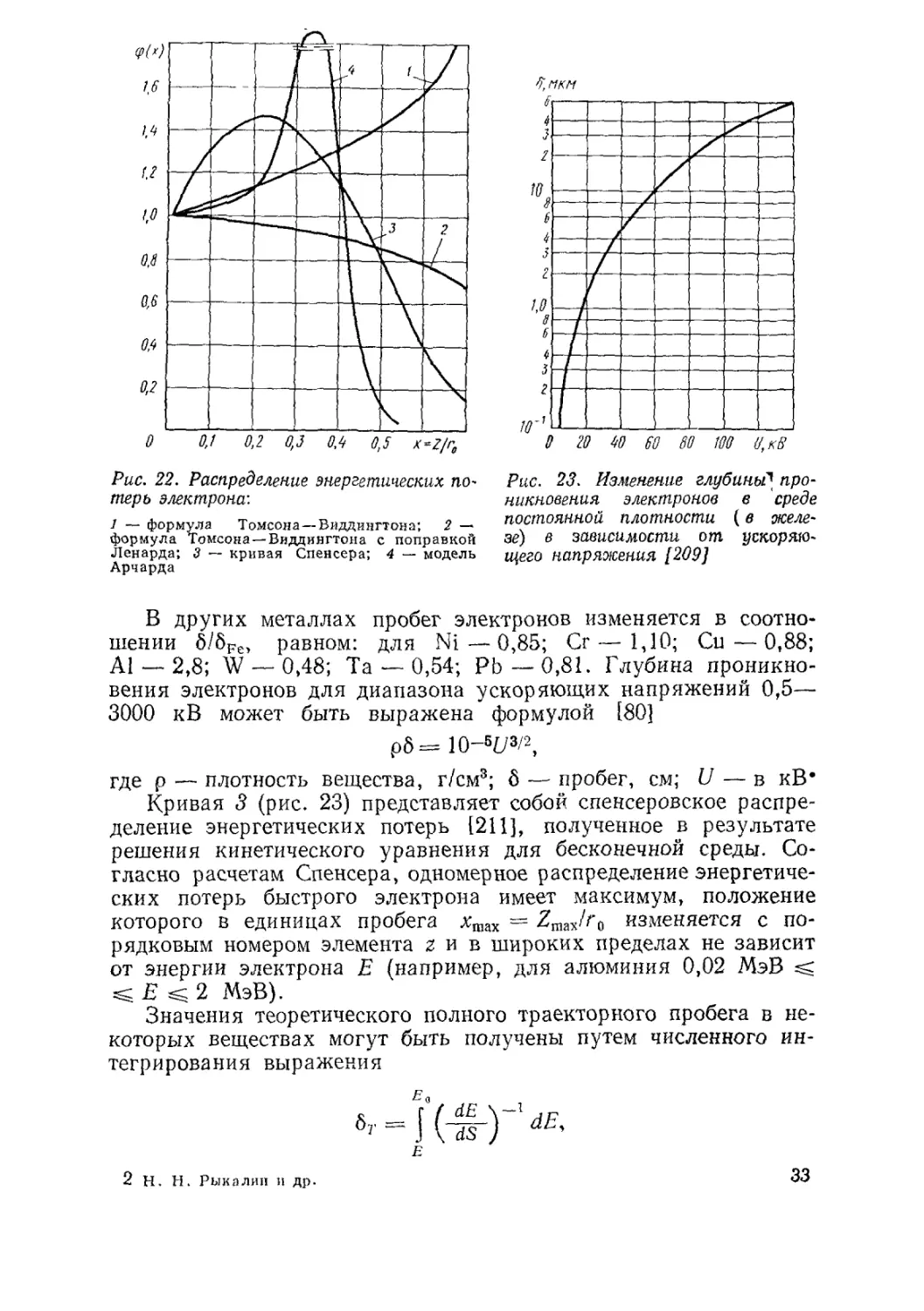
На рис. 22 представлены кривые, отображающие различные
одномерные закономерности поглощения энергии [35, 141 ].
Кривая 1 характеризует изменение интенсивности потерь ср (х) =
| dEtdx | хр
= < по глубине пробега в соответствии с законом Том-
| dE/dx |s J r
сона—Виддингтона, когда электроны не испытывают углового
рассеяния и потери энергии малы по сравнению с их начальной
энергией:
(I—х)1/2 ’
где х — z/r0, z — глубина; г0 — полный пробег электрона.
В соответствии с выражением (II) наибольшие потери имеют
место на глубине, соответствующей максимальному пробегу
электрона.
Кривая 2 соответствует закону Томсона—Виддингтона с уче-
том поправки Ленарда, которая характеризует изменение элект-
ронного тока в зависимости от глубины проникновения,
Ф(х) = (1 -хД4. (12)
Максимум энерговыделения, согласно формуле (12), лежит
на поверхности твердого тела. Максимальная глубина проник-
новения электронов 6 в твердое тело в зависимости от принятого
закона поглощения получается разной. Для ' кривых 1 и 2
(рис. 23)
S = 2,35-10"12 -у-, (13)
где U — ускоряющее напряжение, В; р — плотность, г/см3;
б — глубина проникновения, см.
Эта зависимость, известная под названием формулы Шон-
ланда, является одной из основных формул для глубины про-
бега электронов, которой пользуются для оценок режимов элек-
тронно-лучевой обработки (рис. 23).
32
Рис. 22. Распределение энергетических по-
терь электрона:
1 — формула Томсона —Виддингтона; 2 —
формула Томсона — Виддиягтона с поправкой
Ленарда; 3 — кривая Спенсера; 4 — модель
Арчарда
Рас. 23. Изменение глубины] про-
никновения электронов в среде
постоянной плотности (в желе-
зе) в зависимости от ускоряю-
щего напряжения [209]
В других металлах пробег электронов изменяется в соотно-
шении 6/SFe, равном: для Ni — 0,85; Сг — 1,10; Си — 0,88;
А1 — 2,8; W — 0,48; Та — 0,54; РЬ — 0,81. Глубина проникно-
вения электронов для диапазона ускоряющих напряжений 0,5—
3000 кВ может быть выражена формулой [80]
рб = 10~5/73/2,
где р — плотность вещества, г/см3; 6 — пробег, см; U — в кВ*
Кривая 3 (рис. 23) представляет собой спенсеровское распре-
деление энергетических потерь [211], полученное в результате
решения кинетического уравнения для бесконечной среды. Со-
гласно расчетам Спенсера, одномерное распределение энергетиче-
ских потерь быстрого электрона имеет максимум, положение
которого в единицах пробега хшах — 2fflax/r0 изменяется с по-
рядковым номером элемента г и в широких пределах не зависит
от энергии электрона Е (например, для алюминия 0,02 МэВ
Е 2 МэВ).
Значения теоретического полного траекторного пробега в не-
которых веществах могут быть получены путем численного ин-
тегрирования выражения
6> “
Е
2 Н. Н. Рык а лип и др.
33
где удельные потери
dE/dS определяются диф-
ференциальным законом
торможения Бете [211].
В нерелятивистском
приближении квантово-ме-
ханическое выражение
Бете для скорости потери
энергии электронного
пучка в веществе выгля-
дит следующим образом:
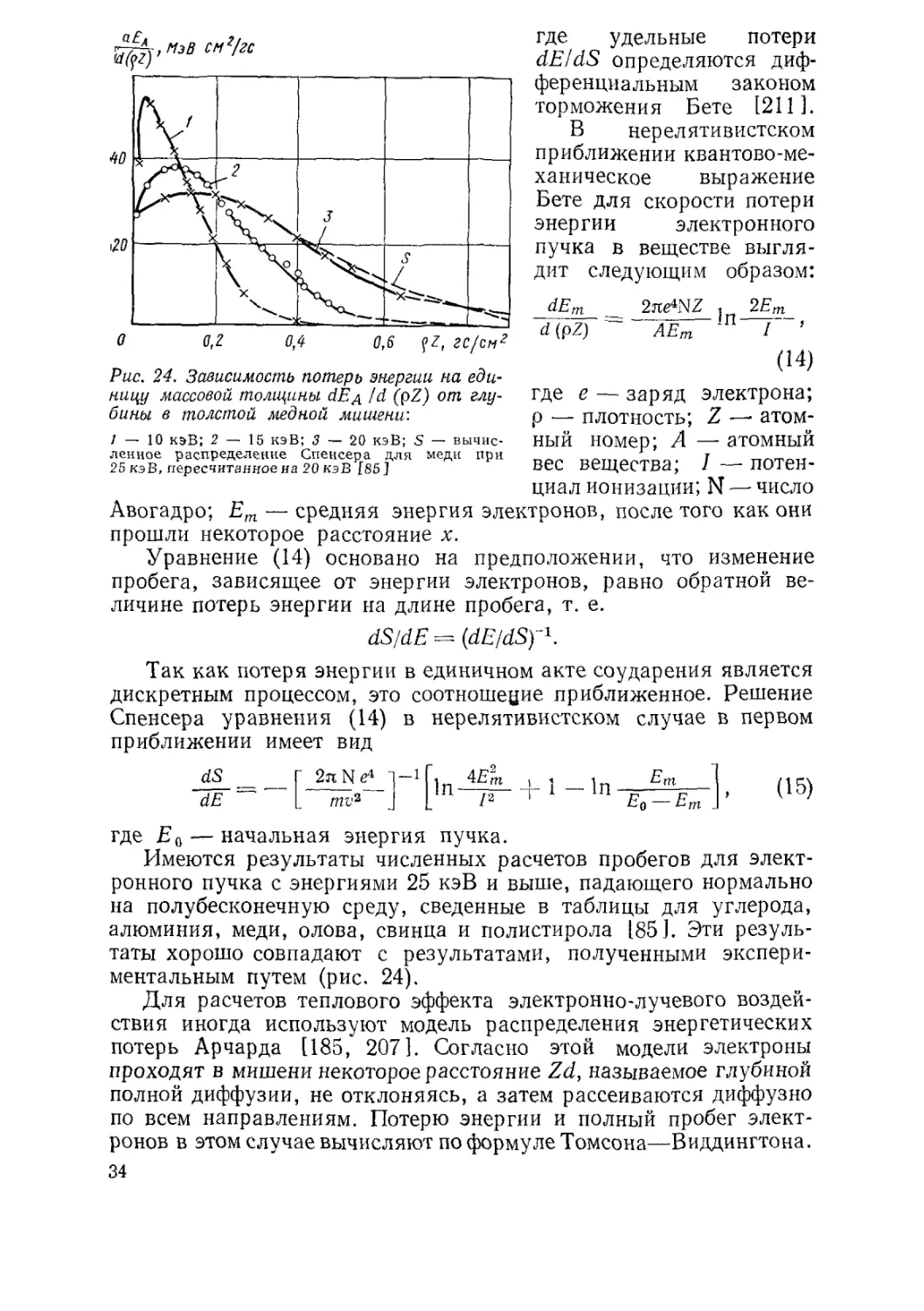
Рис. 24. Зависимость потерь энергии на еди-
ницу массовой толщины йЕд /d (pZ) от глу-
бины в толстой медной мишени'.
1 — 10 кэВ; 2 — 15 кэВ; 3 — 20 кэВ; S — вычис-
ленное распределение Спенсера для меди при
25 кэВ, пересчитанное на 20 кэВ [85]
dEm _ 2ne4NZ 1 2Ет
~d(pZ)~ ~ ’
(14)
где е — заряд электрона;
р — плотность; Z — атом-
ный номер; А —атомный
вес вещества; I — потен-
циал ионизации; N — число
Авогадро; Ет — средняя энергия электронов, после того как они
прошли некоторое расстояние х.
Уравнение (14) основано на предположении, что изменение
пробега, зависящее от энергии электронов, равно обратной ве-
личине потерь энергии на длине пробега, т. е.
dS/dE - (dE/dSy1.
Так как потеря энергии в единичном акте соударения является
дискретным процессом, это соотношение приближенное. Решение
Спенсера уравнения (14) в нерелятивистском случае в первом
приближении имеет вид
ds = __pNq-1 _ 1П
dE L тс2 J L /2 Eq — Ет
(15)
где £0 — начальная энергия пучка.
Имеются результаты численных расчетов пробегов для элект-
ронного пучка с энергиями 25 кэВ и выше, падающего нормально
на полубесконечную среду, сведенные в таблицы для углерода,
алюминия, меди, олова, свинца и полистирола 1851. Эти резуль-
таты хорошо совпадают с результатами, полученными экспери-
ментальным путем (рис. 24).
Для расчетов теплового эффекта электронно-лучевого воздей-
ствия иногда используют модель распределения энергетических
потерь Арчарда [185, 207]. Согласно этой модели электроны
проходят в мишени некотороерасстояние Zd, называемое глубиной
полной диффузии, не отклоняясь, а затем рассеиваются диффузно
по всем направлениям. Потерю энергии и полный пробег элект-
ронов в этом случае вычисляют по формуле Томсона—Виддингтона.
34
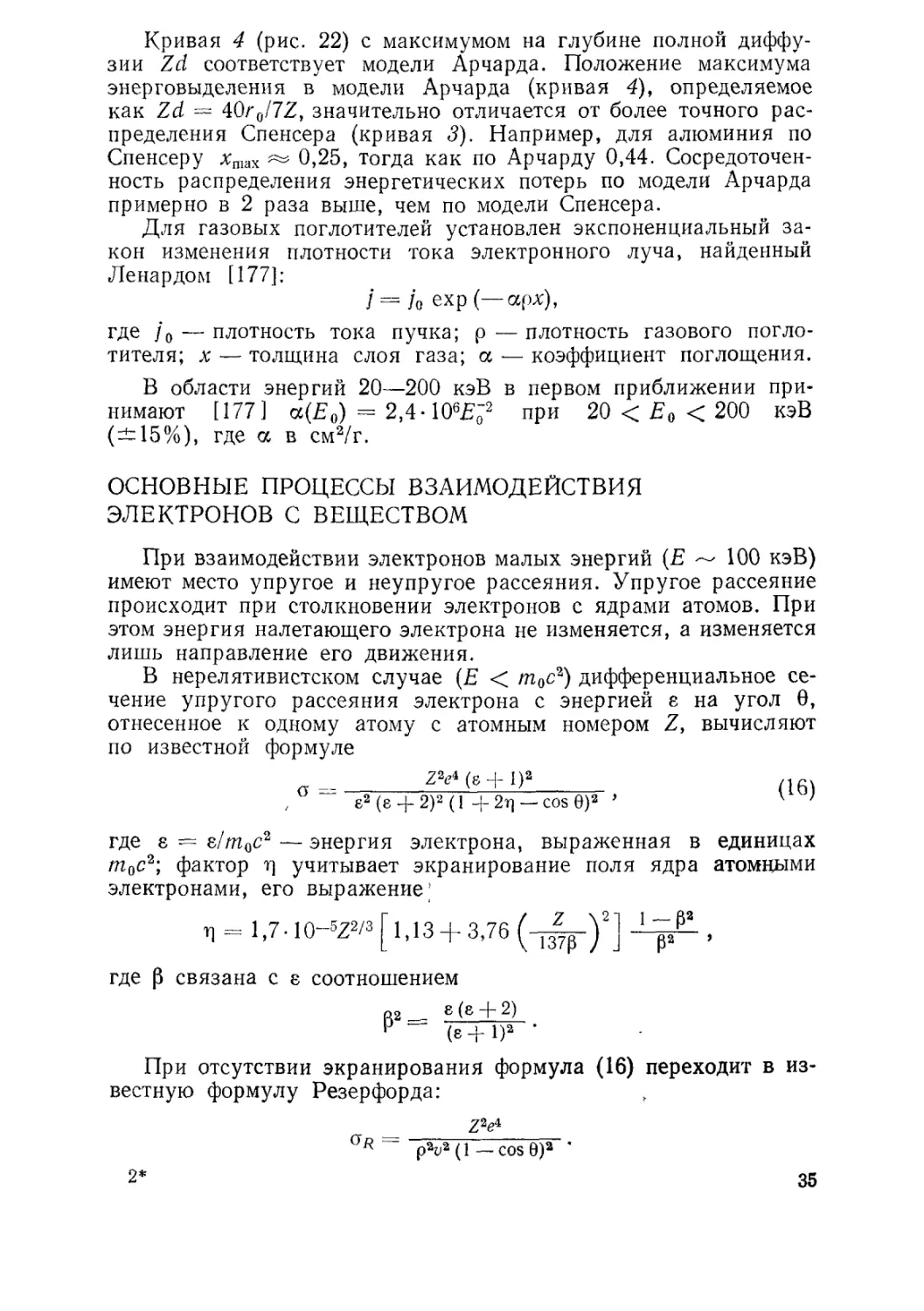
Кривая 4 (рис. 22) с максимумом на глубине полной диффу-
зии Zd соответствует модели Арчарда. Положение максимума
энерговыделения в модели Арчарда (кривая 4), определяемое
как Zd = 40ro/7Z, значительно отличается от более точного рас-
пределения Спенсера (кривая <?). Например, для алюминия по
Спенсеру хп]ах 0,25, тогда как по Арчарду 0,44. Сосредоточен-
ность распределения энергетических потерь по модели Арчарда
примерно в 2 раза выше, чем по модели Спенсера.
Для газовых поглотителей установлен экспоненциальный за-
кон изменения плотности тока электронного луча, найденный
Ленардом [177]:
/ = /о ехр (— арх),
где /0 — плотность тока пучка; р — плотность газового погло-
тителя; х — толщина слоя газа; а — коэффициент поглощения.
В области энергий 20—200 кэВ в первом приближении при-
нимают [177] сс(£0) - 2,4-106£7 при 20 < £0 < 200 кэВ
(=±zl5%), где а в см2/г.
ОСНОВНЫЕ ПРОЦЕССЫ ВЗАИМОДЕЙСТВИЯ
ЭЛЕКТРОНОВ С ВЕЩЕСТВОМ
При взаимодействии электронов малых энергий (Е — 100 кэВ)
имеют место упругое и неупругое рассеяния. Упругое рассеяние
происходит при столкновении электронов с ядрами атомов. При
этом энергия налетающего электрона не изменяется, а изменяется
лишь направление его движения.
В нерелятивистском случае (£ < ш0с2) дифференциальное се-
чение упругого рассеяния электрона с энергией е на угол 0,
отнесенное к одному атому с атомным номером Z, вычисляют
по известной формуле
, е2 (е + 2)2 (1 4- 2т] — cos 0)2 ? у 7
где s = е/т0с2 — энергия электрона, выраженная в единицах
т0с2; фактор т] учитывает экранирование поля ядра атомными
электронами, его выражение1
4 = 1,7.10^« [1,13 + 3,76
где р связана с в соотношением
02 е ~Ь 2)
Р (8+1)2 ’
При отсутствии экранирования формула (16) переходит в из-
вестную формулу Резерфорда:
р2и2 (1 — cos 0)2
2*
35
В релятивистском случае (Е /и0с2) сечение упругого рас-
сеяния можно выразить в виде слабосходящегося ряда, который
обычно рассчитывают численно.
Для случаев малых углов
ам (0) = aR [1 + cos у (1 - cos 0 + 2т] V2)j,
Г (х) — гамма-функция.
Как видно из выражения (16), сечение рассеяния велико для
малых углов. Поэтому, проходя слой вещества, электрон испы-
тывает некоторое число рассеяний на малые углы. Если число
рассеяний велико, то согласно теории многократного рассеяния
Вильямса, угловое распределение частиц можно описывать с по-
мощью распределения Гаусса.
Более строго проблема многократного рассеяния была рас-
смотрена в работах Гаудсмита и Саундерсона. В результате ре-
шения кинетического уравнения для рассеяния электронов (без
учета потерь энергии) им удалось получить функцию распределе-
ния угла при многократном рассеянии в виде ряда по полиномам
Лежандра:
где /(0) — функция плотности вероятности, применимая к любым
углам.
It (t) = 2nN j or (0; /) [1 — P/(cos 6)1sin 6 ^0,
0
здесь N — число атомов в 1 см3 вещества; t = рДх — толщина
слоя; сг(0,/) — сечение однократного рассеяния.
В результате неупругого воздействия быстрого электрона
с электроном атома первый теряет часть своей энергии и изменяет
направление движения. Атом при этом ионизируется или воз-
буждается. Средняя энергия, которую отдает быстрый электрон
на ионизацию и возбуждение при прохождении пути dt ~ pdx
в веществе, вычисляют по формуле непрерывных потерь Бете:
m =. 0,1533-i (ж дшони +
I dt I Др2 I 2 /1 — Р2 /2 (Z)
4- (1 -₽2)-In2[2/r=J2-(l - ₽2)] +4-(1 -/Т72?2)2}’
(17)
36
где А — атомный вес; Е — кинетическая энергия электронов,
Мэв; /(Z) — средний потенциал возбуждения атомов среды.
Для нерелятивистских электронов уравнение (17) переходит
в соотношение
1 = 0,0783/4. (18)
Формулы (17) и (18) получены в предположении индивидуаль-
ного взаимодействия частиц, что допустимо, когда кулоновское
взаимодействие между валентными электронами незначительно.
Однако во многих случаях оно существенно, и быстрая заряжен-
ная частица передает часть своей энергии некоторому коллективу
электронов, движущемуся согласованно вследствие их взаимо-
действия (коллективные электрон-электронные взаимодействия
или плазменные колебания). С учетом электрон-электронных
взаимодействий приближенная формула средних потерь энергии
для металлов с хорошо определенной валентной зоной имеет
вид
1-^1 = 0,3066 In 309,3 +
| dt 1 Лра ’ а 1
, _________(Д£)2________]п 3680а /Ё ..
“Г Г / ШлС2 \2 ДЕ ’ ' '
1 — ( ---2~ )
L \ Е 4- /77ОС2 /
В нерелятивистском приближении
|А|_ (20)
I dt I АЕ 1 < 2а0рЕ со ' 1
Здесь Д£ = /со — энергия плазмона в эВ; cz0 — радиус Бора;
/<с^=а-108 — импульс отсечки, определяемый как точка пере-
сечения кривых интенсивностей рассеяния при слабых и силь-
ных взаимодействиях.
Первые слагаемые правых частей выражений (19) и (20) со-
ответствуют передаче импульса при сильных взаимодействиях,
но в них, в отличие от формулы Бете, вместо потенциала иониза-
ции стоит импульс отсечки который по определению является
минимальным в области индивидуальных взаимодействий. Вторые
слагаемые представляют потери на плазменные колебания.
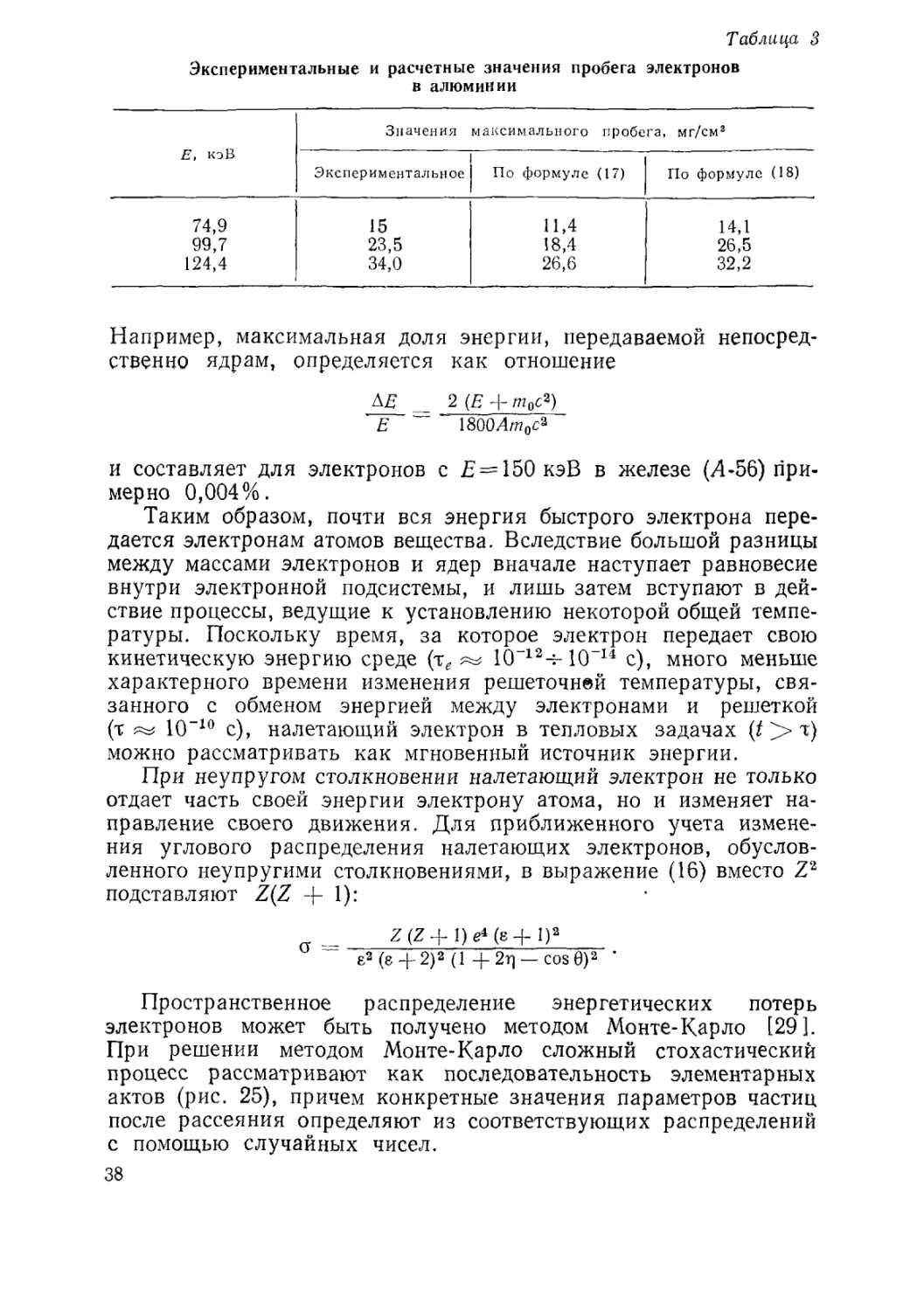
В табл. 3, полученной Г. Е. Гореликом, приведены макси-
мальные пробеги электронов в алюминии, рассчитанные по фор-
мулам (17) и (18), а также экспериментальные данные.
Как видно из табл. 3, учет плазменных колебаний улучшает
сходимость расчетных данных с экспериментом.
Часть энергии быстрого электрона при прохождении в твер-
дом теле теряется на возбуждение колебаний решетки. Однако
потери на электронно-фононные взаимодействия на три-четыре
порядка ниже ионизационных потерь, и ими можно пренебречь.
37
Таблица 3
Экспериментальные и расчетные значения пробега электронов
в алюминии
Е, кэВ Значения максимального пробега, мг/см2
Экспериментальное По формуле (17) По формуле (18)
74,9 15 11,4 14,1
99,7 23,5 18,4 26,5
124,4 34,0 26,6 32,2
Например, максимальная доля энергии, передаваемой непосред-
ственно ядрам, определяется как отношение
Л£ __ 2(Е+т0с^)
Е ~ 18ООЛтос3
и составляет для электронов с £ = 150 кэВ в железе (Д-56) при-
мерно 0,004%.
Таким образом, почти вся энергия быстрого электрона пере-
дается электронам атомов вещества. Вследствие большой разницы
между массами электронов и ядер вначале наступает равновесие
внутри электронной подсистемы, и лишь затем вступают в дей-
ствие процессы, ведущие к установлению некоторой общей темпе-
ратуры. Поскольку время, за которое электрон передает свою
кинетическую энергию среде 10“12-ь10-14 с), много меньше
характерного времени изменения решеточней температуры, свя-
занного с обменом энергией между электронами и решеткой
(т 10"10 с), налетающий электрон в тепловых задачах (/ > т)
можно рассматривать как мгновенный источник энергии.
При неупругом столкновении налетающий электрон не только
отдает часть своей энергии электрону атома, но и изменяет на-
правление своего движения. Для приближенного учета измене-
ния углового распределения налетающих электронов, обуслов-
ленного неупругими столкновениями, в выражение (16) вместо Z2
подставляют Z(Z + 1):
су Z(Z + l)e4s+D2
е2 (8 + 2)2 (1 + 2г] — cos 0)2
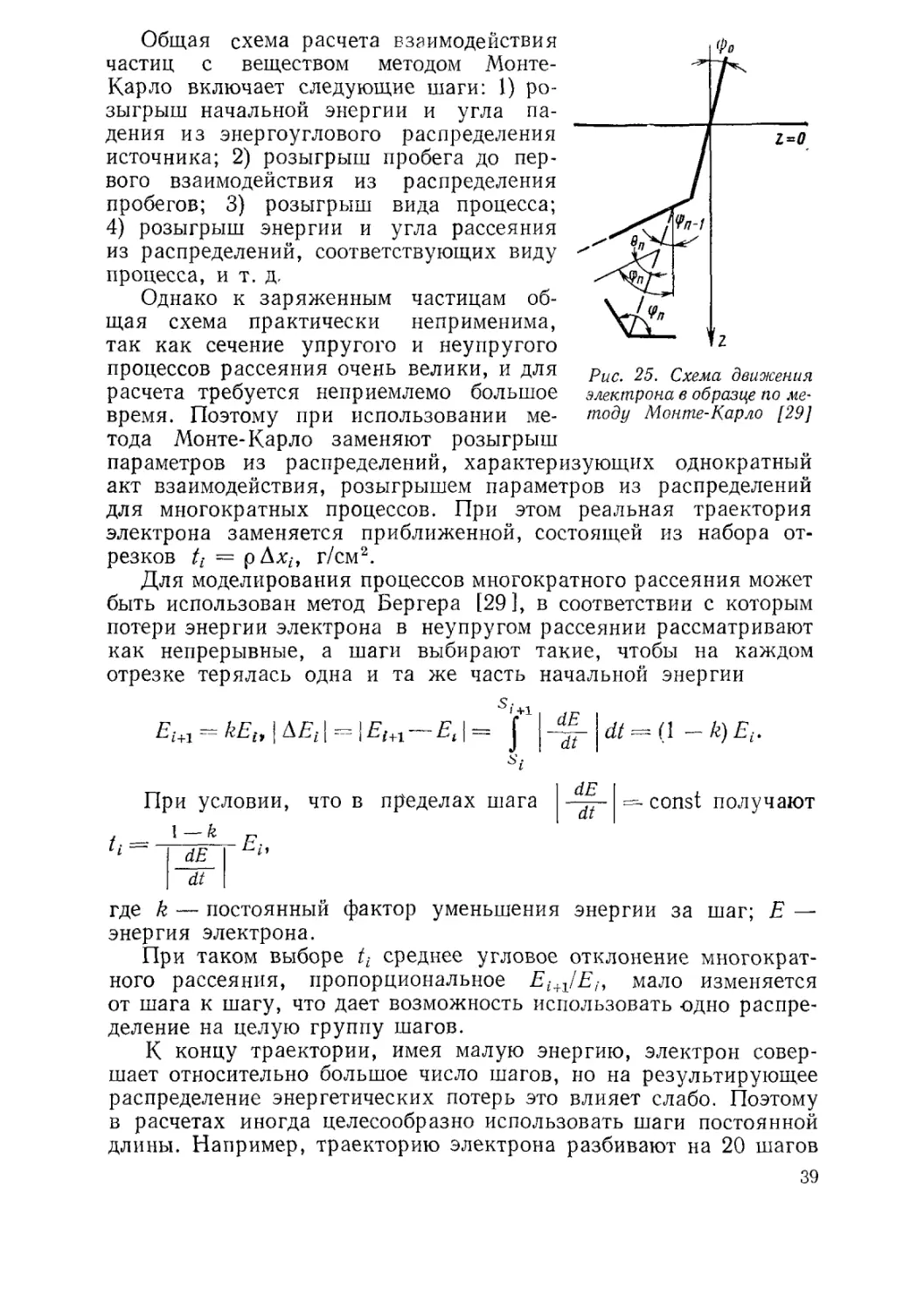
Пространственное распределение энергетических потерь
электронов может быть получено методом Монте-Карло [29].
При решении методом Монте-Карло сложный стохастический
процесс рассматривают как последовательность элементарных
актов (рис. 25), причем конкретные значения параметров частиц
после рассеяния определяют из соответствующих распределений
с помощью случайных чисел.
38
неприменима,
Рис. 25. Схема движения
электрона в образце по ле-
тоду Монте-Карло [29]
Общая схема расчета взаимодействия
частиц с веществом методом Монте-
Карло включает следующие шаги: 1) ро-
зыгрыш начальной энергии и угла па-
дения из энергоуглового распределения
источника; 2) розыгрыш пробега до пер-
вого взаимодействия из распределения
пробегов; 3) розыгрыш вида процесса;
4) розыгрыш энергии и угла рассеяния
из распределений, соответствующих виду
процесса, и т. д.
Однако к заряженным частицам об-
щая схема практически
так как сечение упругого и неупругого
процессов рассеяния очень велики, и для
расчета требуется неприемлемо большое
время. Поэтому при использовании ме-
тода Монте- Карло заменяют розыгрыш
параметров из распределений, характеризующих однократный
акт взаимодействия, розыгрышем параметров из распределений
для многократных процессов. При этом реальная траектория
электрона заменяется приближенной, состоящей из набора от-
резков ti = рДх/, г/см2.
Для моделирования процессов многократного рассеяния может
быть использован метод Бергера [29], в соответствии с которым
потери энергии электрона в неупругом рассеянии рассматривают
как непрерывные, а шаги выбирают такие, чтобы на каждом
отрезке терялась одна и та же часть начальной энергии
Ei+1 — kEl,\^El\ — \Ei+1—Et\ = j -£)£.,
гт I dE I ,
При условии, что в пределах шага \^~ — const получают
I — k
энергии за шаг; Е —
отклонение многократ-
мало изменяется
[.==: —__~Е-
' I I Н
I dt I
где k — постоянный фактор уменьшения
энергия электрона.
При таком выборе tL среднее угловое
ного рассеяния, пропорциональное Ei+1!E^
от шага к шагу, что дает возможность использовать одно распре-
деление на целую группу шагов.
К концу траектории, имея малую энергию, электрон совер-
шает относительно большое число шагов, но на результирующее
распределение энергетических потерь это влияет слабо. Поэтому
в расчетах иногда целесообразно использовать шаги постоянной
длины. Например, траекторию электрона разбивают на 20 шагов
39
no 0,05ro 129]. Радиус Бете г0 является удобным базисом для
выбора величины шага, так как распределение рассеяния слабо
меняется с изменением энергии падающего пучка, если про-
странственные координаты выражены через доли г0.
Удачный выбор ti позволяет ослабить некоторые существен-
ные недостатки теории многократного рассеяния. Дело в том,
что в угловом распределении для многократного рассеяния не
принимают во внимание потери энергии на упругое рассеяние,
а в распределении потерь энергии при неупругом рассеянии не
учитывают многократное рассеяние. Поскольку при розыгрыше
углов каждый раз в качестве входной энергии берут энергию
с учетом потери, удается хотя бы частично связать ранее неза-
висимые распределения.
Розыгрыш угла рассеяния частицы к концу шага осуществляют
из соответствующего вероятностного распределения с помощью
метода обратной функции. Обычно этот метод используют в тех
случаях, когда переход от закона равномерного распределения
к заданному не удается провести в аналитическом виде.
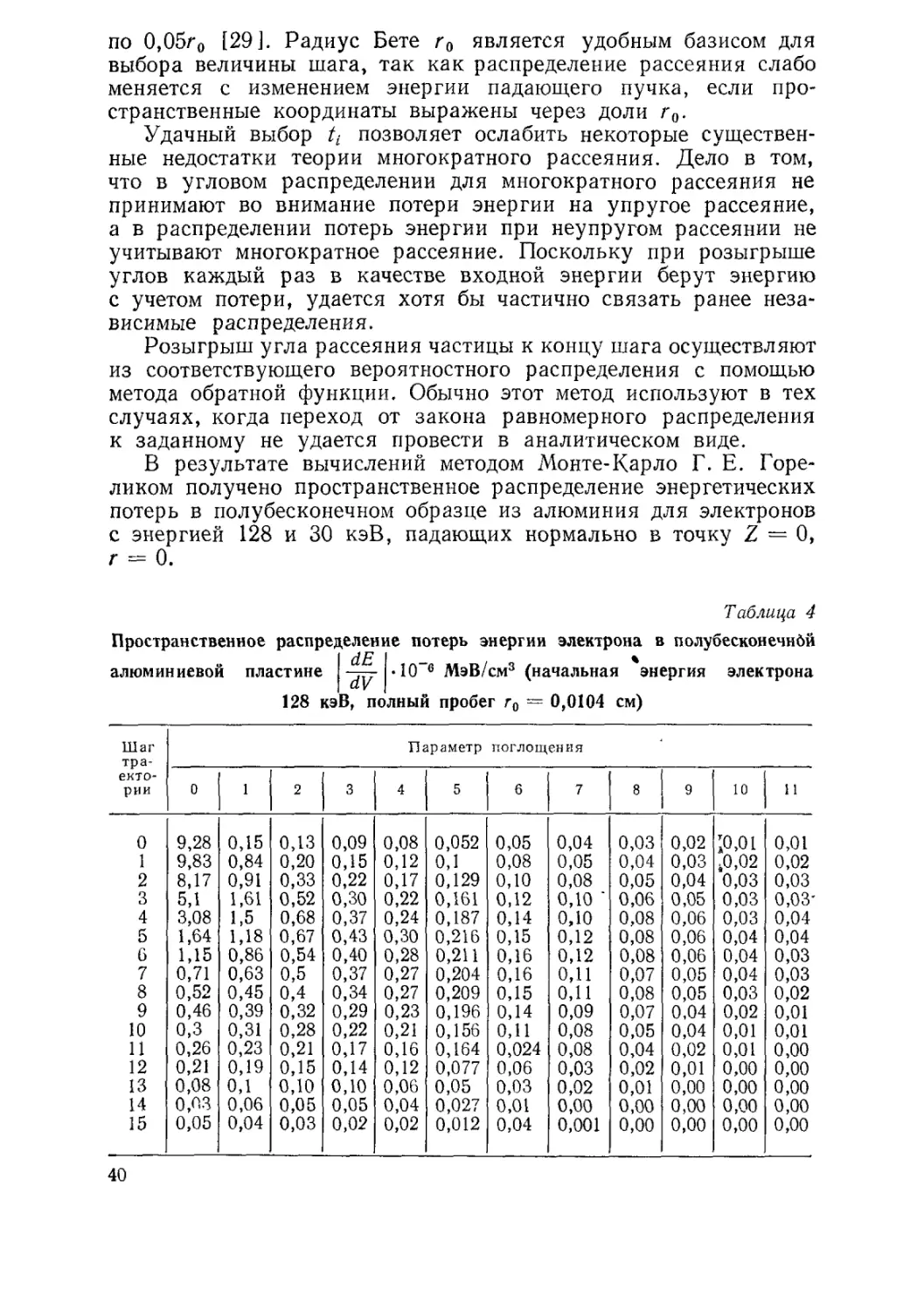
В результате вычислений методом Монте-Карло Г. Е. Горе-
ликом получено пространственное распределение энергетических
потерь в полубесконечном образце из алюминия для электронов
с энергией 128 и 30 кэВ, падающих нормально в точку Z = 0,
г - 0.
Таблица 4
Пространственное распределение потерь энергии электрона в полубесконечнбй
алюминиевой пластине |-^-|*10“6 МэВ/см3 (начальная 'энергия электрона
128 кэВ, полный пробег г0 = 0,0104 см)
Шаг тра- екто- рии Параметр поглощения
0 1 2 3 4 5 6 7 8 9 10 11
0 9,28 0,15 0,13 0,09 0,08 0,052 0,05 0,04 0,03 0,02 ;o,oi 0,01
1 9,83 0,84 0,20 0,15 0,12 0,1 0,08 0,05 0,04 0,03 .0,02 0,02
2 8,17 0,91 0,33 0,22 0,17 0,129 0,10 0,08 0,05 0,04 0,03 0,03
3 5,1 1,61 0,52 0,30 0,22 0,161 0,12 0,10 ' 0,06 0,05 0,03 0,03'
4 3,08 1,5 0,68 0,37 0,24 0,187 0,14 0,10 0,08 0,06 0,03 0,04
5 1,64 1,18 0,67 0,43 0,30 0,216 0,15 0,12 0,08 0,06 0,04 0,04
6 1,15 0,86 0,54 0,40 0,28 0,211 0,16 0,12 0,08 0,06 0,04 0,03
7 0,71 0,63 0,5 0,37 0,27 0,204 0,16 0,11 0,07 0,05 0,04 0,03
8 0,52 0,45 0,4 0,34 0,27 0,209 0,15 0,11 0,08 0,05 0,03 0,02
9 0,46 0,39 0,32 0,29 0,23 0,196 0,14 0,09 0,07 0,04 0,02 0,01
10 0,3 0,31 0,28 0,22 0,21 0,156 0,11 0,08 0,05 0,04 0,01 0,01
И 0,26 0,23 0,21 0,17 0,16 0,164 0,024 0,08 0,04 0,02 0,01 0,00
12 0,21 0,19 0,15 0,14 0,12 0,077 0,06 0,03 0,02 0,01 0,00 0,00
13 0,08 0,1 0,10 0,10 0,06 0,05 0,03 0,02 0,01 0,00 0,00 0,00
14 0,03 0,06 0,05 0,05 0,04 0,027 0,01 0,00 0,00 0,00 0,00 0,00
15 0,05 0,04 0,03 0,02 0,02 0,012 0,04 0,001 0,00 0,00 0,00 0,00
40
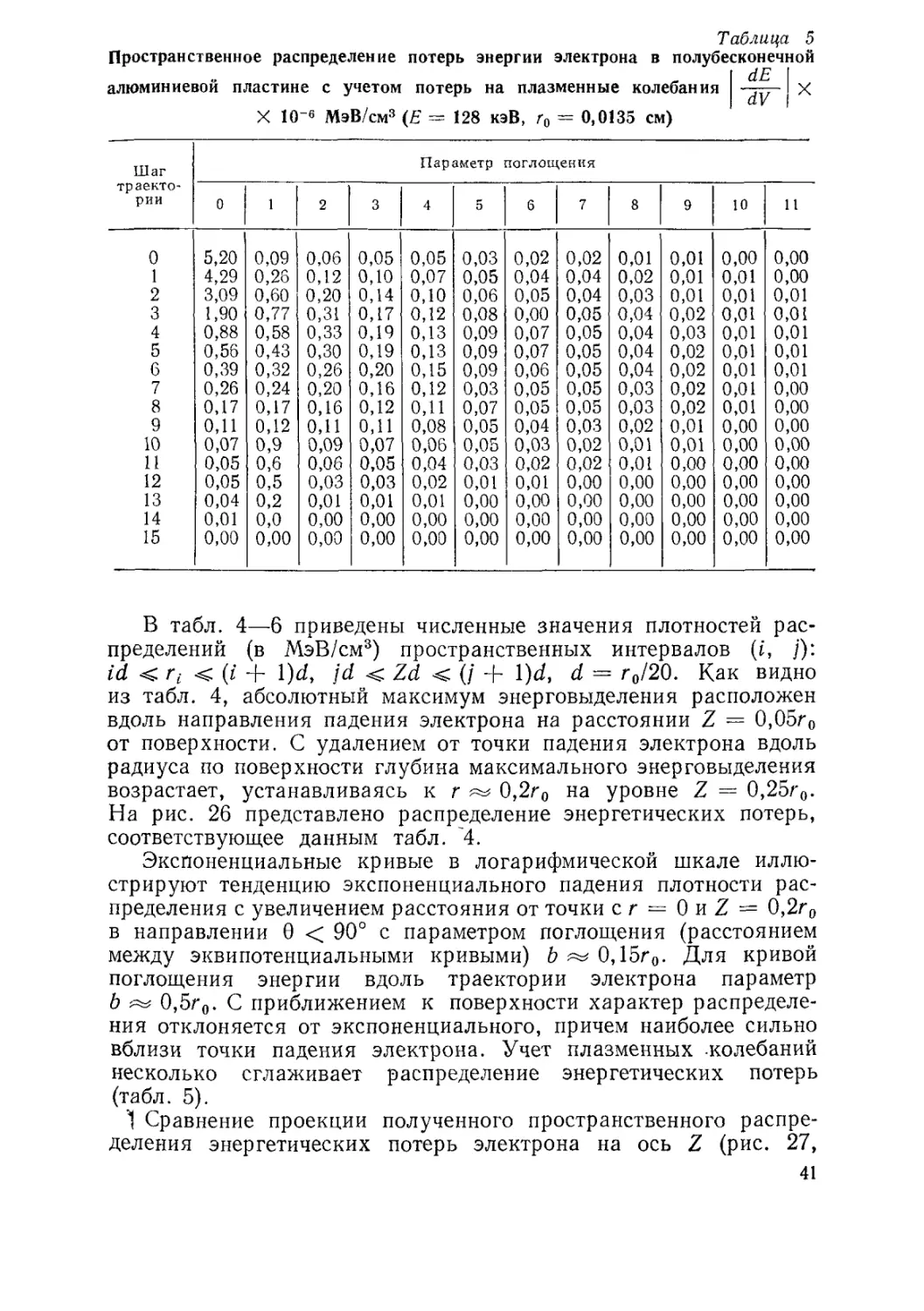
Таблица 5
Пространственное распределение потерь энергии электрона в полубесконечной
I ЛЕ |
алюминиевои пластине с учетом потерь на плазменные колебания X
X 10-6 МэВ/см3 (Е = 128 кэВ, г0 — 0,0135 см)
Параметр поглощения
траекто- рии 0 1 2 3 4 5 6 7 8 9 10 11
0 5,20 0,09 0,06 0,05 0,05 0,03 0,02 0,02 0,01 0,01 0,00 0,00
1 4,29 0,26 0,12 0,10 0,07 0,05 0,04 0,04 0,02 0,01 0,01 0,00
2 3,09 0,60 0,20 0,14 0,10 0,06 0,05 0,04 0,03 0,01 0,01 0,01
3 1,90 0,77 0,31 0,17 0,12 0,08 0,00 0,05 0,04 0,02 0,01 0,01
4 0,88 0,58 0,33 0,19 0,13 0,09 0,07 0,05 0,04 0,03 0,01 0,01
5 0,56 0,43 0,30 0,19 0,13 0,09 0,07 0,05 0,04 0,02 0,01 0,01
6 0,39 0,32 0,26 0,20 0,15 0,09 0,06 0,05 0,04 0,02 0,01 0,01
7 0,26 0,24 0,20 0,16 0,12 0,03 0,05 0,05 0,03 0,02 0,01 0,00
8 0,17 0,17 0,16 0,12 0,11 0,07 0,05 0,05 0,03 0,02 0,01 0,00
9 0,11 0,12 0,11 0,11 0,08 0,05 0,04 0,03 0,02 0,01 0,00 0,00
10 0,07 0,9 0,09 0,07 0,06 0,05 0,03 0,02 0,01 0,01 0,00 0,00
11 0,05 0,6 0,06 0,05 0,04 0,03 0,02 0,02 0,01 0,00 0,00 0,00
12 0,05 0,5 0,03 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00
13 0,04 0,2 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00
14 0,01 0,0 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
15 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
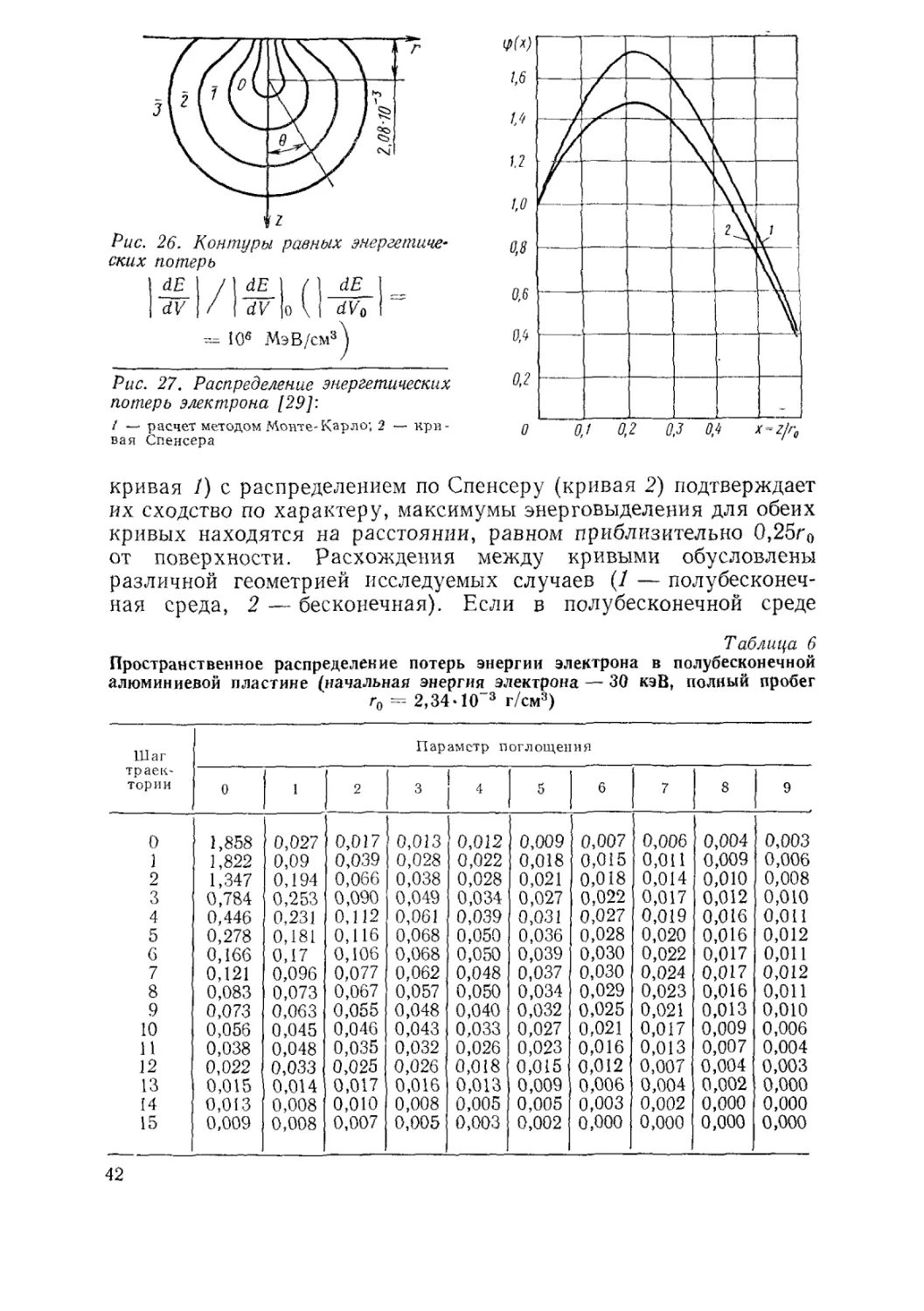
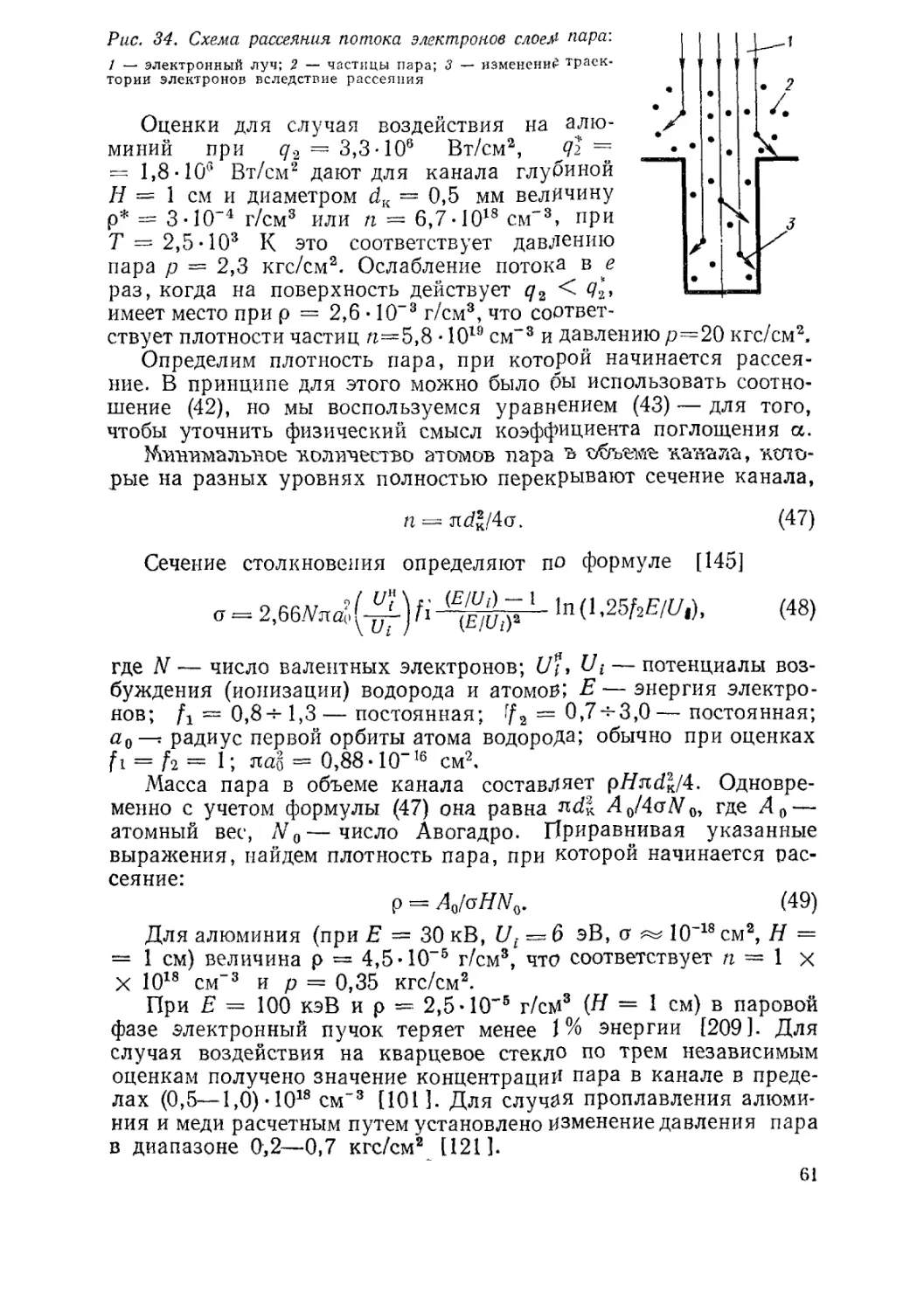
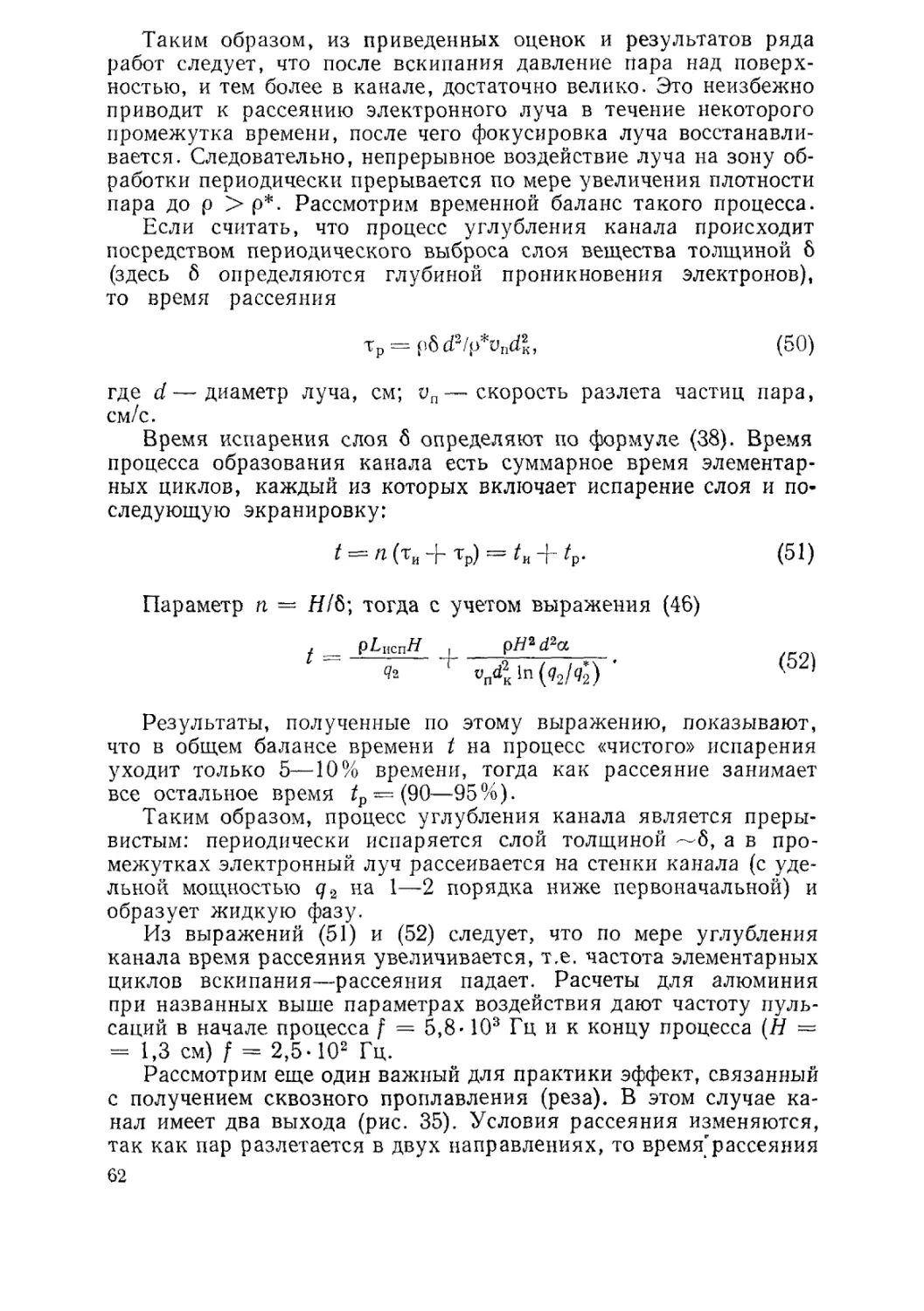
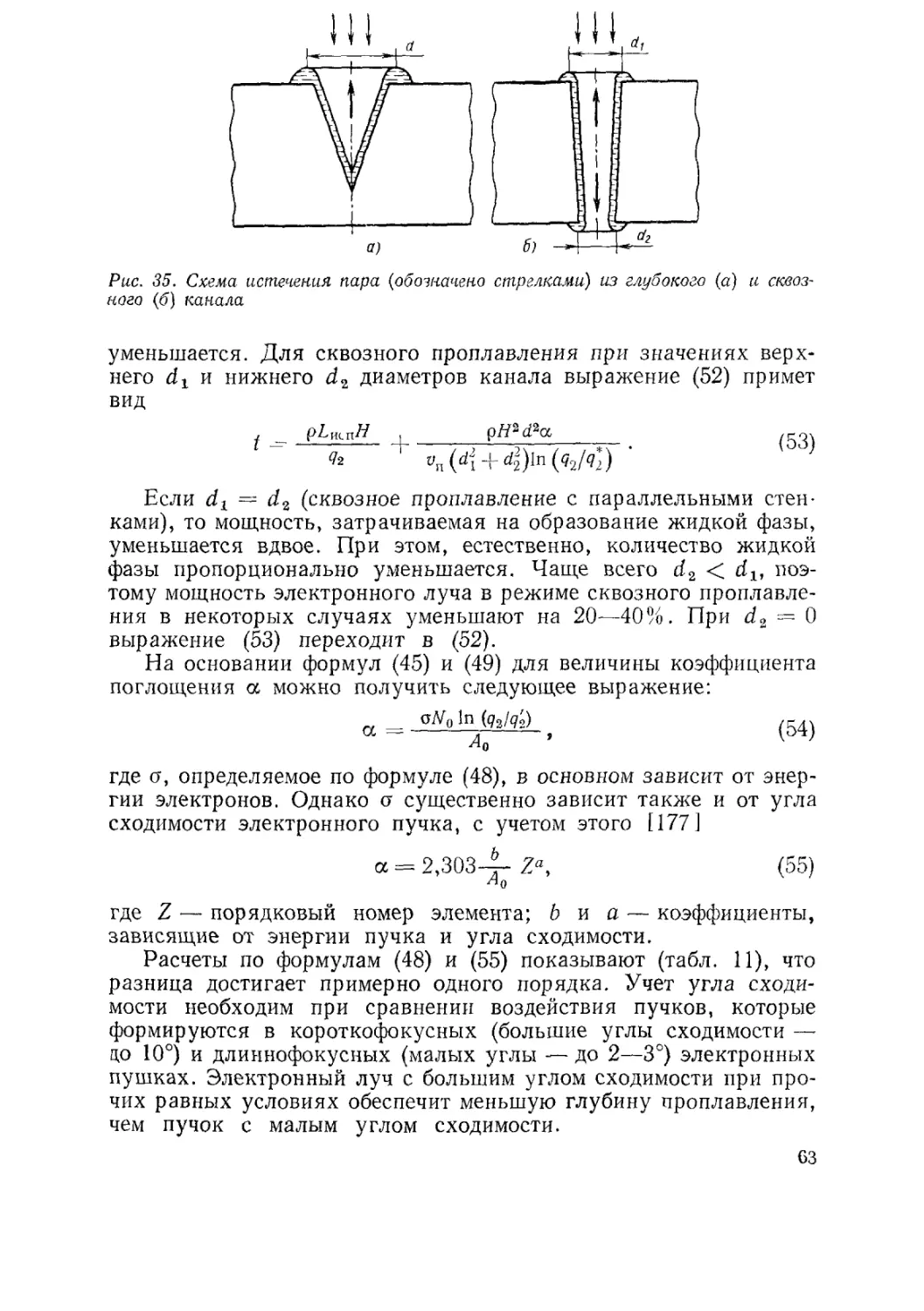
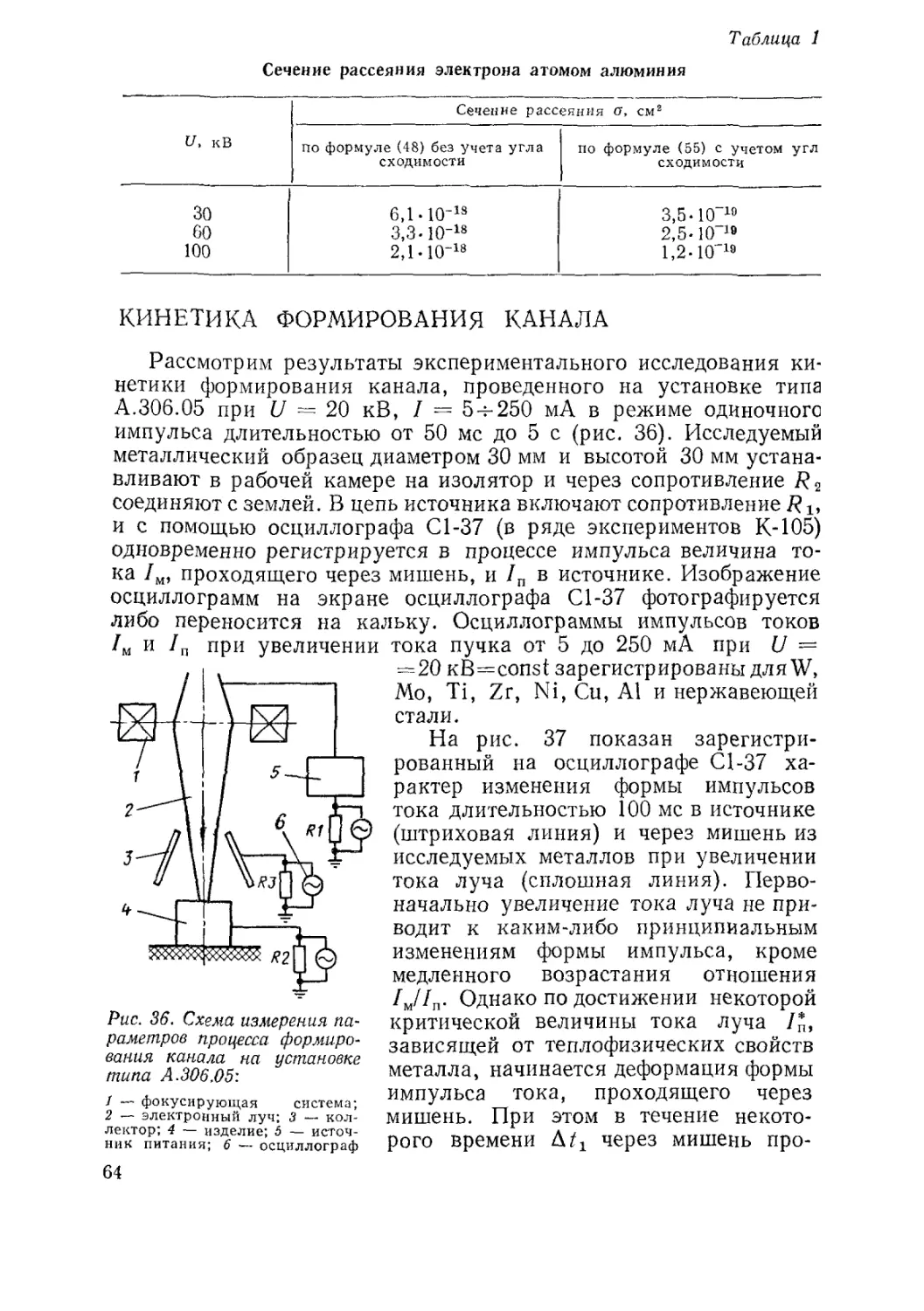
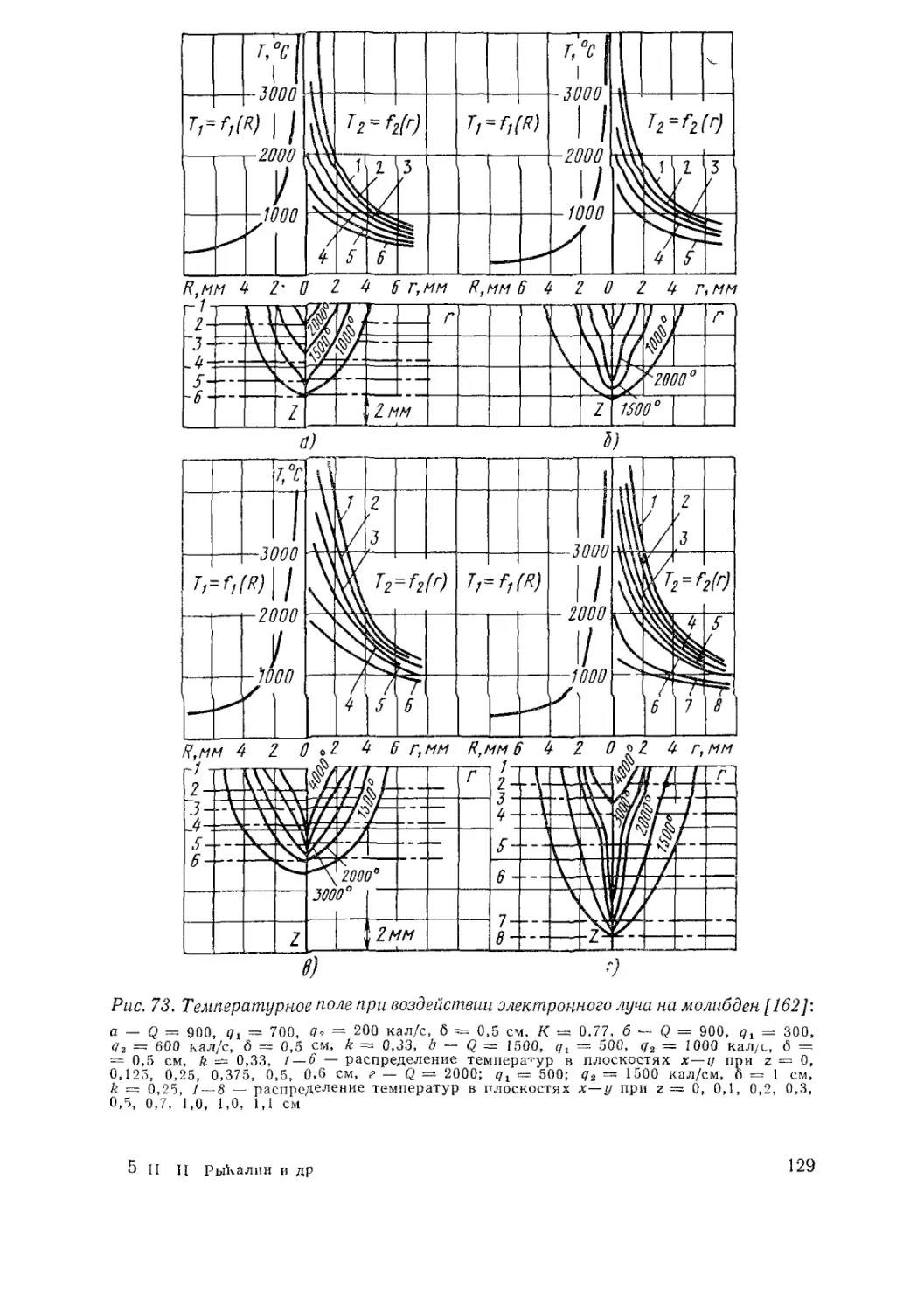
В табл. 4—6 приведены численные значения плотностей рас-
пределений (в МэВ/см3) пространственных интервалов (/, /):
id < rl < (z + l)d, jd < Zd < (/ + 1)J, d = ro/20. Как видно
из табл. 4, абсолютный максимум энерговыделения расположен
вдоль направления падения электрона на расстоянии Z = О,О5го
от поверхности. С удалением от точки падения электрона вдоль
радиуса по поверхности глубина максимального энерговыделения
возрастает, устанавливаясь к г 0,2го на уровне Z = О,25го.
