/






































































































































































































































































Текст
А. П. ДРАГУН
ПРОЦЕСС РЕЗАНИЙ
РЕЗЦЫ, ФРЕЗЫ, СВЕРЛА
ЗЕНКЕРЫ, РАЗВЕРТКИ. МЕТЧИКИ
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
А П. ДРАГУН
РЕЖУЩИЙ ИНСТРУМЕНТ
АЛЯ МОЛОДЫХ РАБОЧИЙ
ДЕНИЗДАТ
1986
34 671
Д72
В книге приведены общие сведения о резании металлов, по-
пулярно рассказано об основных видах лезвийных режущих инструментов в условиях их рациональной эксплуатации. Особое внимание при этом уделено новым высокоэффективным инструментам. Даны
рекомендации по выбору конструкции и геометрических параметров
инструментов, а также режимов обработки.
Рецензент — главный конструктор завода им. Воскова Г. В. Филиппов,
2704040000—018
Ml 71 (03)— 86
120-86
© Лениздат, 1986
В соответствии с решениями XXVI съезда Коммунистической партии Советского Союза и последующих Пленумов ЦК КПСС о повышении народнохозяйственной эффективности, об интенсификации экономики в стране осуществляется техническое перевооружение' станочного парка предприятий машиностроения и металлообработки. Устаревшее оборудование заменяется современными высокопроизводительными станками, в том числе станками с числовым программным управлением, имеющими широкие технологические возможности и обладающими высокой точностью и простотой переналадки (гибкостью).
Особенно важно такое перевооружение для Ленинградского народнохозяйственного комплекса, в котором сосредоточены сотни промышленных предприятий, отличающихся многоотраслевой структурой, единичным и мелкосерийным производством. Территориально-отраслевая программа развития народного хозяйства Ленинграда и Ленинградской области в двенадцатой пятилетке «Интенсификация-90» предусматривает увеличить в 2 раза парк станков с ЧПУ, значительно расширить внедрение роботизированных комплексов и гибких автоматизированных производств металлообработки.
Как известно, режущий инструмент является тем средством, без которого невозможно реализовать заложенные в станках технологические возможности и достичь высоких технико-экономических показателей обработки деталей. Именно поэтому в настоящее время большое внимание уделяется совершенствованию режущего инструмента. Созданы новые высокоэффективные инструментальные материалы (быстрорежущие стали повышенной износо- и теплостойкости, безвольфрамовые твердые сплавы, оксидно-карбидная и оксидно-нитридная минералокерамика, сверхтвердые материалы на основе кубического нитрида бора и др.), расширены номенклатура и выпуск многогранных неперетачиваемых пластин, в том числе
с износостойким покрытием, разработаны более совершенные конструкции инструментов с механическим креплением неперетачи-
ваемых пластин и т. д.
В распоряжении станочника сегодня большой выбор режущего инструмента, обладающего различными технологическими возможностями и режущими свойствами. Наряду с инструментом общего
назначения стандартизованы и выпускаются инструменты для обработки деталей из труднообрабатываемых сталей и сплавов и
из легких сплавов, освоен выпуск цельнотвердосплавных концевых инструментов, резцов и фрез, оснащенных режущими пластинами.
из минералокерамики и сверхтвердых материалов.
В этих условиях перед молодым рабочим возникает сложная задача:' правильно выбрать и найлучшим образом применить тот или иной инструмент в конкретных условиях обработки детали.
В предлагаемой книге сделана попытка в доступной форме рассмотреть особенности конструкции основных ’видов лезвийных режущих инструментов (резцов, фрез, сверл, зенкеров, разверток, метчиков и плашек) и условия их рациональной эксплуатации.
Книга обобщает результаты исследований и рекомендации советских ученых в области резания металлов, материалы Всесоюзного
научно-исследовательского инструментального института, опыт ряда инструментальных заводов, достижения новаторов производства.
ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ РЕЗАНИЯ МЕТАЛЛОВ И РЕЖУЩЕМ ИНСТРУМЕНТЕ
ГЛАВА
1. Основные понятия и определения
Процесс резания — это последовательное срезание
ме1алла заготовки режущим инструментом, удаление
его в виде стружки с целью получения детали определенной формы и размеров, заданных чертежом, и обес
печения определенного
технологией
качества поверх-
ности.
Поверхность, образованную на заготовке в результате обработки режущим инструментом, называют обработанной поверхностью, а поверхность заготовки, которая полностью идй частично удаляется при резании, — обрабатываемой.
Для осуществления процесса резания необходимы
как минимум следующие условия:
а) инструмент должен иметь соответствующую форму и рациональную геометрию заточки; б) твердость режущей части инструмента должна быть значительно выше твердости обрабатываемого материала; в) инструмент и заготовка в процессе резания должны перемещаться друг относительно друга строго по заданным траекториям; г) все взаимные перемещения должны происходить с определенными скоростями главного движения и движения подачи в зависимости от различный технологических факторов и условий обработки.
Совершаемые в процессе резания движения делятся на главное движение и движение подачи.
Главное движение резания — это прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью. Главное движение может являться
составным сложного формообразующего движения, например при зубонарезании \
Движение подачи — прямолинейное поступательное или вращательное движение режущего инстру
мента или заготовки, скорость которого меньше скорости главного движения резания и которое предназначено для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Движение подачи может быть непрерывным или прерывистым. В зависимости от направления движения разли-
чают продольную, поперечную, круговую подачу и т. д. Если в процессе обработки вращается заготовка или
инструмент, то главным является вращательное движение, а движение подачи носит поступательный характер. При обработке на токарных станках главное движение резания (вращение) совершает заготовка, а инструмент производит движение подачи. В случае работы на расточных, сверлильных и фрезерных станках, наоборот, главное движение совершают инструменты, а движение подачи может осуществлять как заготовка, так и инструмент.
При обработке поверхностей строганием, долблением и протягиванием главным является поступательное движение инструмента или заготовки. Движение подачи в этом случае представляет собой смещение резца на величину подачи после каждого двойного хода в плоскости, перпендикулярной направлению главного движения.
Скорость главного движения (скорость резания) v — скорость рассматриваемой . точки режущей кромки или заготовки в направлении главного движения. Скорость резания определяется для точек М режущих кромок, наиболее удаленных от оси вращения заготовки или собственно инструмента (рис. 1),измеряется’ в м/мин и подсчитывается по формуле
TtDn
1000 м/мин
где D — диаметр вращающегося элемента (заготовки или инструмента), мм, п — частота вращения этого элемента, об/мин.
В'связи с переходом на международную систему единиц скорость резания стали измерять в м/с, а частоту
1 Это и последующие определения даны в соответствии с ГОСТ 25762—83 «Обработка резанием, термины, определения, обозначения».
6
вращения — в об/с. Между старыми и новыми единицами существуют следующие зависимости:
1 м/с—60 м/мин; 1 об/с=60 об/мин.
При строгании, долблении и протягивании скорость резания не зависит от размеров заготовки и инструмента и определяется как средняя линейная скорость перемещения резца.
Рис. 1. Схемы для выбора точки режущей кромки для определения скорости резания:
а — при точении; б — при торцовом фрезеровании.
Подача 5 — отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки в направлении движения подачи, к соответствующему числу циклов или долей цикла другого движения во время резания. Циклом движения может быть полный оборот или двойной ход заготовки или инструмента. Долей цикла является, например, поворот фрезы на угбл, равный угловому шагу зубьев (на 1 зуб). При токарной обработке, сверлении; зенкеровании и развертывании подача измеряется в мм/об, при фрезеровании — в мм/зуб, при строгании и долблении — в мм/дв. ход.
Иногда подачу измеряют в мм/мин. -В этом случае ее называют минутной подачей, обозначают SM и определяют по формуле:
= Sn мм/мин.
При фрезеровании
5М — S2nz мм/мин,
где Sz — подача на 1 зуб, мм/зуб;
z — число зубьев фрезы.
Глубина резания t — величина слоя металла, срезаемого за один проход инструмента, которая измеряется в направлении, перпендикулярном обработанной поверхности.
Скорость резания, подача и глубина резания являются параметрами режима резания.
2. Общие конструктивные элементы и геометрические параметры инструментов
Все инструменты имеют рабочую (режущую) часть и корпус (хвостовик).
Рабочая часть изготавливается из соответствующего инструментального материала, подвергается термической обработке (если она из инструментальной стали) и заточке (кроме неперетачиваемых пластин).
Форма рабочей части определяется видом инструмента. Так, рабочая часть твердосплавного резпа представляет собой твердосплавную пластину, прикрепленную к корпусу. У цельного сверла или фрезы рабочая часть выполнена в виде зубьев и имеет стружечные канавки и т. д.
Корпус* (хвостовик) инструмента должен быть достаточно прочным и жестким. Корпус многолезвийных (концевых и насадных) инструментов, кроме того, должен быть изготовлен с высокой степенью точности, чтобы обеспечить быстрое и жесткое крепление инструмента в шпинделе станка.
Большинство современных инструментов изготавливаются составными: рабочая часть выполняется из инструментального материала, а корпус — из конструкционной стали. Если рабочая часть выполнена из инструментальной стали, то она приваривается к стальному корпусу, если из твердого сплава или минералокерамики— напаивается или наклеивается. Опрессовкой и чеканкой закрепляются кристаллы из сверхтвердых
8
и сериалов. Широко применяется механическое крепление рабочей части (режущих пластин) к корпусу.
На рис. 2 на примере резца изображены элементы рабочей части инструмента, участвующие в резании.
Передняя поверхность воспринимает основную нагрузку резания. По ней сходит снимаемый слой металла, образующий стружку. Поверхность может быть плоской и криволинейной (в виде лунки или порожка).
Главная задняя поверхность всегда обращена в сторону обрабатываемой заготовки и, пересекаясь с перед-
Псредняя поверхность
Режущая часть
ГлаОная режущая кромка Вспомогательная режущая кромка вспомогательная задняя поверхность
Гладкая
задняя поверхность
Корпус
Рис. 2. Элементы рабочей части резца.
ней поверхностью, образует главную режущую кромку.
Вспомогательная задняя поверхность обращена в сторону обработанной поверхности и, пересекаясь с передней поверхностью, образует соответственно вспомогательную режущую кромку.
Главная режущая кромка выполняет основную работу резания. Она- пересекается со вспомогательной режущей кромкой и образует вершину резца. Термин «пересекается» — условный, так как вершина может быть выполнена в виде радиусного перехода от главной к вспомогательной режущей кромке.
Описанные элементы присутствуют практически в .ка-
ждом виде инструмента.
Соответствующее расположение передней и задних поверхностей по отношению к исходным плоскостям и на
правлению подачи образует геометрию инструмента.
В качестве исходных плоскостей для определения гео
метрических параметров приняты основная плоскость и плоскость резания.
Основной плоскостью называется координатная плоскость 1, проведенная через рассматриваемую точку Б режущей кромки перпендикулярно направлению скорости главного движения v (рис. 3).
Рис. 3. Положение основной плоскости и плоскости резания.
Плоскостью р.езания называется плоскость 2, касательная к поверхности резания и проходящая через главную режущую кромку. Эта плоскость совпадает (параллельна) с направлением скорости резания.
Рис. 4. Схема для определения углов в плане
Рассмотрим определения геометрических параметров инструмента на примере проходного резца.
На изображении резца в плане (рис. 4, а) видны проекции главной режущей кромки 1 и вспомогательной режущей кромки 2 на. основную плоскость, которые пе-
10
рссекаются и образуют угол при вершине е. Угол между
проекцией главной режущей кромки и направлением подачи S называется главным углом в плане ф, а угол
между проекцией вспомогательной режущей кромки и
направлением, обратным подаче, — вспомогательным уг
лом в плане фь
Вершина резца может быть лцбо острой, либо выполненной по радиусу (г) (рис. 4,6). Иногда вводят переходную (дополнительную) режущую кромку в виде фаски длиной f с углом ф/ (рис. 4,в). Закругление вер-
ля определения
углов заточки
Рис. 5. Схема
шины и введение переходной режущей кромки повышают прочность режущей кромки при вершине и стой
кость инструмента, а также улучшают шероховатость обработанной поверхности.
Главные режущие углы рассматриваются в главной секущей плоскости А—А (рис. 5). Эта плоскость перпендикулярна проекции главной режущей кромки на. основную плоскость. Углы резания могут рассматриваться и в других плоскостях. Так, у сверл передний и задний углы рассматриваются в плоскости, параллельной
оси сверла..
Главный задний угол а — угол между каса-
тельной к главной задней поверхности в рассматривае
мой точке главной режущей кромки и плоскостью реза
ния. Назначением заднего угла является уменьшение
площадки контакта (трения) задней поверхности инструмента и обрабатываемой поверхности.
Главным передним углом у называется угол между основной плоскостью и передней поверхностью. Он может быть (рис. 6): положительным ( + )—если передняя поверхность расположена ниже основной плоскости, равным нулю — если обе поверхности совпадают и отрицательным (—)—если передняя поверхность расположена выше основной плоскости.
Угол между передней и задней поверхностями |3 определяют как угол заострения. От него зависит прочность режущего клина инструмента.
Рис б. Схема для определения положительного и отрицательного значения переднего угла.
Угол резания б— это угол между плоскостью резания и передней поверхностью. При положительном переднем угле угол резания б<90°, при нулевом 6 — 90° и при отрицательном б>90°. Угол резания, так же как и передний угол, определяет условия деформации срезаемого слоя, влияет на условия резания, сход стружки и стойкость инструмента.
Вспомогательная задняя поверхность характеризуется вспомогательным задним углом щ, который рассматривается во вспомогательной секущей плоскости Б — Б как угол между плоскостью, перпендикулярной основной плоскости, и задней поверхностью.
Главная режущая кромка не всегда совпадает с основной плоскостью, поэтому в теории резания введен еще один угол X — угол наклона режущей кромки. Если режущая кромка направлена вверх от линии основной плоскости, проходящей через вершину резца, то угол X считается положительным, если вниз — отрицательным (рис. 7). При совпадении режущей кромки-и линии основной плоскости Х=0°.
12
Изменяя угол наклона режущей кромки инструментов, можно влиять на направление схода стружки, равномерность резания, а также на прочность режущей части у вершины инструмента.
Рис. 7. Углы наклона главной режущей кромки.
Главная режущая кромка теоретически должна быть острой. Практически же всегда имеется некоторый радиус, называемый радиусом округления режущей кромки р (рис. 8,а). При работе с малой толщиной среза а
радиус округления су
щественно влияет на процесс резания, так как изменяет фактический передний угол (рис. 8,6).
Величина радиуса q зависит от зернистости инструментального материала и способа обработки передней и задней поверхностей, а также, незначительно,
Рис. 8. Форма режущей кромки в поперечном сечении и ее влияние на передний угол.
инструмента из — 1,6 мкм) о —
от угла заострения р.
Так, при доводке алмазным кругом твердого сплава ВК6М (размер зерна = 6 мкм, а из твердого сплава Т5К10 (размер зерна — 2,8 мкм) §=17 мкм [24].
Радиус округления режущей кромки минералокерамических инструментов больше, чем твердосплавных, и составляет 30—40 мкм. Очень острую кромку (р = 6—
8 мкм) имеют инструменты из быстрорежущей стали и оснащенные сверхтвердыми материалами (алмазом, композитом и др.).
3, Особенности процесса резания
Срезаемый слой металла. Форма и размеры срезаемого с заготовки слоя -металла зависят от формы главной режущей кромки, главного угла в плане инет-
Рис. 9. Форма и размеры срезаемого слоя при обработке некоторыми видами инструментов:
а — проходным резцом; б — канавочным резцом; в — сверлом; г — подрезным зенкером; д — цилиндрической фрезой; е — торцовой фрезой.
румента й от величины глубины резания и подачи (рис. 9). Срезаемый слой металла характеризуется шириной и толщиной.
Ширина срезаемого, слоя b — длина линии контакта режущей кромки инструмента с обрабатываемой заготовкой. Толщина срезаемого слоя а —
это расстояние между
.вумя последовательными поло-
14
жсппями режущей кромки, отличающимися на величину подачи, измеренное в главной секущей плоскости, т. е. перпендикулярно режущей кромке в рассматриваемой ючке.
Зависимость ширины и толщины среза от глубины
и подачи при различных углах в плане ф показана на рис 10, из которого следует, что a = S sin ф; b = //sin ф. При ф = 90° a~S, b = t.
запия в основном с технологической стороны, то ширина и толщина срезаемого слоя определяют физическую
Рис, 10. Зависимость ширины b и толщины а срезаемого слоя от глубины резания и подачи, при различных углах в плане.
его сторону. Как видно из рис, 10, при одной и той же глубине и подаче толщина срезаемого слоя (а значит, и стружки) может быть больше или меньше, следова-
и меньшие удельные давления, больше или меньше будет подвергаться износу. В то же время увеличение ширины срезаемого слоя, т. е. длины режущей кромки, участвующей в работе, увеличивает отжимающие усилия, что может привести к вибрациям.
Произведение ширины на толщину или глубины на подачу с некоторым приближением равно площади поперечного сечения срезаемого слоя ft
f = ab = tS мм2.
заемого металла за 1 мин работы инструмента по фор-
муле:
Q ==» vtS см3/мин.
В процессе резания весь объем снимаемого металла подвергается упругбпластической деформации, требующей затрат большого количества энергии, сопровожда
11
ющейся выделением тепла и создающей значительны^ нагрузки на контактных поверхностях режущего инструмента, заготовки и образующейся стружки. При-этом’ режущее лезвие инструмента подвергается деформации* различным видам износа (адгезионному, диффузионно* му,.абразивному), разрушению и образованию термине* ски усталостных трещин.
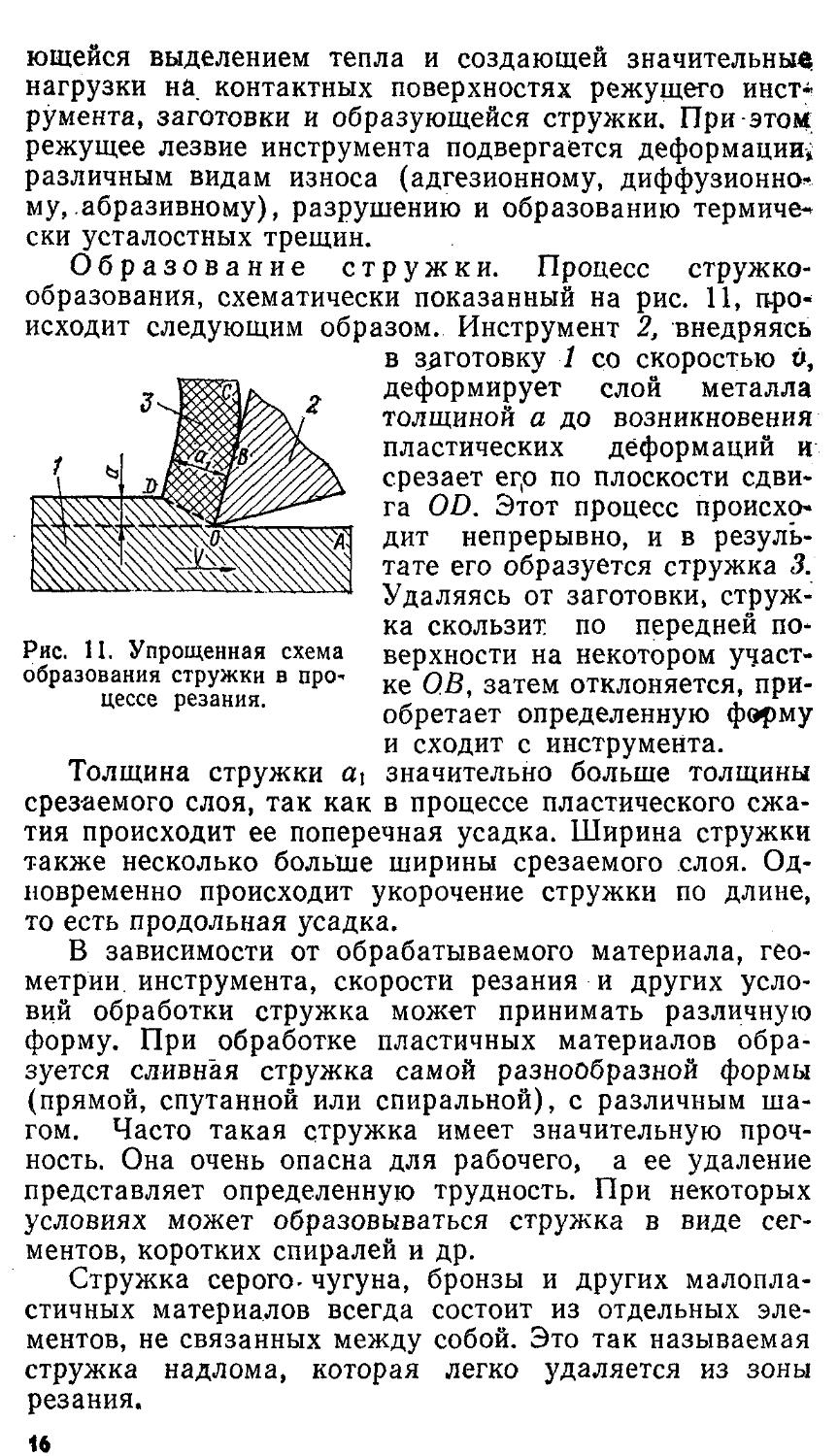
Образование стружки. Процесс стружко-образования, схематически показанный на рис. 11, происходит следующим образом. Инструмент 2, внедряясь в заготовку 1 со скоростью О, деформирует слой металла толщиной а до возникновения пластических деформаций и срезает егр по плоскости сдвига OD. Этот процесс происходит непрерывно, и в результате его образуется стружка 3. Удаляясь от заготовки, стружка скользит по передней поверхности на некотором участке ОВ, затем отклоняется, приобретает определенную форму и сходит с инструмента, значительно больше толщины в процессе пластического сжа-
Рис. 11. Упрощенная схема образования стружки в процессе резания.
Толщина стружки а\ срезаемого слоя, так как тия происходит ее поперечная усадка. Ширина стружки также несколько больше ширины срезаемого слоя. Одновременно происходит укорочение стружки по длине, то есть продольная усадка.
В зависимости от обрабатываемого материала, геометрии. инструмента, скорости резания и других условий обработки стружка может принимать различную форму. При обработке пластичных материалов образуется сливная стружка самой разнообразной формы (прямой, спутанной или спиральной), с различным шагом. Часто такая стружка имеет значительную прочность. Она очень опасна для рабочего, а ее удаление представляет определенную трудность. При некоторых условиях может образовываться стружка в виде сегментов, коротких спиралей и др.
Стружка серого-чугуна, бронзы и других малопластичных материалов всегда состоит из отдельных элементов, не связанных между собой. Это так называемая стружка надлома, которая легко удаляется из зоны резания.
16
Существует множество способов дробления стружки (они рассмотрены в главах III—VII).
Степень усадки стружки зависит от пластичности обрабатываемого металла, геометрии инструмента, режима резания, применения СОЖ (смазочно-охлаждающих жидкостей). Для стали коэффициент усадки стружки К находится в пределах 1,6—3, для чугуна — 1,1—2,
Усадку стружки необходимо учитывать при выборе числа зубьев многолезвийного инструмента, с тем чтобы объем впадин между зубьями был достаточен для размещения стружки. При прорезке узких пазов резцами или фрезами усадка стружки вызывает заклинивание ее в пазах, увеличение усилий резания, ухудшение шероховатости стенок пазов.
Физическое состояние обработанной поверхности. В процессе резания пластической деформации подвергается не только срезаемый слой, но и слой под обработанной поверхностью, — происходит его упрочнение (наклеп). Глубина упрочненного слоя, достигающая десятых долей миллиметра, в первую очередь зависит от свойств обрабатываемого материала. Чем мягче и пластичнее обрабатываемый материал, тем большему упрочнению он подвергается. Чугун, напри-мер7 меньше упрочняется по сравнению со сталью. Значительное влияние на состояние поверхностного слоя оказывают глубина, подача, скорость резания, а также геометрия инструмента. Подача в большей степени, чем глубина резания, оказывает это влияние. С увеличением скорости резания глубина упрочненного слоя уменьшается. Инструменты с отрицательными передними углами больше упрочняют поверхностный слой, чем с положительными.
Упрочнение обработанной поверхности повышает износостойкость деталей. Однако если упрочнение сопровождается появлением на поверхности задиров, рваных мест и микротрещин, то эксплуатационные свойства деталей понижаются.
Как технологический фактор упрочнение необходимо учитывать при многопроходной обработке. Нежелательно, например, тонкую обработку производить сразу после черновой обработки, так как после глубокого упрочнения на предыдущем переходе инструмент будет работать в более твердом слое металла.
Образование нароста. Оно является следствием схватывания стружки с инструментальным мате-
17
1
риалом на передней поверхности инструмента, вдоль режущей кромки.
Нарост представляет собой частицы обрабатываемого материала, сдеформированные (уплотненные) до такой степени, что он может участвовать в резании. Нарост периодически срывается с передней поверхности и уносится стружкой. Частицы нароста могут привариваться к обработанной поверхности и проскальзывать под задними поверхностями инструмента. В этом случае на обработанной поверхности появляются блестящие бугорки и надиры
Рис. 12. Изменение переднего угла при образовании нароста на передней поверхности инструмента.
следует
ухудшающие ее шероховатость.
При появлении нароста меняется геометрия инструмента, а режущая кромка выключается из работы (рис. 12). Нарост отодвигает стружку, образует зазор Д между этой кромкой и поверхностью заготовки и увеличивает передний угол до 45°, что значительно уменьшает силы, действующие на инструмент, мощности резания и температуры инструмента. Однако периодические срывы нароста приводят к резкому колебанию переднего угла и, как следствие, к нестабильно-
сти резания, вибрациям, снижению точности и шероховатости поверхности. Поэтому при черновой и получи-стовой обработке, когда к точности и качеству поверхности не предъявляются высокие требования, по возможности использовать положительное воздейст
вие нароста на условия резания. При чистовой обработке нарост вреден, и его надо избегать.
Наиболее интенсивно нарост обычно образуется при скоростях резания от 10 до 20 м/мин и отсутствует при скоростях до 3—5 м/мин и после 50 м/мин. Нарост не появляется при снятии тонких стружек и при работе инструментом с большим передним углом. Применение СОЖ также препятствует возникновению нароста.
Таким образом, изменяя условия резания, можно либо способствовать, либо препятствовать наростообра-зованию и тем самым получать требуемые точность и шероховатость обрабатываемой поверхности, добиваться повышения стойкости инструмента, устранять вибрации.
18
Формообразование в процессе резания повой (обработанной) поверхности. Микро-геометрия вновь образованной поверхности может иметь самую разнообразную форму и размеры. Зависит она от следующих основных факторов: вида обработки, режимов резания, геометрии инструмента, свойств обрабатываемого материала, жесткости оборудования, со-
Рис. 13. Схемы образования шероховатостей при обработке поверхностей различным инструментом:
а — резцом при продольном точении; б — торцовой фрезой; в — цилиндрической фрезой; г — фасонным резцом.
стояния режущей кромки. При каждом виде обработки
действует один или несколько преобладающих факто
ров.
Так, например, при продольном точении, торцовом фрезеровании и строгании наибольшее влияние на шероховатость оказывают подача, углы в плане (<р и <pi)
и радиус при вершине г инструментов; при цилиндри-
ческом
фасонном точении — состояние режущей кромки. Схемы образования шероховатостей за счет перечисленных преобладающих факторов приведены на рис. 13.
19
В первом и втором случае (рис. 13, а и б) в формировании микрогеометрии поверхности участвуют главная и вспомогательная режущие кромки с углами в плане <р и фЬ При перемещении резца на величину 3 за один оборот детали на образовавшейся поверхности остается гребешок высотой 77. Как видно из рисунка» чем меньше углы в плане и подача, тем меньше высота гребешков и лучше шероховатость поверхности.
Когда профиль неровностей получается от радиусного участка (г>0), формула для определения высоты неровностей 77 имеет следующий вид:
У 4Г2 $2
Для случая, показанного на рис. 13, в, высота неровности определяется по формуле.:
H^Sz2i8R
При обработке фасонным резцом (рис. 13,г), а также торцовым зенкером (цековкой), метчиком и плашкой в профилировании шероховатости поверхности участвует только главная режущая кромка. Все неровности этой кромки, полученные при заточке или в процессе работы (износ), копируются па обработанную поверхность. Поэтому высота получаемых неровностей зависит от шероховатости задней и передней поверхностей инструмента и времени его работы.
Глубина резания влияет на шероховатость поверхности незначительно и не как геометрический фактор, а как фактор, изменяющий температуру резания, условия наростообразования и деформацию срезаемого слоя.
Влияние скорости резания на шероховатость в наибольшей мере проявляется в области от 20 до 40 м/мин, где высота микронеровностей имеет наибольшее значение. С повышением скорости до 120—190 м/мин шеро-
ховатость постепенно уменьшается и затем практически
не меняется. Ухудшение шероховатости при скоростях
20—40 м/мин объясняется интенсивным наростообразо-**
ванием, а улучшение шероховатости при более высоких
скоростях резания — повышением температуры в зоне резания и снижением трения между задней и обработанной поверхностями.
Твердость материала влияет на шероховатость в такой зависимости: с увеличением твердости шерохова
тость уменьшается.
С увеличением. переднего угла уменьшается пластическая деформация срезаемого, слоя, а следовательно и шероховатость. Каждый токарь, например, знает, что для улучшения шероховатости необходимо заточить на передней поверхности лунку и обеспечить хороший сход стружки.
Задний угол незначительно влияет на шероховатость обработанной поверхности. Если его изменение (увеличение или уменьшение) увеличивает интенсивность износа по задней поверхности, то шероховатость при этом ухудшается, и наоборот.
Существенное влияние на шероховатость обработанной поверхности оказывает жесткость упругой технологической системы (станка, приспособления, детали, инструмента).
Известно, что возникновение вибраций резко увеличивает шероховатость. Однако даже рри отсутствии визуально наблюдаемых вибраций колебания инструмента относительно детали имеются, и тем больше, чем меньше жесткость. Причиной таких колебаний являются динамический характер самого процесса стружкообразо-вания, срыв нароста, неравномерность припуска, полученного на предшествующем переходе (за счет шероховатости большего значения), и др.
Смазочно-охлаждающие жидкости уменьшают трение и пластическое деформирование металла в зоне образования стружки и тем самым способствуют уменьшению высоты неровностей. Особенно эффективно применение масляных СОЖ.
Силы, действующие на инструмент. В процессе резания деформации подвергается не только срезаемый слой металла, но и слой основного металла детали. При этом па инструмент действует сила нормального давления стружки на переднюю поверхность, сила трения движущейся стружки об эту поверхность, сила упругой деформации основного металла, действующая на заднюю поверхность, и сила трения в точках контакта задней поверхности и обработанной поверхности.
В теории резания принято единое обозначение сил, действующих на инструмент (сил резания). Результирующая системы сил, показанной на рис. 14, обозначается буквой /? й разлагается на три составляющие: тангенциальную силу Р2, совпадающую с направлением главного движения; осевую силу Рх (силу подачи), направление которой противоположно направлению движения подачи; радиальную силу Ру, направленную от
21
отработанной поверхности в направлении, перпен
ку-
лярном направлению главного движения подачи.
Зависимость между силой 2? и ее составляющими определяется формулой:
Абсолютные значения составляющих Ру и Рх зависят не только от абсолютного значения R> но и от угла в плане <р. Обычно в нормативах приводятся лишь составляющие силы резания, соотношения которых при точении зависят от угла в плане <р.
Рис. 14. Схема разложения результирующей силы R на составляющие PZt Ру,
Влияние различных технологических факторов на силы резания зависят от того, насколько эти факторы изменяют условия пластического и упругого деформирования срезаемого слоя и основного металла. С увеличением прочности и твердости обрабатываемого металла, радиуса округления режущей кромки q, толщины срезаемого слоя а (за счет увеличения подачи S или уменьшения угла в плане <р) силы резания увеличиваются, а с увеличением переднего и заднего углов — уменьшаются. С увеличением скорости резания растет температура деформируемого слоя, уменьшаются зона деформации и коэффициент трения, что в целом снижает усилия, необходимые для упругопластического деформирования металла. В области скоростей резания, 22
в которой образуется нарост, силы резания меньше, чем б области скоростей, где он отсутствует.
Применение СОЖ всегда уменьшает силы резания.
Температура резания. В процессе резания происходит превращение механической энергии деформации и трения в тепловую. Возникающее тепло нагре-
вает контактные поверхности стружки и инструмента и оказывает влияние на процесс деформации обрабаты
ваемого металла и трение
Три источника тепла образуют температурное поле в зоне резания (рис. 15) : тепло, возникающее' в зоне пластической деформации срезаемого металла Qnjf, тепло, возникающее в ’результате трения стружки и передней поверхности инструмента. тепло, являющееся результатом упругой деформации обработанной поверхности и ее трения с задней поверхностью инструмента фу.д.
Количество образующегося тепла фп.д зависит от механических свойств
на контактных поверхностях.
Рис. 15. Схема распространения тепловых потоков через контактные поверхности резца:
1 — резец; 2 — обрабатываемая деталь; 3 — окружающая среда; 4 — стружка.
обрабатываемого металла, режима резания и геометрии инструмента. Чем выше предел прочности ов и твердость НВ заготовки, тем больше усилие, необходимое для осуществления упругопластической деформации, и тем больше тепла выделяется в процессе резания. Уве-
личение скорости резания, толщины и ширины срезаемого слоя также повышает интенсивность тепловыде
ления.
На величину тепла QT влияют все факторы, от которых зависит удельная сила резания. С увеличением этой силы и скорости резания повышается работа по преодолению сил трения на площадке контакта стружки и передней поверхности резца, что в свою очередь повышает количество выделяемого тепла.
Интенсивность выделения тепла фу.д со стороны задней поверхности значительно меньше предыдущих источников и зависит от скорости резания заднего угла и упругих свойств обрабатываемого материала.
23
Непосредственно на износ инструмента влияет температура на площадках контакта инструмента со стружкой и с заготовкой, которая может достигать высоких значений. Величина и распределение температуры зависят не только от количества образующегося тепла, но и от интенсивности теплообмена. Как показано на рпс. 15, один тепловой поток Qr направлен в стружку, другой Qp— в тело резца, третий Q3— в тело заготовки.
Часть тепла, переходящего в инструмент в виде потока Qo, переходит в окружающую среду, а в виде потока Qi — в деталь. Навстречу потоку Qi направлен поток Qp являющийся частью тепла заготовки.
Из сказанного выше следует:
1. Чем выше теплопроводность и теплоемкость материала заготовки и режущего инструмента, тем интенсивнее теплоотвод от источников образования тепла и тем ниже температура резания.
2. Если Qi >Qp, то результирующий поток будет, направлен в деталь, следовательно деталь будет служить своеобразным охладителем для резца. Исследования показывают, что такое условие возникает при обработке, с высокими скоростями резания и им можно воспользоваться для снижения температуры резания.
Как один из методов снижения температуры ученые предлагают создание на инструменте малонагруженных теплоотводящих кромок, например вспомогательных.
Установлено, что работа прорезными и отрезными резцами без вспомогательных углов в плане (поднутрений) при наличии задних вспомогательных углов повышает их стойкость в 2—3 раза в результате улучшения теплоотвода от уголков резца.
3. Применение СОЖ увеличивает интенсивность потока Qo, а значит, снижает температуру резания. Необходимо отметить очень важный для практики вывод, сделанный учеными: для снижения температуры на изнашиваемых поверхностях инструмента необходимо более интенсивно охлаждать инструмент, а не стружку и деталь [21].
Износ режущего инструмента. В процессе резания износу подвергаются контактные площадки на передней и задней поверхностях инструмента в результате их взаимодействия с обрабатываемым материалом.
Основными причинами, вызывающими износ инструмента, являются абразивное воздействие обрабатываемого материала, адгезия (схватывание), диффузия (вза-
24
ичное рстворение. обрабатываемого материала и материала инструмента) и окислительные процессы.
Абразивный износ происходит в результате внедрения твердых включений обрабатываемого материала в контактные поверхности инструмента и царапания (срезания) микроскопических объемов материала инструмента. Особенно сильно абразивный износ проявляется, когда твердость режущей части инструмента в процессе резания (нагрева) падает и срезаемый материал упрочняется, а также при обработке материалов с абразивными включениями, например чугунного литья, силумина.
Адгезионный износ- происходит при скольжении обрабатываемого металла по материалу инструмента. Так как даже самые гладкие поверхности имеют шероховатости, то при их соприкосновении возникают высокие удельные давления и происходит пластическое срезание металла. В результате этого образуется контакт металлов с химически чистыми поверхностями, между которыми происходит молекулярное сцепление (схватывание) и отрыв частиц с контактирующих поверхностей. Образование и срыв нароста способствуют увеличению адгезионного износа, так как вместе с наростом отрываются и значительные частицы с поверхности инструмента. Этим объясняется уменьшение, стойкости твердосплавного инструмента при работе с малыми скоростями резания.
Диффузионный износ является результатом взаимного растворения обрабатываемого материала инструмента и уноса растворенного материала стружкой. Такой износ преобладает при обработке твердосплавным инструментом на высоких скоростях резания. Интенсивность диффузионного износа зависит от того, насколько инструментальный материал инертен к диффузионному взаимодействию с обрабатываемым материалом.
В зависимости от режимов резания и свойств инструментального и обрабатываемого материала наблюдаются три разновидности износа, схематически показанные на рис. 16.
Преобладающий износ по задней поверхности происходит при малых подачах (толщина срезаемого слоя не более 0,15 мм), преимущественно при обработке хрупких материалов, и представляет собой площадку износа шириной h3 с задним углом а = 0° (рис. 16,а). Износ по передней поверхности в этом случае имеется, однако он незначителен. С увеличением подачи возрастают
25
сила давления стружки на переднюю поверхность и тем
пература на площадке контакта, в результате чего на
чинает интенсивно изнашиваться передняя поверхность. Таким образом, происходит одновременный износ по задней и по передней поверхности (рис. 16,6). Преобладающий износ по передней поверхности (рис. 16, в) име
ет место сравнительно редко, когда задняя поверхность предохраняется от износа наростом (а — 20—40 м/мин)
или когда температура на площадках контакта передней поверхности значительно больше, чем задней, например при обработке титановых сплавов.
Рис. 16. Разновидность износа инструмента:
0 — преобладающего по задней поверхности; б — преобладающего по видней и передней поверхности; в — преобладающего по передней поверхности.
Износ на передней поверхности происходит с образованием лунки на некотором расстоянии от режущей кромки. В процессе резания ширина лунки b и глубина 1гл увеличиваются, а участок между лункой и режущей кромкой шириной f постепенно уменьшается, снижается прочность режущего лезвия, и в определенный момент может произойти его разрушение. Чтобы не допустить разрушения режущего лезвия, работу инструмента прекращают при достижении определенного размера пло-
щадок износа, называемого
допустимым размером
из-
носа или критерием износа, после чего инструмент перетачивают. Необходимость переточки инструмента может быть вызвана не только критическим износом, но
и другими причинами, такими, как выкрашивание, сколы, пластическое деформирование и разрушение режущей кромки. Выкрашивание и сколы режущих кромок
а также у инструментов, оснащенных минералокерамикой и композитом, вследствие образования при заточке
26
или в процессе обработки трещин и хрупкого разрушения кромок. При чистовой размерной обработке причинами переточки могут являться ухудшение шероховатости или изменение размера обработки выше допустимых значений.
В качестве критерия износа принимается износ по задней поверхности h3t величина которого приводится в нормативах режимов резания [18, 22].
В качестве критерия при чистовой обработке принимается радиальный износ на переходной режущей кромке, участвующей в профилировании обработанной поверхности. Этот износ протекает неравномерно. В первый период работы инструмента, когда происходит приработка лезвия, износ протекает быстро. Время работы на этом участке непродолжительно, а путь резания составляет 1000—1500 м. Второй период соответствует нормальному износу инструмента, который протекает равномерно и с меньшей интенсивностью. На третьем участке интенсивность износа резко возрастает, Обычно чистовую и тонкую обработку рекомендуется производить инструментом после его приработки. Время приработки при скорости резания 100 м/мин составляет примерно 10 мин.
4. Стойкость инструмента
Стойкостью называется время работы инструмента между переточками, т. е. время от начала работы вновь
заточенного инструмента до момента, когда его износ достигнет критического (допустимого) значения. При
определении стойкости учитывается только время средственного участия инструмента в резании. В
симости от критерия .износа различают два вида
непо-зави-стой-
кости: физическую, когда в качестве критерия принимают допустимый, износ по задней поверхности /г3, и
размерную, определяемую по достижении допустимого значения радиального износа И.
Стойкость Т — это важный технологический фактор, влияющий на производительность и стоимость обработки резанием. Чем выше стойкость инструмента, тем меньше потери времени, связанные с его заточкой и
подналадкой на станке, тем меньше расход, инструмен-
ментами, обладающими более высокими стойкостными
свойствами, если другие их свойства, например повы-
шу
шейная хрупкость, не препятствуют использованию на данной операции.
Стойкость инструмента не является постоянной величиной и зависит от различных условий обработки, таких, как режим резания, свойства обрабатываемого материала, жесткость оборудования, а также от применяемых СОЖ и геометрии заточки.
Скорость резания оказывает наибольшее влияние на стойкость инструмента.
1\мин
О 10 20 30 40 SO 60 70 80 00 100 Цм/мин
Рис. 17. Зависимость стойкости резца от скорости резания: 1 — для резца'из стали Р18; 2“ для-резца из твердого сплава T15K6.
На рис. 17 показаны в качестве примера кривая зависимости стойкости от скорости резания при обработке стали 40Х резцами из быстрорежущей стали Р18 и твердого сплава Т15К6 (глубина резания £=1 мм, подача 5 = 0,1 мм/об) [13]. Как видно из рисунка, для инструментов из быстрорежущей стали всегда большей скорости резания соответствует меньшая стойкость. Это объясняется описанным ранее характером влияния скорости резания на температуру контактных поверхностей инструмента и невысокой теплостойкостью быстрорежущей стали.
При обработке деталей твердосплавным инструментом зависимость стойкости от скорости резания носит более сложный характер. Здесь с увеличением скорости резания имеют место и повышение и снижение стойкости, что объясняется изменением характера протека* 28
ния различных явлений при резании (образование нароста, усадка стружки, изменение твердости и прочности контактных поверхностей инструмента и стружки, усилий резания, ширины площадки контакта стружки с передней поверхностью инструмента и др.).
В показанном примере с изменением- скорости резания от 15 до 50 м/мин стойкость резца увеличивается, при дальнейшем увеличении скорости она умень
шается.
Первая зона скоростей, до точки ЛГь является зоной нерационального использования инструмента. Всегда необходимо стремиться работать во второй зоне скоростей, после точки Afj. Так, например, одинаковой стойкости 60 мин в первой зоне соответствует скорость резания примерно 25 м/мин, в то время как во второй — 98 м/мин.
График показывает также, что при малых скоростях (левее точки ЛГ) более эффективна рабо’та быстрорежущим инструментом, который к тому же имеет большую прочность и надежность в работе.
Скорости резания, соответствующие наивысшейстой-кости, зависят от условий обработки и марки инстру
ментального материала.
В учебной и справочной литературе соотношение ме-
жду стойкостью и скоростью резания дается
ля обла-
стей рационального использования инструмента, т. е. для участка кривой после точки Afi (см. рис. 17). Это соотношение выражается формулами:
или vTfn = С,
где С — постоянная величина для конкретных условий обработки;
т — показатель относительной стойкости, характеризующий влияние стойкости на скорость резания.
Графическая зависимость v — Т изображается в логарифмических координатах в виде прямой (рис. 18),, тангенс угла наклона которой равен показателю т. Этот угол всегда меньше 45°, а следовательно т меньше единицы (табл. 1), поэтому даже незначительное изменение скорости резания приводит к существенному изменению стойкости инструмента.
Если известна скорость резания Ui, соответствующая определенной стойкости 7\, то значение стойкости
29
Таблица 1. Нормативные значения показателя стойкости т для различных инструментов и обрабатываемых материалов
Обрабатываемый материал
Режущий инструмент
Материал инструмента
сталь конструкционная углеродистая и легированная, ап = 75 кГс/мм9
сталь нержавеющая
чугун серый НВ 190
Резцы
Фрезы
Быстрорежущая сталь 0,125—0,3
Твердый сплав
0,18-0,2
0,15
0,15
Быстрорежущая сталь
0,14-0,27
0,15-0,25
Твердый сплав
0,32-0,42
Быстрорежущая сталь
0,2
0,12
0,125
Сверла
Твердый сплав
0,4
Быстрорежущая сталь
0,3
0,12
0,125
Зенкеры
Твердый сплав
Развертки Метчики
Быстрорежущая сталь
0,12
0,3
0,6
Плашки
?2 при изменении скорости резания Vi на v2 можно определить по формуле:
Рассмотрим пример. Допустим, необходимо определить стойкость Т твердосплавного резца при обработке стальной заготовки на скорости 150 м/мин, еслистой-30
кости Гн=60 мин соответствует скорость резания vHe = 120 м/мин. Приняв по табл. 1 т—0,25, получим:
Т = 60-0,84 24,6 м/мин.
Из расчета видно, что с увеличением скорости в 1,25 раза стойкость уменьшилась более чем в 2 раза. Если же увеличить скорость резания в 2 раза (v = = 240 м/мин), то стойкость уменьшится в 16 раз и составит около 4 мин.
Подача также влияет на стойкость инструмента, однако в меньшей степени. С увеличением подачи увели-
чиваются длина контакта стружки с передней поверхностью инструмента и. температура в зоне резания, при этом стойкость уменьшается.
Глубина резания в большинстве случаев мало влияет на стойкость. Формула примера зависимости стойкости от режима резания-при обработке стали твердосплавным резцом такова:
Из формулы следует, что при увеличении каждого из
Рис. 18. Зависимость v—T, построенная в логарифмической сетке.
элементов режима резания в 2 раза стойкость уменьшится в 16 раз за счет скорости резания, почти в 3 раза за
счет подачи и только в 1,7 раза за счет глубины. Отсюда
вытекает, что при выбранной стойкости целесообразно работать с максимально допустимыми прочностью инст-
румента, жесткостью станка и требованиями к точности и шероховатости обрабатываемой поверхности, подаче и глубине резания, но при несколько уменьшенной ско-
рости резания.
Обрабатываемый материал. Физико-механические свойства обрабатываемого материала оказывают большое влияние на стойкость, которая уменьшается с уве-
личением прочности материала, склонности к упрочнению и свариванию (адгезии) с режущим инструментом, вязкости. Низкая теплопроводность обрабатываемого
31
материала также способствует уменьшению стойкости. Более подробно влияние обрабатываемого материала на стойкость рассмотрено в § 7 данной главы.
Зависимость стойкости от переднего угла у показана на рис. 19. С увеличением переднего угла уменьшаются усилия и температура резания, но уменьшаются также прочность режущей кромки и интенсивность отвода теп-
ла из-за уменьшения угла заострения инструмента. Поэтому стойкость вначале повышается, а затем снижается. Передний угол, соответствующий наивысшей точке,
Рис. 19. Зависимость стойкости от. переднего угла у. *
Наиболее сильно
является оптимальным. Для ка-/ ждого сочетания условий обработки имеется свое оптимальное значение переднего угла, при котором стойкость, а следовательно, и скорость резания будут наибольшими.
Увеличение заднего угла а уменьшает трение контактных поверхностей инструмента и заготовки, что снижает износ и повышает стойкость. Вместе с тем после определенного значения зад* него угла стойкость начинает уменьшаться вследствие снижения прочности режущей кромки и ее выкрашивания.
влияет на стойкость главный угол
в плане. От его величины зависит толщина срезаемого слоя а (при одинаковой глубине резания и подаче — см. рис. 10) и угол при вершине 8. Следовательно, с уменьшением угла ф стойкость повышается, так как уменьшается а и увеличивается 8, а это значит, что уменьшается температура режущей кромки и улучшает-
ся теплоотвод.
Обычно влияние угла ф на стойкость выражается в виде коэффициентов изменения скорости резания или подачи при одинаковой стойкости. Эти коэффициенты
имеют следующие значения Тлавный угол в
плане <?° ..... 10 .15
Коэффициент • ^изменения скоростей резания при точении ... 1,55 1,4
Коэффициент изменения подачи при фрезеровании 4 2,8
32
30 45 60 75 90
X 4 4
1,13 1,0 0,92 0,86 0,84
ь
1,^ 1,0 1,0 . . . 0,7
Вспомогательный угол в плане <pi мало влияет на стойкость.' Это влияние выражается в изменении условий теплоотвода. С увеличением угла <pi теплоотвод уменьшается и поэтому стойкость снижается.
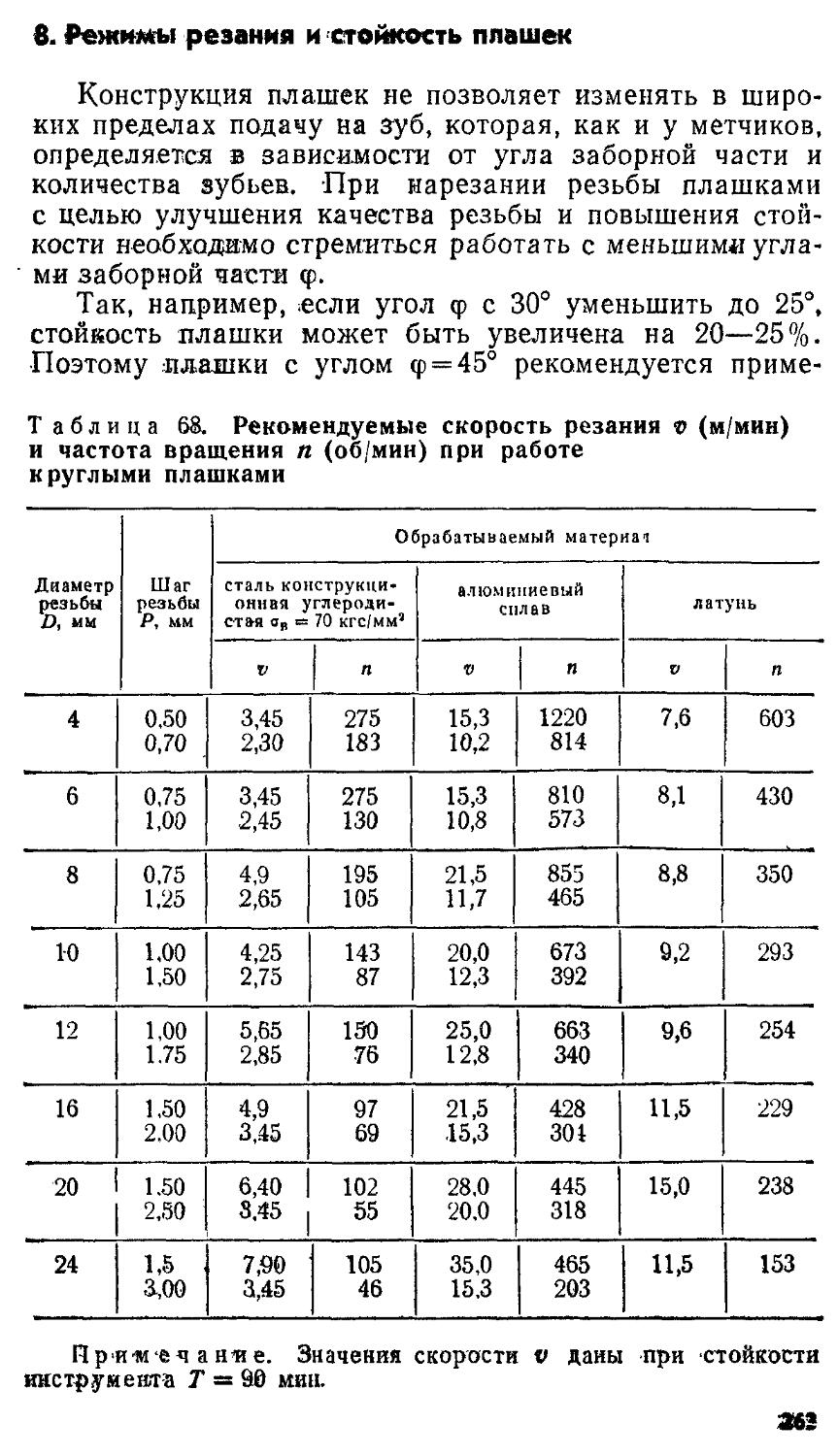
5. Смазочно-охлаждающие жидкости
Современные смазочно-охлаждающие жидкости — это сложные многокомпонентные (в среднем 8—10 составляющих) соединения продуктов нефтехимического й химического производства. Они обладают рядом свойств, обеспечивающих при вводе их в зону резания повышение стойкости инструмента, улучшение качества обработанной поверхности, уменьшение сил резания и способствующих удалению стружки.
В основе действия СОЖ на процесс резания лежат три эффекта: смазочный, охлаждающий и моющий.
Смазочный эффект СОЖ состоит в уменьшении сил адгезии и трения на поверхностях контакта режущего инструмента с обрабатываемым материалом вследствие образования адсорбированных пленок, а также пленок химических соединений. Необходимым условием для проявления смазочного действия СОЖ является способность веществ, входящих в их состав, проникать по капиллярам (каналам) на поверхности контакта режущего инструмента и обрабатываемого материала. При этом проникновению СОЖ могут способствовать вакуум, разность давлений, силы химического взаимодействия, адсорбционные явления, внешние электрические и магнитные поля, вибрации и другие факторы.
Охлаждающий эффект СОЖ состоит в снижении температуры в зоне контакта режущего инструмента с обрабатываемым материалом вследствие уменьшения тепловыделения и улучшения теплоотвода. Уменьшение тепловыделения происходит благодаря влиянию СОЖ на прочность отделяемого слоя металла и повышение его хрупкости, т. е. уменьшению работы, затрачиваемой на резание.
Интенсивность теплоотвода в основном зависит от теплопроводности и скорости движения СОЖ относительно нагретых поверхностей детали и инструмента. Кроме того, на теплоотвод влияет теплоемкость, плотность и вязкость СОЖ, а также разность температур охлаждаемых поверхностей и потока охлаждающей -Жидкости. Если в зоне обработки поступающая жид-
А. П. Драгун
33
кость испаряется, то отвод тепла увеличивается вследствие потребления тепла на парообразование.
