/














































































































































































































































































































































Автор: Фельдштейн Е.Э.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства режущие инструменты
ISBN: 5-339-00090-7
Год: 1988



Текст
Е. Э. ФЕЛЬДШТЕЙН
РЕЖУЩИЙ ИНСТРУМЕНТ И ОСНАСТКА СТАНКОВ С ЧПУ
Справочное пособие
МИНСК «ВЫШЭЙШАЯ ШКОЛА» 1988
ББК 34.63-5я2
Ф 39
УДК 621.9.06-229-529(035.5)
Рецензенты: кандидат технических наук, доцент кафедры «Металлорежущие станки и инструменты» Могилевского машиностроительного института Л. М. Лачев; заместитель начальника отдела внедрения и эксплуатации станков с ЧПУ производственного объединения «Минский тракторный завод им. В. И. Ленина» Н. А. Дашкевич
Фельдштейн Е. Э.
ф 39 Режущий инструмент и оснастка станков с ЧПУ: Справ, пособие.— Мн.: Выш. шк., 1988.— 336 с.: ил.
ISBN 5—339—00090—7
Приводятся сведения о прогрессивных конструкциях режущих инструментов и оснастки станков с ЧПУ, их типах и технологических возможностях. Значительное внимание уделено технологическим особенностям обработки — выбору траектории движения режущих инструментов, режимов резания, устранению дефектов обработки.
Предназначается рабочим, обслуживающим станки с ЧПУ, наладчикам, может быть полезно учащимся средних профтехучилищ, мастерам и технологам металлообрабатывающих производств.
2704040000—022
Ф М 304(03) — 88 98-88
ББК 34.63-5я2
ISBN 5—339—00090—7
© Издательство «Вышэйшая школа», 1988.
ПРЕДИСЛОВИЕ
В решениях XXVII съезда КПСС взят курс на ускорение научно-технического прогресса и оснащение всех отраслей народного хозяйства новой техникой. Основой технического перевооружения является машиностроение, развитию которого уделяется самое пристальное внимание. Машиностроительный комплекс должен выпускать такое оборудование, которое позволит повысить производительность труда, улучшить качество продукции.
Согласно Основным направлениям экономического и социального развития СССР на 1986—1990 годы и на период до 2000 года, объем продукции машиностроения и металлообработки должен возрасти не менее чем на 40—45 процентов. При этом ставится задача обеспечить опережающий выпуск металлорежущих станков с числовым программным управлением, а также типа «обрабатывающий центр», гибких производственных систем металлообработки, робототехнических комплексов. Только предприятия Минстан-копрома СССР должны за годы XII пятилетки увеличить выпуск станков с ЧПУ в 2,1 раза, гибких производственных модулей в 2,7 раза, станков типа «обрабатывающий центр» в 6 раз, гибких производственных систем в 4,6 раза.
Использование такой сложной техники обязательно предполагает наличие всесторонне подготовленного обслуживающего персонала как на инженерно-техническом, так и на эксплуатационном уровне. При этом отчетливо проявляется тенденция — при сохранении за инженером общего руководства по организации работы гибких производств расширяются функции наладчика, связанные с корректировкой программ в режиме диалога, подбором оптимальных условий обработки, режущих инструментов и т. д. Простейшие же действия операторов станков с ЧПУ типа «установить — снять заготовку», «включить — выключить станок» все чаще выполняются промышленными роботами.
Предлагаемое справочное пособие содержит сведения о современных приспособлениях, режущих инструментах и оснастке, режимах резания, выборе последовательности обработки, траекториях движений режущих инструментов, наладке и эксплуатации станков с ЧПУ. Поскольку ука
3
занный круг вопросов тесно связан с конструкцией оборудования, возможностями систем программного управления, автор счел целесообразным привести краткие данные о типах станков с ЧПУ, их основных узлах и методике разработки управляющих программ.
Помимо своего прямого назначения, справочное пособие может быть использовано студентами вузов машиностроительных специальностей при выполнении курсовых и дипломных проектов.
Автор выражает признательность рецензентам, замечания которых способствовали улучшению содержания книги, и доценту Кочергину А. И. за помощь в работе.
Автор
Глава 1. КРАТКИЕ СВЕДЕНИЯ О СТАНКАХ С ЧПУ, ИХ УЗЛАХ И СИСТЕМАХ
1.1. Типы станков с ЧПУ и их технологические возможности
Станки с ЧПУ—одно из наиболее эффективных средств повышения производительности труда в условиях серийного, мелкосерийного и единичного производства. При их использовании на 50—75 % сокращаются сроки подготовки производства, на 50—60 — общая продолжительность цикла обработки, иа 30—85 % —затраты на проектирование и изготовление технологической оснастки. Наряду с этим резко сокращаются или вообще исключаются слесарно-доводочные, разметочные и другие работы. Широкие технологические возможности станков с ЧПУ позволяют производить полную обработку деталей на одном станке за один или несколько установов, что сокращает время наладки и расходы на межстаночную транспортировку деталей; повышает точность и идентичность обработки деталей и как следствие сокращает брак и пригоночные работы в процессе сборки; обеспечивает экономию цеховых площадей, предназначенных для хранения деталей, приспособлений, инструмента в процессе производства; уменьшает объем контрольных операций и штат контролеров ОТК.. Современные станки с ЧПУ имеют мощность электродвигателей, достаточную для выполнения как черновой, так и чистовой обработки; бесступенчатые автоматизированные приводы скоростей и подач; автоматизированные устройства смены инструмента. Это практически сводит функции оператора к установке и снятию детали со станка, позволяет широко использовать многостаночное обслуживание либо совмещение профессий наладчика и оператора.
В настоящее время разработана и выпускается значительная номенклатура станков с ЧПУ.
Токарные патронные и патронно-центровые станки используются при обработке деталей типа тел вращения с канавками, фасками, коническими, резьбовыми и фасонными
5
поверхностями. В зависимости от конструкции деталь крепится в патроне или в патроне с поджатием задним центром.
В основном, за исключением двухсуппортных станков типа 1А734ФЗ, станки имеют горизонтальную ось шпинделя. Направляющие суппорта могут располагаться горизонтально, вертикально или наклонно. Два последних типа обеспечивают более удобное обслуживание, удаление стружки и повышенную' точность перемещений суппорта. На поперечных салазках установлен резцедержатель либо револьверная головка (иногда — две).
Токарно-карусельные станки предназначены для обработки в условиях серийного, мелкосерийного и единичного производства крупногабаритных деталей, имеющих сложную конфигурацию с большим числом обрабатываемых поверхностей, в том числе высокой точности. На станках производится обтачивание и растачивание цилиндрических поверхностей, протачивание торцовых поверхностей, прорезка канавок, сверление, зенкерование и развертывание отверстий. Станки имеют вертикальную ось шпинделя.
Расточные станки предназначены для сверления, зенке-рования, растачивания, фрезерования и нарезания резьбы в деталях из различных материалов. Горизонтально-расточные станки имеют рабочий стол с вертикальной осью поворота, фиксирующийся как минимум в четырех положениях через 90°. Наряду с основным шпинделем станок имеет также выдвижной (расточной) шпиндель. Вертикально-расточные станки по своей компоновке и технологическим возможностям близки к бесконсольным координатно-расточным станкам универсального назначения.
Фрезерные станки предназначены для выполнения операций объемного и контурного фрезерования и фрезерования разновысоких плоскостей на деталях сложной пространственной конфигурации, а также для сверления, зенкерова-ния, развертывания, растачивания отверстий и нарезания внутренних резьб. Наиболее широкое распространение получили вертикально-фрезерные и продольно-фрезерные станки.
Технологические возможности многооперационных станков позволяют обработать заготовку с нескольких сторон без
6
ее переустановки с выполнением различных переходов: фрезерования плоскостей, уступов, канавок, окон; сверления, зенкерования, развертывания, растачивания гладких и ступенчатых отверстий; нарезания резьб и т. д. Из всех станков с ЧПУ многооперационные наиболее универсальны: на одном и том же станке можно обрабатывать такие различные детали, как корпусные, плоскостные, крышки, вилки, кронштейны и т. д. Для обработки тел вращения эти станки применяются реже.
Компоновки многооперационных станков весьма разнообразны. Среди них можно выделить две группы, различающиеся положением оси шпинделя относительно поверхности стола: с перпендикулярным (вертикальным) расположением и с параллельным (горизонтальным). Станки с вертикальным шпинделем обеспечивают доступ инструментов только к одной стороне заготовки. На них целесообразно обрабатывать такие детали, у которых объем обработки с одной стороны превышает объемы обработки с других. При обработке нескольких сторон на таких станках используют многопозиционные и поворотные приспособления. Станки с горизонтальным расположением шпинделя позволяют обработать деталь с разных сторон при установке ее на поворотном столе.
В СССР принято буквенно-цифровое обозначение стайка с ЧПУ. Цифры в начале обозначения соответствуют общей классификации станков. Буква Ф означает, что станок оснащен системой ЧПУ, а цифры после буквы — систему управления: 2 — позиционная, 3 — контурная, 4 — универсальная позиционно-контурная для многооперационных станков.
В обозначение станков с оперативной системой управления входит буква Т, например— 16К20Т1. Буквы М или Р, стоящие перед буквой Ф, означают, что многооперационный станок снабжен соответственно инструментальным магазином или револьверной головкой (в ряде случаев эти буквы не ставятся). Наряду со стандартизованными могут использоваться и другие обозначения. Например, многооперационные станки Ивановского станкостроительного производственного объединения обозначаются буквами ИР, ИС, широко распространены многооперационные станки серии АПРС, токарные станки АТПР.
7
1.2. Система координат станков с ЧПУ
Для всех станков с ЧПУ в СССР и за рубежом применяют единую систему обозначений координат, рекомендованную Международной организацией по стандартизации ISO. Координатами обозначают положение оси вращения шпинделя станка или заготовки, а также прямолинейные или круговые движения подачи инструмента или заготовки. При этом обозначение осей координат и направление движений в станках устанавливаются так, чтобы программирование операций обработки не зависело от того, перемещается инструмент или заготовка. За основу принимается перемещение инструмента относительно системы координат неподвижной заготовки.
Стандартная система координат представляет собой правую прямоугольную систему, связанную с заготовкой, оси которой параллельны прямолинейным направляющим станка.
Все прямолинейные перемещения рассматриваются в системе координат X, Y, Z. Круговое движение по отношению к каждой из координатных осей обозначают буквами А, В, С (рис. 1.1, а). Во всех станках ось Z совпадает с осью шпинделя главного движения, т. е. шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы, или шпинделя, вращающего заготовку в станках токарной группы.
При наличии нескольких шпинделей в качестве основного выбирают один из них, предпочтительно перпендикулярный к рабочей поверхности стола, на котором крепится заготовка. При неповоротной оси основного шпинделя за ось Z принимают одну из трех осей стандартной трехкоординатной системы, параллельную оси шпинделя. Если ось основного шпинделя может находиться в нескольких положениях, параллельных различным осям стандартной трехкоординатной системы, за ось Z принимают стандартную ось, предпочтительно перпендикулярную к рабочей поверхности стола, на котором крепится заготовка.
Движение по оси Z в положительном направлении должно соответствовать направлению отвода инструмента от заготовки. Если станок применяется для сверления или растачивания с использованием только трех основных линейных
8
Рис. 1.1. Система координат станков с ЧПУ
перемещений, то обработка происходит при перемещении инструмента в отрицательном направлении оси Z.
Ось X должна располагаться предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки.
На станках с вращающимся инструментом, например фрезерных, сверлильных:
при горизонтальной оси Z положительное перемещение по оси X направлено вправо, если смотреть от основного инструментального шпинделя в сторону изделия;
при вертикальной оси Z положительное перемещение по оси X направлено вправо: для одностоечных станков, если смотреть от основного инструментального шпинделя на стойку, а для двухстоечных — от основного инструментального шпинделя на левую стойку. z
Положительное направление движения по оси Y следует выбирать так, чтобы ось Y вместе с осями Z и X образовывала правую прямоугольную систему координат. Для этого пользуются правилом правой руки: большой палец— ось X, указательный — ось У, средний — ось Z (рис. 1.1, б). При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки (рис. 1.1, е) так, чтобы полусогнутый средний палец совпал с осью инструмента Z. Тогда большой палец покажет направление координаты X, а указательный — У.
Направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку— буквами со штрихом (рис. 1.1, а). При этом положительное направление движения, обозначаемое буквой со штрихом, противоположно соответствующему движению, обозначенному той же буквой без штриха. Так, на рис. 1.1, в движения инструмента вдоль своей оси в направлении от заготовки обозначены +Z, а прямолинейные перемещения заготовки +Х'У +Y'.
Вращательные движения вокруг осей, параллельных X,
10
у и Z, обозначаются соответственно буквами А, В и С. Для определения знака кругового перемещения мысленно охватывают правой рукой одну из координатных осей так, чтобы большой палец показывал ее положительное направление
(рис. 1.1, г). Тогда остальные пальцы покажут положительное направление вращения.
Если дополнительно к основным (первичным) прямолинейным движениям X, Y и Z имеются вторичные движения, параллельные им, то вторичные движения обозначаются соответственно U, V, W; в случае если имеются третичные движения, их обозначают Р, Q и R.
Первичные, вторичные и третичные движения рабочих органов станка определяются предпочтительно в соответ
11
ствии с удаленностью этих органов от основного шпинделя. Например, на рис. 1.1, д движение стойки станка параллельно оси шпинделя обозначено через Z, параллельное ему движение пиноли шпинделя — через W, а быстрое перемеще-
ние. /.5. Движения в горизонтально-расточных станках с ЧПУ: а — с подвижной передней стойкой и крестовым столом; б — с неподвижной стойкой и крестовым поворотным столом; в — с продольно-подвижной передней стойкой и поперечно-подвижным поворотным столом
ние шпиндельной бабки — через Для станков с двумя функционально одинаковыми рабочими органами, управляемыми от двух независимых двухкоординатных устройств ЧПУ (например, для токарных станков с функционально
12
одинаковыми двумя шпинделями и суппортами), оси координат для обоих одинаково работающих органов (например, суппортов) обозначают одинаково — буквами Z и X.
Рис. 1.4. Движения фрезерных станков с ЧПУ: а — вертикального консольио-фрезериого; б — вертикального продольнофрезерного; в — двухстоечного продольно-фрезерного
Вторичные вращательные движения, параллельные или не параллельные А, В и С, обозначаются D или Е.
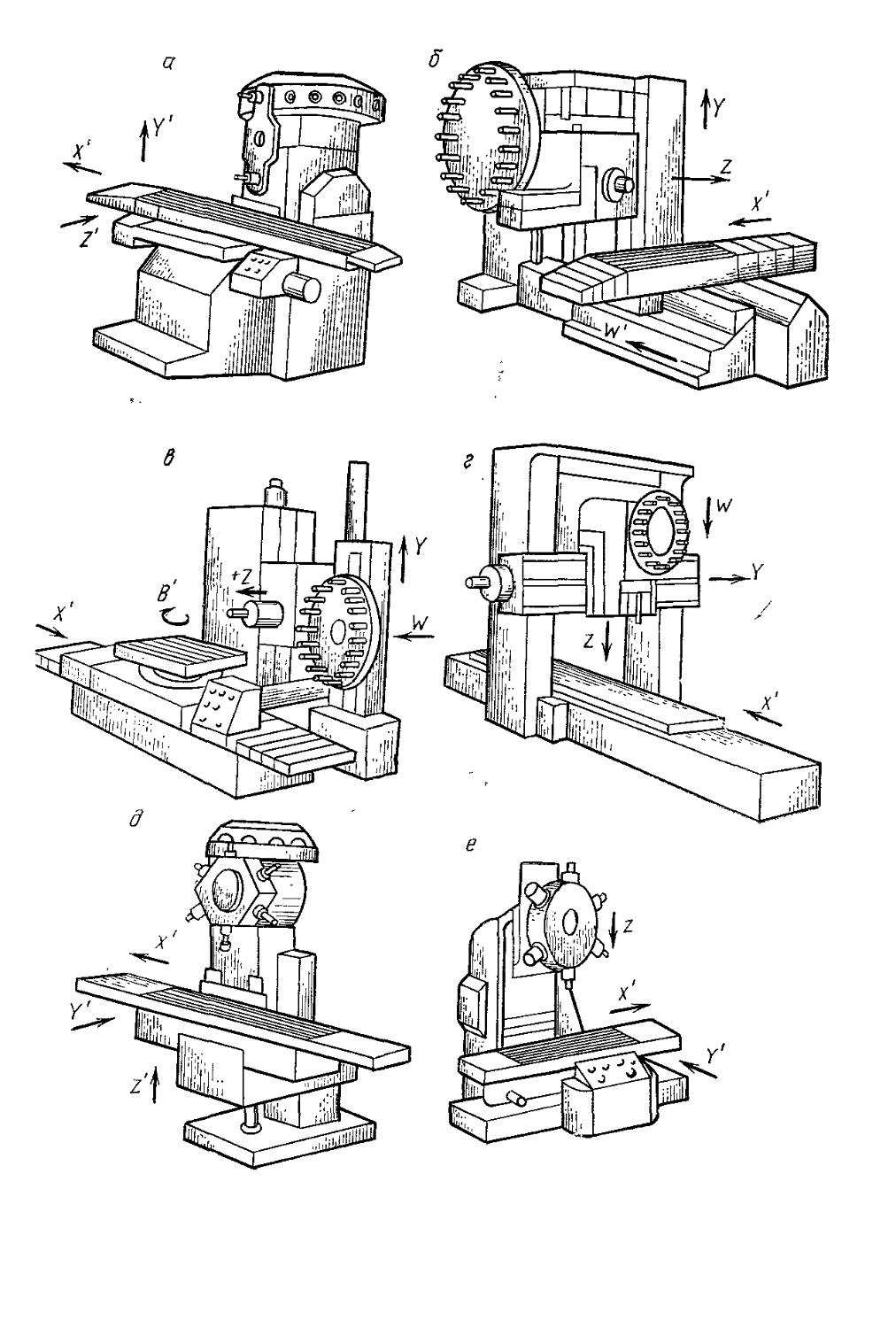
Примеры обозначения направлений движения в станках с ЧПУ приведены на рис. 1.2—1.5.
13
1.3. Приводы главного движения и подачи
В станках с ЧПУ в приводах главного движения используется асинхронный двигатель, или электродвигатель постоянного тока с тиристорным приводом. От электродвигателя главное движение передается шпиндельной бабке либо через автоматическую коробку скоростей (первый вариант), либо непосредственно (второй вариант). Оба типа приводов получили достаточно широкое распространение, хотя использование двигателей постоянного тока более Перспективно.
Шпиндельные узлы станка в значительной степени определяют его технологическую точность, жесткость несущей системы, надежность и динамические характеристики. Шпиндели в станках с ЧПУ устанавливаются в опорах качения (комбинации высокоточных ролико- и шарикоподшипников) или в гидростатических опорах.
Привод подач станка с ЧПУ должен обеспечивать диапазон подач, быстроту установочных перемещений при одновременном создании тягового усилия. Это достигается при использовании электрогидравлического шагового привода или следящего электромеханического привода с регулируемыми двигателями постоянного тока.
Завершающим звеном приводов подач является, как правило, шариковая винтовая пара. Она отличается достаточно высокой жесткостью и технологической надежностью, отсутствием зазоров за счет создания предварительного натяга.
1.4. Устройства автоматической смены инструмента
Устройства автоматической смены инструмента (АСИ) многооперационных станков обеспечивают передачу инструмента из позиции ожидания в шпиндель станка и обратно, а также замену отработавшего инструмента другим. К устройствам АСИ предъявляется ряд требований: быстродействие, для обеспечения которого все подготовительные
Рис. 1.5. Компоновки и движения многооперационных станков: а, б, в — с горизонтальным шпинделем; г, д, е — с вертикальным шпинделем
15
операции выполняются во время работы станка; высокая надежность; минимальное число движений в цикле АСИ; возможность смены инструмента при любом положении шпиндельной бабки; унификация конструкции, позволяющая использовать одни и те же устройства в различных станках; простота и безопасность обслуживания; ремонтопригодность; удобство наладки и переналадки. Устройства АСИ
Рис. 1.6. Смена инструмента при соосном расположении шпинделя и магазина
подразделяются с учетом количества и видов сменяемых инструментов; числа и назначения функциональных устройств; расположения инструментов в магазине и шпинделе станка; расположения шпинделя станка.
Наиболее простыми являются устройства АСИ при соосном расположении инструментов в гнезде магазина и шпинделе станка (рис. 1.6). При смене инструмента магазин 2 поворачивается до совмещения гнезда с осью шпинделя 1, затем шпиндель перемещается вдоль оси, инструмент выталкивается из гнезда и автоматически закрепляется в шпинделе. При обратном ходе оправка с инструментом остается в гнезде магазина. Поворот магазина и поиск нового инструмента происходят в крайнем положении шпинделя. Ось поворота магазина может быть горизонтальной (а), вертикальной (б) или наклонной (в).
Чтобы разместить инструментальный магазин вне рабочей зоны станка, его поднимают над шпиндельной бабкой
16
или выносят в сторону от нее, а иногда устанавливают на отдельную стойку. Во всех этих случаях оси инструментов в магазине и шпинделе не совпадают, но могут быть параллельными между собой. При горизонтальной оси шпинделя (рис. 1.7, а) магазин 2 размещают на вертикальных направляющих стойки над шпиндельной бабкой 3. Это требует дополнительного движения, необходимого для совмещения
Рис. 1.7. Смена инструмента при параллельном расположении шпинделя и магазина
осей сменяемого инструмента и шпинделя 1. Дисковый магазин опускается и свободным гнездом-вырезом захватывает оправку сменяемого инструмента, которая перед этим автоматически раскрепляется. Вслед за этим ползунковая бабка перемещается вдоль оси шпинделя, и оправка с инструментом остается в гнезде магазина. Затем он поворачивается для поиска следующего инструмента. После совмещения нового инструмента со шпинделем следует ход вперед ползунковой бабки, и инструментальная оправка закрепляется в отверстии шпинделя. Магазин поднимается за пределы рабочей зоны, шпиндель быстро подводится к заготовке. При вертикальном шпинделе в ряде конструкций станков предусмотрен быстрый подвод шпиндельной бабки 3 из рабочей позиции до совмещения осей шпинделя 1 и отверстия
17
в магазине 2 (рис. 1.7,6). Остальные движения аналогичны рассмотренным выше.
Ускорить перенос и смену инструментов при размещении магазина вне рабочей зоны можно, используя автооператор. Существуют две принципиальные схемы работы автооператоров. В первой схеме (рис. 1.8, а) автооператор 1 совершает ход снизу вверх, захватывает оправку инструмен-
Рис. 1.8. Схемы работы автооператоров
та, находящегося в гнезде, и вытаскивает ее в направлении оси. Инструмент, находящийся в шпинделе, запирается нужным захватом при перемещении корпуса (каретки) автооператора вниз. Затем автооператор ходом вдоль оси шпинделя вытаскивает отработавший инструмент. Следует поворот автооператора вокруг своей оси на 180°, после чего к шпинделю подводится сменяемый инструмент; ходом вдоль оси инструмент «заталкивается» в шпиндель, где автоматически закрепляется. После этого каретка автооператора передвигается вверх, перемещая отработавший инструмент в магазин 2.
В другой схеме (рис. 1.8,6) автооператор 1 не имеет вертикального перемещения. При смене инструментов он, поворачиваясь вокруг горизонтальной оси, одновременно захватывает инструменты из магазина 2 и шпинделя, а затем ходом вдоль оси вытаскивает их, поворотом на 180° меняет местами и вставляет в магазин и шпиндель. Цикл смены заканчивается поворотом автооператора в горизонтальное — нейтральное положение, при котором он не мешает повороту магазина и вертикальному перемещению шпиндельной бабки.
18
Рис. 1.9. Взаимное расположение автооператора и шпиндел; станка:
1 — шпиндельная бабка; 2 — шпиндель; 3— автооператор; 4 — магазин
При использовании автооператоров оси инструментов и шпинделя могут быть параллельны и расположены по горизонтали (рис. 1.9, а) или вертикали (рис. 1.9,6), а также размещаться под углом друг к другу (рис. 1.9, в, а).
В особую группу можно выделить устройства с позицией ожидания между магазином и автооператором. В этой позиции могут находиться инструменты, подготовленные для подачи в шпиндель или ожидающие возврата в магазин.
Используются также устройства, в которых имеется промежуточный носитель, обеспечивающий связь между шпиндельной бабкой и магазином и позволяющий удалить последний из рабочей зоны.
В ряде станков, в первую очередь токарных, в качестве устройств АСИ используются револьверные голов-к и. Их конструкции весьма разнообразны, но можно выделить два принципиально различных типа: для невращаю-щихся (резцов, расточных пластин, блоков, сверл и других инструментов для обработки отверстий) и вращающихся инструментов.
К первому типу относятся головки с горизонтальной осью вращения типа УГ93. Головки получают движение от электромеханического привода (асинхронный двигатель и планетарный редуктор). Цикл индикации состоит из подачи команды на пуск электродвигателя, снятия усилия зажима инструментальной головки и расцепления плоскозубчатых муфт, поворота головки до заданной позиции, реверса электродвигателя, предварительной фиксации головки, фиксирования и сжатия плоскозубчатых муфт, отключения двигателя и подачи команды на продолжение технологического цикла.
Головки второго типа служат для установки сверл и других инструментов при обработке отверстий, не совпадающих с осью вращения заготовки (параллельных, перпендикулярных к ней и т. д.), а также для выполнения фрезерных и других работ. Принудительное вращение от специального двигателя получает только тот инструмент, который в данный момент находится в рабочей позиции револьверной головки (напротив заготовки). Такие головки получили распространение в станках сверлильно-фрезерно-расточной группы, причем в ряде случаев они используются в комбинации с инструментальным магазином и автооператором.
20
1.5. Накопители режущих инструментов
1.5.1. Инструментальные магазины
Одна из особенностей многооперационных станков — автоматическая смена инструмента. Она осуществляется с помощью устройств автоматической смены инструмента, передающих инструмент из магазина-накопителя в шпиндель станка и обратно.
К магазинам многооперационных станков предъявляются следующие требования:
1) вместимость инструментального магазина должна быть такой, чтобы комплекта заложенных в него инструментов хватило для обработки типовой детали;
2) иметь простую конструкцию, быть достаточно компактным;
3) располагаться вне рабочей зоны станка, не мешать рабочим движениям станка, установке и снятию заготовок, наладке станка;
4) компоновка станка должна обеспечивать легкий, удобный и безопасный доступ наладчика и оператора к инструментальному магазину;
5) все подготовительные действия для смены инструмента должны выполняться на станке параллельно с обработкой детали, что сокращает затраты времени на смену инструмента;
6) операции смены инструмента, в том числе работа механизмов магазина, не должны вызывать вибраций самого станка.
В современных многбоперационных станках используются дисковые, барабанные и цепные инструментальные магазины. Дисковые (рис. 1.10, а) служат для размещения сравнительно небольшого числа инструментов, обычно не более 30. Барабанные отличаются от дисковых способом размещения инструментов, конструктивным исполнением. В цепных магазинах можно установить до 60—100 инструментов и более. Они бывают вертикальными (рис. 1.10, в), горизонтальными (рис. 1.10, а), наклонными, прямоугольными, треугольными, квадратными (рис. 1.10, <Э) и более сложной (рис. 1.10, е, ж) формы. Это обеспечивает компактность и возможность легкого доступа к магазину для загрузки
21
Рис. 1.10. Схемы инструментальных магазинов
инструментов. Используются также многоярусные дисковые и барабанные магазины большей вместимости (рис. 1.10, б), имеющие, однако, значительные габариты и сложную конструкцию.
Выбор типа магазина зависит от назначения и компоновки станка. Наибольшее распространение получили дисковые
22
и барабанные магазины, содержащие до 30 инструментов. Этого количества достаточно для обработки, в частности, свыше 80 % типовых корпусных деталей средних размеров.
Независимо от типа магазина инструменты устанавливаются в шпиндель станка или в гнездо магазина не непо-
Рис. 1.11. Конструкции инструментальных блоков
средственно, а с помощью стандартных инструментальных оправок или инструментальных блоков.
Некоторые конструкции инструментальных блоков показаны на рис. 1.11. Блок выполнен в виде корпуса 1, который базируется двумя призматическими пазами и крепится Т-образным пазом. Гребенка 2 с прорезями служит для фиксации положения корпуса на суппорте. Настройку инструмента в блоке осуществляют винтами. У блоков на рис. 1.11, а винты Б, В служат для настройки резцов, винт Г — для фиксации настройки, винт Д — для зажима резца. У блоков на рис. 1.11, б винт А и гайка В служат для настройки инструмента, который затем фиксируется винтом Б. Зажим переходной втулки 3 производят винтом Г и гайкой Д.
Инструментальные блоки используются на токарных полуавтоматах с ЧПУ серии АТПР. Полуавтоматы снабжены магазинами вместимостью двенадцать блоков.
23
Рис. 1.12. Расположение инструментов в револьверных головках: а — УГ9321; б — УГ9324; в УГ9325
1.5.2. Револьверные головки
Револьверные головки широко используются в токарных станках с ЧПУ, в первую очередь для патронных работ. Большие технологические возможности имеют головки с горизонтальной осью поворота, которые выпускаются в трех исполнениях: 6-позиционная УГ9321, 10-позиционная УГ9324 и 12-позиционная УГ9325. В первой конструкции резцы устанавливаются радиально, в последних двух предусмотрены радиальное и осевое расположения пяти (шести) резцов, а также возможность установки пяти (шести) державок в специальные гнезда (рис. 1.12).
25
В зависимости от условий обработки головки имеют различные технологические возможности (табл. 1.1).
Табл. 1.1. Технологические возможности револьверных головок
Тип инструмента Диаметр обработки, мм, при диаметре детали, мм
200 (в центрах) 250 320 400
Резцы: радиальный торцовый радиальный без со- 20—200 20—200 95—250 0—250 175—300 20—320
седних оправок Оправки: 20—200 0—250 0—320 0—320
обточная расточная расточная без двух соседних 20—200 0—250 135—250 0—250 100—320 240—320 0—320 200—400 340—400 0—400
В головках предусмотрен подвод СОЖ к режущим инструментам.
Рассмотренные револьверные головки используются для установки невращающихся инструментов. На многооперационных станках применяются также револьверные головки .для установки вращающихся инструментов (сверл и др.), которые обрабатывают отверстия, не совпадающие с осью вращения заготовки, а также служат для выполнения фрезерных работ. Инструмент, находящийся в рабочей позиции, получает вращение от электро- или гидродвигателя, остальные инструменты неподвижны. В позиции, диаметрально противоположной рабочей, происходит смена инструмента с помощью автооператора. Такие револьверные головки используются, как правило, совместно с инструментальным магазином. В ряде конструкций станков устанавливают две головки, работающие поочередно.
26
1.5.3. Накопители блочных инструментальных систем
Одним из перспективных направлений в инструменто-обеспечении станков с ЧПУ является применение блочных инструментальных систем. Они состоят из комплекта инструментальных надставок с хвостовиком специальной формы (подробнее см. § 2.3), зажимных механизмов, автооператора
для смены инструмента и инструментального магазина-накопителя. Используются многоярусные накопители барабанного типа (рис. 1.13), в которых устанавливаются 5 или 10 одинаковых инструментальных надставок в 12 или 24 позициях. При выходе инструмента из строя автооператор берет надставку из следующего яруса.
1.6. Автоматизация смены заготовок
Установка заготовок непосредственно на столе станка наряду с достоинствами имеет существенные недостатки. Установка, закрепление заготовки, раскрепление и снятие
27
обработанной детали выполняются в непосредственной близости от рабочей зоны. Это не всегда удобно и безопасно и, кроме того, не позволяет организовать запас заготовок, заранее закрепленных в приспособлениях вне станка. Поэтому для механизации и автоматизации загрузки применяют-
Рис. 1.14. Загрузка заготовок с применением приспособлений-спутников
ся приспособления-спутники. Они имеют очень жесткую плиту с точно обработанными поверхностями для базовых и крепежных элементов, предназначенных для установки заготовок. На плите предусмотрены направляющие для прямолинейных перемещений. Спутник с закрепленной заготовкой подается на основной стол станка и удаляется с него в разгрузочную позицию автоматически.
На поворотном столе 8 (рис. 1.14) и расположенной слева от него загрузочно-разгрузочной позиции А находятся плиты-спутники 4 и 5. Спутники имеют горизонтальную ба
28
зовую плоскость и планки 2 и 3, позволяющие точно ориентировать заготовку в пространстве. Сетка резьбовых отверстий служит для расстановки базовых и крепежных элементов. Справа от стола станка находится вторая загрузочно-разгрузочная позиция Б. Если на спутнике 5 за-
Рис. 1.15. Схемы двухместных (а) и многоместных (б) устройств автоматической смены заготовок
креплена заготовка, станок выполняет ее обработку сначала с одной, а затем — после поворота стола вместе со спутником — с других сторон. За это время на спутник, находящийся в позиции А, устанавливают вторую заготовку. Когда обработка первой заготовки закончится, спутник 5 автоматически передвинется в позицию Б для разгрузки, а на его место поступит спутник 4 со второй заготовкой. В дальнейшем «маятниковое» движение спутников будет повторяться. Для перемещения спутников с позиций А и Б
29
имеются поддерживающие 6 и направляющие 1 ролики. Поворотный стол установлен на жесткой станине 7.
Движение обеспечивается гидроцилиндром 14, шток которого связан с кареткой 11. На ее концах имеются захваты 10 и 13, которые входят в зацепление с замками 9 и 12 спутников. После этого каретка и спутник, установленный в рабочей позиции, поворачиваются относительно горизонтальной оси.
Спутники закрепляются на столе станка с помощью специального гидропривода или Г-образных прихватов и комплекта тарельчатых пружин. Устройства автоматической загрузки компонуются таким образом, чтобы совместить загрузочную и разгрузочную позиции.
В настоящее время используются различные варианты таких устройств (рис. 1.15).
1.7. Разработка управляющих программ, их отладка и корректирование
1.7.1. Разработка управляющих программ
Подготовка управляющей программы производится в такой последовательности: 1) проектирование маршрутной технологии обработки в виде последовательности операций с выбором режущих и вспомогательных инструментов и приспособлений; 2) разработка операционной технологии с расчетом режимов резания и построением траекторий движения режущих инструментов; 3) определение координат опорных точек для траекторий движения режущих инструментов; 4) составление расчетно-технологической карты и карты наладки станка; 5) кодирование информации с ручной записью в виде текста или таблицы; 6) нанесение информации на программоноситель или набор на пульте устройства ЧПУ (для систем HNC); 7) контроль и исправление программы.
Для программирования необходимы чертеж детали, руководство по эксплуатации станка, инструкция по программированию, каталог режущих инструментов и нормативы режимов резания.
Согласно ГОСТ 20999—83, запись элементов программы
30
Табл. 1.2. Значения управляющих символов и знаков
Символ| Наименование | Значение
1 1 2 3
А В С D Е F О Н I J К L М N О Р Q В S т и V W X У Угол поворота вокруг оси X Угол поворота вокруг оси У Угол поворота вокруг оси Z Вторая функция инструмента Вторая функция подачи Первая функция (скорость) подачи Подготовительная функция Не определен Параметр интерполяции или шаг резьбы параллельно оси X Параметр интерполяции или шаг резьбы параллельно оси У Параметр интерполяции или шаг резьбы параллельно оси Z Не определен Вспомогательная функция Номер кадра Не определен Третичная длина перемещения, параллельного оси X Третичная длина перемещения, параллельного оси У Перемещение на быстром ходу по оси Z или третичная длина перемещения, параллельного оси Z Функция (скорость) главного движения Первая функция инструмента Вторичная длина перемещения, параллельного оси X Вторичная длина перемещения, параллельного оси У Вторичная длина перемещения, параллельного оси Z Первичная длина перемещения, параллельного оси X Первичная длина перемещения, параллельного оси У
31
Окончание табл. 1.2
2 3
Z ГТ ПС % ( ) + / Т абуляция Конец кадра Начало программы Круглая скобка левая Круглая скобка правая Плюс Минус Точка Пропуск кадра Главный кадр Первичная длина перемещения, параллельного осй Z Символ, управляющий перемещением действующей позиции печати в следующую, заранее определенную знаковую позицию на той же строке. Предназначен для управления устройствами печати при распечатке управляющей программы . УЧПУ не воспринимается Символ, обозначающий конец кадра управляющей программы Знак, обозначающий начало управляющей программы (используется также для остановки носителя данных при обратной перемотке) z Знак, обозначающей, что следующая за ним информация не должна отрабатываться на станке Знак, обозначающий, что следующая за ним информация должна отрабатываться на станке Математический знак Математический знак Десятичный знак Знак, обозначающий, что следующая за ним информация до первого символа «Конец кадра» может отрабатываться или не отрабатываться на станке (в зависимости от положения органа управления на пульте управления УЧПУ). Когда этот знак стоит перед символами «Номер кадра» и «Главный кадр», он действует на целый кадр управляющей программы Знак, обозначающий главный кадр управляющей программы
32
производится в определенном порядке в виде последовательности кадров и с использованием соответствующих символов (табл. 1.2).
Если символы А, В, С, D, Е, Р, Q, В, U, V, W не используются в значениях, указанных в таблице, они становятся неопределенными и могут быть использованы для специальных значений. Например, в устройстве ЧПУ 2Р22 для токарного станка 16К20ФЗ С32 использованы следующие значения символов (табл. 1.3).
Табл. 1.3. Значения символов в УЧПУ 2Р22
Символ Значение
А В С D Е F Н L М N Р Q R G S Т и W X Z Припуск под чистовую обработку С какого кадра повторение Фаска под углом 45° Выдержка времени Функция подачи (быстрый ход) Функция подачи (рабочая подача) Число повторений Цикл Вспомогательная функция Номер кадра Глубина резания, ширина резца Галтель Дуга Подготовительная функция Скорость главного движения Функция инструмента Перемещение по оси X в приращениях Перемещение по оси Z в приращениях Перемещение по оси X в абсолютных значениях Перемещение по оси Z в абсолютных значениях
Каждый кадр управляющей программы должен содержать:
слово «Номер кадра»;
информационные слова или слово (допускается не использовать) ;
символ «Конец кадра»;
символы табуляции (допускается не использовать). При
2 Е. Э. Фельдштейн
33
использовании символов табуляции они проставляются перед каждым словом в кадре управляющей программы, кроме слов «Номер кадра».
Символ «Табуляция» обозначается точкой (.), символ «Конец кадра» буквами ПС или звездочкой (*).
Информационные слова в кадре рекомендуется записывать в такой последовательности:
слово (или слова) «Подготовительная функция»;
слова «Размерные перемещения», которые рекомендуется записывать в последовательности символов:
X, У, Z, U, V, W, Р, Q, R, А, В, С;
слова «Параметр интерполяции» или «Шаг резьбы» I, J, К', слово (или слова) «Функция подачи», которые относятся только к определенной оси и должны следовать непосредственно за словами «Размерное перемещение» по этой оси. Слово «Функция подачи», относящееся к двум и более осям, должно следовать за словом «Размерное перемещение»;
слово «Функция главного движения»;
слово (или слова) «Функция инструмента»;
слово (или слова) «Вспомогательная функция». z
Порядок н кратность записи слов с адресами D, К, Н, U, V, W, Р, Q, R, используемых в значениях, отличных от принятых, указываются в формате конкретного УЧПУ.
В пределах одного кадра управляющей программы не должны повторяться слова «Размерные перемещения» и «Параметр интерполяции» или «Шаг резьбы»; не должны использоваться слова «Подготовительная функция», входящие в одну группу.
После символа «Главный кадр» в кадре управляющей программы должна быть записана вся информация, необходимая для начала или возобновления обработки. Например:
У006 G90X+ 24,5У—40,5F0,1256307’2Л404Л408ЯС;
Я050С91G02X- 550Z - 5507- 2757< - 2757'205407’0601М 04ПС.
