/


























































































Похожие



Текст
АМК18
Инструкция по эксплуатации
гидравлического одностоечного пресса
PYE
модификации N-S/1-SS
Народное предприятие Станкостроительный завод г. Цейленрода оставляет
за собой технические изменения в смысле научно-технического прогресса.
Маленькие технические изменения, которые не оказывают влияние на функ-
цию и обслуживание прессов не были приняты во внимание в этой брошюре.
Невозможно выводить требования разного вида из наставления обслужи-
вания.
• *
АЖ 18
Инструкция
по эксплуатации гидравлического одностоечного
пресса РУ£, модификации S/I и SS
Содержание
Пуск в эксплуатацию
Замена масла, спуск масла
Крепление штампов
Общая схема
Установка прессового усилия
Наладка/установка хода
Малый ход/светильник станка
Управление рукояткой
Управление одной рукой
Управление двумя руками
Педальное управление
Непрерывный ход
Установка переключателя режимов
и времени прессования
Символы
Электрическая система управления
Диаграмма работы пресса
Краткая инструкция для оператора
Обслуживание и уход
Гидравлическая система
Электрооборудование
Радиальный поршневой насос
Шестерёнчатый насос
Установка опорного клапана
Замена уплотнений
Дополнение к АЖ 29
581,20-0040:023-01
581.20-0041:123-01
581.20-0041:123-02
581.20-0041:123-03
581.20-0041:023-01 - -02
581.20-0042:123-01
581.20-0043:023-01 - -03
581.20-0043:023-04
581.20-0044:023-01
581.20-0044:023-10
581.20:0044:023-20
581.20-0044:023-30
581.20-0044:023-40
581.20-0044:023-50
581.20-0046:123-01 - -02
581.20-0047:023-01
581.20-0048:023-01
581.20-0049:023-01
581.20-0050:123-01 - .07
581.20-0050:123-10
581.20-0050:123-20
проспект
проспект
581.20-0052:123-01 - -02
581.20-0052:123-10 - -12
581.20-0053:023-01
581.20-0053:123-01
АМК 18
Инструкция по эксплуатации
Гидравлический одностоечный пресс PYE
вариант N
Содержание 581.20-0040:100-01
Ввод в эксплуатацию Замена масла, спуск масла Закрепление инструмента Общий вид пресса (чертёж) 581.20-0041:123-01 581.20-0041:123-02 581.20-0041:123-03 581.20-0041:100-01 - -02
Установка прессового усилия 581.20-0042:123-01
Наладка/установка хода 581.20-0043:100-01.
Управление одной рукой Управление двумя руками Педальное управление 581.20-0044:100-10 581.20-0044:100-20 581.20-0044:100-30
Символы 581.20-0046:123-01 - -02
Краткая инструкция для оператора 581.20-0049:100-01
Уход и обслуживание Гидравлическая система Электрооборудование 581.20-0050:123-01 - -07 581.20-0050:123-10 581.20-0050:123-20
Радиальный поршневой насос проспект
Установка опорного клапана Замена уплотнений 581.20-0052:123-01 - -02 581.20-0052:123-10 - -12
Дополнение к АМК 581.20-0053:100-01 581.20-0053:123-01
Инструкция по эксплуатации
Гидравлическая установка для глубокой вытяжки
Содержание 581.20-0058:125:01
Гидравлическая установка для глу- 581.20-0058:123:02
бокой вытяжки
Обзорный чертёж 581.20-0059:123:01
Обзорный чертёж 581.20-0059:123:05
Гидравлический выталкиватель в прессовом столе,
комбинированный с установкой для глубокой вытяжки
Содержание 581.20-0059:023-01
Гидравлический выталкиватель в 581.20-0059:023-02 —04
прессовом столе, комбинированный
с установкой для глубокой вытяжки
Гвдравличекая установка для 581.20-0058:123-02
глубокой вытяжки
Обзорный чертёж 581.20-0059:023-05
Выталкиватель в ползуне
581.20-0058:123-20
.4, .
чЖ"
581.20-0041:100-01
581.20-0041 :I2 3-01
Инструкция по эксплуатации
Пуск в эксплуатацию
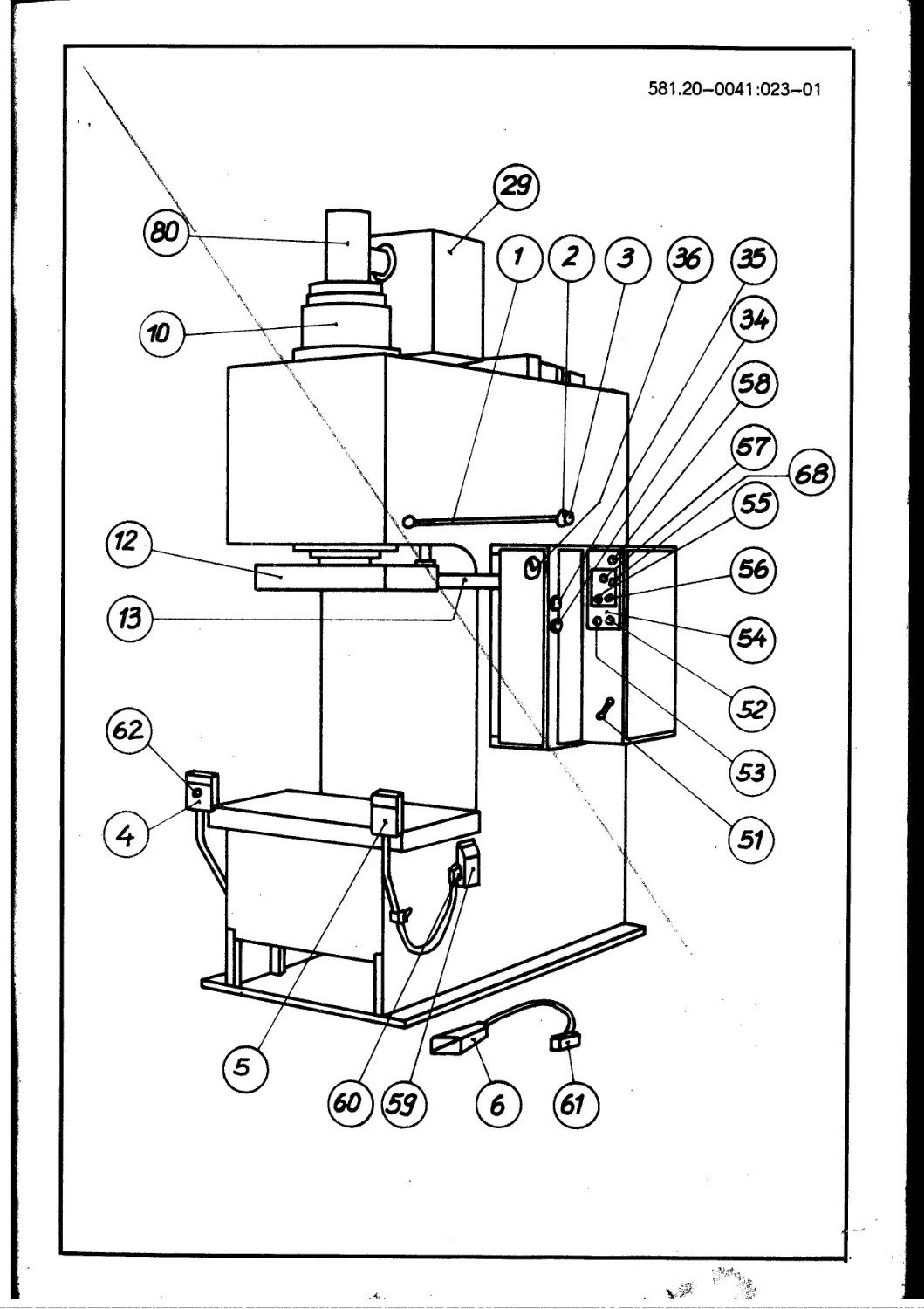
После установки пресса согласно АМК 17Д или согласно особой
инструкции по монтажу необходимо тщательно смонтировать все
отдельные детали, входящие в комплект поотавки пресса (детали
для ручного управления, педаль, ключи и т.д. в большинстве
случаев упакованы отдельно). Пресс следует основательно очис-
тить от коррозионного покрытия и грязи, при этом нельзя приме-
нять ворсистые тряпки и ветошь. Все соединительные и крепёжные
болты, включая болты электрооборудования, проверить на плот-
ность и посадки и подтянуть.
Внимание!
Перед наладкой пресса или работами по пуску его в эксплуатацию
необходимо детально ознакомиться с инструкцией по эксплуатации.
Для сохранения работоспособности пресса необходимо соблюдать
указания всех разделов инструкции,
Заправка маслом
Предназначенное для первичной заправки и замены маоло (приме-
нение по АМК 22 или по инструкции по смазке) наливается после
открытия небольшой крышки (26) в фильтрованном состоянии в
резервуар для масла. Масла берётся столько, чтобы уровень его
был виден в верхнем маолоуказателе (30). Во время работы прес-
са уровень масла понижается, но не должен опускаться больше,
чем до нижнего маслоуказателя (31). При необходимости следует
долить масло того же качества.
При проверке уровня масла ползун должен быть по возможности
внутри цилиндра (крайнее верхнее положение ползуна). На типах
прессов со вспомогательным резервуаром для наполнения масла
(29) масло наполняется также до верхнего маслоуказателя (30).
После короткого срока работы станка, как это описано под пунк-
том”наладка”, вспомогательный резервуар наполняется автомати-
чески, поэтому уровень масла в резервуаре для масла падает и
должен быть поднят до верхнего маслоуказателя маслом того же
качества. Пробка для спуска масла (28) на вспомогательном ре-
зервуаре должна быть при наполнении и во время работы пресса
всегда закрыта.
581.20-0041:123-02
Инструкция по эксплуатации
Замена масла или спуск масла
При замене масла или при спуске его масло лучше всего отка-
чивать ручным или моторным насосом. Необходимое для этого
отверстие открывается отвинчиванием крепёжных болтов крышки
фильтра (27) и осторожным вытягиванием магнитного фильтра
вверх из резервуара для масла. При этом необходимо следить
за тем, чтобы прилипшая к магнитам грязь не попала в резер-
вуар для масла. Основательная чистка магнитного фильтра
производится вне станка. Остатки масла или употреблённое
для очистки резервуара промывочное масло выпускаются открыва-
нием пробки для спуска масла (32) на дне резервуара для мас-
ла..
На прессах со вспомогательным резервуаром для масла замена
или спуск масла производится также в этих резервуарах. Масло
спускается, когда пробка для спуска масла (28) вывинчивается
приблизительно на 5 оборотов. Спуск масла из вспомогательно-
го резервуара разрешается, однако, производить только после
того, как резервуар пресса уже опорожнен от масла. Б против-
ном случае может оказаться, что объём резервуара для масла
не достаточен и масло выльется из резервуаре и из пресса.
581.20-0041:125-03
Инструкция по эксплуатации
Крепление штампов
В плите стола имеются Т-образные павы. Подлежащие креплению
нижние части штампов крепятся в этих пазах при поиоф Т-об-
разных пазовых сухарей, шпилек и зажимных планок.
Лёгкие верхние чаоти штампов с зажимными цапфами можно уста-
навливать в отверстие ползуна и затягивать зажимным винтом
(20).
Тяжёлые верхние части штампов лучше закреплять, как и ниж-
ние части штампов, при помощи Т-образных пазов, имеющихся в
плитах ползуна.
Модификации ЯУЕ ION-S/I-SS не имеют Т-образных вазов.
Здесь закрепление штампов осуществляется посредством зажим-
ных отверстий в плитах ползуна.
При всех укрепляемых штампах необходимо следить за тем ,
чтобы центр тяжести штампа размещался вне центра ползуне,
только в определённом порядке величин, в зависимости от уси-
лия пресса и хода пресса (см. АМК 15).
При применении вырубных штампов без амортизирующего устрой-
ства мбгут возникать радиопомехи, созданные установленными
в станке электроприборами.
лйг .ЧМТ ч-м иапл1- . -e-JHI'H » <--<.•** •«^и^ч<**м»-лм».-глвя*#-У*»у'Ч«*. «к-чмяжвх^..^^-. jW.’limjaai.iHiTiwnW-iW ,^i
581.20 -0042:123-01
Инструкция по эксплуатации
Установка прессового усилия
Необходимое для соответствующей рабочей операции усилие
можно установить бесступенчато вращением звездообразной ру-
коятки (34) почти от нуля до максимума. Глубина ввинчивания
шпинделя звездообразной рукоятки и, тем самым, максимально
достижимое прессовое усилие, ограничены изготовителем при
помощи двух взаимно застопоренных гаек.
Наладка производилась при рабочей температуре масла (около
50°С).
Установка прессового усилия может производиться, если ползун
опирается на подставку или штамп. При начале работы с холод-
ным маслом прессовое усилие необходимо постоянно уменьшать и
регулировать по мере нагревания масла. Эта операция необходи-
ма вследствие изменений вязкости применяемого гидравлического
масла.
Прибор для измерения прессового усилия
Прибор для измерения прессового усилия (36) служит для уста-
новки и контроля прессового усилия. Для сохранности прибора
следует с помощью звездообразной рукоятки (35) дросселировать
приток к нему до такой степени, чтобы отклонение стрелки про-
исходило плавно. Во время непрерывного производственного про-
цесса прибор следует полностью отключить. Это достигается
дальнейшим вращением звездообразной рукоятки вправо и затя-
гиванием её.
581.20-0043:023-01
Инструкция по эксплуатации
Наладка
Парад включением станка необходимо ознакомиться со всеми
механизмами управления и их действием.
Только после наполнения резервуара маслом при помощи кратко-
го нажатия кнопок (52) в (53) ивкл." и "выкл." установить,
соответствует ли направление вращения двигателей указанному
стрелкой. Если это не так, следует переключить полосы под-
водящей линии пресса, чтобы достичь соответствия.
После этого можно приступить к наладке пресса.
Перед окончательным пуском в ход посла монтажа и замены мас-
ла пресс необходимо включить на 4 - 5 минут со сблокирован-
ной рукояткой (I), вдвинутым предохранительным замком (3)
и при неподвижном состоянии ползуна.
Установка хода
После снятия крышки (37), которая обычно всегда должна быть
закрыта, можно чётко отрегулировать расположенные между план-
ками конечные выключатели, направляющие и зажимные детали
(в дальнейшем тексте обозначаются только как конечные выклю-
чатели) в пределах длины хода ползуна. Ослабление и зажим
конечных выключателей производится при помощи инструментов.
При обычной работе пресса конечный выключатель (47) устанав-
ливается на такой глубине, что в положении прессования он
не может включаться плечом включения (13). Если это не приня-
то во внимание и конечный выключатель нажимается, то ползун
пресса остановится без движения в своём положении, прессова-
ние не осуществляется. Отпустив кнопки соответствующих меха-
низмов управления, ползун возвращается в исходное положение.
Применение конечного выключателя (47) предназначено главным
образом для операций продавливания, требующих отключения
движения ползуна вниз, например, протягивание, прошивка, вы-
давливание втулок и т.д.
581.20-0043:023-02
Инструкция по эксплуатации
Для достижения точных высот прессования или ограничений хода
ползуна (вырубка, листовая штамповка и т.д.) в приспособлени-
ях или в штампах предусмотрен неподвижный упор, так как регу-
лировка хода зависит от скорости ползуна. Конечный выключа-
тель (44) служит для ограничения ходя ползуна вверх. От высо-
ты прессования в штампе до замыкания контакта в конечном вы-
ключателе (44) следует установить технически необходимую, но
и экономически выгодную длину ходе. При этом необходимо сле-
дить за тем, чтобы с перемещением конечного выключателя (44)
вниз в направлении штампа конечный выключатель (45) тоже был
перемещён, если между обоими конечными выключателями не име-
ется более промежутка.
Конечный выключатель (44) имеет упор, который не допускает
пробега мимо конечного выключателя (45). Замыкание контакта
в конечном выключателе (45) вызывает при обратном ходе ползу-
на затормаживание или переключение ускоренного хода на нор-
мальную скорость. Расстояние между конечным выключателем (45)
и конечным выключателем (44) должно быть выбрано так, чтобы,
несмотря на заметное торможение, не затрачивалось много вре-
мени на прохождение длины хода при нормальной скорости. Пред-
почтительно не ставить оба конечных выключателя (44 и 45) на
одну и ту хе высоту. Конечный выключатель (46) устанавливает-
ся на высоте так, чтобы замыкание контакте происходило прежде,
чем ползун своей верхней частью штампа соприкоснётся с заго-
товкой. Тем самым в прессах типоразмеров SS, а также у вари-
антов 100 - 250 S/I происходит переключение ускоренного хода
на нормальную скорость. Если конечный выключатель (46) не сра-
ботает, то ползун ударяет с энергией ускоренного хода. В этом
случае не используется всё прессовое усилие станка, хотя оно
и указывается на приборе для измерения прессового усилия (36).
Конечный выключатель (46) служит в прессах типоразмеров SS
одновременно, а в прессах типоразмеров SI исключительно для
дачи импульсов реле времени для установки продолжительности
прессования. Пояснения к этому см. в разделе "Установка вре-
мени прессования”.
При холостом ходе пресса, при наладке рукояткой или во время
хода ползуна плечо включения (13) должно находиться или пере-
мещаться только между конечными выключателями (44) и (47).
581.20-0043:023-03
Инструкция по эксплуатации
Важно!
Если пресс включен при холодном масле и конечный выключатель
(44) находится в крайнем верхнем положении, конечный выключа-
тель (45) должен быть настолько перемещён вниз, чтобы ползун
не мог сверху наехать на цилиндр.
Путь регулировки (х) около 50 - 150 мм в зависимости от типа
пресса и вязкости масла. После короткого времени работы прес-
са конечный выключатель (45) вновь передвигается вверх настоль-
ко, чтобы не происходило заметного замедления торможения.
581.20-0043:025-04
Инструкция по эксплуатации
Малый ход
Если установленный для плоских изделий или других коротких
рабочих операций нормальный ход более не выгоден технически и
экономически, то пресс со встроенным переключателем малого хо-
да (видно по выключателю (68) можно перевести при помощи это-
го выключателя на малый ход. Наименьший выполняемый ход ползу-
на составляет около 10 мм, небольшие отклонения возникают в
зависимости от типа пресса и типоразмера.
Для ограничения хода ползуна вверх используется конечный выклю-
чатель (44); конечный выключатель (45) находится примерно на
одном уровне с ним и тоже перебегается. При прохождении корот-
кого рабочего пути ползуна вниз должен включаться конечный вы-
ключатель (46), так как благодаря этому контакту через реле
времени включается обратный ход ползуна. Желаемое или требуе-
мое время прессования от замыкания контакта (46) до начала об-
ратного хода ползуна устанавливается так» как это описано в
пункте "Регулировка времени прессования".
Переключение обратно на длинный ход происходит опять через вы-
ключатель (68), дальнейшие необходимые регулировки производят-
ся аналогично описанию "Регулировки хода".
Внимание!
Малый код у прессов РУЕ 10 S/I - РУЕ 63 S/I
У этих типов прессов при переключении на малый ход необходимо
плотно закрыть запорный кран, установленный в линии управления
9 8 или ? 10 мм между ходовым клапаном на управляющей колоше
и клапаном для заполнения (80).
После переключения с малого хода на нормальный ход этот запор-
ный клапан следует вновь открыть вращением его влево до упора,
так как в противном случае происходит медленный возврат ползу-
на пресса.
Светильник пресса
Для работы прессового светильника предусмотрено напряжение в
24 В при макс, отборе мощности 60 Вт.
Для подключения светильника под клеммной коробкой для левого
ручного обслуживания находится зажим. Светильник можно присое-
динить к нему непосредственно или через отвечающую правилам
безопасности розетку.
581.20-0043:100-01
Инструкция по эксплуатации
Наладь
Перед включением пресса необходимо полностью ознакомиться со
всеми элементами обслуживания и их действием.
Только после наполнения масляного резервуара маслом кратко-
временным включением и выключением кнопок (52/62) установить,
соответствует ли направление вращения электродвигателя нане-
сённой стрелке. Если это не так, то соответствие достигается
изменением полярности проводки к станку.
Теперь можно приступить к наладке станка.
Перед окончательным вводом станка в эксплуатацию после его
установки и после каждой замены масла станок должен работать
около 4-5 минут с включённым двигателем при неподвижном пол-
зуне .
Установка ходя
Оба упора (40) и (41), оснащённые звездообразной рукояткой,
деблокируются и устанавливаются на нужный ход ползуне пресса.
Нижний упор (41) следует, однако, установить так низко, что-
бы плечо включения (13) не упиралось в него при конечном поло-
жении прессования. При несоблюдении этого плечо включения
наезжает на упор, ход полуна прерывается, процесс прессования
не выполняется. После освобождения соответствующих элементов
управления прессовый ползун возвращается в исходное положение,
определяемое верхним упором (40).
Если на станке производятся работы по протяжке или принципи-
ально сходные работы по прошивке или продавливанию, то нижний
упор применяется для выключения движения ползуна вниз. Для до-
стижения точных размеров по высоте, наир, при рубке или итам-
повке, в приспособлениях или инструментах следует предусмот-
реть жёсткий упор, так как регулировка хода работает в зави-
симости от скорости ползуна.
581.20-0044:023-01
Инструкция по эксплуатации
Управление рукояткой
Управление рукояткой применяется для наладки пресса и при
особенно точных работах.
Наладка и работа с применением управления рукояткой:
Повернуть переключатель режимов (55) в положение "Наладка".
Тем самым все остальные элементы управления электрически бло-
кируются. Предохранительный замок (3) деблокировать и выта-
щить из отупицы рукоятки (2). Давлением пружины рукоятка пе-
ремещается в её среднее положение, так что нагнетаемое насо-
сом масло может циркулировать без давления. При движении ру-
коятки вниз или вверх ползун может передвигаться е бесступен-
чато изменяемой скоростью.
Если пресс после наладки необходимо переключить на другой ре-
жим обслуживания, то прежде всего рукоятка должна быть подня-
та вверх настолько, чтобы можно было снова вдвинуть предохра-
нительный замок. После блокировки предохранительный замок
снимается. Теперь прессом больше нельзя управлять при помощи
рукоятки.
Внимание!
Сблокированная рукоятка (I) является основным условием без-
отказного управления прессом при любом другом режиме обслужи-
вания.
581.20-0044:023-10
Инструкция по эксплуатации
Обслуживание одной рукой
Обслуживание одной рукой применяется тогда, когда нужно под-
держивать одной рукой громоздкие детали, втулки, валы или по-
добные заготовки перед прессованием или во время процесса.
