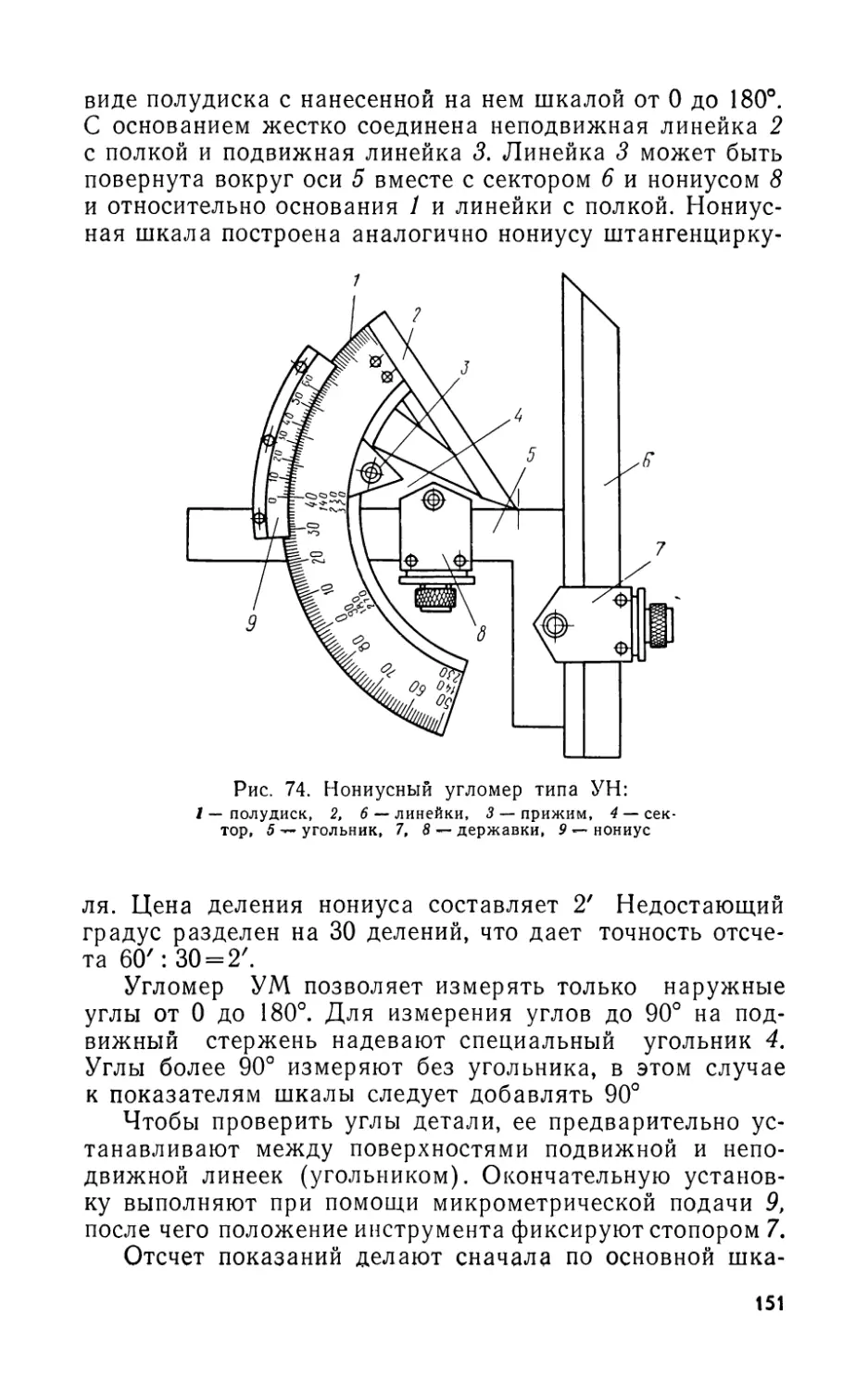
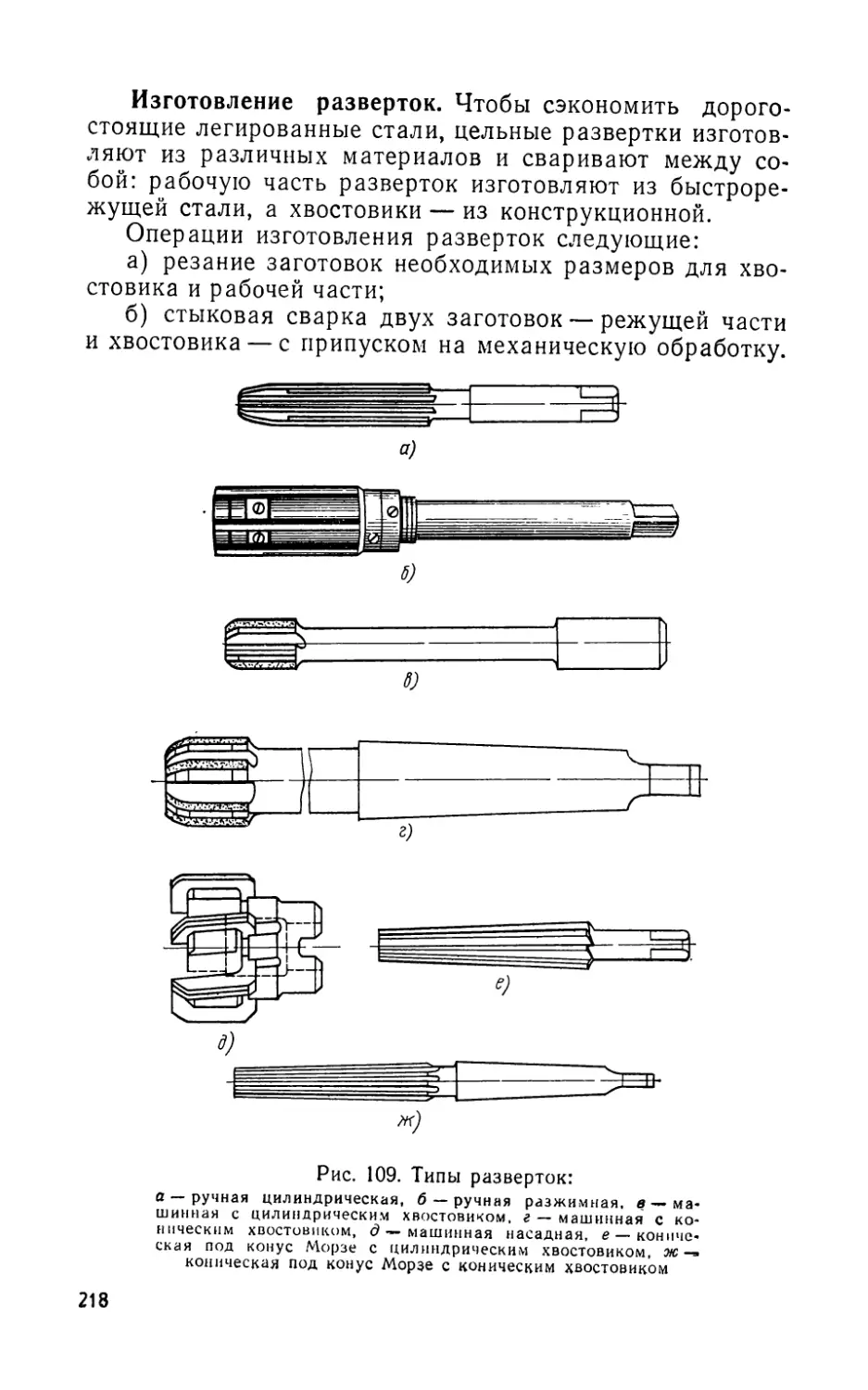
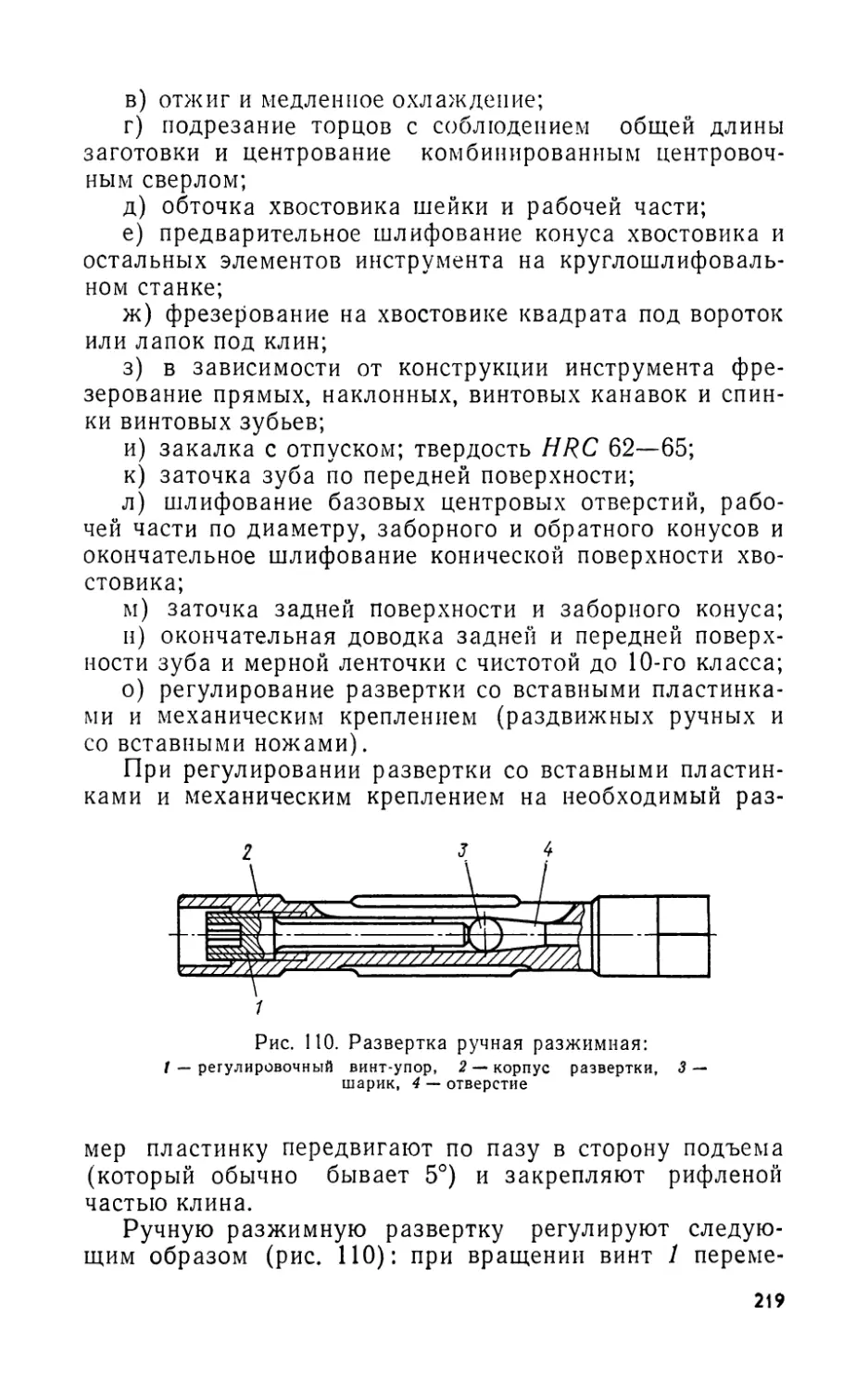
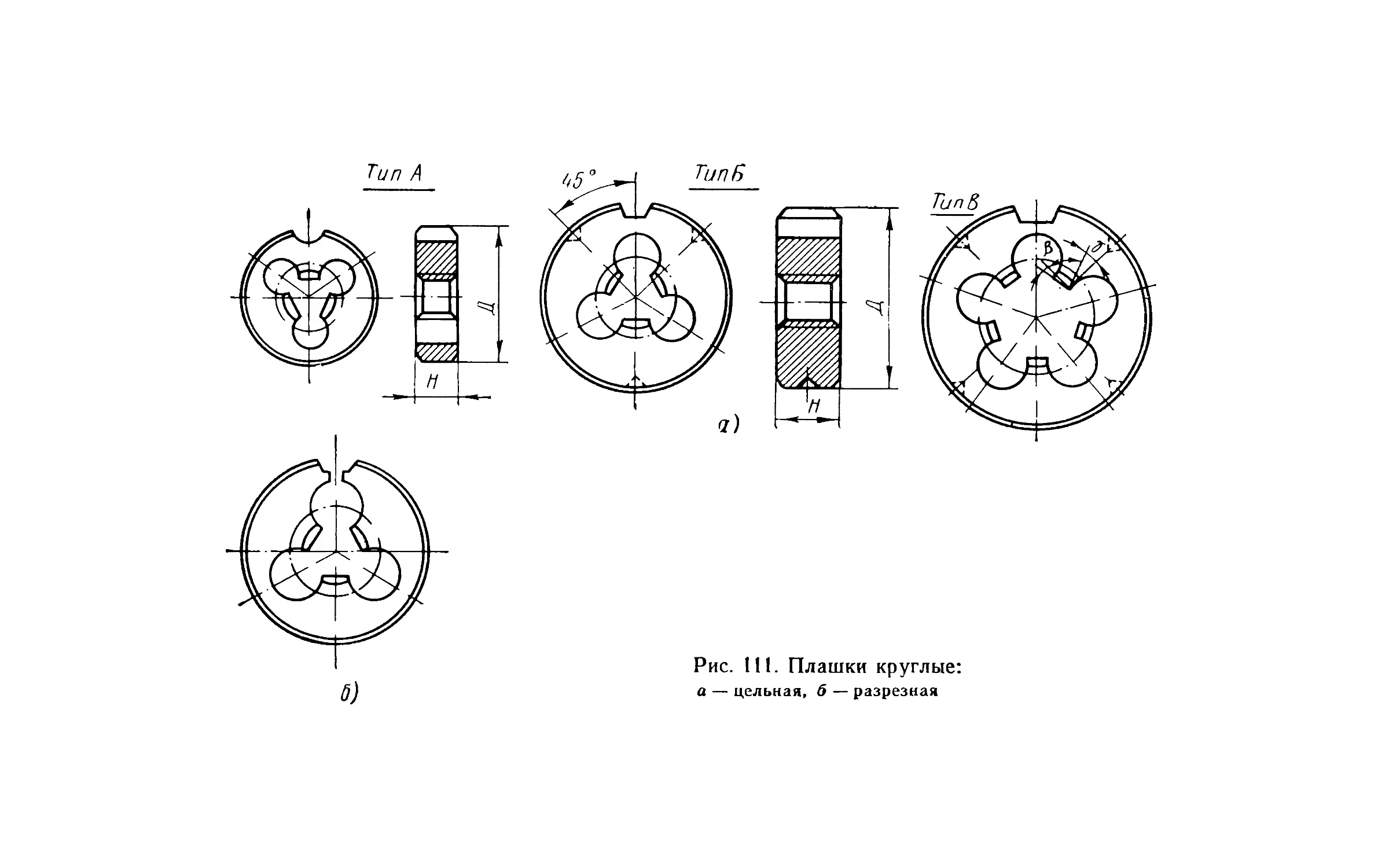
/























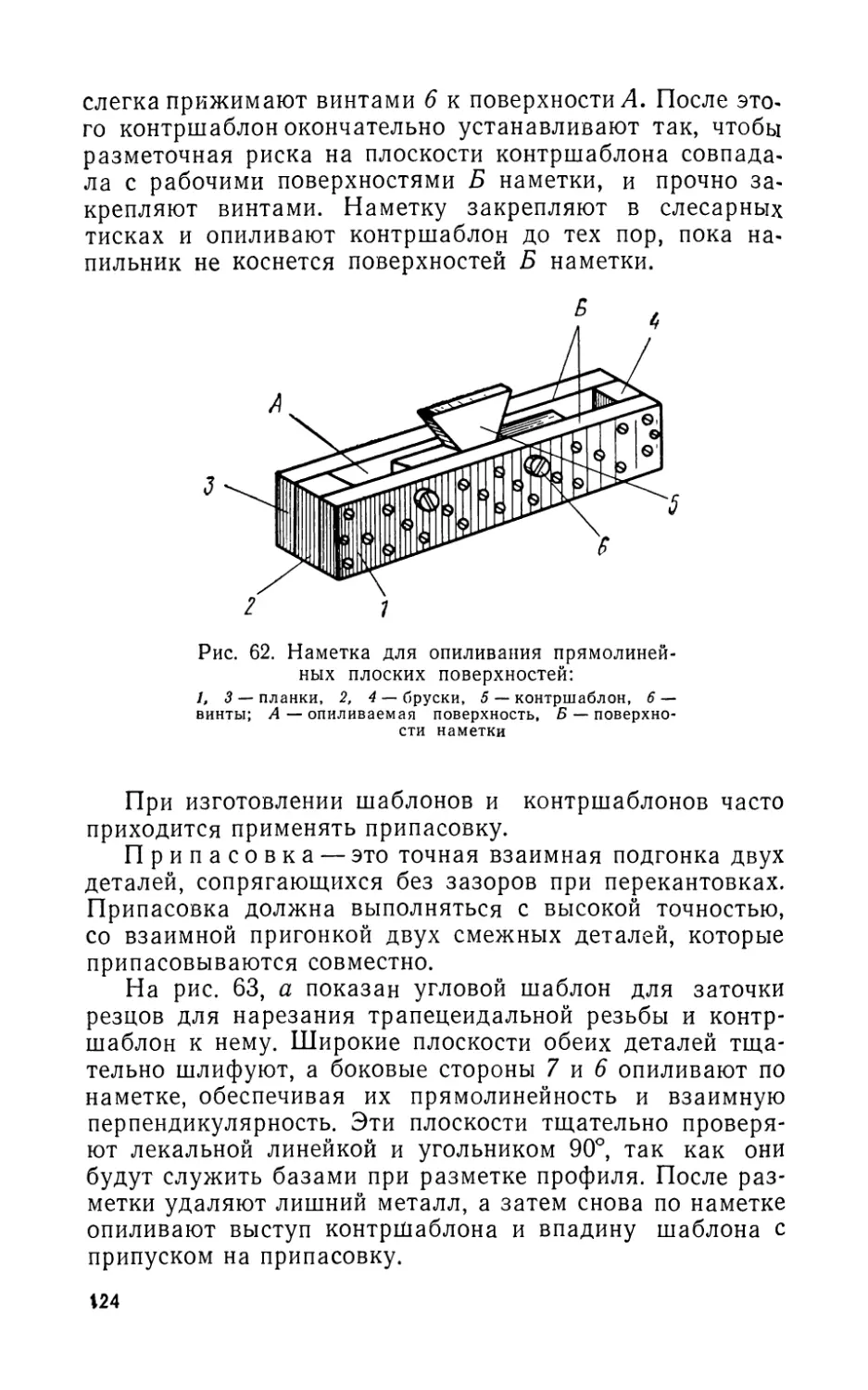

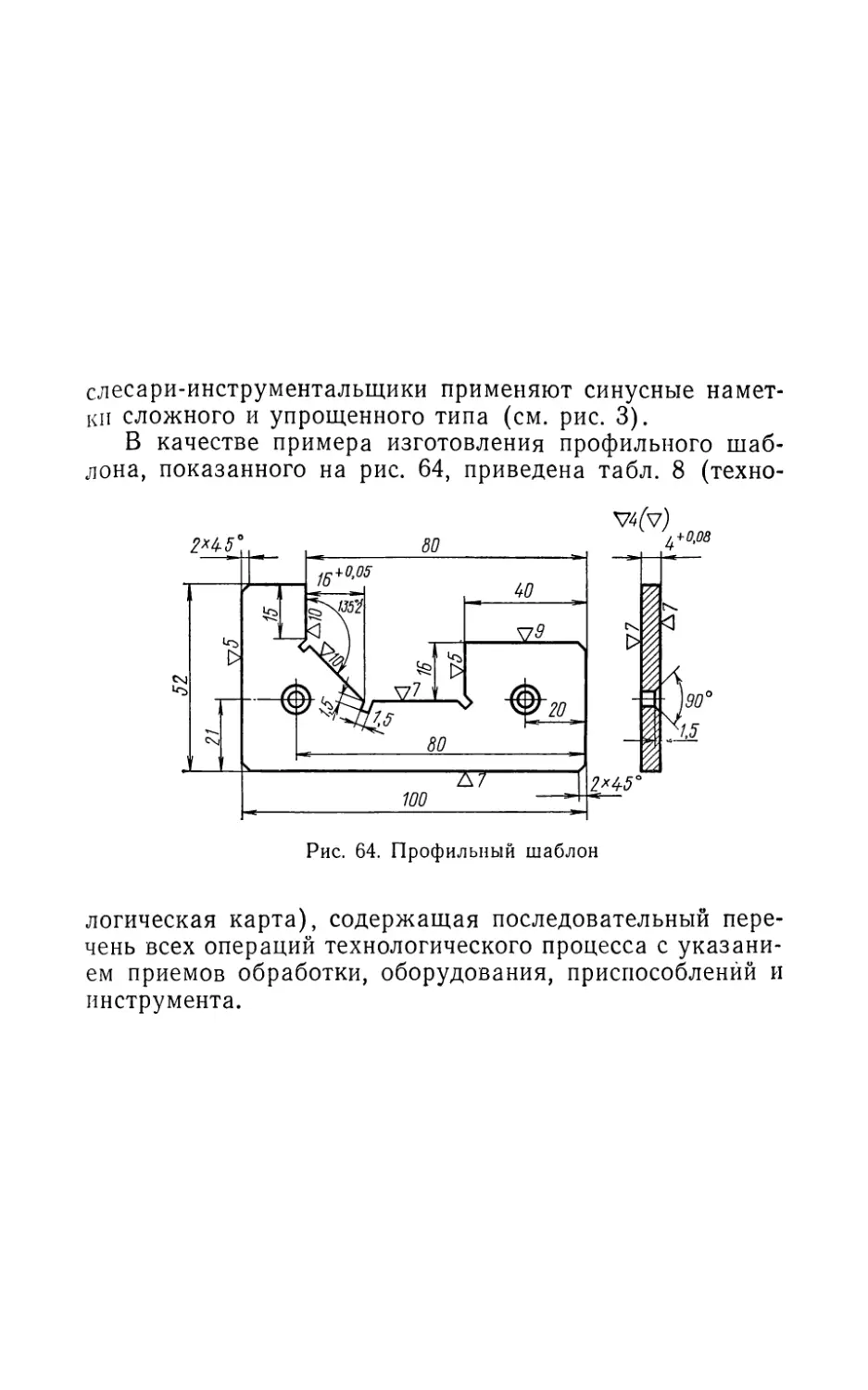














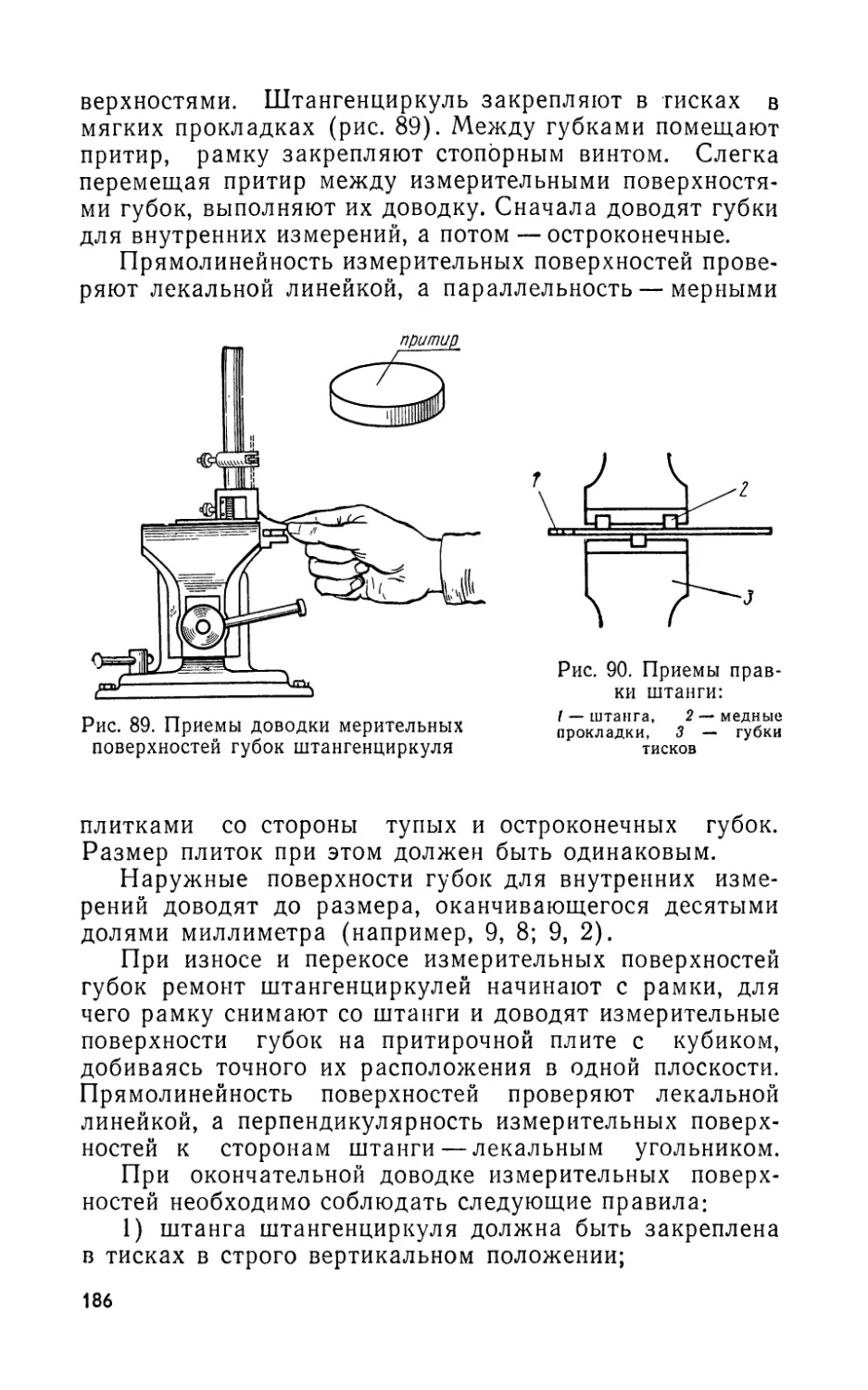







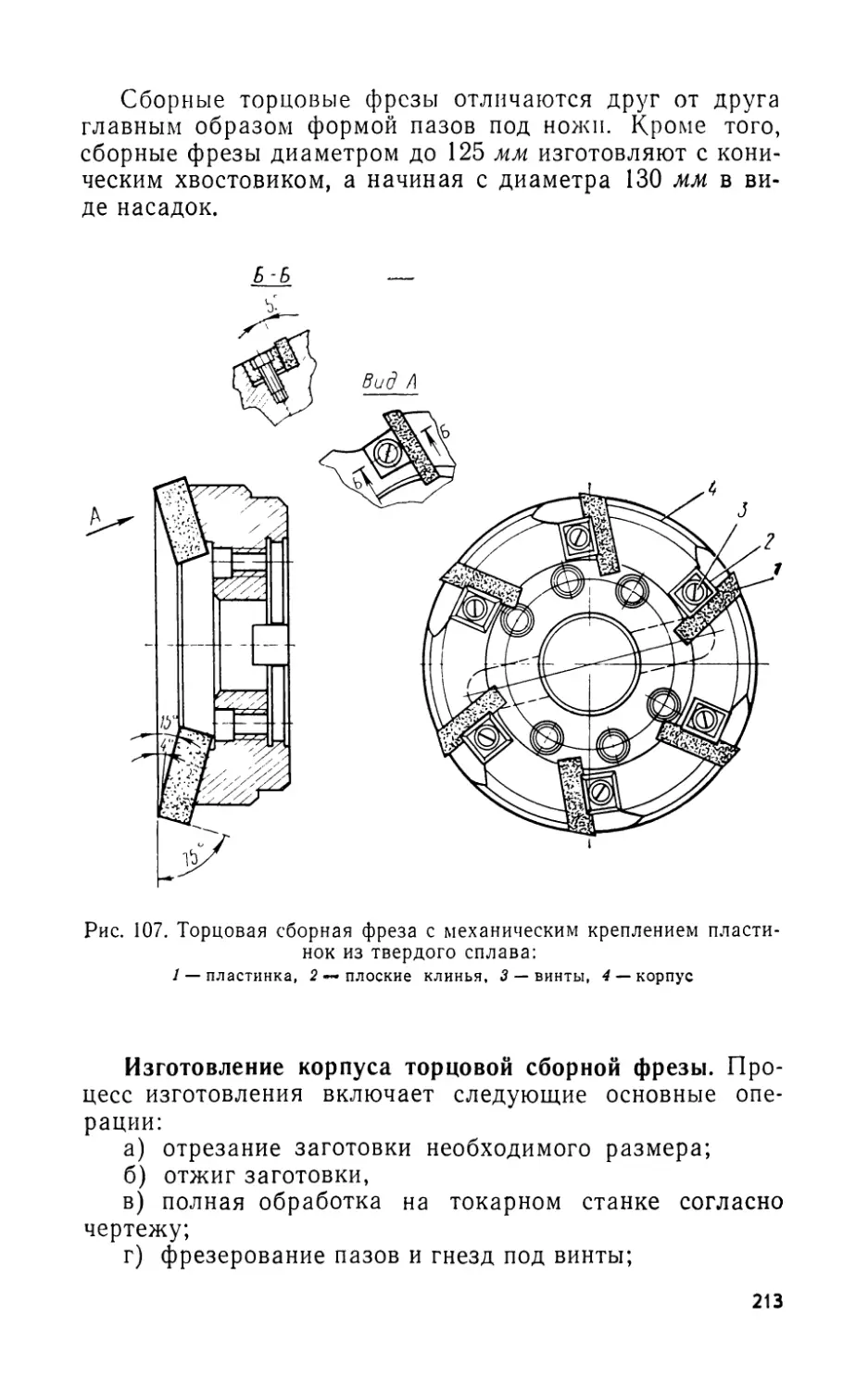



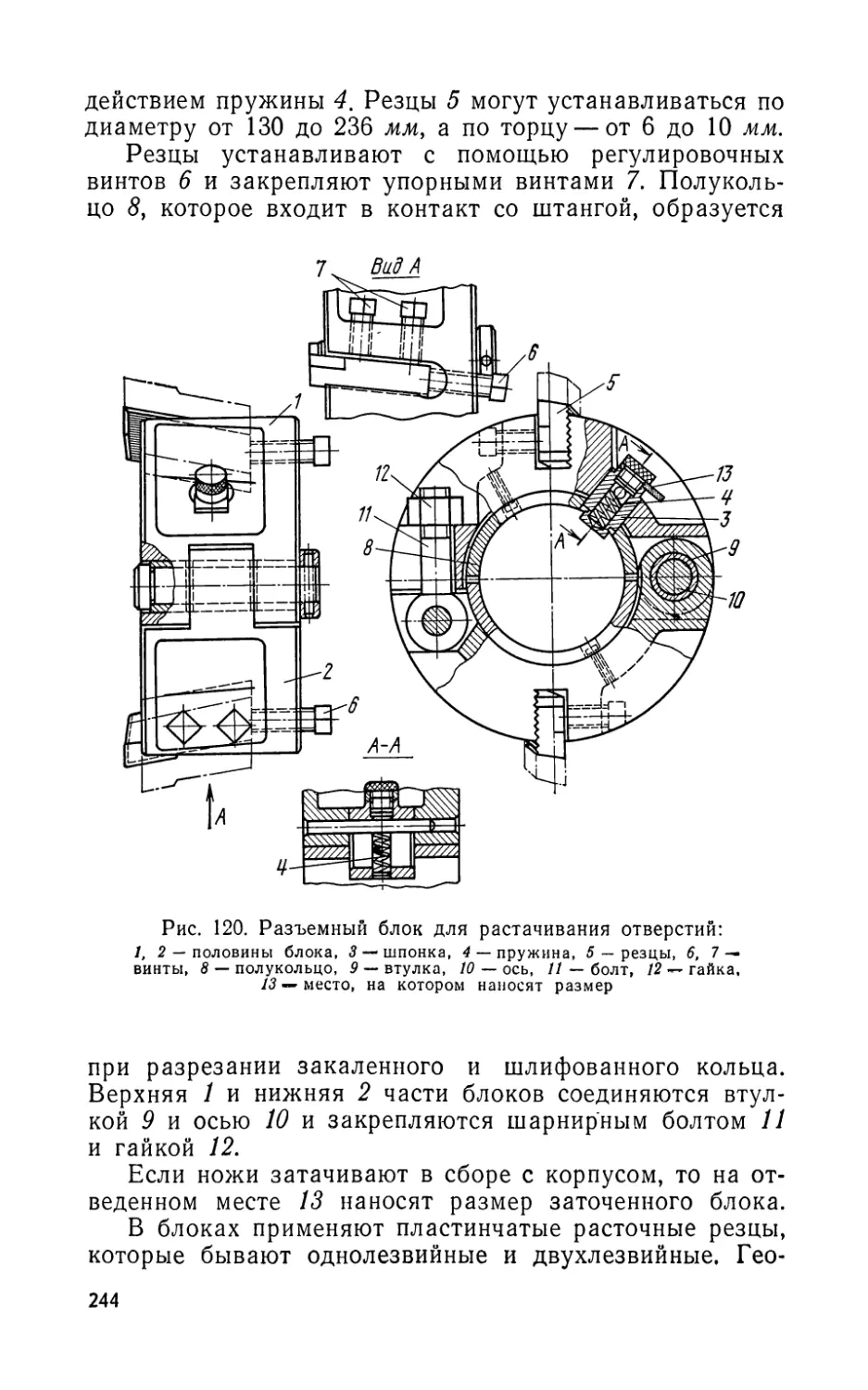






















Текст
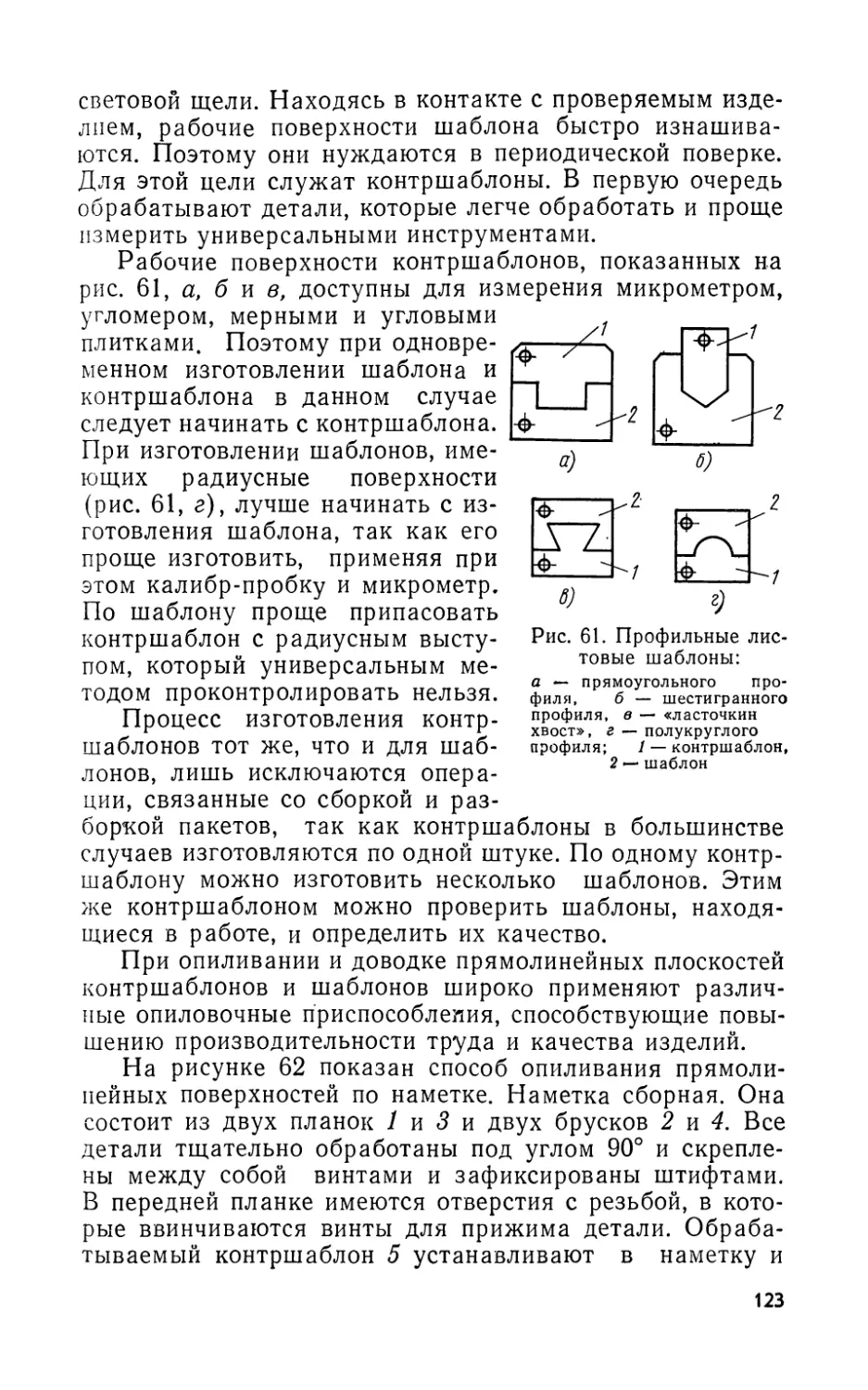
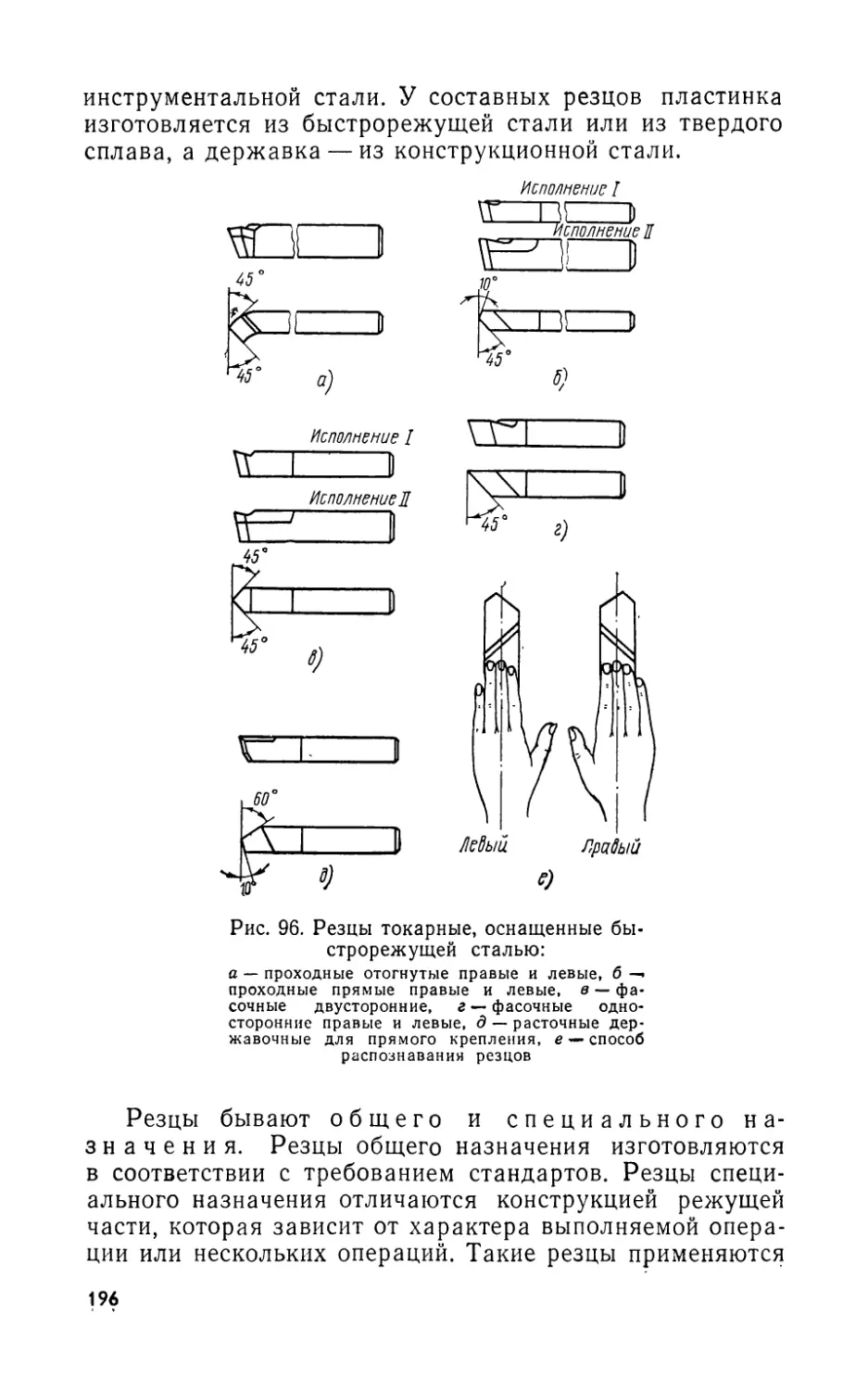
А.С. ШВЕДОВ - Э.А. КОНЕНКОВА
ИЗГОТОВЛЕНИЕ
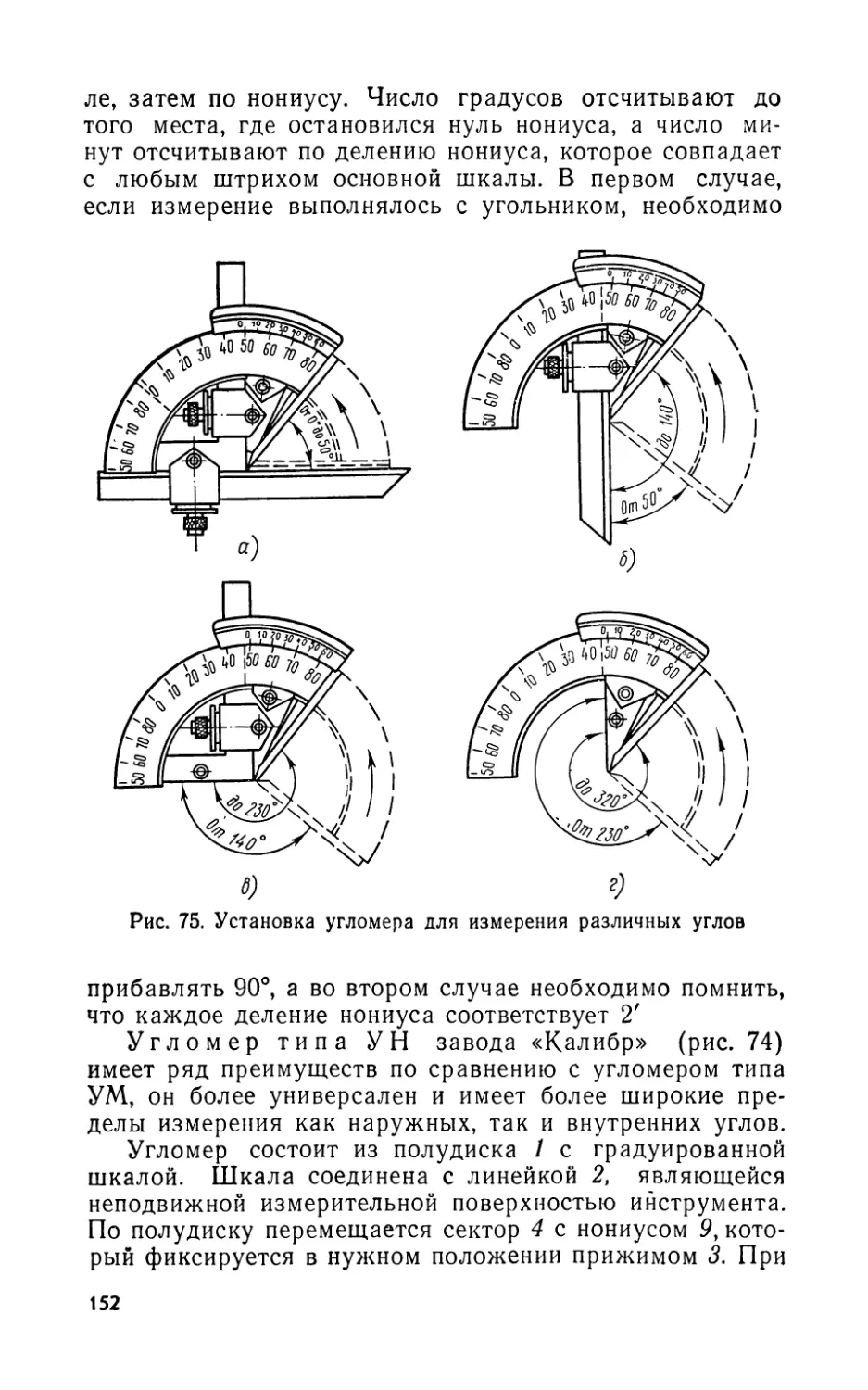
И РЕМОНТ
ИЗМЕРИТЕЛЬНЫХ
И РЕЖУЩИХ
ИНСТРУМЕНТОВ
Chipmaker.ru
А. С. ШВЕДОВ, Э. А. КОНЕНКОВА
ИЗГОТОВЛЕНИЕ
И РЕМОНТ
ИЗМЕРИТЕЛЬНЫХ
И РЕЖУЩИХ
ИНСТРУМЕНТОВ
Одобрено Ученым советом Государст-
венного комитета Совета Министров
СССР по профессионально-техническому
образованию в качестве учебного посо-
бия для профессионально-технических
учебных заведений
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
МОСКВА 1972
6П4.2
Ш.ЗЗ
Шведов А. С. и Коненкова Э. А.
Ш 33 Изготовление и ремонт измерительных и режущих
инструментов. Учебн. пособие для проф.-техн. учебных
заведений. М., «Высш, школа», 1972.
320 с. с илл.
В книге описаны конструкции и технология изготовле-
ния и ремонта калибров, штангенинструментов, инстру-
ментов для проверки углов, микрометрических инстру-
ментов, рычажно-механических приборов, инструмен-
тальных микроскопов, резцов, фрез, зенкеров, разверток
и др.; освещены вопросы организации инструментального
хозяйства, организации и экономики промышленного
производства и техники безопасности.
3—12—4 6П4.2
69—72
Отзывы и замечания просим направлять по адресу:
Москва, К-51, Неглинная ул., 29/14,
издательство «Высшая школа».
Шведов Александр Степанович,
Коненкова Эллина Александровна
ИЗГОТОВЛЕНИЕ И РЕМОНТ ИЗМЕРИТЕЛЬНЫХ
И РЕЖУЩИХ ИНСТРУМЕНТОВ
Редакторы: Ю. М. Максимова, В. А. Козлов
Переплет художника А. Е. Коленкова
Художественный редактор В. И. Пономаренко
Технический редактор Н. В. Яшукова
Корректор Н. И. Гераськина
Т—03049. Сдано в набор 16/XI—71 г. Подписано к печати 13/Ш—72 г. Фор-
мат 84Х108/з2. Объем 10 печ. л. 16,80 усл. л. Уч.-изд. л. 15,80. Изд. № М—140.
Тираж 31 000 экз. Заказ № 748. Цена 46 коп.
План выпуска литературы изд-ва «Высшая школа» (профтехобразование)
на 1972 г. Позиция № 69.
Москва, К—51, Неглинная ул., д. 29/14
Издательство «Высшая школа»
Ярославский полиграфкомбинат Главполиграфпрома Комитета по печати при
Совете Министров СССР. Ярославль, ул. Свободы, 97.
ВВЕДЕНИЕ
За последние годы инструментальная промышленность
увеличила выпуск различных инструментов и специали-
зированной оснастки. Это стало возможным вследствие
обновления оборудования, внедрения более совершенной
технологии и поточных методов производства.
На всех металлообрабатывающих заводах имеются
инструментальные цехи, в которых изготовляют необхо-
димые производству режущие инструменты, приспособ-
ления, штампы, пресс-формы, ремонтируют режущие и
измерительные инструменты. Повысить производитель-
ность труда и снизить себестоимость продукции этих
цехов — одна из важнейших задач.
В связи с этим большое значение приобретают вопро-
сы подготовки высококвалифицированных слесарей-ин-
струментальщиков в профессионально-технических учи-
лищах. Будущие рабочие должны знать основы совре-
менной техники и технологии, сознательно, глубоко и
прочно овладеть изучаемой профессией, постоянно со-
вершенствовать свою производственную квалификацию,
обеспечивающую рост производительности труда. Этому
способствует определенная теоретическая подготовка по
специальности.
Цель настоящего учебного пособия — оказать по-
мощь будущим молодым рабочим в овладении профес-
сиональным мастерством. Оно составлено в соответствии
с программой подготовки в городских профессионально-
технических училищах слесарей-инструментальщиков по
3
режущему и измерительному инструменту, утвержден-
ной Государственным Комитетом Совета Министров
СССР по профессионально-техническому образованию.
В пособии изложены основные сведения по инстру-
ментальному делу, предусмотренные квалификационной
характеристикой слесарей-инструментальщиков 2—3-го
разряда. Пособие написано с учетом того, что учащиеся
уже имеют определенный минимум знаний по общесле-
сарному делу. Только прочное знание общеслесарного
курса может служить основой для дальнейшего овладе-
ния инструментальными работами.
Большое внимание уделено освещению передового
производственного опыта и прогрессивной технологии.
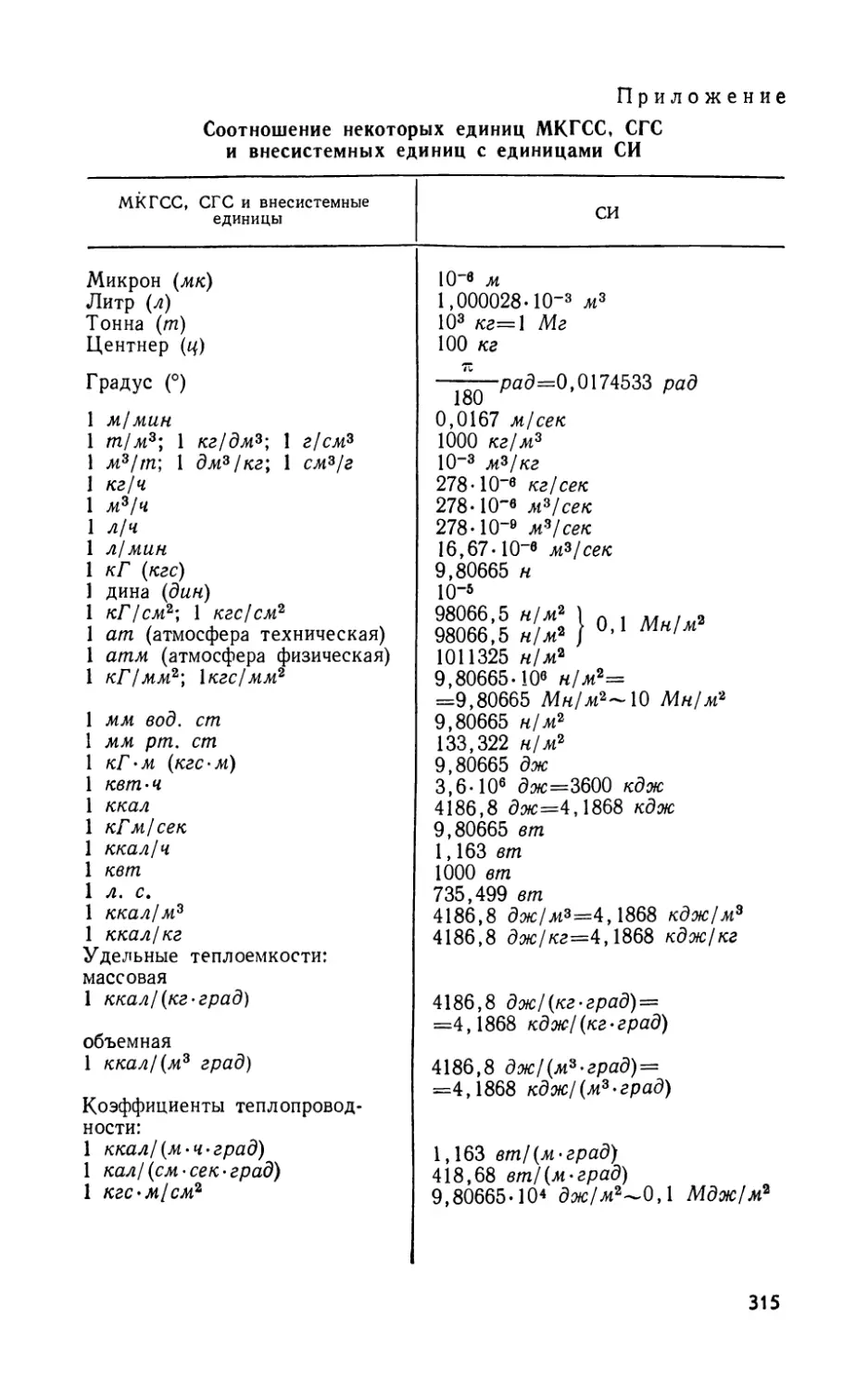
При пользовании пособием следует иметь в виду, что
с 1-го января 1963 г. в СССР введен ГОСТ 9867—61, ко-
торый устанавливает применение Международной систе-
мы единиц измерений — СИ — как предпочтительной во
всех областях науки, техники и народного хозяйства, а
также при преподавании.
Для измерения встречающихся в книге величин при-
менены системы МКГСС и СГС; в приложении даны
соответствующие им единицы СИ. Подробнее с Между-
народной системой единиц измерения можно ознакомить-
ся в брошюре М. Г. Богуславского*.
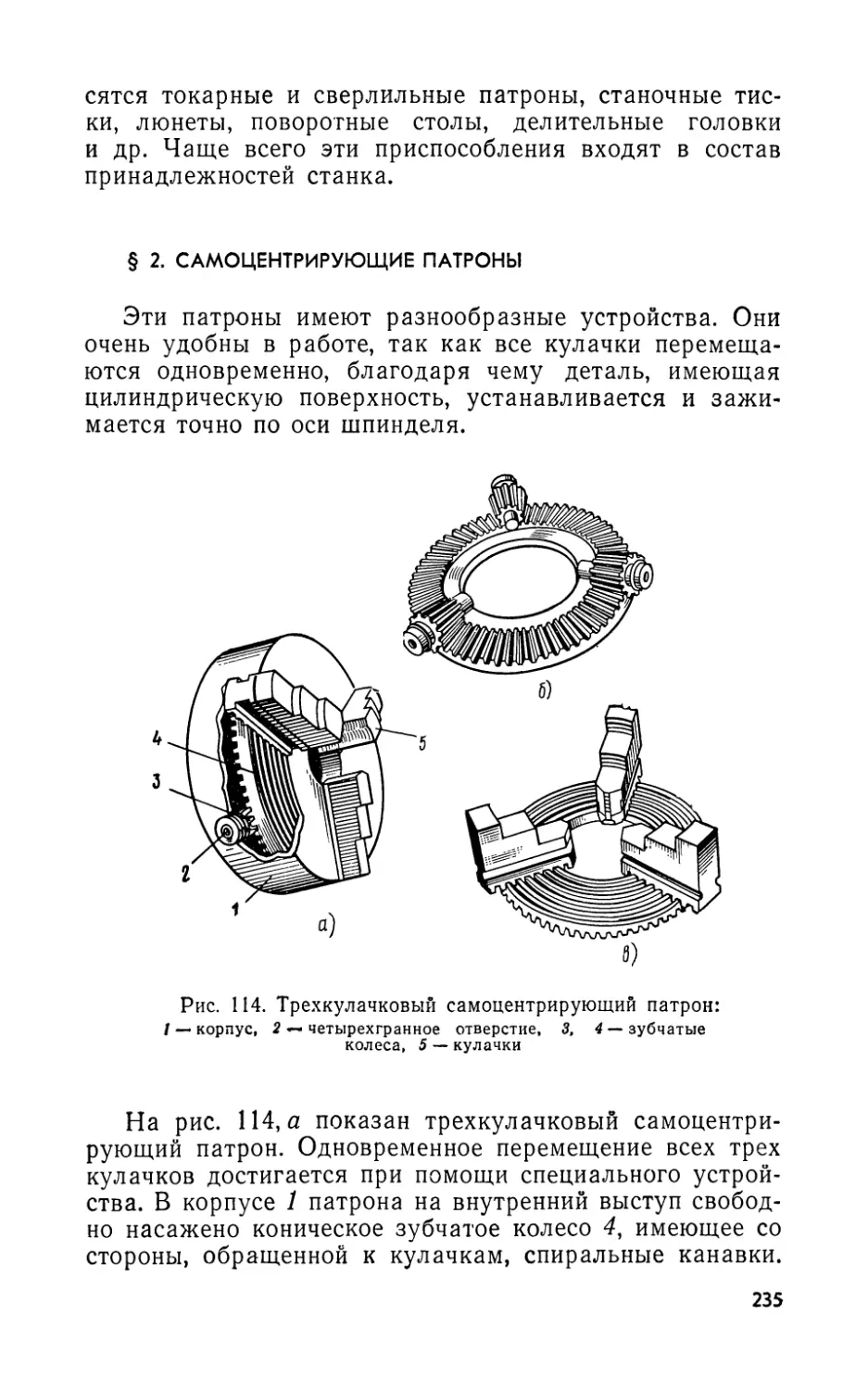
* Богуславский М. Г и Широков К. П. Международная
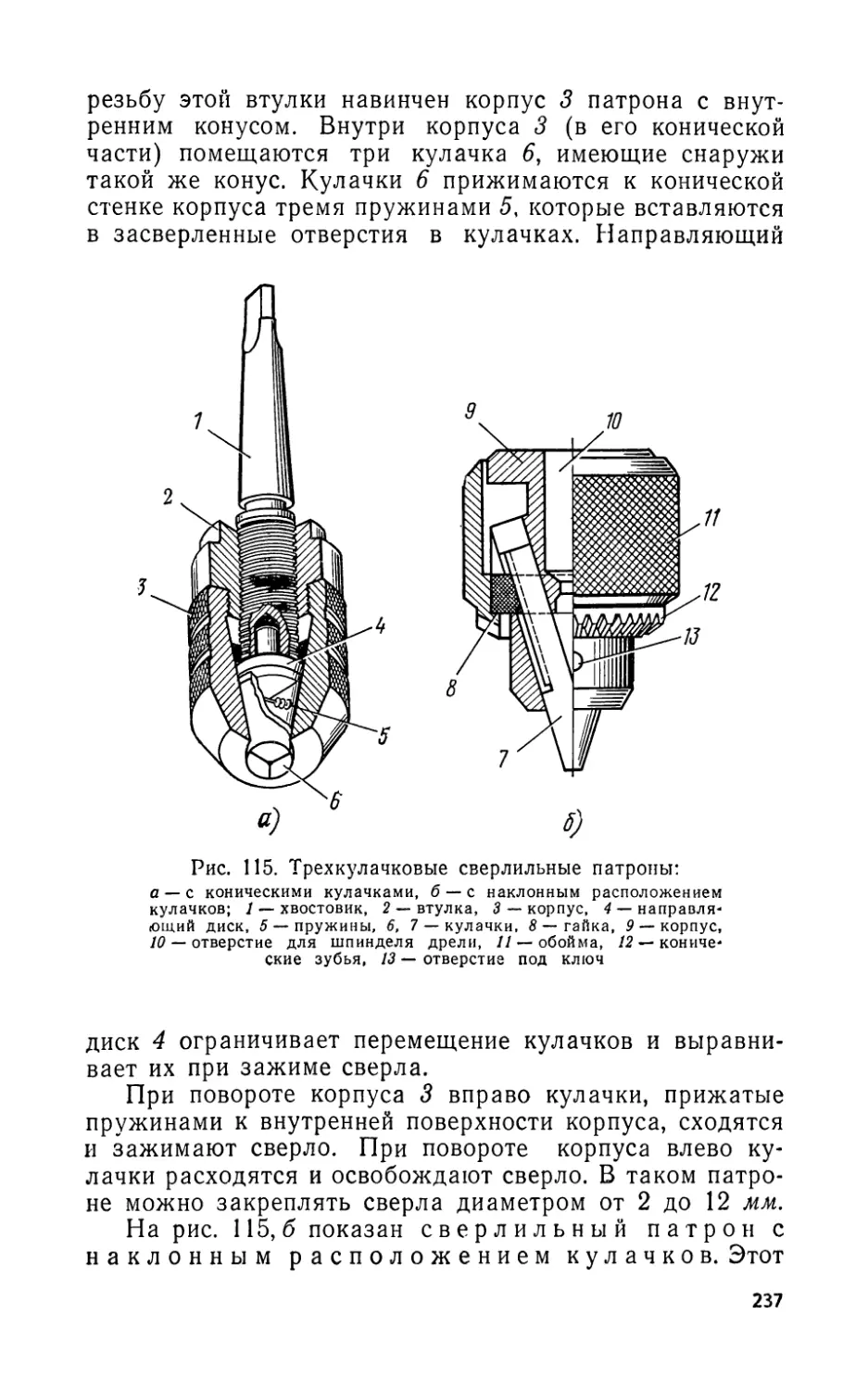
система единиц. Изд. 2-е, испр. и доп. М., Издательство стандартов,
1968.
ГЛАВА I
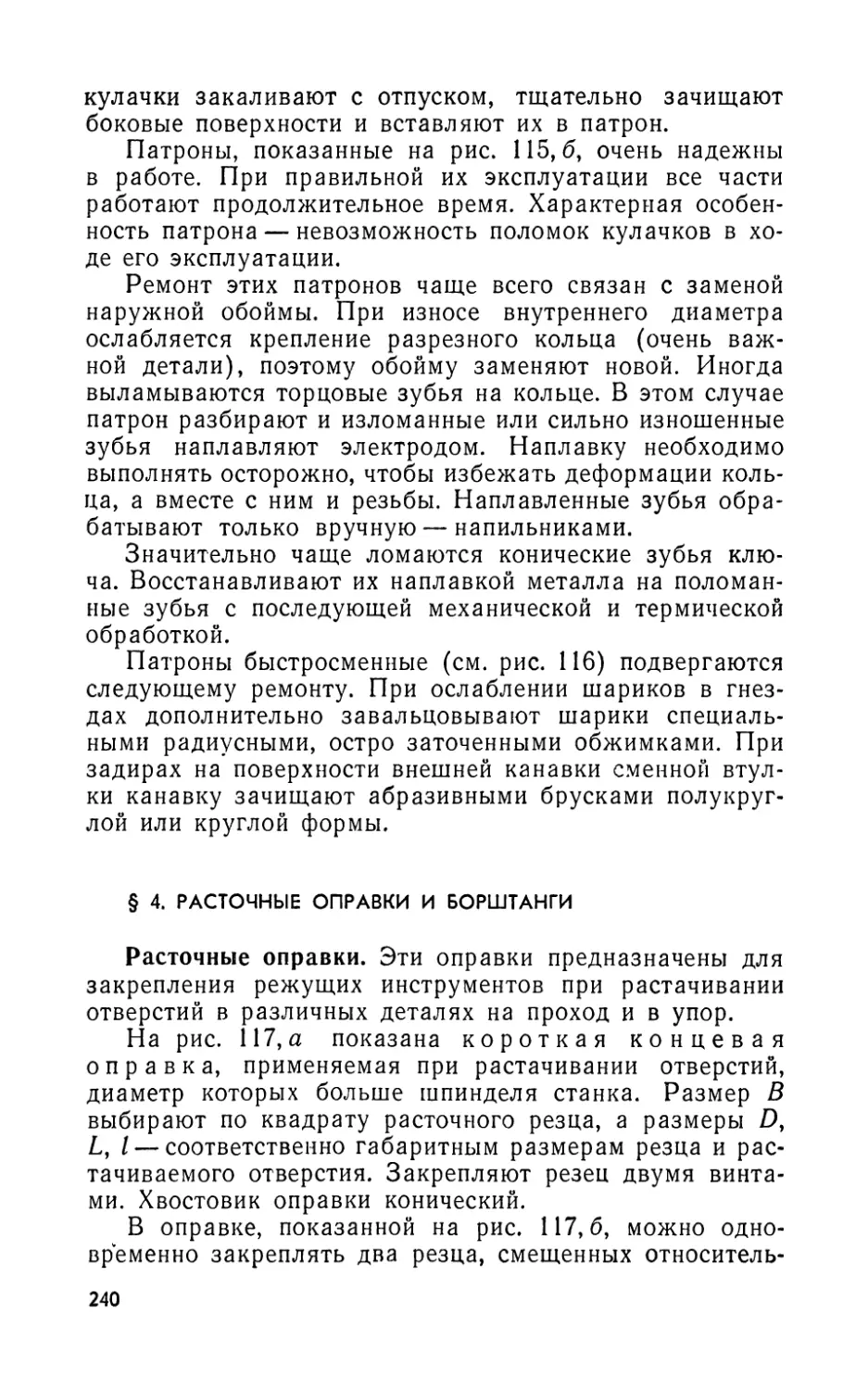
ОБЩИЕ СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ
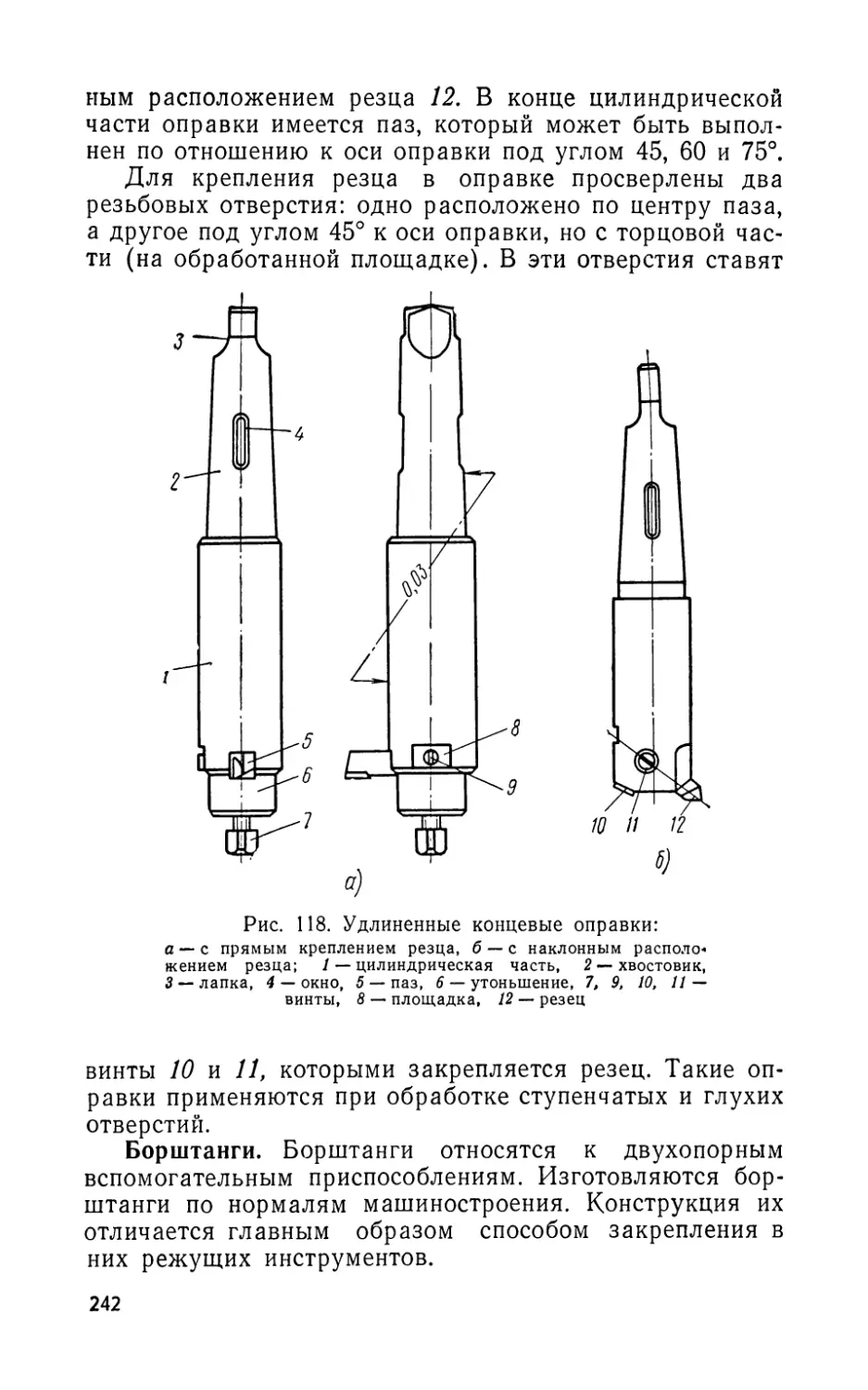
И ВЫПОЛНЕНИИ СЛЕСАРНО-ИНСТРУМЕНТАЛЬНЫХ
РАБОТ
§ 1. ОСНОВНЫЕ ВИДЫ
СЛЕСАРНО-ИНСТРУМЕНТАЛЬНЫХ РАБОТ
По видам выполняемых работ профессия слесаря делит-
ся на следующие специальности: слесарь-инструменталь-
щик, слесарь-механик, слесарь механосборочных работ,
слесарь по ремонту оборудования и т. д. Особенно вы-
сокие требования предъявляются к слесарю-инструмен-
тальщику. Во многих случаях ему приходится выполнять
сложные работы, требующие большой точности. Напри-
мер, в число работ, выполняемых слесарем-инструмен-
тальщиком, входит точная разметка, опиливание слож-
ных профилей предельных и профильных калибров, до-
водка и полирование рабочих поверхностей, изготовление
и восстановление режущих и измерительных инструмен-
тов, приспособлений и др. Кроме этого, слесарь-инстру-
ментальщик должен уметь работать на сверлильных,
строгальных, долбежных и шлифовальных станках.
В табл. 1 приведены работы, характерные для слеса-
ря-инструментальщика в условиях машиностроительного
предприятия.
§ 2. ОРГАНИЗАЦИЯ
РАБОЧЕГО МЕСТА
Рабочим местом называется определенный участок
производственной площади цеха, закрепленный за дан-
ным рабочим и оснащенный необходимым для его рабо-
ты оборудованием, инструментами, приспособлениями и
принадлежностями.
Правильная организация рабочего места способству-
ет повышению производительности труда. Слесарю-ин-
струментальщику приходится выполнять работы повы-
5
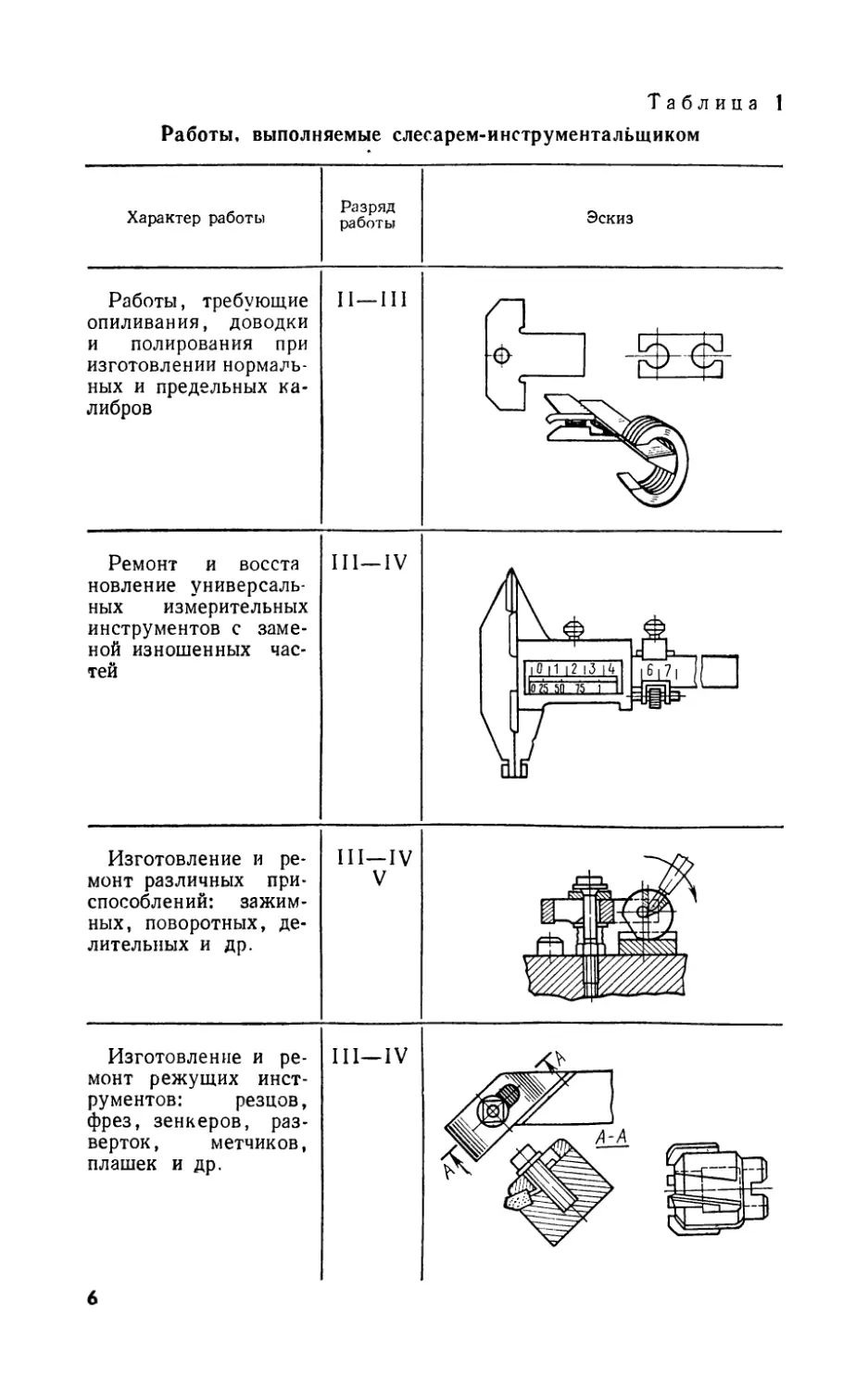
Таблица 1
Работы, выполняемые слесарем-инструментальщиком
Характер работы
Разряд
работы
Эскиз
Работы, требующие
опиливания, доводки
и полирования при
изготовлении нормаль-
ных и предельных ка-
либров
II—III
Ремонт и восста
новление универсаль-
ных измерительных
инструментов с заме-
ной изношенных час-
тей
Изготовление и ре-
монт различных при-
способлений: зажим-
ных, поворотных, де-
лительных и др.
III—IV
V
Изготовление и ре-
монт режущих инст-
рументов: резцов,
фрез, зенкеров, раз-
верток, метчиков,
плашек и др.
6
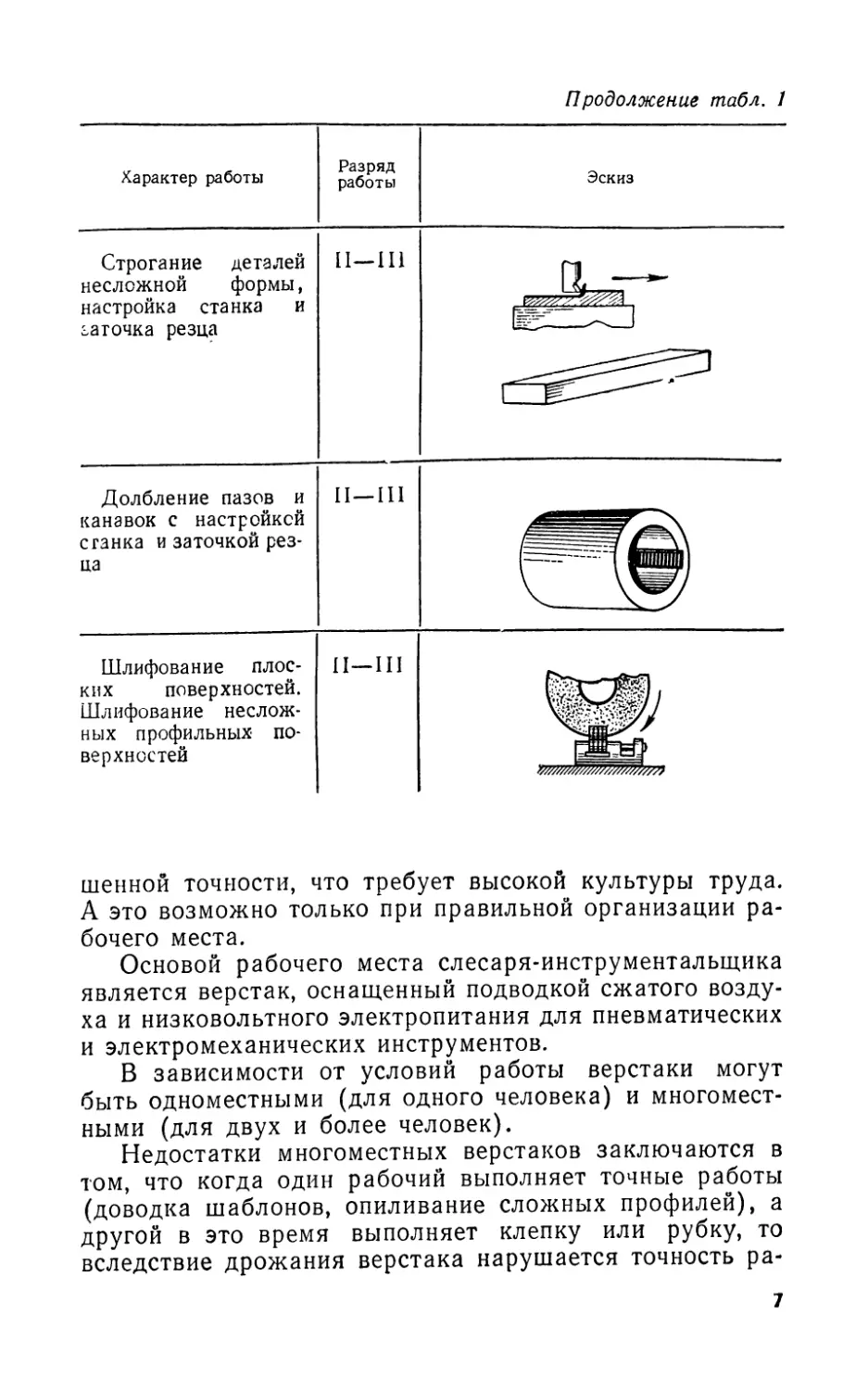
Продолжение табл. 1
Характер работы
Разряд
работы
Эскиз
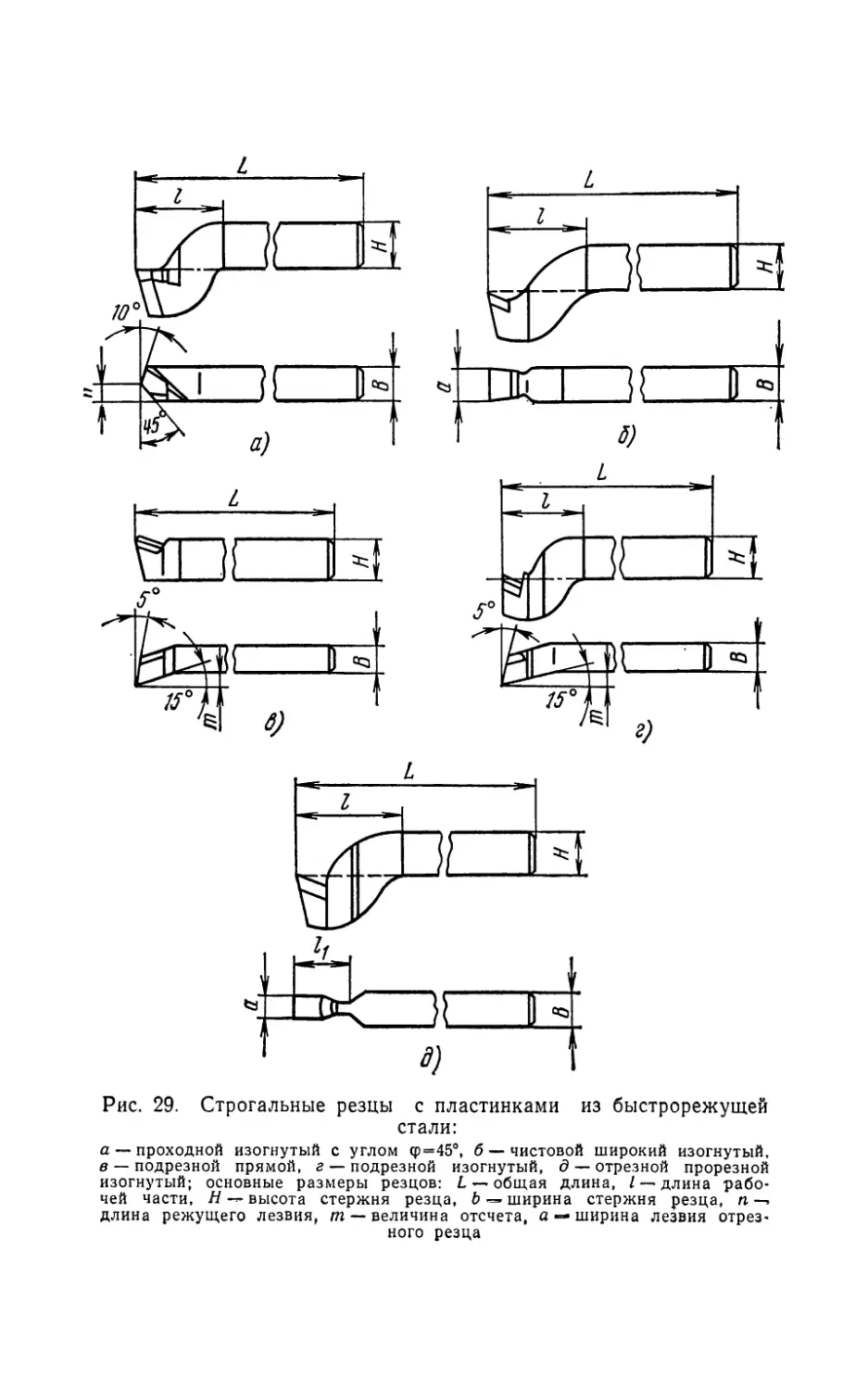
Строгание деталей
несложной формы,
настройка станка и
гаточка резца
II—Ш
Долбление пазов и
канавок с настройкой
станка и заточкой рез-
ца
II—III
Шлифование плос-
ких поверхностей.
Шлифование неслож-
ных профильных по-
верхностей
II—III
шенной точности, что требует высокой культуры труда.
А это возможно только при правильной организации ра-
бочего места.
Основой рабочего места слесаря-инструментальщика
является верстак, оснащенный подводкой сжатого возду-
ха и низковольтного электропитания для пневматических
и электромеханических инструментов.
В зависимости от условий работы верстаки могут
быть одноместными (для одного человека) и многомест-
ными (для двух и более человек).
Недостатки многоместных верстаков заключаются в
том, что когда один рабочий выполняет точные работы
(доводка шаблонов, опиливание сложных профилей), а
другой в это время выполняет клепку или рубку, то
вследствие дрожания верстака нарушается точность ра-
7
бот, выполняемых первым рабочим. Поэтому наиболее
удобны одноместные верстаки.
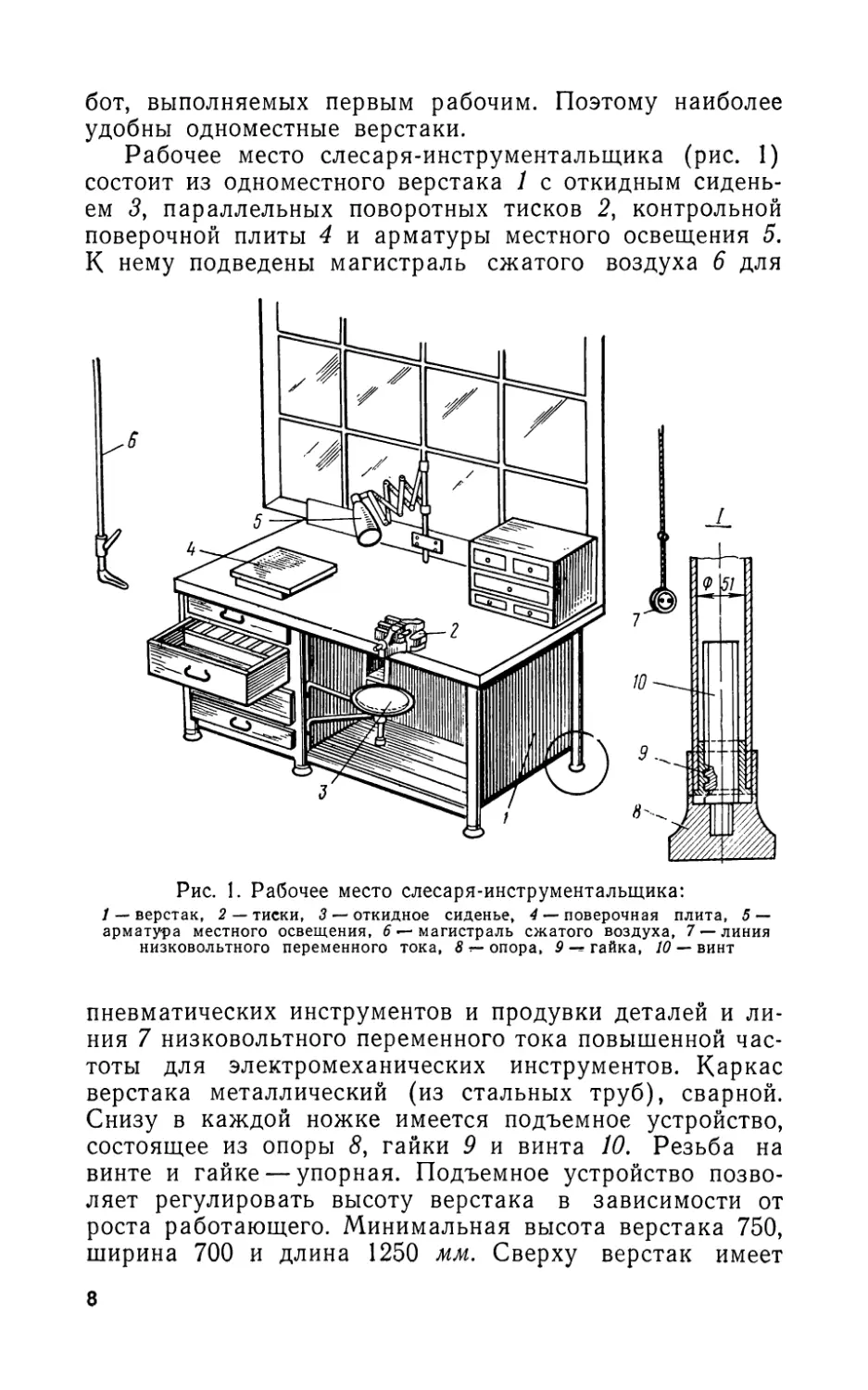
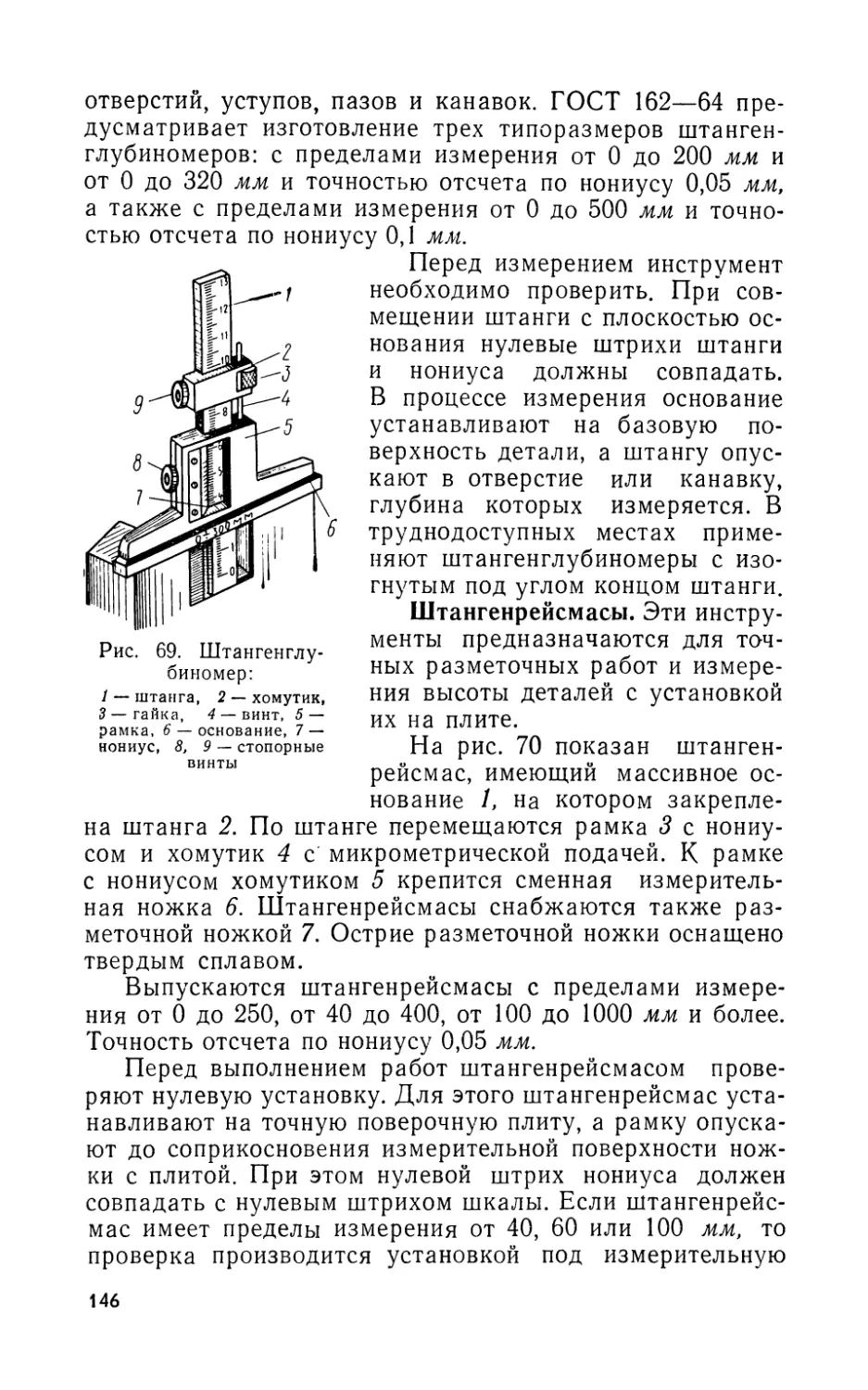
Рабочее место слесаря-инструментальщика (рис. 1)
состоит из одноместного верстака 1 с откидным сидень-
ем 3, параллельных поворотных тисков 2, контрольной
поверочной плиты 4 и арматуры местного освещения 5.