Символ «Главный кадр» может использоваться для останова в нужном месте обратной перемотки носителя данных.
При необходимости режима «Пропуск кадра», например для осуществления наладочных переходов при наладке станка и исключения этих переходов после окончания наладки, перед символами «Номер кадра» и «Главный кадр» должен записываться символ «Пропуск кадра».
34
Каждое слово в кадре управляющей программы должно состоять из символа адреса (латинская прописная буква по табл. 1.2, 1.3); математического знака «Плюс» или «Минус» (при необходимости); последовательности цифр.
Слова в управляющей программе могут быть записаны одним из двух способов: без использования десятичного знака (подразумеваемое положение десятичной запятой); с использованием десятичного знака (явное положение десятичной запятой). Явная десятичная запятая обозначается символом «DS». Подразумеваемое положение десятичной запятой должно быть определено в характеристиках конкретного УЧПУ. При записи слов с использованием десятичного знака слова, в которых десятичный знак отсутствует, должны обрабатываться УЧПУ как целые числа. В этом случае могут быть опущены незначащие нули, стоящие до и (или) после знака: Х.ОЗ— означает размер 0,03 мм по оси X; Х1030— означает размер 1030,0 мм по оси X. Размер, представленный только нулями, должен быть выражен по крайней мере одним нулем.
При записи слов с подразумеваемой десятичной запятой с целью сокращения количества информации рекомендуется опускать нули, стоящие перед первой значащей цифрой (ведущие нули). Допускается опускать последние нули (ведущие нули в этом случае опускать нельзя). При опускании как ведущих, так и последних нулей, положение подразумеваемой десятичной запятой остается неизменным согласно характеристикам конкретного УЧПУ.
Слово «Номер кадра» должно состоять из цифр, количество которых указывается в формате конкретного УЧПУ.
Слово (или слова) «Подготовительная функция» должно быть выражено кодовым символом в соответствии с табл. 1.4—1.6.
Все размерные перемещения должны задаваться в абсолютных значениях или приращениях. Способ управления должен выбираться одной из подготовительных функций: G90 (абсолютный размер) или G91 (размер в приращениях).
За адресом каждого слова «Размерное перемещение» следуют две цифры, первая из которых показывает количество разрядов перед подразумеваемой десятичной запятой, отделяющей целую часть числа от дробной, вторая —
2*
35
w Табл. 1.4. Значения подготовительных функций (по ГОСТ 20999—83)
Функция действует
Под готовительная функция до ввода следующей функции, обозначенной той же буквой только в том кадре, где она записана Наименование Значение
1 2 3 4 ' 5
G00 G01 G02 СОЗ а а а а Быстрое позиционирование Линейная интерполяция Круговая интерполяция. Движение по часовой стрелке Круговая интерполяция. Движение Перемещение в запрограммированную точку с максимальной скоростью (например, с наибольшей скоростью подачи). Предварительно запрограммированная скорость перемещения игнорируется, но не отменяется. Перемещения по осям координат могут быть некоординиро-ваны Вид управления, при котором обеспечивается постоянное отношение между скоростями по осям координат, пропорциональное отношению между расстояниями, на которые должен переместиться исполнительный орган станка по двум или более осям координат одновременно. При прямоугольной системе координат перемещение происходит по прямой линии Круговая интерполяция, при которой движение исполнительного органа направлено по часовой стрелке, если смотреть со стороны положительного направления оси, перпендикулярно к обрабатываемой поверхности Круговая интерполяция, при которой движение исполнительного органа
Продолжение табл. 1.4
1 1 2 3 ’ 4 1 5
G04 GOS G06 G07 G08 G09 От G10 до G16 G17 G18 G19 От G20 до G24 От G25 до G29 С с с X X против часовой стрелки Пауза Не определена Параболическая интерполяция Не определена Разгон Торможение Не определены Выбор плоскости XY Выбор плоскости XZ Выбор плоскости YZ Не определены Постоянно не определены направлено против часовой стрелки, если смотреть со стороны положительного направления осн, перпендикулярной к обрабатываемой поверхности Указание о временной задержке, конкретное значение которой задается в управляющей программе или другим способом. Применяется для выполнения тех или иных операций, протекающих известное время и не требующих ответа о выполнении Вид контурного управления для получения дуги параболы, при котором векторные скорости по осям координат, используемые для образования этой дуги, изменяются устройством управления Автоматическое увеличение скорости перемещения в начале движения до запрограммированного значения Автоматическое уменьшение скорости перемещения относительно запрограммированной при приближении к запрограммированной точке Задание плоскости таких функций, как круговая интерполяция, коррекция на фрезу и других
Продолжение табл. 1.4
I 2 3 4 5
От G30 до G32 G33 G34 G35 От G36 до G39 G40 G41 G42 G43 G44 От G45 до GS2 G53 а а а f Не определены Нарезание резьбы Нарезание резьбы с увеличивающимся шагом Нарезание резьбы с уменьшающимся шагом Постоянно не определены Отмена коррекции инструмента Коррекция на фрезу — левая Коррекция на фрезу — правая Коррекция на положение инструмента — положительная Коррекция на положение инструмента — отрицательная Не определены Отмена заданного смещения Коррекция на фрезу прн контурном управлении. Используется, когда фреза находится слева от обрабатываемой поверхности, если смотреть от фрезы в иаправленнн ее движения относительно заготовки Коррекция иа фрезу прн контурном управлении. Используется, когда фреза находится справа от обрабатываемой поверхности, если смотреть от фрезы в направлении ее движения относительно заготовки Указание, что значение ’коррекции на положение инструмента необходимо сложить с координатой, заданной в соответствующем кадре или кадрах Указание, что значение коррекции на положение инструмента необходимо вычесть из координаты, заданной в соответствующем кадре или кадрах Отмена любой из функций G54 — G59
Продолжение табл. 1.4
1 1 2 3 4 5
G54 G55 G56 GS7 G58 G59 От G60 до G62 G63 От G64 до G79 G80 G81 G82 G83 G84 G85 G86 G87 G88 G89 > G90 G91 G92 G93 f f f f f f e e e e e e e e e e k X X Заданное смещение 1 Заданное смещение 2 Заданное смещение 3 Заданное смещение 4 Заданное смещение 5 Заданное смещение 6 Не определены Нарезание резьбы метчиком Не определены Отмена постоянного цикла Постоянный цикл 1 Постоянный цикл 2 Постоянный цикл 3 Постоянный цикл 4 Постоянный цикл 5 Постоянный цикл 6 Постоянный цикл 7 Постоянный цикл 8 Постоянный цикл 9 Абсолютный размер Размер в приращениях Установка абсолютных накопителей положения Скорость подачи в функции, обратной времени Смещение нулевой точки детали относительно исходной точки станка Функция, которая отменяет любой постоянный цикл Значения функций G81 — G89 приведены в табл. 1.5 Отсчет перемещения производится относительно выбранной нулевой точки Отсчет перемещения производится относительно предыдущей запрограммированной точки Изменение состояния абсолютных накопителей положения. Прн этом движения исполнительных органов не происходит Указание, что число, следующее за адресом F, равно обратному значению времени в минутах, необходимому для, отработки кадра
Окончание табл. 1.4
2 3 4 5
G94 k Подача в минуту
G95 k Подача на оборот
G96 I Постоянная скорость резания Указание, что число, следующее за адресом S, равно скорости резания в метрах в минуту. При этом скорость шпинделя регулируется автоматически с целью поддержания запрограммированной скорости резания
G97 G98 G99 I Обороты в минуту Не определена Не определена Указание, что число, следующее за адресом S, равно частоте вращения, об/мнн
Примечания: 1. Постоянно неопределенные и неопределенные подготовительные функции предназначены для индивидуального использования в конкретных УЧПУ.
2. Допускается функцию G04 выделять в отдельную группу или включать в группу, обозначенную буквой «а». Указание о включении G04 в определенную группу илн о действии ее только в том кадре, в котором она записана, должно быть приведено в эксплуатационной документации на конкретные УЧПУ-
3. Функции от G40 до G44 могут входить в одну группу.
4. При использовании постоянно неопределенных и (или) неопределенных подготовительных функций, а также подготовительных функций G43, G44, указания о том, действуют функции на ряд кадров нли на один кадр, должны быть приведены в эксплуатационной документации на конкретные УЧПУ.
5. X — наличие признака.
6. При задании параметров резьбонарезання без использования функций G34, G35, G63 они становятся неопределенными и могут быть использованы для специальных значений.
Табл. 1.5. Значения постоянных циклов
Подготовительная функция постоянного цикла Движение в процессе обработки Действие в конце обработки Движение в исходное положение Типовое использование
пауза шпиндель
G81 Рабочая подача — — Быстрый отвод Сверление, зацентровка
G82 То же Да — Быстрый отвод Сверление, зенкование
G83 Подача с периодическим выводом инструмента Быстрый отвод Глубокое сверление
G84 Вращение шпинделя в заданном направлении, рабочая подача шпинделя Реверс Отвод на рабочей подаче Нарезание резьбы метчиком
G85 Рабочая подача — — Отвод на рабочей подаче Растачивание, развертывание
G86 Включение шпинделя, рабочая подача — Останов Быстрый отвод Растачивание
G87 То же — Останов Отвод вручную Растачивание
G88 » Да Останов Отвод вручную Растачивание
G89 Рабочая подача Да Отвод на рабочей подаче Растачивание, развертывание
количество разрядов после запятой. Если можно опустить нули, стоящие перед первой и после последней значащих цифр в словах «Размерные перемещения», то за адресом «Размерное перемещение» должны следовать три цифры. Если опускаются нули, стоящие перед первой значащей
41
Табл. 1.6. Постоянные циклы стайка 16К20ФЗ С32 с УЧПУ 2Р22
Номер цикла Название цикла в режиме «Диалог» Содержание цикла Параметр в режиме «Диалог» Примечание
1 2 3 4 5
£01 Резьба Цикл нарезания резьб с автоматическим разделением на проходы F— шаг Шаг резьбы, мм
W — длина Длина резьбы, мм
X—диаметр Внутренний диаметр резьбы» мм
А—наклон Наклон резьбы (размер равен приращению диаметров) для конических резьб. Для цилиндрических резьб А = = 0
Р—глубина резания Максимальная глубина резания за один проход (размер по радиусу) i мм
С — сбег С ~ 1 — сбег равен шагу резьбы С — 0 сбег отсутствует
L02 Канавка Цикл прорезания канавок с автоматическим разделением на проходы D — выдержка Выдержка времени, с
X—ди-аметр Внутренний диаметр канавки, мм
А—ширина Ширина канавки, мм
Р—ширина резца Ширина резца, мм
42
Продолжение табл. 1.6
1 1 2 3 1 4 5
L03 Н петля Цикл наружной обработки по координате Z с автоматическим отскоком и возвратом на быстром ходу (БХ) в начальную точку W— длина Длина петли, мм
£04 В петля Цикл внутренней обработки по координате Z с автоматическим отскоком и возвратом на БХ в начальную точку длина Длина петли, мм
L05 Т петля Цикл обработки по торцу с автоматическим отскоком и возвратом иа БХ в начальную точку X- Диаметр Конечный диаметр подрезаемого торца« мм
L06 Сверление Цикл глубокого сверления с автоматическим разделением на проходы Р — глубина резания Максимальная глубина сверления за одни проход, мм
W — длина Глубина сверления, мм
L07 Резьба Цикл нарезания резьбы метчиком или плашкой F __ шаг Шаг резьбы,- мм
W — длина Длина резьбы, мм
LOS Ц обработка Цикл многопроходной обработки цилиндрической заготовки с автоматическим разделением на проходы А-припуск Припуск под чистовую обработку, мм. Если обработка последняя, то А = 0
F — глубина резания Максимальная глубина резания за одни проход (размер по радиусу), мм
43
Окончание табл. 1.6
I 2 3 4 5
L09 П обработка Цикл многопроходной обработки поковок с автоматическим разделением на проходы А -припуск Припуск под чистовую обработку, мм. Если чистовая обработка не предусмотрена, то А = 0
р — глубина резания То же, что и в L08
L10 Ч обработка Цикл чистовой обработки по контуру с заданного номера кадра В — N кадра Номер кадра начала описания контура детали
L11 Повторение Цикл повторения заданного участка программы И — число Число повторений
В — N кадра Номер кадра ^начала повторения у
цифрой, то нулем должна быть первая цифра. В случае, если опускаются нули, стоящие после значащей цифры, нулем должна быть последняя цифра.
Все линейные перемещения должны быть выражены в миллиметрах и их десятичных долях. Все угловые размеры даются в радианах или в градусах. Допускается угловые размеры выражать в десятичных долях оборота.
Ряд устройств ЧПУ имеет специальные циклы, «привязанные» к конкретному станку (табл. 1.6).
Если УЧПУ допускает задание размеров в абсолютных значениях, положительных или отрицательных, в зависимости от начала системы координат, то математический знак («Плюс» или «Минус») является составной частью слова «Размерное перемещение» и должен предшествовать первой цифре каждого размера.
Если абсолютные размеры всегда положительные, то между адресом и следующим за ним числом не ставят никакого знака, а если они либо положительные, либо отрица
44
тельные, то между адресом и следующим за ним числом ставится знак.
В случае, если УЧПУ допускает задание размеров в приращениях, то математический знак должен предшествовать первой цифре каждого размера, указывая направление перемещения.
Движение инструмента по сложной траектории обеспечивается специальным устройством — интерполятором. Интерполяция линейных и дуговых отрезков производится отдельно по участкам заданной траектории. Каждый из участков может быть записан в одном или нескольких кадрах управляющей программы.
Функциональный характер интерполируемого участка траектории (прямая, окружность, парабола или кривая более высокого порядка) определяется соответствующей подготовительной функцией (G01-G03, G06). Для задания параметров интерполяции применяют адреса /, 7, К, используя их для определения геометрических характеристик кривых (например, центра дуги окружности, радиусов, углов и т. п.). В тех случаях, когда вместе с параметрами интерполяции необходимо записать математический знак («Плюс» или «Минус»), он должен следовать за адресным символом и перед цифровыми символами. Если знак отсутствует, подразумевается знак «Плюс».
Начальная точка каждого участка интерполяции совпадает с конечной точкой предыдущего участка, поэтому в новом кадре она не повторяется. Каждой последующей точке, лежащей на этом участке интерполяции и имеющей определенные координаты, соответствует отдельный кадр информации с адресами перемещений X, Y или Z.
Современные устройства ЧПУ в своем программном обеспечении имеют «встроенные» функции для выполнения простейшей интерполяции. Так, в станке 16К20ФЗ С32 предусмотрены команды для выполнения фасок, дуг, галтелей.
Фаска под углом 45° задается адресом С (см. табл. 1.3) со знаком и конечным размером по той координате, по которой идет обработка детали перед фаской. Знак под адресом С должен совпадать со знаком обработки по координате X. Направление по координате Z задается только в отрицательную сторону (рис. 1.16, а, б).
45
Для задания дуги указываются координаты конечной точки дуги и радиус под адресом R с положительным знаком при обработке по часовой стрелке и отрицательным — против часовой стрелки (рис. 1.16, в, г).
Галтель задается адресом Q со знаком и конечным размером по той координате, по которой идет обработка дета
Рис. 1.16. Программирование фасок, дуг и галтелей на станке 16К20ФЗ С32
ли перед галтелью. Знак под адресом Q должен совпадать со знаком обработки по координате X. Направление по координате Z задается только в отрицательную сторону (рис. 1.16, д, е).
Подача и скорость главного движения кодируются числами, количество разрядов которых указано в формате конкретного УЧПУ. Выбор типа подачи должен осуществляться одной из подготовительных функций: G93 (Подача в функции, обратной времени), G94 (Подача в минуту), G95 (Подача на оборот).
Выбор типа главного движения должен осуществляться одной из подготовительных функций: G96 (Постоянная скорость резания) или G97 (Обороты в минуту).
В качестве основного метода кодирования подачи используется метод прямого обозначения, при котором должны применяться следующие единицы: миллиметр в минуту — подача не зависит от скорости главного двцже-
46
ния; миллиметр на оборот — подача зависит от скорости главного движения; радиан в секунду (градус в минуту) — подача относится только к круговому перемещению. Прн прямом кодировании скорости главного движения число обозначает угловую скорость шпинделя (в радианах в секунду или оборотах в минуту) или скорость резания (в метрах в минуту). Так, в станке 16К20ФЗ С32 частота вращения шпинделя задается форматом 51 4, например 52 — 600: минус означает вращение шпинделя по часовой стрелке (если минус отсутствует, то вращение против часовой стрелки); 600 — частота вращения шпинделя, об/мин; 2—диапазон частот вращения.
Во многих УЧПУ подача и скорость главного движения задаются кодовым числом. При этом способе подача задается буквой F и двумя цифрами (FOO, F01—F99). Код FOO обозначает остановку, a F99 — быстрый ход. В остальных случаях двузначное число после буквы F представляет собой логарифм подачи по основанию 1,12. Скорость главного движения или частота вращения кодируется буквой 5 и двумя цифрами (500, 501—599). При этом 500 обозначает остановку шпинделя. В других случаях двузначное число после 5 является логарифмом по основанию 1,12. Значения величин F(S)01—F(5)99 приведены в табл. 1.7.
Для быстрого перемещения рекомендуется использовать подготовительную функцию G00, но допускаются и другие варианты (см. табл. 1.4).
Для скорости векторного перемещения, не зависящей от скорости главного движения, подача может быть выражена значением, обратно пропорциональным времени (в минутах), необходимому для отработки соответствующего кадра.
В этом случае подача равна отношению векторной скорости (в миллиметрах в минуту) к вектору перемещения (в миллиметрах) по траектории обработки.
Слово «Функция инструмента» используется для выбора инструмента. Допускается использовать эти слова для коррекции (или компенсации) инструмента. В этом случае слово «Функция инструмента» будет состоять из двух групп цифр. Первая группа цифр используется для выбора инструмента, вторая — для коррекции инструмента. Если для записи коррекции (компенсации) инструмента используется другой адрес, рекомендуется использовать символ D или Н.
47
Табл. 1.7. Коды подач и частот вращения шпинделя при использовании ряда 1,12
F, мм/мин; п, об/мин Ct о 1 F, мм/мин; 1 п, об/мнн Код F, мм/мин; п, об/мин Код 1 F, мм/мии; п, об/мин ftf о 1 F, мм/мин; п, об/мин Код
0 (останов) 00 10,0 20 100 40 1000 60 10 000 80
1,12 01 11,2 21 112 41 1120 61 11 200 81
1,25 02 12,5 22 125 42 1250 62 12 500 82
1,41 03 14,1 23 141 43 1410 63 14 100 83
1,60 04 16,0 24 160 44 1600 64 16 000 84
1,80 05 18,0 25 180 45 1800 65 18 000 85
2,00 06 20,0 26 200 46 2000 66 20 000 86
2,24 07 22,4 27 224 47 2240 67 22 400 87
2,50 08 25 28 250 48 2500 68 25 000 88
2,80 09 28 29 280 49 2800 69 28 000 89
3,15 10 31,5 30 315 50 3150 70 31 500 90
3,55 11 35,5 31 355 51 3550 71 35 500 91
4,00 12 40 32 400 52 4000 72 40 000 . 92
4,50 13 45 33 450 53 4500 73 45 000' 93
5,00 14 50 34 500 54 5000 74 50 000 94
5,60 15 56 35 560 55 5600 75 56 000 95
6,30 16 63 36 630 56 6300 76 63 000 96
7,10 17 71 37 710 57 7100 77 71 000 97
8,00 18 80 38 800 58 8000 78 80 000 98
9,00 19 90 39 900 59 9000 79 90 000 (Быстрый ход) 99
Количество цифр, следующих за адресами Т, D и Н, указывается в формате конкретного УЧПУ.
Слово (или слова) «Вспомогательная функция» выражается кодовым числом в соответствии с табл. 1.8.
В кадре управляющей программы, задающем режим резьбонарезания, должна быть следующая информация: подготовительная функция, определяющая режим резьбонарезания;
размерные слова по адресу X и (или) Z, определяющие длину участка резьбы;
слова по адресам I или К, которые определяют шаг резьбы, параллельной соответствующим осям координат.
48
Табл. 1.8. Значения вспомогательных функций (по ГОСТ 20999—83)
Функция начинает действовать Функция действует
Вспомогательная функция ' до начала перемещения, запрограммиро-1 ванного в данном I кадре после выполнения перемещения в данном кадре до отмены (или замены) соответствующей | вспомогательной | функции только в том кадре, в котором она запи- сана Наименование Значение
2 3 4 5 6 7
ЛГОО М01 ЛГО2 X X X Программируемый останов Останов с подтверждением Конец программы Останов без потери информации по окончании отработки соответствующего кадра. После выполнения команд происходит останов шпинделя, подачи, выключение охлаждения. Работа по программе возобновляется нажатием кнопки Функция аналогична Л400, ио выполняется только при предварительном подтверждении с пульта управления Указывает на завершение отработки управляющей программы и приводит к останову шпинделя , подачи и выключению охлаждения после выполнения всех команд в кадре. Использу-
Продолжение табл. 1.8
1 2 3 4 5 6 7
МОЗ Л104 ЛГО5 Л406 ЛГО7 МОЗ AIO9 Л41О Л111 От All 2 до AI18 Ml 9 X X X X X X X X X X X X X X X X X X X Вращение шпинделя по часовой стрелке Вращение шпинделя против часовой стрелки Останов шпинделя Смена инструмента Включение охлаждения № 2 Включение охлаждения № 1 Отключение охлаждения Зажим Разжим Не определены Останов шпинделя в заданной позиции ется для приведения в исходное состояние УЧПУ и (нли) исходное положение исполнительных органов станка Включает шпиндель в направлении, при котором винт с правой нарезкой, закрепленный в шпинделе, входит в заготовку Включает шпиндель в направлении, при котором винт с правой нарезкой, закрепленный в шпинделе, выходит из заготовки Останов шпинделя наиболее эффективным способом. Выключение охлаждения Команда о смене инструмента вручную или автоматически (без поиска инструмента). Может автоматически отключать шпиндель и охлаждение Включение охлаждения № 2 (например, масляным туманом) Включение охлаждения № 1 (например, жидкостью) Отменяют М07, М08 Относится к работе с зажимным приспособлением подвижных органов станка То же Вызывает останов шпинделя при достижении им определенного углового положения
Окончание табл. 1.$
01
’ 1 2 1 3 1 4 1 5 6 1 7
От Л420 до Л429 Л430 От Л431 до М47 , Л448 М49 ! От Л150 до Л457 М58 : Л459 От Л460 до Л499 Примечав пользования в koi ров, до начала п< эксплуатационной ется команда ЛШ участка программ наличие признака X X X ие. Не 1кретныз 2ремеше докуме — «Коь Ш, КОТО X X ©предел УЧПУ 1ИЯ или нтации ец опис рый буд X X X X енные в При si после bi ia конкр ания де1 ет повт X inoMorai ом указ эшолнен етные v га л и дл эряться Не определены Конец информации Не определены Отмена А449 Отмена ручной коррекции Не определены Отмена А159 Постоянная скорость шпинделя Не определены ельные функции предназ ания о действии функций ля перемещения в данно* /ЧПУ. Так, в станке 16К я постоянных циклов L8, в цикле Ы1»; 7И20 — «Пе Приводит к останову шпинделя, подачи и выключению охлаждения после выполнения всех команд в данном кадре. Используется для установки в исходное состояние УЧПУ и (илн) исходное положение ^исполнительных органов станка. Установка в исходное положение УЧПУ включает в себя возврат к символу «Начало программы» Функция, указывающая на отмену ручной коррекции скорости подачи н (илн) скорости главного движения и о возвращении этих параметров к запрограммированным значениям Поддержание постоянным текущего значения скорости шпинделя независимо от перемещения исполнительных органов станка и задействованной функции 696 качены для индивидуального йена один кадр нлн несколько кад-кадре должны быть приведены в 20ФЗ С32 с УЧПУ 2Р22 нспользу- L9, L10»* команда М18—«Конец редача управления роботу»; х —
Значение шага резьбы должно быть выражено в миллиметрах на один оборот шпинделя. Количество цифр, в словах, задающих шаг резьбы, определено в формате конкретного УЧПУ. При нарезании резьбы с переменным шагом слова под адресами I и К. должны задавать размеры начального шага резьбы.
Слово «Функция подачи» при постоянном шаге резьбы программироваться не должно.
Управляющую программу рекомендуется составлять таким образом, чтобы в кадре записывалась только та геометрическая, технологическая и вспомогательная информация, которая изменяется по отношению к предыдущему кадру.
Каждая управляющая программа должна начинаться символом «Начало программы», после которого должен стоять символ «Конец кадра», а затем кадр с соответствующим номером. Если необходимо обозначать управляющую программу, это обозначение (номер) должно находиться непосредственно за символом «Начало программы» перед символом «Конец кадра».
Управляющая программа должна заканчиваться символом «Конец программы» или «Конец информации». Информация, помещенная после символа «Конец информации», не воспринимается УЧПУ. Перед символом «Начало програм-52
мы» и после символов «Конец программы» и «Конец информации» на перфоленте рекомендуется оставлять участки с символом ПУС («Пусто»).
Пример разработки управляющих программ.
Обработать деталь (рис. 1.17) на токарном станке 16К20ФЗ С32. Программа для ручного ввода имеет вид:
N001 F0.12S2 200Т1 *
N002 Z0X173E *
N003 L08A1P3 *
N004 Х22С2 *
N005 Z—20 *
N006 Х52С2 *
N007 Z—47,8R—7 *
N008 X80R7 *
N009 Z—65 *
NOW X96W—19,8 *
N011 X132Z—106 *
N012 W—12 *
N013 X145W—11.2Q14M17 *
N014F0.1S2 1000Т1 *
N015 ZOE *
N016 X18E *
N017 L10B4 *
N018 M02 • *
1.7.2. Отладка и корректирование программ
При подготовке управляющей программы важным моментом является разработка траектории движения режущих инструментов относительно детали и на этой основе — описание движений соответствующих органов станка. Для этого используются несколько систем координат.
Главная расчетная система — система координат станка, в которой определяются предельные перемещения и положения его рабочих органов. Эти положения характеризуются базовыми точками, которые выбираются в зависимости от конструкции станка. Например, для шпиндельного узла базовой является точка пересечения торца шпинделя с осью его вращения; для крестового стола—точка пересечения его диагоналей; для поворотного стола — центр поворота на зеркале стола и т. д. Положение осей н их направления в
53
стандартной системе координат рассмотрены в § 1.2. Начало стандартной системы координат обычно совмещается с базовой точкой узла, несущего заготовку. Узел при этом фиксируется в таком положении, при котором все перемещения рабочих органов станка происходят в положительном направлении (рис. 1.18). От этой базовой точки, называемой нулем станка, определяется положение рабочих органов, если информация об их положении потеряна, например
Рис. 1.18. Направление осей системы координат станка
вследствие аварийного выключения электроэнергии/В нуль станка рабочие органы перемещаются при нажатии кнопок на пульте управления или командами управляющей программы. Точный останов рабочих органов в нулевом положении по каждой из координат обеспечивается датчиками нулевого положения. В ряде случаев, например при токарной обработке, нуль станка устанавливается со смещением, во избежание аварии.
При закреплении заготовки на станке можно рассматривать систему координат детали с базовой точкой Д, определяющей положение этой системы и системы координат станка друг относительно друга (рис. 1.19). Иногда такая связь осуществляется при использовании базовой точки Б крепежного приспособления.
Система координат инструмента предназначена для задания положения его рабочей части относительно узла крепления. Инструмент описывается в рабочем положении в сборе с державкой (рис. 1.20). При этом оси системы координат инструмента параллельны соответствующим осям стандартной системы координат станка и направлены в ту же сторону. Начало системы координат инструмента прини
54
мают в базовой.точке инструментального блока, выбираемой с учетом особенностей его установки на станке.
Положение вершины инструмента задается радиусом г и координатами X и Z ее настроечной точки. Эта точка обычно используется при определении траектории, элементы
Рис. 1.19. Система координат детали при обработке на токарном станке
Рис. 1.20. Система координат инструмента
Рис. 1.21. Связь между системами координат:
а — при обработке иа токарном станке; б — при обработке на сверлильно-фрезерно-расточиом станке
которой параллельны координатным осям. При криволинейной траектории в качестве расчетной точки используется центр закругления при вершине инструмента.
Связь между системами координат станка, детали и инструмента легко проследить по рис. 1.21.
При разработке управляющей программы и обработке
55
детали используют систему координат программы. Ее оси параллельны осям координат станка и так же направлены. Начало координат (исходная точка станка) выбирается исходя из удобства отсчета размеров. Чтобы избежать значительных холостых ходов, исходное положение, от которого начинается обработка и в котором производится смена заготовок и инструментов, задается так, чтобы инструменты были возможно ближе к обрабатываемой детали.
Для удобства настройки современные устройства ЧПУ позволяют смещать начало системы координат программы в пространстве во всем диапазоне перемещений рабочих органов. Если при любом их положении нажать кнопку сброса геометрической информации на пульте устройства ЧПУ, то начало отсчета координат сместится в новую точку, соответствующую новому расположению рабочих органов. Для этой цели можно использовать также программируемый сдвиг нуля, который кодируют подготовительной функцией G92. Такой кадр отрабатывается без перемещения рабочих органов станка.
В ходе обработки деталей, при замене режущих инструментов может возникнуть несоответствие между результатами обработки и требованиями к ней (потеря точности, возрастание шероховатости, появление вибраций и т. д.). В этом случае необходимо оперативно откорректировать программу. В некоторых станках для компенсации погрешностей размерной настройки инструмента и для поднастройки при появлении отклонений вследствие изнашивания используются специальные блоки — корректоры. В этом случае путь инструмента на позицию обработки разделяют на две части — постоянную, которую записывают непосредственно в программу, и переменную. Вместо последней в программе указывают номер корректора. В ходе отработки программы в этот корректор можно ввести величину перемещений, которая обеспечит обработку детали в пределах заданного поля допуска.
Погрешности обработки, требующие коррекции, могут возникнуть при точении конических и фасонных поверхностей вследствие наличия у резцов радиуса вершины. При обработке конических поверхностей эти погрешности учитываются путем введения коррекций на положение инструмента.
56
При точении фасонных поверхностей программирование следует осуществлять так, чтобы траектория движения резца представляла собой эквидистанту, аналогичную случаю обработки контура фрезой радиуса г.
Фрезерные станки, оснащенные современными УЧПУ, имеют возможность ввода коррекции на радиус фрезы с пульта.
Программа обычно рассчитывается на номинальный радиус фрезы, а после переточки диаметр, а следовательно, и радиус фрезы меняются. Чтобы переточенной фрезой можно было обработать точный контур, надо измерить ее фактический диаметр и набрать на пульте коррекцию (мм), равную:
6= (£>—£>Ф)/2,
где D—диаметр новой фрезы, — диаметр переточенной фрезы.
В ряде случаев требуется скорректировать подачи, чтобы улучшить шероховатость обработанной поверхности, исключить вибрации и т. д. Для этого на пульте управления необходимо установить новое значение подачи и ввести его в память устройства ЧПУ.
Глава 2. ВСПОМОГАТЕЛЬНЫЕ ИНСТРУМЕНТЫ
И ОСНАСТКА
2.1. Приспособления для закрепления заготовок
2.1.1. Требования к приспособлениям
К приспособлениям для станков с ЧПУ предъявляется ряд требований, обусловленных особенностями этих станков.
Приспособления должны иметь повышенную точность и жесткость, обеспечивать минимальные погрешности при базировании и закреплении заготовок;
обеспечивать строго определенное положение заготовки относительно начала координат станка (нулевой точки), поскольку перемещение заготовки и инструмента на стан
57
ках с ЧПУ осуществляется в системе заранее заданных координат;
иметь полное базирование на станке, обеспечивающее строго определенное его положение. В этом случае опоры приспособления автоматически ориентированы относительно нулевой точки;
обеспечивать возможность свободного подвода инструмента ко всем обрабатываемым поверхностям с учетом обработки заготовки с четырех-пяти сторон при одной ее установке;
зажим — разжим заготовок должен быть предельно быстродействующим и не зависящим от других движений, выполняемых станком. Это позволяет обеспечить смену заготовок во время работы станка;
для сокращения подготовительно-заключительного времени приспособления должны легко переналаживаться. Это обеспечивается за счет универсальности установочных и зажимных элементов.
2.1.2. Понятие о базах и их выбор /
Установка детали в приспособлении должна обеспечивать ее точное положение относительно начала координат станка. Это возможно при правильном выборе баз. База — это совокупность поверхностей, относительно которых ориентируют все другие поверхности при обработке детали на станке или при работе детали в машине. Базы бывают конструкторские, технологические и измерительные.
Известно, что тело, ничем не ограниченное в своем перемещении, .имеет шесть степеней свободы — поступательные перемещения по трем взаимно перпендикулярным осям и вращение относительно них. При взаимодействии с другими телами часть этих степеней свободы утрачивается вследствие возникающих ограничений на движение тела (рис. 2.1).
При обработке деталь должна быть неподвижна, для чего ее нужно лишить всех шести степеней свободы. Выбор баз для обработки заготовки (технологических баз) должен основываться на принципе единства баз (технологических, конструкторских и измерительных), и при обработке на станке базы не должны меняться. Некоторые из способов установки деталей приведены на рис. 2.2.
58
a
fl
Рис. 2.2. Установка деталей на станках:
а — в патроне; б — в патроне и заднем центре; в — на оправке; г — прихватами; д — на призме
2.1.3. Зажимные приспособления к станкам токарной группы
Для установки деталей типа втулок, стаканов, фланцев, коротких валиков, дисков на токарных станках с ЧПУ наиболее широко используются трехкулачковые патроны. На рис. 2.3 показан быстродействующий'механизированный
Рис. 2.3. Патрон с клиновым зажимом
патрон типа ИКС с клиновым зажимным механизмом. В радиальных пазах корпуса 1 размещены три основных кулачка 2, с рифленой поверхностью которых сопряжены сменные кулачки 5. Эти кулачки закреплены с помощью сухарей 3 и винтов 4. При осевом перемещении муфты 7 кулачки 2, сопрягающиеся с ней по наклонным Т-образным пазам, получают радиальное перемещение и зажимают или освобождают заготовку. Муфта 7 связана тягой с силовым приводом (электромеханической головкой, пневмо- или гидроцилиндром), размещенным на заднем конце шпинделя станка.
60
Крышка 6 защищает механизм патрона от попадания грязи и стружки.
Конструкция патрона с клиновым зажимом типа ПЗК отличается быстротой переналадки (рис. 2.4). Корпус 1, муфта 7, крышка 6, основной кулачок 2 в этой конструкции выполняют те же функции, что и в патроне ПКС. Прижим рабочего кулачка 5 к основному осуществляется посредством тяги 4 и эксцентрика 3. От выпадания эксцентрик предохраняет штифт 9. Эксцентрик через промежуточный сухарь 8 действует на тягу 4, которая за Т-образный паз прижимает рабочий кулачок к основному, базируя его по рифлениям и по лыскам тяги 4. При повороте эксцентрика на угол 180° происходит отжим рабочего кулачка от основного, и появляется возможность быстрого перемещения рабочего кулачка в радиальном направлении.
Для обеспечения осевого базирования заготовки к корпусу патрона крепят между основными кулачками торцовые упоры в виде планок.
Патроны комплектуют закаленными и незакаленными кулачками. Закаленные кулачки используются при закреплении необработанных заготовок на черновых операциях. На рабочих поверхностях кулачков выполнены продольные и поперечные канавки, формирующие сетку зубчиков. Для зажима прутков ставят кулачки прямой формы, для зажима штамповок или отливок в кулачках предусматривают прямые или обратные (но не более 5°) уклоны.
В незакаленных, расточенных в ходе настройки кулачках закрепляют заготовки по обработанным поверхностям. Некоторые из вариантов крепления приведены на рис. 2.5.
Заготовки деталей типа валов обрабатываются преимущественно в центрах, передача крутящего момента осуществляется поводковыми патронами. Передний центр делают плавающим, т. е. имеющим возможность смещения вдоль оси под давлением заднего центра станка. Поджим заднего центра механизирован с помощью гидравлических или электромеханических устройств, встроенных в заднюю бабку. Смещение заготовки в сторону шпинделя происходит до тех пор, пока своим левым торцом она не упрется в торец патрона.
Широкое распространение в токарных станках с ЧПУ получили поводковые патроны с торцовыми ножами, врезаю-
61
щимися в заготовку при нажатии задним центром. В этом случае все наружные поверхности вала открыты для обработки, а использование плавающих ножей обеспечивает надежное закрепление заготовки и передачу значительного
крутящего момента даже при отклонении торца заготовки от перпендикулярности относительно оси.
Плавающие ножи 2 выполнены в виде цилиндров, задние концы которых входят в кольцевую полость 1, заполненную гидропластом или маслом (рис. 2.6). При нажатии торцом вала на один из ножей давление в полости возрастает,
62
и другие ножи смещаются вперед до тех пор, пока силы нажима на все ножи не уравняются.
Патроны могут применяться не только для установки валов, но и втулок. В последнем случае плавающий центр выполняется тупым (рис 2.7).
Рис. 2.6. Поводковый патрон с плавающими ножами
Рис. 2.7. Установка детали в повод- Рис. 2.8. Установка по-ковом патроне: водкового патрона в
а — вала; б — втулки трехкулачковом
Для быстрой переналадки с патронных работ на центровые применяют поводковые патроны с цилиндрическим хвостовиком, закрепляемые в трехкулачковых патронах без снятия последних со шпнцделя станка (рнс. 2.8).
63
В задней бабке целесообразно устанавливать удлиненные вращающиеся центры, обеспечивающие максимально близкий подвод инструмента к центру детали (рис. 2.9).
Рис. 2.9. Удлиненный вращающийся центр
2.1.4, Приспособления к станкам, сверлильно-фрезерно-расточной группы
Обработка деталей на станках с ЧПУ производится в различных организационно-технических условиях — в единичном и мелкосерийном, а также в серийном и крупносерийном производстве. Учитывая, что стоимость стаико-часа работы станка с ЧПУ в несколько раз выше, чем универсального станка, крайне важно сократить подготовительно-заключительное и вспомогательное время.
Это достигается за счет механизации приспособлений для установки деталей. Для больших партий деталей (крупносерийное производство) целесообразно использовать специальные приспособления для каждой конкретной детали или группы деталей. Однако при малом объеме партии значительно возрастают затраты на проектирование и изготовление приспособлений, отнесенные к одной детали, и ухудшаются экономические показатели. В этом случае более выгодно использовать быстро собираемые переналаживаемые приспособления из унифицированных элементов.
Переналаживаемые приспособления делятся на два вида. Приспособления первого вида состоят из унифицированной базовой части и специальной сменной наладки; приспособления второго вида включают унифицированную базовую часть, снабженную элементами, которые можно переналадить при изменении диапазона размеров обрабатываемых деталей одинакового класса, группы и вида.
64
s
Рис. 2.10. Базовые плиты:
а — прямоугольная; б — прямоугольная гидрофицированная; в — кругдад
. Э. Фельдштейн
В настоящее время разработано несколько систем таких приспособлений для станков с ЧПУ: универсально-сборные приспособления (УСП), сборно-разборные приспособления (СРП), универсально-сборная переналаживаемая оснастка (УСПО) и др. В комплект такой системы входит несколько
групп деталей и сборочных единиц.
Базовые детали и сборочные единицы используются в качестве основания при монтаже приспособления. К ним относятся механизированные и немеханизированные прямоугольные, квадратные и круглые плиты (рис. 2.10), губки (рис. 2.11), угольники и оправки (рис. 2.12), делительные стойки и гидрофицированные тяну-
Рис. 2.11. Механизированные губки
щие и тянуще-толжающие блоки с усилием на штоке 13,7 кН и 28,4 кН (рйс. 2.13). Корпусные (опорные) детали и сборочные единицы являются основой приспособления. На них монтируются установочные и зажимные элементы. К корпусным деталям относятся опоры и подкладки различных типов (рис. 2.14, 2.15), установочные угольники (рис. 2.16), кондукторные планки (рис. 2.17), державки валиков (рис. 2.18), поворотные кронштейны (рис. 2.19), призмы и полупризмы (рис. 2.20).
Установочные детали и сборочные единицы служат для базирования заготовки в приспособлении и базирования приспособления на столе станка. В эту группу входят уста-новы, пальцы и штыри различных форм, установочные диски; центры различных видов, опоры, призмы, полупризмы
и т. д.