ВАЖНО : Разрешается только при соблюдении правил техни-
ки безопасности.
При положении - обслуживание одной рукой -
повернуть переключатель режимов (56) в положение - одиночный
ход -, повернуть переключатель режимов (55) в положение - ле-
вая рука - или - правая рука -.
Поворотная рукоятка для регулировки времени прессования (58)
поворачивается вращением влево до упора, тем самым время прес-
сования устанавливается на 0 (зависящие от времени операции
прессования см. в пункте "Установка времени прессования").
Такая установка электрически блокирует все другие варианты
управления.
При нажатии правой (5) или левой (4) кнопки ползун наезжает
на заготовку и остаётся в положении прессования до тех пор,
пока кнопка не будет отпущена. После этого происходит возвра-
щение ползуна в его верхнее исходное положение.
581.20-0044:023-20
Инструкция по эксплуатации
Обслуживание двумя руками
Обслуживание двумя руками применяется тогда, когда управле-
ние рукояткой или педалью недопустимо по соображениям техни-
ки безопасности.
При положении - обслуживание двумя руками -
повернуть ручку переключателя режимов (56) в положение - оди-
ночный ход -, ручку переключателя режимов (55) повернуть в по-
ложение - управление двумя руками -.
Поворотная рукоятка для регулирования времени прессования (58)
поворачивается вращением влево до упора, тем самым время прес-
сования устанавливается на 0 (операции прессования, зависящие
от времени, см. в пункте "Установка времени прессования”).
Такая установке электрически блокирует все другие варианты
управления.
Механизмы управления двумя руками (4) и (5) устанавливаются
перед началом работы в наиболее удобном для оператора поло-
жении.
При обслуживании двумя руками выполнение хода прессования воз-
можно лишь тогда, когда обе кнопки (4) и (5) нажимаются одно-
временно в промежутке времени около 0,5 сек. При таком управ-
лении ползун перемещается вниз, наезжает на заготовку и оста-
ётся в положении прессования до тех пор, пока одна или обе
кнопки не будут отпущены. Освобождение одной кнопки ведёт к
тому, что ползун не давит, но остаётся в положении прессова-
ния. При освобождении обеих кнопок ползун возвращается в своё
верхнее исходное положение. Если оператор попытается во время
движения ползуна вниз прервать его движение и произвести вме-
шательство в рабочее пространство пресса, ползун останавлива-
ется, как это уже было описано выше.
При применении приспособления для блокировки хода прессования,
необходимо заменить вариантный штепсель Ь 45-3 на b 45-1 на
щите управления I и следить за тем, чтобы при срабатывании
переключения Ь 16 штампы пододвигались один к другому на рас-
стояние до « 8 мм.
При применении штампов, не соответствующих данному методу
управления, следует вновь установить нормальный вариант 6 45-1.
581.20-0044:023-30
Инструкция по эксплуатации
Педальное управление
Педальное управление применяется главным образом при сидячем
обслуживании. Преимуществом является то, что обе руки опера-
тора свободны для подготовки и укладки деталей.
ВАЖНО: Разрешается только в случав соблюдения правил
техники безопасности!
При положении - педальное управление -
повернуть ручку переключателя режимов (56) в положение - оди-
ночный ход -, повернуть ручку переключателя режимов (55) в
положение - педальное управление
Поворотная рукоятка для регулирования времени прессования (58)
поворачивается вращением влево до упора, тем самым время прес-
сования устанавливается на 0 (операции прессования, зависящие
от времени, см. в пункте "Установка времени прессования").
Такая установка электрически блокирует все другие варианты
управления.
Вынув штепсель (60) из подсоединительного ящика (59), отклю-
чить штепсельное соединение правой части ручного управления
(5). В освобождённую штепсельную планку тщательно вставляется
штекер (61) ножного выключателя (6).
Соединение ножного выключателя с прессом возможно только на
этой правой стороне пресса.
При нажатии ножного выключателя ползун наезжает на заготовку
и остаётся в положении прессования до тех пор, пока выключа-
тель не освобождается.
581.20-0044:023-40
Инструкция по эксплуатации
Непрерывный ход
Станок может работать на непрерывном ходу в сочетании со
встроенным загрузочным устройством, поворотным столом или
ленточной подачей или с другими подобными средствами автома-
тизации.
ВАЖНО : Разрешается только в случав соблюдения правил
техники безопасности!
При положении - непрерывный ход -
повернуть рукоятку переключателя режимов (56) в положение
- непрерывный ход -,
повернуть рукоятку переключателя режимов (55) в положение
режима работы, в котором станок должен работать не непрерыв-
ном ходу. Рекомендуется использовать положение "левая рука",
так как в левой части ручного управления (4) находится и
"Аварийная кнопка стоп" (62).
Поворотная рукоятка регулирования времени прессования (58)
устанавливается вращением вправо на время, необходимое для
возвращения ползуна (см. пункт "Установка времени прессова-
ния").
В дополнительных устройствах в соответствующих деталях управ-
ления предусмотрена кнопка "Авария - стоп". С помощью кнопки
"Авария - стоп" пресс отключается во время непрерывного ходе
или немедленно прерывается ход пресса в случав опасности
(замыкающее движение штампов). Во время нажатия кнопки ползун
остаётся беж давления в выключенном положении и лишь после
освобождения кнопки "Авария - стоп" и других элементов управ-
ления (4) (5) (6) возвращается в своё исходное положение.
581.20-0044:023-50
Инструкция по эксплуатации
Переключатель режимов
При помощи переключателей режимов работы (55) и (56) можно
выбрать наиболее целесообразный и продуктивный метод управле-
ния прессом, причём во всех случаях необходимо соблюдать спе-
циальные правила техники безопасности. Чтобы преградить до-
ступ к переключателям посторонних лиц, рукоятки переключате-
лей расположены под закрывающейся прозрачной крышкой (57).
После наладки эта крышка закрывается, а ключ хранится у от-
ветственного за пресс дица.
Установка времени прессования
Если для проведения рабочей операции требуется определённое
время прессования, то его можно установить с помощью реле
времени (58) (макс. 10 сек). При этом следует помнить, что
импульс для включения реле времени даётся конечным выключате-
лем (46) приспособления для ограничения хода. Для получения
желаемого времени прессования необходимо сложить время пробе-
га от конечного выключателя (46) до насаживания на заготовку.
По истечении установленного времени реле отключает процесс
прессования. При методе работы непрерывным ходом это означа-
ет одновременное включение обратного перемещения ползуна, а
для всех других способов управления - остановку ползуна без
давления в положении прессования. Только после освобождения
соответствующей детали управления происходит возврат ползуна
в исходное положение. Если установленное на реле время прессо-
вания недостаточно, происходит обратное движение ползуна
после дачи импульса конечным выключателем (46), и операция
прессования остаётся невыполненной. Это можно изменить, уве-
личив время прессования или установив конечный выключатель
(46) ближе к штампу, но настолько, чтобы в любом случае проис-
ходило включение выключателя (46) до начала процесса прессо-
вания.
581.20-0044:100-10
Инструкция по эксплуатации
Управление одной рукой
Управление одной рукой применяется при наладке станка или
тогда, когда перед прессованием или во время него приходится
держать одной рукой громоздкие детали, валы, втулки и т.д.
Важно: Допустимо только при соблюдении правил техники
безопасности!
В положении - "управление одной рукой":
После открывания и удаления замка (42) из держателя устройст-
во управления поворачивается звездообразной рукояткой (43)
так, чтобы поворачивающаяся вместе с ним стрелка показывала
на символ желаемого режима управления - на "управление одной
рукой".
В этом положении замок вновь вставляется, блокируется, а ключ
вынимается. Этим все другие режимы управления блокируются.
При движении правой ручной рукоятки (8) вверх или вниз ползун
движется точно, с бесступенчато изменяемой скоростью.
При обычном методе работы ползун движется вниз, в рабочее по-
ложение, и прессует до тех пор, пока не будет освобождена
ручная рукоятка. После освобождения ручной рукоятки ползун
возвращается в своё исходное положение.
При установке на "управление одной рукой" левая ручная рукоят-
ка (7) может быть снята - она не действует. При нажатии кноп-
ки "Авария - стоп" (62) отключается гидравлический привод,
так что ползун пресса можно сразу остановить.
581.20-0044:100-20
Инструкция по эксплуатации
Управление двумя руками
Управление двумя руками применяется тогда, когда управление
одной рукой или педалью не допускается правилами техники бе-
зопасности (АСАО).
При положении "управление двумя руками":
После размыкания и извлечения замка (42) из держателя устрой-
ство управления поворачивается звездообразной рукояткой <43)
так, чтобы поворачивающаяся вместе с ним стрелка показывала
на символ желаемого режима - на "управление двумя руками".
В этом положении замок вновь вставляется, блокируется, а ключ
вынимается.
Этим блокируются все другие режимы управления.
Управление двумя руками работает только тогда, когда обе руч-
ные рукоятки приводятся в действие одновременно и равномерно.
При попытке во время движения ползуна вниз ещё раз прервать
его движение и произвести вмешательство в рабочее простран-
ство пресса, то есть при освобождении обеих ручных рукояток,
ползун возвращается в своё верхнее исходное положение.
При обычном методе работы ползун опускается вниз, в рабочее
положение, и прессует до тех пор, пока не будут освобождены
одна или обе ручные рукоятки.
При нажатии кнопки "Авария - стоп" (62) гидравлический привод
отключается, так что ползун сразу устанавливается.
581.20-0044:100-30
Инструкция по эксплуатации
ЧДМДШУ управление
Педальное управление применяется главным образом при сидячем
обслуживании. Преимуществом является то, что руки оператора
свободны для подготовки и закладки деталей.
Важно: Допустимо только при соблюдении правил техники
безопасности!
При положении "педальное управление":
После размыкания и извлечения замка (42) из держателя устрой-
ство управления поворачивается звездообразной рукояткой (43)
так, чтобы поворачивающаяся вместе с ним стрелка показывала
на символ желаемого режима - на "педальное управление".
В атом положении замок вновь вставляется, блокируется, а ключ
вынимается. Этим блокируются все другие режимы управления.
Управлением педального рычага (9) можно опускать ползун точно,
с бесступенчато изменяемой скоростью.
При обычном методе работы ползун опускается вниз, в рабочее
положегие, и прессует до тех пор, пока не будет освобождена
педаль.
После освобождения педали ползун возвращается в своё исход-
ное положение.
При установке на "педальное управление" ручные рукоятки (7) и
(8) можно снять, они не действуют.
При нажатии кнопки "Авария - стоп" (62) гидравлический привод
отключается, так что ползун сразу останавливается.
Инструкция ПО ЭВ Таблице символ©! Символ 581.20-0046:123-01 ссплуатации Объяснение
И Главный выключатель
1 Включатель
Выключатель
• Ход прессования выключен и аварийный выключатель
[] Электродвигатель
Трансформатор
Q Свет
Управление
Магнит
Штепсельная розетка
Постоянно регулируется
Манометр
i ffi Усилие прессования
Выбрасыватель
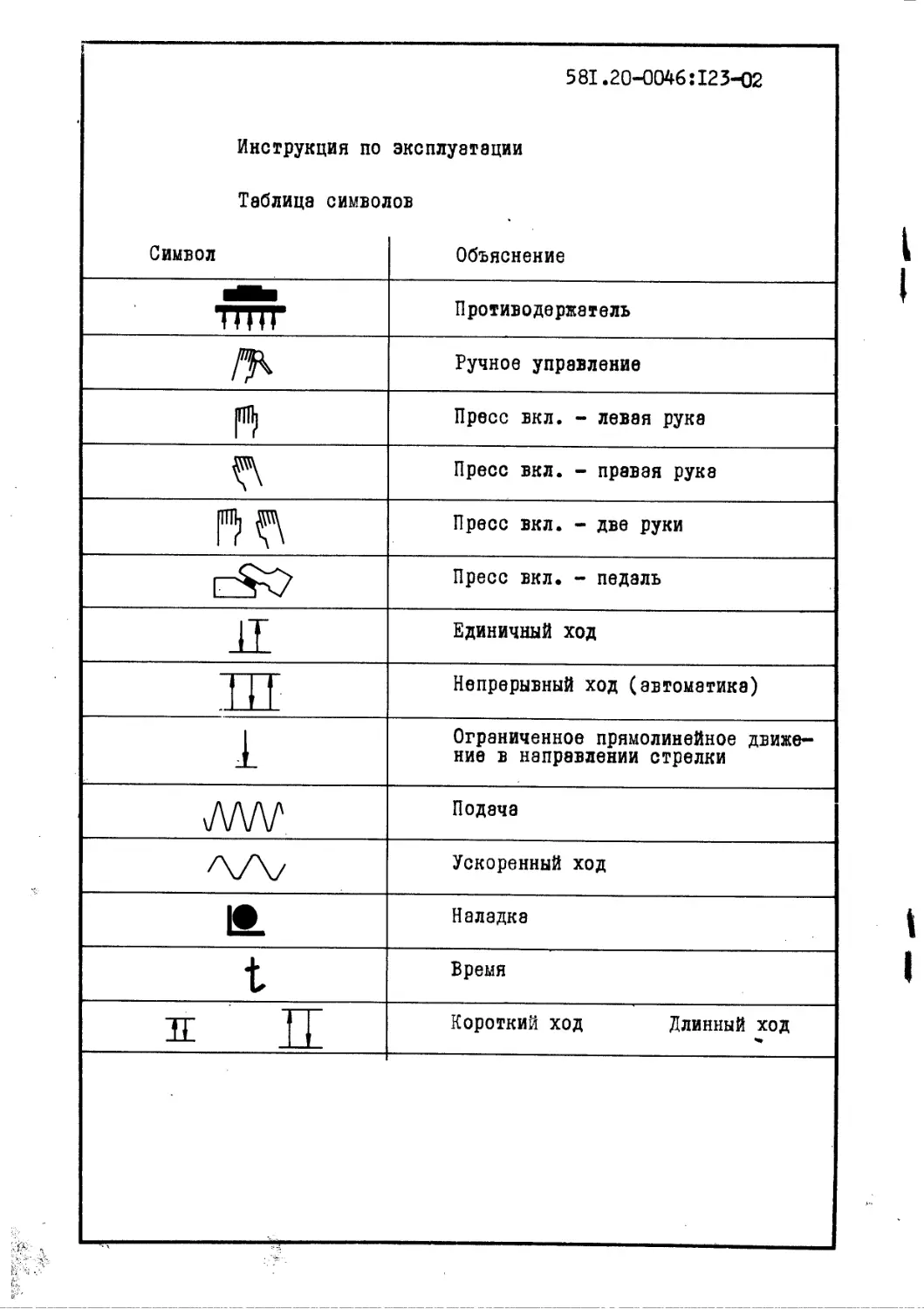
Инструкция по Таблица символ Символ 581.20-0046:123-02 эксплуатации ов Объяснение
Противодержатель
Ручное управление
ft Пресс вкл. - левая рука
Пресс вкл. - правая рука
ft Пресс вкл. - две руки
।— Пресс вкл. - педаль
к Единичный ход
Непрерывный ход (автоматика)
1 Ограниченное прямолинейное движе- ние в направлении стрелки
7VW Подача
Ускоренный ход
!• Наладка
t Время
11 Короткий ход Длинный ход
581.20-0047:023-01
Инструкция по эксплуатации
Электрическая система управления
Управляющее напряжение для привода гидравлических насосов, а
также для остальной системы управления и для работы клапанных
магнитов составляет 60 В jr 10 % постоянного напряжения. Под-
ключённые параллельно катушкам реле и магнитным катушкам дио-
ды служат для приглушения их индуктивных отключающих напряже-
ний, а остальные диоды - для разъединения. Обязательно обра-
щать внимание на указанную полярность!
Установка времени производится снаружи с помощью находящегося
на панели управления потенциометра г 3. Предохранительная сис-
тема включения, обслуживаемая двумя руками, позволяет опера-
тору производить несинхронное нажатие обеих кнопок d5 и d6
в течение установленного nor2,fel промежутка времени (около
0,5 сек.), более позднее нажатие второй кнопки не приводит к
включению пресса, это возможно только после освобождения и
одновременного повторного нажатия обеих кнопок.
Приборы и конструктивные элементы (реле, диоды, резисторы,
конденсаторы) управления основного пресса соответственно ком-
мутационной схеме расположены на заменяемых узлах, панели об-
служивания и панели управления I. Для вариантов, предусмотрев-
ших как специальное оборудование с целью автоматизации соот-
ветственно коммутационной схеме, аналогичные приборы и эле-
менты расположены на сменной панели управления 2, вставленной
в электрошкафу в пружинные планки Ь . При этом необходимо
установить пружинную планку Ь44 на панель управления I про-
граммного штекера Ь45/2, а пружинную планку Ь50 на панель
управления 2 программного штекера Ь51/... соответственно при-
меняемому специальному оборудованию.
На клеммной планке 1Д необходимо удалить мостик между зажима-
ми 2 и 3 в специальном оборудовании, имеющем отдельный привод-
ной агрегат.
581.20-00<t8:023-0f
диаграмма функции РУЕ 10... 250SS
РУЕ 10... 260SH
Элементы
функции
Кратка-
o6oml_
О
о
о
I
3>
3 •
3
QQ
о
Функция
фаза прессов, пол'ема
холост.
ХОА
• < *5
ю-.-бзе/т
прессов.
фаза обратно-поКема
млост.хоЛ
dk
b^J
ьж/ж
1
2.
1
главн выключ.
ai
давки распрноах. Ь2
иососно-поворот
♦Л
лево-ручно
ОбСЛуЖМВ.
ьв
ья/ж
ыг/г
ы/1к
ЬПЦ
ья1к
42
Авух-ручно-
обслужи».
Ь5-Ь6
Cl
сь
d2
K
dt-db
гп1;/п2
S1;Wf3
43
6.
6.
Т
9
ю.
п
право-ручно-
обслужив.
можно
оВслуж.
пресс, поа'ем
наполнит, клапан
первклюгВмарпоКм
переключение
врем* прессов,
конец пресс.поКем
oiparru. поА'ем
12.
13.
Ь6
4Й
ЫЗ
Ы6
ЬЙ
(Й
c3-d6
се
С6
eijnftl
И|*лгЗ
вбр>2.1
отгюметприР1Е
rt... 63S/1
de
U1
а-сн
t2jnrt1
«№
й.
ж
Прмож. оБрапиюН»
»6рагн.поАен-конеа,
ручно-рычаг-
првсс.поА'ем
пучно-рычаг-
обрати. поА'ем
нополн.клапан
Ы7
ыг
ЫЗ
Ы1
1Т.
Н асосно -поворот
dB
c3-d5
S3)Wl.1
с5
с4
S4;w3
S1;w3
ХО ЛОСТ.. ХОА
iis
;<5
4-'z
qpeccoe. р
58I.2(M>049:923-0I
Инструкция по эксплуатации
Краткая инструкция для оператора
Эта инструкция прикрепляется ня прессе
Обслуживай этот пресс правильно, так как от этого зависит его
ежедневная безупречная работа.
Поэтому соблюдай следующее:
Перед включением станка внимательно прочти инструкцию по экс-
плуатации и ознакомься со всеми механизмами управления и их
действием.
- ввод в эксплуатацию -
I. Включить главный выключатель на фронтальной стороне рас-
пределительного шкафа.
2. Нажатием кнопки -.включение - включить привод насоса. За-
горается контрольная лампа.
3. Закрыть клапан - установка усилия прессования -.
4. Установить конечный выключатель ограничения хода на необ-
ходимую высоту хода. См. лист 581.20-0043:023-03.
5. Установить переключатели режимов на нужный режим работы,
закрыть по соображениям техники безопасности крышку, вы-
нуть ключ.
- пресс готов к эксплуатации -
6. Соблюдать установку времени прессования согласно инструк-
ции по эксплуатации.
7. Приведение в движение ползуна с помощью предварительно вы-
бранных элемитов управления.
8. После разогрева станка при необходимости дополнительно от-
регулировать усилие прессования.
9. Прибор для измерения усилия прессования с целью его сохран-
ности следует отхключать во время непрерывных работ.
- остановка пресса -
10 .В случае неполадок или внезапной опасности нажать красную
кнопку - аварийная кнопка и отключение хода -•
II. Выключить привод насоса нажатием кнопки - выключение
12. Во время перерывов в работе и в пересменках, особенно при
применении тяжёлых верхних штампов, останавливать пресс
тогда, когда ползун находится внизу на опоре.
13. Выключить главный выключатель в распределительном шкафу.
- станок не под напряжением -
581.20-0049:100-01
Инструкция по эксплуатации
Краткая инструкция для оператора
Эта инструкция укрепляется на прессе!
Обслуживай этот станок правильно, так как от этого зависит
его ежедневная безупречная работа.
Поэтому соблюдай следующее:
Перед включением станка внимательно прочти инструкцию по
эксплуатации и ознакомься со всеми механизмами управления и
их действием.
-в вод в эксплуатацию -
I. Включить главный выключатель на фронтальной стороне рас-
пределительного шкафа.
2. Нажатием кнопки ’’включение" включить привод насоса.
3. Закрыть клапан "установка усилия прессования".
4. Установить упоры ограничения хода на необходимую высоту
хода.
5. Установить нужный режим работы, закрыть из соображений тех-
ники безопасности крышку установки переключения, вынуть
ключ.
- станок готов к эксплуатации -
6. Привести в движение ползун с помощью предварительно вы-
бранных элементов управления.
7. После разогрева станка при необходимости дополнительно
отрегулировать.усилие прессования.
8. Прибор для измерения усилия прессования в целях его сохран-
ности следует отключить во время непрерывных работ.
- остановить станок -
9. В случае неполадок или внезапной опасности нажать красную
кнопку "Авария - стол".
10. Выключить привод насоса нажатием красной кнопки или глав-
ного выключателя.
II. Во время перерывов в работе и в пересменках, особенно при
применении тяжёлых верхних штампов, останавливать пресс тогда,
когда ползун находится внизу на опоре.
12. Выключить главный выключатель в распределительном шкафу.
-станок не под напряжением -
581.20-0050:123-01
Инструкция по эксплуатации
Ориентировочные данные по ремонту и мероприятия по уходу за
прессом
Все работы на прессе разрешаются только персоналу, получивше-
му соответствующую подготовку.
Мероприятия по уходу начинают проводиться в первый же день
ввода пресса в эксплуатацию, а не по истечении гарантийного
срока!
