/

































































































Автор: Комаров Н.А. Федюнин С.Н.
Теги: техническая акустика производства легкой промышленности музыкальные инструменты ремонт музыкальных инструментов балалайки гитары
ISBN: 5-7088-0195-6
Год: 1988




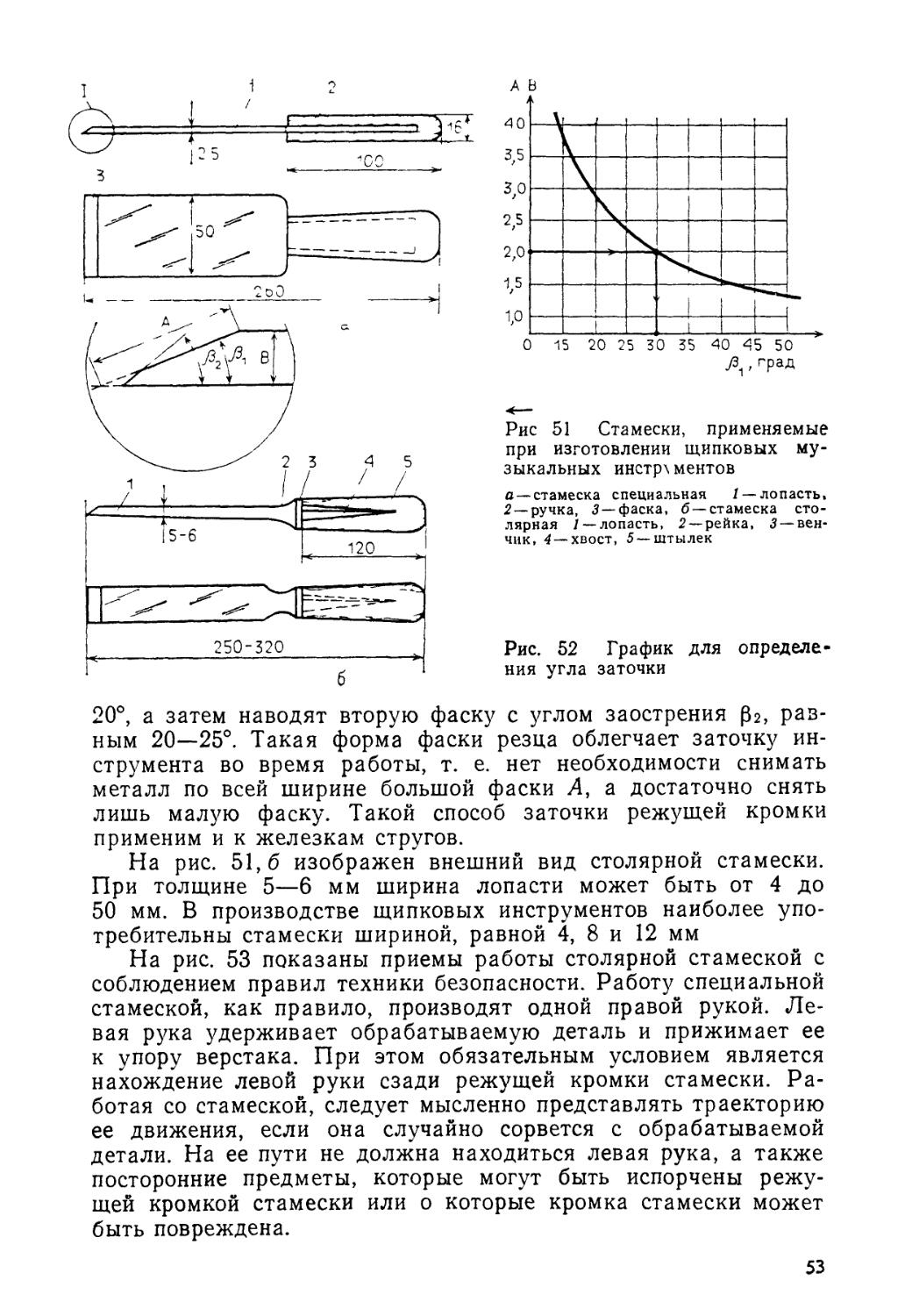
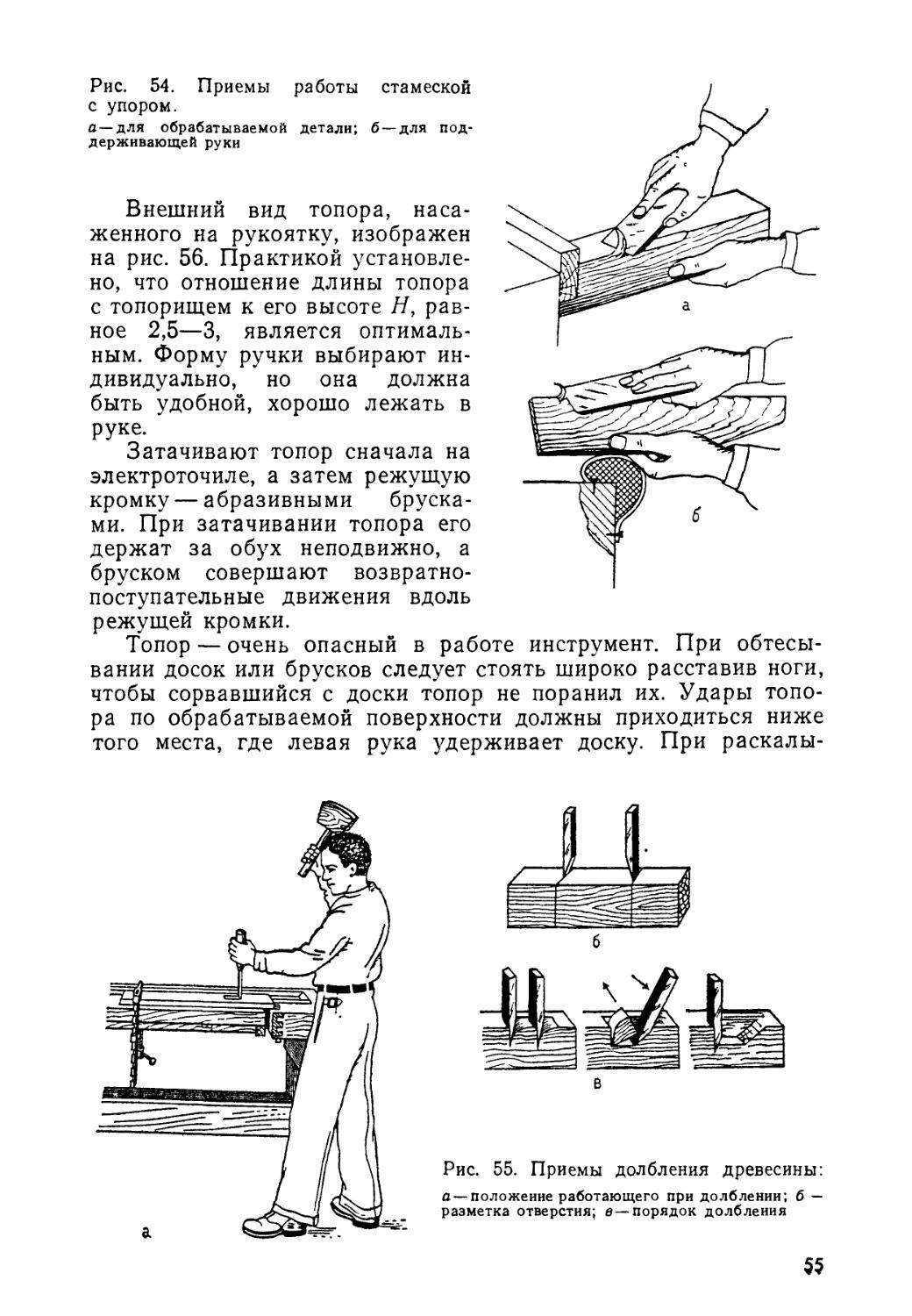
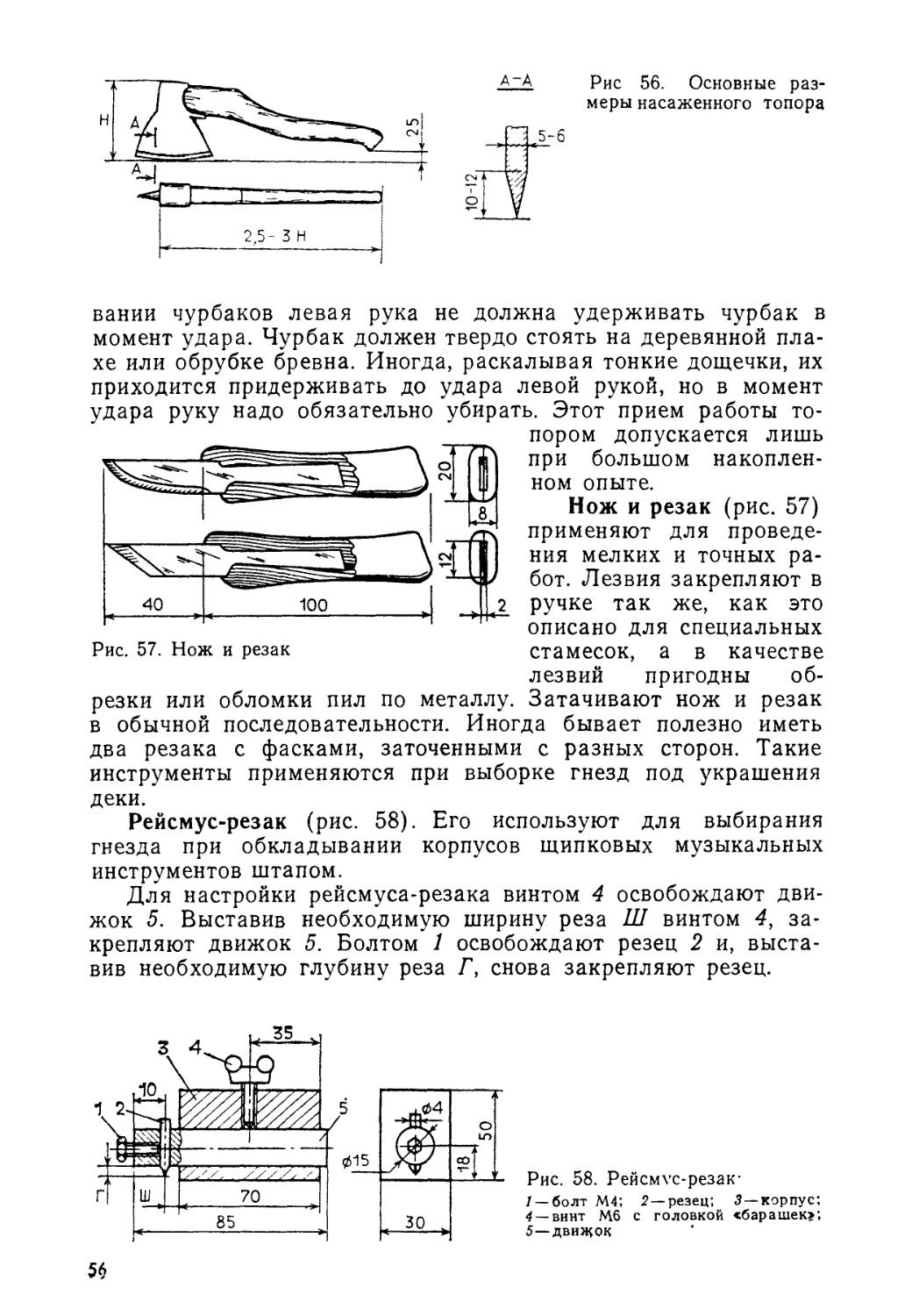
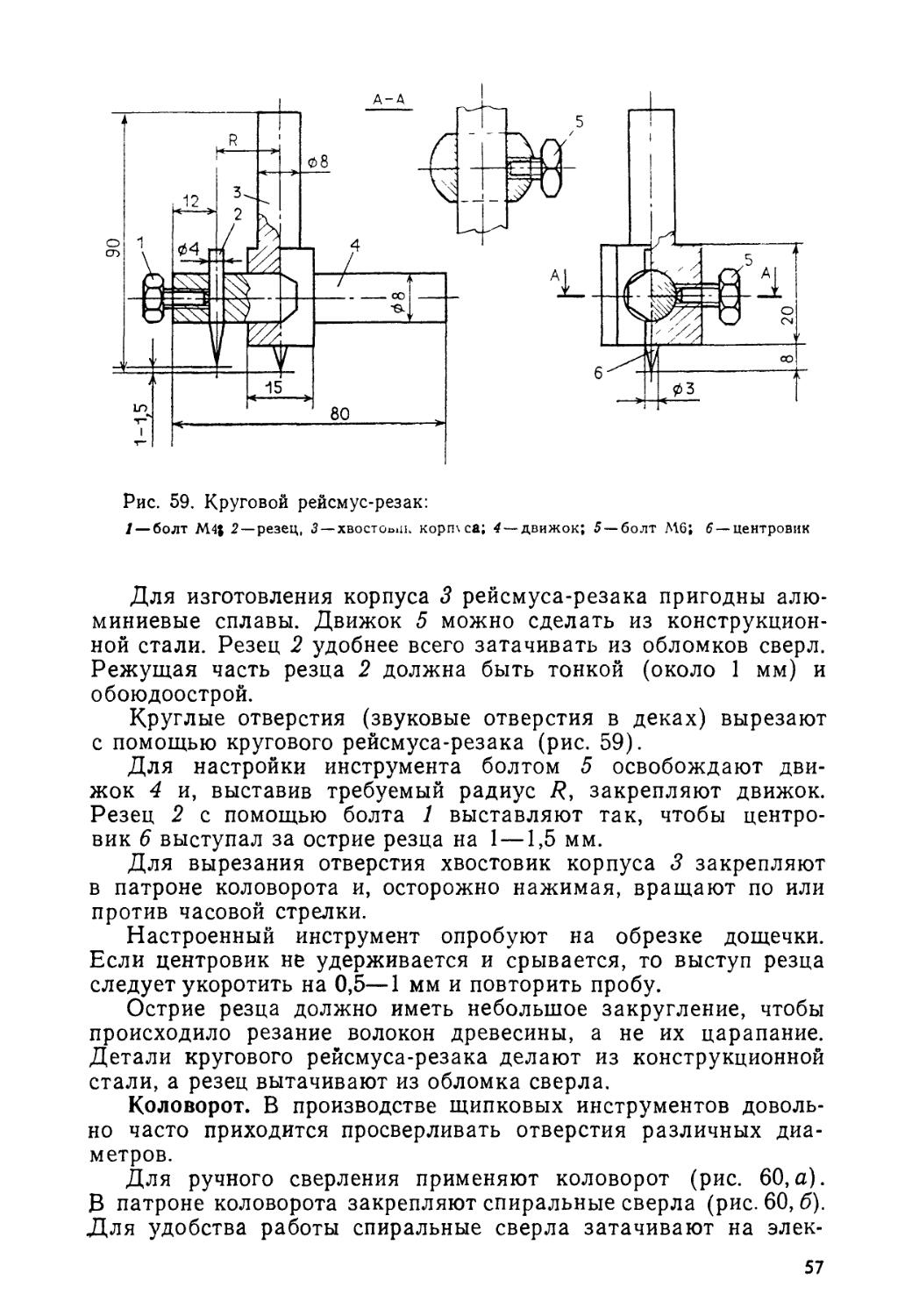
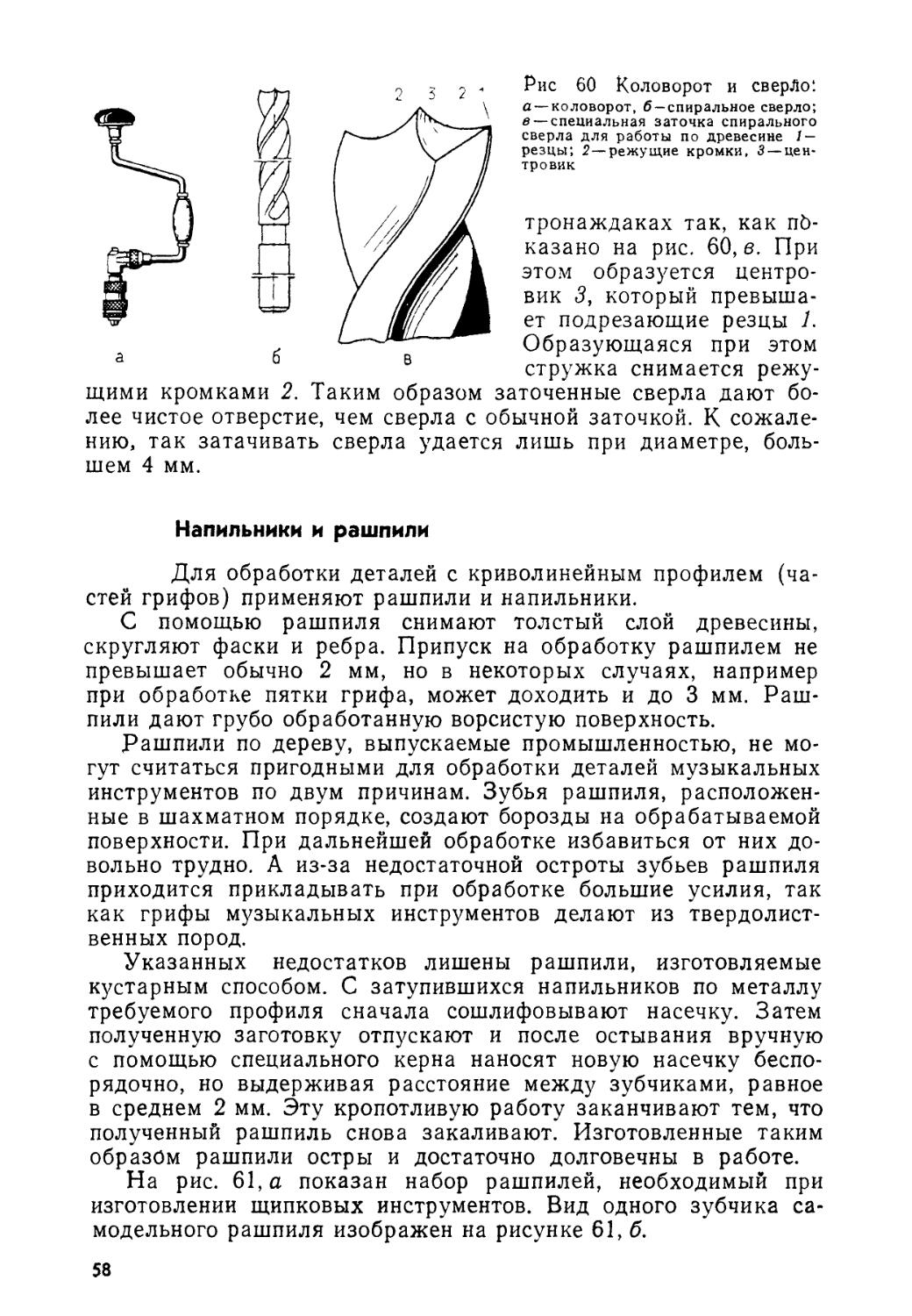
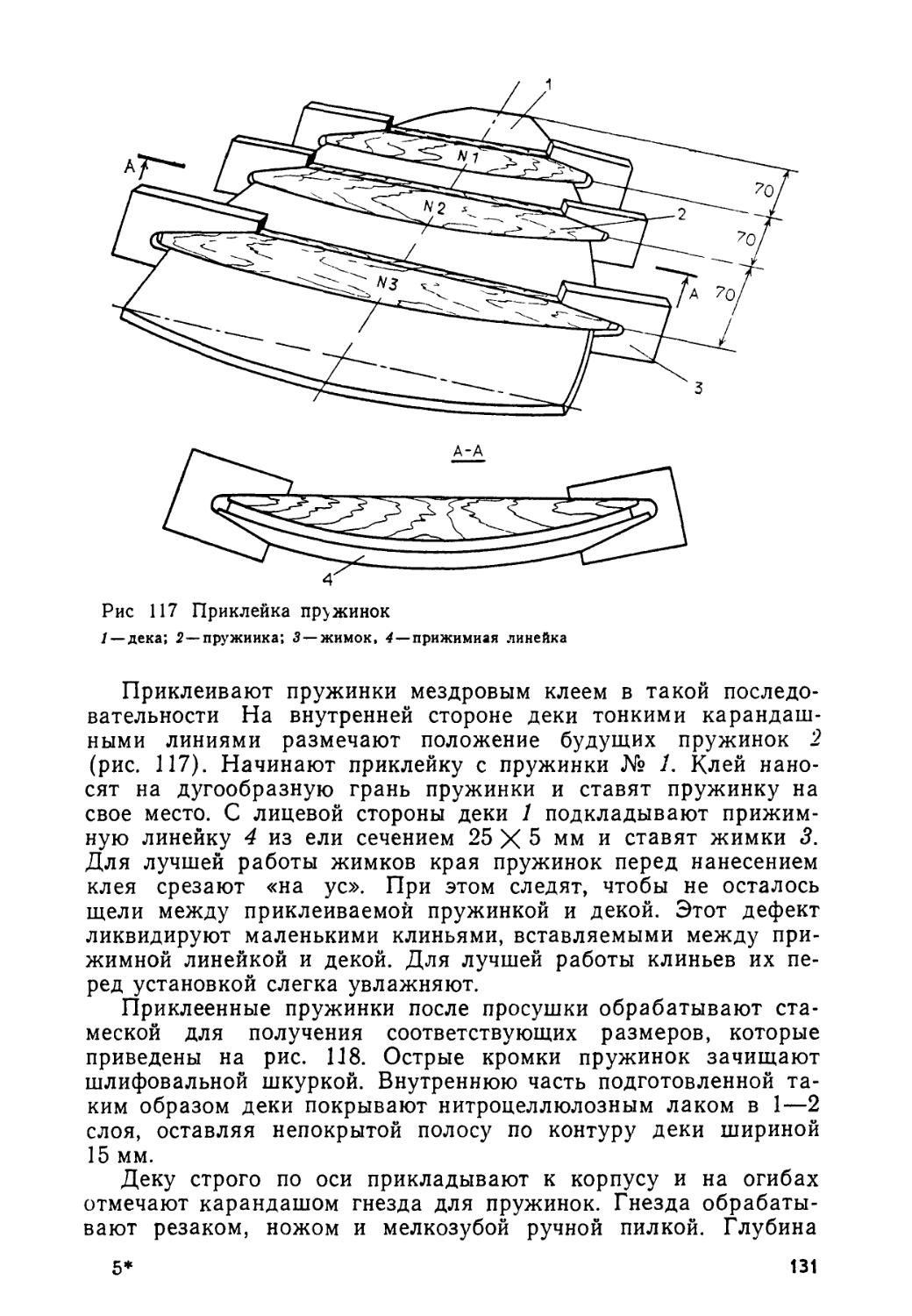
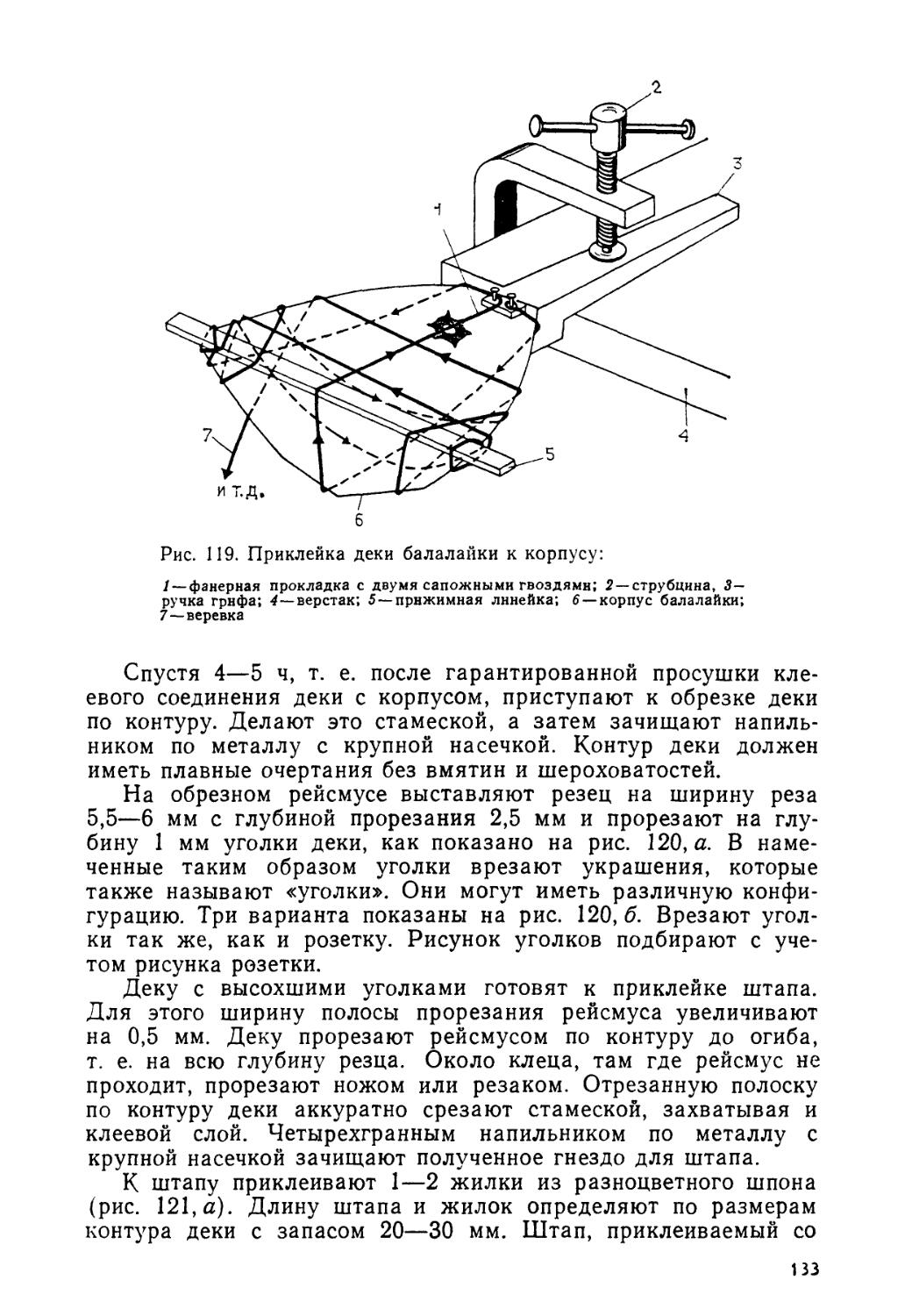
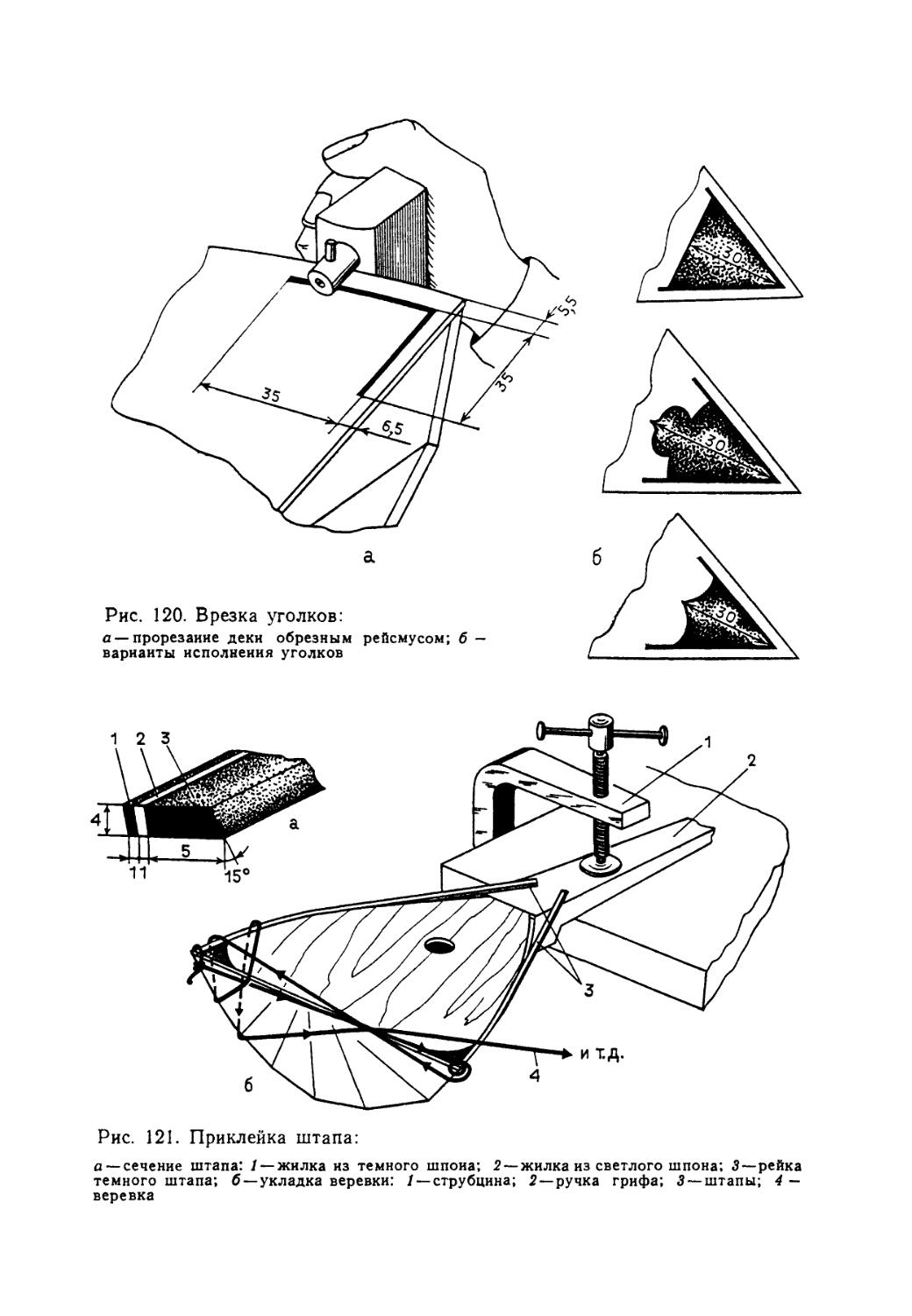
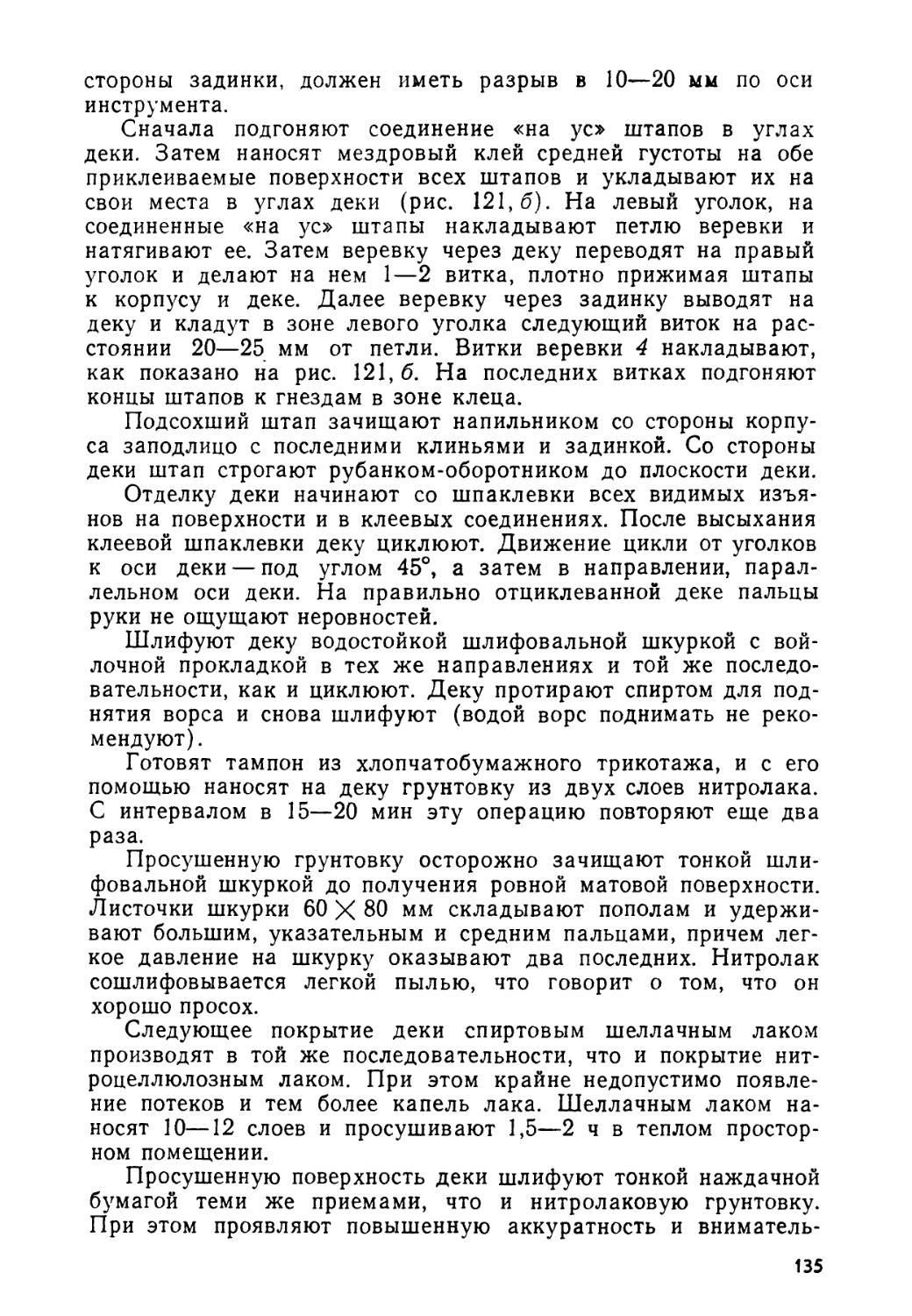
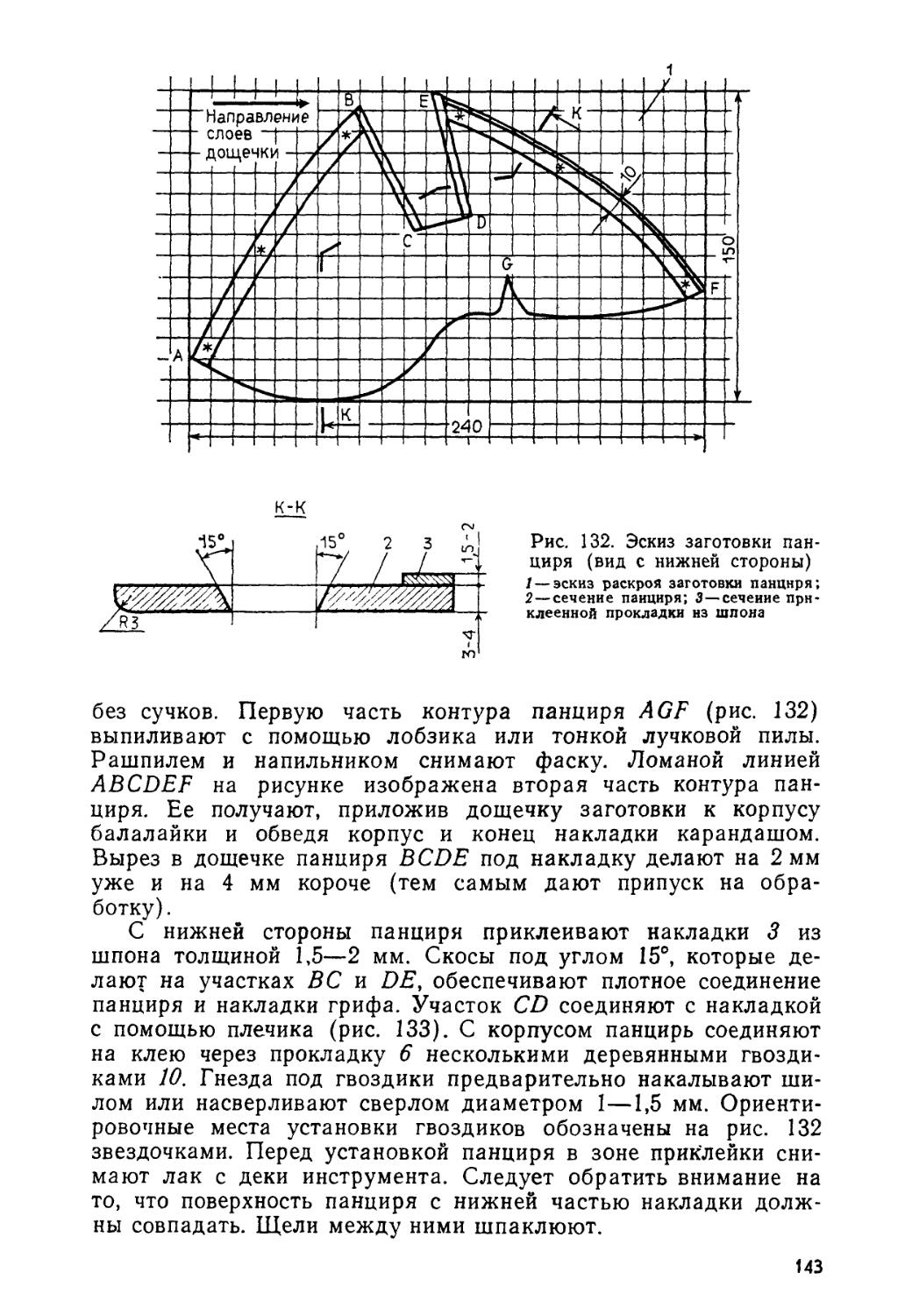
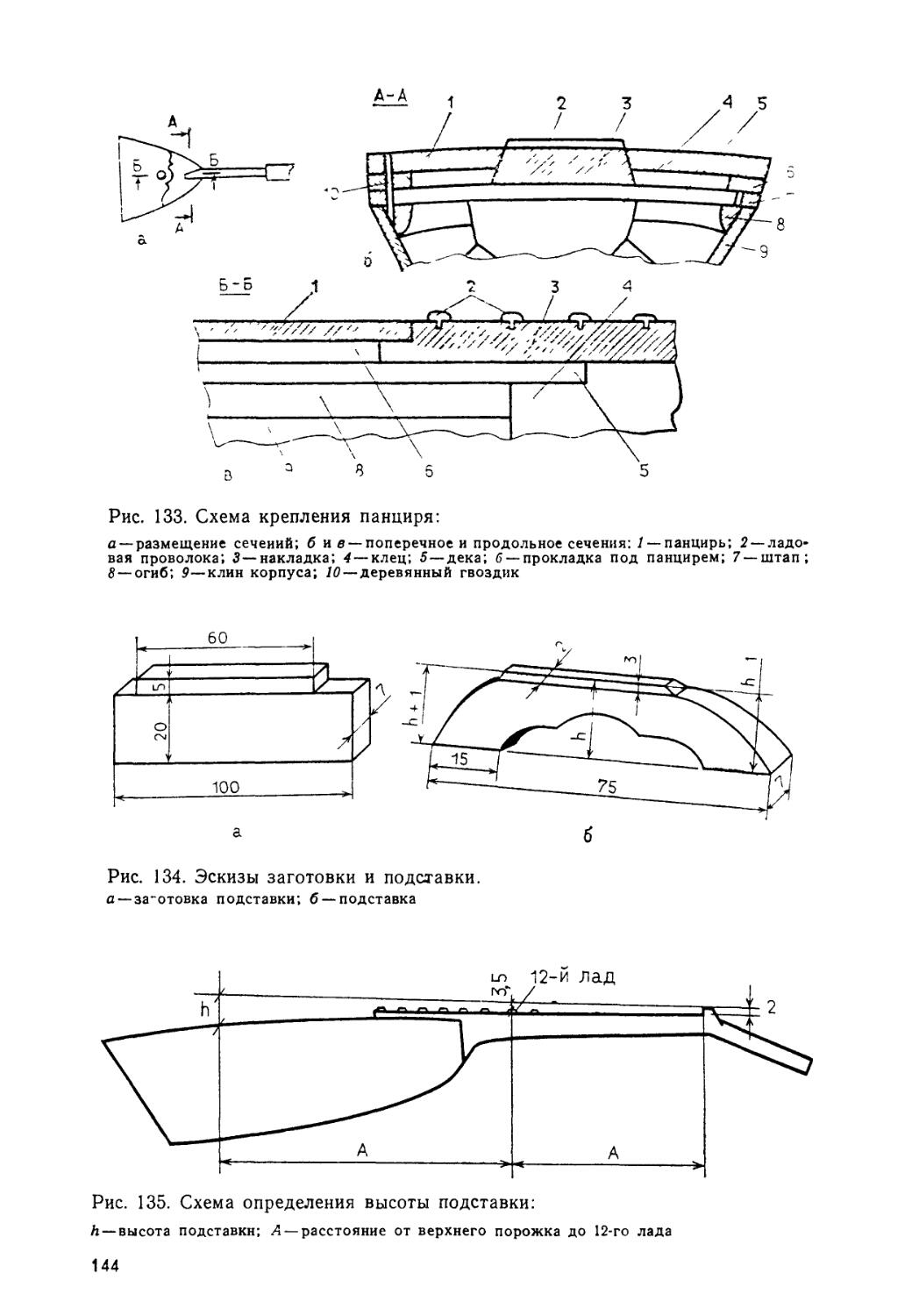
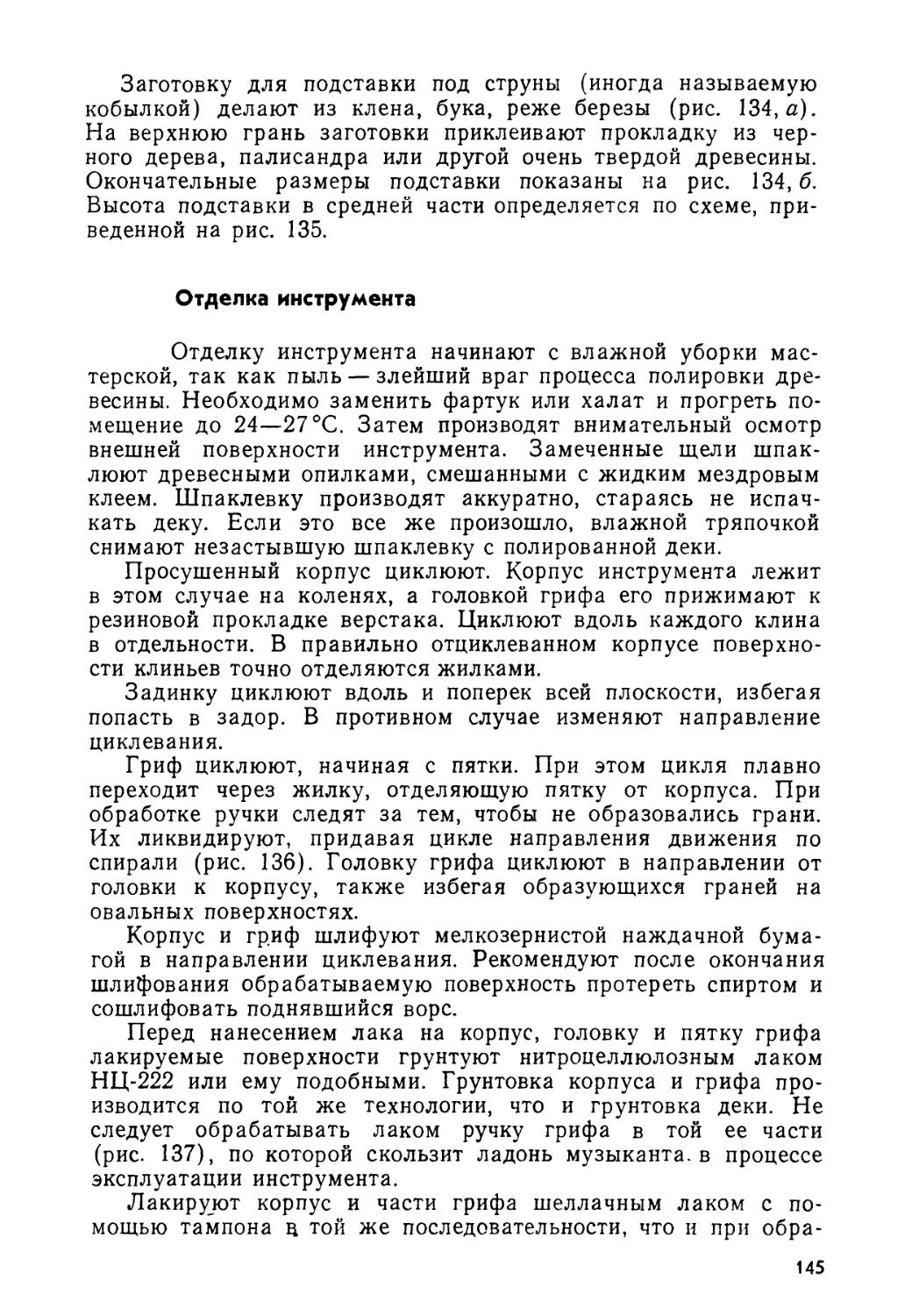
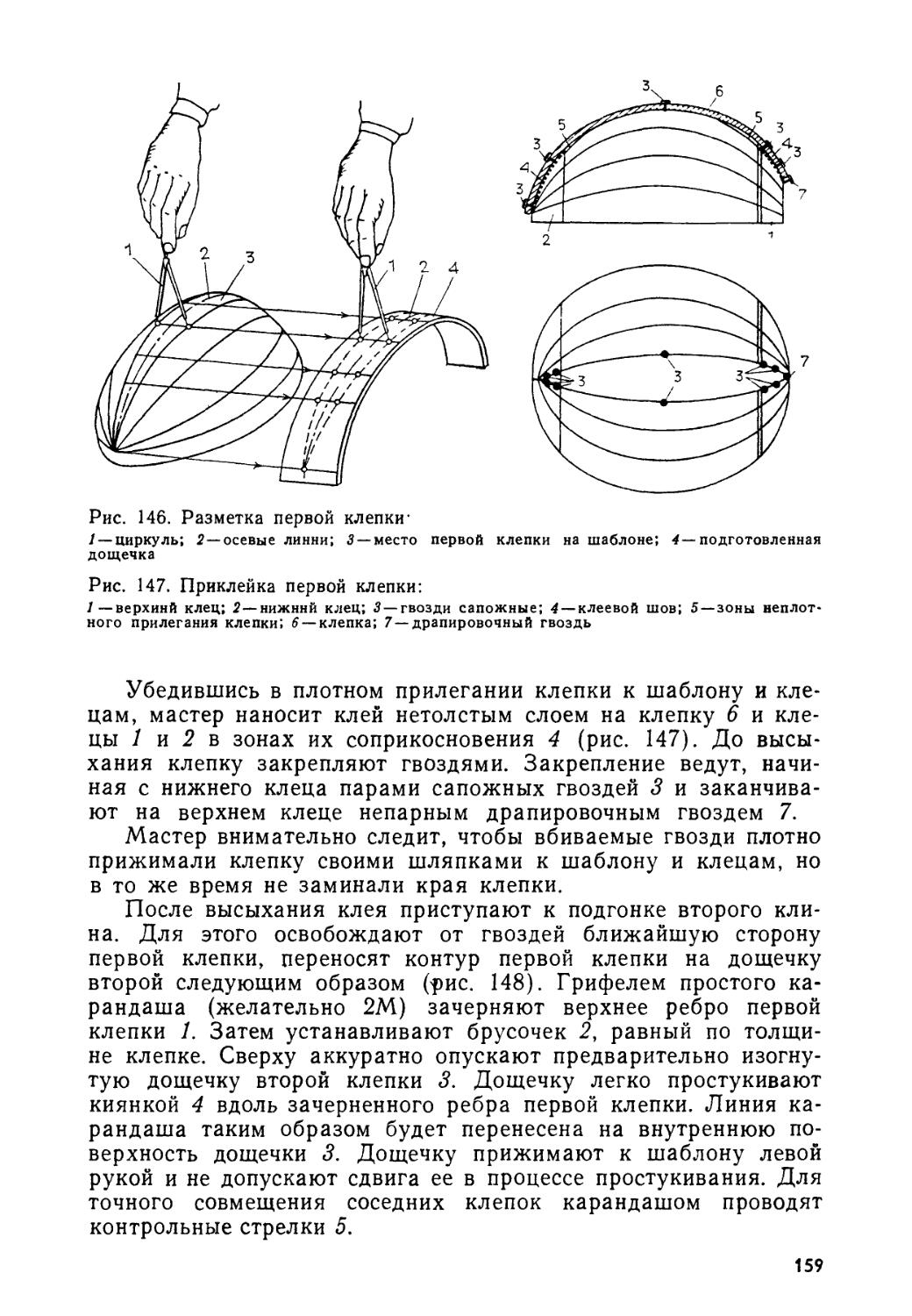
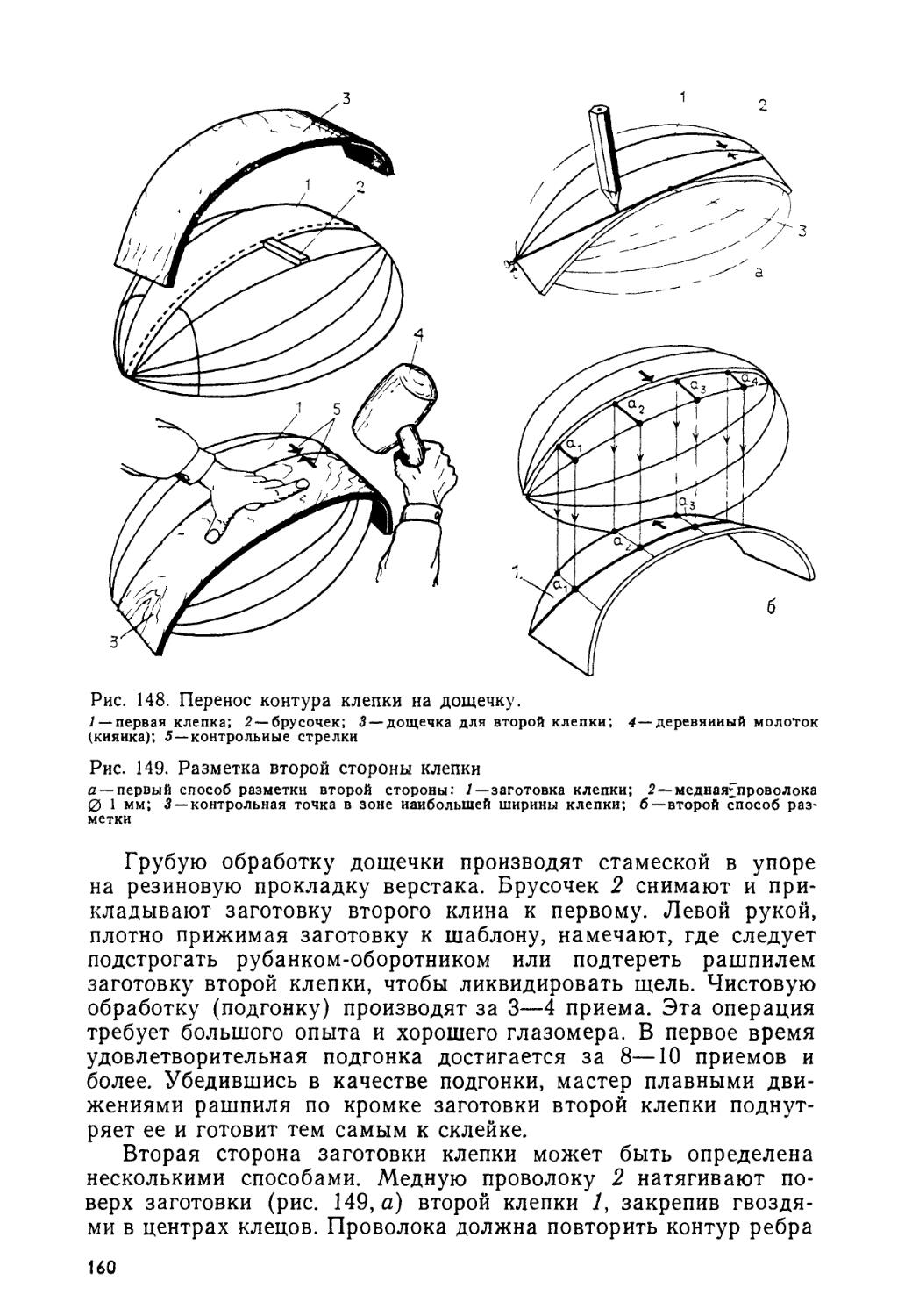
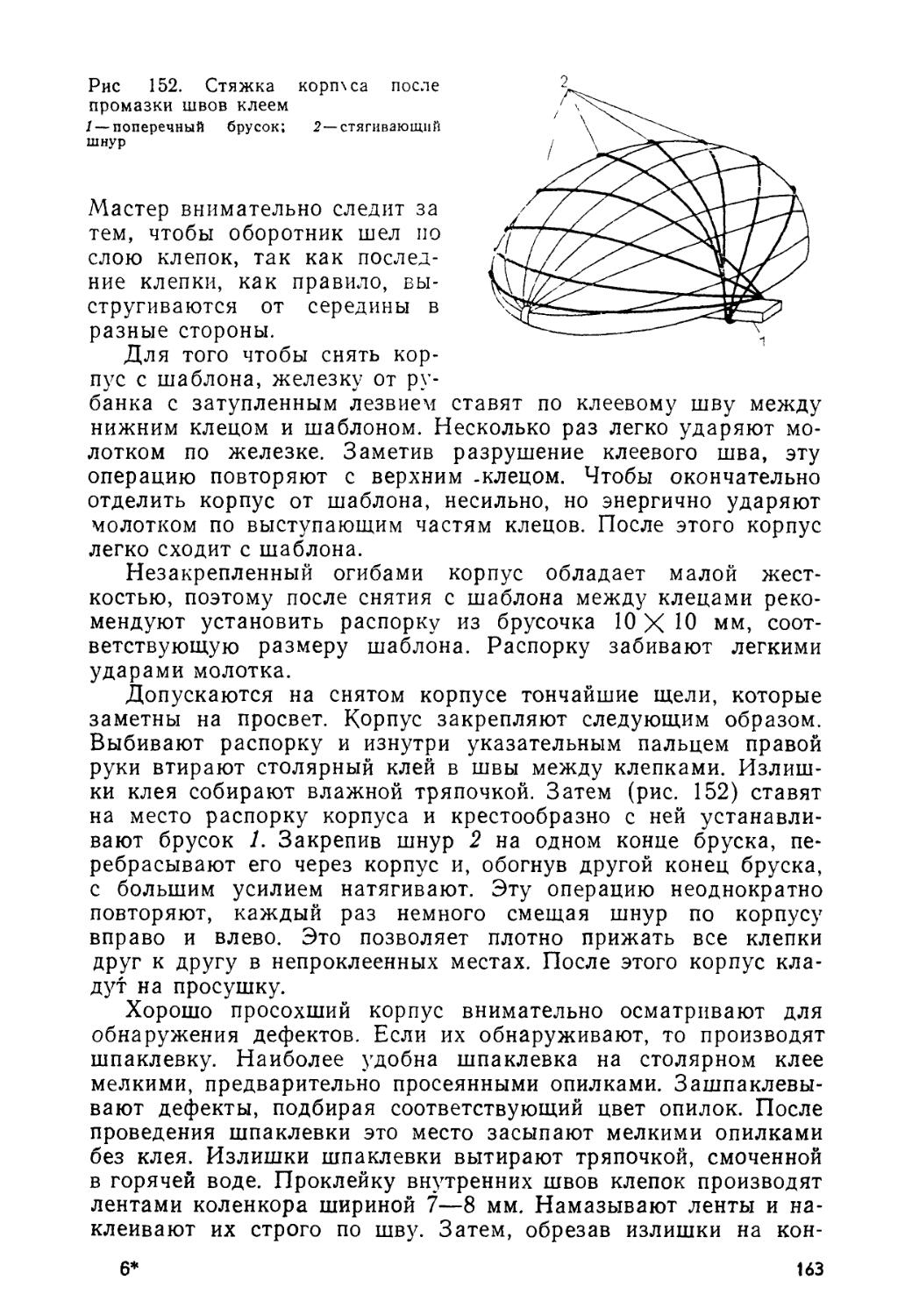
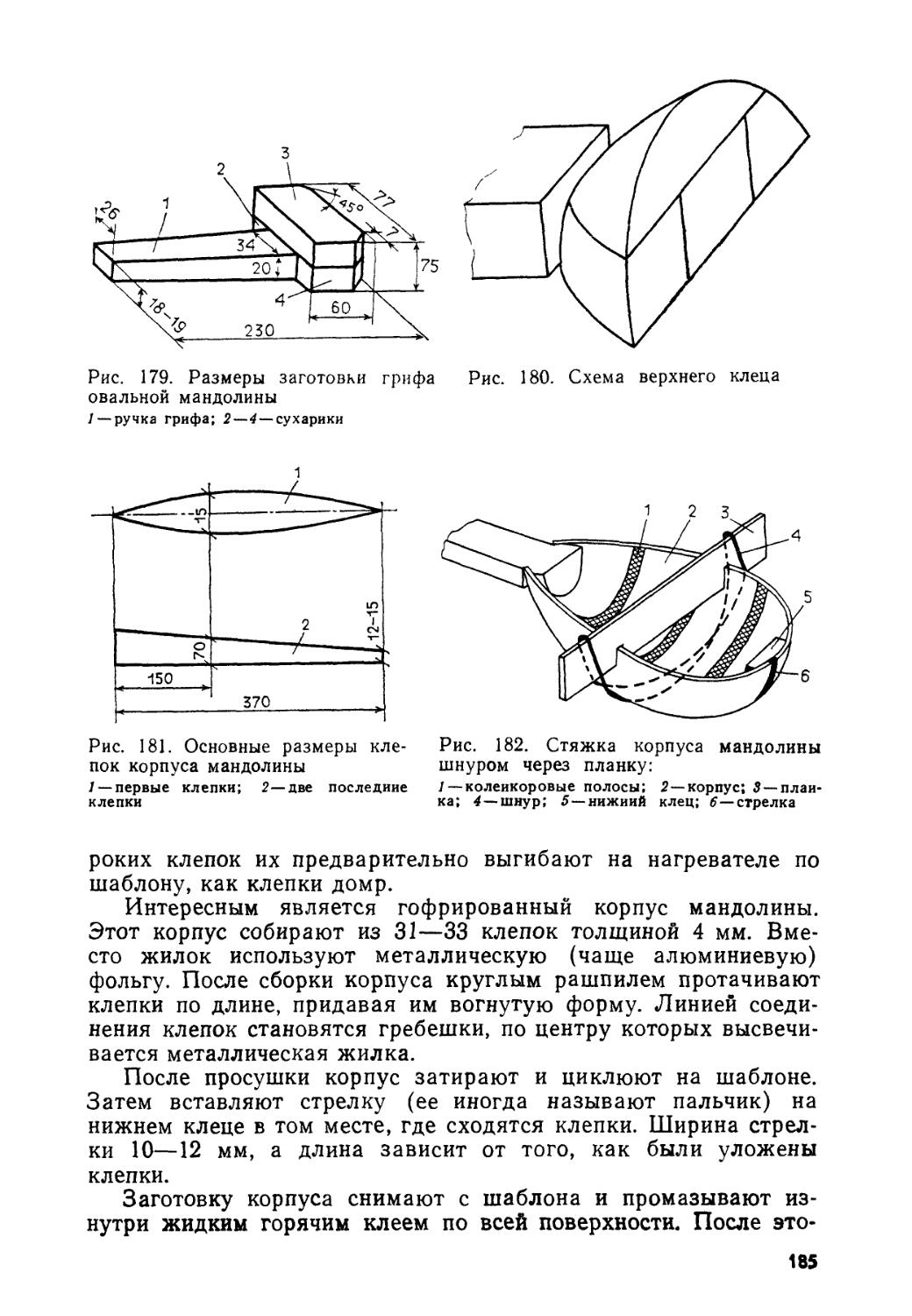
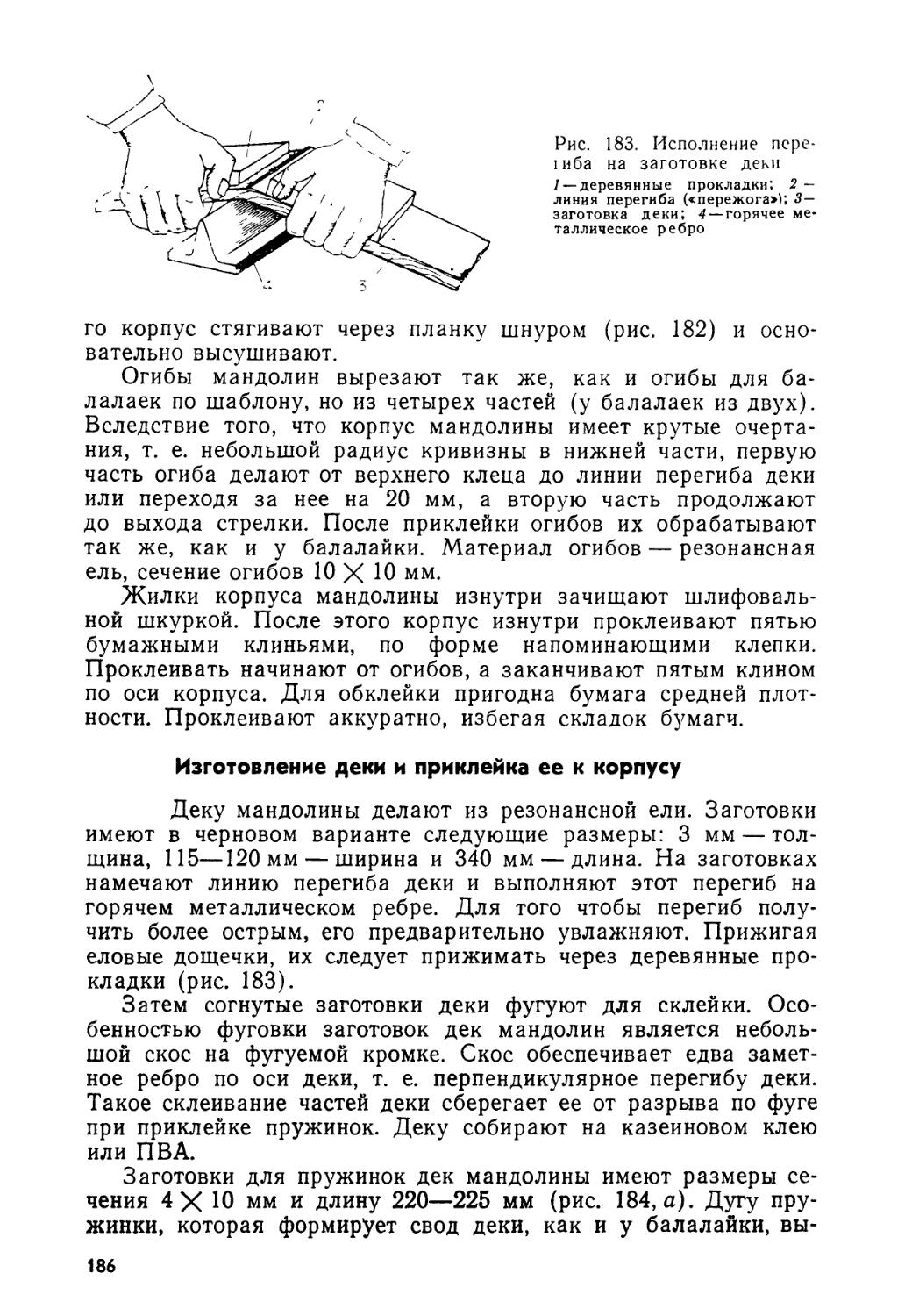
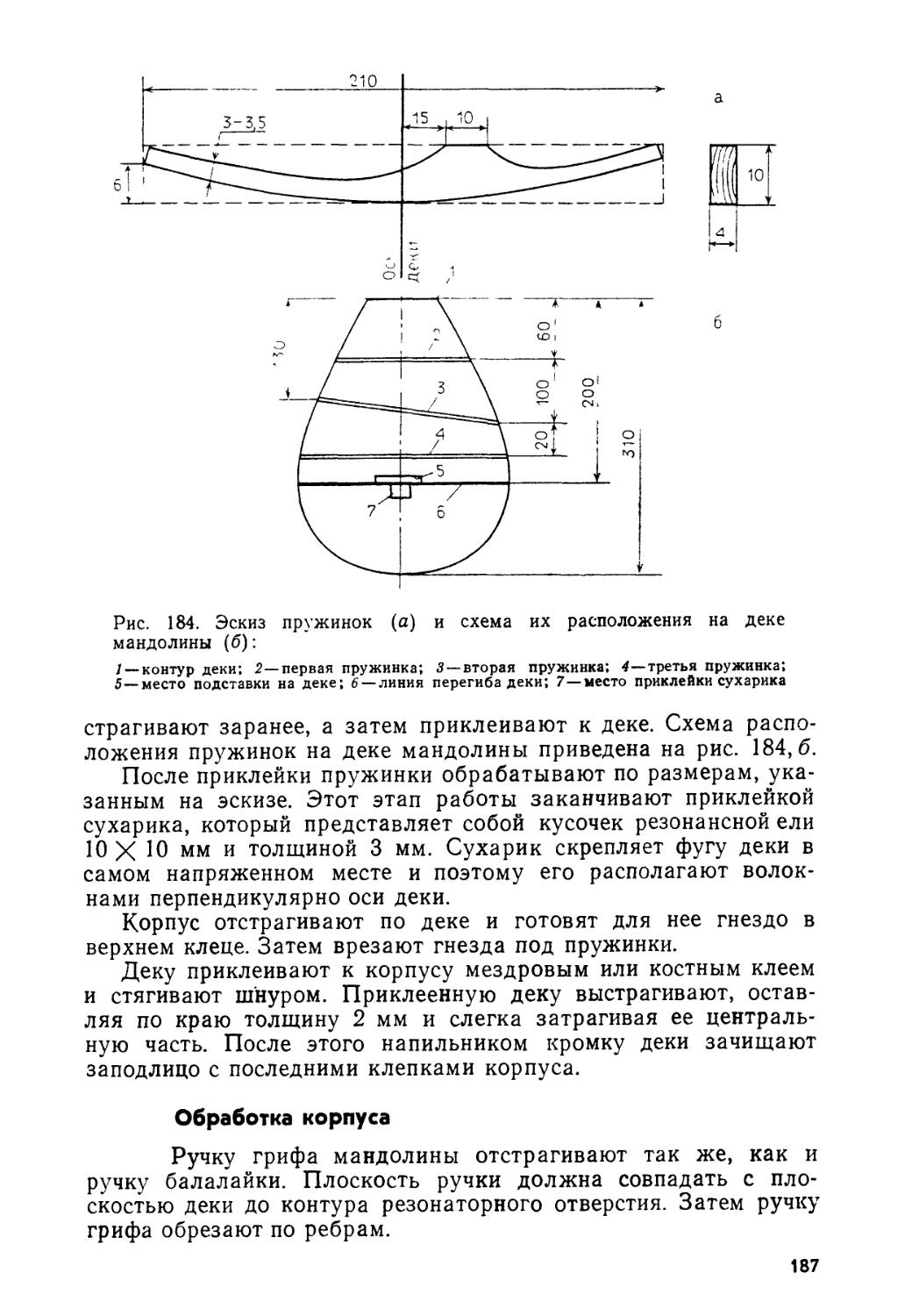
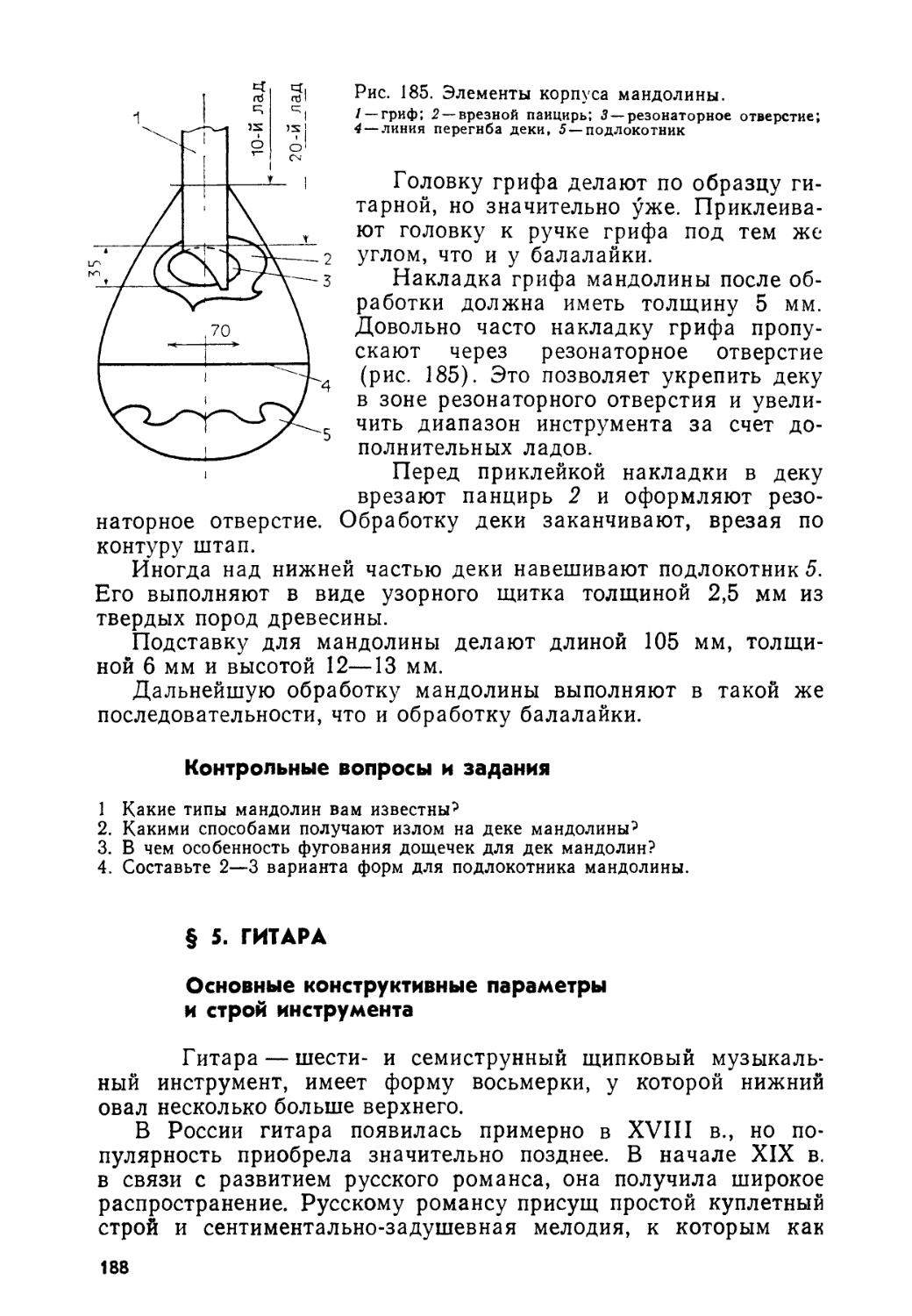
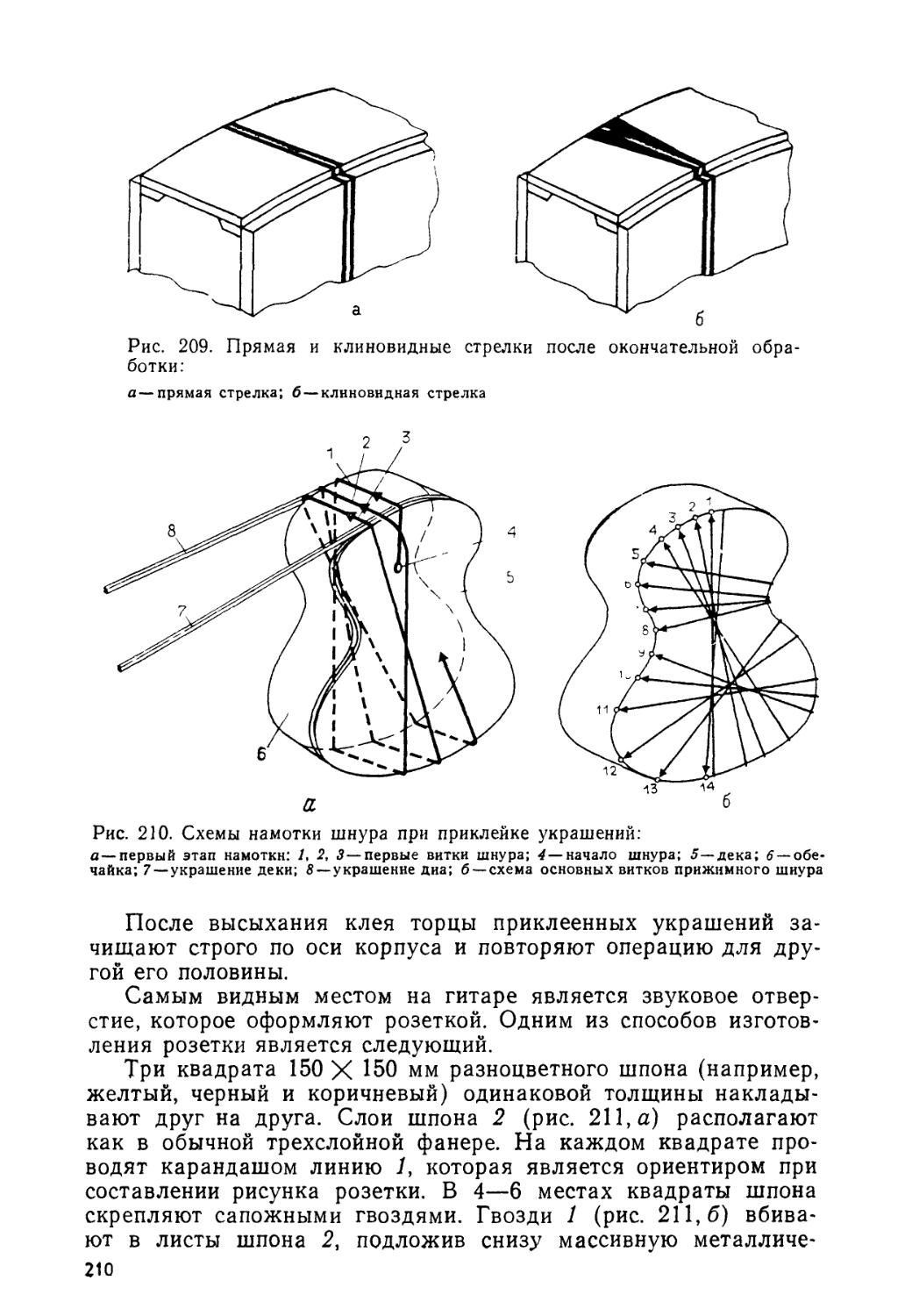
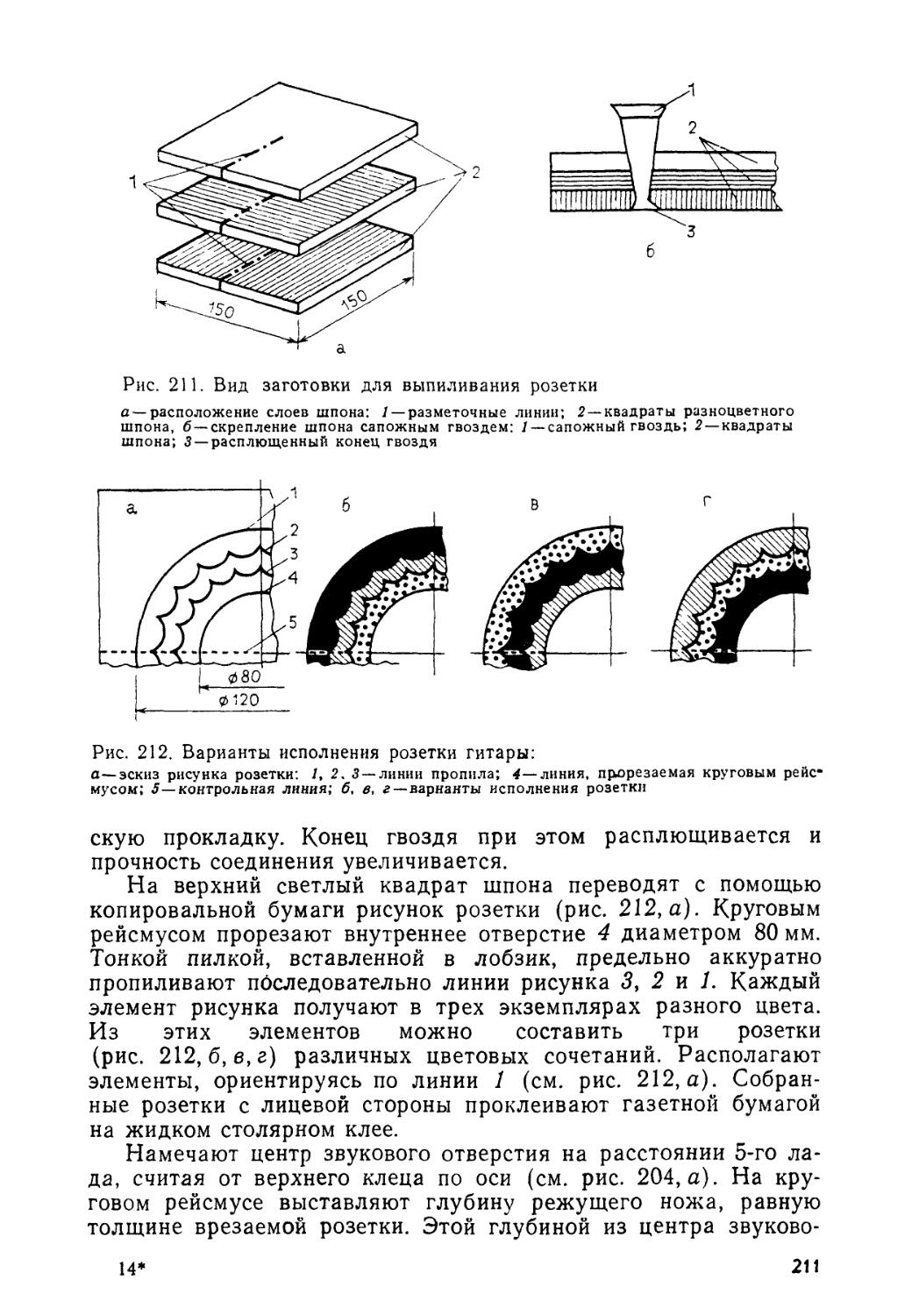
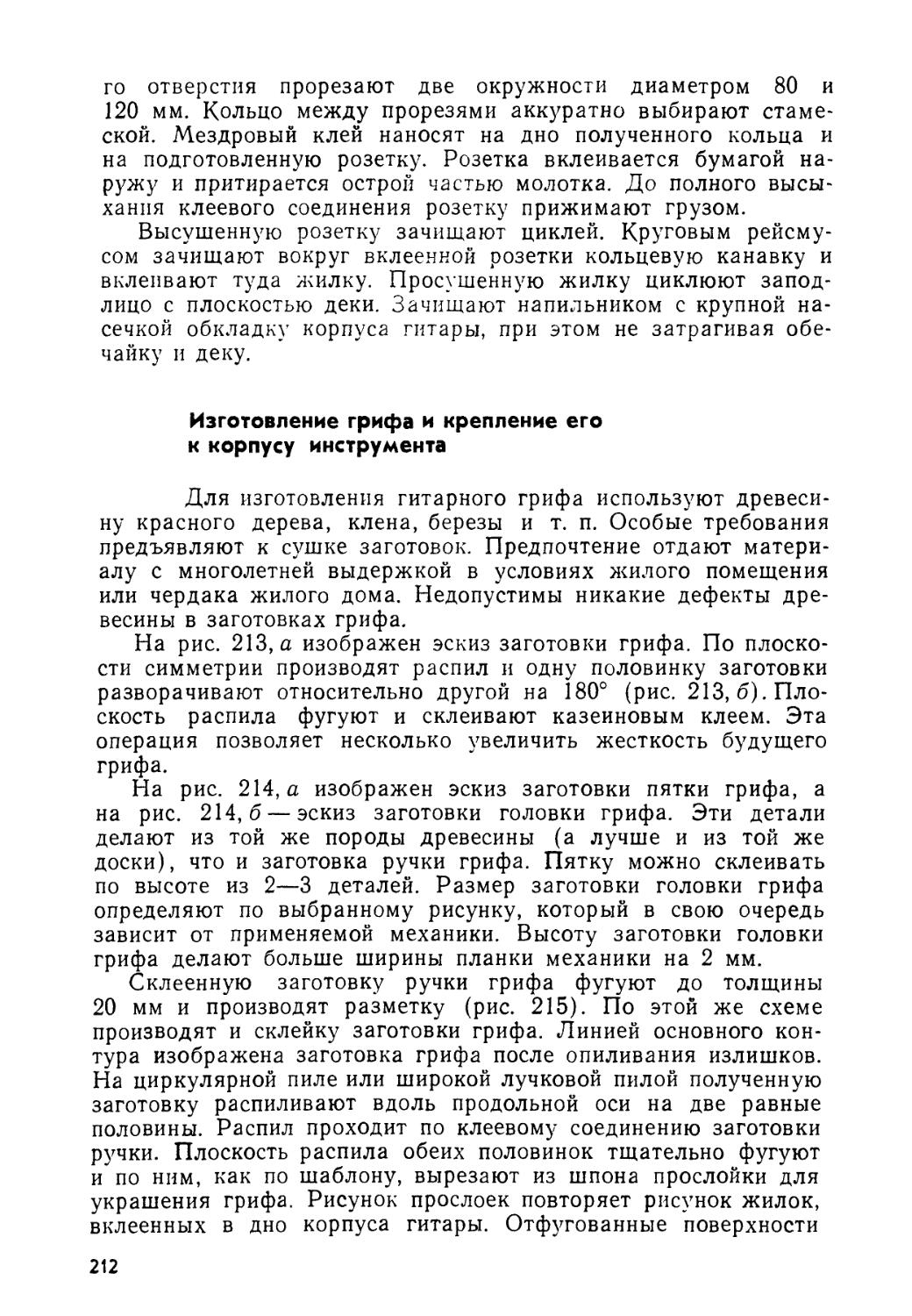
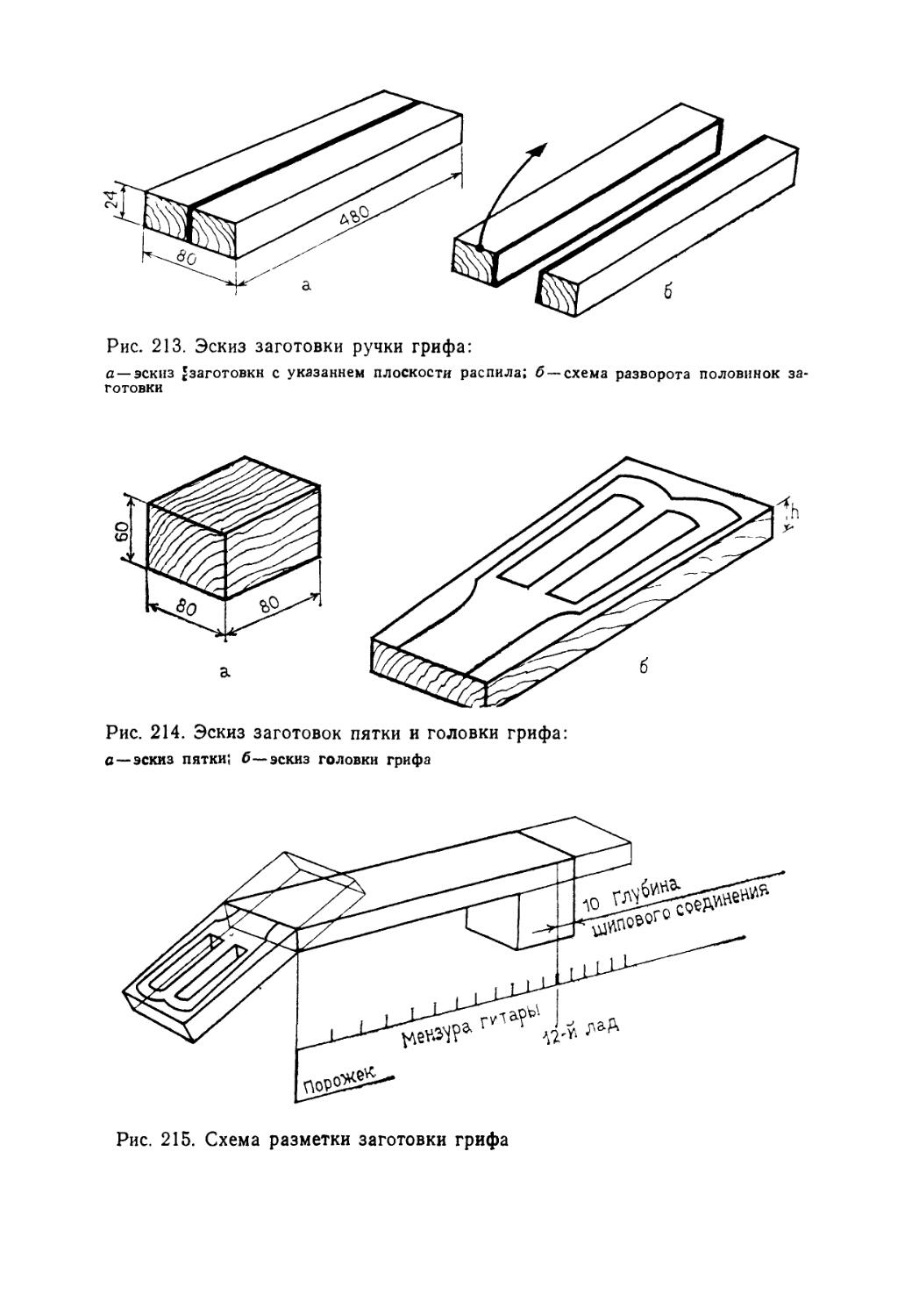
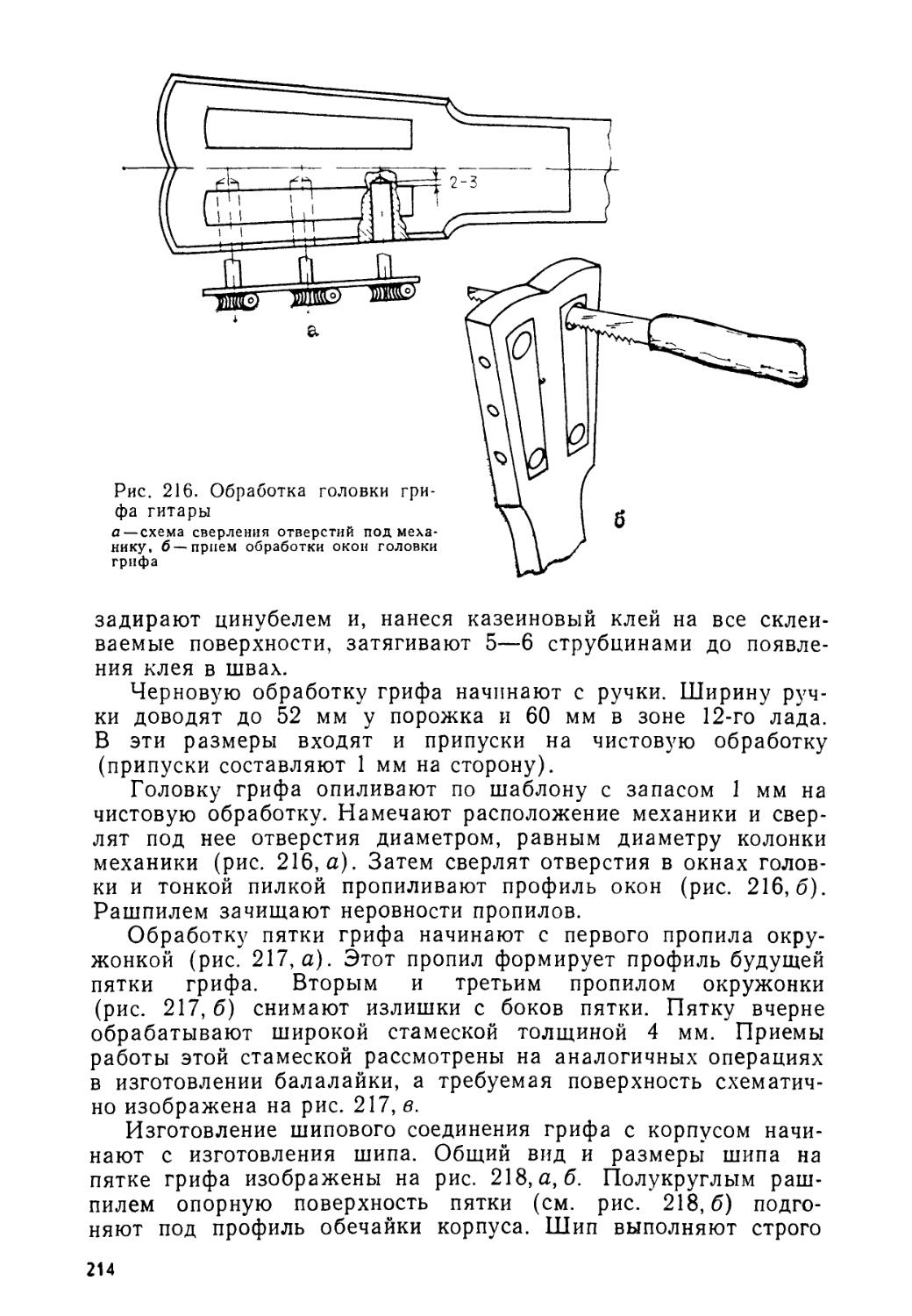
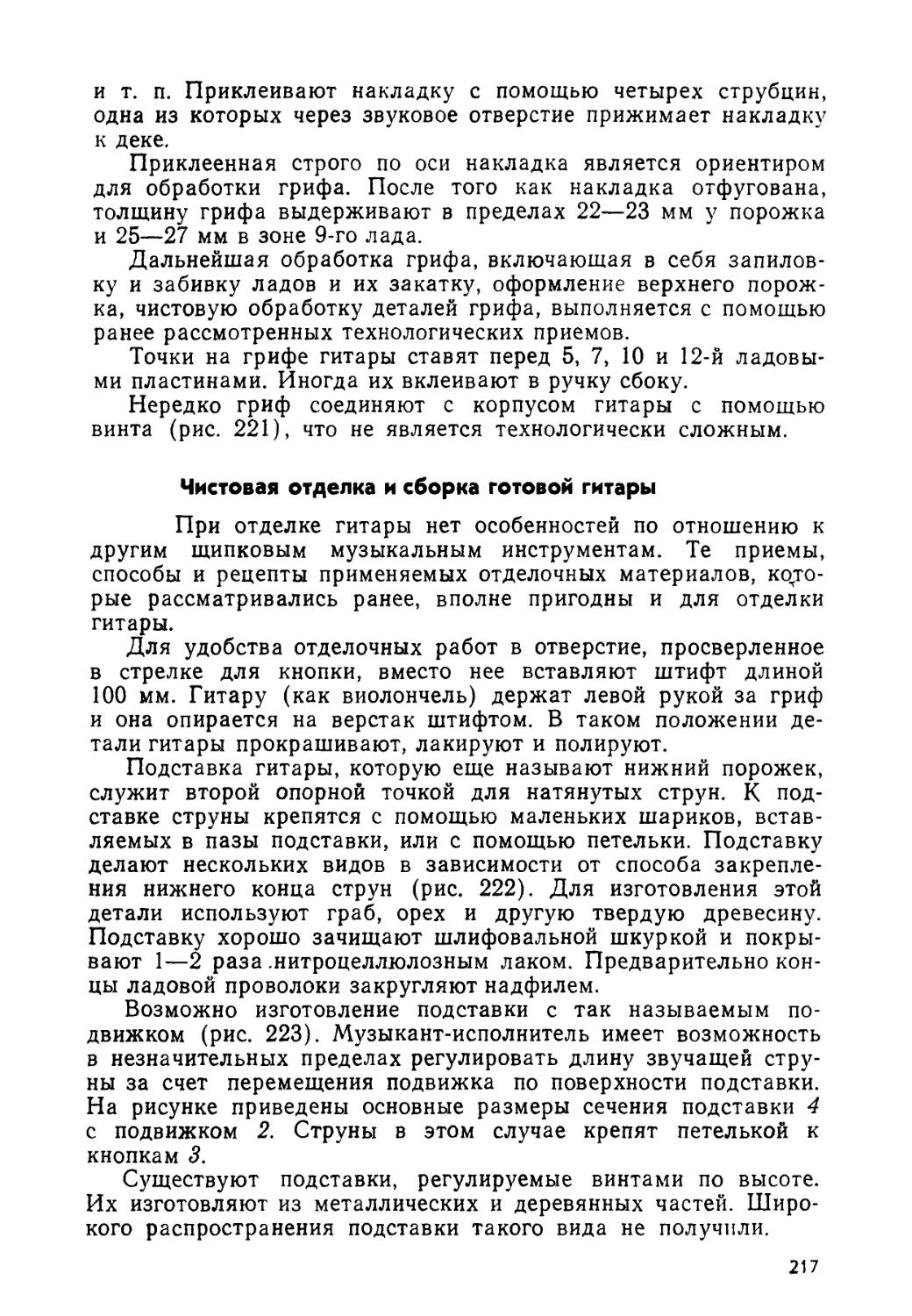
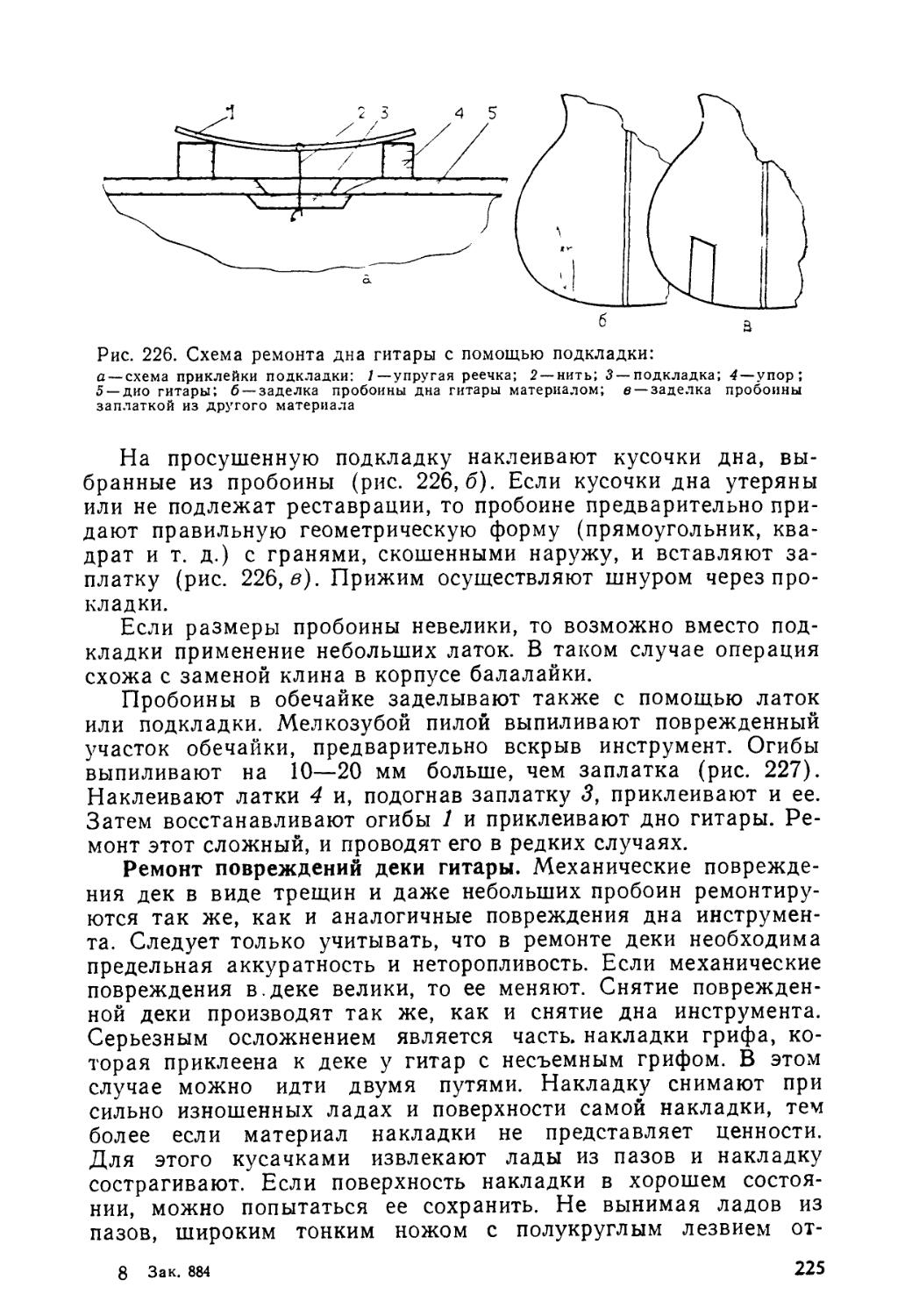
Текст
Н.А.КОМАРОВ
СН.ФЕДЮНИН
ИЗГОТОВЛЕНИЕ
И РЕМОНТ
ЩИПКОВЫХ
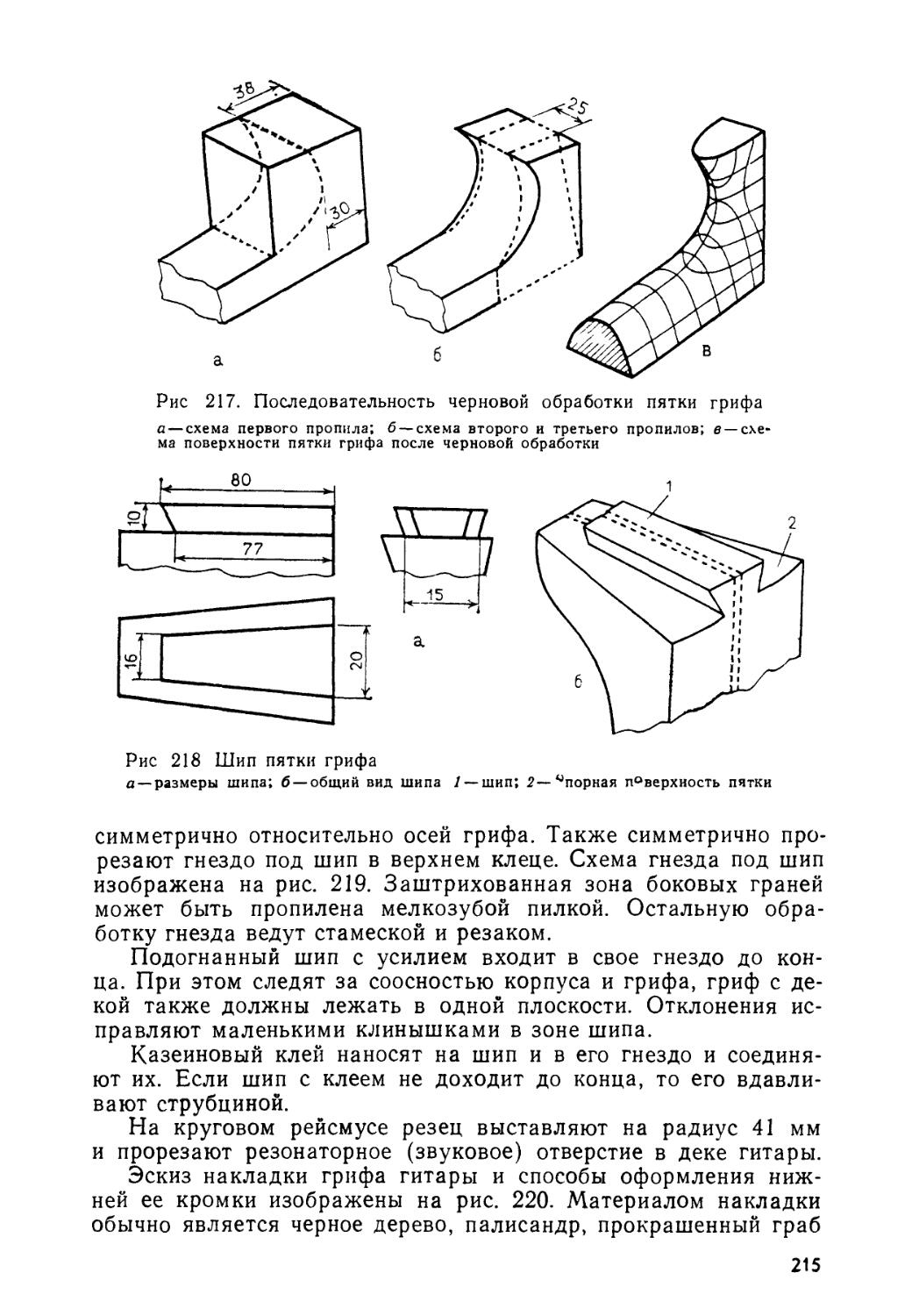
МУЗЫКАЛЬНЫХ
ИНСТРУМЕНТОВ
Одобрено Ученым советом Государствен-
Государственного комитета СССР по профессионально-
техническому образованию в качестве учеб-
учебника для средних профессионально-техни-
профессионально-технических училищ
ПСЕ
Москва
Легпромбытизда г
198Я
ББК 37.27
К 63
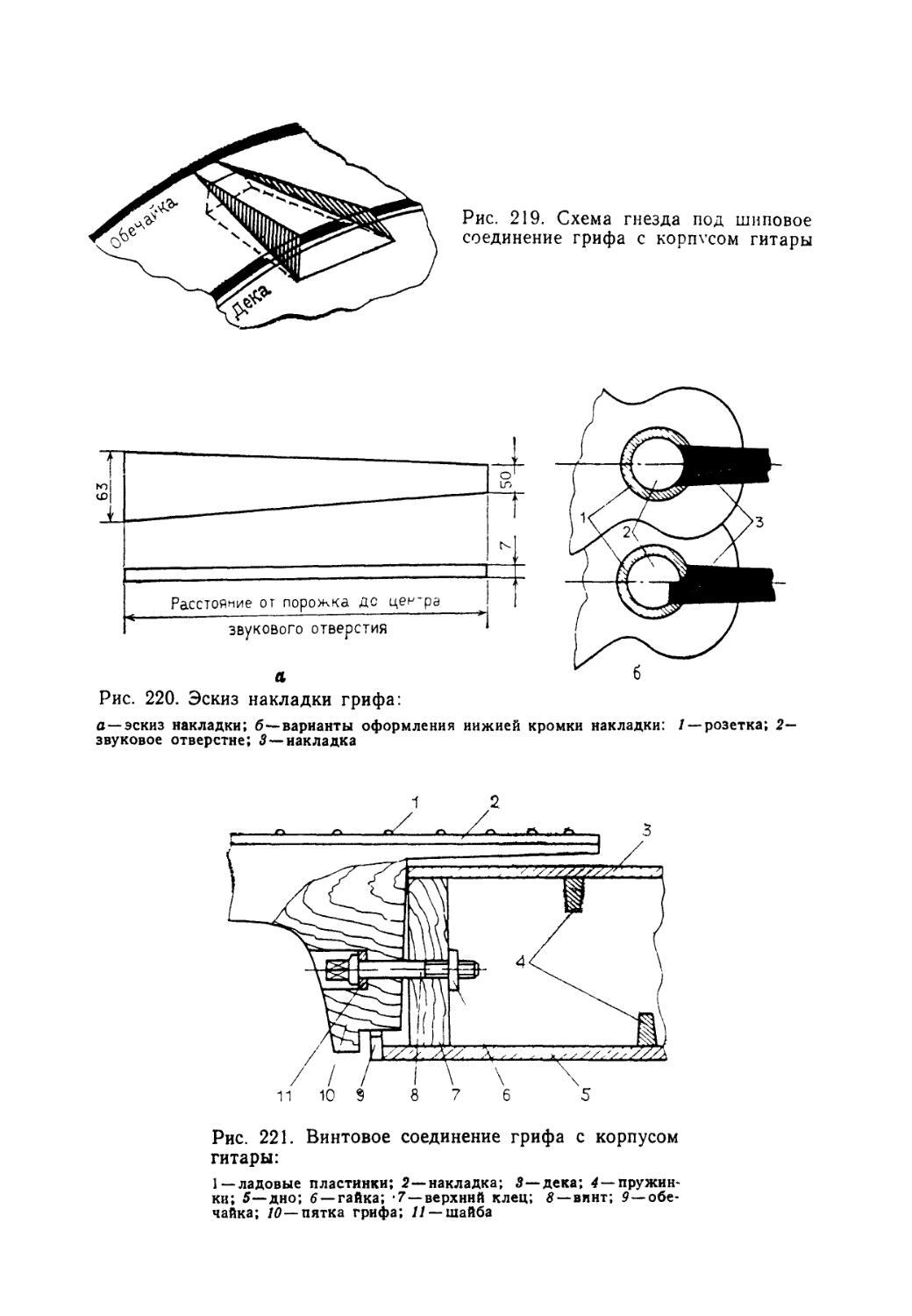
УДК 681.817.5/.6.002.2 @75.32)
Рецензенты: М. И. ВАСИЛЬЕВ (НИКТИМП), М. С. ЛАЗОВСКИЙ (Мос-
(Московская экспериментальная фабрика музыкальных инструментов)
Комаров Н. А., Федюнин С. Н,
К 63 Изготовление и ремонт щипковых музыкаль-
музыкальных инструментов: Учеб. для средних проф.-техн.