На рис. 26 представлено распределение энергетических потерь,
соответствующее данным табл. "4.
Экспоненциальные кривые в логарифмической шкале иллю-
стрируют тенденцию экспоненциального падения плотности рас-
пределения с увеличением расстояния от точки с г = 0 и Z = 0,2го
в направлении 0 < 90° с параметром поглощения (расстоянием
между эквипотенциальными кривыми) Ь О,15го- Для кривой
поглощения энергии вдоль траектории электрона параметр
b 0,5г0. С приближением к поверхности характер распределе-
ния отклоняется от экспоненциального, причем наиболее сильно
вблизи точки падения электрона. Учет плазменных -колебаний
несколько сглаживает распределение энергетических потерь
(табл. 5).
1 Сравнение проекции полученного пространственного распре-
деления энергетических потерь электрона на ось Z (рис. 27,
41
Рис. 26. Контуры равных энергепгиче*
ских потерь
1 dE I / 1 dE 1 / 1 dE 1
\dV I / I dV |o к I dV0 I
— 10е МэВ/см3^
Puc. 27. Распределение энергетических
потерь электрона [29]:
/ — расчет методом Монте-Карло; 2 — кри-
вая Спенсера
кривая /) с распределением по Спенсеру (кривая 2) подтверждает
их сходство по характеру, максимумы энерговыделения для обеих
кривых находятся на расстоянии, равном приблизительно О,25го
от поверхности. Расхождения между кривыми обусловлены
различной геометрией исследуемых случаев (/ — полубесконеч-
ная среда, 2 — бесконечная). Если в полубесконечной среде
Таблица 6
Пространственное распределение потерь энергии электрона в полубесконечной
алюминиевой пластине (начальная энергия электрона — 30 кэВ, полный пробег
г0 = 2,34* 10 3 г/см3)
Параметр поглощения
траек- тории 0 1 2 3 4 5 6 7 8 9
0 1,858 0,027 0,017 0,013 0,012 0,009 0,007 0,006 0,004 0,003
1 1,822 0,09 0,039 0,028 0,022 0,018 0,015 0,011 0,009 0,006
2 1,347 0,194 0,066 0,038 0,028 0,021 0,018 0,014 0,010 0,008
3 0,784 0,253 1 0,090 0,049 0,034 0,027 0,022 0,017 0,012 0,010
4 0,446 0,231 0,112 0,061 0,039 0,031 0,027 0,019 0,016 0,011
5 0,278 0,181 0,116 0,068 0,050 0,036 0,028 0,020 0,016 0,012
6 0,166 0,17 0,106 0,068 0,050 0,039 0,030 0,022 0,017 0,011
7 0,121 0,096 0,077 0,062 0,048 0,037 0,030 0,024 0,017 0,012
8 0,083 0,073 0,067 0,057 0,050 0,034 0,029 0,023 0,016 0,011
9 0,073 0,063 0,055 0,048 0,040 0,032 0,025 0,021 0,013 0,010
10 0,056 0,045 0,046 0,043 0,033 0,027 0,021 0,017 0,009 0,006
И 0,038 0,048 0,035 0,032 0,026 0,023 0,016 0,013 0,007 0,004
12 0,022 0,033 0,025 0,026 0,018 0,015 0,012 0,007 0,004 0,003
13 0,015 0,014 0,017 0,016 0,013 0,009 0,006 0,004 0,002 0,000
14 0,013 0,008 0,010 0,008 0,005 0,005 0,003 0,002 0,000 0,000
15 0,009 0,008 0,007 0,005 0,003 0,002 0,000 0,000 0,000 0,000
42
Рис. 28. Модель зоны взаимодействия мо-
нокинетического электронного пучка с ве-
ществом [14 J:
1 — мишень; 2 — пучок электронов; 3 - зо-
на рассеяния пучка при столкновениях на
малые углы; 4 — зона диффузио-рассеянных
электронов; 5 — область рассеяния электро-
нов при столкновениях на большие углы (в на-
правлении к поверхности)
Рис. 29. Схема движения электронов
монокинетического пучка в веществе
[14]-.
/ — пучок электронов; 2 — вещество;
3 — огибающая траекторий электронов
отраженные электроны автоматически исключаются из рассмотре-
ния, то в распределении по Спенсеру, полученном для монона-
правленного моноэнергетического источника электронов в бес-
конечной среде, некоторые из электронов, ушедших из области
Z > 0, в результате столкновений могут вернуться, что несколько
сглаживает распределение вблизи поверхности.
Из сравнения данных табл. 4 и 6 можно сделать вывод о том,
что характер пространственного распределения энергетических по-
терь электрона, выраженный в единицах полного пробега, в до-
вольно широких пределах слабо зависит от энергии.
Форма и размеры зоны взаимодействия электронного луча
с веществом (рис. 28, 29) могут быть также получены аналити-
чески при условии, что в пучке электронов при движении в среде
происходит: а) непрерывное изменение усредненной энергии
электронов на единицу пути; б) уменьшение числа электронов
в пучке за счет рассеяния на большие углы (считается, что такие
столкновения однократны, и обратного попадания рассеянных
электронов в пучок не происходит); в) возрастание угла раствора
пучка в веществе вследствие углового разброса направлений
движения электронов (при угле раствора пучка а > л/2 движение
электронов в среде предполагается диффузионным, т. е. равно-
вероятным во всех направлениях) [14].
В этом случае при расчете принято, что изменение энергии
электрона подчиняется закону непрерывных потерь энергии Бете.
Изменение направления движения электрона определяется сече-
нием упругого рассеяния Резерфорда, а неупругими столкнове-
ниями пренебрегают. Принято также, что после прохождения
в среде элементарного пути AS электроны в пучке изменяют
43
первоначальное направление своего движения на средний угол
Да, что приводит к увеличению угла раствора пучка a(S + AS)
на ту же величину, т. е.
a (S AS) — Q' (S) = Да.
Число электронов dn, рассея^НЬ1Х в материале в телесном
угле dQ на пути от S до S + dS, определяют из формулы Резер-
форда:
<21>
Закон непрерывных потерь энерГИИ электронов по Бете вы-
ражают уравнением
dE _ 2neWZ 2£ (S) /99х
~ds~ " “ЁТЗГ1п —/ <22>
Число электронов пучка, рассеянных в направлении к по-
верхности, после прохождения элементарного пути dS, соответ-
ствующего средней потери энергии dE, определяют, заменив
-великину jdS J 4(2J,1 зе Значением из уравнения >22} и
интегрируя по азимутальному угЛу ф в пределах 0 с (р <2л
и полярному углу Ф в пределах л/2 < ф < л по соотношению
=4'Ж (Ч'|п D <23>
где n(S) и £(S) — число и энергии электронов, прошедших в ве-
ществе путь S; е — заряд электрона; N —число атомов в см3;
Z — атомный номер; 7(- — средний потенциал ионизации (7 =
= 10,52, эВ).
Число электронов пучка с энергией £, прошедших путь в ма-
териале S, получают интегрированием дифференциального урав-
нения (23):
п(£)•=«□[In(24)
где п0 — число первичных электронов; Ео — начальная энергия
электронов.
Связь между энергией электрона E(S) и величиной S полу-
чают интегрированием уравнения (22):
<?____1 Т Е dE _________1 г £§ £2 •]
ine^NZ J ln(2E//;) ~ 4ne4W^ [ In (2£0//,)' In (2Е/С) J ‘
Е
(25)
Среднее приращение угла рассеЯНИя электронов пучка на эле-
ментарном пути AS определяют к^к
S+AS Л 2л JS4-AS л 2л
(Да)= J ПФМ J 26
S ДФ о Is ДФ о
44
(27)
прошед-
После ряда преобразований из уравнений (25) и (26) полу-
чают величину угла раствора а пучка электронов с энергией
E(S):
's2T“T1"[lnTLlln^-]-
Координаты огибающей треков электронов (рис. 30),
ших путь S в материале, определяют из выражений
s
X = + J Sin [a (S) + а0] dS = +
о
+ cos а0 j sin а (S) dS + sin а0 J cos a (S) dS;
о 0
s s '
у = j cos [a (S) + a0] dS = cosa0 j cos a (S) dS •—
о 0
s
•— sin a0 [ sin a (S) dS.
6
При a(S) = 90° величину энергии, координаты поверхности
полного диффузионного рассеяния электронов и числа электро-
нов, дошедших до глубины полного диффузионного рассеяния,
определяют из выражений
tg2 (3 __ 2 ]/2)- =4-!n (1п-^/1п#Ц ^0,18;
4 о \ J i [ 11 /
(28)
xd
_ d0 , 0,545£j , sin a0 L Qr- [
— 2 “I" neW2 rte^Z2 I ’ [ In (2£'0//г)
- мЙ7тт]2-°>413£Ф
yd tte^Z2 (0,25Z _ In (E0//i) In (2fd/Zz) 3 0,413^J
0,545£^ sin a0
trteWZ2 ’
<J _ 1 Г El El 1.
^4 ~ 4neW L In (Sfo/ZJ In &EdUt) J ’
nd = n0 0,83no.
45
Таблица 7
Форма и размеры зоны взаимодействия электронного пучка
с некоторыми материалами [14]
Материал эВ Ео, кэВ So, мкм Е^, кэВ S^, мкм х^, мкм У^, мкм
10 0,985 5,650 0,632 0,266 0,431
А1 136,5 50 18,600 24,200 14,200 4,860 10,530
100 67,300 44,000 52,700 16,070 40,570
10 1,120 6,100 0,660 0,296 0,437
Si 147 50 21,200 28,000 13,900 6,272 9,165
100 76,500 52,000 53,700 21,632 37,370
10 0,377 7,850 0,129 0,080 0,069
Х20Н80 285,6 50 6,830 36,600 2,910 1,729 1,605
100 24,400 71,400 11,250 6,576 6,285
10 0,378 8,000 0,124 0,076 0,067
Си 304,5 50 6,810 37,200 2,830 1,651 1,584
100 24,400 73,000 10,800 6,359 6,000
10 0,291 9,400 0,030 0,025 0,011
Та 766,5 50 4,860 45,500 0,760 0,590 0,315
100 17,100 90,000 3,000 2,309 1,257
10 0,252 9,450 0,023 0,022 0,007
W 777 50 4,200 45,750 0,600 0,506 0,218
100 19,700 90,500 2,400 1,980 0,905
10 0,630 4,900 0,448 0,172 0,318
AI2O3 111,3 50 12,000 19,900 9,800 2,830 7,663
100 54,000 39,600 46,080 11,210 37,617
10 1,140 4,900 0,824 0,305 0,594
SiO2 116,6 50 21,600 20,000 17,600 5,080 13,765
100 78,500 35,600 67,000 16,090 54,852
1и 0,780 5,000 0,553 0,219 0,388
Si3N4 117,6 50 15,000 20,500 12,100 3,680 9,310
100 54,000 37,200 45,300 12,124 36,146
10 0,620 5,650 0,437 0,140 0,331
TiO2 133 50 12,000 24,500 8,820 3,222 6,387
100 52,000 45,600 42,000 11,170 33,567
10 0,460 7,800 0,170 0,097 0,097
Та2О5 279 50 8,200 36,000 3,700 2,063 2,150
100 29,400 70,500 13,900 7,872 7,957
46
Из результатов расчета параметров взаимодействия электрон-
ного луча с некоторыми материалами, приведенных в табл. 7,
следует, что величина тока отраженных электронов для малых
значений Z (Z < 30) определяется упругим рассеянием с откло-
нением на большие углы, для Z > 30 доля прошедших в материал
электронов уменьшается за счет выхода на поверхность диффу-
зионно рассеянных электронов.
характеристики теплового источника
ПРИ ЭЛЕКТРОННО-ЛУЧЕВОМ ВОЗДЕЙСТВИИ
Учитывая, что распределение плотности тока по сечению луча
близко к закону Гаусса, а распределение энергии по глубине
пробега электронов пучка имеет максимум, можно представить
тепловой источник при электронно-лучевом воздействии как нор-
мально распределенный по поверхности и объему с максимумом
под поверхностью нагреваемого тела (рис. 30).
Для оценки критических параметров такого теплового источ-
ника рассмотрим задачу о температурном поле полуограниченного
тела, нагреваемого объемным источником [54, 205].
Объемный источник теплоты может быть описан уравнением
Я у', z) •= % ехр [— (х2 + у'2) - (г' - Л)2 /г2].
Задание на поверхности тела (с координатой z — 0) адиаба-
тического граничного условия требует введения отраженного
относительно поверхности г ~ 0 источника для расчета распреде-
ления температуры. В последующем «отраженную» часть тем-
пературного распределения, обусловленную действием зеркаль-
ного источника, не учитывают, так как
представляющих для наших целей наи-
больший интерес, «отраженная» часть
температурного поля пропорциональна
ехр [—4/i2fe2b
Изменение температуры в точке с коор-
динатами х, //, г в момент т [153]
dT (х, у, z, т) =
: ехр [- (х’2 + у2) kr -
/2 ”1
— (zf - - /г)2 k2--------dxf dy( dzr dx,
где г'2 = (х — х')3+ (у — /)а + (г — г')2;
9о — удельная мощность ** источника,
Вт/см3; ср — объемная теплоемкость,
кал/см3 • град; k± — коэффициент сосре-
доточенности источника на поверхно-
при_малых временах,
Рис. 30. Схема теплового
источника при электрон-
но-лучевом воздействии:
1 — распределение плот-
ности тока по поверхности
тела; 2 — по объему
47
сти тела, см"3; k2— коэффициент сосредоточенности источ-
ника внутри объема, см"2; а— коэффициент температуропровод-
ности, см2/с; h — глубина расположения максимума энерговыде-
ления, см; т—текущее время, с; г, г — текущие координаты.
Температура в точке с координатами х, у, z
СО СО СО Т
Т (х, у, z, т) = у4яауз72~ J dx' J dy' j dz' J G (x’, y’t z', r) dx,
где G — функция Грина данной задачи.
Интегрируя по пространственным координатам у’, г',
получим
Т (х, у, z, т) —
1Ia3/2 j/*k2
_________r2 k2 (h~2)2
A '4a (т- т0) — 1-i-T/Ti
-------------------—---------------- dx,
fr + To) V X + Tj
(29)
где т0 = 1 * * * S * * В/4qk1, Tj = 44ak2.
Из уравнения (29) следует, что максимум температуры лежит
в точке с z = /г, г = 0. Температура в этой точке
_________7о С erfc Г h У^2 + тх/т) 1___________________________________________
16ср/гха3/2 V k2 J [ У"1+тх/т J (т 4-т0) УЧ + тх
о
(30)
В условиях, когда т < т0, тс т1э
7-(г,г, X
О
X erfc [- 4й£2/ат (1 + ] dx. (31)
Расчеты по соотношению (31) носят качественный характер,
так как оно справедливо для твердой фазы и не учитывает фазо-
вых переходов.
Пересчет поверхностной интенсивности теплового источника
в объемную производят с помощью выражения qQ = где
S — площадь поперечного сечения луча, см2;
о S&! ]/“k2
л3/2 erfc (— h УЛ2)
В расчетах максимальную глубину проникновения электронов
в материал определяют по формуле Шонланда (13). При этом
48
глубину максимального энерговыделения следует принимать h =
= 0,756, ширину зоны максимального энерговыделения b = 0,25Л.
Коэффициенты сосредоточенности = l/(d/2)2 и k2 = l/(b/2)2.
Оценка температур в точке с z — 0, г — о (табл. 8) показывает,
что с уменьшением глубины h температура поверхности металла
растет. При ускоряющих напряжениях (/ 20 кВ металл на
поверхности значительно перегрет, и Возрастает роль поверх-
ностного испарения. С увеличением ускоряющего напряжения
(а следовательно, и глубины проникновения электронов) макси-
мум температуры опускается в глубь тела и за время Ю-6-^
ч-10“® с при q2 106 Вт/см2 поверхность не успевает нагреться
(см. случаи для титана и нержавеющей Стали в табл. 8), хотя на
глубине h может возникнуть взрывное вскипание материала.
Таблица 8
Условная (вследствие поверхностного испарения) температура поверхности
некоторых материалов в зоне электронно-лучевого воздействия
Материал Плот- ность р, г/см3 1 Темпе- ратура кипения, °C ТемпераТура (°C) в точке z = 0 (7 при
и ~-- = 20 кВ j 1 = ' — 50 кВ и = == 100 кВ и = == 150 кВ
Кремний 2,3 2400 6 000 4 700 2 120 640
Алюминий 2,7 2320 4 150 3 700 2 500 1 300
Титан 4,5 3500 5 040 3 100 660 70
Нержавеющая 7,9 3050 5 100 3 450 860 145
сталь Медь 8,9 2360 5 750 5 650 5 400 4 800
Никель 8,9 3000 6 840 6 550 5 700 3 880
Вольфрам 19,2 5300 15 600 15 600 15 200 14 750
На характер распределения температур в материале при
электронно-лучевом воздействии существенное влияние оказывает
отношение диаметра луча к глубине пробега электронов. Уста-
новлено, что обработка материала (плавление и выброс) будет
эффективной только при соблюдении условия d > 26, т. е. исполь-
зование очень тонких пучков, диаметр которых меньше глубины
проникновения электронов, для целей г^икрообработки затруд-
нительно [57 ].
Плотность тепловых источников в Материале [77]
2дх 2л
?(<>г) = 4^- J f Р(|7 —r0|, z) f (ro)^drod(p, (32)
о о
где X— коэффициент теплопроводности.
Формула (32) учитывает коэффициент отражения по энергии
автоматически, так как в р (г, г) энергия отраженных электронов
не входит.
49
Рис. 31. Пространственное распределение тепловых источников [77]:
а — q (г, z) — 2,77* 10~7q {г, г) кал/см3*с (алюминий, Е — 128 кэВ; / — 0,1 мА; D =
= 0,25; кривые 1—9 соответствуют радиусам г/г0 от 0 до 0,4 с шагом 0,05).
б — g (г, г) — 7,35* IO"’ q (г, z) кал/см3*с (алюминий, Е — 128 кэВ, 1 ~ 0,1 мА, D —
= 0,5; кривые 1 — 12 соответствуют отношениям радиусов г/г0 от 0 до 0,55 с шагом 0,05)
На рис. 31 представлены пространственные распределения
тепловых источников в полубесконечной алюминиевой пластине
различных диаметров моноэнергетического мононаправленного
пучка электронов (D ~ 2а р, О,25го; О,5го), когда плотность тока I
в луче изменяется по закону Гаусса:
/ 7 г2 \
I (Г) • 1 ЛЛ еХР -- 1 лл < 1 >
х 7 1,44а% 1 \ 1,44а{ /
где I — полный ток пучка, А; а2 —• радиус луча, определенный
как расстояние, на котором плотность тока составляет половину
максимального значения.
Из рис. 31 следует, что с увеличением диаметра электронного
луча распределение вдоль радиуса «сглаживается», а по глубине,
особенно вблизи оси луча, становится более «резким». Это еще
более отчетливо заметно на рис. 32, где приведено нормализованное
распределение плотности тепловых источников g (z)-— q (0, z)/q(0,0)
вдоль оси Z (г = 0). Кривые 1—3 соответствуют пучкам с диа-
метрами D = О,25го; 0,5го и О,7го соответственно, кривая 4 —
одномерному случаю (D оо). Кривая 5 характеризует зависи-
мость плотности тепловых источников от глубины проникновения
электронов для электронного луча, сфокусированного в точку
50
Рис, 32, Распределение тепловых источ-
ников g (г, г) = q (0, г)/q (0,0) вдоль
оси z (г
1 •— 4 соответствуют соотношениям диамет-
ров электронного луча D[r$ — 0,25; 0,5;
0,7; 1,0; 5,6 —дельта-образный источник
и одномерный случай соответственно; 7 —
модель Арчарда [771
(D = 0) и соответствует про-
странственному распределению
энергетических потерь единич-
ного электрона, С ростом диа-
метра электронного луча нара-
стание максимума распределе-
ния становится более резким,
и он смещается от поверхности
в глубь материала, изменяясь
в пределах 2«ах = S zmax z“ax,
где г^ах — положение макси-
мума S-образного электронно-
лучевого источника, соответ-
ствующего пространственному
распределению энергетических
потерь единичного электрона;
гшах —’ координата максимума
электронного луча бесконеч-
кого диаметра, соответству-
ющего одномерному распреде-
лению.
Указанный результат яв-
ляется следствием анализа
формы теплового источника
с учетом пространственного
распределения энергетических
потерь электрона. Дело в том,
что плотность распределения
энергетических потерь единичного электрона р (г, z) (см.
рис. 26) в зависимости от г имеет максимум на различных
расстояниях от поверхности. Глубина максимального энер-
говыделения минимальна в точке падения электрона и воз-
растает с удалением к периферии. Поэтому при малых диаметрах
электронного луча (D г0), когда распределение источников мо-
делирует энергетические потери единичного электрона, расстоя-
ние от максимума до поверхности по оси луча минимально (zniax =
= 4ах)* С увеличением диаметра луча распределение по его оси
стремится к одномерному. Соответственно изменяется и положение
максимума, стремясь к Подобный результат невозможно
получить с помощью модели Арчарда [185], поскольку там (см.
рис. 32) положение максимума энерговыделения не зависит от г
(наибольшая плотность соответствует точкам, лежащим на глу-
бине диффузии zd).
Значительные расхождения, особенно в области малых диа-
метров электронного луча, наблюдаются и при аппроксимации
электронно-лучевого источника тепла функцией Гаусса с парамет-
рами одномерных распределений.
51
Таблица 9
Зависимость параметров Гауссового распределения от диаметра электронного луча
(т — коэффициент вариации, е — относительная ошибка)
П/г0 Не/г„ m S
0,25 0,253 0,476 0,384 1,5 0,6
0,5 0,252 0,629 0,428 0,55 0,3
0,7 0,245 0,774 0,471 0,288 0,18
1,0 0,240 1,07 0,495 0,13 0,09
В табл. 9 приведены параметры гауссового распределения
q (г, z) = A exp [-а - Р
для источников, рассчитанных методом Монте-Карло [77]. Л,
а, [3 — нормировочные константы; глубину стах и полуширины Не
и На рассчитывали методом наименьших квадратов. Сравнение
с параметрами одномерной кривой поглощения энергии йг, Н1а
и полушириной распределения электронов в луче по интенсивно-
стям показывает, что: а) величина ггпах совпадает с г^ах и почти
не зависит от диаметра электронного луча; б) параметры Не и На
с уменьшением диаметра все больше отклоняются от соответству-
ющих параметров одномерных распределений HI и На\ в) диспер-
сия гауссовой аппроксимации с уменьшением диаметра электрон-
ного луча возрастает.
Таким образом, представление электронно-лучевого источника
тепла в виде распределения Гаусса с параметрами одномерных
распределений Zmax, HYai Н}, оправдано при диаметрах электрон-
ного луча (D/r0) > 1. При малых диаметрах (D/rQ < 1), когда
расхождения становятся значительными, следует учитывать про-
странственность распределения энергетических потерь электронов.
УСЛОВИЯ ПЕРЕХОДА К ВЗРЫВНОМУ ВСКИПАНИЮ
Выделение энергии при торможении электронов в металле
в приближении ионизационных или непрерывных потерь в об-
щем случае приводит к возрастанию внутренней энергии элект-
ронного газа. Передача энергии решетке происходит сравнительно
медленно вследствие большой разницы масс электронов и ионов.
Так как время установления равновесия электронов в газе зна-
чительно меньше времени установления равновесия между элект-
ронами и решеткой, в металле может возникнуть состояние непол-
ного термодинамического равновесия, характеризующееся нали-
чием двух подсистем — электронной и фононной — с различной
температурой.
Анализ температуры электронов Те и решетки Tt примени-
тельно к-лазерному воздействию показывает, что разность Те —
52
— Tt становится существенной (несколько сотен градусов) при
высоких значениях концентрации энергии (q2 > 109 Вт/см2)
и импульсах воздействия длительностью^/ < 10"8 с 134].
Связь между Те, 7\ и величиной падающего потока энергии
можно представить выражением [34]
(Т — _________
х1 е 1 z/max — ----- )
а у Rat
где а — коэффициент теплообмена электронов с решеткой; а —
коэффициент температуропроводности.
В реальных случаях электронно-лучевого воздействия ин-
тенсивность тепловых потоков, как правило, много меньше
109 Вт/см2, а время воздействия существенно больше 1СГ8 с.
Поэтому разность (Те— ТJ следует полагать достаточно малой.
Процесс нагрева и плавления в условиях электронно-лучевого
воздействия характеризуются эффективным т]и и термическим
Г), кпд [153, 154].
Эффективный КПД зависит в основном от эмиссионных про-
цессов в зоне воздействия и выражает отношение количества
теплоты q, введенной электронным лучом в единицу времени
в металл, к тепловой мощности луча:
Чи ш ,
где I — ток луча, A; U — ускоряющее напряжение, В.
Термический КПД проплавления основного металла выражает
отношение теплосодержания проплавленного за единицу времени
основного металла к эффективной тепловой мощности электрон-
ного луча: rvF s
где v—• скорость перемещения сосредоточенного источника, см/с;
F—площадь проплавления, см2; р—плотность металла, г/см3;
Sm — теплосодержание при температуре плавления, кал/г.
Максимальное значение термического КПД для случая про-
грева полубесконечного тела быстродвижущимся точечным источ-
ником т|г = 1/е — 0,368, для линейного источника в неограни-
ченной пластине т]г = 0,484. Таким образом, в равновесных
условиях нагрева часть введенной теплоты, соответствующая
уходит на плавление, а остальная теплота (1 — г]г) отводится
вследствие теплопроводности.
Так как в реальных случаях процесс нагрева сопровождается
еще и испарением, то приближенно, без учета потерь на лучеиспу-
скание, рентгеновское излучение ит. п. [45, 163], тепловой баланс
q = 7тп Д- ^7исп»
где q— введенная энергия; </тп—-потери энергии вследствие теп-
лопроводности; qnJt—расход энергии на плавление; 7ИСП—•
расход энергии на испарение.
53
При концентрациях энергии q2 < (105 ~r- 106) Вт/см2, как
уже говорилось выше, <7ИСП (5 10)% [42], дпл < (30н-35)%
(в соответствии с величиной остальная энергия теряется
вследствие теплопроводности.
Если повышать д2 (скорость ввода энергии), то неизбежно
должна возникнуть ситуация, когда скорость ввода будет соиз-
мерима и больше скорости отвода теплоты за счет теплопровод-
ности. В этом случае практически вся вводимая энергия тратится
только на плавление и последующее испарение металла, а источ-
ник тепла начнет перемещаться в глубь тела, т. е. полусфериче-
ская форма проплавления (например, для точечного источника
на поверхности полубесконечного тела) сменится кинжальной.
Одна из первых попыток оценить мощность электронного луча,
обеспечивающего кинжальное проплавление, сделана в работе
Баса. Бас установил корреляцию по степени убывания параметра
характеризующего материал (X—коэффициент теплопро-
водности, Тпл— температура плавления), с величиной q2t необ-
ходимой для проплавления материала на глубину 2 мм. Хотя,
по мнению Баса, этот расчет является весьма грубым и позволяет
получить только относительную мощность, необходимую для свар-
ки разных материалов, его основной вывод о порядке располо-
жения металлов по степени убывания мощности, необходимой для
их сварки, в общем не противоречит результатам практических
наблюдений [196 ].
За основу оценки критической мощности 72 перехода к кин-
жальному проплавлению можно брать характерное время энерго-
накопления т, приводящее к взрывному вскипанию некоторого
объема металла [56 ].
В общем случае время т зависит от q2 и физических свойств
материала. Его определение сложно, поскольку требует рассмо-
трения динамики всего процесса с учетом процесса испарения
(в простейшем случае — это пространственная задача Стефана).
Однако, как показывают расчеты, ошибка будет не слишком ве-
лика, если определить это время с помощью простейшей тепло-
физической оценки по формуле
т - х2/4а, (33)
где х — характерный размер зоны, охваченной вскипанием.
Определение размера зоны вскипания также затруднительно,
поэтому его выбирают равным диаметру электронного луча или
некоторой его доле.
С учетом массы материала, охваченного вскипанием, время
энергонакопления (в с)
(ЛП2/3 (4р)^-2/3 _
Т 4а 8/2ар2/3 ’
где М — масса, в которой тормозятся электроны.
54
Масса вещества (в г), охваченная энерговыделением, связана
с характерными параметрами электронного луча следующим соот-
ношением (использована формула Шонланда):
М = 1,65.10“12<Я72,
где d — диаметр луча, см.
Тогда мощность электронного луча (Вт), обеспечивающего
кинжальное проплавление при данных d и (/,
7 = М/ПтНиТ, (34)
где £исп — удельная энергия взрывного вскипания данного ма-
териала, численно равная удельной теплоте испарения; величина
т)г 1, значения к]и для ряда металлов следующие [194]:
Al Ti V Fe Ni Си Zn Nb Mo Ta W
89,5 84,2 83,9 80,4 78,0 77,6 73,4 73,1 72,7 70,3 70,0
Удельная объемная мощность
= (35>
Удельная поверхностная мощность
(36)
Г]иТ
где 6 — глубина пробега электронов в материале при данном уско-
ряющем напряжении, см.
При М = 3,7-10“6 г (ускоряющем напряжении U = 150 кВ,
диаметре луча d — 0,1 мм) время энергонакопления для раз-
личных металлов в зависимости от их теплофизических свойств
может быть от единиц до сотен микросекунд. Для нержавеющей
стали и титана, коэффициенты температуропроводности которых
соответственно равны 0,044 и 0,07 см3/с, это время примерно
равно КГ4 с; для меди, золота, серебра, у которых коэффициент
температуропроводности порядка единицы, время энергонакопле-
ния сокращается до нескольких микросекунд.
Оценку времени энергонакопления можно провести и другим
путем. Время энергонакопления, определяемое как время, тре-
буемое для развития зоны взрывного вскипания внутри объема
материала, складывается из времени требуемого для нагрева
до температуры кипения, и времени т2, необходимого для разви-
тия взрывного процесса. Иначе говоря, в первом приближении
Т =* Т (^2, ^ИСП, (37)
Так как для большинства металлов £пл < £ИСл, то необхо-
димую формулу для т можно получить и пользуясь теорией по-
добия с учетом условия т2 тх:
q; (38)
^2
55
Существенно, что в формулу (38) входит как так и т2, но
необходимо иметь в виду, что при относительно малых время тх
становится одного порядка с т2, поэтому при использовании фор-
мулы (38) должно быть большим некоторого критического зна-
чения Величина ql может быть оценена с помощью соотно-
шения [3 ]
72 Р^исп V alt, (39)
справедливого для чисто поверхностного источника тепла. Оценки
показывают, что это соотношение в пределах порядка дает пра-
вильный результат и для объемного источника. Оценки времени
энергонакопления для ряда металлов при воздействии электрон-
ного луча по соотношениям (33), (34), (38) и (39) дают практически
одинаковые результаты.
Изменение удельной объемной мощности, соответствующей
началу вскипания вещества, в соответствии с формулой (35)
коррелируется с данными Баса. Согласно табл. 10 такие мате-
риалы, как вольфрам, медь, золото, требуют в 10—20 раз большей
мощности для получения кинжального проплавления, чем не-
ржавеющая сталь или титан. По величине удельной объемной мощ-
ности, требуемой для кинжального проплавления, приведенные
в табл. 10 данные можно разбить на четыре группы, каждая из
которых характеризуется удельной мощностью примерно одного
порядка. К первой группе можно отнести вольфрам, золото, медь,
серебро, ко второй — молибден, тантал, платину, к третьей —
железо, алюминий, никель, кобальт, уран, бериллий, четвертая
группа материалов, требующая для проплавления наименьшую
удельную мощность, включает цинк, цирконий, магний, нержа-
веющую сталь, титан.
В пределах каждой группы вследствие некоторой разницы
значений теплофизических характеристик металлов в справочной
литературе возможны перестановки при сохранении общей тен-
денции в расположении элементов по степени убывания критиче-
ской плотности, требуемой для проплавления.
Отклонение расположения некоторых металлов от ряда Баса
связано с большим значением теплоты испарения для таких ме-
таллов, как бериллий, магний, алюминий, в связи с тем, что в по-
следовательности Баса теплота испарения не учитывается. В прин-
ципе, введение второго параметра LncJcTnn позволяет проследить
отклонение функции q% = q2 (%ТПЛ) от ряда Баса.
Приведенные оценки показывают, что критическая удельная
объемная мощность q3 для данного материала есть величина
постоянная, не зависящая от ускоряющего напряжения, и опреде-
ляется в основном теплофизическими и механическими свойствами
материала.
Увеличение объемной плотности мощности, или что то же,
поверхностной плотности мощности, сверх критической, приводит
к уменьшению времени энергонакопления. Например, электронно-
56
Таблица 10
Критическая мощность электронно-лучевой сварки с кинжальным проплавлением некоторых металлов
Металл ^исп К X 10~®, к а л/г т, мкс <7, Вт дъ, Вт/см8 д', Вт/см2, при U, кВ ^тпл. Вт/см
30 70 100 150
Вольфрам 1,18 5 3,5-103 1,5-101® 1,5-10» 4,0-10» 1,6’107 3,6-10’ 4940
Золото 0,44 3 2,6-10» 1,3-ю1» 1,3-10» 3,7-10» 1,5*107 3,3-10’ 3250
Медь 1,29 5 4,2-10» 8,9-10» 1,9-10» 5,3-10» 2,1 ИО7 5,2-10’ 4000
Серебро 0,55 3 2,9-10» 8,4-10» 1,5-10» 4,2-10» 1,7*107 3,8-10’ 3890
Молибден 1,34 10 2,1-10» 5,9-10» 1,1-10» 3,0-10» 1,2*107 2,7-10’ 3730
Т антал 1,00 15 1,0-10» 4,6-10» 5,2-10» 1,5-10» 5,8*106 1,3-10’ 20S6
Платина 0,57 12 7,2-10» 4,2-10» 3,7-10» 1,0-10» 4,1 ’ 10* 9,2-10» 1556
Железо 1,60 28 8,8-103 1,9-10» 4,5-10» 1,2-10» 5,0*10* 1,1-10’ 1280
Алюминий 2,23 14 2,5-10» 1,8-10» 1,3-10» 3,6-10» 1,4*107 3,2-10’ 2790
Никель 1,40 31 7,0-10» 1,7-10» 3,6-10» 9,9-10» 4,0* Ю6 9,9-10» 600
Кобальт 1,24 31 6,2-102 1,5-10» 3,1-10» 8,7-10» 3,5*10* 7,8-10» 1065
Уран 0,45 30 2,3-102 1,2-10» 1,2-10» 3,2-10» 1,3*10* 2,9-10» 378
Бериллий 4,52 31 2,3-10» 1,1-10» 1,1-10» 3,2-10» 1,3*107 2,9-10’ 2745
Цинк 0,42 16 4,0-102 7,9-108 2,1-10» 5,8-10» 2,3*10* 5,2-10» 440
Цирконий 1,60 62 4,0-102 7,0-10» 2,0-10» 5,6-10» 2,2*10* 5,1-10» 296
Магний 2,57 33 1,2-10» 5,6-108 6,1-10» 1,7-10» 6,8*10* 1,5-10’ 1090
Нержавеющая 1,50 136 1,7-102 3,6-108 8,7-104 2,4-10» 9,7*105 2,2-10» 520
сталь Титан 1,75 124 2,2-10» 3,5-108 1,5-10» 4,1-10» 1,6’10* 3,7-10» 315
Примечания: 1. Время энергонакопления т и мощность сварки q получены для случая Л1 —3,7- 10~б г.
2. Значения мощности и удельной мощности даны без учета эффективного КПД.
3. Расчеты сделаны для неподвижной системы луч—образец.
Рис. 33. Зависимость радиуса зоны, кипе-
ния от времени [137] в безразмерных
единицах у (z), z = -j/Зх:
/ — 72 = 1/2; 2 — V2 — 1/15; <3 — квазиста-
ционарный случай у — 0; 4 — решение по вы-
ражению (40)
лучевое воздействие на нержавеющую сталь при U = 30 кВ и
qz = ЫО6 Вт/см2 (критическая плотность мощности q% = 8,7 х
X Ю4 Вт/см2) приводит к тому, что время т энергонакопления со-
кращается от 136 до 12 мкс.
В реальных случаях, когда воздействие осуществляется при
q2 = 105-И06 Вт/см2, время энергонакопления для всех материа-
лов — —10“5 с.
Выражения (34), (35), (36), как уже было показано выше, полу-
чены без учета теплопроводности (33). Поэтому точность оценок
по ним тем выше, чем больше q% (при 72 > ql)> Влияние тепло-
проводности в условиях, когда #2 ?2, рассмотрим с учетом
основных выводов, сделанных в работе [137].
Если в качестве модели процесса принять пространственную
задачу Стефана, то баланс энергии на фронте кипения можно пред-
ставить в виде
У <1 Тпел — 7 о _ Ткип Ро _ гл j da
4ла* а /5^7 -рЬисп dt
(40)
или в безразмерном виде
У2
У X
1 ~ У ~~ У
V dx
(41)
где у = а/а, х = tlx — безразмерные радиус и время; а=7/4 л А, х
х(7исп— Т.)— максимально возможный для данной мощности
радиус зоны кипения; т = 4лрЛнспа3/#— характерное время
развития зоны кипения; у — ]/с (7\сп— Т0)/лЛисп— безраз-
мерный комплекс; % — коэффициент температуропроводности.
Если пренебречь теплопроводностью, то уравнение (40) будет
иметь вид 1 = y^dyldx, и его решение х = уЧЗ при у = hla, где
h — глубина залегания источника тепловыделения под поверх-
ностью, дает результат, аналогичный выражению (34).
Относительная ошибка вследствие пренебрежения теплопро-
водностью р = у + у Уз
На рис. 33 представлена зависимость радиуса зоны кипения
от времени в безразмерном виде как результат решения уравнения
(41). Прямая 4 на этом рисунке соответствует решению уравнения
58
(34), прямые 1—3 показывают, как замедляется развитие кипения
вследствие влияния теплопроводности.
Аналогичные условия взрывного вскипания могут возникнуть
при прохождении тока через проводник, при этом имеют место
два конкурирующих процесса; нарастание температуры, связан-
ное с омическим нагревом, и охлаждений в результате теплоот-
вода. При малых токах (меньших некоторого критического) I <
< I* устанавливается тепловое равновесие. С увеличением тока
(при I > /*) процесс выделения тепла преобладает, и температура
растет, приводя к взрывному вскипанию вещества [56, 109, 1371
с радиусом зоны вскипания
L '( а
2л \ Херст / *
где а — температурный коэффициент сопротивления проводника;
о — проводимость.
Следовательно, переход от условий нагрева, в которых кон-
ф'лгууаиу'л пдавкеячя. материала «заисывается процессами,
теплопроводности, к условиям, когда возникает взрывное вски-
пание вещества и зона проплавления становится кинжальной
(глубинной), зависит в основном только от скорости нагрева
(концентрации энергии в источнике).
ПРОЦЕССЫ ПЛАВЛЕНИЯ, ИСПАРЕНИЯ И ВЫБРОСА
ПРОДУКТОВ РАЗРУШЕНИЯ
Процесс вскипания представляет собой фазовый переход
жидкость—газ ги сопровождается "расширением вещества от на-
чальной плотности 1—10 г/см3 до значений 10"3—10"в г/см3 (газ).
По существу в момент вскипания от зоны нагрева распростра-
няется волна сжатия, максимальное давление в которой [46]
Ртах = Г^г/^о»
где Г—коэффициент Грюнайзена (для металлов Г ^1-^-2);
с0— скорость звука, см/с.
Например, для алюминия при q2 — 3,3-10е Вт/см2, с0 = 3 х
X 10в см/с максимальное давление ртях ИО кгс/см2, что под-
тверждается и экспериментальными данными [128].
В процессе энергонакопления слой вещества толщиной 6
в зоне воздействия плавится и испаряется, поэтому продукты
выброса представляют собой смесь мелких капель жидкой фазы
и пара. Максимальная скорость разлета частиц пара vn
105 см/с, скорость частиц жидкой фазы1 и конден-
сата 10s—Ю4 см/с. Таким образом, после вскипания вещества на
пути электронного луча возникает слой пара, концентрация ча-
стиц в котором быстро падает от 1-I020 до 101в—1018 см"3. Так
как начальная плотность пара высока, то следует ожидать экра-
59
нировки (рассеяния, дефокусировки) электронного луча вслед-
ствие взаимодействия с частицами пара.
Многочисленными экспериментами установлено [177], что ос-
лабление интенсивности проходящего через слой вещества элект-
ронного луча, связанное с рассеянием и поглощением энергии
электронов вследствие упругих и неупругих столкновений, под-
чиняется экспоненциальному закону. В частности, для случая
поглощения в газовой среде изменение плотности тока
7 = /0 ехр (— пах) (42)
или
i = /0 ехр,(— арх), (43)
где п—концентрация атомов пара, см-3; о — сечение взаимо-
действия, см2; а — коэффициент поглощения, см2/г.
Расчетным путем установлено, что взаимодействие электрон-
ного луча с паром в канале осуществляется в основном за счет
многократных упругих столкновений. Доля неупругих столкно-
вений составляет менее 10% [101].
Таким образом, можно полагать, что ослабление интенсивности
электронного луча при прохождении. через слойГпара связано
главным образом с рассеянием электронов за пределы зоны об-
работки либо с рассеянием на стенки отверстия, если вскипание
произошло на дне канала (рис. 34) [59].
На основании формулы (43) для рассеяния энергии электрон-
ного луча можно записать
72 = 72 ех р (— арх), (44)
где 7г — поток энергии, прошедший через слой пара толщиной х
см, Вт/см2; 7а—-падающий поток; р — плотность пара, г/см3.
Зависимость коэффициента поглощения а от величины уско-
ряющего напряжения U (в кВ) определяется формулой [177]
а = 2,4 • 10%/“2.
Из зависимости (44) для плотности слоя пара получим
р Д? . (45)
Будем считать критической такую плотность пара р, при ко-
торой ослабление падающего потока происходит до величины ql-
Тогда
Р* , (46)
где х Н — глубина канала.
При р р* электронный луч достигает поверхности и обеспе-
чивает взрывное вскипание, при р > р*’падающий поток размы-
вается («размазывается») по стенкам канала.
60
Рис. 34. Схема рассеяния потока электронов слое# пара:
1 — электронный луч; 2 — частицы пара; 3 — изменений траек-
тории электронов вследствие рассеяния
Оценки для случая воздействия на алю-
миний при = 3,3-10е Вт/см2, ql =
= 1,8-10° Вт/см2 дают для канала глубиной
Н = 1 см и диаметром dK = 0,5 мм величину
р* — 3-10~4 г/см3 или п — 6,7-1018 см"3, при
Т ~2,5-103 К это соответствует давлению
пара р = 2,3 кгс/см2. Ослабление потока в е
раз, когда на поверхность действует q2 < q2,
имеет место при р = 2,6•10"3 г/см3, что соответ-
ствует плотности частиц п = 5,8 -1019 см“3 и давлению р=20 кгс/см2.
Определим плотность пара, при которой начинается рассея-
ние. В принципе для этого можно было бы использовать соотно-
шение (42), но мы воспользуемся уравнением (43) — для того,
чтобы уточнить физический смысл коэффициента поглощения а.
Минимальное количество атомов пара объеме татата, вто-
рые на разных уровнях полностью перекрывают сечение канала,
п = ntf2/4cr. (47)
Сечение столкновения определяют по формуле [145]
а = 2,66Мла[.(-^-) fi In (1,25hE/Ut), (48)
где N — число валентных электронов; (/?, Ui — потенциалы воз-
буждения (ионизации) водорода и атомов; Е — энергия электро-
нов; /\ = 0,8-ь 1,3—постоянная; У2 = 0,7<3,0—постоянная;
а0 — радиус первой орбиты атома водорода; обычно при оценках
fi = h = 1; nag = 0,88-IO"16 см2.
Масса пара в объеме канала составляет pHndl/4. Одновре-
менно с учетом формулы (47) она равна ndl A0/4aN0, где Ао —
атомный вес, N0—число Авогадро. Приравнивая указанные
выражения, найдем плотность пара, при которой начинается рас-
сеяние:
р = Д/оДА/0. (49)
Для алюминия (при Е = 30 кВ, Ul — 6 эВ, о 10'18 см2, Н =
= 1 см) величина р = 4,5-10-5 г/см3, что соответствует п — 1 х
X Ю18 см-3 и р = 0,35 кгс/см2.
При Е = 100 кэВ ир = 2,5 •10"8 г/см8 (И = 1 см) в паровой
фазе электронный пучок теряет менее 1% энергии [209]. Для
случая воздействия на кварцевое стекло по трем независимым
оценкам получено значение концентраций пара в канале в преде-
лах (0,5—1,0) ДО18 см'3 [101]. Для случая проплавления алюми-
ния и меди расчетным путем установлено изменение давления пара
в диапазоне 0,2—0,7 кгс/см2 [121].
61
Таким образом, из приведенных оценок и результатов ряда
работ следует, что после вскипания давление пара над поверх-
ностью, и тем более в канале, достаточно велико. Это неизбежно
приводит к рассеянию электронного луча в течение некоторого
промежутка времени, после чего фокусировка луча восстанавли-
вается. Следовательно, непрерывное воздействие луча на зону об-
работки периодически прерывается по мере увеличения плотности
пара до р > р*. Рассмотрим временной баланс такого процесса.
Если считать, что процесс углубления канала происходит
посредством периодического выброса слоя вещества толщиной 6
(здесь б определяются глубиной проникновения электронов),
то время рассеяния
тр = рбй3/р*оп^к>
(50)
где d—диаметр луча, см; пп—-скорость разлета частиц пара,
см/с.
Время испарения слоя б определяют по формуле (38). Время
процесса образования канала есть суммарное время элементар-
ных циклов, каждый из которых включает испарение слоя и по-
следующую экранировку:
/ fl (ти Тр) ' /и /р*
(51)
Параметр и ~ Н/6; тогда с учетом выражения (46)
Результаты, полученные по этому выражению, показывают,
что в общем балансе времени t на процесс «чистого» испарения
уходит только 5—10% времени, тогда как рассеяние занимает
все остальное время /р^(90—95%).
Таким образом, процесс углубления канала является преры-
вистым: периодически испаряется слой толщиной —б, а в про-
межутках электронный луч рассеивается на стенки канала (с уде-
льной мощностью q2 на 1—2 порядка ниже первоначальной) и
образует жидкую фазу.
Из выражений (51) и (52) следует, что по мере углубления
канала время рассеяния увеличивается, т.е. частота элементарных
циклов вскипания—рассеяния падает. Расчеты для алюминия
при названных выше параметрах воздействия дают частоту пуль-
саций в начале процесса f = 5,8 • 103 Гц и к концу процесса (Н =
= 1,3 см) f = 2,5*102 Гц.
Рассмотрим еще один важный для практики эффект, связанный
с получением сквозного проплавления (реза). В этом случае ка-
нал имеет два выхода (рис. 35). Условия рассеяния изменяются,
так как пар разлетается в двух направлениях, то времяРрассеяния
62
Рис. 35. Схема истечения пара (обозначено стрелками) из глубокого (а) и сквоз-
ного (б) канала
уменьшается. Для сквозного проплавления при значениях верх-
него dr и нижнего d2 диаметров канала выражение (52) примет
вид
j — Р^исп^
p/f 2 d2oc
(53)
Если dt = d2 (сквозное проплавление с параллельными стен-
ками), то мощность, затрачиваемая на образование жидкой фазы,
уменьшается вдвое. При этом, естественно, количество жидкой
фазы пропорционально уменьшается. Чаще всего d2 < dlt поэ-
тому мощность электронного луча в режиме сквозного проплавле-
ния в некоторых случаях уменьшают на 20—40%. При d2 = 0
выражение (53) переходит в (52).
На основании формул (45) и (49) для величины коэффициента
поглощения а можно получить следующее выражение:
_ In (g3M)
где о, определяемое по формуле (48), в основном зависит от энер-
гии электронов. Однако о существенно зависит также и от угла
сходимости электронного пучка, с учетом этого [177]
а = 2,303-4- Za, (55)
где Z — порядковый номер элемента; b и а — коэффициенты,
зависящие от энергии пучка и угла сходимости.
Расчеты по формулам (48) и (55) показывают (табл. 11), что
разница достигает примерно одного порядка. Учет угла сходи-
мости необходим при сравнении воздействия пучков, которые
формируются в короткофокусных (большие углы сходимости —
цо 10°) и длиннофокусных (малых углы — до 2—3°) электронных
пушках. Электронный луч с большим углом сходимости при про-
чих равных условиях обеспечит меньшую глубину проплавления,
чем пучок с малым углом сходимости.
63
Таблица 1
Сечение рассеяния электрона атомом алюминия
И. кВ Сечение рассеяния G, см2
по формуле (48) без учета угла сходимости по формуле (55) с учетом угл сходимости
30 6,1-10“18 3,5-10“18
60 3,3-Ю“18 2,5-10“18
100 2,1-1018 1,2-10'18
КИНЕТИКА ФОРМИРОВАНИЯ КАНАЛА
Рассмотрим результаты экспериментального исследования ки-
нетики формирования канала, проведенного на установке типа
А.306.05 при U ~ 20 кВ, / = 5-^250 мА в режиме одиночного
импульса длительностью от 50 мс до 5 с (рис. 36). Исследуемый
металлический образец диаметром 30 мм и высотой 30 мм устана-
вливают в рабочей камере на изолятор и через сопротивление /\2
соединяют с землей. В цепь источника включают сопротивление R х,
и с помощью осциллографа С1-37 (в ряде экспериментов К-105)
одновременно регистрируется в процессе импульса величина то-
ка /м, проходящего через мишень, и /п в источнике. Изображение
осциллограмм на экране осциллографа С1-37 фотографируется
либо переносится на кальку. Осциллограммы импульсов токов
/м и /п при увеличении тока пучка от 5 до 250 мА при U =
Рис. 36. Схема измерения па-
раметров процесса формиро-
вания канала на установке
типа А.306.05:
1 — фокусирующая система;
2 — электронный луч; 3 — кол-
лектор; 4 — изделие; 5 — источ-
ник питания; 6 — осциллограф
=20 KB=const зарегистрированы для W,
Mo, Ti, Zr, Ni, Си, Al и нержавеющей
стали.
На рис. 37 показан зарегистри-
рованный на осциллографе С1-37 ха-
рактер изменения формы импульсов
тока длительностью 100 мс в источнике
(штриховая линия) и через мишень из
исследуемых металлов при увеличении
тока луча (сплошная линия). Перво-
начально увеличение тока луча не при-
водит к каким-либо принципиальным
изменениям формы импульса, кроме
медленного возрастания отношения
ljln. Однако по достижении некоторой
критической величины тока луча
зависящей от теплофизических свойств
металла, начинается деформация формы
импульса тока, проходящего через
мишень. При этом в течение некото-
рого времени Д/г через мишень про-
64
J,mA
10-
60-
50-
40
60
20
10
О
Никель
100 НС
Г”
50
40-
60-
20-
10-
0L
60
20-
10-
oL
г
60-
20-
10
Цирконий
н г—н Гу^1 Lwd
WMlWWM
Г—
Титан
по
80
40
О
ПО?
Алюминии
Нержавеющая стань
Медь
80
40
О
Г
1
оо
40
Z?
60
20Y
3 Н. Н. Рыкалин
Ушмм1Мм«1
<----—----
- р~] Lq Lj
Вольфрам
i^KdLjLJ
Молибден
Рис. 37. Характер изменения формы, импульсов тока длительностью 100 мс,
проходящего в источнике (штриховая линия) и через мишень из исследуемых ма-
териалов при увеличении тока луча (результаты обработки осциллограммы)
и Др.
G5
Рис, 38. Типичная диаграмма тока,
проходящего через мишень, при дли-
тельности включения луча t ~ 1 с
(а) и геометрия зон проплавления
в нержавеющей стали, соответст-
вующая импульсам длительностью
Д/х, Д/3, Д/3 и Д/4 (б)
Рис. 39. Изменение частоты колебаний
на участке А13 диаграммы рис. 38
с увеличением тока луча для разных
материалов’.
7 — Ti; 2 — нержавеющая сталь; 3 — Ni;
4 ~ Zr; 5 — Al; 6 — Mo; 7 — Си; 8 ~ W
ходит постоянный ток, а в остальное время импульса (/ — А^)
ток, проходящий через мишень, носит прерывистый (пульсиру-
ющий) характер. Время А/г с увеличением тока луча умень-
шается, тогда как частота колебаний тока мишени в течение
времени (t— увеличивается.