Профилактические ремонтные мероприятия, проводимые в течение
одного ремонтного цикла, включают в себя:
проверки ( п )
текущий ремонт ( т )
средний ремонт ( с )
капитальный ремонт ( к )
Структура цикла
птптпсптптпсптптпк
1год
18 лет при односменной работе
1/2 года
9 лет при двухсменной работе
1/3 года
б лет при трёхсменной работе
581.20-0050:123-02
Инструкция по эксплуатации
Мероприятия по уходу:провести при:
I. Подготовка п т с
Изучение документации по ремонту и
инструкции по эксплуатации х х х
Проверка имеющихся в наличии запчастей х х х
2. Приёмка пресса
Демонтаж штампа х х х
Опрос наладчика о неисправностях или
недостатках ххх
Проверка чистоты х х х
5. Функциональная проверка
Проверить в действии все режимы работы
и блокировки ххх
Проверить регулировку хода по всему
диапазону ххх
Проверить в действии макс, усилие прес-
сования и прибор для его измерения ххх
Проверить поворачивание регулятора мощ-
ности х х
Проверить предохранительный клапан ххх
Проверить на герметичность уплотнения
ползуна и соединения труб ххх
Проверить управляющее давление ххх
4. Демонтаж
Отключить станок от сети х х х
Снять обшивку ххх
Снять двигатель х х
Проверить масло для гидросистем на
чистоту ххх
Слить масло для гидросистем из ре-
зервуара х х
Снять насос х
581.20-0050:123-03
Инструкция по обслуживанию
5. Чистка и т с
Очистить снятые иоголённые детали ххх
Очистить смазочные устройства х х х
Промыть резервуары для масла промывным
маслом х х
При загрязнении очистить магнитный и
воздушный фильтры х х
Проверка узлов
Установить недостатки, повреждённые
узлы исправить или заменить ххх
Затянуть трубные соединения ххх
Проверить уровень масла, при
необходимости долить х
Вынуть корпус поршня из радиально-порш-
невого насоса х
Проверить поверхность буртика на поршне-
вых головках и кольце шарикоподшипника х
Проверить параллельность плит стола и
ползуна х
Проверить на износ исполнительный меха-
низм насоса х
Проверить ход радиально-упорного шарикопод-
шипника х
7.Электрооборудование
Соблюдать правила техники безопасности х х х
Двигатель:
Проверить соединительные зажимы и защит-
ный провод ххх
Проверить наличие шумов неисправности ххх
Снять якорь, проверить на вращение без
радиального биения X
/
581.20-0050 пгз-m
Инструкция по эксплуатации
п т с
Обдуть обмотки сухим воздухом при макс.
давлении 1,5 кгс/см^ х
Вымыть подшипники, заполнить новой
смазкой, при необходимости заменить
подшипник х
Выключатели, контакторы, реле :
Проверить соединительные зажимы х х х
Проверить контакты, при необходимости
зачистить х х х
Проверить крепление х х х
Заменить контакты или приборы х х
Остальное оборудование:
Проверить сигнальные лампы, при необхо-
димости заменить х х х
Проверить станочный светильник на повреж-
дения изоляции, замыкание с корпусом и
механические неисправности х х х
Проверить защитные приспособления х х х
Проверить соединительные зажимы и крепле-
ние конечных выключателей х х х
Проверить контакты конечных выключателей,
при необходимости заменить конечные выклю-
чатели х
Проверить.штепсельные розетки, штепсели
и предохранители х х х
8. Монтаж
Монтаж всех установленных деталей х х х
Смазка согласно инструкции по смазке х х х
9. Пуск в эксплуатацию
Функциональная проверка пресса, включая
предохранительные устройства, как описано
в пункте 5 ххх
Проверить гидравлическую систему на гер-
метичность ххх
Проверка работы опорного клапана ххх
581.20-0050:123-05
Инструкция по эксплуатации
п т с
Составление протокола ремонтных работ ххх
Передача пресса в производство и инфор-
мация мастеров, наладчиков и прессовщиков
о результатах ххх
Инструкция обслуживания 581.20-0050:123-06
Затраты работы/ч if PYE S .10 /1 а
п т с к п т с к п т с к
Слесарь г.5 4,5 7.0 45.0 8.0 15,5 21,0 63,0 8.0 755 21.0 69.0
Механ. работа — 1,0 2fi 25,0 — 1.0 2.0 28.0 — 1.0 2.0 28,0
Другое — — 1.0 8.0 — 1.0 1.0 8.0 — 1.0 1.0 8.0
Электрик 1.0 2.5 4.5 8.0 3.5 80 16,5 40.0 4.25 9.5 20.0 44.0
Ремонтная продолжительность 45 8.0 74.5 89.0 11,5 25,5 40.5 139.0 12,25 27.0 44,0 W
Затраты работы/ч и fYl S /I25 SS
п т с к п т с К п т с к
Слесарь 3.0 5.0 7.5 52.0 9.0 17.25 23.25 70.0 9.0 17,25 2325 77.0
Механ. работа — 1.0 2.0 26.0 — 1.0 2.0 30.0 1.0 2.0 30.0
Другое — — 1.0 8,0 —— 1.0 1.0 8.0 — 1.0 1.0 8.0
Электрик 1.0 2.5 4.5 8.0 3.5 05 16,5 40.0 4.25 95 20.0 44.0
Ремонтная продолжительность 4.о 8.5 15,0 94,0 12.5 27.75 39.75 148,0 1325 га.75 4625 159,0
Затраты работы/ч и PYE 160 S/1 S3
п т С к п т с к п т с к
Слесарь 5.5 Ю.0 15,0 105,0 18.0 34.5 46.5 140.0 18,0 34,5 45.5 154.0
Аехан. работа 1.0 3.0 40,0 — 2.0 3.0 45.0 — 2.0 3.0 45.0
Другое — — 1.0 8.0 —— 1.0 2.0 10,0 — 1.0 2,0 ю.о
Электрик 1,0 2.5 4.5 8.0 3.5 8.0 16^5 40.0 4.25 95 20.0 44.0
Ремонтная продолжительность 6.5 13,5 23,5 161,0 21.5 45.5 68,0 235,0 2225 47,0 71.5 253£
Затраты работы/ч 1 * PYE 250 S/1 S3
п т с к п т с к п т с К
Слесарь
Лехан. работа ** как PY В 1( 50
Другое
Электрик
Ремонтная продолжительность
Здесь указанные стоимости умножать с факторами исправления
в заводе.
Инструкция обслуживания 581.20-0050:123-07
Затраты работы/ч к PYE 40 S/1 S S
п т с к п т с к п т с к
Слесарь 3.5 6.0 9.0 58,0 105 19.0 25,5 77.0 105 195 25,5 85.0
Механ. работа — 1.0 2,0 29.0 — 1.5 325 — 1.5 2,5 32.0
Другое — — 1.0 8.0 — 1.0 1.5 8,0 — 1.0 1.5 8.0
Электрик 1.0 2.5 4.5 8,0 3.5 8.0 16,5 40,0 4.5 9.5 20,5 44.0
Ремонтная продолжительность 4.0 3.5 16.5 103.0 13,5 29.5 W 157.0 14,5 31.0 49,5 №9.0
Затраты работы/ч и PYE 63 S/1 SS
п т с к п т с к п т с К
Слесарь 4,о 85 10.5 75.0 12.5 24.0 32.5 985 125 24,0 325 108,0
Механ. работа — 1.0 2.0 32.0 — 15 2.5 35,0 — 1.5 2-5 35,0
Другое — — 1,0 8.0 — 1.0 15 9.0 1.0 1.5 9,0
Электрик 1.0 25 4,5 8.0 3.5 8,0 16,5 40,0 4.5 9.5 20,0 44,0
Ремонтная продолжительность 5.0 11.5 18.0 123.0 16.0 3>,5 53.0 1825 17.5 36,0 565 №6.0
Затраты работы/ч N PYE 1ОО S/1 SS
п т с к П т с к в т с К
Слесарь 5.0 9.0 12.0 85,0 /4,5 285 31,0 114,0 1^.5 28,0 37.0 125,0
Механ. работа — 1.0 3.0 35.0 — 2.0 35 W.0 — 2.0 3.0 405
Другое — •— 1.0 0.0 1.0 25 3.0 — 1.0 20 9.0
Электрик 1.0 2.5 4.5 8,0 3.5 0.0 16.5 40.0 4.5 9.5 205 44,0
Ремонтная продолжительность 6.0 125 205 136.0 18,0 39.0 585 гозр 195 40,5 62,0 218,0
•
Здесь указанные стоимости умножать с факторами исправления
в заводе.
581.20-0050:123-10
Инструкция по эксплуатации
Мероприятия по уходу
Гидравлическая система не требует особого ухода. Для продле-
ния срока службы важно поддерживание чистоты и чистка системы.
После нескольких часов работы пресса следует туго подтянуть
все накидные'гайки резьбовых соединений труб.
Предохранительные клапаны давления установлены изготовителем
на макс, допустимое давление и застопорены. Ввиду связанной с
этим опасности дополнительную регулировку следует производить
только при соблюдении определённых мер предосторожности и с
применением измерительных приборов.
Воздушные фильтры (33) на резервуаре для масла или на допол-
нительном резервуаре наполнения (29) следует при загрязнении,
возникающем раньше или позже в соответствии с условиями экс-
плуатации, снять и очистить промывочным бензином.
Магнитный фильтр масла для гидросистем снимается и очищается
так, как это было описано в разделе "Замена масла или спуск
масла".
581.20-0050:123-20
Инструкция по эксплуатации
Мероприятия по уходу за прессом
Электрооборудование
Каждая электроустановка иодытывает механические и электричес-
кие влияния или нагрузки. Износ подвижных деталей зависит от
частоты включения и срока эксплуатации. Поэтому текущий уход
необходим для надёжной работы электрического оборудования.
Сроки и мероприятия по уходу изложены в разделе "Мероприятия
по уходу и ремонту*.
Внимание I
Перед пуском пресса в эксплуатацию необходимо подтянуть все
подсоединительные болты.
Перед началом работ по уходу за прессом необходимо проверить,
отключены ли все электрические проводки.
Уход за прессом должен производиться с соблюдением инструкции
по эксплуатации и действующих правил по технике безопасности,
В станках типоразмеров S/I и 5$ применены полупроводники и
другие электронные элементы. Во время ухода необходимо обра-
щать внимание на особенности этих деталей (правильная поляр-
ность, блокирующее напряжение и т.д,).
В этих же типах прессов применяются реле с цоколем со штырь-,
ками. Они удерживаются блокировкой или проволочным бюгелем.
Перед отключением реле мощности необходимо отключить блокиров-
ку. После включения нового реле необходимо следить за фикса-
цией блокировки, а при вспомогательных реле за правильным по-
ложением удерживающего бюгеля. Для демонтажа панели управле-
ния в принадлежностях к станку имеется специальный торцевой
ключ.
4 Пуск пресса в эксплуатацию и мероприятия по уходу и ремонту
производят соответственно подготовленные специалисты и обслу-
живающий персонал.
581.20-0052 П25-01
Инструкция по эксплуатации
Регулировка опорной силы в опорном клапане
Опорный клапан (82) установлен для предотвращения опускания
ползуна во время работы под действием собственного весе. Кла-
пан установлен на нормальную нагрузку ползуном и плитой ползу-
на. При тяжёлых верхних частях штампов может случиться, что
ползун опустится во время работы пресса. Б этом случае необ-
ходимо увеличить опорную силу.
путь регулировки
Б данном случае ослабляется контргайка (48) расположенного
в правой пружинной втулке (49) установочного винта.(50).
Производится регулировка по 1/4 оборота (1/2 мм пути). Враще-
нием установочного винта вправо (ввинчивание) достигается уве-
личение, а вращением влево (вывинчивание) - уменьшение опор-
ной силы.
После каждого шага регулировки следует проверить, достаточна
ли изменённая опорная сила. Для этого толкатель опускается
вниз с помощью рукоятки (I); при этом измерительный прибор
усилия прессования (36) не должен показывать значения усилия
прессования, или стрелка прибора должна только начать коле-
баться.
581.20-0052:125-02
Инструкция по эксплуатации
Посла освобождения рукоятки или в среднем положении ползун
не должен опускаться. После регулировки регулировочные винт
вновь фиксируется контргайкой.
Максимальная опорная сила достигнута, если установочный винт
при ввинчивании прилегает к контргайке. Изменение этого ко-
нечного ограничения, установленного изготовителем, недопусти-
мо.
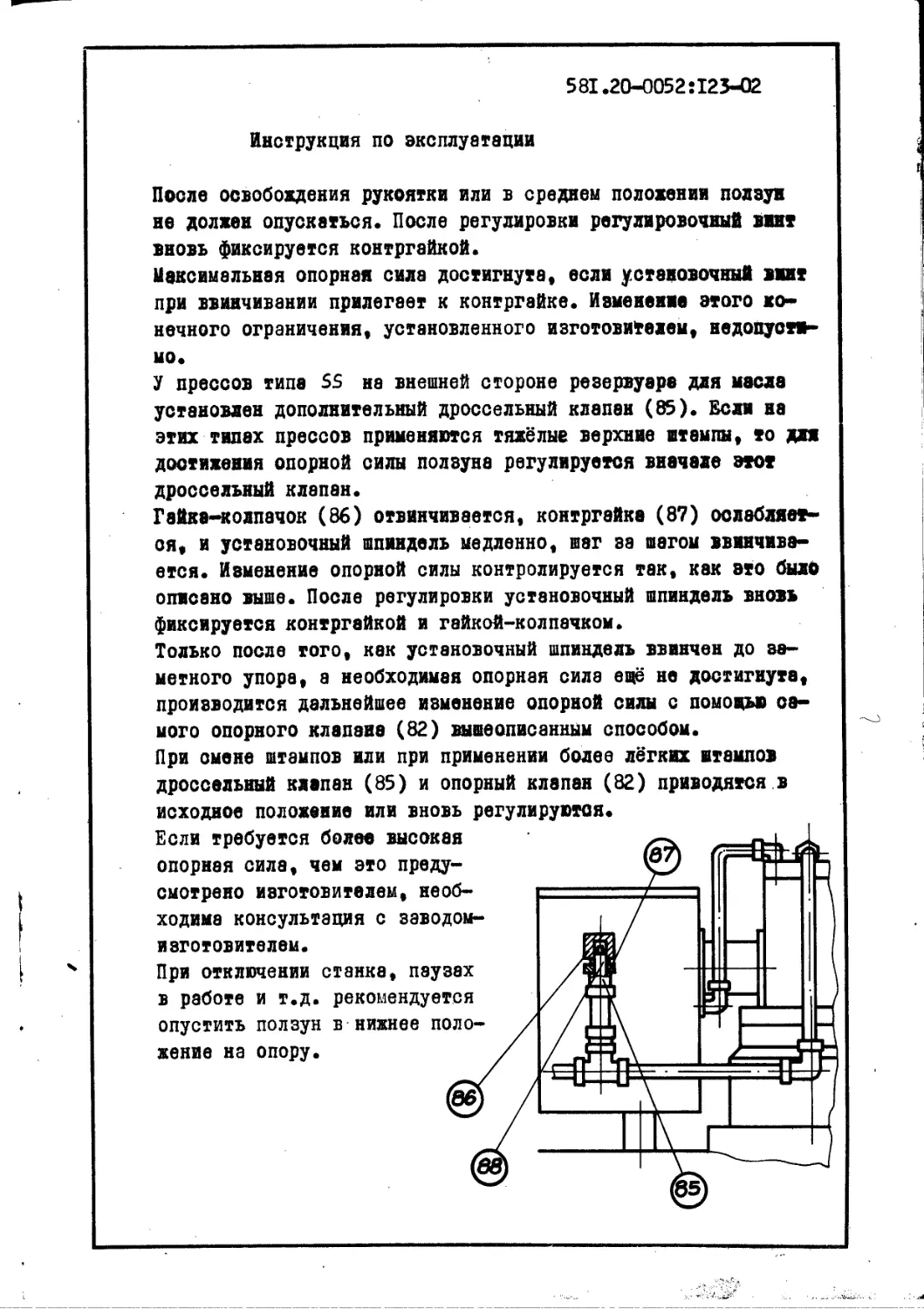
У прессов типа SS на внешней стороне резервуара для масла
установлен дополнительный дроссельный клапан (85). Если на
этих типах прессов применяются тяжёлые верхние итампы, то для
достижения опорной силы ползуна регулируется вначале этот
дроссельный клапан.
Гайка-колпачок (86) отвинчивается, контргайка (87) ослабляет-
ся, и установочный шпиндель медленно, шаг за шагом ввинчива-
ется. Изменение опорной силы контролируется так, как это было
описано выше. После регулировки установочный шпиндель вновь
фиксируется контргайкой и гайкой-колпачком.
Только после того, как установочный шпиндель ввинчен до за-
метного упора, а необходимая опорная сила ещё не достигнута,
производится дальнейшее изменение опорной силы с помощью са-
мого опорного клапана (82) вышеописанным способом.
При смене штампов или при применении более лёгких штампов
дроссельный клапан (85) и опорный клепан (82) приводятся в
исходное положение или вновь регулируются.
Если требуется более высокая
опорная сила, чем это преду-
смотрено изготовителем, необ-
ходима консультация с заводом-
изготовителем.
При отключении станка, паузах
в работе и т.д. рекомендуется
опустить ползун в нижнее поло-
жение на опору.
581.20-0052:123-10
Инструкция по эксплуатации
Замена уплотнений ползуна
Если на нижней стороне цилиндра (10) между ползуном (II) и
уплотнительной гайкой (16) или между уплотнятельжой гайкой
и направляющей гайкой (17) или между направляющей гайкой и
цилиндром проступает масло» тогда необходимо произвести под-
тяжку уплотняющих манжет (22).
В большинстве случаев улучшение достигается лёгким подтяги-
ванием уплотнительной гайки. При этом следует знать, что ви-
димое изменение наступает не сразу, так как накопившееся за
гайками масло должно сначала стечь. Если после этого всё же
не наступает улучшения, следует заменить прокладку ползуна.
Плечо включения (13) отвинчивается от угольника плеча вклю-
чения (14), направляющая штанге (15) снимается и слегка при-
поднимается, затем плита ползуна (12) поворачивается настоль-
ко, чтобы направляющая штанга могла быть вытянута вниз. После
вывинчивания болтов (21) на нижней стороне плиты ползуна эта
плита может быть снята с ползуна. Уплотнительная гайка (16)
вывинчивается из направляющей гайки (17), при этом нужно сле-
дить за тем, чтобы вставленное в гайку съёмное кольцо (25)
не было повреждено.
Вышедшие из строя уплотнительные манжеты засверлить буравчи-
ком и вынуть.
При установке новых прокладок необходимо обязательно следить
за тем, чтобы уплотняющая кромка не была повреждена, так как
иначе надёжная герметизация с самого начала не возможна. С
помощью уплотнительной гайки прокладки осторожно затягиваются
до ощутимого сопротивления. Затем может производиться в соот-
ветствующей последовательности монтаж остальных демонтирован-
ных деталей.
Если масло проступает между цилиндром и направляющей втулкой
(18), то имеется неисправность кольцевого уплотнения круглого
сечения (24). Затягиванием направляющей гайки (17) можно произ-
вести дополнительную затяжку уплотнения. Если этим невозможно
достичь безукоризненной герметизации, необходимо заменить
кольцо круглого сечения (24).
581.20-0052:125-11
Инструкция по эксплуатации
После демонтажа плиты ползуна, как это описано выше, направ-
ляющая гайка, которая может сидеть очень крепко, вывинчивает-
ся из цилиндра.
Сама направляющая втулка осторожно вытаскивается при помощи
прихватов, винтов и специально предусмотренных резьбовых от-
верстий во втулке. Следует обратить внимание на то, что над
направляющей втулкой находится большое количество масла, ко-
торое удобнее всего собрать при вытаскивании направляющей втул-
ки с помощью поддона, поставленного на прессовый стол. При
монтаже ползун необходимо надёжно предохранить от дальнейшего |
опускания, но так, чтобы чередуя по меньшей мере две опоры
(напр. жёсткую опору и домкрат), было возможно установить
замкнутые уплотнительные кольца. При установке замкнутых уплот-
нительных колец и при дальнейшем монтаже необходимо соблюдать
идеальную чистоту. Направляющую гайку затягивать крепко до
упора.
В модификациях пресса с выталкивателем в ползуне необходимо
следить за тем, чтобы после снятия плиты ползуна выталкиваю-
щий поршень (19) был предохранён от случайного выпадения при
помощи прихвата и болта. Замену уплотнительных манжет (23)
можно без труда произвести на вытянутом выталкивающем поршне.
Следует обратить внимание на то, что накопившееся под поршнем
масло вытекает наружу. Установка поршня с новыми уплотнитель-
ными манжетами производится очень тщательно.
При демонтаже ползун полностью выдвигается, так что буртик
поршня опирается на направляющую втулку (18) . Этим предотвра-
щается опускание ползуна (II) и дальнейшее выдавливание им
масла при демонтированном выталкивающем поршне (19).
IF-
581.20-005 3:023-01
Инструкция по эксплуатации
Дополнение к АМК 29
Мероприятия по технике безопасности после ввода пресса в
эксплуатацию:
Перед пуском станка все занятые на нём должны быть ознаком-
лены с действующими правилами по охране труда»
Оборудование по технике безопасности:
Предохранительный клапан как защита от перегрузки.
Система включения двумя руками.
Кнопка остановки управляемого движения станка (Аварийный вы-
ключатель).
Переключатель режимов под закрывающейся прозрачной крышкой
(ключ вынимается).
Кнопки для обслуживания выталкивателя можно блокировать, ес--
ли станок должен работать без выталкивателя (ключ вынимается).
Особые меры по охране труда и заводские инструкции
За наладку пресса для предусмотренных целей применения отве-
чает наладчик или мастер. Ключи к переключателю режимов,
кнопкам и рукояткам после наладки вынимаются, надёжность фик-
сации установленных выключателей проверяется.
Прочие замечания-дополнения:
За ущерб и несчастные случаи, которые могут произойти из-за
плохого ухода и обслуживания станка или из-за несоблюдения
правил техники безопасности завод-изготовитель ответственности
не несёт.
581.20-0053:100-01
Инструкция по эксплуатации
Дополнение к АМК 29
Мероприятия по технике безопасности после пуска б эксплуатацию
Перед пуском б эксплуатацию все работающие на станке должны
быть "ознакомлены с действующими правилами по охране труда.
Устройства по технике безопасности:
Предохранительный клапан в качестве защиты от перегрузок.
Управление двумя руками.
Запирающаяся установка переключения режимов работы (ключ вы-
нимается).
Особые правила по охране труда и заводские инструкции:
За наладку пресса для предусмотренных целей применения отве-
чает наладчик или мастер. Ключ к переключателю режимов после
наладки вынимается, надёжность фиксации установленных выклю-
чателей проверяется.