училищ. — М.: Легпромбытиздат, 1988. — 272 с.:
ил. — ISBN 5—7088—0195—6.
Рассмотрена технология изготовления и ремонта наиболее распро-
распространенных щипковых инструментов* балалаек, домр, мандолин, гитар
и гуслей. Дано описание производства инструментов, предназначенных
для сольного и оркестрового исполнения. Приведена технология дере-
деревообработки. Изложены вопросы организации производства, охраны
труда и окружающей среды.
Для учащихся средних профессионально-технических училищ. Может
быть использован при профессиональном обучении рабочих на произво-
производстве.
К
2201000000-049
044@1)-88
ББК
ISBN 5—7088—0195—6
Издательство «Легкая промыш.
ленность и бытовое обслуживание»,
1988
Предисловие
Духовный мир человека немыслим без музыки. Музыка,
так же как поэзия, живопись и т. п., духовно обогащает и вос-
воспитывает человека, делает его жизнь красивее.
Если скульптор или художник практически не зависят от
какой-либо промышленности (глину, холст, краски можно или
купить в магазине, или сделать самому), то музыканту необ-
необходим помощник. Мастер, изготовивший хороший музыкальный
инструмент, если еще не художник, то уже далеко не ремес-
ремесленник. Инструмент, изготовленный мастером, как правило, на-
намного переживает своего изготовителя, став своеобразным про-
произведением искусства.
Подавляющее большинство музыкальных инструментов де-
делают из древесины и древесных материалов (преимущественно
из резонансной ели).
В прошлые времена мастер, изготовлявший музыкальные
инструменты, имел небольшой набор столярных и специальных
инструментов. Теперь на помощь мастеру пришли электриче-
электрические инструменты и новые материалы.
Очень не похожие друг на друга гитара, балалайка, домра
и т. д. имеют тем не менее сходные конструктивные элементы.
К ним прежде всего относятся струны, гриф, корпус, дека.
Струны являются источником звуковых колебаний, гриф удер-
удерживает струны и служит для изменения длины колеблющейся
струны, корпус создает резонансный объем, дека — основной
звукоизлучающий элемент музыкального инструмента.
Изучая технологию изготовления музыкальных инструмен-
инструментов, будущий мастер не должен ограничивать себя лишь тех-
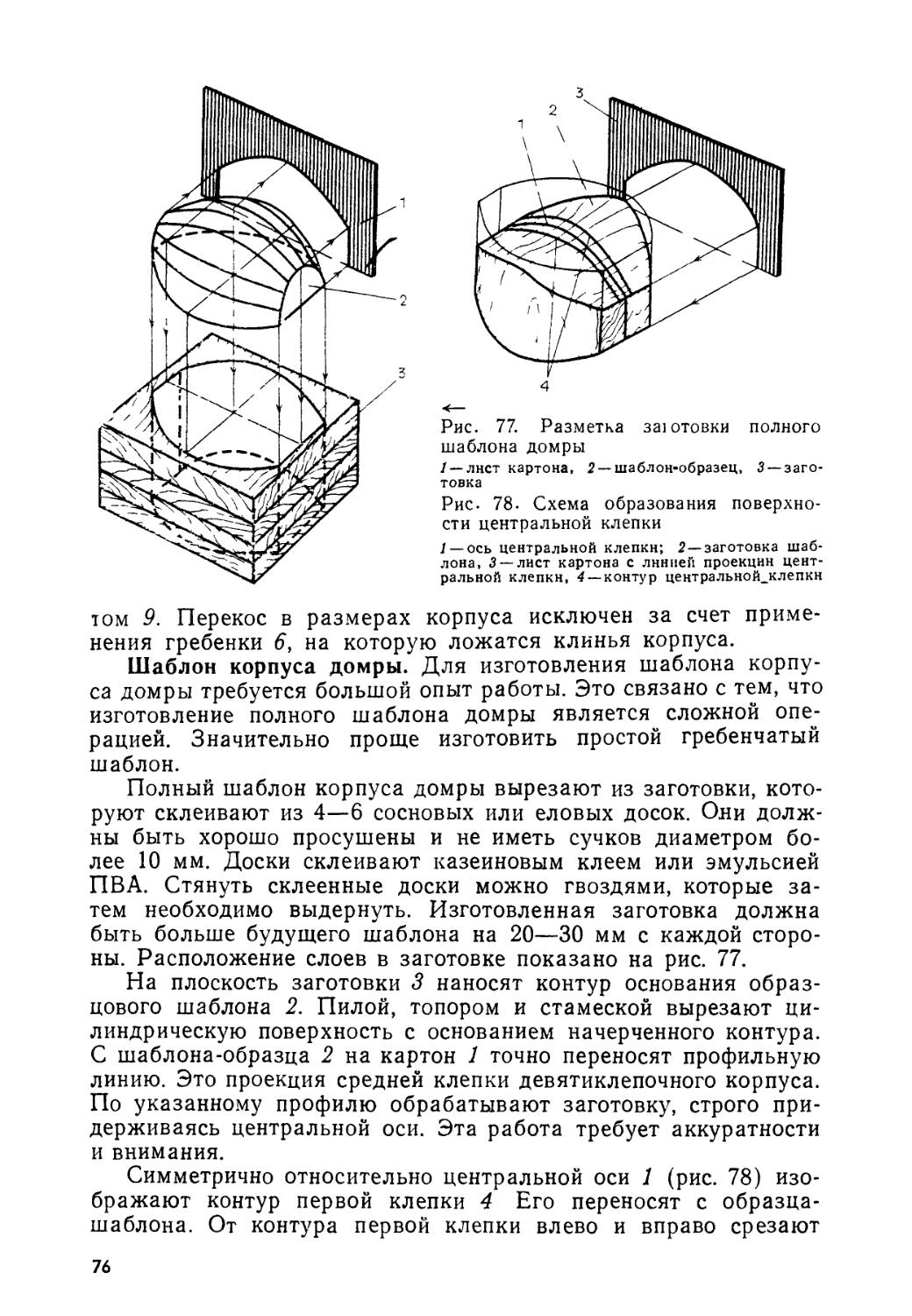
технологическими задачами. Только чувствуя гармонию звука и
понимая физические процессы, происходящие в музыкальном
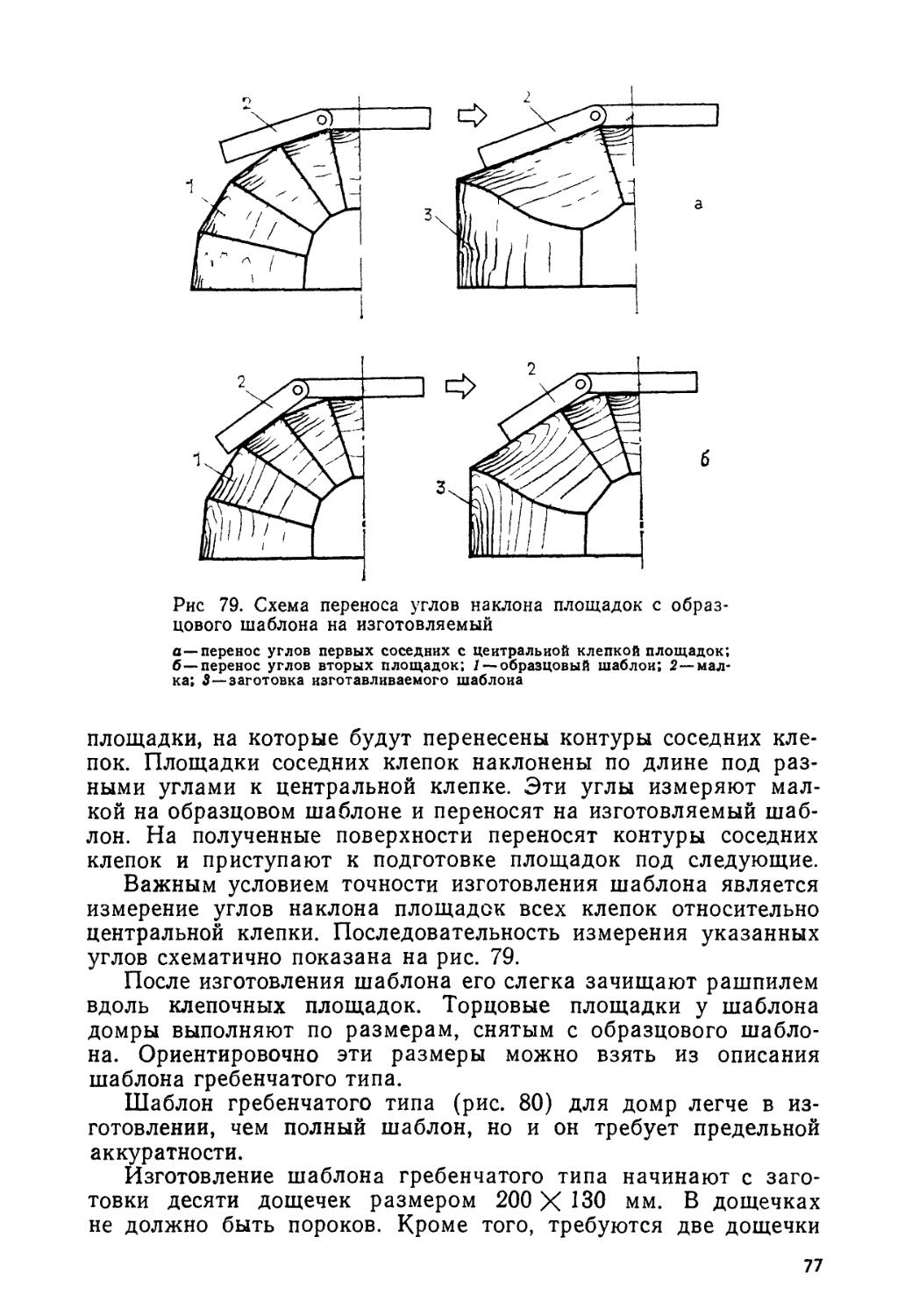
инструменте, можно создавать высококлассные изделия, вести
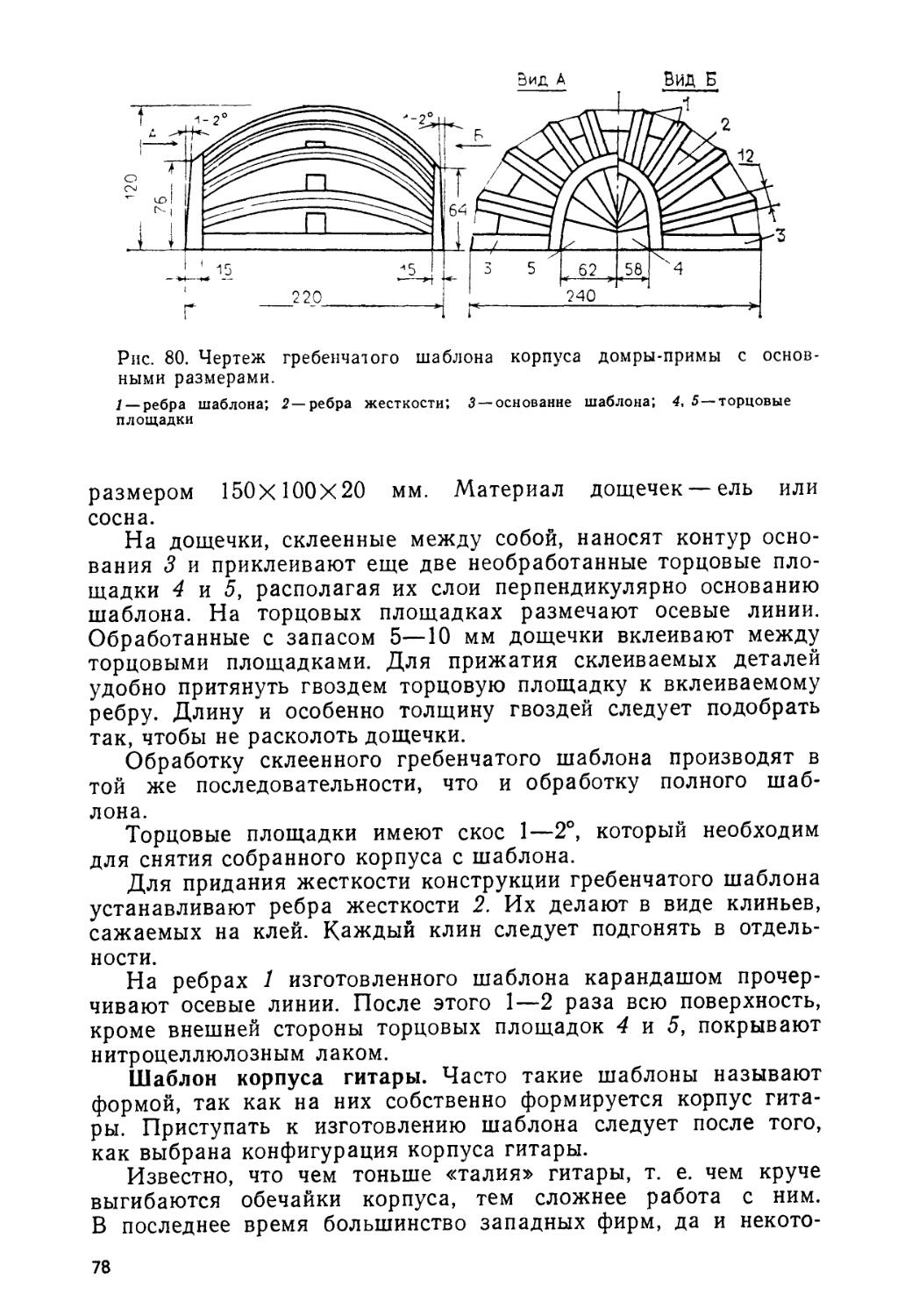
творческий поиск.
Авторы выражают глубокую благодарность мастеру Москов-
Московской экспериментальной фабрики музыкальных инструментов
Б. И. Симакову за помощь, оказанную при написании настоя-
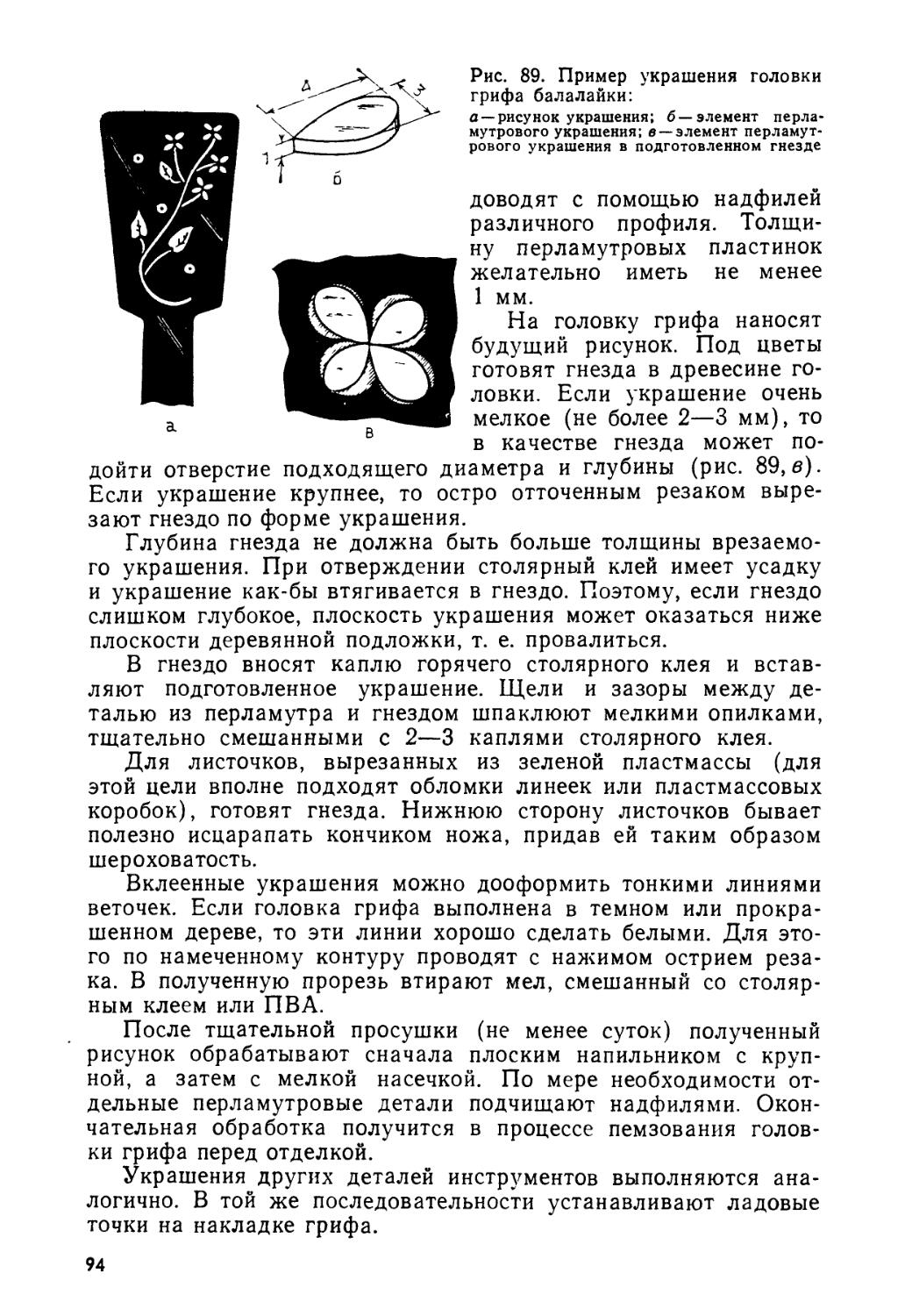
настоящего учебника.
Введение
История развития щипковых музыкальных инструментов.
Древнейшие виды музыки возникли еще в первобытном об-
обществе (обрядовые заклинания, трудовые попевки и пр.).
Первоначальные формы музыкального искусства неотделимы от
танца, поэтической декламации, языческого обряда. В про-
процессе формирования народно-песенных, танцевальных культур
создавались характерные средства музыкальной выразительно-
выразительности. Так, например, для народов Крайнего Севера характерны-
характерными инструментами являются бубны, трещотки, а русскими на-
национальными инструментами издавна считались гусли, бала-
балалайки.
На протяжении всей истории развития человечества музы-
музыкальные инструменты видоизменялись, совершенствовались, а
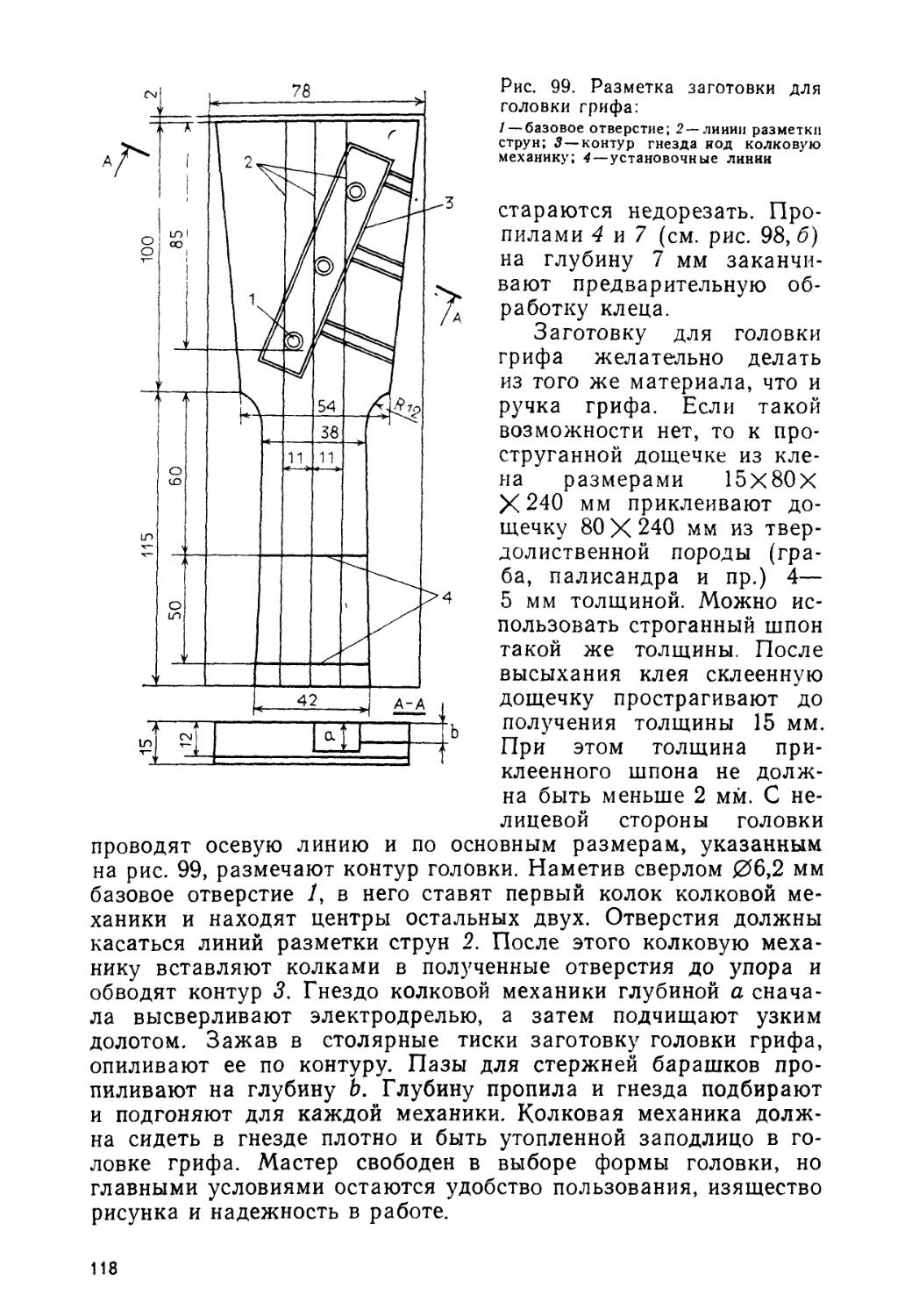
иногда они выходили из употребления или их заменяли новы-
новыми. Одни инструменты использовали лишь для аккомпанемента,
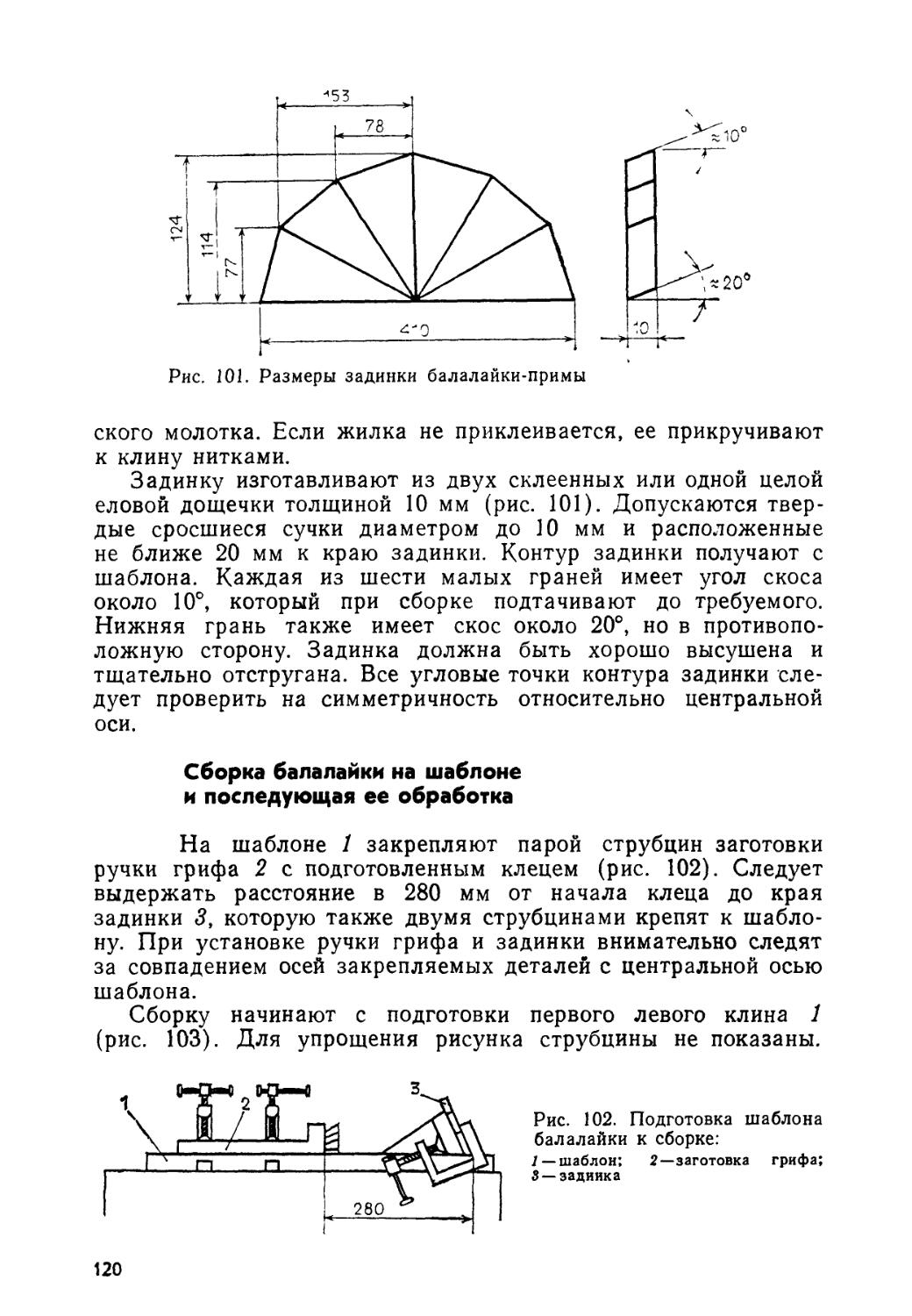
из других составляли оркестры, способные исполнять сложную
инструментальную музыку.
Чем дальше развивалось музыкальное сознание человека,
тем больше он находил вокруг себя источников музыки, тем
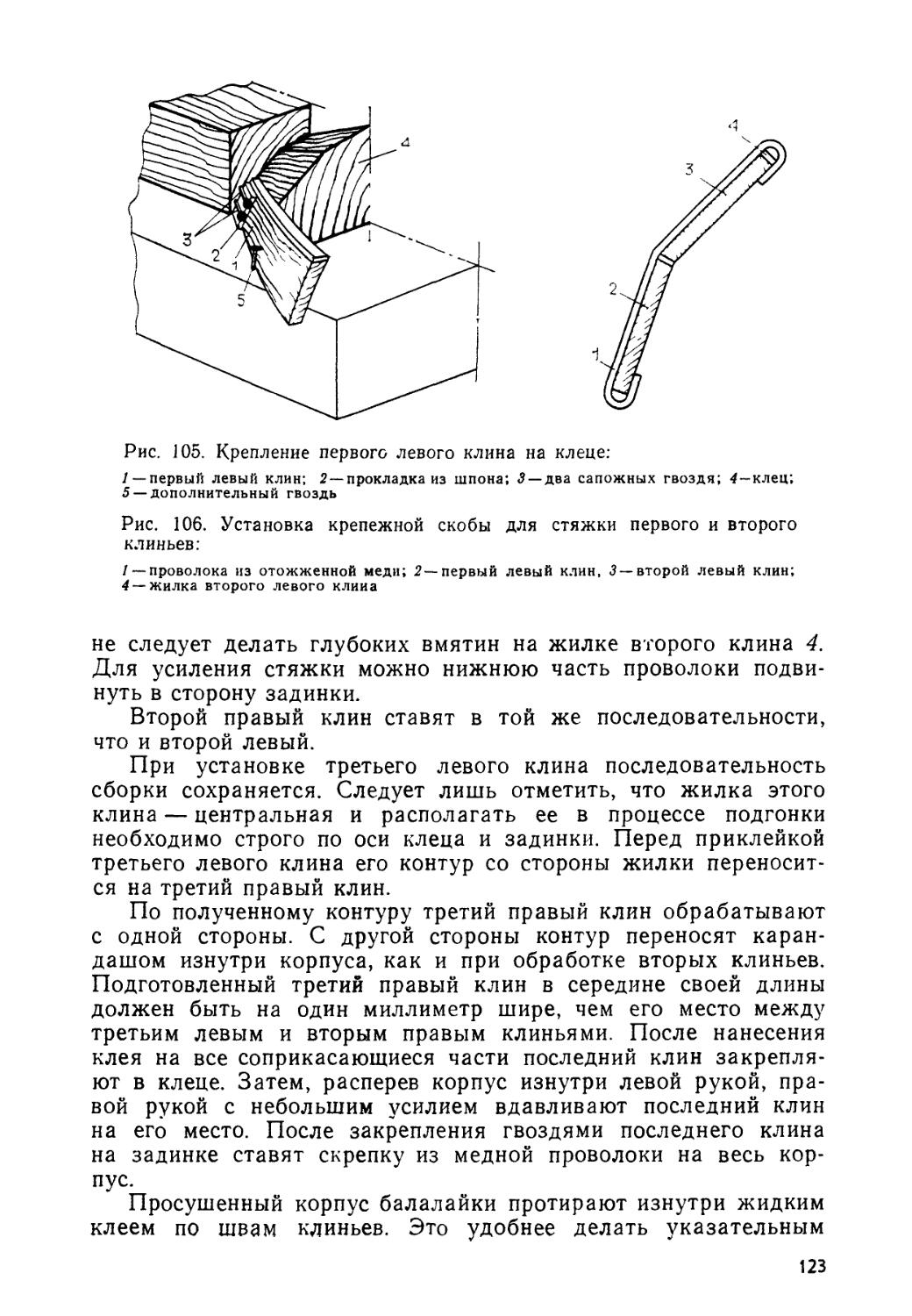
большие требования предъявлял к ним.
Человек заметил, что туго натянутая тетива, если ее тро-
тронуть, издает музыкальный звук, красивый, но слабый. Прикреп-
Прикрепленная на одном конце лука высушенная тыква усиливает
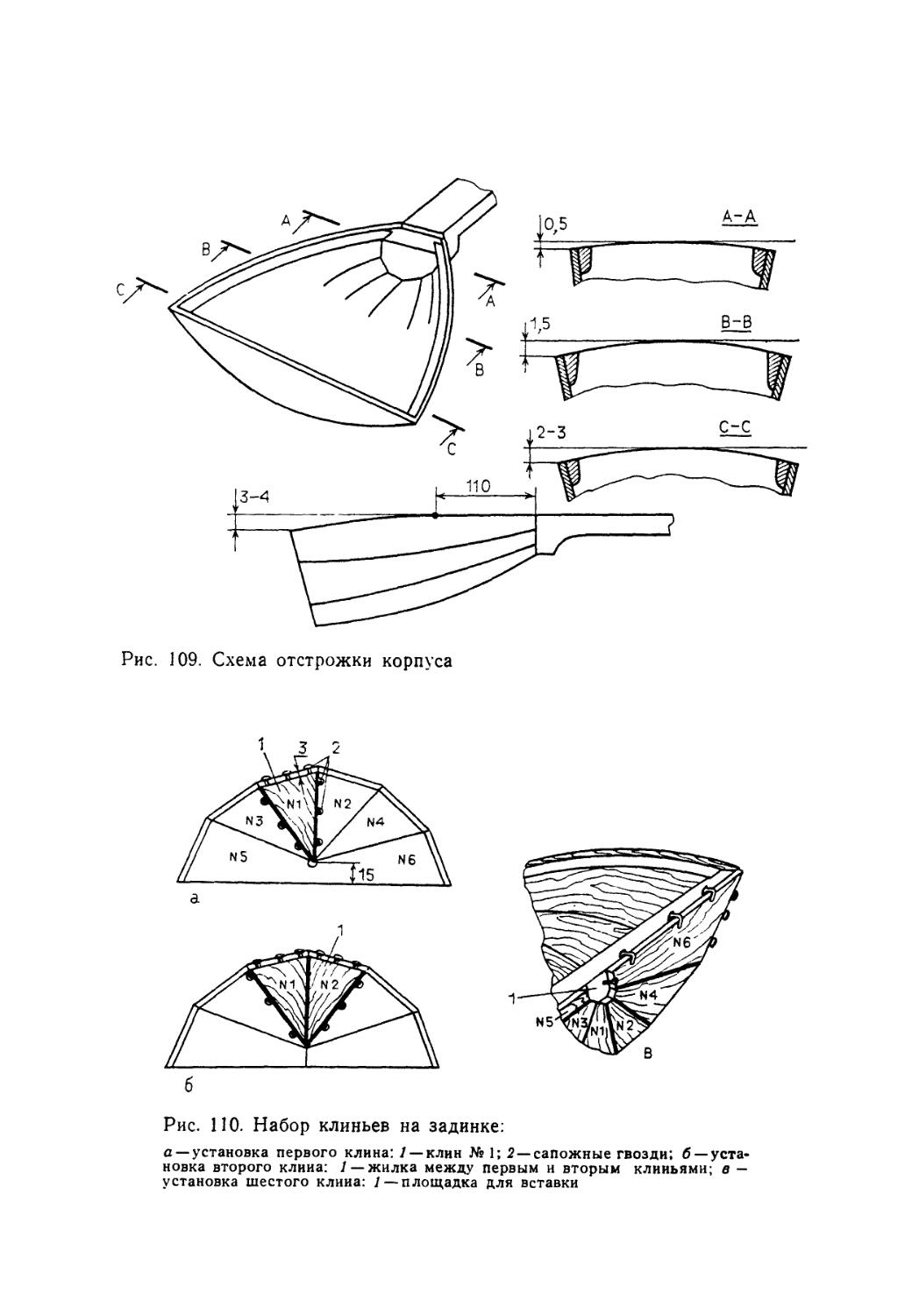
звук — так появились на свет первые резонаторы музыкальных
инструментов. Громкость стала достаточной, но диапазон, т. е.
набор звуков, воспроизводимых на одной струне — тетиве, мал:
понадобилось несколько струн. Так, видоизменяясь, лук со зву-
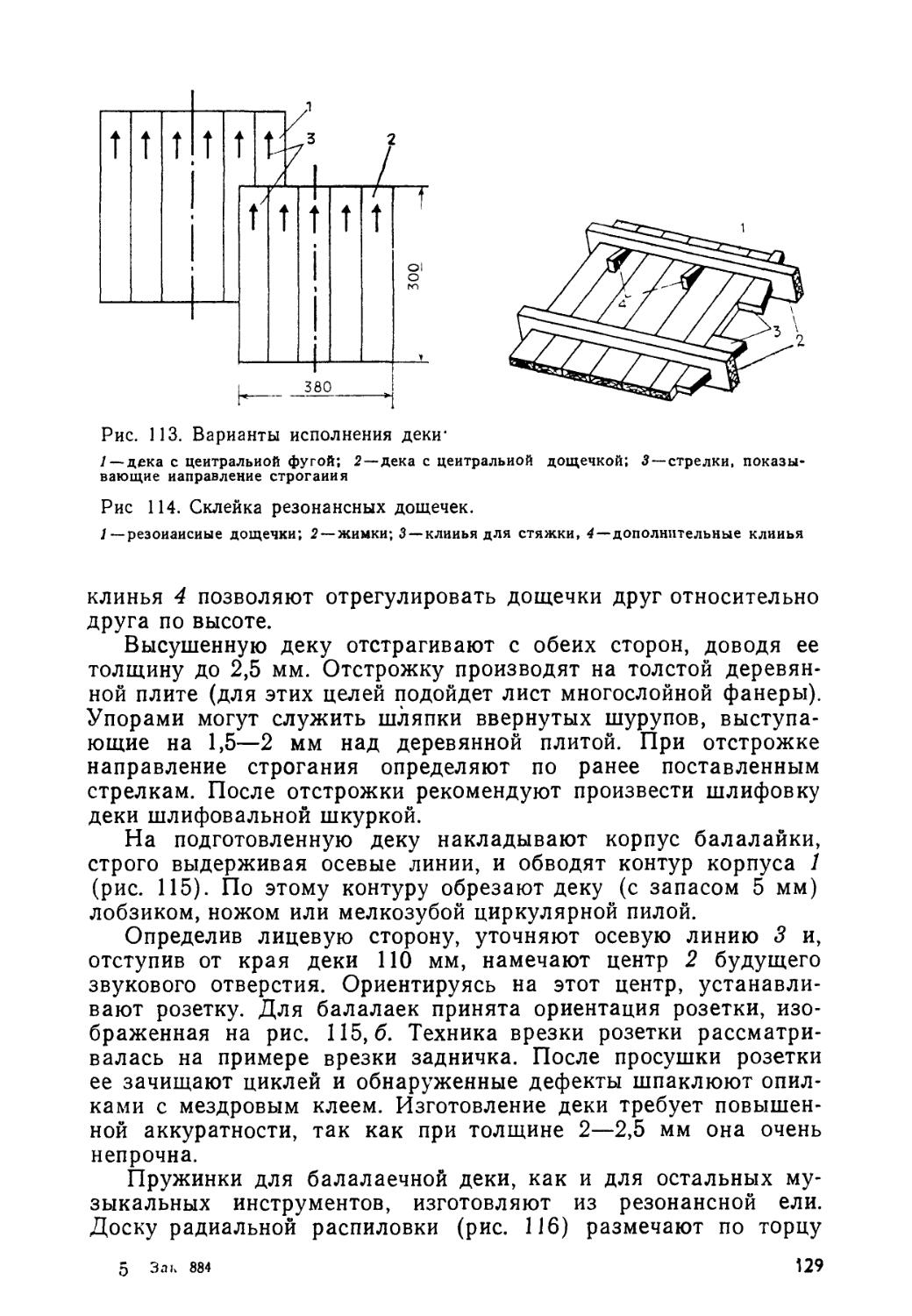
звучащей тетивой стал родоначальником большой группы широко
распространенных щипковых инструментов.
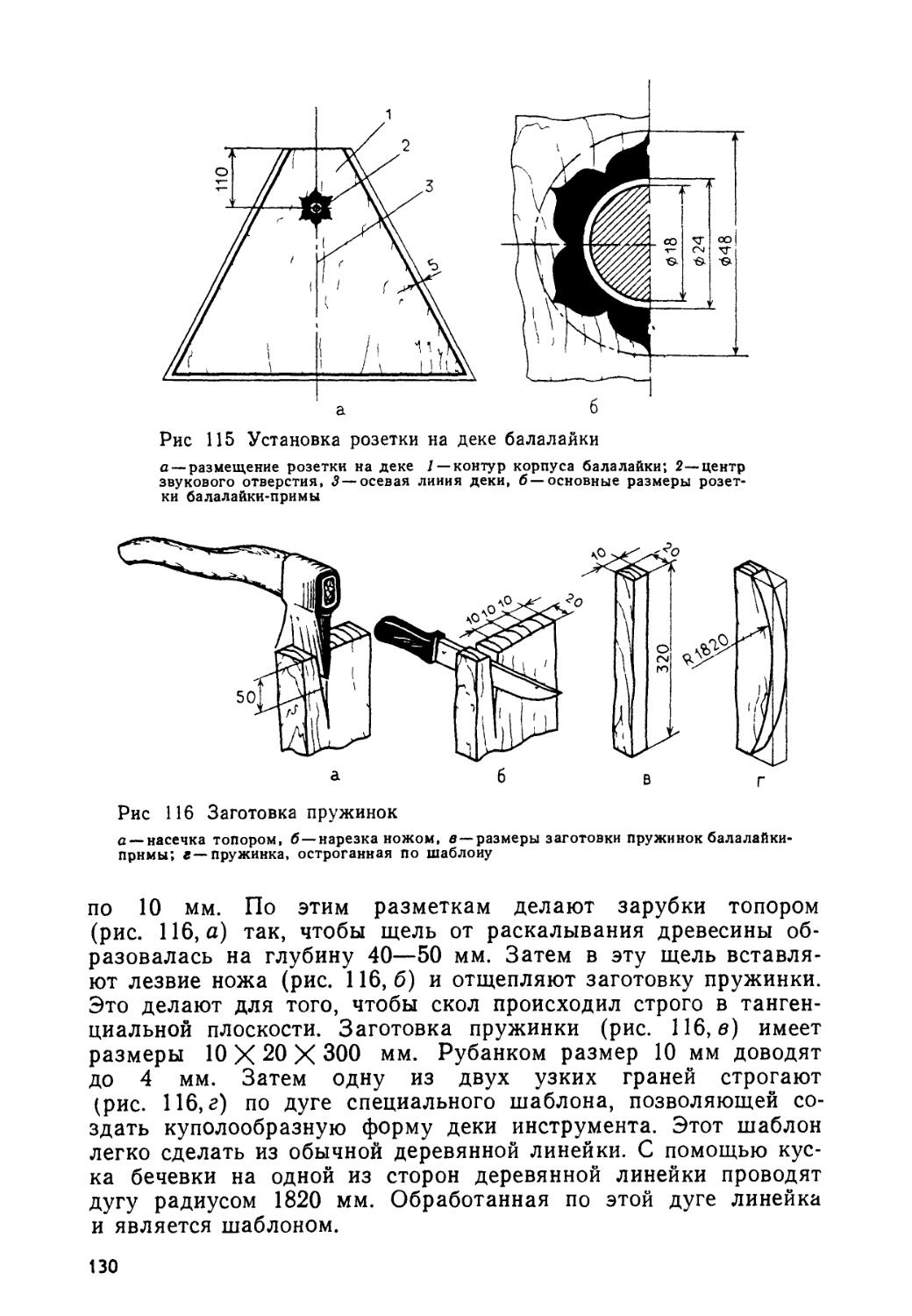
Из глубокой древности дошли до нас сотни инструментов
разных стран и народов. Некоторые из них в настоящее время
достигли наивысшего раскрытия своих музыкальных возмож-
возможностей, а другие стоят на той ступени развития, на которую
их подняли наши предки. Возможности этих инструментов еще
полностью не раскрыты и не изучены.
Классификация музыкальных инструментов. ГРУППА I.
ДУХОВЫЕ. Источником звука является колеблющийся столб
воздуха внутри трубки инструмента.
Подгруппа 1. Флейтовые — звукоизвлечение происходит за
счет рассечения направленной струи воздуха об острый край
стенки инструмента. Их делят на следующие виды:
продольные флейты: открытые — ствол инструмента
открыт с обоих концов (свирель); многоствольные — набор
трубок с одним открытым и другим закрытым концом (кувик-
лы); свистковые — в верхний конец ствола вставляют деревян-
деревянную втулку, губа или язык исполнителя образуют щель, через
которую воздушную струю направляют на острый край среза
свисткового отверстия; сюда же относятся и окарины;
поперечные флейты — трубка с одним закрытым
концом, в головке имеется отверстие, на край которого направ-
направляют струю воздуха.
Подгруппа 2. Тростевые — колебания столба воздуха в ка-
канале ствола музыкального инструмента вызывают с помощью
вибрирующего прерывателя трости (язычка). Их делят на сле-
следующие виды:
с одинарной тростью — струя воздуха прерывается
одной гибкой пластинкой, которая прикрывает вырез на верх-
верхнем конце ствола или пищика (жалейка);
с двойной тростью — воздушную струю продувают
между двумя лепестками из упругих пластинок (или сплюсну-
сплюснутую трубку), и струя прерывается ими.
Подгруппа 3. Мундштучные — колебания столба воздуха в
корпусе инструмента вызываются колебаниями губ исполнителя,
плотно прижатыми к мундштуку или непосредственно к верх-
верхнему узкому концу ствола: губы музыканта выполняют ту же
функцию, что и трость (рог пастушеский).
ГРУППА П. СТРУННЫЕ. Источником звука является на-
натянутая струна.
Подгруппа 1. Щипковые — извлечение звука производят, за-
щиТпывая струны пальцами или плектром, или бряцанием.
Подгруппа 2. Смычковые — звук извлекают путем трения о
струну волоса смычка, натертого канифолью. К этой же под-
подгруппе относятся инструменты с механизмом, обеспечивающим
извлечение звука за счет трения о струну деревянного колеса
(рели).
Подгруппа 3. Ударные — звук извлекают за счет удара по
струне палочкой или молоточком.
ГРУППА III. ЯЗЫЧКОВЫЕ. Источником звука является
упругий язычок из металла, кости, бамбука и т. п.
Подгруппа 1. Щипковые — язычок приводят в колебательное
движение путем защипывания пальцами (варган).
Подгруппа 2. Пневматические — язычок вибрирует под дей-
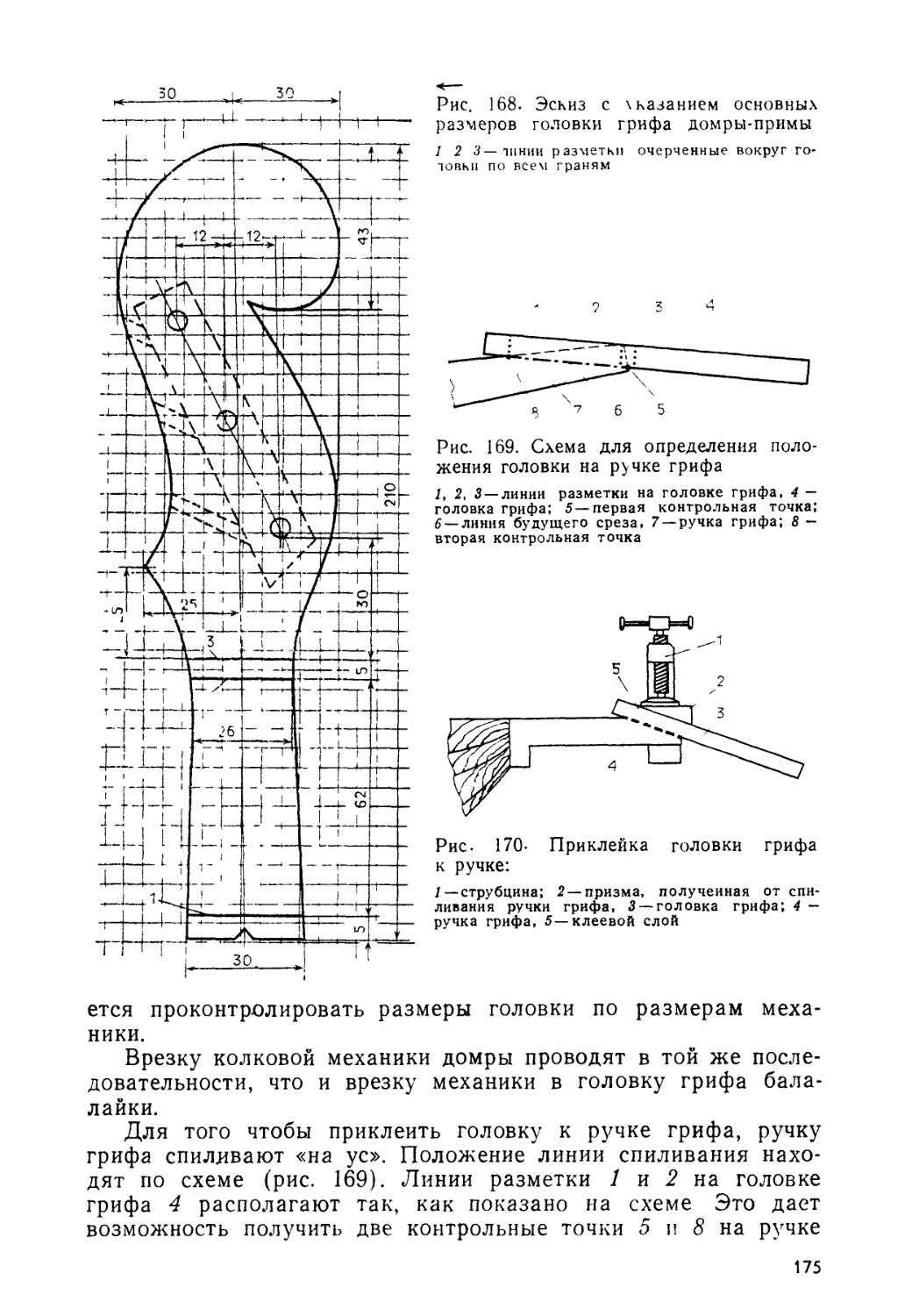
действием воздушной струи (гармоника).
ГРУППА IV. МЕМБРАННЫЕ. Источником звука является
натянутая мембрана органического или искусственного проис-
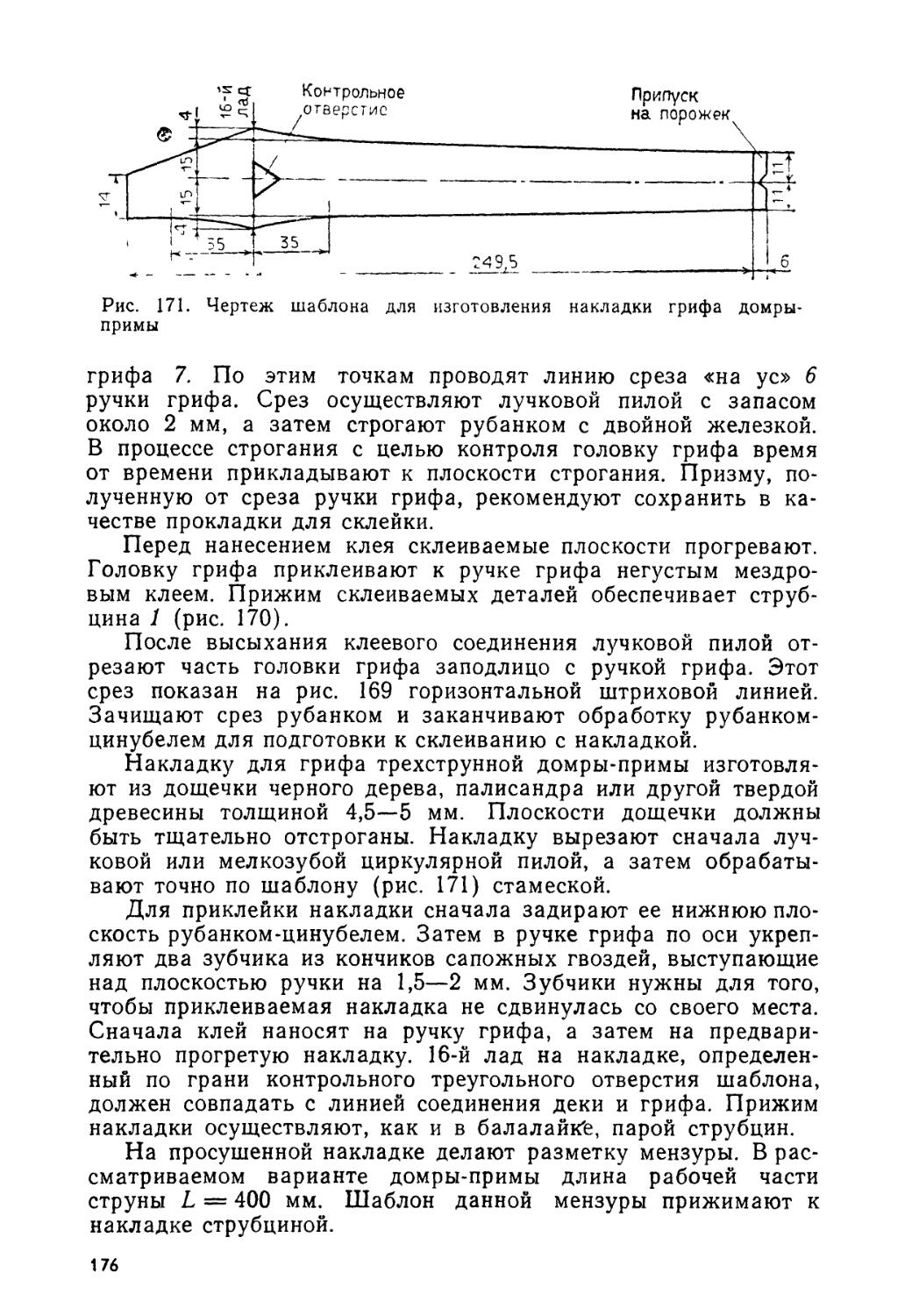
происхождения.
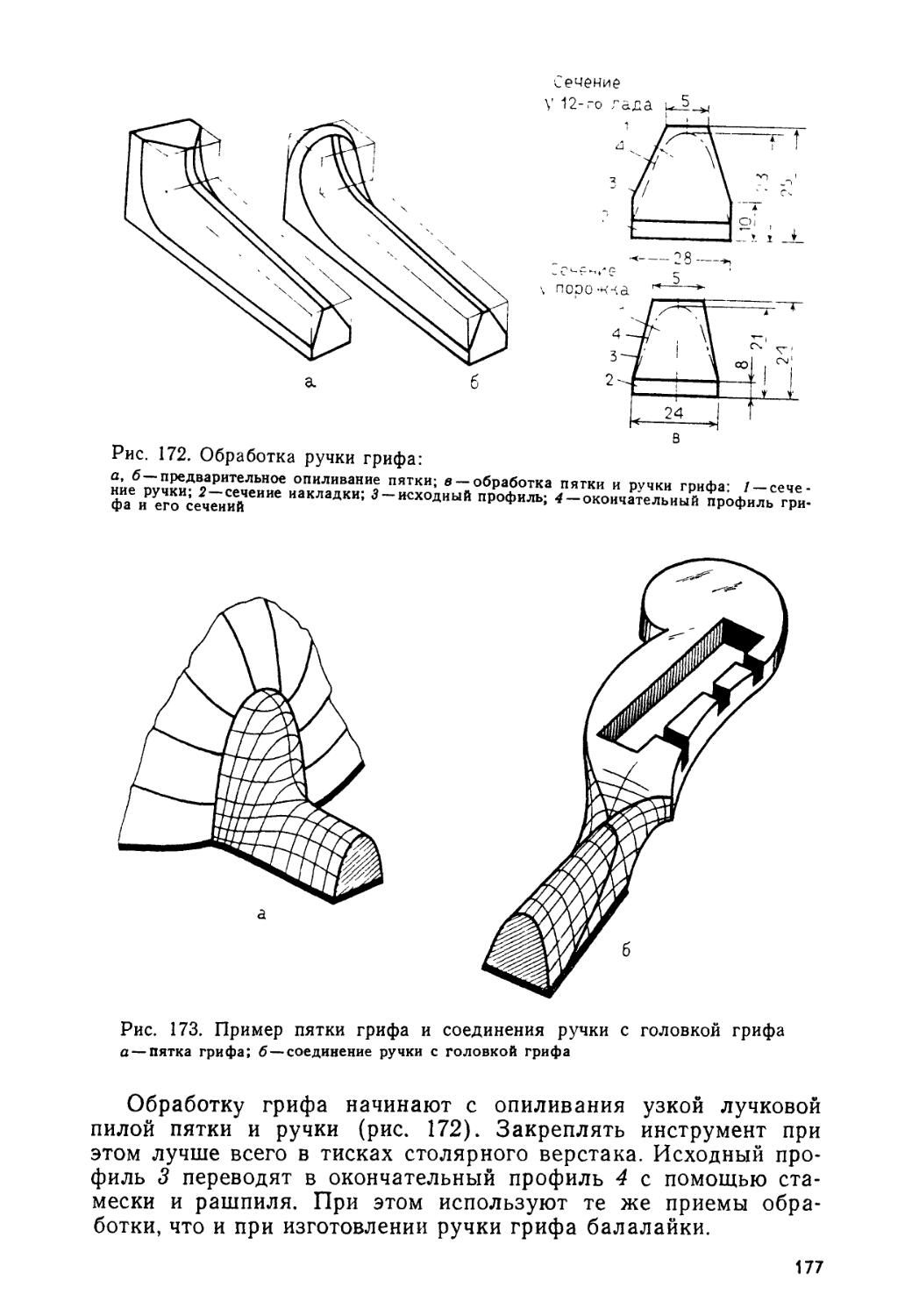
Подгруппа 1. Ударные — звук извлекают за счет удара по
мембране пальцами, ладонью, палочками, колотушкой (бу-
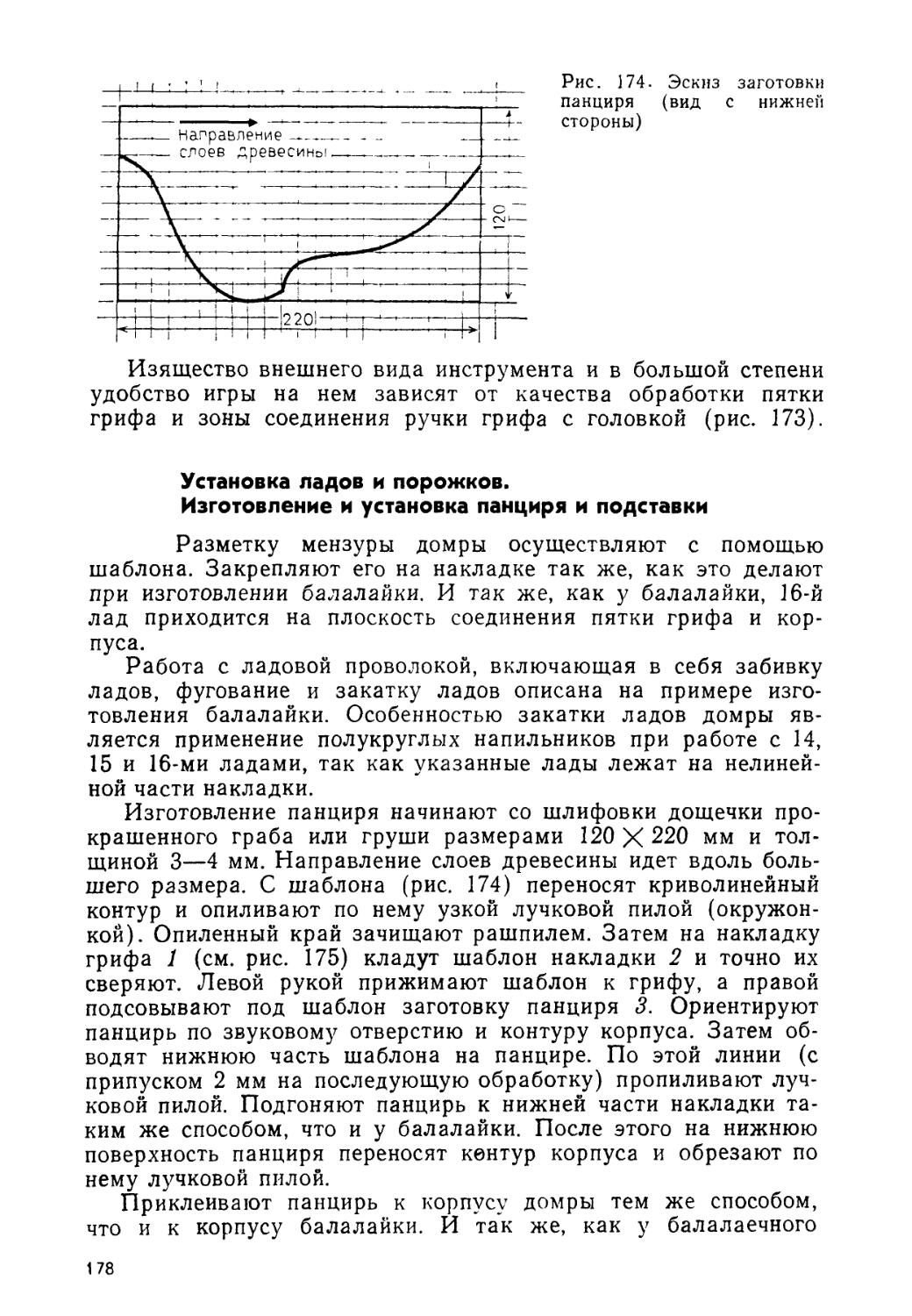
(бубен).
Подгруппа 2. Фрикционные — вибрацию мембраны вызыва-
вызывают трением пальцев по закрепленному к мембране пучку кон-
конских волос.
ГРУППА V. САМОЗВУЧАЩИЕ. Источником звука являет-
является сама масса инструмента. В колебательное движение само-
самозвучащие инструменты приводят ударом, смычком, щипком
и т. д. (ложки).
Щипковые музыкальные инструменты народов СССР. Из
русских народных инструментов наибольшее распространение
имеют балалайки, домра и гусли; по популярности к ним при-
примыкают гитара и мандолина, хотя их и нельзя назвать собст-
собственно русскими народными инструментами.
Балалайка — двух- и трехструнный инструмент с треуголь-
треугольным корпусом, довольно длинным грифом и отогнутой назад
лопатообразной головкой. Общая длина инструмента 600—
700 мм. Известны первые конструкции балалаек, корпуса ко-
которых собирали из трех треугольных дощечек. На грифе навя-
навязывали 5 ладов из жил животных. У первых балалаек гриф
был значительно длиннее корпуса. Струны были жильные. Од-
Одним концом их крепили к корпусу, а другим к деревянным
колкам в головке грифа. Звук извлекали бряцанием по всем
струнам концами пальцев правой руки. Отсюда название
«брулька» — «балабайка» — «балалайка».
Первое упоминание о балалайке в письменных памятниках
относится к 1715 г. Балалайка пользовалась необычайной по-
популярностью в деревенском и городском («низовом») музы-
музыкальном быту. В 80-х гг. XIX в. под руководством В. В. Анд-
Андреева балалайка была усовершенствована и приобрела совре-
современный вид.
Домра — более древний музыкальный инструмент. Считают,
что домра была родоначальником балалайки. Домра пользова-
пользовалась большой популярностью среди русских скоморохов в
XVI—XVIII вв., но изображения самого инструмента тех вре-
времен или его точного описания не сохранилось. Тот же В. В. Ан-
Андреев реконструировал домру. За основу была взята вятская
балалайка с полусферическим корпусом, которую считали пря-
прямой наследницей древнерусской домры.
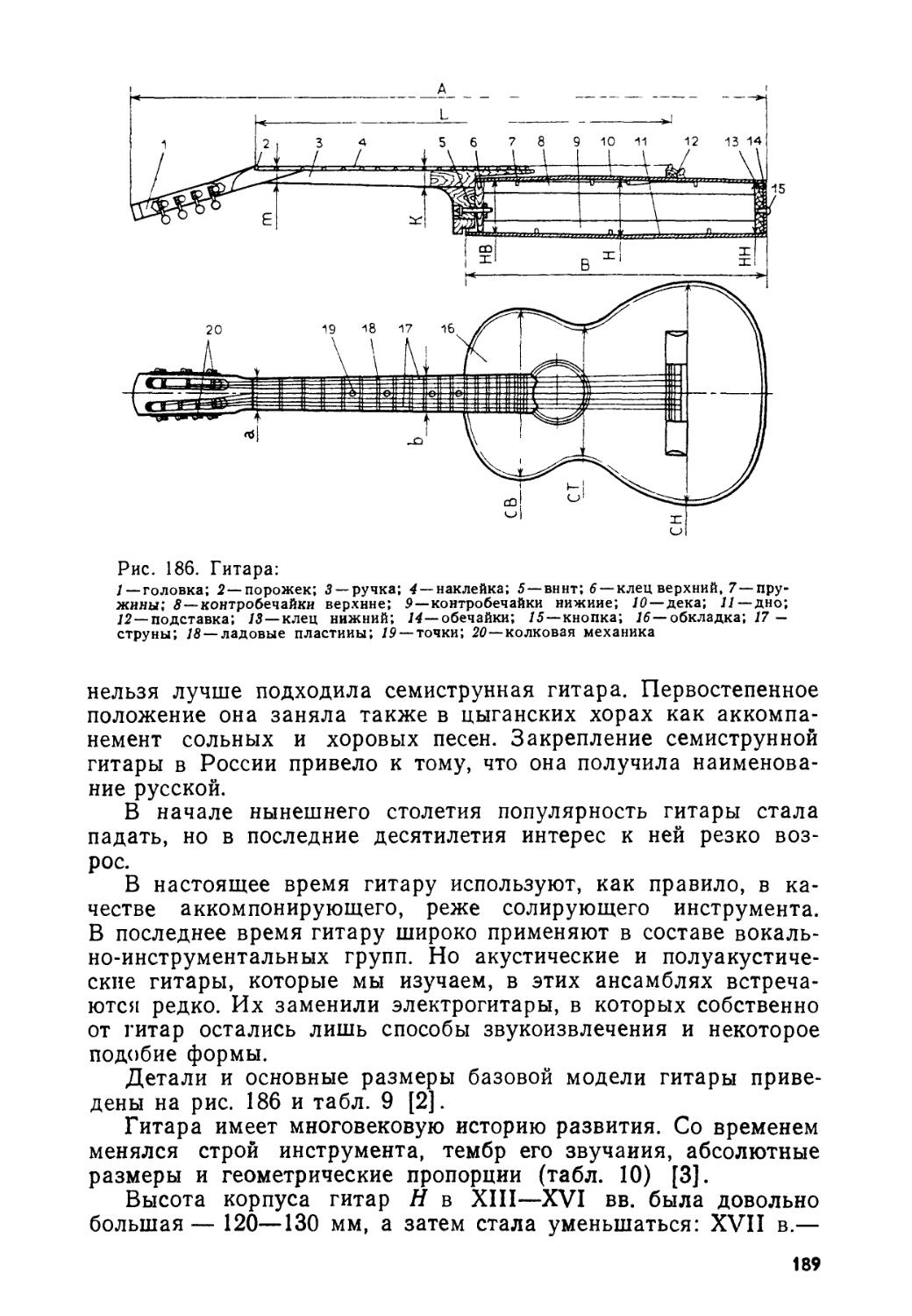
Гитара в России появилась примерно в середине XVIII в.,
но лишь в начале следующего столетия гитара стала пользо-
пользоваться широкой популярностью. Гитару в то время использо-
использовали как аккомпанирующий инструмент и инструмент домаш-
домашнего любительского музицирования.
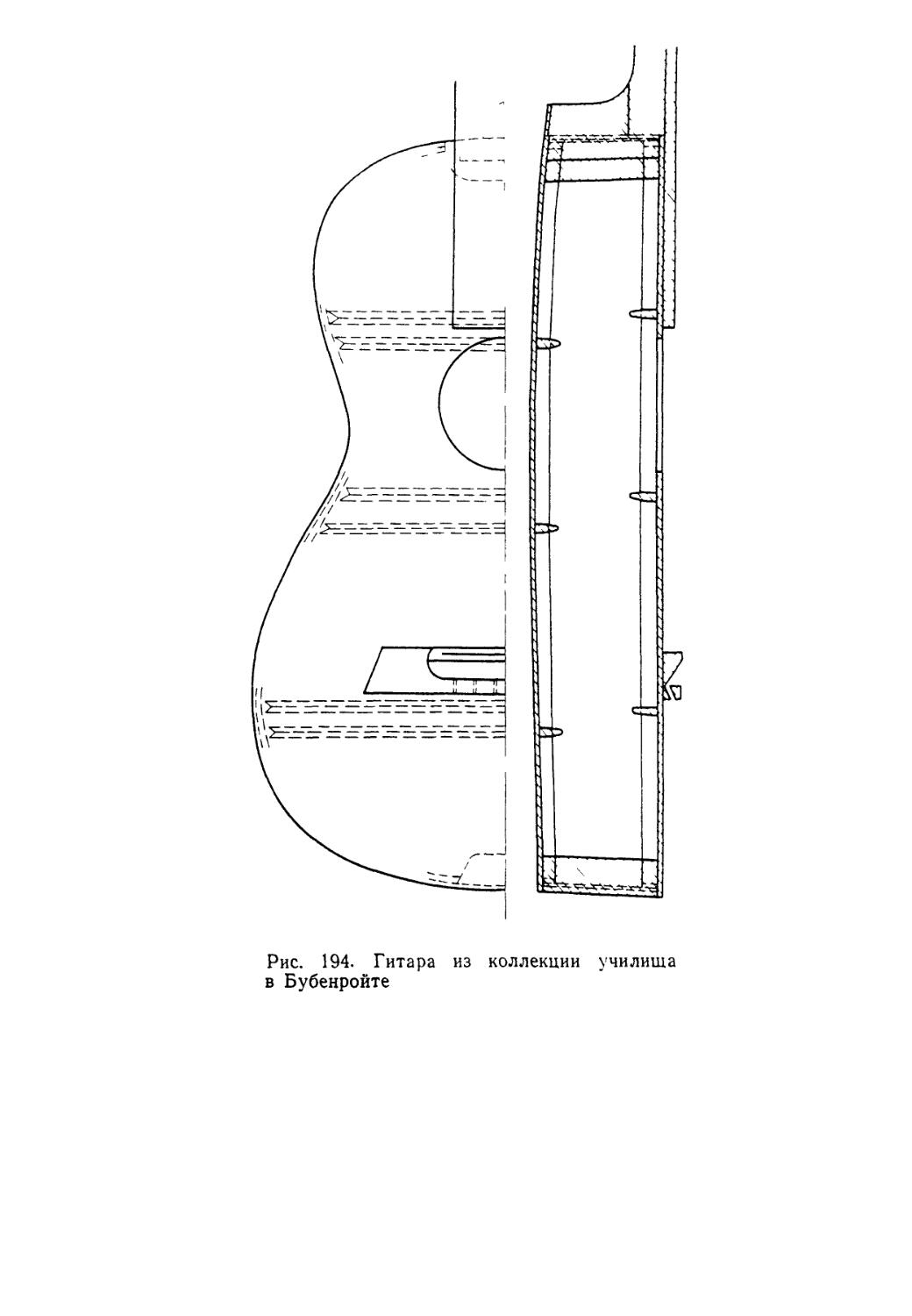
Распространенные за рубежом шестиструнные гитары в Рос-
России не нашли себе приверженцев. В XVIII в. и особенно во
второй половине XIX в. излюбленным инструментом в нашей
стране стала семиструнная гитара, которую назвали русской.