При непрерывных процессах резания СОЖ практически не достигает площадок контакта инструмента с обработанной поверхностью и стружкой. Поэтому снижение температуры в зоне резания происходит за счет охлаждения массы детали и тела инструмента. Охлаждающее действие СОЖ в этом случае зависит от интенсивности и способа подведения ее в зону резания. Эффективность охлаждения, например, может быть увеличена подачей СОЖ под высоким давлением со стороны задней поверхности или же подачей СОЖ в распыленном виде. Необходимо отметить также, что охлаждающая способность эмульсии и ее водных растворов во много раз выше масляных жидкостей.
Моющий эффект СОЖ состоит в обеспечении непрерывного удаления из зоны обработки продуктов резания: частиц износа инструмента, мелкой стружки и пыли, карбидов, выломанных из структуры обрабатываемого металла. Особенно необходимо моющее действие СОЖ при выполнении финишных операций, так как скопление продуктов износа на режущих элементах снижает стойкость инструмента и качество обработанной поверхности.
Применение СОЖ не всегда дает положительный результат. Так, химически активные вещества при резании быстрорежущим инструментом во многих случаях понижают стойкость инструмента вследствие увеличения абразивно-химического износа, а также уменьшения защитного действия нароста на контактных поверхностях.
Особенно значительно проявление отрицательного влияния СОЖ на стойкость при малых скоростях реза
ния.
Сопоставление стойкости быстрорежущего резца при обработке стали 40Х с охлаждением и без охлаждения показывает, что до определенного значения скорости резания охлаждение эмульсией снижает стойкость инструмента. При этом чем больше сечение среза (aXb), тем ниже скорость, до которой СОЖ оказывает отрицатель
ное влияние.
Примерно такой же характер носит влияние СОЖ на стойкость твердосплавных резцов. До скорости примерно 80 м/мин работа без охлаждения дает более высокую стойкость, чем с охлаждением поливом. После данной
скорости начинает проявляться охлаждающее действие СОЖ. Однако охлаждение распыленной СОЖ до ско
34
рости 100 м/мин дает значительное повышение стойко-сги по сравнению с охлаждением поливом. После скорости 100 м/мин наиболее эффективным является охлаждение поливом.
Выбор СОЖ или определение целесообразности ее применения зависит от конкретных условий резания (вида обработки, обрабатываемого материала и материала инструмента, режимов резания и др.).
В промышленности применяются два основных вида СОЖ: масляные и водорастворимые.
Масляные СОЖ состоят из минерального масла (от G0 до 95%) и различных присадок: антифрикционных, антиизносных, антизадирных, антипенных и антигуманных ингибиторов коррозии. Масляные СОЖ обладают наиболее высоким смазочным действием и применяются в основном при обработке быстрорежущим инструментом на низкой скорости резания и когда необходимо снизить шероховатость обработанной поверхности.
Водорастворимые эмульсолы содержат 70—85% минерального масла и 30—15% эмульгаторов вместе с различными присадками. Из эмульсолов приготавливаются водные эмульсии (обычно 1—10%-ные).
Благодаря смазочному и высокому охлаждающему действию эмульсии получили в металлообработке наиболее широкое применение.
Основные СОЖ, допущенные Минздравом СССР к широкому внедрению, приведены ниже.
Сульфофрезол (ГОСТ 122—54)—осерненное минеральное масло средней вязкости. Недостатком сульфо-фрезола является то, что он может вызывать коррозию цветных
МР-1 (ТУ 38—101247—73) ное масло с антизадирными и антиизносными присадками, содержащими серу, хлор и фосфор. Эффективно при обработке углеродистых и легированных сталей на повышенных режимах (п = 40 м/мин). По сравнению с сульфофрезолом улучшает санитарно-гигиенические условия труда.
ОСМ-3 (ТУ 38—УССР 201-152—75) — маловязкое минеральное масло с антизадирными и антиизносными присадками, содержащими хлор и фосфор. Эффективно при обработке углеродистых и легированных сталей на легких и средних режимах резания инструментами из быстрорежущих сталей.
Э-1, Э-2 и Э-3 (ГОСТ 1975—5) — эмульсолы с низкими технологическими и функциональными свойствами,
33
металлов и кожные заболевания.
средневязкое минераль-
ЭТ-2 (ТУ 38—1—228—69)—эмульсол, имеющий более стабильные свойства, чем Э-1, Э-2 и Э-3.
Данные эмульсолы применяются при точении, сверлении, фрезеровании, развертывании конструкционных, легированных и труднообрабатываемых сталей и сплавов.
Укринол-1 (ТУ 38—101197—76)—эмульсол на основе минерального масла, эмульгаторов и ингибиторов коррозии. Обладает высокими эксплуатационными и антикоррозионными свойствами. По сравнению с эмульсо-лом ЭТ-2 повышает стойкость при обработке твердосплавным инструментом в 1,5—3 раза.
РЗ-СОЖ8 (ТУ 38—101258-74) - эмульсол на базе эмульсола ЭТ-2, активированного кристаллическим йодом. Эффективен при обработке титановых сплавов. При фрезеровании, сверлении и развертывании титановых сплавов ВТ5, ВТ14 и ВТ20 применение 5 —10°/о-ной эмульсии РЗ-СОЖ8 вместо эмульсии ЭТ-2 (осерненной) повышает стойкость инструмента в 2— 4 раза.
Подвод СОЖ в зону резания может осуществляться поливом, когда жидкость подается в виде струи на инструмент и деталь в зону образования стружки, а также в виде распыленной жидкости в смеси с воздухом. Особенно эффективна подача СОЖ через внутренние каналы инструмента. Так, стойкость сверл с отверстиями для подвода СОЖ не более чем в 8 раз превышает стойкость стандартных сверл, а глубина сверления без выводов сверла увеличивается до 5—7 D [29].
Для охлаждения применяют также газовые средства (кислород, воздух, углекислоту, азот), которые в виде струи подводятся в зону резания, и твердые смазочные средства либо в виде пленок, наносимых на режущие поверхности инструмента, либо в виде мелких частиц, добавляемых в СОЖ. Особенно эффективно охлаждение газовыми средствами при низких температурах— от -10 до -16°С.
6. Обрабатываемость металлов резанием
Обрабатываемость — одно из важнейших технологических свойств металла, характеризующих совокупность его качеств, которые определяют производительность обработки и зависят в основном от химического состава и структурного состояния металла. Обрабатываемость одного и того же металла может существенно отличаться в зависимости от видов обработки, инструменталь-36
пых материалов, конструктивных особенностей режущих инструментов.
Обрабатываемость каждого конкретного металла может оцениваться одним или несколькими критериями: 1) стойкостью инструмента; 2) предельной или оптимальной скоростью резания; 3) силами резания; 4) шероховатостью поверхности, обработанной при определенных режимах резания; 5) формой стружки.
Все эти критерии по возможности учитываются при определении обрабатываемости каждой группы металлов. На основании данных об обрабатываемости составляются нормативы режимов резания или рекомендации по выбору режимов резания для конкретных условий обработки.
Рассмотрим некоторые особенности обработки ряда материалов.
Алюминий и его сплавы. Большинство алюминиевых сплавов имеют хорошую обрабатываемость и допускают работу твердосплавным инструментом со скоростями до 600 м/мин, а быстрорежущим — до 300 м/мин при высокой стойкости. Исключение составляют литейные сплавы (силумины), в структуре которых имеются большие кристаллы кремния, которые повышают износ инструмента по задней поверхности и температуру режущей кромки инструмента. Силы резания при обработке алюминиевых сплавов малы, что обусловливает эффективность применения инструментов, оснащенных алмазом или композитом.
Недостатком алюминия и некоторых его сплавов является образование сильно деформированной стружки, отвод которой затруднителен. Такая стружка может пакетироваться (при обработке многолезвийным инструментом) и вызывать поломки инструмента.
Медь и медные сдтлавы. Медь и ее сплавы, не имеющие значительных литейных включений, относятся к легкообрабатываемым металлам. Для обработки этих материалов применяются инструменты из быстрорежущих сталей и твердосплавные. Использование алмазных рёзцов позволяет получать зеркальные поверхности после обработки. Рекомендуемые скорости резания для твердосплавных инструментов — до 700 м/мин, для быстрорежущих— до 160 м/мин.
рованные стали. В эту группу входят углеродистые стали обычного качества, углеродистые качественные стали, автоматные, хромистые, марганцовистые и дру-
зу
гие стали. Их обрабатываемость оценивается по трем показателям: максимальной скорости резания при заданной, оптимальной стойкости -инструмента, характеру стружкообразования и шероховатости обработанной по-
верхности.
В основу нормативов режимов резания положены зависимости обрабатываемости от твердости и предела прочности для чугуна и различных групп сталей. Практически во всех случаях обработки (за исключением сверления и фрезерования малоуглеродистых сталей)
с увеличением предела прочности ав нормативная ско
рость резания уменьшается.
Обычно обрабатываемость рассматриваемого металла оценивается по коэффициенту скорости Лг по отношению к обрабатываемости конструкционной стали марки 45 с ав==75 кгс/мм2. Значения Kv в, зависимости от
предела прочности
углеродистых
сталей (С^0,6%)
типа СтО, Ст2кп, 10, 20, 45, 60 при рассматриваемых видах обработки даны в табл. 2.
Таблица 2. Значения коэффициентов изменения скорости резания Kv в зависимости от прочности конструкционной углеродистой стали и условий обработки
Твердосплавный инструмент
Быстрорежущий инструмент
КГС/ММ1
Точение
Торцовое фрезерование
Точение
Сверление и торцовое фрезерование
45 50
55 60
70 75 •60
85 90 95
100 105 110 115
120
2,16 1,84 1,58 1,40 1,25 1,11
1,00 0,91 0,83 0,76 0,70 0,63 0,60 0,56 0,52 0,48
1,67 1,56 1,36 1,25 1,16 1,07
1,00 0,94 0,88 0,83 0,79 0,75 0,71 0,68 0,65 0,62
2,40 2,03 1,69 1,47 1,27 1,09 IfiO 0,88 0,80 0,72 0,66 0,60 0,55 0,51
0,63
0,68
1,35
1,26
1,1'7
1,08
1,00
0,94
0,89
0,84
0,62 (0,81)
0,57 (0,77)
0,51 (0,74).
0,46 (0,71)
Примечание. В скобках приведены значения /Со при сверлении.
Как видно из таблицы, при обработке резанием большему значению сгв рсегда соответствует меньшая ско-
рость резания, за исключением фрезерования и сверления стали с сгз<55 кгс/мм2 быстрорежущим инструментом.
Кроме твердости на обрабатываемость сталей влияет их химический состав, в частности наличие легирующих
элементов. Чтобы примерно оценить обрабатываемость некоторых групп легированных сталей, в табл., 3 приве-
Таблица 3. Сравнительные значения коэффициента Kv
цля различных групп сталей с пределом прочности на растяжение <гв — 75 кгс/мм2
Коэффициент К
Группа сталей
Типовые марки
Углеродистые
1,00
1,00
1,00
Автоматные
А12; АЗО
Хромоникелевые
12ХН2; 40ХН;
12ХНЗА
1,00
0,90
0.90
Хромистые
20Х; 40Х; 45ХЦ; ШХ15
0,85
Марганцовистые
20Г; 40Г; 65Г;
45Г2
0,80
Высокоуглеродистые (С >0,6%)
70; 75; 85; 75Л
0,80
0,80
0,80
Хромоникельвольфрамова- 18Х2Н4ВА; надиевые
38XH3BA
0,70
Хромомолибденовые, хромоникельмолибденовые, хромоалюминиевые
20ХФ; 40ХФА;
ЗОХМ; 20ХНМ;
34ХНЗМФ;
38ХВФЮА
0,80
0,70
Хромомарганцовистые, хромокремнистые, крем немарганцовистые
35ХГ2; 18ХГТ;
ЗОХГСА; 50ХГ;
38ХГСА; 20ХГСЛ
11411
0,70
0,70
0,70
дены сравнительные коэффициенты при одинаковой
прочности сталей (<тв=75 кгс/мм2)
Лучшую обрабатываемость имеют автоматные стали, в состав которых специально вводятся сера, свинец и марганец. Автоматные стали широко применяются для получения деталей на станках-автоматах. Они допускают высокие скорости резания, обеспечивают большую стойкость инструментов, лучшую шероховатость обработанной поверхности и меньшие силы резания. Еще одно важное качество автоматных сталей — образование витой или дробленой легко удаляемой стружки.
Иногда основными факторами обрабатываемости являются получаемая после обработки шероховатость поверхности и характер стружкообразования, поэтому приходится варьировать глубиной, подачей и скоростью резания, часто в ущерб производительности обработки. Очень, трудно, например, достичь высокой степени шероховатости при обработке малоуглеродистых сталей в состоянии поставки. Чтобы улучшить шероховатость, а также стружкообразование, необходимо перед механической обработкой подвергать заготовки нормализации или отжигу, так как с увеличением твердости стали
шероховатость уменьшается.
Труднообрабатываемые стали и сплавы. В изготовлении современных машин и приборов все более широкое применение находят стали и сплавы, обладающие особыми физико-механическими свойствами, такими, например, как коррозионная стойкость в различных средах, теплостойкость, жаропрочность, высокая механическая прочность.
Повышение физико-механических свойств сталей связано с ухудшением обрабатываемости их резанием. Скорости резания при обработке некоторых марок жаропрочных сталей в 10—20 раз меньше, чем при обработке стали 45. Поэтому такие стали и сплавы называют труднообрабатываемыми.
Все труднообрабатываемые стали разделены на восемь групп (табл. 4), в каждую из которых отнесены
стали и сплавы одинакового химического состава и механических свойств и примерно одинаковой обрабатываемости [22].
Стали I группы имеют удовлетворительную обраба-
тываемость, примерно такую же, как и углеродистые стали соответствующей прочности, Они не представляют трудности для обработки различными видами инстру
мента.
Стали II группы характеризуются высоким содержанием хрома (более 12%). Механическая обработка ста-
до
Таблица 4. Обрабатываемость резанием труднообрабатываемых сталей и сплавов
W 1IW1
Марка стали
Скорость резания (м/мин) при обработке инструментом из
Коэффициент изменения скорости по сравнению со сталью
Группа I. Теплостойкие стали
34ХНЗМ, Х6СМ
34ХНЗМФ, 20ХЗМВФ
>60 1200-2501 60—70 0,9
>90 1150-180 30-40 0,6-
Группа II. Коррозионностойкие нержавеющие стали
1,8
1,2
2X13, 25Х13Н2
20X13, 1Х12Н2ВМФ
30X13
•10X13, 14Х17Н2
09Х16Н4Б
07Х16Н6 23Х13НВМФЛ
ЭП311
60-100 70-90
>85 95-110
>100 >110 >85 175
170—200 180—210 140-180
120-150 130-160 120-150
140-180 35-45
35-50 30-45 28-42
25-35 28—38 25 -35 28—42
7-10
Группа III. Коррозионностойкие, кислотостойкие и жаростойкие стали
12Х18Н10Т, 20Х23Н18 12Х21Н5Т, Х15Н9Ю Х17Н5МЗ
55
120-1501 25-35 0,5 1,0
70—110 100-130 20-32 0,42 0,85
Группа IV. Жаропрочные, жаростойкие и кислотостойкие стали
15Х14Н14В2М 08Х15Н24В4ТР
ЭИ395, 07Х21Г7ДН5 Г2Х25Н16Г7АР 37Х12Н8Г8МФБ, 10Х11Н20ТЗР
70
70 80—100
80
90
100-120 70-90 80-100
80-100 50-60
20-28 15-25 15-25 15-25 12-20
0,40 0,30
0,30 030 0,23
0,80
0,60
0,60
0,60
0,45
Группа V. Жаропрочные деформируемые сплавы
36НХТЮ, ХН60В, ХН77ТЮ
ХН35ВТЮ, ЭП99
ХН56ВМТЮ
ХН75ВМЮ, ХН67ВМТЮ
ХН60ВМТЮ,
ХН82ТЮМБ
80—120
95-130
90
100 115-135
40-50
22-28 20—25 18-—20
18-20
8-12
6—10
6-10
5-10
0,16
0,12
0,10
0,08
0,32
0,24
0,20
0,15
Группа VI. чОкалиностойкие жаропрочные стали
ВЖ36-Л2, АН В-300, ЖС6К, ЖСЗДК, ХН67ВМТЮД
0,05
0,10
4f
Окончание табл. 4
Скорость резания (м/мин) при обработке инструментом лз
Коэффициент изменения скорости по сравнению со сталью
Марка стали
Группа VII. Титановые сплавы
ВТ-1, ВТ1-1, ВТ1-2
ВТЗ, ВТЗ-1
ОТ4, ВТ-5 ВТ4-1, ВТ5-1
ВТ6, ВТ6С, ВТ14, ВТ15
ВТ14, ВТ15
45-70 95-120 65—95 90-100
115-150
100-150 50-70 70-100 50—80 45-60
30—40 18-25 25—35 20-30 15-20
0,6
028
0,40 0,32
0,24
1,2 0,56 0,80 0,64 0,48
Группа VIII. Высокопрочные стали
28ХЗСНМВФА ЗЗХЗСНМВФА 42Х2ГСНМ 38Х5МСФА 43ХСНМВФА
>160
170
190
195
210
45-60 40'“““ 45 28-38 25-35
20-30
0,22
0,18
0,14
0,13
0,12
0,44
0,36
0,28
0,25
0,24
Примечание. Указанные в табл, значения ав получены в результате соответствующей термообработки сталей и сплавов, лей марок 12X13, 20X13, 14Х17Н2 производится после отжига (овСЮО кгс/мм2). Их обрабатываемость в 1,5— 2 раза ниже, чем стали 45. Стали других марок этой группы обрабатываются после термической обработки до Ов = 100—150 кгс/мм2, поэтому применяемые скорости резания значительно ниже.
При фрезеровании плоскостей и уступов с большими значениями ширины фрезерования В и нарезании резьбы в деталях из сталей II группы возникают трудности в получении высокого класса шероховатости из-за повышенной вязкости материала. Для повышения шероховатости в данном случае необходимо применять метод попутного фрезерования, подбирать соответствующие СОЖ и режим резания.
Стали III и IV групп характеризуются высокой склонностью к налипанию на инструмент в зоне контакта стружки с передней поверхностью и вызывают повышенный износ инструмента. Кроме того, эти стали подвергаются значительному упрочнению при обработке резанием, что еще более усиливает износ инструмента при многопроходной обработке, Скорости реза-42
ния для сталей III группы в 2 раза, а IV группы в 3—4 раза ниже, чем для стали 45.
Для уменьшения степени упрочнения обработанной поверхности рекомендуется работать остро заточенным инструментом и не доводить его до большого износа по задней грани.
К V группе отнесены жаропрочные деформируемые сплавы на никелевой и железоникелевой основах, легированные большим количеством хрома. В их состав входят в небольших количествах титан, алюминий, вольфрам, молибден и другие элементы.
Как .и нержавеющие стали, жаропрочные деформируемые сплавы имеют повышенную склонность к налипанию, вызывающую адгезионный износ инструмента. Детали из этих сплавов рекомендуются при непрерывном резании обрабатывать инструментом из твердого сплава, при прерывистом резании, фрезеровании — быстрорежущим инструментом.
Обрабатываемость сплавов V группы очень низкая. Скорости резания в 7—12 раз ниже, чем при обработке стали 45.
Значительно хуже обрабатываются жаропрочные литейные сплавы VI группы в силу наличия в них большого количества интерметаллйдных и карбидных включений, быстро изнашивающих инструмент. Поэтому применение быстрорежущих инструментов практически невозможно. Обрабатываемость этих сплавов твердосплавным инструментом в 12—20 раз хуже, чем стали 45.
Группу VII представляют титановые сплавы. В промышленности применяется более 30 марок титановых сплавов с широким диапазоном обрабатываемости резанием, зависящей в основном от предела прочности <тв. Детали из титановых сплавов с Ов^ЮО кгс/мм2 при
отсутствии корки и газонасыщенного слоя легко обрабатываются точением, фрезерованием и сверлением. Однако при работе мерным инструментом (развертками, метчиками) вследствие большой упругости сплавов возможно защемление инструмента. Средство борьбы с этим явлением — увеличение на 3—5° задних углов, обратной конусности инструмента, шахматное расположение ниток на зубьях метчиков и др. Исполнительные
размеры мерных инструментов рекомендуется выполнять
на верхнем пределе.
К высокопрочным сталям (группа VIII) отнесены
низколегированные стали, которые после закалки и от
пуска приобретают твердость ав> 160 кгс/мм2. В состоянии отжига их обрабатываемость такая же, как и конструкционных сталей. В термообработанном состоянии обрабатываемость сталей VIII группы твердосплавным инструментом в 5—8 раз ниже, чем стали 45. Быстрорежущие инструменты применять неэффективно из-за весьма малых скоростей резания.
Для повышения обрабатываемости рассмотренных труднообрабатываемых материалов необходимо применять соответствующие новые марки твердых сплавов и быстрорежущей стали (см. табл. 6 и 8), специальную геометрию инструмента, использовать высокоэффективные СОЖ. Существенным резервом повышения производительности является применение инструментов с износостойкими покрытиями, а также упрочненных различными методами (термическим, термомеханическим, лазерным упрочнением, глубоким холодом в среде жидкого азота и др.).
Чугуны.^ Механические свойства и обрабатываемость чугунов зависят от того, в какой форме присутствует углерод в сплаве. Различают четыре основные группы чугунов: белые, серые, высокопрочные и ковкие.
Белые чугуны состоят из перлита и цементита. Из-за большого количества цементита белые чугуны имеют очень высокую твердость (НВ 450—600), но весьма низкую обрабатываемость. Скорости резания деталей из белого чугуна (чаще всего применяют отбеленный чугун, получаемый из серого чугуна путем его закалки) твердосплавным инструментом не превышают 3— 10 м/мин.
Для обработки деталей из отбеленного чугуна целесообразно использовать минералокерамику или сверхтвердые материалы (композиты), позволяющие производить безударную обработку со скоростью соответственно 70—150 и 100 — 160 м/мин.
Серые чугуны легко поддаются обработке резанием. Почти по всем критериям они имеют хорошую обрабатываемость— высокие скорости резания, возможность получения шероховатости поверхности с 7?а=1,25 мкм, образование легкоудаляемой стружки, относительно меньшие силы резания. Недостатком серого чугуна является образование графитовой пыли, что требует применения соответствующих мер по защите станочника.
Обрабатываемость серого чугуна зависит от его твердости. Ориентировочные значения скорости резания при различных видах обработки чугуна следующие:
44
Твердость чугуна НВ . . . . 170-
Скорость резания (м/мин) при: точении (ВК8)..............55—150
строгании (ТТ7К12) ... 36—90 торцовом фрезеровании
(ВК8) ......... 55-105 сверлении (Р18) ..... 20—33 зенкёровании (Р18) . . .. 15—35 развертывании (Р18). . . 6,5—11,7
190
45-90 30-75
50—95
17-31 14—31 5,8—10,4
210
40-80 26—64
48-82 15-33 13—27 5,1-9,3
230
ЗЪ’”70 22-54
45-80
Высокопрочные чугуны отличаются от серых нали-
чием в структуре шаровидного графита. Благодаря это
му они обладают высокой прочностью (до НВ 369) и
некоторой пластичностыЪ; В промышленности применя
ют следующие марки высокопрочных чугунов: ВЧ45-5 (НВ 160—220); ВЧ 50-2 (НВ 180—260); ВЧ 60-2 (НВ 220—280); ВЧ 80-3 (НВ 220—300); ВЧ 120-4 (НВ 302— 360) и др.
Скорости резания при обработке высокопрочных чугунов выше, чем при обработке серых чугунов, причем
с повышением твердости разница в скоростях увеличивается. Это объясняется более высокой пластичностью высокопрочных чугунов и образованием при резании сливной стружки.
Ковкие чугуны, как и высокопрочные, благодаря наличию в сплаве хлопьевидного графита обрабатываются лучше серых. Скорости резания при обработке деталей из ковкого чугуна примерно в 1,05—1,2 раза выше, чем при обработке из серого чугуна.
7. Оптимальные режимы резания
Одним из важных условий рационального использования инструмента является выбор оптимального режима резания — такого сочетания подачи, глубины и скорости резания, при котором обеспечивается минимальная себестоимость выполнения операции с учетом получения требуемого качества детали и полного использования возможностей станка.
На себестоимость операции влияют два основных фактора, зависящие от режима резания: производительность обработки и затраты, связанные с эксплуатацией режущего инструмента (переточкой после затупления,, заменой и размерной настройкой). Чем выше режим резания, тем выше производительность обработки, но тем меньше стойкость инструмента, . а следовательно больше расходы на его эксплуатацию. Поэтому можно подобрать такие значения подачи, глубины и скорости
43
Рис. 20. Схема влияния скорости резания на стойкость (кривая /), себестоимость (кривая 2) и производительность обработки (кривая 3).
резания, при которых себестоимость операции будет наименьшей.
Учитывая, что подача и глубина резания влияют на стойкость инструмента в значительно меньшей степени, чем скорость, в практике принята вполне определенная последовательность при назначении режима резания.
В первую очередь назначается максимально возможная глубина резания, затем — максимально допустимая подача; на выбор глубины резания и подачи влияют точность и шероховатость обрабатываемой поверхности, величина припуска под обработку, жесткость СПИД (станок — приспособление — инструмент — деталь) и другие факторы. После этого определяют скорость резания в соответствии с принятым периодом стойкости.
Различают три значения скорости резания: скорость резания ум, при которой стойкость инструмента Тм максимальна; экономическую скорость резания уэ, которая обеспечивает наименьшую себестоимость Лэ; скорость ун, по-, зволяющую производить обработку с наибольшей производительностью /7Н.
Рассмотрим зависимости между скоростью резания и стойкостью, себестоимостью и производительностью (рис. 20). Как видно из рисунка, экономическая скорость резания уэ значительно больше, чем ум, а стойкость ТЭ<ГМ. Работа на скорости ум является неэффективной из-за низкой производительности Пм и высокой себестоимости Лм. С увеличением скорости до уэ стойкость снижается до Гэ, себестоимость уменьшается до минимального значения Лэ, а производительность повышается до значения, близкого к 77н. При этом достигаются высокая размерная стойкость инструмента и минимальный его расход. Дальнейшее повышение скорости приводит к незначительному повышению производительности, но к более значительному росту себестоимости обработки и расходу инструмента.
Таким образом, наивыгодной является скорость реза
46
ния vQ при экономической стойкости инструмента Тэ. Значение Тэ тем больше, чем дороже инструмент и чем выше затраты на его замену и переточку. Так, для фасонного резца То больше, чем для проходного, для крупного сверла больше,* чем для мелкого, и т. д. Кроме того, на Тэ влияет стоимость станка: для дорогих станков TQ выше, чем для дешевых.
Экономическую стойкость можно снизить, если уменьшить время на замену инструмента. Например, для резцов с механическим креплением неперетачиваемых пластин, где вместо заточки затупившейся кромки про
изводится ее замена путем поворота пластины на другую грань, Тэ меньше, чем для напайных резцов.
Выбор режимов резания обычно производится по общемашиностроительным нормативам [18, 19] или справочникам [22], где для каждого вида инструмента даются рекомендации по выбору подачи и глубины резания, приводятся значения Тэ и расчетные таблицы значений
Vq для различных значений подач и глубины резания.
Табличные значения скоростей резания рассчитаны
для определенных условий обработки. При выполнении
же конкретной операции условия обработки могут отличаться от принятых. В этом случае табличное значе
ние скорости резания пТабл умножается на коэффициенты, учитывающие измененные условия. В общем виде
формула для определения скорости резания имеет сле
дующий вид:
v
где — коэффициент, учитывающий свойства обрабатываемого материала;
/Си— коэффициент; учитывающий свойства материала инструмента;
/Сп — коэффициент, учитывающий состояние исходной поверхности обработки (наличие или отсутствие литейной корки, наклепанного слоя, сильного загрязнения и т. д.);
/С?— коэффициент, учитывающий величину главного угла в плане <р;
/Ст—коэффициент, учитывающий фактически принятую стойкость инструмента.
Кроме этих общих коэффициентов при определении скорости резания для каждого вида инструмента учитываются соответствующие частные коэффициенты, значения которых приводятся в нормативах,
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
ГЛАВА
1. Основные свойства инструментальных материалов
Для изготовления рабочей части режущих инстру-
ментов применяют пять групп инструментальных мате-, риалов: инструментальные углеродистые и легированные стали, быстрорежущие стали, твердые сплавы, минералокерамику и сверхтвердые материалы.
В процессе резания инструменты испытывают большие удельные усилия, подвергаются нагреву и износу, поэтому инструментальные материалы должны обладать определенными физико-механическими и технологическими свойствами, из которых основными являются твердость, прочность и пластичность, теплостойкость и теплопроводность, сопротивляемость схватыванию с обрабатываемым материалом, износостойкость, а также закаливаемость и прокаливаедоость (для инструментальных сталей), устойчивость против перегрева и окисления, свариваемость или способность к соединению пайкой, склонность к образованию трещин при пайке и шлифуемость.
От. указанных свойств этих материалов зависят такие важные- технологические показатели, как производительность обработки резанием, стойкость, надежность
инструмента и др..
Практически не существует таких материалов, которые бы обладали одновременно высокими твердостью,
прочностью, тепловыми характеристиками и т. д.
Чтобы правильно выбрать инструментальный материал для конкретных, условий обработки или правильно использовать имеющийся материал при отсутствии возможности такого выбора, необходимо знать влияние его свойств на процесс резания.
48
можно в том случае, если твердость режущего инстру-мента значительно выше твердости обрабатываемого материала. Чем выше твердость инструмента, тем выше его стойкость и скорость резания. С увеличением твер-
дости повышается сопротивляемость инструмента механическому износу и более длительное время сохраняется острота режущей кромки.
Однако не для всех инструментов и условий обработки целесообразно выбирать инструментальный материал с наивысшей твердостью, так как с ее увеличением повышаются хрупкость и склонность к образованию трещин при пайке и заточке, ухудшается шлифуемость. Поэтому при выборе инструментального материала необходимо учитывать не только твердость, но и другие его свойства.
Твердость инструментальных материалов определяется с помощью прибора Роквелла или прибора ПМТ-3. Оценку твердости на первом приборе производят по шкале С (нагрузка на алмазный конус—150 кгс) или по шкале А (нагрузка — 60 кгс) и обозначают соответственно HRC или HRA. На приборе МТП-3 твердость
оценивается по методу Виккерса как частное от
деле-
ния нагрузки на боковую площадь отпечатка, измеряет
ся в кгс/мм2 и обозначается HV.
Прочность. В процессе резания на инструмент
действуют силы, которые подвергают его сжатию, из-
собность инструмента сопротивляться деформации является очень важным свойством и характеризуется пределом прочности. Понятие прочности инструмента имеет
двоякое значение: прочность режущих элементов, находящихся в зоне резания и подвергающихся воздействию
сходящей стружки и образующегося тепла, и прочность нережущих элементов инструмента. В первом случае прочность характеризует такие режущие свойства инст
румента, .как сопротивление хрупкому и пластическому разрушению режущей части; во втором — жесткость, вйброустойчивость и надежность инструмента в целом.
Теплостойкость. Механические свойства инструментального материала изменяются под воздействием температуры резания. С увеличением температуры выше
определенного значения твердость и прочность материала уменьшаются и достигают таких значений, когда инструмент начинает быстро размягчаться, изнашиваться и теряет свою режущую способность.
49
Температура, до которой инструментальный материал сохраняет свою режущую способность, называется теплостойкостью L
Для быстрорежущих сталей и твердого сплава это температура, при которой твердость снижается до HRA 58—60.
Учитывая, что температура режущего лезвия в зна-
чительной мере зависит от скорости резания (повышается с увеличением последней), материалы, имеющие
большую теплостойкость, даже при равной твердости
могут работать с более высокими скоростями резания и обрабатывать более твердые материалы.
Т еплопроводность — этой свойство, влияющее
на температуру режущего лезвия в процессе обработки. Чем выше теплопроводность, тем лучше отводится тепло из зоны контакта инструмента с обрабатываемым материалом и тем меньше температура резания. Кроме того, материалы с большей теплопроводностью меньше склонны к образованию трещин при заточке и пайке.
Адгезионная стойкость — это устойчивость против схватывания. Низкая адгезионная стойкость ин-
струментального материала приводит к увеличению интенсивности износа инструмента, особенно при высоких температурах и давлениях в зоне резания.
Таблица 5. Физико-механические свойства основных групп инструментальных материалов
Твердость
Инструментальный материал
Углеродистые стали ............
Предел прочности на изгиб, кгс/мма
HRA (HRC)
.....
HV кгс/мм1 2
Теплостойкость, °C
Теплопроводность, Вт/м«°С
Быстрорежущие стали • . • •
Твердые сплавы . Минералокерамика ............
Сверхтвердые материалы . , • • Алмаз..........
95-160
40-75
40-100
30
79—80 (62-64)
79-88 (63—68) 88-92
93—94
650—780
200-250
750-1400 620-640
1400—1900 800—1000
2000—2400 1000—1200
4000—7500
10000
1000-1300
750
32—38
20—25
12-84
4,0
30—60
142,5
1 В государственных стандартах на инструментальные и быст-
рорежущие стали применяют термин «красностойкость», который идентичен с термином «теплостойкость».
50
Износостойкость — это свойство инструмен-
тального материала, сопротивляться механическому, тепловому и химическому воздействию обрабатываемого материала в процессе резания. Важнейшими фактора
ми, влияющими на износостойкость, являются рассмо
тренные выше свойства — твердость, теплостойкость,
теплопроводность, адгезионная стойкость.
При выборе инструментального материала необхо-
димо стремиться к оптимальному значению его износостойкости с учетом химического состава и прочности обрабатываемого материала, характера операции и конструкции инструмента, жесткости оборудования, возможности применения СОЖ и др.
Физико-механические свойства основных групп инструментальных материалов приведены в табл. 5.
2. Углеродистые и легированные инструментальные стали
Из многочисленных марок углеродистых и легированных сталей наибольшее применение для изготовления режущего инструмента находят стали марок У10А, У ПА, У12А, 9ХС, ХВ5, ХВГ, ХВСГ и др. Из этих сталей изготавливают инструменты, работающие при невысоких скоростях резания (до 15 м/мин): метчики, плашки, малоразмерные сверла и развертки.
Углеродистые стали содержат в среднем от 0,9 до 1,2% углерода; 0,15—0,35% марганца и столько же кремния; 0,02% серы и 0,03% фосфора. Твердость инструмента после закалки — HRC 62—64; прочность на изгиб — 200—220 кгс/мм2; теплостойкость — 200—250°С.
Введение в состав инструментальной стали хрома., вольфрама, молибдена, ванадия повышает ее режущую способность. Так, например, стали марок ХВГ и ХВСГ после термической обработки имеют твердость HRC 63—64, прочность на изгиб 250—270 кгс/мм2 и теплостойкость 250—260°С. Они более износоустойчивы и лучше прокаливаемы, поэтому их применяют для инструментов диаметром (стороной) от 20 до 90 мм.
Легированные инструментальные стали допускают примерно в 1,2—1,4 раза большую скорость резания, чем углеродистые.
Более подробно режимы резания описаны при рассмотрении конкретных инструментов в соответствующих главах.
. быстрорежущие стали
Быстрорежущие стали обладают более высокими, чем углеродистые инструментальные стали, физико-механическими и эксплуатационными, свойствами: твердостью до HRC 70, теплостойкостью в пределах 500—650°С, сохранением высокой износостойкости при нагреве и повышенным сопротивлением пластической деформации. С появлением этих сталей стало возможным увеличить скорость резания в 2—4 раза и повысить стойкость инструментов в 10—-40 раз по сравнению с инструментами из углеродистых инструментальных сталей.
Такое значительное улучшение режущих ^свойств быстрорежущих сталей объясняется прежде всего значительным повышением их теплостойкости (до 620— 640°С), а также более высокими прочностью и твердо
стью.
Основными легирующими элементами быстрорежущих сталей являются вольфрам или вольфрам вместе с молибденом, а основным карбидом — МвС, содержащий кроме вольфрама и молибдена также хром и ванадий.
В зависимости от химического состава быстрорежущие стали разделены на вольфрамовые,- водьфрамо-молибденовые, молибденовые, стали с высоким содержанием ванадия (вольфрамованадиевые), кобальтовые, а также безвольфрамовые стали.
По эксплуатационным свойствам современные быстрорежущие стали можно классифицировать на три группы: обычной (теплостойкость 620°С),повышенной (630— 640°С) и высокой (700—725°С) производительности.
В первую группу входят вольфрамовые, вольфрамо-молибденовые и безвольфрамовые стали; во вторую — вольфрамованадиевые, вольфрамомолибденовые с повышенным содержанием углерода и кобальтовые; в тре
тью— стали с интерметаллидным упрочнением.
Вольфрамовые быстрорежущие стали. Долгое время одной из наиболее широко применяемых сталей данного типа была сталь марки Р18. Химический состав стали Р18: углерод (С)—0,75%, вольфрам (W) — 18%, хром (Сг)—4,1%, ванадий (V) —1,2%, молибден (Мо) — 0,6%.
Изготовленный из стали Р18 инструмент имеет наибольший интервал температуры закалки (малочувствителен к перегреву) и в связи с этим — стабильные свойства заготовок разных плавок. Незначительное содер
>3
жание ванадия обеспечивает хорошую шлифуемость
стали.
Недостатки стали Р18 следующие: а) значительная карбидная неоднородность и крупные размеры избыточных карбидов (до 30 мкм), что снижает стойкость инструментов с тонкой рабочей кромкой и небольшого сечения; б) недостаточно высокие прочность и вязкость в прутках свыше 30 мм (ои —300—330 кгс/мм2); в) пони
женная пластичность в горячем состоянии.
Высокое содержание дефицитного вольфрама, а также необходимость создания инструментальных сталей
с лучшими эксплуатационными характеристиками явились причиной сокращения применения стали Р18 для изготовленйя режущего инструмента.
Сталь Р9 содержит вдвое меньше вольфрама, чем сталь Р18, однако ее эксплуатационные качества хуже — выше карбидная неоднородность и склонность
к появлению пережогов при заточке.
Сравнительно новой является быстрорежущая сталь Р12, в которой сочетаются несколько более высокие прочность, пластичность и красностойкость. Режущие свойства стали Р12 чуть выше, чем у стали Р18, в инструментах с тонкой рабочей кромкой (протяжки, метчики, фрезы и т. п.) и немного ниже в инструментах простой формы, например резцах для обработки более твердых материалов; Сталь Р12 на 30% дешевле, чем сталь PI8, и применяется для изготовления всех видов инструмента.
Вольфрамомолибденовые и молибденовые стали. Наибольшее распространение из этой группы получила сталь Р6М5, которая в настоящее время практически заменила сталь Р18 для изготовления режущего инструмента, предназначенного для обработки углеродистых и среднеуглеродистых конструкционных сталей (ов 90—100 кгс/мм2).
По стойкости инструменты из этой стали не уступают инструментам из стали Р18.
Примерно такие же свойства, как и сталь Р6М5, имеет сталь марки Р8МЗ, но она более устойчива к перегреву и имеет более высокую стабильность свойств
после закалки.
Вольфрамованадиевые стали Р12ФЗ и Р6М5ФЗ. Повышение содержания ванадия в этих сталях до 2,7% улучшило такие их качества, как износостойкость, горячая прочность, теплостойкость и твердость, но ухудшило шлифуемость.
53
Таблица 6. ФизнкО’механические и эксплуатационные свойства и назначение быстрорежущих сталей
Физико-механические свойства
Марка стали
Прочность на изгиб аи, кгс/мм2
Твердость HRC
Теплостойкость, °C
Эксплуатационные свойства
Назначение
Р18
Р12
Р9
Р6М5
Р6М5К5
Наибольший интервал температур закалки, хорошая шлифуемость, недостаточно высокие прочность и вязкость, высокая карбидная неоднородность
Близки к свойствам стали Р18, но более высокие, горячая пластичность, прочность, вязкость
Карбидная неоднородность выше, чем у стали Р18, повышенная склонность к появлению прижогов при заточке
Прочность на 10—15% выше, а вязкость на 50—60% выше, чем у стали Р18. Более низкая карбидная неоднородность, хорошая шлифуемость, но повышенная склонность к обезуглероживанию
Прочность и вязкоЬть на 20—30% выше, чем у стали Р12Ф4К5, несколько меньше износостойкость, хорошая шлифуемость. Повышенная чувствительность к обезуглероживанию
Все виды режущего инструмента для обработки обычных конструкцион-
ных материалов
То же, что и стали Р18, а также для обработки некоторых видов нержавеющих сталей
Инструменты простой формы для обработки конструкционных материалов
Все виды режущего инструмента, в том числе работающего в условиях ударных Хагрузок, Для обра-
ботки углеродистых конструкционных сталей и нержавеющих сталей
Сверла, зенкеры, фрезы
:ля
обра-
ботки углеродистых и легированных , конструкционных сталей при
повышенных режимах резания, а также нержавеющих и жаро? прочных сталей
Р9М4К8Ф
Р9К5, Р9К10
Р12ФЗ
300—310
67—69
630
Р6М5ФЗ
Р18К5Ф2
65-66,5 640-645
Р10К5Ф5
640
Прочность и вязкость понижены по сравнению с кобальтовыми сталями, высокая износостойкость, низкая шлифуемость.
Более высокая твердость, чем у воль-фрамованадиевых сталей, хорошая шлифуемость, но меньшая механическая прочность и повышенная склонность к обезуглероживанию
Стойкость выше в 1,5—2,5 раза, чем у сталей Р12 и Р6М5, при средних скоростях резания, удовлетворительная пластичность ц шлифуемость
Повышенные прочность, вязкость, износостойкость, удовлетворительная шлифуемость
Повышенная твердость и износостойкость. Хорошая шлифуемость. Стойкость в 3,5—4 раза выше, чем у стали Р18
Автоматные резцы, фрезы, метчики, сверла, зенкеры, развертки для обработки конструкционных улучшенных сталей (HRC 35—45), аустенитных, жаропрочных и нержавеющих сталей и сплавов
Фрезы для черновой и получистовой обработки, долбяки, метчики для обработки на повышенных режимах резания, а также для обработки труднообрабатываемых сталей
Чистовые н получистовые инструменты, фасонные резцы, развертки, фрезы и т. д. для обработки углеродистых и легированных сталей, вязких аустенитных, нержавеющих и жаропрочных сталей и сплавов
То же, что н для стали Р12ФЗ
Режущие свойства выше, чем у стали Р18, Р12 и Р6М5, но несколько ниже, чем у стали Р18К5Ф2
Резцы, сверла, фрезы и др. для черновой и получистовой обработки углеродистых и легированных конструкционных сталей с повышенными режимами резания, а также для резания труднообрабатываемых материалов
То же, что и для стали Р18К5Ф2
Кобальтовые стали. Кдбальтэто легирующий элемент, который значительно повышает теплостой
кость и вторичную твердость и, кроме того, улучшает теплопроводность многих сталей. Поэтому теплостойкость кобальтовых сталей достигает 645—650°С, а твердость 67—70 HRC.
Благодаря лучшей теплопроводности температура режущей кромки инструментов из кобальтовой стали при одинаковых условиях на 30—70°С ниже, чем из стали Р18. Однако кобальт снижает прочность и вязкость и повышает хрупкость сталей. Стойкость инструментов из кобальтовых сталей в 2—4 раза выше, чем из вольфрамомолибденовых сталей.
Такое сочетание физико-механических и эксплуата-
нионных свойств кобальтовых сталей определило их
главную область применения
инструменты для обра-
ботки труднообрабатываемых аустенитных жаропрочных
и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной твердости (HRC 40—45).
Несмотря на более высокую (в 2 раза) стоимость кобальтовых сталей по сравнению со сталью PL8, их применение экономически более выгодно.
Государственным стандартом (ГОСТ 19265—73) предусмотрены семь марок кобальтовых сталей: Р6М5ФЗ, Р18К5Ф2, Р9М4К8, Р6М5К5, Р10К5Ф5, Р9К5, Р9КЮ.
В последние годы разработаны и нашли практическое применение быстрорежущие стали высокой теплостойкости — стали с интерметаллидным упрочнением марок В11М7К23, В4М12К23 и др. Их теплостойкость достигает 700—725°С, а вторичная твердость составляет 68—69 HRC. Данные стали используют для точения, строгания и фрезерования труднообрабатываемых мате
риалов.
Преимущества инструментов, изготовленных из сталей с интерметаллидным упрочнением, состоят в следующем: при обработке титановых сплавов их стойкость в 30—40 раз выше по сравнению со сталью Р18 и в 8— 15 раз выше, чем инструментов, оснащенных твердым сплавом ВК8, а при резании аустенитных жаропрочных и нержавеющих сталей стойкость в 10—20 раз выше, чем инструментов из жобальтовых сталей [5].' При обработке конструкционных сталей и чугунов преимущества рассматриваемых инструментальных сталей менее значительны и состоят в повышении стойкости в 3—4 раза по сравнению со сталью Р18.
56
Физико-механические и эксплуатационные свойства и примерное назначение быстрорежущих сталей даны в табл. 6.
Быстрорежущие стали
изготавливают в виде про
ката, а также в виде режущих пластин по ГОСТ 2379—
77, которые наваривают на стальной корпус.
4. Твердые сплавы
Металлокерамические твердые сплавы состоят из тончайших зерен карбидов тугоплавких металлов — вольфрама, титана и тантала, соединенных цементирующим металлом — кобальтом. Карбиды являются основной составной частью твердых сплавов, их содержание равно 66—97%. Благодаря наличию карбидов сплавы обретают высокую твердость и износостойкость. Связующий металл придает твердому сплаву определенную прочность и вязкость.
Имея достаточно высокий предел пластической прочности и незначительный предел хрупкости, а также высокие значения теплостойкости, стойкости против адгезионного и абразивного износа, твердые сплавы позволяют вести обработку сталей, чугунов, жаропрочных сплавов и других материалов со скоростями, в несколько раз превышающими скорости обработки инструментами из быстрорежущих сталей, и тем самым обеспечивают значительное повышение производительности обработки.
Существуют три основные группы твердых сплавов, отличающиеся составом их карбидной основы: вольфрамовая, титановольфрамовая и титанотанталовольфрамо-вая. В последние годы в связи с возрастанием дефицитности вольфрама и кобальта появилась четвертая группа— безвольфрамовые твердые сплавы. Основу сплавов этой группы составляет карбид* титана (50—79%), а остальное — никель (15—37%) и молибден (5—13%).
Вольфрамовые твердые сплавы. В эту группу входят сплавы марок ВКЗ; ВКЗМ, ВК4, ВК60М, ВК6М, ВК6, ВК8, ВК100М, ВК10М и ВК15 (В —вольфрам, К — кобальт, М— мелкозернистый, ОМ — осдбо-мелкозернистый, цифра после К указывает на процентное содержание кобальта, остальные — процентное содержание вольфрама). Для данных сплавов характерны более высокие предел прочности на изгиб и вязкость, но меньшие твердость и теплостойкость, причем эти свойства зависят от содержания кобальта в сплавах и
57
размера зерна карбидов. С увеличением процентного содержания кобальта растет предел прочности на изгиб, но снижаются твердость и температура, при которой наблюдается слипаемость с обрабатываемым материалом. Все вместе ведет к повышению интенсивности износа инструмента, особенно при обработке вязких материалов на высоких режимах резания.
Режущие свойства вольфрамовых сплавов повышаются с уменьшением величины зерна карбидов, что особенно заметно при обработке высокопрочных материалов. Например, если при обработке чугуна с твердостью НВ 150—200 кгс/мм2 инструментами из сплава ВК6 (величина зерна 1—2 мкм) и ВК6М (до 1 мкм) разница в стойкости незначительна, то уже при обработке чугуна с НВ 400 кгс/мм2 стойкость сплава ВК6М в не
сколько раз выше.
Вольфрамовые твердые сплавы предназначены для обработки чугуна, цветных металлов, а также труднообрабатываемых материалов при невысоких скоростях резания (до 100 м/мин).
Титановольфрамовые твердые сплавы в основном предназначены для обработки сталей—конструкционных и легированных нормальной обрабатываемости.
В соответствии с ГОСТ 3882—74 промышленность выпускает сплавы пяти марок: Т30К4, Т15К6, Т14К8, Т5КЮ и Т5К12. В обозначениях сплавов цифра после буквы Т указывает на процентное содержание карбида титана в сплаве, а после буквы К — процентное содержание кобальта, остальное в сплаве — это карбид воль
фрама.
Титановольфрамовые сплавы обладают большими, чем вольфрамовые сплавы, твердостью, теплостойкостью и износостойкостью, но менее прочны. Кроме того, из-за повышенной хрупкости они плохо выдерживают ударные и переменные нагрузки. Поэтому сплавы с большим
содержанием титана целесообразно применять для чи
стовой и получистовой обработки сталей с повышенной
скоростью резания, а сплавы с меньшим содержанием титана — при получистовой и черновой обработке, а также при фрезеровании.
Титанотанталовольфрамовые сплавы по своим эксплуатационным свойствам являются промежуточными между вольфрамовыми и титановольфрамовыми сплавами. Они имеют более высокую прочность и вязкость, чем титановольфрамовые сплавы, но несколько уступают им по твердости и теплостойкости. Благодаря высоким из
58
носостойкости, эксплуатационной прочности, сопротивлению ударным нагрузкам, вибрациям и выкрашиванию данные сплавы весьма эффективны при черновой обработке сталей и чугунов с большими сечениями среза, при прерывистом резании (фрезеровании, строгании).
Стандартом предусмотрены четыре марки сплавов ТТ7К12, ТТ8К6, ТТ10К8-Б и ТТ20К9 (цифры после ТТ — процентное содержание титана и тантала, вместе взятых, после К — кобальта).
В последние годы, разработаны и получили распространение твердые сплавы серии МС, которые превосходят соответствующие стандартные сплавы. Марки твердых сплавов серии МС и заменяемые ими марки стандартных сплавов приведены в табл. 7.
Таблица 7. Марки твердых сплавов серии МС и заменяемые ими марки стандартных сплавов
4.1
Марки твердых сплавов
Марки твердых сплавов
серии МС
по ГОСТ 3882-74
серии МС
по ГОСТ 3332-74
МС 101 МС 111 МС 121 МС 137 МС 131 МС 146 МС 301
МС 306 МС 312
Т30К4 Т15К6 Т14К8
ТТ20К9 Т5К10 Т5К12
ВКЗ ВК60М ВК6М
МС 313
МС 318
МС 321
МС 347
МС 211
МС 221
МС 241
МС 1460
МС 2210
В Кб ВК6 ВК8 ВК8 ВК60М ТТ10К8Б
ВК8 ТТ7К2ГТ ТТ10К8БГТ
Безвольфрамовые твердые сплавы. Созданные для замены вольфрамосодержащих твердых сплавов безвольфрамовые сплавы выделились в само
стоятельную группу инструментальных материалов, имеющих свои области применения, обусловленные их физико-механическими и режущими свойствами.
Безвольфрамовые сплавы по сравнению с вольфрамовыми сплавами имеют меньшую прочность на изгиб, но твердость их выше. Из других свойств необходимо отметить более низкую теплопроводность, более высокий коэффициент линейного расширения и на 20—25% меньший коэффициент трения со сталью. Следовательно, безвольфрамовые сплавы обладают высокой износостойкостью, но чувствительны к ударным нагрузкам. Они плохо поддаются пайке и заточке вследствие не-
J9
Таблица 8. Рекомендации по выбору марки твердого сплава
Рекомендуемые марки
сталей
Вид и характер обработки
углеродистых
легированных
нержавеющих
Чистовое точение при 5 = 0,1—0,3 мм/об; t = 0,5—2 мм
Получистовое точение при 3 = 0,2—0,5 мм/об; t = 2—4 мм
Черновое точение при 5 = 0,4—1,0 мм/об; t = 4—10 мм
Тяжелое черновое точение при 5 = 1 мм/об и более; t = 6—20 мм
Отрезка и прорезка канавок
Нарезание резьбы резцом
Получистовое и чистовое строгание и долблецие
Получистовое и чистовое фрезерование
Черновое фрезерование
Сверление отверстий
Зенкерование получистовое и чистовое
Развертывание
Т30К4
ТН20 Т15К6
ТМЗ ТН20 КНТ16 Т15К6 Т15К6 Т14К8 ТТ10К8Б
Т5К10 Т5К12 ТТ7К12 Т155К6 Т5К10
Т15К6
Т15К6
Т15К6 ТН20 КНТ16 Т14К8
Т5К10 ТТ7К12
Т5К10 ВК8 ВК10М
Т15К6 Т14К8
Т30К4 Т15К6
Т30К4
ТН20 КНТ16 ВК60М
ТМЗ TH 20 КНТ16 Т15К6 Т14К8 Т5К10 ТТ10К8Б
Т5К10 Т5К12
ТТ7К12 Т15К6 Т14К8
Т15К6
Т14К8
Т5К10
Т15К6
Т14К8
ТТ20К9
Т5К10 ВК8 ТТ7К12
Т5К10 ВК8 ВК10М
Т15К6 Т14К8
Т30К4 Т15К6
ВК60М ВКЗМ Т15К6 ТМЗ
ВК6М ВК8 ТТ10К8Б ВК100М ВК6М
ВК8 ВК100М ТТ10К8Б
ВК8 Т5К12 ТТ7К12 ВК6М
ВК8
ВКЗ ВК6М
ВК8 ВК8 Т5К12
Т14К8 ТТ20К9 ВК6М ВК10М
Т5К12 ТТ7К12 ВК100М
Т5К12 ВК8 ВК10М
ВКбМ ВК60М
ВКбМ ВК60М
60
для обработки различных материалов
твердого сплава для обработки
сплавов
чугунов
высокопрочных
титановых
жаропрочных
тугоплавких
*
цветных
серых НВ 240
высокопрочных НВ 400 - 700
ВК60М ВК60М ВКбМ ВКбМ
Т15К6 ВКбМ
ВКбМ ВК60М
Т15К6 ВКбМ
ВКбМ ВК4
ТТ10К8Б ВКЮОМ
ВК8 ВКб
ВК100М ВК100М
Т5К12 I ВК8
ТТ7К12 ВК8 ВКЮОМ ТТ7К12 ВК6М ВК4 ВК8
ВК60М I ВК60М
ВК8 ВК6М
ВК100М ВК8
ВКЮОМ ВКЮОМ
ТТ7К12 ВК8
Т14К8 ВК4
ТТ20К9 ВК100М
ВКбМ
ВК10М
Т5К10 ВК8
ВК8 ВКЮОМ
ТТ7К12
Т5К12 ВКбМ
ВК8 ВК8
ВК10М ВКЮМ
ВК6М ВК4
ВК60М ВКбМ
ВК6М ВК60М
ВК60М ВКбМ
ВК8
ВК4
ВК60М ВКЗМ ВКбМ ВКЗМ
ВКбМ ВК60М ТМЗ ВКЗ
ВКбМ КНТ16
ВК4
ТН20
ВКбМ ВКвМ TH 20 ВКЗ
ВКб ВК4 КНТ16 ВКбМ
ТТ10К8Б ВКб ВКбМ ВКб
ВКЗМ ВКЗ ВК60М
ВКбМ ТТ8К6
ВК6
ВК8
ВК4
ВК6
ВК4 ВК8
ВКб вкюом
ВК8 вкюом
ВК8 ВК8 I ВК4 I ВК4
ВКЮОМ ВКЮОМ ВКб ВКб
ТТ7К12 ВК8 ВК8
ВКб ВК60М ВКЗМ ВК4
ВК6М ВКЮОМ ВКЗ ВК6М
ВКЮОМ ВК8 ВК60М ВКб
ВК60М ВК60М ВКЗ ВКЗ
ВКбМ ВК6М ВК60М ВК60М
ВК8 ВКбМ ВКбМ
ВКЮОМ ВК4 ВК4
ВК8 ВКб ВКб
ВК8 ВК8 ВКбМ ВКб
ВКЮОМ ВКЮОМ ВКб ВК4
ТТ8К6
ВКб вкюом
ВК8 вкюом
ВКЗ ВКбМ
ВКЗМ ВК60М ВКбМ
ВКбМ вк юом ТТ8К6
ВК6
ВК4 ВК8 ВКб
ВК8 I ВК8 I ВК4 I ВК4
ВКЮОМ ВК60М ВКбМ ВКб
ВКЮМ ВКЮОМ ТТ8К6
ВКбМ ВК60М ВК4 ВКЗМ
ВК8 ВК8 ВКб ВК4
ВКбМ ВК60М ВКЗМ ВКЗМ
ВК60М ВКбМ ВК60М ВКЗ
ВКЗМ ВКЗ ВКбМ
ВК8 ВК8 ВК100М ВК100М
ВК8 ТТ8К6
ВК4 ВКбМ
ВКЗМ ВК60М
61
удовлетворительных термических свойств, поэтому применяются в основном в виде неперетачиваемых пластин.