На рис. 38 представлена кривая изменения во времени тока.
проходящего через мишень, при длительности включения луча
t = 1 с. Ток 1М в течение времени Д/х не изменяется, затем начи-
нает уменьшаться, колеблясь с возрастающей частотой. Спустя
некоторое время ток /м начинает возрастать и достигает примерно
постоянной величины /м (0,8ч-0,95) /п. Высокочастотные коле-
бания при этом сменяются низкочастотными.
Анализ зависимости, приведенной на рис. 38, показывает, что
в изменении формы импульса проходящего через мишень тока
наблюдаются четыре стадии: 1 — постоянный ток в течение вре-
мени Дг\; 2 — пульсирующий ток с возрастающей частотой,
уменьшающейся по амплитуде в течение Д/2; 3 — пульсирующий
ток с возрастающей частотой и возрастающей средней амплитудой
в течение Д/3; 4 — пульсирующий низкочастотный ток с постоян-
ной средней амплитудой в течение остального времени импульса
Л4-
Установлено, что пульсирующий характер тока, проходящего
через мишень, является следствием нескольких типов колебаний.
В течение периода А^2 (рис. 38) в основном имеют место колебания
66
с частотой 50 Гц, на которые накладываются частоты 300 Гц.
В течение периода Д/3 характер колебаний усложняется, так как
на частоты 50 и 300 Гц накладываются частоты до 103 Гц (рис. 39).
К моменту начала периода Д/4 все эти колебания пропадают
и остаются низкочастотные в диапазоне 6—50 Гц. Одновременная
независимая регистрация тока, проходящего через мишень, и
характера изменения давления в камере в районе сварочной ванны
ионизационным манометром тина ЛМ-2 дает одинаковый результат
изменения частоты колебаний. При этом максимуму тока мишени
периодически соответствует минимум давления в районе обработки.
Анализ формы зон проплавления в нержавеющей стали, полу-
ченных соответственно за время А/г; Д/х + Д^2; ДД Ц- Д/2 Д
+ Аи за полное время импульса t (геометрия этих зон представ-
лена на рис. 38), позволяет представить кинетику формирования
кинжального проплавления в следующем виде. В течение време-
ни At1 происходит нагрев образца и отвод теплоты от зоны воздей-
ствия вследствие теплопроводности. Для большинства исследо-
ванных металлов в конце периода начинается плавление (ис-
ключение составили молибден и вольфрам). Эмиссия из ванны
в течение этого времени обусловлена в основном вторичными
и отраженными электронами. Доля вторичной эмиссии с увеличе-
нием тока в импульсе, т. е. с увеличением скорости нагрева, па-
дает.
Период Д/2 характеризуется появлением интенсивной термо-
эмиссии из ванны. Ток термоэлектронов имеет направление, про-
тивоположное первичному. Поэтому ток /м, проходящий через ми-
шень, представляет алгебраическую сумму токов = /п *—• 4»
где /в — ток эмиссии из образца отраженных вторичных и термо-
электронов.
Выше отмечено, что к концу периода металл, как правило,
расплавлен. В течение периода Д/2 температура расплавленного
металла растет, соответственно увеличивается и ток термоэмис-
сии. Частота колебаний тока в период Д/2, как уже отмечалось,
составляет 50 Гц с наложением частоты 300 Гц. Можно предполо-
жить, что колебания с частотой 300 Гц являются результатом
нестабильностей ускоряющего напряжения (источник питания
шестифазный по схеме Ларионова). Действительно, стабилизация
ускоряющего напряжения в пределах 1—2% позволяет убрать
гармонику с частотой колебаний 300 Гц. Причиной появления гар-
моники с частотой колебаний 50 Гц являются, по-видимому, пуль-
сации в других источниках питания.
Начало периода Д£3 с этого момента является моментом пере-
хода к интенсивному парообразованию. В этот момент начинается
вынос массы из ванны за счет периодического испарения слоев,
толщина которых одного порядка с длиной пробега электронов.
Поверхность ванны при этом опускается с некоторой скоростью
в глубь металла. Вторичное излучение из ванны начинает погло-
щаться стенками ванны (канала). Поэтому, начиная с этого момента
3* 67
15 мм, время
алюминиевый
60 мм, время
толщиной
1 с; б ~
толщиной
5 с
Рис. 40. Виды отверстий, полу-
ченных на режиме U = 20 кВ;
1 = 150 мА; t = 1 мс; f ~
100 Гц:
а — нержавеющая сталь
1" сверления
сплав
сверления
(см. рис. 38), ток, проходящий через мишень, увеличивается.
К концу периода А/3 глубина канала достигает такой величины,
при которой стенки поглощают практически все вторичное излу-
чение. Ток, проходящий через мишень, приближается к величине
первичного. Этот факт подтверждается данными работы [45].
Таким образом, период А£3 есть «чистое» время образования
канала. Далее, в течение периода А/4 углубление канала не про-
исходит. Пульсации тока с частотой 6—50 Гц, характерные для
этого периода, являются следствием периодического смыкания
жидких стенок канала в верхней его части.
Серией экспериментов подтверждены представления о преры-
вистом процессе образования канала вследствие периодического
рассеяния луча. При этом исходили из того, что процесс непре-
рывного воздействия электронного луча на материал (например,
воздействие в экспериментах в течение t == 1 с) в какой-то мере
аналогичен импульсному воздействию с длительностью импульса ти
(время испарения элементарного слоя, толщина которого имеет
68
один порядок с длиной пробега электронов на дне канала) и вре-
менем паузы тр (в паузе не происходит углубления канала, а то-
лько образование жидкой фазы за счет рассеяния луча). Если от
непрерывного воздействия перейти к импульсному с временем им-
пульса 4 = ти и длительностью паузы tn td, то вместо про-
плавления на глубину Н за период t должно образоваться отверс-
тие на глубину HQ > Н. В этом случае луч включается только
на время испарения и затем выключается, чтобы не происходило
образования избытка жидкой фазы вследствие рассеяния луча
на продуктах выброса. Исходя из величин высокочастотных пуль-
саций тока через мишень в течение периода Л/3 (см. рис. 58) при
режиме ta = 1 • 10“3 с, f = 100 Гц при U = 20 кВ, I = 150 мА,
q2 105 Вт/см3 получены отверстия диаметром 2 мм и глубиной
от 15 до 60 мм в нержавеющей стали и алюминии (рис. 40). Отвер-
стия получены также в других металлах и сплавах, в том числе
в молибдене на глубину до 5 мм.
Таким образом, как расчеты, так и прямые эксперименты
показывают, что процесс формирования глубокого проплавления
имеет пульсирующий характер. При воздействии на «мягких»
режимах (без образования канала) пульсации связаны в основном
с причинами, зависящими от аппаратуры, нестабильности в источ-
никах питания. Частота пульсации тока в этом составляет 50 Гц
с наложением частоты 300 Гц. При воздействии на «жестких» ре-
жимах (с образованием канала) частота пульсации определяется
величиной удельной мощности и в экспериментах составляла (0,5—
1,2) • 103 Гц. Высокочастотная пульсация тока является следствием
периодического рассеяния (экранировки) луча в процессе углуб-
ления канала. Образовавшийся канал вследствие ^прекраща-
ющегося притока энергии периодически смыкается в верхней
своей части, т. е. пульсирует с частотой 6—50 Гц. Использование
импульсного электронного луча с учетом естественной пульсации
процесса открывает широкие возможности для управления про-
цессом электронно-лучевого воздействия.
Определим энергию образования канала. Углубление канала,
т. е. увеличение его глубины, происходит дискретно в соответствии
с частотой отдельных микровыбросов вещества (если не рассматри-
вать поверхностного испарения, доля которого может быть раз-
личной в зависимости от глубины проплавления). Увеличение диа-
метра канала происходит квазинепрерывно вследствие смыва
расплавленного металла со стенок кратера продуктами выброса
и испарения, поднимающимися со дна лунки. Процесс расширения
канала в какой-то степени аналогичен процессу плавления-вымы-
вания боковых стенок кратера при разрушении металлов лучом
лазера [34, 160].
Энергию dEK образования элементарного углубления в объ-
еме металла можно определить с помощью соотношения [58,
205]
dEx = 1/4лА^к (h) dh, (56)
69
где А — удельная энергия каналообразования; с— удельная теп-
лоемкость; Т:> — средняя температура нагрева вещества. Мак-
симальное значение А р (Ьисп + сТ*).
Между диаметром канала d.: и глубиной h существует опреде-
ленная связь: с увеличением глубины канала увеличивается и его
диаметр. Точная зависимость между указанными параметрами
неизвестна, однако в первом приближении связь диаметра с глу-
биной можно аппроксимировать линейной зависимостью
dK — bh, (57)
где b—параметр, определяемый экспериментально. Законо-
мерность зависимости соответствует самоподобию процесса, кото-
рый наблюдается для ряда режимов обработки металлов [34,
90, 160].
Подставив значение dK, полученное из зависимости (57), в соот-
ношение (56) и проинтегрировав его, получим
Ек-(1/12)л№Л, (58)
где Н—полная глубина канала.
Как показано выше, общее время воздействия луча можно
представить как суммарное время «чистого» испарения Д и рас-
сеяния t2: t = + t2. В течение времени t2 образец поглощает
энергию той же мощности, что и в течение Д, хотя вследствие рас-
сеяния луча на стенки канала увеличения глубины канала не
происходит.
Поэтому величина энергии, введенной в образец для получе-
ния проплавления глубиной Я,
Et -= О = 4“ nb2H3A (59)
Используя выражения (46), (49) и (52) при условии d = dK,
из соотношения (59) получим
(60)
iz, \ zp УпЬисп /
Для грубых оценок без учета расширения канала в процессе
взаимодействия при А Еисп связь параметров неподвижного
относительно образца электронного луча с глубиной проплавления
материала имеет вид
Et = IUt - 4 ^рЬисп (1 + ---) • (61)
Для случая воздействия на алюминий при q2 = 3,3- 10s Вт/см3,
q = 6,5 • 103 Вт, d = 0,5 мм, р* = 3 • 10"4 г/см3, vn & 1 • 105 см/с,
£исп = 2,2-103 ка л/г затраты энергии на формирование канала
глубиной Н = 1 см составляют согласно выражению (61) Е =
= 480 кал. Время сверления канала составляет при этом t 0,3 с,
что хорошо совпадает с экспериментальными значениями [196].
70
эмиссия ЭЛЕКТРОНОВ ИЗ ЗОНЫ ВОЗДЕЙСТВИЯ
ЭЛЕКТРОННОГО ЛУЧА И ЭФФЕКТИВНЫЙ КПД
ЭЛЕКТРОННО-ЛУЧЕВОГО НАГРЕВА
Эмиссию электронов из зоны воздействия электронного луча
необходимо изучать по двум причинам: эмиссия практически
определяет эффективный КПД нагрева; кинетическая кривая
эмиссии, как было показано выше, имеет экстремальные точки.
Такое изменение кривой эмиссии можно использовать для контроля
и управления процессов воздействия.
В общем энергетическом балансе процесса электронно-луче-
вого воздействия помимо тепловых потерь необходимо учитывать
также потери на электронную эмиссию из зоны обработки (вторич-
ные электроны, неупругорассеянные, упругоотраженные [18]),
световое и рентгеновское излучение. При температуре плавления
и выше для металлов существенной становится термоэлектронная
эмиссия. Анализ этих потерь [5, 14, 42, 45, 84, 143] показывает,
что такие статьи баланса, как потери с истинно вторичными элек-
тронами и термоэлектронами, потери на лучеиспускание и рент-
геновское излучение, пренебрежимо малы (<3%). Основная доля
потерь приходится на упруго- и неупругоотраженные электроны
(например, для вольфрама до 50%). В связи с этим считают, что
для электронно-лучевого нагрева эффективный КПД г]и опреде-
ляется главным образом коэффициентом отражения г [5, 185,
188, 216].
Для определения г в литературе существует несколько под-
ходов. Некоторые авторы считают, что г является функцией только
атомного номера Z элемента, например, в таком виде [185]:
__ 7Z — 80
14Z — 80 ’
либо [216] г = ---0,25. Другие [188 ] полагают, что г за-
висит также и от энергии пучка Е: f ^Z^E^2.
Экспериментальные характеристики процесса отражения при U~ 20 кВ,
/ 4 МД некоторых металлов
Металл р, г/см3 6• I04, см Z Ъ* = - Среднеариф- метическое отклоненне 6Д %
А1 2,7 3,1 13 0,17 1 1,23 15
Ti 4,5 1,9 22 0,22 1,17 9,3
Zr 6,5 1,3 40 0,26 1,16 8,4
Нержавеющая сталь 7,9 1,0 26 0,30 0,83 16,8
Ni 8,9 । 0,94 28 0,32 0,91 15
Си 8,95 0,93 29 0,32 0,92 14
Мо 10,2 0,82 42 0,34 0,97 9,3
W 19 0,43 । 74 0,50 i 0,91 15
71
Рис. 41. Характер изменения тока 7Mt про-
кодящего через мишень, с увеличением тока
луча 1п для ряда материалов-.
Эффективный КПД, вы-
раженный через коэффи-
циент отражения [5],
Пи = 1 ~ (62)
где k = 0,45~-0,50 — ко-
эффициент пропорциональ-
ности, характеризующий
распределение отражен-
ных электронов по их
энергии.
Измерения коэффици-
ента отражения, сделан-
ные по методике, описан-
ной выше, показывают,
что величина г линейно
/ — W; 2 — Мо; 3 — Ni; Си, 4 — нержавеющая умеНЬШИвТСЯ С П0ВЫШ6-
сталь; 5 - Zr, 6 - Ti, 7 — Al НИвМ МОЩНОСТИ ЭЛеКТрОН-
ного луча. Обработка
экспериментальных данных, представленных на рис. 41, показы-
вает, что из характеристик процесса отражения (табл. 12) можно
выделить константу б* = r6Z^3 = const = 1,1-10~4 см.
Уточненный анализ экспериментальных значений коэффици-
ента отражения г [12] показывает (табл. 13), что с достаточной
для инженерных расчетов точностью величину г можно опреде-
лять из выражения
т
CZ1/3 ’
(63)
где т— масса атома, г; С — константа, для легких элементов
(Z =106-КГ23 г, для тяжелых (Z = 74—92) С =
= 15,5 • 10~23 г. Среднеарифметическая ошибка величины С не
более 0,02, а квадратичная ошибка среднеарифметического <0,07.
Можно предположить, что С есть произведение массовой плот-
ности электронов рб (в г/см2) и величины сечения рассеяния о
(в см2).
Если принять по формуле Шонланда рб = 2,1-10”13 Z72, то
для диапазона 5—30 кВ значения рб лежат в пределах (5,2 • 10“5 -у-
1,9 • 10“3) г/см2. Соответственно из величины С получаем о
= 2,1- 10“18-е-5,6 -10'20 см3, что примерно на 1—-2 порядка меньше
значений, получаемых другими способами. В то же время вели-
чина рб на 1—2 порядка меньше, чем определяемая по формуле
Шонланда.
Поэтому можно предположить, что связь г с характеристиками
твердого тела и параметрами электронного луча имеет вид
pSaZl/3 *
(64)
72
Таблица 13
Связь коэффициента отражения г (экспериментальные данные [12]) с некоторыми характеристиками элементов
Элемент z Масса атома т. 102\ г U 30 кВ и= 10 кВ 5 кВ
г т-1023 Отклоне- ние от среднего, % г т- 1028 rZ1/3 Отклоне- ние от среднего, % г m- 1028 Отклоне- ние от среднего, %
rZ1/3 г/1/'
с 6 10,8 0,06 9,9 — 11,6 0,072 8,2 —22,0 0,085 7,0 —32,0
А1 13 44,8 0,155 12,3 + 9,8 0,177 10,8 + 2,9 0,186 10,3 0
Si 14 48,0 0,162 12,3 +9,8 0,186 10,7 о о ++ 0,197 10,1 —1,9
Ti 22 80,0 0,254 11,2 0 0,268 1и,3 0,270 10,6 + 2,9
Cr 24 85,7 0,27 11,0 + 1,8 0,283 10,5 0 0,285 10,4 + 1,0
Fa 26 92,5 0,288 10,9 —2,7 0,296 10,6 — 1,0 0,3 10,5 + 1,9
Ni 28 97,4 0,308 10,4 —7,1 0,323 9,9 -5,7 0,333 9,7 —5,8
Cu 29 105 0,319 10,6 —5,3 0,339 10,0 —4,8 0,352 9,6 —6,8
7n 30 109 0,33 10,7 -4,5 0,342 10,3 — 1,9 0,352 10,0 —2,9
ZMl Ge 32 122 0,334 11,5 -2,7 0,349 11,0 + 4,8 0,362 10,6 + 2,9
Mo 42 160 0,385 12,0 + 7,1 0,381 12,1 + 15,2 0,367 12,6 + 22,2
Ag 47 179 0,42 11,8 + 5,3 0,420 11,8 + 12,4 0,418 11,8 + 14,5
Среднее (абсолют- — — — 11,2 5,6 — 10,5 5,3 — 10,3 7,0
ное) значение W 74 306 0,501 14,6 —2,7 0,483 15,1 —2,6 0,472 15,5 —3,1
Pt 78 324 0,516 14,7 —2,0 0,503 15,0 —3,2 0,486 15,6 —2,5
Au 79 328 0,521 14,7 —2,0 0,501 15,3 — 1,3 0,489 15,7 — 1,9
U 92 381 0,534 15,8 + 5,3 0,513 16,4 +5,8 0,495 17,0 + 6,3
Среднее (абсолют- ное) значение — — — 15,2 3,0 — 15,5 3,2 — 16,0 3,4
Рис. 43. Зависимость вторичного
тока 1К от степени фокусировки
электронного луча и характерные
очертания зон проплавления при
сварке с погонной энергией 1565 кал/с
Рис. 42. Зависимость величины вторичного
тока 7К от степени фокусировки Д 7$
электронного луча при сварке с различной
погонной энергией нержавеющей стали:
1 — 1565; 2 — 1045; 3 ~ 785; 4 — 520 кал/см
Представленная на рис. 40 кривая характера изменения во
времени тока, проходящего через деталь, по существу является
кинетической кривой эмиссии из зоны обработки для одного им-
пульса луча. В зависимости от плотности энергии q2 эта кривая
растягивается или сжимается вдоль временной оси с сохранением
экстремальных точек. Наличие сложной кривой прохождения
тока через образец или тока на коллекторе позволяет с очень
большой точностью производить дозировку введенной энергии
при работе в импульсном режиме.
При длительности импульса t < возможен нагрев ме-
талла до заданной температуры Т < Тпл, при t < (А£х + А72)
можно нагревать образец, исключая интенсивное испарение,
наконец при длительности импульса t < (Д/х + А/2 + А/3) мож-
но получать любую заданную глубину канала.
При работе с непрерывным движущимся пучком, например при
сварке с кинжальным проплавлением, детали кривой эмиссии,
характерной для одного импульса, «смазываются», и кривая в за-
висимости от достигнутой глубины проплавления имеет либо мак-
симум (имеется в виду коллекторный ток), соответствующий ин-
тервалу А/2 на рис. 40, либо минимум (интервал Ai3). Тем не ме-
нее, и в случае непрерывного луча можно показать, что различ-
ным участкам кривой эмиссии соответствуют разные конфигура-
ции зон проплавления.
На рис. 42 представлена зависимость тока эмиссии из ванны,
снятая с помощью полукольцевого датчика щелевого типа на уста-
новке ЭЛУ-9 при воздействии на нержавеющую сталь. Связь
74
Рис. 44. Схема, поясняющая причины V-
или W-образного характера формы кривой
тока, проходящего через мишень
Y&)
О 0,2 0,4 Оф Оф 1,0 смр
Рис. 45. Угловое распределение
обратнорассеянных электронов
при бомбардировке мишеней из
золота (1), серебра (2), меди (3)
с энергией 30 кэВ, У (ср) — в про-
извольных единицах [12]
геометрии зоны проплавления с характером кривой тока эмиссии
представлена на рис. 43.
Помимо V-образной формы кривой тока, проходящего че*
рез деталь, имеется и W-образная [103, 187]. Если в процессе
электронно-лучевого воздействия конфигурация образующегося
канала близка к цилиндрической (рис. 44, а), то испускаемые
дном канала под разными углами электроны по мере углубления
канала задерживаются его стенками. При этом левая ветвь
V-образной кривой для случая большой глубины канала всегда
должна быть ниже правой. Действительно, в начальный момент
воздействия на плоскую поверхность металла положение левой
ветви определяется коэффициентом отражения л К концу воздей-
ствия, когда канал достаточно глубок, его стенки улавливают
не только термоэлектроны, но и отраженные, количество которых
определяется величиной г. Поэтому правая часть V-образной кри-
вой (см. рис. 44) расположена выше левой.
Если же в процессе воздействия канал начинает принимать
коническую форму (рис. 44, б), то по мере его углубления эмит-
тированные со дна электроны также будут задерживаться стен-
ками. Однако в связи с увеличением угла конуса по мере углубле-
ния наступает ситуация, когда электроны со дна канала могут
вылетать, практически не взаимодействуя со стенками. Дальней-
шее углубление конического канала все же приводит к улавлива-
нию эмиттированных электронов, но с меньшей эффективностью,
чем в случае V-образной кривой. Поэтому правая ветвь лежит
либо несколько выше, либо на уровне левой, а высота амплитуды
центрального пика не превышает уровней левой и правой ветвей
(рис. 44, в).
Из приведенных рассуждений следует, что эффективность
нагрева в случае конического канала ниже, чем в случае цилин-
75
дрического. Характер прохождения тока через образец по типу V-
или W-образных кривых связан с геометрией образующегося
канала.
Угловое распределение отраженных электронов мало отлича-
ется от изотропного по закону косинусов (рис. 45) [12]. В связи
с этим можно воспользоваться законами движения молекуляр-
ных потоков в цилиндрических и конических отверстиях (трубах)
и оценить связь величины отраженного тока с геометрией канала.
Рассчитаны коэффициенты вероятности прохождения молеку-
лярным потоком трубы (коэффициенты Клаузинга) в зависимости
от соотношения ее геометрических размеров H/rQt где Н—глу-
бина канала; г0 — радиус его сечения (табл. 14 и 15) [41 ].
Таблице 14
Коэффициенты вероятности прохождения молекулярным потоком W
цилиндрических труб с соотношением длины II к радиусу
поперечного сечения г
Н/г | I w 1 | Hlr w | H/r W H/r | W
0 1 1,4 0,5970 3,4 0,3931 16 0,1367
0,1 0,9524 1,5 0,5810 3,6 0,3809 18 0,1240
0,2 0,9092 1,6 0,5659 3,8 0,3695 20 0,1135
0,3 0,8699 1,7 0,5518 4,0 0,3589 30 0,0797
0,4 0,8341 1,8 0,5384 5,0 0,3146 40 0,0613
0,5 0,8013 1,9 0,5226 6,0 0,2807 50 0,0499
0,6 0,7711 2,0 0,5136 7,0 0,2537 60 0,0420
0,7 0,7434 2,2 0,4914 70 0,0363
0,8 0,7177 2,4 0,4711 8 0,2316 80 0,0319
0,9 0,6940 2,6 0,4527 9 0,2131 90 0,0285
1,0 0,6720 2,8 0,4359 10 0,1973 100 0,0258
1,1 0,6514 3,0 0,4205 12 0,1719 1000 0,002658
1,2 0,6320 3,2 0,4062 14 0,1523
1,3 0,6139
Интенсивность молекулярного потока из трубы
I WSa, (65)
где W — коэффициент вероятности прохождения; S — площадь
поперечного сечения трубы; а—количество вещества, испаряе-
мого в единицу времени с единицы поверхности дна цилиндри-
ческой трубы.
Для оценки величины отраженного тока, выходящего из кана-
ла, выражение (65) можно записать в другом виде:
с=т„ (66)
где W — вероятность выхода отраженных электронов из канала
(коэффициент Клаузинга); г— коэффициент отражения; /п—•
ток луча.
76
Таблица 15
Коэффициенты вероятности прохождения молекулярным потоком W конических расширяющихся к выходу отверстий
Половина угла при вершине конуса, град При Н/г
0,1 0,2 0,5 1,0 2,0 5,0 10,0
0 0,952399 0,909215 0,801271 0,671984 0,514231 0,310525 0,190940
1 0,954079 0,912490 0,808852 0,685401 0,536021 0,345995 0,236829
5 0,960373 0,924763 0,837261 0,735659 0,617560 0,478646 0,408600
10 0,967347 0,938359 0,868615 0,790779 0,705799 0,617242 0,580298
20 0,97865 0,96027 0,91851 0,87642 0,83704 0,80558 0,79641
30 0,98691 0,97614 0,95344 0,93338 0,91771 0,90814 0,90611
40 0,99268 0,98701 0,97619 0,96806 0,96288 0,96046 0,96008
50 0,9964 0,9939 0,9896 0,9870 0,9857 0,9852 0,9851
60 0,9986 0,9977 0,9965 0,9959 0,9957 0,9956 0,9955
70 0,9996 0,9994 0,9993 0,9992 0,9992 0,9992 0,9991
80 1,0С0С 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000
89 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000
Если полагать, что эффективный КПД электронно-лучевого
нагрева определяется в основном потерями с отраженными элект-
ронами, то с учетом (62) и (66)
т]и - 1 - kWr. (67)
Результаты экспериментальной проверки справедливости вы-
ражения (67) представлены в табл. 16.
Таблица 16
Сравнение расчетных по формуле (67) и экспериментальных [45] значений Пи
для различной глубины цилиндрического канала в нержавеющей стали
при г0 — 1,5 мм
Угол рас- крытия канала, а0 Глубина канала Н, мм Н/г0 W Расчетное значение Эксперимен- тальное зна- чение nn
10 8,5 5,67 0,295 0,96 0,98
15 5,6 3,73 0,375 0,95 0,97
30 2,6 1,73 0,54 0,92 0,92
45 1,5 1,0 0,672 0,90 0,88
60 0,9 0,58 0,79 0,88 0,87
75 0,4 0,26 0,89 0,87 0,86
Таблица 17
Влияние формы канала на интенсивность эмиссии отраженных электронов
для случая алюминия (г - 0,17; k = 0,5)
Я/г0 Коэффициент Клаузинга W ”и= 1 - — kWr И/г0 Коэффициент Клаузинга VI/ ”и=1 - - — kWr
0 1 0,915 4,0 0,3589 0,970
0,5 0,8013 0,932 5,0 0,3146 0,973
1,0 0,6720 0,943 7,0 0,2537 0,980
2,0 0,5136 0,956 10,0 0,1973 0,983
3,0 0,4205 0,964
Как видно из табл. 17, величина т|и приближается к 95—97%
при Я/г0 > 2 или, если говорить о коэффициенте формы шва
в случае сварки, при К = И/В > 1.
Как видно из табл. 18, при угле конусности более 30° из ка-
нала уходят практически все отраженные электроны, что суще-
ственно снижает эффективность нагрева.
Использование коэффициентов вероятности IF, рассчитанных
для коротких и длинных цилиндрических, конических и щеле-
вых труб, позволяет, регистрируя в процессе электронно-луче-
вого воздействия ток эмиссии из зоны обработки, контролировать
геометрическую форму канала при сварке и фрезеровании мате-
риалов в импульсных режимах.
78
Таблица 18
Влияние конусности канала на интенсивность эмиссии отраженных электронов
(алюминий; H/rQ = 10)
Половина угла при вершине конуса, град Коэффициент Клаузинга W Чц Половина угла при вершине конуса, град Коэффициент Клаузинга W чи
5 0,4086 0,97 30 0,90611 0,92
10 0,5803 0,95 40 0,96008 0,918
20 0,79641 0,93 50 0,9851 0,916
ВЗАИМОДЕЙСТВИЕ ЭЛЕКТРОННОГО ЛУЧА
С ПЛАЗМОЙ В ЗОНЕ ОБРАБОТКИ
Экспериментами установлено, что в зоне воздействия пучка
с плотностью потока q2 107 -:-108 Вт/см2 образуется термически
неравновесная плазма с высокой плотностью частиц [19, 140].
Проникновение электронного луча на большую глубину в вещество
(например, при образовании глубоких проплавлений) облегча-
ется образованием плазмы в канале, потери энергии электронов
в которой незначительны.
Распределение энергии электронов по глубине их проникно-
вения определяется выражением
dU = па Г х о1г (U) Ц2 4 X <Jri Uri] dx, (68)
где dU — энергия, теряемая электроном на пути dx в плазме;
aiz — сечение ионизации с (зарядом Ze) нейтрального вещества;
аг;-— сечение возбуждения (в состоянии /) атома; Uiz и UrJ-—
энергия ионизации и возбуждения в соответствующие состояния;
па — концентрация атомов.
При высокой энергии электронов (UQ > 4 • 103 эВ) на образо-
вание каждой пары ионов (на один акт ионизации) электронным
ударом расходуется энергия, в среднем равная (удвоенная
энергия однократной ионизации). Поэтому вместо выражения (68)
приближенно
dU ^n^U^U^dx. (69)
Функция о; (U) при энергии (/0 — 10Ч-105 эВ аппроксими-
руется выражением
<Т/ ((/) AU~B. (70)
При этом для паров металлов А 10~13 н- 10-14, В 1.
79
Интегрирование выражения (69) в пределах от UQ до U с уче-
том выражения (70) дает
и = 1 — 2 (В + 1) AnaUax]yB+\ (71)
откуда при U = 0 глубина проникновения электронов
~ “ (В Н- 1) AnaUtl (72)
При В 1 выражения (71) и (72) будут иметь следующий вид:
и==(и1-4АПаЦах)1/2;
L = U20/4AnaUa.
Результаты вычислений по формулам (71) и (72) при UQ ~
- 105~ 2-105 эВ, UL1 -7,5 эВ, о2 - Ю’^Ю"18 см2 показы-
вают (рис. 46), что проникновение электронов через ионизирован-
ный газ в канале проплавления возможно даже при плотности
атомов пара по оси канала порядка 1021 см“3.
Закономерность потерь мощности в единице объема (Вт/см3)
при прохождении электронов через плазму может быть выражена
уравнением [26]
_ dU (х) _ ___________2АпаЦ1г__________
dx ~ — 2 (В + 1) Ап^х]3^3^ ’ ( '
Если В 1 и j — const, тогда
(74>
Из выражений (73), (74) видно, что потери энергии электрон-
ного потока при его прохождении через плазму максимальны
на глубине, равной полной длине пробега быстрых первичных
электронов. Поэтому температура плазмы в нижней части плазмен-
ного канала на границе с твердым телом будет выше, чем в верхней
части. Это приводит к увеличению термодинамического давления
и выбросу вещества из зоны обработки [19].
При взаимодействии моноэнергетического пучка малой плот-
ности с плазмой он теряет значительную часть энергии направлен-
ного движения — примерно 3l%N\tnUl, Часть этой энергии
(Ve NrmUl) переходит в энергию электрического поля, другая
часть идет на увеличение тепловой энергии: в пучке х/24 NxmUl
и в плазме х/е Энергия направленного движения, приоб-
ретаемая плазмой при взаимодействии с пучком, мала:
N2mU22 (.Vi/lV2) NimU20.
80
Рис. 46. Изменение энергии пер- Рис. 47. Потери энергии электронного луча
вичных электронов при их про- при взаимодействии с плазмой
никновении в плазму с плотно-
стью частиц 1021 [19]
Минимальная плотность плазмы, в которой пучок начнет воз-
буждать колебания,
где v — скорость электронов; г — радиус пучка. При v = 1010 см/с
и г =0,05 см П2 4-1013 см’3.
Образование плазмы с плотностью п% > nJ приведет к рас-
сеянию пучка и потерям энергии (рис. 47). Торможение электро-
нов пучка и передача энергии на плазменные колебания приводит
к «размытой» передаче энергии стенкам канала не только элек-
тронами пучка, но и плазмой. Это вызывает уменьшение кон-
центрации пара и соответственно плазмы. Параметры пучка
восстанавливаются, процесс повторяется.
Таким сбразом, рассмотрение процесса взаимодействия элект-
ронного луча с плазмой приводит к необходимости рассматри-
вать непрерывнодействующий луч как «квазиимпульсный» вслед-
ствие периодической расфокусировки его при взаимодействии
с плазмой [101 ].
Помимо нейтрального и ионизированного пара, а также ка-
пель конденсата из зоны обработки навстречу лучу идет поток
отраженных, вторичных и термоэлектронов. Энергия термоэлек-
тронов мала (<50 эВ), но количество их может в десятки раз пре-
вышать число падающих первичных электронов. При воздействии
луча на диэлектрики происходит значительная вторичная эмис-
сия (коэффициент вторичной эмиссии для большинства диэлектри-
ков т] — 1н-2, а для щелочно-галоидных монокристаллов т] =
= КН-15). Поэтому для понимания механизма электронно-луче-
вого воздействия представляет интерес оценка вероятности взаи-
модействия медленных электронов в зоне обработки с первичным
пучком электронов.
Минимальное количество медленных электронов, необходимое
для экранировки (рассеяния) луча по порядку величины пг
81
S/a, где S' — сечение луча, см2; о — сечение, в котором проис-
ходит взаимодействие, см2.
Первичные электроны со скоростью vr проходят слой вещества
толщиной 6 (глубина пробега) и рождают соответственно т]/ втори-
чных электронов (здесь р — коэффициент вторичной эмиссии,
/ — ток луча, выраженный числом электронов в единицу времени,
с”1). Вторичные электроны со скоростью v2 уходят из слоя б. Так
как время т2 = б/у2 много больше времени тг = б/уп количество
рожденных в слое вторичных электронов за период т2 п2 = т]/т2
(т2/Т1)-
Тогда условие рассеяния электронов первичного пучка на
вторичных можно выразить как т]/т2 (т2/тх) > (S/a). Йз этого
выражения получим критическое значение тока луча, при котором
начинается существенное взаимодействие с медленными электро-
нами:
I >
(75)
где d — диаметр луча, см.
Для случая воздействия на диэлектрик при т) = 10, б =
= 10 мкм, U = 25 кВ, d = 0,5 мм, Е = 10 эВ имеем ух 1 х
X Ю10 см/с, v2 = 1,8-108 см/с, о Я2 = 1,6 • 10"15 см2 (здесь К —
длина волны медленного электрона) I > 63,5 А, что соответ-
ствует концентрации мощности q2 > 8 ДО7 Вт/см2.
Для типичного случая образования в металле канала глуби-
ной Н = 1 см с поперечным сечением S ~ 1 • 10~2 см2 при ц = 1
(здесь т] — коэффициент ионизации) и вышеназванных значениях
остальных параметров имеем I > 3 А и q2 > 7,5-106 Вт/см2.
Если учесть, что в слое пара толщиной Н концентрация частиц
п < 1018 см“3, то приведение Н к эквивалентному слою твердого
тела 6^1-10~4 см дает / > 3 • 104 А и q2 > 7,5 • 1010 Вт/см3.
Таким образом, взаимодействие электронного луча со вторич-
ными электронами в диапазоне концентраций мощности q2 =
— 105-^-106 Вт/см2 (сварка и обработка) не существенно и начинает
играть роль при q2 > 108 Вт/см2.
Из выражения (75) можно определить также и критические
параметры электронного луча, при которых начинается существен-
ное взаимодействие с паром или плазмой в зоне обработки.
Для типичного случая при U = 25 кВ, о = 1-10”18 см2,
vx = 1 • 1010 см/с, d = 0,5 мм, г] = 1 получаем I > 5 ДО-2 А,
q2 > 5-105 Вт/см2, что и имеет место в реальных условиях об-
работки при взаимодействии пучка с паром. Если степень иони-
зации газа т] — 0,1; 0,01, то соответственно / > 5-Ю"1 A, q2 >
> 6-106 Вт/см2 и I > 5 A, q2 > 6-107 Вт/см2, т. е. наиболее су-
щественно взаимодействие с нейтральным паром, которое начи-
нается уже при сравнительно умеренных плотностях потока (при
q2 > 1 • 105 Вт/см2).
82
При прохождении пучков заряженных частиц через слабоио-
низованную плазму происходит не торможение, а выбывание ча-
стиц пучка из первоначального фазового объема благодаря столк-
новению электронов с нейтральными частицами. С учетом этого
явления предложен критерий устойчивости плазмы [65]
(76)
•ъ w l -I
где п0 — первоначальная плотность электронов в пучке; п — плот-
ность электронов в пучке после прохождения слоя плазмы тол-
щиной L\ X— длина свободного пробега электронов; v0 — ча-
стота столкновения электронов плазмы с нейтральными части-
цами; vx — частота столкновений электронов пучка с нейтраль-
ными частицами плазмы; (о — частота собственных колебаний
плазмы.
Сравнение критериев (75) и (76) показывает, что они анало-
гичны.
Глава 3
ГИДР0ДИНАЛ4ИЧЕСКИЕ ПРОЦЕССЫ
В ЗОНЕ ВОЗДЕЙСТВИЯ ЭЛЕКТРОННОГО ЛУЧА
НА МАТЕРИАЛЫ
ПОВЕДЕНИЕ КАНАЛА В ЖИДКОЙ ФАЗЕ В ПРОЦЕССЕ
ЭЛЕКТРОННО-ЛУЧЕВОГО ВОЗДЕЙСТВИЯ
Узкий и глубокий канал в жидком металле, появляющийся
при воздействии электронного луча с q2 > 72 — несомненно
крайне интересное физическое явление. Для практических целей
важность изучения этого явления связана с возможностью пред-
сказания некоторых технологических характеристик процесса
глубокого проплавления: химического состава сварного шва,
особенно при сварке разнородных материалов, зависящего от
интенсивного перемешивания жидкого металла; дефектов форми-
рования сварного шва (газовых полостей и колебаний глубины
проплавления по длине) эффективности процесса нагрева, зави-
сящей от геометрической формы канала (цилиндр, конус
и т. д.).
Рассмотрим особенности поведения канала в жидкой металли-
ческой фазе. Образование канала в жидком металле при воз-
действии электронного луча подтверждено экспериментами [213].
Во время сварки с несквозным проплавлением алюминия и нер-
жавеющей стали через образец пропускали пульсирующий поток
рентгеновских лучей при напряжении около 600 кВ и фиксиро-
вали на рентгеновской пленке картину процесса проплавления.
Установлено, что проплавление на большую глубину происходит
с образованием в веществе канала, который периодически смыка-
ется, заполняясь жидким металлом (рис. 48). Смыкание канала
начинается преимущественно в верхней его части. Это объясня-
ется отражением волны, образовавшейся при входе луча в жидко-
сть, от преграды (стенки канала) по аналогии с падением в жид-
кость твердого тела (снаряда ) [213]. Частота смыкания канала
зависит от времени проникновения луча на заданную глубину,
т. е. от его удельной мощности, для нержавеющей стали эта ча-
стота f 10 Гц при 72 = (1,7 -г- 2,0)-105 Вт/см2, для алюминия
f — 7->12 Гц при д2 1,7• 105 Вт/см2.
Периодическое смыкание канала наблюдали также с помощью
скоростной киносъемки (2500 кадр/с) в нержавеющей стали (не-
подвижный луч при U = 125 кВ, I == 8->12 мА, ?2 (5 -т-
-н 7)-106 Вт/см2, t " 23^-45 с). Период смыкания составлял
72—71 мс, что соответствует частоте f ~ 13-ь 14 Гц [209].
84
Рис. 48. Эскизы различных, форм
канала, зафиксированных им-
пульсной рентгеносъемкой [218]:
и 25 кВ; 1 =* 250 мА; у =
= 2,5 см/с; глубина проплавления
15 мм, q<> = 1,5* 105 Вт/см2, нержа-
веющая сталь
Ряд исследователей моделировали процесс образования канала
и сделали попытку перейти к описанию реального канала в жидком
металле с помощью критериев подобия.
Установлено, что с помощью стеклянного наконечника с от-
верстием диаметром 0,254 мм при давлении воздуха около 0,42
кге/мм2, струей воздуха можно получить впадину в ртути глуби-
ной 6,2 мм и диаметром около 1,6 мм. Гидростатическое давление
столбика ртути в этом случае 10 гс/см2 [208].
При моделировании процесса образования канала в прозрач-
ных жидкостях (вода, глицерин, вазелиновое масло) воздействием
струи воздуха, перемещающейся с наложением синусоидальных
колебаний, установлено, что при больших скоростях движения ка-
нала может происходить периодическое инерционное загибание
его нижней части в сторону, противоположную направлению дви-
жения [23, 1331. Загибание тем сильнее, чем выше скорость пе-
ремещения. Для алюминия критической скоростью, по достиже-
нии которой начинаются колебания нижней части канала, явля-
ется скорость >1,1 см. Из экспериментов по моделированию
следует, что периодический срыв нижней части канала может
явиться причиной дефекта проплавления — колебаний глубины
шва по его длине на больших скоростях сварки.
При наблюдении за процессом прохождения электронного
пучка через вакуумное масло ВКЖ-94 на установке ЭЛУРО
в непрерывном и импульсном режиме [#2 = (0,6 — 2,0) • 108 Вт/см2,
U =- 50 — 100 кВ, / — 6 мА, т = 800 мкс, f == 20-250 Гц] с по-
мощью скоростной киносъемки установлено, что при воздействии
в непрерывном режиме в масле формируется узкий канал с кар-
тиной свечения, характерной для газового разряда высокого дав-
ления. При воздействии четырьмя импульсами при / — 250 Гц
канал оказывается соответственно перемкнутым по длине в че-
тырех точках. Время существования канала много больше дли-
тельности импульса. При т = 800 мкс, /к = 28 мс, т. е. оно в 35 раз
больше времени импульса. Время схлопывания tc х 1 • 10~3 с.
Выброс масла из канала наблюдается лишь при схлопывании
канала [128].
Скорость углубления канала, составляющая в начальный мо-
мент — 1-101 см/с, резко падает с увеличением глубины канала
и, достигнув уровня —1 ПО3 см/с, далее практически не меняется.
Скорость истечения паров из канала достигает vn = 105 см/с.
Давление на дно канала (для пучка с U = 100 кВ и d ~ 100 мкм)
F = 1-Ю'2 кге, что соответствует 4F/nd2 100 кгс/см2 [701.
85
Результаты многочисленных экспериментов показывают, что
картина образования канала в жидком металле представляется
весьма сложной. Канал, образованный неподвижным электронным
лучом, пульсирует, периодически смыкается в верхней части.
Картина движущегося канала еще более сложна. Имеющиеся в ли-
тературе данные о перемешивании металла в зоне образования
канала [104, 105, 118, 209, 210] говорят об очень больших ско-
ростях движения жидкого металла, которые могут быть, по-види-
мому, только в случае турбулентного движения жидкости.
Для более ясного представления процесса образования и су-
ществования канала необходимо выделить задачи, решение ко-
торых позволит улучшить понимание гидродинамических явлений
в зоне электронно-лучевого воздействия. Эти задачи следующие:
а) определение величины деформации (пробега) поверхности жид-
кой фазы при действии на нее непрерывного или импульсного
давления (паров); б) определение времени смыкания канала под
действием гравитационных и капиллярных сил; в) рассмотрение
баланса сил, действующих в канале, и условий, приводящих к его
смыканию.
ДЕФОРМАЦИЯ ПОВЕРХНОСТИ ЖИДКОЙ ФАЗЫ
ПРИ ЭЛЕКТРОННО-ЛУЧЕВОМ ВОЗДЕЙСТВИИ
При формулировании задачи о нахождении формы и величины
углубления в жидкой фазе, образованной действием электронного
луча, примем, что источник теплоты по поверхности распреде-
лен по закону Гаусса и пренебрежем объемным характером вы-
деления энергии, предполагая, что глубина проникновения источ-
ника мала по сравнению с размерами зоны плавления. Тогда за-
дачу о деформации жидкой фазы источником локального давления,
приложенным в некоторой области, можно сформулировать в виде
системы уравнений Навье—Стокса [146]:
-^- + (t’V)v = -T-Vp + vAu + g +-Д, (77)
где v—-вектор скорости частицы жидкой фазы; р— давление
в жидкой фазе; v — вязкость; g—вектор объемных сил; Fs —
вектор поверхностных сил.
Система уравненийэнергии, неразрывности и сохранения массы,
а также (77) дает полное описание явлений деформации поверх-
ности жидкой фазы. Ввиду сложности решения указанной системы
уравнений ограничимся анализом возможного установившегося
процесса, когда v = const, и уравнение (77) существенно упро-
щается.
Проектируя уравнение (77) на направление нормали к поверх-
ности жидкой фазы при наличии осевой симметрии и обозначая
86
Рис. 49. Зависимость глубины канала в модельной жидкости от давления струи
газа [5|
Рис. 50. Зависимость диаметра
расплавленной зоны от тока луча
(моноимпульс t — const):
1 — алюминий; 2 — нержавеющая
сталь; 3 — вольфрам
через Z (г) профиль деформированной.внешним давлением поверх-
ности, получим
Z" j z' z _ (z> О /7Ж
(l+Z-)3/2 rU+z'2)V2 а* о > W
где а2 = 2o/pg— капиллярная постоянная; о— поверхностное
натяжение.
В уравнении (78) не учтена температурная зависимость вхо-
дящих в него постоянных. Его решение с учетом различных зна-
чений постоянных и заданной зависимости поверхностных сил
от Z и г может быть получено численным способом. При этом
необходимо учитывать, что переход от предельно малых к пре-
дельно большим деформациям в реальных условиях может про-
исходить скачком, так как по мере прогиба жидкости поверхност-
ное натяжение растет до момента, когда углубление становится
равным его радиусу [5]. При дальнейшем углублении канала
радиус кривизны его не меняется, но возрастает гидростатическое
давление.
Переход от малых деформаций к большим, как видно из рис. 49,
происходит скачком [5, 6].
Экспериментами установлено, что при достижении критиче-
ской удельной мощности q% диаметр ванны жидкого металла из-
меняется скачкообразно (рис. 50), что связано, на наш взгляд,
с переходом от малых к большим деформациям жидкости.
Рассмотрим теперь аналитические решения для предельных
случаев, которые допускает уравнение (78).
87
Малые деформации поверхности, Z'2 1. Уравнение (78)
запишем в виде
Z" + -Т Z' — -Т- Z = —S-K' Z}- . (79)
В общем виде при наличии деформации поверхностные силы Fs
являются функциями г и Z. Если поверхностные силы, вызываю-
щие деформацию, обусловлены давлением отдачи вследствие испа-
рения вещества при его нагреве поверхностным источником,
то
Fs (r’ z) = ехр [~В!Т (r’ Z)]’ (80)
где А (г, Z) — некоторая функция, зависящая от свойств ма-
териала и степени деформации поверхности; Т (г, Z) — распреде-
ление температуры на деформированной поверхности жидкости.
Решение уравнения (79) для функции Fs (г, Z) произвольного
вида имеет вид
Z (г) = ОД (,) И - ОД (г) J +
+ *)"'•• <81>
где Сг и С2— константы; Zo (г) /0 —-решение однород-
ного уравнения (79).
Здесь lo(U) — функция Бесселя первого рода нулевого по-
рядка от мнимого аргумента.
Если аппроксимировать функцию Fs с помощью константы,
считая, что она не зависит от г, то решение уравнения (79) будет
иметь вид
О при г > | б|,
где б — радиус площадки, на которую действует Fs.
Знак минус в решении (82) связан с выбором системы коор-
динат.
Таким образом, для задания давления в функции, которая
постоянна на участке конечного радиуса б, величина деформации
поверхности должна носить ступенчатый характер. Это противо-
речит реальным условиям непрерывности производных от функ-
ции, описывающей деформацию поверхности, и принятому при-
ближению Z'2<1. Поэтому решение уравнения (79) запишем
в виде
+ + <83>
где Сг—константа, определяемая из граничного условия.
88
При г < 2а, где а 0,5 см, для типичных металлов можно
считать, что V4 (/72а)4 <£ 1, и ограничиться двумя членами ряда
(83). Тогда
и максимальная величина деформации
. Fs И2
h ™ -------
Р£ 1 + И2 ’
где р = 6/(2а). Для случая, когда Fs = 1(Г3 кгс/см2, р = 10 г/см3,
р = 0,5, численные оценки дают величину h = 0,02 см.
Рассмотрим конкретный случай аппроксимации функции Fs.
Предположим, что
Fs - Fo (1 - r2/82) ехр (— kr2), (84)
где Fq — максимальное значение давления; 8 — радиус зоны,
где давление отличается от нуля; k—коэффициент сосредото-
ченности; зависимостью Fs от Z в этом случае пренебрегаем.
Для частного случая выражения (84) уравнение (79) допускает
точное решение:
у __ _ То ехр (—М
при условии, что г < 8 и
4“тН‘<85)
Из выражения (85) следует, что при 8 > а не существует ста-
ционарного решения, поскольку k становится комплексной ве-
личиной. Физически это означает, что при больших радиусах
зоны деформации капиллярные явления становятся несуществен-
ными. При б = а получаем величину прогиба жидкой ванны:
2 = — F0/(pg).
Большие деформации поверхности Z'2 77 1. В этом случае
из уравнения (78) получим
Z=— a2 ---L], (86)
Уравнение (86) неявно определяет форму поверхности жидкой
фазы как функции г. С точностью до величины - 1/Z/2 уравнение
(86) определяет максимальную величину деформации и может быть
использовано для оценки глубины проплавления. Соотношение
89
для определения предельной глубины канала h может быть за-
писано в виде (в этом случае г = б)
| /г —а2/6=-0. (87)
Определение глубины канала h по уравнению (87) требует
знания в явном виде функции F (г, Z), т. е. закономерности рас-
сеяния энергии источника тепла при прохождении его через
слой испаренного вещества в канале с учетом взаимодействия с па-
ром. Так как F (h, б) — убывающая функция относительно h,
то уравнение (87) имеет единственное решение.
ОПРЕДЕЛЕНИЕ ВРЕМЕНИ СМЫКАНИЯ КАНАЛА
В ЖИДКОЙ ФАЗЕ ПОД ДЕЙСТВИЕМ
ГРАВИТАЦИОННЫХ и КАПИЛЛЯРНЫХ СИЛ
Рассмотрим гидродинамическую задачу о движении несжимае-
мой жидкой фазы при смыкании узкого канала [116]. Эту задачу
формулируют следующим образом. Пусть имеется цилиндрический
объем несжимаемой жидкости V, в котором мгновенно образуется
цилиндрический канал радиусом А?о и глубиной Яо. Уравнения
Навье—Стокса, неразрывности и сохранения массы в цилиндри-
ческой системе координат при осевой симметрии (независимость
от угла ср) имеют вид
/ dvr . dvr । dvr \ rz dp .
E \ dt x r dr { z dz ) r dr 1
Г d f 1 drvr X . d2vT I t
L dr \ r dr ) ‘ dz2 J ’
(dvz , dvz । dvz \ у dp .
- Vr 4“ = A\--------+
dt 1 r dr ’ z dz J z dz 1
I ,, Г ^4 1 1 dv? -L 1 •
г r [ Г г Г dz2 J ’
d^r । vr » dvz n.
dr г r r dz
(88)
(89)
(90)
(91)
j J j dV = VQ = const,
v
ГДе p — плотность; vr и — радиальная и осевая компоненты
скорости жидкости соответственно; Кг и Kz — радиальная и осе-
вая составляющие объемной силы, действующей на жидкость;
р —динамическая вязкость.
90
Рассмотрим решения задач для двух ча-
стных случаев: а) смыкания канала при
фиксированных верхней и нижней грани-
цах жидкости (сжатие канала); б) смыкание
канала при фиксированной боковой границе
(оседании жидкости) без учета затекания
канала вследствие радиального движения
жидкой фазы.
1. Движение жидкости при фиксирован-
ных верхней и нижней границах. В этом
случае (рис. 51) перераспределение объ-
ема идет за счет изменения боковых
границ = /ф (/) (f = 1; 2). Тогда
Рис, 51. К задаче о дви-
жении жидкости при
фиксированных верхней
и нижней границах
величины, зависящие от г, выпадают
из уравнений, и система уравнений (88)—(91) принимает вид
7 dvr , dvr \ Г д ( 1 дгог \ *1 др
р ~ИГ) - J = - ; (92)
drvr/dr = Q. (93)
Граничные и начальные условия записывают в виде
хгг = — р + 2р dvr/dr = ± OilRt при г = RL (/) (94)
(здесь знак плюс относится к i — 1, а минус к i = 2);
Rl (0 - R\ (/) = R" - Rl R* = Rz (0), Ro = Ri (0), (95)
vr •= 0 при t = 0.
Из зависимости (93) получаем vr = г"1 f (t), где г — текущая
координата: (/) < г < R2 (/). Интегрируя уравнение (92) по
г от 7?! до R 2, получим
. R,(l) df(t) ( f ру 1 1 \ r
In ЖЖ ~~sr~ + - pr) br ~ -rt) +
<95>
Переходя к новым безразмерным переменным по формулам
а = Ф ь = -^-,
\ ’ pv2 tfg Ro т v 7 V
где v = ц/р, приведем систему уравнений (94)—(96) к виду
in (1 । JL\ _i_ ф <4 — i о/, (—U- _j_ —-1 _ n-
V + g ) + S U + a) +2b\Vl 1 + °’
dg/d^ = 2>|>; ф(0) = 0; Ц0)=1. (97)
91'
Время смыкания канала находится с помощью соотношения
1
где ф (В) определяют из решения дифференциального уравнения
9,1. In fl I ° VP i 'I'(4 — ip) a
2ф1п^1 +
+ 2^Ыг+-7А=-К0; ф=0приЬ1. (99)
\ Vё vi + a /
Так как решение уравнения (99) в общем виде найти не удается,
рассмотрим некоторые частные случаи.
Пусть Ь = 0. Пренебрегая вязкостью, из соотношений (98),
(99) после преобразований получим
1
1 >--С Г In (1 4- а/Е) I1/2 /шп\
т — т р1У° J [ 1
о
При £ < а (узкий канал)
(101)
Значения несобственного интеграла (101) лежат в пределах
УpRl/o In < г < -Г Кр^а (1п + °’283) • (1о2)
Следовательно, для оценки времени смыкания канала можно
пользоваться формулой
т р/?о/о In (/?Х).
Подстановка численных значений 7?0 = 10“2см, р = 10 г/см3,
Л?* = 1 см, а = 10'3 кгс/см, характерных для узких каналов
в расплавах металлов, дает т 0,5 мс.
2. Движение жидкости при фиксированной боковой границе.
Перераспределение объема жидкой фазы присходит за счет плос-
кого перемещения верхней ее границы, т. е. vz (г, z, t) = vz (z, /).
Из уравнения (91) получим
(R*2 ~ Р?) z ~ (R*2 — RT) z0. (ЮЗ)
Дифференцируя равенство (103) по будем иметь
2R^-z=(Rtz (1°4)
di Lli
или
dz _ (7 л _ 2Rzvr (R) dv2 _ (R)
dt VZ\Z’ 4 — ’ dz R^ — R2'
92
Подставив выражение (104) в (90) при условии vr = 0, г = 7?*,
получим
vr (г) = - / (/) (7?*2 - Г2)/Л (105)
Интегрируя уравнения (88) по г от R до 7?* и (89) по z от 0 до h
с учетом (104) и (105), получаем систему обыкновенных уравнений
Г /?*2 In -----Г (/?*2 — R2) 1 + 4- Г (Я*2 - Я2)2//?2 =
at L " J £
г
огг = —р -|- 2р. dvr/dr при r = R* и R-,
dR/dt = (R*2 - R2')/R, f (0) = 0;
— P + dvjdz 0 при z = 0, h\
dh/dt - vz \z==h = ~2f (t) ft, f (0) - 0.
I (Ю6)
(107)
Системы уравнений 1(106) и (107) получились независимыми
вследствие принятого условия vz (г, г, t) = v2 (z, t), которое при-
вело к независимости vr и dvjdz от г. Физически это означает,
что опускание верхней границы жидкости как плоскости возможно
лишь в случае независимости друг от друга сил, действующих
на жидкость в 'двух взаимно перпендикулярных направлениях
(по г и г). Связь между vr и vz осуществляется только через
уравнение неразрывности (90) и его аналог — закон сохранения
массы (91).
Рассматриваемый случай распадается на два: а) система урав-
нений (106) соответствует заполнению канала за счет капилляр-
ных сил при отсутствии силы тяжести; б) система уравнений (107)
соответствует заполнению канала за счет опускания жидкости
при фактическом отсутствии капиллярных сил.
Рассмотрим случай а). Из системы уравнений (106) следует
+ /2Е2^2__
- f = а/p/?* (/?* - R) при f (Re) = 0. (108)
Время заполнения канала
-Roj
т=== р Н09)
о 1
где f (R) — решение уравнения (108). При v = 0
? / к 1" т - 4- - *!>]
93
Рис. 52. Схема расчета
затекания узкого кана-
ла в жидкости под дей-
ствием силы тяжести
и градиента давления
Для узких каналов (У?2 < /?*2) время
заполнения канала находится в явном виде
то = j [-В1 Xdx, (110)
О
rae Ч=[М(|_>)Г,
p 1
___
“ 2 *
Уравнение (НО) аналогично уравнению
(101), поэтому
У Вт,, < T(j < ТО (В И- 5/3 - 2 In 2).
О о
(111)
Сравнение формул (102) и (111) показывает, что порядок вре-
мени заполнения канала т в первом случае и в случае а) одинаков
и зависит от параметра (р/?о/<^)1/2 1п (/?*/7?о)- Для случая б) из
уравнений (107) следует
TS- +^ = -4- (112)
Время заполнения канала по аналогии с выражением (109)
определяется соотношением
/г (0)
j — 2f(h)h ’ = /?*2 — 7?2 • (113)
Решение (96) и (97) дает
= = (114)
Подставляя значения = 10~2 см, = 1 см, й0 = 1 см
в соотношение (114), получим xg 0,3 мс. Хотя структура фор-
мул, определяющих время затекания канала т под действием
капиллярных и гравитационных сил, различна, численные оценки
для типичных случаев узких каналов показывают, что соотноше-
ния (111) и (114) дают величины одного порядка.
Приближенно результирующее время затекания канала с уче-
том одновременного действия капиллярных и гравитационных сил
Т-1 т-1 + V1. (115)
Проведенный анализ показывает, что различие в моделях
смыкания канала не приводит к существенной количественной
разнице.
3. Затекание узкого канала в жидкости под действием силы
тяжести и градиента давления. Узким будем называть канал,
94
диаметр которого не превышает величины капиллярной постоян-
ной пк = (2<r/pg)1/2; в частности, для воды ак = 0,122 см, для рас-
плавов металлов ак 0,5 см. Затягивание канала в радиальном
направлении за счет капиллярных сил не учитываем (рис. 52).
Уравнение Навье—Стокса для рассматриваемого случая
О 4- v 4- v dVz — u (д^г 4- 1 4- =
1 \ dt ' r dr ' z dz ) Р \ drz г dr + dz2 )
dp
= -р£--&
(116)
Поскольку движение в радиальном направлении не учитываем,
то vz не зависит от г, как это следует из уравнения неразрывности,
т. е. vz = f (/). Уравнение (116) принимает вид
+ (117>
При стекании жидкости по стенкам канала его заполнение
происходит снизу. Ввиду сложности движения жидкости в облас-
тях z < —Н (/) и z > 0 (см. рис. 52) будем рассматривать движе-
ние только в области 0 > z > —Н (/), а время заполнения канала
найдем из условия сохранения массы. Пренебрегая размерами
участка — Н (/) + Я > z > —Н (/) ввиду его малости для уз-
кого канала и учитывая, что радиальные движения в области
0 > z > —Н (/) отсутствуют, a vz = vz {г, /), будем считать, что
давление внутри жидкости не зависит от г. В этом случае из
условия на свободной границе xzz ~ —р + 2p,dvzldz = o/R при
z — —И (/) получим р (—Н) = —o/Rt Аналогично находим
р (0) = о/Я*, где Я — радиус канала в нижней его части, а Я* —
средний радиус жидкости в верхней части.
Интегрируя уравнение (117) по z от 0 до —Я, получим
dvz f d2vz . 1 dvz\ о / 1 . 1 \ ^но.
p-“ — И ( -----=—0g— -77 (-7Г + -777- I • (H8)
1 dt r \ dr2 1 r dr J H (t) \ R ' R* J v ;
Следовательно, направление воздействия капиллярных сил
совпадает с направлением действия гравитационных сил, и их
действие такое же, как и при объемных силах с градиентом дав-
ления:
др/&-(1/Я*+1/Я) о/Я(/).
Так как закон сохранения массы, выраженный уравнением (91),
можно переписать как
2л R* t
j j j vzrdrdqdt = лЯ2 [H (t) — Яо], (119)
ORO
то уравнения, описывающие движение жидкости, будут
я* t
2 j [ vz (r, t) rdrdt == Я2 [Я (/) — Яо]; (120)
r б
dvz / d2vz 1 dvz \ Г i 1 cr / I , 1 \ 1 /1Q1 x
P dt \ dr2 r dr ) + pgH (t) \ R^ + "R ) ,j ’ ( 2 )
95
Система уравнений (120), (121) определяет собой закон изме-
нения Н = Н (/), зная который из условия Н = 0 при t = т,
найдем время заполнения канала т.