К нему подведены магистраль сжатого воздуха 6 для
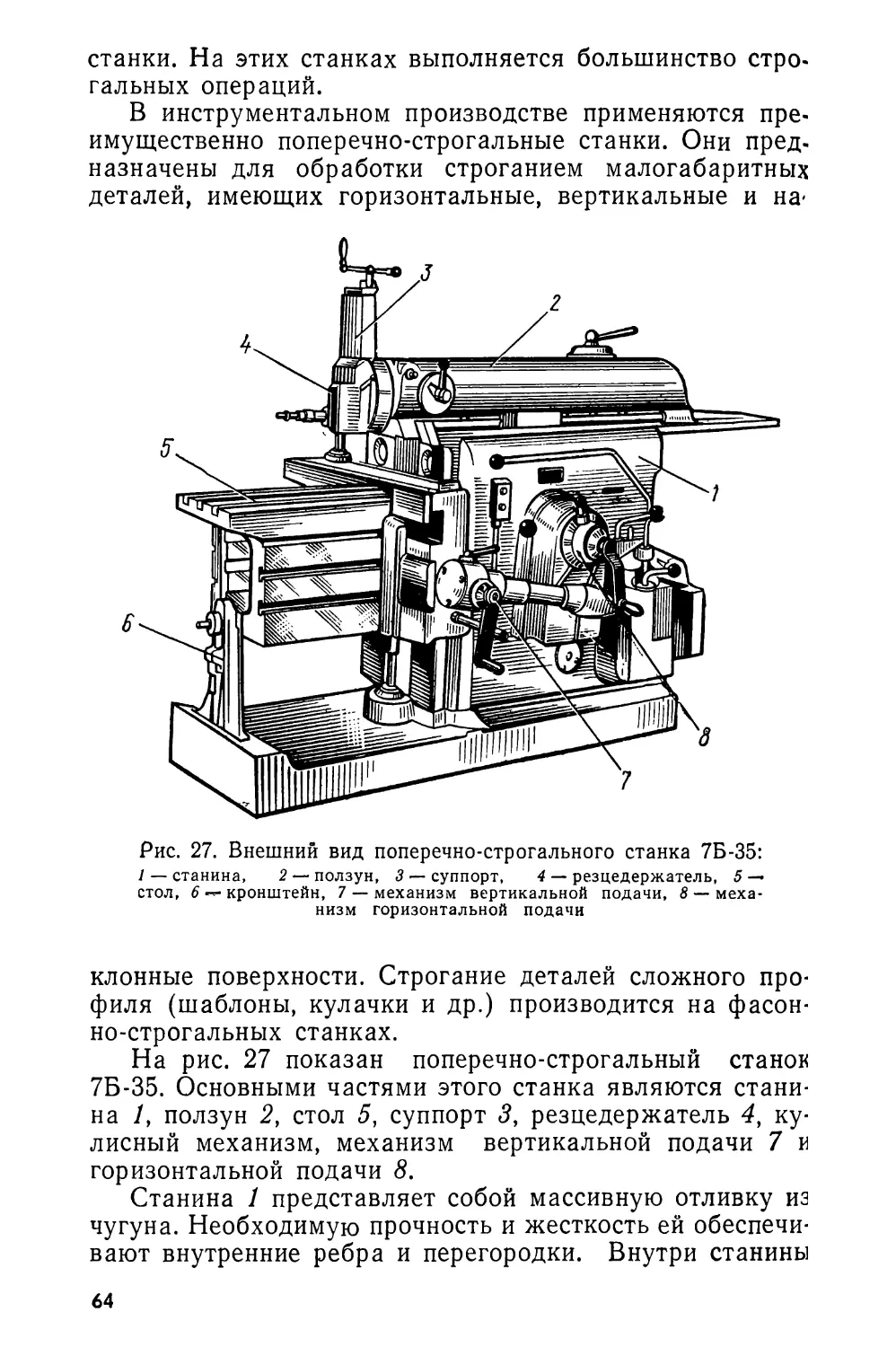
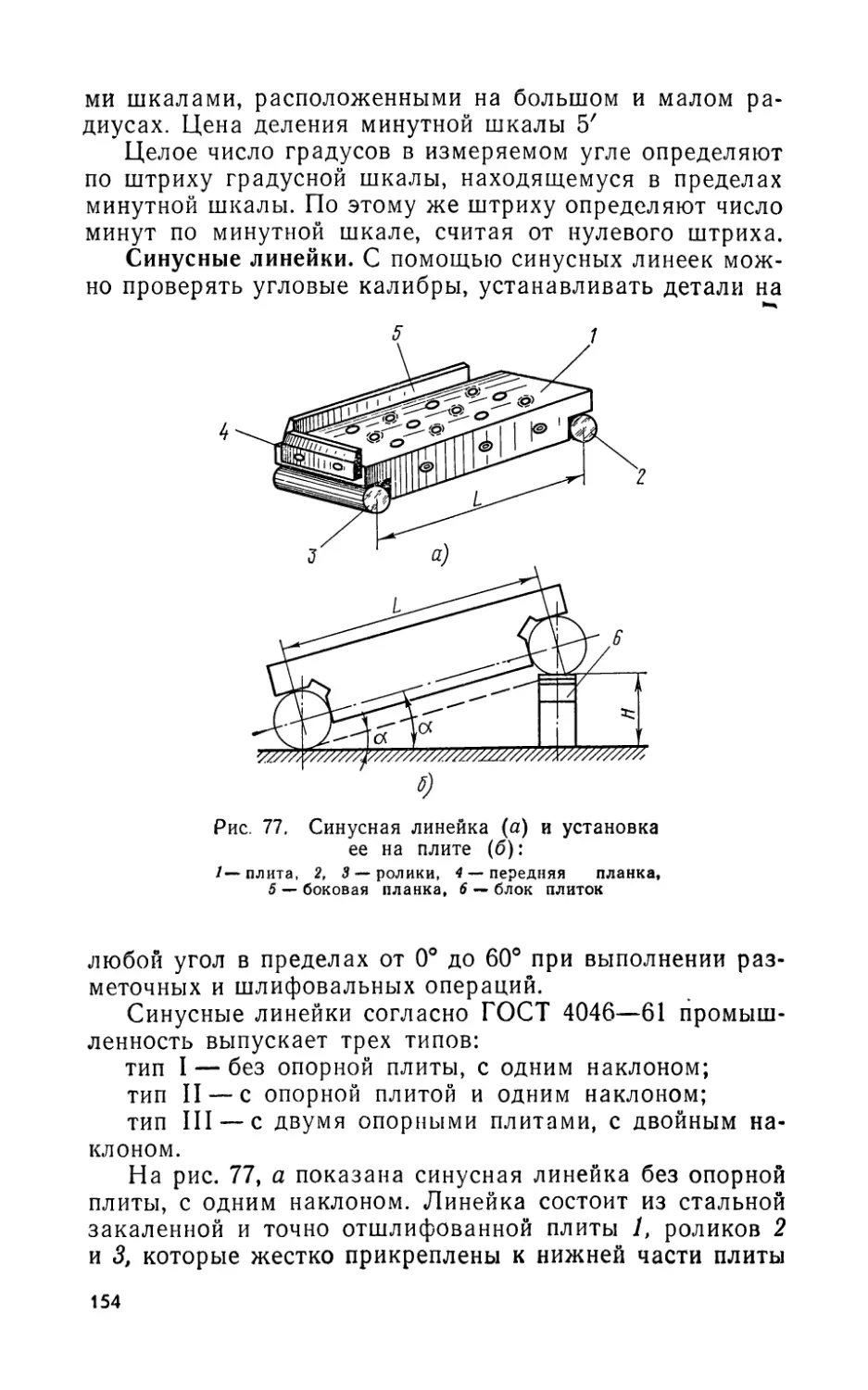
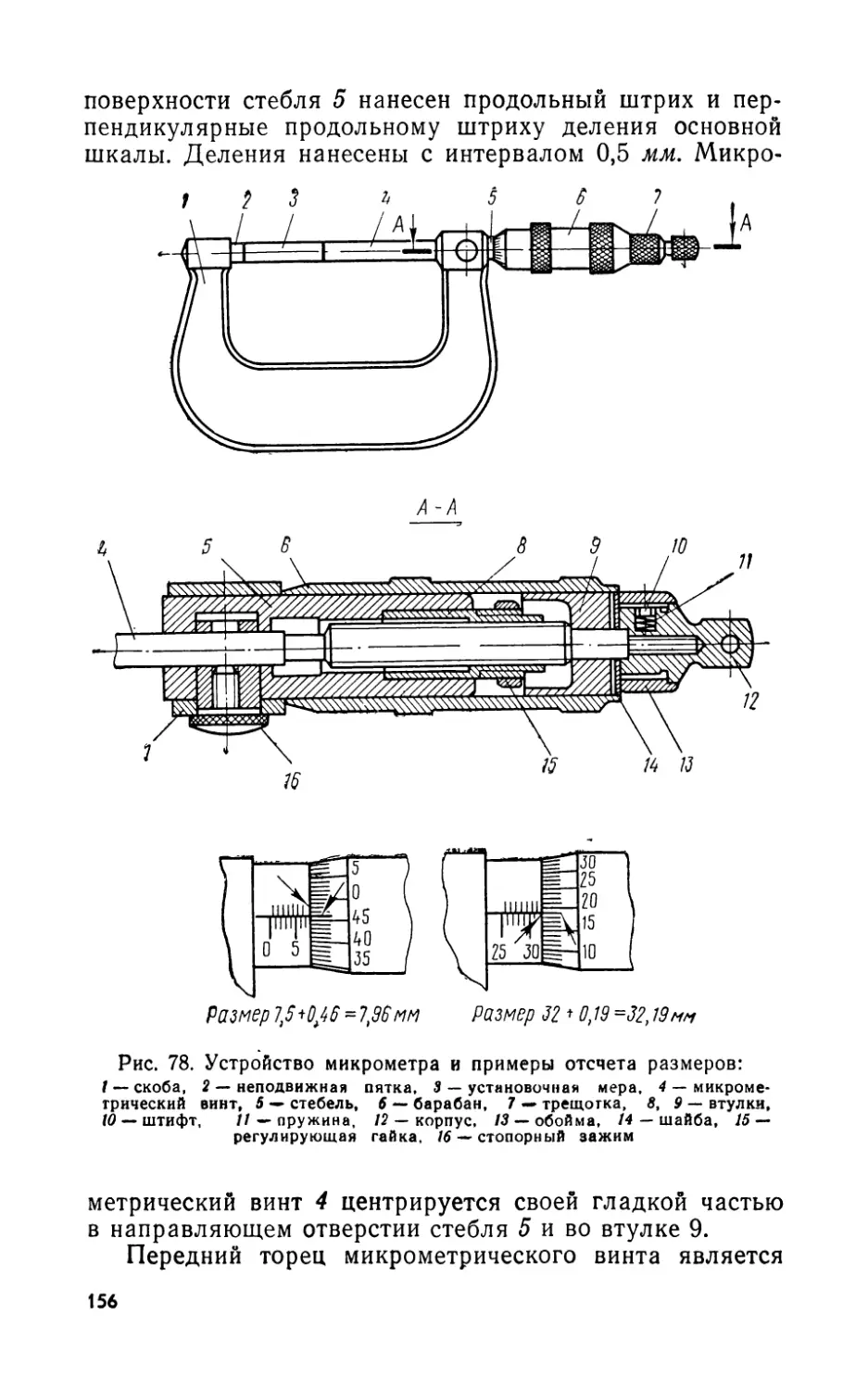
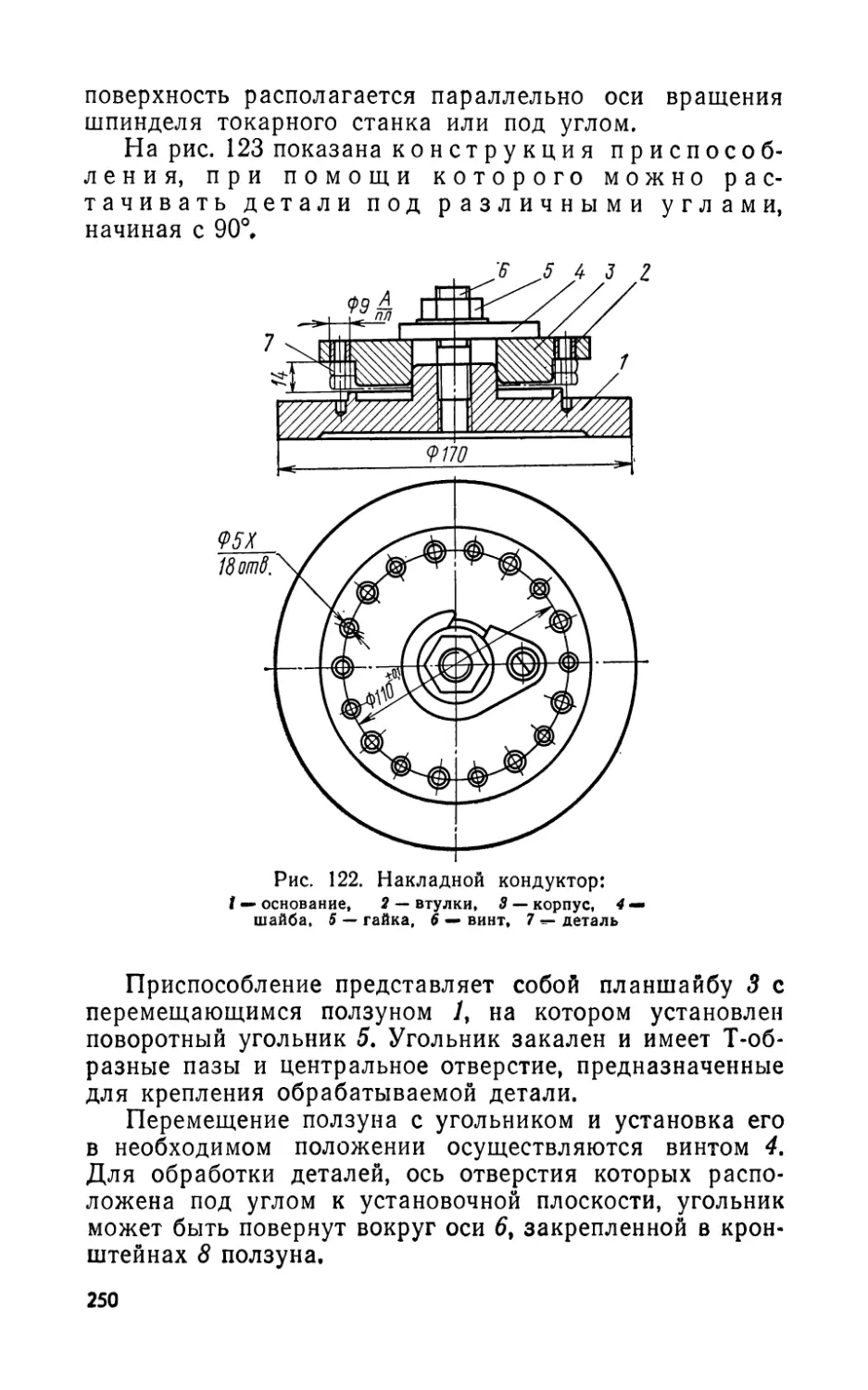
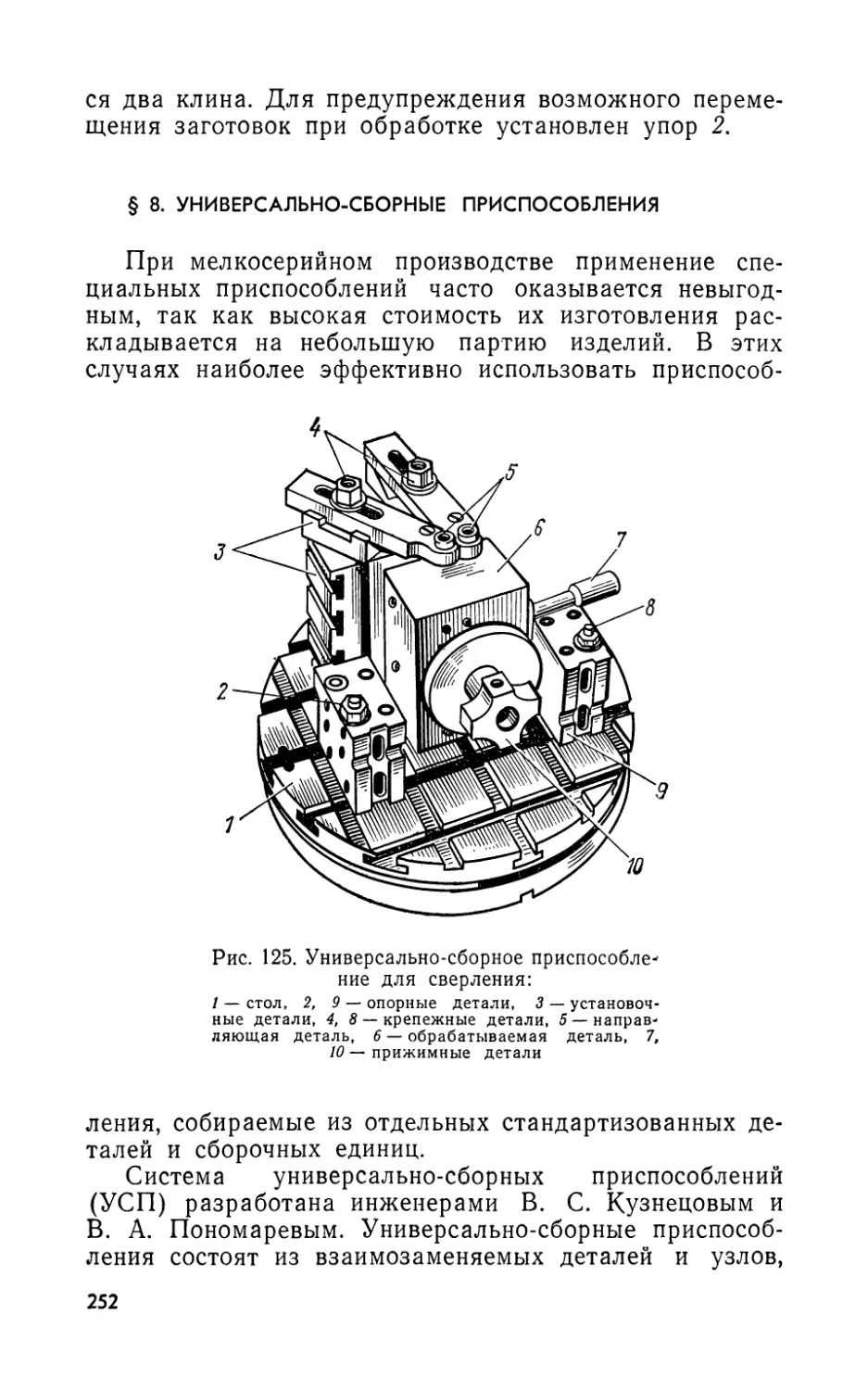
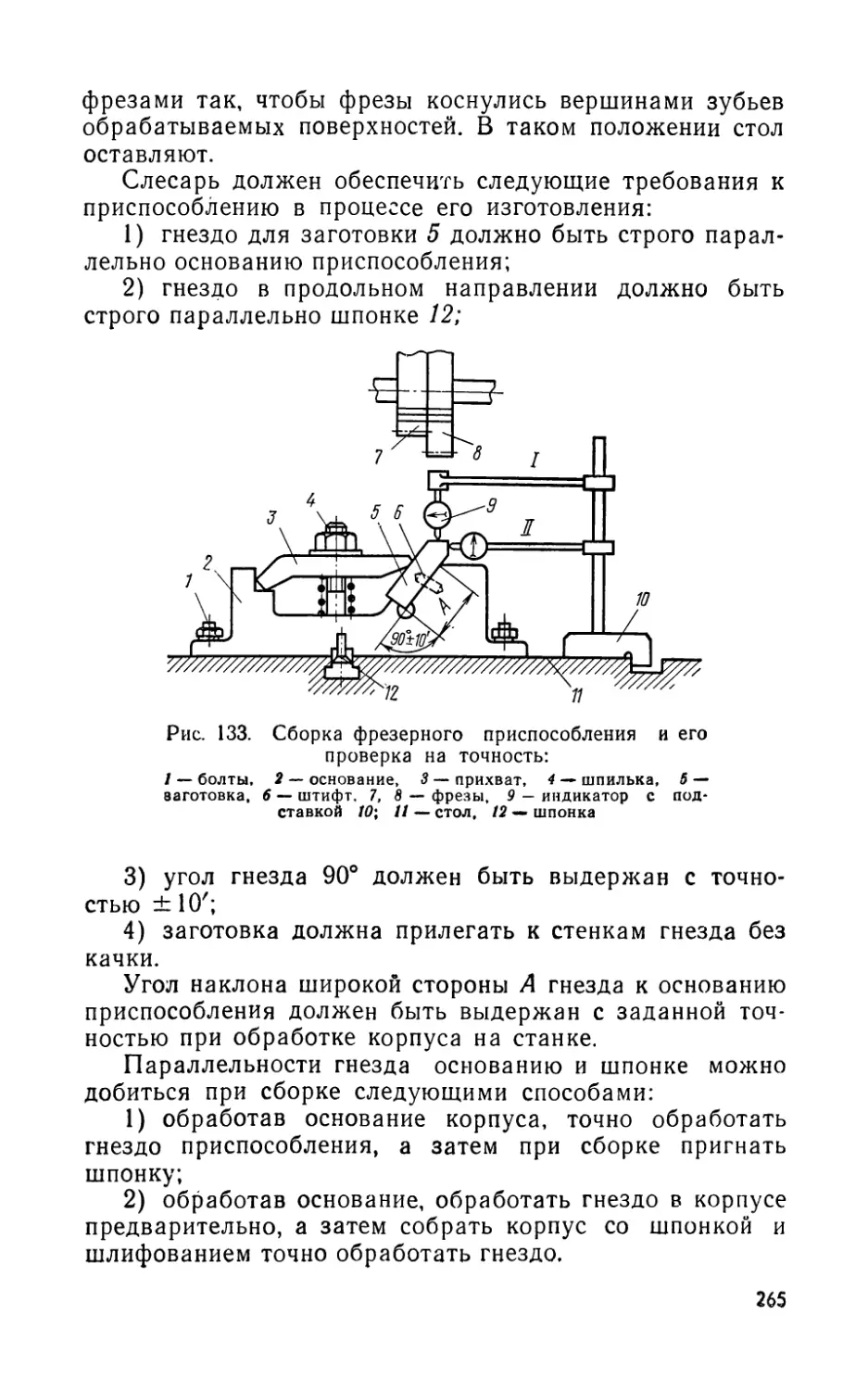
Рис. 1. Рабочее место слесаря-инструментальщика:
/ — верстак, 2 — тиски, <3 — откидное сиденье, 4 — поверочная плита, 5 —
арматура местного освещения, 6 — магистраль сжатого воздуха, 7 — линия
низковольтного переменного тока, S г-опора, Р — гайка, 10 — винт
пневматических инструментов и продувки деталей и ли-
ния 7 низковольтного переменного тока повышенной час-
тоты для электромеханических инструментов. Каркас
верстака металлический (из стальных труб), сварной.
Снизу в каждой ножке имеется подъемное устройство,
состоящее из опоры 3, гайки 9 и винта 10. Резьба на
винте и гайке — упорная. Подъемное устройство позво-
ляет регулировать высоту верстака в зависимости от
роста работающего. Минимальная высота верстака 750,
ширина 700 и длина 1250 мм. Сверху верстак имеет
8
крышку из досок толщиной 40 мм. Чтобы было легче
соблюдать чистоту на рабочем месте, крышку сверху по-
крывают линолеумом.
§ 3. ОПИЛОВОЧНЫЕ
И ДОВОДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
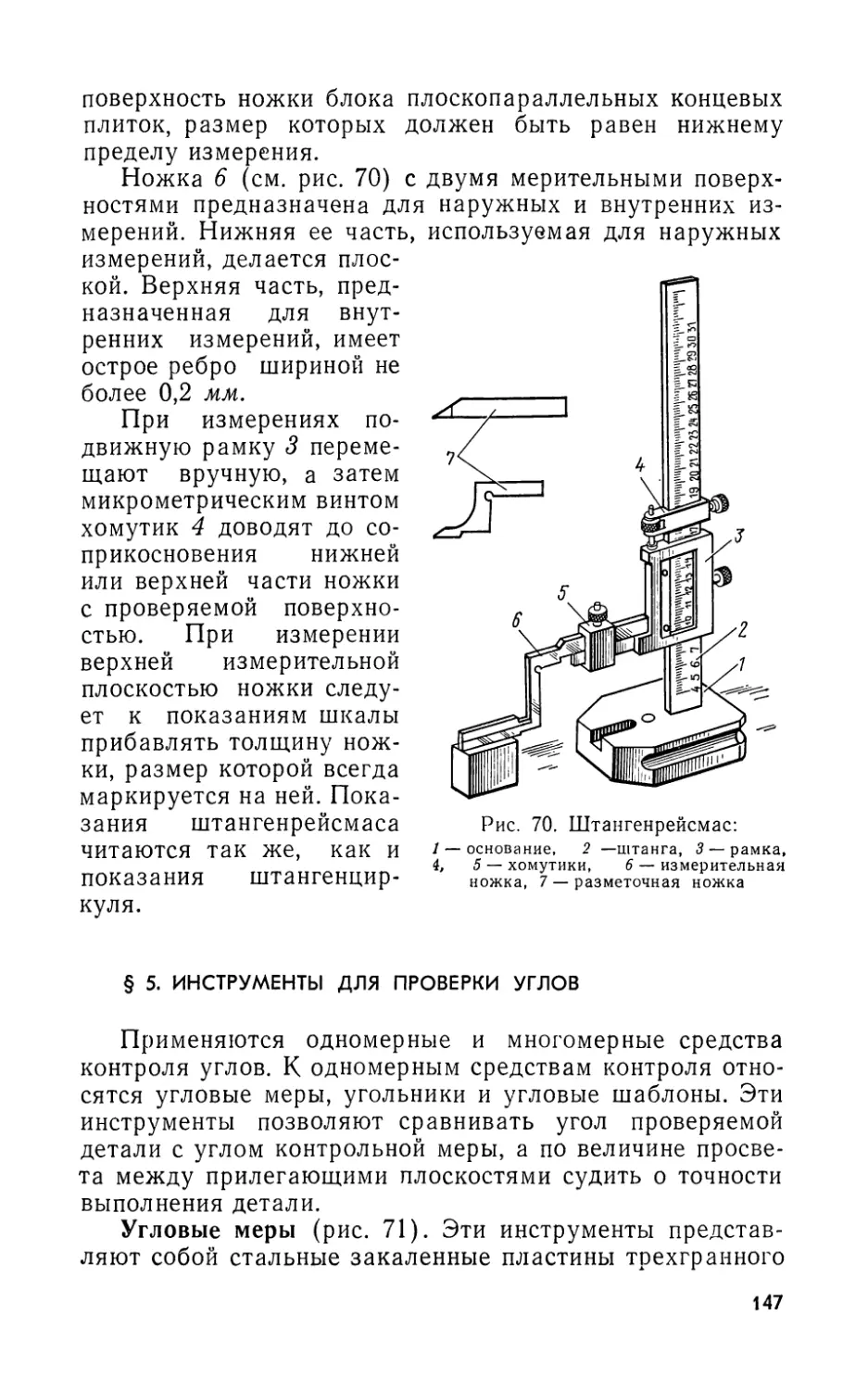
При опиливании и доводке прямолинейных плоскос-
тей слесари-инструментальщики широко применяют раз-
личные опиловочные приспособления: рамки, параллели,
наметки и др. Применение этих инструментов повышает
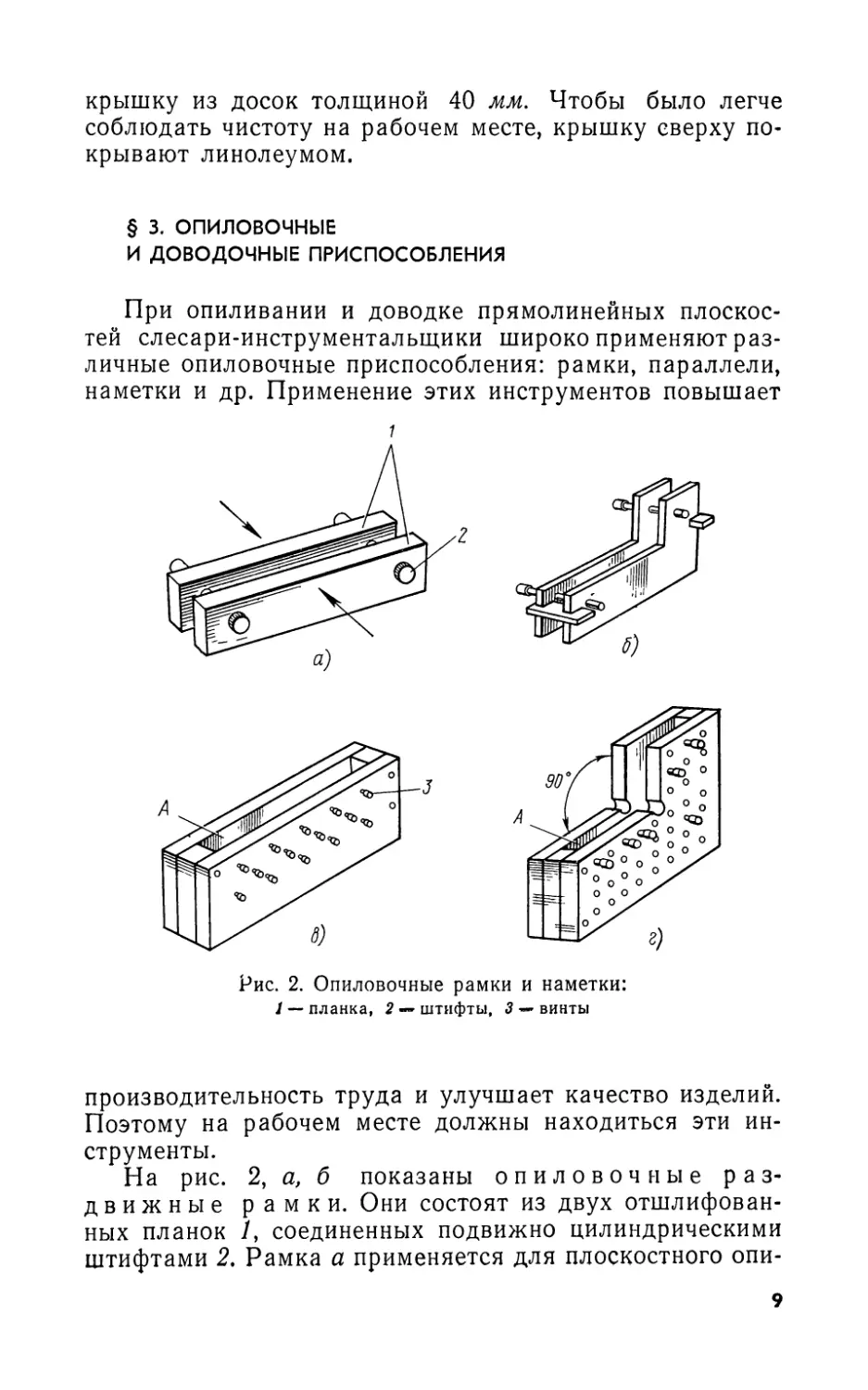
Рис. 2. Опиловочные рамки и наметки:
1 — планка, 2 — штифты, 3 — винты
производительность труда и улучшает качество изделий.
Поэтому на рабочем месте должны находиться эти ин-
струменты.
На рис. 2, а, б показаны опиловочные раз-
движные рамки. Они состоят из двух отшлифован-
ных планок /, соединенных подвижно цилиндрическими
штифтами 2. Рамка а применяется для плоскостного опи-
9
ливания, а рамка б — для обработки внутренних пря-
мых углов.
После совмещения разметочной линии пластинки с
верхней плоскостью планок рамки деталь зажимают при
помощи подвижной губки тисков, сдвигающей планки с
установленной между ними деталью. В раздвижных рам-
J)
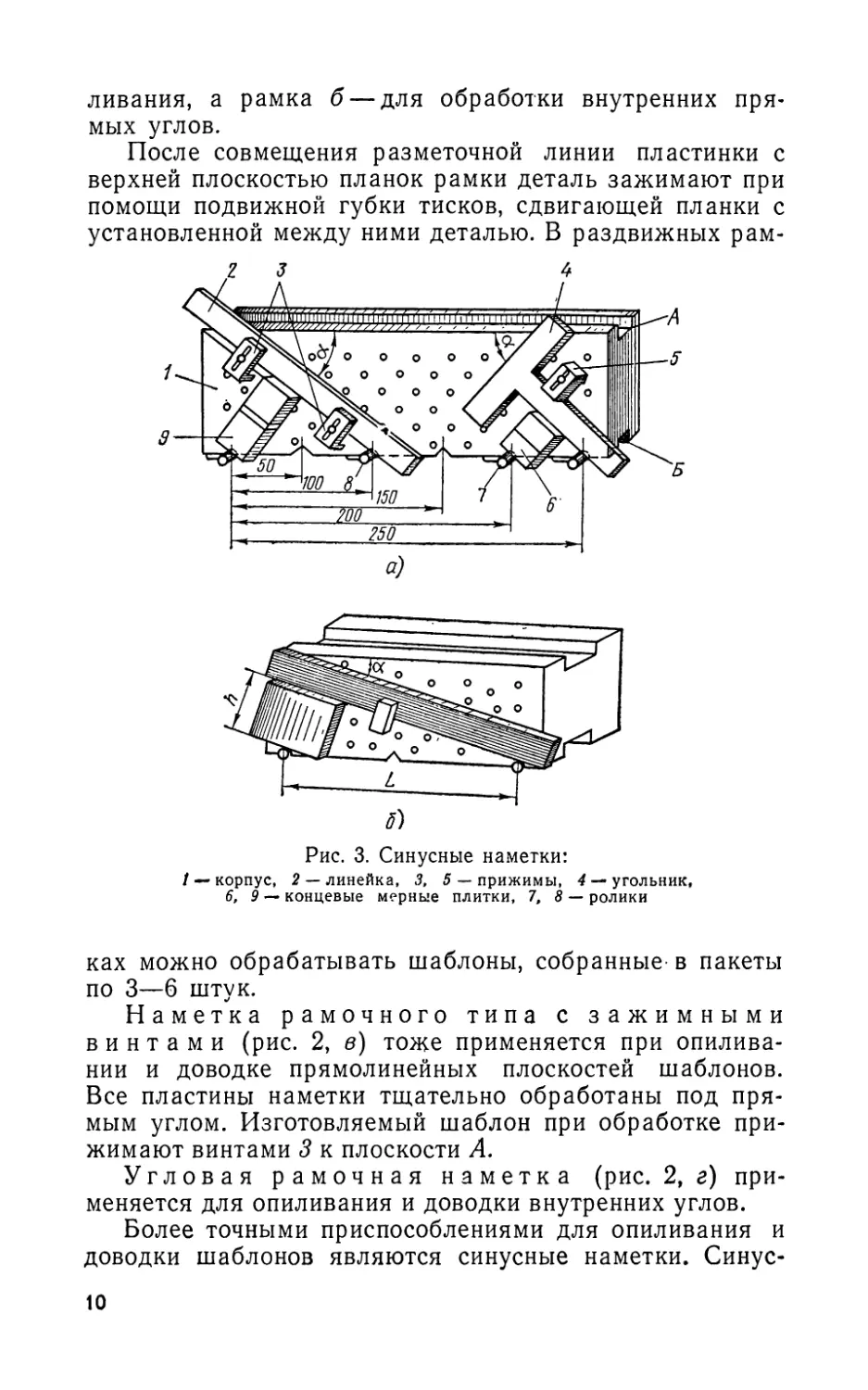
Рис. 3. Синусные наметки:
/ — корпус, 2 — линейка, 3, 5 — прижимы, 4 — угольник,
6, 9 — концевые мерные плитки, 7, 5 — ролики
ках можно обрабатывать шаблоны, собранные в пакеты
по 3—6 штук.
Наметка рамочного типа с зажимными
винтами (рис. 2, в) тоже применяется при опилива-
нии и доводке прямолинейных плоскостей шаблонов.
Все пластины наметки тщательно обработаны под пря-
мым углом. Изготовляемый шаблон при обработке при-
жимают винтами 3 к плоскости А.
Угловая рамочная наметка (рис. 2, г) при-
меняется для опиливания и доводки внутренних углов.
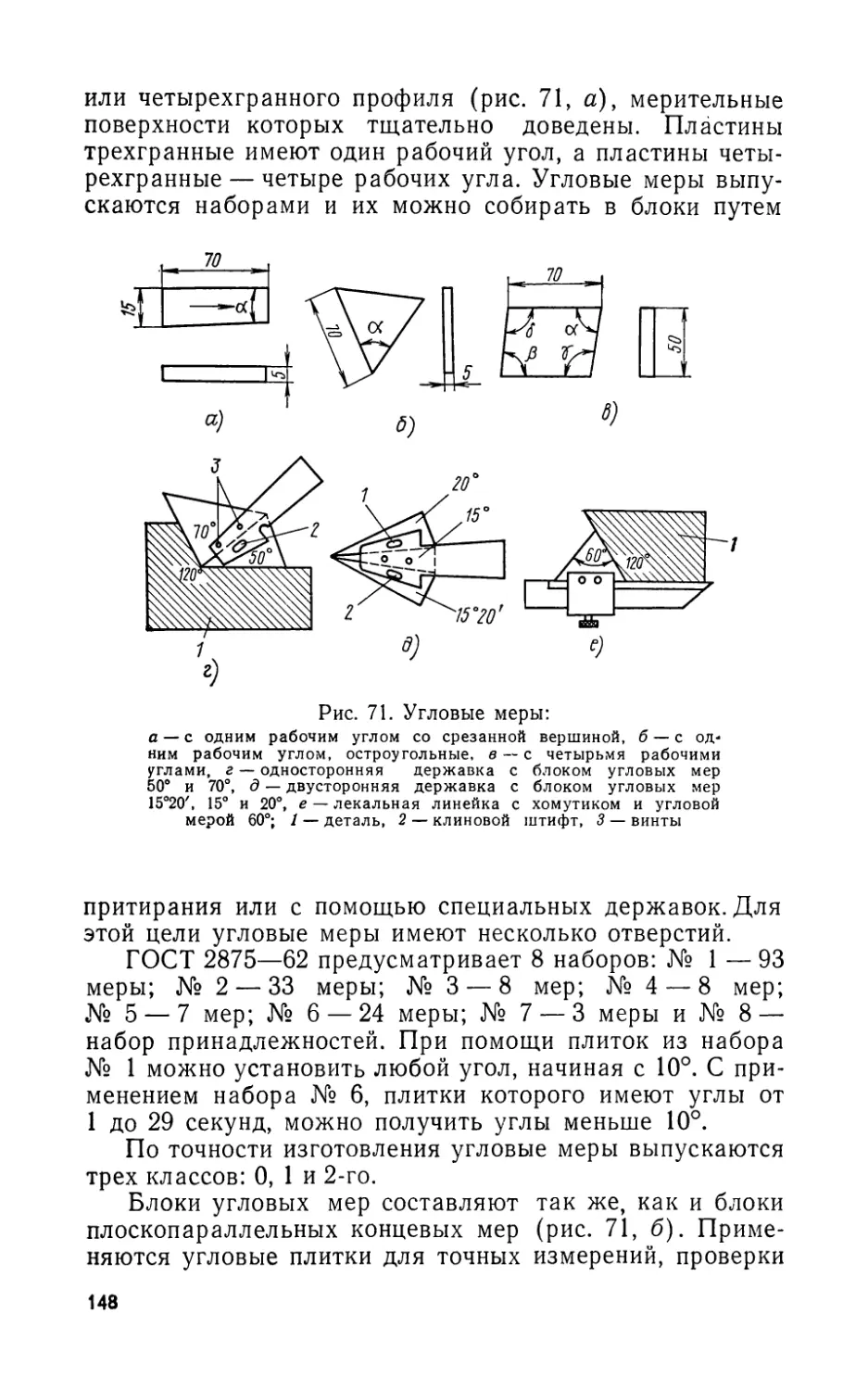
Более точными приспособлениями для опиливания и
доводки шаблонов являются синусные наметки. Синус-
10
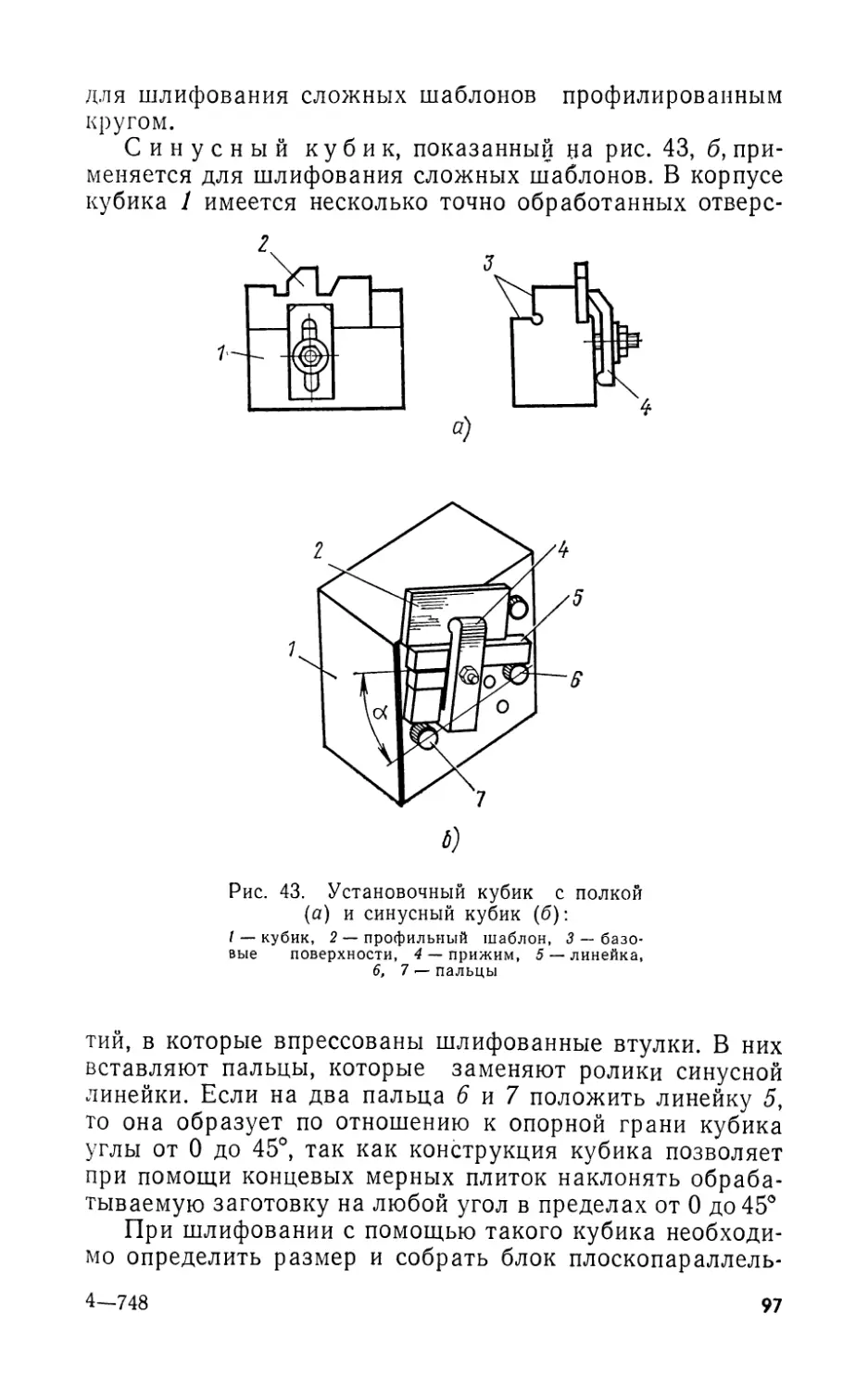
ная наметка (рис. 3, а) построена на принципе отсчета
углов тригонометрическим методом и состоит из корпу-
са 1 с точно выполненными пазами А и 5, линейки 2,
угольника 4, роликов 7 и 8 и прижимов 3 и 5. В нижней
части корпуса имеются призматические вырезы, в кото-
рые закладываются ролики. Расстояние между центрами
роликов 50, 100, 150, 200 и 250 мм. Линейка 2 и уголь-
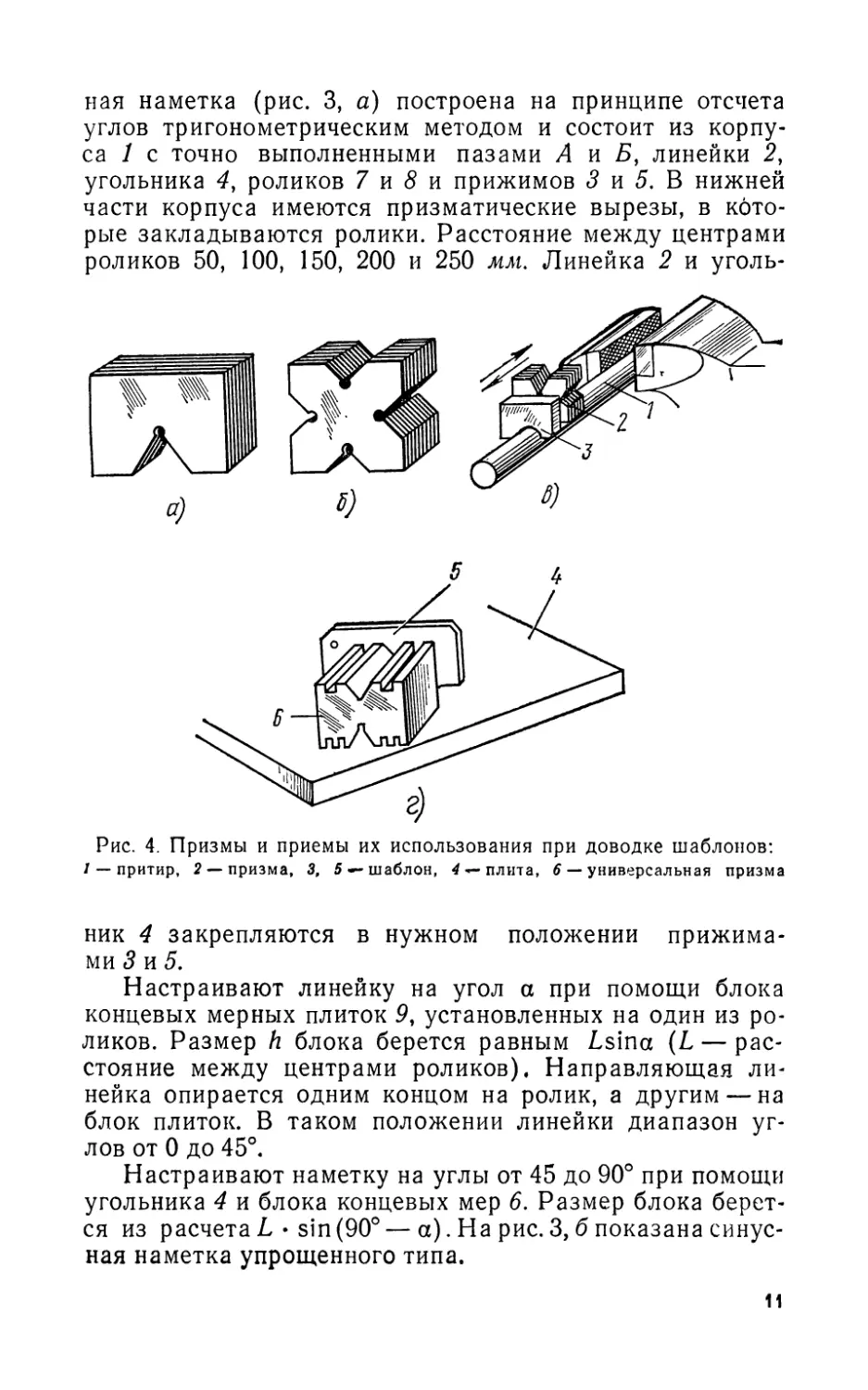
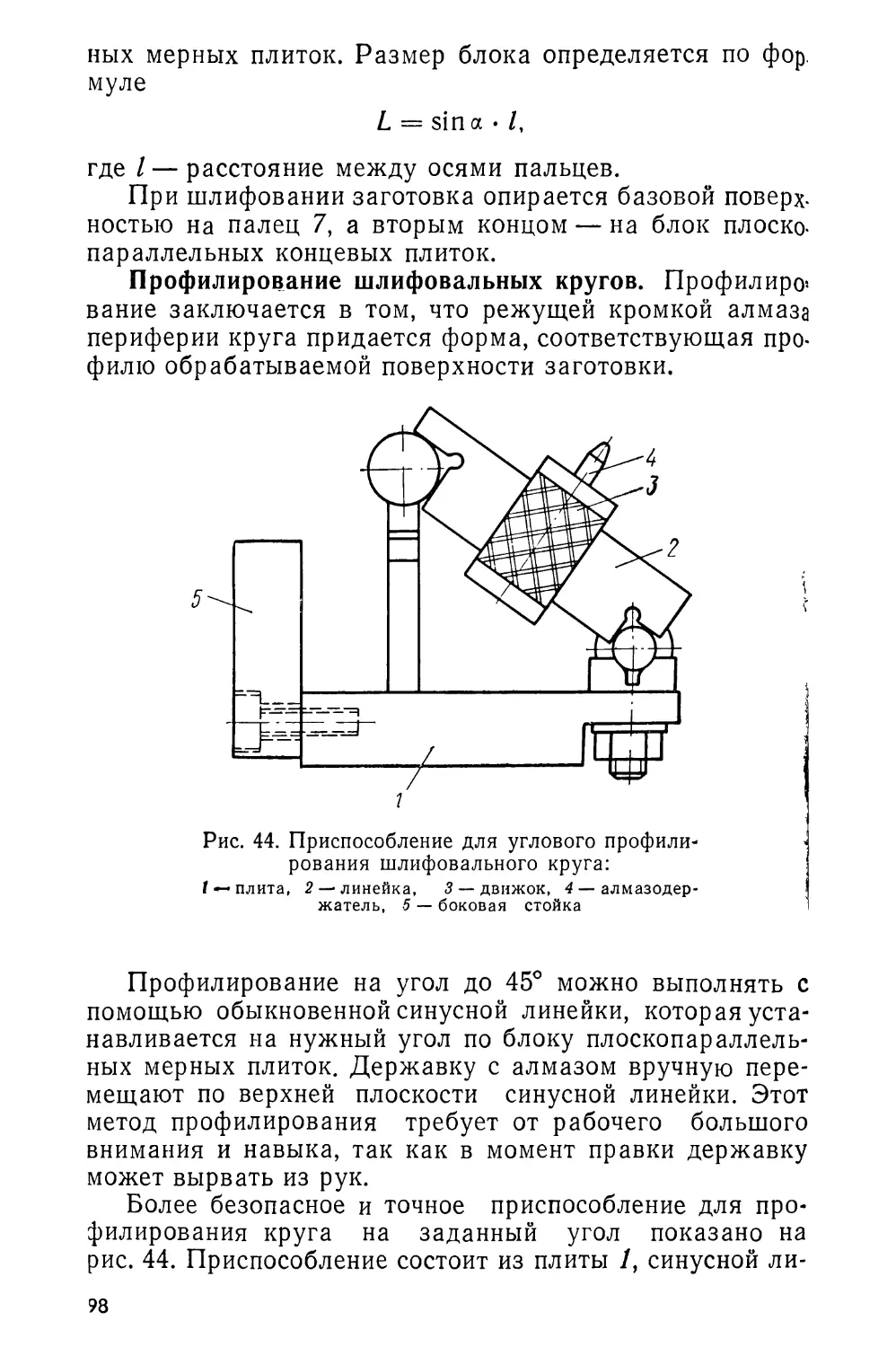
Рис. 4. Призмы и приемы их использования при доводке шаблонов:
/ — притир, 2 —призма, 3, 5 —шаблон, 4 — плита, 6 — универсальная призма
ник 4 закрепляются в нужном положении прижима-
ми 3 и 5.
Настраивают линейку на угол а при помощи блока
концевых мерных плиток 9, установленных на один из ро-
ликов. Размер h блока берется равным Lsina (L — рас-
стояние между центрами роликов). Направляющая ли-
нейка опирается одним концом на ролик, а другим — на
блок плиток. В таком положении линейки диапазон уг-
лов от 0 до 45°.
Настраивают наметку на углы от 45 до 90° при помощи
угольника 4 и блока концевых мер 6. Размер блока берет-
ся из расчета L • sin (90° — a). На рис. 3, б показана синус-
ная наметка упрощенного типа.
и
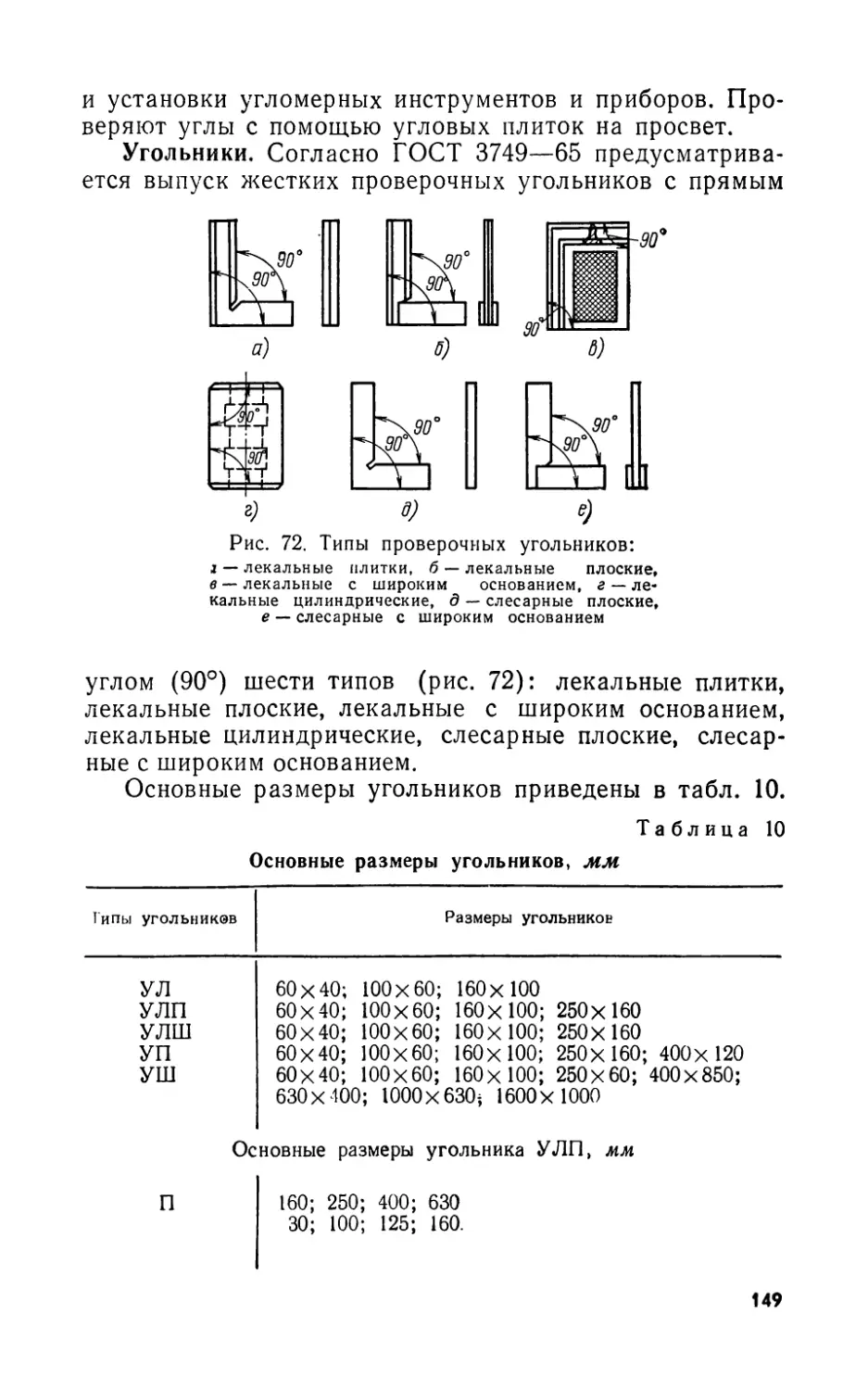
При доводке шаблонов, угольников, скоб и при раз-
метке отдельных деталей применяют кубики и приз-
мы (рис. 4). Кубики имеют обычную форму с одинако-
вой величиной сторон и углами 90° Призмы имеют вид
прямоугольных брусков с угловыми вырезами на боковых
Рис. 5. Притиры:
а — подвижные, б — неподвижные, в — раздвижные
поверхностях. Их изготовляют с одним и несколькими вы-
резами (чаще с четырьмя разной величины) под уг-
лом 90°.
Поверхности угловых вырезов должны быть точно вы-
полнены и тщательно обработаны. На рис. 4, а и б пока-
заны призмы: с одним вырезом и с четырьмя вырезами, а
на рис. 4, в и г — приемы использования направляющей
призмы при доводке шаблонов. Для доводки шаблона 5
на притирочной плите 4 универсальная призма 6 имеет
продольные пазы на опорной плоскости, что уменьшает
сопротивление при скольжении на плите.
12
Доводочные плиты должны быть на каждом ра-
бочем месте слесаря-инструментальщика. На доводочных
плитах обычно выполняют доводку плоских поверхностей
шаблонов. Шаблоны небольших размеров, имеющие угло-
вой или фасонный профиль, доводят на притирах. При-
тиры бывают подвижные (рис. 5, а) и неподвижные
(рис. 5, б). Подвижные притиры применяют в тех
случаях, когда шаблон закрепляют в тисках или в зажим-
ных приспособлениях, а притир перемещают по изделию.
Неподвижные притиры закрепляют в тисках, а
изделие перемещают по притиру. При доводке высотоме-
ров и уступов применяют раздвижные притиры
(рис. 5, в).
На рабочем месте слесаря-инструментальщика долж-
ны быть зажимные струбцины. Эти малогабарит-
ные зажимные приспособления применяют при обработке
шаблонов, скоб, сборке приспособлений и других рабо-
тах. Особенно удобно пользоваться струбцинами, когда
шаблоны обрабатываются инструментами, собранными в
пакет.
ГЛАВА II
МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
§ 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ
МЕХАНИЗИРОВАННЫХ ИНСТРУМЕНТОВ
Механизированными называются инструменты, приво-
димые в действие электрическими или пневматическими
двигателями. Каждый механизированный инструмент
можно отнести к одной из групп, в зависимости от того,
на какой работе он может быть использован: разрезание,
опиливание, сверление, нарезание резьбы, шабрение, при-
тирка и др.
Ручной механизированный инструмент подразделяют
также на инструмент с вращательным и возвратно-посту-
пательным движением рабочего органа.
К электрифицированным инструментам
относятся электроножницы, электродрели, шлифовальные
и полировальные машинки, электронапильники, резьбона-
резатели, электрогайковерты и др.
К пневматическим инструментам относят-
ся пневматические ножовки, сверлильные машинки, шли-
фовальные (зачистные) машинки, механические отверт-
ки, гайковерты и др.
Электро- и пневмоинструменты имеют небольшие га-
баритные размеры, малый вес, просты по устройству и
удобны в работе. Благодаря этим качествам инструменты
широко используются при выполнении различных слесар-
ных работ.
К механизированному инструменту предъявляются
следующие требования.
1. Вес инструмента должен быть небольшим. Сниже-
ние веса при сохранении мощности инструмента способ-
ствует уменьшению утомляемости рабочего. Обычно вес
слесарных ручных механизированных инструментов со-
ставляет от 0,8 до 14 кГ
2. Надежность конструкции. В ходе эксплуатации ин-
струмента возникают кратковременные перегрузки, по-
этому детали и узлы должны обладать повышенной проч-
ностью и износостойкостью.
14
3. Инструмент должен быть удобным в работе. Кон-
струкция его должна предусматривать возможность лег-
кого управления удобного удержания руками без лишних
затрат физической силы, быстрого включения и выключе-
ния двигателя, быстрого и надежного закрепления рабо-
чего инструмента (сверл, зенкеров и др.).
4. Инструмент должен быть безопасным в эксплуата-
ции. Конструкция его должна исключать возможность
самопроизвольного включения и выключения; обезопа-
сить работающего от поражения электрическим током.
§ 2. ОСНОВНЫЕ ПРАВИЛА
БЕЗОПАСНОЙ РАБОТЫ
МЕХАНИЗИРОВАННЫМИ ИНСТРУМЕНТАМИ
При работе механизированными инструментами необ-
ходимо соблюдать следующие правила:
Электрифицированы© инструменты
1. Подключать к сети электрифицированный инстру-
мент можно только тогда, когда слесарь убедился в пол-
ной его исправности и надежном закреплении рабочего
инструмента.
2. Если рабочее напряжение сети превышает 65 ву
электрифицированный инструмент должен быть заземлен
(или занулен). Для заземления питающий шнур электро-
инструмента должен иметь дополнительный провод, окра-
шенный в яркий цвет.
3. Слесарю-инструментальщику запрещается самому
регулировать и ремонтировать электроинструмент, а так-
же устранять в нем неисправности.
4. При устранении мелких неполадок и смене режу-
щего инструмента электроинструмент должен быть от-
соединен от питающей сети.
5. При переноске не разрешается держать электро-
инструмент за шнур или за режущий инструмент.
6. При работе не разрешается натягивать питающий
шнур.
7. Необходимо тщательно следить за сохранностью
изоляции шнура, не допускать перекручивания его и пет-
ления.
15
8. При длительном перерыве в работе электроинстру-
мент должен быть отключен от электросети. Подключать
к сети инструмент необходимо только перед самым нача-
лом рабочей операции.
9. По окончании работы нужно сначала выключить
двигатель электроинструмента, а затем отсоединить ин-
струмент от питающей электросети, тщательно осмотреть
инструмент и сложить его.
Пневматические инструменты
1. Прежде чем приступить к работе пневмоинструмен-
том, необходимо испытать его вхолостую сжатым возду-
хом и при необходимости отрегулировать.
2. Клапаны на рукоятках должны легко и быстро от-
крываться, а в закрытом положении не пропускать воз-
дух. Шланг к пневматическому инструменту должен соот-
ветствовать размеру штуцера и быть плотно на нем за-
креплен.
3. Перед присоединением к инструменту шланг необ-
ходимо тщательно проверить и продуть сжатым воз-
духом.
4. Заменять и регулировать рабочий инструмент -раз-
решается только до начала работы или после отключения
пневмоинструмента от магистрали.
5. Приступая к работе, воздух можно подавать толь-
ко после установки и надежного закрепления рабочего
инструмента.
6. При переноске запрещается держать пневматиче-
ский инструмент за шланг или за рабочий инструмент.
7. При работе пневматическим зубилом необходимо
пользоваться защитными очками, а место рубки оградить
предохранительной сеткой.
8. Не допускается применять сжатый воздух для сду-
вания опилок и стружек с верстака.
9. По окончании работы необходимо отключить пода-
чу воздуха в шланг перекрытием вентиля. Тщательно
осмотреть инструмент и приспособления к нему, вычи-
стить их и смотать шланг, привести в порядок рабочее
место.
Длительная эксплуатация пневмоинструмента и его
пригодность к работе возможны лишь при тщательном
соблюдении правил эксплуатации, ухода и хранения.
16
Воздушный шланг не должен иметь трещин и про-
колов.
Перед присоединением к пневматическому инструмен-
ту шланг необходимо тщательно продуть сжатым воз-
духом, чтобы удалить из него пыль и грязь, так как грязь,
попадая в инструмент, может вызвать его порчу.
§ 3. МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ РАЗМЕТКИ
Для точной разметки тонких и ответственных дета-
лей (например, шаблонов, лекал, пуансонов, деталей, при-
способлений) обычный кернер неудобен: силу удара мо-
лотком трудно регулировать и углубления получаются
разной величины. В этих случаях применяют механиче-
ские и электрические кернеры. Эти инструменты обеспечи-
вают удобство в работе, точность разметки и повышают
производительность труда. Необходимость в ударе мо-
лотком отпадает.
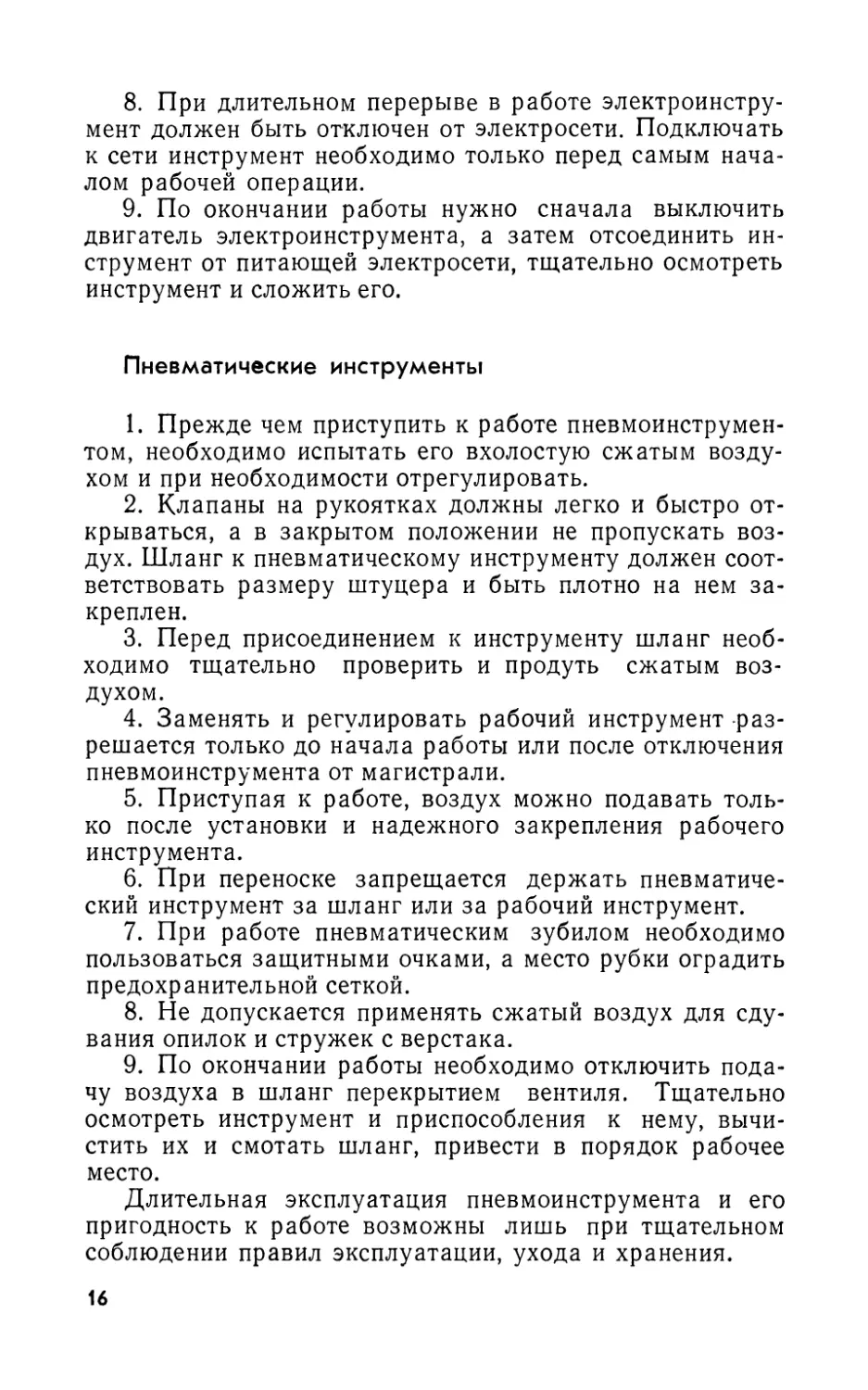
На рис. 6 показаны механизированные кернеры. Пру-
жинный кернер (рис. 6, а) обеспечивает глубину
кернения 0,2—0,3 мм. Острие 1 кернера устанавливают в
вертикальном положении, а рукой нажимают на корпус 6.
Корпус вместе с направляющей втулкой 3 опускается,
преодолевая сопротивление пружин 4 и 9, которые в это
время сжимаются. Курок 5, находящийся под действием
пружины 4, поднимается и в том месте, где диаметр от-
верстия в корпусе уменьшается, отходит к центру, тогда
хвостовик стержня 2 входит в отверстие в сухаре. При
этом ударник <8 освободится и, находясь под действием
пружины 9, нанесет по концу стержня 2 удар, под дей-
ствием которого острие. 1 кернера углубится в металл.
Регулировать силу удара можно вращением колпачка 10,
поджимающего пружину 9. Пружинный кернер может
быть использован для автоматического клеймения дета-
лей. Для этого вместо острия кернера вставляется пуан-
сон с клеймом.
Электромеханический кернер (рис. 6,6)
действует силой магнита, состоящего из катушки 12 и
электрообмотки 13. При разметке кернер устанавливают
вертикально и рукой слегка нажимают на его корпус.
Под действием электрического тока сердечник 14 втяги-
вается в отверстие катушки 12 и ударяет по наконечнику
кернера //, который производит на металле углубление в
виде точки. Пружина 7 возвращает сердечник в первона-
чальное положение.
Рис. 6. Механизированные кернеры:
а — пружинный, б — электромеханический; 1 —
острие кернера, 2, // — стержень, 3 — втулка,
4, 7, 9 — Пружины, 5 — курок, 6 — корпус, 3 —
ударник, 10 — колпачок, 12 — катушка, 13 —>
электрообмотка, 14 — сердечник
§ 4. МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ РУБКИ
Тяжелая и трудоемкая операция рубки механизирует-
ся применением пневматических зубил (рубильных мо-
лотков), работающих от сжатого воздуха под давлением
5—6 ат (рис. 7). Воздух к зубилу подводится шлангом 6
18
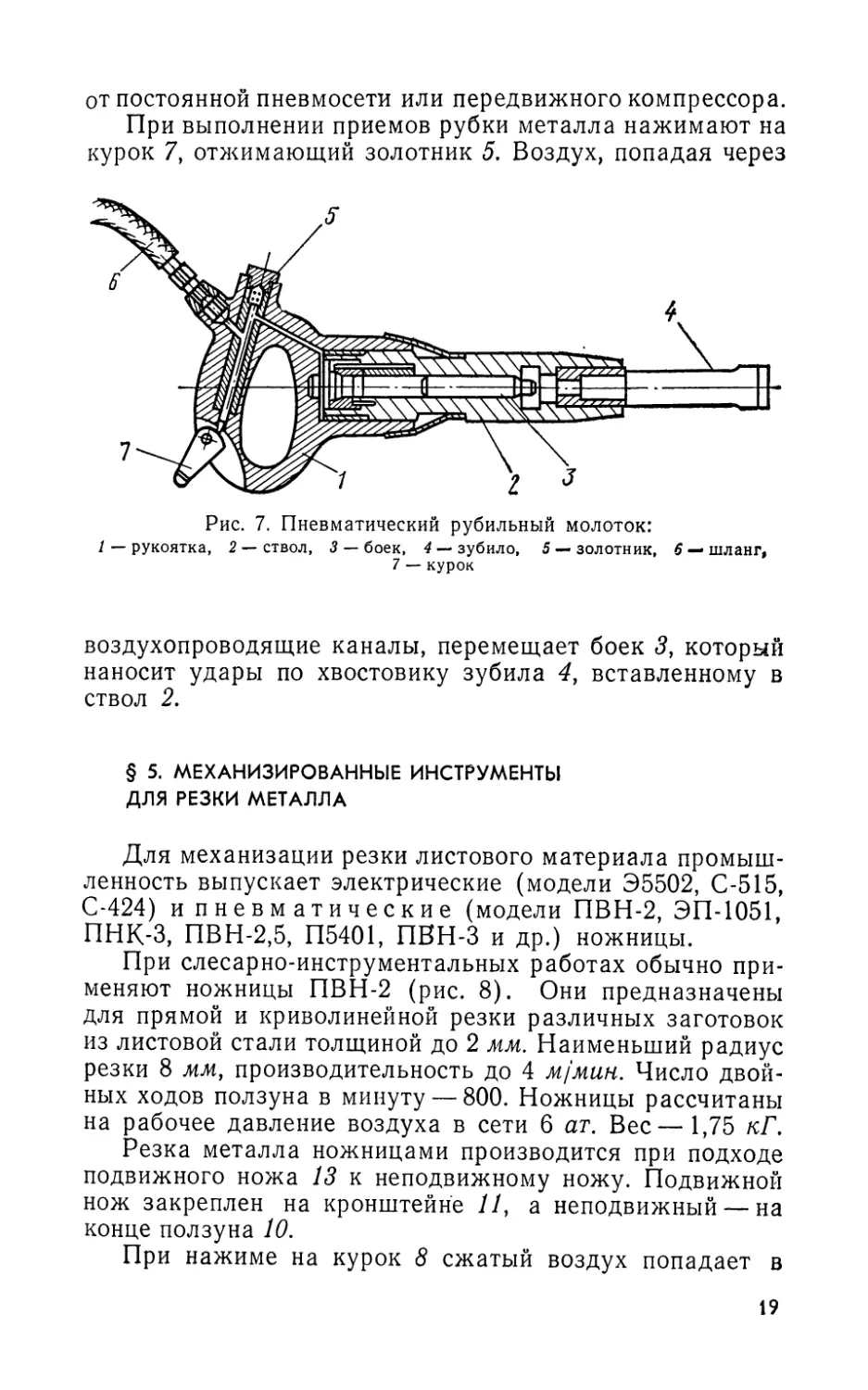
от постоянной пневмосети или передвижного компрессора.
При выполнении приемов рубки металла нажимают на
курок 7, отжимающий золотник 5. Воздух, попадая через
Рис. 7. Пневматический рубильный молоток:
1 — рукоятка, 2 — ствол, 3 — боек, 4 — зубило, 5 — золотник, 6 — шланг,
7 — курок
воздухопроводящие каналы, перемещает боек 5, который
наносит удары по хвостовику зубила 4, вставленному в
ствол 2.
§ 5. МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ РЕЗКИ МЕТАЛЛА
Для механизации резки листового материала промыш-
ленность выпускает электрические (модели Э5502, С-515,
С-424) и пневматические (модели ПВН-2, ЭП-1051,
ПНК-3, ПВН-2,5, П5401, ПВН-3 и др.) ножницы.
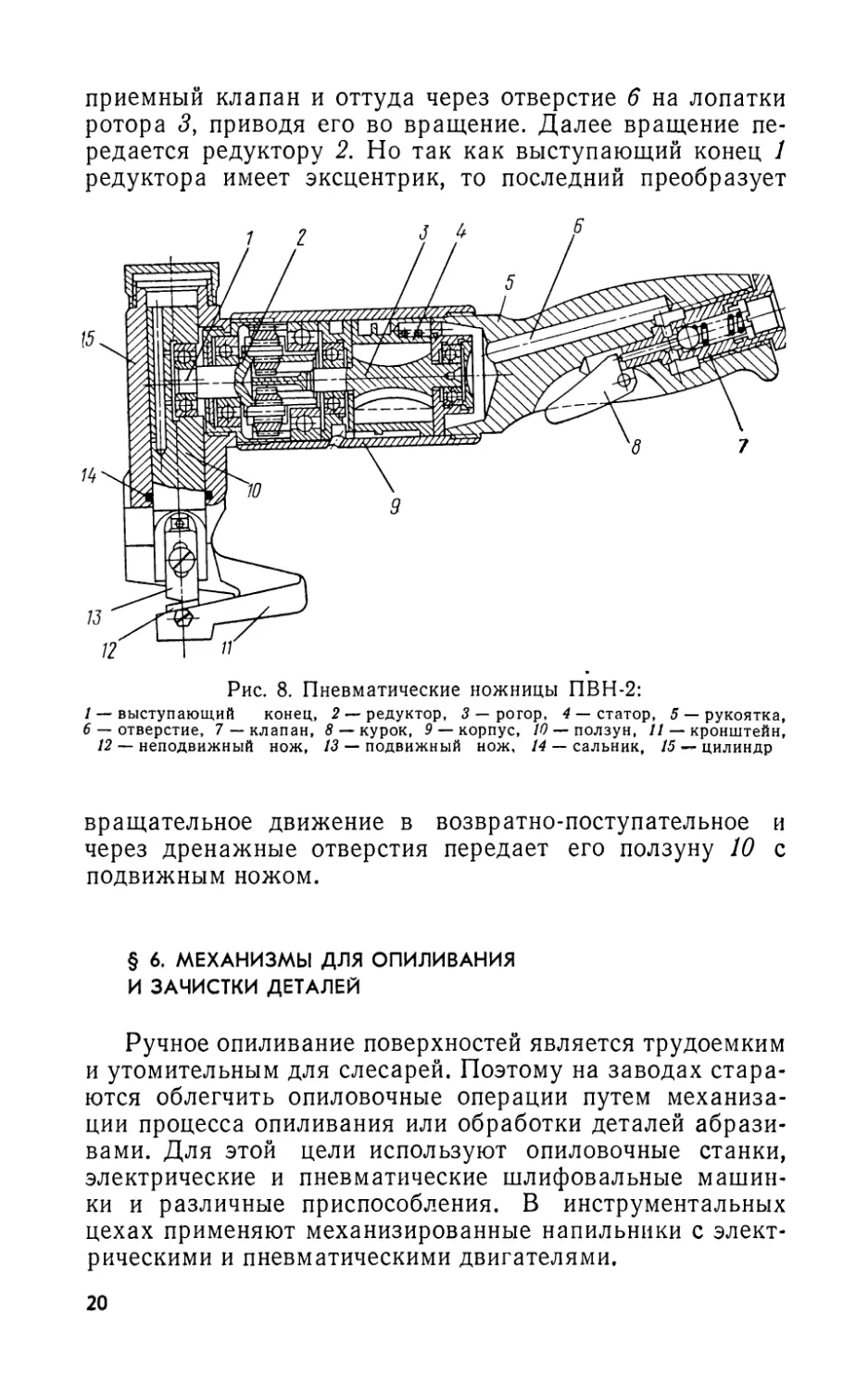
При слесарно-инструментальных работах обычно при-
меняют ножницы ПВН-2 (рис. 8). Они предназначены
для прямой и криволинейной резки различных заготовок
из листовой стали толщиной до 2 мм. Наименьший радиус
резки 8 мм, производительность до 4 м/мин. Число двой-
ных ходов ползуна в минуту — 800. Ножницы рассчитаны
на рабочее давление воздуха в сети 6 ат. Вес—1,75 к,Г.
Резка металла ножницами производится при подходе
подвижного ножа 13 к неподвижному ножу. Подвижной
нож закреплен на кронштейне 11, а неподвижный — на
конце ползуна 10.
При нажиме на курок 8 сжатый воздух попадает в
19
приемный клапан и оттуда через отверстие 6 на лопатки
ротора 3, приводя его во вращение. Далее вращение пе-
редается редуктору 2. Но так как выступающий конец 1
редуктора имеет эксцентрик, то последний преобразует
Рис. 8. Пневматические ножницы ПВН-2:
/ — выступающий конец, 2 —редуктор, 3 — ротор, 4 — статор, 5 — рукоятка,
6 — отверстие, 7 — клапан, 8 — курок, 9 — корпус, 10 — ползун, // — кронштейн,
12 — неподвижный нож, 13 — подвижный нож, 14 — сальник, 15 — цилиндр
вращательное движение в возвратно-поступательное и
через дренажные отверстия передает его ползуну 10 с
подвижным ножом.
§ 6. МЕХАНИЗМЫ ДЛЯ ОПИЛИВАНИЯ
И ЗАЧИСТКИ ДЕТАЛЕЙ
Ручное опиливание поверхностей является трудоемким
и утомительным для слесарей. Поэтому на заводах стара-
ются облегчить опиловочные операции путем механиза-
ции процесса опиливания или обработки деталей абрази-
вами. Для этой цели используют опиловочные станки,
электрические и пневматические шлифовальные машин-
ки и различные приспособления. В инструментальных
цехах применяют механизированные напильники с элект-
рическими и пневматическими двигателями.
20
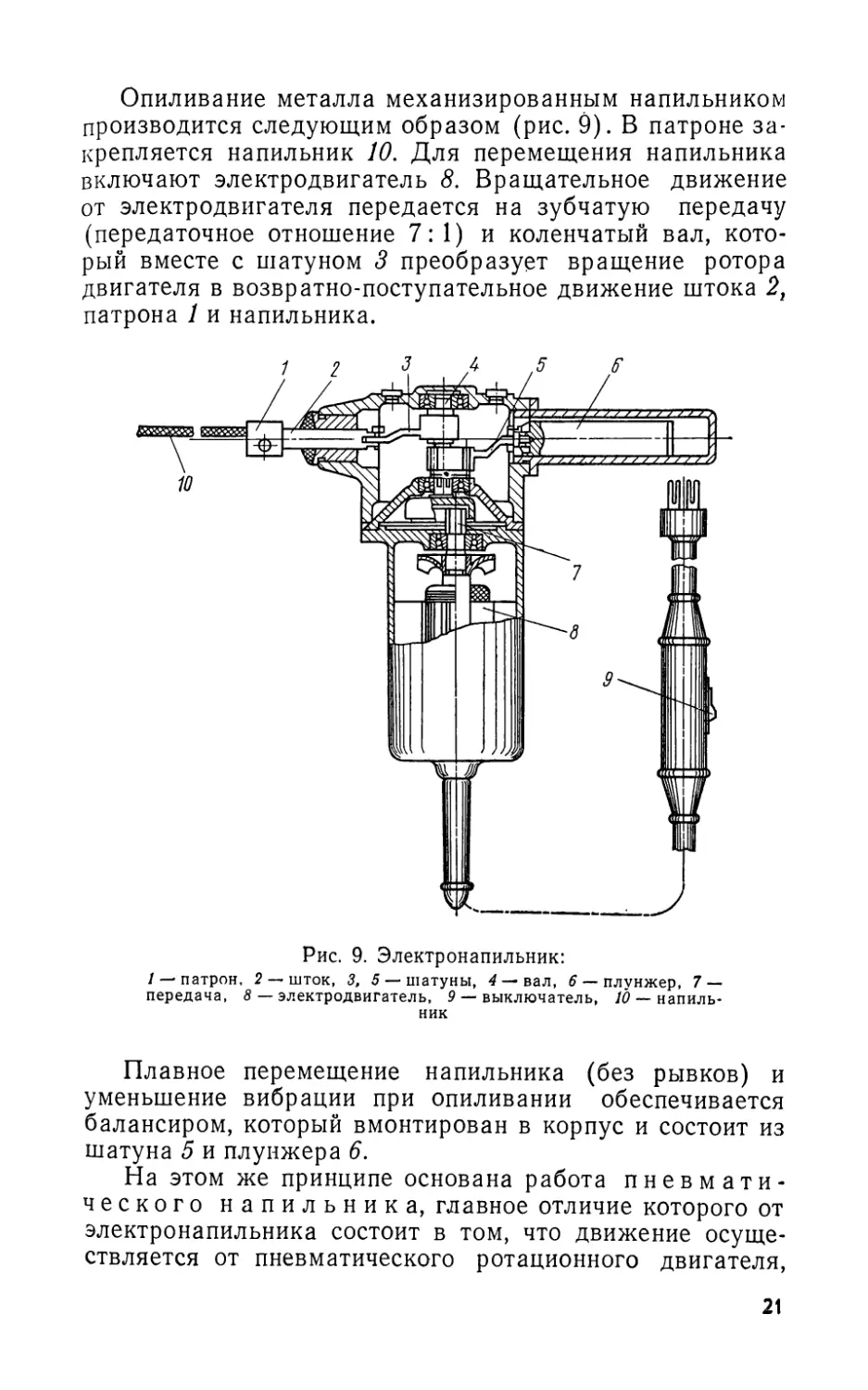
Опиливание металла механизированным напильником
производится следующим образом (рис. 9). В патроне за-
крепляется напильник 10. Для перемещения напильника
включают электродвигатель 8. Вращательное движение
от электродвигателя передается на зубчатую передачу
(передаточное отношение 7:1) и коленчатый вал, кото-
рый вместе с шатуном 3 преобразует вращение ротора
двигателя в возвратно-поступательное движение штока 2,
патрона 1 и напильника.
Рис. 9. Электронапильник:
/ — патрон, 2 — шток, 3, 5 — шатуны, 4 — вал, 6 — плунжер, 7 —
передача, 8 — электродвигатель, 9 — выключатель, 10 — напиль-
ник
Плавное перемещение напильника (без рывков) и
уменьшение вибрации при опиливании обеспечивается
балансиром, который вмонтирован в корпус и состоит из
шатуна 5 и плунжера 6.
На этом же принципе основана работа пневмати-
ческого напильника, главное отличие которого от
электронапильника состоит в том, что движение осуще-
ствляется от пневматического ротационного двигателя,
21
работающего от сети сжатого воздуха с давлением
5—6 ат.
Наряду с применением электрических и пневматиче-
ских напильников все более широкое применение при вы-
полнении слесарно-инструментальных работ находят ме-
ханические опиловочные станки.
