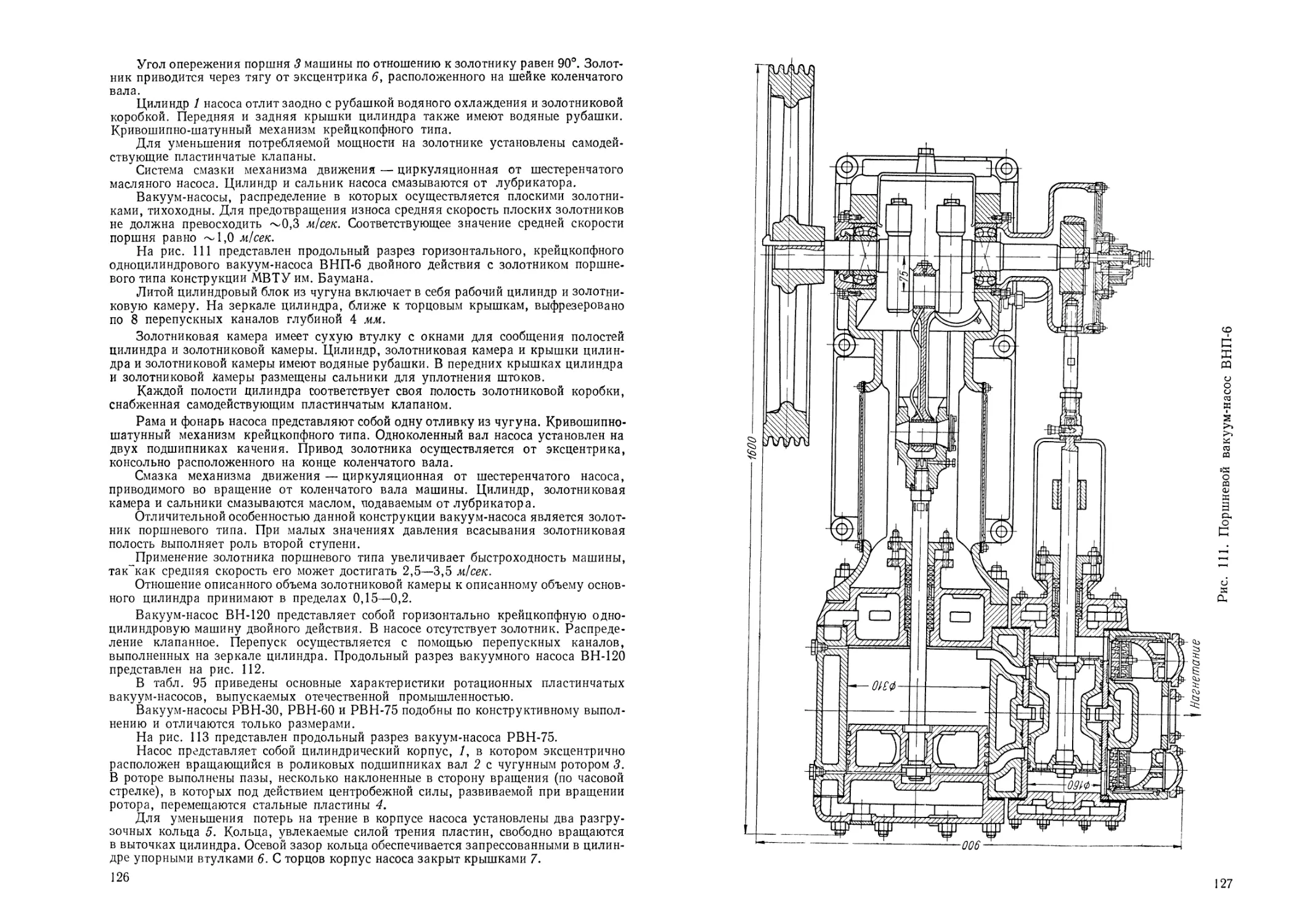
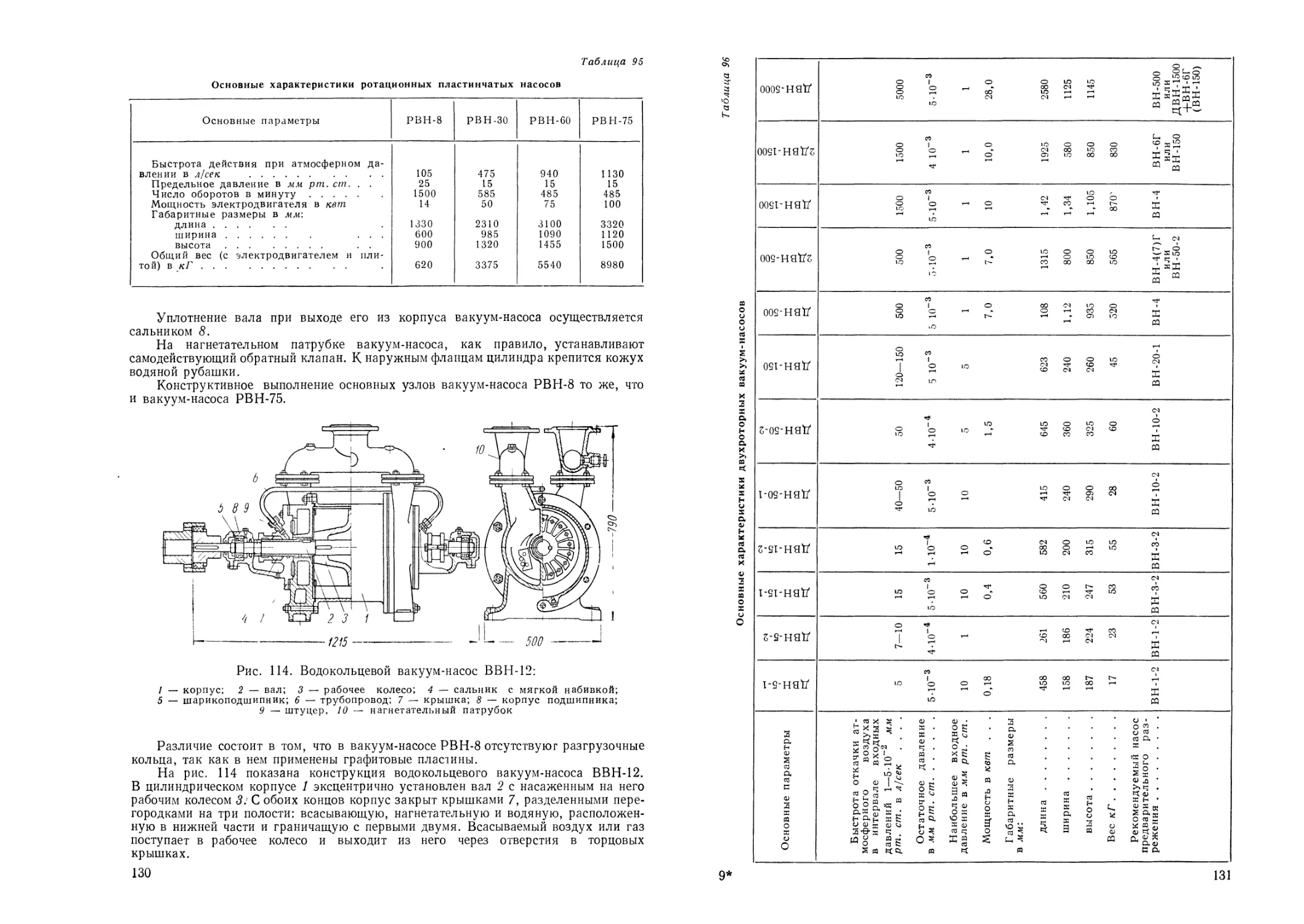
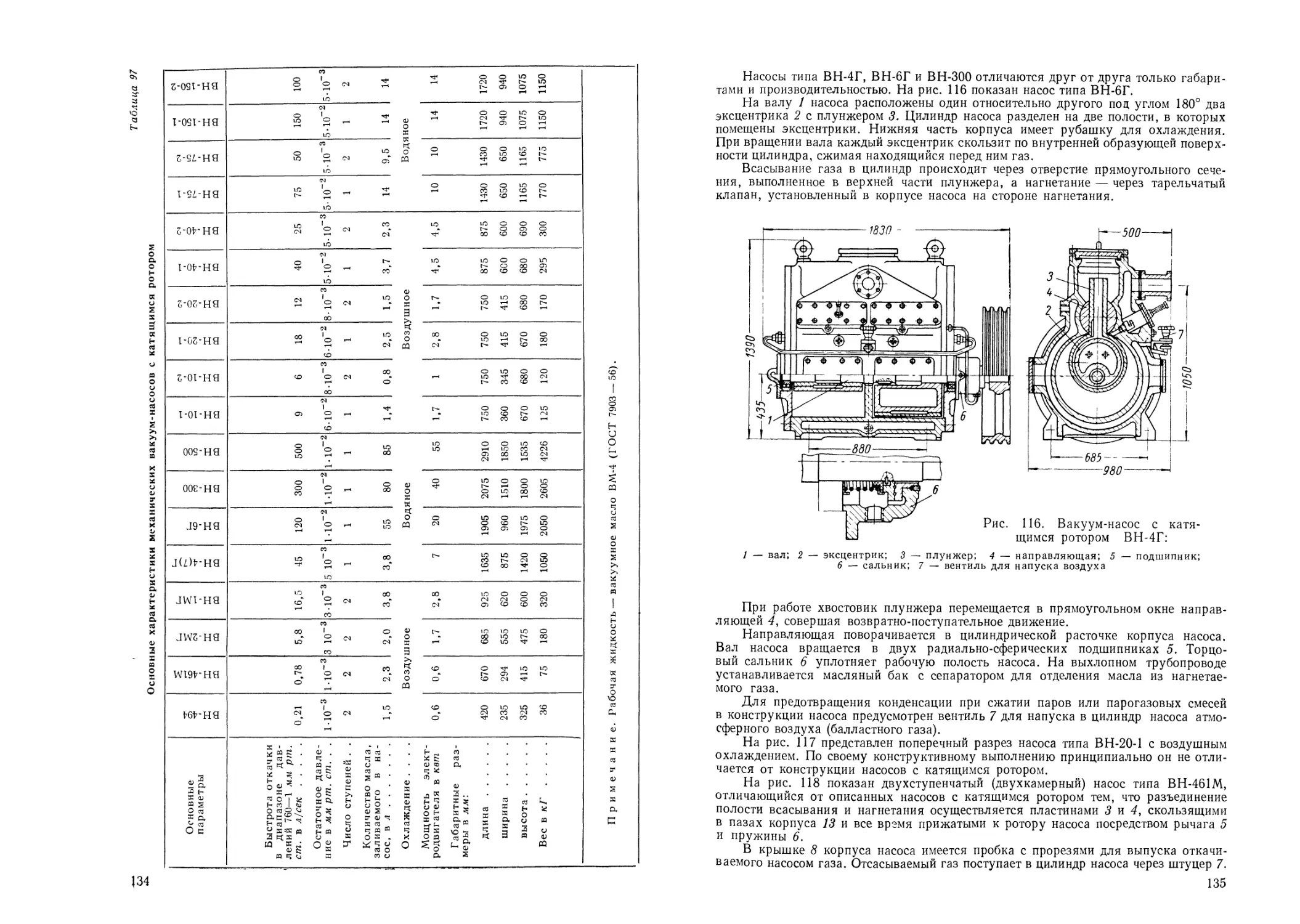
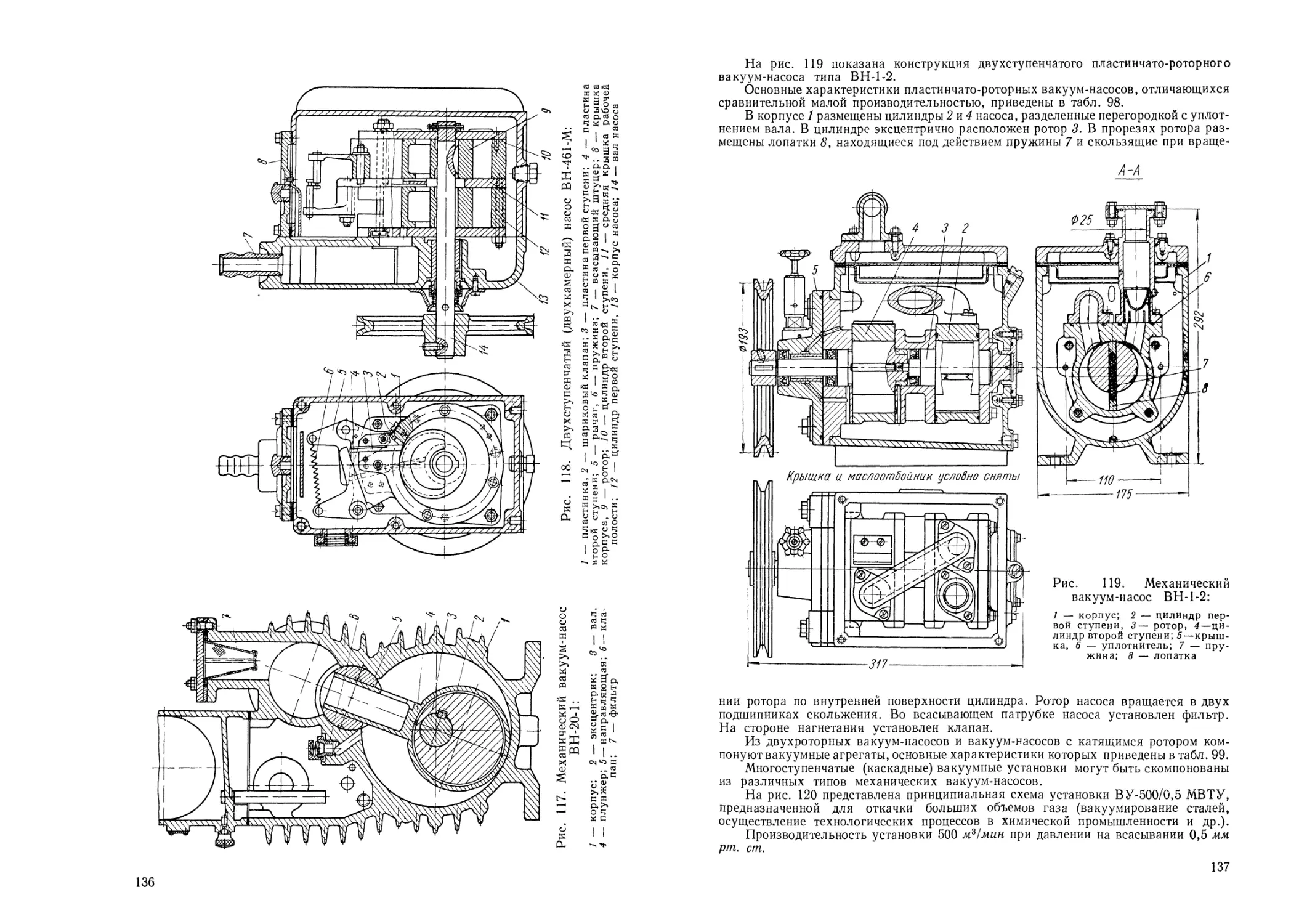
/

























Текст
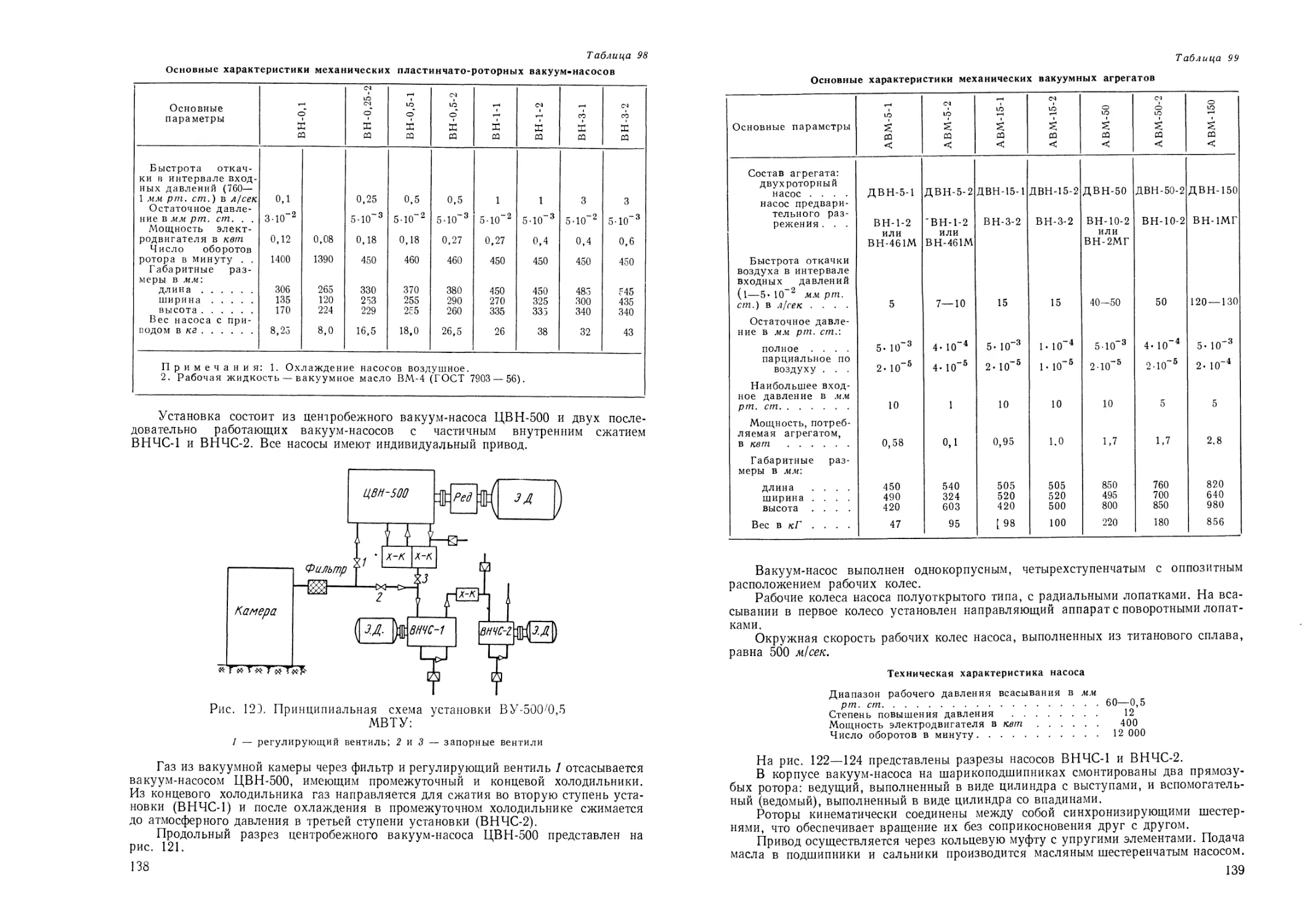
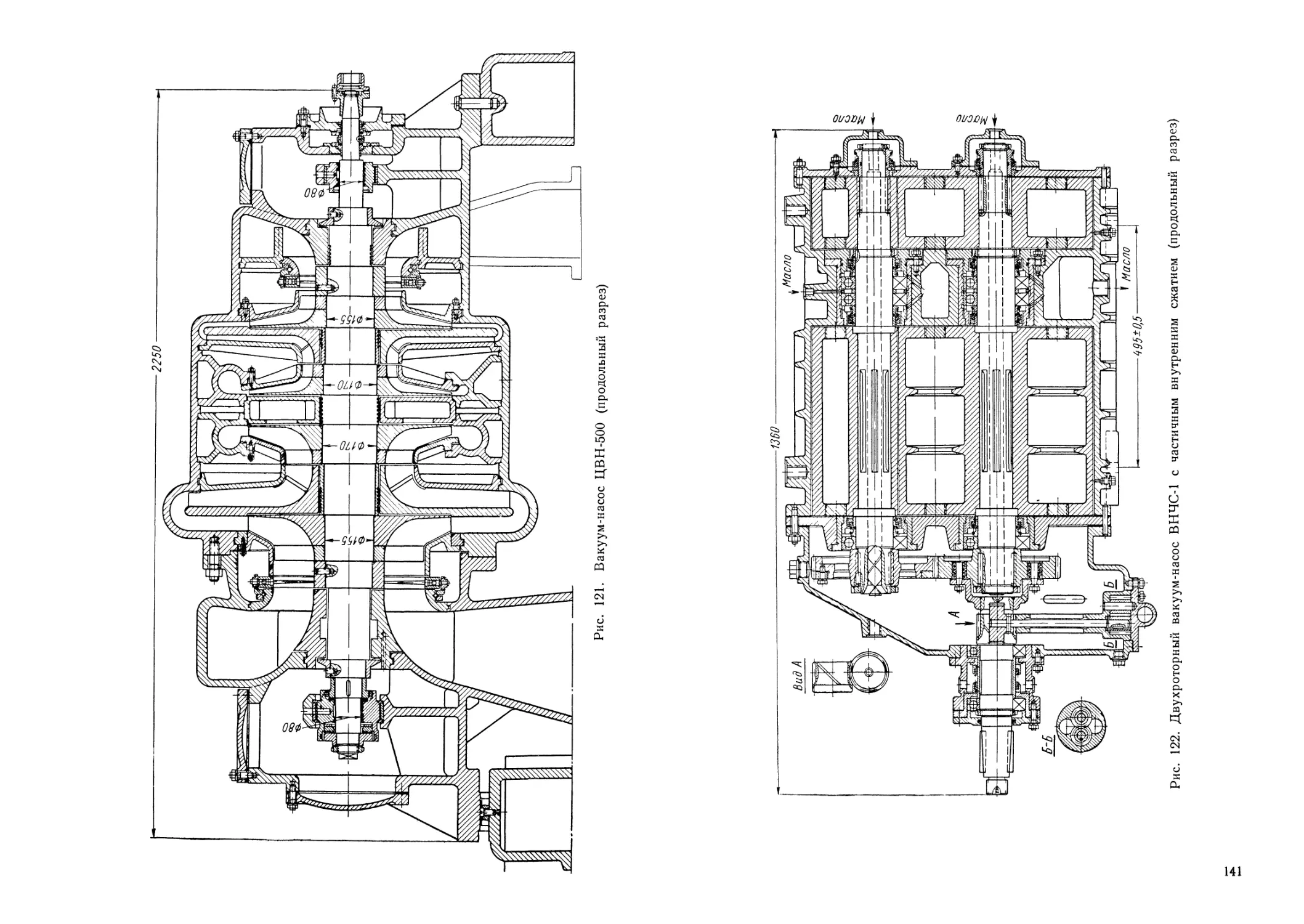