В настоящее время безвольфрамовые сплавы используются для чистового и получистового точения и фрезерования чугуна, углеродистых сталей и цветных металлов и сплавов.
В СССР разработано несколько марок безвольфра-мовых твердых сплавов, из которых применяются две основные: КНТ-16 и ТН20. В этих сплавах: Т — карбид титана, Hi—никель, КН — карбонитрид титана, цифра означает суммарное процентное содержание никеля и молибдена, остальное — карбид титана или карбонитрид титана.
Выбор марки твердого сплава для конкретных условий обработки (вид и характер обработки, конструкция режущего инструмента и характер обрабатываемого материала) следует производить исходя из физико-механических и эксплуатационных свойств режущего материала, а также руководствуясь рекомендациями (табл. 8), учитывающими опыт эксплуатации и результаты многочисленных исследований.
S. Минералокерамика
Минералокерамика — инструментальный материал, обладающий высокими твердостью (HRA 93—94), теплостойкостью (до 1200°С), температурой схватывания с металлом и износостойкостью, но также с высокой хрупкостью, низкой вязкостью и плохой сопротивляемостью циклическим изменениям тепловой нагрузки.
В связи с таким сочетанием положительных и отрицательных эксплуатационных качеств минералокерамика в основном используется для получистовой и чистовой обточки и расточки деталей из высокопрочных и отбеленных чугунов, закаленных сталей, а также из неметаллических материалов. При определенных условиях (в первую очередь при высокой жесткости системы станок — деталь — приспособление — инструмент) минералокерамику можно применять для чистового фрезеро
вания.
Выпускают оксидную (белую), оксидно-карбидную (черную) и оксидно-нитридную керамику.
Оксидная керамика почти полностью состоит из окиси алюминия (AI2O3), ее получают путем прессова-
62
иия тонко измельченных частиц AI2O3 с последующим горячим спеканием. Сейчас освоены новые марки оксидной керамики с улучшенными физико-механическими свойствами, такие, как ВО13 (ои=40—50 кгс/мм2), ВШ-75 (сти=55—60 кгс/мм2) и др.
Оксидную керамику рекомендуется использовать для
чистового и получистового точения нетермообработан-ных сталей, а также серых и ковких чугунов с твердостью НВ 200 и менее [10].
Оксидно-карбидная керамика имеет в своем составе
кроме AI2O3 легирующие добавки карбидов хрома, ти
тана, вольфрама и молибдена. Благодаря этому ее
прочность на изгиб значительно выше, чем у оксидной керамики, и . достигает 65—70 кгс/мм2, при некотором снижении теплостойкости и износостойкости. Выпускаются следующие марки оксиДно-карбидной керамики: ВЗ, ВОК60 и ВОК 63; эти виды керамики рекомендуется
применять для чистового и получистового точения и фрезерования закаленных сталей (HRC 45 и более), серых чугунов (НВ 240), отбеленных чугунов (НВ 400— 700), а также нержавеющих сталей.
Оксидно-нитридная керамика состоит из нитридов кремния и тугоплавких материалов с включением окиси алюминия и других компонентов. К этой группе относятся силинит-Р ТУ 06-339-78 и кортинит ОНТ-20 ТУ 2-036-087-82.
Силинит-Р обладает такой же прочностью на изгиб,
как и оксидно-карбидная минералокерамика (ои = 49
68 кгс/мм2), но большей твердостью (HRA 94—96) и
стабильностью свойств при высокой температуре. Он не взаимодействует в процессе резания с большинством сталей' и сплавов на основе алюминия и меди, т. е. не подвергается адгезионному износу. Из этого материала изготавливают как напайные, так и неперетачиваемые
механически закрепляемые пластины.
Силннит-Р позволяет заменять вольфрамосодержащие твердые сплавы на операциях получистового и чистового точения различных материалов. При обработке закаленных сталей его применение может заменить шлифование.
Благодаря высокой твердости силинит-Р превосходит по стойкости твердые сплавы при обработке закаленных сталей.
Рекомендуемые режимы резания при точении стали и чугуна:
Конструкционные углеродистые и легированные стали
Чугун
Скорость резания v, м/мин . Подача S, мм/об ...........
Глубина резания мм . . . Стойкость Г, мин...........
100-200 0,3—0,5 3
130-80
55-85 0,14—0,5 1,5
250-150
Инструментом, оснащенным пластинами из корти-нита, рекомендуется обрабатывать закаленные стали 1 IRC 30—55, ковкие чугуны, модифицированные и отбе-
0=8,350-12,700
8*3,17-8,00 Г=0,4 ~ 3,0
d = 11,785 8-3,17 и 4,76 Г-0,4-1,2
d =3,525U 12,700 8=3,17-8,00
Рис. 21. Формы и размеры неперетачиваемых пластин из минералокерамики,
ленные чугуны, а также термоулучшенные стали. Режимы обработки такие же, как и для оксидно-карбидной
керамики.
Режущая керамика выпускается в основном в виде многогранных неперетачиваемых пластин — трехгранных, квадратных, ромбических и круглых (рис. 21).
Рекомендации по выбору марки керамики и режимов резания приведены в гл. III и IV.
64
6. Сверхтвердые материалы
Для изготовления лезвийного инструмента в настоящее время применяются три вида сверхтвердых материалов (СТМ): природные алмазы, поликристаллические синтетические алмазы и композиты на основе нитрида бора.
Природные и синтетические алмазы обладают такими уникальными свойствами, как самая высокая твердость (HV 10 000 кгс/мм2), весьма малые коэффициент линейного расширения и коэффициент трения и высокие теплопроводность, адгезионная стойкость и износостойкость.
Недостатками алмазов являются невысокая прочность на изгиб, хрупкость и растворимость в железе при относительно низких температурах (750°С), что препятствует использованию их для обработки железоуглеродистых сталей и сплавов на высоких скоростях резания, а также при прерывистом резании и вибрациях.
Природные алмазы используются в виде кристаллов, закрепляемых в металлическом корпусе резца.
Синтетические алмазы марок АСБ (балас) и АСПК (карбонадо) сходны по своей структуре с природными алмазами. Они имеют поликристаллическое строение и обладают более высокими прочностными характеристиками.
Природные и синтетические алмазы нашли широкое применение в обработке медных, алюминиевых и магниевых сплавов, баббитов, благородных металлов (золота, серебра, палладия, платины), титана и его сплавов, неметаллических материалов (пластмасс, тексто-
лита, стеклотекстолита, органического стекла, прессованного и силицированного графита), а также твердых
сплавов и керамики.
Синтетические алмазы по сравнению с природными имеют ряд преимуществ, обусловленных их более высокими прочностными и динамическими характеристиками. Их можно использовать не только для точения, но также и для фрезерования. Синтетические алмазы
менее чувствительны к
динамическим нагрузкам и по-
зволяют вести обработку с большим сечением среза (глубиной и подачей).
Отечественной промышленностью поликристалличе-
ские алмазы выпускаются в виде пластин цилиндрической и сегментной форм диаметром до 6 мм.
3 А. П. Драгун
Композит — новый сверхтвердый материал на основе кубического нитрида бора, применяемый для изготовления лезвийного режущего инструмента.
По твердости композит приближается к алмазу, значительно превосходит его по теплостойкости, более инертен к черным металлам. Это определяет главную область его применения — обработка закаленных сталей и чугунов. Однако композит может быть эффективно использован также при обработке легких и цветных сплавов и некоторых труднообрабатываемых материалов.
Промышленность освоила выпуск следующих основных марок СТМ: композит 01 (эльбор-Р), композит 02 (белбор), композит 05 и 05И, композит 10 (гексйнит-Р) и композит 09 (ПТНБ-ИК).
Композиты 01 и 02 обладают высокой твердостью (HV 7500 кгс/мм2), но небольшой прочностью на изгиб (40—50-кг/мм2). Основная область их применения— тонкое и чистовое безударное точение деталей из закаленных сталей твердостью HRC 55—70, чугунов любой твердости и твердых сплавов марок ВК15, ВК20 и ВК25 (HRA 88—90), с подачей до 0,15 мм/об и глубиной резания 0,05—0,5 мм (максимальная глубина резания может достигать 1—1,5 мм).
Инструменты, оснащенные композитами 01 и 02, могут работать при следующих скоростях резания:
Скорость
Обрабатываемый материал резания,
м/мин
Сталь:
HRC 40-60 .............................. 50-160
HRC 60-70 .............................. 60-120
Чугун серый и высокопрочный НВ 150—270 400—900
Чугун отбеленный, НВ 400—600 ............., 100—200
Твердые сплавы ВК15, ВК20, ВК05, HRA 88—90 ....................................... 8—12
При малых скоростях резания и подачах в условиях чистовой и тонкой обработки композит 01 может быть использован для обработки незакаленных углеродистых и малолегированных сталей типа стали 45 и стали 40ХГНМ.
Эффективная область обработки стали 45 композитом 01 — при скоростях, не превышающих 130— 140 м/мин, и подачах не более 0,16 мм/об, а стали 40ХГНМ — 60—80 м/мин.
' Композиты 01 и 02 могут быть использованы также для фрезерования закаленных сталей и чугунов, несмо-
три на наличие ударных нагрузок, что объясняется более благоприятной динамикой фрезерной обработки.
Композит 05 по твердости занимает среднее положение между композитом 01 и композитом 10, а его прочность примерно такая же, как у композита 01. Так как этот материал спекается из порошков кубического нитрида бора и AI2O3, получаемые монолитные заготовки имеют значительно большие размеры (диаметр 7—8 мм, высота 4—6 мм).
большие размеры (диаметр
5)
Рис. 22. Формы неперетачи< ваемых пластин из сверхтверд дых материалов.
Инструментами из композита 05 можно обрабатывать стали твердостью HRC 40—60 и чугуны твердостью до НВ 300 с подачами до 0,3 мм/об н глубинами резания 0,2—2,0 мм.
Композиты 09 и 10 имеют примерно одинаковую прочность на изгиб (70—100 кгс/мм2), которая значительно выше, чем у композита 01, однако твердость композитов 09 и 10 меньше и составляет 4000—
5000 кгс/мм2. Кроме кой теплостойкостью
того, композит 09 обладает высо-
(1400°С) и весьма высокой термо-
циклическои стойкостью.
Благодаря сочетанию указанных свойств композиты 09 и 10 рекомендуются для тонкого, чистового и полу-чистового точения и фрезерования закаленных сталей
и чугунов, а также твердых сплавов.
67
Более подробно примеры использования композитов и режимы резания рассмотрены в гл. Ill и IV,
Режущие элементы из композитов выпускаются в виде пластин для неразъемного соединения со стальным корпусом, а также в виде круглых, трехгранных, квадратных, ромбических и шестигранных неперетачиваемых пластин для механического соединения. Форма и размеры таких пластин приведены на рис. 22 и в табл. 9.
Таблица 9. Номенклатура и размеры режущих пластин из композита
Форма пластин (см. рис. 22)
Круглые
Квадратные Ромбические Треугольные Шестигранные
Композит 01
3,6X3,18
3,6X2,38
2,94X3,2
Размеры 4X5, мм
Композит 05
7,0 X 5,0
7,0X3,18
5,56X3,18
5,56X3,18
4,76X3,18
5,54X3,2
Композит 10 -Композит 10Д
8,0X3,97
5,56x3,97
3,97X3,18
7. Напайные и механически закрепляемые пластины из твердого сплава и минералокерамики
Твердые сплавы и минералокерамика используются для инструмента в виде напайных или механически закрепляемых пластин.
Напайные пластины — это основные изделия из твердого сплава. Они применяются практически для всех групп режущих инструментов. Государственными стандартами ГОСТ 25393—82 и ГОСТ 25426—811 предусмотрено большое разнообразие форм и размеров твердосплавных пластин, что позволяет экономично использовать дорогой режущий материал, а также изготовлять всевозможные инструменты, отличающиеся по конструкции и размерам.
Создание механически закрепляемых многогранных неперетачиваемых пластин позволило сделать качественный скачок в развитии инструмента, состоящий в следующем.
1 До 1983 г. существовал
ГОСТ 2209—69 —один на все формы
твердосплавных пластин,
68
Во-первых, инструменты с механическим креплением многогранных пластин не требуют заточки, так как геометрия инструмента обеспечивается формой пластины и ее соответствующей установкой в корпусе, а после затупления пластина поворачивается новой режущей кромкой. Исключение переточки уменьшает время на замену инструмента после затупления, повышает качество инструмента, так как уменьшается возможность появления трещин. Во-вторых, наличие на передней и задней поверхностях корки (получающейся после спекания) на 20—40% повышает стойкость инструмента.
Таблица 10. Предельные отклонения основных размеров многогранных пластин, мм
Степени точности
Размер
U Ж
вп-
До 9,525
от 9,525
о 12,700
от 12,700 до 22,225 от 22,225
±0,08 0,13 0,18.
0,25
±0,05 0,08 0,10
0,13
0,025
/и1
При dBn:
0,13
ОДО
0,13
0,20
0,08
0,13
0,15
0,18
0,013
«к
0,13
1 Размер т служит
ля задания номинального положения вер
шины пластины, а предельное отклонение размера является пре« дельным отклонением положения вершины при повороте пластн*
ны на другую грань.
ГОСТ 19043-80 ГОСТ 19045-80 ГОСТ24251-80
ГОСТ 19047-80 ГОСТ19048'80 Г0СТ19049~80
ГОСТ19062-80
ГОСТ19052-80
Ь/
ГОСТ19053-80
ГОСТ19064-80
Г0СТ24255-80
ГОСТ19065-80
Г0СТ19069-80
В-третьих, отсутствие пайки исключает возможность появления напряжений и микротрещин, что повышает срок службы пластин. В-четвертых, повышается производительность труда за счет повышения режимов резания и сокращения времени на смену и восстановление инструмента. В-пятых, сокращаются потери вольфрама, титана, кобальта за счет вторичного использования
твердосплавных пластин, а также снижается расход ме
талла на изготовление корпусов инструментов. В-шестых, появляется возможность эффективного примене-
70
ГОСТ 24250-80
ГОСТ10044-80 ГОСТ13046-80
Г0СТ18056-80
ГОСТ13057-80
ГОСТ 13053-80
ГОСТ 13063-80 ГОСТ13064-80 ГОСТ 13065^80
Рис. 23. Формы многогранных неперетачиваемых пластин из твердого сплава.
ния для инструментов режущих материалов, которые плохо поддаются пайке (безвольфрамовые твердые сплавы и минералокерамика).
Промышленностью выпускаются цилиндрические пластины, многогранные пластины с числом граней 3, 4, 5, 6, в том числе четырехгранные ромбические и па-раллелограммные. Кроме того, выпускаются опорные пластины соответствующих форм и Накладные стружко-ломы.
Основные (габаритные) размеры режущих пла
71
стин — вписанный диаметр rf, толщина 3 и радиус вершины г — унифицированы. Приняты следующие значения размеров, в мм:
d — 6,35; 9,25; 12,700; 15,875; 19,050; 25,400.
S —3,18; 4,76; 6,35; 7,94.
г —0,2; 0,4; 0,8; 1,2; 1,6; 2,4.
По точности изготовления пластины делятся на пять классов; U, М, Е> G и С — с предельными отклонениями размеров, приведенными в табл. 10.
Пластины из минералокерамики изготавливают классов U и G.
Пластины классов точности U и М шлифуются по передней и опорным поверхностям иди только по опорным поверхностям Хпластины со стружколомающими канавками), пластины классов Е, G и С — по передней, опорным и задним поверхностям (граням) лили только по, опорным и задним поверхностям для пластин со стружколомающими канавками.
Номенклатура и размеры данных пластин предусмотрены ГОСТ 19043—80 —ГОСТ 19069—80 и ГОСТ 24250—80 — ГОСТ 24256—80 и приведены на 'рис. 23.
8. Твердосплавные пластины с износостойкими покрытиями
В последние годы в мировой практике нашли широкое применение двух- и трехслойные инструментальные материалы, получаемые путем нанесения на основной материал износостойких покрытий из карбида (TiC), нитрида (TiN) или карбонитрида (TiCN) титана в виде тонкого слоя толщиной 5—10 мкм. Применяют также комбинированные покрытия, когда на твердосплавную пластину вначале наносится слой карбида титана (0,005 мм), а на него — слой окиси алюминия (0,001 мм).
Так как йри переточке инструмента износостойкий слой снимается, покрытия наносят в основном на многогранные неперетачиваемые пластины.
Каковы преимущества пластин с износостойким покрытием? Как уже говорилось, с увеличением твердости инструментального материала падает его прочность. Это противоречие практически неразрешимо для основных марок твердых сплавов. Пластины же с износостойким покрытием сочетают в себе высокую прочность базового материала и высокую твердость поверхностного слоя. Более того, износостойкое покрытие обладает
72
меньшим коэффициентом трения и лучшей устойчивостью против схватывания с обрабатываемым материалом.
Промышленные испытания инструментов, оснащенных многогранными твердосплавными пластинами с износостойкими покрытиями, показали, что при точении и фрезеровании деталей из стали и чугуна стойкость их в 1,5—2,5 раза выше, чем инструментов с пластинами без покрытия [1]. Еще более эффективно применение инструментов с износостойким покрытием для обработки труднообрабатываемых материалов. Здесь стойкость повышается в 3 раза и более.
Износостойкие покрытия повышают также стойкость инструмента из быстрорежущей стали (фрез, сверл, метчиков) примерно в 1,5 раза.
В настоящее время освоен серийный выпуск твердосплавных неперетачиваемых пластин с ^износостойкими покрытиями, а также производство многолезвийных быстрорежущих инструментов.
РЕЗЦЫ
ГЛАВА
Резцы относятся к наиболее распространенной группе режущих инструментов. Они применяются для обточки, расточки, подрезки, отрезки, нарезания резьбы, строгания, долбления, а также как составные элементы расточных оправок и различных комбинированных инструментов.
Согласно классификации, принятой в нашей стране, резцы делятся на множество разновидностей, типов и исполнений в зависимости от технологических групп станков (токарные, строгальные, долбежные), выполняемых работ (проходные, подрезные, прорезные и отрезные, резьбовые, расточные и т. д.), конструкции (цельные с напайными пластинами, сборные, отогнутые, круглые) и от материала режущей части (быстрорежущие, твердосплавные, алмазные и др.).
1. Быстрорежущие и твердосплавные резцы с напайными пластинами
Промышленностью выпускаются и используются как быстрорежущие, так и твердосплавные резцы.
С появлением твердого сплава применение резцов из быстрорежущей стали значительно сократилось. Однако имеются области, где обработка быстрорежущими резцами более эффективна, например обработка поверхностей. сложного профиля, прерывистых поверхностей в деталях из труднообрабатываемых материалов, нарезание, специальных резьб, расточка отверстий малого диаметра, строгание и долбление,
74
Стандартизованы и выпускаются централизованно следующие конструктивные разновидности резцов: токарные проходные отогнутые, прямые, упорные, подрезные, расточные, прорезные и отрезные, фасочные и резьбовые из быстрорежущей стали по ГОСТ 18868— 73 —ГОСТ 18878—73;
токарные с пластинами из твердого сплава поГОСТ 18877—73 —ГОСТ 18885—73;
расточные державочные из быстрорежущей стали поГОСТ 10044—73;
расточные державочные о пластинами из твердого сплава по ГОСТ 9798—73;
расточные цельные твердосплавные со стальным хвостовиком по ГОСТ 18062—72—ГОСТ 18064—72;
долбежные из быстрорежущей стали по ГОСТ 10046—72;
строгальные напайные из быстрорежущей стали и твердого сплава по ГОСТ 18887—73 —ГОСТ 18894—73.
Кроме стандартных резцов инструментальные заводы выпускают резцы по нормалям машиностроения и чертежам ВНИИинструмент. Кроме того, предприятия в инструментальных цехах производят резцы для собст
венных нужд по заводским чертежам и нормалям, многие из которых будут рассмотрены ниже.
С целью унификации присоединительных мест резцедержателей станков сечения резцов стандартизованы. В СССР и за рубежом принят следующий ряд размеров сечений ВХН, мм; 4X4; 6X6; 8X8; 10ХЮ; 12X12; 16X10; 16X16; 20X12; 20X16; 20X20; 25X16; 25X20; 25X25; 32X20; 32X25; 32X32; 40X25; 40X32; 40X40; 50X32; 50X40; 63X50.
Квадратная форма сечения применяется для резцов,
используемых на токарно-револьверных станках и автоматах, а также на станках с ЧПУ. Резцы прямоуголь
ной формы с отношением сторон Н : В = 1,6 применяются для чистовой и получистовой обработки, а с Н : В = = 1,25— для черновой обработки. Кроме резцов с приз
матическим сечением применяются резцы с круглым се
чением. Это расточные и резьбовые резцы, позволяющие
корректировать углы резания за счет разворота в дер
жавке.
2. Проходные, подрезные и расточные резцы
Проходные, подрезные и расточные резцы с напай-ными режущими пластинами отличаются большим раз-
75
нообразием форм рабочей части и геометрических параметров. Отечественной инструментальной промышленностью выпускаются данные резцы всех размеров сечений.
Стандартами предусматриваются два исполнения резцов в зависимости от угла врезки пластин в корпус. Резцы для обработки чугуна и других хрупких материалов имеют угол врезки, равный 10°, а для обработки стали и вязких материалов — 0°. Необходимость двух исполнений обусловлена следующими причинами. При обработке хрупких материалов не требуется специаль-
а)
Рис, 24. Типы расточных -резцов и схемы деформации их рабочей части в процессе обработки.
ной заточки для дробления стружки, а оптимальный передний угол равен 10°, поэтому резцы с таким же углом врезки практически не требуют трудоемкой заточки и переточки. В то же время на резцах для обработки вязких материалов, как правило, затачивают лунку или порожек, что значительно легче сделать на передней поверхности с углом врезки 0°, не уменьшая прочности пластины.
Расточные резцы изготавливают двух типов. Первый тип — это резцы, режущая кромка которых расположена выше оси корпуса резца (рис. 24,а). Резцы второго типа имеют отогнутую вниз рабочую часть (рис. 24,6). Они получили название виброустойчивых.
Виброустойчивость таких резцов объясняется просто. При деформации тонкой цилиндрической рабочей части резца, у которого режущая кромка расположена выше нейтральной оси, режущая кромка врезается в обрабатываемую поверхность (см. рис. 24), увеличивают-76
ся толщина снимаемого слоя и усилие резания. Наоборот, если режущая кромка находится на уровне нейтральной оси, прогиб резца отводит режущую кромку от обрабатываемой поверхности и тем самым уменьшает
усилие резания.
Следовательно, при появлении в процессе резания сил, возбуждающих вибрации, в первом случае рни бу
дут усиливаться, во втором — уменьшаться.
Необходимо отметить еще одно обстоятельство, способствующее повышению виброустойчивости резцов второго исполнения. Как видно из рис. 25, резец виброус-
тоичивого исполнения может иметь несколько большее сечение, чем обычный, за счет более благоприятного его расположения в растачиваемом отверстии. При этом жесткость резца увеличивается почти в шесть раз.
Практика показала [6], что резцы виброустой-чивой конструкции позволяют в 1,3—2 раза повы
Рис. 25. Схемы расположения сечения расточных резцов в обрабатываемом отверстии:
а — обычного исполнения; б — вибро-устойчивого исполнения.
сить скорость резания по сравнению с резцами обычной конструкции1.
Централизованно выпускаемые резцы имеют один и тот же задний угол а = 8° и плоскую переднюю поверхность с передним углом у = 0° или у=10° в зависимости
от угла врезки пластин.
При использовании их подвергают дополнительной заточке в соответствии с рекомендациями для конкретных условий обработки (материала детали, характера операции, вида резца, состояния оборудования и т. д.).
Так, рекомендуемое значение заднего угла а для обработки чугунов, углеродистых *и легированных сталей, а также нержавеющих сталей -с <тв = 90—120 кгс/мм2 равно 8—10°; для высокопрочных сталей и сплавов, в том числе и титановых сплавов, а=10—11°.
Для чистовой обработки рекомендуют [14] на задней поверхности резца затачивать фаску / = 0,07—0,1 мм с задним углом а = 0° (рис. 26, а). Такая фаска укрепляет режущую кромку, замедляет образование зазуб
рин на поверхности износа, снижает удельное контакт-ное давление на задней поверхности, интенсивность ра-
1 Результаты получены для твердосплавных расточных резцов.
71
диального износа и высоту микронеровностей обработанной поверхности. Установлено, что значительное по-
если
/ = 0,4
вышение стойкости резцов (в 3—4 раза) достигается,
мм с а=0°, как показано на рис. 26,6. При такой
заточке износ на задней поверхности остается постоянным и равным 0,4 мм на всем периоде стойкости резца.
Форма передней поверхности резцо? и значения передних углов выбираются1 в зависимости от обрабаты-
ваемого материала и подачи.
Рис. 26. Формы заточки задней поверхности резцов.
Для быстрорежущих резцов по ГОСТ 18868—73
рекомендуются четыре формы заточки передней поверхности (рис. 27).
Плоская форма с поло-
жительным передним углом у=10° (рис. 27, а) ре-
стали с ов>80 кгс/мм2, се-
рого чугуна НВ>220, брон-
зы и других хрупких материалов. Форма заточки, показанная на рис. 27,6, отли-
до 14° передним
углом, что позволяет эффективно использовать ее при обработке более мягких материалов — стали с ов^ ^80 кгс/мм2 и чугуна НВ ^220. Обе формы просты
в заточке.
Криволинейные формы передней поверхности, выполненные в виде лунки, обеспечивают завивание и дро-
бление стружки при обработке вязких материалов. Заточку с более глубокой лункой с у = 25° и фаской с углом 0—5° (см. рис. 27, в) целесообразно использовать для вязких сталей с ав^80 кгс/мм2. При обработке легких сплавов лунку необходимо затачивать без фаски.
Размеры фаски канавки зависят от режимов резания, и в основном, от подачи. Большей подаче соответ-
ствуют большие значения f, г и А.
В табл. И эти размеры приведены
для черновой и
получистовой обработки в зависимости от сечения резцов. Ширина фаски для расточных резцов меньше, чем
для проходных и подрезных,
з-за меньшей их жестко-
сти, а значит и работы с меньшей подачей.
Обработку материалов с ов=80—100 кгс/мм2 рекомендуется производить резцами с криволинейной заточкой с передним углом у =10° (см. рис, 27,г).
78
Рис. 27. Формы заточки резцов из быстрорежущей стали.
Рис. 28. Формы заточки резцов с пластинами из твердого сплава
79
Таблица 11. Рекомендуемые значения параметров заточки резцов из быстрорежущей стали (рис. 27, в) в мм
*Ш|1
Сечение резцов ВхН, мм
Параметр заточки
16X16 20X20 26x25 32X32 40X40
12X12
16X10 20X12 25x16 32X20 I 40X25 50X32
Ширина фаски /
0,6
0,8
Радиус канавки г
Ширина канавки А
15
10 13
18
15
В числителе даны значения / для проходных и подрезных резцов, в знаменателе — для расточных резцов.
Для твердосплавных резцов ГОСТ 18877—73 реко-
мендует несколько форм заточки передней поверхности
(рис. 28). Обработку серого чугуна, бронзы и хрупких
материалов целесообразно производить резцами с плоской заточкой с положительным передним углом у = 8° (рис. 28,а).
Плоская заточка с положительным передним углом и отрицательной фаской уф =—5° (рис. 28,6) рекомен
дуется для ковкого чугуна, стали и стального литья с (Тв^С80 кгс/мм2 и более прочной стали при недостаточной жесткой технологической системе и опасности выкрашивания режущей кромки. Отрицательная фаска /, размеры которой — от 0,01 до 1,2 мм, упрочняет режущую кромку при сохранении положительного перед
него угла.
На рис. 28, в, показана передняя поверхность, выполненная в виде уступа с отрицательной фаской f с передним углом уф==—5° и главным передним углом у=10°. Ширина уступа- А равна 4—5 Мм; а радиус г=1,5— 1,8 мм (большие значения А и г следует принимать для резцов с сечением тела 32x25 мм и более). Такая форма передней поверхности обеспечивает завивание или дробление стружки при обработке стали с ав< ^80 кгс/мм2.
При черновой обработке стали и стального литья с ов>80 кгс/см2, а также при работе с ударами на станках повышенной жесткости необходима прочная режущая кромка. Это достигается заточкой фаски 2—4 мм с уф=—5° и передней поверхности с у=0° (рис. 28,г).
so
Для обработки труднообрабатываемых сталей и
форма* лунки на передней поверхности (рис. 28, д). При
радиусной заточке образуется витая стружка, которая
легко сходит по передней поверхности, а фаска с нуле
вым или отрицательным передним углом упрочняет ре
жущую кромку. Ширина фаски и радиус кривизны ка
навки зависят от прочности и вязкости материала и подачи (табл. 12).
Таблица 12. Рекомендуемые значения параметров заточки резцов из твердого сплава (по рис. 28) в зависимости от предела прочности обрабатываемой стали
Размеры, мм
Углы, град
ав, кгс/мм’
а
А
Л
16
70—100
до 120
до 130
10
10
8—10
Для обработки высокопрочных материалов рекомендуется плоская форма заточки (рис. 28, е) с отрицательной широкой фаской.
3. Отрезные резцы
Отрезка заготовок на токарных станках остается одной из наиболее сложных операций металлообработки. Неблагоприятные условия образования и отвода стружки, недостаточные прочность и жесткость режущих элементов и рабочей части инструмента препятствуют применению высоких режимов резания, вызывают частые поломки инструмента. К недостаткам отрезных резцов следует отнести также весьма малые вспомогательные задние углы си, составляющие для напайных резцов 1—2°, что является одной из причин их низкой стойкости. Поэтому выбор конструкции и размеров отрезных резцов для конкретных условий обработки, а также рациональная их эксплуатация имеют весьма важное зна
81
чение для повышения производительности труда и сокращения расхода инструмента.
Применяемые в промышленности отрезные резцы можно разделить на три группы: цельные резцы с на-пайнЫ/Ми режущими пластинами, сборные конструкции,
Рис. 29. Конструкции стандартных отрезных резцов: а — из быстрорежущей стали по ГОСТ 18874—75; б, в — оснащенные пластинами из твердого сплава по ГОСТ 18884—75.
состоящие из сменных пластинчатых напайных резцов,
закрепляемых в держателе
(корпусе), и отрезные резцы
с механическим
креплением твердосплавных пластин.
Конструкция, размеры и области применения отрезных напайных резцов. Цельные
отрезные резцы с напайными пластинами стандартизованы и выпускаются централизованно. Их конструкция показана на рис, 29.
Достоинствами отрезных быстрорежущих резцов являются более высокая стабильность работы, более лег-
кая заточка и возможность использования резцов с минимальной шириной режущей части. Их целесообразно
применять в том случае, когда использование твердосплавных резцов не дает заметного эффекта, например
для отрезки деталей диаметром до 16 мм, когда скорость резания не превышает 40 м/мин (см. рис. 17), или же для отрезки деталей из мягких материалов (дюраля,
латуни).
Твердосплавные отрезные резцы согласно ГОСТ 18884—79 выпускаются в четырех исполнениях. Исполнения 1 и 2—это обычные резцы с призматической зажимной частью, отличающиеся между собой формами используемых твердосплавных пластин (рис. 29,а и в). Такие резцы позволяют отрезать заготовки диаметром до 70 мм. Резцы исполнений 3 и 4 (рис. 29,6) имеют
усиленную рабочую часть и благодаря этому позволяют производить отрезку заготовок большего диаметра.
Резцы исполнений 1 и 3 (рис. 29, в) обладают большей прочностью соединения пластины и стального корпуса, допускают работу с подачами в 1,5—2 раза большими, чеАм резцы исполнений 2 и 4.
Сборные отрезные резцы. Преимущества сборных отрезных резцов, состоящих из пластинчатого ножа, держателя и зажимных деталей, перед цельными
следующие:
снижаются общая трудоемкость изготовления и расход металла — изготовить один корпус и 15 простых ножей к нему дешевле, чем изготовить 15 цельных резцов;
имеется возможность регулировать рабочий вылет ножей в зависимости от диаметра отрезаемой детали, т. е, исключить холостые вылеты, что во многих случаях является резервом повышения жесткости;
в сборной конструкции резца с целью повышения жесткости нож можно выполнять значительной высоты, не зависящей от размеров держателя, что особенно необходимо при отрезке деталей большого диаметра.
Создано много различных конструкций сборных отрезных резцов, однако многие из них не нашли широкого применения из-за присущих им недостатков, например наличия неиспользуемого холостого вылета, достигающего 30—40% от общего вылета, необходимости использования для заточки ножей специальных держателей и др. Эти недостатки исключены у сборных резцов, производимых централизованно инструментальны
83
ми заводами. Один из таких резцов, предложенный М. Г. Аникиным, показан на рис. 30. Он состоит из корпуса, двустороннего отрезного ножа и зажимного винта. Усилия резания при отрезке воспринимаются
Рис. 30. Сборный отрезной резец конструкции М. Г. Аникина.
опорой корпуса и цилиндрической частью винта. Изготавливаются резцы с ножами из быстрорежущей стали и напайными твердосплавными пластинами. В зависи-
Рис. 31. Сборный отрезной резец повышенной жесткости.
мости от максимального диаметра отрезки (40, 60 и 75 мм) резцы комплектуются ножами с высотой #0» равной соответственно 20, 25 и 30 мм, и шириной режущей кромки 4 и 5 мм.
Для отрезки заготовок диаметром 80—160 мм можно рекомендовать резец (рис. 31), у которого пластинчатый нож 1 расположен в пазу держателя 3. При-завер-
М
тывании винта 4 нож закрепляется
между стенками
паза. Однако этого усилия недостаточно для восприятия усилий резания, поэтому дополнительно предусмотрен винтовой упор 2, служащий также для регулировки режущей кромки по высоте оси заготовки.
В конструкции данного резца сочетаются высокие жесткость держателя и ножа (нож имеет высоту больше, чем высота держателя) и виброустойчивость. Предотвращению возникновения вибраций способствуют
силы трения между стенками ножа и паза держателя. Резец устойчиво и надежно работает при v=100— 200 мм/мин и 3 = 0,2—0,35 мм/об.
Рис. 32. Сборный двухлезвийный резец конструкции С. Г. Карпова.
Сборный двухлезвийный резец С. Г. Карпова (рис. 32) предназначен для работы на тяжелых токарных станках при отрезке заготовок диаметром до 320 мм. Нож 1 с двумя режущими лезвиями крепится к держателю 5 двумя винтами 4 и сбоку через отверстия 2. Наклонное (под углом 10—15° к опорной плоскости держателя) расположение создает высокую жесткость резца при резании. Положение отверстий в пластине рассчитано так, что обеспечивает возможность изменения рабочего вылета ножа, а также возможность установки резца в резцедержателе 3 в обычное и перевернутое положение.
Предлагается два типоразмера резцов: один для отрезки деталей диаметром до 180 мм на токарных станках с высотой центров 200—300 мм, другой — до 320 мм на токарных станках с высотой центров 400—500 мм.
85
Форма рабочей части и геометрия отрезных напайных резцов
Рабочая часть всех отрезных резцов представляет собой тонкую стальную пластину, на которую напаяна режущая пластина (рис. 33,а), В зависимости от конструкции резца стальная пластина может быть выпол
нена как одно целое с корпусом резца или отдельно. В последнем случае пластина крепится к корпусу механическим путем.
Главные углы, передний у и задний а, могут изме-
няться в широких пределах, не оказывая существенного влияния на прочность и жесткость рабочей части. Выбор же вспомогательных углов <₽i и cti ограничен малы-
ми значениями, так
как они утоняют рабочую часть
в горизонтальном и вертикальном сечении, тем самым значительно снижая ее жесткость Так, например, если принять <pi = ai=l°, /7=25 мм; /=35 мм; а®*4 мм, то после заточки толщина рабочей части в наиболее удаленном от режущей кромки сечении будет иметь следующие значения: сверху ai = 3,15 мм, снизу а^Я мм. Это значит, что жесткость в данном сечении будет примерно в 4 раза уменьшена по сравнению с жесткостью в том
же сечении до заточки углов.
Утонение рабочей части можно уменьшить, если за-
точку вспомогательных задних углов производить периферией шлифовального круга, как показано на рис. 33, б. При этом задний угол си может быть увеличен до 4—6°, т. е. до оптимальных значений для отрезных резцов. Таких же значений задних вспомогательных углов можно достичь; если толщину стального тела заготовки принять меньше на 1 мм, чем толщина напаиваемой пластины. Особенно благоприятно использование для
этого пластин, опорная поверхность которых выполнена угловой (с углом 90°). Такие пластины хорошо центрируются при пайке в призматической канавке резца, и,
кроме того, они изготовлены со вспомогательным углом в плане ф1 = 2° и щ—З0 (тип 13, ГОСТ 17163—82). За
точку и переточку задних вспомогательных резцов с такими пластинами следует производить только по твердосплавной пластине алмазным кругом, стараясь сни
мать минимальный слой, сохраняя тем самым надолго разницу в ширине режущей кромки а и толщине стального корпуса.
Форму режущей кромки передней поверхности и значение главных переднего и заднего углов необходимо
выбирать в зависимости от условий обработки (обрабатываемого материала, диаметра отрезаемой головки и жесткости станка).
Геометрические параметры отрезных резцов, пока-
занные на рис. 33, в, рекомендуются
для отрезки заго-
Рис. 33. Рабочая часть отрезных резцов,
Г
товок из конструкционной углеродистой и легированной стали при высокой жесткости СПИД. Для отрезки заготовок из нержавеющих и жаропрочных сталей и сплавов применяют резцы с лункой на передней поверхности (рис. 33,а), а из титановых сплавов — резцы с изломанной режущей кромкой под углом 120° (рис. 33, д), обеспечивающие раздвоение образующейся стружки и лучшее ее удаление из зоны резания. Таким же эффектом обладают резцы с заточкой, показанной на рис. 33, е. Две отрицательные фаски на передней поверхности, увеличивающиеся по направлению к торцам режущей части, упрочняют, кроме того, режущую часть на уголках. Рекомендуются следующие значения геометрических параметров заточки: f=(l—2) S; 0—0,2 мм;
г=0,2—0,8 мм; у/==2—10°. Применение отрезных резцов с данной геометрией особенно эффективно на станках повышенной жесткости.
4. Отрезные и канавочные резцы с механическим креплением твердосплавных пластин
Механическое крепление твердосплавных пластин позволяет исключить один из главных недостатков отрезных резцов с иапайными пластинами —низкую надежность в работе, обусловленную возникновением ми-кротрещин при пайке и заточке, утонением стальной рабочей части при заточке вспомогательных углов q>i и си, что приводит к снижению жесткости резца. Даже при незначительном повреждении пластины в процессе отрезки резец, как правило, выходит из строя и непригоден для дальнейшего использования.
Нашли применение резцы с механическим креплением перетачиваемых и неперетачиваемых твердосплав
ных пластин.
На рис. 34 показан резец с механическим креплением перетачиваемой пластины для легких работ, разработанный ВНИИинструмент.
В резце имеется сменная стальная пластина /, которая крепится на корпусе 6 с помощью винта 5.
В одном из четырех гьобразных пазов стальной пластины установлена режущая твердосплавная пластина 2 (тип 13, ГОСТ 17163—82). Сверху твердосплавная пластина закреплена поджимом 3 с помощью винта 4-Уступ прижима служит упором продольного положения пластины. Конструкция резца обеспечивает возмож-
88
пость регулировки продольного положения твердосплавной пластины после переточки относительно стальной пластины в результате перемещения последней на корпусе. Регулировку можно выполнить также перемещением самого прижима, для чего на корпусе предусмотрены поперечные канавки, в которые упирается второе плечо прижима. Применяя прижимы различной длины, можно изменять вылет рабочей части резца. В стальной пластине для этого имеется паз 7. Настройка вылета рабочей части и предварительное закрепление пластины (легкий поджим) осуществляются вне станка.
Рис. 34. Отрезные резцы с механическим креплением твердосплавных пластин конструкции ВНИИинструмент.
Окончательное закрепление пластины прижимом производится после установки и закрепления резца на станке, когда стальная пластина лишена возможности поворота в образованном между уступом А корпуса. 6 и опорной плоскостью Б резцедержателя 8 пазу (по размеру Л).
Резец описанной конструкции позволяет производить отрезку заготовок из прутков диаметром до 70 мм из труб толщиной до 60 мм.
За рубежом нашли широкое применение отрезные резцы с механическим креплением неперетачиваемых твердосплавных пластин.
В резцах шведской фирмы Coromant (рис. 35, а) призматическая пластина 1 предварительно крепится упругим лепестком 2, а в процессе резания она поджимается к базам усилиями резания. Для снятия пласти-
89
ны применяется специальный ключ с эксцентриком, который приподнимает лепесток, освобождая пластину.
Режущие и установочные элементы пластины (рис. 35,6) получаются после спекания. На передней поверхности пластины имеется выемка, облегчающая сход стружки. После установки пластины в корпус резец имеет следующие геометрические параметры: а=7°; Ф1 = 2 и ai = 6°. Более высокое значение вспомогатель-
Рис. 35. Отрезной резец фирмы Coromant (Швеция).
ного заднего угла аь чем у напайных резцов, способствует повышению стойкости резца.
Режущая пластина (рис. 36, а) выполнена в виде клина с углом ф, равным 10—16°. Нижняя поверхность 4 и верхняя поверхность 3 пластины имеют форму вогнутых призм с углом 9. Перед-
няя поверхность 1 имеет
специальную геометрию: по краям она выше, чем
в центре, где предусмотрена канавка 5. Уступ 2
служит
:ля
завивания
стружки в спираль. Режу-
щая кромка образована фаской с положительным или отрицательным (рис. 36, б)
передним углом у.
И в том и в другом случае между канавкой 5 и режущей кромкой должна оставаться площадка шириной /, равная 0,2—0,3 мм.
Закрепление пластины 7 в корпусе резца 8 (рис. 36, в)
происходит по принципу самозаклинивания под дейст вием усилий резания. Для этого в корпусе выполнен со
ответствующий паз 9 с таким же* углом клина ф, как и
у пластины. Стенки паза им-еют призматическую выпук-
лую форму с углом Q. Угол наклона опорной плоскости
паза к основной (горизонтальной) плоскости со резца
о
Образующаяся в процессе отрезки стружка 6 (рис. 36, г) в сечении имеет выпуклую форму и ширину 61, которая меньше ширины отрезка 6, что в сочетании
с уступом обеспечивает завивание ее в спираль и свободный выход из паза без повреждения стенок детали
90
и заготовки. Отсутствие трения стружки в пазу значительно снижает усилия, действующие на резец, и температуру в зоне резания, позволяя тем самым повысить скорость резания и подачу.
Такие резцы позволяют также отрезать заготовки большего диаметра при меньшей ширине пластины и работать с ударными нагрузками, например при отрезке квадратных заготовок диаметром 100 мм резцом с ши* риной пластины 2,2—3,1 мм<
5. Резьбовые резцы
непере* фирмы
Рис. 36. Отрезцой резец с тачиваемой пластиной
Wichbok (Австрия)
Резьбонарезание
является одним из самых
сложных
видов обработки резанием. Это обусловлено следую-
щим: а) геометрические параметры резьбовых резцов определяются профилем и шагом резьбы, а не выби-
раются в зависимости от свойств обрабатываемого материала; б) режимы резания (скорость, подача и глубина) при резьбонарезании взаимосвязаны, что затрудняет выбор их оптимальных значений; в) резец имеет сильно заостренную вершину (е==60°) с двумя главны
ми режущими кромками, что примерно удваивает коли-
чество выделяемого тепла и значительно уменьшает интенсивность теплоотвода; г) образуемая стружка имеет
91
сложное и-образное сечение, увеличивающее жесткость и затрудняющее стекание ее по передней поверхности» происходит большая усадка стружки, имеет место наваривание ее на переднюю поверхность; д) силы резания при резьбонарезании примерно на 50—70% выше, чем при обычном точении на тех же режимах.
На процесс резьбонарезания большое влияние оказывает угол подъема резьбы со и угол наклона передней поверхности X (рис. 37,а).
Если резец установлен прямо (рис. 37,6), то из-за наклона ниток резьбы задние углы а' и а" неодинаковы. Угол а' меньше угла заточки' а на величину <о,
Рис, 37. Схема влияния угла наклона ниток резьбы на передние и задние углы резьбовых резцов.
а а" больше на ту же величину. Неодинаковы и передние углы: у левой кромки передний угол положительный ( + у), У правой — отрицательный (—у)-
Уменьшение заднего угла приводит к усиленному износу по задней поверхности, а уменьшение переднего угла — к увеличению усилия резания и ухудшению стружкообразования. Чтобы исключить искажение углов и и у, резец наклоняют на угол X —со (рис. 37,в).
Вместо наклона можно применить специальную заточку резца с тем же углом Л, но внеся поправки в зад
ние углы по главным режущим кромкам.
На рис. 38 представлена рабочая часть резьбового. резца со стандартной геометрией. Заточка передней по
верхности с положительным передним углом весьма затруднена. Обычно передний угол у в резьбовых резцах равен 0°. Задние углы* а по вершине и боковым режу
щим кромкам для обработки чугуна и стали рекомендуется принимать равными 8°. Для расточных резцов задний угол по вершине увеличивается до 12°.
При нарезании резьбы в труднообрабатываемых ста
92
лях (ств^ 100 кгс/мм2) рекомендуется принимать большие значения задних углов. Для нержавеющих сталей аустенитного класса с ов==100 кгс/мм2 а=10—12°. На рис. 39 показан резец из быстрорежущей стали с положительными передними углами конструкции ЦНИИТМАШ (22]. Передняя поверхность выполнена в виде лунки, полученной угловой фрезой. Передний угол такого резца может достигать 20°. Эффективной областью применения резца с положительными передними углами является нарезание специальных резьб
Рис. 39. Резьбовой резец из быстрорежущей стали для обработки труднообрабатываемых сталей конструкции ЦНИИТМАШ.
Рис. 38. Рабочая часть стандартного резьбового резца.
с большим шагом (Р>3 мм) и точных внутренних резьб, особенно в деталях из труднообрабатываемых
материалов.
Для конструкционных, углеродистых и нержавеющих сталей с ов^100 кгс/мм2 угол у рекомендуется принимать равным 15—20°, а для сталей с сгв> 100 кгс/мм2 — равным 10—15°,
Наиболее нагруженным элементом рабочей части
резца является вершина, которая формирует впадину резьбы. Согласно ГОСТ 16093—84 форма впадины может быть закругленной или плоскосрезанной. Вершина резца должна иметь аналогичную форму.
При закругленной форме боковые кромки могут сопрягаться по радиусу г (рис. 40, а) или по фаске (рис. 40,6), причем радиус кривизны на профиле вершины ни в одной точке не должен быть менее 0,1 Р.
Плоскосрезанная форма вершины (рис. 40, в) не имеет закруглений.
93
Профиль вершины резцов для внутренней резьбы не оговаривается, но ограничивается предельным размером Ь2 (рис. 40,г). Предельные значения указанных на рис. 40 размеров даны в табл. 13.
Рис. 40, Варианты выполнения формы вершины резьбовых резцов.
Таблица 13. Предельные размеры профиля вершины резьбовых резцов, мм
Наружная резьба
Внутренняя резьба
Шаг резьбы Р
мин.
макс. мин.
макс.
г мин.
Ьг макс.
*1
0,50 0,70 0,80 1,00 1,25 1,50 1,75
2,00 2,50 3,00 3,50 4,00 4,50
5,00 5,50
6,00
0,086 0,121 0,138 0,173 0,216 0,254 0,302 0,346 0,432 0,519 0,605 0,695 0,778 0,865 0,951
1,038
0,124 0,176 0,200
0,250 0,312 0,376 0,438 0,500
0,625
0,750 0,875
1,000
1,125
1,250 1,375-1.500
0,062 0,088 0,100 0,125 0,156
0,188 0,219 0,250 0,312
0,375 0,437 0,500 0,562
0,625 0,687 0,75
0,124 0,176 0,200 0,250 0,312 0,376 0,438 0,500 0,625 0,750 0,807 1,000 1,125 1,250
1,375 1,500
0,050 0,070 0,08
0,100 0,125 0,150 0,175 0,200 0,250 0,300
0,350 0,400 0,450 0,500 0,550
0,600
0 062 0,088 0,100 0,125 0,156 0,188 0,219 0,250 0,312 0,375 0,437 0,500 0,562 0,625 0,687 0,750
Нарезание резьбы производится путем многократных проходов с радиальной подачей резца на каждый проход (рис. 41). Толщина слоя, срезаемого вершиной резца а, равна подаче. Боковые кромки срезают слой а',
толщина которого зависит от угла профиля резьбы ф и определяется по формуле a'=Ssinip. Для метрической резьбы а'=0,5 S.
94
Глубина резания при нарезании резьбы переменная. На первом проходе она равна подаче, на последнем — высоте профиля резьбы Н. Обычно весь припуск снимается за несколько черновых и чистовых проходов. Число черновых и чистовых проходов зависит от шага резьбы Р и подачи S. При нарезании резьбы быстрорежущими резцами рекомендуется вводить зачистные проходы при пониженной скорости резания (и = 4 м/мин) <
Рис. 41. Схема
ля определения
толщины срезаемого слоя.
6. Цельные твердосплавные расточные резцы
Расточка отверстий диаметром до 12 мм связана с большими трудностями. Тонкая и длинная рабочая часть расточного резца имеет малую жесткость и подвержена возникновению вибраций. Особенно неблагр-приятные условия создаются при расточке отверстий в труднообрабатываемых материалах (закаленных и нержавеющих сталях, жаропрочных сплавах и сталях), где применение быстрорежущих расточных резцов практически невозможно.
Резцы с рабочей частью, выполненной целиком из твердого сплава, сочетают в себе высокую режущую способность инструментального материала и жесткость, в результате чего обеспечивается возможность обработки точных отверстий малого диаметра, увеличиваются стойкость, срок службы инструмента и производительность труда.
Конструктивно резцы выполняются из двух частей: твердосплавной рабочей части 1 и стального корпуса 2 (рис. 42). Рабочая часть впаяна в отверстие корпуса. Резцы с углом в плане 60° предназначены для ных отверстий, с углом в плане 95
стий. И те и другие резцы соответственно
сквоз-
для глухих отвер-по ГОСТ
18062—72 и ГОСТ 18063—72 изготавливаются трех типов: тип 1—для координатно-расточных станков; тип
м
2 —для токарных автоматов; тип 3 — для токарных станков.
Резцы первых двух типов имеют цилиндрический хвостовик, третьего типа — квадратный хвостовик сечением 12Х12 мм.
Стандартами предусмотрены следующие типоразмеры данных резцов для минимальных диаметров растачиваемых отверстий D — 3—8 мм.
Резцы с цилиндрическим хвостовиком (D X L X 7): :ЗХ40ХЮ; 4X50X20; 5X45X15; 5X60X30; 6X45X15; 6X65X35; 7X45X15; 7X65X35; 8X50X20; 8X 70X 40.
Рис. 42. Конструкция и геометрические параметры цельных твердосплавных расточных резцов.
Резцы
с квадратным
сёчением хвостовика 12X12
(L X IX D): 120 X 20 X (3; 4); 130 X 30 X 6; 140 X 40 X 8.
Предусмотрено централизованное изготовление рабочей части из твердого сплава марок Т5К10, Т15К6, ВКб, ВКбМ и ВК8. Выбор марки твердогб сплава производится в зависимости от обрабатываемого материала. Для обработки углеродистых и легированных конструкционных сталей можно использовать твердые сплавы T5K1D и Т15К6. Жаропрочные и кислотостойкие стали и сплавы рекомендуется обрабатывать резцами из твердых сплавов ВКб и ВКбМ; при получистовой обработке этих материалов необходимо применять сплав
Резцы с геометрическими параметрами, показанными на рис. 42, предназначены для обработки углеродистых сталей. При обработке других материалов передний и задний углы должны быть иными. Значения углов заточки у и а (в град) для обработки некоторых материалов следующие:
9»
Сталь углеродистая, легированная, нер- у а жавеющая:
ав = 85 кгс/мм2 . . .............. 5—8 8
сгв = 100 кгс/мм2.................. 0 8
Закаленные, высокопрочные, жаропроч-
ные стали (фаска с углом —6°) ♦ . . . 12 6—8
Титановые сплавы....................... 0—5 12
Латунь, бронза, ковкий чугун........... 12 8
Алюминий и его сплавы.............. 15 15
При выборе режимов резания необходимо учитывать следующие факторы: физико-механические характеристики материала, детали, точность и шероховатость обрабатываемой поверхности, состояние и возможности оборудования.
Глубина резания. Черновую расточку из-за недостаточной прочности рабочей части резцов рекомендуется вести при глубине резания, не превышающей 0,2 мм.
Глубина резания чистовой расточки в зависимости от материала и требуемой точности обрабатываемой поверхности выбирается в пределах от 0,01 до 0,05 мм.
Подача. Выбор подачи зависит от характера операции. Для чистовой обработки рекомендуется выбирать подачу от 0,01 до 0,05 мм/об, черновую расточку можно вести при по'даче до 0,07 мм/об.
Скорость резания. Назначается в зависимости от прочностных характеристик обрабатываемого материала. Однако в некоторых случаях она ниже рекомендуемых скоростей для твердосплавных инструментов. Это обусловлено, с одной стороны, неблагоприятными условиями резания, с другой — тем, что не все станки имеют достаточную частоту вращения шпинделя для достижения оптимальной скорости резания при обработке отверстий малого диаметра. Ограничением скорости резания на координатно-расточных станках является возникновение значительных динамичных сил на резце вследствие его нецентричности при расточке.