Прочие замечания - дополнения:
За ущерб и несчастные случаи, которые могут произойти из-за
плохого ухода и обслуживания станка или из-за несоблюдения
правил техники безопасности завод-изготовитель ответственности
не несёт.
При ремонте электрооборудования обратить внимание на следую-
щее:
Зажимы в предохранительной коробке Si остаются после выклю-
чения выключателя защиты электродвигателя MS под напряжением.
581.20-0053:123-01
Инструкция по эксплуатации
Дополнение к АМК 29
Сохраняющаяся опасность и осложнения:
I. При начале работы с холодным маслом всегда следует умень-
шать установку усилия прессования, а затем вновь устанав-
ливать.
Проводить установку хода по 581.20-0043:023-03.
2. Проверять работу опорного клапана в начале смены и при каж-
дой замене штампов. Подрегулировка производится однако
лишь в том случае, если не обеспечивается функция, описан-
ная в разделе "Установка опорного усилия в опорном клапане"
3. При применении тяжёлых верхних штампов станок следует от-
ключать в перерывах работы так, чтобы ползун находился вни-
зу, то есть опирался на штамп.
4. Педальный режим работы допустим только в том случае, если
этим не нарушаются правила техники безопасности.
(см. АСАО I92/I)
5. Режим работы с обслуживанием одной рукой допустим только
в том случае, если этим не нарушаются правила техники бе-
зопасности . (см. АСАО I92/I)
6. 'Режим работы непрерывным ходом допустим только в том слу-
чае, если этим не нарушаются правила техники безопасности
(см. АСАО I92/I), или если установлены устройства механи-
зации или автоматизации, соответствующие предписаниям.
(Не действительно для вариантов "N ").
7. Расстояние между стойками и плечом ползуна составляет в
верхнем'крайнем положении ползуна около 50 мм.
Опасность разможжения!
8. Перед переоборудованием или перестановкой штекеров на па-
нелях управления или при работах над самими панелями управ-
ления (модификации S/I и SS) главный выключатель станка
(51) установить на положение "Выкл".
9. Перед установкой пресса удалить стопорный угол на ползуне!
При установке станка ползун опускается. Его следует подпе-
реть, а рабочую зону штампа держать свободной!
При пуске в" эксплуатацию многократно произвести медленный
ход ползуна с помощью рукоятки!
581.20-0058:123-02
Инструкция по эксплуатации
Гидравлическая установка для глубокой вытяжки
Гидравлическая установка для глубокой вытяжки применяется
в основном для операций вытяжки.
Вращением влево звездообразной рукоятки (34) отключается уста
новка прессового усилия, вращением влево звездообразной ру-
коятки (35) отключаются прибор измерения прессового усилия
(36) и дроссельный клапан (38). Необходимая контрсила устанав
ливается посредством звездообразной рукоятки (34), но может
быть определена и отрегулирована в соответствии с требовани-
ями только во время вытяжки. При установке регулирующих кла-
панов необходимо обратить внимание на следующее:
Прессовое усилй^х= усилие вытяжки + контрсила!
Ео время постоянной работы с прижимом прибор для измерения
прессового усилия (36) отключается вращением звездообразной
рукоятки (35) вправо.
При каждом обратном ходе верхнего ползуна пресса происходит
движение вверх ползуна прижима. Его скорость увеличивается
вращением дроссельного клапана (83) влево и уменьшается вра-
щением вправо.
При полностью открытом дроссельном клапане (83) вытянутая де-
таль остаётся зажатой между верхним ползуном пресса и ползу-
ном прижима до тех пор, пока ползун прижима не пройдёт свой
ход (ход не регулируется).
Направленная вверх сила, действующая на ползуне прижима, в
большинстве случаев достаточна для поднятия вытянутой детали
в исходное положение.
Если прижим больше не требуется, дроссельный клапан (03) за-
крывается вращением вправо.
В этом положении на прессе можно работать обычным способом.
Важно: При установке штампов необходимо следить за тем, что-
бы не происходило наезда на крайнее нижнее положение
ползуна прижима прессовым усилием верхнего ползуна
пресса!
Опасность поломки цилиндра прижима!
Ограничитель установить в штампе!
Нажимные пальцы не входят в объём поставки!
581.20-0058:123-20
Инструкция по эксплуатации
Выталкиватель в ползуне
Выталкиватель в ползуне применяется преимущественно для вы-
талкивания деталей, застрявших во время рабочей операции в
верхнем штампе.
При рабочем или обратном ходе ползуна (II) с помощью установ-
ленного в верхнем штампе выталкивающего штифта отодвигается
назад выталкивающий поршень (19). При этом должно быть прео-
долено определённое сопротивление выдавливаемого масла. Это
следует принимать во внимание для предотвращения деформирова-
ния выталкивающим штифтом уже подготовленных деталей или тон-
ких заготовок.
По окончании процесса прессования или при подъёме ползуна
пресса (II) выталкивающий поршень (19) подвергается гидравли-
ческой нагрузке и давит на выталкивающий штифт, и тем самым
на подлежащую выталкиванию деталь. Величина выталкивающего
усилия определяется давлением, необходимым для движения пол-
зуна пресса вместе со штампом вверх. Большое необходимое уси-
лие отвода приводит к относительно большому усилию выталки-
вания; при небольшом усилии отвода имеется лишь небольшое
усилие выталкивания.
Ход выталкивающего поршня ограничивается сверху ползуном (II)
я снизу плитой ползуна (12).
t
581.20-0059:023-02
Инструкция по эксплуатации
Гидравлический выталкиватель в прессовом столе, комбинирован-
ный с установкой для глубокой вытяжки
Гидравлический выталкиватель в прессовом столе с установкой
для глубокой вытяжки является единым комбинированным устрой-
ством. Обычно обе рабочие операции производятся отдельно.
Ползун выталкивателя может применяться также при следующем
ходе операции:
Подъём ползуна выталкивателя нажатием кнопки Ь7 (63). В об-
ратном направлении ползун выталкивателя может применяться как
контропора. При этом следует обратить внимание на то, что для
каждого направления движения действует сила, установленная
с помощью регулировочного клапана (34).
Гидравлический выталкиватель в прессовом столе
Гидравлический выталкиватель в прессовом столе применяется для
работ, при которых требуется большее усилие при выбрасывании
из прессформ и т.п. Из соображений безопасности работа с вы-
талкивателем производится только тогда, когда верхний ползун
пресса возвращается в исходное положение.
Электрическое присоединение
I. Распределительный шкаф:
Штекер панели управления I, Ь 45/1 заменить штекером Ь 45/2.
Штекер b 51/2 (при ручном режиме работы) или штекер Ь 51/3
(при автоматическом режиме работы) включить в панель управле-
ния 2 и вставить последнюю в распределительный шкаф (пружин-
ная планка Ь46 или Ь48).
2.Станок:
При дополнительном монтаже вынуть из коробки присоединений
(59) штекер Ь 87 (60) правой части ручного управления (5).
Правая часть ручного управления для выталкивателя (71) подклю-
чается к коробке присоединений (59) штекером (70).
Управление:
Выталкиватель может управляться вручную или автоматически -
во взаимодействии со станком. Посредством вращения влево от-
ключаются звездообразная рукоятка (34) установки усилия прес-
сования и звездообразная рукоятка (35) прибора для измерения
усилия прессования (36).
. • иг — ч» ши iir ». члм:^' •.-чж — ; ——*•- - — .-. —mrrin m киш твч" i-ц п»гги .-«-•'л
? i
581.20-0059:025-03 ?
Инструкция по эксплуатации
Дроссельный клапан (83) должен быть закрыт (вращение вправо).
Необходимое усилие выталкивателя регулируется с помощью звез-
дообразной рукоятки (34) и индицируется прибором для измере-
ния прессового усилия (36).
Во время непрерывной работы выталкивателя прибор измерения
прессового усилия (36) отключается вращением вправо звездо-
образной рукоятки (35). Необходимая высота хода устанавлива-
ется наверху упором (38) и внизу упором (39). В правой час-
ти ручного управления (71) установить кнопку управления с клю-
чом Ь 38 (65) в положение "Вкл.", - выталкиватель включён.
Выбор режима управления производится переключателем b 39 (66).
Выталкиватель - ручное управление
В распределительном шкафу на панели управления 2 заменить
штекер Ь51Д штекером Ь 51/2. Выключатель Ь39 (66) поставить
в положение "единичный ход”. Кратковременным нажатием Ь 7 (63)
ползун выталкивателя может быть подняфверх, а нажатием b 8
(64) опущен вниз.
Выталкиватель - автоматическое управление
В распределительном шкафу на панели управления 2 заменит ште-
* кер b 51Д штекером b 51/3. Рукоятку переключателя режимов
(56) поставить в положение "постоянный ход". Выключатель Ь 39
(66) поставить в положение "Автоматика". После включения прес-
са нажатием кнопки Ь6 (овальная кнопка ня обратной стороне)
в правой части ручного управления (71) после каждого цикла
прессования по окончании обратного хода производится ход вы-
талкивателя.
Для остановки используется кнопка Ь 4 "Авария - стоп" в левой
части ручного управления.(4).
581.20-0059:023-04
Инструкция по эксплуатации
Важно:
Если выталкиватель больше не требуется, необходимо заблоки-
ровать кнопку управления с ключом Ь 38 (65) в правой части
ручного обслуживания (71) посредством нажатия и вращения впра-
во (положение "Выкл.”), чтобы предотвратить случайную работу
выталкивателя. При установке штампов необходимо следить за
тем, чтобы не происходило каевда на крайнее нижнее положение
ползуна выталкивателя прессовым усилием вержнего ползуна прес-
са!
Опасность поломки Иилиндоа выталкивателя!
Ограничитель установить в штампе!
В зависимости от конструкции штампов необходимо сле-
дить за тем, чтобы натяжные болты штампа соответство-
вали усилию выталкивателя!
581.20-0059:023-05
581.20-0059:100-01
.4 .
ih
’ A'hc
Г
z
4
'i’
L
s
AW
• »«£ '
' 1 'Ш
S'
A
\?^
?;7O;i
№
гШ4
VEBWeifaeBgmbsdhinenfabrik Zeulenroda «
м , «.
im -4 ' . >
VEB Kombinqt ymferrntechnik „Herbert Warlike" Erfurt
Telefqn: Zeulqn₽q<j0 420 - TeJegramme: UMFORM Zeulenroda
Fern schreiber; 0588925/24
Expo^iMorWatiorren cfurdi WMW-Export-Import
Volksergerfer AuBerihandelsbetrieb *
sdbrE^utschen Oemokratischert RepyfelfKv L
D£& L 1040 Berlin •
Chau^seestraBe 111 -
-„A
r-
r '
Г .
’A'?'
\ MKG 29>/06/81 V 71 .1858 KO
!. • - '' '•'•' '•
,- .4' : / '
'»
j'X. ^'f~ r’* *s&
. «
! > '
/. '<*
' • ‘ ... •-.* . 'St
Bedienanleitung
581.20-0041 :023-01
Перевод отдельных
слов и
АМН 10/12
АМН 15/1 и5
АМН 16
АМН 17
АМК 22
и
АМН 29
Перевод отдельных слов к АМК XQ/12 - паспорт
( n ( 2) ( 3) ( 4) ( 5) ( 6) ( 7) ( 8) ( 9) (10) (П) (12) (13) (14) (15) (16) (17) (18) (19) (20) Основные размеры ж Даша ш Ширина мм Высота / маооа ж/кг Условное обозначение/автоматичеоки Нагнетательный поршень: количество 1, диаметр ж Рабочий диапазон Рабочая поверхность В х В, варианты мм Пролет от середины ползуна до стойки мм Монтажная высота мм Ползун: наибольший ход мм Рабочая площадь, варианты ш Зажимный хвостовик: отверстие 0 /глубина мм Т-образные пазы: ТТЛ 3045, количество ••• : раэмеры, расстояние мм Стол: Рабочая площадь, варианты мм Подштамповая плита: толщина/отверстие 0 мм Расстояние от основания стойки до поверх- ности стола ias Скорость ползуна в холостом ходе, подвод от - до ц/мив в холостом ходе, отвод от - до Производительность/ ом. АМК - производственная карточка Прессовое усилие/усилие отвода у ползуна тс <21) (22) (23) (24) (25) (26) (27) (26) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) Рабочее давление кгс/а^ х) до 20 ш у pH, без автоматичес- кого подающего устройства Привод/электрический, род тока 3 Обороты об/мин Напряжение В Радиальный поршневой насос: инвент. й : производительность насоса, регу- ч лируется автоматически мэ/мия Мощность привода : радиальный поршневой насос кВт : шестеренный насос кВт Потребная энергия дпя управления кВт Оперативное напряжение В у) дополнительное устройство, произво- дительность Круглый стол Выталкиватель в столе пресса: подъем ш ' Подушка : подъем им Прессовое усилие выталкивателя тс Усилие отвода у выталкивателя то Противодействующее усилие у подушки то Усилие выталкивания у подушки то Прочие дополнительные устройства АМК - ведомость комплектации: да - нет Потребность в энергии всего кВт у) Вид конструкции обозначается
1
Лист к АМК 22 - Инструкция по смазке
(I) (2) (3) (4) (6) (6) (7) (8) (9) (Ю) (II) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) Точка смазки М Обзор смазочных материалов Инструкция по смазке Потребность в смазочных материалах в литрах (л) или кг ежегодно1' Название ТТЛ Название завода Вязкость Условное обозначение Частота смазки Количество смазочного материала в литрах (л) Примечание Масло для гидросистем Фиолетовый см. сроки смены масла 2) Наполнить до верхнего масломерного стекла Масло для направляющей скольжения После ... часов эксплуатации (ч.э.) Пластичная смазка Температура каплепадения выше ...°C Сигнально-красный 1/3 свободного складского помещения Наполняется автоматически из * I при 1-ом пуске станка I) Для односменной эксплуатации (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) 2) Смена масла для гидросистем после ок.2000 часов эксплуатации (ч.э.). Дальнейшая смена после ок. 6000 ч.э. с макс, усилием прессования станка. +) Смазочная точка * 2 отпадает при ... Поэтому общее количество масла ок. на ••.меньше Наполнение маслом: по АМК 18, лист ... Смена масла или опорожнение и масляная филь- трующая колонка согласно ... Воздушный фильтр согласно ... Смазочные точки маркированы на станке цветными символами согласно обзору смазочных точек Обменные качества масла для гидросистем Сроки контроля» ухода и смены Место обслуживания Смазочно-технические мероприятия за 1000 ч.э. Мероприятия Срок Проведено
АМК 29
Охране труда и здоровья
При конструировании изделия были учтены следующие
действующие в страже-производителе законодательные
положения или постановления об охране труда (АСАО)
и постановления об охране труда и пожарной охране
(АБАО), а также соответствующие предписания союза
немецких электротехников и стандарты ТТЛ:
АСАО I.12.1977
закон 19.2.1980 часть I Нр. 6- товарной знак
ТГЛ 30I0I
ТТЛ 30X02
ТТЛ 30265/01
ТТЛ 30265/07
АБАО 900/1
Mk G 29/07/81 V 71 1859 Ко
АНК Наименование
I5/I и 5 Гидравл. одностоечные прессы
Таблица Усл. обозначение, типо-размер/вари-
мощносгей ант
PYE 10 - 250 / N , БД, SS
Изготовитель
ФЕБ Веркцейгмашиненфабрик Цойленрода
Содержание
0. Пояснения к монтажу и принципу действия
I. Диаграмма деформации тел
2. Допустимое эксцентрическое усилие прессования
3. Допустимая длительность нагрузки
4. Число ходов в зависимости от длины хода при постоянном
времени прессования
5. Скорость прессования в зависимости от усилия прессования
Об Пояснения к монтажу и методу работы
Серия гидравлических одностоечных прессов PYE 10-250 тс
подразделяется на варианты N-S/I-S5, S/l-и SS могут быть авто-
матизированы в сочетании с дополнительными устройствами.
Применение универсально. Прессы смонтированы из узлов,
монтаж которых позволяет повторное применение отдельных
элементов. Скорости ползуна у вариантов S/I и 5$ под-
разделяются на скоростную подачу, торможение до рабочей
скорости, скоростной отвод. Рабочая скорость зависит от
мощности привода. Длина хода ползуна пресса регулируется
бесступенчато. У вариантов S/I и SS дача контакта для
гидравлических клапанов происходит через конечный выключа-
тель. Усилие прессования регулируется бесступенчато и
действует в каждой точке длины хода. Соединение узлов
оснастки с основным станком производится программным ште-
кером в распределительном шкафу.
Перечень переведенных слов к А1Ж I5/X и 15/5 - производственная карточка
(40) Диаграмма амортизации при ... (57) Время разгрузки
(41) (42) Место измерения Жесткость пружины (среднее значение) тс/мм (58) Число ходов в зависимости от длины хода при постоянном времени прессования при ...
(43) Прессовое усилие тс (59) Характеристики являются средними значениями.
(44) (45) (46) (47) (48) Осадка пружины мм макс, разброс осадки Обратить внимание на соответствующую абсциссу Допустимое прессовое усилие в зависи- мости от центра тяжести инструмента и длины хода для ... тс Верхнее крайнее положение (60) (61) (62) Штрихованный диапазон числа ходов возмо- жен только при управлении малым ходом, при этом обратить внимание на макс, длину хода для малого хода. Число ходов (с макс, прессовым усилием и постоянным временем прессования = 0,5 с мин Схема ускоренного хода (включая 5 мм тормозного хода)
(49) (50) Длина хода мм Монтажная высота (63) Скорость прессования в зависимости от усилия прессования при ...
(51) (52) (53) (54) (55) (56) Расстояние "а" к середине ползуна мм Допустимая продолжительность нагрузки в зависимости от усилия прессования и рабочего зазора при ... Температура окружающей машину среды при 30°C I рабочий зазор = время прессования 17 f время разгрузки i2 I) Разгрузка или нагрузка с более низким давлением Время прессования^ (64) (65) (66) Характеристики представляют собой средние значения при следующей мощности привода Скорость прессования мм/с КН = малый подъем, максимально
Перевод отдельннх слов к АМК 16 - инструкция по транспортировке
(ТО) (71) (72) (73) (74) (76) (76) (77) (78) (79) (80) (81) (82) (83) Прицепка для перекидывания Прицепка для транспортировки о накопителем беи накопителя Подвеску должен предоставить потребитель Указания по транспортировке Канат 0, стальной мм Длины каната (слева, оправа) м Угол каната, допустимый (<х, /3) Транспортные средства и упаковочный материал Число изделий в шт. Наименование Размер мм Круглая сталь, £4 60-2
Перевод отдельных слов к AM < I7/T - указания по монтажу
(85) (86) (87) (88) (89) (SO) (91) (92) (93) Согласно плану фундамента подготовить подключе- ние кабеля. Введение кабеля производится, как правило, снизу в распределительный шкаф. Особого крепления фундаментными болтами не требуется. На шина устанавливается по уровню с помощью ватер- паса. После установки по уровню под машину и вок- руг отанка заливают жидкий бетон до толщины фун- даментной плиты. После застывания бетона еще раз проверить положение машины. Перед установкой пресса удалить кронштейн у ползуна! Ползун опускается при установке отанка, следует подпереть его и держать пространство для инструмента свободным! При пуоке в работу следует ручным рычагом не- сколько раз медленно поднять и опустить ползун. Указания по монтажу Монтажная высота мм Масса наибольшего сборочного комплекта кг Необходимые вспомогательные средства для монтажа Подъемное устройство Удельная нагрузка на единицу площади тс/к£ Уровень звука по ТТЛ 10687 при 1000 гц дб План потребности в площади (94) ' (95) (S6) (97) (98) (99) (100) (ЮТ) (102) (103) (104) (105) Указания размеров для изготовления шаб- лонов горизонтальной проекции по ТТЛ 28-62 Максимальная высота конструкции + I м = монтажная высота Максимальная высота конструкции Подключение электроэнергии, теор. кВ Подвод охлаждающей жидкости Вес (с маслозаливкой) План фундамента Сквозное отверстие в фундаментной плите - машинй Опорная кромка глубиюй 30 мм Положение сквозного отверстия - середина оси ползуна в фундаментной плите станка Введение кабеля на нижней стороне рас- пределительного шкафа Яма глуюиной 300 мм необходима только при исполнении с приспособлением для глубокой вытяжки.
PYE 10 - 250 S. 1 М
« •*
Перевод отдельных
слов к
Раздель I
ВДнМшамИМДО *«'
1ЯР 6б?0 г. Шац*
МнКЯЦрЖЦИК Я9
Вммв* I
^в^рВЯЫПЯВвЯВЙ в0МОТМЛЦО1Й SJNMO
т хе - ж а л м
ЯаалуЛ ]||
I» Т«ХППВШ ДШМВ
2. 1>аааорпфавка ж уликами
За ^ОШШ, МОКПЖ, ПУШС В ИЮВДУВвВДЮ
Народное предприятие Станкостроительный завод г. Цейленрода ост-
авляет за собой технические изменения в смысла научно-техничес-
когоспрогресса. Маленькие технические изменения, которое не ока-
зывают влияние на функцию и обслуживние прессов не были приняты
во внимание в этой брсиюре.
Невозможна выводить разного вида из документации обслуживания.