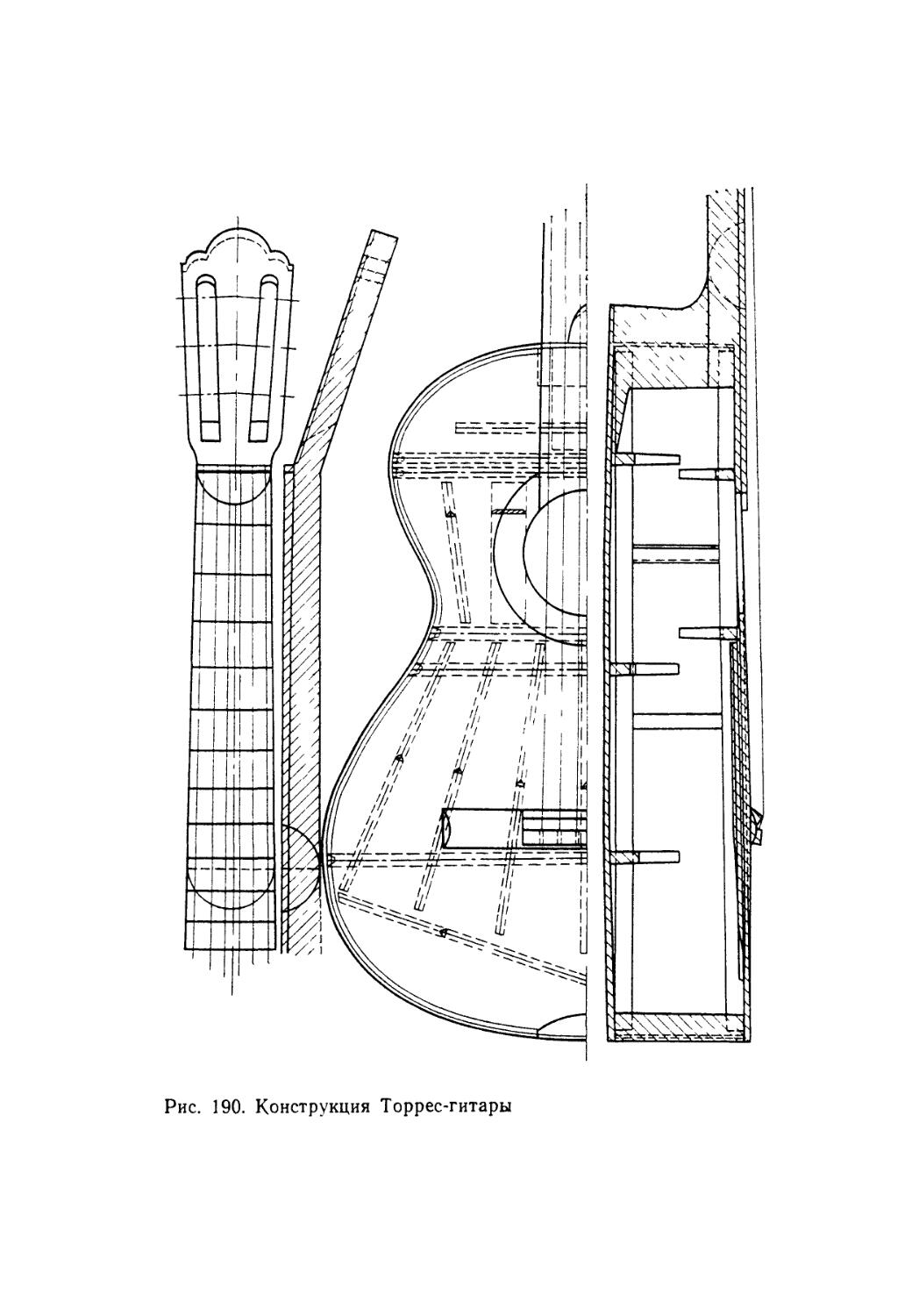
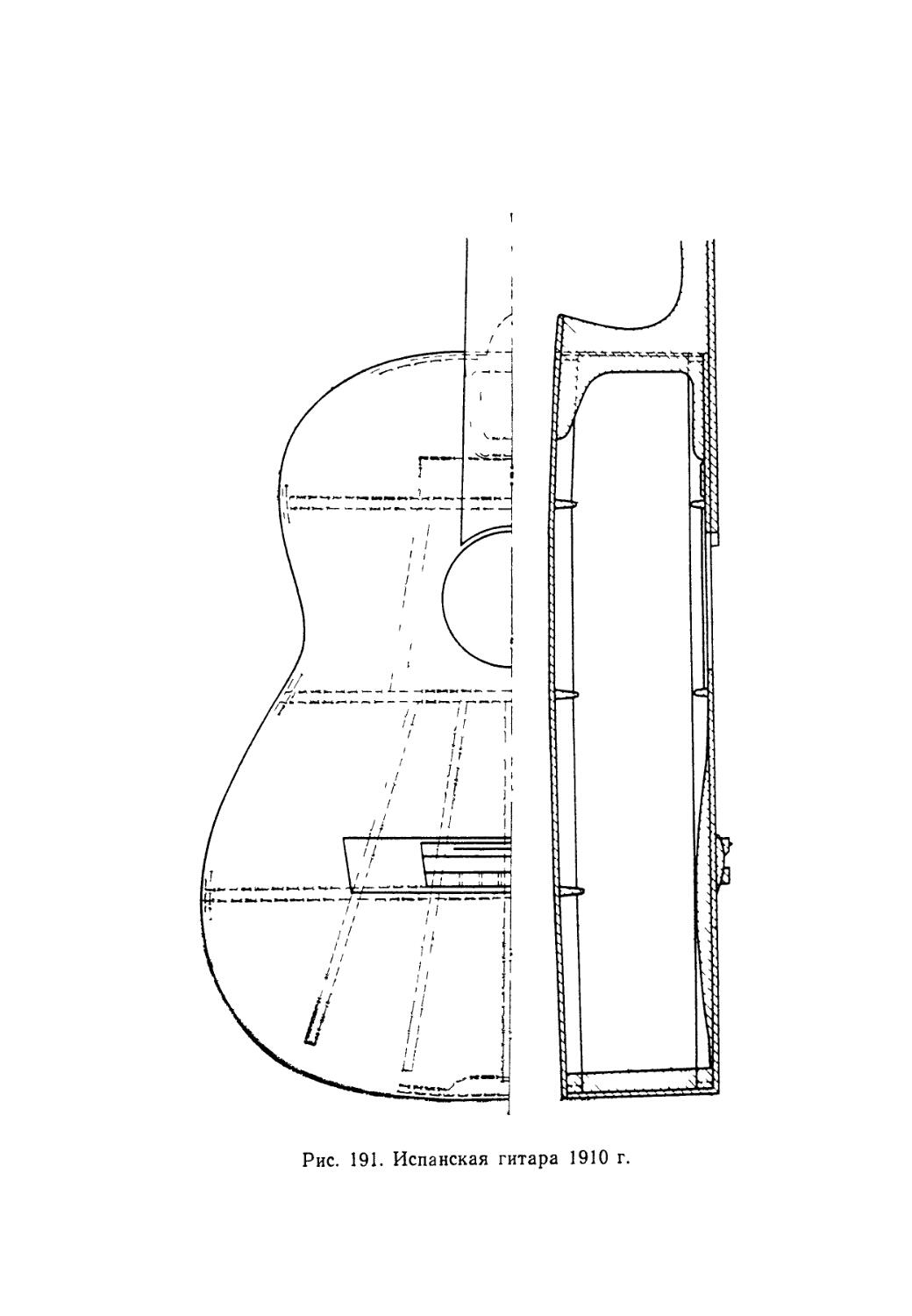
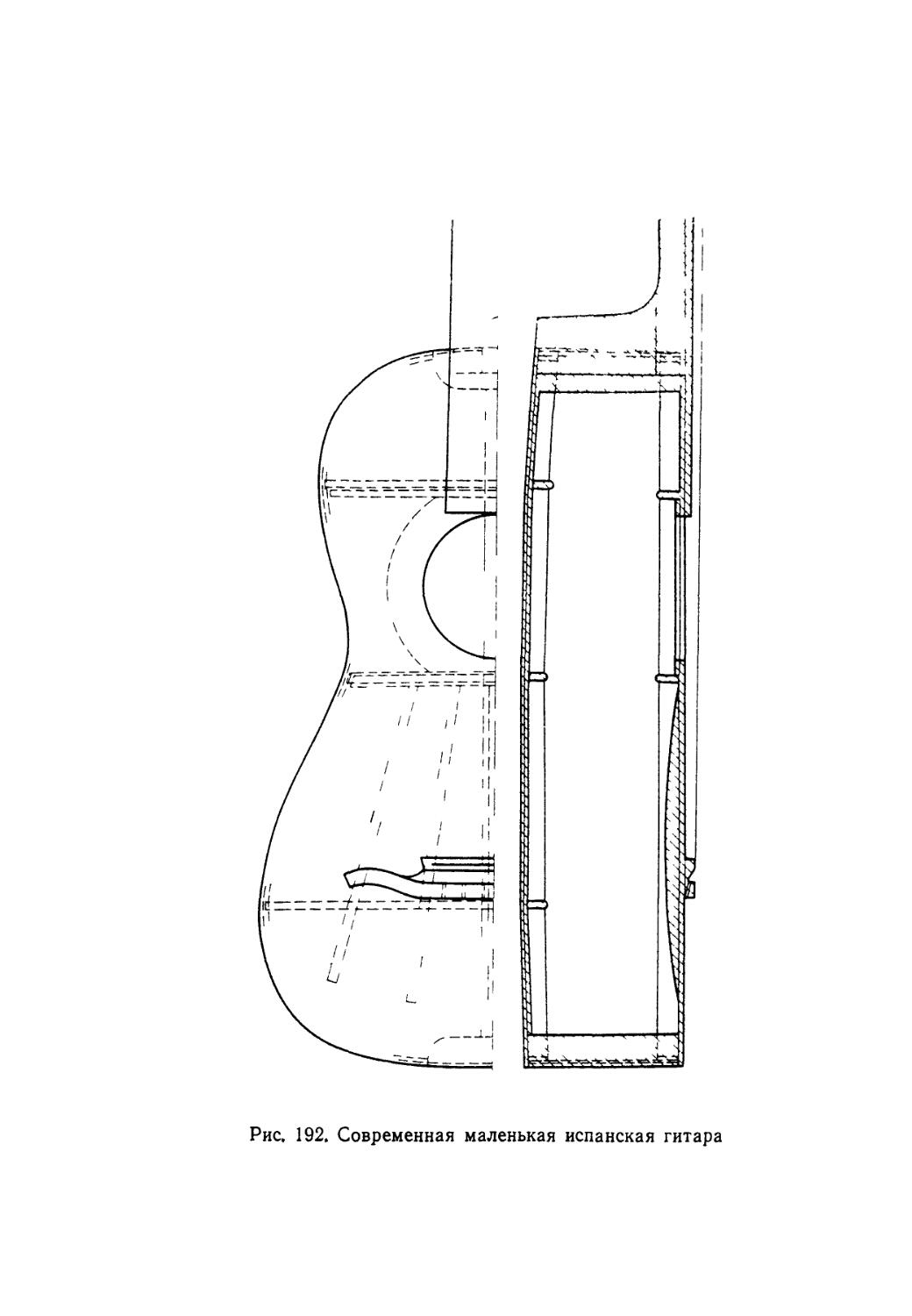
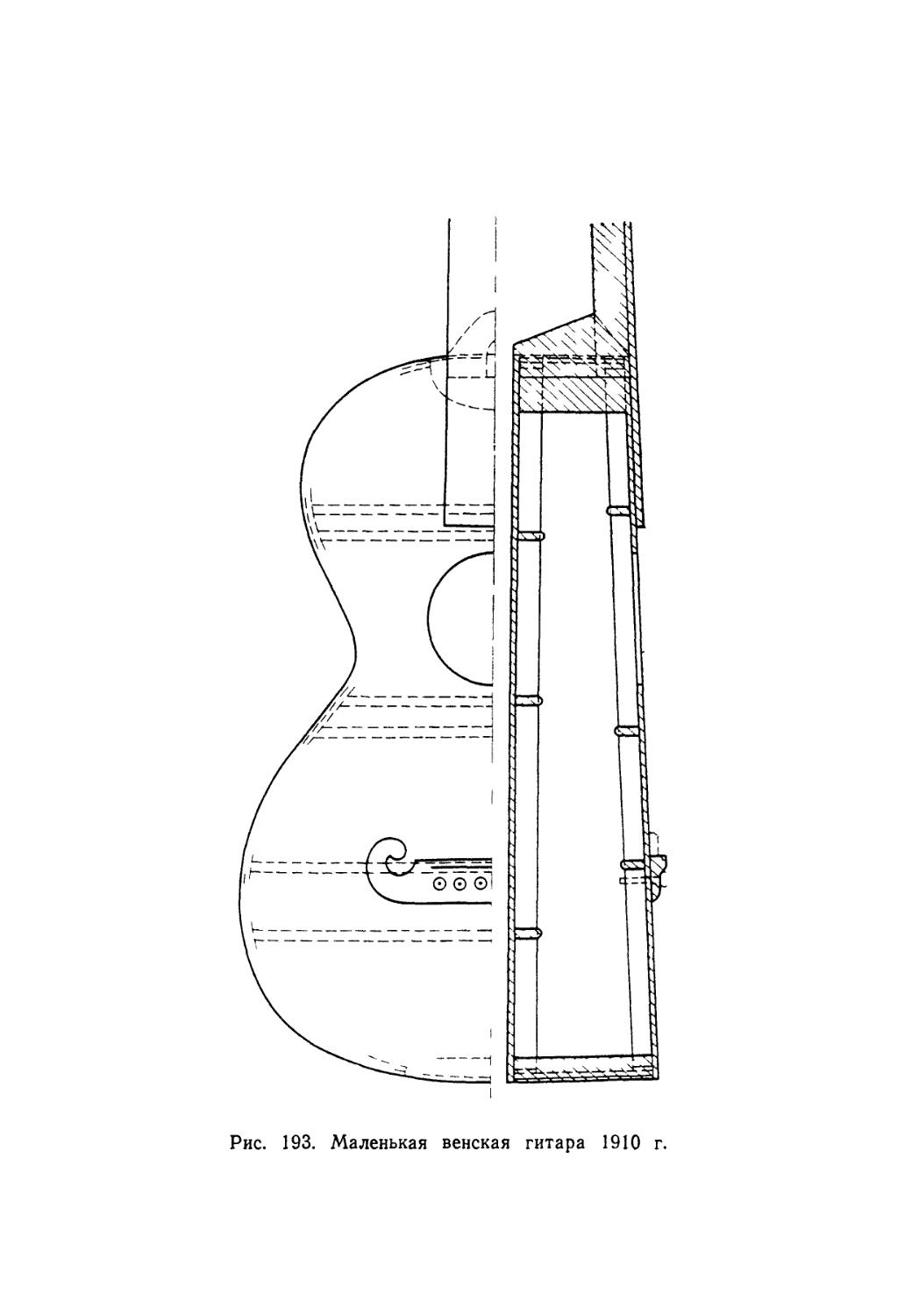
Родиной гитары считают Испанию, где она появилась в эпо-
эпоху средневековья как видоизмененная лютня. В Европе гитара
имела и имеет широкое распространение и множество вариан-
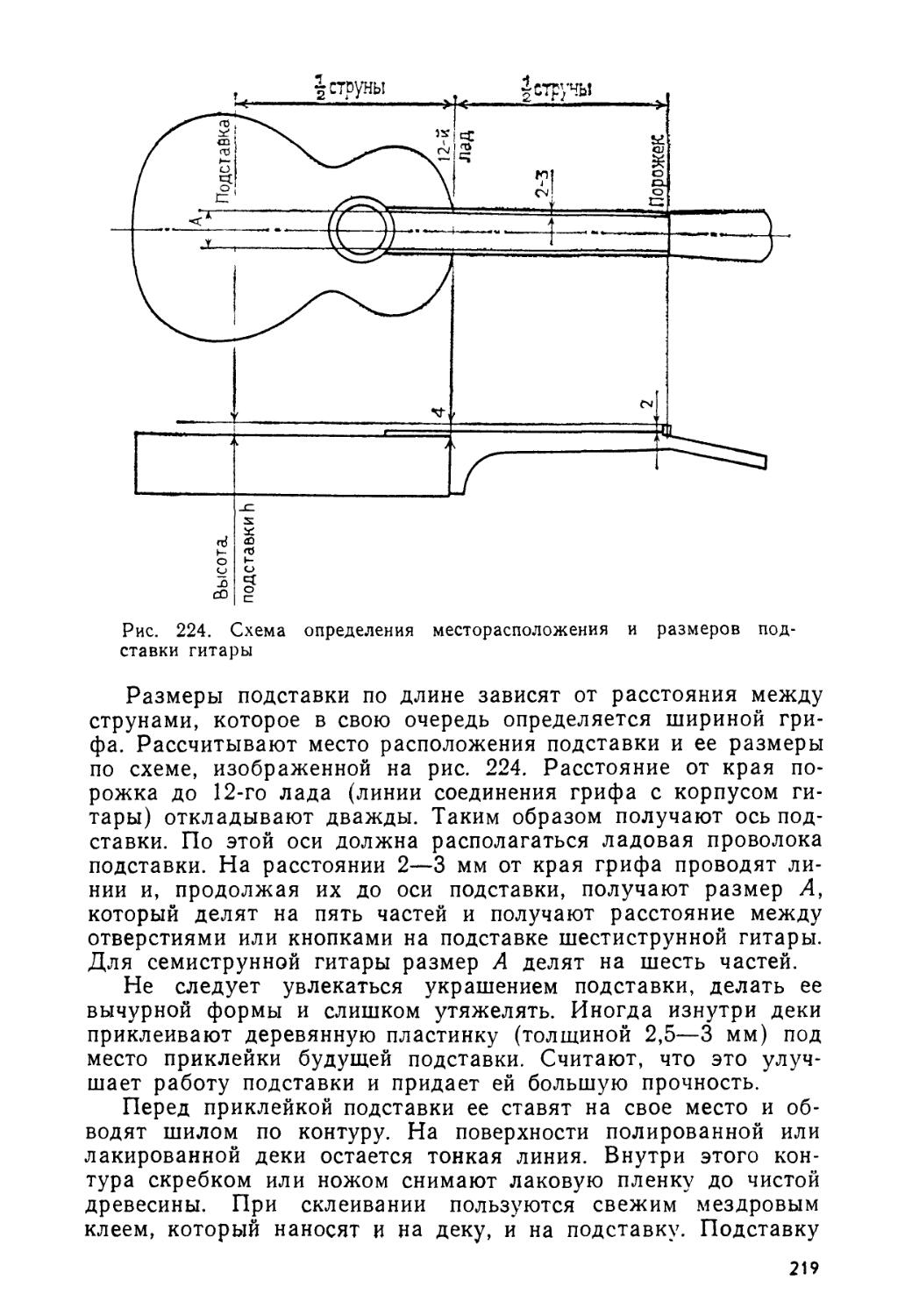
вариантов конструкций.
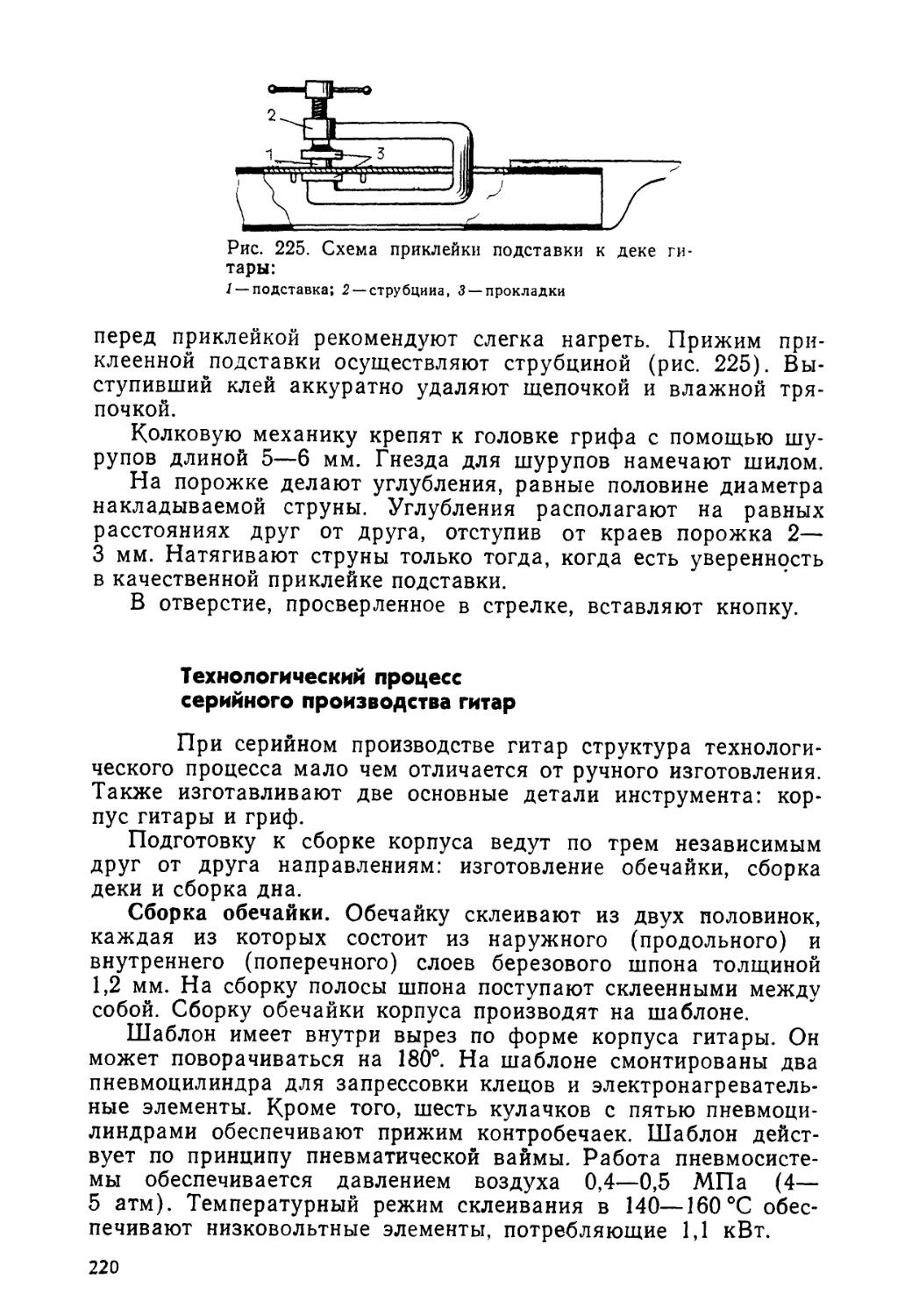
Мандолина родом из Флоренции (Италия), где она появи-
появилась в XVIII в. По конструкции мандолина напоминает лютню,
что говорит об их близком родстве.
В России мандолина появилась в конце XVIII в. Кроме не-
неаполитанской мандолины с полугрушевидным корпусом суще-
существует мандолина с плоским корпусом, которая имеет упрощен-
упрощенную конструкцию за счет ухудшения звуковых качеств.
Гусли — древнейший по происхождению русский (восточно-
(восточнославянский) струнный музыкальный инструмент. Первые сведе-
сведения о них относятся к 591 г. Существует три разновидности
гуслей: крыловидные, или звончатые; шлемовидные, или гусли-
псалтырь, и прямоугольные (столообразные).
Гусли звончатые считают старейшим типом. Их прообразом
являлась, очевидно, простая доска с натянутыми над ней стру-
струнами, так как в былинах встречается название «гусельная до-
досочка». В процессе развития гусли претерпели ряд изменений.
До современного вида гусли были доведены О. У. Смоленским
и Н. И. Приваловым.
Гусли шлемовидные получили свое название за форму сво-
своего корпуса, напоминающего шлем воина. Играют на шлемо-
видных гуслях, держа их на коленях, так же как и на гуслях
звончатых. Гусли прямоугольные, или столообразные, более
сложны по конструкции, чем два рассмотренных вида. Их
можно считать полустационарным инструментом. Благодаря
своим хорошим музыкальным качествам в XVIII—XIX вв. они
имели большое распространение.
В настоящее время в фольклорных ансамблях и оркестрах
народных инструментов встречаются все три типа гуслей.
С 1914 г. (гусли конструкции Н. П. Фомина) и по настоя-
настоящее время идет процесс усовершенствования гуслей с примене-
применением клавишного механизма. Наиболее известны клавишные
гусли и гусли с подстраивающимся звукорядом конструкции
Д. Б. Локшина.
Бандура (Украинская ССР). Современный вид бандуры
(рис. 1) сформировался в прошлом столетии. Корпус бандуры
выдалбливают из целого куска дерева (вербы, ольхи или кле-
клена). Деку делают из ели или сосны. Количество струн посте-
постепенно изменялось и в настоящее время достигает 20—30. Стру-
Струны металлические с навивкой. По приемам игры бандура очень
близка к русским звончатым гуслям.
Рис. 1. Украинская бандура
Рис. 2. Молдавская кобза
Кобза (Молдавская ССР). До прошлого века очень по-
популярный народный инструмент (рис. 2). На четырехструнной
кобзе играют, держа ее на коленях. В настоящее время нахо-
находит широкое применение в самодеятельных и профессиональ-
профессиональных инструментальных ансамблях
Кюсле (Марийская АССР). Кюсле (кусле, кярм) напомина-
напоминает русские шлемовидные гусли (рис. 3). Корпус делают из бе-
березовых или кленовых дощечек, деку — из пихты или ели. Ко-
Количество жильных струн — до 17. Усовершенствованные кюсле
имеют до 35 струн.
Крезь (Чувашская АССР). Крезь (кырезь) имеет вид шле-
мовидных гуслей (рис. 4). У современных инструментов от 14
до 20 металлических струн. Одним концом струны крепят к
корпусу через деревянный фигурной формы струнодержатель, а
вторым — к металлическим колкам.
Каннель (Эстонская ССР). Имееет вид русских гуслей, ла-
латышского кокле, литовского канклеса. Раньше корпус был дол-
долбленым, теперь его склеивают из нескольких дощечек (рис. 5).
Каннель обладает звонким, долго не затухающим звуком. Чис-
Число струн до 30. В самодеятельных ансамблях занимает веду-
ведущее положение.
Кокле (Латвийская ССР). Конструктивной основой кокле
является деревянный долбленый или склеенный из отдельных
дощечек корпус (рис. 6). Дека инструмента еловая, резонатор-
ные отверстия в виде кружков, крестиков и других фигур.
Струны современных кокле металлические. Число струн колеб-
колеблется от 5 до 27. При игре на инструменте его кладут на стол,
реже на колени. Усовершенствованный кокле стал символом
латышского народного музыкального искусства.
Канклес (Литовская ССР). Имеет корпус трапециевидной
формы долбленый или склеенный из липовых, дубовых, ольхо-
ольховых дощечек (рис. 7). Дека инструмента еловая. Наибольшее
распространение имеет пяти- и десятиструнный канклес Кан-
Канклес составляет основу оркестра Ансамбля песни и пляски Ли-
Литовской ССР.
Саз (Азербайджанская ССР). Инструмент с глубоким гру-
грушевидным корпусом из твердолиственных пород, долбленым
или склеенным из отдельных клепок (рис. 8). Дека деревян-
деревянная с маленькими резонаторными отверстиями, которые также
делают и в боках корпуса. Гриф длинный с 10—14-жильными
навязанными ладами. Струны металлические, в большинстве
случаев две струны тройные и одна парная. При игре корпус
саза упирают в верхнюю часть груди, а шейку грифа вскиды-
вскидывают вверх.
Тар (Армянская ССР). Изготовляют из тутового дерева.
Корпус восьмеркообразной формы (рис. 9). Верхняя (дечная)
поверхность затянута мембраной (из перепонок животного про-
происхождения или рыбьей кожи). Шейка длинная, имеет от 11
Рис. 3. Марийская кюсле
Рис. 4. Чувашская крезь
Рис. 5. Эстонский каннель
Рис. 6. Латвийский кокле
Рис. 7. Литовский канклес
Рис. 8. Азербайджанский саз
Рис. 9. Армянский тар
Рис. 10. Грузинский чонгури
до 26 навязанных жильных ладов. Общее число струн от 5 до
14. Тар обладает красивым сильным звуком и предоставляет
музыканту большие возможности. Тар имеет широкое распро-
распространение в республиках Средней Азии.
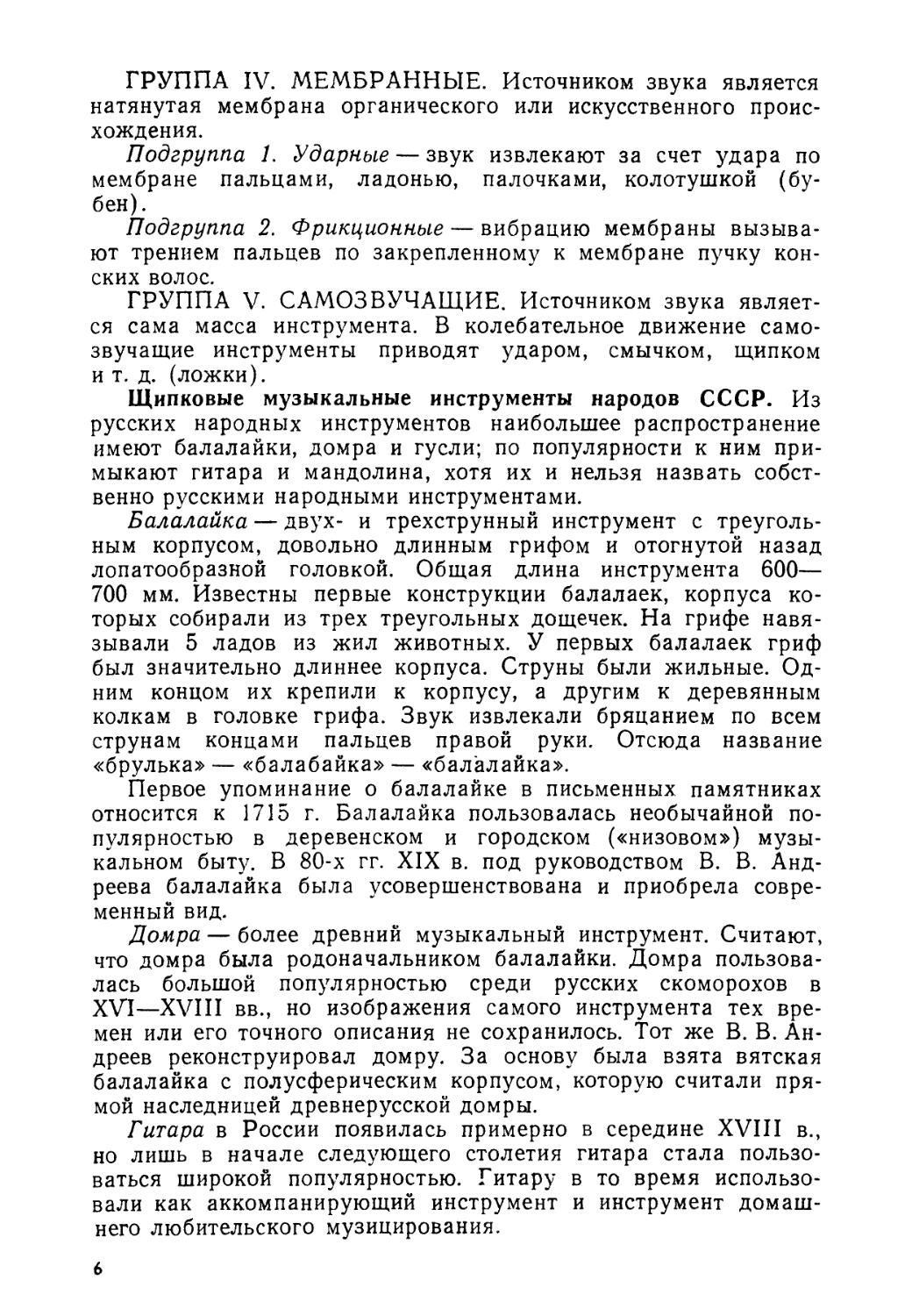
Чонгури (Грузинская ССР). Инструмент грушевидной фор-
формы с усеченной внизу частью (рис. 10). Корпус делают из
отдельных деревянных клепок. Дека еловая, плоская с малень-
маленькими круглыми или продолговатыми резонаторными отверстия-
отверстиями. Звуки чонгури тихие, нежные, несколько шуршащие. Игра-
Играют на чонгури сидя, опирая корпус о согнутую при сидении
ногу.
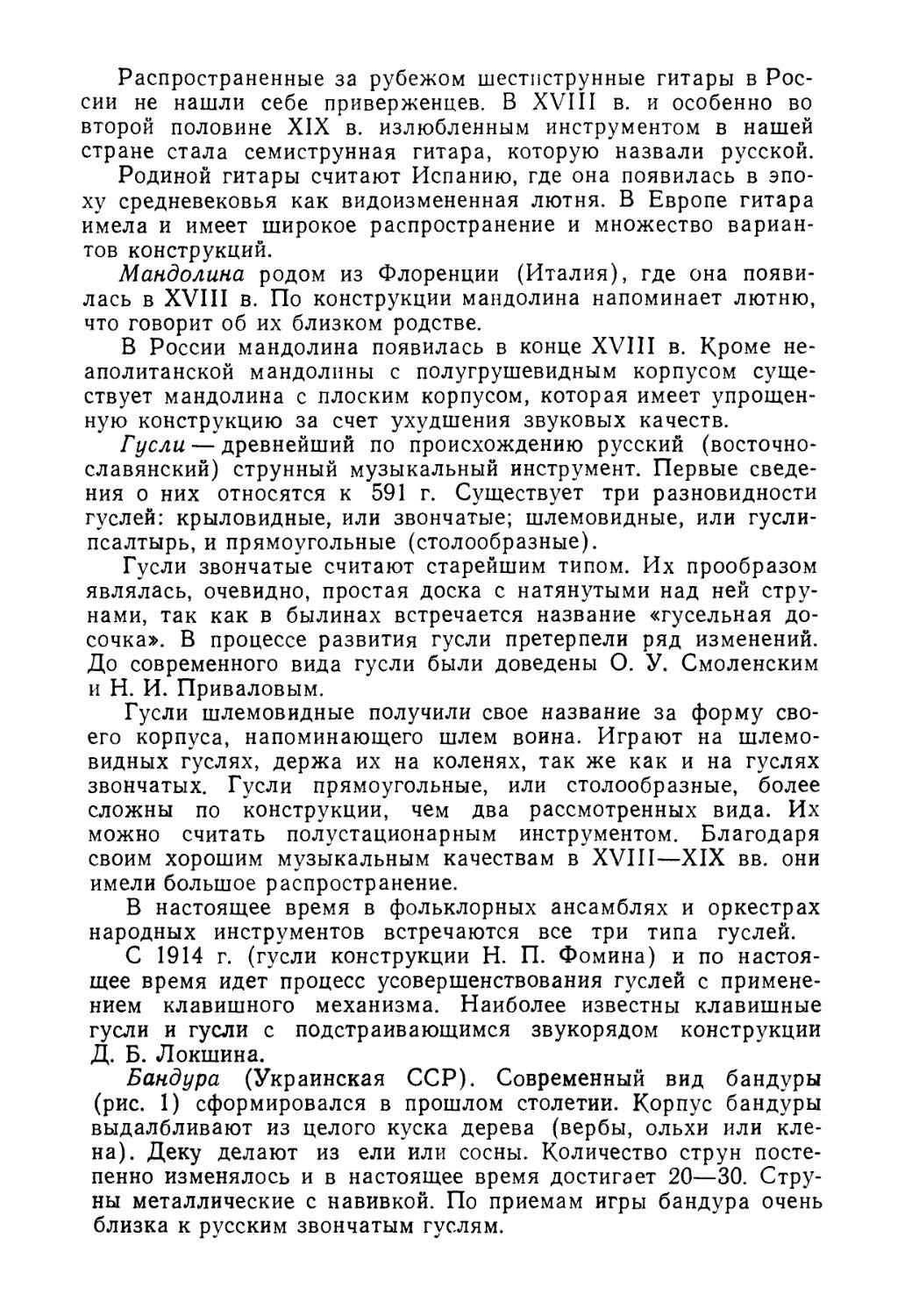
Чанги. Это угловая арфа. Корпус чанги долбленый (рис. 11).
Деку приклеивают или прибивают гвоздиками. Струны из кру-
крученого конского волоса. Количество струн от б до 11. Самая
тонкая из 5 волосков, последующие имеют на 1 волос больше.
Чанги — один из любимых инструментов Грузии. Играют на
нем женщины.
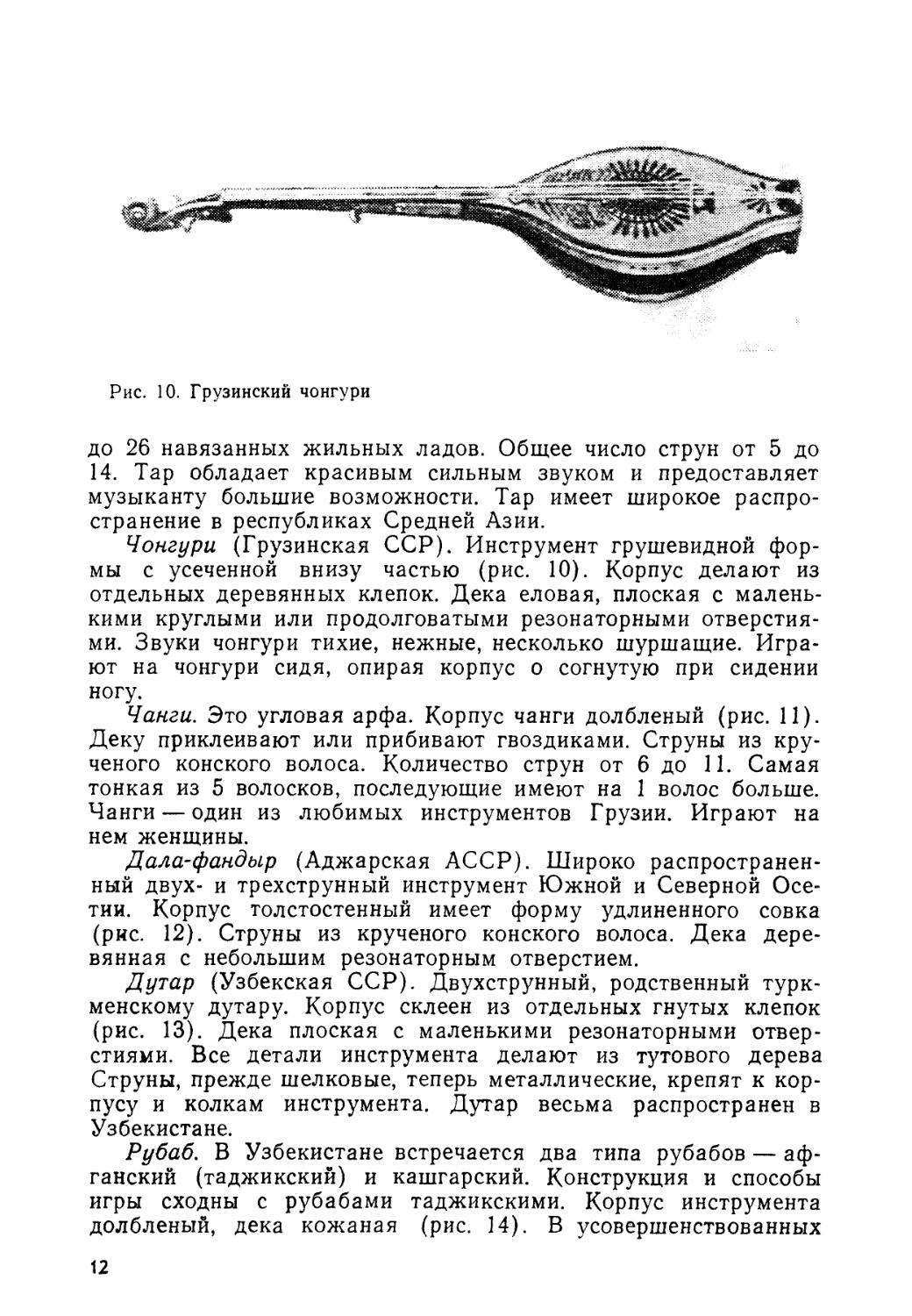
Дала-фандыр (Аджарская АССР). Широко распространен-
распространенный двух- и трехструнный инструмент Южной и Северной Осе-
Осетии. Корпус толстостенный имеет форму удлиненного совка
(рис. 12). Струны из крученого конского волоса. Дека дере-
деревянная с небольшим резонаторным отверстием.
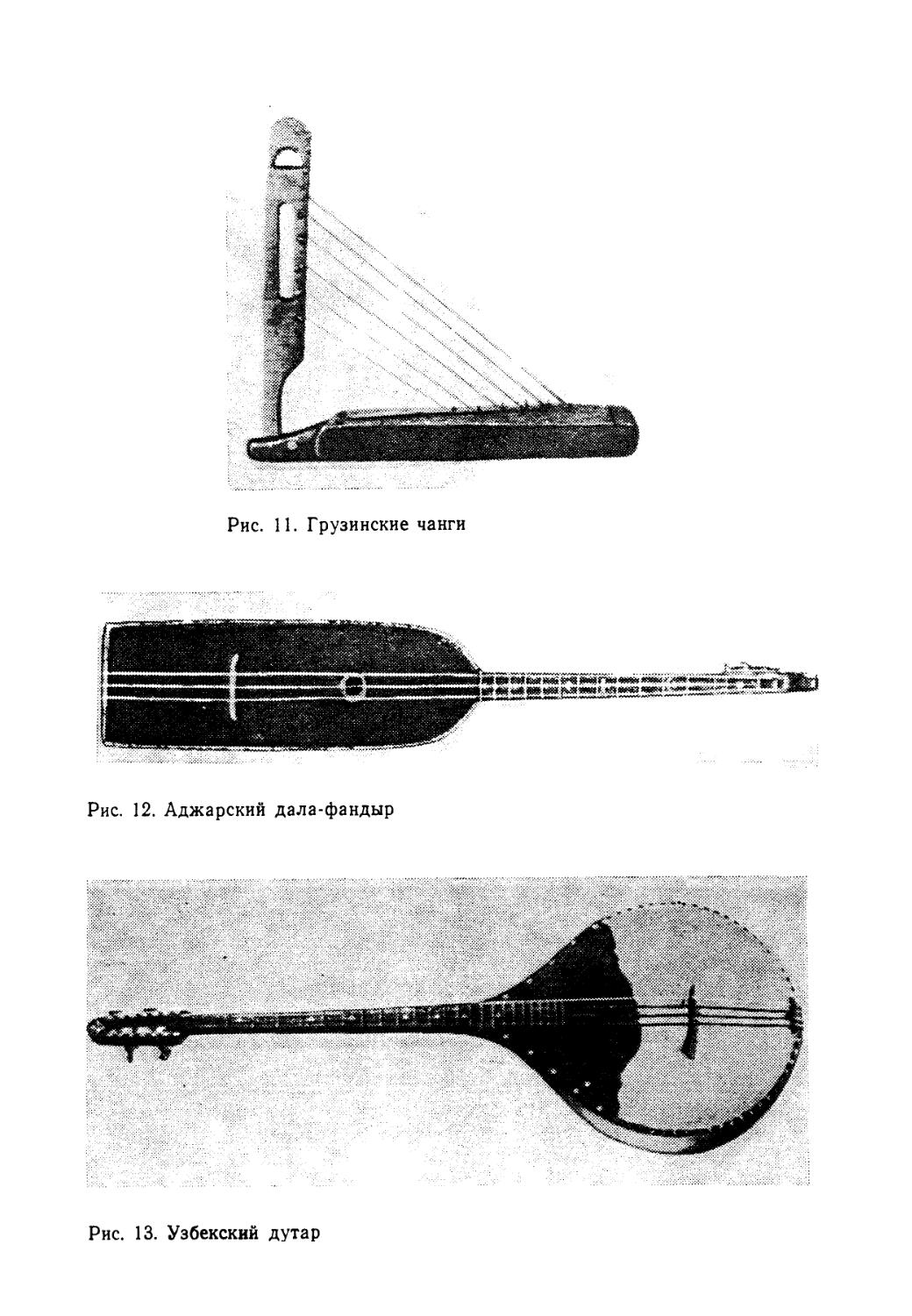
Дутар (Узбекская ССР). Двухструнный, родственный турк-
туркменскому дутару. Корпус склеен из отдельных гнутых клепок
(рис. 13). Дека плоская с маленькими резонаторными отвер-
отверстиями. Все детали инструмента делают из тутового дерева
Струны, прежде шелковые, теперь металлические, крепят к кор-
корпусу и колкам инструмента. Дутар весьма распространен в
Узбекистане.
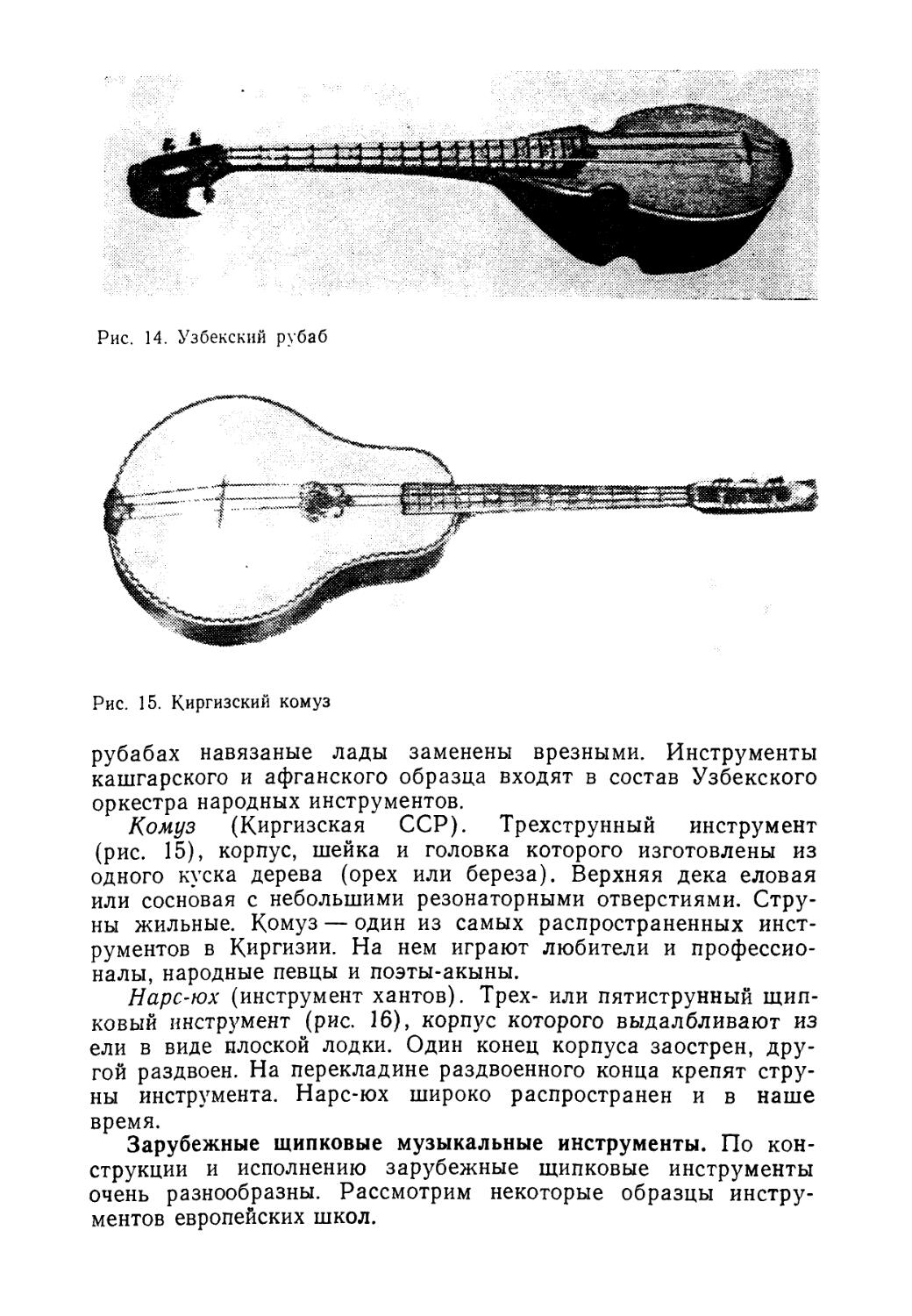
Рубаб. В Узбекистане встречается два типа рубабов — аф-
афганский (таджикский) и кашгарский. Конструкция и способы
игры сходны с рубабами таджикскими. Корпус инструмента
долбленый, дека кожаная (рис. 14). В усовершенствованных
12
Рис. 11. Грузинские чанги
Рис. 12. Аджарский дала-фандыр
Рис. 13. Узбекский дутар
Рис. 14. Узбекский рубаб
Рис. 15. Киргизский комуз
рубабах навязаные лады заменены врезными. Инструменты
кашгарского и афганского образца входят в состав Узбекского
оркестра народных инструментов.
Комуз (Киргизская ССР). Трехструнный инструмент
(рис. 15), корпус, шейка и головка которого изготовлены из
одного куска дерева (орех или береза). Верхняя дека еловая
или сосновая с небольшими резонаторными отверстиями. Стру-
Струны жильные. Комуз — один из самых распространенных инст-
инструментов в Киргизии. На нем играют любители и профессио-
профессионалы, народные певцы и поэты-акыны.
Нарс-юх (инструмент хантов). Трех- или пятиструнный щип-
щипковый инструмент (рис. 16), корпус которого выдалбливают из
ели в виде плоской лодки. Один конец корпуса заострен, дру-
другой раздвоен. На перекладине раздвоенного конца крепят стру-
струны инструмента. Нарс-юх широко распространен и в наше
время.
Зарубежные щипковые музыкальные инструменты. По кон-
конструкции и исполнению зарубежные щипковые инструменты
очень разнообразны. Рассмотрим некоторые образцы инстру-
инструментов европейских школ.
Рис. 16. Нарс-юх — инструмент хантов
Рис. 17; Шестиструнная гитара итальянского образца
На рис. 17 изображена гитара итальянского образца шести-
шестиструнная с восьмеркообразным корпусом. Гй о
\ГУООТаЛИеЙ ХЗРае
ар
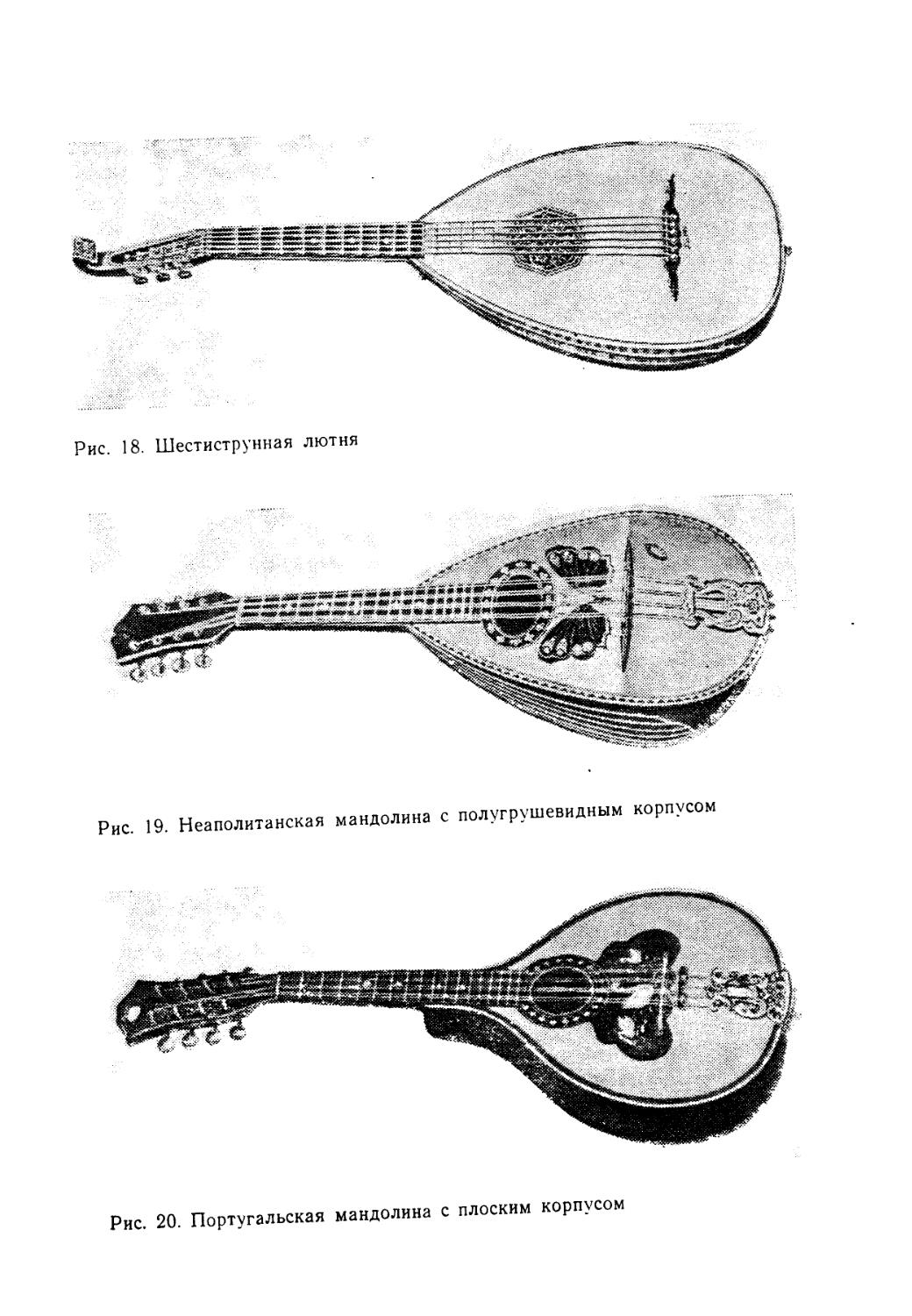
В связи с широко распространенным на западе стилем рет-
ретро в моду вошли такие старинные музыкальные инструменты
как лютня, изображенная на рис 18 «нчрументы,
Мандолины полугрушевидной и плоской форм (неаполитан-
(неаполитанского и португальского типов), имеющие по четы
воеобразными размерами, формами и конструкцией обла
дат^щипковые инструменты укулея, цитра, банджо %ш22]
15
Рис. 18. Шестиструнная лютня
Рис. 19. Неаполитанская мандолина с полугрушевидным корпусом
Рис. 20. Португальская мандолина с плоским корпусом
Рис. 21. Португальская гитара
liliiiiiili- -**'
Рис. 22. Укулея
Рис. 23. Цитра
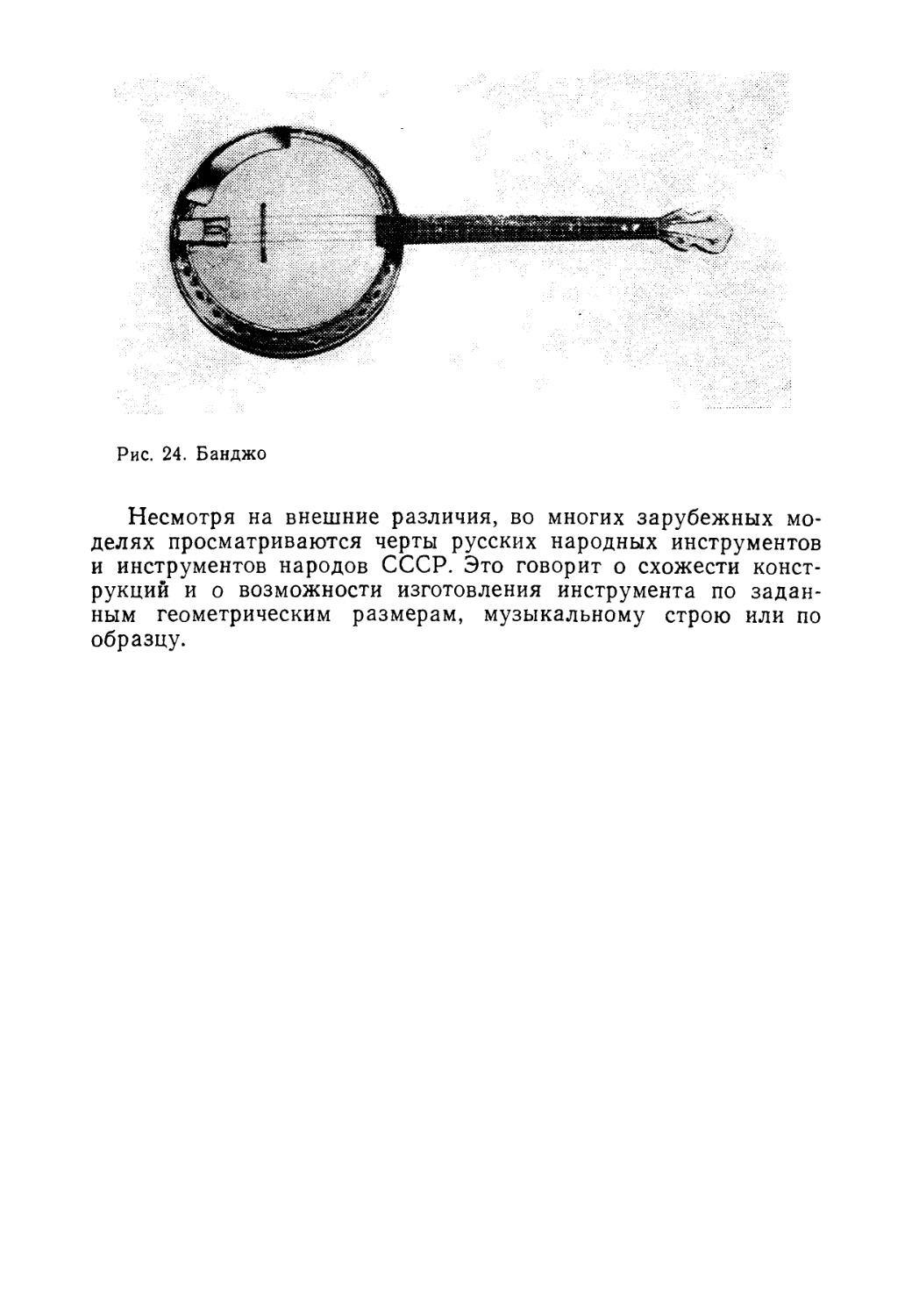
Рис. 24. Банджо
Несмотря на внешние различия, во многих зарубежных мо-
моделях просматриваются черты русских народных инструментов
и инструментов народов СССР. Это говорит о схожести конст-
конструкций и о возможности изготовления инструмента по задан-
заданным геометрическим размерам, музыкальному строю или по
образцу.
Глава I. ТЕХНОЛОГИЯ ОБРАБОТКИ
ДРЕВЕСИНЫ
§ 1. ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ
ОСНОВНЫХ ОПЕРАЦИЙ
Изготовление щипковых музыкальных инструментов на
современном предприятии представляет собой сложный произ-
производственный процесс, подчиняющийся точным инженерным рас-
расчетам, выполняемый на многочисленных станках довольно боль-
большим количеством квалифицированных рабочих. В то же время
изготовление музыкальных инструментов в условиях неболь-
небольших мастерских, а также в надомном производстве состоит в
принципе из тех же технологических процессов, что и на боль-
большом предприятии. Разница заключается в том, что мастер по
изготовлению музыкальных инструментов решает свои техноло-
технологические трудности сам, являясь подчас одновременно и испол-
исполнителем, и конструктором. Он должен очень четко представлять
себе весь технологический процесс изготовления инструмента,
правильно планировать ход технологических процессов изготов-
изготовления отдельных деталей, сборки и отделки инструмента.
На примере изготовления балалайки-примы рассмотрим тех-
технологические процессы в промышленных и домашних условиях.
Прежде всего следует дать определение основным этапам про-
производства.
Под производственным процессом понимают совокупность
всех совместных действий людей и средств производства, в ре-
результате чего из исходных материалов, заготовок и составных
частей получают продукцию определенного назначения и тре-
требуемого качества. Таким образом, производственный процесс
включает в себя и снабжение предприятия материалами, и
энергообеспечение, и проектирование новых изделий, и совер-
совершенствование ранее выпускаемых, и транспортные задачи,
и многое другое, а главное — основное производство.
Технологический процесс — это законченная часть основного
производства, в результате которого достигают изменения фор-
формы, размеров, положения, состояния и свойств материалов или
заготовок, либо последовательное соединение составных элемен-
элементов в соответствии с требованиями технической документации.
Технологический процесс изготовления музыкального инстру-
инструмента включает изготовление его деталей, их сборку, оконча-
окончательную обработку всего инструмента.
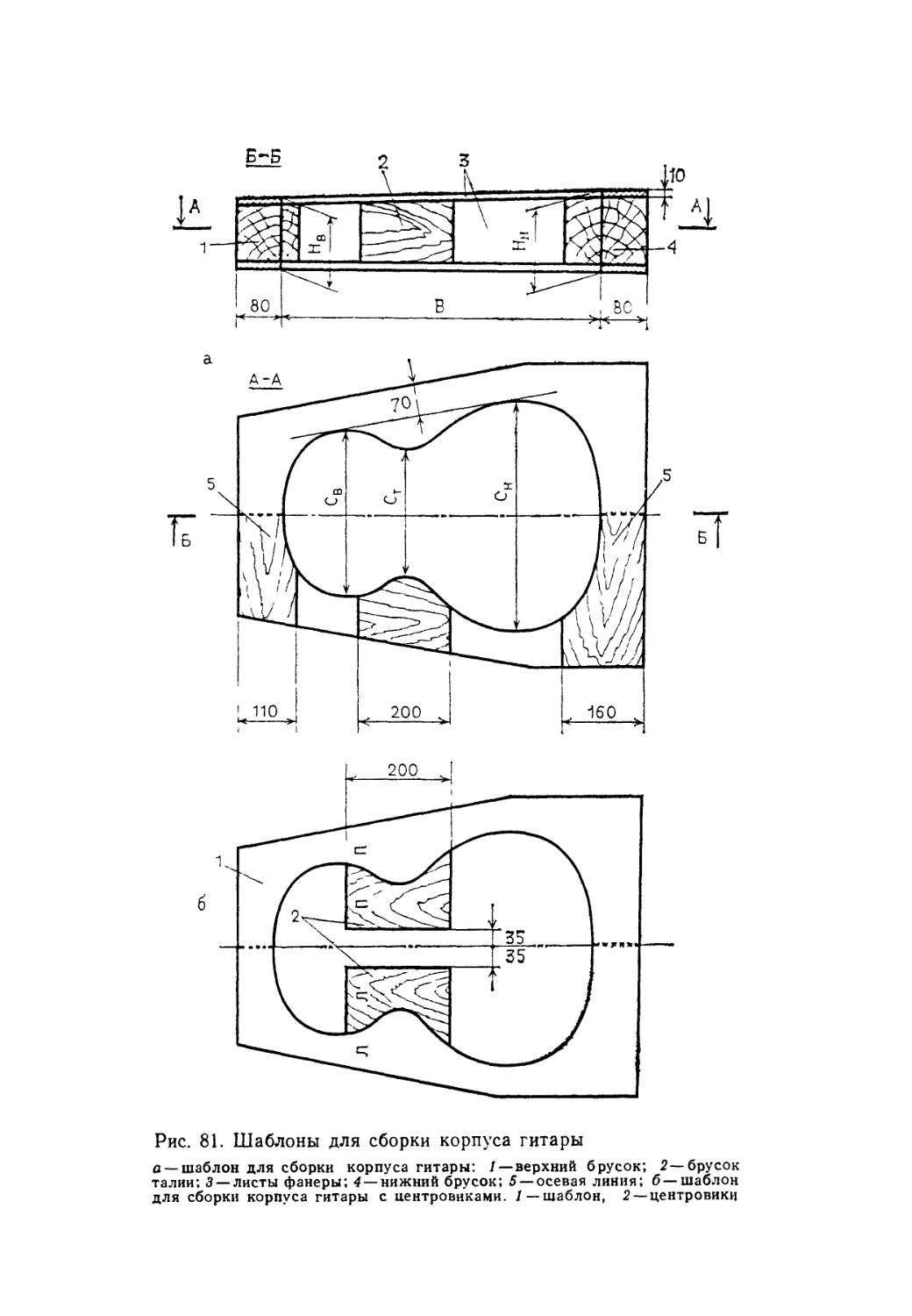
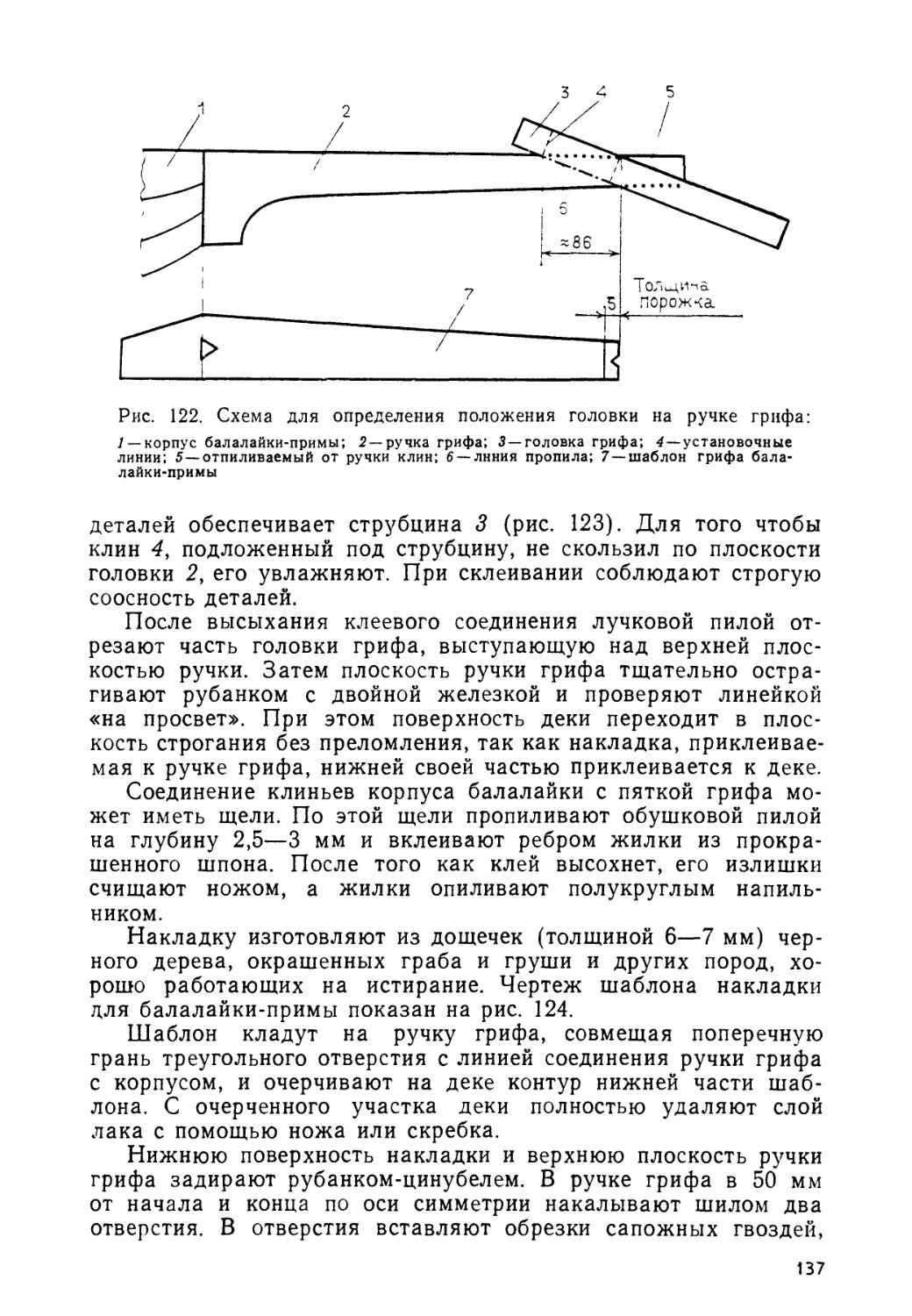
© ©
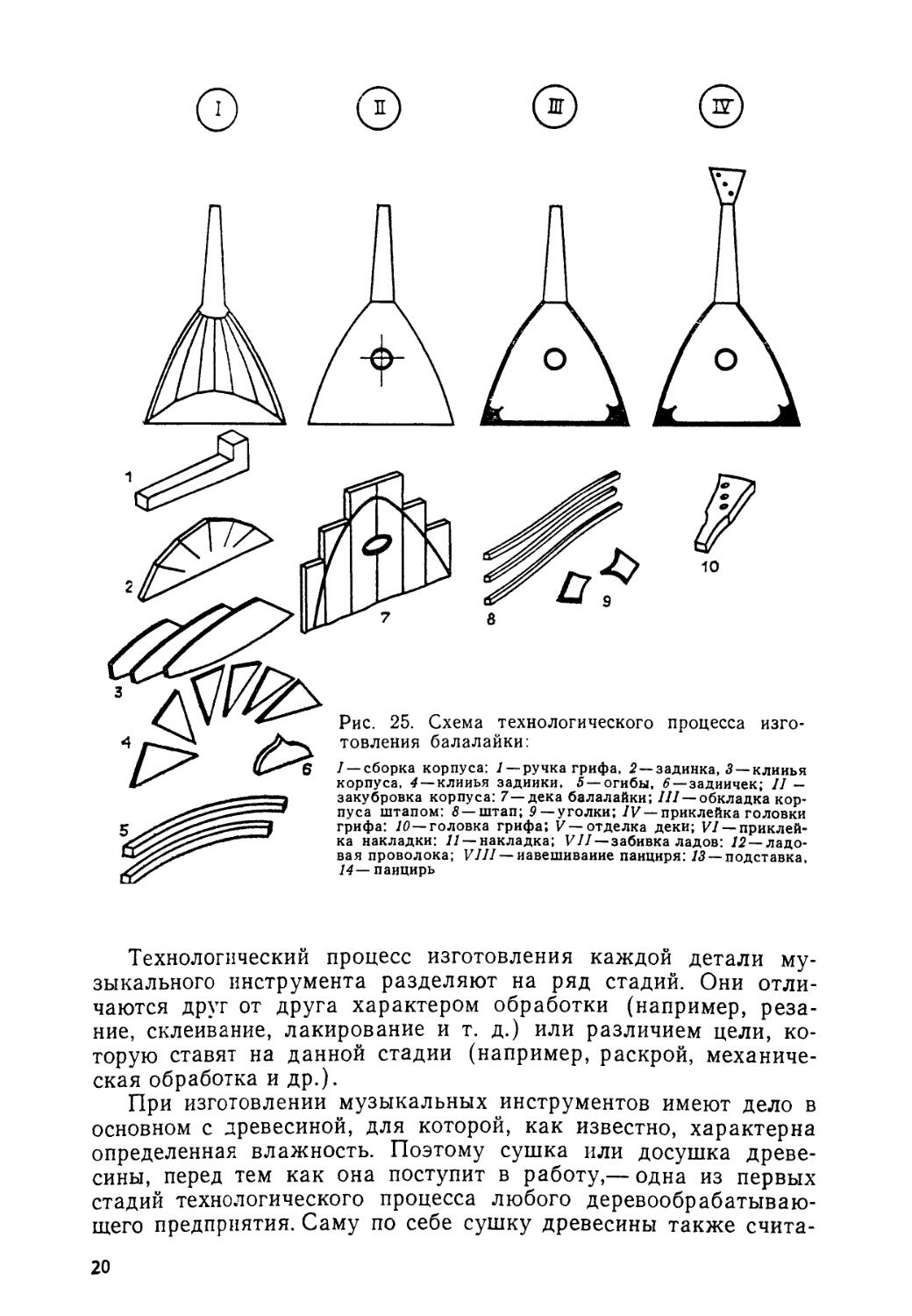
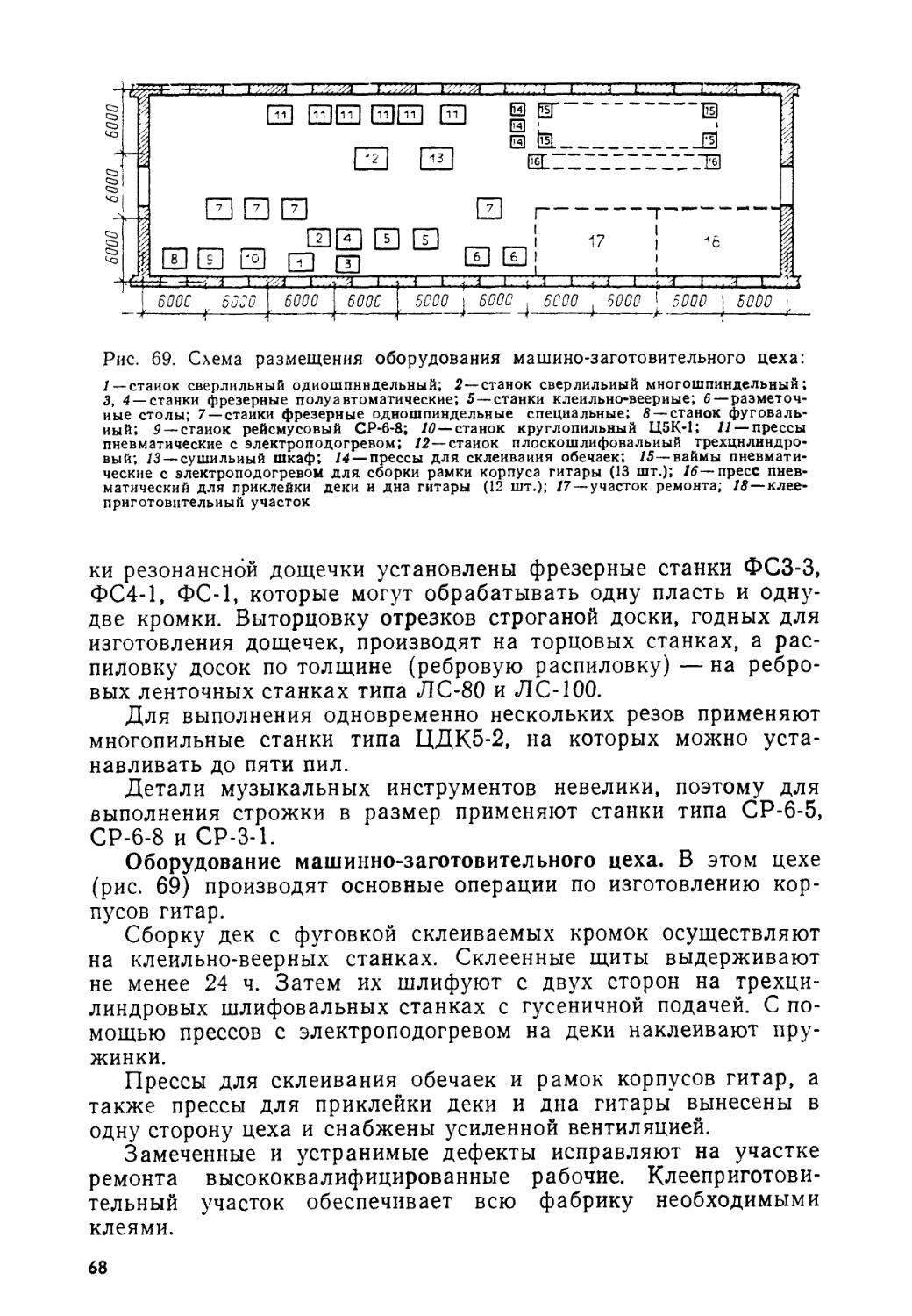
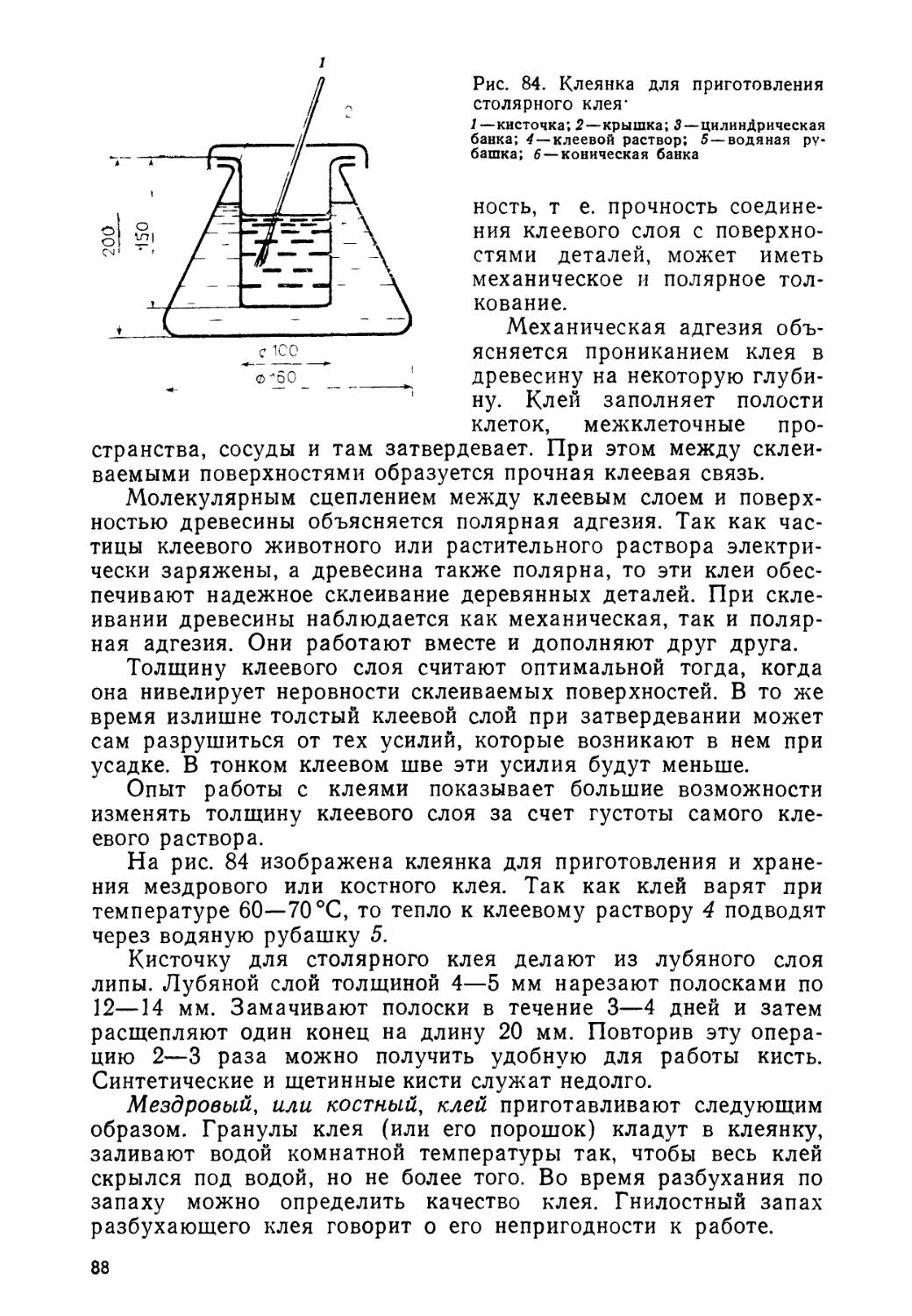
Рис. 25. Схема технологического процесса изго-
изготовления балалайки:
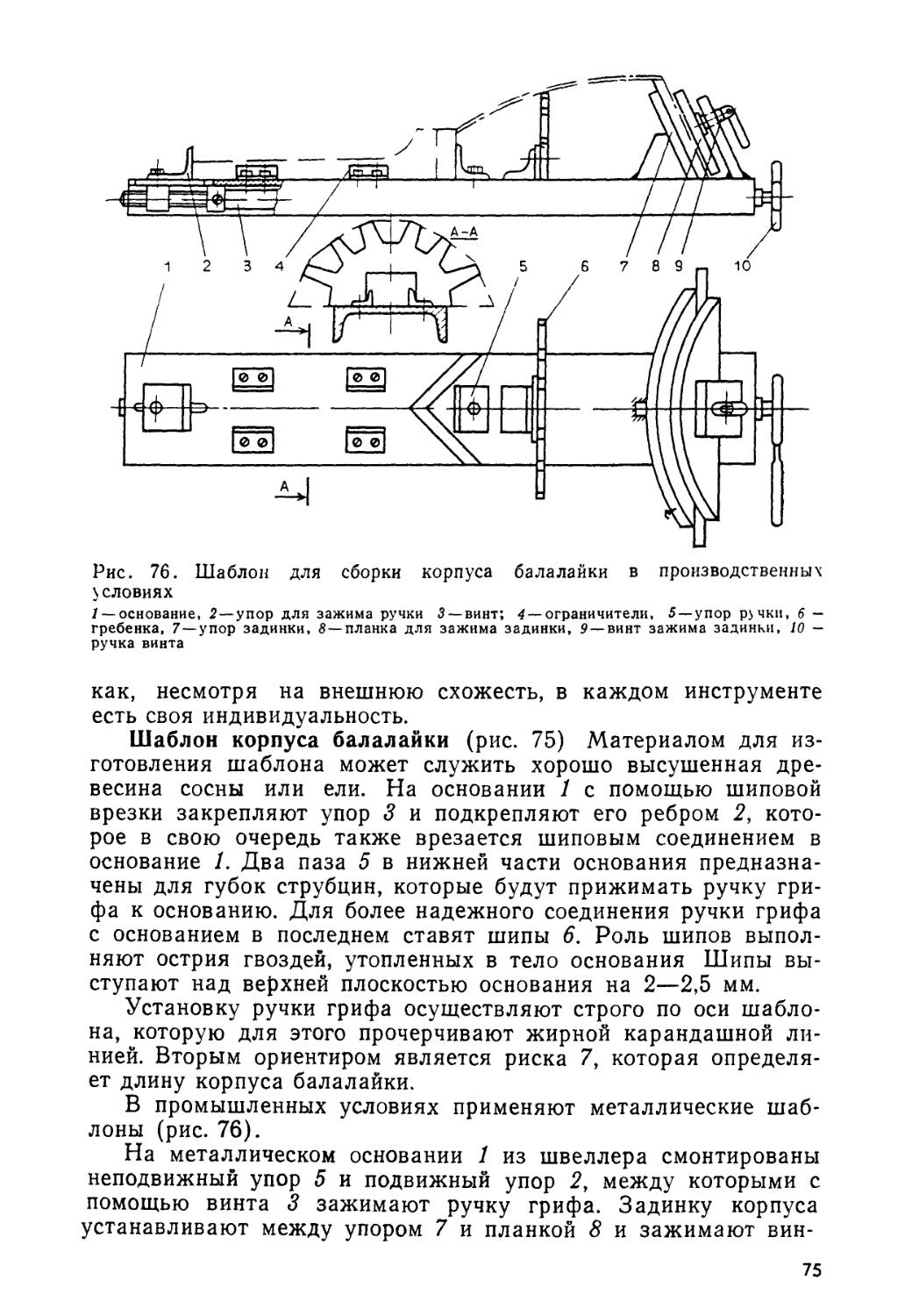
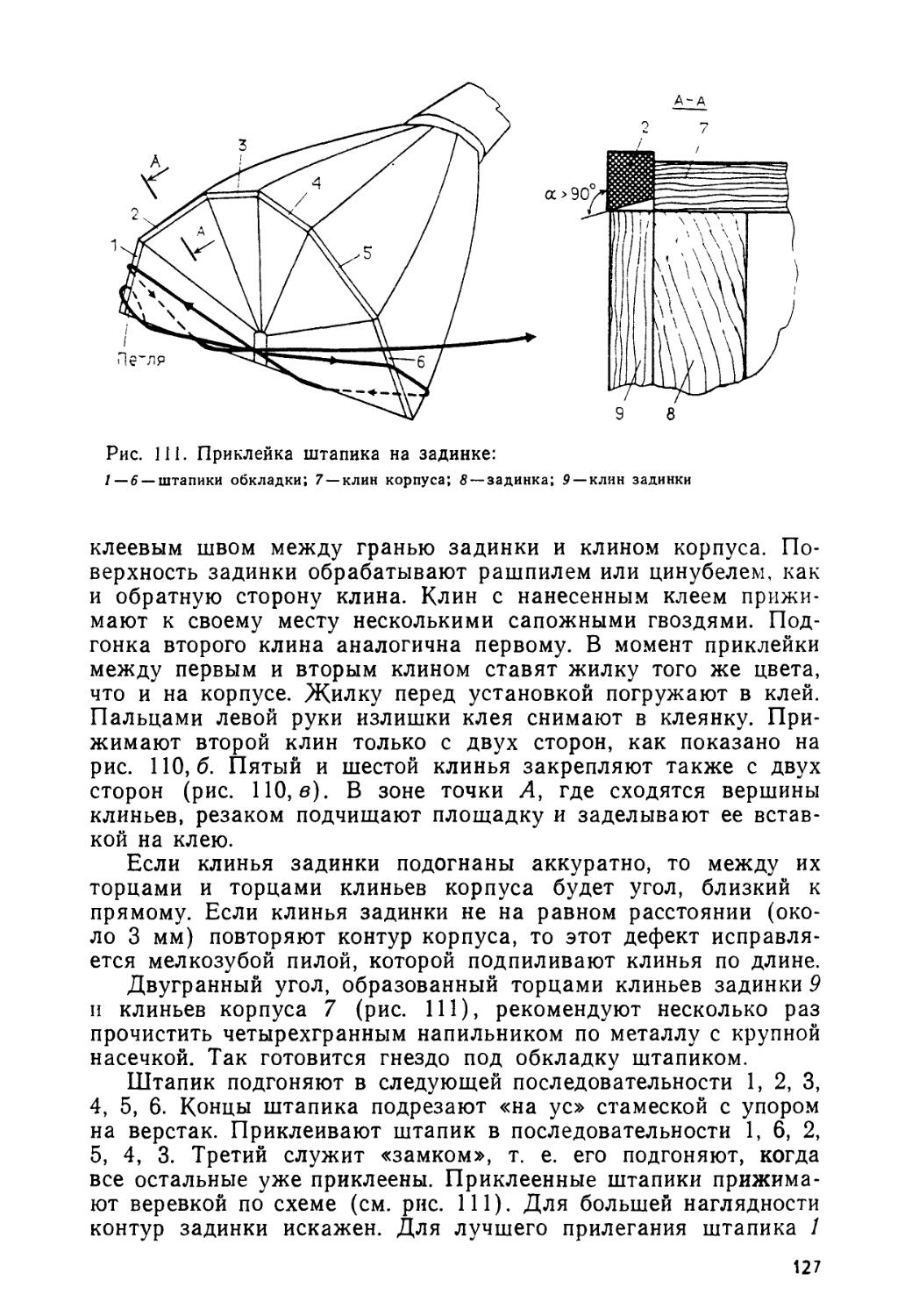
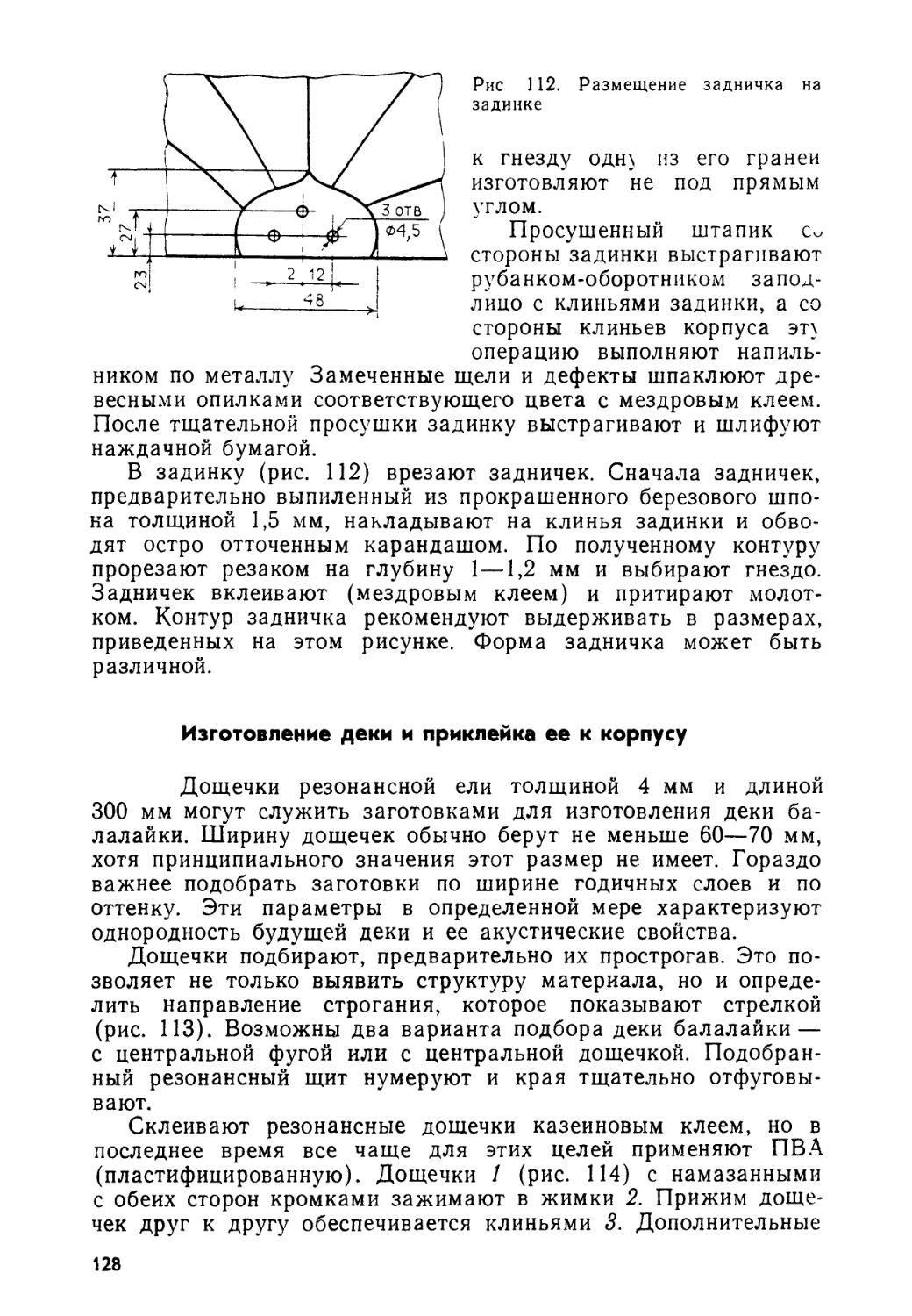
'6 / — сборка корпуса: 1 — ручка грифа, 2—задинка, 3 — клинья
корпуса, 4 — клинья задники, 5 — огибы, 6 — задиичек; // —
закубровка корпуса: 7—дека балалайки; /// —обкладка кор-
корпуса штапом: 8 — штап; 9 — уголки; IV — приклейка головки
грифа: 10—головка грифа; V—отделка деки; VI— приклей-
приклейка накладки: 11 — накладка; VII — забивка ладов: 12—ладо-
12—ладовая проволока; VIII — навешивание панциря: 13 — подставка,
14— панцирь
Технологический процесс изготовления каждой детали му-
музыкального инструмента разделяют на ряд стадий. Они отли-
отличаются друг от друга характером обработки (например, реза-
резание, склеивание, лакирование и т. д.) или различием цели, ко-
которую ставят на данной стадии (например, раскрой, механиче-
механическая обработка и др.).
При изготовлении музыкальных инструментов имеют дело в
основном с древесиной, для которой, как известно, характерна
определенная влажность. Поэтому сушка или досушка древе-
древесины, перед тем как она поступит в работу,—одна из первых
стадий технологического процесса любого деревообрабатываю-
деревообрабатывающего предприятия. Саму по себе сушку древесины также счита-
20
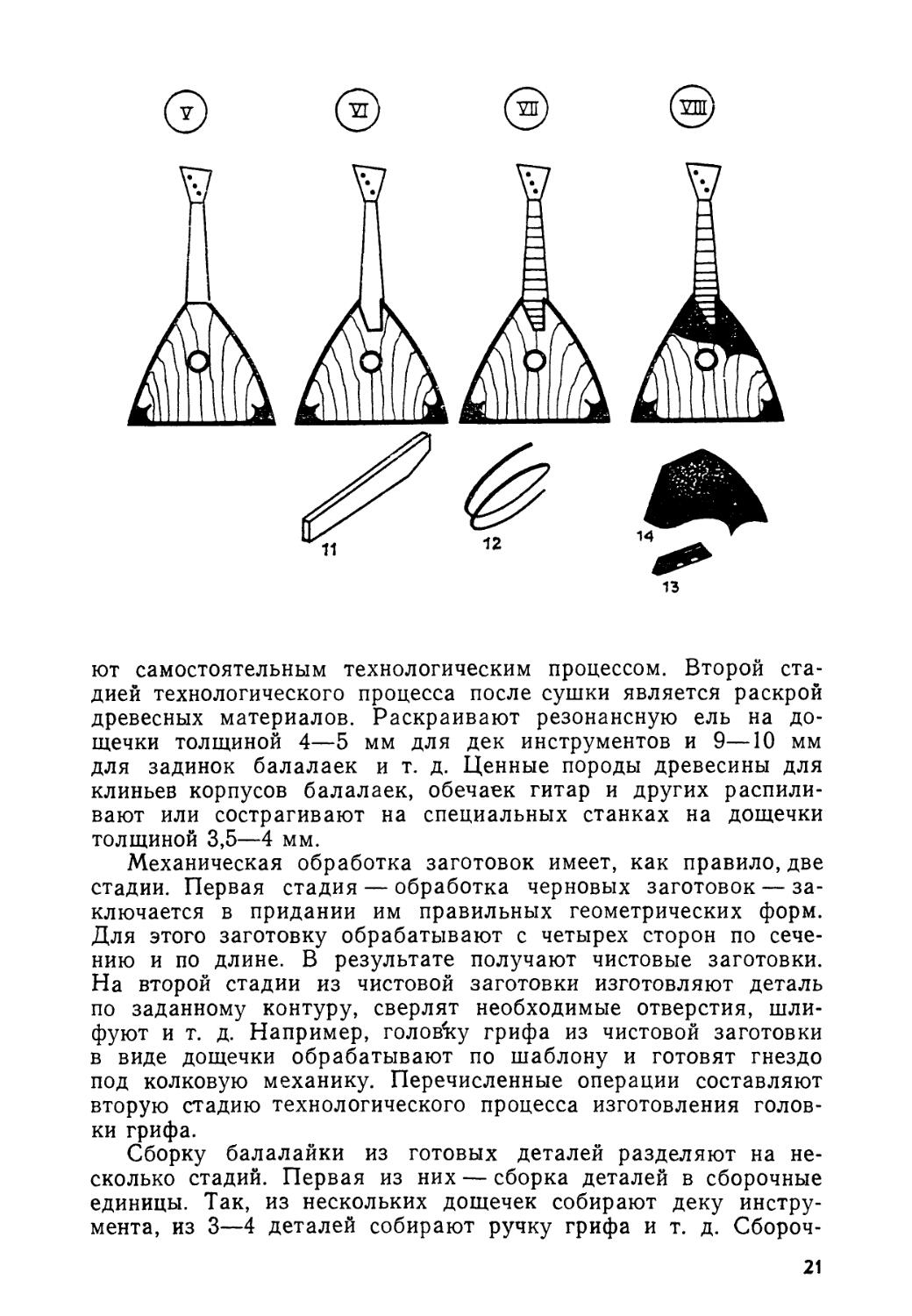
ют самостоятельным технологическим процессом. Второй ста-
стадией технологического процесса после сушки является раскрой
древесных материалов. Раскраивают резонансную ель на до-
дощечки толщиной 4—5 мм для дек инструментов и 9—10 мм
для задинок балалаек и т. д. Ценные породы древесины для
клиньев корпусов балалаек, обечаек гитар и других распили-
распиливают или сострагивают на специальных станках на дощечки
толщиной 3,5—4 мм.
Механическая обработка заготовок имеет, как правило,две
стадии. Первая стадия — обработка черновых заготовок — за-
заключается в придании им правильных геометрических форм.
Для этого заготовку обрабатывают с четырех сторон по сече-
сечению и по длине. В результате получают чистовые заготовки.
На второй стадии из чистовой заготовки изготовляют деталь
по заданному контуру, сверлят необходимые отверстия, шли-
шлифуют и т. д. Например, головку грифа из чистовой заготовки
в виде дощечки обрабатывают по шаблону и готовят гнездо
под колковую механику. Перечисленные операции составляют
вторую стадию технологического процесса изготовления голов-
головки грифа.
Сборку балалайки из готовых деталей разделяют на не-
несколько стадий. Первая из них — сборка деталей в сборочные
единицы. Так, из нескольких дощечек собирают деку инстру-
инструмента, из 3—4 деталей собирают ручку грифа и т. д. Сбороч-
21
ные единицы предварительно обрабатывают (деки отстрагива-
отстрагивают, ручки грифа склеивают и т. д.), а затем они поступают на
сборку всего инструмента. Некоторые сборочные единицы, на-
например ладовую проволоку, обрабатывают лишь после уста-
установки на готовое изделие.
Основные стадии технологического процесса, рассмотренные
на примере изготовления балалайки, представлены в виде схе-
схемы (рис. 25). В технологическом процессе изготовления бала-
балалайки следующей после сушки стадией является черновая, а
затем чистовая обработка деталей корпуса: ручки грифа, за-
динки, клиньев корпуса и клиньев задинки, задничка, огибов
и т. д. Из перечисленных деталей собирают корпус /. Из не-
нескольких резонансных дощечек склеивают деку 7. Изготовление
и обработка деки, приклейка к ней пружинок, оформление зву-
звукового отверстия — все это считают технологическим процессом
изготовления деки. Результатом этого технологического процес-
процесса является сборочная единица — дека балалайки, которая по-
поступает в общий технологический процесс. Деку приклеивают к
корпусу и называют этот процесс закубровкой //. Оформление
деки и корпуса заключается в обкладывании штапом (тонкими
темноокрашенными реечками) и во врезке уголков ///. Головку
грифа после стадий черновой и чистовой механической обработ-
обработки приклеивают к ручке IV. Чистовая обработка деки с по-
последующим нанесением лака и полировкой V является очеред-
очередной стадией технологического процесса изготовления балалайки.