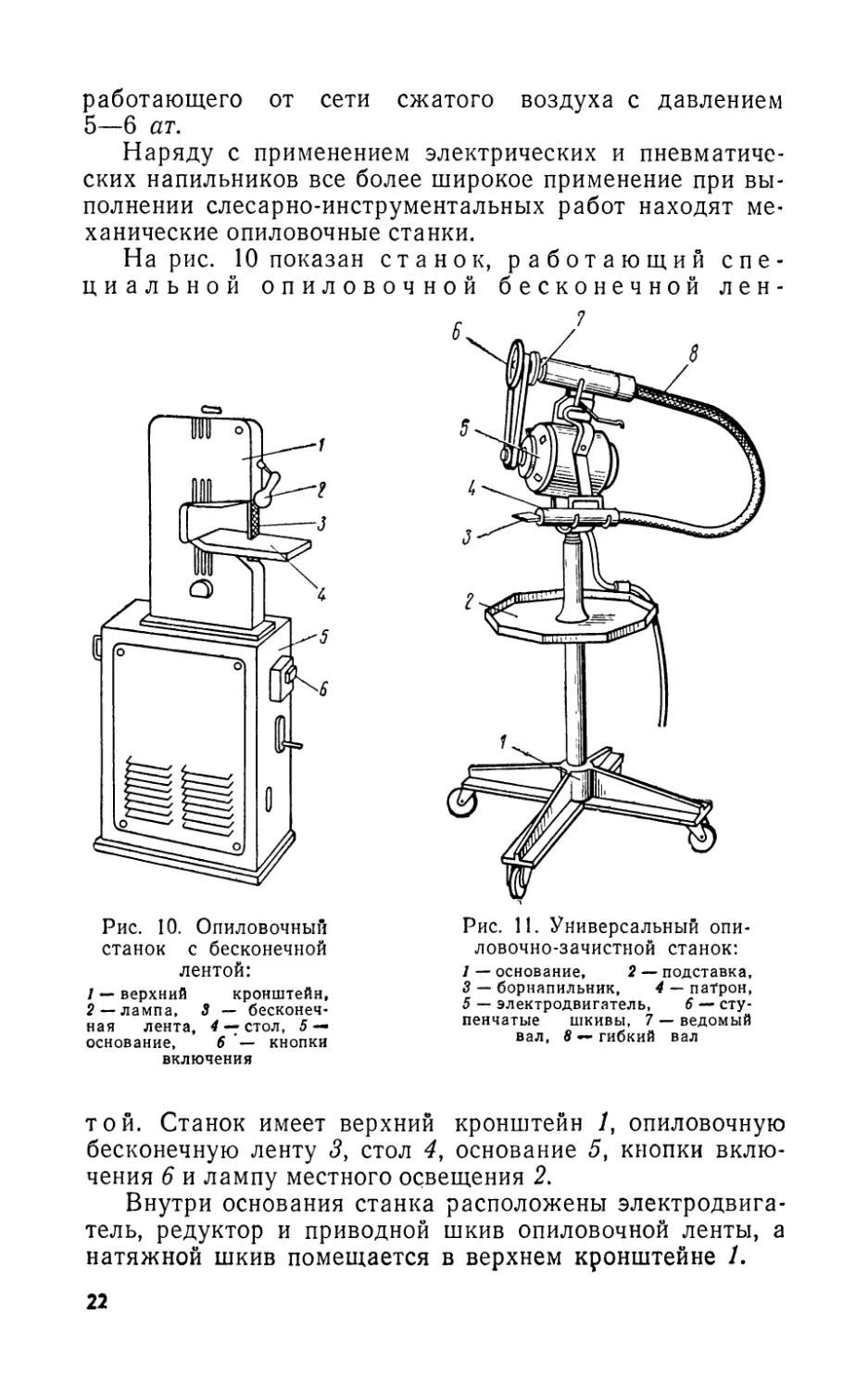
На рис. 10 показан станок, работающий спе-
циальной опиловочной бесконечной лен-
Рис. 10. Опиловочный
станок с бесконечной
лентой:
1 — верхний кронштейн,
2—лампа, 3 — бесконеч-
ная лента, 4 — стол, 5 —
основание, б ’ — кнопки
включения
Рис. 11. Универсальный опи-
ловочно-зачистной станок:
/ — основание, 2 — подставка,
3 — борнапильник, 4 — патрон,
5 — электродвигатель, 6 — сту-
пенчатые шкивы, 7 — ведомый
вал, 8 — гибкий вал
той. Станок имеет верхний кронштейн /, опиловочную
бесконечную ленту 5, стол 4, основание 5, кнопки вклю-
чения 6 и лампу местного освещения 2.
Внутри основания станка расположены электродвига-
тель, редуктор и приводной шкив опиловочной ленты, а
натяжной шкив помещается в верхнем кронштейне 1.
22
Для лучшего сцепления и большей плавности переме-
щения опиловочной ленты рабочие поверхности шкивов
облицованы резиной. Опиловочная бесконечная лента
имеет ширину от 6 до 12 мм и может перемещаться со
скоростью от 25 до 54 м/мин. Для опиливания поверхно-
сти детали ее устанавливают на стол и прижимают к
ленте.
Большое применение в инструментальных цехах на-
шел опиловочно-зачистной станок универ-
сального назначения (ОЗС), показанный на рис. 11. К ве-
домому валу подсоединяется гибкий вал с патроном, в
котором можно устанавливать борнапильники, шлифо-
вальные головки, получающие при включении электро-
двигателя вращательное движение со скоростью до
6000 об/мин.
Обработку изделия в нужном месте выполняют пере-
мещением конца гибкого вала опиловочно-зачистного
станка с закрепленным в патроне инструментом по обра-
батываемой поверхности изделия.
Одной из разновидностей и значительным усовершен-
ствованием опиловочно-зачистного станка является
шлифовальная бормашинка с гибким ва-
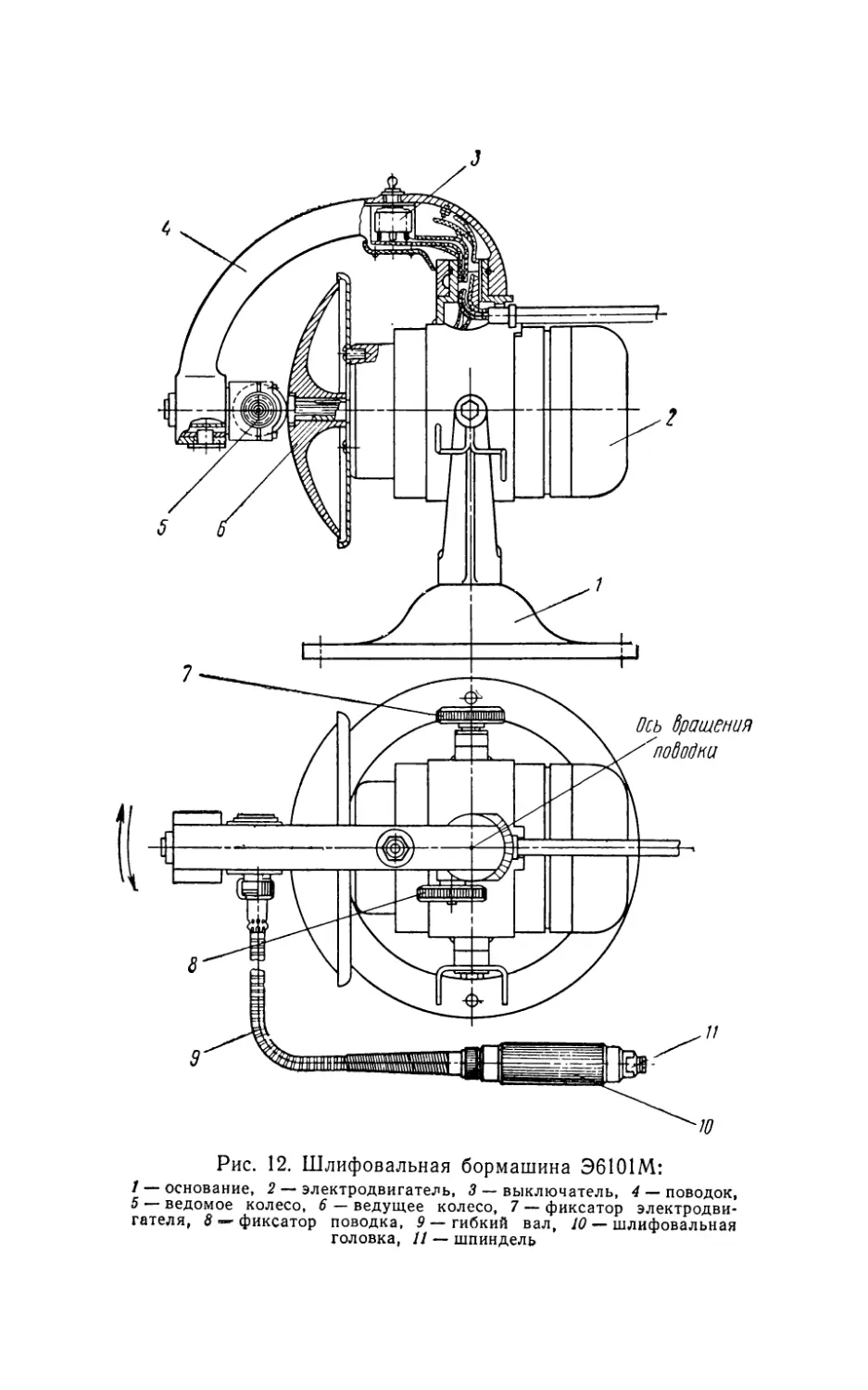
лом Э6101М (рис. 12).
Она предназначена для выполнения слесарно-доводоч-
ных работ при обработке труднодоступных мест. В маши-
не осуществляется бесступенчатое регулирование скоро-
сти вращения шпинделя. В качестве режущего инструмен-
та могут быть использованы борнапильники, абразивные
борголовки и борфрезы. Наибольший диаметр режущего
инструмента — борфрез и борнапильников — 12 мм, шли-
фовальных борголовок — 25 мм. Длина гибкого вала
980 мм. С помощью шаровидного регулятора скорости
шпиндель шлифовальной головки может иметь макси-
мальное число оборотов 12 000 в минуту, а минимальное
около 3000. Длина головки, удерживающего инструмент,
126 мм, а диаметр — 26 мм.
Шлифовальная машина имеет основание / с кронштей-
ном, электродвигатель 2, поводок 4, ведомое колесо 5,
ведущее колесо-полусферу 6, фиксатор электродвигате-
ля 7, фиксатор поводка 8, гибкий вал 9, шлифовальную
головку 10 и шпиндель 11 патрона. Пуск и останов элект-
родвигателя осуществляется выключателем 3.
Бесступенчатое регулирование скорости вращения
шпинделя 11 осуществляется путем изменения положения
23
Рис. 12. Шлифовальная бормашина Э6101М:
1 — основание, 2 — электродвигатель, 3 — выключатель, 4 — поводок,
5 — ведомое колесо, 6 — ведущее колесо, 7 — фиксатор электродви-
гателя, 5 — фиксатор поводка, 9 — гибкий вал, /0 — шлифовальная
головка, 11 — шпиндель
поводка 4 с ведущим колесом 5 относительно оси враще-
ния ведущего колеса-полусферы 6.
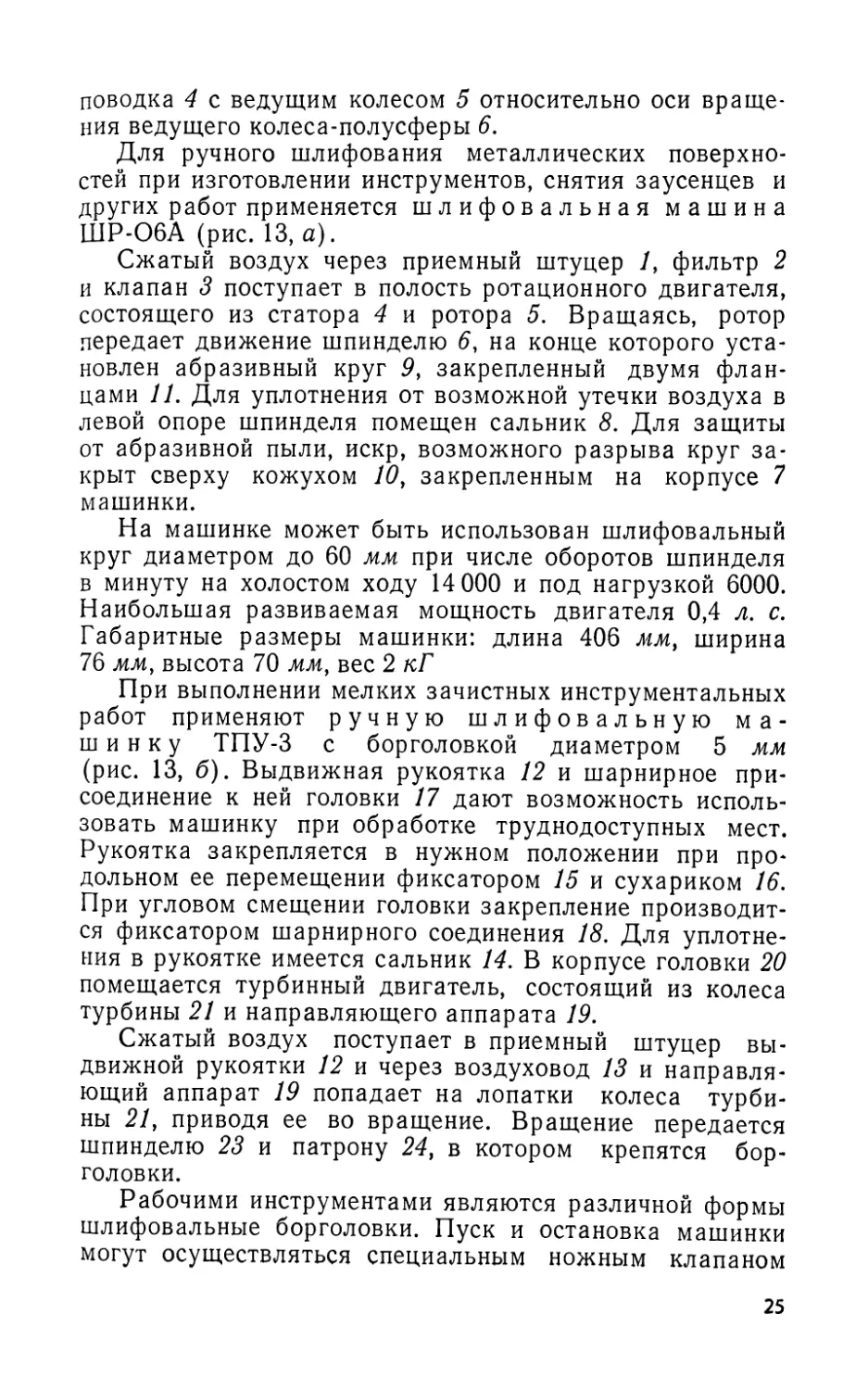
Для ручного шлифования металлических поверхно-
стей при изготовлении инструментов, снятия заусенцев и
других работ применяется шлифовальная машина
ШР-О6А (рис. 13, а).
Сжатый воздух через приемный штуцер 7, фильтр 2
и клапан 3 поступает в полость ротационного двигателя,
состоящего из статора 4 и ротора 5. Вращаясь, ротор
передает движение шпинделю 6, на конце которого уста-
новлен абразивный круг 9, закрепленный двумя флан-
цами 11. Для уплотнения от возможной утечки воздуха в
левой опоре шпинделя помещен сальник 8. Для защиты
от абразивной пыли, искр, возможного разрыва круг за-
крыт сверху кожухом 10, закрепленным на корпусе 7
машинки.
На машинке может быть использован шлифовальный
круг диаметром до 60 мм при числе оборотов шпинделя
в минуту на холостом ходу 14 000 и под нагрузкой 6000.
Наибольшая развиваемая мощность двигателя 0,4 л. с.
Габаритные размеры машинки: длина 406 мм, ширина
76 мм, высота 70 мм, вес 2 кГ
При выполнении мелких зачистных инструментальных
работ применяют ручную шлифовальную ма-
шинку ТПУ-3 с борголовкой диаметром 5 мм
(рис. 13, б). Выдвижная рукоятка 12 и шарнирное при-
соединение к ней головки 17 дают возможность исполь-
зовать машинку при обработке труднодоступных мест.
Рукоятка закрепляется в нужном положении при про-
дольном ее перемещении фиксатором 15 и сухариком 16.
При угловом смещении головки закрепление производит-
ся фиксатором шарнирного соединения 18. Для уплотне-
ния в рукоятке имеется сальник 14. В корпусе головки 20
помещается турбинный двигатель, состоящий из колеса
турбины 21 и направляющего аппарата 19.
Сжатый воздух поступает в приемный штуцер вы-
движной рукоятки 12 и через воздуховод 13 и направля-
ющий аппарат 19 попадает на лопатки колеса турби-
ны 21, приводя ее во вращение. Вращение передается
шпинделю 23 и патрону 24, в котором крепятся бор-
головки.
Рабочими инструментами являются различной формы
шлифовальные борголовки. Пуск и остановка машинки
могут осуществляться специальным ножным клапаном
25
КН-3 или другим устройством, позволяющим перекрывать
доступ сжатого воздуха.
Машинка снабжена глушителем шума 22, создаваемо-
го отработавшим воздухом.
§ 7. МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ
Наиболее распространенными механизмами для руч-
ного сверления отверстий являются пневматические свер-
лильные машинки. Машинки питаются от сети сжатого
воздуха обычного давления (5—6 ат). Широкое примене-
ние в инструментальном производстве нашла свер-
лильная машинка пистолетного типа с ро-
тационным двигателем РС-8А (рис. 14, а), пред-
назначенная для сверления отверстий диаметром до 8 мм.
Шпиндель машинки на холостом ходу делает 2000 оборо-
тов в минуту, мощность двигателя 0,25 л. с. На конце
шпинделя имеется наружный конус Морзе № 1В. Выпол-
нение приемов сверления при помощи машинки произво-
дится следующим образом.
На шпиндель 10 насаживается сверлильный патрон, в
котором закрепляется сверло. Сжатый воздух, попадая
на лопатки ротора 7, приводит его в движение. Вращение
ротора передается редуктору 8, валу 9 и шпинделю 10 с
патроном.
На рис. 14, б показана угловая сверлильная
машинка УНС-30-90, предназначенная для сверления
отверстий в труднодоступных местах с помощью сменных
головок с цанговыми патронами для крепления сверл.
Малые размеры сменных головок позволяют сверлить
отверстия на близком расстоянии от стенки изделия. Ма-
шинка комплектуется двумя сменными головками: одна
позволяет сверлить под углом 90° и вторая под углом 30°.
В комплект входит набор цанг для крепления сверл диа-
метром от 1 до 5 мм.
В корпусе машинки установлен пневматический дви-
гатель, состоящий из статора 15 и ротора 16. Ротор пере-
мещается в двух опорах — задней 14 и передней 17. Сжа-
тый воздух через наконечник 32 штуцера поступает в при-
емный клапан 31, а из него в полость фильтра 13. Оттуда,
через отверстие в задней опоре 14 ротора, воздух посту-
пает на лопатки ротора 16 и приводит его во вращение.
27
Вращение ротора передается редуктору 18 (понижающе-
му обороты) и через валик 21 и конические зубчатые ко-
леса 22 и 23 на цанговый патрон 25, в котором закреп-
ляется сверло 24.
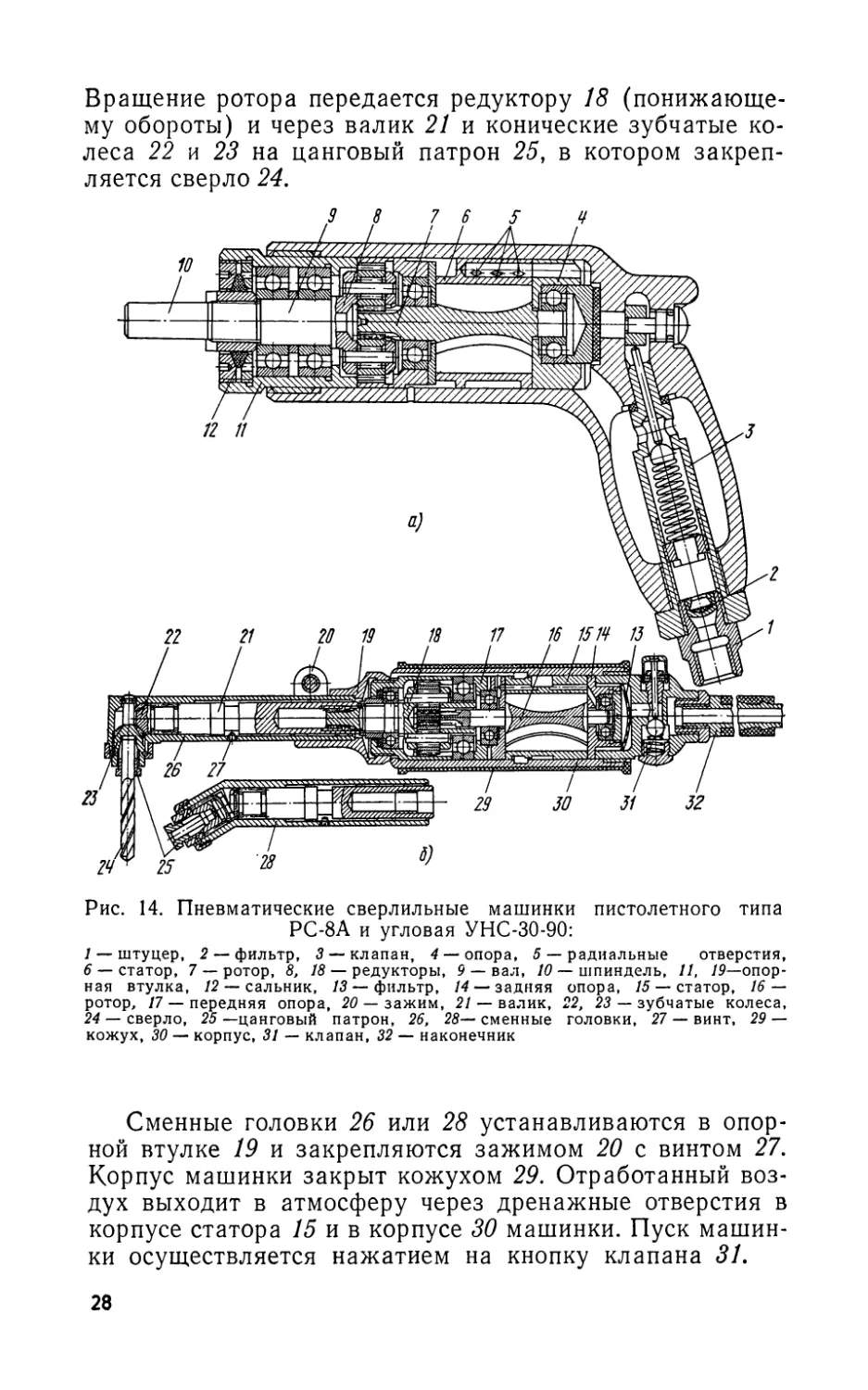
Рис. 14. Пневматические сверлильные машинки пистолетного типа
РС-8А и угловая УНС-30-90:
/ — штуцер, 2 — фильтр, 3 —клапан, 4 — опора, 5 — радиальные отверстия,
6 — статор, 7 — ротор, 8, 18 — редукторы, 9 — вал, 10 — шпиндель, 11, /9—опор-
ная втулка, 12 — сальник, 13 — фильтр, 14 — задняя опора, /5 — статор, 16 —
ротор, 17 — передняя опора, 20 — зажим, 21 — валик, 22, 23 — зубчатые колеса,
24 — сверло, 25 —цанговый патрон, 26, 28— сменные головки, 27 — винт, 29 —
кожух, 30 — корпус, 31 — клапан, 32 — наконечник
Сменные головки 26 или 28 устанавливаются в опор-
ной втулке 19 и закрепляются зажимом 20 с винтом 21.
Корпус машинки закрыт кожухом 29. Отработанный воз-
дух выходит в атмосферу через дренажные отверстия в
корпусе статора 15 и в корпусе 30 машинки. Пуск машин-
ки осуществляется нажатием на кнопку клапана 31.
28
Наибольший диаметр сверления 5 мм; число оборотов
шпинделя под нагрузкой в минуту до 2000 в минуту; наи-
большая мощность на шпинделе 1,15 л. с. Габаритные
размеры: длина 240, ширина 42 и высота 42 мм> вес ма-
шинки 0,85 кГ.
§ 8. МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
Для повышения производительности труда при нареза-
нии резьбы метчиками используют резьбонарезные ма-
шинки электрического и пневматического действия. Наи-
большее применение при выполнении слесарно-инструмен-
тальных работ нашли резьбонарезные машинки
пневматического действия ПР-1М6 и ПР-2М8.
Устройство их одинаково, различаются лишь габаритные
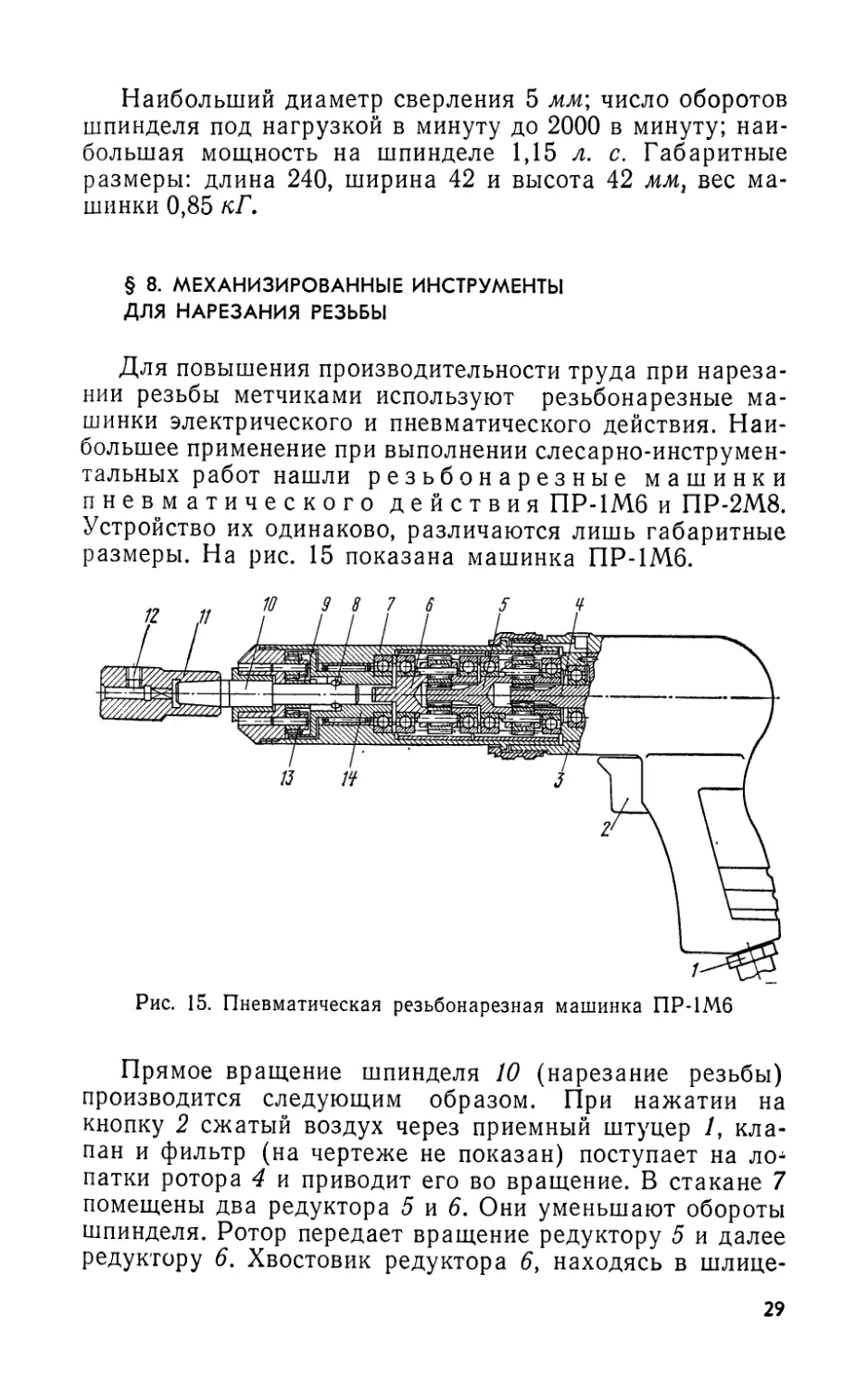
размеры. На рис. 15 показана машинка ПР-1М6.
Рис. 15. Пневматическая резьбонарезная машинка ПР-1М6
Прямое вращение шпинделя 10 (нарезание резьбы)
производится следующим образом. При нажатии на
кнопку 2 сжатый воздух через приемный штуцер /, кла-
пан и фильтр (на чертеже не показан) поступает на ло-
патки ротора 4 и приводит его во вращение. В стакане 7
помещены два редуктора 5 и 6. Они уменьшают обороты
шпинделя. Ротор передает вращение редуктору 5 и далее
редуктору 6. Хвостовик редуктора 6, находясь в шлице-
29
вом зацеплении с зубчатым колесом 14, через штифт 8
передает вращение шпинделю 10.
На коническую часть шпинделя устанавливается пат-
рон 11, в котором винтом 12 закрепляется метчик.
Для левого вращения шпинделя (вывертывания мет-
чика) корпус 3 машинки вместе со стаканом 7 оттягива-
ют назад. При этом штифт 8 выходит из зацепления с
зубчатым колесом 14 и входит в зацепление с зубчатым
колесом 9 левого вращения, сидящим, подвижно на ци-
линдрической части шпинделя.
Ротор 4 через редукторы 5 и 6 приводит во вращение
зубчатое колесо 14, промежуточные зубчатые колеса 13
и зубчатое колесо 9, которое через штифт 8 передает ле-
вое вращение шпинделю.
Машинка имеет следующие технические данные:
ПР1М6 ПР2М8
Наибольший диаметр нарезаемой резьбы, мм 6 8
Число оборотов шпинделя на холостом ходу в минуту при
вращении:
правом 800 300
левом 1600 700
Габаритные размеры, мм:
длина 220 260
ширина 46 52
высота . . 122 132
Вес машинки, кГ 1,25 1,85
§ 9. МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
ДЛЯ ШАБРЕНИЯ
В настоящее время шабрение заменяют более произво-
дительными методами обработки: чистовым шлифовани-
ем, скоблящим фрезерованием, чистовым строганием ши-
роким резцом и др. За последние годы появились механи-
зированные инструменты для шабрения, приводимые в
действие с помощью гибкого вала от электрических при-
водов и сжатого воздуха.
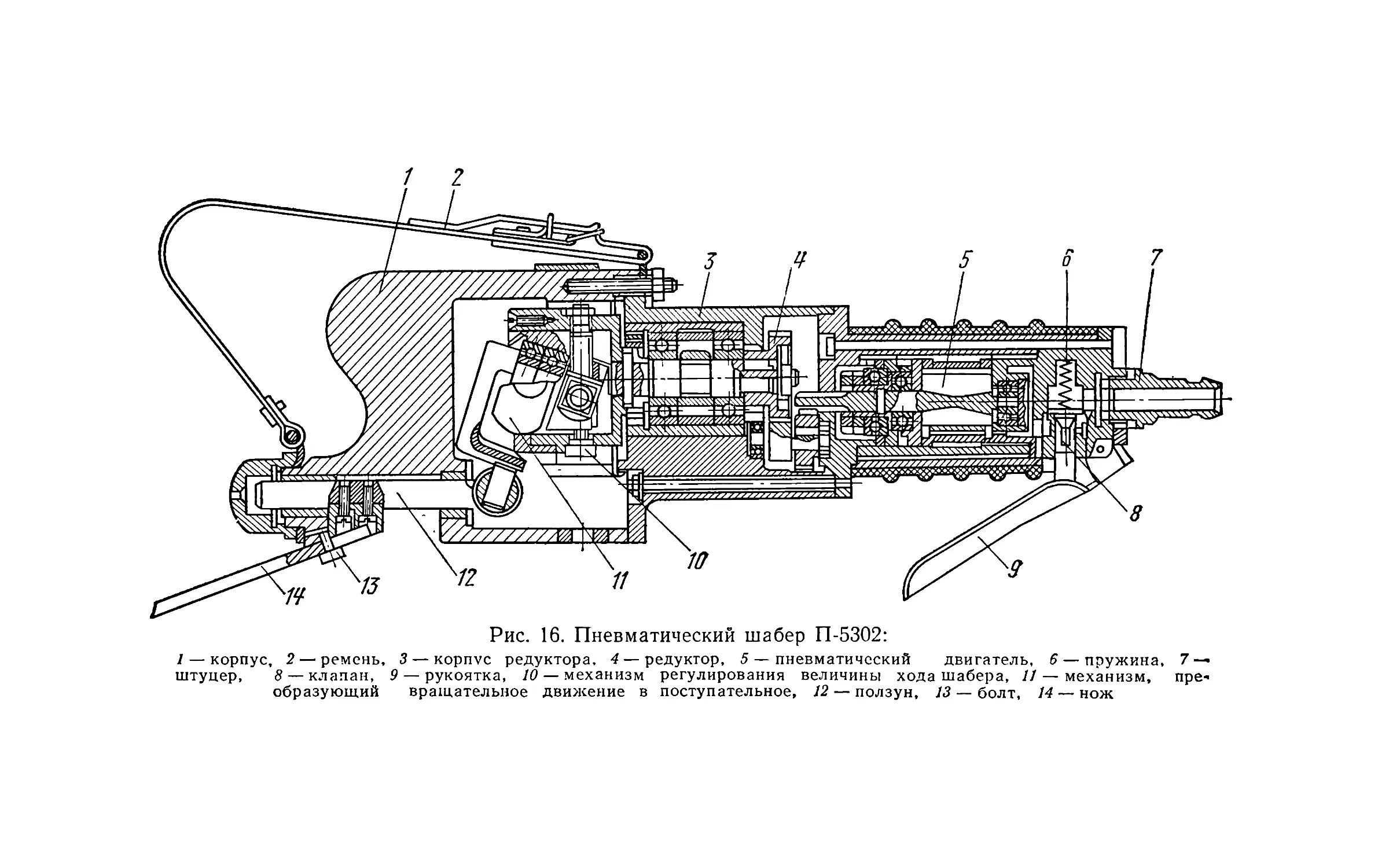
На рис. 16 показан пневматический шабер П-5302,
применяемый для грубого и точного шабрения поверхно-
стей чугунных контрольных плит, линеек и других изде-
лий. Величина хода ножа может регулироваться. Выбор
режима резания, соответствующего ножа и длины его
хода зависят от формы детали, твердости обрабатываемо-
го
1 2
Рис. 16. Пневматический шабер П-5302:
1 — корпус, 2— ремень, 3 — корпус редуктора, 4 — редуктор, 5 — пневматический двигатель, 6 — пружина, 7 —
штуцер, 8 — клапан, 9 — рукоятка, 10 — механизм регулирования величины хода шабера, // — механизм, пре-
образующий вращательное движение в поступательное, 12 — ползун, 13 — болт, 14 — нож
го материала и технических требований к шабрению по-
верхности. В комплект пневмошабера входят пять шаб-
рящих ножей с различной шириной режущей кромки и
различными углами их заточки.
Принцип работы пневматического шибера. При нажи-
ме на рукоятку 9 преодолевается сопротивление пружи-
ны 6 и открывается клапан S, что обеспечивает поступле-
ние сжатого воздуха к пневмодвигателю 5.
Вращательное движение пневмодвигателя передается
через редуктор 4 на механизм преобразующий враща-
тельное движение вала двигателя в возвратно-поступа-
тельное движение ползуна /2, к которому крепится нож
шабера 14.
Величину хода можно регулировать при помощи ме-
ханизма 10 через отверстие в корпусе 1.
Шабер делает 1250 двойных ходов в минуту. Наиболь-
шая ширина шабрения 25 мм. Для удобства и поддержа-
ния шабера во время работы служит ремень 2.
ГЛАВА III
ВЫБОР МАТЕРИАЛОВ
ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТОВ
§ 1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К МАТЕРИАЛАМ
ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТОВ
Современная машиностроительная промышленность
требует от инструментального производства выпуска вы-
сококачественного инструмента. Инструмент должен быть
точным, долговечным, удобным и дешевым. Исходя из
этих задач, повышаются требования и к материалам,
применяемым для изготовления инструментов. Наиболее
широко в инструментальном производстве используют
инструментальные стали. Из них изготовляют режущие
и измерительные инструменты, приспособления, штампы,
пресс-формы. Помимо инструментальных сталей, приме-
няют металлокерамические твердые сплавы, минералоке-
рамические пластинки, алмазы и другие материалы.
Применение тех или иных материалов определяется
технологическими требованиями, предъявляемыми к раз-
личным инструментам, и техническими возможностями
заводов-изготовителей. Так, например, материал, идущий
на изготовление режущих инструментов,
должен обладать высокой прочностью, твердостью, изно-
состойкостью и теплостойкостью.
Высокая прочность обеспечивает надежную работу ин-
струмента, так как в процессе резания он испытывает
большие нагрузки.
Степень истирания режущих кромок инструмента при
резании металла зависит от износостойкости материала.
В зоне резания режущие кромки инструмента сильно на-
греваются, поэтому, чем выше теплостойкость инструмен-
та, тем он производительнее.
Материалы для изготовления измеритель-
ных инструментов должны отвечать следующим
требованиям:
хорошо обрабатываться резанием и давлением;
обладать способностью воспринимать высокую чисто-
ту поверхности;
2—748
33
хорошо закаливаться при минимальной деформации;
сохранять первоначальный размер в процессе терми-
ческой обработки;
обладать высокой износоустойчивостью;
обладать устойчивостью к коррозии в условиях раз-
личных температур и влажности;
иметь небольшой коэффициент линейного расширения.
Требования к материалам для изготовления деталей,
приспособлений, штампов, пресс-форм также вытекают
из условий их эксплуатации и технологии изготовления.
Детали, работающие в условиях ударной нагрузки (пуан-
соны, матрицы), должны обладать высокой твердостью,
и в то же время должны быть достаточно вязкими.
§ 2. ПРИМЕНЕНИЕ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Для изготовления режущих и измерительных инстру-
ментов применяют углеродистые и легированные инстру-
ментальные стали.
Инструментальная углеродистая сталь обладает высо-
кой твердостью, прочностью и износоустойчивостью.
Применяют ее в термически обработанном виде.
В отожженном состоянии она имеет довольно низкую
твердость, что облегчает механическую обработку. Недо-
статком инструментальной углеродистой стали является
ее склонность к потере твердости и режущих способно-
стей при нагревании до температуры свыше 200° С.
Инструментальная углеродистая сталь подразделяет-
ся на качественную и высококачественную.
В зависимости от конструктивных особенностей инст-
румента и технических требований, предъявляемых к не-
му, выбирают и марку стали.
Сталь У7А применяется для изготовления зубил, сле-
сарных молотков, измерительных линеек, центров токар-
ного станка и др. Эти инструменты подвергаются удар-
ным нагрузкам и толчкам, поэтому они должны иметь
среднюю твердость и высокую вязкость.
Стали У8, У8А, У8Г, У8ГА, У9, У9А применяют для
изготовления зубил, ножниц по металлу, строгальных и
долбежных резцов, кернеров, отверток, матриц, пуансо-
нов и других инструментов, требующих повышенной твер-
дости и достаточной вязкости.
34
Стали У10, У10А, У11, У ПА, У12, У12А применяют
для изготовления токарных резцов, разверток, зенкеров,
фрез, напильников, метчиков, сверл, ножовочных полотен,
измерительных инструментов, требующих высокой твер-
дости (HRC—62) при незначительной вязкости.
Сталь У13, У13А применяют для изготовления инстру-
ментов, которые должны иметь очень высокую твердость:
шаберов, калибров, зубил для насечки напильников.
Инструментальная легированная сталь
характеризуется содержанием хрома, никеля, вольфрама,
молибдена, титана и других элементов. По вводимым эле-
ментам определяют название легированной стали (напри-
мер, хромистая, ванадиевая, никелевая, хромоникелевая
и т. д.). Легирующие элементы значительно улучшают
механические и технологические свойства стали: повы-
шается прочность и антикоррозионная стойкость, сталь
глубже прокаливается при меньшей деформации. Послед-
нее очень важно при закалке калибров и фасонного ин-
струмента.
Из стали X, ХГ, Х12 изготовляют гладкие и резьбовые
калибры, концевые мерительные плитки высших классов
точности, измерительные инструменты. Сталь 9ХВГ и ХВГ
идет на изготовление калибров, лекал и шаблонов слож-
ной формы, деформация которых при закалке должна
быть наименьшей.
Из сталей ХВГ, ХВ5, Bl, В2, 9ХС изготовляют многие
режущие инструменты — фасонные резцы, фрезы, шабе-
ры, плашки, развертки, зенкеры. Эти стали хорошо прока-
ливаются и обладают большой теплостойкостью.
Быстрорежущая сталь входит в группу высо-
колегированных сталей, обладает высокой твердостью,
прочностью, теплостойкостью и износостойкостью. Благо-
даря высокой теплостойкости быстрорежущая сталь со-
храняет свои режущие свойства при нагреве до темпера-
туры 550—600° С. Применяют быстрорежущую сталь
главным образом для изготовления режущего инструмен-
та— резцов, сверл, разверток, зенкеров, фрез и др.
Наибольшее применение находит быстрорежущая
сталь Р18. Сталь этой марки обладает высокой прочно-
стью и красностойкостью и используется для изготовле-
ния резцов, фрез, долбяков, зенкеров, применяемых при
обработке нержавеющих, жаропрочных сталей и многих
твердых материалов.
Сталь марки Р9 применяют при изготовлении режу-
2*
35
щих инструментов, предназначенных для обработки менее
твердых материалов.
Сталь марки Р9К5, Р9К10, Р18К5Ф2 и Р10К585 при-
меняют для изготовления ответственных режущих инстру-
ментов. Содержание кобальта придает стали высокую из-
носоустойчивость и способность сохранять твердость при
нагреве до высоких температур.
Сталь марки Р18Ф2 обладает повышенной износо-
устойчивостью, хорошей вязкостью и шлифуемостью.
Из нее изготовляют фасонные инструменты для обработ-
ки мягких и средней твердости металлов.
Из стали марок Р9Ф5, Р14Ф4 изготовляют инструмен-
ты главным образом для выполнения чистовых операций,
для обработки пластмасс, различных сплавов и материа-
лов, обладающих абразивными свойствами.
§ 3. ПРИМЕНЕНИЕ КОНСТРУКЦИОННЫХ
УГЛЕРОДИСТЫХ СТАЛЕЙ
По качественным признакам конструкционная углеро-
дистая сталь делится на сталь обыкновенного качества и
сталь качественную. Наибольшее применение в инстру-
ментальном производстве находит качественная сталь,
которую применяют для изготовления режущих и пове-
рочных инструментов, деталей приспособлений, штампов,
державки резцов, головки сборных фрез, плашкодержа-
телей. Стали марок 12 и 20 имеют высокую пластичность,
хорошо штампуются. Из них изготовляют шаблоны, ли-
стовые скобы, угольники и т. п. Для повышения твердо-
сти и износоустойчивости поверхностного слоя инстру-
менты подвергают термической обработке (цементации и
закалке).
Стали марок 40, 45, 50 — среднеуглеродистые и при-
меняются для изготовления деталей, обладающих высо-
кой поверхностной твердостью, не подвергающихся в ра-
боте истиранию (корпуса сборных инструментов, хвосто-
вики и т. п.).
§ 4. ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы обладают более высокими режущими
свойствами по сравнению с быстрорежущей сталью и не
теряют их при обработке материалов, в зоне резания ко-
торых температура достигает 950—1000°С. Кроме того,
36
режущие кромки твердосплавных инструментов хорошо
сопротивляются истиранию, благодаря чему твердые
сплавы широко используются при изготовлении различ-
ных режущих и мерительных инструментов.
Твердые сплавы для режущих инструментов выпуска-
ются в виде пластинок различной формы. Эти пластинки
применяют для оснащения рабочей части резцов, фрез,
зенкеров, разверток и др.
Металлокерамические твердые сплавы делятся на
группы — вольфрамокобальтовые, титановольфрамоко-
бальтовые и титанотанталовольфрамокобальтовые
(ГОСТ 3628—61).
К первой группе относятся сплавы марок ВК2, ВКЗМ,
ВК4, ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В, ВК10, ВК15,
ВК20, ВК25, ВКЗО.
Ко второй группе относятся марки Т30К4, Т15К6,
Т14К8, Т5КЮ, Т5К12В.
К третьей группе относятся марки ТТ7К12, ТТ7К15,
ТТ10К8Б.
Сплавы ВК2, ВКЗМ и ВК4 применяют для оснащения
режущих инструментов, для чистовой обработки чугуна
пониженной твердости, цветных металлов, нержавеющих
сталей, титана и его сплавов.
Пластинами ВК8, ВК8В оснащают режущие инстру-
менты для получистовой обработки точением, фрезерова-
нием, строганием и сверлением твердого чугуна, цветных
металлов, неметаллических материалов и труднообраба-
тываемых жаропрочных сталей и сплавов.
Сплав ВКЮ применяют для высадочного, волочильно-
го и штампового инструмента при легких условиях ра-
боты.
Сплавы ВК15, ВК25, ВКЗО применяют для штампово-
го инструмента, быстроизнашиваемых деталей, приборов
и инструментов, работающих при повышенных темпера-
турах и напряжениях.
Сплав Т30К4 применяют для оснащения инструментов,
применяемых при чистовой обработке сталей различной
твердости.
Сплав Т15К6 применяется для получистового и чисто-
вого точения углеродистых и легированных сталей.
Пластинками сплава Т14К8 оснащают режущие ин-
струменты, применяемые для чернового точения, фрезе-
рования, строгания при обработке стальных поковок,
штамповок, отливок по корке и окалине.
37
Сплавы титанотанталовольфрамовой груп-
пы обозначаются буквами ТТК и цифрами. Сплав
ТТ7К12 содержит около 7% карбидов титана и танта-
ла, около 12% кобальта и около 81% карбидов воль-
фрама.
Инструменты, оснащенные пластинками сплава
ТТ7К12, применяют при обработке стальных поковок и
штамповок с ударной нагрузкой вследствие неметалличе-
ских включений. Эти инструменты могут быть производи-
тельно использованы при низких скоростях резания на
многорезцовых станках, полуавтоматах и автоматах.
В последние годы в инструментальном производстве
нашли применение минералокерамические твердые спла-
вы в виде пластинок различной формы марки ЦМ-332.
Они обладают по сравнению с металлокерамическим
твердосплавным инструментом повышенной теплостой-
костью и износостойкостью, обеспечивают высокую
размерную стойкость вследствие сопротивления исти-
ранию.
Пластинки минералокерамических сплавов имеют
трех-, пяти- и шестигранную форму и применяются для
оснащения главным образом токарных резцов для полу-
чистового и чистового точения чугуна, конструкционных
и легированных сталей.
По сравнению с металлокерамическими минералоке-
рамические пластинки имеют более низкую теплопровод-
ность и невысокую прочность на изгиб. Пониженная теп-
лопроводность при неравномерном нагреве и охлаждении
приводит к образованию дефектов в виде трещин, а иног-
да и к разрушению пластинок. Эти недостатки являются
основной причиной ограниченного применения минерало-
керамических твердых сплавов.
§ 5. АБРАЗИВНЫЕ МАТЕРИАЛЫ
И ИНСТРУМЕНТЫ
Общие сведения. В инструментальном производстве
абразивные материалы применяются в виде шлифоваль-
ных кругов, брусков, паст и шкурок. С помощью этих
материалов выполняют окончательную обработку различ-
ных режущих и контрольно-измерительных инструмен-
тов. Особенно широко абразивные материалы применяют-
ся при шлифовании и притирочно-доводочных работах.
38
При выполнении этих операций достигается высокая точ-
ность и в то же время можно обрабатывать материалы
любой твердости: закаленную сталь, твердые сплавы,
стекло и др.
Из абразивных материалов изготовляют различные
шлифовальные инструменты: шлифовальные круги, шли-
фовальные головки, шлифовальные бруски и шлифоваль-
ную шкурку.
Главнейшие из искусственных абразивов — карбид
кремния, электрокорунд и карбид бора.
Карбид кремния бывает двух видов: черный (КЧ) и
зеленый (КЗ). Карбид зеленый отличается твердостью,
им можно обрабатывать самые твердые материалы. Кру-
ги из него применяют главным образом для заточки и до-
водки инструментов, оснащенных твердым сплавом.
Карбид черный менее тверд. Круги из него применяют
для шлифования сплавов алюминия, мягких бронз, лату-
ни, чугуна и неметаллических материалов.
Электрокорунд бывает нормальный (марки Э), белый
(марка ЭБ) и монокорунд. Электрокорунд марки ЭБ по
твердости выше, чем электрокорунд марки Э, но менее
прочен. Монокорунд занимает среднее положение между
нормальным и белым электрокорундом. Нормальный
электрокорунд (Э) применяется при обработке углероди-
стых и легированных сталей, ковкого чугуна. Белый элек-
трокорунд (ЭБ) применяют в виде кругов при заточке
инструментов из быстрорежущей стали и шлифовании
закаленных деталей.
При изготовлении абразивных инструментов (кру-
гов, брусков, головок) большое значение имеет связка, со-
единяющая абразивные зерна между собой.
Выбор связки зависит от условий работы абразивного
инструмента — создаваемого давления на круг и тепло-
образования в зоне шлифования.
Керамическая связка обладает водоупорно-
стью, огнеупорностью, химической и механической стой-
костью. Главный недостаток керамической связки — не-
высокое сопротивление ударным нагрузкам. Керамиче-
скую связку имеют круги для шлифования и заточки
режущего инструмента, бруски и головки.
Органическая связка широко распространена.
К ней относятся бакелитовая и вулканитовая. Круги на
бакелитовой связке обладают большой прочностью и уп-
ругостью. В процессе работы они меньше нагреваются,
39
чем круги на керамической связке, и применяются для
плоского шлифования и доводки, разрезания и заточки
инструментов.
Вулканитовая связка более упруга и эластич-
на, чем бакелитовая. Тонкие круги на вулканитовой связ-
ке применяют для отрезных работ, фасонного и бесцент-
рового шлифования.
Выбор зернистости абразива зависит от техни-
ческих требований, предъявляемых к обрабатываемой
поверхности. Высокая чистота обрабатываемой поверх-
ности достигается более мелкой зернистостью. Закален-
ные углеродистые и инструментальные легированные ста-
ли обрабатывают кругами средней зернистости (№ 40,
25, 16, 12).
Доводку режущих и измерительных инструментов вы-
полняют кругами с мелкой зернистостью (№ 10, 3).
Чем крупнее зерно шлифовальных инструментов, тем
грубее получается поверхность при обработке. Круги с
зернистостью № 160, 125, 100, 80, 50 применяют для об-
дирочных работ, предварительного шлифования и для об-
работки меди, латуни и других металлов.
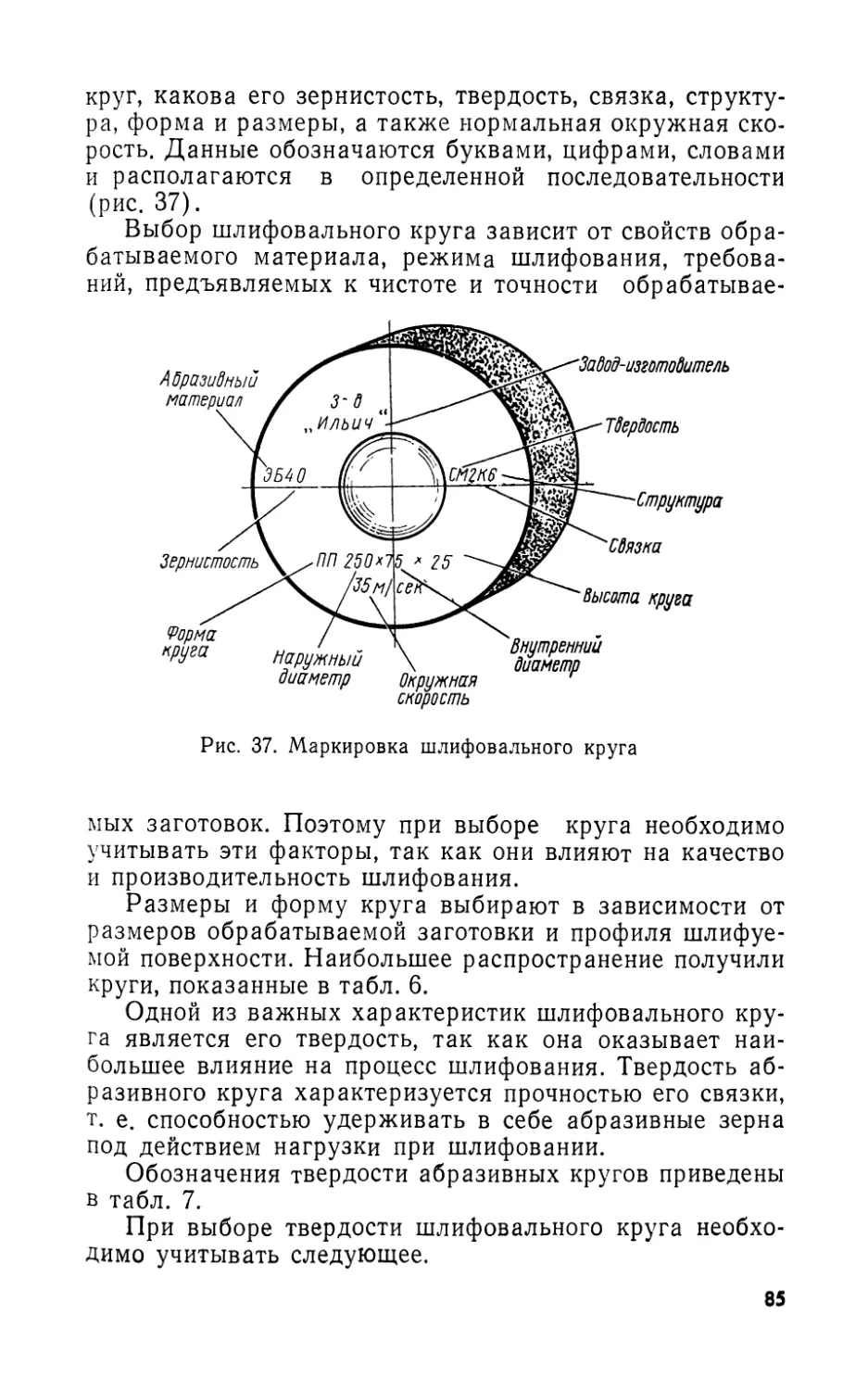
Твердость шлифовальных кругов опреде-
ляется способностью материала связки удерживать шли-
фующие зерна при затуплении. Круги делятся на мягкие,
среднемягкие, средние, среднетвердые, твердые, весьма
твердые и чрезвычайно твердые.
Выбор твердости круга зависит от технологической
операции, выполняемой этим кругом: чем ниже твердость
обрабатываемого материала, тем тверже должен быть
шлифовальный круг. Исключение составляют мягкие ме-
таллы и сплавы: медь, латунь, мягкая бронза. Для их об-
работки необходимы мягкие круги. Круги твердости М2,
М3, СМ-1, СМ-2 применяют при заточке режущего ин-
струмента из быстрорежущей стали и твердого сплава.
Сухое шлифование должно выполняться более мягки-
ми кругами, чем шлифование с применением охлаждаю-
щей жидкости. При высоких требованиях к чистоте и
точности обработки и при высоких скоростях резания
применяют круги мягкие и среднемягкие (М2, С2). Для
обдирочных операций применяют круги среднетвердые —
СТ1, стз.
Абразивные материалы для доводки. Абразивно-до-
водочные материалы делятся на твердые и мягкие.
К твердым абразивным материалам относятся алмазная
40
пыль, электрокорунд, зеленый карбид кремния и карбид
бора. К мягким абразивным материалам относятся по-
рошки из окиси хрома, алюминия, железа, пасты ГОИ
(Государственного Оптического Института) и др. Твер-
дые абразивные материалы применяют для грубой до-
водки, притирки твердосплавных резцов, правки стеклян-
ных притиров, мягкие — для окончательной доводки и по-
лирования.
При слесарно-инструментальных работах наиболее
часто применяют электрокорунд, карбид бора и окись
хрома, входящие в состав различных паст. Пасты на осно-
ве карбида бора наиболее эффективно используются для
доводки различных режущих инструментов, а пасты на
основе окиси хрома — для доводки измерительных инстру-
ментов. В качестве смазывающих материалов при работе
порошками и пастами применяют керосин, бензин, ски-
пидар.
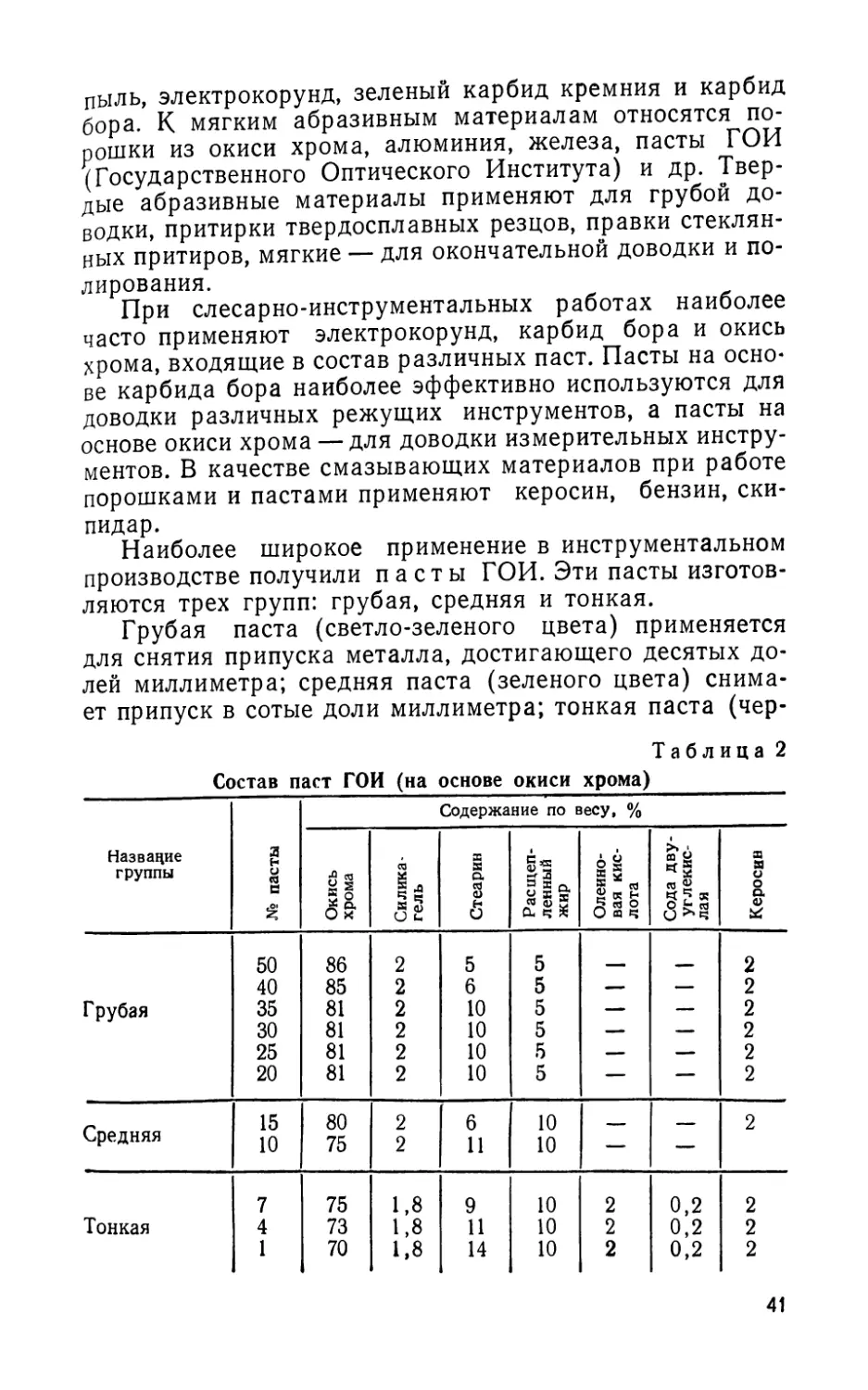
Наиболее широкое применение в инструментальном
производстве получили пасты ГОИ. Эти пасты изготов-
ляются трех групп: грубая, средняя и тонкая.
Грубая паста (светло-зеленого цвета) применяется
для снятия припуска металла, достигающего десятых до-
лей миллиметра; средняя паста (зеленого цвета) снима-
ет припуск в сотые доли миллиметра; тонкая паста (чер-
Таблица 2
Состав паст ГОИ (на основе окиси хрома)
Название группы № пасты Содержание по весу, %
Окись хрома Силика- гель Стеарин Расщеп- ленный жир g S § - g 5 я о О « ч Сода дву- углекис- лая Керосин
50 86 2 5 5 2
40 85 2 6 5 2
Грубая 35 81 2 10 5 2
30 81 2 10 5 2
25 81 2 10 5 2
20 81 2 10 5 — — 2
Средняя 15 10 80 75 2 2 6 11 10 10 — — 2
7 75 1,8 9 10 2 0,2 2
Тонкая 4 73 1,8 11 10 2 0,2 2
1 70 1,8 14 10 2 0,2 2
41
ного цвета с зеленоватым оттенком) снимает припуск в
тысячные доли миллиметра. Каждому виду пасты при-
сваивается номер, соответствующий ее абразивной спо-
собности. Состав паст ГОИ приведен в табл. 2.
Пасты ГОИ выпускаются в тюбиках и кусках цилинд-
рической формы. Тонкая паста ГОИ применяется преиму-
щественно при выполнении чистовых доводочных опера-
ций и наведении глянца, когда поверхность помимо высо-
кого класса точности и чистоты требует зеркального
блеска.
§ 6. АЛМАЗНЫЕ ИНСТРУМЕНТЫ,
ПОРОШКИ И ПАСТЫ
Алмазные инструменты широко применяются при об-
работке закаленных сталей и твердых сплавов. В насто-
ящее время применяют как естественные, так и синтети-
ческие алмазы, из которых изготовляют различные дово-
дочные и заточные инструменты.
Алмазные круги (ГОСТ 9770—61) выпускаются
плоские, чашечные, тарельчатые и профильные. Алмаз-
ный круг любого вида состоит из корпуса и алмазного
слоя. Корпуса изготовляются из стали, алюминия или
пластмассы. Алмазоносный слой является смесью зерна
и наполнителя карбида бора или порошка твердого
сплава.
Различаются круги по концентрации алмаза в алмаз-
ном слое. Условно принято считать, что при 100% кон-
центрации в 1 мм3 алмазного слоя содержится 0,828 мг
алмаза.
Чем выше концентрация, тем лучше режущие способ-
ности круга. Связка применяется металлическая и баке-
литовая (органическая).
Круги на органической связке применяют при выпол-
нении доводочных операций, когда требуется высокий
класс чистоты обрабатываемой поверхности.
Кроме алмазных кругов, в инструментальном произ-
водстве широко применяют алмазные бруски, алмазные
надфили, алмазно-металлические карандаши, алмазные
резцы и алмазные порошки.
Алмазные бруски изготовляются 6 типоразме-
ров. Применяются они при ручной доводке твердосплав-
ных режущих и измерительных инструментов.
42
Алмазные надфили выпускаются различных
размеров и формы сечения согласно ГОСТ 1513—67.
Алмазно -металлические карандаши вы-
пускаются трех типов: Ц, С, Н (ГОСТ 607—63). В каран-
дашах типа Ц алмазы располагаются цепочкой вдоль оси
карандаша; в карандашах типа С —слоями. В каранда-
шах типа Н нет точного расположения алмазов. Приме-
няются алмазно-металлические карандаши для правки
шлифовальных кругов.
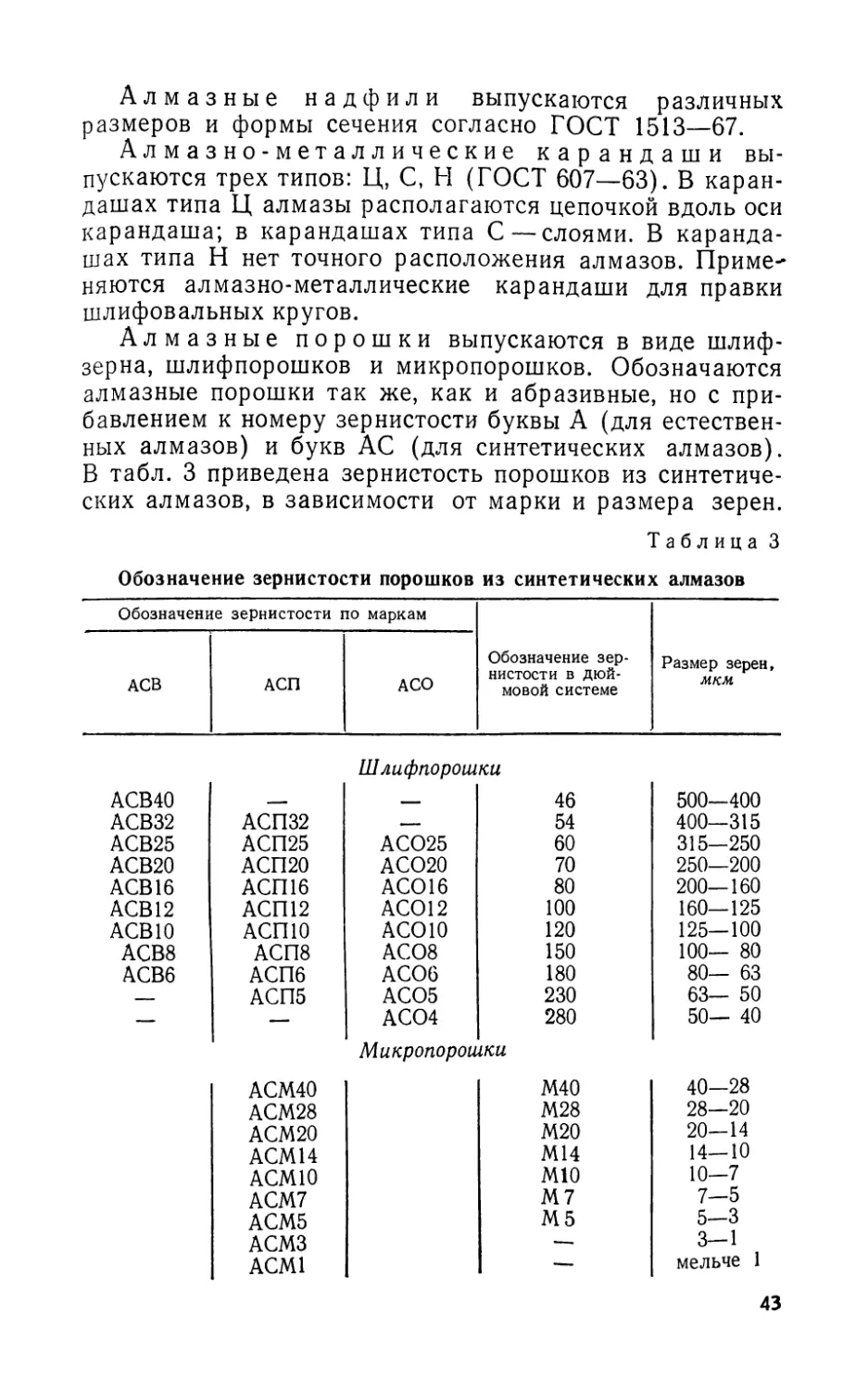
Алмазные порошки выпускаются в виде шлиф-
зерна, шлифпорошков и микропорошков. Обозначаются
алмазные порошки так же, как и абразивные, но с при-
бавлением к номеру зернистости буквы А (для естествен-
ных алмазов) и букв АС (для синтетических алмазов).
В табл. 3 приведена зернистость порошков из синтетиче-
ских алмазов, в зависимости от марки и размера зерен.
Таблица 3
Обозначение зернистости порошков из синтетических алмазов
Обозначение зернистости по маркам Обозначение зер- нистости в дюй- мовой системе Размер зерен, мкм
ACB ДСП АСО
Ш лифпорошки
АСВ40 46 500—400
АСВ32 АСП32 — 54 400—315
АСВ25 АСП25 АСО25 60 315—250
АСВ20 АСП20 АСО20 70 250—200
АСВ16 АСП16 АСО 16 80 200—160
АСВ12 АСП12 АСО12 100 160—125
АСВ10 АСП10 АСОЮ 120 125—100
АСВ8 АСП8 АСО8 150 100— 80
АСВ6 АСП6 АСО6 180 80— 63
АСП5 АСО5 230 63— 50
— — АСО4 280 50— 40
Микропорои IKU
АСМ40 М40 40-28
АСМ28 М28 28—20
АСМ20 М20 20—14
АСМ 14 М14 14—10
АСМ10 М10 10—7
АСМ7 М7 7—5
АСМ5 М5 5—3
АСМЗ •— 3—1
АСМ1 •— мельче 1
43
Вес алмазных порошков измеряется в каратах (1 ка-
рат равен 200 мг). Каждая партия порошка может состо-
ять из 1, 2, 3, 5, 10, 15, 25, 35, 50 и 100 каратов. При ис-
пользований алмазных порошков для доводки твердых
сплавов их смешивают с растительным или вазелиновым
маслом (примерно 8—10 капель масла на 1 карат по-
рошка).
Алмазные пасты изготовляют на базе микропо-
рошков синтетических алмазов. В состав пасты входят
синтетические жирные кислоты, вазелиновое или касторо-
вое масло и олеиновая кислота.
Алмазные пасты применяют для окончательной довод-
ки особенно точных твердосплавных инструментов, обра-
ботки деталей, к шероховатости поверхности которых
предъявляются особо высокие требования, а также для
обработки инструментов из сталей марок 20Х9ХС,
ХВТУ12А и др. Производительность обработки по срав-
нению с доводкой обычными абразивами повышается
в 3—3,5 раза и обеспечивается высокая чистота обработ-
ки (10—14 класс). Пасты из синтетических алмазов вы-
пускаются трех концентраций: нормальной — Н, повы-
шенной— П; высокой — В. Характеристика алмазных
паст дана в табл. 4.
Таблица 4
Характеристика алмазных паст
Г руппа Обозначение Размер зерен основной фракции, мкм
Крупная АП100 АП80 АП60 100—80 80—60 60—40
Средняя АП40 АП28 АП20 40—28 28-20 20—14
Мелкая АП14 АП10 АП7 14—10 10—7 7—5
Тонкая АП5 АПЗ АШ 5—3 3—1 1 и мельче
44
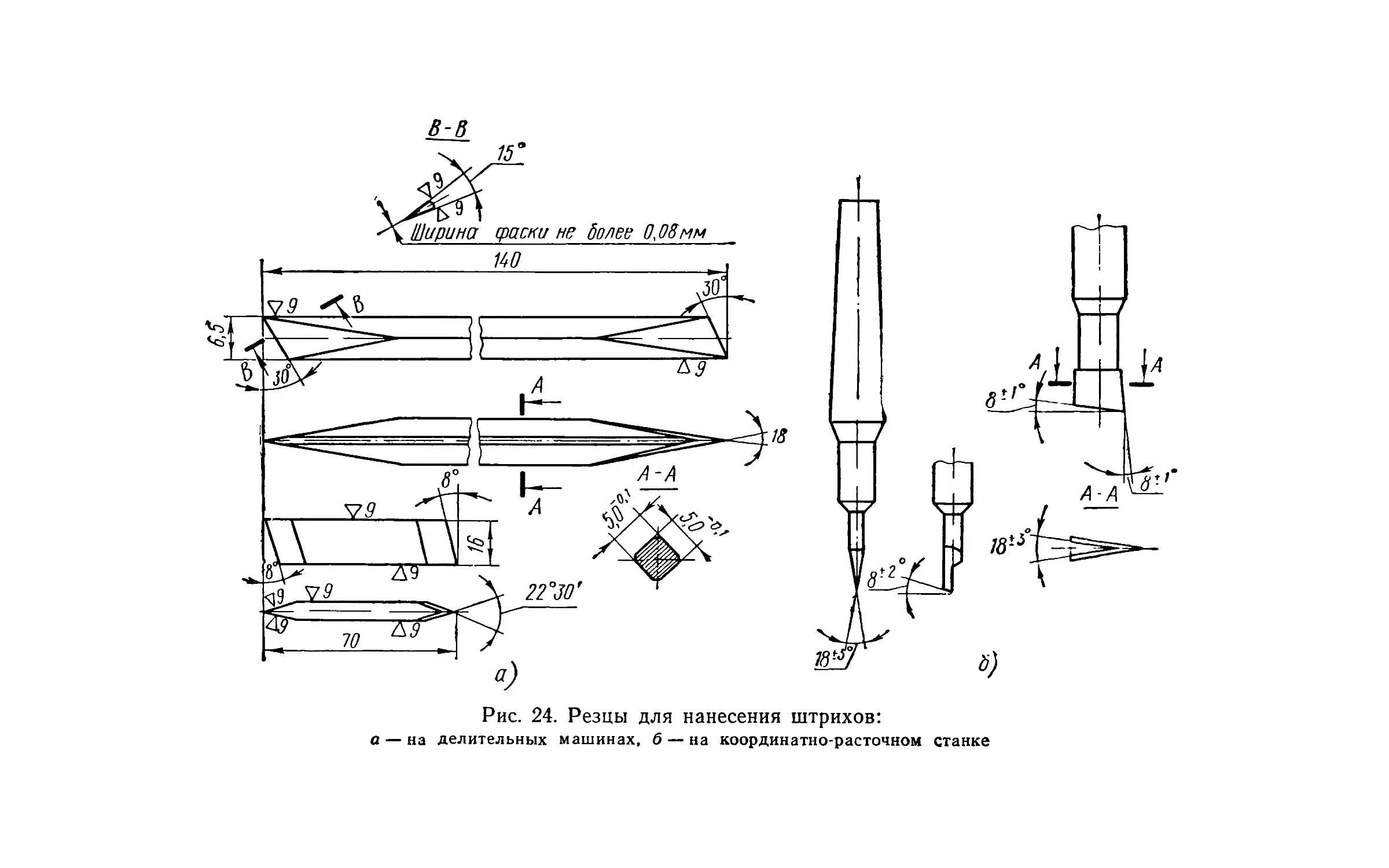
ГЛАВА IV
НАНЕСЕНИЕ ЗНАКОВ
И ДЕЛЕНИЙ НА ИНСТРУМЕНТАХ
Изделия, выпускаемые инструментальными цехами,
подлежат маркированию. В специально отведенных мес-
тах на режущих и измерительных инструментах, приспо-
соблениях, штампах и пресс-формах наносят знаки, ука-
зывающие размер, марку материала или шифр изгото-
вителя. Маркировка облегчает сортировку и хранение
инструментов по типоразмерам, ускоряет выбор нужного
инструмента. Поэтому она должна быть всегда четкой
и ясной. Знаки на изделиях, инструментах, приспособле-
ниях и пресс-формах наносят механическим или ручным
клеймением, электрическим и химическим способами.
§ 1. НАНЕСЕНИЕ ЗНАКОВ КЛЕЙМЕНИЕМ
Клеймение выполняют преимущественно до терми-
ческой обработки. После термической обработки можно
клеймить только тот инструмент, который имеет незака-
ленные места. Знаки наносят клеймами, на торцовой
поверхности которых могут быть цифры, буквы, фирмен-
ные знаки и другие обозначения.
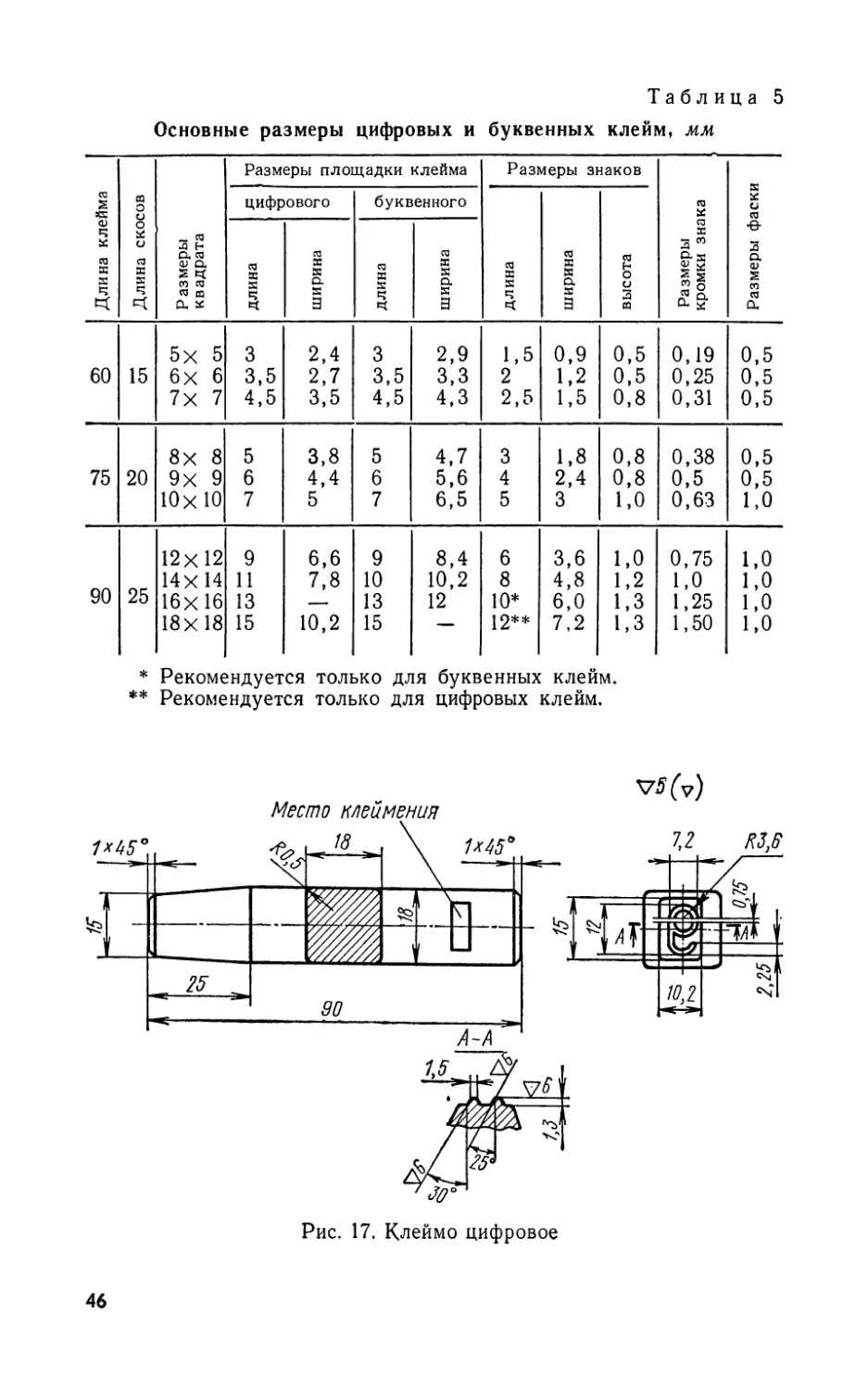
Цифровые и буквенные клейма изготовляются по
нормалям машиностроения МН 544—60 и МН 545—60.
Комплект цифровых клейм состоит из 9 цифр (циф-
ра 6 используется как цифра 9), а комплект буквенных
клейм состоит из 32 знаков. Размеры клейм даны в
табл. 5.
Как видно из таблицы, размеры буквенных клейм
отличаются от размеров цифровых клейм только шири-
ной площадки клейма.
На рис. 17 даны размеры цифрового клейма, взятые
из таблицы. Радиус 7? = 3,6 мм берется из расчета-у от
ширины знака клейма.
45
Таблица 5
Основные размеры цифровых и буквенных клейм, мм
Длина клейма Длина скосов Размеры квадрата Размеры площадки клейма Размеры знаков Размеры кромки знака Размеры фаски
цифрового буквенного длина ширина н о о m
длина ширина длина ширина
5х 5 3 2,4 3 2,9 1,5 0,9 0,5 0,19 0,5
60 15 бх 6 3,5 2,7 3,5 3,3 2 1,2 0,5 0,25 0,5
7Х 7 4,5 3,5 4,5 4,3 2,5 1,5 0,8 0,31 0,5
8х 8 5 3,8 5 4,7 3 1,8 0,8 0,38 0,5
75 20 9х 9 6 4,4 6 5,6 4 2,4 0,8 0,5 0,5
ЮхЮ 7 5 7 6,5 5 3 1,0 0,63 1,0
12x12 9 6,6 9 8,4 6 3,6 1,0 0,75 1,0
14x14 11 7,8 10 10,2 8 4,8 1,2 1,0 1,0
90 25 16x16 13 — 13 12 10* 6,0 1,3 1,25 1,0
18x18 15 10,2 15 — 12** 7,2 1,3 1,50 1,0
* Рекомендуется только для буквенных клейм.
** Рекомендуется только для цифровых клейм.
Место клеймения
А~А
Рис. 17. Клеймо цифровое
46
Клейма изготовляют из инструментальной углероди-
стой стали марки У8А. Слесарным путем клейма изготов-
ляют при помощи штихелей, пуансонов, напильников и
надфилей.
Сначала изготовляют пуансон, который имеет такую
же форму, как и ударное клеймо, но изображение букв
и цифр на пуансоне не рельефное, а углубленное и зер-
кальное. Пуансоны (как и клейма) изготовляют из ста-
ли У8А. Сначала на одном конце заготовки пуансона
опиливают скосы под углом 30° с припуском на дальней-
шую обработку, а потом надфилем обрабатывают кон-
тур выступов внутри знака. В ходе обработки пуансон
периодически проверяют на мягком металле (алюминие-
вой пластине).
Далее заготовку клейма центрируют с пуансоном
(пуансон должен находиться сверху). Под действием
легких ударов молотка на заготовке клейма остаются
следы изображения буквы или цифры. Лишний металл
на торце клейма спиливают, а внутренний профиль уг-
лубляют штихелем.
Для удобства в работе штихелем применяют круглую
обойму 1 (рис. 18, а). В отверстие обоймы вставляют
клеймо 3 и зажимают его винтом 2. Во время работы
штихель 4 держат в правой руке и ставят его отвесно,
а клеймо вместе с обоймой поворачивают по мере необ-
ходимости. Промежутки в середине цифры или буквы
гравируют, а углы прорезают штихелем.
После гравирования внутреннего изображения знака
заготовку клейма 3 опиливают с четырех сторон
(рис. 18, б) напильником 5, используя при этом деревян-
ную подкладку 7 и листовой шаблон 6, который крепится
к подкладке шурупами. Опиливание производят с таким
расчетом, чтобы на торце клейма образовалась площад-
ка 0,5—1 мм (в зависимости от размера клейма). Рабо-
чую часть клейма закаливают на твердость HRC 58—62,
а хвостовую — на твердость HRC 45—50.
Клейма для ручного клеймения подбирают соответ-
ственно размеру инструмента, подлежащего клеймению.
Для этой цели на инструменте согласно чертежу запи-
ливают лыску. Инструмент кладут на чугунную или
стальную подставку, клеймо ставят вертикально и на-
носят по его головке сначала легкий удар молотком, за-
тем 2—3 удара посильнее, чтобы получился отчетливый
отпечаток клейма. После нанесения клейма заклеймен-
47
ную площадку зачищают личным или бархатным на-
пильником и шкуркой.
Ручное клеймение находит применение при единич-
Рис. 18. Обойма для работы штихелем (а) и
приспособление для опиливания клейма (б):
1 — обойма, 2 — винт, 3 — клеймо, 4 — штихель,
5 — напильник, 6 — шаблон, 7 — подкладка
ном производстве инструмента, так как оно является
малопроизводительной операцией. Качество ее выполне-
ния зависит целиком от опыта слесаря.
48
§ 2. НАНЕСЕНИЕ ЗНАКОВ
МЕХАНИЧЕСКИМ СПОСОБОМ
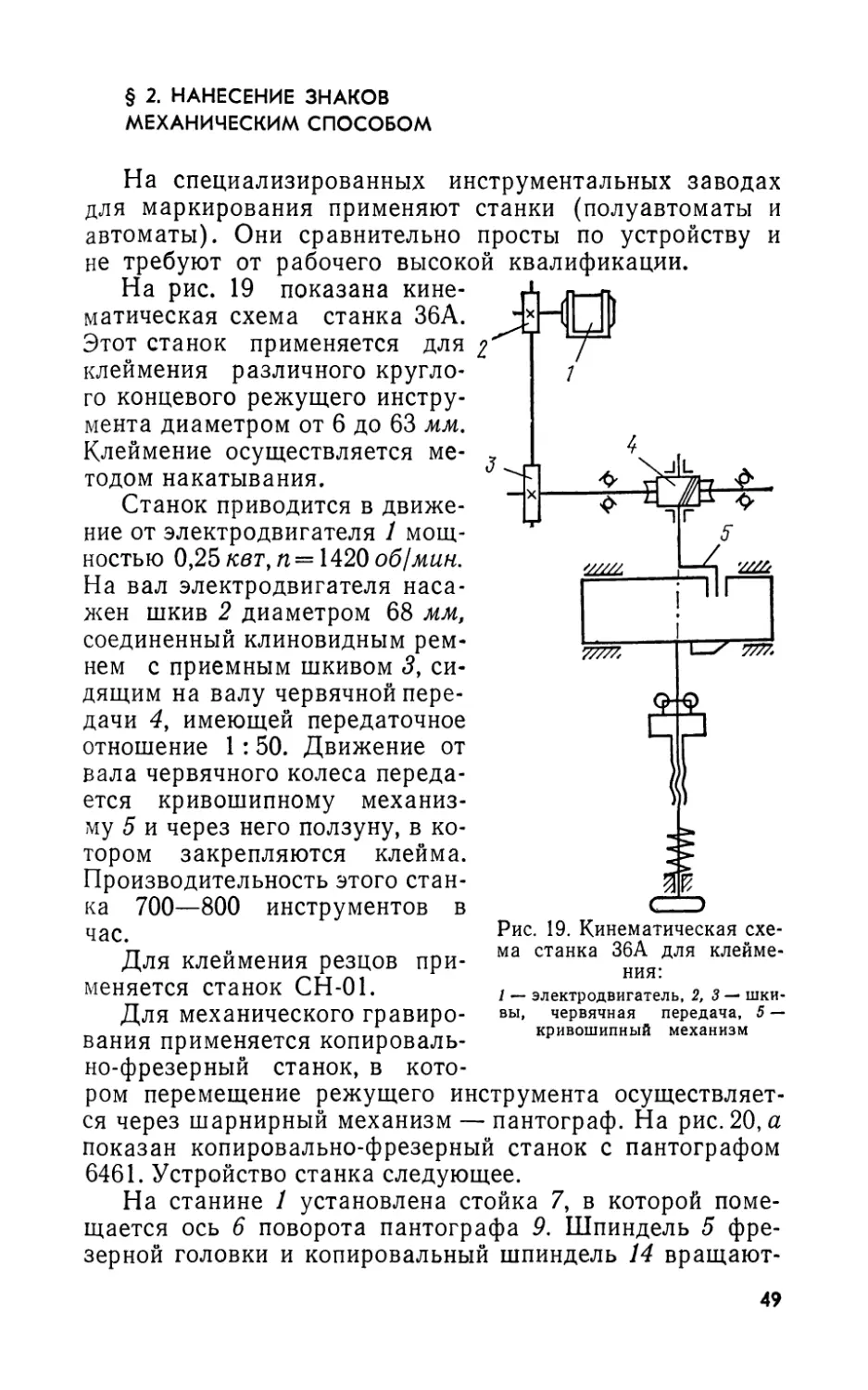
Рис. 19. Кинематическая схе-
ма станка 36А для клейме-
ния:
1 — электродвигатель, 2, 3 — шки-
вы, червячная передача, 5 —
кривошипный механизм
На специализированных инструментальных заводах
для маркирования применяют станки (полуавтоматы и
автоматы). Они сравнительно просты по устройству и
не требуют от рабочего высокой квалификации.
На рис. 19 показана кине-
матическая схема станка 36А.
Этот станок применяется для
клеймения различного кругло-
го концевого режущего инстру-
мента диаметром от 6 до 63 мм.
Клеймение осуществляется ме-
тодом накатывания.
Станок приводится в движе-
ние от электродвигателя 1 мощ-
ностью 0,25 кет, п= 1420 об!мин.
На вал электродвигателя наса-
жен шкив 2 диаметром 68 мм,
соединенный клиновидным рем-
нем с приемным шкивом 5, си-
дящим на валу червячной пере-
дачи 4, имеющей передаточное
отношение 1 :50. Движение от
вала червячного колеса переда-
ется кривошипному механиз-
му 5 и через него ползуну, в ко-
тором закрепляются клейма.
Производительность этого стан-
ка 700—800 инструментов в
час.
Для клеймения резцов при-
меняется станок СН-01.