Направляющие детали и сборочные единицы предназначены для ориентации и фиксации элементов друг относительно друга. К ним относятся валики, колонки, планки, шпонки, пальцы,втулки.
Зажимные детали и сборочные единицы служат для закрепления заготовок в приспособлении. Для этого исполь-
Рис. 2,12. Базовые оправки (а) и угольники (б)
Рис. 2.13. Гидрофицированные блоки
Рис. 2.14. Корпусные опоры промежуточные (а, б, в, г), установочные (д), регулируемые (г); а —прямоугольные; б, в — угловые;
г — квадратные
зуются прихваты различных форм (рис. 2.21), хомутики и валики, тисочные, клиновые, эксцентриковые зажимы (рис. 2.22), различные конструкции прижимов (рис. 2.23), гидро-и пневмоцилиндры тянущего и толкающего типов (рис. 2.24) с усилием на штоке 21,3—51,5 кН.
В качестве крепежных деталей, используются болты, винты, гайки, шайбы, шпильки, сухари.
63
Рис. 2.15. Корпусные подкладки:
а — квадратные; б — прямоугольные; в — угловые; г — круглые
Рис. 2.16. Установочный угольник
Рис. 2.17. Планки кондукторные (а, б) и ступенчатые (в)
69
Для механизации приспособлений применяются элементы пневмо- и гидропривода — пневмопреобразователи (давление сжатого воздуха 0,5 МПа преобразуется в давление масла 20 МПа), пневмогидроусилители, аккумуляторы, дроссели.
Рис. 2.20. Неподвижная призма (а); неподвижная полупризма (б); регулируемая призма (в)
Механизированные элементы соединяются в общую схему с помощью арматуры —рукавов высокого и низкого давления, штуцеров, угольников, крестовин, коллекторов и т. д.
При сборке используются также вспомогательные детали — кулачки, заглушки, пружины.
Конструкции деталей и сборочных единиц достаточно сложные и универсальные, что обеспечивает возможность
70
Рис. 2.21. Прихваты
Рис. 2.22. Зажимы тисочные (а) и клиновые (б)
Рис. 2.23. Прижимы
Рис, 2.24. Гидроцилиндры
обработки самых разных заготовок. Некоторые варианты приспособлений на базе унифицированных элементов приведены на рис. 2.25—2.28.
При компоновке приспособления можно использовать различные способы установки детали:
1) деталь своими технологическими базами соприкасается с установочными базами, которыми являются готовые детали и сборочные единицы приспособления;
2) деталь своими технологическими базами соприкасается с установочными базами, выполненными на специальной сменной наладке;
72
Рис. 2.25. Гидрофицированное сборно-разборное приспособление для закрепления четырех деталей типа «крышка»:
1 — плита; 2— наладка (нестандартная деталь), 3 — шайба; 4, 6 — болты;
5 — втулка (нестандартная деталь); 7— гайка; 8 — заготовка; 9, 10, 11 — базирующие пальцы
10 11 1215 15 15 15 77 19 21 22 23 2525 76
Рис. 2.26. Гидрофицированное приспособление для закрепления двух корпусных деталей:
1 — плнта; 2, 48 — гндроцилиндры; 3—5, 24—26 — кольца; 6, 11, 13, 21, 30, 32, 35, 38 — шпильки; 7, 10, 14, 36 — гайки; 8, 9, 47 — шайбы; 12, 22 — пружины; 15, 51 — подкладки; 16, 37, 46 — вииты; 17, 56 — устаиовы; 18, 23, 50 — опоры; 34, 44 — планки; 28, 33, 54 — угловые соединения; 27 — манометр; 29 — дроссель; 31 — пята; 39, 49, 52 — прихваты; 40 — аккумулятор; 41, 55 — рукава; 42, 43, 53 — тройниковые соединения; 45 — быстросъем-иое соединение
Рис. 2.27. Приспособление для обработки корпуса:
1 — плита; 2, 5, 19, 21, 23, 26, 29, 34 — шпильки; 3, 4 — кольца; 6, 35 — прихваты: 7 — обрабатываемая деталь; 8, 11, 15, 17, 22 — винты; 9 — проставка; 10, 12, 18, 27, 28 — гайки; 13, 14, 16 — опоры; 20 — подкладка; 24—( планка; 25 — шайба; 30— рукав; 31 — угловое соединение; 32— гидравлический цилиндр; 33— пружина; 36—аккумулятор; 37 — быстросъемное соединение; 38 — дроссель; 39 — манометр
3) комбинированный из первых двух способов: деталь соприкасается с установочными базами, выполненными на сменной наладке, которая закреплена на детали или сборочной единице универсального комплекта;
4) смешанный, когда деталь контактирует одновременно с установочными сборочными единицами и деталями и со специальными сменными наладками;
Рис. 2.28. Приспособление для обработки корпуса с ручным зажимом:
1 — плита; 2, 12, 15 — подкладки; 3, 9 — шпильки; 4, 10, 16 — гайки; 5 — пружина; 6 — планка (специальная деталь); 7, 8, // — шайбы; 13 — палец (специальная деталь); 14, /7 — винты
5) деталь своими технологическими базами соприкасается с регулируемыми элементами, размещенными в установочных деталях или в сменных наладках.
Тот или иной способ используется в зависимости от необходимой точности установки и объема партии деталей.
В системах переналаживаемой оснастки используются два способа фиксации элементов друг относительно друга: шпонка — точный паз и палец — отверстие (рис. 2.29). Второй способ имеет ряд технологических и эксплуатационных
76
преимуществ по сравнению с первым. Он заключается в том, что два элемента, имеющих цилиндрические отверстия, фиксируются на двух сборочных штифтах. Каждый штифт состоит из пальца 1 с двумя коническими поверхностями, двух разрезных втулок 2 с коническими отверстиями и двух
Рис. 2.30. Плита с пневмозажимом:
/ — центральный шток; 2 — дополнительный шток; 3 — поршень; 4 — верхняя плита; 5 — корпус
упругих шайб 3. Под действием зажимного элемента (болта, шпильки) устанавливаемый элемент 4 прижимается к плите 5 до полного закрытия стыка. При этом опора и плита донышками глухих отверстий давят через шайбы 3 на втулки 2, которые перемещаются по пальцу, увеличиваются в диаметре, выбирают зазор и создают натяг в соединении. Сила, затрачиваемая на закрепление стыка, составляет 6—8 % от силы затяжки резьбового соединения.
77
Табл. 2.1. Параметры гидрофицироваииых элементов быстропереналаживаемых приспособлений
Параметр Система
УСП — ЧПУ СРП — ЧПУ УСПО
Количество штоков в гидроплите, до 9 24 32
Усилие на штоке, кН 28—38,5 25—30 14,7—53,9
Усилие на штоке гидроцилиндра, кН 12,6—28,4 12—50 13,7—51,5
Давление масла в системе, МПа 10 10 20
Механизация быстропереналаживаемых приспособлений осуществляется путем использования пневмо- или гид-, росистем. Так, в частности, в комплект базовых плит системы УСП—ЧПУ входит плита с пневмозажимом (ри^ 2.30), в которой имеется 13 штоков, а общее усилие достигает 60 кН. Давление воздуха в системе 0,4—0,6 МПа.
С помощью пневмогидропреобразователей давление сжатого воздуха можно трансформировать в давление масла 10 или 20 МПа. В этом случае используются гидро-фицированные плиты с различными характеристиками, (табл. 2.1).
Комплекты переналаживаемых приспособлений выпус
каются с различными шириной шпоночного паза (12; 16 мм для УСП и 11; 18; 22 мм для СРП) или диаметром фиксирующего пальца (8, 10, 12 мм). Время сборки приспособления в зависимости от его сложности колеблется от 0,5 до 2 ч.
При обработке деталей на многооперационных станках ис-
Рис. 2.31. Базовый секционный угольник на базовой плите
полнительные элементы приспособления можно монтировать не только на базовых пли-
78
a — с отверстием; б — с поперечным пазом; в — без отверстия и паза
тах (см. рис. 2.25—2.28), но и на базовых секционных угольниках (рис. 2.31). Они имеют форму куба, на гранях которого выполнена сетка координатно-фиксирующих отверстий. Смонтировав такой угольник на поворотном столе станка, можно обрабатывать за одну установку до четырех одинаковых или различных деталей.
79
Базовые плиты и угольники используются также при разработке столов-спутников многооперационных станков. Такие приспособления позволяют совмещать смену детали с процессом обработки и широко используются при обработ-
ке корпусных деталей.
Деталь и приспособление должны быть выставлены относительно начала координат станка, его нулевой точки. Для облегчения ориентации столы станков имеют центральное отверстие или систему продольных н поперечных пазов. Если это не предусмотрено, то приспособление базируется отно-
Рис. 2.33. Уставов для нахождения нулевой точки
сительно упора, положение которого предварительно выверено (рис. 2.32). Положение нулевой точки можно найти с помощью специального установа (рис. 2.33). Для фиксации положения установа в собранном приспособлении на его основании выполнены два точных взаимно перпендикулярных шпоночных паза В к Г. На установе имеются две пары опорных площадок А и Б, которые точно расположе
ние. 2.34. Выверка детали относительно шпинделя станка: а — оптическим центроискателем; б — контрольной оправкой; в — индикаторным центроискателем
80
ны относительно шпоночных пазов. Каждая пара площадок позволяет определить исходную точку программы в зависимости от положения шпинделя относительно стола станка и баз приспособления. Это осуществляется путем подвода к контрольным площадкам валика или инструмента, установленного в шпинделе станка.
Более точными являются способы выверки непосредственно по оси шпинделя (рис. 2.34). При использовании оптического центронскателя оптическую систему 2 устанавливают с помощью хвостовика 1 в шпинделе станка. На деталь 4 помещают угольник 3, на верхней полированной поверхности которого нанесена риска. Нулевая точка находится при совпадении риски с перекрестием центронскателя. Положение детали относительно шпинделя определяют с помощью щупа, концевых мер, индикаторным инструментом и другими способами.
2.2. Вспомогательные инструменты
2.2.1. Подсистемы вспомогательных инструментов
Вспомогательные инструменты служат для соединения режущих инструментов со шпинделем станка, суппортом или револьверной головкой. С учетом многообразия конструкций и размеров режущих инструментов, необходимости сокращения номенклатуры и затрат на изготовление и эксплуатацию вспомогательных инструментов в настоящее время разработана «Система вспомогательного инструмента для станков с ЧПУ» (РТМ 2П-2—79). Система включает три подсистемы: 1 —. для станков с коническим посадочным отверстием шпинделя, 2, 3 — для токарных станков.
Первая подсистема состоит из ряда шпиндельных оправок, переходных оправок и патронов. Некоторые элементы приведены на рис. 2.35. Оправки 1.1—1.3 служат для крепления фрез с торцовыми или продольными шпонками или центрируемых по отверстию. Цанговые патроны 1.4 используются для закрепления сверл, разверток, фрез с цилиндрическим хвостовиком. В комплект входят переходные оправки для закрепления концевых фрез с хвостовиком специальной формы (1.5), инструментов с конусом Морзе и лапкой (1.6) или резьбовым отверстием (1.7), державки для регули-
81
руемых втулок й оправок (1.8). Опрайки 1.9, 1.16 используются для закрепления расточных резцов, оправки 1.11 — для насадных разверток, оправки 1.12 — для подрезных пластин. В подсистему входят универсальные расточные го-
122 1,23 724 125
Рис. 2.35. Подсистема вспомогательных инструментов для фрезерных и многооперационных станков
ловки (1.13), соответствующие ГОСТ 22393—77 и ГОСТ 23022—78 (см. гл. 3).
Применение переходных оправок, закрепляемых в державке 1.8, позволяет регулировать осевые размеры инструментов вне станка. В державках закрепляются цанговые
82
патроны 1.14, переходные регулируемые втулки 1.15, оправки для насадных зенкеров и разверток 1.16, патроны для метчиков 1.17, расточные оправки 1.18, оправки для двухрезцовых головок 1.19 и дисковых фрез 1.21, державки для перовых сверл 1.20.
Из вспомогательных инструментов с конусом Морзе в подсистему входят сверлильные патроны 1.22, патроны для метчиков 1.23, расточные патроны 1.24 и оправки для насадных разверток 1.25.
В станках сверлильно-фрезерно-расточной группы широко используется модульный принцип разработки и комплектации оснастки. В первую очередь это относится к расточным оправкам и борштангам.
Инструмент, собираемый из унифицированных модулей, имеет такие преимущества, как универсальность, т. е. возможность применения на различных типах станков, и возможность группирования, т. е. обработки близких по конструкции деталей.
Одной из проблем в разработке модульного инструмента является выбор конструкции соединительного элемента. При этом должны обеспечиваться достаточные жесткость, точность и повторяемость размеров инструмента.
В настоящее время применяется несколько типов соединений базовых и сменных агрегатов (рис. 2.36): односторонний прижим винтами с внутренним (а) или наружным (б) креплением сменной части; соединение через упругий элемент— разрезную цангу (в); соединение с торцовым натягом посредством резьбы с крупным шагом, выполненной в сменном и базовом агрегатах (г); с помощью стягивающего винта (д'); с помощью радиального винта, ось которого смещена по отношению к конической расточке хвостовика сменного агрегата (е).
Кроме того, используется много систем модульного инструмента. В частности, система, разработанная во ВНИИ (рис. 2.37), включает в себя сменные режущие головки 4, сменные хвостовики 1, удлинители 2 и переходники 3 с большего диаметра на меньший. Модули соединяются между собой посредством резьбового соединения, снабженного направляющим цилиндрическим пояском, аналогичным рнс. 2.36, г. Система для обработки отверстий диаметром 40—160 мм состоит из 22 модулей, а именно: шести типораз-
83
Рис. 2.36. Схемы соединений модулей:
/ — сменный инструмент; 2 — крепежный винт; 3 — базовый агрегат; 4 — упругий элемент; 5 — режущий элемент
Рис. 2.37. Схема модульного инструмента
меров регулируемых двузубых головок (диаметр 38— 50 мм; 48—60; 60—76; 76—100; 100—125 и 125—160 мм), пяти типоразмеров регулируемых однозубых головок (диаметр 40—48 мм; 48—60; 60—75; 72—100; 97—130 мм), трех типоразмеров хвостовиков с конусом № 50 (конусность 7:24), четырех типоразмеров удлинителей и переходников.
При сборке оснастки и установке ее на станке, а также в процессе обработки возникают статические и динамические погрешности. Систематизация этих погрешностей и примеры расчета приведены в приложении.
Вспомогательные инструменты для токарных станков с ЧПУ объединены во вторую и третью подсистемы. Одна из
84
2,1 2,2 2,3 2,6- 2,5 26 2.1 28 2,3 2,10 2.11 2,12 2,13 2,16 2,15 2.16 2,17 2J8 2]9
Рис. 2.38. Подсистема вспомогательных инструментов с цилиндрическим хвостовиком к токарным станкам
них включает вспомогательные инструменты с цилиндрическим хвостовиком (рис. 2.38), другая — инструменты с базирующей призмой (рис. 2.39).
Резцедержатели 2.1, 2.2, 2.4, 2.7—2.9 служат для обработки наружных поверхностей, резцедержатели 2.3, 2.5 можно использовать для крепления инструментов при обработке
Рис. 2.39. Подсистема вспомогательных инструментов с базирующей призмой к токарным станкам
внутренних поверхностей, выточек, канавок. Двусторонний резцедержатель 2.6 предназначен для закрепления отрезных резцов, а 2.9 — для контурного точения. Все резцедержатели имеют подвод СОЖ от револьверной головки к вершине резца, на них отсутствуют выступающие элементы, на которые может навиваться стружка.
Переходная втулка 2.10 позволяет закреплять инструменты круглого сечения диаметром 16—40 мм, а втулка 2.17 — диаметром 8—32 мм. Жесткие втулки 2.12 и само-устанавливающиеся 2.13 позволяют крепить инструменты с конусом Морзе. В подсистему входят державки для перовых сверл 2.11, расточные оправки 2.14, 2.15, резьбонарезные патроны 2.16. Переходные втулки со шпоночным пазом
86
2.18, 2.19 позволяют использовать элементы первой подсистемы.
В третьей подсистеме используется ряд резцедержателей (3.1—3.3, 3.5), распределитель охлаждающей жидкости 3.4 для подвода СОЖ в зону резания. Держатель 3.6 применяется для крепления инструментов второй подсистемы, а держатели 3.7 и 3.8 — первой подсистемы.
2.2.2. Оправки
В отечественных фрезерных, расточных и многооперационных станках с ЧПУ инструменты устанавливаются в шпиндель станка не непосредственно, а с помощью стандартных оправок. Эти оправки имеют конический хвостовик с конусностью 7:24 (рис.у2.40) для того, чтобы он не был самотормозящимся и позволял легко извлечь оправку из шпинделя. В шпинделе оправка удерживается с помощью тяги и тарельчатых пружин или затягивается винтом.
На оправке имеется фланец с канавкой V-образной формы. За этот фланец оправку удерживает автооператор. Для передачи крутящего момента во фланце имеются радиальные пазы, которыми он сцепляется с торцовыми шпонками шпинделя станка. В связи с этим оправка вводится в отвер-
Рис. 2.40. Хвостовик конических оправок к станкам с ЧПУ (размеры D4 и li определяют свободное пространство для захвата инструмента)
87
стие шпинделя в определенном угловом положении. В этом же положении должен автоматически останавливаться шпиндель. При загрузке магазина оправка с закрепленным в нем инструментом также должна быть строго ориентирована в его гнезде. Для этого служит угловой вырез во флан-
це. Оправка удерживается в гнезде магазина с помощью подпружиненного фиксатора.
Основные размеры конических хвостовиков приведены в табл. 2.2.
В шпинделе станка оправка крепится с помощью тяги с захватом и тарельчатых пружин или затягивается винтом.
В зависимости от конструкции захвата встречаются различные конструктивные исполнения концевой части хвостовика 1 (рис. 2.41). В ряде случаев в резьбовое отверстие ввертывается штырь 2 с заплечиками (рис. 2.41, а). В некоторых станках используется захват непосредственно по внутренней поверхности оправки, при котором со стороны ее заднего торца расточена выточка с овальным входом (рис. 2.41,6). В других станках прямоугольный вход и выточку имеют штыри (рис. 2.41, в). Соответствующую некруг-
88
Табл. 2 2. Основные размеры конических хвостовиков, мм (по ГОСТ 25827—83)
Обозначение конуса D А D2 D„ Dit не более dt d2 L не менее z2 ^3 I
30 50 .31,75 46 55,07 44 13 4 68,4 8 15,5 6 5,6 8
40* 63 44,45 58 69,34 55 17 5 93,4 10 18,5 8 6,6 10
45 80 57,15 74 87,61 68 21 6 106,8 13 24,0 10 9,2 12
50* 100 69,85 94 107,61 85 25 126,8 16 30,0 11
Хвостовики предпочтительного применения.
*
со со
лую форму имеет конец штока зажимного механизма. Перемещаясь вперед, шток входит в выточку, поворачивается в ней на 90° и, возвращаясь назад, захватывает и закрепляет оправку. При затяжке винтом (рис. 2.41, а) шток, вращаясь, ввинчивается в оправку и затягивает ее в шпиндель станка.
В конструкции оправок многооперационных станков предусматривается возможность их автоматического поиска
Рис. 2.42. Размещение кодовых колец на инструментальных оправках:
1 — хвостовик; 2 — промежуточное кольцо; 3 — кодовое кольцо;
4 — штырь
и замены. В настоящее время используются три системы поиска: с кодированием номера инструмента; с кодированием номера гнезда магазина; с расположением инструмента в последовательности обработки без дополнительного кодирования.
В первом случае инструментальную оправку снабжают набором сменных кодовых колец двух диаметров (рис. 2.42). При вращении магазина кольца большего диаметра нажимают на конечные выключатели, установленные на неподвижных элементах магазина. Комбинация сигналов от набора конечных выключателей сравнивается с заданным кодом, соответствующим номеру инструмента, и при совпадении сигналов подается команда на останов вращения магазина. Количество колец определяется принятой системой кодирования — двоичной или двоично-десятичной.
Наряду'с кодовыми кольцами можно использовать штифты, а также наносить в специально отведенном месте хвостовика магнитные штрихи, которые считываются установленными вместо конечных выключателей магнитными головками.
При кодировании номеров инструментов их можно устанавливать в магазин в произвольном порядке, отпадает необходимость в повороте магазина в момент возврата инструмента, так как его можно установить в произвольное свободное гнездо. Однако при этом усложняется конструкция оправки и не всегда можно установить инструменты больших габаритов.
90
Табл. 2.3. Шпиндельные оправки и патроны
Эскиз Номер в подсистеме Технологические возможности
1 2 3
1.1
1.2
Оправки для насадных торцовых фрез (ГОСТ 26538—85): d = = 22—50 мм; / = 77—185 мм
Оправки для насадных фрез с продольной шпонкой (ОСТ 2П14-5— 78) : d = 16—50 мм; I = 30—60 мм
о
Продолжение jna6 л. 2,3
I 2 I
1.3
Оправки для фрез, центрируемых по отверстию (ГОСТ 26541— 85):d— =40; 60 мм; I — 40; 48 мм
1.4 Патроны цанговые для крепления инструмента с цилиндрическим хвостовиком (ГОСТ 26539—85) : d = = 2—40 мм
1.5
Оправки для крепления концевых фрез с хвостовиком по стандарту ISO 3338/11-77 : d = 12-50 мм; I — 50—115 мм
Продолжение табл. 2.3
I 2 I
з
1.9
1.6 Втулки переходные для инструментов с конусом Морзе и лапкой (ГОСТ 13790-68)
1.7 Втулки переходные для инструментов с конусом Морзе и резьбовым отверстием
Державки для регулируемых втулок и оправок (ОСТ 2П15-2— 84) : I = 85—130 мм
Оправки расточные консольные с креплением резца под углом 90° (ГОСТ 21224-75) :d=25-160 мм; I = 25—90 мм; D = 35—270 мм; L = 93—505 мм; В = (8x8)—(40 х X 40) мм
со со
Продолжение табл. 2.3
I 2 I
з
Оправки, расточные консольные с креплением резца под углом 60° (ГОСТ 21225-75) : d = 50—160 мм; I = 38—НО мм; £) = 75—260 мм; £= 127—635 мм; В = (16x16)— (40x40) мм
Оправки расточные консольные с закреплением резца под углом 45° (ГОСТ 21226—75): d = 25—50 мм; I — 22—40 мм; D = 30—85 мм; L = 93—323 мм; В = (8x8)—(16х X16) мм
1.10
Оправки расточные сборные: / = = 160 мм; D= 150—350 мм
Окончание табл. 2.3
1.11
Оправки качающиеся для насадных разверток (ГОСТ 21233—75) : d=13—60 мм; Z = 28—75 мм; L — 202—452 мм
1 — корпус; 2 — кольцо; 3—шпонка; 4 — гайка; 5 — штифт; 6 — опора; 7—хвостовик; 3— винт
ЛГ-24-
1.12
Оправки для подрезных пластин : d = 40—100 мм; Ь = 45—200 мм; I = 100—140 мм
<£> Сл
Опрявки с конусностью 7:24 используются в первой подсистеме вспомогательных инструментов (табл. 2.3).
Наряду с жесткими оправками применяются также регулируемые (рис. 2.43). Последние устанавливаются в переходную державку (с конусностью 7:24), в корпусе 1 которой имеется внутреннее цилиндрическое отверстие диамет-
Рис. 2.43. Схема закрепления регулируемой оправки
ром 36 или 48 мм со шпоночным пазом. Хвостовик 3 регулируемой оправки или втулки устанавливается в отверстие. Регулирование вылета инструмента осуществляется вращением регулировочной гайки 5 по наружной трапецеидальной резьбе хвостовика 3. Это обеспечивает осевое перемещение инструмента, который не имеет вращения из-за шпонки 2, передающей крутящий момент. После настройки на размер гайка фиксируется на хвостовике с помощью стопорного винта 6 и прокладки 7, а сам хвостовик в корпусе — винтами 4. ’Для предотвращения вытягивания инструмента из корпуса на поверхности хвостовика сделан косой срез под углом 2°.
Характерные разновидности регулируемых оправок приведены в табл. 2.4.
2.2.3. Резцедержатели
Одной из наиболее эффективных разновидностей резцедержателей являются резцедержатели с цилиндрическим хвостовиком (табл. 2.5), имеющим плоскую лыску с рифлениями (рис. 2-44).
96
4 Е. Э. Фельдштейн
Табл. 2.4. Переходные оправки и патроны
Эскиз
Номер в подсистеме
Технологические возможности
Патроны цанговые для крепления инструментов с цилиндрическим хвостовиком (ОСТ 2П13-2—80) : d==3—25 мм; I = 55—124 мм
Исполнение/
1.15
Втулки регулируемые с внутренним конусом Морзе (ОСТ 2П12-9—84) : I = 13—223 мм; = = 25—160 мм
•оо
1.16
1.19
Продолжение табл. 2.4
Оправки для насадных зенкеров и разверток: I = 153—265 мм; /х = 30—65
Оправки расточные: = 100—205 мм
D = 22—90 мм; / =
Оправки для расточных двухрезцовых головок: D = 40—110 мм; / = 130—250 мм
Окончание табл. 2.4
90°
Рис. 2.44. Резцедержатель с цилиндрическим хвостовиком:
1 — шарик подвода СОЖ; 2— виит крепления прижимной плаики; 3 — прижимная планка; 4 — опорная планка; 5 — регулировочный вннт; 6 — корпус
Базирование резцедержателя производится по цилиндру хвостовика, обеспечивающему точную угловую установку инструмента, и штифту. Крепление хвостовика в револьверной головке осуществляется при помощи сухаря или клина, имеющего рифления, смещенные относительно рифленого хвостовика (рис. 2.45). В результате опорная поверхность резцедержателя прижимается к револьверной головке с усилием в несколько десятков килоньютонов.
Для установки резца на высоте центров служит подкладка '4. Резец крепят с помощью винтов 2 и прижимной планки 3. Подача СОЖ в зону резания осуществляется через
Рис. 2.45. Схема крепления цилиндрического хвостовика в револьверной головке
100
Табл. 2.5. Основные размеры цилиндрических хвостовиков, мм (по ГОСТ 24900—81)
Высота резца h или диаметр отверстия d2 для инструмента D d 1 11 1г 1, Й1 h 2 R b
16 30; 32 14 68 55 50 30 48 27; 29 35 28 25 18
40 83 63 58 36 42,5 32,5 32
20
50 16 98 78 78 36 56 45 50 35 37 22
25
60 123 94 80 44 55 62,5 42,5 48
32
80 чани 20 5. Догг 158 /скаета 124 5 ИЗГОТ ПО овлять 60 отверс' 80 гия диа 72 метром 80 d2 = 2 55 8, 36 65 48 мы 25
40 Приме
канал в корпусе 6, образованный пересекающимися отверстиями и заканчивающийся шариком 1, позволяющим регулировать направление подачи СОЖ- Для облегчения настройки резца на размер в корпусе установлены под углом 45° друг к другу два регулировочных винта 5.
Рис. 2.46. Резцедержатель с базирующей призмой:
/ — шарик подвода СОЖ; 2 — винт крепления прижимной планки; 3 — прижимная планка; 4 — опорная планка; 5 — регулировочный внит; 6 — корпус
Основные типоразмеры резцедержателей с цилиндрическим хвостовиком приведены в табл. 2.6.
На базе цилиндрических хвостовиков разработаны и используются для установки в револьверных головках другие разновидности вспомогательных инструментов (табл. 2.7).
Использование резцедержателей с базирующей призмой (рис. 2.46) позволяет при помощи сухарей, входящих в пазы револьверной головки, крепить на одной ее грани несколько независимых друг от друга режущих инструментов. Через эти же сухари к инструментам подводится СОЖ- Способы закрепления и регулирования положения инструмента такие же, как и для резцедержателей с цилиндрическим хвостовиком.
Основные размеры призматических хвостовиков резцедержателей приведены в табл. 2.8, а номенклатура резцедержателей — в табл. 2.9.
102
Табл. 2.6. Резцедержатели* с цилиндрическим хвостовиком
Эскиз
Номер в подсистеме
Технические возможности
2.1 С перпендикулярным открытым пазом:
I = 40—80 мм
С перпендикулярным закрытым пазом:
I = 44—134 мм
2.3 С параллельным открытым пазом: I = = 54—124 мм
2.4 С перпендикулярным и параллельным открытыми пазами: I = 70—140 мм
2.5 С осевым открытым пазом: I = 70—140 мм
103
Окончание табл. 2.6
С перпендикулярным открытым пазом для отрезных резцов: I = 50—90 мм
Несимметричный с перпендикулярным открытым пазом: I = = 45—75 мм
С перпендикулярным и параллельным открытыми пазами удлиненный: I =
= 110—250 мм
С параллельным открытым пазом удлиненный: 1=70—160 мм
* Выпускаются правого и левого исполнения; В = 16—40 мм; Н — 16—40 мм.
104
Табл. 2.7. Вспомогательные инструменты с цилиндрическим
хвостовиком
Эскиз
Номер в подсистеме
Технологические возможности
2 3
2.10 Втулки переходные: d = 30—80 мм; Z = = 35—85 мм
2.11 Державки для перовых сверл: Z = = 87—211 мм
2.12
2.15
Втулки переходные с конусом Морзе
Оправки расточные с перпендикулярным пазом для резца: В = 8—20 мм; Z = 75— 250 мм
Оправки расточные с наклонным пазом под резцы: В = 8— 20 мм; Z = 75—250 мм
105
Окончание табл. 2.7
3
2.17
2.18
Втулки переходные разжимные: d = 8— 32 мм
Втулки переходные со шпоночным пазом: d = 36; 48 мм; I = 78— 125 мм
Табл. 2.8. Основные размеры резцедержателей с базирующей призмой, мм
Высота резца h Диа-метр отверстия d* hi h2, не более Л3 Л4 I Л6 не более $2 ь f 1, не менее
16 20 25 32 40 * 1 48 мм 25 40 50 60 ХоПуСКе 56 52 32 39 20 13 72 68 42 53 25 15 90 85 50 71 30 17 115 ПО 65 95 45 19 140 135 80 115 60 23 ется применение отверстий 5 16 3 65 85 100 108 118 28, 36,
6 диаь 20
25 ветром 5 8 d =
106
Табл. 2.9. Резцедержатели с базирующей призмой
Эскиз Номер в подсистеме Технологические возможности-
1 2 3
—(—ь
С открытым или закрытым продольным пазом: В =16—40 мм; Д=16—40 мм; L = =40—65 мм
С открытым перпендикулярным пазом: L = ==50—ПО мм; В — 16— 40 мм; Н = 16—40 мм
Двусторонние: L=60— 115 мм; В = 16—40 мм; Н = 16—40 мм
Распределители СОЖ: L = 55—120 мм
107
Окончание табл. 2.9
I 2 |
3.5
3.6
3.7
3.8
Трехсторонние; L = = 60—115 мм; В = 16— 40 мм; И — 16—40 мм
Со смещенным отверстием, перпендикулярным к базовой поверхности: d — 30—60 мм; L = 56—125 мм z
С отверстием, параллельным базовой поверхности: d = 30—60 мм; L = 60—105 мм
С отверстием, перпендикулярным к базовой поверхности: d — 30— 60 мм; L = 95—190 мм
108
Блочные резцы фирмы «Сандвик Коромант» устанавливаются в резцедержатели и базируются в вертикальном направлении по трем точкам (рис. 2.47), расположенным в горизонтальной плоскости. В горизонтальном направлении резцы базируются по двум опорным стенкам, расположенным в вертикальной плоскости.
Рис. 2.47. Резцедержатель блочных резцов фирмы «Сандвик Коромант»:
1 — корпус; 2 — тяга; 3 — вертикальный упор
Блочные резцы в резцедержателях крепятся с помощью подпружиненной тяги, которая при смене резцов разгружается. При закреплении резца щеки корпуса расширяются, выбирая имеющийся зазор, в результате чего образуется жесткое соединение резца с резцедержателем. При этом обеспечивается надежный поджим резца к опорным поверхностям резцедержателя, так как отклонение угла между опорными поверхностями и опорными стенками (в плюс от 90°) является незначительным.
Усилие зажима резца создается пакетом тарельчатых пружин, связанных с гидроцилиндром. Резцедержатель позволяет закреплять правые и левые резцы для наружной и внутренней обработки, а также специальные резцы. Вертикальный упор держателя выполнен съемным, что позволяет быстро заменить его в случае повреждения.
Для закрепления резцовых блоков «Крупп Видна» (рис. 2.48, а) используется державка 4, на конце которой выполнена цилиндрическая цапфа, входящая в отверстие в
109
корпусе блока 1. В отверстии державки размещена центральная тяга 5, контактирующая с четырьмя штифтами 2, расположенными наклонно к ее оси. При перемещении тяги штифты входят в кольцевую выточку в отверстии блока и закрепляют его на цапфе, подтягивая в осевом направлении до опоры в торец державки.
Разжим Зажим
Рис. 2.48. Резцедержатели фирм «Крупп Видна» (а) и, «Хертель» (б)
Цапфа входит в отверстие на длину, равную 2/3 ее диаметра, и воспринимает радиальную составляющую силы резания, тогда как крутящий момент передается двумя шпонками 3, закрепленными на державке и входящими в пазы на торце блока.
В системе блоков фирмы «Хертель» соединение головок 1 с державочной частью 2 осуществляется путем зацепления двух плоских зубчатых полумуфт (рис. 2.48,6). Затяжка головок в осевом направлении производится с помощью тяги 4 в цанговом патроне, размещенном в державочной части (или в револьверной головке). Хвостовик 5 резцовой головки базируется и закрепляется в цанге 3, состоящей из нескольких резинометаллических элементов. Перемещение тяги осуществляется вручную или с помощью электродвигателя.
В станках с ЧПУ можно использовать резцы с автоматическими механизмами крепления пластин. Последние удерживаются в корпусе строго определенное время. В резце фирмы «Сандвик Коромант» (рис. 2.49, а) используются
ПО
однокромочные твердосплавные пластины. По сигналу системы управления, включающей в себя счетчик обработанных деталей, прихват 2, контактирующий с режущей пластиной 6, поднимается вверх, а фиксатор 4 входит в гнездо толкателя 3, после чего последний смещается вправо, и одна из находящихся в магазине 5 режущих пластин 6 разме-
8
2 3
Гидравлический или иной привод
Рис. 2.49. Механизмы автоматической смены пластин
щается перед толкателем. Затем толкатель смещается влево, при этом изношенная режущая пластина удаляется из гнезда, а новая режущая пластина 6 занимает ее место. Наконец прихват зажимает новую режущую пластину в гнезде корпуса 1, а фиксатор выходит из гнезда толкателя.
Все внутренние перемещения деталей резца осуществляются с помощью выключателей 7, 8, 9.
Выключатель 7 подает сигнал, когда магазин оказывается пустым. Сигнал не исчезает до тех пор, пока пустой магазин не будет заменен на полный. После появления сигнала от выключателя 7 у оператора остается время, равное периоду стойкости режущей пластины, в течение которого он заменяет пустой магазин на полный без остановки станка.
111
Выключатель 8 подает сигнал, когда изношенная режущая пластина выталкивается новой режущей пластиной, извещая тем самым о готовности резца к работе.
Выключатель 9 используется для управления толкателем с помощью гидравлического поршня (на рис. не показан) в момент смены направления его перемещения. Он подает сигнал, когда толкатель занимает крайнее заднее положение.
Для очистки от мелкой стружки и охлаждения резца используется сжатый воздух (направление его движения внутри корпуса показано стрелками).
Резец предназначен для применения на автоматизированных копировальных станках с механизированными транспортно-вспомогательными опер ациями.
Резец Витебского технологического института легкой промышленности (ВТИЛП) оснащен многогранными непе-ретачиваемыми пластинами (рис. 2.49,6). После затупления грани режущей пластины 2 каретка 4, получив движение от штока 10 вперед, освобождает ее от зажима. Движение каретки вперед через шестерню 9 передается на ползун 8, который смещается назад. Пружина 7 разжим-йется, и толкатель 6, смещаясь назад, открывает окно между верхним н нижним каналами корпуса 1, через которое в нижний канал опускается режущая пластина 3. Затем каретка двигается назад, а режущая пластина 2 смещается в верхний канал. При движении каретки 4 назад пластины в нижнем канале смещаются вперед до тех пор, пока режущая пластина 3 не займет рабочее положение. Одновременно режущая пластина 5 поворачивается на угол, обеспечивающий такую ее переориентацию, при которой изношенная режущая кромка меняется на новую. Затем каретка прижимает режущую пластину 3 к основанию гнезда корпуса, после чего резец снова готов к работе. Резец обеспечивает возможность использования всех граней режущих пластин.
2.2.4. Патроны
Патроны широко применяются при обработке деталей различными видами стержневых инструментов. В сверлильных трехкулачковых патронах инструмент с цилиндрическим хвостовиком закрепляют при помощи ключа (рис. 2.50).
112
Сверлильные патроны с ключом имеют ряд недостатков: необходимость применения ключей для закрепления инструмента, быстрое изнашивание резьбы и кулачков, сравнительно малая степень точности центрирования инструмента, ослабление силы закрепления
инструмента во время его ра- ЦТ h
боты, сложность изготов- I II
ления. I II
Сверлильные трехкулачко- I _Щ II
вые бесключевые патроны
(рис. 2.51) предназначены для /dffyllJjjjK закрепления сверл и других инструментов с диаметром хво- „
стовика от 2 до 12 мм. Патро- |
ны дают возможность закреп- —IL
лять инструмент рукой без \ДЙТ| , ~7
ключа, хорошо центрируют ‘ гр
инструмент н надежно удержи- U
вают его при работе.
Корпус 1 патрона имеет на 'Wr
наружной поверхности накатку. Рис. 2.50. Сверлильный трех-Между корпусом и втулкой 6 кулачковый ключевой патрон установлена обойма 3, в трех
пазах ее под углом 120° расположены три кулачка 2. В Т-образные пазы головки винта 5 входят Т-образные головки кулачков. Винт соединен с втулкой 8 левой резьбой. При вращении корпуса 1 по часовой стрелке вместе с ним вращается обойма 3 с кулачками. Кулачки своими торцами передают вращение на винт 5, вывинчивая его из втулки 8, благодаря этому происходит смещение кулачков в осевом направлении. Кулачки, перемещаясь по внутренней конической поверхности корпуса, сближаются и производят зажим инструмента. Во время работы винт 5 стремится вывинтиться под воздействием момента силы резания, увеличивая тем самым силу, а следовательно, и надежность закрепления инструмента. Для уменьшения силы трения при закреплении и отжиме инструмента между буртиками втулок 8 и 6 размещены шарики 4 (32 шарика диаметром 2,5 мм).
Для смены инструмента корпус 1 вращают против часовой стрелки, при этом винт 5 ввинчивается во втулку 8 и Т-образными пазами головки тянет кулачки 2, освобождая
113
инструмент. Кольцо 7, запрессованное на втулке 8, удерживает патрон при закреплении и раскреплении инструмента. Патрон имеет хвостовик 9, который запрессован в отверстии втулки 8.
Рис. 2.51. Трехкулачковый бесключевой сверлильный патрон
Патроны позволяют зажимать сверла диаметром 0,5— 13 мм.
Цанговые патроны (рис. 2.52) используют для закрепления сверл с цилиндрическим хвостовиком малого диаметра. Патрон состоит из корпуса 1 с хвостовиком, цанги 2 и гайки 3. Цанга располагается в отверстии корпуса и конусом сопрягается с внутренним конусом отверстия. На резьбовую часть навинчивается зажимная гайка 3. В цанге 2 образованы три разреза, расположенные под углом 120° друг к другу. При завинчивании гайки цанга входит конической частью в коническое отверстие корпуса и сжимается, закрепляя инструмент. При свертывании гайки цанга, упруго деформируясь, разжимается и освобождает инструмент.
114
Цанговые патроны закрепляют инструмент надежно и достаточно точно. Однако надо иметь в виду, что отклонение диаметра зажимаемого цилиндрического хвостовика от диаметра отверстия цанги не должно превышать ±0,1 мм.
Рис. 2.52. Цанговый сверлильный патрон
Рис. 2.53. Качающийся патрон для разверток
При несоблюдении этого условия цанговый патрон работает плохо.
В качающихся н плавающих патронах для разверток высокая точность обработки отверстий достигается при постоянной базе крепления детали. Если сверление отверстия и последующее его развертывание выполняются с переуста-
115
вал
Конус Морзе
Рис. 2.54. Плавающий патрон для разверток
новкой обрабатываемой детали, то при последующей установке на станок оси обрабатываемого отверстия и развертки, как правило, не совпадают. При жестком креплении развертки несовпадение осей отверстия и инструмента приводит к снижению точности обработки и появлению брака. Чтобы избежать этого, для крепления разверток применяют самоустанавливающиеся патроны, которые обеспечивают возможность перемещения инструмента с целью достижения соосности.