Уравнение (121) в общем случае не имеет решения, но его
можно решить в двух предельных случаях: при большой вязкости
жидкости и малой.
При малых числах Рейнольдса Re основную роль играет
вязкий член, и инерционным членом можно пренебречь. Тогда
после ряда преобразований из уравнения (121) можно получить
г 1 _ Р£ Г 1 , О 7 1 J J_A 1 — г /М
dr2 ’ г dr р L pg# к Я* R ) J 11
отсюда
МЛ Fjn.
Подставляя это выражение в уравнение (119) и интегрируя
по г, получим
t
J О (0 dt - [Н - Н (01.
о
Дифференцируя полученное выражение по t и подставляя зна-
е ic F±(t), будем иметь
7 1 ; 1 \ 1 _ ЗД2 dH
р. L pg// к R* R J J (R*2 - R2) dt •
Тогда
dH о (я*2 /1 , _LA JL I р£(я*2-*2)2 /1991
dt /? J Н "Г" 8р£2 ’ 1 Z 1
при t = 0 Н = Но.
Решение уравнения (122) имеет вид
р/ = я - я (04 у-in ’ (123)
где a- g(^2-^2 R = pg(R*2 —R2)2 . < = (_L i _LV
где а— 8pR2 р , р g(i/?2 , р р )’
а/₽ = p*<3l?g.
Из выражения (123) при t = т, Н (т) = 0 имеем
т =-----Р!П2 Г Яа--------/Л1п(1 4 — ^1, (124)
р^ (Я 2 — 7?2)2 L ° PS \ o’ Р z J v
где первое слагаемое учитывает затекание канала только под
действием гравитационных сил
- 8pW0/pg (R*2 - R2)2; (125)
второе слагаемое учитывает уменьшение времени затекания вслед-
ствие действия капиллярных сил. Для узкого канала в расплаве
металла (о = 10'3 кгс/см, р, = 5* 10“2 пз, р = 10 г/см3, а2 = o/pg =
= 0,1 см2, p,/pg = 5-10"6 см-с) при — 10’2 см и R* == 0,1 см
96
получим Tg^0,l мс. Поскольку вязкость может сильно влиять
на характер движения жидкости только при малых числах Re,
характерный размер R* должен быть малым. Полное время зате-
кания с учетом капиллярных сил т 0,01 мс, т. е. еще на порядок
меньше. Это время занижено, так как не учитывает начального
разгона, обусловленного изменением скорости заполнения ка-
нала до установившегося значения.
Учтем начальную стадию этого изменения скорости, без инер-
ционного члена и вязкости. Это приближение соответствует
второму предельному случаю, когда вязкость жидкости можно
считать малой.
Уравнения для определения скорости:
Я* t
2 J J vz (г, t) г dr dt = R2 (Я — Яо).
7? 0
Без учета вязкости невозможно удовлетворить граничное
условие v ~ 0 при г = R\ Но для достаточно большого R*
пограничный слой будет тонок, и при малых временах им можно
пренебречь.
Поскольку vz (г) = const, из уравнения (127) получим
\vAtWt -дУ" [Я,-Я (01; (128)
о
У ~ g I 1L ~У, I = F2 V), (129)
dt b L Pg H (/) J 2 v 7 v
откуда уравнение для H (/)
У + У ^₽i = o, (130)
здесь at = a (У?*2 — У?2) pApR2, |3Х = g (Я*2 — 7?2)//?2.
Первый интеграл уравнения (130) имеет вид
У = -[2^ - Я) — 2^ In (Я/Яо)]~1/2. (131)
(126)
(127)
Следовательно,
। я0
т - J [Pi (Яо - Н) - a, In (Я/Яо)]- V2 dH.
О
Без учета ускоряющих капиллярных сил
. = 1 7 dH = j / 2R2H0 ~ R 1/277;
г /2 j K₽i7770 - Я) V g{R*2 R'~) ' ' R- V g
4 H. H. Рыкалин и др.
(132)
(133)
97
Выполним численные оценки. Пусть Н = 2,5 см, 7? =ДСГ2 см,
тогда для расплава металла хё 0,7 мс при 7?* = 1 см и т 7 см
при 7?* —0,1 см. В общем случае соотношение (132) можно за-
писать в виде
т = f r du —, (134)
j/2a, J К?(1 — !/) — 1п(7
О
где ? = А- Яо = pgHjo-p*.
Найдем та без учета гравитационных сил. В этом случае вы-
ражение (134) имеет вид
V 20^ та = Но Г -у dU.-— = 2Н0 Г ехр (— v2) (1и-=Н.лУ л,
J V- In U J
Поэтому
Та = ]/ Яо (135)
При Н = 2,6 см; р = Ю г/см3, о = 103 дн/см, R = 10'2 см,
/?* = 1 см, та 0,31 мс; 7?* = 0,1 см, та 3,1 мс.
Результирующее время затекания канала с учетом гравита-
ционных и капиллярных сил определим с помощью соотношения
(115). Подставляя численные значения из приведенного выше при-
мера, получим т 0,21 мс.
При оценке та не учитывали эффекты, связанные с наличием
Пограничного слоя. Толщина пограничного слоя 6 Под-
ставляя численные значения, получим 6^3* 10'3 см. При (v//7?2)<
< 5* 10 3 толщина пограничного слоя меньше 0,1 7? и в остальной
области скорость не зависит от г, что позволяет с достаточной точ-
ностью использовать соотношения (133)—(135) для оценки соот-
ветствующих времен [176 ].
Рассмотрим, в какой степени полученные качественные оценки
согласуются с опытными данными. Время существования канала
в масле ВКЖ-94, на которое действовал сфокусированный пучок
электронов, приблизительно равно 3-10“2 с. Увеличение времени
существования канала в масле по сравнению с расплавом металла
связано с уменьшением поверхностного натяжения. Численные
оценки при подстановке соответствующих значений в соотношение
Для времени смыкания не приводят к удовлетворительному сов-
падению с опытными данными в пределах порядка величины [128 ],
так как здесь не учтены тепловые явления, сопутствующие гид-
родинамическим. Характерное время тепловой релаксации xh
R2lat, где at — коэффициент температуропроводности. При
7? = 10'2 см, at=0,1 см2/с, тЛ~10"3 с, т. е. одного порядка со време-
нем смыкания канала. Поэтому внутрь канала в момент смыкания
возможно поступление пара, что увеличивает время смыкания по
98
сравнению с чисто гидродинамическим случаем. Увеличение
времени смыкания также может быть связано с выделением энер-
гии в конечной стадии процесса.
ЧИСЛЕННОЕ РЕШЕНИЕ ЗАДАЧИ О ЗАТЕКАНИИ
УЗКОГО КАНАЛА В ЖИДКОСТИ
Выше было получено аналитически решение системы уравнений
Навье—Стокса» неразрывности и сохранения массы при осевой
симметрии для трех частных случаев, каждый из которых представ-
ляет одномерную задачу, включающую дифференциальное уравне-
ние или систему уравнений. Аналитическое решение этих уравне-
ний удается найти только в предельных случаях изменения пара-
метров (при пренебрежении вязкостью и др.).
Рассмотрим последовательно численное решение трех задач
для широкого круга параметров, характеризующих геометриче-
ские характеристики канала и свойства материалов.
Задача L Движение жидкости при фиксированных верхней и
нижней границах. Безразмерное время смыкания канала опреде-
ляется выражениями (98) и (99). Введением новой функции Z (?) =
658 Ф2 (£) уравнение (99) можно упростить для численного счета.
Тогда выражение (98) можно переписать в виде
о
(136)
Уравнение (99) преобразуем:
In 6 J_ dZ^ aZ® , 4дК ,
\ + е; < §(§+«)+
+ ЧЙ + 7пЧг0; <137>
Z(l) = 0.
В уравнении (137) параметр К может принимать значения О,
—1, +1, поскольку ф (£) = (£) из соотношения (136)
следует, что К = —1 не имеет физического смысла. При К = О
уравнение (137) становится линейным. В табл. 19 приведены
результаты численных расчетов безразмерного времени й на
ЭВМ БЭСМ-4 с использованием уравнения (136) и (137). Числен-
ные значения параметров а и Ь, входящих в уравнение (136),
соответствуют широким диапазонам изменения геометрических
параметров канала и физических свойств обрабатываемых излу-
чением конденсированных сред. Случай с К = 0 рассматривается
для сравнения. Из данных расчета следует, что увеличение пара-
метра а, определяющего соотношение радиуса жидкой фазы и
радиуса канала, приводит к монотонному возрастанию времени
4* 99
Таблица 19
Безразмерное время смыкания канала при различных значениях а и b
Величина параметра При величине параметра а
о К= 1
20 40 60 80 100 20 40 60 80 100
1 0,1076 0,1205 0,1276 0,1324 0,1361 0,1115 0,1246 0,1318 0,1367 0,1404
2 0,0769 0,0860 0,0910 0,0945 0,0971 0,0788 0,0881 0,0932 0,0966 0,0993
3 0,0630 0,0705 0,0746 0,0775 0,0796 0,0644 0,0719 0,0761 0,0789 0,0810
4 0,0547 0,0612 0,0648 0,0672 0,0691 0,0558 0,0623 0,0659 0,0683 0,0702
5 0,0491 0,0549 0,0581 0,0602 0,0619 0,0499 0,0557 0,0589 0,0611 0,0628
6 0,0448 0,0501 0,0531 0,0551 0,0566 0,0455 0,0509 0,0538 0,0558 0,0573
7 0,0416 0,0465 0,0492 0,0510 0,0524 0,0421 0,0471 0,0498 0,0517 0,0531
8 0,0389 0,0435 0,0460 0,0478 0,0491 0,0394 0,0440 0,0460 0,0483 0,0496
9 0,0367 0,0410 0,0434 0,0451 0,0463 0,0372 0,0415 0,0439 0,0456 0,0468
10 0,0348 0,0390 0,0412 0,0428 0,0439 0,0353 0,0394 0,0417 0,0432 0,0444
смыкания. Уменьшение времени смыкания канала при возраста-
нии параметра b обусловлено эквивалентным падением вязкости
жидкой фазы.
Задача 2. Движение жидкости при фиксированной боковой
границе за счет капиллярных сил без учета гравитационных сил.
Эту задачу удобно рассматривать в размерном виде. Время за-
полнения канала определяется соотношением (109). Аналогично
задаче 1 введем новую переменную Z (7?) = f2(R).
Тогда уравнение (108) преобразуется:
- [ я*2 in - 4- (я*2 - я2) ]+(я*2 - я2) -
— = (138)
I Z(7?o) = O,
где, как и в предыдущем случае, К = 0 или /С = 1. Случай К =—1
не рассматриваем, поскольку Тд=_1< 0.
Время смыкания канала
Яо
т = f-----RdR . (139)
Некоторые численные значения т, полученные при решении
уравнений (138) и (139) с помощью ЭВМ, приведены в табл. 20
при значениях р = 10 г/см3, /?* = 1 см, о = 10"3 кгс/см, v =
= 5- IO '3 см2/с. Из данных расчета следует, что увеличение радиуса
канала при неизменном радиусе жидкой фазы 7?* приводит к воз-
растанию времени смыкания. Как и в предыдущем случае (зада-
ча 1), обращает на себя внимание слабая зависимость т от параметра
Л. Правда, этот вывод справедлив для выбранного расчетного диа-
пазона параметров а и Ъ,
Таблица 20
Время смыкания канала, вычисленное по уравнению (139)
Параметр /< т-104 при радиусе канала До, см
0,02 0,04 0,06 | 0,08 0,10
1 6,839 17,292 29,309 42,226 55,681
0 6,848 17,311 29,336 42,262 55,726
Задача 3. Затекание узкого канала в жидкости под действием
силы тяжести и градиента давления. Аналитически эта задача
рассмотрена в двух предельных случаях: а) малой вязкости и
101
0 At 2At
к At NAt Puc. 53. К решению задачи № 3 мето-
—*-----j—Т~ дом последовательных приближений
б) при пренебрежении силой тяжести. Полная система уравнений,
описывающих движение жидкости, имеет вид [см. (120) и (121)]
do ( д2о . 1 до \ Fit а ( * г 1 \ 1 •
v \д^ + ~Т ~дг) ~ ё [ 1 + pgH (t) VR* + ~R ) J ’
V (г, 0) = 0; dv 9- = 0; v (R, t) = 0;
} (140)
Д* t
2 j j v(r, f)rdrdt = R2 [H(t) — HQ],
« о
здесь Ho — максимальная глубина канала; И (/) — текущая
глубина; g — ускорение силы тяжести.
Решение системы уравнений (140) рассмотрим, используя
метод последовательных приближений и метод разложения иско-
мой функции v (г, /) в ряд.
а) Метод последовательных приближений. Обозначим
f (0 [ S + рЯ # ) ] •
Систему уравнений (140) можно свести к нелинейному инте-
гральному уравнению
W) = //«+£
4 [R*R (R*<xn) - R/t (Ra„)]
vR^/JRaJ
(141)
при t = 0 Я(0) = Яо.
Здесь ап — корни уравнения Zo (7?а) = 0; /0 (а) и (а) —
функции Бесселя.
Решение уравнения (141) отыскивали по методу последователь-
ных приближений. Для этого задавались начальным распределе-
нием переменной Н по t (линейным, рис. 53):
HW (0 = яо(1-^
где Т* — постоянная.
102
Последующие приближения определяем по формулам
t Г 9 -i
n=l о L * ' J
Где «=-^(^ + тг);
п - 4 W*1' ^*art) ~ R!i tRa>M
n vRsa^lI1(Ran)
Окончанием итерации является выполнение условия
max j (/) — Я(п) (7)| < е во всех точках оси Ot.
Для типичный параметров электронно-лучевой сварки метал-
лов: Но = 1 см, о = 10~3 кгс/см, р = 10 г/см3, р = 5-Ю-2 пуаз,
v = 5-Ю'3 см2/с, Д* = 1 см, R = 102 см, расчет времени зате-
кания канала дает треш = 6,1 • 10"3 с [Н (треш) 0]. Для Но =
= 2,5 см при прочих равных условиях треш = 20-10 3 с.
б) Построение решения системы (140) разложением v (г, t)
в ряд. Представим v (г, t) и f (t) в виде рядов по функциям Бес-
селя:
v (г, I) = Е Т,г (/) Л (f, а,гУ ) П49ч
Г.(0)Д';Мед = 0; 1 ’
/(/)=£ /НО А) (га„), (143)
/2=1
где
R
2 Г
fП = я2/? (Ran)0 J Г 1° ^а,ьГ ) f dr =
Н
f г'I (г'а ) dr' =____g/(Z) . .
“ RHl (Ran) J 0 n) R2In (Ran)
x (7?ocn) ___
an “
^2f(t)/[anRI1(Ran)]. (144)
С учетом уравнения (144) выражение (143) будет иметь вид
((() = -55^1^21^(2). (14°)
103
Подставим выражения (142) в уравнение (140):
Е Т,'г (/)/о (rof„) = v
/?-1
Е т„(0 [/о (r«„) 4 4- +
Л2=1 I Т )
+ Е к (0 MraJ-
22—1
Согласно работе [941
/о (ran) + 4“ !° + а^° (га«) = °’
огда окончательно получим
OHva^HMO («= 1,...,ОО) 1
т„(О) = о. j
Решение уравнения (146) имеет вид
11 v ' RanI1(Ran) J 1 v z
о
Подставляя выражение (147) в (142), получим
со t
0
Из уравнения (140) и соотношения (148) имеем
(146)
(147)
(148)
л*
Я
R
"2Т k""
J anRh {Ran) J
R ~ 0
R*%
4r j Zn(Z)ZdZ=4r j d[/x(Z)Z] =
n n Ra„
= lR*Ii (W„) - Rh (Ж,)!-
an
Тогда
7 = у 4[^/1(^n)-^1 (W1 f ~^n f (T) dx (149)
£-J an/?/, (Ran) J
Подставляя выражение (149) и (140), окончательно получим
А 1
\ Idt = Rt[H(t)-H0]-, Н(0)^н0-, I
6 t , J (150)
dH (0 = у 4 [/?*/, (/?*ara) -/?Л (7?a„)] Г £-v^ (<-т) |
Л alR^ARan) J
104
Из уравнения (147) имеем
j = 7?а„^(/?ая)
Тогда
dH (/) = у 4 [/?*/, - RI, (Ran)] RanI1 (Ran) Tn(t) .
dt anR3l!(Ran) 2
dH(t) = у 2 [R*It (R*an) - Rh (Raj] (15J)
dt Z-J anR2 f
Я(О)^Яо.
Учитывая выражения (144), (146) и (151), получим следующую
расчетную схему относительно Тп и Н:
^- = -[va21Tl(0 + ^r7^T(g+77^-)]; *
rf7V = Г VCC2T2 (t) -I__-____(& A____- 1 ;
dt |V«2i 2 [ij , R<3^ \ё -t- H j j ,
d" [va«T«(0 + Ran/n(Ran) (g + //(/))]’
dH _ у 2 [Я*Л - RI, (/?«„)] T , .
'dt ~ an n[l'’
n—1
н (0) = Яо (0</<oo); o=JL(^ + 2-);
T.(0)-0 1, 2,. . .,/г).
(152)
Система уравнений (152) решалась на ЭВМ БЭСМ-4 для слу-
чаев п ~ 12; 24 и 36. Результаты расчетов практически совпадают
с данными, полученными методом последовательных прибли-
жений.
СраЕн°' ие результатов, полученных аналитически, с данными
числен х расчетов, показывает, что пренебрежение вязкостью
при движении жидкой фазы, заполняющей канал (первая задача)
дает занижение времени смыкания канала на один-два порядка.
Пренебрежение капиллярными и гравитационными силами влияет
на точность модели движения жидкости (разница в пределах по-
рядка) меньше, чем пренебрежение вязкостью жидкости.
ВЛИЯНИЕ ГИДРОДИНАМИЧЕСКИХ ЯВЛЕНИЙ
НА ОБРАЗОВАНИЕ ДЕФЕКТОВ ЗОНЫ ОБРАБОТКИ
Рассмотрим углубляющийся в вещество канал при воздействии
неподвижного относительно образца электронного луча.
Расширение вещества со дна канала от начальной плотности
р = 1 г/см3 и максимального давления pmax 102 кг/см2 с мак-
105
Рис. 54. Распределение жидкой фазы
в канале по мере увеличения его глубины'.
а _ > (pG + ра); б _ P>(PG + Pa);
б — р < (Pq + р^у, 1 — жидкая фаза;
2 — пар
условие вытеснения жидкой
симальной скоростью
У^исп будет сопровождаться
вытеснением со стенок канала
слоя жидкой фазы, образовав-
шейся в течение предыдущего
акта рассеяния. Так как да-
вление в канале с течением
времени падает, то возможны
следующие соотношения ме-
жду давлением в канале и про-
тиводействующим давлением,
складывающимся из давления
столба вытесненного металла
pG и давления, обусловленного
поверхностным натяжением ра:
фазы
Р > (Pg + Ра) = PgH + ~,
где г — радиус канала, см;
условие равновесия
(Рй + РоУ,
условие заливания канала жидкой фазой (смыкание)
P<(Pg + Po)-
Экспериментальные данные (алюминий при q2 = 3,3-106 Вт/см2
и = 0,5 мм) показывают, что при расширении пара до плот-
ности р* давление пара от ртах на дне канала падает пропорцио-
нально Я до р < (pG + ро). При большой глубине канала (в рас-
сматриваемом случае при Н > 1 см) давление на выходе из канала
оказывается на порядок меньше (pG + рст).
Вследствие неравномерного распределения давления пара по
глубине канала слой жидкой фазы, образовавшийся в течение
предыдущего рассеяния, давлением пара будет вытесняться из
канала вверх, так как р > (pG + pG). Однако в верхней части
канала это давление р < (pG + ро). Поэтому жидкая фаза, вы-
тесненная ранее, будет стремиться стечь вниз. При установлении
равновесия между давлением жидкой фазы и пара на выходе из
канала р = (pG + ра) распределение жидкой фазы в канале будет
иметь вид, схематично показанный на рис. 54. При этом смыкание
(схлопывание) канала, приводящее к прекращению процесса
проплавления, будет, как это имеет место в эксперименте, начи-
наться в верхней части канала.
Таким образом, в процессе углубления канала его выходное
сечение меняется. При малых глубинах (в начале процесса), когда
Р > (Pg + Ро)» диаметр канала dK больше диаметра луча d.
По мере углубления, когда р = (pG + рст) и р < (pG + ра)>
106
Рис. 55. Типичный дефект
формирования проплавления
при электронно-лучевой свар-
ке — полости в корне шва:
а — титан; б — нержавеющая
сталь
56. И^люс я коле$аний глубины
проплавлен^я на продольных сечениях
швее в не$усавеЮщей стали:
а — постоящ
ный Чый режим сварки; и импульс-
диаметр канала начинает т------ ’—- — ;
а затем меньше d (см. рис. 54). С уменьшеви^“2'
(153)
^уменьшаться,^ становится равным сС,
'"“писи <L, как показывают
оценки, увеличивается время экранировки (рас£еяния) от 10-® до
Минимальную величину диаметра каь1ала d можно опреде.
лить исходя из следующих соображении ЕслитпЛОщадь сечения
канала <$ — ndmin/4 такова, что через нее еще Пр0Х0ДИТ поток
энергии <72, то процесс углубления канала б продолжаться.
1огда минимальный диаметр канала
^тш —
Частичное смыкание канала в верхне^ его ча по-видимому,
в течение некоторого времени не является значительным
препятствием для проникновения луч однако дальнейший
рост глубины канала приводит к полнол смыканИю и углубле-
ние прекращается. В этом случае в результате смыкания, начав-
шегося сверху, в канале может оставапся что и является,
по-видимому, главной причиной одного из самых распространенных
дефектов электронно-лучевой сварки — с,бразования пустот в кор-
не шва (рис. 55).
Другим распространенным дефекте^ шва при электронно-
лучевой сварке с кинжальным проплавле^ием является периодиче-
ское изменение глубины сварного шва поегодлине> ВЬ1ражающееся
в появлении зубцов или пиков проплавЛения , 56). Периоди-
ческие изменения глубины шва связан^ с колебаниями объема
жидкого металла сварочной ванны в э;Оне кристаллизации. Из
экспериментальных данных следует, что высота зубцов при сварке
высокопрочного алюминиевого сплава Достигает о 5—0,8 мм при
расстоянии между ними до 0,8 -1,5 мрд [Ю5].
107
Рис, 57, Схема образования зубца
(участок, непроплавленного ме-
талла) при сварке движущимся
электронным лучом (v — ско-
рость и направление перемещения
луча; упр — направление углуб-
ления канала; d— диаметр луча)
Экспериментально установлено,
что периодическое изменение глу-
бины проплавления (пикообразова-
ние) свойственно процессу элек-
тронно-лучевой сварки с кинжаль-
ным проплавлением и не может
быть устранено подбором параметров
сварки без существенного снижения
глубины проплавления. Амплитуда
пикообразования пропорциональна
погонной энергии. Уменьшение по-
гонной энергии снижает глубину
проплавления и уменьшает пикооб-
разование. Возрастание погонной
энергии позволяет восстановить
глубину проплавления, но увеличи-
вает амплитуду пиков [1831.
Установлено, что при сварке не-
ржавеющей стали при ускоряющем
напряжении 20—24 кВ и мощности
до 5 кВт величина амплитуды зуб-
цов достигает 3—4 мм для глу-
бины проплавления 20—22 мм. Кри-
тическая мощность, по достижении которой начинаются колеба-
ния глубины проплавления в данных условиях, имеет вели-
чину примерно 1,2 кВт [10].
Волнистость поверхности шва и соответствующую неравномер-
ность глубины проплавления объясняют также периодическим
изменением тепловложения по длине шва, связанным с пе-
риодическим рассеиванием электронного луча в парах металла
над сварочной ванной и непосредственно в канале проплавления.
Получено соотношение для определения времени экранировки [96].
При больших скоростях электронно-лучевой сварки возможны
периодические срывы парового канала, обусловленные инерцион-
ными силами. Этот процесс приводит к колебаниям глубины про-
плавления, но не объясняет аналогичное явление при малых ско-
ростях сварки [23, 133].
Рассмотрим процесс пикообразования в корне шва. Проведем
аналогию со сваркой в импульсном режиме, когда проплавление
осуществляют точками с некоторым коэффициентом перекрытия
(см. рис. 56). Скорость сварки
d(\~k)
(ти +тп) ’
где d — диаметр отдельной сварочной точки, см; ти — длитель-
ность импульса; тп — длительность паузы, с; k — коэффициент
перекрытия (0 < k < 1).
108
При 0 < k < 1 картина пиков в корне шва по его длине начи-
нает практически совпадать с характером изменения глубины
проплавления при сварке в непрерывном режиме (см. рис. 56).
Эта аналогия дает основание предположить, что появление пиков
проплавления в корне шва при непрерывном режиме сварки свя-
зано с импульсным характером воздействия электронного луча.
На рис. 57 показана схема образования канала движущимся
со скоростью v электронным лучом. Так как луч с некоторой
скоростью vnD углубляется в металл, то, переместившись из
центральной точки О в точку 0' (на расстояние, равное одному
диаметру луча), луч образует канал АВСО". Если в течение не-
которого времени луч был экранирован паром или жидкой фазой
(например, при частичном смыкании канала), то он пройдет
некоторую часть пути (на рис. 57 участок О' О", равный S), не
углубляясь в металл. В этом случае остается слой непроплавленного
металла ВЕС, ширина которого составляет d/2. Максимальная
ширина зубца, по-видимому, составляет величину d, а минималь-
ная зависит от времени экранировки и величин q2 и и.
Если максимальное расстояние между зубцами порядка d,
минимальная частота образования пиков проплавления (Гц)
f^v/d. (154)
При скорости сварки v = 0,5-=-2 см/с и средних диаметрах
луча 0,5—1,0 мм частота /С^5^40 Гц, что хорошо согласуется
с экспериментальными данными [209, 215].
Сравним полученные качественные данные с опытными. Как
видно из табл. 21, оптимальный режим проплавления имеет место
в течение первых 0,25 с, а затем скорость проплавления начинает
падать. Оценка частоты экранировки показывает, что в оптималь-
ном режиме она постоянна, порядка 1 кГц, а при увеличении
длительности воздействия электронного луча, что равносильно
уменьшению скорости сварки, уменьшается до десятков Герц.
Расчет времени воздействия по формулам (38), (50) и (51) при
Таблица 21
Обработка экспериментальных данных по кинетике проплавления алюминия [196]
при q — 6500 Вт, q2 — 3,3 *106 Вт/см3
Н, см t, с Е — qtt кал «И- с 1Р- с АН, см А А п — = ЕН/6 != = n/Et
0,2 0,05 100 1,5-103 0,04 0,2 0,05 2,9-Ю2 5,8-103
0,4 0,10 150 3-10'3 0,16 0,2 0,05 2,9-102 5,8-103
0,8 0,20 350 6-Ю'3 0,64 0,2 0,05 2,9-102 5,8-103
1,0 0,25 400 7,5-10“3 1,0 0,2 0,05 2,9-102 5,8-103
1,2 0,70 1100 8,9-1О'3 2,4 0,1 0,35 1,5-102 4,1 -102
1,3 1,5 2400 1•10"2 1,8 0,15 0,8 2,1-Ю2 2,5-102
1,4 2,7 4200 1,06-10'2 2,0/3,6 0,07 1,2 1 • 102 8,3-10
1,5 4,1 6420 1,1-10"2 2,3/4,2 0,08 1,4 1,1-102 8,2-10
109
dK = d и vn = 3-105 см/с = const дает завышенные значения в на-
чале и середине процесса и заниженные — в конце процесса.
Оценка времени при dK = dmiu в конце процесса дает совпадение
с опытом.
ПЕРЕНОС ЖИДКОГО МЕТАЛЛА В КАНАЛЕ
ПРИ ГЛУБОКОМ ПРОПЛАВЛЕНИИ
Процессы переноса жидкого металла при сварке с глубоким
проплавлением оказывают большое влияние на формирование
геометрии шва, его специфические дефекты и физико-механиче-
ские свойства.
Образование пиков проплавления (колебаний глубины пропла-
вления) многие исследователи связывают с периодичностью пере-
носа жидкого металла.
На основании экспериментальных данных о равномерном
распределении материала штифта, вставленного вблизи поверх-
ности шва, предполагают, что движение расплавленного металла
по стенкам канала возможно только при некотором искривлении
поверхности, когда давление отдачи при испарении, воспринимае-
мое искривленной поверхностью (рис. 58), достаточно для переме-
щения «горба» вдоль передней стенки канала вниз к его дну.
Амплитуда «горба» (волны), а следовательно, и движущая
его сила (касательное напряжение) при этом возрастают и переме-
щение ускоряется. Таким образом, периодический перенос жид-
кого металла с передней стенки канала на заднюю осуществляется
объемными волнами. При этом скатывающаяся на дно канала вол-
на оголяет твердые слои металла на передней стенке, после чего
процессы плавления и перенос повторяются [105].
Перенос металла оказывается периодическим и приводит к пе-
риодическому заливанию нижней части канала, вызывая коле-
бания глубины проплавления с частотой переноса.
Длинноволновые возмущения поверхности тонкого слоя жид-
кости, движущейся по плоской стенке под действием касательного
напряжения, описывают уравнением [71 ]
[4(1 -р)2 Р2(1 I Ф)12-^ +
+ ^(2_р-|-ф)ф = О, (155)
где
<р ~ (а — ц0) «o’1; S = (г —* Ct) аУ1; р С77У1;
We ~ pt/otfon”1; Re ~ t/o^ov”1; UQ = тц0 ^vp)”1;
а — толщина слоя; г — продольная координата; / — время;
С — фазовая скорость волны; т — касательное напряжение; р —
плотность жидкости; о, v — коэффициенты поверхностного натя-
110
Рис. 58. Схема капельного переноса
расплавленного металла при элек-
тронно-лучевой сварке [106]
Рис. 59. Пилообразные волны на по-
верхности слоя жидкости, движу-
щейся под действием, касательного
напряжения [71]
жения и кинематической вязкости; индекс 0 соответствует
установившемуся течению.
В линейном приближении волны на поверхности слоя зату-
хают. Однако для достаточно длинных волн при больших числах
Рейнольдса (Re) и числа Вебера (We) затухание пренебрежимо
мало, поэтому возможно получение разрывных решений уравнения
(155) с треугольной формой волны (рис. 59). В приближении малой
нелинейности уравнение (155) может быть представлено в следу-
ющем виде [71 ]:
[4 (1 — Р)2 — р2] ф' - 2[32фф' - 6 (Р - 2) Re“V (156)
Если 4 (1 — Р)2 — р2 = 0, переменная ф становится линейной
функцией S с разрывом первого рода в точке ф = 0. Отсюда
скорость распространения волны р = 2/3. При этом условие дис-
сипации на разрыве ф_ > ф+ выполняется, а условие Гюгонио
имеет вид ф_ + ф+ = 0.
В процессе переноса реакция отдачи, способствующая разви-
тию волн, и поверхностное натяжение (влияние силы тяжести несу-
щественно) изменяют треугольную форму волны на каплеобразную.
Киносъемка со скоростью 1000 кадров в секунду в момент
вхождения сварочного пучка в образец с торца показала [71 ],
что металл движется вдоль фронта в виде капель (сталь, I —
= 500 мА, t/ = 50 кВ, v — 0,186 см/с).
Рассмотрим порядок определения частоты переноса металла
[105]. За некоторое время А/ электронный луч, движущийся
со скоростью у, расплавит и переместит в область кристаллизации
объем металла
V^2rHvM, (157)
где г и Н — радиус и высота цилиндрического канала.
Объем У, если исходить из механизма периодического переноса,
можно записать в виде
У-2гВДЛ/, (158)
где — критическая толщина жидкой пленки; f — частота пере-
носа.
111
Рис. 60. Зависимость частоты переноса жидкого металла от скорости сварки
1 — для алюминия; Н — 2 см; 2 — для меди; И — 1,5 см (U — 30 кВ) [105]
Рис, 61, Схема распределения температуры
в сварочной ванне [118]
Из формул (157) и (158) следует, что
f = v/a0. (159)
На рис. 60 представлена зависимость частоты переноса алю-
миния и меди от скорости сварки.
Сравнение выражения (154), полученного с учетом периоди-
ческой экранировки луча жидким металлом, и зависимости (159)
показывают их формальное совпадение. Характерные размеры ц0
и d, как это видно из рис. 60, практически совпадают. Для услов-
вий проплавления, представленных на рис. 60, aQ d 0,42 мм.
Из рассмотренного механизма транспортирования жидкого
металла с передней стенки канала на заднюю следует, что движу-
щей силой является давление пара в канале. Но имеется также
и другая точка зрения, согласно которой основной причиной
переноса жидкого металла является термокапиллярный эффект,
возникающий вследствие разницы температур на передней и зад-
ней стенках канала [118].
На рис. 61 показана расчетная схема и распределение тем-
пературы в канале, где максимальная температура на передней
стенке определена из условий эксперимента [118]. Наличие тем-
пературного градиента на поверхности ванны жидкого металла
вызывает появление термокапиллярного напряжения, направлен-
ного тангенциально к поверхности. Связано это с тем, что в зоне
с повышенной температурой поверхностное напряжение меньше,
чем в зоне с более низкой температурой, поэтому термокапилляр-
ное напряжение вызывает течение в направлении от зоны с мень-
шим поверхностным натяжением к зоне с большим поверхностным
натяжением. Таким образом, жидкий металл должен перемещаться
в" сторону’убывания температуры. Кривизна поверхности канала
в'сочетании с неоднородностью температуры является дополни-
тельной "причиной движения жидкого металла.
112
Давление над поверхностью металла
Р = Ро — ®1г,
(160)
где ро~— давление пара над поверхностью жидкости; г — радиус
кривизны пленки жидкости в сечении, перпендикулярном оси
канала.
Из зависимости (160) следует, что давление в жидкости меньше
в участках с большими значениями о (меньшей температурой), т. е.
к этим участкам жидкость будет перетекать.
Из условия, что толщина жидкой пленки h много меньше ра-
диуса ее кривизны, для расчета скорости течения жидкости ис-
пользуют уравнение Рейнольдса [118]
д2и др
ду2 дх ’
(161)
где р — вязкость жидкости; р — давление, определяемое из за-
висимости (160).
С учетом зависимости (160) уравнение (161) приобретает вид
d2U д / (I \
ду2 дх \ г /
(162)
Граничным условием к уравнению (162) является U = 0
при у= 0.
Полагая, что у = h, а величина тангенциального напряжения
термокапиллярного эффекта pt = grad о, граничные условия
получают в виде
dU __de dT
~ду = ~dT ~dx
(163)
т. е. касательное напряжение на верхней границе пленки отлича-
ется от нуля за счет градиента температуры, создающего термо-
капиллярное напряжение pt.
Решение уравнения (162) с граничными условиями (163) имеет
вид
U=- (Л2-у2) (1б4)
2р дх у г ) 1 и дх v
Количество металла, протекающего за единицу времени через
сечение пленки толщиной h и единичной длиной
Q= (165)
о
При h < г первым слагаемым в правой части зависимости
(165) можно пренебречь.
Для принятой схемы канала (см. рис. 61) расстояние между точ-
ками А и В 1~ 0,34 см. Температура точек А и В имеет соответ-
ственно значения 1780° и 1565° С. Тогда
4^ = —650 град/см; =— 0,5-10"6 кгс/см-град (для железа).
113
Принимая р = 5-10 8 кгс/см (для нержавеющей стали при
Т = 1500° С), h = 1,6-10“2 см из зависимости (165) получим
Q — 0,83 см3/с.
Сравним полученную производительность с производительно-
стью переноса давлением отдачи пара в канале. Примем давление
пара в канале р= (1,3-ИЗ) • 10-3 кгс/см2 (минимальные значения).
Тогда скорость перетекания жидкого металла (при р^Ю г/см3)
р/6 = 2,2-10 см/с.
С учетом вязкости, например, по формуле Хагена—Пуазейля
[173]
(166)
где R — радиус проплава; Н — его глубина; р — давление пара;
р— вязкость. При R = 0,3 мм, Н = 1 см, р — 5*10“2 г/см-с,
V! = 2-102 см/с, т. е. она еще выше.
Принимая производительность Q как Q = vH, получим Q ~
= 2,2-10-1 = 22 см2/с.
Режим течения жидкого металла в канале предполагается
турбулентным [142]. Циркуляция скорости в вихре при турбу-
лентном режиме течения
r=(^)-'\ (167)
Тогда
Q = Г — 6 -10 см2/с.
Таким образом, если капиллярный эффект обеспечивает Q ~
= 0,83 см2/с, то давление пара по минимальной оценке обеспе-
чивает 22^-60 см2/с, т. е. почти на два порядка больше.
По-видимому, при анализе движущих сил переноса жидкого
металла в канале проплавления наиболее существенной силой сле-
дует признать давление пара [59, 105].
При оценке влияния процессов испарения (на передней стенке)
и конденсации (на задней стенке) на интенсивность переноса
металла для функции распределения частиц по скорости с инте-
гралом столкновений в релаксационном виде при одномерном ста-
ционарном разлете пара может быть использовано кинетическое
уравнение [34 ]
v = (168)
х dx т v
0=:П еХР W +- vll], (169)
\ 1 у ! £гС 1 J
114
где f— локальная максвеллова функция распределения; п, Т, V —
локальная плотность, температура и скорость пара соответствен-
но; т — масса атома пара; k — постоянная Больцмана; т — время
релаксации.
Граничные условия для уравнения (168):
= ехр(“-ж-)’
f(x, v)i=tx==f (СО, v) = n(-^г)3/2Х } (170)
х ехр j — —= [(vx — U)2 4- v2y + .
Решение уравнения (168) при граничных условиях (170) по-
казывает, что в зону кристаллизации на стенку может возвращать-
ся не более 18% испаряющихся атомов. Экспериментально уста-
новлено, что при скорости испарения 4,6 мг/с (U = 50 кВ, I =
= 30 мА, сталь) скорость осаждения на задней стенке канала
составляет 0,8 мг/с, т. е. около 17,5% [118].
Рассмотрим теперь особенности формирования глубокого
проплавления при различных пространственных положениях обра-
батываемой детали.
При расположении детали в нижнем положении направление
силы тяжести и электронного луча совпадают; при перемещении
луча вниз по вертикали сила тяжести перпендикулярна оси элект-
ронного луча и противоположна направлению переноса жидкого
металла; при потолочном расположении — сила тяжести направ-
лена против действия луча; при перемещении луча вверх по
вертикали сила тяжести перпендикулярна электронному лучу,
направления переноса жидкого металла и силы тяжести совпа-
дают [134].
Экспериментально установлено, что глубина проплавления во
всех пространственных положениях практически не изменяется.
Формирование усилия шва при сварке в потолочном положении
в некоторых случаях становится неустойчивым. Неустойчивость
наблюдается и при сварке на вертикальной стенке, если направ-
ления переноса жидкого металла и действия силы тяжести совпа-
дают [134].
Рассмотрим влияние силы тяжести на формирование проплав-
ления [134].
Для элемента поверхности канала (неподвижного или переме-
щающегося равномерно-поступательно), находящегося в равно-
весии под действием силы тяжести, поверхностного натяжения и
давления пара можно написать
"(Дтг + Дг))"^2 = (171)
где о— поверхностное натяжение; /% (z) и /?2 (г) — главные
радиусы кривизны элемента поверхности, g—ускорение силы
115
Рис. 63. Зависимости глУ~
бины проплавления ё Раз'
личных пространственных
положениях от погЗнн°и
энергии [134]
Рис. 62. Форма пёвеРх~
ности канала [134]
тяжести; р—плотность жидкого металла5 z—-ордината, направ-
ленная внутрь жидкого металла и совпадающая с осью луча;
р (?) — давление пара над рассматРиваемым элементом поверх-
ности жидкости; а—постоянная, опРеДеляемая из условия со-
хранения объема жидкого металл^-
относительно г, можно перейти £ безразмерным переменным
y^zlr^ х= г/гк (гк — некоторый характеристический радиус
канала) и представить уравнение 0?1) в виДе
•яГ/,У (|72>
где b pg/i/o — безразмерный ко^плекс (для рассматриваемого
случая, b < 1).
Выражая форму поверхности ка^ала функцией Гаусса, можно
принять величину гк равной радиусу сечения канала на рас-
стоянии Н/е от свободной поверхНости ванны.
Экспериментально установлено, что гк = (1^2) гэфф (гэфф —
радиус окружности, на которой цлотность тока электронного
луча падает в е раз по сравнению сО значением на оси). Попереч-
ный размер сварочной ванны на повеРхности 2гв определяется
как гв = (3-ъ5) гк. Сплошная кри^ая на рис. 62 соответствует
случаю ограниченного объема ванйЬ1> когда гв /гк = 4 (жидкий
объем вытесняется выше свободной поверхности ванны) штрихо-
вая линия—-случаю гп/г}. = 10, к^гДа ванна имеет значительно
большой объем, чем канал.
Из выражения (172) максимальйое давление пар
нала (х = 0) с учетом сил поверхностн°го натяжения
аН
Р<У max ‘
Гидростатическое давление в осеРоя точке канала
„г pgH.
PG max r2 k
1 к
на оси ка-
(173)
(174)
116
Рис, 64. Схема горизонтальной электронно-
лучевой сварки по Н. А. Ольшанскому:
1 — электронный луч; 2 — расплав; 3 — под-
кладка для принудительного удержания жидкого
металла от вытекания; h — размер полости; v —
направление движения луча
Из формул (173) и (174) следует, что при о 10“3 кгс/см,
гк 0,1 см давление, обусловленное силами поверхностного
натяжения, более чем на порядок превышает гидростатическое
давление. Поэтому максимально достижимая глубина проплавле-
ния не зависит от силы тяжести, т. е. от пространственного поло-
жения свариваемой детали (рис. 63).
Гидростатическое давление начинает влиять на характер про-
плавления при увеличении диаметра луча и, следовательно,
диаметра канала, когда величина b = pgrl/tf достигает единицы
(например, для стали при гк 5 мм).
Максимальная глубина проплавления, начиная с которой об-
разуются капли при сварке в потолочном положении, обратно
пропорциональна ширине проплавления 2гв- В частности, для
нержавеющей стали, если давление пара в периферийной области
сварочной ванны (г/гк > 2) пренебрежимо мало,
тт __ 2,5а
1П'1Х “ pgr”
(175)
При мощности луча q 15 кВт, U = 30 кВ, диаметре луча
0,5 мм удается достичь устойчивого формирования проплавления
глубиной до 20 мм при сварке нержавеющей стали в наиболее
неблагоприятных условиях'— в потолочном положении и на вер-
тикальной стенке снизу вверх.
Влияние гидростатического давления на глубину проплавления
использовано Н. А. Ольшанским при разработке метода одно-
проходной электронно-лучевой сварки со сверхглубоким пропла-
влением (100 мм и более) на низких ускоряющих напряжениях
(до 60 кВ). Условия реализации метода: 1) поворот луча и свароч-
ной ванны на 90° от обычного нижнего положения (рис. 64);
2) увеличение диаметра луча до 5—6 мм и соответственно использо-
вание больших мощностей; 3) принудительное удержание металла
от вытекания; 4) создание и поддержание в процессе проплавления
полости определенных размеров по высоте между лучом и зеркалом
ванны.
При сварке горизонтальным лучом проплавляющая способ-
ность увеличивается почти прямо пропорционально мощности.
Например, при одной и той же скорости сварки и ускоряющем
напряжении при q = 25 кВт в стали получена глубина проплав-
ления ПО мм, а при q = 50 кВт—210 мм.
117
Г лава 4
ТЕПЛОВЫЕ ПРОЦЕССЫ
В ЗОНЕ ЭЛЕКТРОННО-ЛУЧЕВОГО
ВОЗДЕЙСТВИЯ
ТЕМПЕРАТУРНОЕ ПОЛЕ В ЗОНЕ ОБРАБОТКИ
При обработке электронным лучом в зоне интенсивного тор-
можения электронов в зависимости от ускоряющего напряжения
и интенсивности пучка в материале могут происходить следующие
процессы: нагревание, образование расплава, испарение, взрыв-
ное вскипание вещества и его выброс.
При низких значениях мощности, когда материал не разруша-
ется, единственным следствием действия электронного луча на
материал является нагрев. Если параметры электронно-лучевого
источника тепла известны, то поле температур в обрабатывае-
мом материале определяют путем решения задачи теплопровод-
ности. В частности, для осесимметричного электронного луча,
падающего нормально к поверхности полубесконечного тела,
задача о нагреве имеет вид
— дт — ЛТ {г, z, /) - (176)
a dt v 7 X v 1
При решении этой задачи предполагают, что теплопотери
с поверхности отсутствуют, т. е.
-Т {Г'дг' |г-о = °- (177)
Начальная температура предполагается равной нулю,
q (г, г, t) — объемный источник, обусловленный действием элек-
тронного луча.
Решение системы уравнений (176), (177) и для конкретного
вида q (г, г, t) получено в работе [291 с помощью численного
счета.
На рис. 65 показано изменение температуры по времени в точ-
ке наибольшего энерговыделения. Приведенные кривые несколько
отличаются от аналогичных данных, полученных при решении
уравнения теплопроводности для электронно-лучевого источника
тепла, аппроксимированного распределением Гаусса, выраженного
в виде критериальной зависимости от параметров электронного
118
fl)
Рис. 65. Зависимость максимальной температуры нестационарного (а) и стацио-
нарного (б) распределения от диаметра электронного луча;---------соответ-
ствует результатам расчета по методу Монте-Карло [29];-------------- — со-
ответствует источнику тепла, аппроксимированного распределением Гаусса
луча (/, U, r0, D) и теплофизических характеристик материала
(А-; Р, с):
TD{r, z, t) = ^-G(p, т, г, z), (178)
кп а
где Яд (г)— полуширина кривой поглощения энергии; р —
= Н\1Н1е, Не — полуширина кривой распределения электро-
нов по энергии; т— безразмерное время; G— решение уравне-
ния теплопроводности в безразмерном виде.
Отклонение расчетных зависимостей обусловлено в основном
двумя причинами: при аппроксимации источника распределением
Гаусса рассматривается задача для бесконечной среды; при аппро-
ксимации электронно-лучевого источника тепла использованы
параметры одномерных распределений На и Н\, что оправдано
при диаметрах луча порядка пробега г0, но при D/r0 < 1 не вы-
полняется.
Замена полубесконечной среды бесконечной^ данном случае
приводит к тому что перенос энергии отраженными электронами
заменяется теплоотводом через поверхность. Приближенность
этой операции проявляется в том, что при D > г0 доля теплоты,
отведенной через поверхность (% = 0) превышает долю энергии,
унесенной отраженными электронами, и максимальная темпера-
тура становится ниже расчетной.
Наиболее заметные расхождения наблюдаются при малых диа-
метрах электронного луча D когда отклонение распределе-
ния тепловых источников от£ "распределения Гаусса наиболее
значительно. Сходимость' с результатами расчета улучшается
(табл. 22), если в качестве" параметров функции Гаусса, аппрок-
симирующей тепловой источник, используют параметры простран-
ственного распределения источников Не, На (см. табл. 9).
119
Рис. 67. Полулогарифмическая зави-
симость функции Т (х, I) — Т0 =
= f (х2) для ряда металлов [201]:
1 — железо; 2 — молибден; 3 — медь
Рис. 66. Стационарное распределение тем-
ператур вдоль оси электронного луча при
U 128 кВ:
1,2,3 — по расчетным данным [29] для диа-
метров электронного луча D = О,25го; 0,5^<ь
0,7го; 4 — по модели Арчарда для
D = 0,7го
Температура в точке наибольшего энерговыделения является
максимальной лишь в начальный момент. Стечением времени мак-
симум температуры смещается к поверхности и при t сю в за-
висимости от сосредоточенности источника он может перейти
на поверхность или остаться на некотором расстоянии от нее, что
существенно при анализе процессов обработки.
На рис. 66 представлено стационарное распределение темпера-
тур вдоль оси луча (г = 0) для полубесконечного алюминиевого
образца. В то время как в модели Арчарда (кривая 4) температур-
Таблица 22
Максимальная температура стационарного распределения в полубесконечной
алюминиевом образце при U = 128 кВ
Темпер атура D = гв D = 0,7го О - 0,5rft D = 0,25гс
Расчетная То 148 180 224 320
Рассчитанная с использо- ванием гауссовых теп- ловых источников с параметрами одномер- ного распределения 7р 160 195 220 270
То же, пространственного распределения Трр 165 190 224 249
120
для формирования максимума
Таблица 23
Сравнение температуры
на поверхности [29] с рассчитанной
по модели Арчардан
D/rQ Т [29] т
0,25 270 279
0,5 221 223
0,7 195 196
ное поле всегда имеет максимум, расчетное температурное рас-
пределение монотонно, но с увеличением диаметра электронного
луча кривые обнаруживают тенденцию к формированию макси-
мума.
Это объясняется ростом крутизны распределения тепловых
источников вдоль оси (от поверхности к максимуму) и углубле-
нием максимума с увеличением диаметра электронного луча.
В модели Арчарда соответствующие параметры не зависят от
диаметра, но всегда достаточны
стационарного распределения
температур (<7шах/<7пов 3,2;
~ 0,44г0).
В гауссовой модели нали-
чие максимума стационарного
распределения температур на
глубине обусловлено отсут-
ствием разрыва на поверхности
(бесконечная среда).
Сравнение значений стаци-
онарных температур на по-
верхности [29] и рассчитанных
по модели Арчарда (табл. 23) свидетельствует об их удовлетвори-
тельной сходимости. С уменьшением диаметра электронного луча
их расхождение увеличивается.
Приведенные результаты расчетов температурных распределе-
ний в обрабатываемом материале показывают, что в некоторых
случаях, например при малых диаметрах электронного луча
(П/г0 < 1) или когда необходима информация о максимуме рас-
пределения, расчеты следует осуществлять с использованием более
точного пространственного распределения энергетических потерь
электронов.
Распределение температур в материале при воздействии элек-
тронного луча можно также получить экспериментально, например
по данным металлографического анализа структур при сварке
[201 ]. На рис. 67 представлена зависимость Т (х, f) — Т = f (X2)
для ряда металлов.
Как видно, совпадение расчетов по модели мгновенного плос-
кого источника на поверхности полубесконечного тела с экспери-
ментальными данными удовлетворительное.
СВЯЗЬ ПАРАМЕТРОВ ЭЛЕКТРОННОГО ЛУЧА
С ХАРАКТЕРИСТИКАМИ ГЛУБОКОГО
ПРОПЛАВЛЕНИЯ В МЕТАЛЛАХ
Если тепловые процессы в зоне обработки при воздействии
электронного луча малой интенсивности хорошо описываются тео-
рией теплопроводности, то расчет температурного поля при глу-
121
Рис. 68. Модель проплавления для рас-
чета оптимальной погонной энергии
U91]
боком проплавлении или свер-
лении отверстия (при плотно-
сти потока q2> 105-^ 106 Вт/см2)
в рамках теории теплопровод-
ности затруднителен, так как
возникает необходимость учета
потерь энергии на фазовые
переходы (в основном на ис-
парение).
Одна из первых попыток
получить связь глубины про-
плавления с параметрами элек-
тронного луча и теплофизическими характеристиками материала
сделана в работе японских исследователей [192].
Глубина проплавления Я, согласно работам [192], ориенти-
ровочно определяется выражением
гг 1 IU Г/ г г г х - гл дТ 1 1
Я — *n“~i------7“ ЦТпл Т ^пл) 9 —Г~ л Б----------- 1 >
2,1 vd Lv л пл/ dR v J
где dT/dR— температурный градиент в направлении 7? границы
плавления, град/см (рис. 68). Отсюда погонная энергия, необ-
ходимая для получения глубины проплавления Н,
-^ = 2,1Ш[(сТплЧ-£пл)р + 5Х^-4-]. (179)
Приближенное значение величины градиента
ЗГ / 1 . v \ гр
~dR^ W + 1а ) 1 ПЛ
(180)
где а — коэффициент температуропроводности.
Подставляя выражение (180) в (179), получим
— = 2,1Н dp(сТпл £пл) Г1 -Ь 5Х (-У + -7 7-"7’п? г . —] •
V t v ПЛ I ПЛ/ L I \ d 1 2а J р (сТПЛ + £пл) f J
(181)
Из формулы (181) следует очевидный факт: для расплавления
металла кроме тепловложения Hd (срТпл + pLnJ1) необходимо вво-
дить дополнительную теплоту, возмещающую потери на тепло-
проводность. Следовательно, термический КПД
1
11г-" Г. 5ХТпл(1/^ + 1/2а) 1 •
L Р (^Гпл ^пл) J
(182)
С увеличением v и а и уменьшением % термический КПД уве-
личивается.
122
Рис. 69. Модель цилиндри-
ческой полости в мате-
риале при глубоком про-
плавлении (а) и схема от-
вода тепла от передней
стенки полости (б):
1 — полость; 2 — стенка
жидкого металла; 3 — объ-
ем расплавленного металла
при образовании Полости
[2141
Рис. 70. Система координат при перемещении
полости в материале [214]
При диаметре электронного луча
2 мм и скорости сварки v = 0,5 — 4,0 см/с
для алюминия — 3 — 20%, для углеро-
дистой и нержавеющей сталей т]г =
— 14 — 25%, для титана и циркония
= 10-25% [192].
С учетом величины эффективного КПД электронно-лучевого
нагрева т]и и процесса испарения получим формулу для глу-
бины проплавления [219]
И 0,247(7 (1 - О,7Р - 1,09-10~9Z(7) - Лзо0 (Те + 273,15)*
П ~ 0,5Jv [р (сТе + 1пл) + бЬиспР + 5Г(0,5а + \/vd) Тпл] ’
где р — отношение числа отраженных электронов к общему числу
излучаемых; Z—порядковый номер элемента; Те — температура
ванны жидкого металла; k — отношение количества испаривше-
гося материала к количеству расплавленного (k 0,01); 8 — коэф-
фициент черноты, о 0 — постоянная Стефана—Больцмана.
Величина эффективного КПД в формуле (183)
Пи=! 1.09-10-9Z(/, (184)
где Е — отношение средней энергии отраженных электронов к
энергии первичных электронов (Е 0,7).
Формулу (183) можно упростить [219]:
ту_ Ли (JU jod) + Ajv
В+ C/v
где обобщающие коэффициенты
А - — 4,18edeo0 (/Тпл + 273,15)4;
в = 2,1 (ср/Тпл 4- рЬпл + &рЬясп + 2,5срТпл);
С == 10,5ХТпл; f=Tg/TnjI=l,l-l,6,
Недостатком формулы (183) является необходимость экспери-
ментального определения температуры Те ванны жидкого металла
и коэффициента
123
Рис. 71. Значения интеграла в выра-
жении (191) в зависимости от вели-
чины параметра А vb^a 1214]
Использование модели, в кото-
рой среднюю температуру жид-
кого металла определяют по ве-
личине давления пара в канале,
позволило более точно оценить
величину потерь энергии на
теплопроводность и получить
более точную зависимость пара-
метров электронного луча от ха-
рактеристик глубокого проплав-
ления [214].
Рассмотрим сущность этой мо-
дели. На рис. 69 показана модель
цилиндрической полости в мате-
риале при глубоком проплавлении.
Предполагается, что полость су-
образование канала, т. е. передней
уходит ровно половина введенной
Другая половина тратится на по-
ществует стационарно и на
части полости (рис. 69, б),
энергии электронного луча,
догрев расплавленного металла и его перемещение в сторону,
противоположную движению луча.
Количество теплоты, затраченной на плавление половинного
объема полости и теряемой за счет теплопроводности, в соответ-
ствии со схемой, приведенной на рис. 62, составляет
= QnjI Д- QT,
Скорость перемещения расплавленного металла из передней
части полости в заднюю (в см3/с)
I/* = 2vHb.
Теплосодержание расплавленного металла
/ п Тпл \ I * Т
2 / РД1Л’
где Тп —• температура поверхности жидкого металла. Тогда ба-
ланс затрат введенной энергии
0,24-0,5Я/ = 2pubH [-J- (Тп - Тпл) ф- Ьпл] + QT. (185)
Потери теплоты за счет теплопроводности (рис. 70)
Qr = H
' л/2 1 л/2
2 j 9(0)(ftd6) =— 2bH j л (6)]r=6 dB. (186)
о J о
Полагая V = (Тпл— T) и Vo = (Тпл— TO), получим диф-
ференциальное уравнение теплопроводности
д2У <Э217 у дУ __ I ду
ду2 ’ dz2 ’ а ду a dt
(187)
124
Для стационарного случая (при t —ос) решение (187) имеет
вид [76]
со
.V^4L = i__e-Ar-cos9 у j !«£) кп(Л;)С05ле> (]88)
п=0
где А = vb/2a; г = r!b\ //г, Kfi — функции Бесселя первого и
второго рода соответственно.
Градиент температуры при г = 1
dv (е, А) ( =
L дг \ го / r=lJ
= А со8 0-|-е~лcos0
00
grtcos «0 X
L м-0
х(-/я~1(Л) 2Mn+1 М) + та) > <189>
где £„ = 1 при п = 0 и = 2 при и > 1.
Выражение (186) с учетом уравнения (189):
Л/2
Qr = 2bН j - DV(Q, A) de =
0
л/2
^НЦТ^-Т^) j 2Z)V(0, 4)d0. (190)
о
Подставив выражение (190) в уравнение (185), получим
Н
0,24-0,5IU
А[2Х(Тп- Тл,) 4- 4рйЬпл] +
+ М^ПЛ
~л/2
-Т„) j 2£Ж(6, A) de
L о
(191)
Значения определенного интеграла в выражении (191) пред-
ставлены на рис. 71.
Для случая, когда температура поверхности металла равна
температуре его плавления (Тп = Тпл), выражение (191) упро-
щается:
^л/2
j 2DV(Q, A) dG +(4раДпл)Л
Н
0,24-0,5/4/
^(Гпл-Гсо)
(192)
Среднее значение температуры поверхности жидкого металла
в выражении (191) следует определять исходя из того, что давле-
125
ние пара в канале уравновешивает давление,
поверхностным натяжением жидкого металла и
[2141:
Р > (р« + Ра) = -у- + PgH.
обусловленное
силой тяжести
Для случая полости в железе давление пара р 7,1 х
X 10“2 кгс/см2, Тп 2360° С, для алюминия р 3,3 • 10 "2 кгс/см2,
Тп 1890° С (при г Ъ - 0,05 см).
Сравним теперь между собой результаты расчетов по уравне-
нию (191) и выражению (181).
Перепишем выражение (181) в виде
1 Я/ Г гпп -1 Г 1 -1
2,1 vd L р (сТпл + J L 1 +2,5X/a+ 5k!(vd) J ' 1 }
Для случая, когда d = 4b, уравнение (193) представится в виде
-А- = {2,1 [р (сТпл + £пл)] [5% + 8 (а + 2,5Л)-g-]V’ (194)
Сравнение результатов расчета по уравнениям (194) и (193)
показывает, что разница (в 1,5—2 раза) имеет место в основном
при очень малых и очень больших значениях величины vd. Удо-
влетворительное совпадение соответствует значениям vb = 0,1
-*-0,2 см2/с.
При малых значениях параметра vb выражение (191) можно
приближенно представить в виде
0,24-0,5/Я ~ л^(Гпл —Too) * v 7
Результаты расчетов по уравнению (191) и экспериментальные
данные для случая проплавления среднеуглеродистой стали не
совпадают приблизительно на 3 — 25% для алюминиевых
сплавов.
КОМБИНИРОВАННЫЕ МОДЕЛИ ТЕПЛОВОГО
ИСТОЧНИКА ПРИ ГЛУБОКОМ ПРОПЛАВЛЕНИИ
Для оценки распределения теплового потока быстродвижущей-
ся углубленной дуги может быть использована схема нормально-
эллиптического источника, представляющая собой комбинацию
двух одновременно действующих источников [153]: источника ко-
нечной ширины, распределенного по участку поверхности шири-
ной В, и источника конечной глубины распределенного по глу-
бине Н. Такой метод использован рядом авторов для описания
температурного поля и оценки величины глубокого проплавления
при воздействии на металлы электронного луча. Рассмотрим не-
которые работы этого направления.
126
Получение глубокого проплавления
можно трактовать как результат дей-
ствия двух источников тепла: точеч-
ного на поверхности и линейного в пла-
стине, не имеющей теплоотдачи, поэтому
параметры электронного луча могут
быть связаны с глубиной проплавления
следующим критериальным уравне-
нием [44]:
Л(1-0,5/0
{Л'* пл)
(196)
где величина Сх 1, а величина k оп-
ределена экспериментальной формулой
£^0,68(А7пл)°’15. (197)
Рис. 72. Схема теплового воз-
действия электронного луча
[162]
Глубину действия линейного источника ограничивают величи-
ной 6. При тепловой мощности луча Q мощность точечного источ-
ника принимают равной qx = kQ, линейного q2 (1 — k) Q, где
k—коэффициент распределения энергии [162].
Распределение температуры в полубесконечном теле от дей-
ствия точечного источника мощностью q± при t —> оо [153]:
1 2nkR
(198)
где R = Ух2 + у2 + г2,
здесь х, у, z— координаты точки в декартовой системе.