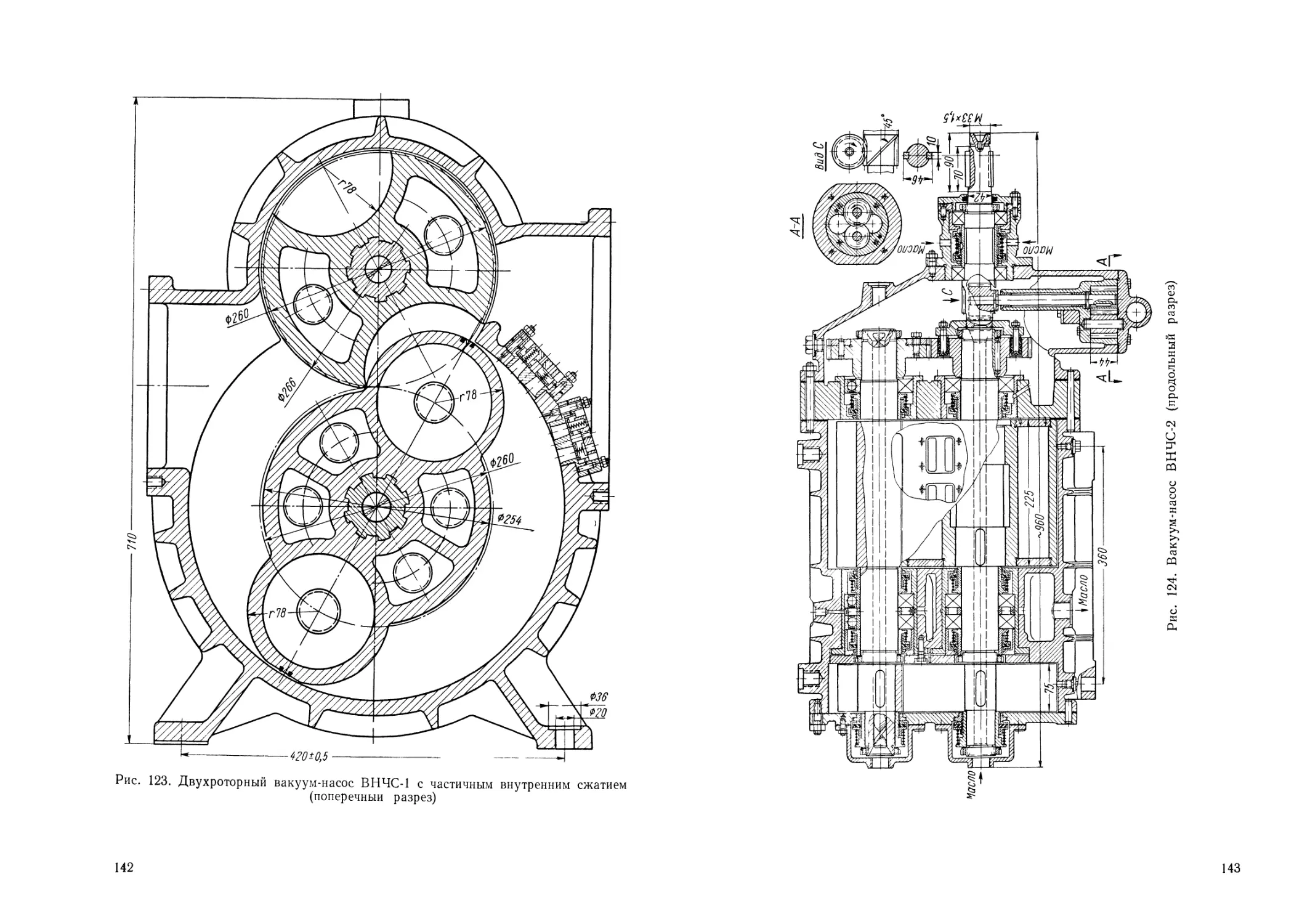
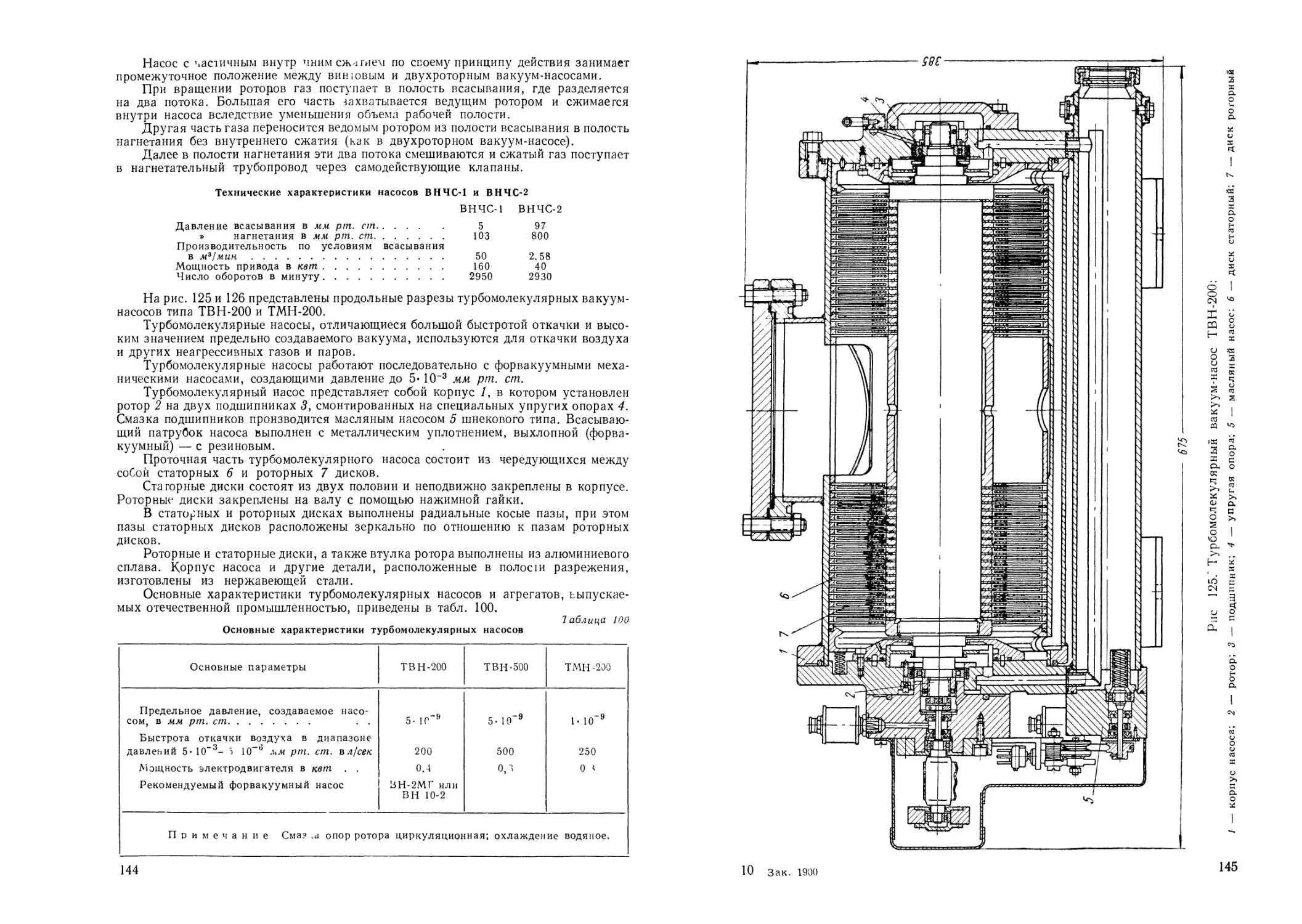
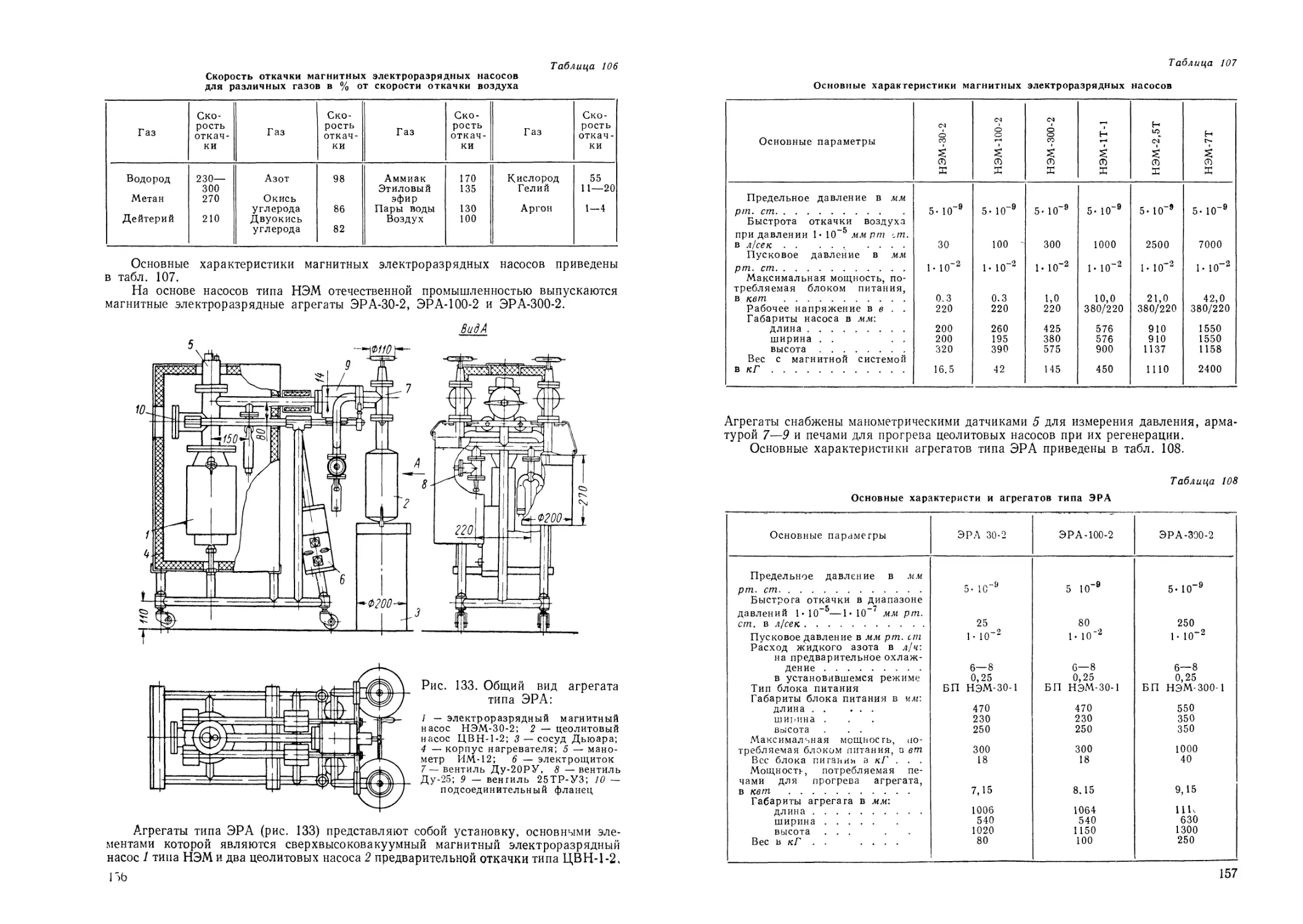
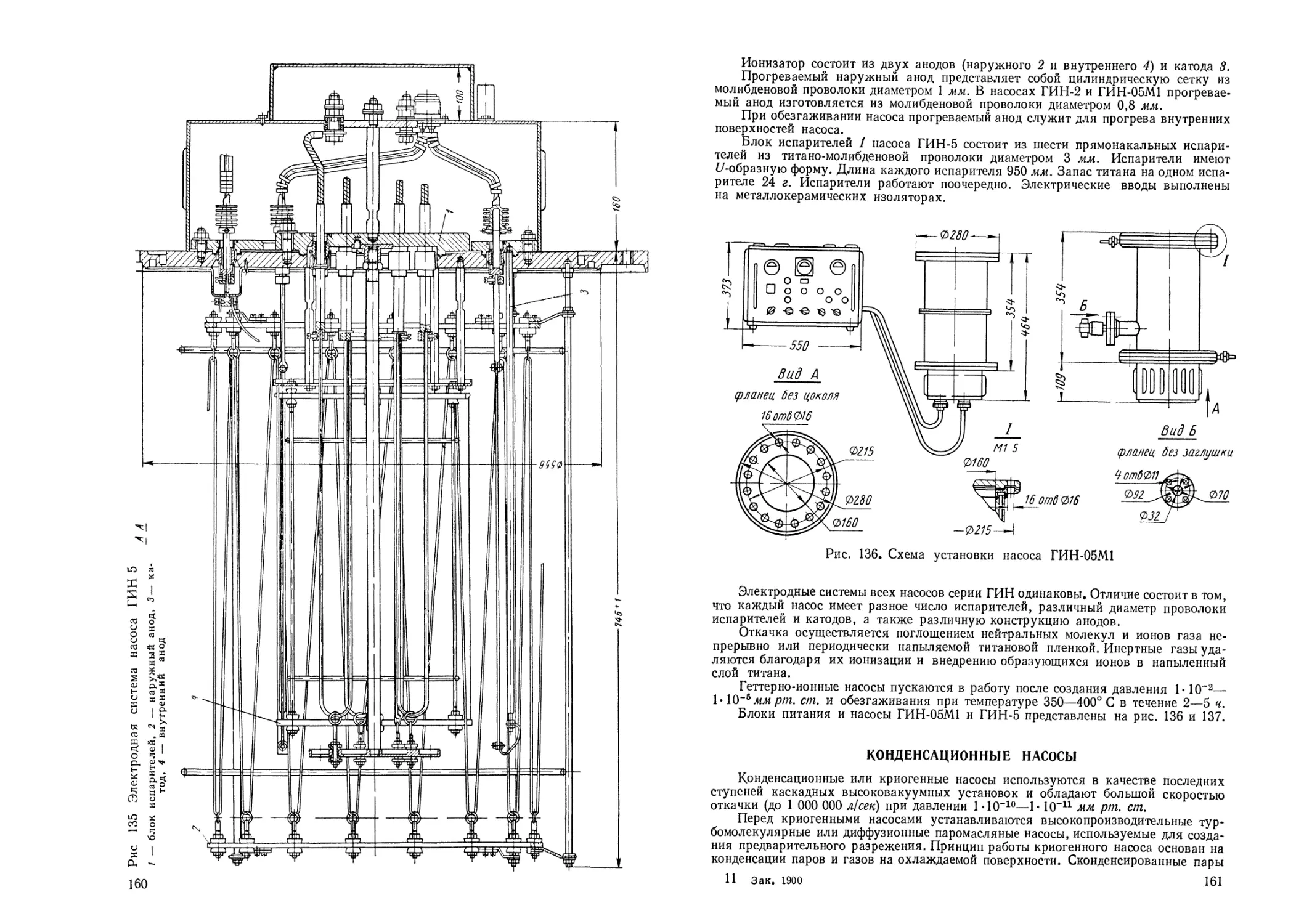
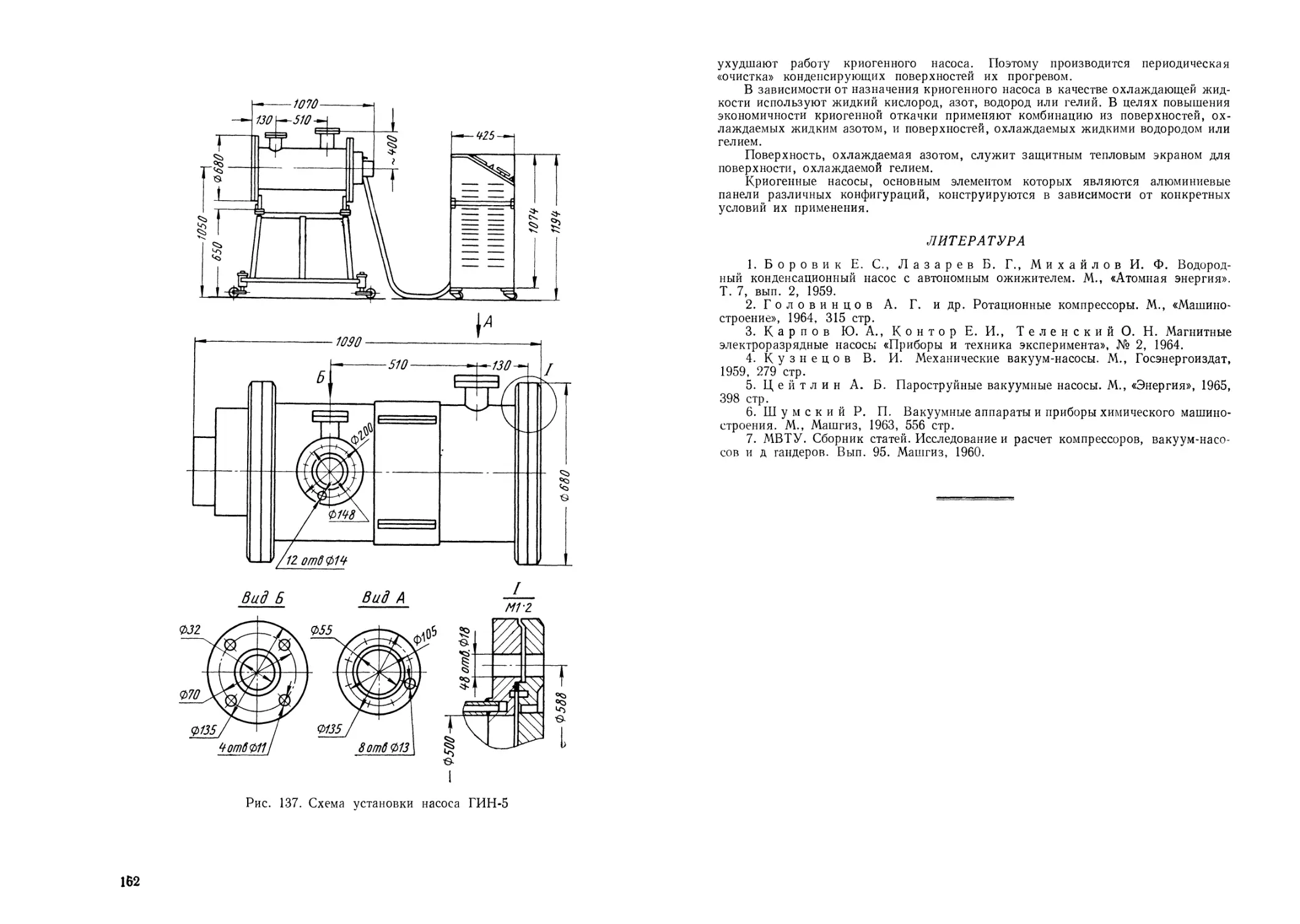
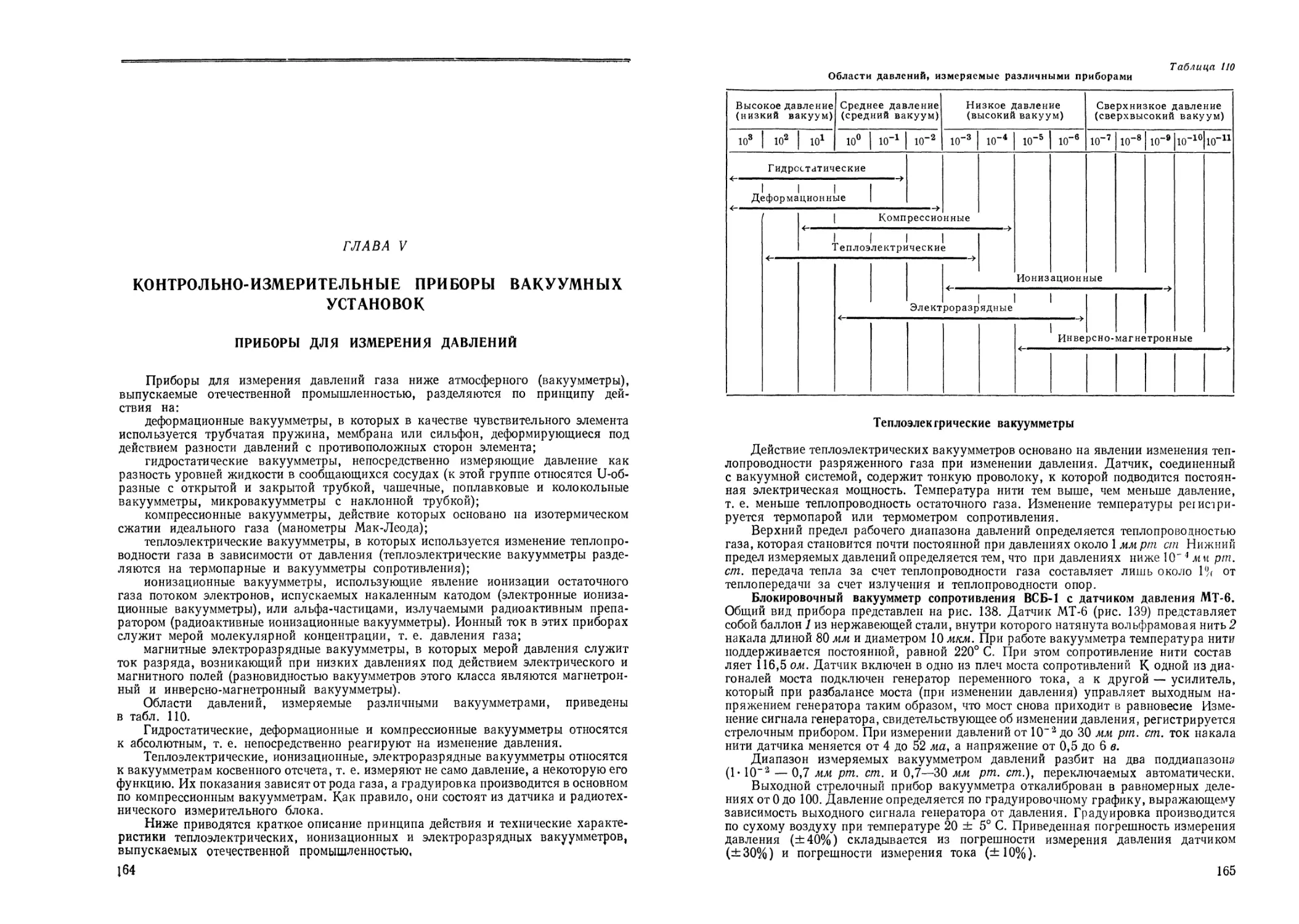
Е. С ФРОЛОВ, Ф А РУСАК, Е Е СОКОЛОВА, В Г ДОКУКИН,
в И КАЗАКОВ, В И КУПРИЯНОВ, В В ЛЕОНОВ, В А МЕШКОВ,
А X РОДИОНОВ, Б П СИВУШКОВ, В Н ЯРОЧКИН
ВАКУУМНЫЕ СИСТЕМЫ
И ИХ ЭЛЕМЕНТЫ
СПРАВО ЧНИК-А ТЛА С
Под редакцией
д ра техн наук В Д ЛУБЕНЦА
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ:
Москва 1968
УДК 621.52
Вакуумные системы и их элементы. Фролов Е. С.