Конструктивно различают три типа патронов: 1) качающиеся, дающие возможность развертке устанавливаться под некоторым углом к оси шпинделя; 2) плавающие, допускающие перемещение развертки в направлении, перпендикулярном к ее оси, и самоустанавливающиеся в отверстии; 3) качающиеся и плавающие, позволяющие осуществлять в одинаковой степени угловое смещение развертки и смещение в направлении, перпендикулярном к оси шпинделя станка.
Качающийся патрон для развертки (рис. 2.53) закрепляют в шпинделе станка с помощью хвостовика 1. В отверстии корпуса 4 штифтом 5 с некоторым зазором закреплена
качающаяся державка 6 инструмента. Шарик 3 и подпятник 2 образуют осевую опору державки. Развертка, вставленная в такой патрон, имеет возможность самоустанавли-ваться, поворачиваясь на некоторый угол относительно оси шпинделя, и следовать в направлении оси обрабаты
116
ваемого отверстия. Такие патроны могут иметь хвостовик аналогично шпиндельным оправкам (см. табл. 2.3).
На рис. 2.54 приведен плавающий патрон, дающий возможность совместить оси инструмента и обрабатываемого отверстия. Корпус 8 патрона с коническим отверстием под инструмент размещен в выточке хвостовика 7, которым патрон крепится в шпинделе станка. Во фланце корпуса запрессованы два штифта 4, на которые надеты втулки 5. Такие же два штифта 9 запрессованы на двух диаметрально противоположных отверстиях торца хвостовика 7, а на штифты 9 надеты втулки. Между фланцами корпуса и торцом хвостовика расположено поводковое кольцо 6; в четырех его гнездах расположены шарики 11, передающие осевую нагрузку через фланец корпуса на торец хвостовика. Поводковое кольцо имеет также четыре паза, в которые входят втулки штифтов 4 и 9. В процессе работы патрона крутящий момент от хвостовика 7 к корпусу 8 передается через штифты 9, поводковое кольцо 6 и штифты 4.
Поджим фланца корпуса к торцу хвостовика осуществляют гайкой 10. Между гайкой и фланцем корпуса для уменьшения трения установлены шарики 3, расположенные между двумя кольцами 2. Втулка 1 на корпусе предохраняет патрон от загрязнения. Конструкция патрона исключает перекос инструмента и допускает смещение корпуса 8 с инструментом в плоскости, перпендикулярной к оси вращения, на величину до 1,5 мм.
Патрон для крепления разверток (рис. 2.55) обеспечивает возможность смещения в радиальном направлении на 0,8—1,0 мм. Это достигается качением буртика втулки 6 по шарикам 2. Крутящий момент передается от корпуса 7 через штифты 5 н ролики 3 на поводок 8 н втулку 6. Гайка 4 служит для ликвидации, осевых люфтов в механизме. Втулка 1 предохраняет патрон от загрязнения. Во втулке 6 можно устанавливать переходные втулки с внутренними конусами Морзе и разрезные втулки.
Качающиеся и плавающие патроны (рис. 2.56) допускают возможность углового и радиального смещения развертки относительно оси хвостовика. Между торцовыми поверхностями хвостовика 1 и корпуса 6 вмонтирован упорный шарикоподшипник 3, воспринимающий осевую составляющую силы резания. Хвостовик передает крутящий момент
117
z
Рис. 2.56. Качающийся и плавающий патрон для разверток корпусу поводком 5, заканчивающимся двумя округленными шестигранными выступами, грани которых, будучи сдвинутыми относительно друг друга на 30°, входят в шестигранные углубления хвостовика и корпуса. Детали патрона скреплены гайкой 4, навинченной на корпус, и пружиной 2. Упорный шарикоподшипник обеспечивает возможность смещения втулки с инструментом перпендикулярно ее оси,
118
а торцовые поверхности головок поводка — Наклон относительно оси. Этим компенсируется несовпадение оси шпинделя станка и оси обрабатываемого отверстия. Основные размеры качающихся и плавающих патронов приведены в табл. 2.10.
Табл. 2.10. Размеры патронов
Исполнение Конус Морзе Размеры, мм
L 1 Di ° d di
1 № 2 224,5 150,0 44 26 —. —
1 № 3 281,5 188,0 ' 50 32 — —
1 № 4 245,0 227,0 62 42 — —
2 № 2 175,0 100,5 50 — 10 3—6
2 № 2 186,0 111,5 50 — 14 6—10
Для закрепления метчиков используются патроны различных конструкций. Наиболее просты по конструкции жесткие патроны (рис. 2.57), при использовании которых подача равна шагу нарезаемой резьбы.
В цанговом жестком патроне (рис. 2.58) втулка 4 с внутренним квадратным отверстием воспринимает крутящий момент. На корпус 3 навинчивается гайка 2, поворотом которой закрепляется метчик в цанге 1.
Рис. 2.57. Жесткие патроны для метчиков: а — с вертикальной осью; б — с горизонтальной осью
119
7 2 5 4
Рис. 2.58. Жесткий цанговый патрон
При нарезании резьбы метчиком в глухих отверстиях до упора при затуплении метчика или заклинивании его в отверстии крутящий момент превосходит допустимый по прочности и метчик ломается. Предохранительные патроны автоматически ограничивают крутящий момент, исключая разрушение метчика. Рекомендуется настраивать патроны на значение момента, превышающее момент резания на 5 %. Момент реза-_ ния определяется как М = — Мтабл-Км, ГДе Мтабл — значение крутящего момента (табл. 2.11); км—поправочный коэффициент, учитывающий свойства обрабатываемого материала (табл. 2.12).
глухих отверстиях можно ис
пользовать патрон с пружинно-кулачковым механизмом (рис 2.59). На нижней части хвостовика 11 установлена с зазором втулка 2, осевое положение которой фиксируется тремя шариками 4. Средняя часть хвостовика 11 и верхний конец втулки 2 охвачены ведущей полумуфтой 5, угловое
Для нарезания резьбы в
Табл. 2.11. Крутящий момент резаиия, Н • м
Диаметр резьбы, мм Шаг резьбы, мм
0,5 0,75 1 | 1,25 1,5 2
8 1,6 3,0 4,5 6,5
10 2,2 4,0 6,3 9,0 12,0 —
12 3,0 5,3 8,0 11,0 — —
14 3,5 6,5 10,0 — 18,0 28
16 4,5 — 12,0 — 22,0 34
18 5,0 — 14,0 — 26,0 —
20 6,0 10,7 16,6 — 30,0 —
24 — 14,0 22,0 — 39,0 60,7
30 — 19,0 29,0 — 53,0 83,0
36 — — 38,0 — 70,0 107,0
120
Табл. 2.12. Поправочный коэффициент км
Материал «м Материал «м
Сталь автоматная Сталь углеродистая нормализованная Улучшенная Алюминевые сплавы 0,85 1,0 1,2 0,4 Сталь легированная нормал изованная Улучшенная Чугун серый, бронза Латунь 1,1 1,3 0,75 0,55
положение которой относительно хвостовика зафиксировано шпонкой 6. Полумуфта 5 может перемещаться в угловом направлении. Ее торцовые кулачки входят в зацепление с торцовыми кулачками ведомой полумуфты 3, соединенной с втулкой 2 штифтом 12. Кулачки удерживаются в зацеплении с помощью пружины 7, натяг которой регулируется гайкой 10. Положение гайки определяют по шкале, нанесенной на лыске хвостовика; стопорение производят винтом 9 и прокладкой 8. Метчик закрепляют во втулке 2 винтом 1. Когда крутящий момент превосходит заданную величину, втулка 2 и нижняя полумуфта останавливаются, а хвостовик и верхняя муфта продолжают вращаться. Торцовые кулачки полумуфты 5 благодаря наклонным поверхностям кулачков будут скользить по подвижным кулачкам полумуфты 3, предохраняя метчик от поломки.
Применяется также патрон с фрикционным механизмом перегрузки (рис. 2.60) и осевой компенсацией, проявляющейся в смещении метчика вдоль оси при реверсировании вращения шпинделя для вывинчивания метчика из детали и при попадании вторым метчиком в нитку, нарезанную первым. Это осуществляется за счет того, что оправка 4, на переднем конце которой расположен кулачковый патрон для крепления метчика, каждый раз возвращается в свое среднее относительно оси положение под воздействием пружин 3 и 6. Фрикционная муфта 5 регулируется гайкой 7 по шкале, нанесенной на гайке. Метчик закрепляется кулачками 1 при навинчивании гайки 2.
Предохранительный патрон (рис. 2.61) состоит из корпуса 4, сменного хвостовика 7, предохранительной шариковой
121
Рис. 2.59. Предохранительный патрон с пружинно-кулачковым механизмом
Рис. 2.60. Предохранительный патрон с фрикционной муфтой
Рис. 2.61. Патрон с предохранительной шариковой муфтой
муфты 5, выдвижного метчикодержателя 3, быстросменных вставок 2 для метчиков. Крутящий момент регулируется гайкой б. После нарезания резьбы метчикодержатель возвращается в исходное положение с помощью пружины 8. Нарезание осуществляется методом самозатягивания. Заме-
Рис. 2.62. Предохранительный фрикционный патрон для токарных станков
на вставки производится нажатием на замковую втулку 1 до совмещения оси канавки втулки с осью шарика 9.
Для нарезания резьб на токарных станках можно использовать патрон (рис. 2.62), во фланце хвостовика 6 которого запрессованы штифты 5. На резьбу фланца навернута крышка 11. Левая часть патрона с валиком 1 служит для закрепления метчика. Конус валика входит в коническое отверстие втулки 7, прижимаясь к ней с помощью пружины 2. Натяг пружины и крутящий момент, передаваемый втулкой 7 валику 1, можно регулировать, поворачивая корпус 8 с втулкой 9. В отверстии валика 1 расположен держатель метчика 14, удерживаемый пружинным кольцом 15.
123
В паз держателя входит штифт 12, передающий крутящий момент от валика 1. В коническом отверстии держателя установлена разрезная втулка 13, зажимаемая гайкой 10. Фланец стакана 3 заключен между крышкой 11 и фланцем хвостовика 6. Его наружная цилиндрическая поверхность охвачена резиновым кольцом 4. В пазы на торце фланца
Рис. 2.63. Предохранительный патрон с зубчатой муфтой
Рис. 2.64. Плавающий самоцентрирую-щийся патрон
входят штифты 5, через которые передается крутящий момент от хвостовика 6 стакану 3. Кольцо 4 в сочетании с пазами обеспечивает возможность радиального смещения фланца стакана относительно хвостовика. Если крутящий момент превысит допустимое значение, валик 1 остановится, а втулка 7, продолжая вращаться, будет скользить по его конической поверхности.
Более простая конструкция патрона приведена на рис. 2.63. Во время нарезания резьбы зубчатая муфта 2 торцовыми кулачками входит в зацепление с кулачками держателя метчика. В этом положении ее удерживает пружина 3, натяг которой регулируют, вращая гайку 1. Крутящий момент передается от хвостовика 5 муфте 2 винтом 4, головка которого входит в паз хвостовика. При возрастании 124
крутящего момента кулачки муфты 2 и держателя расцепляются и вращение метчика прекращается.
В случае смещения осей инструмента и отверстия используются плавающие самоустанавливающиеся патроны (рис. 2.64), которые компенсируют погрешности. В хвостовике 9 патрона имеется коническое отверстие для закрепления на оправке. Цанга 1 служит для зажима метчика. Плавающий сердечник 4 снабжен наружной резьбой, на которую навинчена зажимная гайка 2. Относительное угловое положение сердечника 4 и цанги зафиксировано штифтом 3. Внутри корпуса 7 расположен промежуточный диск 6 с двумя взаимно перпендикулярными пазами, расположенными на противоположных торцах. В каждый паз вложено по два шарика 5. В центре диска 6 имеется отверстие, сквозь которое проходит пружина 8, прижимающая сердечник 4 к корпусу 7. Шарики 5 передают крутящий момент, не препятствуя радиальному перемещению метчика во время работы.
2.2.5. Специальные вспомогательные инструменты
Для расширения технологических возможностей многооперационных станков, сокращения их простоев применяются специальные конструкции вспомогательного инструмента. К ним относятся сверлильные головки (рис. 2.65) для обработки нескольких одинаковых или различных отверстий, расположенных в ряд (2.65, а) или произвольно (2.65,6). Кроме того, используются головки для сверления отверстий, перпендикулярных к оси шпинделя станка (2.65, в).
Рис. 2.65. Сверлильные головки многоинструментальных станков
125
В этом случае на фланце ведущего вала головки выполнены пазы, предназначенные для передачи крутящего момента от шпинделя станка ведущему валу. Базовые втулки 1 служат для соединения корпуса головки со шпиндельной бабкой станка.
Плансуппортные головки используются для обработки» канавок и пазов различной формы, подрезания «обратных» торцов в тех случаях, когда затруднена обработка поверхностей вращения методом контурного фрезерования. Резец, расточная оправка или другой инструмент закрепляются в суппорте, установленном в направляющих планшайбы или корпуса инструментальной головки (рис. 2.66). При вращении планшайбы или корпуса суппорт может перемещаться в радиальном направлении с помощью реечно-зубчатой передачи. Рейка 1 прикреплена к суппорту 2, рейка 5 связана с тягой 4, проходящей через отверстие шпинделя. При перемещениях тяги вдоль оси шпинделя она поворачивает шестерню 3. Вместе с ней поворачивается вторая такая же шестерня, которая передвигает рейку 1 и суппорт 2 с инструментом.
Используются головки для прецизионного растачивания с автоматической компенсацией износа резца; головки со встроенными планетарными механизмами, дающие возможность увеличить частоту вращения мелких сверл и фрез в
126
4—7 раз по сравнению с вращением шпинделя — до 12 000 об/мин.
При нарезании резьб метчиком необходимо автоматизировать ряд вспомогательных операций, таких, как подача масла на метчик и удаление стружки из просверленных отверстий. Первая выполняется с помощью специальных дозаторов, для обеспечения второй устройство отсоса стружки (рис. 2.67) подключается через специальный разъем 5 к индустриальному пылесосу. Подвод сменного наконечника 1 к детали осуществляется при подаче 4— 6 м/мин. После упора
Рис. 2.67. Устройство для отсоса стружки из отверстия
наконечника в деталь ста-
кан 2 перемещается относительно хвостовика 3 и через трубку 7 перемещает плунжер 4 разъема 5 до срабатывания конечного выключателя 6, который подает команду на пре-
кращение подачи.
2.3. Устройства для размерной настройки инструментов
Размерная настройка производится с целью обеспечения требуемой точности положения режущих кромок инструмента в системе координат вспомогательного инструмента. На рис. 2.68, а положение вершины резца в указанной системе координат определяют размеры X и Z, которые задаются в карте настройки инструмента. Резец устанавливают в блоке или в державке, которые базируют в посадочном гнезде специального прибора (рис. 2.68,6), идентичном гнезду револьверной головки или резцедержателя. Оптиче
127
ская система выставлена относительно базовых поверхностей вспомогательного инструмента по координатам X, Z с помощью концевых мер, шаблонов, индикаторов или встроенных в прибор шкал с нониусом. При этом вершина режущего инструмента может не совпадать с центром оптического проекционного устройства. Чтобы устранить погреш-
Рис. 2.68. Настройка инструмента на размер вне станка: а — расчетная схема; б — настройка на приборе
ность установки АХ, AZ, используют регулировочные винты. После этого инструмент закрепляют в блоке или державке.
Для размерной настройки вне станка выпускаются приборы в горизонтальном исполнении (БВ-2010— БВ-2012) — настройка резцов и борштанг и в вертикальном исполнении (БВ-2013 — БВ-2017)—настройка стержневых инструментов (сверл, зенкеров, разверток, метчиков, концевых фрез). Приборы первой группы можно также использовать для настройки стержневого инструмента с помощью специальной бабки с горизонтальной осью вращения шпинделя.
Прибор БВ-2010 (рис. 2.69, а) состоит из основания 1, на поверхности Б которого имеются призматические направляющие нижней каретки 3, шкала продольного отсчета и стопор нижней каретки. К нижней каретке прикреплены направляющие 9 верхней каретки, кронштейн 8 с отсчетным устройством продольного хода и осветителем шкалы про-
128
дольного хода, кронштейн 7 с осветителем и отсчетным устройством поперечного хода и стопор верхней каретки. На верхней каретке размещены проектор 5, установленный на кронштейне 6, и шкала поперечного отсчета. К кронштейну 6 посредством планки 4 прикреплен осветитель 2, обеспечи-
5
Рис. 2.69. Приборы для размерной настройки вне станка: а — БВ-2010; б — БВ-2015
вающий подсветку вершины режущего инструмента при настройке.
Подставка под инструмент устанавливается на поверхность А и выверяется с помощью специального контрольного шаблона с известными координатами вершины.
Настройка инструмента на размер осуществляется следующим образом. Резцовый блок (державка) закрепляется на подставке. Перекрестие проектора устанавливается на требуемые координаты вершины инструмента в поперечном и продольном направлениях. Для этого ослабляют стопоры
5 Е. Э. Фельдщтейн 129
кареток, передвигают их вручную, а затем с помощью винтов микроподачи выставляют на заданные размеры и закрепляют.
Режущий инструмент устанавливают в державке и с помощью регулировочных элементов смещают его вершину так, чтобы ее проекция попала в перекрестие, а проекции режущих кромок совпали с соответствующими линиями перекрестия экрана (рис. 2.70).
Рис. 2.70. Изображения вершин инструментов на экране проектора:
а, б — резцов; в — сверла
Режущий инструмент закрепляется в державке, при этом необходимо исключить смещение его вершины.
У прибора БВ-2015 (рис. 2.69, б) стойка 4 имеет вертикальные направляющие для продольного перемещения каретки 5. На каретке по горизонтальным направляющим в поперечном направлении перемещается траверса 7, на конце которой расположен визирный микроскоп 6. Шпиндель 3, который легко можно привернуть рукой, крепится к станине 12. В верхней части шпинделя имеется отверстие для установки державки с инструментом, который закрепляется маховиком 2. Координатные расстояния вершины режущей кромки устанавливают по отсчетным микроскопам 8 и 9. Перемещения осуществляются с помощью маховиков 1 (грубое по вертикали), 11 (точное по вертикали) и 10 (по горизонтали).
В некоторых конструкциях приборов визирный микроскоп заменен на блок из двух индикаторов.
130
Глава 3. РЕЖУЩИЕ ИНСТРУМЕНТЫ
3.1. Инструментальные материалы и их использование в рабочих частях режущих инструментов
В станках с ЧПУ используются инструменты из быстрорежущих сталей, оснащенные твердыми сплавами, минералокерамикой, сверхтвердыми материалами.
Современные быстрорежущие стали делятся на три группы. К сталям нормальной теплостойкости относятся вольфрамовые (Р18, Р12, Р9) и вольфрамомолибденовые (Р6М5, Р6МЗ, Р8МЗ). Указанные марки сталей применяются при обработке конструкционных сталей, чугунов, цветных металлов. Наряду с ними используются их модификации на основе легирования азотом — Р18А, Р6АМ5 и другие, что обеспечивает повышение режущих свойств инструментов на 20—30 %.
Стали повышенной теплостойкости характеризуются повышенным содержанием углерода — 10Р8МЗ, 10Р6М5, ванадия— Р12ФЗ, Р9Ф5, кобальта — Р18Ф2К5, Р6М5К5,
Р9К5, Р9КЮ, Р9М4К8Ф, 10Р6М5Ф2К8 и др. Эти стали служат для обработки жаропрочных и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной прочности и в закаленном состоянии. Стойкость инструментов из таких сталей в 3—5 раз выше, чем из сталей Р18, Р6М5.
Стали высокой теплостойкости характеризуются пониженным содержанием углерода, но весьма большим общим количеством легирующих элементов--В11М7К23, В14М7К25, ЗВ20К20Х4Ф. Наиболее рациональная область их эксплуатации — обработка труднообрабатываемых материалов и титановых сплавов. В последнем случае стойкость инструментов из них в 30—80 раз выше, чем из стали Р18, и в 8—15 раз выше, чем из твердого сплава ВК8.
Твердые сплавы получают методом порошковой металлургии на основе карбидов вольфрама (WC), титана (TiC), тантала (ТаС) и ниобия (NbC), мельчайшие частицы которых соединены кобальтом или смесью никеля с молибденом. Твердые сплавы имеют значительно более высокую твердость и теплостойкость, чем быстрорежущие стали, и позво
5*
131
ляют работать более высокими (в 3—4 раза) скоростями резания.
Применяемые в настоящее время в СССР твердые сплавы подразделяются на группы:
1) вольфрамовые сплавы группы ВК— ВКЗ, ВКЗ-М, ВК4, ВК6, ВК6-М, ВК.6-ОМ, ВК8 и др. В условном обозначении цифра показывает процентное содержание кобальта, буквами М и ОМ обозначаются мелкозернистая и особо мелкозернистая структура;
2) титановольтрамовые сплавы группы ТК — Т5КЮ, Т15К.6, Т14К.8, Т30К4 и др. В условном обозначении цифры, стоящие после буквы Т, показывают процентное содержание карбидов титана, после буквы К—процентное содержание кобальта, остальное — карбиды вольфрама;
3) титанотанталовольфрамовые сплавы группы ТТК — ТТ7К12, ТТ8К6, ТТ20К9 и др. В условном обозначении цифры, стоящие после букв ТТ, показывают процентное содержание карбидов титана и тантала, после буквы К — кобальта, остальное — карбиды вольфрама;
4) безвольфрамовые твердые сплавы ТН20, ТНЗО, К.НТ16, КНТЗО, ТС20ХН. Обозначения этой группы твердых сплавов не раскрывают химического состава.
Правильный выбор марки твердого сплава является одним из важнейших условий успешной эксплуатации режущих инструментов. Для конкретного случая обработки ее выбирают исходя из оптимального сочетания теплостойкости и прочности сплава. В частности, сплавы группы ТК наиболее широко применяют при обработке сталей. Сплавы группы ВК используют при обработке хрупких материалов типа чугуна, при прерывистом резании, работе с ударами, а также при обработке высокопрочных, жаропрочных и нержавеющих сталей, титановых сплавов. Сплавы группы ТТК применяют при работе с ударами и по загрязненной корке.
Сплавы с меньшим процентным содержанием кобальта лучше работают на чистовых операциях, с большим содержанием кобальта — при снятии стружек большого сечения на черновых операциях. Сплавы М и особенно ОМ наиболее хорошо зарекомендовали себя при чистовой и получистовой обработке высокопрочных вязких сталей с повышенной склонностью к наклепу.
132
Табл. 3.1. Марки и области применения твердых сплавов по номенклатуре ISO
Труп-па Марка Область применения
01- 05— 10 15- го 25— Р 30 35— 40 45 50- — Чистовая и получистовая обработка стали и стального литья при благоприятных условиях. ^Рекомендуются высокие скорости резания и небольшие подачи без использования СОЖ Чистовая и получистовая обработка стали, -остального литья, ковкого и модифицированного чугуна, образующих длинную стружку Получистовая и черновая обработка стали, стального литья, ковкого и модифицированного ~*чугуна. Относительно высокие скорости резания и подачи
io- го М 30— 40 — Чистовая и получистовая обработка жаро-->прочных и нержавеющих сплавов. Сравнительно высокие скорости резания и небольшие подачи -> Чистовая и получистовая обработка жаропрочных сплавов Чистовая и черновая обработка нержавеющих ->сплавов и аустенитных нержавеющих сталей по корке и окалине. Рекомендуются низкая скорость резания, большие подачи
01— 05-ю-- к 15 -20-- 25- 30— - Чистовая и получистовая обработка серого и легированного чугуна, медных сплавов. Пред-->почтительны высокая скорость резания и небольшая подача Чистовая и получистовая обработка серого чугуна, обработка ковкого и модифицированного чугунов Обработка чугунов и медных сплавов при не- ->благоприятных условиях. Относительно невысокая скорость резания, большая подача
133
Табл. 3.2. Соответствие отечественных и зарубежных твердых сплавов
Группа Марка твердого сплава Марка безволь-фрамового твердого сплава Марка твердого сплава с износостойким покрытием
основная подгруппа
Р01 Т30К4 ТН20
РЮ Т15К6 ТН20; КНТ16 Т5К10 + Т1С
Р20 Т14К8 КНТ16 ТТ10К8Б+Т1С
р Р25 ТТ20К9 —
РЗО Т5КЮ; ТТ10К8Б — Т5КЮ + Т1С ТТ10К8+ TiC ТТ7К12 + TiC
Р40 TT7KI2; Т5К12 — ТТ7К12 + TiC
Р50 ТТ7К12 — —
3405 ВК6-ОМ
Л410 ТТ8К6; ВК6-М — —
Л420 ТТ10К8Б — —
м Л430 ВК8; ВКЮ-ОМ вкю-м .
М40 ТТ7К12; ВКЮ-ОМ — —
К01 BK3; ВКЗ-М
К05 ВК6-ОМ; ВК6-М — —
кю ТТ8К6 ТН20, КНТ16 BK6 + TiC
к К20 ВК6; ВК4 ТН20, КНТ16 —
кзо ВК8; ВК4 — —
К40 ВК15; ВК8 — —
В станках с ЧПУ широко используют инструменты, оснащенные твердыми сплавами как отечественного производства, так и зарубежных фирм. В табл. 3.1, 3.2 приведены рекомендации по использованию твердых сплавов.
Перспективным инструментальным материалом, не содержащим дорогих и дефицитных элементов, является минералокерамика. Отечественная промышленность в настоящее время выпускает марки ВЗ, ВОК.-60, ВОК-63, в состав ко
134
торых входят оксид алюминия и до 40 % карбидов титана, вольфрама и молибдена. По своим свойствам указанные марки находятся на уровне керамики ведущих зарубежных фирм (марки S1V56 и SHT-1 фирмы «Фельдмюлле», ФРГ).' Рекомендуемая область их использования—чистовая и по-лучистовая обработка без ударов чугунов и низколегированных сталей, в том числе закаленных, при высоких скоростях резания.
Кроме оксидно-карбидиой керамики, разработаны минералокерамические материалы на основе нитрида кремния — силинит-Р и кортинит. Их можно применять как при обработке черных, так и цветных металлов.
Сверхтвердые инструментальные материалы (СТМ) на основе алмазов и нитрида бора характеризуются чрезвычайно высокой твердостью и износостойкостью.
Моно- и поликристаллические алмазные инструменты применяются для прецизионной обработки деталей из медных и алюминиевых сплавов, стеклопластиков и пластмасс. Материалы на основе плотных модификаций нитрида бора (композит 01, композит 02, композит 10 и т. д.) —для обработки чугунов и сталей, в том числе закаленных.
Работоспособность инструментальных материалов, в частности быстрорежущих сталей, может быть существенно улучшена при нанесении тонкопленочных покрытий. В настоящее время используются следующие разновидности покрытий:
однослойные на основе TiN — наносятся на инструменты из быстрорежущих сталей и твердосплавные пластины; повышают износостойкость инструмента при обработке широкой номенклатуры конструкционных материалов;
однослойные на основе TiC — наносятся на твердосплавные пластины, повышают износостойкость, стойкость к окислению; непригодны при обработке алюминиевых сплавов;
однослойные на основе А120з — обладают высокой износостойкостью;
двух- и многослойные иа основе TiC+TiN, T1C+AI2O3, TiC+Al + TiN, TiC+TiN + AkOs — высокоэффективны при обработке различных конструкционных материалов.
В целом покрытия обеспечивают повышение периода стойкости инструментов в 3—5 раз или повышение уровня скоростей резания на 10—30 %.
135
На универсальном оборудовании в настоящее время наиболее широко используются инструменты с напайной рабочей частью (резцы, фрезы) либо целиком изготовленной из инструментального материала (сверла, развертки и др.). Для автоматизированного оборудования, в том числе станков с ЧПУ, этот вариант не рационален. Новый подход, характерный для организации инструментального обеспечения современного металлообрабатывающего оборудования, заключается в применении многогранных непере-тачиваемых пластин (МНП). Это дает значительный технико-экономический эффект за счет возможности многократного использования державок, исключения операций заточки, переточки и пайки и сопутствующих им технологических дефектов (прижогов, микротрещин, термических напряжений), сокращения затрат времени на восстановление работоспособности инструмента и ряда других факторов (рис. 3.1).
Поиск путей снижения затрат на инструмент и повышения гибкости инструментального производства привел к унификации конструкций за счет применения резцовых вставок, кассет и головок, оснащенных МНП. Для получения различных типов инструмента используются стандартизованные наборы таких элементов, установленных на стандартизованных державках, удлинителях и других аналогичных элементах (см. гл. 2). Это позволяет создавать сложные инструменты, в том числе комбинированные, с минимальными затратами.
В соответствии с ГОСТ 19042—80 многогранные пластины делятся на режущие, опорные и стружколомы. Первая группа непосредственно участвует в процессе резания обрабатываемого материала, вторая — служит опорой для пластин первой группы, обеспечивает их более точное базирование и увеличивает общий срок службы державки. Стружколомы позволяют раздробить стружку в тех случаях, когда это невозможно сделать другими способами.
Пластины различаются по конструкции, размерам и точности изготовления. Конструктивные отличия зависят от типа пластины, формы и вида режущей кромки. Типы пластин устанавливаются по следующим признакам (рис. 3.2):
по числу рабочих граней — односторонние и двусторонние;
136
Рис. 3.1. Эффективность использования МНП
по форме передней поверхности — плоские и со стружколомающими порожками;
по наличию отверстия — без отверстия и с отверстием.
Соответственно этим показателям пластины маркируются буквами латинского алфавита или цифрами: Я(1), А(3), /?(2), Л4(4), Я(6), G(5).
Рис. 3.2. Типы пластин
По наличию заднего угла а — пластины бывают с углом, равным нулю и больше нуля. В последнем случае 'задний угол маркируется буквами латинского алфавита или цифрами:
Значение а , град 3 5 7 15 20 25 30 0 11 Прочие
Обозначение букв А В С D Е F G N Р О
Обозначение цифр 7 8 2 6 4 5 9 1 3 0
По направлению резания пластины бывают правого R, левого L, правого и левого N.
По форме пластины делятся на равносторонние и равноугольные (Я, Р, О, R, S, Т); равносторонние и неравноугольные (С, D, Е, М, V, W)-, неравносторонние и равноугольные (L); неравносторонние и неравноугольные (А, В, К, F) (табл. 3.3). Каждому буквенному обозначению (рис. 3.3, а) соответствует свой угол при вершине пластины е:
138
Маркировка А В С D Е F К М V V
Значение е, град 85 82 80 55 75 84 55 86 35 80
По виду режущей кромки пластины делятся на острые Р (с радиусом округления р<0,02 мм), скругленные Е, с фаской Т, с фаской и скругленные S (рис. 3.3, б). После буквы Е указывается радиус р в сотых долях миллиметра.
OOOODAй
Т(2)
Рис. 3.3. Форма пластин (а) и режущих кромок (б)
Размер пластин характеризуется длиной режущей кромки I, толщиной S и радиусом вершины г. Для каждой формы пластин установлены конкретные длины режущей кромки. Регламентированы толщина пластин (3,18; 4,76; 6,95; 7,93) и радиус вершины (0,4; 0,8; 1,2; 1,6; 2,4). Установлены также пять классов точности пластин: С(4), Е(5), G(3), Л4(2), £7(1); точность снижается в направлении от С к 0.
Для обозначения МНП применяют 13-разрядный индекс, в котором 1-й разряд — форма пластины; 2-й — задний угол; 3-й — точность изготовления; 4-й — тип; 5, 6-й •— длина режущей кромки, мм; 7, 8-й — толщина пластины, мм; 9, 10-й — радиус вершины в десятых долях мм; 11-й — вид режущей кромки; 12-й-—направление резания; 13-й —обозначение завода-изготовителя.
139
Табл. 3.3. Обозначение формы пластин
Тип Форма Обозначение пластин
режущих опорных стружко-ЛОМОВ
буквенное цифровое буквенное цифровое буквенное цифровое
Равносторои- 6-гранная н 11 он 76 — —
ние и равно- 8-гранная 0 — — — — —
угольные 5-гранная р 10 ОР 75 — —
круглая R 12 OR 77 — —
квадратная S 03 OS 72 CS —
З-гранная т 01 ОТ 70 ст —
Равносторонние неравноугольные Ромбическая с углом при вершине, град: 04 ОС
80 с 73 •' 1 —
55 D 13 OD 78 -— —
75 ' Е — — — — —
86 М — — — — —
35 V — — — — —
Шестигранная с углом при вершине, град:
80 W 02 OW 71 — —
Неравносторонние и равноугольные Прямоугольная L 09 — — — —
Неравносторонние и неравноугольные Параллелограм-мная с углом при вершине, град:
85 А — — —
82 В — — — — —
55 К 08 ок 74 — —
84 F 07 — — — —
140
Например, квадратная пластина с задним углом а = 5° класса точности G без отверстия и стружколомающих канавок, имеющая размеры /=12,7; 5=4,76; г=0,4, острые режущие кромки, правого и левого направления резания обозначается в буквенном виде SBGN-12Q404FN, в цифровом 03831-1204047'W (рис. 3.4).
Рис. 3.4. Обозначение режущих пластин
Опорные пластины обозначаются буквой О, стружко-лом — буквой С (OSN— четырехгранная опорная пластина без заднего угла, СТ — треугольный стружколом).
Помимо широкой номенклатуры МНП из твердых сплавов, в СССР выпускаются пластины из режущей керамики и СТМ треугольной, квадратной, круглой и ромбической (е=80°) формы (пластины из СТМ имеют меньшие габаритные размеры).
Совершенствование конструкции МНП идет в трех направлениях — повышение точности их линейных размеров, обеспечение надежного ломания и завивания стружки в широком диапазоне режимов резания, расширение диапазона возможных технологических операций.
Фирма «Сандвик Коромант» производит пластины с лункой у каждой вершины и двухступенчатой стружколомающей канавкой вдоль каждой режущей кромки. Лунка предназначена для ломания стружки при подачах 5< <0,3 мм/об и глубинах резания /=0,5—3,0 мм. Первая ступень стружколомающей канавки расположена непосред-
141
a
ственно около режущей кромки и предназначена для работы в диапазоне S = 0,2—0,6 мм/об и £=0,5—14 мм. Вторая ступень используется для 5 = 0,5—0,9 мм/об и /=1—18 мм.
Такое решение применяется как для пластин общего назначения, так и специальных, например для обработки колесных пар (рис. 3.5, а). Выпускаются пластины со струж-коломами в виде лунок и выступов (рис. 3.5,6), канавок различных форм (рис. 3.5, е), а также комбинированные (рис. 3.5,г). В этом варианте, разработанном фирмой «Сумитомо Электрик», вдоль режущих кромок предусмотрены
142
ленточки Л за которыми следует передняя поверхность, наклонная к центру пластины. Напротив средней части каждой режущей кромки выполнен удлиненный выступ 2 с плоской вершиной. Выступы 3 несколько меньшей величины с плоскими вершинами расположены на биссектрисах углов. Между режущими кромками и выступами 3 находятся небольшие симметрично расположенные выступы 4 и 5 также
Рис. 3.6. Формы МНП специального назначения
с плоскими вершинами. Такая конструкция обеспечивает стружколомание независимо от глубины резания.
В последние годы широкое распространение в промышленности получили специальные МНП, используемые для отрезки (рис. 3.6, а), прорезки канавок различной формы (рис. 3.6,6), нарезания резьб (рис. 3.6,в), а также фасонные, профиль которых с точностью ±0,1 мм на 15 мм длины обеспечивается не шлифованием, а при изготовлении пластин.
Многогранные пластины выпускаются из твердых сплавов, минералокерамики, сверхтвердых материалов *, а также комбинированные (в пластину из твердого сплава впаяны элементы из сверхтвердых материалов).
Широкая номенклатура пластин позволяет кардинально совершенствовать конструкции режущих инструментов, используемых на станках с ЧПУ.
* МНП из сверхтвердых материалов выпускаются типа NN (по классификации ISO) с а=0°, комбинированные — типа N с а>0°.
143
3.2. Резцы
Рекомендации по выбору резцов, обеспечивающих обработку наружных и внутренних поверхностей деталей на станках с ЧПУ, приведены в табл. 3.4, 3.5. Характерными особенностями резцов являются использование МНП; универсальность; унификация основных и присоединительных размеров; возможность работы в прямом и перевернутом положении; наличие правого и левого исполнений; повышенная точность инструментов и простота их регулировки.
Корпуса резцов. Резцы бывают следующего конструктивного исполнения: полномерные — для станков со съемными инструментальными блоками, которые настраиваются на размер в сборе с резцами (табл. 3.6); резцы-вставки и резцы-блоки (табл. 3.7); резцы-головки для расточных работ (табл. 3.8). Наиболее широко применяются державки резцов, имеющие вид стержней прямоугольного профиля, которые крепятся в резцедержателе.
У резцов-вставок дополнительно устанавливают винты с контргайками для настройки на размер, в некоторых случаях предусматривают пазы и отверстия для крепёжных винтов, а также выполняют скосы для более точной установки в резцедержателе.
Одним из перспективных направлений в совершенствовании конструкций корпусов резцов является разработка фирмой «Сандвик Коромант» резцов-блоков. Корпуса резцов снабжены укороченным хвостовиком, на торце которого выполнены щеки, образованные отверстием и прорезью (рис. 3.7). Крепление этих блоков в державке подробно рассмотрено в гл. 2.
Для расточных работ наряду с резцами-блоками широко используются резцы-головки, корпуса которых снабжены Т-образным пазом (рис. 3.8, а) или рифлениями на торце (рйс. 3.8, б). Крепление резцов производится с помощью винтов в специальных державках.
В настоящее время принята стандартизованная система обозначения резцов и резцов-вставок с М.НП (ГОСТ 26176— 85). Буквенно-цифровое кодирование осуществляется в такой последовательности:
1 — буквенный символ, характеризующий способ крепления пластины (рис. 3.9);
144
Рис. 3.9. Типы крепления МНП: а — С; б — М; в — Р; г — S
Табл. 3.4. Выбор резцов для
Условия и характер обработки
Главный угол в плане, Продольное точение
Поперечная обточка «иа себя»
t-Г—" Поперечная обточка
«от себя»
J
1 —• а, град
Копирование «на себя» а> град
, 60 V -3 45 —£ ^4- 30
Копирование «от себя» а.^^град
, / 60
SX. 30
25
град
а, град
Форма рабочей
Л
—J
+4—1—1—F Ч—1—1—F 1 + +1 +1 ++ +Ч-Ч-+ 1 + +1 +1 45 + 45 45 + + + +
146
обработки наружных поверхностей
части
ь
60 60 75 90 90
+ + + + +
60 60 75 90 90
+
60
+
4- + 4- + +
+ + г + Г . + Г +
-L + 4-
+ г + +
147
148
Продолжение табл. 3.4
части
а 'о / 1 \.°J
63 + 63 + 75 + 93 + 93 +
63 63 75 93 93
+ +
+ + + Н—1—F + + + Н—1—1—н ++++
Н—1—1—I- —।—।—1_ + + + +
149
Условия и характер обработки
Главный угол в плане, град
Продольное точение
Поперечная обточка «на себя»
г.__ ь
Т_ 0 Поперечн «от себя» tz Копирова Копирова 1 ая ИИ ни обточка Г'“ е «на себя» е «от себя» а, град а, град 75 60 45 30 а, град 75 60 45 30 25
а, град
Форма рабочей
1о| к
95 + 95 + + —5 + + + + 45 + 45 + + +
150
Окончание табл. 3.4
части
45 45 60 75 75
+ + + +
45 45 60 75 —
+ + + +
45 45 15 0
+ + + + +++
+ + + + +
151
Табл. 3.5. Выбор резцов для обработки внутренних поверхностей
Окончание табл. 3.5
1 1 2 3 4 5 6
Пог геречная ра яж сточка «на себя» + +
Копирование «от себя» а, град 75 60 45 30 ++++ + + + ++++ ++++
Копирование «на себя» а, град 30 25 + +
2SS
Табл. 3.6. Резцы токарные сборные с МНП
Тип резца Габаритные размеры, мм Пластины (ГОСТ)
h X Ь Й1 f 1 /1, не более режущая опорная
1 2 3 4 5 6 7 8
Проходные (ГОСТ 24996—81)
Тип 1 (25X25) — 25—32 17 150—170 36
(32 X 25)
Ж. <
7
Продолжение табл. 3.6
1 2 3 4 5 6 7 8
Тип 2 (16X16)-(32X25) 16—32 13—22 100—170 32-36
?т 1 \ •С
19046— 80 19073— 80
^Ъ1|
*1
- Тип 3 (16X16) — (50X40) 16-50 20—50 100—250 32—40
*
г
о\ 90¥ Уlj
Продолжение табл. 3.6
1 |2|з|4|5|б|?|8
Тип 7
(16X16)- (50X40) 16—50 17—43 100—250 32—50 19052— 80 19076— 80
(16X16)-(50X40) 16—50 13—35 100—250 32—50
Продолжение табл, 3.6
Продолжение табл. 3.6
Продолжение табл. 3.6
Продолжение табл. 3.6
6 Е. Э. Фельдштейн
Продолжение табл. 3.9
Продолжение табл. 3.6
1 1 2 3 4 5 6 7 8
Тип 3 с (20x20) — (45x32) 20—40 20—32 120—200 19064— 80 (19065— 80) 19080— 80
SO", l
Тип 4 с (16X16)-(29X20) 16—20 20—25 120—140 19047— 80 (19048— 80) 19075— 80
92°J 1
Z
Продолжение табл. 3.6
___________________ 1_______________________I 2 I 3 | 4 I 5 | 6 | 7 | 8
проходные (ГОСТ 23075 — 78)
я Тип 1 (2) (12X12) — (40X32) 12—40 16-40 80-200 25—36 19043— 80 (19045— 80) 19073— 80 (19074— 80)
If
fe ^/30° I
Продолжение табл. 3.6
Продолжение табл. 3.6
1 1 2 | 3 | 4 | 5 6 7 8
Тип 7 (8) (12X12)— (40X32) 12—40 7,5—22 80—200 24,5— 39,5 19043— 80 (19045— 80) 19073— 80 (19074— 80)
* с
h . ^33° '
мЪ" i
Продолжение табл. 3.6
1 2 3 4 5 6 7 8
Г Тип 9 (10) (12X12)-(40 X 32) 12—40 5-17 80—200 25—39 19043— 80 (19045- 80) 19073— 80 (19074- 80)
^46°
к.