Линейный источник рассматривают как совокупность мгновен-
ных точечных источников мощностью dq = qj^dzr при условии
равномерного распределения тепловыделения в канале проплав-
ления на глубину 6 (рис. 72).
Изменение температуры от воздействия такого источника в про-
извольной точке М (х, у, z) полубесконечного тела с адиабатиче-
ской границей описывают уравнением
J71 / л dq2 ( Г х2 + у2 + (z — г')2 1 .
dT2(x, у, z, ^exp j — 4qZ ] +
X2 + p2 4- (? 4- z')2
+ exp
4at
q%dzr
Sep (4jtci/)3/2
x{exP[- ^ + ^tX-^ ]+exp [
+ ^2 Ц- (Z + z')2 I)
4r/Z J)
(199?
Упрощая выражение (199) для стационарного случая, когда
dT не зависит от /, получим
dT2(x, у, z)^q2dz'/(SAnKR'). (200)
127
Интегрируя выражение (200) по г', легко получить
6
Т2 (х, у, z). ?2 7Л dz' =
2 v J 7 J 4яЛА? о
-d
q% |п Г (z + б) + + (г + б)2 1
4л^б L (z — 6) + /r2 + (z —6)2 J ’
(201)
где
R' = Ух2 + у2 + (2 - Z)3; Г Vx2 + y2.
Это же выражение можно получить из уравнения (199), ин-
тегрируя его по tf и г'.
С учетом формулы (198) и уравнения (201) температура в точке
Л4 (х, уу г) в стационарном режиме может быть представлена
уравнением
Т (х. ц. г) = Т, + Тг 1п [.(- + «)+ rg+7^1.
(202)
Как видно на изотермах, рассчитанных по уравнению (202),
глубина действия линейного источника и соотношение удельных
мощностей линейного и точечного источников (</i/g2) влияют на
форму изотерм. Если доля линейного источника незначительна,
то форма изотерм близка к получаемым от действия точечного
источника. С увеличением доли линейного источника форма
изотерм приближается к «кинжальной».
Температуру нагрева металла нормально-распределенным по-
током высокой концентрации можно рассматривать как суммар-
ный результат действия двух источников теплоты: Т -< Т1 Т2,
где 7\ — температура, определяемая действием поверхностного
нормально-распределенного источника; Т2— температура, опре-
деляемая действием движущегося в глубь металла нормально-
распределенного источника теплоты [32].
Температуру поверхностного нормально-распределенного ис-
точника определяют по известным уравнениям [153]. Для опре-
деления температурного поля Т2 от непрерывно-движущегося
в глубь тела источника с произвольной ограниченной в простран-
стве и времени функцией теплового потока / (г, f) принимают схему
полуограниченного тела с движущейся границей [32].
При перемещении со скоростью v по оси OZ плоской границы
с нормально-распределенным источником теплоты уравнение теп-
лопроводности записывают в виде системы двух уравнений,
128
a) 6)
R.mm 4 Z 0 oZ 4 6 г,мм R,mm 6 4 Z 0 *Z 4 г, мм
j A 1
8) 0
Puc. 73. Температурное поле при воздействии электронного луча на молибден [ 162]:
а — Q = 900, = 700, q» = 200 кал/с, б = 0,5 см, К = 0.77, б — Q = 900, = 300,
q2 — 600 кал/с, б — 0,5 см, k = 0,33, b — Q — 1500, qr — 500, q2 = 1000 кал/с, б —
= 0,5 см, k = 0,33, / — 6 — распределение температур в плоскостях х—г/ при 2 = 0,
0,125, 0,25, 0,375, 0,5, 0,6 см, г — Q = 2000; = 500; q2 = 1500 кал/см, 8=1 см,
k = 0,25, 1 — 8 — распределение температур в плоскостях х—у при z = 0, 0,1, 0,2, 0,3,
0,5, 0,7, 1,0, 1,0, 1,1 см
5 II II Рыкалпн и др
129
соответственно для нижнего и верхнего полупространств в коор-
динатах, движущихся с границей
дТ( / д2Т^ , I дт:2 , д2Т^ \ , дТ£
-5/- = о (- д-? -4--------Ч—} -Ч v -г-2-;
dt \ дг2 г дг 1 dzl ) 1 дг1
дТ'2 -4- 1 дТ'2 4- д2Т'2\ 4- п дТ'2 -
dt \ dr2 г dr dzl )' дг2 ’
с краевыми условиями
— = f (г, t)/2 приг1=0;
Т% = 0 при zi = оо;
дТ1 дТ'1 а ;
?2 = Г2’ = ~д^ ПРИ = 0;
Т’ъ = Т'ъ = 0 при / — 0.
(203)
(204)
(205)
После применения интегральных преобразований Ханкеля и
Лапласа к системе уравнений (203) и (204) с краевыми усло-
виями (205) решения этой системы и последующего обратного
преобразования получены уравнения для определения темпера-
туры впереди и позади движущейся границы [32]:
(• г- Hr, т-Z) [ _ _v^_
J J 2X/aI/2 P 1 2a
0 0
(4 41х
x Г—‘exp ---^exp ( «1.
L (at)1 ' 4at J 2al/2 \ 2a r 4a /
X еИС ( 2~(a/)P2~ + (2°6)
co T
0 0
X 1 exp --Лтехр + x
L (nt) /2 \ 'at / 2tz1/2 \ 2a T 4a J
Х'*!4^ТЯ''М 5dsit' (207)
130
При увеличении времени i действия источника и скорости и
его перемещения можно получить упрощенные асимптотические
решения системы уравнений (203) и (204). При v 10а/гt >
> 20a/v2 получают
^ = ^Fexp(—^); (208)
^ = -^Г2-ехР(-^)]- (209)
где / — длительность действия источника; rf— радиус пятна
нагрева источника; f (г, t) — функции источника теплоты. Влия-
ние фазовых переходов в металле при использовании выражений
(206) — (209) следует учитывать путем ведения на движущейся
границе дополнительных источников теп40ТЫ.
ЭФФЕКТИВНОСТЬ ТЕПЛОВОГО ИСТОЧНИКА
ПРИ ГЛУБОКОМ ПРОПЛАВЛЕНИИ
Эффективность процесса проплавления металла [153], в том
числе и глубокого проплавления электронг1Ь1м лучом, определяется
величиной теплового КПД где т]и —эффективный;
щ — термический КПД. Величина эффективного КПД т)и при
воздействии луча с образованием канала в веществе практически
приближается к единице. При оценке эффективности процесса
глубокого проплавления существенную р0ЛЬ играет величина
термического КПД.
Термический анализ эффективности Процессов проплавления
металлов выполнен в i ' ’ Г'г -
значения термического КПД при
воздействии электронного луча
в режиме глубокого проплавле-
ния оценены в работах [63, 64,
190, 191].
Можно допустить, что движу-
щийся электронный луч полно-
стью рассеивает свою энергию
в канале проплавления и, следо-
вательно, аппроксимируется как
линейный источник (рис. 74).
Распределение температурного
поля в этом случае [212] можно
получить из решения стационар-
ного уравнения теплопроводности
в движущейся среде, пренебрегая
переходными явлениями в начале
и конце процесса:
V7VT = pca АГ.
монографии ПчЗ]. Экспериментальные
Рис. Модель процесса глубокого
пР°плав ления металла электронным
лучом [212]:
1 ^электронный луч; 2 — канал на
глуоицу уу. $ — расплавленный ме-
талл, — закристаллизовавшийся ме-
талл
(2Ю)
5*
131
Изменение коэффициента теплопроводности Л материала при
нагреве учтено путем введения тепловой функции
т
S = J Z dT = IT,
о
где
т
Х = (1/7) J IdT.
О
Величина X является средним значением X (Т) по интервалу
температуры Т. Тогда dS = kdT, к^Т = VS, и уравнение рас-
пространения тепла примет вид
V2S = (pc/Z)t> VS, (211)
аналогичный уравнению (210).
Изменение удельной теплоемкости и скрытой теплоты плавле-
ния учитывают путем выбора некоторого среднего значения
коэффициента температуропроводности:
a = S/HQ = k/cp, (212)
где HQ — теплосодержание металла.
Уравнение (212) можно переписать в виде
но (7) = J рс (7) dT = J (рсД) kdT -= (l/o) J KdT = S/а. (213)
0 0 о
Выражение (213) соответствует выбору среднего значения коэф-
фициента температуропроводности относительно S. С учетом
формулы (212) уравнение теплопроводности может быть записано
в виде V2S = 2C/VS,
где U = 4- v (к/ср) = у via является константой.
Решение уравнения (211), соответствующее линейному источ-
нику интенсивностью q, имеет вид [76]
S = (7/2л)ехр (t/rcoscp) К0(С7г), (214)
где /Со (^г) — модифицированная функция Бесселя,
Если полная мощность луча W распределяется равномерно
по глубине 77, то <7 = W/H.
Определим нормализованную мощность источника
X^W/HS. (215)
С учетом выражения (214) получим
X = 2л ехр (—t/rcoscp)/K0(t/r). (216)
Из выражения (216) можно определить размер ванны и зону
термического влияния. Для медленнодвижущейся ванны (Ur
132
мало) изотермы почти круговые (решение почти не зависит от ф).
Для быстродвижущейся ванны (или при близком расположении
источника тепла) изотермы имеют яйцевидную форму (плоскую
близ источника и вытянутую сзади него). При очень больших
значениях Ur ванна образуется длинной и узкой.
В любой части ванны ее полуширина
у = г sin ф (217)
при
dy/dq = = 0. (218)
J г дер 1 dr dtp v 7
Так как на изотерме X постоянна, то
dX/d<p = -^ +^-А = °. (219)
1 дф 1 дг дф ' 1
Исключив 5г/5(р в выражениях (218) и (219), получим условие
для максимального значения ширины ванны:
I Ъ m
ду / дг Эф / дг ' '
Используя выражения (216), из зависимости (220) получим
cos <р = — Ко (Ur)/Ко (Ur). (221)
Определяя нормализованную ширину ванны как
Y = vB/a = 2UB, (222)
где В — ширина 2у, из выражений (217) и (221) получим
Y = AUr [ 1 - №о (Ur)/Ко (Ur)T'\ (223)
Для нормализованной мощности с учетом выражений (216)
и (221)
X - 2л ехр [1/гК0 (€7г)/Кб (t/r)]/K0 (Ur). (224)
Выражения (223) для нормализованной ширины проплавления
(и скорости) и (224) нормализованной мощности источника (на
единицу глубины проплавления) являются функциями перемен-
ной Ur, которая может быть исключена из них аналитически при
высоких или низких значениях мощности (скорости).
При высоких скоростях перемещения источника (больших
Ur) могут быть использованы асимптотические выражения моди-
фицированных функций Бесселя:
(Ur) (n/2t7r)1/2 ехр (— Ur);
KQ/K^l~(l/2Ur).
Тогда
X (8ne[/r)V2
Y ^4 (Ur)1/2;
и
Y^(2/xe)V2X^0,484X.
133
Рис. 75. Теоретические кривые для
процесса глубокого проплавления
[212]:
1 — Y == 0,484 X; 2 — промежуточный
случай; 3 — (6,3/Х) = In (4,5/Y)
Рис. 76. Сравнение экспериментальных
и расчетных характеристик процесса
глубокого проплавления [212]:
/ — эффективность преобразования энер-
гии 100%; 2 - 50%; 3 - 20%; 4 — 10%;
5 - 5%
Последняя асимптотическая прямая показана на рис. 75.
Используя выражения'(226) и (212), получим формулу терми-
ческого КПД
Пт = = (2/en)V2 = 0,484.
Следовательно, предельная величина входной мощности, кото-
рая необходима только для плавления металла, равна приблизи-
тельно 48% .Для поверхностно нагреваемой ванны (точечный источ-
ник расположен на поверхности полубесконечного тела) величина
термического " КПД 1/е =0,368 [153].
При низких скоростях перемещения источника (малые Ur)
могут быть использованы приближения модифицированных функ-
ций Бесселя
Ко (Ur) In (2e~v/Ur); — \/Urt
где у =0,577—константа Эйлера.
Так как’Ко/Ко исчезает~и 4Z7r, то X = 2nl\n(2e~^IUr).
Тогда 6,3/Х In (4,5/Y) (рис. 75) или Y exp (In 8 —у — 2л/Х).
Изменение^ширины зоны проплавления ((или скорости^пере-
мещения источника)" vBla аналогично кривой ехр (—А!х) и это
в существенной степени является характерным физическим огра-
ничением эффективности источника энергии. Для малых величин
X значения Y уменьшаются очень быстро, приближаясь к весьма
малым значениям. Хотя, в принципе, согласно модели можно
использовать8" любое значение мощности X, на практике имеются
ограничения минимальной (т. е. критической) мощности, по до-
134
стижении которой начинается глубокое проплавление. Критиче-
ское значение X соответствует величине, меньшей единицы, напри-
мер 0,25.
При средних мощностях и скоростях Ur связь между X и Y
оценивают численно. Результирующая кривая показана на рис. 75.
Сравнение экспериментальных параметров электронно-луче-
вой сварки, представленных в табл. 24, с расчетными (рис. 76)
показало, что при воздействии электронного луча в режиме глу-
бокого проплавления эффективность использования его энергии
на плавление с увеличением мощности и скорости приближается
к теоретическому значению (г[т —0,484). Величина термического
КПД
HqHBv
или, согласно рис, 75, 76,
Рассмотрим теперь эффективность проплавления при исполь-
зовании импульсного электронного луча. Представляя процесс
формирования сварного шва движущимся электронным лучом
как некоторую последовательность состояний равновесия, можно,
используя выражения (52), получить связь энергетических пара-
метров луча с характеристиками проплавления в виде уравнения
Е = lUt = IU (р-I----------> (228)
V 92 г’п41п(?2/?2)Г
где IU—‘Мощность луча, Вт; t—-время, необходимое для про-
плавления на заданную глубину Я, с; t =d!v(d—'Диаметр
луча, см; v— скорость сварки, см/с); рЬясп— теплота испарения,
кал/см3; q2—удельная мощность луча, кал/см2-с; q2—крити-
ческая удельная мощность, кал/см2-с; а—коэффициент погло-
щения электронов паром, см2/г; dK—диаметр канала, см;
цп—-скорость частиц пара, см/с.
Из выражения (52) следует, что энергия, поступающая в мате-
риал в течение времени t, для того чтобы осуществить проплавле-
ние на глубину Я, частично тратится на испарение материала в
объеме канала nd?H№ (до 10%) и на образование жидкой фазы
за счет рассеяния электронов луча на стенки канала частицами
пара (до 90—95%). Таким образом, если исключить второе слагае-
мое в скобках выражения (52), то будет иметь место только испа-
рение. Если регулировать величину второго слагаемого в пределах
от какого-то минимального значения до максимума, можно полу-
чать заданное количество жидкой фазы.
На рис. 77 цифрой 2 представлена полученная эксперимен-
тально зависимость [196] глубины проплавления от энергетиче-
ских затрат для случая воздействия на алюминий при q = 6500 Вт,
135
Таблица 24
Параметры электронно-лучевой сварки
Металл Г, кВт я, мм в, мм V, мм/с кВт/м WJHS, X vBja, Y Y/X, %
Хромистая 1,5 10,0 0,6 4,16 150 2,8 0,34 12
сталь 7,5 40,0 1,1 4,16 190 3,5 0,63 18
НУ-130 1,5 7,5 0,6 10,4 200 3,7 0,85 23
7,5 25,0 1,1 10,4 300 5,5 1,57 29
15,0 37,0 1,2 10,4 400 7,4 1,71 23
1,5 5,0 0,6 20,8 300 5,5 1,71 31
7,5 16,0 1,1 20,8 470 8,7 3,1 36
15,0 25,5 1,2 20,8 600 11,1 3,4 31
22,5 29,0 1,4 20,8 780 14,4 4,0 28
1,5 4,5 0,6 31,2 330 6,6 2,6 43
7,5 12,4 1,1 31,2 630 11,6 4,7 41
15,0 18,0 1,2 31,2 830 15,4 5,1 33
22,5 23,0 1,4 31,2 980 18,2 6,0 33
1,5 3,3 0,6 41,6 450 8,3 3,4 41
7,5 8,5 1,1 41,6 880 16,3 6,3 39
15,0 14,0 1,2 41,6 1070 19,8 6,9 35
22,5 19,0 1,4 41,6 1180 21,8 8,0 37
Аустенит- 2,5 8,4 0,6 25,0 300 8,3 2,7 33
ная не- 3,6 12,5 1,92 5,7 290 8,1 2,1 26
ржавеющая 3,6 12,5 1,34 9,5 290 8,1 2,4 30
сталь Е 58 3,6 12,5 1,28 10,2 290 8,1 2,5 30
(U = 30 кВ) 3,6 10,2 1,15 15,2 350 9,7 3,3 34
3,6 9,9 1,06 18,8 350 9,7 3,8 39
3,6 8,8 0,96 25,9 410 11,4 4,7 45
Аустенит- 5,2 12,0 0,90 21,1 430 11,9 3,6 33
ная не- 5,2 11,2 0,80 27,4 460 12,8 4,1 32
ржавеющая 5,2 9,2 0,84 33,7 570 15,8 5,3 34
сталь eN58 (U- = 130 кВ) 5,2 8,8 6,84 40,1 590 16,4 6,4 39
— 3,3 -10s Вт/см2, d —0,5 мм, которая совпадает с расчетной
по уравнению (228) при значениях d* = 0,5 мм, а = 6 * 103 см2/г,
ql 1,8-106 Вт/см2, t)n ^1-105см/с; р = 2,7 г/см3; £исп = 2,2 X
х Ю3 кал/г. Как видно, затраты энергии на проплавление со-
ставляют 400 кал/см.
Представим себе, что на глубине в 1 см в описанных условиях
проплавление стало сквозным (рис. 77, стрелка 2). Это означает,
что диаметр канала увеличился, так как появился второй выход
для истечения пара. Соотношение (228) в этом случае несколько
изменится:
/ pLjicnH . pH2d2cc
\ vn(dl + dl)la(q2/q*)
(229)
136
Рис. 77. Связь глубины проплавления
(обработки) Н с расходом энергии Q
при различных режимах электронно-
лучевого воздействия на алюминий:
/ --- непрерывный режим; G ~ 1, Q —
х= 400 кал/см; 2 — переход в сквозное
проплавление; 3 — сварка в непрерыв-
ном режиме со сквозным проплавле-
нием, G = 0,5; Q = 254 кал/см; 4 —
получение отверстий, G = 0,1, Q —
= 72 кал/см
где dr и d3— верхний и нижний диаметры канала соответственно.
Если (сквозное проплавление с параллельными стенками),
то мощность, затрачиваемая на образование жидкой фазы, умень-
шается почти вдвое (затраты на испарение много меньше затрат
на плавление.) При этом естественно, количество жидкой фазы
уменьшается, ширина шва становится меньше, и часть электрон-
ного луча проходит канал вхолостую. Поэтому при сквозном про-
плавлении мощность электронного луча обычно уменьшается на
20—40% [103, 144]. Уменьшение мощности связано с тем, что
в реальном процессе реже выполняется условие d± = d2, чем
d2 < dv При d2 =0, выражение (229) переходит в (228).
В нашем случае за счет сквозного проплавления в непрерывном
режиме затраты мощности снизились в 1,6 раза — до 254 кал/см
(рис. 77, прямая 3).
Рассмотрим случай использования импульсного режима про-
плавления. В связи с тем, что процесс углубления канала при
воздействии непрерывным лучом является прерывистым, т. е.
периодически испаряется слой, толщина которого имеет тот же
порядок, что и длина пробега электронов в металле, а в промежут-
ках электронный луч рассеивается на стенки канала (с удельной
мощностью на один-два порядка ниже первоначальной) и обра-
зует жидкую фазу, применение импульсного режима вместо не-
прерывного дает возможность сокращать время «паузы», т. е.
количество энергии, идущей на образование жидкой фазы, сохра-
няя в цикле неизменным естественное время испарения элементар-
ного слоя.
В этом случае имеется некоторая аналогия со сквозным про-
плавлением в том плане, что в паузе между импульсами как бы
работает еще одно отверстие канала.
Затраты энергии на образование жидкой фазы в выражении (52)
можно получить в другом виде с использованием термического
КПД процесса нагрева. Связь введенной энергии с характери-
стиками геометрии проплавления без учета затрат на испарение
дается выражением [64]
+ (230)
где В — ширина шва на уровне 7//с, см.
137
В импульсном режиме термический КПД
= ..^пр5пл_ = . (231)
’ qG (j
Пользуясь выражениями (230) и (231) для импульсного режима
электронно-лучевого воздействия, можно вывести следующее
уравнение:
IUt IU I -рДиспЯ Н------, (232)
L <72 vltdt. In (<72/<72) ]
где G — Q — скважность цикла (здесь /и и tn— время
импульса и время паузы соответственно).
В непрерывном режиме воздействия при tn 0 G = 1. Для
реальных импульсных режимов 0,1 <G < 1. При G 0,1 коли-
чество жидкой фазы очень мало, и процесс проплавления пере-
ходит в процесс образования отверстия [159].
На рис. 83 прямая 4 представляет экспериментальную зави-
симость расхода энергии при проплавлении отверстия в алюминии
[159] (глубина отверстия 60 мм, диаметр 2 мм, скорость образова-
ния отверстия 1,5 см/с, величина энергозатрат 72 кал/см). Таким
образом, диапазон 0,1 < G < 1 (см. рис. 83) представляет собой
набор импульсных режимов, с помощью которых можно существенно
снизить затраты энергии при получении одной и той же глубины
проплавления. Случай сквозного проплавления с параллельными
стенками канала, как видно из выражений (228) и (232), соответ-
ствует G —z 0,5.
При резке (образовании сквозных отверстий) или импульсной
сварке со сквозным проплавлением работает второй выход канала,
и выражение (232) преобразуется:
IUt = IU Г рЛиспЯ +----- р/%% , 1 • (233)
L q% t’n (^i + Й1 (^2/^2) J
Таким образом, использование импульсного режима при не-
скьозном проплавлении дает возможность уменьшать затраты на
плавление до 30—50% при G^ 1,0—=-0,5. Переход к сквозному
проплавлению при импульсной сварке дает возможность в еще
больших пределах регулировать количество жидкой фазы, так
как в этом случае наличие второго выхода из канала эквивалентно
работе при G = 1,0-4—0,25.
Использование импульсного режима при электронно-лучевой
сварке открывает широкие перспективы с точки зрения получения
заданной глубины и ширины шва. При разработке оборудования
и технологии сварки металлов больших толщин следует идти
не только по пути наращивания мощностей установок и повыше-
ния ускоряющего напряжения, но и использования возможно-
стей, которые дает применение импульсных электронных пучков.
138
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ВОЗДЕЙСТВИИ
КОЛЕБЛЮЩЕГОСЯ (СКАНИРУЮЩЕГО)
ЭЛЕКТРОННОГО ЛУЧА
Колеблющийся электронный пучок является весьма эффек-
тивным технологическим инструментом [2, 129, 151 ].
Рассмотрим кратко кинетику колебаний электронного луча,
так как законы движения пятна нагрева оказываются определяю-
щими для источников тепла. Наиболее просто и легко получить
колебания луча вдоль и поперек шва. Они могут быть пилообраз-
ные, прямоугольные, синусоидальные и круговые [129 ].
Пилообразные колебания получают тогда, когда скорость
движения пятна нагрева в процессе колебаний пучка неизменна
на протяжении периода, а направление вектора скорости в край-
них точках отклонения меняется на противоположное. В резуль-
тате движения свариваемой детали траектория пятна нагрева по-
лучается или пилообразная (при колебаниях пучка поперек шва),
или прямолинейная с возвратно-поступательным перемещением
пятна нагрева (при колебаниях пучка вдоль шва).
Прямоугольные колебания получают при скорости, равной
бесконечности на всей амплитуде, за исключением крайних точек
отклонения, где она равна нулю. При колебаниях поперек шва по-
лучаются два параллельных ряда импульсных воздействий пучка,
а при колебаниях вдоль шва воздействие пучка проявляется в виде
двух импульсных источников, расположенных на линии стыка
на некотором расстоянии друг от друга.
Синусоидальные колебания электронного луча получают при
скорости пятна нагрева, меняющейся по закону синуса. Круговые
колебания возникают при постоянной скорости движения пятна,
траекторией которого является окружность.
Во всех случаях энергию в сечении электронного пучка счи-
тают распределенной по закону Гаусса. Источники тепла рассма-
тривают для крайнего случая, когда частота колебаний пучка
со —> оо. Однако эксперименты показали, что в точках, находя-
щихся в непосредственной близости к сварочной ванне, температур-
ные волны практически отсутствуют уже при частотах колебаний
12—15 Гц. Отсутствие квазипериодического режима в околошов-
ной зоне позволяет считать, что рассматриваемые ниже расчеты
тепловых полей применимы для частот колебаний, начиная с де-
сятков герц, т. е. полностью охватывают практически использо-
вавшийся до сих пор диапазон изменения этого параметра.
Учитывая нормальное распределение энергии в сечении пучка,
тепловой источник при пилообразных колебаниях с частотами
в десятки герц и более может быть определен как нормально-
полосовой ограниченной длины (рис. 78, а). Мощность такого
источника, с учетом влияния краевых эффектов [1511,
п 1/ТЕ п 2П4-П — (234)
Ч у £ 72m, п Г Ч2т, n fa > '
139
Рис. 78. Источник тепла при пилооб-
разных (а), прямоугольных (б), синусо-
идальных (в) и круговых (е) колебаниях
электронного пучка
где q^n—максимальный удельный тепловой поток нормально-
полосового источника ограниченной длины, кал/см2 с; D —• макси-
мальное отклонение пучка на изделии от нейтрального положе-
ния (амплитуда), см; k— коэффициент сосредоточенности, 1/см2.
Необходимая в расчетах длина I нормально-полосового источника
'“2D + /t-
Величину п выражают через q2.n нормально-кругового
источника следующим образом:
_______ Qzjn
q2m, п ~ z ‘
Для подвижного нормально-полосового источника ограничен-
ной длины, действующего на бесконечную пластину и расположен-
ного поперек или вдоль стыка, уравнения тепловых полей могут
быть получены из уравнения теплового поля, возникающего от
подвижного линейного источника в пластине [153]. Просумми-
ровав действие линейных источников на длине I и перейдя к нор-
мально-полосовому источнику, для пилообразных колебаний по-
перек шва получим
-Ю,5/ t
Уо’ 0 J dy q dt X
—0,5Z 0
х “р [ - «-!+
140
а для пилообразных колебаний
вдоль шва
0,5/ I
T2n(x0,y0,t) = j dx'^qdfx
-О 5/ О
Рис. 79. Схема к определению коэф-
фициента ср
X )2~фРо
4а (t t ^о)
х t 4~ /0)«
Воздействие электронного пуч-
ка при прямоугольных колеба-
ниях проявляется в виде двух нормально-импульсных источников
с жесткостью режима, равной единице. В рассматриваемом диа-
пазоне частот колебаний перемещением источника за время им-
пульса можно пренебречь. Расчет теплового процесса в этом слу-
чае можно было выполнять по схеме суммирования тепловых воз-
действий от отдельных импульсов при частотах в сотни или ты-
сячи герц. Однако такой метод чрезвычайно увеличивает время
расчета, поэтому целесообразно выполнять указанный расчет по
следующей схеме:
для прямоугольных колебаний поперек шва
Пп = ф[Ля(*о, y0~D> t) + TJn(x0, y3 + D, oi;
для прямоугольных
колебаний вдоль шва
Лп = ф1ЛпИо — D, у0, t') \-Тгп(хи D. у0. /)].
В этих выражениях слагаемые в квадратных скобках предста-
вляют собой температуру от действия подвижных непрерывно
действующих нормально-круговых источников, мощность каждого
из которых равна половине мощности электронного пучка; ср —
коэффициент, учитывающий характер (импульсность) действия
источника (рис. 79). Коэффициент ср можно определить по форму-
лам
со _ .
Т (0,5<7и, t) ™ Т (0,5?и, t — бй '
t I t
= 2 Г ехр f + 6^ dt' / f exp df
J t t' I J t t Ц-
/ -/и I /“ 2/H
(235)
Сущность нахождения коэффициента ср сводится к определе-
нию мощности непрерывнодействующего источника, дающего
такое же температурное поле, как и импульсный источник. Вели-
чину ср определяют из выражения (235) по методу Симпсона:
141
для прямоугольных колебаний поперек шва
t
т1п (х0, у0, t) -= ф J 8яХб t, х
О
х ехп Г (Xo-v/T-l-fa i-D)2! , „ [_______qdt'
р L 4а (t -t’ + /„) J r J 8лХб (t — i' + ta) A
о
•< exp p ь «
для колебаний вдоль шва
^2n(^o> Уо, 0 ~
= № [ 4dt'___________ехп Г (*о-^ + <4-^ 1 .
8лХ6(г~/'+г0) лр L 4а (t — t' + to) J
t
if я dV Г
<PJ 8лХ6 (/— f-J-Zo) eXp L
0
__ (х0 — иГ — D)2 + t/g 1
4а(/-Г +/0) J *
(237)
Расчет тепловых процессов по уравнениям (236) и (237) без
учета коэффициента ср приводит к несколько большей погрешности,
чем при непрерывном тепловыделении в процессе колебаний
пучка.
В общем случае вид источника тепла при синусоидальных коле-
баниях представлен на рис. 78, в. Кривая максимальных удель-
ных тепловых потоков такого источника представляет собой сину-
соиду. Выясним, в какой зависимости между собой находятся ма-
ксимальный удельный тепловой поток в крайней точке отклонения
пучка q'2m и в нейтральном положении q2m, а также мощность
пучка q. Выделим из площади, занятой источником (рис. 78, в),
элемент шириной dy с текущим максимальным удельным тепловым
потоком q2m на расстоянии у от нулевой точки. Этот элемент пред-
ставляет собой нормально-полосовой источник длиной dy. Тогда
мощность пучка
d _
q==2 \ dy-
о
Выразим q2m через q'2m и q2fn, тогда
D __
q -= 2 J [q'2m - (q'2m - qim) sin -g-] dy. (238)
142
Проинтегрировав выражение (238) и произведя простые пре-
образования, получим
(л - 2) q:im - 2qim = q ' (239)
В общем случае нормально-синусоидального источника
может изменяться от значений, близких к нулю, до
Тогда
z k. " г\ /et л г\\
(/2т q при 0; (24°)
' Vk „ / ч
Цъп q при 72™. (241)
2D \ зх
Из сравнения выражений (238) и (239) ясно, что q'2m при прочих
равных условиях может изменяться в 2,75 раза. Для случаев,
описанных выражением (241), или близких к ним можно исполь-
зовать все выводы, относящиеся к нормально-полосовому источ-
нику ограниченной длины. Используемые же на практике генера-
торы колебаний в рассматриваемом диапазоне частот дают такое
распределение скорости движения фокального пятна и соответ-
ственно энергии по амплитуде, что q2rn > 0. Описать процесс
от нормально-синусоидального источника с учетом краевых эффек-
тов при q2m —> 0 весьма сложно. Такой источник по своему виду
приближается к двум нормально-круговым источникам, находя-
щимся на некотором расстоянии друг от друга. Сопоставление
экспериментальных и расчетных данных показало, что для расчета
процесса от нормально-синусоидального источника можно ис-
пользовать уравнения (236) и (237), при этом вместо амплитуды в
обоих уравнениях следует подставить 0,75 D. Это означает, что
процесс от нормально-синусоидального источника близок к про-
цессу от двух нормально-круговых источников, находящихся
на расстоянии 1,5 D друг от друга. Величина 1,5 D получена под-
бором по наилучшей сходимости с экспериментальными данными.
Для более точного определения расстояния между двумя нормаль-
но-круговыми источниками, дающими такое же тепловое поле,
как нормально-синусоидальный источник, эксперименты проводят
при больших двойных амплитудах 2D ~ 9ч-11 мм.
Распределение энергии при круговых колебаниях электронного
пучка представлено на рис. 78, г (для ясности объемная фигура
распределения удельных тепловых потоков рассечена диамет-
ральной плоскостью). Такой источник будем называть нормально-
кольцевым. На рисунке изображен частный случай нормально-
кольцевого источника, когда диаметр круговых колебаний центра
пятна нагрева С меньше ширины источника 2r. С уменьшением С
вид источника будет меняться, приближаясь к нормально-круго-
143
вому. Распределение удельного теплового потока г/к (г) по ши-
рине 2г нормально-кольцевого источника
<7к (4 = 72m,,<exp(~ kr2),
где 72ш, к — максимальный удельный тепловой поток, кал/см2-с.
Тогда мощность нормально-кольцевого источника
4- 00
q ~ [* q* (г) лг dr.
После применения подстановки kr2 = Z получим
q = . (242)
V k
Сравнивая выражения (242) для мощности нормально-кольце-
вого и выражение для нормально-кругового источника, получим
следующее соотношение максимальных удельных тепловых по-
токов:
72т,к = 72т/(С/л /F). (243)
Нормально-кольцевой источник представим как совокупность
бесконечного числа нормально-круговых источников, распределен-
ных по поверхности пластины на окружности радиуса С72. Процесс
выравнивания теплоты от мгновенного нормально-кольцевого
источника запишем по типу уравнения для мгновенного цилиндри-
ческого источника [153 ], использовав принцип суперпозиции:
2л
4(7 (t -р ^о)
(г'2 -- го + С2 — 2Crcos ф),
где г0 — расстояние между центром окружности С и точкой на
поверхности пластины, см; г' — расстояние между любой точкой
на окружности С и точкой на поверхности пластины, см; Q—• ко-
личество теплоты, внесенное мгновенным источником, кал.
От выражения (243) нетрудно перейти к выражению для непод-
вижного непрерывнодействующего источника. Далее, переходя
к подвижному нормально-кольцевому источнику, получим
t 2л
тк (г0, f) = j J 8л26М?—/' + t0) Х
о о
(х0 — vl')2 + У» + С2 — 2 /~(х0 ~ vt'Y1 4- yjj С cos <р
4а (t — t' + t0)
Постоянную времени t0 для всех уравнений определяют через
коэффициент сосредоточенности, который, в свою очередь, находят
144
Т j 2я64пХ, (( + 10) еХр [
X ехр
Рис. 80. Термические циклы точек пластины из нержавеющей стали толщиной
2 мм от воздействия электронного пучка, при прямоугольных колебаниях вдоль
шва (v = 0,4 см с, 2D = 0,3 см; q = 172 кал'с)
---------- — расчетные кривые;------------- экспериментальные кривые
Рис. 81. Расчетные температурные
кривые для прямоугольных (/), синусо-
идальных (2) и пилообразных (3) коле-
баний поперек шва (у() = 0,5 см, 2D =
1 0,45 см)
экспериментально для статического пучка той же мощности и
фокусировки методом неподвижных зондов. Если электронный
пучок остро сфокусирован, постоянная времени мала по сравне-
нию с временем действия источника t, и ею можно пренебречь.
Результаты расчета тепловых процессов для пилообразных,
прямоугольных, синусоидальных и круговых колебаний электрон-
ного пучка, выполненные на ЭВМ типа «Раздан-2», были проверены
экспериментально на установке А.306.05 по обычной в этих слу-
чаях методике.
Расхождение расчетных и экспериментальных данных было
примерно одинаково для всех видов колебаний и составило 14—
17%. На рис. 80 показаны расчетные и экспериментальные темпе-
ратурные кривые, по которым можно проследить характер их
расхождений. Представленные на рис. 81 графики температуры,
рассчитанные для прямоугольных, синусоидальных и пилообраз-
ных колебаний, при прочих равных условиях могут служить кос-
венным подтверждением справедливости расчетных зависимостей.
Наибольшая температура наблюдается при прямоугольных коле-
баниях, когда вся энергия выделяется в крайних точках отклоне-
ния пучка.
Рассмотрим особенности тепловых полей при различных формах
и параметрах колебаний электронного пучка. Для удобства сравни-
тельного анализа все приведенные ниже термические циклы, а
также пространственные тепловые поля построены для одной ско-
рости сварки v =0,42 см/с; источники тепла в начальный момент
времени для всех типов колебаний находятся на расстоянии
х0=5см от исследуемых точек, следовательно, время, соответ-
ствующее моменту нахождения центра симметрии источника на-
против исследуемых точек (х0— vl' = 0) для всех температурных
графиков, построенных в координатах Т— /, равно 11,9 с.
145
Рис. 82. Термические циклы (q = 164 кал!с; 2D= 0,5 см) (а) и пространственное
тепловое поле (q = 170 кал/с) 2D=1,0 см; б) при воздействии продольных нор-
мально-полосовых источников различной длины:
.------- — расчетные кривые;----— экспериментальные кривые
Эксперименты проводили на нержавеющей стали при частотах
колебаний электронного луча в основном более 60 Гц, чтобы за-
ведомо исключить влияние температурных волн в одних случаях,
и необходимость введения коэффициента импульсного режима —
в других.
Продольные колебания. На рис. 82 частично представлены
результаты расчета температуры для случаев пилообразных коле-
баний с различными амплитудами вдоль шва. Продольным нор-
мально-полосовым источникам энергии длиной 0,5; 1,0 и 2,5 см
соответствовали мощности 164, 170 и 196 кал/с. Мощность для
каждой длины источника подбирали экспериментально из условия
получения одинаковых размеров и формы поперечного сечения
шва. Подбор мощностей весьма трудоемок. Из рис. 82 видно, что
темп нарастания температуры с удлинением источника энергии
уменьшается и соответственно увеличивается время пребывания
точки в нагретом состоянии. Пространственное тепловое поле,
создаваемое действием продольного нормально-полосового источ-
ника с двойной амплитудой, равной 1 см, показывает характер
изменения изотерм с удлинением источника.
Характер и величины несоответствия теоретических и экспери-
ментальных данных в случае синусоидальных колебаний электрон-
ного пучка вдоль шва (рис. 83) указывают, что теоретические кри-
вые в высокотемпературной области наиболее близко подходят
к экспериментальным в тот момент, когда исследуемые точки на-
ходятся напротив середины расположенного вдоль шва нормаль-
но-синусоидального источника. Объясняется это характером рас-
пределения энергии по длине такого источника. В случае же пря-
моугольных колебаний вдоль шва величина погрешности расчет-
ной кривой в районе между двумя характерными максимумами
температуры сохраняется примерно на одном уровне.
Тепловое поле, получаемое при прямоугольных колебаниях
электронного пучка вдоль шва, представляет собой результат
146
Рис. 83. Термические циклы для случая
синусоидальных колебани й электрон-
ного пучка вдоль шва (q — 178 кал/с,
2D 2,0 ш)
---------расчетные кривые;-------------•
экспериментальные кривые
суммирования полей двух ис-
точников. Расчетные поля для
синусоидальных колебаний элек-
тронного пучка вдоль шва имеют
такой же характер, как и для
прямоугольных.
В экспериментах использо-
вался широкий диапазон ам-
плитуд как при продольных,
так и при поперечных колеба-
ниях. Однако, несмотря на
увеличение объема сварочной
ванны при больших амплиту-
дах колебаний и соответствен-
ное изменение теплоты плав-
ления и кристаллизации, вели-
чина расхождения экспериментальных и расчетных величин
остается на одном уровне.
Оценочным показателем величины зоны термического влия-
ния при различных видах колебаний электронного пучка могут
служить максимальные температуры термических циклов какой-
либо точки околошовной зоны, взятые для одной и той же ампли-
туды колебаний и одинаковой мощности. Такое сравнение, сделан-
ное для пилообразных, прямоугольных и синусоидальных колеба-
ний вдоль шва, показывает, что наивысшая температура в точке
yQ = 0,25 см при двойной амплитуде 2D = 0,5 см наблюдается при
пилообразных колебаниях. Синусоидальные и прямоугольные
колебания дают при прочих равных условиях снижение темпера-
туры на 7,5 и 14,0% соответственно. Для сравнения укажем, что
максимальная температура от действия статического электронного
пучка на расстоянии z/0 = 0,25 см при той же мощности на 8,8%
выше, чем при пилообразных колебаниях.
Поперечные колебания. Термические циклы точек околошовной
зоны при колебаниях электронного пучка поперек шва имеют обыч-
ный вид. Поперечные пилообразные колебания дают несколько
больший темп повышения температуры по сравнению с прямоуголь-
ными и синусоидальными.
Пространственное тепловое поле для пилообразных колебаний
поперек шва (рис. 84) обусловлено формой источника тепла, а
внешняя форма сварочной ванны, о которой можно судить по
изотермам, напоминает по своему виду форму замкнутой нити,
обладающей некоторой жесткостью и подвешенной на горизон-
тальную плоскость, ширина которой равна ширине источника.
Длина и жесткость этой замкнутой нити являются функциями
скорости сварки и мощности источника.
В случае прямоугольных колебаний поперек шва (рис. 85),
начиная с некоторой амплитуды, как и при продольных колеба-
ниях, наблюдается раздвоение сварочной ванны, причем величина
147
Рис. 84. Пространственное тепловое поле
от воздействия поперечного нормально-
полосового источника (q = 325 кал! с, 2D =
_ 1,0 см)
Рис. 85. Пространственные изотермы теп-
лового поля при прямоугольных колебаниях
электронного пучка поперек шва
такой амплитуды при поперечных колебаниях несколько меньше,
чем при продольных. Обе сварочные ванны не имеют осей симме-
трии, величина асимметрии формы ванны в конкретном случае
зависит от амплитуды колебаний. Тепловое поле, изображенное
на рис. 85, позволяет (например, при одновременной сварке двух
стыков) судить о термическом состоянии металла в промежутке
между источниками.
По расчетным тепловым полям при поперечных колебаниях
электронного пучка можно, взяв одинаковые амплитуду колеба-
ний, мощность источника и расстояние от некоторой точки вблизи
шва до его оси, определить примерное соотношение величин зон
термического влияния по максимальным температурам циклов этой
точки. Для точки с координатой г/0 - 0,4 см при двойной ампли-
туде колебаний 2D = 0,5 см наибольшая температура термиче-
ского цикла будет в случае прямоугольных колебаний. В случае
синусоидальных колебаний максимальная температура на 22,9%
ниже. Пилообразные же колебания дают по сравнению с прямо-
угольными снижение температуры на 32%.
Произведем сравнение статического и колеблющегося поперек
шва пучков по тепловому воздействию. Если взять величину макси-
мальной температуры от действия статического электронного
пучка на расстоянии yQ ~ 0,15 см, т. е. на таком же, как и от конца
расположенного поперек шва источника длиною 0,5 см (г/0 =
= 0,4 см), и сравнить ее с температурой, получаемой при прямо-
угольных колебаниях,то она оказывается на 26% выше, несмотря
на то, что мощность статического пучка принималась значительно
меньшей, чем для колеблющегося, и была достаточной для полу-
чения шва с почта параллельными линиями сплавления в попереч-
ил
7-
Рис. 86. Осциллограммы термических циклов точек при прямоугольных колебаниях
электронного пучка с двойной амплитудой 2D -- - 1,5 см и частотами 2 Гц (а)
и 10 Гц (б):
1 — 0,25; 2 — 0,5; 3 — 0,75 и 4 — 1,0 см
ном сечении (т. е. такого же по форме шва, как и при прямоуголь-
ных колебаниях).
Круговые колебания. Сварка электронным пучком, движу-
щимся по окружности, является более сложным процессом, чем
сварка пучком с колебаниями вдоль или поперек шва, как по фор-
мированию сварного шва, так и по тепловому воздействию. Форма
сварочной ванны и тепловое поле определяются в данном случае
радиусом окружности и частотой движения по ней пучка. В общем
случае источник тепла при этом считают нормально-кольцевым
[129]. Если радиус окружности невелик, например соизмерим с
диаметром электронного пучка, то тепловое поле при этом мало
отличается от поля, получаемого при действии нормально-круго-
вого источника соответствующего диаметра.
Увеличение радиуса окружности колебания пучка при сварке
сопровождается изменением формы проплавления: поперечное
сечение сначала становится близким к получаемому при пило-
образных колебаниях пучка, а затем - - при синусоидальных. На-
конец, увеличение радиуса окружности колебания пучка в де-
сятки раз по сравнению с диаметром пучка делает целесообразным
использование этого вида колебаний для получения кольцевых
швов в горизонтальной плоскости Расчет теплового процесса
в этом случае, если движение по окружности происходит со свароч-
ными скоростями, необходимо вести в цилиндрических коорди-
натах, считая источник нормально-круговым.
Приведенные выше тепловые поля проанализированы только
в зависимости от амплитуды колебаний или радиуса (при круговом
149
движении пучка). Изменение же в определенных пределах частоты
колебаний приводит к скачкообразному изменению температуры
на протяжении термического цикла (рис. 86). Экспериментально
установлено, что практически значимые колебания температуры
околошовной зоны появляются только при значительных ампли-
тудах. Из рис. 86, а видно, что, несмотря на малую частоту колеба-
ний, температурные волны при проплавлении двухмиллиметровой
пластины уже с расстояния yQ = 0,5 см отсутствуют. Повышение
частоты колебаний до 12—15 Гц (рис.86, б) позволяет считать
плавным изменение температуры в непосредственной близости
к сварочной ванне. Приведенные на рис. 86 осциллограммы запи-
саны при прямоугольных колебаниях вдоль шва. Аналогичные
результаты получены и при других видах колебаний.
Сравнение термических циклов точек, отстоящих на одинако-
вом расстоянии от оси шва, при воздействии колеблющегося и
статического пучков показывает, что сварка при продольных
колебаниях дает небольшое снижение максимальной температуры
цикла по сравнению со сваркой статическим пучком. При попереч-
ных колебаниях снижение температуры становится значительным
и представляет определенный практический интерес. Эксперимен-
тальные и расчетные кривые термических циклов точек, отстоя-
щих от оси шва на 1,0—1,25 см, зачастую совпадают или отлича-
ются практически на незначительную величину, что является пока-
зателем качества эксперимента. А так как обычно считают, что
экспериментальные данные являются определяющими при оценке
правильности теоретических выводов, то, учитывая указанные
совпадения эксперимента с теорией, можно полученные для более
близких к оси шва точек расхождения отнести в основном за счет
погрешностей в теоретических предпосылках.
Рассмотрим теперь влияние амплитуды на форму зоны обра-
ботки [151 ]. Амплитуда колебаний пучка в общем виде определя-
ется выражением
D = kk&FU-'12 | Uo
(244)
где k - Ио • k — aW k — 2jiL •
где й — 2л ’ ~ Ld ’ — | Zo | ’
F — расстояние от центра отклоняющей системы до поверхности
свариваемой детали; U — ускоряющее напряжение сварочной
пушки; (/0 — отклоняющее (колеблющее) напряжение на зажимах
отклоняющей системы пушки; р,0 — магнитная проницаемость
вакуума; а — высота; W — число ампер-витков; d — средний
диаметр и А — индуктивность катушек отклоняющей системы;
ZQ — сопротивление отклоняющих катушек.
150
В случае синусоидальных колебаний отклоняющее напряжение
будет иметь вид UQ = Um sin со/, a|Zo| ! -j - Х'1, где
XL — aL = 2nfL (f — частота колебаний). Тогда
<ms)
Общее сопротивление цепи при малых частотах колебаний опре-
деляется так же, как и при постоянном отклоняющем напряжении:
Zo R, k2 2nL!R. С увеличением частоты до 100 Гц XL
а при увеличении примерно до 400 Гц сопротивление можно опре-
делить как Zo = ]/R'2 + XI, a k% — по выражению (245). При
f > 400 Гц доля активного сопротивления становится пренебре-
жительно малой, т. е. Zo XLt a k2 l/f.
В случае прямоугольных и пилообразных колебаниях необхо-
димо соответствующие им функции U0 = Um при 0 < со/ < л
и и = со/ при —п/2 < (nt < л/2 разложить в ряд Фурье. Под-
ставляя результаты разложения в выражение (244), получим
для прямоугольных колебаний
D = ^nkkykc,FU~i/2UQ ^sin со/ + sin Зсо/ + sin 5со/
(246)
для пилообразных колебаний
D = ^lnkkxkzFU~l/t2 ^sin со/ — sin Зсо/ — sin 5со/ — • • • ) , (247)
где
/г2 = 1 /]/^7? + (^ + 4 ) ;
^2=1/l/ 45и+ 4*~~4^з+)
(/i» h — частоты гармонических составляющих колебаний).
Если электронный пучок описывает в общем виде эллипс, то
отклонения по осям X и Y в декартовой системе координат будут
Dx = kkJ^FLT4' Umi sin (at — arctg-^) ;
Dy = kklyk2lJFU~v,2Umy sin (at + cp — arctg ,
где
kZx = 2aLx IУRx + (aLx)2;
k-iy = 2nLy jУ R2y + (®Ly)2.
151
Максимальные отклонения по осям соответственно составят
Dmx = 2DX, Dmy = 2Dy. Обозначим D{}ylDmy = sin (ф —
— arctg toLjRy + arctg (oLx/Rx) ~ sin ф, где ф —> угол сдвига
фаз между Uи U $у\ DQy — максимальное отклонение по оси У,
и проанализируем некоторые частные случаи.
1. Если ф = л/2 + ли, оси эллипса совпадают с осями коорди-
нат, а если Dmx — Dmy, то эллипс приобретает форму окружности.
2. Если ф = ли, то эллипс превращается в линию, угол на-
клона которой зависит от соотношения Dnvc и Dmy.
Очевидно, что из-за астигматизма отклонения амплитуда будет
оказывать влияние на форму пятна нагрева и распределение тока
по сечению пучка и, как следствие, на форму проплавления.
Влияние амплитуды отклонения электронного пучка на форму
фокального пятна изучали путем прожигания тонких полос, изго-
товленных из алюминиевой фольги (6 = 0,05 -=-0,1 мм), располо-
женных на расстоянии 20—25 мм друг над другом. Полосы 175 X
X 50 мм крепили в специальном устройстве, позволяющем произ-
водить их натяг и регулировать положение по высоте. Нижняя
полоса находилась от поверхности изделия на расстоянии 10 мм.
Затем устанавливали амплитуду отклонения (0; 27; 51 и 63,5 мм)
и производили прожигание на режиме: U = 23 кВ, 1п 160 мА,
F — 168 мм. Опыты производили недофокусированным (Л =
= 95-4-100 мА), сфокусированным (If = 105н-108 мА) и перефо-
кусированным (If == 112 -=-115 мА) электронными пучками. Из
экспериментов следует, что на всех режимах фокусирования пуч-
ка форма фокального пятна представляет собой круг при нейтраль-
ном положении пучка. Увеличение амплитуды отклонения до 27 мм
не вызывает больших искажений прожигаемой фигуры. Заметные
изменения появляются при D - 51 мм. Дальнейшее увеличение
амплитуды колебаний сильно влияет на форму отверстия для вто-
рого и третьего режимов: сфокусированный пучок имеет в сечении
форму полумесяца, перефокусированный — каплеобразную форму.
Направления искажений связаны с направлением отклонения.
Изменения размеров фокального пятна в направлении, перпен-
дикулярном направлению отклонения, обнаружено не было.
Определение формы пятна нагрева для других электронно-
оптических систем (например, ЭП-60М и У-146М) показало, что
при осевом положении пучка на номинальном режиме прожигае-
мая площадь ограничена астроидой для пушки ЭП-60М и окруж-
ностью — для пучка пушки У-146М. В случае отклонения пучка
форма пятна имеет вид сильно вытянутого ромба (при ЭП-60М)
и эллипса (при У-146М), причем направления большей диагонали
ромба и большей оси эллипса совпадают с направлением откло-
нения. Таким образом, форма пятна в отклоненном положении
определяется, кроме величины отклонения и фокусирования,
еще и конструкцией пушки.
Совместный анализ рис. 86 и 87 и фотографии зон проплавле-
ния позволяют сделать вывод, что форма зоны проплавления при
152
Рис. 87. Распределение плотности тока по
сечению в отклоненном положении пучка
(построения произведены для D — 27 мм):
/, 3,5, 7 — при отклоненном положении луча;
2, 4, 6, 8 — при нейтральном положении луча
f) МП
Рис. 88. Влияние величины от-
клонения пятна нагрева на раз-
меры зоны проплавления:
1— 6 — нержавеющая сталь; 7,8 —
бронза.. Сплошные линии—ширина,
штриховые — глубина шва (2,5 —
недофокусированный луч 8, 4 —
сфокусированный луч; 2,6 — пере-
фокусированный электронный пу-
чок)
любой величине отклонения электронного пучка определяется
распределением тока пучка в этом положении.
Количественная оценка влияния величины отклонения пучка
на размеры зон проплавления дана на рис. 88. Ширина шва при
всех режимах фокусирования изменяется медленнее, чем глубина,
и, кроме того, видно, что эти изменения практически линейны до
значительных величин отклонений.
Полученные результаты необходимо учитывать при сварке
колеблющимся пучком в различных технологических вариантах.
Например, амплитуду продольных колебаний можно не ограничи-
вать по причине искажений формы проплавления, так как попереч-
ное сечение шва всегда будет иметь симметричный вид, а величина
отклонения будет влиять только на глубину проплавления. При
поперечных колебаниях искажения шва будут в поперечном се-
чении, поэтому необходимо ограничить амплитуду колебаний на
том ее пределе, при котором будут допустимые для данной задачи
искажения. Особенно необходимо вводить ограничения величины
отклонения пучка при разработке следящих за положением пучка
систем, чтобы не допустить непровара в корне шва при устойчивом
и надежном слежении пучка за стыком.
153
Рис. 89. Результат скани-
рования источником в на-
правлении, перпендику-
лярном шву [S/]:
а) сверху — распределение
удельной мощности, снизу —
граница области непосред-
ственного выделения энер-
гии. Штриховые линии со-
ответствуют движению источ-
ника без сканирования,
сплошные — сканированию
с амплитудой 6 мм; б) рас-
пределение температуры
в плоскости, обращенной
к источнику, при его скани-
ровании с амплитудой 6 мм
Рассмотренные выше расчеты зависимости температурных по-
лей от действия сканирующего электронного луча выполнены в ли-
нейной постановке, но при действии сканирующего электронного
луча следует учитывать и нелинейность теплофизических свойств
материалов и фазовый переход твердая—жидкая фаза [81]. Осо-
бенность решения такой задачи, являющейся одной из разновид-
ностей проблемы Стефана со свободной границей между твердой
и жидкой фазами, заключается в том, что фазовый переход рассма-
тривают не при фиксированной температуре, а в интервале соли-
дус—ликвидус. В граничных условиях был учтен лучистый тепло-
обмен с внешней средой. Для аппроксимации температурной зави-
симости теплофизических параметров металла всю область их
Рис. 90. Распределение температуры в зоне формирования шва при сварке пластин
из алюминиевого сплава с равномерным распределением мощности источника в круге
радиусом 3 мм, перемещающегося вдоль шва по оси Y со скоростью 4 мм!с [5/ ]:
а — без сканирования; б — со сканированием в перпендикулярном направлении (ио
оси X) с амплитудой 6 мм
154
изменения делили на три интервала: от комнатной температуры
до точки солидуса, от солидуса до ликвидуса и выше ликвидуса.
В каждом температурном интервале был принят параболический
закон изменения данного параметра. Параметры аппроксимации
выбраны из сопоставления расчетных с опытными данными.
Результаты численного решения нелинейного уравнения тепло-
проводности в указанной постановке при сварке пластин толщи-
ной 3,5 мм показаны на рис. 89 и рис. 90. Удельная мощность
источника составила 4-103 Вт/см2 при радиусе 3 мм. Луч скани-
ровал в направлении, перпендикулярном оси шва с амплитудой
от 0 до 6 мм, при скорости сварки 4 мм/с.
Глава 5
ФОРМИРОВАНИЕ ОТВЕРСТИЯ (РЕЗА)
ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКЕ
МОДЕЛЬ ОБРАЗОВАНИЯ ОТВЕРСТИЯ ЗА СЧЕТ
поверхностного испарения
В ряде случаев при размерной электронно-лучевой обработке
материалов возможно образование отверстия за счет чисто поверх-
ностного испарения. Это может иметь место при воздействии на
особо чистые либо легкосублимирующие материалы при низких
ускоряющих напряжениях, когда глубина проникновения элек-
тронов мала, и электронный луч представляет собой поверхност-
ный источник нагрева. Задача формирования отверстия за счет
поверхностного испарения представляет интерес также в том от-
ношении, что позволяет определить скорости обработки при макси-
мальных энергетических затратах.
При решении этой задачи [184] допускаем, что вся подводимая
энергия тратится на испарение. При этом считаем, что на поверх-
ность энергия поступает быстрее, чем распространяется теплота
в материале, и распределение температуры впереди границы испа-
рения ввиду постоянства мощности источника носит стационар-
ный характер. Мощность q распределена однородно по поверх-
ности площадью S и поступает перпендикулярно к ней. При этом
образуется цилиндрическое отверстие (рис. 91). За время Д/
поглощается энергия и глубина отверстия увеличивается на
величину Дй. Объем испарившегося материала равен S Дй.
Согласно закону сохранения энергии
рйисп5 - - q Д/,
где р — плотность материала; Ьисп—теплота испарения.
Устремляя Д£ к нулю, для скорости образования отверстия
получим выражение
~dT (“s') / (248)
Интегрируя выражение (248) и подставляя й = 0 при t = О,
получим
h = pLncnS ] qdt’
о
или
й(0 = Е(0/(рЬИСп5), (249)
где Е (0 — общая энергия, рассеиваемая источником.
156
Рис. 91. Стадии формирования отверстия
при поверхностном испарении'.
а~(0^ г = /<0(г /8)];в-
U >0 (tp/e)J [240 J
Рис. 92. Затраты энергии на испарение
некоторых металлов [184 ]
На рис. 92 представлены максимальные скорости испарения
некоторых материалов в зависимости от удельной мощности в со-
ответствии с выражением (248). Указанные скорости аналогичны
тем, которые соответствуют испарению материала при воздействии
лучом лазера.
Рассмотрим задачу испарения с учетом теплопроводности в твер-
дую фазу при воздействии электронного луча на полубесконечное
тело:
V2T = (\ld)dTldt.
Граничные условия на поверхности испарения
р г dh « дТ
“S’ р/'и<:п ~dt ~~ h~dn ;
Т = Т
где п — нормаль к поверхности; Т* — температура поверхности
испарения.
Для нагреваемой поверхности, когда мОжно пренебречь испа-
рением,
_х (—А
S — Л V дп ) •
В принципе необходимо также учитывать граничные условия
и для поверхности раздела твердое тело—-жидкость. Однако для
многих материалов величина отношения Ьпл/Ьисп (где Ьпл — теп-
лота плавления) мала, и поэтому теплотой плавления можно пре-
небречь (табл. 25).
Представим отношение потерь теплоты вследствие теплопро-
водности к затратам теплоты на испарениь в ввде
Здесь дТ!дп имеем порядок величины Т*Ц.
157
Таблица 25
Теплофизические свойства некоторых материалов [171]
Материал Теплосодер- жание при температуре кипения сТ*, к Дж/к г Теплота плавления ^пл* кДж/кг Теплота кипения ^ИСП1 кДж/кг ^пл сТ* £== — ^исп
^исп
Алюминий 2490 389 10 800 0,036 0,23
Графит 3350 — 59 100 —. 0,06
Медь 962 205 4 770 0,043 0,20
Золото 368 66,9 1 740 0,039 0,21
Железо 1290 272 6 070 0,045 0,21
Свинец 217 25,0 861 0,029 0,25
Магний 1150 364 5 610 0,065 0,21
Ртуть 41,9 11,7 305 0,038 0,14
Никель 1260 301 6 361 0,047 0,20
Вольфрам 690 256 4 020 0,063 0,17
Вода 419 335 2 260 0,15 0,19
Цинк 340 109 1 780 0,045 0,19
Характерную длину I примем как отношение alv. Отношение
потерь теплоты вследствие теплопроводности к затратам на испа-
рение получим (см. табл. 25)
Введем обозначения:
0 = -7-; т = 4; у = 4‘ <250>
Из выражения (248) получаем
v = q/(cT* -у LHcn) pS = (?/pLHcnS)/(l + е). (251)
Пользуясь обозначениями (250) и учитывая, что I = alv,
задачу об испарении в безразмерном виде можно представить как
<920/dg2 = дВ/дх.
(252)
Граничные условия на поверхности фазового перехода при-
нимают вид
(253)
Задачу (252) с условиями (253) будем решать, пользуясь теорией
возмущений, представляя решение в виде ряда по параметру в.
158
Разложим 0, у и т] -= в ряд по параметру е:
0(L T) = e0(g, т) + еОг(5,
Т (т) = То (т) -|- eyj (т) + • • ;
П(т) = WT) + £rh('rH------•
(254)
Подставляя выражения (254) и (252) (253) и пренебрегая чле-
нами порядка е, в нулевом приближении получим выражение
-5- = ^; ло=1; 0о= 1. (255)
с/g сч
Тогда у0 находим прямым интегрированием уравнения (253)
в нулевом приближении, когда е = 0 : у0 = т. Переходя к под-
вижной системе координат, связанной с поверхностью испарения,
и решая уравнение (255), например методом преобразований Лап-
ласа, получим
0О=-уе (6-х> erfc {(-И ~т) /т1/2}+Тerfc (Т ^т1/21 • (255ai
Для первого приближения уравнение принимает вид
ш=1 + ^; 61 = 0- (256)
Дифференцируя уравнение (255а) по из зависимости (256)
получим соотношение
Tji 4“ ег^с (4~ г1/2) — (пт)~ 4 * (257)
С учетом соотношений (255) и (257) получаем выражение для
скорости увеличения глубины отверстия в первом приближении:
г| = 1 е ег^с т1/2) — (лт)“1/2е 4 | F 0 (в2),
где 0 (е2) •— добавок второго порядка по е, которое справедливо
при больших т, т. е. т > 1 (при малых т оно недостаточно полно
описывает процесс испарения).