Для механического гравиро-
вания применяется копироваль-
но-фрезерный станок, в кото-
ром перемещение режущего инструмента осуществляет-
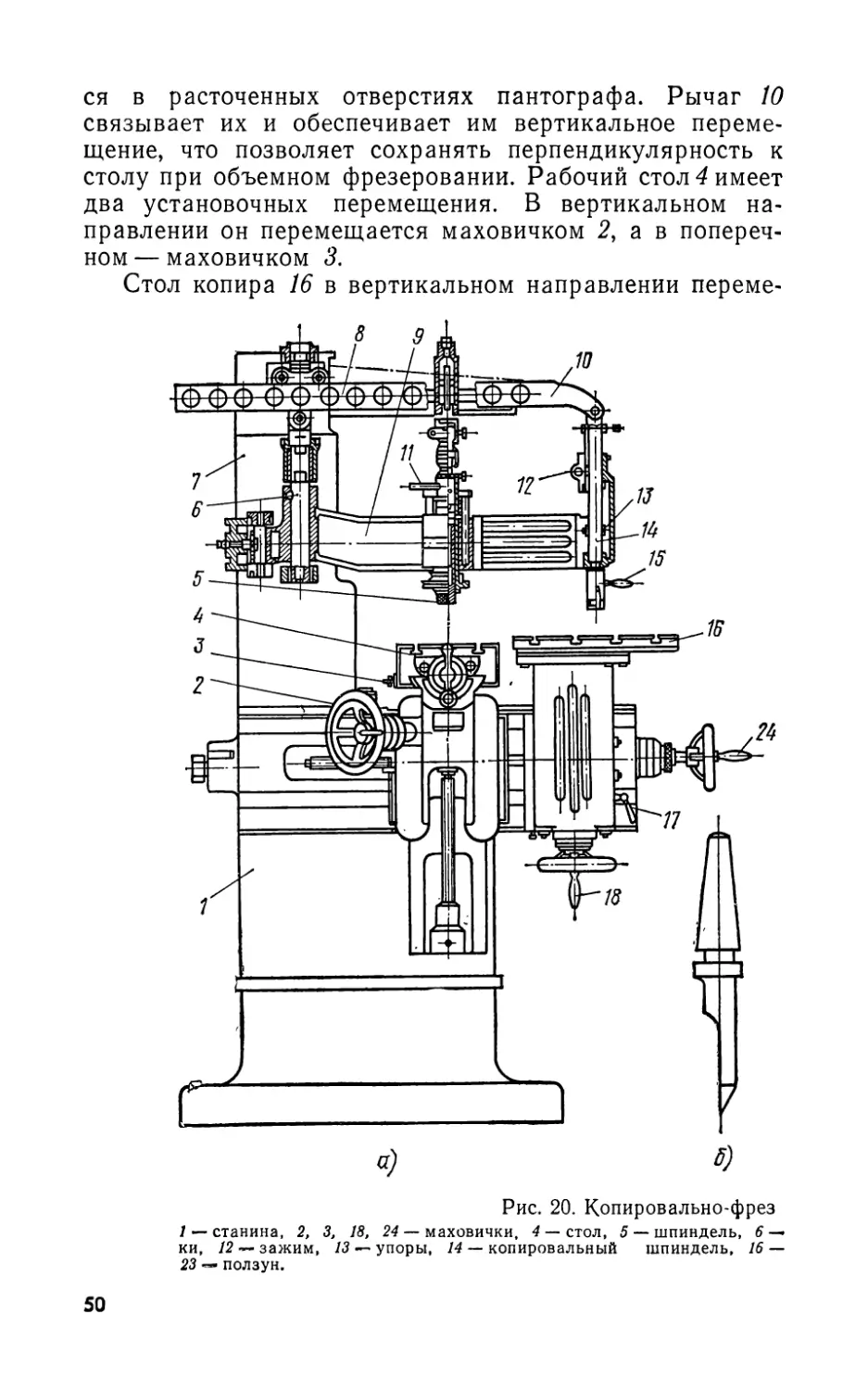
ся через шарнирный механизм — пантограф. На рис. 20, а
показан копировально-фрезерный станок с пантографом
6461. Устройство станка следующее.
На станине 1 установлена стойка 7, в которой поме-
щается ось 6 поворота пантографа 9. Шпиндель 5 фре-
зерной головки и копировальный шпиндель 14 вращают-
49
ся в расточенных отверстиях пантографа. Рычаг 10
связывает их и обеспечивает им вертикальное переме-
щение, что позволяет сохранять перпендикулярность к
столу при объемном фрезеровании. Рабочий стол 4 имеет
два установочных перемещения. В вертикальном на-
правлении он перемещается маховичком 2, а в попереч-
ном— маховичком 3.
Стол копира 16 в вертикальном направлении переме-
Рис. 20. Копировально-фрез
1 — станина, 2, 3, 18, 24 — маховички, 4 — стол, 5 — шпиндель, 6 —
ки, 12 — зажим, 13 — упоры, 14 — копировальный шпиндель, 16 —
23 — ползун.
50
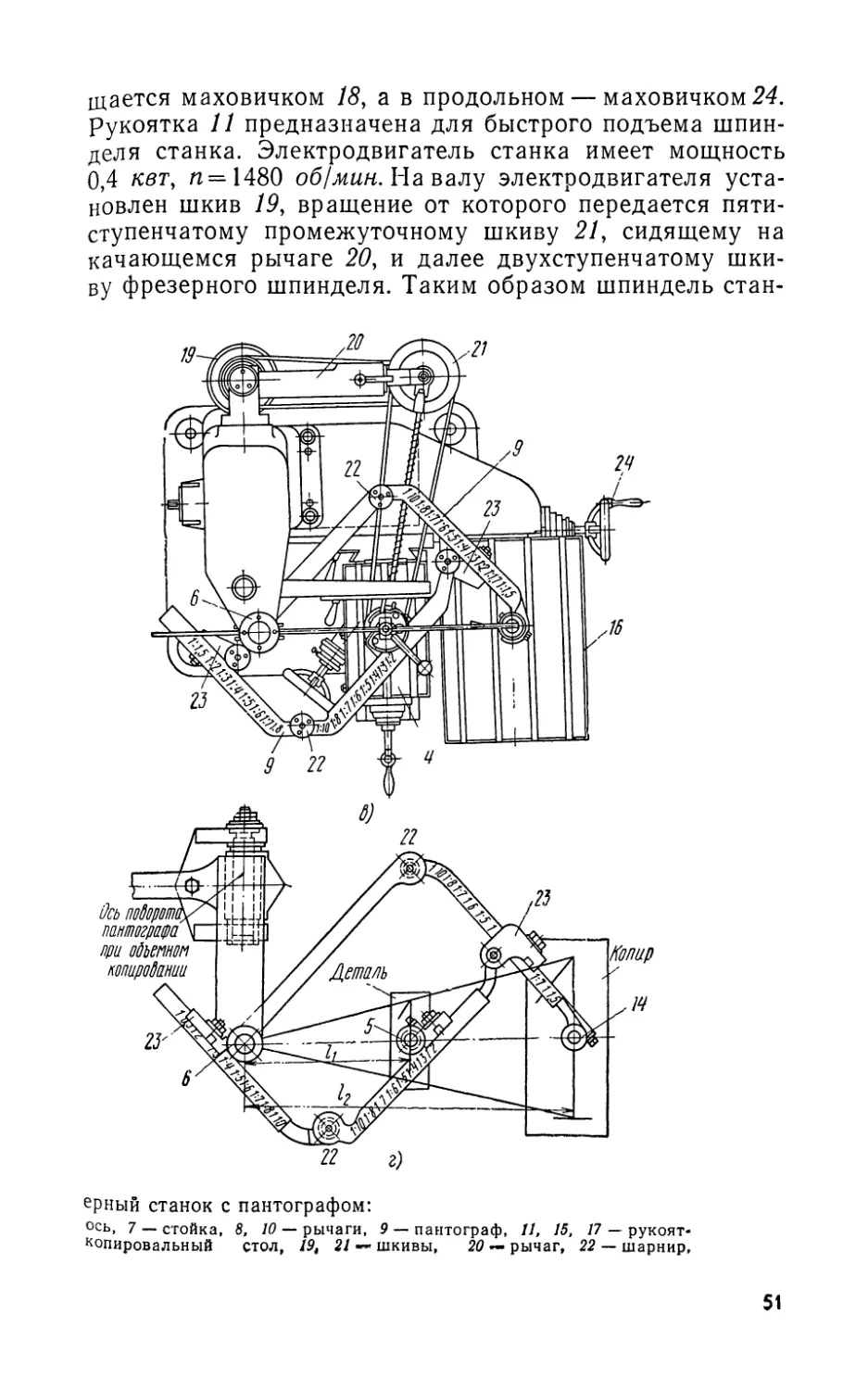
щается маховичком 18, а в продольном — маховичком 24,
рукоятка 11 предназначена для быстрого подъема шпин-
деля станка. Электродвигатель станка имеет мощность
0,4 кет, п= 1480 об I мин. На валу электродвигателя уста-
новлен шкив 19, вращение от которого передается пяти-
ступенчатому промежуточному шкиву 21, сидящему на
качающемся рычаге 20, и далее двухступенчатому шки-
ву фрезерного шпинделя. Таким образом шпиндель стан-
22 г)
ерный станок с пантографом:
ось, 7 — стойка, 8, 10 — рычаги, 9 —пантограф, 11, 15, 17 — рукоят-
копировальный стол, 19t 21 — шкивы, 20 — рычаг, 22 — шарнир,
51
ка получает шесть ступеней чисел оборотов в минуту —
от 1750 до 9600. Пантограф снабжен рычажной систе-
мой, соединяемой шарнирами 22.
При гравировании рычаг 10 вместе с устройством,
соединяющим его со шпинделем, снимают. Копироваль-
ный шпиндель 14 закрепляют зажимом /2, а на рычаг 8
устанавливают колодку, по которой скользит шип шпин-
деля 5. На копировальный стол 16 (см. рис. 20, в) уста-
навливают шаблон-копир (с буквами, цифрами и др.),
а в копирном шпинделе закрепляют щуп. Рукояткой 15
щуп обводят по шаблону-копиру и направляют движение
режущего инструмента, закрепленного в шпинделе 5
станка. Быстровращающимся инструментом (остроконеч-
ной фрезой, рис. 20, б) на обрабатываемой поверхности
детали, закрепленной на столе 4 станка, снимается слой
металла и образуется рисунок. Для ограничения верти-
кального перемещения щупа предназначены упоры 13,
а для закрепления стола копира — рукоятка 17.
Схема пантографа станка показана на рис. 20, г. Мас-
штаб копирования пантографа определяется по формуле
М = —
/нкоп — . >
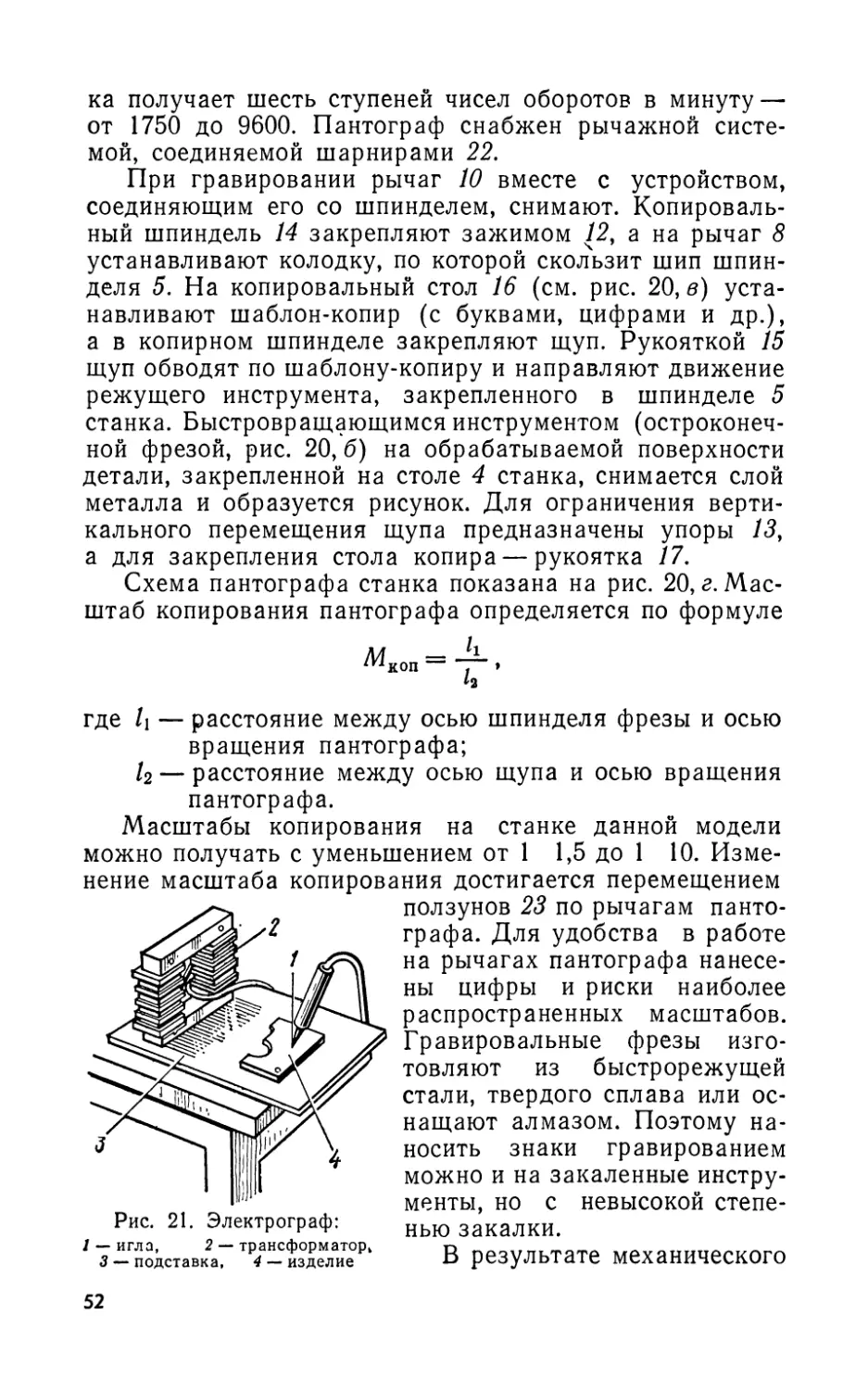
Рис. 21. Электрограф:
/ — игла, 2 — трансформатор,
3 — подставка, 4 — изделие
где 1\ — расстояние между осью шпинделя фрезы и осью
вращения пантографа;
/2 — расстояние между осью щупа и осью вращения
пантографа.
Масштабы копирования на станке данной модели
можно получать с уменьшением от 1 1,5 до 1 10. Изме-
нение масштаба копирования достигается перемещением
ползунов 23 по рычагам панто-
графа. Для удобства в работе
на рычагах пантографа нанесе-
ны цифры и риски наиболее
распространенных масштабов.
Гравировальные фрезы изго-
товляют из быстрорежущей
стали, твердого сплава или ос-
нащают алмазом. Поэтому на-
носить знаки гравированием
можно и на закаленные инстру-
менты, но с невысокой степе-
нью закалки.
В результате механического
52
гравирования могут возникнуть небольшие деформации
инструмента, поэтому точные инструменты (шаблоны, ле-
кала и др.) механическим способом не маркируют.
§ 1 НАНЕСЕНИЕ ЗНАКОВ
ЭЛЕКТРИЧЕСКИМ СПОСОБОМ
При нанесении знаков электрическим способом
применяют электрографы и электроискровые автома-
ты. Маркировка незакаленных и закаленных изделий
выполняется на электрографе
(рис. 21), который состоит из иглы 1,
трансформатора 2 и подставки 3.
Игла 1 изготовляется из красной ме-
ди с вольфрамовым наконечником ди-
аметром от 2,5 до 3,5 мм. Трансформа-
тор 2 (понижающий) предназначен для
питания электрическим током иглы 1.
Подставка 3—медная. Трансформа-
тор закрывается кожухом.
При нанесении знаков изделие 4
укладывают на медную подставку. При
соприкосновении острия иглы с поверх-
ностью инструмента под действием
электрического тока образуется высо-
кая температура. Это приводит к выжи-
ганию металла и на поверхности инст-
румента остаются следы глубиной до
0,15 мм.
Электроискровые автома-
т ы применяют для нанесения знаков не-
большого размера на закаленных и'зде-
Рис. 22. Пружин-
ный штихель:
/ — игла, 2 — пружи-
на, 3 — державка,
4 — винт
лиях и в тех случаях, когда не допускается ударное клей-
мение, способствующее возникновению деформаций.
§ 4. НАНЕСЕНИЕ ЗНАКОВ
ХИМИЧЕСКИМ СПОСОБОМ
Нанесение знаков химическим способом осуществля-
ется травлением. Особенно эффективен этот способ при
маркировке закаленных и точных изделий, так как он
исключает деформации изделия. Кроме того, маркиров-
53
ка травлением всегда четко выделяется на поверхности
закаленных и отшлифованных инструментов.
Процесс получения необходимых знаков травлением
состоит в следующем:
1) подготовка поверхности к покрытию лаком;
2) покрытие поверхности асфальтовым лаком;
3) сушка поверхности;
4) нанесение знаков;
5) травление;
6) промывка и уничтожение следов кислоты с ин-
струментов.
Прежде чем покрыть поверхность лаком, ее тщатель-
но зачищают или отшлифовывают, а затем обезжирива-
ют промыванием в бензине и насухо протирают тканью.
Необходимо помнить, что даже лак высокого качества
плохо пристанет к металлической поверхности, если она
имеет жировые пятна. Асфальтовый лак № 350 наносят
равномерным слоем (не допуская образования пузырь-
ков). Лак наносят мягкой кистью или распылительным
аппаратом. Лакированную поверхность сушат в сушиль-
ном шкафу в течение 40 минут. Знаки на инструментах
наносят вручную или на станке при помощи специаль-
ных инструментов — пружинных штихелей (рис. 22).
Травление производится погружением инструментов
в специальные растворы. Для закаленных инструментов
применяют раствор, состоящий из 10% азотной кислоты,
30% уксусной кислоты, 5% спирта и 55% воды. Для не-
закаленных инструментов раствор составляют из 40%
азотной кислоты, 20% уксусной кислоты и 40% воды.
В отдельных случаях травление можно выполнять этими
же растворами капельным методом, который заключа-
ется в том, что несколько капель раствора пипеткой на-
носят на места, где нет лака. Травление длится 15—
20 минут. Протравленный инструмент сначала промыва-
ют в воде, а потом погружают его на 4—6 минут в
5%-ный раствор едкого натрия, нагретого до температу-
ры 35—40° С. Это делается для нейтрализации остатков
кислоты. После нейтрализации инструменты снова про-
мывают в проточной воде, насухо протирают тканью и
сушат в сушильном шкафу.
Глубокое травление основано на применении
йодного раствора. Главное достоинство этого метода
состоит в том, что в протравленных местах исключается
появление коррозии. Раствор состоит из 100 г йодистого
54
калия, 150 г йода металлического, 500 мл спирта эти-
лового и 500 мл воды. Процесс получения необходимых
знаков на инструментах осуществляется примерно в та-
кой же последовательности, что и при кислотном трав-
лении, но характер некоторых операций иной.
Сначала обезжиривают поверхность инструмента и
покрывают ее асфальтобитумным лаком. Потом поверх-
ность сушат и гравируют на ней надписи. Травление
производится нанесением раствора мягкой щеточкой, вы-
держка длится 12—15 минут, после чего остатки раство-
ра смывают в проточной холодной воде и нейтрализуют
в 3%-ном растворе аммиака.
Лак удаляют бензином. Сначала инструмент погру-
жают в бак с бензином для растворения лака, а затем
промывают в чистом бензине и насухо протирают чистой
тканью. При травлении инструментов необходимо соб-
людать осторожность в работе. Растворы необходимо
хранить в посуде с притертой пробкой, а для йодных
растворов посуда должна быть темной.
§ 5. НАНЕСЕНИЕ ШТРИХОВ И ЗНАКОВ
НА ШКАЛАХ ИНСТРУМЕНТОВ
Контрольно-измерительные инструменты имеют сле-
дующие шкалы: плоские линейные, плоские круговые и
шкалы, нанесенные на цилиндрических и конических по-
верхностях. Плоские линейные шкалы наносят на измери-
тельные линейки, штангенциркули, штангенрейсмасы,
штангензубомеры и другие измерительные инструменты.
Плоские круговые шкалы наносят на угломеры, индика-
торы и др. Шкалы, нанесенные на цилиндрических и ко-
нических поверхностях, имеют микрометрические инстру-
менты, микроскопы и другие приборы.
При нанесении штрихов на шкалах соблюдают техни-
ческие требования, предусмотренные для каждого инстру-
мента ГОСТом. Все без исключения штрихи, наносимые
на инструментах, должны быть четкими, ровными и пер-
пендикулярными к направляющей грани инструментов.
Метод нанесения штрихов и знаков выбирают в зависи-
мости от требований, предъявляемых к шкале измери-
тельного инструмента, с учетом следующих факторов:
а) требуемой точности нанесения штрихов, их глубины и
ширины, а также качества наносимых знаков; б) серий-
55
ности производства; в) материала инструмента, т. е. мар-
ки стали, термической обработки ее и т. д.; г) наличия
необходимого оборудования.
Механический способ. Штрихи на шкалах по незака-
ленной стали наносят резцом на специальных делитель-
ных машинах, имеющих механизмы для нанесения штри-
хов и точной шаговой подачи инструментов. На таких
Рис. 23. Схема нанесения штрихов на
линейках:
/ — винтовой механизм, 2 — стол, 3—ме-
ханизм, 4 — резец, 5 линейка
машинах можно нано-
сить штрихи как на
плоских, так и на круго-
вых шкалах.
На рис. 23 показана!
схема нанесения штри-
хов на линейках. Ли-1
нейку 5 укладывают на
на стол 2. В механиз-
ме 3 закрепляют ре-
зец 4, который может
совершать прямолиней-
ное возвратно-поступа-
тельное движение. Для
нанесения штриха ре-
зец опускают до сопри-
косновения с металлом
и после того, как резец
врежется в металл и
продвинется вперед, он возвращается в исходное положе-
ние и отводится вверх.
Подача линейки 5 на величину интервала между де-
лениями осуществляется микрометрическим винтовым ме-
ханизмом /. Точность деления шкал зависит от точности
делительных машин (обычно 10—12 микрон на длине
500 мм). Минимальная ширина штрихов 0,05—0,08 мм,
глубина 0,01—0,08 мм. Данный метод требует примене-
ния резцов высокого качества (рис. 24, а). Твердость ре-
жущих кромок резца должна быть HRC 64—66.
При серийном и массовом производстве применяются
специальные делительные машины.
Нанесение штрихов на координатно-расточных стан-
ках. В единичном производстве штриховые меры наносят
на координатно-расточных станках, имеющих устройст-
во для точного отсчета перемещений стола. Штрихи на-
носят нарезанием на поверхности обрабатываемых изде-
лий: линеек, лимбов, нониусов и т. п. Поверхность, на
56
Рис. 24. Резцы для нанесения штрихов:
а — на делительных машинах, б — на координатно-расточном станке
которую наносят штрихи, должна быть ровной. При уста-
новке на станке ее проверяют индикатором на параллель-
ность перемещению резца. При неправильной установке
детали и неровностях поверхности штрихи получаются
разной глубины. Тонкие детали типа линеек устанавлива-
ют на станке при помощи специальных прижимных
планок.
Для нанесения штрихов применяют специальные
резцы (рис. 24, б). Наиболее производительно и удоб-
но нарезать штрихи при перемещении шпинделя. Чтобы
исключить погрешности, вызываемые возможным поворо-
том шпинделя, режущая кромка резца должна устанав-
ливаться строго по оси вращения шпинделя.
Нанесение штрихов давлением. Этот способ является
наиболее производительным и выполняется на специаль-
ном станке, схема которого показана на рис. 25. Нанесе-
ние штрихов давлением выполняется одновременно не-
сколькими пуансонами, собранными в пакет и установ-
ленными неподвижно в обойме. Червячная пара 1
получает вращение от электродвигателя и передает его
кривошипному механизму 2 и шатуну 3. Клин 4 получает
возвратно-поступательное движение от шатуна и переда-
ет его планке 6, находящейся под действием пружин.
Рис. 25. Схема станка для нанесения штрихов дав-
лением:
/ — червячная пара, 2 — кривошипный механизм, 8 — ша-
тун, 4 — клин, 5 — изделие, 6 — планка, 7 — пуансон
Штрихи или знаки наносят следующим образом. Изде-
лие 5 устанавливают между планкой 6 и сборным паке-
том пуансонов 7. Клин 4 при перемещении влево (на схе-
ме показано стрелкой) под действием пружин прижима-
ет деталь к концам пуансонов, на которых нанесены
знаки, и оставляет на поверхности оттиск.
58
Литографский способ. При массовом изготовлении
инструментов, имеющих плоские и линейные шкалы, при-
меняют литографский способ нанесения штрихов. Этот
способ позволяет на поверхности незакаленных и зака-
ленных инструментов наносить одновременно весь ком-
плекс делений: штрихи, надписи и цифры.
При литографском способе приготовляется клише, на
поверхность которого наносятся деления или знаки.
Перенесение изображения делений и знаков с клише
на поверхность инструментов производится следующим
образом.
Поверхность клише покрывают слоем краски. При
этом штрихи и надписи клише краской не покрываются,
так как они имеют форму углубления.
Слой краски с клише снимается литографским вали-
ком и переносится с валика на инструмент путем прока-
тывания.
Чтобы придать устойчивость краски против действия
кислот, поверхность шкалы после прокатывания валиком
покрывают специальным асфальто-канифольным порош-
ком. В этом виде инструмент подвергают нагреву в элект-
ропечи до температуры 140—160° С.
Под действием температуры порошок и краска спека-
ются, образуя достаточно устойчивый противокислотный
слой. После спекания инструмент поступает на травление
штрихов, потом на промывку, нейтрализацию и удаление
асфальто-канифольного слоя.
ГЛАВА V
ОСНОВНЫЕ СВЕДЕНИЯ
О РАБОТЕ НА СТРОГАЛЬНЫХ,
ДОЛБЕЖНЫХ И ШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. ПОНЯТИЯ О ПРОЦЕССЕ РЕЗАНИЯ
И ГЕОМЕТРИИ РЕЗЦА
На рис. 26, а показан обычный резец с обозначением
его геометрических элементов. Режущая часть резца
представляет собой клин (рис. 26, б). Под действием си-
лы Р клин, врезаясь в металл, снимает с обрабатываемой
поверхности стружку. На процесс образования стружки
влияют углы резца, участвующие в работе. Как видно из
рисунка, задняя поверхность резца частично освобожде-
на от трения. Следовательно, задний угол а способствует
уменьшению трения между задней поверхностью резца и
обрабатываемой деталью. С уменьшением трения умень-
шается нагрев резца. Однако сильно увеличенный задний
угол ослабляет головку, что уменьшает срок эксплуата-
ции резца. Поэтому при выборе резца учитывают свойст-
ва обрабатываемого материала и условие резания. Для
обработки мягких и вязких металлов задний угол берут
большим, а при обработке твердых и хрупких метал-
лов — меньшим. Величина заднего угла 5—8°.
Важную роль в процессе образования стружки играет
и передний угол у. При увеличенном переднем угле улуч-
шается процесс резания и качество обработанной поверх-
ности. Но вместе с тем ослабевает режущая кромка рез-
ца, понижается ее прочность, что ведет к быстрому изно-
су резца (его выкрашиванию). Поэтому при обработке
твердых и хрупких материалов применяют резцы с мень-
шим передним углом, а при обработке мягких и вязких
материалов — с большим передним углом.
Но главное влияние на производительность обработки
резанием оказывает угол резания б, образуемый перед-
ней поверхностью резца и плоскостью резания.
Рассмотрим более подробно углы резца, примени-
тельно к процессу строгания.
60
Все углы резца разделяются на главные углы, углы в
плане и угол наклона главной режущей кромки.
К главным углам относятся: передний угол у, задний
угол а, угол заострения 0 и угол резания д (см. рис.26, б).
Углом заострения 0 называют угол между передней и
главной задней поверхностями резца.
Передним углом у называют угол между передней по-
верхностью резца и плоскостью, перпендикулярной плос-
кости резания, проведенной через главную режущую
кромку резца.
а)
Рис. 26. Схема процесса резания и элементы резца:
/ — главная режущая кромка, 2 — главная задняя поверхность, 3 —
головка резца, 4 — вспомогательная задняя поверхность, 5 — вспомога-
тельная режущая кромка, 6 — вершина резца, 7 — передняя поверх-
ность, 8 — тело резца
61
Главным задним углом а называется угол между
главной задней поверхностью и плоскостью резания.
Углом резания б называется угол между передней по-
верхностью резца и плоскостью резания.
Главным углом в плане ср (рис. 26, в) называют угол
между проекцией главной режущей кромки на основную
плоскость и направлением подачи. Величина этого угла
оказывает влияние на толщину а и ширину b срезаемого
слоя металла (рис. 26, г). Выбирают угол (р в зависимос-
ти от вида обработки, типа резца, жесткости резца и
детали.
Вспомогательным углом в плане cpi называют угол
между проекцией вспомогательной режущей кромки на
основную плоскость и направлением подачи. Правильный
выбор угла ср способствует уменьшению трения вспомо-
гательной задней поверхности резца об обрабатываемую
поверхность детали.
Углом при вершине в плане е называют угол между
проекциями режущих кромок на основную плоскость.
Углом наклона главной режущей кромки К называют
угол между главной режущей кромкой и линией, прове-
денной через вершину резца параллельно основной плос-
кости. Угол наклона главной режущей кромки X пре-
дохраняет его вершину от преждевременного износа. Это
особенно важно для строгательных резцов, так как они
работают с ударной нагрузкой.
Угол наклона главной режущей кромки будет отри-
цательным, если вершина резца является высшей точ-
кой режущей кромки (рис. 26, д), равным нулю — когда
главная режущая кромка параллельна основной плоскос-
ти (рис. 26, е) и положительным — когда вершина резца
является низшей точкой (рис. 26, ж).
§ 2. ЭЛЕМЕНТЫ ПРОЦЕССА
РЕЗАНИЯ
К элементам процесса резания относятся скорость ре-
зания, подача и глубина резания.
Скоростью резания называется величина перемещения
кромки резца относительно обрабатываемой поверхности
в единицу времени. При выполнении работ на поперечно-
строгальном станке скорость резания равна средней ско-
рости перемещения резца. Скорость резания обозначает-
62
ся буквой v и измеряется в метрах в минуту (м/мин).
При строгании на поперечно-строгальном станке ско-
рость резания подсчитывают по формуле
= Ln (1 4- m) м/мин
рх 1 non
где урх — скорость рабочего хода, м!мин\
L — длина рабочего хода резца, мм\
п— число двойных ходов в минуту ползуна;
т — отношение скорости рабочего хода к скорости
холостого хода.
Подачей называется величина перемещения резца
(или заготовки) в направлении, перпендикулярном к на-
правлению главного движения. Подача измеряется в мил-
лиметрах за один двойной (рабочий+ холостой) ход сто-
ла или резца и обозначается буквой s.
Глубиной резания называется слой металла, снимае-
мый резцом за один проход. Измеряется глубина реза-
ния в миллиметрах и обозначается буквой t.
Шириной срезаемого слоя называется расстояние
между обрабатываемой и обработанной поверхностью,
измеренное по поверхности резания. Обозначается шири-
на срезаемого слоя буквой b и измеряется в миллиметрах.
Толщиной срезаемого слоя называется расстояние
между двумя последовательными положениями поверх-
ности резания. За один двойной ход резца толщина сре-
заемого слоя обозначается буквой а и измеряется в мил-
лиметрах.
Площадью поперечного сечения срезаемого слоя на-
зывается произведение глубины резания t на подачу $
или ширину среза В на толщину а.
Площадь поперечного сечения обозначается буквой
f и измеряется в квадратных миллиметрах.
Сечение срезаемого слоя определяется по формуле
f = t • s = ab мм2.
§ 3. СТРОГАЛЬНЫЕ СТАНКИ
И ПРИНАДЛЕЖНОСТИ К НИМ
Строгальные станки разделяются на универсальные и
специализированные. К универсальным относятся попе-
речно-строгальные, продольно-строгальные и долбежные
63
станки. На этих станках выполняется большинство стро-
гальных операций.
В инструментальном производстве применяются пре-
имущественно поперечно-строгальные станки. Они пред-
назначены для обработки строганием малогабаритных
деталей, имеющих горизонтальные, вертикальные и на*
Рис. 27. Внешний вид поперечно-строгального станка 7Б-35:
1 — станина, 2 — ползун, 3 — суппорт, 4 — резцедержатель, 5 —
стол, 6 кронштейн, 7 — механизм вертикальной подачи, 8 — меха-
низм горизонтальной подачи
клонные поверхности. Строгание деталей сложного про-
филя (шаблоны, кулачки и др.) производится на фасон-
но-строгальных станках.
На рис. 27 показан поперечно-строгальный станок
7Б-35. Основными частями этого станка являются стани-
на /, ползун 2, стол 5, суппорт 5, резцедержатель 4, ку-
лисный механизм, механизм вертикальной подачи 7 и
горизонтальной подачи 8.
Станина 1 представляет собой массивную отливку из
чугуна. Необходимую прочность и жесткость ей обеспечи-
вают внутренние ребра и перегородки. Внутри станины
64
помещены привод станка, коробка скоростей и кулисный
механизм.
В верхней части станины имеются направляющие типа
«Ласточкин хвост», по которым передвигается ползун 2.
На передней стенке станины прикреплен стол 5, который
поддерживается кронштейном 6.
Ползун станка представляет собой чугунную пустоте-
лую отливку. Для обеспечения прочности внутри ползу-
на расположены ребра жесткости. На нижней части пол-
зуна находятся две призматические направляющие, кото-
рые тщательно обработаны и подогнаны к горизонталь-
ным направляющим станины. К передней части ползуна
прикреплен суппорт с резцедержателем, в котором кре-
пится резец. От плавности и точности перемещения пол-
зуна по направляющим зависит качество строганых по-
верхностей. Ползун шарнирно связан с кулисой и может
устанавливаться на различном расстоянии от стола.
Кулиса, совершая колебательное движение, сообщает
ползуну прямолинейное возвратно-поступательное движе-
ние. Длина хода ползуна регулируется перемещением
пальца кулисы относительно центра корпуса кулисного
механизма.
Движение резца в направлении заготовки, при кото-
ром происходит обработка детали, называется рабочим
ходом.
Движение резца в обратном направлении, при кото-
ром обработка детали не производится, называется хо-
лостым ходом.
Движение, состоящее из рабочего и холостого хода,
называют двойным ходом.
Устанавливают и закрепляют заготовку на столе стро-
гального станка с помощью зажимных и крепежных при-
способлений.
Самыми распространенными зажимными устройства-
ми при обработке на поперечно-строгальных станках яв-
ляются машинные тиски. Они выпускаются различ-
ных типов и размеров. Размеры тисков определяются
шириной губок и предельным расстоянием между ними.
Показанные на рис. 28, а машинные поворотные тиски
просты по устройству и удобны в работе. Передвижение
подвижной губки и закрепление заготовки осуществляет-
ся съемной рукояткой.
В поворотных тисках деталь можно установить в гори-
зонтальной плоскости под любым углом по отношению к
3—748
65
движению резца. При этом основание тисков остается
неподвижным.
К крепежным приспособлениям относятся прихваты,
прижимы, упоры. Прихваты показаны на рис. 28, б.
Это бруски различного сечения со скосами и уступами.
Отверстие для болта сделано продолговатым, что позво-
ляет передвигать прихват по отношению к закрепляемой
детали. Прижимы (рис. 28, в) применяются для закре-
пления заготовок, не имеющих выступов и ступенек. Вся
Рис. 28. Принадлежности для закрепления обрабатывающих загсн
товок на столе строгального станка:
а — машинные поворотные тиски, б — прихваты, в — прижим, г — упоры;
I —1 основание, 2 — неподвижная губка, 3, 4 — каленые вкладыши, 5 —*
подвижная г^бка, 6 — ходовой винт, 7 — направляющие, 8 Прижимные
планки
верхняя часть закрепляемой детали остается свободной
для обработки. Показанные на рис. 28, г упоры созда-
ют безопасные условия работы. Они исключают возмож-
ность перемещения заготовки во время ее обработки в на-
правлении главного движения. Опоры и подклад-
к и используют, главным образом, как вспомогательные
опорные приспособления при закреплении заготовок.
Подкладки бывают клиновидные и в виде прямоугольных
брусков с параллельными сторонами.
66
§ 4. СТРОГАЛЬНЫЕ РЕЗЦЫ
Строгальные резцы (рис. 29) работают в тяжелых ус-
ловиях: в процессе резания на них действует ударная
нагрузка. Под действием сил резания резец стремится
отойти назад. При неоднородном металле сила резания
увеличивается, что отрицательно влияет на резец. Часто
по этой причине возникают поломки. Такое явление свой-
ственно прямым строгальным резцам. Поэтому прямые
резцы применяют при строгании однородного материала
при небольшой подаче и глубине резания. Изогнутый ре-
зец при увеличении силы резания отойдет назад, и при
этом уменьшится глубина резания. Следовательно, умень-
шится и сила резания. По окончании снятия стружки ре-
зец сразу переместится вперед и займет первоначальное
положение.
Резцы бывают прямые и изогнутые. При обработке ма-
териалов повышенной прочности с увеличенным сечением
стружки применяют изогнутые резцы.
Согласно ГОСТ 10045—62 резцы строгальные с плас-
тинками из быстрорежущей стали изготовляют пяти
типов:
тип I — резцы проходные изогнутые с главным углом
в плане 45°, правые и левые (рис. 29, а)\
тип II — резцы чистовые широкие изогнутые
(рис. 29, б);
тип III — резцы подрезные прямые, правые и левые
(рис. 29, в);
тип IV — резцы подрезные изогнутые, правые и левые
(рис. 29, г);
тип V — резцы отрезные — прорезные изогнутые
(рис. 29, б);
Название резца соответствует виду выполняемой им
работы.
Проходные резцы применяют для строгания
плоскостей. Они бывают прямые и изогнутые с различ-
ными основными углами режущей части резца. Черно-
вые проходные резцы предназначены для грубой обра-
ботки в пределах 2—3-го класса чистоты, а чистовые
проходные резцы — для обработки точных поверхностей,
требующих более высокого класса чистоты (V—4—7).
Широкие чистовые резцы применяют для
строгания с большими подачами (до 25—30 мм за один
рабочий ход).
з*
67
Рис. 29. Строгальные резцы с пластинками из быстрорежущей
стали:
а — проходной изогнутый с углом ср=45°, б — чистовой широкий изогнутый,
в — подрезной прямой, г — подрезной изогнутый, д — отрезной прорезной
изогнутый; основные размеры резцов: L — общая длина, / — длина рабо-
чей части, Н — высота стержня резца, b — ширина стержня резца, п —.
длина режущего лезвия, т — величина отсчета, а — ширина лезвия отрез-
ного резца
Подрезные резцы применяют главным образом
для подрезания уступов и торцев. В некоторых случаях
эти резцы применяют для строгания вертикальных и на-
клонных поверхностей.
Отрезные-прорезные резцы используют для
разрезания заготовок на части, прорезания канавок, па-
зов и выемок.
По направлению подачи резцы делятся на правые и
левые. У правых резцов главная режущая кромка распо-
ложена слева, а у левых резцов — справа.
По форме головки резцы делятся на прямые и отогну-
тые. Прямыми называют резцы, у которых ось резца в
плане прямая; отогнутыми — резцы, у которых ось резца
в плане отогнута вправо или влево.
§ 5. ПРИЕМЫ УСТАНОВКИ
И ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
При выполнении строгальных операций заготовки ус-
танавливают в тисках или непосредственно на столе
станка. Крепление заготовки должно быть достаточно
жестким. При недостаточно жестком креплении заготов-
ки возможна поломка резца, перемещение заготовки, по-
ломка частей станка, что может привести к производст-
венной травме рабочего.’ Поэтому необходимо выбирать
наиболее целесообразные приспособления для закрепле-
ния заготовки и тщательно проверять их состояние. При-
жимные винты и гайки должны быть в хорошем состоя-
нии, поверхность стола — быть чистой.
Установка и закрепление заготовок в тисках. Прежде
чем установить и закрепить заготовку в тисках, необходи-
мо установить и выверить тиски. Для этого их устанав-
ливают на столе станка и слегка закрепляют болтами.
В зависимости от степени точности обрабатываемых де-
талей выполняют необходимую выверку угольником и
чертилкой или индикатором. Угольником выверяют пер-
пендикулярность губок тисков по отношению к столу
станка. Чертилку используют при невысокой точности об-
работки, а индикатор — при высокой точности обработ-
ки взаимно располагаемых плоскостей детали. По окон-
чании выверки тиски жестко закрепляют.
Если у деталей обрабатывается только одна какая-
69
либо плоскость, не связанная размерами с другими плос-
костями, тиски устанавливают без выверки.
Выверка и закрепление заготовок в тисках зависит от
характера выполняемой работы. Если требуется обрабо-
тать одну поверхность начисто (не выдерживая разме-
ра), заготовку зажимают в тисках, к обрабатываемой по-
верхности подводят установленный резец, потом включа-
1)
Рис. 30. Способы установки заготовок при строгании;
а — в тисках с помощью параллельной подкладки, б — на столе
с закреплением прижимной планкой, в — на столе е закреплением
упорами
ют малую скорость, на ходу резец медленно подводят к
обрабатываемой заготовке и в нескольких местах незна-
чительно врезают в металл. Если на поверхности заготов-
ки образуются полоски одинаковой глубины, выверка
считается правильной, заготовку окончательно закрепля-
ют и приступают к обработке. Но чаще всего резец ос-
тавляет на поверхности заготовки полоски разной глуби-
ны. Тогда легкими ударами молотка выправляют поло-
жение заготовки так, чтобы резец находился на
одинаковом расстоянии от обрабатываемой поверхности.
Иногда такие приемы повторяют несколько раз. Выверив
заготовку, ее окончательно закрепляют, устанавливают
режимы резания и приступают к обработке.
70
Если требуется обработать несколько поверхностей,
параллельно расположенных между собой (с достаточ-
ной точностью по разметке), заготовку устанавливают в
тисках и проверяют рейсмасом параллельность линии
разметки к плоскости стола станка. Рейсмас устанавли-
вают на столе, а острый конец чертилки подводят к раз-
меточной линии на заготовке. Передвигая рейсмас, наб-
людают за чертилкой. Если она находится на одинаковой
высоте с разметочной линией на всей ее длине, установка
считается правильной. В этом случае заготовку жестко
закрепляют, снова выверяют и приступают к строганию.
Если разметочная линия не совпадает с острием чертилки
на каком-либо отрезке, легкими ударами молотка выправ-
ляют положение заготовки так, чтобы острие чертилки
было на одинаковой высоте от разметочной линии.
Иногда приходится строить заготовки с частично обра-
ботанными поверхностями, выдерживая при этом точные
размеры. Устанавливают и выверяют заготовку в дан-
ном случае по предварительно обработанной плоскости.
При установке заготовок в тисках пользуются мерны-
ми параллельными подкладками (рис. 30, а). Примене-
ние подкладок предохраняет от повреждений плоские на-
правляющие тисков. Мерными подкладками можно так-
же регулировать высоту выступающей части заготовки из
губок тисков.
Установка и закрепление заготовок на столе станка.
На столе станка заготовку устанавливают и закрепляют
в тех случаях, когда из-за больших размеров или несим-
метричной формы ее нельзя закрепить в тисках. Стол и
пазы станка тщательно очищают от пыли и стружки.
Для закрепления заготовки применяют болты с гайками,
прижимы, прихваты и упоры. Их выбирают в зависимос-
ти от формы заготовки, чтобы они не мешали обработке.
Заготовки, имеющие выступы или впадины, крепят к
столу прихватами и упорами (рис. 30, б). При строгании
заготовок, у которых нет выступов или впадин, обраба-
тывают сначала одну поверхность на подкладках. Затем
заготовку устанавливают обработанной поверхностью на
столе, закрепляют прихватами, как показано на рис. 30, в,
и обрабатывают вторую поверхность.
Прижимы и упоры нужно устанавливать на столе та-
ким образом, чтобы возникающие при резании силы не
смогли сдвинуть обрабатываемую заготовку.
Прижимы и упоры рекомендуется располагать сле-
71
дующим образом. С левой стороны боковой поверхности
ставят упоры при работе правым резцом; с правой сторо-
ны— при работе левым резцом. Прижимы устанавлива-
ют со стороны обработанной поверхности; впереди заго-
товки ставят упоры, чтобы заготовка не смогла переме-
щаться при главном рабочем движении резца; сзади
заготовки упоры обычно не ставят, так как при возвра-
щении резца возникают незначительные силы, которые
не в состоянии сдвинуть заготовку.
Установку заготовки на столе станка проверяют раз-
личными способами. Если заготовка не размечена, уста-
новку проверяют по одной из боковых поверхностей.
Заготовку устанавливают на столе параллельно Т-образ-
ному пазу. Если необходимо установить заготовку с боль-
шой точностью, предварительно обрабатывают одну из
боковых сторон и закрепляют ее. Сначала острием чер-
тилки или наконечником индикатора (которые крепятся
в резцедержателе) проводят по обработанной плоскости,
проверяя тем самым установку заготовки. Если стрелка
индикатора уклоняется от нулевого положения, необхо-
димо легким ударом молотка со вставками из мягкого
металла (меди, свинца) изменить положение заготовки.
Так повторяют до тех пор, пока показания индикатора
будут одинаковыми при перемещении его п*о всей обра-
ботанной поверхности.
Размеченные заготовки выверяют в продольном и по-
перечном направлениях. Трудности при выверке заключа-
ются в том, что необработанные поверхности имеют раз-
личные неровности (особенно литые заготовки). Поэтому
при выверке таких заготовок применяют клиновые под-
кладки. Установку проверяют рейсмасом или чертилкой,
зажатой в резцедержателе.
При нарушении параллельности ударами молотка сме-
щают заготовку в нужную сторону. После жесткого за-
крепления заготовки снова выполняют проверку. Если
после этого разметочные линии параллельны движению
резца, выбирают необходимые режимы резания и при-
ступают к обработке заготовки.
В случае смещения заготовки в результате пробного
строгания, молотком подбивают клиновые подкладки и
снова проверяют рейсмасом. После контрольной провер-
ки заготовку вторично жестко закрепляют и выполняют
строгание.
В зависимости от припуска на обработку выбирают
72
величину срезаемого слоя металла. При черновом строга-
нии экономичнее работать с большой глубиной резания и
подачей. Под чистовое строгание оставляют припуск на
обработку не более 0,5—2 мм и работают с малыми по-
дачами. Для чернового строгания применяют проходной
изогнутый резец (лучше левый), а для чистового — резец
с слегка закругленной вершиной.
Прежде чем установить резец в резцедержателе необ-
ходимо поворотную часть суппорта поставить на нулевое
положение.
Далее-суппорт поворотом рукоятки перемещают вверх
настолько, чтобы салазки суппорта выступали ниже пол-
зуна на 10—15 мм. Это делается для того, чтобы вылет
резца был минимальным, что обеспечивает наибольшую
жесткость резцу. Особенно важно устанавливать суппорт
в такое положение при черновом строгании, когда возни-
кают большие усилия, изгибающие резец.
После установки резца в резцедержателе регулируют
длину хода ползуна относительно обрабатываемой заго-
товки, которая определяется по формуле:
L = Lj 4" I мм,
где L — длина хода ползуна, мм;
L\ — длина строгания, мм;
I — перебег резца, мм.
Перебег резца берут примерно равным 20—30 мм.
Установив резец в резцедержателе, по справочнику
выбирают необходимые режимы обработки: скорость,
глубину резания, подачу и приступают к строганию го-
ризонтальных плоскостей.
Устанавливают резец на нужную глубину резания по
лимбу винта суппорта. Устройство лимба на станках бы-
вает различным. Однако, зная шаг винта и количество де-
лений лимба, можно легко определить цену деления лим-
ба. Для этого необходимо шаг винта разделить на число
делений лимба.
Плоскости строгают за один или несколько проходов.
При черновом строгании снимают наиболее значитель-
ные припуски.
При чистовом строгании применяют наименьшую по-
дачу и стараются получить поверхность 4—5-го класса
чистоты. Для достижения такой чистоты у резца закруг-
ляют вершину и устанавливают его так, чтобы сохрани-
лись углы заточки резца. Прямолинейность обработан-
73
ной плоскости проверяют лекальной линейкой, а размер
ры — штангенциркулем с величиной отсчета по нониус^
0,05 или 0,1 мм. ’
§ 6. ДОЛБЕЖНЫЕ СТАНКИ
И РЕЗЦЫ К НИМ
Долбежные станки. Станки предназначены для обра-
ботки вертикальных и наклонных плоскостей, пазов, кана-
вок и фасонных поверхностей. У долбежных станков
Рис. 31. Долбежный станок 7А420:
1 — станина, 2 — резцедержатель, 3 — долбяк, 4 — кулисный механизм, 5 — на
сосно-лубрикатная группа, 6 — привод, 7 — коробка подач, 8 — коробка скоро
стей, 9 — шкаф электрооборудования, 10 — стол
главное движение резца осуществляется в вертикальном
направлении. Направление подачи стола, на котором кре-
пится заготовка, может быть продольным, поперечным
или круговым.
Для инструментальных работ долбежные станки яв-
ляются удобными и экономически выгодными и потому
находят широкое применение. На рис. 31 показан широ-
ко распространенный долбежный станок 7А420.
Станок имеет жесткую станину, его основные узлы
расположены в отдельных корпусах, управление осуще-
74
зтвляется кнопками. Все это способствует удобству в ра-
боте, а быстрое перемещение стола сокращает вспомога-
тельное время.
Станина состоит из двух частей: верхней и нижней.
Верхняя часть станины предназначена для прикрепления
к ней долбяка, привода, коробки скоростей. В ней поме-
щен кулисный механизм и смазывающий узел станка.
На нижней части станины смонтирован поворотный стол,
а сзади прикреплен электрошкаф. Электродвигатель по-
мещен внутри станины.
Стол опирается на горизонтальные направляющие
нижней части станины и состоит из нижних и верхних
салазок и круглой поворотной части. Такое устройство
обеспечивает столу продольные, поперечные и круговые
перемещения, которые могут осуществляться как вруч-
ную, так и механически.
Долбяк скользит по направляющим рамы, которая
прикреплена к верхней части станины. К нижней части
долбяка прикреплена резцовая головка, в которой закре-
пляется резец. Резцовая головка может поворачиваться
на 90° в обе стороны. Долбяк можно устанавливать и на
требуемой высоте на расстоянии его хода.
Кулисный механизм преобразует вращательное дви-
жение кулисного зубчатого колеса в возвратно-поступа-
тельное движение долбяка. Коробка скоростей привода
долбяка обеспечивает число ходов долбяка 40, 64, 102
и 163 в минуту. Коробка подач предназначена для из-
менения продольной, поперечной и круговой подачи
стола и может осуществлять его ускоренное переме-
щение.
Смазка станка выполняется насосно-лубрикаторной
группой, установленной на корпусе коробки скоростей.
Масло подается в маслораспределитель, откуда под дав-
лением поступает в коробку скоростей и кулисный меха-
низм. Смазка всех узлов станка производится лубрикато-
ром. Масло поступает под давлением.
Электрооборудование состоит из двух электродвигате-
лей, пусковой аппаратуры и панели с кнопками управ-
ления.
Долбежные резцы. Согласно ГОСТ 10046—62 преду-
сматривается выпуск долбежных резцов из быстрорежу-
щей стали следующих типов:
проходные двусторонние с углом ф = 45° (рис, 32, а);
прорезные (рис. 32, б);
75
исполнение I
В державки
исполнение И
Рис. 32. Долбежные рез-
цы из быстрорежущей
стали:
а — проходные двухсторон-
ние с углом ф=45°. б — про-
резные, в, г — для шпоноч-
ных пазов
для шпоночных пазов (форма А — рис. 32, в и фор-
ма Б — рис. 32, г).
Проходными резцами обрабатывают верти-
кальные и криволинейные плоскости. Державки у про-
ходных резцов имеют длину от 250 до 500 мм. Минималь-
ное сечение резца 20X12, максимальное 50X32 мм.
Прорезными резцами долбят пазы, канавки,
плоскости с уступами, различные выемки. Этими резцами
можно также разрезать металл. Длина державки прорез-
ных резцов от 150 до 500 мм, а сечение от 16X10 до
63x40 мм.
Шпоночные резцы применяют для долбления
различных прямоугольных шпоночных пазов и шлицев.
Резцы для шпоночных пазов изготовляются двух форм Л
и Д В свою очередь резцы формы А изготовляются в
двух исполнениях. В исполнении / цилиндрический хвос-
товик имеет срез для зажима в державке, а в исполне-
нии II хвостовик квадратный. Этими резцами можно дол-
бить шпоночные пазы в отверстиях диаметром от 7 до
70 мм.
§ 7. ВЫПОЛНЕНИЕ РАБОТ
НА ДОЛБЕЖНЫХ СТАНКАХ
На долбежных станках обрабатывают вертикальные
и наклонные плоскости, криволинейные поверхности, шпо-
ночные пазы и канавки. Разнообразные примеры выпол-
няемых работ показаны на рис. 33. Обрабатываемые за-
готовки могут быть изготовлены из различного материа-
ла: стали, чугуна, алюминия, бронзы и др. Прежде чем
приступить к выполнению заданной работы, проверяют
исправность станка и смазывают трущиеся части.
Установка и выверка заготовок. При установке загото-
вок на столе долбежного станка заготовку размещают
так, чтобы обрабатываемые поверхности совпадали с на-
правлением подачи, а резец имел необходимый перебег
и не прижимал стружку к столу.
Если заготовка имеет предварительно обработанные
поверхности, то при долблении принимают их в расчет
(чтобы они служили установочными и измерительными
базами). Установку размеченных заготовок проверяют
следующим образом. Заготовку устанавливают на столе
и слегка закрепляют прижимами. К крайней точке раз-
77
меточной линии подводят резец или закрепленную в рег
цедержателе чертилку. Стол с закрепленной на ней загс,
товкой перемещают в направлении разметочной линии ।
наблюдают за перемещением резца. Если расстояни
между горизонтальной разметочной линией и вершино:
резца или острием чертилки не изменится, такую установи
ку считают правильной. i
Рис. 33. Примеры работ, выполняемых на долбежных
станках
Долбление плоскостей. На долбежных станках можно
обрабатывать плоскости, расположенные под прямым уг-
лом к поверхности стола, и наклонные плоскости.
При черновом долблении с поверхности снимается
большой слой металла. Поэтому система долбяк-резец
должна быть жестко закреплена. Резцы или державки
выбирают крупного сечения. Цельный резец обычно уста-
навливается и закрепляется в долбяке вертикально. А ес-
ли резец крепится в державке, то он может находиться в
горизонтальном положении и тогда из державки будет
выступать только его режущая часть.
78
Черновое долбление плоскостей с большой глубиной
резания рекомендуется выполнять резцами, имеющими
главный угол в плане ср = 45° и прямолинейную кромку.
При небольшом срезаемом слое металла целесообраз-
но применять резцы с закругленной режущей кромкой.
Такие резцы можно применять без переустановки при
продольной и поперечной подачах.
Приемы чистового долбления такие же, как и при чер-
новом долблении. Одинаковые требования и к выверке
заготовки и установке резца. Различие лишь в том, что на
чистовое долбление оставляется малый припуск на обра-
ботку (0,2—0,3 мм), Резцы применяют в основном чисто-
вые широкие. Подача при работе чистовым широким рез-
цом должна быть вдоль режущей кромки резца. Величи-
ну подачи выбирают в зависимости от ширины режущей
кромки (должна быть не более 0,75 от ее ширины).
Долбление наклонных плоскостей выполняют при по-
вороте направляющей долбяка на нужный угол с по-
мощью наклоняемых тисков или подкладок.
Долбление пазов и канавок. При изготовлении ин-
струментов встречается много деталей, имеющих прямо-
угольные пазы и канавки. Иногда эти детали бывают
предварительно обработаны, а получение паза или канав-
ки завершает обработку. Нередко эти детали изготовля-
ются из дорогостоящих материалов. Поэтому к выполне-
нию долбежных операций приходится относиться с осо-
бой внимательностью.
Заготовки с предварительно обработанными поверх-
ностями устанавливают на столе таким образом, чтобы
ось отверстия заготовки была перпендикулярна к плос-
кости стола.
При долблении пазов и канавок применяют прорез-
ные резцы и устанавливают их в резцедержателе так,
чтобы режущая кромка была перпендикулярна направ-
лению подачи.
§ 8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКАХ
При работе на строгальных и долбежных станках не-
обходимо соблюдать следующие правила техники бе-
зопасности.
1. Одежда рабочих должна быть такой, чтобы исклю-
чить возможность захвата ее движущимися частями
79
станков, обрабатываемыми заготовками и режущим ин-
струментом.
2. Волосы работающего должны быть закрыты голов-
ным убором и подобраны под него. Концы косынки (либс)
платка) не должны свисать. I
3. Рабочие места и проходы должны быть чистыми, не
загромождаться материалами, приспособлениями и гото-;
выми изделиями. (
4. Станины станков и корпуса пультов управления
должны быть заземлены.
5. Вращающиеся детали механизмов и винты на стан-
ках должны ограждаться неподвижными кожухами.
6. Рабочее место должно быть хорошо освещено. На-
пряжение в сети местного освещения не должно превы-
шать 36 в.
7. Зажимные устройства станков (тиски, болты, план-
ки и др.) должны обеспечивать надежное крепление за-
готовок.
8. При работе необходимо беречь глаза от попадания
стружки и осколков металла; при обработке сыпучих ма-
териалов (чугун, бронза и др.) следует надевать защит-
ные очки.
9. Удалять стружку можно только щеткой, крючком и
совком. Непосредственно руками удалять стружку вос-
прещается.
10. Нельзя снимать ограждения и предохранительный
устройства, а также держать ограждения открытыми на'
работающем станке.
11. Не допускается пользоваться ключами, размер ко-
торых не соответствует головкам болтов.
12. Нельзя измерять детали на работающем станке.
13. Нельзя передавать или принимать какие-либо
предметы через обрабатываемую заготовку или через
какую-либо движущуюся часть станка во время его ра-
боты.
14. Строго запрещается оставлять работающий станок
без наблюдения.
§ 9. СВЕДЕНИЯ ОБ ОБРАБОТКЕ
ШЛИФОВАНИЕМ
Процесс шлифования является одной из разновиднос-
тей обработки металлов резанием. При шлифовании слой
металла снимается абразивным кругом (рис. 34, а), ко-
80
ние. 34, б).
торый представляет собой пористое тело, состоящее из
большого количества мелких зерен, соединенных между
собой клеящим веществом — связкой.
Процесс шлифования состоит в том, что вращающий-
ся шлифовальный круг, соприкасаясь с металлом остры-
ми гранями абразивных зерен, снимает с поверхности за-
готовки слой металла
Шлифование ме-
талла имеет свои осо-
бенности, выражаю-
щиеся в применении
высокой скорости ре-
зания, непрерывном
измельчении снимае-
мой стружки и ис-
пользовании боль-
ших подач при весь-
ма небольшой глу-
бине резания. Про-
цесс обработки ве-
дется как с примене-
нием охлаждения,
так и без него.
Поверхности, об-
рабатываемые шли-
фованием, могут
быть круглыми, пло-
скими, винтовыми,
фигурными (про-
фильными). При из-
готовлении инстру-
ментов наиболее широко применяется плоское и круглое
шлифование. На рис. 35 приведены примеры деталей, об-
рабатываемых плоским шлифованием.
Круглое шлифование бывает наружное и
внутреннее. Оно может осуществляться с продольной по-
дачей и врезанием.
Для выполнения круглого шлифования с продольной
подачей необходимо осуществлять ряд движений:
а) вращение шлифовального круга (главное движе-
ние резания);
б) вращение заготовки вокруг своей оси (круговая по-
дача заготовки);
в) прямолинейное возвратно-поступательное движе-
а)
Рис. 34. Процесс шлифования:
а — обработка периферией абразивного круга,
б — схема работы абразивного зерна; 1 —
связка, 2 — поры, 3 — зерно, 4 — деталь, 5—
торец круга, 6 — периферия круга
81
ние заготовки вдоль своей оси (продольная подача);
г) поперечное перемещение шлифовального круга на
заготовку или заготовки на круг (поперечная подача).
Для осуществления круглого шлифования врезанием
необходимо, чтобы вращался шлифовальный круг, вра-
щалась заготовка вокруг своей оси и была непрерывная
поперечная подача шлифовального круга. При шлифова-
Рис. 35. Примеры инструментальных работ,
выполняемых на плоскошлифовальном стан-
ке
нии врезанием ширину шлифовального круга подбирают
равной длине шлифуемой поверхности заготовки (или не-
сколько больше ее). Процесс шлифования врезанием осу-
ществляется периферией круга.
Плоское шлифование может осуществляться
как периферией, так и торцем шлифовального круга. Для
этого необходимы следующие движения:
а) вращение шлифовального круга (главное движение
резания);
б) подача заготовки;
в) прямолинейное движение заготовки;
г) подача на глубину шлифования или движение кру-
га на заготовку.
82
Плоскошлифовальные станки имеют столы, совершаю-
щие прямолинейное возвратно-поступательное движение,
или вращающиеся столы. Шлифование чаще всего при-
меняется в качестве чистовых и отделочных операций
после обработки заготовок на токарных, фрезерных, стро-
Рис. 36. Плоскошлифовальный станок
ЗБ71М:
1 — рычаг, 2 — станина, 3 — устройство для
вертикального перемещения шлифовальной
бабки, 4 —.устройство для переключения маг-
нитной плиты 8; 5 — устройство для ручного
переключения поперечной подачи, 6 — махо-
вичок, 7 — стол, 9 — кожух, 10 — устройство
для отсоса абразивной пыли, 11 — механизм
микрометрической вертикальной подачи, 12 —
колонка, 13 — шлифовальная бабка, 14 — гид-
ропривод
гальных и других станках. На шлифовальных станках
можно обрабатывать закаленные заготовки, что являет-
ся большим преимуществом этих станков по сравнению с
другими видами металлорежущего оборудования.
На рис. 36 показан плоскошлифовальный станок
ЗБ71М повышенной точности (для инструментальных ра-
бот), предназначенный для шлифования плоскостей пери-
ферией круга.
83
Станок состоит из следующих основных узлов: стани-
ны 2, стола 7, колонки 12, шлифовальной бабки 13. Кро-
ме этого, станок имеет устройства, при помощи которых
осуществляются: вертикальное 3 перемещение шлифо-
вальной бабки, переключение 4 магнитной плиты 8, руч-
ное 5 переключение поперечной подачи стола, ручное 6
продольное перемещение стола, микрометрическая верти-
кальная подача 11, рычаг реверсирования поперечной по-
дачи 1 и устройство 10 для отсоса абразивной пыли при
шлифовании. Лимб вертикальной ручной подачи шлифо-
вального круга имеет цену деления 0,01 мм.
Автоматическая вертикальная подача шлифовального
круга производится от гидропривода при реверсировании
поперечной подачи стола. В верхней части колонки 12
вмонтирована гайка для осуществления вертикального
перемещения шлифовальной бабки 13. Шлифовальная
бабка несет шпиндель, встроенный электродвигатель и
механизм вертикального перемещения. Шлифовальный
круг, установленный на шпинделе, закрыт кожухом 9.
Основным абразивным инструментом является шлифо-
вальный круг формы ПП с размерами 250X75X25 мм.
При 2800 об!мин шпинделя обеспечивается окружная ско-
рость круга около 30 м!сек. Стол 7 станка, перемещаясь
по направляющим станины 2, совершает возвратно-посту-
пательное движение, которое может осуществляться так-
же вручную от маховичка 6 и автоматически от гидропри-
вода 14. За один оборот маховичка стол перемещается на
15 мм. Возвратно-поступательное движение стола являет-
ся главным движением подачи и может регулироваться
в пределах от 0 до 20 м!мин. Поперечная подача стола
осуществляется вручную рукояткой 5 ходового винта.
Закрепление заготовок при шлифовании производит-
ся при помощи электромагнитной плиты 8, которая ус-
танавливается на столе 7 станка и надежно на нем закре-
пляется. Размер зеркала плиты 450x200 мм.
§ 10. ВЫБОР ШЛИФОВАЛЬНЫХ КРУГОВ,
ИХ БАЛАНСИРОВКА, УСТАНОВКА И ПРАВКА
Выбор шлифовальных кругов. Марка, проставленная
на торцовой части круга, является его технической ха-
рактеристикой. По маркировке можно определить, каким
заводом и из какого абразивного материала изготовлен
84
круг, какова его зернистость, твердость, связка, структу-
ра, форма и размеры, а также нормальная окружная ско-
рость. Данные обозначаются буквами, цифрами, словами
и располагаются в определенной последовательности
(рис. 37).
Выбор шлифовального круга зависит от свойств обра-
батываемого материала, режима шлифования, требова-
ний, предъявляемых к чистоте и точности обрабатывае-
Зернистость
Задод-изготодитель
Твердость
Структура
Связка
высота круга
Окружная
скорость
внутренний
диаметр
Наружный \
диаметр
Абразивный
материал
З-д
„Ильич
0Б40
Форма
круга
ПП 250*15
Рис. 37. Маркировка шлифовального круга
мых заготовок. Поэтому при выборе круга необходимо
учитывать эти факторы, так как они влияют на качество
и производительность шлифования.
Размеры и форму круга выбирают в зависимости от
размеров обрабатываемой заготовки и профиля шлифуе-
мой поверхности. Наибольшее распространение получили
круги, показанные в табл. 6.
Одной из важных характеристик шлифовального кру-
га является его твердость, так как она оказывает наи-
большее влияние на процесс шлифования. Твердость аб-
разивного круга характеризуется прочностью его связки,
т. е. способностью удерживать в себе абразивные зерна
под действием нагрузки при шлифовании.
Обозначения твердости абразивных кругов приведены
в табл. 7.
При выборе твердости шлифовального круга необхо-
димо учитывать следующее.
85
1. Мягкие круги выбирают при обработке твердых ма-
териалов (закаленной стали, твердых сплавов), загото-
вок из прочных материалов.
Таблица 6
Формы абразивных кругов (ГОСТ 2424—67)
Круг Форма
Плоский прямого профиля Плоский с выточ- кой Плоский с дву- сторонней коничес- кой выточкой Чашка цилиндри- ческая Чашка коническая Тарелка Диск Кольцо
M;l [ UZ71
I
р ,Li.
1
Условное обозначе- ние Область применения
пп Для плоского шлифования, за- точки резцов
пв Для круглого шлифования с ис- пользованием торца
пвдк То же
чц Для плоского шлифования торцем круга и заточки ре- жущего инструмен- та
чк То же
IT, 2Т, Для заточки ре-
зт жущего инструмен- та
д Для отрезных и и прорезных работ
к Для плоского шлифования и шли- фования торцем круга
2. Круги средней твердости выбирают при обработке
незакаленных сталей, чугунов, цветных металлов.
3. Твердые круги выбирают при обработке неровных
поверхностей, обдирочных работах.
4. Наиболее высокая чистота поверхности при шли-
фовании достигается кругами с мелким зерном.
86
Таблица 7
Классификация твердости шлифовальных кругов
Группа твердости
Обозначение твердости
Мягкий — М
Среднемягкий — СМ
Средний — С
Среднетвердый — СТ
Твердый — Т
Весьма твердый — ВТ
Чрезвычайно твердый — ЧТ
Ml, М2, М3
СМ1, СМ2
Cl, С2
СТ1, СТ2, СТЗ
Tl, Т2
ВТ1, ВТ2
ЧТ1, ЧТ2
5. Круги с крупной зернистостью выбирают при вы-
полнении обдирочных работ.
Балансировка и закрепление кругов. Заводы, изготов-
ляющие абразивные круги, выпускают их обычно отба-
лансированными. Но иногда приходится проверять ба-
лансировку и в условиях инструментального цеха.
Балансировка заключается в уравновешивании кру-
га на балансировочном приспособлении так, чтобы центр
тяжести круга совпадал с осью его вращения.
Шлифовальные круги на станке закрепляют при по-
мощи фланцев. Эти фланцы могут быть изготовлены с от-
клонениями. Поэтому перед установкой шлифовального
круга на шпиндель станка его необходимо отбалансиро-
вать. Для балансировки круга с фланцами в конструк-
ции фланцев предусмотрены металлические противовесы.
Балансировочную оправку плотно вставляют в отверстие
фланцев круга и вместе с кругом устанавливают на ба-
лансировочный станок. Круг медленно вращают. После
его остановки отмечают верхнюю точку, куда необходимо
поставить противовес, имеющийся во фланцах. Противо-
весы регулируют до тех пор, пока круг при вращении
будет останавливаться в различных положениях.
Шлифовальные круги на шпиндель станка следует
устанавливать очень тщательно. Неточно выверенный и
неправильно закрепленный круг может разорваться во
время работы и ранить рабочего. На шпиндель станка
круг надевается свободно. Диаметр отверстия шлифо-
вального круга должен быть на 0,5—0,8 мм больше диа-
метра посадочного места шпинделя или фланца. Если
отверстие круга велико, его заливают свинцом, а затем
87
Рис. 38. Закрепле-
ние шлифовального
круга на шпинделе
плоскошлифоваль-
ного станка:
1 — шпиндель 2, 3 —
фланцы, 4 — гайки,
5, 6 — прокладки
растачивают до нужного размера. Закрепляют круг на
шпинделе 1 при помощи фланцев 2 и 3, гайки 4 и прокла-
док 5 и 6 (рис. 38).
Фланцы должны быть одинаковыми по размеру, ров-
ными, иметь внутренние выточки. Для равномерного за-'
жима круга необходимо между кругом и фланцами ста-!
вить прокладки из резины или специального картона.
Правка шлифовальных кругов.
В процессе шлифования поверхно-
стей выступающие зерна абразивно-
го круга изнашиваются, теряют свою
первоначальную форму и становятся
непригодными к дальнейшей работе.
Чтобы восстановить форму и режу-
щие свойства круга, его необходимо
править.
Правка является процессом при-
нудительного удаления с рабочей
поверхности круга затупившихся зе-5
рен или пор, засаленных мелкой ме-
таллической стружкой.
Для грубой (первоначальной)
правки применяют бруски из
карбида кремния цилиндриче-
ской или квадратной формы. Бруски
изготовляют из черного карбида
кремния зернистостью 16—24 на керамической связке с
твердостью Tl, ВТ2, ЧТ1. Правка брусками производится
путем перемещения их по рабочей поверхности круга
вручную.
Для средней правки кругов применяют металличе-
ские и абразивные шарошки. На рис. 39, а, б
показаны металлические шарошки, собранные из дисков
и звездочек и изготовленные в соответствии с требова-
ниями ГОСТ 4803—67.
Диски и звездочки изготовляются из стали марки
Ст. 3, стали 10, 20, 30. Гофрированная поверхность дис-
ков создает более плотный контакт с кругом, что и обес-
печивает равномерную правку рабочей поверхности кру-
га. Правку выполняют вручную, для чего ручку шарошки
крепят к станине или столу станка так, чтобы ее ось бы-
ла под углом 3—6° к геометрической оси круга. Правку
выполняют при минимальной скорости абразивного круга.
Абразивные шарошки состоят из набора шлифоваль-
88
них кружков из черного карбида кремния твердости Т1 —
ЧТ2. Работают они по методу обкатки и устанавливают-
ся так же, как и металлические шарошки. Правка абра-
зивными шарошками обеспечивает сравнительно высокое
качество рабочей поверхности круга и позволяет шлифо-
вать заготовки с точностью до 0,1 мм.
Рис. 39. Шарошки для правки шлифоваль-
ных кругов:
а—из рифленых дисков, б — из звездочек, в —;
правка шлифовального круга алмазом
При правке шлифовальных кругов для чистовых опе-
раций и профилировании кругов применяют алмазно-
металлические карандаши, которые представ-
ляют собой цилиндрики из специального сплава с закре-
пленным в их торце зерном алмаза. Оправку с каран-
дашом устанавливают на столе станка на 2—3 мм ниже
Центра круга под углом 15—20° от горизонтали в направ-
лении вращения круга (рис. 39, в). Правку алмазом вы-
полняют при рабочей скорости круга с охлаждающей
жидкостью. Продольная подача — автоматическая от
89
200 до 300 мм/мин, глубина врезания алмаза 35—50 мик
рон. При каждой новой правке карандаш необходим^
поворачивать в оправке. При частой правке круги за
правляются более качественно и износ карандаш;
меньше.
§11. УСТАНОВКА ШЛИФУЕМЫХ ЗАГОТОВОК
НА СТОЛЕ СТАНКА
Для плоскостного шлифования обрабатываемую за
готовку устанавливают на столе станка или в специаль
ных приспособлениях: тисках, винтовых упорах, электро
магнитных плитах, магнитных столах, магнитопроводя
щих призмах, установочных кубиках, синусных линей
ках и др.
Тиски и винтовые упоры применяются облегченны;
конструкций. Их закрепляют непосредственно на стол<
станка.
Электромагнитная плита является более совершенны!
крепящим устройством (рис. 40, а). Она состоит из сталь
ного основания корпуса 2, сердечника 3 и катушек 4
В верхней части плиты имеются пазы, расположенные
два ряда. С нижней стороны корпуса в эти пазы входя
Рис. 40. Электромагнитная плита (а) и плита с постоянным магни-
том (б):
( — основание, 2 — корпус, 3 — сердечник, 4 — катушки, 5 — выводная ко-
робка, 6, 7 — стальные пластины, 8 немагнитная прослойка, 9 — постоян-
ные магниты, 10 — рукоятка
90
:ердечники из малоуглеродистой магнитной стали. Меж-
zy стенкой паза и сердечником образуется зазор 5—6 мм
ia сторону. На нижнюю часть сердечника надевается
<ат\’шка из медного эмалированного провода. Оставшее-
ся в корпусе свободное пространство залито немагнитной
чассой. Питается катушка через выводную коробку 5.
Электромагнитные плиты питаются постоянным током,
90±30г
a) S)
Рис. 41. Магнитопроводящие призмы:
( — корпус, 2 — стержни, 3 — стальная пластина, 4 =« бронзовая пласти-
на
поэтому станки снабжены устройствами, которые выра-
батывают постоянный ток или преобразуют переменный
ток в постоянный.
Магнитные плиты с постоянными магнитами
(рис. 40, б) не требуют специальных установок для пита-
ния электротоком. Верхняя часть плиты состоит из сталь-
ных пластин 6 и 7 с немагнитными прослойками 8 меж-
ду ними. Сильные постоянные магниты 9 можно переме-
щать рукояткой 10, замыкая магнитные силовые линии
на железные пластины или закрепляемую заготовку.
Для закрепления заготовок сложного профиля при-
меняют магнитопроводящие призмы (рис. 41, а). Призмы
изготовляют из немагнитного материала (чаще всего из
бронзы). В просверленные в корпусе отверстия запрессо-
вывают сердечники из мягкой стали.
Магнитные призмы (рис. 41, б) также делаются из
стальных пластин вперемежку с пластинами из бронзы
Или латуни. Пластины располагаются попеременно и
скрепляются между собой болтами или заклепками.
Пластинчатые магнитные призмы изготовляются различ-
ных размеров и с разными углами: 14, 20, 30, 45, 60°.
91
§ 12. ПРИЕМЫ ШЛИФОВАНИЯ
При шлифовании плоскостей сначала заправляй-
(если в этом есть необходимость) шлифовальный кру^
устанавливают непосредственно на столе станка иД
на магнитной плите заготовку, настраивают подачи стай
ка и приступают к шлифованию. f
Шлифовальный круг заправляют следующим обра
зом. На стол станка устанавливают магнитную плиту }
на нее призму с алмазом. Как только круг коснется ал
маза, магнитную плиту с алмазом перемещают вдоль oci
шлифовального круга вперед и назад до тех пор, пока ал-
маз не будет снимать абразивные зерна со всей рабочй;
поверхности круга. Заправив шлифовальный круг, сни.
мают призму с алмазом с магнитной плиты и тщателыо
ее протирают. Далее протирают опорную плоскость зап-
товки, кладут ее на плиту и включают магниты. Пос;;
установки заготовки на магнитной плите последнюю О'-
водят от шлифовального круга. Далее устанавливай г
упоры продольного самохода стола с таким расчетом, чт<
бы круг имел перебеги в обе стороны.
Шлифовальный круг поднимают несколько выше шл1
фуемой поверхности заготовки. Поперечной подачей поз-
волят край к шлифовальному кругу с таким расчетов
чтобы можно было прошлифовать у заготовки небол!
шую полоску. Включают продольный самоход и пост*
пенно опускают круг. Как только появится небольша
искра, круг перестают опускать и заготовку перемещаю?
вручную в поперечном направлении. Затем включаю!
поперечную подачу и шлифуют заготовку. Шлифовани!
продолжается до тех пор, пока поверхность не станет
чистой. После этого заготовку перевертывают и шлифу
ют подобным же образом вторую поверхность.
После окончания шлифования останавливают самохо
ды, выключают станок и магнитную плиту и снимаю'
деталь со стола. Точность шлифования проверяют штан
генциркулем или микрометром, а прямолинейность ле
кальной линейкой.
При шлифовании двух поверхностей, расположенные
под углом 90°, применяют точные прямоугольные бруски
Их устанавливают на столе станка, а между вертикаль
ными плоскостями этих брусков помещают заготовку
После включения магнитной плиты шлифуют верхнюю
поверхность заготовки. Потом переставляют заготовку 1
92
шлифуют поверхность, противоположную только что от-
шлифованной.
Прямолинейность плоскостей проверяют лекальной
линейкой, угол между двумя пересекающимися площадя-
ми — угольником 90°, а размеры — штангенциркулем или
микрометром.
§ 13. РЕЖИМЫ РЕЗАНИЯ ПРИ РАБОТЕ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Скорость резания при шлифованйи значитель-
но выше скоростей резания при обработке металла рез-
цами и зависит главным образом от обрабатываемого
материала и способа обработки. Измеряется скорость
резания при шлифовании в метрах в секунду.
Глубина резания зависит от вида шлифования,
обрабатываемого металла и требуемой шероховатости
поверхности. При плоском шлифовании глубина резания
может быть от 0,001 до 0,3 мм за один проход. При гру-
бом шлифовании торцом круга глубина резания может
быть от 0,04 до 0,3 мм за проход. При чистовых и отде-
лочных операциях глубину резания выбирают в зависи-
мости от требуемого класса чистоты шлифованной по-
верхности.
Продольная подача стола равняется 5—
20 м/мин\ ее выбирают в зависимости от обрабатываемо-
го материала, диаметра шлифовального круга, глубины
резания и вида шлифования.
Поперечную подачу стола выбирают в за-
висимости от обрабатываемого материала и вида шлифо-
вания. Исчисляется она в долях ширины шлифовального
круга на один ход стола.
Охлаждение повышает интенсивность шлифова-
ния. Применение охлаждающей жидкости предохраняет
круг от затупления, а деталь — от нагрева. Это способ-
ствует повышению производительности труда и получе-
нию более высокого качества обработки поверхности.
Охлаждающее действие улучшается с повышением ско-
рости истечения жидкости: чем ниже температура жид-
кости, тем интенсивнее охлаждение. Для охлаждения
применяют эмульсию, содовый раствор с водой (5—10%
соды) и смесь веретенного масла с водой.
93
§ 14. МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
При работе на плоскошлифовальных станках необхо
димо соблюдать следующие основные правила техниф
безопасности:
1. Перед установкой на шпиндель шлифовальный кру
необходимо проверить внешним осмотром.
2. Окружная скорость круга должна быть такой, ка
кая указана на торцевой поверхности круга.
3. Подводить обрабатываемую заготовку к шлифо
вальному кругу следует осторожно (не прижимать ее i
кругу с усилием).
4. Включать максимальные скорости и подачи не сра
зу, а после предварительной проверки на более низки)
скоростях. I
5. При шлифовании с охлаждением нельзя использо-
вать круги, предназначенные для работы всухую, так
как они впитывают влагу, вследствие чего теряют проч-
ность и могут разорваться даже при нормальном числе
оборотов.
6. Чтобы предохранить работающих от осколков при
разрыве круга, он должен быть закрыт предохранитель-
ным кожухом. Гайки при правом вращении круга должны
иметь левую резьбу.
7. Все виды передач в станке должны быть закрыты
ограждающими устройствами.
8. Для предохранения от брызг, отлетающих частиц
абразивного круга и металлической стружки во время ра-
боты необходимо ставить предохранительные щитки из
оргстекла.
§ 15. ОСОБЕННОСТИ ПРОФИЛЬНОГО ШЛИФОВАНИЯ; I
ПРИСПОСОБЛЕНИЯ И ПРОФИЛИРОВАНИЕ КРУГОВ ]
i
Особенности профильного шлифования. Профильной
шлифование заключается в том, что шлифование кож
гурных поверхностей инструментов (лекал, шаблонов)]
производится под различными углами по отношению к ycJ
гановочной базе заготовки. Профильное шлифование
лрименяется на плоскошлифовальных, шлифовально-за-
точных, оптических профилешлифовальных и координат-,
-ю-шлифовальных станках и может выполняться как
?4
гладким, так и профилированным кругом или набором
кругов.
Наиболее широко при профильном шлифовании ис-
пользуются плоскошлифовальные станки с электромаг-
нитными и магнитными плитами. Работа на оптических
профилешлифовальных и координатно-шлифовальных
станках требует специальных навыков и поручается ра-
бочим, имеющим высокую квалификацию.
Для выполнения профильного шлифования пригодны
только высокоточные плоскошлифовальные станки, на-
пример, ЭБ7Д, ЭБ71М, СК-371, ПЩ 30540. Станки, ис-
пользуемые для профильного шлифования, должны от-
вечать некоторым дополнительным требованиям. Если
при выполнении обычных плоскошлифовальных работ
осевой люфт шпинделя не играет большой роли, то при
профильном шлифовании этот недостаток совершенно не-
допустим. Ось шпинделя должна быть строго перпенди-
кулярна к направлению продольного перемещения рабо-
чего стола станка в горизонтальной и вертикальной плос-
костях. Помимо этого, направление перемещения
шлифовальной бабки должно быть строго перпендикуляр-
ным по отношению к плоскости стола станка.
Для выполнения профильного шлифования плоско-
шлифовальные и заточные станки оснащаются специаль-
ными приспособлениями.
Приспособления для профильного шлифования. Рабо-
чая поверхность магнитной плиты тщательно прошлифо-
вывается и оснащается закаленным и точно обработан-
ным установочным угольником. Прошлифован-
ные поверхности угольника являются базами для
установки заготовок на магнитной плите. Установочные
угольники бывают простые (рис. 42, а) и коробчатые
(рис. 42, б). Заготовки прикрепляют к угольникам при-
жимами и струбцинами. Кроме этого, при профильном
шлифовании применяются специальные лекальные тиски,
синусные линейки, установочные кубики, магнитопрово-
дящие призмы и другие приспособления.
На рис. 42, в показаны лекальные тиски.
По конструкции они напоминают обычные станочные.
Различие заключается в точности их изготовления. Тис-
ки состоят из основания 1, неподвижной губки 2, подвиж-
ной губки 3, винта 4, рукоятки 5 и установочного паль-
ца 6. Основание, неподвижная и подвижная губки зака-
лены и точно отшлифованы. Нижняя и боковые стороны
95
строго перпендикулярны и параллельны между собой.
Конструкция тисков позволяет в случае необходимости
без перестановки заготовки поворачивать тиски вместе с
заготовкой на 90°
Синусные приспособления (рис. 42, г) при-
меняются при шлифовании наклонных элементов профи-
Рис. 42. Установочные угольники (а и б), лекальные тиски (в) и
синусное приспособление (г):
I, 7 — основания, 2 и 3 — неподвижная и подвижная губки, 4 — винт, 5 —>
рукоятка, 6 — установочный палец, 8 — тяга, 9 — маховичок, 10 — синусная
линейка
ля. Приспособление состоит из основания 7, на которое
устанавливается синусная линейка 10, Между собой они
соединены винтом, на конце которого находится махови-
чок 9 с тягой 8,
Заготовка устанавливается для шлифования на верх-
ней плоскости линейки. Имеющиеся в ней отверстия обес-
печивают надежное закрепление обрабатываемых заго-
товок.
Установочный кубик с полкой показан на
рис. 43, а. Это одна из простейших конструкций кубиков.
Такие кубики используются для шлифования базовых по-
верхностей заготовок, а в комплекте из двух кубиков —
96
для шлифования сложных шаблонов профилированным
кругом.
Синусный кубик, показанный на рис. 43, б, при-
меняется для шлифования сложных шаблонов. В корпусе
кубика 1 имеется несколько точно обработанных отверс-
Рис. 43. Установочный кубик с полкой
(а) и синусный кубик (б):
I — кубик, 2 — профильный шаблон, 3 — базо-
вые поверхности, 4 — прижим, 5 — линейка,
6, 7 <— пальцы
тий, в которые впрессованы шлифованные втулки. В них
вставляют пальцы, которые заменяют ролики синусной
линейки. Если на два пальца 6 и 7 положить линейку 5,
то она образует по отношению к опорной грани кубика
углы от 0 до 45°, так как конструкция кубика позволяет
при помощи концевых мерных плиток наклонять обраба-
тываемую заготовку на любой угол в пределах от 0 до 45°
При шлифовании с помощью такого кубика необходи-
мо определить размер и собрать блок плоскопараллель-
4—748
97
ных мерных плиток. Размер блока определяется по фор.
муле
L = sin а . /,
где I — расстояние между осями пальцев.
При шлифовании заготовка опирается базовой поверх,
ностыо на палец 7, а вторым концом — на блок плоско-
параллельных концевых плиток.
Профилирование шлифовальных кругов. Профилиро*
вание заключается в том, что режущей кромкой алмаза
периферии круга придается форма, соответствующая про-
филю обрабатываемой поверхности заготовки.
Рис. 44. Приспособление для углового профили-
рования шлифовального круга:
J ~ плита, 2 —линейка, 3 — движок, 4 — алмазодер-
жатель, 5 — боковая стойка
Профилирование на угол до 45° можно выполнять с
помощью обыкновенной синусной линейки, которая уста-
навливается на нужный угол по блоку плоскопараллель-
ных мерных плиток. Державку с алмазом вручную пере-
мещают по верхней плоскости синусной линейки. Этот
метод профилирования требует от рабочего большого
внимания и навыка, так как в момент правки державку
может вырвать из рук.
Более безопасное и точное приспособление для про-
филирования круга на заданный угол показано на
рис. 44. Приспособление состоит из плиты /, синусной ли-
98
ненки 2, движка 5, в который вмонтирован алмазодержа-
тель 4, и боковой стойки 5. При профилировании круга
движок, перемещаясь по линейке вперед и назад, не мо-
жет быть сорван, чем обеспечивается безопасность в ра-
боте. Боковая стойка 5 используется при профилирова-
нии круга на угол более 45°.
Рис. 45. Универсальное приспособление для про-
филирования шлифовального круга:
1, 14 — плиты, 2, 4 — суппорты, 3 —шариковые на-
правляющие, 5 — направляющая, 6 — шариковый фик-
сатор, 7, 10 — винты, 8 — стройка алмазодержателя,
9—калибр, 11 — алмазодержатель, /2 — щиток, 13,
16 — упоры, 15 — рукоятка, 17 — ограничитель, 18 — ру-
коятка с винтом
При профилировании круга по дуге окружности прть
меняют приспособление, придающее аймазу движение по
кривой. В большинстве случаев такие приспособления
являются универсальными. Конструкция приспособления,
показанного на рис. 45, позволяет перемещать режущую
кромку алмаза по дугам окружности и в угловом направ-
лении. Приспособление довольно сложное и при его из-
готовлении соблюдается высокая точность. Оно состоит
из основного и верхнего суппортов. Основной суппорт 2
крепится на плите 1. Верхний суппорт 4 может вращать-
ся вокруг своей оси на круговых шариковых направляю-
щих 3. По шариковым направляющим верхнего суппор-
та прямолинейно перемещается стойка алмазодержате-
ля 8 с ограждающим щитком 12. Таким образом алмаз
может совершать круговое и продольное перемещение.
Винты 7 предназначены для закрепления стойки 8, ког-
да алмаз установлен на оси вращения верхнего суп-
порта 4.
При помощи калибра 9 алмазодержатель 11 устанав-
ливают в нулевое положение. Алмаз доводят до упора в
плоскость калибра и закрепляют винтом 10. Нулевому
положению, при котором режущая кромка алмаза рас-
полагается в центре вращения приспособления, соответ-
ствует плоскопараллельная мерная плитка 50 мм, кото-
рую устанавливают между упором 13 и спинкой плиты
14. Рабочий ход при профилировании дуги осуществляет-
ся рукояткой /5, а при ограниченной длине дуги пользу-
ются упором 16 и ограничителем 17. Рукоятка 18 с вин-
том предназначена для перемещения основного суппор-
та 2. Приспособлением можно профилировать выпуклые
и вогнутые радиусные поверхности. Если выполняется
профилирование по выпуклой дуге, необходимо от разме-
ра мерительной плитки 50 мм вычесть размер радиуса, и,
наоборот,— при профилировании по вогнутой дуге к раз-
меру плитки 50 мм необходимо прибавить размер радиу-
са профиля круга.
Правильность профилирования шлифовальных кру-
гов проверяют шаблонами.
§ 16. ШЛИФОВАНИЕ ВЗАИМНО ПАРАЛЛЕЛЬНЫХ ПЛОСКОСТЕЙ
И УГЛОВЫХ ПРОФИЛЕЙ
Шлифование взаимно параллельных плоскостей. При
шлифовании взаимно параллельных плоскостей работу
выполняют периферией плоского круга. При этом необ-
ходимо учитывать следующее:
а) шлифуемые поверхности предварительно тщатель-
но зачищают от забоин, заусенцев и других дефектов,
мешающих правильной установке;
б) поверхность магнитной плиты после шлифования
покрывается абразивными зернами и на ней встречают-
ся забоины; поэтому перед шлифованием очередной пар-
тии заготовок необходимо проверить поверхность плиты
100
и при необходимости зачистить ее мелкозернистым абра-
зивным бруском;
в) при выборе круга необходимо руководствоваться
его технической характеристикой; при шлифовании лине-
ек тонкого сечения желательно, чтобы круг имел твер-
дость М3, СМ2, зернистость 40 и небольшую окружную
скорость;
г) править круг необходимо острым алмазом, так как
это способствует повышению точности и производитель-
ности шлифования;
д) если необходимо прошлифовать две параллельные
стороны, заготовку устанавливают непосредственно на
магнитной плите; предварительно шлифуется одна сторо-
на с припуском на чистовое шлифование 0,04—0,06 мм\
затем заготовку переустанавливают и предварительно
шлифуют вторую сторону, после чего в такой же последо-
вательности выполняют чистовое шлифование;
е) при необходимости шлифовать ребра или боковые
стороны, заготовку закрепляют в приспособлении (уголь-
нике), приняв за базу одну из обработанных поверхнос-
тей; при перезакреплении заготовки для обработки дру-
гого ребра (стороны), заготовку необходимо прижать к
приспособлению уже обработанной боковой стороной.