Изготовление и приклейка накладки VI, забивка и обработка
ладов VII, изготовление подставки, панциря и приклейка по-
последнего к инструменту VIII являются важнейшими заклю-
заключительными стадиями рассматриваемого технологического про-
процесса. Далее инструмент поступает в отделку. Последней
стадией является укомплектование инструмента колковой меха-
механикой, струнами, натяжка струн и опробование готовой про-
продукции.
Технологические процессы изготовления отдельных сбороч-
сборочных единиц (ручки грифа, деки, головки грифа и т. п.) не за-
зависят от общего технологического процесса сборки всего инст-
инструмента, поэтому их можно пускать и параллельно и с опере-
опережением, т. е. заготовляя детали впрок. Это часто используют
в своей практике мастера надомного производства. Большинство
стадий технологических процессов изготовления музыкальных
инструментов включает в себя механическую обработку древе-
древесины. Кроме опыта и умения пользоваться деревообрабатываю-
деревообрабатывающим инструментом современному мастеру необходимо иметь
представление о древесине как конструкционном материале, о
сушке древесины, ее отделке и т. п.
22
§ 2. ДРЕВЕСИН А — ОСНОВНОЙ МАТЕРИАЛ
В ПРОИЗВОДСТВЕ ЩИПКОВЫХ
МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ
Строение древесины и ее физико-механические свойства
Строение древесины. Для изготовления музыкальных
инструментов применяют древесину хвойных и лиственных по-
пород, которые различаются между собой по целому ряду при-
признаков.
Следует различать понятие дерева, т. е. растущего дерева,
и древесины — материала, получаемого из срубленного и очи-
очищенного от ветвей и коры дерева.
В каждом растущем дереве можно выделить три части:
крону 1, ствол 2 и корни 3 (рис. 26).
В листьях кроны растущего дерева происходят процессы фо-
фотосинтеза. В результате этих процессов зелеными растениями
и фотосинтезирующими микроорганизмами лучистая энергия
Солнца превращается в энергию химических связей органиче-
органических веществ, обеспечивающих питание и рост растения.
Корни дерева, во-первых, удерживают его в вертикальном
положении, а во-вторых, всасывают из почвы воду с раство-
растворенными в ней минеральными питательными веществами.
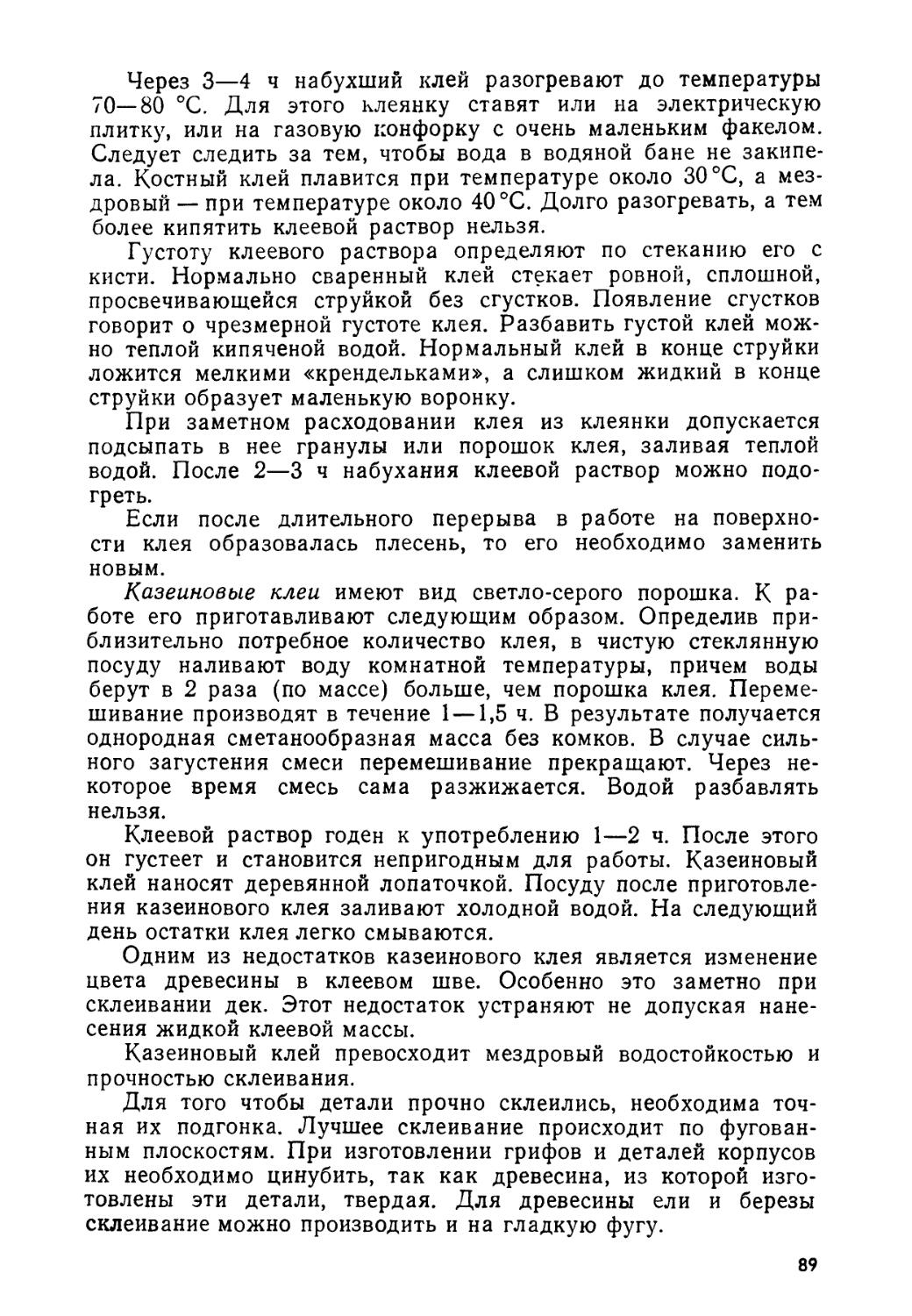
Рис. 26. Части растущего дерева:
/ — крона; 2 — ствол; 3 —корни
Рис. 27. Главные разрезы ствола:
/ — поперечный (или торцовый); 2 — радиальный; 3-тангенцнальный
23
Рис 28 Основные части поперечного
разреза ствола
1 — сердцевина; 2— ядро; 3 — заболонь, 4 —
кора
Ствол дерева является
i режде всего магистралью, по
юторой впитанные корнями
минеральные вещества дви-
движутся к листьям, а выработан-
выработанные в листьях пластические
вещества (строительный мате-
материал, из которого дерево
4 строит само себя) движутся
вниз по стволу, наращивая его. Ствол дерева также является
хранилищем запасенных питательных веществ. Ствол дает
основное количество древесины, что составляет 50—90 % объ-
объема частей растущего дерева, и только древесина ствола при-
пригодна для изготовления деталей музыкальных инструментов.
Древесина имеет слоисто-волокнистое строение. Свойства
древесины в значительной степени зависят от направления
(анизотропия свойств). Принято рассматривать три главных
разреза ствола (рис. 27): поперечный (или торцовый) 1, плос-
плоскость которого перпендикулярна оси ствола, радиальный 2,
плоскость которого проходит через ось ствола, и тангенциаль-
тангенциальный 3, плоскость которого проходит параллельно оси ствола на
некотором расстоянии от нее.
Поперечный срез (рис. 28) имеет следующие основные ча-
части: ядро, сердцевину, заболонь и кору.
Ядро 2 отличает более темная окраска. Оно расположено
посередине ствола. В центре ядра в виде круглого, четырех-пя-
тиугольного или (как у дуба) звездчатого пятнышка диамет-
диаметром 2—5 мм находится сердцевина /. На радиальном разрезе
хвойных пород сердцевина почти прямая, а у лиственных пород
имеет извилистую форму.
Кора 4 на поперечном разрезе имеет форму кольца более
темной, чем древесина, окраски. У взрослых деревьев в коре
различают два слоя. Наружный слой, называемый коркой, яв-
является оболочкой, предохраняющей от испарения влаги, резких
колебаний температуры и механических повреждений. Внутрен-
Внутренний слой коры, называемый лубяным, является проводником
органических питательных веществ вдоль ствола.
Заболонь 3 имеет наиболее светлую окраску. Породы дре-
древесины, у которых ядро ярко выражено, называют ядровыми.
Если внутренняя часть ствола отличается от наружной только
меньшим содержанием влаги, такие породы называют спело-
древесными. Если же различий между внутренней и наружной
частями ни по цвету, ни по влажности нет, то такие породы
называют заболонными.
24
На главных разрезах дерева видны линии и полосы, состав-
составляющие рисунок древесины, или, как его часто называют, тек-
текстуру. Каждая порода древесины кроме характерного цвета
имеет и свою текстуру.
Распределение хвойных и лиственных
пород деревьев по группам древесины
Ядровые
Лиственница
Сосна
Кедр
Тисе
Можжевельник
Дуб
Ясень
Вяз
Ильм
Грецкий орех
Рябина
Яблоня
Спелодревесные
Хвойные
Ель
Пихта
Лиственные
Бук
Осина
Заболонные
Береза
Граб
Клен
Самшит
Груша
Рисунок древесины возникает от ежегодного нарастания на
поверхности ствола, ветвей и корней нового годичного слоя.
Особенно хорошо эти слои заметны у хвойных пород (рис. 29).
Ширина годичных слоев, определяемая на торцовом разрезе,
зависит от породы, возраста, условий произрастания и положе-
положения в стволе. Так, например, у древесины ели, произрастающей
в суровых горных условиях, ширина годичных слоев может
колебаться в пределах 1 мм, а у ели, произрастающей в бла-
благоприятных условиях, может доходить до 3—4 мм и более.
По радиусу от сердцевины ширина годовых колец изменя-
изменяется неравномерно. Наиболее широкие годовые кольца лежат
в центральной части радиуса ствола, а ближе к сердцевине и
дальше к коре ширина годовых колец уменьшается. У некото-
некоторых пород древесины наблюдают волнистость годичных колец,
что придает поперечному срезу интересную текстуру (граб,
тисе, можжевельник).
Более светло окрашенная и более мягкая часть годичного
кольца называется ранней древесиной и образуется в первой
половине периода нарастания слоя. Во второй половине обра-
образуется поздняя древесина, которая в годичном кольце окраше-
окрашена темнее и твердость ее выше, чем у ранней древесины.
Все породы имеют в древесине своих стволов сучки. Для
хвойных пород характерно расположение нескольких ветвей на
одном уровне по высоте ствола. Эту часть ствола называют
мутовкой. Лиственные породы характеризуются одиночным рас-
расположением ветвей. Наличие в древесине сучков делает ее
мало, а подчас и совсем непригодной в производстве музыкаль-
25
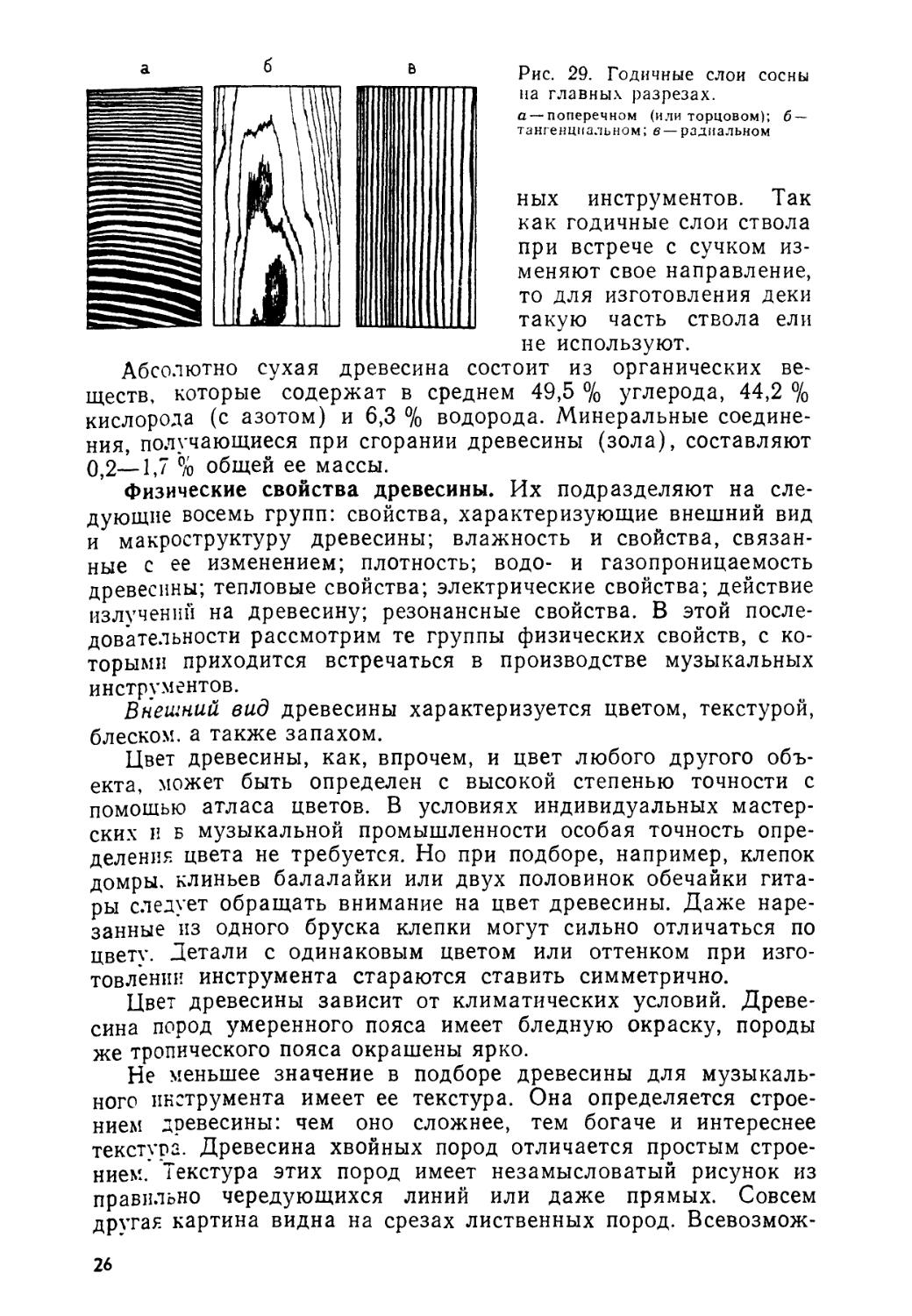
Рис. 29. Годичные слои сосны
на главных разрезах.
а — поперечном (или торцовом); б —
тангенциальном; в — радиальном
ных инструментов. Так
как годичные слои ствола
при встрече с сучком из-
изменяют свое направление,
то для изготовления деки
такую часть ствола ели
не используют.
Абсолютно сухая древесина состоит из органических ве-
веществ, которые содержат в среднем 49,5 % углерода, 44,2 %
кислорода (с азотом) и 6,3 % водорода. Минеральные соедине-
соединения, получающиеся при сгорании древесины (зола), составляют
0,2—1,7 % общей ее массы.
Физические свойства древесины. Их подразделяют на сле-
следующие восемь групп: свойства, характеризующие внешний вид
и макроструктуру древесины; влажность и свойства, связан-
связанные с ее изменением; плотность; водо- и газопроницаемость
древесины; тепловые свойства; электрические свойства; действие
излучений на древесину; резонансные свойства. В этой после-
последовательности рассмотрим те группы физических свойств, с ко-
которыми приходится встречаться в производстве музыкальных
инструментов.
Внешний вид древесины характеризуется цветом, текстурой,
блеском, а также запахом.
Цвет древесины, как, впрочем, и цвет любого другого объ-
объекта, может быть определен с высокой степенью точности с
помошью атласа цветов. В условиях индивидуальных мастер-
мастерских н б музыкальной промышленности особая точность опре-
определения цвета не требуется. Но при подборе, например, клепок
домры, клиньев балалайки или двух половинок обечайки гита-
гитары следует обращать внимание на цвет древесины. Даже наре-
нарезанные из одного бруска клепки могут сильно отличаться по
цвету. Детали с одинаковым цветом или оттенком при изго-
изготовлении инструмента стараются ставить симметрично.
Цвет древесины зависит от климатических условий. Древе-
Древесина пород умеренного пояса имеет бледную окраску, породы
же тропического пояса окрашены ярко.
Не меньшее значение в подборе древесины для музыкаль-
музыкального инструмента имеет ее текстура. Она определяется строе-
строением древесины: чем оно сложнее, тем богаче и интереснее
текстура. Древесина хвойных пород отличается простым строе-
строением. Текстура этих пород имеет незамысловатый рисунок из
правильно чередующихся линий или даже прямых. Совсем
другая картина видна на срезах лиственных пород. Всевозмож-
26
ные проблески, волны, игра линий и цвета показательны осо-
особенно для пород, произрастающих в теплых районах земного
шара.
Хорошо проявляются цвет и текстура древесины под про-
прозрачной отделкой лаками и политурами. Матовую отделку дре-
древесины, которая нашла широкое применение в мебельной про-
промышленности, в производстве щипковых музыкальных инстру-
инструментов пока не применяют.
Запах древесины зависит в основном от содержания в ней
эфирных масел, смол и дубильных веществ. Сильным запахом
обладает древесина хвойных пород, лиственные породы пахнут
слабее. Особенно сильным запахом обладают тропические по-
породы. Запах высыхающего дерева с течением времени ослабе-
ослабевает.
Ту структуру древесины, которую можно рассмотреть нево-
невооруженным глазом или с помощью простейших оптических при-
приспособлений, называют макроструктурой. В числе характерис-
характеристик макроструктуры особый интерес представляют ширина го-
годичных колец и естественные неровности, возникающие от пе-
перерезания анатомических элементов древесины.
Естественными неровностями считают те поры древесины,
которые открыты на плоскости среза. Размеры этих неровно-
неровностей (а вернее сказать, впадин) превышают допустимый для
полируемой поверхности размер 16 мкм. Поэтому перед отдел-
отделкой поверхности древесины проводят специальную операцию
порозаполнения и производят полирование с применением пем-
пемзового порошка.
Под плотностью материала понимают отношение его массы
к объему. Измеряют плотность в килограммах, деленных на
кубический метр. Плотность древесины в значительной степени
зависит от ее влажности. Поэтому плотность древесины всегда
пересчитывают, приводя к стандартному значению влажности
A5%). Определяют плотность древесины взвешиванием образ-
образцов стандартных размеров: 20 X 20 X 30 мм.
Средняя плотность различных пород древесины,
кг/м3
Ель
Сосна обыкновенная
Граб
Груша
Клен
Бук
450
510
810
720
700
680
Береза
Орех грецкий
Липа
Красное дерево
Палисандр
Черное дерево
Лим
640
600
500
540
850
1160
970
Водо- и газопроницаемость древесины в условиях изготовле-
изготовления музыкальных инструментов в первую очередь интересна
при окрашивании и особенно крашении, а тепловые свойства
древесины важны при гнутье деталей музыкальных инстру-
инструментов.
27
Уникальные звуковые свойства древесины сделали ее неза-
незаменимым природным материалом для изготовления музыкаль-
музыкальных инструментов.
Наиболее интересной звуковой характеристикой древесины
является скорость распространения звука в материале. В разных
направлениях эта скорость различна, но выше всего она вдоль
волокон древесины. Так, например, вдоль волокон березы
звук распространяется со скоростью 4—5 тыс. м/с, что близ-
близко к скорости распространения звука в металлах (у меди
3,7 тыс. м/с). В других направлениях скорость звука ниже в
среднем в 4 раза.
Под резонансной способностью древесины подразумевают
усиление звука без искажения тона, что имеет первостепенное
значение при изготовлении дек музыкальных инструментов.
Резонансная способность древесины характеризуется акусти-
акустической константой (или константой излучения).
Наивысший показатель акустической константы у ели со-
составляет 12 м4с-1 кг (для сравнения: у березы 7,5 м4с~! кг-1,
у клена 5,8 м4с~! кг-1).
К показателям звуковых свойств древесины относится лога-
логарифмический декремент (затухание) колебаний. Этот параметр
характеризует способность звуковой энергии расходоваться на
трение внутри материала. Если сделать у гитары деку, напри-
например, из стали, то, взяв последовательно несколько аккордов,
мы услышим их наложенными друг на друга, т. е. предыдущие
звуки не успеют затихнуть, как придут последующие. Еловая
дека в силу своих звуковых качеств лишена этих недостатков.
Механические свойства древесины. Они характеризуют ее
способность сопротивляться механическим усилиям. Эти каче-
качества древесины являются весьма важными при использовании
древесины как конструкционного материала.
Механические свойства древесины делят на две группы:
прочностные и упругие.
Прочностные свойства определяются напряжениями. Напря-
Напряжение — это усилие, приходящееся на единицу площади попереч-
поперечного сечения детали. Если деревянный стержень квадратного
сечения площадью F растягивать с некоторой силой N, то на-
напряжение а в сечении стержня определяют по формуле
а = N/F,
где а — напряжение, Па; N — растягивающее или сжимающее усилие, Н;
F — площадь поперечного сечения стержня, м2.
Наибольшее напряжение, которое может выдержать стер-
стержень из данной древесины, называют допускаемым напряжени-
напряжением, или пределом прочности, и обозначают [<j]. Эту характе-
характеристику прочностных свойств древесины изучают на специаль-
специальных испытательных машинах, используя образцы, которые вы-
вырезают из различных пород древесины.
28
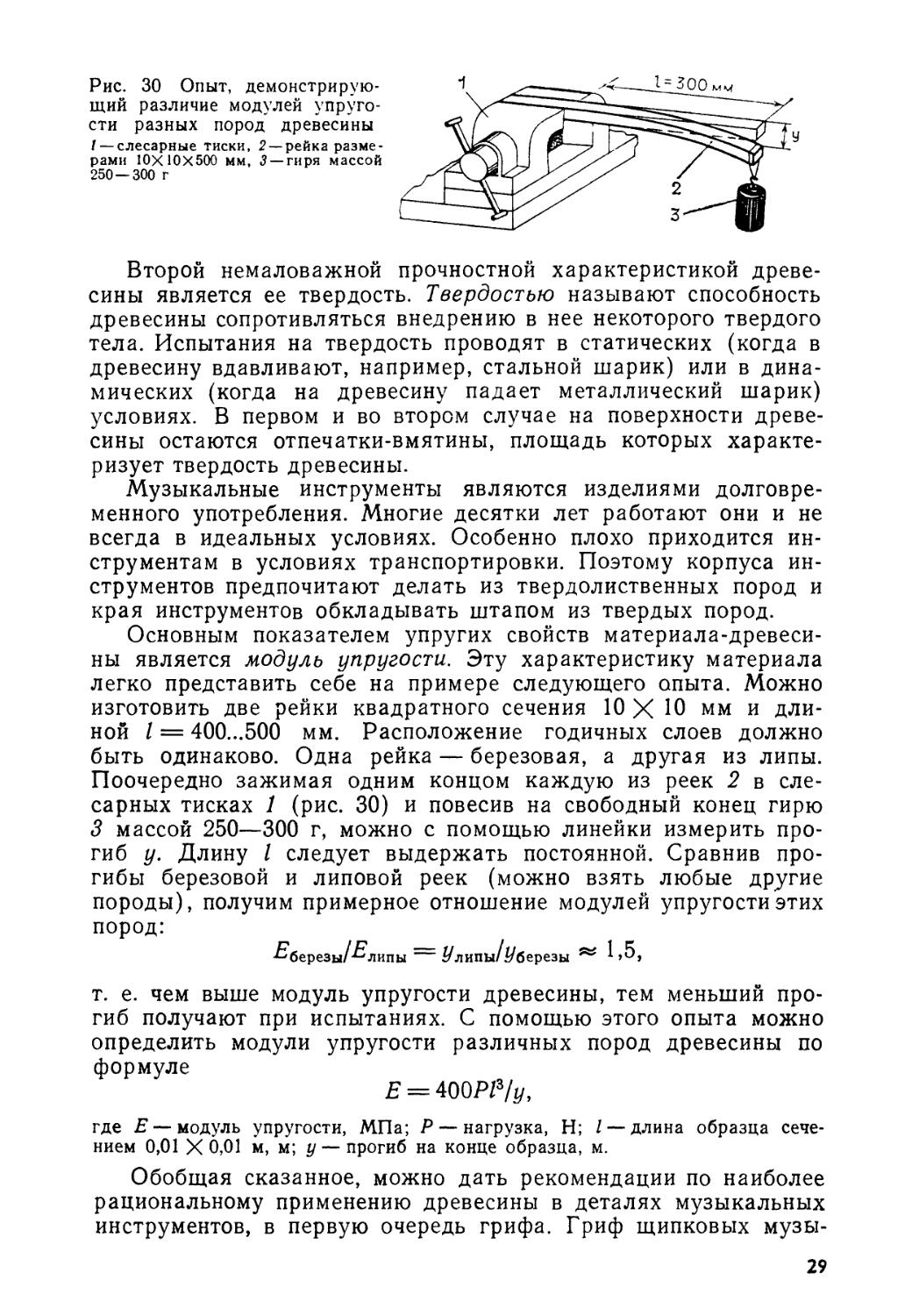
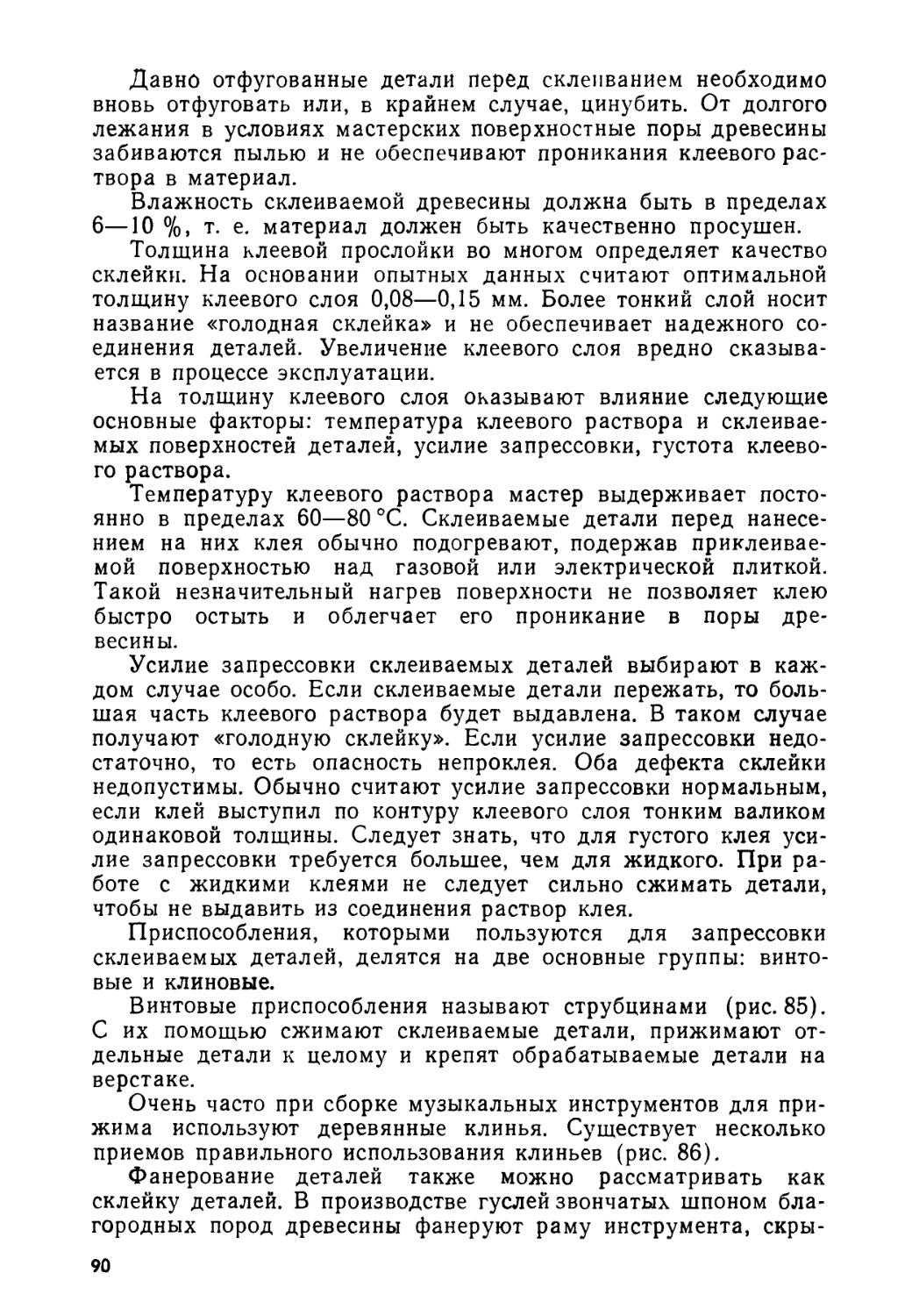
Рис. 30 Опыт, демонстрирую-
щий различие модулей упруго-
упругости разных пород древесины
/ — слесарные тиски, 2 — рейка разме-
размерами 10X10X500 мм, 3 — гиря массой
250—300 г
Второй немаловажной прочностной характеристикой древе-
древесины является ее твердость. Твердостью называют способность
древесины сопротивляться внедрению в нее некоторого твердого
тела. Испытания на твердость проводят в статических (когда в
древесину вдавливают, например, стальной шарик) или в дина-
динамических (когда на древесину падает металлический шарик)
условиях. В первом и во втором случае на поверхности древе-
древесины остаются отпечатки-вмятины, площадь которых характе-
характеризует твердость древесины.
Музыкальные инструменты являются изделиями долговре-
долговременного употребления. Многие десятки лет работают они и не
всегда в идеальных условиях. Особенно плохо приходится ин-
инструментам в условиях транспортировки. Поэтому корпуса ин-
инструментов предпочитают делать из твердолиственных пород и
края инструментов обкладывать штапом из твердых пород.
Основным показателем упругих свойств материала-древеси-
материала-древесины является модуль упругости. Эту характеристику материала
легко представить себе на примере следующего опыта. Можно
изготовить две рейки квадратного сечения 10 X Ю мм и дли-
длиной / = 400...500 мм. Расположение годичных слоев должно
быть одинаково. Одна рейка — березовая, а другая из липы.
Поочередно зажимая одним концом каждую из реек 2 в сле-
слесарных тисках 1 (рис. 30) и повесив на свободный конец гирю
3 массой 250—300 г, можно с помощью линейки измерить про-
прогиб у. Длину / следует выдержать постоянной. Сравнив про-
прогибы березовой и липовой реек (можно взять любые другие
породы), получим примерное отношение модулей упругости этих
пород:
¦?березы/-^липы == Улипы/У'березы ** * »^>
т. е. чем выше модуль упругости древесины, тем меньший про-
прогиб получают при испытаниях. С помощью этого опыта можно
определить модули упругости различных пород древесины по
формуле
где Е — модуль упругости, МПа; Р — нагрузка, Н; / — длина образца сече-
сечением 0,01 X 0,01 м, м; у — прогиб на конце образца, м.
Обобщая сказанное, можно дать рекомендации по наиболее
рациональному применению древесины в деталях музыкальных
инструментов, в первую очередь грифа. Гриф щипковых музы-
29
кальных инструментов подвергается изгибу за счет натянутых
струн. Поэтому для увеличения его жесткости годичные слои
древесины заготовки лучше располагать в плоскости, перпен-
перпендикулярной деке.
Различные породы древесины имеют довольно большие рас-
расхождения в значениях модулей упругости, причем значения мо-
модулей упругости (как и пределов прочности) у древесины раз-
различны в разных направлениях (в отличие от металлов).
Средние значения пределов прочности при растяжении
вдоль волокон и наибольших модулей упругости древесины
различных пород
Ель
Сосна обыкновенная
Груша
Клен
Бук
Береза
Орех грецкий
Липа
Красное дерево
Палисандр
Черное дерево
Предел прочности
fa] МПа
100
101
95
106
118
100
—
116
—
150
180
Наибольший модуль
упругости Е МПа
14 200
11700
6 400
11000
12 200
17 000
10 700
8 700
10 400
—
18 000
Породы древесины
Для изготовления щипковых инструментов среднего ка-
качества можно использовать отходы деревообрабатывающих
предприятий, бруски и доски домов, идущих на слом, детали
мебели и негодной тары.
Однако эти материалы требуют соответствующей сушки и
отбора.
Для изготовления инструментов высокого и высшего каче-
качества необходимо применение редких пород, которые закупают-
закупаются за рубежом.
Ель. Деки музыкальных инструментов и некоторые другие
детали делают из резонансной ели.
Различные виды ели произрастают практически на всей тер-
территории СССР. В качестве резонансной используют ель, отоб-
отобранную в основном в Архангельской и Вологодской областях.
Ель северных районов нашей страны обладает лучшими физи-
физико-механическими свойствами Одно из главных ее преиму-
преимуществ— это мелкие годовые слои, которые обеспечивают высо-
высокий модуль упругости и пригодность древесины в качестве ре-
резонансной.
Резонансные бревна отбирают из общей массы заготовлен-
заготовленных бревен на нижнем складе леспромхозов Отобранные бревна
поступают на лесопильные рамы, где их распиливают на доски
толщиной 16 мм. В целях получения наибольшего выхода дре-
30
Рис 31 Пример распиловки бревна для получения
резонансных досок
/ — первый проход пилы, 2—второй проход пилы, 3 —четыре про-
прохода четвертин бревна
весины бревна распиливают за шесть приемов. Пример раскроя
бревна диаметром 0,34—0,36 м показан на рис. 31.
Отсутствие сучков, смоляных карманов, свилеватости и про-
прочих пороков — обязательное условие качественной резонансной
древесины.
Древесина ели белая со слабым желтоватым оттенком. На
открытом воздухе с течением времени сильно желтеет. Резо-
Резонансная ель строгается и циклюется по слою очень хорошо.
Срез получается чистым, глянцевитым. После шлифовки по-
поверхность ели становится бархатистой на ощупь со слабым ма-
матовым блеском.
Пихта. В качестве резонансного материала используют кро-
кроме ели еще и пихту кавказскую. По внешнему виду и физико-
механическим свойствам кавказская пихта мало отличается от
ели.
Береза. Хорошо просушенная и выдержанная березовая дре-
древесина вполне пригодна для изготовления ручек грифов и кле-
клепок корпусов щипковых музыкальных инструментов. Кроме это-
этого березовая древесина идет на изготовление фанеры, которая
может служить материалом для дна гитар. Березовый шпон
употребляют для отделки инструментов в чистом и крашеном
виде.
Береза занимает 2/з площади лиственных лесов нашей стра-
страны. Промышленное значение имеет береза бородавчатая и бе-
береза пушистая.
Древесина березы белого цвета с красноватым, реже желто-
желтоватым, оттенком хорошо обрабатывается режущим инструмен-
31
том. При окрашивании древесина березы равномерно впитыва-
впитывает краситель и дает ровный тон.
Бук. Древесина бука широко применяется в музыкальной
промышленности. Ручки, пятки и головки грифов, подставки,
корпуса гуслей и другие детали щипковых инструментов в про-
промышленных условиях делают из бука.
Бук произрастает в южной и восточной частях нашей стра-
страны. Буковая древесина имеет характерный рисунок (крапча-
(крапчатый) и розоватый цвет. Древесина бука обладает высокими
физико-механическими свойствами.
Бук хорошо обрабатывается ручным инструментом и шли-
шлифуется. Его поверхность хорошо выглядит под прозрачной от-
отделкой и удовлетворительно воспринимает красители, но сохра-
сохраняет в виде полос непрокрашенные зоны (ложные ядра).
Граб. Благодаря хорошей прокрашиваемости черными кра-
красителями, высокой твердости и прочности древесину граба при-
применяют как имитацию черного дерева в изготовлении накладок
грифа, панцирей и др.
Граб произрастает в Крыму и на Кавказе, а также на
Украине и в Белоруссии. Цвет древесины граба белый с серо-
сероватым оттенком. Строгается древесина граба хорошо, но в от-
отличие от черного дерева плохо полируется.
Клен. По потребляемым количествам в производстве высо-
высококачественных щипковых инструментов клен стоит в одном
ряду с резонансной елью. Кленовые корпуса гитар, домр, ба-
балалаек и т. д. дают инструментам высокое качество звучания.
Из всех видов кленов наибольшее применение имеет клен
остролистный и явор, или белый клен. Эти виды кленов произ-
произрастают в Крыму и на Кавказе, а также на Украине.
Древесина клена плотная, вязкая, хорошо поддается гнутью.
Текстура клена остролистного представляет собой узкие тем-
темные полосы на серо-розовом фоне. Особенно красива текстура
клена явора, которая под лаковым покрытием дает перламут-
перламутровые блики. При правильном окрашивании поверхности клена
явора этот эффект текстуры усиливается.
Красное дерево. Такое название имеет ряд пород древесины,
которые обладают красным цветом разных оттенков и интен-
интенсивности. Наиболее часто под этим названием встречается по-
порода древесины из Центральной Америки — американское ма-
хагони. Обладая достаточно высокими механическими характе-
характеристиками, древесина махагони может быть использована в из-
изготовлении грифов.
Радиальный распил красного дерева под прозрачной отдел-
отделкой имеет прекрасный вид, но чрезвычайно неудобен в обра-
обработке. Слои древесины с чередованием 1,5—3 см идут через
один «в задор». Таким образом при строгании ручным инстру-
инструментом, если 1-й и 3-й слои строгаются «по слою», то 2-й и
4-й — «в задор». Нередко только строгание цинубелем с после-
32
дующим усиленным шлифованием позволяет подготовить По-
Поверхность красного дерева под чистовую отделку.
Палисандр. Очень твердая и механически прочная древесина
палисандра с красивой шоколадно-коричневой, бурой, фиоле-
фиолетовой, переходящей в черноту окраской нашла применение в
изготовлении накладок и ручек грифов, панцирей, а в некото-
некоторых случаях и корпусов щипковых инструментов.
Породы, объединенные под названием палисандр, произрас-
произрастают в лесах Южной Америки. Палисандр хорошо обрабатыва-
обрабатывается резанием и полируется, но имея выход крупных сосудов
на срезанную поверхность, так же как и красное дерево, тре-
требует перед чистовой отделкой проведения операции порозапол-
нения. При обработке выделяет специфический приторный за-
запах.
Черное дерево. Так называют породы семейства эбеновых.
Произрастают эти породы в Южной Индии. Из черного дерева
получаются лучшие накладки и ручки грифов, а также панци-
панцири. Очень высокие физико-механические свойства древесины
придают инструментам необходимую прочность, жесткость.
Увеличение веса грифа в случае применения черного дерева
смещает центр тяжести инструмента в сторону грифа, что осо-
особенно ценится исполнителями-профессионалами.
Изготовленный из черного дерева панцирь после качествен-
качественной полировки не дает призвуков от соскочившего со струн
медиатора. Накладка грифа из черного дерева мало истирает-
истирается, а кроме того лучше держит ладовые пластинки.
При всей красоте импортных пород следует предостеречь
работающих с ними от заноз и попадания опилок в глаза и
дыхательные пути. Многие из них содержат в древесине смо-
смолы и. масла, способные вызвать раздражение слизистых оболо-
оболочек или нарывы при попадании вместе с занозой под кожу.
Занозы следует вытаскивать сразу и прижигать рану йодовой
настойкой. При работе с электрифицированным инструментом
рекомендуют надевать очки и марлевую повязку, закрывающую
рот и нос.
Виды применяемых древесных материалов
и их основные пороки
Основной, исходный, вид древесины — ствол дерева.
Освобожденный от корня и сучьев ствол называют хлыстом.
Распиливание хлыста на бревна называют раскряжовкой. Брев-
Бревна называют круглым лесоматериалом.
После распиловки бревен на пилорамах получают различ-
различные пиломатериалы (рис. 32).
Бревно, распиленное пополам вдоль, дает две равные поло-
половины, называемые пластинами.
2 Зак 834 33
Рис. 32. Пиломатериалы:
1 — горбыль; 2—необрезная доска, 3 — обрезная доска с острым обзолом; 4 — обрезная доска
с тупым обзолом; 5 — обрезная доска; 6 — четырехкантный брус; 7 — двухкантный брус; 8- —
валкантный (обрезной с обзолом) брус; 9—шпала; 10—пластина, 11 — четвертина; 12 — рейка
Брусья получают, опиливая бревно с четырех сторон. Если
плоскости пропилов встречаются, то брус получают острокант-
ный, если ребра бруса сохранили закругления ствола, то брус
называют обзольным. Брус, полученный опиливанием бревна с
двух противоположных сторон, называют лежнем. Края обре-
обрезанных бревен называют горбылем.
Распиливая бревно вдоль несколькими параллельно распо-
расположенными пилами, получают доски и бруски, которые бывают
обрезными и необрезными. Доски толщиной до 35 мм счита-
считаются тонкими, а толщиной более 35 мм — толстыми.
Часть кромки, оставшуюся при обрезке доски или бруска,
не опиленных или опиленных частично, называют обзолом, а
доску с такой кромкой обзольной.
Если у доски ширина меньше двух толщин, то такие доски
принято называть брусками. Пиломатериалы толще 100 мм на-
называют брусьями.
Учитывают пиломатериалы в кубических метрах. Подсчет
производят обычным перемножением линейных размеров, кото-
которые определяют с точностью до миллиметра.
Работая в условиях мастерских или на производстве, масте-
мастера получают кроме пиломатериалов еще и некоторые полуфаб-
полуфабрикаты.
Полуфабрикатом является в первую очередь шпон. • Сущест-
Существует несколько разновидностей шпона.
ЬА
Пиленый шпон получают на пильных ленточных станках,
отпиливая от бруса дощечки толщиной 4—6 мм. Из пиленого
шпона шириной 200 мм собирают дно гитары, шириной 120—
130 мм — выгибают гитарные обечайки. Узкие полоски пилено-
пиленого шпона пригодны для накладок на грифы и т. д.
Другую разновидность шпона называют строганым. Его по-
получают на специальных станках, в которых с бруска древесины
большим ножом снимают тонкие пластинки. Строганый шпон
бывает толщиной от 0,5 до 5 мм. Для того чтобы в процессе
строгания древесина не трескалась и не ломалась, ее предва-
предварительно пропаривают в горячей воде. Полученные листы стро-
строганого шпона сушат в сушильных камерах и упаковывают в
пачки. Строганый шпон обладает неискаженной текстурой дре-
древесины и поэтому ценится как отделочный материал.
В производстве музыкальных инструментов строганым шпо-
шпоном иногда оклеивают обечайки гитар, клинья балалаек, бока
корпусов гуслей и т. п.
На лущильных станках получают лущеный шпон. Если стро-
строганый шпон получают при неподвижном брусе и скользящем
ноже, то лущеный шпон — вращая кряж распаренной древеси-
древесины и прижимая к нему нож. Со станка сходит лента лущеного
шпона шириной, равной длине кряжа. Полученную ленту раз-
разрезают на куски и сушат.
Лущеный шпон не может иметь красивой текстуры, так как
слой снимаемой древесины практически параллелен стволу де-
дерева. Шпон, получаемый лущением, в основном употребляют
для производства клееной фанеры.
Дно и обечайки гитары и дно гуслей иногда делают из кле-
клееной фанеры. Обечайки склеивают, как правило, из двух слоев
березового шпона, а на дно гитары и гуслей ставят трехслой-
трехслойную березовую фанеру высокого качества, получаемую с фа-
фанерных заводов и комбинатов.
В последнее время стали широко применять заготовки гри-
грифов из гнуто-клееного шпона. Конструкция оказалась достаточ-
достаточно технологичной и надежной в работе, что очень важно в ус-
условиях массового производства.
Пороками древесины называют все отрицательные свойства
(повреждения, заболевания и пр.), наличие которых делает ее
частично или полностью непригодной для изделия.
Практически все пороки древесины недопустимы при изго-
изготовлении музыкальных инструментов хорошего качества. В ус-
условиях массового производства допускают отдельные, особо ого-
оговариваемые пороки в соответствии с ГОСТ 2140—61.
Сучки — наиболее часто встречаемый порок древесины. Ро-
Роговой сучок образуется из отмершего и заросшего сучка. Он
характерен для хвойных пород и обладает, как правило, боль-
большей твердостью, чем здоровая древесина. Роговой сучок перена-
перенасыщен смолами и поэтому подлежит высверливанию и заделке
2* 35
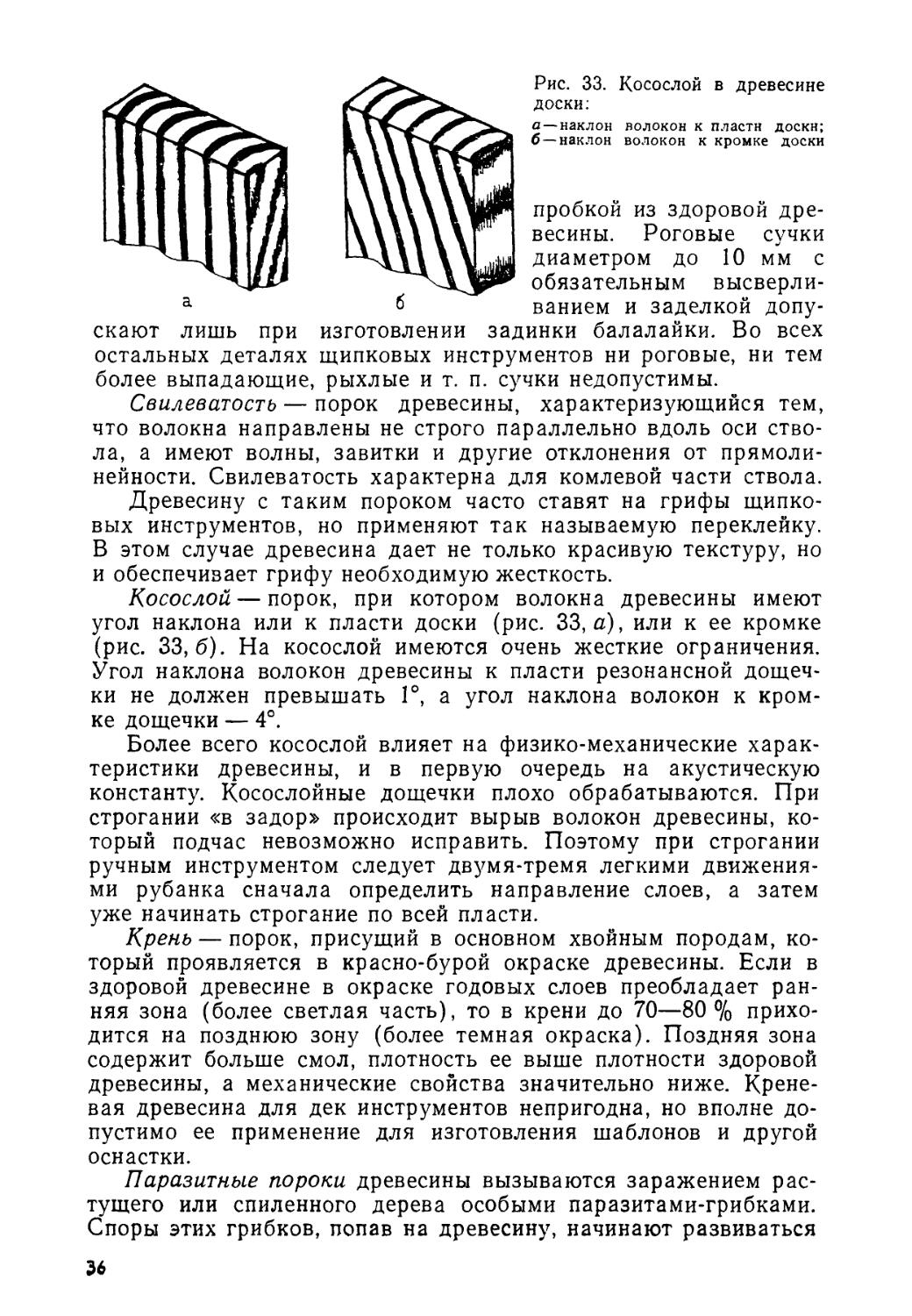
Рис. 33. Косослой в древесине
доски:
а — наклон волокон к пластн доскн;
б — наклон волокон к кромке доски
пробкой из здоровой дре-
древесины. Роговые сучки
диаметром до 10 мм с
обязательным высверли-
высверливанием и заделкой допу-
допускают лишь при изготовлении задинки балалайки. Во всех
остальных деталях щипковых инструментов ни роговые, ни тем
более выпадающие, рыхлые и т. п. сучки недопустимы.
Свилеватость — порок древесины, характеризующийся тем,
что волокна направлены не строго параллельно вдоль оси ство-
ствола, а имеют волны, завитки и другие отклонения от прямоли-
прямолинейности. Свилеватость характерна для комлевой части ствола.
Древесину с таким пороком часто ставят на грифы щипко-
щипковых инструментов, но применяют так называемую переклейку.
В этом случае древесина дает не только красивую текстуру, но
и обеспечивает грифу необходимую жесткость.
Косослой — порок, при котором волокна древесины имеют
угол наклона или к пласти доски (рис. 33, а), или к ее кромке
(рис. 33,6). На косослой имеются очень жесткие ограничения.
Угол наклона волокон древесины к пласти резонансной дощеч-
дощечки не должен превышать 1°, а угол наклона волокон к кром-
кромке дощечки — 4°.
Более всего косослой влияет на физико-механические харак-
характеристики древесины, и в первую очередь на акустическую
константу. Косослойные дощечки плохо обрабатываются. При
строгании «в задор» происходит вырыв волокон древесины, ко-
который подчас невозможно исправить. Поэтому при строгании
ручным инструментом следует двумя-тремя легкими движения-
движениями рубанка сначала определить направление слоев, а затем
уже начинать строгание по всей пласти.
Крень — порок, присущий в основном хвойным породам, ко-
который проявляется в красно-бурой окраске древесины. Если в
здоровой древесине в окраске годовых слоев преобладает ран-
ранняя зона (более светлая часть), то в крени до 70—80% прихо-
приходится на позднюю зону (более темная окраска). Поздняя зона
содержит больше смол, плотность ее выше плотности здоровой
древесины, а механические свойства значительно ниже. Крене-
вая древесина для дек инструментов непригодна, но вполне до-
допустимо ее применение для изготовления шаблонов и другой
оснастки.
Паразитные пороки древесины вызываются заражением рас-
растущего или спиленного дерева особыми паразитами-грибками.
Споры этих грибков, попав на древесину, начинают развиваться
36
на ней, разрушая клетки древесины. Этот процесс называют
гниением. Наилучшими условиями загнивания древесины явля-
являются ее высокая влажность (от 20 до 70 %), тепло (от +20
до +30 °С) и отсутствие проветривания. Следует избегать ука-
указанных условий хранения и транспортировки древесины.
Некоторые грибки, такие, как плесень, краснина, синева,
окрашивают древесину в сине-зелено-бурые пятна. Такая окрас-
окраска недопустима для заготовок деталей музыкальных инстру-
инструментов.
Многие из пороков древесины (такие, как червоточина
и т. п.) совершенно недопустимы в производстве музыкальных
инструментов.
Вспомогательные материалы
Кроме древесины и ее производных в производстве щип-
щипковых инструментов применяют и другие материалы, которые
следует считать вспомогательными.
Для украшения корпусов и грифов щипковых инструментов
применяют перламутр. Этот материал получают из раковин
моллюсков перловицы, которые довольно распространены в во-
водоемах СССР. Внутренний слой раковины состоит из очень тон-
тонких пластинок особого вещества, называемого арагонитом. Пла-
Пластинки арагонита дают двойное преломление лучей света, что
и создает всем известный перламутровый оттенок.
Перламутровые раковины поддаются обработке лобзиковой
пилкой, наждаком, напильниками и надфилями.
Все, более широко украшения из перламутра заменяют пла-
пластмассовыми. Доступность, легкость обработки, обилие цветов
и оттенков делают пластмассы достойным заменителем пер-
перламутра. Для украшений пригодны обломки и детали пласт-
пластмассовых изделий: линеек, лекал и т. п.
Корпуса балалаек, домр и мандолин после их сборки укреп-
укрепляют с помощью узких коленкоровых лент, которые приклеи-
приклеивают с внутренней стороны.
Контрольные вопросы и задания
1. Чем отличаются понятия «дерево» и «древесина»?
2. Назовите основные части растущего дерева и их назначение.
3. Назовите основные части поперечного среза дерева.
4. Что такое годовой слой, ранняя и поздняя зоны?
5. Что такое плотность древесины и в каких пределах она изменяется?
6. Что такое прочность и твердость древесины?
7. Что является показателем упругих свойств древесины?
8. Какие отечественные и импортные породы древесины применяют при
изготовлении щипковых музыкальных инструментов?
9. Что следует понимать под названием «бревно», «брус», «доска», «брусок>?
10. Как получают шпон?
11. Перечислите основные пороки древесины.
37
§ 3. РУЧНЫЕ ИНСТРУМЕНТЫ
ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ
Пилы
Пила представляет собой режущий инструмент с боль-
большим количеством резцов-зубьев. Пилами производят распилов-
распиловку— один из важнейших процессов деревообработки.
Рабочая часть ручных пил представляет собой тонкую
стальную пластинку (или ленту). С одной стороны на пластин-
пластинке (ленте) насекают зубья. Насечку осуществляют или вруч-
вручную на приспособлениях, или на специальных станках. Форму
насекаемых зубьев и последующую их заточку определяют в
зависимости от назначения пилы. Станочные пилы имеют ряд
конструктивных особенностей.
В зависимости от направления распиловки применяют пилы
трех видов:
для поперечной распиловки;
для продольной распиловки;
универсальные пилы.
Верхнюю заостренную часть зуба называют вершиной, а
расстояние между соседними вершинами — шагом зубьев. Ве-
Величина шага зубьев зависит от назначения пил и в среднем
имеет значения: для поперечных пил 4—5 мм, для продольных
пил 5—б мм, для мелкозубых пил 2—3 мм.
Зуб пилы в плане имеет форму треугольника. Основание
этого треугольника а (рис. 34) называют основанием зуба.
Длину перпендикуляра, опущенного из вершины зуба на осно-
основание, называют высотой зуба. Промежуток Ь между соседними
зубьями называют впадиной, или пазухой, зубьев. Впадины
обеспечивают вынос образующихся при пилении опилок из про-
пропила.
Пилы поперечной и продольной распиловки отличаются
друг от друга геометрическими формами. Это объясняется
различными условиями, в которых приходится работать
зубьям.
При поперечном пилении зубья перерезают волокна древе-
древесины поперек. В процессе пиления острые зубья надрезают по
стенкам пропила волокна древесины, затем скалывают их и в
виде опилок выносят из пропила. Разводка зубьев пилы
делает пропил несколько шире, чем толщина пильного полотна.
За счет этого значительно снижается сила трения древесины
о пилу.
Для распиловки мягких пород древесины применяют пилы
с меньшим углом при вершине р и меньшим углом боковой
заточки 6 (см. рис. 34, а), чем при распиловке твердых пород.
Мягкая древесина пилется легче, если она сухая, а твердая —
если она влажная.
38
Рис. 34. Элементы з\ба пилы
для ручной поперечной и про-
продольной распиловки
а — для поперечной распиловки, б —
для продольной распиловки h — вы-
высота зуба, t — шаг зубьев: а — осно-
основание зуба, в — впадина, или паз\гха,
зубьев, а — задний угол, у—угол ре-
резания, Р — угол заострения, 6 — угол
боковой заточки; s — толщина пилы;
Si — ширина пропила с учетом развод-
разводки, / — задняя грань, 2—короткая
режущая кромка, 3 — передняя грань
Если пилой, предна-
предназначенной для поперечной
распиловки, распиливают
древесину вдоль волокон,
то работа окажется край-
крайне непроизводительной.
Волокна, надрезанные
вдоль, не будут скалы-
скалываться, и зубья пилы бу-
будут ими заклиниваться.
При продольном пилении
резание происходит в то-
торец древесины. Зубья пи-
пилы короткой режущей
кромкой 2 (см. рис. 34,6)
срезают в дне пропила небольшой слой древесины. При этом
боковые режущие кромки зубьев скалывают этот слой по стен-
стенкам пропила и выносят его наружу. Зуб пилы наклонен к ос-
основанию. Направление резания совпадает с направлением на-
наклона зубьев. В зависимости от породы древесины задняя
грань зуба / и передняя грань зуба 3 имеют разные углы на-
наклона. Задняя грань с горизонтальной линией образует угол,
который называют задним углом а. Передняя грань отклонена
от вертикальной линии на угол резания у.
Рекомендуемые величины углов заточки зубьев пил приве-
приведены в табл. 1.
Таблица 1. Углы заточки зубьев пил, град
Угол
Заострения {$
Задний а
Передний у
Боковой заточки 6
Направление распиловки
Поперек
Твердая
древесина
60-70
55-75
волокон
Мягкая
древесина
50—60
45—60
Вдоль
Твердая
древесина
50-60
25-30
До 5
волокон
Мягкая
древесина
40—50
20—30
20—30
Любое для
любой
древесины
55—65
20-30
0-15
60—70
39
LA
5 Б
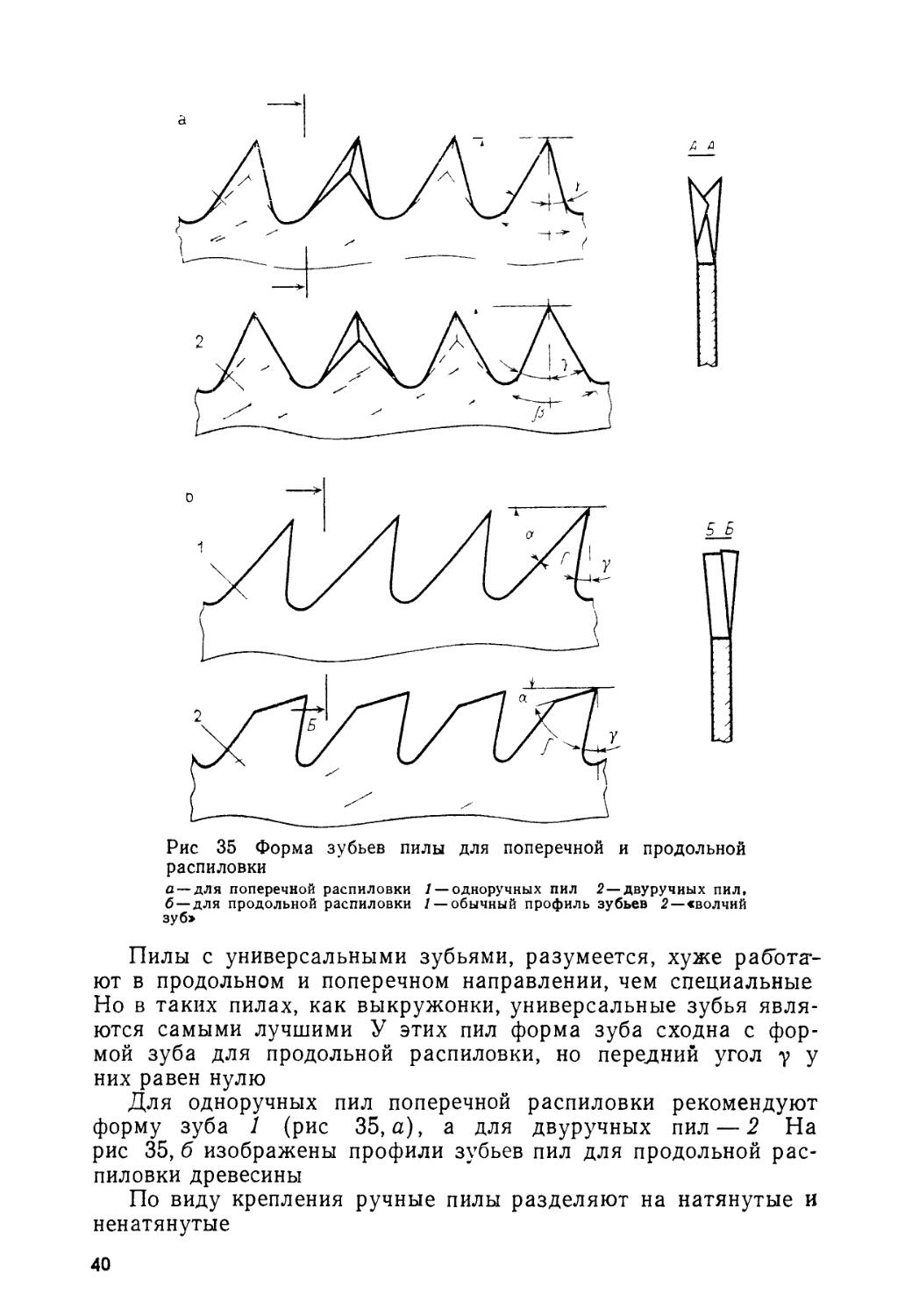
Рис 35 Форма зубьев пилы для поперечной и продольной
распиловки
а —для поперечной распиловки 1 — одноручных пил 2—двуручных пил,
б —для продольной распиловки / — обычный профиль зубьев 2—сволчий
зуб>
Пилы с универсальными зубьями, разумеется, хуже работа*-
ют в продольном и поперечном направлении, чем специальные
Но в таких пилах, как выкружонки, универсальные зубья явля-
являются самыми лучшими У этих пил форма зуба сходна с фор-
формой зуба для продольной распиловки, но передний угол у у
них равен нулю
Для одноручных пил поперечной распиловки рекомендуют
форму зуба 1 (рис 35, а), а для двуручных пил — 2 На
рис 35, б изображены профили зубьев пил для продольной рас-
распиловки древесины
По виду крепления ручные пилы разделяют на натянутые и
ненатянутые
40
Рис 36 Лучковая пила
/ — стойки станка, 2— шпагат 3 — закрутка
4 — стрелка 5—ручки. 6— пильное полотно
Натянутые пилы также на-
называют лучковыми Станок, в
котором крепят пильное по-
полотно, состоит из двух стоек 1
(рис 36), между которыми с
помощью шпагата 2 и закрут-
закрутки 3 натянуто пильное полот-
полотно 6 с ручками 5 для его по
ворота
При натягивании полотна шпагат завивают закруткой
О степени натяга судят по усилию, прилагаемому к закрутке
Узкие и тонкие полотна натягивают слабее, чем широкие и
толстые В процессе работы следует проверять натяг пилы и
при необходимости регулировать его
Лучковые пилы бывают длиной от 600 до 1000 мм Толщина
пильных полотен 0,5—0,8 мм Ширину полотна выбирают в
зависимости от назначения пил для выпиловочных (чаще назы-
называемых выкружными) —5—10 мм, для узких— 12—15 мм, для
полушироких — до 25 мм и для широких — до 50 мм
Величину развода зубьев (на сторону) выбирают в зависи-
зависимости от размеров зубьев для мелких — от 0,1 до 0,2 мм,
средних — от 0,2 до 0,3 мм и для крупных — от 0,3 до 0,5 мм
Для точной и чистой распиловки применяют пилы с мелким
зубом и небольшим разводом
К натянутым пилам следует отнести и лобзики Их приме-
применяют при выпиливании украшений из шпона, а также при из-
изготовлении панцирей щипковых музыкальных инструментов
Для этого пользуются только пилками по металлу, так как они
позволяют вести тонкие работы
К ненатянутым пилам прежде всего относятся ножовки Но-
Ножовки разных типов имеют одинаковую конструкцию Они со-
состоят из пильного полотна и жестко прикрепленной к нему
ручки Ручки ножовок различны по исполнению, но должны
быть обязательно удобны в работе Ножовки бывают несколь-
нескольких типов
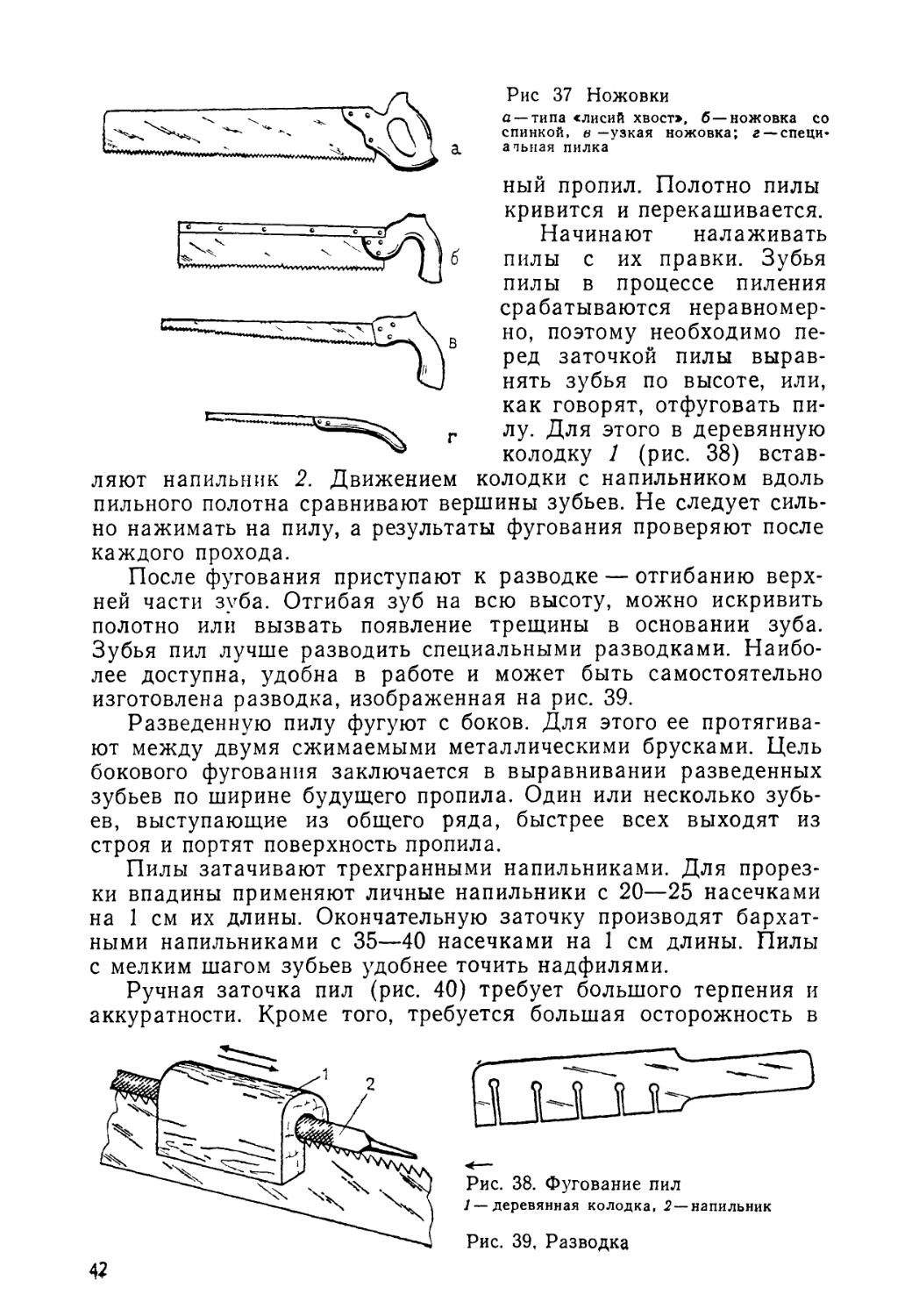
Ножовки типа «лисий хвост» (рис 37, а) применяют при
раскрое заготовок Ножовки со спинкой (рис 37, б) применяют
для точных работ Они имеют мелкий B—3 мм) шаг зубьев и
тонкое полотно Узкие ножовки (рис 37, в) удобны при работе
с небольшими сквозными отверстиями Специальные пилы
(рис 37, г) применяют при врезке пружинок гитар, балалаек
и пр Ширина их полотна 4—б мм при длине 80—100 мм
Важнейшим условием качественной работы является хоро-
хорошо налаженный и острый инструмент Пилы с незаточенными
или плохо заточенными зубьями дают неровный, криволиней-
41
Рис 37 Ножовки
а —типа «лисий хвост>, б—ножовка со
спинкой, в —узкая ножовка; г —специ-
—специальная пилка
ный пропил. Полотно пилы
кривится и перекашивается.
Начинают налаживать
пилы с их правки. Зубья
пилы в процессе пиления
срабатываются неравномер-
неравномерно, поэтому необходимо пе-
перед заточкой пилы вырав-
нять зубья по высоте, или,
как говорят, отфуговать пи-
пилу. Для этого в деревянную
колодку 1 (рис. 38) встав-
вставляют напильник 2. Движением колодки с напильником вдоль
пильного полотна сравнивают вершины зубьев. Не следует силь-
сильно нажимать на пилу, а результаты фугования проверяют после
каждого прохода.
После фугования приступают к разводке — отгибанию верх-
верхней части зуба. Отгибая зуб на всю высоту, можно искривить
полотно или вызвать появление трещины в основании зуба.
Зубья пил лучше разводить специальными разводками. Наибо-
Наиболее доступна, удобна в работе и может быть самостоятельно
изготовлена разводка, изображенная на рис. 39.
Разведенную пилу фугуют с боков. Для этого ее протягива-
протягивают между двумя сжимаемыми металлическими брусками. Цель
бокового фугования заключается в выравнивании разведенных
зубьев по ширине будущего пропила. Один или несколько зубь-
зубьев, выступающие из общего ряда, быстрее всех выходят из
строя и портят поверхность пропила.
Пилы затачивают трехгранными напильниками. Для прорез-
прорезки впадины применяют личные напильники с 20—25 насечками
на 1 см их длины. Окончательную заточку производят бархат-
бархатными напильниками с 35—40 насечками на 1 см длины. Пилы
с мелким шагом зубьев удобнее точить надфилями.
Ручная заточка пил (рис. 40) требует большого терпения и
аккуратности. Кроме того, требуется большая осторожность в
Рис. 38. Фугование пил
1 — деревянная колодка, 2 — напильник
Рис. 39, Разводка
Рис. 40 Ручная заточка пиЛ
работе с остро наточенной пи-
пилой. Пилы точат, жестко за-
закрепив пильные полотна в ти-
тисках или прижав их струбци-
струбцинами к твердому основанию
(верстаку, столу и т. п ).
Для раскроя крупных бру-
брусков, бревен, досок применяют
двуручные пилы и поперечное пиление производят на «козлах».
Детали поменьше поперек распиливают ножовками типа «лисий
хвост». Пиление вдоль волокон производят лучковыми пилами.
Перед тем как приступить к работе лучковой пилой, полот-
полотно отклоняют от плоскости пилы на угол 30—35°. У распуск-
ной пилы этот угол увеличивают до 90°. Закрутка не должна
выходить своим концом за стрелку.
Приемы продольного и поперечного пиления показаны на
рис. 41, а, б. При отпиливании края досок следует в конце про-
пропила поддерживать левой рукой отпиливаемый кусок для того,
чтобы при изломе не образовались защепы (рис. 41, в). Пилы
Рис. 41. Приемы пиления лучковыми пилами
а — продольное пиление; б — поперечное пиление; в — предупреждение сколов при опн*
ливаяии деталей с краев
43
должны быть всегда в рабочем состоянии. Пильные полотна
очищают от смолистых образований тампоном, смоченным в ке-
керосине. Хранить пилу следует в сухом месте. Лучковые пилы
при длительном хранении и транспортировке поворачивают зуб-
зубчатой насечкой внутрь и обертывают куском ткани.
Рубанки
Процесс строгания заключается в сравнивании поверхно-
поверхности древесины или придании ей определенной формы за счет сня-
снятия тонкого слоя (стружки) специальными резцами (железками).
Железки закрепляют в деревянные или металлические кор-
корпуса и только в циклях предпочитают обходиться без специаль-
специальных оправок. В общем случае инструменты для строгания на-
называют стругами. К ним относятся рубанки, фуганки, цик-
цикли и т. д.
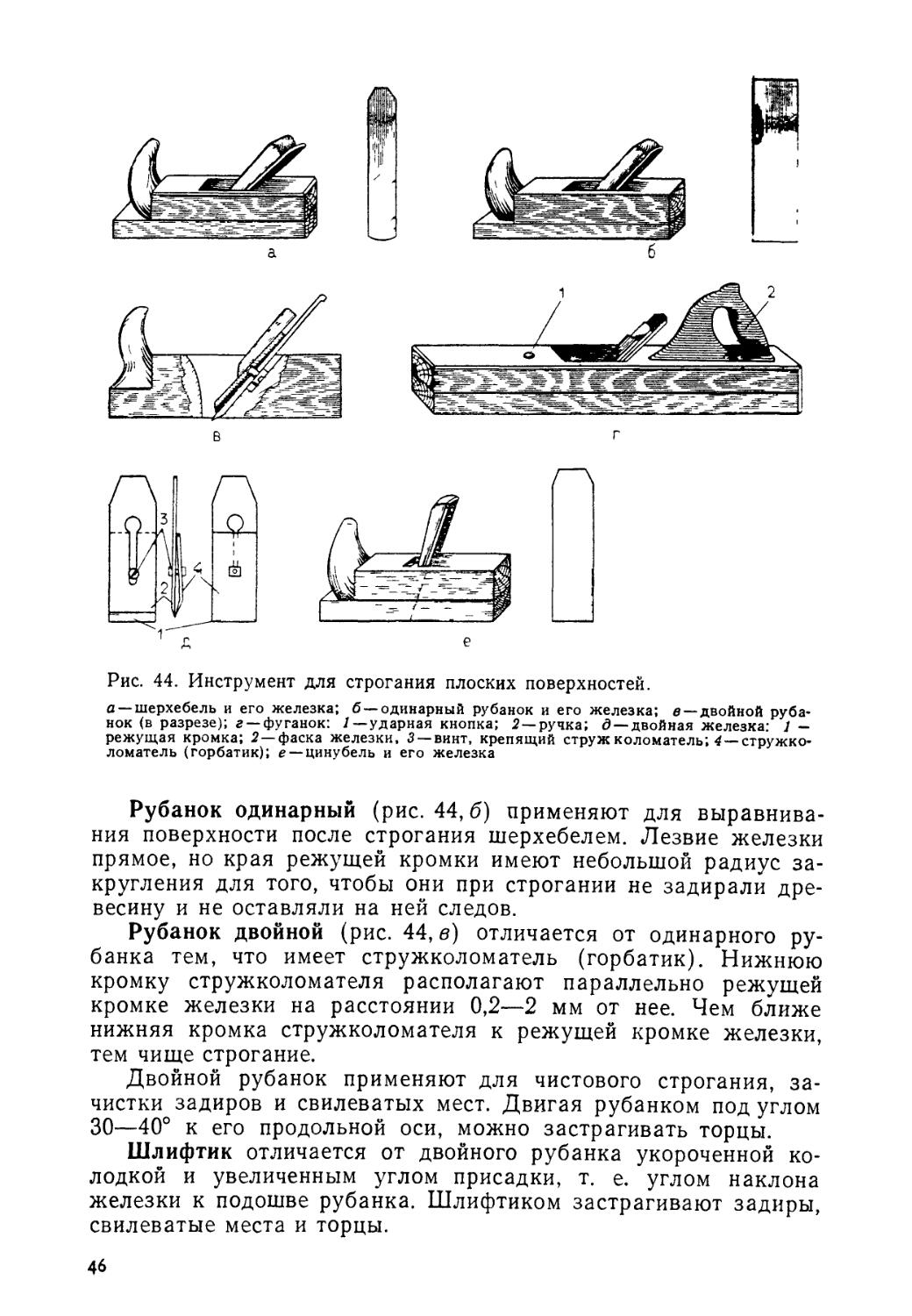
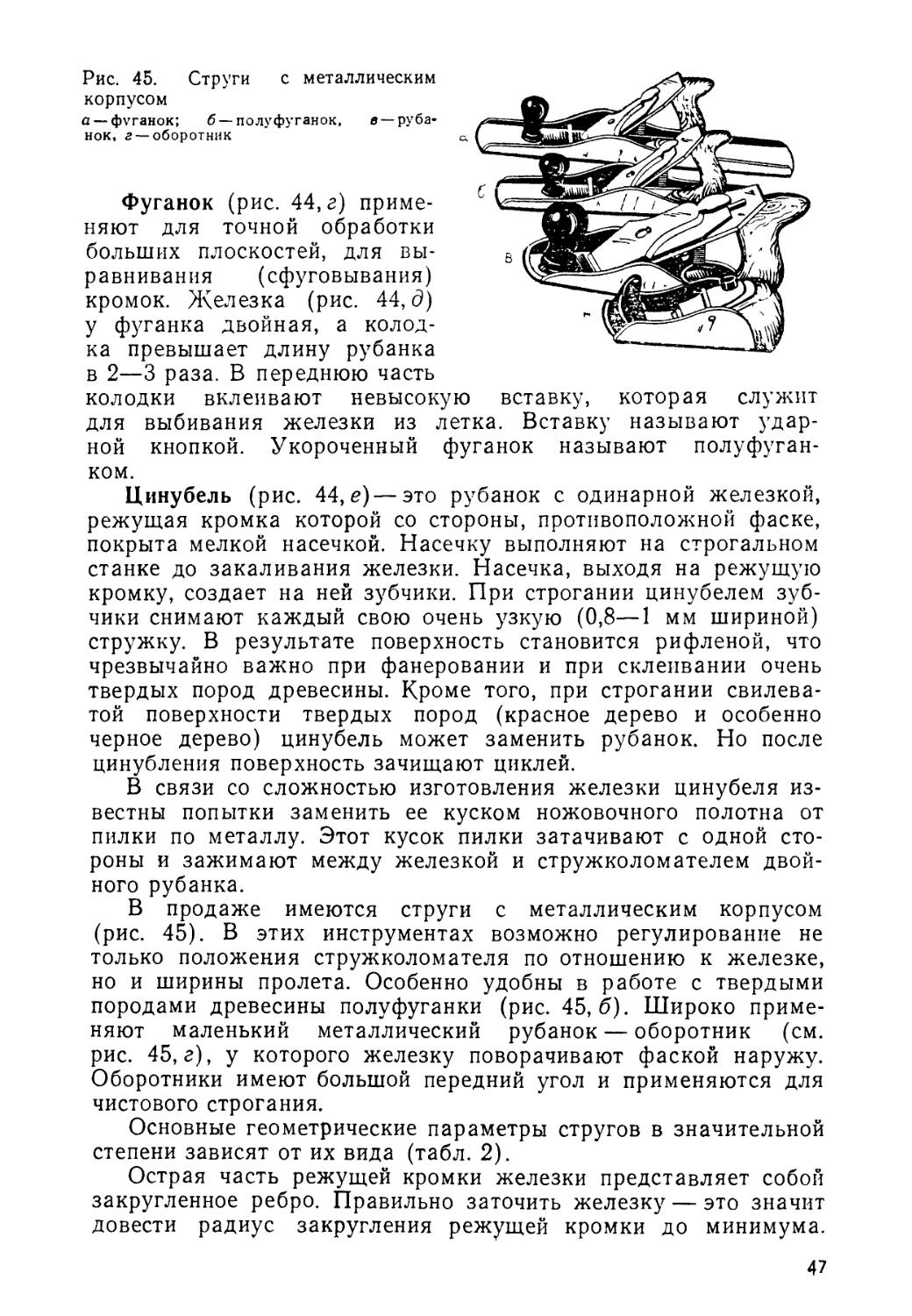
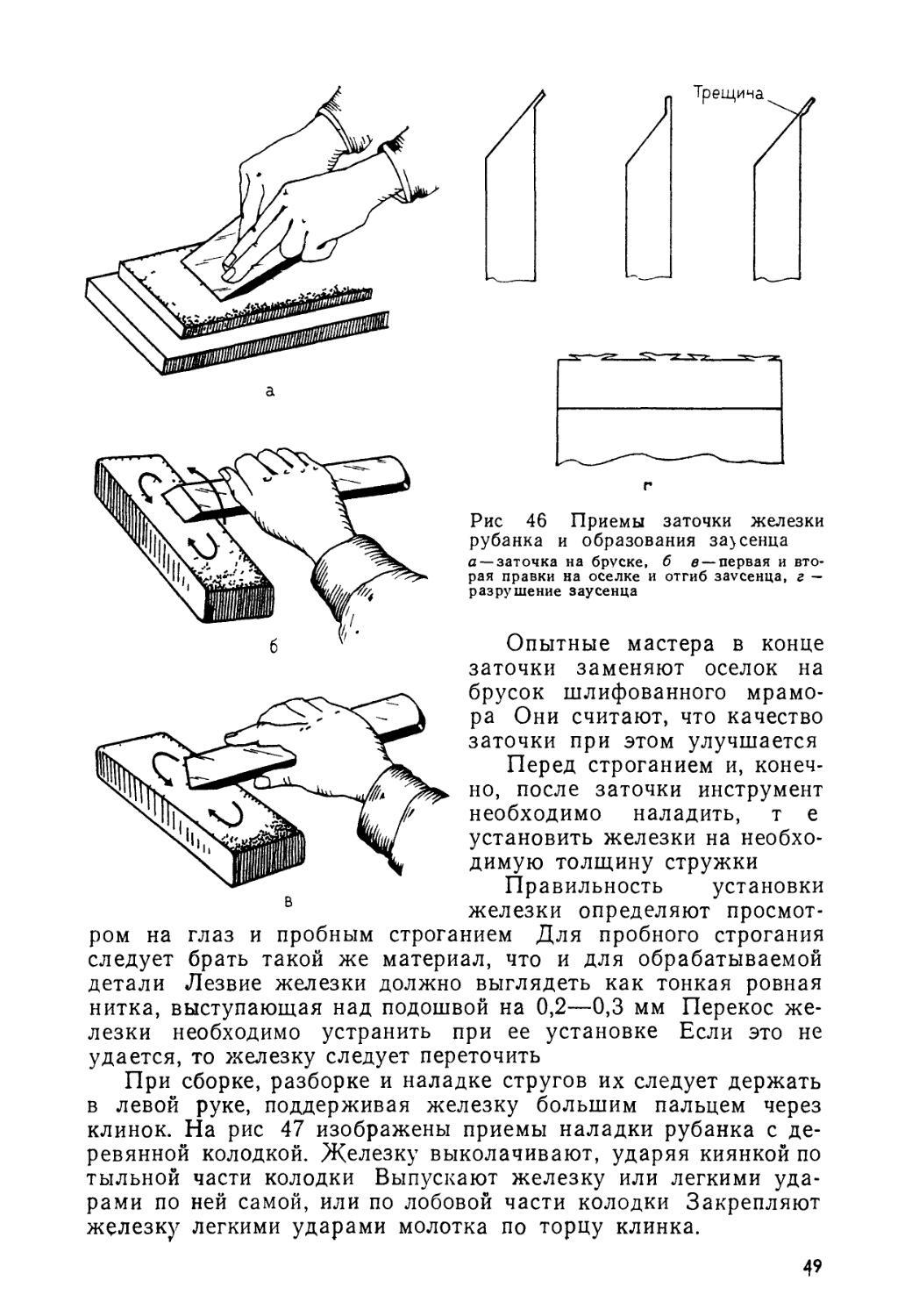
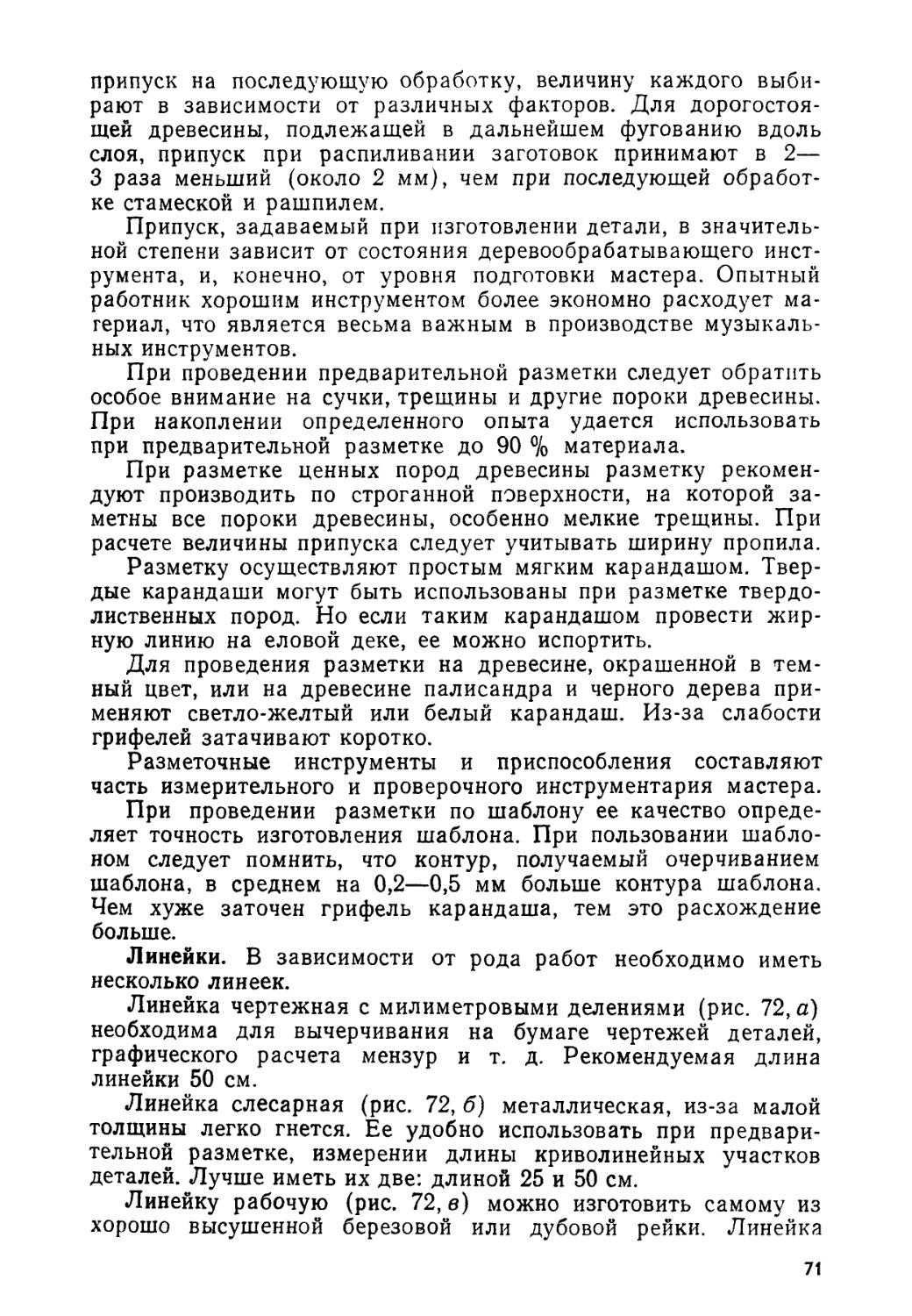
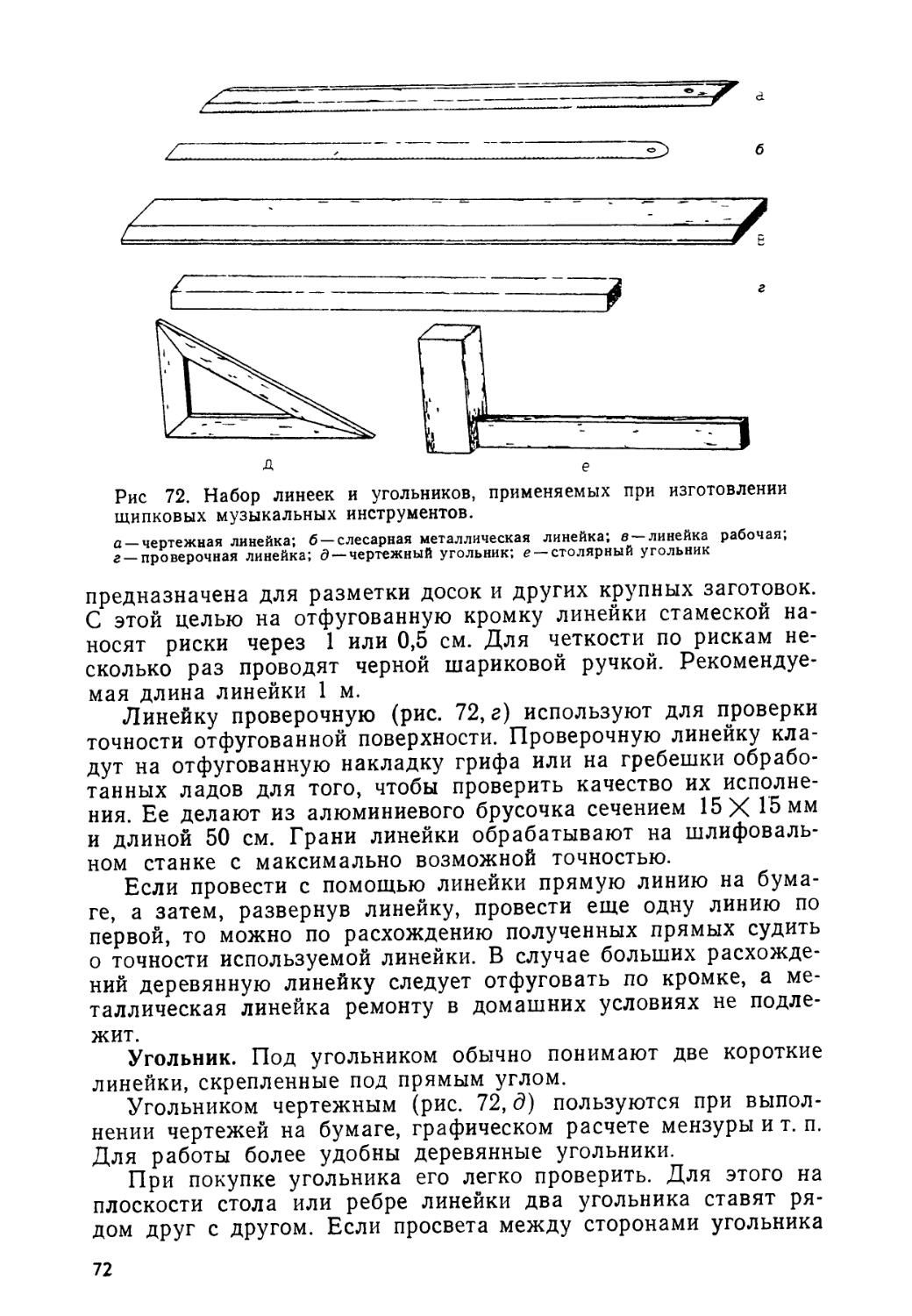
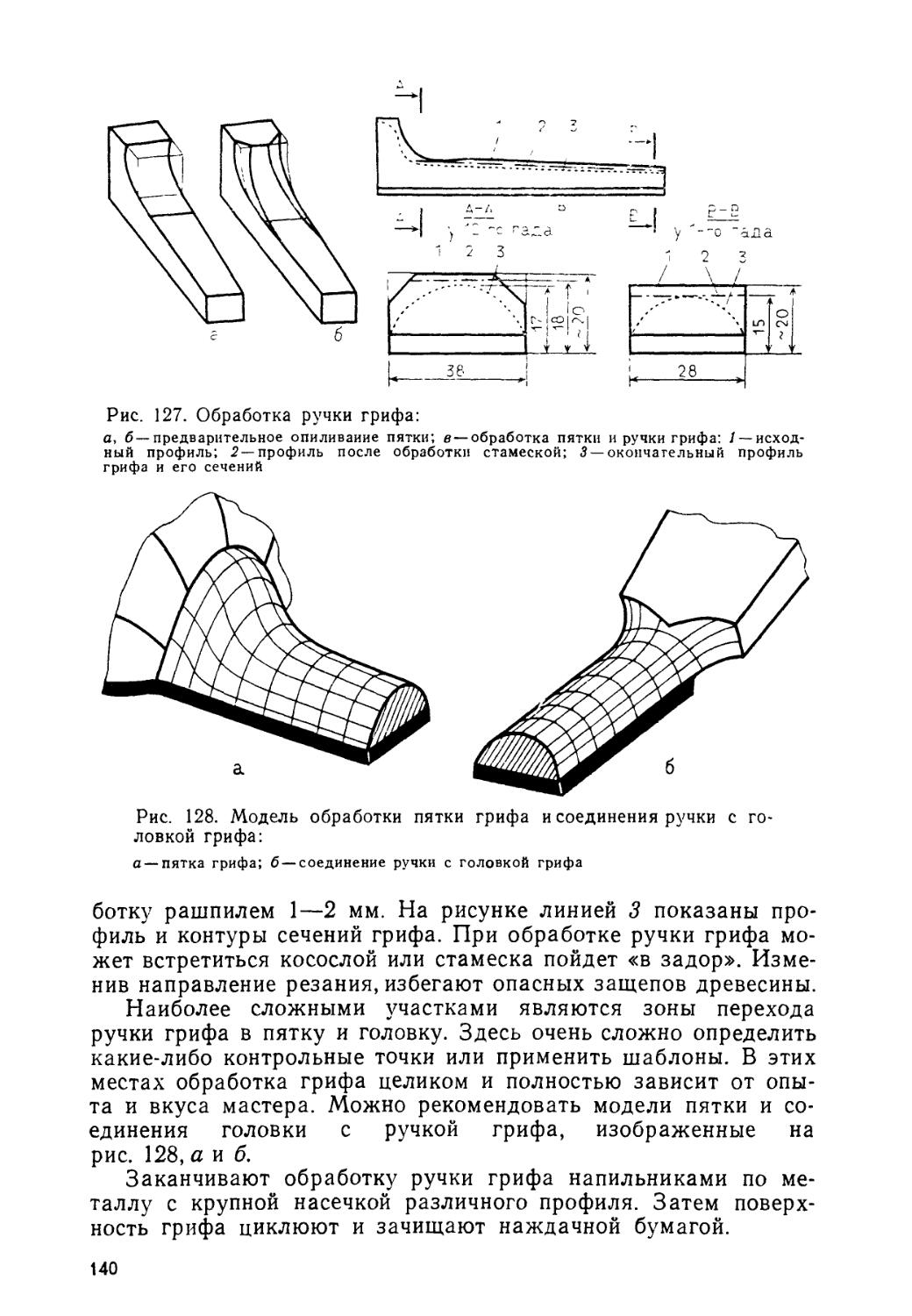
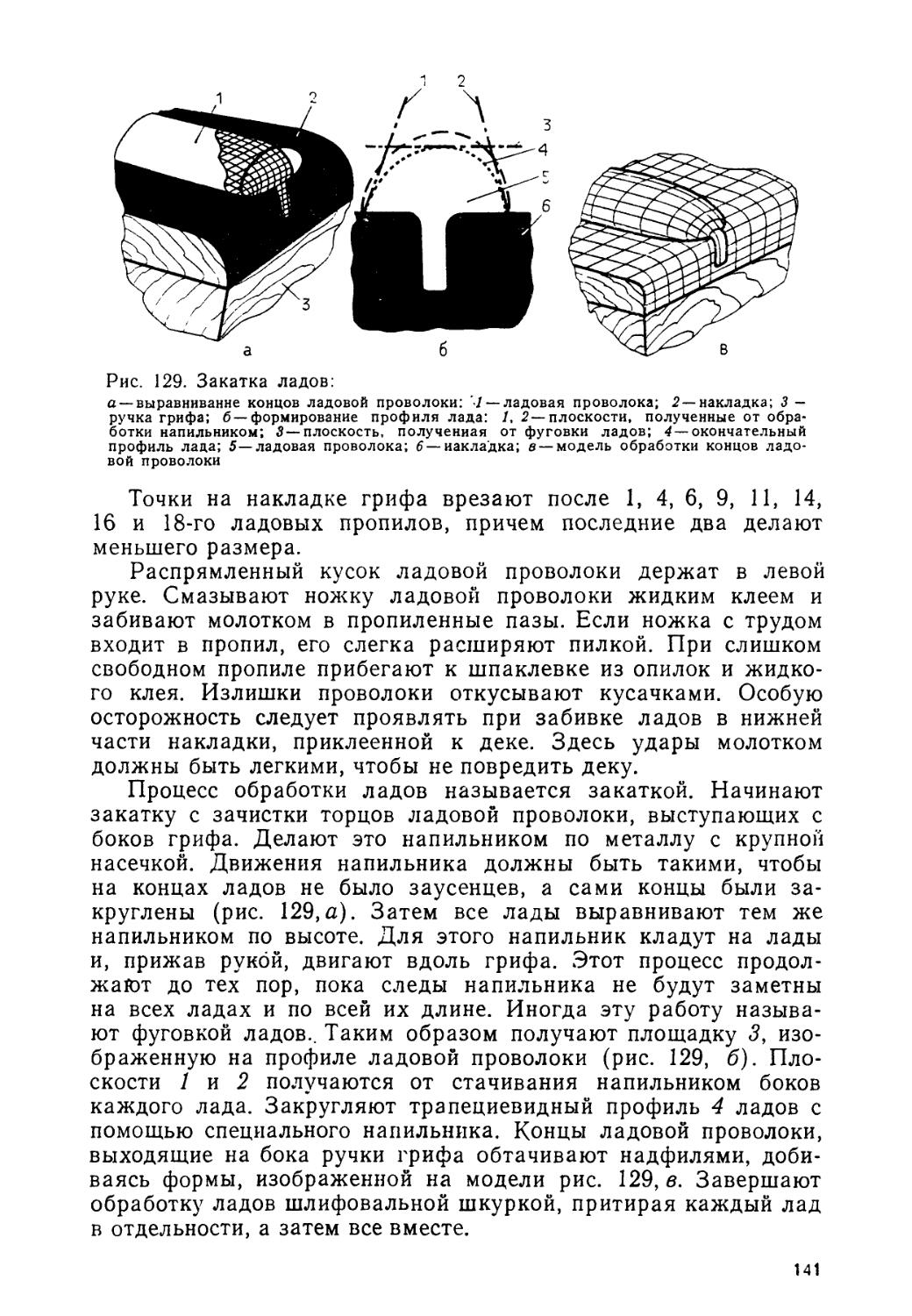
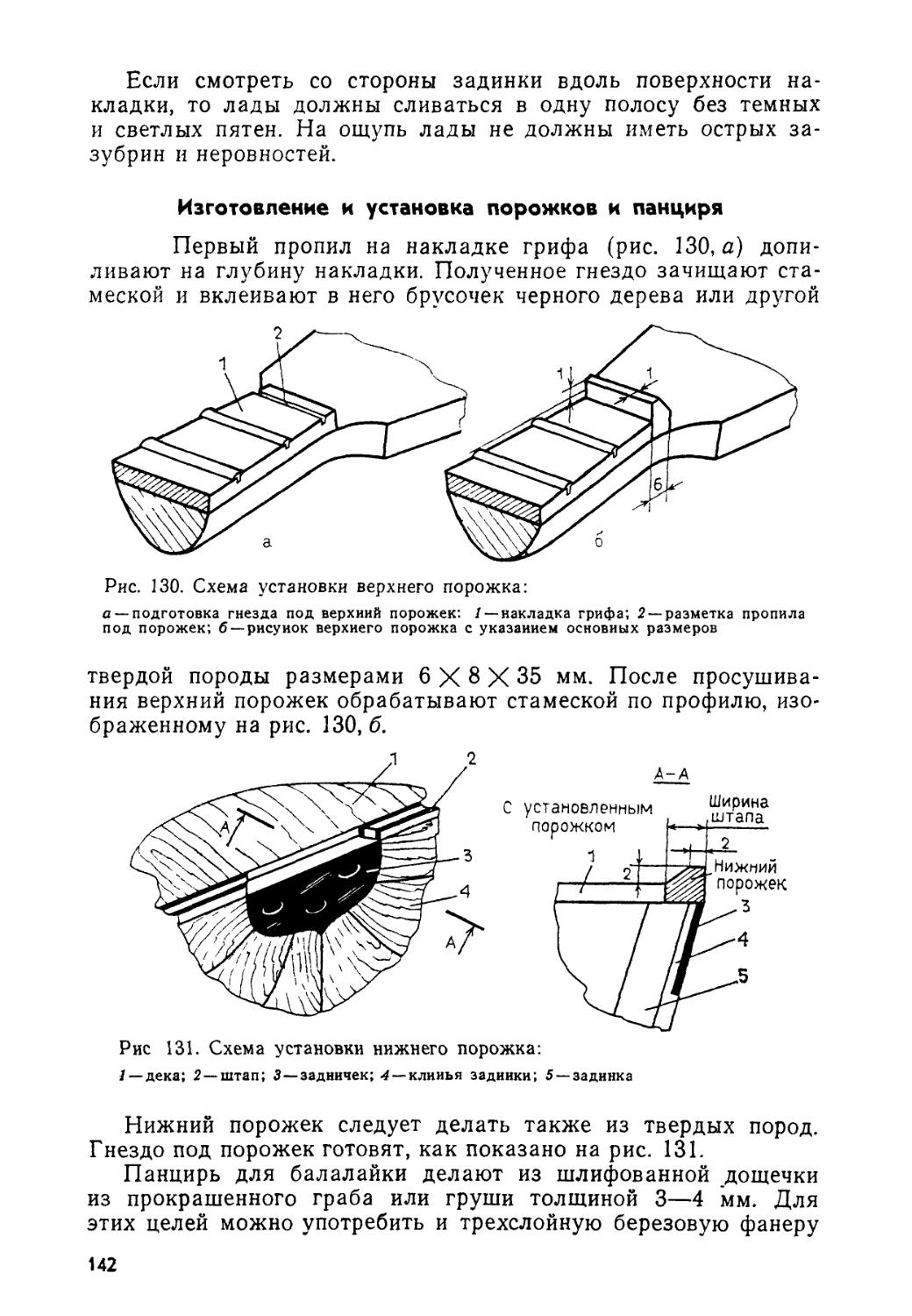
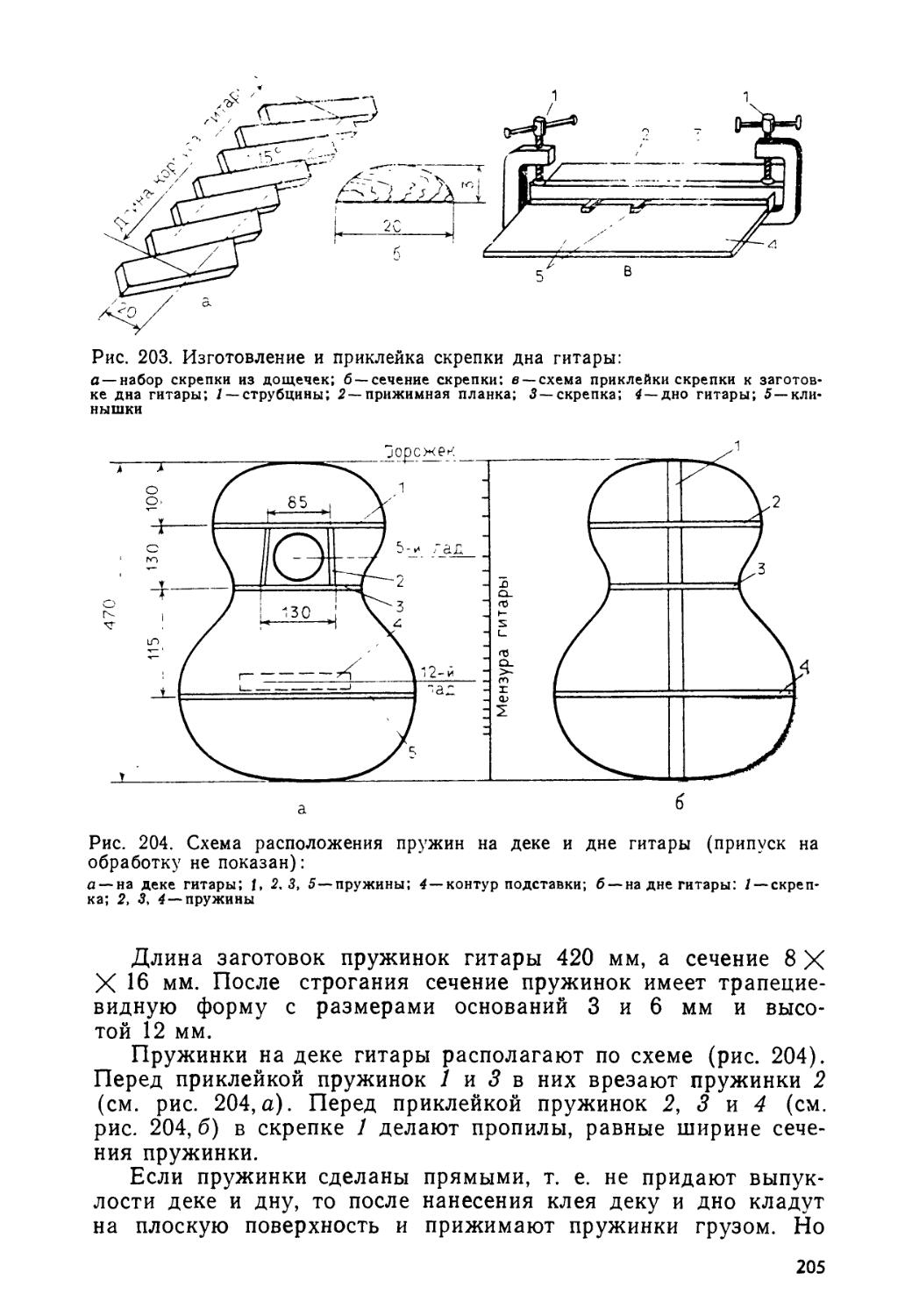
Наиболее распространенным является струг с деревянной
колодкой (рис. 42), в которой закрепляют железку 6 (резец)
с помощью клинка 5. Некоторые струги имеют в передней час-
части деревянный рог 4, а у некоторых (фуганков) за железкой
укреплена ручка. Инструментами с этими деталями пользовать-
пользоваться более удобно.