Для некоторых материалов в табл. 14 приведены рекомендации ВНИИинструмент по режимам резания цельнотвердосплавными резцами.
Обработку рекомендуется вести с охлаждением СОЖ. Если на станке имеется подвод охлаждения, то в качестве СОЖ можно использовать Укринол-1 (5— 10%), сульфофрезол, МР-1 и др. На координатно-рас-1 очных станках резец рекомендуется смазывать жидкостью с помощью кисточки. В качестве смазки при обработке легированных, нержавеющих сталей, труднообра-
4 Л. П Драгун
97
Таблица 14. Режимы резания, рекомендуемые для расточки цельнотвердосплавными резцами
Режим резания
Обрабатываемый материал
V, м/мин
мм^об
мм
Углеродистые стали HRC
30-50
0,02-0,05
0,2/0,05
Легированные стали, HRC
0,02—0,04 0,2/0,05
Нержавеющие и жаро прочные стали, а 120 кгс/мм2«.»'»«
h 0,01—0,02
ОД/0,01
Титановый сплав а в< 70 кгс/мм2 .
Алюминиевые сплавы
АЛ-9, АЛ-2, Д1, Д16 . ,
до 80
0,02
0,03-0,05
0,2/0,05
0,1/0,02
I
Примечание. В числителе даны значения t для получи-стовой, а в знаменателе — для чистовой обработки.
батываемых и титановых сплавов применяют олеиновую кислоту, касторовое и трансформаторное масло.
К заточке и эксплуатации цельных твердосплавных резцов предъявляются повышенные требования. Перед-
няя и задняя поверхности по фаске должны затачиваться с шероховатостью /?а=0,16 мкм. Для устранения дефектов заточки (микротрещин, прижогов) расточные резцы желательно доводить. Доводка существенно повышает стойкость резцов и обеспечивает получение
более высокого качества обрабатываемых поверхно
стей.
В процессе эксплуатации расточных резцов необхо-имо особо следить за величиной износа по задней по-
верхности, так как превышение допустимых его значений может привести к ухудшению шероховатости, искажению формы растачиваемого отверстия, появлению вибрации.
98
7. Резцы с механическим креплением многогранных неперетачиваемых пластин
Производство и использование резцов с механиче* ским креплением многогранных неперетачиваемых пла» стин (МНП) с каждым годом увеличивается, поэтому вопрос рационального использования этих инструментов имеет весьма важное значение.
Основными направлениями совершенствования инструментов с МНП являются расширение номенклатуры МНП, имеющих различную форму стружколомающих канавок на передней поверхности, и повышение жесткости и надежности крепления МНП в держателях. С 1982 г. введены в действие новые стандарты на МНП (ГОСТ 19042—80 — ГОСТ 19086—80 и др.), охватывающие 34 типа пластин, в том числе пластины со сложными многоступенчатыми формами передней поверхности, с задними углами 11 и 20° и др.
С 1975 г. действует новый стандарт на резцы с механическим креплением МНП без отверстия с использованием накладных стружколомов (ГОСТ 23075—75). Большая номенклатура резцов с МНП выпускается по чертежам ВНИИинструмент и заводов-изготовителей.
Конструкция, геометрические параметры и назначение МНП
Для производства резцов в основном применяются трехгранные правильной формы, трехгранные с ломаной гранью, четырехгранные и ромбические пластины.
Пластины, не имеющие задних углов, получили название «негативных». Они устанавливаются в держателе с наклоном, равным заднему углу а (рис. 43,а). Если передняя поверхность пластины плоская, то после ее установки образуется отрицательный передний угол у. Пластины с опрессованным задним углом ап, получившие название «позитивные», устанавливаются в держателе параллельно опорной плоскости резца (рис. 43,6). При этом передний угол у остается таким, каким он получен в пластине после ее изготовления.
Пластины с отверстием, как правило, не имеют заднего угла, поэтому устанавливаются с наклоном под углом а (рис. 43,в). Чтобы получить положительный передний угол (+у) на резце, передний угол в пластине уп должен быть больше угла ее установки.
Пластины с отверстием. Наибольшее распространение в последние годы получили трехгранные пла-
99
Рис. 43. Схемы установки многогранных неперетачиваемых твердосплавных пластин в держателе резца.
Рис. 44. Многогранные неперетачиваемые пластины:
д трехгранная с ломаной гранью по ГОСТ 10048—80; б — трехграп-ная правильной формы по ГОСТ 19046—80; в — четырехгранная по ГОСТ 19052—801 в — ромбическая по ГОСТ 19059—80.
too
стины с ломаной гранью и отверстием по ГОСТ 19048— 80, показанные на рис. 44, а. Они имеют замкнутую стружколомающую канавку со следующими геометрическими параметрами.
Диаметр пластины d, мм . 9,525
Передний угол 7П» град. . 25
Радиус канавки, г, мм . . 1,0
Ширина фаски /, мм . . * Ширина фаски flt мм •
12,700
20
0,1-0,3
0,3-0,5
15,875 и
19,050
26
1,6
0,2—0,5
0,4-0,8
После установки такой пластины в державке образуются главный задний угол а = 7°30', передний угол у =17° при уп=25° и у=12° при уп^20° и отрицательный угол уф = 7°30' по фаске f.
Благодаря увеличенному углу при вершине (е = 80°) эти пластины используются для проходных резцов (ф = 93°; ф1 = 7°), позволяющих производить также подрезку торцов с направлением подачи как от центра, так и к центру детали.
Областью применения данных пластин является черновая и получистовая обработка деталей из чугуна, конструкционных и легированных сталей. Благодаря большому переднему углу (после установки в державку) и стружколомающей канавке пластины обеспечивают завивание или ломание стружки и могут эксплуатироваться на станках малой жесткости.
Примерно с такими же геометрическими параметрами выполняются четырехгранные, трехгранные правильной формы и ромбические пластины.
Четырехгранные пластины (рис. 44, б) применяются на прямых и отогнутых проходных резцах с <р, равным 45, 60 и 75°.
Трехгранные пластины правильной формы (рис. 44, в) в основном предназначены для контурного точения на станках с ЧПУ. Они могут быть установлены в державках с углом в плане ф=93° и ф1 = 27° или <р=63° и ф1-57°.
Ромбические пластины с углом 80° (рис. 44, г) используются для проходных и расточных резцов. Кроме продольного точения они позволяют производить под
резку торцов, поэтому широко применяются на станках с ЧПУ — как универсальные пластины.
Ромбические пластины с углом 55° выполняются
с мелкой криволинейной канавкой на передней поверх-
101
ности и фаской 0,25 мм, что обеспечивает высокую прочность режущей кромки и хороший отвод стружки при чистовой и получистовой обработке стальных заготовок.
Рис. 45. Формы передней поверхности трехгранной неперетачи-ваемой пластины по ГОСТ 19046—80,
Особенностью использования резцов с МНП на стан-
ках с ЧПУ являются изменяющиеся условия резания.
Один и тот же резец может работать в пределах одной
детали или группы деталей с различными глубиной, подачей и скоростью резания. Пластины описанной выше
конструкции в таких условиях не могут обеспечить ста-
до
бильное стружколомание. Поэтому стандартом на трехгранные пластины правильной формы и квадратные
пластины предусмотрено несколько вариантов форм пе
редней поверхности.
На рис. 45, а, показана трехгранная пластина по ГОСТ 19046—80, тип 2 с передней поверхностью формы 1. Две узкие глубокая и мелкая радиусные канавки с передним углом 11° после установки пластин в дер
жавке обеспечивают завивание стружки в диапазоне ре
жимов от тонкого точения до получистового. При небольшой (до 1 мм) глубине резания стружка формируется в угловой канавке (сечение В — В). С увеличением
глубины резания при небольших подачах в работе уча
ствует первая канавка, а при увеличении подачи и ско-
рости резания — вторая, причем стружка проскакивает первую канавку и, скользя по выступу, формируется в общей (образованной двумя канавками), более широкой канавке. Зазор между поверхностями канавок и прирезцовой поверхностью стружки способствует дополнительному охлаждению инструмента благодаря попаданию в него воздуха и СОЖ, а контакт стружки с ограниченным участком передней поверхности препятствует переходу тепла стружки- в резец. Так как в начальный момент площадь соприкосновения стружки с выступом мала, то в месте контакта создается боль-
шое удельное давление, быстрая приработка и Фаска шириной 0,18 мм кромку более прочной.
а следовательно, происходит
стабилизация схода стружки.
(на резце УФ = “ 7°)
делает
Все это положительно отражается на работоспособности и стойкости режущей кромки при интенсивных
режимах резания.
Форма 2 передней поверхности (рис. 45,6) предназначена для более тяжелых условий работы (получи-стовой и черновой обработки). Канавки имеют большие глубину и ширину. Значения параметров в зависимости
от размера пластины следующие:
иаметр
вписанной
сти d, мм
окружно-
Ширина фаски /, мм.........
Ширина канавок, мм:
Глубина канавок, мм:
*1...........................
Радиус канавки г, мм.............
9,525 0,18
1,02
2,41
0,09
0,12
2,5
12,700 0,20
1,22
2,80
0,11
0,15
2,4
15,875 0,40
1,27
3,00
0,11
0,15
2,4
103
Передние углы пластины: t°...............................15 12 12
7;...........................7 5 5
Форма 3 передней поверхности (рис. 45, в) отличается от формы 2 большей глубиной канавок и большей шириной первой канавки. Это позволяет расширить диа-
пазон режимов резания при хорошем отводе стружки. Для особо тяжелых условий резания, в том числе
прерывистого, предназначены пластины формы 4 (рис. 45,а). Большая отрицательная фаска и увеличенные канавки с положительным передним углом обеспечивают стабильное дробление стружки при подачах свыше 0,4 мм и глубине до 15 мм.
Рис. 46. Схема установки стружколома на резце с МНП без отверстия: 1 -> корпус: 2 — пластина;
3 — стружколом; 4 — прижим.
Четырехгранные пластины по ГОСТ 19052—80, так же как и
трехгранные, выполняются с другими формами передней грани, которые расширяют область их
применения.
Многогранные твердосплавные
пластины с отверстием и плоской
передней поверхностью редко применяются для точения. Эффективная область их использования— обработка чугуна и твер-
дых сталей.
Пластины без отверстия. Они выпускаются трехгранной, четырехгранной, ромбической, пятигранной и круглой форм. Пластины бывают позитив-
ные и негативные, в том числе
со стружколомающими канавками.
Негативные пластины после установки их в державку имеют отрицательный передний угол у=—6°, а позитивные— нулевой передний угол. Эти пластины приме-
няют с накладными стружколомами: трехгранными по ГОСТ 19084—80 и четырехгранными по ГОСТ 190085— 80. Устанавливаются стружколомы в те же гнезда, что и режущие пластины (рис. 46), поэтому ширина образованного уступа b предусматривается размером стружколома, регламентируемым стандартами.
Ширина уступа зависит от условий обработки (глубины резания и подачи), формы и размеров пластины.
Рекомендации по выбору значения Ъ приведены в табл. 15,
104
Таблица 15. Рекомендации по выбору размера уступа ft, мм
*
Форма пластины
диаметр вписанной окружности
— - *
6,350
Подача, мм/об
Глубина реза- Размер уступа НИЯ, мм Ь, шл
Трехгрэнная
12,700
15,875
6-12
25,400
10-18
Квадратная
12,700
0,4-0,5
19,050
8—14
25,400
На рис. 47 показаны трехгранные пластины с зад* ними углами а=11° и стружколомающими канавками на передней поверхности. Такие пластины выпускаются с диаметром вписанной окружности dt равным 6,350 и 9,525 мм, и предназначаются для резцов малых сечений, расточных резцов и блоки.
Пластина формы 1 по ГОСТ 25250—80 (рис. 47, а) имеет двухканавочную тельной фаской шириной 0,15 мм и уф поверхность первой канавки выполнена с углом у=6°. Такая пластина универсальна. Она обеспечивает надеж* ный отвод стружки или ее ломание в широких пределах
105
различных вставок в резцовые
переднюю поверхность с отрица* Передняя
режимов — от чистовых до получистовых. Образование стружки аналогично ранее описанным пластинам со сдвоенными канавками (см. рис. 45).
Пластина формы 2, показанная на рис. 47,6, предназначена для высокопрочных сталей и сплавов, в том числе титановых.
При обработке с малыми глубиной и подачей в работе участвует угловая канавка с положительным углом у=7° (разрез В — В),
Рис, 47. Формы передней поверхности трехгранных неперетачи-ваемых пластин с задними углами по ГОСТ 24250—80.
С увеличением глубины резания и подачи стружка сходит по уступу с у=0° и уф=—П®, прилегающему к главной режущей кромке, т. е. по более прочной части пластины.
Такую же геометрию и назначение имеют четырехгранные пластины по ГОСТ 24252—80.
Стружколомающие канавки и уступы рекомендуется также получать заточкой передней поверхности плоских МНП с отверстием и без отверстия. Форму и размеры канавок необходимо выбирать по соответствующим рекомендациям для напайных твердосплавных резцов.
В настоящее время в нашей стране и за рубежом ведутся поиски новых форм передней поверхности пластин, еще более универсальных с точки зрения ломания стружки при обработке различных материалов.
Ленинградским филиалом специального проектно
106
технологического бюро «Оргпримтвердосплав» разработаны новые формы передних поверхностей МНП, имеющих сферические (каплевидные) выступы [2].
В качестве исходной принята ступенчатая форма передней поверхности. Передний угол у=24° образован плоскостями вдоль режущих кромок, наклоненными к опорной плоскости пластины.
В пластине, показанной на рис. 48, каплевидные выступы расположены по периметру пластины, причем не параллельно режущим кромкам, а по радиусу. Стружка
Рис. 48. Четырехгранная неперетачиваемая пластина со сферическими выступами на передней поверхности.
малой толщины завивается и ломается между наклой-ной плоскостью и сферой. При обработке с большими глубиной резания и подачей стружка проскакивает пространство между сферой и режущей кромкой и опирается на вершины сфер. Так как сферы расположены на разном удалении от режущей кромки, то стружка получает разную деформацию, что способствует ее дроблению в широких диапазонах режимов обработки.
Сферические выступы обеспечивают, во-первых, дробление тонких стружек при чистовой обработке и, во-вторых, завивание более толстых стружек, проходящих
над выступами.
Достоинством таких пластин является также наличие зазора между стружкой вблизи ее корня и передней поверхностью в процессе обработки. В этот зазор попадает воздух или СОЖ, дополнительно охлаждая пла
стину в зоне резания.
<07
Следует особо остановиться еще на одном преимуществе пластин со сферическими выступами. Известно, что после некоторой «приработки» пластины улучшается процесс завивания стружки, а резание происходит более плавно. Это значит, что в зоне контакта стружки с передней поверхностью образовалась лунка. Так как в предложенных пластинах начальный контакт стружки со сферами очень мал по площади, в месте контакта создается большое давление и быстрее происходит переработка и стабилизация схода стружки в процессе ре
зания.
Пластины со сферическими выступами обеспечивают при обработке точением сталей марок 18ХГТ, 40Х и 45 стабильное дробление стружки при следующих режимах: о=90—180 м/мин; S=0,2—0,5 мм/об и /==1—3 мм. Стойкость пластин в 1,35 раза выше стандартных.
Конструкция резцов с МНП
Существует много конструкций сборных резцов с МНП, которые отличаются прежде всего механизмами и схемами базирования пластин в державках. Чтобы получить наибольший эффект от использования резцов с МНП, крепление и базирование пластин в державках
должны отвечать следующим требованиям: не допускать
смещения пластины в процессе резания; обеспечивать
плотный контакт опорных поверхностей пластины и
гнезда державки и минимальные упругие деформации
тела державки под опорной поверхностью пластины; не
препятствовать сходу стружки, а при наличии накладных стружколомов обеспечивать ее отвод и дробление; обеспечивать точное позиционирование и взаимозаменя
емость режущих кромок при повороте или смене пластины. Механизм крепления МНП должен быть компактным, технологичным и позволять быстра производить поворот пластины.
Рассмотрим конструкцию резцов с МНП, получивших наиболее широкое распространение в СССР и за рубежом.
Резцы с креплением, МНП без отверстий
Резец, в котором используются МНП без центрального отверстия, представляет собой державку о гнездом для установки и базирования пластины и прижим, которым осуществляется закрепление пластины. Обычно применяются двуплечие или консольные прижимы и заме
жимные винты с головкой. Применяют также дифферен
циальные винты.
На рис. 49, а, приведен резец с механическим креплением МНП двуплечим прижимом 5 с помощью винта 6. Прихват одним плечом упирается в гнездо 7 дер-
жавки 1, другим плечом прижимает режущую пластину
3 вместе со стружколомом 4.
Пластина может опираться на твердосплавную подкладку 2 или непосредственно на опорную плоскость гнезда державки. Механизм крепления двуплечим при-
жимом универсальный и обеспечивает высокие проч-
ность и надежность крепления.
Рис. 49. Резцы с механическим креплением МНП: а —двуплечим прижимом; б — Г-образным прижимом.
Конструкция крепления режущих пластин с консольным Г-образным прижимом (рис. 49,6) более компактна. Прижим 8 базируется в отверстии державки своей цилиндрической частью, а в угловом положении фиксируется выступом 10, находящимся, в пазу державки. Крепежный винт 9 дифференциальный, что создает удобство при замене или повороте пластины, так как при разжиме прижим отходит от пластины. Недостатком конструкции является небольшая сила зажима (при соответствующем компактном исполнении), поэтому такую конструкцию рекомендуют применять для легких работ.
Конструкция крепления, показанного на рис. 50, сочетает в себе компактность и значительно большую прочность зажима пластины. Г-образный прижим 3 центрируется в отверстии державки 1 своей цилиндрической частью. Особенностью конструкции является то, •по резьбовой участок на прихвате образован с внешней стороны цилиндрической части, а в державке выполнено гладкое глухое отверстие, ось которого совпадает с осью резьбы на цилиндрической части прижима.
109
При вращении винта 4 по часовой стрелке он навинчивает на себя прижим, перемещает его и тем самым зажимает пластину 2. При таком расположении винта
Рис. 50. Конструкция крепления МНП Лобразным прижимом и смещенным винтом.
его диаметр, а следовательно и прочность зажима, значительно больше, чем в ранее описанных конструкциях. Особенно эффективно применение такой конструкции крепления на резцах малых сечений, используемых на
Рис, 51. Крепление МНП
головкой зажимного вин
токарно-револьверных станках и автоматах, где рабочая зона весь-
ма ограничена и вылеты резцов
в державке должны быть мини-
мальными.
Испытания резца с сечением державки 12X12 мм показали, что данная конструкция позволяет производить обработку деталей на следующих режимах ре-
зания: скорость резания и = = 100 м/мин и более, подача S = =0,2—0,34 мм/об и глубина £=1,5—4 мм.
Весьма простая конструкция крепления режущей пластины, состоящая из одного зажимного винта, показана на рис. 51. Винт
3 расположен в державке 1 под углом 7°, что обеспечивает точеч-
та* ный контакт его головки с перед-
ней поверхностью режущей пластины 2. В такой конструкции — вращение винта при
зажиме должно быть направлено на боковые базовые поверхности. Для правого резца резьба на винте
должна быть правой, для левого резца — левой.
tto
Наиболее эффективно применение винтового зажима при использовании пластин со стружколомающими канавками, исключающими возможное задевание стружки за головку винта.
В зависимости от условий использования резца размер резьбы винта может быть большим или меньшим, тем самым обеспечивается возможность выбора оптимального усилия зажима режущей пластины при соответствующих габаритных размерах резца.
Рис, 52, Резцы с механическим креплением МНП по ГОСТ 23075—78.
Резцы с механическим креплением МНП без отвер-
стия с Г-образным прижимом и дифференциальным винтом стандартизованы (ГОСТ 23075—78) и выпускаются централизованно. На рис. 52 показаны формы рабочей части резцов по ГОСТ 23075—78. Резец каждой из приведенных форм выполняется с негативной и позитивной пластиной и накладным стружколомом. Пре
дусмотрены следующие сечения резцов: 12x12; 18X16; 20 X 12; 20 Х20; 25 Х16; 25 X 25; 32 X 20; 32 X 25; 32 X
X 32; 40 X 32 мм
Резцы с механическим креплением МНП с отверстием
Имеется огромное количество конструкций крепления МНП с центральным отверстием. Одна из первых таких конструкций крепления разработана в СССР. Закрепление режущей пластины производится с помощью
клинового прижима и винта.
Недостатком конструкции клинового прижима является то, что режущие пластины не имеют постоянной
базы в направлении действия силы резания, что при-
боты державки—15—20 режущих пластин. Поэтому,
несмотря на то что клиновое крепление получило широкое распространение в стандартных резцах (ГОСТ 21151—75), сейчас ВНИИинструмент ведет работы по
Рис. 53. Крепление МНП сползающим прижимом.
его замене более надежными конструкциями механизмов крепления пластин.
В конструкции резца, представленного на рис. 53, режущая пластина 4 прижимается не только к штифту 2, но и к опорной поверхности подкладки 3, тем самым достигаются высокие прочность и надежность зажима. Прижим 7 выполнен в виде клина с отверстием под винт 8. Своими кромками 5 и б он контактирует с верхней и боковой поверхностями пластины, а кромкой
9—с наклонной поверхностью державки /. Благодаря наклонной поверхности
контакта державки и угловому зазору со при затягивании винта прижим смещается на пластину и давит на нее сверху. Стойкость таких резцов выше в 1,5—2 раза, а производительность — в 1,2 раза по сравнению с резцами с клиновым зажимом. Число поломок сокращается в 2 раза.
Описываемые резцы с трехгранными (с ломаной кромкой) и квадратными пластинами с углом ф соответственно 95 и 45 выпускаются по чертежам ВНИИ-инструмент. Сечение резцов — от 16X16 до 50X40 мм.
В другом варианте резца (рис. 54) крепление режущей пластины 3 осуществляется прижимом 5 с силовым замыканием пластины на опорную и боковые поверхности. Это наиболее совершенная конструкция зажима с точки зрения базирования.
112
Z-/7 поВернрта
Рис. 54. Крепление МНП с силовым замыканием на опорную и боковую поверхности.
Прижим имеет выступ в виде срезанного цилиндра, которым он устанавливается в отверстии пластины. Противоположная опора 7 прижима опирается на конусную плоскость 8 державки /. При затягивании винта прижим давит на пластину сверху, опора, скользя по плоскости, смещает прижим, а вместе с ним своим выступом и пластину, притягивая ее к боковым граням гнезда державки.
Такая конструкция надежна и обеспечивает высокую точность базирования пластины, что позволяет во многих случаях после ее поворота производить обработку без размерной поднастройки.
Очень широко применяются конструкции резцов, у которых закрепление пластины осуществляется через центральное отверстие, Достоинствами таких резцов являются малые габариты и отсутствие выступающих частей над пластиной.
Резцы с закреплением режущей пластины одним винтом показаны на рис. 55, а. Головка винта 3 и отверстие пластины выполнены конусными, а ось винта смещена на величину е от оси пластины в сторо
ну боковых опорных поверхностей, в гнезде корпуса /. При завинчивании винта режущая пластина прижимается как к опорной, так и к боковым поверхностям. Таким способом закрепляются пластины с задними углами.
Недостатками данной конструкции резцов являются необходимость точного изготовления пластины, увеличенное время на поворот пластины (винт необходимо вывинчивать на значительную длину) и небольшое усилие зажима. Области эффективного использования конструкции крепления — малогабаритные резцы, резцы для легких режимов обработки и всевозможные вставки для специальных инструментов.
В механизме, показанном на рис. 55,6, зажимной стержень 3 имеет резьбовой участок 4t конусный 5 и головку 6.z
ИЗ
При ввинчивании стержня конусный участок 5 отталкивается от конусной поверхности корпуса 1, отклоняется и головкой прижимает пластину 2 к боковым поверхностям. Но так как при ввинчивании стержень пе
ремещается вниз, то пластина возникающими силами
трения поджимается и к опорной плоскости.
Вращение стержня производится шестигранным клю-
чом, установленным в соответствующее гнездо в голов-
Рис. 55, Резцы
с закреплением МНП с отверстием одним
специальным винтом.
ке. Совершенно ясно, что зажимное усилие не может быть большим, так как малы размеры гнезда «под ключ».
Этот недостаток устранен в механизме, показанном на рис. 55, в. Чтобы обеспечить возможность использования ключа большего размера, резьбовой участок 4 фигурного стержня 3 расположен между зажимной головкой 6 и конусным участком 5 с гнездом «под ключ». Причем диаметр конусного участка больше диаметра отверстия в пластине 2.
Отверстие в корпусе 1 ступенчатое: одна ступень— резьбовая, другая — цилиндрическая. Ось цилиндриче-114
ской ступени наклонена под углом 10° к оси резьбового участка.
Для более свободного наклона ^стержня резьба в отверстии по окружности наполовину сфрезерована (сектор с ф1). Оставшаяся резьба в секторе с ф обеспечивает ввинчивание и вывинчивание стержня и служит шарнирной опорой, относительно которой осуществляется наклон стержня.
Рис. 56. Механизмы крепления МНП качающимися прижимами и косой тягой.
В процессе зажима палец смещается вниз и отклоняется, прижимая режущую пластину к боковым и опорным поверхностям гнезда.
На рис. 56 показаны механизмы крепления режущих
пластин, в конструкции которых использованы качающиеся прижимы и косая тяга. Прижим в конструкции фирмы Coromant (рис. 56, а) выполнен в виде «сапожка» с точкой опоры М. Винт, перемещаясь вниз, поворачивает прижим относительно точки М, который через отверстие замыкает режущую пластину на боковые ба
зовые поверхности.
Преимущество данного механизма — простота в об
служивании, недостатки
— сложность конструкции и от-
сутствие усилия, прижимающего пластину к опорной
11J
плоскости. Механизм непригоден для резцов малых сечений.
Более простым в изготовлении является механизм, разработанный ВНИИинструмент (рис. 55,6). В нем качающийся прижим выполнен в виде круглого пальца, поворот которого относительно точки М осуществляется винтом через шарик, что позволило выполнить механизм компактным.
Как и предыдущий, этот механизм не прижимает пластину к опорной плоскости й поэтому не гарантирует надежного с ней контакта. Разработанные на базе
данного механизма резцы выпускаются и успешно применяются в промышленности.
Механизмы, описанные ниже, обеспечивают замыкание режущей пластины на опорную и боковые базовые поверхности.
На рис. 56, в, показан резец, отличающийся простотой изготовления и высокой надежностью закрепления режущей пластины. Здесь качание пальца осуществляется при взаимодействии поверхности его радиусной канавки с поверхностью шарика, помещенного в отфрезерованное гнездо в корпусе. Это происходит при завинчивании гайки и перемещении пальца вниз. Крепление допускает установку режущей пластины без подкладки и с ней.
Широкое применение нашли расточные резцы с механизмом крепления, показанным на рис. 56, г. В каче
стве зажимного элемента используется косая тяга, установленная в корпусе под углом к опорной плоскости гнезда под пластину. В тяге имеется уступ, в который упирается винт. При ввинчивании винта тяга перемещается вниз и своей зажимной головкой притягивает режущую пластинку к боковым и опорной поверхностям гнезда в корпусе.
В конструкции расточного резца (рис. 57) для за-
жима использован принцип разворота пластины относительно штифта до упора одной из режущих граней в боковую поверхность корпуса. Режущая трехгранная пластина 4 устанавливается в наклонное гнездо корпуса и базируется на опорной плоскости и поверхности штифта 3, запрессованного в корпусе. Со стороны боковой грани пластины, противоположной режущей грани, под углом к оси штифта в корпусе выполнено резьбовое отверстие и соосное с ним цилиндрическое отверстие большего диаметра, в которые установлен винт 2. При ввинчивании винта 2 его головка своим цилиндрическим по
пе
яском соприкасается с цилиндрической поверхностью отверстия, а конической поверхностью — с плоскостью боковой грани пластины. При этом последняя поворачивается относительно штифта до упора грани Б в бо
ковую плоскость гнезда в корпусе и надежно зажимает
пластину.
Перемещаясь вниз, головка винта прижимает пластину к опорной плоскости, что исключает образование зазора между пластиной и корпусом. Установочная
Рис. 57. Расточной резец с механическим креплением трехгранной неперетачиваемой пластины.
Л-Л повернуто
часть штифта имеет бочкообразную форму, что обеспечивает касание ее с пластиной в верхней части отверстия. Резец несложен в изготовлении и удобен в эксплуатации.
8. Рекомендации по рациональной эксплуатации резцов
Токарная обработка характеризуется большим разнообразием условий осуществления операций. Одну и ту же операцию можно производить резцами, отличаю-
щимися сечением державки, геометрическими парамет-
рами и материалом режущей части, при различном сочетании параметров режима резания (v, t, S), с СОЖ и без нее и т. д. Умело и правильно выбирая все эти
условия обработки, можно добиваться высокой произ-
водительности труда при достижении требуемого каче
ства деталей и экономичного использования инстру-
мента.
Выбор размеров поперечного сечения
резца. Рекомендации по выбору поперечного сечения резца (ширины В и высоты Н) учитывают, с одной стороны, обеспечение достаточной прочности и жесткости
Ш
инструмента, с другой — его экономичное использование, Размеры сечений стандартных резцов согласованы
с прочностью и размерами напайных или механически
закрепляемых режущих пластин (с толщиной
и длиной режущей кромки). Они выбираются
мости от сечения срезаемого слоя металла
пластины в зависи-tXS или
аХЬ, в соответствии со следующими рекомендациями
для обработки деталей из стали с ав = 75 кгс/мм2 резцами с <p = 45q.
Сечение срезаемого слоя t X X S, мм2............ 1,5
Размеры сечения резцов
В X Н, мм .*•«•••• 12X16
12X12
2,5 4,0 6,0 9,0
16X20 20X25 25X32 32X40
16X16 20X20 25X25 32x32
Глубина резания t, мм. Влияние глубины резания на стойкость и скорость резания сравнительно невелико, поэтому при черновой обработке рекомендуется назначать возможно большую ее величину с учетом жесткости резца и детали, мощности станка и других фак
торов.
При чистовой обработке глубина резания назначается в зависимости от точности и шероховатости обрабатываемой поверхности. Обычно при обработке поверхности по 7—8-му квалитетам точности с параметром шероховатостью 7?а=1,6—2,5" мкм глубина резания не превышает 0,5 мм.
Многие инструменты имеют регламентируемую глубину резания. Например, при отрезке она равна ширине отрезного резца, а при нарезании резьбы — шагу резьбы (максимальная глубина). Для таких инструментов
высокие точность и шероховатость достигаются путем
уменьшения подачи и тонкой доводки режущих поверх
ностей инструмента.
Подача S, мм/об. Назначение черновой подачи производится после выбора глубины резания так, чтобы
сечение срезаемого слоя металла не превышало допу
стимого значения по условиям прочности державки резца, жесткости детали и мощности станка. На выбор чистовой подачи влияют в основном два фактора: точ
ность и шероховатость обрабатываемой поверхности.
Рекомендуемые значения чистовых подач для проходных и расточных резцов с напайными пластинами из твердого сплава приведены в табл. 16, а черновых
подач для резцов с механическим креплением
МНП — в табл. 17. Табличные значения черновых по
дач рассчитаны для резцов, установленных в резцедер-
118
Таблица 16.
Чистовые подачи, рекомендуемые
для стали и чугуна резцами из твердого сплава
Параметр шероховатости мкм
Радиус при вершине г, мм
0,4 0,8 1,2 1,6 2,0 2,4
Подача S, мм/об
0,63 1,25 2,5 3,2 6,3
12,5
0,07
0,10
0,14
0,25
0,35
0,47
0,10 0,13 0,20
0,33 0,51 0,66
0,12 0,16
0,24
0,42 0,63
0,81
0,14 0,19 0,29
0,49 0,72 0,94
0,15 0,21 0,32 0,55 0,80 1,94
0,17
0,23
0,35
0,70
0,87
1.14
Таблица 17. Черновые подачи, рекомендуемые для обработки стали и чугуна резцами с МНП
Глубина резания мм
Толщина пластины, мм
3,18 |
Радиус при вершине г, мм
0,4
0,8
0,20—0,30
0,20-0,30
<9
0,25-0,35
0,35—0,45
0,40-0,65С
I
0,40-0,50 0,45-0,55
0,35-0,45
0,40—0,50
жателе с вылетом, равным 1,5Я (Н — высота державки
следующие значения:
Вылет резца, мм Коэффициент Ks
ХН Х,5Н ЧН 2,5/7 3/7 4/7
1,73 1,0 0,69 0,52 0,40 0,28
В табл. 18 даны значения подач при чистовой обработке деталей из углеродистой стали и чугуна в зависимости от шероховатости обрабатываемой поверхности.
Для прорезных и отрезных резцов подачи меньше,
чем для проходных, и назначаются в зависимости от диаметра отрезаемой заготовки и ширины прорезного
119
Таблица 18. Значения подачи в зависимости от шероховатости обрабатываемой поверхности
Радиус при вершине г, мм
Параметр шерохова' тости мкм
Обрабатываемый материал
Диапазон скоростей резания, м/мин
0,5
Подача S, мм/об
Сталь углеродистая и легированная
>50
0,30-0,50
0,40-0,55
0,45-0,60 0,55-0,70
0,55-0,65 0,65-0,70
5,0-10,0
Чугун, бронза и алюминиевые сплавы
Весь диапазон
0,25—0,40 0,40—0,50
0,50—0,60
Сталь углеродистая и легированная
<50
>50
0,18—0,25
0,25-0,30
0,25—0,30'
0,30-0,35
0,30—0,40
0,35-0,50
2,5-5,0
Чугун, бронза и алюминиевые силаны
Сталь углеродистая и легированная
Весь диапазон
<50 50-100 >100
0,15-0,25 0,25-0,40
0,10
0,40-0,50
0,16-0,20 0.20-0,25 0,25-0,35
1,25-2,5
Чугун, бронза и алюминиевые сплавы
Весь диапазон
0,10-0,15 0,15-0,20
или отрезного резца. Рекомендуемые значения подач при обработке стальных заготовок:
Диаметр обработки, мм. , 20 40 60 100
Ширина резца, мм . г , 3 3—4 4—5 5—6
Подача S, мм/об....... 0,06—0,08 0,10—0,12 0,13—0,16 0,16—0,18
Обработку фасонных поверхностей рекомендуется ве-
сти на подачах от 0,02 до 0,09 мм/об при ширине режущей части 8—40. мм. Меньшие значения подач следует
принимать при большей ширине режущей части резца и меньшем диаметре обработки.
Скорость резания v, м/мин. В нормативах и
рекомендациях скорости резания обычно приводятся для
материалов с определенными прочностными свойствами
и обрабатываемостью, а также для конкретных условий
обработки.
120
При изменении заданных условий обработки табличная скорость резания отабл корректируется путем умножения ее на соответствующие коэффициенты, учитывающие изменение того или иного условия.
Таким образом, расчетная скорость резания v определяется но формуле:
Коэффициент Км учитывает влияние химического состава и предела прочности обрабатываемого материала. Для углеродистой конструкционной стали с ов = = 75 кгс/мм2 и для серого чугуна с НВ 190 Км—1.
Коэффициент Хи учитывает влияние марки инструментального материала на скорость резания. Для быстрорежущих сталей и твердых сплавов марок Т15К6 и ВК6 Ки~1; для сплавов марок Т5К10 — Ки = 0,73; Т14К8 — Ки=0,85; ВК8 —Ки = 0,83; ВКЗ —Ки=1,15; ТТ7К12 —Ки=0,37.
Коэффициент Кп учитывает состояние исходной поверхности обработки. Кп—1 при обработке заготовки без корки; Кп==0,8—0,85 — с литейной коркой и Кп=‘ = 0,5—0,6—с сильно загрязненной литейной коркой.
Коэффициент Ку учитывает главный угол в плане ф резца. Его значения следующие:
.......................... 30 45 60 75 90
Км............................1,13 1,0 0,9 0,81 0,81
Коэффициент Кт учитывает влияние стойкости инст-
румента на его скорость резания. Для резцов с напай-
ными быстрорежущими и твердосплавными
пластинами
значения Ктъ следующие:
Стойкость Т, мин ........
Коэффициент Ктл
быстрорежущая сталь • твердый сплав . . . . .
30 45 60 90 130 200 300
1,1 1,05 1,0 0,9 0,8 0,75 0,70
1,15 1,05 1,0 0,9 0,85 0,80 -
нормативные значения
В табл. 19 и 20 приведены скоростей резания при точении и растачивании деталей из стали и чугуна твердосплавными резцами.
Резцы с механическим креплением МНП допускают работу на более высоких скоростях резания, чем резцы с напайными твердосплавными пластинами (табл. 21). Нормативная стойкость для этих резцов равна 30— 40 мин.
Выбор СОЖ. Смазочно-охлаждающие жидкости целесообразно применять для резцов как из быстроре-
12*
Таблица 19. Значение нормативной скорости резания
при точении и растачивании конструкционных углеродистых, хромистых и хромоникелевых сталей (ав = 75 кгс/мм) резцами, оснащенными твердым сплавом марки Т15К6
Глубина резания /, мм
Подача S, мм/об
Примечание. При поперечном точении скорость резания следует увеличивать в 1,2 раза, при расточке — уменьшать в 1,1 раза.
Т а б л и ц а 20. Значения нормативной скорости резания при точении и растачивании серого чугуна (НВ 170—225) резцами, оснащенными твердым сплавом марки ВК6
Глубин* ртями f, мм
1,80
4,00
9,00
20,00
Подача 5, мм/об
154
137
122
108
96
137
122
108
96
122
108
96
86
86 76
108
96
86
76
68
96 86
86 ' 76
76 68
76
68
60
53
47
68
60
53
47
42
Примечание. При поперечном точении скорость резания следует увеличивать в 1,2 раза, при расточке — уменьшать в 1,1 раза.
жущей стали, так и оснащенных твердым сплавом. При
точении и растачивании
;еталеи
из
конструкционной
углеродистой и легированной стали резцами из быстрорежущей стали скорость резания выше в 1,25 раза, чем
при точении без охлаждения, а при обработке твердосплавными резцами — в 1,4 раза выше.
Особенно эффективно применение новых СОЖ, таких, как Укринол-1, МР-1 и МР-4. Так, при обработке углеродистой стали применение жидкости Укринол-1 (3%) вместо ЭТ-2 (5%) повышает стойкость инструмента в 1,5 раза, при обработке легированных сталей —
122
Таблица 21. Значения нормативной скорости резания
при обработке деталей из углеродистой стали с ав ™ 75 кгс/мм2 резцами с механическим креплением МНП из твердого
сплава Т15К6
Глубина резания t, мм
ним»
Подача S, мм/об
290-270
280-260
230-210
220-200
215-205
210-170
210—200
205-195
140-130
210-185 200-175 200-175 200-175 200-170 180—165
139-110
265-245 255-235 255—234 242-225 238—220
Примеч-ания. 1. Значения скоростей даны для обработки с равномерным припуском. 2. При работе с неравномерным припуском или с ударом скорость резания уменьшать в 1,5 раза. 3. Расчетная стойкость 30—40 мин. 4. Скорость резания при обработке с глубиной 7—8 мм дана для твердого сплава Т5К10.
в 2 раза, нержавеющих и жаропрочных сталей — в 2,5 раза, а титановых сплавов—в 1,4 раза [25].
Масляные СОЖ МР-1 и МР-4 повышают стойкость по сравнению с сульфофрезолом при обработке нержавеющих и жаропрочных сталей в 2—3 раза.
При использовании СОЖ для твердосплавных инструментов подача жидкости должна быть непрерывной, а ее расход должен составлять 10—15 л/мин.
Заточка резцов. От качества заточки резцов во многом зависит- их работоспособность. Это понятие предполагает строгое соблюдение заданных геометрических параметров инструмента, достижение требуемой шероховатости режущих поверхностей и отсутствие при-жогов и сколов на режущих кромках.
Для выполнения всех этих требований необходимо правильно выбрать характеристику абразивного круга и режим заточки. Заточку быстрорежущих резцов рекомендуется производить кругами, характеристика которых следующая:
Вид заточки.............Черновая Чистовая
Марка абразивного материала Связка ..... ...........
Зернистость........
Твердость ..............
Скорость круга, м/с.....
Продольная подача, м/мин . .
Глубина резания, мм/дв. ход . 0,05—0,10
Керамическая
Доводка КЗ Бакелитовая
С1-СМ1
СМ2-СМ1
СМ2-СМ1
0,01-0,02
423
Заточку твердосплавных резцов следует производить раздельно по стальному корпусу и по пластине. Стальной корпус затачивают кругами из электрокорунда твердостью С1—СМ1 и зернистостью 40—25. Заточку твердосплавной пластины производят кругами из карбида кремния зеленого на керамической или бакелитовой связке. Твердость круга выбирается в зависимости от марки твердого сплава. Сплавы марок ВКб, ВК8 и Т5КЮ затачивают кругами твердостью С1—СМ2, ВК2, Т14К8 и Т15К6 —СМ2—СМ1, Т30К4—СМ1—СМ3. Скорости круга меньше, чем при заточке быстрорежущих резцов, и составляют соответственно 18—26, 15—22 и 10—15 м/с.
Применение алмазной заточки и доводки твердосплавного инструмента позволяет повысить качество и работоспособность инструмента. Ниже приведены характеристики алмазных кругов для заточки и доводки резцов:
Характеристика алмаз- Чистовая заточка ного круга для обработки поверхностей:
передней..........АСР 100/80 М 100%
задних...............АСР 100/80 М 100%
лунки............... АСР 80/63 М 100%
Доводка
АСР 50/40 Б 50%
АСР 63/50 Б 50%
Заточку рекомендуется производить на следующих
режимах:
Вид заточки .................
Скорость круга, м/с..........
Продольная подача, м/мин . , .
Поперечная подача, мм/дв. ход ♦
Чистовая Доводка 18—20 20-25
1,0-1,5 0,5
0,01-0,015 0,005
9. Резцы с механическим креплением минералокерамических пластин
Применение минералокерамики для токарной обработки металлов с каждым годом расширяется. Накопленный в этой области опыт показывает, что замена
твердосплавных резцов на резцы, оснащенные минералокерамикой, повышает в 1,3—2,5 и более раз производи
тельность труда на многих операциях при одновременном увеличении стойкости в 1,5—3 раза.
Особенно эффективно использование таких резцов при обработке отбеленных, высокопрочных и высоколегированных чугунов и закаленной стали, где стойкость
производительность твердосплавных резцов весьма
низки.
124
В связи с такими свойствами минералокерамики, как высокая хрупкость и низкая сопротивляемость ударным
нагрузкам, к конструкции резцов и условиям их эксплуатации предъявляются особые требования.
Державки для минералокерамических пластин должны изготавливаться из высококачественной легированной стали и термообрабатываться. Опорная поверхность гнезд под пластины должна обеспечивать беззазорное прилегание пластин, а боковые базовые поверхности — исключать возможность малейшего смещения пластины
в процессе обработки. Базовые поверхности рекоменду
ется изготавливать шлифованными даже в случае при
менения сменных твердосплавных или стальных подкладок. Для закрепления режущих пластин применяют
ся такие же механизмы, как и для закрепления твердосплавных пластин (см. рис. 49).
Централизованно выпускаются проходные и расточ-
ные резцы с механическим креплением трех- и четырехгранных МНП из минералокерамики В0К60, ВЗ, ВО 13 и ВШ75, а также из кортинита. Основные размеры выпускаемых резцов H'X.B'XL следующие, мм: 20 X 20 X X 125; 25 X 20 X 150; 32 X 25 X 170; 32 X 32 X 170.
Многие предприятия применяют резцы с механиче-
ским креплением минералокерамических пластин конструкции новаторов производства. На рис. 58 показана гамма таких резцов. Державка / выполнена из термообработанной качественной конструкционной стали. Осо
бенность резцов состоит в том, что опорная поверхность Б под пластину выполнена в виде плоскости, легко обрабатываемой шлифованием. Боковые же базовые поверхности В и Г образованы в каленой планке 4, прикрепленной к державке винтами 6. Поверхности В и Г также шлифуют. Закрепление режущей пластины 2 производится двуплечим прижимом 3 с помощью гайки 5. После износа под действием сходящей стружки одного плеча прижим поворачивают другим плечом. Двуплечий прижим обеспечивает надежное крепление пластины, он является унифицированной деталью для закрепления пластин различной формы.
Промышленность выпускает минералокерамические пластины без задних углов и с плоской передней поверхностью. Задний угол а=7—8° обеспечивается соответствующей установкой пластины в державке. При
этом передний угол получается отрицательным и равным заднему углу. С целью упрочнения режущей кром-
12S
ки затачивают фаску шириной 0,2—0,4 мм с отрицательным передним углом у=25—30°.
При использовании минералокерамики для обработки незакаленных сталей рекомендуется не затачивать упрочняющей фаски [10].
Установлено, что резцы без упрочняющей фаски имеют стойкость в 1,5—2 раза выше, чем с упрочняющей фаской.
Рис, 58. Резцы с механическим креплением МНП из минералокерамики.
Наибольшая эффективность минералокерамических резцов достигается при обработке в определенных пределах режимов резания (табл. 22).
Нижний предел подачи в зависимости от материала детали колеблется от 0,05 до 0,2 мм/об, что обусловлено недостаточной остротой режущей кромки. Однако применение сравнительно больших подач для чистовой обработки не препятствует получению высокой степени шероховатости поверхности и точности обработки.
Глубину резания нецелесообразно устанавливать выше 2 мм при обработке отбеленного чугуна и .закаленной стали, хотя предельные значения глубины — 3— и*
Таблица 22. Рекомендации по выбору марки минералокерамики и режимов резания для различных условий обработки
Вид обработки
Получи-стовое точение
Чистовое точение
Чистовое и полу-чистовое точение
Обрабатываемый материал
Марка керамики
Режимы резания
м/мии
5, мм/об
Закаленные стали, HRC > 45
Серый чугун
Отбеленный чугун, НВ 400— 700
Закаленная сталь, HRC > 45
Серый чугун, НВ 240
Отбеленный чугун, НВ 400— 700
Стали нетермо-обработаиные
Ковкие и серые чугуны НВ < <200
ВЗ, В0К60
ВЗ, В0К60 В36, В0К60
ВЗ, В0К60
ВЗ, В0К6О
ВЗ, В0К60
В013
В013
70-150
150-300 30—70
100—200
200—400
70—150
150—500
150-500
0,5—1,0 0,08—0,3
0,5-5,0 0,1-0,5
0,5-3,0 0,08-0,3
0,1-0,3
0,1—1,0
0,1—0,5
0,05-0,2
0,05—0,3
0,08-0,15
0,5—2,0 0,2—0,5
0,5—2,0 0,2-0,5
/, мм
5 мм. Обработку незакаленной стали и серого чугуна рекомендуется производить с глубиной до 2 мм.
В связи с высокими скоростями резания при эксплуатации резцов, оснащенных режущей керамикой, весьма важное значение приобретает надежное стружколомание и отвод стружки. Достигается это применением накладных стружколомов, которые должны быть регулируемыми. Регулируется как расстояние от режущей кромки до стружколома, так и угол расположения стружко-лома по отношению к режу£цей кромке.
Расположение стружколома под углом 30° к режущей кромке предотвращает выкрашивание сходящей стружкой режущей кромки, не участвующей непосредственно в работе.
10. Резцы, оснащенные композитом
Особенности конструкции резцов
Выпускаемые инструментальными заводами страны резцы, оснащенные композитом, можно разделить на три разновидности: 1) резцы и вставки с неразъемным соединением режущих поликристаллов; 2) сборные рез-
«7
цы с механическим креплением вставок с неразъемным соединением поликристаллов; 3) резцы с механическим креплением круглых и многогранных пластин из композита.
Резцы и вставки с неразъемным соеди* нением поликристаллов. В этих резцах поликристаллы из композита крепятся одним из трех методов: горячей завальцовкой, вакуумной пайкой или методом порошковой металлургии. Выпускаются расточ-
Рис. 59. Резец с механическим креплением вставок, оснащенных композитом
ные резцы с цилиндрическим хвостовиком для координатно-расточных станков, державочные резцы и вставки к токарным сборным резцам.
Сборные резцы с механическим креплением вставок. Типовая конструкция этих резцов показана на рис. 59. В стальном корпусе 4 выполнено цилиндрическое гнездо, в которое устанавливаются сменные вставки /, оснащенные композитом. Закрепляются вставки обычным прижимом 2 с помощью винта 3. Расположение вставок в корпусе зависит от вида резца. В проходных и резьбовых резцах вставки расположены параллельно по оси корпуса (рис. 60, а, биг), в подрезном и расточном — под углом к оси корпуса (рис. 60,в и б), а в расточном резьбовом (рис. 60,е) — под прямым углом. На рис. 60, ж показан расточной резец с креплением вставки торцовым винтом. Основные размеры резцов приведены в табл. 23.
128
Резцы с механическим креплением круглых и многогранных П'Ласгин из композита. Применяется несколько конструктивных испол-
Рис. 60. Формы рабочей части резцов с механическим креплением вставок, оснащенных композитом,
Таблица 23. Основные размеры сборных резцов с механическим креплением вставок, оснащенных композитом
Вид резца
Прямые проходные, подрезные и расточные (см. рис. 60, а, б, л д)
Основные размеры, мм
И В L
16 16 125
20 16 125
25 20 140
32 25 170
Резьбовые (см. рис. 60, г, е)
16
20
125
16
Расточные (см. рис. 60; ж)
16 125
нений резцов. На рис. 61 в качестве примера показана схема резца с механическим креплением круглой пластины. Опорой для режущей пластины служит плоскость
6 А, П Драгун
6 в корпусе 1, выполненная открытой, что позволяет шлифовать ее после термической обработки. Режущая пластина 2 устанавливается на опорную плоскость и фиксируется по цилиндру в ложементе 7, выполненном с тем же радиусом, что и цилиндрическая поверхность пластины. Закрепляется пластина накладным прижимом 3 с помощью винта 4. Пружина 5 поднимает прижим при отвинчивании винта.
Освоен также выпуск резцов с механическим креплением квадратных, ромбических и трехгранных пластин
Рис. 61. Схема резца с механическим креплением круглой пластины нз композита.
из композита 01, 05 и 10Д. Размеры резцов (НхВхЦ, мм: 20 X 20 X 125; 25 X 25 X 150; 32 X 25 X 170 и 32 X X 32 X 170.
Геометрические параметры режущей части резцов
Геометрические параметры резцов и вставок с не
разъемным креплением композита можно изменять в ши-
роких пределах путем заточки и соответствующей установки относительно обрабатываемой поверхности (рис. 62). Установка обеспечивает два угла: главный и
и фь Значения этих
вспомогательный углы в плане
углов определяются по следующим формулам:
<Р = ?в + “ и ?1 “ ?1в — “>
где
Рв И ф1в
— главный и вспомогательный углы в пла-
не вставки;
и —угол установки вставки относительно обрабатываемой поверхности.
Геометрические параметры режущей части вставок, рекомендуемые ВНИИинструмент, приведены в табл. 24,
130
Рис. 62, Геометрические параметры резцов, оснащен* них композитом.
Таблица 24. Рекомендуемые геометрические параметры резцов из композита
Обрабатываемый материал Г О а0 = ?° а г, мм
Стали конструкционные легированные, подшипниковые, инструментальные закаленные, HRC 40—70 (—10)—(— 15) 10—20 30—45 10—20 0,1—0,6
Чугуну серые и ковкие НВ 160—270 3)——5) 8-12 45—60 до 15 0,3-1,0
Чугуны высокопрочные отбеленные НВ 300-600 (—5)—(—10) 8-12 • 30—60 до 15 0,3—1*0
Твердые сплавы группы ВК с твердостью HRA 88-90 (—10)—(—15) 6—8 1 30—45 i 6-10 _ _ 0,6—0,8
131
Геометрия резцов с механическим креплением круглых и многогранных пластин обеспечивается всецело за счет установки пластин в корпусе. Положительный задний угол образуется при установке пластины с наклоном, а передний угол получается равным по величине заднему углу, но отрицательным по значению. В выпускаемых резцах приняты следующие абсолютные значения переднего и заднего углов:
для проходных резцов — а = (— 7) = 8—12°, для расточных резцов — а = (— 7) = 12—15°.
Переточка пластин возможна и должна производиться сошлифовкой передней и опорной плоскостей.
Большие значения отрицательных передних углов у (от —5 до —15°) и задних углов а и си (от 10 до 20°) при относительно малых углах в плане <р (30—45°) рекомендуются для обработки закаленных сталей твердостью HRC 50—70 и высокопрочных отбеленных чугунов. Серые чугуны обрабатываются резцами с меньшими углами у (от —3 до —5°) и а (от 8 до 12°).
С целью упрочнения режущей кромки при обработке твердых сплавов задние углы уменьшают до 6—8° и несколько увеличивают радиус при вершине г.
Режимы резания и особенности эксплуатации резцоз из композита
Выбор режима резания резцами из композита состоит в определении йаиболее выгодного сочетания .скорости резания, глубины и подачи в пределах возможностей инструментального материала. Так, глубина резания для поликристаллов из композитов 01 и 02 не превышает 1,5 мм, из композита 10 — 2 мм, а композита 05 — 3 мм.
Тонкое точение закаленных сталей рекомендуется производить при малых сечениях среза £=0,05—0,2 мм и S=0,02—0,08 мм/об, но с достаточно высокими скоростями резания v=80—180 м/мин. При получистовой точении глубина и подача увеличиваются до следующих значений: £=0,6—1,2 мм; S = 0,08—0,2 мм/об, а скорость резания v соответственно уменьшается до 40— 80 м/мин. В связи с низкой прочностью обработку лучше производить с большей глубиной резания, но*с меньшей подачей.
При тонком и чистовом точении деталей из серых чугунов допускаются высокие скорости резания (300— 900 м/мин и более). Для получистовой обработки целе-132
сообразно использовать' инструмент из композита 05, допускающего возможность работы с глубиной резания 1—3 мм.
Отбеленные и ковкие чугуны рекомендуется обрабатывать со скоростью 100—200 м/мин.
Резцы, оснащенные композитом 01, могут быть успешно использованы также при обраоотке незакаленных сталей, но на определенных режимах резания. Сравнительные испытания резцов, оснащенных композитом и твердым сплавом Т30К4, при обработке деталей из стали 45 показали следующее [4}. При скоростях резания 140 м/мин (S = 0,04 мм/об; / = 0,2) и 130 м/мин (S = 0,16 мм/об; /==0,2) стойкость обоих резцов одинакова. С увеличением скорости стойкость резца, оснащенного композитом, ниже, чем резца, оснащенного твердым сплавом Т30К4, а при скоростях ниже указанных — наоборот, значительно выше. Таким образом, выигрыш в стойкости от применения резцов из композита 01 достигается при обработке в области нцзких скоростей резания. Однако экономический эффект в этом случае значительно больше и достигается за счет уменьшения шероховатости поверхности на 1—2 класса.
Высокие режущие эксплуатационные свойства резцов из композита (малые силы резания и высокая износостойкость) позволяют при точении получать шероховатость поверхности с /?а=0,16—1,25 мм и точность обработки 6—7-го квалитетов.