Таким образом, получено соотношение для скорости увеличе-
ния отверстия в первом приближении при больших моментах вре-
мени, т. е. «внешнее» разложение задачи [20].
Получим теперь «внутреннее» разложение, справедливое при
малых моментах времени.
До того момента, когда температура поверхности £ 0 до-
стигнет значения Т = 71*, вся теплота распространяется в мате-
риале посредством теплопроводности (задержка испарения).
159
Начальные условия для этого случая:
66 11 л
— — 1 - 1/е при 0;
О --- 0 при т = 0;
0 > О при Е оо.
Решение задачи теплопроводности в этих условиях имеет
вид [76]
О -(! + 1/е) <2 (т/л)ш ехр (--~ Е2/т) — £ erfc Е/т1/2^ ,
откуда может быть найдено время нагрева поверхности до темпе-
ратуры Т* (задержка испарения):
Tp^±ns2/(1+е)2. (258)
Распределение температуры к моменту т = тр представлено
выражением
0р -= ехр [— [Е (1 -р 8)/л1/28}2] — {Е (1 4- е)/е} erfc {(1 -4 8)/л1/2г}.
(259)
Введем новые обозначения в соответствии с теорией возмуще-
ний, изменяя масштаб пространственной переменной и отсчиты-
вая новое время х' от хр (т' 0 при т = тр):
Е' — Е/е; т' т/е2----у' ~ у/е2; 0' 0; т/ — 1].
Тогда уравнение теплопроводности примет вид
д20'/д£'2 ~ дО7дт\
Его граничные условия:
т|' ~ 1 —4 4-
0' — 1 при Е = гЕ' (т');
О' - > 0 при Е' ' >
С учетом выражения (259) 0" = ехр [—jE' (1 4- е)/л1/2^2] —•
— Е' (1 + 8) erfc {Е' (1 + 8)/л1/2} при т' = — -- яг (2 + е)/(1 4-
+ с)3.
Представим снова 6' и rf в виде рядов по степеням е:
0'(£\ т4-0о(Г, т')4-е6'<, <)+•••
< (^) По (т') 4- (т') -г • "
Тогда для нулевого приближения получим
d20o/5E'2 = (260)
160
Граничные условия для задачи теплопроводности в нулевом
приближении
Яо - 1 + % 1 при Г - 0 (261)
0'->0 при сю- (262)
Решая задачу по выражениям (260)—(262), получим «внутрен-
нее» решение в нулевом приближении. Начальное условие имеет
вид
06 - ехр (—Н'2/л) — erfc(£'/Jt1/2) при т' -- ---0. (263)
Задача упрощается для случая фиксированных границ, если
не учитывать условия, включающие т]о при = 0.
Преобразование по Лапласу уравнения (260) с учетом выраже-
ний (261)—(263) дает зависимость
— р&о — — ехр (— £,2/л) + erfc (ГМ1/2);
06 = 1/р при = 0;
(264)
06 - >0 при > оо,
где
0j j 0о(£ , т*)е рх' dx.
о
Решение уравнения (264) имеет вид
96 •= Г ехР (Г л/7) [2 ехр erfc (Г /и)1Л +
T ехр (pI/2O erfc /л1/2 ]- Т- (рл)1/2) —
— ехр (— erfc ^'/л7/2 — ~ (pn)!/2j /Ю2 +
+ (1/р) ехр (— erfc (g'M1/2)]. (265)
Преобразование по Лапласу выражения (261) дает
Яо = 1/р + <506/$Г при £' = 0.
Дифференцируя е' п0 £'( получим
Ло ----- ехр (-^-) erfc (-Г (л/Т"' •
Обращение изображения т]6 с помощью таблиц преобразова-
ний Лапласа дает [184]
' /о, ч -1 Ч\ , 1 /
Т]о =- (2/л) sin Д1 4--у л/т j
Для внутреннего решения
Т]' -= (2/л) sin-1 ^(1 + Т_ л/т') 1/2j + 0(s). (266)
6 Н. Н. Рыкалин и др. 161
Рис. 93. Зависимость нормализован-
ной скорости испарения г| от норма-
лизованного времени т
Рис. 94. Зависимость нормализованной
глубины отверстия у от нормализо-
ванного времени т [/54]
Из теории возмущений [201 известно, что на основе внутрен-
них и внешних разложений могут быть построены составные раз-
ложения, которые пригодны для описания данного поля, на-
пример температур или скоростей во всей области определения
аргументов задачи, если внутреннее и внешнее разложения имеют
общую часть. Для построения составных разложений применяют
два метода: аддитивный и мультипликативный. Мультипликатив-
ное разложение строят как произведение членов внутреннего и
внешнего разложений (имеющих общую часть), отнесенное к об-
щей части.
Используя этот метод, из выражений (257) и (266) получим ско-
рость границы испарения
1 + £ ег^с (тг1/2)—(лт)’~1/2е 4 | X
х[(2/л) {1 - 8/(лт)1/2}] Sin-’{(1 + . (267)
На рис. 93—96 представлены зависимости параметров испаре-
ния, построенные по приведенным соотношениям.
Рассмотрим теперь влияние отвода теплоты в радиальном
направлении на процесс формирования отверстия. Для цилиндри-
ческого отверстия при R = b в нулевом приближении распределе-
ние температурного поля имеет вид
-У д (г дТ^дгудг + d1 2T<Jdz2 = (1/a) dTJdt
с граничными условиями
Т0 = Т* при z = vt, 0 с г с b;
То —>0 при г, г—>оо
и начальными условиями То = 0, t = 0.
162
Рис. 95. Нормализованное распределе-
ние температурного поля [/54]
Рис- 96. Кинетика выхода процесса
испарения на стационарный режим
[184\
Введем обозначение а = rib. Тогда
а2 (1 /о) д (а д%/до)/да + д20о/< д60/дт; (268)
0О = 1 при Е = т; 0О 0 при а, 1 оо; 0О = 0 при т = О,
где а = alvb.
Используя выражение (253), получим
а = eblq, (269)
где с — л (1 4- е) арЕпсп — постоянная обрабатываемого мате-
риала.
Для случая электронно-лучевой обработки стали при q =
— 1 кВт, b = 0,25 мм, а2 — 2,0 -10~\ а2 8, т. е. отводом теп-
лоты в радиальном направлении можно пренебречь и использовать
полученное одномерное решение для расчета процесса образова-
вания отверстий.
Более подробный анализ влияния пространственной тепло-
проводности на процесс формирования отверстия при воздействии
поверхностного источника теплоты приведен в работе [95],
где при рассмотрении лазерного воздействия также предполага-
ется, что вынос материала из зоны обработки обусловлен только
поверхностным испарением.
ЗАКОНОМЕРНОСТИ ВЫБРОСА ЖИДКОЙ ФАЗЫ
ПРИ ЭЛЕКТРОННО-ЛУЧЕВОМ ВОЗДЕЙСТВИИ
Вопрос о характере выброса вещества из канала (отверстия)
при воздействии концентрированных потоков энергии и, в част-
ности, электронного луча является одним из проблематичных.
Экспериментальные данные различных исследователей по из-
мерению удельной работы разрушения у == Elm (где Е — вве-
6* 163
Рис. 97. Диаграмма энергетиче-
ских затрат на разрушение ме-
таллов лучом лазера:
ф X — по результатам исследо-
ваний авторов работы [78]; 1 —
данные из работы [199] для вы-
сокопрочной стали; 2,3 — данные
авторов для алюминия и нержа-
веющей стали соответственно; у —
работа разрушения; Q — удельная
энергия превращения в пар; q —
удельная работа превращения ме-
талла в расплав
денная энергия, т — выброшенная масса) показывают, что прак-
тически для всех металлов величина у больше энергии плавления,
но меньше энергии превращения в пар.
Данные, приведенные на рис. 97, свидетельствуют о наличии
значительного количества жидкой фазы в продуктах выброса.
По существу, затраты введенной энергии, приводящие к выносу
вещества при обработке и при сварке с кинжальным проплавле-
нием [219], например сталей, только на 10—20% превышают за-
траты на плавление. Это приводит к малому различию в энергети-
ческих балансах процессов получения отверстий и проплавления
и существенно упрощает их тепловые расчеты.
Причины преждевременного вскипания вещества, приводящего
к выносу жидкой фазы, в основном, можно свести к двум моментам:
вскипанию за счет гетерогенных центров зарождения паровой фазы
и вскипанию вследствие перегрева. В первом случае факторами,
облегчающими вскипание, являются пузырьки растворенного
в металле газа, объем которого может превышать объем основного
металла в десятки и даже сотни раз [41 ], неидеальность контактов,
локальные пульсации температуры, например вследствие неодно-
родности временндй структуры импульса энергии, приводящие
к генерации внутрь материала волн сжатия и разрежения по ана-
логии с ультразвуковыми колебаниями.
Объяснение причин вскипания при перегреве наталкивается
на более серьезные трудности ввиду сложности физики процесса.
Перегрев может возникать вследствие того, что нагрев и плавле-
ние металла в зоне воздействия луча происходят в условиях ежа-:
тия материала давлением отдачи паров. Так как разгрузка в рас-
плавленном объеме после прекращения импульса энергии происхо-
дит за время 10“8—10“9 с, т. е. со скоростью распространения волн
напряжения (скоростью звука), то металл практически мгновенно
оказывается в условиях заметного перегрева, что равносильно
быстрому избыточному тепловыделению в локальном объеме.
Согласно другой точке зрения, перегрев связан с наличием в зоне
воздействия луча двух , слоев с разным характерным временем
изменения температуры? В слое б, где происходит поглощение
энергии, время релаксации хс ~ б2/ц, а вг зоне расплава h, примы-
164
кающей к слою б, это время tz = h2!a, т, е. tz > т.. Если при ко-
лебаниях интенсивности энергии внутренние слои жидкой фазы
попадают в условия перегрева, то происходит вскипание, так как
tz одновременно является временем релаксации давления отдачи.
Вскипание и вынос жидкой фазы могут быть связаны с перио-
дическими вследствие экранировки колебаниями давления отдачи
паров при поверхностном испарении, которые приводят к генера-
ции в жидком объеме металла механических колебаний, стиму-
лирующих рост равновесных пузырьков растворенного газа [117].
Пусть с помощью луча получено проплавление на глубину
Я = 1 см, и импульс энергии луча включается в очередной раз.
Энерговыделение происходит на дне углубления (канала) в слое
толщиной б. Для алюминия при плотности потока энергии р2 =
= 1 -105 Вт/см2, используемой в экспериментах, и 6 = ЗЛО-4 см2
через время ти = рбГисп/^2 = ЫО-4 с, масса испаренного мате-
риала т = 6piid2/4 = 2,6-10“5 г. Разлет этой массы в объеме
канала V = nd2HK = 3-10“2cm3 создает плотность пара р* =
= mSV ~ 8,3♦ W-4 г/см\ что соответствует средней концентра-
ции частиц п = 1,9-1019 см~3.
При такой плотности пара электронный луч полностью «за-
пирается», т. е. рассеивается на стенки канала. Оценка по
формуле Бете, а также по соотношению (46) показывает, что
имеет место сильная экранировка луча, При q2 = 1 • 105 Вт/см2,
а - 2,4- 10W2 - 6• 103 см2/г, р* = 8,3-Ю“4 г/см\ Н = 1 см
через пар проходит поток = 6,7-102 Вт/см2.
Время экранировки, т. е. время раздета пара до момента,
когда поток энергии начинает полностью проходить на дно канала
(ро = 1,7-10“4 г/см2), составляет тр рб/рЗнп 5-Ю-5 с. За
время импульса длительностью / = 1-Ю“3 с цикл разлет—
экранировка повторяется г?/(ти + тп) = 1 • 10‘3/1,5• 10“4 7 раз.
Таким образом, в процессе воздействия электронного луча в те-
чение импульса t = 1-Ю-3 с имеет место экранировка в нашем
эксперименте с частотой f — 7 • 103 Гц, которая приводит к пуль-
сирующему воздействию давления отдачи паров на слой жидкого
металла.
Обычно металлы содержат в себе растворенные газы в количе-
стве до 20 см3 на 100 г [41]. Например, исходная концентрация
водорода в алюминии при температуре плавления составляет
0,69 см3 на 100 г металла, или 1,86-10“3 см3 на 1 см3 металла.
Можно полагать, что в процессе плавления металла в нем обра-
зуются пузырьки газа, находящиеся в равновесном состоянии.
Появление пузырьков газа в расплаве еще не говорит о возмож-
ности объемного парообразования (вскипания). Однако наличие
в процессе электронно-лучевого воздействия пульсирующего да-
вления отдачи вследствие периодической экранировки луча
должно приводить к генерации волн сжатия в объеме жидкой
фазы и, как следствие, к стимулированному образованию зачаточ-
ных очагов кипения [ПО, 1561. Генерация волн сжатия в некото-
165
Рис 98. Схема деформирования
равновесных пузырьков газа в рас-
плаве металла (а) в момент про-
хождения волны сжатия (б) при
ri го <С Г2
рой степени эквивалентна гене-
рации ультразвуковых колебаний
в жидкости [110]. Действие звуко-
вой волны на газовой пузырек
сводится к его «раскачке» и «пере-
бросу» через потенциальный барь-
ер , разделяющий докритический
и критический зачаточный очаг
кипения.
В этом случае главным факто-
ром, приводящим к росту пузырь-
ка, может служить асимметрич-
ный характер его деформации.
При воздействии плоской вол-
ны сжатия (волну можно считать
плоской, так как диаметр луча много больше равновесного ра-
диуса пузырька) пузырек будет деформироваться (рис. 98).
В равновесном состоянии давление в пузырьке = 2сг/г0,
где о — поверхностное натяжение; г0 — равновесный радиус, см.
С учетом давления в волне сжатия Ар условие равновесия дефор-
мированного пузырька будет при < г0 < г2
Ри - -I ~ -I- Ар,
Г1 Г2
где G и г2 - ортогональные радиусы сплющенного пузырька.
После прохождения волны сжатия, т. е. после снятия давления,
область пузырька с может расшириться до г0, оставаясь при
этом в равновесии. Область с радиусом г2 > ri оказывается в си-
туации, когда (о/г2) < Рп, что приводит к неизбежному расшире-
нию пузырька.
В наших экспериментах Ар = rtkT 6 кгс/см2. При от =
9-10“4 кгс/см и г(| -1'10-4 см для алюминия сжатие дает
гг О,4го и г1,3го. Условие г2 > г0, т. е. условие вскипания,
реализуется, как показывают оценки для алюминия, при Ар >
> 2 кг/см2, что имеет место при сварке и обработке в диапазоне
р2 ~ Ю5 -ИО6 Вт/см2.
Таким образом, пульсации давления отдачи могут приводить
к стимулированному расширению пузырьков газа, растворенных
в жидком металле, и объемному парообразованию.
Определим скорость выброса. При получении отверстий в алю-
минии по режиму, приведенному на стр. 165, за один импульс мо-
жет быть удален слой металла 6 = 200 мкм, что соответствует
объему v± = 7-10"4 см3.
При содержании водорода в алюминии 0,69 см3 на 100 г коли-
чество газа в расплаве v2 = 1,2-10~5 см3. При условии, что для
полного удаления жидкой фазы объем газа должен возрасти до
объема расплава, увеличение объема газа составит = 60.
F66
Если предположить, что исходный объем газа сосредоточен
в пузырьках размером г 1 • 10’4 см, то для выброса жидкой фазы
достаточно, чтобы каждый пузырек расширился до г* — 4 • 10“4 см.
Скорость движения фазовой границы v при испарении в пузырек
при q2 = 105-н106 Вт/см2 для алюминия составляет 3—30 см/с.
Следовательно, время расширения до момента выброса t =
_ r*jv ]0“40’5 с.
Данная оценка сделана для одного импульса отдачи. Если учесть,
что за время импульса луча t в жидкий объем генерируется, как
показано выше, несколько колебаний, то вероятность выброса уве-
личивается. Таким образом, периодическое поверхностное испаре-
ние при воздействии электронного луча вследствие его экранировки
может приводить к генерации в жидком объеме металла механиче-
ских колебаний, стимулирующих рост равновесных пузырьков
растворенного газа, и, как следствие, к вскипанию и выносу жидкой
фазы.
ОПРЕДЕЛЕНИЕ ДИАМЕТРА ОТВЕРСТИЯ
ПРИ ОБРАБОТКЕ
Рассматриваемые здесь представления о процессе электронно-
лучевого воздействия позволяют определять геометрические харак-
теристики отверстия (канала) исходя из теплофизических и гидро-
динамических явлений в зоне обработки. Электронно-лучевое
воздействие в определенном смысле эквивалентно действию луча
лазера, если плотности потока оказываются близкими. Поэтому
можно воспользоваться результатами, полученными при анализе
процессов формирования отверстия лазерным излучением в ва-
кууме [34]. Однако возможны и другие подходы, в которых обра-
зование полости в металле можно рассмотреть, учитывая упруго-
пластическое течение металла.
Схематизируем задачу определения диаметра канала при дей-
ствии на материалы электронного луча с высокой плотностью
энергии [57, 205]. Для этого предположим, что зона максимума
энерговыделения расположена на некоторой глубине под поверх-
ностью материала. Тогда в грубом приближении задача может быть
рассмотрена по аналогии со взрывом на выброс локального за-
ряда взрывчатого вещества (ВВ). Существенную роль в этом слу-
чае играет учет силы тяжести.
Выброшенную массу и параметры образующейся воронки рас-
считывают по следующей схеме. Сначала рассчитывают энергию,
которая тратиться на преодоление силы тяжести при взрыве за-
ряда на глубине hQ, когда воронка, образованная после взрыва,
представляет собой конус с основанием Ro (рис. 99). Максималь-
ный радиус воронки R с учетом влияния свободной поверхности,
У которой возникает волна разгрузки, для случая электронно-
лучевого воздействия можно принять равным радиусу электрон-
ного луча
167
Рис. 99. К задаче об определении вы-
брошенной массы и диаметра отвер-
стия при электронно-лучевом
воздействии
Ro-
При различных соотношениях
между 7?, /г0 и максимальной
глубиной залегания зоны взрыв-
ного вскипания /imax будут возни-
кать следующие возможности об-
разования воронки при взрыве:
если Л0 >7?, то при hQ^hmax
воронка не образуется, получа-
ется так называемый камуфлет;
если h0 < R, то при h0 > йшах
будет наблюдаться частичное
вспучивание поверхности;
если /i0 < R, то при h0 < hmax
образуется воронка.
За условие выброса вещества
с образованием воронки справед-
ливо принять соотношение (см.
рис. 99)
< R,
COS ф0
откуда косинус угла раствора воронки
cos фо = •
Расширение продуктов взрыва в случае точечного источника
энерговыделения приводит к образованию в материале сферы ра-
диусом
*270>
где т|— КПД использования энергии; — введенная энергия;
Q — плотность энергии, необходимая для разрушения связей
решетки материала.
Величину можно получить также, рассматривая образование
в металле полостей со сферической симметрией при взрыве, сопро-
вождающемся большими упр> го-пластическими деформациями.
Если полная внутренняя энергия взрыва, расходуемая на образо-
вание полости, равна Еь, то максимальный радиус полости
+'"<)]• <271>
где ор —• предел текучести при растяжении; Е — модуль Юнга.
Изменение радиуса полости за счет обратного после расшире-
ния чисто упругого движения представляет малую величину
R-2 ~ ^Чпах j t
поэтому в дальнейших оценках это изменение не учитываем.
168
Рассмотрим результаты расчетов по приведенным соотноше-
ниям для нержавеющей стали при т] — 0,8; Q = ЛИСГ1 = 1,5 х
X Ю3 кал/г; ар = 12,5-105 гс/см2, Е = 2,Ы0э гс/см2.
Условие взрыва на выброс при воздействии электронного
луча на материалы выполняется не во всех случаях. При высоких
ускоряющих напряжениях и очень малых диаметрах электронного
луча выброс массы не происходит, хотя взрывное вскипание под
поверхностью материала может иметь место. Для нержавеющей
стали, например при U = 150 кВ, выброс массы не происходит
до тех пор, пока радиус луча не превысит 45 мкм (табл. 26),
т. е. пока cos <р0 = hQ/R не станет меньше единицы.
Увеличение диаметра электронного луча при постоянной глу-
бине проникновения электронов и сохранении удельной мощности
приводит к тому, что в зону воздействия вводится все большая
энергия, которая приводит соответственно к увеличению радиуса
испаренной массы. Когда начинает выполняться условие cos ср0 <
< 1, радиус испаренной массы становится равным примерно вели-
чине пробега электронов или превышает ее (см. табл. 26). Это
означает, что в процессе расширения полость практически всегда
достигает поверхности, и выброс продуктов расширения происхо-
дит через отверстие, приблизительно равное диаметру полости.
Расчет диаметра полости, образующейся при взрывном вски-
пании, по соотношениям (270) и (271) дает одинаковые результаты
с разницей не более 5% (см. табл. 26). Диаметр канала, через ко-
торый электронный луч проникает в материал, и его глубина от
единичного взрыва, как это следует из расчетных данных, опреде-
ляются диаметром полости. Полученные результаты показывают,
что задача о выбросе массы при взрывном вскипании вещества в
процессе электронно-лучевого воздействия сводится к задаче
о сосредоточенном ударе по конденсированному газу [49].
Решение для сосредоточенного удара по газу с показателем
адиабаты у = 1,205 (газ при высоких температурах, когда суще-
ственны процессы диссоциации и ионизации) дает удаление из по-
лости только 1,6% массы, охваченной ударной волной. При этом
отношение высоты цилиндра (полости) к диаметру h/d = 1,05.
Плотность газа в сечении отверстия р — 0,0187ро-
Таким образом, при высоких ускоряющих напряжениях
и малых диаметрах электронного луча (например, при электронно-
лучевой обработке нержавеющей стали при U = 150 кВ и d <
< 50 мкм) выброса массы за счет механических факторов, анало-
гичных взрыву локального заряда ВВ, не происходит. Увеличе-
ние диаметра луча приводит к возникновению взрывного вскипа-
ния с образованием полости, через которую электроны проникают
в глубь материала.
Снижение ускоряющего напряжения приводит к перемещению
максимума энерговыделения к поверхности. В этом случае воз мож-
ны как процессы взрывного типа, так и процессы поверхностного
испарения в зависимости от удельной мощности электронного луча.
169
Таблица 26
Изменение диаметра канала^ и отношения h0/Ял при h0 - 0,756 в зависимости от диаметра электронного луча для нержавеющей
стали
Диа- метр луча, МУЛЛ > и = 30 кВ (б 2,4 мкм) и =- 70 кВ (б = 13 мкм) и - = 150 кб (б = 60 мкм)
dK по (270) dK no (271) ^к ср, мкм х Ло lj rfK ло формуле (270) j 4 по формуле ^К СР’ ^0 dK "° формуле (2’7'0) 4 "° формул0 ^К ср» МКМ । ^0 _
10 5,42 6,0 5,71 3,6- КГ1 9,6 10,5 10,0 1,94 16 17,5 16,7 9
20 8,6 9,5 9,05 1,8-КГ1 15,2 16,64 15,9 0,97 25,2 27,8 26,5 4,5
50 16 17,5 16,75 7,2-1(Г2 28 30,4 29,2 0,39 46,4 51 48,7 1,8
100 25,2 27,8 26,5 3,6-10'2 44,6 48,8 46,7 . 0,19 74 81 77,5 0,9
200 40 44 42 1,8- КГ2 70,8 77,4 74,1 9,7*10“2 117,6 128,8 123,1 0,45
300 52,6 57,6 55,1 1,2-10~2 92,8 101,4 97,1 6,5-10“2 154 168 161 0,3
500 74 81,4 77,7 7,2-КГ3 130 141,4 135,7 3,9-10”2 — — — —
1000 117,2 128,8 123 3,6-КГ3 — *—- — — —
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОЙ ВЕЛИЧИНЫ
ЗАГЛУБЛЕНИЯ ФОКУСА ЭЛЕКТРОННОГО ЛУЧА
В МАТЕРИАЛ ПРИ ОБРАБОТКЕ
Из экспериментальных данных разных исследований 125,
104, 199, 200] известно, что заглубление фокуса электронного
луча в материал обеспечивает при прочих равных условиях
большую глубину обработки.
Прирост углубления отверстия при загрублении фокуса может
достигать 30% [25, 73]. При электронно-лучевом воздействии
связь величины заглубления фокуса с параметрами луча может
быть установлена из простых геометрических соотношений [62].
Параметры электронного луча связывает с характеристиками
отверстия формула (52), из которой следует, что в случае заглубле-
ния фокуса луча процесс формирования канала идет с ускорением
за счет возрастающей с глубиной канала удельной мощности q2.
Если фокус луча находится на поверхности детали, то по мере
углубления канала происходит расфокусировка луча, его удельная
мощность 72 падает, и процесс идет с замедлением. Таким образом,
при одинаковой скорости сварки заглубление фокуса луча, как
это следует из экспериментов, должно приводить к увеличению
глубины проплавления.
Определим связь между величиной заглубления фокуса
и параметрами электронного луча. При заглублении луча с поло-
виной угла сходимости ах в материал на величину h между диаме-
тром сечения луча на поверхности и диаметром в фокальной пло-
скости (рис. 100) можно получить следующую связь:
(D — d)/2 = h tgav
На поверхности детали, в силу того что D > d, удельная мощ-
ность в луче q~ ниже, чем в фокальной плоскости q2. Условием
получения глубокого проплавления при данном заглублении фо-
куса будет q^ > 7*. Полагая D = 2 ]/q/nq2 и d = 2
где q— мощность луча, можно получить связь между величиной
максимального заглубления фокуса и параметрами электронного
луча:
h < rctgai [(<72/72)1/2 — 1], (.272)
где г— радиус электронного луча в фокальной плоскости.
Из выражения (272) следует, что для сходящегося луча всегда
существует величина й, на которую следует заглублять фокус,
при этом она тем больше, чем меньше a v В случае параллельного
луча h = 0, так как <72 = 72-
Оценка величины заглубления фокуса для установки ЭЛУ-9 Б
на режиме U — 60 кВ, / = 60 мА (нержавеющая сталь) дает при
q = 3,6 -103 Вт, q2 = 2,7-10" Вт/см2, 72* = 2,7-101 Вт/см2 ве-
личины h = 3,9 см при = 2°, h = 2,8 см при = 3° и й =
171
Рис. 100. Геометрические характеристики за-
глубленного в материал электронного луча без
изменения угла сходимости 2ар.
I — расстояние от поверхности детали до конца
фокусирующей системы
Рис. 101. Геометрические ха-
рактеристики заглубленного
в материал луча при I = const
= 1,5 см при 04 = 5°, что удовлетворительно согласуется с экспе-
риментальными данными.
В рассмотренном случае заглубление происходит без измене-
ния угла сходимости 04. В практике обработки и сварки можно
использовать сканирование фокального пятна по глубине канала,
что приводит к более равномерному распределению энергии в объеме
канала и позволяет, например, избавиться от таких дефектов,
как колебания глубины проплавления. При таком заглублении
(рис. 101) фокус луча с углом сходимости 04 опускается в материал
на глубину h за счет изменения угла 04, который на глубине h
составляет а2.
Определим связь между параметрами луча и амплитудой ска-
нирования h фокального пятна. Связь между диаметром луча d
в фокусе, диаметром луча на оси фокусирующей катушки D и
рабочей дистанцией I (расстояние от центра фокусирующей ка-
тушки до поверхности обрабатываемой детали) может быть пред-
ставлена выражением
(273)
Аналогична связь между D, величиной амплитуды заглубле-
ния h и максимально возможным диаметром луча d* вследствие
расфокусировки:
(D - dd"p 2 =- (/ 4- h) tg а2. (274)
Значение диаметра d* связано с величиной критической удель-
ной мощности q* так же, как и в рассмотренном выше случае.
На основе выражений (273) и (274) из простых геометрических
соотношений получаем
ч- <275>
172
В случае равенства tg 04 = tg а2, т. е. когда фокальное пятно
не сканирует, а луч установлен на поверхности, выражение (275)
переходит в (272).
При I = 10 см, г = 0,05 см (qjqty = 4 будем сканировать фо-
кальное пятно относительно среднего положения czj = 10° на
±2°. При опускании луча (а2 = 8°) получим h = 2,46 см, при
поднимании (а2 — 12°) — h = —1,66 см. Наличие в правой части
выражения (275) члена, представляющего собой соотношение
(272), приводит к асимметрии величины амплитуды h.
Формулы (272) и (275) не учитывают процессов рассеяния элек-
тронного луча на продуктах выброса из зоны обработки и вслед-
ствие этого имеют ограничения области применимости.
ВЫСОКОЧАСТОТНОЕ СКАНИРОВАНИЕ ФОКУСА
ЭЛЕКТРОННОГО ЛУЧА КАК СРЕДСТВО БОРЬБЫ
С ДЕФЕКТАМИ ФОРМИРОВАНИЯ СВАРНЫХ ШВОВ
И ОТВЕРСТИЙ
Из анализа картины образования канала в материале при
сварке с глубоким проплавлением и образовании отверстий сле-
дует, что в идеальном случае фокус электронного луча должен опу-
скаться в материал со скоростью углубления канала либо следует
использовать параллельный пучок электронов. На практике при-
меняют сходящиеся пучки в условиях статической фокусировки,
что способствует появлению отклонений в геометрии получаемых
сварных швов (колебания глубины проплавления) и отверстий
(волнистость стенки по высоте).
Осуществить сканирование фокуса луча по глубине канала
технически не сложно, однако выбор частоты сканирования, кото-
рая в реальном процессе, естественно, не стабильна, представляет
затруднения.
Как показано в гл. 3, средняя частота пиков проплавления
по длине шва, соответствующая частоте сканирования фокуса,
составляет величину порядка f — v/d, где v— скорость сварки;
d— диаметр луча. Технический диапазон скоростей сварки 0,1—
10 см/с, диаметра луча 5*10-2— 10-1 см. Диапазон частот скани-
рования фокуса таким образом лежит в пределах 1—200 Гц.
Так как для каждого конкретного случая сварки или обработки
выбор частоты сканирования затруднителен, следует повысить
искомую частоту примерно на один-два порядка, с тем чтобы
получить в пределах амплитуды сканирования некоторый аналог
параллельного луча [126].
Величину амплитуды сканирования можно выбирать по фор-
муле (275).
Частоту сканирования определяют экспериментально. Для
этого фокусирующую систему установки А. 306.05 заменяют но-
вой с числом витков п = 100 для уменьшения индуктивности.
173
Рис. 102. Схема динамической фокусировки электронного луча'.
/ — управляющий электрод; 2 — катод; 3 — анод; 4 — фокусирующая катушка; 5 —
изделие; 6 — осциллограф; У — усилитель; Г-1 — генератор; БПВ, БПУЭ, БП — блоки
Питание фокусирующей системы осуществляют от источника с на-
пряжением U = 150 В через ограничивающей и одновременно ре-
гулирующий сопротивление потенциометр R1 (рис. 102), с по-
мощью которого устанавливают нижний уровень положения фо-
куса, потенциометром R2 — верхний уровень. Управление клю-
чом К осуществляется от генератора Г-1. При изменении поло-
жения фокуса по линейному или синусоидальному закону регу-
лировку тока осуществляют через линейный усилитель. Генера-
тор позволяет изменять частоту и скважность цикла в широких
пределах.
Влияние динамической фокусировки при сварке нержавею-
щей стали оценивают при неизменных параметрах луча. При этом
первая половина шва получается при фиксированном положении
фокуса, соответствующем максимальному проплавлению, вто-
рая — при динамической фокусировке. Установлено, что характер
Д Д мм
Рис. 103. Зависимость высоты пиков
в корне шва от частоты сканирова-
ния фокуса при постоянной ампли-
туде сканирования (нержавеющая
сталь, q - д кВт).
формирования корня шва при
использовании динамической фо-
кусировки существенно изменя-
ется, амплитуда пиков проплавле-
ния резко уменьшается. Анализ
поперечных сечений таких швов
показывает, что коэффициент
формы К = Н/В увеличивается
за счет уменьшения ширины шва В.
Зависимость высоты пиков про-
плавления от частоты сканиро-
вания фокуса при оптимальной
амплитуде показана на рис. 103.
174
Эффект динамической фокусировки лучше всего проявляется на
частотах f > 103 Гц.
На основании приведенных экспериментальных результатов
можно полагать, что динамическая фокусировка электронного
луча является существенным стабилизирующим фактором про-
цесса электронно-лучевого нагрева, и ее использование рацио-
нально не только при сварке и обработке, но и при получении
пленок.
ВЫБОР РЕЖИМОВ ПОЛУЧЕНИЯ ОТВЕРСТИЙ И ПАЗОВ
Как уже установили, углубление канала с помощью луча
является прерывистым: периодически испаряется слой толщиной
порядка б, а в промежутках электронный луч рассеивается на
стенки канала (с удельной мощностью </2на один-два порядка ниже
первоначальной) и образует жидкую фазу. Следовательно, про-
цесс непрерывного воздействия электронного луча на материал
в какой-то степени аналогичен импульсному воздействию с дли-
тельностью импульса ти и временем паузы тр (во время паузы не
происходит углубления канала, а только образование жидкой
фазы). Если от непрерывного воздействия перейти к импульсному
с длительностью импульса т = тп и временем паузы между импуль-
сами тп = тр, то вместо проплавления на некоторую глубину
получим отверстие или, другими словами, зону обработки с мини-
мальным количеством жидкой фазы.
Именно количество жидкой фазы, образующейся в процессе
воздействия луча, определяет, что получится в результате обра-
ботки: отверстие, проплавление или что-то промежуточное.
Мерой количества жидкой фазы в общем случае является скваж-
ность импульса (цикла) G = т/(т + тп). Для непрерывного режима
воздействия (тп = 0) скважность цикла G = 1. Для режимов им-
пульсной обработки G < 1.
С учетом выражений (38) и (50) скважность
G = (1 + --Г’. (276)
\ Р Ы^к^исп /
Длительность импульса можно выбирать из условия
т рбЕисп/72.
Время паузы
тп > (рМ2)/(р*уп4).
С учетом критической удельной мощности обработки частота
следования импульсов
f=—г—(277)
т + тп d2 ’ v 7
где а — коэффициент температуропроводности металла; d — диа-
метр луча.
175
Рис. 104. Увеличение количества жид-
кой фазы при электронно-лучевом воз-
действии по мере увеличения параметра
G:
а — обработка С 0,1, б — импульсная
сварка 0,1 < G <1; в — сварка в нспре-
Скважность цикла в ре-
жиме сверления
рбЛисп^
(278)
На рис. 104 схематически
показано изменение количе*
ства жидкой фазы в зоне обра-
ботки в зависимости от вели-
чины G. Анализ эксперимен-
тальных данных показывает,
что оптимальные значения
скважности для случая обра-
ботки электронным лучом отра-
жены условием G <
<0,1; для случаев сварки в импульсном режиме 0,3 < G < 0,9.
Связь между параметрами электронного луча и характеристи-
ками реза может быть выражена соотношением
t/(l -k) _ ________________________d (1 --/г)___________________
(T+Tll) pH [Лис„/<72 I f/d2a/un4 In (<?2/<?2)]
где v — скорость движения луча, см/с; d и 4 — диаметр луча
и ширина реза соответственно, см; Н — глубина реза, см.
Приведенные соотношения для выбора режимов получения от-
верстий и съема металла с поверхности могут быть использованы
не только в технике микрообработки (установки класса «ЭЛУРО»
[69]), но и для макрообработки на серийных машинах, предна-
значенных для сварки (А.306.05; А.306.13; ЭЛУ и др. [5]).
Оптимальную длительность импульса следует выбирать с уче-
том периодического рассеяния электронного луча на продуктах
выброса при импульсной микрообработке материалов [178].
При U = 65 кВ, 1 = 1,5 мА (средний ток луча), т = 1 мс,
ти - 9 мс, f = 100 Гц получены сквозные отверстия в пластинах
из жаропрочного сплава толщиной до 10,5 мм. При U — 70 кВ,
I = 0,5 мА, т = 1 мс, тп = 9 мс, f = 100 Гц отверстия глубиной
6,5 мм имеют диаметр на выходе 200—300 мкм. При этом скорость
обработки достигает значений до 10 мм3/мин при удельных затра-
тах энергии 3,5 Вт-мин/мм3.
При обработке тонких пластин (0,8—1,6 мм) из жаропрочных
сплавов при U = 60 кВ, I = 0,1 мА, f = 1000 Гц, т = 0,1 мс
за время 0,5 с сквозные отверстия имеют диаметр 8—10 мкм.
Увеличение времени обработки при тех же режимах до 1 с приводит
к увеличению диаметра отверстия .до 12—15 мкм [175].
Как видно на рис. 105, продукты выброса, движущиеся на-
встречу лучу, рассеивают и дефокусируют пучок электронов, что
приводит к снижению удельной мощности луча и соответственно
уменьшению скорости обработки. Для достижения оптимальной
176
Рис 105. Зависимость исходной и пороговой удельных мощностей пучков электро-
нов и скоростей обработки от времени для длинного (а), оптимального (б) и корот-
кого (в} импульсов [/78]'
/ — исходная удельная мощность, 2 — пороговая критическая удельная мощность,
3 — скорость обработки (То — оптимальная длительность импульса)
длительности импульса обработки пучок электронов необходимо
прерывать в момент, когда начинается заметное снижение произ-
водительности процесса (рис. 105, б, кривая 3). На коротких им-
пульсах (рис. 105, а) количество удаляемого материала мало, про-
цесс прекращается на подъеме скорости обработки.
На рис. 106 представлены зависимости скорости обрабогки
(в течение импульса без учета паузы) и затрат энергии от длитель-
ности импульса при U 75 кВ, 1 = 2 мА, f = 100 Гц для слу-
чая сверления отверстий в нержавеющей стали. Зависимость диа-
метра отверстия (на выходе) от длительности импульса (нержавею-
щая сталь толщиной 0,5 мм, U — 75 кВ, I = 0,2 мА, f = 100 Гц,
время сверления / = 0,5 с) приведена на рис. 107.
Взаимосвязь энергетических, геометрических и временных
параметров электронного луча с технологическими характеристи-
ками процесса обработки освещена в работах [25, 68, 69, 139, 140].
Установлено, что при воздействии на конструкционные мате-
риалы (вольфрам, молибден, цирконий, ниобий, медь, сталь)
общее количество удаляемого за время единичного импульса мате-
Рис. 106. Зависимости производитель-
ности процесса (1) без учета пауз между
импульсами и энергоемкости (2) от дли-
тельности импульсов [173]
Рис. 107. Зависимость диаметров
отверстий от длительности им-
пульсов
1 — питание электронной пушки от
низкочастотного источника, 2 — вы
сокочастотный источник питания [178]
177
риала М зависит от энергии в импульсе Е, длительности им-
пульса т и теплофизических свойств материала. Зависимость ко-
личества удаляемого материала от энергии имеет степенной харак-
тер: М — КЕп, где К и п — коэффициенты, зависящие от свойств
обрабатываемого материала. Влияние других параметров, напри-
мер тока луча, ускоряющего напряжения и длительности им-
пульса при оптимальной фокусировке, характеризуется более
сложной зависимостью. Например, для нержавеющей стали при
U = 100 кВ, q2 — 107 Вт/см2, т = 4ч-25 мкс
1g Л4 = 1,2J0,21g т — 7,222.
При указанных условиях увеличение энергии импульса от
10“4 до 10'1 Дж приводит к увеличению количества удаляемого
материала от 10"7 до 10'4.
Материал из зоны обработки удаляется взрывообразно в виде
атомов пара, ионов и жидких капель. Частота следования взры-
вов зависит от энергии импульса и лежит в диапазоне десятых
долей мегагерца.
Скорость обработки v увеличивается как показательная функ-
ция от тока луча и носит экстремальный характер в зависимости
от длительности импульса.
Для нержавеющей стали
v = Д\тпехр (—с,т),
где = 0,0245; 0,005; 0,0011 г/с-мкс; п ~ 1,98; 2,4; 2,94; -
— 0,0915, 0,11; 0,14 мкс'1 соответственно для тока луча I = 10;
8; 6 мА.
Для энергии Е = 1,2-10~3 кал при уменьшении длительности
импульса от 45 до 4,5 мкс скорость обработки возрастает в 2,8 раза,
при энергии Е = 2,4* 10"3 кал — в 6,3 раза.
Диаметр dK и глубина Н отверстия увеличиваются с ростом
энергии Е линейно. Зависимость 4 и //от длительности т и тока
луча носит степенной характер:
+ Н = СеЕ^Ьс;
4 ; Н = (al2 + Ы + С1Г1;
dK = KxTm; H = Cxtn.
Угол сходимости и положение фокуса луча относительно обра-
батываемой поверхности определяют размеры и форму отверстия.
Наибольшую глубину и наименьший диаметр отверстия, полу-
ченного от действия единичного импульса, достигают при заглуб-
лении фокуса под поверхность на 0,1—0,3 мм.
Эффективность использования энергии М!Е носит экстремаль-
ный характер. Максимум М!Е достигается при длительности им-
пульса меньшей, чем для оптимальной скорости обработки. Абсо-
178
лютное значение эффективности изменяется как степенная функ-
ция тока пучка вида
М/Е = т (Кэт2 + С\т + нэ)х.
Параметры электронного луча для достижения оптимальных
режимов обработки следует выбирать с учетом рекомендаций
[139, 140], приведенных ниже.
Длительность импульса. При обработке металлов и некоторых
полупроводниковых материалов, если не предъявляют жесткие
требования к перегреву материала, прилегающего к зоне обра-
ботки, длительность импульсов следует устанавливать исходя
из условия обеспечения максимальной производительности; при
обработке диэлектриков и полупроводников, если недопустим
перегрев материала в области, прилегающей к зоне воздействия,
длительность импульсов следует выбирать исходя из условия обес-
печения максимального использования энергии электронного
луча.
Геометрические параметры. При обработке массивных изделий
из любых материалов на большую глубину следует обеспечить ре-
жим работы с максимальным током в единице телесного угла и
заглубление фокуса под поверхность детали; при обработке тон-
ких пленок электронный луч должен иметь максимальный угол
сходимости, а его фокус должен располагаться над обрабатывае-
мой поверхностью.
Зависимость размеров глухих микроотверстий от характери-
стик луча может быть описана эмпирическими выражениями
~ Н = пн/*н;
(279)
н = C^N,
где ad, т, Сх — коэффициенты, зависящие от теплофизи-
ческих свойств материалов и режима обработки; xd, хн, хи, п, N —
показатели, характеризующие обрабатываемый материал и режим
обработки [21].
Глубина микроотверстия в зависимости от числа серий им-
пульсов
Н -n + folgn, (280)
где а, b — коэффициенты, зависящие от режима обработки. Спра-
ведливость выражения (280) подтверждается на рис. 108 (2001.
Как видно из соотношений (279), на размерные параметры
обработки при оптимальных длительности единичных импульсов
и положении фокуса существенное влияние оказывают ток луча,
ускоряющее напряжение, число серий импульсов. Исследование
влияния каждого фактора традиционным путем требует больших
затрат времени, поэтому для получения соответствующих зависи-
мостей используют метод полного факторного эксперимента.
179
Рис. 108. Зависимость глубины
отверстия И от числа импуль-
сов п [200]:
В качестве исходной берут ма-
тематическую модель [21]
Н = kUclpn\
где k — коэффициент, зависящий от
теплофизических свойств материала
и режимов обработки; с, р, q — по-
казатели степени.
Статистическая обработка данных
приводит к зависимости
Я=. 4,4 • 10-I3t/6’C2/1’2n0,6.
Процесс импульсной электронно-
лучевой обработки на оптимальных
режимах с учетом рассеяния элек-
тронов пучка на продуктах выброса
в линейных координатах, 2 - характеризуется наличием МИНИ-
НУ Сз°^^^м/и-С6Има,<с™Ь5оо^гТ мяльного количества жидкой фазы.
ти - ю мкс) ’ В некоторых случаях, например
при обработке полупроводниковых
материалов [661, расплав «наползает» на зону обработки
и этим самым «огрубляет» край микропаза вследствие того, что
его поверхностное натяжение ниже поверхностной энергии твер-
дой фазы.
Для описания наползающего на поверхность твердого тела ла-
минарного слоя расплава может быть принята модель, учитываю-
щая то обстоятельство, что часть слоя, прилегающая к твердому
телу, кристаллизуется в процессе наползания [66].
Движение несжимаемой жидкости на плоской поверхности опи-
сывают в прямоугольной системе координат совокупностью уравне-
ний Навье—Стокса и уравнением непрерывности:
dU 1 др . ,
c>U -----У рц —-— - - —------ц MJ,
* дх ' ; ду ох г
т т до . до до л I
ры ------У ----3--Г Ц Ащ
‘ дх 1 L ду ду 1 г ’
dU j dv _____п
дх ~^у~
(281)
(282)
Здесь U, v — проекции вектора скорости на соответствующие
оси координат; р — давление.
Отбрасывая в первом уравнении системы (281) члены второго
порядка малости, для плоского пограничного слоя при установив-
шемся движении получают дифференциальное уравнение
Л. Прандтля:
pU
dU
дх
dU
ОУ-— =7
с ду
др . d2U
— “л— Н- М о •
дх ду2
(283)
180
Для частного случая, когда продольный градиент давления на
внешней границе слоя равен нулю, уравнение (283) и уравнение
непрерывности (282) записывают в виде
jj dU , dU d2U , \
дх 1 ду ду-
дх ду
где v — кинематическая вязкость.
Граничные условия
и — 0, v = и — >
Для одномерного случая первое уравнение системы (284) при-
нимает вид
dU d2U
VQ — v “ПГТ" j
и ду ду2
(285)
его решение
(286;
I в ер дым
(287)
— коэф-
Скорость течения расплава UQ вдали от контакта с
телом находят из соотношения
. т ЛаА
U° ’
где Ао — разность межфазных поверхностных энергий: ц
фициент динамической вязкости; h — толщина наползающего слоя;
L — длина, на которую распространяется наползающий слой.
Разность межфазных поверхностных энергий
Да = (fecosO — 1) oz,
(288)
где 0 — угол смачивания; oz — поверхностное натяжение на гра-
нице жидкой фазы; k — коэффициент шероховатости поверхности,
по которой происходит наползание жидкости.
Для количественного определения величин U (й), Uo, Ао сле-
дует использовать результаты модельных опытов по определению
закономерности кристаллизации свободной жидкой пленки в усло-
виях, когда имеет место эффект наползания жидкости на расту-
щие кристаллиты.
ПОЛУЧЕНИЕ ПЛЕНОК И ПОКРЫТИЙ С ПОМОЩЬЮ
ИМПУЛЬСНОГО ЭЛЕКТРОННО-ЛУЧЕВОГО
ВОЗДЕЙСТВИЯ
Нанесение пленок методом термического испарения в вакууме
является одним из наиболее широко распространенных способов
133,88, 89 ]. Однако недостатки этого метода, такие, как ограничен-
ность скорости напыления, необходимость высокого вакуума для
181
уменьшения влияния остаточных газов, трудности с испарением
многокомпонентных материалов привели к разработке ряда прин-
ципиально отличающихся методов: ионно-плазменного распыле-
ния, получения пленок из химических соединений с помощью
электронного луча [22] и др.
Перечисленные недостатки метода термического испарения свя-
заны с использованием стационарного нагрева. Разработка ряда
технологических приемов (метод многих источников, «взрывное»
испарение) улучшает этот метод, но не исключает использования
стационарного испарения.
Использование импульсных методов получения пленок с при-
менением таких концентрированных источников энергии, как им-
пульсная плазма [132], лазер [38], взрывающиеся проволочки
и фольги [98], существенно повышают скорость испарения. Основ-
ным преимуществом импульсного нанесения пленок является
крайне высокая скорость осаждения (до 1 —10 мкм/с) и возмож-
ность сохранения стехиометрии состава испаряемого материала.
Задача о нестационарном испарении в вакуум решена в рабо-
тах [39, 130, 131 ], в них показано существование нестационар-
ное™ в течение времени т, когда унос тепла паром qv незначите-
лен (qv 10^-20% от величины падающего потока), рассмотрен
ступенчатый тепловой поток (Q = 0 при t < 0 и Q = const при
t > 0) и численным методом (на ЦВМ «Минск-22») решено одно-
мерное уравнение теплопроводности с нелинейным граничным
условием, учитывающим испарение с поверхности в соответствии
с кривой давления пара.
Безразмерное время обозначают как т = tit*, безразмерную
температуру 0S = Ts/TSco, где Ts — температура поверхности;
— температура поверхности, при которой (в случае ее дости-
жения) весь тепловой поток, приходящийся на поверхность, тра-
тится только на испарение; безразмерный тепловой поток, уноси-
мый паром, qv
Скорость испарения по формуле Ленгмюра (г/см2*с)
т = 5,833 • 10- У 10в 'л ITs,
где М — молекулярный вес испаряемого вещества; А и В — кон-
станты кривой давления пара [41 ].
Из условия Qv (ТSoo) = Q, где Qv == Бнсп т — теплота испаре-
ния; Q—тепловой поток, получают для TSoQ трансцендентное
уравнение
Единица измерения времени
лХ2 * (289)
182
Рис. 109. Зависимость из-
менения безразмерных
температуры и теплового
потока от т для алюми-
ния:
1 — Q = 106; 2 — Q 10е;
3 — Q = 10’; 4 - Q =
= 108 ВТ/СМ2 1131 ]
где X — коэффициент теплопР°в°Дности; а — коэффициент темпе-
ратуропроводности; — Начальная температура; Ts — темпера-
тура, определяемая из уравнения Qj (Т^) = 0,1Q.
Температура T's можСТ быть получена из уравнения (289):
* Л
\-
Из рис. 109 видно, что ПРИ < 1 (/ < /*) потери теплоты на
испарение по сравнению с Q незначительны. Температура поверх-
ности _
, 2Q V at
т\=т»' >у-у
При t > 1 становится существенным и постепенно увеличи-
вается унос теплоты паро*’- Рост температуры поверхности замед-
ляется. В процессе достижения т 1 устанавливается темпера-
тура поверхности, а к моменту т 10 — скорость испарения tn
и величина q„. В интервале 1,5 <т <10 кривые qv могут быть
описаны приближенной зависимостью
(jv — 1 v >
где а = 7ч-8.
Характеристики нестационарного процесса испарения не-
которых ^^таплешл в табл. 27, где приняты еле-
дующие обозначения* длительность теплового импульса, в те-
чение которого при расчете Ts (О можно не учитывать испарение
(см. формулу (289));
7Г___температура повеРхности> ниже которой затратами теп-
лоты на испарение можно пренебречь; х‘ -2]/ at' глубина про-
грева за время /*, А; — толщина испаренного слоя за
время /*:
183
Таблица
Характеристики i есгаииэг арного i.'ccapei ия i е<зтсрьх mi гсриалсв | ±30]
Материал Q. Вт/см2 /*, ИКС К A лг, A TS-- K ЮГ, мкс д*1о, A MKC
105 3,8-102 2290 2,l’10G 1.9-10s 27C0 3,8-163 5,5-105 2.5-104
А1 10е 6,8 2700 2,8-106 2,7-103 3280 68 9.8-Ю4 2,5-IO2
107 0,12 3280 3,6-104 40 4220 1,2 1,7-Ю4 2,5
108 2,3-Ю-3 4220 5,1-1G3 6,0 5950 2,3-10-2 3,3- Ю3 2,5-10 2
10s 45 2980 3,2-1C5 1,8.102 3520 4,5-Ю2 5,1-Ю4 8,0- 1G3
Ti 10° 1,0 3520 4,8-1G4 33 4300 10 1,2-10* 80
107 2,3-10-2 4300 7,2-103 6,0 5580 0,23 2,6-Ю3 0,8
10s 5-10-4 5580 1,1-lC3 -— 7900 5,0-10”’ 5,7-102 8-10 3
1C5 60 2440 1,5*1C5 4,7-1G2 2680 6,0.102 1,4-103 3,5-Ю3
AloOo 106 1,6 2680 2,5*10* 1,0.102 2980 16 3,G-104 3,5
107 2,1.10^2 2980 2,9-1C3 11 3360 0,21 4,8- Ю3 3,5-10 2
1G8 3-1СГ4 3360 3,3-102 •— 3850 3-10~3 6,2-102 3,5-10 4
105 12 1970 6,8.10* MO2 2100 1,2-lC2 2,8-10* 1,4-Ю2
SiO2 10G 0,14 2130 7,5-1C3 10 2230 1,4 3,4-103 1»4
107 1,7-10-3 2320 8,2-1G2 -— 2540 1,7-Ю-2 4,0-102 1,4- Ю' 2
108 2-10 5 2540 90 — 2820 2-10-1 50 1,4-IO"4
где р — плотность материала; 10/* —> время окончания нестацио-
нарной стадии испарения; Ах10 — толщина испаренного слоя в те-
чение нестационарного времени 10/*:
ю
AXl°^r^~pJ (?„(%) 4
0
Приблизительно через 10/* после включения теплового по-
тока Q температура поверхности приближается к TSoo, а унос
теплоты с паром — к Q (gv 0,64-0,7). Процесс испарения ста-
новится квазистационарным. Внутрь вещества начинает распро-
страняться волна разгрузки, скорость которой
D ъ vs<x = .
Так как скорость тепловой волны ит^УаН постепенно
затухает, то, спустя время /** = , волна разгрузки
догонит тепловую волну, после чего роль теплопроводности будет
сводиться лишь к установлению профиля температуры перед фрон-
том испарения.
Для тепловых импульсов, длительность которых превышает
величину 10/* + /**, справедлива стационарная гидродинамиче-
ская теория испарения 13]. При q2 = 1054-108 Вт/см2 гидродина-
мическая теория испарения приводит к результатам, мало отли-
чающимся от представлений свободного термического испарения.
Оценка интенсивности испарения при = 10s Вт/см2 и t =
= 10 мкс дают следующие результаты: для алюминия /** = 44-
-4- 5 мкс, qv = 0,19 — испарение нестационарное; для SiO2 т =
~ = const, qv = 0,74-0,8 — испарение стационарное.
Абсолютные величины скорости испарения для алюминия и
двуокиси кремния 10—100 г/см2 (108—1010 А/с). Полное количе-
ство испаренного алюминия 4*10-5 г/см2, двуокиси кремния —
1-10“3 г/см2. При этом энергия теплового импульса равна
2,4 кал/см2.
Данные табл. 28 характеризуют понятие «эквивалентного»
вакуума [130]. Здесь ла— поток молекул остаточного газа на
подложку при давлении р; х — скорость напыления при усло-
Таблица 28
Параметры высокоскоростного процесса напыления [130]
р, ММ рт ст %’ г/см2 с № Ре- ми рт ст р. мм рт. ст "а- г/см2 с А/с Ре- мм рт ст
103 3,8-1G2* 1010 10“4 10"5 3,8-1015 ю2 10'12
10”2 3,8-1018 105 ИГ9 10"6 3,8- 10м 10 10’13
10“3 3,8-10" 104 J0"1» 1(Г9 3,8-1041 10~2 10'16
185
Рис. ПО. Схема испаре-
ния электронным лу-
чом из нескольких ис-
точников:
1 — импульсный вра-
щающийся луч; 2 — под-
ложка; А, Б, В, Г — ис-
паряемые материалы
вии 15, где nv — поток атомов пара;
ре — давление, соответствующее скорости
напыления х = 108 А/с; величина ре дает
такое же отношение njn^ которое полу-
чается при фактическом давлении и х =
= ю А/с.
Из табл. 28 следует, что импульсное
испарение позволяет осуществлять напыле-
ние даже при атмосферном давлении. При
форвакууме (К)-1- 10“3 мм рт. ст.) им-
пульсное напыление эквивалентно напыле-
нию в условиях вакуума порядка 10~9 мм
рт. ст.
Высокая скорость осаждения интересна
с точки зрения экспериментальной проверки
теории конденсации. При образовании зача-
точных очагов конденсата на поверхности
подложки увеличение скорости осаждения
приводит к уменьшению их размеров и к уве-
личению скорости возникновения. Это зна-
чит, что сплошная пленка возникает при
меньшей средней толщине слоя осадка.
Однако в результате того, что свободная энергия зачаточного
очага &FV зависит от nv логарифмически, небольшие измене-
ния nv не могут существенно изменить его критический радиус г*.
Ясно, что повышение nv на несколько порядков открывает в этом
смысле интересные перспективы.
Чем больше разница в упругости пара компонентов сплава,
тем выше температура испарения, необходимая для выравнивания
скоростей испарения компонентов. При импульсном испарении,
характеризующемся высокими градиентами температур, испаре-
ние сплавов должно происходить с более точным сохранением их
состава.
Процесс импульсного электронно-лучевого воздействия при
qi > ql можно использовать для высокопроизводительного нане-
сения пленок [53]. Эксперименты на установке А.306.13 показы-
вают, что при U = 20 кВ, 1 = 150 мА, q^ — 1 • 105 Вт/см2, f =
= 100 Гц, т = 1.10-3 с, скорость осаждения на стеклянные (без
подогрева) подложки для никеля, титана и алюминия 1—3 мкм/с.
При этом на поверхности пленок не зарегистрированы капли и
брызги испаряемого материала, что наблюдается при действии луча
лазера, импульсной плазме и взрыве фольги. Можно предполо-
жить, что это связано с особенностями испарения со дна узкого
глубокого канала. Парожидкостная смесь, двигающаяся в объеме
канала навстречу падающему потоку энергии, дополнительно по-
догревается, приобретает большую кинетическую энергию, что и
приводит затем к интенсивному распылению струи (предположи-
тельно размер частиц < 1 мкм).
186
Выбор режимов импульсного электронно-лучевого напыления
аналогичен выбору режимов получения отверстий. Собственно,
высокопроизводительный процесс напыления протекает в режиме
получения отверстий в испаряемом материале. Основным условием
промышленной реализации метода импульсного напыления яв-
ляется наличие оборудования и аппаратуры, обеспечивающих
устойчивую работу в течение длительного времени в импульсном
режиме на частотах f = 100ч-1000 Гц при мощности источника
1—3 кВт. В настоящее время промышленность пока не распола-
гает установками такого рода — ни плазменными, ни лазерными,
ни для электрического взрыва фольги. Генераторы импульсной
плазмы имеются в виде лабораторных установок и обеспечивают
частоту следования импульсов менее 1 Гц. Импульсные лазеры
выпускает промышленность, но их частотные характеристики
также пока не удовлетворительны. Установки для электрического
взрыва проводников находятся в стадии опытных образцов. В этом
отношении импульсное электронно-лучевое напыление находится
в более благоприятных условиях, гак как для его осуществления
можно использовать серийно выпускаемые электронно-лучевые
установки типа А.306.05, А.306.12, А.306.13. Эти установки обес-
печивают ускоряющее напряжение С/ = 25ч-30 кВ, мощность
3—5 кВт, удельную мощность 105—106 Вт/см2, длительность им-
пульса в пределах 1—50 мс, частоту следования импульсов 1 —
200 Гц. Они снабжены отклоняющими системами, позволяющими
при подключении соответствующего устройства для развертки и
модуляции луча производить испарение и:? одного или несколь-
ких источников, практически обеспечивая любой заданный состав
пленки из любых материалов, так как за один импульс расплав-
ляется порция вещества 10“5—10’6 г. Схема испарения электрон-
ным лучом из нескольких источников показана на рис. ПО.
Электронный луч легко управляем, поэтому использование
развертки, амплитудно-частотной модуляции и других приемов
открывает новые перспективы применения метода импульсного
электронно-лучевого напыления.
Глава 6
ЗАКОНОМЕРНОСТИ ПРОПЛАВЛЕНИЯ МЕТАЛЛОВ
ПРИ ЭЛЕКТРОННО-ЛУЧЕВОМ ВОЗДЕЙСТВИИ
ВЛИЯНИЕ УДЕЛЬНОЙ МОЩНОСТИ ЭЛЕКТРОННОГО
ЛУЧА НА ГЕОМЕТРИЮ ЗОНЫ ПРОПЛАВЛЕНИЯ
В связи с тем, что энергетический баланс процесса электронно-
лучевой сварки близок к аналогичному балансу при дуговой
сварке, связь параметров электронного луча с характеристиками
зоны проплавления можно дать в виде уравнения для секундного
объема плавления металла [153 ]:
0,24/£/цит;г = pvFnpSw, (290)
где Fnp — площадь проплавления, см2; Sm = (cTIW -f- Lnjl) —
теплосодержание жидкого металла при температуре плавления,
кал/г.
Из уравнения (290) следует, что чем выше погонная энергия
Q = 0,24/Шц, тем больше площадь проплавления. Это действи-
тельно справедливо для процесса дуговой сварки, который в боль-
шинстве случаев осуществляется при q2 < 72. Для электронно-
лучевой сварки экспериментально установлено, что обобщенный
параметр — погонная энергия Q не является определяющим при
количественной оценке процесса. При постоянной погонной энер-
гии можно получить глубину проплавления и 15 и 2 мм [206].