Часть колодки, соприкасающуюся с обрабатываемой поверх-
поверхностью, называют подошвой 3. Переднюю часть колодки на-
называют лобовой, заднюю — тыльной.
,12
ф
1
Ц
1
Рис. 42. Конструкция деревянного
струга:
/ — вставка, 2— пролет; 3—подошва; 4—рог;
5—клинок; 6—железка; 7—леток; у—перед-
у—передний угол; р —угол заострения; а —задний
угол
44
Рис. 43. Схема образования стриж-
стрижки при строгании-
/ —колодка^струга; 2—стружка; 3— железка;
4 — зона образования надлома стружки; 5 —
строгаемая деталь, €—трещина
Отверстие, в котором уста-
устанавливают железку, называют
леток 7, а прорезь, которой
леток выходит на подошву,—
пролет 2. Через пролет желез-
железка выступает за пределы по-
подошвы своей режущей кром-
кромкой. Ширина пролета колеблется от 5 до 9 мм в зависимости
от назначения струга.
Железки рубанков делают из инструментальной стали, а
затем закаливают. Железки бывают цельные и наварные.
У наварных железок высококачественная сталь расположена
только в рабочей зоне в виде приваренной пластинки.
В стругах для грубого строгания лезвие железки выступает
за подошву на 1—3 мм, а в стругах для чистого строгания и
зачистки — на 0,1—0,3 мм. Примерно такой толщины получает-
получается снимаемая стружка. Еще более тонкую стружку получают
при циклевании.
В стругах обычной конструкции процесс образования струж-
стружки схематично изображен на рис. 43. При движении колодки
струга 1 железка 3 отщепляет слой древесины, т. е. стружку 2
от детали 5. Стружка надвигается на наклонную плоскость
железки и в какой-то момент ломается в зоне 4. При этом
происходит развитие трещины 6 и образование нового элемента
стружки.
Нетрудно заметить большую роль в стружкообразовании
размеров пролета 2 (см. рис. 42). Чем меньше пролет и чем
меньше толщина сострагиваемой стружки, тем чище будет
строгаемая поверхность. Большое значение имеет также гео-
геометрия режущей кромки железки. Величины переднего у и
заднего а углов, а также угла заострения |3 для разных стру-
стругов различны. Рассмотренный процесс стружкообразования по-
показал, что в зоне излома стружки происходит интенсивный из-
износ подошвы. Поэтому вокруг пролета делают вставку 1 из
очень твердой древесины.
Шерхебель (рис. 44, а) применяют для первоначального гру-
грубого строгания досок и заготовок. Железку в шерхебеле выпу-
выпускают за плоскость подошвы до 3 мм. Железка имеет оваль-
овальную режущую кромку, снимает толстую стружку и оставляет
па обрабатываемой поверхности довольно глубокие ложбин-
ложбинки. Овальность режущей кромки позволяет строгать шерхе-
шерхебелем в направлении поперек волокон без их продольного раз-
разрыва.
45
Рис. 44. Инструмент для строгания плоских поверхностей.
а —шерхебель и его железка; б —одинарный рубанок и его железка; в —двойной руба-
рубанок (в разрезе); г —фуганок: /—ударная кнопка; 2—ручка; д — двойная железка: 1 —
режущая кромка; 2—фаска железки, 3 — винт, крепящий стружколоматель; 4 — стружко-
ломатель (горбатик); е — цинубель и его железка
Рубанок одинарный (рис. 44, б) применяют для выравнива-
выравнивания поверхности после строгания шерхебелем. Лезвие железки
прямое, но края режущей кромки имеют небольшой радиус за-
закругления для того, чтобы они при строгании не задирали дре-
древесину и не оставляли на ней следов.
Рубанок двойной (рис. 44, в) отличается от одинарного ру-
рубанка тем, что имеет стружколоматель (горбатик). Нижнюю
кромку стружколомателя располагают параллельно режущей
кромке железки на расстоянии 0,2—2 мм от нее. Чем ближе
нижняя кромка стружколомателя к режущей кромке железки,
тем чище строгание.
Двойной рубанок применяют для чистового строгания, за-
зачистки задиров и свилеватых мест. Двигая рубанком под углом
30—40° к его продольной оси, можно застрагивать торцы.
Шлифтик отличается от двойного рубанка укороченной ко-
колодкой и увеличенным углом присадки, т. е. углом наклона
железки к подошве рубанка. Шлифтиком застрагивают задиры,
свилеватые места и торцы.
46
Рис. 45. Струги с металлическим
корпусом
а — фчтанок; б — полу фуганок, в — руба-
рубанок, г — оборотник
Фуганок (рис. 44, г) приме-
применяют для точной обработки
больших плоскостей, для вы-
выравнивания (сфуговывания)
кромок. Железка (рис. 44, д)
у фуганка двойная, а колод-
колодка превышает длину рубанка
в 2—3 раза. В переднюю часть
колодки вклеивают невысокую вставку, которая служит
для выбивания железки из летка. Вставку называют удар-
ударной кнопкой. Укороченный фуганок называют полуфуган-
полуфуганком.
Цинубель (рис. 44, е) — это рубанок с одинарной железкой,
режущая кромка которой со стороны, противоположной фаске,
покрыта мелкой насечкой. Насечку выполняют на строгальном
станке до закаливания железки. Насечка, выходя на режущую
кромку, создает на ней зубчики. При строгании цинубелем зуб-
зубчики снимают каждый свою очень узкую @,8—1 мм шириной)
стружку. В результате поверхность становится рифленой, что
чрезвычайно важно при фанеровании и при склеивании очень
твердых пород древесины. Кроме того, при строгании свилева-
свилеватой поверхности твердых пород (красное дерево и особенно
черное дерево) цинубель может заменить рубанок. Но после
цинубления поверхность зачищают циклей.
В связи со сложностью изготовления железки цинубеля из-
известны попытки заменить ее куском ножовочного полотна от
пилки по металлу. Этот кусок пилки затачивают с одной сто-
стороны и зажимают между железкой и стружколомателем двой-
двойного рубанка.
В продаже имеются струги с металлическим корпусом
(рис. 45). В этих инструментах возможно регулирование не
только положения стружколомателя по отношению к железке,
но и ширины пролета. Особенно удобны в работе с твердыми
породами древесины полуфуганки (рис. 45,5). Широко приме-
применяют маленький металлический рубанок — оборотник (см.
рис. 45, г), у которого железку поворачивают фаской наружу.
Оборотники имеют большой передний угол и применяются для
чистового строгания.
Основные геометрические параметры стругов в значительной
степени зависят от их вида (табл. 2).
Острая часть режущей кромки железки представляет собой
закругленное ребро. Правильно заточить железку — это значит
довести радиус закругления режущей кромки до минимума.
47
Таблица 2. Основные геометрические размеры деревянных
стругов
Стр\ г
Длина
ст рл га
мм
струга
Цирина мм
железки
пролета
i гот
приезды
град
!
П) 1Д
Шерхебель
Рубанок одинарный
Руоанок двойной
III пифтик
Фуганок
Цин) еть
250
250
250
200
630
210
50
65
65
65
85
65
35
50
50
50
65
50
3-5
2
1 5
1
1
2,5
45
45
45—48
50
48
До 80
25
21
25-30
25-30
25—30
35—45
Первый раз заточить железк>, придавая ей необходимый
угол заострения, можно на электроточиле, но следует или поль-
пользоваться малооборотными точилами, или прижимать железку к
точильному кругу на очень короткое время Трение железки об
абразив сильно ее разогревает Нельзя допускать, чтобы на
фаске железки появился сине-фиолетовый оттенок Это говорит
о том, что сталь железки перегревается и есть опасность ее
отжига, ведущего к резкому снижению твердости Точат желез-
железки только со стороны фаски
На бруске железку затачивают прямолинейными или круго-
круговыми движениями (рис 46, а), удерживая ее двумя руками
Брусок для удобства помещают на подставку в специально вы-
выдолбленное для него гнездо Брусок необходимо смачивать во-
водой для охлаждения затачиваемой железки, вода также пре-
препятствует «засаливанию» бруска, удлиняя срок его службы
Железка должна прилегать к плоскости бруска всей фаской
Для этого необходимо следить за постоянным углом наклона
железки к бруску. Заточку на брусках ведут до тех пор, пока
на противоположной стороне режущей кромки не появится рав-
равномерный тонкий заусенец После появления заусенца железки
правят, т е затачивают на мелкозернистых брусках, которые
называют оселками В первом заходе заусенец частично стачи-
стачивается, а частично отгибается в сторону фаски (рис. 46,6). Во
втором заходе (рис 46, в) заусенец также частично стачивается
и частично отгибается Перегибы заусенца ведут или к полному
его стачиванию (при относительно пластичных сталях) или к
образованию трещин в основании заусенца и его раскрашива-
раскрашиванию На рис 46 дано увеличенное изображение разрушающегося
заусенца Этот момент можно определить, если не нажимая про-
провести большим пальцем по острию кромки. Остатки заусенца
будут «схватывать» кожу пальца После заточки полезно про-
гести жалом железки по сучку или куску твердой древесины
Остатки заусенца сойдут Еще несколько движений на оселке
приведут железку в рабочее состояние,
Трещина
Рис 46 Приемы заточки железки
рубанка и образования за>сенца
а — заточка на бруске, б в — первая и вто-
вторая правки на оселке и отгиб заусенца, г —
разрушение заусенца
Опытные мастера в конце
заточки заменяют оселок на
брусок шлифованного мрамо-
мрамора Они считают, что качество
заточки при этом улучшается
Перед строганием и, конеч-
конечно, после заточки инструмент
необходимо наладить, т е
установить железки на необхо-
необходимую толщину стружки
Правильность установки
железки определяют просмот-
просмотром на глаз и пробным строганием Для пробного строгания
следует брать такой же материал, что и для обрабатываемой
детали Лезвие железки должно выглядеть как тонкая ровная
нитка, выступающая над подошвой на 0,2—0,3 мм Перекос же-
железки необходимо устранить при ее установке Если это не
удается, то железку следует переточить
При сборке, разборке и наладке стругов их следует держать
в левой руке, поддерживая железку большим пальцем через
клинок. На рис 47 изображены приемы наладки рубанка с де-
деревянной колодкой. Железку выколачивают, ударяя киянкой по
тыльной части колодки Выпускают железку или легкими уда-
ударами по ней самой, или по лобовой части колодки Закрепляют
железку легкими ударами молотка по торцу клинка.
49
Рис. 47. Приемы наладки и разборки рубанка
а —правильное положение рубанка в левой руке при наладке; б —прием разборки ру-
рубанка; в, г — способы подачи железки вперед; q — закрепление клинка, е — проверка
наладки рубанка на толщину стружки
Перед началом строгания деталь осматривают для определе-
определения направления волокон и годичных слоев. Строгание всегда
производят по слою, иначе может получиться задир волокон.
Если направление слоев определить трудно, то первые пробные
движения рубанка следует производить осторожно, чтобы не
задрать поверхность.
Строгаемая деталь должна быть крепко зажата в тисках
верстака или иметь надежный упор. Рубанок следует держать
50
Рис. 48. Положение тела при строгании
р\банком
Рис. 49. Строгание концов детали:
а —правильное, б—неправильное (стрелками по«
казаны усилия прижима)
правильно и крепко. Стоять надо
вполоборота к верстаку (рис. 48),
корпус немного наклонить впе-
вперед. Строгание производят толь-
только движением рук: чем меньше
движется корпус рабочего, тем
меньше усталость. Строгают лю-
любым инструментом на полный
размах рук (если деталь доста-
достаточно велика) с равномерным на-
нажимом.
На рис. 49, а показан правильный прием строгания, а на
рис. 49, б — неправильный, в результате которого заваливают
концы строгаемой детали. Назад инструмент отводят немного
приподнимая тыльную часть. Это сохраняет остроту лезвия
железки от зашлифовки.
Циклевание также является процессом строгания.
Цикля представляет собой тонкую (от 0,7 до 1 мм) сталь-
стальную пластинку шириной 25—30 мм из пружинной стальной
ленты.
Приведение цикли в рабочее состояние называют наводкой
цикли. Рабочую кромку цикли затачивают под прямым углом,
при этом образуется два острых прямоугольных ребра. Одно
или оба ребра заваливают (наводят), проводя по ним ребром
наводки (рис. 50, а). В результате на кромке образуется очень
тонкий заусенец — само лезвие (рис. 50,6). При небольшом
наклоне цикли заусенец будет снимать очень тонкую стружку.
Движения, совершаемые циклей, должны совпадать с на-
направлением слоев. Иногда (при циклевании дек) допускает-
допускается движение цикли под углом до 45° к направлению слоя.
51
Рис 50 Наводка цикли и ра-
работа ею
а — наводка циклн, б — правильно на-
наведенная цикля, в — прием работы
циклей
В качестве наводки для
цикли можно использо-
использовать старый напильник.
С напильника сошлифо-
вывают насечку и скруг-
скругляют острые углы На рис 50, в показан правильный прием ра-
работы циклей
Стамески и другие инструменты для резания древесины
Стамеска — это наиболее простой в изготовлении и наи-
наиболее сложный в употреблении ручной деревообрабатывающий
инструмент. Стамесками обрабатывают практически все детали
щипковых инструментов. Чрезвычайная острота режущей кром-
кромки и ее незащищенность требуют от работающего максимальной
осторожности, внимания и выполнения правил техники безопас-
безопасности.
Применяют стамески двух видов — специальные и столяр-
столярные. Специальные стамески (рис. 51, а) состоят из лопасти,
вклееной в ручку. Лопасти изготавливают из инструменталь-
инструментальных сталей высокой твердости. Для ручки используют две кле-
кленовые или буковые дощечки толщиной 8—10 мм. В каждой из
них на глубину 1,2—1,3 мм вырезают углубление по форме
хвостовика лопасти Убедившись в плотности полученного со-
соединения, его проклеивают эпоксидной смолой При достаточно
аккуратном изготовлении дощечек можно обойтись и столярным
клеем. Просушенную ручку стамески обрабатывают рашпилем
для придания ей удобной формы
Угол заострения режущей кромки pi стамески лежит в
пределах 18—25°. По размерам фаски А и толщине резца В
можно определить величину угла заострения с помощью графи-
графика, изображенного на рис. 52. Измерив штангенциркулем и ли-
линейкой размеры Л и В и разделив первое число на второе, на
оси Л/В на графике находят точку, соответствующую этому
частному. Через точку проводят горизонтальную линию до пе-
пересечения с кривой и опускают перпендикуляр на ось рь
При больших углах заострения C5° и больше) резец не
будет достаточно уверенно снимать стружку. При слишком ма-
малых углах заострения (меньших 20°) резец очень быстро ту-
тупится.
На практике довольно часто на. резце делают вторую
фаску, котора»я образует угол заострения р2 (см рис 51, а).
Сначала затачивают резец с предельно малым углом Pi = 18—
52
л в
АО
35
2,5
2,0
1,5
1,0
V
\
>
\
>
i i
0 15 20 25 30 35 40 45 50
Л,,
Рис 51 Стамески, применяемые
при изготовлении щипковых му-
музыкальных инстр\ ментов
с — стамеска специальная / — лопасть,
2 — ручка, 3— фаска, б — стамеска сто-
столярная 1 — лопасть, 2 — рейка, 3— вен-
венчик, 4 — хвост, 5 — штылек
Рис. 52 График для определе-
определения угла заточки
20°, а затем наводят вторую фаску с углом заострения р2, раз-
разным 20—25°. Такая форма фаски резца облегчает заточку ин-
инструмента во время работы, т. е. нет необходимости снимать
металл по всей ширине большой фаски А, а достаточно снять
лишь малую фаску. Такой способ заточки режущей кромки
применим и к железкам стругов.
На рис. 51,6 изображен внешний вид столярной стамески.
При толщине 5—6 мм ширина лопасти может быть от 4 до
50 мм. В производстве щипковых инструментов наиболее упо-
употребительны стамески шириной, равной 4, 8 и 12 мм
На рис. 53 показаны приемы работы столярной стамеской с
соблюдением правил техники безопасности. Работу специальной
стамеской, как правило, производят одной правой рукой. Ле-
Левая рука удерживает обрабатываемую деталь и прижимает ее
к упору верстака. При этом обязательным условием является
нахождение левой руки сзади режущей кромки стамески. Ра-
Работая со стамеской, следует мысленно представлять траекторию
ее движения, если она случайно сорвется с обрабатываемой
детали. На ее пути не должна находиться левая рука, а также
посторонние предметы, которые могут быть испорчены режу-
режущей кромкой стамески или о которые кромка стамески может
быть повреждена.
53
Рис. 53. Приемы работы
стамеской:
с—подстрожка; б — подчист-
подчистка шипа; в—зачистка гнезда
под петли; г — резание?по ли-
линейке; д — снятие фаски на
торце; е — снятие фаски на
продольном ребре; ж— прие-
приемы зачистки торца
Для работы со стамеской на краю верстака устраивают два
упора. Один из них представляет собой буковую или березовую
дощечку (рис. 54, а), в которую упирают обрабатываемую де-
деталь. Стамеска на выходе ударяет в поверхность упора и по-
поэтому на ней не должно быть шляпок от крепящих гвоздей.
Другой упор (рис. 54, б) представляет собой резиновый валик,
на который опирается левая рука, держащая или поддерживаю-
поддерживающая обрабатываемую деталь. По мере снашивания упоры заме-
заменяют на новые.
При вязке корпуса гуслей звончатых приходится продалб-
продалбливать пазы шиповых соединений. Основные этапы долбления
древесины и положение работающего показаны на рис. 55.
Топор применяют при обтесывании брусков или краев до-
досок, а также при раскалывании обрезков бревен. В производ-
производстве музыкальных инструментов для откалывания заготовок
пружинок пригоден легкий топор массой около 0,5 кг. Для рас-
раскалывания чурбаков на дечные дощечки пригодны топор.ы мас-
массой 1,25—1,75 кг.
54
Рис. 54. Приемы работы стамеской
с упором.
с—для обрабатываемой детали; б— для под-
поддерживающей руки
Внешний вид топора, наса-
насаженного на рукоятку, изображен
на рис. 56. Практикой установле-
установлено, что отношение длины топора
с топорищем к его высоте Я, рав-
равное 2,5—3, является оптималь-
оптимальным. Форму ручки выбирают ин-
индивидуально, но она должна
быть удобной, хорошо лежать в
руке.
Затачивают топор сначала на
электроточиле, а затем режущую
кромку — абразивными бруска-
брусками. При затачивании топора его
держат за обух неподвижно, а
бруском совершают возвратно-
поступательные движения вдоль
режущей кромки.
Топор — очень опасный в работе инструмент. При обтесы-
обтесывании досок или брусков следует стоять широко расставив ноги,
чтобы сорвавшийся с доски топор не поранил их. Удары топо-
топора по обрабатываемой поверхности должны приходиться ниже
того места, где левая рука удерживает доску. При раскалы-
Рис. 55. Приемы долбления древесины:
с — положение работающего при долблении; б —
разметка отверстия; в —порядок долбления
А~А Рис 56. Основные раз-
размеры насаженного топора
вании чурбаков левая рука не должна удерживать чурбак в
момент удара. Чурбак должен твердо стоять на деревянной пла-
плахе или обрубке бревна. Иногда, раскалывая тонкие дощечки, их
приходится придерживать до удара левой рукой, но в момент
удара руку надо обязательно убирать. Этот прием работы то-
топором допускается лишь
при большом накоплен-
накопленном опыте.
Нож и резак (рис. 57)
применяют для проведе-
проведения мелких и точных ра-
работ. Лезвия закрепляют в
2 ручке так же, как это
описано для специальных
стамесок, а в качестве
лезвий пригодны об-
обрезки или обломки пил по металлу. Затачивают нож и резак
в обычной последовательности. Иногда бывает полезно иметь
два резака с фасками, заточенными с разных сторон. Такие
инструменты применяются при выборке гнезд под украшения
деки.
Рейсмус-резак (рис. 58). Его используют для выбирания
гнезда при обкладывании корпусов щипковых музыкальных
инструментов штапом.
Для настройки рейсмуса-резака винтом 4 освобождают дви-
движок 5. Выставив необходимую ширину реза Ш винтом 4, за-
закрепляют движок 5. Болтом 1 освобождают резец 2 и, выста-
выставив необходимую глубину реза Г, снова закрепляют резец.
Рис. 57. Нож и резак
30
t
О
if)
18
Рис. 58. Рейсмус-резак-
/ — болт М4; 2 — резец; 3—корпус;
4 — винт Мб с головкой «барашек*;
5—дви>кок
Рис. 59. Круговой рейсмус-резак:
/ — болт М4$ 2 —резец, 3 — хвостовик корп\ са; 4 — движок; 5 —болт Мб; 5 — центровик
Для изготовления корпуса 3 рейсмуса-резака пригодны алю-
алюминиевые сплавы. Движок 5 можно сделать из конструкцион-
конструкционной стали. Резец 2 удобнее всего затачивать из обломков сверл.
Режущая часть резца 2 должна быть тонкой (около 1 мм) и
обоюдоострой.
Круглые отверстия (звуковые отверстия в деках) вырезают
с помощью кругового рейсмуса-резака (рис. 59).
Для настройки инструмента болтом 5 освобождают дви-
движок 4 и, выставив требуемый радиус R, закрепляют движок.
Резец 2 с помощью болта 1 выставляют так, чтобы центро-
центровик 6 выступал за острие резца на 1—1,5 мм.
Для вырезания отверстия хвостовик корпуса 3 закрепляют
в патроне коловорота и, осторожно нажимая, вращают по или
против часовой стрелки.
Настроенный инструмент опробуют на обрезке дощечки.
Если центровик не удерживается и срывается, то выступ резца
следует укоротить на 0,5—1 мм и повторить пробу.
Острие резца должно иметь небольшое закругление, чтобы
происходило резание волокон древесины, а не их царапание.
Детали кругового рейсмуса-резака делают из конструкционной
стали, а резец вытачивают из обломка сверла.
Коловорот. В производстве щипковых инструментов доволь-
довольно часто приходится просверливать отверстия различных диа-
диаметров.
Для ручного сверления применяют коловорот (рис. 60,а).
В патроне коловорота закрепляют спиральные сверла (рис. 60, б).
Для удобства работы спиральные сверла затачивают на элек-
57
Рис 60 Коловорот и сверло:
а — коловорот, б —спиральное сверло;
в — специальная заточка спирального
сверла для работы по древесине 1—
резцы; 2—режущие кромки, 3 — цен-
тровик
тронаждаках так, как по-
казано на рис. 60, в. При
этом образуется центро-
вик 3, который превыша-
превышает подрезающие резцы 1.
Образующаяся при этом
стружка снимается режу-
режущими кромками 2. Таким образом заточенные сверла дают бо-
более чистое отверстие, чем сверла с обычной заточкой. К сожале-
сожалению, так затачивать сверла удается лишь при диаметре, боль-
большем 4 мм.
Напильники и рашпили
Для обработки деталей с криволинейным профилем (ча-
(частей грифов) применяют рашпили и напильники.
С помощью рашпиля снимают толстый слой древесины,
скругляют фаски и ребра. Припуск на обработку рашпилем не
превышает обычно 2 мм, но в некоторых случаях, например
при обработке пятки грифа, может доходить и до 3 мм. Раш-
Рашпили дают грубо обработанную ворсистую поверхность.
Рашпили по дереву, выпускаемые промышленностью, не мо-
могут считаться пригодными для обработки деталей музыкальных
инструментов по двум причинам. Зубья рашпиля, расположен-
расположенные в шахматном порядке, создают борозды на обрабатываемой
поверхности. При дальнейшей обработке избавиться от них до-
довольно трудно. А из-за недостаточной остроты зубьев рашпиля
приходится прикладывать при обработке большие усилия, так
как грифы музыкальных инструментов делают из твердолист-
венных пород.
Указанных недостатков лишены рашпили, изготовляемые
кустарным способом. С затупившихся напильников по металлу
требуемого профиля сначала сошлифовывают насечку. Затем
полученную заготовку отпускают и после остывания вручную
с помощью специального керна наносят новую насечку беспо-
беспорядочно, но выдерживая расстояние между зубчиками, равное
в среднем 2 мм. Эту кропотливую работу заканчивают тем, что
полученный рашпиль снова закаливают. Изготовленные таким
образом рашпили остры и достаточно долговечны в работе.
На рис. 61, а показан набор рашпилей, необходимый при
изготовлении щипковых инструментов. Вид одного зубчика са-
самодельного рашпиля изображен на рисунке 61, б.
58
Рис. 61. Профили набора
рашпилей
а — профили рашпилей; б — вид
зубчика самодельного рашпиля
Для зачистки поверхности после рашпиля, а также для вы-
выравнивания некоторых плоскостей (головки грифа гитар, на-
накладок и т. д.) применяют напильники с крупной насечкой —
плоские, круглые, полукруглые и квадратные. Движения раш-
рашпилей и напильников должны быть плавными, с равномерным
нажимом.
Обработку ладовых пластин производят напильниками с
крупной и мелкой насечкой, которые называют драчевыми и
личными. Напильники с очень тонкой насечкой называют бар-
бархатными. В зависимости от количества насечек на погонной
длине 1 см и вида напильника получают разную чистоту обра-
обработанной поверхности.
Виды напильников
Число насечек иа погоииой
длине 1 см
Драчевые 4,5—12
Личные 13—26
Бархатные 30—40; 40—50; 50—60;
65—80
Обязательно наличие большого драчевого напильника шири-
шириной 40—50 мм и длиной не менее 350 мм. При покупке такого
напильника следует на глаз или с помощью линейки проверить
его рабочие плоскости. Этим напильником выравнивают (часто
говорят «фугуют») ладовые пластинки.
Для работы достаточно иметь по 2—3 напильника разных
названий и набор надфилей из 3—4 шт. разного профиля.
При закатке ладов применя-
применяют закаточный напильник (рис.
62). Его делают в заводских
условиях из изношенного напиль-
напильника прямоугольного сечения.
В боковых гранях напильника
после отпуска профрезеровы-
вают канавки цилиндрического
профиля. По длине этих канавок
Рис. 62. Режущая часть закаточного
напильника
59
насекают полукруглые зубчики. Затем напильник снова зака-
закаливают.
Рашпили и напильники рекомендуется держать в деревян-
деревянных коробочках, каждый в своей ячейке. Инструмент, не нахо-
находящийся в работе, следует хранить завернутым в промаслен-
промасленную тряпку.
Забившиеся древесной пылью и остатками столярного клея
рашпили и напильники промывают горячей водой с мылом
или стиральным порошком и сразу высушивают. Смолу с по-
поверхности рашпилей и напильников удаляют тряпочкой, смо-
смоченной в керосине.
Шлифовальные материалы
Для окончательного выравнивания поверхности детали,
для придания ей чистоты и блеска, а также для облагоражи-
облагораживания лакокрасочных покрытий применяют шлифование. Его
производят с помощью шкурок различных номеров, а также с
помощью абразивных порошков.
Номер зернистости шлифовальной шкурки определяют по
крупности зерен основной части зернового состава. Для шлифо-
шлифовальных зерен и порошков номер соответствует размеру сто-
стороны ячейки сита (в сотых долях миллиметра), на которой
задерживаются зерна основной фракции. Номер зернистости ми-
микропорошков соответствует размеру зерен основной части соста-
состава в тысячных долях миллиметра.
Шлифовальное зерно и порошки, входящие в состав шлифо-
шлифовальной шкурки, по ГОСТ 3647—80 имеют следующие номера:
200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16, 12, 10, 8, 6, 5, 4,
а микропорошки — М63, М50, М40, М28, М20, М14, М10,
М7, М5.
Для черновой зачистки в производстве музыкальных инстру-
инструментов применяют шкурки М10—М20. Для чистовой зачистки
и для обработки лакированных поверхностей необходимы шкур-
шкурки марки М28—М40.
Для работы кусок шкурки требуемого размера обертывают
вокруг брусочка с подклеенным к нему слоем фетра или вой-
войлока толщиной 5 мм. Размеры брусочка выбирают так, чтобы
его было удобно держать. При окончательном шлифовании ла-
лаковых покрытий, а также при некоторых способах полирования
применяют порошок пемзы. Его нетрудно изготовить самому.
Для этого кусок вулканической пемзы точат драчевым напиль-
напильником или трут два куска пемзы друг о друга. Полученную
пылевую массу собирают в мешочек из 2—3 слоев хлопчатобу-
хлопчатобумажного трикотажа. При необходимости мешочек несколько раз
встряхивают над чистым поддоном или непосредственно над
шлифуемой поверхностью. Осевший абразивный порошок плав-
плавными движениями растирают по поверхности тампоном. Пред-
60
варительно поверхность тампона смачивают 5—б каплями ин-
индустриального масла. После окончания работы остатки порошка
снимают куском чистой материи.
Номера пемзовых порошков, применяемых для шлифования
и полирования, лежат в пределах от МЗО до М40.
Контрольные вопросы и задания
1. Какие виды пил вам известны и в чем различие их зхбьев^
2. Объясните, как происходит процесс пиления вдоль и поперек волокон?
3. Какие констр>кции ручных пил вам известны и каково их назначение?
4. Закрепите на практике фугование, разводку, заточку и настройку пил.
5. Как образуется стружка при строгании?
6. Изобразите эскизно геометрию режущей кромки струга.
7. Какие струги вам известны и из каких основных деталей они состоят?
8. Как происходит процесс циклевания?
9. Научитесь заводить жало цикли.
10. Научитесь правильно затачивать железки рубанков, стамески, топоры,
ножи и резаки.
11. Научитесь затачивать спиральные сверла для работы по древесине.
12. При выполнении каких работ применяют рашпили и напильники?
13. Как определяют зернистость шлифовальных материалов?
§ 4. ЭЛЕКТРИЧЕСКИЕ ИНСТРУМЕНТЫ
ДЛЯ РУЧНОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
Использование электрифицированного оборудования в
мастерской по изготовлению музыкальных инструментов позво-
позволяет в значительной степени повысить производительность тру-
труда, облегчить тяжелые операции. К ним в первую очередь от-
относятся пиление и строгание древесины.
Машина деревообрабатывающая ИЭ-6009. Она представля-
представляет собой компактное настольное переносное устройство и пред-
предназначена для распиловки древесины вдоль и поперек волокон,
строгания вдоль волокон, сверления и фрезерования древесины
в быту (кроме жилых помещений).
Техническая характеристика
Ширина строгания за один проход,
мм
Глубина » » » »
Глубина распила, мм
Номинальный диаметр пилы, мм
Угол распила, град
Частота вращения ножевого бара-
барабана и пилы на холостом ходу, с-1
Номинальное напряжение питания, В
Номинальная потребляемая мощ-
мощность, кВт
Габаритные размеры, мм
Масса, кг
200
0-2
0-45
200
0—45
75
220
0,9
640X400X240
46,5
зов.
и Б
.2 3
Рис. 63. Станок ВТ-31 «Эглуте»
в режиме пиления.
/ — щиток ограждения пилы; 2 — клин; 3 —
б 4 й б
щ рд ; ;
болт; 4 — распиливаемый брус; 5—направляю-
5—направляющая сверлильно-фрезерного столика; 6 —
пильный стол; 7 — опора; 8 — гайка; 9 — нап-
направляющая линейка; 10 — рукоятка
Машина состоит из следую-
следующих механизмов и приспособ-
приспособлений: механизма фуговально-
фуговального, приспособления прижимно-
прижимного, приспособления для пиле-
пиления и фрезерования, приспо-
приспособления защитного и стола
для сверления и фрезерования.
Станок деревообрабатываю-
деревообрабатывающий комбинированный модели
ВТ-31 «Эглуте» (рис. 63). Он
предназначен для выполнения
следующих операций: строга-
строгания, сверления, прямой и косой
распиловки, фрезерования па-
Станок выпускают в двух исполнениях: А — с однофазным
— с трехфазным электродвигателем.
Техническая характеристика
Исполнение А Исполнение Б
Ширина обрабатываемых изде- 250 250
лий при строгании, мм
Толщина обрабатываемых из- 10—50 10—50
делий при строгании с при-
прижимным устройством, мм
Толщина сострагиваемого слоя 0—2 0—2
за один проход, мм
Высота резания пилы, мм 0—30 0—30
Диаметр обрабатываемого от- 0—25 0—25
верстия, мм
Глубина сверления и фрезеро- 0—85 0—85
вания (пазования), мм
Окружная скорость резания 20,2 29,2
ножевого вала при строгании,
м/с
Окружная скорость пилы, м/с 47,5 67,8
Частота вращения ножевого 75,7 108
вала, с
Номинальный диаметр пилы, 200 200
мм
Число установленных ножей, 2 2
шт.
Размер ножей, мм 270X32X3 270X32X3
Габаритные размеры станка 640X505X240 640X505X240
без вспомогательных
ройств, мм
уст-
Масса станка, кг 95 95
Номинальное напряжение пи- 220 220; 380
тания, В
Номинальная потребляемая 0,6 1,5
мощность, кВт
Установка для механизации ручных работ в быту типа
УМР-1-УХЛ-4,2 (рис. 64). Она предназначена для эксплуатации
вне жилых помещений (в сараях, надворных постройках и т. п.).
На установке выполняются следующие работы: сверление от-
отверстий в металле, дереве, пластмассе, раскрой пиломатериалов,
фугование пиломатериалов, токарная обработка деревянных и
пластмассовых заготовок, заточка инструмента, фрезерование
пазов, шлифовка и полировка поверхностей.
Техническая характеристика
Номинальное напряжение питания, В 220
Номинальная потребляемая мош- 0,3
ность, кВт
Частота вращения шпинделя, с~! 16; 38,3
Насадка для распиловки
Диаметр пилы, мм 160
Максимальная глубина пропила, мм 30
Насадка для фугования
Максимальная ширина строгания за 130
один проход, мм
Толщина снимаемой стр>жки за С,5
один проход, мм
Насадка для сверления
Максимальный ход сверла, мм ПО
Максимальный диаметр сверления, 10
мм
Насадка для токарной обработки
Максимальный диаметр обрабаты-
обрабатываемого изделия, мм
в центрах 200
на планшайбе 200
Максимальная длина обрабатывае- 300
мого изделия, мм
Насадка для заточки
Диаметр шлифовального круга, мм 125
Ширина шлифовального круга, мм 20
Габаритные размеры установки, мм 700X685X380
Масса установки, кг 40
Устройство бытовое деревообрабатывающее настольное
УБДН-1. Предназначено для выполнения следующих работ:
раскроя пиломатериалов, фугования пиломатериалов, сверления
63
Рис 64 Вид хстановкн
УМР-1-УХЛ-4,2 сф\гспаль-
иоп насадкой
1— угольник направляющий; 2 —
ограждение фуганка; 3 — кожух
ограждения; 4 — болт крепления
пнноли; 5—болт крепления зад-
задней бабки; 6 — винт; 7 — кожух
ограждения; 8 — винт крепления
угольника
отверстий в дереве и пластмассе, фрезерования пазов, токарной
обработки деревянных и пластмассовых деталей, заточки инст-
инструмента.
Техническая характеристика
Номинальное напряжение питания, В 220
Номинальная потребляемая мощ- 0,53
ность, кВт
Максимальная глубина пропила, мм 25
Ширина фугования, мм 100
Частота вращения вала при номи- 58,3
нальной нагр\зке, с*1
Скорость подачи материала при рас- 0,025
крое, м/с
Габаритные размеры, мм 415X820X245
Масса без режущего и вспомога- 24
тельного инструмента, кг
Рубанок ручной электрический ИЭ-5708 (рис. 65). Предна-
Предназначен для строгания древесины при изготовлении элементов
деревянных конструкций. Конструкция рубанка обеспечивает
возможность плавного регулирования глубины строгания от 0
до 3 мм с фиксацией установленного положения, возможность
стационарной установки, выполнение строжки фальца до 16 мм.
Техническая характеристика
Ширина строгания за один проход, 100
мм
Глубина » » » » 0,3
» » фальца, мм 0—16
Частота вращения фрезы на холо- 23,3
стом ходу, с*1
Номинальная потребляемая мощ- 1,15
ность, кВт
Номинальное напряжение питания, В 220
Габаритные размеры, мм 440X215X185
Масса (без кабеля), кг 7,45
Рис. 65. Рубанок ИЭ-5708 (вид сбоку):
1—ручка; 2—кожух ременной передачи; 3 — выключатель; 4 — рукоятка; 5—защитная
трубка: 6—кабель; 7—корпус
Машины ручные сверлильные электрические. Эти механиз-
механизмы, в быту часто называемые дрелями, выпускают несколько
видов. Машины предназначены для сверления отверстий в ме-
металле, дереве, пластмассе и пр.
Техническая характеристика
Наибольший диаметр сверла,
мм
Частота вращения шпинделя,
1-я скорость
2-я »
Номинальное напряжение пи-
питания, В
Номинальная потребляемая
мощность, кВт
Габаритные размеры, мм
Масса, кг
Полезная мощность, кВт
ИЭ-1202А
9
33,3
15,7
220
0,42
270X70X157
1,85
0,21
ИЭ-1035У2
14
—
10
220
0,42
325X208X135
2,5
0,25
Общий вид машины ИЭ-1035У2 показан на рис. 66.
Машина ручная электрошлифовальная (рис. 67). Она при-
применяется для шлифовальных работ (особенно при закатке ла-
ладов).
При работе с электрифицированным инструментом следует
проявлять особую осторожность и соблюдать все необходимые
меры безопасности.
Перед началом работы следует изучить инструкции. Дерево-
Деревообрабатывающее оборудование наряду с чрезвычайно острым
инструментом обладает высокими скоростями резания, т. е.
3 Зак. 884
65
Рис. 66. Общий вид сверлильной машины ИЭ-1035У2.
1—редуктор; 2—двигатель; 3—ручка с выключателей; 4—кабель; 5—ручка боковая
3 4
Рис. 67. Общий вид электрошлифовальной машины
/ — основание; 2— прижим; 3—корпус; 4—выключатель; 5—соединительный шнур
обороты режущего инструмента велики и он представляет осо-
особую опасность.
Техническая характеристика
Номинальное напряжение питания, В 220
Номинальная потребляемая мощ- 0,8
ность, кВт
Ход шлиф\ющей плоскости мм 3,6
Частота движений шлиф\ющей пло- 91,7
скости, с*1
Габаритные размеры, мм 335X115X165
Масса, кг 4,6
§ 5. ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Оборудование заготовительного цеха. Этот цех снабжает
предприятие заготовками, распиленными вдоль и поперек во-
волокон на нужные размеры Основными показателями работы
цеха являются качество заготовок, соответствующее техниче-
техническим условиям, и оптимальное использование раскраиваемого
материала Примерная схема размещения оборудования этого
цеха представлена на рис. 68.
Поперечный раскрой пиломатериалов можно осуществлять
на однопильных маятниковых пилах типа ЦМЭ-2 и ЦМЭ-ЗА.
На станке ЦМЭ-ЗА шарнирно-рычажная подвеска пилы распо-
расположена над столом станка Привод подачи пилы пневматиче-
пневматический (при отсутствии пневмосети подачу выполняют вручную).
Высота пропила до 100 мм. Эту же операцию выполняет ста-
станок Ц5К-1. Он может производить резание сразу пятью пила-
пилами с минимальным расстоянием между пилами 270 мм и мак-
максимальным — 1600 мм
Специалисты считают, что предварительная прострожка
увеличивает выход заготовок на 2—3 %. Поэтому для заготов-
Л УУУУУУЛ \-УУУУУЛ
У
иг
г > :
Л
6000
6000
6000
6000
6000
6000
Рис 68 Схема размещения оборудования заготовительного цеха
/ — маятниковая пилаЦМЭ2, 2 — станок круглопильиый Ц5К-1, 3 — станок фрезерный СФ,
4 — станок ленточнопильный ЛС-80, 5—машина коробкосшивательная, 6 — станок фуго-
фуговальный; 7 — станок многопнльный прирезной ЦДК.-5, 8—станок рейсмусовый СР-6-8
3*
67
"V V."/A T
и ш~ щ
ш Ш. Ш
Рис. 69. Слема размещения оборудования машино-заготовительного цеха:
1 — станок сверлильный одиошпнндельный; 2—станок сверлильный многошпиндельный;
3, 4 — станки фрезерные полуавтоматические; 5—станки клеильно-веериые; б —разметоч-
—разметочные столы; 7 —стайки фрезерные одношпиндельные специальные; 8 — станок фуговаль-
фуговальный; 9 — стаиок рейсмусовый СР-6-8; 10 — станок круглопильный Ц5К-1; // —прессы
пневматические с электроподогревом; 12—стаиок плоскошлифовальиый трехцнлиндро-
вый; /3 —сушильный шкаф; 14 — прессы для склеивания обечаек; /5—ваймы пневмати-
пневматические с электроподогревом для сборки рамки корпуса гитары A3 шт.); 16— пресс пнев-
пневматический для приклейки деки и дна гитары A2 шт.); 17—участок ремонта; 18—клее-
приготовнтельиый участок
ки резонансной дощечки установлены фрезерные станки ФСЗ-3,
ФС4-1, ФС-1, которые могут обрабатывать одну пласть и одну-
две кромки. Выторцовку отрезков строганой доски, годных для
изготовления дощечек, производят на торцовых станках, а рас-
распиловку досок по толщине (ребровую распиловку) — на ребро-
ребровых ленточных станках типа ЛС-80 и ЛС-100.
Для выполнения одновременно нескольких резов применяют
многопильные станки типа ЦДК5-2, на которых можно уста-
устанавливать до пяти пил.
Детали музыкальных инструментов невелики, поэтому для
выполнения строжки в размер применяют станки типа СР-6-5,
СР-6-8 и СР-3-1.
Оборудование машинно-заготовительного цеха. В этом цехе
(рис. 69) производят основные операции по изготовлению кор-
корпусов гитар.
Сборку дек с фуговкой склеиваемых кромок осуществляют
на клеильно-веерных станках. Склеенные щиты выдерживают
не менее 24 ч. Затем их шлифуют с двух сторон на трехци-
линдровых шлифовальных станках с гусеничной подачей. С по-
помощью прессов с электроподогревом на деки наклеивают пру-
пружинки.
Прессы для склеивания обечаек и рамок корпусов гитар, а
также прессы для приклейки деки и дна гитары вынесены в
одну сторону цеха и снабжены усиленной вентиляцией.
Замеченные и устранимые дефекты исправляют на участке
ремонта высококвалифицированные рабочие. Клееприготови-
тельный участок обеспечивает всю фабрику необходимыми
клеями.
68
I
' —r
) ".'-ч
ш с
ш
!т ш ^ н
Ш
Ш
nspczr
! 9
p
Q DH СИ ЕЕ
5 И0 5 5
ш ш
:w , с j?
Рис. 70. Схема размещения оборудования цеха по изготовлению грифа
гитар:
/ — специальный станок для протяжки ладовой проволоки; 2 —пресс для вырубки точек;
3 —станок сверлильный с горизонтальным расположением шпинделя; 4—станок мензур-
ный; 5—станок фрезерный одношпиндельный ФС-4; 6—станок многошпнндельный свер-
сверлильный; 7—пресс для запрессовки и выравнивания ладовых пластин; 8 — валик шлифо-
шлифовальный; 9—участок ремонта грифов; 10 — станок фуговальный ФС-4; // — пресс пневма-
пневматический для приклейки накладки к ручке грифа A2 шт.); 12—пресс кленльно-веерный
для приклейки пяток к ручке грифа; 13 — станок круглопильный Ц5К-Г. 14 — станок рейс-
рейсмусовый СР-6-8
Оборудование цеха по изготовлению грифов гитар. Гриф
гитары сложен в изготовлении и состоит из нескольких десят-
десятков деталей. Ручку грифа делают из бука. В последнее время
довольно часто на изготовление грифа идут гнуто-клееные заго-
заготовки, значительно упрощающие технологию. Примерная схема
такого цеха приведена на рис. 70.
Ручки, накладки, головки и пятки грифа раскраивают на
круглопильных станках Ц5К-1- На рейсмусовом станке СР-6-8
эти заготовки отстрагивают под размер. На двух клеильно-
веерных прессах к ручке грифа приклеивают пятку и головку,
которую предварительно обрабатывают на фрезерных станках
ФС-4 (выбирают пазы для прохождения струн) и на много-
многошпиндельных сверлильных станках (высверливают отверстия
для механики).
На пневматических прессах с электроподогревом накладки
приклеивают к ручке грифа. Овальную форму грифа получают
на фрезерных станках ФС-4 с помощью специальных фрез при
частоте вращения шпинделя не менее 100 с. Детали при
обработке на фрезерных станках закрепляют в специальных
приспособлениях, обеспечивающих удобство работы и необходи-
необходимую безопасность.
Мензурный станок представляет собой вал, на котором за-
закреплены 18—20 фрез на строго определенном расстоянии друг
от друга. Надвигая накладку грифа на фрезы, получают про-
пропилы, которые являются гнездами под ладовую проволоку.
Профилированную ладовую проволоку получают на специ-
специальном станке. Ладовую проволоку вручную забивают в на-
накладку грифа. После этого лады выверяют на прессе.
69
-?¦
ш си
© ©
© © © ©
? ? Ш Ш
-ЯТ
.1 t.
Ш
I з I
Рис. 71. Схема размещения оборудования цеха шлифовки и отделки
изделий:
1 — кабина лакораспылительная; 2 —стеллаж-вертушка для сушки изделий; 3 —станок
шлифовальный ленточный ШлПС-2; 4 — валик шлифовальный
Готовый гриф тщательно шлифуют на шлифовальных вали-
валиках, представляющих собой цилиндры с войлочной обивкой, на
которой заклепана шлифовальная бумага. Цилиндры крепят
непосредственно на оси электродвигателя, и всю систему снаб-
снабжают надежной вентиляцией.
Замеченные и поддающиеся ремонту дефекты устраняют на
участке ремонта.
Оборудование цеха шлифовки и отделки изделий. Грифы и
корпуса гитар порознь поступают в цех окончательной шлифов-
шлифовки и отделки (рис. 71). На шлифовальных ленточных стан-
станках ШлПС-2 зачищают деку и дно корпуса, а на шлифоваль-
шлифовальных валиках — обечайки корпуса.
Корпуса и грифы гитар покрывают нитролаком с помощью
распылителя. Этот процесс осуществляют в лакораспылитель-
ных кабинах, которые оборудованы специальной вентиляцией.
Покрытые лаком детали сохнут на стеллажах-вертушках.
На участке сборки гриф прикрепляют к корпусу гитары с
помощью винта. На головке грифа крепят колковую механику
и на готовом инструменте натягивают струны. Здесь применя-
применяется в основном ручной труд.
Готовые изделия поступают в отдел технического контроля.
§ 6. РАЗМЕТКА ПРИ ОБРАБОТКЕ ЗАГОТОВОК
В деревообработке, как и в любой другой отрасли, де-
детали изделий выполняют по чертежам. Изготовление детали по
чертежу начинают с предварительной разметки. Под ней по-
понимают размещение на материале общего контура детали. При
предварительной разметке по контуру детали обязательно дают
70
припуск на последующую обработку, величину каждого выби-
выбирают в зависимости от различных факторов. Для дорогостоя-
дорогостоящей древесины, подлежащей в дальнейшем фугованию вдоль
слоя, припуск при распиливании заготовок принимают в 2—
3 раза меньший (около 2 мм), чем при последующей обработ-
обработке стамеской и рашпилем.
Припуск, задаваемый при изготовлении детали, в значитель-
значительной степени зависит от состояния деревообрабатывающего инст-
инструмента, и, конечно, от уровня подготовки мастера. Опытный
работник хорошим инструментом более экономно расходует ма-
материал, что является весьма важным в производстве музыкаль-
музыкальных инструментов.
При проведении предварительной разметки следует обратить
особое внимание на сучки, трещины и другие пороки древесины.
При накоплении определенного опыта удается использовать
при предварительной разметке до 90 % материала.
При разметке ценных пород древесины разметку рекомен-
рекомендуют производить по строганной поверхности, на которой за-
заметны все пороки древесины, особенно мелкие трещины. При
расчете величины припуска следует учитывать ширину пропила.
Разметку осуществляют простым мягким карандашом. Твер-
Твердые карандаши могут быть использованы при разметке твердо-
лиственных пород. Но если таким карандашом провести жир-
жирную линию на еловой деке, ее можно испортить.
Для проведения разметки на древесине, окрашенной в тем-
темный цвет, или на древесине палисандра и черного дерева при-
применяют светло-желтый или белый карандаш. Из-за слабости
грифелей затачивают коротко.
Разметочные инструменты и приспособления составляют
часть измерительного и проверочного инструментария мастера.
При проведении разметки по шаблону ее качество опреде-
определяет точность изготовления шаблона. При пользовании шабло-
шаблоном следует помнить, что контур, получаемый очерчиванием
шаблона, в среднем на 0,2—0,5 мм больше контура шаблона.
Чем хуже заточен грифель карандаша, тем это расхождение
больше.
Линейки. В зависимости от рода работ необходимо иметь
несколько линеек.
Линейка чертежная с милиметровыми делениями (рис. 72, а)
необходима для вычерчивания на бумаге чертежей деталей,
графического расчета мензур и т. д. Рекомендуемая длина
линейки 50 см.
Линейка слесарная (рис. 72, б) металлическая, из-за малой
толщины легко гнется. Ее удобно использовать при предвари-
предварительной разметке, измерении длины криволинейных участков
деталей. Лучше иметь их две: длиной 25 и 50 см.
Линейку рабочую (рис. 72, в) можно изготовить самому из
хорошо высушенной березовой или дубовой рейки. Линейка
71
Рис 72. Набор линеек и угольников, применяемых при изготовлении
щипковых музыкальных инструментов.
а —чертежная линейка; б —слесарная металлическая линейка; в —линейка рабочая;
г —проверочная линейка; д — чертежный угольник; е — столярный угольник
предназначена для разметки досок и других крупных заготовок.
С этой целью на отфугованную кромку линейки стамеской на-
наносят риски через 1 или 0,5 см. Для четкости по рискам не-
несколько раз проводят черной шариковой ручкой. Рекомендуе-
Рекомендуемая длина линейки 1 м.
Линейку проверочную (рис. 72, г) используют для проверки
точности отфугованной поверхности. Проверочную линейку кла-
кладут на отфугованную накладку грифа или на гребешки обрабо-
обработанных ладов для того, чтобы проверить качество их исполне-
исполнения. Ее делают из алюминиевого брусочка сечением 15 X 15 мм
и длиной 50 см. Грани линейки обрабатывают на шлифоваль-
шлифовальном станке с максимально возможной точностью.
Если провести с помощью линейки прямую линию на бума-
бумаге, а затем, развернув линейку, провести еще одну линию по
первой, то можно по расхождению полученных прямых судить
о точности используемой линейки. В случае больших расхожде-
расхождений деревянную линейку следует отфуговать по кромке, а ме-
металлическая линейка ремонту в домашних условиях не подле-
подлежит.
Угольник. Под угольником обычно понимают две короткие
линейки, скрепленные под прямым углом.
Угольником чертежным (рис. 72, д) пользуются при выпол-
выполнении чертежей на бумаге, графическом расчете мензуры и т. п.
Для работы более удобны деревянные угольники.
При покупке угольника его легко проверить. Для этого на
плоскости стола или ребре линейки два угольника ставят ря-
рядом друг с другом. Если просвета между сторонами угольника
72
Рис. 73 Малка — приспособление для вычерчивания различных углов.
/ — колодочка; Г —перо; 3 —шарнир
Рис. 74. Штангенциркуль:
/ — губки для внутренних измерений; 2 —рамка, 3 —зажим рамки; 4 — штанга; 5 —линей-
—линейка глубиномера, 6 — шкала штанги; 7 —нониус; 8 — губки для наружных измерений
нет и они точно совпадают, то такие угольники вполне пригод-
пригодны к работе.
Угольник столярный (рис. 72, е) может быть изготовлен са-
самостоятельно из высушенной древесины березы или дуба. Точ-
Точность прямого угла проверяют или по проверенному угольнику,
или графически. Для этого на лист бумаги кладут точную ли-
линейку. К линейке прижимают угольник и остро отточенным
карандашом проводят линию, перпендикулярную линейке. За-
Затем угольник разворачивают другой плоскостью и по уже про-
проведенной линии прочерчивают еще одну. При полном совпаде-
совпадении прямых линий есть гарантия точного изображения уголь-
угольником прямого угла.
Малка (рис. 73). С помощью этого несложного измеритель-
измерительного приспособления при разметке изображают любой угол от
О до 180°. Малка состоит из колодочки 2 и пера /, которое
может вращаться на шарнире 3. Благодаря такому устройству
перо можно легко установить под любым углом к колодочке.
Угол малки устанавливают по транспортиру. Проверку углов
малкой производят так же, как и угольником.
Малку изготовляют самостоятельно из твердолиственных по-
пород древесины.
Штангенциркуль (рис. 74). Этот измерительный прибор
позволяет производить измерения с большой степенью точности
(для древесины до 0,1 мм). Им удобно пользоваться при изме-
измерении как деревянных деталей, так и металлических, таких как
ладовая проволока, пильное полотно, струна и т. п.
Рейсмус. Применяют при прочерчивании (точнее процара-
процарапывании) линий, параллельных кромке заготовки или изделия.
Обычный столярный рейсмус применяют редко. Его вполне за-
заменяет рейсмус-резак.
Набор чертежных инструментов. В него входят линейка,
циркуль, циркуль-измеритель и транспортир. Набор необходим
73
Рис 75 Самодельный шаблон для сборки корп\са балалайки
1~основание, 2—ребро, 3 — \ пор для крепления задинки, 4 — набойка, -5 — пазы,
б —шипы, 7 —риска
при разработке и вычерчивании шаблонов, разметке мензуры,
разработке новых видов оформления дек инструментов и т. д.
Мастер по изготовлению музыкальных инструментов должен
обладать хорошим глазомером Так, например, обрабатывая
строганием широкую поверхность, можно линейкой проверить
отсутствие кривизны вдоль и поперек Перекос же поверхности
определяют на глаз Для глазомерной проверки поверхности
переднее ребро следует расположить на уровне глаз. Закрыв
один глаз, другим глазом смотрят вдоль поверхности При этом
зрительно совмещают линии переднего и заднего ребер. Если
перекоса нет, то линии обоих ребер параллельны друг другу.
При перекошенной поверхности линии ребер не совпадают, при
неровной поверхности — над линиями ребер обозначатся все
выступающие участки.
Аналогичным образом поступают при отладке железок у
рубанка, полотен у лучковых пил и во многих других случаях
Корпуса щипковых инструментов имеют довольно сложную
геометрическую форму. Редкая деталь корпуса является плос-
плоской фигурой. Собирают корпуса из отдельных деталей на клею
с использованием специальных приспособлений, которые назы-
называют шаблонами.
Мастера по изготовлению щипковых музыкальных инстру-
инструментов должны уметь изготовлять шаблоны для корпусов, так
74
и
Рис. 76. Шаблон для сборки корпуса балалайки в производственных
условиях
/ — основание, 2 — упор для зажима ручки 3 — винт; 4 — ограничители, 5—упор р^чкн, 6 —
гребенка, 7—упор задинки, 8—планка для зажима задинки, 9 — винт зажима задинки, 10 —
ручка винта
как, несмотря на внешнюю схожесть, в каждом инструменте
есть своя индивидуальность.
Шаблон корпуса балалайки (рис. 75) Материалом для из-
изготовления шаблона может служить хорошо высушенная дре-
древесина сосны или ели. На основании / с помощью шиповой
врезки закрепляют упор 3 и подкрепляют его ребром 2, кото-
которое в свою очередь также врезается шиповым соединением в
основание /. Два паза 5 в нижней части основания предназна-
предназначены для губок струбцин, которые будут прижимать ручку гри-
грифа к основанию. Для более надежного соединения ручки грифа
с основанием в последнем ставят шипы 6. Роль шипов выпол-
выполняют острия гвоздей, утопленных в тело основания Шипы вы-
выступают над верхней плоскостью основания на 2—2,5 мм.
Установку ручки грифа осуществляют строго по оси шабло-
шаблона, которую для этого прочерчивают жирной карандашной ли-
линией. Вторым ориентиром является риска 7, которая определя-
определяет длину корпуса балалайки.
В промышленных условиях применяют металлические шаб-
шаблоны (рис. 76).
На металлическом основании / из швеллера смонтированы
неподвижный упор 5 и подвижный упор 2, между которыми с
помощью винта 3 зажимают ручку грифа. Задинку корпуса
устанавливают между упором 7 и планкой 8 и зажимают вин-
75
Рис. 77. Разметка заютовки полного
шаблона домры
/ —лист картона, 2 —шаблон-образец, 3 — заго-
заготовка
Рис 78. Схема образования поверхно-
поверхности центральной клепки
1 — ось центральной клепкн; 2—заготовка шаб-
шаблона, 3 —лист картона с линией проекции цент-
центральной клепкн, 4 — контур центральной_клепкн
том 9. Перекос в размерах корпуса исключен за счет приме-
применения гребенки 6, на которую ложатся клинья корпуса.
Шаблон корпуса домры. Для изготовления шаблона корпу-
корпуса домры требуется большой опыт работы. Это связано с тем, что
изготовление полного шаблона домры является сложной опе-
операцией. Значительно проще изготовить простой гребенчатый
шаблон.
Полный шаблон корпуса домры вырезают из заготовки, кото-
руют склеивают из 4—6 сосновых или еловых досок. Они долж-
должны быть хорошо просушены и не иметь сучков диаметром бо-
более 10 мм. Доски склеивают казеиновым клеем или эмульсией
ПВА. Стянуть склеенные доски можно гвоздями, которые за-
затем необходимо выдернуть. Изготовленная заготовка должна
быть больше будущего шаблона на 20—30 мм с каждой сторо-
стороны. Расположение слоев в заготовке показано на рис. 77.
На плоскость заготовки 3 наносят контур основания образ-
образцового шаблона 2. Пилой, топором и стамеской вырезают ци-
цилиндрическую поверхность с основанием начерченного контура.
С шаблона-образца 2 на картон 1 точно переносят профильную
линию. Это проекция средней клепки девятиклепочного корпуса.
По указанному профилю обрабатывают заготовку, строго при-
придерживаясь центральной оси. Эта работа требует аккуратности
и внимания.
Симметрично относительно центральной оси 1 (рис. 78) изо-
изображают контур первой клепки 4 Его переносят с образца-
шаблона. От контура первой клепки влево и вправо срезают
76
Рис 79. Схема переноса углов наклона площадок с образ-
образцового шаблона на изготовляемый
а—перенос углов первых соседних с центральной клепкой площадок;
б—перенос углов вторых площадок; / — образцовый шаблон; 2—мал-
2—малка; 3—заготовка изготавливаемого шаблона
площадки, на которые будут перенесены контуры соседних кле-
клепок. Площадки соседних клепок наклонены по длине под раз-
разными углами к центральной клепке. Эти углы измеряют мал-
малкой на образцовом шаблоне и переносят на изготовляемый шаб-
шаблон. На полученные поверхности переносят контуры соседних
клепок и приступают к подготовке площадок под следующие.
Важным условием точности изготовления шаблона является
измерение углов наклона площадок всех клепок относительно
центральной клепки. Последовательность измерения указанных
углов схематично показана на рис. 79.
После изготовления шаблона его слегка зачищают рашпилем
вдоль клепочных площадок. Торцовые площадки у шаблона
домры выполняют по размерам, снятым с образцового шабло-
шаблона. Ориентировочно эти размеры можно взять из описания
шаблона гребенчатого типа.
Шаблон гребенчатого типа (рис. 80) для домр легче в из-
изготовлении, чем полный шаблон, но и он требует предельной
аккуратности.
Изготовление шаблона гребенчатого типа начинают с заго-
заготовки десяти дощечек размером 200 X 130 мм. В дощечках
не должно быть пороков. Кроме того, требуются две дощечки
77
Вид А
Рис. 80. Чертеж гребенчатого шаблона корпуса домры-примы с основ-
основными размерами.
1 — ребра шаблона; 2—ребра жесткости; 3 — основание шаблона; 4,5—торцовые
площадки
размером 150x100x20 мм. Материал дощечек — ель или
сосна.
На дощечки, склеенные между собой, наносят контур осно-
основания 3 и приклеивают еще две необработанные торцовые пло-
площадки 4 и 5, располагая их слои перпендикулярно основанию
шаблона. На торцовых площадках размечают осевые линии.
Обработанные с запасом 5—10 мм дощечки вклеивают между
торцовыми площадками. Для прижатия склеиваемых деталей
удобно притянуть гвоздем торцовую площадку к вклеиваемому
ребру. Длину и особенно толщину гвоздей следует подобрать
так, чтобы не расколоть дощечки.
Обработку склеенного гребенчатого шаблона производят в
той же последовательности, что и обработку полного шаб-
шаблона.
Торцовые площадки имеют скос 1—2°, который необходим
для снятия собранного корпуса с шаблона.
Для придания жесткости конструкции гребенчатого шаблона
устанавливают ребра жесткости 2. Их делают в виде клиньев,
сажаемых на клей. Каждый клин следует подгонять в отдель-
отдельности.
На ребрах / изготовленного шаблона карандашом прочер-
прочерчивают осевые линии. После этого 1—2 раза всю поверхность,
кроме внешней стороны торцовых площадок 4 и 5, покрывают
нитроцеллюлозным лаком.
Шаблон корпуса гитары. Часто такие шаблоны называют
формой, так как на них собственно формируется корпус гита-
гитары. Приступать к изготовлению шаблона следует после того,
как выбрана конфигурация корпуса гитары.
Известно, что чем тоньше «талия» гитары, т. е. чем круче
выгибаются обечайки корпуса, тем сложнее работа с ним.
В последнее время большинство западных фирм, да и некото-
78
Б-Б
Рис. 81. Шаблоны для сборки корпуса гитары
а —шаблон для сборки корпуса гитары: / — верхний брусок; 2—брусок
талии; 3 —листы фанеры; 4—нижний брусок; 5 —осевая линия; б —шаблон
для сборки корпуса гитары с центровиками. /—шаблон, 2~центровики
рые наши фабрики перешли на выпуск гитар со слабо выра-
выраженным сужением корпуса, т. е. «талией».
Для изготовления шаблона требуется фанера толщиной
не менее 10 мм и бруски хорошо просушенной ели или сосны
без сучков.
На листы фанеры наносят контур будущего корпуса. Реко-
Рекомендуют контур точно вычертить на листе чертежной бумаги,
вырезать, а затем перенести на листы фанеры. В зависимости
от основных размеров корпуса гитары фанеру обрезают по
контуру, изображенному на рис. 81, а. Контур корпуса проре-
прорезают тонкой пилкой в каждом листе отдельно. Затем, сложив
оба листа вместе и сбив их 3—4 гвоздями, полукруглыми раш-
рашпилем и напильником точно обрабатывают листы по линии
контура.
Бруски /, 2, 4 обрабатывают по высоте по заданным разме-
размерам. На казеиновом клее собирают всю конструкцию шаблона.
Для прочности можно использовать деревянные гвоздики (но
не металлические). После того как клей затвердеет, деревянные
бруски обрабатывают по контурам фанерных листов с внутрен-
внутренней и внешней стороны.
Поверхность шаблона шлифуют наждачной бумагой. На по-
поверхность фанерных листов 3 и по граням брусков 1 и 4 на-
наносят осевую линию 5. Поверхность шаблона (кроме прорезан-
прорезанного контура) рекомендуют 2—3 раза покрыть нитроцеллюлоз-
ным лаком.
На рис. 81,6 изображены центровики 2, с помощью которых
обечайки прижимают к шаблону /. Центровики делают из ели
или сосны по заданным размерам. Высота этих деталей больше
высоты шаблона на 2—4 мм. Центровики должны точно повто-
повторять контур корпуса гитары, т. е. прилегать к шаблону без
щелей.
Для удобства пользования на центровиках и на шаблоне
ставят буквы Л и П, что означает «левый» и «правый».
Контрольные вопросы и задания
1. Что понимают под термином «разметка»?
2. Что такое припуск на обработку и от чего он зависит^
3. Как проверяют прямолинейность линейки?
4. Как проверяют прямой угол у угольника?
5. Проверьте свой глазомер на определении перекоса поверхности деревян-
деревянного бруска.
6. Сделайте шаблон для изготовления балалайки-примы.
7. В чем сходство и в чем различие полного шаблона и шаблона гребенча-
гребенчатого типа для сборки корпуса домр?
8. Вычертите в масштабе 1 : 1 два-три контура корпуса гитары по образцам,
изображенным на рис 187—194.
9 По выбранному контуру корпуса гитары сделайте шаблон для его изго-
изготовления.
80
§ 7. ВОПРОСЫ СПЕЦИАЛЬНОЙ ТЕХНОЛОГИИ
ДРЕВЕСИНЫ
Сушка древесины
Сушкой называют процесс удаления влаги из материа-
материала. Влага в древесине содержится в двух видах — свободная и
гигроскопическая. Гигроскопической влаги содержится в древе-
древесине до 30 %. Эта влага связана с древесиной и находится в
стенках клеток. Остальная влага находится в свободном виде
в клеточных полостях и сосудах.
В начале сушки из древесины испаряется только свободная
влага. Гигроскопическая влага начинает испаряться лишь после
того, как улетучится вся свободная влага. Таким образом при
влажности древесины менее 30 % мы имеем дело с той частью
влаги, которая содержится в стенках микроструктуры древеси-
древесины. Удаление этой влаги сильно влияет практически на все свой-
свойства древесины.
Содержание влаги в древесине характеризуют отношением
массы влаги в древесине к массе древесины. Это отношение,
выраженное в процентах, и называют влажностью. В настоя-
настоящее время влажность древесины определяют двумя способами.
Первый способ — весовой. Из партии древесины вырезают
образец размером 10ХЮ0Х50 мм (волокна направлены
вдоль короткой стороны). Образец взвешивают на лаборатор-
лабораторных весах с точностью до 0,1 г. Затем его сушат в электриче-
электрическом сушильном шкафу при температуре 103±2 °С. Через
б ч сушки образец взвешивают первый раз, а затем эту опе-
операцию повторяют через каждые 2 ч. Образец выдерживают в
шкафу до тех пор, пока масса его не перестанет убывать.
Постоянную массу принимают равной массе образца в абсолют-
абсолютно сухом состоянии. Разность масс влажного и абсолютно су-
сухого образца, деленная на массу абсолютно сухого образца, и
есть его влажность.
Второй способ — электрический. Влажность определяют с
помощью электровлагомеров (рис. 82). Эти электрические при-
приборы позволяют измерять влажность в пределах 7—30 % с точ-
точностью ±2—3 % и в пределах 30—60 % с точностью ±5—10 %.
Принцип действия приборов основан на зависимости электриче-
электрического сопротивления древесины от ее влажности.
Для определения влажности образца в него вводят иглы
датчика 2 на полную глубину в направлении вдоль волокон.
Показывающий прибор измерительного устройства / имеет
шкалу, проградуированную в процентах влажности для древе-
древесины сосны при температуре 20 °С. Если требуется измерить
влажность других пород, то делают пересчет по таблицам, по-
поправок, прилагаемым к электровлагомеру.
81
Рис. 82. Электровлагомер
ЭВ-2К
/ — электронное измерительное уст-
устройство; 2 —датчик с тремя иглами
Процесс сушки древе-
древесины сопровождается из-
изменением ее геометриче-
геометрических размеров. Вдоль во-
волокон эти изменения ни-
ничтожно малы, и их в рас-
расчет не берут. В радиаль-
радиальном и тангенциальном на-
направлениях деформации,
связанные с усушкой, мо-
могут достигать соответ-
соответственно 5 и 10 %.
Усушка зависит от по-
породы древесины, а в пре-
пределах одной породы — от
строения древесины. На
рис. 83 изображены де-
деформации торца заготов-
заготовки древесины. Причиной
искажения форм являет-
является неодинаковая усушка древесины в радиальном и тангенци-
тангенциальном направлении.
Высушенная древесина, помещенная во влажную среду, на-
начинает впитывать воду. Повышается влажность древесины и
начинается деформация, обратная усушке, которая называется
разбуханием.
В промышленных условиях древесину сушат в сушилках, в
конструкциях которых используют многие физические явления.
Наиболее распространена камерная сушка нагретыми газами.
Большое применение находит атмосферная сушка пиломатери-
пиломатериалов.
В условиях мастерских по изготовлению музыкальных инст-
инструментов атмосферная сушка является единственным и наибо-
наиболее качественным способом снижения влажности в заготовках
древесины. Если доску из свежеспиленного дерева оставить в
теплое время года под навесом, а лучше на чердаке деревян-
деревянного дома, то через некоторое время вес доски перестанет убы-
убывать. Это говорит о том, что влажность древесины достигла
некоторого устойчивого значения. Такая влажность называется
воздушно-сухой. Тонкие пиломатериалы достигают воздушно-
сухого состояния через несколько недель, толстые — через не-
несколько месяцев, а бревна — через несколько лет.
В зависимости от климата и погоды влажность древесины,
соответствующая ее воздушно-сухому состоянию, составляет
82
Рис. 83. Картина деформаций торца за-
заготовки древесины из-за неодинакового
чсыхания в радиальном и тангенциаль-
тангенциальном направлении
8—22 % Для европейской части
СССР это значение составляет
около 15 %•
Для изготовления музыкаль-
музыкальных инструментов пригодна дре-
древесина, влажность которой не
превышает 6%. Это очень низ-
низкий показатель влажности. Его
достигают длительной, а иногда
и многолетней задержкой заготовок в условиях сухих, хорошо
проветриваемых помещений.
Для получения качественной сушки различных заготовок
следует придерживаться некоторых правил. Доска, бревно или
брусок древесины, аккуратно положенные на просушку, через
несколько лет могут стать прекрасным материалом для изго-
изготовления деталей инструмента. Для того чтобы торцы заготов-
заготовленных брусков или досок не растрескались в процессе сушки,
их следует залить парафином или сплошь заклеить бумагой.
Доски и дощечки, положенные на длительную сушку, обяза-
обязательно должны иметь прокладки между собой по высоте. Шпон
следует хранить в плотно связанных пачках.
Окрашивание древесины
Исторически сложившиеся традиции предусматривают
применение ценных, как правило тропических, пород древеси-
древесины для изготовления отдельных деталей музыкальных инстру-
инструментов. Такими породами являются красное и черное дерево,
палисандр и т. п. Но не всегда предприятие или мастер распо-
располагают указанной древесиной, а в некоторых случаях примене-
применение такой древесины необязательно. Отечественные породы дре-
древесины, и в первую очередь береза, ольха и граб, соответствую-
соответствующим образом окрашенные, вполне могут заменить экзотические
породы.
Окрашивание производят с помощью красителей — раствори-
растворимых красящих веществ, которые прочно закрепляются на дре-
древесине, изменяя ее цвет, но не затемняя текстуру. Красители,
которые сообщают окрашиваемой поверхности свой цвет, назы-
называют прямыми. Красители, которые при нанесении на древе-
древесину образуют красящие соли, называют протравными.
Различают два вида крашения древесины. Поверхностное
крашение, при котором глубина проникания красителя не пре-
превышает 0,5 мм, является результатом кратковременного воз-
83
действия красителя на древесину. Поверхностное крашение ши-
широко применяют перед отделкой инструментов лаками или по-
политурами. Чаще всего к поверхностному крашению прибегают
при отделке корпусов инструментов.
При глубоком крашении краситель проникает в древесину
на достаточно большую глубину (иногда даже насквозь). При
таком крашении красящим составом воздействуют на древеси-
древесину длительное время и его активность повышают за счет на-
нагрева красителя, повышением или понижением давления в ка-
камере окрашивания.
При изготовлении инструментов мастер получает окрашен-
окрашенные древесные материалы следующих видов.
Пластинки — технологически выполненные пилением или
строганием массива на дощечки толщиной 4—б мм. Материалом
пластинок являются клен, граб и груша. Применяют пластинки
для изготовления панцирей, обечаек, доньев гитар и гуслей
и т. д. Окрашивают в черный и коричневый цвета различных
оттенков.
Штап — тонкие рейки получаемые пилением мелкозубыми
циркулярными пилами. Размер сечения 5X3 при длине 1 м
и более. Материал штапа — береза, граб. Окрашивают обычно
в черный цвет. Применяют для обкладки корпусов инструмен-
инструментов.
Шпон — получают лущением или строганием толщиной 0,5—
1,2 мм. Окрашивают обычно в черный, вишневый, желтый
и другие цвета. Материалом для шпона является береза, ольха,
орех и т. п. Применяют для жилок, розеток, уголков, «верево-
«веревочек» и других украшений музыкальных инструментов.
Для крашения древесины используют водные растворы
красителей. Вода для растворов красителей должна быть чис-
чистой и мягкой. Обычную водопроводную воду можно смягчить
кипячением или добавлением примерно 1 % кальцинированной
соды или нашатырного спирта. Некоторое увеличение количе-
количества нашатырного спирта (до 5 %) способствует более глубо-
глубокому прониканию красителя в древесину. Краситель раство-
растворяют в воде, нагретой до 80—90 °С. Остывший раствор краси-
красителя фильтруют и после пробного окрашивания образца той же
породы, что и рабочие детали, пускают в производство.
Для поверхностного окрашивания рекомендуют нижеприве-
нижеприведенные составы красильных растворов.
Для окрашивания в темно-красный цвет 40 г бисмарка рас-
растворяют в 1 л воды. Применяют при окрашивании корпусов
всех инструментов.
Для окрашивания в коричневый цвет 40 г кислотный ко-
коричневый краситель марки МГ растворяют в 1 л воды. При-
Применяют при окрашивании корпусов балалаек.
Для окрашивания клена под палисандровое дерево в 1 л
воды растворяют 30 г кислотного красного красителя, 30 г кис-
84
лотного коричневого марки 5Г и 1 г нигрозина водораствори-
водорастворимого.
Замечательные по глубине тона и плотности дают красите-
красители, применяемые в текстильной промышленности при окраши-
окрашивании шерстяных и хлопчатобумажных тканей. При их исполь-
использовании рекомендуют обязательно проводить пробное окраши-
окрашивание с полной просушкой. Весьма полезным бывает пробное
покрытие такого образца 1—2 слоями лака, так как лаковая
пленка меняет цвет окрашенной древесины.
Глубокую прокраску применяют при изготовлении таких де-
деталей, как накладки грифов, жилки, штап и пр. Наиболее рас-
распространенный метод пропитки — автоклавный. При этом окра-
окрашиванию подвергают древесину или в виде пиломатериалов,
или, что более предпочтительно, в виде заготовок.
Глубокая прокраска древесины обычно идет в следующем
режиме. Пропарка под давлением 0,1—0,15 МПа в течение
30—45 мин. Пропитка горячим раствором красителя G0—80°)
под давлением 1 МПа в течение 1—4 ч. Для шпона время
пропитки в том же режиме составляет 10—15 мин.
Глубокая пропитка в условиях домашней мастерской воз-
возможна лишь только с использованием температурного фактора.
При выдерживании деталей или шпона в растворе красителя
при температуре 30—90 °С в течение 2—4 ч можно получить
довольно глубокое прокрашивание. Это можно сделать на ули-
улице на костре или на переносной газовой плите. Указанные
красители бывают в продаже.
Особое внимание и аккуратность необходимы при поверх-
поверхностном крашении. К крашению приступают, когда инструмент
практически готов. Неудачной операцией окрашивания можно
испортить всю работу. Исправляют некачественную окраску
или более темным красителем, или путем снятия окрашенного
слоя.
Перед поверхностным окрашиванием при необходимости
проводят операцию порозаполнения и обязательно удаляют
ворс. Поверхность очищают щеткой или мягкой тканью.
Для окрашивания используют квадрат ткани с вложенным
туда куском ваты. Такой тампон пропитывают красителем и
обязательно делают несколько пробных полос на древесине,
аналогичной окрашиваемой. Раствор красителя не должен сте-
стекать с поверхности. В то же время на поверхности не допу-
допускаются непрокрашенные участки. Движение тампона должно
быть параллельно слоям окрашиваемой древесины. Участки де-
деталей, где древесина выходит своими торцами (головки грифов,
пятки и т. п.), следует перед окрашиванием слегка увлажнить.
Это не даст торцам впитать излишек красителя и быть значи-
значительно темнее, чем остальная поверхность.
Окрашенную поверхность сушат в течение 2—3 ч при ком-
комнатной температуре. Затем ее натирают куском войлока для
85
придания равномерного лоска и удаления налета нерастворив-
шегося красителя. Пятна и шероховатости не допускаются.
При проведении дальнейших операций с окрашенными по-
поверхностями следует быть внимательным. При некачественных
красителях или нарушении технологии возможно частичное рас-
растворение красителя клеевым раствором. Склеивание окрашен-
окрашенных деталей (например, вклеивание розеток в деки) надо вы-
выполнять с большой аккуратностью.
Склеивание древесины
Склеивание является эффективным средством соедине-
соединения деталей в одно изделие. Бесспорным преимуществом кле-
клеевых соединений является отсутствие ослабления сечений, сле-
следов коррозии от металлических скреп, а также незначительные
материальные затраты.