и др., М., «Машиностроение», 1968, 200 стр.
В справочнике-атласе приведены физико-механические
характеристики материалов (металлов и неметаллов), при-
меняемых для изготовления элементов вакуумных систем,
а также кратко рассмотрены вопросы вакуумной сварки
и пайки.
Даны примеры конструкций и нормализованные ряды
сильфонов, фланцевых соединений, вакуумных вводов,
вентилей и затворов.
Приведены характеристики и примеры конструкций
вакуум-насосов и агрегатов различного типа, выпускае-
мых отечественной промышленностью.
Описаны приборы для измерения вакуума, рассмо-
трены методы определения герметичности вакуумных си-
стем.
Справочник-атлас предназначен для инженерно-тех-
нических работников, конструирующих и эксплуатирую-
щих вакуумные системы различных типов.
Илл. 169, табл. ПО, библ. 36 назв.
Рецензент д-р физ.-мат. наук К. П. Шумский
Редактор инж. В. И. Кубарев
3-13-5
40-68
ПРЕДИСЛОВИЕ
Вакуумная техника широко применяется в различных отраслях промышлен-
ности, прежде всего, в радиотехнической, электронной, химической, авиационно-
ракетной, атомной, фармацевтической и пищевой.
Несмотря на быстрое развитие отечественной вакуумной техники и широкое
внедрение ее в промышленность, до нестоящего времени в литературе вопросы выбора
материалов и элементов вакуумных систем освещены крайне недостаточно.
Предлагаемый справочник-атлас представляет собой попытку обобщения имею-
щихся разрозненных сведений по выбору материалов для различных вакуумных
систем, их конструированию и подбору.
В справочнике-атласе систематизированы основные элементы вакуумных систем
и насосов, даны рекомендации по выбору материалов для их изготовления.
Материал справочника базируется в основном на отечественных данных.
Приведенный в книге систематизированный материал призван облегчить труд
конструкторов и проектировщиков при создании вакуумных систем и отдельных
агрегатов.
Все замечания по книге авторы просят направлять в адрес издательства.
Авторы
3
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
ов в кПмм2 — предел прочности при растяжении.
ог в кГ/мм2 — предел текучести при растяжении.
65 в % — относительное удлинение на образцах с пятикратным отно-
шением длины к диаметру.
ф в % — относительное сужение.
ан в кГм!см2 — ударная вязкость.
НВ — твердость по Бринелю.
Е в кГ/мм2 — модуль упругости.
G в кПмм2 — модуль сдвига.
у в кГ/дм3 — удельный вес.
а в мм/(мм-град)— относительный температурный коэффициент линейного рас-
ширения.
К в ккал/(м-ч-град) — коэффициент теплопроводности.
с в ккал!(кг-град) — удельная теплоемкость при постоянном давлении.
р в ом-мм2/м— удельное электрическое сопротивление.
tnjl в °C — температура плавления
р в мм рт. ст. — давление.
V в л — объем.
т в сек — время.
ГЛАВА I
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ВАКУУМНЫХ СИСТЕМ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К МАТЕРИАЛАМ
При изготовлении элементов вакуумных систем к конструкционным материалам,
работающим в условиях вакуума, предъявляются следующие основные требования:
1) вакуумная герметичность при малой толщине стенки;
2) наименьшее газоотделение (даже при повышенной температуре) и легкость
обезгаживания;
3) хорошая механическая обрабатываемость;
4) антикоррозионная устойчивость.
Кроме того, в зависимости от области применения к отдельным материалам
могут быть предъявлены дополнительные требования по электропроводности, термо-
стойкости, химической прочности, антимагнитности, низкой упругости насыщенных
паров и т. д.
В качестве конструкционных материалов чаще всего используются металлы,
имеющие плотную и однородную структуру, способные выдерживать не только ста-
тические и динамические нагрузки, но и температурные напряжения. Обычно при
проектировании и изготовлении вакуумных установок используют конструкционные
материалы общего назначения, выбирая их в каждом отдельном случае по наиболее
подходящимУ характеристикам.
Особенность металлических деталей вакуумных систем состоит в том, что газы
обладают способностью не только удерживаться на их поверхности, но и проникать
внутрь, образуя при этом твердый раствор или химическое соединение. Поэтому
чистота обработки деталей, работающих в условиях вакуума, влияет на величину
газовыделения. Чем чище поверхность и выше класс ее чистоты, тем легче и быстрее
происходит выделение газов с поверхности. Коррозия металлов значительно увели-
чивает газовыделение. Поэтому при конструировании и изготовлении деталей,
работающих в вакууме, необходимо стремиться к правильному подбору металлов;
уменьшению микронеровностей за счет улучшения чистоты поверхностей обработки
и к сокращению геометрических размеров деталей.
Для снижения начального газовыделения целесообразно использовать корро-
зионностойкие, легированные, легко обезгаживаемые металлы (нержавеющую
сталь, медь, алюминий, никель, вольфрам, молибден, тантал, а также стали с нане-
сенными покрытиями).
Для защиты металлов от коррозии применяются такие способы покрытия, как
хромирование, никелирование и серебрение.
Узлы и детали, составляющие установку и работающие в условиях вакуума,
перед началом работы обычно прогревают с одновременным вакуумированием при
давлении 1 • 1СГ2—1 • 10’5 мм рт. ст.
Температура прогрева выбирается в зависимости от температуры плавления
металла (обычно 0,5/лл).
Металлы, применяемые для изготовления вакуумных систем, можно разделить
на следующие подгруппы:
б
1) конструкционные углеродистые и легированные стали и чугуны;
2) металлы и сплавы с особыми свойствами (в том числе и тугоплавкие металлы
и сплавы);
3) цветные и драгоценные металлы и сплавы.
КОНСТРУКЦИОННЫЕ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ
В вакуумной технике чаще всего применяются конструкционные углеродистые
и легированные стали следующих марок:
Сталь Ст.З — углеродистая, горячекатаная сталь — применяется для изготов-
ления деталей крепежа неответственных соединений, корпусов вакуумных устано-
вок, трубопроводов и т. д., работающих при давлениях до р=1-10“6 мм рт. ст.
в интервале температур от —30° С до +400° С. Эта сталь хорошо обрабатывается
резанием, хорошо сваривается и паяется. Интервал горячей деформации 800—1300° С.
Соприкасающиеся с вакуумом поверхности деталей, изготовленных из стали
Ст.З, необходимо хромировать (или никелировать).
Стали 08 и 10 (08кп и Юкп) — углеродистые, качественные конструкционные
стали — применяются для изготовления деталей, требующих высокой пластичности
(трубки, прокладки, тяги, шайбы, каркасы, рамы, тонкостенные детали, изготовлен-
ные из листа штамповкой или давлением). Эти стали хорошо свариваются, удовлетво-
рительно обрабатываются резанием, не подвержены отпускной хрупкости и имеют
весьма высокую пластичность при холодной деформации. Интервал горячей дефор-
мации 800—1300° С.
Сталь 20 — углеродистая, качественная, конструкционная сталь — применяется
для изготовления сварных и штампуемых деталей и трубопроводов, работающих при
давлениях не ниже р= 1 • 10~6 мм рт. ст. в интервале температур от —40° до +450° С.
Эта сталь удовлетворительно обрабатывается резанием, хорошо сваривается, паяется
твердыми и мягкими припоями и имеет высокую пластичность при холодной дефор-
мации. Интервал горячей деформации 800—1300° С. Сталь 20 не подвержена отпуск-
ной хрупкости, а прокаливаемость ее низкая. Высокая твердость поверхности деталей,
изготовляемых из стали 20 (поршневые кольца, вилки тяг, кулачковые валики,
крепежные детали и т. д.), достигается за счет цементации или цианирования.
Сталь 45 — углеродистая, качественная, конструкционная сталь — приме-
няется для изготовления деталей вакуумных систем, работающих при давлениях не
ниже р = 1 • 10’6 мм рт. ст.
Эта сталь хорошо обрабатывается резанием, имеет низкую свариваемость и про-
каливаемость, не подвержена отпускной хрупкости, имеет умеренную пластичность
при холодной деформации, хорошо паяется твердыми и мягкими припоями. Интер-
вал горячей деформации 800—1200° С.
Сталь 65Г — углеродистая, качественная, конструкционная сталь с повышен-
ным содержанием марганца — применяется для изготовления деталей вакуумных
систем, работающих при давлениях не ниже р ~ 1 • 10~6 -мм рт. ст.
Эта сталь удовлетворительно обрабатывается резанием (в отожженном и норма-
лизованном состоянии), имеет плохую свариваемость и низкую пластичность при
холодной деформации. Интервал горячей деформации 800—1200° С.
Сталь 40Х — конструкционная, легированная, качественная сталь — приме-
няется для изготовления деталей вакуумных систем, работающих при давлениях
не ниже р = 1 • 10" 8 мм рт. ст. и температурах от —40° С до +435° С.
Эта сталь удовлетворительно обрабатывается резанием и плохо сваривается,
подвержена отпускной хрупкости, обладает умеренной пластичностью при холодной
деформации. Интервал горячей деформации 800—1200° С.
Чугуны СЧ28-48, СЧ32-56 и СЧ 35-56 — многокомпонентные сплавы железа
с углеродом и другими элементами — применяются чаще всего для изготовления
корпусов механических насосов низкого и среднего вакуума.
Из сталей, обладающих особыми свойствами, наибольшее применение в вакуум-
ной технике в последние годы получили коррозионностойкие и жаропрочные стали.
Сталь 1X13 — нержавеющая, жаростойкая, жаропрочная сталь мартенситно-
ферритного класса — применяется для изготовления деталей с невысокой твердостью,
повышенной пластичностью, подвергающихся ударным нагрузкам, для вакуумных
систем, работающих при давлениях не ниже р = 1 -10~8 мм рт. ст.
6
Сталь 1X13 удовлетворительно обрабатывается резанием, имеет умеренную сва-
риваемость и сквозную прокаливаемость. Она подвержена отпускной хрупкости
(в интервале 400—550° С), сопровождающейся ухудшением коррозионной стойкости,
после отжига имеет высокую пластичность при холодной деформации. Интервал горя-
чей деформации 900—1150° С.