Шлифование угловых профилей. Шлифование можно
выполнять периферией плоского шлифовального круга
или профилированным кругом. Выбор метода шлифова-
ния зависит от размеров заготовки и возможности конт-
роля размеров и качества обработки.
На рис. 46, а показаны шаблоны с наружным угло-
вым профилем.
При шлифовании профиля периферией плоского кру-
га необходимо наклонные участки шаблонов при помощи
синусной линейки установить в горизонтальное положе-
ние и определить глубину резания по формуле
t — a cos а,
где t — глубина резания;
а — величина припуска;
а — угол профиля.
Угловые участки шаблонов сложного профиля шлифу-
ют профилированным кругом. Сюда относятся полупрой-
мы открытого профиля, шаблоны типа «ласточкиного
хвоста».
Такие шаблоны шлифуют в такой последовательности:
101
1) предварительное шлифование базовых сторон;
2) предварительное шлифование угловых участков
профиля;
3) чистовое шлифование базовых поверхностей;
4) чистовое шлифование угловых участков профиля.
В качестве примера рассмотрим шлифование шабло-
на, показанного на рис. 46, б.
Угловые участки этого шаблона не могут быть обра-
ботаны плоским шлифовальным кругом. Круг для данного
шаблона профилируют
в приспособлении: на
торцовых поверхностях
круга делают поднут-
рения для шлифования
боковых сторон А и Б,
Заготовку шаблона за-
крепляют в лекальных
тисках так, чтобы боко-
вые стороны профиля
были перпендикуляр-
ны к плоскости основа-
ния тисков.
Сначала шлифуют
боковые стороны А, Б
профиля шаблона. По-
том шлифуют угол а, не
Рис. 46. Шаблоны с угловым профи- касаясь торцем круга
лем: стороны Б. Это необхо-
а —с внешним углом, б —с внутренним уг- ДИМО ДЛЯ ТОГО, ЧТОбы
лом сохранить припуск для
размера h (ширины па-
за). После того, как прошлифован угол, шлифуют сторо-
ну Б с выдерживанием размера h с припуском на довод-
ку 0,02—0,03 мм.
Размер Н контролируют в процессе шлифования с по-
мощью лекальной линейки, блока плоскопараллельных
мерных плиток и вспомогательного ролика.
Ширину паза h проверяют с помощью плоскопарал-
лельных мерительных плиток, а угол а — на синусной
линейке индикатором.
ГЛАВА VI
НОРМАЛЬНЫЕ И ПРЕДЕЛЬНЫЕ КАЛИБРЫ
И ТЕХНОЛОГИЯ ИХ ИЗГОТОВЛЕНИЯ
§ 1. ТИПЫ КАЛИБРОВ
И ОБЛАСТЬ ИХ ПРИМЕНЕНИЯ
При серийном и крупносерийном производстве для
контроля точности обработки деталей вместо универсаль-
ных измерительных средств широко применяют калибры.
Калибрами называются бесшкальные контрольные инст-
рументы, предназначенные для проверки размеров, фор-
мы и взаимного расположения деталей. Калибры опреде-
ляют не числовое значение измеряемых величин, а год-
ность детали, т. е. правильность ее действительных
размеров, ограниченных предельными отклонениями.
Калибры делятся на нормальные и предельные. У нор-
мальных калибров контрольный размер равен номиналь-
ному размеру детали, у предельных калибров контроль-
ные размеры равны наибольшему и наименьшему пре-
дельным размерам детали. Наибольшее распространение
в машиностроении получили предельные калибры.
По своему назначению калибры разделяются на сле-
дующие группы:
1) рабочие калибры для контроля деталей непосред-
ственно в процессе их изготовления (рабочим);
2) калибры для проверки деталей^контролерами ОТК
завода;
3) приемные калибры для контроля изделий заказ-
чиком;
4) контрольные калибры для проверки рабочих и при-
емных калибров.
При маркировке калибров установлены следующие ус-
ловные обозначения:
Р-ПР — рабочий калибр, проходная сторона;
Р-НЕ — рабочий калибр, непроходная сторона;
П-ПР — приемный калибр, проходная сторона;
П-НЕ — приемный калибр, непроходная сторона;
103
К-ПР — контрольный калибр для проходной стороны
новых рабочих калибров;
К-НЕ — контрольный калибр для непроходной сторо-
ны рабочих и приемных скоб;
К-И — контрольный калибр для проверки износа про-
ходной стороны рабочих скоб;
К-П — контрольный калибр для перевода частично
изношенных рабочих проходных калибров в приемные.
Кроме этого, на калибрах указывают номинальный
размер, посадку и класс точности изделия, для которого
предназначается данный калибр. Например, П-ПР50ХЗ
рзначает, что это проходной калибр с номинальным раз-
мером 50 мм по ходовой посадке 3-го класса точности.
Применяется для контроля готовых деталей заказчиком.
Маркировка Р-ПР ф 100 ШЗ означает, что это рабочий
проходной калибр для проверки вала диаметром 100 мм
широкоходовой посадки 3-го класса точности.
Существует много разновидностей комплексных и про-
фильных калибров как по конструкции, так и по назна-
чению. Однако их можно разделить на отдельные груп-
пы для проверки толщин, отверстий, глубин, высот, усту-
пов, длин и др.
Для контроля отверстий применяются ка-
либры-пробки. Номинальным размером проходной сторо-
ны калибра-пробки ПР является наименьший предель-
ный размер отверстия, а непроходной стороны НЕ— наи-
больший предельный размер отверстия. При проверке
проходная сторона ПР пробки должна проходить в от-
верстие, под легким усилием, а непроходная сторона НЕ
не должна входить в отверстие. Проходную часть пробки
делают длиннее непроходной стороны.
Пробки предельные двусторонние с цилиндрическими
вставками имеют пределы контролируемых размеров от
1 до 3 мм (рис. 47, а). В рукоятку этих пробок, имею-
щих накатку, устанавливают с двух сторон цилиндриче-
ские вставки и закрепляют карбинольным клеем.
Пробки со вставками с конусным хвостовиком
(рис. 47, б) бывают односторонние и двусторонние, про-
ходные и непроходные. Пределы контролируемых раз-
меров этих пробок от 1 до 50 мм. В средней части дву-
сторонние пробки имеют поперечное отверстие, через
которое можно удалить клином одну из вставок.
Пробки односторонние со вставками, имеющими ко-
нусный хвостовик (рис. 47, в), выпускаются с пределами
104
измерения от 6 до 50 мм. Проходная и непроходная час-
ти расположены одна за другой и разделены между со-
бой узкой проточкой.
Пробки с насадками (рис. 47, г) изготовляются дву-
сторонние, проходные и непроходные. Рукоятки у этих
пробок имеют с двух сторон цапфы, на которые надевают
Рис. 47. Калибры-пробки для контроля диаметров от-
верстий
насадки и крепят винтом. Выпускаются пробки с насад-
ками для контроля размеров от 30 до 100 мм.
Пробки листовые двусторонние (рис. 47,5) изготов-
ляются для размеров от 18 до 100 мм, а пробки листо-
вые односторонние (рис. 47, а) —для размеров от 50 до
300 мм. Материалом для таких пробок служит листовая
сталь толщиной 6—12 мм.
Пробки неполные с рукоятками (рис. 47, ж) бывают
проходные и непроходные для контроля размеров от
50 до 150 мм. Пробки неполные с накладками (рис. 47, з)
105
выпускаются проходными и непроходными с размерами
от 150 до 360 мм. Измерительная часть этих пробок при-
крепляется к рукоятке винтами, либо карбинольным кле-
ем. Измерительные части изготовляются отдельно для
проходного и непроходного размера.
Штихмасы (рис. 47, и) проходные выпускаются для
контроля размеров в пределах 250—1000 мм, и непро-
Рис. 48. Калибры-скобы для контроля диаметров валов
ходные для размеров от 75 до 1000 мм. Нутромеры бы-
вают проходные для размеров от 250 до 1000 мм и не-
проходные для размеров от 75 до 1000 мм. Они пред-
ставляют собой стержни с доведенными сферическими
поверхностями по концам. Непроходной штихмас имеет
цилиндрическую проточку.
Для проверки диаметров вала использу-
ются скобы различных конструкций (рис. 48). Незави-
симо от конструкций, скоба должна иметь проходную и
непроходную измерительные поверхности. Проходная
106
часть ПР должна свободно находить на вал, так как
она изготовляется по наибольшему предельному разме-
ру. Непроходная часть НЕ выполняется по наименьше-
му предельному размеру вала, поэтому она на вал не
находит.
Скобы листовые двусторонние (рис. 48, а) изготов-
ляются для контроля размеров от 1 до 50 мм. Скобы
листовые прямоугольные односторонние (рис. 48, б) из-
готовляются для размеров от 1 до 70 мм, а скобы листо-
вые круглые односторонние (рис. 48, в)—для размеров
от 1 до 180 мм.
У двусторонних скоб проходная и непроходная части
расположены на противоположных сторонах скобы, а у
односторонних скоб — на одной стороне и разделяются
канавкой. Длину непроходной части делают короче, чем
у проходной.
Выпускаются также скобы, штампованные горячим
способом: двусторонние для контроля размеров от 3 до
170 мм (рис. 48, г), односторонние для размеров от 3 до
50 мм (рис. 48,6) и с ручками (рис. 48, е) для размеров
от 50 до 170 мм. Штампованные скобы имеют ребра же-
сткости и более широкие измерительные губки, что по-
вышает их жесткость и срок эксплуатации.
Скобы литые выпускаются со вставными губками
односторонние для контроля размеров от 100 до 325 мм
(рис. 48, ж). Для облегчения веса в них делают от-
верстия.
Скобы регулируемые (рис. 48, з) устроены так, что
их можно переналаживать на другой размер или же
восстанавливать по мере износа рабочие размеры. Та-
ким путем увеличивается срок эксплуатации инстру-
мента.
Для проверки действительного размера скоб применя-
ют контрольные калибры. Для пределов измерения от 1
до 18 мм выпускаются пробки контрольные со вставка-
ми, имеющими конусный хвостовик (рис. 48, и), для раз-
меров от 18 до 100 мм — шайбы полные (рис. 48, к) и
для размеров от 100 до 325 мм — шайбы неполные
(рис. 48, л).
На рис. 49 показаны калибры для проверки наруж-
ных и внутренних резьб.
Внутреннюю резьбу проверяют предельными
резьбовыми пробками (рис. 49, а), которые изготовляют
трех видов: цельные (для размеров 1—6 мм), со встав-
ил
ками на конических хвостовиках (для размеров 6-
100 мм) и с насадками (для размеров 52—100 мм).
Наружную резьбу проверяют жесткими и ре
гулируемыми резьбовыми кольцами (рис. 49,6). Об;
вида применяются для резьб диаметром от 1 до 100 мм
Рис. 49. Калибры для контроля резьбы;
1 — ролики непроходной стороны, 2 — ролики проходной
стороны
Резьбу непроходных пробок и колец делают укорочен-
ной до 2—3 витков.
Для измерения резьбы на поверхности деталей при-
меняются резьбовые скобы (рис. 49, в). В корпус скобы
вмонтированы две пары роликов — проходные и непро-
ходные. Ролики установлены на очень точно шлифован-
ных эксцентричных валиках, что дает возможность ре-
гулировать размер скобы.
Для контроля конических внутренних и наружных
поверхностей применяются калибры, показанные на
рис. 50. Калибры-пробки для конических отверстий
(рис. 50, а) и калибры-втулки для проверки наружных
конических поверхностей (рис. 50,6) изготовляют с ус-
108
тупом, длина которого является допуском на базовое
расстояние конической поверхности.
Для измерения конического отверстия калибр, имею-
щий на определенном расстоянии от торца две риски 2
(рис. 50, в), вводят с легким нажимом в отверстие и
смотрят, не качается ли калибр в нем. Отсутствие ка-
чания показывает, что угол конуса правильный. Убе-
дившись в этом, проверяют размер конуса. Для этого
Рис. 50. Калибры для контроля конических поверх-
ностей
наблюдают — до какого места калибр войдет в измеряе-
мую деталь. Если торец детали совпадает с торцом усту-
па, или с одной из рисок 2, или находится между этими
рисками, то размеры конуса правильны.
Если калибр войдет в отверстие детали настолько
глубоко, что обе риски не будут видны, или оба торца
Уступа калибра выйдут из детали наружу, это показы-
вает, что диаметр отверстия больше заданного и, наобо-
рот, если обе риски окажутся вне отверстия или ни один
из торцов уступа не выйдет ид него,— диаметр отверстия
меньше требуемого.
Отклонение конусности детали от конусности калиб-
ра часто проверяют с помощью краски (лазурь, синька)
или карандашного штриха. На поверхность калибра-
пробки или детали наносят тончайший слой краски и
вращают его по поверхности проверяемого конуса. Про-
верка с помощью карандашного штриха заключается в
том, что по образующим проверяемого конуса проводят
карандашом 3—4 линии в продольном направлении на
равном расстоянии друг от друга. Проверяемую деталь
вводят в калибр и, слегка нажимая, поворачивают на
109
небольшой угол. Если конусность детали соответствует
калибру, карандашные линии будут по всей длине при-
мерно одинаково стерты. Нестертые линии указывают на
погрешности конусного отверстия.
Как первый, так и второй метод не показывает вели-
чины отклонений, а определяет лишь качество выполне-
ния конусной части изделия. Эффективность этого мето-
да контроля зависит от навыков рабочего.
§ 2. ДОПУСКИ НА ИЗГОТОВЛЕНИЕ КАЛИБРОВ
Допуски на изготовление устанавливаются для всех
типов калибров. При установлении допусков учитывает-
ся, что рабочие поверхности проходных калибров при
контроле изнашиваются значительно быстрее, чем по-
верхности непроходных калибров. Поэтому для проход-
Проходная
сторона
Калибры -для
далод
Непроходнаягр^.
сторона [___
POP
Пеприходная
сторона
Калибры для
отберстий
Проходная
сторона
Поля допу с к од по пито^
ность изготодления
|н|Н|1||| По/1Я допуск од но износ
Рис. 51. Схема расположения допусков гладких калибров
ных калибров обязательно предусматривается допуск на
износ. Допуск калибра зависит от класса точности и по-
садки проверяемой детали. На рис. 51 показана схема
расположения полей допусков гладких калибров для ва-
лов и отверстий 1—За классов точности (ГОСТ7660—55).
Схема является пояснением к таблицам допусков и пре-
дельных отклонений калибров по стандартам на допуски
калибров для валов и отверстий различных классов точ-
ности (ОСТ 1202—1205, ОСТ 1207—1209, ОСТ 1213 и
ОСТ 1215). Расположение полей допусков на износ про-
110
ходных калибров (помечены на схеме вертикальной
штриховкой) неодинаково для валов и отверстий раз-
личных классов точности и условно показано на схеме
симметричным относительно границы
поля допуска детали.
При проектировании новых калиб-
ров прибегают к пользованию данны-
ми таблиц, рассчитывают предельные
размеры и проставляют их на рабочих
чертежах, по которым изготовляют ка-
либры. Такие размеры называются ис-
полнительными размерами.
Рассмотрим на примерах, в какой
последовательности ведется расчет ис-
полнительных размеров калибров.
Рис. 52. Исполни-
тельные размеры
рабочего калибра-
скобы
Пример 1. Условие: рассчитать предельные исполнительные раз-
меры калибра-скобы для вала 0 100 ШЗ.
Расчет. По таблице допусков ОСТ 113 находим предельные от-
клонения: верхнее отклонение Вверхн =— 0,120 мм; нижнее откло-
нение ВНИжи = — 0,235 мм.
2. Рассчитываем предельные размеры диаметра вала1
Внаиб = ЮО — 0,120 = 99,88 мм;
^наим = ЮО — 0,235 =99,765 мм.
3. По таблицам допусков ОСТ 1205 находим предельные отклоне-
ния калибров:
для Р-ПР верхнее отклонение равно +7,5 мкм, нижнее
— 22,5 мкм, допуск равен 15 мк,м;
для Р-НЕ верхнее отклонение равно +7,5 мкм, нижнее
— 27,5 мкм, допуск равен 15 мкм.
4. Рассчитываем предельные размеры рабочего калибра-скобы:
Р-ПРнаим = 99,88 — 0,0225 = 99,8575 мм;
Р-ПРнаиб = 99,88 — 0,0075 = 99,8725 мм;
Р-НЕнаим =99,876 — 0,0075 = 99,7575 мм;
Р-НЕнаиб = 99,765 + 0,0075 = 99,7725 мм.
5. Рассчитываем исполнительные размеры для изготовления ново-
го калибра-скобы.
Р-ПР = 99,8755+ 0,015;
Р-НЕ =99,7575 + 0,015 (рис. 52).
Пример 2. Условие: номинальный размер детали 46 мм.
Определить исполнительные размеры предельного Шаблона для
размера 46“q*2o мм'
Расчет. Наибольший предельный размер или номинальный размер
большей стороны Б шаблона 46 — 0,10 = 45,90 мм; наименьший пре-
дельный размер или номинальный размер меныйей стороны М шабло-
на 46 — 0,20 = 45,80 мм; допуск детали 0,20 — 0,10 = 0,10 мм.
Предельные отклонения шаблона'равны ±5% или 0,0050 мм.
Исполнительные размеры шаблона будут равны:
Бнаиб = 45,90 + 0,0050 = 45,9050 мм;
Бнаим = 45,90 — 0,0050 = 45,8950 мм;
111
Мнаиб = 45,80 + 0,0050 = 45,8050 мм\
Л4наим = 45,80 — 0,0050 = 45,7950 мм.
Допуски на предельные листовые калибры для про-
верки глубин, высот и уступов предусмотрены ГОСТом
2534—44.
У предельных листовых калибров сторона, соответст-
вующая наибольшему предельному размеру изделия,
обозначается буквой Б, сторона, соответствующая наи-
меньшему предельному размеру изделия, — буквой Л4.
Отклонение размеров Б и М калибров отсчитывают от
соответствующих предельных размеров изделия. Поля
допусков размеров Б и М калибров располагаются сим-
метрично относительно соответствующих предельных
размеров изделия. Допуски на неточность изготовления
и на износ листовых калибров выбирают в зависимости
от допуска на измеряемую деталь. Для шаблонов допуск
на неточность изготовления принят равным 10% (±5%)
от допуска на деталь, а предельные отклонения изношен-
ных шаблонов ±8% от допуска на деталь.
Чтобы определить исполнительные размеры шаб-
лонов для измерения высот, глубин и уступов, необ-
ходимо:
а) установить наибольший и наименьший предельные
размеры деталей, которые будут номинальными для
большей Б и меньшей М сторон шаблона;
б) по разности верхнего и нижнего отклонений раз-
мера детали определить величину допуска;
в) определить предельные отклонения для шаблонов,
равные ±5% от допуска детали;
г) предельные отклонения шаблона сложить с его но-
минальным размером.
§ 3. ИЗГОТОВЛЕНИЕ СКОБ И ШАБЛОНОВ
Общие требования. На специализированных предпри-
ятиях имеется возможность получать заготовки скоб ме-
тодами горячей штамповки и литья и широко применять
при их обработке средства механизации, специальное
оборудование й многоместные приспособления.
Технология изготовления скоб в большинстве инстру-
ментальных цехов металлообрабатывающих заводов бу-
дет несколько иной, чем на специализированных инстру-
ментальных заводах, так как серии изготовляемых инст-
112
рументов невелики и изготовление скоб носит характер
единичного производства.
При серийном производстве скоб технологический
процесс их изготовления включает следующие операции:
1) холодная и горячая штамповка заготовок;
2) отжиг или нормализация;
3) предварительное шлифование боковых поверхно-
стей с припуском 0,2—0,3 мм\
4) фрезерование рабочих поверхностей набором фрез
в многоместном приспособлении;
5) фрезерование торцовой поверхности скобы в раз-
мер цилиндрической фрезой;
6) фрезерование на поверхности губки канавки, раз-
деляющей проходную и непроходную часть скобы;
7) опиливание фасок и снятие заусенцев;
8) закалка рабочих поверхностей с отпуском до твер-
дости HRC 62—65;
9) окончательное шлифование боковых поверхностей
скобы на магнитном столе плоскошлифовального станка;
10) шлифование рабочих поверхностей скобы в раз-
мер; операция выполняется на специальных шлифоваль-
но-доводочных станках или на плоскошлифовальных
станках с горизонтальным шпинделем периферией чашеч-
ного круга или периферией прямого шлифовального
круга;
11) искусственное старение (продолжительная вы-
держка скоб в масле, нагретом до невысоких темпера-
тур);
12) предварительная доводка рабочих поверхностей
скоб на плоских чугунных притирах;
13) окончательная доводка (придающая необходимые
размеры мерительным поверхностям и заданный класс
чистоты) на стеклянных притирах с применением пасты
ГОИ;
14) маркировка;
15) контроль.
Изготовление листовых скоб. Листовые скобы изго-
товляются обычно в инструментальных цехах металлооб-
рабатывающих заводов, располагающих соответствую-
щим оборудованием. Поэтому технологический процесс
изготовления листовых скоб стараются разработать так,
чтобы было как можно меньше малопроизводительных
ручных операций.
При мелкосерийном или единичном изготовлении лис-
113
товых скоб технологический процесс включает следую-
щие операции:
1) получение штучной заготовки; эта операция выпол-
няется при помощи электрических или механических
ножниц, в некоторых случаях в качестве заготовок слу-
жат штампованные скобы;
2) правка штампованных заготовок на прессах или
вручную на правильной плите; заготовки, нарезанные
ножницами, также правят вручную или на прессе;
3) шлифование широких плоских поверхностей с при-
пуском под окончательное шлифование;
4) слесарная сборка в пакеты (операция выполняется
в том случае, если скобы изготовляются партией 5—
8 штук); сборку в пакеты выполняют склепыванием, пая-
нием или склеиванием карбинольным клеем;
5) шлифование одной из боковых поверхностей для
создания базы при разметке;
6) разметка рабочего зева скобы штангенциркулем с
точностью отсчета по нониусу 0,05 мм;
7) фрезерование наружных поверхностей и контура
по разметке;
8) фрезерование рабочего зева скобы в размер;
9) фрезерование на поверхности мерительной губки
канавки, разделяющей проходную и непроходную часть;
10) нанесение на торцовых поверхностях двух рисок
(по которым после термической обработки скобы будут
снова собирать в пакеты); разборка пакетов, снятие фа-
сок и заусенцев;
11) закалка с отпуском до твердости HRC 62—65.
12) правка, устраняющая коробления после термиче-
ской обработки;
если размеры зева скобы сильно нарушены, перед
шлифованием и подвергают рихтовке; операция заклю-
чается в нанесении острой стороной молотка легких уда-
ров по поверхности скобы в местах, показанных на
рис. 53;
чтобы уменьшить величину зева ударяют по задней
части скобы (рис. 53, б); развести концы можно ударами
молотка по краям выреза скобы (рис. 53, а);
13) окончательное шлифование боковых поверхностей
скоб;
14) сборка скоб в пакеты по меткам на торцевой час-
ти (склепыванием, паянием или склеиванием);
15) шлифование рабочих поверхностей зева скоб;
114
Рис. 54. Схема установки и шлифо-
вания листовых скоб:
lt 2 измерительные поверхности
Место рихтовки
Рис. 53. Рихтовка
скоб
16) доводка мерительных поверхностей.
Шлифуют скобы пакетами и штучно. На рис. 54 скобы,
собранные в пакеты, скреплены струбцинами и зажаты в
тиски. Тиски устанавливают на стол станка или на маг-
нитную плиту. Сначала шлифуют мерительную поверх-
ность зева. Потом перемещают стол и шлифуют поверх-
ность 2 с припуском
под доводку. Размер
между мерительными
поверхностями перио-
дически проверяют кон-
цевыми мерными плит-
ками.
На рис. 55 показаны
приемы шлифования
мерительных поверх-
ностей периферией
шлифовального круга
одиночных скоб, уста-
новленных в приспособ-
лении, на плоскошли-
фовальном станке с го-
ризонтальным шпинде-
лем. Рабочие поверх-
ности скоб с величиной
зева до 100 мм шлифу-
ют периферией чашеч-
ного круга 3. Скобу 2
укрепляют на кубике 1
(рис. 55, а). Шлифо-
вальный круг вводят
внутрь зева скобы и в этом
сторону скобы. Затем кубик вместе со скобой перевора-
положении шлифуют одну
чивают, устанавливают противоположной плоскостью и
шлифуют вторую мерительную поверхность. Этот прием
шлифования применяется, когда размер скобы не пре-
вышает высоты кубика.
Скобы большого размера шлифуют таким образом,
чтобы при закреплении их на кубике или в тисках, верх-
няя мерительная поверхность была расположена от маг-
нитной плиты на расстоянии, превышающем диаметр
шлифовального круга (рис. 55, б).
Шлифование выполняют сначала верхней частью ча-
шечного круга, а затем нижней. При шлифовании верх-
115
ней частью круга отсчет подачи по лимбу ведут в обрат-
ном порядке (90,85,80,75,70 и т. д.).
Мерительные поверхности скоб с размером зева более
100 мм шлифуют плоским абразивным кругом (рис. 55,
в). Круг вводят внутрь зева и последовательным пере-
мещением его шлифуют мерительные поверхности скобы.
Доводка скоб. В единичном производстве скобы до-
водят вручную. Эту операцию выполняют слесари-инст-
Рис. 55. Приемы шлифования мерительных поверх-
ностей листовых скоб
рументальщики, поэтому рассмотрим ее более подробно.
Для сокращения трудоемкости доводочных работ
большое значение имеет правильный выбор абразивного
материала и использование приемов, облегчающих труд
слесаря. Для предварительной ручной доводки применя-
ют микропорошок М20, М28, М40, для окончательной —
М5,М7. При чистовой доводке и наведении глянца при-
меняют тонкую пасту ГОИ. В качестве смазывающих ма-
териалов используют керосин, бензин, скипидар. Процесс
доводки может быть ускорен, если добавить в смазываю-
щее вещество небольшое количество стеариновой кис-
лоты.
Инструментом для доводочных операций служат спе-
циальные притиры, которые чаще всего изготовляют из
чугуна и красной меди. Форма и размеры притира зави-
сят от формы и размеров обрабатываемого изделия. Для
доводки скоб применяют притиры в виде плит, пластин
или брусков.
Смазывающие вещества в смеси с абразивным мате-
риалом наносят на притир тонким слоем и растирают не-
116
большой чугунной плиткой, получившей название шар-
жира. Чем точнее работа, тем тоньше должен быть слой
смазки и абразивного материала на притире.
При доводке необходимо обращать внимание на ско-
рость перемещения скобы относительно притира. Сред-
няя скорость перемещения при предварительной доводке
0,6—0,7 м!сек, при окончательной 0,4—0,5 м!сек. Чем
Рис. 56. Приемы ручной доводки листовых
скоб:
/ — притир, 2 — скоба, 3 — кубик
точнее размеры изделия, тем меньше должна быть ско-
рость перемещения притираемого изделия.
Доводку предельных скоб выполняют в такой после-
довательности:
а) доводят длинную измерительную поверхность, яв-
ляющуюся общей для проходного и непроходного раз-
мера;
б) доводят непроходную поверхность;
в) доводят проходную поверхность.
Приемы доводки скоб различны и зависят от размера
и конструкции скобы, класса точности и чистоты измери-
тельных поверхностей. При доводке листовых односторон-
них предельных скоб притир 1 закрепляют в тиски, а
117
скобу 2 перемещают вдоль притира (рис. 56, а). Таким
же методом доводят односторонние скобы, собранные в
пакеты по 6—8 штук (рис. 56, б).
Доводка с большой точностью узких мерительных
поверхностей скобы затруднительна, так как рабочие по-
верхности скобы должны быть расположены строго под
прямым углом относительно ее боковых сторон. Для до-
водки применяют доводочные кубики (рис. 56, в). На
притир укладывают кубик 3, к нему плотно прижимают
скобу и перемещают ее вместе с кубиком по притиру.
Рис. 57. Примеры ручной доводки листовых
скоб с применением комбинированных при-
тиров (а) и контроля предельной скобы
плоскопараллельными мерительными плит-
ками (б):
1, 2 — притиры, 3 — скоба
На некоторых заводах при ручной доводке скоб при-
меняют комбинированные притиры (рис. 57, а). Они со-
стоят из двух притиров 1 и 2. Высоту а между притирае-
мыми поверхностями устанавливают по микрометру или
блоку мерных плиток. Общую сторону скобы 3 доводят
на обыкновенном притире, а доводку непроходной и про-
ходной поверхностей выполняют одновременно на комби-
нированном притире.
При использовании описанного способа процесс до-
водки несколько упрощается, скобы устойчивее держатся
118
на притирах и сокращается количество замеров. Пользу-
ясь такими притирами, необходимо правильно устано-
вить размер а и строго одинаково смазывать обе рабо-
чие поверхности притира доводочной пастой.
Предельные скобы изготовляют с точностью 0,002—
0,003 мм и шероховатостью поверхности по 12—14-му
классу чистоты. Чтобы выдержать такую точность, сле-
сарю-инструментальщику приходится применять различ-
ные способы измерений.
Основным и наиболее надежным способом контроля
параллельности мерительных плоскостей скобы в процес-
се шлифования и доводки является контроль их с по-
мощью блока плоскопараллельных мерных плиток
(рис. 57, б). При отклонении от параллельности блок
концевых плиток, помещенный между мерительными по-
верхностями скобы, будет проворачиваться под действи-
ем собственного веса, задерживаясь на выступающих
уголках мерительной поверхности.
При наличии параллельности блок концевых плиток,
помещенный между мерительными поверхностями скобы,
перемещается в любом месте с одинаковым усилием.
При проверке скоб с размерами зева более 170 мм
концевые плитки набирают в блок по длине и распола-
гают его в вертикальном положении.
Скобы, размеры зева которых более 500 мм, контро-
лируют микрометрическими штихмасами и располагают
их вертикально. Контроль необходимо выполнять не ме-
нее чем в четырех точках измерительной поверхности
при четырех-пяти контрольных замерах.
Доводка шаблонов для контроля длин и высот. Техно-
логия изготовления шаблонов для контроля длин, высот,
глубин и уступов аналогична процессу изготовления
предельных листовых скоб. Окончательно обрабатывают
шаблоны шлифованием и доводкой, но несколько изме-
няют приемы их доводки и методы контроля доведенных
поверхностей.
На рис. 58 показан предельный уступомер, одна сто-
рона которого 70,0 мм, а вторая 70, 15 мм.
Доводку уступомера выполняют в такой последова-
тельности:
а) на притирочной плите с помощью кубика доводят
поверхность 1, прямолинейность которой проверяют ле-
кальной линейкой;
б) уступомер переворачивают и притирают с кубиком
119
мерительную поверхность 4\ при этом проверяют, чтобы
одна из поверхностей 3 или 5 была перпендикулярна по-
верхности 4\
в) доводят поверхность 3, выдерживая перпендику-
Рис. 58. Последовательность доводки
уступомера:
7—5 — доводимые поверхности, 7 — пло-
скость шаблона
лярность к поверхности 4; проверяют угольником (угол
90° к широкой плоскости 7 шаблона);
г) доводят поверхность 5 с таким расчетом, чтобы она
была параллельна поверхности 3 и перпендикулярна по-
Рис. 59. Приемы доводки высотомеров в пакетах;
а — па плоском притире, б — па раздвижном притире; 1, 2 -= доводимые
поверхности
верхностп 4; параллельность проверяют микрометром, а
перпендикулярность — угольником;
д) поверхности 2 и 6 доводят на плоском притире с
кубиком; линейные размеры проверяют плоскопараллель-
но
ными мерными плитками, а перпендикулярность к поверх-
ностям 3 и 5 — точным угольником.
Если шаблоны обрабатывались на шлифовальном
станке в пакетах, то и доводку необходимо выполнять
тоже в пакетах. Для этого после термической обработки
и шлифования широких поверхностей шаблоны снова со-
бирают в пакеты, склепывают их (или склеивают), шли-
Рис. 60. Приемы контроля шаблонов-вы-
сотомеров
фуют рабочие поверхности и доводят на плоских при-
тирах, как показано на рис. 59, а. Если у шаблонов по-
верхности 1 и 2 находятся в одной плоскости, то их можно
доводить на регулируемом притире (рис. 59, б).
Контроль размеров шаблонов-высотомеров в процес
се их доводки осуществляется блоками мерных плиток с
применением лекальной линейки (а), двустороннего до-
веденного бруска (б) или контрольной плиты (в)
(рис. 60).
§ 4. ИЗГОТОВЛЕНИЕ ПРОФИЛЬНЫХ ШАБЛОНОВ
Многие детали современных машин и приборов имеют
сложный профиль, контроль которого в процессе изго-
товления должен выполняться с помощью различных
121
профильных шаблонов. За последние годы в технологи-
ческий процесс изготовления профильных шаблонов вне-
сены существенные изменения. Это связано с оснащением
инструментальных цехов более совершенным оборудова-
нием, внедрением механизирующих инструментов, про-
фильным шлифованием и широким применением различ-
ных опиловочных приспособлений. Вручную изготовляют
только те шаблоны, которые имеют небольшие габарит-
ные размеры, малую толщину и требуются в небольшом
количестве. Например, фрезерование шаблона размером
50X20 мм и толщиной 2 мм потребует больше времени
на наладку станка и закрепление заготовки, чем опили-
вание его в наметке. В данном случае слесарю-инстру-
ментальщику приходится выполнять все операции, начи-
ная от заготовительных и кончая доводкой.
Типовой технологический процесс изготовления про-
фильных шаблонов вручную включает следующие опера-
ции: 1) разметка заготовок; 2) резка заготовок; 3) прав-
ка заготовок; 4) обработка торцовых сторон под углом
90°; 5) предварительное шлифование боковых плоскостей;
6) разметка под сборку; 7) сборка заготовок в пакеты;
8) разметка профиля шаблона на одной из сторон собран-
ного пакета, 9) обработка пакетов по разметке, 10) раз-
борка пакетов, запиливание фасок и снятие острых кро-
мок; 11) термическая обработка; 12) рихтовка шаблонов;
13) окончательное шлифование боковых плоскостей;
14) сборка шаблонов в пакеты; 15) шлифование мери-
тельных поверхностей; 16) предварительная доводка;
17) разборка пакетов; 18) окончательная доводка;
19) притупление острых кромок; 20) маркировка.
Широкие плоскости шаблонов, независимо от слож-
ности профиля, должны быть предварительно отшлифова-
ны до термической обработки и окончательно после тер-
мической обработки. Параллельность сторон должна
быть выдержана в пределах 0,01—0,02 мм, так как при
доводке шаблоны и контршаблоны прижимаются отшли-
фованными поверхностями к призме или кубику. Искрив-
ления и непараллельность приведут к возникновению пе-
рекосов при доводке мерительных поверхностей шаб-
лонов.
Профильные шаблоны в большинстве случаев изго-
товляются в паре с контршаблонами (рис. 61). Шаблон,
являясь поверочным инструментом, применяется для
комплексного контроля сложных профилей по методу
122
световой щели. Находясь в контакте с проверяемым изде-
лием, рабочие поверхности шаблона быстро изнашива-
ются. Поэтому они нуждаются в периодической поверке.
Для этой цели служат контршаблоны. В первую очередь
обрабатывают детали, которые легче обработать и проще
измерить универсальными инструментами.
Рабочие поверхности контршаблонов, показанных на
рис. 61, а, б и в, доступны для измерения микрометром,
угломером, мерными и угловыми
плитками. Поэтому при одновре-
менном изготовлении шаблона и
контршаблона в данном случае
следует начинать с контршаблона.
При изготовлении шаблонов, име-
ющих радиусные поверхности
(рис. 61, а), лучше начинать с из-
готовления шаблона, так как его
проще изготовить, применяя при
этом калибр-пробку и микрометр.
По шаблону проще припасовать
контршаблон с радиусным высту-
пом, который универсальным ме-
тодом проконтролировать нельзя.
Процесс изготовления контр-
шаблонов тот же, что и для шаб-
лонов, лишь исключаются опера-
ции, связанные со сборкой и раз-
Рис. 61. Профильные лис-
товые шаблоны:
а — прямоугольного про-
филя, б — шестигранного
профиля, в — «ласточкин
хвост», г — полукруглого
профиля; 1 — контршаблон,
2 — шаблон
боркой пакетов, так как контршаблоны в большинстве
случаев изготовляются по одной штуке. По одному контр-
шаблону можно изготовить несколько шаблонов. Этим
же контршаблоном можно проверить шаблоны, находя-
щиеся в работе, и определить их качество.
При опиливании и доводке прямолинейных плоскостей
контршаблонов и шаблонов широко применяют различ-
ные опиловочные приспособления, способствующие повы-
шению производительности труда и качества изделий.
На рисунке 62 показан способ опиливания прямоли-
нейных поверхностей по наметке. Наметка сборная. Она
состоит из двух планок 1 и 3 и двух брусков 2 и 4. Все
детали тщательно обработаны под углом 90° и скрепле-
ны между собой винтами и зафиксированы штифтами.
В передней планке имеются отверстия с резьбой, в кото-
рые ввинчиваются винты для прижима детали. Обраба-
тываемый контршаблон 5 устанавливают в наметку и
123
слегка прижимают винтами 6 к поверхности А. После это-
го контршаблон окончательно устанавливают так, чтобы
разметочная риска на плоскости контршаблона совпада-
ла с рабочими поверхностями Б наметки, и прочно за-
крепляют винтами. Наметку закрепляют в слесарных
тисках и опиливают контршаблон до тех пор, пока на-
пильник не коснется поверхностей Б наметки.
Рис. 62. Наметка для опиливания прямолиней-
ных плоских поверхностей:
1, 3 — планки, 2, 4 — бруски, 5 — контршаблон, 6 —
винты; А — опиливаемая поверхность, Б — поверхно-
сти наметки
При изготовлении шаблонов и контршаблонов часто
приходится применять припасовку.
Припасовка — это точная взаимная подгонка двух
деталей, сопрягающихся без зазоров при перекантовках.
Припасовка должна выполняться с высокой точностью,
со взаимной пригонкой двух смежных деталей, которые
припасовываются совместно.
На рис. 63, а показан угловой шаблон для заточки
резцов для нарезания трапецеидальной резьбы и контр-
шаблон к нему. Широкие плоскости обеих деталей тща-
тельно шлифуют, а боковые стороны 7 и 6 опиливают по
наметке, обеспечивая их прямолинейность и взаимную
перпендикулярность. Эти плоскости тщательно проверя-
ют лекальной линейкой и угольником 90°, так как они
будут служить базами при разметке профиля. После раз-
метки удаляют лишний металл, а затем снова по наметке
опиливают выступ контрЩаблона и впадину шаблона с
припуском на припасовку.
124
Припасовку контршаблона с шаблоном выполняют
следующим образом:
а) по стороне 1 контршаблона подгоняют первую сто-
рону 1 шаблона;
б) по стороне 1 контршаблона подгоняют сторону 2
шаблона;
в) по стороне 1 шаблона подгоняют сторону 1 контр-
шаблона;
г) по стороне 2 шаблона подгоняют сторону 2 контр-
шаблона.
Чтобы совпали боковые стороны профиля шаблона и
контршаблона, опиливают поверхности плечиков 3 и 4
или поверхность 5. Если у плечиков 3 и 4 наблюдается
равномерный просвет, снимают металл с поверхности 5
до тех пор, пока не будет зазора. Когда обнаруживается
просвет у одного плечика, это значит, что плечики нахо-
дятся не в одной плоскости и что необходимо дополни-
тельно обработать одно из плечиков.
Такая последовательность припасовки позволяет точ-
но подогнать друг к другу шаблон и контршаблон, и если
их профили симметричны, то они должны совпадать при
любом положении.
Рис. 63. Угловой шаблон с контршаблонами (а), резьбо-
вой шаблон (б) и схема его обработки с применением
выработок (в):
/—7 — поверхности шаблона, А, Б, ah а2 углы, /—/// —выра-
ботки
125
На рис. 63, б показан резьбовой шаблон. Этим шабло-
ном проверяют заточку и установку резца при нарезании
треугольной резьбы на токарном станке и профиль резь-
бы. В связи с этим к шаблону предъявляют следующие
требования: биссектрисы углов А и Б должны быть па-
раллельны сторонам 1 и 2 шаблона, а биссектрисы углов
ai и «2 — перпендикулярны этим сторонам.
Казалось бы, что при контроле профиля резьбового
калибра можно применить универсальные инструменты:
параллельность можно проверить микрометром, внутрен-
ние углы — угловыми плитками, наружный угол — угло-
мером. На самом деле только параллельность сторон
можно измерить микрометром. Если при обработке угла
Б пользоваться угломером, осевая линия может оказать-
ся непараллельной боковым сторонам 1 и 2. Измеряя
углы щ и а2 угловыми плитками, можно нарушить пер-
пендикулярность к боковым сторонам 1 и 2. По этой при-
чине нельзя будет пользоваться шаблоном при установ-
ке резьбонарезного резца.
Для облегчения работы и достижения необходимой
точности при изготовлении резьбового шаблона применя-
ют выработки, точность углов которых ±Р. Предвари-
тельную обработку ведут обычным способом с припуском
на подгонку углов по выработкам.
На рис. 63, в показан шаблон и три выработки, необ-
ходимые для его изготовления.
Выработка I необходима для пригонки угла Б с та-
ким расчетом, чтобы биссектриса этого угла была парал-
лельна боковым сторонам 1 и 2 шаблона.
Выработка II предназначена для пригонки внутрен-
них углов ai и d2, чтобы биссектриса угла di была пер-
пендикулярна боковой стороне 1, а биссектриса угла d2 —
перпендикулярна боковой стороне 2 шаблона.
Выработка III служит для пригонки угла А, чтобы его
поверхности были симметрично расположены к боковым
сторонам 1 и 2. Для этого сначала подгоняют одну по-
верхность угла А по выработке от боковой стороны /, а
затем вторую поверхность от боковой стороны 2. Такая
подгонка угла относительно сторон шаблона называется
контровкой.
Доводка рабочих поверхностей профиля шаблона,
расположенных под некоторым углом относительно боко-
вых поверхностей и имеющих небольшие габаритные
размеры, несколько затруднена. Для облегчения работы
126
слесари-инструментальщики применяют синусные намет-
ки сложного и упрощенного типа (см. рис. 3).
В качестве примера изготовления профильного шаб-
лона, показанного на рис. 64, приведена табл. 8 (техно-
Рис. 64. Профильный шаблон
логическая карта), содержащая последовательный пере-
чень всех операций технологического процесса с указани-
ем приемов обработки, оборудования, приспособлений и
инструмента.
Технологическая
№ операции | № установки и перехода Наименование операций и содержание переходов Эскизы операции
1 2 3 4
I 1
Заготовительная
Нарезать две заготовки раз-
мером 101x53x4,5
II 1
2
Слесарная
Рихтовка широких плоско-
стей заготовок
Снятие заусенцев
III 1
Шлифовальная
Предварительная шлифовка
поверхностей 1 и 2 у двух
заготовок в размер 1 +0,2
IV 1
V 1
2
Размет оч ная
Нанести осевые риски и на-
кернить по разметочным рис-
кам отверстие 0 5 у 2 заго-
товок
Сверлильная
Просверлить отверстие у 2
заготовок
Зенковать просверленные
отверстия на глубину 1,5 мм,
под угол 90°
128
Таблица 8
карта
Наименование
детали
№ детали
Материал
Вид заготовки
Норма времени
Шаблон для проверки призмы станины
5/9106
Сталь — 20
Листовая сталь
8 час. 20 мин.
Оборудо-
вание
Инструменты
Приспособления Режущий Мерительный и прове-
и вспомогатель ный рочный
Разряд работы
6 7 8 9
Станок Тиски ма- Фреза отрез- Измерительная ли- (1
горизон тально- фрезер ный 6Н82Г шинные ная нейка (ГОСТ 427—56)
Верстак Плита пра- вйльная Молоток слесарный Напильник Лекальная линейка (ГОСТ 8026—64) п
драчевый
Станок Магнитная Абразивный Штангенциркуль III
плоско- шлифо- вальный 3671М плита круг 0,05 мм (ГОСТ 166—63)
Плита (ГОСТ 10905— 64) Молоток слесарный. Чертилка. Керн Измерительная ли- нейка III
Станок Патрон свер- Сверло 11
сверло- лильный 0 5 мм (ГОСТ
вочный (ГОСТ 8522— 10902—64)
2118А 57)
Тиски ма- Зенковка 90°
шинные (ГОСТ 5594—
53)
5—748
129
Слесарная
Склепать заготовки в пакет
из 2 шгук
Слесарная
Опилить базовые поверх-
ности 3 и 4 под угол 90° с
проверкой угольником и ле-
кальной линейкой
Разметочная
Нанести на поверхность 1
купорос
Нанести риски контура шаб-
лона от базовых поверхнос-
тей 3—4
Накернить по разметочным
рискам
Фрезерная
Фрезеровать контур шабло-
на по разметочным рискам с
припуском 0,15 мм
Слесарная
Опилить поверхность 5 по
лекальной линейке в размер
37 мм
Опилить поверхность 6 пер-
пендикулярно поверхности 5,
выдержав размер 20 мм
Опилить поверхность/, вы
держав угол 135° и размер
16 мм с припуском на до
водку
Опилить поверхность 8 па
раллельно базовой поверхно
стиЗ, выдержав размер 21 мм
130
Продолжение табл. 8
1 6 7 8 9
Верстак Плита Молоток сле- сарный. На- пильник лич- ной Лекальная линей- ка III
Верстак Тиски сле- сарные Наметка ра- мочная Напильник плоский дра- чевый и лич- ной Лекальная линейка Угольник 90° (ГОСТ 3749—65) III
Верстак Тиски сле- сарные. Плита Молоток слесарный. Чертилка Керн Штангенциркуль 0,05 мм Угломер универ- сальный (ГОСТ 5378—66) IV
Станок верти- кальный Тиски ма- шинные Подкладки мерные Фреза кон- цевая цилинд- рическая Штангенциркуль 0,1 мм (ГОСТ 166—63) IV
Верстак Тиски сле- сарные. На- метка Напильники плоский дра- чевый и лич- ной Штангенциркуль 0,05 мм Лекальная линейка III
Верстак Тиски сле- сарные. Намет- ка рамочная Напильник плоский дра- чевый и лич- ной Лекальная линейка Плоскопараллельные концевые меры (ГОСТ 9038—59; IV
Верстак Тиски сле- сарные. На- метка синус- ная Напильник трехгранный личной Угломер универ- сальный. Лекальная линейка. Угловые плитки (ГОСТ 2875—62) IV
Верстак Тиски сле- сарные. На- метка рамоч- ная Напильник плоский дра- чевый и лич- ной Штангенциркуль 0,05 мм Лекальная линейка III
5*
131
1 2 3 4
XI XII 5 * 6 7 8 9 10 11 12 1 2 I 2 Опилить поверхность 9 под угольник 90° от базовых по- верхностей 8, 6, выдержав размер Опилить поверхность 10, вы- держав размер 40 мм Опилить поверхности 11 под угольник 90° от базовой поверхности 4, выдержав раз- мер 52 мм Опилить фаски 2х 45 с четы- рех сторон Прорезать ручной ножовкой канавку 1,5х 1,5 мм Нанести метку, определяю- щую положение деталей в пакете Разобрать пакет Притупить острые кромки кругом Термическая обработка Цементировать на глубину 0,8 мм Калить HRC 56—60 Слесарная Рихтовка деформированных поверхностей Снятие окалины £ 4 X “I V4 X 1 U 100 J / .Т -1 1 10 -4' V4 яЦ V4 2x4,5е Y V4 J
132
Продолжение табл. 8
5 6 7 8 9
Верстак Тиски слесар- ные. Наметка рамочная Напильник плоский дра- чевый и лич- ной Штангенциркуль 0,05 мм. Лекальная линейка. Угольник 90° III
Верстак Тиски сле- сарные. Намет- ка рамочная Напильник плоский лич- ной Штангенциркуль 0,05 мм. Лекальная линейка III
Верстак Тиски сле- сарные. Намет- ка рамочная Напильник плоский дра- чевый и лич- ной Штангенциркуль 0,05 мм. Лекальная линейка. Угольник 90° III
Верстак Тиски сле- сарные. На- метка рамоч- ная Напильник плоский дра- чевый и лич- ной Угломер универ- сальный III
Верстак Ножовочный станок Ножовочное полотно Штангенциркуль 0,1 мм III
Верстак Верстак Тиски сле- сарные Тиски слесар- ные Напильник трехгранный личной Молоток. Слесарный пробойник Напильник плоский, лич ной Линейка измери- тельная III
Муфель- ная печь Закалочная ванна
Верстак Плита пра- вильная Молоток сле- сарный Лекальная линей- ка III
133
XI11 1 2 Шлифовальная Окончательная шлифовка по- верхностей 1 и 2 в размер 4+ +0,08 (у 2 шаблонов) Размагнитить шаблоны
XIV 1 Термическая обработка Старение в муфельной печи
XV 1 Слесарная Собрать в пакет 2 шаблона
1 по условным меткам Доводка Притереть поверхность 3 на
2 длину 100 мм Довести поверхность 5 па-
XVI 3 раллельно от базовой поверх- ности 3, выдержав размер 37 мм Довести поверхность 6 пер-
4 пендикулярно поверхности 5 Довести поверхность 7, вы-
5 держав угол 135° 2' Притереть поверхность 8
XVII 1 параллельно базовой поверхнос- ти 3, выдержав размер 21 мм Слеса рная Разобрать пакет
2 Притупить острые кромки
XVIII 1 оселком Контроль
134
Продолжение табл. 8
Станок Магнитная Абразивный Штангенциркуль У
плоско- шлифо- вальный Муфель ная печь плита Прибор для размагни- чивания круг 0,05 мм Лекальная линейка V
Верстак Плита Молоток слесарный Напильник плоский, лич- ной Лекальная линейка III
Верстак Гиски. При- тир (плита). Шаржир, кубик Абразивный порошок Лекальная линейка III
Верстак Тиски. При- тир неподвиж- ный. Шаржир. кубик Абразивный порошок Лекальная линейка. Штангенциркуль 0,05 мм IV
Верстак Тиски. При- гир неподвиж- ный. Шаржир, кубик Абразивный порошок Пас - та «Гои» Лекальная линейка. Штангенциркуль. Плоскопараллельный концевой угольник 90° IV
Верстак Гиски На метка синус- ная Притир подвижный Шаржир Абразивный порошок Пас- та «Гои» Угломер универ- сальный. Угловые плитки V
Верстак Верстак Тиски При- тир неподвиж- ный Кубик Гиски сле- арные Абразивный порошок Молоток слесарный Пробойник Абразивный оселок Лекальная линейка. Штангенциркуль 0,05 мм |V
135
ГЛАВА VII
УНИВЕРСАЛЬНЫЕ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
ИНСТРУМЕНТЫ И ПРИБОРЫ
§ 1. КЛАССИФИКАЦИЯ ИЗМЕРИТЕЛЬНЫХ
ИНСТРУМЕНТОВ И ПРИБОРОВ
Все средства измерения и контроля, применяемые в
инструментальном производстве, можно разделить на
контрольно-измерительные инструменты и измерительные
приборы.
К первой группе относятся:
1) инструменты для контроля плоскостности и прямо-
линейности;
2) плоскопараллельные концевые меры длины
(плитки);
3) штриховые инструменты, воспроизводящие любое
кратное или дробное значение единицы измерения между
определенными пределами (штангенинструменты, угло-
меры с нониусом);
4) микрометрические инструменты, основанные на
действии винтовой пары (микрометры, микрометрические
нутромеры и глубиномеры).
К группе применяемых измерительных приборов отно-
сятся:
1) рычажно-механические (индикаторы, индикатор-
ные нутромеры, пружинные головки, рычажные скобы,
миниметры);
2) оптико-механические (оптиметры, инструменталь-
ные микроскопы, интерферометры, проекторы);
3) электрические (профилометры и др.).
§ 2. ИНСТРУМЕНТЫ ДЛЯ КОНТРОЛЯ
ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
Для контроля плоскостности и прямолинейности слу-
жат линейки и плиты.
Лекальные линейки предназначаются для про-
верки прямолинейности точных деталей с помощью свето-
136
вой щели. Типы лекальных линеек показаны на рис. 65.
Чтобы лучше был виден просвет, все лекальные линейки
изготовляются со скосами (рис. 65, а). Благодаря ско-
сам мерительные поверхности линеек узкие, с минималь-
ными радиусами.
Рис. 65. Типы лекальных линеек и приемы контроля плоско-
стей линейками
Лекальные линейки с двусторонним скосом типа ЛД
(рис. 65, б) имеют длину 80, 125, 200, 320 и 500 мм; ле-
кальные трехгранные линейки типа ЛТ (рис. 65, в) изго-
товляются с длиной рабочей части 200 и 320 мм, лекаль-
ные четырехгранные линейки типа ЛЧ (рис. 65, г) имеют
длину 200, 320 и 500 мм.
Все лекальные линейки изготовляются с точностью
0-го и 1-го классов. Допустимые отклонения от прямоли-
нейности лекальных линеек 0-го класса точности состав-
137
ляют от 0,5 до 3 мкм, а линеек 1-го класса точности от 2
до 7 мкм. Точность линеек проверяют при помощи спе-
циальных, тщательно доведенных брусков с плоской по-
верхностью по методу световой щели.
Контроль точности лекальных линеек осуществляется
на просвет, для этого линейку острием накладывают на
контрольный брусок. Просматривая плотность прилега-
ния линейки к контрольной плоскости бруска, можно убе-
Рис. 66. Типы поверочных линеек и плит:
а — прямолинейного сечения, б — двутаврового сечения, в — мости-
ки. г — трехгранные линейки, д — поверочные плиты
диться в точности ее изготовления. При хорошем освеще-
нии можно уловить просвет равный 2—3 мкм.
Величину отклонения от прямолинейности можно
определить также по образцам просвета, которые пред-
ставляют собой плитку с притертыми к ней плоскопарал-
лельными концевыми мерами длины микронного набора.
Примеры использования лекальной линейки приведе-
ны на рис. 65, д.
Для контроля узких длинных плоскостей применяют-
ся линейки с широкой рабочей поверхно-
138
стью. Согласно ГОСТ 8026—64 они изготавливаются
трех типов:
тип ШПпрямолинейного сечения (рис. 66, а),
тип ШД — двутаврового сечения (рис. 66, б);
тип ШМ — мостики (рис. 66, в).
Линейки прямоугольного сечения могут иметь длину
400, 630 и 100 мм, двутаврового сечения — 630, 1000, 1600,
2500 и 4000 мм, а линейки-мостики имеют длину 400,
630, 1000, 1600, 2500 и 4000 мм. В зависимости от разме-
ра линейки с широкой поверхностью изготавливаются по
0,1 и 2-му классам точности.
Для контроля плоскостей, расположенных под углом,
применяются трехгранные линейки (рис. 66, г).
Эти линейки изготавливаются со следующими углами —
45, 55 и 60°; длина таких линеек 630 и 1000 мм; точность
их должна быть не менее 25 пятен на квадрат со сторо-
ной 25 мм.
Проверяют прямолинейность и плоскостность линей-
ками с широкими рабочими поверхностями по краске и
методом линейных отклонений. При проверке на краску
на рабочую поверхность линейки наносят тонкий слой
краски, накладывают ее на проверяемую поверхность и
линейке сообщают продольные перемещения. Плоскост-
ность определяют по количеству и расположению пятен
на выступающих местах поверхности изделия. При хоро-
шей плоскостности пятна краски распределяются равно-
мерно по всей проверяемой поверхности. Чем больше пя-
тен в квадрате 25x25 мм, тем плоскостность лучше.
При проверке по методу линейных отклонений линей-
ку укладывают на проверяемую поверхность на две мер-
ные плитки одинакового размера. Просвет между рабочей
поверхностью линейки и проверяемой поверхностью про-
веряют третьим комплектом плиток.
Поверочные плиты (рис. 66, д) применяются
также для контроля плоскостности и прямолинейности по
методу пятен на краску и в качестве вспомогательных
приспособлений для выполнения контрольных операций
с применением универсальных инструментов.
Рабочие поверхности поверочных плит бывают шабре-
ные или шлифованные.
ГОСТ 10905—64 предусматривает изготовление пове-
рочных плит следующих размеров (в мм): 250X250;
400X400; 630X400; 1000x630; 1600X1000; 2500X160 и
4000X1600.
139
Для проверки прямых углов применяют угольники
(рис. 66, е).
§ 3. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ
МЕРЫ ДЛИНЫ
Плоскопараллельные концевые меры длины (плитки)
широко применяются в инструментальном производстве.
Они предназначаются для передачи размера с эталон^
длины до изделия, с их помощью проверяют и градуиру-
ют измерительные инструменты и приборы, проверяют
Рис. 67 Плоскопараллельные мерительные плитки и принад-
лежности к ним:
-- концевые меры, б — специальные принадлежности
140
калибры и контркалибры, замеряют размеры при изготов-
лении приспособлений, калибров, штампов, их использу-
ют также при точной разметке и наладке станков.
Плоскопараллельные концевые меры (рис. 67, а) из-
готовляют в виде прямоугольных металлических брусков
с различными размерами между рабочими боковыми
сторонами, являющимися номинальными размерами плит-
ки. Измерительные плоскости большинства концевых мер
имеют величину 30X9 мм, а те, которые измеряют раз-
меры более десяти миллиметров, величину равную 35Х
Х9 мм. ’
Измерительные поверхности плиток, доведенные с
большой точностью и чистотой при контакте между собой
под небольшим давлением и некотором относительном
перемещении, прочно сцепляются друг с другом. Такое
свойство сцепления измерительных плиток носит назва-
ние притираемости.
ГОСТ 9038—59 предусматривает выпуск плоскопа-
раллельных концевых мер пятнадцати различных на-
боров:
№ 1— 87 мер № 6—10 мер № 11—63 меры
№ 2— 42 меры № 7—10 мер № 12—23 меры
№ 3—116 мер № 8—10 мер № 13—20 мер
№ 4— 10 мер № 9—12 мер № 14— 7 мер
№ 5— 10 мер № 10—20 мер № 15— 4 меры
Наиболее широкое применение находят наборы, со-
стоящие из 42 и 87 концевых мер. Эти наборы состоят из
плиток, номинальные размеры которых приводятся в
табл. 9.
Концевые меры изготовляют четырех классов точно-
сти (0, 1, 2, 3), которые определяются в зависимости от
величины отклонения средней длины мер от номинально-
го размера, от плоскопараллельности и качества прити-
раемости. Высшим классом точности концевых мер явля-
ется нулевой. Наборы концевых мер этого класса приме-
няют для проверки измерительных плиток 1-го и 2-го
классов точности путем их сравнения на точных измери-
тельных приборах.
Наборами концевых мер l-ro класса точности поль-
зуются для проверки различных точных калибров и уста-
новки измерительных приборов в измерительных лабора-
ториях.
Концевые меры 2-го и 3-го классов точности могут
141
Таблица 9
Номинальные размеры плоскопараллельных концевых мер длины
Номинальные размеры
№ набора
До
Интервал через
каждые
1,005
1,01
1,6
0,5
10
1,45
1,90
9,5
100
0,01 мм
1,1 мм
0,5 мм
10 мм
Примечание: в набор входят дополнительные две защитные плиты
с номинальным размером 1 мм и две с размером 1,5 или 2 мм.
2
1,0
1,005
1,01
1,1
2,0
10
1,09
1,9
10
100
0,01 мм
0,1 мм
1 мм
10 мм
быть допущены для проверки калибров и установки ра-
бочих измерительных инструментов и приборов в цехо-
вых пунктах контроля и на рабочем месте.
Для плиток, находящихся в постоянном пользовании,
инструкция по их проверке, разрешает вводить два до-
полнительных класса точности 4-й и 5-й. К этим классам
относятся плитки, предназначенные для менее точных
измерений. Способность притираться друг к другу прида-
ет плиткам большую универсальность, так как из них
можно составлять блоки различных размеров.
К наборам мер даются специальные принадлежности
(рис. 67, б), в комплект которых входят державки 2 и 6,
установленные на основании 1, в которые можно уста-
навливать блоки плиток 3 и боковички 4, 7, 8, 9 (плоские,
радиусные, чертильные, центровые). Боковички притира-
ются к блоку и фиксируются винтом 5, что дает возмож-
ность после установки в державке получать цельный ин-
струмент, используемый для точных замеров, точной раз-
метки и других целей. Для лучшей слипаемости плитки
промывают в бензине и протирают насухо мягкой тканью.
Плитки рекомендуется набирать так, чтобы в блок
входило не более 4—5 плиток. Это облегчает пользование
142
ими и позволяет избежать ошибок в результате суммиро-
вания погрешностей отдельных плиток.
Первой берут плитку, которая совпадает несколькими
последними цифрами с размером полного блока. Затем
из размера блока вычитают размер выбранной плитки и
берут вторую, совпадающую с несколькими (или одной)
последними цифрами с остатком. Дальнейший расчет
проводят в такой же последовательности, что обеспечи-
вает наименьшее количество плиток в блоке.
Пример. Необходимо составить блок размером 35,345 мм
Подбирают блок в следующем порядке:
Размер блока ................................... 35,345 мм
первая плитка, входящая в блок 1,005 мм
Остаток 34,340 мм
вторая плитка 1,340 мм
Остаток 33,00 мм
третья плитка ............................. . 3 мм
четвертая плитка, обеспечивающая заданный размер . 30 мм
§ 4. ШТАНГЕНИНСТРУМЕНТЫ
К штангенинструментам относятся все раздвижные
измерительные инструменты, снабженные штангой и. ли-
нейным нониусом. Все они имеют две шкалы: одна нане-
сена на штанге с интервалом в 1 мм, вторая — на нониу-
се, с помощью которого отсчитывают десятые и сотые
доли миллиметра. Простота устройства, универсальность
и надежность в эксплуатации позволяют широко исполь-
зовать эти инструменты в производственных условиях.
К инструментам с линейным нониусом относятся:
штангенциркули, штангенглубиномеры и штангенрейс-
масы.
Штангенциркули. ГОСТом 166—63 предусмотрен вы-
пуск штангенциркулей следующих типов:
ШЦ-1 — с двусторонним расположением губок — для
наружных и внутренних измерений и с линейкой для из-
мерения глубин; пределы измерения от 0 до 125 мм; точ-
ность отсчета по нониусу 0,1 мм;
шц-п- с двусторонним расположением губок — для
наружных и внутренних измерений и для разметки; пре-
делы измерения от 0 до 200 и от 0 до 320 мм; точность
отсчета по нониусу 0,1 и 0,05 мм;
143
ШЦ-Ш —с односторонним расположением губок;
пределы измерения 0—500; 250—710; 320—1000; 500—
1400 и 800—2000 мм. Точность отсчета по нониусу 0,1 и
0,05 мм.
В инструментальном производстве обычно применяют
штангенциркули типов ШЦ-I и ШЦ-П повышенной точ-
ности (точность отсчета по нониусу 0,05 мм).
Рис. 68. Штангенциркуль с точностью отсчета по нониусу 0,05 мм (а)
и отсчет по нониусу штангенциркуля (б):
/ — штанга, 2 — хомутик,. 3, 5 — стопорные винты, 4 — рамка, 6, 9 — подвижные
измерительные губки, 1, 8 — неподвижные измерительные губки, 10 — нониус,
11 — гайка, 12 — микрометрический винт
На рис. 68, а показан штангенциркуль типа ШЦ-П,
который состоит из штанги 1 с неподвижными измеритель-
ными губками 7 и 8 и рамки 4 — с подвижными измери-
тельными губками 6 и 9. На штанге нанесена основная
шкала штангенциркуля с делениями через 1 мм, а на
рамке, которая может перемещаться вдоль штанги, за-
креплен нониус 10.
Наружные размеры измеряются при помощи обеих
пар губок. Но, кроме того, верхние губки 6 и 7 заострены
и могут быть использованы для разметочных работ.
144
Для измерения внутренних размеров на концах ниж-
них губок 8 и 9 штангенциркуля имеются уступы с ци-
линдрическими измерительными поверхностями. Губки
имеют суммарную толщину 9 или 10 мм (размер марки-
руется на губках). Таким образом, измеряемый размер
равен величине отсчета штангенциркуля плюс толщина
губок.
Штангенциркуль имеет микрометрическое устройство,
позволяющее точно регулировать перемещение рамки с
подвижной губкой, и быстро устанавливать заданный
размер.
Микрометрическое устройство состоит из хомутика 2,
микрометрического винта 12, одним концом скрепленно-
го с рамкой 4, стопорного винта 3 и гайки 11, помещен-
ной в прорези хомутика 2. При зажатом стопорном вин-
те 3 и вращении гайки 11 рамка плавно перемещается
вдоль штанги.
Шкала нониуса 10 закреплена на подвижной рамке 4
штангенциркуля. Шкала нониуса имеет длину 39 мм и
разделена на 20 равных частей. Следовательно, каждое
деление нониуса, составляющее 39:20=1,95 мм, короче
каждых двух делений, нанесенных на шкале штанги на
0,05 мм (2,0—1,95) (см. рис. 68, б).
Для удобства отсчета результатов измерения на нони-
усе, через каждые пять делений последовательно нанесе-
ны числа 25; 50; 75 и 1. Первое от нуля деление нониуса,
совпавшее с каким-либо делением шкалы на штанге, по-
казывает 0,05 мм, второе — 0,10 мм, третье 0,15 мм, чет-
вертое 0,20 мм и т. д.
Отсчет размеров производится следующим образом.
Предположим, что нулевое деление нониуса не совпадает
с делением основной шкалы. Оно находится между 20 и
21-м делениями основной шкалы, а 11-е деление шка-
лы нониуса совпало с делением основной шкалы. Тогда
действительный размер будет состоять из 20 мм целых и
11 X0,05 = 0,55 мм, т. е. будет равен 20+(11 Х0,05) =
= 20,55 мм.
Чтобы избежать ошибок при измерении, необходимо
при отсчете размера смотреть на шкалу под прямым уг-
лом. Иногда на шкалу смотрят под разными углами, что
приводит к значительным погрешностям.
Штангенглубиномеры. По своему устройству штанген-
глубиномер (рис. 69) почти не отличается от штанген-
циркуля. Применяется для измерения глубины глухих
145
стью отсчета по
Рис. 69. Штангенглу-
биномер:
1 — штанга, 2 — хомутик,
3—гайка, 4 — винт, 5 —
рамка, 6 — основание, 7 —
нониус, 8, 9 — стопорные
винты
отверстий, уступов, пазов и канавок. ГОСТ 162—64 пре-
дусматривает изготовление трех типоразмеров штанген-
глубиномеров: с пределами измерения от 0 до 200 мм и
от 0 до 320 мм и точностью отсчета по нониусу 0,05 мм,
а также с пределами измерения от 0 до 500 мм и точно-
у 0,1 мм.
Перед измерением инструмент
необходимо проверить. При сов-
мещении штанги с плоскостью ос-
нования нулевые штрихи штанги
и нониуса должны совпадать.
В процессе измерения основание
устанавливают на базовую по-
верхность детали, а штангу опус-
кают в отверстие или канавку,
глубина которых измеряется. В
труднодоступных местах приме-
няют штангенглубиномеры с изо-
гнутым под углом концом штанги.
Штангенрейсмасы. Эти инстру-
менты предназначаются для точ-
ных разметочных работ и измере-
ния высоты деталей с установкой
их на плите.
На рис. 70 показан штанген-
рейсмас, имеющий массивное ос-
нование 1, на котором закрепле-
на штанга 2. По штанге перемещаются рамка 3 с нониу-
сом и хомутик 4 с' микрометрической подачей. К рамке
с нониусом хомутиком 5 крепится сменная измеритель-
ная ножка 6. Штангенрейсмасы снабжаются также раз-
меточной ножкой 7. Острие разметочной ножки оснащено
твердым сплавом.
Выпускаются штангенрейсмасы с пределами измере-
ния от 0 до 250, от 40 до 400, от 100 до 1000 мм и более.
Точность отсчета по нониусу 0,05 мм.
Перед выполнением работ штангенрейсмасом прове-
ряют нулевую установку. Для этого штангенрейсмас уста-
навливают на точную поверочную плиту, а рамку опуска-
ют до соприкосновения измерительной поверхности нож-
ки с плитой. При этом нулевой штрих нониуса должен
совпадать с нулевым штрихом шкалы. Если штангенрейс-
мас имеет пределы измерения от 40, 60 или 100 мм, то
проверка производится установкой под измерительную
146
поверхность ножки блока плоскопараллельных концевых
плиток, размер которых должен быть равен нижнему
пределу измерения.
Ножка 6 (см. рис. 70) с двумя мерительными поверх-
ностями предназначена для наружных и внутренних из-
мерений. Нижняя ее часть, используемая для наружных
измерении, делается плос-
кой. Верхняя часть, пред-
назначенная для внут-
ренних измерений, имеет
острое ребро шириной не
более 0,2 мм.
При измерениях по-
движную рамку 3 переме-
щают вручную, а затем
микрометрическим винтом
хомутик 4 доводят до со-
прикосновения нижней
или верхней части ножки
с проверяемой поверхно-
стью. При измерении
верхней измерительной
плоскостью ножки следу-
ет к показаниям шкалы
прибавлять толщину нож-
ки, размер которой всегда
маркируется на ней. Пока-
зания штангенрейсмаса
читаются так же, как и
показания штангенцир-
Рис. 70. Штангенрейсмас:
/ — основание, 2 —штанга, 3 — рамка,
4, 5 — хомутики, 6 — измерительная
ножка, 7 — разметочная ножка
куля.
§ 5. ИНСТРУМЕНТЫ ДЛЯ ПРОВЕРКИ УГЛОВ
Применяются одномерные и многомерные средства
контроля углов. К одномерным средствам контроля отно-
сятся угловые меры, угольники и угловые шаблоны. Эти
инструменты позволяют сравнивать угол проверяемой
детали с углом контрольной меры, а по величине просве-
та между прилегающими плоскостями судить о точности
выполнения детали.
Угловые меры (рис. 71). Эти инструменты представ-
ляют собой стальные закаленные пластины трехгранного
147
или четырехгранного профиля (рис. 71, а), мерительные
поверхности которых тщательно доведены. Пластины
трехгранные имеют один рабочий угол, а пластины четы-
рехгранные— четыре рабочих угла. Угловые меры выпу-
скаются наборами и их можно собирать в блоки путем
Рис. 71. Угловые меры:
а —с одним рабочим углом со срезанной вершиной, б —с од-
ним рабочим углом, остроугольные, в — с четырьмя рабочими
углами, г — односторонняя державка с блоком угловых мер
50° и 70°, д — двусторонняя державка с блоком угловых мер
15°20х, 15° и 20°, е — лекальная линейка с хомутиком и угловой
мерой 60°; 1 — деталь, 2 — клиновой штифт, 3 — винты
притирания или с помощью специальных державок. Для
этой цели угловые меры имеют несколько отверстий.
ГОСТ 2875—62 предусматривает 8 наборов: № 1 —93
меры; № 2 — 33 меры; № 3 — 8 мер; № 4 — 8 мер;
№ 5 — 7 мер; № 6 — 24 меры; № 7 — 3 меры и № 8 —
набор принадлежностей. При помощи плиток из набора
№ 1 можно установить любой угол, начиная с 10°. С при-
менением набора № 6, плитки которого имеют углы от
1 до 29 секунд, можно получить углы меньше 10°.
По точности изготовления угловые меры выпускаются
трех классов: 0, 1 и 2-го.
Блоки угловых мер составляют так же, как и блоки
плоскопараллельных концевых мер (рис. 71, б). Приме-
няются угловые плитки для точных измерений, проверки
148
и установки угломерных инструментов и приборов. Про-
веряют углы с помощью угловых плиток на просвет.
Угольники. Согласно ГОСТ 3749—65 предусматрива-
ется выпуск жестких проверочных угольников с прямым
Рис. 72. Типы проверочных угольников:
2 — лекальные плитки, б — лекальные плоские,
в —лекальные с широким основанием, г — ле-
кальные цилиндрические, д — слесарные плоские,
е — слесарные с широким основанием
углом (90°) шести типов (рис. 72): лекальные плитки,
лекальные плоские, лекальные с широким основанием,
лекальные цилиндрические, слесарные плоские, слесар-
ные с широким основанием.
Основные размеры угольников приведены в табл. 10.
Таблица 10
Основные размеры угольников, мм
Типы угольников Размеры угольников
УЛ 60x40; 100x60; 160x100
УЛП 60x40; 100x60; 160x100; 250x160
УЛШ 60x40; 100x60; 160x 100; 250x160
УП 60x40; 100x60; 160x100; 250x160; 400x120
УШ 60x40; 100x60; 160x100; 250x60; 400x850;
630x400; 1000x630-, 1600x 1000
Основные размеры угольника УЛП, мм
П
160; 250; 400; 630
30; 100; 125; 160.
149
Угольники изготовляют из инструментальной углеро-
дистой стали У8А и инструментальной легированной
стали марки X. Точности угольников подразделяются на
три класса: 0, 1 и 2.
Угольники первых четырех типов применяются глав-
ным образом при выполнении точных лекальных работ.
Рис. 73. Нониусный угломер типа УМ:
1 — основание, 2 — неподвижная линейка, 3 — под-
вижная линейка, 4 — специальный угольник, 5 —
ось, 6 — сектор, 7 — стопор, 8 — нониус, 9 — ми-
крометрическое подало
На длинной стороне эти угольники имеют с обеих сторон
скосы, что способствует более точной проверке плос-
костей.
Угломеры. Угломеры относятся к многомерным сред-
ствам измерения. Наличие у этих инструментов шкалы
и нониуса дает возможность сравнительно точно изме-
рять величину любого угла.
Выпускаются нониусные угломеры двух типов (ГОСТ
5378—66):
УМ — для измерения наружных углов;
УН — для измерения наружных и внутренних углов.
Угломер типа УМ (рис. 73) позволяет измерять
углы в пределах 0—180°. Он состоит из основания 1 в
150
виде полудиска с нанесенной на нем шкалой от 0 до 180°.
С основанием жестко соединена неподвижная линейка 2
с полкой и подвижная линейка 3. Линейка 3 может быть
повернута вокруг оси 5 вместе с сектором 6 и нониусом 8
и относительно основания 1 и линейки с полкой. Нониус-
ная шкала построена аналогично нониусу штангенцирку-
Рис. 74. Нониусный угломер типа УН:
/—полудиск, 2, 6 — линейки, <3 — прижим, 4 — сек-
тор, 5 угольник, 7, 8 — державки, 9 — нониус
ля. Цена деления нониуса составляет 2х Недостающий
градус разделен на 30 делений, что дает точность отсче-
та 60': 30 = 2х.
Угломер УМ позволяет измерять только наружные
углы от 0 до 180°. Для измерения углов до 90° на под-
вижный стержень надевают специальный угольник 4.
Углы более 90° измеряют без угольника, в этом случае
к показателям шкалы следует добавлять 90°
Чтобы проверить углы детали, ее предварительно ус-
танавливают между поверхностями подвижной и непо-
движной линеек (угольником). Окончательную установ-
ку выполняют при помощи микрометрической подачи 9,
после чего положение инструмента фиксируют стопором 7.
Отсчет показаний делают сначала по основной шка-
151
ле, затем по нониусу. Число градусов отсчитывают до
того места, где остановился нуль нониуса, а число ми-
нут отсчитывают по делению нониуса, которое совпадает
с любым штрихом основной шкалы. В первом случае,
если измерение выполнялось с угольником, необходимо
прибавлять 90°, а во втором случае необходимо помнить,
что каждое деление нониуса соответствует 2'
Угломер типа УН завода «Калибр» (рис. 74)
имеет ряд преимуществ по сравнению с угломером типа
УМ, он более универсален и имеет более широкие пре-
делы измерения как наружных, так и внутренних углов.
Угломер состоит из полудиска 1 с градуированной
шкалой. Шкала соединена с линейкой 2, являющейся
неподвижной измерительной поверхностью инструмента.
По полудиску перемещается сектор 4 с нониусом 9, кото-
рый фиксируется в нужном положении прижимом 3. При
152
помощи державки 8 к сектору 4 присоединяют уголь-
ник 5, а к нему державкой 7 крепят линейку 6 со ско-
шенной гранью. Угломером типа УН можно измерять
углы от 0° до 320°. Для проверки углов от 0° до 50° угло-
мер собирается полностью. К сектору присоединяют
угольник 5, линейку 6 (рис. 75, а). При измерении углов
от 50° до 140° вместо угольника 5 в хомутик 8 вставля-
ют линейку 6 (рис. 75, б). Углы от 140° до 230° проверя-
ют только с одним угольником 5 (рис. 75, в). Углы от
230° до 320° проверяют без угольника и линейки
(рис. 75, г).
Оптический угломер характеризуется тем, что
его угловая шкала нанесена на стекле и отсчет угла меж-
ду линейками производится с помощью лупы. Этот уг-
ломер не имеет нониусного устройства, величину измеря-
емого угла отсчитывают по стеклянному диску, разделен-
ному на градусы и минуты. Цена малых делений 10'.
Рис. 76. Оптический угломер:
С 2 —градусные шкалы, 3 — лупа, 4 — корпус, 5 — рукоятка, — подвиж-
ная линейка, 7 — стеклянный диск, 8 — неподвижная линейка
Оптический угломер (рис. 76, а) состоит из подвиж-
ной линейки 6 и неподвижной линейки 8, жестко сое-
диненной с корпусом 4. Внутри корпуса помещен стек-
лянный диск 7 со шкалой 2, перемещаемой рукояткой 5.
Для отсчета по шкале в корпус вмонтирована лупа 3
шестнадцатикратного увеличения.
Градусная шкала 1 состоит из четырех шкал
(рис. 76, б). По каждой шкале можно вести отсчет от
0° до 90°. Кроме этих шкал есть еще две неподвижные
минутные шкалы, одна из которых связана с градусны-
153
ми шкалами, расположенными на большом и малом ра-
диусах. Цена деления минутной шкалы 5х
Целое число градусов в измеряемом угле определяют
по штриху градусной шкалы, находящемуся в пределах
минутной шкалы. По этому же штриху определяют число
минут по минутной шкале, считая от нулевого штриха.
Синусные линейки. С помощью синусных линеек мож-
но проверять угловые калибры, устанавливать детали на
Рис. 77. Синусная линейка (а) и установка
ее на плите (б):
/—плита, 2, 3 —ролики, 4 — передняя планка,
5 — боковая планка, 6 — блок плиток
любой угол в пределах от 0° до 60° при выполнении раз-
меточных и шлифовальных операций.
Синусные линейки согласно ГОСТ 4046—61 промыш-
ленность выпускает трех типов:
тип I — без опорной плиты, с одним наклоном;
тип II — с опорной плитой и одним наклоном;
тип III — с двумя опорными плитами, с двойным на-
клоном.
На рис. 77, а показана синусная линейка без опорной
плиты, с одним наклоном. Линейка состоит из стальной
закаленной и точно отшлифованной плиты 1, роликов 2
и 3, которые жестко прикреплены к нижней части плиты
154
в специальных вырезах. К боковым поверхностям плиты
прикреплены передняя планка 4 и боковая планка 5.
В теле плиты имеются гладкие и резьбовые отверстия
для крепления деталей при обработке.
Длина синусной линейки L определяется расстоянием
между центрами роликов; линейки бывают длиной 100,
200, 300 и 500 мм. По точности изготовления синусные
линейки выпускаются 1 и 2-го класса.
Устанавливают синусные линейки при шлифовании
или проверке инструментов на требуемый угол а к плос-
кости плиты следующим образом (см. рис. 77, б).
Под один из роликов подкладывают блок мерительных
плиток, размер которых определяется по формуле:
Н = L • sin а мм.
где Н — высота блока концевых мер, мм;
L — длина синусной линейки, мм (расстояние между
осями роликов);
а — устанавливаемый или проверяемый угол.
§ 6. МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Отличительной особенностью микрометрических ин-
струментов является наличие в них винтовой пары — вин-
та и гайки. Шаг винта делают равным 0,5 мм, а окруж-
ность для отсчета угла поворота делят на 50 равных час-
тей. Поэтому поворот на 1/50 часть окружности (на одно
деление) соответствует линейному перемещению винта
на 0,01 мм. Таким образом, цена деления микрометри-
ческих инструментов равна обычно 0,01 мм. К микромет-
рическим инструментам относятся микрометры, микромет-
рические нутрометры и микрометрические глубиномеры.
Микрометры. Согласно ГОСТ 6507—60 предусматри-
вается выпуск микрометров гладких для измерения на-
ружных размеров изделий (тип МК) со следующими
пределами измерений: 0—25; 25—50; 50—75; 75—100 и
далее до 600 мм.
Различают микрометры по размерам скобы. У микро-
метров всех размеров величина перемещения винта со-
ставляет 25 мм.
На рис. 78 показан микрометр с точностью отсчета
0,01 мм. На левом конце скобы 1 имеется неподвижная
пятка 2 с измерительной поверхностью. На наружной
155
поверхности стебля 5 нанесен продольный штрих и пер-
пендикулярные продольному штриху деления основной
шкалы. Деления нанесены с интервалом 0,5 мм. Микро-
Рис. 78. Устройство микрометра и примеры отсчета размеров:
I — скоба, 2 — неподвижная пятка, 3 — установочная мера, 4 — микроме-
трический винт, 5 — стебель, 6 — барабан, 7 — трещотка, 8, 9 — втулки,
Ю — штифт, // — пружина, 12 — корпус, 13 — обойма, /4 — шайба, 15 —
регулирующая гайка, 16 — стопорный зажим
метрический винт 4 центрируется своей гладкой частью
в направляющем отверстии стебля 5 и во втулке 9.
Передний торец микрометрического винта является
156
второй измерительной поверхностью. Стебель 5 внутри
имеет резьбу и в него ввернута разрезная втулка 8 из
цветного металла. Эта втулка является гайкой микро-
метрического винта 4. Регулирующая гайка 15, помещен-
ная на правом конце разрезной втулки 8, предназначена
для устранения мертвого хода микрометрического винта,
возникающего вследствие зазоров по среднему диаметру
резьбы.
На левом конце барабан 6 имеет скос, по окружности
которого нанесены 50 делений. Стопорный зажим 16
предназначен для закрепления винта в нужном положе-
нии, а установочная мера 3 — для проверки микрометра.
Для уменьшения погрешностей, связанных с колеба-
ниями величины измерительного усилия, предназначена
трещотка 7, которая крепится на резьбовом конце микро-
метрического винта. Трещотка состоит из корпуса 12,
обоймы 13, пружины 11 и штифта 10. В корпусе трещот-
ки просверлено отверстие, в котором помещена пружина,
а на ее выступающем конце — штифт. Корпус трещотки
с пружиной и штифтом вставляется в обойму, внутри
которой в горизонтальном направлении нарезаны зубья.
Пружина рассчитана на определенное усилие, поэтому
при вращении обоймы вокруг оси штифт скользит по
зубьям и вращение микрометрического винта прекраща-
ется.
Проверка и установка микрометра на
нуль. Перед пользованием микрометром необходимо
проверить его нулевую установку. Проверка микрометра
производится на начальном делении шкалы, нанесенной
на стебле 5; т. е .для микрометров с пределом измерения
0—25 мм на нулевом делении, а для микрометров с пре-
делом измерения 25—50 мм—делении 25 мм и т. д.
При проверке микрометра с пределами измерения
0—25 мм необходимо протереть замшей измерительные
плоскости пятки и микрометрического винта, а затем
медленно свести их до соприкосновения. Для этого нужно
медленно вращать трещотку 7, пока она не начнет про-
ворачиваться, издавая характерный треск. Вращать тре-
щотку медленно нужно потому, что скорость вращения
винта влияет на величину измерительного усилия.
При проверке микрометров с пределами измерения
25—50 мм; 50—75 мм и т. д. между измерительными пло-
скостями микрометрического винта и пятки помещают
либо установочную меру, либо мерительную плитку, со-
157
ответствующую нижнему пределу измерения, т. е. 25, 50,
75 мм и т. д. Мерительные плоскости сближают так же,
как и у микрометров с пределом измерения 0—25 мм.
Если при проверке окажется, что нулевое деление ба-
рабана 6 не совпадает с продольным штрихом на стеб-
ле 5, необходимо еще раз выполнить установку на нуль,
а именно;
1) после сведения измерительных плоскостей закре-
пить микрометрический винт 4 стопорным зажимом 16;
при установке микрометров с пределом измерения 25—
50, 50—75, 75—100 и т. д. установочную меру слегка по-
вернуть вокруг оси (чтобы измерительные плоскости
меры совместились с плоскостями микрометра), затем
поджать микрометрический винт за трещотку и только
после этого закрепить его стопором;
2) отвинтить корпус трещотки 12 и вместе с обой-
мой 13 снять с винта;
3) снять регулируемые кольца 14;
4) барабан 6 передвинуть в нужном направлении так,
чтобы его нулевое деление совпало с продольной риской
на стебле 5;
5) установить регулируемые кольца;
6) навинтить трещотку;
7) отжать стопорный зажим;
8) проверить установку микрометра на нуль, так как
при переустановке барабана и затягивании стопорного
зажима установка могла нарушиться. Перед повторной
проверкой развести немного измерительные плоскости
микрометра. Осевое перемещение микрометрического
винта должно быть плавным. При соприкосновении изме-
рительных поверхностей между собой или измеритель-
ной мерой начальный штрих шкалы стебля (гильзы) дол-
жен быть виден целиком, но расстояние от торца кони-
ческой части барабана до ближайшего края штриха не
должно превышать 0,1 мм.
Перекос плоской измерительной поверхности микро-
метрического винта при зажатии стопором не должен
превышать у микрометров с пределами измерения до
100 мм— 1 мкм, а для микрометров с пределами измере-
ния более 100 мм — 2 мкм.
Погрешности показаний и отклонений от параллель-
ности измерительных плоскостей микрометров при из-
мерительном усилии, создаваемом трещоткой, зависят от
верхних пределов измерения. Так, например, у микромет-
158
ров с верхним пределом измерения 25, 50, 75, 100 мм до-
пустимая погрешность показания микрометров +4 мкм,
а допустимое отклонение от параллельности плоских из-
мерительных поверхностей 2—3 мкм.
На расстоянии до 0,5 мм до краев измерительных
поверхностей допускаются завалы.
Измерительные поверхности микрометра должны
быть закаленными. Твердость их должна быть HRC58—
62, а шероховатость не ниже 12-го класса чистоты.
Рис. 79. ЛАикрометрический глубиномер:
а — устройство глубиномера, б —сменные стержни, в — установоч
меры
Примеры отсчета размера на микрометре приведены
на рис. 78.
Микрометрические глубиномеры. Эти инструменты
применяются для измерения глубины отверстий, уступов,
выточек и т. п. По устройству глубиномер напоминает
обычный микрометр (рис. 79, а), на втулке 1 которого
жестко укреплена траверса 2. При перемещении микро-
метрического винта измерительный стержень 3 доводят
до касания с поверхностью, глубина расположения ко-
торой измеряется глубиномером.
Микрометрические глубиномеры выпускаются с пре-
делами измерения от 0 до 100 мм. Величина хода винта
159
составляет 25 мм. Изменение пределов измерения дости-
гается присоединением сменных измерительных стерж-
ней длиной 25,50,75 и 100 мм (рис. 79, б).
При установке глубиномера с измерительным стерж-
нем на нуль прижимают основание к плите, а затем,
вращая микрометрический винт за трещотку, вводят
конец измерительного стержня до соприкосновения с
Рис. 80. Микрометрический нутромер:
а — устройство нутромера, б — удлинитель, в —
установочная скоба; 1, 8 — наконечники. 2 — гай-
ка, 3 — стебель, 4 — стопор, 5 — винт, 6 — бара-
бан, 7 — гайка, 9, 13 — муфты, 10 — пружина,
11 — стержень, 12 — трубка
плитой. В этом положении барабан микрометрической
головки устанавливают на нуль. При установке на нуль
с другими измерительными стержнями применяют ус-
тановочные меры (рис. 79, в).
Микрометрические нутромеры. Нутромеры применя-
ются при измерении внутренних размеров (диаметров
отверстий, расстояний между стенками и т. п.). Они от-
личаются от микрометров некоторыми конструктивны-
ми особенностями: отсутствием скобы, трещотки и др.
160
Микрометрический нутромер (рис. 80, а) представ-
ляет собой микрометрическую головку с удлинителем.
Стебель 3 имеет отверстие, в котором помещается микро-
метрический винт 5. На винт насажен барабан 6 с уста-
новочной гайкой 7. Одной измерительной поверхностью
является сферическая поверхность микрометрического
винта, а второй — наконечник 1, запрессованный в отвер-
стии стебля. Стопор 4 предназначен для фиксации полу-
ченного размера.
Согласно ГОСТ 10—58 микрометрические нутромеры
изготовляются с пределами измерения 50—75; 75—175;
75—600; 150—1250; 800—2500; 1250—4000; 2500—6000;
4000—10000 мм.
Основная головка нутромера имеет длину 50 мм.