При склеивании древесных деталей структура изделия ста-
становится более однородной. Кроме того, значительно снижается
опасность коробления всего изделия и его элементов. Это объ-
объясняется ослаблением влияния пороков древесины и несовпаде-
несовпадением направления ее волокон.
Склеивание — единственно приемлемый способ соединения
деталей в музыкальных инструментах. Клеевые соединения в
музыкальных инструментах работают в разных условиях, к ним
предъявляются различные требования.
Любое клеевое соединение — это соединение различных де-
деталей в одно целое. Примером тому может служить склеива-
склеивание деки инструмента из отдельных дощечек. Но кроме этого
склеивание применяют и в других целях. Переклейка деталей
грифа проводится для придания ему большей жесткости при
действии сжимающего и изгибающего усилия натянутых струн,
переклейку деталей колкового бруса в гуслях звончатых выпол-
выполняют для обеспечения более плотной посадки колков в древе-
древесине. Приклеивание пружинок к декам придает им большую
прочность; приклеивание отдельных деталей и склеивание шпо-
шпоном чаще всего преследует эстетические цели. При установке
точек на грифе, при забивке ладов используют костный или
мездровый клей для лучшего удержания недеревянных деталей
в древесине. Процесс шпаклевания также можно рассматривать
как склеивание древесных опилок с ремонтируемой деталью.
Необходимо уметь грамотно пользоваться клеями, представ-
представлять себе механизм работы клеевого соединения, уметь пра-
правильно применять специальные приспособления для склеивания.
Клеи принято различать по виду исходного сырья, свойствам
и применению.
Клеи животного происхождения имеют в своем составе бел-
белковые вещества, которые содержатся в шкурах, костях, крови
86
и молоке животных. Это в первую очередь коллагеновые или
глютиновые клеи — мездровый, костный, рыбий. Иногда их на-
называют столярными. Казеиновые клеи изготавливают на осно-
основе молока и творога, а альбуминовые — на основе крови жи-
животных.
В последнее время в промышленности широко применяют
синтетические клеи, приготовленные из смол, образуемых при
взаимодействии фенола (фенольные клеи), а также мочевины
и меламина (карбамидные клеи) с формальдегидом. Широко
используют на производстве поливинилацетатную эмульсию
(ПВА), которая имеет ряд достоинств перед другими синтети-
синтетическими клеями. В условиях ручного производства музыкальных
инструментов лишь иногда используют эмульсию ПВА. Осталь-
Остальные синтетические клеи встречаются лишь в промышленном
производстве.
Все клеи делятся на обратимые и необратимые. Обратимые
клеи после затвердевания могут вновь обратиться в жидкий
раствор от воздействия тепла, влаги или каких-либо раствори-
растворителей. Необратимые клеи после затвердевания не могут быть
переведены в исходное жидкое состояние.
Разделение клеев на высоководоупорные, маловодоупорные
и неводоупорные не имеет большого значения для производства
музыкальных инструментов, влага к которым может попасть
лишь в виде паров. Тропический вариант изготовления музы-
музыкальных инструментов нами не рассматривается.
Известную опасность для клеевых соединений в музыкаль-
музыкальных инструментах представляют микроорганизмы, которые, раз-
развиваясь в клеевом шве, значительно снижают его прочность, а
иногда и полностью его разрушают. Появляются грибковые
разрушения клеев животного происхождения или при наруше-
нарушении технологии приготовления клея, или от избытка влаги в
процессе хранения готового инструмента.
Клеи в рабочем состоянии бывают в виде жидкости, пасты,
порошка или гранул. В музыкальной промышленности приме-
применяют только жидкие клеи.
Прочность склеивания зависит в основном от двух факторов:
прочности соединения клеевого слоя со склеиваемой поверх-
поверхностью (адгезии) и прочности самого клея в клеевом слое (ко-
гезии).
При исследовании прочности клеевого соединения возможны
разрушения трех типов: адгезионный — когда клеевой слой или
пленка отстает от соединяемых деталей; когезионный — когда
разрушение происходит по клеевому слою; смешанный — когда
одновременно наблюдаются признаки адгезионного и когезион-
ного типов.
Те клеи, которые рекомендуют при изготовлении музыкаль-
музыкальных инструментов, при условии их правильного приготовления,
вполне обеспечивают когезионную прочность. Адгезионная проч-
С 1С О
Рис. 84. Клеянка для приготовления
столярного клея*
1— кисточка; 2 — крышка; 3—цилиндрическая
банка; 4 — клеевой раствор; 5—водяная ру-
рубашка; 6 — коническая банка
ность, т е. прочность соедине-
соединения клеевого слоя с поверхно-
поверхностями деталей, может иметь
механическое и полярное тол-
толкование.
Механическая адгезия объ-
^ ^ ясняется прониканием клея в
%г_бо_ J древесину на некоторую глуби-
* ' ну. Клей заполняет полости
клеток, межклеточные про-
пространства, сосуды и там затвердевает. При этом между склеи-
склеиваемыми поверхностями образуется прочная клеевая связь.
Молекулярным сцеплением между клеевым слоем и поверх-
поверхностью древесины объясняется полярная адгезия. Так как час-
частицы клеевого животного или растительного раствора электри-
электрически заряжены, а древесина также полярна, то эти клеи обес-
обеспечивают надежное склеивание деревянных деталей. При скле-
склеивании древесины наблюдается как механическая, так и поляр-
полярная адгезия. Они работают вместе и дополняют друг друга.
Толщину клеевого слоя считают оптимальной тогда, когда
она нивелирует неровности склеиваемых поверхностей. В то же
время излишне толстый клеевой слой при затвердевании может
сам разрушиться от тех усилий, которые возникают в нем при
усадке. В тонком клеевом шве эти усилия будут меньше.
Опыт работы с клеями показывает большие возможности
изменять толщину клеевого слоя за счет густоты самого кле-
клеевого раствора.
На рис. 84 изображена клеянка для приготовления и хране-
хранения мездрового или костного клея. Так как клей варят при
температуре 60—70 °С, то тепло к клеевому раствору 4 подводят
через водяную рубашку 5.
Кисточку для столярного клея делают из лубяного слоя
липы. Лубяной слой толщиной 4—5 мм нарезают полосками по
12—14 мм. Замачивают полоски в течение 3—4 дней и затем
расщепляют один конец на длину 20 мм. Повторив эту опера-
операцию 2—3 раза можно получить удобную для работы кисть.
Синтетические и щетинные кисти служат недолго.
Мездровый, или костный, клей приготавливают следующим
образом. Гранулы клея (или его порошок) кладут в клеянку,
заливают водой комнатной температуры так, чтобы весь клей
скрылся под водой, но не более того. Во время разбухания по
запаху можно определить качество клея. Гнилостный запах
разбухающего клея говорит о его непригодности к работе.
88
Через 3—4 ч набухший клей разогревают до температуры
70—80 °С. Для этого клеянку ставят или на электрическую
плитку, или на газовую конфорку с очень маленьким факелом.
Следует следить за тем, чтобы вода в водяной бане не закипе-
закипела. Костный клей плавится при температуре около 30 °С, а мез-
мездровый — при температуре около 40 °С. Долго разогревать, а тем
более кипятить клеевой раствор нельзя.
Густоту клеевого раствора определяют по стеканию его с
кисти. Нормально сваренный клей стекает ровной, сплошной,
просвечивающейся струйкой без сгустков. Появление сгустков
говорит о чрезмерной густоте клея. Разбавить густой клей мож-
можно теплой кипяченой водой. Нормальный клей в конце струйки
ложится мелкими «крендельками», а слишком жидкий в конце
струйки образует маленькую воронку.
При заметном расходовании клея из клеянки допускается
подсыпать в нее гранулы или порошок клея, заливая теплой
водой. После 2—3 ч набухания клеевой раствор можно подо-
подогреть.
Если после длительного перерыва в работе на поверхно-
поверхности клея образовалась плесень, то его необходимо заменить
новым.
Казеиновые клеи имеют вид светло-серого порошка. К ра-
работе его приготавливают следующим образом. Определив при-
приблизительно потребное количество клея, в чистую стеклянную
посуду наливают воду комнатной температуры, причем воды
берут в 2 раза (по массе) больше, чем порошка клея. Переме-
Перемешивание производят в течение 1 —1,5 ч. В результате получается
однородная сметанообразная масса без комков. В случае силь-
сильного загустения смеси перемешивание прекращают. Через не-
некоторое время смесь сама разжижается. Водой разбавлять
нельзя.
Клеевой раствор годен к употреблению 1—2 ч. После этого
он густеет и становится непригодным для работы. Казеиновый
клей наносят деревянной лопаточкой. Посуду после приготовле-
приготовления казеинового клея заливают холодной водой. На следующий
день остатки клея легко смываются.
Одним из недостатков казеинового клея является изменение
цвета древесины в клеевом шве. Особенно это заметно при
склеивании дек. Этот недостаток устраняют не допуская нане-
нанесения жидкой клеевой массы.
Казеиновый клей превосходит мездровый водостойкостью и
прочностью склеивания.
Для того чтобы детали прочно склеились, необходима точ-
точная их подгонка. Лучшее склеивание происходит по фугован-
фугованным плоскостям. При изготовлении грифов и деталей корпусов
их необходимо цинубить, так как древесина, из которой изго-
изготовлены эти детали, твердая. Для древесины ели и березы
склеивание можно производить и на гладкую фугу.
89
Давно отфугованные детали перед склеиванием необходимо
вновь отфуговать или, в крайнем случае, цинубить. От долгого
лежания в условиях мастерских поверхностные поры древесины
забиваются пылью и не обеспечивают проникания клеевого рас-
раствора в материал.
Влажность склеиваемой древесины должна быть в пределах
б—10 %, т. е. материал должен быть качественно просушен.
Толщина клеевой прослойки во многом определяет качество
склейки. На основании опытных данных считают оптимальной
толщину клеевого слоя 0,08—0,15 мм. Более тонкий слой носит
название «голодная склейка» и не обеспечивает надежного со-
соединения деталей. Увеличение клеевого слоя вредно сказыва-
сказывается в процессе эксплуатации.
На толщину клеевого слоя оказывают влияние следующие
основные факторы: температура клеевого раствора и склеивае-
склеиваемых поверхностей деталей, усилие запрессовки, густота клеево-
клеевого раствора.
Температуру клеевого раствора мастер выдерживает посто-
постоянно в пределах 60—80 °С. Склеиваемые детали перед нанесе-
нанесением на них клея обычно подогревают, подержав приклеивае-
приклеиваемой поверхностью над газовой или электрической плиткой.
Такой незначительный нагрев поверхности не позволяет клею
быстро остыть и облегчает его проникание в поры дре-
древесины.
Усилие запрессовки склеиваемых деталей выбирают в каж-
каждом случае особо. Если склеиваемые детали пережать, то боль-
большая часть клеевого раствора будет выдавлена. В таком случае
получают «голодную склейку». Если усилие запрессовки недо-
недостаточно, то есть опасность непроклея. Оба дефекта склейки
недопустимы. Обычно считают усилие запрессовки нормальным,
если клей выступил по контуру клеевого слоя тонким валиком
одинаковой толщины. Следует знать, что для густого клея уси-
усилие запрессовки требуется большее, чем для жидкого. При ра-
работе с жидкими клеями не следует сильно сжимать детали,
чтобы не выдавить из соединения раствор клея.
Приспособления, которыми пользуются для запрессовки
склеиваемых деталей, делятся на две основные группы: винто-
винтовые и клиновые.
Винтовые приспособления называют струбцинами (рис.85).
С их помощью сжимают склеиваемые детали, прижимают от-
отдельные детали к целому и крепят обрабатываемые детали на
верстаке.
Очень часто при сборке музыкальных инструментов для при-
прижима используют деревянные клинья. Существует несколько
приемов правильного использования клиньев (рис. 86).
Фанерование деталей также можно рассматривать как
склейку деталей. В производстве гуслей звончатых шпоном бла-
благородных пород древесины фанеруют раму инструмента, скры-
90
Рис 85 Струбцины для р\чной запрессовки склеиваемых деталей
Рис 86 Использование клиньев при прижиме склеиваемых деталей
с —правильное, б —неправильное
вая таким образом технологические изъяны и придавая инстру-
инструменту нарядный вид
Для фанерования заранее нарезают листы шпона с запасом
3—5 мм на каждую сторону, цинубят плоскость рамы, к кото-
которой будет приклеен шпон, а затем как можно быстрее наносят
клей на плоскость рамы и на поверхность шпона. Костный или
мездровый клей должен быть густым. Шпон накладывают на
поверхность рамы и несколько раз разравнивают специальным
горячим молотком (при этом края шпона будут скручиваться).
Затем тряпочкой, смоченной в горячей воде, прогревают и ув-
увлажняют наружную поверхность шпона. Шпон становится по-
послушным, разравнивается по плоскости Левой рукой придер-
придерживают шпон, чтобы он не сдвигался по клею, а правой ин-
интенсивно двигают носиком молотка вдоль полосы шпона для
того, чтобы выдавить излишки клея из-под шпона (рис. 87,а).
Не следует переувлажнять шпон, так как влага, проникая
сквозь него, повредит качеству клеевого слоя. Малоувлажнен-
91
220
Рис. 87. Фанерование притирочным
молотком:
а —положение рук при фанеровании; б —
конструкция самодельного притирочного мо-
молотка
ный шпон не будет приклеи-
приклеиваться по контуру полосы.
В процессе притирки шпона
молотком часть влаги с поверх-
поверхности шпона снимается носи-
носиком молотка. Поверхность пра-
правильно притертого шпона теп-
теплая и бархатистая на ощупь.
Притирочный молоток (рис.
87, б) несложно сделать в сле-
слесарной мастерской. Для этого
берут небольшой столярный
топорик. Острие топорика сре-
срезают на наждаке и делают его
полукруглым. Сбоку приваривают ручку из обрезка металличе-
металлической трубы. Конец ручки следует обмотать изоляционной
лентой.
Фанерование — операция, требующая расторопности, акку-
аккуратности и навыка, приобретаемых со временем на практиче-
практических занятиях.
Гнутье элементов конструкций
Древесина при температуре немногим более 100 °Т при-
приобретает пластические свойства. Деревянная пластинка, нагре-
нагретая до температуры 105—110°С, может быть изогнута значи-
значительно сильнее, чем без нагрева. После остывания изогнутая
форма сохраняется.
Это качество древесины, которое называют гнутьем, широко
используют при изготовлении музыкальных инструментов. До-
Дощечку, которую необходимо изогнуть, увлажняют тряпочкой,
смоченной горячей водой. После этого надо дать возможность
влаге впитаться в древесину. Лучше всего на 5—10 мин увлаж-
увлажненные дощечки положить в теплое место — на радиатор отоп-
отопления или на протопленную печь.
Изгиб дощечек производят на металлическом кожухе, кото-
который нагревается изнутри. Широкое применение нашли электри-
электрические нагреватели (рис. 88). За 5—7 мин нагреватель наби-
набирает требуемую температуру. На увлажненном образце из той
же древесины, что и изготавливаемая деталь, пробуют степень
разогрева металлического кожуха. Древесина, прижатая усили-
усилием в 15—20 Н, тихо шипит и «поддается» под руками. На
92
Рис. 88. Электрический нагрева-
нагреватель для гнутья деревянных эле-
элементов (конструкции Н. А. Ко-
Комарова) :
I —нагревательный элемент F00 Вт); 2—
металлический кожух; 3 — фарфоровый
патрон; 4—соединительный шнур; 5 —
стойка; 5—основание
руки рекомендуют надевать
брезентовые рукавицы. Че-
Через 5 мин нагреватель мож-
можно отключить, так как он
начинает «палить» древеси-
древесину. Снова включить нагре-
нагреватель следует тогда, когда
изгибаемая пластинка пере-
перестает деформироваться по
поверхности кожуха.
В процессе изгиба полу-
получаемую цилиндрическую по-
поверхность проверяют по
шаблону. Сдвигать деревян-
деревянную пластинку следует мелкими шагами по 20—30 мм. Мелкий
шаг гарантирует плавность изгибаемой поверхности.
Изогнутые детали на сутки следует оставить зажатыми в
шаблонах, что закрепит полученную форму.
Украшения инструментов из пластмасс и перламутра
В оформлении щипковых музыкальных инструментов
традиционно используют перламутр. В последнее время на сме-
смену перламутру приходят различные пластмассы. Технология из-
изготовления украшений из перламутра и пластмасс довольно
сходна. Рассмотрим пример исполнения украшений.
Выбрав рисунок, мастер решает, в каком материале он бу-
будет выполнен. Следует отметить, что в музыкальных инстру-
инструментах используют плоские формы мозаики, т. е. материал
украшений укрепляют в теле подложки заподлицо с ней. На
рис. 89, а приведен пример рисунка оформления головки бала-
балалайки: для цветков выбран перламутр, для листьев — пласт-
пластмасса зеленого цвета.
Цветки формируют из отдельных элементов, изображенных
на рис. 89, б. Вытачивают элементы из обломков ракушек с
красивым перламутровым слоем; для этой цели подходят и ста-
старые перламутровые пуговицы, пришедшие в негодность женские
украшения и т. п. Вначале лобзиком грубо обрезают элемент
по контуру. До необходимого размера перламутровые детали
93
Рис. 89. Пример украшения головки
грифа балалайки:
а —рисунок украшения; б—элемент перла-
перламутрового украшения; в —элемент перламут-
перламутрового украшения в подготовленном гнезде
доводят с помощью надфилей
различного профиля. Толщи-
Толщину перламутровых пластинок
желательно иметь не менее
1 мм.
На головку грифа наносят
будущий рисунок. Под цветы
готовят гнезда в древесине го-
головки. Если украшение очень
мелкое (не более 2—3 мм), то
в качестве гнезда может по-
подойти отверстие подходящего диаметра и глубины (рис. 89, в).
Если украшение крупнее, то остро отточенным резаком выре-
вырезают гнездо по форме украшения.
Глубина гнезда не должна быть больше толщины врезаемо-
врезаемого украшения. При отверждении столярный клей имеет усадку
и украшение как-бы втягивается в гнездо. Поэтому, если гнездо
слишком глубокое, плоскость украшения может оказаться ниже
плоскости деревянной подложки, т. е. провалиться.
В гнездо вносят каплю горячего столярного клея и встав-
вставляют подготовленное украшение. Щели и зазоры между де-
деталью из перламутра и гнездом шпаклюют мелкими опилками,
тщательно смешанными с 2—3 каплями столярного клея.
Для листочков, вырезанных из зеленой пластмассы (для
этой цели вполне подходят обломки линеек или пластмассовых
коробок), готовят гнезда. Нижнюю сторону листочков бывает
полезно исцарапать кончиком ножа, придав ей таким образом
шероховатость.
Вклеенные украшения можно дооформить тонкими линиями
веточек. Если головка грифа выполнена в темном или прокра-
прокрашенном дереве, то эти линии хорошо сделать белыми. Для это-
этого по намеченному контуру проводят с нажимом острием реза-
резака. В полученную прорезь втирают мел, смешанный со столяр-
столярным клеем или ПВА.
После тщательной просушки (не менее суток) полученный
рисунок обрабатывают сначала плоским напильником с круп-
крупной, а затем с мелкой насечкой. По мере необходимости от-
отдельные перламутровые детали подчищают надфилями. Окон-
Окончательная обработка получится в процессе пемзования голов-
головки грифа перед отделкой.
Украшения других деталей инструментов выполняются ана-
аналогично. В той же последовательности устанавливают ладовые
точки на накладке грифа.
94
После отделки инструментов лакированием и полированием
рекомендуют кончиком ножа аккуратно снять с поверхностей
перламутровых украшений слои лака и политуры. Эта кропот-
кропотливая, требующая аккуратности и терпения работа позволяет
оживить блеск перламутра, который в значительной степени те-
теряется под слоем лака.
Украшение инструментов набором древесины различных цве-
цветов и оттенков называется интарсией.
Контрольные вопросы и задания
1. Как предохранить брусок древесины от растрескивания с торцов при
его сушке?
2. Что такое влажность древесины5
3. Какая влага есть в древесине?
4. При какой влажности древесина пригодна для изготовления музыкаль-
музыкальных инструментов? Как ее можно определить5
5. Какие способы окрашивания древесины вам известны5
6. На какую глубину окрашивается древесина?
7. Какие клеи вам известны?
8. Как приготовить мездровый клей?
9. В чем состоят особенности работы с казеиновым клеем? Как его приго-
приготовить?
10. Как определить, достаточно ли усилие запрессовки склеиваемых деталей?
11. Предложите 2—3 варианта украшений розетки балалайки и гитары
с применением перламутра и пластмасс.
§ 8. ОТДЕЛКА ЩИПКОВЫХ
МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ
Требования к качеству отделки. Музыкальные инстру-
инструменты рассчитаны на долгие годы службы, причем с интенсив-
интенсивной эксплуатацией. Конструкции инструментов, а также проч-
прочностные свойства деталей и клеевых соединений при правиль-
правильной эксплуатации обеспечивают долгую жизнь инструменту.
Незаменимый в большинстве деталей музыкальных инстру-
инструментов материал древесины имеет ряд отрицательных качеств,
к которым относятся прежде всего изменение формы при высы-
высыхании и увлажнении. Кроме того, наличие пор на поверхности
многих пород и недостаточная твердость древесины способству-
способствуют появлению вмятин и царапин, истиранию и загрязнению.
Перечисленные недостатки не позволяют оставлять музы-
музыкальные инструменты, как и другие изделия из древесины, без
защиты. Защитная пленка покрытия предохраняет древесину от
непосредственного воздействия влаги, пыли, воздуха и пр. При
этом к защитной пленке также предъявляются повышенные
требования. Она не должна скрывать красивой текстуры мате-
материала, а наоборот, должна оттенять и подчеркивать рисунок
древесины, должна быть тугоплавкой и не реагировать на при-
прикосновение рук музыканта, быть стойкой к истиранию и не
95
портить звучание инструмента. Последнее требование к покры-
покрытию является весьма важным, и для выполнения его требуется
покрытие небольшой толщины и с высокими механическими
свойствами.
Если поверхность не имеет красивого рисунка (например,
дно у гитар серийного производства), применяют непрозрачные
покрытия, нанесенные с помощью аэрографии.
Основными группами отделки щипковых музыкальных инст-
инструментов являются:
1) покрытия прозрачные с сохранением текстуры древесины
с подкрашиванием или без него (вощение, лакирование, поли-
полирование);
2) покрытия непрозрачные без сохранения текстуры древе-
древесины (окрашивание укрывистыми красками или покрытие ни-
нитролаками с растворенными красителями).
Детали щипковых музыкальных инструментов в процессе
эксплуатации находятся в различных условиях. Так, гриф ин-
инструмента постоянно пребывает в руке музыканта и на него
воздействует температура тела человека и пот, выделяемый
ладонью. Корпуса гитар, балалаек и т. п. в процессе игры
прижаты к одежде музыканта, правая рука музыканта часто
касается деки и т. д. В каждом из перечисленных случаев гра-
границей, разделяющей внешнее воздействие и деталь инструмен-
инструмента, является покрытие.
Важным свойством отделочных материалов является адге-
адгезия. Адгезией называют показатель прочности сцепления по-
покрытия и поверхности покрываемой детали. Известно, что чем
толще покрытие, тем оно менее долговечно, так как усыхание
и реакция на температуру в толстом покрытии ведет к образо-
образованию в нем трещин и отслаиванию от древесины. Для повыше-
повышения адгезии покрываемая поверхность детали должна быть
очищена от пыли и хорошо просушена, так как влага и пыль
мешают отделочному покрытию войти в соприкосновение с дре-
древесиной и пленка будет отслаиваться.
Большое значение для прочной адгезии покрытия имеет спо-
способ его нанесения. Втирание в поверхность древесины отделоч-
отделочного состава дает лучшую адгезию пленки, чем, например, про-
простое нанесение кистью.
Лаки и политуры. Покрытия древесины лаковыми состава-
составами и политурами называется прозрачной отделкой в отличие от
непрозрачной — грунтовки, окраски эмалями, масляными крас-
красками и т. п.
Лаками называют растворы пленкообразующих веществ в
растворителях с добавлением в случае необходимости пласти-
пластификаторов—для ликвидации излишней хрупкости лаковой
пленки, красителей — для придания цвета или оттенка, катали-
катализаторов и ускорителей — для ускорения пленкообразования.
К лаковым покрытиям предъявляют следующие основные
96
требования: хорошая адгезия к поверхности древесины, доста-
1 очная твердость и эластичность, свето-, влаго- и теплостойкость.
Лак должен хорошо наноситься распылением в серийном про-
производстве и хорошо ложиться на поверхность при ручном на-
нанесении. Покрытие должно легко шлифоваться, разравнивать-
разравниваться и полироваться.
Лаки классифицируют по пленкообразующему веществу на
три основные вида: масляные, смоляные и эфироцеллюлозные.
Смоляные лаки делят на две группы, в одной из которых плен-
пленка образуется за счет улетучивания растворителя, в другой —
за счет образования нового вещества в результате химической
реакции.
Масляные и смоляные лаки с протекающими химическими
реакциями (типа полиэфиров) в производстве щипковых инст-
инструментов применения не нашли. Основными лаковыми покры-
покрытиями являются растворы смол органического и синтетического
происхождения, а также нитроцеллюлозные лаки (типа НЦ).
Политурами называют жидкие лаки, в которых концентра-
концентрация пленкообразующих веществ не превышает 14—15 %. Они
дают значительно более тонкие пленки, создавая покрытия с
высоким блеском.
Основными смолами естественного происхождения, входящи-
входящими в состав лаков, являются следующие.
Канифоль (или гаркиус). Является составной частью лаков,
применяемых в музыкальной промышленности. Имеет вид твер-
твердой стекловидной массы желтого цвета. Размягчается от тем-
температуры руки, плавится при температуре 50—60 °С.
Канифоль получают из хвойных пород дерева. На коре де-
делают надрезы и собирают вытекающую массу (живицу). Пу-
Путем отгонки из живицы получают скипидар и канифоль.
Копаллы. Применяют при изготовлении копалловых лаков.
Лучшими качествами обладает лак, изготовленный из восточ-
восточно-африканских копаллов. Лак-ископаемое. Извлеченный из
земли, покрыт плотной коркой. Бывают копаллы бразильские,
новозеландские, индийские и др.
Сандарак. Это смола тропических растений Африки и Авст-
Австралии. Собирают сок растений. После высушивания он приоб-
приобретает вид продолговатых зерен со стекловидным изломом.
Сандарак идет на изготовление лака, недостатком которого яв-
являются невысокие механические свойства.
Шеллак. Основной вид смол, из которых получают высоко-
высококачественные лаки и политуры. Положительным свойством та-
таких лаков и политур является высокая прочность и хороший
блеск покрытия.
В Индии и на прилегающих островах с деревьев особого ви-
вида собирают смолу. После кипячения в воде (для вымывания
красителей) смолу пропускают через сито. Шеллак, получаемый
таким образом, имеет вид тонких пластинок, окрашен в зависи-
4 За к 884 97
мости от времени предварительной обработки от красно-бурого
до желтого. Выше ценится шеллак светлых тонов.
Коллоксилин. Широко применяемые в настоящее время нит-
роцеллюлозные лаки имеют основой коллоксилин. Коллокси-
Коллоксилин, или нитроцеллюлозу, получают при обработке целлюлозы
смесью азотной и серной кислот. Коллоксилин растворяется в
органических растворителях (ацетоне, толуоле и пр.). Наибо-
Наиболее распространенным и применяемым в настоящее время нит-
роцеллюлозным лаком является лак НЦ-222. Этот лак хорошо
шлифуется и полируется. Бесцветность позволяет использовать
его при отделке дек и светлых деталей корпусов инструментов.
Недостатком является ограничение толщины пленки — 80 мкм.
При большей толщине лаковая планка может растрескаться.
Растворителями нитроцеллюлозных лаков являются раствори-
растворители № 645, 647, 648, РДВ и 1001. Возможно применение
и других нитролаков, но с обязательными предварительными
испытаниями.
В случае отсутствия в продаже спиртового шеллачного лака
можно изготовить его по следующему описанию. Шеллак (же-
(желательно светлой окраски) насыпают в литровую банку на
у4 высоты (пригодна любая другая цилиндрическая прозрач-
прозрачная посуда). Доливают этиловый спирт (не ниже 96% крепо-
крепости) и деревянной палочкой помешивают до полного растворе-
растворения шеллака. Затем добавляют еще чайную ложку шеллака и
растворяют его. За 20—30 мин выпадает осадок, который уда-
удаляют. Полученный раствор переливают в металлическую банку
и помещают ее в водяную баню. В качестве водяной бани
можно использовать кастрюлю с горячей водой. Доводить до
кипения лак нельзя, так как он быстро вспенивается и чрезвы-
чрезвычайно огнеопасен. Показателем готовности лака является его
«брожение», при котором на поверхности лака от центра к пе-
периферии интенсивно расходятся светлые полосы. Затем лак
слегка остужают и процеживают сквозь 2—3 слоя марли. Пос-
После полного остывания лак готов к работе. Правильно сварен-
сваренный шеллачный лак имеет светло-коричневую окраску и по гу-
густоте похож на фруктово-ягодный кисель.
Шеллачную политуру получают, растворяя шеллак в этило-
этиловом спирте в тех же пропорциях, что и при изготовлении лака.
В весовых частях это составляет 14 % шеллака и 86 % спирта.
В герметично закрытой посуде раствор оставляют на 3—4 сут
в темном месте при комнатной температуре. По прошествии
этого времени рекомендуют тщательно перемешать выпавший
осадок так называемого шеллачного воска и вновь оставить
на 3—4 сут. Верхнюю, более темную, часть полученной поли-
политуры рекомендуют осторожно слить в отдельный герметично
закупоренный сосуд. Это наиболее чистая часть политуры, при-
пригодная для высококачественных работ. Остальную часть от-
отфильтровывают от случайных примесей и сливают в сосуд для
98
Рис. 90. Образование ворса
а — поры, попавшие в плоскость
шлифования; б—поры после увла-
увлажнения и сушки; в—поры после
повторного шлифования
хранения. Шеллачные
политуру и лак хранят
в темном месте
Новыми лаками, ко-
которые можно наносить
распылением, являют-
являются терпано-коллоксилиновые лаки марок ТК-2 и ТК-3 Для про-
проведения покрытия в электростатическом поле рекомендуют лак
МЧ-52.
Подготовка изделий к отделке. Поверхность древесины, под-
подготавливаемой к прозрачной отделке, необходимо прежде всего
хорошо просушить, так как при изготовлении музыкальных ин-
инструментов влажность исходного материала должна быть мини-
минимальна. Это требование целиком относится к деталям, оклеен-
оклеенным шпоном, а также уголкам розеткам и прочим элементам
интарсии. Нарушение этого требования влечет за собой пли от-
отслаивание лака из-за пониженной адгезии, или появление бе-
белесых пятен на лаковых поверхностях из-за проникшей в лако-
лаковый слой влаги.
Для удаления ворса, т. е. концов перерезанных волокон, по-
поверхность древесины смачивают влажным тампоном комнатной
температуры и дают просохнуть. Смоченные волокна набухают,
а при высыхании коробятся, поднимая кверху свои концы-уси-
концы-усики (рис. 90). Эти усики и называют ворсом.
Хорошие результаты дает смачивание 3—5 %-м раствором
столярного клея. Засохший клеевой раствор делает ворс более
хрупким, а следовательно, лучше поддающимся сошлифовке.
Рекомендуют также увлажнять ворс 96 %-м спиртом, так как
он быстро улетучивается, операцию удаления ворса можно по-
повторить несколько раз.
Увлажнение производят губкой или тампоном из хлопчато-
хлопчатобумажной тканя сначала вдоль волокон, а затем поперек.
Увлажнение следует производить быстро и необильно, чтобы
влага неглубоко проникла в древесину.
Часто при лакировке деталей не удается получить гладкой
и равномерно блестящей поверхности из-за множества пор в
материале древесины. Заполнение пор перед отделкой выпол-
выполняется грунтовками или порозаполнительными составами. При-
Приведем некоторые рецепты таких составов.
1. Нанесение порошкообразных порозаполнителей. Отделы-
Отделываемую поверхность располагают горизонтально. Порошок пем-
пемзы или тяжелого шпата насыпают на отделываемую поверх-
поверхность сквозь 2—3 слоя трикотажной ткани. Насыпанную пудру
4*
99
энергично втирают ватно-полотняным тампоном, смоченным в
разбавленном нитролаке. Движения тампона круговые, быст-
быстрые и со значительным нажимом. Опыление и втирание произ-
производят до окончательного заполнения всех пор. Проверяют сте-
степень порозаполнения по отблеску поверхности в отраженном
свете.
2. Грунтовка специальным составом. Одну весовую часть
крахмала в порошке смешивают с одной весовой частью тяже-
тяжелого шпата (сернокислого барита) и 'Д весовой частью
сиккатина (№ 63 или 64) и разбавляют скипидаром (обяза-
(обязательно очищенным) до густоты лака. Раствором покрывают по-
поверхность древесины с помощью щетинной кисти, а затем вти-
втирают в дерево высохший состав. Высыхание узнают по мато-
матовому цвету нанесенного покрытия. Втирают состав куском кожи
до тех пор, пока он не останется только в порах. Просушивают
после порозаполнения не менее 8 ч.
3. Грунтовка жирным мездровым клеем. Для неответствен-
неответственных деталей возможно заполнять поры жидким мездровым кле-
клеем. Раствор клея наносят 2—3 раза, каждый раз шлифуя по-
после просушивания. Мастера по изготовлению музыкальных ин-
инструментов довольно часто обходятся без порозаполнения.
Последним этапом подготовки поверхности под прозрачную
отделку является шлифование ее мелкой наждачной бумагой.
При этом удаляются остатки порозаполнителя.
Перед началом лакирования очень часто производят краше-
крашение отделываемой поверхности, после чего поверхность проти-
протирают куском войлока для сглаживания поднявшегося ворса.
Лакирование. Первое правило мастера по изготовлению
музыкальных инструментов при отделке — это чистота. Присту-
Приступая к отделке, следует прежде всего произвести влажную убор-
уборку мастерской.
Лакирование отдельных деталей музыкальных инструментов
(обечаек и дна гитары, дна и боковых поверхностей гуслей
звончатых) может быть как окончательным этапом отделки,
так и подготовительным к полированию. В том и другом слу-
случае перед лакированием спиртовым шеллачным лаком произво-
производят грунтование отделываемой поверхности.
Грунтуют обычно нитроцеллюлозным лаком НЦ-222. Нане-
Нанесение грунтовки с помощью кисти нежелательно по двум при-
причинам. Во-первых, кистью наносят слишком толстый слой лака,
который долго сохнет. Во-вторых, нанесение лака кистью не
скрывает тех огрехов, которые остаются после порозаполнения.
Поэтому грунтовку и все остальные отделочные лаки и поли-
политуры рекомендуется наносить тампоном.
Тампон состоит из «рубашки» и губки. В качестве «рубаш-
«рубашки» используют обязательно простиранную хлопчатобумажную
ткань, желательно белого цвета. Нестираная ткань может
оставлять волокна на лакируемой поверхности. Тампон делают
100
Рис. 91. Изготовление тампона:
/ — ватный шарик; 2—сформированный кусок ваты; 3—«рубашка» тампона; 4 —
фанера; 5— внд готового тампона
удобным для руки размером. Для относительно крупных инст-
инструментов (гитара, гусли-прима) тампоны делают несколько
больших размеров, чем при изготовлении балалайки или домры.
Тампон готовят следующим образом. На столе кладут лист
фанеры размерами 300X300 мм (рис. 91). На него кладут
«рубашку» будущего тампона размерами 150X150 мм.
В центр «рубашки» 3 кладут кусок технической ваты 2.
В углубление ваты наливают незначительное количество лака
и закрывают углубление ватным шариком 1. Затем уголки «ру-
«рубашки» поочередно загибают к середине. Делают это, слегка
натягивая материал «рубашки». Обычно края материала име-
имеют свисающие концы ниток, которыми удобно, сделав 2—3 обо-
оборота, завязать тампон.
Подготовленный таким образом тампон кладут в стеклян-
стеклянную банку C00—500 г), плотно закрывают ее полиэтиленовой
крышкой и ставят в теплое место. Через 10—15 мин лак рав-
равномерно пропитает тампон. Легкое прижатие тампона к тыль-
тыльной стороне левой руки оставляет на ней тонкий блестящий
слой лака.
Для того чтобы не слишком пачкать руки лаком, рекомен-
рекомендуют на большой, указательный и средний пальцы правой руки
надевать медицинские напальчники. Так как процесс лакиро-
лакирования иногда затягивается, бывает полезным обрезать у на-
напальчников колечки.
Заправив тампон лаком НЦ-222, начинают грунтовать изде-
изделие. Тампону придают движение, параллельное слоям древе-
древесины. Не допускаются потеки и полосы, а также участки неза-
лакированной поверхности. Через 5—10 мин лакирование по-
повторить. Затем лаковую пленку следует сушить до полного вы-
высыхания. Показателем полностью высушенного слоя является
101
пыль от мелкой наждачной бумаги, которой производят шлифо-
шлифование. Наждачную бумагу при шлифовании легко прижимают
к шлифуемой поверхности указательным и средним пальцами
правой руки. Для дек инструментов, а также кленовых и буко-
буковых поверхностей такая грунтовка является достаточной. При
грунтовании крупнопористых пород древесины (красное дерево)
цикл можно повторить дважды.
Для шеллачного спиртового лака, которым производят ла-
лакирование, готовят новый тампон. Тампон для нитроцеллюлоз-
ного лака в герметично закрытой посуде можно хранить в те-
течение 1 мес при условии хранения в темном прохладном месте.
Спиртовый лак накладывают на деку 8—10 раз, на осталь-
остальные лакируемые поверхности 12—18 раз в следующей последо-
последовательности. Производят 2—3-разовое покрытие с интервалом
просушивания около 5 мин, а затем сушат в теплом месте
1,5—3 ч. Это повторяют 4—6 раз. Редко удается произвести
качественное лакирование инструмента за один день, а спешить
в этом деле нельзя. Потек или полосу засохшего лака можно
удалить, лишь снимая весь лаковый слой и повторяя всю от-
отделку снова.
Отлакированную поверхность или изделие сушат 5—6 ч в
теплом помещении. Затем приступают к шлифовке. Мелкозер-
Мелкозернистой наждачной бумагой легкими движениями вдоль слоя
древесины равномерно снимают глянец лакового слоя. После
такого шлифования допускаются редкие и мелкие проблески
несошлифованного лака на поверхности и не допускается про-
шлифовка слоя лака до древесины.
После этого приступают к пемзованию. В фарфоровое
блюдце высыпают пемзовую пудру. Готовят маленький тампон
(с куриное яйцо) и, смочив поверхность тампона индустриаль-
индустриальным маслом, макают тампон в пемзовую пудру. Этим тампоном
протирают отшлифованную лаковую поверхность. Пемзование
сопровождает характерный хрустящий звук, напоминающий
хождение по снегу в морозный день. Если этот звук затихает
или вовсе не слышен, то это означает, что «рубашка» тампона
засалилась. В этом случае «рубашку» или меняют, или пере-
переворачивают обратной стороной.
Качественно отпемзованный инструмент имеет матовые по-
поверхности без малейших проблесков лака. Следы масла и
остатки пемзового порошка с поверхностей удаляют чистой
хлопчатобумажной тканью.
Полирование. Полирование является наиболее высококаче-
высококачественным видом столярной отделки. Цель полировки — придать
поверхности изделия гладкость и зеркальный блеск, стойкий во
времени. Полированная поверхность древесины наиболее полно
выявляет ее текстуру, передает глубину и оттенки переходов,
сплетение волокон и красоту окраски различных пород древе-
древесины.
а б
Рис. 92. Пример направлений движения полировочного тампона при
полировании деки балалайки:
а — первый проход; б — второй проход
Вид полировки по подготовленному лаковому покрытию на-
называется располировкой. Этот наиболее качественный вид от-
отделки производят по следующим основным правилам полиро-
полирования:
необходимо пользоваться чистым мягким тампоном и каче-
качественной политурой. Качество политуры должно быть предва-
предварительно проверено на пробном образце;
количество политуры в тампоне должно быть оптимальным.
Избыток ведет к появлению потеков, а значит и к браку, а
недостаток увеличивает время полирования;
тампон должен легко скользить по полируемой поверхности.
В процессе полирования на рабочую часть тампона наносят 3—
4 капли льняного (можно вазелинового или подсолнечного)
масла. Добавлять политуру в тампон следует только внутрь под
ватный шарик и только после полного израсходования ранее
внесенной политуры. Нельзя вносить масло в тампон;
рука, держащая тампон, должна совершать безостановочно
плавные мазки (ласы) в виде волнистых линий, петель, волн,
кругов (рис. 92). Оптимальным движением при полировании
считают «восьмерку». Прямолинейное возвратно-поступательное
движение тампона на плоскостях не допускается, так как на
местах поворота неизбежно возникает замедление и избыточ-
избыточное нанесение политуры. Это образует на поверхности пятна
и «зажоги». Причиной «зажогов» является растворение ранее
образовавшейся и засохшей пленки;
соприкосновение и отделение тампона от полируемой поверх-
поверхности производят скользящим движением (а не опусканием или
отрывом);
юз
нажатие руки на тампон зависит от количества политуры в
нем. По мере расходования политуры нажим постепенно усили-
усиливают, а после пополнения тампона политурой вновь ослабляют;
при полировании угловых соединений не допускают появле-
появления потеков политуры и соскальзывания тампона с одной по-
поверхности на другую;
нельзя проходить тампоном по одному и тому же месту без
перерыва. Следует так распределить движение тампона по по-
полируемой поверхности, чтобы он, не останавливаясь, проходил
по одному и тому же месту как можно реже. При этом там-
тампон должен проходить 20—40 см в секунду;
с одного раза поверхность не может быть прочно отполи-
отполирована и долго хранить блеск. Причиной тому — оседание наве-
наведенного слоя. Поэтому полировку повторяют второй раз, а че-
через некоторое время третий раз, окончательно. Чем больше
интервал выдержки, тем лучше, но он не должен быть менее
суток.
Существует много способов полирования [1], но большин-
большинство из них уже давно не применяют в промышленности. При-
Приведенные способы отделки отвечают самым высоким требова-
требованиям.
Контрольные вопросы и задания
L Каковы основные требования к отделке музыкальных инструментов?
2. Какие виды отделки применяют при изготовлении щипковых музыкальных
инструментов?
3. Какими лаками пользуются при изготовлении музыкальных инструментов^
4. Как приготовить спиртовую политуру?
5. Как сварить спиртовой шеллачный лак?
6. Что такое порозаполнение и как его производят?
7. Покажите на примере, как подготовить тампон для лакирования.
8. Какова последовательность грунтования, лакирования, полирования гото-
готового инструмента?
9. Потренируйтесь на поверхности стола в различных способах нанесения лас
Глава II. ИЗГОТОВЛЕНИЕ
И РЕМОНТ ИНСТРУМЕНТОВ
§ 1. СТРУНЫ ЩИПКОВЫХ
МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ
Основы расчета струн
Для расчета струн щипковых инструментов необходимы
следующие основные физические понятия.
Амплитуда колебания струны — это максимальное отклоне-
отклонение струны от прямолинейной формы равновесия.
Период колебания струны — это время, за которое струна
из одного крайнего положения перейдет в другое и вернется
назад. Для струны период колебания — величина постоянная и
не зависит от запаса начальной энергии, т. е. силы защипыва-
защипывания струны медиатором.
Частота колебаний струны — это количество периодов коле-
колебаний в единицу времени, имеет размерность—герц (одно ко-
колебание в секунду). Частота колебания струны определяет вы-
высоту музыкального звука. Эти два понятия равнозначны, только
частота колебания струны может иметь любое значение от нуля
и выше, а музыкальные звуки имеют вполне определенные зна-
значения и соответствующие названия. Кроме того, они группиру-
группируются в октавы, которые также имеют свои названия (табл. 3).
Основным звуком при настройке инструмента принято счи-
считать звук ля первой октавы. Этому звуку соответствует частота
колебания струны в 440 Гц, т. е. струна, издающая звук ля пер-
первой октавы совершает 440 колебаний в секунду.
Частоту колебания струны инструмента, а следовательно, и
ближайший музыкальный тон (звук, имеющий точную частоту
в музыке, часто называют тоном) определяют расчетом по сле-
следующей формуле:
где / — длина струны, м; d — диаметр струны, м; Г—натяжение струны Н;
р — плотность материала струны, кг/м3.
Пользуясь этой же формулой, рассчитывают силу натяжения
струны:
Например, определяя силу натяжения первой струны в ба-
балалайке-приме, в формулу подставляют следующие значения:
/ = 400 Гц; / = 440 мм; d = 0,3 мм; р = 7900 кг/м3 и получа-
105
3 Таблица 3. Частота музыкальных звуков, Гц
Октава
До
с
До-диеэ,
ре бемоль
CIs
Des
Ре
D
Ре-диез,
ми-бе-
ми-бемоль
Dis
Es
Ми
Е
Фа
F
Фа-диез,
соль-
бемоль
Fis
Ges
Соль
О
Соль-
диез,
ля-бемоль
Cis
As
Ля
А
Ля-диез,
си-бемоль
В
Си
Н
Субконтр-
октава
16,35 17,32
18,35
19,44 20,6 21,82 23,12 24,49 26,95 27,5 29,13 30,86
Контроктава 32,7
Большая 65,4
Малая 130,8
Первая
Вторая
34,64 36,7 38,89 41,2 43,65 46,24 48,99 51,91 55 58,27 61,73
69,28 73,4 77,78 82,4 87,3 92,48 97,98 103,82 ПО 116,54 123,46
138,56 146,8 155,56 164,8 174,6 184,96 195,96 207,64 220 233,08 246,92
261,6 277,12 293,6 311,12 329,6 349,2 369,92 391,92 415,28 440 466,16 493,84
523,2 554,24 587,2 622,24 659,2 698,4 739,84 783,84 830,56 880 932,32 987,68
Третья 1046,4 1108,48 1174,4 1244,48 1318,4 1396,8 1479,68 1567,68 1661,12 1760 1864,64 1975,36
Четвертая 2092,8 2216,96 2348,8 2488,96 2636,8 2793,6 2959,36 3135,36 3322,24 3520 3729,28 3950,72
Пятая 4185,6 4433,92 4697,6 4977,92 5273,6 5587,6 5918,72 6270,72 6644,48 7040 7458,56 7901,44
ют величину натяжения струны около 82 Н. На этом приме-
примере видно, что усилия натяжения струн щипковых музыкальных
инструментов в сумме (например у семи- или двенадцатиструн-
ной гитары) могут достигать весьма больших значений. Это
обстоятельство должен учитывать мастер при изготовлении
грифа, особенно, выполняя соединение грифа с корпусом инст-
инструмента.
Натянутая струна инструмента дает возможность извлекать
лишь один звук. Все многоголосие инструмента получают, уко-
укорачивая звучащую струну с помощью ладов, к которым ее при-
прижимает пальцами музыкант. Правильное расположение ладов
на грифе дает гарантию стройного звучания инструмента. Ча-
Часто говорят в таком случае «инструмент строит» или, наоборот,
«инструмент не строит».
Разбивку ладов на грифе часто называют расчетом мензуры.
Существуют теоретический и графический способы разбивки
ладов. Для обоих способов необходимо знать длину рабочей
части открытых струн.
При теоретическом расчете используют интервальный коэф-
коэффициент п:
п=1^/2 = 1,05946.
Так, например, для расчета разбивки ладов балалайки-при-
балалайки-примы задана длина рабочей части струны / = 440 мм Положение
первого лада определяют расстоянием от подставки, которое
находят так:
2! = 440/1,05946 = 415,3 мм.
Положение второго лада находят также по расстоянию от
подставки:
/2 = 415,3/1,05946 = 392 мм и т. д.
Контрольным рубежом может служить двенадцатый лад, ко-
который непременно должен находиться на середине рабочей
длины струны. Если расхождение превышает 0,1 мм, расчет
следует повторить, повышая точность счета. С применением
микрокалькуляторов эти вычисления не представляют большого
труда и могут производиться с высокой степенью точности.
По полученному ряду цифр можно определить и расстояния
между ладовыми пластинками Для этого вычитают из преды-
предыдущего значения последующее. Например, расстояние от верх-
верхнего порожка до первого лада балалайки-примы с длиной ра-
рабочей части струны 440 мм определяют:
/ —/1== 440 -415,3 = 24,7 мм.
Между первым ладом и вторым соответственно
/t — /2 = 415,3 — 392 = 23,3 мм и т. д.
107
Рис. 93. Слема графического
метода расчета менз\ры
А В С D
Однако нахождение положения ладов по расстоянию от под-
подставки следует считать более точным, так как эти расчеты
впоследствии или переносят на шаблоны, изготовляемые вруч-
вручную, или задают фрезеровщику для изготовления шаблона на
станке.
Графический способ менее точен, но тем не менее его часто
применяют, не желая или не умея пользоваться расчетными
формулами. На прямой (рис. 93) откладывают длину рабочей
части струны АО. Из точки А восставляют перпендикуляр, на
котором откладывают расстояние от верхнего порожка до пер-
первого лада АА\. Величину АА\ подсчитывают с помощью коэф-
коэффициента п. Точку А\ соединяют с точкой О отрезком А\О. За-
Затем радиусом ААХ из центра А проводят четверть окружности
и в точке пересечения с прямой АО восставляют перпен-
перпендикуляр ВВ\. Эти действия повторяют столько раз, сколько не-
необходимо поставить ладовых пластин. На прямой АО точками
Таблица 4. Расстояние между ладами некоторых
щипковых инструментов, мм
Номер лада
Гитара
/=650 мм
/=610 мм
Балалайка,
/ = 435 мм
Мандолина,
/ = 350 мм
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
36,5
34,5
32,5
30,7
28,8
27,3
25,8
24,4
23
21,7
20,5
19,3
18,3
17,2
16,3
15,3
14,5
13,7
12,9
12,2
11,5
10,8
10,3
9,6
34,2
32,3
30,5
28,8
27,2
25,6
24,2
22,9
21,6
24
19,2
18,1
17,1
16,1
15,3
14,4
13,6
12,8
12,1
11,4
10,8
10,2
9,6
9
24,4
23
21,8
20,5
19,4
18,3
17,2
16,3
15,4
14,5
12,7
13,1
12,2
11,5
10,9
10,2
9,7
9,2
8,6
8,1
7,7
7,3
6,8
6,5
19,6
18,6
17,5
16,5
15,6
14,7
13,9
13,1
12,4
11,7
II
10,4
9,8
9,3
8,8
8,3
7,8
7,4
6,9
6,5
6,2
5,8
5,5
5,2
108
В, С, D и т. д. получены координаты разбивки ладов. Точка А
показывает границу верхнего порожка. Графический способ раз-
разбивки требует большой точности построения.
Существует способ разбивки ладов на грифе инструмента с
помощью так называемого пропорционального циркуля. Им
редко пользуются в настоящее время.
Разбивка ладов для некоторых щипковых музыкальных ин-
инструментов приведена в табл. 4 [2].
Виды струн
Для щипковых инструментов применяют струны гладкие
и обвитые. Навивка может быть выполнена проволокой кругло-
круглого или плоского сечения (струна с плоской навивкой). Струна,
на которую производят навивку, называется керном. Керн может
быть синтетическим (капрон или нейлон) или металлическим
(сталь марки У9А). В качестве навивки используют латунную
проволоку марки Л62 или красномедную марки ММ. Навивку
осуществляют в специальных струнонавивальных станках.
В процессе навивки между навиваемой проволокой и керном
прокладывают тонкий слой шелковых нитей.
Потребность в навитых струнах объясняется следующими ус-
условиями. Для получения низкого звучания струны при задан-
заданной длине и силе натяжения по формулам, приведенным выше,
видна необходимость увеличения погонной массы струны, т. е.
надо сделать струну «тяжелее». Если пойти по пути увеличе-
увеличения диаметра, то тем самым увеличим жесткость струны —
у музыканта не хватит сил оттянуть такую струну, да и зву-
звучать она будет далеко не музыкально. Все это привело к из-
изготовлению навитых струн, где относительно большая масса
струны сочетается с небольшой жесткостью.
Существуют достаточно точные методы расчета навитых
струн, которые широко применяют на практике (табл. 5) [2].
Колковая механика и колки
Для крепления и натяжения струн в щипковых музы-
музыкальных инструментах служат колки и колковая механика. Для
гуслей применяют колки, а для гитар, домр, балалаек, мандо-
мандолин — колковую механику.
Основу конструкции колковой механики составляет червяч-
червячная пара. Основными деталями колковой механики гитары
(рис. 94) являются: планка /, червяк 2, зубчатое колесо 3, ко-
колонка 4, барашек 5.
Планка предназначена для крепления на ней механизма
колковой механики. В планке имеются отверстия лля крепления
109
Таблица 5. Струнная одежда щипковых инструментов
Инструмент
ll
Ш с.
х о
go.
Пор
номе
Тон
р,
О
si
Si
я
U
ота
Част
Диаметр, мм
кери
ш
иавп
|з
S я
к г*
1-
«С и
Гитара, / = 650 мм
Гитара, / = 650 мм
Гитара, / = 610 мм
Гитара, / = 585 мм
Гитара, / = 540 мм
Балалайка-прима,
/ = 435 мм
Балалайка-секунда,
/ = 475 мм
Балалайка-альт,
/ = 535 мм
Балалайка-бас,
/ = 760 мм
Балалайка-контра-
Балалайка-контрабас, /=1100 мм
Мандолины плоские
полуовальные, / =
== 350 мм
110
1
2
3
4
5
6
7
1
2
3
4
5
6
1
2
3
4
5
6
7
1
2
3
4
5
6
7
1
2
3
4
5
6
7
1
2-3
1
2-3
1
2-3
1
2
3
1
2
3
1-2
3-4
5-6
7-8
h
g
d
H
G
D
e\
h
g
d
A
E
di
h
g
d
H
G
D
fx
dx
b
f
d
В
F
g'
e'
c'
g
e
с
G
a'
e'-e'
d'
a—a
a
e—e
d
A
E
D
A'
Ef
e'
a'
d'
8
795
845
875
875
845
845
795
795
845
875
875
845
795
745
785
820
820
785
760
735
745
785
820
820
785
760
735
675
715
740
740
715
715
675
700
720
730
790
790
840
1110
1150
1180
1580
1640
1660
625
670
670
610
293,6
246,92
195,96
146,8
123,46
97,98
73,4
329,6
246,92
195,96
146,8
110
82,4
293,6
246,92
195,96
146,8
123,46
97,98
73,4
349,2
293,6
233,08
174,6
146,8
116,54
87,3
391,92
329,6
261,6
195,96
164,8
130,8
97,38
440
329,6
293,6
220
220
164,8
146,8
110
82,4
73,4
55
41,2
659,2
440
293,6
195,96
0,3
0,4
0,35
0,4
0,4
0,45-0,5
0,45-0,5
0,28
0,4
0,35
0,4
0,45
0,45
0,3
0,4
0,35
0,4
0,4
0,45—0,5
0,45-0,5
0,3
0,4
0,35
0,4
0,4
0,45-0,5
0,45—0,5
0,25
0,3
0,3
0,3
0,4
0,4
0,45—0,5
0,25-0,3
0,35-0,4
0,3
0,35
0,3
0,35
0,4
0,4
0,45—0,5
0,5
0,6
0,7
0,25
0,4
0,3
0,4
0,12
0,2
0,28
0,38
0,5
0,12
0,2
0,38
0,45
0,12
0,2
0,28
0,38
0,5
_
0,12
0,2
0,28
0,38
0,50
0,11
0,17
0,17
0,28
0,38
0,11
0,18
0,17
0,26
0,22
0,4
0,6
0,5
0,7
0,95
0,17
0,28
8,2
10,4
11,8
13,4
14
13,3
12,3
9
10,4
11,8
13,4
13,4
11,9
7,2
9,2
10,4
11,9
12,4
11,7
10,8
8,5
11,8
13,5
15,3
15,4
16,8
13,2
7,1
7,2
12,5
10,5
10
10,5
10,1
8,3
8,3
11,9
13,5
13
13,4
21,5
23
23,5
33,3
31,5
31,3
9
8,8
11
10,4
116
83,5
122,5
106,5
111,5
67,5
62,5
145
83,5
122,5
106,5
93
60
102
72,5
108,5
94,5
98,5
60
55
120
94
140
121,5
122,5
85,5
67
145
102
177
148
80
83,5
51,5
117
81
169
140,5
184
139,5
171
183
120
170
111
81,5
180
70
156
83
§1
? н
5 rt
6 я
о
-a
tr
H
T3
s
5
to»
Ii
я
я
о
о
ас
•о
сл
S
2
о
-а
is
tr
н
IS
4»- я?
И
ii
if
о
о
as
s 5
о
-a
* E
о
5-Р №5 ^^
O> О C75 O>
СЛ СЛ 4»- О
СЛ СЛ СЛ О
4О500 >— to
СОСЛОО 4хСЛ-^1СО О> СО 4*. tCT
СОСОО >— СЛ СО ~J СЛ-^1СТ>О
Ъо lo Vo *. "со ^ "со Ъо "со Ъо
4>> О0О0ОГ
pop о о о ооо ооороо оооо оооо оооо
> о о о о о рр
."ю— Ъсо— со — | |
Ji. — СЛ -4 СЛ S
ооо орр ооо о
Ъ>*.\О "сл"ю"— ОЭ to"— —
ОО4*. ОООСЛ СЛОО СО
2| I
р
"—
"^J
сл >— -ч) оо ю ю С75 со со — }О ю
"соЪо"юСЛ — 1о"-~100 Ь)О!*»-
ьэ to
—pop to jvj p C75 ю со р сл сл to to to
"СО Ъо Ъ> "tO СЛ О»"*»- О5СЛ "со"сОО> Oi'bi СЛ
ю to >"— >—* ^^ *~* ^^ ^—
>- O5 сл — — сл о to to
" " V Ъо *. О5 J*.
сл
р >— 00 ю
». "ОО
vJ J OtO1l ЮСЛ0000 ^-4хСЛ СОСЛСЛ
00С04»-О СООС75— Ot04»---J 4»-О4»- СЛСЛ»—
(ОЧ<О OlSCOS
СОрСООО О СЛ — СЛ
сл сл
Порядковый
номер струны
Тон
Длина стру-
струны, мм
Частота, Гц
керна
Натяжение
струны, кг
Напряжение
в струне,
кг/мм2
Окончание табл. 5
Инструмент
2
СО о.
о Е^
Порядк
но'Мер с
Тон
1-
Si
Частота
Диаметр, мм
керна
навивки
X
Натяже
струны.
* X
Домра-бас, / = 630 мм
Домра-контрабас,
/ = 990 мм
d
G
С
G
D
960 220
960 146,8
960 96,98
960 65,4
97,98
73,4
55
41,2
0,35 0,17 21,2 220
1560
1560
1560
1560
0,5
0,5
0,6
0,5
0,6
0,7
1
0,28
0,6
0,8
0,28
0,7
0,9
1,2
22,1 113
24,8 126
18,5 65,5
24,1 122,5
48 170
42 109
46,5 59
ее к головке грифа. Это крепление осуществляют шурупами.
В качестве украшения на планку накатывают рисунок 7.
Червяк и зубчатое колесо обеспечивают передачу усилия
при натяжении струн от барашка к колонке под прямым углом.
Преимущество такого соединения заключается в том, что силы
трения в червячном зацеплении препятствуют обратному ходу
червяка. Тем самым сохраняется заданное усилие натяжения
струны.
Колонка служит для закрепления конца струны. Для этого
конец струны вставляют в отверстие в колонке и делают 2—
3 оборота струны вокруг колонки от руки. Затем, слегка на-
натягивая левой рукой струну, правой рукой вращают барашек
колковой механики до полного натяжения струны. Настройку
инструмента производят после натяжения всех струн.
Рекомендуют, натянув новые струны на готовом инструмен-
инструменте и настроив его (можно не очень точно), оставить инстру-
инструмент на несколько часов. Затем повторить настройку и опять
оставить на 1—2 ч. Это необходимо для так называемой релак-
релаксации струн. Явление релаксации заключается в том, что на-
натянутые струны некоторое время «текут», т. е. увеличиваются
в длину. В результате этого снижается натяжение струны и,
следовательно, снижается частота их колебаний. Подтянув стру-
струны 2—3 раза, их натяжение почти стабилизируют, после чего
инструмент готов к эксплуатации.
Колковые механики других инструментов состоят из тех же
деталей. Отличаются они лишь габаритными размерами от-
отдельных деталей и числом червячных пар, устанавливаемых на
одну планку. В гитарах и мандолинах механику, кроме этого,
разделяют на правую и левую.
Струны гуслей натягивают с помощью колков, которые за-
запрессовывают в корпус инструмента. Колок (рис. 95) представ-
представляет собой стальной цилиндр с мелкой резьбой. В качестве
колка вполне можно использовать вирбели пианино, которые
Рис. 94. Колковая механи-
механика шестиструнной гитары:
1 — планка; 2—червяк; 3—червяч-
3—червячное колесо; 4 — колонка; 5—ба-
5—барашек; 6 — стойки; 7 —накатка
делают диаметром 7 мм.
Использование колков
меньшего диаметра пред-
предпочтительнее, так как это
снижает вес инструмента.
Нижняя часть колка
для лучшего захода в
гнездо выполнена закруг-
закругленной. На верхней части
делают четырехгранную
головку, предназначенную для натяжения струн. Мелкая резьба
на цилиндрической части колка, во-первых, увеличивает поверх-
поверхность трения колка о стенки гнезда, во-вторых, удерживает ко-
колок в гнезде.
40
70
Рис. 95. Колок для крепления и натяжения струн гуслей
Отверстие в колке для закрепления струны должно иметь
фаску под углом 45° к оси отверстия. Фаска обеспечивает
плавный перегиб струнной проволоки на границе отверстия,
чем и предохраняет ее от перелома.
Контрольные вопросы и задания
1. Что называется частотой колебания струны?
Какой звук и какой частоты принято считать базовым при настройке ин-
инструмента?
2. С помощью микрокалькулятора рассчитайте мензуру для длины струны
375 мм. То же сделайте графическим способом. Результаты сравните.
3. Какие материалы идут на изготовление струн щипковых музыкальных ин-
инструментов?
4. Как работает колковая механика при натяжении струны?
5. Нарисуйте по памяти эскиз колка для гуслей.
113
§ 2. БАЛАЛАЙКА
Основные конструктивные параметры
и строй инструмента
Балалайка — русский народный щипковый музыкальный
инструмент, предназначен для сольной игры и для игры в
струнных оркестрах.
Балалайка имеет своеобразную, исторически сложившуюся
форму корпуса, в основе которого лежит треугольная дека
(рис. 96). Сам корпус представляет собой некоторую кониче-
коническую поверхность, составленную из 5—10 клепок и плоской за-
динки. Гриф инструмента имеет традиционную для щипковых
инструментов форму с механикой закрытого или открытого типа.
Балалайка имеет три струны, две из которых являются синтети-
синтетическими, а третья струна металлическая.
Для сольной игры применяют балалайку-приму, а оркестро-
оркестровыми инструментами называют балалайки-секунды, -альты,
-басы и -контрабасы (табл. 6) [2].
Таблица 6. Основные параметры балалаек, мм
Показатель
Длина рабочей части
струны L
Длина инструмента А
Длина корпуса В
Ширина корпуса по
основанию С
Высота корпуса по
задинке Н
Ширина грифа у по-
порожка а
Ширина грифа у 12-го
лада b
Толщина грифа у
1-го лада m
Толщина грифа у
12-го лада k
Толщина деки h
У какого лада соеди-
соединяется гриф с корпу-
корпусом
Количество ладов п
Прима
435-450
675—685
275—290
420—435
110-120
28-30
34-36
16-17
19-20
2
16
19-24
Секунда
475—490
745—765
310-325
485-500
130—145
30-31
36-38
19-20
23-24
2,5
15
15
Альт
490-535
800-820
325-355
510-525
145-155
30-31
36-38
19—20
23-24
2,5
15
15
Бас
750-780
1120-1160
500-535
700—735
200—220
33-36
40-43
28-31
34-36
3
15
18
Контрабас
1100—1180
1600-1700
790-820
1060-1250
335-360
36-40
48-50
36—40
50-52
4,5
13
16—17
Серийно изготовляемые музыкальные инструменты строго
выдерживают в размерах, предусмотренных артикулом и техни-
техническими условиями. Инструменты высшего качества, так на-
называемые «заказные», изготовляют в условиях специализиро-
специализированных мастерских или мастерами-надомниками. Поэтому на
многие размеры инструментов даются довольно широкие до-
допуски.
114
23 22 21 28 26 25 24
19 16 17 18'
Рис. 96. Балалайка шестиклепочная:
/ —колковая механика закрытого типа; Г—головка грифа; 3— верхний пороЖек;
4 — ручка; 5—накладка; 6—клец; 7—пружинки; 8 — обечайка (огиб); 9—дека,
10—подставка; // —задинка; 12— порожек нижний; 13—задничек; 14 — клинья на
задинке; 15— обкладка на заднике; 16, 17, 18—клинья корпуса; 19— пятка грнфа;
20—крышка колковой механики; 21 — струны; 22— ладовые пластины, 23 — точки;
24— обкладка на деке; 25— панцирь; 26 — розетка; 27—уголки; 28—кнопки
_
Балалайка-прима настраивается так:
Балалайка-секунда настраивается так:
Балалайка-альт настраивается и звучит на октаву ниже напи-
санного:
У о о
Балалайка-бас настраивается так:
Балалайка-контрабас настраивается и звучит на октаву
ниже написанного:
Изготовление заготовки грифа
Ручку грифа делают из древесины твердолиственных по-
пород: бук, орех, красное дерево, палисандр, черное дерево и т. д.
Считается, что чем тяжелее порода древесины, тем качествен-
качественнее получается гриф. Для заготовок грифа применяют хорошо
просушенную древесину.
Заготовка ручки грифа балалайки-примы представляет со-
собой брусок размерами 300 X 60 X 25 мм. После обработки
ручка грифа 1 (рис. 97) в конце имеет небольшое уменьшение
Рис. 97. Заготовка ручки грифа:
1 — ручка грифа; 2— прокладка; 3 —пятка; 4 — набор из 3 листов шпона
сечения. Пятка 3 приклеивается к ручке мездровым клеем че-
через прокладку 2, которую вырезают из березового пли орехо-
орехового шпона толщиной 0,5—0,8 мм. Если материал пятки тот же,
что и ручки, то прокладку можно не ставить. Расположение
слоев в заготовке желательно выдерживать так, как показано
на рис. 97.
Часто заготовку украшают следующим образом. Распилива-
Распиливают вдоль осевой линии ручку с приклеенной пяткой и меняют
116
Рис. 98. Разметка и эскиз клеца:
а — разметка пятки грифа под клец: 1—6 — пропилы мелкозубой пилой; б — эскиз
клеца; /, 5—щечки; 2—контур наружной части клеца; 3—контур внутренней
части клеца; 4, 7—пропилы; 6 — верхняя часть клеца; в —наружный контур клеца
местами половинки. Отстрагивают плоскости будущей склейки.
Между половинками ручки грифа вставляют набор из трех
листов шпона 4: двух темных и одного светлого или двух
светлых и одного темного. Можно ограничиться одним листом
шпона. Цвет шпона подбирают в зависимости от цвета древе-
древесины ручки грифа.
После просушки клеевых соединений пятку размечают под
дальнейшую обработку (рис. 98). На расстоянии 17 мм от края
пятки проводят линию по контуру. По этой линии мелкозубой
пилой делают пропилы с 1 по 6 на глубины, показанные на
рис. 98, а. Слева и справа от пятки приклеиваются «сухари»
из клена размерами 16X16X50 мм 1 и 5 (рис. 98,6). Слои
направлены вдоль брусочков. Верхнюю часть клеца 6 получа-
получают, спиливая пятку на глубину 3 мм. Обработку клеца по кон-
контурам 2 и 3 производят стамеской, строго выдерживают при
этом наружный контур (рис. 98, в). До внутреннего контура 3
117
Рис. 99. Разметка заготовки для
головки грифа:
/ — базовое отверстие; 2 — линии разметки
струн; 3—контур гнезда иод полковую
механику; 4 — установочные линии
стараются недорезать. Про-
Пропилами 4 и 7 (см. рис. 98, б)
на глубину 7 мм заканчи-
заканчивают предварительную об-
обработку клеца.
Заготовку для головки
грифа желательно делать
из того же материала, что и
ручка грифа. Если такой
возможности нет, то к про-
проструганной дощечке из кле-
клена размерами 15Х80Х
X 240 мм приклеивают до-
дощечку 80X240 мм из твер-
долиственной породы (гра-
(граба, палисандра и пр.) 4—
5 мм толщиной. Можно ис-
использовать строганный шпон
такой же толщины. После
высыхания клея склеенную
дощечку прострагивают до
получения толщины 15 мм.
При этом толщина при-
приклеенного шпона не долж-
должна быть меньше 2 мм. С не-
нелицевой стороны головки
проводят осевую линию и по основным размерам, указанным
на рис. 99, размечают контур головки. Наметив сверлом 06,2 мм
базовое отверстие /, в него ставят первый колок колковой ме-
механики и находят центры остальных двух. Отверстия должны
касаться линий разметки струн 2. После этого колковую меха-
механику вставляют колками в полученные отверстия до упора и
обводят контур 3. Гнездо колковой механики глубиной а снача-
сначала высверливают электродрелью, а затем подчищают узким
долотом. Зажав в столярные тиски заготовку головки грифа,
опиливают ее по контуру. Пазы для стержней барашков про-
пропиливают на глубину Ь. Глубину пропила и гнезда подбирают
и подгоняют для каждой механики. Колковая механика долж-
должна сидеть в гнезде плотно и быть утопленной заподлицо в го-
головке грифа. Мастер свободен в выборе формы головки, но
главными условиями остаются удобство пользования, изящество
рисунка и надежность в работе.
118
Изготовление элементов корпуса
Дощечка для изготовления клиньев должна быть после
чистового строгания 2,5 мм толщиной. Для изготовления клинь-
клиньев пригодны многие лиственные породы древесины, но мастера
отдают предпочтение клену. Кроме своеобразного рисунка эта
порода обладает хорошими пластическими и акустическими
свойствами. Расхождение в рисунке особенно заметно в двух
центральных клиньях, и на это следует обратить внимание при
подборе комплекта клиньев.
Левые детали
Правые детали
16 . _ 20,
Рис. 100. Размеры клиньев балалайки-примы
Комплект готовят из шести дощечек. Одну дощечку имеют
в запасе, на тот случай, если какой-нибудь клин сломается.
На дощечках обводят контуры шаблонов (рис. 100) и обраба-
обрабатывают по этим контурам стамеской и рубанком. Особое вни-
внимание обращают на точность обработки клиньев с той стороны,
с которой будет приклеена жилка. Эта же сторона клиньев
имеет скос: для первых клиньев 20°, для вторых 15° и левого
третьего 10°. Третий правый клин обрабатывают только стаме-
стамеской, оставляя запас в 3 мм.
На боковые грани клиньев со скосами приклеивают жилки,
цвет которых зависит от цвета древесины клиньев. Как прави-
правило, жилки нарезают из березового прокрашенного шпона тол-
толщиной 0,8 мм и шириной 3,5—4 мм. Клей наносят на боковую
грань клина и жилку. Жилку притирают носиком металличе-
Рис. 101. Размеры задинки балалайки-примы
ского молотка. Если жилка не приклеивается, ее прикручивают
к клину нитками.
Задинку изготавливают из двух склеенных или одной целой
еловой дощечки толщиной 10 мм (рис. 101). Допускаются твер-
твердые сросшиеся сучки диаметром до 10 мм и расположенные
не ближе 20 мм к краю задинки. Контур задинки получают с
шаблона. Каждая из шести малых граней имеет угол скоса
около 10°, который при сборке подтачивают до требуемого.
Нижняя грань также имеет скос около 20°, но в противопо-
противоположную сторону. Задинка должна быть хорошо высушена и
тщательно отстругана. Все угловые точки контура задинки сле-
следует проверить на симметричность относительно центральной
оси.
Сборка балалайки на шаблоне
и последующая ее обработка
На шаблоне / закрепляют парой струбцин заготовки
ручки грифа 2 с подготовленным клецем (рис. 102). Следует
выдержать расстояние в 280 мм от начала клеца до края
задинки 3, которую также двумя струбцинами крепят к шабло-
шаблону. При установке ручки грифа и задинки внимательно следят
за совпадением осей закрепляемых деталей с центральной осью
шаблона.
Сборку начинают с подготовки первого левого клина 1
(рис. 103). Для упрощения рисунка струбцины не показаны.
Рис. 102. Подготовка шаблона
балалайки к сборке:
/ — шаблон; 2—заготовка грифа;
S —задиика
\
г
. .1
T)
н п
п
, 280 ^
120
Рис. 103. Подгонка первого левого клина:
/ — первый левый клин; 2—жилка первого левого клина; 3 — вершина гра-
граней клеца; 4 — клец; 5—задника; 5 —вершина граней задинки; 7 —каран-
—карандашная линия временного гвоздевого соединения
Узкой частью клин вставляют в соответствующее гнездо в кле-
це 4. Для более плотного прилегания торца клина к гнезду на
нем снимают фаску. По ширине клин подгоняют так, чтобы
жилка 2, приклеенная к первому клину, проходила через вер-
вершину 3 граней клеца. Установив клин в гнезде, левой рукой
прижимают его к грани задинки. Жилка должна также прохо-
проходить через вершину 6 граней задинки. Появившуюся щель меж-
между клецем и торцом клина ликвидируют, подрезая стамеской
торец клина. Наиболее плотное прилегание клина к клецу
обеспечивают, подтирая клец рашпилем. При этом необходимо
сохранить контур внутренней части клеца. Эту операцию повто-
повторяют при подгонке остальных клиньев. Затем рашпилем под-
подгоняют грань задинки под поверхность прилегающего клина.
Таким образом, надежность установки первого клина зависит
от достаточно плотного прилегания поверхности клина к грани
клеца и к грани задинки. При этом клин выгибается и под-
подгонку осуществляют, крепко удерживая его левой рукой. Убе-
Убедившись в правильности подгонки, карандашом обводят двумя
линиями полосу соприкосновения задинки и клина. Перевернув
клин (рис. 104) шилом 2, прокалывают четыре сквозных отвер-
отверстия диаметром 1 —1,5 мм. Угол наклона шила составляет 45°.
После этого приступают к склейке.
Мездровый клей наносят на клин в той части (рис. 105),
которая соприкасается с клецем 4, и на гнездо клина 1 на
клеце. Клин вставляют в гнездо. Прижимают клин двумя са-
сапожными гвоздями 3 через прокладку 2 из березового шпона.
121
Рис. 104. Накалывание отвер-
отверстий для временного гвозде-
гвоздевого соединения-
/—карандашная линия временного
гвоздевого соединения;2—шило; 3—
отверстия для гвоздей
Она предохраняет клин
от гвоздевых вмятин.
Вбивают дополнительный
гвоздь 5 в шаблон. Он
фиксирует соединение в
клеце. В процессе сборки
следует избегать вмятин
и царапин на клиньях
корпуса. Затем клей на-
наносят на клин между прочерненными линиями 7 (см. рис. 103),
а также на грань задинки. Клин левой рукой прижимают к за-
динке, а правой рукой в подготовленные в клине отверстия
(см. рис. 104) вставляют четыре сапожных гвоздя и вбивают
их сквозь клин в задинку. Правильность прижима проверяют по
равномерному выдавливанию клея из соединения.
Первый правый клин подгоняют и приклеивают в той же
последовательности, что и первый левый. При этом обращают
внимание на строгую симметрию первых клиньев.
Второй левый клин со стороны узкого конца подрезают ста-
стамеской по размерам гнезда на клеце. Снимают с торца фаску
и накладывают второй клин с напуском на первый, совмещая
жилку с вершинами граней на клеце и на задинке. Прижав
клин левой рукой, правой рукой карандашом изнутри корпуса
прочерчивают по кромке первого клина линию. Сняв второй
клин, по полученной линии обрезают его стамеской с запасом
1 мм. Последний миллиметр сострагивают рубанком-оборотни-
ком. Примерив клин, определяют ошибки и тем же рубанком
повторяют подгонку. Если жилка клина сошла с вершин гра-
граней клеца или задинки, т. е. клин стал узок, то его подреза-
подрезают по длине со стороны узкой части. После этого клин «оседа-
«оседает» и ширина его восстанавливается. Выполняя подгонку вто-
вторых и третьих клиньев, на их обрабатываемых боковых гранях
делают небольшой скос для плотного соединения с соседними
клиньями. При приклейке вторых и третьих клиньев клей на-
наносят кроме клеца и задинки и на жилку соприкасающегося
клина.
Для стяжки клеевого соединения между первыми и вторыми
клиньями, а также вторыми и третьими, применяют скобы. Для
изготовления скоб пригодна проволока из отожженной меди
диаметром 1,5—2 мм (рис. 106). Загнув конец проволоки 1
вокруг первого левого клина 2, проволоку натягивают и заги-
загибают другой конец за край второго левого клина 3. При этом
122
Рис. 105. Крепление первого левого клина на клеце:
1— первый левый клин; 2— прокладка из шпона; 3— два сапожных гвоздя; 4—клец;
5 — дополнительный гвоздь
Рис. 106. Установка крепежной скобы для стяжки первого и второго
клиньев:
/ — проволока нз отожженной меди; 2 — первый левый клин, 3 — второй левый клин;
4 — жилка второго левого клииа
не следует делать глубоких вмятин на жилке второго клина 4.
Для усиления стяжки можно нижнюю часть проволоки подви-
подвинуть в сторону задинки.
Второй правый клин ставят в той же последовательности,
что и второй левый.
При установке третьего левого клина последовательность
сборки сохраняется. Следует лишь отметить, что жилка этого
клина — центральная и располагать ее в процессе подгонки
необходимо строго по оси клеца и задинки. Перед приклейкой
третьего левого клина его контур со стороны жилки переносит-
переносится на третий правый клин.
По полученному контуру третий правый клин обрабатывают
с одной стороны. С другой стороны контур переносят каран-
карандашом изнутри корпуса, как и при обработке вторых клиньев.
Подготовленный третий правый клин в середине своей длины
должен быть на один миллиметр шире, чем его место между
третьим левым и вторым правым клиньями. После нанесения
клея на все соприкасающиеся части последний клин закрепля-
закрепляют в клеце. Затем, расперев корпус изнутри левой рукой, пра-
правой рукой с небольшим усилием вдавливают последний клин
на его место. После закрепления гвоздями последнего клина
на задинке ставят скрепку из медной проволоки на весь кор-
корпус.
Просушенный корпус балалайки протирают изнутри жидким
клеем по швам клиньев. Это удобнее делать указательным
123
Рис 107 Разметка огибов по
шаблону
с — разметка огибов на доске / — ело-
еловая доска, 2—линии пропилов, 3—
контрольная линия, б — шаблон дня
разметки огибов
пальцем правой руки Из-
Излишки клея удаляют тря-
тряпочкой, смоченной в го-
горячей воде
Если в процессе сбор-
сборки был допущен брак в
виде сколов или щелей на
клеце и задинке, то на-
намеченные места шпаклю-
шпаклюют опилками с мездровым
клеем.
После просушки швы
между клиньями изнутри
проклеивают плотной
тканью (типа коленкор)
а ° Полоски ткани шириной
1 см с одной стороны на-
намазывают мездровым клеем и притирают по швам клиньев, при
этом концы полосок заходят за клец и задинку по одному сан-
сантиметру. В конце этой операции рекомендуют ногтем большо-
большого пальца прочертить изнутри корпуса по жилкам, заклеенным
тканью
Во время сушки корпуса (около 2—3 ч) приступают к изго-
изготовлению заготовок огибов. Для этого еловая доска 1
(рис. 107, а) без сучков радиальной распиловки размечается
линиями 2 и распиливается узкой лучковой пилой. Для более
легкой ориентации в верхней более выгнутой части проводят
карандашную линию 3. Шаблон для огиба можно изготовить
по размерам рисунка 107, б. Пропил проводят так, чтобы ка-
карандашные линии оставались слева от пропила и не были по-
повреждены.
Последовательность обработки правого огиба следующая.
Наружную поверхность заготовки огиба обрезают стамеской
(с упором на верстак) так, чтобы эта поверхность повторяла
внутреннюю поверхность первого клина Это довольно сложно
выполнить с первого раза, требуется определенный навык и хо-
хороший глазомер. Карандашная линия от шаблона огиба долж-
должна быть по возможности сохранена. Сечение обработанного
огиба 1 изображено на рис 108
Гнездо для огиба в клеце получают, скалывая пропил, вы-
выполненный ранее. Гнездо для огиба в задинке выполняют по
контуру сечения огиба глубиной 1 —1,5 мм.
124
Рис 108 Установка огиба
/ — правый огъб, 2 — первый клин, 3 — огиб в гнезде задинки, 4 — огиб в гнезде клеца;
5—жнмок
Подготовленный огиб, плотно сидящий в своих гнездах, яв-
является образцом для изготовления второго огиба. Они зеркаль-
зеркально симметричны.
Соприкасающуюся с клином и гнездами поверхность огиба
обрабатывают рашпилем, смазывают мездровым клеем и ставят
на место Прижим приклеенного огиба обеспечивают тремя
жимками
После просушки огибы изнутри корпуса и вся внутренняя
поверхность корпуса зачищаются наждачной бумагой и покры-
покрываются одним-двумя слоями нитроцеллюлозного лака
На закрепленном огибами корпусе мелкозубой пилой можно
срезать заподлицо с задинкой выступающие за нее концы
клиньев.
Острожка корпуса производится для того, чтобы сформиро-
сформировать «купол» деки. В балалайке развивается большое усилие
от натянутых на деку струн. Бывает, что указанное усилие
прогибает деку. Это, во-первых^, некрасиво, а во-вторых, вряд
ли следует ожидать улучшения звучания от таким образом де-
деформированной деки Отстрагивают корпус рубанком и поправ-
поправляют рашпилем согласно схеме, изображенной на рисунке 109
На предварительно простроганной задинке карандашом раз-
размечают расположение клиньев. Для этого соединяют вершины
граней задинки с центром А (рис ПО, а). Клинья изготавлива-
изготавливают из той же породы, что и клинья корпуса, выбирая толщину
2,5—3 мм Рубанком перпендикулярно к пласти обрабатывают
клин № 1, подгоняя его по разметке на задинке Убедившись
в правильности обработки, клин обрезают по длине вровень с
125
A-A
Рис. 109. Схема отстрожки корпуса
Рис. 110. Набор клиньев на задинке:
с —установка первого клина: / — клин № 1; 2—сапожные гвозди; б —уста-
—установка второго клииа: / — жилка между первым и вторым клиньями; в —
установка шестого клииа: / — площадка для вставки
A-A
Пе-лр
a>90
9 8
Рис. 111. Приклейка штапика на задинке:
1 — 6 — штапики обкладки; 7 —клин корпуса; 8 — задинка; 9 — клин задинки
клеевым швом между гранью задинки и клином корпуса. По-
Поверхность задинки обрабатывают рашпилем или цинубелем, как
и обратную сторону клина. Клин с нанесенным клеем прижи-
прижимают к своему месту несколькими сапожными гвоздями. Под-
Подгонка второго клина аналогична первому. В момент приклейки
между первым и вторым клином ставят жилку того же цвета,
что и на корпусе. Жилку перед установкой погружают в клей.
Пальцами левой руки излишки клея снимают в клеянку. При-
Прижимают второй клин только с двух сторон, как показано на
рис. 110,6. Пятый и шестой клинья закрепляют также с двух
сторон (рис. ПО, в). В зоне точки А, где сходятся вершины
клиньев, резаком подчищают площадку и заделывают ее встав-
вставкой на клею.
Если клинья задинки подогнаны аккуратно, то между их
торцами и торцами клиньев корпуса будет угол, близкий к
прямому. Если клинья задинки не на равном расстоянии (око-
(около 3 мм) повторяют контур корпуса, то этот дефект исправля-
исправляется мелкозубой пилой, которой подпиливают клинья по длине.
Двугранный угол, образованный торцами клиньев задинки 9
и клиньев корпуса 7 (рис. 111), рекомендуют несколько раз
прочистить четырехгранным напильником по металлу с крупной
насечкой. Так готовится гнездо под обкладку штапиком.
Штапик подгоняют в следующей последовательности 1, 2, 3,
4, 5, 6. Концы штапика подрезают «на ус» стамеской с упором
на верстак. Приклеивают штапик в последовательности 1, 6, 2,
5, 4, 3. Третий служит «замком», т. е. его подгоняют, когда
все остальные уже приклеены. Приклеенные штапики прижима-
прижимают веревкой по схеме (см. рис. 111). Для большей наглядности
контур задинки искажен. Для лучшего прилегания штапика /
127
Рис 112. Размещение задничка на
задиике
к гнезду одн\ из его граней
изготовляют не под прямым
углом.
Просушенный штапик с^
стороны задинки выстрагивают
рубанком-оборотником запод-
заподлицо с клиньями задинки, а со
стороны клиньев корпуса эт\
операцию выполняют напиль-
напильником по металлу Замеченные щели и дефекты шпаклюют дре-
древесными опилками соответствующего цвета с мездровым клеем.
После тщательной просушки задинку выстрагивают и шлифуют
наждачной бумагой.
В задинку (рис. 112) врезают задничек. Сначала задничек,
предварительно выпиленный из прокрашенного березового шпо-
шпона толщиной 1,5 мм, накладывают на клинья задинки и обво-
обводят остро отточенным карандашом. По полученному контуру
прорезают резаком на глубину 1—1,2 мм и выбирают гнездо.
Задничек вклеивают (мездровым клеем) и притирают молот-
молотком. Контур задничка рекомендуют выдерживать в размерах,
приведенных на этом рисунке. Форма задничка может быть
различной.
Изготовление деки и приклейка ее к корпусу
Дощечки резонансной ели толщиной 4 мм и длиной
300 мм могут служить заготовками для изготовления деки ба-
балалайки. Ширину дощечек обычно берут не меньше 60—70 мм,
хотя принципиального значения этот размер не имеет. Гораздо
важнее подобрать заготовки по ширине годичных слоев и по
оттенку. Эти параметры в определенной мере характеризуют
однородность будущей деки и ее акустические свойства.
Дощечки подбирают, предварительно их прострогав. Это по-
позволяет не только выявить структуру материала, но и опреде-
определить направление строгания, которое показывают стрелкой
(рис. 113). Возможны два варианта подбора деки балалайки —
с центральной фугой или с центральной дощечкой. Подобран-
Подобранный резонансный щит нумеруют и края тщательно отфуговы-
вают.
Склеивают резонансные дощечки казеиновым клеем, но в
последнее время все чаще для этих целей применяют ПВА
(пластифицированную). Дощечки / (рис. 114) с намазанными
с обеих сторон кромками зажимают в жимки 2. Прижим доще-
дощечек друг к другу обеспечивается клиньями 3. Дополнительные
128
7
380
Рис. 113. Варианты исполнения деки1
1— дека с центральной фугой; 2—дека с це
вающие направление строгания
Рис 114. Склейка резонансных дощечек.
/—резоиаисиые дощечки; 2— жимки; 3 — клинья для стяжки, 4—дополнительные клинья
1 — дека с центральной фугой; 2—дека с центральной дощечкой; 3 — стрелки, показы-
вающие направление строгания
клинья 4 позволяют отрегулировать дощечки друг относительно
друга по высоте.
Высушенную деку отстрагивают с обеих сторон, доводя ее
толщину до 2,5 мм. Отстрожку производят на толстой деревян-
деревянной плите (для этих целей подойдет лист многослойной фанеры).
Упорами могут служить шляпки ввернутых шурупов, выступа-
выступающие на 1,5—2 мм над деревянной плитой. При отстрожке
направление строгания определяют по ранее поставленным
стрелкам. После отстрожки рекомендуют произвести шлифовку
деки шлифовальной шкуркой.
На подготовленную деку накладывают корпус балалайки,
строго выдерживая осевые линии, и обводят контур корпуса 1
(рис. 115). По этому контуру обрезают деку (с запасом 5 мм)
лобзиком, ножом или мелкозубой циркулярной пилой.
Определив лицевую сторону, уточняют осевую линию 3 и,
отступив от края деки ПО мм, намечают центр 2 будущего
звукового отверстия. Ориентируясь на этот центр, устанавли-
устанавливают розетку. Для балалаек принята ориентация розетки, изо-
изображенная на рис. 115,6. Техника врезки розетки рассматри-
рассматривалась на примере врезки задничка. После просушки розетки
ее зачищают циклей и обнаруженные дефекты шпаклюют опил-
опилками с мездровым клеем. Изготовление деки требует повышен-
повышенной аккуратности, так как при толщине 2—2,5 мм она очень
непрочна.
Пружинки для балалаечной деки, как и для остальных му-
музыкальных инструментов, изготовляют из резонансной ели.
Доску радиальной распиловки (рис. 116) размечают по торцу
5 За к 884
129
а б
Рис 115 Установка розетки на деке балалайки
с —размещение розетки на деке / — контур корпуса балалайки; 2—центр
звукового отверстия, 3 — осевая линия деки, б—основные размеры розет-
розетки балалайки-примы
Рис 116 Заготовка пружинок
а — насечка топором, б—нарезка ножом, в—размеры заготовки пружинок балалайки-
прнмы; г—пружинка, остроганная по шаблону
по 10 мм. По этим разметкам делают зарубки топором
(рис. 116, а) так, чтобы щель от раскалывания древесины об-
образовалась на глубину 40—50 мм. Затем в эту щель вставля-
вставляют лезвие ножа (рис. 116, б) и отщепляют заготовку пружинки.
Это делают для того, чтобы скол происходил строго в танген-
тангенциальной плоскости. Заготовка пружинки (рис. 116, в) имеет
размеры 10 X 20 X 300 мм. Рубанком размер 10 мм доводят
до 4 мм. Затем одну из двух узких граней строгают
(рис. 116, г) по дуге специального шаблона, позволяющей со-
создать куполообразную форму деки инструмента. Этот шаблон
легко сделать из обычной деревянной линейки. С помощью кус-
куска бечевки на одной из сторон деревянной линейки проводят
дугу радиусом 1820 мм. Обработанная по этой дуге линейка
и является шаблоном.
130
Рис 117 Приклейка пр>жинок
/ — дека; 2—пружинка; 3 — жимок, 4 — прижимная линейка
Приклеивают пружинки мездровым клеем в такой последо-
последовательности На внутренней стороне деки тонкими карандаш-
карандашными линиями размечают положение будущих пружинок 2
(рис. 117). Начинают приклейку с пружинки № 1. Клей нано-
наносят на дугообразную грань пружинки и ставят пружинку на
свое место. С лицевой стороны деки 1 подкладывают прижим-
прижимную линейку 4 из ели сечением 25 X 5 мм и ставят жимки 3.
Для лучшей работы жимков края пружинок перед нанесением
клея срезают «на ус». При этом следят, чтобы не осталось
щели между приклеиваемой пружинкой и декой. Этот дефект
ликвидируют маленькими клиньями, вставляемыми между при-
прижимной линейкой и декой. Для лучшей работы клиньев их пе-
перед установкой слегка увлажняют.
Приклеенные пружинки после просушки обрабатывают ста-
стамеской для получения соответствующих размеров, которые
приведены на рис. П8. Острые кромки пружинок зачищают
шлифовальной шкуркой. Внутреннюю часть подготовленной та-
таким образом деки покрывают нитроцеллюлозным лаком в 1—2
слоя, оставляя непокрытой полосу по контуру деки шириной
15 мм.