1
Продолжение табл. 3.6
Продолжение табл. 3.6
Продолжение табл. 3.6
2 3 4 5 6 7 8
(16X16)— (40 X 32) 16—40 11—22 100—200 26—46 19049— 80 (19050— 80) 19076— 80 (19077— 80)
Продолжение табл. 3.6
Продолоюение табл. 3.6
2 3 4 5 6 7 8
(12X12)-(25X16) 12—25 9—17 80—150 26—35 19049— 80 (19050— 80) 19076— 80 (19077— 80)
Продолжение табл. 3.6
со
Продолжение табл. 3.6
3 4 5 6 7 8
(16X16) — <40 x 32) 16—40 20—40 100—200 25—38 19049— 80 19076— 80
(12X12)— (40 X32) 12—40 16—40 80—200 24—38 19050— 80 19077— 80
Продолжение табл. 3.6
Продолжение табл. 3.6
Продолжение табл. 3.6
Расточные (ГОСТ 20874 — 75)
Тнп резца Габаритные размеры, мм Пластины (ГОСТ)
D 01 1 л ft. Ь режущая опорная
1 2 3 4 5 6 7 8 9
Продолжение табл. 3.6
Продолжение табл. 3.6
Окончание табл. 3.6
Табл. 3.7. Вставки резцовые универсальные сборные с МНП
Габаритные размеры, мм Пластины (ГОСТ)
Тип резца Ь h 1 f режущая §•«
1 2 3 4 5 6 7
ОСТ 23.5.551 — 82
Тип 1 (2)
Тип 3 (4)
11—20 (10—16)
11—20
15—25
15—25
50—63
50—63
14—25
14—25
19043—80 (19045—80)
19043—80 (19045—80)
Продолжение табл. 3.7
Тип 11 (12); 13 (14) ф = 75°; ф = 45°
2 3 5 6
11—20 (16; 20) 15—25 (20; 25) 50—63 (55; 63) 14—25 (20; 25) 19043—80 (19045—80)
11—20 15—25 14—53 14—25 19043—80 (19045—80)
11—20 (20; 25) 15—25 (16; 20) 50—63 (47; 53) 14—25 (22; 25) 19049—80 (19050—80)
Продолжение табл. 3.7
Продолжение табл. 3.7
Продолжение табл. 3.7
Продолжение табл. 3.7
Продолжение табл. 3.7
1 2 3 4 5 6 1 7
Тип J 11—25 12—32 50—100 14—32 Допускаются
различные спо-
собы крепления
и типы пластин
Тип R
Тип К
Продолжение табл. 3.7
1 2 3 4 5 6 | 7
/во Тип W Тип F Тип U V i 11—25 12—32 50—100 14—32 Допускаются различные способы крепления и типы пластин
Продолжение табл. 3.7
Окончание табл. 3.7
<о о
ОСТ 2И29-1— 81*
Габаритные размеры, мм Пластины (ГОСТ)
d Z. Диаметр растачиваемого отверстия режущая опорная
М18 х 1 М24 X 1 54—95 55—90 85—120 19045—80 —
1 — державка; 2 — винт; 3 — прихват; 4 — лимб-гайка; 5 — шайба пружинная; 6 — шайба; 7 — шайба; 8 — винт; 9 — пластина.
* Устанавливаются в оправке под углом 45° к оси вращения.
Табл. 3.8. Головки для расточных работ
Тип головки
Основные размеры
Эскиз
2
3
Тип 2 (ГОСТ 22393— 77)
D = 100 — 630 мм; d = 10—32 мм; £=80—250 мм
Тип 1 (ГОСТ 23022 — 78)
£> = 10 —
85 мм; d = 22; 32; 40 мм; L =63; 80 мм
1ип!
Тип 2
0 = 80 —
110 мм; d = 32 — 40 мм; L = 50 мм
191
Продолжение табл. 3.8
192
Окончание табл. 3 .8
2 — буквенный символ, характеризующий форму пластины (табл. 3.3);
3 — буквенный символ типа резца (табл. 3.9);
4 — буквенный символ, характеризующий задний угол пластины (раздел 3.1);
5 — буквенный символ, характеризующий направление резания;
6 — число, соответствующее высоте державки, мм;
7 — число, соответствующее ширине державки резца, мм, или буквенный символ типа резца-вставки;
8 — буквенный символ длины резца;
9 — число, характеризующее размер пластины;
10—символ, характеризующий точность изготовления резца.
Механизмы крепления многогранных неперетачиваемых пластин. Одним из существенных факторов, характеризующих качество работы резца на станках с ЧПУ, является надежность базирования и закрепления МНП. Стандартами ISO предусмотрены четыре типа крепления пластин (рис. 3.9): прихватом сверху (3.9, а); штифтом и прихватом (3.9, б); штифтом (3.9, в); винтом (3.9, г). В настоящее время на их базе разработано множество разнообразных конструкций механизмов крепления пластин. Рассмотрим наиболее характерные из них.
Крепление прихватом сверху. Фирма «Сандвик Коромант» разработала конструкцию (рис. 3.10, а), в которой режущая пластина 4 прижимается к опорной пла-
7 Е. Э. Фельдштейя 193
Табл. 3.9. Кодирование типа резца
Символ Положение главной режущей кромки Главный угол в плане град
1 2 3
А / ) 90
В 75
D 45
Е 60
М 50
N 63
V 72,5
G 90
J 93
R 75
S 45
т jy 60
с J 90
194
Окончание табл. 3.9
стине 3 и к стенкам гнезда, выполненного в державке 1, с помощью прихвата 6 и винта 5. Винт 5 фиксируется в прихвате благодаря пружинной шайбе 7. Опорная пластина крепится к державке винтом 2. В конструкции может быть использована стружколомающая пластина.
Близкие по принципу действия конструктивные решения использованы в резцах фирм «Кеннаметалл» (рис. 3.10,6), «Крупп Видиа», «Планзее» (рис. 3.10, е), в резцах по ГОСТ 20872—75 (рис. 3.10, а) и ГОСТ 22207—76 (рис. 3.10, д).
Более сложная конструкция, разработанная фирмой «Сандвик Коромант» (рис. 3.10,е), включает стружколомающую пластину 5 в форме мостика, опирающегося одним концом на режущую пластину 4, другим на корпус 1. Со стороны прихвата 6 на стружколомающей пластине формируются три ступени, позволяющие обеспечить надежное стружколомание при точении сталей с подачами до 0,25; 0,25—0,5 и свыше 0,5 мм/об при установке соответственно на первую, вторую и третью ступени. Для удержания стружколомающей пластины в заданном положении при снятии или повороте режущей пластины используется подпружиненный штифт 8. На прихват 6 действует винт 7. Зажим опорной пластины 3 осуществляется винтом 2.
7*
195
Рис. 3.10. Крепление пластин прихватом сверху
В резцах для точения по копиру фирмы «Сандвик Ко-романт» (рис. 3.10, ж) прихват 3 сложной формы прижимается к режущей пластине 4 винтом 2. В державке 1 установлены пружина 8 и подпружиненный штифт 7, обеспечивающий легкое и надежное снятие или поворот режущей пластины. Опорная пластина 5 крепится к державке винтом 6.
196
Рис. 3.10. Окончание
Крепление прихватом широко применяется также в отрезных (рис. 3.10, з), прорезных (рис. 3.10, и) и резьбовых (рис. 3.10, к) резцах, а также в резцах, оснащенных СТМ (рис. 3.10, л).
Крепление штифтом и прихватом. В конструкции фирмы «Сандвик Коромант» (рис. 3.11, а) прихват
Рис. 3.11. Крепление пластин штифтом и прихватом
198
4 входит в гнездо державки 1 и прижимается с помощью винта 5 одновременно к стенкам гнезда и боковой плоскости режущей пластины 3. Следствием этого является прижим пластины 3 к штифту 6, на котором, помимо режущей, установлена опорная пластина 2 и который закреплен с помощью винта 7.
Рис. 3.12. Крепление пластин штифтом
В конструкции фирмы «Планзее» (рис. 3.11,6) прихват 2 воздействует на режущую пластину 1 через клин 3.
Крепление штифтом. В резцах по ГОСТ 21151 — 75 (рис. 3.12, а) режущая пластина 3 прижимается к штифту 4 с помощью клина 5 и винта 6. Опорная пластина 2 установлена в гнезде державки 1 также с помощью штифта 4. В резцах фирмы «Сандвик Коромант» (рис. 3.12, б) используется Г-образный рычаг 3. Один его конец расположен в отверстии режущей пластины 2, другой — в выточке винта 5. При завинчивании последнего рычаг поворачивается вокруг своей вершины по часовой стрелке и прижимает
199
режущую пластину к стенкам гнезда державки 1. Опорная пластина 4 крепится на рычаге 3 и в гнезде державки 1 с помощью пружинного штифта 6. Конструкция широко применяется в СССР и за рубежом.
В резце на рис. 3.12, в штифт 3 снабжен головкой с утолщенной средней частью и резьбой. При закручивании утолщенная часть входит в контакт с поверхностью цилиндрического отверстия в державке 1, после чего головка штифта начинает перемещаться в направлении опорных стенок гнезда державки и прижимает к ним режущую пластину 2. Близкая по принципу действия конструкция используется в резцах, изготовленных по ГОСТ 20874—75 (рис. 3.12, г). Винт 1 своей конической шейкой действует на подкладку 2, в которую запрессован штифт 5. В результате штифт прижимает пластину 4 к опорным стенкам гнезда державки 3.
Прижим винтом. В конструкции на рис. 3.13, а режущая пластина 4 прижимается к стенкам гнезда державки 1 с помощью винта 5, вворачиваемого в резьбовую втулку 2. Эта втулка в свою очередь прижимает к державке опорную пластину 3. Головка винта и отверстие режущей пластины выполнены конусными, а ось винта несколько смещена в сторону опорных стенок гнезда. В результате при завинчивании винта режущая пластина прижимается одновременно к опорным стенкам и основанию гнезда державки.
В конструкции фирмы «Планзее» (рис. 3.13,6) зажим режущей пластины 3 осуществляется винтом 2 с головкой сложной формы, ось которого наклонена относительно оси пластин и резьбовой втулки. В СССР и за рубежом используется конструкция фирмы «Кеннаметалл» (рис. 3.13, б), в которой пластина 2 зажимается с помощью эксцентрика, расположенного на конце винта 3.
Самозажимаюгциеся механизмы крепления пластин. В этих механизмах пластины в процессе работы удерживаются силами резания, что упрощает конструкцию и повышает надежность закрепления. В державке 1 резца (рис. 3.14, а) выполнена дуговая опорная стенка и винтовой выступ 5, входящий в паз подвижного элемента 2. Этот элемент установлен на опорную поверхность державки, выполненную по дуге окружности, центр которой совпадает с вершиной режущей пластины 4. Винтовой выступ расположен под углом <р к опорной стенке. При
200
Рис. 3.13. Крепление пластин винтом
закреплении пластины подвижный элемент 2 под действием осевой силы перемещается вправо вдоль опорной стенки и поворачивается в направлении, указанном стрелкой. В результате появляется составляющая усилия зажима, прижимающая режущую пластину к подвижному элементу.
201
Разработаны конструкции самозажимных резцов для отрезки и прорезки (рис. 3.14, б, в). При этом опорные поверхности режущих пластин выполнены V-образными вогнутыми или выпуклыми, что позволяет ориентировать режущие пластины по центру V-образного гнезда в державке и обеспечивает постоянство этого положения во время работы.
Рис. 3.14. Самозажимающиеся механизмы крепления пластин
3.3. Фрезы
Фрезерование является одной из наиболее характерных и распространенных операций, выполняемых на станках с ЧПУ. При обработке используются преимущественно торцовые и концевые фрезы, а также фрезы для обработки пазов
202
Табл. 3.10. Конструкции фрез для станков с ЧПУ
Тип и основные размеры
1
Фрезы торцовые насадные с механическим креплением пластин (ГОСТ 26595— 85): 3-гранных (ф = 90°); 4-гранных (ф — 75°); 5-гранных (ф = 67°); круглых: D = 50 — 200 мм; d = 22 — 60 мм; Н = = 40 — 63 мм; г — 5—16
Фрезы торцовые насадные с механическим креплением 4-гранных твердосплавных пластин (ОСТ 2И61-2—76); ф= = 75°
Фрезы торцовые насадные с механическим креплением ромбических твердосплавных пластин (ОСТ 2И61-1—76); ф — 90°
Фрезы торцовые концевые с механическим креплением 5-гранных твердосплавных пластин (ГОСТ 22087—76): D = 63; 80мм; L = 172; 202мм; ф = 67°
Фрезы торцовые концевые с механическим креплением 4-гранных твердосплавных пластин (ОСТ 2И61-4—76); ф = 75°
Фрезы торцовые концевые с механическим креплением ромбических твердо-
Эскиз
Продолжение табл. 3.10
1 2
сплавных пластин (ОСТ 2И61-3—76); <р = 90° Фрезы торцовые концевые с механическим креплением круглых твердосплавных пластин (ГОСТ 22088—76): 0=50; 63; 80мм; £=167; 197 мм
Фрезы торцовые насадные повышенной жесткости с механическим креплением 5-гранных твердосплавных пластин (ГОСТ 20861—75): D = 100 — 200 мм;
2 = 6 — 12; d = 32 — 60 мм
Продолжение табл. 3.10
2
Фрезы торцовые сборные с механическим креплением твердосплавных непе-ретачиваемых пластин квадратной формы (ОСТ 23.5.393—81, ОСТ 25.5.394— 81, ОСТ 23.5.395—81): 0=80—250 мм; 2 = 6—20; d = 27—50 мм; В = 50— 65 мм; ф=75°
КЗ
СП
Продолжение табл. 3.10
Фрезы торцовые сборные с механическим креплением твердосплавных не-перетачиваемых пластин 3-гранной формы (ОСТ 23.5.596—81): 0 = 100— 160 мм; z = 8—12; d = 32—50 мм; В = 50—60 мм
Фрезы концевые обдирочные с затылованными зубьями и коническим хвостовиком (ГОСТ 4675—71): d = 25— 80 мм; I = 50—224 мм; L = 150— 435 мм; z = 5—10; со = 30°
Продолжение табл. 3.10
Фрезы концевые с коническим хвостовиком (ГОСТ 17026—71)
Тип 1: d = 10—63 мм; I — 22— 90 мм; L = 92—248 мм; г = 4—8; со = 30—35°
Тип 2: z = 3—5; со = 35—45°
207
Продолжение табл. 3.10
Фрезы концевые с цилиндрическим хвостовиком (ГОСТ 17025—71)
Тип 1: d=2—28 мм; 1=7—45мм;Т= = 39—121 мм; г = 4—6; со = 30—35°
Тип 2: rf = 2—7 мм; / = 7—16 мм; L = 39—60 мм; z = 3; со = 35—45°
Продолжение табл. 3.10
1
2
to
Тип!
Фрезы концевые if для обработки деталей из легких сплавов иа станках с программным управлением (ГОСТ 23247—78)
Тип 1—с нормальным зубом: D = = 8—63 мм; I = 16—260 мм; L = = 98—335 мм; г = 3—4
Тип 2 — с крупным зубом: г = = 2—5
Исполнение 1
ВидА
Исполнение!
Тип Л
Исполнение^
Продолжение табл. 3.10
Фрезы концевые для обработки деталей из высокопрочных сталей и титановых сплавов на станках с программным управлением (ГОСТ 23248—78)
Тип 1—с нормальным зубом: D = = 8—63 мм; I = 16—260 мм; L = = 98—335 мм; z = 4—8
Тип 2 — с крупным зубом: z = 3—6
Исполнение! Исполнение? Исполнение 5
Исполнение 1
Исполнение 3
Продолжение табл. 3.10
2
Фрезы концевые конические с цилиндрическим хвостовиком для обработки ручьев ковочных штампов (ГОСТ 18150—72): d = 3—10 мм; 0 = 5— 14 мм; Z = 5—50 мм; Zx = 25—35 мм; L = 50—110 мм; г = 3; ср = 1°30'; 3°; со = 7°40'—24°08'
Фрезы концевые конические с коническим хвостовиком для обработки ручьев ковочных штампов (ГОСТ 18151—72): d = 4—40 мм; 0 = 130— 360 мм; Zx = 69—190 мм; Z = 50 мм; ф = 3; 5; 7°; со = 10°10'—26°41'
Фрезы концевые с цилиндрическим хвостовиком, оснащенные твердосплавными коронками (ГОСТ 20533—75): D 10—14 мм; L = 70—90 мм; d — = 10—14 мм; Н = 10—18 мм; г = 6
копие Морзе
Продолжение табл. 3.10
Фрезы концевые с коническим хвостовиком, оснащенные твердосплавными коронками (ГОСТ 20534—75): D = 10— 22 мм; Н — 10—15 мм; г = 6—8
Фрезы кониевые с цилиндрическим хвостовиком, оснащенные винтовыми твердосплавными пластинами (ГОСТ 20^36—75): D = 10—20 мм; d = 10— 20 мм; L = 70—90 мм; I — 40—50 мм; 2 = 2—4; ш = 20—36о
Фрезы концевые с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами (ГОСТ 20537— 75): D = 12,5—50 мм; £=115— 190 мм; / = 14—22 мм; z = 2—6; со = = 24—40°
Продолжение табл. 3.10
2
Фрезы концевые удлиненные с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами (ГОСТ 20538—75): D = 20—50 мм; £ = 145—205 мм; I — 21—38 мм; z = = 4—6; а = 34—40°
Фрезы для обработки Т-образных пазов (ГОСТ 7063—72)
Тип 1: £> = 12,5—40 мм; d2=10— 25 мм; I — 6—18 мм; £ = 57—108 мм; (i = 10—34мм; г = 6—8; со = 10°
Тип 2: £>=12,5—95 мм; / = 6— 44 мм; £ = 73—251 мм; z = 6—8; ю= 10°
ю
ОЭ
Продолжение табл. 3.10
t\D н— 4*
Фрезы концевые, оснащенные винтовыми твердосплавными пластинами, для обработки детален из высокопрочных сталей и титановых сплавов на станках с программным управлением (ГОСТ 24637—81): D = 16—50 мм; £ = 112— 297 мм; I — 13—142 мм; г — 4—6; о = 30—40°
Гип 1
Фрезы концевые твердосплавные (ГОСТ 18372—73)
Тип 1: D = 3—12 мм; L = 28— 60 мм; г — 3—5; d = 3—12 мм; I = = 8—25 мм; со = 30—40°
Тип 2: О = 5—12 мм; L — 88— 103 мм; z = 3—-5; d = 5—12 мм; I = = 24—53 мм; со = 30—40°
Окончание табл. 3.10
Фрезы концевые сборные с коническим хвостовиком с механическим креплением многогранных неперетачиваемых пластин (ОСТ 23.5.333—80): D = 16— 50 мм; L = 100—150 мм; z = 1—4
и сложных профилей, изготовленные из различных инструментальных материалов. Наиболее характерные конструкции фрез приведены в табл. 3.10.
Рис. 3.15. Крепление пластин в корпусе фрезы:
а — клином; б — прихватом; в — винтом
На станках с ЧПУ можно достаточно эффективно использовать фрезы, оснащенные композитами (табл/3.11).
Общие принципы крепления МНП для фрез показаны на рис. 3.9. Пластины могут крепиться непосредственно в кор-
Рис. 3.16. Длиннокромочная фреза фирмы «Сандвик Ко-
романт»
пусе с помощью клиньев, прихватов, винтов (рис. 3.15) либо устанавливаться на специальных вставках наподобие резцовых, которые затем закрепляются в корпусе. Комбинируя количество и расположение пластин, можно существенно расширить возможности фрезерования (рис. 3.16).
216
Табл. 3.11. Области применения торцовых фрез из композита на станках с ЧПУ
Характеристика процесса
Конструкция фрезы
Эскиз
Тонкая финишная обработка открытых и полуоткрытых поверхностен, закрытых поверхностей типа «ласточкин хвост» с t < 0,5 мм
Со вставными перетачиваемыми ножами и регулируемым торцовым биением
D — 80—200 мм
Окончание табл. 3.11
1 2 3
Чистовая обработка открытых и полуоткрытых поверхностей с t 1,5 мм С механическим креплением пластин круглой формы и регулируемым торцовым биением D = 100—400 мм ‘1 Ж/1
Чистовая и получистовая обработка открытых и полуоткрытых поверхностей чугунных деталей с t = = 0,05—6 мм С механическим креплением пластин круглой формы, однорядные и ступенчатые нерегулируемые £) = 100—400 мм 5?
3.4. Сверла
На станках с ЧПУ используются различные типы сверл в зависимости от диаметров обрабатываемых отверстий, их конфигурации, точности и других условий. Примерная классификация и области применения сверл приведены в табл. 3.12.
Основные типы и размеры стандартизованных сверл приведены в табл. 3.13.
Рис. 3.17. Сверла с трехгранными неперетачиваемыми пластинами для сплошного (а) и кольцевого (б) сверления
Повышение производительности и точности сверления достигается путем применения новых материалов для режущей части, совершенствования заточки, использования сверл специальных конструкций. Наиболее характерными для последнего случая являются сверла с МНП (рис. 3.17, а), представляющие собой корпус с двумя прямыми V-образными канавками. На переднем торце корпуса закреплены две трехгранные пластины формы WC...M. Одна из них расположена у оси сверла, другая — на периферии.
Снимаемый припуск делится по ширине между взаимно перекрывающимися пластинами, которые располагаются в корпусе таким образом, что радиальные усилия с обеих сторон от оси сверла сбалансированы и сверло не нуждается в центровочном отверстии в момент засверливания. В корпусе предусмотрены каналы для подачи СОЖ в зону резания.
219
Табл. 3.12. Классификация и области применения сверл
Признаки классификаци-ции Тип сверла Область применения
1 2 3
По способу крепления С цилиндрическим хвостовиком С коническим хвостовиком Для сверления отверстий с d 20 мм при закреплении сверла в патроне или цанге Для сверления отверстий с d~ 6—80 мм при закреплении сверла в шпинделе станка
По длине сверла Длинные Средние С укороченной рабочей частью Для сверления глубоких отверстий или отверстий, удаленных от торца детали Для различных работ Для сверления коротких отверстий и повышения жесткости сверла
По направлению стружечных канавок С прямыми канавками С косыми канавками С правой спиралью С левой спиралью Для сверления коротких отверстий, отверстий в тонких листах, при использовании сверл с пластинами твердого сплава Для сверления отверстий в листах сверлами с пластинами твердого сплава Для различных работ При работе на токарных автоматах
220
Продолжение табл. 3.12
1 2 3
По форме обрабатываемого отверстия Цилиндрические Конические Многогранные Ступенчатые Торцовые Центровочные Для сверления цилиндрических отверстий Для сверления конических отверстий Для сверления отверстий с тремя и более гранями Для сверления концентрических отверстий, имеющих две и более ступени Для сверления глухих отверстий с плоским дном Для сверления центровых технологических отверстий
По материалу режущей части Из углеродистых и легированных инструментальных сталей Из быстрорежущей стали С режущей частью из твердого сплава Для сверления отверстий с d < 1 мм Для различных работ Для сверления чугуна, закаленных и труднообрабатываемых сталей и сплавов, пластмасс
По способу подвода СОЖ в зону резания С наружным подводом С внутренним подводом Для различных работ Для сверления глубоких отверстий в труднообрабатываемых материалах
221
Окончание табл. 3.12
1 2 3
По схеме работы Для сплошного сверления Для кольцевого сверления Сверление отверстий до d = 50— 80 мм Сверление отверстий с d > 50 — 80 мм
Сверла (рис. 3.17, а) используются преимущественно для сплошного сверления отверстий диаметром 18—56 мм и глубиной до 2d. Для сверления отверстий диаметром 50— 250 мм и глубиной до 4d применяются кольцевые сверла с МНП (рис. 3.17,6). Наряду с описанными конструкциями используются также сверла-резцы с квадратными пластинами (рис. 3.18).
Рациональные углы заточки стандартизованных сверл, установленные на основании специальных исследований и производственного опыта, приведены в табл. 3.14—3.18.
Рис. 3.18. Рабочая часть сверл-резцов для сплошного сверления (а) и рассверливания (б)
Сверло является двузубым инструментом, предназначенным для образования цилиндрических отверстий в сплошном материале, и имеет пять режущих кромок: две главные, две вспомогательные кромки ленточек и поперечную кромку. После затупления сверла все режущие кромки обновляются при переточке главных задних поверхностей сверла.
222
Табл. 3.13. Основные типы и размеры стандартизованных спиральных сверл, используемых на станках с ЧПУ*
Тип и основные размеры
Сверла спиральные с цилиндрическим хвостовиком: короткая серия (ГОСТ 4010—77): d = l,0—20 мм; L — 32—130 мм; I — 6—65 мм; средняя серия (ГОСТ 10902—77): d = 0,25—20 мм; Г=20—205 мм; 1 = 3—140 мм; длинная серия (ГОСТ 886—77): d = == 1,95—20 мм; L = 85—255 мм; I = 55—165 мм;
сверла спиральные с коротким цилиндрическим хвостовиком, длинная серия (ГОСТ 12122—77): d = = 1,0—9,5 мм; L = 48—155 мм; I = 25—НО мм
Сверла спиральные с коническим хвостовиком (ГОСТ 10903—77): d = 6—80 мм; L = 140—515 мм; I = 60—260 мм; конус Морзе № 1—6; сверла удлиненные (ГОСТ 2092—77): d = 6—30 мм; L = 225— 395 мм: / = 145—275 мм; конус Морзе № 1—3; сверла длинные (ГОСТ 12121—77): d = 6—30 мм; L = 160—350 мм; I = 80—230 мм
Эскиз
* Более подробно см.: Фельдштейн Е. Э., Ивашин Э. Я., Корниевич М. А. Справочник сверловщика.—Мн.: Выш. шк., 1986. — 336 с.
Продолжение табл. 3.13
1 2
Сверла спиральные, оснащенные пластинами из твердого сплава, для сверления чугуна с цилиндрическим хвостовиком (ГОСТ 22735—77): d = 5,0— 12 мм; L = 70—120 мм; 1 = 36—70 мм
Ч [ А-
—г—г
|' 4
Сверла спиральные, оснащенные пластинами из твердого сплава, с коническим хвостовиком (ГОСТ 22736—77): d = 10—30 мм; £укор = 140—275 мм; 1укор — 60 125 мм; Днорм — 170—328 мм; 1цорм — = 90—175 мм, конус Морзе № 1—4 , Конус Морзе ——Н L ,
г-7 <т~п
J
Сверла спиральные цельные твердосплавные с цилиндрическим хвостовиком для обработки труднообрабатываемых материалов: короткая серия, цельнотвердосплавные (ГОСТ 17274—71): d = 1,0—12,0 мм; L = 32—100 мм; 1 = 6—50 мм
>3 н—Ч
1
L
8 Е. Э. Фельдштейи
Продолжение табл. 13.3
средняя серия с напайкой цельнотвердосплавной рабочей части (ГОСТ 17275—71): d = 3,0—12 мм; L = 75—120 мм; I = 24—70 мм; 1± = 55—75 мм (исполнение 1) или = 42—65 мм (исполнение 2)
2
Сверла спиральные с цилиндрическим хвостовиком, d = 3—20 мм (ОСТ 2И20-1—80). Основные размеры по ГОСТ 10902—77; уменьшены допуски на биенче
Сверла спиральные с коническим хвостовиком, d — 6—30 мм (ОСТ 2И20-2—80). Основные размеры по ГОСТ 10903—77; уменьшены допуски на биение
Табл. 3.14. Значения угла наклона винтовых канавок сверла, град
Обрабатываемый материал Диаметр сверла, мм
1-10 более 10
Пластмассы, бронза, свинцовистая латунь 10—12 12—20
Латунь Л62 25—30 25—40
Латунь Л68, алюминий и другие легкие
сплавы 35—45 35—50
Стали углеродистые и легированные, чу-
Гуны 20—24 25—33
Нержавеющие и жаропрочные стали, ти-
тановые сплавы 30—35 30—35
Табл. 3.15. Значения передних углов сверл, оснащенных твердым сплавом
Обрабатываемый материал V, град
Чугун, 200 НВ Чугун, 300—400 НВ Ковкий чугун, бронза Стальное литье, нержавеющие стали и хромоникелевые стали ов = 1400 МПа, титановые сплавы Инструментальные стали +7 0 +4 0 (-2)-3
Табл. 3.16. Значения задних углов сверла
Обрабатываемый материал й*. град
Медные сплавы 12—15
Стали углеродистые и легированные, чугуны 10—15
Алюминий и его сплавы 12—17
Титановые сплавы 16—22
* Задний угол уменьшается по мере увеличения диаметра сверла.
8*
227
Табл. 3.17. Значения углов 2<р сверл из быстрорежущей стали
Обрабатываемый материал 2ф, град
Сталь, чугун, твердая бронза 116—120
Латунь, мягкая бронза 130
Алюминий и его сплавы 140
Красная медь 125
Нержавеющие и жаропрочные стали, титановые
сплавы 125—140
Табл. 3.18. Значения углов 2<р сверл, оснащенных твердым сплавом
Обрабатываемый материал 2ср, град
Чугун, 200—300 НВ 120
Чугун, 300—400 НВ 140
Ковкий чугун 120
Бронза 130
Стальное литье, нержавеющие и хромоникелевые
стали <тв = 1400-МПа, титановые сплавы 120—140
Инструментальные стали 140
Наиболее широкое распространение получили такие виды задней поверхности, как коническая, винтовая и плоская. Эти три вида в зависимости от свойств обрабатываемого материала и конструкции инструмента трансформируются в значительное количество разновидностей задних поверхностей сверла (табл. 3.19).
. Процесс сверления во многом зависит от уровня осевой силы и крутящего момента. Известно, что в общем значении Л4Кр и Ро на долю главных режущих кромок приходится соответственно 80 и 40 %, на долю вспомогательных режущих кромок (ленточек) — 12 и 3, а на долю поперечной режущей кромки — 8 и 57 %. Уменьшение длины поперечной кромки существенно уменьшает уровень осевой силы. Очень важным обстоятельством, значительно влияющим на характер стружкообразования и стойкость сверл, является
228
Табл. 3.19. Формы задней поверхности сверла
форма заточки Наименование и краткая характеристика
1 2
О' Нормальная (одинарная) 2ф = 60—140° Двойная: дает возможность повысить скорость резания на 15—20 % 2<р= 118—120° 2ф0 = 60—90° По двум плоскостям а = 6—10°; Л! = 20—40° Крестообразная Уменьшает величину затылованной части пера и длину поперечной кромки
229
Окончание табл. 3.19
то, что в зоне поперечной режущей кромки сверло имеет отрицательные передние углы.
Для снижения осевой силы и создания более благоприятных условий резаиия широко применяются различные подточки.
3.5. Зенкеры и развертки
Зенкеры служат для обработки цилиндрических, конических отверстий или торцовых поверхностей. По характеру работы зенкер напоминает сверло, но отличается оформлением режущих кромок, их числом и повышенной жесткостью, благодаря чему можно получить более точные отверстия.
Основные типы и размеры стандартизованных зенкеров для предварительной и окончательной обработки отверстий приведены в табл. 3.20.
Конструкция зенковок аналогична конструкции зенкеров. Особенностью зенковок является наличие направляющей цапфы, обеспечивающей соосность раззенковываемой поверхности с отверстием под крепежные изделия. Основные
230
ю
Табл. 3.20. Основные типы и размеры зенкеров для предварительной и окончательной обработки отверстий*
Тип и основные размеры Эскиз
1 2
Зенкеры цельные с коническим хвостовиком из быстрорежущей стали, тип 1 (ГОСТ 12489—71): d = Ю—40 мм; L = 160—350 мм; 1 = 80—200 мм; г = 3 _ 7 Конце Морзе А
S А 1 Н
Z
L
Зенкеры цельные насадные из быстрорежущей стали, тип 2 (ГОСТ 12489—71): D — 32—80 мм; d = 13—32 мм; L = 30—52 мм; г = 4
0 ,
L
Окончание табл. 3.20
Зенкеры цельные с коническим хвостовиком, оснащенные пластинами из твердого сплава, тип 1 (ГОСТ 3231—71 и ГОСТ 21540—76): d=14—
50 мм; L = 180—355 мм; / = 85—210 мм; z 3
Зенкеры цельные насадные, оснащенные пластинами из твердого сплава, тип 2 (ГОСТ 3231—71 и ГОСТ 21540—76): D = 32—80 мм; d = 13—32 мм; L — 40—65 мм; z = 4
* См. примечание к табл. 3.13.
Табл. 3.21. Основные типы и размеры цилиндрических зенковок (по ГОСТ 15599 70)
Тип и основные размеры
Эскиз
Тип 1, с постоянней направляющей цапфой и цилиндрическим хвостовиком: d = 2,3—14 мм; с/ц = 1,2—8,4 мм; dx = = 3—14 мм; L — 40— 100 мм; I = 2,5—7 мм; /1 — 6—20 мм
Тип 2, со сменной направляющей цапфой и коническим хвостовиком: d = 11—40 мм; = 4—10 мм; 250 мм; № 1—4
d^ — L = 125-конус Морзе
Тип 3, = 34—63 50 мм; d — 10—22 мм
насадные: D= мм; L = 40—
Тип 4, со сменной направляющей цапфой и хвостовиком под штифтовой замок: D = 11— 63 мм; L = 60—ПО мм; I = 25—50 мм; — 4— 16 мм; Dj = 10—40 мм
Конус Морзе
233
Табл. 3.22. Основные типы и размеры конических зенковок (по ГОСТ 14953—80)
Тип и основные размеры зенковок
Типы 5, 6, 7, зенковки конические с цилиндрическим хвостовиком: а = 60; 90; 120°; D = = 8—25 мм; d = 8— 10 мм; L — 48—69 мм; I = 16—33 мм
Типы 8, 9, 10, И, зенковки конические с коническим хвостовиком: а = 60; 75; 90; 120°: D = 16—80 мм; £=97— 215 мм; I = 20—50 мм
Эскиз
Табл. 3.23. Основные типы стандартизованных цилиндрических разверток*
Тип и основные размеры Эскиз
1 2
Развертки машинные цельные, тип 1 (ГОСТ 1672—71): £> = 3,0— 9,0 мм; d = 3,0—9,0 мм; L = 60—100 мм; 1 = = 10—16 мм; Zj = 32— 50 мм; (ОСТ 2И26-1— 74): £ = 60—120 мм; 1 = 14—29 мм; Zi = 28— 44 мм •ъ|
g
234
Окончание табл. 3.23
Развертки машинные цельные, тип 2 (ГОСТ 1672—71): 0=10—32 мм; L = 140—240 мм; d = = 8—23 мм; I = 16— 25 мм; (ОСТ 2И26-1—74): L = 140—296 мм; I = =29—60 мм
Развертки машинные цельные насадные, тип 3 (ГОСТ 1672—71): D = = 25—50 мм; d — 13— 32 мм; L = 30—42 мм; I = 22—30 мм; (ОСТ 2И26-1—74): L = 45— 63 мм; I = 32—45 мм
Развертки машинные, оснащенные пластинами из твердого сплава, с коническим хвостовиком, тип 1 (ГОСТ 11175—80): D= 10—32 мм; L = 140— 240 мм; I =16—22 мм
Развертки машинные, оснащенные пластинами из твердого сплава, насадные, тип 2 (ГОСТ 11175—80): 0 = 32—
50 мм; L = 40—55 мм; d = 13—22 мм; I = 32 мм
Конус Морзе
* См. примечание к табл. 3.13.
235
типы и размеры зенковок из быстрорежущей стали приведены в табл. 3.21, 3.22.
Основное отличие развертки от сверла и зенкера состоит в том, что развертка только исправляет форму отверстия, но направление его оси, как правило, не может исправить, так как снимает небольшой слой металла.
Основные типы стандартизованных разверток, используемых на станках с ЧПУ, приведены в табл. 3.23.
3.6. Комбинированные инструменты
В крупносерийном производстве целесообразно использовать комбинированные инструменты, например сверла-зенковки (табл. 3.24).
Рис. 3.19. Сборное ступенчатое сверло
Табл. 3.24. Комбинированные инструменты
Тип и основные размеры
Эскиз
С цилиндрическим хвостовиком: d=5,8— 14 мм; D = 10—20 мм; /1. = 18—32 мм; 1о = = 56—90 мм; L = = 105—150 мм
С коническим хвостовиком: d=5,8— 18 мм; D = 10—26 мм; /1 = 18—42 мм; /о = =56—115mm;L=140— 240 мм
236
Рис. 3.20. Комбинированные инструменты и инструменты с МНП
В мелкосерийном производстве на рабочей части стандартного сверла иногда винтом закрепляется специальная насадка (рис. 3.19). Длина меньшей ступени при этом регулируется в широких пределах.
На станках с ЧПУ широко используются комбинированные инструменты с МНП (рис. 3.20),
237
Табл. 3.25. Основные типы и размеры стандартизованных метчиков
Тип и основные размеры
Эскиз
1
2
Метчики машинно-ручные (ГОСТ 3266—81): d=3—45 мм; ^=2,24— 31,5 мм; I = 11—67 мм; L = 48—187 мм
Метчики машинные с винтовыми канавками (ГОСТ 17933—72)
Метчики машинные с винтовыми канавками для обработки легких сплавов (ГОСТ 17932—72): d=3—30 мм; ^=2,24— 20 мм; L — 48—138 мм; / = 11—48 мм; ф = 6— 14°; со = 10°; 30°
Метчики машинные с укороченными канавками (ГОСТ 17931—72): d = = 3—18 мм; <4 = 3— 15 мм; L — 48—112 мм; 1= 11—37 мм; ф = 7°
Метчики машинные с укороченными канавками для обработки легких сплавов (ГОСТ 17930— 72): dt = 3,15—14 мм; ф = 14°
238
Окончание табл. 3.25
Метчики машинно-ручные с шахматным расположением зубьев для обработки нержавеющих и жаропрочных сталей (ГОСТ 17927—72): d = = 6—36 мм; d± = 6,3— 28 мм; L = 66—187 мм; I = 20—80 мм; фскв — = 3°; <ргл = 6—224
То же для обработки легких сплавов (ГОСТ 17928—72): £ = = 66—162 мм; I = 19— 57 мм
3.7. Метчики
Формирование резьб в деталях, обрабатываемых на станках с ЧПУ, производится с помощью метчиков различных конструкций (табл. 3.25).
Глава 4. ЭКСПЛУАТАЦИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
4.1. Последовательность обработки типовых деталей и поверхностей
Проектирование технологической операции начинают с выбора последовательности технологических переходов. При обработке деталей на токарных станках с закреплением в патроне рекомендуется следующий порядок работы:
239
1) центрование (для отверстий диаметром меньше 20 мм);
2) сверление сверлом большего диаметра;
3) сверление сверлом меньшего диаметра (если исполь- . зуются два сверла);
4) черновая обработка основных поверхностей, подрезание внешнего торца предварительно и окончательно, обработка основных внутренних и наружных поверхностей;
5) чистовая обработка основных внутренних и наружных поверхностей;
6) обработка дополнительных форм поверхности, расположенных в отверстии, на торце и снаружи.
При обработке с закреплением в патроне и поджатием задним центром порядок обработки следующий:
1) черновая обработка основных форм наружной поверхности;
2) черновая и чистовая обработка дополнительных форм поверхности;
3) чистовая обработка основных форм;
4) чистовая обработка дополнительных форм, не нуждающихся в черновой обработке.
При обработке корпусных деталей на многооперационных станках рекомендуется следующая последовательность операций:
1) черновая обработка деталей с двух-трех сторон; в качестве базы используются достаточно большие плоскости;
2) черновая обработка остальных сторон детали с установкой по обработанным поверхностям; создание баз для последующей обработки;
3) чистовая обработка базовой и противобазовой поверхностей и всех элементов (пазов, уступов, отверстий) на этих плоскостях;
4) чистовая обработка остальных сторон детали.
Токарные операции обычно начинают с черновой обработки, содержащей несколько прямолинейных проходов. При чистовой обработке основные поверхности формируются, как правило, за один проход контурным резцом, а дополнительные— в специальных циклах (см. 4.3).
Технологические схемы обработки отверстий (переходы обработки и последовательность выполнения) приведены в табл. 4.1. Рекомендации по выбору технологических схем
240
Табл. 4.1. Технологические схемы обработки отверстий
Номер схемы Технологический переход
Центрование Сверление Фрезерование Растачивание Зенкерование (рассверливание) Растачивание Растачивание Растачивание Развертывание Нарезание резьбы
черновое чистовое
1 1
2 1
3 1
4 1 2
5 1 2
6 1 2
7 1 2
8 1 2
9 1 2
10 1 2 3
И 1 2 3
12 1 2 3
13 1 2 3
14 1 2 3
15 1 2 3
16 1 2 3
17 1 2 3
18 1 2 3
19 1 2 3
20 1 2 3
21 1 2 3
22 1 2 3 4
23 1 2 3 4
24 1 2 3 4
25 1 2 3 4
26 1 2 3 4
27 1 2 3 4
28 1 2 3 4
29 1 2 3 4 5
30 1 2 3 4 5
Примечание. Цифры 1 — 5 означают номер перехода.
241
у Табл. 4.2. Выбор технологической схемы обработки отверстий
Точность отверстия,- квалитет Диаметр отверстия, мм Допуск на межосевое расстояние, мм
До 0,05| 0,05—0,3 Свыше 0,3
Шероховатость поверхности, мкм
№1>25 №2,5 SZ'Iotf «а2,5 7?z20 ^z40 RzSO Rai,25 Ra2,5 Rz20 7?z40 Rz80
1 2 3 4 5 6 7 8 9 10 11 12 13
12 До 6 6—10 10—15 15—30 30—50 Свыше 50 7 7 4 4 4 4; 5; 6 7 7 7 4 4 4; 5; 6 7 1 4 4 4 2; 3; 4 7 1 1 1; 4 1; 4 2; 3; 4
11 До 6 6—10 10—15 15—30 30—50 Свыше 50 15 4 12 12; 13; 14 7 7 15 4 4 4; 5; 6 9 4 12 4; 5; 6 7 1 9 4 4 4; 5; 6
До 6 6—10 16 16 16 16 16 8 16 8
Окончание табл. 4.2
_L_ 2 3 4 5 6 7 8 9 10 И 12 13
8-9 10—15 15—30 30—50 Свыше 50 1 1 1; 2; 3 28 28 22; 25 22; 23; 24 27 28 12 12; 13; 14 11 11 22; 25 12; 23; 24 19 12 12 12; 13; 14
6-7 До 6 6—10 10—15 15—30 30—50 Свыше 50 1 4 4; 5; 6 30 30 29 26 26 30 30 22; 29 22; 23; 24 20 20 29 26 10 20 20 22; 29 22; 23; 24
для обработки основных отверстий приведены в табл. 4.2, а вспомогательных — в табл. 4.3.
При обработке отверстий возможны две основные технологические схемы:
1) параллельная—каждый инструмент обрабатывает все отверстия одного диаметра, затем производится смена инструмента, и цикл повторяется;
2) последовательная — одно отверстие обрабатывается всеми необходимыми инструментами, затем после изменения позиционирования — следующее отверстие и т. д.
Первый вариант используется при низких требованиях к точности отверстий, второй — при высоких.
Фрезерование отверстий вместо растачивания более целесообразно при длине отверстия, не превышающей длины режущей части фрезы. Его эффективность повышается при
Табл. 4.3. Выбор технологической схемы при обработке отверстий под винты
Тнп отверстия Диаметр отверстия, мм Допуск на межосевое расстояние, мм
0,05—0,3 Свыше 0,3
С резьбой: цилиндрической До Ml6 Ml 6—М27 Свыше М27 17 17; 21 21 17 17; 21 21
конической До К 3/4" Свыше К 3/4" 17; 21 21 17; 21 21
С зенковкой: цилиндрической До 6 6—15 15—25 15 15 15; 18 15 9 15; 18
конической с а = 90° До 6 6—15 7 7 9
конической с а 5* 90° До 6 6—15 15 15 9
244
Табл. 4.4. Технологические схемы обработки плоскостей и пазов
Номер схемы Технологический переход
черновой | чистовой
Тип фрезы
концевая торцовая концевая шпоночная дисковая торцовая
1 1
2 1 (1)
3 1
4 1
5 1 (1); 2
6 1 2
7 1 (1); 2
8 1; 2
9 1 2 3
10 1 2; 3
11 1 2; 3
12 1 2 3 4
Примечание. Цифры 1 — 4 означают номер перехода.
Табл. 4.5. Выбор технологической схемы обработки плоскостей
Допускаемые отклонения, мм Шероховатость поверхности, мкм
/?г80; Яг40 flz20 Ра2,5 ,25
До 0,1 7
0,1—0,2 — 10 10 7
0,2—0,4 7 7 10
Свыше 0,4 1 7 10
245
обработке отверстий с большими и неравномерными припусками.
Технологические схемы обработки плоскостей и пазов на фрезерных станках приведены в табл. 4.4, а рекомендации по выбору схем соответственно в табл. 4.5 и 4.6.
Табл. 4.6. Выбор технологической схемы обработки пазов
Допуск на размер ширины паза, мм
свыше 0,2 0,1—0,2 ДО 0,1
Ширина паза, мм Шероховатость поверхности боковых сторон паза, мкм
«г40 «240 «240 «220 «а2,5 «а2,5
До 30 2; 3; 4 5; 8 2; 3 5; 8 2; 3 2; 3
30—50 5 11 5 11 5 5
Свыше 50; В < 3d 2 11 5 11 5 5
В ^ 3d* 6 12 9 12 12 12
* Припуск на обработку дна паза не более 6 — 5 паза больше диаметра d концевой фрезы. мм, ширина
Последовательность выполнения переходов зависит от их назначения (сверление, фрезерование, растачивание и др.), количества переходов, выполняемых одним инструментом, требуемой точности обработки, точности позиционирования узлов станка и многих других факторов. Общая схема последовательности выполнения переходов на многооперационном станке приведена в табл. 4.7.
246
Табл. 4.7. Последовательность выполнения переходов на многооперациоииом станке
Номер перехода Содержание перехода Инструмент
1 2 3
1 Черновое, получистовое, чистовое фрезерование внешних поверхностей Фрезы торцовые
2 Сверление (рассверливание) отверстий диаметром свыше 30 мм в сплошных стенках: сквозное — основных отверстий, глухое — для ввода концевых фрез Сверла
3 Фрезерование пазов, отверстий, окон, карманов Фрезы концевые
4 Фрезерование внутренних поверхностей, перпендикулярных оси шпинделя Черновое зенкерование и растачивание основных отверстий в сплошных стенках после перехода № 2 Фрезы торцовые, концевые Зенкеры, резцы расточные
5
6 Обработка дополнительных поверхностей (канавок, уступов, фасок и др.), расположенных в основных отверстиях и концентричных оси Фрезы и резцы различного назначения; зенковки
7 Обработка дополнительных поверхностей на внешних и внутренних плоскостях и на необрабатываемых поверхностях Фрезы концевые, шпоночные
8 Обработка крепежных и других вспомогательных отверстий диаметром свыше 15 мм Сверла, зенкеры, метчики
9 10 Снятие фасок Перезакрепление детали; проверка положения рабочих органов станка Фрезы угловые
11 Окончательное фрезерование плоскостей Фрезы торцовые
12 Обработка точных поверхностей основных отверстий Резцы расточные, развертки Сверла, резцы расточные, развертки
13 Обработка точных отверстий малого диаметра
14 Обработка точных и точно расположенных в отверстиях дополнител’-цых поверхностей (канавок, выемг:,, уступов) Резцы расточные, фрезы дисковые трехсторонние
247
Окончание табл. 4.7
1 2 3
15 Обработка дополнительных поверхностей (выемок, пазов, карманов, прорезей), расположенных асимметрично относительно отверстий Фрезы и резцы различного назначения
16 Обработка обратных фасок и других поверхностей, связанных с основными отверстиями Фрезы дисковые, угловые; резцы канавочные, фасочные
17 Обработка крепежных и других отверстий малого диаметра Сверла, зенкеры, зенковки, метчики
4.2. Межоперационные припуски и допуски
При обработке деталей на станках с ЧПУ уменьшаются число операций обработки большинства поверхностей детали и количество ее установок на станке, погрешности установки деталей. Это позволяет уменьшить припуск на получистовую и чистовую обработку на 15—20 %, на черновую— на 20—25 % и суммарные величины припусков. Ре-
Табл. 4.8. Припуски при токарной обработке, мм
Обрабатываемая поверхность Припуск
Наружный диаметр Внутренний диаметр, мм: 30—50 50 и более Наружный торец при точении к центру Наружный торец при точении от центра (обратное точение) Внутренний торец при точении к центру 0,7—0,8 0,4 0,5—0,6 0,6—0,8 0,15—0,20 0,15—0,20
248
Табл. 4.9. Припуски на диаметр при обработке отверстий в сплошном материале, мм
Точность отверстий, ква лите т Технологический пе- Диаметр отверстия, ММ
реход 6-10 10—15 15—30 30—50
19 Растачивание 2,5 3,0
Зенкерование — 1,0 —
и Растачивание: черное 2,5 2,5
чистовое — — — 0,5
Зенкерование — 0,9 —
Растачивание: черновое 1,8 1,8
8; 9 получистовое — 0,9 0,5
чистовое — — 0,2 0,2
Развертывание 0,2 0,1 0,2 0,2
Растачивание: черновое 0,8 1,0 1,3
получистовое — -— — 0,6
7 чистовое — — — 0,3
Развертывание: черновое 0,15 0,15 0,19 0,23
чистовое 0,04 0,05 0,06 0,07
комендуемые припуски иа токарную обработку приведены в табл. 4.8, иа обработку отверстий—в табл. 4.9, 4.10, на обработку плоскостей — в табл. 4.15.
Рекомендации по выбору диаметров инструментов для обработки основных отверстий приведены в табл: 4.11, 4.12, для обработки отверстий под винты — в табл. 4.13, резьбовых отверстий — в табл. 4.14.
249
Табл. 4.10. Припуски (на диаметр) при обработке отверстий, мм
Точность отверстия, квалитет Технологический переход Диаметр отверстия, мм
50—80 | 80—100 120—200
12 Растачивание черновое, фрезерование Растачивание получис-товое или чистовое 10—12 3-4 12—15 4—5 15—18 5—6
11 Растачивание черновое, фрезерование Растачивание получис-товое чистовое 10—12 3—4 1,5 12—15 4—5 2 15—18 5—6 2,5
9; 8; 7 Растачивание предварительное, фрезерование Растачивание: черновое получистовое чистовое 10—12 1,5—2,5 1,5 0,3 12—15 2—3 2 0,4 .15—18 2,5—3,5 2,5 0,5
Межоперационные допуски на обработку устанавливаются исходя из допусков на изготовление детали и технологии ее обработки. Рекомендуемые межоперационные допуски на обработку отверстий и плоскостей корпусных деталей приведены в табл. 4.16.
250
Табл. 4.11. Выбор диаметров инструментов при обработке цилиндрических отверстий в сплошном материале
| Точность отвер-| стия, квалитет Шероховатость поверхности Ra, мкм Тип инструмента Диаметр инструмента D при диаметре отверстия d, мм
До 5 5—7 7—9 9-10 10-15 15-18 18-20 20—28 28—30 30—50
2 3 4 5 6 7 8 9 10 11 12 13
12 12,5 Сверло центровочное W+2)- —2d (d + 3) — 2,5d (d + 3) - 3d
Сверло d ± 0,05 d± 0,1 d ± 0,15 l(d-3)±l
Расточной инструмент d
11 6,3 Сверло центровочное (d+2)-— 2d (d + 3) — 2,5d (d + 3) — 3d
Сверло d ± 0,05 (d-l)± ± 0,1 (d —2) ±0,5 (d - 3) ± 1
Зенкер dHU
Расточной инструмент dHll
Продолжение табл. 4.11
1 | 2 | 3- | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 12 | 13
9 3,2 Сверло центровочное W+2)-— 2d (d + 3) -2,5d (d + 3) — 3d D > <d+ 4)
Сверло (d—0,1) ± 0,5 I (d-0,2)±0,05 | (d — 1) ± 0.5 | (d — 2) ± 0,5 (d-3) ± 1
Развертка dH9
Расточной инструмент d—0,1 d —0,2 (d—0,3)— — dm
8 2,5 Сверло центровочное (1+22Г (d + 3) — 2,5d (d + 3) — 3d D> (d+4) —
Сверло (d-0,l)±0,05 | (d—0,2)±0,05 (d -1) ± 0,5 (d —2) ± 0,5 (d - 5) ± 1
Развертка dm,
Расточной инструмент d—0,1 d —0,2 d —2 d - 0,3 dH&
2,5 Сверло центровочное (d+2)-— 2d (d + 3) — 2,5d (d + 3) — 3d D > (d + 4)
Сверло (d—0,1) ± 0,05 (d—0,2) ± 0,05 (d - 1) ± 0,5 (d —2) ± 0,5 (d-5) ± 1
Развертка черновая d— 0,03 d — 0,04 d — 0,05 d- 0,06 d — 0,07
Окончание табл. 4.11
1 1 2 3 4 | 5 | 6 | 7 [ 8 | 9 | 10 [ 11 | 12 [ 13
7 Развертка чистовая dH7
Расточной инструмент d — 0,2 d — 0,25 d — 2 d — 0,3 dH7
1,25 Сверло центровочное (d+3)- -3d D> (d+4)
Сверло (d — 1) ± 0,5 (d —2) ± 0,5 (d—5) ± 1
Развертка черновая d— 0,05 d — 0,06 d — 0,07
Развертка чистовая dHl
Расточной инструмент d — 0,2 d — 0,25 d - 2 d - 0,3 dH7
Табл. 4.12. Выбор диаметров инструментов при обработке отверстий фрезой и расточной головкой
Точность отверстия, квалитет Шероховатость поверхности, мкм Тип инструмента Диаметр инструмента d, мм
12 Rz80 Фреза концевая Головка расточная d* d*
11 Rz40 Фреза концевая Головка расточная: черновая чистовая d — (3 — 6)* d — (3 — 6) dtfll
9 Rz20 Фреза концевая Головка расточная: черновая получистовая чистовая d — (3 — 6)* d — (3 — 6) d — (0,3 — 0,5) dH9
8 Ra2,5 Фреза концевая Головка расточная: черновая получистовая чистовая d — (3— 6)* d — (3 — 6) d — (1,7 — 2,5) d — (0,3 — 0,5) dH8
7 * Ra2,5 Rai,25 иаметр от Фреза концевая Головка расточная: черновая получистовая чистовая верстия после фрезерования. d—(3 — 6)* d — (3 — 6) d — (1,7 — 2,5) d — (0,3 — 0,5) dH7
254
Табл. 4.13. Выбор диаметров инструментов при обработке
отверстий под винты
Тип отверстия Диаметр отверстия, мм Диаметр инструмента, мм
Сверло центровочное Сверло Зенковка
Цилиндрическое До 7 7—15 15—20 № + 1) —2,5d1 d, i 0,05 di ± 0,1 ± 0,15 da
Коническое До 9 9—15 i 0,1 i 0,15 Более d2 + 2
Табл. 4.14. Выбор диаметров инструментов при обработке резьбовых отверстий
Диаметр резьбы d, мм Диаметр инструмента, мм
Сверло центровочное Сверло Метчик
4 5 6 8 10 12 14 16 18 20 22 24 27 30 Примечая (d + 2) — 2d (d —Р) ± 0,05 М4 М5 Мб М8 М10 М12 М14 М16 М18 М20 М22 М24 М27 МЗО
(d + 3) — 2,5d
(d — Р) ± 0,1
(d + 3) — 3d
Более 4d
(d-P) ± 0,15
ие. P — шаг резьбы. (d-P) ± 0,2
255
Табл. 4.15. Припуски на обработку плоскостей, мм
Технологический переход Длина плоскости, мм Ширина плоскости, мм
до 300 Свыше 300
Фрезерование после черновой обработки Шлифование До 300 Свыше 300 До 300 Свыше 300 1,2—1,4 1,6—1,9 0,4 0,5 1,6—1,9 2,0—2,4 0,5 0,6
Примечание. При чистовой обработке за два пуски увеличиваются в 1,2—1,3 раза. прохода при-
Табл. 4.16. Межоперациоииые допуски
Параметр Допуск
по чертежу | черно,-1 вой 1 чисто- 1 вой
1 2 3 4
Расстояние между плоскостями, отверстием и плоскостью 6>1,26с 6< 1,26с 56 156 6 36
Отклонения от параллельности и перпендикулярности плоскостей при обработке в одной операции 6 > 1,26с б< 1,26с 56 156 6 36
в разных операциях Со Со /AV ьэ ьо СП О1 ^0^0 56 156 36
Диаметр отверстия 6 больше или равно допуску 7-го квалитета 56 6
6 меньше допуска 7-го квалитета 156 36
256
Окончание табл. 4.16
1 2 3 4
Отклонения от па- в одно® 6 > 1,26с 56 6
раллельности, перпен- операции 6 < 1,26с 156 36
дикулярности и соос-
ности осей отверстий в разных 6 > 2,56с 56 6
или оси и плоскости опе при обработке г 6<2,56с 156 36
Примечание. 6 — допуск по чертежу; 6С—допуск, харак-
теризующий точность станка.
4.3. Выбор траекторий движения режущих инструментов
Правильный выбор траекторий движения режущих инструментов позволяет сократить машинное время обработки и количество инструментов в наладке.
Ранее отмечалось, что токарную операцию обычно начинают с черновой обработки, которая содержит несколько прямолинейных черновых проходов, выполняемых вдоль оси детали, перпендикулярно или под углом к ней с постоянной по возможности глубиной резания. После каждого прохода инструмент отводится в исходное положение (рис. 4.1).
Если деталь имеет несколько ступеней, то припуск условно делится на зоны (перпендикулярно к оси детали) и уровни. В результате образуется
Рис. 4.1. Отвод резца перпендикулярно к оси детали (а), под углом к ней (б) и параллельно профилю (в)
Е. Э. Фельдштейн
257
Рис. 4.2. Последовательность удаления припуска по уровням и зонам:
а —1-1, 1—2, 1—3, 2—1, 2—2. 3—1; б — 1—1, 1—2, 2—1, 3—1, 2—2, 1—3; в — 1 — 1, 2—1, 3—1, 1—2, 2—2, 1—3
Табл. 4.17. Траектории движения резца при обработке наружных дополнительных поверхностей
Эскиз обработки
Схема движений
Без чистовой обработки дна
9*
259
Окончание табл. 4.17.
Схема движений
Эскиз обработки
С чистовой обработкой диа
определенное число элементарных участков, каждый из которых можно обозначить двумя цифрами: первая — номер уровня, вторая — номер зоны. Варианты удаления припуска при черновой обработке приведены на рис. 4.2.
Чистовой проход целесообразно выполнять эквидистантно контуру детали, со снятием фасок, проточкой небольших углублений й т. п. Траекторию инструмента обычно представляют в виде участков, разделенных опорными точками, каждая из которых является концом одного участка и началом следующего. Обычно участки представляют собой отрезок прямой или дугу окружности, более сложные кривые также можно заменить одной или несколькими дугами соответствующих радиусов. Дополнительные наружные поверхности обрабатываются в соответствии с табл. 4.17, а внутренние — в соответствии с табл. 4.18.
При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов (рис. 4.3).
260
Рис. 4.3. Схемы обработки широких канавок:
а, б — без чистовой обработки дна; в — с чистовой обработкой дна; Л— глубина резания за один проход; А — проходы контурного резца; Б — проходы канавочного резца
Нарезание резьб производится за несколько проходов (рис. 4.4). При этом врезание может осуществляться перпендикулярно к оси детали (рис. 4.4, а, в) или параллельно профилю зуба (рис. 4.4, б, г), с постоянной (рис. 4.4, а, б) или переменной (рис. 4.4, в, г) подачей. В конце цикла можно выполнить калибрующие проходы.
Инструменты для обработки дополнительных форм выбирают исходя из минимальных размеров последних, а
261
Табл. 4.IS. Траектории движений резца при обработке внутренних дополнительных поверхностей
Эскиз обработки Схема движений
Без чистовой обработки диа
262
Окончание табл. 4.18.
остальные аналогичные поверхности формируют с использованием дополнительных рабочих ходов.
Перемещение фрезерных инструментов с рабочей подачей включает подвод к детали для врезания, резание и перебег для обеспечения полной обработки поверхности детали. Для выбора траекторий и величин врезания и перебега можно воспользоваться типовыми схемами перемещений (рис. 4.5—4.8).
П редварительное фрезерование открытых плоскостей шириной В-<0,8£> выполняется за один проход (рис. 4.5, а). Направление движения выбирается так, чтобы деталь при-
-263
г
Рис. 4.4. Последовательность проходов при нарезании резьбы
Рис. 4.5. Схема перемещения инструмента при предварительной обработке открытых плоскостей (/j=/2=0,5D-i-10); сплошной линией показаны перемещения с рабочей подачей, пунктирной — на быстром ходу; 1, 2...—номера опорных точек
жималась к опорам. Обработку контурных плоскостей с шириной 0,650 производят по схеме рис. 4.5, б. Для фрезерования плоскостей, состоящих из отдельных удаленных друг от друга участков;*используется схема (рис. 4.5, в), позволяющая осуществлять перемещения от участка к участ
264
ку на быстром ходу. Схема (рис. 4.5, г) применяется при обработке плоскостей концевой фрезой.
Чистовая обработка плоскостей может выполняться по двухпроходной схеме (рис. 4.6, а) или перемещением фрезы зигзагом (рис. 4.6,6). Для чистовой обработки контурных поверхностей целесообразно применять схемы типа рис. 4.6, в.
Рис. 4.6. Схема перемещений инструмента при чистовой обработке открытой плоскости торцовыми зубьями фрезы (а — угол наклона траектории)
Обработка пазов коицевой, дисковой или шпоночной фрезой выполняется за один-три прохода. Неточные пазы с шириной B=D обрабатываются за один проход (рис. 4.7, а), а с шириной D<B<2D — за два прохода (рис. 4.7, б, в). Если ширина паза составляет D<B<3D, то сначала обрабатывается центральная часть паза, а затем — его боковые стороны. Обработка пазов с шириной B>3D осуществляется так, что боковые стороны обрабатываются концевой фрезой
265
за два прохода, а средняя часть — торцовой фрезой по схеме рис. 4.6, а.
На рис. 4.8 приведены схемы перемещений инструмента при фрезеровании отверстий, окон, канавок и других внутренних контуров.
Рис. 4.7. Схемы перемещения фрез при обработке пазов:
а — за один проход; б — за два прохода с рабочей подачей в обе стороны; s — за два прохода с рабочей подачей в одну сторону; /i=i2= = 0,50 + 10; Гг=10 мм; b=(B+D)/2
При черновой обработке карманов фреза может двигаться по «спирали» (рис. 4.8, а) или «строке» (рис. 4.8,6).
Черновое фрезерование отверстий концевой фрезой выполняется с врезанием по радиусу (рис. 4.8, в), а получистовое — с врезанием сначала по радиусу, а затем по дуге окружности (рис. 4.8, г). При обработке выемок и карманов в тех случаях, когда предварительное сверление отверстия для вывода фрезы нецелесообразно, предпочтительна схема, приведенная на рис. 4.8, д. Кольцевые канавки в отверстиях фрезеруются дисковой трехсторонней или одио-зубой фрезой по схеме рис. 4.8, е. Если ширина канавки превышает ширину фрезы, выполняется несколько проходов.
Фрезерование внутренних контуров (окон) целесообразно
266
б 5 контуров:
а — черновое расфрезеровы'ванне по «спирали»; б — то же, по «строке»; в — то же, с врезанием по радиусу; г — получистовое расфрезеровывание с врезанием по радиусу и дуге; д — врезание фрезы «зигзагом»; е — обработка кольцевых канавок; ж, з — чистовая обработка внутренних и наружных контуров; D, Do ,D^ , DK — диаметры фрезы, отверстия, эквидистанты, канавкн; а=5—10° — угол наклона траектории; В, Ь — ширина канавки
и фрезы; Н— вылет зуба фрезы
выполнять по схеме рис. 4.8, ж, а наружных контуров — по схеме рис. 4.8, з. При этом черновое фрезерование рекомендуется выполнять с врезанием по радиусу, а получистовое — по касательной.
иЛзначение:
Выключение Вращения
4^ ВаВержна
Рис. 4.9. Схемы перемещения инструмента при растачивании отверстий:
а — черновое и получистовое; б — чистовое, когда допускается риска на обработанной поверхности; в — чистовое без риски; г — обработка фаски; д — обработка углублений; е — обработка торца бобышки; Zj, 12 — величины подвода и перебега; I — длина отверстия; 1’ — 1—3; £>н, £>в —наружный и внутренний диаметры инструмента
268
Черновое й получистовое растачивание отверстий рекомендуется выполнять по схеме рис. 4.9, а, а чистовое — по схемам рис. 4.9, б, в. При этом в первом случае возможно появление риски на поверхности отверстия при отводе инструмента. Во втором случае появление риски исключено, ио инструмент выводится с рабочей подачей (т. е. более медленно). Обработка фаски выполняется по схеме рис. 4.9, а с
Табл. 4.19. Подвод при центровании отверстий
Диаметр отверстия, мм Диаметр сверла, мм Подвод Zi, мм Длина отверстия, мм Длина рабочего хода, мм
Центрование спиральным сверлом
7 3,5 5,5
8 4 6
9 10 4,5 6,5
10 5 7
11 5,5 7,5
12 2 6 8
13 15 6,5 8,5
14 7 9
15 7,5 9,5
16 8 10
17 2U 8,5 10,5
Центрование центровочным сверлом
7 9 11
8 4 10 12
9 10,5 12,5
10 12,5 14,5
11 13 15
12 2 15 17
13 16 18
14 6,3 16,5 18,5
15 17,5 19,5
16 19,5 21,5
17 20,5 22,5
269
выдержкой без осевой подачи в течение одного-двух оборотов инструмента; обработка карманов, уступов, торцов бобышек — по схемам рис. 4.9, д, е.
При обработке отверстий стержневыми инструментами важное значение имеет правильный выбор значений подво-
Табл. 4.20. Подвод и перебег при сверлении отверстий
Диаметр отверстия, мм Диаметр цент-рового отверстия, мм Подвод llt мм Перебег /2, мм Длина рабочего хода, мм
5 6 7 8 9 10 11 12 14 15 16 17 18 19. 20 22 23 24 25 26 28 30 * Инстру работанное Сверлен 7 8 9 10 ие после цен —0,5* —1 гроваиия 3,5 4 4,5 5 5,5 6 6,5 материале 7 7,5 8 8,5 9 9,5 10 10,5 11 ится в предва верстия. /**4-3 /4-3,5
И —1,5
12 13 —2 /4-3 /4-3,5 /4-3 /4-9 /4-9,5 /4-10 /+10,5 /+11 1+11,5 /+12 /+12,5 1+13 эительно об-
14 16 17 Сверление мент перед в[ угверстие; ** —2,5 —3 —3,5 в сплошном 2 )езанием ввод 1 — длина от
270
Табл. 4.21. Подвод и перебег при рассверливании* отверстий
Диаметр сверла, мм Диаметр предварительного отверстия, мм Подвод li, мм Перебег 12, мм Длина рабочего хода, мм
20 22 23 24 25 26 28 30 33 36 38 40 * См. при 15 —2,5 8 8,5 /4-5,5 /4-6
9 /4-6,5
9,5 10 10,5 11 12 13 13,5 14 1+7 1+7,5 Z-J-8 /4-8-5 1+8 1+9 /4-8 /4-8,5
20 —4
25 мечание к табл. —5,5 4.20.
Табл. 4.22. Подвод и перебег при зенкеровании и развертывании отверстий
Тип инструмента Диаметр инструмента, мм Подвод 11, мм Перебег 12, мм Длина рабочего хода, мм
Зенкер Свыше 10 до 12 Свыше 12 до 18 Свыше 18 до 32 1,5 1 3,5 4 5 1+5 1+5 /4-6
Зенковка коническая, цековка 2 0 /+2
Развертка черновая До 10 Свыше 10 до 20 Свыше 20 1 7 8 9 /4-8 Z-I-9 /4-ю
Развертка чистовая До 10 Свыше 10 до 20 Свыше 20 2 7 8 9 /4-9 /4-10 /4-И
271
Да и перебега. Эти величины выбирают с учетом обеспечения минимальных холостых перемещений с рабочей подачей и плавного входа инструмента в обрабатываемое отверстие и вывода из него, характера предварительной обработки, геометрии инструмента.
В качестве исходной координаты принимается координата точки касания нижнего торца или перемычки инструмента с плоскостью, на которой расположено обрабатываемое отверстие.
Рекомендации по выбору значений подвода и перебега при обработке отверстий приведены в табл. 4.19—4.23.
Табл. 4.23. Подвод и перебег при нарезании резьбы метчиком
Диаметр резь- Шаг резьбы, Перебег /2, Длина рабоче-
бы, мм мм мм го хода, мм
3 0,5 2,5 /4-4,5
4 0,7 3,5 /4-5,5
5 0,8 4 /4-6
6 1 5 /4-7
8 1,25 6,5 /4-8,5
10 1,5 7,5 /4-9,5
12 1,75 2 9 /4-И
14 18 2 10 /4-12
20 2,5 12,5 /+14,5
22
24 3 15 Z-J-17
Примечание. Перебег /2 = 5Р, где Р — шаг резьбы.
4.4. Особенности процесса резания на станках с ЧПУ
Процесс резания на станках с ЧПУ существенно отличается от данного процесса на станках с ручным управлением. Это обусловлено изменением ряда геометрических и физических параметров процесса.
Изменение углов в плане и переднего угла. При обработке криволинейного участка детали на станке с ЧПУ резец перемещается по криволинейной траектории. Подача непре
272
рывно изменяет свое направление, главный угол в плане уменьшается, а вспомогательный — увеличивается (рис. 4.10). При уменьшении угла ширина среза возрастает, а толщина уменьшается, хотя номинальная площадь среза (заштрихована на рис. 4.10) остается постоянной: f=St= = ab. Характер изменения легко оценить по табл. 4.24.
Рис. 4.10. Углы в плане и сечения среза при обработке криволинейного участка детали
Поскольку влияние величин а и b на главную составляющую силы резания описывается зависимостью Pz = Cp?a0,75b, при перемещении резца по криволинейной траектории наблюдается изменение уровня сил резания.
Изменение углов в плане влияет на шероховатость обработанной поверхности. Изменение высоты микронеровностей на криволинейном профиле наблюдается при обработке острозаточенным резцом и при участии в работе одновре-
10 Е. Э. Фельдштейн 273
Табл. 4.24. Влияние главного угла в плане ф на параметры процесса резания (5=2 мм/об; t = 2 мм; е = 70°; у = 10°)
<р, град а, мм 6, мм К К й, X й, р, град Уд, при X, град
+10° —10°
по 1,88 2,13 1,13 3420 1270 1160 56
90 2,00 2,00 1,00 3360 1340 1010 54 2 14
80 1,96 2,04 1,04 3380 1320 1060 55
70 1,88 2,13 1,13 3420 1270 1160 56
55 1,64 2,44 1,49 3540 1040 1430 62 4 13
40 1,28 3,13 2,44 3770 680 1760 70
30 1,00 4,00 4,00 4000 360 1970 77
20 0,68 5,88 8,65 7830 120 3910 84
10 0,34 11,76 34,59 20 300 —500 10 050 88
5 0,18 22,22 123,44 34 530 —1380 17210 89 10 10
менно прямолинейной и радиусной режущих кромок. При резании только радиусной кромкой величина h остается неизменной.
Изменение углов в плане оказывает влияние на направление схода стружки, которое перпендикулярно к диагонали сечения среза (рис. 4.11). Угол схода стружки р зависит от углов <р и Ф1 и отношения b/а. При больших значениях Ь/а стружка сходит примерно перпендикулярно к главной режущей кромке, а при малых значениях Ь/а—примерно перпендикулярно к вспомогательной режущей кромке. От угла схода стружки зависит действительный передний угол рез-
Рис. 4.11. Направления схода стружки
274
ца, а также соотношение между составляющими силами резания Рх и РУ (табл. 4.24).
Изменение элементов режима резания. Обработка деталей на станках с ЧПУ часто осуществляется с переменными режимами резания — скоростью v или подачей S и с изменением по мере необходимости глубины резания. Вследствие этого изменяются мгновенные значения ширины и толщины среза, а также кинематические углы резца (ук, ак, Фк), что не может не сказаться на уровне целого ряда параметров процесса резания.
При обработке с переменной скоростью резания возрастает уровень сил резания на 15—20 %, появляются различия в уровне температуры резания, несколько ниже период стойкости инструментов. При обработке с переменной подачей наблюдается обратная картина — уменьшение уровня сил резания, температуры, высоты микронеровностей и повышение периода стойкости инструмента.
Таким образом, резание на станках с ЧПУ носит ярко выраженный нестационарный характер. Поэтому необходимо предъявлять более жесткие требования к назначению элементов режима резания, выбору геометрии инструмента и формы пластины.
4.5. Режимы резания
4.5.1. Режимы резания на токарных станках
Выбор элементов режима резания при обработке на токарных станках осуществляется в следующей последовательности.
Выбор подач. Подачи определяют по табл. 4.25—4.28.
Выбор периода стойкости. Нормативный период стойкости резца принимается равным 7’н=30—40 мин. Для конкретной операции период стойкости равен 7’р = 7’нК1К2КзК4, где Ki — коэффициент, учитывающий изменение направления перемещения резца относительно обрабатываемой поверхности; кг — коэффициент, учитывающий изменение подачи и глубины резания в течение периода стойкости (табл. 4.29); кз, К4 — коэффициенты, учитывающие различную загрузку и параметры надежности инструментов в многоинструментальных наладках (табл. 4.30).
ю*
275
to
о
Табл. 4.25. Черновые подачи для трехгранных, ромбических и квадратных твердосплавных пластин, мм/об
<ь я S я Толщина пластины, мм
3,18 ' | 4,76 6,35
S3 -\о к Радиус вершины, ММ
е S га *—1 га 0,8 1.2 1,6 | 0,8 1,2 1.6 0,8 1,2 1,6
Трехгранные
1—2 2—4 4—6 6—8 0,2—0,3 0,2—0,3 0,2—0,3 0,2—0,3 0,20—0,35 0,30—0,40 0,25—0,35 0,25—0,35 0,30—0,40 0,25—0,35 0,35—0,45 0,30—0,40 — 0,35—0,45 0,30—0,45 0,30—0,40 0,35—0,50 0,30—0,40
Ромбические
1—2 2—4 4—6 6—8 — — — 0,45—0,60 0,45—0,55 0,30—0,40 0,55—0,65 0,60—0,70 0,40—0,50 0,60—0,80 0,45—0,55 — 0,60—0,75 0,70—0,85 0,50—0,65 0,75—0,90 0,55—0,80
1—2 2—4 4—6 6-8 Квадратные
0,4—0,5 0,5—0,6 — — 0,45—0,60 0,65—0,85 0,55—0,70 0,60—0,95 0,70—0,85 0,65—0,80 0,80—1,00 0,70—0,85 — 0,70—0,85 0,90—1,20 0,75—0,90 0,95—1,25 0,80—0,95
* Глубина резания выбирается из технологических соображений; стремиться к обработке за один проход. во всех случаях следует
Табл. 4.26. Черновые подачи для параллелограммиых твердосплавных пластин, мм/об
Глубина резания, мм 1 Толщина пластины, мм
4,8 6,3
Радиус вершины, мм
0,5 1,0 | 1,5 | 0,5 1.0 1,5
1—2 2—4 4-6 0,2—0,3 0,25—0,35 0,25—0,35 0,25—0,35 0,25—0,35 0,20—0,30 0,25—0,35 0,30—0,40 0,25—0,35 0,35—0,50 0,40—0,50 0,40—0,55
Табл. 4.27. Подачи для пластин из режущей керамики
Обрабатываемый материал Твердость, НКСЭ Глубина резания, мм Подача, мм/об
Стали До 40 0,5—1,0 1,0—1,5 0,3—0,2 0,25—0,12
40—50 0,5—1,0 1,0—1,5 0,15—0,1 0,12—0,08
50—65 0,1—0,3 0,3—0,5 0,12—0,08 0,1—0,05
Чугуны Примечай «цилиндр — торе принимать подач тем увеличивать и е. При вреза ц» в случае кон у в пределах 50 до 125 %. 0,3—1,5 1,5—4,0j нии и выходе гурной обработк % от табличногс 0,4—0,3 0,3—0,2 и |при переходе и рекомендуется значения, а за-
Выбор скорости резания. Скорость резания выбирается в соответствии с табл. 4.31—4.40. После этого определяют действительную скорость резания од = отаблК1№ .... и частоту вращения шпинделя станка п по формуле п= ЮООод/л/), где D —диаметр обрабатываемой поверхности. Режимы резания сверлами с МНП приведены в табл. 4.41, 4.42.
277
Табл. 4.28. Чистовые подачи, мм/об
Параметр шероховатости Радиус вершины резца, мм
0,4 0,8 1,2 1,6 2,0 2,4
Ra, мкм 7^2, МКМ
0,63 — 0,07 0,10 0,12 0,14 0,15 0,17
1,25 — 0,10 0,13 0,16 0,19 0,21 0,23
2,50 — 0,14 0,20 0,25 0,29 0,32 0,35
— 20 0,25 0,33 0,42 0,49 0,55 0,60
— 40 0,35 0,51 0,63 0,72 0,80 0,87
— 80 0,47 0,66 0,81 0,94 1,04 1,14
Табл. 4.29. Значения коэффициентов къ к2
Тип резца | Вид работ 1 К2
Черновой проходной Патронные 0,89 0,86
То же Центровые 1,00 0,80
Черновой проход-ной-подрезной Патронные 0,83 0,75
Черновой подрезной То же 1,00 0,86
Проходной контурный » 0,75 0,75
То же Центровые 0,96 0,80
Расточной контурный Патронные 0,96 0,75
Табл. 4.30. Значения коэффициентов к3, Kt
1 Коэффициент Партия деталей
большая | небольшая
Количество иис грументов в наладке
1 1 2 3 * 5 6 и более 5,5» 3,5*
к3 1,0 1,30 1,50 1,70 1,85 1,95 1,90 1,65
Kt * Ср 1,0 еднее в 1,05 лэличес 1,10 тво. 1,20 1,25 1,30 1,25 1,15
278
Табл. 4.31. Скорости резания при точении сталей
и к s £ Ю Я ст R 4> S Подача, мм/об
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
До 1 290—270 265—245 245—230 Припуск 230—210 швномерны 210—190 й, без вклю 200—185 чеиия и кор ки
1—2 280—260 255—235 235—220 220—200 200—185 190—175 — — — —
2—3 205—190 190-175 175—165 160—150 155—140 140—130 — —
3—4 195—180 185—170 170—160 160—145 150—140 140—125 135—125 125—115 120—ПС
4—5 190—175 180—170 170—160 150—140 145—135 135—120 125-115 120—110 115—105
5—6 — —_. 175—165 165—155 145—135 140—130 130—115 125—115 120—110 110—юс
6—7 —— 140—130 130—120 120—115 110—100 105—95 100—90 90—80
7—8 — — — 140—130 130—120 115-110 105—95 100—90 95—85 85-75
До 2 165—155 Прер 150—140 ывистая об 140—130 работка, об 130—120 работка по 125-115 корке
2—4 140-130 130—120 125—115 115—105 105-95 100-90 90—80 85—75 —
4—6 125—115 120—110 110—100 100—90 95—85 85-75 80—70 75—65 75—65
6—8 — 115—105 110—100 100—90 95—85 90—80 80—70 80—70 75—65 70—60
со
Табл. 4.32. Скорости резания при точении закаленных сталей резцами из режущей керамики
Глубина резания, мм Твердость, HRCS Подача, мм/об
0,05 0,08 0,10 0,12 0,15
0,5—1,0 260—240 230—210 190—170
1,0—1,5 4U—OU — 270—260 230—210 190—170 —
0,1—0,3 140—120 120—100 90—70 —
.0,3—0,5 oU—-00 140—120 120—100 90—70 — —
Табл. 4.33. Скорости резания при точении чугуиа
1 Глубина 1 резания, мм Подача, мм/об
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1.0
Припуск равномерный, без включений и корки
До 1 175—165 170—160 160—150 150—140 140—130 135—125 — — — —
1—2 170—160 160—150 150—140 140—130 135—125 130—120 — — — —
2—3 — 140—130 130—120 120—110 115—105 110—100 105-95 — — —.