Содержание
Раздел I страница
I. Технические данные 1/1 - 15
2» Транспортировка и упаковка 2/1-2
2.1. и габариты
2.2. Указания но тавохгоютитхшве
3. Установка, монтаж, пуск в эксплуатацию 3/1-4
З^г V ЖЛИЬ»вЛИИ.*йА
• Хв * О*СиМ0шЯв
3.2. Указания по монтажу
3.3. Установочный план
3.4. Пуск в эксплуатацию
Раздел П 4. Техническое описание 4.1. Область применения 4/1
е.«с. донст ШКЩИ И ГГПИНТПШ ЛШЙЗТВИИ
4.3. Технические данные, он. раздел 5. Охрана труда 6... . Инструкция по эксплуатации 6.1. Соблюдаемые мероприятия защиты 6.2. Руководство по обслуживанию 6.3. Наладка мошны 7. Инструкция по техническому обо. и ухеду 7.1. Соблюдаемые мероприятия защиты 7.2. Техническое обслуживание и* ухо I 5/1 - 2 6/1 - 9 Ефхввавяв 7/1-8 и
».О. AHCTJ 7.4. Работ укция по смазке / нвполнш зию маола обслужи-
ы контроля, технического <
ванля. и ухода за валищи по дуункцни узлами
8. Вариантные узлы, дополнительные устрой- ства, специальные исполнения по требованию заказчика 8/1- 4 8.1. Вариантные узлы
Раздел III
9. Список принадлежностей, инструмента,
запасных частей
9.1. Поставляемые с машиной принадлежности
10. Поставляемые с машиной планы, чертежи и
приемочная документация, документация
закупных деталей
9Д
Содаржаяяе
отраняця
!• Тшячмлю дакаю 1/1 - 15
2. Тткоттдапмвда и упаковка 2/1 — 2
2Т *“ *-* аа «МЬяв^Й^ЪВНМНММШ»
>!• маоса я хшодсян
>Ло Умааввдо по траввсортировкв
За Установка, монтаж, пуск в эксплуа-
тацию 3/1-4
3.1. Установка
3.2. Указания по монтажу
3.3. Установочный шиш
3.4. Пуск в экииуатецию
(9) присоединяемая мощность
(10) рабочее давление
(II) диапазон работы
(12) вылет от середины ползуна ДО стойки
43) закрытая высота
(14) (ДО 20 W ЯР® непрерывных ходах бе» автоматической
загрузки)
(15) стол: подштамповая плита, варианты исполнения
(16) Т-образные пазы: стандарт ТТЛ 3045, количество / paj
(17) размер
(18) подштамповая плита: толцина / отверстие 0
(19) расстояние ст осжования стойки до пдааросностн стаж
(20) ползун: макс, хяд
(21) зажимная цапфа: отверст 0 / глубина
(22) скопость движения ползуна
(23) на холостом ходу* ход вперед от - до
(24) на холостом ходу* ДОД назад от - до
(25) электрический привод 3 н ~
(26) радиально-поршневой насос
(27) шестеренчатый насос
(28) расход усилия для систеш управления
(29) напряжение цепи управления
(30) технологические данные
(31) диаграмма пружинения корпуса
(32) допустимое внецентренное прессовое усилие
(33) допустимая дкительность нагрузки
(34) число ходов в зависимости от длины хода при постоянном
времени прессования
(35) скорость прессования в зависимости от усилия прессо-
вания
(36) диаграмма функционирования
(37) усилие прессования в зависимости от давления прессо-
вания на контактном манометре
(38) место измерения
(39) жесткость пружины
г
(40)
(41)
(42)
(43)
(44)
(4Б)
(46)
(47)
(48)
(49)
(50)
(51)
(52)
(53)
(54)
(55)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(64)
(65)
(66)
(67)
(68)
(69)
(70)
(71)
(72)
(73)
(74)
(75)
мвяо. дапамв рвсемвоя пути пдоови
црмсввм удоя» (ЙГ)
путь пд/яш (ж)
обращать внимание на привадаомацую абсциссу
gpattypa верШМ ПОЛОЖСНИС
расотеява •*" до середины ползуна (ж)
температура окружающей среды машины при 30°С
I рабочий цикл • время прессования шлю время раз-
грузки tj>
I) разгрузка или нагрузка мшшям давлением
впемя ппооосвания £л (в
время разгрузки *г(в мин.)
число ходов в зависимости от длины хода при постоянном
времени прессования для пресса РУЕ • . • •
Характеристики представляют собой средние значения.
длине KopoTseSrO ходв
Характеристики представляют собой средние значения при
нилмприэеденннх ]мюочих
скорость прессования
давление пресосвания
транспортировка и упаковка
масса и габариты
размеры ящика
инструкция по транспортировке
подвешивание с целью кантику
подвешивание о целью транспортировки
заказчик должен представлять средства подвешивания
бее наполиительнсй’о резервуара
с наполнительным резервуаром
средства транспортировки
0 проволочного каната
длины каната в-лево
длины каната вправо
допуотишй угол каната
।
।
3
(78)
(77)
(78)
(79)
хоятипо n.
ВВПММШШЯ1
мал* «игачипв овчшк
4* УвМШОШИе MDBMUKe S70X В BKfi&ffiFBTBXBDD
4.1. Устава»
В ооответотвжи о планом фундамента шдавншаатея при
соединении каоелОД.Ввад^^^лвй прсиээеджтся снижу в
Кредлэоте посредствод футаЗентннх болтов не обязательно.
До установки изданы.вверх следует удалить фиксирущий
угольник на поляуве!
Ползун опушается при установке машины, его следует под-
дервпшать. Обращать внимания на свободное от инородных
тел межштамповое пространство!
Выверить машины уровнем. Посла выверки машина заливается
и подливается жидким бетоном до толцины плиты основания.
Яослв затвердевания бетона еще раз проверять половодие
маппгян-
Ориентировочные знамения для проектирования электри-
ческой части:
_ :ения типоразмеров., конструктивного
применяется вид тока 3 , рабочее
, частота 50 их. Степень защиты отдала-
4.2. Указания по монтажу
I
(80) масса наибольших монтируемых единиц
(81) необходимые вспомогательные средства для монтажа
(82) подъемное сродство
(83) установочный план
(84) габарит машины
(86) главное место обслуживания
(86) опорная площадь
(87) вспомогательное место обслуживании
(88) электроприсоеданение . ~
(89) необходимое пространство для демонтажа
(90) макс, конструктивная высота
(91) удельная нагрузка на единицу площади
(92) масса с наполнением маола
(93) высота монтажа « макс, конструктивная высота плюс I м
(94) требуемая площадь
(95) фундаментный план -
(96) * оперная кромка глубиной 30
(97) положение проемного отверстия = середина оси ползуна в
плите основания машины
(98)
(99)
(100)
(1Ш)
яш иубиной 300 мм только для жяюлмеявя с устройством
ДЛЯ ТЛуООХОш ВНЭДЖКК
ТребуОТОЯ О итяхгиялгкидгпо УСИЛИЯ 400 кН
вводкаболей с нижней стороны ПЕилгоелвлительносро
эдактрошкафа
пропускное отверста®
кропление фундаментными болтами
4.4. пуск в эксплуатацию . ;,
Обратите внимание на раздал 2 ’Охрана труда"!
После установки машины следует пристраивать все поста»*
лномые о вшивей (Идаданда елементн. ^дам^мг больщую
тцвтельнооШ Сладаот оеновательно миотять машину от
е tUtr.
;>и ,i: <j
ползуна при помощи рукоятки, а именно медленно.
MkG 29/28/84 V 7 1 1843 N 3
Исправление
АМК 18
Инструкция по эксплуатации
гидравлического одностоечного пресса
РУЕ
модификации n - s/i - ss
581.20-0043:023-04
581.20-0044:023-20
581.20-0044:023-30
581.20-0044:023-40
581.20-0059:023-02
581.20-0059:023-03
581.20-0059:023-04
с новые действительный двухручное обслуживание
581.20-0043:023-04
Работа в режиме короткого хода ползуна
При технической и экономической необоснованности использо-
вания нормального хода ползуна, устанавливаемого для обработ-
ки плоских деталей или прочих коротких путей обработки, ма-
шина со встроенной схемой для переключения на малый ход /при
наличии переключателя /68// может быть переключена на режим
малого хода. Наименьший возможный ход ползуна - около 10 мм;
незначительные разности обусловлены типом машины и типоразмером.
Для верхнего ограничения подъёма ползуна служит концевой вы-
ключатель /44/. Концевой выключатель /45/, расположенный на
таком же уровне, не срабатывает при подъёме ползуна. Во время
опускания ползуна должен быть приведен в действие концевой
выключатель /46/, которым подаётся сигнал об обратном ходе
ползуна на реле времени.
Желаемое или необходимое время прессования, начиная с подачи
контакта /46/ до начала обратного хода полжуна, устанавлива-
ется согласно указаниям, приведенным в разделе "Регулировка
времени прессования"•
Повторное переключение на длинный ход ползуна осуществляется
также нажатием переключателя /68/, а дальнейшие операции по
регулировке - ом. раздел "Регулировка хода*.
Светильник для машины
Для работы светильника, предназначенного для освещения машины,
предусмотрено нападение 24 В при максимальном отборе мощности
60 Вт. Зажимы для подключения светильника расположены в рас-
пределительном шкафу. Светильник или непосредственно подклю-
чается к этим зажимам или через дополнительно включаемую штеп-
сельную розетку, которая должна отвечать действующим правилам
техники безопасности.
Внимание)
Малый ход при РУЕ 10s /I до РУЕ 63s /I
Для этих типов машин необходимо при переключении на малый ход
дополнительно плотно закрыть запорный кран, встроенный в линию
упрощения * 8 - * 10 между ходовым клапаном на колонке управ-
ления и клапаном для заполнения /Et/.
После переключения о малого хода на нормальный ход запорный
кран вновь открыть, вращая его налево до упора, иначе пррисжо-
дит медленный обратный ход ползуна.
581.20-0044:023-20
Инструкция по обслуживанию
Дяпшгам ободпваде
Двухручное обслуживание предусматривается в том случае, если
по причинам техники безопасности не допускается работать в
режимах ручного или ножного обслуживания.
Для положения "Двухручное управление" необходимо привести
ручку многопозидионного переключателя /56/ в положение "еди-
ничный ход", а ручку многопозиционного переключателя /55/ в
положение "двухручное обслуживание".
Грибок иаотройки для регулировки времени прессования /58/
вращением налево до упора приводится в исходное положение, т.е.
задатчик времени - в кулевое положение/циклы прессования, вы-
полнявши по заданному времени - см. раздал "Регулировка вре-
мени прессования*/.
Эвеухазанной настройкой обеспечивается электрическая блоки-
ровка всех остальных режимов работы.
Выполнение одного хода ползуна путём двухручкого обслуживания
возможно только тогда, когда оба манипулятора /4/ к /5/ при-
водятся в действие одновременно в течение 0,5 сеж. При этом
ползун опускается , производя посадку на деталь, и остаётся
в положении преооования до тех пор, пока не одах или оба мани-
пулятора деблокировались. Вследствие деблокировки одного ив
манипуляторов снимается давление о ползуна, который останавли-
вается без изменения подведённого рабочего положения.
При освобождения обеих манипуляторов ползун возвращается в
крайнее верхнее исходное положение.
Если оператор во время движения ползуна вниз хочет провести
дополнительные манипуляции в рабочей воне мамины, то ползун,
как описано ныне, останавливается.
При использовании режима блокировки хода ползуна необходимо
заменить разъём для переключения режимов работы ь 45-1 разъёмом
ь45~3 в панели управления I я следить за тем, чтобы при сра-
батывании переключатели ътб штампы сближены в пределах £ 8 ш.
При применении штампов, не отвечающих вшеопиоакнш условиям
обслуживания, необходимо оставить разъём нормального испол-
нения ь45-1.
581.20-0044:023-3(
Ножное обслуживание
Ножное обслуживание преимущественно используется при условии
упрАения машиной в сидячем положении оператора.
Преимущество этого режима заключается в тем, что оператор двумя
руками мажет подготавливать и вкладывать детали;
Внимание!
Ножное обслуживание допускается только при ненарушении правил
техники безопасности.
При положении "ножное обслуживание" необходимо привести много-
поэиционннй переключатель /56/ в положение "единичный ход", а
ручку многопозиционного переключателя /55/ в положение "ножное
обслуживание*.
Pyniqr управления дня установки времени прессования /58/ враще-
нием налево до упора возвращают в исходное положение, т.е. за-
датчик времени устанавливается на нуль /цикли прессования,
определяемые эадтчиком времеп - ом, раздел "Регулировка вре-
мени прессований;
Такой установкой обеспечивается электрическая блокировка всех
остальных режимов управления.
Изолированный штепсельный репам /60/ вынимается из правой
коробки выводов , а в освобождённую контактную планку тщательно
вставляют штепсельный разъём /61/ ножного выключателя /6/.
При нажатии ножного выключателя ползун производит посадку на
деталь и остаётся в положении готовности к прессодятт до тех
пор, пока не деблокировался выключатель.
581.20-0044:023-40
Реш непрерывного хода
Мамика может работать в режиме непрерывного хода, т.е. в соче-
тании о работе! приооедииёнких загрузочных устройств, поворот-
ного стона или механизма подали полос, а также подобия средств
автоматизации.
В ни it a ait I
Этот режим работа допускается только при ненарушении правил
техники безопасности.
При переключении на режим непрерывного хода необходимо привести
ручку многопозиционного переключателя/56/в положение "непре-
рывный ход? а ручку ввогопозжцжоиного переключателя /55/ в по-
ложение режима управления, необходимого дай включения ншп
при работе в режиме непрерывного хода.
Ручкой управления для установки времени прессования /58/ ре-
гулируют необходимое время обратного хода ползуна вращением еМ
направо /см. раздал "Установка времени прессования"/.
Для дополнительных устройств предусмотрен второ! аварийный за- !
хлючатель в соответствующих органах управления. С помощью ава- I
ркйкого выключателя производится отключение пресса, работающего ]
в режиме непрерывного хода, или непременное прерывание движения 1
ползуна пресса в момент опасности /движение сближения штампов/. J
Ползун за время нажатия аварийного кнопочного выключателя 1
останавливается бев изменения положения , ио без давления, я
только после деблокировки аварийного выключателя и всех осталь-
ных блоков управления /4/, /5/ и /6/ ползун пресса возвраща-
ется в исходное положение.
•г
fy
г
Г
Me 2
VDr 3'
2
о
VW 62
М1
DS
IWI
*
5?
v„..
£
2
0
ИСГ5
VW 61
у I VR 8
М2
VD5
1ЖЖ
M
Mt-
МП
ЯП
tin
Arbeiisgafig^ \
ЗШ stand (Icertauf)
_ , -YQrlfmf
Normal - VorCauf____.
RSciflauf
hd ягвг/яглг/да^..
|>?»в^<Л1Ж£та1
ЖХ-4-
«Ййч*»
Г'- ’
7
m3
VD2
VDb
^7
VW 1.2
VW3
VR 7
- 'Ч'ЧВ
VR1
YR 3
w <>
VR10
-s
г
о
1
V06
Wirfataff
MaXttab
pH*-
Meme
jte№n.
Tug
Ntrnit
lw.
* . .
_ £ЙОД$к Адич^йеядо
1
Т
ф, , VR 5
V0 3
”?Г
Ма«9 fa kg
М Лг®&
^2
Artt.
^МЬ^З*"*
ыИиВв»-
||Ж'
£n.t.
______ S3
____' ^9МЯу
.: . JSeuiit.
D~
XT
1_
л.
к
VR 2
V01
VD7
VDr 2 f/>
Q
J11№
VW1.1
Пе1
V0r1
Ме2
VDr9
VW 22
0
AM
c
VR4
Wl
21
\ 4...
г*
VW11. WW1.2WW2.1. IVW2.2.IVWJ iVWb
0
1
IT
1Г
1
ileueruntf'Vorlauf 2
ieuerung -Rucklouf 1
ММ
t
Ч-
1
1
0 ':•
Z2
О
*1
1^
2
77“
z:x.i
НзИмид
_ V г
J'7-
oS> jwmwi4 wj<
Z*^* $.
-r
г
T
’"‘‘Tunktionsschaltplan®
ATP-Mant.rHr. PYE 700-250^1 >4 mi Л / > £l
. '/ .> . ,X^.. Л_...Ьу
i—IMI 'u.1^. ..«..1.1.1ч Ml.
>
5в1.^оау:ог-юл
' T®*A ’ " ж
йМ>ймя*имма«рш««1«й^1йм0ця«мф||иМ1ММИи^
.. «Йг»-'-#4Й». X ж
о
l,.
»
9
BETRIEBSANLEITUNG
BAUKASTEN-RADIALKOLBENPUMPEN
? RADIALKOLBENPUMPEN
WIT EINEM VOLUMENSTROM
H ERSTE Li. ER:
EX PORTEUR
hudraulih Ж TechnoCommetz
Gmon
VEB INDUSTRIEWERKE KARL-MARX-STADT.
- > - DDR-1080 Berlin
Betrieb des ' ' Johannes-Diedcmann-StrdBe 11/13
VEB kombinat 'ORSTA-.HYDRAIJLIK Deutsche Dbmokratisdie Republic
9030 Karl-Mapc-Stqdt,' Zwickauer Str.221 . f
Postfach Ruf 39 30? Telex 7133'
III 13 22 Kv’403 83 33 ‘
□RSTA
1
Baukasten-Radialkolbenpumpen
TGL 10 866
Hefti Radialkolbenpumpen mit einem Volumenstrom Antriebslager Druckbegrenzungsventile Zwischenflansche TGL TGL TGL TGL 10 868 10 870 10 871 10 873
Heft 2 Radialkolbenpumpen mitzwei VolumenstrSmen 1 TGL 10869
Heft 3 Mechanische Stelleinheiten TGL TGL' 10 887/01 10 888/01
Heft 41) Elektromechanische Stelleinheiten TGL TGL 10 887/02 10 888/02
Heft 51) Hydrdulische Stelleinheiten TGL TGL 10 887/03 10 888/03
Heft 6 Servostelleinheiten TGL TGL 10 887/04 10 888/04
Heft 71) Druckregeleinheiten TGL 10 887/05 JGL 10 888/05
1) In Vorbereitung
Dafur wird z. Z. das Heft „Ersatz fur Heft 4,5 and 7" geliefert.
- Ausgabe 1983 -
1
Inhalt Heft 1
Seite
1. Technische Beschreibung und technische Daten 4
1.1Radialkolbenpumpen mit einem Volumenstrom TGL 10868 4
1.2. Antriebslager , TGL 10 870 9
1.3. Druckbegrenzungsvehtile TGL 10 871 10
1.4. Zwischenflansche TGL 10 873 12
1.5. Stell- und Regeleinheiten TGL 10 887 13 4
2. Einbauvorschrift— Hinweise zur Hydra ulikanlage 2.1. Vorbereitung 2.2. Einbau 2.3. Hydraulikanlage 2.4. Filterung 3. Arbeitsschutz und Schutzgute 4. Inbetriebndhme 4.1. Vorbereitung zur Erstinbetriebnahme 13 13 14 19 19 20 20 20
4.2. Erstinbetriebnahme ' 4.3. Betriebshinweise 20 ' 21
4.4. Inbetriebnahme nach Demontage und langem Stillstand 21
5. Wdrtungsvorschrift 22
5.1. Allgemeines 5.2. Laufende Oberwachung . 22 22
5.3. Periodische Dberholung ' . 23
6. Lagerung und Konservierung 24
7. Transportvorschrift 24
8. Geltungsbereich 25
9. Stbrungssuche und -beseitigung 25
10. Ersatzteile 27
11. Reparaturvorschrift 27
'Seite
Abb. 1 Radialkolbenpumpen-Kombination TGL 10 866 3
/ ’ - >
Abb. 2 Schnittdarstellung einer Radialkolbenpumpe TGL 10 868 "'5
Abb. 3 Diagramme fur zulassige. Belastungsdauer der Radial-
kolbenpumpe TGL 10 868 8
Abb. 4 Schnittdarstellung vam Antriebslager A TGL 10 870 9
Abb. 5 Schnittdarstellung vom Antriebslager C TGL 10 870 1 9
Abb. 6 Schnittdarstellung vom Druckbegrenzungsventil TGL .10 871 11
Abb. 7 Radialkolbenpumpe mit Zwischemflansch Bauform A bzw.
Bauform D und Elektromotor - 13
Abb. 8 Lage der Rohranschliisse an Radialkolbenpumpe 17
Abb. 9 Lage der Rohranschliisse an Antriebslager 18
Abb. 10 Verriegelung des Steuerzapfens 28
Abb. 11 u. 12 Montage der Kreuzscheibenkupplung 29/30
Abb. 1
Radialkolbenpumpen-Kombinatiori • TGL 10 866
1 Radialkolbenpumpe TGL 10 868
2 Antriebslager TGL 10 870
3 Stellernheit TGL 10 887
4 Druckbegrenzungsventil TGL 10 871
3
1. Technische Beschreibung
1.1. Radialkolbenpumpen mit einem Volumenstrom TGL 10 868
Die Radialkolbenpumpe hat die Aufgabe, einen stufenlos verstellbaren Hoch-
druck-Volumenstrom fur die verschiedensten hydrostatischen Aufgaben zu er-
zeugen. Dabei sollen die Leistungsverluste innerhalb der Pumpe so gering wie
moglich sein, damit ein guter Gesqmtwirkungsgrad der hydrostatischen Anlage
erreicht wird.
Das Fluid wird entweder durch diePumpe selbsttatig angesaugt (offener Kreis-
lauf) oder der Pumpe mitlgeringem Druck zugefuhrt (geschlossener Kreislauf).
Wirkungsweise:
Ein kastenformiges, nach oben offenes, oldichtes GrauguBgehause (1) dient zur
Aufnahme alter funktianswichtigen Teile der Radialkolbenpumpe., In einer PaB-
bohrung wird auf der einen Seite der mit den Sduganschliissen' (3) und Druck-
anschliissen (4) versehene Steuerzapfen (2) aufgenommen. Der Steuerzapfen wird
mittels Sechskantschrauben (5) befestigt. Um den zylindrischen Zapfen des Steu-
erzapfens dreht sich, uber eine Kreuzscheibenkupplung (7) vom Elektromotor
angetrieben, der Zylinderkorper (8) mit den radial beweglichen Kolben (9). Durch'
die bei der Rotation des Zylinderkorpers entstehende Zentrifugalkraff werderi
die Kolben an einen Leitring, den Innenring des Schragkugellagers (10), an-
gedruckt. Der urn den Schwenkbolzen (12) drehbare Schwenkrahmen (11) nimmt
das Schragkugellager auf.
Auf Grund der exzentrischen Stellung des Schwenkrahmens und Schrqgkugel-
lagers zur Drehachse (Steuerzapfen) des Zylinderkorpers fiihren die Kolben bei
jeder Umdrehung des Zylinderkorpers eine radiale Hubbewegung aus, die die
Pumpwirkung hervorruft. Der Kolbenhub ist doppelt so groB wie die Exzentrizitat’
(Abstand Steuerzdpfenmitte zum Schragkugellager).
Durch Anderung der Exzentrizitat, also Veranderung der Stellung des Schwenk-
rahmens zum Steuerzapfen, wird der Kolbenhub und damit der Volumenstrom
der Pumpe verstellt.
Jeweils an den Totpunktlagen der Hubbewegung befinden sich am Steuerzapfen
die Steuerstege (13), die den Saugraum (14) vom Druckraum (15) trennen.
Der Saugraum und der Druckraum sind durch Langskanale mit den Saug- bzw.
den Druckanschliissen verbunden.
Die Fixierung des Axialspiels vom Schwenklager erfqlgt formschliissig nach der
Art eines Bajonettverschlusses fiber eine im Anschlagring (6) eingqarbeitete
Fiihrungsnut und einen am Schwenkrahmen angedrehten Fiihrungsbund.
Zur^Veranderung der Exzentrizitat und damit des Volumenstromes der Pumpe
wird oben auf den Schwenkrahmen ein Schwenkstiick (in Abb. 3 nicht dargesteilt)
aufgeschraubt. Auf dieses Schwenkstiick wirken die Stellkolben einer auf die
obere Gehaiiseflache aufgeschraubten Stelleinheit nach TGL 10 887.