Шероховатость зависит от жесткости и виброустойчивости системы СПИД, твердости обрабатываемого материала, режимов резания и других условий обработки. С увеличением точности и жесткости станка на один класс высота микронеровностей, получаемая после обработки резцами из композита, уменьшается в 3—4 раза. Примерно вдвое уменьшается шероховатость при увеличении твердости обрабатываемого материала свыше HRC 35—40 на каждые 10—15 единиц.
Подача существенно влияет на шероховатость. При 5=0,01—0,04 мм/об можно получить шероховатость с /?а = 0,32—0,16 мкм, при величине радиуса при вершине г=0,1—1,0 мм. Увеличение подачи до 0,08 мм/об увеличивает Ra до 1,25 мкм. Глубина и скорость резания влияют на шероховатость незначительно.
Особенностью обработки резцами из композита является отсутствие каких-либо структурных Изменений в поверхностном слое. Более того, после точения в поверхностном слое глубиной до 70 мкм создаются сжи-133
мающие напряжения, что повышает эксплуатационные свойства деталей из Закаленных сталей.
Применение СОЖ при точении и растачивании не является обязательным, но оно положительно влияет на качество обработанной поверхности и повышает размерную точность. В качестве СОЖ можно использовать как водные растйора эмульсола, так и масляные жидкости.
Наибольший эффект резцы из композита обеспечивают при обработке деталей на токарных станках повышенной (П), высокой (В) и особо высокой (А) точности, обладающих высокой жесткостью и имеющих максимальную частоту вращения шпинделя 2000— 3000 об/мин и более.
На токарных станках нормального класса точности (Н) можно также выполнять обработку резцами из композита, при условии, что жесткость технологической системы составляет не менее 2000 кг/мм.
Заточка резцов из композита
Заточку резцов рекомендуется производить алмазными кругами на органической связке АСО 80/63— 125/100 Б1 100% с охлаждением, а доводку — кругами АСМ 28/20—14/10 Б1 100% (передней поверхности) и АСМ 3/2 Б1 100% (задних поверхностей) без охлаждения, Режимы заточки и доводки таковы:
Заточка
Доводка
Скорость круга, v м/с ...... . 25 25
Продольная подача Snp> м/мин-. . . 1 0,5
Глубина резания t, мм/дв. ход . . . 0,01—0,02 0,005
Предварительную заточку по стальной державке производят кругами Э9А25СМ2К при и = 25 м/с, 5Пр= = 3 м/мин, /=0,04 мм/дв. ход.
Оборудование для заточки — универсально-заточные станки модели ЗБ642, ЗВ642 или ЗА64М.
ФРЕЗЫ
ГЛАВА
Фреза — это многолезвийный инструмент, предназначенный для обработки плоскостей, уступов, различных пазов, фасонных поверхностей, а также нарезания зубьев, обработки резьбы.
Применение фрезерования вместо строгания во многих случаях значительно повышает производительность и точность обработки. В последние годы в связи с появ-
лением минералокерамики и сверхтвердых материалов
стало возможным производить фрезерованием чистовую и финишную обработку деталей, в том числе закаленных до высокой твердости (HRC 60), и тем самым заменять шлифование.
В соответствии с принятой классификацией и струк-
турой типажа [26] различают следующие разновидности
И.
рез в зависимости от назначения и характера процес-
са резания: цилиндрические, торцовые, концевые, шпо-
ночные, дисковые для пазов и уступов, шлицевые и от-
резные,
И.
резы для пазов под сегментные шпонки и
Т-образных пазов, фасонные и угловые. В каждой из
указанных разновидностей имеются
резы цельные из
быстрорежущей стали и оснащенные твердым сплавом, сборные и т. д.
V
1. Общие сведения о процессе фрезерования
Одной из особенностей процесса фрезерования является прерывистый характер резания. Каждый зуб участвует в резании лишь на определенной части оборота фрезы, а остальную часть проходит вхолостую, что обеспечивает дробление стружкр и способствует охлаж
135
дению режущего лезвия. Другая особенность состоит в том, что толщина слоя, срезаемого каждым зубом фрезы, переменна и изменяется от некоторого минимального до максимального значения.
На рис. 63 показан характер изменения толщины срезаемого слоя металла при встречном и попутном фрезеровании. Теоретически резание начинается с нулевой толщины срезаемого слоя, который по мере вращения фрезы увеличивается до максимального значения атах, а затем опять падает до нуля. При встречном фрезеровании (рис. 63, а) увеличение толщины срезаемого слоя происходит постепенно и режущая кромка, имею
Рис. 63. Характер изменения толщины срезаемого слоя металла при встречном и попутном фрезеровании.
щая радиус округления q равным, например, 0,03 мм, на некотором угле поворота не режет, а скользит без снятия стружки. При этом создаются значительные деформации сжатия в контактном слое металла, приво
дящие к его наклепу, повышенному истиранию режущего лезвия и возникновению значительной радиальной силы резания, часто являющимся причинами вибраций и плохого качества обработанной поверхности.
При попутном фрезеровании (рис. 63,6) врезание также начинается с нулевой толщины, но она возрастает быстро, что способствует более стабильной работе фрезы, а шероховатость улучшается как минимум на один класс. Особенно эффективно попутное фрезерование при обработке вязких материалов, склонных к наклепу и налипанию. Недостатком попутного фрезерования является возможность подрывания детали (стола) из-за имеющегося зазора в механизме подачи стола. Для подачи стола в фрезерных станках используются беззазорные шарико-винтовые пары, а также' гидравлические приводы, которые исключают указанный недостаток.
136
Поверхности, которые при торцовом фрезеровании формируются переходной и вспомогательной режущими кромками, т. е. поверхности, перпендикулярные оси вращения фрезы, могут быть обработаны с меньшей шероховатостью. Здесь наибольшее влияние на шероховатость оказывают подача на оборот фрезы и вспомогательный угол в плане фь Почему подача на оборот, а не подача на зуб? Дело в том, что высота неровностей Rz
Рис. 64. Обозначение ширины фрезерования, глубины резания и глубины срезаемого слоя при различных случаях обработки.
при чистовой обработке обычно меньше, чем величина допустимого торцового и радиального биения зубьев, следовательно в образовании шероховатости участвуют не все, а часть наиболее выступающих зубьев фрезы.
При фрезеровании глубина резания определяется не так, как при точении, сверлении и других видах обработки. Здесь глубина резания t — это величина слоя металла, срезаемого зубом фрезы на длине дуги резания I (см. рис. 63), измеренная в направлении, перпендикулярном к оси вращения фрезы. Кроме глубины резания для процесса фрезерования введены два дополнительных технологических параметра — ширина фрезерования В и глубина срезаемого слоя tQ. Под шириной фрезе-
137
рования следует понимать ширину обрабатываемой по
верхности в направлении, параллельном оси вращения фрезы, а под глубиной срезаемого слоя—слой металла, снимаемый за один проход в направлении, перпендикулярном обрабатываемой поверхности.
На рис. 64 приведены обозначения ширины фрезерования, глубины резания и глубины срез.аемого слоя для различных случаев обработки, из которых следует, что
в одном случае глубина срезаемого слоя совпадает с глубиной резания (t — tQ), в других — с шириной фрезерования (B = i0).
Влияние подачи на зуб Sz и глубины резания t на толщину а и ширину Ь срезаемого слоя определяется
следующими зависимостями.
Для цилиндрических, дисковых и концевых фрез с прямыми зубьями В=Ь, а с винтовыми зубьями =5/sinco, где © — угол наклона винтовых зубьев. Максимальная толщина срезаемого слоя длй этих фрез определяется по формуле:
#tnax e Sg sin. ф,
где ф— максимальный угол контакта зуба фрезы с заготовкой.
Для торцовых = 5/cos А. и атах= Птах “ Sz Sin ф.
Sg,
рез
с.углом в плане q>=90° В — а с <р<90° 6 = B/sinq)cosX и
2. Влияние размерных и геометрических параметров фрез
на производительность обработки
Рациональное использование
рез
в значительной
И
мере зависит от правильного выбора их размерных и геометрических параметров для конкретных условий обработки.
Диаметр фрезы Л Его влияние на производительность обработки носит весьма сложный характер. С увеличением диаметра фрезы повышается расчетная скорость резания при постоянной стойкости. Это объясняется в основном двумя факторами — уменьшением средней толщины срезаемого слоя аСр и лучшим охлаждением зубьев, так как удлиняется время нахождения их вне зоны резания. Степень влияния диаметра на скорость можно выразить формулой:
^2
Pg\
D~J
где Di и D2— сравниваемые диаметры фрез;
Vi и v2— расчетные скорости резания, соответствующие Di и D2\
qv — показатель степени, характеризующий влияние диаметра фрезы на скорость резания при одинаковой стойкости.
Согласно нормативам режимов резания [18] q имеет следующие значения для обработки стали ав== = 75 кгс/мм2
Материал режущей'части ..«••• Р18 Т15К6
Показатель степени qv для фрез: борцовых .......................... 0,25 0,2
дисковых ....................... 0,25 0,2
цилиндрических.................. 0,45 0,17
концевых........................ 0,45 0,44
концевых наиболь-
и
Как видно из приведенных данных, для фрез влияние диаметра на скорость резания шее. Так, если при увеличении диаметра торцовых фрез в 2 раза скорость увеличивается примерно в 1,13—1,18
раза, то при таком же увеличении диаметра концевых фрез она возрастает в 1,4 раза.
Обозначив в формуле (Dj/Di)^ через К® и подсчитав его значение для различных отношений и qv, получим данные, приведенные в табл. 25, которыми можно пользоваться при выборе диаметра фрезы.-
Таблица 25. Значения коэффициентоз Kv при фрезеровании в зависимости от отношения DilDi и qv
А/Д <h
0,2 0,25 0,45
1,25 1,04 1,06 1,10
1,50 1,08 1,11 1,20
2,00 1,15 1,19 1,36
2,50 1,20 1,26 1,51
3,00 1,25 131 1,64
Казалось бы, с целью повышения производительности обработки нужно выбирать фрезы большего диаметра, однако этому препятствует прямо пропорцио
нальная зависимость скорости и частоты вращения
фрезы. С увеличением скорости резания во столько же
раз увеличивается частота вращения
фрезы п, об/мин,
И.
139
и следовательно — минутная подача SM, определяющая производительность обработки. Если бы при этом в такое же числог раз увеличивалось число зубьев фрезы, то при одинаковой подаче на 1 зуб минутная подача не зависела бы от диаметра, а производительность в результате увеличения диаметра фрезы возрастала бы за счет повышения скорости резания.
Согласно действующим стандартам не у всех фрез соотношение чисел-зубьев и диаметров пропорционально. Как правило, первое соотношение меньше второго. Чтобы установить, при каком диаметре (в определенном допустимом диапазоне) производительность фрезы выше, необходимо подсчитать минутную подачу для сравниваемых фрез по формуле:
IQOOv
При подсчете скорость резания для фрезы большего диаметра необходимо увеличивать на коэффициент 7G (см. табл. 25).
Рис. .65. Формы спинки зуба цельных быстрорежущих фрез.
При выборе фрезы следует учитывать также, что увеличение ее диаметра влечет за собой некоторое удлинение пути врезания и перебега, что снижает производительность.
Возможности увеличения диаметра фрезы часто ограничиваются мощностью и жесткостью станка и размерами инструментального отверстия в шпинделе станка.
Форма зубьев фрез. Фрезы общего назначения выполняются с остро заточенной задней поверхностью. Спинка зуба Может быть одноугловой, двухугловой .и криволинейной (рис. 65). Одноугловая форма наиболее проста и технблогична и применяется на торцовых зубьях цельных фрез, на зубьях фрез малых размеров и
140
фасонных фрез. Двухугловая форма обеспечивает большую прочность зуба. С такой формой изготавливают дисковые фрезы, а также фрезы, оснащенные твердым сплавом. Криволинейная форма применяется на концевых фрезах, гдеч)чень важно обеспечить высокую прочность зуба при достаточно большом объеме стружечных канавок.
Высота зубьев h и радиус впадин г — важные размерные параметры фрез, влияющие на прочность зуба, количество допустимых переточек и на размещение стружки во впадине. Для нормального размещения стружки при обработке конструкционных сталей должно соблюдаться следующее условие:
r>vsj
Стандартные фрезы выполняются с нормальным (мелким) и крупным зубом. Параметры h и г этих фрез соответствуют назначению и рекомендуемым режимам резания. Фрезы с нормальным зубом имеют меньшие значения h и г, чем фрезы с крупным зубом, и поэтому обычно предназначены для работы на более легких режимах резанйя. Благодаря большему числу зубьев производительность их выше. Фрезы с крупным зубом применяются при обработке глубоких пазов, уступов и плоскостей в деталях из цветных металлов и алюминиевых сплавов, когда требуется большая вместимость стружки в стружечных канавках, а также при обработке стали на нежестких станках и при недостаточной мощности главного привода.
Число зубьев г. Как было отмечено ранее, число зубьев влияет на производительность (минутную подачу $м). Минимальное число зубьев должно быть таким, чтобы при заданной глубине резания в работе постоянно находилось не менее двух-трех зубьев и тем самым была обеспечена плавность процесса фрезерования. Особенно важно это условие при работе твердосплавными фрезами, так как неравномерность процесса резания может привести к выкрашиванию режущих кромок.
Геометрические -параметры фрез. На рис. 66 показано обозначение режущих элементов и геометрических параметров торцовых фрез, сочетающих в себе основные элементы других разновидностей фрез. Все параметры, относящиеся к периферийным режущим кромкам, являются главными (у, а, ср, со), а к торцовым режущим кромкам — вспомогательными (у, «ь Ф1)«
141
Конструкция фрез такова, что такие основные геометрические параметры, как передний угол у, главный угол в плане ф, угол наклона режущей кромки ю или %, закладываются й конструкцию инструмента и после его изготовления не меняются. Поэтому эффективность фрезерной операции в значительной мере зависит от конструкции фрезы. В последние годы номенклатура фрез расширила.сь за счет фрез для обработки легких сплавов и труднообрабатываемых материалов, в том числе цельнотвердосплавных фрез.
Рис. 66. Геометрические параметры торцовых фрез,
Влияние геометрических параметров фрез на процесс резания в основном такое же, как и других видов инструментов, и соответствует общим законам теории резания (см. гл. II).
Величина переднего угла у влияет на характер деформации срезаемого слоя, усадку стручки, прочность режущего лезвия. При большем у процесс резания протекает легче, меньше температура в зоне резания и возникающие силы, но менее прочна режущая кромка. С уменьшением у, наоборот, возрастают усилие и температура резания, однако упрочняется режущая кромка. В связи с этим основным критерием для назначения переднего угла является обрабатываемый материал, его пластические и прочностные свойства.
142
Главный задний угол а для фрез принимается несколько большим, чем для резцов, что обусловлено худшими условиями трения и износа со стороны задней поверхности зуба. Назначение заднего угла рекомендуется производить в зависимости от толщины срезаемого слоя Яшах- При атах>0,08 мм а выбирается в пределах 12—15°, при Ятах<0,08 мм — 18—20°. Меньшие значения а принимаются для более прочных обрабатываемых материалов.
Вспомогательный задний угол си для цельных фрез из быстрорежущей стали и фрез с напайными пластинами из твердого сплава принимается в пределах 8— 10°. Для торцовых фрез с механическим креплением многогранных пластин щ обеспечивается установкой пластин в корпусе.
Главный угол в плане ф влияет на ширину b и толщину а срезаемого слоя, величину и соотношение составляющих усилий резания, прочность вершины зуба, что в свою очередь определяет стойкость и производительность обработки. С уменьшением угла в плане увеличивается активная длина режущей кромки, участвующей в работе (ширина Ь), но уменьшается толщина срезаемого слоя а (см. рис. 10). Стойкость при этом повышается, а если стойкость оставить постоянной, то можно увеличить подачу или скорость резания, тем самым увеличив. производительность обработки. Установлено, например, что изменение угла в плане ф с 90 до 45° повышает стойкость примерно в 2 раза, а до 30° — в 4 раза.
В связи с тем, что с уменьшением угла в плане ф увеличиваются усилия резания, работу фрезами с малыми углами ф рекомендуется проводить на станках высокой жесткости при небольшой глубине срезаемого слоя.
Не на всех фрезах можно изменять угол ф. Концевые, дисковые, пазовые и другие фрезы имеют угол Ф=90°, поэтому упрочнение режущей вершины зубьев на этих фрезах может быть достигнуто заточкой переходной режущей кромки (фаски f) с углом ф/, равным 30 или 45°. Такую же фаску с ф/<ф с целью повышения стойкости затачивают и на торцовых фрезах, имеющих угол ф=60° и более.
Вспомогательный угол в плане ф1 в основном влияет на прочность режущей вершины зубьев и шероховатость обработанной поверхности. Обычно он не превышает 10°. Для обработки углеродистых и легированных кон-
143
струкционных сталей и чугуна твердосплавными фрезами рекомендуется ф1=2—5°, для обработки нержавею-
щих и жаропрочных сталей — ф1 = 10°. Значение угла cpi для концевых фрез принимается в пределах от 1 до 4°.
С целью повышения шероховатости обработанной по
верхности на торцовых зубьях рекомендуется затачивать зачистную кромку шириной, превышающей значение подачи на оборот фрезы с углом ф/=0°.
Угол наклона зубьев. Выполнение зубьев по винтовой линии или с наклоном к оси фрезы под углом со обеспечивает плавность их врезания в снимаемый слой металла и равномерность фрезерования. Кроме того, наклон зубьев увеличивает фактический передний угол фрезы, измеряемый в направлении схода стружки при сохранении прочности зубьев, что бблегчает процесс резания и способствует повышению стойкости инструмента. Так, с изменением угла наклона зубьев от 10 до 60° стойкость фрезы возрастает в 3—5 раз [29]. Особенно эффективно применение фрез с большими углами со для обработки легких сплавов, нержавеющих и жаропрочных сталей.
3. Цельные фрезы из быстрорежущей стали и твердого сплава
Концевые фрезы. Области применения этих фрез весьма разнообразны. Концевыми фрезами обрабатывают плоскости, всевозможные уступы, выборки, прямоугольные пазы, призматические (с углом 90°) и криволинейные поверхности и т. д.
Выпускаются фрезы общего назначения для обработки углеродистой и легированной стали и чугуна, а также фрезы специализированные, предназначенные для обработки легких сплавов и труднообрабатываемых материалов. В последние годы находят все более широкое применение цельные твердосплавные фрезы. Основные типы концевых фрез показаны на рис. 67.
Концевые фрезы из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ 17025—71 выпускаются от 2 до 28 мм, с коническим хвостовиком по ГОСТ 17026—71—-от 10 до 63 мм. И те и другие имеют две градации чисел зубьев: тип 1 — с нормальным зубом, тип 2 — с крупным зубом. Число зубьев в зависимости от диаметра фрезы следующее:
144
Фрезы с цилиндрическим хвостовиком Диаметр £), мм.......... . 2 и 2,5 3—11 12 и 14 16—28
Число зубьев г: тип 1 ..................... 2 4 5 6
тип 2 . . . . ......... 2 3 4 4
Фрезы с коническим хвостовиком Диаметр £), мм................. 10—18 20—28 32—50 56—63
Число зубьев z\ -тип 1........................... 4 5 6 8
тип 2........................ 3 3 4 5
/Конус Морзе
/ Конус Морзе
Жонус Морзе
Рис., 67. Основные типы концевых фрез.
На рис. 68 показаны типовая конструкция и геометрические параметры стандартных концевых фрез из быстрорежущей стали для обработки стали и чугуна. Фрезы выполняются со спиральными канавками и с неравномерным окружным шагом. Угол наклона спирали со=30—35° для фрез типа 1 и ® = 35—45° для фрез типа 2.
145
Фрезы каждого типа изготавливают в двух исполнениях: А — с цилиндрической ленточкой по диаметру; Б — остро заточенные по задней поверхности. Задний угол в сечении, перпендикулярном главной режущей кромке а=14°, передний угол у=15°. Вспомогательные углы на торцовых зубьях: yi = 6°; ai=8°; <pi=l—2°.
Рис. 68 Конструкция и геометрические параметры концевой фрезы
Ширина ленточек по передней поверхности f, по задней поверхности торцовых зубьев fz и по задней поверхности цилиндрических зубьев fi имеет следующее значение в зависимости от диаметра фрезы Di
Диаметр фрезы D, мм 3—9 10—26 28—42 42—63
Ширина ленточек,
мм:
/ ............. 1,0 1,5 2,0 2,5
А.............0/3—0,7 1,0-1,5 1,5-2,0 2,0-3,0
/2..........0,2-0,5 0,6-1,2 1,5-1,8 1,8-0,8
Для чернового фрезерования широких поверхностей и пазов с большими припусками под механическую обработку предназначены концевые обдирочные (кукурузные) фрезы по ГОСТ 15086—69..
Особенность фрез — разделительные канавки на зу
146
бьях, расположенные в шахматном порядке, обеспечивающие разделение стружки по ширине и способствующие гашению вибраций.
Стандартом предусмотрены следующие размеры обдирочных фрез (DxlXz): 25 X (50, 80) X 3; 32 X (55, 85, 130) X 4; 40 X (65, 100, 160) X 4; 50 X (70, 120, 180) X 4; 63 X (80, 125, 200) X 5; 80 X (90, 140, 220) X 7.
Концевые твердосплавные фрезы выпускаются с прямыми и винтовыми пластинами. Фрезы с прямыми пластинами предназначены для фрезерования неглубоких пазов и уступов в чугунных и стальных деталях. Они имеют следующие геометрические параметры: передний угол у=0°, главный задний угол а=15°, передний угол на торцовых зубьях Vi = 0°, задний угол а=15°, угол наклона зубьев со=5°. Фрезы оснащаются пластинами из твердого сплава марок Т5КЮ, ВК8 и ВК6.
Основные размеры фрез (DxlXz): 15 X 16X4; (20, 25) X 20 X 5; 32 X 20 X 5; 40 X 25 X 6; 50 Х.32 X 6.
Основное назначение фрез с винтовыми твердосплавными пластинами — фрезерование пазов и уступов в деталях из углеродистых легированных и высоколегированных сталей и чугунов. Благодаря спиральной форме зубьев с большим углами (со=20—40°) обеспечиваются равномерность фрезерования и увеличенные передние углы в направлении схода стружки.
Геометрические параметры фрез: главный передний угол у=—5°, задний — а=1§°, передний угол на торцовом зубе у=—5°.
Цельные твердосплавные фрезы. При обработке деталей из нержавеющих и жаропрочных сталей повышенной прочности, жаропрочных и титановых сплавов и высокопрочных сталей использование быстрорежущих фрез, малоэффективно, а в некоторых случаях и невозможно. Поэтому для обработки указанных материалов выпускаются цельные твердосплавные фрезы диаметром от 3 до 12 мм по ГОСТ 18372—73.
Фрезы имеют специальные зубья с неравномерным окружным, шагом с углом со, который для фрез с числом зубьев 3 равен 30—40°, а для фрез с числом зубьев 4 и 5 — 30—35°. Основные размеры фрез такие же, как и фрез из быстрорежущей стали с цилиндрическим хвостовиком.
Геометрические параметры цельных твердосплавных фрез, выпускаемых централизованно, следующие: главный передний угол у = 5°, главный задний угол а=15°, вспомогательный угол в плане <р=1—3°, вспомогатель-
147
ный передний угол у=6°, задний cti = 10°. Такие-геометрические Параметры фрез рекомендуются для обработки нержавеющих и жаропрочных сталей с ав^ ^75 кгс/мм2. При обработке углеродистых легированных сталей и жаропрочных сталей и сплавов с ов = =75—110 кгс/мм2 на передней поверхности вдоль режущей кромки по спирали рекомендуется затачивать фаску
Рис. 69 Торцовая и цилиндрические фрезы
с передним углом у/ = 0°, а при обработке высокопрочных и закаленных сталей с ов>110 кгс/мм2 — с у/=
50
Шпоночный цельные твердосплавные фрезы с цилиндрическим хвостовиком по ГОСТ 16463—80 выпускают-
ся диаметром 2—12 мм, с углом наклона зубьев со=20°. Передний угол на торцовом зубе у=20°, задний а=15°. При обработке труднообрабатываемых материалов передний угол у=0°.
Торцовые насадные
из быстро-
режущей стали по ГОСТ 9304—69 (рис. 69,а) выпускаются с мелким зубом (тип 1) и с крупным зубом
<48
(тип 2). Фрезы типа 1 предназначены для
резерова-
ния уступов и плоскостей, а также неглубоких пазов в деталях из стали и чугуна. Фрезы 2-го типа позво
ляют .производить те же работы в деталях из алюми
ниевых сплавов, меди и цветных сплавов.
Фрезы с мелким зубом имеют винтовые зубья с углом наклона со = 25-30°, с крупным зубом — со = = 35 —40°. Передний угол в нормальном сечении к главной режущей кромке (на цилиндре) у=15°, к вспомогательной режущей кромке (на торце) yi = 12°. Задние углы в соответствующих сечениях а=14° и ai = 8°.
Размеры выпускаемых фрез (DXdXLXz), мм: 40X16X 32X10; 50X22x36X12; 63Х27Х40Х (14; 8); 80Х32Х45Х (16; 10); 100Х32Х50Х (18; 12).
Цилиндрические фрезы. Цилиндрические фрезы менее универсальны, чем торцовые, поэтому их применяют в основном в наборах из двух и более фрез для обработки ступенчатых поверхностных деталей.
Централизованно выпускаются цельные фрезы из быстрорежущей стали по ГОСТ 3752—71 (рис. 69,6). В промышленности нашли применение также цилиндрические фрезы, оснащенные винтовыми пластинами _из твердого сплава по ГОСТ 8721—69 (рис. 69,в).
Цилиндрические быстрорежущие фрезы изготавливают с мелким зубом (тип 1)'ис крупным зубом (тип 2). Первые применяются для чистовой и получистовой обработки плоскостей, вторые—для черновой обработки. Фрезы с крупным зубом имеют неравномерный шаг между зубьями, что повышает их виброустойчивость.
Передний и задний углы у обоих типов фрез одинаковы: у=15°, а=16°. Угол наклона винтовых канавок о) у мелкозубых фрез равен 30—35°, а у фрез с крупным зубом — 40°.
Фрезы, оснащенные твердым сплавом, выполняются с меньшим числом зубьев. Передний угол у этих фрез отрицательный, у=—5°, задний угол а=18°. Угол наклона зубьев со = 24° для фрез диаметром 63 мм, со = 30° для фрез диаметром 80 и 100 мм и со = 36° для фрез диаметром 125 мм.
Геометрические параметры (углы у и а) в процессе эксплуатации фрез могут быть изменены при переточках в соответствии с конкретными условиями обработки.
Размеры изготавливаемых фрез (DxLXz):- фрезы из быстрорежущей стали с мелким зубом — 50х(50; 63; 80) X12; 63Х(50; 63; 80; 100) X14; 80Х(63; 80; 100; 125) Х16; 100Х(80; 100; 125; 160) X18; те же фрезы
149
с крупным зубом имеют соответственно число зубьев z, равное 6; 8; 10; 12; фрезы, оснащенные винтовыми пластинами из твердого сплава, — 63 X (45; 70; 96) X 8; 80Х (45; 70; 96) Х8; 100Х (45; 72; 100) X10 и 125Х (70; 100) X12.
Дисковые цельные фрезы из быстрорежущей стали. Основные разновидности этих фрез показаны на рис. 70. Дисковые трехсторонние фрезы предназначены для фрезерования пазов 9-го квалитета точности и уступов в стальных и чугунных деталях.
Размерный ряд ширины фрез стандартизован и состоит из следующих.значений, мм: от 4 до 10 через 1 мм, от 10 до 20 через 2 мм, а также 22, 25, 28.
Фрезы с прямыми зубьями по ГОСТ 3755—78 изготавливают диаметром от 50 до 125 мм, а с разнонаправленными по ГОСТ 9774—78 — от 63 до 125 мм. Фрезы с разнонаправленными зубьями выполняются с наклоном зубьев под углом со =15°.
Геометрические параметры трехсторонних фрез: передний угол у=15°; задний — а = 20°; вспомогательный угол ai=60. Наличие вспойогательных задних углов си на торцовых зубьях улучшает шероховатость обрабатываемой поверхности и создает более благоприятные условия для резания. Недостатком этих фрез является сложная и трудоемкая Заточка, которая выполняется как по диаметру, так и по торцам, а также потеря размера при переточках.
Пазовые фрезы по ГОСТ 3964—69 более просты в изготовлении. Онй не требуют заточки по торцам. Выполнение торцовых режущих кромок на ширине 1 мм без вспомогательного угла в плане обеспечивает сохранение размера по ширине. При этом переточка фрез производится только по передней и задней главным поверхностям.
Затылованные пазовые фрезы по ГОСТ 8543—71 позволяют длительное время сохранять постоянство их ширины при переточках. Зубья фрез более прочны, что дает возможность работать с большими подачами на зуб. Переточку фрез осуществляют только по передней поверхности.
Угловые фрезы предназначены для обработки винтовых поверхностей на режущем инструменте, а также для фрезерования различных пазов и скосов.
Одноугловые фрезы выполняются диаметром 40, 50 и 63 мм с углами <р, равными 45, 50, 55, 60, 65, 70, 75,. 80, 85. 90, 100, 105, 110 н 120°, Двухугловые выпол*
150
Рис, 70. Типы дисковых цельных фрез из быстрорежущей стали.
151
няются с углом р, равным 15, 20 в 25°, и углом <р от 50 до 100°.
Для фрезерования полукруглых впадин и выступов служат полукруглые выпуклые и вогнутые фрезы по ГОСТ 9305—69. Их диаметр — от 50 до 130 мм. Фрезы имеют следующий размерный ряд радиусов профиля г, мм: 1,6; 2; 2,5; 3: 4; 5; 6; 7; 8; 9; 10; 11; 12; 14; 16; 18; 20; 25.
Зубья фрез затылованы по задней грани, что обеспечивает сохранение их профиля при переточках, производимых по передним поверхностям.
4. Прорезные (шлицевые) и отрезные фрезы
Прорезные и отрезные фрезы — это инструменты, работающие в весьма сложных условиях резания. Нежесткая рабочая часть, наличие двух вспомогательных режущих кромок при весьма короткой главной режущей кромке, стесненные условия образования и отвода стружки — все это является прйчиной частых поломок инструмента, появления вибраций и работы при весьма низких подачах. Поэтому весьма важно выбрать оптимальное число зубьев фрезы, назначить рациональные режимы резания, правильно заточить фрезу.
Особенности конструкции и условий эксплуатации стандартных фрез
В настоящее время выпускается широкая номенклатура прорезных и отрезных фрез по ГОСТ 2679—73 (в дальнейшем их будем именовать просто «отрезные фрезы»), которые отличаются диаметром D (от 20 до 315 мм), шириной В (от 0,2 до 6,0 мм) и числом зубьев г. В зависимости от числа зубьев отрезные фрезы разбиты на три типа: 1-й — фрезы с мелким зубом; 2-й — фрезы со средним зубом; 3-й — фрезы с крупным зубом. Фрезы с крупным зубом в свою очередь имеют две градации чисел зубьев.
Фрезы с мелким зубом. Характерной особенностью этого типа фрез является большое число зубьев. Передняя и задняя поверхности зубьев образованы канавкой с углом 60° (рис. 71,а), а впадина выполнена с малым радиусом (г=0,1—0,5 мм) для всего диапазона фрез. При такой конструкции зубья имеют неоптимальный задний угол, превышающий 60°, что уменьшает прочность режущей части. Поэтому фрезы с мелким зубом предназначены для работы с глубиной фре-
1П
верования, не превышающей ширины фрезы, т. е. для фрезерования мелких пазов и шлицев или же для отрезки тонких листовых материалов. Увеличению глубины резания препятствует также малый объем канавок для размещения стружки. По тем же причинам подачи на 1 зуб 5г для этих фрез имеют весьма малые значения. Для фрез диаметром от 20 до 25 мм рекомендуемые подачи на зуб не превышают 0,002 мм/зуб, до 40 мм — 0,01 мм/зуб, до 315 мм — 0,02 мм/зуб.
Фрезы со средним зубом. Число зубьев данных фрез примерно в два раза меньше, чем у фрез
Рис. 71. Форма зубьев отрезных фрез,
типа 1, а следовательно фрезы имеют более емкую стружечную канавку. Стандартом предусмотрены две формы профиля зуба. Первая форма такая же, как у фрез с мелким зубом, во второй (рис. 71, б) предусмотрена ленточка по задней поверхности с задним углом а — 20°. Ширина ленточки для фрез диаметром 50 мм составляет 0,5—0,9 мм и увеличивается с увеличением диаметра фрезы. Фрезы со второй формой зуба благодаря упрочнению режущей части допускают работу с большими глубиной и подачей, чем с первой.
Фрезы с крупным зубом. Они имеют число зубьев примерно в 2 раза меньшее, чем фрезы типа 2, что позволяет использовать их для прорезки глубоких пазов в деталях из вязких материалов, нержавеющих и жаропрочных сталей и сплавов.
Особенностью формы зуба и впадины фрез являются увеличенные радиус впадины и объем стружечной канавки.
В серийно выпускаемых фрезах с мелким зубом и фрезах со средним и крупным зубом шириной В<1,6мм
153
зубья не имеют переходных режущих кромок (рис. 72,а). Их главная режущая кромка имеет длину, равную ширине фрезы. Две вспомогательные кромки в пересечении с главной образуют угловые точки (вершины).
Для фрез со средним и крупным зубом предусмот
рены две формы заточки переходных режущих кромок:
форма 1 и форма 2 (рис. 72,6 и в). Зубья формы 1 вы-
полняются с двумя переходными режущими кромками. Одна кромка представляет собой фаску 0,3X45°, другая— фаску с, ширина которой равна примерно 0,3 В, причем на двух смежных зубьях фаски с снимаются
а) 6) Смежные зуЯя %) г)
форма
Рис. 72. Формы заточки режущих кромок;
с разных сторон, что в процессе фрезерования делит стружку по ширине — каждый зуб срезает стружку шириной, равной В — С мм. Соответственно на участке режущей кромки каждого зуба, равном с, толщина стружки а удваивается, но зато обеспечивается свободное образование размещения во впадине зуба и отвод ее из фрезеруемого паза. Такая заточка зубьев повышает в 2—2,5 раза производительность обработки по сравнению с обычной заточкой, дает возможность фрезеровать более глубокие пазы, исключает поломки фрез из-за пакетирования стружки.
Заточка зубьев формы 2 по сравнению с обычной заточкой несколько повышает стойкость за счет обеспечения лучшего отвода тепла от угловых точек, но не улучшает процесса образования и отвода стружки.
Для фрез с крупным зубом предусмотрена форма 3 заточки зубьев, показанная на рис. 72, г. Особенностью заточки является расположение смежных зубьев ца разных диаметрах, отличающихся на величину 2ft. Кроме того, на одном из смежных зубьев (прорезном) имеются широкие фаски с, а на другом (защищающем) — не
154
большие фаски Ср При фрезеровании происходит деление стружки на три части по ширине, равные */з В каждая, что повышает производительность обработки, особенно при отрезке заготовок большой толщины.
Размеры переходных режущих кромок зубьев отрезных фрез даны в табл. 26.
Таблица 26. Размеры переходных режущих кромок зубьев отрезных фрез по ГОСТ 2679—78
I 'III II I I »! 1»^^— II J I I
Размеры, мм
Ширина фрезы В, мм с *1 h
Форма 1 Форма 2 Форма 3 Форма 3
1.6 0,5 0,3 0,5 0,15 0,12
2,0 0,6 0,4 0,6 0,20 0,15
2,5 0,8 0,5 0,8 0,25 0,20
3,0; 3,5 1.0 0,6 1,0 0,30 0,25
4,0; 4,5 1,2 0,8 1,2 0,40 0,30
5,0; 5,5 1.5 1,0 1,5 0,50 0,40
6,0 13 1.2 1,8 0,60 0,50
Режимы резания при работе отрезными и прорезными фрезами
Рекомендуемые режимы резания отрезными и прорезными фрезами с обычной заточкой зубьев при обработке стали 45 твердостью НВ’ 160—190 приведены в табл. 27.
Скорость резания для отрезных фрез имеет относительно высокие значения, достигающие для фрез с мелким зубрм диаметром 20—40 мм 90—100 м/мин. Это обусловлено фрезерованием с малыми глубинами резания и подачами. Для отрезных фрез типов 2 и 3 уровень скоростей и подач примерно такой же, как и для фрез типа 1, а глубина резания значительно больше.
Скорости резания при обработке деталей из чугуна в 1,2—1,5 раза выше, чем из стали 45. При обработке фрезами с указанными в табл. 27 режимами резания и применением СОЖ стойкость фрез должна вать следующим значениям:
Диаметр фрезы Dt мм
От 20 до 63.........................
От 63 до 100............'...........
От 100 до 160.......................
160 и свыше.........................
соответство-
Стойкость Г, мин
60
75
120
150
1И
Таблица 27. Рекомендуемые режимы резания отрезными и прорезными фрезами при обработке стали 45 твердостью НВ 160—190
Диаметр фрезы Д мм Скорость резания v, м/мин Глубина Л мм Подача 5, мм/зуЪ
Тип фрезы
1 2 и 3 1 2 и 3 1 2 и 3
20 И 25 32 80—100 50-90 чиню t = В о,004-ода «м*
40 40-80 ч
50 40—70 3—10 ода—о,о1 0,003— 0,012 0,005-» 0,012
63 5-15
80 40—75 10—25
100
125 35—60 30—60 0,005— 0,015
160 20-4'5
200 25-50 20—50 25-70
250 30—80 0,005— 0,015
315 20-40 40-100 0,005—0,02 0,01-0,02
Примечание: 1. Большему значению глубины резания соответствует меньшее значение подачи. 2. Меньшему значению подачи соответствует большее значение скорости резания.
Фрезы, зубья у которых заточены по форме 1 и 3, допускают подачи в 2—2,5 раза больше, чем фрезы с обычной заточкой.
Повышение производительности и стойкости отрезных фрез
Недостатками стандартных фрез являются отсутствие задних углов на вспомогательных поверхностях зубьев и весьма малые вспомогательные углы в плане фь Поэтому даже при незначительном износе по уголкам зубьев hv на вспомогательных поверхностях образуются широкие площадки, трения /гв (рис. 73), вызывающие повышение температуры резания, заклинивание 156
стружки и самой фрезы в обрабатываемом пазу, что препятствует применению более высоких подач. Не случайно рекомендуемые для стандартных фрез подачи не превышают значений 0,02 мм/зуб, а допускаемый износ составляет самые малые значения (0,15—0,2 мм).
В свою очередь работа на малых подачах является причиной возникновения вибрации при отрезке и прорезке пазов, особенно в деталях из нержавеющих и труднообрабатываемых сталей и сплавов, так как радиус округления режущей кромки оказывается намного большим, чем толщина срезаемого слоя. Более того, при прорезке пазов зуб фрезы начинает работу с ну- 'v.v. левой толщины срезаемо-го слоя и некоторое вре-мя не режет, а скользит \
по обрабатываемой по- \
верхности. При этом воз- \ \
никает значительная pa- \ I
диальная сила Ру, пере- I I 7х
менная по значению: в мо- J ] мент скольжения она рез- У J ко возрастает, а когда на- х'-— чинает образовываться
стружка — уменьшается, Рис. 73. Схема износа отрезных тем самым вызывая виб- ФРез-
рацию.
Чтобы повысить работоспособность отрезных фрез, необходимо прежде всего устранить отмеченные выше недостатки или уменьшить их отрицательное влияние на процесс резания. Так, обеспечение свободного образования и отвода стружки путем подточки одной стороны зубьев (поочередно слева и справа) отрезных фрез шириной 1,6 мм и менее на величину 0,05—1 .мм уменьшает тангенциальную силу резания на 30—50%, что позволяет повысить на столько же подачу.
Стойкость и производительность отрезных фрез шириной 2 мм и более можно повысить, если наряду с разделением стружки по ширине разгрузить угловые участки режущей кромки. Такая фреза показана на рис. 74. Особенность ее состоит в- том, что на одном из каждой нары смежных зубьев имеется канавка, ширина которой равна */з В, на другом — режущая кромка, обниженная с обеих сторон на величину 0,2—0,3 мм. Обнижение производится сошлифовкой вспомогательных поверхно-
и?
стей под углом 30'—1°. Глубина канавки должна быть примерно равной ее ширине.
В процессе обработки данной фрезы происходит перераспределение нагрузки на зубья, как показано на рис. 75, а. Зуб, имеющий канавку, профилирует паз. Чтобы уменьшить износ по уголкам, этот зуб на ’/з от обычной нагрузки разгружен. Он снимает две стружки шириной а, и лишь на участках шириной 0,2—0,3 мм толщина стружки равна 2а. Образующаяся стружка свободно размещается в пазу и беспрепятственно удаляется из зоны резания.
Рис. 74. Отрезная фреза с разделительными канавками на зубьях.
Рис. 75. Схема распределения стружки на зубьях и форма образующейся стружки.
Второй зуб, который занижен с двух сторон, не профилирует стенок паза. Этот зуб в средней части снимает стружку толщиной, равной 2а. Таким образом, если на первый зуб приходится */з объема стружки, снижаемой двумя зубьями вместе, то на второй зуб — 2/з. Ширина образующейся стружки меньше ширины паза, и поэтому она свободно сходит, свиваясь в крутые завитки, а не задерживается в стружечных канавках фрезы. Характер стружки, получаемой на смежных зубьях, показан на рис. 75,6.
Испытания и внедрение фрез с описанной формой заточки показали, что они работают плавно, без вибраций при прорезке пазов как в конструкционных, так и в легированных и труднообрабатываемых сталях. Производительность и стойкость эти» фрез в 1,5—2 раза 158
выше по сравнению со стандартными. Так, например, при фрезеровании пазов в заготовке из стали 45 фрезой диаметром 160 мм, шириной 2,5 мм при подаче 0,05 мм/зуб й скорости резания 30 м/мин стойкость фрезы составила 180 мин. Даже при подаче 0,13 мм/зуб
стойкость была равной 100 мин. Особенно эффективно
применение данных фрез при прорезке глубоких пазов, где использование стандартных фрез затруднено из-за весьма малой подачи и возникающих вибраций.
Заточка канавки и обнижений не представляет сложности и может выполняться на обычном заточном стан
ке или вручную. Незначительные колебания ширины и глубины канавки, а также величины Обнижений не влияют на условия резания. После нескольких переточек фрезы по задним поверхностям зубьев канавки необходимо углубить до исходного значения.
5. Сборные фрезы со вставными ножами из быстрорежущей стали и ножами, оснащенными пластинами из твердого сплава
Сборные дисковые и торцовые фрезы обеспечивают уменьшение расхода дефицитных инструментальных материалов, возможность достаточно просто изменять геометрические параметры при переточках в зависимости от условий обработки и большой срок службы корпуса и деталей крепления. Возможность быстрой замены как всех, так и отдельных режущих ножей позволяет принимать меньшие периоды стойкости, но зато работать с большей скоростью резания и подачей.
Наибольшее распространение получили сборные дисковые трехсторонние и торцовые фрезы. Стандартизованы и производятся централизованно следующие сборные фрезы: фрезы трехсторонние со вставными ножами из быстрорежущей стали диаметром от 80 до 315 мм и шириной от 12 до 50 мм по ГОСТ 1669—78; фрезы торцовые насадные со вставными ножами из быстрорежущей стали по ГОСТ 1092—80 диаметром 80—250 мм; дисковые трехсторонние со вставными ножами, оснащенными пластинами из твердого сплава диаметром 100—315 мм и шириной 14—40 Мм по ГОСТ 5348—69; торцовые насадные со вставными ножами, оснащенными твердым сплавом диаметром 100—630 мм по ГОСТ 24359—80 и др.
Сборные фрезы состоят из стального корпуса, режущих ножей с цельной или напайной частью, имеющих
•159
гладкую или рифленую опорную поверхность, и кдина для закрепления ножей в корпусе.
В качестве примера на рис. 76 показана конструкция и геометрические параметры дисковой и торцовой фрез с ножами, оснащенными пластинами из твердого сплава. Режущие кромки дисковых трехсторонних фрез выполняются с наклоном к оси фрезы под углом о = 10°<
Рис, 76. Сборные фрезы со вставными ножами, оснащенными
пластинами нз твердого сплава.
Выпускаемые фрезы имеют такие геометрические па* раметры: передний угол у=15°, задний угол а =12°, задний угол на вспомогательных режущих кромках сц=-40.
Торцовые фрезы изготавливаются с главными углами в плане <р, равными 45, 60, 75 и 90°. Переходную кромку затачивают под углом <рп,- равным половине угла ф. Передний угол у получается за счет установки ножей и равен 5°. Задний угол а=15°.
6. Фрезы с механическим креплением многогранных неперетачиваемых твердосплавных пластин
Фрезы с механическим креплением многогранных неперетачиваемых пластин (МНП) широко применяются на промышленных предприятиях. Эффективность этих фрез по сравнению с фрезами со вставными ножами, оснащенными пластинами из твердого сплава состоит 160
в повышении стойкости в 1,5—2 раза, снижении машинного времени обработки на 25—50%, сокращении в 2— 3 раза количества фрез, находящихся в обращении, снижении времени на восстановление инструмента после износа в 1,5—2 раза. Исключение операций пайки и заточки ножей снижает количество брака, открывает возможность использования новых марок твердого сплава, в том числе трудно поддающихся пайке и наиболее хрупких.
Инструментальными заводами централизованно выпускаются стандартные фрезы с круглыми, квадратными и пятигранными пластинами диаметром 60, 63 и 80 мм с коническим хвостовиком, а диаметром 80, 100, 125, 160 и 200 — с отверстием. Кроме этих фрез выпускаются концевые фрезы диаметром 25, 32, 40, 50 и 63 мм с механическим креплением ромбических пластин, ступенчатые торцовые фрезы с механическим креплением квадратных, пяти- и Шестигранных пластин и др.
Конструкция и геометрические, параметры фрез с МНП
На рис. 77 схематически показана типовая конструкция стандартной фрезы с МНП. В корпусе 1 фрезы имеются, пазы с установленными державками 6 со штифтами 7, на которые надеты режущие пластины 8. На корпусе расположено кольцо 2, имеющее отверстия для зажимных винтов 5, ввернутых в хвостовик державок. Для более удобной сборки фрезы предусмотрены пружины 3 и шайбы 4, поджимающие режущую пластину к базовым поверхностям корпуса и державки. Окончательно пластины закрепляются винтом 5 при втягивании державки, которая штифтом прижимает режущую пластину к специально выполненным в кольцевом желобке 10 фаскам 9. Форма желобка соответствует форме пластины.
По этому же принципу устроены двух- и трехступенчатые фрезы с МНП, предназначенные для скоростного фрезерования с большими припусками. Ступенчатые фрезы отличаются от неступенчатых тем, что их зубья расположены волнообразно как в радиальном, так и в осевом направлении (рис. 78). Фреза снабжена дополнительным кольцом / с пазами и внешней ступенчатой конусной поверхностью. Аналогичные прорези и внутреннюю ступенчатую поверхность имеет корпус 2. Вместе со ступенчатой поверхностью на кольце пазы образуют ступенчатые гнезда под режущие пластины. После установки пластин режущие кромки смежных зубьев 3 ()
161
А. П Драгун
и 4 оказываются смещенными в радиальном направлении на 1 мм, в осевом — на величину Ко. В ступенчатых фрезах Ко=>7—9 мм, в трехступенчатых — 6,5 мм.
Рис. 77. Торцовая фреза с механическим крепле* нием пятигранных неперетачиваемых пластин^
Рис. 78. Торцовая фреза со сту пенчатым расположением четырех гранных неперетачиваемых пла СТИН.
fa
Геометрические параметры фрез зависят от типа применяемых МНП и их расположения в державке и корпусе фрезы.
162
Углы в плане <р и <рь Для круглых пластин углы в плане не задаются. Их средние значения определяются глубиной резания. Углы (р и q>i для многогранных пластин с различным числом граней следующие:
Число граней пластины ......... 4 5 6
Главный угол в плане .......... 75 67 55
Вспомогательный угол в плане • 15 5 5
Передний угол у. Этот угол образуется в результате наклона пластины в державке под углом уу=—11° и смещения положения пластины относительно диаметральной плоскости с образованием Z=7—8°. При такой установке пластины с плоской передней поверхностью имеют передний угол в сечении, перпендикулярном главной режущей кромке, равный примерно —10°. Пластины со стружколомающей канавкой и углом уп — 200 после установки будут иметь передний угол у=10°.
Фрезы с положительным передним углом рекомендуется применять: а) для обработки нежестких деталей или на нежестких станках; б) в условиях обработки на станках с недостаточной мощностью; в) при обработке вязких материалов, например нержавеющих и жаропрочных сталей.
При обработке чугуна и особо твердых материалов, а также в условиях больших ударных нагрузок на зубья необходимо применять фрезы с отрицательным перед* ним углом.
Задний угол а получается за счет установки режущей пластины в корпусе. Для всех типов фрез задний угол равен примерно 10°.
Получение высокой степени шероховатости (7?а = = 1,25—2,5 мкм) поверхности при чистовой обработке торцовыми фрезами диаметром 100—200 мм может быть обеспечено-еиециальным^ пластинами, имеющими Зачистные фаски.
Высокой производительностью и жесткостью обладают фрезы, разработанные ленинградским новатором С. Г. Карповым, который впервые предложил крепить пластины с центральным отверстием клиновым прижимом со стороны передней поверхности. На рис. 79 показана насадная торцовая фреза с механическим креплением пятигранных пластин. В корпусе 1 фрезы выполнены пазы под клиновые прижимы 3 и гнезда под режущие пластины 2.
Установочными базами для режущей пластины являются поверхность твердосплавной или стальной подкладки 5f боковая поверхность гнезда и цилиндриче
161
ская поверхность кольца 6, закрепленного винтами 7. Режущая пластина вместе с подкладкой крепится клиновым прйжимом с помощью дифференциального винта 4. Использование дифференциального винта значительно облегчает съем и установку пластины. Затраты времени на перестановку одной пластины или поворот на новую грань не превышают 15—20 с.
Данные фрезы* позволяют в зависимости от обрабатываемого материала и мощности станка снимать за один проход припуск до 12-мм. Рекомендуются следую-
Рис. 79. Торцовая фреза конструкции С. Г. Карпова.
щие зажимы резания: о = 300—200 м/мин и 3МцН— =700—350 мм/мин при обработке отожженной конструкционной стали; п= 120 м/мин при обработке чугуна (НВ 170—220) и о = 40—60 м/мин при обработке нержавеющей и жаропрочной стали. Стойкость одной режущей кромки пластины —45—90 мин.
При использовании нешлифованных по граням пластин их целесообразно сортировать по размерам от базовых поверхностей до режущих кромок с точностью ±0,03 мм.
На многих предприятиях используется предложение С. Г. Карпова не выбрасывать изношенные пяти- и шестигранные твердосплавные пластины, а перешлифовывать их на круглые пластины для дальнейшего применения на фрезах. После перешлифовки получается волнообразная режущая кромка с положительным перед
164
ним углом. Фрезы с такими пластинами показали хорошую работоспособность при обработке нержавеющих и жаропрочных сталей и титановых сплавов. Особенно эффективно использование перешлифованных пластин на трех- и четырехступенчатых фрезах конструкции С. Г. Карпова, показанных на рис. 80. Трехступенчатая фреза позволяет снимать припуски до 16 мм, четырехступенчатая— до 24 мм.
Характерными особеннрстями этих фрез являются плавность резания и меньшие усилия резания, что' позволяет производить обработку на станках с ограниченной мощностью 12 кВт).
Рис. 80, Торцовые ступенчатые фрезы с механическим креплением круглых пластин конструкции С. Г. Карпова.
Торцово-концевые фрезы конструкции М. А. Зайцева (рис. 81) отличаются минимальным количеством зажимных элементов. Закрепление режущих пластин 2 производится пружинящим коническим штифтом 4, Благодаря некоторому смещению оси отверстия под штифт в сторону опорной боковой базы корпуса 1 по отношению к оси отверстия в пластине при заколачивании штифта его головка изгибается, создавая упругую силу зажима пластины. В качестве боковых баз используются поверхность конической втулки 3 и боковая поверхность гнезда в корпусе.
Фреза имеет геометрические параметры: передний радиальный угол ур —3°; передний осевой угол у0 = 11°; задний угол а“3°. Фрезы изготавливаются диаметром 40, 50 и 63 мм с числом зубьев 4 и 5 и оснащаются не-псретачиваемыми пятигранными пластйнами из твердого сплава марок ВК8, Т5К10, Т15К6 или безвольфра-мовых твердых сплавов марок ТН-20, КНТ-16.
165
Опыт эксплуатации фрез показал, что благодаря высокой точности изготовления и жесткости они могут работать на повышенных режимах резания. Так, например, при обработке стали 45 рекомендуется применять режимы, приведенные ниже:
Получисто-вая обработка
Скорость резания V, м/мин ♦ ♦ . 220—250
Подача S& мм/зуб 0,05—0,08
Глубина резания t, мм ♦ . , , . 1—3
Черновая обработка
180-220 0,1 —0,15 6-8
Рис. 81, Торцово-концевая фреза конструкции М. А. Зайцева.
Замену затупившейся грани пластины можно производить на станке, для чего необходимо выбить штифт 4, снять пластину, продуть сжатым воздухом гнездо и отверстие в корпусе; повернуть пластину другой гранью, а затем, прижав ее к базовым поверхностям, вставить штифт и легкими ударами по нему медным молотком закрепить пластину. Полную замену всех пластин целесообразно производить вне станка, на верстаке.
7. Рекомендации по рациональной эксплуатации фрез
Одним из первых вопросов, с которыми приходится сталкиваться фрезеровщику, приступающему к выпол-164
нению той или иной операции, является выбор конструкции и размера фрезы.
В том случае, если от размеров фрезеруемой поверхности зависят способ ее обработки и диаметр фрезы, например при фрезеровании закрытых пазов и уступов, фреза выбирается в соответствии с условиями чертежа. Если же обрабатываемая поверхность допускает использование фрез нескольких разновидностей (плоскости, сквозные прямоугольные пазы и уступы), выбор фрезы производится в зависимости от технологических условий выполнения операции (типа станка, размеров, точности и шероховатости обрабатываемой поверхности, материала детали и т. д.).
При работе на вертикально-фрезерных станках открытые плоскости целесообразно обрабатывать торцовыми фрезами, оснащенными твердым сплавом. При этом диаметр фрезы должен быть в 1,2— 1,5 раза больше Ширины плоскости, фрезеруемой за один проход. Фрезерование пазов и уступов производится концевыми быстрорежущими или твердосплавными фрезами.
На горизонтально-фрезерных станках для фрезерования плоскостей используют цилиндрические фрезы, а пазов и уступов — дисковые трехсторонние и пазовые фрезы.
Диаметр цилиндрических фрез рекомендуется выбирать в зависимости от ширины фрезерования В и глубины резания t из следующих соотношений:
Глубина резания t, мм . . . 2 5 8
Диаметр фрезы D, мм при В:
70 мм.................... 50 63 80
100 мм............ 80 80 80
150 мм.................. 100 100 125
10
100
100 125-150
На выбор диаметра дисковых фрез в основном влияет глубина резания. При глубине, равной 5, 10, 20, 50 и 100 мм, и ширине, равной 10 мм, диаметр фрез выбирается равным соответственно 50, 63, 100, 160 и 200 мм. С увеличением В диаметр фрез при тех же значениях t принимается несколько большим.