Деку строго по оси прикладывают к корпусу и на огибах
отмечают карандашом гнезда для пружинок. Гнезда обрабаты-
обрабатывают резаком, ножом и мелкозубой ручной пилкой. Глубина
5*
131
Рис. 118. Чертежи пр>жинок-
/ — пружинка № 1; 2— пружинка №2;
3—пружинка №3
гнезд составляет 4 мм,
но лучше подгонять каж-
каждое под свою пружинку.
Деку балалайки кладут
на корпус и убеждаются
в точности установки
пружинок в свои гнезда.
Затем обрезают деку по контуру корпуса с запасом 2—
2,5 мм.
Приклейку деки к корпусу инструмента называют «закуб-
ровкой». Для этой операции подготавливают прижимную ли-
линейку 10 X 20 X 500 мм из сосны или ели и прокладку 20 X
X 40 мм из березовой трехслойной фанеры. Можно предвари-
предварительно вбить два сапожных гвоздя в прокладку. Также готовят
моток веревки длиной » 10 метров.
Корпус балалайки 6 укрепляют на верстаке (рис. 119) с
помощью струбцины 2. Для того чтобы ручка грифа 3 не сколь-
скользила по пласти верстака 4, под нее кладут кусок крупной
шлифовальной шкурки, сложенный пополам зерном наружу.
Клей наносят на огибы, клец, гнезда пружин, задинку. Деку
ставят на место. При этом проявляют предельную осторожность
к уголкам деки. С помощью прокладки 1 парой сапожных гвоз-
гвоздей прижимают верхнюю часть деки к клецу. Наложив при-
прижимную линейку 5 на деку, прижимают ее левой рукой к за-
динке. Правой рукой надевают на гвоздь, вбитый в клец, пет-
петлю веревки @5 мм) и, пропустив ее под корпусом, выводят по
деке на второй гвоздь. Обогнув второй гвоздь, веревку снизу
корпуса выводят на левый угол и двумя оборотами скрепляют
угол корпуса, угол деки и левый конец прижимной линейки.
Затем веревкой, пропущенной под корпусом, закрепляют пра-
правый угол инструмента. Далее веревкой накладывают витки,
изображенные на рис. 119. Правая рука все время натягивает
веревку, а левая, прижимая деку в нужном месте, удерживает
корпус инструмента. Иногда бывает необходимость придержать
корпус коленом. Чтобы веревка не скользила по прижимной
линейке, на ней можно до закубровки сделать небольшие за-
зарубки круглым напильником. Приклеенную деку, как бы спеле-
нутую веревкой, проверяют по контуру приклейки. Если заме-
замечают щель, то ее ликвидируют, подтягивая веревку клиньями,
вставленными под нее со стороны корпуса.
Процесс приклейки деки требует большой сноровки, чтобы
клей не успел застыть. Поэтому для приобретения навыка ре-
рекомендуют эту операцию много раз повторить на деке фанер-
фанерной, конечно, без клея.
132
ит.д
Рис. 119. Приклейка деки балалайки к корпусу:
/ — фанерная прокладка с двумя сапожными гвоздями; 2 — струбцина, 3—
ручка грифа; 4—верстак; 5—прижимная линейка; 6 — корпус балалайки;
7—веревка
Спустя 4—5 ч, т. е. после гарантированной просушки кле-
клеевого соединения деки с корпусом, приступают к обрезке деки
по контуру. Делают это стамеской, а затем зачищают напиль-
напильником по металлу с крупной насечкой. Контур деки должен
иметь плавные очертания без вмятин и шероховатостей.
На обрезном рейсмусе выставляют резец на ширину реза
5,5—б мм с глубиной прорезания 2,5 мм и прорезают на глу-
глубину 1 мм уголки деки, как показано на рис. 120, а. В наме-
намеченные таким образом уголки врезают украшения, которые
также называют «уголки». Они могут иметь различную конфи-
конфигурацию. Три варианта показаны на рис. 120, б. Врезают угол-
уголки так же, как и розетку. Рисунок уголков подбирают с уче-
учетом рисунка розетки.
Деку с высохшими уголками готовят к приклейке штапа.
Для этого ширину полосы прорезания рейсмуса увеличивают
на 0,5 мм. Деку прорезают рейсмусом по контуру до огиба,
т. е. на всю глубину резца. Около клеца, там где рейсмус не
проходит, прорезают ножом или резаком. Отрезанную полоску
по контуру деки аккуратно срезают стамеской, захватывая и
клеевой слой. Четырехгранным напильником по металлу с
крупной насечкой зачищают полученное гнездо для штапа.
К штапу приклеивают 1—2 жилки из разноцветного шпона
(рис. 121, а). Длину штапа и жилок определяют по размерам
контура деки с запасом 20—30 мм. Штап, приклеиваемый со
133
Рис. 120. Врезка уголков:
а — прорезаиие деки обрезным рейсмусом; б
варианты исполнения уголков
1 2 3
И Т.Д.
Рис. 121. Приклейка штапа:
а — сечение штапа: / — жилка из темного шпона; 2 — жилка из светлого шпона; 3—рейка
темного штапа; б —укладка веревки: / — струбцина; 2 — ручка грифа; 3 — штапы; 4 —
веревка
стороны задинки, должен иметь разрыв в 10—20 мм по оси
инструмента.
Сначала подгоняют соединение «на ус» штапов в углах
деки. Затем наносят мездровый клей средней густоты на обе
приклеиваемые поверхности всех штапов и укладывают их на
свои места в углах деки (рис. 121,6). На левый уголок, на
соединенные «на ус» штапы накладывают петлю веревки и
натягивают ее. Затем веревку через деку переводят на правый
уголок и делают на нем 1—2 витка, плотно прижимая штапы
к корпусу и деке. Далее веревку через задинку выводят на
деку и кладут в зоне левого уголка следующий виток на рас-
расстоянии 20—25 мм от петли. Витки веревки 4 накладывают,
как показано на рис. 121,6. На последних витках подгоняют
концы штапов к гнездам в зоне клеца.
Подсохший штап зачищают напильником со стороны корпу-
корпуса заподлицо с последними клиньями и задинкой. Со стороны
деки штап строгают рубанком-оборотником до плоскости деки.
Отделку деки начинают со шпаклевки всех видимых изъя-
изъянов на поверхности и в клеевых соединениях. После высыхания
клеевой шпаклевки деку циклюют. Движение цикли от уголков
к оси деки — под углом 45°, а затем в направлении, парал-
параллельном оси деки. На правильно отциклеванной деке пальцы
руки не ощущают неровностей.
Шлифуют деку водостойкой шлифовальной шкуркой с вой-
войлочной прокладкой в тех же направлениях и той же последо-
последовательности, как и циклюют. Деку протирают спиртом для под-
поднятия ворса и снова шлифуют (водой ворс поднимать не реко-
рекомендуют).
Готовят тампон из хлопчатобумажного трикотажа, и с его
помощью наносят на деку грунтовку из двух слоев нитролака.
С интервалом в 15—20 мин эту операцию повторяют еще два
раза.
Просушенную грунтовку осторожно зачищают тонкой шли-
шлифовальной шкуркой до получения ровной матовой поверхности.
Листочки шкурки 60 X 80 мм складывают пополам и удержи-
удерживают большим, указательным и средним пальцами, причем лег-
легкое давление на шкурку оказывают два последних. Нитролак
сошлифовывается легкой пылью, что говорит о том, что он
хорошо просох.
Следующее покрытие деки спиртовым шеллачным лаком
производят в той же последовательности, что и покрытие нит-
роцеллюлозным лаком. При этом крайне недопустимо появле-
появление потеков и тем более капель лака. Шеллачным лаком на-
наносят 10—12 слоев и просушивают 1,5—2 ч в теплом простор-
просторном помещении.
Просушенную поверхность деки шлифуют тонкой наждачной
бумагой теми же приемами, что и нитролаковую грунтовку.
При этом проявляют повышенную аккуратность и вниматель-
135
ность, дабы избежать прошлифовки лаковой поверхности на-
насквозь. Это влечет за собой появление белесых пятен на деке.
Исправить такой дефект можно лишь сняв все покрытие и по-
повторив обработку снова. Хорошо отшлифованный слой шел-
шеллачного лака дает глубокую матовую поверхность с очень
редкими и едва заметными проблесками в виде ниточек.
Подготовленную таким образом поверхность шлифуют с
применением порошка пемзы.
Тампон из хлопчатобумажного трикотажа слегка смачивают
индустриальным маслом, дают ему впитаться и макают тампон
в насыпанный порошок пемзы. После пемзования деку инстру-
инструмента протирают сухой трикотажной тканью. Дека имеет туск-
тусклую матовую поверхность без каких-либо проблесков.
После такой подготовки приступают к полировке деки.
В подготовленный тампон из белого полотна вводят шеллачную
политуру и кладут в герметичный сосуд. Для лучшей про-
пропитки сосуд помещают в теплое место. Через 15—20 мин там-
тампон, слегка прижатый к тыльной стороне руки, оставляет тонкий,
быстровысыхающий слой политуры. Тампоном производят поли-
полировку деки до того момента, пока движения тампоном станут
затруднительны. Заканчивают полировку, смазав тампон для
легкости хода 2—3 каплями веретенного масла. Через час ин-
инструмент готов для следующей операции.
Обработка заготовки грифа
Разрушение клеевого соединения головки грифа с руч-
ручкой — явление довольно редкое. Это объясняется тем большим
вниманием, которое мастера уделяют этому узлу, и, очевидно,
удачностью конструкции самого узла.
Головку грифа соединяют с ручкой балалайки на мездровом
клее «на ус». Для этого прежде всего определяют положение
головки грифа на ручке. Головку грифа (рис. 122) приклады-
прикладывают к ручке, ориентируясь на положение установочных ли-
линий 4 (см. рис. 99). Для контроля указан приближенный раз-
размер — 86 мм, который соответствует интервалу между будущим
3-м и 4-м ладами, т. е. это крайнее положение головки грифа
на плоскости ручки. Пилят по линии 6 (см. рис. 122) лучковой
пилой с запасом 1—2 мм. Этот недопил обрабатывают рубан-
рубанком с двойной железкой точно по линии 6, а затем несколько
раз задирают поверхность рубанком-цинубелем. Плоскость
строгания проверяют, прикладывая головку грифа участком
будущей склейки. Отпиленный от ручки клин 5 следует сохра-
сохранить.
Перед склейкой головку грифа кладут на горячую плиту для
прогрева. Клей наносят сначала на ручку грифа в месте
склейки, а затем на прогретую головку. Прижим склеиваемых
136
Рис. 122. Схема для определения положения головки на ручке грифа:
1 — корпус балалайки-примы; 2— ручка грифа; 3—головка грифа; 4 — установочные
линии; 5—отпиливаемый от ручки клин; 6 — линия пропила; 7—шаблон грифа бала-
балалайки-примы
деталей обеспечивает струбцина 3 (рис. 123). Для того чтобы
клин 4, подложенный под струбцину, не скользил по плоскости
головки 2, его увлажняют. При склеивании соблюдают строгую
соосность деталей.
После высыхания клеевого соединения лучковой пилой от-
отрезают часть головки грифа, выступающую над верхней плос-
плоскостью ручки. Затем плоскость ручки грифа тщательно остра-
острагивают рубанком с двойной железкой и проверяют линейкой
«на просвет». При этом поверхность деки переходит в плос-
плоскость строгания без преломления, так как накладка, приклеивае-
приклеиваемая к ручке грифа, нижней своей частью приклеивается к деке.
Соединение клиньев корпуса балалайки с пяткой грифа мо-
может иметь щели. По этой щели пропиливают обушковой пилой
на глубину 2,5—3 мм и вклеивают ребром жилки из прокра-
прокрашенного шпона. После того как клей высохнет, его излишки
счищают ножом, а жилки опиливают полукруглым напиль-
напильником.
Накладку изготовляют из дощечек (толщиной б—7 мм) чер-
черного дерева, окрашенных граба и груши и других пород, хо-
хорошо работающих на истирание. Чертеж шаблона накладки
для балалайки-примы показан на рис. 124.
Шаблон кладут на ручку грифа, совмещая поперечную
грань треугольного отверстия с линией соединения ручки грифа
с корпусом, и очерчивают на деке контур нижней части шаб-
шаблона. С очерченного участка деки полностью удаляют слой
лака с помощью ножа или скребка.
Нижнюю поверхность накладки и верхнюю плоскость ручки
грифа задирают рубанком-цинубелем. В ручке грифа в 50 мм
от начала и конца по оси симметрии накалывают шилом два
отверстия. В отверстия вставляют обрезки сапожных гвоздей,
137
Рис. 123. Приклейка головки
грифа к ручке
1 — ручка грифа; 2 — головка грифа; 3-
струбцина; 4 — клин
которые своими остриями
выступают над плоскостью
ручки на 1 —1,5 мм. В про-
процессе склейки эти «зубчики»
удержат накладку от спол-
сползания.
Положив накладку для нагрева на горячую плиту, сначала
наносят клей на ручку грифа и участок деки, а затем на на-
нагретую накладку, и соединяют, выдерживая соосность. Прижим
клеевого соединения осуществляют с помощью 2—3 струбцин
(рис. 125). Давление затянутых струбцин 1 передается на на-
накладку 3 через прижимной брус 2. Излишки клея выступают
из-под накладки по всему контуру. Если существует опасность
некачественной приклейки накладки к деке, то между прижим-
прижимным брусом 2 и накладкой 3 легко вбивают клинышки 6. Не-
Нередко мастера ставят между накладкой и ручкой проклейку
из шпона ореха или березы. После высыхания клея его излиш-
излишки удаляют ножом или стамеской.
На приклеенную накладку устанавливают шаблон мензу-
мензуры 2 (рис 126). Ось шаблона должна быть точно направлена
по оси инструмента, а 16-й лад мензуры должен стоять напро-
напротив жилки, отделяющей ручку грифа 4 от корпуса 5. В таком
положении шаблон прижимают к грифу струбциной /.'
Мелкозубой пилкой толщиной 1 мм намечают ладовые гнез-
гнезда пропилами глубиной 1 —1,5 мм. Затем шаблон снимают и
пропилы доводят до требуемой глубины обушковой пилой. Для
более качественного пропила применяют ограничители, которые
в виде двух пластинок крепят на полотне пилы с обеих сторон.
Глубина и ширина пропила зависят от применяемой ладовой
проволоки. Если глубину пропила легко отрегулировать ограни-
ограничителями, то ширину увеличивают за счет небольшого покачи-
покачивания пилы из стороны в сторону в процессе пиления.
Технологическая последовательность обработки грифа изо-
изображена на рис. 127. Для облегчения чтения схем на них не
изображены корпус и головка грифа инструмента. Лучковой
пилой-окружонкой сначала опиливают за три приема пятку
грифа (рис. 127, а, б). Дальнейшая обработка грифа выполня-
выполняется стамеской с соблюдением всех мер предосторожности и
обязательно с упором на резиновый валик верстака. Наиболее
целесообразно сначала обработать стамеской профиль 2
(рис. 127,в). Эта плоскость служит базовой для дальнейшей об-
обработки и превышает необходимый размер ручки на 1—1,5 мм
по высоте. Затем снимают боковые грани, оставляя на обра-
138
76
Расстояние от псрож-.a до 16-"Q лада { 5
347
Рис. 124. Чертеж шаблона для накладки грифа балалайки-примы
L_T
LJP \ LJP
Рис. 125. Приклейка накладки к ручке грифа:
1-струбцины; 2 — прижимной брус; 3 —накладка; 4 — гриф; 5 —корпус; 6 — клинышек
Рис. 126. Подготовка гнезд под ладовую проволоку:
/ — струбцина; 2— шаблон мензуры; 3 —иакладка; 4 — ручка грифа; 5—корпус
V --о -а,
2 3
\ /
— - __ » -_ —-j. -
< 28 >
in
Рис. 127. Обработка ручки грифа:
а, б — предварительное опиливание пятки; в — обработка пятки и ручки грифа: / — исход-
исходный профиль; 2 — профиль после обработки стамеской; 3 — окончательный профиль
грифа и его сечений
Рис. 128. Модель обработки пятки грифа и соединения ручки с го-
головкой грифа:
а —пятка грифа; б —соединение ручки с головкой грифа
ботку рашпилем 1—2 мм. На рисунке линией 3 показаны про-
профиль и контуры сечений грифа. При обработке ручки грифа мо-
может встретиться косослой или стамеска пойдет «в задор». Изме-
Изменив направление резания, избегают опасных защепов древесины.
Наиболее сложными участками являются зоны перехода
ручки грифа в пятку и головку. Здесь очень сложно определить
какие-либо контрольные точки или применить шаблоны. В этих
местах обработка грифа целиком и полностью зависит от опы-
опыта и вкуса мастера. Можно рекомендовать модели пятки и со-
соединения головки с ручкой грифа, изображенные на
рис. 128, а и б.
Заканчивают обработку ручки грифа напильниками по ме-
металлу с крупной насечкой различного профиля. Затем поверх-
поверхность грифа циклюют и зачищают наждачной бумагой.
140
Рис. 129. Закатка ладов:
а — выравнивание концов ладовой проволоки: '•/ — ладовая проволока; 2— накладка; 3 —
ручка грифа; б—формирование профиля лада: Л 2—плоскости, полученные от обра-
обработки напильником; 3 — плоскость, полученная от фуговки ладов; 4 — окончательный
профиль лада; 5—ладовая проволока; 6 — иакладка; в — модель обработки концов ладо-
ладовой проволоки
Точки на накладке грифа врезают после 1, 4, 6, 9, 11, 14,
16 и 18-го ладовых пропилов, причем последние два делают
меньшего размера.
Распрямленный кусок ладовой проволоки держат в левой
руке. Смазывают ножку ладовой проволоки жидким клеем и
забивают молотком в пропиленные пазы. Если ножка с трудом
входит в пропил, его слегка расширяют пилкой. При слишком
свободном пропиле прибегают к шпаклевке из опилок и жидко-
жидкого клея. Излишки проволоки откусывают кусачками. Особую
осторожность следует проявлять при забивке ладов в нижней
части накладки, приклеенной к деке. Здесь удары молотком
должны быть легкими, чтобы не повредить деку.
Процесс обработки ладов называется закаткой. Начинают
закатку с зачистки торцов ладовой проволоки, выступающих с
боков грифа. Делают это напильником по металлу с крупной
насечкой. Движения напильника должны быть такими, чтобы
на концах ладов не было заусенцев, а сами концы были за-
закруглены (рис. 129,а). Затем все лады выравнивают тем же
напильником по высоте. Для этого напильник кладут на лады
и, прижав рукой, двигают вдоль грифа. Этот процесс продол-
продолжают до тех пор, пока следы напильника не будут заметны
на всех ладах и по всей их длине. Иногда эту работу называ-
называют фуговкой ладов.. Таким образом получают площадку 3, изо-
изображенную на профиле ладовой проволоки (рис. 129, б). Пло-
Плоскости 1 и 2 получаются от стачивания напильником боков
каждого лада. Закругляют трапециевидный профиль 4 ладов с
помощью специального напильника. Концы ладовой проволоки,
выходящие на бока ручки грифа обтачивают надфилями, доби-
добиваясь формы, изображенной на модели рис. 129, в. Завершают
обработку ладов шлифовальной шкуркой, притирая каждый лад
в отдельности, а затем все вместе.
141
Если смотреть со стороны задинки вдоль поверхности на-
накладки, то лады должны сливаться в одну полосу без темных
и светлых пятен. На ощупь лады не должны иметь острых за-
зазубрин и неровностей.
Изготовление и установка порожков и панциря
Первый пропил на накладке грифа (рис. 130, а) допи-
допиливают на глубину накладки. Полученное гнездо зачищают ста-
стамеской и вклеивают в него брусочек черного дерева или другой
Рис. 130. Схема установки верхнего порожка:
а — подготовка гнезда под верхний порожек: / — накладка грифа; 2 — разметка пропила
под порожек; б —рисунок верхнего порожка с указанием основных размеров
твердой породы размерами 6 X 8 X 35 мм. После просушива-
просушивания верхний порожек обрабатывают стамеской по профилю, изо-
изображенному на рис. 130, б.
А-А
установленным
порожком
Ширина
штапа
Рис 131. Схема установки нижнего порожка:
1 — дека; 2 — штап; 3—задничек; 4 — клинья задники; 5 —задинка
Нижний порожек следует делать также из твердых пород.
Гнездо под порожек готовят, как показано на рис. 131.
Панцирь для балалайки делают из шлифованной дощечки
из прокрашенного граба или груши толщиной 3—4 мм. Для
этих целей можно употребить и трехслойную березовую фанеру
142
Направление
слоев
дощечки
К-К
Рис. 132. Эскиз заготовки пан-
панциря (вид с нижней стороны)
/ — эскиз раскроя заготовки панциря;
2 — сечение панциря; 3—сечение при-
приклеенной прокладки нз шпона
без сучков. Первую часть контура панциря AGF (рис. 132)
выпиливают с помощью лобзика или тонкой лучковой пилы.
Рашпилем и напильником снимают фаску. Ломаной линией
ABCDEF на рисунке изображена вторая часть контура пан-
панциря. Ее получают, приложив дощечку заготовки к корпусу
балалайки и обведя корпус и конец накладки карандашом.
Вырез в дощечке панциря BCDE под накладку делают на 2 мм
уже и на 4 мм короче (тем самым дают припуск на обра-
обработку).
С нижней стороны панциря приклеивают накладки 3 из
шпона толщиной 1,5—2 мм. Скосы под углом 15°, которые де-
делают на участках ВС и DE, обеспечивают плотное соединение
панциря и накладки грифа. Участок CD соединяют с накладкой
с помощью плечика (рис. 133). С корпусом панцирь соединяют
на клею через прокладку 6 несколькими деревянными гвозди-
гвоздиками 10. Гнезда под гвоздики предварительно накалывают ши-
шилом или насверливают сверлом диаметром 1—1,5 мм. Ориенти-
Ориентировочные места установки гвоздиков обозначены на рис. 132
звездочками. Перед установкой панциря в зоне приклейки сни-
снимают лак с деки инструмента. Следует обратить внимание на
то, что поверхность панциря с нижней частью накладки долж-
должны совпадать. Щели между ними шпаклюют.
143
A-A
A 5
Рис. 133. Схема крепления панциря:
а —размещение сечеиий; б и в —поперечное и продольное сечения: 1 — панцирь; 2 — ладо-
ладовая проволока; 3— накладка; 4 — клец; 5—дека; б —прокладка под панцирем; 7 —штап;
8~огиб; 9—клин корпуса; 10 — деревянный гвоздик
60
/ 1
о
\
0-
100
Рис. 134. Эскизы заготовки и подставки,
а —за-отовка подставки; б —подставка
и-» 12-и лад
Рис. 135. Схема определения высоты подставки:
h — высота подставки; А — расстояние от верхнего порожка до 12-го лада
144
Заготовку для подставки под струны (иногда называемую
кобылкой) делают из клена, бука, реже березы (рис. 134, а).
На верхнюю грань заготовки приклеивают прокладку из чер-
черного дерева, палисандра или другой очень твердой древесины.
Окончательные размеры подставки показаны на рис. 134, б.
Высота подставки в средней части определяется по схеме, при-
приведенной на рис. 135.
Отделка инструмента
Отделку инструмента начинают с влажной уборки мас-
мастерской, так как пыль — злейший враг процесса полировки дре-
древесины. Необходимо заменить фартук или халат и прогреть по-
помещение до 24—27 °С. Затем производят внимательный осмотр
внешней поверхности инструмента. Замеченные щели шпак-
шпаклюют древесными опилками, смешанными с жидким мездровым
клеем. Шпаклевку производят аккуратно, стараясь не испач-
испачкать деку. Если это все же произошло, влажной тряпочкой
снимают незастывшую шпаклевку с полированной деки.
Просушенный корпус циклюют. Корпус инструмента лежит
в этом случае на коленях, а головкой грифа его прижимают к
резиновой прокладке верстака. Циклюют вдоль каждого клина
в отдельности. В правильно отциклеванном корпусе поверхно-
поверхности клиньев точно отделяются жилками.
Задинку циклюют вдоль и поперек всей плоскости, избегая
попасть в задор. В противном случае изменяют направление
циклевания.
Гриф циклюют, начиная с пятки. При этом цикля плавно
переходит через жилку, отделяющую пятку от корпуса. При
обработке ручки следят за тем, чтобы не образовались грани.
Их ликвидируют, придавая цикле направления движения по
спирали (рис. 136). Головку грифа циклюют в направлении от
головки к корпусу, также избегая образующихся граней на
овальных поверхностях.
Корпус и гр.иф шлифуют мелкозернистой наждачной бума-
бумагой в направлении циклевания. Рекомендуют после окончания
шлифования обрабатываемую поверхность протереть спиртом и
сошлифовать поднявшийся ворс.
Перед нанесением лака на корпус, головку и пятку грифа
лакируемые поверхности грунтуют нитроцеллюлозным лаком
НЦ-222 или ему подобными. Грунтовка корпуса и грифа про-
производится по той же технологии, что и грунтовка деки. Не
следует обрабатывать лаком ручку грифа в той ее части
(рис. 137), по которой скользит ладонь музыканта, в процессе
эксплуатации инструмента.
Лакируют корпус и части грифа шеллачным лаком с по-
помощью тампона д той же последовательности, что и при обра-
145
Рис. 136. Схема движения
цикли при обработке пятки и
р\чки грифа
1 — направление циклевания пятки,
2 — направпение циклевания ручки
Рис. 137. Часть грифа, которхю не лакируют
ботке деки. Такой же технологической последовательности при-
придерживаются при шлифовании и пемзовании лакового покры-
покрытия, а также при последующем полировании корпуса.
Следует проявлять повышенное внимание при шлифовании
лаковых покрытий корпуса, так как возможна прошлифовка до
древесины.
При пемзовании корпуса и грифа обрабатывают также и
ручку грифа. Тем самым масло с пемзовым порошком попадает
в поры нелакированной части грифа и впитывается в него.
Этой обработки для ручки грифа считают достаточной.
Довольно часто мастера не удовлетворяет натуральный цвет
древесины корпуса. В этом случае производят окраску корпуса
после того, как корпус отшлифован. Краситель разводят в
нужной пропорции и .обязательно пробуют его на дощечке той
же породы, что и клинья корпуса. При получении хороших
результатов тампоном равномерно наносят краситель вдоль
клиньев корпуса без потеков и пропусков. Не следует слишком
увлажнять окрашиваемую поверхность. После высыхания кра-
красителя окрашенную поверхность протирают куском войлока до
появления легкого блеска. Далее приступают к грунтовке нит-
нитролаком и последующей чистовой обработке инструмента. Сле-
Следует помнить, что при прошлифовке окрашенного корпуса про-
проступает неокрашенная древесина. Этот дефект можно полностью
устранить лишь циклеванием и повторением всех последующих
операций.
146
Сборка готовой балалайки
_ \.
Сборку готовой балалайки начинают с установки кол-
ковой механики. Механику ставят на подготовленное для нее
место. Между зубчатыми колесами механики устанавливают
две прокладки из резины, выступающие над плоскостью голов-
головки грифа на 0,3—0,5 мм. На эту величину крышка механики
сожмет прокладки и тем самым закрепит колковую механи-
механику. Крышку механики крепят к ю
головке грифа с помощью 6—7 ^1_•*"""
шурупов, гнезда для которых на- /С
калывают в головке грифа ши-
шилом или сверлят тонким сверлом.
В отверстия, насверленные в
задинке, вставляют кнопки (рис.
138). Кнопки должны входить в
гнездо туго от руки. Послед-
Последние 2—3 мм допускается заби-
забивать легкими ударами МО- Рис. 138. Чертеж кнопки
лотка.
Для определения места установки подставки можно восполь-
воспользоваться схемой, изображенной на рис. 135. После определения
места подставки на расстоянии 2А от верхнего порожка там
ставят точку, легко вдавливая грифель карандаша в полиро-
полированную поверхность деки.
На верхнем ребре подставки и на верхнем порожке делают
гнезда для струн (рис. 139). Глубина этих гнезд не превышает
половины диаметра устанавливаемых струн. При излишнем
углублении гнезд возможно появление дребезжания натянутых
струн.
В балалайке-приме натягивают три струны. Струна 3 ме-
металлическая 0 0,25 мм, а струны 2 синтетические, как правило,
нейлоновые 0 1 мм. Струны не следует натягивать сильно. При
транспортировке подставку рекомендуют класть на бок.
л
К кнопкам
К колкам
Рис 139. Схема расположения струн на верхнем порожке и подставке
балалайки-примы
/ — подставка; 2—синтетические струны; 3—металлическая струна; 4 — верхний порожек
147
Технологический процесс
серийного изготовления балалаек
Серийное производство балалаек строится на тел же
основных технологических приемах и операциях, что и ручное
производство. Промышленное производство отличается лишь
более широким применением деревообрабатывающих станков с
использованием стандартныл приспособлений и шаблонов. Кор-
Корпус балалайки собирают из шести клиньев, закрепляя их на
ручке и задинке. Сборку корпуса осуществляют на специальном
приспособлении. Это приспособление по своей конструкции не
имеет принципиальных отличий от конструкций самодельных
шаблонов, применяемых при ручном изготовлении балалаек.
Приемы работы на таком приспособлении тоже не имеют но-
новых элементов по сравнению с рассмотренными.
Пружины к декам приклеивают в пневматических прессах с
контактным электронагревом. Одновременно с приклеиванием
пружин к деке ей придается выпуклость. Деку к корпусу ба-
балалайки приклеивают также в пневматических прессах. Гнездо
под обкладку деки выбирают на фрезерном станке. Обкладку
приклеивают мездровым клеем и выдерживают в специальных
зажимных приспособлениях 4—6 ч.
Накладку на гриф балалайки приклеивают клеем М-70 или
К-17 в пневматических зажимах с контактным низковольтным
электрическим нагревом. Температура нагрева 120—140°С. Вы-
Выдерживают в запрессованном состоянии 4—5 мин, после рас-
прессовывания 2—4 ч.
Гнездо в торце ручки под головку выбирают на фрезерном
станке. Головку вклеивают мездровым клеем. Угол наклона го-
головки к плоскости наклейки составляет 12°.
После фугования накладки на фрезерном станке пропили-
пропиливают пазы под ладовые пластины. Эту операцию выполняют на
мензурном станке, у которого на одном валу стоит несколько
пильных дисков, число которых соответствует числу требуемых
ладовых пазов. Толщина пильных дисков 0,7—0,8 мм. Рабочую
часть пильных дисков выставляют в зависимости от высоты
ножки ладовой проволоки.
Шлифование готовых балалаек производят за два приема
на вертикальных дисковых шлифовальных станках и на
шлифовальных валиках. Места недоступные для механиче-
механического шлифования подциклевывают и подшлифовывают вруч-
вручную.
Подготовленную таким образом балалайку окрашивают по
корпусу и задинке, чернят ручку грифа. После просушивания
красителей с помощью пневмораспылителя наносят нитроцел-
люлозный лак. В последние годы широкое распространение по-
получает метод нанесения лакового покрытия в электростатиче-
электростатическом поле.
148
С целью экономии древесины и повышения производитель-
производительности труда на Ленинградской фабрике народных музыкальных
инструментов им. Луначарского разработаны и внедрены в про-
производство корпуса балалаек из древесно-волокнистой массы. Из
стружки и макулатуры с добавлением фенолформальдегидной
смолы и особого проклеивающего вещества отливают корпус
балалайки. После прессования в пресс-форме при температуре
150—160 °С и удельном давлении 8 МПа (80 кг/см2) получают
готовый корпус балалайки, который поступает на сборку по
технологии изготовления обычной балалайки из древесины. По-
Повышенных эстетических и акустических требований к таким ин-
инструментам не предъявляют.
Ремонт балалаек
Поступающие в ремонт балалайки, как и другие щип-
щипковые музыкальные инструменты, имеют ярко выраженные де-
дефекты, которые требуется устранить. Ремонт производят двумя
способами: без вскрытия инструмента, т. е. без отделения деки
от корпуса, или со вскрытием.
Если ремонт невозможно произвести снаружи, то балалайку
вскрывают в следующей последовательности. Снимают струны
с колковой механики и кнопок и аккуратно их сматывают. Тон-
Тонким, широким ножом с полукруглым лезвием, периодически
окуная его в горячую воду, отделяют панцирь от корпуса и
накладки грифа. Снятый панцирь, если его хотят сохранить,
очищают от клея и остатков крепежных гвоздиков. Остатки
клея от панциря на деке балалайки также счищают. Если на-
начатый ремонт не требует замены накладки грифа и ее вместе
с декой желают сохранить, то вынимают 16-й лад, т. е. ту ла-
ладовую пластинку, под которой корпус соединяется с ручкой
грифа. Ладовый пропил углубляют на всю толщину накладки.
Полукруглым ножом, подогревая его в горячей воде, осто-
осторожно отделяют обкладку деки от корпуса и самой деки. Осо-
Особо осторожно это делают в зоне уголков деки. Этим же ножом
аккуратно отделяют деку от огибов и развивают эту щель
вдодь огиба. Места выхода пружинок в огибы следует пропус-
пропустить. Отделив от огибов деку, приступают к отделению ее от
задинки. Это делают также полукруглым ножом. Узкой стамес-
стамеской и резаком выбирают пружинки из своих гнезд в огибах.
Это очень тонкая и кропотливая работа, не терпящая спешки.
Последним отделяется участок деки, приклеенный к пятке гри-
грифа. Нижняя часть накладки грифа вместе с ладовыми пластин-
пластинками остается на деке.
Если накладка грифа не представляет ценности и ее плани-
планируют менять, то для вскрытия балалайки вынимают все ладо-
ладовые пластинки с порожком и накладку сострагивают. Деку от-
отделяют вышеизложенным способом.
149
Рис. 140. Схема заделки трещины
вставкой:
1 — вставка; 2 — края трещины, срезанные
„на ус"
Значительно реже вскрытие производят с обратной стороны
корпуса балалайки. Для этого выпиливают или очень аккурат-
аккуратно вынимают один из клиньев. После произведенного ремонта,
например замены или реставрации пружинки, клин вклеивают
на свое место с помощью латок.
Ремонт трещин. Трещины могут появиться в любой части
инструмента. Если трещина незначительна, то в нее заливают
горячий мездровый клей и тщательно заматывают шнуром. Для
большей уверенности в плотном прижатии деталей пользуются
деревянными клинышками, которые подсовывают под шнур в
месте приклейки. Клинышками также регулируют края трещи-
трещины по высоте. После склейки зону трещины шлифуют и покры-
покрывают лаком.
Трещина может иметь довольно большую ширину — 0,5—
1 мм. В этом случае делают вставку. Края трещины 2 срезают
«на ус», как показано на рис. 140, и также «на ус» срезают
края вставки 1. Прижим осуществляют наматываемым шнуром.
При ремонте трещин и щелей в украшениях и обкладке
штапом применяют клеевую шпаклевку на просеянных опилках
нужного цвета. Иногда часть обкладки или всю ее меняют.
Делают это так же, как и при сборке новой балалайки.
Выпавшие уголки деки или розетка звукового отверстия, а
также задничек ремонтируют, заменяя утраченные элементы
новыми.
Углы у балалаек при небрежном обращении могут выкра-
выкрашиваться. Образовавшиеся щели и трещины закрывают клеевой
шпаклевкой. При больших повреждениях углов испорченную
часть спиливают и реставрируют все поврежденные элементы,
сходящиеся в клеевом соединении угла.
Ремонт корпуса. Клинья, из которых собран корпус бала-
балалайки, могут иметь пробоины. Их предпочтительнее ремонтиро-
ремонтировать, заменяя весь клин. Сломанный клин аккуратно выпили-
выпиливают и вырезают резаком. Готовят новый клин из подобранной
по породе и текстуре древесины. На боковых клиньях 2 приклеи-
приклеивают изнутри латки / (рис. 141) из ели размерами 20Х20Х
X 3 мм. Новый клин подгоняют по размерам и обеспечивают
плотное прилегание к латкам. В ширине клина учитывают при-
приклеиваемые к нему с боков жилки. После подгонки клин вкле-
вклеивают и, подкрасив под общий тон, лакируют. Качественный
150
Рис. 141. Схема установки латок при замене клина в корпусе балалайки:
1 — латки; 2—клинья корпуса балалайки; 3 — гнездо в пятке грифа; 4 — обкладка задиики;
5—задинка; 6 — клни иа задинке балалайки
ремонт клиньев, примыкающих к деке, без снятия по-
последней весьма затруднителен. При врезке новых клиньев
рекомендуют предварительно выгибать их по корпусу на на-
нагревателе.
Редко возникает потребность в смене или в дополнительной
обработке пружинок деки. Еще реже мастера принимают ре-
решение заменить деку. Обе эти операции осуществляют со
вскрытием корпуса балалайки.
Ремонт грифа. Разрушение пятки грифа балалайки — явле-
явление редкое и, как правило, означает гибель инструмента, так
как нарушается целостность главного соединения корпуса с
грифом. Значительно чаще приходится исправлять такой дефект
грифа, как его вогнутость. Постоянное натяжение струн дефор-
деформирует ручку грифа и делает эксплуатацию инструмента за-
затруднительной. Ремонт начинают со снятия панциря, порожка
и ладов. Накладку грифа или сострагивают, или отделяют по-
полукруглым ножом. Предварительно на накладку на 10 мин по-
помещают тряпку, смоченную горячей водой. Это облегчает от-
отслоение накладки. Рубанком выравнивают ручку грифа и ставят
новую накладку. Толщину накладки выбирают в зависимости
от требуемых размеров поперечного сечения грифа. Дальней-
Дальнейшая обработка грифа не отличается от описанной.
151
Чаще всего ремонтируют ладовые пластины. Под первой
струной на них образуются углубления, мешающие музыканту.
Если высота пластинок достаточная, то в ремонте можно огра-
ограничиться фугованием всех ладов широким напильником с гру-
грубой насечкой. Затем обычными приемами закатывают лады.
Если ладовые пластинки изношены сильно, то их вынимают
кусачками и на их место забивают новые. Панцирь при этом
лучше снять.
Главная задача мастера при проведении ремонтных работ —
это сохранить, а при возможности и улучшить звучание инстру-
инструмента. Огромное значение в этом вопросе имеет сохранение
размеров ремонтируемых деталей и соотношение этих размеров
между собой. Так, например, увеличение толщины накладки
грифа или неправильное ее фугование поднимает или опускает
последние лады. Это в свою очередь влечет за собой увеличе-
увеличение или уменьшение высоты подставки для струн. Увеличение
высоты подставки чрезмерно увеличивает ее давление на деку,
а уменьшение высоты мешает игре на инструменте и делает за-
затруднительным постановку панциря. Поэтому, приступая к ре-
ремонту инструмента, мастер замеряет, записывает и зарисовы-
зарисовывает основные элементы инструмента и их совместное распо-
расположение.
Музыкант-исполнитель может попросить внести в конструк-
конструкцию инструмента какие-либо изменения, а мастер должен
знать, какие параметры инструмента зависят от этих измене-
изменений. При необходимости мастер должен отстаивать свое мне-
мнение, так как качество ремонта, как и качество звучания отре-
отремонтированного инструмента, целиком зависят от него.
Ремонт, производимый на музыкальных инструментах,—
очень кропотливая и трудоемкая работа. Многие считают, что
легче сделать новый инструмент, чем иной раз отремонтиро-
отремонтировать старый. Но на ремонтных работах будущий мастер полу-
получает бесценный опыт. Он видит различные конструктивные ре-
решения, может понять новые технологические приемы, которые
раньше не знал. Не зря равно ценятся мастер-изготовитель и
, мастер-ремонтник.
Контрольные вопросы и задания
1. Из каких основных деталей состоит балалайка?
Какой материал требуется для изготовления этих деталей?
2. В какой последовательности крепятся клинья корпуса балалайки?
3. В зоне какого лада крепится гриф с корпусом балалайки?
4. Какие требования предъявляют к материалу пружинок?
5. Составьте 3—4 варианта оформления деки балалайки.
6. Как определить место подставки на деке балалайки?
7. Каким образом вскрывают корпус балалайки при ремонте?
8. Как сменить лады на балалайке^*
9. Как исправить деформацию грифа?
152
§ 3. ДОМРА
Основные конструктивные параметры
и строй инструмента
Домра — русский народный щипковый музыкальный ин-
инструмент, предназначенный для сольной игры и для игры в
струнных оркестрах.
Домра состоит из корпуса с вклеенным в него грифом, ко-
который в свою очередь состоит из ручки и головки. Бывают
домры трех- и четырехструнные. Кроме количества струн они
отличаются друг от друга небольшими отклонениями в разме-
размерах корпуса и форме головок, а главное — различным строем.
Строй трехструнных домр квартовый — интервал между на-
настроенными струнами равен кварте (т. е. два с половиной
тона), а строй четырехструнных домр — квинтовый (т. е. ин-
интервал между настроенными струнами три с половиной тона).
Таблица 7. Основные параметры домр, мм
Показатель
Пикколо
Прима
Альт
Тенор
Бас
Кон-
Контрабас
Длина рабочей
части струны L
Длина инструмен-
инструмента А
Длина корпуса В
Ширина корпуса
наибольшая С
Высота корпуса
наибольшая Н
Ширина грифа у
порожка а
Ширина грифа у
12-го лада b
Толщина грифа у
1-го лада т
Толщина грифа у
12-го лада k
Толщина деки h
Количество ла-
ладов п
Длина рабочей ча-
части струны L
Длина инструмен-
инструмента А
Длина корпуса В
Ширина корпуса
наибольшая С
Высота корпуса
наибольшая Н
Толщина деки h
Трехструнная домра
260—280 380—400 490—505 585
460—480 625—630 755—780 875—880
185—190 250—260 325-330 380
175—185 230-240 300—310 340—345
85—90 110—120 130—140 150—160
22—23 23-25 25—27 27-28
27—28 28-31 31-33 33—36
17—18 21-22 22-24 24—26
21-22 25—26 27—30 30-32
1,7
19
1,8-2
19—24
2,5
19
2,5
19
Четырехструнная домра
274
473
195
185
96
1,7
350
600
268
257
130
1,8
420
703
315
300
138
2,5
474
754
335
320
154
2,5
685—715
1020-1065
450—460
410—435
180—200
28—32
36—40
26-28
32—34
3
19
630
970
457
430
200
3
990
1495
765
740
320
4
153
1 2
Рис. 142. Домра трехструнная:
/ — головка грифа; 2— порожек верхний, 3 —ручка; 4—наклейка; 5—клец верхний; б —
дека; 7—контр обечайка (огнб); в —пружинка; 9—подставка; 10 — клец нижний; // —под-
струнник; 12— панцирь врезной; 13 — розетка; 14 — порожек нижний; 15—кнопка; 16 —
обкладка; 17—кружок; 18 — клепкн; 19— струны; 20— ладовые пластины; 21 — точки;
22—колковая механика; 23 — крышка колковой механики
Домры трехструнные изготовляются пяти типов: домры-пик-
домры-пикколо, -прима, -альт, -тенор, -бас, а четырехструнные, кроме вы-
вышеуказанных типов, имеют еще домру-контрабас (табл. 7) [2].
Домры трех- и четырехструнные вместе с оркестровыми бала-
балалайками образуют балалаечно-домровый оркестр. Оркестр, со-
составленный из четырехструнных домр, называется домровым.
Детали, из которых состоит трехструнная домра, и основные
размеры трехструнной домры-примы показаны на рис. 142.
Трехструнная домра-пикколо настраивается и звучит на ок-
октаву выше написанного:
Трехструнная домра-прима настраивается так: Z
е
154
Трехструнная домра-альт настраивается и звучит на октаву
ниже написанного: р
Трехструнная домра-тенор настраивается и звучит на окта-
октаву ниже написанного: /9
t
Трехструнная домра-бас настраивается так:
Четырехструнная домра-пикколо настраивается так:
Четырехструнная домра-альт настраивается так:
Четырехструнная домра-тенор настраивается и звучит на
октаву ниже написанного: m —и
Четырехструнная домра-бас настраивается так:
Четырехструнная домра-контрабас настраивается и звучит
на октаву ниже написанного: л—
155
Сборка корпуса на шаблоне
и последующая его обработка
Корпус домры (старые мастера называют его «кузовок»)
собирают на шаблоне из 7 или 9 клепок Геометрические пара-
параметры будущего инструмента полностью зависят от размеров и
формы шаблона, поэтому в процессе сборки редко пользуются
измерительным инструментом.
Клепки для домры выпиливают из брусков клена или бере-
березы. При этом необходимо следить за текстурой получаемых
дощечек и направлением слоев. Не следует пользоваться косо-
косослойными заготовками, когда плоскость распила перерезает
слои будущей клепки. Клепки с таким слоем при гнутье могут
сломаться и неудобны при обработке. Размеры дощечек под
клепки имеют значительный припуск на обработку, который
составляет по длине 30 мм и ширине 20 мм для корпуса дом-
домры-примы с 9 клепками. Толщина напиленных дощечек состав-
составляет 5 мм и после строгания сначала оборотником, а затем
рубанком с двойной железкой толщину доводят до 3 мм. Хо-
Хорошо подогнанные по толщине клепочные дощечки значительно
облегчают сборку корпуса. От случайной поломки мастер
страхует себя 1—2 запасными дощечками.
Подготовленные дощечки мастер протирает с двух сторон
тряпкой, смоченной в горячей воде, и приступает к гнутью. До-
Дощечки выгибают на нагревателе. Процесс гнутья постоянно
контролируют на шаблоне. Для этого прикладывают выгнутую
дощечку к верхнему клину и добиваются полного совпадения
поверхностей дощечки и шаблона. При гнутье левая рука 3
(рис. 143) прижимает дощечку 1 к нагревателю 2, а правая
рука 4 огибает цилиндрическую часть нагревателя пластью до-
дощечки. В начале гнутья в целях безопасности прижим левой
рукой осуществляют через деревянный брусок. Брезентовые ру-
рукавицы также предохраняют руки от ожога. Плавность линий
выгнутой дощечки дости-
достигают постепенным ее пе-
перемещением по длине (за
один раз не более 10—
15 мм). Мастер внима-
внимательно следит, чтобы дре-
древесина не начала обугли-
обугливаться. Показателем пра-
правильного процесса гнутья
является податливость
Рис 143. Гнутье клепочных
дощечек
/ — клепочная дощечка, 2—нагрева-
2—нагреватель: 3 — левая рука; 4—правая рука
мастера
156
5-10°
Рис. 144. Приклейка клецов к шаблону и основные размеры
клецов после обработки
а —приклейка клецов к шаблону: / — шаблон, 2 и 3 — детали верхнего
клеца; 4—нижний клец; 5 —слои бумаги; б —основные размеры шаблона
с обработанными клецами
дощечки под руками и легкое шипение воды, выкипающей из
увлажненной древесины. Согнутые дощечки в течение суток хра-
хранят в фиксированном положении, например между ножками та-
табурета.
Подготовка шаблона к сборке заключается в приклейке
верхнего и нижнего клецов. Для этого мастер прежде всего за-
зачищает рашпилем шаблон, бывший в употреблении, от остатков
клея и бумаги. На место будущих клецов на шаблоне /
(рис. 144, а) приклеивают слой бумаги столярным клеем гус-
густым и негорячим, так как излишняя прочность этого соедине-
соединения вредна. На бумагу этим же клеем приклеивают верхний и
нижний клецы, изготовленные из ели. Верхний клец заранее
157
Рис. 145. Подготовка местечек под
огибы
/ — шаблон; 2—верхний клец; 3 —нижний
клец; 4 — мелкозубая пнлка
склеивают из двух деталей 2
(толщиной 4 мм) и 3 (толщи-
(толщиной 20 мм) с перекрестным
расположением слоев. Мастер
следит за тем, чтобы слои де-
детали 2 были наклонены, как
показано на рисунке. Это об-
облегчает дальнейшую обработ-
обработку клеца. Нижний клец 4 рас-
располагается слоями параллельно будущей деке и имеет толщину
20 мм. С нижней стороны шаблона клецы выпускают на
3—5 мм для удобства закрепления последних клепок.
После застывания клеевого шва приступают к обработке
клецов. Делается это стамеской с упором на резиновую про-
прокладку верстака. Стамеской обрезают клецы, превращая их в
естественное продолжение шаблона, но с превышением на
2,5—3,5 мм. Подчищают клецы рашпилем, двигая им по на-
направлению будущих клепок и снимая при этом 1—2 мм. Мас-
Мастер оставляет полуторамиллиметровый порожек между шабло-
шаблоном и чисто обработанными клецами (рис. 144,6) для того,
чтобы излишки клея при установке клепок не портили шаблон.
В верхней части клецов хорошо различаются продолжения
ребер шаблона. Они становятся незаметными ближе к центрам
клецов. Выход будущего шипового соединения ручки грифа и
верхнего клеца выдерживают строго в заданных пределах.
Центр нижнего клеца поднят на 10—15 мм за счет расширен-
расширенных последних клепок. Обработку клецов заканчивают нанесе-
нанесением карандашом продолжений ребер шаблона и подготовкой
гнезд под огибы. Для этого, перевернув шаблон, мелкозубой
пилой запиливают клецы (рис. 145). Пропил делают под углом
45° к плоскости шаблона, стараясь при этом не повредить его.
Сборку корпуса начинают с подгонки первой клепки. Дощеч-
Дощечку накладывают на шаблон (если есть необходимость ее слегка
разгибают) и добиваются полного совпадения поверхностей ка-
касания. Намечают на дощечке осевую линию 2 (рис. 146) и ряд
точек на ней (достаточно 4—5 точек). В намеченных точках
циркулем измеряют ширину грани шаблона. Полученную таким
образом наметку на дощечке соединяют плавной линией. По
этой линии ведется грубая обработка стамеской, а затем ма-
маленьким рубанком-оборотником. Заканчивается обработка раш-
рашпилем, которым задирают грани клепки для лучшей приклейки
и одновременно поднутряют грани, учитывая расположение со-
соседних клепок. Места наложения клея обрабатывают рашпилем.
158
Рис. 146. Разметка первой клепки-
1 — циркуль; 2—осевые линии; 3— место первой клепки на шаблоне; 4—подготовленная
дощечка
Рис. 147. Приклейка первой клепки:
/—верхний клец; 2—нижний клец; 3 — гвозди сапожные; 4 — клеевой шов; 5 —зоны неплот-
неплотного прилегания клепки; 5 —клепка; 7—драпировочный гвоздь
Убедившись в плотном прилегании клепки к шаблону и кле-
цам, мастер наносит клей нетолстым слоем на клепку 6 и кле-
цы 1 и 2 в зонах их соприкосновения 4 (рис. 147). До высы-
высыхания клепку закрепляют гвоздями. Закрепление ведут, начи-
начиная с нижнего клеца парами сапожных гвоздей 3 и заканчива-
заканчивают на верхнем клеце непарным драпировочным гвоздем 7.
Мастер внимательно следит, чтобы вбиваемые гвозди плотно
прижимали клепку своими шляпками к шаблону и клецам, но
в то же время не заминали края клепки.
После высыхания клея приступают к подгонке второго кли-
клина. Для этого освобождают от гвоздей ближайшую сторону
первой клепки, переносят контур первой клепки на дощечку
второй следующим образом (рис. 148). Грифелем простого ка-
карандаша (желательно 2М) зачерняют верхнее ребро первой
клепки 1. Затем устанавливают брусочек 2, равный по толщи-
толщине клепке. Сверху аккуратно опускают предварительно изогну-
изогнутую дощечку второй клепки 3. Дощечку легко простукивают
киянкой 4 вдоль зачерненного ребра первой клепки. Линия ка-
карандаша таким образом будет перенесена на внутреннюю по-
поверхность дощечки 3. Дощечку прижимают к шаблону левой
рукой и не допускают сдвига ее в процессе простукивания. Для
точного совмещения соседних клепок карандашом проводят
контрольные стрелки 5.
159
Рис. 148. Перенос контура клепки на дощечку.
/ — первая клепка; 2— брусочек; 3 — дощечка для второй клепки; 4— деревянный молоток
(киянка); 5—контрольные стрелки
Рис. 149. Разметка второй стороны клепки
а — первый способ разметки второй стороны: /—заготовка клепки; 2—медная^проволока
0 1 мм; 3 —контрольная точка в зоне наибольшей ширины клепки; б—второй способ раз-
разметки
Грубую обработку дощечки производят стамеской в упоре
на резиновую прокладку верстака. Брусочек 2 снимают и при-
прикладывают заготовку второго клина к первому. Левой рукой,
плотно прижимая заготовку к шаблону, намечают, где следует
подстрогать рубанком-оборотником или подтереть рашпилем
заготовку второй клепки, чтобы ликвидировать щель. Чистовую
обработку (подгонку) производят за 3—4 приема. Эта операция
требует большого опыта и хорошего глазомера. В первое время
удовлетворительная подгонка достигается за 8—10 приемов и
более. Убедившись в качестве подгонки, мастер плавными дви-
движениями рашпиля по кромке заготовки второй клепки поднут-
ряет ее и готовит тем самым к склейке.
Вторая сторона заготовки клепки может быть определена
несколькими способами. Медную проволоку 2 натягивают по-
поверх заготовки (рис. 149, а) второй клепки 1, закрепив гвоздя-
гвоздями в центрах клецов. Проволока должна повторить контур ребра
160
Нижний клец Верхний клеи,
Рис. 150. Приклейка второй клепки*
/ — жилка; 2—контрольные стрелки; 3 —конец второй клепкн; 4 — конец первой
клепки; 5—драпировочный гвоздь в торце верхнего клеца; б —сапожные гвозди
в верхнем клеце
шаблона. Для контроля надо взять наибольшую ширину клеп-
клепки и, отметив ее на внешней стороне заготовки точкой 3,
проложить по ней проволоку. По проволоке проводят линию
второй стороны клепки. Другой способ (рис. 149,6) заключает-
заключается в том, что на внешнюю поверхность заготовки наносят от-
отрезки прямых линий, равные ширине клепки (аи #2, #з» •••)> в
соответствующем месте. Концы отрезков соединяют плавной
линией.
Черновую обработку второй стороны производят стамеской
в упоре на резиновую прокладку верстака. При этом проявля-
проявляют предельную осторожность, так как концы клепки весьма
тонкие. Чистовую обработку производят в той же последова-
последовательности, что и обработку первой стороны клепки. Если ребра
шаблона отмечены четкими линиями шириной 1 мм, то из-под
правильно обработанной клепки эта линия видна по всей длине
и на всю ширину (но не более того). Места будущей приклей-
приклейки к клецам зачищают рашпилем. Стамеской зачищают клецы
от остатков клея и слегка подтирают рашпилем.
Последовательность приклейки второй клепки следующая.
Клей/ наносят на нижний клец и на клепку в зоне их касания.
Готовят жилку длиной на 2—3 см больше длины клепки, тол-
толщиной 0,5—1 мм и шириной 3—3,5 мм. Жилка должна быть
обязательно прямослойная. Ее намазывают с обеих сторон до-
довольно жирным слоем клея. Протягивая намазанную жилку
между большим и указательным пальцами левой руки, снимают
излишки клея. Между концами первой 4 и второй 3 клепок
(рис. 150) зажимают жилку 1, поставленную на ребро, и, убе-
убедившись в том, что контрольные стрелки 2 совпадают, фикси-
фиксируют соединения 2—3 сапожными гвоздями, вбиваемыми в тело
нижнего клеца. После этого большим пальцем правой руки
вдавливают жилку между первой и второй клепками, при этом
6 Зак. 884
161
Рис 151 Установка предпоследней
клепки
1 — нижний ктец, 2 — драпировочные гвозди,
3 — шабюн, 4—предпоследняя кпепка, 5 —
верхний к leu,
левой рукой слегка их раздви-
раздвигая Пройдя таким образом
?/з длины клепки и зафиксиро-
зафиксировав пройденный участок 2—3
сапожными гвоздями, намазы-
намазывают клеем верхний клец и
клепку в зоне их касания. Для этого приходится клепку слегка
отгибать вверх от шаблона. После этого заканчивают установку
жилки и прижим гвоздями второй клепки. Последние 2—3 гвоз-
гвоздя забивают в верхний клец 6, а драпировочный гвоздь 5 —
в торец клепки.
Смочив носик молотка, втирают вклеенную жилку. Если в
процессе сборки жилка сломалась и торчит острым усиком над
корпусом, этот усик аккуратно подгибают и втирают молотком
до полной приклейки. Допускается фиксировать кончик усика
острым сапожным гвоздем, вдавленным под углом в боковую
поверхность клепки усилием пальцев. Излом жилки — резуль-
результат плохого ее подбора. Иногда перед употреблением жилки
увлажняют, протирая мокрой тряпочкой для повышения их
пластичности.
Склеенные клепки должны совпадать по высоте и не иметь
вмятин и искривлений поверхности от прижимающих гвоздей.
При подготовке клепок иногда выявляются дефекты шаблона,
которые называют «провалы». Исправляют эти места, вбивая
сапожные гвозди и оставляя нужную высоту шляпки. Для это-
этого подходят кусочки шпона, подкладываемые под клепку в
нужном месте.
Остальные клепки обрабатываются и клеятся аналогично,
за исключением последних двух (рис. 151). Последняя и пред-
предпоследняя 4 клепки после подгонки и нанесения клея на ниж-
нижний клец и клепку в зоне их касания прижимают драпировоч-
драпировочными гвоздями 2, вбиваемыми в клец 1 и шаблон 3. Убедив-
Убедившись в совпадении контрольных стрелок, крепление клепки
производят также драпировочными гвоздями, при этом внима-
внимательно следят, чтобы шляпки гвоздей не замяли и не искри-
искривили поверхность клепки. Последний крепежный гвоздь вбива-
вбивают в верхний клец 5.
После высыхания клея, что происходит через 3—5 ч, произ-
производят острожку корпуса. Для этого освобождают шаблон от
всех гвоздей и рубанком-оборотником выстругивают клецы и
клепки так, чтобы они выступали за дно шаблона на 2—2,5 мм.
При необходимости выступающие части клецов спиливают мел-
мелкозубой пилой, а затем подравнивают рубанком-оборотником.
162
Рис 152. Стяжка кортса после
промазки швов клеем
/ — поперечный брусок; 2—стягивающий
шнур
Мастер внимательно следит за
тем, чтобы оборотник шел по д
слою клепок, так как послед-
последние клепки, как правило, вы-
выстругиваются от середины в
разные стороны.
Для того чтобы снять кор-
корпус с шаблона, железку от ру-
рубанка с затупленным лезвием ставят по клеевому шву между
нижним клецом и шаблоном. Несколько раз легко ударяют мо-
молотком по железке. Заметив разрушение клеевого шва, эту
операцию повторяют с верхним .клецом. Чтобы окончательно
отделить корпус от шаблона, несильно, но энергично ударяют
молотком по выступающим частям клецов. После этого корпус
легко сходит с шаблона.
Незакрепленный огибами корпус обладает малой жест-
жесткостью, поэтому после снятия с шаблона между клецами реко-
рекомендуют установить распорку из брусочка 10 X Ю мм, соот-
соответствующую размеру шаблона. Распорку забивают легкими
ударами молотка.
Допускаются на снятом корпусе тончайшие щели, которые
заметны на просвет. Корпус закрепляют следующим образом.
Выбивают распорку и изнутри указательным пальцем правой
руки втирают столярный клей в швы между клепками. Излиш-
Излишки клея собирают влажной тряпочкой. Затем (рис. 152) ставят
на место распорку корпуса и крестообразно с ней устанавли-
устанавливают брусок 1. Закрепив шнур 2 на одном конце бруска, пе-
перебрасывают его через корпус и, обогнув другой конец бруска,
с большим усилием натягивают. Эту операцию неоднократно
повторяют, каждый раз немного смещая шнур по корпусу
вправо и влево. Это позволяет плотно прижать все клепки
друг к другу в непроклеенных местах. После этого корпус кла-
кладут на просушку.
Хорошо просохший корпус внимательно осматривают для
обнаружения дефектов. Если их обнаруживают, то производят
шпаклевку. Наиболее удобна шпаклевка на столярном клее
мелкими, предварительно просеянными опилками. Зашпаклевы-
Зашпаклевывают дефекты, подбирая соответствующий цвет опилок. После
проведения шпаклевки это место засыпают мелкими опилками
без клея. Излишки шпаклевки вытирают тряпочкой, смоченной
в горячей воде. Проклейку внутренних швов клепок производят
лентами коленкора шириной 7—8 мм. Намазывают ленты и на-
наклеивают их строго по шву. Затем, обрезав излишки на кон-
6* 163
Рис. 153. Установка и об-
обработка огибов-
/ — клец с местечками под огибы;
2—крайняя клепка; 3 — первый
огиб; 4—второй огиб с неснятой
фаской
цах, прижимают тон-
тонкой деревянной дощеч-
дощечкой или ногтем боль-
большого пальца для более
плотного прилегания к
клепкам. Завершив
проклейку, протирают
мокрой тряпочкой из-
излишки клея, выступив-
выступившие из-под лент.
После сушки проклеенного корпуса (обязательно с распор-
распоркой) запиливают гнезда под огибы с внутренней стороны кле-
цов. Навстречу подготовленным запилам под углом 45° произ-
производят встречный запил мелкозубой пилой. Гнезда выбирают
ножом или специальными резцами. Работать следует аккурат-
аккуратно, чтобы не повредить клепок. Ориентировочные размеры
гнезд показаны на рис. 153.
Огибы готовят из запасных или специально изогнутых по
шаблону дощечек. Нарезают огибы с помощью рейсмус-резака
или, пользуясь мелкозубой циркулярной пилой. Рекомендуют
перед нарезанием огибов делать фаску на внутренней стороне
первых огибов под углом 45° — это облегчает дальнейшую об-
обработку огибов. Сначала подгоняют первый огиб левой сторо-
стороны. Он должен плотно прилегать к клепке по всей длине и
входить в гнезда при легком постукивании молотка. Поставив
корпус на колено, подгоняют и ставят первый огиб правой сто-
стороны. Затем операция повторяется для вторых огибов. Неплот-
Неплотно прилегающие участки огибов перед приклейкой простукива-
простукивают острием металлического молотка, добиваясь полного совпа-
совпадения поверхностей огиба и клепки.
После высыхания клея зачищают клецы от остатков клея и
бумаги. Делают это стамеской и ножом. После этого снимают
фаски с приклеенных огибов. Делают это тоже ножом, исполь-
используя предварительно подготовленные фаски первых огибов. Кор-
Корпус оставляют на просушку. Окончательную острожку корпу-
корпуса (рис. 154) проводят с целью формирования деки будущего
инструмента. Для этого нижняя часть корпуса плавно занижа-
занижается на 15 мм по отношению к верхней половине. Рашпилем
поднимают ворс на огибах для лучшей приклейки деки. Также
делают незначительный уклон огибов к наружной стороне кор-
корпуса, что придает деке куполообразную форму.
На наружной поверхности корпуса со стороны нижнего кле-
ца готовят гнездо под задничек. Для этого предварительно
164
A-A
Рис 154. Чистовая острожка корп\са
1
,10 ,10
Рис. 155. Установка и обработка задничка на корпусе:
а—установка задннчка на корпусе: / — задничек; 2 — корпус; б — разметка зад-
ннчка под кнопки
выпиленный задничек (рис. 155, а) устанавливают строго по оси
корпуса 2 и обводят остро отточенным карандашом. Ножом-ре-
Ножом-резаком прорезают полученный контур, наносят «сеченку» и вы-
выбирают местечко на глубину, соответствующую толщине заднич-
задничка. Для плотного прилегания к выпуклой поверхности корпуса
задничек 1 предварительно простукивают молотком. Делать это
следует на бруске твердой породы древесины легкими ударами.
Наносят клей на корпус и задничек. Затем притирают задни-
задничек молотком.
После просушки корпус домры зачищают снаружи напиль-
напильником и, если необходимо, тщательно шпаклюют. Внутреннюю
часть корпуса покрывают тонким слоем лака. Можно исполь-
использовать нитроцеллюлозныи мебельный лак.
Наиболее часто встречающимся дефектом в работе являют-
являются щели между плохо подогнанными клепками. Этого следует
избегать в процессе сборки корпуса. Незначительные щели за-
заделывают шпаклевкой после снятия корпуса с шаблона.
В результате использования неравномерно или неодинаково
изогнутых дощечек для клепок иногда получают перекос в кор-
165
пусе домры после снятия его с шаблона. Этот дефект поддает-
поддается исправлению огибами. Мастер, не давая свежеприклеенным
огибам «схватиться», распорками между верхним и нижним
клецами исправляет перекос корпуса. После высыхания клея
на огибах корпус сохранит исправленную форму.
На задничке выполняют разметку отверстий под кнопки
(рис. 155,6) и сверлят их сверлом диаметром 4,5 мм.
На верхний клец приклеивают прокладку толщиной 2—3 мм,
которая покрывает торцы клепок. Слои прокладки перпенди-
перпендикулярны слоям верхнего клеца. Прокладка, кроме декоратив-
декоративного оформления грифа, нужна еще и для увеличения прочно-
прочности верхнего клеца.
Изготовление заготовок грифа
Ручку грифа делают из хорошо просушенной древесины
твердолиственных пород. Для трехструнной домры-примы за-
заготовкой для ручки может служить брусок размером 30 X
X 45 X 315 мм. К нему мездровым клеем после соответствую-
соответствующей подготовки приклеивают брусок 35 X 45 X 65 мм
(рис. 156, а). Это будущая пятка грифа. Ручку и пятку грифа
предпочтительнее изготовлять из одной породы древесины. Если
породы древесины разные, то склейку осуществляют через
прослойку, выполненную из березового шпона толщиной 0,5—
0,8 мм.
После просушки клеевого соединения рекомендуют для по-
повышения жесткости грифа распилить заготовку вдоль по осевой
линии и склеить сторонами, противоположными пропилу, по
стрелкам (рис. 156,6). Эту склейку часто осуществляют через
один или три слоя разноцветного шпона, что украшает ручку
грифа, но требует большего внимания при регулировке соосно-
соосности ручки и корпуса. После просушки клеевого соединения раз-
размеры заготовки доводят до требуемых (рис. 156, в).
Затем приступают к разметке шипа, с помощью которого
ручка грифа будет прикреплена к корпусу инструмента. Длина
шипа выбирается по суммарной толщине верхнего клеца и про-
прокладки с запасом 10 мм. Линию длины шипа 2 (рис. 157,6)
переносят на пятку. Затем эта линия уточняется с учетом
острожки корпуса. Для этого (рис. 157, а) на обечайки над
задничком кладется брусок 2 толщиной 15 мм. Линейка 3 и
плоскость прокладки 5, приклеенной к верхнему клецу, обра-
образуют угол а, измеряемый малкой 4. Этот угол переносят на
боковые грани пятки и проводят уточненную линию шипа 3
(см. рис. 157,6). Контур шипа 1 (рис. 158) наносят на торец
заготовки и опиливают лучковой пилой. Длину шипа получают,
прорезая лучковой пилой до уточненной линии 2. После опили-
опиливания шип доводят до полной симметрии с помощью напильни-
напильника, сжимая грани шипа к концу на 1 мм.
166
Рис 156 Склейка заготовки р\чки грифа.
а —основные размеры [склеиваемых деталей, б-с\ема продольно» склейки
заготовки; в —размеры заготовки ручки грифа
3—1 L^-2 4
Рис. 157 Разметка длины шипа соединения ручки грифа и корпуса домры
Рис. 158. Разметка контура
шипа соединения ручки
грифа и корпуса домры:
i—контур шипа; 2—уточненная
линия длины шипа
Врезка грифа
Соединение ручки грифа с корпусом начинают с нанесе-
нанесения на прокладку 2 (рис. 159, а), приклеенную к верхнему кле-
цу 1, контура шипа 3. При этом выдерживают превышение в
2,5—3 мм верхней плоскости ручки грифа над верхней частью
клеца (рис. 159,6) и строгую соосность соединяемых деталей
Боковые грани гнезда пропиливают мелкозубой пилой. Ка-
Карандашный контур гнезда должен оставаться нетронутым.
Третью грань шипового гнезда прорезают ножом изнутри кор-
корпуса и снаружи, а затем легким ударом металлического молот-
молотка выбивают вырезанную трехгранную призму. Полученное
гнездо зачищают напильником, слегка расширяя его внутрен-
внутреннюю часть. Одновременно проверяют плотность соединяемых
деталей. Шип ручки грифа должен входить в гнездо плотно и
не выпадать под действием собственного веса. Пятка грифа
должна плотно, без щелей, прилегать к прокладке. Оси ручки
грифа и корпуса должны лежать на одной прямой, что прове-
проверяют прикладываемой к ним линейкой.
Изготовление шипового соединения, т. е. собственно шипа и
гнезда под него, предусматривает образование щелей во внут-
внутренней части соединения. Эти щели видны изнутри корпуса. Их
размеры не превышают 3 мм в широкой части. Из хорошо вы-
высушенной ели (для этого можно использовать обрезки резо-
резонансной дощечки) нарезают клинья. Эти клинья должны от
усилия пальцев входить в щели шипового соединения изнутри
корпуса. После установки клиньев по всем трем граням прове-
проверяют соосность соединенных деталей. Убедившись в правиль-
правильности соединения, клинья вытаскивают, помечают и приступают
к склейке.
При склейке ручки грифа и
корпуса мездровый клей наносят
на все соприкасающиеся плоско-
плоскости В последнюю очередь оку-
окунают в клей клинья и усилием
руки вставляют в соответствую-
соответствующие щели шипового соединения.
Клинья поочередно вбивают лег-
легкими ударами молотка. Равно-
Равномерно выступающий из соеди-
соединений клей показывает надеж-
надежность клейки. Вбивая клинья,
Рис 159 Разметка шипового соедине-
соединения ручки грифа и корпуса домры,
а—нанесение контура шипа на прокладку: / —
верхний клец; 2—прокладка; 8—контур гнезда
под шип; б—разметка шипового соединения в
плоскости симметрии инструмента
168
мастер регулирует соосность и правильное положение соеди-
соединяемых деталей друг относительно друга.
После полного высыхания клея его излишки подчищают и
стамеской срезают выступающие внутри клеца части клиньев.
Щели между клиньями зашпаклевывают опилками, смешанны-
смешанными с клеем.
Изготовление деки и приклейка ее к корпусу
Дощечки резонансной ели толщиной 4—5 мм слегка
прострагивают. Цель такой предварительной обработки заклю-
заключается в том, чтобы определить оттенок ели, уточнить правиль-
правильность годовых слоев и расстояния между ними. Хорошо подоб-
подобранная дека должна создавать впечатление общей структуры
и одного оттенка. Дека инструмента может иметь два варианта
исполнения (рис. 160). В первом варианте фуга проходит по
оси деки, во втором осью деки является средняя линия цент-
центральной дощечки. Для удобства дальнейшей обработки деки
подбирают также и по слою, т. е. предварительно прострагивая,
определяют направление, при котором рубанок не идет в за-
задор. Это направление показывают стрелками 3. После подбор-
подборки дощечек по размерам их кромки тщательно профуговывают.
Для склейки дощечек предварительно подбирают жимки с
шириной рабочей части, на 10—15 мм превышающей ширину
склеиваемой деки. Затем аккуратно наносят клей на обе склеи-
склеиваемые плоскости кромок и, прижав друг к другу дощечки,
укладывают в жимки. Признаком хорошо сжатой деки явля-
является равномерно выступивший в швах клей. Для склейки ре-
рекомендуют казеиновый клей или, что является более предпочти-
предпочтительным, ПВА (эмульсия должна быть обязательно пластифи-
пластифицирована).
После выдержки в жимках и полного высыхания клея при-
приступают к острожке деки. Это выполняется на ровном, широком
основании (для этого подойдет
лист многослойной фанеры или
небольшая чертежная доска) с
учетом стрелок, показывающих
направление строгания. Толщина
отстроганной деки должна со-
составлять 2,5 мм. Более чистую
сторону принимают за лицевую
и, следовательно, к ней надо от-
относиться очень бережно.
Рис 160 Варианты исполнения деки
/ — дека с центральной фугой; 'Г—дека с цент-
центральной дощечкой, '¦$— стрелки, показывающие
направление строгания
t
t
t
t
о
CM
\
и
I
t
у I
У
1
1
t
t
i
t
280
3
1
t
169
3 4
Рис. 161. Розетка домры
1~разметка центра розетки; 2—контур розетки; 3 —контур деки,
тельной обрезки деки
4—линия предвари-
предвариДалее намечают центр будущего звукового отверстия 1
(рис. 161) и приступают к врезке розетки. После высыхания
клея уточняют центр розетки 1 и намечают тонкой царапиной
звуковое отверстие диаметром 18 мм. Затем сверлят шесть до-
дополнительных звуковых отверстий диаметром 4,5 мм. После
этого дорезают звуковое отверстие с лицевой и обратной сто-
стороны. Лицевую сторону зачищают циклей от остатков клея в
зоне розетки, а с обратной стороны деку тщательно шлифуют
шкуркой. Линию черновой обрезки деки 4 намечают с запасом
4 мм от основного контура деки. Деку обрезают мелкозубой
настольной циркульной пилой и доводят рашпилем или опи-
опиливают лобзиком без последующей доводки.
Две пружинки для деки изготовляют из резонансной ели
(реже из сосны). Заготовки для пружинок получают, раскалы-
раскалывая доску в тангенциальном направлении на дощечки
(рис. 162, а). Косослой, сучки и другие дефекты в материале
пружинок недопустимы. Заготовки выстрагивают с боков до
размера 4 мм. Затем с одной стороны заготовки (рис. 162,6)
стамеской, а потом рубанком обрабатывают плавную линию
для создания свода у деки. Приклейку пружинок производят
теми же приемами, что и у балалайки. Схема расположения
пружинок показана на рис. 162, в. После полного высыхания
клея производят окончательную обработку пружинок. Накап-
Накапливая опыт, мастер в порядке эксперимента меняет профиль и
сечение пружинок, а также их число и схему расположения.
Иногда случаются и неудачи, но всегда это процесс творческий
и познавательный. Для первых опытов рекомендуют сечения и
профили пружинок, изображенные на рис. 163. Пружинки об-
обрабатывают шкуркой.
170
Рис. 162. Пр\жинки домры
примы
а —заготовка для пр\жинок, б—окон
чательно отстроганная пружинка с
нанесенной линией свода деки, в—
схема распопожения пружинок на
деке
Деку со стороны при-
приклеенных пружинок по-
покрывают тонким слоем
лака НЦ-222, оставляя
свободным от лака кон-
контур деки.
Для разметки гнезд
под пружинки левой р\-
кой деку прижимают к
корпусу домры, строго вы-
выверяя совпадение оси
деки с осью на ручке грифа. Правой рукой с помощью остро от-
отточенного карандаша намечают на огибах прижатые пружинки.
Эта операция сходна с изготовлением гнезд под пружинки на
балалайках. Пружинки считают правильно врезанными, если нет
щели между декой и корпусом домры. Необходимо следить за
тем, чтобы гнездо не оказалось больше положенного размера.
Если такое случилось, то при приклейке деки в увеличенное
гнездо подкладывают древесные опилки, смешанные со столяр-
столярным клеем.
Для приклейки деки сначала закрепляют струбциной корпус
домры (рис. 164). Веревка, надетая петлей 1 на ручку грифа 2,
свободным мотком лежит на полу под правой рукой. Клей на-
наносят кистью на огибы и в гнезда пружиной. Затем наклады-
накладывают деку, внимательно следя при этом за пружинками, которые
должны войти в свои гнезда. Верхнюю часть деки прижимают
кусочком фанеры 3 и легко вбивают два сапожных гвоздя в
верхний клец. Веревку накладывают петлей 4 и через неболь-
небольшую фанерную прокладку 5 прижимают нижнюю часть деки. Ве-
Веревка должна находиться в правой руке в постоянно натянутом
положении. Левая рука прижимает деку к корпусу домры в том
месте, где ложится веревка. Намотанная веревка должна лежать
на деке и корпусе плотными равноотстоящими друг от друга вит-
витками. Эту операцию рекомендуют проделать вначале 1—2 раза
без клея для того, чтобы выработалась определенная сноровка.
После просушки веревку снимают и аккуратно сматывают.
Приклеенную деку необходимо выравнять рубанком. Строгают
хорошо отточенным оборотником под углом 45° к оси деки,
при этом не затрагивают розетки. Зачистку производят обыч-
обычным рубанком с двойной железкой. Убедившись в правильности
поверхности деки, закрепляют ручку грифа в тисках верстака и
отстрагивают верхнюю часть деки вместе с ручкой грифа. Дере-
171
Рис. 163. Профили и сечения пружинок
/ — большая пружинка; 2— малая пружинка
Рис. 164. Приклейка деки домры:
/ — петля веревки на ручке грифа; 2— ручка грифа; 3 — первая фанерная прокладка; 4— пет-
петля веревки на корп\се; 5—вторая фанерная прокладка
11 3
Рис. 165. Подготовка гнезда для штапа:
с —отводка деки рейсмусом; б—установка режушей части рей-
рейсмуса; / — рейсмус; 2 — режущая часть рейсмуса; 3—сечения
темной и светлой жилок; 4— темный штап
вянная линейка, приложенная к ручке грифа, не должна иметь
просветов по длине ручки грифа и в верхней части деки вплоть
до резонаторного отверстия. В нижней части дека плавно отхо-
отходит от линейки.
Приклеенную деку по контуру обрабатывают стамеской и
драчовым напильником до последних клепок. Полученный кон-
контур деки должен точно повторить линию клепок и быть пре-
предельно сглаженным. По этой линии производят отводку рейс-
рейсмусом 1 (рис. 165), крепко прижимая корпус левой рукой к
коленям. Режущую часть рейсмуса 2 выставляют на глубину,
соответствующую толщине деки, и ширину, которую получают
суммированием толщин приклеиваемых жилок 3 и штапа 4.
На дальнейшую обработку оставляют 0,8—1 мм за счет тол-
толщины штапа.
172
A-A
Увеличено
1 2 3 4
Рис. 166. Приклейка жилок и штапа
/ — веревка; 2—левая часть штапа с жилкой; 3 —
гнездо для жилок и штапа „на ус', 4 — правая часть
штапа с жилкой; 5—задничек
Рис. 167. Соединение деки и корпуса дом-
домры в зоне пружинок-
/ — дека; 2, 3 —жилки; 4 — штап; 5—обечайки; 6 —
клепка; 7—пружинка
Ширина прорезаемой части не должна превышать толщину
клепки и первого приклеенного огиба. Край прорезанной деки
аккуратно подрезают стамеской вместе с клеевым швом. Ре-
Рекомендуют полученную поверхность притереть четырехгранным
напильником для снятия отдельных неровностей среза.
При работе с декой проявляют предельную аккуратность и
внимание, так как деку считают «лицом» инструмента. Внеш-
Внешний вид инструмента во многом зависит от качества обработки
деки. Малейший дефект, будь то царапина или вмятина на по-
поверхности деки, под лаком и политурой будет во много раз
заметнее. Такие повреждения деки сложно, а часто и невоз-
невозможно исправить.
Приклейка -жилок и штапа за два приема, т. е. сначала од-
одной половины деки, а потом другой, не представляет большого
труда. Эта операция похожа на операцию приклейки деки. Не-
Несколько" сложнее одновременное приклеивание жилок и штапа
с левой и правой сторон деки (рис. 166). Веревку /, закреп-
закрепленную петлей у основания ручки грифа, опускают вниз под
корпус. Намазывают клеем штап и жилку 2 на длину 8 см и
соединяют их. Подрезанные «на ус» левые штап и жилку
вставляют в гнездо 3 и, выводя веревку снизу корпуса через
середину задничка 5 на деку, прижимают левый штап вместе
с жилкой к корпусу. Веревкой, пропущенной под корпусом, но-
новым витком прижимают в зоне задничка правую часть штапа
173
и жилки 4, которые предварительно также смазывают клеем
на длину 8 см и складывают вместе. Так, попеременно, виток
за витком, веревкой прижимают то левую, то правую часть
приклеиваемых штапов и жилок. Периодически штап и жилки
намазывают клеем на длину 8—10 см. Витки веревки уклады-
укладывают на расстоянии 1 —1,5 см по штапам. Эту операцию закан-
заканчивают для левой части штапа 2 на задничке, для правой ча-
части 4 в зоне соединения грифа с корпусом. После закрепления
веревки рекомендуют легко простучать молотком по длине
штапа для более плотного его прилегания к корпусу.
Если в процессе прижима штап треснул, что говорит о его
плохом качестве или наличии косослоя, то поступают следую-
следующим образом. После полной затяжки штапа по всей длине в
месте трещины накладывают дополнительные витки веревки.
В трещину штапа предварительно заливают клей Штап обычно
клеят столярным клеем. После просушки штап со стороны кле-
клепок обрабатывают напильником, а со стороны деки простраги-
прострагивают рубанком, не затрагивая деки.
После проделанных операций дека домры имеет внешний
вид, изображенный на рис. 167.
Дальнейшую обработку деки можно проводить несколькими
способами. Рассмотрим один из них. Деку зачищают циклями
под углом 45° к оси деки. Таким образом выравнивается по-
поверхность деки, чтобы пальцы не чувствовали «грядок» от
некачественной обработки. Особое внимание обращают на про-
прохождение цикли по розетке. Здесь есть опасность задира и вы-
выкалывания вклеенной розетки. После зачистки циклей поверх-
поверхность деки зачищают вдоль слоя мелкой шлифовальной шкур-
шкуркой на войлочной подушке. Обычно достаточно двух листочков
100X80 мм. Дека получается нежной на ощупь и в отражен-
отраженном свете на ней не видно царапин или других повреждений.
Зачищенную деку покрывают нитроцеллюлозным лаком 4—
б раз, тонкими слоями, просушивая каждый раз 15—20 мин и
сушат окончательно 1,5—2 ч.
Нитроцеллюлозную грунтовку шлифуют шкуркой и покры-
покрывают шеллачным лаком. Это покрытие также прошлифовыва-
ют, а затем пемзуют. После этого приступают к полировке.
Отделка деки домры имеет те же этапы, что и отделка деки
балалайки.
Обработка заготовки грифа
Головку грифа, как правило, делают из того же мате-
материала, что и ручку. Головка трехструнной домры-примы имеет
плоскую форму (рис. 168) несложной конфигурации. Форма го-
головки во многом зависит от размеров колковой механики. По-
Поэтому перед изготовлением шаблона головки грифа рекоменду-
174
I I \ ,5 t i__ / Jl
Рис. 168. Эскиз с \казанием основных
размеров головки грифа домры-примы
/ 2 3— чпнии разметки очерченные вокруг го-
готовки по всем граням
Рис. 169. Схема для определения поло-
положения головки на ручке грифа
1, 2, 3 —линии разметки на головке грифа, 4 —
головка грифа; 5—первая контрольная точка;
5 —линия будущего среза, 7 —ручка грифа; 8 —
вторая контрольная точка
Рис 170- Приклейка головки грифа
к ручке:
/—струбцина; 2 — призма, полученная от спи-
ливания ручки грифа, 3 — головка грифа; 4 —
ручка грифа, 5—клеевой слой
ется проконтролировать размеры головки по размерам меха-
механики.
Врезку колковой механики домры проводят в той же после-
последовательности, что и врезку механики в головку грифа бала-
балалайки.
Для того чтобы приклеить головку к ручке грифа, ручку
грифа спиливают «на ус». Положение линии спиливания нахо-
находят по схеме (рис. 169). Линии разметки 1 и 2 на. головке
грифа 4 располагают так, как показано на схеме Это дает
возможность получить две контрольные точки 5 и 8 на ручке
175
Контрольное Припуск
отверстие на порожек
Рис. 171. Чертеж шаблона для изготовления накладки грифа домры-
примы
грифа 7. По этим точкам проводят линию среза «на ус» 6
ручки грифа. Срез осуществляют лучковой пилой с запасом
около 2 мм, а затем строгают рубанком с двойной железкой.
В процессе строгания с целью контроля головку грифа время
от времени прикладывают к плоскости строгания. Призму, по-
полученную от среза ручки грифа, рекомендуют сохранить в ка-
качестве прокладки для склейки.
Перед нанесением клея склеиваемые плоскости прогревают.
Головку грифа приклеивают к ручке грифа негустым мездро-
мездровым клеем. Прижим склеиваемых деталей обеспечивает струб-
струбцина 1 (рис. 170).
После высыхания клеевого соединения лучковой пилой от-
отрезают часть головки грифа заподлицо с ручкой грифа. Этот
срез показан на рис. 169 горизонтальной штриховой линией.
Зачищают срез рубанком и заканчивают обработку рубанком-
цинубелем для подготовки к склеиванию с накладкой.
Накладку для грифа трехструнной домры-примы изготовля-
изготовляют из дощечки черного дерева, палисандра или другой твердой
древесины толщиной 4,5—5 мм. Плоскости дощечки должны
быть тщательно отстроганы. Накладку вырезают сначала луч-
лучковой или мелкозубой циркулярной пилой, а затем обрабаты-
обрабатывают точно по шаблону (рис. 171) стамеской.
Для приклейки накладки сначала задирают ее нижнюю пло-
плоскость рубанком-цинубелем. Затем в ручке грифа по оси укреп-
укрепляют два зубчика из кончиков сапожных гвоздей, выступающие
над плоскостью ручки на 1,5—2 мм. Зубчики нужны для того,
чтобы приклеиваемая накладка не сдвинулась со своего места.
Сначала клей наносят на ручку грифа, а затем на предвари-
предварительно прогретую накладку. 16-й лад на накладке, определен-
определенный по грани контрольного треугольного отверстия шаблона,
должен совпадать с линией соединения деки и грифа. Прижим
накладки осуществляют, как и в балалайке, парой струбцин.
На просушенной накладке делают разметку мензуры. В рас-
рассматриваемом варианте домры-примы длина рабочей части
струны L — 400 мм. Шаблон данной мензуры прижимают к
накладке струбциной.
176
Рис. 172. Обработка ручки грифа:
Сечение
у 12-го гада
'> псоо-кча
/ 1
< 24 >
а, б—предварительное опиливание пятки; в-обработка пятки и ручки грифа- /-сече-
фТиТго^ечГии?611116 ИаКЛ2ДКИ: 5~годный профиль; 4-окончательный йрофиль гри-
Рис. 173. Пример пятки грифа и соединения ручки с головкой грифа
а —пятка грифа; б—соединение ручки с головкой грифа
Обработку грифа начинают с опиливания узкой лучковой
пилой пятки и ручки (рис. 172). Закреплять инструмент при
этом лучше всего в тисках столярного верстака. Исходный про-
профиль 3 переводят в окончательный профиль 4 с помощью ста-
стамески и рашпиля. При этом используют те же приемы обра-
обработки, что и при изготовлении ручки грифа балалайки.
177
Рис. 174. Эскиз заготовки
панциря (вид с нижней
стороны)
Изящество внешнего вида инструмента и в большой степени
удобство игры на нем зависят от качества обработки пятки
грифа и зоны соединения ручки грифа с головкой (рис. 173).
Установка ладов и порожков.
Изготовление и установка панциря и подставки
Разметку мензуры домры осуществляют с помощью
шаблона. Закрепляют его на накладке так же, как это делают
при изготовлении балалайки. И так же, как у балалайки, 16-й
лад приходится на плоскость соединения пятки грифа и кор-
корпуса.
Работа с ладовой проволокой, включающая в себя забивку
ладов, фугование и закатку ладов описана на примере изго-
изготовления балалайки. Особенностью закатки ладов домры яв-
является применение полукруглых напильников при работе с 14,
15 и 16-ми ладами, так как указанные лады лежат на нелиней-
нелинейной части накладки.
Изготовление панциря начинают со шлифовки дощечки про-
прокрашенного граба или груши размерами 120 X 220 мм и тол-
толщиной 3—4 мм. Направление слоев древесины идет вдоль боль-
большего размера. С шаблона (рис. 174) переносят криволинейный
контур и опиливают по нему узкой лучковой пилой (окружон-
кой). Опиленный край зачищают рашпилем. Затем на накладку
грифа 1 (см. рис. 175) кладут шаблон накладки 2 и точно их
сверяют. Левой рукой прижимают шаблон к грифу, а правой
подсовывают под шаблон заготовку панциря 3. Ориентируют
панцирь по звуковому отверстию и контуру корпуса. Затем об-
обводят нижнюю часть шаблона на панцире. По этой линии (с
припуском 2 мм на последующую обработку) пропиливают луч-
лучковой пилой. Подгоняют панцирь к нижней части накладки та-
таким же способом, что и у балалайки. После этого на нижнюю
поверхность панциря переносят кентур корпуса и обрезают по
нему лучковой пилой.
Приклеивают панцирь к корпусу домры тем же способом,
что и к корпусу балалайки. И так же, как у балалаечного
178
Рис. 175. Разметка на
заготовке панциря гнезда
под нижнюю часть наклад -
.ки:
/ — гриф; 2—шаблон накладки;
3 — заготовка панциря; 4 — каран-
карандаш
Рис. 176. Схема установки нижнего порожка домры:
/ — дека; 2— штап; 3 — задничек; 4 — клепки; 5—нижний порожек
панциря, на панцирь домры перед приклейкой ставят проклад-
прокладки толщиной 1,5—2 мм.
Нижний порожек изготовляют из твердых пород древеси-
древесины. В подготовленное гнездо вставляют заготовку порожка
(рис. 176). С помощью стамески и полукруглого напильника
добиваются плотной посадки порожка в гнезде, после чего осу-
осуществляют приклейку.
Подставку под струны и разметку струн на верхнем порож-
порожке и подставке производят по тем же рекомендациям, что и
для балалайки.
Чистовая отделка и сборка готовой домры
Чистовую отделку домры производят в той же техноло-
технологической последовательности, что и балалайки. Применяемые
красители, лаки и политуры также аналогичны.
179
После просушки лакированных и полированных покрытий
приступают к оборудованию домры. В отверстия, просверлен-
просверленные в задничке, вставляют кнопки (см. рис. 138). Колковую
механику после установки на свое место закрывают крышкой,
привертывая мелкими шурупами к головке грифа.
Определив место подставки, слегка натягивают струны и
подсовывают под них подставку. После этого производят на-
настройку инструмента.
Технологический процесс
серийного изготовления домр
Шаблоны, на которых производят сборку корпуса домр
в серийном производстве, аналогичны шаблонам, применяемым
в ручном производстве. Как и было рассмотрено, на шаблон в
верхней и нижней части приклеивают клецы. Для серийного
производства считают удобным в верхний клец врезать ручку
грифа еще до сборки корпуса. Шаблон закрепляют за ручку
грифа в винтовом приспособлении. Кромки подготовленных
клепок фрезеруют на станке, а затем выгибают в разогретом со-
состоянии по шаблону. При хорошо проверенных шаблонах тре-
требуется минимальная подгонка клепок. В процессе сборки меж-
между клепками вставляют смазанные клеем жилки (обычно чер-
черного или красного цвета). Концы клепок прижимают к клецам
при помощи гвоздей. Время выдержки каждой клепки в за-
запрессованном состоянии 30 мин. После этого можно подгонять
и приклеивать соседнюю клепку. Обычно один сборщик одно-
одновременно собирает 14—16 корпусов домр.
Для склеивания применяют мездровый клей. На шаблоне
корпус выдерживают 10—12 ч. Затем корпус домры снимают
и дальнейший технологический процесс изготовления домры
принципиально новых операций по сравнению с аналогичным
процессом изготовления балалаек не имеет.