Длина шкалы стебля микрометрической головки 13 и
25 мм. Пределы измерения, предусмотренные ГОСТом,
достигаются подбором удлинителей, прилагаемых к каж-
дому выпускаемому нутромеру.
Удлинитель (рис. 80, б) состоит из трубки 12 и сое-
динительных муфт 9 и 13. В отверстия муфт входит стер-
жень И, имеющий на концах сферические поверхности.
Пружина 10 отжимает стержень к муфте 13. Соединение
головки с удлинителем происходит путем свинчивания
гайки 2 с головки и ввинчивания на ее место муфты 13
удлинителя.
Отсчет размера на нутромере такой же, как на микро-
метре. Если измерение выполяют с удлинителем, то к
показанию шкалы добавляют размер удлинителя.
Устанавливают и проверяют нутромер по установоч-
ной скобе, изготовленной по наименьшему предельному
размеру инструмента (рис. 80, в).
§ 7. РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
Индикаторы. Индикаторы предназначаются для изме-
рения размеров относительным методом и проверки от-
клонений формы и взаимного расположения деталей, ими
проверяют плоскости в горизонтальном и вертикаль-
ном положениях, овальность и конусность валом и
цилиндров. Кроме того, индикаторы применяют при
проверке биения зубчатых колес, шкивов, шпинде-
лей и др.
Индикаторы бывают часового и рычажного типа.
6-748
161
Наибольшее применение в инструментальном производ-
стве имеют индикаторы часового типа.
На рис. 81, а показан индикатор часового типа. Он со-
стоит из корпуса Л стопора 2, циферблата 3, ободка 4,
стрелки 5, указателя полных чисел оборотов 6, гильзы 7,
измерительного стержня 8, наконечника 9, шарика 10 и
головки 11.
а)
Рис. 81. Индикатор часового типа:
/ — корпус, 2 — стопор, 3 — циферблат, 4 — ободок, 5 — стрелка, 6 — указатель
числа оборотов, 7 — гильза, 8 — измерительный стержень, 9 — наконечник,
10 — шарик, 11 — головка
Устройство индикатора (рис. 81, б) основано на при-
менении зубчатых зацеплений, преобразующих поступа-
тельное движение измерительного стержня во враща-
тельное движение стрелки.
На поверхности измерительного стержня нарезана
зубчатая рейка, зубья которой зацепляются с системой
зубчатых колес zb z2 и z3, преобразующих поступатель-
ное перемещение измерительного стержня во вращатель-
ное движение стрелки, насаженной на одной оси с шес-
терней передачи.
Передаточное число зубчатых колес выбрано таким,
что при перемещении измерительного стержня на 1 мм
стрелка совершает один полный оборот. Но так как шка-
ла циферблата 3 имеет 100 делений, то цена одного де-
ления индикатора составит 1 100 = 0,01 мм.
162
Перемещение стержня на целые миллиметры отмеча-
ется стрелкой на указателе оборотов 6. На 0 индикатор
устанавливают поворотом ободка 1 циферблата, а при
неподвижном циферблате — поворотом головки 11 изме-
рительного стержня 8.
При измерении индикатор устанавливают на универ-
сальных стойках (рис. 82, а) или измерительном столике
(рис. 82 б). Универсальные стойки бывают с подвижной
Рис. 82. Универсальная индикаторная стойка (а) и
измерительный столик (б)
колонкой, с неподвижной колонкой, а также с магнитным
основанием.
Удерживающие индикатор приспособления при помо-
щи хомутиков и кронштейнов позволяют устанавливать
его в любое удобное положение так, чтобы измеритель-
ный стержень был перпендикулярен к проверяемой по-
верхности.
Стойка с магнитным основанием может устанавли-
ваться для выполнения измерения в любое место на на-
клонных и вертикальных плоскостях, а также на цилин-
дрических поверхностях без дополнительного крепления.
Рычажные микрометры. При изготовлении однотип-
ных инструментов мелкими сериями находит применение
рычажный микрометр (рис. 83), который предназначает-
6* 163
ся для точных наружных измерений с учетом допуска.
Он представляет собой сочетание нормальной микромет-
рической головки со стрелочным рычажным механизмом.
Пределы измерения от 0 до 25 мм и от 25 до 50 мм.
В отличие от микрометра обычной конструкции ры-
чажный микрометр имеет подвижную пятку. При ее дви-
жении поворачивается двухплечий рычаг, заканчиваю-
щийся зубчатым сектором. Сектор находится в постоян-
Рис. 83. Рычажный микрометр типа МР:
1, 9 — стрелки, 2, 3 — измерительные пятки, 4 — стопор,
5 — барабан, 6 —колпачок, 7 — втулка, 8 — установочная
ручка стрелки 1
ном зацеплении с трибкой, на оси которой закреплена
стрелка.
При измерении барабан 5 микрометра вращают до
тех пор, пока стрелка 1 рычажного механизма не ока-
жется против нулевого деления. Далее вращают барабан
и смотрят, чтобы ближайший штрих его шкалы совпал
со штрихом на втулке 7. К полученному по микрометру
показанию прибавляют (или вычитают) величину откло-
нения от нуля стрелки рычажного механизма. Чтобы на-
строить микрометр на нуль, между измерительными пят-
ками 2 и 3 вставляют плоскопараллельные мерительные
плитки, а барабан 5 вращают до совпадения стрелки 1
прибора с нулем. В таком положении микрометрический
винт фиксируют стопором 4. Отвернув колпачок 6 и ос-
вободив барабан, поворачивают его до совмещения ну-
левого штриха барабана с продольной риской на втулке 7.
После этого, ввинчивая колпачок, закрепляют барабан,
164
Передаточное отношение рычажно-зубчатого меха-
низма выбрано таким, что одно деление шкалы микро-
метра соответствует смещению подвижной пятки на
0,002 мм. Шкала двусторонняя, фиксирует отклонения
положительные и отрицательные; пределы измерения
ее ± 0,02 мм.
§ 8. ИНСТРУМЕНТАЛЬНЫЕ МИКРОСКОПЫ
Инструментальные микроскопы получили широкое
применение в инструментальных цехах большинства ма-
шиностроительных заводов. Они предназначены для ли-
нейных и угловых измерений элементов профиля шабло-
нов, наружных и внутренних резьб, угла профиля и
подъема винтовой линии.
Рис. 84. Оптическая схема инструментально-
го микроскопа:
/— объектив, 2 — окуляр
В СССР изготовляются несколько моделей измери-
тельных микроскопов: инструментальный микроскоп ма-
лой модели (ММИ), инструментальный микроскоп
большой модели (БМИ); универсальный микроскоп
(УИМ-21).
Инструментальные микроскопы малой и большой мо-
делей представляют собой переносные настольные при-
боры. Универсальный микроскоп УИМ-21
165
позволяет с высокой точностью измерять линейные, угло-
вые и контурные размеры различных деталей инструмен-
тов. Он является стационарным прибором и устанавли-
вается на фундаменте.
Оптическая схема инструментальных и универсаль-
ных микроскопов основана на принципе классического
микроскопа (рис. 84, а). Рассматриваемая через микро-
скоп деталь А —А находится между передними главным
и двойным фокусами. Полученное изображение детали
Л1 — Л1 — действительное и увеличенное объективом 1—
располагается между окуляром 2 и объективом /. Через
окуляр 2 можно увидеть увеличенное окуляром 2 изобра-
жение детали Л2 — Л2. Увеличение микроскопа характе-
ризуется отношением угла зрения невооруженным глазом
на расстоянии нормального зрения (рис. 84, б) к углу
зрения с оптическим пробором.
На рис. 85 показано устройство микроскопа БМИ.
На массивном основании 4 (рис. 85, а) расположены ка-
ретка 5 и круглый поворотный стол 6 микроскопа. Карет-
ку можно перемещать в поперечном и продольном на-
правлениях с помощью микрометрических винтов 2 и 8.
Перемещение стола отсчитывают по нониусным бара-
банам с ценой деления 0,005 мм, установленным на мик-
рометрических винтах. Предел измерения по шкалам
микрометрических винтов 25 мм. Каретку поворотного
стола можно перемещать в продольном направлении на
125 мм, а в поперечном на 25 мм. Таким образом, общая
величина перемещения каретки 150 мм, а величина попе-
речного перемещения — 50 мм.
В обратном направлении каретка отводится рукоят-
кой 1. Круглый поворотный стол 6 имеет Т-образные пазы
для крепления приспособлений. В центре стола помещена
круглая стеклянная плита, на которую укладывают про-
веряемую деталь. Освещают деталь снизу лампой, позво-
ляющей регулировать интенсивность освещения.
Круглый стол микроскопа можно поворачивать вокруг
вертикальной оси на 360° с помощью рукоятки 3. Пово-
рот стола отсчитывают по градусной шкале, нанесенной
на цилиндрической поверхности стола, и по нониусу,
укрепленному на неподвижной части каретки. При изме-
рении в продольном направлении, блок мерительных пли-
ток 7 закладывают между штифтом и пластиной, находя-
щейся на основании 4. Имеющиеся в каретке пружины
обеспечивают плотное прилегание измерительных поверх-
166
ностеи микроскопа к поверхностям мерительных плиток.
Стойку 13 можно наклонять вправо и влево от верти-
кали при помощи винта 9. Угол наклона отсчитывают по
шкалам микрометрических винтов. По направляющим
стойки 13 перемещается кронштейн 12, который закреп-
ляют винтами 10 и 11. В нижней части кронштейна по-
мещается тубус 19, который можно перемещать в нужном
направлении и закреплять винтом 18.
Рис. 85. Инструментальный микроскоп большой модели:
/, 3 — рукоятка, 2, 8, 9, 10, И, 14, 18 — винты, 4 — основание, 5 —
каретка, 6 — поворотный стол, 7 — блок мерительных плиток, 12 —
кронштейн, 13 — стойка, 15 — приспособление, 16 — окуляр, 17 — уг-
ломер, 19 — тубус, 20 — окуляр, 21 — корпус, 22 — головка, 23 — зер-
кало, 24 — угломерный окуляр
167
В верхней части тубуса находится приспособление 15,
позволяющее устанавливать угломерную или радиусную
окулярные головки и закреплять их винтом 14. В нижние
отверстия тубуса можно помещать сменные объективы.
Микроскоп имеет съемную окулярную головку с оку-
ляром 16 и угломером 17. Наблюдают за измеряемой де-
талью через окуляр, дающий 60-кратное увеличение.
Универсальная окулярная головка, по-
казанная на рис. 85, б, состоит из корпуса 21, внутри ко-
торого помещена штриховая стеклянная пластинка, на
которой нанесены перекрестные и вспомогательные пунк-
тирные линии и две сплошные линии под углом 60°
(рис. 85, в). С пластинкой соединена на одном уровне
поворотная угловая шкала с делениями в градусах.
В центре корпуса установлен окуляр 20, а сбоку —
угломерный окуляр 24, на сетке которого нанесена шка-
ла, имеющая 60 штрихов с ценой деления Г
В нижней части корпуса помещены зеркало 23 для ос-
вещения угловой шкалы и головка 22 для ее вращения.
В поле зрения окуляра 20 видна угловая шкала с нало-
женной на нее шкалой, имеющей минутные деления.
При измерении величины угла градусы отсчитывают
по тому штриху градусной шкалы, с которым совмести-
лась минутная шкала, а минуты отсчитывают по штриху
минутной шкалы, совместившемуся со штрихом градус-
ной шкалы (рис. 85, а).
ГЛАВА VIII
ОРГАНИЗАЦИЯ ИЗМЕРИТЕЛЬНОЙ ТЕХНИКИ
НА ПРЕДПРИЯТИИ
§ 1. ОСНОВНЫЕ МЕТРОЛОГИЧЕСКИЕ
ПОКАЗАТЕЛИ
Технические измерения в машиностроении являются
составной частью метрологии.
Метрологией называется наука об измерениях, сред-
ствах и методах измерений. Метрология занимается опре-
делением единиц измерений и созданием их (в виде
эталонов), разработкой методики измерений, анализом
Предел измерения
прибора
Рис. 86. Метрологические показатели
прибора
^азаний
dep^^j
у / QopaiM^ '"/J
/ -------------
Шкапа ' nehQ деления
точности методов измерений и устранением причин, сни-
жающих точность измерения.
Всем измерительным средствам, применяемым при
измерениях, установлены метрологические показатели,
т. е. даны общие термины и определения, положенные в
основу их устройства и способа измерения.
Различают следующие основные метрологические по-
казатели измерительных средств (рис. 86).
Цена деления — значение измеряемой величины, кото-
рое соответствует одному делению шкалы прибора.
169
Интервал деления — расстояние между центрами ря-
дом расположенных штрихов шкалы. Шкалы бывают с
равномерными и неравномерными интервалами. У равно-
мерных шкал расстояния между всеми штрихами равны
между собой. Величину интервала деления у измеритель-
ных инструментов и приборов выбирают равной 1 —
2,5 мм. Такие интервалы легко определяются на глаз и
обеспечивают надежный отсчет целых делений.
Предел показания шкалы —наибольшее значение из-
меряемой величины при использовании всей шкалы
прибора.
Предел измерения прибора — наибольшая и наимень-
шая величина размера, полученная в результате измере-
ния данным прибором.
Чтобы лучше представить различие между пределом
показаний шкалы и пределом измерения прибора, при-
ведем некоторые примеры.
У микрометров пределы показаний шкалы на стебле
25 мм, а пределы измерений зависят от размера инстру-
мента и могут быть 0—25 мм, 25—50 мм и т. д. У некото-
рых инструментов (например, у штангенциркуля с вели-
чиной отсчета по нониусу 0,05 мм) пределы показания
шкалы и пределы измерения инструментом при наруж-
ном измерении совпадают. У приборов, устанавливаемых
при измерении на стойках, пределы измерения определя-
ются высотой стойки; они значительно больше пределов
показаний шкалы. К таким проборам относятся индика-
торы, оптиметры и др.
Порог чувствительности — это наименьшее изменение
размера измеряемой величины, способное вызвать изме-
нение показаний прибора, что определяет область приме-
нения прибора.
Наиболее высокая чувствительность у пружинных го-
ловок, в которых даже незначительное изменение разме-
ра вызывает колебание стрелки.
Погрешность показаний прибора — это разность меж-
ду показаниями прибора и действительным значением
измеряемой величины. Она зависит прежде всего от не-
точности прибора, вызванной его конструкцией, и от
неизбежных технологических погрешностей и ошибок
отсчета по шкале вследствие параллакса.
Параллакс—кажущееся смещение указателя от штри-
хов шкалы (если при наблюдении направление взгля-
да было неперпендикулярно к плоскости шкалы). Для
170
изменения параллакса глаз человека при отсчете должен
всегда располагаться перпендикулярно к плоскости шка-
лы, показатели должны иметь скошенные поверхности,
стрелки приборов — располагаться ближе к шкале.
Погрешность измерений — это разность между резуль-
татом измерения и действительным значением измеряе-
мой величины. Погрешности при измерениях возникают
по разным причинам, различны для каждого прибора и
каждого метода измерения. Однако некоторые погрешно-
сти характерны для всех приборов. К ним относятся:
погрешности изготовления измерительного прибора,
погрешности его установки и установки измеряемой де-
тали, различная величина измерительного прибора и при-
лагаемого при измерении усилия; различие температуры
прибора и проверяемой детали и т. п.
Погрешности измерения по причине неточности при-
бора возникают из-за погрешностей изготовления и уста-
новки деталей, входящих в состав прибора, что влияет на
точность измерения и искажает его результат.
Нарушение температурного режима при измерении
вызывает ошибки измерения. Все измерения необходимо
выполнять при температуре +20°С, при этом температу-
ра прибора и проверяемого изделия должна быть одина-
ковой.
При многократном измерении одного размера могут
быть различные показания приборов. Наибольшее пока-
зание прибора при неизменных внешних условиях назы-
вается нестабильностью показаний.
Грубые погрешности значительно искажают резуль-
тат измерения; они возникают в результате применения
неправильных приемов работы, различных вибраций, не-
внимательности проверяющих. Погрешности измерения
бывают систематические и случайные.
Систематические погрешности — это погрешности, по-
стоянно повторяющиеся. Они вызываются погрешностя-
ми прибора (например, когда неправильно градуирована
шкала), нарушением температурного режима и др.
Случайными погрешностями называются такие, кото-
рые заранее нельзя предусмотреть. Так, например, по-
грешность метода измерения угла конуса с помощью
синусных линеек определяют случайные независимые ус-
ловия: допуск на расстояние между осями роликов, до-
пуск блока плоскопараллельных мерительных цлиток,
погрешности отсчета по шкале прибора и т. п.
171
§ 2. МЕТОДЫ ИЗМЕРЕНИЙ
И ПРИНЦИП СОХРАНЕНИЯ ЕДИНСТВА МЕР
Методы измерений. Различают следующие методы
измерений: прямые и косвенные, абсолютные и относи-
тельные, комплексные и дифференцированные, контакт-
ные и бесконтактные.
При прямом методе размер величины определяют не-
посредственным ее измерением (например, измерение
длины, диаметра, угла и других величин). При косвенном
методе требуемый размер получают не непосредственным
измерением, а путем измерения величины, находящейся
в зависимости от искомой (например, измерение среднего
диаметра по методу трех проволочек, определение вели-
чины угла при помощи синусной линейки и т. д.).
Абсолютный метод измерения определяет значение
всей измеряемой величины по показаниям прибора (на-
пример, измерение микрометром шаблона).
Относительный метод определяет значение отклоне-
ния измеряемой величины от меры, по которой установ-
лен прибор в нулевое положение (например, измерение
диаметра отверстия индикаторным нутромером, который
в нулевое положение устанавливается по мерным
плиткам).
Комплексный и дифференцированный методы приме-
няют при измерении сложных поверхностей деталей.
При комплексном методе измеряют все элементы профи-
ля, а при дифференцированном — каждый элемент в от-
дельности.
При контактном методе измерения измерительные по-
верхности инструмента находятся в непосредственном
соприкосновении с поверхностью измеряемой детали (на-
пример, измерение штангенциркулем диаметра валика
или отверстия). При бесконтактном методе измерение
выполняют с помощью проекционных устройств и опти-
ческих приборов.
Принцип сохранения единства мер. Под принципом
сохранения единства мер понимают порядок и способ до-
ведения точности государственных эталонов до всех из-
мерений, проводимых в условиях производства. С этой
целью в СССР организована обязательная проверка всех
применяемых на заводах измерительных инструментов и
приборов.
Основным эталоном длины является метр. При помо-
172
щи указанной основной меры длины определяют размеры
плоскопараллельных концевых мер длины (мерительных
плиток), а от них размер передается к рабочим мерам и
приборам.
Порядок и сроки проверки инструментов и приборов
устанавливаются Комитетом стандартов, мер и измери-
тельных приборов при Совете Министров СССР. На осно-
ве инструкций Комитета каждое предприятие составляет
график проверки инструментов и строго его выполняет.
Так, например, штангенинструменты, микрометрические и
индикаторные инструменты проверяют один раз в год, а
измерительные приборы — два раза в год. Результаты
проверки указывают в паспортах инструментов или при-
боров.
Проверкой инструментов и приборов занимаются
центральные измерительные лаборатории, организован-
ные при предприятиях, или контрольно-поверочные пунк-
ты, организованные Комитетом в городах.
За хранением, правильным использованием и своевре-
менной проверкой точности инструментов и приборов на
заводах должен следить Отдел технического контроля.
§ 3. ВЫБОР ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
При выборе измерительных средств необходимо учи-
тывать точность обработки детали, производительность
и экономичность контроля. Чем выше точность изготовле-
ния детали, тем более точным должен быть измеритель-
ный инструмент или прибор.
Однако при выборе измерительных средств необходи-
мо иметь в виду допускаемые погрешности выбираемых
инструментов. Гарантийный допуск, установленный соот-
ветствующими стандартами, будет при измерении умень-
шен на величину погрешностей измерительных средств.
В результате производственный допуск будет меньше га-
рантийного допуска на максимальную величину этих
погрешностей. Поэтому при выборе инструментов и при-
боров необходимо руководствоваться условием, при кото-
ром выбор средств измерений по точности
должен быть выше обусловленной допус-
ком точности изделия.
В инструментальном производстве применяют изме-
рительные инструменты и приборы высокой точности.
173
Они относятся к группе дорогостоящих инструментов и
их следует использовать строго по назначению.
При грубой обработке, при которой величина допус-
тимого отклонения определяется в десятых долях мм, не
следует применять штангенциркуль с величиной отсчета
по нониусу 0,05 или 0,02 мм. Измерительные поверхности
этих инструментов будут быстро изнашиваться, что при-
ведет к искажению размеров при точном измерении.
Выбирая средства измерения, необходимо учитывать
вид производства. В серийном и массовом производстве
экономичнее применять калибры, специальные мерители
и автоматические средства. В единичном производстве
целесообразнее применять универсальные измерительные
инструменты и проборы. В данном случае увеличивается
длительность контроля, но не требуется изготовлять до-
рогостоящую специальную оснастку и мерители.
ГЛАВА IX
ИЗГОТОВЛЕНИЕ И РЕМОНТ
ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
§ 1. ЗНАЧЕНИЕ ПРАВИЛЬНОЙ ЭКСПЛУАТАЦИИ
И ВОССТАНОВЛЕНИЯ ИНСТРУМЕНТОВ
Все измерительные инструменты изготовляют из до-
рогостоящего металла. Технология их изготовления тру-
доемка и требует квалифицированных рабочих. Все это
удорожает стоимость изготовления инструментов. Поэто-
му ставится задача — увеличить срок эксплуатации инст-
румента, а при необходимости организовать его ремонт.
В настоящее время большинство машиностроительных
предприятий сами не изготавливают универсальные из-
мерительные инструменты, а лишь занимаются ремонтом
и восстановлением измерительных инструментов и при-
боров. Для этой цели в инструментальных цехах органи-
зуют специальные участки по ремонту и восстановлению
измерительных инструментов.
На каждый изготовленный инструмент выдается ат-
тестат, в котором указывается основная характеристика,
комплектность, результат проверки, гарантийные сроки
эксплуатации и приводится руководство по обращению
с инструментом. С улучшением технологии изготовления
отдельных деталей и сборочных работ повышаются га-
рантийные сроки эксплуатации инструмента.
Сохранность измерительного инструмента зависит от
правильной эксплуатации, хранения и ухода за ним. Не-
обходимо помнить, что даже при правильной эксплуата-
ции измерительный инструмент изнашивается. Сначала
изнашиваются измерительные (рабочие) поверхности,
затем корпусные детали (линейки, рамки, винты и др.).
Инструмент следует использовать по назначению и
хранить в установленных местах. Нередко инструмент
используют не по прямому назначению. Так, штангенцир-
кули с величиной отсчета по нониусу 0,05 мм применяют
при измерении грубых размеров, а разметку выполняют
на деталях, поверхности которых не обработаны, имеют
175
окалину, затвердевшую корку и др. Иногда в инструмен-
тальной тумбочке мерительные инструменты лежат впе-
ремежку с напильниками, сверлами и другими режущими
инструментами.
Важное значение для увеличения срока эксплуатации
инструмента имеет уход за ним, в первую очередь чистка
и смазка взаимосопрягающихся частей. Между трущими-
ся частями нечищенных инструментов скапливается ме-
таллическая пыль, на несмазанном инструменте появля-
ется коррозия.
Все измерительные инструменты: штангенциркули,
микрометры, зубомеры, угломеры, калибры и др., находя-
щиеся в эксплуатации, — через определенные (строго
установленные) промежутки времени проходят проверку
в контрольно-измерительных лабораториях или пунктах.
Цель этой проверки — определить годность инструмента.
Если инструмент потерял рабочие размеры и эксплуата-
ционные качества, его передают на ремонтно-восстанови-
тельный участок. Для каждого инструмента устанавли-
вают виды и размеры износа, чтобы можно было опреде-
лить характер и трудоемкость ремонта или восстановле-
ния, количество необходимых материалов.
На каждый ремонтируемый или восстанавливаемый
инструмент составляют ведомость дефектов, в которую
включают следующие данные: наименование инструмен-
та, его размер, завод-изготовитель, пределы измере-
ний, наименование деталей инструмента и характер де-
фекта каждой детали.
На основании ведомости дефектов составляют техно-
логический процесс, устанавливая наименьшие затраты
по ремонту или восстановлению инструмента.
§ 2. ИЗГОТОВЛЕНИЕ ЛЕКАЛЬНЫХ УГОЛЬНИКОВ
Технологический процесс изготовления лекальных и
слесарных угольников типов УЛ, УЛП, УЛШ, УП, УШ
на специализированных заводах состоит главным обра-
зом из фрезерных, шлифовальных и доводочных опе-
раций.
На рис. 87 показан угольник плоский 90° типа УП.
Технологический процесс его изготовления состоит из
следующих операций:
1. Заготовительная. Из листовой стали тол-
176
щиной 5 мм марки У8А штампуют заготовку угольника
размером 102X62X22 мм.
2. Рихтовочная. Заготовку рихтуют и снимают
острые кромки.
3. Шлифовальная. Предварительно шлифуют
боковые широкие плоскости (с переустановкой) в размер
4,5-0,16- Операция выполняется на плоскошлифовальном
станке одновременно по 20 шт.
4. Фрезерная: а) фрезеруют измерительные плос-
кие поверхности 1 и 2 и опорные плоские поверхности
3 и 4 в размер 20,7 _0,28^ с
переустановкой; одновремен-
но обрабатываются 18 дета-
лей, крепятся заготовки в
машинных тисках;
б) фрезеруют торцовые
поверхности на горизонталь-
но-фрезерном станке в раз- 7“
мер 1ОО,2—о,1 и 6О,2_о,г, обра- §
ботку ведут с переустанов-
кой с закреплением в ма-
шинных тисках; одновремен-
но обрабатываются 18 дета- _
лей;
в) фрезеруют канавку
2x3 мм на горизонтально-
Рис. 87. Угольник слесарный
плоский 90° типа УП:
1 — измерительная плоскость внеш-
него угла, 2 — измерительная плос-
кость внутреннего угла, 3 — опор-
ная плоскость внешнего угла, 4 —
опорная плоскость внутреннего уг-
ла, 5, 6 — боковые широкие плос-
кости, 1, 8 — торцовые плоскости
фрезерном станке дисковой
прорезной фрезой с установ-
кой в приспособлении; одно-
временно обрабатывают
42 угольника.
5. Термическая о б-
работка.
54—60.
Закаливают детали на твердость HRC
6. Шлифовальная: а) шлифуют боковые широ-
кие поверхности с переустановкой в размер 4,2_о,о8 мм.
Одновременно обрабатывают 20 угольников с установкой
на магнитном столе плоскошлифовального станка;
б) предварительно шлифуют измерительные и опор-
ные поверхности с переустановкой в размер 2O,2-o,i4; од-
новременно обрабатывают 42 угольника с установкой в
специальном приспособлении; допускается отклонение от
прямолинейности и параллельности измерительных и
опорных поверхностей 0,05 мм;
177
в) шлифуют торцовые поверхности с переустановкой
в размер 1ОО—о,1 и 60,01 мм в специальном приспособле-
нии; одновременно устанавливают 40 деталей.
7. Маркировка. На угольнике наносят марку
завода-изготовителя, класс точности и размер уголь-
ника.
8. Шлифовальная: а) окончательно шлифуют
боковые широкие стороны угольника с переустановкой в
размер 3,9_о,о5 мм;
б) окончательно шлифуют измерительные плоские
поверхности с переустановкой в размер 20—о,ов мм и со-
блюдением наружного и внутреннего углов 90°; одновре-
менно обрабатывают 20 деталей.
9. Размагничивание деталей.
10. Доводочная. Доводка измерительных поверх-
ностей в размер 2О_о,ооз с соблюдением наружного и
внутреннего углов 90°, закруглением радиуса 0,2 мм на
измерительных, опорных поверхностях и снятием острых
кромок на торцовых поверхностях.
Шероховатость измерительных и опорных поверхно-
стей для угольников 0 и 1-го класса доводят до 12-го
класса чистоты, а для угольников 2-го класса до 10-го
класса чистоты. Боковые широкие и торцовые поверхно-
сти, скосы и фаски обрабатывают до 7—8-го класса
чистоты.
Допускаемое отклонение от перпендикулярности из-
мерительных поверхностей к опорным поверхностям уста-
навливается в зависимости от размера длинной стороны
угольника. Для угольников всех типов 0-го класса допус-
кается отклонение в пределах ±34-8 мкм; для угольни-
ков 1-го класса ±54-24 мкм, а для угольников 2-го клас-
са ±134-90 мкм. Измерительные поверхности угольников
закругляют по радиусу 0,2 мм.
§ 3. ИЗГОТОВЛЕНИЕ ШТАНГЕНЦИРКУЛЕЙ
Штангенинструменты изготовляют на специализиро-
ванных инструментальных предприятиях, оснащенных
соответствующим универсальным и специальным обору-
дованием. На этих предприятиях сборочные операции и
некоторые операции механической обработки выполня-
ются на потоке. В связи с этим высокие требования
предъявляются к качеству изготовления отдельных дета-
178
лей и сборочных единиц,* чтобы обеспечить необходимую
точность инструмента и исключить дополнительные опе-
рации.
Наиболее распространены штангенциркули с двусто-
ронним расположением губок типа ШЦ-П. На Ленин-
градском инструментальном заводе технологический про-
цесс изготовления такого штангенциркуля с точностью
отсчета по нониусу 0,05 мм включает 204 операции. Ос-
новными деталями штангенциркуля являются штанга и
рамка. Рассмотрим технологический процесс их изготов-
ления.
Изготовление штанги. Изготовление штанги состоит
из следующих операций:
1. Заготовительная: а) неподвижную губку
штампуют из полосовой стали марки У10А;
б) на вертикально-протяжном станке протягивают
внутренний контур и торцовые поверхности под сварку;
в) вырубают штангу из полосовой стали марки 50;
г) фрезеруют ребра и торцовую поверхность штанги.
2. Сварочная. Сваривают в стык штангу и непод-
вижную губку.
3. П р а в к а и зачистка сварочного шва.
При выполнении этой операции выдерживают перпенди-
кулярность губок к ребру штанги (допустимое отклоне-
ние 0,2 мм).
4. Шлифовальная. Обрабатывают широкие плос-
кие поверхности на плоскошлифовальном станке в раз-
мер (поверхности 1 и 2 на рис. 88).
5. Протягивание. Протягивают наружный кон-
тур неподвижной губки (поверхность 3).
6. Фрезерная. Обрабатывают торцовую поверх-
ность 4 в размер.
7. Прошивка шейки с двух сторон (поверхности
5 и 6).
8. Шлифовальная. Предварительно обрабатыва-
ют ребра (поверхности 7 и 8) штанги на плоскошлифо-
вальном станке с одновременной установкой 60 деталей в
приспособление.
9. Фрезерная. Обрабатывают мерительные губки
по радиусу и канавки (поверхности 9 и 10).
* Согласно ГОСТам ЕСКД понятие «узел» заменяется понятием
«сборочная единица». Сборочная единица — это изделие, составные
части которого подлежат соединению между собой на предприятии-
изготовителе сборочными операциями.
17?
10. Термическая. Закаливают концы губок до
твердости HRC 58—62.
11. Шлифовальная. Окончательно обрабатывают
ребра штанги (поверхности 7 и <$).
12. Д о в о д о ч н а я. Выполняется доводка ребер
штанги (поверхности 7 и 8) в размер. Обрабатывает-
ся одновременно 26 штанг до шероховатости по 8-му
Рис. 88. Последовательность изготовления штангенциркуля:
а — обработка штанги, б — обработка подвижной рамки после скле-
пывания; 1—15 — обрабатываемые поверхности
классу чистоты. Допускаемое отклонение от параллель-
ности не должно превышать 0,05 мм, а от прямолиней-
ности не более 0,03 мм.
13. Шлифовальная. Шлифуют широкие плоские
поверхности штанги с двух сторон (поверхности 1 и 2)
в размер, с шероховатостью по 8-му классу чистоты. До-
пускаемое отклонение от параллельности 0,02 мм.
14. Накатка. На штанге накатывают деления и
цифры (поверхность 11).
180
Изготовление подвижной рамки. Подвиж-
ная рамка состоит из четырех деталей: мерительной
губки, разметочной губки, лицевой пластины и оборот-
ной пластины (рис. 88, б). Заготовки для этих деталей
штампуют из листовой и полосовой стали. Материал
для губок—сталь марки У10А, а для пластин — сталь
марки 50. Предварительно детали фрезеруют по контуру
и шлифуют плоскости.
Технологический процесс изготовления подвижной
рамки состоит из следующих операций:
1. Сверлильная. Сверлят в губках и пластинах
8 отверстий диаметром 1,9 мм.
2. Зенкование. В лицевой и оборотной пластинах
зенкуют фаски 30° глубиной 1,2 мм.
3. Клепка. В отверстия 4 деталей вставляют зак-
лепки и расклепывают их на прессе.
4. Шлифовальная: а) шлифуют плоскости рам-
ки (поверхности 1 и 2; 3 и 4; 5 и 6 на рис. 88, б);
б) шлифуют выемку (поверхность 7);
в) предварительно шлифуют поверхности 8 и 9 рамки.
5. Фрезерная: а) фрезеруют ребро и радиус рам-
ки со стороны мерительных губок (поверхности 10
и 11, одновременной установкой в приспособлении 24 де-
талей.
б) фрезеруют второе ребро, выступ и радиус (поверх-
ности 13 и 14), у 24 деталей одновременно.
6. Шлифовальная. Шлифуют наклонные ребра
и фаски.
7. Протягивание окна (поверхность 15).
8. Сверлильная: а) сверлят два отверстия диа-
метром 2,1 мм под стопорный винт микроподачи;
б) сверлят два отверстия в выемке под нониус диа-
метром 2,1 мм на глубину 2,2 мм.
9. Нарезание резьбы М2,5 мм в четырех отверстиях.
10. Термическая обработка. Закаливают кон-
цы губок до твердости HRC 58—62.
11. Шлифовальная. Окончательно шлифуют по-
верхности 8 и 9 с припуском под доводку.
12. Зачистка всех поверхностей рамки с шерохова-
тостью по 7-му классу чистоты.
Сборка штангенциркуля. Эти операции выполняют
на ленточном конвейере. В определенных местах по хо-
ду технологического процесса установлено специальное
оборудование, позволяющее по ходу сборки выполнять
181
необходимую механическую обработку деталей и сбо-
рочных единиц.
Технологический процесс сборки включает следую-
щие операции механической обработки:
1. Шлифовальная: а) шлифуют измерительные
поверхности губок;
б) шлифуют торцы мерительных губок.
2. Заточная. Затачивают разметочные губки.
3. Доводочная. Предварительно доводят измери-
тельные поверхности губок.
4. Шлифовальная. Предварительно шлифуют
губки для проверки внутренних размеров и радиус.
5. Установка и закрепление нониуса. Но-
ниус вставляют в выемку и закрепляют двумя винтами.
6. Вставка пружины подвижной рамки и прижим-
ного винта.
7. Контроль. Проверяют совмещение штрихов но-
ниуса и штанги на всей длине шкалы.
8. Доводочная. Окончательно доводят меритель-
ные поверхности губок.
9. Сборочная: а) в подвижную рамку ввинчивают
микрометрический винт, вставляют пружину и ввинчива-
ют прижимной винт; рамку надевают на штангу;
б) в заднюю рамку вставляют пружину и ввинчивают
прижимной винт, рамку надевают на штангу;
в) проверяют зазор между микровинтом и отверсти-
ем задней рамки и при перекосе выправляют его; в паз
задней рамки вкладывают гайку с накатной и наверты-
вают ее на микрометрический винт. Отлаживают ход
рамок по штанге без микроподачи и с микроподачей;
г) окончательно регулируют сборку и проверяют ус-
тановку нониуса относительно шкалы штанги.
В собранном виде штангенциркулю предъявляют сле-
дующие технические требования:
1. При сомкнутых измерительных губках штанген-
циркуля нулевой штрих нониуса должен совпадать с ну-
левым штрихом штанги.
2. Зазор между линейкой нониуса и штангой не дол-
жен превышать 0,07—0,09 мм.
3. Мертвый ход микрометрической пары не должен
превышать 1/3 оборота.
4. Подвижная рамка вместе с рамкой микрометриче-
ской подачи должна передвигаться по штанге легко, без
заеданий.
182
5. Неплоскостность измерительных поверхностей гу-
бок для наружных измерений не должна превышать
0,003 мм.
6. Завал у губок допускается на расстоянии 0,2 мм
от краев губок.
7. Измерительные поверхности губок для внутренних
измерений должны быть параллельны. Отклонение от па-
раллельности при затянутом зажиме рамки не должно
превышать 0,02 мм.
8. Рабочие измерительные поверхности должны иметь
шероховатость не ниже 9-го класса чистоты.
9. Штангенциркуль должен быть размагничен.
§ 4. РЕМОНТ ШТАНГЕНЦИРКУЛЕЙ И ШТАНГЕНЗУБОМЕРОВ
Ремонт штангенциркулей. У штангенциркулей, быв-
ших в употреблении, встречаются следующие дефекты:
изношены губки для разметки;
изношены измерительные поверхности губок;
перекошены измерительные поверхности губок;
изогнута штанга и имеются забоины на ней;
неравномерно передвигается рамка по штанге;
неправильны показания нониуса;
имеется большой люфт винта микрометрической пода-
чи в гайке;
установленный размер слабо фиксируется стопорным
винтом.
Наиболее трудоемка работа, связанная с заменой
неподвижной ножки. При сильном износе или поломке
остроконечной губки или губки для внутреннего измере-
ния неподвижную ножку заменяют.
У штангенциркулей с величиной отсчета по нониусу
0,05 мм, штанга которых соединена с неподвижной
ножкой заклепками, заменяют ножку следующим об-
разом:
1) выпрессовывают заклепки и снимают изношенную
или поломанную ножку;
2) изготовляют новую ножку аналогично старой;
особое внимание обращают на размеры прямоугольного
окна ножки;
3) напрессовывают ножку на штангу, выверяют пер-
пендикулярность относительно граней штанги (90°);
183
4) сверлят отверстие, раззенковывают с обеих сторон,
вставляют заклепки и расклепывают их;
5) опиливают напильником и зачищают шкуркой;
6) опиливают губки верхней ножки так, чтобы
их форма и размеры соответствовали форме губок
рамки;
7) пригоняют измерительные поверхности губок
штанги по измерительным поверхностям губок рамки,
оставляя припуск на доводку 0,06—0,08 мм;
8) закаливают с отпуском измерительные губки;
9) шлифуют все поверхности после закалки;
10) доводят измерительные поверхности губок и за-
тачивают острые концы губок;
11) регулируют штангенциркуль (подгоняют нониус).
Штангенциркули с величиной отсчета по нониусу
0,05 мм выпускают обычно со штампованной штангой,
вследствие чего толщина неподвижной ножки и штанги
одинаковая. Поэтому заменяют изношенную ножку дру-
гим способом, чем у штангенциркуля с приклепанной
ножкой.
Вследствие ограниченной толщины ножки врезать
новую губку невозможно, а приклепывание внакладку не
обеспечивает надежной прочности соединения.
Неподвижную ножку заменяют следующим образом:
1) отжигают ремонтируемую часть штанги и охлаж-
дают на воздухе;
2) отрезают губки и опиливают заподлицо с боковы-
ми поверхностями линейки;
3) опиливают на гранях линейки уступы;
4) изготавливают новую ножку; прямоугольное окно
опиливают по размерам линейки;
5) напрессовывают ножку на линейку до соприкосно-
вения с уступами, выверяют перпендикулярность отно-
сительно граней линейки (90°);
6) сверлят отверстие, раззенковывают с обеих сторон,
вставляют заклепки и расклепывают их;
7) опиливают губки неподвижной ножки так, чтобы
их форма и размеры соответствовали форме губок под-
вижной рамки;
8) пригоняют измерительные поверхности губок
неподвижной ножки к измерительным поверхностям гу-
бок рамки, оставляя припуск на доводку 0,06—0,09 мм;
9) закаливают с отпуском измерительные поверх-
ности губок неподвижной ножки;
184
10) шлифуют и зачищают мелкой шкуркой поверх-
ности после закалки;
11) доводят мерительные поверхности губок, затачи-
вают их острые концы;
12) регулируют штангенциркуль.
Изношенные или сломанные губки подвижной рамки
штангенциркуля заменяют следующим образом:
1) снимают нониус, вывинчивают стопорный винт и
винт микрометрической подачи;
2) выпрессовывают заклепки и удаляют изношенную
ножку;
3) изготовляют новую ножку по образцу старой и
пригоняют ее по рамке;
4) сверлят отверстие через рамку, зенкуют отверстие
под заклепки;
5) вставляют заклепки и расклепывают их;
6) опиливают губки рамки так, чтобы их форма и
размеры соответствовали форме губок неподвижной
ножки;
7) пригоняют измерительные поверхности губок рам-
ки к измерительным поверхностям губок неподвижной
ножки, оставляя припуск на доводку 0,06—0,09 мм;
8) закаливают с отпуском измерительные поверх-
ности;
9) шлифуют и зачищают губки мелкой шкуркой;
10) доводят измерительные поверхности губок;
И) регулируют штангенциркуль.
Если у ножки сильно износилась остроконечная губ-
ка, ее заменяют. Работу эту выполняют в такой после"-
довательности:
1) после отжига отрезают изношенный конец губки;
2) фрезеруют прямоугольный паз и опиливают его в
размер;
3) изготовляют новую губку и пригоняют ее по пазу
ножки;
4) сверлят два отверстия, раззенковывают их;
5) вставляют заклепки и склепывают новую губку с
ножкой;
6) опиливают новую губку, выдерживая размеры ос-
троконечной губки;
7) закаливают губку, доводят ее измерительные по-
верхности и затачивают острый конец губки.
Губки доводят плоскопараллельными притирами
круглого сечения, со строго выверенными рабочими по-
185
верхностями. Штангенциркуль закрепляют в тисках в
мягких прокладках (рис. 89). Между губками помещают
притир, рамку закрепляют стопорным винтом. Слегка
перемещая притир между измерительными поверхностя-
ми губок, выполняют их доводку. Сначала доводят губки
для внутренних измерений, а потом — остроконечные.
Прямолинейность измерительных поверхностей прове-
ряют лекальной линейкой, а параллельность — мерными
Рис. 89. Приемы доводки мерительных
поверхностей губок штангенциркуля
Рис. 90. Приемы прав-
ки штанги:
I — штанга, 2 — медные
прокладки, 3 — губки
тисков
плитками со стороны тупых и остроконечных губок.
Размер плиток при этом должен быть одинаковым.
Наружные поверхности губок для внутренних изме-
рений доводят до размера, оканчивающегося десятыми
долями миллиметра (например, 9, 8; 9, 2).
При износе и перекосе измерительных поверхностей
губок ремонт штангенциркулей начинают с рамки, для
чего рамку снимают со штанги и доводят измерительные
поверхности губок на притирочной плите с кубиком,
добиваясь точного их расположения в одной плоскости.
Прямолинейность поверхностей проверяют лекальной
линейкой, а перпендикулярность измерительных поверх-
ностей к сторонам штанги — лекальным угольником.
При окончательной доводке измерительных поверх-
ностей необходимо соблюдать следующие правила:
1) штанга штангенциркуля должна быть закреплена
в тисках в строго вертикальном положении;
186
2) чтобы притир равномерно изнашивался, его необ-
ходимо поворачивать во время работы;
3) через определенные промежутки времени следует
проверять износ притиров; при углублениях на притире
и потере параллельности сторон необходимо прошлифо-
вать и довести поверхности притира;
4) усилие, прикладываемое к притиру, должно нахо-
диться в плоскости движения притира.
После доводки губок нониус устанавливают в нулевое
положение. Для этого губки сдвигают до соприкоснове-
ния измерительных поверхностей и поджимают их под-
вижной рамкой. В таком положении рамку стопорят вин-
том; ослабляют винты, крепящие нониус, и передвигают
его в 'Нужном направлении. Если первое и последнее де-
ления нониуса совпадают с первым и последующим де-
лением штанги, выверка считается правильной и нониус
закрепляют винтами в таком положении.
Если крепежные отверстия в пластинке нониуса не
обеспечивают нужного смещения, их распиливают на
овал и, если нужно, одновременно спиливают торец плас-
тинки. После этого переставляют нониус и закрепляют
его в нужном положении.
Дефекты, связанные с изгибом штанги и забоинами
на ней, устраняют правкой и опиливанием. Правку вы-
полняют в тисках или на прессе с помощью трех прокла-
док из мягкого металла (рис. 90). Забоины на штанге
удаляют бархатным напильником. Нельзя править штан-
гу молотком, так как это может привести .к удлинению
шкалы, нанесенной на штанге.
Неравномерный износ граней штанги устраняют опи-
ливанием и доводкой на притирочной плите с кубиком.
Прямолинейность проверяют лекальной линейкой, инди-
катором или на краску. Параллельность сторон штанги
проверяют микрометром.
Слесарь-новатор С. П. Григорьев разработал приспо-
собление для шлифования и припасовки поверхностей
штанг штангенциркулей (рис. 91). Штангу 2 укладыва-
ют в паз основания 1 на установочные винты 4 до упора
в штифт и зажимают ее с двух сторон и с торца винтами
3 и 6. Затем индикатором проверяют параллельность по-
верхностей штанги основанию 1 и устанавливают приспо-
собление на магнитную плиту.
Отшлифовав поверхности штанги и губки с одной сто-
роны, шлифовальный круг поднимают, и, не изменяя ус-
187
тановки приспособлений, переворачивают штангу и шли-
фуют поверхности с другой стороны. Измерительные
поверхности штанги доводят вместе с измерительными
поверхностями рамки.
Рис. 91. Приспособление для ремонта штанги штангенциркуля:
1 — основание, 2 — штанга, 3—6 — винты
Рис. 92. Приемы проверки показаний
при измерении штангензубомером:
1 — плоскопараллельная мерительная плит-
ка. 2 — губка вертикальная, 3 — линейка
высотная, 4 — губка горизонтальная, 5 —
контрольная плита
Иногда рамка штангенциркуля неравномерно пере-
двигается по штанге. Это происходит вследствие ослаб-
ления прижимной пружины. Чтобы увеличить кривизну
пружины, ее кладут на прокладки и молотком увеличи-
вают изгиб.
При слабой фиксации установочного размера меняют
стопорный винт (если на нем износилась резьба). Если
188
резьба износилась в рамке, то рассверливают отверстие
и нарезают резьбу несколько большего диаметра.
Ремонт штангензубомеров. Наиболее характерны для
штангензубомеров следующие неисправности: износ
рабочих поверхностей губок и линейки высотомера, ис-
кривления и забоины на штанге, ослабление пружин и за-
жимных винтов.
При износе рабочих поверхностей губок и линейки
высотомера расстояние от торца каждой губки до торца
линейки высотомера может быть разным. Этот дефект
сильно искажает показания инструмента при измерении.
Перпендикулярность торцов губок штангензубомера
по отношению к линейке высотомера проверяют на про-
свет плоскопараллельными концевыми плитками. Для
этой цели мерную плитку заводят между измерительны-
ми поверхностями губок и измерительной поверхностью
высотной линейки (рис. 92). Прижимая высотную линей-
ку к контрольной плитке, смотрят на величину просвета.
Если между плоскостью плитки и поверхностью высото-
мера обнаружен неравномерный просвет, штангензубо-
мер нужно отремонтировать. Ремонтируют их в основ-
ном теми же методами, что и штангенциркули.
§ 5. РЕМОНТ МИКРОМЕТРОВ
Отличительной особенностью микрометрических ин-
струментов является наличие в них винтовой пары —
винта и гайки. Передний торец винта является меритель-
ной поверхностью. В процессе измерения узлы микромет-
ра подвергаются износу.
Основными неисправностями микрометров являются:
а) износ мерительных поверхностей;
б) неравномерный ход винта (заедание, люфт);
Рис. 93. Приемы проверки и доводки ме-
рительных поверхностей микрометра
189
в) износ трещотки;
г) несовпадение нулевых штрихов шкалы стебля и
барабана.
Износ и непараллельность мерительных поверхностей
микрометра обнаруживают на просвет между сдвинуты-
ми поверхностями винта и пятки или проверяют конце-
выми плитками, также помещаемыми между мерительны-
ми поверхностями в четырех диаметрально противопо-
ложных точках.
При незначительном износе мерительных поверхнос-
тей микрометров их восстанавливают четырьмя плоскими
притирами круглой формы со строго параллельными
рабочими поверхностями, отличающимися друг от друга
толщиной на 0,125 мм. Этот метод восстановления мик-
рометров широко применяется инструментальщиками.
Доводка выполняется в следующем порядке.
Вначале поверхности доводят притиром № 1. Поверх-
ности в данном случае несколько выравниваются, но
все еще остаются неперпендикулярны к оси шпинделя
(см. рис. 93, а).
Далее доводят поверхности притиром № 3, который
больше притира № 1 на 0,25 мм. При зажиме притира
микрометрический винт повернется на половину шага,
т. е. 0,25 мм, в результате чего произойдет контовка на
180° (см. рис. 93, б). Перекос доводимых поверхностей
несколько уменьшится. Затем мерительные поверхности
попеременно доводятся притирами № 2 и 4 (см.
рис. 93, виг).
В результате доводки мерительных поверхностей все-
ми четырьмя притирами могут быть достигнуты их вза-
имная параллельность и строгая перпендикулярность к
оси микрометрического винта микрометра.
При значительном износе мерительных поверхностей
микрометрического винта и пятки применяют раздель-
ную доводку их с помощью приспособлений. На рис. 94, а
показано одно из таких приспособлений для доводки
мерительной поверхности винта. Оно состоит из
плиты 1, цанги 2 и зажимного кольца 3.
Микрометрический винт 4 вставляют в цангу 2 и за-
крепляют в ней зажимным кольцом 3. Основание плиты
доведено и строго перпендикулярно к оси отверстия.
Микрометрический винт вставляют так, чтобы его тор-
цовая поверхность несколько выступала над плитой (ве-
личина выступа зависит от степени износа). После за-
19Q
крепления зажимным кольцом поверхность винта дово-
дят на притире 5.
Доводку пятки производят в собранном виде или в
специальных приспособлениях. При незначительном из-
носе пятку доводят на плоских притирах.
Для доводки плоскостей микрометрических винтов
микрометров с пределами измерения свыше 100 мм сле-
сарь-новатор С. П. Григорьев разработал конструкцию
Рис. 94. Приспособления для доводки микрометрических
винтов:
/ — плита, 2— цанга, 3 — кольцо, 4 — микрометрический винт, 5 —
притир, 6 — основание, 7 — барабаны, 8 — контрольная плита, 9 —
микрометрические винты, 10— проушины,, // — пазы, 12 — хвос-
товики
приспособления, показанного на рис. 94, б. Кольцеобраз-
ное основание 6 приспособления имеет три выступа с
пазами //, плоскости которых строго перпендикулярны
к плоскости кольца. У трех микрометров с пределами
измерения от 0 до 25 мм, вышедших из употребления,
отрезают скобы с таким расчетом, чтобы остались хвос-
товики 12, равные длине паза основания.
Хвостовики подгоняют по пазам и устанавливают
микрометрическими винтами 9 на контрольную плиту 8.
Проверив положение хвостовиков вместе с барабанами
на плите, в проушинах 10 сверлят отверстия, разверты-
вают их и запрессовывают в них штифты.
При доводке микрометрических винтов в этом приспо-
соблении соблюдают следующую последовательность.
Барабаны 7 устанавливают по нониусам в нулевое поло-
191
жение. После предварительной притирки плоскостей
микровинтов их поворачивают на 1/4 оборота, или на
0,125 мм. Так повторяют три-четыре раза. После довод-
ки микрометрические винты устанавливают в ремонти-
руемые микрометры и проверяют качество доводки изме-
рительных поверхностей на просвет блоком концевых
плиток. Установочные размеры также проверяют конце-
выми плитками.
Если пятка микрометра выкрошилась или сильно из-
ношена и не поддается ремонту, ее заменяют новой.
У Неравномерный ход винта
Рис. 95. Схема трещотки ми-
крометра:
1 — зубья храповичка, 2 — со-
бачка, 3 — пружинка
чаще всего является следстви-
ем засорения или износа резь-
бы винта. Винт и гайку тща-
тельно промывают в бензине и
насухо протирают. Люфт ми-
крометрического винта устра-
няют небольшим поворотом ко-
нусной гайки, навернутой на
гайку микрометрического винта.
При неравномерном износе
резьбы микрометрического вин-
та резьбу доводят с помощью
разрезного резьбового притира и притирочного мате-
риала.
Если при соприкосновении измерительных поверхнос-
тей микрометра не совпадают нулевые штрихи шкалы и
нониуса, необходимо барабан с нониусом несколько по-
вернуть относительно микрометрического винта.
Измерительное усилие микрометра регулируется тре-
щоткой (рис. 95). Износ трещоток вызывается главным
образом износом пружины. Чем слабее пружина, тем
больше возникает погрешностей при измерении. Для ус-
транения этого дефекта трещотку разбирают, пружину
слегка растягивают и запиливают зубцы храповика и
штифта.
§ 6. РЕМОНТ УГЛОМЕРОВ
При износе угломеров встречаются следующие неис-
правности:
а) износ измерительных поверхностей;
б) погнутость и забоины полудиска и линеек;
192
в) неточное положение нулевого штриха.
При износе измерительных поверхностей угломера
прежде всего проверяют состояние линеек. Изношенная
поверхность линеек обычно непрямолинейна, наиболь-
ший просвет обнаруживается ближе к полудиску. Это
объясняется тем, что данным инструментом чаще всего
измеряют детали небольших габаритов. Для устранения
непрямолинейности линейки ее сначала притирают, а
потом доводят на притирах, применяя при этом при-
тирочные кубики.
Если на полудиске или на линейках обнаружены по-
гнутость или забоины, дефект устраняют рихтовкой и
опиливанием выступающих бугорков бархатным напиль-
ником и зачищают брусочком или мелкой шкуркой, про-
питанной маслом.
Положение нулевого штриха проверяют точным ле-
кальным угольником. Если нулевые штрихи шкалы и
нониуса не совпадают, необходимо отвернуть винты и
легким постукиванием сместить нониус так, чтобы нуле-
вой штрих нониуса совпал с нулевым штрихом шкалы.
Иногда для этой цели распиливают отверстия овальной
формы под винты в пластинке нониуса.
§ 7. РЕМОНТ КАЛИБРОВ
В числе измерительных инструментов и приборов,
применяемых в машиностроении, калибры различного
назначения находят широкое применение и их часто при-
ходится ремонтировать. По характеру ремонта калибры
можно разбить на две группы:
1) гладкие калибры, гладкие кольца и др.;
2) скобы, шаблоны, лекала, листовые пробки и др.
Для восстановления калибров широко применяется
размерное хромирование, при котором слой хрома рав-
номерно покрывает поверхности различных инструмен-
тов. Применяемый метод технически более совершенен,
чем обыкновенное хромирование, и более экономичен, так
как исключает дополнительную и механическую обра-
ботку.
При восстановлении калибров-пробок сначала шли-
фуют рабочие поверхности в размер ниже номинального
на 0,05—0,08 мм, затем наносят слой хрома толщиной
0,1—0,12 мм. После этого калибры шлифуют, а затем
7—748
193
доводят до нужного размера. На доводку оставляют слой
хрома толщиной 0,005—0,007 мм.
При восстановлении калибры и скобы можно переде-
лывать на другие размеры шлифованием и доводкой.
При незначительном износе применяют только доводку с
таким расчетом, чтобы ремонтируемый инструмент мож-
но было использовать для других посадок. Так, напри-
мер, если у калибра-скобы 24X3 рабочие поверхности
вышли за пределы поля допуска, ее можно довести и
использовать как скобу для размера 24СЗ. Старую мар-
кировку размера скобы устраняют и травлением наносят
новый размер.
Когда невозможно восстановить калибр хромирова-
нием или перешлифовкой, прибегают к рихтовке или
горячей посадке инструмента. Рихтовать можно листо-
вые пробки, скобы, шаблоны, лекала. В результате рих-
товки припуск на обработку рабочих поверхностей ин-
струмента можно получить до 0,5 мм. Если скоба имеет
отклонение от рабочего размера 0,03—0,05 мм, ее можно
восстановить осторожной рихтовкой и последующей до-
водкой рабочих поверхностей. Если износ скобы превы-
шает 0,05 мм, ее размеры исправляют рихтовкой, затем
шлифованием и доводкой.
Если применялась рихтовка, то инструмент подвер-
гают старению (для снятия внутренних напряжений), а
уже затем шлифуют широкие поверхности, чтобы вывес-
ти следы рихтовки и подготовить базовые поверхности
для доводки.
Скобы, которые нельзя восстановить рихтовкой, под-
вергают горячей посадке в специальных приспособлени-
ях с помощью ручных прессов. Скобу нагревают и ста-
вят в приспособление в вертикальном положении.
Под действием пресса скоба сжимается и при этом
уменьшаются размеры зева скобы.
ГЛАВА X
ИЗГОТОВЛЕНИЕ И РЕМОНТ
РЕЖУЩИХ ИНСТРУМЕНТОВ
К числу режущих инструментов, применяемых для
обработки металла, относятся резцы, фрезы, сверла, зен-
керы, развертки, протяжки, прошивки, зуборезный и резь-
бонарезной инструмент.
Наиболее распространенным видом режущего инст-
румента и наиболее разнообразным по конструкции яв-
ляются резцы, особенно токарные.
§ 1. КОНСТРУКЦИИ И НАЗНАЧЕНИЕ РЕЗЦОВ
Резцы подразделяются по виду выполняемой работы,
по направлению подачи, по форме головки, по конст-
рукции.
По виду выполняемой работы резцы быва-
ют: проходные — для чернового и чистового точения;
чистовые — только для чистового точения; подрезные —
для чернового и чистового подрезания торцовых поверх-
ностей; отрезные — для отрезания заготовок, готовых де-
талей и т. п.; прорезные — для протачивания канавок;
расточные — для чернового и чистового растачивания
сквозных и глухих отверстий; резьбовые наружные — для
нарезания наружных резьб; резьбовые внутренние — для
нарезания внутренних резьб; фасонные — для чистовой
обработки фасонных поверхностей; для тонкого чистово-
го точения (они изготовляются с пластинками из твер-
дых сплавов или с зернами алмазов).
По направлению подачи резцы делятся на
правые и левые.
По форме головки резцы разделяются на пря-
мые, отогнутые, изогнутые, оттянутые.
По конструкции резцы бывают цельные и со-
ставные. Цельные резцы изготовляют из углеродистой
7* 195
инструментальной стали. У составных резцов пластинка
изготовляется из быстрорежущей стали или из твердого
сплава, а державка — из конструкционной стали.
Рис. 96. Резцы токарные, оснащенные бы-
строрежущей сталью:
а — проходные отогнутые правые и левые, б —
проходные прямые правые и левые, в — фа-
сочные двусторонние, г —фасочные одно-
сторонние правые и левые, д — расточные дер-
жавочные для прямого крепления, е — способ
распознавания резцов
Резцы бывают общего и специального на-
значения. Резцы общего назначения изготовляются
в соответствии с требованием стандартов. Резцы специ-
ального назначения отличаются конструкцией режущей
части, которая зависит от характера выполняемой опера-
ции или нескольких операций. Такие резцы применяются
196
при серийном и массовом изготовлении однотипных де-
талей.
Токарные резцы общего назначения,
оснащенные пластинками из быстроре-
жущей стали, изготовляют в соответствии с требова-
ниями ГОСТ 10043—62 (рис. 96).
Эти резцы изготовляют следующих типов:
I — проходные отогнутые, правые и левые;
II — проходные прямые с углом ф = 45, 60 и 75°, пра-
вые и левые;
III — проходные прямые с углом ср = 90°, правые и
левые;
IV — проходные упорные с углом ф = 90°, правые
и левые;
V — подрезные торцовые, правые и левые;
VI — расточные с углом ф = 60° для сквозных отвер-
стий;
VII — расточные для глухих отверстий;
VIII — прорезные;
IX — отрезные, правые и левые;
X — фасочные двусторонние с углом ф = 45°;
XI — фасочные односторонние с углом ф = 45°, правые
и левые.
Державки для этих резцов изготовляют из стали ма-
рок 45, 50, 40Х. Пластинки для оснащения режущей ча-
сти резцов изготовляют из быстрорежущей стали марок
Р9, Р18 или Р9К5. Толщину сварного шва или припоя
между пластинкой и державкой делают не более 0,2 мм.
Токарные резцы общего назначения,
оснащенные пластинками твердого с п л а -
в а, изготовляют в соответствии с требованиями
ГОСТ 6743—61 следующих типов (рис. 97):
а) I — проходные отогнутые с углом ф = 45°;
б) II — проходные прямые с углом ф = 45 и 60°;
в) III —проходные упорные прямые с углом ф = 90°;
г) IV — проходные прямые отогнутые с углом ф = 90°;
д) V — подрезные;
е) VI — чистовые широкие;
ж) VII — расточные для сквозных отверстий с углом
Ф = 60°;
з) VIII — расточные для глухих отверстий;
и, к,) IX — отрезные правые и левые.
Московский комбинат твердых сплавов выпускает ме-
таллокерамические пластинки 38 различных форм, пре-
197
Рис. 97. Резцы токарные с пластинками из твердых сплавов
дусмотренных ГОСТом 2209—66. Этими пластинками
осна’щаются главным образом токарные резцы для чи-
стовой или получистовой обработки чугуна, конструкци-
онных и легированных (главным образом нержавеющих
и жаропрочных сталей).
Резцы, оснащенные алмазами, предусмотрены стан-
дартами следующих видов:
резцы расточные державочные с напаянным алмазом
и углом ср = 45 и 60°;
резцы расточные державочные с механическим креп-
лением алмаза и углом ср = 45 и 60°;
резцы расточные с напаянным алмазом для сквозных
отверстий;
резцы токарные расточные с напаянным алмазом для
глубоких отверстий;
резцы токарные проходные с механическим крепле-
нием алмаза и углом ср = 45 и 60°;
резцы токарные проходные упорные с механическим
креплением алмаза.
Резцы с впаянными алмазами изготовляются из ес-
тественных технических алмазов и предназначаются для
чистовой обработки деталей из черных и цветных ме-
таллов.
Сборные резцы. Несмотря на высокое качество
современных способов напайки пластинок твердого спла-
ва, при изготовлении таких резцов в пластинках образу-
ются трещины, что разрушает резец. Особенно это отно-
сится к резцам с металлокерамическими пластинками.
Поэтому стали применять механическое крепление пла-
стинок.
Для механического крепления выпускаются мно-
гогранные неперетачиваемые пластинки. По мере затуп-
ления одной грани пластинку раскрепляют, поворачива-
ют и снова закрепляют.
§ 2. ИЗГОТОВЛЕНИЕ, ЗАТОЧКА
И ДОВОДКА ТВЕРДОСПЛАВНЫХ РЕЗЦОВ
Резцы изготовляются цельные, сварные, наваренные
или напаянные, а также с механическим креплением пла-
стинок. Наибольшее применение при обработке металлов
резанием находят резцы, у которых пластинки припаяны
к державке, или же сборные.
199
Рис. 98. Нагрев резца в ин-
дукторе под напайку плас-
тинки:
1 — индуктор, 2 — пластинка
твердого сплава, 3 — стержень
Металлообрабатывающие предприятия применяют
большое количество токарных, строгальных и расточных
резцов различных сечений и формы. Большинство заво-
дов вынуждено изготовлять нужные им резцы. Техноло-
гия изготовления державок и напайки пластинок на этих
заводах примерно однаковая.
Изготовление резцов. Изготовление стержня резца
включает следующие операции:
а) получение штучной заготовки прямоугольного
квадратного или штучного сечения;
б) образование головки
резца (для отогнутых резцов);
в) отжиг резца при темпе-
ратуре 830—870° С с медлен-
ным охлаждением;
г) фрезерование основных
плоских поверхностей задних и
вспомогательных поверхностей;
фрезерование гнезда под пла-
стинку;
плоскость гнезда обрабаты-
вают точно, чтобы пластинка
устанавливалась без качки:
пластинка должна выступать
над стержнем на 0,7—0,8 мм,
а верхняя плоскость пластинки — быть выше верха стер-
жня на 1 —1,5 мм\ угол наклона гнезда, измеренного в
главной секущей плоскости, делают равным переднему
углу резца или на 3—5° больше этого угла; шерохова-
тость обработанных поверхностей по 4—5-му классу чи-
стоты;
д) снятие заусенцев, опиливание острых кромок и
подгонка гнезда стержня под пайку; зачистка (шлифова-
ние) опорной плоскости пластинки; опорная плоскость
и боковые стороны пластинки должны быть тщательно
очищены от окалины и грязи;
е) напайка пластины из твердого сплава. Наиболее
производительным способом является напайка с исполь-
зованием высокочастотной установки (ТВЧ). Для
этой цели используются индукторы (рис. 98). Форма ин-
дуктора зависит от формы и размеров напаиваемых рез-
цов, а внутренние размеры его должны быть на 25—
30 мм больше размеров стержня резца.
Для напайки твердосплавных пластин используют
200
припой ПрМНКМц 68-4-2, который состоит из 62—68%
меди, 4—5% никеля, 1,5—2% марганца, 28—31% цинка
и не более 0,3% кремния. Температура плавления этого
припоя 910—930° С. Применяются припои и другого со-
става, но они менее эффективны и предназначаются для
особых условий работы резцов.
В качестве флюса применяют буру, предварительно
расплавленную, истолченную и просеянную через мелкое
сито.
Опорную поверхность гнезда посыпают бурой и по-
догревают в индукторе до температуры плавления буры
(760—820° С). После расплавления флюса поверхность
гнезда тщательно очищают металлической щеткой от
шлака — гнездо снова посыпают флюсом, укладывают на
него припой, затем снова посыпают флюсом и сверху
кладут режущую пластинку. После этого резец вводят
в индуктор и нагревают до температуры плавления при-
поя. Как только расплавится припой, резец быстро выни-
мают из индуктора, остроконечным металлическим стер-
жнем исправляют положение пластинки (если это необ-
ходимо) и плотно прижимают пластинку к поверхности
гнезда до затвердения припоя. Для медленного охлажде-
ния напаянный резец помещают в ящик с размолотым
древесным углем или песком, нагретым до температу-
ры 150—200° С, и выдерживают 2—3 часа.
Заточка резцов. На предприятиях с хорошей органи-
зацией труда применяется централизованная заточка
инструмента, что резко повышает качество инструмента.
Резцы затачивают на станках и вручную. Механиче-
ская заточка выполняется на специальных заточных стан-
ках с применением абразивных и алмазных кругов. Стан-
ки обеспечивают наклон резца от —10 до +20°, углы
в плане устанавливают по специальным шкалам. Станки
оснащены приспособлениями для заточки передних по-
верхностей и образования на них лунок.
Ручная заточка резцов обычно выполняется самим
токарем или строгальщиком. Однако слесарю-инструмен-
тальщику тоже нужно уметь затачивать и доводить ре-
жущие инструменты.
Порядок заточки резца следующий: сначала затачи-
вают главную заднюю поверхность, затем главную вспо-
могательную поверхность и, наконец, переднюю поверх-
ность резца. После заточки всех поверхностей закругля-
ют вершину резца.
201
При ручной заточке резец устанавливают на подруч-
ник заточного станка с таким расчетом, чтобы его режу-
щие кромки были на 2—3 мм выше горизонтальной оси
круга. Подручник должен быть установлен как можно
ближе к абразивному кругу под требуемым углом и обес-
печивать надежную опору резца.
Затачиваемый резец нужно перемещать вдоль рабо-
чей поверхности абразивного круга, иначе круг будет
неравномерно изнашиваться и искажать форму затачи-
ваемой поверхности.
Твердосплавные резцы затачивают (по пластинке)
предварительно кругом из зеленого карбида кремния
твердостью М2—СМ1 и зернистостью 40—25 и оконча-
тельно— кругами из зеленого карбида кремния твердо-
стью Ml—М3 и зернистостью 25—16.
Более точная и производительная заточка резцов,
оснащенных твердосплавными пластинками, достигается
кругами из синтетических алмазов.
Черновая заточка выполняется кругами формы АПП
зернистостью АСп25. Связка металлическая, 100%-ной
концентрации.
Чистовая заточка выполняется кругами формы АПП,
АЧК, зернистостью АСП— 16 — АСП8. Связка металли-
ческая 100%-ной концентрации.
Затачивать резцы рекомендуется с охлаждением
эмульсии, так как вследствие этого повышается чистота
обрабатываемых поверхностей и уменьшается расход
алмазных кругов.
Состав эмульсии, %
Тринатрийфосфат 0,6
Вазелиновое масло 0,05
Бура . 0,3
Кальцинированная сода 0,3
Нитрит натрия 0,15
Вода остальное
Доводка резцов. После заточки на поверхности режу-
щих кромок резца остаются микронеровности, высота
которых 3—5 мкм. Микронеровности на режущих кром-
ках резца приводят к преждевременному его износу.
Поэтому микронеровности устраняют доводкой. Доводят
резцы вручную с помощью доводочных приспособлений
или на доводочных станках. Доведенные резцы имеют
более высокую стойкость. Ручную доводку быстрорежу-
70?
Рис. 99. Проверка
углов заточки рез-
ца шаблоном:
а — угла заострения,
б — заднего угла 8°
щих резцов выполняют брусками из нормального или бе-
лого электрокорунда, а твердосплавных — брусками из
синтетических алмазов или зеленого карбида кремния,
либо на притирочных плитах.
Ручная доводка требует особой осторожности, так как
брусками можно повредить режущие кромки резца, что
ухудшит его режущие свойства. Чтобы предупредить
заваливание поверхностей режущих кромок, доводку вы-
полняют в приспособлении притирочными пастами из
карбида бора. В пасте повышенной производительности
содержится 85% карбида бора и 15% парафина, а в пас-
те нормальной производительности — 70% карбида бора
и 30% парафина. Зернистость выби-
рается в зависимости от вида до-
водки:
при черновой доводке зернис-
тость М40; при чистовой — зернис-
тость М20, М28.
Конструкция доводочного при-
способления простая. Оно состоит
из чугунного доводочного вращаю-
щегося диска и устройства для за-
крепления и поворота резца в нуж-
ном направлении. На диск наносят
равномерно пасту, резец подводят к
диску и зерна абразива выравнива-
ют микронеровности, образовавшие-
ся при заточке.
Процесс доводки резцов на стан-
ках такой же, что и в приспособлениях. В том и другом
случае направление вращения диска при доводке резцов
должно быть обратным направлению вращения шлифо-
вального круга. Доводку выполняют алмазными кругами
зернистостью А5, А4, АМ40, АМ28, АМ20, связка органи-
ческая, концентрация 25 и 50%. Правильность углов за-
тачиваемого резца проверяют специальными шаблонами
и резцовым угломером. Наиболее простой способ конт-
роля заточки углов — это проверка шаблоном, имеющим
вырезы с различными углами. Для контроля шаблон на-
кладывают на резец или устанавливают на плиту и смот-
рят на свет (рис. 99). Отсутствие просвета между граня-
ми резца и шаблоном указывает на правильность заточ-
ки углов резца. Резцовым угломером измеряют передний
и задний углы.
203
§ 3. ИЗГОТОВЛЕНИЕ, ЗАТОЧКА
И ДОВОДКА РЕЗЦОВ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Изготовление резцов. Быстрорежущая сталь является
дефицитным и дорогостоящим металлом. Поэтому цель-
ные резцы из этой стали делают только небольших раз-
меров (чаще всего расточные), а обычные резцы делают
составными. Стержень изготовляют в той же последова-
тельности, что и для твердосплавных резцов. Трудность
изготовления резцов с пластинками из быстрорежущей
стали заключается в том, что напаянные резцы должны
быть затем термически обработаны.
В настоящее время существует несколько способов
напаивания пластинок из быстрорежущей стали. Наибо-
лее высокого качества напаивания пластинок из стали
Р9 и Р18 к стержню достигают при помощи диффузийно-
го припоя ГФК, в состав которого входят: 3—4% кремния,
5—6% марганца, 5—8% железа, 5% никеля, 6—8% цин-
ка и меди (остальное). Температура плавления припоя
935—950° С. В качестве флюса применяют буру. На по-
верхности гнезда и пластинки в местах спаивания дела-
ют канавки. В канавки собранного резца засыпают буру
и нагревают резец до температуры 820—860° С. Потом
резец вынимают из индуктора и в те же канавки засыпа-
ют припой, перемешанный с бурой. Резец снова нагрева-
ют до температуры термической обработки (1230—
1950° С для стали Р9).
Применяется также способ приваривания пластинок
к стержню резца с помощью сварочного порошка.
Состав сварочного порошка, г
Кальцинированная сода 100
Стальная стружка 100
Медная стружка 160
Обезвоженная бура 320
Ферромарганец 320
Каждый из входящих компонентов сначала дробят,
тщательно растирают и просеивают через мелкое сито.
Пластинки приваривают следующим образом: свароч-
ный порошок накладывают между пластинкой и поверх-
ностью резца слоем толщиной около 3 мм. После этого
резец помещают в индуктор высокочастотной установки
и нагревают до светло-красного каления. Убедившись
в том, что пластинка не сдвинута, резец продолжают на-
гревать до температуры сварки, т. е. до светло-желтого
204
каления с переходом в белый цвет и появления пузырьков
на пластинке. Вынув резец из индуктора, пластинку плот-
но прижимают к стержню под ручным прессом. Прива-
ренный таким образом и охлажденный резец можно за-
каливать как целый.
Заточка и доводка резцов. Резцы затачивают на круге
из электрокорунда белого зернистостью 40 и 25, твердо-
стью СМ или СМ1.
После заточки резцы доводят вручную абразивными
брусками или на диске с применением крупнозернистых
или мелкозернистых паст.
Состав
Электрокорунд белый
Стеарин технический
Олеиновая кислота
паст по весу, %:
Крупнозер-
нистая паста
70
28
2
Мелкозерни-
стая паста
60
34
6
§ 4. ИЗГОТОВЛЕНИЕ СБОРНЫХ РЕЗЦОВ
Конструкция сборных резцов зависит главным обра-
зом от назначения инструмента. Но во всех случаях пла-
стинки закрепляют непосредственно в корпусе инструмен-
та (со свободным или жестким креплением).
При механическом креплении пластинок отпадает
операция пайки, повышается стойкость инструмента при
резании, устраняется брак инструмента при выкрашива-
нии, отслаивании пластинок и трещинах в них; снижает-
ся время и стоимость заточки и доводки инструмента.
На рис. 100, а показан токарный проходной резец с
механическим креплением пластинки из твердого сплава.
Резец состоит из стержня /, пластинки 2, прижима 3 и
винта 4.
Проходной резец с механическим креплением алмаза
показан на рис. 100, б.
Технологический процесс изготовления державок для
сборных резцов несколько сложнее, чем державок с при-
паянными пластинками. Для закрепления пластинки в
теле державки необходимо выполнить слесарные опера-
ции: сверление, нарезание резьбы и др. Кроме этого не-
обходимо изготовить некоторые детали к крепежному
узлу (планку прижимную, винт, опорную пластинку,
штифт).
В последнее время широкое применение находят
205
сборные резцы с механическим' закреплением многогран-
ных неперетачиваемых твердосплавных пластинок. Кон-
струкция таких резцов разработана Всесоюзным научно-
исследовательским инструментальным институтом
(ВНИИ).
На рис. 101, а показан резец с неперетачиваемой че-
тырехгранной твердосплавной пластинкой. Пластинка 1
Рис. 100. Резцы с механическим креплением пластинок твердого спла-
ва и алмаза:
/—стержень, 2 — пластинка, 3, 5 — прижим, 4—винт, 6 — штифт
лежит на поверхностях державки 5 и опорной пластин-
ки 6 и центрируется штифтом 2, запрессованным в тело
державки. Пластинка закрепляется клинообразной план-
кой 3 и винтом 4.
Московский завод твердых сплавов выпускает трех-,
четырех-, пяти- и шестигранные пластинки из твердых
сплавов Т15К6, Т5КЮ, Т14К8, Т30К4, ВК6, ВК8 и ВК6М.
Пластинки выпускаются двух форм: плоские и со струж-
коломными канавками. Последние имеют выкружки
вдоль всех режущих кромок, получаемые при изготовле-
нии. Это обеспечивает положительный передний угол
резца, удовлетворительное завивание стружки и хороший
отвод ее.
206
Затачивают и доводят пластинки только по фаскам
(вдоль режущих кромок, по верхнему торцу). Задний
угол ср образуется вследствие наклонного положения
пластинки в державке.
После затупления или выкрашивания всех режущих
кромок пластинка возвращается для переработки.
Надежность в работе, удобство обслуживания, долго-
вечность державок и простота их изготовления создали
Рис. 101. Резцы с многогранной неперетачиваемой пластин-
кой твердого сплава:
а — с державкой, б — с подкладной пластинкой по предложению
В. Н. Трутнева; 1 — пластинка, 2 — штифт, 3 — клинообразная
планка, 4 — винт, 5 — державка, 6 — опорная пластинка, 7 — под*
кладная пластинка
благоприятную возможность для широкого использова-
ния неперетачиваемых резцов при получистовой и чисто-
вой обработке.
Недостатком этих резцов является недостаточная
жесткость опорной поверхности, что ограничивает их
применение для работ с большим сечением стружки.
Токарь-новатор В. Н. Трутнев предложил изменить
конструкцию резца, в результате чего срок эксплуатации
резцов и державок к ним повысился в несколько раз.
На рис. 101, б показан резец В. Н. Трутнева, в котором
под рабочую многогранную пластинку подкладывается
вторая такая же пластинка, бывшая в употреблении.
Пластинку шлифуют с двух сторон и устанавливают
на опорную поверхность державки, которую сфрезеро-
207
вывают по высоте и шлифуют. Твердая опора, создавае-
мая дополнительной пластинкой, обеспечивает плотное
прилегание режущей пластинки и уменьшает ее прогиб.
§ 5. ИЗГОТОВЛЕНИЕ ФАСОННЫХ РЕЗЦОВ
Фасонными называют резцы, режущие кромки кото-
рых имеют криволинейную форму, соответствующую
профилю обработанной поверхности детали. Фасонные
резцы быват трех типов: стержневые, призматические
и круглые.
Фасонные стержневые резцы (рис. 102) применяются
сравнительно редко, так как при их заточке искажается
Рис. 102. Фасонный стержневой
резец
зец. Верхняя поверхность
профиль режущей кромки.
Профиль такого резца опи-
ливают по шаблону и дово-
дят вручную, а заточку вы-
полняют только по передней
поверхности. Наиболее про-
изводительным способом по-
лучения фасонного профиля
резца является профильное
шлифование.
На рис. 103 показан фа-
сонный призматический ре-
резца является его передней
поверхностью. При пересечении передней и задней поверх-
ности образуется фасонная режущая кромка 3. Сзади
(по высоте призмы) имеется выступ 4 в форме «ласточки-
на хвоста», которым резец вставляется в державку 5 и
закрепляется болтом 6 и планкой 7
Процесс изготовления фасонных призматических рез-
цов состоит из следующих основных операций:
а) фрезерование наружного контура с припуском на
последующую обработку;
б) шлифование передней поверхности под разметку;
в) разметка контура профиля на передней поверхно-
сти резца с припуском на последующую обработку
0,2—0,3 мм;
г) фрезерование по разметке задней поверхности
резца и выступов для закрепления в державке;
д) закалка резца с отпуском до твердости HRC
62—65;
208
е) шлифование передней поверхности и выступов в
форме «ласточкина хвоста»;
ж) профил ь н о е
шлифование задней
поверхности резца.
На рис. 104 пока-
зан дисковый фасон-
ный резец. Он пред-
ставляет собой диск 1
с передней поверхно-
стью, образуемой вы-
резом части диска.
Глубина выреза и
его направление та-
ковы, что стружка
легко сбегает по пе-
редней поверхности
и завивается. Скреп-
Рис. 103. Фасонный призматический резец
и закрепление его в державке:
/ — передняя поверхность, 2, 3 —режущая
кромка, 4 — выступ, 5 — державка, 6 — болт,
7 — планка
ляется резец с дер-
жавкой 5 винтом 4, который
пропускается через отвер-
стие 2 и затягивается гайкой.
Чтобы дисковый резец в
процессе резания не прово-
рачивался на державке во-
круг своей оси, на его боко-
вой поверхности фрезеруют
треугольные зубья 3, входя-
щие во впадины на держав-
ке резца.
Процесс изготовления
дисковых резцов включает
следующие операции:
а) полная токарная об-
работка заготовки резца по
чертежу;
б) фрезерование выреза
и треугольных зубьев;
в) снятие заусенцев и
опиливание фасок по чер-
тежу;
г) термическая обработ-
ка с отпуском до твердости
HRC 62—65;
Рис. 104. Дисковый фасонный
резец:
а — общий вид; б — установка и
закрепление в державке; / — диск,
2 — отверстие, 3 — зубья, 4 — винт,
5 — державка
209
д) шлифование профиля резца;
е) заточка передней поверхности.
§ 6. ИЗГОТОВЛЕНИЕ СБОРНЫХ ФРЕЗ
Слесарю-инструментальщику на машиностроитель-
ном предприятии чаще всего приходится выполнять ра-
боты, связанные с изготовлением сборных фрез.
Технические требования к сборным фрезам. Корпуса
сборных фрез изготовляют из стали марки 40Х, 45Х, 40
или 45. Твердость корпуса должна быть HRC 30—40,
ВидВ
Рис. 105. Торцовая сборная фреза с винтовым креп-
лением ножей (открытого типа)
шероховатость обработанных опорных поверхностей па-
зов— не ниже 6-го класса чистоты.
Ножи сборных фрез изготовляют из быстрорежущей
стали марок Р18, Р9, Р9К5, Р9К10 и твердых сплавов
марок ТХ5КЮ, Т14К8, Т15К6, ВК6, ВК8. Твердость быст-
рорежущих ножей должна быть HRC 62—65. Шерохова-
тость обработанных опорной и задней поверхностей дол-
жна соответствовать 6 или 7-му классу чистоты.
210
Клинья изготовляют из стали марок 40, 45, У7, У8
Твердость должна быть HRC 40—50. Шероховатость
опорной поверхности должна соответствовать 7-му клас-
су, задней поверхности — 6-му классу, а поверхности
рифлений — 5-му классу чистоты.
Радиальное биение режущих кромок зубьев фрезы
относительно оси отверстия не должно превышать 0,4 мм
4 4
Рис. 106. Торцовая сборная фреза с винтовым кре-
плением ножей (закрытого типа)
/ — винт, 2 — клин, <3 — резец, 4 — корпус
для двух смежных зубьев и 0,08 мм для двух противопо-
ложных зубьев. Торцовое биение опорных поверхностей
не должно превышать 0,04 мм.
Изготовление торцовых сборных фрез. Торцовые
сборные фрезы находят широкое применение при ско-
ростном фрезеровании. По сравнению с обычными торцо-
211
выми фрезами, сборные фрезы отличаются увеличенным
отверстием для жесткости оправки, увеличенным расстоя-
нием между зубьями для обильного схода стружки,
жесткостью корпуса и крепления фрезы в шпинделе
станка.
Корпуса торцовых фрез выполняются из конструкци-
онной стали, а вставные зубья — из быстрорежущей ста-
ли или твердых сплавов. Это является экономически вы-
годным, так как экономится дорогостоящая легирован-
ная сталь.
Рассмотрим наиболее типичные конструкции торцо-
вых сборных фрез.
На рис. 105 показана твердосплавная торцовая фреза
с открытыми пазами. Конструкция корпуса позволяет
устанавливать и вынимать ножи как в радиальном, так
и в осевом направлениях. Фреза имеет пять ножей. Каж-
дый нож крепится двумя винтами. Тело ножа имеет приз-
матическую форму с впаянной пластинкой твердого
сплава.
У торцовой фрезы закрытого типа вставить и вынуть
ножи можно только в осевом направлении, так как пазы
для ножей находятся внутри корпуса. Ножи закрепляют-
ся винтами.
Крепление ножей торцовой сборной фрезы при помо-
щи рифлений, клиньев и винтов показано на рис. 106.
Крепежный узел располагается в корпусе 4 фрезы и со-
стоит из рифленой поверхности резца 3, клина 2 и вин-
та 1. Головки винтов помещаются в пазах клиньев. При
завинчивании винта клинья перемещаются и затягивают
ножи. Такое крепление является наиболее прочным и на-
дежным. Профиль рифления виден на рисунке.
В настоящее время находят применение торцовые
сборные фрезы с механическим креплением твердосплав-
ных пластинок (рис. 107). Пластинка 1 из твердого спла-
ва удерживается в корпусе 4 плоскими клиньями 2 и
винтами 3. Конструкция крепления поволяет быстро
менять пластинки, исключается необходимость в припаи-
вании их к корпусу. По этой причине они экономически
выгоднее, чем фрезы с пластинками, припаянными к дер-
жавке.
В настоящее время инструментальные заводы выпус-
кают торцовые фрезы с механическим креплением круг-
лых и многогранных пластинок твердого сплава конструк-
ции ВНИИ.
212
Сборные торцовые фрезы отличаются друг от друга
главным образом формой пазов под ножи. Кроме того,
сборные фрезы диаметром до 125 мм изготовляют с кони-
ческим хвостовиком, а начиная с диаметра 130 мм в ви-
де насадок.
Б-Б
Ь-
Рис. 107. Торцовая сборная фреза с механическим креплением пласти-
нок из твердого сплава:
/ — пластинка, 2 — плоские клинья, 3 — винты, 4 — корпус
Изготовление корпуса торцовой сборной фрезы. Про-
цесс изготовления включает следующие основные опе-
рации:
а) отрезание заготовки необходимого размера;
б) отжиг заготовки,
в) полная обработка на токарном станке согласно
чертежу;
г) фрезерование пазов и гнезд под винты;
213
д) снятие заусенцев и опиливание острых кромок;
е) сверление отверстий и нарезание резьбы;
ж) термическая обработка;
з) очистка от окалины и прогонка резьбы метчиком;
Изготовление ножей. Здесь соблюдается следующий
порядок операций:
а) отрезание заготовки прямоугольного сечения необ-
ходимого размера;
б) фрезерование заготовки в размер по длине;
в) фрезерование опорных и боковых противополож-
ных поверхностей;
г) фрезерование головки резца: главной, вспомога-
тельной и задней поверхностей;
д) фрезерование гнезда под пластинку;
е) снятие заусенцев, опиливание фасок, зачистка
опорной поверхности под пластинку;
ж) напайка пластинки;
з) термическая обработка;
и) шлифование задних поверхностей;
к) маркировка;
Изготовление клиньев. При изготовлении клиньев вы-
полняются следующие операции:
а) отрезание заготовки необходимого размера;
б) предварительное фрезерование кругом по чертежу;
в) фрезерование паза под винт;
г) фрезерование уклона с припуском под шлифование;
д) снятие заусенцев и опиливание острых кромок;
е) термическая обработка (HRC 40—50);
ж) шлифование опорных поверхностей.
Сборка фрезы. Получив корпус фрезы с хвостовиком,
ножи с напаянными пластинками твердого сплава,
клинья, прижимные (регулируемые) винты выполняют
сборку в следующем порядке:
1) в нарезанные отверстия завертывают винты;
2) в пазы корпуса опорной поверхности вставляют
резцы;
3) ключом или отверткой винты слегка подвинчивают
до соприкосновения с поверхностью резца;
4) устанавливают ножи по шаблону и плотно их за-
крепляют винтами (шаблон базируется на отверстие в
корпусе фрезы);
5) затачивают и доводят ножи; величина биения по
режущей кромке 0,05—0,06 мм, а по торцу—не более
0,08 мм.
214
§ 7. ИЗГОТОВЛЕНИЕ ЗЕНКЕРОВ
Стандартами предусмотрен выпуск зенкеров следую-
щих типов (рис. 108):
1) цельные с коническим хвостовиком и насадные;
Рис. 108. Типы зенкеров:
а — цельный с коническим хвостовиком. б — цельный
насадной, в — насадной со вставными ножами, г — хвос-
товой с пластинками из твердого сплава, д — насадной с
пластинками из твердого сплава, е — хвостовой со встав-
ными ножами, оснащенными пластинками из твердого
сплава, ж — насадной со вставными ножами, оснащен-
ными пластинками из твердого сплава
2) насадные со вставными ножами из быстрорежущей
стали;
3) оснащенные пластинками из твердого сплава;
4) со вставными ножами, оснащенными пластинками
из твердого сплава.
Согласно техническим требованиям на зенкеры, дета-
215
ли зенкеров должны изготовляться из следующих мате-
риалов:
рабочая часть хвостовых зенкеров, насадные зенкеры
и ножи сборных зенкеров — из быстрорежущей стали ма-
рок Р18, Р9, реже Р9К5 или Р9К10; твердость HRC
61—65;
корпуса зенкеров со вставными ножами, хвостовая
часть сварных зенкеров и клинья — из стали марок 45
или 40Х; твердость HRC 35—45.
Шероховатость лередних и задних поверхностей, по-
верхности посадочного отверстия насадных зенкеров дол-
жны соответствовать 7-му классу чистоты; поверхности
направляющих ленточек и конических поверхностей хво-
стовиков— 8-му классу; поверхности стружечных кана-
вок, наружные поверхности корпуса сборных зенкеров —
6-му классу. Остальные поверхности должны быть обра-
ботаны по 5-му классу чистоты.