Глубина резания t назначается по технологическим
соображениям и в зависимости от числа зубьев и диаметра фрезы, а также мощности станка. Для обеспечения равномерности процесса фрезерования необходимо, чтобы в работе одновременно участвовало два и зубьев.
Подача на 1 зуб фрезы Sz. Черновая подача рается с учетом ширины и глубины фрезерования,
более
выби-проч-
ности зубьев фрезы и мощности станка. На ее значение влияют свойства обрабатываемого материала и материала режущей части инструмента.
Ниже приведены рекомендации по выбору черновой подачи для некоторых разновидностей фрез:
Торцовые твердосплавные фрезы
Конструкционная сталь
Нержавею-
Чугун щая сталь
Марка твердого сплава . -.......
Подача Sz, мм/зуб...............
Т15К6 ВК8 ВК8 0,09—0,22 0,20-0,45 0,12-0,18
Цилиндрические твердосплавные фрезы Сталь Чугун
Ширина фрезерования В,
мм.....................• До 30 Св. 30 До 30 Св. 30
Подача Szt мм/зуб . . . . 0,2—0,3 0,15—0,20 0,25—0,35 0,20—0,25
Концевые фрезы с винтовыми твердосплавными пластинами
Глубина резания ft мм . . . . Подача Sz, мм/зуб, при D, мм: 20............................
30........................
50........................
0,10-0,07
0,15-0,10
0,20-0,10
0,08-0,03
0,12-0,06
0,15-0,08
12
0,09-0,05
0,10-0,06
Концевые быстрорежущие фрезы (фрезерование пазов)
Сталь Чугун
Глубина резания /, мм • .............. • 5—15 5—15
Подача SZi мм/зуб, при D, мм:
10 .................................... 0,025—0,015 0,05-0.02
16 ..................................... 0,08—0,04 0,11—0,05
20 ..................................... 0,10—0,04 0,16-0,07
32 ..................................... 0,14—0,06 0,18-0,09
Дисковые трехсторонние фрезы с пластинами из твердого сплава
Глубина резания /, мм
Подача мм/зуб . .
До 30 Св. 30 0,10-0,12 0,08—0,10
При чистовой обработке назначается подача на 1 оборот фрезы So в зависимости от шероховатости обработанной поверхности. Рекомендуются следующие значения подачи:
Параметр шероховатости Ra, мкм.............................. 3,2
Подача So, мм/об, при 9, кгс/мм2;
<70 ...................... 0,80—0,50
>70 ........................ 1,00—0,70
1.6
0,55—0,40 0,60-0,45
0,80
0,25-0,20
0,30-0,20
Скорость резания о. На скорость резания при фрезеровании влияет материал обрабатываемой детали и режущей части инструмента, глубина резания и подача, величина принятой стойкости и ряд других факторов, 168
В табл. 28 и 29 приведены нормативные значения скоростей резания для основных разновидностей фрез из быстрорежущей стдли и оснащенных твердым сплавом, а в табл. 30 — для торцовых фрез с механическим креплением МНП из твердого сплава.
Таблица 28. Ориентировочные значения режимов резания при фрезеровании деталей из конструкционных углеродистых сталей (ав = 75 кгс/мм2)
- J - - -- .. ... .1— т- —
Разновидность фрез Материал инструмента Диаметр фрез Z), мм Глубина резания мм Подача S, мм/об Скорость резания V, м/мин
Торцовые со вставными ножами Р18 3,0 10,0 0,05—0,18 49—33 43-29
Т15К6 80—125 1,5-5,0 0,07-0,13 0,18—0,33 352-249 249—173
160-320 5,0—16,0 0,07—0,13. 0,18—0,33 316—200 220—140
Цилиндрические со вставными ножами Р18 Т15К6 80—425 3,0—13,0 0,05—0,13 0.18—0,33 96—35 69—26
2,0—3,0 4,4—6,5 0,12-0,30 265-169 197-125
Концевые (фрезерование плоскостей и уступов) Р18 16—32 40-63 3,5-5,5 3,5—8,0 0,06—0,12 0,06—0,20 78-46 84—31
Т15К6 20 50 3,4—9,0 0,03—0,10 0,03—0,20 230-134 230—101
Дисковые трехсторонние (фрезерование уступов) Р18 63-125 160-250 12,0—18,0 18,0—40,0 0,03—0,13 0,03—0,18 57-31 54-27
Т15К6 100,0 10,0 23,0 0,04—0,20 520-324 407—217
200,0 15,0 23,0 397—210 253с-188
169
Таблица 29. Ориентировочные значения режимов резания при фрезеровании деталей из серого чугуна (НВ 190)
Разновидность фрез
Материал инструмента
Диаметр фрез D, мм
Глубина резания t, мм
Подача S, мм/об
Скорость резания V, м/мии
Торцовые ср вставными ножами
ВК6
80—125
150—320
1,5-7,5 0,10-0,18 260-141
1,5-3,5 0,10-0,18 228-136
7,5—16,0 0,26-0,36 126-85
Цилиндрические со вставными ножами
Р18
2,8-16 0,06-0,15 76-32
80-125 2,5-11,0 0,20-0,36 0,13-0,20 53-19 250-128
0,24-0,35 209-98
ВК6
Концевые (фрезерование плоскостей и уступов) Р18 16-32 40-63 3,5-5,5 3,5-8,0 0,05—0,13 0,05-0,13 0,18—0,30 52—41 64—43 51-38
Дисковые трехсторонние Р18 63-125 160-250 10,0-25,0 18,0—60,0 0,07-0,18 0/)7—0,33 53—27 47-14
Таблица 30. Скорости резания, рекомендуемые при работе фрезами с механическим креплением МНП из твердого сплава, м/мин
Марка твердого сплава Подача S, мм/об Обрабатываемый материал
углеродистая сталь, ав — 85— 90 кгс/мм’ нержавеющая сталь чугун серый, НВ 180-250
0,05 160 180 «на
Т15К6 0,10 130 140 ***
0,20 100
0,05 150 150
Т14К8 0,10 110 130
0,20 60 120 •НИ*
0,10 120 160 •М»
Т5К10 0,20 100 130
0,30 70 100 «ня*
0,10 100 90-120
ВК6 0,20 80 70—90
0,30 pi 60 60-50
170
В качестве смазочно-охлаждающих жидкостей при фрезеровании рекомендуется применять Укринол (3— 10%), сульфофрезол и масло И-12А. СОЖ в основном используется для фрез из быстрорежущей стали.
Заточка и доводка фрез производится на универсально-заточных станках такими же абразивными кругами, как и заточка резцов. Ручная заточка фрез не допускается.
8. Фрезы с механическим креплением многогранных неперетачиваемых пластин из минералокерамики
Современные марки оксидно-карбидной минералокерамики ВЗ и ВОК 60 обладают достаточно высокими эксплуатационными свойствами (ои = 60—75 кгс/мм2, высокое сопротивление термодинамическим нагрузкам и износостойкость), чтобы использовать их для фрезерования деталей. Однако в существующих конструкциях фрез для твердосплавных пластин минералокерамические пластины не могут быть использованы эффективно. Причин здесь несколько.
Во-первых, во многих конструкциях фрез опорные поверхности под пластины не шлифуются после термической обработки, в результате чего не может быть обеспечено плотное прилегание пластины в гнезде. Поэтому при зажиме пластины и в процессе обработки в ней возникают большие изгибающие напряжения, которые приводят к преждевременным поломкам инструмента.
Во-вторых, конструкции зажимных клиньев и прихватов не обеспечивают равномерного распределения усилий зажима по площади пластин, и это нередко является причиной преждевременной их поломки.
В-третьих, при закреплении пластин непосредственно в корпусе фрезы твердость опорной поверхности гнезда недостаточно высокая для эксплуатации минералокерамических пластин.
Все перечисленные недостатки конструкций фрез учтены и устранены в фрезах, разработанных специально для закрепления минералокерамических пластин.
Одна из таких фрез показана на рис. 82. В ней опорная и боковые поверхности гнезда под пластину выполнены так, что после термической обработки корпуса 3 их шлифуют, обеспечивая высокие плоскостность и точность расположения. С целью повышения твердости
171
опорной поверхности в гнездо установлены закаленные подкладки 2, соединенные с корпусом винтами 7. Режущие пластины 1 закрепляются качающимися прижимами 5. При завинчивании гайки 6 прижим втягивается и, взаимодействуя с шариком 4 поверхностью своей радиусной канавки, отклоняется, закрепляя пластину.
Геометрические параметры фрезы: передний радиальный угол — 8°"; передний торцовый угол — 5°; задний угол — 8°; угол в плане — 85°.
Рис. 82. Торцовая фреза с механическим креплением четырехгранных пластин из минералокерамики.
Применение фрез с механическим креплением минералокерамических нластин наиболее целесообразно при получистовой и чистовой обработке закаленных сталей и чугунов. Рекомендуемые режимы фрезерования приведены в табл. 31.
При достижении износа по задней поверхности 0,4 мм
пластину необходимо повернуть другой гранью.
По сравнению с твердосплавными эти
резы позво-
ляют работать с большей в 2—2,5 раза скоростью резания при значительно большей стойкости.
172
Таблица 31. Режимы резания» рекомендуемые при фрезеровании стали и чугуна торцовыми фрезами с механическим креплением МНП из минералокерамики
Марка мине-ралокерамики Обрабатываемый материал Скорость резания v, М/МИИ Подача 3, мм/об Глубина резания /,мм
ВОК-60 ВЗ ВШ-75 Сталь 40Х, HRC 35-45 150-200 120—180 100-150 0,03—0,05 0,02-0,04 0,02—0,04 0,5-1,0 0,5—1,0 0,5—1,0
ЪОК-60 ВЗ ВШ-75 Серый чугун, НВ 190—210 350-400 250-350 250-350 0,12-0,15 0,04—0,10 0,03-0,08 0,5—2,0 0,5-1,5 0,5-1,5
9. Фрезы, оснащенные композитом
В последние годы все более широкое распространение в металлообработке получают фрезы, оснащенные композитом. Эффективными областями их применения являются предварительная и окончательная (в том числе тонкая) обработка деталей из серых и высокопрочных чугунов с Твердостью НВ 150—300 и закаленных сталей практически любой твердости.
Обработка фрезами, оснащенными композитом, обеспечивает высокое качество поверхности деталей, во многих случаях заменяет шлифование и в 2—3 раза увеличивает производительность труда.
Практическое применение нашли две разновидности фрез: фрезы сборные с механическим креплением ножей (вставок), оснащенных композитом, и фрезы с механическим креплением пластин из композита.
Фрезы с механическим креплением ножей, оснащенное композитом 01
На рис. 83 показана многозуб^я торцовая фреза.
Ножи 1 расположены в корпусе 3 под углом 10° к осн фрезы и закреплены с помощью винта 4 и втулки 5, имеющей угловую лыску. При завинчивании винта втуЛка, перемещаясь, заклинивает вставку в отверстии. Для упрощения заточки и уменьшения припуска при заточке предусмотрены регулировочные винты 2, которыми нбя< выставляют по индикатору при сборке с точностью 0,1—0,2 мм. Более точное взаимное расположение режу
<73
щих кромок в пределах 0,02—0,04 мм получают заточкой фрезы в сборе.
Геометрические параметры фрезы: передний угол — 5°, задний угол 8°, главный угол в плане 35°, вспомогательный угол в плане 15°. Особенностью фрезы является наличие зачистной кромки длиной 0,2—0,3 мм с нулевым углом в плане, т. е. угол между зачистной кромкой и осью фрезы должен быть равным 90°
4-Л
Рис. 83. Торцовая фреза е механическим креплением ножей, оснащенных композитом.
Изготавливаются фрезы пяти типоразмеров:
Z), мм •
d, мм ......
Z, (число зубьев) .
.80 100 125 160 200 250
. 27 32 40 50 50 50
.8 10 12 14 18 20
Фрезы поставляются с 4 или 8 комплектами запасных, предварительно заточенных ножей.
Рекомендуемые режимы резания фрезами, оснащенными композитом, приведены в табл. 32. Режимами резания можно варьировать в пределах, указанных в таблице, в зависимости от конкретных условий обработки: размеров фрезеруемой поверхности, жесткости станка, требуемой шероховатости поверхности и т. д. При этом необходимо помнить, что на шероховатость поверхности и стойкость фрез наибольшее влияние оказывает подача на 1 зуб фрезы. В качестве критерия износа принимается ширина ленточки износа по задней поверхности величиной не более 0,4 мм.
174
Таблица 32. Рекомендуемые режимы резания фрезами, оснащенными композитом 01 и 10 [10]
Обрабатываемый материал и характер фрезерования
Режим резания
V, М/мин S, мм/об /, мм
Стали, закаленные до HRC 50:
получистовое ♦ , « « чистовое
Стали, закаленные до твердости HRC 50—60:
получистовое « * . ♦ чистовое
Стали, закаленные до твердости HRC 60—70:
получистовое • • • « чистовое
Чугуны серые и высоко* прочные твердостью НВ 150-270:
получистовое* ♦ . ♦ « чистовое * ...... Чугуны отбеленные, закаленные до твердости НВ 400—600:.
получистовое ♦ • . . чистовое.......... .
Совместное фрезерование закаленной стали и твердого сплава ВК15, ВК20 или ВК25:
получистовое ** • • .
чистовое **.........
150—200
200-300
80-120
100-140
70-90
80—120
400—600 600—1200
80—150
120-250
10-20
20-30
0,07-0,15 0,01—0,04
0,07-0,15
0,01-0,04
0,02—0,12 0,01-0,03
0,07—0,15
0,01—0,04
0,07—0,1
0,01”~0,04
0,05-0,10
0,01-0,03
0,5-1,5 0,1 —0,2
0,5—1.5
0,1-0,2
0,5—1,0 0,05—0,15
1,0-2,0 0,1—0,2
0,5-1,0 0,05—0,15
0,3-0,5 0,05-0,1
*
* Предпочтительно фрезерование композитом 05.
** Фрезерование производится только композитом 10.
Иногда критерием износа (стойкости) может служить ухудшение шероховатости обрабатываемой поверхности: при чистовом фрезеровании увеличение Ка свыше 1,25 мкм, а при получистовом— свыше 6,3 мкм.
Заточку и переточку сборных фрез можно производить на универсально-заточных станках, например на станке модели ЗВБ42. Для заточки рекомендуется пользоваться кругами АСО 80/63 Б1 100% или АСО 125/100 Б1 100% на режимах: и —25 м/с, 5 = 1 м/мин, £—0,01— 0,02 мм/дв/ход с охлаждением содовым раствором.
При заточке фрез (см. рис. 83) после установки комплекта ножей необходимо соблюдать такую последова-
175
тельность: сначала заточить фаску на передней поверхности под углом —5°, затем заднюю поверхность по вспомогательной режущей кромке под углом 10° и да-
ВЙ
лее главную поверхность на 2 мм под углом 8°. Зачистную фаску затачивают последней.
Эксплуатационные свойства фрез из композита могут быть значительно повышены, если после заточки
произвести Доводку по передней грани и зачистной кромке. Доводку следует выполнять алмазным кругом зернистостью 28/20 с подачей не более 0,5 м/мин и глубиной резания 0,005—0,01 мм/дв. ход
Фрезы торцовые с механическим креплением пластин из композита 05
Разработаны и серийно выпускаются торцовые одно-и двухступенчатые фрезы с механическим креплением круглых пластин из композита 05. Эти фрезы позволяют вести черновую, получистовую и чистовую обработку плоскостей в деталях из серых и высокопрочных чугунов, а также других хрупких материалов.
Преимущество этих фрез по сравнению с твердосплавными фрезами состоит в повышении в 2—4,5 раза производительности обработки и улучшении качества обработанной поверхности.
В настоящее время освоено производство фрез следующих размеров:
Фрезы одноступенчатые с коническим хвостовиком
D, мм................. 40 50 63 80
z ................ 6 8 10 12
Фрезы одноступенчатые насадные
D, мм................ 100 125 160 200
Z................ 16 20 24 30
Фрезы двухступенчатые с коническим хвостовиком
D, мм................. 50 63 80
Z................ 4 6 8
Фрезы двухступенчатые насадные
D, мм............... 100 125 160 200 315
г.................... 10 14 18 22 32
коническим
Конструкция одноступенчатой фрезы с хвостовиком показана на рис. 84. Фреза состоит из корпуса /, цилиндрических пластин 2 и унифицированных зажимных узлов, включающих прижим 3, гайку 4 и шайбу 5. Прижим выполнен в виде винта со специаль-
176
ной конической головкой, которая заклинивает пластину в гнезде корпуса при завинчивании гайки.
Очень важными элементами в конструкции подобных фрез являются опорные и боковые базирующие поверхности гнезда под пластину. Они должны быть весьма точными после термической обработки. В описываемой конструкции фрез гнезда под пластины образованы пересечением двух сквозных пазов, что позволяет шлифовать базы напроход, тем самым добиваясь точного расположения их во всех гнездах, и обеспечивать радиальное и торцовое биение режущих пластин, непревышающее 0,04 мм.
Рис. 84. Торцово-концевая фреза с механическим креплением круглых пластин из композита.
В корпусе насадных фрез вместо хвостовика выполнено посадочное отверстие для закрепления их на оправке.
В двухступенчатых фрезах пластины расположены в два ряда (рис. 85), а упорные поверхности гнезд смещены на 1,5 мм. Закрепление пластин обоих рядов осуществляется одним прижимом. Пластины 1 внешнего ряда производят черновую обработку, а пластины 2 вну- -треннего ряда — получистовую обработку.
Выполнение гнезд в корпусе обеспечивает следующую геометрию режущей части:
передний радиальный угол .................* 10°
передний торцовый угол ..................... — 5°
задний угол а . . . » ...................... 10°
7 А. П. Драгун
177
Рассмотренные узлы крепления имеют малые габариты, надежны и удобны в эксплуатации. Подобные узлы могут быть успешно использованы для закрепления круглых пластин из твердого сплава и минералокерамики.
Рекомендуемые режимы резания при фрезеровании серого чугуна в НВ 190—200 приведены в табл. 33,
Рис. 85, Торцово-концевая фреза со ступенчатым располо* жением круглых пластин цз композита.
Таблица 33. Режимы резания, рекомендуемые для фрезерования чугуна НВ 190—200 фрезами с механическим креплением круглых пластин из композита 05
Тип фрезы
Вид фрезерования
Скорость резания v, м/мин
Подача мм/об
Глубина резания /> мм
Одноступенчатая
Чистовое Получисто вое
500—1800
400—800
0,005-0,02
0,05-0,08
0,1-0,4
1,0-2,5
Двухступенчатая
Чистовое Получистовое Черновое
500—1800 400—600
300-500
0,005—0,02 0,03-0,05
0,0о—0,07
0,1-0,4
3,0—4,0
4>0—5,0
В процессе фрезерования необходимо следить за степенью затупления пластин. Нельзя допускать затупления по задней поверхности более 0,4 мм (ширина ленточки затупления). После достижения износа указанного значения пластины необходимо ослабить и повернуть на угол 45—90° в зависимости от глубины резания. При износе всей режущей кромки пластину следует по
178
вернуть на другую сторону. Число условных граней на одной стороне составляет 5—6, следовательно вся пластина имеет 10—12 граней. После полного использования режущих кромок пластину можно переточить путем сошлифовки торца' на величину ленточки'износа по задним граням.
Фрезы, оснащенные композитом, следует эксплуатировать на металлорежущих станках повышенной, высокой и особо высокой точности и имеющих высокий верхний предел частоты вращения шпинделя (3000 об/мин и более). Допускается использовать фрезы на плоско-шлифовальных’ и продольно-шлифовальных станках.
СВЕРЛА
ГЛАВА
Сверла предназначаются в основном для получения отверстий в сплошном материале, но используются и для обработки (рассверливания) ранее просверленных отверстий. Сверлением можно обработать отверстия не*
Таблица 34. Диаметры сверл (ГОСТ 885—77), мм
0,25
0,28
0,30
0,32
0,35
0,38
0,40
0,42
0,45
0,48
0,50
0,52
0,55
0,58
0,60
0,62
0,65
0,68
0,70
0,72
0,75
0,78
0,80
0,82
0,85
0,88
0,90
0,92
0,95
0,98
От 1,00 до 3,00 через 0,05 мм
От 3,00 до 13,70 через 0,1 мм
13,75 13,80
13,90 14,00
14,25 14,50 14,75
15,00 15,25 15,40 15,50 15,75
16,00 16,25
16,50
16,75 17,00
17,25 17,40
17,50 17,75 18,00 18,25
18,50 18,75 19,00 19,25
19,40 19,50
19,75
20,00 20,25
20,50 20,75 20,90 21,00 21,25 21,50 21,75 22,00 22,25
22,50 22,75
23,00 23,25
23,50 23,75 23,90 24,00 24,25 24,50 24,75
25,00 25,50 25,75 26,00
26,25 26,50
26,75 27,00
27,25 27,50 27,75 28,00
28,25
28,50
28,75
29,00
29,25
29,50
29,75
30,00
30,25 30,50 30,75
31,00 31,25 31,50 31,75
32,00 32,25 32,50 33,00 33,25 33,50
34,00 34,50 35,00 35,25 35,50
35,75 36,00 36,25 36,50 37,00 37,50 38,00 38,50 39,00 39,50 40,00 40,50
41,00 41,50
42,00
42,50
43,00
43,50
44,00
44,50
45,00
45,50
46,00
46,50
47,00
47,50
48,00
48,50
49,00
49,50
От 52,00 до 80,00 через 1 мм
180
высокого класса точности (Н12—Н14) с шероховатостью .Rz = 40 мкм и грубее.
В нашей стране принята единая градация диаметров сверл, регламентируемая ГОСТ 885—77 (табл. 34) и охватывающая практически все размеры отверстий до 80 мм, встречающиеся в деталях машин и приборов.
Выпускаются следующие разновидности сверл: спиральные, перовые, одностороннего резания (пушечные), кольцевые, комбинированные. В последние .годы появились весьма эффективные сверла с механическим креплением многогранных твердосплавных пластин. Наиболее широко применяются спиральные сверла.
1. Типы и размеры спиральных сверл общего назначения из быстрорежущей стали
Согласно ГОСТ 2034—80Е спиральные быстрорежущие сверла изготавливаются четырех классов точности: Al, А, В1 и В. К классам А1 и А относятся сверла повышенной точности, а к классам В1 и В — нормальной. Сверла классов А1 и В1 имеют Знак качества. Сверла классов А1 и А выполняются с допуском по наружному диаметру по Л8, классов В1 и В — по Л9.
Для изготовления сверл используется быстрорежущая сталь по ГОСТ 19265—73 марок Р18, Р12, Р9, Р6АМ5, Р6АМ5ФЗ, Р6М5К5 и Р9М4К8.
Спиральные сверла из быстрорежущей стали выпускаются с цилиндрическим или коническим хвостовиком. Сверла диаметром от 0,25 до 20 мм изготавливают с цилиндрическим хвостовиком, а диаметром от 5 до 80 мм — с коническим хвостовиком.
В зависимости от длины рабочей части сверла с цилиндрическим хвостовиком разделены на три основные серии: короткую (ГОСТ 4010—77), среднюю (ГОСТ^ 10902—77) и длинную (ГОСТ 12122—77). 'Значения длин в зависимости от диаметра сверл указанных серий приведены в табл. 35.
Для обработки, в труднодоступных местах предусмотрены сверла диаметром от 6,1- до 10 мм с цилиндрическим хвостовиком сверхдлинной серии по ТУ2—035— 600—77. Эти сверла имеют такие размеры;
Диаметр свер-
ла, мм , , , 6,1—6,5 6,6—6,9 7,0—7,9 8,0—10,0
Общая длина,
мм < . . . . 290; 320; 350 310; 350; 370 320; 370; 410 400; 450; 500 Длина рабочей
части, мм * 100-230 110-260 100-260 100-350
181
Таблица 35. Основные размеры стандартных сверл с цилиндрическим хвостовиком, мм
Серия
D короткая средняя длинная
L 1 L 1 L 1
1,00—1,30 26—30 6-8 34-38 12г-16 48—52 25-28
1,35-1,90 32-36 9-11 40—46 18—22 55-62 32-38
1,95-2,65 38—43 12—14 49-57 24-30 65—70 40-45
2,70-3,70 46—52 16-20 61-70 33*~39 75-85 48-55
3,80—5,30 55-62 22-26 75-86 90-105 60—70
5,40—7,50 68—74 28-34 93-109 57—69 115—130 80-90
7,60-10,60 79^-89 37—43 117-133 75—87 •м*
10,70-14,00 95—109 47-54 142-160 94—108
14,25-17,00 111-119 56-60 169-185 114-120 •
17,25-20,00 123—131 62—70 195-205 130-140 йМйф
Сверла с коническим хвостовиком выпускаются с нормальной длиной (ГОСТ 10903—77), удлиненные (ГОСТ 2092—77) и длинные (ГОСТ 12121—77), Их размеры даны в табл. 36.
Промышленностью освоен выпуск сверл повышенной стойкости и производительности: сверла с износостойким покрытием и с термомеханическим упрочнением. Выпускаются также сверла с цилиндрическим хвостовиком с износостойким покрытием нитридом титана диаметром 5—12 мм. Такие сверла превосходят по стойкости сверла без покрытия и за счет этого позволяют вести обработку с большей скоростью резания. Весьма эффективны сверла, которые в процессе изготовления (прокатки) подвергаются термомеханическому упрочнению по методу, разработанному на Сестрорецком инструментальном заводе имени И. П. Воскова. Новый способ позволяет повысить прочность и режущую способность сверл, а также сократить производственный цикл их изготовления.
Так, при обычной технологии изготовления сверл из стали Р6М5 достигается твердость HRC = 63—64, при
182
Таблица 36. Основные размеры стандартных сверл с коническим хвостовикам
Х>, мм Тип сверл , Номер конуса Морзе I
нормальные удлиненные длинные
L 1 4 1 L 1
6,00-14,00 138-189 57-108 160-230 80-150 225-265 145-185 1
14,25-23,00 212-253 120-155 260—295 160—195 245—340 195-240 2
23,25-31,80 276—301 155-180 320—350 200-230 360-395 240-275 3
32,00—50,50 334-339 185-220 аиия «Ж 4
51,00-80,00 412—514 225-260 МММ 5
новой — HRC = 64,5—66. Термомеханическая обработка повышает также теплостойкость.
Средняя стойкость сверл, изготовленных по новой технологии, в 2,6 раза выше стойкости сверл, выпускаемых по ГОСТ 10903—77. Это значит, что при одинаковой стойкости скорость резания сверл с термомеханическим упрочнением может быть в 1,2 раза выше, чем обычных сверл.
Согласно ТУ 2—035—779—80 выпускаются сверла с термомеханическим упрочнением с коническим хвостовиком диаметром от 32 до 60 мм. Длина этих сверл соответствует сверлам по ГОСТ 10903—77,
2. Конструкция и геометрические параметры спиральных сверл
Спиральное сверло состоит из двух основных конструктивных элементов; рабочей части и хвостовика.
1М
Рабочая часть сверла осуществляет процесс резания и отвод стружки из отверстия, формирует поверхность обрабатываемого отверстия н направляет сверло при обработке. Она выполняется в виде двух зубьев 1 и 3 (рис. 86), образованных спиральными канавками 2 и 4 и связанных между собой сердцевиной диаметром d. Рабочая часть изготавливается из инструментальной стали, что дает возможность многократно перетачивать
Рис. 86. Рабочая часть спирального сверла.
сверло в процессе его эксплуатации. Режущая часть сверла имеет пять режущих кромок: две главные 6 и 7, поперечную (перемычку) 9 и две вспомогательные (по ленточкам) 5 и 8.
Передними поверхностями резания чаще всего являются поверхности канавок, но иногда их специально затачивают, создавая определенные передние углы. Задние поверхности сверла могут быть плоскими, коническими, цилиндрическими или винтовыми в зависимости от способа их заточки. Вспомогательные задние поверхности выполняются цо цилиндру в поперечном сечении в виде ленточек.
Главные режущие кромки образуют между собой угод 2<р (угол в плане каждой режущей кромки), а по
184
отношению к основной плоскости они наклонены под углом X, имеющим положительное значение.
От значения угла 2<р зависят толщина и ширина срезаемого слоя и соотношение между радиальными и осевыми силами резания. С увеличением угла 2ф возрастает осевая сила Рх (сила подачи), но снижается сила Рг (уменьшается крутящий момент резания). Ширина срезаемого слоя b при этом уменьшается, а толщина а увеличивается, что повышает температуру в зоне резания.
С изменением угла 2<р изменяется значение переднего угла, форма главной режущей кромки, а также передние углы поперечной режущей кромки. Поэтому оптимальный угол 2ф зависит от обрабатываемого материала. Рекомендуются следующие значения угла 2(р, град.:
Сталь углеродистая конструкционная .... 116—120
Нержавеющая сталь, стали высокой прочности, жаропрочные сплавы...............125—130
Титановые сплавы....................... 140
Чугун средней твердости и твердая бронза . 90—100
Чугун твердый..........................120—125
Латунь, алюминиевые сплавы, баббит .... 130—140
Медь..................................... 125
Пластмассы.............................80—ПО
Мрамор.................................80—90
Передний угол у в каждой точке режущей кромки имеет разное значение, так как переменным является и угол наклона спирали. Для наиболее удаленной точки режущей кромки угол у может быть рассчитан по формуле tg у = tg и/sin ф.
Передний угол может быть изменен и выполнен равнозначным по всей длине режущей кромки путем подточки передней поверхности.
Передние углы на поперечной режущей кромке отрицательны и равны примерно —60°. При таких значениях углов поперечная кромка практически не режет, а выдавливает, скоблит металл. Длина поперечной режущей кромки сверл в значительной степени влияет на осевое усилие резания. Поэтому с целью уменьшения осевого усилия резания и улучшения условий работы поперечную кромку уменьшают путем подточки.
Наклон перемычки под углом ф получается в результате заточки задних поверхностей. Обычно ф = 55°.
Задний угол а, так же как и передний, меняется по всей длине режущей кромки. Характер изменения угла а определяется способом образования задних поверхностей.
185
Наиболее простой вид заточки — одноплоскостная (рис. 87,а), которая не требует специального заточного оборудования или сложных приспособлений. Недостатком этого способа является то, что при определенных размерах сверл может отсутствовать достаточный спад от точки 1 до точки 2 и возможно трение поверхностей сверла и детали.
Двухплоскостная заточка (рис. 87,6) исключает вышеуказанный недостаток. Она применяется как при изготовлении сверл, так и при их переточке. Первая пло-
Рис. 87. Формы заточки задних поверхностей спиральных сверл.
скость 3, образующая главную режущую кромку, затачивается под углом а=5—15°, вторая 4 — под углом 20—30°. И первая, и вторая задние плоскости формируют поперечную режущую кромку и ее передние поверхности.
Достоинством двухплоскостной заточки кроме ее простоты является то, что поперечная кромка имеет пирамидальную форму, способствующую самоцентрированию сверла в работе, и можно затачивать любые оптимальные задние углы сверла.
Наибольшее распространение получил метод заточки, при котором задняя поверхность представляет собой участок конической поверхности 5 (рис. 87,в).
Известны также методы, при которых задняя поверхность формируется участком цилиндра или винтовой поверхности.
Все методы получения криволинейной задней поверх
1М
ности требуют для заточки специального оборудования или приспособлений.
Задний угол а обычно рассматривается в сечении, параллельном оси сверла. Его оптимальное значение для стали и дугуна может быть рассчитано по формуле! одз . 0,15
sin а = или sin а = -g-g-
Для сверл общего назначения а=10—15°
Необходимым условием при заточке сверл является обеспечение симметричности режущих кромок относительно оси сверла. Допуски осевого биения в средней части режущих кромок, регламентируемые ГОСТ 2035—80Е, указаны в табл. 37.
Таблица 37. Допуски осевого биения режущих кромок спиральных быстрорежущих сверл
Допуск осевого биения для сверл классов точности, мм
В1
Диаметр сверла, мм
сверла с цилиндрическим хвостовиком
сверла с коническим хвостовиком
б—10 • • • Свыше 10
0,05 0,10 0,13
0,06 0,20 0,15
0,13
0,23
0,18
0,30
Ленточки сверла служат для формирования поверхности обрабатываемого отверстия и направления (центрирования) сверла, а также обеспечивают возможность многократной переточки сверла, тем самым удлиняя срок его службы.
Ширина ленточек f имеет значения 0,2—3 мм (большее значение f соответствует большему диаметру сверла). По ленточкам сверла имеют обратную конусность, величина .которой на 100 мм длины составляет 0,03— 0,08 мм для сверл диаметром до 10 мм, 0,04—0,10 мм для сверл диаметром от 10 до 18 мм и 0,05—0,12 мм для сверл диаметром свыше 18 мм.
Наиболее напряженными участками сверла являются точки перехода главных режущих кромок во вспомогательные (ленточки). Они наиболее подвержены износу, основная причина которого — возникновение там высо
187
кой температуры. Чтобы уменьшить выделение тепла вблизи уголков и улучшить его отвод, рекомендуется затачивать переходные режущие кромки с углом 70—75° (рис. 88,а). Такая заточка увеличивает общую длину главных режущих кромок, упрочняет переходные участки и уменьшает толщину срезаемого слоя на переходных режущих кромках, что повышает стойкость сверла или, при одинаковой стойкости, позволяет увеличить на 25—35% скорость резания.
Рис. 88. Формы заточки
режущих кромок спиральных сверл.
Для сверл малых размеров заточка переходных режущих кромок не дает заметного результата; ее рекомендуется применять для сверл диаметром более 10 мм.
Значительно облегчает процесс резания и увеличивает стойкость инструмента подточка поперечной режущей кромки (перемычки), целью которой является, с одной стороны, уменьшение отрицательного переднего угла у перемычки, с.другой — ее укорочение. В результате такой подточки примерно на одну четверть уменьшается осевое усилие резания, улучшается процесс стружкообразования и повышается стойкость сверла. Одна из рекомендуемых форм подточки перемычки и ее параметры приведены на рис. 88,6, и в табл. 38.
188
Таблица 38. Параметры подточки поперечной
режущей кромки сверл (см. рис. 88, <Г), мм ------------------„л...... , ... .... ..........................
12-15
15-20
20-25
25—30
30-40
а
40—50
50—60
60-70
70-80
9
11
13
15
4,5
5,5
6,5
7,5
Повышению работоспособности сверл способствует также подточка ленточек (см. рис. 88,в). Дело в том, что, выполняя функцию направляющих для сверла в процессе работы, ленточки на длине, равной 0,5 SOt работают в качестве вспомогательных режущих кромок с задним углом ai=0°, неблагоприятно влияя на про-
цесс сверления — повышая силы трения, температуру резания и интенсивность износа. Подточка ленточек
уменьшает их вредное влияние на процесс сверления.
Рекомендуются следующие параметры подточки: дли-
на подточенной части'/= 1,5—4,0 мм, задний угол а =
= 6—8°, ширина цилиндрической части ленточки на этой длине f 1—0,1—0,3 мм.
На рис. 88, а, изображена форма подточки передней поверхности и перемычки, обеспечивающая не только облегчение процесса резания, но и дробление стружки. Особенность подточки состоит в образовании на передней поверхности желобка шириной к=4 .мм с передним углом у —20—25° и радиусом г=3 мм. Наибольший эффект такая форма подточки дает при обработке вязких
материалов, в том числе нержавеющих сталей аусте-
нитного класса.
Широкое применение получила форма подточки перемычки (рис. 88,5), сущность которой состоит в том,
что перемычка одновременно
подтачивается и подре-
зается. В результате образуются две выступающие кром-
ки и тем самым устраняется неблагоприятная геометрия перемычки. При обработке отверстий в чугунных деталях такая заточка в 2 раза уменьшает осевую силу резания и на 30—40% позволяет увеличить подачу. Стойкость сверл возрастает в 1,5 раза. Для сверления отверстий в стальных деталях данную подточку применять не рекомендуется в силу недостаточной прочности образующихся кромок и, как следствие, понижения стойкости инструмента,
189
При обработке отверстий в деталях из вязких мате
риалов на главных режущих кромках в шахматном порядке затачивают канавки (рис. 88, е), которые разделяют стружку в процессе сверления и способствуют ее дроблению. Канавки образуют на передних поверхно
стях сверла шлифовальным кругом на заточном стан
ке.
3. Режимы резания и условия эксплуатации спиральных сверл
Назначение рационального режима резания цри сверлении заключается в наиболее выгодном сочетании скорости резания и подачи, обеспечивающих наибольшую производительность сверления при нормативной стойко
сти инструмента и правильном использовании эксплуа
тационных возможностей станка.
Подача S, мм/об. При сверлении и рассверливании подачй выбирается в зависимости от шероховатости и точности обработки, диаметра отверстия, обрабатыва
емого материала, материала инструмента и жесткости станка, детали и приспособления.
Для сверл из быстрорежущей стали установлено три группы подач (табл. 39). Подачи из группы I назначаются при сверлении отверстий в жестких деталях без допуска или с допуском 12-го квалитета точности под последующую обработку сверлом, зенкером или резцом. Сверление отверстий в деталях средней жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части деталей и т. п.) без допуска или с допуском 12-го квалитета точности рекомендуется производить на меньших подачах (группы II). Подачи группы III применяются при сверлении точных отверстий (11-го квалитета точности) под развертывание и нарезание резьбы метчиком, сверлении отверстий в нежестких деталях, а также при работе центровочными сверлами.
Сверление отверстий в чугунных деталях сверлами
с пластинами из твердого сплава рекомендуется произ-
водить с меньшими подачами, чем сверлами из быстрорежущей стали. Здесь используются две группы подач
(табл. 40): группа I для обработки отверстий 12—14-го квалитетов точности под последующую обработку зен-
кером или резцом, группа II для сверления более точных отверстий под развертывание и нарезание резьбы. Обработка отверстий в- деталях из нержавеющих сталей и жаропрочных и высокопрочных сталей, жаро-
190
Таблица 39. Подачи, рекомендуемые для обработки отверстий сверлами из быстрорежущей стали, мм/об [18]
Обрабатываемый материал
Группа подач
Диаметр сверла* мм
от 8 до 20
от 20 до 60
Сталь, вв < 80 кгс/мм2
I II Ш
0,05-0,22
0,04—0,17
0,03—0,11
0,22—0,43
0,16-0,32
0,11-0,22
0,33-0,70 0.29-0,55 0,20—0.35
То же, вгв > 80 ксм/мм2
I И III
0,04—0,15
0,03—0,11
0,02—0,08
0,17-0,32
0,13—0,24
0,08—0,17
0,29-0,50
0,22—0,35
0,14-0,25
Чугун, НВ < 229;
медные
I II III
и алюминиевые сплавы
0,05—0,26
0,04-0,20
0,03-0,13
0,09-0,44 0,06—0,30 0,05—0,22
0,47—0,86
0,35-0,64
0,23—0,43
0,78—1,2
0,58-0,90
0,39-0,60
0,28-0,53
0,21-0,40
0,13—0,26
0,47-0,80
0,35—0,60
0,23-0,40
Таблица 40. Подачи, рекомендуемые для обработки отверстий сверлами с пластинами из твердого сплава ВК8 в чугунных деталях, мм/об [18]
Чугун ковкий и серый, НВ <229
Чугун серый, НВ>229
Диаметр сверла £>, мм
Группа подач
II
8
12
16
20
24
30
0,22-0,28 0,30—0,36 0,35-0,40 0,40—0,48
0,45-0,55 0,50-0,60 0,55—0,65
0,18—0,22 0,22—0,28 0,25-0,30 0,27-0,33 0,33—0,38 0,37-0,44 0,40-0,50
0,18—0,22 0,25—0,30
0,28—0,30 0,32—0,38
0,38-0,45 0,40—0,46 0,45—0,50
0,13-0,17
0,18-0,22
0,20-0,25
0,23-0,28
0,27—0,32
0,32—0,38
0,36—0,44
прочных и титановых сплавов ведется на небольших подачах. Для теплостойких, нержавеющих и кислото
стойких сталей с ов<120 кгс/мм2 и титановых сплавов
с ов<100 кгс/мм2 подачи примерно соответствуют группе III подач, рекомендуемых для обработки стали с ов>80 кгс/мм2. При обработке тех же материалов, но
191
c crB> 120 кгс/мм2 и ов>-100 кгс/мм2 подачи примерно в 1,5 раза меньше.
Приведенные в табл. 39 и 40 рекомендуемые значения подач соответствуют глубине обрабатываемого отверстия, равной 3D (£>— диаметр сверла). При большей длине сверления на величину подачи необходимо вводить следующие коэффициенты при длине сверления 5D /<8=0,9 и при 7D Кв=0,8.
Скорость резания о, м/мин. На скорость резания при сверлении наибольшее влияние оказывают
свойства обрабатываемого материала,
подача и
диа
метр сверла. При обработке легированных сталей скорость резания на 10—30% ниже, чем при обработке
углеродистых сталей, а при обработке нержавеющих,
жаропрочных и титановых сплавов скорости резания не превышают 15—20 м/мин.
Подача существенно влияет на скорость резания.
увеличением подачи повышаются температура в зоне
резания и удельное давление стружки на передние поверхности, а следовательно и износ сверла. Увеличение диаметра сверла, наоборот, благоприятно влияет на процесс резания (улучшает условия образования и отвода стружки и тепла из зоны резания) и позволяет производить обработку на более высоких скоростях резания.
От правильного выбора скорости резания зависят стойкость и долговечность инструмента, а также качество обрабатываемых отверстий.
Таблица 41. Скорости резания, рекомендуемые для обработки отверстий сверлами из быстрорежущей стали, м/мин
Диаметр сверла, мм
Подача 5, мм/об
МИН*
до 10
до 20
до 30
до 60
Обработка стали ав = 75 кгс/мм2
0,11—0,16
0,20—0,27
0,36-0,49
0,66-0,88
32 24-28 18—21 13-15
Обработка чугуна НВ 223—229
0,16—0,24
0,30“"0,53
0,70-0,95
26-29
21-23
192
Рекомендуемые скорости резания при сверлении стали и чугуна приведены в табл. 41.
4. Твердосплавные сверла
Основное назначение твердосплавных сверл — обработка отверстий в деталях из чугуна, закаленных углеродистых, нержавеющих, жаропрочных и кислотостойких сталей, титановых сплавов, а также из цветных металлов и неметаллических материалов. При правильной эксплуатации твердосплавных сверл их стойкость в 10— 40 раз выше стойкости быстрорежущих сверл при одновременном увеличении производительности труда в 2— 4 раза.
Рис. 89. Типы твердосплавных сверл.
Мелкоразмерные, диаметром до 5 мм, сверла изго-
тавливают цельнотвердосплавными, сверла диаметром от 5 до 12 мм — как цельнотвердосплавными, так и с напайной пластиной, диаметром от 12 до 30 мм — с твердосплавной напайной пластиной.
Типы твердосплавных сверл, выпускаемых централизованно, приведены на рис. 89. Сверла, оснащенные твердосплавной пластиной диаметром от 6 до 12 мм, имеют цилиндрический хвостовик, а диаметром от 10 до 30 мм — конический хвостовик.
по ГОСТ
Рабочая часть сверл представляет собой впаянную в стальное тело твердосплавную пластину по ГОСТ 25399—82 (тип. 14), на которой заточены режущие элементы. ° Нашли применение различные формы заточки рабочей части: обычная (рис. 90,а), с переходными режущими кромками (рис. 90,6J, с подточкой перемычки (рис. 90, в, гид).
193
Изготавливают сверла следующих размеров: сверла с цилиндрическим хвостовиком, (DXL), мм: 6,0x93; 6,5X101; (7,0 и 7,5)ХЮ9; (8,0 и 8,5)Х117; (9,0 и 9,5)X Х125; (10,0 и 10,5)Х 133; 11,0X142; 11,5X143; 12,0X151.
Сверла с коническим хвостовиком (Ох/Х конус Морзе), мм: (10,0—10,5)Х87Х1; (10,8—11,8)Х94X11
Рис. 90, Формы подточки твердосплавных сверл
(12,0-13,0)Х Ю1Х2; (13,1-14,0)Х 108X2; (14,25-15,0)Х ХП4Х1; (15,25—16,0)Х 120X2; (16,25—17,0) X125 X 2; (17,25-18,0)Х130Х2; (18,25—19,0)Х 135X3; (19,25-20,0)Х140ХЗ; (20,25—21,0)Х 145X3; (21,25-22,25) X
Х150ХЗ; (23,75-25,5)Х 160X3; (25,25-26,5)Х 165X3; (26,75—27,0)Х 170X3; (27,25—28,0)Х 170X4; (28,25— 30,0) XI75X4.
Цельнотвердосплавные сверла. Централи-
зованно выпускаются четыре разновидности цельных стандартных твердосплавных сверл. Сверла диаметром от 1,5 до 6,5 мм по ГОСТ 17273-71 имеют твердосплавную рабочую часть, впаянную в цилиндрический стальной хвостовик большего диаметра, Длина их рабочей части 1= (3—5)D.
<94
Сверла по ГОСТ 17274—71 изготавливают диаметром от 1,0 до 12,0 мм, а сверла по ГОСТ 17275—71 — от 3,0 до 12,0 мм. Эти сверла технологичны, удобны в эксплуатации и позволяют работать с применением кондукторных Втулок при сверлении отверстий глубиной до 3—4 диаметров и более. Твердосплавные сверла с коническим хвостовиком (D=6—12 мм) лучше центрируются в шпинделе при большей жесткости их крепления.
Для сверления отверстий в печатных платах (ГОСТ 22093—76) предусмотрены цельнотвердосплавные сверла диаметром от 0,4 до 2,5 мм.
В связи с тяжелыми условиями работы и повышенной хрупкостью цельные твердосплавные сверла имеют утолщенную сердцевину, равную примерно 0,35 диаметра и увеличивающуюся по направлению к хвостовику. В связи с этим перемычку сверл необходимо подтачивать до размера а (рис. 90, д) с плавным сопряжением с винтовой поверхностью канавки. Значения а в зависимости от диаметра сверла следующие:
D, мм
а, мм
От 1 до 3 .... ...............................0,16
От 3 до 6....................................0,15
От 6 до 10 ................................. 0,14
От 10 до 12............................... . . 0,13
Геометрические параметры режущей части цельных твердосплавных сверл: угол при вершине 2<р, задний угол а и передний угол у/ упрочняющей фаски выбираются в зависимости от обрабатываемого материала и его прочности. Рекомендуемые значения углов приведены в табл. 42.
Для эффективного использования цельных твердосплавных сверл очень важно правильно выбрать режим обработки -и соблюдать определенные условия эксплуа
тации. Общие рекомендации по назначению скорости
резания и подачи даны в табл. 43. Большие значения скоростей следует применять при меньших подачах и
больших диаметрах сверл.
Так как эти сверла очень
чувствительны к резкому изменению нагрузок, при сверлении сквозных отверстий скорости резания и подачу необходимо снижать на 15—20% или на выходе сверла под деталью ставить подкладку из легкообрабатывае-мого материала.
Обработку стеклопластиков, алюминия и его спла-
вов лучше производить сверлами с малым углом наклона спирали и с полированной канавкой.
19S
Таблица 42. Рекомендуемые геометрические параметры цельных твердосплавных сверл
Углы, град
Обрабатываемый материал
Углеродистые и легированные конструкционные стали:
НВ 150-200 ..............
НВ 200-300 ..............
Св. НВ 300 ..............
118—120 125-130
150
10—12
7—10
Без фаски
Нержавеющие и кислотостойкие стали:
НВ 150-200 ...............
НВ 400 и более............
Жаропрочные стали и сплавы:
<?а 120 кгс/мм2.........
сув 160 кгс/мм2.........
Титановые сплавы, «в > ПО кгс/
/мм2.................. . •
Чугун:
НВ до 170 . .
НВ 170-250 .
НВ 300 и более
118 15
125-135 10 -12
Без фаски
130-140
127-130
120-140
90-100 118
120-135
12-15
10-12
12—14
12-15 10-12 5-7
(—12)—(—15)
0
Сверление отверстий в металлических заготовках следует производить при обильном охлаждении. В качестве СОЖ можно применять эмульсол Укринол-1 (5%) или масляные СОЖ ОСМ-3, МР-1 и др.
В процессе эксплуатации сверл необходимо следить за износом режущих кромок и своевременно перетачивать сверла. Допускаемый износ по уголкам и кам не должен превышать следующих
ленточ-
значении:
Диаметр сверла, мм...............
Износ по уголкам, мм ............
Износ по ленточкам, мм . . . . .
1 2 4 6 8 12
0,15 0,20 0,30 0,35 0,40 0,50
0,04 0,08 0,16 0,24 0,32 0,48
Закрепление и центрирование сверл на станке должно быть точным. Лучше использовать цанговые пат-
роны. При ручной подаче сверла механизмы подачи дол-
196
Т я б л и и а 43. Режимы резания, рекомендуемые дай сверления отверстий цельными твердосплавными
сверлами
Режим резания
обрзб'дтываемый материал
Твердость
м/мин
S, мм/об
Конструкционные углеродистые, легированные и инструментальные стали: сталь 20; 45; У8; У10; У12....................
сталь ХВГ; Х12М;
3X2138; 9ХС; Г13Л;
40Х; 45Г17103.........
Нержавеющие и кислотостойкие стали:
1Х18Н9Т; 1Х17Н2Т;
0Х20Н4АГ10;
0Х16Н4ДЗЛ..........
Труднообрабатываемые стали типа:
45Х14Н14В2М (ЭП69) .
ХН77ТЮР (ЭИ437Б) .
Титановые сплавы ВТ-1;
ВТЗ-1; ВТ-5; ТС-5. . . .
HRC < 50
HRC > 50
HRC < 50
HRC > 50
Закаленные сырые
НВ 150-240
HRC 30-40
НВ 170-300
10—25
2—10 10-25
10-40
10-15
0,01 — 0,04 до 0,02
0,02—0,07 до 0,02
0,03
0,04
0,01-0,06
0,01 -0,03
0,016—0,03
Чугуны:
серый . . . . высокопрочный
НВ 17.0—217
НВ 330-510
0,06—0,18
0,04—0,08
жны быть чувствительны, чтобы перемещение инструмента было плавным.
Для сверления отверстий малого диаметра целесообразно применять патроны и приспособления.
5. Шнековые сверла
Сверла с большим углом наклона стружечных канавок (<о==60°), называемые шнековыми, позволяют сверлить отверстия глубиной, равной более 30 диаметров,
197
за один проход без периодических выводов из отверстия
для удаления стружки.
Особенностями конструкции шнековых сверл являются специальный профиль канавок, обеспечивающий луч
ший отвод стружки, и повышенная, жесткость за счет
увеличения диаметра сердцевины сверла.
Централизованно выпускаются шнековые сверла диаметром от 5 до 10 мм с цилиндрическим хвостовиком и
диаметром от 10 до 14 мм с коническим хвостовиком (рис. 91). Основные размеры сверл приведены в табл.44.
Рис. 91. Шнековые сверла
л-л
Таблица 44. Основные параметры шнековых сверл
Размеры, мм
Тип сверла
Сверла шнековые с цилиндрическим хвостовиком
5,0-6,0 6,1-8,5 8,6-10,0
130—140
150-155
165—185
85-90 100 110-115
Сверла шнековые с коническим хвостовиком
10,0-11,8
11,9-14,0
170-176
180-185
Примечание. В пределах приведенных ются сверла диаметром через каждые 0,1 мм.
интервалов име-
198
Шнековые сверла имеют специальную геометрию заточки (рис. 92): плоскую заточку передней и задней поверхностей со стружколомающей канавкой на передней поверхности.
Для обработки стали и чугуна рекомендуются следующие параметры заточки: угол в плане 2<р=118°; передний угол у=15°; задний угол а=12°; угол наклона переходной площадки yi“=150; ширина передней поверхности С равна 1,2—1,8 мм для диаметров от 5 до 8,5 мм и 8,6-14 мм для диаметров 2,4—3,0 мм.
б-£
Рис. 92. Геометрические параметры шнековых сверл.
Ширина переходной площадки Сг. для диаметров от 5 до 8,5 мм — 0,8—1,2, от 8,6 до 14 мм—1,6 —2,0.
Значения С и Ci при обработке других материалов подбираются экспериментально такими, чтобы было
обеспечено дробление стружки.
Благодаря большому углу наклона стружечных канавок и специальной геометрии стружка легко удаля-
ется из отверстия, не препятствуя процессу резания, что повышает стойкость сверла и позволяет значительно
.увеличить подачу.
Рекомендуемые значения подач для сверления отверстий в стальных и чугунных деталях шнековыми сверлами приведены в табл. 45.
Скорость резания при сверлении шнековыми сверлами назначается в зависимости от обрабатываемого материала и длины сверления и подачи. При обработке
1»»
Таблица 45. Подачи S, рекомендуемые для сверления стали и чугуна шнековыми сверлами, мм/об
Чугун, НВ 163 — 229
Диаметр сверла d, мм
154
Глубина сверления, мм
304
5
6
8
12
14
0,08
0,12
0,16
0,25
0,25
0,06
0,10
0,12
0,18
0,20
0,04 0,06
0,08
0,14
0,16
6,15 0,20 0,25 0,30 0,35
0,10
0,12
0,15
0,20
0,25
0,05
0,08
0,12 0,15
0,20
отверстий длиной, равной 15d, сверлами диаметром d=8—16 мм рекомендуемые скорости резания имеют примерно следующие значения, м/мин:
Сталь Чугун
Подача 8, мм/мин:
0,06 .......................30,0-36,5 —
0,08 ....................... 26,0- 34,4 33,0—36,0
0,12 ....................... 20,0- 22,4 28,0—33,0
0,20 ....................... 19,3 22,0—26,0
0,30 ....................... — 17,0-22,0
Приведенные значения скоростей соответствуют стойкости сверл 7=200 мин при обработке стали и 7=300 мин при обработке чугуна.
6. Перовые сверла
Перовые сверла предназначены для обработки сравнительно коротких отверстий. Они значительно проще в изготовлении, чем спиральные, и обладают большей жесткостью.
Рабочая часть перового сверла (рис. 93) выполняется в виде тонкой пластины, у которой под углом 2<р заточены две главные режущие кромки. Перовые сверла, как и спиральные, имеют поперечную кромку и калибрующую часть ленточки шириной f по цилиндру с обратной конусностью по длине.
Обычно углы в плане 2ф выбираются в пределах 116—118°, однако их значения могут быть и другими, например для торцовых сверл 2<р=180о. Передний угол у у перовых сверл отрицательный и зависит от толщины пера h. С увеличением толщины пера абсолютное значение угла у увеличивается, что ухудшает условия ре-
200
зания. Чтобы сохранить достаточную прочность и жесткость сверл при большем значении h, переднюю поверхность подтачивают, а плоскости пера выполняют с утолщением к хвостовику под некоторым углом б. Задние углы а получают одноплоскостной заточкой задних по-
f
Рис. 93. Режущая часть перового сверла.