3—4 — 130—120 120—ПО 115—105 110—100 105—95 100—90 90—80 85—75 85—75
4—5 — 120—110 120—110 110—100 105—95 100—90 90—80 90—80 85—75 85—75
5—6 — 115—105 110—100 105—95 100—90 90—80 90—80 85—75 85—75
6-7 — 100—90 90—80 85—75 85—75 80—70 80—70 75—65 75—65
7—8 — — 100—90 90—80 85—75 85—75 80—70 75—65 70—60 70—60
Прерывистая обработка, обработка по корке
До Г 110—100 105—95 100—90 95—85 85—75 — — ——
2—4 — 95—85 90—80 85—75 85—75 80—70 75—65 — — —
4—6 95—85 85—75 80—70 75—65 65—60 65—55 65—55 60—50 55—45
6—8 80—70 70—60 70—60 65—55 65—55 60—50 60—50 55—45 55—45
Табл. 4.34. Скорости резания при точении алюминиевых сплавов
Глубина резания, мм Подача, мм/об
0,2 0,3 0,4 | 0,5 | 0,6 0,7 0,8
Припуск равномерный, без включений
До 1 795—740 690—640 600—560 540—500 495—460 465—430 435—400
1—2 740—690 630—590 550—510 495—460 450—420 420—390 395—370
2—3 690—645 570—530 505—470 450—420 405—380 380—360 360—335
3—4 655—610 540—505 480—450 430—400 380—360 360—335 335—315
4—5 615—575 510—475 460—425 405—380 370—345 345—320 320—300
Табл. 4.35. Значения коэффициента
Обрабатываемый материал Твердость НВ* Сталь Чугун Алюминиевые сплавы
До 156 1 । 156—179 179—229 229—269 1 120—140 140—200 160—230 1 180—240 1 05-01 20—30 30—40 40—50
К1 * Здесь и 1,4 далее 1,2 | 1,0 | 0,8 единицы твердости п] 1,3 эиведен 1,0 1 0,85 ы по ГОСТ 8 0,7 .062—1 1,2 35. 1,0 0,8 0,65
g Табл. 4.36. Значения коэффициента к2
Коэффициент Обрабатываемый материал
чугун алюминиевые сплавы
серый ] ковкий линейный дюралюминий
/С 2 1,0 1,3 1,0 1,5
Табл. 4.37. Значения коэффициента к3
Глубина резания, мм Обрабатываемый материал
сталь чугун алюминиевые сплавы
Инструментальный материал
Т15К6 Т14К8 Т5К10 ВОК-60 вкз-м ВК4 ВК6 ВК8 вок-во| вкз-м \ВК4 вкб ВК8
До 2 2—6 Свыше 6 1,о 1,25 0,8 1,0 1,1 0,7 0,85 1,0 1,7 1,4 1,0 1,2 0,9 1,0 0,85 1,0 1,1 0,85 1,0 2,8 3,2 1,1 1,0 1,0 0,85
Табл. 4.38. Значения коэффициента Kt
Период стойкости, мин 15-20 30-40 40-50 60—70 100—120
К4 1,2 1,0 0,95 0,8 0,65
Табл, 4.39. Значения коэффициента к6
Коэффициент Вид обработки
растачивание поперечное точение: ^min/^max
d>0,75 мм | rf<75 мм 0—0,5 0,5—0,7. 0,7—1,0
«5 1,о 0,85 1,35 1,25 1,05
Табл. 4,40. Режим резаиия при точении и растачивании резцами из композитов
Обрабатывав -мый материал Характер обработки Марка композита Глубина резания, мм Подача, мм/об Скорость резаиия, м/мни
Стали:
48—58 HRC3 Без удара С уда- 01; 02; 05 10; 10Д 0,05—3,0 0,05—0,1 0,03—0,20 0,03—0,10 50—180 40—120
58—70 HRC3 Без удара С ударом 01; 02 10; 10Д 0,05—0,80 0,05—0,40 0,03—0,10 0,03—0,07 50—120 40—100
Чугуны:
серые и высокопроч- Без удара 01; 02; 05 0,05—3,0 0,03—0,5 400—1000
ные, 150— 300 НВ С ударом 10; 10Д; 0,05—2,0 0,03—0,2 300—800
закаленные, 400— 600 НВ Без удара 01; 02; 05 0,05—2,0 0,03—0,5 50—200
С уда-ром 10; 10Д 0,05—1,0 0,03—0,1 40—90
283
Табл. 4.41. Режимы резания сверлами с МНП (по данным фирмы «Сандвик Коромант»)
Группа материалов Диаметр сверла, мм Подача S, мм/об, при скорости резания а, м/мин Скорость t'7,==i5 для твердых сплавов (по ISO)
100 200 1 300 P1O-P3o|p2S-P4O Р40
1 2 1 3 4 5 6 7 8
Автоматные и- малоуглеродистые (0,15—0,25%) стали 18,5—20,9 21—25,9 26—30,9 31—41,9 42—56 0,08—0,15 0,09—0,15 0,09—0,16 0,09—0,17 0,10—0,20 0,09—0,16 0,10—0,18 0,09—0,25 0,09—0,30 0,10—0,30 0,10—0,18 0,11—0,18 0,10—0,25 0,10—0,32 0,10—0,32 460 370 230
Углеродистые (0,25—0,4 %) и хромистые стали 18,5—20,9 21—25,9 26—30,9 31—41,9 42—56 0,09—0,14 0,09—0,14 0,08—0,14 0,08—0,14 0,10—0,20 0,10—0,16 0,10—0,16 0,09—0,17 0,10—0,20 0,10—0,28 0,11—0,17 0,11—0,17 0,10—0,18 0,10—0,22 0,10—0,30 360 290 180
Углеродистые (0,35—0,6 %) и хромоникелевые стали 18,5—20,9 21—25,9 26—30,9 31—41,9 42—56 0,09—0,15 0,10—0,17 0,09—0,17 0,09—0,20 0,11—0,22 0,11—0,18 0,12—0,20 0,10—0,24 0,10—0,20 0,11—0,28 0,11—0,19 0,12—0,20 0,11—0,25 0,13—0,27 0,12—0,30 270 220 140
Легированные конструкционные стали 18,5—20,9 21—25,9 26—30,9 0,12—0,17 0,12—0,18 0,10—0,20 0,12—0,20 0,13—0,22 0,10—0,25 0,12—0,22 0,12—0,23 0,11—0,26 210 170 ПО
Окончание табл. 4.41
2 3 4 5 6 7 3
31—41,9 42—56 0,09—0,25 0,10—0,20 0,12—0,30 0,10—0,30 0,12—0,31 0,12—0,32 210 170 по
Закаленные (твердость более 360 НВ) и инструментальные стали 18,5—20,9 21—25,9 26—30,9 31—41,9 42—56 0,08—0,14 0,08—0,14 0,09—0,16 0,09—0,17 0,09—0,18 0,09—0,16 0,09—0,16 0,10—0,20 0,10—0,20 0,10—0,20 — 160 130 80
Чугун (твердость менее или [равна 230 НВ) 18,5—20,9 21—25,9 26—30,9 31—41,9 42—56 0,07—0,25 0,07—0,25 0,07—0,30 0,07—0,35 0,07—0,35 0,07—0,30 0,07—0,30 0,07—0,35 0,07—0,40 0,07—0,40 0,07—0,30 0,07—0,30 0,07—0,35 0,07—0,40 0,07—0,40 300 — —
Чугун (твердость более 230 НВ) 18,5—20,9 21—25,9 26—30,9 31—41,9 42—56 0,07—0,25 0,07—0,25 0,07—0,30 0,07—0,35 0,07—0,35 0,07—0,30 0,07—0,30 0,07—0,35 0,07—0,40 0,07—0,40 — 200 — —
Малоуглеродистые (до 0,15 %) стали 0,08 — — — — —
Нержавеющие'стали 0,25 - — — —
Примечание. В качестве СОЖ рекомендуется использовать 5—10 % эмульсии с дом 20—50 л/мин и давлением 0,2—0,4 МПа (для нержавеющих сталей — масло). расхо-
Табл. 4.42. Режимы резаиия кольцевыми сверлами с МНП (по данным фирмы «Сандвик Коромант»)
Группа материалов Скорость резання, м/мин Подача, мм/об Группа материалов Скорость резання, м/мнн Подача, мм/об
Автоматные и малоуглеродистые стали 75—100 100—200 200—350 ОО о к/—. -‘ Со о Легированные конструкционные стали 150—200 200—300 0,18—0,25 0,25—0,30
Углеродистые 75—100 (до 0,45 %) и хро- 100—200 мистые стали 200—350
0,08—0,10
0,10—0,20
0,12—0,25
Чугуи
75—350 0,25—0,30
Углеродистые и хромоникелевые стали
75—100 100—250 250—350
0,06—0,10
0,08—0,18
0,12—0,20
Нержавеющие стали
75—80
80—90
90—150
150—300
0,05—0,06
0,06—0,08
0,20—0,25
0,22-0,25
Примечание. Глубина резания постоянная, равная 18 мм.
4.5.2. Режимы резания на фрезерных станках
Концевые фрезы. Выбор конструктивных параметров и элементов режима резания при обработке концевыми фрезами осуществляется в следующей последовательности.
Выбор диаметра фрезы, глубины и ширины фрезерования. Если несколько поверхностей обрабатываются одной фрезой, то выбирается наименьший из возможных диаметров. Поверхности, параллельные оси фрезы и образующие вогнутый криволинейный контур, при чистовой обработке обрабатываются фрезами с D = 2r— р, где г — наименьший радиус кривизны контура. Значения р приведены ниже:
D, мм 50 40 32 25—12 до 12
р, мм 7 6 5 3 2
При черновой обработке вогнутого контура диаметр определяется из выражения
286
D =
. Ф о \
с sin Tf M
-----------ф--------- + 2Г’
где 6c — припуск под чистовую обработку по сторонам контура; 6ci — припуск под чистовую обработку при вершине контура; ф — угол при вершине контура.
При обработке открытых поверхностей диаметр фрезы должен превышать припуск по глубине не менее чем в 1,2 раза.
Глубина резания при фрезеровании зависит от формы обрабатываемого участка и определяется по формуле t= = ГЪК{, где Пг — припуск на обработку, Kt — коэффициент, определяемый по табл. 4.43.
Табл. 4.43. Значения коэффициента Kt
£>/2г П//О
0,10 | 0,25 0,50 0,75 1,00
Плоскость
1,0 1 1,0 1,0 1,0 1,0
Выпуклая поверхность
0,2 0,85 0,90 0,90 0,95 1,00
0,5 0,70 0,75 0,80 0,90 1,00
1,0 0,55 0,65 0,75 0,85 1,00
2,0 0,40 0,50 0,65 0,80 1,00
Вогнутая поверхность
0,2 1,2 1,15 1,10 1,05 1,00
0,5 1,9 1,70 1,50 1,25 1,00
0,7 3,1 2,65 2,00 1,33 1,00
0,8 4,6 3,80 2,00 1,33 1,00
0,9 9,1 4,00 2,00 1,33 1,00
Радиус на торце фрезы при чистовой обработке уступов принимается равным радиусу сопряжения, при черновой — определяется с учетом припуска на чистовую обработку.
287
Длина режущей части фрезы определяется как >Втах+А, где Втах — максимальная ширина фрезерования, А — запас по длине, учитывающий отклонения при изготовлении фрезы:
D, мм 40 32 25—20 12 10
А, мм 10 8 5 4 2
Выбор марки инструментального материала и геометрии фрезы. Марка инструментального материала выбирается по табл. 4.44; при низкой
Табл. 4.44. Выбор материала концевой фрезы
Обрабатываемый материал Характер обработки Марка материала
I ряд II ряд
Стали Черновая Чистовая Т5К.10 Т15К6 ВК6-М Быстрорежущие стали нормальной теплостойкости Т5К10, ВК8, быстрорежущие стали нормальной и повышенной теплостойкости
Чугуны Черновая ВК8 Быстрорежущие стали нормальной теплостойкости
Алюминиевые сплавы! Черновая и чистовая Быстрорежущие стали нормальной теплостойкости
жесткости системы СПИД, черновой обработке с неравномерным припуском по корке — по ряду II, в остальных случаях — по ряду I.
288
На основании вышеизложенного устанавливаются типоразмеры фрезы (см. табл. 3.10) и геометрические параметры.
Выбор подачи на зуб фрезы Sz. Выбор осуществляется по табл. 4.45—4.48.
Выбор скорости резания. Рекомендуемые скорости резания приведены в табл. 4.49—4.53 для периода стойкости фрезы 7=40—60 мин.
Табл. 4.45. Черновые подачи Зг для фрез из быстрорежущей стали
tXB, мм2 Диаметр фрезы, мм
8 12 16 20 25 32 36—63
1 2 3 4 5 6 7 8
Стали
5 0,08 0,12 0,17 0,24
10 0,07 0,10 0,15 0,20 0,25 — —
20 0,05 0,09 0,12 0,17 0,20 0,22 0,24
30 0,04 0,08 0,11 0,16 0,18 0,20 0,22
50 0,03 0,06 0,09 0,11 0,14 0,16 0,18
80 — 0,05 0,07 0,09 0,11 0,12 ' 0,15
100 — 0,04 0,06 0,08 0,10 0,11 0,13
200 — — — 0,06 0,08 0,09 0,10
300 — — — — 0,06 0,07 0,09
400 — — — — — 0,06 0,07
Чугуны
5 0,09 0,15 0,21 0,29 — —.
10 0,08 0,12 0,18 0,24 0,30 —
20 0,07 0,10 0,14 0,20 0,24 0,26 0,29
30 0,06 0,09 0,13 0,19 0,22 0,24 0,26
50 0,04 0,07 0,10 0,14 0,17 0,19 0,22
80 — 0,05 0,08 0,11 0,13 0,15 0,18
100 — 0,04 0,07 0,09 0,12 0,13 0,16
200 — — — 0,06 0,07 0,08 0,10
300 — — — — 0,06 0,07 0,08
400 — — — — — 0,05 0,07
289
Окончание табл. 4.45
1 1 2 ! 3 1 4 1 5 1 6 7 8
Алюминиевые сплавы
5 0,10 0,16 0,22 0,32 — —
10 0,09 0,13 0,19 0,30 — — —
20 0,07 0,10 0,16 0,22 0,27 0,30 0,31
30 0,06 0,09 0,14 0,21 0,23 0,27 0,29
50 0,04 0,07 0,12 0,14 0,18 0,21 0,23
80 0,03 0,06 0,09 0,12 0,14 0,16 0,19
100 — 0,05 0,08 0,10 0,13 0,14 0,17
200 — — 0,04 0,08 0,10 0,12 0,13
300 — — — 0,06 0,08 0,09 0,12
400 — — — — 0,06 0,08 0,09
Табл. 4.46. Черновые подачи Sz для фрез из твердых сплавов
tXB, мм2 Диаметр фрезы, мм
10 12 16 20 25 32 | 36—50
5 0,08 0,10 0,14 Стали 0,19
10 0,07 0,08 0,12 0,16 0,20 —
20 0,05 0,07 0,10 0,13 0,16 0,17 0,19
30 0,04 0,06 0,09 0,12 0,14 0,16 0,17
50 0,03 0,05 0,07 0,09 0,11 0,13 0,14
80 — — 0,05 0,07 0,09 0,10 0,12
100 — — 0,04 0,06 0,08 0,09 0,11
200 — — — — 0,06 0,07 0,08
300 — — — — — 0,06 0,07
400 , — — — — — — 0,06
5 0,10 0,12 0,17 Чугуиь 0,23
.10 0,08 0,10 0,15 0,19 0,24 — —
20 0,07 0,08 0,12 0,15 0,19 0,20 0,23
30 0,06 0,07 0,10 0,13 0,17 0,17 0,20
50 0,04 0,06 0,07 0,10 0,13 0,14 0,16
80 — 0,04 0,05 0,07 0,10 0,11 0,12
100 — — 0,04 0,06 0,08 0,10 0,11
200 — — — — 0,06 0,08 0,09
300 — — — — 0,07 0,08
400 — — — — — — 0,07
290
Табл. 4.47. Поправочные коэффициенты на черновую подачу
Отношение вылета фрезы к диаметру До 2 2—3 3-5
«S, 1,0 0,9 0,8
Конструкция фрезы С крупным зубом С мелким зубом
Ks2 | 1,0 1 0,7
Форма обрабатываемой поверхности Плоскость, уступ, контур Паз
*5, 1.0 0,8
Табл. 4.48. Чистовые подачи для концевых фрез
Диаметр 'фрезы, мм Число зубъев Яа=2,5 мкм Яг, мкм
20 40 80
4 0,02 0,05 0,07 0,10
о 3 0,03 0,07 0,10 0,13
5 0,02 0,05 0,08 0,09
12 4 0,03 0,06 0,09 0,11
3 0,06 0,12 0,17 0,22
5 0,02 0,05 0,08 0,11
16 4 0,03 0,07 0,10 0,14
3 0,04 0,09 0,13 0,19
6 0,02 0,05 0,08 0,10
20 5 0,03 0,06 0,10 0,13
4 0,03 0,08 0,12 0,16
3 0,04 0,10 0,16 0,21
6 0,03 0,06 0,10 1,13
4 0,04 0,10 0,14 0,20
6 0,04 0,08 0,12 0,17
OU 4 0,06 0,12 0,18 0,25
291
Табл. 4.49. Скорости резания при обработке сталей быстрорежущими концевыми фрезами
Диаметр фрезы, мм Глубина резания, мм Подача, мм/зуб
- 0,02 0,04 0,06 0,08 0,10 0,15 0,25
До 2 46—56 40—47 36—43 34—41 32—39
8 2—4 40—48 34—41 31—37 29—35 28—34 —
4—8 33—41 29—35 26—32 25—30 24—29 — —
1 9 3—6 41—49 34—42 33—39 30—36 29—35
1 Z 6—12 34—42 30—36 27—33 26—31 25—30 — —
1 В 4—8 43—51 37—44 33—40 31—37 30—36 27—33
1 и 8—16 36—44 31—37 28—34 27—32 26—31 23—28 —
9Л 5—10 44—52 36—45 34—41 32—38 31—37 28—34
10—20 37—45 32—38 28—35 27—33 26—32 24—29 —
лк 6—12 45—54 39—46 36—42 32—39 32—38 28—35 25—31
ZO 12—25 38—46 33—39 29—36 28—34 27—33 24—29 21—25
Q9 8—16 46—55 40—47 35—43 33—40 33—49 28—36 25—31
16—32 39—47 33—40 29—37 28—34 27—33 24—29 21—25
Art 10—20 47—56 41—48 37—44 34—41 33—40 29—37 26—32
TrU 20—40 40—48 34—41 30—38 29—35 28—34 25—30 22—26
Окончание табл. 4.49.
Поправочные коэффициенты к табл. 4.49
Сталь Углеродистая Хромистая, хромоникелевая Прочие легированные, инструментальная углеродистая Инструментальная легированная, подшипниковая Быстрорежущая
1,0 0,82 0,72 0,6 0,5
Твердость, НВ До 156 156—179 179-207 207-229 229-269 269—321
% 1,5 1,3 1,1 1,0 0,8 0,55
Стойкость, Т, мин 30—40 40—60 60—100 100—150 150—200
Krt V'p 1,15 1,0 0,8 0,7 0,6
Состояние обработанной поверхности Без корки С коркой
Ки1 1,0 0,85
Отношение вылета фрезы к диаметру До 3-4 Свыше 3—4
KV2 1,0 0,8
Форма обрабатываемой поверхности Плоскость, контур (обработка цилиндрической частью фрезы) Плоскость, контур, уступ (обработка цилиндрической и торцовой частями фрезы) Паз
1,1 1,0 0,8
Табл. 4.50. Скорости резания при обработке сталей твердосплавными концевыми фрезами
Диаметр фрезы» мм Глубина резания, мм Подача, мм/зуб
0,02 0,04 0,06 0,08 0,10 0,15 0,25
10 12] 16 20 25 32 40—50 До 2 ' 2—5 5—10 3-6 6-12 4—8 8—16 5—10 10—20 До 6 6—12 12—24 До 8 8—16 16—32 До Ю 10—20 20—50 . 83—99 79—94 75—89 82—98 78—93 86—104 82—97 90—107 88—105 Поправоч 110-132 105—126 99—119 110—130 105—123 116—139 109-131 120-145 117—139 132—159 126—150 120—143 138—165 130-157 124—149 145-173 138—164 130—156 ные коэф<! 98—117 94—111 88—105 98—116 92—109 103—122 97—115 108—128 103—122 118—140 111-132 107—126 122—145 116—138 111—131 128—152 122—144 116—137 шциенты* 89—107 85—101 81-96 88—105 84—100 93-111 89—105 98-116 95—112 107—128 103—122 97—115 110—132 106—125 100—119 110—139 116—132 104—125 к табл. 4 82—100 79—95 75—90 82—99 78—93 87—105 82—99 90—108 88—104 100—119 95-113 90-107 103—123 98-117 94—111 109—129 103—122 98—116 .50 78—93 73—88 80—97 76—92 88—105 84—100 80—95 90—110 57—102 82—89 96-114 92-109 87—103 76—90 71-85 68—81 78—93 74—87 70—84 82—98 78—93 74—88
Сталь Углеродистая Хромистая Прочие легированные, инструментальная углеродистая Инструментальная легированная, подшипниковая Быстрорежущая
Ч * Коэфф 1,0 ициенты 0,9 0,82 принимаются аналоги 0,7 чно табл. 4.49. 0,6
Табл. 4.51. Скорости резания при обработке серого чугуна быстрорежущими концевыми фрезами
Диаметр фрезы, мм Глубина резания, мм Подача, мм/зуб
0,02 0,04 0,06 0,08 0,10 0,16 0,26
1 2 3 4 5 6 7 8 9
До 2 42—50 37—44 33—40 32—38 30—36
8 2—4 35—41 29—35 27—33 26—31 25—29 — —
4—8 30—36 25—30 24—29 23—27 22—25 — —
3—6 33—39 28—34 26—32 25—30 24—28 —
12 6—12 29—34 24—30 23—28 22—26 21—24 — —
4—8 32—38 27—32 25—30 24—29 23—27 21—25 —_
10 8-16 28—39 24—28 22—27 21—25 20—23 18—22 —
5—10 31—37 27—32 25—30 24—28 23—26 21—25 —
2U 10—20 27—32 24—28 22—26 21—24 20—23 18—22 —
До 6 38—45 31—39 30—36 28—34 26—31 24—30 23—27
25 6—12 30—37 26—31 24—29 23—28 22—26 21—24 19—22
12—24 26—32 23—27 21—25 20—24 19—22 18—21 17—20
До 8 37—44 31—38 29—36 28—34 26—31 25—30 23—28
32 8—16 30—36 25—30 24—29 23—27 22—25 20—24 18—22
16—32 26—31 22—26 21—25 20—23 19—21 18—21 16—19
До 10 36—43 30—38 29—35 27—33 25—30 24—29 22—27
40 10—20 29—35 25—30 23—28 22—26 21—25 20—23 18—21
Окончание табл. 4.51
1 2 3 4 5 6 7 8 9
20—40 • 25—30 22—26 20—24 19—22 18—21 18—20 16—18
До 16 36—43 30—38 29—34 27—32 25—30 24—29 22—27
50—63 16—32 28—34 24—29 23—27 22—26 21—24 19—23 17—21
32—64 24—30 21—25 20—23 19—23 18—21 17—20 16—19
Поправочные коэффициенты * к табл. 4.51
Твердость НВ 143—207 63—229 179—241 235 —295
KvH 1,0 0,9 0,82 0,64
* Прочие коэффициенты близки р приведенным в табл. 4.49.
Табл. 4.52. Скорости резания при обработке серого чугуна твердосплавными концевыми фрезами*
Диаметр фрезы, мм Глубина резаиня, мм Подача, мм/зуб
0,02 0,04 0,06 0,08 0,10 0,15 0,25
10 До] 2 2-5 5—10 124—148 102—120 90—105 109—129 87—104 75—90 99—119 81—98 71—86 86—111 78—92 68—80 90—105 75—86 65—74 — —
12 3—6 6—12 100—117 88—102 85—102 72—90 76—96 69—84 76—90 66—78 72—84 63—72 — —
16 4—8 8—16 98—114 85—99 82—96 72—84 76—93 66—81 72—87 63—75 69—81 60—69 — —
20 5—10 10—20 95-111 82—96 82-96 72—84 76-90 66—78 72-84 63—72 69-78 60—70 63—75 54—66 —
25 До 6 6—12 12—24 — 95—117 79—93 69—81 91—108 72—87 63—75 85—102 69—84 60—72 79—93 66—78 57—66 76—90 63—72 54—63 69—84 57—66 50—60
32 До 8 8—16 16—32 — 95—114 76—90 66—78 89—108 72—87 63—75 85—102 69—81 60—69 79—93 66—75 57—63 75—90 60—72 54—60 69—84 54—66 50—57
40—50 * Поправс До 10 10—20 20—50 >чные коэффи цненты пр 91—114 76—90 66—78 иведены в 88—105 69—84 60—72 табл. 4.5 82—99 66—78 57—66 1. 76—90 63—75 54—63 72—87 60—69 51—60 66—81 54—63 48—54
t\D о 00 Табл. 4.53. Скорости резания при обработке алюминиевых сплавов быстрорежущими концевыми фрезами
Диаметр фрезы, мм Глубина резания, мм Подача, мм/зуб
0,02 0,04 0,06 0,08 0,10 0,15 0,25
1 2 3 4 5 6 7 8 9
8 До 2 2—4 4—8 140—167 113—135 92—110 123—146 100—118 81—96 111—133 90—108 74—88 105—126 84—102 69—83 103—121 82—98 67—80 — —-
12 3—6 6—12 116—139 95—113 100—121 82—98 94—111 76—90 98—105 71—85 84—101 68—82 — —
16 4—8 8—16 118—140 96—113 102—122 89—99 95—112 77—91 89—106 72—86 84—101 69—82 79-94 64—76 —
20 5—10 10—20 120—143 98—116 106—124 85—101 96—114 78—93 90—108 74—88 88—105 71—85 80—96 66—78 __
25 До 6 6—12 12—24 147—177 122—144 99—117 130—154 106—125 85—102 118—141 96—114 78—93 112—133 90—108 74—88 108—129 88—105 71—85 100—118 80—96 66—78 89—107 79—87 59—71
32 До 8 8—16 16—32 150—179 123—145 100—118 132—156 106—127 86—103 122—144 98—117 80—95 113—136 92—110 76—89 109—130 89—106 72—86 100—120 80—97 66—79 80—107 74—87 60—71
До 10 152—182 132—157 122—145 116—138 109—132 102—121 92—109
Окончание табл. 4.53
1 | 2 3 4 5 6 7 8 9
40 50—63 10—20 20—40 До 16 16—32 32—64 124—148 101—120 156—185 127—150 102—122 Поправоч 107—128 87—104 136—162 110—132 89—107 ные коэф(| 100—118 81—96 126—148 102—120 83—98 ициенты* 95—112 71—91 118—141 96—114 78—93 к табл, t 89—107 72—87 113—135 91—109 75—89 .53 83—98 67—80 105—124 84—100 68—82 75—89 61—72 93—112 80—91 62—74
Сплавы Литейные сплавы (ств= —200—300 МПа, твердость больше или равна 65 НВ) Дюралюминий (ств=400— 500 МПа, твердость больше илн равна 100 НВ) Литейные сплавы (ов— —100—200 МПа, твердость менее 65 НВ) Дюралюминий (ав=300— 400 МПа, твердость менее 100 НВ) Дюралюминий (<Ув=200— 300 МПа)
0,85 1,0 1,25
Стойкость Т, мин 30—40 40—60 60—100 100—150 150—200
KvT * Остальные коэффи 1,2 циенты приведены в тг 1,0 бл. 4.49. 0,85 0,75 0,67
Корректировка минутной подачи. Значение минутной подачи определяется как Sx = nzSzKs, где ks — коэффициент, зависящий от соотношения радиуса фрезы R и радиуса кривизны обрабатываемого участка г:
Вид поверхности R/r
0 0.2 0,4 0,6 0,8 0,9 1,0 1,5 2,0
Вогнутая 1,0 0,8 0,6 0,4 0,2 о,1
Выпуклая 1,0 1,2 1,4 1,6 1,8 1,9 2,0 2,5 3,0
Торцовые фрезы. Они используются на одношпиндельных станках с ЧПУ сравнительно редко из-за их малой универсальности. В этом случае элементы режима резания назначаются в следующей последовательности.
1. Выбор подач на зуб (табл. 4.54).
Табл. 4.54. Подачи для торцовых фрез с МНП
Обрабатываемый материал Твердость НВ Глубина резания, мм Подача, мм/зуб
Сталь До 229 До 4 4—8 Свыше 8 0,12—0,18 0,10—0,15 0,08—0,12
229—287 До 4 4—8 Свыше 8 0,08—0,12 0,06—0,10 0,06—0,08
Свыше 287 До 4 4—8 Свыше 8 0,08—0,10 0,06—0,10 0,06—0,08
Чугун Не более 229 До 4 4—8 Свыше 8 0,15—0,25 0,12—0,20 0,10—0,18
Свыше 229 До 4 4—8 Свыше 8 0,12—0,20 0,10—0,18 0,08—0,12
300
Табл. 4.55. Скорости резания для торцовых фрез с МНП при обработке сталей
Глубина резания, мм Подача, мм/зуб
0,05 | 0,08 0,10 0,12 | 0,15 0,18 0,20
До 2 2—4 4—6 6—8 8—12 325—270 305—255 240—200 235—195 175—150 285—240 265—220 205—175 205—170 150—130 Поправочные 265—220 245—205 195—160 190—155 140—120 коэффициен 250—210 230—190 180—150 175—145 130—110 ты к табл. 4. 225—190 210-175 165—140 160—135 120—100 55 210—175 195—165 155—130 150—125 200—165 185—155
Сталь Углеродистая Хромистая, хромоникелевая Прочие легированные конструкционные, углеродистые инструментальные Легированная инструментальная Быстрорежущая Жаропрочная
ч 1 0,9 0,8 0,7 0,6 0,2
Твердость НВ До 156 156—179 179—229 229-269 269—321
/с , VH 1,3 1,25 1,0 0,8 0,7
Стойкость Т, МИИ 30—40 60—80 80—100 100—120 120—150 150—200 300—400
от 1,4 1,15 1,0 0,95 0,8 0,75 0,45
Состояние обработанной поверхности Без корки | Очищенная корка Неочищенная корка
KVt 1,0 0,93 0,8
Окончание табл. 4.55
Инструментальный _ материал ТТ7К.121 Т5К12В TSK10 Т14К8 I Т15К6
Kv ии 0,5 0,65 0,8 1 ..о
Табл. 4.56. Скорости резания для торцовых фрез с МНП при обработке серого чугуна, м/мин
Глубина резания, мм Подача, мм/зуб
0,05 0,08 0,10 0,12 0,15 0,18 0,20 0,25
До 2 2—4 4—6 6—8 8—12 235—195 215—180 170—145 170—140 130—110 220—185 200—165 155—130 150—125 115—95 Поправоч 215—180 190—155 145—125 140—120 110—90 ные коэфс 205—170 180—150 140—115 135—115 105—85 шциенты* 195—160 170—140 130—110 125—105 95—80 к табл. 4 180—150 160—135 125—105 120—100 90—75 .56 170—145 155—130 120—100 115—95 85—70 165—135 145—120 110—95 105—90
Твердость НВ 143 163 179 207 229 241 295
1,6 1,4 1,25 1,1 1,0 0,9 о,7
Стойкость Т, мин 30—40 60—80 80—100 100—120 120—150 150—200 300—400
1,4 1,05 1,0 0,95 0,9 0,8 0,65
Инструментальный материал вкю-ом ВК8-В ВК8 ВК4; ВК6 ВКЗ-М; ВК6-М
Ч * Значения к0 0,7 1рнведены в т< 0,8 1бл. 4.55. 1,0 1,2 1,3
2. Выбор скорости резания при заданной стойкости фрезы (табл. 4.55—4.57).
Табл. 4.57. Режимы резания для торцовых фрез с резцами из композитов
Обрабатываемый материал Характер обработки к 5 к S ю £ к, СЗ — QJ S С-l Л S Подача, мм/зуб Скорость резания, м/мин Ra, мкм, не более
Стали:
Менее 35 HRC3 Чистовая 0,1—0,2 0,01—0,04 400—600 0,63—1,25
Получистовая 0,8—1,2 0,10—0,15 150—300 0,32—0,63
1,4—2,0 0,12—0,20
35—50 HRC3 Чистовая 0,1—0,2 0,01—0,04 200—400 0,63—1,25
Получистовая 0,8—1,0 0,08—0,10 100—200 0,25—0,40
* 1,2—1,5 0,10-0,15
50-60 НКСЭ Тонкая 0,05—0,1 0,005-0,01 150—250 0,20—0,32
Чистовая 0,1—0,2 0,02—0,04 150—250 0,63—1,25
Более 60 HRC3 Тонкая 0,05—0,1 0,005-0,01 120—150 0,20—0,32
Чистовая 0,1—0,2 0,02—0,04 80—150 0,63—1,25
Получистовая 0,6—0,8 0,06—0,08 80—100 0,63—1,25
1,0—1,2 0,08—0,12
Чугуны: 0,01—0,04
серые и высоко- Чистовая 0,1—0,2 800-1200 0,63—1,25
прочные (160— 270 НВ) Получистовая 0,8—1,2 0,10—0,15 400—600 1,25—2,5
1,4—2,0 0,12—0,20
закаленные Тонкая 0,05—0,1 0,005—0,01 200—300 0,32-0,63
(400—600 НВ) Чистовая 0,1—0,2 0,02—0,04 200—300 0,63—1,25
Получистовая 0,6—0,8 0,06—0,08 150—200 1,25-2,5
1,0—1,2 0,08—0,12
Примечаии е. В числителе приведены данные для фре из компо-
зита 01, в знаменателе — для фрез из композита 10.
4.5,3. Режимы резания иа многооперационных станках
Режимы резания и режущий инструмент, используемые в составе многоинструментальных наладок (30—50 инструментов) на станках с автоматическим циклом обработки, когда вмешательство оператора в процесс обработки и об-
303
Табл. 4.58. Режимы резаиия при черновом фрезеровании торцовыми фрезами
S S S Режимы резания
S 3 к S X ЯХО X о РЗХО ь S3 О О
(V о я я о X Я* >> о х О. х ° S s* <7
о. о g Ci р' 2 Bl
О. СЗ § \о Ё S о s С S и S' g I о S
<и S Обрабатываемый материал
К ч чугун сталь алюминиевые сплавы
100 2—5 0,20 80 0,15 140 0,30 450
5—8 0,15 70 0,10 150 0,20
125 2—5 0,20 75 0,15 140 0,30 400
5—8 0,15 65 0,10 150 0,20
160 2—5 0,20 70 0,15 120 0,30 350
5—8 0,15 60 0,10 130 0,20
Примечание. При обработке чугуна и стали с твердостью менее 170 НВ значения подач и скоростей следует умножать на коэффициент к = 1,2, а при твердости более 229 НВ — на км = °>8-
Табл. 4.59. Режимы резания при получистовом (£=0,5 — 2 мм) фрезеровании торцовыми фрезами
Обрабатываемый материал Подача, мм/зуб Скорость, м/мии, при диаметре фрезы, мм
100 125 | 160
Чугун 0,25 120 ПО 100
Сталь 0,20 170 160 140
Алюминиевые сплавы 0,30 | 450
Примечание. При обработке чугуна и стали с твердостью менее 170 НВ значения подач и скоростей следует умножать на коэффициент км = 1,2, а при твердости более 229 НВ — на = 0,8. М ’
304
наружение дефектов затруднены, приведены в табл. 4.58— 4.71. Однако необходимо учитывать, что указанная группа станков менее приспособлена для высокопроизводительной черновой обработки, чем одноцелевые станки с ЧПУ.
Табл. 4.60. Режимы резаиия при чистовом (£<0,5 мм) фрезеровании торцовыми фрезами
, Диаметр фрезы, мм Режимы резаиия
подача, мм/зуб скорость, м/мин подача, мм/зуб скорость, м/мнн подача, мм/зуб скорость, М/МИН
Обрабатываемый материал
чугуи сталь алюминиевые сплавы
100 0,04 160 0,04 280 0,06 600 зердостью ожать на НВ —на
125 0,05 м е ч а н и 0 НВ зна1 иент км = 1. 150 0,05 работке 41 ч и скоро 7ри тверд 270 0,08 стали с”т! едует умь олее 229
160 140 240
250 При менее 17 коэффиц к = 0,1 м ПО е. При об |ения пода 1,2, а 190 /Гуна и стей сл ости С
11 Е. Э. Фельдштейн
305
Табл. 4.61. Режимы резания при фрезеровании отверстий
концевыми фрезами
тр фрезы, Режимы резаиия
подача, мм/зуб скорость, м/мин подача, мм/зуб скорость, м/мин подача, мм/зуб скорость, м/мин
i Глубина резания, мм
До 1 1- -5 5-1 0
Обработка чугуна твердосплавными фрезами
25 32 40 0,08 0,10 0,12 80 0,06 0,07 0,09 70 0,06 0,07 0,08 65
Обработка чугуна быстрорежущими фрезами
10 12 16 0,04 0,03 0,03
20 25 32 .. 40 0,06 0,08 0,10 0,12 25 0,04 0,05 0,07 0,09 23 0,04 0,05 0,06 0,08 20
Обработка стали быстрорежущими фрезами
10 12 16 0,03 0,03 0,03
20 25 32 40 0,04 0,05 0,06 0,07 27 0,04 0,04 0,05 0,06 25 0,03 0,04 0,04 0,05 22
Примечания: 1. При работе одновременно периферией и торцом фрезы подачу следует уменьшить на 30 % при t 0,2D и на 50 % —при t > 0,20, где О — диаметр фрезы, мм. 2. При Rz = 20 мкм подачу необходимо уменьшить на 30— 50 % по сравнению с табличной. 3. Круговая подача So = zSz —2 , мм/об, где -О0 —
диаметр отверстия.