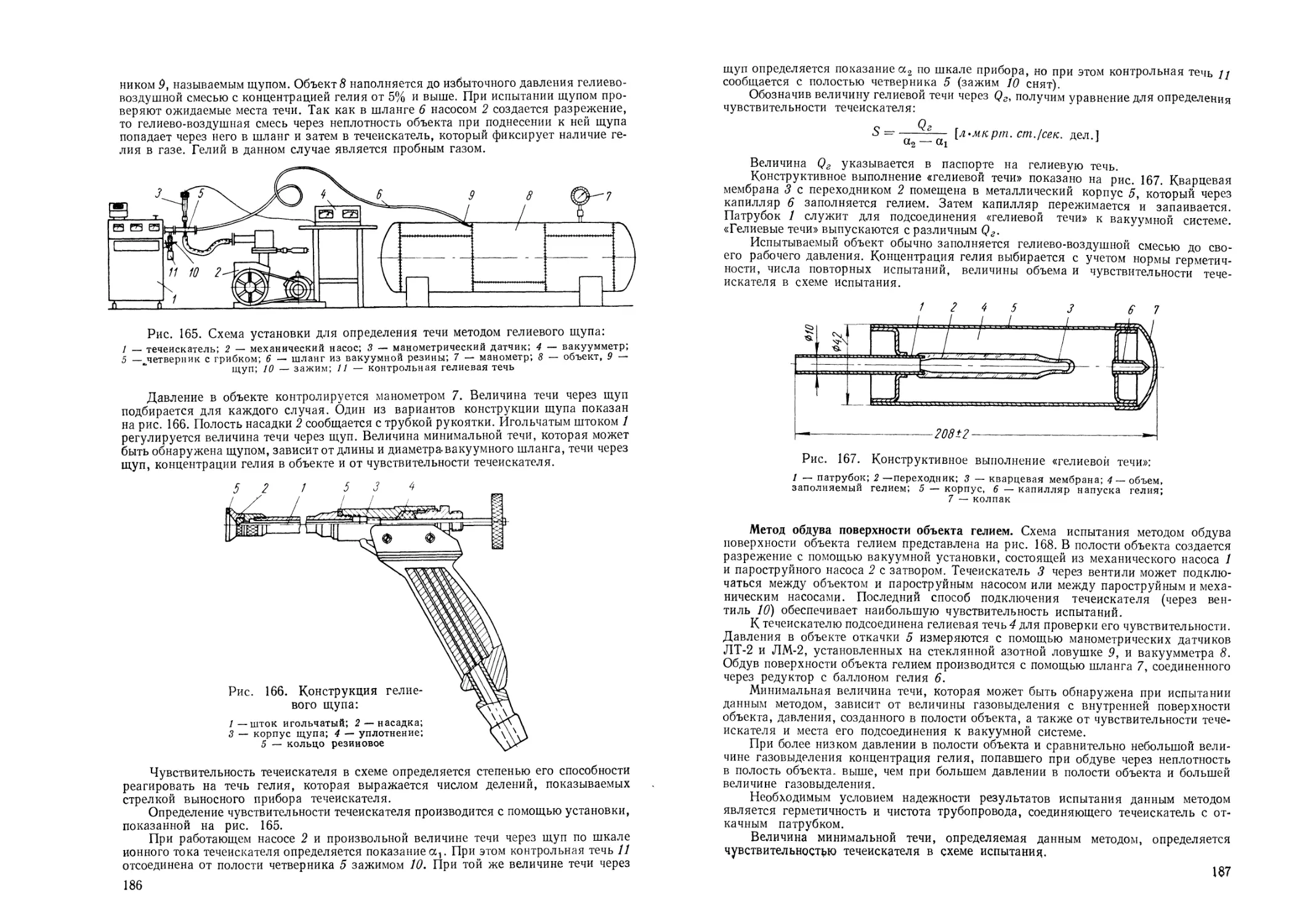
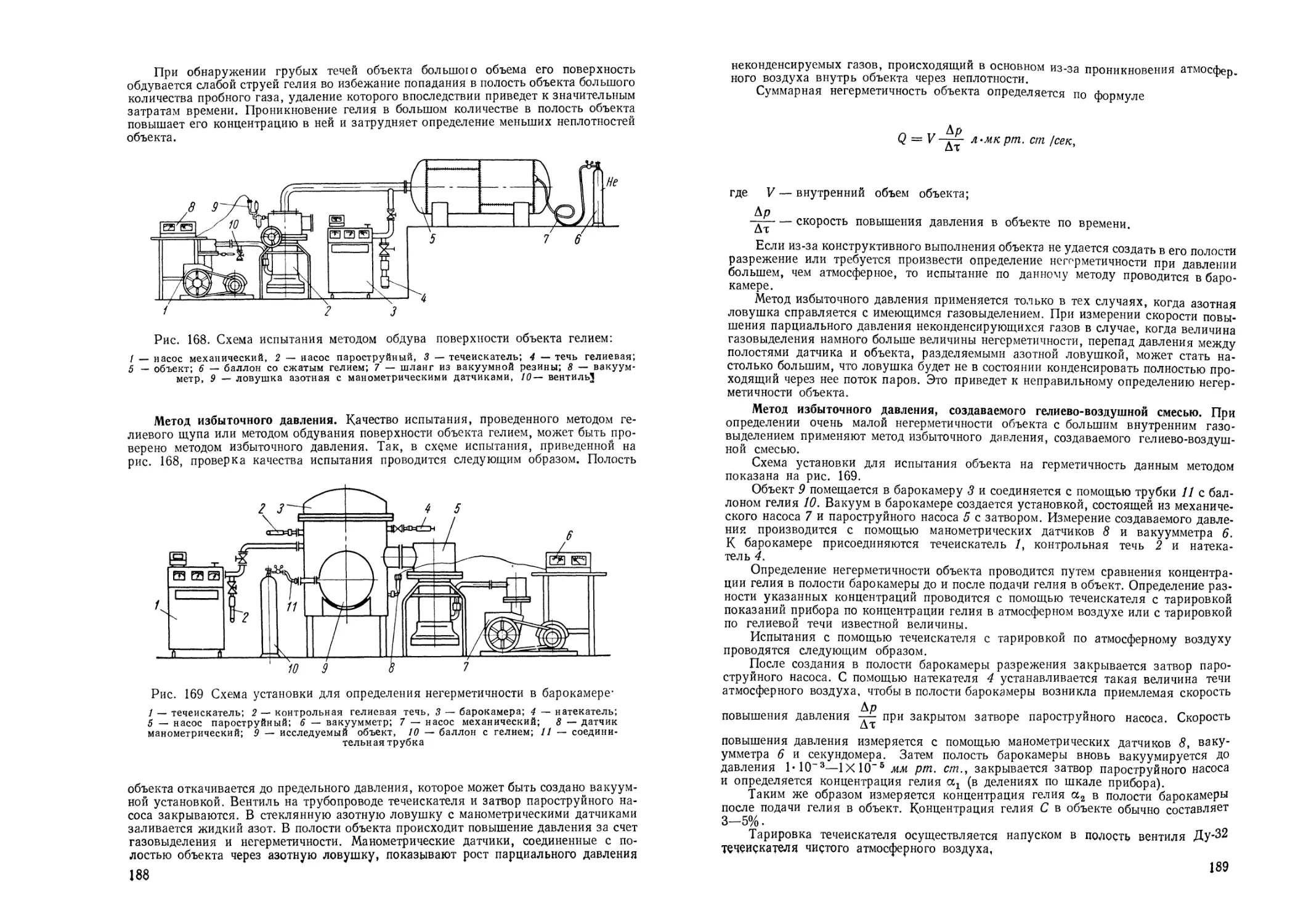
Сталь 2X13 — нержавеющая, жаропрочная сталь мартенситного класса — при-
меняется для изготовления деталей повышенной твердости и для тех же целей, что и
сталь 1X13.
Сталь 2X13 удовлетворительно обрабатывается резанием, имеет низкую свари-
ваемость, сквозную прокаливаемость, подвержена отпускной хрупкости (в интервале
400—550° С), которая сопровождается ухудшением коррозионной стойкости; плас-
тичность при холодной деформации (после отжига) умеренная. Интервал горячей
деформации 900—1150° С.
Сталь Х18Н10Т — нержавеющая, жаростойкая, жаропрочная, аустенитного
класса, обладает высокой хладостойкостью, немагнитностью и удовлетворительной
сопротивляемостью межкристаллитной коррозии, химически устойчива ко всем кис-
лотам, кроме уксусной, муравьиной, молочной и щавелевой — применяется для
изготовления узлов и деталей вакуумных установок, в которых создается давление
не ниже р= 1 • 10~12 мм рт. ст., работающих при температурах от —260 до -р 1000° С.
Эта сталь чаще всего используется для изготовления корпусов высоковакуумных на-
сосов и установок, термобарокамер, экранов, держателей и корпусов приборов.
Поверхности деталей, изготовленных из стали Х18Н10Т, обычно подвергаются
электрополировке.
Сталь Х18Н10Т имеет высокую свариваемость различными методами электро-
сварки (особенно аргоно-дуговой), а также паяется твердыми и мягкими припоями,
хорошо обрабатывается резанием (при применении твердосплавного инструмента)
и обладает высокой пластичностью при холодной деформации. Интервал горячей
деформации 900—1150° С.
МЕТАЛЛЫ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Ковар — сплав, получаемый в результате частичной замены никеля кобальтом
в железоникелевых сплавах, — применяется для соединения металла со стеклом.
В большинстве случаев детали из ковара в высоковакуумных системах выполняют
роль переходов между тугоплавким стеклом и металлическими деталями. Соедине-
ние деталей из ковара с металлическими деталями, как правило, осуществляется
пайкой твердыми припоями в водородной печи (пайка со сталью, никелем, чистым
серебром), а арогоно-дуговой сваркой — с нержавеющей сталью.
Пайка ковара мягкими припоями в вакуумной технике применяется редко.
Ковар обрабатывается резанием при малых скоростях подачи и применении инстру-
мента с твердосплавными пластинами.
Детали, полученные из ковара выдавливанием, гибкой и т. д., необходимо отжи-
гать, так как в них возникают внутренние напряжения, изменяющие коэффициент
линейного расширения, что может привести к разрушению спая ковара со стеклом.
Обычно после механической обработки и полировки детали из ковара обезжи-
риваются, промываются в спирте, высушиваются и нагреваются в водородной печи
(с целью удаления газов и отжига) при 900° С в течение 15—30 мин.
Поверхность детали из ковара, соединяемая пайкой с другой деталью, предва-
рительно покрывается медью. Пайку ковара с медью в водородной среде производят
медно-серебряным припоем, с предварительным отжигом.
При электродуговой сварке ковара с другими металлами используются элек-
троды из хромоникелевой стали (18% Сг, 8% Ni, остальное Fe).
Детали из ковара можно сваривать друг с другом и с нержавеющими сталями
аргоно-дуговой сваркой. Ковар более устойчив против коррозии на воздухе, чем
обычная сталь, но не так устойчив, как нержавеющая сталь. Поэтому детали из
ковара рекомендуется хранить в сухом месте.
Никель — один из материалов, широко применяемых при изготовлении дета-
лей вакуумных приборов. Он легко обезгаживается, обладает высокой температурой
плавления (1452° С) и хорошей пластичностью после отжига.
7
Никель поддается точечной, аргоно-дуговой и электронно-лучевой сварке,
пайке твердыми и мягкими припоями, механической обработке и штамповке. Пайка
с некоторыми видами стекол позволяет использовать его в качестве электровводов
в вакуумные объемы. Иногда никелем покрываются поверхности деталей вакуумных
приборов и установок, изготовленных из низкосортных сталей.
Из никеля изготовляются держатели деталей внутренней аппаратуры, применяе-
мой в вакуумных системах, скобы для геттеров, аноды, проволочные сетки, токовые
вводы и прокладки для уплотнения фланцев высоковакуумных установок, работаю-
щих при температурах выше 500° С и при давлении не ниже 10“9 мм рт. ст.
К металлам и сплавам, обладающим особыми свойствами, относят тугоплавкие
металлы, т. е. металлы, имеющие температуру плавления выше 1700° С. Тугоплав-
кие металлы и их сплавы применяются для изготовления деталей вакуумных систем,
имеющих рабочую температуру 1500° С и выше.
К тугоплавким металлам относятся вольфрам, молибден, рений, титан, тантал
и другие.
Вольфрам — металл, отличающийся высокой температурой плавления (3400 ±
± 50° С), превосходящей температуру плавления всех других тугоплавких метал-
лов. Вольфрам находит широкое применение в вакуумной технике в виде проволоки,
листов и различных деталей, изготовляемых ковкой и механической обработкой.
Детали из вольфрама обычно соединяют друг с другом заклепками, при этом
клепка производится в горячем состоянии.
При соединении вольфрамовых деталей между собой или с другими материалами
пайкой в качестве припоя используют медь, никель или другие высокотемпературные
припои.
Пайка производится в восстановительной или инертной среде. Соединение
листов небольшой толщины обычно производится на аппаратах для точечной или
шовной сварки. На этих же аппаратах достигают хорошего соединения вольфрамо-
вых деталей при использовании в качестве прокладки танталовой фольги толщиной
до 0,025 мм. При этом соединяемые детали погружают в воду для предотвращения
окисления тантала.
В вакуумной технике применяются следующие марки вольфрама:
ВА-3 и ВА-5 (с кремнеалюминиевой присадкой), ВТ-10 и ВТ-15 (с присадкой
окиси тория) и ВРИ (с кремниевой присадкой).
Вольфрам марок ВА-3 и ВА-5 наиболее широко применяют для проволочных
нагревателей.
Вольфрам марки ВНР хорошо спаивается с тугоплавкими стеклами (особенно
со стеклом П-15). Перед пайкой со стеклом детали из вольфрама отжигаются в водо-
родной печи.
Вольфрам хорошо сваривается с никелем, танталом, цирконием, платиной и дру-
гими высокотемпературными металлами точечной и электронно-лучевой сваркой.
Вольфрам можно спаивать с различными металлами в водородной печи, если его
предварительно никелировать и использовать высокотемпературные припои: золото-
никелевый (82,5% Au + 17,5% Ni), чистую платину, медно-никелевый (75% Си+
+ 25% Ni) и чистый никель.
Молибден — хрупкий немагнитный металл с температурой плавления 2620° С.
Для изготовления деталей вакуумных приборов чаще всего используется молибден
марок МЧ (примесей не более 0,073%, молибден чистый), МРН (примесей до 0,1%),
МТ (с присадкой окиси тория 0,8—1,2%) и МК (с кремнещелочной присадкой 0,04—
0,08%).
Молибден марки МЧ используется для изготовления держателей вольфрамовых
спиралей и нитей накаливания, анодов генераторных ламп и термопар (второе плечо —
железо), применяемых для измерения температуры до 1000° С.
Молибден марки МРН применяется для изготовления высокотемпературных
нагревателей, экранов, электрических вводов в вакуумные приборы и установки.
Молибден марок МТ и МК используется для изготовления деталей приборов,
работающих при высоких температурах.
Молибден поддается электронно-лучевой сварке с нержавеющей сталью, кова-
ром, танталом, никелем, платиной и точечной — с танталом и никелем.
Молибден паяется в водородных печах золото-никелевыми (82,5% Au + 17,5%
Ni) и платиновыми припоями.
8
Таблица 1
Физические свойства углеродистых и легированных сталей
Марка стали У в кГ /дм? а-10е в мм/мм-град при 20—200° С с в ккал/(кг град) (при 0—100° С) % в ккал/ (м-ч-град) (при 100° С)
Сталь Ст.З 7,85 11,2 0, И 45
Сталь 10, сталь Юкп. . . . 7,83 11,6 0,11 52
Сталь 20 7.82 И,1 0,112 45
Сталь 45 7,814 11.6 0,112 43
Сталь 65Г 7.81 11,1 13,4 0,115 50
Сталь 40Х 7,82 0,112 40
Сталь 1X13 7,75 9,7 0.107 19,8
Сталь 2X13 7,75 9.6 0.11 25.2
Сталь Х18Н10Т 7,9 16 0.12 14
Таблица 2
Физические свойства металлов и сплавов с особыми свойствами
Металл У в кГ/дм2 Т J пл в °C К в ккал/(м-ч-град) (при 20° С) с в ккал/(кг-град) а-106 мм/ (мм-град) (20—1С0° С)
Ковар 8,3 1450 14,4 0,16 4,7
Никель 8,9 1452 5,1 0.1 13.3
Вольфрам 19,3 3400±50 111,6 0,034 4,44
Молибден 10,2 2620 126 0,06 5.8
Тантал 16.6 2966+50 46,7 0,034 6.5
Титан 4,5 1725 14,8 0,1248 8.35
Рений 21 3180±20 61,2 0,033 6,6
Таблица 3
Механические свойства углеродистых и легированных сталей
Марка стали °7 1 Е 1 G ап
в кГ/мм2 в % в % в кг/ммг
Сталь Ст.З 38 22 20 400 8015 30 22 8,0
Сталь 08 33 20 33 60
Сталь 08кп 30 18 19 800 8015 35 60
Сталь 10 34 21 31 55 —
Сталь Юкп 32 19 33 55 —
9
Продолжение табл.
Марка стали 1 Е | G б5 в % -ф в % ан в кГ {мм-
в кГ {мм2
Сталь 20 * 42 25 20 200 8015 25 55 5
Сталь 45 * 61 36 20 500 8200 16 40 5
Сталь 65Г 100 80 21 000 8300 8 30 8
Сталь 40Х ** 100 80 20 000 8080 10 45 6
Сталь 1X13 60 42 22 000 8600 20 60 9
Сталь 2X13 66 45 22 000 8600 16 55 8
Сталь Х18Н10Т * После нор 55 (мализации. | 30—38 20 300 8600 40 | 55 28 5
** После закалки и отпуска.
Детали, изготовленные из молибдена, перед сваркой и пайкой подвергаются
водородному или вакуумному отжигу.