верхностей. Значение а обычно равно 10 — 15°. Ширина ленточки для малоразмерных сверл (при d до 1 мм) принимается равной 0,1с?. Для сверла большего диаметра (0,03 —0,1) d.
Рис. 94. Перовое сверло
Известны цельные и сборные перовые сверла.
Цельные сверла из быстрорежущей стали получили применение в основном в приборостроении при обработке гладких, ступенчатых и фасонных отверстий в деталях из сыпучих материалов (латуни, бронзы и пластмасс). Их широко используют на токарно-револьверных автоматах и автоматах продольного точения. На рис. 94
201
показано типовое сверло (левое), применяемое на автоматах продольного точения, для обработки гладких отверстий до 14 мм.
Основные размеры перовых сверл приведены в табл. 46.
Таблица 46. Основные размеры перовых сверл, мм
Рекомендуемая подача при обработке отверстий глубиной до в деталях из латуни Л62 цельными перовыми
сверлами
Подача У, мм/об
Диаметр сверла Д мм
0,02—0,027 0,035-0,045 0,050-0,062 0,063—0,075 0,080-0,100 0,100-0,120 0,100-0,120
Обработка отверстий перовыми сверлами обычно ведется с многократным выводом сверла. Подача назначается в зависимости от материала детали, глубины отверстия и диаметра сверла. В табл. 47 приведены значения подач при обработке латуни Л62 и максимальной глубине отверстия 5с/.
Скорость резания v принимается такой же, как для
спиральных сверл.
Сборные перовые сверла предназначены для обработки отверстий в деталях из конструкционных сталей и чугунов на станках сверлильно-фрезерно-расточной группы с ЧПУ, а также на универсальных токарных, сверлильных и расточных станках. Они изготавливаются диаметром от 20 до 130 мм.
Режущей частью сборного сверла (рис. 95) является плоская пластина /, изготовленная из быстрорежущей стали. Своими присоединительными элементами пластина вставляется в паз корпуса 2 и закрепляется винтом 3 за счет деформации стенок паза. Перовые сверла выполняются с цилиндрическим хвостовиком по ГОСТ 25524-82 и ГОСТ 25525-82 (для станков с ЧПУ) и с коническим — по ТУ 2—035 — 741 — 81. Основные размеры сверл с коническим хвостовиком даны в табл. 48,
202
Сверла комплектуются сменными режущими пластинами (рис. 96) по ГОСТ 25526 — 82 с унифицированными присоединительными местами и размерами b, blt d и I
Рис. 95. Первое сборное сверло
перовых сверл
Основные размеры сборных с коническим хвостовиком, мм
Диаметр пластин D
Номер конуса Морзе
190
91
32—39
106
105—130
350
380
194
400
182
*
(табл. 49). Плоскости пластин, прилегающие к режущей части, выполнены наклонными с углом ®, равным 11 — 20° (меньшие значения для пластин большего диаметра). Передние поверхности подточены по криволи
заз
нейной поверхности радиусом г, тем самым созданы более благоприятные условия резания и образования стружки.
Очень важно обеспечить образование ломаной стружки. Для этой цели на режущих кромках также
Рис. 96. Режущая пластина к перовому сверлу.
Таблица 49. Размеры пластин для перовых сверл, мм
Диаметр пластин D
ai
25-31
31-39
40—50
52—63
65—80
82-102
105-130
6
7
8
10
11
14
18
20
27
32
44
52
70
90
7
8
10
12
14
18
22
35,0
40,5
50,0
58,5
68,5
83,5
99,0
1,6
2,0
2,8
3,8
4,8
5,5
0,7
0,9
1,3
1,8
2,2
2,5
предусмотрены канавки шириной 1,20 мм, расположенные в шахматшш порядке.
К изготовлению пластин и их переточке предъявляются следующие основные требования: 1) пластины должны иметь равномерную обратную конусность по ленточкам величиной 0,08—0,12 мм на 50 мм длины; 2) режущие кромки пластин должны быть симметричны относительно оси присоединительного паза. Допуск осе-
204
3) допускаемое радиальное биение по ленточкам сверла в сборе относительно хвостовика — 0,12—0,16 мм для сверл повышенной точности и 0,20—0,25 для сверл нормальной точности; 4) параметры шероховатости передних и задних поверхностей, а также поверхности ленточек Ra 0,63 и менее.
Сборные перовые сверла позволяют обрабатывать отверстия глубиной до 2D с точностью Н12—Н14 и Rz 40.
Для обработки отверстий в деталях из сталей марок 45 и 50 и серого чугуна с НВ 179—229 рекомендуются
следующие режимы рез-ания:
скорость и, м/мин: по стали .................. ................
по чугуну ..............................
подача S, мм/об: по стали ...................................
по чугуну ..............................
10—15 15—20
0,2-0,4 ОД—0,8
Обработку рекомендуется производить с применением СОЖ — 5 %-ного раствора эмульсола в водесрасходом не менее 10 л/мин.
При указанных условиях обработки стойкость сверла должна быть следующей:
Диапазон диаметров
сверл D, мм............25—30
Стойкость Т, мин: по стали.................40—50
по чугуну............80—90
31—50
55—65 100-110
51-130
80-90
115-120
7. Центровочные комбинированные сверла
Центровочные комбинированные сверла позволяют одновременно обрабатывать цилиндрическую и коническую части центровых отверстий.
Выпускаются четыре типа центровочных комбинированных сверл по ГОСТ 14952—75: тип А (рис. 97, а) — для центровых отверстий с углом 60°; тип В (рис. 97, б) — для центровых отверстий с двойным углом конуса (60 и 120°); тип С (рис. 97, в)—для центровых отверстий с углом 75°; тип Р (рис. 97, а)—для центровых отверстий с радиусной поверхностью. Основные размеры выпускаемых сверл приведены в табл. 50:
Режущая часть центровочных сверл образована двумя прямыми, наклонными или винтовыми канавками и
205
Таблица 50. Основные размеры выпускаемых центровочных сверл» мм
Тип сверла
1,0-10,0 3,15-25,0
3,15-6,30
3,15-25,0
0,8—2,5
1,0-10,0
33,5—103,5
37,5—128,0
21,0-47,0
33,5-103,5
1,9-14,2
1,1-3,1
3,0-26,5
В
Р
состоит из цилиндрического и конического участков. Цилиндрический режущий участок имеет такие же элементы, как и обычное спиральное сверло: две режущие кромки, расположенные под углом 2<р = 118°, и поперечную режущую кромку. Задние поверхности цилиндриче-
Рис. 97. Центровочные сверла.
и конической частей
6°. Ленточка на цилиндрическом участке отсутст-а его спинка затылуется со спадом, обеспечиваю-задний угол по цилиндру, равный 1—2°, и обрат-
скои
имеют углы соответственно
вует, щим ной конусностью, равной 0,05 — 0,1 мм на 25 мм длины.
Заточка цилиндрического участка производится по главным режущим кромкам (по задним поверхностям), конического участка — по передним поверхностям. Величина допустимого стачивания цилиндрического участка по длине увеличивается с увеличением диаметра сверла и составляет от 0,4 до 1,4 мм,
Кроме сверл стандартных конструкций применяются также сверла усовершенствованных конструкций.
На рис. 97,0, показано сверло, особенностью кото-
рого является разделение потоков стружки от цилиндрического и конического режущих участков [29]. В отличие от стандартного в новом сверле цилиндрический участок режется кромкой 1, а конический — кромкой 2.
Отвод стружки осуществляется по соответствующим канавкам. При такой конструкции не требуется мно-
гократного вывода сверла из отверстия для стружки. Оно может быть изготовлено из
удаления обычного
сверла, для чего необходимо
занизить противоположные режущие кромки цилиндрического и конического участков, выключив их из резания.
На рис. 98 показано сборное центровочное сверло, состоящее из трех частей: зенковки /, имеющей осевое от
Рис. 98. Центровочное сборное сверло.
верстие и вырез, сверла 2 и
сухаря 3. В зенковке с двух сторон выфрезерованы канавки 4, образующие режущие кромки 5, затылованные по задним поверхностям 7. Сверло своим цилиндриче
ским хвостовиком установлено в отверстие зенковки так, что его утолщенная часть 6 находится с внешней стороны и служит для сверления цилиндрического отверстия. Режущая кромка зенковки образует конусную часть центрового отверстия. Сверло и зенковка скреп
ляются сухарем с помощью винта или кулачка патрона и вместе образуют сборное центровое сверло. Переточка обоих инструментов производится отдельно, что значительно проще, чем переточка цельного сверла. Кроме того, зенковка допускает значительно больше переточек, а сверло может быть после полного износа заменено другим.
8. Сверла с механическим креплением многогранных твердосплавных пластин
Использование многогранных неперетачиваемых твердосплавных пластин для сверл — новое прогрессивное направление в области обработки резанием. Сверла с механическим креплением таких пластин позволяют обрабатывать отверстия глубиной до двух диаметров в сплошном материале на скоростях, в 5 — 10 раз пре-
ют
вышающих скорости при работе обычными сверлами из быстрорежущей стали и в 3—5 раз превышающих скорости при работе твердосплавными сверлами. Такие
больших подачах.
Конструкция сверла с механическим креплением трехгранной пластины показана на рис. 99. Пластины 1 и 2 расположены в корпусе 4 так, что перекрывают всю глубину резания и обеспечивают примерное равенство
сил резания, предотвращая тем самым увод сверла.
Рис. 99. Сверло с механическим креплением трехгранной неперетачиваемой пластины.
Закрепление пластин осуществляется специальным отклоняющимся винтом 7 с конической головкой и шлицем на торце или обычным винтом (см. рис. 55). Твер-
досплавная пластина
соответственно имеет отверстие
с коническим участком.
В корпусе сверла выполнены две выборки 6 для выхода стружки и два отверстия 3 для подачи СОЖ в зону резания; сверло имеет цилиндрический хвостовик 5 с лыской под зажимной винт.
В настоящее время освоен выпуск сверл диаметром 20; 25; 30; 38; 40 и 50 мм с механическим креплением пластин из сплавов марок Т5К.10, Т15К6 и ВК8.
Рекомендуемые режимы резания данными сверлами приведены в табл. 51.
Сверла с механическим креплением твердосплавных
пластин требуют интенсивного охлаждения эмульсолом (5%) с расходом СОЖ не менее 15-20 л/мин и давле-
208
Таблица 51. Рекомендуемые режимы резания сверлами с механическим креплением многогранных пластин
Обрабатываемый материал
Скорость резания, м/мин
Подача, мм/об
Сталь: углеродистая конструкционная хромомолибденовая.............
хромоалюминиевая..........
нержавеющая...............
Титановые сплавы .............
Чугун.........................
100-180 80-150 70—130 65-120 30-50 70-100
0,06-0,25
0,06-0,2
0,06-0,2
0,06-0,12 0,06-0,12
0,06—0,35
нием до 2 кгс/см2. Обработку отверстий необходимо про-
изводить на токарных и сверлильных станках с мощно-
стью главного привода не менее 10—15 кВт.
9- Неполадки, встречающиеся в процессе
эксплуатации сверл
Сверла, как и другие инструменты, подвержены воз-
никновению различных неполадок в процессе обработки, что является следствием неблагоприятных условий обра-
прочности инструмента, затруднительного подвода СОЖ, ручной заточки сверл и др.
При сверлении могут иметь место следующие непо-
ладки: интенсивный износ по задним поверхностям, вы
крашивание главных и вспомогательных режущих кромок (ленточек), поломка сверла, разбивка отверстия, увеличение осевого усилия резания, увод сверла, прижим, налипание обрабатываемого материала на режу
щие элементы сверла и др.
Интенсивный износ по задним поверхностям приводит к снижению стойкости сверла. Он может произойти при недостаточной величине задних углов, отпуске режущей кромки при заточке, неправильном назначении режима резания (завышенных значениях скорости и подачи) и состава СОЖ. Для устранения этого недостатка необходимо в первую очередь проверить соответствие режима резания, рекомендуемого для данного размера сверла, и обрабатываемого материала. Если режим резания выбран правильно, то следует проверить задние углы сверла и при необходимости переточить его или заменить другим.
° А, П. Драгун
209
мок. Причинами выкрашивания могут быть слишком большой задний угол, чрезмерный износ сверла, пакетирование стружки, работа на завышенной подаче, некачественная заточка по задним поверхностям. Особенно опасно защемление сверла при выходе его из отверстия из-за резкого увеличения подачи. Устранить эту причину можно следующими мерами: досверливанием отверстия на ручной (пониженной) подаче; уменьшением осевоГо усилия резания путем подточки перемычки; повышением жесткости системы станок — приспособление — инструмент — деталь.
Выкрашивание ленточек в основном происходит из-за увода сверла, несовпадения осей вращения заготовки и сверла (при работе на токарном станке)
У в'о д сверла имеет место в следующих случаях: режущие кромки заточены несимметрично; неравномерен износ режущих кромок; оси сверла и вращающейся заготовки не совпадают.
Налипание частиц обрабатываемого металла на ленточки сверла. Чаще всего это происходит из-за пониженной твердости режущих лезвий (неправильная термическая обработка или прижоги при шлифовании и заточке), большой ширины ленточки, отсутствия или недостаточной величины обратной конусности. При обработке вязких материалов причиной может быть неправильно подобранная СОЖ.
Поломка сверла может происходить из-за ранее описанных неполадок, если они своевременно не устранены, а также при работе на подачах выше допустимых, особенно при сверлении глубоких отверстий, при несвоевременных выводах сверла из отверстия для удаления стружки и при выходе сверла из отверстия в результате его защемления.
К числу неполадок можно отнести также сильное разбивание отверстий и низкую шероховатость обработанной поверхности. Причины этих отрицательных явлений— неправильная заточка сверла, чрезмерный износ по уголкам и ленточкам, налипание частиц металла на поверхности ленточек, повышенное биение лезвий сверла и др.
Для устранения или сокращения до минимума приведенных выше неполадок работу рекомендуется производить на оборудовании, имеющем необходимый диапазон скоростей вращения шпинделя и подач, достаточные ам>
мощность электродвигателя и жесткость. Поверхности посадочных конусов шпинделя желательно периодически проверять с целью выявления и устранения повреждений (забоин, надиров, рисок) и загрязнений. Выключение или переключение вращения шпинделя нужно производить только при выведенном из отверстия сверле, иначе возможны заклинивание сверла в отверстии и поломка (особенно твердосплавного сверла). Нельзя применять зажимные патроны, допускающие проворот или осевое смещение сверла в процессе обработки.
Повысить износостойкость сверл и уменьшить налипание частиц металла на режущие элементы можно путем химико-термической обработки сверл — жидкостного цианирования, тонкослойного хромирования, а также нанесения износостойкого покрытия карбидом или нитридом титана.
ЗЕНКЕРЫ, ЗЕНКОВКИ И РАЗВЕРТКИ
ГЛАВА
Зенкеры, зенковки и развертки - это многолезвийные размерные режущие инструменты, которые предназначены для предварительной или окончательной обработки отверстий, полученных на предшествующих операциях. Общими конструктивными элементами зенкеров и разверток являются рабочая часть, присоединительная 'часть, которая выполняется в виде либо конического хвостовика, либо конического отверстия, и канавки, образующие зубья и режущие лезвия. Отличаются зенкеры и развертки в основном количеством зубьев, геометрическими параметрами заточки, точностью наружного диаметра, а также условиями эксплуатации.
Зенковки предназначены для подрезки торцов в отверстиях и обработки фасок.
В промышленности нашли широкое применение комбинированные зенкеры различных конструкций и назначения: сверла-зенкеры, зенкеры-развертки, ступенчатые зенкеры и развертки и др.
По конструкции и инструментальному материалу зенкеры и развертки делятся на цельные из быстрорежущей стали, оснащенные напайными пластинами из твердого сплава, и сборные с механическим креплением ножей. В последние годы появились и успешно применяются зенкеры с механическим креплением твердосплавных многогранных пластин.
В зависимости от способа крепления зенкеры и развертки разделяют на концевые, с коническим или цилиндрическим хвостовиком, и насадные.
212
1. Конструкция и размеры зенкеров общего назначения
С помощью зенкеров обрабатывают цилиндрические отверстия, полученные сверлением, отливкой, ковкой или штамповкой, с целью придания им более правильной геометрической формы, а также необходимой точности размера и шероховатости поверхности.
Рис. 100. Основные разновидности цельных зенкеров.
Зенкеры используют большей частью для промежуточной обработки между сверлением и развертыванием, а также для окончательной обработки с допусками по НИ. Для этих случаев предусматриваются зенкеры с разными исполнительными размерами, в зависимости
от которых они соответственно подразделяются на зенкер № 1 и зенкер № 2 (табл. 52).
Основные типы и размеры стандартных зенкеров, вы-
пускаемых централизованно, приведены на рис. 100 и в табл. 53.
Зенкеры цельные с коническим хвостовиком выполняются трехзубыми, насадные - четырехзубыми. Число
зубьев у сборных зенкеров с коническим хвостовиком
диаметром от 30 до 38 мм — 3, от 40 до 50 мм — 4;
у сборных насадных зенкеров
55 мм — 4 и от 58 до 100 мм — 6.
21J
Таблица 52. Предельные отклонения стандартных эенкеров
Зенкер № 1
Зенкер № 2
Номинальный диаметр зенкеров, мм
Отклонение диаметра, мкм
верхнее
нижнее
верхнее
нижнее
От 10 до 18
Oj 10 до 30
От 30 до 50
От 50 до 80
От 80 до 100
-210
-245
-290
-350
-420
-245
-290
-340
-410
—490
4-70 +85 —100 —120 +140
............
Таблица 53. Основные размеры стандартных зенкеров
Размеры, мм
Наименование .зенкеров
Номер конуса Морзе
Зенкеры цельные быстрорежущие с коническим хвостовиком (см. рис. 100, а)
10-13
14-29
29-30
32-40
80-100
95-150
120-175 140 -200
Зенкеры, оснащенные пластинами из твердого сплава с коническим хвостовиком (см. рис. 100, 6}
14—19
20-27
28-50
85-125
100 -150 120-210
Зенкеры цельные насадные быстрорежущие и оснащенные пластинами из твердого сплава (см. рис. 100, гид)
32-34
35-38
40—48
50-55
58-70
72-80
30/40
34/45
38/50
42/55
48/60
82/65
13
16
19
22
27
32
2
3
4
Зенкеры со вставными ножами, оснащенные пластинами из твердого сплава с коническим хвостовиком (см. рис. 100, в)
30—50
Зенкеры насадные со вставными быстрорежущими ножами и ножами, оснащенными пластинами из твердого сплава (см. рис. 100, в и ж)
50—55
58—70 72-80
85- 100
60/58
65/64
70/69
76/74
22
27
32
40
Примечание. Значение I в числителе - для зенкеров из быстрорежущей стали, в знаменателе — для твердосплавных.
214
Базирование ножей в сборных зенкерах осуществляется рифлениями (размеры рифлений — по ГОСТ 2568 — 71), выполненными на опорных поверхностях ножей и на стенках пазов, а закрепление — клиньями. После полного износа зенкеров по наружному диаметру ножи переставляются на 1 зуб выше и вновь шлифуются и затачиваются до требуемого размера.
Стандартизованы однотипные зенкеры для обработки трех групп материалов: конструкционных углеродистых и легированных сталей; нержавеющих и жаропрочных сталей и сплавов; легких сплавов. Отличаются эти зенкеры друг от друга формой и углом наклона канавок, а также геометрией заточки.
Рабочая часть цельных быстрорежущих зенкеров и ножей к сборным зенкерам изготавливается из быстрорежущей стали по ГОСТ 19265 —73.
Для твердосплавных зенкеров используются пластины из следующих марок твердого сплава: ВК6, ВК8, ВК6М, ВК60М, ВКЮОМ, ВК8В, Т15КЮ, Т14К8, Т15К6. Выбор марки твердого сплава для обработки деталей из различных материалов необходимо производить в соответствии с рекомендациями (см.табл. 10).
2. Геометрические параметры зенкеров
Рабочая часть зенкеров (рис. 101) характеризуется следующими основными геометрическими параметрами:
углом наклона стружечных канавок или вставных но
жей со, передним углом у, задним
углом а, главным
углом в плане ф и шириной ленточки f.
Зенкеры обычно имеют правый наклон канавок, что
обеспечивает хороший отвод стружки из обрабатываемого отверстия и положительный передний угол у-При
няты следующие значения углов со:
Тип инструмента
Зенкеры из быстрорежущей стали: с коническим хвостовиком .
насадные.............................
Зенкеры, оснащенные пластинами из твердого
сплава:
наклон пластины .................... . .
наклон канавки ................ ......
Зенкеры со вставными ножами (наклон ножей).....................................
о), град.
20
15
10
15
10
Главный угол в плане ф влияет на толщину а и ширину b срезаемого слоя, составляющие усилия резания и условия отвода тепла от угловых точек зубьев.
215
При малых углах <р зенкер работает с меньшей толщиной срезаемого слоя а, но большей шириной Ь, что положительно отражается на стойкости инструмента. Однако с увеличением & при <р<45° зенкер имеет склонность к вибрациям из-за повышения крутящего момента. В стандартных зенкерах угол ф = 60°. С целью упрочне-
Рис. 101. Рабочая часть зенкеров.
ния вершины зуба и повышения стойкости зенкера за
тачивают дополнительную режущую кромку с углом Фд=30°.
Дополнительную режущую кромку рекомендуется за-
тачивать на зенкерах, оснащенных титанокобальтовым твердым сплавом, а также при обработке нержавеющих и жаропрочных сталей и сплавов.
У зенкеров, предназначенных для обработки глухих
отверстий, режущая кромка расположена лярно оси зенкера (угол ф=90°)
перпендику-
Передний угол у при отсутствии подточки по перед
216
ней поверхности обычно не указывается. Он получается
за счет наклона винтовой канавки и для наиболее уда-
ленных от оси зенкера точек быть определен по формуле:
у — arctg
режущей кромки может
tgo
sin <р
При угле <р = 60° передний угол у для принятых углов с» 10°, 15° и 20° будет иметь следующие значения: 11’20'; 15° и 20°.
У зенкеров, оснащенных твердым сплавом, передний угол получается путем .заточки передней поверхности параллельно главной режущей кромке. Для твердых сплавов титанокобальтовой группы с целью упрочнения режущей кромки рекомендуется отрицательный передний угол у=—5°, для вольфрамокобальтовой группы — положительный у = 5—8°.
Задняя поверхность зенкеров плоская. Учитывая, что зенкеры работают с достаточно большими подачами, оптимальное значение угла а равно 6—10° при обработке стали и чугуна. И передний и задний углы рас
сматриваются в сечениях, перпендикулярных к режу-
ние углы такие же, как и на главных.
Ленточка на калибрующей части зенкеров шлифуется по цилиндру. Она служит для направления зенкера и обеспечивает получение требуемого размера обрабатываемого отверстия. Ширина ленточки для инструментов из быстрорежущей стали принимается в пределах от 1,0 до 2,0 мм (большие значения имеют зенкеры большего диаметра). Зенкеры, оснащенные твердым сплавом, выполняются с более узкой ленточкой’ (0,5—0,9 мм). Калибрующая часть зенкеров по ленточкам должна иметь равномерную обратную конусность.
Цельные зенкеры из быстрорежущей стали выполняются с обратной конусностью, равной 0,04-0,08 мм для зенкеров диаметром до 18 мм и 0,08—0,10 мм для зенкеров диаметром свыше 18 мм. Обратная конусность для твердосплавных зенкеров диаметром от 14 до 30 мм составляет 0,05—0,08 мм, для зенкеров диаметром свыше 30 мм — 0,08—0,10 мм.
3. Режимы резания, износ и стойкость зенкеров
Выбор режимов резания при зенкеровании заключается в определении глубины резания, подачи и скорости резания.
217
Глубина резания t определяется как половина при-
пуска по диаметру обработки. Рекомендуются следую
щие предельные значения припусков 2t в зависимости от диаметра зенкеров D, мм:
18
18
30
50
80
до до
fl
до
30.
50.
80 .
100
2t
..............................7,0-10,0
......................... . .8,0—12,0
По/1ача S назначается с учетом требований к шероховатости и точности обработки и в зависимости от прочностных свойств материала. Рекомендуются две группы подач (табл. 54). Подачи группы I назначаются при зенкеровании отверстий без допуска или с допуском по 12-му квалитету, а также при предварительном зенкеровании отверстий для последующей обработки несколькими инструментами. Подачи группы II имеют несколько меньшие значения и назначаются в тех слу-
Таблица 54. Подачи, рекомендуемые для обработки сквозных отверстий в заготовках из стали и чугуна зенкерами из быстрорежущей стали и оснащенных твердым сплавом, мм/об
Чугун твердостью НВ
Сталь, а, = 75 кгс/мм’
диаметр зенкера мм
свыше 229
Группа подач
15
50
60
80 и более
0,50 - 0,60 0,60 - 0,70 0,80-1,00 0,90-1,20)0,70-0,80' 1,00 -1,30)0,80 - 0,90 0,85-0,90 0,90-1,10.
4,10-1,30 '1,20-1,50
0,40—0,45 0,45-0,50 0,60 - 0,70
0,70 -0,90 0,90 -1,10 1,10-1,30
1,60-2,00
2,00—2,40
0 ,50-0,650,40 - 0,45 0,60-0,75 0,50 —0,55 0,80 - 0,90 0,60 - 0,70 1,00-1,10(0,70- 0,80 1,10—1,3011,20 — 1,40
0,55—0,65 0,60 - 0,70 0,80 - 0,90 1,00 — 1,10
0,85 -1,00 0,90-1,10 1,00 -1,20
П
*
чаях, когда необходимо обработать отверстие с допуском по 10—11-му квалитету под последующую тонкую расточку или чистовое развертывание. При зенкеровании сталей, имеющих больше 75 кгс/мм2, интервалы подач уменьшаются: примерно в 1,3 раза при пв = 90—-
21в
НО кгс/мм2 и в 1,5 раза при ав НО кгс/мм2. Зенкерова-ние глухих отверстий рекомендуется производить с подачей в пределах 0,2—0,6 мм/об.
Скорость резания v назначается после определения глубины резания и выбора подачи. Значения скоростей резания, рекомендуемые для обработки стали и чугуна зенкерами из стали Р18, приведены в табл. 55.
Подача S, мм/об
Z, мм
Таблица 55. Скорость резания V, м'мин, рекомендуемая для обработки стали и чугуна в зависимости от диаметра зенкера D, глубины резания t и подачи S
Обработка стали вв = 75 кгс/мм2
15-35
29,5
21,0
23,5
25,5
22,5
20,5
22,0
19,3
17,3
19,0
16,7
15,0
16,4
14,4
12,4
14,1
12,4
11,1
12,2
10,7
9,6
36—80
0,5- 1,0 1,1-2,0 Св. 2
27 23
23,5 20,5
21 18
19,9
17,5
15,6
172 14,8
15,1 13,0
13,4 11,6
12,8
112
10,0
Обработка чугуна НВ 143—229
36— 80
15-35
35,0 31,0
33,0 29,0
27,5
21,0
24,5 22,0
23,0 20,5
14,5 17,3
182 16,2
15,4
14,2
31,5
30,0
28,0 25,0
27,0 24,0
22,0 19,7
21,0 18,8
17,5
16,7
15,5 13,8
14,8 13,2
Примечание. Зенкеры диаметром 15-35 мм — цельные, диаметром 36— 80 мм — насадные.
Производительность твердосплавных зенкеров значительно выше, чем быстрорежущих. Это достигается за счет увеличения скорости резания. Значения скоростей резания в зависимости от глубины резания и подачи
приведены в табл. 56 и 57.
Износ зенкеров происходит по передней и задней по-
верхностям и по ленточке. В качестве критерия затупления принимается износ по задней поверхности 0,9—
ля быстрорежущих зенкеров и 0,4 - 0,6 мм для
249
Таблица 56. Скорость резания ъ при обработке отверстий в деталях из конструкционной и легированной стали а3 = 71 — 80 кгс/мм2 зенкерами, оснащенными пластинами из твердого сплава Т15К6, с охлаждением (подача 5 = 0,38—4,2 мм/об), м/мнн
Глубина резания tf мм
30
Диаметр зенкера А мм
1,0
1,8
3,3
6,0
50-71
44—63
39-56
34-50
57—81
51-72
45-64
40-57
62-89
55-79
49—70
44—62
67-96
60-86
53-76
47-67
72-103 64-92 57-81 51-72
80-114 71-101 63-90
56-80
Таблица 57. Скорость резания v при обработке отверстий в чугунных заготовках НВ = 182 - 200 зенкерами, оснащенными пластинами из твердого сплава ВКЗ (диаметр зенкера 14—80 мм), м/мин
Глубина резания t, мм
Подача 5, мм/об
0,35
0,77
1,30
1,70
0,6
1,3
2,7
6,0
13,0
175
156
138
123
109
156
138
123
109
97
86
77
138
123
109
97
123
109
97
86
109
97
97
77
77
61
77
68
54
63
61
54
м
твердосплавных зенкеров. При этом средние периоды стойкости имеют такие значения:
Диаметр зенкера, D, мм.....................До 20 21-30 31-40 41-50 51-60 61-80,
Период стойкости Т, мм...................... 30 40 50 60 80 100
4. Зенкеры для обработки деталей из нержавеющих и жаропрочных сталей и сплавов
Для обработки деталей из нержавеющих и жаропрочных сталей и сплавов (ГОСТ 21540—76-ГОСТ 21545 — 76) применяются твердосплавные зенкеры. Эта группа инструментов включает зенкеры: с напайными пластинами из твердого сплава с коническим хвостовиком диаметром 12-50 мм и насадные диаметром 32—
220
80 мм; сборные с коническим хвостовиком диаметром 30—50 мм и насадные диаметром 50—80 мм; цельные
твердосплавные с цилиндрическим хвостовиком диаметром 3—10 мм и с коническим хвостовиком диаметром 7,8—12 мм.
Особенностью данных зенкеров является то, что они
оснащаются пластинами из твердого сплава (ВК.60М, ВКЮ0М и ВК8) и имеют соответствующие геометрические параметры. Уменьшен до 15° угол в плане переходной режущей кромки <р' (обозначение по рис. 101) и
введен передний угол у в сечении, перпендикулярном цилиндрической режущей кромке. Значение последнего
для обработки стали с <тв = 55—60 кгс/мм2 — 8°, с ств = = 100 кгс/мм2 — 5°.
Применение цельных твердосплавных зенкеров эффективно для обработки отверстий до 12 мм (ранее такие отверстия обрабатывались цельными быстрорежущими зенкерами).
Для обработки отверстий в деталях из труднообрабатываемых материалов рекомендуются следующие ре
жимы резания.
Припуск под зенкерование 2t меньше, чем при обработке конструкционной стали и чугуна. Его значения в зависимости от диаметра зенкера D следующие:
D, мм 2t, мм
18-30
1,5-2,0
30-50
2,0—3,5
50- 80
3,5 - 5,0
Подачу S следует выбирать в пределах 0,05— 0,25 мм/об (меньшие значения применять для деформируемых и литейных жаропрочных сплавов, большие — для остальных материалов).
Скорость резания v для обработки жаропрочных и нержавеющих сталей — до 20 м/мин, для обработки жаропрочных сплавов — до 5 м/мин.
5. Особенности конструкции зенкеров для обработки легких сплавов
Требования к инструментам, предназначенным для
обработки легких сплавов, распространяются и на зен
керы. Они касаются как формы зубьев, так и геометри-
ческих параметров режущей части и учтены в стандартах на зенкеры для обработки легких сплавов (ГОСТ 21579—76 и ГОСТ 21580—76).
Особенностями конструкции данных зенкеров являются увеличенный до 30° угол наклона стружечных ка
nt
навок а, а следовательно, и передний угол, увеличенная глубина канавок и радиусная форма выполнения передней поверхности. Этим обеспечиваются благоприятные условия образования и отвода стружки, уменьшение или исключение ее налипания на переднюю поверхность.
Задний угол также увеличен до 15°. С целью уменьшения налипания материала на ленточки ширина их уменьшена до 0,2—0,3 мм, а спинка зуба заточена с углом 20° на площадке f = 1—3,5 мм.
Рис.
102.
сплавов.
обработки легких
вузубый зенкер для
Для обработки отверстий от 3 до 9 мм предусмотрены двузубые зенкеры с цилиндрическим хвостовиком, конструкция которых показана на рИс. 102.
Основные размеры этих сверл (DxLxi) следующие: 3X61X33; 3,5X 70X 395; 4,0X75X 43; 4,5X 80X 47; 5,0Х Х86Х52; 6,0X 93X57; 7.0ХЮ9Х69; 8,0X117X75; 9,0Х Х125Х81.
6. Зенковки
Основные типы зенковок показаны на рис. 103.
Зенковки для обработки опорных поверхностей под крепежные винты по ГОСТ 15601—70 (рис. 103, а и б) выполняются со сменной цапфой, размеры которой вы-
бираются в зависимости от диаметра основного отверстия. Зенковки с цилиндрическим хвостовиком выпус-
15;
каются диаметром
18; 20; 22 и 24 мм, зенковк
с коническим хвостовиком—15; 18; 20; 22; 24; 26; 30;
32; 33; 34; 36 и 40 мм.
Зенковки, показанные на рис. 103, в и г, предназначены для обработки центровых отверстий и опорных поверхностей под винты с конической головкой. Они выполняются с углом конуса 60, 90 и 120°. Диаметры D зенковок с цилиндрическим хвостовиком — 8; 10; 12; 16; 20 и 25 мм, с коническим— 16, 20; 25; 31,5; 40; 50; 63
и 80 мм.
Рис. 103. Основные разновидности зенковок.
Для подрезки торцов приливов и бобышек в литых корпусных деталях применяют обратные односторонние и двусторонние зенковки из быстрорежущей стали и оснащенные пластинами из твердого сплава (рис. 103, д и е). Они крепятся на специальных оправках с помощью байонетного замка. Диаметры выпускаемых зенковок:
Кроме описанных выше в промышленности применяют и другие конструкции зенковок, особенно в тех случаях, когда использование стандартных зенковок не
возможно.
Для снятия грата (притупления острых кромок) в отверстиях с внешней и внутренней стороны фирма Madison (ФРГ) предлагает зенковки, показанные на
223
жест-
II, со-
рис. 104. Рабочая часть зенковки двустороннего действия (см. рис. 104, а) разрезана пазом 5 на две части, образующие два упругих лепестка, на которых выполнены заходная часть 1 и зубья 3 с режущими кромками 2 и 4. Жесткость лепестков можно регулировать, перемещая кольцо 6 по цилиндрической части зенковки и закрепляя его в определенном положении винтом 7, который своим коническим концом заходит в паз 5 и тем самым создает точку защемления лепестков. Чем ближе к передней части закреплено кольцо, теч выше кость лепестков.
На рис. 104,6, показана зенковка для снятия грата только на внутреннем торце отверстия (обратной подачей). Она имеет сферическую 8 и цилиндрическую 9 за-ходные части и режущие кромки 10.
Схема работы зенковки по рис. 104, а, показана на рис. 10$. В позиции I вращающаяся зенковка своей передней направляющей введена в отверстие и производится снятие грата на внешнем торце отверстия. При дальнейшем перемещении, зенковки (позиция II) ее лепестки сжимаются и свободно проходят в отверстии.. Обратным ходом (позиция III) производится снятие грата на внутреннем торце отверстия. Продолжая обратное движение, лепестки, как и в позиции II, сожмутся, а зенковка выйдет из отверстия.
Скорость вращения зенковки такая же, как и при сверлении, подача выбирается в пределах от 0,2 до 0,5 мм/об. Большее значение подачи соответствует большему диаметру зенковки.
Для обработки фаски на внешнем торце и снятия грата на внутреннем торце предлагается зенковка, представленная на рис. 106. Режущие кромки 2 снимают грат, а режущие кромки 3 производят обработку фаски. Заходная часть 1 имеет сферическую форму.
Режущие части зенковок выполняются из быстрорежущей стали в виде приваренных пластин, лепестки и хвостовик —из пружинной стали. Схема заточки зенковок показана на рис. 107. •
В табл. 58 приведены основные размеры зенковок (по рис. 104) диаметром от 6 до 30 мм, выпускаемых фирмой Madison. '
На рис. 108 показана конструкция зенковки с откидывающейся резцовой вставкой для подрезки торцов обратной подачей, которую целесообразно применять в тех случаях, когда технически невозможно или затруднительно использование обратных зенковок поМН729—60.
8 3 10
Рис. 104. Зенковки для снятия грата в отверстиях фирмы Madison.
Рис. 105. Схема работы зенковки.
Рис. 106. Зенковка
ля снятия грата с внутренней стороны
отверстия.
225
Таблица 58. Основные размеры зенковок для снятия грата в отверстиях, мм
Номинальный диаметр зенкера d
Диаметр отверстия детали
6,0
7,0
6,0-6,4
6,0
7,0
ПО
8,0
8,0-8,4
10,5
8,0
0,0
10,0
11,0
9,0-9,4
10,0-10,4
11,0-11,4
12,0
13,0
15,0
10,0
150
.12,0 14,0 15,0-16,0
12,0-12,9
14,0-14,9
15,0-15,9
16,0-16,9
16,0
18,0
20,0
21,0
12 200 7
10 60
17,0
18,0
20,0
22,0
24,0
17,0-17,9
18,0-18,9
20,0-20,9
22,0—22,9
24,0-24,9
22
24
26
28
30
Конус Морзе № 2
Рис. 107. Схема заточки зенковок для снятия грата.
8
В оправке 1 имеется выборка 2 и выполнены соосно резьбовое отверстие для винта-центра 5 и центровое отверстие 7, между которыми установлена подвижно режущая вставка 8 с припаянной твердосплавной пластиной 9. Со стороны левого торца вставка сопряжена своим центровым отверстием 6 с конусом винта-центра, со 226
стороны правого торца — своим наружным конусом с центровым отверстием оправки. Натяжёние между со
пряженными поверхностями регулируется винтом 7 так, чтобы вставка легко поворачивалась под действием соб
ственного веса. После регулировки винт стопорится с помощью сухарика 4 и винта 5.
Профиль и размеры сечения выборки 2 в оправке выбраны такими, что при повороте вставки влево она, заняв положение 10, не выступает за габариты сечения
оправки. В таком положении оправка, установленная
в пиноль станка, вводится в отверстие детали до тех пор, пока вставка не выйдет за обратный торец отвер-
Рис. 108. Зенковка с откидывающейся резцовой вставкой.
стия. После этого включают правое вращение пиноли, и вставка под действием собственного веса и сил инерции поворачивается вправо, пока не упрется в плоскость 11. Затем включают обратную подачу шпинделя и производят обработку. При включении же левого вращения пиноли вставка занимает положение 10 и не ме
шает выводу оправки из отверстия.
В процессе обработки зенковка центрируется по отверстию в детали, поэтому диаметр d цилиндрической части оправки 1 должен иметь небольшой зазор по от-
ношению к диаметру отверстия.
Переточку режущей вставки по задним поверхностям
на торце и по периферии производят отдельно от оправ
ки на заточном станке.
7. Конструкция и размеры разверток
Развертка — это инструмент, с помощью которого можно обрабатывать точные цилиндрические или конические отверстия с высокой степенью шероховатости на
ш
станках токарной, сверлильной и расточной групп или вручную. Нередко развертка является единственным
инструментом для обработки указанных отверстий.
Цилиндрические развертки. Цилиндриче-
ские развертки позволяют обрабатывать отверстия 6— 11-го квалитетов точности с параметром шероховатости Ra~0,8—1,6 мкм. Применяются развертки после пред
варительной обработки отверстий зенкером, расточным
резцом или сверлом.
Выпускаются развертки чистовые для обработки отверстий с допусками по К7, Н7, Н8 и Н9 (в централизованном порядке) и по Кб, Js6, Н6, G6, Р7, N7, М7, Js7, G7, F8, F9, Е9, D9, НЮ и НИ (по требованию потребителя) и развертки с припуском под доводку номеров 1—6, которые можно перешлифовать под необходимую посадку и точность отверстия. Кроме того, производятся черновые развертки для обработки отверстий
под последующее чистовое развертывание.
Очень важным параметром цилиндрических разверток является их исполнительный диаметр, который со-
Таблица 59. Допуски на диаметр черновых разверток
Отклонения, мкм
Номинальный диаметр, мм
Номинальный диаметр, мм
Отклонения, мкм
верхнее нижнее
верхнее нижнее
От От От От
1 до 3
3 до 6
6 до 10
10 до 18
25
30
40
50
От 18 до 30
От 30 до 50
От 50 до 80
От 80 до 100
60 -70 —80 — 90
— 74
— 87
-105
— 120
Стандартизованы и выпускаются централизованно
обработки деталей из нержавеющих и жаропрочных сталей и сплавов и развертки для обработки легких
сплавов.
Основные разновидности и типы разверток из быст-
рорежущей стали и оснащенных твердосплавными пластинами показаны на рис. 109.
Ручные развертки изготавливают из инструментальной стали 9ХС. Стандартом предусмотрены два исполнения ручных разверток: исполнение 1 — развертки с прямыми канавками диаметром от 1 до 40 мм, испол
нение 2— развертки с винтовыми канавками диаметром от 6 до 40 мм. Развертки выполняются с цилиндрическим хвостовиком, заканчивающимся квадратом. Особенностью разверток является длинная рабочая часть, что обеспечивает их хорошее направление и центрирование в процессе обработки.
Рис. 109. Основные разновидности разверток.
Машинные развертки из быстрорежущей стали выпускаются цельными с цилиндрическим хвостовиком диаметром 2 — 16 мм, с коническим хвостовиком диаметром 5,5—50 мм и насадными диаметром 25 — 50 мм. Основные размеры данных разверток (обозначение по рис. 109), выпускаемых централизованно, следующие.
Развертки машинные цельные с цилиндрическим хвостовиком по ГОСТ 1672—80 (DxlXliXL), мм: 3,0Х 10X22X60; 3,2X10X22X60; 3,5X18X31X70; 4.0Х19Х Х32Х75; 4,5X21X83 X 80; 5,0X23X34X86; 5.5Х26Х
229
Х86Х93; 6,0X26X36X93; 7,0X 31X40X109; 3.0Х83Х Х42ХП7; 9,0X34X44X125.
Развертки машинные цельные с коническим хвостовиком по ГОСТ 1672—80 (DX/XL), мм: 10X38X168; 10X16X140; 11X41X175; 11X16X140; 12X44X182; 12X18X150; 13X 44X182; 13X18X150; 14X47X189; 14Х Х18Х160; 15X 50X204; 15X18X160; 16X52X210; 16Х X18X160; 18X56X214; 18X20X180; 20X60X228; 20Х Х20Х190; 22X 64X 287; 22x20x260; 24X 68X269; 24Х Х20Х200; 25X60X268; 25x22X220; 28X71X277; 28Х Х22Х240; 30X73X284; 30X25X240; 32X77X317; 32Х Х25Х240. Развертки диаметром 10—15 мм имеют хвостовик с конусом Морзе 1, 16—22 мм — с конусом Морзе 2 и 24—32 мм — с конусом Морзе 3.
Развертки машинные цельные насадные по ГОСТ 1672—80 (DxdXL), мм: (32, 34, 35)Х16Х50; (36, 37, 38, 40, 42) X19X56; (44, 45, 46, 47, 48, 5О)Х22Х63.
Развертки со вставными ножами из быстрорежущей стали по ГОСТ 883—80 диаметром 32—50 мм выполняются с коническим хвостовиком, а диаметром 40— 100 мм — насадными. Эти развертки более экономичны,
чем цельные, так как режущая их часть выполнена из тонких, механически закрепляемых ножей и возможна перестановка ножей в радиальном направлении, что увеличивает срок службы развертки. Централизованно выпускаются сборные развертки следующих размеров.
Развертки со вставными ножами с коническим хвостовиком (DX/XL), мм: 32Х38Х(292, 317); 34Х38Х Х(296, 32); 35X 38 X (296, 321); (36, 37) X42X325; (38, 4о)Х329X42; (42, 45) X42X386; (47, 48, 50)Х45X344. Развертки имеют хвостовик с конусом Морзе 4.
Развертки насадные со вставными ножами из быстрорежущей стали (DxdXL), мм: (52, 55) X19X71; (58, 60, 62, 63, 65)Х22Х71; (68, 70, 72, 75)Х27х80; (77, 80)Х X32X80; (85, 90, 95, 100) X 40X90.
Машинные развертки, оснащенные пластинами из твердого сплава, диаметром от 10 до 82 мм по ГОСТ 11175—80 изготавливаются с коническим хвостовиком, диаметром 32—55 мм — насадными, а 300 по ГОСТ 11176—71 —насадными ножами.
Основные размеры твердосплавных же, как и соответствующих разверток щей стали.
Освоен выпуск цельных твердосплавных разверток диаметром от 6 до 12 мм по ГОСТ 16080—70 и ГОСТ
ди а метром 52— с привернутыми
разверток такие из быстрорежу-
230
16087—70. Основное назначение этих разверток — обра
ботка отверстий в деталях из закаленных сталей, жаропрочных и нержавеющих сталей и сплавов. Они изготавливаются из твердого сплава марок ВК6,ВК8,ВК6М и ВКЮМ. Цельные твердосплавные развертки с цилин^ дрическим хвостовиком изготавливают диаметром от 3 до 10 мм, с длиной рабочей части 7=12—20 мм и общей длиной £ = 60—100 мм..
Развертки с коническим хвостовиком имеют соответственно £> = 6,5—12 мм, /=18—22 мм и £=120—150мм.
8. Форма и геометрические параметры режущей части разверток
Рабочая часть разверток характеризуется формой и длиной режущей части /1, углом в плане ф, передним углом у и задним углом а, главными углами, шириной ленточки на калибрующей части f, числом зубьев, углом их наклона к оси со и взаимным расположением.
Известны несколько форм заточки режущей части, которые применяются в зависимости от характера и точности обрабатываемого отверстия и материала детали. Наиболее распространенная и универсальная форма имеет угол в плане ф=45° (рис. 110,Такую форму заточки црименяют при обработке сквозных и глухих отверстий 8—9-го квалитетов в деталях из вязких и хрупких материалов. Форму заточки с углом ф<45°, показанную на рис. 110,6, применяют для обработки сквозных отверстий 7—9-го квалитетов точности и повышенной степени шероховатости. Благодаря меньшему осевому усилию такая форма заточки используется на ручных развертках. Угол ф принимается в зависимости от обрабатываемого материала. Для обработки вязких материалов рекомендуется ф=15°, хрупких — ф = 5°. На ручных развертках ф=1—2°.
Ниже приведены значения параметров режущей части быстрорежущих и твердосплавных разверток.
Быстрорежущие развертки
Диаметр Df мм.........
Длина заборной части Z, мм:
<р 5° ••««••••<«* ср = 15° ••».•••«•*« Длина фаски С, мм... .
Ширина ленточки f, мм . . . . Задние углы, град:
Я..............
«1 • ..............
2,0 2,0 4,5 6,5
1,0 1,0 2,5 3,5
1,0 1,0 1,0-1,5 2,0
0,1 0,15 0,2-0,3 0,3-0,35
10 8
15 10
Диаметр D, мм............
Длина заборной части I, мм:
10-15
16—30 32—50
Длина фаски С, мм . . , Ширина ленточки /, мм Задние углы, град: а.....................
15
.0,15-0,25
25
2,5
4,5
10
3,5
6,5 2 0,2-0,4
Рис, ПО. Геометрические
параметры разверток.
232
Форма режущей части, показанная на рис. 110, б пв, применяется для обработки отверстий 6-9-го квалите
тов точности и выше и рекомендована как основная для твердосплавных разверток при обработке труднообраба
тываемых материалов. Особенность ее состоит в том, что переходная режущая кромка длиной /2 выполняется с углами <р=1—3° и, следовательно, снимает тонкий
слой металла, а основной припуск снимает режущая кромка с большим углом (<р'><р). Этим обеспечивается
повышение качества обработки без увеличения, длины заборной части 1\. Длина переходной режущей кромки /2 принимается в пределах 1—1,5 мм. Для повышения качества обработки рекомендуется переходной участок
от режущей части к калибрующей закруглять.
При обработке вязких сталей и легких сплавов применяют развертки с кольцевой заточкой (рис. ПО,г). Диаметры ступеней принимаются равными Di = D— —0,2 мм, D2=D— (0,4—0,5) мм. Развертки с кольцевой заточкой могут работать с бблыпими припусками, чем развертки с обычной заборной частью.
В том случае, когда необходимо обрабатывать глухое отверстие, применяют развертки с заточкой торцовых режущих кромок (рис. ПО, д). Заборная часть выполняется на длине 0,3 мм. с углом <р = 45°.
9. Конические развертки
Конические развертки предназначены для предварительной и окончательной обработки конических отверстий с конусностью 1:50, 1:30, 1:20, 1 :16 и конусами Морзе. Основные типы конических разверток показаны на рис. 111.
Особенность конических разверток — отсутствие калибрующей части. Главными режущими кромками являются образующие конуса по всей длине зубьев. Они затачиваются по передней и задней граням. Вдоль режущих кромок по конусу оставляется узкая ленточка шириной не более 0,05 мм. Такая ленточка позволяет точно выдерживать конусную поверхность и повышает степень шероховатости обрабатываемой поверхности. Обычно передний угол у=5°, задний а=10°.
Развертки для отверстий под конические штифты с конусностью 1:50 изготавливаются только чистовыми, остальные — черновыми и чистовыми. На режущих кромках черновых разверток с целью разделения стружки нанесены канавки в виде прямоугольной резьбы.
233
Рис. 111. Конические развертки
10. Режимы резания, износ и стойкость разверток
Параметрами режима резания при развертывании являются припуск на диаметр, скорость резания и по* дача. Они назначаются в зависимости от точности и шероховатости обрабатываемого отверстия и материала детали.
Рекомендации по выбору режимов резания для ци* линдрических разверток приведены в табл. 60 и 61.
Таблица 60. Режимы резания, рекомендуемые для обработки стали и чугуна развертками из быстрорежущей стали
Квалитет точности отверстий
Диаметр развертки D, мм
Подача 5, мм/об
9, 10 и 11
3,2-10
11-20
0,20-0,25 0,25-0,30' 0,45—0,75
р, м/мин
2/, мм
м/мин
2/, мм
21-30
32-50
0,75—1,00
0,75-1,00
52-80 85-100
1,10-1,80
1,80—2,10
0,05-0,07
0,06—0,08
0,07-0,08
0,07-0,10
0,08-0,12
0,10-0,15
0,08 0,10
0,15
0,20 0,25
0,30
При развертывании конических отверстий применяются следующие режимы резания: скорость резания v=4—6 м/мин для обработки стали и о=5—8 м/мин для обработки чугуна; подача выбирается в зависимости от характера обработки и диаметра развертки.
Для предварительной обработки отверстий диаметром от 10 до 30 мм в деталях из стали S = 0,l— 0,4 мм/об, из чугуна 5=0,15—0,35 мм/об; для окончательной обработки соответственно 3=0,08—0,18 мм/об и 3 = 0,10—0,25 мм/об.
Износ развертки приводит к ухудшению шероховатости и потере точности обрабатываемого отверстия.
Ориентировочная величина допустимого износа при задней поверхности для быстрорежущих разверток составляет 0,5—0,6 мм. Для разверток, оснащенных твер-
2U
Таблица 61. Режимы резания, рекомендуемые для обработки отверстий развертками, оснащенными твердым сплавом
I
Диаметр развёртки Д мм
V) м/мин
S, мм/об
2/, мм
Сталь
10-20
0,8-1,2
10-12
12-15
0,1
21-40
42-60
62-100
8-10
10-12
0,15
1,5-2,0
Св. 100
0,20
8— ю
дым сплавом, в качестве критерия износа принимается износ ленточки, равный 0,5—0,8 мм.
При обработке труднообрабатываемых материалов допустимый износ следует принимать в пределах 0,2 — 0,3 мм. Особенно внимательно необходимо следить за износом цельных твердосплавных разверток. Он не должен быть больше 0,1—0,25 мм.
Стойкость разверток при работе на рекомендуемых режимах резания в зависимости от диаметра развертки в среднем должна иметь следующие значения:
Диаметр развертки, мм , Стойкость при обработке,
мин:
стали ...............
чугуна ..............
10-20
30-40
50-60
20-60 60-100
60-80 80—100
100-120 120-140
Развертывание необходимо производить с применением СОЖ. В качестве СОЖ рекомендуются: 10%-ный раствор эмульсола типа Укринол-1, а также масляные жидкости ОСМ-3, МР-1 и др.
В том случае,
если на станке
отсутствует подвод
СОЖ (координатно-расточные станки), ее необходимо наносить кисточкой. Обычно для этой цели применяют
олеиновую кислоту, сульфофренол, керосин, касторовое масло. Применение СОЖ улучшает шероховатость поверхности обработки и повышает стойкость разверток.
236
11. Регулируемые развертки
Серьезным недостатком цельных разверток из быстрорежущей стали и оснащенных пластинами из твердого сплава является их сравнительно низкий срок службы, что связано с уменьшением диаметра развертки в результате износа ленточки. В промышленности применяются развертки, у которых можно регулировать диаметр и тем самым удлинять срок их службы, а также более точно настраивать на требуемый размер обрабатываемого отверстия.
Рис, 112. Развертка со смещающимися ножами.
В конструкции ручной развертки, показанной на
рис. 112, регулирование размера
производится путем
осевого перемещения режущих ножей 7 по дну пазов корпуса 3, выполненных с уклоном 1:25. Опорная поверхность ножей имеет тот же уклон.
Перемещение ножей осуществляется двумя гайками 1 и 5 и шайбами 2 и 4, которые своими конусными по-
верхностями замыкают ножи, прижимая их ко дну пазов. Для увеличения размера гайку 5 отвинчивают, а гайку 1 завинчивают, т. е. перемещают ножи вправо,
а
ля уменьшения размера операции производят в
об-
ратном порядке. Величина регулировки ножей по диаметру составляет от 3 до 4,5 мм в зависимости от номи
нального диаметра развертки.
Ножи в передней части имеют направляющий уча-
сток 6, образующий цилиндрическую поверхность, диа
метр которой меньше диаметра развертки на величину припуска на обработку, что предотвращает возможность развертывания отверстия с припуском больше ре
комендуемого, так как в такое отверстие развертку про
сто не завести.
237
Развертки изготавливают с передним углом у=0° И задними углами по заборной и калибрующей частям в — 6— 10°.
Выпускаются развертки следующих диаметров (за счет регулировки), мм: 15,25—17,25; 17,25—19,00; 19,00 — 21,00; 21,00 — 23,00, 23,00 — 26,00; 26,00 — 29,50; 29,50 — 33,50; 33,50 — 38,00. Длина разверток от 170 до 310 мм.
Вид А
«— Рис. 113. Цельная регулируе-
Б мая развертка.
Машинные регулируемые развертки выполняются с разрезанной рабочей частью (подобно цанге) и с цельной.
Конструкции разверток с разрезанной упругой рабочей частью, оснащенной твердым сплавом, показаны на рис. 113. Регулировка диаметра может осуществляться специальным винтом 1 с коническим участком, взаимодействующим с коническим отверстием в корпусе 2. Продольные прорези в стружечных канавках облегчают деформацию рабочей части. Такие развертки обеспечивают регулировки наружного диаметра (без переточки) в пределах 0,05—0,1 мм. Увеличению пределов регулировки препятствует образование обратной конусности на калибрующей части выше допустимых пределов, что снижает точность и ухудшает шероховатость обрабатываемых отверстий.