Предельные отклонения общей длины и длины рабо-
чей части принимают по 9-му классу точности.
Зенкеры должны быть остро заточены. Завалы и вы-
крошенные места на режущих кромках не допускаются.
Обратная конусность на длине 100 мм для зенкеров дли-
ной до 18 мм — 0,04—0,08; для зенкеров длиной более
18 мм—0,05—0,10. Радиальное биение направляющих
ленточек 0,032—0,050 мм, а биение главных режущих
кромок 0,040—0,063 мм.
В качестве режущей части зенкеров применяют пла-
стинки из твердого сплава марок ВК6, ВК8, ВК6М,
ВК8В, Т5КЮ, Т14К8, Т15К6 и др. Корпуса зенкеров с
коническим хвостовиком и насадные изготовляют из ста-
ли марки 45 или 45Х. Твердость HRC 35—45.
Зенкеры с коническим хвостовиком и с напаянными
пластинками из твердого сплава, корпуса которых изго-
товлены из стали марки Р9, должны быть сварными.
Хвостовики изготовляют из стали марки 45 или 40Х.
Ножи (под напаянные пластинки) изготовляют из
стали марок 40Х, У7, У8. Твердость не устанавливается.
Клинья сборных зенкеров изготовляют из стали ма-
рок 40Х, 45, У7, У8. Твердость должна быть HRC 35—45.
Шероховатость передних и задних поверхностей по
режущей (заборной) части должна соответствовать
9-му классу чистоты; поверхностей направляющих лен-
точек на пластинке и поверхностей конических хвостови-
ков — по 8-му классу; задних поверхностей за ленточ-
216
кой, поверхностей направляющих ленточек на корпусе и
поверхностей насадочного отверстия насадных зенкеров
7-му классу; поверхностей стружечных канавок, наруж-
ной поверхности корпуса сборных зенкеров—6-ому клас-
су. Остальные поверхности должны быть обработаны не
ниже 5-го класса чистоты.
§ 8. ИЗГОТОВЛЕНИЕ РАЗВЕРТОК И ПЛАШЕК
Развертки изготовляются цилиндрические и кониче-
ские, в отдельных случаях применяются также ступенча-
тые развертки.
По назначению развертки подразделяют на ручные и
машинные. По конструкции развертки бывают цельные,
со вставными ножами и насадные. Ручные развертки де-
лают цилиндрические и разжимные. Слесарю-инструмен-
тальщику приходится иметь дело преимущественно с раз-
жимными ручными развертками, машинными со встав-
ными ножами и насадными. На рис. 109 показаны
основные типы разверток.
Согласно техническим требованиям на развертки они
должны изготовляться: ручные цилиндрические и ручные
разжимные из стали марок 9ХС, У10А, У12А; режущая
часть машинных разверток и ножи сборных разверток —
из быстрорежущей стали марок Р18 или Р9. Развертки
цельные из быстрорежущей стали диаметром более 10 мм
изготовляют сварными. Хвостовик изготовляют из стали
марки 45 или 40Х. Корпуса сборных разверток изготов-
ляют из стали марки 40Х; клинья — из стали марки 45
или 40Х.
Твердость рабочей части цельных разверток HRC
61—65. Твердость хвостовиков у сварных разверток HRC
30—45, у цельных HRC 35—55.
Твердость сборных разверток: ножей HRC 62—65,
корпуса HRC 35—45, клиньев HRC 30—40.
Шероховатость поверхностей разверток должна быть
следующих классов чистоты:
передняя поверхность режущей части
развертки (ножа)........................ V 8 V9
задняя поверхность режущей части \7 8 V 9
ленточка на калибрующей части V 8 V 9
поверхность хвостовиков машинных раз-
верток ....................... V 8
поверхность посадочных отверстий . V7
поверхность хвостовиков ручных раз-
верток . У 7
217
Изготовление разверток. Чтобы сэкономить дорого-
стоящие легированные стали, цельные развертки изготов-
ляют из различных материалов и сваривают между со-
бой: рабочую часть разверток изготовляют из быстроре-
жущей стали, а хвостовики — из конструкционной.
Операции изготовления разверток следующие:
а) резание заготовок необходимых размеров для хво-
стовика и рабочей части;
б) стыковая сварка двух заготовок — режущей части
и хвостовика — с припуском на механическую обработку.
Рис. 109. Типы разверток:
а — ручная цилиндрическая, б — ручная разжимная, в — ма-
шинная с цилиндрическим хвостовиком, г — машинная с ко-
ническим хвостовиком, д — машинная насадная, е —кониче-
ская под конус Морзе с цилиндрическим хвостовиком, ж —
коническая под конус Морзе с коническим хвостовиком
218
в) отжиг и медленное охлаждение;
г) подрезание торцов с соблюдением общей длины
заготовки и центрование комбинированным центровоч-
ным сверлом;
д) обточка хвостовика шейки и рабочей части;
е) предварительное шлифование конуса хвостовика и
остальных элементов инструмента на круглошлифоваль-
ном станке;
ж) фрезерование на хвостовике квадрата под вороток
или лапок под клин;
з) в зависимости от конструкции инструмента фре-
зерование прямых, наклонных, винтовых канавок и спин-
ки винтовых зубьев;
и) закалка с отпуском; твердость HRC 62—65;
к) заточка зуба по передней поверхности;
л) шлифование базовых центровых отверстий, рабо-
чей части по диаметру, заборного и обратного конусов и
окончательное шлифование конической поверхности хво-
стовика;
м) заточка задней поверхности и заборного конуса;
н) окончательная доводка задней и передней поверх-
ности зуба и мерной ленточки с чистотой до 10-го класса;
о) регулирование развертки со вставными пластинка-
ми и механическим креплением (раздвижных ручных и
со вставными ножами).
При регулировании развертки со вставными пластин-
ками и механическим креплением на необходимый раз-
Рис. НО. Развертка ручная разжимная:
/ — регулировочный винт-упор, 2 — корпус развертки, 3 —
шарик, 4 — отверстие
мер пластинку передвигают по пазу в сторону подъема
(который обычно бывает 5°) и закрепляют рифленой
частью клина.
Ручную разжимную развертку регулируют следую-
щим образом (рис. ПО): при вращении винт 1 переме-
219
щает шарик 3 по коническому отверстию 4, расположен-
ному внутри оправки, и разжимают лезвие развертки на
0,15—0,5 мм по диаметру. После регулирования разверт-
ку прошлифовывают и доводят до нужного размера.
§ 9. ИЗГОТОВЛЕНИЕ КРУГЛЫХ ПЛАШЕК
Стандартами предусматривается изготовление круг-
лых плашек трех типов:
тип А — для резьб диаметром от 1 до 3 мм включи-
тельно;
тип Б — для резьб диаметром более 3 до 5 мм;
тип В — для резьб диаметром более 5 мм.
Количество стружечных отверстий у плашек бывает
различным: для малых диаметров резьбы 3—4 отверстия,
для больших диаметров — 5—7.
Круглые плашки бывают цельными (рис. 111, а) и
разрезными (рис. 111, б). Режущую часть на плашке де-
лают с обеих сторон. Калибрующую часть делают ци-
линдрической, она располагается в середине резьбовой
части плашки и имеет 3—5 витков. Передний угол стан-
дартизированных плашек у= 15—20°, задний угол а =
7—9° Он имеется только на заборной части и образуется
при затыловании задней поверхности резьбы.
Цельные плашки обладают достаточной жесткостью,
дают чистую и сравнительно точную резьбу (2-го клас-
са), но быстро изнашиваются.
Разрезные плашки позволяют регулировать диаметр
нарезаемой резьбы (в пределах 0,1—0,3 мм), но резьба
получается менее точная.
Плашки изготовляют из стали 9ХС, ХГСВ или Р9,
Р18 и Р18Ф2М.
Твердость зубьев у плашек из легированной стали
HRC 58—62, а у плашек из быстрорежущей стали —
HRC 61—63. Твердость измеряется у зубьев, располо-
женных ближе к режущим кромкам.
Класс чистоты обработки задних поверхностей на за-
борной части — 6—7, опорных торцов — 7, профиля резь-
бы — 6, наружных цилиндрических — 6.
При изготовлении круглых плашек выполняются сле-
дующие операции:
а) отрезание заготовки необходимого размера;
б) полная токарная обработка по чертежу с развер-
220
Тип А
Тип 6
Рис. 111. Плашки круглые:
а — цельная, б — разрезная
тыванием отверстия по 2-му классу точности и нареза-
нием резьбы плашечным метчиком или гребенкой;
в) сверление стружечных отверстий в кондукторе, за-
чистка передних поверхностей, калибрование резьбы
(снятие заусенцев) метчиком;
г) сверление углублений под крепежные и разжимные
винты под 60 и 90° в кондукторе;
д) затылование задней поверхности для образования
заднего угла а = 7—9°; операция выполняется на верти-
кально-фрезерном станке специальной угловой фрезой;
е) закалка с отпуском до твердости HRC 58—62;
ж) шлифование боковых поверхностей в размер по
толщине;
з) заточка передней поверхности на специальном за-
точном станке;
и) маркировка; на плоской поверхности круглой
плашки четко наносят диаметр и шаг резьбы, класс точ-
ности (для плашек 3-го класса точности), марку стали,
букву «Л» (для плашек с левой резьбой), клеймо завода-
изготовителя; операция выполняется на электрографе;
при штучном изготовлении маркировку выполняют вруч-
ную до термической обработки.
При единичном изготовлении круглых плашек слеса-
рю-инструментальщику приходится выполнять следую-
щие операции:
сверление стружечных отверстий с применением кон-
дуктора на вертикально-сверлильном станке, опиливание
острых углов у перьев личным напильником (величину
переднего угла проверяют по шаблону), нарезание резь-
бы вручную маточным метчиком, ручное клеймение пла-
шек в местах, указанных на чертеже, засверливание
отверстий под крепежные и разжимные винты по кондук-
тору или по разметке с установкой на призме, закреплен-
ной в тисках.
§ 10. ВОССТАНОВЛЕНИЕ РЕЖУЩЕГО ИНСТРУМЕНТА
Общие сведения. Режущие инструменты — фрезы, рез-
цы, развертки, зенкеры, метчики, плашки и другие, со-
ставляют большую ценность для предприятия. Они изго-
товляются из дорогостоящего и часто дефицитного
материала рабочими высокой квалификации, поэтому
требуют экономного расходования и бережного отноше-
222
ния при эксплуатации. Эти причины заставляют машино-
строительные предприятия подвергать изношенные режу-
щие инструменты восстановлению или переделывать для
использования на другие цели.
При выборе путей использования изношенных инстру-
ментов руководствуются следующими правилами:
а) восстанавливать следует инстументы из быстроре-
жущей стали, твердых сплавов и алмазов;
б) инструменты, изготовленные из других материа-
лов, рекомендуется восстанавливать при условии, что
стоимость восстановления инструмента не превышает его
покупной стоимости;
в) инструмент следует восстанавливать только в том
случае, если он после восстановления сохранит предъяв-
ляемые к нему конструктивные и эксплуатационные тре-
бования.
На машиностроительных заводах восстановлением
инструментов занимаются участки ремонта и восстанов-
ления инструментов. Изношенные режущие инструменты
со всего завода поступают на инструментальный склад
бюро инструментального хозяйства. На складе инст-
румент сортируют по маркам материала, по типам и раз-
мерам и направляют на участок восстановления.
Некоторые виды ремонтно-восстановительных работ
(замена ножей, винтов, клиньев) выполняются непосред-
ственно в производственных цехах, эксплуатирующих
этот вид инструмента. Занимаются этим работники бюро
инструментального хозяйства. Они определяют характер
ремонта и составляют маршрутные технологические кар-
ты. При этом учитывается стоимость ремонта. Посколь-
ку затраты, связанные с восстановлением инструмента
должны быть минимальными, в каждом отдельном слу-
чае выбирают наиболее эффективные способы обработки,
стараясь сохранить назначение инструмента, рабочие
размеры и эксплуатационные характеристики. Если это
невозможно, переделывают инструмент на другие разме-
ры или на другой тип инструмента (используют его как
заготовку для новых инструментов или перековывают
для изготовления инструмента другого назначения).
Участки и цехи, занимающиеся восстановлением и ремон-
том отработавшего режущего инструмента, должны
иметь технические условия и допускаемые отклонения
на перерабатываемый инструмент.
В основном восстановленный инструмент должен со-
223
ответствовать техническим требованиям, предъявляемым
к новому инструменту. Отклонения допускаются только
в тех случаях, когда они не влияют на рабочие размеры
инструмента и его эксплуатационные свойства.
Общие технические требования к восстановленному
режущему инструменту сводятся к следующему. На по-
верхностях хвостовиков инструментов допускаются не-
значительные следы заварки, риски, углубления, но они
не должны занимать более 8—12% общей поверхности
хвостовика. Восстановленные конусы при проверке их
калибром-втулкой должны иметь линейное перемещение
для конуса Морзе № 2 не более 1,5 мм, а для конуса Мор-
зе № 3 не более 2 мм.
Способов восстановления и ремонта инструментов
существует много: перешлифовка, отжиг с последующей
механической обработкой, наплавка и напайка, замена
изношенных ножей и зубьев сборных инструментов.
Резцы. Резцы легче других инструментов поддаются
восстановлению. Если откололись пластинки, но не по-
вреждены гнезда державки, резцы восстанавливают на-
пайкой новых пластинок. При поврежденной головке
резца ее отрезают с таким расчетом, чтобы общая длина
резца соответствовала допускам, установленным техни-
ческим требованиям на восстановленный инструмент. На
вновь образованной головке фрезеруют гнездо и к нему
припаивают пластинку. Сильно поврежденные державки
перековывают на другие — для резцов меньшего размера.
Резцы из быстрорежущей стали восстанавливают ав-
томатической или ручной наплавкой электродами из
быстрорежущей стали. При восстановлении большого
количества резцов одного типоразмера наиболее эффек-
тивна автоматическая наплавка. Но так как восстанов-
ление резцов одного типоразмера выполняется неболь-
шими партиями в 30—50 штук, наиболее часто применя-
ют ручную наплавку. Резец укладывают на металличе-
скую плиту и заформовывают формовочной смесью. На-
плавку начинают с возбуждения дуги с таким расчетом,
чтобы гнездо державки по всей поверхности наполнилось
жидким металлом. После наплавки резцы охлаждают на
воздухе и подвергают многократному отпуску. Твердость
резцов после отпуска должна быть HRC 62—65.
Спиральные сверла и зенкеры. Если у инструмента
свернулась или отломалась лапка, его восстанавливают
наплавкой металла с последующей механической обра-
224
боткой. Если коническая часть повреждена, ее перешли-
фовывают и потерянные размеры инструмента восста-
навливают хромированием или металлизацией.
Режущие части сверл и зенкеров, имеющих крупные
повреждения, восстанавливают наплавкой электродами
из быстрорежущей стали. Инструменты с мелкими де-
фектами на режущей части перешлифовывают на мень-
шие размеры и углубляют затылочную часть шлифо-
вальным кругом. Если сверло или зенкер обломились на
небольшой длине, то эту часть отрезают на абризивном
круге и инструмент затачивают. При большом износе
режущей части инструменты переделывают в центровоч-
ные сверла, шпоночные фрезы, зенковки и др.
Концевые и торцевые фрезы выходят из строя из-за
износа и поломки зубьев. После естественного износа
высоту винтовых зубьев восстанавливают шлифованием.
После многократного восстановления шлифованием фре-
зы отжигают и переделывают на меньшие размеры. Фре-
зы с поломанными торцовыми зубьями восстанавливают
следующим образом: производят отжиг, углубляют цент-
ровое отверстие и выточку и фрезеруют новые торцовые
зубья. Если винтовые или торцовые зубья нельзя углу-
бить, выломанные места восстанавливают наплавкой с
последующей механической обработкой.
Дисковые фрезы выходят из строя из-за износа по вы-
соте, поломки зубьев и износа посадочного отверстия.
При износе остроконечных зубьев по высоте канавки уг-
лубляют шлифовальным кругом. Поломанные зубья вос-
станавливают наплавкой. Посадочные отверстия восста-
навливают хромированием.
Развертки изнашиваются по наружному диаметру ра-
бочей и заборной части. При незначительном износе ра-
бочей части развертки восстанавливают хромированием
с последующей заточкой по передней поверхности забор-
ной части и доводкой. При сильном износе по ленточке,
когда развертка не обеспечивает необходимого размера,
ее перешлифовывают на ближайший меньший размер с
соответствующей перемаркировкой. Заборную часть раз-
вертки восстанавливают шлифованием и затачивают по
передней и задней граням.
Метчики и круглые плашки выходят из строя вслед-
ствие повреждения отдельных зубьев. При восстановле-
нии этих инструментов сошлифовывают поврежденные
места на длине зуба.
8—748
225
ГЛАВА XI
ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ИНСТРУМЕНТОВ
В большинстве случаев термическая обработка ин-
струментов является одной из завершающих операций,
вследствие чего она является и наиболее ответственной.
Различные инструменты требуют различных спосо-
бов нагрева, охлаждения и отпуска.
§ 1. ОСНОВНЫЕ ОПЕРАЦИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Отжиг применяется для уменьшения внутренних на-
пряжений, улучшения структуры стали и уменьшения ее
твердости.
Отжигу подвергают главным образом литые, кова-
ные, сварные и наплавные заготовки режущего инстру-
мента. Эти заготовки имеют твердую поверхностную кор-
ку и трудно поддаются механической обработке.
Отжиг бывает полный и неполный. При полном
отжиге сталь с повышенным содержанием углерода
(0,8% и более) нагревают до температуры 750—760° С.
Если углерода содержится менее 0,8%, нагрев при от-
жиге постепенно повышают до 930—950° С. Заготовки
выдерживают до полного прогрева, а затем медленно
охлаждают вместе с печью до температуры 400—600° С.
Углеродистые стали охлаждают до температуры 500—
600° С со скоростью 100—150° в час, а легированные —
со скоростью 30—50° в час.
При неполном отжиге сталь с любым содер-
жанием углерода нагревают до температуры 750—760° С.
Цель неполного отжига — снять внутренние напряже-
ния. Чтобы предохранить поверхность инструментов от
обезуглероживания и окисления, отжиг выполняют в
ящиках с теплоизолирующим материалом. В таких
ящиках происходит более медленное и равномерное ох-
лаждение.
226
При закалке инструментов руководствуются следую-
щими положениями:
а) инструменты, имеющие небольшие габаритные
размеры, но изготовленные из инструментальной стали,
нагревают в электрических печах, а иногда в ваннах с
содержанием хлора и бария;
б) инструменты, имеющие большие габаритные раз-
меры, для полного их прогрева нагревают под закалку
в два приема — предварительно (до 350—460°С) и окон-
чательно;
в) быстрорежущие стали нагревают под закалку в
три приема — первый подогрев (до 450—600°С), второй
подогрев (до 850—900° С) и окончательный нагрев (до
1250—1300° С).
В зависимости от химического состава стали и твер-
дости, которую необходимо получить, применяют раз-
личные виды закалки.
Закалка в одной охлаждающей среде
(в воде, в масле, на воздухе) применяется для отдельных
видов стали, так как быстрое охлаждение инструмента
вызывает деформацию инструмента, что потребует пос-
ле закалки дополнительной правки (а это возможно не
для всех инструментов).
Закалка в двух олаждающих средах со-
стоит в том, что инструмент сначала быстро охлаждают
в воде до 300—400° С, а затем переносят его в масло
и оставляют в нем до полного охлаждения. Приме-
няют такую закалку для инструментов, изготовленных
из высокоуглеродистой стали (метчики, плашки,
фрезы).
Ступенчатая закалка заключается в том, что
инструмент быстро охлаждают в ванне с расплавленной
солью при температуре 150—260° С, а затем окончатель-
но охлаждают на воздухе. Благодаря такой закалке в
инструментах уменьшаются внутренние напряжения и
снижается возможность коробления.
Изотермическая закалка производится с
длительной выдержкой в соляной ванне (температура
250—300°С). После такой закалки инструменты можно
охлаждать на воздухе с большой скоростью. Преимуще-
ство этой закалки состоит в минимальном короблении
стали и отсутствии трещин. Вместе с тем детали, под-
вергшиеся изотермической закалке, обладают большой
вязкостью.
227
8*
Отпуск является заключительной операцией тер-
мической обработки, и правильное его выполнение в зна-
чительной степени определяет качество закаленного ин-
струмента.
При низком отпуске инструмент нагревают до
температуры 150—250° С и охлаждают на воздухе. Низ-
кий отпуск применяют для инструментов из углеродис-
тых и легированных сталей.
Средний отпуск применяют для инструментов,
которые должны иметь значительную прочность и упру-
гость при средней твердости. Выполняют средний отпуск
нагревом инструмента до температуры 320—450° С.
Высокий отпуск производится при температуре
520—600° С для инструментов, изготовленных из быстро-
режущей стали.
Его цель — получить наибольшую вязкость при доста-
точных пределах прочности и упругости.
§ 2. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
ИНСТРУМЕНТОВ
Для повышения твердости и предохранения от корро-
зии некоторые инструменты подвергают различным опе-
рациям химико-термической обработки — азотированию,
цементации и цианированию и др.
Азотирование представляет собой процесс на-
сыщения поверхностного слоя стали азотом при темпе-
ратуре 480—620° С. После закалки и высокого отпуска
детали подвергают азотированию в закрытой муфельной
печи, через которую пропускают аммиак. Азотированию
подвергают детали и инструменты, изготовленные из ле-
гированных сталей, содержащих хром, молибден и дру-
гие добавки.
Глубина азотированного слоя зависит от температу-
ры и продолжительности процесса: для слоя глубиной
0,15—0,30 мм процесс длится 22—24 часа при температуре
480—550° С, а для слоя глубиной 0,35—0,45 мм — около
50 часов при температуре 550—600° С.
Цементация (поверхностное насыщение стали
углеродом) применяется для придания инструменту вы-
сокой твердости и износостойкости поверхностного слоя
при сохранении сравнительно мягкой и вязкой сердцеви-
ны. Обычно цементации подвергают сталь с пониженным
228
содержанием углерода (не более 0,3%) при изготовле-
нии измерительного и проверочного инструмента (шаб-
лоны, угольники и др.), деталей приспособлений, штам-
пов, прессформ.
Цементация осуществляется при помощи веществ,
способных при нагреве отдавать содержащийся в них
углерод. Такие вещества называются карбюризаторами.
Бывают они твердыми, жидкими и газообразными.
Основным компонентом твердых карбюризаторов яв-
ляется древесный уголь (от 50 до 90%). Процесс цемен-
тации в твердом карбюризаторе происходит следующим
образом. Инструмент укладывают в металлический
ящик, засыпают смесью карбюризатора со всех сторон
и плотно утрамбовывают. Крышку ящика замазывают
огнестойкой замазкой (глина + песок + жидкое стекло).
Ящики ставят в печь и нагревают до температуры 900—
950° С. Температуру повышают постепенно, что зависит
от глубины слоя цементации. Чем глубже слой цемента-
ции, тем выше температура и длительнее процесс цемен-
тации. Глубина цементованного слоя может быть от 0,4
до 3,2 мм.
Поверхности, не подлежащие цементации, тщательно
покрывают глиной или асбестом. Иногда такие поверх-
ности не предохраняют, а оставляют припуск, который
после цементации сошлифовывают.
Цементованные изделия подвергают закалке с после-
дующим отпуском.
Цианирование заключается в насыщении поверхност-
ного слоя стали углеродом и азотом для повышения
твердости и износостойкости. Подвергаются цианирова-
нию главным образом сложные, дорогостоящие инстру-
менты— фрезы фасонные и червячные, долбяки, резь-
бовые гребенки и др.
Высокотемпературное цианирование
применяется для получения твердого, хорошо сопротив-
ляющегося истиранию поверхностного слоя и вязкой серд-
цевины. Проводится цианирование при температуре
780—930° С главным образом для инструмента из углеро-
дистой и легированной стали с содержанием углеро-
да 0,3—0,4%.
Низкотемпературное цианирование применяют для
инструментов, изготовленных из быстрорежущей стали.
Оно проводится при температуре 520—620° С с последую-
щим медленным охлаждением.
229
§ 3. ПРИМЕРЫ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ РЕЖУЩИХ
И ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Термическая обработка быстрорежущих резцов. Тер-
мическая обработка этих резцов является продолжени-
ем операций, связанных с напайкой и наваркой пласти-
нок к стержню.
Если для напайки пластинок применяли припой ГФК,
то после того как резец нагрет до температуры терми-
ческой обработки (т. е. до 1230—1250° С для стали Р9)
его охлаждают на воздухе до температуры 980—1050° С,
а потом в масле до температуры 120—180°С. Отпуск
производят двукратный в селитровой ванне при темпе-
ратуре 540—560° С с выдержкой до 60 минут.
Если пластинки приварены с помощью сварочных по-
рошков, то после полного охлаждения резца проводят
«ступенчатую» термическую обработку. Сначала резец
нагревают до температуры 820—850° С, затем до темпе-
ратуры 960—980° С и только после этого до температуры
1240—1300°С (в зависимости от материала пластинки).
Охлаждают резец в масле или в струе холодного возду-
ха. Для отпуска резец нагревают до температуры 540—
560° С и выдерживают в печи от 2 до 3 часов (в зависи-
мости от сечения резца). Охлаждают резец в масле или
в струе холодного воздуха. Твердость резца после отпус-
ка дожна быть HRC 62—65.
Термическая обработка сверл. Термообработка зави-
сит от марки материала и диаметра сверла. При серий-
ном изготовлении сверл из быстрорежущей стали Р18
диаметром более 6 мм их подвергают термической обра-
ботке в такой последовательности:
1) подогревают до температуры 800—850°С;
2) окончательно нагревают до температуры 1270—
1290° С; операции выполняются в ваннах садочных элек-
тродных с магнитной циркуляцией (СВС) различной
мощности;
3) охлаждают до температуры 500—550°С в ваннах
садочных тигельных с металлическим нагревателем
(СВГ);
4) промывают в 10%-ном содовом растворе при тем-
пературе 70—90° С;
5) выполняют отпуск трехкратный в шахтной отпуск-
ной печи (СШО) при температуре 550—570° С;
230
6) проводят цианирование при температуре 550—
560° в ванне садочной тигельной с металлическим нагре-
вателем (СВГ);
Термическую обработку сверл диаметром более 20 мм
из стали марки 9ХС выполняют в такой последователь-
ности:
1) предварительно подогревают в ванне (СВС) до
температуры 600—650° С;
2) окончательно нагревают в ванне (СВС) до тем-
пературы 850—870° С;
3) охлаждают в ванне (СВГ) до температуры 150—
180° С и в масляной ванне до температуры 20—70° С;
4) обрабатывают холодом в холодильной установке
до температуры —55°С;
5) промывают в 10%-ном содовом растворе при тем-
пературе 70—90° С;
6) выполняют отпуск в шахтной отпускной печи
(СШО) до температуры 180—210° С;
7) правят (при необходимости) при температуре
200° С.
Мелкие сверла (диаметром до 6 мм), изготовленные
из инструментальных сталей У10, У10А, предварительно
не подогревают, а нагрев производят непосредственно в
соляных ваннах. Как закалка, так и отпуск сверл произ-
водятся в вертикальном положении (рис. 112).
Рис. 112. Схема закалки и отпуска Рис. 113. Закалка рабочих
сверл: поверхностей скоб и шабло-
I — закалочная ванна, 2 = охлаждаю- НОВ
щая среда
231
Термическая обработка скоб и шаблонов. Скобы и
шаблоны в большинстве случаев изготовляют из мало-
углеродистой стали и подвергают цементации на глуби-
ну 0,4—1,2 мм.
Термическую обработку скоб и шаблонов из стали
марки 20 выполняют в такой последовательности:
1) проводят цементацию в шахтной садочной печи
для газовой цементации (СШЦ) при температуре 880—
900° С;
2) закаливают скобы и шаблоны в ванне (СВС) при
температуре 780—800°С (ванна раскисляется);
3) охлаждают их в ванне СВГ (расплавленная соль
и воздух) при температуре 150—180°С и водяной ванне
при температуре 30—40°С;
4) обрабатывают холодом в холодильной установке
при температуре —20° С;
5) промывают в 10%-ном содовом растворе при тем-
пературе 70—90° С;
6) выполняют отпуск в шахтной отпускной печи
(СШО) при температуре 160—180° С;
7) выполняют механическую обработку (шлифова-
ние, предварительную доводку);
8) производят старение в масляной электрованне при
температуре 150± 10° С.
Если скобы или шаблоны изготовлены из стали мар-
ки 20Х, отпуск производится в масле. Продолжитель-
ность отпуска зависит от размеров инструмента и глу-
бины цементации.
Шаблоны или лекала сложной формы из высокоугле-
родистых или легированных сталей при нагреве в ван-
нах подогревают двукратным или трехкратным погру-
жением в расплавленную соль. Охлаждают сложные
инструменты с подогревом в расплавленной соли или в
масле, что значительно уменьшает степень деформации.
Чтобы уменьшить поводку шаблонов и скоб, закаливают
только их рабочие поверхности (рис. 113).
Термическая обработка калибров-пробок. Чтобы
уменьшить возможную деформацию после закалки ка-
либров, их подвергают улучшению. После отжига и
предварительной механической обработки заготовки за-
каливают с последующим длительным отпуском при тем-
пературе 640—680° С. После улучшения заготовки под-
вергают повторной механической обработке с припуском
на шлифование и доводку.
232
Термическую обработку калибров-пробок выполняют
в такой последовательности:
1) предварительно подогревают их в ванне СВС до
температуры 600—650° С (ванна тщательно раскисля-
ется);
2) окончательно подогревают в ванне СВС до темпе-
ратуры 820—850° С;
3) охлаждают в ванне СВГ (расплавленная соль, за-
тем воздух) при температуре 150—180° С и в масле при
температуре 20—70° С;
4) обрабатывают холодом в холодильной установке
при температуре —55° С;
5) промывают в 10 %-ном содовом растворе;
6) подвергают отпуску в шахтной отпускной печи при
температуре 160—180° С;
7) выполняют механическую обработку (предвари-
тельную доводку);
8) подвергают старению при температуре 150± 10°С.
Твердость калибров после такой обработки HRC
56—64. Калибры, изготовленные из стали У10, У10А, за-
каливают в воде, а потом в масле.
Продолжительность отпуска зависит от класса точ-
ности калибров. При высоком классе точности отпуск
длится 20—32 часа, а при пониженном — 2—3 часа.
ГЛАВА XII
УСТРОЙСТВО, ИЗГОТОВЛЕНИЕ
И РЕМОНТ ПРИСПОСОБЛЕНИЙ
§ 1. НАЗНАЧЕНИЕ И ВИДЫ ПРИСПОСОБЛЕНИЙ
Машиностроительные заводы, выпускающие изделия
средними и крупными сериями, широко применяют раз-
личные приспособления для установки и закрепления
обрабатываемых деталей, правильной их ориентации и
обеспечения направления режущим инструментам. При-
способления бывают универсальные, специальные, пере-
налаживаемые, универсально-сборные, сборно-разбор-
ные и универсально-наладочные.
По назначению приспособления подразделяют-
ся на приспособления для токарных, сверлильных, фре-
зерных, шлифовальных, строгальных и других станков.
По степени механизации и автоматиза-
ции приспособления подразделяются на ручные, меха-
низированные и автоматизированные.
Применение станочных приспособлений позволяет:
исключить разметку и выверку деталей по разметке;
сократить вспомогательное время;
увеличить число одновременно обрабатываемых де-
талей;
увеличить число одновременно работающих инстру-
ментов;
облегчить труд рабочего;
повысить точность обработки;
расширить технологические возможности оборудо-
вания;
снизить себестоимость обработки деталей.
Выбор вида приспособлений зависит от типа произ-
водства, программы выпуска деталей, формы и разме-
ров обрабатываемых деталей и технических требований,
предъявляемых к обработке. Наиболее широко распро-
странены универсальные приспособления. К ним отно-
234
сятся токарные и сверлильные патроны, станочные тис-
ки, люнеты, поворотные столы, делительные головки
и др. Чаще всего эти приспособления входят в состав
принадлежностей станка.
§ 2. САМОЦЕНТРИРУЮЩИЕ ПАТРОНЫ
Эти патроны имеют разнообразные устройства. Они
очень удобны в работе, так как все кулачки перемеща-
ются одновременно, благодаря чему деталь, имеющая
цилиндрическую поверхность, устанавливается и зажи-
мается точно по оси шпинделя.
Рис. 114. Трехкулачковый самоцентрирующий патрон:
/ — корпус, 2 ~ четырехгранное отверстие, 3, 4 — зубчатые
колеса, 5 — кулачки
На рис. 114, а показан трехкулачковый самоцентри-
рующий патрон. Одновременное перемещение всех трех
кулачков достигается при помощи специального устрой-
ства. В корпусе 1 патрона на внутренний выступ свобод-
но насажено коническое зубчатое колесо 4, имеющее со
стороны, обращенной к кулачкам, спиральные канавки.
235
Кулачки 5 имеют в нижней части дуговые выступы, вхо-
дящие в спиральные канавки зубчатого колеса. Малые
зубчатые конические колеса 3 (см. рис. 114,6) сцеплены
с большим коническим колесом и перемещают кулач-
ки 5 при помощи торцового ключа, который вставляется
в четырехгранное отверстие 2 одного из малых кониче-
ских зубчатых колес 3. Когда ключом поворачивают
одно из малых зубчатых кол£с, вращение передается
большому колесу 4. Вращаясь, колесо 4 перемещает по
пазам корпуса патрона одновременно все три кулачка 5,
которые передвигаются равномерно к центру и от цент-
ра. При движении к центру кулачки зажимают деталь,
при движении от центра — наоборот, освобождают ее.
Кулачки 5 имеют ступенчатую форму и состоят из
двух частей — основания и накладной части кулачка.
Основание передвигается в Т-образном пазу корпуса.
В зависимости от конструкции обрабатываемых дета-
лей кулачки можно устанавливать в патроне ступенями
внутрь (см. рис. 114, в) и наоборот. Для этой цели к каж-
дому патрону прилагается комплект прямых и обратных
кулачков.
Согласно ГОСТ 2675—63 трехкулачковые самоцен-
трирующие патроны изготовляются восьми размеров (от
130 до 630 мм).
§ 3. СВЕРЛИЛЬНЫЕ ПАТРОНЫ
В качестве приспособлений для зажима сверл, зен-
ковок, разверток при работе на сверлильных станках
применяются сверлильные патроны.
ГОСТ 8522—57 предусматривает выпуск сверлильных
патронов 2-х типов:
I — с наружным конусом для сверл с цилиндриче-
ским и коническим хвостовиком.
II — с внутренним конусом для сверл с цилиндриче-
ским хвостовиком.
Быстросменные патроны для режущего инструмента
предусмотрены ГОСТ 14077—68.
Устройство сверлильных патронов. Наибольшее рас-
пространение получили сверлильные патроны с
тремя кулачками. Трехкулачковый сверлильный
патрон (рис. 115, а) состоит из конического хвостовика /,
на резьбу которого навинчена втулка 2. На наружную
236
резьбу этой втулки навинчен корпус 3 патрона с внут-
ренним конусом. Внутри корпуса 3 (в его конической
части) помещаются три кулачка 6, имеющие снаружи
такой же конус. Кулачки 6 прижимаются к конической
стенке корпуса тремя пружинами 5, которые вставляются
в засверленные отверстия в кулачках. Направляющий
Рис. 115. Трехкулачковые сверлильные патроны:
а —с коническими кулачками, б —с наклонным расположением
кулачков; 1 — хвостовик, 2 — втулка, 3 — корпус, 4 — направля-
ющий диск, 5 — пружины, 6, 7 — кулачки, 8 — гайка, 9 — корпус,
10 — отверстие для шпинделя дрели, // — обойма, 12 — кониче-
ские зубья, 13 — отверстие под ключ
диск 4 ограничивает перемещение кулачков и выравни-
вает их при зажиме сверла.
При повороте корпуса 3 вправо кулачки, прижатые
пружинами к внутренней поверхности корпуса, сходятся
и зажимают сверло. При повороте корпуса влево ку-
лачки расходятся и освобождают сверло. В таком патро-
не можно закреплять сверла диаметром от 2 до 12 мм.
На рис. 115,6 показан сверлильный патрон с
наклонным расположением кулачков. Этот
237
Рис. 116. Быстросменный патрон:
а —в положении зажима сверла, б —
в положении освобождения сверла; 1 —
корпус, 2 —шарики, 3 — муфта, 4 — втул-
ка, 5« ограничители
патрон надежен и удобен в эксплуатации и поэтому по-
лучил наибольшее распространение.
Патрон состоит из корпуса 9, в котором имеются три
наклонных отверстия для помещения кулачков 7. В се-
редине корпуса имеется канавка, в которой помещается
гайка 8, состоящая из двух половин. Гайка внутри име-
ет коническую резьбу, а на торце — конические зубья 12.
Кулачки 7 на внешней стороне имеют упорную резьбу.
Соединяясь с резьбой
гайки 8, они могут пе-
редвигаться вверх или
вниз.
Обойма 11 с накат-
кой насаживается на
корпус и направляю-
щий буртик разрез-
ной гайки 8. Таким об-
разом обойма прочно
закрепляет обе полови-
ны гайки и закрывает
кулачки 7. Чтобы по-
вернуть кулачки, необ-
ходимо вставить ключ
в отверстие 13. Кони-
ческие зубья ключа
входят в зацепление с
коническими зубьями
12 обоймы и при пово-
рачивании ключа за-
жимают или освобож-
дают сверло.
Эти патроны выпускаются серийно трех типов: ПС—6
(для сверл диаметром до 6 мм), ПС—9 (для сверл диа-
метром до 9 мм) и ПС—15 (для сверл диаметром до
15 мм).
Быстросменные патроны (рис. 116, а) при-
меняются при попеременной работе несколькими инстру-
ментами (сверлом, зенкером, разверткой и др.).
Быстросменный патрон закрепляют коническим хво-
стовиком в шпинделе станка. В отверстие корпуса 1 пат-
рона завальцованы шарики 2. При поднятой муфте 3
(как это показано на рис. 116,6) центробежная сила
разводит шарики и сменная втулка 4 с установленным
в ней инструментом освобождается.
238
После установки новой втулки с другим инструмен-
том муфта 3 опускается до ограничителей 5, шарики
сжимаются и закатываются в пазы сменной втулки 4,
надежно удерживая ее в патроне.
Инструмент заменяют без остановки вращения шпин-
деля станка. Для этого одной рукой приподнимают муф-
ту 3, а второй рукой подхватывают падающий инстру-
мент.
Ремонт сверлильных патронов. При эксплуатации
части патрона изнашиваются. В патроне, показанном на
рис. 115, а, чаще других деталей изнашивается хвосто-
вик— его коническая и резьбовая части. Иногда хвосто-
вики восстанавливают хромированием (при небольшом
износе резьбы), но чаще всего их делают новые. При не-
брежном отношении к инструменту на конической по-
верхности хвостовика могут появиться задиры и забоины,
что мешает плотному контакту с конической поверхно-
стью шпинделя. Обычно это наблюдается у хвостови-
ков, которые не подвергались термической обработке.
Этот дефект устраняют тщательным опиливанием личным
напильником и зачисткой мелкой шкуркой с маслом.
Забоины у термически обработанных хвостовиков уда-
ляют абразивными брусками. Лапки хвостовиков при
сильном износе наплавляют с последующей механиче-
ской обработкой.
Если ослабли пружины, соединяющие кулачки, их на-
вивают заново из стальной пружинной проволоки, сохра-
няя нужный шаг и количество витков.
Если происходит поломка кулачков (лопаются в мес-
тах, засверленных под пружины), их изготовляют новые:
сначала вытачивают заготовку (на три кулачка) по раз-
мерам внутреннего конуса корпуса патрона, затем раз-
резают ее на три равные части. В образовавшихся таким
образом кулачках сверлят с двух сторон отверстия под
пружины и запиливают боковые поверхности под ли-
нейку.
Тщательно опиленные сырые кулачки вставляют в
корпус патрона и сильно их зажимают. Дальнейшая
обработка ведется на токарном станке. Патрон вставля-
ют в шпиндель станка (через переходные втулки), в ку-
лачках сверлят отверстие, равное наименьшему диамет-
ру сверла, закрепляемого в патроне. Далее отверстие
развертывают, патрон разбирают, на кулачках в местах
сверления запиливают небольшие фаски. После этого
239
кулачки закаливают с отпуском, тщательно зачищают
боковые поверхности и вставляют их в патрон.
Патроны, показанные на рис. 115,6, очень надежны
в работе. При правильной их эксплуатации все части
работают продолжительное время. Характерная особен-
ность патрона — невозможность поломок кулачков в хо-
де его эксплуатации.
Ремонт этих патронов чаще всего связан с заменой
наружной обоймы. При износе внутреннего диаметра
ослабляется крепление разрезного кольца (очень важ-
ной детали), поэтому обойму заменяют новой. Иногда
выламываются торцовые зубья на кольце. В этом случае
патрон разбирают и изломанные или сильно изношенные
зубья наплавляют электродом. Наплавку необходимо
выполнять осторожно, чтобы избежать деформации коль-
ца, а вместе с ним и резьбы. Наплавленные зубья обра-
батывают только вручную — напильниками.
Значительно чаще ломаются конические зубья клю-
ча. Восстанавливают их наплавкой металла на поломан-
ные зубья с последующей механической и термической
обработкой.
Патроны быстросменные (см. рис. 116) подвергаются
следующему ремонту. При ослаблении шариков в гнез-
дах дополнительно завальцовывают шарики специаль-
ными радиусными, остро заточенными обжимками. При
задирах на поверхности внешней канавки сменной втул-
ки канавку зачищают абразивными брусками полукруг-
лой или круглой формы.
§ 4. РАСТОЧНЫЕ ОПРАВКИ И БОРШТАНГИ
Расточные оправки. Эти оправки предназначены для
закрепления режущих инструментов при растачивании
отверстий в различных деталях на проход и в упор.
На рис. 117, а показана короткая концевая
оправка, применяемая при растачивании отверстий,
диаметр которых больше шпинделя станка. Размер В
выбирают по квадрату расточного резца, а размеры D,
L, I — соответственно габаритным размерам резца и рас-
тачиваемого отверстия. Закрепляют резец двумя винта-
ми. Хвостовик оправки конический.
В оправке, показанной на рис. 117,6, можно одно-
временно закреплять два резца, смещенных относитель-
240
но друг друга по оси оправки. Подобная установка рез-
цов позволяет работать по методу деления глубины ре-
зания. Эти оправки обладают высокой жесткостью и
применяются главным образом для чернового растачи-
вания со снятием больших припусков.
Удлиненные концевые оправки (рис. 118)
применяют для обработки отверстий, диаметр которых
меньше диаметра шпинделя станка. Эти оправки наибо-
Рис. 117. Короткие концевые расточные оправки
лее широко применяются при выполнении расточных
работ.
Концевая оправка (см. рис. 118, а) состоит из ци-
линдрической части 1 и хвостовика 2, В конце цилиндри-
ческой части имеется утоньшение 6 для того, чтобы оп-
равка могла войти в необработанную часть отверстия.
Рядом с уступом располагается площадка 8. На хвосто-
вике имеется лапка 3 и окно 4, Окно предназначено для
затягивания и выталкивания конического хвостовика в
шпинделе станка.
Для закрепления резца в оправке делается квадрат-
ный паз 5. На торце оправки и на площадке 8 засверле-
ны отверстия и в них нарезана резьба. Ввернутые в
резьбовые отверстия винты 7 и 9 закрепляют резец.
На рис. 118,6 показана концевая оправка с наклон-
241
ним расположением резца 12. В конце цилиндрической
части оправки имеется паз, который может быть выпол-
нен по отношению к оси оправки под углом 45, 60 и 75°.
Для крепления резца в оправке просверлены два
резьбовых отверстия: одно расположено по центру паза,
а другое под углом 45° к оси оправки, но с торцовой час-
ти (на обработанной площадке). В эти отверстия ставят
Рис. 118. Удлиненные концевые оправки:
а —- с прямым креплением резца, б —с наклонным располо-
жением резца; / — цилиндрическая часть, 2 — хвостовик,
3 — лапка, 4 — окно, 5 — паз, 6 — утоньшение, 7, 9, 10, 11 —
винты, 8 — площадка, 12 — резец
винты 10 и 11, которыми закрепляется резец. Такие оп-
равки применяются при обработке ступенчатых и глухих
отверстий.
Борштанги. Борштанги относятся к двухопорным
вспомогательным приспособлениям. Изготовляются бор-
штанги по нормалям машиностроения. Конструкция их
отличается главным образом способом закрепления в
них режущих инструментов.
242
В настоящее время широкое
применение находят универ-
сальные борштанги (рис.
119). Борштанга 2 имеет два ко-
нических хвостовика 1 и 3 на кон-
цах. Иногда хвостовики бывают с
различными конусами. Это позво-
ляет применять одну борштангу
на различных станках. При рабо-
те на станке используется лишь
один хвостовик борштанги; другой
конец борштанги цилиндрической
частью входит в отверстие втул-
ки люнета задней стойки.
По всей длине борштанги де-
лают квадратные или круглые от-
верстия для установки и закреп-
ления резцов. В некоторых кон-
струкциях борштанг делают пря-
моугольные окна (/—II—III) для
установки пластинчатых резцов и
продольный шпоночный паз для
закрепления разъемных блоков и
насадных расточных головок.
§ 5. РАЗЪЕМНЫЕ БЛОКИ
Преимущество разъемных бло-
ков состоит в том, что они поз-
воляют обрабатывать соосные от-
верстия как по их диаметру, так
и по торцу и имеют высокую же-
сткость крепления самих блоков
и резцов. Разъемным блокам, по-
казанным на рис. 120, присущи
простота конструкции, настройки
и эксплуатации.
Разъемный блок состоит из
двух половин 1 и 2. Устанавлива-
ют и закрепляют блок на бор-
штанге с помощью шпонки 3, ко-
торая радиально перемещается в
окне верхней части блока 1 под
243
действием пружины 4. Резцы 5 могут устанавливаться по
диаметру от 130 до 236 мм, а по торцу — от 6 до 10 мм.
Резцы устанавливают с помощью регулировочных
винтов 6 и закрепляют упорными винтами 7. Полуколь-
цо 8, которое входит в контакт со штангой, образуется
Рис. 120. Разъемный блок для растачивания отверстий:
1, 2 — половины блока, 3 — шпонка, 4 — пружина, 5 — резцы, 6, 7 —
винты, 8 — полукольцо, 9 — втулка, 10 — ось, 11 — болт, 12 — гайка,
13 — место, на котором наносят размер
при разрезании закаленного и шлифованного кольца.
Верхняя 1 и нижняя 2 части блоков соединяются втул-
кой 9 и осью 10 и закрепляются шарнирным болтом 11
и гайкой 12.
Если ножи затачивают в сборе с корпусом, то на от-
веденном месте 13 наносят размер заточенного блока.
В блоках применяют пластинчатые расточные резцы,
которые бывают однолезвийные и двухлезвийные, Гео-
244
метрия этих резцов не отличается от обычных расточных
резцов. Они работают только торцовыми режущими
кромками.
Однолезвийные пластинчатые резцы
(рис. 121, а и б) имеют широкие режущие кромки и
Рис. 121. Пластинчатые расточные резцы (а и б)
двухлезвийные резцы (виг), схема установки резцов
в разъемном блоке (3)
применяются вместо упорно-проходных и подрезных
резцов.
Дв ухлезв ийные пластинчатые резцы
(рис. 121, в) работают одновременно двумя торцовыми
режущими кромками и поэтому производительнее одно-
лезвийных.
245
Иногда двухлезвийные пластинчатые резцы делают
мерными для получения точно определенного диаметра
растачиваемого отверстия, сохраняя при этом угол 90°,
так как квадратный стержень резца своими поверхностя-
ми плотно прижимается к двум плоским поверхностям
державки.
Борштанги коническим хвостовиком крепятся в шпин-
деле станка, а цилиндрическую часть закрепляют в от-
верстии втулки опорной стойки люнета или приспособ-
ления. Эти поверхности быстро изнашиваются. На них
образуются неровности, конусность и эллипсность, что
влияет на качество растачиваемых отверстий. Для это-
го на противоположной стороне А (рис. 121, г) делают
заплечики, симметрично расположенные относительно
вершин обоих лезвий резца.
Эти заплечики высотой 3—5 мм позволяют точно уста-
навливать резец на оправке.
Требования к изготовлению оправок и борштанг яв-
ляются общими: обработка поверхности по наружному
диаметру и конусу должна быть выполнена по 7—8-му
классам чистоты, биение — 0,02—0,03 мм\ посадка дви-
жения— по наружному диаметру направляющей части;
цилиндрическая поверхность борштанги не должна
иметь эллипсовидности и конусности, должна быть со-
хранена прямолинейность оси.
Для повышения долговечности рабочие поверхности
оправок и борштанг подвергают термической (цементи-
руют и закаливают с отпуском) или химико-термической
обработке. Окна для инструментов делают незакален-
ными.
§ 6. РЕМОНТ ОПРАВОК, БОРШТАНГ
И РАСТОЧНЫХ ГОЛОВОК
Ремонт этих инструментов определяется их конструк-
тивными особенностями. Быстрее всего изнашиваются
крепежные узлы резцов, конические и цилиндрические
поверхности борштанг, закрепляемые в задней стойке
люнета или другого приспособления.
При работе расточной резец под действием сил реза-
ния может отгибаться и отжиматься, что влияет на со-
стояние крепежного узла державки, борштанги или рас-
точной головки: изнашиваются опорные поверхности
246
гнезд, ослабляется резьба в корпусе зажимных и упор-
ных винтов.
Инструменты с такими дефектами ремонтируют сле-
дующим образом: тщательно опиливают опорные по-
верхности гнезда, сохраняя при этом угол 90°, так как
квадратный стержень резца своими поверхностями плот-
но прижимается к двум плоским поверхностям держав-
ки. Отверстие с прослабленной резьбой рассверливают
и нарезают другую резьбу. Изготовляют новые винты,
термически их обрабатывают и ввинчивают в оправку.
Если сломалась или свернулась головка винта в кор-
пусе державки, остатки металла удаляют. Если не удаст-
ся вывернуть сломанный винт, отжигают место излома
и высверливают обломок винта.
При эксплуатации на рабочих поверхностях иногда
образуются забоины. Их зачищают абразивными брус-
ками и мелкой шкуркой. Если лапка конического хво-
стовика свернулась, ее подвергают отпуску, опиливают
до получения правильной формы и снова закаливают.
Если лапка сильно износилась, изношенные поверхности
наплавляют, а потом обрабатывают механическим путем.
Эти дефекты: свойственны главным образом концевым
инструментам. При ремонте оправок и борштанг всегда
следует оберегать хвостовик оправки, так как даже не-
большие повреждения поверхности могут явиться при-
чиной неточной установки инструмента. Кроме того,
неплотное сопряжение конусных поверхностей понижает
жесткость закрепления инструмента, что может служить
источником возникновения вибраций.
При выполнении расточных работ режущие кромки
резца выкрашиваются (особенно у твердосплавных рез-
цов); такие резцы перезатачивают или их заменяют
новыми. Поэтому слесарю-инструментальщику часто
приходится выполнять работу, связанную с установкой
резцов в оправках и блоках.
При грубой установке, когда необходимо выдвинуть
резец на большую величину, отвинчивают винты, закреп-
ляющие резец так, чтобы винты слегка прижимали стер-
жень. По стержню резца наносят легкий удар молотком
в том направлении, в котором необходимо продвинуть
резец. Нельзя ударять по режущей кромке или пластин-
ке твердого сплава.
При точной установке (т. е. при необходимости пере-
мещения на несколько сотых или десятых долей милли-
247
метра) винты необходимо немного ослабить, сохранив
плотное прилегание опорной поверхности резца к оправ-
ке. Затем надо легко ударить молотком по торцу стерж-
ня резца. После установки винты надежно закрепляют
и снова проверяют правильность установки резца на раз-
мер. Установку выполняют по специальным шаблонам
(разрезные втулки с постоянным размером, призмы с
угольником и др.).
Иногда приходится переустанавливать резцы в оп-
равках для переточки. В этом случае необходимо учи-
тывать меру затупления расточного резца. Допустимой
мерой затупления расточного резца является величина
износа его по задней грани, измеренная (в мм) от режу-
щей кромки в направлении к опорной поверхности
стержня. У резцов из быстрорежущей стали при черно-
вой обработке углеродистой конструкционной стали до-
пустимый износ задней грани равен 2 мм, а при чисто-
вой обработке — 0,5 мм\ у твердосплавных резцов при
черновой обработке этой же стали—1—1,2 мм, а при
чистовой — 0,4—0,6 мм.
Борштанги коническим хвостовиком крепятся в
шпинделе станка, а цилиндрическая часть закрепляется
в отверстии втулки опорной стойки люнета или приспо-
собления. Эти поверхности подвергаются износу, на них
возникают неровности, конусность и овальность. Эти де-
фекты в значительной степени влияют на качество обра-
батываемых отверстий.
Для устранения перечисленных дефектов корпус
штанги хромируют с последующим шлифованием кони-
ческой и цилиндрической части с одной установки в
центрах.
Цилиндрический конец борштанги, находящийся в
контакте с поверхностями опорной втулки, изнашивает-
ся быстрее, чем поверхность конического хвостовика.
Цилиндрическую часть подвергают шлифованию, но с
таким расчетом, чтобы ось ее совпадала с осью конуса.
Выполняется эта операция с установкой в одних и тех
же базовых поверхностях (центровых отверстиях).
Изношенные резцы сборных головок переустанавли-
вают для переточки по диаметру (за счет рифлений).
Подрезные упорные резцы головок предварительно уста-
навливают по диаметру и торцу на заданный размер.
При замене резцов непригодных для дальнейшей ра-
боты (выкрошились режущие кромки) новыми установ-
248
ка их в разъемных блоках выполняется как показано
на рис. 121,(5. В корпус 3 вставляют установочную ме-
ру 1. Стержень резца 6 упирают в регулируемый винт 4
и слегка прижимают винтом 5. Легким постукиванием
молотка со вставками из мягкого металла резец 6 пода-
ют вперед или назад, пока он не будет установлен на
нужный размер.
Неподвижную ножку штангенциркуля 2 упирают в
режущую кромку резца, а подвижную соединяют с вы-
ступающей частью установочной меры и определяют
установочный размер. Второй резец устанавливают в
такой же последовательности, что и первый резец. В обо-
их случаях важно, чтобы штангенциркуль был установ-
лен без перекоса. Избежать перекоса губок можно толь-
ко при плотном прилегании измерительной поверхности
губки к поверхности установочной меры (проверяется на
«просвет»).
§ 7. СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Эти приспособления предназначены для обработки
только одного какого-либо изделия или выполнения оп-
ределенной операции. Специальные приспособления раз-
личают по видам обработки деталей на сверлильные,
расточные, токарные, фрезерные и другие.
На рис. 122 показан накладной кондуктор
для сверления в фланце отверстий диаметром
9 мм. Отверстия сверлятся поочередно, без переустанов-
ки детали и без разметки. Приспособление состоит из
основания /, корпуса кондуктора 3, в котором запрес-
совано 18 кондукторных втулок 2. Две обрабатываемые
детали 7 укладывают на выступающий бортик основа-
ния и прижимают откидной шайбой 4 и гайкой 5, сидя-
щей на винте 6. По окончании сверления гайку отвинчи-
вают настолько, чтобы можно было отвести в сторону
шайбу и снять сначала корпус кондуктора, а потом и де-
тали. Между основанием и нижней деталью имеется сво-
бодное пространство для выхода стружки при сверлении.
Кондукторные втулки приспособления термически обра-
ботаны и отшлифованы по наружному и внутреннему
диаметрам.
Среди оснастки для токарной обработки большое мес-
то занимают приспособления, у которых установочная
249
поверхность располагается параллельно оси вращения
шпинделя токарного станка или под углом.
На рис. 123 показана конструкция приспособ-
ления, при помощи которого можно рас-
тачивать детали под различными углами,
начиная с 90°,
Рис. 122. Накладной кондуктор:
t — основание, 2 — втулки, 3 — корпус, 4 —•
шайба, 5 — гайка, 6 — винт, 7 — деталь
Приспособление представляет собой планшайбу 3 с
перемещающимся ползуном /, на котором установлен
поворотный угольник 5. Угольник закален и имеет Т-об-
разные пазы и центральное отверстие, предназначенные
для крепления обрабатываемой детали.
Перемещение ползуна с угольником и установка его
в необходимом положении осуществляются винтом 4.
Для обработки деталей, ось отверстия которых распо-
ложена под углом к установочной плоскости, угольник
может быть повернут вокруг оси 6, закрепленной в крон-
штейнах 8 ползуна.
250
Для определения угла поворота на угольнике имеет-
ся дуговая шкала 2, градуированная от 0 до 50°, а на
кронштейне 8 ползуна — нониус 7 с точностью отсчета,
Рис. 123. Планшайба с наклоняемым угольником:
1 — ползун, 2 —шкала, 3 — планшайба, 4 — винт, 5 — угольник, 6 — ось,
7 — нониус, 8 — кронштейн
равной 1°. После установки
угольника на нужный угол
его закрепляют болтами, го-
ловки которых входят в Т-
образные пазы угольника 5.
Более просты по устрой-
ству зажимные приспо-
собления, применяемые
при фрезеровании.
На рис. 124 показано од-
но из приспособлений, при-
меняемое при фрезеровании
большой партии однотипных
деталей с наклонными плос-
Рис. 124. Приспособление для
фрезерования наклонных плос-
костей
кими поверхностями.
В основании 1 приспособления имеются с боков два
скоса, в которые закладываются клинья 4. Клинья 4 за-
крепляются прижимами 3. Одновременно обрабатывают-
251
ся два клина. Для предупреждения возможного переме-
щения заготовок при обработке установлен упор 2,
§ 8. УНИВЕРСАЛЬНО-СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
При мелкосерийном производстве применение спе-
циальных приспособлений часто оказывается невыгод-
ным, так как высокая стоимость их изготовления рас-
кладывается на небольшую партию изделий. В этих
случаях наиболее эффективно использовать приспособ-
Рис. 125. Универсально-сборное приспособлен
ние для сверления:
/ — стол, 2, 9 — опорные детали, 3 — установоч-
ные детали, 4, 8 — крепежные детали, 5 — направ-
ляющая деталь, 6 — обрабатываемая деталь, 7,
10 — прижимные детали
ления, собираемые из отдельных стандартизованных де-
талей и сборочных единиц.
Система универсально-сборных приспособлений
(УСП) разработана инженерами В. С. Кузнецовым и
В. А. Пономаревым. Универсально-сборные приспособ-
ления состоят из взаимозаменяемых деталей и узлов,
252
из которых монтируются приспособления различного
назначения.
Элементы УСП по назначению и конструктивным осо-
бенностям делятся на группы: 1) детали базовые, 2) кор-
пусные или опорные, 3) установочные, 4) направляющие,
5) прижимные, 6) крепежные, 7) детали различного на-
значения, 8) неразборные узлы.
Базовые детали представляют собой плиты, уголь-
ники и кольца, используемые в качестве оснований, свя-
зывающих детали и узлы в единое жесткое приспо-
собление.
На рис. 125 показано универсально-сборное приспо-
собление для сверления. В качестве базовой детали выб-
ран круглый стол 1 с Т-образными пазами, на котором
монтируются опорные детали 2 и 9. Поверхности опор-
ных деталей могут быть использованы в качестве уста-
новочных баз обрабатываемой детали 6.
Установочные детали 3 применяются для фиксации
обрабатываемых деталей по технологическим базам.
Направляющие детали 5 используются в тех случаях,
когда необходимо обеспечить установку режущего ин-
струмента.
Прижимные детали 7 и 10 представляют собой при-
хваты и прижимы, используемые для закрепления де-
талей.
Крепежные детали 4 и 8 относятся к наиболее мно-
гочисленной группе и применяются для соединения и
закрепления обрабатываемых деталей в процессе обра-
ботки. К последней группе относятся неразборные узлы.
Сборка УСП в большинстве случаев выполняется по
чертежу обрабатываемой детали и карточке задания,
в которой указаны назначение приспособления и ре-
комендуемые к использованию базовые поверхности.
К приспособлениям, собранным из деталей и узлов УСП,
предъявляют такие же требования, что и к специаль-
ным: правильный выбор баз, быстрое закрепление дета-
ли; жесткость крепления и безопасные условия работы.
Сборка УСП требует серьезной технической подго-
товки слесаря-инструментальщика, поскольку ему при-
ходится самостоятельно решать задачи конструирования
и сборки.
Слесарь-инструментальщик приступает к сборке
УСП, имея чертеж или образец детали и карту заказа.
Сначала определяют базовые поверхности детали, а
253
потом подбирают основание необходимого размера и на
нем располагают изделие. Затем подбирают необходи-
мые опорные и упорные элементы с таким расчетом,
чтобы все базовые поверхности детали имели упоры.
После этого подбирают прижимы. Их должно быть как
можно меньше, но деталь должна быть надежно закреп-
лена и не должно быть смещения опорных узлов.
Пригоночные работы (опиливание, шабрение, при-
тирка) при сборке УСП не допускаются, так как все де-
тали и узлы закаленные и имеют постоянные размеры.
Необходимые базовые размеры получают только подбо-
ром деталей и соответствующим их расположением на
базовой поверхности основания.
§ 9. ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Каждое приспособление состоит из отдельных дета-
лей и узлов определенного назначения. Чем сложнее
обрабатываемая заготовка, тем больше частей входит в
состав приспособления.
Однако любое станочное приспособление состоит из
типичных деталей, повторяющихся в разных конструк-
циях приспособлений, а именно:
а) корпуса, связывающего установочные, зажимные
и направляющие элементы (иногда корпус состоит из
нескольких корпусных частей);
б) установочных элементов, на которые при вывер-
ке и обработке устанавливается заготовка;
в) зажимных элементов, при помощи которых деталь
крепится в приспособлении;
г) направляющих втулок (в кондукторах и расточ-
ных приспособлениях);
д) вспомогательных элементов, наличие которых
вызвано конструкцией приспособления.
Корпуса являются главной частью приспособлений.
На них монтируются все остальные части приспособле-
ния (опоры, зажимные устройства, направляющие, а
также вспомогательные детали и механизмы). Корпуса
выбираются в зависимости от габаритных размеров и
формы обрабатываемых заготовок. Корпуса должны
обеспечить быструю установку и снятие обрабатывае-
мых заготовок, быть удобными при установке их на сто-
ле станка. Кроме этого, корпуса должны быть жесткими
254
и прочными, не деформироваться при зажиме и от на-
грузок на заготовку во время ее обработки.
Корпуса приспособлений изготовляют литыми из се-
рого чугуна, кованными из стали, сварными, сборными
из отдельных элементов.
При выборе корпуса приспособления помимо техни-
ческих условий руководствуются также и экономически-
ми соображениями: стоимостью материала, трудоемко-
стью изготовления, наличием готовых заготовок и т. п.
Недостатком чугунных корпусов является возмож-
ность их коробления, а стальные корпуса деформиру-
ются после сварки вследствие возникновения в деталях
корпуса остаточных напряжений. Поэтому чугунные кор-
пуса после предварительной черновой механической об-
работки подвергают старению, а стальные корпуса пос-
ле сварки — отжигу.
Установочные детали (опоры) делятся на ос-
новные и вспомогательные. Опоры предназначены для
базирования заготовки в приспособлении. Они жестко
связаны с корпусом приспособления и определяют поло-
жение обрабатываемой заготовки относительно режуще-
го инструмента.
Вспомогательные опорные детали применяются для
повышения устойчивости и жесткости обрабатываемой
заготовки в приспособлении. Опоры для базирования
заготовки в приспособлении изготовляются в виде шты-
рей, пластин, призм, пальцев.
Опорные штыри применяются трех видов: с
плоской головкой, со сферической головкой и с насечен-
ной головкой.
Штыри с плоской головкой (рис. 126, а) применяют-
255
ся в качестве опор при обработке небольших заготовок,
устанавливаемых в приспособлении обработанными плос-
кими поверхностями.
Опорные штыри со сферической (рис. 126,6) и насе-
ченной (рис. 126, в) головкой применяются, когда обра-
Рис. 127. Опорные пластины
батываемая заготовка
устанавливается в при-
способление необрабо-
танными плоскими по-
верхностями.
Иногда штыри уста-
навливают в закален-
ные стальные втулки,
запрессованные в от-
верстие корпуса при-
способления. Это дела-
ется для того, чтобы
можно было быстро за-
менить износившийся
штырь и сохранить
приспособление.
Рис. 128. Винтовые регулируемые опо-
ры:
/ — заготовка, 2 — головка, 3 — контргайка,
4 — винт, 5 — приспособление, 6 — штифт,
7 — гайка
Опорные пластины применяются двух типов:
плоские и с наклонными пазами. Эти пластины служат
опорными поверхностями при установке крупногабарит-
ных заготовок обработанными (рис. 127, а) и необрабо-
танными (рис. 127,6) плоскими поверхностями.
Регулируемые опоры для станочных приспо-
соблений могут быть с шестигранной и круглой голов-
кой. Опора, показанная на рис. 128, а, имеет шестигран-
ную головку 2, на которую опирается заготовка 1, Винт4
свободно входит в резьбовое отверстие приспособления 5
и фиксируется контргайкой 3.
256
Опора, показанная на рис. 128, б, имеет круглую го-
ловку. Винт входит в гладкое цилиндрическое отверстие
приспособления и передвигается по пазу накатной круг-
лой гайкой 7. Чтобы винт не проворачивался вокруг сво-
ей оси, в средней части его просверлено отверстие, в ко-
торое вставлен штифт 6.
Дополнительно к основным опорам для повышения
устойчивости и жесткости крепления обрабатываемой
заготовки в приспособлении применяются самоуста-
навливающиеся и подводимые вспомога-
тельные опоры.
Рис. 129. Самоустанавливающаяся одноточечная вспомо*
гательная опора (а) и устройства с установочными паль-
цами (б и в):
а) / — винт, 2 — рукоятка, 3, 4 — вкладыши, 5 — наконечник,
6—плунжер, 7 — пружина, 5 —деталь, б) / — сменный палец,
2 — плунжер, 3 — рычаг
9—748
257
На рис. 129, а показана одноточечная самоустанавли-
вающаяся опора. Если повернуть рукоятку 2 влево,
плунжер 6 под действием пружины 7 поднимется до со-
прикосновения наконечником 5 с поверхностью детали 8.
После установки плунжер 6 стопорят винтом 1 при по-
мощи вкладышей 3 и 4. Чтобы при зажиме плунжер 6
не перемещался, угол скоса на нем должен обеспечивать
самоторможение (а>10°). Уступ на торце вкладыша 4
ограничивает вертикальное перемещение плунжера.
Установочные пальцы применяют в тех случаях, ког-
да заготовка при обработке базируется на отверстие.
Например, зубчатые колеса, кулачковые муфты, втулки,
имеющие одно отверстие, устанавливают в приспособ-
лении на палец. Заготовки, имеющие несколько отвер-
стий, ставят на два пальца, что придает им определен-
ное положение.
При установке в приспособление тяжелых заготовок,
когда неподвижные пальцы мешают загрузке, их дела-
ют выдвижными. На рис. 129,6 показано устройство с
выдвижным пальцем. Сменный палец 1 установлен в
плунжере 2, управляемом рычагом 3.
Конусные подпружиненные пальцы (рис. 129, в) при-
меняют при базировании заготовки коническим отвер-
стием или необработанным цилиндрическим.
Призмы являются основными опорами и применя-
ются в приспособлениях для установки цилиндрических
заготовок. Призма, используемая для установки корот-
ких заготовок, показана как элемент сборной призмы на
рис. 130, а. Для длинных заготовок применяется призма
с выемкой (рис. 130,6) или сборная призма (рис. 130, в).
При установке заготовки по черновой базе, а также
при установке ступенчатых валов рабочие поверхности
призм делают узкими (см. рис. 130,6). Крупные заго-
товки устанавливают на чугунные или сварные призмы.
На наклонных поверхностях этих призм прикрепляют
стальные закаленные пластинки.
Рабочие поверхности и основание призм подвергают
точной обработке. Если в приспособлении используется
в качестве опорных баз несколько призм, то все они
окончательно обрабатываются совместно. Рабочие по-
верхности призм располагаются по отношению друг к
другу под углом 60, 90 и 120° Призмы крепят к корпусу
приспособления винтами /, а фиксируют контрольными
штифтами 2 (см. рис. 130, а).
258
Основными параметрами призм являются размеры
С, Н, h и угол а. Размер С необходим для разметки и
предварительной обработки, а размер Н и h — для конт-
роля после окончательной обработки. Расстояние Н
между основанием призмы и осью установленного в
призме вала зависит от угла а, размера С и диаметра
вала D.
Рис. 130. Установочные призмы
Ручные зажимные элементы приспособле-
ний делятся на простые и комбинированные. Наиболее
простыми по конструкции являются ручные резьбо-
вые зажимы. Они широко применяются в станочных
приспособлениях, так как обеспечивают надежное креп-
ление заготовки при обработке, но при зажиме и разжи-
ме требуют затраты некоторого времени и приложения
усилия.
К комбинированным зажимным устрой-
ствам относятся винтовые прихваты. На рис. 131, а
показан прихват, состоящий из винтового и рычажного
зажимов с регулируемой опорой.
При затягивании гайки 6 прижимная планка (при-
хват) 4 прижимает одним концом заготовку 3, а второй
конец упирается в регулируемую опору 9. Под планку
на резьбовую шпильку надевают пружину 10. Она дер-
жит планку при смене заготовки, что создает удобство
при эксплуатации приспособления.
Под зажимную гайку поставлены сферическая 8 и
коническая 5 шайбы, которые предохраняют разьбовую
шпильку от изгиба. Величина Н зависит от толщины за-
9* 259
7
готовки, а величина Н\ регулируется опорой 9. Для этого
опору и контргайку 11 поворачивают в нужном направ-
лении.
Очень удобны в приспособлениях быстродейст-
вующие эксцентриковые зажимы. На
рис. 131, б показан нормализованный эксцентриковый
прихват. Обрабатываемая заготовка зажимается сле-
дующим образом. Заготовку 3 устанавливают на непо-
движные опоры 2 в кор-
пусе приспособления. При
вращении эксцентрика 9
по стрелке он воздейству-
ет на планку 4 и заклини-
вает заготовку с?.
Надежное закрепле-
ние заготовки возможно
при условии, когда рас-
стояние между осью вра-
щения эксцентрика и цен-
тром его окружности а бу-
дет меньше диаметра D в
12—15 раз.
На заводах серийного
и массового производства
ручные зажимы в станоч-
ных приспособлениях за-
меняют пневматиче-
скими и гидравли-
ческими. Такие устрой-
ства значительно ускоря-
ют процесс закрепления и
раскрепления заготовки
при обработке, облегча-
ют условия труда рабоче-
го и сохраняют постоян-
ство силы зажима заго-
товки в приспособлении.
Направляющие кон-
дукторные втулки широко
применяются при изготов-
лении кондукторов и рас-
точных приспособлений.
Они предназначены для
направления сверл, раз-
Рис. 131. Винтовой прихват с регу-
лируемой опорой (а) и нормализо-
ванный эксцентриковый прихват
(6):
а) 1 — основание, 2 — неподвижные
опоры, 3 — заготовка, 4 — прижимная
планка, 5, 8— коническая и сфериче-
ская шайбы, 6 — гайка. 7 — шпилька,
9 — регулируемая опора, 10 — пружи-
на, 11 — контргайка;
б) позиции 1, 2, 3, 4 — см. в а, 5 —
коническая шайба, 6 — прижимная го-
ловка винта, 7—шпилька, 8, 12 —
контргайки, 9 — эксцентрик, 10 — опо-
ра эксцентрика, 11 — пружина
26Q
верток и борштанг при обработке. Направляющие кон-
дукторные втулки бывают постоянными, сменными и бы-
стросменными.
Постоянные кондукторные втулки при-
меняются в тех случаях, когда обработка выполняется
одномерным инструментом, например, сверлом. Изготов-
ляются втулки двух видов: без буртика (рис. 132, а) и с
Рис. 132. Направляющие кондукторные втулки:
а — без буртика, б —с буртиком, в —сменная, г — быстросменная;
I — корпус, 2 — втулка, 3 — кондукторные втулки, 4 — винт,
5 — фаска
буртиком (рис. 132,6). Наиболее часто применяются
втулки без буртика, так как они проще в изготовлении
и их можно легко заменить при износе или повреждении.
У втулок любого вида на верхнем торце с внутренней
стороны имеется закругленная фаска 5, облегчающая
ввод инструмента.
Сменные втулки (рис. 132, в) изготовляются
только с буртиком. На верхнем торце с внутренней сто-
роны они имеют закругленную фаску. В корпус 1 кон-
дуктора запрессовывается заподлицо с верхней поверх-
ностью постоянная втулка 2. Сменная втулка 3 встав-
ляется в отверстие постоянной втулки и стопорится
винтом 4. Это делается для того, чтобы сменная втулка
во время работы не проворачивалась вокруг своей оси.
261
Чтобы заменить сменную втулку, необходимо отвер-
нуть стопорный винт и вынуть втулку. Применяют смен-
ные втулки главным образом при обработке большого
количества заготовок.
Быстросменные втулки применяются при об-
работке заготовок, отверстие у которых обрабатывается
поочередно несколькими инструментами, например, свер-
лом, затем зенкером и разверткой. Заготовка при этом
остается в кондукторе в неизменном положении.
Быстросменная втулка (рис. 132, г) отличается от
сменной тем, что она на выступающей части имеет за-
мок, препятствующий вращению или выталкиванию
втулки из приспособления во время работы. На буртике 3
втулки с одной стороны имеется уступ, за край которого
заходит головка винта; с другой стороны уступ закан-
чивается полукруглым вырезом, диаметр которого не-
много больше диаметра головки винта. При вращении
втулки конец уступа дойдет до головки винта и не поз-
волит сменной втулке вращаться и выйти из постоянной
втулки.
§ 10. СБОРКА ПРИСПОСОБЛЕНИЙ
Процесс изготовления любого приспособления разде-
ляется на два этапа: обработка деталей приспособления
и его сборка. Обработка деталей выполняется различ-
ными способами, но непременно должна быть высоко-
качественной.
Все обработанные детали поступают в промежуточ-
ную кладовую для окончательного комплектования. Сле-
сарю-инструментальщику выдается полный комплект де-
талей (в том числе и крепежных), необходимых для
сборки приспособления.
Сборка приспосблений является весьма ответствен-
ной операцией, от которой зависят удобство, качество и
точность обработки в нем заготовок. От слесаря-инстру-
ментальщика, помимо профессиональных навыков, тре-
буется понимание принципа работы приспособления и
знание предъявляемых к нему технических требований.
Даже при самом качественном изготовлении деталей
слесарю приходится выполнять ряд пригоночно-доводоч-
ных работ, обеспечивающих заданные размеры приспо-
собления в собранном виде.
262
Сборочные работы включают два этапа: предвари-
тельный и окончательный.
Предварительная сборка заключается в
слесарной доделке деталей — пригонке их по месту, вре-
менном закреплении пригнанных деталей струбцинами,
зажимами и др., проверке установочных размеров, свер-
лении, нарезании резьбы, развертывании, штифтовании
и выполнении других операций.
Предварительно собранное приспособление, если это-
го требует точность базовых размеров, дополнительно
обрабатывают на станках. Например, шлифуют опорные
пластины с одной установки, растачивают в корпусах
гнезда под кондукторные втулки и др.
Окончательная сборка приспособления за-
ключается в тщательной проверке всех базовых разме-
ров, в доводке отдельных деталей, постановке на место
деталей, которые не могли быть поставлены при пред-
варительной сборке. Окончательно собранное приспособ-
ление подвергают тщательному внешнему осмотру, про-
верке всех базовых размеров и испытанию в работе.
Сборка отдельных элементов приспособлений. При
сборке приспособлений слесарю-инструментальщику ча-
ще всего приходится выполнять следующие работы:
а) доделка и отделка деталей приспособления;
б) пригонка и доводка отдельных деталей;
в) крепление деталей винтами и штифтами;
г) крепление установочных и направляющих эле-
ментов;
д) установка кондукторных втулок.
Доделка и отделка деталей приспособ-
ления заключается в снятии заусенцев и фасок, свер-
лении и зенковании отверстий, опиливании и фабрении
отдельных поверхностей, проверке и зачистке ранее об-
работанных поверхностей.
Пригонка и доводка отдельных дета-
лей выполняется чаще всего опиливанием и шабрением
(закаленных деталей — притиркой и доводкой). После
пригонки или доводки плоскости должны быть строго
прямолинейны, а в соответствующих случаях и парал-
лельны между собой. Пригоняемые и доводимые плос-
кости проверяют линейкой, щупом или на краску.
Крепление деталей п р и с п о с о б л е н и я вин-
тами и штифтами производится при соединении двух
или более деталей между собой, или деталей с основа-
263
нием приспособления. Такими деталями являются стой-
ки, кронштейны, опорные пластины, крепежные замки,
защелки и др.
Контрольные штифты ставят, чтобы не допустить сме-
щения двух ответственных деталей, соединенных винта-
ми. Кроме того, без контрольных штифтов при ремонте
приспособления после разборки соединения пришлось
бы затратить много времени на сложную выверку поло-
жения деталей при новой сборке.
Направляющие элементы устанавливают в
тех случаях, когда сопрягаемая деталь должна занять
свое первоначальное положение (например, крышка кон-
дуктора с несколькими кондукторными втулками). Что-
бы просверлить отверстие в деталях, их устанавливают
в кондукторе, сверлят через кондукторные втулки и ста-
вят штифты в крышке. Направляющие штифты обеспечи-
вают надежную установку крышки в первоначальное по-
ложение.
Установочные элементы ставят в приспособ-
ление по разметке или по образцу. К ним относятся шты-
ри и пластинки. Часто от этих элементов измеряют базо-
вые размеры, поэтому окончательно обрабатывают их
поверхности при окончательной сборке.
Установка кондукторных втулок должна
быть выполнена очень тщательно. Постоянные втулки за-
прессовывают на ручном прессе, а иногда и вручную,
осаживая втулку молотком. В том и другом случае втул-
ка должна входить в отверстие с небольшим натягом.
При слишком большом натяге внутренний диаметр втул-
ки может быть нарушен в меньшую сторону идогда при-
дется отверстие доводить притиром. Во всех случаях
втулка после запрессовки проверяется калибром-пробкой.
Общая сборка приспособлений. На рис. 133 показано
приспособление для фрезерования двух наклонных плос-
костей короткой планки. Приспособление должно уста-
навливаться на столе 11 станка так, чтобы шпонка 12
входила в паз стола и крепиться болтами /. При обра-
ботке заготовка 5 ставится наклонно в гнездо приспособ-
ления и крепится прихватом с?, один конец которого упи-
рается в основание 2.
В конструкции приспособления принято, что для на-
стройки приспособления на необходимый размер фрезы
7 и 8 устанавливают по эталонной детали, которую зажи-
мают в приспособлении, и подводят стол к оправке с
264
фрезами так, чтобы фрезы коснулись вершинами зубьев
обрабатываемых поверхностей. В таком положении стол
оставляют.
Слесарь должен обеспечить следующие требования к
приспособлению в процессе его изготовления:
1) гнездо для заготовки 5 должно быть строго парал-
лельно основанию приспособления;
2) гнездо в продольном направлении должно быть
строго параллельно шпонке 12;
Рис. 133. Сборка фрезерного приспособления и его
проверка на точность:
/ — болты, 2 — основание, «?—прихват, 4 — шпилька, 5 —
заготовка, б — штифт. 1, 8 — фрезы, 9 — индикатор с под-
ставкой 10\ 11 — стол, 12 — шпонка
3) угол гнезда 90° должен быть выдержан с точно-
стью ±10';
4) заготовка должна прилегать к стенкам гнезда без
качки.
Угол наклона широкой стороны А гнезда к основанию
приспособления должен быть выдержан с заданной точ-
ностью при обработке корпуса на станке.
Параллельности гнезда основанию и шпонке можно
добиться при сборке следующими способами:
1) обработав основание корпуса, точно обработать
гнездо приспособления, а затем при сборке пригнать
шпонку;
2) обработав основание, обработать гнездо в корпусе
предварительно, а затем собрать корпус со шпонкой и
шлифованием точно обработать гнездо.
265
Упорный штифт 6 следует ставить после сборки при-
способления.
Слесарь получает полный комплект деталей приспо-
собления: обработанный корпус, упорный штифт, шпонку
с винтами, детали прихвата (планку, пружину, болт, шай-
бу и гайку) —и одну обработанную заготовку изделия.
Работу слесарь начинает с заготовки. Ему она нужна
для проверки точности и отладки приспособления. С этой
целью он тщательно обрабатывает на шлифовальном
станке заготовку со всех сторон, проверяя толщину и дли-
ну штангенциркулем, а углы — угломером. Прямолиней-
ность всех плоскостей, кроме торцовых, следует прове-
рять лекальной линейкой на просвет.
Сборку приспособления слесарь начинает с обработки
шпоночного паза и пригонки к пазу шпонки. После при-
гонки на шпонке намечают два отверстия для винтов и
просверлить эти отверстия одновременно в шпонке и кор-
пусе. Затем в шпонке нужно рассверлить отверстия под
свободный проход винтов и раззенковать эти отверстия,
а в корпусе нарезать резьбу.
Изготовленный образец изделия слесарь ставит в гнез-
до корпуса приспособления и прикладывает по месту
планку прихвата, наблюдая, чтобы верхняя плоскость ее
была горизонтальна. При необходимости слесарь опили-
вает конец прихвата. По планке слесарь намечает в кор-
пусе отверстие для болта, просверливает его и нарезает
в нем резьбу. Затем завинчивает на место наглухо шпиль-
ку 4, ставит пружину, планку, шайбы и навинчивает гай-
ку; ставит на место шпонку 12 и крепит ее винтами. На
этом предварительная сборка приспособления заканчива-
ется.
Далее слесарю необходимо проверить приспособление
на точность и в зависимости от результатов отладить
сборку.
Гнездо для изделия должно быть параллельно осно-
ванию приспособления и шпонке. Для проверки приспо-
собления ставят на контрольную плиту со строго парал-
лельными пазами и прижимают шпонкой к стенке одного
из пазов; предварительно в гнездо должно быть поставле-
но изделие-образец и прижато прихватом.
Рядом с приспособлением ставят индикатор 9, под-
ставку которого 10 краем также прижимают к стенке
другого паза плиты. Наконечник индикатора вводят в
соприкосновение с верхней плоскостью изделия (поло-
266
жение I) и передвигают подставку индикатора по верхней
плоскости детали на всю ее длину: если гнездо не парал-
лельно основанию, индикаторная стрелка покажет вели-
чину отклонения. Затем индикатор ставят в положение II.
Наконечник индикатора упирают в боковую плоскость
изделия и перемещают индикатор вдоль паза, определяя
этим параллельность гнезда к шпонке 12. Далее прове-
ряют прилегание изделия-образца к стенкам гнезда без
прижима. Испытывают приспособление обработкой проб-
ных деталей на станке.
§ 11. РЕМОНТ И ВОССТАНОВЛЕНИЕ
ПРИСПОСОБЛЕНИЙ
Приспособления в процессе их использования изнаши-
ваются. Главными причинами быстрого износа приспо-
соблений являются:
а) неправильный выбор материала для ответственных
деталей;
б) небрежное обращение с приспособлением в про-
цессе его эксплуатации.
При нормальной эксплуатации приспособления посте-
пенно изнашиваются зажимные элементы, направляющие
планки, упоры, втулки, что приводит к нарушению точ-
ности приспособления.
Приспособления, потерявшие точность, ремонтируют.
Ремонт приспособлении является одним из сложных ви-
дов работ, поручаемых только слесарю-инструменталь-
щику. Слесарь должен умело разобраться в причинах,
вызвавших необходимость ремонта, наметить план вос-
становления и отремонтировать приспособление так, что-
бы были полностью выдержаны предъявляемые к нему
технические требования и его основные размеры.
В ходе эксплуатации приспособлений встречаются сле-
дующие повреждения:
1) износ или поломка зажимных элементов (износ
или срыв резьбы зажимных винтов и гаек; поломка или
изгиб самих винтов; износ эксцентриков и их осей, по-
ломка планок и пружин и т. д.);
2) износ внутренних диаметров кондукторных втулок,
повреждение поверхностей отверстия втулок при сверле-
нии, износ сменных кондукторных втулок по внутреннему
и наружному диаметру;
267
3) износ или повреждение установочных элементов
(штырей, пластин, призм, планок и др.);
4) поломки частей корпуса — опор, кронштейнов,
стоек, износ ножёк, направляющих штырей, повреждение
контрольных штифтов, смещение стоек или других де-
талей. :
В зависимости от степени и характера износа или по
вреждений, ремонт1 или восстановление приспособления
может выразиться в простом регулировании, замене не-
сложных, но изношенных деталей либо в замене деталей
с последующей их пригонкой и регулированием в при-
способлении. Таким образом, приспособления могут под-
вергаться текущему или капитальному ремонту.
Текущий ремонт приспособлений сво-
дится к замене или к исправлению одной-двух изношен-
ных или сломанных деталей без разборки и регулирова-
ния всего приспособления в целом. Текущий ремонт
требует немного времени и может быть выполнен в обе-
денный перерыв или между сменами (производственный
процесс при этом не нарушается).
Регулирование отдельных частей приспособления без
пригоночных работ и без смены деталей также относится
к текущему ремонту. После ремонта приспособление ис-
пытывают в работе, проверяя обрабатываемое в нем из-
делие.
К капитальному ремонту приспособле-
ний относятся работы по ремонту корпусных деталей,
восстановлению базовых размеров, смене изношенных
кондукторных втулок и установочных элементов. Капи-
тальный ремонт включает частичную или полную разбор-
ку приспособления и его узлов, смену изношенных дета-
лей. Сборку, пригонку и регулирование выполняют так
же, как это делается при изготовлении нового приспо-
собления.
Приспособление при капитальном ремонте обязатель-
но проверяют на точность и осматривают состояние всех
его деталей с целью обнаружения дефектов. Капиталь-
ный ремонт может длиться продолжительное время.
Снятое со станка приспособление тщательно осматри-
вают, затем проверяют базовые размеры, размеры от-
верстий направляющих втулок и других деталей, опреде-
ляющих точность приспособления. В заключение прове-
ряют состояние поверхностей установочных элементов, а
также состояние и действие зажимов. Все замеченные
268
недостатки приспособления записывают в ведомость де-
фектов.
Осмотр и проверка приспособления обычно сопровож-
даются частичной или даже полной разборкой его. Не
следует разбирать те узлы приспособления, которые не
будут ремонтироваться и которые можно проверить или
осмотреть без разборки.
Разборку начинают со снятия с приспособления кры-
шек и зажимов, а затем переходят к другим частям. Де-
тали, соединенные контрольными штифтами, требуют осо-
бой осторожности при разборке. Сначала удаляют кре-
пежные винты, а затем осторожными ударами молотка
по выколотке выбивают штифты.
Изношенные кондукторные втулки также следует уда-
лять осторожно, чтобы не повредить посадочные гнезда.
Выпрессовывать втулки лучше всего под прессом или при
помощи несложного ручного приспособления — съемника.
В приспособлении всегда имеется несколько одинако-
вых, пригнанных или подобранных по месту деталей (вту-
лок, стоек, кронштейнов, планок). При съемке с приспо-
собления этих деталей нужно обязательно отметить ус-
ловными метками положение каждой из них, чтобы не
перепутать их при сборке и не делать ненужной и иногда
очень трудной подгонки.
Самый быстрый метод ремонта приспособления со-
стоит в замене изношенной или поврежденной детали
новой (запасной). Поэтому простые, но ходовые детали
(прихваты, пружины, винты, втулки, штифты, шпонки,
пластинки, гайки) должны находиться в запасе, чтобы в
любой момент можно было воспользоваться ими для
ремонта приспособления.
Установочные элементы (штыри и пластинки) обычно
выходят из строя в результате износа и их заменяют но-
выми. Такая замена связана с некоторыми затруднения-
ми, так как необходимо сохранить точные базовые раз-
меры приспособления.
Если установочные поверхности находятся в теле кор-
пуса приспособления, то при ремонте их сфрезеровыва-
ют или сошлифовывают на нужную глубину, чтобы можно
было поставить накладные пластинки и таким образом
восстановить первоначальные базовые размеры.
Изношенные накладные пластинки заменяют или ста-
вят под них тонкие подкладки из листовой стали, а за-
тем шлифуют для получения точных базовых размеров.
269
Поврежденные контрольные штифты необходимо обя-
зательно удалить и заменить новыми. После удаления
старых штифтов выверяют положение деталей, которые
фиксировались штифтами. При необходимости детали
скрепляют винтами или (если это возможно) зажимны-
ми приспособлениями. После этого старые отверстия
развертывают или отверстия сверлят в новом месте, их
развертывают и ставят новые контрольные штифты.
Направляющие пазы прострагивают с изношенной сто-
роны и затем к ним приваривают или привинчивают
планку, которую обрабатывают так, чтобы получить пер-
воначальный размер паза.