Рений — металл, уступающий по температуре плавления только вольфраму
(3160° С).
В отожженном состоянии рений имеет высокую прочность на растяжение, соче-
тающуюся с отличной пластичностью при комнатной температуре. Он хорошо рас-
творяется в HNO3. Рений обладает хорошей прочностью при высоких температурах
в вакууме. Его физико-механические свойства несколько выше, чем у вольфрама.
Добавка тория к рению снижает его физико-механические свойства, но облегчает
его механическую обработку.
Рений так же, как и вольфрам, поддается прокатке. Он обладает большой удар-
ной вязкостью, поэтому его часто используют в вакуумных приборах, подверженных
сотрясениям и ударам.
Тантал — металл, находящий широкое применение в электровакуумных при-
борах (нагреватели, экраны, катодные узлы с электронной бомбардировкой ит. д.).
Он весьма устойчив к действию химических агентов, пластичен, хорошо поддается
ковке, прокатке и механической обработке. Детали из тантала тщательно обезгажи-
ваются в вакуумных печах, так как при повышенной температуре их поверхность
интенсивно адсорбирует газы, особенно водород, азот и кислород.
При температуре около 600° С тантал активно поглощает кислород, водород
и азот, однако при температуре около 800° С происходит выделение поглощенных
газов. Тантал хорошо соединяется точечной и электронно-лучевой сваркой почти
со всеми тугоплавкими металлами и никелем
Титан — металл, отличающийся малым удельным весом и высокой прочностью,
обеспечивающей наибольшую удельную прочность (т. е. прочность на единицу веса),
а также коррозионной стойкостью, высокой жаропрочностью и немагнитностью.
Титан обладает хорошей свариваемостью. При температуре около 400° С он
поглощает водород, а при температуре свыше 800° С — кислород, азот, углекислый
газ и водяной пар.
Это свойство титана в настоящее время используется для создания высокова-
куумных насосов и ловушек.
Физические и механические свойства углеродистых и легированных сталей,
а также металлов и сплавов с особыми свойствами приведены в табл. 1—4.
10
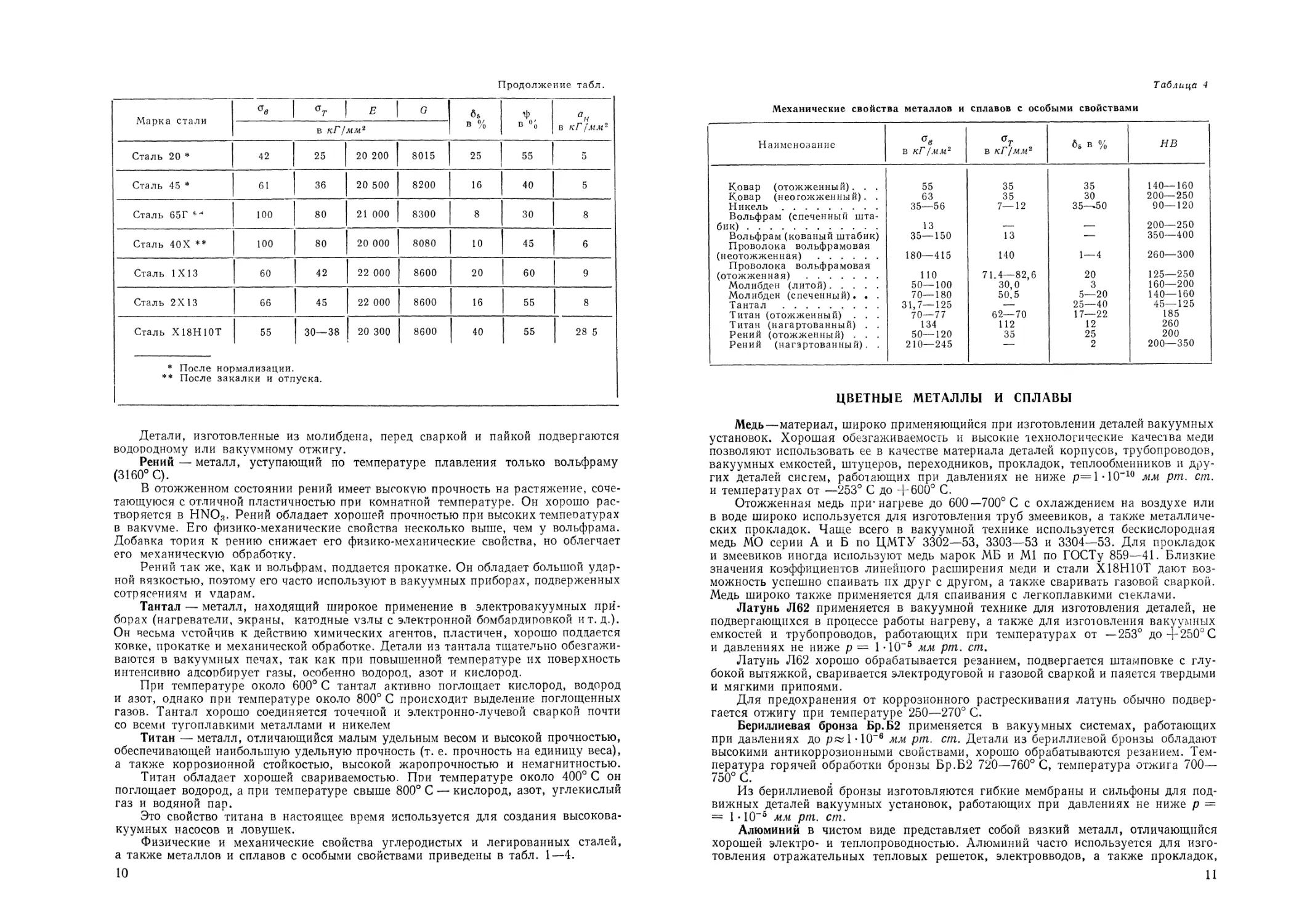
Таблица 4
Механические свойства металлов и сплавов с особыми свойствами
Наименование в кГ/мм2 в кГ/мм2 65 в % НВ
Ковар (отожженный). . . Ковар (неогожженный). . Никель Вольфрам (спеченный шта- бик) Вольфрам (кованый штабик) Проволока вольфрамовая (неотожженная) Проволока вольфрамовая (отожженная) Молибден (литой) Молибден (спеченный). . . Тантал Титан (отожженный) . . . Титан (нагартованный) . . Рений (отожженный) . . . Рений (нагартованный). . 55 63 35—56 13 35—150 180—415 110 50—100 70—180 31,7—125 70—77 134 50—120 210—245 35 35 7—12 13 140 71.4—82,6 30,0 50.5 62—70 112 35 35 30 35—50 1—4 20 3 5—20 25—40 17—22 12 25 2 140—160 200—250 90—120 200—250 350—400 260—300 125—250 160—200 140—160 45—125 185 260 200 200—350
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Медь—материал, широко применяющийся при изготовлении деталей вакуумных
установок. Хорошая обезгаживаемость и высокие технологические качества меди
позволяют использовать ее в качестве материала деталей корпусов, трубопроводов,
вакуумных емкостей, штуцеров, переходников, прокладок, теплообменников и дру-
гих деталей систем, работающих при давлениях не ниже p=l-10“10 мм рт. ст.
и температурах от —253° С до +600° С.
Отожженная медь при-нагреве до 600—700° С с охлаждением на воздухе или
в воде широко используется для изготовления труб змеевиков, а также металличе-
ских прокладок. Чаще всего в вакуумной технике используется бескислородная
медь МО серии А и Б по ЦМТУ 3302—53, 3303—53 и 3304—53. Для прокладок
и змеевиков иногда используют медь марок МБ и Ml по ГОСТу 859—41. Близкие
значения коэффициентов линейного расширения меди и стали Х18Н10Т дают воз-
можность успешно спаивать их друг с другом, а также сваривать газовой сваркой.
Медь широко также применяется для спаивания с легкоплавкими стеклами.
Латунь Л62 применяется в вакуумной технике для изготовления деталей, не
подвергающихся в процессе работы нагреву, а также для изготовления вакуумных
емкостей и трубопроводов, работающих при температурах от —253° до 4-250°С
и давлениях не ниже р = 1 -1СГ5 мм рт. ст,
Латунь Л62 хорошо обрабатывается резанием, подвергается штамповке с глу-
бокой вытяжкой, сваривается электродуговой и газовой сваркой и паяется твердыми
и мягкими припоями.
Для предохранения от коррозионного растрескивания латунь обычно подвер-
гается отжигу при температуре 250—270° С.
Бериллиевая бронза Бр.Б2 применяется в вакуумных системах, работающих
при давлениях до р^ЫО-6 мм рт. ст. Детали из бериллиевой бронзы обладают
высокими антикоррозионными свойствами, хорошо обрабатываются резанием. Тем-
пература горячей обработки бронзы Бр.Б2 720—760° С, температура отжига 700—
750° С.
Из бериллиевой бронзы изготовляются гибкие мембраны и сильфоны для под-
вижных деталей вакуумных установок, работающих при давлениях не ниже р =
~ 1 • 10~5 мм рт. ст.
Алюминий в чистом виде представляет собой вязкий металл, отличающийся
хорошей электро- и теплопроводностью. Алюминий часто используется для изго-
товления отражательных тепловых решеток, электровводов, а также прокладок,
11
работающих в высоковакуумных установках при температуре до 100° С. Алюминий
трудно обезгаживается из-за низкой температуры плавления (660° С).
Алюминий паяется твердым припоем 34-А с флюсом и мягкими припоями при
помощи ультразвука.
В вакуумной технике в основном применяются следующие марки алюминия
и его сплавов: АД, АД1, Д1, Д1П, Д16 и АМц.
Технический алюминий марок АД (98,8% А1) и АД1 (99,3% А1) применяется
для изготовления паропроводов масляных насосов, лабиринтных и отражательных
решеток, кожухов термоизоляции, а также футляров малых сосудов Дьюара, рабо-
тающих при давлениях не ниже р = 1 • 10“9 мм рт. ст.
Детали, изготовленные из алюминия АД и АД1, обладают высокой коррозион-
ной стойкостью.
Алюминий АД и АД1 хорошо свариваются газовой, аргоно-дуговой и контакт-
ной сваркой и обладают высокой пластичностью.
Алюминиевый сплав Д16 (дюралюминий) отличается повышенной прочностью
и применяется в вакуумной технике для изготовления корпусов, штуцеров, фланцев,
цилиндров, тройников и т. д.
Сплав Д16 хорошо сваривается точечной сваркой. Листы сплава, плакированные
алюминием толщиной 1 мм, обладают хорошей коррозионной стойкостью.
Алюминиево-марганцовистый сплав АМц применяется для изготовления свар-
ных трубопроводов и емкостей для хранения и транспортировки криогенных жид-
костей, в которых поддерживается давление до р = 1 • 10“5 мм рт. ст.
Детали, изготовленные из алюминиевого сплава АМц, обладают высокой корро-
зионной стойкостью, высокой пластичностью в отожженном состоянии (в полуна-
гартованном — средней и в нагартованном — низкой), хорошо свариваются газо-
вой и контактной сваркой.
Золото используется обычно в качестве припоя в сплавах с медью, никелем
или другими металлами с температурой плавления около 1100° С.
В установках сверхвысокого вакуума, работающих при температурах выше
600° С, золото используется в качестве прокладок.
Серебро в чистом виде применяется в качестве компонента припоя для твердой
пайки.
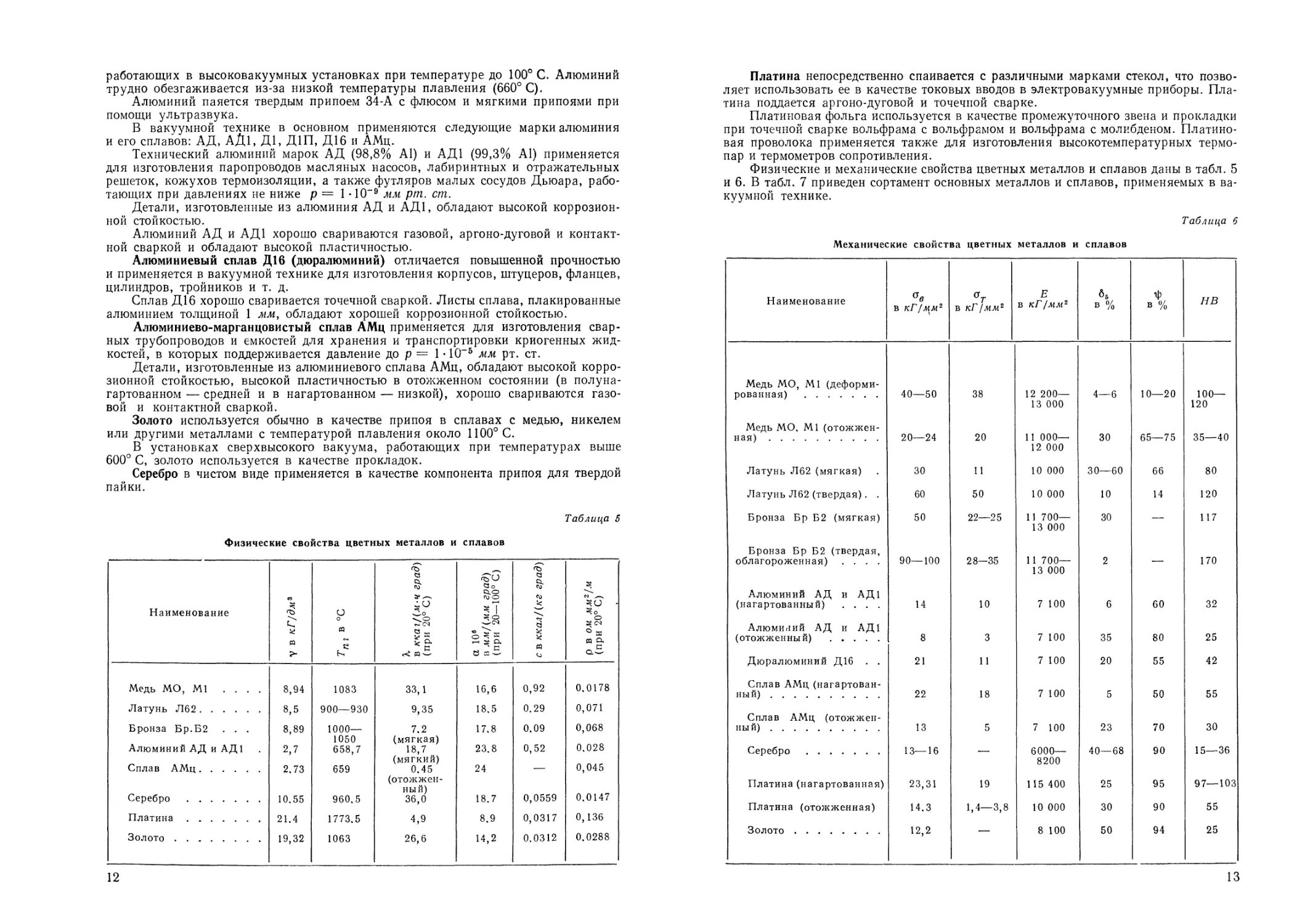
Таблица 5
Физические свойства цветных металлов и сплавов
Наименование у в кГ/дм3 Эо я lUl X в ккаг/(м-ч град) (при 20° С) а 10е в мм/{мм град) (при 20—100° С) с в ккал/{кг град) р в ом мм2/м (при 20° С)
Медь МО, Ml .... 8,94 1083 33,1 16,6 0,92 0.0178
Латунь Л62 8,5 900—930 9,35 18,5 0.29 0,071
Бронза Бр.Б2 . . . 8,89 1000— 1050 7.2 (мягкая) 17.8 0.09 0,068
Алюминий АД и АД1 2,7 658,7 18,7 (мягкий) 23.8 0,52 0.028
Сплав АМц 2.73 659 0.45 (отожжен- ный) 24 — 0,045
Серебро 10.55 960.5 36,0 18.7 0,0559 0.0147
Платина 21.4 1773.5 4,9 8.9 0,0317 0,136
Золото 19,32 1063 26,6 14,2 0.0312 0.0288
12
Платина непосредственно спаивается с различными марками стекол, что позво-
ляет использовать ее в качестве токовых вводов в электровакуумные приборы. Пла-
тина поддается аргоно-дуговой и точечной сварке.