Der maximale Schwenkwinkel wird durch den am Steuerzapfen angeschraubten
Anschlogring begrenzt Der Bund des Anschlagringes ragt in eine urn die
doppelte Exzentrizitat groBere PaBbohrung des Schwenkrahmens und verhindert
ein Ausschwenken des. Schwenklagers fiber die festgelegte maximale Exzen-
trizitat,
Kleinere Exzentrizitaten und damit Volumenstrome werden entsprbchend der
Bestellung durch die jeweiligen Einstellanschlage in der Stelleinheit eingestellt.
Radialkolbenpumpen mit fest eingestelltefn Verdrangungsvolumen besitzen an .
stelle der Stelleinheit einen Deckel mit zwei Fixierschrauben. Mittels dieser
Schrauben wird der Schwenkrahmen iri der gewiinschten Stellung festgeklemmt.
4
CM CO •=?
IT) ю г** co O'
5
Technische Daten
NenngrSfie Verdrangungs- v olunen pro U'mdrehung volumenstrom %orm do?/min Nenn- druck pn Ufa drehzahl nan mlnT1 HSchet- max. Antriebsleistung an der Kupplung
druck pmax Ufa drehzahl flmax min“1
bei Nenndruck ГКП kw bei Hbchstdruok PKmax • kW
Vea cm? Vg cn?
12,5/16 12,5 11,6 76 16 1450 20 2000 5 6,5
32 /16 32 29,1 40 16 1450 20 2000 _12 15
BO /16 BO 72,5 100 16 1450 20 1500 32 40
125 /16 125 116,0 160 1.6 1450 20 1500 51 61,5
5 /32 5 4,8 6,3 32 1450 40 2000 4,5 5
12,5/32 .12,5 12,2 16 32 1450 40 2000 11 12,5
32 /32 32 30,6 40 32 1450 32 2000 27 27
BQ /32 80 76,6 1OO 32 -1450 32 1500 65 65
1 MPa (Mega-Pascal) entspridit ca 10 kp/cm2
Zulassiger Saugdruck: =? 0,08 MPa (0,02 MPa Unterdruck tun Eingang der Pumpe)
Zulassiger Eingangsdruck: bis Nenndruck, auBer der NenngroBe 125/16, dafiir
ist Eingangsdruck bis 6,3 MPa zulassig
Zulassiger Leckdruck: 2s 0,02 MPa
Antriebsdrehzahl und Volumenstrom
— Die Nenndrehzahl ist die Normaldrehzahl der Radialkolbenpumpen, bei der
die angegebenen Nennvolumenstrome errechnet und gepriift werden.
— Eine ^rhohung der Antriebsdrehzahl bis zur angegebenen Hochstdrehzahl
ist fiir Dauerbetrieb (100 % ED) moglich. Der Volumenstrom vergrSBert sich '
dabei linear mit der Antriebsdrehzahl.
— Eine Verminderung der Antriebsdrehzahl ist bis n = 500 min-1 moglich, der
Ndnnvolumenstrom verringert sich dabei linear mit der Antriebsdrehzahl.
— Eine Unterschreitung von 500 min-’ ist nur bei Startvorgangen gestattet.
— Ist die Antriebsdrehzahl hoher oder niedriger als die Nenndrehzahl, muB
folgendes beachtet werden:
Die Festlegung der zulassigen Belastungsdauer nach Diagramm (siehe
Abb. 3) darf nur erfolgen, wenn die GroBe des veranderten Volumenstromes
fiir die Bestimmung der gesuchten Kennlinie (Q) eingesetzt wird.
— Bei rasch wechselnden Antriebsdrehzahlen sind die Betriebsbedingungen mit
dem Hersteller zu vereinbaren.
Drehrichtung „
Normaldrehrichtung ist links auf die Antriebsseite der Pumpe gesehen. Drehrich-
tung rechts nur moglich, wenn in der Bestellung besonders gefordert und vom
Hersteller bestiitigt wurde.
Ubernullstellen
— Die Radialkolbenpumpen sind ubernullstellbar, d. h. eine Umkehrung der
Stromungsrichtung des Volumenstromes bei gleichbleibender Antriebsdreh-
richtung ist moglich. Die Cbernullstellbarkeit muBte aber in der Bestellung
besonders gefordert und vom Hersteller bestiitigt sein.
6
— Die Einsatzbedingungen sind mit dem Hersteller zu vereinbaren. . '
— Die Betriebsgerausche bei iibernullstellbaren Pumpen liegen 3 bis 4 dB liber
den Werteri fiir Linkslauf.
— Die Einsatzbedingungen beim VerweHen im Nullbereich mussen den Dia-
grammen, siehe Abb. 3, entsprechen.
Einbaulage
Radialkolbenpumpen beliebig
Radialkolbenpumpen mit Zwischenflansch TGL-10 873 ((Combination), siehe
Abschnitt 1.4.
Befestigungsart
FuBbefestigung (A) oder Flanschbefestigung (B).
Antriebsleistung
Die erforderliche Antriebsleistuqg sollte den Kennfeldern im Prospekt entnom-
men werden. Sie kann aber mit Hilfe folgender Formel selbst errechnet werden:
Je nach GroBe des Volumenstromes (Q) und Betriebsdruckes (рь) ergibt sich die
Antriebsleistung aus der Formel:
Q (dm3/min) pb (MPa)
Pan= --------—--------------- <kw)
61,2- r?9es
r?9es ist der Gesamtwirkungsgrad der Radialkolbenpumpe, er ist fiir den jewei-
ligen Betriebszustand, dem Prospekt zu entnehmen.
Fluid
Als Hydraulikfliissigkeit ist. harz-, saure- und wasserfreies Mineralol einzusetzen.
Fluidtemperatur-Viskositat
Die zulassigen Fluidtemperaturen sind abhangig vom verwendeten Fluid.
Betriebstemperaturbereich 283 bis 343 К (+10 bis +70°C) '
Betriebsviskositatsbereich (20 bis 800) 10-6 m2/s (20 bis 800 cSt)
Startviskositatsbereich (20 bis 1000) 1Q-6 m2/s (20 bis 1000 cSt)
Fiir Betriebsdriicke fiber 16 MPa Oder Fluidtemperaturen iiber 333 К (+60°):
• Hydraulikol mit 46-10-6 m2/s (46 cSt) bei 313 К (40 °C) einsetzen, z. B. HLP 46
nach TGL 17 542/03
Fiir Betriebsdriicke bis 16MPa und Fluidtemperaturen unter 333 К (+60°C);
Hydraulikol mit 68-10-6 m2/s (68 cSt) bei 313 К (40 °C) einsetzen, z. В. H 68 R
nach TGL 17 542/01 „
Fiir Betreiber in der DDR empfehlen wir die Hydrauli.kole nach TGL 17 542/01
und 03.
Ausland*
Es sind alle auslandische Fluids auf Mineraldlbasis verwendbar, die fiir vergleich-
bare Hydraulikgerate angeboten und von den Gerateherstellern empfohlen
werden.
Umgebungstemperaturen 253 bis 333 К (—20 bis +60 °C)
Filterforderung Vollstromfilterung des Volumenstromes mit Filterfeinheit 63 (im
7
Zulassige Belastungsdauer
Die zulassige Belastungsdauer, siehe Diagramme, bezieht sich auf ein Arbeits-
< spiel van t = 10 min.
Bei kiirzeren Arbeitsspielen ist die zulassige Belastungsdauer im gleichen Ver-
haltnis zu kiirzen.
I Bei Arbeitsspielen longer als 10 min durfen die in den Diagrammen angege-
benen zulassigen Belastungszeiten nicht iiberschritten werden. Die zulassigen
Betriebsdriicke fur t = 10 min sind Dauerbetriebsdriicke.
Bei wechselnden Drucken innerhalb eines .Arbeitsspieles ist zusatzlich der mitt-
lere Betriebsdruck und Volumenstrom zu ermitteln.
Der mittlere Betriebsdruck darf den zulassigen Dauerbetriebsdruck des jeweili-
gen mittleren Volumenstromes nicht uberschreiten.
0 2 4 . 6 8 miri 40
Qi -ti + Q2-t2 + ►..
ti + *2 + .. *
P1 '*1 + P2't2 +
ti + *2 +
Abb. 3 Diagramme fur zulassige Belastungsdauer
Weitere technische Angaben sind im Standard TGL 10 868 bzw. Prospekt ersicht-
lich. Die Begriffe entsprechen der TGL 20 703.
8
1.2. Antriebslager TGL 10 870
Die Antriebslager iibertracjeri das vom Antriebsmotor ausgehende Drehmoment
auf die Radialkolbenpumpe. Wahrend das Antriebslager Bauform A nur
diesen Zweck erfiillt, werden durch' die Antriebslager В und C zusatzliche
Niederdruckvolumenstrome ohne VergroBerung des Einbauraumes erzeugt.
Wirkungsweise:
Das Antriebslager A (Abb. 4) besteht aus einem Leichtmetallgehause (1). in dem
die Antriebswelle (2) in Rillenkugellagern (3) und (4) gelagert ist. Auf den
Zapfen der Antriebswelle (2) wird eine elastische Kupplung aufgesetzt, die das
vom Antriebsmotor abgegebene Drehmoment liber die PaBfeder (5) auf die
Antriebswelle ubertragt. Mit den beiden Knaggen greift die Antriebswelle direkt
in die Kuppelscheibe der Radialkolbenpumpe ein und gibt damit das Drehmo-
ment an den Zylindefkoper. der Pumpe weiter.
Die Antriebslager В und C (Abb. 5). sind als Zahnradpumpen in Plattenbau-
weise ausgefiihrt. In dem aus AnschluB-, Mittel- und Lagerplatte bestehenden
Pumpervkorper (1) wird die Antriebswelle (2) in Walzlagern (3) und(4) gelagert.
Das Drehmoment wird genau, wie beim Antriebslager A beschrieben, iiber-
tragen. ’ ,
Von der Antriebswelle (2) wird iiber die PaBfeder (5) das Mjttelrad (7) ange-
trieben. Durch die vom. Mittelrad (7) angetriebenen Ritzel (8) werden die Nieder-
druckvolumenstrome erzeugt. Die Ritzel (8) sind auf Wellen (9) aufgeschrumpft,
die in Gleiflagern (10) laufen.
Alle Antriebslager sind nur fur Kraftiibertragung mit gerihgen Querkraften
zugelassen.
9
die Querbohrung des Ventilkolbens (4) und das Riickschlagventil (5) die obere
Stirnseite des Ventilkolbens (4) beaufschlagt. Die entstehende Kolbenkraft be-
wegt den Ventilkolben (4) gegen die Federkraft der Druckfeder (8), deren Vor-
spannung durch die Spannschraube (9) einstellbar ist, nach unten. Dadurchwird
liber der Ringnut im Kolben (4) der Raum (2) mit dem AbfluBzum Behalter (10)
'verbunden. Damit kann solange Fluid zum Behalter abflieBen, bis sich der
Druck im Raum (2) soweit verringert hat, dpi) die Federkraft groBer wird als die
Kolbenkraft. Der Kolben (4) wird wieder nach oben gedriickt und sperrt den
Dberlauf ab. Diese Riickfiihrung in die Ausgangslage geschieht nicht schlagartig,
da das hihter dem Kolben (4) befindliche Fluid liber den Dampfungsspalt (11)
zuriickffleBen muB. .Das Ventil 1st dadurch unempfindlich gegen Schwingbngen
im' Hydrauliksystem und erzeugt selbst keine Schwingungen. Dber den AnschluB
(12) wird zwischen Kolben (4) und Ventilgehause (3) durchtretende Leckage
abgefiihrt.
Technische Daten:
Druckeinsatzbereich: 0,5 bis 4 MPa
max, DurchfluBstrom: 25 dm3/min
Anbaulage:
Das Ventil wird in jedem Fall in den DruckanschluB des jeweiligen Antriebs-
lagers eingeschraubt.
Nadi dem Lockern der Hohlschraube kann es in jede 'Lage geschwenkt und
wieder fest angezogen werden. 1
Weitere technische Angaben siehe Standard TGL 10 871 bzw. Prospekt
1.4. Zwischenflansche TGL 10 873
Der Einsatz von Zwischenflanschen, Verbindungsglied zwischen Pumpe und An-
triebsmotor bietet die Mogiichkeit komplette Pumpeneinheiten — Radialkolben-
pumpen mit den erfbrderlichen Baugruppen einschlieBlich Elektromotor — zu
montieren.
Technische baten:
Elektromotpren: Drehstrom-KurzschluBlaufer-Motoren
Betriebsspannung bis NenngroBe KMR 132
U = 220/380 V
ab NenngroBe KMR 160
(J = 380/660 V
Frequenz: 50 Hz
Schutzart: IP 44
Bauformen entsprechend Zwischenflansch
Der Anbau anderer Motoren bzw. mit speziellen Abnahmen
(DSRK) nur bei besonderer Vereinbarung.
Kupplungen fiir.Zwischenflansche Bauform A, В und E:
Elastische Schubrollenkupplung nach TGL 21 612,
Nenndrehmomente entsprechend Motorleistung.
Kupplung fur Zwischenflansche Bauform C, D und F:
Kreuzscheibenkupplung s. Abschnitt 12.1.2.
Zwischenflansche:
Zwischenflansche werden aus einer seewasserbestandigen Alu-
miniumlegierung hergestellt. Der Leckvolumenstrom muB mit
stetigem Gefalle ablaufen, kein Leckdruckaufbau zulassig.
- Umgebungstemperaturen: 253 bis 333 К (—20 bis H*60°C) .
12
Zwischenflansche Bauform A und В
Nur'fiir horizontalen Einbau der RKP-Kombination.
Verbindung' Pumpe—Motor mittels elastischer Schubrollenkupplung.
Zwischenflansche Bauform C und D
Nur fur horizontalen Einbau der RKP-Kombinatian.
Verbindung Pumpe—Motor erfolgt direkti iiber auf dem Motorwellenstumpf
sitzende Kreuzscheibenkupplung. Apbau eines Antriebslagers A, В oder C nicht
moglich. Baulange der RKP-Kombination ist um Lange des Antriebslagers
verkiirzt.
Zwischenflansche Bauform E und F
Fur horizontalen und vertikalen Einbau der RKP-Kombination.
Der Antriebsmotor muB stets oberhalb der Pumpe angeordnet werden. Zwischen-
flansch E, Verbindung Pumpe—'Motor mittels elastischer Schubrollenkupplung.
Zwischenflansch F, Verbindung Pumpe—Motor direkt fiber auf dem Motorwellen-
stumpf sitzende Kreuzscheibenkupplung. > .
Anbau eines Antriebslagers bei'Bauform F nicht moglich. . ,
Anbau eines Druckbeigrenzungsventils TGL 10 871 bei RKP-Kpmbination mit
Zwischenflansch A, В oder E moglich. Diese werden auBerholb des Zwischen-
flansches angeordnet.
LeckanschluB der Zwischenflansche, siehe Abschnitt 2.2. Einbau.
Weitere technische Angaben siehe Standard TGL 10 873 bzw. Prospekt.
Abb. 7
I t
1.5. Stell- und Regeleinheiten TGL 10 887
Das Einsatzgebiet unserer Radialkolbenpumpen wird durch eine Vielzahl von
Stell- und Regeleinheiten erweitert.
Jede Radialkolbenpumpe kann mit einer der im Inhaltsverzeichnis aufgefiihrten
Stell- und .Regeleinheit kombiniert werden. Auf Grund der Vielzahl der Stell-
und Regeleinheiten haben 'wir dafiir gesonderte Betriebsanleitungen ausge-
arbeitet. Bei Auslieferung der Radialkolbenpiimpenkombination wird stets die
Betriebsanleitung Heft 1 und das . fur die angebaute Stell-und Regeleinheit
verbindliche Heft mitgeliefert.
2. Einbauvorschrift — Hinweise zur Hydraulikanlage
2.1. Vorbereitung
— Sichtpriifung der RKP-Kombination zwecks Feststellung von Beschadigungen
13
Pumpen der Druckstufe 32 MPq
Rohrverschraubungen mit SchweiBkugelbuchse, Nenndruck 40 MPa (400kp/cm2)
nach TGL 8277.
Rohrempfehlung
Fiir Rohrverschraubungen mit Schneidring aus Stahl:
Prazisionsstahlrohr, kaltgezogen, entsprechehd TGL 14 100 mit einer Festigkeit
von 35 kp/mm2. Rohre mit uber 45 kp/mm2 nicht verwenden.
Fiir Rohrverschraubungen mit SchweiBkugelbuchse:
Nahtloses Stahlrohr entsprechend TGI 9012 und TGL 9013.
Hinweise zur Verminderung der Betriebsgerausche
Aus einer Reihe von Versuchen wurden die nachfolgend aufgefiihrten MaB-
nahmen gefunden, die eine Dampfung der abgestrahlten Schallpegel bringen:
— Die RKP sollen moglichst auf starre, gut verrippte bzw. abgestiitzte Flatten
oder direkt auf eingegossene Fundamente aufgebaut werden, urn Resonanz-
erscheinungen zu vermeiden.
— Aufbau der RKP auf Schwingungsisolatoren (Gummi-Metall-Elemente), da-
mit eine Cbertragung des Korperschalles auf die anderen Maschinen- bzw.
Befestigungsteile verhindert wird.
— Druck- und Steuerleitungen sollen moglichst mit Hochdruckschlauchen aus-
gefiihrt werden. Lange, freihangende Rohrleitungen sind zu vermeiden.
— Grundsatzlich sollen schwingungsgedampfte Druckventile in der Anlage ver-
wendet werden.
— Der Eiribau von Schwingungsdampfern in die Druckleitung wird empfohlen,
da damit hydraulische Schwingungen von den nachgeschalteten Elementen
ferngehalten werden.
— Bei Einbau der RKP in Hydraulikaggregate stationar mussen diinne Blech-
wande z. B. Verkleidungen, mit schallisolierenden Materialien abgedeckt
werden. Empfohlen werden 3lagige Malikustikmatten oder das Auftragen
von Ahtidrohnmasse in 5-facher Blechdicke.
— Eine vollige Kapselung der RKP ist nur dann wirkungsvoll, wenn die an den
Trennstellen dichte Kqpsel in mindestens 0,25 m bis 0,35 m Abstand von der
Pbmpengehausewand entfernt, die Pumpe allseitig um§chlieBt. Dabei ist zu
beachten, daB die Pumpe besonders gekiihlt werden muB, eventuell durch
einen Fluidhilfsstrom, der durch die Pumpe flieBen rn.uB.
— Betrieb der RKP vollig mit Fluid gefiillt oder Einbau in den Behalter so,
daB die Pumpe sich vollig ^m Fluid befindet. Diese MaBnahmen konhen nur
bei den RKP durchgefiihrt werden, die nicht mit einer elektrischen Stellein-
heit ausgeriistet sind.
Es ist ratsam, bei Einsatz der Radialkolbenpumpen in besonders gerausch-
armen Raumen zur wirkungsvollsten Schalldammung die Beratung eines
Industrie-lnstitutes, z. B. den VEB MeBelektronik Dresden in Anspruch zu neh-
men. ,
16
Gerateanschliisse
AnschluR fur SteU-und Regeleinheiten
Abb. 8 Lage der Rohranschliisse an RKP
Uenn- grdfle d5 d6 L, R d7 . и L, R d8 u Au3en-0 der
Rohfe 1 аш AngchluB
2 5
12,5/16 M 1бх1',5 И 16x1,5 M 16x1,5 M 22x1,5 M 27x2 M 22x1,5 12 , 22 12
5/32 M 16x1,5 -M- 16x1,5 M 16x1,5 h* 18x1,5 M 18x1,5 № 18x1,5 10 15 ‘ 12
32/16 M. 22x1,5 M 18x1,5 M 22x1,5 It 27x2 M 33x2 M 27x2 18 28 15
12,5/32 M 20x1^5 M 18x1,5 M 20x1,5 M 27x2 M 27x2 M 27x2 14 22 15
80/16 M 33x2 • 33x2 M 33x2 M 42x2 M 48x2 M 42x2 28 42 28
32/32 M 27x2 M 33x2 M 27x2 M 33x2 M 33x2 к 33x2 . 20 28 ' 28
125/16 M 42x2 M-42x2 M 42x2 M 48x2 0 50 M 48x2 35 63,5. 35
80/32 M 42x2' M 42x2 M 42x2 M 48x2 M 48x2 M 48x2 30 42 35
Tabelle fiir Einschraubgewinde und Rohr-0 ,an RKP
Forderrichtung—Drehrichtung Pumpen- verstellung Bezeichnu bruck- leitung ng der An: Saug- leitung chliisse ' Leck- leitung
Eine Forderrichtung - Drehrichtung rechts Null bis + Vgmax * 1 oder 3 2 X .5
Eine Forderrichtung Drehrichtung links
Forderrichtung umkehrbar Drehrichtung rechts Null bis + Vsmax Null bis — Vamax 1 oder 3 2 oder 4 ' 2 oder 4 1 oder 3
Forderrichtung umkehrbar Drehrichtung links Null bis + Vgmax Null bis —Vgmax 2 oder 4 1 oder 3 1 oder 3 2 oder 4
-|- \/gmax Maximales Verdrangungsvolumen
— Vgmax Maximales Verdrangungsvolumen nach Cbernullstellung
17
3. Arbeitsschutz und Sdiutzgiite
Das Bedien- und Wartungspersonal ist regelmaBig uber den Gesundheits-,
Arbeits- und Brandschutz in Verbindung mit dieser Betriebsanleitung zu be-
lehren.
Insbesondere gelten fur die Anwender in der Deutschen Dempkratischen
Republik:
— TGL 30101 Allgemeine sicherheistechnische Forderungen fur Arbeitsmittel
— TGL 30 104 Allgemeine Festlegungen fur arbeits- und brandschutzgerechtes
Verhalten
— TGL 30110/61 Sicherheitstechnische Forderungen fur Hydraulik- und Pneu-
matikanlagen
— TGL 30 110/02 Festlegungen fur arbeits- und brandschutzgerechtes Ver-
halten in Hydraulik- und Pneumatikanlagen*
Im Ausland sind die entsprechendpn gesetzlichen Bestimmungen verbindlich.
Bei Radialkolbenpumpenkombinationen mit Eiektromotor ist zu beachten:
Der Aufstellungsort ist so zu wahlen, daB eine ordnungsgemaBe und unfallfreie
Bedienung der Pumpenkombination sowie der anlagenbedingten Nachbarge-
rate gewahrleistet ist.
ist der Kupplungsraum der Radialkolbenkombination nicht mit einem Zwischen-
ffansch TGL 10 873 verschlosseri, so ist durch den Betreiber zu sichern, daB ein
unbeabsichtigtes Hineingreifen in die Kupplung a usgesch lessen ist. Die Ab-
deckung hat trittfest zu erfolgen.