Регулируемые развертки с разрезанной рабочей частью изготавливают диаметром от 10 до 40 мм. Они
238
дают возможность обработки отверстий с точностью 7—9-го квалитетов (Н7, Н8 и Н9).
Регулируемые развертки с цельной рабочей частью
занной рабочей частью, и обеспечивают постоянство ци-линдричности или обратной конусности калибрующей части при регулировке. При правильном выполнении деформируемых элементов развертки имеют достаточную
упругость и позволяют регулировать диаметр в преде
лах 0,1'—0,3 мм.
Опыт использования данных разверток показал их высокую эффективность при работе на токарных и свер-
лильных станках, а также на автоматических линиях. Например, при обработке отверстия диаметром 15,8 и длиной 26 мм в стальной детали с пределом прочности Св = 50 кгс/мм2 стойкость твердосплавной регулируемой развертки была в 3—4 раза выше, чем быстрорежущей.
Для обработки отверстий диаметром 55Н7, 60Н7, 65Н7 на горизонтально-расточных станках успешно при-
меняются насадные цельные регулируемые развертки (рис. 114).
Развертка состоит из оправки 4, двух регулировочных гаек 1 и 3, рабочей части, собственно развертки 2 и штифта 5. Оправка имеет хвостовик с конусом Морзе 4, два резьбовых участка и конусную посадочную часть с конусностью 1:30. Такая же конусность в отверстии
239
рабочей часта. В корпусе рабочей части выполнены отверстая 6, образующие упругие перемычки 7, При навинчивании гайки 1 рабочая часть перемещается по конусу и увеличивается по диаметру за счет упругой деформации перемычек. Штифт 5 фиксирует рабочую часть в угловом положении и предотвращает проворот ее в процессе обработки.
12. Основные причины неполадок при работе зенкерами и развертками
В процессе обработки отверстий зенкерами и раз-
вертками могут возникать следующие неполадки: вы
крашивание режущих кромок или поломка инструмента, низкая стойкость инструмента, увод его в процессе обработки, неудовлетворительные шероховатость и точность обрабатываемого отверстия, заклинивание инст
румента в кондукторной втулке и др.
Выкрашивание режущих кромок может происходить
вследствие неправильной установки инструмента или детали на станке (переноса или несовпадения их осей), завышенного припуска под обработку и забивания стружкой канавок зенкера и развертки. При обработке
вязких нержавеющих сталей возможно заклинивание
инструмента в отверстии, причиной которого может быть неправильная заточка зубьев (малые задние углы или слишком широкая ленточка).
Причинами низкой стойкости могут быть работа на
завышенных режимах резания, несоответствие марки инструментального материала физико-механическим свойствам обрабатываемого материала, повышенное биение зубьев, прижоги на режущих кромках при заточке,
а также недостаточное охлаждение инструмента.
Увод зенкера происходит из-за несовпадения его оси с осью отверстия или неправильной установки детали (ось отверстия не параллельна оси инструмента).
Причинами нарушения точности обрабатываемого отверстия при зенкеровании могут быть несовпадение осей инструмента и обрабатываемого отверстия и обра
зование нароста вследствие неправильного назначения
режима резания.
При развертывании кроме упомянутых причин нарушение точности обработки может быть вызвано большим биением шпинделя, налипанием частиц обрабатываемого материала на режущие кромки, а также завышенным размером развертки по диаметру.
240
Неудовлетворительная шероховатость поверхности обработки получается при некачественной заточке инструмента, грубой предварительной обработке отверстия, повышенном наростообразовании, недостаточном попадании СОЖ в зону резания или неправильном выборе марки СОЖ, а также забивании стружкой канавок инструмента.
При работе разверткой по кондуктору вследствие несовпадения осей развертки и кондукторной втулки, скопления мелкой стружки в канавках и повышенного налипания стружки- может происходить заедание развертки в отверстии кондукторной втулки.
Прежде чем приступить к выполнению той или иной операции, необходимо убедиться в отсутствии вышеперечисленных причин возникновения неполадок, а если они имеются, своевременно устранить их.
в Л, ГТ Драгун
МЕТЧИКИ И ПЛАШКИ
ГЛАВА
Одной из разновидностей резьбонарезного инструмента являются метчики и плашки. Изготавливаются они из инструментальных и быстрорежущих сталей* Метчики могут быть оснащены режущей частью из твердого сплава.
Конструкция и размеры этих инструментов, выпускаемых централизованно, стандартизованы. В промышленности применяются также другие, созданные новаторами конструкции метчиков и плашек, обеспечивающие эффективное нарезание резьбы в конкретных производственных условиях.
1. Метчики. Общие сведения
Метчик предназначен для нарезания внутренней резьбы и представляет собой винт, снабженный одной или несколькими продольными канавками, образующими режущие кромки и передние поверхности на его зубьях.
Общими конструктивными элементами метчиков (рис. 115) являются: заборная часть (режущая часть) 1, калибрующая часть 2 и хвостовик 3 с квадратным концом 4. Резьбовые участки 5, находящиеся между канавками 6, называют зубьями, или перьями, метчика. Зубья режущей части по наружной задней поверхности
затылуются под углом а.
Метчики со шлифованной резьбой затылуются также по профилю резьбы. Передняя поверхность зубьев режущей и калибрующей частей затачивается под углом у-
Заборная часть характеризуется длиной 1\ и углом ф.
242
В процессе работы она снимает основной припуск, который распределяется между зубьями и несколькими витками. Схема нарезания резьбы метчиком показана на рис; 116. За один оборот метчика каждым зубом сре-
зается слой толщиной а, который определяется по формуле:
где z — число зубьев мет-
Вид А
чика;
Р— шаг нарезаемой резьбы.
Из приведенной фор-
мулы видно, что толщина
срезаемого слоя зависят от угла <р, шага резьбы Р и числа зубьев метчика г.
Калибрующая часть
служит для окончатель-
Рис. 115. Конструктивные элементы метчика.
ного формирования про-
филя резьбы, ее зачистки
и направления метчика.
Кроме того, при переточках по заборному конусу первые зубья калибрующей части переходят в заборную,
т. е. являются резервными.
Рис. 116. Схема нарезания резьбы.
Стружечные канавки могут быть прямыми, располо-
женными параллельно оси метчика, и винтовыми, с углом наклона со к оси метчика. Метчики с винтовыми канавками имеют большую жесткость поперечного сечения и обеспечивают лучщий (направленный) выход стружки, что важно при нарезке резьбы в глухих отверстиях.
Хвостовик метчиков — цилиндрический, заканчивающийся квадратом, служащим для передачи крутящего
момента.
in
В соответствии с ГОСТ 16925—71 установлено шесть степеней точности метчиков в зависимости от посадок
и точности нарезаемой резьбы.
Для нарезания резьбы скользящих посадок 4Н, 5Н, 6Н и 7Н применяют метчики степеней точности соответственно Н2, Н2, НЗ и Н4. Резьбы с зазором посадок 6G и 7G нарезают метчиками степеней точности G1 и G2 соответственно. Допуски на резьбу предусмотрены ГОСТ 16925—71.
Радиальное биение элементов рабочей части и хвостовика регламентируется ГОСТ 3449—71. Оно не зависит от степени точности метчика и должно быть не бо
лее 0,02—0,03 мм для машинно-ручных метчиков и 0,03—0,05 мм для гаечных метчиков.
Шероховатость профиля резьбы, передних и задних поверхностей для шлифованных резьб — /?а = 0,63 мкм, для нешлифованных резьб — Ra —1,25 мкм.
2. Выбор конструкции и геометрических параметров метчиков
Правильный выбор конструкции и геометрических параметров метчиков имеет очень важное значение для высокопроизводительного нарезания резьбы. Дело в том, что метчики работают в весьма тяжелых условиях резания. Причины здесь следующие:
1. Все режущие лезвия заборной части (их число равно произведению количества канавок на число ниток на заборной части) снимают стружку одновременно, поэтому возникает значительный крутящий момент.
2. Контакт инструмента с деталью осуществляется не только по главным задним, но и по вспомогательным поверхностям.
3. В ряде случаев, при чрезмерном возрастании усилий резания, имеет место недостаточная прочность как отдельных зубьев, так и метчика в целом.
4. Отвод стружки из зоны резания, особенно при нарезании глухих резьб, затруднителен, что часто приводит к пакетированию стружки и поломкам инструмента.
5. Возникновение значительных упругих деформаций при обработке вязких материалов вызывает заклинивание метчика в отверстии.
6. В процессе резания на обработанной поверхности возникает упрочненный слой (происходит наклеп), который снижает стойкость метчика и увеличивает крутящий момент.
244
Все эти трудности необходимо учитывать, выбирая ту или иную конструкцию инструмента, особенно когда обрабатываемый материал имеет высокие предел прочности и вязкость и когда нарезается глухая резьба.
Следует отметить еще одно отрицательное явление, происходящее при нарезке глухих резьб и часто являющееся причиной повреждения режущих кромок зубьев метчика, — защемление стружки под затылочной поверхностью зубьев. Это происходит потому, что в конце нарезания зубьев перед каждым лезвием остаются не отделенные от основного металла разбухшие корни стружки (рис. 117,а), которые при вывертывании метчика по-
Рис. 117. Схема заклинивания метчика при его вывери тывании.
падают под затылочную поверхность лезвия и заклиниваются, в результате чего может произойти скалывание режущей кромки под углом т], примерно равным заднему углу (рис. 117,6).
В практике встречается множество вариантов и условий обработки, отличающихся характером резьбовых отверстий (сквозные, глухие), их длиной (короткие, длинные) и точностью резьбы, обрабатываемым материалом, типом оборудования и технологической оснасдки. Поэтому выбор конструктивных и геометрических параметров необходимо производить индивидуально для каждого конкретного варианта обработки, учитывая, что на процесс и условия резания влияют размеры заборной части, количество, форма, размеры и направление стружечных канавок, передний и задний углы, комплектность метчиков и распределение нагрузки между ними, наличие обратной конусности на калибрующей части и профиль резьбы инструмента.
245
Заборная часть. Из приведенной ранее фор-
мулы видно, что угол заборной части ф влияет на пода-
чу на зуб
Sz. Следовательно,
ля
увеличения стойкости
метчиков желательно работать с меньшим углом ф. Однако в области тонких съемов при обработке вязких
материалов нержавеющих и жаропрочных сталей типа 1Х18Н9Т и ХН77ТЮР чрезмерное уменьшение угла ф резко снижает стойкость из-за увеличения степени йа-клепа. Например, при нарезании' резьбы М14Х1,5 в стали ХН77ТЮР метчиком с ф = 5° (а = 0,043 мм) стойкость в 4,5 раза выше, чем с ф = 2°30' (а = 0г022 мм), и в 45 раз выше, чем с ф=Г30' (а = 0,013 мм) [24].
Минимально допустимым значением толщины среза принято считать а=0,02 мм для быстрорежущих метчиков и а = 0,03—0,04 мм для твердосплавных [29]. Максимальное значение а = 0,15 мм для обработки углеродистых конструкционных сталей и чугуна.
Допустимые максимальные значения а для труднообрабатываемых сталей и сплавов приведены в табл. 62.
Таблица 62. Максимальная толщина срезаемого
слоя а при нарезании резьбы
в труднообрабатываемых материалах
Материал детали
л, мм
№ группы 1
зв, кгс/мма
100
100
0,06
0,04
ш
IV
V и VI
60-100 70-100 80—100
0,06
0,05
0,04
VII
100
100
0,05
0,04
VIII
210
0,03
1 Номер группы принят по табл. 6.
Обычно угол ф выбирается таким, чтобы толщина срезаемого слоя а не выходила за указанные выше предельные значения. Для сквозных резьб этот угол принимается равным 4—7°, для глухих—12—13°. Гаечные
146
метчики изготавжгвают с утлом <р~3°. Комплектные метчики имеют следующие углы <р: 4—7® черновые метчики и 18—23е чистовые метчики.
При обработке коррозионностойких и жаропрочных сталей рекомендуемые значения ф==7°ЗО', а труднообрабатываемых материалов—ф = 2—2°30* [22].
Комплектнюстъ метчиков. При нарезании резьбы в сквозных коротких отверстиях глубиной до 1,5 Р нет необходимости работы двумя садчиками, так как имеется возможность увеличить длину заборной ча? сти и тем самым распределить припуск на большее число режущих лезвий. Однако для нарезания точных резьб, а также резьб большой длины, особенно в труднообрабатываемых материалах, применяют комплект метчиков из двух штук (чернового и чистового), а при шаге резьбы 3 мм и более—из трех штук.
При .нарезке резьбы в глухих отверстиях одинарные метчики применяют до шага резьбы 2Д> мм. Резьбу с шагом 3 мм и более нарезают комплектом из .двух или трех метчиков.
Количество -метчиков в комплекте при обработке труднообрабатываемых материалов может достигать пяти. Оно зависит от шага резьбы и от прочностных свойств материала (табл. 63).
Передний угол ’у. Применение положительного переднего угла способствует уменьшению пластической деформации срезаемого слоя и усилий, действующих на зубья, но снижает прочность режущей кромки. Поэтому значение этого угла для различных материалов имеет широкий диапазон: от —3° до +25°. На выбор переднего угла влияет также характер резьбового отверстия. Если нарезается глухая резьба, то необходимо учитывать возможность защемления стружки под затылочной поверхностью метчика. Прочность сечения режущей кромки, воспринимающего усилия защемления Qувеличивается с уменьшением переднего угла, как это видно из схемы (рис. 118).
При положительном переднем угле ширина Ь нагруженного сечения режущего лезвия мала (рис, Г18, а)\ при нулевом переднем угле (рис. 118,6) она больше (Ь{>Ь), а если передний угол отрицательный и по абсолютному значению равен заднему (рис. 118, в)', то сила Q направлена параллельно передней поверхности «и
1 Нвправэтввве 'силы Q принято условно, так >как не упитывается ‘сила яреяетя меад^7 я&яввй шю^ряносзъю и £9$£рккой.
Таблица 63. Количество метчиков в комплекте при обработке труднообрабатываемых материалов
Материал детали
Материал детали
<100
0,25-0,40
0,50-1,50
1,75—2,50
100
0,25-0,50
0,70-1,50
175—2,50
1иП
VII
III
IV
>100
0,25-0,40
0,70-1,25
1,50-2,50
60—100
1 2
3
80—100
VIII
100-150
0,25—0,80
1,00-1,50 175-2,50
170
0,25—0,50
070-1,25
1,50-2,50
Vh VI 80-130
0,25-0,50 070—175 2,00-2,50
170
0,25-0,40
0,50-1,25 1,50 -175 2,00-2,50
1
2
3
2
3
4
Примечание. Номера групп труднообрабатываемых материалов приняты по табл. 6.
Рис. 118. Схема действия заклинивающего усилия при различных передних углах метчика,
прочность лезвия наивысшая, так как оно испытывает сжимающие напряжения.
Учитывая эти обстоятельства, твердосплавные метчики для глухих отверстий выполняют с отрицательным1
248
передним углом у = — (4—6°), тем самым предотвращая выкрашивание режущей кромки.
Задний угол а и задняя поверхность. Назначение заднего угла, как и у всех инструментов,— уменьшить площадку контакта задней поверхности с обработанной поверхностью детали и силы трения и обеспечить возможность, работы метчика до наступления определенного значения износа по задней поверхности.
У метчиков, работающих на обычной схеме объема припуска (см. рис. 116), задний угол создается затылованием зубьев по заборному конусу. Обычно задний угол для конструкционных углеродистых сталей прини-
4 -Л
Рис. 119. Схема комбинированной заточки метчика.
мается равным 10—12°, для труднообрабатываемых материалов— 6—8°. При обработке глухих отверстий а назначается несколько меньшим (5—6°).
Установлено [24], что при обычной форме затылка (Архимедова спираль) задний угол ц = 5—6° метчиков для глухих резьб не может гарантировать стабильной их работы из-за попадания корней стружки под затылочную поверхность.
С целью устранения этого недостатка рекомендована комбинированная заточка задней поверхности заборной части. Сущность ее состоит в том, что на участке т (рис. 119) производится затылование, а остальная часть задней поверхности не затылуется, а выполняется по радиусу.
Величина превышения затылованной части над радиусной б устанавливается тако’й, чтобы спинка пера не соприкасалась с обработанной поверхностью даже после нескольких переточек зубьев. Это возможно, если:-
О == От1п 4* оизн,
где бШ|п — минимально допустимый зазор;
249
Оизн—зазор для компенсации радиального износа зубьев.
Такое выполнение задней поверхности обеспечивает при вывертывании метчика из глухого отверстия отрыв или срезание кромкой спинки зуба недорезанных корней стружки и, следовательно, предотвращение выкрашивания режущих кромок. Срок службы метчиков с двойной задней поверхностью в 3 и более раз выше обычных* Значения б принимаются от 0,06 до 0,1 мм соответственно для шага резьбы от 0,75 до 3 мм.
В промышленности применяются в основном метчики, затылованные по среднему и внутреннему диаметру. По наружному диаметру затылуются только зубья заборной части. Величина затылования определя-
Рис. 120. Схема работы корригированного метчика.
ется по изменению ширины зуба и составляет от 0,015
до 0,02 мм, в результате чего на боковых поверхностях профиля образуются задние углы, равные 15—20'.
Корригирование профиля. Корригированные
метчики применяют в основном
дя нарезания резьбы
в жаропрочных и труднообрабатываемых сталях, где весьма значительны упругие деформации и происходит
заклинивание зубьев.
Корригированный профиль резьбы метчика от некор-ригированного (нормального) отличается тем, что его угол примерно на 4° меньше профиля нарезаемой резьбы (рис. 120,а). Такой профиль получается путем его
шлифовки с обратной конусностью под углом Т] к оси метчика. Схема резания метчиками с корригированным профилем заборной части показана на рис. 120, 6. Контакт режущих лезвий с материалом заготовки происходит по главным режущим кромкам, а по боковым по
верхностям— лишь на участках, равных толщине сре
заемого слоя а.
Преимущества корригированных метчяков состоят в отсутствии налипаний обрабатываемого материала- на боковых поверхностях профиля резьбы, в снижении на 30% крутящего момента и повышении стойкости. Например, при нарезании резьбы М14Х1.5 корригированными метчиками их стойкость в 1,8 раза выше, чем не-корригироваиных (материал — сталь 30ХГСНА).
Корригированные метчики нельзя применять для глухих отверстий, так как при больших значениях ф образующиеся на поверхностях обработки ступеньки по размерам превышают значения высоты неровностей для заданного класса шероховатости профиля резьбы.
3. Разновидности и назначение метчиков
В промышленности применяется множество разновидностей метчиков, которые отличаются формой канавок, специальной геометрией, профилем резьбы, длиной заборной части и т. д.
бенностью этих метчиков является комплектное выполнение. В комплекте два метчика: черновой и чистовой. Угол заборной части ф для чистовых, метчиков 17— 19°, для черновых 6—7°. Заборная часть затылована под углом а =6°,
Серийно выпускаются метчики диаметром от 1,0 до 27,0 мм с метрической резьбой и от ’/в" до Р/а" (диаметром от 9,727 до 47,805 мм) с трубной резьбой. Материал метчиков—инструментальная углеродистая сталь УНА и У12А.
Гаечные метчики по ГОСТ 1604—71. Заборная часть этих метчиков длиннее, чем у ручных, что позволяет получать резьбу одним метчиком. Длина заборной чйсти зависит от шага резьбы Р и примерно равна 12Р* Кроме того, данные метчики имеют удлиненный хвостовик, на котором может находиться определенное количества гаек после нарезания в них резьбы (отпадает необходимость вынимать метчик из патрона для освобождения его от каждой нарезанной гайки). Заборный конус у этих, метчиков выполнен с углом ф=3°. Передний угол у= 10°, задний угол а=8°.
В автоматических резьбонарезных устройствах применяют гаечные метчики с изогнутым хвостовикам па ГОСТ 6951—71. Гаечные метчики изготавливаются с диаметром резьбы от М3 до МЗО,
Машвнно- ручные метчики по ГОСТ 3266— 71. Это наиболее распространенный тип, охватывающий
весь диапазон нарезаемых метчиками метрических и трубных резьб (от 1,0 до 52,0 мм). Метчики выпускаются правые и левые, одинарные и комплектные (из 2 штук и 3 штук в комплекте). В одинарных для сквозных отверстий длина заборной части Z=6P, для глухих Ц = ЗР. Профиль резьбы машинно-ручных метчиков шлифованный. Метчики изготавливают из быстрорежущей стали.
Угол заборного конуса зависит от шага меняется от 6 до 22°. Передний угол у=10°, на заборной части а = 4°.
резьбы и из-задний угол
Рис. 121. Метчик с укороченными стружечными канавками.
Метчики с винтовыми канавками по ГОСТ 17933—72. Они изготавливаются диаметром от 4 до 12 мм. Рекомендуются для получения резьбы в глухих и глубоких сквозных отверстиях деталей из конструкционных и углеродистых сталей и труднообрабатываемых сталей и сплавов. Особенно целесообразно применять при нарезании резьбы в прерывистых отверстиях.
Угол наклона зубьев со для метчиков диаметром от 3 до 6 мм равен 10°, а диаметром свыше 6 мм — 30°, Метчики изготавливаются с передним углом 10° и задним 4° на заборном конусе.
Метчики с укороченными канавками по ГОСТ 17931—72. Особенность этих метчиков состоит в том, что стружечные канавки выполнены не на всей нарезанной части метчика, а лишь на заборной части под углом 8° к оси метчика, с левым наклоном (рис. 121). Длина стружечных канавок ZK и угол заборного конуса / приведены в табл. 64.
251
Т а б лица 64. Значения /к для бесстружечных* метчиков
Шаг резьбы, Р, мм
ZK, мм
Шаг резьбы, Р, мм
ZK, мм
0,2
0,25 0,30 0,35 0,40 0,45 0,5
0,6
2,4
3,0
3,6
4,2
4,8
5,4
6,0
72
0,7
0,75
0,8
1,0
1,25
1,50
8,4
9,0
9,6
12,0
1,75
15,0
18,0
21,0
Метчики с шахматным расположением
происходит заклинивание метчика в отверстии, например в деталях из труднообрабатываемых материалов,
применяют метчики, у
которых на каждом зубе (пере) через шаг нитки удалены, причем на последующем пере пеудаленные нитки располагают напротив
удаленных на Преды- Рис. 122. Метчик с шахматным рас-дущем пере,т. е. вшах- положением ниток.
матном порядке. Уда-
ление ниток на трех- и четырехзубых метчиках схематически показано на рис. 122.
У метчиков для сквозных отверстий нитки срезаются на всей рабочей части, а для глухих — только на калибрующей части.
Изготавливаются гаечные и машинно-ручные метчики с шахматным расположением зубьев соответственно по ГОСТ 17929—72 и ГОСТ 17927—72, а также метчики для обработки легких сплавов по ГОСТ 17928—72. При отсутствии стандартных метчиков с шахматным расположением зубьев их можно изготовить из обыч
ного метчика, срезав на заточном станке соответствующие нитки.
На рис. 123 показан метчик большого диаметра с числом канавок 6, у которого через зуб удалены все калибрующие нитки, что позволило значительно уменьшить крутящий момент и повысить качество резьбы. Спиральное выполнение канавок и образующаяся в ре-
253
вуют лучшему отводу стружки и тем самым предотвращают заклинивание стружки. Эти метчики предназначены для нарезания резьбы в труднообрабатываемых материалах.
Твердосплавные метчики. При обработке высокопрочных и закаленных сталей (с ов=180— 210 кгс/мм2 или HRC 48—53), а также чугунов и алю
л
А
Рис. 123. Метчик со снятой через зуб калибрующей частью.
А-А
миниевых сплавов с повышенным содержанием кремния применение метчиков из быстрорежущей стали затруднено или невозможно. В настоящее время промышленностью освоено изготовление цельных твердосплавных метчиков размером до М16 и оснащенных пластинами из твердого сплава для метрической резьбы от М14 до М39 и для трубной цилиндрической резьбы 3Л — 2 дм.
Для нарезания резьбы в деталях из труднообрабатываемых материалов I—III групп (см. табл. 6) рекомендуются метчики из твердых сплавов ВК10М иВКбМ. Стойкость метчиков из этих сплавов почти в 10 раз превышает стойкость метчиков из быстрорежущих сталей.
В процессе эксплуатации твердосплавных метчиков малого диаметра необходимо обеспечивать соосность метчика и отверстия, так как малейший перекос может вызвать поломку инструмента.
4. Режимы резания, износ и стойкость метчиков
Нарезание резьбы метчиками характеризуется двумя параметрами режима резания: толщиной слоя а, срезаемого одним зубом» и скоростью резания о.
Толщина срезаемого слоя для выбранного типа метчика зависит от угла заборной части ф и количества 254
зубьев. В процессе эксплуатации метчика она практически не изменяется.
Скорость резания v зависит от материала, детали, диаметра и шага нарезаемой резьбы. При обработке чугуна скорость резания ниже, чем при обработке конструкционной углеродистой стали (табл. 65). Резьба в де-
Таблица 65. Скорость резания v (м/мин) и частота вращения п (об/мин), рекомендуемые при нарезании резьбы метчиками со шлифованным профилем
Обрабатываемый материал
Диаметр резьбы, D, мм
Шаг резьбы, Р, мм
сталь углеродистая пг 50—80 ксс/см3
чугун серый, НВ 156—229
алюминиевый сплав
0,50 7,3 580
0,70 5,4 430
0,75 8,3
1,00 6,4
10
1,00 11,8 I
1,50 8,2
12
1,00
16
14,5
11,1
19,0
12,0
24
1,5
3,0
23,5
12,6
30
2,0
3,5
36
15,8
42
45
440
340
375
260
10,5
6,3
10,5
300 13,4
191 ‘ 8,5
310
167
250
152
180
140
186
129
186
131
16,7
8,9
11,7
10,2
415
310
310
240
335
210
270
186
280
167
205
157
210
135
14,5
12,6
41,2
33,6
47,8
36,0
220 44,3
118 38,3
125
108
770
660
977
882
1310
1070
1267
956
584
509
484
14.6 129
11,3 100
17,5
12,2
133
93
19,00
13,2
135
93
п
талях из алюминиевых сплавов нарезается на более высоких скоростях резания. С увеличением диаметра резьбы скорость резания возрастает,
В табл. 66 даны значения скоростей резания для обработки труднообрабатываемых материалов. Как видно из данных таблицы, на скорость резания существенное влияние оказывает прочность материала.
Таблица 66. Скорости резания (м/мин), рекомендуемые при нарезании резьбы в сквозных отверстиях деталей из труднообрабатываемых материалов метчиками из быстрорежущей стали
ЧТ"
Материал детали
Диаметр резьбы
- I- ‘ .~~L"-
№ группы
СТВ, КГС/ММ
М4-М6
МЗ-М12
М14-М20
«И
II
<90
120
5(0-~-б,0
6,0—10,0
III
IV
60-120
80-100
80-100
110-130
VI 80-100
0,5
1,0—1,5 1,0—1,8
VII
60 80-100 120-140
4,0—6,0
2,5-4,0
1,5-3,0
VIII
150-170
1,5-2,5
Примечания. 1. Номера групп материалов приняты по табл. 6. 2. При нарезании резьбы в сквозных отверстиях одним метчиком, а также в глухих отверстиях скорости резания, указанные в таблице,, снижаются в 2 раза.
Применение твердосплавных метчиков вместо быстрорежущих для нарезания резьбы в сталях и сплавах
256
V, VI и VIII групп позволяет повысить скорость резания в 4—6 раз.
Метчики работают с неоолыпими толщинами среза, и поэтому лимитирующим является износ по задним поверхностям зубьев заборной части. Износ зубьев калибрующей части при наличии обратной конусности по наружному диаметру практически не влияет на режущие свойства метчиков.
За критерий затуцления метчика принимается величина износа по уголкам hOi выше которой нарушается нормальная работа — происходит ухудшение чистоты нарезаемой резьбы, налипание частиц металла на изношенные участки метчика, появление характерного скрипа.
При обработке углеродистой конструкционной стали метчиками с ф = 7° значения h0 следующие:
Диаметр резьбы ..........
Допускаемый износ, мм ♦ . .
Мб М8 MIO М12 М16 М20
0,8 1,0 1,3 1,5 1,6 1,8
При обработке труднообрабатываемых сталей и сплавов допустимый износ h0 рекомендуется принимать в пределах от 0,1 до 0,3 мм для диаметров резьбы от 4 до 20 мм.
Стойкость метчиков зависит от диаметра и шага нарезаемой оезьбы (при постоянной скорости резания) и колеблется от 8,5 до 35 мин для метчиков с основной резьбой диаметром от Мб до М22. При этом количество нарезанных отверстий глубиной, равной ЮР, составляет 500—830. Метчики с мелкой резьбой имеют стойкость выше. Так, при шаге Р==0,5 мм стойкость составляет 15—85 мин, что соответствует количеству нарезаемых отверстий 875—1580.
5. Заточка метчиков
Заточку метчиков после затупления можно производить как по задним, так и по передним поверхностям.
Заточка по задним поверхностям обеспечивает большее количество переточек метчика, чем заточка по передним поверхностям. Однако для такой заточки необходимо иметь специальное приспособление к универсально-заточному станку.
На практике метчики обычно затачивают по передним поверхностям торцом абразивного круга чашечной формы: метчик устанавливается в центрах или в патроне, а деление на зуб производят упорной.
557
Заточку зубьев по передней поверхности рекомендуется производить за два перехода: черновой и чистовой.
Режимы заточки: скорость абразивного круга 20— 25 м/с; продольна# подача для черновых проходов 3— 5 м/мин, для чистовых— 1—2 *м/мин; поперечная подача 0,05—0,10 мм/дв. ход для черновых проходов и 0,01— 0,02 мм/дв. ход для чистовых проходов.
Заточку твердосплавных метчиков необходимо производить алмазными кругами АСО 80/63 100 Б1 100% при скорости 25 м/с, продольной подаче 150—1,5 м/мин и поперечной подаче 0,015—0,02 мм/дв. ход.
В качестве СОЖ рекомендуется масло «Индустриальное-^», подаваемое в зону заточки в количестве 10—12 л/мин.
6. Бесстружечные метчики
При обработке вязких материалов (легких и цветных металлов, низкоуглеродистых, конструкционных, легированных и нержавеющих сталей, титановых сплавов) там, где нарезание резьбы обычными метчиками затруднено, находят все более широкое применение бесстружечные метчики. Они не имеют стружечных канавок и режущих элементов и поэтому не нарезают, а выдавливают резьбу в предварительно просверленном от
верстии.
Бесстружечные метчики имеют заборную и калибрующую части (рис. 124), причем на обеих частях нарезан полный профиль резьбы. Поперечное сечение метчика представляет собой трех- или четырехгранник, стороны которого имеют овальную форму, а углы скруглены.
Формирование резьбы в отверстии заготовки осуществляется заборной частью метчика. Постепенно внедряясь в заготовку, резьбовые выступы (витки) вытесняют металл во впадины резьбы метчика до полного пли частичного их заполнения. При полном заполнении вершины профиля обработанной резьбы принимают форму впадины резьбы метчика, а при неполного — верши
ны получаются неровными, на них образуется «кратер». Допустимая глубина кратера—не более ОДР, где Р —
шаг резьбы.
Применяются три разновидности бесстружечных мет-
чиков для выдавливания метрической резьбы всех сте
пеней точности диаметром от 1,0 до 36,0 мм: машинно
ручные по ГОСТ 18839—73, гаечные прямые по ГОСТ
258
18840—73 и гаечные с изогнутым хвостовиком по ГОСТ 18841—73.
Машинно-ручные метчики диаметром до 10 мм имеют трехгранное сечение, а диаметром свыше 10 мм — квадратное. Присоединительные размеры и длины этих метчиков такие же, как у резьбонарезных метчиков по ГОСТ 6357—79.
Гаечные бесстружечные метчики отличаются большой длиной заборной части и общей длиной.
Рис. 124, Бесстружечный метчик.
При обработке цветных металлов и сплавов, а также низкоуглеродистых сталей рекомендуется применять бесстружечные метчики из сталей ХВГС, 9ХС и Р6М5; при обработке высокопрочных, жаропрочных сталей и титановых сплавов — из сталей Р18 и Р6М5 с упрочнением сульфоцианированием или карбонитрированием.
Для обеспечения высокого качества и точности резьбы, получаемой бесстружечным метчиком, необходимо правильно выбрать диаметр отверстия заготовки под обработку, скорость резьбовыдавливания и состав СОЖ.
Диаметр отверстия заготовки под обработку d3 должен быть меньше наружного диаметра резьбы на величину б, которая выбирается в зависимости От шага резьбы. Значения б и допусков на диаметр d3 приведены в табл. 67.
Таблица 67. Значения Ь и допусков на диаметр отверстий под обработку d^ мм
Допуск на d3 (+)
Шаг резьбы
Степень точности резьбы
6Н и 7Н
611
0,35 0,50 0,70 1,00 1,25 1,50 2,00
0,170 0,250 0,360 0,520 0,660 0.800 1,080
0,020 0,036
0,042
0,059
0,063 0,071
0,090
0,023
0,040
0,058
0,075
0,089
0,098
0,133
Скорость резьбовыдавливания выбирается в зависимости от материала заготовки.’ Для более мягких материалов скорость выше, чем для твердых. По ГОСТ 18844—73 рекомендуются следующие скорости резьбовыдавливания:
Скорость резь-Обрабатываемый материал бовыдавлива*
ния, м/мин
Алюминии и его сплавы .«•««.«** 22—30
Л1едв................................ 15—22
Латунь .............................. 10—15
Сгаль шпкоуглеродистая............... 8—10
При обработке нержавеющих и жаропрочных сталей 2X13, 12Х18Ш0Т и других рекомендуемая скорость резьбовыдавливания 6 м/мин и менее.
Правильный выбор СОЖ может значительно снизить крутящий момент и улучшить качество резьбы. Из рекомендуемых ГОСТ 18844—73 СОЖ лучшей при обработке стали является олеиновая кислоту. Применение ее вместо сульфофрезола почти в 1,5 раза уменьшает крутящий момент выдавливания.
Для резьбовыдавливания рекомендуются следующие составы СОЖ
Обрабатываемый материал Наименование (марка) СОЖ Алюминий и его сплавы В32-К (ТУ 31—1—01—88—70);
олеиновая кислота; сульфо-фрезол
Медь . ............В32-К (ТУ 31-1—01—88-70);
сульфофрезол
Латунь..............В296 (ТУ 31—1—01—88—70);
сульфофрезол
Сталь ........ . В35, В32-К; (TV—31—1—01 — 88—70); ‘олеиновая кислота, сульфофрезол
260
7- Плашки. Конструкция и размеры
Плашка, как и метчик, является размерным многолезвийным инструментом, но предназначена для нарезания наружных резьб. Она представляет собой гайку (рис. 125), в которой с помощью отверстия 2 образо-
Рис. 125. Конструкция плашки.
ваны зубья 3. Корпус 1 плашки снабжен элементами для ее базирования и закрепления в патроне или воротке. Наружная поверхность и торцы — базирующие элементы. Конические отверстия 5 служат для закрепления плашки соответствующими винтами плашкодержателя. Их оси смещены на величину С от линий, проходящих под углом 45° к вертикальной оси, чю позволяет выбирать зазоры при закреплении.
У плашек с диаметром резьбы до 3 мм эти отверстия отсутствуют. Плашки с диаметром резьбы до
6 мм имеют три крепежных отвер- Рис. 126. Заборная стия, а с диаметром резьбы 8 мм и часть плашки, выше — 4. Призматический паз 4 ориентирует плашку при ее установке в плашкодержа-тель. Кроме того, он облегчает разрезание плашки с целью обеспечения возможности регулировки диаметра нарезаемой резьбы.
На зубьях имеются режущие и калибрующие нитки. Режущая часть получена срезанием ниток под углом <р (рис. 126) и снятием затылка с образованием заднего
261
угла а = 6—8°. Угол заборной части ф принимается равным: для метрической резьбы диаметром до 2,5 мм—• 30°, диаметром свыше 2,5 мм — 25° и 20° соответственно для резьбы с крупным и мелким шагом.
Режущая часть у плашек выполняется с двух сторон, что удлиняет срок службы инструмента. Профили режущей и калибрующей частей не затылованы.
Передний угол в плоскости, перпендикулярной оси плашки у, принимается равным 30° для плашек с диаметром резьбы до 6 мм и 25° для плашек большего диаметра.
Плашки изготавливаются из инструментальной стали марок ХВСГ, 9ХС или из быстрорежущих сталей.
Исполнительные размеры резьбы калибрующей гай-
Рис. 127, Трубчатая плашка.
ки плашек и их точность принимаются такими, чтобы обеспечить нарезание метрических резьб степеней точности б/t и 8Л и трубных резьб классов А и Б.
Централизованно производятся плашки для метрической резьбы от Ml до М76 и трубной цилиндрической резьбы от Vs до IV2 дм, конструкция, размеры и технические требования предусмотрены ГОСТ 9740—71.
В гидравлических и пневматических системах широко применяются конические резьбовые соединения. Для нарезания наружной конической резьбы используют плашки по ГОСТ 6228—71.
Размер h от торца до отверстий под зажимные винты унифицирован (несмотря на большую высоту Н) с аналогичным размером плашек по ГОСТ 9740—71, что обеспечивает возможность использования одних и тех же патронов и воротков.
Кроме стандартных на предприятиях применяются плашки других разновидностей.
В приборостроении применяют трубчатые плашки (рис. 127), позволяющие регулировать средний размер обрабатываемой резьбы с помощью разрезного кольца,
262
в. Режимы резания и стойкость плашек
Конструкция плашек не позволяет изменять в широких пределах подачу на зуб, которая, как и у метчиков, определяется в зависимости от угла заборной части и количества зубьев. При нарезании резьбы плашками с целью улучшения качества резьбы и повышения стойкости необходимо стремиться работать с меньшими угла- ми заборной часта ф.
Так, например, если угол ф с 30° уменьшить до 25°, стойкость плашки может быть увеличена на 20—25%. Поэтому плашки с углом ф = 45° рекомендуется приме-
Таблица 68. Рекомендуемые скорость резания ф (ммин) и частота вращения п (об/мин) при работе круглыми плашками
Обрабатываемый материаа
Диаметр резьбы
Шаг резьбы
сталь конструкционная углеродистая ав «= 70 кгс/мм3
алюминиевый сплав
латунь
10
12
0,50
0,70
0,75
1,00
1.00
1,50
16
6,40 102
3,45 I 55
7,90 105
3,45 46
2,30
1,00
1,75
1,50
2.00
183
130
195
105
143
87
150
76
97
69
10,2
15,3
10,8
20,0
12,3
25,0
12,8
21,5
15,3
28,0
20,0
35,0
15.3
1220
814
810
855
663
340
603
430
350
428 11,5
301
15,0
11,5
229
153
8
V
п
V
п
V
п
Пр'й’м еч а нтте. Значения скорости v даны при стойкости инструмента Т » 90 мин.
пять только для кадмирования или дорезания уже нарезанной резьбы.
Скорость резания и рекомендуется выбирать по нормативам в зависимости от обрабатываемого материала, диаметра и шага резьбы. Она выше для плашек большего диаметра и с меньшим шагом нарезаемой резьбы. При обработке углеродистой и легированной конструкционной стали скорость резания выбирается в пределах 2,3—9,2 м/мин, а при обработке алюминиевых сплавов и латуни достигает 30—40 м/мин (табл. 68).
При обработке углеродистых сталей, имеющих предел прочности меньше, чем у стали, указанной в табл. 68, а также для высоколегированных сталей скорость резания рекомендуется снижать на 30—50 % «
9. Смазочно-охлаждающие жидкости, применяемые при нарезании резьбы метчиками и плашками
Эффективное нарезание резьбы метчиками и плашками невозможно без применения СОЖ. При работе всухую, например на деталях из серого чугуна, износ метчиков по задней поверхности почти в 3 раза выше, чем с применением СОЖ, на 50—80 мкм больше отклонение среднего диаметра резьбы от диаметра метчика и почти в 10 раз больше высота получаемой микронеровности обработанных поверхностей (без СОЖ Rz = — 40—80 мкм, а с применением СОЖ Rz~4—7 мкм)< Кроме того, при нарезании резьбы без СОЖ на инструмент действует удвоенный крутящий момент.
Применение для обработки чугунов в качестве СОЖ керосина дает наилучшие результаты по стойкости, шероховатости и крутящему моменту. Керосин обладает хорошим моющим эффектом. Недостатками керосина являются его воспламеняемость и испаряемость, что ухудшает условия и снижает безопасность труда.
Для обработки чугуна применяются также керосино-масляные СОЖ в составе сульфофрезол — керосин — сурепное масло и др. Некоторые новые масляные СОЖ оказывают одинаковое с керосином влияние па стойкость: ОСМ-3, сульфофрезол, МР-1, МР-2. Наилучшей из них является СОЖ OCAV3, которая в ряде случаев даже повышает стойкое и» инструмента. Можно использовать также водоэмульсионные жидкости. Так, применение эмульсии Укрииол-1 (-Р'ч) вместо керосина несколько умсиыпас! cioiiKOcib (в 1,2 раза), по способ
264
ствует оздоровлению условий труда и снижает пожароопасность.
При обработке резьбы в стальных деталях масляные СОЖ, как правило, обладают более высокими технологическими свойствами, чем СОЖ на водной основе. В то же время новые водоэмульсионные жидкости, например 3—8%-пая эмульсия Укринол-1, обеспечивают примерно одинаковую с сульфофрезолом стойкость метчиков. Более высокую стойкость метчиков и плашек обеспечивает применение СОЖ’МР-ЗА, ОСМ-3 при обработке всех марок сталей.
Для повышения эффективности СОЖ, особенно при обработке труднообрабатываемых материалов, применяют различные добавки: касторовое масло, стеарин, олеиновую кислоту, скипидар и др. Так, например, для обработки нержавеющих и жаропрочных сталей и сплавов рекомендуют следующие составы СОЖ: 1) сульфо-фрезол — 65 %, керосин — 20 %, олеиновая кислота — 15%, 2) олеиновая кислота — 70%, стеарин—15%, сера — остальное.
При нарезании резьбы в алюминиевых сплавах и цветных металлах рекомендуется применять масляные жидкости сульфофрезол и ОСМ-3, а также Укринол-1 (20%)—для обработки деформируемых алюминиевых сплавов. В качестве добавки при использовании минерального масла следует применять касторовое масло в количестве 30%.
10. Возможные неполадки при эксплуатации
метчиков и плашек
Метчики и плашки являются размерными инструментами, поэтому в процессе эксплуатации могут возникать нарушения точности и шероховатости нарезаемой резьбы. Кроме того, могут иметь место такие неполадки, как низкая стойкость, налипание обрабатываемого материала на поверхность метчика, выкрашивание зубьев и др.
Разбивание резьбы. Одна из причин разбивания резьбы состоит в неправильном закреплении инструмента на станке: наличие перекосов и биения при жестком закреплении в патроне; биение патрона и зажимной втулки, дефекты изготовления втулки; несоосность отверстия и метчика. Причиной может быть также большое усилие возвратной пружины в выдвижных патронах.
26J
Если же приведенные выше причины отсутствуют, то необходимо проверить: правильность изготовления метчика или плашки; dcp; биение рабочей и хвостовой части; наличие обратной конусности по с!ер» погрешность шага и длину заборной части (причиной разбивания может быть чрезмерно короткая заборная часть).
Конусность резьбы. Этот недостаток вызывают в основном те же причины, что и разбивание, а также увод метчика из-за разных передних углов заточки на его зубьях.
Тугая резьба получается при заниженном rfCp метчика (завышенном dCp для плашек) или завышенном отклонении по углу профиля, чрезмерном износе • режущих и первых калибрующих зубьев. Кроме того, причинами тугой резьбы могут быть большие передние углы, низкая скорость резания и неправильно подобранная СОЖ.
резьбы. Ухудшение шероховатости могут вызвать следующие причины: чрезмерное биение зубьев при зажиме; односторонняя нагрузка на инструмент из-за неправильной наладки; короткая.Заборная часть; завалы по задним поверхностям у режущих кромок, чрезмерный износ зубьев и др.
Низкая стойкость. Если выбраны оптимальные значения -скорости резания и длины заборной части (т. е. толщина срезаемого слоя а находится в допустимых пределах), то причинами низкой стойкости могут быть неудовлетворительная термическая обработка (обезуглероженный слой, заниженная твердость и наличие прижогов), а также некачественные шлифовка резьбы и заточка зубьев.
чика. Выкрашивание зубьев может произойти из-за больших значений переднего и заднего углов, отсутствия затылования по профилю, завышенной твердости зубьев, а также защемления стружки под затылочной поверхностью зубьев заборной части.
ЛИТЕРАТУРА
1. Андреев В. .И. Инструментальные материалы н их применение. Обзор, —Мл НИИМАШ, 1983.
2. Апраксин С, В., Слесаренко. С, В. Усовершенствование фор* мы передней, поверхности многогранных неперетачиваемых пластин.— Материалы краткосрочного семинара. «Современный, твердосплавный инструмент и рациональное его использование». — Л.: ЛДНТП, 1980. ’
3. Аршинов В. А„ Алексеев Г. А. Резание металлов и режущий инструмент.—М.: Машиностроение, 1976.
4. Аранзон М. А. Стойкость резцов из сверхтвердых материя* лов. — Станки и инструмент, 1977, № 2.
5. Геллер Ю. А. Инструментальные стали. — Мл Металлургия^ 1983.
6. Драгун А, П. и Голубьев В. И. Влияние расположения режу* щей кромки расточных резцов на их виброустойчивость.— Станки и инструмент, 1962, № 12.
7. Драгун А. П., Вечко Ю. И., Гусев Б. М., Митрофанов С. С. Технологическая оснастка для металлорежущих станков. — Л.: Лен-издат, 1982.
8. Захаренко И, П. Эффективность обработки инструмента сверхтвердыми материалами. — М.: Машиностроение, 1982.
9. Ильин В. М. Стойкость инструментов, обработанных лазерным лучом. — М.: НИИМАШ, ЭИ МРИ, 1980, № 8.
10. Клячко Л, И., Самойлов В. С. Современные тенденции применения безвольфрамовых инструментальных материалов. — М.:
НИИМАШ, 1981.
11. Кожевников
Современные конструкции сборного
инструмента с многогранными неперетачивасмыми пластинами. — М.: НИИМАШ, 1979.
12. Лезвийные инструменты из сверхтвердых материалов на основе нитрида бора. Конструкция и эксплуатация резцов из СТМ. Методические рекомендации. — М.: НИИМАШ, 1980.
13. Лоладзе Т //. Прочность и износостойкость режущего инструмента.— М.: Машиностроение, 1982.
14. Макарон А. Д. Оптимизация процессов резания. — М«: Ма-шпнос гросппс, 1970.
267
15 Mui лов Л. Р. Современные тенденции развития режущих инструмента — М.: I1IIHMA1J], 1984.
16 Меньшиков /1. Лк, Урлаков Г. П., Середа В. С. Бесстру>Кеч-мые меншки.— 'М Машишкчросиие, 1976.
17. MipiwhiiHi Я. А, Боровский Г. В. Области применения лезвии ныл пне । р у мен I ов и j композша. — Сб трудов. М,: ВНИИин-ci румен ।, 1976
18. ()б1цема1нннос1ро1пел!»!1ыс нормативы режимов резания для технпческо! <> нормировании работ на металлорежущих станках. Часть 1. — М. Машиностроение, 1974.
19, Общем ашипостроптслышс нормативы режимов резания для обработки резцами деталей из жаропрочных сталей (временные).— М : ПИИМЛШ, 1979.
20. Применение цельного твердосплавного концевого инструмента Руководящие материалы. — М.: ВНИИинструмент, 1973.
21. Развитие науки о резании металлов.—М.: Машиностроение, 1967.
22. Режимы резания труднообрабатываемых материалов. Справочник.— М.: Машиностроение, 1976.
23. Родин П. Р. Металлорежущие инструменты. — Киев: %Виша школа, 1979,
24. Соколовский И. А Режущий инструмент для приборостроения.— М.: Машиностроение, 1982.
25 Технологические свойства новых СОЖ для обработки резанием Под рол. М. И. Клушина.—М.: Машиностроение, 1979. •
26. Типаж металлорежущего инструмента на 1984—1985- гг.— М : ПИИМЛШ, 1980,
27. 'Innоные 1 синологические процессы обработки деталей лезвийным uncipvMeiiioM из композита. Методические рекомендации.— М : НИИМХШ, 1980
28 /u.\<>Miipoe 1\ А., Николаев В. II. Механическая обработка пластмасс - М.: Машиностроение, 1975.
29 Филиппов Г. В. Режущий инструмент. — Л.: Машиностроение, 1981.
30. Филиппов Г. В., Сергеев А. К., Оншико А. В. Конструкции новых режущих инструментов Сестрорецкого инструментального завода имени Воскова и их рациональная эксплуатация. — Л : ЛДНТП, 1982
31. Хает Л. Г, Упрочнение твердосплавного режущего инструмента поверхностным деформированием. — М.: НИИМАШ, 1981,
ОГЛАВЛЕНИЕ
Глава L Общие сведения о процессе резания металлов и режущем инструменте........................................ 5
1. Основные понятия и определения...................... 5
2. Общие конструктивные элементы и геометрические параметры инструментов ............................ ...... 8
3. Особенности процесса резания 14
4*. Стойкость инструмента.............. « . • , 27
5. Смазочно-охлаждающие жидкости 33
6. Обрабатываемость металлов резанием 36
7. Оптимальные режимы резания . . . . . v . . к v 45
Глава IJ. Инструментальные материалы 48
i"
1. Основные свойства инструментальных материалов . . 48
2. Углеродистые и легированные инструментальные стали 51
3. Быстрорежущие стали , . „ . 52
4 Твердые сплавы..............» . i • . « . « » 57
5. Минералокерамика 62
6. Сверхтвердые материалы ........................ 65
7. Напайные и механически закрепляемые пластины из твердого сплава и минералокерамики.....................68
8. Твердосплавные пластины с износостойкими покрытиями 72
Глава III. Резцы . , 74
L Быстрорежущие и твердосплавные резцы с напайными пластинами............................................74
2. Проходные, подрезные и расточные резцы . » . . , 75
3. Отрезные резцы....................... 81
4. Отрезные и капавочные резцы с механическим креплением твердосплавных пластин ........... 88
5. Резьбовые резцы 91
6. Цельные твердосплавные расточные резцы . , « в . 95
269
7. Резцы с механическим креплением многогранных неперетачиваемых пластин • . • • •.........................99
8. Рекомендации по рациональной эксплуатации резцов . 117
9. Резцы с механическим креплением минералокерамических пластин................... 124
10. Резцы, оснащенные композитом • , • 127
Глава IV. Фрезы • t । . ...... 135
1. Общие сведения -о процессе фрезерования , , , . ,
2. Влияние размерных и геометрических параметров фрез на производительность обработки ...................,
3. Цельные фрезы из быстрорежущей стали и твердого сплава ..................................... , . . .
4. Прорезные (шлицевые) и отрезные фрезы.............
5. Сборные фрезы со вставными ножами из быстрорежущей стали и ножами, оснащенными пластинами из твер-
дого сплава...................» ...................
6. Фрезы с механическим креплением многогранных непе-
ретачиваемых твердосплавных пластин.................
7.
8.
Рекомендации по рациональной эксплуатации фрез . .
Фрезы с механическим креплением многогранных непе-
ретачиваемых пластин из минералокерамики . . . .
9. Фрезы, оснащенные композитом . . .
Глава V. Сверла
1, Типы и размеры спиральных сверл общего назначения из быстрорежущей стали...............................
2. Конструкция и геометрические параметры спиральных
сверл ............: .
3. Режимы резания и условия эксплуатации спиральных
сверл.............................
4. Твердосплавные сверла . < ••«... .
5. Шнековые сверла
6. Перовые сверла ................
7. Центровочные комбинированные сверла . . с .
8. Сверла с механическим креплением многогранных твер-
досплавных пластин . . ............................
9. Неполадки, встречающиеся в процессе эксплуатации сверл...................................
Глава VI. Зенкеры, зенковки и развертки .......
1. Конструкция и размеры зенкерор общего назначения .
2. Геометрические параметры зенкеров.................
3. Режимы резания, износ и стойкость зенкеров . . . .
4. Зенкеры для обработки деталей из нержавеющих и жаропрочных сталей и сплавов ...........
135
138
144
152
159
160
166
171
173
180
181
183
190
193
197
200
205
207
209
212
213
215
217
220
т
5. Особенности
конструкции зенкеров
ля обработки лег-
ких сплавов
6. Зенковки .......................... . • . . 1 > «
7. Конструкция и размеры разверток . •.................
8. Форма и геометрические параметры режущей части раз-
верток ......................................... . .
9. Конические развертки....................
10. Режимы резания, износ и стойкость разверток , . . .
11. Регулируемые развертки.......................... .
12. Основные причины неполадок при работе зенкерами и
развертками
221
222
227
231
233
237
240
Глава VII. Метчики и плашки 242
1. Метчики. Общие сведения ........................242
2. Выбор конструкции и геометрических параметров метчиков ........................................ ... 244
3. Разновидности и назначение метчиков ....... 251
4. Режимы резания, износ и стойкость метчиков .... 254
5. Заточка метчиков.........................••••« 257
6. Бесстружечные метчики . ....«•••.•«• 258
7. Плашки. Конструкция и размеры................. 261
8. Режимы резания и стойкость плашек...............263
9. Смазочно-охлаждающие жидкости, применяемые при нарезании резьбы метчиками и плашками................264
10. Возможные неполадки при эксплуатации метчиков и плашек........................................... 265
Литература
267
Драгун А. П.
Д72 Режущий инструмент. — Л/. Лениздат, 1986.— 271 с., ил. — (Для молодых рабочих).
В книге популярно рассказано о наиболее рациональном режущем инструменте, необходимом станочнику на его рабочем месте. Раскрыты особенности конструкции различных инструментов. Даны рекомендации по выбору режимов обработки.
2704040000—018
М171(03)—86 120—86
34.671
АНАТОЛИИ ПРОКОФЬЕВИЧ ДРАГУН
РЕЖУЩИЙ ИНСТРУМЕНТ
Заведующий редакцией Л. Н. Делюкин
. Редактор Г. А. Капитонова Художник В. И. Коломейцев. Художественный редактор В. А. Баканов Технический редактор М. А. Хомич Корректор М. В. Иванова
ИБ № 3434
Сдано в набор 03.10.85. Подписано к печати 07.02.86. М-29533. Формат 84Х108т/з2. Бумага тип. № 3- Гарн. литерат. Печать высокая. Уел. печ. л.-14.28. Уел. кр.-отт. 14,70. Уч.-изд. л. 13,30. Тираж 50 000 экз. Заказ № 200. Цена 85 коп.
Ордена Трудового Красного Знамени Лениздат, 191023, Ленинград, Фонтанка, 59. Ордена Трудового Красного Знамени типография им. Володарского Лениздата, 191023, Ленинград, Фонтанка, 57<