Платиновая фольга используется в качестве промежуточного звена и прокладки
при точечной сварке вольфрама с вольфрамом и вольфрама с молибденом. Платино-
вая проволока применяется также для изготовления высокотемпературных термо-
пар и термометров сопротивления.
Физические и механические свойства цветных металлов и сплавов даны в табл. 5
и 6. В табл. 7 приведен сортамент основных металлов и сплавов, применяемых в ва-
куумной технике.
Таблица 6
Механические свойства цветных металлов и сплавов
Наименование в кГ/мм2 ат в кГ/мм2 Е в кГ/мм2 б6 в % ф в % НВ
Медь МО, Ml (деформи- рованная) 40—50 38 12 200— 13 000 4—6 10—20 100— 120
Медь МО. Ml (отожжен- ная) 20—24 20 И 000— 12 000 30 65—75 35—40
Латунь Л62 (мягкая) 30 И 10 000 30—60 66 80
Латунь Л62 (твердая). . 60 50 10 000 10 14 120
Бронза Бр Б2 (мягкая) 50 22—25 11 TOO- lS 000 30 — 117
Бронза Бр Б2 (твердая, облагороженная) .... 90—100 28—35 11 Too- ls 000 2 — 170
Алюминий АД и АД1 (нагартованный) .... 14 10 7 100 6 60 32
Алюминий АД и АД1 (отожженный) 8 3 7 100 35 80 25
Дюралюминий Д16 . . 21 И 7 100 20 55 42
Сплав АМц (нагартован- ный) 22 18 7 100 5 50 55
Сплав АМц (отожжен- ный) 13 5 7 100 23 70 30
Серебро 13—16 — 6000— 8200 40—68 90 15—36
Платина (нагартованная) 23,31 19 115 400 25 95 97—103
Платина (отожженная) 14.3 1,4—3,8 10 000 30 90 55
Золото 12,2 — 8 100 50 94 25
13
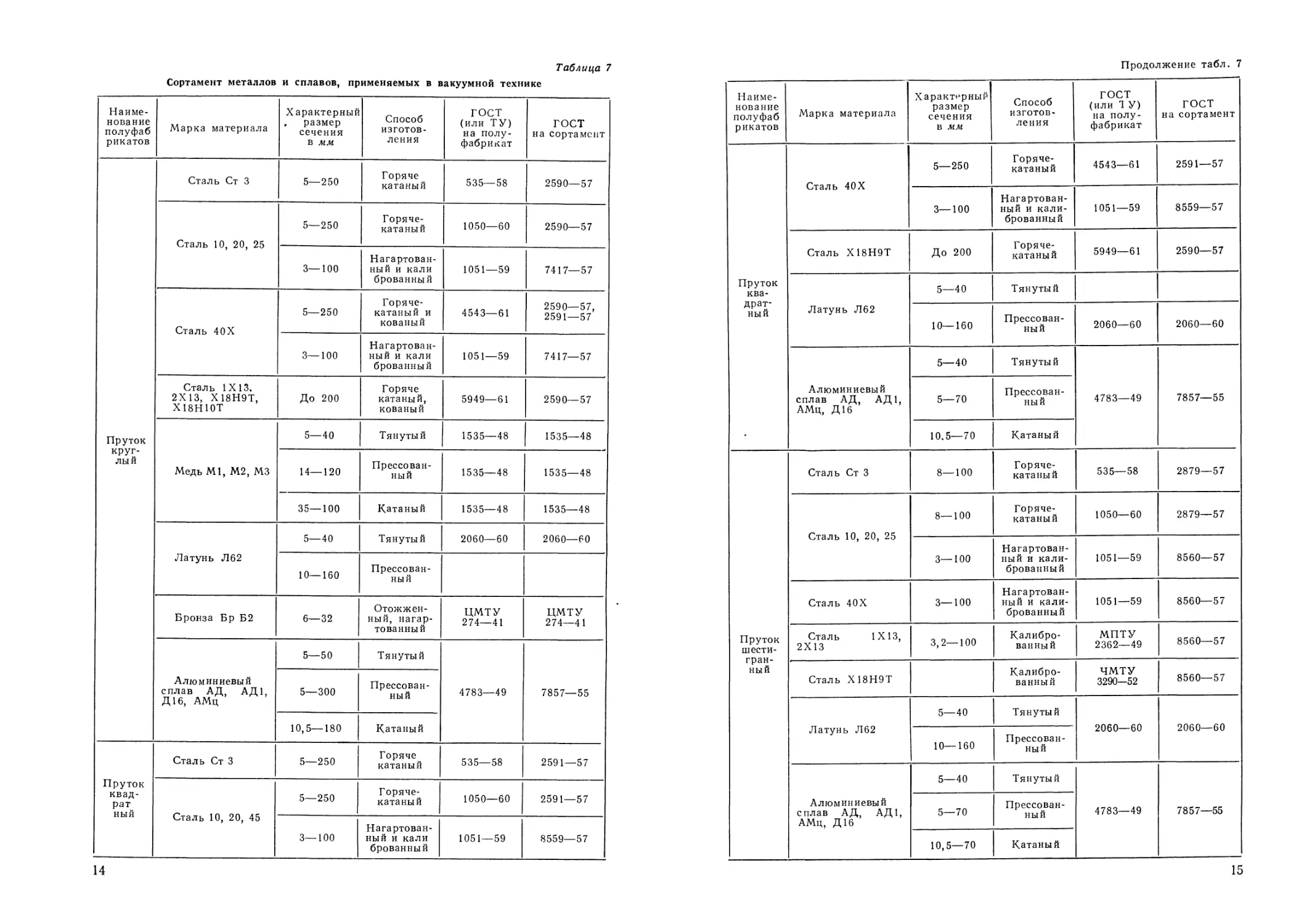
Таблица 7
Сортамент металлов и сплавов, применяемых в вакуумной технике
Наиме- нование полуфаб рикатов Марка материала Характерный . размер сечения в мм Способ изготов- ления ГОСТ (или ТУ) на полу- фабрикат ГОСТ на сортамент
Пруток круг- лый Сталь Ст 3 5—250 Горяче катаный 535—58 2590—57
Сталь 10, 20, 25 5—250 Горяче- катаный 1050—60 2590—57
3—100 Нагартован- ный и кали брованный 1051—59 7417—57
Сталь 40Х 5—250 Горяче- катаный и кованый 4543—61 2590—57, 2591—57
3—100 Нагартован- ный и кали брованный 1051—59 7417—57
Сталь 1X13. 2X13, Х18Н9Т, Х18Н10Т До 200 Горяче катаный, кованый 5949—61 2590—57
Медь Ml, М2, М3 5—40 Тянутый 1535—48 1535—48
14—120 Прессован- ный 1535—48 1535—48
35—100 Катаный 1535—48 1535—48
Латунь Л62 5—40 Тянутый 2060—60 2060—60
10—160 Прессован- ный
Бронза Бр Б2 6—32 Отожжен- ный, нагар- тованный ЦМТУ 274—41 ЦМТУ 274—41
Алюминиевый сплав АД АД1, Д16, АМц 5—50 Тянутый 4783—49 7857—55
5—300 Прессован- ный
10,5—180 Катаный
Пруток квад- рат ный Сталь Ст 3 5—250 Горяче катаный 535—58 2591—57
Сталь 10, 20, 45 5—250 Горяче- катаный 1050—60 2591—57
3—100 Нагартован- ный и кали брованный 1051—59 8559—57
14
Продолжение табл. 7
Наиме- нование полуфаб рикатов Марка материала Характерный размер сечения в мм Способ изготов- ления ГОСТ (или 1 У) на полу- фабрикат гост на сортамент
Пруток ква- драт- ный Сталь 40Х 5—250 Горяче- катаный 4543—61 2591—57
3—100 Нагартован- ный и кали- брованный 1051—59 8559—57
Сталь Х18Н9Т До 200 Горяче- катаный 5949—61 2590—57
Латунь Л62 5—40 Тянутый
10—160 Прессован- ный 2060—60 2060—60
Алюминиевый сплав АД, АД1, АМц, Д16 5—40 Тянутый 4783—49 7857—55
5—70 Прессован- ный
10.5—70 Катаный
Пруток шести- гран- ный Сталь Ст 3 8—100 Горяче- катаный 535—58 2879—57
Сталь 10, 20, 25 8—100 Горяче- катаный 1050—60 2879—57
3—100 Нагартован- ный и кали- брованный 1051—59 8560—57
Сталь 40Х 3—100 Нагартован- ный и кали- брованный 1051—59 8560—57
Сталь 1X13, 2X13 3,2—100 Калибро- ванный МПТУ 2362—49 8560—57
Сталь Х18Н9Т Калибро- ванный ЧМТУ 3290-52 8560—57
Латунь Л62 5—40 Тянутый 2060—60 2060—60
10—160 Прессован- ный
Алюминиевый сплав АД АД1, АМц, Д16 5—40 Тянутый 4783—49 7857—55
5—70 Прессован- ный
10,5—70 Катаный
15
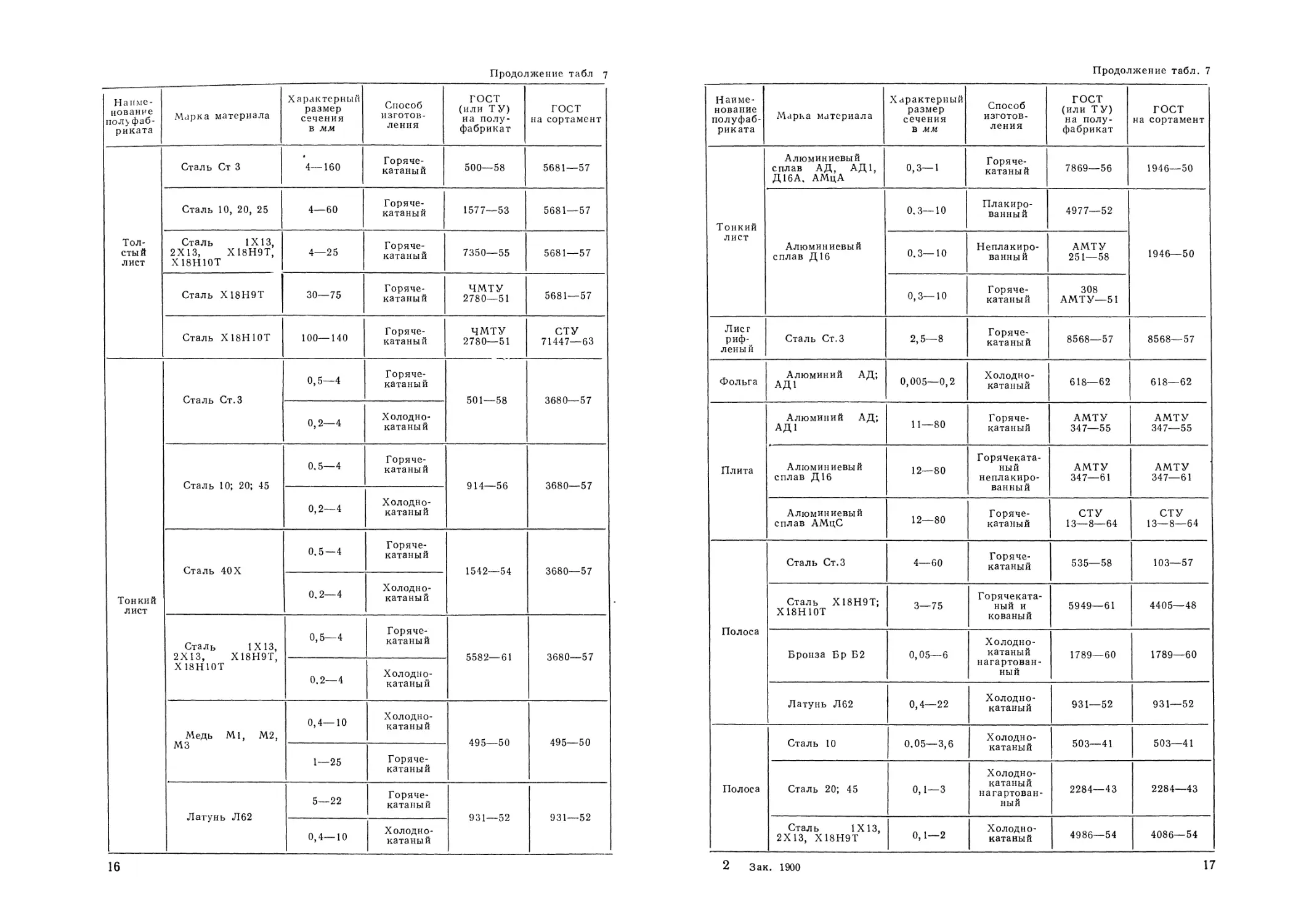
Продолжение табл 7
Наиме- нование полу фаб- риката Марка материала Характерный размер сечения в мм Способ изготов- ления ГОСТ (или ТУ) на полу- фабрикат ГОСТ на сортамент
Тол- стый лист Сталь Ст 3 4—160 Горяче- катаный 500—58 5681—57
Сталь 10, 20, 25 4—60 Горяче- катаный 1577—53 5681—57
Сталь 1X13, 2X13, Х18Н9Т, Х18Н10Т 4—25 Горяче- катаный 7350—55 5681—57
Сталь Х18Н9Т 30—75 Горяче- катаный ЧМТУ 2780—51 5681—57
Сталь Х18Н10Т 100—140 Горяче- катаный ЧМТУ 2780—51 СТУ 71447—63
Тонкий лист Сталь Ст.З 0,5—4 Горяче- катаный 501—58 3680—57
0,2—4 Холодно- катаный
Сталь 10; 20; 45 0.5—4 Горяче- катаный 914—56 3680—57
0,2—4 Холодно- катаный
Сталь 40Х 0.5—4 Горяче- катаный 1542—54 3680—57
0.2—4 Холодно- катаный
Сталь 1X13, 2X13, Х18Н9Т, Х18Н10Т 0,5—4 Горяче- катаный 5582—61 3680—57
0.2—4 Холодно- катаный
Медь Ml М2, М3 0,4—10 Холодно- катаный 495—50 495—50
1—25 Горяче- катаный
Латунь Л62 5—22 Горяче- катаный 931—52 931—52