Sdiutzgiite ist entsprechend der III. Durchfiihrungsbestimmung zur Arbeitsschutz-
verordnung — Gesetzblatt 1/6/80 vom 19. 2.1980 vorhanden.
4. Inbetriebnahme f
4.1. Vorbereitung zur Erstinbetriebnahme
— Der DurchfluB des Fluid uber die Ventile zum Druckstromverbraucher muB
gewahrleistet sein.
— Vor AnschluB der Hydraulikanlage an das Netz nochmals Stromart und
Spannung iiberprufen. Drehrichtung der Pumpe beachten! ,
— Vor der Inbetriebnahme die Betriebsanleitung der anderen Gerate, z. B.
Wegeventile. Arbeitszylinder, Elektromotoren usw< beachten.
— Der hydraulische Kreislauf ist vor der 1. Inbetriebnahme der RKP mit einem
separaten Pumpenaggregat und sauberem Fluid zu spiilen. Wenn moglich,
die Stromungsrichtung des Fluid zeitweise umkehren. Die Spiildauer richtet
sich nach dem Verschmutzungsgrad und somit nach den Ergebnissen der
Filterkontrollen.
Filter nur bei abgeschalteter Hydraulik reinigen!
4.2. Erstinbetriebnahme
— Druckbegrenzungsventil bzw. Sicherheitsventil der Anlage entlasten, auBer
bei Pumpenaggregaten oderHydraulikaggregaten stationar unseres Werkes.
Druckstromverbraucher (Arbeitszylinder, Hydromotoren) zunachst mechanisch
nicht belasten.
20
— Die RKP durch mehrmaliges, kurzzeitiges Einschalten des Antriebsmotors
(Einschaltdauer 2 bis 4 s) in Betrieb nehmen. Nach je 10'Minuten ist das
Filter zu reinigen. Der Einlauf kann beendet werden, wenn nach zwei Filter-
kontrollen keine Riickstande mehr gefunden werden.
—- Wahrend des Einlaufs ist die Hydraulikanlage an den hochsten Punkten
sorgfaltig zu- entliiften. Nicht entluftete Anlagen arbeiten bei Beldstung
gerauschvofl und ungleichmaBig, es kann zum Ausfall von Geraten fiihren.
Das Fluid im Fliissigkeitsbehalter auf Verschaumung untersuchen. Luftein-
schliisse (Blaschen) verursachen milchige Farbung des Fluid.
— Entlastetes Druckbegrenzungsventil - auf den gewiinschten Wert einstellen,
nur in Verbindung mit einem entsprechenden Manometer.
— Nachdem das Fluid bis ins Betriebsviskositatsbereich ( s. Seite 7) warmge-
fqhren wurde, die RKP sich selbst erwarmt hat. und die Anlage entliiftet ist,
kann die Pumpe bis zum vorgesehenen (zulassigen) maximalen Betriebsdruck
belastet werden.'
— Nach dem Einlauf die Hohe des Fluidspiegels im Fliissigkeitsbehalter kon*
trollieren, bei Bedarf sauberes Fluid bis zum Kontrollstrich nachfiillen. Fur
eine Fullung und das Nachfiillen nur die gleiche Sorte Fluid verwenden.
4.3. Betriebshinweise
— Bei extremen Temperaturen beim Anfauf der RKP ist darauf zu achten, daB
das Viskositatsbereich von (20 bis 1000) 1Q-6m2/s eingehalten wird. Dabei
darf ein Betriebsdruck von maximal 2 MPa bei extrem hohen Viskositaten
nicht iiberschritteri werden.
Werden die Grenzen der zulassigen Viskositat iiber- oder unterschritten,
muB Kiihlung oder Heizung vorgesehen werden.
— Kalte Gerate nicht mit heiBem Fluid anfahren und nicht sofort voll belasten.
4.4. Inbetriebnahme nach Demontage und langem Stillstand ,
— Nach Demontage von Geraten alle gelosten Rohrverschraubtingen und
sonstigen Befestigungsschrauben wieder fest anziehen.
— Vor der Inbetriebnahme das Fluid einer Priifung entsprechend Abschnitt 5.3.
unterziehen.
— Hydraulikanlage in Betrieb nehmen. Nach je 10 Minuten Filterkontrollen
durchfuhren. Werden nach zwei Kontrollen keine Riickstande mehr gefunden,
wrid der Einlauf beendet.
— Wahrend des Einfaufs der Pumpe den Kreislauf entliiften und auf Dichtheit
iiberprufen.
- Einlauf der RKP nach dem Austausch der Ersatzbaueinheit „Steuerzapfen
komplett".
Pumpe mit Nenndrehzahl und Nennvolumenstrom einlaufen lassen.
Nach jeweils 10 Minuten ist der Druck stufenweise (2-4-6-8-12 und 16 MPa)
zu steigern. Bei Radialkolbenpumpen mit Nenndruck 32 MPa wird djese
Drucksteigerung mit 20-25 und 32 MPa fdrtgesetzt.
21
6. Lag erung und Konservierung
6.1. Lagerung
Die Radialkolbenpumpen und deren Kombinationen sind in saubere und trok-
kene Lagerraume abzustellen. Die Luftfeuchtigkeit darf maximal 70 % betragen;
korrosionsfordernde Gase in den Lagerraumen sind unzulassig.
Die Radialkolbenpumpen sind fur eineh Zeitraum von 12 Monaten ab Aus-
lieferung VEB IndustrieWerke konserviert. Nach dieser Zeit entsprechend Punkt
6.2. und 6.3. nachkonservieren.
6.2. Innenkonservierung \
Konservierungsmittel: Das fur die Anlage vorgesehehe Hydraulikol, entspre-
chend gefiltert.
— Radiqlkolbenpujnpe in Olfangschale setzen
— Kupplungshalfte auf Wellenende aufschieben. Radialkolbenpumpe und
Zahnradpumpe im Antriebslager mit Hydraulikol fiillen.
Welle 10 mal durchdrehen.
— Hydraulikol ablassen, alle Offnungen gut verschlieBen, Kupplungshalfte ab-
ziehen.'
6.3. AuBenkonservierung ।
Konservierungsmittel: Roter Trdnsportschutzlack abziehbar oder neutfales zah-
flussiges Ol bzw. Fett..
Lackierte Flachen bediirfen keiner Nachkonservierung. Unlackierte Flachen voll-
standig saubern (Transportschutzlack und Fett entfernen). AnschfieBend diese
Flachen neu konservieren.
7. Transportvorsdirift
Das Heben der Radialkolbenpumpe und deren Kombinationen hat grundsatz-
lich an den vorgesehenen Befestigungspunkten fur Anschlagmittef zu erfolgen.
Als Befestigungspunkte sind am Pumpengehause beiderseits je 2 zylindrische
Ansatze mit qufgeschraubten Scheiben vargesehen. Die . Scheiben verhindern
ein Abrutschen des Seiles.
Anlegen des Stahlseiles:
— Radialkolbenpumpen
Seil(e) an den 4 Befestigungspunkten so anlegen, daB Pumpe senkrecht
hangt. Kleine Pumpen,(bis NenngroBe 32) konnen an 2 diagonal gegeniiber-
liegenden Befestigungspunkten angehangen werden.
— Radialkolbenpumpenkombinationen ' ,
Diese miissen an 2 Befestigungspunkten (nur auf Seite mit Squg- und Druck-
stutzen) sowie der . Ringschraube des Elektromotofs eingehangen werden.
Die Arbeits- und Brandschutzanordnung (ABAO 17/2), allgemeine Bestim-
mungen iiber den Transport und die TGL 30 350 „Hebezeuge" sind einzuhalten.
Im Ausland sind die entsprechend gesetzlichen Bestimmungen verbindlich.
24
t
8. Geltungsbereich
—' Diese Betriebsanleitung hat Giiltigkeit fur Baukasten-Radialkolbenpumpen-
Kombinationen nach TGL 10 866, bestehend aus Baueinheiten TGL 10 868,
TGL 10870, TGL 10871, TGL 10 873 und TGL 10887/1 bis /5, die qls Sqrien-
erzeugnisse voiri VEB Industriewerke Karl-Marx-Stadt, Betrieb des VEB Kom-
binat ORSTA-HYDRAULIK, geliefert werden. ’
— Forderungen an unser Serienerzeugnis, die iiber den Rahmen dieser Betriebs-
anleitung hinausgehen oder diese einschranken, bediirfen besonderer Ver-
einbqrungen mit dem Herstellerwerk.
— Der Lieferumfang der Radialkolbenpumpen-Kombinationen wird im Liefer-
vertrag festgelegt. Einspriiche hinsichtlich Lieferumfang konnen aus dieser •
Betriebsanleitung nicht abgeleitet werden.
— Treteh innerhalb des Garantiezeitraumes Beanstandungen auf, so sind diese
unter Beachtung der gesetzlichen Bestimmungen beim Herstellerwerk oder
einer von ihm anerkannten Vertragswerkstatt anzumelden.
Der Lieferbetrieb ist berechtigt, die Riickgabe der reklamierten Erzeugnisse
innerhalb einer Frist, von drei Monaten nach Ersatzleistung zu verlangen.
9. Storungssuche und -beseitigung
Die folgende Anleitung ist als Hilfe fur eine systematische Fehlersuche zu-
samrinengestellt: Die Suche wird erleichtertdurch Zuhilfenahme des hydraulischen .
Bauschaltplanes. Eine Beobachtung des Fluidrucklaufes in'den Behalter gibt oft
wertvolle Hinweise.
Die rechnerische Lebensdauer der RKP be'tragt 5000 Betriebsstunden bei Ein-
hajtung der Bedingungen dieser Betriebsanleitung. Der Einsatz-in der Praxis
zeigt jedoch, daB 5000 Betriebsstunden bei den meisten RKP wesentlich iiber-
schritten werden. Die unterschiedlichen Einsatzbedingungen erlquben es nicht,
genaue Betriebszeiten anzugeben, nach denen die einzelneh Teile'verschlissen
sind. ,
Wir empfehlen, die RKP nach einer Zeit von 5000 Betriebsstunden einer Vertrags-
werkstatt zur Clberpriifung und vorbeugenden Reparatur anzuliefern.
25
Der Volumenstrom fallt bei steigendem Druck stark ab bzw. die Pumpe erreidit
den Nenndruck nicht mehr. Es tritt meist ein erhohter Leckstrom auf
mogliche Ursache
Durch VerschleiB am Gleitlager
„Steuerzapfen/Zylinderkorper" hat
sich das Lagerspiel uber das zu-
lassige MaB hinaus vergroBert.
Durch Verunreinigung des Fluid sind
Riefen in den Steuerzapfen bzw.
Steuerbuchse gezogen warden. Uber
die Riefen kann Fluid vom Druck-
raum zum Saugraum uberstromen.
Der Zylinderkorper ist durch zu
hohen Betriebsdruck gerissen. Es tritt
ein erhohter Leckstrom auf.
A b h iIfe
Baueinheit „Steuerzapfen komplett"
austauschen
Es treten abnormale, stark ratternde Betriebsgerausche auf
mogliche Ursaihe
Klemmen eines Oder mehrerer Kol-
ben in der Bohrung des Zylinder-
korpers, dadurch VerschleiB am Kol-
benkopf und der Laufbahn desGleit-
lagers.
Die Laufbahn der Rolll$drper des
Schragkugellagers ist ausgelaufen
bzw. durch einen Fremdkorper be-
schadigt worden.
Die RKP saugt Luft an, die im
Inneren der Pumpe komprimiert bzw.
entspannt wird. Diese Erscheinung
wird durch Verschaumung des Fluid
(Lufteinschlusse) sichtbar. 1
Durch starke Verschmutzung des
Fluid setzt sich der in der Sauglei-
tung angeordnete Filter zu, damit er-
hoht sich der Saugwiderstand und
die Pumpe kann nicht voll saugen.
Ab hi If e
Baueinheit „Steuerzapfen komplett"
und Schragkugellager austauschen.
Austausch des Schragkugellagers
Kontrolle der Saugleitungen auf
Dichtheit.
Nachziehen der Anschliisse
Ausbau und grundliches Reinigen
des Filters
Die Antriebswelle laBt sich nicht bzw. sehr schwer drehen. RKP benotigt eine
wesentlich hohere Antriebsleistung
mogliche Ursac he
Das Gleitlager „Steuerzapfen/
Zylinderkoper" hat gefressen durch:
— zu hohe Belastung
— Verunreinigung des Fluid
— zu groBen Temperaturunterschied
zwischen RKP und Fluid
A b h i I f e
Baueinheit „Steuerzapfen komplett"
austauschen
26
mogliche Ursache
Eingebaute Kreuzscheibenkupplung
hat durch zu groBen Achsversatz
gefressen
Das Antriebslager Bauform В bzw. C
hat gefressen durch:
---zu hohe Betriebsdriicke
— Verschmutzung des Fluid
— zu hohe Lagerbelastung
(Querkrafte) s
A b h i 1 f e
Knaggen des Zylinderkorpers und
der Antribbswelle bzw. der auf dem
Motorstumpf sitzenden Kupplung
glatten.
Kupp'elscheibe austauschen
Antriebslager В bzw. C austauschen
Der Schwenkrahmen laBt sich nicht aus- bzw. einschwenken. Der Volumenstrom
kann daher nicht verandert werden
mogliche Ursache
Schwenklager hat an der Anlage-
flache zum Anschlagring gefressen
Stellkolben hat in der Lagerbuchse
gefressen durch:
— Verschmutzung des. Fluid
— dauerndb Belastung mit hoch-
frequenten Schwingungen bei ex-
trem kleinen Hiiben
Abhilfe
Ausbau des Schwenklagers und des
Anschlagringes
glatten der Anlageflachen
Einbau der Teile in die Radialkol-
benpumpe
Austausch der betreffenden Bauein-
heit Stellkolben oder der kompletten
Stelleinheit
10. Ersatzteile
Ersatzteillisten liegen vor und konnen bei. Bedarf angefordert werden.
11. Reparaturvorschrift
In diesem Absdinitt werden Reparaturen beschrieben, die vom Anwender durch-
gefiihrt werden konnen.
Bedingung dabei ist:
Fachkrafte, die mit der Funktion und dem Aufbau derGerate vertraut sind.
— Grundbedingung fiir die Durchfiihrung von Reparaturen ist die Sauberkeit.
Vor Reparaturbeginn ist die Radialkolbenpumpe und deren Umgebung
griindlich zu reinigen.
Nach der Demontage sind. die Einzelteile sorgfaltig mit Waschbenzin zu
reinigen und zu trocknen. Es durfen keine fasernden Stoffe zum Abwischen
verwendet werden.
— Geoffnete Anschliisse usw. sofort staubdicht verschlieBen.
— Reparaturen an Hydrauliksystemen diirfen nur durchgefiihrt werden, wenn
die gesamte Anlage abgeschaltet und im drucklosen Zustand ist.
Achtung! MaBnahmen gegen unbefugtes Einschalten der Anlage treffen. ,
11.1. „Steuerzapfen komplett" austauschen
11.1.1. Demontage (siehe auch Abb. 2, 10 und 11)
— Rohrleitungen an Steuerzapfen losen,und entfernen
27
— 8 Befestigungsschrauben fur Steuerzapfen losen und entfernen.
— Mittels 2 Abdriickschrquben (gleichzeitig anziehen) den Steuerzapfen
geringfiigig von der Dichtflache des Gehauses abdriicken. Beim Abdriicken
des Steuerzapfens wird uber den verrieijelten BajonettverschluB das Schwenk-
lager mit nach vorn gezogen. Es kann bei ungleichen Abdrucken auf dem
Schwenkbolzen klemmen und der Steuerzapfen laBt sich nicht mehr nach
vorn ziehen. Nach dem geringfiigigen Abdriicken des Steuerzapfens von der
Dichtflache (auch wenn sich die zwischenliegende Dichtung noch nicht voll-
standig gelost hat) sind die Abdriickschrauben wieder zu entfernen und der
Steuerzapfen Wird urn etwa 70°, siehe Abb. 10, entgegen dem Uhrzfeiger-
sinn gedreht und damit der BajonettverschluB entriegelt.
Nun wird der Steuerzapfen nach vorn aus dem Gehduse gezogen.
Hinweise: > ,
LaBt sich der Steuerzapfen nicht oder nur schwer drehen (Dichtung noch nicht
vollstandig gelost oder Steuerzapfen. verklemmt), so kann durch Einfiihren
einer Verlangerung in die Anschliisse oder durch Schlage mit einem Gummi-
hamfner der Steuerzapfen gelost bzw. gedreht werden.
LaBt sich der Steuerzapfen nicht entnehmen, ist entsprechend Absatz 11.1.2.
zu hondeln. ‘
Schott Л-А
Anschlogring
Fiihrungssegmente
vom Anschlogring ,
Schwenkrahmen
Ausnehmungen vom
Schwenkrahmen
Abb, 10 Verriegelung des Steuerzapfens
— Plastefolie zuschneiden; in obere Halfte zwischen Zylinderkorper und Schrdg-
kugellager Plastefolie einfiihren; Zylinderkorper urn 180° drehen, dabei
Plastefolie festhqlten; Zylinderkorper herausziehen.
28
t
Aditung! Die Plastefolie muB das Herausfallen der Kolben aus ihren-Boh-
rungen verhindern.
Sind Kolben herausgefallen, muB folgendes beachtet werden:
Die Kolben sind nach einer Auslesepaariing in die Bohrungen des Zylinder-
korpers eingepaBt. Jeder kolben tragt an seiner .Grundflache eine Ziffer, die
1 die ehtsprechende Paarungsstufe angibt.
Jede Bohrung hat ebenfalls eine Paarungskennziffer, die direkt nebeh der
Bohrung auf der Mantelflache des Zytnderkorpers oder, wenn alle Bohrun-
gen der gleichen Stufe entsprechen, auf der Stirnseite eines Knaggens ver-
zeichnet ist. Paarungskennziffer von Kolben und Bohrung mussen unbedingt
ubereinstimmen. ’
— Sichtprufung der Kolbenlaufflache im Innenring des Schragkugellagers.
Bei starken Riefen oder Rattermarken muB unbedingt ein neues Schrag-
kugellager oder ein Schwenkrahmen komplett eingebaut werden.
Ist Laufflache einwandfrei, kann neuer Efsatzteilkomplex eingebaut werden.
•— Der Pumpe die Kuppelscheibe und 4' Gleitsteine entnehmen; herunter- ‘
gefallene Gleitsteine durfen nicht im Pumpengehause verbleiben.
11.1.2. Demontage (wenn sich der Steuerzapfen nicht aus dem Pumpengehause
nehmen laBt) f
— Pumpe aus der Anlage ausbauen
— Antriebslager durch Entfernen der 4 Befestigungsschrauben abbauen
— Kuppelscheibe und 4 Gleitsteine entnehmen
— Von der Antriebslagerseite her Plastefolie zwischen Zylinderkorper und
Schragkugellgger einfiihren usw., siehe Beschreibung zuvorl
— Steuerzapfen nach Entriegeln des Bajanettverschlusses dus Pumpengehause
entnehmen.
1 Kuppelscheibe
2 Gleitstein
3 Knaqgen des
.Zylinderkorpers
4 Knaggen des
Antriebslagers
Abb. 11 Montage der Kreuzscheibenkupplung mit Scheibenfeder (Gleitstein) —
Antriebsdrehrichtung links '
Fiir Drehrichtung rechts — Gleitsteine gestrichelt-dargestellt
29
Hinweis
Kuppelscheibe und Gleitsteine werden zur Zeit in zwei konstruktiven Ausfuhrun-
gen gefertigt. Kreuzscheibe.nkupplungen nach Abb. 12 sind in Radialkolben-
pumpen der NenngroBen 12,5/16; 32/16; 5/32 und 12,5/32 eingebaut. Die an-
deren NenngroBen sind mit Kupplungen entsprechend Abb. 11 ausgerustet.
Der Bund der Gleit-
steine (2) muB jeweils
den Knaggen der An-
triebswelle (4) und des
Zylinderkorpers (3) zu-
gewandt sein
Abb. 12/ Montage der Kreuzscheibenkupplung mit Buchse (Gleitstein)
11.1.3. Montage (siehe auch Abb. 2, 10 und 11 bzw. 12)
— Neu einzubauende Teile sind griindJich zu saubern; alle Laufflachen (Steuer- '
zapfen, Zylinderkorper, Kolben und Schragkugellager) mit sauberem Hydrau-
likol der Anlage einolen.
— Kuppelsc/ieibe einsetzen
— 4 Gleitsteine mit zahem Fett in die Lagerstellen der Kuppelscheibe (auf die
jeweilige Druckseite) einlegen.
— Zylinderkorper mit unterlegter Plastfolie (Sicherung gegen Herausfallen
der Kolben) in Pumpe einfiihren.
Die Knaggen des Zylinderkorpers miissen in Kuppelscheibe eingreifen.
— Schwenklager in Richtung Steuerzapfenseite bis zum Anschlag axial ver-
schieben.
— Neue Dichtung fur die Abdichtung Steuerzapfen/Pumpengehause auflegen.
— Steuerzapfen aufnehmen, aus der Normalldge (DruckanschluB oben) etwa
70° entgegen dem Uhrzeigersinn verdrehe.n, danach in Gehaiise einfiihren,
siehe auch Abb. 10. ' .
— Steuerzapfen im Uhrzeigersinn bis in die Normallage (DruckanschluB oben)
drehen (Verriegelung).
Nun Steuerzapfen bis zur Anlage an die Dichtflache einschieben.
— Steuerzapfen mit 8 Befestigungsschrauben am Pumpengehause verschrauben.
— Rohrverschraubungen und VerschluBschrauben vom dlten Steuerzapfen ent-
fernen und in den neuen Steuerzapfen einsdirauben.
— Die Antriebswelle der Pumpe muB sich danach von Hand leicht drehen
lassen.
— Einlauf der RKP entsprechend Abschnitt 4.4.
30
11.1.4. Montage (wenn Pumpe aus der Anlage ausgebaut wurde)
— Saubern und olen, siehe Abschnitt zuvor!
— Pumpe auf Antriebslagerseite legen
— Neue Dichtung auflegen
— Schwenklager verschieben, siehe Abschnitt zuvor!
— Steuerzapfen ohne Zylinderkorper einbauen, siehe Abschnitt zuvor!
- — Pumpe auf Steuerzapfenseite legen,
'— Neue Dichtung fur die Abdichtung Antriebslager mit Pumpengehause auf-
legen
— Zylinderkorper einsetzen
— Kuppelscheibe einsetzen
— 4 Gleitsteine einlegen, siehe Abschnitt zuvor!