Этот факт следует считать естественным, так как образование
кинжального проплавления при электронно-лучевой сварке опре-
деляется не только количеством введенной энергии, но и ее плот-
ностью.
Для использования в инженерных расчетах в уравнениях (290)
должна быть учтена удельная мощность электронного луча q2.
С этой целью произведены эксперименты по электронно-лучевой
сварке с постоянной погонной энергией, но разной степенью фоку-
сировки (разной удельной мощностью) [64}. Сварку выполняли
с помощью электронно-лучевой установки ЭЛУ-9Б с электронной
пушкой ЭП-60/10М по схеме, представленной на рис. 111 на образ-
цах из нержавеющей стали размером 500 X 80 X 20 мм при ре-
жимах, представленных в табл. 29.
В первой серии опытов образцами служили две пластины тол-
щиной 10 мм каждая (пакет толщиной 20 мм), сварку выполняли
встык с зазором. Во второй серии в качестве образцов использо-
вали пластины толщиной 20 мм,
188
Рис. 111. Две схемы сварки с пере-
менной степенью фокусировки
электронного луча'.
а — при постоянном рабочем рас-
стоянии, но переменном токе фоку-
сировки; б — при переменном рабо-
чем расстоянии, но постоянном токе
фокусировки:
/ — катод; 2 — управляющий элек-
трод; 3 — анод; 4 —- фокусирующая
система; 5 — образец
В процессе сварки через каждые 60 мм длины шва изменяли
фокусировку электронного луча на 4 мА в диапазоне токов фоку-
сировки от 76 до 100 мА. Таким образом, концентрация мощности
при постоянной погонной энергии в процессе наложения сварного
шва постепенно увеличивалась, а после достижения максимума
уменьшалась. Рабочее расстояние сохранялось постоянным h =
= 90 мм (см. рис. 32, а).
Таблица 29
Режимы проплавления с переменной удельной мощностью электронного луча
Индекс режима сварки Параметры сварки
U, кВ | 1, мА V, см/с q, кал/с Q, кал/с
А 60 60 0,55 860 1565
Б 60 40 0,55 575 1045
В 60 60 1,1 860 785
Г 60 40 1,1 575 520
На рис. 112 показаны в увеличенном масштабе очертания зон
проплавления, снятые для последующего планиметрирования.
Анализ макрошлифов и очертаний зон проплавления показывает,
что при постоянном значении погонной энергии можно в широком
диапазоне изменять геометрию проплавления с -помощью только
одного параметра режима сварки — степени фокусировки элек-
тронного луча. При этом очертание зоны проплавления изменяется
от полукруглого до кинжального, а при больших отрицательных
значениях степени фокусировки может переходить в «клыкообраз-
ное». Максимуму глубины проплавления соответствует минималь-
ная ширина шва. Зависимость глубины проплавления Н от сте-
пени фокусировки электронного луча Д/ф приведена на рис. 113.
Под степенью фокусировки Д/ф понимают алгебраическую раз-
ность токов магнитной линзы при сварке и фокусировке на малом
189
Индекс режима сварки Ток фокусировки
12. 76 во 86 88 22 26 100
I серия опытов ™мм
А — Л г м м
Б — гл К 5'! в р\/^1
В — В Э 1Ш м м
Г — М м В IV1 J.V1
И серая опытов f
д гл О Ж1 Р\/^ м
5 в м
В в м г\7"| I i
Г j\7^ Г\7у
Рис. 112, Геометрия зон проплавления
в нержавеющей стали при разной степени
фокусировки (h — const)
Рис. 113, Зависимость глубины проплавле-
ния от степени фокусировки для режимов
сварки А, Б, В, Г
Результаты планиметрирования площадей зон проплавления в двух сериях опытов
Таблица 30
Индекс режима Площадь проплавления, мм2, и отклонение от среднего значения, ровки в мА % (в скобках) при токе фокуси- Среднее значение
72 | 76 | 80 | 84 | 88 | 92 | 96 | 100 площади
I серия опытов
А — 35,4 (т 12) 29,2 (—7,6) 34,0 (+7,6) 31,3 (-0,9) 30,0 (—5,1) 31,5 (0) 29,7 (—6,4) 31,5
Б -- 23,7 (+1,8) 22,4 (—4,3) 22,2 (—5,1) 23,6 (+0,9) 24,9 (+0,9) 24,4 (-.-4,3) 23,2 (—0,9) 23,4
В -—. 21,4 (0) 22,3 (+4,2) 13,8 (+3,0) 20,4 (-64,4) 23,2 (+8,4) 21,4(0) 20,3 (—5,1) 20,7 (—3,0) 21,4
Г — 12,1 (—9,7) 13,5 (+0,7) 14,5 (+8,2) 14,0 (+4,5) 14,4 (+7,5) 11,6 (—13,5) 13,4
II серия опытов
А 34,0 (5,9) 33,3 + 3,7) 33,2 (+3,4) 32,7 (+1,6) 30,3 (— 5,6) 30,5 (—5,0) 32,9 (+2,5) ' 30,3 (—5,6) 32,1
Б 19,1 (—9,9) 21,5 (+1,2) 20,1 (—5,2) 22,4 (+5,7) 23,5 (4 9,4) 20,5 (-3,3) 21,0 (—0,9) 21,6 (+1,8) 21,2
В 17,5 (4 3,0) 18,6 (+9,4) 17,1 (-1-0,6) 16,0 (—5,9) 16,0 (0) 16,7 (—1,8) 17,7 (+4,1) 15,7 (—7,6) 17.0
Г 10,0 (—8,2) 10,6 (-2,8) 1 i .5 (-г 5,5) 10,4 (—4,6) 11,7 (+7,8) 11,3 (-г 3,7) 11,2 (+2,8) 10,5 (—3,7) 10,9
£ Рис. 114. Аппроксимация очертаний зон проплавления соответствующими кривыми распределения Гаусса’.
сплошные линии — очертания i спериментальных изотерм плавления (режим А I серия опытов), штриховые линии — кривые Гаусса
k — коэффициенты распределишь
токе луча (2—4 мА): Д/ф == — (/ф — Iо)- За нулевую точку от-
счета принят ток фокусировки /ф = 88 мА.
Характер кривых Н — f (Д/ф) (рис. ИЗ) свидетельствует,
что степень фокусировки, соответствующая максимальному про-
плавлению на данном режиме» зависит от тока луча: с уменьшением
тока луча до величины, обесточивающей максимальное проплавле-
ние, А/ф стремится к нулю-
Планиметрирование площадей зон проплавления, получен-
ных на двух сериях опытов, показывает, что несмотря на столь
значительные изменения в геометрии проплавления, площади этих
зон для каждого режима при Q = const равны между собой с точ-
ностью в среднем 10% (табЛ- 30).
Факт постоянства площадей зон проплавления позволяет ап-
проксимировать вид кривой изотермы плавления при изменении
концентрации мощности в луче законом нормального распределе-
ния Гаусса и соответственно перейти к количественной оценке связи
параметров пучка с характером изотермы плавления. Кривая изо-
термы плавления тем ближе К кривой нормального распределения,
чем короче моменты времени нагрева 1153]. В нашем случае
(рис. 114) аппроксимацию можно считать правомерной, так как
для кинжальных швов, т. е. при 72 > ?2, когда отношение глубины
шва к его ширине /Сф > 1, ошибка АВ < 10%. Для очертаний
Таблица 31
Характеристики экспериментальных и расчетных кривых очертаний зон
проплавления
Условный индекс шва
Параметр А1 А2 АЗ А4 А5 А 6 А7
Ток фокусировки /ф, мА 76 80 84 88 92 96 100
Степень фокуси- ровки Д/ф, мА — 12 —8 —4 0 + 4 + 8 г12
Коэффициент фор- мы шва, Кф ~ - Н/В 2,11 4,0 2/5 1,46 1,0 0,72 0,56
Коэффициент рас- пределения Га- усса k 0,6 0,8 0,7 0,6 0,4 0,2 0,15
Эксперименталь- ная ширина зо- ны проплавления мм 24 22 21 20,6 32 47 59
Расчетная ширина зоны проплавле- ния В[*/сс у, мм 25 20 23 23 31 41 52
Ошибка АВ, % —4,0 —9,4 -9,5 — 10,4 —3,2 +14,2 + 13,2
192
зоны проплавления, близких к полусферическим, 7СФ = 0,5<-0,7,
и ошибка ДВ достигает 14%.
Сравнение очертаний проплавления в рассматриваемом случае
производили с кривой Гаусса вида Н = Ятах ехр (—£г2), где
//тах — максимальная амплитуда, численно равная максималь-
ной глубине проплавления Ягр при г — 0, k — коэффициент рас-
пределения (определяется методом последовательных приближен
ний), г — текущая полуширина основания кривой. Характери-
стики кривых приведены в табл. 31. Величину ошибки определяли
из выражения
опр пГаусс
до 0/
где и В[Дусс — соответственно ширина экспериментальных и
расчетных кривых на уровне 1/е максимальной амплитуды #гаах*
ВЛИЯНИЕ ИЗМЕНЕНИЯ РАБОЧЕГО РАССТОЯНИЯ
ПУШКА—ДЕТАЛЬ НА ГЕОМЕТРИЮ ЗОНЫ
ПРОПЛАВЛЕНИЯ
Заглубление в материал фокуса электронного луча может
существенно увеличить глубину отверстия. Аналогичный эффект
наблюдается и при электронно-лучевой сварке с кинжальным про-
плавлением [105, 120, 204].
С целью определения влияния заглубления фокального пятна
на геометрию зоны проплавления при экспериментах [182] сварку
осуществляли с переменной рабочей дистанцией h (см. рис. 34, б)
на режимах А, Б, В, Г, представленных в табл. 29.
Хотя положение фокуса в пространстве при сварке по наклон-
ной плоскости остается постоянным (7ф = const), степень фоку-
сировки луча изменяется, поскольку для каждой новой рабочей
дистанции ток острой фокусировки, т. е. такой, при которой обес-
печивается максимальная глубина проплавления, также приобре-
тает новое значение. Связь между током острой фокусировки и
рабочей дистанцией для электронно-оптической системы ЭМ-60/ЮМ
выражается прямолинейной зависимостью (рис. 115).
Если сварку выполняют при других значениях тока /ф, то
зависимость для степени фокусировки Д/ф смещается эквиди-
стантно вверх или вниз соответственно увеличению или уменьше-
нию /ф. Однако при этом точка перегиба при h = 90 мм, отражаю-
щая характерные особенности данной электронной пушки, будет
оставаться на одной вертикали.
По существу номограмма, представленная на рис. 121, является
фокусировочной характеристикой для данного типа электронной
пушки и позволяет технологу быстро решать задачу по определе-
нию степени фокусировки луча в два этапа. Во-первых, для дан*
ной рабочей дистанции h и выбранной степени фокусировки А/ф
7 Н. Н. Рыкалин и др. 1§3
Рис, 115. Номограмма, свя-
зывающая степень фокусиров-
ки Д/ф а токи фокусировки /0,
/ф с рабочей дистанцией пуш-
ки
Рис. 116. Сравнение геометрии зон проплавлений, полученных при изменении тока
фокусировки и неизменной рабочей дистанции (сплошной контур) и переменной
рабочей дистанцией (штриховой контур).
Числа указывают-, в числителе — значение для сплошного контура, в знамена-
теле— величина подъема (+) или заглубления (—) фокуса луча относительно
поверхности детали, мм
находят установочное значение тока фокусировки /ф и /0 (для кон-
троля); во-вторых, при сварке с переменной рабочей дистанцией h
по выбранному току фокусировки быстро определяют степень
фокусировки Д/ф и ток /0, соответствующие каждому значению
рабочей дистанции.
Для количественной оценки влияния степени заглубления и
подъема фокуса относительно свариваемой поверхности на гео-
метрию зоны проплавления на сварных швах, выполненных при
непрерывно меняющейся рабочей дистанции h = 90 — 50 мм и
постоянном значении тока магнитной линзы = 88 мА с помощью
зависимости, представленной на рис. 115, определяют дистанции h,
на которых степень фокусировки луча принимает последователь-
ные значения Д/ф = +4; 0; —4; —8 мА. Соответствующие рабо-
чие дистанции пушки оказались равными h = 132; 90; 70 и 48 мм.
После этого на уровне найденных значений h изготовляют по-
перечные макрошлифы сварных швов под углом 19° 30' к нормали.
Полученные таким образом очертания зон проплавления накла-
дывают на соответствующие очертания при h = const (рис. 112,
II серия опытов) с целью сравнения их геометрии и площадей.
Наложение очертаний всех зон проплавления выполняют при
восьмикратном увеличении, после чего планиметрируют несовпа-
194
Pur, 117, Четыре эквивалентных, проплавления в нержавеющей стали, полученные
на различных рабочих дистанциях (показаны цифрами) и постоянной величине
степени фокусировки
дающие участки зон проплавления и определяют разности пло-
щадей. Результаты сравнения площадей зон проплавления для ре-
жимов А, Б, В, Г, представленные на рис. 116, показывают доста-
точно хорошее совпадение двух типов проплавлений: при h —
= const (сплошной контур) и при переменной дистанции (штрихо-
вой контур).
Относительная разность площадей проплавления в процентах
к площади сплошного контура для четырех значений степени фо-
кусировки находится в пределах 12% (табл. 32). Наибольшее от-
клонение имеет место при малых значениях погонной энергии
(режим Г — три случая, режим В —один случай). Причинами
этих отклонений являются, по-видимому, нестабильности ускоря-
ющего напряжения и тока луча ввиду отсутствия стабилизации
параметров на установке ЭЛУ-9Б.
По виду макроструктуры четырех сварных швов (рис. 117),
полученных при одинаковой погонной энергии (U ~ 60 кВ, I =
= 60 мА, v = 0,55 см/с) на различных рабочих дистанциях пушки
Таблица 32
Отклонения площадей для двух совмещенных проплавлений, %
Индекс режима Степень фокусировки луча А/ф при A —const, мА
+8 0 — 4 -8
А -5,8 + 3,6 + 7,7 —2,7
Б 4-3,0 —2,4 —5,0 —2,4
В + 10,5 —8,2 —2,3 —7,3
Г + 12,0 —10,1 —1,0 — 12,0
Примечание. Плюс указывает, что площадь проплавления при /ф = const
увеличилась, минус — уменьшилась.
195
(h = 70, 90, ПО, 130 мм) при постоянной степени фокусировки
во всех случаях Д7Ф = 0, т. е. 7ф = 70 = 92, 88, 86 и 84 мА соот-
ветственно можно сделать заключение об их эквивалентности. Это
подтверждается и результатами обмера геометрических характе-
ристик указанных швов (табл. 33). Некоторое увеличение ширины
шва при h = 130 мм объясняется влиянием граничного эффекта,
так как сварку выполняли близко к краю пластины.
Таблица 33
Результаты макроанализа четырех эквивалентных швов
Параметр проплавления Рабочая дистанция й, мм
70 90 110 130
Глубина Н, мм 8,65 8,30 8,10 8,10
Ширина В, мм 6,40 6,80 6,60 7,00
Ускляе шва, мм 0,79 0,72 0,67 0,33
Коэффициент формы шва Кф — В/В 1,35 1,22 1,23 1,16
Площадь зоны проплавления, мм2 25,7 27,0 24,7 26,5
Отклонение площади от среднего зна- чения, % — 1,1 + 3,8 —5,0 + 1,9
Таким образом, при сохранении постоянной степени фокуси-
ровки луча А7ф достигается эквивалентность площадей зон про-
плавления независимо от рабочей дистанции электронной пушки.
Такой факт имеет большое практическое значение, так как позво-
ляет сохранять неизменной форму проплавления на различных
рабочих дистанциях электронной пушки, находящихся в расчет-
ных (паспортных) пределах для данной электронно-оптической
системы.
Экспериментальные данные показывают, что опускание фокуса
луча в глубь детали или расположения его над свариваемой по-
верхностью эквивалентны некоторому увеличению или умень-
шению удельной мощности электронного луча. При этом величина
максимального заглубления, полученная экспериментально, на-
ходится в хорошем совпадении с расчетной, определяемой по фор-
муле
1г < г ctg а [(^М*)12 — И-
Для режима A (U = 60 кВ, 7 — 60 мА, дг — 2,7-106 Вт/см2,
9$ = 2,7- Ю4 Вт/см2) при а — 2° получаем h = 39 мм, что близко
к экспериментальной величине h — 42 мм.
/96
СВЯЗЬ ПАРАМЕТРОВ ЭЛЕКТРОННОГО ЛУЧА
С ГЕОМЕТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ ЗОНЫ
ПРОПЛАВЛЕНИЯ
(291)
В соответствии с законом нормального распределения объем
(в см3), описанный площадью зоны проплавления,
k
где V — объем, см3; k — коэффициент сосредоточенности рас-
пределения, см~2; Н — максимальная глубина проплавления, см.
На основании выражения (290) для секундного объема
0>24ЯАы'П'г
vF^= О (Ft- Л Г- (292)
Р пл ~г Ьпл)
Разделив обе части уравнения (291) на время t, необходимое
для получения объема проплавления У, получим
V _ пН
t ki '
Так как V/t = vF[Vp, то уравнение (292) можно записать в виде
этЯ _ 0,24Шт)ят]г
kt p(cTnn + Lnn) '
Подставляя выражения Q = 0,24/£/т]и/у, t div, где d — диа-
метр электронного луча, и k 4/В2, где В — ширина проплавле-
ния на уровне Ус (рис. 118), получим
r}rQd = ^Нр(сТПЛ + 1ПЛ).
Уравнение (294) связывает погонную энергию Q (с учетом кон-
центрации мощности при данном d) с глубиной Н и шириной шва В.
(294)
В f/e
Рис. 118. Характеристики
геометрии зоны проплавления
Рис. 119. Зависимость диаметра луча d от степени фокусировки А/ф:
1 — для режима сварки А; 2 — для Ы 3 — для В; 4 — для Г
197
Таблица 34
Экспериментальные значения параметров проплавления
Ток фокуси- ровки, мА Индекс режима Параметры проплавления
Fnp> см2 И, мм В, мм TI j' d, мм
А 0,35 11,2 2,8 0,423 1,8
76 Б 0,24 7,8 3,1 0,436 2,4
в 0,21 7,0 3,1 0,510 2,9
Г 0,12 4,4 3,8 0,436 4,0
А 0,29 14,0 2,3 0,350 1,5
80 Б 0,22 7,8 2,3 0,400 1,4
В 0,22 9,2 2,4 0,535 2,2
Г 0,14 5,7 2,7 0,510 3,0
А 0,34 11,0 2,7 0,413 1,7
84 Б 0,22 8,0 2,2 0,400 1,2
В 0,20 9,3 1,8 0,486 1,3
Г 0,13 5,8 2,1 0,474 1,6
А 0,31 9,5 2,5 0,376 1,3
88 Б 0,24 7,6 2,6 0,436 1,6
В 0,23 7,2 2,1 0,560 1,4
Г 0,14 5,8 2,3 0,510 2,0
А 0,30 7,5 1 4,1 0,364 2,7
92 Б 0,25 6,9 3,8 0,464 3,1
В 0,21 5,9 4,0 0,510 4,0
Г 0,14 4,9 3,2 0,510 3,0
А 0,32 5,5 6,7 0,388 5,2
96 Б 0,24 5,0 5,1 0,436 4,1
В 0,20 4,0 5,8 0,486 5,7
Г 0,14 3,5 4,5 0,510 5,0
А 0,30 4,5 7,5 0,364 5,3
100 Б 0,23 5,5 5,1 0,417 4,4
В 0,21 3,3 6,2 0,510 5,3
Г 0,12 2,4 4,9 0,436 4,0
198
Термический КПД т]г определяет долю энергии, расходуемую на
нагрев и расплавление металла объемом
Значения Кпр, В, Н и полученные экспериментально,
а также рассчитанные по уравнению (294) значения диаметра
луча d представлены в табл. 34. Зависимость d = / (А/ф) показана
на рис. 119.
Термический КПД определяют из эксперимента по формуле
Пт —
Пр^АП
7
где q = 0,24т]и/(7 — тепловая мощность электронного луча.
При оценках используют следующие значения теплофизиче-
ских коэффициентов для нержавеющей стали: р = 7,9 г/см; с —
= 0,114 кал/г-град; Тпл = 1460° С; Ьпл = 65 кал/Т; величина
эффективного КПД = 0,95.
Как следует из табл. 34, усредненная величина колеблется
в пределах от 0,382 (режим А) до 0,514 (режим В). Для всех
режимов среднее значение = 0,452, что очень близко к макси-
мальному теоретическому значению (ц? — 0,484) для линейного
источника, перемещающегося по неограниченной пластине. Макси-
мальная удельная мощность электронного луча в эксперименте
согласно оценкам составляет в режиме А — 2,7 • 105, Б — 2,1 X
X 105, В — 2,7-105; Г — 1,2-105 Вт/см2.
Уравнение (294) описывает тепловой баланс процесса элек-
тронно-лучевой сварки металлов с точностью до 10% без учета
испарения и перегрева части объема жидкой фазы. Энергоемкость
процесса испарения, приводящего к образованию канала при глу-
боком проплавлении, составляет обычно не более 10%.
Точное количественное описание процесса требует учета как
плавления, так и испарения. Поэтому для такого описания необ-
ходимо пользоваться системой двух уравнений (291) и (294).
Подставив в уравнение (291) t = div, получим вместе с урав-
нением (294) систему
Q 4 ^оН£исп (1 + —'j;
яВ2 V Р1'П ? (295)
Пг<М = —Нр (сТпл + Ьпл).
Однако в практических случаях для оценок диаметра луча
по геометрическим характеристикам проплавления, либо объема
расплавленного металла при известном диаметре луча, 10?/6-ная
точность бывает достаточной. Это видно из табл. 35, в которой пред-
ставлено сравнение расчетных по формуле (294) и эксперимен-
тальных [198] данных по сварке нержавеющей стали при U =
~ 130 кВ, I = 13 мА, v — 1 см/с. Расчет глубины проплавления
для этого случая был сделан при т)Г = 0,484 и теплофизических
свойств стали, приведенных выше. Как видно, расхождение рас-
четных и экспериментальных значений не превышает 10%.
199
Таблица 35
Сравнение экспериментальных [198] и расчетных значений
параметров проплавления
Экспериментальные данные Расчет- ная глу- бина проплав- ления И, мм Экспериментальные данные Расчетная глубина про- плавления И, мм
Диаметр Луча df мм Ширина шва В, мм Глубина проплав- ления И, мм Диаметр луча dt мм Ширина шва В, мм Глубина проплав- ления И, мм
0,10 0,40 8,5 8,1 0,30 9,75 7,1 7,0
0,15 0,50 8,2 7,8 0,37 0,90 6,1 5,9
0,20 0,60 8,0 7,3 0,43 1,00 5,0 5,6
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК
СВАРНОГО ШВА
В уравнении (294) связаны параметры электронного луча с гео-
метрическими характеристиками шва В и Я, которые должны
быть определены независимо. Для определения Н можно допол-
нительно использовать выражение (295). Однако проще опреде-
лить ширину шва В, пользуясь расчетной схемой полубесконеч-
ного тела, нагреваемого подвижным нормально-круговым источ-
ником [153], как это принято при дуговой сварке.
Схема поверхностного сосредоточенного источника, вполне кор-
ректная для случаев сварки расфокусированным электронным
лучом, при сварке кинжальным швом может давать некоторое рас-
хождение с экспериментом. Следует определить, насколько су-
щественно это расхождение, тем более что, по мнению некоторых
авторов [147], механизм проплавления при дуговой и электронно-
лучевой сварке одинаков, а различие носит только количествен-
ный характер.
Температура предельного состояния поверхности полубеско-
нечного тела z > 0, нагреваемого подвижным нормально-круго-
вым источником, отнесенная к подвижной цилиндрической системе
координат г, ср, z с началом в точке О, где расположен фиктивный
точечный источник, находящийся на расстоянии vt0 впереди
центра С нормально-кругового источника (рис. 120):
Т (г, ф, 0, сю) Тс ехр (— 2 У пр cos <р) А (0, и, р), (296)
где Тс = Т (0, 0, 0, ОО) = q - = /4-тем-
2Х V 4па/0 2Лг0 У зт лк т л
пература центра С нормально-кругового источника, °C; п -=
= (г/ГцУ21 = г2/4а/0 = kr2 — безразмерная координата, пропор-
циональная квадрату расстояния точки поля А от точки О; г0 =
— |/4а/0 = 1/]/^ — радиус (в см) эквивалентного круга, по пло-
щади которого мощность q нормально-кругового источника рас-
200
Рис, 120. Схема нагрева полубесконечного тела подвижным нормально-круговым
источником [75<5]
пределена равномерно со средним тепловым потоком q2> равным
его максимальному значению в центре источника Zo = l/4afe—
постоянная времени, с; р = 1^“— ) ~ —
безразмерный критерий, зависящий от коэффициента сосредото-
ченности теплового потока источника и от скорости перемещения и;
со
Л (О, п, р) = 2 J ехр [ - - р (1 + со2)]— интеграл, зна-
чения которого приведены в работе [153].
Ширину проплавления В можно определить, рассматривая
след изотермы с температурой, равной температуре плавления Тпл
при перемещении источника по поверхности тела. Для этого не-
обходимо найти уравнение максимальных температур точек по-
верхности тела вне оси перемещения источника, т. е. выразить
расстояние ут от оси перемещения источника в зависимости от
максимальной температуры, достигаемой на данном расстоянии
в процессе сварки. Приняв Т.,г ~ Тпл, ширину зоны проплавле-
ния В = 2ут (см. рис. 42) можно определить следующим образом.
Положение максимума температуры точек подвижного поля
предельного состояния определяют, приравняв нулю производную
температуры по направлению перемещения источника. Учитывая,
что 2 V пр cos ф = ох/2а, можно получить
Г V < UY
дТ ___ Тс “ ~2а дА дп __ v ~ ^сГ
дх л е дп дх 2а е
Условие максимума температуры
дА dn_____v д
дп dx 2а
201
Рис. 121. Номограмма, связывающая безразмерные критерии Ре, vrQ/a и
Производная параметра п по координате х
~ = 2kx.
ах
Производную интеграла А (0, п, р) по параметру п обозначим
=тоГда условие максимума
4=-^-=<cos<p-=-/vc°s4’- (297>
Подставляя выражение (297) в уравнение (296), получим урав-
нение максимальных температур точек поверхности полубеско-
нечного тела, нагреваемого подвижным нормально-круговым ис-
точником:
Т..1Г. Ф, О)-Тгехр (298)
Вводя безразмерную температуру
0 (г гр 0) — _ 9 1/4
’ ф, 0, 0) ~ V п f
получим
0-" 4- “Р l2»4g^> j 4(0, (299>
202
Рис. 122. Зависимость безразмерной ширины шва Вце1В от степени фокусировки
Л/ф электронного луча\
/ — режим А; 2 — режим Б; 3 — режим В, 4 — режим Г
Уравнение (299) описывает процесс проплавления, выражен-
ный связью безразмерных критериев, в каждый из которых входит
радиус г0, характеризующий степень сосредоточенности источ-
ника. Однако такая связь неудобна для определения степени со-
средоточенности теплового источника, по данным опытов по про-
плавлению основного металла, поэтому более целесообразно пред-
ставить процесс в виде связи следующих безразмерных крите-
риев: Ре = vyrJa — критерия типа Пекле, пропорционального
полуширине зоны проплавления ут; а — коэффициента температу-
ропроводности, см2/с; vr^a — критерия, характеризующего сте-
пень сосредоточенности теплового потока источника; £3 =
= qvla^S'm — критерия, пропорционального основным пара-
метрам режима (мощности электронного луча и скорости пере-
мещения источника и); S'm = срТт — теплосодержания единицы
объема при температуре плавления, кал/см3.
Поскольку для электронно-лучевой сварки на исследуемых
режимах А, Б, В, Г значение критерия 83 выходят за пределы но-
мограммы, связывающей критерии Ре, vrja, е3 1155), была про-
ведена экстраполяция соответствующих кривых и дополнительно
построена кривая для параметра vrja = 6,92 (рис. 121).
Результаты расчетов ширины проплавления при электронно-
лучевой сварке и сравнение их с опытными значениями (табл. 36)
показывают достаточно хорошую сходимость расчетных и экспери-
ментальных величин при определении ширины проплавления В
для всех четырех режимов сварки.
Переход от ширины шва В к значению Bi/e, используемый
в уравнении (294), сделан с помощью экспериментальной зависи-
мости, представленной на рис. 122.
Для расчета площади проплавления необходимо рассмотреть
коэффициент полноты сварного шва |i = Fnp/(HB), где Fnp —
площадь проплавления, соответствующая глубине Н и ширине В
203
Таблица 36
Результаты расчета ширины проплавления при электронно-лучевой сварке по схеме
нормально-кругового движущегося источника
Индекс режима Расчетные данные Ширина проплавления, мм
„ _ Qv 3 2 z а sm УГа а , Г v/а I2 [ vr^/a j Ре Расчетная v/a Опытная Во
А 99 4,0 3,35 2,83 2,2 1,79 1,26 0,9 0,4 9,8 14,0 19,5 32,3 48,8 100,0 193,0 975,0 5,8 5,3 5,1 4,8 4,4 4,0 3,5 2,3 9,2 8,5 8,2 7,7 7,0 6,4 5,6 3,7 7,9 7,8 7,6 7,3 6,0 4,7
Б 66 4,0 3,35 2,83 2,2 1,79 1,26 9,8 14,0 19,5 32,3 48,8 98,2 4,6 4,4 4,2 4,0 3,75 3,5 7,3 7,0 6,8 6,4 6,0 5,6 7,0 6,5 6,3 5,5
В 198 6,92 4,0 3,35 2,83 2,2 1,79 13,0 39,1 55,7 78,2 129,0 195,0 8,7 7,25 6,75 6,4 5,8 5,4 6,9 5,8 5,4 5,1 4,6 4,3 5,5 4,7 4,3 4,2 4,1
Г 135 6,92 4,0 3,35 2,83 2,2 13,0 39,1 55,7 78,2 129,0 7,4 6,3 5,9 5,7 5,2 5,9 5,0 4,7 4,6 4,2 5,5 4,9 4,5 4,3
в данном сечении. Анализ шестидесяти сварных швов показал,
что коэффициент полноты шва р, изменяется в пределах 0,5—0,95.
При кинжальных швах, когда коэффициент формы шва Аф =
= Н/В > 1 |а = 0,5 4-0,7, а при сварке сильно расфокусирован-
ным лучом (мягкие режимы), когда < 1, ц = 0,7 4-0,9. Ре-
комендуемые для расчетов значения р приведены в табл. 37.
Таким образом, при электронно-лучевой сварке расчет гео-
метрических характеристик швов (В, Н, Fnp) по схеме нормально-
кругового источника, движущегося по поверхности полубесконеч-
204
Таблица 37
Зависимость коэффициента полноты шва рс от формы шва и режима сварки
Индекс 1 (жесткие режимы) *<ь< 1
(мягкие р ежимы)
режима * Mmin ^max М-ср ^min “ ^max Мер
А—I 0,51—0,69 0,59 0,76—0,83 0,80
Б—I 0,53—0,58 0,56 0,69—0,80 0,75
В—I 0,58—0,72 0,64 0,91—0,95 0,93
Г-1 0,55—0,61 0,58 0,75—0,81 0,78
А—II 0,49—0,64 0,54 0,76—0,81 0,79
Б—II 0,48—0,64 0,56 0,59—0,70 0,66
В—II 0,50—0,70 0,60 0,64—0,88 0,79
Г-П 0,50—0,72 0,62 0,71—0,95 0,83
ного тела, с достаточной для практики точностью обеспечивается
решением следующих двух простых уравнений:
= —4— Рн (сТпп + LnJ;
М- =- F пр/ (ВН),
где р = 0,6 — для жестких режимов и ц = 0,8 — для мягких
режимов.
ВЛИЯНИЕ УСКОРЯЮЩЕГО НАПРЯЖЕНИЯ
НА ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПРОПЛАВЛЕНИЯ
Экспериментальные данные (рис. 123) показывают, что ускоря-
ющее напряжение существенно влияет на глубину проплавления:
с увеличением ускоряющего напряжения при прочих равных усло-
виях глубина проплавления увеличивается.
Связано это с уменьшением рассеяния электронов пучка на
атомах пара при повышении ускоряющего напряжения. Действи-
тельно, например, при U = 20 кВ коэффициент поглощения а —
= 2,4 • 10W2 = 6 -103 см2/г, а при U - 100 кВ а - 2,4 • 102 см2/г,
т. е. уменьшается более чем на порядок. Таким образом, повыше-
ние ускоряющего напряжения обеспечивает большую кинетиче-
скую энергию электронов и увеличивает пробег электронов в па-
рах металла.
Влияние ускоряющего напряжения на глубину проплавления
при электронно-лучевой сварке подробно освещено в работе [24].
На установках типа У-ЗМ и У-313 при 7= 10 кВт, 5 X
X 105 Вт/см2, U = 30-И 00 кВ скорости сварки v = 0,3—2,2 см/с,
205.
Рис. 123. Зависимость глубины проплавления от
тока луча (а), мощности сварки (б) и скорости
сварки (в):
а — нержавеющей стали при v — 1,2 см/с: 1 — U ~
= 100 кВ; 2 — U = 130 кВ; 3 — U = 150 кВ [208];
€ — нержавеющей стали при и = 1 00150 кВ, v — 1,2 см/с; в — малоуглеродистой
стали: 1 - U = 100 кВ, 7 = 7 мА; 2 - U = 125 кВ; /—-=10 мА; 3 — U = 150 кВ,
7 = ДЗ мА (по Д. В. Мейеру)
давлении в рабочей камере 5 10’5 -ь1 • 10-4 мм рт. ст. производили
проплавления нержавеющей стали на глубину до 80 мм. На рис. 124
приведена зависимость глубины проплавления от скорости сварки
и величины ускоряющего напряжения, полученная при экспери-
ментах. Результаты экспериментов подтверждают, что распреде-
ление давления пара по глубине канала
р & = “5^ (ГК/Я) +3 [1 - (г/Щ] ’ (30°)
где у (Т) — поверхностное натяжение расплавленного металла
в зависимости от температуры; Н — максимальная глубина ка-
нала, равная глубине проплавления; гк — радиус канала на глу-
бине Н/е.
Поверхностное натяжение у (Т) линейно уменьшается с повы-
шением температуры и равно нулю при критической температуре
Тс ~ 1,7 Ткнп, где Ткип — температура кипения при нормальном
{атмосферном) давлении (для железа Тс 5400° С)
У(Т) = Уо(Тс-Т)/(Тс-Тоу, (301)
здесь у0 — величина поверхностного натяжения при темпера-
туре То. Для железа TQ = 1820° С, у0 = 1,5-10"3 кгс/см.
Давление насыщенного пара [41]
lgp = B-4. (302)
где В и Л — константы, зависящие от вида материала; для железа
В = 8,65, А = 18,35-103, если р в мм рт. ст.
Если известны значения Н, гк, то совместное решение уравне-
ний (300)—(302) дает значения давления пара, поверхностного на-
206
Рис. 124. Зависимость глуби-
ны проплавления от скорости
сварки и ускоряющего напря-
жения при постоянной общей
мощности {10 кВт) и удельной
мощности q2 5-105 Вт/см2
{ге = 0,25 мм):
1 - и = 30 кВ; 2 — и =
63 кВ; 3 — и = 100 кВ [24]
Рис. 125. Зависимость значений (в осевой точке
канала) максимальной температуры Т*, макси-
мального давления паров р* и минимального по-
верхностного натяжения у* от параметра h/r^t
характеризующего размеры канала [24]
тяжения и температуры по оси канала. На рис. 125 приведено
решение этих уравнений для железа в зависимости от параметра
Н/г^. Как видно из этого рисунка, максимальное давление пара
на оси канала может достигать нескольких кгс/см2.
Распределение плотности тока при прохождении электронным
пучком в парах металла пути z может быть описано функцией Га-
усса с эффективным радиусом
ге (г) = ге (0) ехр j п (г) dzj , (303)
где ге (0) — начальный радиус электронного луча; о — полное
эффективное электронное сечение рассеяния на атом; п (г) — кон-
центрация атомов.
С учетом упругих и неупругих соударений сечение рассеяния
(в см2)
о = Ibiz’Hz- 1 -4In-°’ig8^l-10-16, (304)
и I I 4
где U — ускоряющее напряжение, В; Z — порядковый Hoiuep
атома; U t — потенциал ионизации атома, В. Для железа Z —
- 26, - 7,9 В и
a = ^_2[25-41n^-].io-16.
207
20 40 60 80иус/(,кв
Рис. 126. Зависимость
глубины проплавления
от ускоряющего напря-
жения при постоянных
общей мощности и уде-
льной мощности [24]
С учетом уравнения (300) соотношение
(303) для эффективного радиуса электрон-
ного луча после прохождения в парах
пути г примет (концентрация атомов вы-
ражена через давление) вид
(305)
где k — постоянная Больцмана.
Температуру Г* определяют как темпе-
ратуру в центре кругового источника на
поверхности полубесконечного тела [1531
(она не зависит от скорости перемещения
источника):
у*= W (306)
где q = 0,24 IU — мощность луча; т]и —
эффективный КПД; К — коэффициент теп-
лопроводности.
Термический КПД процесса проплавления нержавеющей стали
т]г = 0,38 при q = 10 кВт, v = 0,28 см/с, U = 63 кВ. Секунд-
ный объем расплавленного металла
V = vHrB = 0,38 >°’24W, (.307)
Vе* пл
где г в — полуширина сварочной ванны.
Выражения (300), (302), (305)—(307) образуют систему уравне-
ний для определения шести неизвестных: эффективного радиуса
луча re (Н) при г--- - Н, максимального давления пара р* макси-
мальной температуры Т*, минимального поверхностного натя-
жения у*, глубины канала Н и его радиуса гк при условии, что
форма поверхности канала описывается функцией Гаусса.
Из соотношений (305) и (306) с учетом выражения (307) после
ряда упрощений
ЛГ^УлГ’ (308)
что хорошо совпадает с экспериментом.
Выражение (308) графически изображено на рис. 126. За на-
чальное значение принята глубина проплавления при U = 30 кВ.
Сравнение экспериментальных данных с расчетными по выше-
приведенным формулам показывает, что проплавление нержавеющей
стали при </ = 10 кВт, U = 63 кВ, v = 0,28 см/с, ге (0) = 0,25 мм
обеспечивает Н = 5,2 см (см. рис. 124).
Из расчетов о = 1,2-10“17 см3, гк — 0,075 см, ширина проплав-
ления 2гв = 0,6 см (соответствует экспериментальному значе-
нию), Шг* 1 • 103 см"3, Г* = 3560 К, у* - 7,9-IO"4 кгс/см,
р* = 3,3 кгс/см2, Н = 5 см, что хорошо совпадает с эксперимен-
тальным значением 5,2 см.
208
ТЕРМИЧЕСКИЕ ЦИКЛЫ ПРИ ПРОПЛАВЛЕНИИ
ПЛАСТИН ЭЛЕКТРОННЫМ ЛУЧОМ
Исследования термических циклов при проплавлении пластин
электронным лучом представляют интерес в связи с нахождением
зоны термического влияния и оптимальных режимов сварки мате-
риалов.
Результаты измерений температуры шва и околошовной зоны
пластин из молибденовых сплавов, проплавляемых электронным
лучом в непрерывном режиме, приведенные на рис. 127, показы-
вают, что термопары, расположенные непосредственно в сварном
шве, регистрируют перегрев расплавленного металла на 300—
400° как при малых, так и при больших скоростях сварки. Однако
в отличие от ниобиевых сплавов, для которых проводили анало-
гичные измерения, площадку кристаллизации не наблюдали даже
при скорости сварки 0,4 см/с. Это связано с различием теплофизи-
ческих свойств молибдена и ниобия.
С удалением от линии сплавления максимальная температура
резко уменьшается. Если при скорости сварки 150 м/ч зона, на-
гретая до температуры, превышающей 1400° С, составляет около
1 мм, то при 15 м/ч она имеет ширину 4—6 мм.
тп
2W
2000
1600
1200
800
400
о
Рис. 127. Кривые распределения
температуры на разных, расстоя-
ниях от оси шва при проплавлении
молибденовой пластины толщиной
1 мм электронным лучом'.
а — v ~ 0,45 см/с, q = 218 кал/с; /,
2, 3, 4 — у равно 0; 0,12 и 0,67 см;
б — v ~ 1,6 см/с, q = 320 кал/с;
/, 2, <?, 4, 5 — у равно 0; 0,2; 0,27;
0,36 и 0,57 см; в ~ v ~ 4,2 см/с;
7 = 435 кал/с; /, 2, 3, 4 — у равно 0;
0,012; 0,2 и 0,4 см, экспериментальные
кривые — сплошные линии, расчет-
ные — штриховые линии
Г °C
а)
2400
2000
1600
1200
800
400 ~~
0 -1,6 -3,2 -4,8 -6,4 х,см
0)
8 Н. Н. Рыкалпн и др.
8)
209
о
Анализ температурных кривых (рис. 127) показывает, что с уве-
личением скорости сварки от 15 до 150 м/ч возрастают как скорости
нагрева (от 2-103 до 2-104 град/с), так и скорости охлаждения (от
550 до 600 град/с). С увеличением скорости сварки уменьшаются
размеры шва и околошовной зоны, общий нагрев образца и короб-
ление, повышается стабильность режима сварки, но появляются
подрезы на поверхности шва и вынос металла в корне.
Расчет термического цикла проводят по схеме предельного со-
стояния процесса распространения теплоты при нагреве пластины
линейным источником:
т ех₽ (-<) V £-+т) • (зо9)
При больших скоростях перемещения луча для расчета тем-
пературы можно использовать уравнение предельного состояния
процесса распространения теплоты при нагреве пластины мощным
быстродвижущимся линейным источником:
(310>
Уравнение (309) можно применять для расчета термического
цикла при электронно-лучевой сварке молибденовых сплавов со
скоростью до 100 м/ч, уравнение (310) применимо при скоростях
сварки 100 м/ч и выше. Температуры, рассчитанные по этому урав-
нению, наиболее близки к экспериментальным для стадии охла-
ждения и в зоне, удаленной от шва. В зоне сплавления расчетные
температуры значительно выше экспериментальных, так как при
расчете по соотношениям (309) и (310) не учитывается теплота
плавления.
РЕГУЛИРОВАНИЕ ТЕРМИЧЕСКОГО ЦИКЛА
ПРИ ЭЛЕКТРОННО-ЛУЧЕВОМ НАГРЕВЕ
Структура и свойства сварных соединений материалов при
сварке плавлением зависят от термического цикла, характери-
зующего тепловое воздействие источника энергии в каждой точке
зоны термического влияния. Регулирование термического цикла
путем управления воздействием источника энергии на материал
позволяет улучшить структуру и получить необходимые свойства
сварного соединения.
Для повышения качества сварного соединения необходимо со-
кращать время пребывания материала в тех интервалах темпера-
тур, в которых структура и свойства материала ухудшаются, и
увеличивать длительность пребывания в интервале температур,
в которых структура и свойства улучшаются. Например, при
сварке углеродистых и низколегированных сталей условия на-
грева материала должны обеспечивать термический цикл, харак-
теризующийся острым и непродолжительным пиком нагрева от
210
Рис. 128. График термического цикла
температуры Т Асз до темпе-
ратуры Т < Тт и охлажде-
ния до температуры ТАГ1
(рис. 128) [153]. Такой тер-
мический цикл обеспечивает
время тн интенсивного роста
зерна и сравнительно продол-
жительное время охлажде-
ния в интервале температур
ТАгх—что способствует
превращению переохлажден-
ного аустенита в ферритно-
перлитную структуру.
При сварочном процессе по такому термическому циклу тем-
пература изменяется не во всех точках материала.
Предположим, что во всех точках 0 х I прямой, проходя-
щей перпендикулярно стыку в зоне сварки, изменение темпера-
туры материала, включая и зону плавления с температурой Т —
= Тп„ соответствует «идеальному» термическому циклу (с острым
и непродолжительным пиком нагрева от Т (х, 0) ТАСз до
71 (х, т) sc Tmt охлаждением до Т (х, тн) ТАГ1 и последующим
длительным временем охлаждения тр от Т (х) — Т (х, тн) до
Т (х, тр) < ТрЛ Тогда можно рассмотреть в каждой точке указан-
ной прямой задачу оптимального режима регулирования терми-
ческого цикла [113], характеризующегося минимальным време-
нем тн и более длительным периодом времени тр.
В этом случае распределение температуры в конце нагрева
должно соответствовать кривой Т' (х), изображенной на
рис. 129, б. Задача определения оптимального режима регули-
рования термического цикла распадается на три частные краевые
задачи:
I) определение необходимых изменений параметров источника
энергии, обеспечивающего наименьшее время нагрева от началь-
ного распределения температуры Т (х, 0) Т АСз до заданного
распределения Tf (х);
2) определение управления источником энергии, обеспечи-
вающего наименьшее время охлаждения от температуры Тг (х),
принимаемой за начальную, до заданного распределения темпера-
туры Т” (х) ТАГ1-
3) определение управления источником энергии, обеспечи-
вающего более медленное охлаждение от температуры Т" (х) до
температуры Т (х, тр) Тр.
Распределение температуры в стержне определяют решением
неоднородного уравнения теплопроводности:
8*
i = + 0<x<Z;
(311)
211
при условиях
Т(х, 0) = ф(х), ^(-^-)л=о=<7ИО. -Ц4г)х=/ = <72^: (312)
О < f (х, t) < 2с, с = const >0. (313)
Преобразуем уравнение так, чтобы ограничение (313), наложен-
ное на функцию f (х, t), оказалось симметричным относительно
начала координат. Для этого введем функции
Q (х, t) — T (х, t) — et, U (х, t) = f (х, f) — с.
Тогда уравнение (311) и условия (312), (313) принимают вид
dt а дх* rU ' 0>
Qlx, О)-ч>(л);
~с * и ' с-
Решение этого уравнения при указанных условиях получим,
используя конечное косинус-преобразование Фурье
г > I
Q(x, 0 = 4 Фо-----Г [ [<7i СО + <7г СОИТ + f j и (*. Tt)dxdx\ +
( О 0 0 )
4 4 S ке - 4- J [,, (г) + (- 1)" (т)1 е ~ <h 4-
п— И о
t I __ 2 ]
+ j J е ~au>n (/~T>cos [inxU (х, t) cos р,.гх. (314)
о о J
212
Здесь iin = , ф„ = j ср (х) cos pnx dx (п ~ О, 1, 2,
о
Решение первой частной задачи получают при помощи метода
моментов для систем с распределенными параметрами. В случае
первой задачи функция Q' (х) = Т‘ (х) — ст' должна быть выра-
жена в виде ряда
со
Q'(x) =±(^_СТ7) + ^Т'п cos [irlx, (315)
I
где Т'п = )* Т' (х) cos (inx dx (az ~ О, 1, 2...) — известные посто-
б
янные.
В соответствии с методом моментов для выполнения равен-
ства Q' (х) = Q (х, т') необходимо и достаточно, чтобы в соответ-
ствии с выражениями (314), (315) выполнялась система бесконеч'
ного числа равенств
a„(r')=JJe aUn г х cos ]inxU (х, т) dx dx, (п = 0, 1,2, ...),
о о
X'
а0 (т') = То — cxl — <ро + ~y f ЬЙ (т) + <72 (т)] dx,
о
2 '
ап (х) = Т'п — ч>пе ~alV +
+ -|-+ (—!)" (т)] е ailn^X х) dx, и=1,2................
О
Оптимальное управление U (х, т) определяется равенством
т т z х . VT е. (х—х)
и (X, т) = с sign 2 , c°s
Время т' и система чисел £0, определяют
жения
о о
из выра-
cos ii,гх dxdx^ — ,
(316)
при условии
Ев««„(т') = 1.
(317)
213
Оптимальное управление f (х, т) в период нагрева опреде-
ляется выражением
Решение второй частной задачи при условии Т” (х) ТЛгх вы-
ражается тождеством f (х, т) ~ 0. Время определяют из реше-
ния однородного уравнения теплопроводности при условиях
Т (х, т") Тагх и (312), где ф (х) = Т’ (%).
Третью частную задачу можно решить в зависимости от дей-
ствия следующего импульса источника энергии, смещенного в на-
правлении оси X на величину перемещения источника в процессе
сварки между действиями импульсов. Решение этой задачи имеет
оценочный характер.
Для того чтобы при действии последующего импульса оценить
скорость охлаждения выделенной узкой полоски (рис. 129, в),
нужно при стыковой сварке пластин решать двумерную задачу
теллолроводаоста.
Приведенные выше частные задачи при выбранном конечном
значении п можно решить с применением ЭВМ. При решении пер-
вой частной задачи принимают допущение, что источник распре-
делен по всему отрезку оси Оу от 0 до I. В действительности реаль-
ный источник действует только на отрезке (хг; х2), соответствую-
щем ширине шва. Для того чтобы при решении получить при-
ближение действия источника по ширине к действию реального
источника с заданной точностью, необходимо задать такое рас-
пределение температуры Т' (х), которое достигалось бы при зна-
чении f (х, т) ее 0 на отрезках (0, хх), (х2, Z).
Задание такого распределения можно получить методом после-
довательных приближений до получения заданной точности дей-
ствия источника по ширине к действию реального источника. При
построении первого приближения распределения Tf (х) на концах
стержня должны выполняться условия Т1 (0) > ф (0), Тг (Z) >
> Ф (Z), которые обеспечивают управляемость процесса нагрева
до заданного распределения температуры.
При хх = 0, х2 = I получаем Т (х) = Тт, 0 х Z.
Если принять условие, что
71 = <?2 (Ч = ф(Ч = о,
(318)
то коэффициенты ряда (315) принимают соответствующие значения
То^Тт1, П' = 0 (п = 1, 2,
Условие (317) принимает вид
g0(rm/-CT7)=l,
откуда 5о может быть выражено через Тт, т'.
214
Рис. 130. К задаче об оптимальном регулировании ширины зоны термического
влияния при нагреве стержня
Для любых значений Тт >0 минимум выражения (316) по пере-
менной равный 11с1 достигается в этом случае при выполнении
тождества
°° 9 / / \
cos = 0.
Таким образом, минимум выражения оказывается независи-
мым от этой переменной.
Время т' определяют из выражения
f f I \dxdx .
J J 1 Tml - - cx!l | с
о о
В результате при х± = 0, х2 = I и условии (318) получают пре-
дельный случай (вырождение) задачи оптимального по быстро-
действию режима регулирования.
Рассмотрим задачу оптимального регулирования ширины зоны
термического влияния при сварке плавлением двух пластин малой
толщины [1661. Предел наименьшей ширины участка зоны терми-
ческого влияния в указанных интервалах температур очевидно
равен нулю. Кривая распределения температуры, при которой
ширина зоны термического влияния в интервале ТА^3 — Тт
равна нулю, должна иметь разрывы первого рода в точках мате-
риала, соответствующих этому интервалу температур. Такая кри-
вая распределения температуры Т' (у) в направлении, перпен-
дикулярном стыку пластин, изображена на рис. 130, а.
Для уменьшения тепловложения температуру непосредственно
в зоне сварного шва принимают равной температуре плавления по
всей ширине шва от у± до у2. Очевидно, для получения такого рас-
пределения температуры (рис. 130) необходимо при нагреве иметь
тепловой источник неограниченной мощности.
Если предположить, что такое распределение температуры до-
стигается в результате нагрева, то для сохранения предельной
(равного нулю) ширины зоны термического влияния в интервале
215
TAry — Тт при охлаждении необходимо обеспечить в зоне Плав-
ления бесконечно большую скорость охлаждения.
Естественно, что тепловой источник с ограниченным макси-
мальным и минимальным значениями мощности не обеспечит при
нагреве и охлаждении предельную (абсолютный минимум) ширину
зоны термического влияния в рассматриваемом интервале тем-
ператур. Поэтому задачу оптимального регулирования ширины
зоны термического влияния разделяют на две частные задачи:
1) определение действия теплового источника, обеспечивающего
наименьшую ширину зоны термического влияния в интервале тем-
ператур ТЛСз — Тт при нагреве; 2) определение действия тепло-
вого источника, обеспечивающего наименьшую ширину зоны тер-
мического влияния в интервале температур Т —Tm при охла-
ждении.
Для решения этих задач принимают условие, что процесс сварки
выполняется в направлении оси X (рис. 130) импульсным источ-
ником энергии. Во время нагрева (первая частная задача) источ-
ник энергии принимают неподвижным в направлении оси X.
Во время охлаждения (вторая частная задача) источник, есте-
ственно, должен быть отключен и в этот период он перемещается
в направлении сварки для нагрева следующего участка стыка.
Пусть источник имеет такую мощность и протяженность дей-
ствия импульса по оси X, что обеспечивает высокую среднюю ско-
рость сварки, эквивалентную скорости сварки некоторого непре-
рывного мощного быстродвижущегося источника энергии 1153].
В этом случае можно принять линейную модель распространения
тепла в направлении, перпендикулярном стыку свариваемых
пластин.
Выделим в зоне действия импульса перпендикулярную стыку
узкую полоску шириной Дх (рис. 130, б) и при Дх -- > 0 рассмотрим
частные задачи регулирования ширины зоны термического влия-
ния при нагреве и охлаждении стержня длиной /. Пусть время тп
является периодом повторения импульса источника. Разделим
этот период на два временных интервала: время нагрева т', соот-
ветствующее длительности импульса, и время охлаждения т',
соответствующее паузе между импульсами.
Допустим, что источник энергии распределен по всей длине
стержня. Примем на концах стержня граничные условия второго
рода, соответствующие условиям теплообмена на кромках свари-
ваемых пластин. Тогда решение неоднородного уравнения тепло-
проводности
дТ д2Т I Г/ /X л /
------------\~fly, Л» 0<У<л
dt ду 1 1 } J
при условиях
Т to. 0) - <с to); 1 (4J-) в=, - (/); - >. rn
216
будет определять распространение теплоты в стержне длиной
в процессе его нагрева при граничных условиях второго рода.
Решение с использованием конечного косинус-преобразования
Фурье получим в следующем виде:
t i
Q (У, 0 = J J к (у, t, I, т) f (L т) dl dr, (319)
о о
где
Q(y, t) = T(y, 0-4
t
Фо—4 / w
о
а^п a f > / 1 \п /\\
1 "TJ 1)
0
—а&п С— т)
е cos cos \iny\
—Т 2 'Р'»е
П = 1
w t, l т)=4+4 S
I
Фо = j 4>(y)dy,
о
dx cos [iny\
Ф« = J Ф (у) cos УпУ Лу> На -= япЧ.
о
Решение первой частной задачи оптимального регулирования
ширины зоны термического влияния находят с помощью принципа
максимума для систем с распределенными параметрами.
Пусть температура в каждой точке стержня изменяется по
закону, описываемому выражением (319). Требуется найти такое
кусочно-непрерывное управление, удовлетворяющее условию
0 < f (у, f) < 2с, с — const >> 0,
(320)
которое минимизирует функционал
/ = f IQZ(Е)~ Q(B, т')]МВ. (321)
о
Функцию Q' (у) определяют по заданному распределению тем-
пературы Т' {у, t) при абсолютном минимуме ширины зоны терми-
ческого влияния, а время х' может быть задано, исходя из условия
сварки (проплавления). В первом приближении время х' можно
определить из тепловых расчетов при f (у, t) = 2с.
Поскольку функция Q' (у) такова, что ни при каких значе-
ниях х' управление f (у, t) не обеспечивает тождество Q' (у) н:
= Q (#, то 110 принципу максимума при условии (320) управле-
ние, при котором функционал (321) достигает минимума, опре-
деляется интегральным уравнением
i
f(y, 0 = сН- csign J
О
V 1
Q'© - J f Ш < В', r)f(Vr)dl'dr
о 0
х К (у, Г', В, f)dl.
217
Принимая выражение Qf (у) в виде ряда
ос
Q' (у) -= -у Qo + т 2 cos УтУ'
т~1
где Qo, Qu Qm — известные постоянные, в соответствии с со-
отношением
J cos cos цт| dl
О
О при п = т
Ц2 при п = т - О
I при п = т О
получим следующее нелинейное интегральное уравнение:
( I X'
f(y, t)=-c Lcsign Qo— J J/(g, T)d^dr +
I о 0
co Г X' I T '
+ 2 У. $tl(y, t’, t) Q'n — j j 1|),г(ь, X, r)f(£, TjdgtR >,
n=l О О
ГДе
= e cos &ny.
Принимая для n конечное значение p, получают решение не-
линейного интегрального уравнения с вырожденным ядром в виде
р
f (у, t)-=c + csign У спуп (у, X, t), (322)
п=0
где cL — неизвестные величины.
После подстановки этого решения в интегральное уравнение
получим систему р + 1 нелинейных алгебраических уравнений
относительно ch:
X' I оо
Со -L сХ1 + с j j sign с„1р„ (g,
о О п=0
т', i)dZdx — Qo -= 0;
х' I р
ctl + 2с j J 4 (с, X, т) sign У с„г|9,. (Е, X, т) d£ dt —
о О п=0
(323)
~2<Х-0, n= 1, 2, .... р.
Таким образом, в результате применения принципа максимума
первая частная задача оптимального регулирования ширины зоны
термического влияния сводится к задаче определения управления
импульсом, которое обеспечивает минимум квадратичного откло-
нения истинного распределения температуры Т (у, т') от задан-
ного Tf (у).
Решение второй частной задачи выражается тождеством
f (у, т) ~ 0 при 0 т т". Распределение температуры в конце
218
периода повторения импульса определяется решением однород-
ного уравнения теплопроводности при заданном значении вре-
мени т" при соответствующих граничных условиях и начальном
условии ср (у) = Т (у, т').
Систему нелинейных алгебраических уравнений (323) решают
с помощью ЭВМ. В результате решения получают значения сп,
с помощью которых по формуле (322) определяют пространственно-
временную структуру распределения импульса источника энергии.
При решении первой частной задачи принято допущение, что
источник распределен по всей длине стержня. Фактически дей-
ствие реального источника соответствует только отрезку у±—у2
(см. рис. 136). Для получения заданной точности приближения
действия источника по ширине к действию реального источника
необходимо, чтобы кривая распределения температуры Т' (у) на
отрезках (Oi/J, (у2Г) соответствовала условиям
Г(0)>Ф(0); Г(//1-0)^Г(г/2 + 0) = ТЛСз; Г(/)>ф(/)
(предполагается, что ф (р) ТЛс^).
Рассмотрим частный случай первой задачи при условиях
£/i = О, = Z> 7i(t) —72(т)==ф(г/) = 0.
В этом случае Т’ (у) = Тт, 0 < у <С I, Qo = Tmly Qn - 0 (n =
- 1, 2, ...).
Решение системы уравнений (323) очевидно определяется зна-
чениями
/0 = Tml — 2ст7, c:L = 0, п -= 1, 2, ...
При 2ст' = Тт получается предельный случай (вырождение)
задачи о минимуме квадратичного отклонения истинного рас-
пределения температуры от заданного.
КОНТРОЛЬ И РЕГУЛИРОВАНИЕ ПАРАМЕТРОВ
ЭЛЕКТРОННО-ЛУЧЕВОГО НАГРЕВА
Контроль степени нагрева при импульсном электронно-луче-
вом воздействии. На основе экспериментальных данных о кине-
тике процесса электронно-лучевого воздействия разработаны ме-
тоды контроля степени нагрева материала электронным лучом.
Описываемый ниже способ контроля параметров процесса элек-
тронно-лучевого воздействия заключается в регистрации комп-
лексного параметра q2 = 4IU!nd\ т. е. по существу интенсив-
ности нагрева.
В процессе воздействия основные параметры электронного
луча /, Uy d могут произвольно меняться по ряду причин. Напри-
мер, вследствие пульсаций (ускоряющего напряжения, накала ка-
тода, фокусирующей линзы и др.) в источниках питания изменяется
как величина тока луча, так и его диаметр. Кроме того, механи-
ческие свойства материала, например при сварке в пределах
219
Рис. 131. Схема осцилло-
грамм импульса тока че-
рез изделие (а) и коллектор
(б) (штриховыми линиями
показан импульс тока в ис-
точнике питания)
одного сварного шва, могут меняться
вследствие несовершенства технологии
изготовления. Тепловые свойства мате-
риалов, как известно, также изменяются
с изменением температуры. Таким обра-
зом, существует большое число факто-
ров, вызывающих изменения количества
вводимой энергии и удельной . мощности
q2 в процессе электронно-лучевого воз-
действия и, следовательно, геометриче-
ских характеристик зоны обработки.
В связи с этим наиболее эффективным
является контроль и регулирование ком-
плексного параметра q2.
Как было показано, сразу после вклю-
чения луча ток, проходящий через обра-
батывающую деталь, нарастает и дости-
гает некоторой предельной величины
(рис. 131). Эта предельная величина
зависит от физико-химических свойств
материала и определяется в основном коэффициентом от-
ражения электронов. Величина тока, проходящего через
деталь, есть разность тока луча и тока отраженных элек-
тронов.