Ремонт домр
Ремонтные работы, производимые на домрах, фактиче-
фактически не отличаются от аналогичных работ на балалайках. Осо-
Особо следует отметить, что вскрытие домры для проведения внут-
внутренних ремонтных работ рекомендуют производить со снятием
деки.
Контрольные вопросы и задании
1. Из каких основных деталей состоит домра?
Какой материал требуется для изготовления этих деталей?
2. В какой последовательности собирают корпус домры?
180
3. В зоне какого лада крепится гриф с корпусом домры?
4. Что придает деке домры выпуклость?
5. Предложите 2—3 варианта украшения деки домры.
6. В чем различие конструкций трех- и четырехструнных домр?
7. Как сменить клепку на корпусе домры?
8 Как крепится ручка грифа к корпусу домры?
§ 4. МАНДОЛИНА
Основные конструктивные параметры
и строй инструмента
Мандолины в зависимости от конструкции делят на не-
неаполитанские, у которых корпус имеет каплевидную форму и
изготовлен из большого количества клепок (от 15 до 30), вен-
венские, у которых корпус слегка выпуклый с 5—7 клепками, и
португальские, корпус которых имеет обечайку и плоскую деку.
Семейство оркестровых мандолин состоит из следующих ин-
инструментов: мандолина (прима), мандола (на октаву ниже при-
примы), люта (со строем виолончели), лиола — контрабасовый
инструмент (табл. 8) [2].
Таблица. 8. Основные параметры мандолин, мм
Показатель
Прима
овальная
полу-
полуовальная
плоская
Мандола
Люта
Контрабас
Длина рабочей ча- 335—350 335—350 335—350 425—435 555—575 900—1000
сти струны L
Длина инструмен- 620—630 620—630 620—630 740—760 950—970 1500
та А
Длина корпуса В 315—320 315—320 315—320 350—360 460—480 905—920
Ширина корпуса 200—210 245—250 270 240—250 300—310 120—130
(наибольшая) С
Высота корпуса 140—145 90—95 70
(наибольшая) Н
Ширина грифа у 27—28 27—28 27—28
порожка а
Ширина грифа у 37 34*
34*
20-21
180—185 210—215 120—130
30—31 41—42 35—37
42—44 54—56
25—26 27—28
10-го лада Ь
Толщина грифа у 20—21 20—21
1-го лада т
Толщина грифа у 27—30 22—23* 22—23* 35—36 37—38
9-го лада k
Толщина деки h 2,5 2,5 2,5 2,75 3,5
Число ладов п 17—24 19 17—19 19 19
55-57
35-36
40—42
4
19
* Размеры у 6-го лада.
Детали и основные размеры овальной мандолины неаполи-
неаполитанского типа приведены на рис. 177.
181
Рис. 177. Мандолина овальная:
/ — головка; 2— порожек; 3 — ручка грифа; 4 — наклейка; 5—дека; 6 — пружины; 7—под"
ставка; 8 — клец; 9 — струнодержатель; 10 — панцирь; // — обкладка; 12 — щиток, 13 — бор-
бортик; 14 — бочок; 15— клепки косые; 16 — клепки центровые; 17 — жилки между клепками;
18 — струны; 19—ладовые пластины; 20 — точки; 21 — колковая механика
Конструктивной особенностью мандолин является заметный
перегиб деки в зоне подставки. Его получают на разогретом
металлическом ребре или по примеру западных мастеров деку
перед закубровкой до половины толщины надпиливают и над-
надрез затирают жидким клеем. В рассматриваемом примере ли-
линия перегиба (иногда называют линия пережога) расположена
в 200 мм от места соединения корпуса с грифом.
Мандолина-прима настраивается так:
Мандола настраивается так:
132
Люта настраивается так:
Контрабас настраивается и звучит на октаву ниже написан-
Изготовление корпуса
неаполитанской (овальной) мандолины
Изготовление корпуса овальной мандолины имеет много
общего с изготовлением корпуса домры. Этот факт дает воз-
возможность акцентировать внимание на особенностях изготовле-
изготовления корпуса мандолины.
Корпус овальной мандолины (ниже просто мандолины) на-
начинают с изготовления шаблона (рис. 178). К ручке шаблона 3
с помощью хомутов с клиньями, струбцин или просто шурупов
прикрепляют заготовку грифа, которая показана штриховыми
линиями. Гнездо / подготовлено под нижний клец.
Особенностью шаблона корпуса мандолины является широ-
широкий пояс для установки последних клепок. Контур пояса огра-
ограничен с одной стороны плоскостью деки, а с другой стороны —
линией 4.
Нижний клец делают из ели и устанавливают в гнездо 1.
Клец устанавливают в распор без клея и обрабатывают рашпи-
рашпилем и напильником так, чтобы его поверхность стала естествен-
естественным продолжением поверхности корпуса.
На рис. 179 даны размеры заготовки ручки грифа. Заготов-
Заготовку собирают из трех частей. Ручку / делают из твердых пород
древесины, а сухарики 2, 3 и 4 из резонансной ели. Семимил-
Семимиллиметровые фаски под углом 45° подготовлены для установки
огибов.
Собранную заготовку грифа прикрепляют одним из трех
вышеуказанных способов к ручке шаблона и приступают к
сборке корпуса.
Верхний клец обрабатывают стамеской и рашпилем, превра-
превращая в продолжение шаблона, и врезают в ручку на толщину
клепки (рис. 180).
Перед началом сборки корпуса мандолины на шаблоне ус-
устанавливают 3 полосы коленкора шириной 20 мм. Эти полосы
ориентированы поперек клепок. Под них подкладывают полосы
бумаги шириной 40—50 мм, чтобы при сборке выступивший
клей не приклеил коленкор к шаблону.
183
450
Рис 178. Основные параметры шаблона овальной мандолины
1 — гнездо под нижний клец, 2 — тело шаблона; 3 — ручка шаблона; 4—линия границы уста-
установки последней широкой клепки
Клепки для корпуса мандолины делают из клена, палисан-
палисандра и т. п. Ширина клепки (рис. 181) плавно сходит на нет от
самой большой величины 15 мм в зоне перегиба деки. Такая
ширина обеспечивает сборку корпуса из 21 клепки, т. е. одной
центральной, по девяти слева и справа и по одной последней
широкой также слева и справа. Толщина клепок 1,5—2 мм.
При сборке корпуса из 21—31 клепки центр на нижнем
клеце, из которого берет начало первая, центральная, клепка,
отстоит от плоскости шаблона на 90 мм. Для корпуса из 15—
17 клепок этот размер уменьшают до 75 мм.
Ширина клепки зависит от толщины жилки, которую ставят
для украшения корпуса. При изготовлении последних двух ши-
184
Рис. 179. Размеры заготовки грифа Рис. 180. Схема верхнего клеца
овальной мандолины
/ — ручка грифа; 2—4—сухарики
1 2 3
Рис. 181. Основные размеры кле-
клепок корпуса мандолины
1 — первые клепки; 2—две последние
Рис. 182. Стяжка корпуса мандолины
шнуром через планку:
/ — коленкоровые полосы; 2—корпус; 3 — план-
планка; 4—шнур; 5—нижний клец; б— стрелка
роких клепок их предварительно выгибают на нагревателе по
шаблону, как клепки домр.
Интересным является гофрированный корпус мандолины.
Этот корпус собирают из 31—33 клепок толщиной 4 мм. Вме-
Вместо жилок используют металлическую (чаще алюминиевую)
фольгу. После сборки корпуса круглым рашпилем протачивают
клепки по длине, придавая им вогнутую форму. Линией соеди-
соединения клепок становятся гребешки, по центру которых высвечи-
высвечивается металлическая жилка.
После просушки корпус затирают и циклюют на шаблоне.
Затем вставляют стрелку (ее иногда называют пальчик) на
нижнем клеце в том месте, где сходятся клепки. Ширина стрел-
стрелки 10—12 мм, а длина зависит от того, как были уложены
клепки.
Заготовку корпуса снимают с шаблона и промазывают из-
изнутри жидким горячим клеем по всей поверхности. После это-
185
Рис. 183. Исполнение псре-
1иба на заготовке деки
/ — деревянные прокладки; 2 -
линия перегиба («пережога>); 3—
заготовка деки; 4 — горячее ме-
металлическое ребро
го корпус стягивают через планку шнуром (рис. 182) и осно-
основательно высушивают.
Огибы мандолин вырезают так же, как и огибы для ба-
балалаек по шаблону, но из четырех частей (у балалаек из двух).
Вследствие того, что корпус мандолины имеет крутые очерта-
очертания, т. е. небольшой радиус кривизны в нижней части, первую
часть огиба делают от верхнего клеца до линии перегиба деки
или переходя за нее на 20 мм, а вторую часть продолжают
до выхода стрелки. После приклейки огибов их обрабатывают
так же, как и у балалайки. Материал огибов — резонансная
ель, сечение огибов 10 X Ю мм.
Жилки корпуса мандолины изнутри зачищают шлифоваль-
шлифовальной шкуркой. После этого корпус изнутри проклеивают пятью
бумажными клиньями, по форме напоминающими клепки.
Проклеивать начинают от огибов, а заканчивают пятым клином
по оси корпуса. Для обклейки пригодна бумага средней плот-
плотности. Проклеивают аккуратно, избегая складок бумаги.
Изготовление деки и приклейка ее к корпусу
Деку мандолины делают из резонансной ели. Заготовки
имеют в черновом варианте следующие размеры: 3 мм — тол-
толщина, 115—120 мм — ширина и 340 мм — длина. На заготовках
намечают линию перегиба деки и выполняют этот перегиб на
горячем металлическом ребре. Для того чтобы перегиб полу-
получить более острым, его предварительно увлажняют. Прижигая
еловые дощечки, их следует прижимать через деревянные про-
прокладки (рис. 183).
Затем согнутые заготовки деки фугуют для склейки. Осо-
Особенностью фуговки заготовок дек мандолин является неболь-
небольшой скос на фугуемой кромке. Скос обеспечивает едва замет-
заметное ребро по оси деки, т. е. перпендикулярное перегибу деки.
Такое склеивание частей деки сберегает ее от разрыва по фуге
при приклейке пружинок. Деку собирают на казеиновом клею
или ПВА.
Заготовки для пружинок дек мандолины имеют размеры се-
сечения 4 X Ю мм и длину 220—225 мм (рис. 184, а). Дугу пру-
пружинки, которая формирует свод деки, как и у балалайки, вы-
186
Рис. 184. Эскиз пружинок (а) и схема их расположения на деке
мандолины (б):
/ — контур деки; 2— первая пружинка; 3—вторая пружинка; 4—третья пружинка;
5—место подставки на деке; 6 — линия перегиба деки; 7—место приклейки сухарика
страгивают заранее, а затем приклеивают к деке. Схема распо-
расположения пружинок на деке мандолины приведена на рис. 184,6.
После приклейки пружинки обрабатывают по размерам, ука-
указанным на эскизе. Этот этап работы заканчивают приклейкой
сухарика, который представляет собой кусочек резонансной ели
10 X Ю мм и толщиной 3 мм. Сухарик скрепляет фугу деки в
самом напряженном месте и поэтому его располагают волок-
волокнами перпендикулярно оси деки.
Корпус отстрагивают по деке и готовят для нее гнездо в
верхнем клеце. Затем врезают гнезда под пружинки.
Деку приклеивают к корпусу мездровым или костным клеем
и стягивают шнуром. Приклеенную деку выстрагивают, остав-
оставляя по краю толщину 2 мм и слегка затрагивая ее централь-
центральную часть. После этого напильником кромку деки зачищают
заподлицо с последними клепками корпуса.
Обработка корпуса
Ручку грифа мандолины отстрагивают так же, как и
ручку балалайки. Плоскость ручки должна совпадать с пло-
плоскостью деки до контура резонаторного отверстия. Затем ручку
грифа обрезают по ребрам.
187
Рис. 185. Элементы корпуса мандолины.
/ — гриф; 2 — врезной панцирь; 3 — резонаторное отверстие;
4 — линия перегиба деки, 5—подлокотник
Головку грифа делают по образцу ги-
гитарной, но значительно уже. Приклеива-
Приклеивают головку к ручке грифа под тем же
углом, что и у балалайки.
Накладка грифа мандолины после об-
обработки должна иметь толщину 5 мм.
Довольно часто накладку грифа пропу-
пропускают через резонаторное отверстие
(рис. 185). Это позволяет укрепить деку
в зоне резонаторного отверстия и увели-
увеличить диапазон инструмента за счет до-
дополнительных ладов.
Перед приклейкой накладки в деку
врезают панцирь 2 и оформляют резо-
резонаторное отверстие. Обработку деки заканчивают, врезая по
контуру штап.
Иногда над нижней частью деки навешивают подлокотник 5.
Его выполняют в виде узорного щитка толщиной 2,5 мм из
твердых пород древесины.
Подставку для мандолины делают длиной 105 мм, толщи-
толщиной 6 мм и высотой 12—13 мм.
Дальнейшую обработку мандолины выполняют в такой же
последовательности, что и обработку балалайки.
Контрольные вопросы и задания
1 Какие типы мандолин вам известны-*
2. Какими способами получают излом на деке мандолины'
3. В чем особенность фугования дощечек для дек мандолин?
4. Составьте 2—3 варианта форм для подлокотника мандолины.
§ 5. ГИТАРА
Основные конструктивные параметры
и строй инструмента
Гитара — шести- и семиструнный щипковый музыкаль-
музыкальный инструмент, имеет форму восьмерки, у которой нижний
овал несколько больше верхнего.
В России гитара появилась примерно в XVIII в., но по-
популярность приобрела значительно позднее. В начале XIX в.
в связи с развитием русского романса, она получила широкое
распространение. Русскому романсу присущ простой куплетный
строй и сентиментально-задушевная мелодия, к которым как
188
Рис. 186. Гитара:
/ — головка; 2— порожек; 3 —ручка; 4 — наклейка; 5—вннт; 6 — клец верхний, 7— пру-
пружины; 8—контробечайки верхние; 9—контробечайки нижние; 10 — дека; // —дно;
12—подставка; 13—клец нижний; 14—обечайки; 15—кнопка; 16— обкладка; 17 —
струны; 18 — ладовые пластины; 19 — точки; 20—колковая механика
нельзя лучше подходила семиструнная гитара. Первостепенное
положение она заняла также в цыганских хорах как аккомпа-
аккомпанемент сольных и хоровых песен. Закрепление семиструнной
гитары в России привело к тому, что она получила наименова-
наименование русской.
В начале нынешнего столетия популярность гитары стала
падать, но в последние десятилетия интерес к ней резко воз-
возрос.
В настоящее время гитару используют, как правило, в ка-
качестве аккомпонирующего, реже солирующего инструмента.
В последнее время гитару широко применяют в составе вокаль-
вокально-инструментальных групп. Но акустические и полуакустиче-
скне гитары, которые мы изучаем, в этих ансамблях встреча-
встречаются редко. Их заменили электрогитары, в которых собственно
от гитар остались лишь способы звукоизвлечения и некоторое
подобие формы.
Детали и основные размеры базовой модели гитары приве-
приведены на рис. 186 и табл. 9 [2].
Гитара имеет многовековую историю развития. Со временем
менялся строй инструмента, тембр его звучания, абсолютные
размеры и геометрические пропорции (табл. 10) [3].
Высота корпуса гитар Н в XIII—XVI вв. была довольно
большая— 120—130 мм, а затем стала уменьшаться: XVII в.—
189
Таблица 9 Основные параметры гитар, мм
Показатель
Концерт-
Концертная
арт. 245
Обычная
арт 231
Гитара-
терц
арт. 250
Гитара-
кварт
арт. 259
Длина рабочей части страны L
Длина инструмента А
Длина корпуса В
Ширина корпуса в нижнем овале СН
Ширина корпуса в верхнем овале СВ
Ширина корпуса в талии СТ
Высота корп\са максимальная Н
Высота корпуса \ нижнего клеца НИ
Высота корпуса \ верхнего клеца ИВ
Ширина грифа \ порожка а
Ширина грифа у 9-го лада b
Толщина грифа у 1-го лада т
Толщина грифа > 9-го лада k
650
1010
485
366
278
238
101
95
86
48
56
22,5
26
610
938
458
343
276
224
85
80
70
48
56
21
23
585
900
420
320
235
210
85
78
65
45
52
20
22
540
825
395
306
230
195
73
62
59
43
49
19
21
Таблица 10 Соотношения геометрических параметров гитар,
изготовленных в разных странах
Обозначение
геометрических
параметров
(см. рнс. 186)
L-.CH
СВ:СТ:СН
Числовое отношение
параметров
9:5
9:6
9:7
7:6:9
8:6:10
7:5:9
Время
изготовления,
век
XVIII
XIX
XX
XVIII
XVIII
XIX
Страна
Германия
Австрия, Испания
Разные страны
Германия
Австрия, Испания
Россия, Австрия
90—110 мм, XVIII в.—80—100 мм и XIX в.—70—90 мм. В на-
настоящее время ее высота составляет 80—90 мм.
Диаметр резонаторного отверстия в подавляющем большин-
большинстве случаев имеет размеры 1/& длины корпуса В. Центр от-
отверстия располагают, как правило, на расстоянии !/3 длины
корпуса, считая от пятки грифа.
При схожих наружных контурах гитары имеют значительное
отличие в конструкции. Особенно это заметно в размерах и
расположении пружинок на деке инструмента, а также в спо-
способах крепления грифа к корпусу гитары. На рис. 187—194
приведены чертежи различных моделей гитар [3].
Семиструнная гитара настраивается и звучит на октаву
ниже написанного:
190
Рис. 187. Гитара с винтовым креплением грифа
(тип I)
Рис. 188. Гитара с винтовым креплением гри-
грифа (тип II)
192
Рис. 189. Испанская гитара
7 Зак. 884
Рис. 190. Конструкция Торрес-гитары
Рис. 191. Испанская гитара 1910 г.
Рис. 192. Современная маленькая испанская гитара
Рис. 193. Маленькая венская гитара 1910 г.
э
7
Рис. 194. Гитара из коллекции училища
в Бубенройте
Шестиструнная гитара настраивается и звучит на октаву
ниже написанного:
Сборка обечаек на шаблоне
Материалом для изготовления обечаек гитары может
служить кленовая, буковая, березовая и другая доска без по-
пороков, из которой пилят тонкие дощечки Размеры дощечки
принимают такие: толщина 3 мм (после острожки), ширина
равна максимальной высоте корпуса гитары (в описываемом
примере 100 мм), длину дощечки определяют по длине полови-
половины обечайки с запасом на обработку в 100 мм. Напиленные
и отстроганные дощечки, кроме того, подбирают по текстуре и
оттенку. Текстуру подбирают с учетом симметрии относительно
продольной оси инструмента.
Обечайки можно выклеивать из- трехслойной клееной фане-
фанеры. Качество фанеры должно быть очень высоким. Размеры
фанерных заготовок такие же, как и дощечек, но рубашки фа-
фанеры располагают вдоль оси инструмента.
Обечайки гитары имеют довольно сложную геометричесм ю
форму. Фанерные обечайки легко принимают эту форму, а обе-
обечайки, изготавливаемые из дощечек, требуют предварительной
операции гнутья.
На заготовке обечайки отмечают поперечной линией центр
изгиба. И, предварительно увлажнив, дощечку прижимают к
прогретому нагревателю. Смещая дощечку по 10—15 мм вдоль
своей оси, выгибают ее, постоянно контролируя получаемую по-
поверхность по шаблону. Убедившись, что обечайка точно повто-
повторяет контур сугиба, ее переворачивают и выгибают левую и
правую части в обратную сторону. Допускают увеличение ра-
радиуса сгибаемой обечайки (рис 195), но нельзя делать радиус
меньше требуемого.
Операцию повторяют еще раз для второй половины обе-
обечайки.
Тем же способом изготавливают заготовки для огибов. Их
делают из дощечек толщиной 4 мм, длиной, равной длине обе-
обечайки, и шириной 20 или 60—80 мм. В первом случае огибы
гнут каждый в отдельности, во втором выгибают дощечку, как
обечайку, а затем обрезным рейсмусом нарезают полоски ши-
шириной 20 мм. С внутренней стороны огибов снимают фаску под
углом 45°, так как после приклейки это делать сложнее.
Огибы можно изготавливать и из более тонких дощечек, но
в этом случае их приклеивают по два. Также возможно изго-
199
Рис. 195. Схема расположения
заготовки обечайки в шаблоне.
/ — шаблон; 2 —левая часть заготовки
обечайки; 3— изгиб; 4 — правая часть за-
заготовки обечайки
товление огибов из реечек
толщиной 5—6 мм. В этом
случае огибы приходится
пропиливать на половину
толщины, чтобы согнуть по
профилю обечайки.
Половину обечайки 2 (рис. 196, а) вставляют в шаблон 1
и плотно прижимают правой рукой в зоне сугиба 3. Затем,
прижимая обечайку к шаблону, отмечают центральную линию 4
на обечайке. Для более плотного прилегания обечайки ее опи-
опиливают с запасом 3—4 мм. Оставшуюся часть закрепляют дву-
двумя гвоздями (рис. 196,6). Тем же способом опиливают и за-
закрепляют правый край обечайки и ее вторую половину, сохра-
сохраняя 3—4 мм запаса.
Гвозди, крепящие обечайку, вытаскивают и с помощью сред-
средников обечайки устанавливают в шаблоне (рис. 197). Струбци-
Струбцинами средники прижимают к шаблону. Все щели между обе-
обечайкой и шаблоном должны исчезнуть.
Половинки обечаек соединяют клецами, которые изготовляют
из ели без пороков (рис. 198). На этом же рисунке показано
расположение слоев древесины в заготовках. Особое внима-
внимание обращают на качество обработки той поверхности кле-
цов, которую приклеивают к обечайке, — здесь щели недопу-
недопустимы.
Приклеивают клецы казеиновым клеем. Прижим к обечайке
и шаблону осуществляют парой струбцин. Рекомендуют вбить в
клецы небольшие гвозди, которые своими остриями удерживали
бы их от сползания по клеевому слою. Также полезно между
нижним клецом и обечайкой при склейке вставить прослойку
шпона, например орехового, со слоями, расположенными попе-
поперек слоев клеца.
Убедившись в прочности клеевого соединения, приступают к
предварительной острожке корпуса. Снимают струбцины, при-
прижимающие средники сугибов, и вместо них ставят клинья
(рис. 199). На 10—15 мм выдвигают обечайку над шаблоном
и строгают параллельно ему. Можно карандашом отчеркнуть
на обечайке линию, параллельную плоскости шаблона, и вести
острожку по ней. Выступающие части верхнего клеца спилива-
спиливают. Затем выбивают клинья и выдвигают обечайку на другую
сторону на 15—20 мм. Повторяют операцию острожки с другой
стороны обечайки. В зоне клецов срезают больше, добиваясь
ширины обечайки 85 мм, а в зоне сугиба оставляют высоту
200
Рис. 196. Схема установки первой половины обечайки:
а —определение линии отреза обечайки: / — шаблон; 2 —обечайка; 3 —зона сугиба; 4 ~
отметка оси шаблона; б — схема крепления 'края обечайки: / — обечайка; 2 — шаблон;
3 — отметка оси шаблона; 4—гвозди
Рис. 197. Установка обечаек в шаблоне:
/ — струбцина; 2—средник изгиба; 3 — шаблон; 4 — обечайка
Рис 198 Эскизы заготовок
верхнего и нижнего к 1ецов
гитары
/ — заготовка верхнего ктецл 2 —
заготовка нижнего клеца
Рис 199 Крепление обечайки
в шаблоне для острожки
/ — шабюн, 2 — верхний клец, 3— обе-
обечайка, 4 — средник изгиба, 5 — ниж
пий клец, 6 — клинья
обечайки 90 мм. Такие размеры позволят придать дну гитары
некоторую выпуклость.
Для того чтобы рубанок не пошел «в задор», обечайку стро-
строгают в направлении от сугибов к клецам. Торцы верхнего кле-
клеца строгают круговыми движениями рубанка.
После острожки снимают клинья, распирающие средники
сугибов, и закрепляют один средник струбциной. Подготовлен-
Подготовленную реечку огиба прижимают в зоне сугиба к обечайке и,
определив ее длину, обрезают. Запас длины огиба составляет
5—7 мм. Если этот запас длины выдержан, то на концах
огиба делают фаску. В процессе прижима огиба к обечайке
фаска врежется в тело клецов (рис 200,а). Если при опреде-
определении длины огиба допущена ошибка и он короче требуемого,
то между огибом и клецом вставляют прокладку из шпона
(рис. 200,6).
202
2 3 4
Рис. 200. Схемы закрепления концов огибов
а—врезка огиба с фаской / — верхний клец, 2 — обечайка, 3 — огиб, б — исправление ошибки
в длине огиба 1 — верхний клец, 2 —обечайка, 3 —прокладка, 4 — огиб
На два огиба и на обечайку наносят казеиновый клей и,
установив огибы на свои места, средником с помощью струбци-
струбцины сжимают их. Операцию приклейки огибов повторяют для
второй половины обечайки.
Изготовление деки и дна
Деку гитары делают из дощечек резонансной ели тол-
толщиной 4—5 мм и шириной не менее 60 мм. Длина дощечек
зависит от длины корпуса гитары с запасом 50—60 мм
Дощечки резонансной ели предварительно подбирают по ши-
ширине годичных слоев и оттенку. Склеивают деку гитары так же,
как и деки рассмотренных щипковых инструментов.
При изготовлении высококачественных инструментов и при
наличии соответствующего материала деки склеивают из двух
половинок (рис 201). Бревно резонансной ели раскалывают
вдоль оси, а затем откалывают секторные заготовки. Сектор-
Секторные заготовки вначале строгают с обеих сторон, а затем на
циркулярной пиле распиливают вдоль Пропил не делают
сквозным, а оставляют 5 мм. В таком виде заготовку сушат в
комнатных условиях от 3 до 10 лет После сушки пятимилли-
пятимиллиметровую перемычку пропиливают и половинки деки развора-
разворачивают Склеивают деку вышеприведенным способом
В последнее время широкое распространение получили ги-
гитары с так называемыми фанерными деками. Эти деки, несо-
несомненно, технологичны в условиях массового производства, но
высокие акустические требования к ним предъявлять нельзя.
Дно гитары часто делают из высококачественной березовой
фанеры Для инструментов повышенного качества заготовками
дна служат дощечки клена, палисандра и другой древесины
толщиной 3—4 мм. Лучше, когда дно собирают из двух доще-
203
Рис. 201. Схема технологической последовательности изготовления дек из
дв\х половинок
а —раскалывание бревна; б —отделение [секторной заготовки; б —распиливание секторной
заготовки вдоль; г —развертывание полученных половинок деки
А-А
10,5
У.
05
Рис. 202. Схема склейки дна гитары с жимками:
/ —жимки; 2 — половники дна; 3—стягивающие клинья; 4 — набор из трех жилок
чек. Если этой возможности нет, то дно склеивают из несколь-
нескольких дощечек, как и еловую деку.
Традиционным украшением дна гитары являются вклеенные
по оси жилки. Их набирают и склеивают заранее обычно в ко-
количестве трех (рис. 202). При склеивании половинок дна 2 в
жимках / между ними и устанавливаются жилки 4. Жилки
должны выступать над поверхностью склеиваемого дна на
0,5—1 мм. После высыхания клея полученное дно гитары осто-
осторожно строгают с обеих сторон.
Для упрочнения клеевого соединения дна вдоль жилки ста-
ставят скрепку. Ее делают в виде планки (рис. 203) и приклеи-
приклеивают с внутренней стороны дна. Скрепку склеивают из многих
кусочков под углом 15—30°, что обеспечивает ей большую ко-
косослойность по отношению к клеевому шву. На заготовки деки
и дна наносят контур корпуса гитары и обрезают с припуском
5 мм. Деку и дно гитары подкрепляют пружинками.
204
Рис. 203. Изготовление и приклейка скрепки дна гитары:
а —набор скрепки из дощечек; б —сечение скрепки: в —схема приклейки скрепки к заготов-
заготовке дна гитары; / — струбцины; 2— прижимная планка; 3— скрепка; 4 — дно гитары; 5—кли-
5—клинышки
Рис. 204. Схема расположения пружин на деке и дне гитары (припуск на
обработку не показан):
а —на деке гитары; I, 2.3, 5—пружины; 4 — контур подставки; б —на дне гитары: / — скреп-
скрепка; 2, 3, 4— пружины
Длина заготовок пружинок гитары 420 мм, а сечение 8 X
X 16 мм. После строгания сечение пружинок имеет трапецие-
трапециевидную форму с размерами оснований 3 и 6 мм и высо-
высотой 12 мм.
Пружинки на деке гитары располагают по схеме (рис. 204).
Перед приклейкой пружинок / и 3 в них врезают пружинки 2
(см. рис. 204, а). Перед приклейкой пружинок 2, 3 и 4 (см.
рис. 204, б) в скрепке 1 делают пропилы, равные ширине сече-
сечения пружинки.
Если пружинки сделаны прямыми, т. е. не придают выпук-
выпуклости деке и дну, то после нанесения клея деку и дно кладут
на плоскую поверхность и прижимают пружинки грузом. Но
205
Рис. 205. Схема разметки
гнезд под пружинки ги-
гитары.
1 — обечайка; 2 — шаблон; 3 — пр> -
жинки; 4 — дека или дно гитаоы
довольно часто дну придают выпуклость за счет криволинейно-
сти пружинок. Для этого пружинки дна обрабатывают, как и
пружинки деки балалайки, и с тем же радиусом закругления
приклеивают пружинки к дну гитары.
После просушки клеевых соединений на концах пружинок
стамеской делают срезы (так называемые плечики), снижающие
высоту пружинок с 12 до 6 мм. Длина срезов 50—60 мм от
контура корпуса.
Высоту пружинок 2 (см. рис. 204, а) уменьшают стамеской
с 12 до 8 мм. Пружинки зачищают шлифовальной шкуркой.
На деке и на дне гитары со стороны приклеенных пружи-
пружинок, отступив от контура 8—10 мм, проводят карандашом ли-
линию. Область, очерченную этой линией вместе с пружинками,
покрывают 1—2 раза нитроцеллюлозным лаком типа НЦ-222.
Изготовление корпуса
Деку 4 (рис. 205) с наклеенными на нее пружинками 3
кладут на обечайку 1, выдвинутую из шаблона 2 на 14—20 мм.
Строго ориентируют ось деки с центральной осью шаблона.
Остро отточенным карандашом намечают гнезда под пружинки.
Гнезда надрезают мелкозубой пилкой и расширяют резаком.
Глубина гнезд под пружинки 5—6 мм, они не должны затра-
затрагивать обечайку, т. е. гнезда делают в теле огибов.
Гнезда под пружинки дна гитары делают в той же последо-
последовательности. Скрепку, наклеенную по оси дна, обрезают в зоне
прилегания к верхнему и нижнему клецам.
Подготовленные к сборке детали корпуса гитары (обечайку,
деку и дно) зачищают с внутренней стороны шлифовальной
шкуркой и покрывают 1—2 раза нитроцеллюлозным лаком ти-
типа НЦ-222. При этом учитывают будущие места склейки.
206
Рис. 206. Последовательность зак\бровки корпуса гитары.
а — плита с металлическими стержнями, б — размещение деки гитары на плите; в — установ-
установка обечайки; г — установка дна гитары: / — металлические стержни; 2—дно гитары, 3 — пли-
плита; 4— прокладки для прижима; 5—обечайка; 6 — дека; 7 —шнур, стягивающий металличес-
металлические стержни
Клинья, крепящие обечайку в шаблоне, выбивают. Легкими
ударами киянки через деревянную прокладку выбивают обе-
обечайку из шаблона.
Для сборки корпуса готовят ровную плиту (можно исполь-
использовать ДСП) с размерами, превосходящими корпус гитары на
40—60 мм. В плите крепят металлические стержни диаметром
6—8 мм, выступающие над плитой на 150—160 мм. Стержни
устанавливают в самом узком месте корпуса гитары
(рис. 206, а). Эти же точки находят на деке и дне гитары и
круглым напильником протачивают в них пазы. Деку гитары
устанавливают на плите, причем в пазы деки входят металли-
металлические стержни. Ось деки должна совпадать с осевой размет-
разметкой плиты (рис. 206, б).
На торец обечайки со стороны деки наносят густой казеи-
казеиновый клей. Тщательно наносят клей в гнезда пружинок. Обе-
Обечайку накладывают на деку (рис. 206, в). Убедившись, что пру-
пружинки вошли в свои гнезда, клей наносят на второй торец
обечайки.
Дно гитары 2 устанавливают на обечайку 5 (рис. 206, г).
При этом в пазы, прорезанные в дне, входят металлические
стержни 1. Пружинки должны плотно войти в свои гнезда. На
207
Рис. 207. Схемы нарезания пазов под украшения корпуса гитары
а—паз прямоугольного сечения; б —паз ступенчатого сечения; в—примеры набора жи-
жилок под украшения корпуса гитары
дне гитары 2 размещают прокладки 4, на которых звездочками
показаны места установки струбцин. Стержни 1 стягивают
шнуром 7. Струбцины, установленные в указанных местах, дол-
должны обеспечивать плотное прижатие деки 6, обечайки 5 и
дна 2 через прокладки 4 и плиту 3. Устойчивость обечайки
обеспечивают два металлических стержня. В таком состоянии
корпус гитары выдерживают сутки.
Украшение корпуса
Освободив корпус гитары от струбцин, приступают к
обрезке припусков деки и дна, которые выступают за контур
обечайки. Припуски обрезают стамеской вчерне, а затем остав-
оставшиеся 0,5—1 мм удаляют напильником с крупной насечкой.
Здесь требуется особая аккуратность, чтобы не повредить на-
напильником поверхность обечайки.
Украшением корпуса гитары традиционно считают обкладку
контура деки и дна штапом с разноцветными жилками. Для
этого отрезным рейсмусом выбирают пазы по контуру корпу-
корпуса. Эти пазы делают прямоугольного (рис. 207, а) или ступен-
ступенчатого (рис. 207, б) сечения. Размеры прорезаемых пазов вы-
выбирают в зависимости от выбранного рисунка украшения. На
рис. 207, в изображены примеры набора разноцветных жилок
для украшения корпуса гитары.
Если задуманный рисунок на деке шире, чем обечайка с
огибами, то в этом случае перед закубровкой корпуса деку
208
Рис. 208. Схема >креплс
ния деки гитары при ши-
широком рис\нке украшения
/ — дека; 2—рисунок украшения,
3 — штап, 4 — обечайка; 5 — огиб,
склеенный из двух частей; 6 —
полоса шпона, укрепляющая деку
упрочняют. Делают это с помощью шпона ореха, клена или
березы толщиной 0,5—0,8 мм (рис. 208), полосу из которого
шириной 10—12 мм приклеивают к деке изнутри.
Украшением нижней части обечайки является стрелка, кото-
которую ставят в месте соединения двух половинок обечайки.
Стрелку делают прямой (рис. 209, а) или клиновидной
(рис 209, б) Рисунок стрелки по возможности повторяет ри-
рисунок жилок на дне гитары Гнездо под стрелку запиливают
мелкозубой пилкой, оставляя минимальный припуск на клеевые
швы. После высыхания клеевых швов восстанавливают пазы
под украшения.
Украшения, представляющие собой штап и штап с прикле-
приклеенными жилками (рис. 210, а), слегка увлажняют и наносят на
них клей на 100—120 мм. Лучше пользоваться густым мездро-
мездровым клеем. Клей также наносят на грани подготовленного
паза. На схеме показан самый сложный, начальный, этап при-
приклейки украшений. Сделав 2—3 оборота шнура, клей наносят
на следующие 100—120 мм длины склеиваемых деталей. При-
Прижим осуществляют с помощью шнура, полная схема намотки
которого показана на рис. 210, б.
Первые витки смещают относительно осевой линии, так как
украшения следует проложить от точки 1 до точки 14.
На крутых участках контура корпуса приклеиваемый штап
может треснуть и даже сломаться. В этом случае наматывае-
наматываемый шнур кладут очень плотно, виток к витку, и острой частью
металлического молотка простукивают приклеиваемую зону
штапа Размягченная ударами древесина штапа не будет рас-
расщепляться и плотно ляжет в свое гнездо.
209
Рис. 209. Прямая и клиновидные стрелки после окончательной обра-
обработки:
а — прямая стрелка; б — клиновидная стрелка
2 ?
а
Рис. 210. Схемы намотки шнура при приклейке украшений:
а —первый этап намоткн: /, 2, 3— первые витки шнура; 4—начало шнура; 5—дека; 6 — обе-
обечайка; 7 — украшение деки; 8 — украшение диа; б — схема основных витков прижимного шиура
После высыхания клея торцы приклеенных украшений за-
зачищают строго по оси корпуса и повторяют операцию для дру-
другой его половины.
Самым видным местом на гитаре является звуковое отвер-
отверстие, которое оформляют розеткой. Одним из способов изготов-
изготовления розетки является следующий.
Три квадрата 150 X 150 мм разноцветного шпона (например,
желтый, черный и коричневый) одинаковой толщины наклады-
накладывают друг на друга. Слои шпона 2 (рис. 211, а) располагают
как в обычной трехслойной фанере. На каждом квадрате про-
проводят карандашом линию 1, которая является ориентиром при
составлении рисунка розетки. В 4—6 местах квадраты шпона
скрепляют сапожными гвоздями. Гвозди 1 (рис. 211,6) вбива-
вбивают в листы шпона 2, подложив снизу массивную металличе-
210
Рис. 211. Вид заготовки для выпиливания розетки
а —расположение слоев шпона: / — разметочные линии; 2—квадраты разноцветного
шпона, б—скрепление шпона сапожным гвоздем: / — сапожный гвоздь; 2—квадраты
шпона; 3 —расплющенный конец гвоздя
Рис. 212. Варианты исполнения розетки гитары:
а—эскиз рисунка розетки: /, 2. 3 —линии пропила; 4— линия, прирезаемая круговым рейс-
рейсмусом; 5— контрольная линия; б, в, г —варианты исполнения розетки
скую прокладку. Конец гвоздя при этом расплющивается и
прочность соединения увеличивается.
На верхний светлый квадрат шпона переводят с помощью
копировальной бумаги рисунок розетки (рис. 212, а). Круговым
рейсмусом прорезают внутреннее отверстие 4 диаметром 80 мм.
Тонкой пилкой, вставленной в лобзик, предельно аккуратно
пропиливают последовательно линии рисунка 3, 2 и 1. Каждый
элемент рисунка получают в трех экземплярах разного цвета.
Из этих элементов можно составить три розетки
(рис. 212, б, в, г) различных цветовых сочетаний. Располагают
элементы, ориентируясь по линии 1 (см. рис. 212, а). Собран-
Собранные розетки с лицевой стороны проклеивают газетной бумагой
на жидком столярном клее.
Намечают центр звукового отверстия на расстоянии 5-го ла-
лада, считая от верхнего клеца по оси (см. рис. 204, а). На кру-
круговом рейсмусе выставляют глубину режущего ножа, равную
толщине врезаемой розетки. Этой глубиной из центра звуково-
14*
211
го отверстия прорезают две окружности диаметром 80 и
120 мм. Кольцо между прорезями аккуратно выбирают стаме-
стамеской. Мездровый клей наносят на дно полученного кольца и
на подготовленную розетку. Розетка вклеивается бумагой на-
наружу и притирается острой частью молотка. До полного высы-
высыхания клеевого соединения розетку прижимают грузом.
Высушенную розетку зачищают циклей. Круговым рейсму-
рейсмусом зачищают вокруг вклеенной розетки кольцевую канавку и
вклеивают туда жилку. Просушенную жилку циклюют запод-
заподлицо с плоскостью деки. Зачищают напильником с крупной на-
насечкой обкладку корпуса гитары, при этом не затрагивая обе-
обечайку и деку.
Изготовление грифа и крепление его
к корпусу инструмента
Для изготовления гитарного грифа используют древеси-
древесину красного дерева, клена, березы и т. п. Особые требования
предъявляют к сушке заготовок. Предпочтение отдают матери-
материалу с многолетней выдержкой в условиях жилого помещения
или чердака жилого дома. Недопустимы никакие дефекты дре-
древесины в заготовках грифа.
На рис. 213, а изображен эскиз заготовки грифа. По плоско-
плоскости симметрии производят распил и одну половинку заготовки
разворачивают относительно другой на 180° (рис. 213, б). Пло-
Плоскость распила фугуют и склеивают казеиновым клеем. Эта
операция позволяет несколько увеличить жесткость будущего
грифа.
На рис. 214, а изображен эскиз заготовки пятки грифа, а
на рис. 214,6 — эскиз заготовки головки грифа. Эти детали
делают из той же породы древесины (а лучше и из той же
доски), что и заготовка ручки грифа. Пятку можно склеивать
по высоте из 2—3 деталей. Размер заготовки головки грифа
определяют по выбранному рисунку, который в свою очередь
зависит от применяемой механики. Высоту заготовки головки
грифа делают больше ширины планки механики на 2 мм.
Склеенную заготовку ручки грифа фугуют до толщины
20 мм и производят разметку (рис. 215). По этой же схеме
производят и склейку заготовки грифа. Линией основного кон-
контура изображена заготовка грифа после опиливания излишков.
На циркулярной пиле или широкой лучковой пилой полученную
заготовку распиливают вдоль продольной оси на две равные
половины. Распил проходит по клеевому соединению заготовки
ручки. Плоскость распила обеих половинок тщательно фугуют
и по ним, как по шаблону, вырезают из шпона прослойки для
украшения грифа. Рисунок прослоек повторяет рисунок жилок,
вклеенных в дно корпуса гитары. Отфугованные поверхности
212
Рис. 213. Эскиз заготовки ручки грифа:
а —эскиз ^заготовки с указанием плоскости распила; б —схема разворота половинок за-
заготовки
Рис. 214. Эскиз заготовок пятки и головки грифа:
с —эскиз пятки; б—эскиз головки грифа
Рис. 215. Схема разметки заготовки грифа
Рис. 216. Обработка головки гри-
грифа гитары
а — схема сверления отверстий под меха-
механику, б — прием обработки окон головки
грифа
задирают цинубелем и, нанеся казеиновый клей на все склеи-
склеиваемые поверхности, затягивают 5—6 струбцинами до появле-
появления клея в швах.
Черновую обработку грифа начинают с ручки. Ширину руч-
ручки доводят до 52 мм у порожка и 60 мм в зоне 12-го лада.
В эти размеры входят и припуски на чистовую обработку
(припуски составляют 1 мм на сторону).
Головку грифа опиливают по шаблону с запасом 1 мм на
чистовую обработку. Намечают расположение механики и свер-
сверлят под нее отверстия диаметром, равным диаметру колонки
механики (рис. 216, а). Затем сверлят отверстия в окнах голов-
головки и тонкой пилкой пропиливают профиль окон (рис. 216,6).
Рашпилем зачищают неровности пропилов.
Обработку пятки грифа начинают с первого пропила окру-
жонкой (рис. 217, а). Этот пропил формирует профиль будущей
пятки грифа. Вторым и третьим пропилом окружонки
(рис. 217,6) снимают излишки с боков пятки. Пятку вчерне
обрабатывают широкой стамеской толщиной 4 мм. Приемы
работы этой стамеской рассмотрены на аналогичных операциях
в изготовлении балалайки, а требуемая поверхность схематич-
схематично изображена на рис. 217, в.
Изготовление шипового соединения грифа с корпусом начи-
начинают с изготовления шипа. Общий вид и размеры шипа на
пятке грифа изображены на рис. 218, а, б. Полукруглым раш-
рашпилем опорную поверхность пятки (см. рис. 218,6) подго-
подгоняют под профиль обечайки корпуса. Шип выполняют строго
214
Рис 217. Последовательность черновой обработки пятки грифа
а — схема первого пропила; б — схема второго и третьего пропилов; в —схе-
—схема поверхности пятки грифа после черновой обработки
Рис 218 Шип пятки грифа
а —размеры шипа; б —общий вид шипа / — шип; 2— Опорная поверхность пятки
симметрично относительно осей грифа. Также симметрично про-
прорезают гнездо под шип в верхнем клеце. Схема гнезда под шип
изображена на рис. 219. Заштрихованная зона боковых граней
может быть пропилена мелкозубой пилкой. Остальную обра-
обработку гнезда ведут стамеской и резаком.
Подогнанный шип с усилием входит в свое гнездо до кон-
конца. При этом следят за соосностью корпуса и грифа, гриф с де-
декой также должны лежать в одной плоскости. Отклонения ис-
исправляют маленькими клинышками в зоне шипа.
Казеиновый клей наносят на шип и в его гнездо и соединя-
соединяют их. Если шип с клеем не доходит до конца, то его вдавли-
вдавливают струбциной.
На круговом рейсмусе резец выставляют на радиус 41 мм
и прорезают резонаторное (звуковое) отверстие в деке гитары.
Эскиз накладки грифа гитары и способы оформления ниж-
нижней ее кромки изображены на рис. 220. Материалом накладки
обычно является черное дерево, палисандр, прокрашенный граб
215
Рис. 219. Схема гнезда под шиповое
соединение грифа с корп\том гитары
Расстояние or порожка до цен-ра
Рис. 220. Эскиз накладки грифа:
с—эскиз накладки; б—варианты оформления нижней кромки накладки: / — розетка; 2-
звуковое отверстие; 3—накладка
11 10 S
Рис. 221. Винтовое соединение грифа с корпусом
гитары:
1—ладовые пластинки; 2—накладка; 3—дека; 4— пружин-
пружинки; 5—дно; б —гайка; -7—верхний клец; в —винт; 9—обе-
9—обечайка; 10—пятка грифа; // — шайба
и т. п. Приклеивают накладку с помощью четырех струбцин,
одна из которых через звуковое отверстие прижимает накладку
к деке.
Приклеенная строго по оси накладка является ориентиром
для обработки грифа. После того как накладка отфугована,
толщину грифа выдерживают в пределах 22—23 мм у порожка
и 25—27 мм в зоне 9-го лада.
Дальнейшая обработка грифа, включающая в себя запилов-
запиловку и забивку ладов и их закатку, оформление верхнего порож-
порожка, чистовую обработку деталей грифа, выполняется с помощью
ранее рассмотренных технологических приемов.
Точки на грифе гитары ставят перед 5, 7, 10 и 12-й ладовы-
ладовыми пластинами. Иногда их вклеивают в ручку сбоку.
Нередко гриф соединяют с корпусом гитары с помощью
винта (рис. 221), что не является технологически сложным.
Чистовая отделка и сборка готовой гитары
При отделке гитары нет особенностей по отношению к
другим щипковым музыкальным инструментам. Те приемы,
способы и рецепты применяемых отделочных материалов, кото-
которые рассматривались ранее, вполне пригодны и для отделки
гитары.
Для удобства отделочных работ в отверстие, просверленное
в стрелке для кнопки, вместо нее вставляют штифт длиной
100 мм. Гитару (как виолончель) держат левой рукой за гриф
и она опирается на верстак штифтом. В таком положении де-
детали гитары прокрашивают, лакируют и полируют.
Подставка гитары, которую еще называют нижний порожек,
служит второй опорной точкой для натянутых струн. К под-
подставке струны крепятся с помощью маленьких шариков, встав-
вставляемых в пазы подставки, или с помощью петельки. Подставку
делают нескольких видов в зависимости от способа закрепле-
закрепления нижнего конца струн (рис. 222). Для изготовления этой
детали используют граб, орех и другую твердую древесину.
Подставку хорошо зачищают шлифовальной шкуркой и покры-
покрывают 1—2 раза .нитроцеллюлозным лаком. Предварительно кон-
концы ладовой проволоки закругляют надфилем.
Возможно изготовление подставки с так называемым по-
движком (рис. 223). Музыкант-исполнитель имеет возможность
в незначительных пределах регулировать длину звучащей стру-
струны за счет перемещения подвижка по поверхности подставки.
На рисунке приведены основные размеры сечения подставки 4
с подвижком 2. Струны в этом случае крепят петелькой к
кнопкам 3.
Существуют подставки, регулируемые винтами по высоте.
Их изготовляют из металлических и деревянных частей. Широ-
Широкого распространения подставки такого вида не получили.
217
V
Рис. 222. Варианты
оформления подставки
для гитары
Ладовая
проволока
А-А
\
i
\
ш
щ
т
1
*
25
12
1
!§
Рис. 223. Подставка для гитары с подвижком
I — ладовая проволока; 2~подвижок; 3 —кнопки; 4—подставка
I струны
Рис. 224. Схема определения месторасположения и размеров под-
подставки гитары
Размеры подставки по длине зависят от расстояния между
струнами, которое в свою очередь определяется шириной гри-
грифа. Рассчитывают место расположения подставки и ее размеры
по схеме, изображенной на рис. 224. Расстояние от края по-
порожка до 12-го лада (линии соединения грифа с корпусом ги-
гитары) откладывают дважды. Таким образом получают ось под-
подставки. По этой оси должна располагаться ладовая проволока
подставки. На расстоянии 2—3 мм от края грифа проводят ли-
линии и, продолжая их до оси подставки, получают размер А,
который делят на пять частей и получают расстояние между
отверстиями или кнопками на подставке шестиструнной гитары.
Для семиструнной гитары размер А делят на шесть частей.
Не следует увлекаться украшением подставки, делать ее
вычурной формы и слишком утяжелять. Иногда изнутри деки
приклеивают деревянную пластинку (толщиной 2,5—3 мм) под
место приклейки будущей подставки. Считают, что это улуч-
улучшает работу подставки и придает ей большую прочность.
Перед приклейкой подставки ее ставят на свое место и об-
обводят шилом по контуру. На поверхности полированной или
лакированной деки остается тонкая линия. Внутри этого кон-
контура скребком или ножом снимают лаковую пленку до чистой
древесины. При склеивании пользуются свежим мездровым
клеем, который наносят и на деку, и на подставку. Подставку
219
Рис. 225. Схема приклейки подставки к деке ги-
гитары:
/ — подставка; 2 — струбцина, 3 — прокладки
перед приклейкой рекомендуют слегка нагреть. Прижим при-
приклеенной подставки осуществляют струбциной (рис. 225). Вы-
Выступивший клей аккуратно удаляют щепочкой и влажной тря-
тряпочкой.
Колковую механику крепят к головке грифа с помощью шу-
шурупов длиной 5—б мм. Гнезда для шурупов намечают шилом.
На порожке делают углубления, равные половине диаметра
накладываемой струны. Углубления располагают на равных
расстояниях друг от друга, отступив от краев порожка 2—
3 мм. Натягивают струны только тогда, когда есть уверенность
в качественной приклейке подставки.
В отверстие, просверленное в стрелке, вставляют кнопку.
Технологический процесс
серийного производства гитар
При серийном производстве гитар структура технологи-
технологического процесса мало чем отличается от ручного изготовления.
Также изготавливают две основные детали инструмента: кор-
корпус гитары и гриф.
Подготовку к сборке корпуса ведут по трем независимым
друг от друга направлениям: изготовление обечайки, сборка
деки и сборка дна.
Сборка обечайки. Обечайку склеивают из двух половинок,
каждая из которых состоит из наружного (продольного) и
внутреннего (поперечного) слоев березового шпона толщиной
1,2 мм. На сборку полосы шпона поступают склеенными между
собой. Сборку обечайки корпуса производят на шаблоне.
Шаблон имеет внутри вырез по форме корпуса гитары. Он
может поворачиваться на 180°. На шаблоне смонтированы два
пневмоцилиндра для запрессовки клецов и электронагреватель-
электронагревательные элементы. Кроме того, шесть кулачков с пятью пневмоци-
линдрами обеспечивают прижим контробечаек. Шаблон дейст-
действует по принципу пневматической ваймы. Работа пневмосисте-
мы обеспечивается давлением воздуха 0,4—0,5 МПа D—
5 атм). Температурный режим склеивания в 140—160 °С обес-
обеспечивают низковольтные элементы, потребляющие 1,1 кВт.
220
Процесс сборки начинают с закладывания двух половинок
обечайки в шаблон. Пять пневмоцилиндров своими кулачками
обжимают обечайку по внутреннему периметру шаблона. Клей
наносят на нижний и верхний клецы с прокладками из кусков
шпона и вкладывают в шаблон. Клецы прижимают пневмоци-
линдрами. Затем клей наносят на контробечайки и, временно
освободив обечайку от давления пяти кулачков, ставят контр-
контробечайки на свои места Снова вводят в действие пневмосисте-
му пяти кулачков. Для удобства работы установку контробе-
контробечаек осуществляют сначала на одной половине обечайки, а по-
потом на другой. Для этого весь шаблон поворачивают вокруг
продольной оси на 180°. Собранную обечайку выдерживают
4—5 мин в прогретом шаблоне. После снятия с шаблона деталь
необходимо выдерживать 4—б ч.
Брак на этой операции может возникнуть из-за неполной
полимеризации применяемых клеев или некачественной склей-
склейки заготовок обечайки. Сборку обечаек один рабочий может
производить одновременно на 3—4 шаблонах.
Кромки собранной обечайки застрагивают с обеих сторон
на фрезерном станке, снабженном ножевой головкой. Для этой
операции обечайку зажимают в цулагу с помощью эксцентри-
эксцентрикового зажима. Это приспособление конструктивно повторяет
шаблон для ручной выклейки обечаек. Со стороны приклеива-
приклеивания деки кромки фрезеруются по плоскости. С другой стороны
поверхность цулаги имеет некоторую кривизну для получения
небольшого купола на дне гитары.
На горизонтальном фрезерном станке с использованием спе-
специальных приспособлений выбирают гнезда под гриф в верх-
верхнем клеце и под стрелку в нижнем. Выверенные приспособле-
приспособления и точная установка в них обечайки обеспечивают соосность
элементов собираемого корпуса. Стрелку вклеивают, опиливают
и сверлят в ней отверстие под кнопку.
Сборка деки. Деки гитар при серийном производстве склеи-
склеивают из нескольких дощечек резонансной ели. Дощечки предва-
предварительно подбирают по ширине годичных слоев и по оттенку.
Склеивают дощечки казеиновым клеем и выдерживают в за-
зажимах клеильно-веерного пресса. Полученные заготовки дек
фугуют до требуемой толщины и наклеивают пружинки. Пру-
Пружинки приклеивают на четырехэтажном пневматическом прессе
с контактным электрическим нагревом. Для этого используют
синтетические клеи М-70, М-4. Температура нагревателей 120—
140 °С. Выдержка в запрессованном состоянии 2—3 мин.
Сборка дна. Сборка дна заключается в приклеивании пру-
пружин к дну. Дно делают из трехслойной березовой фанеры с
наружным слоем без дефектов. Операция аналогична приклей-
приклейке пружин к деке.
Сборка корпуса. Сборка корпуса заключается в приклейке
к обечайке деки и дна, которые должны быть подогнаны к
221
обечайке так, чтобы продольные оси деталей были параллель-
параллельны. Концы пружин деки дна корпуса должны плотно входить
в свои гнезда в контробечайках. Операцию производят в пнев-
пневматических ваймах с контактным низковольтным электрическим
нагревом синтетическими клеями М-4, М-70 и К-17. Вайма ра-
работает при давлении воздуха 0,4—0,5 МПа D—5 атм) и тем-
температуре нагрева 100—120°С. Выдержка в запрессованном со-
состоянии 4—5 мин, выдержка после распрессовки 6—8 ч.
У собранного корпуса по контуру деки и дна выбирают
гнездо под обкладку на фрезерном станке с подрезной пилкой,
которая предохраняет обечайку от заколов. В полученное гнез-
гнездо вклеивают набор жилок. Наружная жилка должна быть
самой толстой во избежание прошлифовки при обработке кор-
корпуса. Затем корпус шлифуют.
При серийном производстве гитар украшения резонаторного
отверстия обычно делают типографским способом на бумаге.
Полученную розетку наклеивают на деку и на сверлильном
станке прорезают само резонаторное отверстие.
Нижнюю часть корпуса гитары окрашивают аэрографиче-
аэрографическим способом: чаще всего обечайку одним цветом, а дно — от
темных краев к более светлой середине. Выдержав некоторое
время, в зависимости от состава применяемых красителей при-
приступают к лакированию корпуса. Лак, обычно нитроцеллюлоз-
ный, наносят на корпус гитары с помощью пневмораспылителя
или в электростатическом поле. При отделке методом распы-
распыления расход лака в 3 раза больше, чем при обычном нанесе-
нанесении лака кистью. Наиболее производительным и качественным
является лаковая отделка в электростатическом поле высокого
напряжения.
Сборка и обработка грифа гитар. Сборка грифа состоит из
двух основных операций: приклейка пятки и приклейка головки.
Приклеивают их глютиновыми клеями в многоместных клеиль-
но-веерных прессах. Пятку и головку грифа приклеивают раз-
раздельно, в обоих случаях используя для этого специальные упо-
упоры пресса. После выдержки ручку грифа обрабатывают на
фрезерном станке. Пласть ручки фрезеруют для приклеивания
наклейки и одновременно с этим снимают провес торца го-
головки.
Накладку к ручке приклеивают в пневматических прессах
с контактным низковольтным нагревом. Склеивание происходит
при температуре" 120—140°С, время выдержки в прессе 6—7
мин, выдержка после запрессовки 4—6 ч. Затем гриф торцу-
торцуют по длине на круглопильных станках. Обработку грифа по
ширине на заданный размер, фрезерование профиля хвостика,
продольный пропил хвостика по толщине, фрезерование овала
грифа и шейки, пласти накладки и пятки на конус производят
на фрезерном станке в цулагах. Подрезку хвостика и пятки
грифа производят на круглопильном станке, а сверление отвер-
222
стия в пятке для винта грифа — на горизонтальном сверлиль-
сверлильном станке.
Пазы под ладовые пластинки пропиливают на многопиль-
многопильном (мензурном) станке. На валу станка установлены пильные
диски одного диаметра в пределах 75—80 мм и толщиной
0,7—0,8 мм. Между дисками установлены прокладки различ-
различной толщины. Прокладки обеспечивают положение пропилов
согласно мензуре. Вместо первого пильного диска обычно ста-
ставят фрезу для выборки гнезда под порожек. Глубину и шири-
ширину пропиливаемых пазов выбирают в зависимости от размеров
ножки ладовой проволоки.
Отверстия под точки сверлят на многошпиндельном свер-
сверлильном станке. После вставки точек накладку шлифуют на
горизонтальном ленточном шлифовальном станке с неподвиж-
неподвижным столом. Иногда накладку после указанных операций про-
прокрашивают в черный цвет.
Ладовые пластинки вбивают молотком и концы откусывают
кусачками. Затем ладовые пластинки запрессовывают на гид-
гидравлическом прессе. Для выравнивания по высоте на пластин-
пластинки накладывают специальный шаблон. Зачистку ладовых пла-
пластин производят напильником вручную.
Окрашивают гриф водорастворимым нигрозином, шлифуют
шкуркой и покрывают лаком. После просушивания лакового по-
покрытия к головке грифа с помощью шурупов крепят колковую
механику.
Основным и практически неисправимым дефектом в изго-
изготовлении грифов является их коробление, которое возникает
вследствие различной влажности ручки и накладки и может
вызвать прогиб или выгиб накладки грифа. Прогиб грифа —
особо нежелательный дефект, вызывающий дребезжание струн.
Гриф гитары обычно делают из бука. В последние годы
широкое распространение в массовом производстве получили
гнуто-клееные грифы. Их изготавливают из многослойного пе-
переклеенного шпона. Их производство весьма технологично, а в
эксплуатации гнуто-клееные грифы мало чем отличаются от
грифов, изготовленных из бука.
Оборудование гитары. На деке гитары специальной фрезой
на вертикальном сверлильном станке зачищают место для при-
приклейки подставки. Положение подставки строго определено по
отношению к месту крепления грифа и в конечном счете к по-
порожку грифа. Смещение подставки по оси деки нарушает мен-
мензуру и гитара не будет «строить». При смещении подставки в
сторону от оси струны спадают с грифа.
Гриф прикрепляют к корпусу гитары с помощью винта, для
которого в верхнем клеце сверлят отверстие. Гриф к корпусу
подгоняют так, чтобы его ось совпадала с осью корпуса. Для
этого немного подрезают гнездо в верхнем клеце или пятку
грифа.
223
После соединения грифа с корпусом гитары натягивают
струны, а затем производят регулироьк) и настройку ги-
гитары.
Гитары, прошедшие проверку отделом технического контро-
контроля, снабжают паспортом и помещают в футляры или матерча-
матерчатые чехлы. После этого инструмент отправляют на склад гото-
готовой продукции.
Ремонт гитар
В ремонт попадают обычно гитары с явными дефекта-
дефектами. Мастер, тщательно осматривая инструмент, определяет
объем работы. Осмотр показывает, будет ремонт производиться
со вскрытием инструмента или без него. Под вскрытием гитары
понимают отделение дна от корпуса гитары.
Концом ножа или краем цикли снимают лак с штапика,
приклеенного к дну гитары. Начиная со стрелки по штапику
прокладывают тряпочку, намоченную в горячей воде. Таким
образом штап прогревают. После 5—10-минутного прогревания
ножом с широким полукруглым лезвием начинают отделять
штап от обечайки и дна гитары. Для облегчения этой операции
нож периодически опускают в горячую воду. После снятия
штапа этим же ножом начинают отделение дна от огибов.
Особую осторожность следует проявлять при отделении дна
в зоне пружинок. Концы пружинок, вклеенные в огибы, акку-
аккуратно вынимают с помощью узкой стамески. Инструмент посто-
постоянно опускают в горячую воду. Отщепившиеся кусочки дна
или огибов следует немедленно приклеить на свои места.
Воспользовавшись вскрытием инструмента, мастер не упус-
упустит возможности исправить недоделки предыдущего наружного
ремонта. Если вскрывать корпус не нужно, то производят толь-
только наружный ремонт.
Трещины, сколы, отщепленные участки и т. п. устраняют
теми же способами, что и у ранее рассмотренных инструментов.
То же можно сказать и про смену ладовых пластин, верхнего
порожка, восстановления лакового покрытия и полировки. Ос-
Основными ремонтными работами гитар, с которыми приходится
встречаться мастеру, являются следующие.
Пробоина в дне и обечайке гитары. При таком дефекте га-
гарантированный ремонт может получиться только при установ-
установке подкладки (рис. 226, а). Делают подкладку из дощечки тол-
толщиной 2,5—3 мм, перекрывающей пробоину на 5—10 мм. Слои
подкладки 3 располагают поперек слоев дна 5 инструмента.
Края пробоины освобождают от мелких защепов и наносят
изнутри на контур пробоины и на края подкладки негустой
мездровый клей. Подкладку с помощью двух нитей 2 прижима-
прижимают к дну изнутри.
224
Рис. 226. Схема ремонта дна гитары с помощью подкладки:
а —схема приклейки подкладки: /—упругая реечка; 2 —нить; 3 —подкладка; 4—упор;
5 —дио гитары; б — заделка пробоины дна гитары материалом; в — заделка пробоины
заплаткой из другого материала
На просушенную подкладку наклеивают кусочки дна, вы-
выбранные из пробоины (рис. 226,6). Если кусочки дна утеряны
или не подлежат реставрации, то пробоине предварительно при-
придают правильную геометрическую форму (прямоугольник, ква-
квадрат и т. д.) с гранями, скошенными наружу, и вставляют за-
заплатку (рис. 226, в). Прижим осуществляют шнуром через про-
прокладки.
Если размеры пробоины невелики, то возможно вместо под-
подкладки применение небольших латок. В таком случае операция
схожа с заменой клина в корпусе балалайки.
Пробоины в обечайке заделывают также с помощью латок
или подкладки. Мелкозубой пилой выпиливают поврежденный
участок обечайки, предварительно вскрыв инструмент. Огибы
выпиливают на 10—20 мм больше, чем заплатка (рис. 227).
Наклеивают латки 4 и, подогнав заплатку 3, приклеивают и ее.
Затем восстанавливают огибы 1 и приклеивают дно гитары. Ре-
Ремонт этот сложный, и проводят его в редких случаях.
Ремонт повреждений деки гитары. Механические поврежде-
повреждения дек в виде трещин и даже небольших пробоин ремонтиру-
ремонтируются так же, как и аналогичные повреждения дна инструмен-
инструмента. Следует только учитывать, что в ремонте деки необходима
предельная аккуратность и неторопливость. Если механические
повреждения в.деке велики, то ее меняют. Снятие поврежден-
поврежденной деки производят так же, как и снятие дна инструмента.
Серьезным осложнением является часть, накладки грифа, ко-
которая приклеена к деке у гитар с несъемным грифом. В этом
случае можно идти двумя путями. Накладку снимают при
сильно изношенных ладах и поверхности самой накладки, тем
более если материал накладки не представляет ценности.
Для этого кусачками извлекают лады из пазов и накладку
сострагивают. Если поверхность накладки в хорошем состоя-
состоянии, можно попытаться ее сохранить. Не вынимая ладов из
пазов, широким тонким ножом с полукруглым лезвием от-
8 Зак. 884
225
2 3 4 Рис- 227. Схема ремонта обечайки ги-
I / И тары:
/ / / I 1 — огибы; 2—обечайка; 3 —заплатка; 4 — латки
деляют накладку от ручки гри-
грифа. Нож периодически опускают
в горячую воду. Бывает полезно
перед этой операцией прогреть
накладку тряпочкой, смоченной
горячей водой.
Другой путь ремонта заклю-
заключается в том, что из накладки
вынимают лад, лежащий в плоскости соединения грифа с кор-
корпусом гитары. У гитар это обычно 12-й лад. Мелкозубой пи-
пилой освобожденный паз углубляют на толщину накладки.
Затем деку можно беспрепятственно отделить от корпуса.
Часть накладки, приклеенной к деке, освобождают от нее и
после приклейки новой деки ставят на свое место. Устанав-
Устанавливая 12-й лад в расширенный паз, пользуются клеевой шпак-
шпаклевкой.
При длительной эксплуатации инструмента довольно часто
дека коробится. Происходит вздутие деки в зоне талии гитары.
Хотя этот дефект мало отражается на игровых качествах ги-
гитары, но он портит внешний вид и может со временем повлечь
за собой серьезные разрушения корпуса.
Ремонтируют покоробившуюся деку без вскрытия корпуса.
Дощечки толщиной 2,5—3 мм из резонансной ели (подойдут
обрезки от заготовок дек) подклеивают изнутри корпуса в зоне
коробления. Слои дощечки и деки должны совпадать по направ-
направлению. Дощечки с нанесенным клеем ставят на свое место че-
через звуковое отверстие, через которое также прижимают их
струбцинами к деке (используя прокладки).
Ремонт пружин или их замена могут быть произведены
только после вскрытия инструмента. Обычно общий план рас-
расположения пружин при их ремонте не меняют, а ремонтируе-
ремонтируемую пружину удаляют и ставят на ее место новую. При этом
сохраняют геометрические размеры снятой пружины.
Мелкие ремонты дефектов деки (выщербленные или выпа-
выпадающие украшения, отрыв подставки и т. п.) не представляют
большого труда и могут быть выполнены без дополнительных
указаний.
Ремонт грифа. При интенсивной эксплуатации гитары ней-
зильберовые лады изнашиваются менее чем за 2 года. Смену
ладов начинают с удаления старых. Кусачками, стараясь не
повредить накладки, вынимают лады из своих гнезд. Забивают
новые лады. Если гнезда от старых ладов малы, их расширяют,
а если велики, то пользуются клеевой шпаклевкой. Далее лады
обрабатывают как обычно.
226
Смену накладки, как и исправление коробления грифа, так-
также начинают со снятия ладов и порожка. Затем накладку со-
сострагивают или с помощью разогретого ножа и горячей воды
отделяют от ручки. Наклеивают новую накладку и ставят лады.
Отрыв пятки или ее части от ручки грифа чаще всего
встречается у гитар с винтовым соединением грифа с корпусом.
Исправляют повреждение, обычно приклеивая оторванную часть
пятки на свое место. Более надежным является ремонт с за-
заменой части пятки. Стамеской срубают пятку выше отверстия
под винт. Наклеивают брусочек вместо отрубленной части и
обрабатывают его по форме пятки.
Контрольные вопросы и задания
1. Из каких основных деталей состоит гитара?
Какой материал требуется для изготовления этих деталей?
2. В какой последовательности собирается обечайка гитары?
3. В чем сходство и различие в приклейке дна и деки к обечайке гитары?
4. Предложите 3—4 варианта оформления обкладки корпуса гитары.
5. Как соединяют гриф с корпусом гитары?
6. Какие виды чистовой отделки применяют при изготовлении гитар?
7. Как устранить пробоину в дне гитары?
8. Какие ремонтные работы производят на деке гитары?
§ 6. ГУСЛИ ЗВОНЧАТЫЕ
Основные конструктивные параметры
и строй инструмента
Гусли — древнейший по происхождению русский струн-
струнный музыкальный инструмент. Первые сведения об инструмен-
инструменте относятся к 591 г. Считают, что прообраз гуслей — «гусель-
«гусельная досочка», т. е. дощечка с натянутыми над ней струнами.
Гусли в современном их виде имеют три разновидности:
крыловидные, или звончатые, шлемовидные, или псалтырь, и
прямоугольные (столообразные).
Гусли входят в состав оркестров народных инструментов, а
также широко- используются в фольклорных ансамблях. В по-
последнее время незаслуженно забытые гусли стали все чаще
слышны в выступлениях коллективов художественной самодея-
самодеятельности и музыкантов-профессионалов.
Гусли звончатые изготовляют четырех регистров: пикколо,
прима, альт и бас. Устройство их однотипно и различаются они
лишь размерами корпуса и его деталей, длиной и диаметром
струн (табл. 11) [4].
Гусли звончатые (рис. 228) состоят из следующих основных
деталей: рамы корпуса, деки, дна, подставки и системы креп-
крепления струн.
8* 227
A-A
_J
•15
Л7
Рис. 228. Гусли звончатые прима:
/ — пластина металлическая; 2 — порожек; 3 —струнодержащая стенка корпуса; 4—дека; 5—
ладовые пластинки; б —подставка; 7—колковая стенка корпуса; 8 — дно; 9, 10, 13 14— пру-
пружинки декн; // —розетка; 12 — обкладка; /5—струны; 16 — колки; 17, 18, 19— пружинки дна;
20—передняя стеика корпуса; 21—задняя стенка корпуса; 2? — кнопки
Таблица П. Основные параметры гуслей звончатых, мм
Показатель
Пикколо
Прима
Альт
Длина передней стенки
Длина задней стенки
Длина кольовой стороны корпуса
Длина стр\нодержащей стороны кор-
п\са
Высота корпчса
Координаты центра звукового отвер-
отверстия
Диаметр звукового отверстия
Размеры сечений пр\жинок деки и
дна
Число струн
Толщина деки
584
250
430
120
50
180X95
45
12X20
14 A5)
3
815
320
600
130
52
190ХИ5
50
12X20
14 A5)
3
895
350
680
150
60
225X140
55
14X20
14 A5)
3
Гусли-прима настраиваются так:
~Q [t) О]
Струны гуслей-пикколо по сравнению с гуслями-прима на-
настраиваются октавой выше, а гуслей-альт октавой ниже. Ука-
Указанный строй гуслей не является единственным. При необходи-
необходимости струны могут быть перестроены в пределах полтона.
Изготовление рамы корпуса
Рама корпуса гуслей состоит из четырех граней: перед-
передней, задней, струнодержащей и колковой стенок рамы корпуса
(см. рис. 228). Переднюю и заднюю стенки делают из брусоч-
брусочков клена или бука с размерами сечения 15 X 50 мм. Длина
заготовок стенок соответственно 850 и 400 мм. Материал стенок
должен быть -хорошо просушенным и выдержанным, не иметь
трещин или иных пороков. Струнодержащую стенку делают из
древесины клена или бука. Размеры сечения заготовки 40 X
X 50 мм, а длина заготовки 170 мм. Колковую стенку делают
из бука. Размеры сечения заготовки 40 X 50 мм, длина заго-
заготовки 670 мм. В колковую стенку забивают колки, на которых
крепят и натягивают струны. Усилие от натянутых струн до-
довольно велико, и для того чтобы колок не проворачивался в
своем гнезде, колковую стенку изготавливают переклеенной по
высоте. Обычно колковую стенку склеивают из трех дощечек с
непараллельными слоями.
229
Рис. 229. Схема разметки шипового соединения:
/ — задняя стенка; 2 — колковая стенка; 3 —передняя стенка; 4 —
лист бумаги; 5—контур корпуса гуслей; 6 —струнодержащая стен-
стенка; 7 —разметка шипового соединения
Рис. 230. Пример разметки шипового соединения
колковой и передней стенок:
/ — колковая стенка с подготовленным шипом; 2 — перед-
передняя стенка; 3 —намечаемый контур гнезда под шип
230
Стенки рамы корпуса гуслей соединяют между собой с по-
помощью шипов. На листе бумаги или фанеры строго по разме-
размерам вычерчивают контур корпуса гуслей. На своих местах рас-
располагают струнодержащую и колковую стенки (рис. 229). На
них устанавливают переднюю и заднюю стенки и отчеркивают
карандашом глубину шиповых соединений на колковой и стру-
нодержащей стенках. Затем мелкозубой пилой шипы вырезают.
Гнезда под шипы размечают и вырезают в передней и задней
стенках по схеме, изображенной на рис. 230. Шиповые соеди-
соединения должны быть плотными, без щелей. Если совершена
ошибка и в соединении появилась щель, то ее заполняют ку-
кусочком березового шпона. Собранная без клея рама корпуса
должна лежать в одной плоскости без перекосов. Склеивают
раму казеиновым клеем. Прижим осуществляют четырьмя
струбцинами, которые устанавливают в угловых соединениях
рамы.
После необходимой выдержки струбцины снимают и при-
приступают к острожке рамы. Острожка должна обеспечить вы-
высоту корпуса 46 мм и строгую параллельность верхней и ниж-
нижней плоскостей.
Заканчивают изготовление рамы корпуса гуслей подмазкой
и шпаклевкой дефектов шиповых соединений.
Изготовление деки и дна
Деку гуслей делают из традиционного материала — ре-
резонансной ели. На листе бумаги вычерчивают контур инстру-
инструмента. Дощечки резонансной ели толщиной 4—5 мм уклады-
укладывают в пределах контура с запасом на краях 30—50 мм.
Обычно хватает 2—3 дощечек. Следует учесть направление
слоев, что очень важно при выстрагивании деки. Требования к
древесине те же, что и у ранее рассмотренных инструментов.
Края дощечек фугуют. Склеивают дощечки казеиновым клеем
(или ПВА с пластификатором). Стягивают дощечки с помощью
жимков.
После необходимой выдержки поверхность заготовки деки
выстрагивают с внутренней стороны и шлифуют шкуркой.
К обработанной поверхности приклеивают пружинки (см.
рис. 228). Прижимают приклеиваемые пружинки с помощью
жимков. Между второй и третьей пружинками деки находят
центр звукового отверстия. В этом месте деку прокалывают
насквозь тонким шилом.
Дно гуслей делают из дощечек клена 4—5 мм толщины,
которые склеивают и обрабатывают, как деку. Нередко для из-
изготовления дна применяют трехслойную высококачественную
березовую фанеру. Пружинки на дно гуслей наклеивают так
же, как на деку.
231
Сборка корпуса
Профиль и сечение пружинок доводят до требуемых
размеров теми же технологическими приемами, что и при из-
изготовлении ранее рассмотренных щипковых музыкальных инст-
инструментов. После шлифовки пружинок шкуркой приступают к
разметке гнезд под пружинки в раме гуслей. Для этого дно
гуслей накладывают на раму инструмента и остро отточенным
карандашом отмечают на передней и задней стенках рамы мес-
месторасположение пружинок. Гнезда под пружинки делают глу-
глубиной 4—5 мм и длиной до половины стенки. При изготовле-
изготовлении гнезд применяют резак и узкую стамеску. После изготовле-
изготовления всех гнезд для пружинок дна сами пружинки подгоняют
по длине и сечению к гнездам. Дно гуслей должно плотно
прилегать к раме корпуса, а концы пружинок плотно сидеть в
своих гнездах. Мездровый клей наносят на обе склеиваемые
поверхности и струбцинами через прокладки прижимают дно к
раме корпуса.
После необходимой выдержки счищают остатки клея с внут-
внутренней поверхности корпуса гуслей и покрывают эту поверх-
поверхность 1—2 раза лаком НЦ-222. Лак также наносят на де-ку с
внутренней стороны. Места приклейки не лакируются. Деку
приклеивают к корпусу инструмента так же, как приклеивали
дно.
После высыхания клеевых соединений деку и дно (если оно
изготовлено не из фанеры) острагивают. С помощью оборотни-
ка, а затем рубанка с двойной железкой выравнивают плоскости
деки и дна. При этом следят по торцам и кромкам за толщи-
толщиной деки и дна.
Украшение и отделка корпуса
Перед установкой колков колковую стенку оформляют
колковой планкой. Деку вдоль колковой стенки обрезают рейс-
рейсмусом на 28—30 мм от края инструмента. Тщательно очищают
колковую стенку от отрезной части деки и от следов клея.
Колковую планку 3 (рис. 231) с набором украшений 2
приклеивают к колковой стенке, прижимая сапожными гвозди-
гвоздиками к торцу деки. Колковую планку из клена или бука за-
заранее острагивают до толщины деки.
Рубанком-цинубелем слегка прострагивают стенки корпуса
для придания им шероховатости. После этого в любой удобной
для мастера последовательности оклеивают шпоном стенки
корпуса гуслей.
С помощью отрезного рейсмуса вокруг корпуса инструмента
со стороны деки и дна выбирают гнезда под штап с набо-
набором украшений 4 и 8. Ширину гнезда выбирают исходя из
232
_ > \ 7
Рис. 231. Схема оформления кол-
ковой стенки:
/ — дека; 2 — набор украшений колковой
планки; 3 — колковая планка; 4— штап
деки с набором украшений; 5 — гнезда
под колки; 6 — слон облицовочного шпо-
шпона, 7 — детали переклеенной колковой
стенки; 8 — штап Д1и с набором украше-
украшений; 9 — дно
размеров штапа и толщины
жилок украшений. Глубина
гнезда соответствует толщи-
толщине деки и дна. Штап с укра-
украшениями склеивают заранее
и перед приклейкой к кор-
корпусу подгоняют угловые со-
соединения. Прижим штапа к
корпусу осуществляют с по-
помощью шнура. Вид угловых
соединений штапа со сторо-
стороны деки показан на рис. 232.
Со стороны дна контур ин-
инструмента полностью окантовывают штапом, иногда проклады-
прокладывая в качестве украшения одну жилку шпона.
После необходимой выдержки рубанком и циклей сравни-
сравнивают грани штапа с плоскостями деки, дна и стенок инстру-
инструмента. Особую осторожность следует проявлять при обработке
штапа со стороны офанерованных шпоном стенок, так как тол-
толщина шпона невелика и его можно полностью сострогать.
Рисунок для розетки звукового отверстия мастер обычно
выбирает по своему усмотрению, а диаметр — величина строго
ограниченная. Розетку врезают известными уже приемами,
ориентируясь на центр звукового отверстия, который ранее был
намечен проколом шила. Эта операция во многом повторяет
аналогичные работы на деке гитары. И так же, как на гитаре,
после оформления розетки вырезают звуковое отверстие.
Порожек с укрепленной в нем ладовой пластинкой врезают
в струнодержащую стенку и закрепляют в ней мездровым клеем.
После этого струнодержащую стекку можно лаком не покры-
покрывать, так как она будет закрыта металлической пластинкой.
Следующей операцией является отделка корпуса гуслей, ко-
которую начинают со шлифовки. Отшлифованный корпус грунту-
грунтуют нитроцеллюлозным лаком 2—3 раза с интервалом для суш-
сушки 15—20 мин. Каждый раз тампоном наносят 3—4 тонких
слоя лака. После 2—3 ч высушивания загрунтованные лаком
поверхности, как обычно, шлифуют наждачной шкуркой и на-
наносят спиртовой шеллачный лак. Количество и временные ин-
интервалы нанесенных спиртовых лаковых покрытий такие же,
к и при грунтовании нитроцеллюлозным лаком. После 2—
233
Рис. 232. Вид угловых соединений гуслей со стороны деки после при-
приклейки штапа с украшениями
Рис. 233. Чертеж колка
3 ч высушивания лаковые поверхности пемзуют. После пемзо-
пемзования корпус гуслей должен иметь матовую поверхность. При
пемзовании не следует увлекаться выведением отдельных про-
проблесков на лакированной поверхности, так как возможна про-
шлнфовка лака и грунта. В таком случае останется некрасивое
светлое пятно, исправить которое можно лишь сняв все лако-
лаковое покрытие и повторив операцию еще раз.
Полируют корпус гуслей обычными приемами со стороны
деки и офанерованных стенок корпуса. Дно гуслей или оставля-
оставляют с матовым лаковым покрытием, или полируют после уста-
установки колков.
Крепление струн
Струны гуслей натягивают при помощи колков. Колки
представляют собой металлические стержни с мелкой винтовой
нарезкой (рис. 233) диаметром 5—7 мм. Часто для гуслей ис-
используют вирбели пианино, которые имеют диаметр 7 мм.
Разметку колков гуслей производят посередине колковой
планки по размерам, приведенным на рис. 228. Диаметр свер-
сверла выбирают на 1,3—1,7 мм меньше диаметра колка. Для
7-миллиметровых колков принято брать диаметр сверла 5 мм.
23-i
Рис. 234. Схема запрес-
запрессовывания колка в
гнездо:
а—обойма констргкции Н. А.
Комарова: 1— упор с гнездом
для колка; 2— два подшипни-
подшипника; 3— головка обоймы; б —
схема запрессовывания колка
1 — винт стр\бцины; 2—обой-
2—обойма; 3 — колок; 4 — колковая
стенка гуслей; 5—рама струб-
струбцины; 6 — подставка; 7—ре-
7—резиновая прокладка
Отверстия удобнее сверлить на сверлильном станке с помощью
несложного приспособления в виде наклонной площадки, кото-
которая обеспечивает угол наклона просверливаемых отверстий к
плоскости деки 80—85°, что на практике признано оптималь-
оптимальным. Сверлить следует осторожно, чтобы не повредить поли-
полированную поверхность колковой- планки. Обычно пользуются
сверлами с подрезателем, который несложно сделать на обыч-
обычном сверле, соответственно его заточив. Для фиксирования
глубины сверления на сверло надевают светлое резиновое ко-
7 ко.
235
О О - —О 6; —. - —ф—
I t 1 I т
Рис 235. Чертеж металлической пластинки для крепления штифтов
-18
Рис. 236. Подставка для струн
Перед установкой колки тщательно промывают в ацетоне
или бензине, так как недопустимы масляные прослойки между
колком и древесиной гнезда. Затем резьбовая часть колков
обильно натирается мелом. 2—3 резкими ударами трехсотграм-
трехсотграммового молотка колок вбивают на 7—10 мм. Затем на голов-
головку колка (рис. 234, а) надевают обойму (конструкция Н. А. Ко-
Комарова) и с помощью мощной струбцины запрессовывают ко-
колок в гнездо (рис. 234,6). Применение обоймы такой конст-
конструкции обеспечивает сохранность четырехгранной части колка.
Второй конец струн крепят на струнодержащей стенке с по-
помощью штифтов. Сначала делают металлическую пластинку
(рис. 235) и укрепляют ее на струнодержащей стенке четырьмя
шурупами по углам. Затем под углом 80—85° вбивают метал-
металлические штифты диаметром 2 мм и длиной 15—20 мм. Для
облегчения этой операции в древесине насверливают отверстия
под штифты диаметром 1,8 мм. После этого гаждачной бума-
бумагой шлифуют торцы укрепленных штифтов.
Подставку для струн делают из клена с обязательным
укреплением поверху ладовой пластинки. Эскиз подставки с
основными размерами показан на рис. 236. После изготовления
подставку шлифуют и покрывают лаком 3—4 раза, а после про-
просушки еще раз шлифуют.
Номер струны
Диаметр струны,
Номер струны
Диаметр струны,
мм
мм
8
0,7
1
0,
5
9
0.7
2
0,5
10
0,75
3 4
0,6 0,6
11
0,75
5
0,6
12
0,75
6
0,7
13
0,8
7
0,7
14
0,8
236
Струны гуслей натягивают с помощью ключа, надеваемого
на головку колка. Навивают струны на колки кольцами сверху
вниз. Между нижним кольцом и колковой планкой должно быть
не менее 2 мм. Следует обратить особое внимание на плотное
прилегание петли струны к основанию штифта, причем конец
петли должен опираться на металлическую пластинку.
Ремонт гуслей звончатых
Гусли звончатые — довольно прочный инструмент. От-
Отсутствие грифа, а вместе с ним и самого слабого места соеди-
соединения грифа с корпусом снижает вероятность поломки инстру-
инструмента. Случайные трещины и пробоины в деке и дне гуслей, а
также щели, появившиеся в результате усушки древесины, ре-
ремонтируют обычными способами. Необходимые ремонтные при-
приемы были подробно рассмотрены на примере балалайки и ги-
гитар. Это же можно сказать и о ремонте деки, когда требует-
требуется ликвидация местного вспучивания или провала. Обычно это
зона звукового отверстия.
После долгой эксплуатации или нарушения технологии из-
изготовления гуслей они иногда перестают «держать строй», т. е.
ослабевает сила трения между колком и его гнездом в колко-
колковой стенке. Это довольно сложный дефект, устранить который
можно или заменой части колковой стенки, или установкой
пробок в рассверленные гнезда.
Контрольные вопросы и задания
1. Какие разновидности гуслей вы знаете?
2. Из каких основных деталей состоят гусли звончатые?
Какой материал требуется для изготовления этих деталей?
3. Как закрепляют струны на гуслях?
4. В какой последовательности производят чистовую обработку корпуса
гуслей?
5. Как осуществить натяжение струн на гуслях?
6. Какие ремонтные работы производят на гуслях звончатых?
Оглавление
Предисловие 3
Введение 4
Глава I Технология обработки древесины (Я А Комаров) 19
§ 1 Технологическая последовательность основных опе-
операций 19
§ 2 Древесина — основной материал в производстве щип-
щипковых м\зыкальных инстр\ ментов 23
Строение древесины и ее физико механические свой-
свойства 23
Породы древесины 30
Виды применяемых древесных материалов и их основ
ные пороки 33
Вспомогательные материалы 37
Контрольные вопросы и задания 37
§ 3 Ручные инструменты для обработки древесины 38
Пилы 38
Рубанки 44
Стамески и др\гие инстр\менты для резания дре
весины 52
Напильники и рашпили 58
Шлифовальные материалы 60
Контрольные вопросы и задания 61
§ 4 Электрические инстр\ менты для ручной обработки
древесины 61
§ 5 Деревообрабатывающее обор\дование(С Н Федюнин) 67
§ 6 Разметка при обработке заготовок 70
Контрольные вопросы и задания 80
§ 7 Вопросы специальной технологии древесины 81
С\шка древесины 8*
Окрашивание древесины 83
Склеивание древесины 8^
Гн\тье элементов констр\кций 9^
Украшения инструментов из пластмасс и перламхтра 9^
Контрольные вопросы и задания 95
§ 8 Отделка щипковых музыкальных инстрмиентов 95
Контрольные вопросы и задания 104
Глава II Изготовление и ремонт инструментов (Н А Комаров) 105
§ 1 Стр\ны щипковых мхзыкальных инстр\ ментов 105
Основы расчета стр\н 105
Виды струн 109
Колковая механика и колки Н)Ч
Контрольные вопросы и задания 113
§ 2 Баталайка 114
Основные конструктивные параметры и строй ин
стр\ мента 114
Изготовление заготовки грифа 116
Изготовление элементов корпуса 119
Сборка балалайки на шаблоне и последмощая ее об
работка 120
Изготовление деки и приклейка ее к корп\с\ 128
Обработка заготовки грифа 136
Изготовление и хстановка порожков и панциря 142
Отделка инстр\ мента 145
Сборка готовой балалайки 147
Технологический процесс серийного изготовления ба
талаек (С Н Федюнин) 148
Ремонт балалаек 149
Контрольные вопросы и задания 152
§ 3 Домра 153
Основные констрхктивные параметры и строй ин
струмента 153
Сборка Kopnvca на шаблоне и последующая его об
работка 156
Изготовление заготовок грифа 166
Врезка грифа 168
Изготовление деки и приклейка ее к корпусу 169
Обработка заготовки грифа 174
Установка ладов и порожков Изготовление и уста
новка панциря и подставки 178
Чистовая отделка и сборка готовой домры 179
Технологический процесс серийного изготовления домр
(С Н Федюнин) 180
Ремонт домр 180
Контрольные вопросы и задания 180
§ 4 Мандолина 181
Основные конструктивные параметры и строй инстру-
инструмента 181
Изготовление корпуса неаполитанской (овальной)
мандолины 183
Изготовление деки и приклейка ее к корпусу 186
Обработка корпуса 187
Контрольные вопросы и задания 188
§ 5 Гитара 188
Основные конструктивные параметры и строй инстру-
инструмента 188
Сборка обечаек на шаблоне 199
Изготовление деки и дна 203
Изготовление корпуса 206
Украшение корпуса 208
Изготовление грифа и крепление его к корпус} ин-
инструмента 212
Чистовая отделка и сборка готовой гитары 217
Технологический процесс серийного производства гитар
(С Н Федюнин) 220
Ремонт гитар 224
Контрольные вопросы и задания 227
ГЛсли звончатые . . . . 22~
Основные конструктивные параметры и строй инстру-
инструмента 227
Изготовление рамы корпхса . . 229
Изготовление деки и дна .231
Сборка корпуса . 232
Vкрашение и отделка кортса . . 232
Крепление струн . . .... . . 234
Pcn:.:;t гуслей звончатых ... ... ... 237
Контрольные вопросы и задания . . . ... 237
Ник~ьлай Александрович Комаров,
С Никитович Федюнин
ИЗГОТОВЛЕНИЕ И РЕМОНТ ЩИПКОВЫХ МУЗЫКАЛЬНЫХ
ИНСТРУМЕНТОВ
Редактор О. Л. Синадская
Графика Л. Е. 7о матова
Ху-общественный редактор И. В. Гусев
Технический редактор М. Е. Черепкова
Кет ректоры Т. М. Родичева, А. И. Гурычева
ИЕ .\? 1256
Схэас в набор 26.01.88. Подписано в печать 05.08.88. Формат 60Х90'А«- Бумага тнпог-
раогкая ЛЬ 2. Литературная гарнитура. Высокая печать. Объем 17.0. п. л. Усл. п. л. 17,0.
Уст., кр.-отт. 17,0. Уч.-изд. л. 17,74. Тираж 12 000 экз. Заказ tit 2027. Цена 85 коп.
Изл.2тельство „Легкая промышленность и бытовое обслуживание".
11с D35, Москва, 1-й Кадашевский пер., д. 12.
Сгггечатано с набора Ленинградской типографии № 2 головного предприятия ордена
Тгтлового Красного Знамени Ленинградского объединения «Техническая книга»
наь. Евгении Соколовой Союзполнграфпрома при Государственном комитете СССР по
д^лаы издательств, полиграфии и книжной торговли. 198052, г. Ленинград, Л-52, Из-
мхйлэвскнй проспект, 29 в Ленинградской типографии № 4 ордена Трудового Крас-
б-~г Знамени Ленинградского объединения «Техническая книга» им. Евгении Соко-
г. зс. Союзполиграфпрома при Государственном комитете СССР по делам издательств,
г т..-'-:графин и книжной торговли. 19! 126 Ленинград, Социалистическая ул., 14.