— Antriebslager aufsetzen und mit 4 Befestigungsschrauben mit Pumpen-
gehause verschrauben. Die Antriebswelle der Pumpe muB sich danach von
Hand leicht drehen lassen.
— Pumpe aufrichten; Rohrverschraubungen vom alten Steuerzapfen ein-
schrauben s
— Pumpe in Anlage einbauen
— Einlauf der RKP entsprechend Abschnitt 4.4.
11.2. Schwenkrahmen oder Schragkugellager austauschen
Demontage entsprechend Abschnitt 11.1.1. bzw. 11.1.2.
— Deckel der Stelleinheit abschrauben
i — Stelleinheit abschrauben ’ r
— Zwischenplatte (Unterlage der Stelleinheit) abschrauben
— Einen Sicherungsring am Schwehkbolzen entfernen und Schwenkbolzen nach
der anderen Seite herausnehmen
— Schwenklager aus dem Gehause heben
— MuB das Schragkugellager ausgetauscht werden, ist die Bordscheibe abzu-
schrauben und das Lager aus dem Schwenkrahmen zu drijcken. (
— Montage in umgekehrter Reihenfolge, unter Beachtung der Abschnitte
11.1.3. und 11.1.4. i
31
Beim Anklemmen ist darauf zu aehten, daB die Drahte
nicht an der Klemmschraube, sondern am Druckstilck
anliegen. Die Erdschraube in der Klemmenleiste ist
besonders gekennzeichnet. Nach dem Anklemmen
Klemmleiste wieder vorsichtig in Fiihrung einschleben.
4.1.2 Die Stopfbuchsverschraubung PG 16 ist vorsichtig
nachzuziehen. Es ist darauf zu aehten, daB der Dicht-
ring entsprechend dem verwendeten Kdbel den rich-
tigen lnnen-0 hat.
4.1.3 Nunmehr wird das Gerdt mit Gummidichtung und Ka-
belkastendeckel verschlossen. Es Ist auf einwandfreie
Anlage der Dlchtung am Kabelkastengehduse und Ka-
belkastendeckel zu aehten.
5. Um die Stellhebelzeiger der Kontakteinrichtung auf den
gewUnschten Wert einzustellen, ist der Schraubendre-
her in das auf der Glasscheibe befindliche SchloB ein-
zufuhren und soweit herunterzudriicken, bis die Ver-
stellfahne an die Mitnehmerstifte der Stellhebel an-
greift, worauf dann durch Drehen die Stellhebelzeiger
auf den gewiinschten Wert eingestelit werden konnen.
Bei Geraten in druckwassersicherer Ausfuhrung ist das
VerstellschloB auBen zusatzlich durch eine wasserdicht
aufgeschraubte Schutzkappe abgedichtet, die vor dem
Einstellen der Stellhebel entfernt werden muB.
Um ein Eindringen von Wasser in die Verstelleinrich-
tung zu vermeiden, ist die Schutzkappe nach erfolgter
Einstellung wieder sorgfaltig aufzuschrauben.
6. Eine Nullpunktkontrolle des MeBgeriites ist erst dann
mSglich, wenn von auBen liber Verstelleinrichtung die
den Geratezeiger beeinflussenden Schalthebel abge-
stellt sind.
steilt sind. Das ist bei einigen Typen von Kontaktein-
richtungen nicht mBgllchl
7. Die maximale Priifspannung fur Manometer und Ther-
mometer 1600 mit Kontakteinrichtung betragt 1 KV.
Werden obige MeBgerate in Anlagen eingebaut, die
8.
9.
9.1
mit einer hbheren Priifspannung auf Durchschlagfe-
stigkeit gepruft werden mussen, so ist die Kontakt-
einrichtung vor der Spannungspriifung abzuklemmen.
Es ist zweckmaBig, Manometer und Thermometer mit
Kontakteinrlchtungen je nach den Betriebsverhaltnis-
sen in bestimmten Zeitabstanden (z. B. halbjdhrlich)
auf ordnungsgemdBe Funktian zu iiberpriifen.
Zur Erhohung der Lebensdauer kann eine Sonderschal-
tung vorgehommen werden, die nachfolgend beschrie-
ben wird:
Bel Glelchspannung und In-
duktiver Belastung ist eine
Diode parallel zur Relais-
spule zu schalten.
Kontakt-
einrichtung
Durch diese Schaltungsart
wird der unerwiinschte Ab-
schaltfunke an der Kontakt-
einrichtung unterdriickt.
VEB MeBgeratewerk Beierfeld
Betrieb des Kombinates VEB Elektro-Apparate-Werke
Berlin-Treptow „Friedrich Ebert*
9433 Beierfeld (Erzgeb). Clara-Zetkin-StraBe 7
Fernruf Amt Schwarzenberg Nr. 580
1112 8 884 ife - Kq 3 84
D 22
Zusatz - Bedienungsanweisung
5 30 01 54 Ba (4) 06
fiir Manometer 160 0 und Thermometer 160 0
mit Kontakteinrichtung
Allgemeines
Manometer und Thermometer mit Kontakteinrichtung wer-
den verwendet zur
Fernmeldung, urn das Unter- oder Uberschreiten bestimmter
MeBgroBen durch optische oder akustische Signale zu
melden;
Fernsteuerung, urn beim Erreichen bestimmter MeBgroBen
ein Steuerorgan (Schaltschiitz, Magnetventil, Motor
usw.) uber ein Relais eln- oder auszuschalten;
Regelung, utn einen bestimmten Betriebszustand innerhalb
bestimmter einstellbarer Grenzwerte mit einem geeig-
neten Steuerorgan (Reldls) aufrecht zu erhalten.
Die Gerdte mit Kontakteinrlchtungen werden getrennt in
Manometer und Thermometer mit Kontakteinrichtung in
Schleichschaltung und Manometer und Thermometer mit
Kontakteinrichtung in Magnetspringschaltung.
Manometer und Thermometer
mit Kontakteinrichtung in Schleichschaltung
Sie arbeiten mit schleichender Kontaktbewegung und kleinst-
zulassigem Kontaktdruck, so daB auch das Betatigungsmo-
ment und damit der zusdtzliche Anzeigefehler entsprechend
fdein werden.
Gerate mit Kontakteinrichtung Schleichschaltung durfen nur
in ortsfesten Anlagen erschiitterungsfrei und in nicht ag-
gressiver Atmosphere eingesetzt werden, da die Kontakt-
gabe offen erfolgt.
Das Ein- und Ausschaiten findet genau an den eingestellten
Skalenwerten statt.
Manometer und Thermometer
mit Kontakteinrichtung in Magnetspringschaltung
Sie arbeiten mit magnetbetatigter Springschaltung. Gegen
Erschiitterungen sind diese Kontakteinrichtungen weitge-
hend unempfindlich. Ihr Einsatz sollte ebenfalls in nicht ag-
gressiver Atmosphere erfolgen, da die Kontaktgabe offen
erfolgt.
Wirkungsweise
Die Kontakteinrichtung besitzt je nach Ausfuhrungsart 1 bis
3 Stellhebel sowie zugehorige Schalthebel. Die Stellhebel
werden mit Hilfe der Verstelleinrichtung und eines Schrau-
bendrehers von auBen eingestellt. Die Stromzufiihrung er-
folgt vom Kabelkasten uber flexible Leitungsdrahte zum
Schaltelement. Die Ausfiihrungen Schleich- und Magnet-
springschaltung unterscheiden sich nur durch verschieden
ausgebildete Schaltelemente, die als offene Beruhrungskon-
takte bzw. ais magnetkraftbetatigte offene Beruhrungskon-
takte ausgebildet sind.
Die Gerate sind plombiert. Bei verletzter Plombe erlischt die
Gewahrleistungspflicht.
Einsatz
Bei Manometern und Thermometern in Magnetspringschal-
tung betragt die Schaltdifferenz zwischen Ein- und Aus-
schaiten 3 ... 6 % vom Skalenendwert.
Wenn z. B. bei einem Anzelgeberelch 0 . . . 25 kp/cm2
- der Stellhebelzeiger auf 10 kp/cm2 eingestellt ist, so wird
die Kontakttrennung bei der Momentschaltung erst bei
ca. 11 kp/cm2 erfolgen (beim Aufwartsgang des Zeigers).
Die Schaltdifferenz betragt also in diesem Fall ca. 1 kp/
cm2.
Hierauf ist Riicksicht zu nehmen, wenn die Kontakttren-
nung bei einem bestimmten Wert erfolgen soil. Es muB
in solchem Faile der Stellhebelzeiger um den Betrag der
Schaltdifferenz nachgestellt werden. Soil also, wie in dem
gezeigten Beispiel, der Schaltvorgang genau bei 10 kp/
cm2 eingeleitet werden, so muB der Stellhebelzeiger auf
ca. 9 kp/cm2 eingestellt werden.
Bei der Auswahl der Kontakteinrichtungen ist-darauf zu
achten, daB im Arbeitsbereich nach Moglichkeit kein гйск-
wirkendes Moment auftritt, d. h. kein Schalthebel betStigt
wird.
Ein riickwirkendes Moment tritt bei der Betatigung der
Schalthebel auf.
Die sich daraus ergebenden vorlaufigen zusatziichen An-
zeigefehler in % vom Skalenendwert sind nachstehender
Tabelle zu entnehmen:
Konlakf- elnrichtung Geraf be! Be- tatigung von Zeigerbelaslung durch Schalthebel in Riditung Manometer-Anzeigebereich in kp/cm2 Hg'. Thermo- meter An- zeigebereich °C -70...+30 bis100,.,600
A В -1 ...0 0...1 0...L6 0...2.5 0...4 O..,6bis 0...1600
Spring- schaltung I Schalthebel 1) 2) • - - bis +20/0 bis -30/0 bls +10/0 bis -2°/o bis +l»/0 bls -2“/0
Schleich- schaltung 1 Schalthebel b bis -4% bis +3°, bis +30/0 bls -4% bis +2°/0 bis bis ♦I»/, bis ~2°/o bls + 2°/0 bls —3°/o
1) Bei einseiliger Beioiigung von 2 Sdiallhebeln verdoppeln. bei 3 Sdiallhebetn verdreifadien
sich die zusatziichen Anzeigefehler.
•2) AuBer den zusatziichen Anzeigefehlern Is! die Schalldillerenz zu beachlen.
Technlsche Daten Nennspannung
1. Schleichschaltung
Schleichschaltung
2. Springschaltung
Springschaltung
Schaltlelstung
10 VA
-10 VA
30 VA
30 VA
bis 220 V =
bis 220 V ~
bis 220 V =
bis 220 V ~
Stromstarke fur 1. und 2. h о c h s t e n s 0,5 A
(Schaltleistungen beachten)
Schaltdifferenz bei Magnetspringschaltung 3 ... 6 %
bezogen auf den Skalenendwert, bzw. Summe der Ska-
lenendwerte.
Im iibrigen gilt ouch fiir'diese Ausfuhrungsart zusatzlich die
beiliegende Bedienungsanweisung fur Betriebsmanometer
Klasse 1 nach TGL 16 374 5 30 01 51 Ba (4) D 4 bzw. Bedie-
nungsanweisung fur Thermometer 1600 5.50 00 31 Ba (4)
D 31.
Montagehinweise
1. MeBgerate mit Kontakteinrichtungen mUssen senkrecht
(d. h. Skolenblatt senkrecht) angebracht werden.
2. Die unter „Einsatz" angegebenen Nennspannungen
und Schaltleistungen durfen nicht Uberschrltten wer-
den,
3. Der AnschluB der Leitungen ist nur von den dafiir be-
rechtigten Fachkraften vorzunehmen.
4. Der AnschluB der Gerate wird wie foigt vorgenommen:
4.1 AnschluB der Gerate von vorn
4.1.1 Nach Abnehmen des mit unverlierbaren Schrauben
befestigtem vorderen Kabelkastendeckel Ist das Ge-
rdt entsprechend dem am Kabelkastendeckel aufge-
klebten Schaltbild anschluBfertig. Das Anklemmen er-
folgt an den noch nicht belegten AnschluBselten der
Klemmen. Dazu ist die Klemmleiste vorslchtlg ous der
Fuhrung herauszuziehen.
Belastbarkeit der Garata bei cdiwankender Belaitung Fall II
nach TGL 8701 Bl. 2
Gilt nur fur Ge rate mit Anwendungsbereich gleich Anzeigebereich
qqqqqqqqqqq
Schwankungsbereich in %
vom Skalenendwert
Gerate
mit Anzeigebereich
bis 0 ... 60 kp/cm8
fiir Rohrfeder NE
sowie X 5 Cr Nl Mo 18.11
Betriebsdruck Is %
c vom Skalenendwert
Schwankungsbereich In Я
vom Skalenendwert
Gerate
mit Anzeigebereich
0 ... 100 kp/cm8
fiir Rohrfeder NE
ab 0 . . . 100 kp/cm8
fiir Rohrfeder X 5 Cr Ni Ma 18.11
Betriebsdruck in %
vom Skalenendwert
VEB MESSGER’ATEWERK BEIERFELD
BETRIEB DES VEB KOMBINAT EAW ELEKTRO-APPARATE-WERKE .FRIEDRICH EBERT. BERLIN-TREPTOW
9433 Beierfeld (Erzgeb.), Clara-Zelkin-StraBe 7 - Fernruf Amt Schwarzenberg 580
DEUTSCHE DEMOKRAT1SCHE REPUBUK
П1-2-8 7 84 2843 SO Kq 50/B4
BEDIEN U NGS ANWEIS U NG
0104 00 : 000.02 Ba
Betriebsmanometer Klasse 1
nach TGL 16374 einschlleBlIch Sauremanometer
Dieses Manometer entspricht den technischen Lieferbedingungen TGL 8701 Blatt 2
„Manometer mit elastischem MeBglied*. Um eine einwan'dfreie Funktion des
Gerates zu gewdhrleisten, sind die in der TGL 8701 Bl. 2 (Pkt. 9) genannten
Bedingungen, Insbesondere aber die nachfolgenden Hinweise, zu beadtten:
1. Manometer durfen nur bis + 50 °C erwarmt werden. Sie sind so vor Wdfwe-
einfluB zu schiitzen, cfafi angegebene Temperatur an den Manometern
nicht uberschritten wird.
.2. An Dampfkesfeln oder *leitungen durfen Manometer nur unter Zwischen-
schaltung elnes'Wassersackrohres nach TGL 16408 oder einer Wasserschlelfe
angeschlossen werden..Unmitteibar vor das Manometer ist ein Absperrorgan
(z. B. Manometerabsperrventil mit PriifanschluB nach TGL 16401) zu seteen« *
In das Manometer direkt eintretender Dampf zerstort das MeBsystem. Des
Absperrorgan darf deshalb nur geoffnet werden, wenn sich mit Slcherhett
Kondensat im-Wassersackrohr gebildet hat. Dies ist besonders beim Anfahren
von Dampfanlagen. nadi dem Durchbiasen oder Entliiften von Dampfleh
tungen zu beachten. Notfalls ist durch Umwlckeln mit kalten, nassen Tiidsern
fiir Kondensatbildung im Wassersackrohr zu sorgen, da auch bei zu heiBetR
Wassersackrohr durch Warmeiibertragung auf das MeBgerat Schaden atff-
treten konnen. SinngemdB 1st bei alien heiBen gas- oder dampfformigen
Druckniitteln zu verfahren.
3. Das Absperrorgan sowie alle anderen Verbindungsstellen zwischen Mano-
meter und Dampfkessel bzw. Dampfleitung miissen vollkommen dicht seta.
Ist dieses nicht der Fall, so geht abgekiihltes Kondenswasser verloren und
wird durch frisches heiBes Kondensat ersetct. Bel groBen Undichtigkeiten
kann es vorkommen, daB das Kondenswasser ganz herausgedriickt wird,
der heiBe' Dampf in das Manometer tritt und dieses zerstort.
4. Manometer sind-so anzubringen, daB die Anzeige nicht durch die Eimwkr-
kung einer Flilssigkeitssaule be'dWluBt werden kann. LaBt sich dies hlgfet
vermeiden, ist die Beelnflussung auf dle Anzeige entsprechend TGL SrBl
zu beriickslchtlgen,
5. Beim Verlegen der Zuleitung ist darauf xu aehten, daB scharfe Kriimmun-
gen, unniitie Wassersadce und zu kleine Zuleitungsdurchmesser vermieden
werden.
6. Manometer sind keiner stoBweisen Drudcbelastung (schwankende Belastung
Fall III nach TGL 8701 Blatt 2) au^zuselzen. Liegen solche Betriebsverhalt-
nisse vor, ist durch Einbau von Drosselvorrichtungen (TGL 16404 „Regelbare
Drosjelvorrichtungen"; TGL 16405 „Drosselschrauben") dafur zu sorgen, daB
die stoBweise Belastung zumindest auf eine schwankende Belastung Fall II
nach TGL 8701 Blatt 2' reduziert wird.
Absperrorgane sind nur langsam zu offnen. Schnelles Offnen verursacht
DrudcstoBe, die das MeBglied beschddigen.
7. Zur Montage von Manometern sollen nur standardisierte, fiir Manometer vor-
gesehene Dichtungen, AnschluB- und Verbindungsteile verwendet werden (siehe
TGL 16401 bis 16413).
8. Bet der Montage ist das Gerdt auf keinen Fall am Gehause, sondern mit emem
Schlussel .am Vierkant des AnschluBzapfens zu fassen bzw. zu halten.
9. Manometer sind zur Vermeidung von Fehlanzeigen in der Nennlage zu
montieren, in der sie justlert sind. Die normale Nennlage ist Skabenblatf
senkrecht, AnschluBzapfen unten. Bei abweichender Nennlage ist auf dem
Skalenblatt ein Lagezeichen angebracht (siehe TGL 8701 Blatt 1).
10. Es ist zii beachten, daB Manometer bis Skalenendwert ader Summe der
Skalenendwerte 2,5 kp/cm2 fiir Luft, oder Gas, ab Skalenendwert oder
Summe der Skalenendwerte 4 kp/cm2 fur Fliissigkeit justiert sind. Abwei-
chungen hiervon sind auf dem Skalenblatt durch den Kennbuchstaben „G*
(Gas) oder „F" (Fliissigkeit) kenntlich gerriacht (siehe TGL 8701 Blatt 2).
11. Das Manometer ist wahrend der Lagerung vor Frost zu schutzen.
12. Manometer mit dem Symbol „Э" auf dem Skalenblatt (Anwendungsberelch
gieich Anzeigebereich) sind bei ruhender und schwankender Belastung
, Foil I ohne Einschrankung, bei schwankender Belastung Fall II nach TGL
8701 Blatt 2 mit Einschrankung des Schwankungsbereiches (siehe Schavblld
Seite 4) verwendbar.
UberdruckmeBgerate ohne Symbol „Т* sind belastbar bei ruhender Be-
iastung bis vom Skalenendwert, bei schwankender Belastung Foil i und
Fall II bis 2/3 vom Skalenendwert. UnterdruckmeBgerate sind ohne Ein-*
schrankung benutzbar.
13. Normale Manometer durfen nicht fiir aggressive Gase oder Fliisslgkelten
(Sauren, Ammoniak usw.) verwendet werden.
Sonder-Manometer z. B. „Sauremanometer" durfen fiir Gase oder Fiussig-
keiten nur verwendet werden, wenn diese den auf dem Zifferblatt des
Manometers angegebenen Werkstoff nicht angreifen (siehe „Druckmittel-
Einsatztabeile”). Dies trifft auch fiir „Manometer-Zubehor" zu, mit der Kenn-
zeichnung des Werkstoffes: X 18.11.
„Sofern nicht schon umfassende Erfahrungen mit Sauremanometern vorlie-
gen, sind SauremanomOter In Zeitabstanden von 6 Monaten auf Nullsteliung
des Zeigers (siehe auch Punkt 15), Mitteldrudc und Drudc bei Skaienend-
wert zu iiberpriifen. Diese MaBnahme ist erforderlich, da auf Grund der
Aggressivitat des Drudcmittels eine Didcenabnahme bzw. ein Masseverlust
. an der Rohrfeder eintreten kann. Bei Nichtbeachtung dieses Hinwelses
kann der zulassige Anzeigefehler iiberschrltten werden und u. U. eine
nachfolgende Zerstorung des MeBgliedes eintreten."
14, A c h t u n g I
Fiir Sauerstoff durfen nur Gerate mit der Skalenaufschrift „Sauerstoff, fett-
frei halten" verwendet werden. Bei Verwendung von .Geraten ohne diese
Aufschrift besteht Exploslonsgefahr I
15, Bitte beachten:
Alle Manometer werden mit obdichtender Gewindeschulzkappe auf dem
AnschluBzapfen geliefert. Zur Priifung der Nuilstellung des Zeigers ist diese
Kappe unbedingt zu entfernen und das Gerdt in Gebrauchslage zuhaiten.
Um wahrend des Betriebes die Nuilstellung des Manometerzeigers priifen
zu konnen, wird die Absperrvorrichtung abgesperrt und das Manometer
mit der Atmosphere in Verbindung gebracht.
16. Entsprechend TGL 8701 Blatt 2 -1st das Gerdt einsetzbar im Temperaturbe-
reich — 20 bis + 50 °C. Auf keinem Fall diirfen jedoch Druckmittel (z. B.
Wasser oder Dampfkondensat) bei Kalte im Gerdt einfrieren. Eingefrorene
Druckmittel zerstoren das elastische MeBglied.
17. Manometer mussen erschutterungsfrei angebracht werden. Sind an der
Drudcentnahmestelle Schwingungen oder Erschiitterungen vorhanden, mus-
sen die Manometer mittels einer flexiblen Druckleitung und z. B. eines
losen Befestigungsrandes nach TGL 8701 Blatt 2 oder eines MeBgerdtehal-
v ters nach TGL 16407 an einem erschutterungsfreien Ort angebracht werden.
18. Fiir hochgespannte Gase ab Anzeigebereich 0 ... 40 kp/cm2 sind die von
uns gefertigten „Manometer mit Schutzelnrichtung fiir Luft und Gase" ein-
zusetzen.
19. Dichtungen
Dichtungen fiir AnschluBzapfen Werkstoff Verwendung Nenndruck (kp/cm1) sbereich Betriebstemp.
Dichtscheibe nach TGL 16413 Leder bis ND 25 nicht fiir Sauerstoff bis 40 °C Luft, Wasser
Weichblei Pb 98,5 bis ND 60 bis 50 °C
Vulkanfiber- bis ND 400
Heydeflon 1) bis ND 600 bis 120 °C
Kupfer R-Cu99,5 Weicheisen M 2 bls ND 1600 bis 120 °C
Dichtlinsen nach TGL 16413 Stahl bis ND 10000 bls 120 °C
Achtung! Fur Sauerstoff nur metallische Dichtungen verwenden.
1) Fur „Sauremanometer" geeignet