После того как ток, проходящий через деталь, устанавливается,
спустя некоторое время, его величина начинает резко падать
(рис. 131). Это связано с интенсивной термоэмиссией из зоны обра-
ботки вследствие перегрева ее поверхности. Если над зоной обра-
ботки или вблизи ее установить датчик в виде пластины, кольца,
стержня ит. п., то можно видеть, что изменение тока в датчике пол-
ностью повторяет таковое в детали, но в противоположном направ-
лении. Когда ток, проходящий через деталь, достигает минимума
(рис. 131, точка Л), а на датчике—соответственно максимума,
начинается так называемое глубокое, или кинжальное, проплавле-
ние, т. е. углубление ванны (канала) в материале. Стенки ванны
поглощают вторичное излучение с ее поверхности (отраженные
электроны и термоэлектроны), поэтому ток, проходящий через
деталь, начинает увеличиваться; далее по мере действия луча
вследствие значительной глубины ванны (канала) он устанавли-
вается примерно на уровне 90—95% первичного тока и изме-
няется мало.
Время А/ от начала импульса до момента достижения макси-
мального тока в датчике называют задержкой испарения. По ве-
личине этого времени можно определить удельную мощность.
Время задержки испарения
Ы = a/v2,
где а — коэффициент температуропроводности, см2/с; v — ско-
220
рость опускания дна ванны в материал (скорость фронта испаре-
ния), см/с.
Р (сТкип ~h Лисп) *
здесь р—плотность свариваемого метадла, Г/См3; с—его тепло-
емкость, кал/г-град; — температура кипения, град; Ласп —
теплота испарения, кал/г. Тогда удельная мощность
7-2 Р кии т ^иси) 1Ап/А/. (324)
Изменение удельной мощности в процессе электронно-луче-
вого воздействия приводит к изменению величины АЛ Если q2 по
каким-то причинам уменьшается, то AZ растет, если q2 увеличи-
вается, At уменьшается в соответствии с формулой (324).
Таким образом, контроль задержки Испарения At по существу
есть контроль комплексного параметра, каким является вели-
чина Рассмотрим некоторые примеру л/штршся на-
грева при электронно-лучевом воздействии.
1. Допустим, необходимо получить сварной шов заданной глу-
бины и ширины. Необходимые для этого, величины тока луча 7,
ускоряющего напряжения U, диаметр ^уча d и соответственно
удельной мощности q2 установлены. Затьм по приведенным выше
формулам определяют величину А/, котирую необходимо поддер-
живать в процессе сварки постоянной, ]у датчику тока эмиссии
из сварочной ванны подключают регулятор, который контроли-
рует величину At и обеспечивает ее поддержание на заданном
уровне с помощью соответствующего изменения параметров.
2. При установленных параметрах электронного луча 7, U, d
и скорости сварки v в данном материал^ максимальная глубина
шва, которая может быть получена, ра^па 77. Время импульса,
в течение которого осуществляется досъижение глубины 77, со-
ставляет величину t. Если в процессе сварки по каким-либо при-
чинам превышают величину /, то это приводит к возникновению
в сварном соединении характерных для электронно-лучевой сварки
дефектов — пустот в корне шва.
Из рис. 131 видно, что после достижения максимального зна-
чения ток эмиссии из ванны, регистрируемый датчиком, начинает
падать и достигает минимума. Момент достижения минимального
значения тока в датчике (рис. 131, точка В) является моментом
окончания формирования глубины проплавления при данной q2.
Далее начинается периодическое смыкание канала (неоптималь-
ный режим сварки), которое может продолжаться сколь угодно
долго. Мощность луча при этом поглощается, а увеличения глу-
бины шва не происходит. За счет поглощения мощности начинает
существенно расти ширина шва.
Для исключения появления газовых полостей в сварном шве
в процессе сварки контролируют с помо1цью датчика ток эмиссии
221
из ванны и выключают электронный луч не позднее, чем в момент
регистрации датчиком минимального тока эмиссии.
3. Допустим, необходимо исключить испарение металла в про-
цессе сварки. Подобные задачи возникают, например, при герме-
тизации корпусов интегральных схем, где не допускается попада-
ние паров металла на поверхности изоляторов. В этом случае с по-
мощью датчика тока эмиссии из ванны ведут контроль длитель-
ности импульса электронного луча и выключают его либо в мо*
мент достижения в датчике максимального тока, либо несколько
раньше.
4. Допустим, необходимо нагреть поверхность материала им-
пульсом электронного луча до заданной температуры. Такие за-
дачи возникают при сварке с предварительным и сопутствующим
подогревом, при обработке поверхностей с целью упрочнения, за-
калке ит. п. В этом случае, как и в предыдущих, с помощью дат-
чика тока эмиссии для заданных значений Z, U, d по величине А/
определяют q2. После этого по формуле
/ У
a k 2q2 ) >
где X — коэффициент теплопроводности материала, кал/см *с * град,
устанавливают длительность t импульса электронного луча, не-
обходимую для нагрева поверхности свариваемого металла до за-
данной температуры Г.
КОНТРОЛЬ И РЕГУЛИРОВАНИЕ МАКСИМАЛЬНОЙ
ГЛУБИНЫ СВАРНОГО ШВА
Довольно четкий характер кривой тока, проходящего через
деталь и коллектор (см. рис. 131), имеющий место в импульсном
режиме, для движущегося луча, работающего в непрерывном ре-
жиме, не сохраняется. В этом случае происходит своего рода
сглаживание кривой, но экстремум, соответствующий либо макси-
муму, либо минимуму тока термоэмиссии, сохраняется.
При удельной мощности 72 qi кривая тока /м, протекаю-
щего через образец при изменении тока фокусировки /ф, имеет
минимум, соответствующий интенсивной термоэмиссии (переход-
ный режим). При 72 > qz эта кривая имеет максимум, а кривая
тока коллектора соответственно минимум. Изменение пара-
метров I, Ut d электронного луча при 72 > ql приводит к смеще-
нию экстремумов (в зависимости от тока фокусировки) либо к из-
менению амплитуды максимальных и минимальных токов, про-
ходящих через деталь и коллектор. Экстремальный характер кри-
вых сохраняется, что позволяет использовать их для регулиро-
вания глубины сварного шва.
Объект автоматического регулирования максимальной глу-
бины шва имеет следующие особенности: наличие нелинейной ста-
тической характеристики /м (/ф), имеющей естественный экстре-
222
Рис. 132. Блок-схема поискового алгоритма
мум типа максимума, описываемый квадратичной функцией и
подверженный деформации при изменении мощности электронного
луча; монотонный координатный дрейф этой характеристики при
плавном изменении тока луча и напряжения; значительная за-
шумленность выходного параметра Zm; наличие динамической
части которая в первом приближении может быть описана
как линейная.
Задача, связанная с разработкой экстремального регулятора
глубины проплавления при электронно-лучевой сварке, решена
Н. К. Илюшенко. Сущность решения этой задачи сводится к сле-
дующему.
Предложен подход, представляющий собой модифицированный
алгоритм Гаусса—Зайделя с использованием последовательной
процедуры Вальда для получения статистически надежной оценки
частной производной в условиях интенсивных помех.
Закон регулирования выбран в виде уравнения
Un+1 = Un + c sign (Ц - In+1 + Е) sign (Un - и
где с = const — шаг регулирования; Un — позиционное управле-
ние; 1Н — значение показателя экстремума; £ — помеха в канале
измерения. В качестве метода борьбы с помехами использовано
накопление.
Движение к экстремуму организуется управляющим устрой-
ством следующим образом: совершается шаг определенной вели-
чины и последовательно проверяется гипотеза о среднем значении
приращения выходного параметра объекта оптимизации Д7т в ре-
зультате фиксированного шага на входе А7ф. В качестве нулевой
гипотезы предполагают, что шаг сделан в направлении от экстре-
мума, т. е. &1т< 0. В качестве конкурирующей гипотезы пред-
полагают, что шаг сделан в обратную сторону А/ш>0. В силу
специфики экстремальных задач ошибки первого и второго рода
неравноценны: вероятность ошибки второго рода должна быть
меньше вероятности ошибки первого рода.
В блок-схеме основного поискового алгоритма (рис. 132) сиг-
нал Г — 1т + с детали подается на входной фильтр Ф и через
распределитель Р на запоминающее устройство ЗУ. После запо-
минания дается команда на совершение шага и одновременно рас-
223
Рис, 133, Макет экстремального регулятора
пределитель Р подает сигнал I*' на сравнивающее устройство для
вычитания из запомненного Г' (/0). Текущее значение х (/) =
~ (Z) + g накапливается в блоке 2 до тех пор, пока сумма
не превысит одного из порогов А или В. Если это был порог Л, то
в логическое устройство ЛУ подается команда [+ ] на совершение
шага в усилитель фокусирующей катушки (УФК) в прежнем на-
правлении, если В — происходит реверс [—]. Одновременно сиг-
нал сброса готовит ЗУ, Р, У к следующему такту*
Макетный образец экстремального регулятора разработан на
базе аналоговой вычислительной машины, дополненной элек-
тронно-релейной приставкой (рис. 133). На входе усилителя У5
происходит суммирование двух сигналов: линейно изменяющегося
направления с выхода генератора линейно изменяющегося напря-
жения (ГЛИН) и сигнала с генератора случайного сигнала ГСС
(помеха). ГЛИН позволяет в широких пределах регулировать
скорость нарастания выходного напряжения. Запоминание зна-
чения показателя качества производится интегратором У1 в ре-
жиме интегрирования. На выходе усилителя У2 сигнал пропор-
ционален текущей разности запомненного значения и действи-
тельного.
Текущая разность с усилителя У2 поступает на интегратор УЗ,
где происходит накопление по Вальду. Пороги А и В реализованы
на диодной схеме У4. Превышение одного из порогов ведет к сраба-
тыванию реле шага Рт, С помощью контактов Рш производится
сброс накапливающих элементов схемы и организуется очередное
запоминание перед совершением шага в системе. В случае отри-
цательного приращения реле обеспечивает реверс, при этом
в дальнейшем направление движения сохраняется запоминанием
224
в триггере. Сигнал знака шага поступает на схему управления
током в цепи фокусирующей катушки.
Опытная эксплуатация макета экстремального регулятора по-
казала устойчивость работы и хорошую помехозащищенность
предложенного алгоритмического метода. Работа регулятора была
опробована на электронно-лучевых установках А.306.05 и ЭЛУ-5.
При сварке,нержавеющей стали и титана при q — 1 -е 10 кВт глу-
бина проплавления отличалась от максимальной в пределах ±3%.
КОНТРОЛЬ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ОТВЕРСТИЙ,
ПАЗОВ, СВАРНЫХ ШВОВ В ПРОЦЕССЕ
ИХ ПОЛУЧЕНИЯ
Выше на экспериментальных данных показано, что использо-
вание коэффициентов Клаузинга позволяет оценить эффективный
КПД- процесса электронно-лучевого нагрева при различной гео-
метрии образующегося канала.
В расчетах эффективного КПД ток термоэлектронной эмиссии
из зоны обработки не учитывается, так как потери на термоэмис-
сию малы. Действительно, даже если ток термоэмиссии больше
первичного, то, полагая 1Г = 0,1-ь 0,2 А, а энергию термоэлек-
тронов не больше 50 эВ, потеря мощности будет менее 10 Вт.
В то же время в силу большой разницы величины тока термо-
эмиссии с поверхности образца и из углубления, как было" пока-
зано, кинетическая кривая тока термоэмиссии может быть исполь-
зована при контроле и регулировании максимальной глубины шва
или отверстия.
Анализ геометрии форм проплавления при сварке с исполь-
зованием коэффициентов Клаузинга показал, что, контролируя
максимальную и минимальную величину тока термоэмиссии из
ванны, можно достаточно точно судить о получающейся геометрии
сварного шва или отверстия.
Таблица 38
Сравнение экспериментальных (рис. 43) с расчетными 1ГР коэффициентами
Клаузинга
^mitr А //До ^min max k5'L 1 b в
0,55 6,0 4 0,44 0,44 0
0,7 4,4 9 0,56 0,59 5,0
0,92 3,0 20 0,74 0,82 10,0
1,03 2,0 26 0,83 0,89 7,5
1,10 1,3 33 0,93 0,92 1,0
Примечание, ^щах = 1,25
225
На рис. 43 показана кривая тока термоэмиссии, проходящего
через полукольцевой датчик, и соответствующие разным токам
эмиссии формы проплавления.
Анализ геометрии форм проплавления показал (табл. 38),
что существует зависимость между величиной Я/г0 (где Н — глу-
бина, г0 — радиус шва или отверстия) и отношением минималь-
ного и максимального токов эмиссии. При этом существует связь
^Лпах, где /т1п, /тах •—соответственно минимальный и
максимальный токи, улавливаемые коллектором (датчиком); W —•
коэффициент Клаузинга.
Таким образом, регистрация датчиком тока эмиссии из зоны
обработки помимо уже рассмотренных способов контроля процесса
электронно-лучевого воздействия позволяет контролировать гео-
метрическую форму сварного шва, отверстия или паза. При этом
отношение глубины шва (отверстия, паза) к его полуширине опре-
деляют по величине отношения минимального тока эмиссии к мак-
симальному*
СПИСОК ЛИТЕРАТУРЫ
1. Акулов А. И., Чернышов Г. Г., Данилов В. А. Ударное воздействие по-
тока газов на пленку жидкого металла. — «Физика и химия обработки материа-
лов», 1973, № 4, с. 38—41.
2. Анализ особенностей тепловых процессов при сварке колеблющимся
электронным пучком. — «Физика и химия обработки материалов», 1972, № 3,
с. 3—8. Авт.: А. В. Башкатов, В. С. Постников, Ф. Н. Рыжков и др.
3. Афанасьев Ю. А., Крохин О. Н. Испарение металлов под действием луча
лазера. — «Журнал экспериментальной и теоретической физики», 1967, т. 52,
№ 4. 966 с.
4. Баня Е. Н., Киселевский Ф. Н., Садовенко В. В. Особенности структур
систем управления электронно-лучевыми установками для сварки и размерной
обработки материалов. Сварка электронным лучом (материалы конференции),
М., МДНТП, 1974, с. 114—116.
5. Башенко В. В. Электронно-лучевые установки. Л., «Машиностроение»,
1972. 168 с.
6. Башенке В. В., Вайнштейн В. И. Анализ сил, действующих на свароч-
ную ванну при электронно-лучевой сварке. — «Сварочное производство», 1970,
№ 8, с. 3—4.
7. Башенко В. В., Миткевич Е. А. Исследование процесса образования свар-
ного шва при электронно-лучевой сварке. — «Электронно-лучевая сварка»
(Материалы II Всесоюзной конференции по электронно-лучевой сварке). Воро-
неж, МЭИ, ВПИ, 1970, с. 37—44.
8. Бацанов С. С. Физико-химия импульсных давлений (обзор). — «Инже-
нерно-физический журнал», 1967, т. XII, № 1, с. 104—119.
9. Беляев В. Н. Влияние электрического поля у поверхности эмиттера на
характер тока и стабильность проплавления при электронно-лучевой сварке. —
«Электронная обработка материалов», 1973, № 2, с. 15—17.
10. Беляев В. Н., Яровинский Л. М. Некоторые особенности процесса про-
плавления стали при электронно-лучевой сварке. — «Электронная обработка
материалов», 1972, № 3, с. 21—25.
11. Бен шоу Р. Ф. История создания и развития электронно-лучевой техно-
логии. — В кн,: Введение в технологию электронно лучевых процессов, М.,
«Металлургия», 1965, с. 7—22.
12. Бишоп Г. Измерение обратного рассеяния электронов от толстых мише-
ней. — В кн.: Физические основы рентгеноспектрального локального анализа.
М., «Наука», 1973, с. 109—116-
13. Бондарев А. А., Воропай Н. М. О силах, действующих на сварочную ванну
при проплавлении алюминиевых сплавов электронным лучом. — «Физика и
химия обработки материалов», 1974, № 2, с. 59—55.
14. Борискина Л. В., Кабанов А. Н., Юдаев В. Н. О рассеянии электронного
пучка материалом вещества при электронно-лучевой обработке. — «Физика и
химия обработки материалов», 1974, № 5, с. 20—26.
15. Борисов Н. А., Дудко Г. В. Полировка кремниевых пластин электронным
лучом.—«Электронная обработка материалов», 1969, № 5 (29), с. 30—34.
227
16. Браун Д. Методы расчета возбуждения рентгеновского излучения элек-
тронами. — В кн.: Физические основы рентгеноснектрального локального ана-
лиза. М., «Наука», 1973, с. 69—84.
17. Бреховских В. Ф., Рыкалин Н. Н., Углов А. А. О возможном влиянии со-
держания газов в металлах на зону воздействия луча лазера. Доклады
АН СССР, 1970, 190, № 5, с. 1059—1062.
18. Бронштейн И. М., Фрайман Б. С. Вторичная электронная эмиссия.
М., «Наука», 1969. 408 с.
19. Бурмакин В. А., Попов В. К. О некоторых физических явлениях процесса
взаимодействия электронного пучка с твердым телом. — «Физика и химия обра-
ботки материалов», 1972, № 6, с. 5—13.
20. Ван-Дейк М. Методы возмущений в механике жидкости. М., «Мир»,
1967, 362 с.
21. Васютин А. А., Дущенко В. К-, Росенко Е. А. Определение закономер-
ности изменения размерных параметров электронно-лучевой обработки методом
полного факторного эксперимента. —В кн.: Физико-технологические вопросы
кибернетики. Киев, Изд-во ИК АН УССР, 1973, с. 17—22.
22. Вишняков Б. А., Осипов К- А. Электронно-лучевой метод получения пле-
нок из химических соединений. М., «Наука», 1970, 144 с.
23. Влияние гидродинамических явлений в сварочной ванне на формирова-
ние шва при электронно-лучевой сварке. — «Физика и химия обработки материа-
лов», 1972, № 4, с. 3—9. Авт.: А. В. Вашкатов, В. О. Глотов, Ф. Н. Рыж-
ков и др.
24. Влияние ускоряющего напряжения на параметры проплавления при элек-
тронно-лучевой сварке. — «Автоматическая сварка», 1972, № 11, с. 11 — 15.
Авт.: К. С. Акопьянц, Ю. В. Зубченко, В. Е. Локшин и др.
25. Вольфсон Л. Ф., Кабанов А. Н. Изготовление отверстий импульсным
электронным лучом. — «Электрофизические и электрохимические методы обра-
ботки», 1968, № 3, с. 29—35.
26. Головяшкина Л. В., Косарев Ю. Г.} Находкин Н. Г. Пространственное
распределение отраженных и поглощенных электронов. Вычислительные си-
стемы. Новосибирск, «Наука», 1973, вып. 56, с. 130—135.
27. Головяшкина Л. В., Находкин Н. Г. Прямое моделирование неупругого
рассеяния электронов. — В кн.: Вычислительные системы. Новосибирск, «Наука»,
1972, вып. 52, с. 5—21.
28. Гольдсмит В. Удар и контактные явления при средних скоростях. —
В кн.: Физика быстропротекающих процессов. М., «Мир», 1971, с. 153—203.
29. Горелик Г. Е., Розин С. Г. К расчету методом Монте-Карло формы тепло-
вого источника при воздействии электронных пучков на вещество. — «Инже-
нерно-физический журнал», 1972, т. 32, № 6, с. 1110—1113.
30. Горелик Г. Е., Розин С. Г. Нагрев металлов электронным лучом, —
«Инженерно-физический журнал», 1972, т. 23, № 5, с. 913—914.
31. Гришин Е. Н., Синев В. П. Исследование процесса электронно-лучевого
испарения. — «Физика и химия обработки материалов», 1974, № 6, с. 12—16.
32. Гуревич В. И. О механизме глубокого проплавления металла при
сварке. — «Физика и химия обработки материалов», 1974, № 5, с. 132—134.
33. Данилин Б. С. Вакуумное нанесение тонких пленок. М., «Энергия», 1967.
312 с.
34. Действие излучения большой мощности на металлы. М., «Наука», 1970. '
272 с. Авт.: С. И. Анисимов, Я- А. Имас, Г. С. Романов и др.
35. Денискин Ю. Д. Влияние проникновения электронов в твердое тело на
импульсный нагрев бомбардируемой ими поверхности. — «Журнал технической
физики», 1966, т. 36, вып. 3, с. 508—510.
36. Денискин Ю. Д. Импульсный нагрев поверхностей бомбардируемых элек-
тронным потоком.—«Журнал технической физики», 1968, т. 38, вып. 11,
с. 1961 — 1965.
37. Деркач В. П., Корсунский В. М., Медведев И. В. О кинетике тепловых
процессов при электронно-лучевом легировании кремния. — «Физика и химия
обработки материалов», 1970, № 2, с. 14—24.
38. Днепровский В. Г., Осадин Б. А. Влияние условий фокусировки на мор-
228
фологию поверхности пленок, получаемых с помощью ОКГ. - «Журнал техни-
ческой физики», 1974, № 2, с. 442—446.
39. Днепровский В. Г., Осадин Б. А., Русаков Н. В. К конденсации плотного
потока пара. — «Журнал технической физики», 1974, № 2, с. 435—441.
40. Дудко Г. В., Колегаев М. А., Чередниченко Д. И. О возможных механиз-
мах образования и распределения дефектов в кремнии и германии при электрон-
но-лучевом нагреве. — «Физика и химия обработки материалов», 1970, № 2,
с. 25—29.
41. Дэшман. Научные основы вакуумной техники. Перевод с англ, под ред.
М. И. Меньшикова, М., «Мир», 1964.
42. Ерохин А. А. Основы сварки плавлением. Физико-химические законо-
мерности. М., «Машиностроение», 1973. 448 с.
43. Ерохин А. А., Ищенко Ю. С. Особенности расчета кривизны ванны и сил
поверхностного натяжения при сварке. — «Физика и химия обработки материа-
лов», 1967, № 1, с. 39.
44. Ерохин А. А., Резниченко В. Ф. К расчету глубины проплавления при
электронно-лучевой сварке. — «Сварочное производство», 1976, № 4, с. 4—6.
45. Ерохин А. А., Резниченко В. Ф.} Худышев А. Ф. Об эффективности коэф-
фициента полезного действия процесса проплавления (сварки) электронным лу-
чом. — «Физика и химия обработки материалов», 1970, № 3, с. 131 —133.
46. Жариков И. Ф., Немчинов И. В., Цикулин М. А. Исследование воздей-
ствия на твердое вещество светового излучения, полученного при помощи источ-
ника взрывного типа. — «Журнал прикладной механики и технической физики»,
1967, № 1, с. 31—44.
47. Захаров М. И. Нагрев тела импульсным электронным потоком. — «Элек-
тронная техника», Сер. 1, Электроника СВЧ, 1971, № 11, с. 12—22.
48. Захаров М. И., Худышев А. Ф. Расчет и исследование температурного
поля при импульсной электронно-лучевой сварке тонкостенных конструкций
электронных и других приборов. — «Физика и химия обработки материалов»,
1968, № 4, с. 10—19.
49. Зельдович Я. Б., Райзер Ю. П. Физика ударных волн и высокотемператур-
ных гидродинамических явлений. М., 1966, 688 с.
50. Золотых Б. Н. О физических процессах при электроэрозионной обра-
ботке. — «Физика и химия обработки материалов», 1967, № 1, с. 7.
51. Зуев И. В. Применение электронно-лучевой сварки для герметизации
корпусов микросхем. — «Обмен опытом в электронной промышленности», 1967,
№ 3, с. 42—50.
52. Зуев И. В. Герметизация корпусов интегральных схем электронно-луче-
вой сваркой. — В кнл Сварка в приборостроении. Л., ЛДНТП, 1969, с. 42—48.
- 53. Зуев И. В. Использование импульсных электронных пучков для получе-
ния пленок. Труды МИЭТ, серия физико-математическая, вып. XXII, 1976,
с. 99—102.
54. Зуев И. В., Рыкалин Н. Н., Углов А. А. О кинжальном проплавлении
металлов электронным лучом. — «Физика и химия обработки материалов»,
1968, № 5, с. 7—15.
55. Зуев И. В., Рыкалин Н. Н., Углов А. А. О распределении плотности тока
по сечению электронного луча. — «Физика и химия обработки материалов»,
1968, № 6, с. 5—12.
56. Зуев И. В., Рыкалин Н. Н.( Углов А. А. Оценка критической удельной
мощности электронно-лучевой сварки металлов с кинжальным проплавлением. —
«Физика и химия обработки материалов», 1970, № 3, с. 3—7.
57. Зуев И. В., Рыкалин Н. Н., Углов А. А. К оценке геометрических пара-
метров канала при действии электронного луча на металлы в режиме кинжального
проплавления. — «Физика и химия обработки материалов», 1970, №4, с. 21—23.
58. Зуев И. В., Рыкалин Н. Н., Углов А. А. Оценка глубины проплавления
при электронно-лучевой сварке. — «Физика и химия обработки материалов»,
1972, № 1, с. 9—14.
59. Зуев И. В., Рыкалин Н. Н., Углов А. А. О колебаниях глубины проплав-
ления при электронно-лучевой сварке. — «Физика и химия обработки материа-
лов», 1975, № 1, с. 136—141.
229
60. Зуев И. В., Рыкалин Н. Н., Углов А. А< Эффективный КПД электронно-
лучевого нагрева. — «Физика и химия обработки материалов, 1976, № 1, с. 22—25.
61. Зуев И. В., Углов А. А. Об измерении диаметра электронного луча мето-
дом вращающегося зонда. — «Физика и химия обработки материалов», 1967,
№ 5, с. 110—112.
62. Зуев И. В., Углов А. А. К определению величины заглубления фокуса
электронного луча в материал при сварке и обработке. — «Физика и химия обра-
ботки материалов», 1974, № 5, с. 166.
63. Зуев И. В., Углов А. А., Янчук Л. М. О влиянии степени фокусировки
электронного луча на геометрию проплавления. «Сварка электронным лучом»
(материалы конференции), М., МДНТП, 1974, с. 19- 26.
64. Зуев И. В., Углов А. А., Янчук Л. М. О связи параметров режима элек-
тронно-лучевой сварки с геометрией шва. — «Сварочное производство», 1974,
№ 2, с. 7—9.
65. Иванов А. А. О роли неустойчивостей плазмы в плазмохимии. — В кн.:
Химия плазмы. Выл. 2. 74., Атомиздат, 1975, с. 130—160.
66. Исследование формирования границы при размерной электронно-луче-
вой обработке в условиях наползания расплава на твердую фазу. Методы мини-
атюризации и автоматизации производства компонентов ЭВМ. Киев, Изд-во
ИК АН УССР, 1972, с. 80—84. Авт.; Л. С. Палатник, В. К. Сорокин, Л. М. Гор-
бенко и др.
67. Исследование свариваемости электронным лучом сталей больших толщин,
применяемых в энергомашиностроении. Труды МЭИ, вып. 130. Производство
оборудования для тепловых станций. 1972, с. 3—8. Авт.: Н. А. Ольшанский,
А. П. Лопатко, Г. А. Чернаков и др.
68. Кабанов А. Н., Вольфсон Л. Ю. Применение электронного пучка для
обработки материалов. — «Физико-технологические вопросы кибернетики»,
1968, № 3, с. 3.
69. Кабанов А. Н., Кафафов А. А., Михайловский С. А. Электронно-луче-
вая установка типа ЭЛУРО для прецизионной сварки, пайки и размерной обра-
ботки. — «Автоматическая сварка», 1967, № 3, с. 72—73.
70. Кабанов А. Н., Чернова-Столярова Е. Е. Исследование процессов, воз-
никающих при воздействии интенсивного электронного пучка на жидкость. —
«Физика и химия обработки материалов», 1971, № 6, с. 97—98.
71. Кайдалов А. А., Назаренко О. К. Особенности движения металла у фронта
плавления при электронно-лучевой сварке. — «Автоматическая сварка», 1974,
№ 12, с. 60—61.
72. Касаткин Б. С., Ковбасенко С. Н., Живага Л. И. Исследование элек-
тронно-лучевой сварки роторных сталей. — «Сварка электронным лучом» (ма-
териалы конференции). М., МДНТП, 1974, с. 147—152.
73. Карасев И. Г., Кириллов В. М. О возможности повышения эффективности
ОКГ в металлообработке. — «Физика и химия обработки материалов», 1973,
№ 5, с. 3—9.
74. Карашоков К- Е. Об энергетических особенностях электронно-оптиче-
ской системы, применяемой в установках для электронно лучевой сварки. Элек-
тронная техника. Сер. 1. Электроника СВЧ, 1970, вып. 1, с. 103—109.
75. Карашоков К* Е., Островерхое Н. Т., Попов В. К* Экспериментальное
исследование структуры электронных пучков. — «Физика и химия обработки
материалов», 1971, №2, с. 9—14.
76. Карслоу Г., Егер Д. Теплопроводность твердых тел. М., «Наука», 1964.
487 с.
77. К зависимости характера теплового воздействия от параметров электрон-
ного луча. — «Физика и химия обработки материалов», 1974, № 6, с. 17—20.
Авт.: Г. Е. Горелик, А. С. Лерман, Н. В. Павлюкевич и др.
78. Кириллов В. М., Уляков А. И. Соотношение жидкой и газообразной фаз
при воздействии сфокусированного излучения ОКГ на металлы. — «Физика и
химия обработки материалов», 1971, № 1, с. 8—12.
79. Клебанов Г. ЕЕ, Троянов И. М., Углов А. А, Термические циклы при
проплавлении молибденовых пластин электронным лучом. — «Сварочное произ-
водство», 1970, № 10, с. 1—2.
230
80. Коваленко В. Ф- О расчете глубины проникновения электронов. Элек-
тронная техника, сер. 1. Электроника СВЧ, 1972, № 1, с. 3—11.
81. Коган М. Г., Крюковский В. Н. Поле температур при сварке сканирую-
щим источником энергии. — «Физика и химия обработки материалов», 1975,
№ 5, с. 24—30.
82. Корсунский В. М. Выделение энергии пучком ускоренных электронов
в полупроводниках при электронно-лучевом легировании. — «Физико-техноло-
гические вопросы кибернетики», 1969, № 1, с. 86—107.
83. Корсунский В. М. К расчету стационарного температурного поля при
электронно-лучевом локальном легировании полупроводников. — «Физика и
химия обработки материалов», 1975, № 3, с. 18—24.
84. Косых М. А., Илющенко Н. К. Экспериментальное исследование кине-
тики образования кинжального проплавления при электронно-лучевой сварке.
Сварка электоонным лучом (материалы конференции). М., МДНТП, 1974, с. 38—
42.
85. Косслетт В. Поглощение энергии электронов в толстых мишенях. —
В кн.: Физические основы рентгеноспектрального локального анализа. М.,
«Наука», 1973, с. 11—27.
86. Красулин Ю. Л., Рыкалин Н. Н., Шоршсров М. X. Воздействие концен-
трированных потоков энергии на материалы. — «Физика и химия обработки ма-
териалов», 1967, № 4, с. 5—10.
87. Кулагин И. Д., Сорокин Л. М., Дубровская Э. А. К расчету радиального
распределения температуры дугового и индукционного разрядов. — В кн.:
Плазменные процессы в металлургии и технологии неорганических'7 мате-
риалов (к 70-летию академика Н. Н. Рыкалина), М., «Наука», 1973,
59__05.
88. Куров Г. А. Физика пленок. М., МИЭТ, 1970. 270 с.
89. Куров Г. А., Жильков Э. А. Технология пленок и ГИС (часть II), М.,
МИЭТ, 1974. 301 с.
90. Лазаренко Б. Р., Городецкий Д. И., Краснолоб К* Я- Динамическая тео-
рия выброса материала электрода коротким электрическим импульсом и законо-
мерности образования ударных кратеров. — «Электронная обработка материа-
лов», 1969, № 2, с. 18—23.
91. Дедовской В. П., Младенов Г. М, Учет влияния плазменных явлений на
взаимодействие мощных электронных пучков с веществом. — «Журнал техниче-
ской физики», 1970, т. 40, вып. 10, с. 2250.
92. Лесков Г. И. Электрическая сварочная дуга. М., «Машиностроение»,
1970. 336 с.
93. Линчевский Б. В. Вакуумная металлургия стали и сплавов. М., «Метал-
лургия», 1970. 259 с.
94. Лыков А. В. Теория теплопроводности. М., «Высшая школа», 1967.
600 с.
95. Любов Б. Я. Теовия кристаллизации в больших объемах. М., «Наука»,
1975. 256 с.
96. Мамутов Е. Л. Экранировка электронного пучка парами металла при
сварке. Труды МЭИ (секция энергомашиностроения). 1969, с. 52—59.
97. Мартынюк М. М. Роль испарения и кипения жидкого металла в процессе
электрического взрыва проводника. — «Журнал технической физики», 1974,
№ 6, с. 1262—1270.
98. Махорин Б. И., Золотухин В. Д., Гревцев Н. В. Влияние параметров раз-
рядного контура на формирование пленок при напылении электрическим взры-
вом. — «Физика и химия обработки материалов», 1973, № 2, с. 60—64.
99. Метастабильность жидкой фазы в условиях развитого испарения кон-
центрированных сред. Письма в ЖЭТФ, 1974, 19, вып. 2, 111с. Авт.: Н. В. Кар-
лов, Б. Б. Крынецкий, В. А. Мишин и др.
100. Минько Л. Я. Получение и исследование импульсных плазменных по-
токов. Ачинск, «Наука и техника», 1970. 184 с.
101. Миткевич Е. А. Исследование влияния паровой фазы на формирование
кратера при электронно-лучевой сварке металлов и резке кварцевого стекла.
Автореферат канд. диссертации, ЛПИ, Л., 1972. 17 с.
231
102. Младенов Г. М., Ледовской В. П., Кривков Б. Г. О тепловой модели
процесса обработки вещества внедренным электронным лучом. — «Физика и
химия обработки материалов», 1974, № 4, с. 134—137.
103. Мовсесянц Л. С. Зависимость тока, протекающего через образец при
сварке электронным лучом от глубины и формы проплавления. — В кн.: Сварка
электронным лучом (материалы конференции). МДНТП, 1974, с. 43—46.
104. Назаренко О. К.( Истомин Е. И., Локшин В. Е. Электронно-лучевая
сварка. М., «Машиностроение», 1966. 128 с.
105. Назаренко О. К-, Кайдалов А. А., Акопьянц К. С. О нестабильности
глубины проплавления при электронно-лучевой сварке. — В кн.: Сварка элек-
тронным лучом (материалы конференции). МДНТП, 1974, с. 26—30.
106. Назаренко О. К., Локшин В. Е., Акопьянц К* С. Измерение параметров
мощных электронных пучков методом вращающегося зонда. — «Электронная
обработка материалов», 1970, № 1, с. 87—90.
107. Назаренко О. К., Локшин В. Е., Истомин Е. И. Стабильность качества
и воспроизводимость формы швов, выполненных электронно-лучевой сваркой. —
«Автоматическая сварка, 1968, № 1, с. 21—27.
108. Намитоков К- К-( Красовицкий В. Б. О тепловом взрыве при фокуси-
ровке электронного пучка на поверхности металла. — «Физика и химия обработки
материалов», 1974, № 1, с. 10—13.
109. Наугольных К. А., Рой Н. А. Электрические разряды в воде. М., «Наука»,
1971. 156 с.
110. Несис Е. И. Кипение жидкостей. М., «Наука», 1973. 280 с.
111. Носков Д. А., Панковец Н. Г. Некоторые закономерности обработки
алмаза электронно-лучевым методом. — «Электронная обработка материалов»,
1969, № 5 (29), с. 27—30.
112. Носков Д. А., Панковец Н. Г. Взрывоподобные процессы при импульс-
ной обработке материалов электронным лучом. — «Физика и химия обработки
материалов», 1970, № 4, с. 16—20.
113. Об оптимальном по быстродействию режиме регулирования термиче-
ского цикла при нагреве стержня. — «Физика и химия обработки материалов»,
1976, № 5, с. 19—24. Авт.: Н. Н. Рыкалин, А. А. Углов, И. П. Доброволь-
ский и др.
114. Оборудование для электронно-лучевой сварки. Киев, «Наукова Думка»,
1973. 408 с. Авт.: А. И. Чвертко, О. К- Назаренко, А. М. Святский.
115. Об экспериментальном исследовании параметров тонких электронных
пучков. — «Физика и химия обработки материалов», 1974, № 3, с. 26—29. Авт.:
А. А. Углов, В. К- Дущенко, А. А. Васютин и др.
116. О времени существования узкого канала в жидкой фазе. —«Журнал
прикладной механики и технической физики» (ПМТФ), 1974, № 1, с. 121 —129.
Авт.: И. В. Зуев, Н. Н. Раров, Н. Н. Рыкалин и др.
117. О выбросе жидкой фазы при электронно-лучевой сварке и обработке. —
«Физика и химия обработки материалов», 1974, № 4, с. 149—150, Авт.: И. В. Зу-
ев, Н. К. Илющенко, М. А. Косых и др.
118. Ольшанский Н. А. Перенос металла в кратере при электронно-лучевой
сварке. — В кн. Сварка электронным лучом (материалы конференции). МДНТП,
1974, с. 3—9.
119. Ольшанский Н. А., Гурураджа Г. Д. Определение глубины проплавле-
ния при электронно-лучевой сварке. — «Сварочное производство», 1972, № 8,
с. 11—13.
120. Ольшанский Н. А., Назаренко О. К. Современное состояние электронно-
лучевой сварки в СССР. —В кн.: Электронно- и ионно-лучевая технология.
М., «Металлургия», 1968, с. 309—321.
121. Ольшанский Н. А., Мамутов Е. Л. Расчет давления паров в канале про-
плавления при электронно-лучевой сварке различных материалов. — «Электрон-
ная обработка материалов», 1970, № 6, с. 3—8.
122. Ольшанский Н. А., Шубин Ф. В. Оборудование для электронно-луче-
вой сварки металлов. М., «Энергия», 1967. 96 с.
123. О механизме проплавления кристаллических твердых тел электронным
232
лучом. Доклады АН СССР, 1967, 174, № 1, с. 76 -79. Авт.: И. В. Зуев, Ю. Л. Кра-
сулин, Н. Н. Рыкалин и др.
124. О нахождении коэффициента сосредоточенности электронного луча. —
«Физика и химия обработки материалов», 1970, №5, с. 14—18. Авт.: А. В. Баш-
катов, В. С. Постников, Ф. Н. Рыжков и др.
125. О некоторых особенностях процессов разрушения металлов сфокусиро-
ванным излучением лазера. —«Журнал технической физики», 1971, № 5,
с. 1037—1042. Авт.: Б. М. Жиряков, Н. Н. Рыкалин, А. А. Углов и др.
126. О некоторых эффектах при динамической фокусировке электронного
луча. — «Физика и химия обработки материалов», 1976, № 2, с. 131 —133. Авт.:
А. А. Углов, И. В. Зуев, Н. К. Илющенко и др.
127. О плавлении полубесконечного тела под действием внутреннего точеч-
ного источника тепла. — «Инженерно-физический журнал», 1973, 24, № 3,
с. 525—532. Авт.: Г. Е. Горелик, Н. В. Павлюкевич, Т. Я. Перельман и др.
128. О поведении интенсивного пучка электронов в жидкости. — «Физика
и химия обработки материалов», 1971, № 5, с. 127—131. Авт.: Л. Ю. Вольфсон,
А. Н. Кабанов, А. А. Кафафов и др.
129. Определение тепловых полей при сварке колеблющимся электронным
пучком. — «Физика и химия обработки материалов», 1972, № 2, с. 23—29.
Авт.: А. В. Башкатов, В. С. Постников, Ф. Н. Рыжков и др.
130. Осадим Б. А., Русаков Н. В. К конденсации эрозионной плазмы. —
«Журнал технической физики», 1974, № 2, с. 477—478.
131. Осадим Б. А., Шаповалов Г. И., Козлов JO. Ф. Приближенное решение
задачи о нестационарном испарении в вакууме. — «Физика и химия обработки
материалов», 1973, № 5, с. 142—144.
132. Особенности импульсных испарителей для напыления пленок. — В кн.:
Электронная техника, сер. III, Микроэлектроника, 1972, вып. 3, с. 62—70.
Авт.: В. Г. Днепровский, Б. А. Осадин, Н. В. Русаков и др.
133. Особенности формирования шва при электронно-лучевой сварке. —
«Сварочное производство», 1972, № 5, с. 10—12. Авт.: Ф. Н. Рыжков, А. В. Баш-
катов, В. С. Глотов и др.
134. Особенности электронно-лучевой сварки в различных пространственных
положениях. — «Автоматическая сварка», 1972, № 6, с. 1—4. Авт.: Б. Е. Па-
тон, О. К. Назаренко, В. Е. Локшин и др.
135. Островерхое Н. Т., Попов В. К., Степушина В. И. Экспериментальное
исследование тонкого электронного пучка с высокой удельной мощностью в крос-
совере. Электронная техника. Сер. 1, Электроника СВЧ, 1970, вып. 7,
с. 46—51.
136. Остроухое А. А. Анализ неупругого рассеяния электронов средних
энергий в приближении непрерывных потерь энергии. — «Физика твердого тела»,
1967,' 9, с. 1744—1754.
137. Оценка влияния теплопроводности на критические параметры элект-
тронно-лучевой обработки металлов с кинжальным проплавлением. — «Физика
и химия обработки материалов», 1974, № 3, с. 30—32. Авт.: Г. Е. Горелик,
Н. В. Павлюкевич, Т. Л. Перельман и др.
138. Патон Б. Е., Кубасов В. Н. Эксперимент по сварке металлов в кос-
мосе. — «Автоматическая сварка», 1970, № 5, с. 3—5.
139. Попов В. К* Удаление материала при импульсной электронно-лучевой
обработке. —«Электронная обработка материалов», 1967, № 1, с. 40—42.
140. Попов В. К. Некоторые вопросы теории электронной технологии.
Электронная техника. Сер. 1, Электроника СВЧ, 1970, вып. 4, с. 109—129.
141. Попов В. К- Взаимодействие электронного потока с веществом. — «Фи-
зика и химия обработки материалов», 1967, № 4, с. 11—24.
142. Попов В, К., Захаров М. И. О предельных температурах при нагреве
тела концентрированными источниками тепла. Электронная техника, сер. 1.
Электроника СВЧ, вып. 9, 1967, с. 133—143.
143. Попов В. Островерхое Н. Г., Шишкин В. И. КПД электронно-лу-
чевого нагрева. Электронная техника. Сер. 1, Электроника СВЧ, 1968, № 8,
с. 105—115.
144. Потери энергии электронов сварочного пучка в парогазовом канале. —
233
«Физика и химия обработки материалов»., 1975, №^2, с. 20—23. Авт. Е. А. Кор-
нилов, О. А. Металлов, О. К. Назаренко и др. ~
145. Прохоров Н. Н. Физические процессы в металлах при сварке. Т. 1,
М., «Металлургия», 1968. 696 с.
146. Раров Н. Н., Углов А. А., Зуев И. В. К оценке влияния параметров
источника тепла на форму углубления и величину деформации поверхности
жидкой фазы. Доклады АН СССР, 1972, т. 207, № 1, с. 83—85.
147. Расплетин Т. С., Шестаков А. И. Особенности формирования сварного
шва при электронно-лучевой сварке. — В кн/. Сварка. М., «Судостроение»,
1968, № 11, с. 126—134.
148. Раховский В. И. Физические основы коммутации электрического тока
в вакууме. М., «Наука», 1970. 536 с.
149. Ройх И. Л., Колтунова Л. Н., Федосов С. Н. Нанесение защитных по-
крытий в вакууме. «Машиностроение», М., 1976. 368 с.
150. Руссо В. Л., Кудояров Б. В., Суздалев И. В. О процессе проплавления
при сварке деталей большой толщины. — «Сварочное производство», 1971, № И,
151, Рыжков Ф. Н,г Башкатов А. В., Углов А. А. Амплитуда колебаний
электронного луча и ее влияние на форму и размеры проплавления. — «Физика
и химия обработки материалов», 1974, № 5, с. 14—19.
152. Рыжков Ф. Н., Щербинин И. П., Кривенков В. А. Следящая система
с периодическим контурным сканированием для электронно-лучевой сварки. —
«Автоматическая сварка», 1972, № 1, с. 40—42.
153. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М., Машгиз,
1951. 296 с.
154. Рыкалин Н. Н. Производительность и эффективность процесса проплав-
ления металла сварочной дугой. — В кн.: Процессы плавления основного металла
при сварке. М., Изд-во АН СССР, 1960, с. 5—70.
155. Рыкалин Н. Н., Кулагин И. Д., Шоршоров М. X. Расчет размеров зоны
проплавления поверхностной дугой и пламенем сварочной горелки. — В кн.:
Процессы плавления основного металла при сварке, М., Изд-во АН СССР, 1960,
с. 71 — 100.
156. Рыкалин Н. Н., Углов А. А. О роли объемного парообразования при
нагреве металлов излучением лазера. — «Физика и химия обработки материа-
лов», 1970, № 2, с. 30—33.
157. Рыкалин Н. Н., Углов А. А. Процессы объемного парообразования при
действии луча лазера на металлы. — «Теплофизика высоких температур», 1971,
№ 3, с. 575—583.
158. Рыкалин Н. Н., Углов А. А., Зуев И. В. Расчетные оценки некоторых
параметров кинжального проплавления металлов при электронно-лучевой
сварке. — В кн.: Электронно-лучевая сварка (материалы И Всесоюзной конфе-
ренции по электронно-лучевой сварке). Воронеж, МЭИ, ВПИ, 1970, с. 5—18.
159. Рыкалин Н. Н., Углов А. А., Зуев И. В. Механизм сварки и обработки
электронным лучом. — В кн.: Сварка электронным лучом (материалы конферен-
ции), М., МДНТП, 1974, с. 13—19.
160. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработка мате-
риалов. М., «Машиностроение», 1975. 296 с.
161. Ради Дж. Действие мощного лазерного излучения. М., «Мир», 1974.
470 с.
162. Синев В. П. О тепловом воздействии электронного луча на твердое тело.—
«Физика и химия обработки метериалов», 1973, № 2, с. 134—137.
163. Смелянский М. Я., Ткачев Л. Г., Лобачева Т. Н. Исследование специ-
фики тепловых процессов при электронно-лучевой сварке металлов большой тол-
щины — В кн/. Сварка электронным лучом (материалы конференции), М., МДНТП
1974, с. 47—54.
164. Смиян О. Д. Механизм процессов, происходящих при обработке мате-
риалов электронным лучом. — «Физика и химия обработки материалов», 1973,
№ 2, с. 2—9.
165. Теплофизика плазменного напыления, наплавки, резки и сфероидиза-
ции. — В кн.: Плазменные процессы в металлургии и технологии неорганических
234
материалов (к 70-летию академика Н. Н. Рыкалина). М., «Наука», 1973, с. 66—
84. Авт.: Н. Н. Рыкалин, И. Д. Кулагин, М. X. Шоршоров и др.
166. Углов А. А., Мелюков В. В. О численном решении некоторых задач оп-
тимального управления тепловыми процессами при сварке плавлением. —«Фи-
зика и химия обработки материалов», 1977, № 1, с. 130—134.
167. Худышев А. Ф. Влияние параметров режима электронно-лучевой сварки
на эффективную мощность источника. — «Физика и химия обработки материалов»,
1967, № 4, с. 71—75.
168. Худышев А. Ф., Славин Г. А. Исследование технологических возмож-
ностей импульсной электронно-лучевой сварки тонколистовых материалов. —
«Физика и химия обработки материалов», 1971, № 3, с. 13—19.
169. Чернышов Г. Г., Акулов А. И. Воздействие газодинамического удара на
ванну металла при сварке на весу в углекислом газе. — «Сварочное производство»,
1971, № 5, с. 12—14.
170. Чернышов Г. Г., Акулов А* И., Данилов В. А. Моделирование ванны
при сварке со сквозным проплавлением. — «Физика и химия обработки мате-
риалов», 1972, № 1, с. 45—50.
171. Чиркин В. С. Теплофизические свойства материалов ядерной техники
(справочник). М., Атомиздат, 1968. 484 с.
172. Шергов И. В., Воронин Ф. В., Шевлягина М. М. Система телевизион-
ного наблюдения за процессом электронно-лучевой сварки. — «Автоматическая
сварка», 1969, № 6, с. 65—68.
173. Шергов И. В., Жаринов В. И. Исследование излучательной способности
электронных пучков в процессе сварки — В кн.: Сварка электронным лучом (ма-
териалы конференции). М., МДНТП, 1974, с. 61—65.
174. Шергов И. В., Фридлендер Л. М., Жаринов В. И. Универсальная элек-
тронно-лучевая сварочная пушка с параметрами 60 кВ, 1 А. — В кн.:
Сварка электронным лучом (материалы конференции), М., МДНТП, 1974,
с. 89—91.
175. Шергов И. В., Шевлягина М. М. Исследование светотехнических пара-
метр оз процесса электронно-лучевой сварки.—В кн.: Электронно-лучевая
сварка (материалы II Всесоюзной конференции по электронно-лучевой сварке),
Воронеж, МЭИ, ВПИ, 1970, с. 32—36.
176. Шлихтинг Г. Теория пограничного слоя. М., «Наука», 1974, 712 с.
177. Шумахер Б. Законы проникновения электронов в вещество. — В кн.:
Электронно- и ионно-лучевая технология. М., «Металлургия», 1968, с. 7—43.
178. Щепетов В. Н. Особенности процесса диспергирования материала под
действием импульсных пучков электронов. — «Физика и химия обработки ма-
териалов», 1971, № 6, с. 93—96.
179. Эйгельбергер Р., Кайника Дж. Высокоскоростной удар. —В кн.: Фи-
зика быстропротекающих процессов. М., «Мир», 1971, с. 204—247.
180. Электронно-лучевая обработка плавленого кварца. — «Электронная
обработка материалов.», 1968, № 3, (21), с. 37—44. Авт.: В. В. Башенко,
А. В. Донской, С. А. Журавлева и др.
181. Энштейн П. Электронно-лучевая обработка тонких металлических пле-
нок на подложках. — В кн.: Электронно-и ионно-лучевая технология. М., «Ме-
таллургия», 1968, с. 117—125.
182. Янчук Л. М., Зуев И. В., Углов А. А. О влиянии степени заглубления
фокуса в материал на параметры проплавления при электронно-лучевой сварке. —
«Сварочное производство», 1974, № 12, с. 3—4.
183. Adams М. J. High voltage electron beam welding. British Welding Jour-
nal, 1968, 15, 134, p. 451.
184. Andrews J. D., Atthey O. R. Hole formation in high power penetration
welding. Central Electricity Generating Board, Marchwood Engineering Labora-
tories, R/M/N 689, 1973, 16 p.
185. Arch ar d G. D. Back scattering of electrons, «J. Appl. Phys.», 1961, 32,
N 8, p. 1505.
186. Armstrong R. E. Control of spiking in partial penetration electron beam
welds. «Welding Journal», 1970, 49 N 8, p. 382—388.
187. Boncoeur N., Marxic J. X., Rapin M. Le reglage de la focalisation et
235
le control des autres parametres d’un faisceau d’electrons par la mesure du
courant traversant la place a souder. «Soudage et techn. connexes», 1969, 23
N 5—6 p.
188. Cosslett В. E., Thomas R. N. Multiple scattering of 5—30 kev electrons
in evaporated metal films. I. Total transmission and angular disrtibution. «British
J. Appl. Phys.», 15, 8, 883; 11. Range—Energy relations, «British J. Appl. Phys.»,
15, N 11, p. 1283.
189. Dorn Lutz. Die Warmevorgange bei der Electronenstrahl- Werkstoff
bear — beitung. Teill, «VDI—Z», 1970, 112, N 17, s. 1143—1148.
190. Eggers H., Grimm H., Ruge J. Ausbildung der DampfkapilBare beim
Electronenstrahlchweissen. «Schweiss. und Schneid.», 1972, 24, N 6,
200—204.
191. Eichhorn F., Dieter N. Verfahren zur Regelung des Electronenstrahl-
schweissprozesses. «Schweiss. und Schn.», 1970, 22, N 3, p. 106—-107.
192. Hashimoto T., Matsuda J. An equation for calculating optimum welding
conditions in electron beam welding. Trans. National Research Institute for Me-
tals, 1967, 9, N 1, Japan.
193. Kenneth J. Harker. Non laminar flow in cilmdrical electron beams.
«Journal of Applied Physics», 1957, v. 28, N 6, p. 45.
194. Koch F., Naubert G. Wirkungsgradberechnung beim Elektronen—strahl-
schweissen. «Zis—Mitt», 1967, 9, N 5, 818-
195. Klemens P. G. Heat balance and flow conditions for electron beam and
laser welding. «Journal of Applied Physics», 1976, 47, N 5, p. 2165.
196. Le sou dag e par faiceau d’electrons. «Sciaky», 1968, p. 20.
197. Locke E., Hoag E., Hella R. Deep penetration welding with high power
CO2 lasers. «Welding Journal», 1972, 51, N 5, p. 245.
198. Lupin В. T. Dimensionless parameters for the correlatiod of elecrtod
beam welding variables. «Welding Journal», 1968, N 3, p. 1405.
199. Matting A., Koch H., Dorn L. Untersuchungen zum Aufschmelzverhalten
beim Electronenstrahlschweissen. «Schweissen und Schneiden», 1970, N 2.
200. Pahlitzsch Y., Jisser A. Technologie des Werkstoffabtrages mit Ele-
ctronenstrahlen. «Industrie—Anzeiger», 1966, N 32, IV, p. 73—80.
201. Pahlitzsch G., Visser A. Ursachen der theermischen Beeinflussung des
Werkstiicker bei der Electronenstrahlbear beitung. «Ann. C. J. R. Р», 1968, 16,
N 2, p. 193—201.
202. Passoja Dann E. Heat flow in elecrton beam welds. «Welding Journal»,
1966, 54, N 8, p. 3379—3384.
203. Pittaway L. G. The temperature distribution in thin foil and semi—
infinite targets, bomdardered by an electron beam. «British Journal of Applied
Physics», 1964, 15, 8.
204. Privosnik J. L., Smith R. S., Heverly J. S. Electron beam welding of
thick sections of 12% Cr turbine grade steel. «Welding Journal», 1971,
N 8, p.
205. Rykalin N. N., Uglov A. A., Zuev I. V. Mechanism of electron beam
welding of thick metal plates. Public colloquim of International Institute of Wel-
ding, Dusseldorf, 1973, p. 173—189.
206. Sandstrom D. J., Buchen J. F., Hanks G. S. On the measurement and
interpretation and application of parameters important to electron beam welding.
«Weld. Journ.», 1970, 49, N 7, p. 293—310.
207. Schwarz H. Remark on power density, total power and pressure of ele-
ctron beams as a welding, cutting and surfacing tool. «Review Scientific Instru-
ments», 1962, v. 33, N 6.
208. Schwarz H. Power density of optimally focused space—chargelimited
electron beams. «J. Appl. Phys.», 1962, v. 33, N 12.
209. Schwarz H. Mechanism of high—power—density electron beam penetra-
tion id metal. «Journal of Applied Physics», 1964, v. 35, N 7, p. 2020—2029.
210. Schahinian P., Atwell J. T., Broods E. J. Metal mixing during electron
beam welding. «Electrochemical Technologie», 1968, 6, N 7—8, p. 282—286.
211. Spenser L. V. Theory of electron penetration. Phys. Rev., 1955, 98, N 6,
p. 1597—1615.
236
212 Swift—Hook D. T., Gick A. E. F. Penetration welding with laser March-
wood Engineering Laboratories, R/M/N 637, June, 1972
213 Tong H., Giedt W. H. Radiographs of the Electron Beam Welding Ca-
vity. Review of Science Instruments, 1969, 40, N 10, p 1283—1285
214. Tong H., Giedt W. H. Depth of Penetration During Election Beam Wel-
ding. «Pap Amer Soc Meeh Eng », 1970, N WA^HT—2, p 1-9
215 Tong H., Giedt W. H. A dinamic interpretation of electron beam wel-
ding «Welding Journal», 1970, 49, N 6, p 259—266
216 Tomlin S. G. The back—scattering of electrons from solids «Proc Phvs
Soc », 82, N 3, p 465
217 Vine J., Einstein P. A. Heating effect of an election beam impinging
on a solid surface allowing for penetration «Proceedngs of the Institution of Ele-
ctrical Eng», 1964, v. Ill, N 5, p 921—930
218. Weber С. M., Funk E. R., Me Master R. C. Penetration mechanism of
partial penetration electron beam weldidg «Welding Journal», 1972, 51, N 2,
p 90—94
219 Wiesner Peter, Ehrhartet Horst. Zur berechnung, der strahlstromstarke
beim electionenstrahlschweissen «Zis—Mitt», 1967, N 5, 828—831.
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Введение............................................................ 5
Глава 1. Параметры электронного луна и методы их измерения . . . 13
Параметры электронного луча в непрерывном и импульсном
режимах . ........................................... 13
Измерение параметров электронного луча методом вращаю-
щегося зонда ........................................... 14
Распределение плотности тока по сечению электронного луча 17
Влияние параметров электронного луча на его диаметр ... 22
Измерение параметров электронного луча неподвижными
зондами................................................ 25
Измерение параметров электронных пучков тонкопленочным
зондом ................................................. 28
Глава 2. Физические процессы при воздействии электронного луча
на материалы .................................................... 32
Закономерности потерь энергии электронов в конденсирован-
ных и газовых средах.................................... 32
Основные процессы взаимодействия электронов с веществом 35
Характеристики теплового источника при электронно-луче-
вом воздействии ........................................ 47
Условия перехода к взрывному вскипанию.............. 52
Процессы плавления, испарения и выброса продуктов раз-
рушения ................................................ 59
Кинетика формирования канала .......................... 64
Эмиссия электронов из зоны воздействия электронного луча
и эффективный КПД электронно-лучевого нагрева........... 71
Взаимодействие электронного луча с плазмой в зоне обработки 79
Глава 3. Гидродинамические процессы в зоне воздействия электронного
луча на материалы ................................................. 84
Поведение канала в жидкой фазе в процессе электронно-
лучевого воздействия .................................. 84
Деформация поверхности жидкой фазы при электронно-
лучевом воздействии ................. 86
Определение времени смыкания канала в жидкой фазе под
действием гравитационных и капиллярных сил.............. 90
Численное решение задачи о затекании узкого канала в жид-
кости .................................................. 99
Влияние гидродинамических явлений на образование де-
фектов зоны обработки ................. 105
Перенос жидкого металла в канале при глубоком проплавле-
нии ................................................... 110
Глава 4. Тепловые процессы в зоне электронно-лучевого воздействия . . 118
Температурное поле в зоне обработки................... 118
Связь параметров электронного луча с характеристиками
глубокого проплавления в металлах..................... 121
238
Комбинированные модели теплового источника при глубо-
ком проплавлении 126
Эффективность теплового источника при глубоком проплав-
лении 131
Тепловые процессы при воздействии колеблющегося (скани-
рующего) электронного луча 139
Г л а в а 5 Формирование отверстия (реза) при электронно-лучевой
обработке . 156
Модель образования отверстия за счет поверхностного испа-
рения . 156
Закономерности выброса жидкой фазы при электронно-луче-
вом воздействии 163
Определение диаметра отверстия при обработке 167
Определение оптимальной величины заглубления фокуса
электронного луча в материал при обработке 171
Высокочастотное сканирование фокуса электронного луча
как средство борьбы с дефектами формирования сварных
швов и отверстий . . . 173
Выбор режимов получения отверстий и пазов 175
Получение пленок и покрытий с помощью импульсного
электронно-лучевого воздействия . 181
Глава 6 Закономерности проплавления металлов при электронно-
лучевом воздействии . . . 188
Влияние удельной мощности электронного луча на геометрию
эоны проплавления . . 188
Влияние изменения рабочего расстояния пушка—деталь
на геометрию зоны проплавления 193
Связь параметров электронного луча с геометрическими ха-
рактеристиками зоны проплавления . 197
Расчет геометрических характеристик сварного шва 200
Влияние ускоряющего напряжения на геометрические ха-
рактеристики проплавления 205
Термические циклы при проплавлении пластин электронным
лучом 209
Регулирование термического цикла при электронно-луче-
вом нагреве . 210
Контроль и регулирование параметров электронно-лучевого
нагрева . ... 219
Список литературы . , ............ W
ИБ Ко 1108
Николай Николаевич Рыкалин
Игорь Васильевич Зуев
Александр Алексеевич Углов
ОСНОВЫ ЭЛЕКТРОННО-ЛУЧЕВОЙ
ОБРАБОТКИ МАТЕРИАЛОВ
Редактор А. И. Коновалов
Художественный редактор В А Галкин
I ехнический редактор Л А Макарова
Корректор Ю. Н. Рыбакова
Переплет художника Г В Б остова
Сдано в набор 07 06 78 Подписано в пе гать 01 09 78 Т 16908 Формат бОхЭОДЙв
Бумага типографская № 1 Гарнитура литературная Печать высокая
Усл печ л 15 0 Уч изд л 16 0 Тираж 10 000 экз Заказ 963. Цена 1 р 40 к
Издательство «Машиностроение», 107885, Москва I СП 6, 1 й Басманный пер , 3.
Ленинградская типография 6 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли,
193144, Ленинград, С 144, }л Моисеенко, 10