306
Табл. 4.62. Режимы резаиия при'фрезеровании пазов быстрорежущими концевыми фрезами
Диаметр фрезы, мм Глубина резаиия, мм Обрабатываемый материал
чугун сталь
подача, мм/зуб скорость, м/мин подача, мм/зуб скорость, м/мин
До 10 До 2 2-5 0,02 22 20 0,02 22
10—20 До 2 0,04 23 0,03 24
2—5 0,03 22 0,03 23
5—10 0,02 20 0,02 22
25; 32 До 5 0,06 22 0,04 24
5—10 0,05 21 0,04 23
10—20 0,04 20 0,03 23
40; 50 До 5 0,10 22 0,08 24
5—10 0,08 21 0,06 23
10—20 0,06 20 0,05 22
20—30 0,04 20 0,03 22
Примечания; умножать на 0,8. 1. При глубине t 0,8 мм подачу следует
2. При с бработке чугуна и стали с твердостью менее 170 НВ
значения v и S следует умножать на 1,2; 229 НВ —на 0,8. при твердости более
И*
307
Табл. 4.63. Режимы резания при фрезеровании пазов твердосплавными концевыми фрезами
Диаметр фрезы, мм Глубина резания, мм Обрабатываемый материал
чугун сталь
подача, мм/зуб скорость, м/мии подача, мм/зуб скорость, м/мии
4—6 До 2 0,04 65 0,03 70
2—5 0,03 60 0,02 65
8—16 До 2 0,06 70 0,05 75
2—5 0,05 65 0,04 70
5-10 0,04 60 0,03 65
32 До 5 0,06 80 0,05 85
5—10 0,05 70 0,04 75
10—20 0,04 65 0,03 70
40 До 5 0,10 80 0,08 85
5—10 0,08 70 0,06 75
10—20 0,06 65 0,05 70
20—30 0,04 60 0,03 65
50 До 5 0,15 80 0,10 85
5—10 0,12 70 0,08 75
10—20 0,10 65 0,06 70
20—30 0,08 60 0,05 65
Примечание. Поправочные в табл. 4.62. коэффициенты приведены
308
Табл. 4.64. Режимы резания при фрезеровании плоскостей быстрорежущими концевыми фрезами
Диаметр фрезы, мм Глубина резания, мм Подача, мм/зуб, при ширине плоскости, мм Скорость, м/мин
До 5 5—10 10—15 15—20 20-30 30—40
1 2 3 4 5 6 7 3 9
Обрабатываемый материал — чугун
До 10 До 2 0,04 — — — — — 25
2—5 0,02 0,02 — — — — 22
До 2 0,06 0,06 0,05 25
10—20 2—5 0,05 0,04 0,03 — — — 24
5—10 0,03 0,02 0,02 — — — 23
До 2 0,12 0,12 0,10 25
25; 32 2—10 0,10 0,08 0,07 — — — 24
10—15 0,08 0,06 0,05 —. — — 22
До 2 0,30 0,30 0,25 0,25 0,20 0,20 25
40 2—10 0,15 0,15 0,15 0,15 0,08 0,08 24
10—20 0,08 0,08 0,05 0,05 0,03 0,03 22
До 2 0,35 0,35 0,25 0,25 0,20 0,20 25
50 2—10 0,20 0,20 0,12 0,12 0,10 0,10 23
10—20 0,10 0,08 0,06 0,06 0,04 0,04 22
Окончание табл. 4.64
co о
1 2 3 4 3 1 6 7 8 9
Обрабатываемый материал — сталь
До 10 До 2 0,03. 0,02 — — — — 27
2—5 0,02 0,02 — — — — 24
До 2 0,04 0,04 0,03 0,03 27
10—20 2—5 0,03 0,03 0,02 0,02 — — 26
5—10 0,02 0,02 0,015 0,015 — — 25
До 2 0,10 0,10 0,08 0,08 27
25—32 2—5 0,08 0,06 0,05 0,05 — — 26
10—15 0,06 0,05 0,04 0,04 — — 24
До 2 0,20 0,20 0,15 0,15 0,12 0,12 27
40 2—10 0,10 0,10 0,08 0,08 0,06 0,06 26
* 10—20 0,06 0,06 0,04 0,04 0,03 0,03 24
До 2 0,25 0,25 0,15 0,15 0,12 0,12 27
50 2—10 0,12 0,12 0,08 0,08 0,07 0,07 25
10—20 0,07 0,06 0,04 0,04 0,03 0,03 24
Примечание. См. примечание 2 к табл. 4.62.
Табл. 4.65. Режимы резаиия при фрезеровании плоскостей твердосплавными концевыми фрезами
Диаметр фрезы, мм Глубина резаиия, мм Подача, мм/зуб, при ширине плоскости, мм Скорость резаиия, мм
До 5 5—10 10-15 15-20 20—30 30—40
32 До 2 2—10 10—15 0,15 0,12 0,08 0,07 0,12 0,08 0,05 _ — 80 70 65
40 До 2 2—10 10—20 0,30 0,18 0,08 0,25 0,13 0,06 0,20 0,08 0,04 0,03 80 70 65
До 2 0,35 0,30 0,25 80
50 2—10 0,20 0,15 0,12 70
10—20 0,12 0,10 0,08 0,06 65
Примечание. Обрабатываемый материал — чугун.
Табл. 4.66. Режимы резания при черновом растачивании двухлезвийиыми твердосплавными головками, <р = 60°
Диаметр отверстия, мм Глубина резания, мм Обрабатываемый материал
чугун сталь | алюминиевые сплавы
подача, мм/зуб скорость, м/мии подача, мм/зуб скорость, м/мин подача, мм/зуб скорость, м/мии
40—80 80—180 До 5 0,5 0,7 60 0,4 0,6 50 0,3 0,5 100
40—80 80—180 5—10 0,4 0,6 60 0,3 0,5 50 0,3 0,5 100
Примечание. При углах в плане <р = чи уменьшить в два раза. = 90° значение пода-
311
Табл. 4.67. Режимы резания при чистовом растачивании твердосплавными пластинами
Диаметр отверстия, мм Обрабатываемый материал
чугун сталь j алюминиевые сплавы
подача, мм/зуб скорость, м/мин подача, мм/зуб скорость, м/мнн подача, мм/зуб скорость, м/мин
t < 1, 0 мм; Ra = 2,5 мкм
10—20 0,05 80 0,04 60 0,03
20—40 0,06 80 0,04 60 0,03 120
40—80 0,07 100 0,05 80 0,04
80—180 0,08 100 0,05 80 0,05
t = 1 - - 2,5 мм; . ?z — 20 мкм
10—20 0,10 60 0,06 50 0,06 100
20—40 0,15 60 0,06 50 0,08 100
40—80 0,20 80 0,12 60 0,10 100
80—180 0,30 80 0,15 60 0,12 120
4.6. Краткие сведения о дефектах обработки на станках с ЧПУ
При обработке деталей га станках с ЧПУ могут возникнуть разнообразные дефекты обработки. Краткие сведения о них и способы их устранения приведены в табл. 4.72.
312
313
Табл. 4.68. Подачи при обработке отверстий стержневыми инструментами, мм/об
Операция Труп-па подач Обрабатываемый диаметр, мм
2,5 4 6 8 10 12 16 20 25 32
1 2 3 4 5 0 7 8 9 10 11 12
Обработка стали
Центрование 0,02 0,04 0,06 0,08 0,10 0,12 0,15 0,20 — —
Сверление I 0,03 0,06 0,09 0,12 0,15 0,18 0,23 0,30 0,32 0,35
и 0,02 0,04 0,06 0,08 0,11 0,14 0,17 0,20 0,22 0,25
Зенкерование — — — 0,06 0,08 0,10 0,13 0,15 0,18
Зенкование — 0,25 0,27 0,30 0,35 0,40 0,45 0,50
Цекование — — — 0,23 0,25 0,28 0,30 0,33 0,35
Развертывание I 0,30 0,35 0,40 0,50' 0,60 0,75 0,90 1,0 1,1 1,35
II 0,15 0,25 0,30 0,35 0,45 0,50 0,60 0,75 0,80 1 ,о
Обработка чугуна
Центрование 0,03 0,06 0,09 0,12 0,15 0,18 0,20 0,25 — —
Сверление I' 0,04 0,08 0,12 0,16 0,20 0,25 0,30 0,35 0,38 0,45
II 0,03 0,06 0,09 0,12 0,15 0,18 0,22 0,25 0,27 0,30
Зенкерование — — — 0,25 0,30 0,35 0,40 0,45 0,50 0,55
Зенкование — — — 1 0,10 0,15 0,20 0,25 0,30 0,35
Цекование — — — — 0,23 0,25 0,28 0,30 0,33 0,35
Развертывание I 0,40 0,50 0,60 0,70 0,80 0,90 1,1 1,3 1,4 1,7
II 0,30 0,40 0,50 0,60 0,75 0,85 1,0 1,2 1,3 1,4
Окончание табл. 4.68
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12
Обработка алюминиевых сплавов
Центрование 0,05 0,10 0,15 0,20 0,25 0,28 0,30 0,40 — —
Сверление I 0,08 0,15 0,22 0,30 0,40 0,45 0,50 0,60 0,65 0,75
II 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
Зенкерование — — — — — 0,30 0,40 0,60 0,70 0,80
Зенкование 0,03
Цекование 0,05
Развертывание I 0,40 0,45 0,50 0,55 0,60 0,70 0,80 0,90 1,0 1,1
II 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,65 0,70
Примечания: 1. Подачи I группы используются при черновой обработке, II группы — при чистовой.
2. Для сталей с твердостью менее 229 НВ подачу увеличивать в 1,3 раза, для сталей с твердостью более 270 НВ и серого чугуна с твердостью более 229 НВ —уменьшать в 0,8 раза.
3. При развертывании отверстий по 7-му квалитету точности с 7?а<0,63 мкм подачи принимать в два раза меньше рекомендуемых по II группе.
4. Для твердосплавных разверток значения подач принимать по II группе с коэффициентом 0,7.
СО
Сл
Табл. 4.69. Скорости резания яри сверлении и зенкеровании, м/мии
Центрование н сверление 1 Зенкерование • я <1)
Подача, И ф s
мм/об диаметр обработки, мм Й ” я $ - «
ft Ф й
2,5 1 4 | 6 | 8 | 10 | 12 | 16 | 20 | 15 | 32 | до 20 | 20—40 зк о д я м
1 |2|з|4|5|б|7[ 8 | 9 | 10 | 11 | 12 | 13 | 14
Обработка стали
До 0,06 22 26 32
0,06—0,10 20 24 27 30
0,10—0,15 21 23 25 27 30 33
0,15—0,20 19 22 23 26 29 32 34 31 18
0,20—0,30 19 22 24 26 29 26 30 17
0,30—0,40 21 23 24 23 26 16
0,40—0,60 20 22
Обработка чугуна
До 0,06 29 34
0,06—0,10 29 33 35
0,10—0,15 27 28 31 32
0,15—0,20 24 25 27 28 31 32 34 36 49 23
0,20—0,30 24 25 28 29 31 34 43 22
0,30—0,40 24 25 25 27 38 42 21
0,40—0,60 22 24 25 32 35 20
0,60—0,80 32
22 Окончание табл. 4.69
а>
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14
Обработка алюминиевых сплавов
До 0,06 127
0,06—0,10 90 119
0,10—0,15 90 105
0,15—0,20 85 94 105
0,20—0,30 72 82 88 94 105 116 134 80—140
0,30—0,40 68 76 82 90 100 105 115
0,40—0,60 63 66 75 82 88 95 97 109
0,60—0,80 65 72 78 83 85 92
Примечания: 1. Для сталей с твердостью менее 229 НВ значения скорости резания увеличивать в 1,3 раза, для сталей с твердостью более 270 НВ — уменьшать в 0,8 раза. При обработке легированных сталей скорости резания уменьшать на 20—25 %.
2. При сверлении и зенкероваиии твердосплавным инструментом скорости резания увеличивать в 2—3 раза, при цековании — в 2 раза.
Табл. 4.70. Скорости резаиия при развертывании, м/мин
Условия обработки Обрабатываемый материал
сталь чугун ал юм иниевые сплавы
Черновое Чистовое, 7-го квалитета точ- 7—11 13—18 30—50
ности Чистовое, 9-го квалитета точ- 3—5 8—12 9—13
ности 5—8 10—14 20—25
Табл. 4.71. Скорости резания при нарезании резьбы метчиком, м/мии
Диаметр резьбы, Шаг резьбы ММ
мм 0,5 0,75 1,0 1,25 1,5 2,0 3.0
Обработка стали
До 6 7 8 9
6—10 8 9 10 10 11
10—16 10 11 11 12 12
16—24 12 13 14 14 13
Обработка чугуна
До 6 8 9 10
6—10 9 10 11 11 12
10—16 11 12 12 13 13
16-24 13 14 15 15 14
Обработка алюминиевых сплавов
До 6 9 10 11
6—10 10 13 13 14 15
10—16 14 14 15 16
16—24 15 16 17 18 20
Примечание. При обработке легированных сталей ско-
рости резания уменьшать в 1,3—1,4 раза.
317
Табл. 4.72. Дефекты обработки деталей на станках с ЧПУ и способы их устранения
Дефекты Способы устранения
1 2
Деформации деталей при зажиме и в процессе обработки Стабилизировать силы резания за счет регулирования подачи и глубины резания Изменить траекторию движения инструмента
Низкая точность линейных и диаметральных размеров: а) при фрезеровании б) при растачивании в) при обработке отверстий Использовать инструмент большого диаметра, обеспечивающий обработку с минимальным числом проходов Уменьшить силу резания за счет регулирования подачи Изменить траекторию движения инструмента Повысить жесткость оправок Очищать посадочные поверхности шпинделя и оправки перед каждой/уста-новкой инструмента Уменьшить силу резания Обеспечить совпадение осей отверстия и инструмента Использовать при центровании укороченное сверло Работать сверлами с симметричной заточкой. Уменьшить биение режущих кромок инструмента Уменьшить подачу при врезании и сверлении Уточнить диаметральный размер зенкера, развертки Уменьшить вылет инструмента Увеличить или уменьшить диаметр отверстия под резьбу Изменить состав СОЖ
318
Продолжение табл. 4.72
1 2
Погрешности формы отверстия в продольном и поперечном сечениях Повысить точность предварительной обработки Уменьшить радиальную силу резания за счет коррекции элементов режима резания, увеличения углов в плане, уменьшения радиуса вершины Уменьшить биение режущих кромок инструмента Заменить изношенный инструмент
Низкая шерехова-тость обработанной поверхности Изменить скорость и подачу инструмента Изменить углы в плане, использовать инструменты с зачистными зубьями или кромками
Появление следа резца на обработанной поверхности отверстия Выводить инструмент после отвода от обработанной поверхности Выводить^ инструмент на рабочей подаче (прямой ход — получистовой, обратный — чистовой)
Смещение положения детали в процессе обработки Увеличить усилие зажима детали Установить дополнительные упоры нли прижимы Изменить величину и направление действия сил резания за счет корректировки траектории движения инструмента, его диаметра и режима резания
Сколы на участках входа и выхода инструмента Уменьшить рабочую подачу Уменьшить главный угол в плане Перераспределить припуск между инструментами
Поломки режущих инструментов:
319
Продолжение табл. 4.72
1 1 2
а) б) в) фрез сверл метчиков Уменьшить подачу на участках входа и выхода Изменить траекторию движения инструмента на участках входа и выхода Уменьшить биения кромок Использовать инструменты с подточкой Увеличить задние углы Обеспечить надежный зажим инструмента в цанге, патроне и зажим детали Устранить возможность врезания с ускоренного хода Уменьшить рабочую подачу и подачу на выходе из отверстия Выполнять сверление после центрования или зенкования отверстия Обеспечить совпадение осей отверстия и сверла Уменьшить частоту вращения с целью снижения износа инструмента; заменить изношенный инструмент Проверить работоспособность и отрегулировать патрон Согласовать частоту вращения и подачу метчика с прийципом работы патрона Устранить возможность упора метчика в дно отверстия из-за малого запаса на глубине отверстия
Возникновение вибраций: а) при фрезеровании Уменьшить глубину и ширину резания с одновременным увеличением подачи Изменить частоту вращения фрезы Увеличить (уменьшить) диаметр фрезы, число зубьев, угол в плане и передний угол Уменьшить вылет, повысить жесткость крепления
320
Окончание табл. 4.72
1 2 Уменьшить неравномерность фрезерования, изменив положение центра фрезы относительно обрабатываемой поверхности, увеличив угол наклона винтовых канавок Изменить траекторию перемещения или направление движения фрезы
б) при точении и растачивании Изменить подачу Изменить частоту вращения инструмента Изменить углы в плане, радиус вершины, увеличить передний угол резца Использовать резцы с. виброгасящей фаской шириной 0,1 мм и задним углом а, — —15° ’ ос Увеличить жесткость оправки путем уменьшения вылета или увеличения диаметра Использовать специальные вибро гасящие оправки / / м 1 — жидкость; 2 — демпфер; 3 — корпус; 4 — пружины
в) при зенковании Уменьшить выдержку времени в конце рабочего хода Уменьшить частоту вращения Уменьшить число зубьев инструмента
321
ПРИЛОЖЕНИЕ
Расчет вспомогательного инструмента на точность и жесткость *
После сборки комплекта вспомогательного инструмента величина первичного отклонения вершины инструмента от номинального положения
п
где А. = 2 — передаточное отношение г-го звена; k. — ко-
(=1 1 эффициент относительного рассеивания t-ro звена; е£ — перекос или параллельное смещение оси; /£— вылет i-ro элемента компоновки; /н£ — вылет, на котором нормируется величина перекоса в l-м соединении; — коэффициент относительного рассеивания величины замыкающего звена.
Поскольку количество составляющих звеньев с однородными по величине допусками среди общего числа собираемых звеньев, как правило, более пяти, величину Ks можно принимать равной 1,0. Тогда получим es = ^/~ (Л£^.е.)2
В зависимости от количества звеньев можно рассмотреть следующие варианты их соединения:
1 — цельные оправки, непосредственно закрепляемые в шпинделе станка;
2 — составной инструмент из двух элементов: базового, который закреплен в шпинделе станка, и сменного (оправок, втулок нт. д.); вместо него можно крепить также режущий инструмент;
3 — составной инструмент из трех элементов: базового, промежуточного и сменного (или режущего инструмента);
4 — составной инструмент с базовым, двумя промежуточными и сменным элементами.
* Использована методика расчета и формулы А. Р. Маслова.
322
Рассмотрим случай е^ для наибольшего количества соединяемых элементов. Согласно схеме сборки (рис. 1), можно выявить следующие составляющие погрешности:
биение конического отверстия шпинделя (2ei);
биение шпинделя от перекоса осей (es);
биение базового агрегата от перекоса в соединении конусностью 7 : 24 (ез);
Рис. /. Размерная цепь образования биений составного вспомогательного инструмента
биение сменной втулки или оправки от зазора в цилиндрическом соединении (2е«);
биение посадочного отверстия базового агрегата (2е5);
биение сменной втулки, оправки или режущего инструмента от перекоса в цилиндрическом или коническом соединении (ее);
биение конического отверстия в сменной втулке (2е?);
биение сменной разрезной втулки или режущего инструмента от перекоса в коническом соединении (ев);
биение цилиндрического отверстия в сменной разрезной втулке (2еэ).
Биения 2ei и е2 принимаются в соответствии с техническими условиями на станки.
Значения коэффициентов рассеивания для указанных величин приведены в табл. 1.
323
Табл. 1. Значения коэффициентов относительного рассеивания для различных поверхностей
Способ получения поверхности Вид поверхности >4
Наружное шлифование в центрах Конус Морзе Конус 7 :24 Конус 1 : 5 Цилиндрическая 1,17 1,51 1,37 1,09
Внутреннее шлифование Конус Морзе Конус 7 : 24 Конус 1 :5 Цилиндрическая 1,17 1,17 1,21 1,09
Бесцентровое шлифование Конус Морзе 1,03
Передаточные отношения звеньев:
Ai = At = As = А7 = Л9 = 1,0;
, Ч + Ч + Ч + Ч . Ч + Ч + ч + ч
Л2=------------------; Л3 =---------------------
;н2 ‘нЗ
/2 + /3 + /4 ч + ч а - = —-------------- д _ — ----------
?И2 — Чз ~ Чз ~ Ч& — мм>
, где /н — нормированные значения.
Значения биений можно определить, используя данные табл. 2, 3.
Значения перекоса оси на вылете 100 мм для цилиндрического соединения с боковым зажимом винтами в зависимости от погрешности изготовления приведены ниже.
Квалитет точности /Т4 /Тб /Гб IT7 IT8 /T9
Перекос, мкм 1,0 1,6 3,2 4,3 6,0 12,0
324
Табл. 2. Допустимые отклонения иа параметры элементов соединения (рекомендации ВНИИ)
Параметры присоединительной поверхности Способ крепления
односторонний прижим цанговый зажим
Степень точности угла конуса конусностью 7 : 24 (ГОСТ 19860—74) АТ5 АТ4
Квалитет точности диаметра цилиндрической поверхности отверстия базового агрегата Н7 Н7
Биение посадочного отверстия базового агрегата относительно конуса 7 : 24, мм 0,020 0,016
Квалитет точности диаметра цилиндрической поверхности хвостовиков сборного вспомогательного инструмента 6 7
Биение конического отверстия относительно наружной цилиндрической поверхности, мм: коротких втулок 0,025 0,020
длинных втулок 0,020 0,016
Степень точности угла конуса Морзе втулок (ГОСТ 2848—75) АТ8 АТ7
Биение конической поверхности конусностью 1 : 5 относительно наружной цилиндрической поверхности, мм 0,025 0,020
Биение конического отверстия цанговых патронов относительно наружной цилиндрической поверхности, мм 0,012
Степень точности конуса цанг (СТ СЭВ 178—75) — АТ7
Биение наружной конической поверхности цанги относительно цилиндрического отверстия диаметром, мм: 20—40 0,008
Менее 20 — 0,010
325
Табл. 3. Значения биений 2е иа вылете 100 мм в зависимости от точности изготовления конусов, мкм
Конусность Степень точности конуса
АТ4 ЯГ5 ATS АТ7 ATS АТ9
7 : 24 1,2 1,3 2,6 5,0 12,0
Конус Морзе — 9,5 10,5 15,0 18,0 20,0
1 : 5 — 8,0 9,0 10,0 12,0 13,0
Средние значения зазоров, полностью выбираемых в одну сторону для шлифованных деталей (без учета перекоса) :
Д — 0,25&ш (6А -J- 6В) = 0,272 (6А + 6В),
где 6А, 6В — поля допусков отверстия и вала; km = 1,09 — коэффициент рассеивания допуска при изготовлении деталей шлифованием.
Погрешности, возникающие в процессе обработки, значительно превышают величину es, поскольку под действием силы резания элементы системы испытывают значительные изгибные деформации и контактные деформации в стыках. Если пренебречь контактной податливостью на краю стыка (на основании высокой точности изготовления присоединительных поверхностей вспомогательных инструментов), то суммарная деформация (мм)
где Р — нагружающая сила, Н; — вылет i-ro элемента вспомогательного инструмента, мм; Z. — осевой момент сечения i-ro элемента, мм4 (для круглого сечения I{ = 0,05D4); п—количество элементов; Е = 2 • 105 МПа — модуль продольной упругости; 6-/Л4— податливость i-ro соединения (см. табл. 4—7).
Пример. Определить величины отклонения вершины инструмента от номинального положения при сборке и деформации под действием силы резания для инструментального блока (рис. 2).
326
Условия обработки — сверление отверстий диаметром 10 мм, глубиной 30 мм в стали 40Х твердостью 200 НВ. Скорость резания 20 м/мин, подача 0,20 мм/об.
1. Найдем для нашего случая величины ei— ед. Биение конического отверстия шпинделя станка с ЧПУ класса точности Н у торца составляет е\=0,008 мм, допустимый перекос е2=0,001 мм. Степень точности угла конуса конусностью 7 : 24 — АТ5, поэтому
Рис. 2. Вспомогательный инструмент в сборе
2ез=0,0013 мм (см. табл. 2). Биение сменной оправки от зазора в цилиндрическом соединении 2е<=0,272 (0,025+0,014) =0,0011 мм. Биение посадочного отверстия базисного агрегата относительно конуса 7 : 24 2е5=0,020 мм (см. табл. 2). Биение сменной оправки от перекоса в цилиндрическом соединении для квалитета 1Т5ед= = 0,0016 мм. Биение конического отверстия относительно наружной цилиндрической поверхности 2е? = 0,020 (см. табл. 2). Степень точности угла конуса цанги по табл. 3 — АТ8, поэтому 2е8= = 0,012 мм. Биение цилиндрического отверстия цанги относительно наружной цилиндрической поверхности 2 ед с 0,010 мм.
Табл. 4. Податливость в конусах 7 : 24, 1/(кН • м)
Размер конуса Точность изготовления
ЛГ5 ЛГ6 ATI ATS
40 0,00121 0,00133 0,00142 0,00191
50 0,00020 0,00027 0,00035 —
327
Табл. 5. Податливость в конусах Морзе, 1 /(кН • м)
Конус Морзе Исполнение Точность изготовления
АТ7 .47'8 ЛГ9
№ 1 С лапкой 0,2012 0,2097 0,2110
№ 2 С резьбой 0,0433 0,0436 0,0462
С лапкой 0,0447 0,0476 0,0499
С резьбой 0,0118 0,0124 0,0136
С лапкой 0,0124 0,0141 0,0157
Mb 4 С резьбой 0,0034 0,0038 0,0046
С лапкой 0,0046 0,0052 0,0055
№ 5 С резьбой — 0,00080
№ 6 То же — 0,00027 —
Табл. 6. Податливость в цилиндрических соединениях с боковым зажимом винтами, 1/(кН м)
Диаметр соединения, мм Значения зазора в соединении, мм е/м
в направлении силы затяжки винтов перпендикулярно к силе затяжки винтов
0,014 0,0032 0,0060
0,037 0,0041 0,0079
0,014 0,0010 0,0014
48 0,026 0,0012 0,0032
0,048 0,0016 0,0062
Тогда результирующая величина отклонения ~ 002 мм. Передаточные отношения в нашем случае
50 + 80 + 20 4- 105 о л 50 + 80 + 20 + 105
А2 =------------------=2,55; Ag = ------------------!----
100 100
„ „ „ 80 + 20 + 50 , 60
= 2,55; А6 =------ ---------- = 1,50; As = — = 0,60
100 8 JOO
Полученное значение не превышает нормативного (табл. 8). 328
Табл. 7. Податливость в цанговом зажиме, 1/(кН м)
Диапазон диаметров, мм Диаметр хвостовика, мм 0/М
для стыка цаи-га — корпус патрона для стыка хвостовик инструмента — цанга — корпус патрона
6 0,0103
10 0,0056
3—25 12 0,0019 0,0047
16 0,0040
20 0,0038
20—40 20 40 0,0010 0,0029 0,0026
Табл. 8. Допустимые биения и податливость режущих инструментов (по данным ВНИИ)________________________
Тип инструмента Диаметр, мм Биение, мм Податливость, мкм/Н
Сверла с хвостовиком:
цилиндрическим 6—18 0,055 0,28
коническим 18—30 0,060 0,18
Зенкеры и разверт- До 50 0,060 0,5
ки До 120 0,070 0,7
Фрезы концевые 6—20 0,010 0,2
20—40 0,010 0,1
Фрезы дисковые и торцовые Расточные оправки* для обработки: 80—160 0,020 0,1
получистовой 20—40 0,030 0,25
40—80 0,030 0,17
80—180 0,030 0,11
чистовой 40—90 0,005 0,12
90—180 0,010 0,07
* Отклонения положения вершины правлении. резца в радиальном на-
329
2. В соответствии с рекомендациями справочной литературы изгибающая неуравновешенная сила (Н) при сверлении находится следующим образом:
р = У [сраРг + [Cpa^SM^kpJ ,
где а — смещение припуска, в нашем случае равное Ср , Хр?, Ур^, kp^, СР{/, хр , ур , kp — коэффициенты и показатели степени для расчета сил Pz и Ру при точении. Получим
Р = К (1760 0,05 • 0,10°’75)2 +(790 • О,О50’9 • 0,10°-75)2 = = V 15,662 + 9,422 = 18,2Н.
Согласно приведенным выше формулам, получим деформацию инструментального блока равной 8,9 мкм.
ЛИТЕРАТУРА
Боровский Г. В. Режущий инструмент из сверхтвердых материалов.— М.: НИИМаш, 1984.— 56 с.
Дерябин А. Л, Программирование технологических процессов для станков с ЧПУ.— М.: Машиностроение, 1984.— 224 с.
Каталог деталей и сборочных единиц сборно-разборных приспособлений с пазами 14 и 18 мм для обработки заготовок на станках с числовым программным управлением (СРП-ЧПУ).— М.: НИИМаш, 1978,—28 с.
Каталоги фирм «Сандвик Коромант», «Крупп Видиа», «Хертель», «Планзее».
Колка И. А., Кувшинский В. В. Многооперационные станки — М.: Машиностроение, 1983.— 136 с.
Кузнецов Ю. И., Маслов А. Р„ Байков А. Н. Оснастка для станков с ЧПУ.— М.: Машиностроение, 1983.— 359 с.
Маргалит Р. Б. Наладка станков с программным управлением. М.: Машиностроение, 1983.— 253 с.
Маслов А. Р. Нормативная комплектация станков с ЧПУ и гибких производственных модулей инструментом.— М.: ВНИИТЭМР, 1986,—48 с.
Маслов А. Р. Современные тенденции в конструировании специального режущего и вспомогательного инструмента для автоматизированных производств.— М-: ВНИИТЭМР, 1985.— 48 с.
330
Маслов А. Р. Современные тенденции развития режущих инструментов,—М.: НИИМаш, 198'4.-52 с.
Музыкант Я. А., Самойлов В. С. Режущие инструменты с пластинами из безвольфрамовых твердых сплавов.— М.: НИИМаш 1984.— 58 с.
Общемашиностроительные нормативы режимов резания для обработки концевыми фрезами на станках с ЧПУ.— М: НИИМаш 1980,—79 с.
Общемашиностроительные нормативы режимов резания резцами с механическим креплением многогранных твердосплавных пластин. Обработка на станках с ЧПУ.— М.; НИИМаш, 1978.— 56 с.
Общемашиностроительные нормативы режимов резания фрезами торцовыми с механическим креплением многогранных твердосплавных пластин.— М.: НИИМаш, 1978.— 58 с.
Панов Ф. С., Травин А. И. Работа на станках с числовым программным управлением.— Л.: Лениздат, 1984.— 278 с.
Справочник технолога по автоматическим линиям /А. Г. Косилова, А. Г. Лыков, О. М. Деев и др.— М.: Машиностроение, 1982,— 320 с.
Стандартные детали и узлы универсально-сборных приспособлений.—М.: Изд-во стандартов, 1977.— 318 с.
Технологическая оснастка многократного применения /Под ред. Д. И. Полякова.— М.: Машиностроение, 1981.— 404 с.
Универсально-наладочная типовая технологическая оснастка для обработки деталей на станках с ЧПУ токарной группы.— М.: НИИМаш, 1976.— 28 с.
Универсально-сборная и переналаживаемая оснастка/А. И. Жабин, Г. П. Холод, В. А. Здор и др.— Киев: Техника, 1982.— 263 с.
Чернявский Ф. Г. Современные тенденции развития сборных резцов с неперетачиваемыми пластинами.— М.г НИИМаш, 1983.— 56 с.
Шарин Ю. С. Обработка деталей на станках с ЧПУ.— М.: Машиностроение, 1983.— 117 с.
Эстерзон М. А. Технология обработки корпусных деталей на многоинструментиых расточно-фрезерно-сверлильных станках с программным управлением.— М.: НИИМаш, 1981.— 64 с.
Эстерзон М. А., Шрайбман С. М., Струнин Б. Н., Терехова Л. И. Технология обработки на станках с программным управлением.— М.: НИИМаш, 1974.— 151 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ*
Автооператор 18—20, 27, 87
Агрегат базовый 83, 84
— сменный 83
База 58
— выбор 58—59
Блок гидрофицированный 67
— инструментальный 23
— специальный 56
Величина врезания 263
Вставки резцовые 181—190
Выбор диаметров инструментов 249, 251—255, 261
— траекторий движения инструмента 257, 259—260
Головка плансуппортная 126
— для расточных работ 191— 193
— револьверная 6, 20, 25, 26, 81, 100, 102
— сверлильная 125
Дефекты обработки 305, 312, 318—321
Допуски межоперационные 248, 250, 256—257
Жидкость смазывающе-охлаж-дающая (СОЖ) 26, 86, 87, 100, 102, 219, 285
Зажимы 66, 68, 71
Зенкеры 230
— типы и размеры 231—232
Зенковки 230
— типы и размеры 233—234, 236
* Составлен редактором.
332
Инструменты вспомогательные 57, 81—83, 84, 85, 86, 102, 105—106, 322—330
----допустимые отклонения элементов соединения 324— 326
----податливость 327—330
-------в конусах Морзе 327— 328
-------в цанговом зажиме 329
-------в цилиндрических соединениях 328
----подсистемы 81—87
---- расчет на точность и жесткость 322—330
---- специальные 125—127
— комбинированные 236—237
----типы и размеры 236
— модульные 83, 81
— режущие 131
Интерполяция 45
Кадр управляющей программы 33—35, 48
Кодирование номера инструмента 90
— подачи 46
— скорости главного движения 46
— типа резца 194—195
Кольцо кодовое 90
Корректирование программ 53— 57
Корректор 56
Магазин инструментальный 16— 19, 21—23, 26—27
— — блочной системы 27
----схемы 22
----- требования 21
Материал инструментальный 131, 136
-----сверхтвердый 135, 143
Метчики 238, 239, 317
— типы и размеры 238—239
Механизмы крепления МНП 193—200
-------самозажимающиеся 200—202
Минералокерамика 134—135
Накопитель инструментов 21, 27
Нарезание резьб 261, 272, 317
Настройка инструмента размерная 127—129
Начало координат станка 54, 57, 58, 80
Обозначение движений в станках 8—14
Обработка типовых деталей и поверхностей 239, 240—248, 260—265
Оправки 17, 18, 23, 67, 82, 83, 87, 88, 90
— разновидности 91—95
— регулируемые 96—99
Оснастка 57
Параметры интерполяции 31, 34, 45
Патроны 60—63, 81, 83, 112, 116
— для метчиков 83, 119—124 — расточные 83, 115—118, 124 — сверлильные 83, 112—115
Перебег при обработке отверстий 263, 270—272
Период стойкости инструмента 275, 282, 293, 299, 301, 302
Пластины многогранные непе-ретачиваемые (МНП) 136— 143, 145
------- классы точности 139
-------крепление 193—200
------- обозначение 138—141
-------специальные 142—143
-------типы 136—138
-------форма 139, 140
Плиты базовые 65, 80
Подачи 46, 272, 275, 292, 294— 303
— выбор 275, 276—278, 289— 291
— коды 48
— при обработке отверстий 313—316
Подвод при обработке отверстий 269—272
Покрытия тонкопленочные на инструмент 135
Припуски межоперационные
248, 260, 279—281, 287
— зоны и уровни 257, 258, 260
— при обработке отверстий 249, 250
---- плоскостей 256
---- токарной 248
Приспособления для станков с ЧПУ 57—58
-------------сверлильно-фрезерно-расточной группы 64— 81
------------- токарной группы 60—64
— многопозиционные 7
— поворотные 7
— спутники 28—30
— требования общие 57—58
Программа управляющая 30, 33, 48, 52—53, 55
---- отладка и корректирование 53
---- разработка 30—53
Развертки 230, 236
— типы и размеры 234—235 Режимы резания 275, 283—286 ----на станках многоопера-
ционных 303—312
333
----------токарных 275—286
----------фрезерных 286—303
-----расточными головками 311
-----сверлами с МНП 284— 286
-----твердосплавными пластинами 312
Резцедержатели 6, 10, 96, 100, 102, 109, 110
— номенклатура 107—108
— размеры основные 101, 102, 103—104, 106
Резцы 109, 144, 145, 154—180, 181—190, 191—192
— для обработки поверхностей внутренних 152—153
----------наружных 146—151
— классификация 144
— кодирование 194—195
— конструкция 144—145
— система обозначений 144, 193
— токарные сборные с МНП контурного точения 175—176 -------------подрезные 173—
174
------------- проходные 154—160, 162—172
-------------расточные 179—
180
-------------резьбовые 161
Сверла 219—230
— классификация 220—222
— области применения 220—222
— с МНП 219, 222, 184, 286
— типы и размеры 219, 223— 226
— углы заточки 222, 227—228
Символы управляющие 31—35, 52
Системы вспомогательного инструмента 81
— кодирование 90
— координат детали 54, 55
334
-----инструмента 54, 55
-----программы 56
-----станка 8—15, 53—55
— обозначения движений 8, 10—15
— поиска инструментов 90
Скорости резания 275, 303 -----выбор 277, 279—284, 286, 289, 292—302
----- при нарезании резьбы метчиком 317
----- при развертывании 317
----- при сверлении и зенкеро-вании 315—316
----- при точении сплавов 281
— -------сталей 279, 283
---------- чугуна 280
Слова информационные 33—35, 47, 48
Смена заготовок 27—30
— инструмента автоматическая (АСИ) 15, 16, 20, 27, 29
Сплавы твердые 131, 143
----- группы 132
----- области применения 132—133
----- обозначение условное 132
-----соответствие зарубежным сплавам 134
Стали быстрорежущие 131
Станки с ЧПУ 5—6
-------- обозначение 7
Схема модульного инструмента 84
— перемещения инструмента, типовая 248, 264—269
— последовательности переходов 246—248
— работы автооператора 18
— соединений модулей 84
— технологическая обработка поверхностей 240, 241, 245, 246
--------выбор 240, 242—244, 245, 246
Схемы инструментальных магазинов 22
— устройств смены заготовок 29
Токарная обработка типовых поверхностей 257—263
Точка нулевая 80
Устинов детали 80
Устройства захватные оправок 88
Фрезы 202—218
— выбор диаметра 286
----- материала 288
— из композита 217—218
— конструкции 203—215
— концевые 286—300, 306—
311
— торцовые 300—305
Фрезерование типовых поверхностей 263—266
Функция вспомогательная 31, 34, 48—51,
— главного движения 31, 34, 46
— инструмента 31, 34, 47
— подачи 31, 34, 46, 48, 52
— подготовительная 34—40
— скорость подачи 31, 34, 46
Хвостовики конические 89
— цилиндрические 101
Центр • удлиненный вращающийся 64
Центроискатель 80—81
Циклы постоянные станка 41, 42—44
ОГЛАВЛЕНИЕ
Предисловие............................................ 3
Глава 1. Краткие сведения о стайках с ЧПУ, их узлах и системах............................................... 5
1.1. Типы станков с ЧПУ и их технологические возможности 5
1.2. Система координат станков с ЧПУ................... 8
1.3. Приводы главного движения и подачи .... 15
1.4. Устройства автоматической смены инструмента . , 15
1.5. Накопители режущих инструментов...................21
1.6. Автоматизация смены заготовок......................27
1.7. Разработка управляющих программ, их отладка и корректирование ............................... , . . 30
335
Глава 2. Вспомогательные инструменты и оснастка . . 57
2.1. Приспособления для закрепления заготовок ... 57
2.2. Вспомогательные инструменты........................й1
2.3. Устройства для размерной настройки инструментов 127
Глава 3. Режущие инструменты.............................131
3.1. Инструментальные материалы и их использование в ра-
бочих частях режущих инструментов....................131
3.2. Резцы...............................................144
3.3. Фрезы .............................................. 202 •
3.4. Сверла..............................................219
3.5. Зенкеры и развертки.................................230
3.6. Комбинированные инструменты.........................236
3.7. Метчики.............................................239
Глава 4. Эксплуатация режущих инструментов . . . . 239
4.1. Последовательность обработки типовых деталей и поверхностей ........................................239
4.2. Межоперационные припуски и допуски.............248
4.3. Выбор траекторий движения режущих инструментов 257
4.4. Особенности процесса резания на станках с ЧПУ . ’ . 272
4.5. Режимы резания...................................•. 275
4.6. Краткие сведения о дефектах обработки на станках с ЧПУ..............................................312
Приложение...............................................322
Литература...............................................330
Предметный указатель.....................................332
Справочное издание
Фельдштейн Евгений Эммануилович
РЕЖУЩИЙ ИНСТРУМЕНТ И ОСНАСТКА СТАНКОВ С ЧПУ
Справочное пособие
Заведующий редакцией Р. И. Масловский. Редактор М. Г. Москаленко. Младший редактор А. П. Берлина. Художник переплета С. В. Баленок. Художественный редактор А. Г. Звонарев. Технический редактор М. Н. Кислякова. Корректор И. И. Ганелес
ИВ № 2581
Сдано в набор 25.08.87. Подписано в печать 18.02.88. АТ 12522. Формат 7OXIOOV32. Бумага типогр. № 1. Гарнитура литературная. Высокая печать. Усл. печ. л. 13,65. Усл. кр.-отт. 13,65. Уч.-изд. л. 14,61. Тираж 18 000 экз. Зак. 745. Цена 1 р.
Издательство «Вышэйшая школа» Государственного комитета БССР по делам издательств, полиграфии и книжной торговли. 220048, Минск, проспект Машерова, 11. Минский ордена Трудового Красного Знамени поли-графкомбииат МППО им. Я- Коласа. 220005, Минск, ул. Красная, 23.