Ремонт корпусных деталей приспособлений (плит,
стоек, коробок и т. п.) является наиболее сложной опера-
цией. При поломке корпусной детали ее можно исправить
сваркой. Однако после сварки корпус часто приходится
отжигать, чтобы устранить вредные напряжения в ме-
талле. Кроме того, при сварке происходит некоторое ко-
робление детали. Поэтому, независимо от того, была де-
таль в отжиге или нет, ее после сварки всегда приходит-
ся тщательно проверять и дополнительно обрабатывать
для устранения обнаруженных неточностей.
Сборочные работы при ремонте приспособлений за-
ключаются главным образом в пригонке частей приспо-
собления опиливанием или шабрением, в установке вту-
лок и т. п. Эти работы не отличаются от работ, выполня-
емых при сборке нового приспособления, но порядок
сборки ремонтируемого приспособления меняется в зави-
симости от объема и содержания ремонта.
Прежде чем начать ремонт приспособления, слесарь
тщательно проверяет его, чтобы обнаружить все дефекты.
Порядок ремонта и сборки приспособления будет зави-
сеть от того, какие дефекты надо устранить, поэтому ход
ремонта должен быть хорошо заранее продуман. Непра-
вильный метод ремонта может привести к новым дефек-
там приспособления. Следовательно, ремонт надо выпол-
нять так, чтобы он не мог привести к нарушению пра-
вильности положения тех частей, которые не требуют
ремонта.
Можно заранее предвидеть наиболее частые случаи и
характер ремонта и принимать необходимые меры по из-
готовлению запасных частей к приспособлениям. Это со-
кратит сроки и облегчит ремонтные работы.
ГЛАВА XIII
ОРГАНИЗАЦИЯ
ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
Общие сведения. Для эффективной работы машино-
строительного предприятия большое значение имеет
правильная организация инструментального хозяйства.
Любое машиностроительное предприятие потребляет
большое количество самого разнообразного нормализо-
ванного и специализированного инструмента и технологи-
ческой оснастки. Без этого невозможно ведение произ-
водственного процесса.
Бережное и рациональное использование инструмента,
правильная организация инструментального хозяйства
являются надежными источниками снижения себестои-
мости продукции.
Имеющиеся на большинстве заводов бюро инструмен-
тального хозяйства выполняют следующие задачи: при-
обретение и изготовление режущего и измерительного
инструмента, приспособлений, штампов, пресс-форм;
хранение инструмента и выдача его цехам, организация
необходимых ремонтов и заточки инструмента; наблюде-
ние за правильным использованием и эксплуатацией ин-
струмента на рабочих местах.
На крупных предприятиях имеются инструменталь-
ные отделы, включающие конструкторские бюро по про-
ектированию инструмента и оснастки, бюро инструмен-
тального хозяйства завода, инструментальный цех, цент-
ральный инструментальный склад (ЦИС).
Инструментальному отделу подчиняются также участ-
ки по заточке и ремонту режущих и измерительных ин-
струментов и раздаточно-инструментальные кладовые,
размещенные в цехах предприятия.
В инструментальном отделе устанавливают нормы
расхода инструмента основными и вспомогательными це-
хами. Любой инструмент с центрального инструменталь-
271
ного склада выдается цехам только с разрешения инст-
рументального отдела.
Инструментальный цех завода. Многие машинострои-
тельные предприятия сами изготовляют для собственных
нужд различные виды нестандартизованного режущего
и измерительного инструмента, приспособлений и другой
оснастки. Себестоимость этих инструментов, разумеется,
намного выше, чем изготовляемого на специализирован-
ных инструментальных заводах. Однако специализиро-
ванные инструментальные предприятия не могут пол-
ностью удовлетворить потребность машиностроительных
заводов при исключительном разнообразии инструментов
и приспособлений, которые заводы потребляют. Поэтому
на каждом заводе имеется свой инструментальный цех,
занимающийся изготовлением недостающих заводу инст-
рументов, штампов, приспособлений. При больших объе-
мах производства на заводе может быть даже не один, а
несколько инструментальных цехов.
Если на заводе несколько инструментальных цехов,
они делятся по характеру выполняемых работ (цех штам-
пов и пресс-форм, измерительного инструмента, приспо-
соблений). Инструментальный цех состоит из нескольких
участков: заготовительного, режущих инструментов, из-
мерительных инструментов, штампов, пресс-форм, прис-
пособлений, кузнечного, сварочного, термического. Каж-
дый участок цеха имеет свои задачи.
Заготовительный участок обеспечивает ин-
струментальное производство заготовками по заявкам
технологического бюро инструментального цеха. При
заготовительном участке имеется склад необходимых
материалов. Различные марки инструментальных и кон-
струкционных сталей окрашивают в разные цвета, чтобы
по условному обозначению можно было быстро отыскать
их и не перепутать.
Оборудование заготовительных участков разнообраз-
но: здесь обязательно должны быть отрезные дисковые
пилы, гидравлические ножовки для отрезания заготовок
круглого, квадратного и шестигранного сечения.
Заготовки диаметром до 30 мм иногда рубят на экс-
центриковых прессах, но после рубки на прессе заготовку
приходится править. Применяются специальные отрез-
ные станки, на которых заготовки отрезают вулканито-
выми кругами. Этот метод является наиболее произво-
дительным для отрезания сталей большой твердости.
272
На крупных заводах на заготовительных участках вы-
полняют обдирочные работы: заготовки подвергают пред-
варительной (грубой) обработке. Это делается для того,
чтобы уменьшить вес заготовки и количество стружки,
образующейся на производственных участках, освободить
дорогостоящие точные станки от выполнения грубых и
несложных операций.
На кузнечном участке выполняют различ-
ные поковки, необходимые инструментальному цеху:
державки для резцов, скоростные головки, матрицы, де-
тали приспособлений.
На сварочном участке выполняют необходи-
мые сварочные работы: сваривают головки из быстроре-
жущей стали с державками резцов, приваривают хвосто-
вики к головкам фрез, сваривают различные узлы приспо-
соблений и др.
Инструментальные участки цеха занимают-
ся изготовлением и капитальным ремонтом соответствую-
щих инструментов. Название участка определяется ха-
рактером выполняемых работ; например: участок режу-
щих инструментов занимается изготовлением резцов,
фрез, разверток, зенкеров и др.; участок штампов и
пресс-форм изготовляет вырубные, гибочные и другие
штампы, пресс-формы для пластмасс, цветных металлов
и др.
Оборудование основных участков инструментального
цеха зависит от характера выполняемых работ. Однако
в большинстве случаев оно является универсальным.
Продукция, выпускаемая инструментальными цехами,
в большинстве случаев имеет высокий класс точности.
Чтобы проверить в необходимое время точность изготов-
ляемых инструментов, инструментальные цеха распола-
гают хорошо оборудованными измерительными лаборато-
риями.
Центральный инструментальный склад
(ЦИС) учитывает и хранит весь инструмент, имеющийся
на машиностроительном заводе. ЦИС следит за наличием
запаса инструмента, необходимого для бесперебойной
работы основных и вспомогательных цехов завода.
Инструмент выдается цехам по требованиям установ-
ленной формы с визой инструментального отдела. Полу-
чают инструмент из ЦИСа заведующие складами или
кладовщики цеховых раздаточных инструментальных
кладовых.
273
Раздаточные кладовые ведают учетом и выдачей ин-
струмента рабочим. Возвращаемый с производственных
участков инструмент просматривают кладовщики или
специально выделенные для этой цели контролеры. При
мелких неисправностях инструмент подвергают текущему
ремонту и заточке, а инструмент с обнаруженными де-
фектами передают на ремонтный участок инструменталь-
ного цеха.
ГЛАВА XIV
СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ
И ЭКОНОМИКЕ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
§ 1. ОРГАНИЗАЦИЯ ТРУДА НА ПРЕДПРИЯТИИ
Важнейшими задачами управления социалистическим
производством является обеспечение непрерывного про-
изводственного процесса, привлечение к руководству про-
изводством широких масс трудящихся, всемерное разви-
тие социалистического соревнования и широкое распро-
странение передового опыта новаторов производства.
Основные принципы управления социалистическим
производством были разработаны В. И. Лениным.
Правильно организовать производство — это значит
рационально разделить весь производственный процесс
на отдельные составные части и обеспечить ритмичный
выпуск продукции.
В связи с бурным развитием науки и техники посто-
янно меняются технологические процессы, появляется но-
вое оборудование. Это приводит к изменению организа-
ции труда.
Научная организация труда (НОТ) —это совокуп-
ность усовершенствований, непрерывно внедряемых в
организацию труда на основе достижений науки и передо-
вого опыта, которые дают возможность наилучшим обра-
зом соединить технику и людей в едином производствен-
ном процессе, повысить производительность труда, сде-
лать его более содержательным, способствуют сохране-
нию здоровья человека, постепенному превращению труда
в первую жизненную потребность. НОТ — это высшая
по сравнению с существующей организация труда. НОТ
нельзя рассматривать как раз и навсегда установленную
и неизменную систему. Это процесс систематического и
планомерного совершенствования труда.
План НОТ инструментального цеха и его участков
включает большое количество мероприятий.
К ним в первую очередь относятся:
1. Характеристика состояния и организации труда на
участке и сущность трудового процесса.
275
2. Технико-экономические показатели участка.
3. Анализ обслуживания и оснащения рабочих мест.
4. Производственная эстетика и культура труда.
5. Анализ форм и методов работы.
Работа по НОТ на участках цеха должна начинать-
ся с анализа показателей, характеризующих состоя-
ние организации труда данного производственного объ-
екта.
Сущность анализа заключается в выявлении тенден-
ций изменения количественных показателей трудового
процесса и изучения его качественных характеристик.
Проведение анализа позволяет:
1) оценить уровень организации труда на участке и
рабочем месте;
2) определить «узкое место» в организации трудо-
вого процесса и очередность проведения работы по
НОТ;
3) определить наиболее эффективную область НОТ с
точки зрения её влияния на результаты производства;
4) получить исходные данные для расчета срав-
нительной эффективности проектируемых мероприя-
тий по дальнейшему совершенствованию организации
труда.
Только качественный анализ состояния трудового
процесса позволит правильно планировать и проектиро-
вать мероприятия по дальнейшему его совершенство-
ванию.
При разработке планов НОТ на рабочем месте слеса-
ря-инструментальщика необходимо стремиться к увели-
чению производительности труда. Для этого предусмат-
риваются мероприятия, обеспечивающие рациональную
конструкцию верстака, удобное расположение инструмен-
тов и приспособлений с максимальным использованием
механизирующих инструментов.
Основной производственной единицей промышленного
предприятия являются цехи.
Основные цехи занимаются выпуском основной
продукции, установленной плановыми заданиями. К ним
относятся: заготовительные, механические, механосбороч-
ные и сборочные.
Вспомогательные цехи непосредственного уча-
стия в выпуске продукции не принимают, но обеспечива-
ют основные цехи инструментом, приспособлениями и
выполняют ремонт оборудования. К таким цехам отцо-
27$
сятся ремонтные, инструментальные, энергетические,
транспортные и др.
Обслуживающие цехи призваны обслуживать
основные и вспомогательные цехи подвозом заготовок и
сырья, подачей электроэнергии, транспортировкой гото-
вой продукции.
Механический цех относится к основным цехам и яв-
ляется обособленной производственной единицей пред-
приятия. В состав цеха входят производственные участки,
ремонтная и инструментальная базы, различные службы:
снабжения, технологическая, диспетчерская, планово-эко-
номическая, финансовая, бухгалтерия. Во главе цеха
стоит начальник цеха, который отвечает за его производ-
ственную деятельность.
Инструментальный цех относится к вспомогательным
цехам. Производственные участки цеха организованы в
зависимости от характера выполняемой работы. Напри-
мер, участок приспособлений, штампов, пресс-форм, по
ремонту измерительных инструментов, лекальный учас-
ток и др.
В состав цеха входят различные службы: техноло-
гическая, планово-диспетчерская, ремонтная и снаб-
жения.
Слесарю-инструментальщику приходится выполнять
работы с применением большого количества ручного тру-
да. Существенное влияние на повышение производитель-
ности и культуру его труда имеет организация рабочего
места.
От того, как организовано и оборудовано рабочее мес-
то, зависит эффективность использования инструментов,
приспособлений, улучшение качества выпускаемой про-
дукции, снижение себестоимости, а также общая куль-
тура производства.
Вот почему планы НОТ производственных участков
инструментального цеха в первую очередь предусматри-
вают мероприятия по организации и обслуживанию ра-
бочих мест с целью создания условий для высокопроизво-
дительной работы.
Основные вопросы НОТ по проектированию рабочего
места слесаря-инструментальщика связаны с рациональ-
ным выполнением трудовых приемов и сокращением до-
ли ручного труда. Этому должна отвечать планировка
рабочего места, удобное расположение инструмента, на-
личие мест для подключения электромеханических и
277
пневматических инструментов. Особенно следует обра-
тить внимание на раскладку инструмента в ящиках вер-
стака.
В условиях мелкосерийного и единичного производст-
ва слесарю-инструментальщику приходится часто менять
инструменты во время его работы. При плохой организа-
ции рабочего места только на поиск нужного инструмен-
та рабочему приходится тратить от 15 до 30% рабочего
времени.
При отсутствии необходимого порядка в расположе-
нии инструмента на верстаке во время работы, слесарю
приходится выполнять лишние движения и приемы, что
также увеличивает продолжительность выполнения опе-
раций и повышает утомляемость в работе.
Мастер цеха руководит коллективом рабочих на уча-
стке и отвечает за их работу. В больших цехах при
сменной работе имеются старшие мастера, руководящие
работой сменных мастеров и отвечающие за работу всех
участков в своей смене.
Вопросы загрузки рабочего места решает мастер. Ес-
ли система работы бригадная, то загрузкой рабочих мест
ведает бригадир. Для непосредственной помощи мастеру
и бригадиру в планировании и учете работы в цехе име-
ется планово-диспетчерская группа, состоящая из на-
чальника планово-диспетчерского бюро, диспетчеров и
нарядчиков. Указания об очередности выполнения рабо-
ты мастер получает непосредственно от начальника цеха,
диспетчера или заведующего планово-диспетчерским бю-
ро. Наряды на выполняемую работу рабочий получает
от нарядчика с ведома мастера цеха.
В массовом производстве обычно выдаются много-
дневные наряды на всю работу, планируемую на данное
рабочее место.
В каждом наряде указывается норма и расценка.
Цеховая бригада слесарей-ремонтников подчинена
механику цеха. Эта бригада следит за состоянием всего
оборудования цеха, регулирует механизмы станка, заме-
няет сработавшиеся части.
Отдел главного механика завода осуществляет систе-
му планово-предупредительного ремонта оборудования.
Кроме бригады слесарей-ремонтников, в цехе имеется
дежурный электромонтер, который обязан следить за
состоянием электрооборудования рабочих мест и электро-
автоматики и при повреждении устранять неисправность.
278
§ 2. ПОНЯТИЕ О СЕБЕСТОИМОСТИ,
РЕНТАБЕЛЬНОСТИ И ХОЗРАСЧЕТЕ
Себестоимость продукции — один из основных эконо-
мических показателей деятельности любого промышлен-
ного предприятия. Себестоимость продукции отражает
все затраты, связанные с изготовлением и реализацией
продукции: амортизация основных фондов, стоимость ма-
териалов и топлива, расходы на прямую зарплату, цехо-
вые и общезаводские расходы.
Все расходы производства делятся на прямые и кос-
венные.
К прямым расходам относятся затраты, непосредст-
венно связанные с изготовлением изделия. Например,
слесарь-инструментальщик изготовил предельную скобу.
Стоимость калибра (полуфабриката) определена в 46 ко-
пеек, а стоимость изготовления слесарем-инструменталь-
щиком— 1 р. 24 коп. Следовательно, прямые расходы
производства составят: стоимость материала (полуфаб-
рикат) плюс заработную плату рабочего. В нашем при-
мере они составят 46 к. + 1 р. 24 к.= 1 р. 70 коп.
К косвенным расходам относятся затраты, которые
нецелесообразно прямо относить к себестоимости изде-
лия. При изготовлении шаблона слесарь-инструменталь-
щик работал на шлифовальном станке и потреблял
электроэнергию, расходовал абразивно-доводочные, сма-
зочные и обтирочные материалы. Дежурный слесарь-ре-
монтник и электромонтер обслуживали рабочее место
слесаря.
К косвенным расходам производства также относят-
ся расходы, связанные с амортизацией оборудования,
дорогостоящих приборов и измерительных инстру-
ментов.
В условиях цеха к косвенным расходам относятся: за-
работная плата руководящего и обслуживающего персо-
нала цеха, начиная от его начальника и кончая вспомо-
гательными рабочими, расходы по освещению, отоплению
и водоснабжению цеха, текущий ремонт здания цеха,
амортизация цеховых помещений и сооружений, расходы
по охране труда и технике безопасности. Эти расходы
каждый месяц суммируются бухгалтерией и затем рас-
пределяются так, чтобы в себестоимость каждой детали
(изделия) вошла определенная часть общей суммы цехо-
вых косвенных (накладных) расходов.
279
Например, при изготовлении большой партии пре-
дельных скоб косвенные расходы составили 3500 рублей
в месяц. Прямая заработная плата основных рабочих
составила 2100 руб. Следовательно, на 1 рубль заработ-
ной платы приходится 3500:2100=1 р. 75 к. косвенных
цеховых расходов. Цеховые косвенные расходы составят
175% от заработной платы. При стоимости изготовления
предельной скобы в 1 р. 24 коп. цеховые косвенные рас-
ходы составят 2 руб. 17 коп.
Таким образом, цеховая себестоимость одной предель-
ной скобы составит: стоимость материала 46 коп. 4-пря-
мая зарплата 1 р. 24 к. 4- цеховые косвенные расходы
2 р. 17 коп. = 3 р. 87 коп.
К общезаводским расходам относятся: заработная
плата работников заводоуправления, затраты на содер-
жание зданий и сооружений общезаводского назначения
(здание заводоуправления, поликлиника, столовая и др.),
на внутризаводской транспорт, пожарную охрану и т. д.
Общезаводские расходы распределяются по цехам про-
порционально заработной плате.
Например, при изготовлении предельных скоб обще-
заводские накладные расходы выразились 8000 руб. в
месяц, а заработная плата основных цехов составила
14 000 в месяц. Следовательно, на один рубль заработной
платы приходится 8000:14 000 = 57 коп. общезаводских
расходов. Таким образом, общезаводские накладные
расходы составят 57% от заработной платы основных
цехов.
Себестоимость изделия подсчитывают по формуле
С=Л4-54-В,
где: С — себестоимость изделия (детали);
А — стоимость основных материалов и фабрикатов;
Б — заработная плата основных рабочих;
В — накладные косвенные расходы (цеховые и за-
водские).
В нашем примере себестоимость предельной скобы
составит:
46 коп. + 1 руб. 24 коп. + 2 руб. 17 коп. 4- 70 коп. =
= 4 руб. 57 коп.
Рентабельность работы предприятия заключается в
положительной разнице между стоимостью реализован-
ной продукции и расходами, связанными с изготовлени-
280
ем продукции. Если сумма от реализации продукции пре-
вышает себестоимость продукции, такое предприятие
рентабельно, т. е. оно имеет определенную прибыль, вы-
раженную в процентном отношении.
Например, предприятие получило 42 тыс. руб. прибы-
ли при себестоимости реализованной продукции 580 тыс.
рублей. Рентабельность этого предприятия составит
42:580:100 = 7,25%.
Величина прибыли предприятия зависит от снижения
себестоимости продукции и количества ее изготовления в
планируемый календарный срок. Чем ниже себестоимость
изделия тем выше уровень рентабельности промышлен-
ного предприятия.
Большое значение для повышения рентабельности
имеет выпуск высококачественной продукции. Высокока-
чественное изготовление как отдельных деталей, так и
изделия в целом исключает непроизводительные затраты,
связанные с различными рекламациями, и другие из-
держки производства.
Хозяйственный расчет промышленных предприятий
обеспечивает успешное выполнение государственных
плановых заданий, рентабельность работы предприятия
и режим экономики. Хозяйственный расчет позволяет оп-
ределить работу каждого предприятия и стоимость изго-
товления планируемой продукции.
Хозяйственный расчет распространяется и на внут-
ренние подразделения предприятия — цехи, отделы, уча-
стки и бригады.
Хозяйственный расчет бригад является одной из форм
социалистического соревнования. Сущность такого сорев-
нования заключается в том, что всей бригаде и каждому
ее члену устанавливаются нормы расходы различных ма-
териалов, ведется строгий учет получаемых заготовок и
сдаваемых готовых деталей. Учитываются затраты на
межремонтное обслуживание станков, приспособлений,
приборов и др. Эти данные сообщают рабочему при вы-
даче планового задания, чтобы можно было основатель-
но ознакомиться с заданием и продумать, как лучше его
выполнить.
Материалы, полуфабрикаты, заготовки, инструменты
и приспособления выдают рабочему через цеховые кла-
довые и принимают обратно по отдельным карточкам.
В конце месяца подводят итоги хозяйственной деятельно-
сти каждого рабочего и бригады в целом.
281
§ 3. ЗНАЧЕНИЕ РОСТА
ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Для дальнейшего развития производства очень боль-
шое значение имеет повышение производительности
труда.
С увеличением производства систематически повыша-
ется рост народного потребления. С подъемом социали-
стической экономики и ростом производительности труда
непрерывно повышается материальное благосостояние
трудящихся.
Повышение производительности труда способствует
повышению заработной платы трудящихся. Однако темп
роста производительности труда должен опережать темп
роста заработной платы. Соблюдение этого условия дает
возможность систематически снижать себестоимость про-
дукции и получать накопления, необходимые для даль-
нейшего расширения социалистического производства.
Рост производительности труда по-разному сказывает-
ся на изменении отдельных частей себестоимости продук-
ции. Часть расходов на производство продукции, а имен-
но: расходы на сырье и основные материалы, полуфабри-
каты, на топливо и энергию, на технологические
нужды — будет возрастать с увеличением количества вы-
пускаемой продукции. Но другая часть расходов— (рас-
ходы на эксплуатацию оборудования, заработную плату
цеховых работников, на содержание, текущий ремонт
зданий, сооружений, расходы на содержание заводо-
управления и общепроизводственные нужды) остается
без изменений при увеличении количества продукции, а
на единицу продукции снижается.
При увеличении роста производительности труда про-
исходит снижение себестоимости продукции вследствие
уменьшения внутрицеховых и общезаводских накладных
расходов. Подъем производительности труда ведет к сни-
жению себестоимости продукции, что создает условия
для снижения цен на товары народного потребления и
проведения различных мероприятий, повышающих жиз-
ненный уровень трудящихся.
§ 4. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Техническое нормирование ставит своей задачей
изучение технологических процессов с целью выбора наи-
282
более рациональных режимов обработки и определения
продолжительности работы. При определении времени,
необходимого на изготовление детали, прежде всего
изучают процесс работы, по возможности улучшают его и
затем рассчитывают все составляющие элементы вре-
мени.
Норма времени и норма выработки. Для установления
сдельной оплаты необходимо определить затраты време-
ни на операцию.
Время, которое назначается на выполнение операции,
называется нормой времени (исчисляется в минутах или
часах).
Задание, которое дается слесарю-инструментальщику
в виде количества деталей, подлежащих обработке на
определенной операции в час или минуту, называется
нормой выработки (исчисляется в штуках в смену или
в час).
Норму времени определяют на основе правильной
организации труда и рабочего места, эффективного ис-
пользования оборудования, инструментов и приспособле-
ний и прогрессивных методов труда. Такая норма назы-
вается технической нормой времени, а метод ее опреде-
ления — техническим нормированием.
Техническое нормирование позволяет правильно уста-
навливать заработную плату, создает возможность сти-
мулирования заработной платы при помощи сдельных
расценок и обеспечивает дальнейшее повышение матери-
ального благосостояния трудящихся.
Состав технической нормы времени на выполнение
операции складывается из подготовительно-заключитель-
ного и штучного времени.
Подготовительно-заключительное вре-
м я включает время на ознакомление слесаря с задани-
ем, чертежом, технологической картой, время на подго-
товку рабочего места, установку и съем приспособлений,
оформление и сдачу готовых деталей. Подготовительно-
заключительное время на одну деталь или изделие уста-
навливается путем деления затраченного времени на
количество деталей, которые должны быть обработаны в
данной партии.
Штучное вр е м я состоит из основного (техноло-
гического) времени, вспомогательного времени, времени
на обслуживание рабочего места и времени на перерывы
для отдыха и личные надобности.
283
Основное (технологическое) время при
слесарной обработке — это время, в течение ко-
торого деталь обрабатывают (опиливают, притирают,
доводят и др.). Основное время может быть машинным
(если поверхность шаблона или скобы подвергается про-
фильному шлифованию при автоматической подаче), ма-
шинно-ручным (если эта работа выполняется при помо-
щи ручной подачи) или ручным (если эта работа выпол-
няется в слесарных тисках ручным опиливанием и
доводкой на притирах вручную).
Вспомогательное время затрачивается ра-
бочим на выполнение различных действий, обеспечива-
ющих выполнение основной работы и повторяющихся ли-
бо с каждой обрабатываемой деталью, либо в определен-
ной последовательности через некоторое число их.
Вспомогательное время включает время на установку и
закрепление заготовки и снятие готовой детали, время на
управление механизмами станка и перемещение заго-
товки в ходе обработки. В слесарной обработке вспо-
могательное время в большинстве случаев является
ручным.
При составлении норм на слесарно-инструментальные
работы вспомогательное время определяют из норматив-
ных таблиц, которые разрабатываются путем снятия фо-
тографии рабочего времени, хронометража и наблю-
дений.
Время обслуживания рабочего места
подразделяется на техническое и организационное. Пер-
вое состоит из времени, затраченного на обслуживание
рабочего места при выполнении порученной работы (сме-
на изношенного инструмента, правка притиров, шаржи-
рование плит и т. п.). Второе включает время, затрачен-
ное на уход за рабочим местом на протяжении рабо-
чей смены (раскладка и уборка инструмента в начале
и конце смены, смазка и чистка слесарных тисков
и др.).
Время технического обслуживания рабочего места
непосредственно зависит от основного времени и поэтому
его исчисляют в процентах к основному. Для упрощения
подсчетов нормы время технического обслуживания ис-
числяют в процентах от оперативного времени, состояще-
го из основного и вспомогательного. Процент времени
технического обслуживания устанавливают, исходя из
конкретных условий производства. Для удобства расчетов
284
время организационного обслуживания рабочего места
определяют также в процентах к оперативному (опыт-
ным путем).
Время перерывов на отдых и естест-
венные надобности определяется условиями ра-
боты станка и производства. Время перерывов на отдых
учитывается в норме времени только на физически тя-
желых, утомительных работах. В норме времени преду-
сматривается время на естественные надобности, но не
более 25 минут в смену. Оно обычно составляет около 2%
ко времени оперативной работы.
Норма штучного времени. Под нормой штучного вре-
мени понимается время, необходимое для изготовления
единицы изделия, которое определяется по формуле:
^ШТ ^0 “И ^об ^ор>
где /шт — норма штучного времени;
tQ — основное (технологическое) время;
/в —вспомогательное время;
/об — время технического и организационного обслу-
живания;
/Ор—время перерывов (на отдых, естественные на-
добности).
Для определения нормы штучного времени необхо-
димо еще учесть подготовительно-заключительное
время.
Подготовительно-заключительное время, как уже ука-
зывалось, включает время на чтение чертежей и техно-
логической документации, на ознакомление с работой,
установку и снятие инструмента и пригоночно-доводоч-
ных приспособлений.
При установлении нормы подготовительно-заключи-
тельного времени в каждом конкретном случае необхо-
димо исходить из такой организации рабочего места, при
которой материалы, инструмент, приспособления, черте-
жи, инструкции и наряды доставляются к рабочему
месту.
Время на сдачу деталей ОТК может быть включено
в норму подготовительно-заключительного времени лишь
в тех случаях, когда по условиям производства сдача
производится у станка и при участии рабочего.
Норма штучно-калькуляционного вре-
мени образуется как сумма штучного и подготовитель-
285
но-заключительного времени, приходящихся на одну де-
таль, и определяется по формуле:
Т = t + —
1 к ‘'ШТ г
п
где: Тк — штучно-калькуляционное время;
/шт — штучное время;
/пз — подготовительно-заключительное время на
партию деталей;
п — количество деталей в партии.
В норму штучно-калькуляционного времени не долж-
ны включаться потери времени как по вине рабочего, так
и по независящим от него причинам (за исключением
времени, затраченного на снятие излишних припусков, и
некоторых других затрат времени). Эти отклонения
должны учитываться нормировщиком, на них выписыва-
ется доплатной листок.
§ 5. ЗАРАБОТНАЯ ПЛАТА
И СИСТЕМА ОПЛАТЫ ТРУДА
Уровень заработной платы зависит от производитель-
ности труда и квалификации рабочего. Правильная орга-
низация заработной платы является важнейшим услови-
ем роста производительности труда.
Существует сдельная и повременная система оплаты
труда.
При сдельной системе оплаты труда
заработная плата зависит от количества и качества из-
готовленных деталей. Чем больше слесарь-инструмен-
тальщик изготовил деталей за смену, декаду или месяц
и сдал ОТК, тем выше его заработная плата.
Экономическое значение сдельной оплаты труда за-
ключается в том, что она создает непосредственную заин-
тересованность работников в систематическом повыше-
нии производительности труда путем рационального
использования рабочего времени, овладения новой тех-
никой, прогрессивными методами труда и повышения
личной квалификации труда.
При сдельной оплате труд рабочих оплачивается по
установленным сдельным расценкам за единицу продук-
ции независимо от степени выполнения действующих
норм выработки.
286
Для повышения роли заработной платы в борьбе за
увеличение выработки и за перевыполнение норм приме-
няется сдельно-прогрессивная оплата труда.
Принцип этой системы состоит в том, что сдельная рас-
ценка за обработку одной детали остается неизменной до
тех пор, пока рабочий не достигнет установленной зада-
нием нормы выработки за определенный период. Но как
только этот предел превзойден, за каждую последующую
выпускаемую деталь рабочий получает уже не по преж-
ней расценке, а по новой (повышенной) и, кроме того,
прогрессивно возрастающей в зависимости от роста вы-
работки. Слесарно-инструментальные работы в большин-
стве случаев выполняются по сдельным расценкам.
В цехах и участках, где не может быть внедрена
сдельная система оплаты труда, труд оплачивается по
количеству затраченного времени. Работникам различ-
ных категорий и квалификаций устанавливают соответ-
ствующие ставки. Размер их заработка определяется ус-
тановленной ставкой и количеством проработанного
времени.
Существенный недостаток повременной оплаты за-
ключается в том, что она не способствует повышению
производительности труда и не создает у работника за-
интересованности в рациональном использовании рабо-
чего времени.
Повременная оплата чаще всего применяется на вспо-
могательных работах по обслуживанию основного про-
изводства (текущий ремонт и профилактический ремонт
оборудования и технологический оснастки, наладка стан-
ков, электрообслуживание и др.)
Повременная оплата труда в сочетании с премиаль-
ной создает материальную заинтересованность, способ-
ствует уплотнению рабочего дня, повышает качество вы-
полняемых работ повременщиков.
ГЛАВА XV
СВЕДЕНИЯ ПО МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
§ 1. ЗАДАЧИ В ОБЛАСТИ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
Механизация производственных процессов характери-
зуется применением машин, механизмов, приспособлений
и специальных инструментов, заменяющих мускульный
труд рабочего. Механизация может быть частичной или
полной.
Частичная (малая) механизация предусматривает со-
здание условий для механизации небольшой части произ-
водственного процесса, например, механизации движе-
ний, связанных с перемещением заготовок или деталей с
одной позиции на другую.
Полная (комплексная) механизация характеризуется
тем, что механизируются все движения (основные, за-
жимные, установочные и вспомогательные), выполняемые
в ходе производственного процесса. При комплексной
механизации рабочий только включает и выключает в
нужные моменты требуемые механизмы и управляет ре-
жимом их работы.
Комплексная механизация наибольшую экономиче-
скую эффективность дает при серийном и особенно при
массовом производстве, так как в условиях массового
производства переналадка оборудования выполняется
редко. Все затраты, связанные с изготовлением специаль-
ной оснастки, окупаются в короткие сроки.
В условиях мелкосерийного и даже серийного произ-
водства внедрение комплексной механизации связано с
некоторыми трудностями. При мелкосерийном и серий-
ном производствах изделия выпускаются, как правило,
небольшими, периодически повторяющимися партиями.
Возникает необходимость в частой переналадке оборудо-
вания. Для выполнения работ применяются специальные
приспособления, специальный режущий и измерительный
288
инструмент. Экономический эффект от применения комп-
лексной механизации может быть достигнут при условии
минимальной затраты труда на переналадку механизи-
рованных средств.
Необходимыми условиями для внедрения комплекс-
ной механизации в мелкосерийном и серийном производ-
стве является широкое использование группового метода
обработки детали*, применение универсально-сборных
переналаживаемых приспособлений, нормализация де-
талей и узлов выпускаемой продукции предприя-
тиями.
Комплексная механизация охватывает широкий круг
вопросов технологического процесса и вспомогательных
звеньев. Она предполагает механизацию механической
обработки деталей, механизацию слесарно-сборочных
операций, транспортировки и складирования, механиза-
цию сбора стружки и отходов производства.
Характер комплексной механизации производства оп-
ределяется объемом производства, количеством запуска-
емых деталей в партии, размерами и формой заготовок,
конструктивными особенностями производства.
Основной формой комплексной механизации является
создание механизированных поточных линий из стан-
ков-полуавтоматов, связанных механизированными
транспортными устройствами. Станки, работающие по
полуавтоматическому циклу, т. е. самостоятельно выпол-
няющие всю обработку деталей (кроме операций уста-
новки заготовки и снятия готовой детали), располагают-
ся один за другим в порядке, соответствующем последо-
вательности технологических операций.
Рабочий устанавливает деталь на станке, включает
станок в работу, а по окончании обработки снимает де-
таль со станка и кладет на транспортер, который достав-
ляет ее к следующему рабочему месту.
Внедрение поточных механизированных линий дает
значительный экономический эффект. Внедрение таких
линий на специализированных инструментальных заводах
(завод «Калибр», завод им. Воскова и др.) позволило
резко повысить производительность труда, снизить тру-
доемкость изделий. Все это позволило увеличить выпуск
* Автор группового метода обработки лауреат Ленинской премии
С. П. Митрофанов.
10—748
289
необходимых для народного хозяйства инструментов и
снизить их себестоимость.
Автоматизация производственного процесса характе-
ризуется тем, что в ходе процесса обработки исключают-
ся мускульные усилия рабочего не только при выполне-
нии движений, но и при оперативном управлении меха-
низмами, выполняющими эти движения.
Степень автоматизации производственных процессов
может быть различной.
При частичной автоматизации автоматизируются
только какие-то части операций по управлению произ-
водственным процессом. Другая же часть всех операций
управления выполняется рабочим.
При полной (комплексной) автоматизации производ-
ства основные и вспомогательные операции, составляю-
щие технологический процесс, выполняются автоматиче-
ски, без участия человека.
Основой комплексной автоматизации являются авто-
матические линии, которые состоят из нескольких стан-
ков полуавтоматов или автоматов.
Так, например, при обработке спиральных сверл на
автоматической линии применяют токарные полуавтома-
ты КТ-16, КТ-15 и автомат ГФ-555. Токарный полуавто-
мат модели КТ-16 предназначен для токарной обработ-
ки цилиндрической части сверла, а полуавтомат КТ-15 —
для черновой и чистовой проточки хвостовой части свер-
ла с конусом Морзе № 1, 2 и 3.
Фрезерование стружечных канавок и спинок спираль-
ных сверл производят на сверло-фрезерных автоматах
модели 6788А, 6789, 6790, 6792А. Фрезерование лапок у
сверл с коническим хвостовиком производят на автомате
Тор-555.
В современных автоматических линиях широко при-
меняются механизмы: для транспортировки деталей по
всей линии, возврата приспособлений в исходное поло-
жение, для фиксации и зажима обрабатываемых деталей
на станках, для накопления и питания автоматической
линии заготовками, для поворота заготовок на промежу-
точных операциях, автоматических очистителей деталей
и инструментов от стружек и транспортировки стружки,
для управления циклом работы станков и линии в целом
и для автоматического контроля размеров деталей в про-
цессе обработки.
Роль человека сводится к тому, что он выполняет ра-
290
боту по настройке и регулировке станков, входящих в
состав автоматической линии, и наблюдает за ходом
работы.
Автоматические линии бывают двух типов: синхрон-
ные (сблокированные) или несинхронные (расчленен-
ные).
Синхронные автоматические линии состоят из стан-
ков-автоматов, связанных между собой транспортным
устройством для передвижения деталей от одного авто-
мата к другому.
Все автоматы работают в одном ритме; в случае оста-
новки одного автомата останавливается вся линия.
Несинхронные автоматические линии также состоят
из станков-автоматов, но они связаны между собой актив-
ным транспортным устройством и устройством для хра-
нения запаса деталей и выдачи их на соседний автомат
для последующей обработки. Каждый автомат работает
по заданному циклу, и если по каким-либо причинам ос-
танавливается один из автоматов, линия продолжает ра-
ботать до полного израсходования промежуточных запа-
сов деталей в бункерах.
При активной транспортной связи автоматические не-
синхронные линии менее подвержены простоям, чем ли-
нии синхронного типа. Транспортные устройства автома-
тических линий выполняются в виде шаговых транспор-
теров.
В настоящее время на многих предприятиях работа-
ют автоматические линии. На них изготовляют режу-
щие инструменты, зубчатые колеса, поршневые кольца
и др.
Автоматические станочные линии классифицируются
по типу станков, их расположению и виду обрабатывае-
мых деталей. По типу станков автоматические линии раз-
деляются на линии из универсальных станков и линии
из специальных станков, в основном агрегатного типа.
Автоматические линии из универсальных станков
обычно состоят из небольшого количества станков, кото-
рые можно легко наладить на обработку завершающих
операций, например, шлифование, зубонарезание и др.
Большая часть автоматических линий создается из
специальных станков агрегатного типа.
В последнее время появились новые автоматические
линии из станков специального типа. Эти линии допуска-
ют быструю переналадку с изготовлением одного типа
10*
изделия на изготовление другого и предназначаются для
работы в условиях серийного производства.
Так, например, на заводе «Красный Пролетарий»
(Москва) действуют несколько автоматических линий
подобного типа для обработки шлицевых валиков, зубча-
тых колес к токарно-винторезному станку 1К62 и других
деталей.
В последние годы в нашей стране от отдельных комп-
лексных автоматических линий переходят к созданию
полностью автоматизированных цехов и заводов.
На Первом государственном подшипниковом заводе
(Москва) существует несколько автоматизированных
цехов. Один из таких цехов обрабатывает наружные и
внутренние кольца подшипников, выполняет сборку их,
делает антикоррозионное покрытие и упаковывает гото-
вые подшипники в картонную коробку. Шарики, ролики,
сепараторы для подшипников автоматический цех полу-
чает из других автоматизированных цехов завода в го-
товом виде.
Завод-автомат по производству поршней оборудован
так, что его участки, объединенные в одну автоматизи-
рованную линию, способны обрабатывать поршни, начи-
ная от расплавления чушек алюминия до окончательной
проверки готовых деталей, сортировки, клеймения и
упаковки.
Все агрегаты линии связаны единой системой элект-
рического управления, блокировки и сигнализации.
На диспетчерском пульте ведется учет простаиваю-
щего и работающего оборудования, а электрические счет-
чики регистрируют количество отливок, бракованных за-
готовок, деталей, прошедших механическую обработку,
годных поршней, упакованных и сданных на склад гото-
вой продукции.
Комплексная механизация и автоматизация производ-
ства дают высокий экономический эффект. Производи-
тельность труда в некоторых случаях повышается в 10 и
более раз, повышается качество изделий.
При комплексной автоматизации улучшаются и об-
легчаются условия труда, становится возможным перейти
на сокращенный рабочий день без уменьшения коли-
чества и качества выпускаемой продукции и без сниже-
ния заработной платы, создаются условия, способствую-
щие стиранию грани между умственным и физическим
трудом.
?9?
§ 2. ВНУТРИЦЕХОВОЙ ТРАНСПОРТ
Внутрицеховой транспорт играет большую
роль в производственных процессах. С помощью внут-
рицехового транспорта подаются к рабочим местам за-
готовки, перевозятся различные материалы, готовые из-
делия и т. п.
Рис. 134. Устройство для механизации зажима заготовок при
обработке на токарном станке
В качестве транспортных средств используют разно-
образное оборудование и приспособления, механизирую-
щие труд. Без их применения на перемещение грузов ухо-
дило бы много времени, а физический труд был бы тя-
желым и утомительным.
293
Номенклатура изготовляемых изделий инструменталь-
ными цехами на машиностроительных предприятиях и
специализированных инструментальных заводах опреде-
ляет выбор средств доставки и передвижения заготовок,
материалов, готовой продукции. В основном в этих цехах
применяются универсальные транспортные средства: са-
моходные тележки, тельферы и краны (в крупных це-
хах).
Самоходные тележки выпускаются с непод-
вижной неподъемной платформой, с низким и высоким
подъемом платформы, с подъемным краном для само-
разгрузки.
Платформа тележки с низким подъемом подводится
под груз, поднимает его с подставкой и после доставки
на нужное место опускает подставку с грузом на пол.
Тележки с высоким подъемом удобны тем, что позволя-
ют поднимать груз на уровень высоты стола или стани-
ны станка.
Кроме самоходных тележек, широко используют руч-
ные тележки, способные перемещать детали к раз-
личным рабочим местам и поднимать их на небольшую
высоту от пола.
К группе электрических подъемников от-
носятся тельферы. Они передвигаются по однорельсово-
му пути— монорельсу, который подвешивается к потолку
цеха, над рабочими местами, чтобы можно было бли-
же подвести груз к рабочим местам. Тельферы выпуска-
ются грузоподъемностью от 0,1 до 15 т. Наибольшее рас-
пространение находят тельферы грузоподъемностью
0,25—5 т.
§ 3. ТЕХНИЧЕСКИЕ СРЕДСТВА МЕХАНИЗАЦИИ
ИНСТРУМЕНТАЛЬНЫХ ЦЕХОВ
Механизация производственных процес-
сов в инструментальных цехах машиностроительных
предприятий ведется в следующем направлении:
1) механизация подачи и закрепления заготовок и
инструментов;
2) механизация установочных перемещений рабочих
органов станков;
3) механизация слесарно-инструментальных работ.
294
Механизмы для подачи заготовок на станки могут
быть индивидуальными, в виде подъемных механизмов,
которыми оснащаются отдельные токарные, фрезерные и
другие станки. Такие механизмы используются обычно
в условиях мелкосерийного производства, когда обраба-
тываемые детали имеют различные конструктивные осо-
бенности.
В условиях массового производства широко применя-
ются загрузочные механизмы в виде магазинн о-б у н-
керных устройств.
Эти механизмы поднимают заготовку на необходимую
высоту и устанавливают ее в зажимное устройство.
В магазинных устройствах заготовки укладыва-
ются в специальные лотки. Укладывает заготовки рабо-
чий. При необходимости он поправляет положение заго-
товки. Такие устройства находят применение для деталей
средних и крупных размеров.
Бункерные устройства устроены так, что за-
готовки из бункера извлекаются автоматически при по-
мощи специальных механизмов и по лотку магазинного
типа доставляются в зажимные устройства станка. Рабо-
чие органы, обеспечивающие доставку заготовки, назы-
ваются питателями. В магазинных устройствах размеща-
ется несколько сот заготовок.
Для ориентации и закрепления заготовок (особенно
в условиях серийного производства) широко используют
пневматические и гидравлические приспособления, кон-
струкция которых зависит от типа станка.
На рис. 134 показано типовое механизирующее устрой-
ство для зажима заготовки при обработке на токарных
станках.
Пневмоцилиндр 1 (рис. 134, а) крепится на заднем
конце шпинделя токарного станка и через тягу 2, прохо-
дящую сквозь отверстие в шпинделе, приводит в дейст-
вие либо рычаги 3, связанные с кулачками 4 самоцентри-
рующего патрона, либо необходимые детали цанги или
разжимной оправки.
Подача сжатого воздуха в цилиндр (рис. 134, б) про-
изводится от воздушной магистрали цеха через влагоот-
делитель /, масленку-распылитель 3 и кран управле-
ния 2,
В пневмосистему всегда ставится прибор, который в
случае прекращения подачи воздуха сразу же останавли-
вает станок. Это необходимо для того, чтобы при паде-
295
нии давления в воздушной сети деталь не вырвало из
патрона. Приспособления создают необходимую силу
зажима заготовки.
Механизмы ориентации деталей применяют-
ся в тех случаях, когда в процессе обработки деталь не-
обходимо переустановить относительно станка (напри-
мер, при нарезании кулачковых муфт, фрезеровании
зубьев или канавок). В подобных случаях широко ис-
пользуются различные делительные приспособления и
устройства.
Для механизации установки и закрепления инстру-
ментов применяются самые разнообразные по конструк-
ции и устройству автоматизированные и механического
действия поворотные резцедержатели, головки, резцовые
оправки.
Механизация установочных и размер-
ных перемещений рабочих органов стан-
ков. Установочные перемещения рабочих органов свя-
заны со значительными затратами времени, так как
перемещение производится на сравнительно большие рас-
стояния. Размерные перемещения рабочих органов про-
изводятся на небольшое расстояние. В первом случае не
требуется высокая точность, а во втором случае необхо-
димо обеспечить точность установки рабочего органа по
окончании его перемещения.
Для осуществления установочных перемещений рабо-
чих органов станков используют различные типы приво-
дов: электромеханический, пневматический, гидравличе-
ский и др. Эти устройства в современных станках часто
встраиваются в конструкцию самого станка и являются
его частью.
Отсчетные устройства позволяют отсчитывать длину
перемещения режущих инструментов. К ним в первую
очередь относятся поперечные и продольные лимбы.
В современных токарных станках для отсчета размерных
перемещений используются оптические устройства —
шкалы, выполненные с большой точностью.
Механизация слесари о-и нструменталь-
ных работ. В условиях мелкосерийного производства
слесарю-инструментальщику приходится выполнять ра-
боты с большой затратой ручного труда. Уменьшение
доли ручного труда производится путем внедрения меха-
низирующих устройств. К ним относятся специальные
станки, приспособления и инструменты.
296
Доводка скоб вручную трудоемкая и утомительная
операция. На многих заводах доводка скоб механизиро-
вана. Для этой цели применяют специальные станки.
Скоба закрепляется на суппорте станка и во время
доводки автоматически перемещается вперед и назад в
направлении, перпендикулярном оси диска-притира из
чугуна или меди.
Предварительная притирка измерительных поверхно-
стей пятки и микровинта микрометра также механизиро-
вана. Операция выполняется на специальном доводочном
станке, рассчитанном на одновременную доводку шести
микрометров. На рабочие поверхности притиров наносят
доводочную пасту, а затем притиры вставляют в отвер-
стие пластин верхней плиты и зажимают микровинтом
между плоскостями микрометра.
Большое применение в инструментальном производ-
стве получили различные синусные устройства. К ним в
первую очередь относятся двухпозиционные синусные
тиски. Благодаря своей универсальности устройство тис-
ков допускает установку обрабатываемой детали с одно-
временным наклоном ее в двух взаимно перпендикуляр-
ных плоскостях, что бывает необходимо при изготовле-
нии профильных шаблонов, лекал, фасонных резцов.
На специализированных инструментальных заводах
процесс маркировки деталей механизирован. Что каса-
ется инструментальных цехов машиностроительных пред-
приятий, маркировка приспособлений, штампов, пресс-
форм в большинстве случаев выполняется вручную с под-
бором необходимых цифр и букв. При этом затрачивает-
ся очень много времени на нахождение того или иного
знака; качество маркировки получается очень низкое.
Для повышения производительности труда и улучше-
ния качества при маркировании применяют приспособле-
ние новатора Р. Л. Гороховского.
Приспособление состоит из диска, на котором нахо-
дится обойма со знаками (буквы или цифры). На ободе
обоймы против каждого находящегося в ней знака напи-
сано его значение. Диск передвигается по линейке, кото-
рая обеспечивает прямую строчку при маркировке. На
конце линейки имеется струбцина, при помощи которой
устройство закрепляется на поверхности маркируемой
детали.
На инструментальном заводе им. Войкова при изго-
товлении круглых плашек применяют комбинированный
297
метчик, позволяющий нарезать резьбу в плашках за один
проход.
Он обеспечивает требуемую чистоту нарезаемой резь-
бы, дает экономию высококачественной стали и значи-
тельно повышает производительность труда. До внедре-
ния комбинированного метчика нарезание резьбы в круг-
лых плашкахосуществлялосьза два прохода: плашечным
и маточным метчиками. Конструкция комбинированного
метчика включает элементы и маточного и плашечного
метчиков. Для соблюдения перпендикулярности располо-
жения режущей грани к направлению резания (что уст-
раняет заваливание режущих кромок плашки и улучша-
ет условие работы калибрующей части метчика) винто-
вые канавки выполнены с углом наклона, равным углу
подъема резьбы. Направление винтовых канавок проти-
воположно направлению резания. Глубина канавок вы-
бирается в зависимости от размера метчика. Количество
перьев метчика должно быть на одно больше, чем у на-
резаемой плашки.
Находят также применение в инструментальном про-
изводстве модернизированные измерительные инструмен-
ты: микрометры, штангенциркули, угломеры и др.
Специальный шатангенциркуль с подвижной ножкой
позволяет производить измерение и разметку на поверх-
ности разновысоких деталей без использования дополни-
тельных приспособлений и инструментов. Если выдви-
нуть до упора ножку, то ее острие будет располагаться
как обычно.
При использовании модернизированного штанген-
циркуля для контроля или разметки разновысоких дета-
лей, подвижная ножка выдвигается на нужную величи-
ну, что определяется по линейной миллиметровой шкале,
нанесенной на линейке ножки, и нониусу на хомутике,
прикрепленному к штангенциркулю.
Механизмы, используемые для механизации слесар-
но-инструментальных работ, описаны во 2-й главе.
§ 4. ЭЛЕМЕНТЫ АВТОМАТИЧЕСКИХ УСТРОЙСТВ
Все функции управления процессом, т. е. включение и
выключение в нужные моменты отдельных механизмов,
изменение режимов работы или направление движения
рабочих органов выполняются при полной автоматиза-
298
ции системой специальных автоматических устройств без
участия человека.
Система управления и управляемый станок (маши-
на, установка) вместе составляет автоматическую си-
стему.
В состав автоматического регулирующего устройства
входят: датчики, реле, усилители, исполнительные меха-
низмы и др. Рассмотрим некоторые из них.
Датчик — чувствительный элемент, воспринимаю-
щий изменение величины какого-либо параметра и пре-
образующий это изменение в электрический сигнал. Ос-
новным в датчике является чувствительный элемент, вос-
принимающий воздействие со стороны контролируемого
объекта.
Датчики непрерывного действия посыла-
ют в электрическую систему сигнал, величина которого
пропорциональна величине измеряемого или восприни-
маемого ими параметра. Любое изменение величины па-
раметра вызывает изменение величины электрического
сигнала датчика.
Датчики ступенчатого действия (релей-
ного типа) посылают сигнал в электрическую систему не
непрерывно, а только тогда, когда измеряемая ими вели-
чина при своем возрастании (или уменьшении) достига-
ет одного (строго определенного) значения. Электриче-
ский сигнал не меняется при увеличении параметров из-
меряемого объекта. Сигнал прекратится только тогда,
когда параметры измеряемого объекта станут меньше
той величины, на которую настроен датчик.
Датчики импульсные реагируют на любое из-
менение воспринимаемых параметров, но меняется при
этом не величина сигналов, а количество выданных им
разовых сигналов. При изменении измеряемого парамет-
ра на небольшую величину датчик выдает один сигнал,
если параметр изменился на величину вдвое больше пер-
вой — два сигнала и т. д.
На рис. 135 изображена конструкция контактного дат-
чика для малых перемещений. Замыкание и размыкание
контактов производится рычагом 3, подвешенным на
пружинном шарнире. Поворот рычага осуществляется
ножом 2, закрепленным на измерительном стержне /.
Головка 4 служит для настройки датчика на определен-
ный размер в соответствии с показаниями закрепленного
на датчике индикатора.
299
Рис. 135. Электромагнитный
датчик рычажного типа
Основные типы подобных датчиков — индуктивные,
виброконтактные и емкостные.
Индуктивные датчики применяются в копи-
ровальных устройствах металлорежущих станков, а так-
же для точных измерений величин в системе автоматиче-
ского контроля. Действие индуктивных датчиков основа-
но на том, что с изменением
контролируемой величины из-
меняется индуктивное сопро-
тивление катушек датчика,
включенных в электрическую
сеть.
Электроемкост н ы е
датчики применяются для
измерения линейных размеров,
выполняемых с высокой точ-
ностью. Они основаны на прин-
ципе изменения измеряемого
ими размера и емкости конден-
сатора, включенного в электри-
ческую схему.
Емкостные датчики харак-
теризуются очень высокой чув-
ствительностью и могут фикси-
ровать перемещения до 0,5 ж/сж
(причем чувствительность тем
больше, чем выше частота пи-
тающего напряжения).
Особую группу датчиков пе-
ремещения составляют кон-
тактно-счетные датчи-
ки. При измерении таким дат-
чиком измеряемого размера меняется число выданных им
сигналов. Например, если контактно-счетный датчик за-
крепить на валу червяка, который имеет 50 зубьев, а хо-
довой винт имеет шаг резьбы 5 мм, то за один оборот
червяка рабочий орган переместится на 0,1 мм.
Рычажные и емкостные датчики широко применяются
на специализированных инструментальных заводах в ав-
томатических системах при различных линейных измере-
ниях высокой точности.
Электрическое реле является наиболее распростра-
ненным элементом автоматики и применяется во всех об-
ластях техники (телефонная связь, автоблокировка же-
300
лезных дорог и др.). Используются реле в схемах авто-
матических устройств как промежуточные элементы для
размножения, преобразования и усиления электрических
сигналов. Наиболее распространены электромагнитные
нейтральные, электромагнитные поляризованные и маг-
нитоэлектрические реле.
Рис. 136. Схема электромагнитных ней-
тральных реле:
1 — контакты, 2 — обмотка, 3 — сердечник, 4 —
якорь
Электромагнитные нейтральные реле
(рис. 136) могут быть использованы для постоянного и
переменного тока. Принцип действия их заключается в
том, что при включении тока в обмотку электромагнита
сердечник его намагничивается и притягивает к себе
поворотный или подвижный якорь. Перемещение якоря
вызывает замыкание контактов управляемой электриче-
ской цепи.
Электромагнитное поляризованное ре-
лев отличие от нейтрального предназначен только для
постоянного тока. Направление срабатывания реле зави-
сит от полярности тока управляющей цепи.
Магнитоэлектрическое реле работает на
принципе взаимодействия сил магнитного поля и тока,
протекающего по проводнику.
Применяются также электронные реле време-
ни, в которых выдержка времени получается в резуль-
тате использования явления постепенного разряда кон-
денсатора на сопротивление.
301
Усилители по характеру выполняемой работы де-
лятся на ступенчатые релейного типа и пропорциональ-
ные. По виду подводимой энергии усилители можно раз-
делить на электрические, гидравлические и пневматиче-
ские.
К электрическим усилителям ступенча-
того типа относятся электрические реле, электромаг-
нитные пускатели и контакторы. Они предназначены для
замыкания и размыкания контактов цепей, по которым
проходят токи.
Для управления электрическими двигателями на рас-
стоянии применяются пусковые устройства,
включающие в себя электромагнитный контактор и реле
максимального тока. Такие устройства могут быть отнесе-
ны к электрическим усилителям релейного типа. Обычно
они называются магнитными пускателями.
К электрическим усилителям пропор-
ционального типа относятся электронные (лампо-
вые), электромагнитные и электромашинные. В усилите-
лях этого типа величина выходного сигнала меняется не-
прерывно с изменением силы входного сигнала.
Усилители на вакуумных электронных
лампах (триоды, пентоды), на газонаполнен-
ных лампах — тиратронах, а также на полупро-
водниковых триодах получили широкое распро-
странение. Усилители на вакуумных электронных лампах
реагируют на напряжение, а усилители на полупровод-
никовых триодах — на электрический ток. Поэтому необ-
ходимо соблюдать определенные требования к согласова-
нию цепи датчика с усилителем.
При использовании усилителей на вакуумных элект-
ронных лампах важно, чтобы сигнал, подаваемый от дат-
чика на вход усилителя, был как можно больше по напря-
жению. Величина тока в этом случае может быть не-
большой.
Для полупроводниковых триодов (транзисторов) на
входе требуется очень малое напряжение, так как управ-
ляющий контур усилителя имеет по сравнению с лампа-
ми малое сопротивление. Транзисторы не требуют накала,
они очень надежны в работе и имеют практически неогра-
ниченный срок эксплуатации.
Электромагнитные усилители представляют собой
дроссели переменного сопротивления и применяются в
системах с небольшой мощностью. Они экономичны в из-
302
готовлении, обладают большой чувствительностью, не бо-
ятся вибраций.
Электромашинные усилители — это генераторы посто-
янного тока, которые приводятся в действие вспомога-
тельными электрическими двигателями.
Гидравлические усилители, как и электрические, раз-
деляются на ступенчатые и пропорциональные.
К ступенчатым гидравлическим усили-
телям относятся различные гидравлические реверсив-
ные золотники, управляемые с помощью гидравлических
и электрических сигналов,
поступающих от управля-
ющей аппаратуры. При-
меняют их для управле-
ния мощными гидравли-
ческими цепями с помо-
щью слабых управляю-
щих импульсов. Иногда
эти золотники применяют-
ся для размножения сиг-//?
налов, блокировки и авто-
матизации.
Реверсивные гидрав-
лические золотники на-
шли широкое применение
Рис. 137. Воздухораспределитель с
пневматическим устройством
в станкостроении.
Во многих случаях, когда агрегат работает во взрыво-
опасной атмосфере, пневматический привод является наи-
более безопасным.
Пневматические усилители плавного, пропорциональ-
ного типа работают на принципе использования мембран,
сильфонов и других чувствительных элементов. К пнев-
матическим усилителям ступенчатого типа могут быть от-
несены различные конструкции пневмораспределителей,
предназначенных для переключения потоков воздуха в
пневмосетях и выполняющих часто функции усиления сиг-
налов управления для передачи их исполнительным ор-
ганам.
На рис. 137 показана конструкция воздухораспредели-
теля с пневматическим управлением, широко применяе-
мым в станкостроении.
Сжатый воздух из сети подводится к отверстию 4 и
поступает внутрь корпуса. В расточках корпуса помещен
ступенчатый поршень 2. Сила давления воздуха, находя-
303
щегося внутри корпуса /, всегда перемещает поршень
вправо в связи с тем, что площадь правой ступени боль-
ше площади левой. При этом поршень 2 занимает поло-
жение, изображенное на рисунке, и связанный с поршнем
плоский золотник 10, прижатый к плоскости основания 5
силой пружины 3 и давлением воздуха, открывает доступ
сжатому воздуху в отверстие 9 и соединяет отверстие 7
с отверстием 8, постоянно соединенным с атмосферой. От-
верстия 7 и 9 воздухораспределителя соединяются с дву-
мя полостями рабочего цилиндра. Для перемещения пор-
шня 2 в левое положение в отверстие 6 подается сжатый
воздух. Этот управляющий сигнал приводит к перемеще-
нию поршня 2 и золотника 10 влево, в результате чего на-
правление движения потоков воздуха в трубопроводах,
идущих к рабочему цилиндру, меняется на обратное.
§ 5. СИСТЕМЫ АВТОМАТИЧЕСКИХ УСТРОЙСТВ
Системы автоматических устройств, применяемые в
промышленности, чрезвычайно разнообразны как по на-
значению, так и по устройству и степени сложности.
Все системы автоматических устройств могут быть
разделены на три группы:
1) системы автоматического извещения, решающие за-
дачи автоматического контроля, сигнализации, измерения,
сортировки;
2) системы автоматического управления для выполне-
ния функций автоматического регулирования, копирова-
ния и программного управления станками, машинами и
процессом;
3) системы связи и управления на расстоянии, осуще-
ствляющие дистанционное управление станками, агрега-
тами, машинами и процессами.
Системы автоматического извещения. Контроль в тех-
нике представляет собой совокупность операций, необхо-
димых для наблюдения за ходом какого-либо процесса.
Системы автоматического контроля позволяют вести
измерение без участия рабочего. Их можно разделить на
2 группы: на пассивный автоматический контроль (сорти-
ровка изготовленных деталей на группы) и на активный
контроль деталей в процессе изготовления.
Примером автоматического измерения может служить
устройство, показанное на рис. 138.
304
Устройство состоит из виброконтактного датчика 3,
прикрепленного к кронштейну 4, и микроамперметра 5.
В процессе обработки детали 1 устройство автомати-
чески производит измерение отверстия детали. Щуп 2
виброконтактного датчика 3 вводится в отверстие и пере-
мещается вместе с шлифовальным кругом вдоль оси обра-
батываемой детали /, что дает возможность установить
конусность отверстия и устранить ее в процессе шлифова-
Рис. 138. Устройство автоматического измерения с ви-
броконтактным датчиком
ния. Наблюдение за измерением размеров отверстия ве-
дется по микроамперметру 5, шкала которого градуиро-
вана в микронах. С помощью измерительного устройства
виброконтактного типа можно производить измерение с
точностью до 1 мкм.
Устройство автоматической сортировки разбраковыва-
ет детали или изделия по качественным и количествен-
ным признакам.
Характерной особенностью контрольно-сортировочных
автоматов подобного типа является то, что они выполня-
ют разбраковку и сортировку готовых деталей без вмеша-
тельства в технологический процесс, без предупреждения
появления брака.
305
Автоматическая сигнализация заключается в подаче
светового или звукового сигнала при достижении контро-
лируемым объектом предельных (заранее установленных)
значений.
Кроме того, при нарушении заданного режима работы
машины или установки устройства автоматической сиг-
нализации извещают о появлении аварийных режимах
работы и неполадок.
Различают четыре типа автоматической сигнализа-
ции: командная, контрольная, предупредительная и ава-
рийная.
Командная сигнализация предназначена
для передачи типовых командных сигналов от одного по-
ста управления к другому и обратно.
Контрольная сигнализация предназначена
для автоматического извещения о включении в работу
или остановке отдельных вспомогательных механизмов
(например, контрольная лампочка на пульте управления
крупного станка, извещающая о нормальной работе ка-
кой-либо системы).
Предупредительная сигнализация пред-
назначена для автоматического извещения о возникнове-
нии опасных изменений режима, грозящих при дальней-
шем их развитии вызвать аварию.
Аварийная сигнализация предназначена для
автоматического оповещания персонала об отключении
оборудования.
Устройства автоматической защиты
служат для отключения контролируемого объекта при
нарушении нормальных режимов работы, например, при
поломке инструмента на станке автоматической линии,
при перегрузке электрооборудования и т. д.
Особым видом автоматической защиты являются за-
щитно-блокировочные устройства, которые останавлива-
ют станок или прекращают подачу заготовок, предупреж-
дая аварию. Большое значение защитно-блокировочное
устройство имеет в автоматических линиях для предот-
вращения поломки инструмента и оборудования. Если хо-
тя бы на одном станке автоматической линии произойдет
значительный износ инструмента или по какой-либо дру-
гой причине не будет выполнена операция, защитно-бло-
кировочное устройство остановит линию для исправления
неполадок.
Устройство автоматической защиты особенно необхо-
306
димо для создания безопасных условий работы и предот-
вращения аварий, которые могут привести к человече-
ским жертвам или длительному простою оборудования.
Системы автоматического регулирования. В зависимо-
сти от характера выполняемых задач в системах автома-
тического регулирования используются системы с замкну-
тым или разомкнутым контуром.
Система автоматического регулирования делится на
следующие основные типы:
1) по виду источника энергии, за счет которой переме-
щается регулируемый орган,— на регуляторы прямого и
непрямого действия;
2) по характеру действия исполнительной связи — на
регуляторы непрерывного и прерывистого действия.
Регуляторы прямого действия. Системами автоматиче-
ского регулирования прямого действия называются та-
кие системы, в которых измерительное устройство непо-
средственно (без дополнительного источника энергии)
воздействует на регулирующий орган.
Регуляторы непрямого действия. В большинстве сис-
тем автоматического регулирования слабый сигнал, пода-
ваемый измерительным устройством, преобразуется в до-
статочно мощное воздействие на регулируемый объект.
Это мощное воздействие осуществляется за счет энергии
добавочного источника.
Системы, в состав которых входят усилительно-преоб-
разовательные устройства, питаемые от постороннего ис-
точника энергии, называются системами автоматического
регулирования непрямого действия.
Системы непрерывного и прерывистого регулирования.
Системой непрерывного автоматического регулирования
называют такую систему, в которой непрерывное измене-
ние регулируемой величины приводит к непрерывной пе-
редаче воздействия по всей замкнутой цепи и регулируе-
мый орган перестанавливается также непрерывно вслед
за изменением регулируемого параметра.
Примерами непрерывных систем могут слу-
жить системы автоматического регулирования скорости
вращения вала паровой машины и регулирования темпе-
ратуры в печи. Так, в системе регулирования температу-
ры в печи непрерывному изменению заданного параметра
соответствует непрерывное изменение напряжения в тер-
мопаре и соответственно непрерывное перемещение движ-
ка реостата,
307
Системой прерывного автоматического
регулирования называют такую систему, в кото-
рой при непрерывном изменении регулируемой величины
регулирующий орган перестанавливается с перерывами,
реагируя только на определенные интервалы или границы
изменения регулируемой величины.
На практике очень часто возникает необходимость в
изменении регулируемой величины в соответствии с за-
данной заранее программой. Эти задачи решаются систе-
мами программированного управления.
Система автоматической компенсации. В этих систе-
мах воздействие оказывает влияние на измерительное
устройство и на регулируемый объект одновременно.
Следящие и копировальные системы относятся к клас-
су автоматических систем с замкнутой цепью. Автома-
тические следящие системы нашли большое
распространение в самых различных областях народного
хозяйства. В металлообрабатывающей промышленности
они применяются в металлорежущих копировальных
станках при изготовлении деталей фасонного профиля.
Основным элементом автоматических устройств со
следящей системой является следящий привод. В машино-
строении наибольшее распространение получили электри-
ческие и гидравлические следящие приводы как враща-
тельного, так и поступательного движения.
Копировальные системы также относятся к
следящим системам. Изменение задающих параметров
или размеров производится с помощью копира.
В электрических копировальных системах различают
системы непрерывного и прерывистого действия.
В копировальных системах непрерывного действия
профиль обрабатываемой детали образуется в результате
сочетания двух движений детали и режущего инструмен-
та (резца, фрезы и др.) Направление задающей подачи
остается в ходе процесса неизменным, а профиль детали
меняется в зависимости от профиля копира.
В системах прерывистого действия профиль, задавае-
мый копиром, образуется в результате попеременного
включения вертикальной и горизонтальной подач стола.
Движение стола получается прерывистым, а траектория
движения инструмента — ступенчатой.
По сравнению с другими системами гидравлические
копировальные системы обладают рядом преимуществ.
Главное из них — надежность в эксплуатации. Любое ги-
308
дравлическое копировальное устройство токарного стан-
ка состоит из трех основных узлов: гидросуппорта, уста-
навливаемого на суппорте станка; копира с механизмом
для его закрепления на станине станка или поперечном
суппорте; гидравлической системы с электродвигателем.
Гидравлические копировальные суппорты, применяе-
мые для автоматизации токарных станков, получают в
последние годы все большее распространение в металло-
обрабатывающей промышленности (особенно в серийном
и массовом производстве). В настоящее время наиболее
распространены гидросуппорты КСТ-1 и ГС-1, серийно
выпускаемые станкостроительными заводами.
Системой программированного управления называет-
ся такая система автоматического управления, при кото-
рой необходимая последовательность и согласованность
действия устанавливается с помощью заранее составлен-
ной программы.
Классификация по методу задания величины переме-
щения рабочего органа позволяет разбить системы про-
граммного управления на следующие основные виды:
1) временные системы; 2) программно-путевые системы;
3) цифровые системы программного управления.
Во временных системах величина перемеще-
ний рабочего органа задается определенным, заранее ус-
тановленным отрезком времени. Принцип работы вре-
менных систем обычно используется в автоматах для
гальванопокрытий, термической и химико-термической
обработки и др.
Программно-путевыми называются системы,
в которых исполнительные органы, достигнув заданного
положения, через регулируемые упоры воздействуют на
путевые датчики, подавая командные сигналы о начале
или конце действия.
В системах цифрового программного
управления заданное значение величины переме-
щения рабочего органа выражается цифрой. Цифры спе-
циальным кодом наносятся на программоноситель, пер-
фоленту, перфокарту, магнитную ленту, киноленту и т. д.
Программа, записанная с помощью цифр, показывает
значение координат точек обрабатываемой поверхности
или величину перемещения рабочего органа', необходи-
мую для обработки заданного отрезка поверхности дета-
ли или для установки рабочего органа в положение, со-
ответствующее выполнению следующей операции.
ГЛАВА XVI
ТЕХНИКА БЕЗОПАСНОСТИ,
ПРОМЫШЛЕННАЯ САНИТАРИЯ
И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
§ 1. ЗНАЧЕНИЕ ТЕХНИКИ БЕЗОПАСНОСТИ
Безопасность — один из основных принципов органи-
зации труда в нашей стране. Социалистическое государ-
ство, оберегая в производстве самое ценное — здоровье и
жизнь рабочего,— принимает все меры к тому, чтобы сде-
лать труд рабочего безопасным.
Техника безопасности разрабатывает мероприятия, ко-
торые должны обеспечить рабочему безопасность в усло-
виях его работы, а также ставит своей задачей обучение
рабочего безопасным приемам работы.
Количество несчастных случаев на предприятиях не-
прерывно снижается, этому способствует проведение сле-
дующих мероприятий:
1) улучшение конструкций станков и машин с целью
предохранения работающего от ранений;
2) усовершенствование защитных приспособлений и
улучшение условий работы (вентиляция, отсосы и т. д.);
3) организованное ознакомление поступающих на ра-
боту с правилами техники безопасности;
4) систематическое обучение и проверка знания рабо-
чими правил техники безопасности;
5) обеспечение работающих инструкциями по технике
безопасности, плакатами, наглядно показывающими без-
опасные и опасные приемы работы и т. п.;
6) повседневный надзор и контроль со стороны адми-
нистративно-технического персонала за проведением ме-
роприятий по технике безопасности и за выполнением ра-
бочими правил безопасной работы.
Однако в результате пренебрежительного отношения
со стороны отдельных руководителей производства и са-
мих рабочих к технике безопасности возможны несчаст-
ные случаи. Поэтому, чтобы уберечься от несчастного слу-
чая, нужно твердо знать правила техники безопасности.
310
§ 2. ТЕХНИКА БЕЗОПАСНОСТИ
В ИНСТРУМЕНТАЛЬНОМ ЦЕХЕ
Основными причинами несчастных случаев являются:
неисправность электропроводки, неисправность станка,
отсутствие ограждения вращающихся механизмов станка,
недостаточный инструктаж рабочего со стороны мастера
И т. д.
При работе на станках с отдельным электродвигате-
лем причиной несчастного случая может быть неисправ-
ность проводки. Вследствие повреждения или плохой
изоляции станок с электродвигателем и электроаппара-
турой может оказаться под электрическим током высоко-
го напряжения. Поэтому все станки, находящиеся в цехе,
должны быть обязательно заземлены. Это предусмотрено
правилами техники безопасности.
Большое количество производственных травм возника-
ет вследствие того, что некоторые вращающиеся механиз-
мы не ограждены, и отдельные станки, станочные приспо-
собления и режущие инструменты имеют несовершенную
конструкцию.
Причинами производственного травматизма являются
недостаточное знание рабочими правил техники безопас-
ности и их неосторожность в ходе выполнения работ (за-
сорение глаз наждачной пылью, порезы рук стружкой, не-
внимательное обращение с вращающимися деталями
и др.).
Для устранения несчастных случаев в инструменталь-
ном цехе необходимо строго выполнять правила техники
безопасности:
1) применять предохранительные и оградительные уст-
ройства у станков; следить за их исправностью и снимать
только в необходимых случаях;
2) выполнять работу с применением защитных от
стружки устройств;
3) применять безопасные приемы работы;
4) затачивать инструмент на заточных станках в пре-
дохранительных очках (если станок не имеет предохра-
нительного экрана);
5) при работе с легковоспламеняющимися жидкостя-
ми (при доводке) категорически запрещается курить.
Так как техника безопасности непосредственно связа-
на с техникой производства, то соблюдение технологи-
ческой дисциплины, выполнение правил технической экс-
311
плуатации оборудования, высокая трудовая дисциплина
являются важнейшими условиями, обеспечивающими без-
опасность труда.
Каждый рабочий инструментального цеха должен
помнить, что применять нужно только тот вспомогатель-
ный инструмент и те смазочно-охлаждающие жидкости,
которые предусмотрены технологическим процессом.
§ 3. ПРОМЫШЛЕННАЯ САНИТАРИЯ
И ГИГИЕНА ТРУДА
Отрицательное влияние на безопасность труда оказы-
вает неудовлетворительное санитарно-техническое состо-
яние производственных помещений. Чистый воздух, нор-
мальная температура, хорошее освещение площадей и
рабочего места способствуют повышению производитель-
ности труда.
Температура и вентиляция. Отклонение от нормаль-
ной температуры ухудшает условия труда, приводит к
снижению производительности, способствует возникнове-
нию заболеваний. Зимой в инструментальных цехах тем-
пература должна быть 16—18° (кроме участков, где тем-
пература должна быть 20°).
Летом и зимой необходимо хорошо проветривать по-
мещение. Вентиляция в старых цехах естественная: через
световые фонари в крыше или через форточки в окнах.
В современных цехах устраивают приточно-вытяжную
вентиляцию.
Освещение. Хорошее освещение устраняет напряже-
ние зрения, облегчает работу и уменьшает опасность
травматизма.
При плохом освещении у рабочего быстро устают
глаза, притупляется внимание и следствием этого нередко
бывают несчастные случаи.
Освещение может быть естественным, когда исполь-
зуется дневной свет, и искусственным, когда применяются
электрические лампочки и светильники дневного света.
Искусственное освещение цеха и рабочего места дол-
жно быть достаточным, равномерным и не давать ярких
бликов и резких теней. Помимо общего освещения, рабо-
чие места должны быть оборудованы лампами местного
освещения, питаемыми от сети напряжением 360 в. Это
особенно важно для слесарей-инструментальщиков, так
312
как им приходится выполнять точные работы, требующие
большого напряжения зрения.
Содержание в чистоте окон, световых фонарей и элект-
рических лампочек влияет на освещенность цеха и играет
большую роль в предупреждении несчастных случаев.
Личная гигиена. Личная гигиена имеет большое зна-
чение для здоровья человека. Во время работы слесарь-
инструментальщик потеет, руки его покрываются метал-
лической пылью, а при доводке с абразивным порошком,
маслом пот и грязь забивают поры, кожа грубеет, трес-
кается. Поэтому после рабочего дня необходимо мыть все
тело водой с мылом в душе.
Большое значение для предупреждения заболеваний
имеет правильный уход за спецодеждой. Спецодежда
должна храниться в индивидуальных шкафчиках в цехе
или в гардеробной. Спецодежду необходимо регулярно
стирать.
В результате работы человек устает. Для лучшего
восстановления сил и укрепления здоровья необходимо
заниматься физкультурой. Утренняя зарядка и производ-
ственная гимнастика — эффективные средства борьбы с
утомляемостью.
§ 4. ПЕРВАЯ ПОМОЩЬ ПРИ НЕСЧАСТНЫХ СЛУЧАЯХ
Кроме твердого знания правил техники безопасности
каждый рабочий должен знать основные правила оказа-
ния первой помощи пострадавшему.
При поражении электрическим током пострадавшего
необходимо отсоединить от проводов или оборудования,
находящихся под током. Для этой цели необходимо от-
ключить электросеть рубильником.
Далее необходимо надеть резиновые сапоги (галоши)
и рукавицы, пострадавшего взять за одежду и оттащить
от проводов или оборудования. Если пострадавший поте-
рял сознание, ему необходимо применить искусственное
дыхание.
При ранении (открытой ране) необходимо перевязать
бинтом рану, а при сильном кровотечении выше раны на-
ложить тугой жгут.
При ожогах обожженные места промывают раствором
марганцовокислого калия, а при открытой ране закрыва-
ют стерильной повязкой.
313
При ушибах накладывается холодный компресс. При
поражении внутренних органов пострадавшего осторож-
но укладывают и освобождают от стесненной одежды.
На ушибленное место кладут холодные компрессы.
§ 5. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Возникновение пожаров в инструментальном цехе воз-
можно по самым разнообразным причинам: в результате
неосторожного обращения с огнем, небрежности и несо-
блюдения правил пожарной безопасности. Огнеопасны
быстро воспламеняющиеся масленые тряпки, концы, об-
тирочные материалы, поэтому после чистки станка их не-
обходимо убирать в специальный железный ящик. По
окончании работы следует обязательно выключить элект-
родвигатель станка и местное освещение рабочего места.
Курить у станка и бросать окурки на пол строго воспре-
щается.
На некоторых участках применяются легковоспламе-
няющиеся жидкости (бензин, керосин, дизельные масла),
поэтому эти участки являются особенно огнеопасными.
Все огнеопасные средства должны храниться только в за-
крытой посуде с хорошо притертыми пробками.
При сгорании предохранителей у электрооборудова-
ния станка, при сильном перегревании электродвигателя
или электроаппаратуры необходимо немедленно вызвать
электромонтера.
В случае возникновения пожара следует немедленно
вызвать пожарную команду и приступить к ликвидации
очагов пожара средствами пожаротушения, имеющимися
в цехе. К ним относятся: огнетушители, песок, асбестовые
покрывала, брезенты и др.
Каждый работник цеха должен способствовать соз-
данию условий, при которых возникновение пожара не-
возможно.
Приложение
Соотношение некоторых единиц МКГСС, СГС
и внесистемных единиц с единицами СИ
МКГСС, СГС и внесистемные единицы си
Микрон (мк) Литр (л) Тонна (т) Центнер (ц) Градус (°) 1 м/мин 1 /пМ3; 1 кг/дм3; 1 г/см3 1 м3/т\ 1 дм3/кг\ 1 см3/г 1 кг/ч 1 м3/ч 1 л/ч 1 л/мин 1 кГ (кгс) 1 дина (дин) 1 кГ/см2\ 1 кгс/см2 1 ат (атмосфера техническая) 1 атм (атмосфера физическая) 1 кГ/мм2\ \кгс/мм2 10-е м 1,000028-10~3 м3 103 кг=\ Мг 100 кг 180 0,0174533 рад 0,0167 м/сек 1000 кг/м3 10“3 м3/кг 278-10-6 кг/сек 278-1О"6 м3/сек 278-10"9 м3/сек 16,67-10-в м3/сек 9,80665 н io-* 98066,5 н/м2 1 0 , Мн!м2 98066,5 н/м2 / 0,1 Мн/м 1011325 н/м2 9,80665-10» н/м2=
1 мм вод. ст 1 мм рт. ст 1 кГ-м (кгс-м) 1 квт-ч 1 ккал 1 кГ м/сек 1 ккал/ч 1 кет 1 л. с. 1 ккал/м3 1 ккал/кг Удельные теплоемкости: массовая 1 ккал/(кг-град) =9,80665 Мн/л2~10 Мн/м2 9,80665 н/м2 133,322 н/м2 9,80665 дж 3,6-106 дж=3600 кдж 4186,8 дж=4,1868 кдж 9,80665 вт 1,163 вт 1000 вт 735,499 вт 4186,8 дж/м3=4,1868 кдж/м3 4186,8 д эк/кг=4,1868 кдж/кг 4186,8 дж/(кг-град) =
объемная 1 ккал/(м3 град) =4,1868 кдж/(кг-град) 4186,8 дж/(м3-град) =
Коэффициенты теплопровод- ности: 1 ккал/ (м-ч-град) 1 кал/ (см • сек • град) 1 кгс-м/см2 =4,1868 кдж/ (м3-град) 1,163 вт/(м-град) 418,68 вт/(м-град) 9,80665-104 дэ/с/ж2—0,1 Мдж/м2
315
ЛИТЕРАТУРА
А н с е р о в М. А. Приспособления для металлорежущих станков.
М., «Машиностроение», 1966.
Бакуль В. Н., Захарченко И. П., Мильштейн М. 3.
Обработка режущего металлоинструмента алмазными кругами. М.,
«Высшая школа», 1969.
Гладилин А. Н., МалевскийН. П. Справочник инструмен-
тальщика по режущему инструменту. М., «Высшая школа», 1965.
Справочник металлиста, т. 2. М., «Машиностроение», 1965.
Григорьев С. П. Практика слесарно-инструментальных
и шлифовальных работ М., «Машиностроение», 1969.
ГельбуртБ. Е. Основы научной организации труда. М., «Выс-
шая школа», 1970
Жигалко Н. И., Киселев В. В. Проектирование и произ-
водство режущих инструментов. М., «Высшая школа», 1969.
Космач ев И. Г Основы слесарного дела в инструментальном
производстве. М., «Высшая школа», 1965.
КосмачевИ. Г. Справочное пособие слесаря-инструменталь-
щика. Л., «Лениздат», 1967.
Каталог-справочник. Механизированный инструмент и отделоч-
ные машины. М., «Машиностроение», 1967.
Муцянко В. Н. Абразивная заточка и доводка металлорежу-
щих инструментов. Л., «Машиностроение», 1967.
Розин А. И. Слесарь-инструментальщик. М., «Машинострое-
ние», 1966.
Сергейчев И. М., Печковский А. М. Термическая обра-
ботка режущего и измерительного инструмента. М., «Машинострое-
ние», 1967.
Шатин В. П., Денисов П. С. Режущий и вспомогательный
инструмент. М.. «Машиностроение». 1968.
ОГЛАВЛЕНИЕ
Ctnp.
Введение 3
Глава I. Общие сведения об организации и выполнении сле-
сарно-инструментальных работ 5
§ 1. Основные виды слесарно-инструментальных работ 5
§ 2. Организация рабочего места...................... 5
§ 3. Опиловочные и доводочные приспособления 9
Глава II. Механизированные инструменты 14
§ 1. Назначение и классификация механизированных ин-
струментов ......................................... 14
§ 2. Основные правила безопасной работы механизирован-
ными инструментами........................... . 15
Электрифицированные инструменты 15
Пневматические инструменты...................... 16
§ 3. Механизированные инструменты для разметки . 17
§ 4. Механизированные инструменты для рубки .... 18
§ 5. Механизированные инструменты для резки металла 19
§ 6. Механизмы для опиливания и зачистки деталей . 20
§ 7. Механизированные инструменты для сверления от-
верстий ............................................ 27
§ 8. Механизированные инструменты для нарезания резь-
бы ................................................. 29
§ 9. Механизированные инструменты для шабрения . 30
Глава III. Выбор материалов для изготовления инструментов 33
§ 1. Требования, предъявляемые к материалам для изго-
товления инструментов .............................. 33
§ 2. Применение инструментальных сталей . . .34
§ 3. Применение конструкционных углеродистых сталей 36
§ 4. Твердые сплавы................................. 36
§ 5. Абразивные материалы и инструменты . 38
§ 6. Алмазные инструменты, порошки и пасты 42
Глава IV. Нанесение знаков и делений на инструментах 45
§ 1. Нанесение знаков клеймением . . 45
§ 2. Нанесение знаков механическим способом . 49
317
§ 3. Нанесение знаков электрическим способом . 53
§ 4. Нанесение знаков химическим способом .... 53
§ 5. Нанесение штрихов и знаков на шкалах инстру-
ментов
Глава V. Основные сведения о работе на строгальных, дол-
бежных и шлифовальных станках . 60
§ 1. Понятия о процессе резания и геометрии резца 60
§ 2. Элементы процесса резания ... 62
§ 3. Строгальные станки и принадлежности к ним 63
§ 4. Строгальные резцы.............................. 67
§ 5. Приемы установки и закрепления заготовок 69
§ 6. Долбежные станки и резцы к ним . . 74
§ 7. Выполнение работ на долбежных станках .... 77
§ 8. Техника безопасности при работе на строгальных и
долбежных станках.................................... 79
§ 9. Сведения об обработке шлифованием.............. 80
§ 10. Выбор шлифовальных кругов, их балансировка,
установка и правка...................... . . . 84
§ 11. Установка шлифуемых заготовок на столе станка 90
§ 12. Приемы шлифования .... ... 92
§ 13. Режимы резания при работе на плоскошлифоваль-
ных станках . . . ................... 93
§ 14. Меры безопасности при работе на плоскошлифо-
вальных станках.................................... 94
§ 15. Особенности профильного шлифования; приспособ-
ления и профилирование кругов........................94
§ 16. Шлифование взаимно параллельных плоскостей и
угловых профилей . 100
Глава VI. Нормальные и предельные калибры и технология их
изготовления ЮЗ
§ 1. Типы калибров и область их применения . 103
§ 2. Допуски на изготовление калибров ... 110
§ 3. Изготовление скоб и шаблонов .... 112
§ 4. Изготовление профильных шаблонов . . 121
Глава VII. Универсальные контрольно-измерительные инстру-
менты и приборы 136
§ 1. Классификация измерительных инструментов и при-
боров ............................................. 136
§ 2. Инструменты для контроля плоскостности и прямо-
линейности ... 136
§ 3. Плоскопараллельные концевые меры длины 140
§ 4. Штангенинструменты . . 143
§ 5. Инструменты для проверки углов 147
§ 6. Микрометрические инструменты 155
§ 7. Рычажно-механические приборы 161
§ 8. Инструментальные микроскопы 165
31?
Глава VIII. Организация измерительной техники на предпри-
ятии 169
§ 1. Основные метрологические показатели .... 169
§ 2. Методы измерений и принцип сохранения единства мер 172
§ 3. Выбор измерительных средств 173
Глава IX. Изготовление и ремонт измерительных инструментов 175
§ 1. Значение правильной эксплуатации и восстановления
инструментов.................................... 175
§ 2. Изготовление лекальных угольников . 176
§ 3. Изготовление штангенциркулей . . . 178
§ 4. Ремонт штангенциркулей и штангензубомеров 183
§ 5. Ремонт микрометров 189
§ 6. Ремонт угломеров 192
§ 7. Ремонт калибров 193
Глава X. Изготовление и ремонт режущих инструментов 195
§ 1. Конструкции и назначение резцов . . ... 195
§ 2. Изготовление, заточка и доводка твердосплавных
резцов . 199
§ 3. Изготовление, заточка и доводка резцов из быстро-
режущей стали 204
§ 4. Изготовление сборных резцов 205
§ 5. Изготовление фасонных резцов 208
§ 6. Изготовление наборных фрез 210
§ 7. Изготовление зенкеров . 215
§ 8. Изготовление разверток и плашек 217
§ 9. Изготовление круглых плашек 220
§ 10. Восстановление режущего инструмента 222
Глава XI. Особенности термической обработки инструментов 226
§ 1. Основные операции термической обработки . 226
§ 2. Химико-термическая обработка инструментов . . . 228
§ 3. Примеры термической обработки режущих и измери-
тельных инструментов 230
Глава XII. Устройство, изготовление и ремонт приспособлений 234
§ 1. Назначение и виды приспособлений 234
§ 2. Самоцентрирующие патроны 235
§ 3. Сверлильные патроны . . . 236
§ 4. Расточные оправки и борштанги 240
§ 5. Разъемные блоки . . 213
§ 6. Ремонт оправок, борштанг и расточных головок 216
§ 7. Специальные приспособления . . 249
§ 8. Универсально-сборные приспособления 252
§ 9. Элементы приспособлений 254
§ 10. Сборка приспособлений ............... 262
§ 11. Ремонт и восстановление приспособлений 267
319
Глава XIII. Организация инструментального хозяйства 271
Глава XIV. Сведения об организации и экономике промышлен-
ного производства 275
§ 1. Организация труда на предприятии . . 275
§ 2. Понятие о себестоимости, рентабельности и хоз-
расчете . . .............. . . 279
§ 3. Значение роста производительности труда 282
§ 4. Техническое нормирование . . . 282
§ 5. Заработная плата и система оплаты труда 286
Глава XV. Сведения по механизации и автоматизации про-
изводства 288
§ 1. Задачи в области механизации и автоматизации про-
изводства . . 288
§ 2. Внутрицеховой транспорт................. . . 293
§ 3. Технические средства механизации инструментальных
цехов................. . . 294
§ 4. Элементы автоматических устройств 298
§ 5. Системы автоматических устройств 304
Глава XVI. Техника безопасности, промышленная санитария
и противопожарные мероприятия 310
§ 1. Значение техники безопасности .............. 310
§ 2. Техника безопасности в инструментальном цехе 311
§ 3. Промышленная санитария и гигиена труда 312
§ 4. Первая помощь при несчастных случаях 313
§ 5. Противопожарные мероприятия 314
Приложение 315
Литература 316
Chipmaker.ru
...________
ИЗДАТЕЛЬСТВО
ВЫСШАЯ ШКОЛА
46 коп.