0,4—10 Холодно- катаный
16
Продолжение табл. 7
Наиме- нование полуфаб- риката 1Марка материала Характерный размер сечения в мм Способ изготов- ления ГОСТ (или ТУ) на полу- фабрикат ГОСТ на сортамент
Тонкий лист Алюминиевый сплав АД, АД1, Д16А. АМцА 0,3—1 Горяче- катаный 7869—56 1946—50
Алюминиевый сплав Д16 0.3—10 Плакиро- ванный 4977—52 1946—50
0.3—10 Неплакиро- ванный АМТУ 251—58
0,3—10 Горяче- катаный 308 АМТУ—51
Лист риф- леный Сталь Ст.З 2,5—8 Горяче- катаный 8568—57 8568—57
Фольга Алюминий АД; АД1 0,005—0,2 Холодно- катаный 618—62 618—62
Плита Алюминий АД; АД1 11—80 Горяче- катаный АМТУ 347—55 АМТУ 347—55
Алюминиевый сплав Д16 12—80 Горячеката- ный неплакиро- ванный АМТУ 347—61 АМТУ 347—61
Алюминиевый сплав АМцС 12—80 Горяче- катаный СТУ 13—8—64 СТУ 13—8—64
Полоса Сталь Ст.З 4—60 Горяче- катаный 535—58 103—57
Сталь Х18Н9Т; Х18Н10Т 3—75 Горячеката- ный и кованый 5949—61 4405—48
Бронза Бр Б2 0,05—6 Холодно- катаный нагартован- ный 1789—60 1789—60
Латунь Л62 0,4—22 Холодно- катаный 931—52 931—52
Полоса Сталь 10 0.05—3,6 Холодно- катаный 503—41 503—41
Сталь 20; 45 0,1—3 Холодно- катаный нагартован- ный 2284—43 2284—43
Сталь 1X13, 2X13, Х18Н9Т 0,1—2 Холодно- катаный 4986—54 4086—54
2 Зак. 1900
17
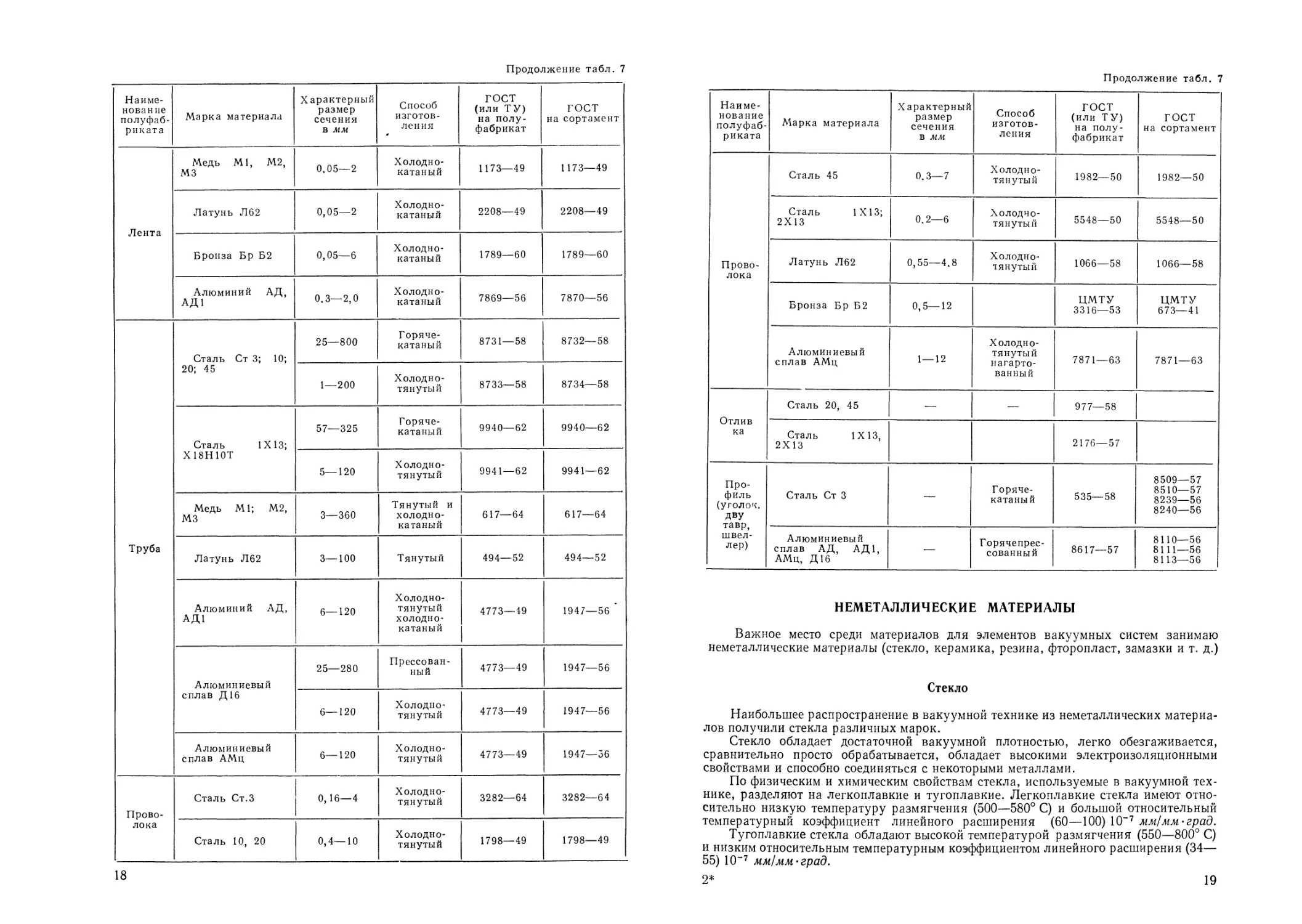
Продолжение табл. 7
Наиме- нование полуфаб- риката Марка материала Характерный размер сечения в мм Способ изготов- ления ГОСТ (или ТУ) на полу- фабрикат ГОСТ на сортамент
Лента Медь Ml, М2, М3 0.05—2 Холодно- катаный 1173—49 1173—49
Латунь Л62 0,05—2 Холодно- катаный 2208—49 2208—49
Бронза Бр Б2 0,05—6 Холодно- катаный 1789—60 1789—60
Алюминий АД, АД1 0.3—2,0 Холодно- катаный 7869—56 7870—56
Труба Сталь Ст 3; 10; 20; 45 25—800 Горяче- катаный 8731—58 8732—58
1—200 Холодно- тянутый 8733—58 8734—58
Сталь 1X13; Х18Н10Т 57—325 Горяче- катаный 9940—62 9940—62
5—120 Холодно- тянутый 9941—62 9941—62
Медь Ml; М2, М3 3—360 Тянутый и холодно- катаный 617—64 617—64
Латунь Л62 3—100 Тянутый 494—52 494—52
Алюминий АД, АД1 6—120 Холодно- тянутый холодно- катаный 4773—49 1947—56 *
Алюминиевый сплав Д16 25—280 Прессован- ный 4773—49 1947—56
6—120 Холодно- тянутый 4773—49 1947—56
Алюминиевый сплав АМц 6—120 Холодно- тянутый 4773—49 1947—56
Прово- лока Сталь Ст.З | 0,16—4 Холодно- тянутый 3282—64 3282—64
Сталь 10, 20 0,4—10 Холодно- тянутый 1798—49 1798—49
18
Продолжение табл. 7
Наиме- нование полуфаб- риката Марка материала Характерный размер сечения в мм Способ изготов- ления ГОСТ (или ТУ) на полу- фабрикат ГОСТ на сортамент
Сталь 45 0.3—7 Холодно- тянутый 1982—50 1982—50
Сталь 1X13; 2X13 0.2—6 Холодно- тянутый 5548—50 5548—50
Прово- лока Латунь Л62 0,55—4.8 Холодно- тянутый 1066—58 1066—58
Бронза Бр Б2 0,5—12 ЦМТУ 3316—53 ЦМТУ 673—41
Алюминиевый сплав АМц 1—12 Холодно- тянутый нагарто- ванный 7871—63 7871—63
Отлив ка Сталь 20, 45 — — 977—58
Сталь 1X13 2X13 2176—57
Про- филь (уголок. дву тавр, швел- лер) Сталь Ст 3 — Горяче- катаный 535—58 8509—57 8510—57 8239—56 8240—56
Алюминиевый сплав АД, АД1, АМц, Д16 — Горячепрес- сованный 8617—57 8110—56 8111—56 8113—56
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Важное место среди материалов для элементов вакуумных систем занимаю
неметаллические материалы (стекло, керамика, резина, фторопласт, замазки и т. д.)
Стекло
Наибольшее распространение в вакуумной технике из неметаллических материа-
лов получили стекла различных марок.
Стекло обладает достаточной вакуумной плотностью, легко обезгаживается,
сравнительно просто обрабатывается, обладает высокими электроизоляционными
свойствами и способно соединяться с некоторыми металлами.
По физическим и химическим свойствам стекла, используемые в вакуумной тех-
нике, разделяют на легкоплавкие и тугоплавкие. Легкоплавкие стекла имеют отно-
сительно низкую температуру размягчения (500—580° С) и большой относительный
температурный коэффициент линейного расширения (60—100) 10"7 мм!мм -град.
Тугоплавкие стекла обладают высокой температурой размягчения (550—800° С)
и низким относительным температурным коэффициентом линейного расширения (34—
55) 10"7 мм1мм'град.
2* 19
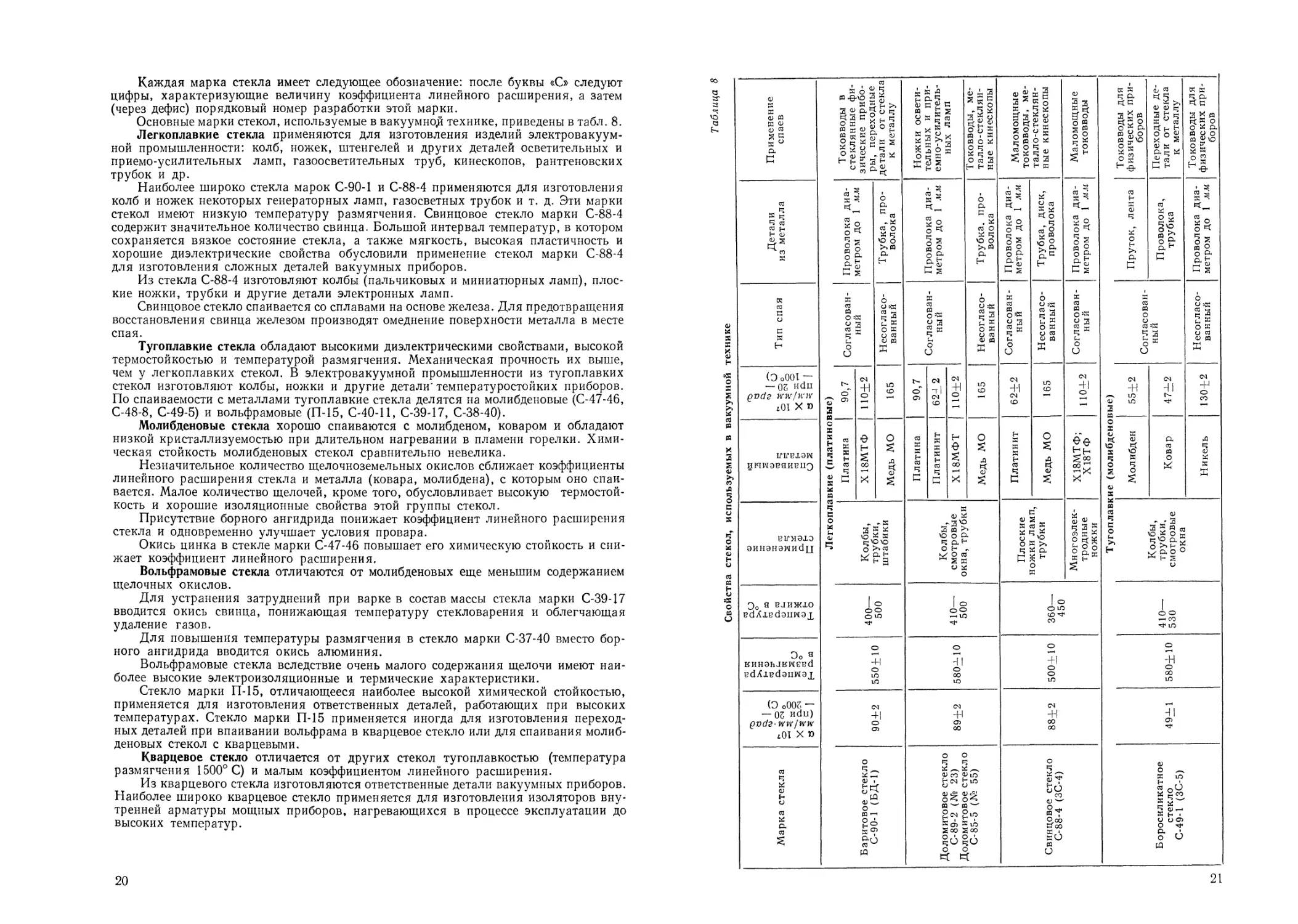
Каждая марка стекла имеет следующее обозначение: после буквы «С» следуют
цифры, характеризующие величину коэффициента линейного расширения, а затем
(через дефис) порядковый номер разработки этой марки.
Основные марки стекол, используемые в вакуумной технике, приведены в табл. 8.
Легкоплавкие стекла применяются для изготовления изделий электровакуум-
ной промышленности: колб, ножек, штенгелей и других деталей осветительных и
приемо-усилительных ламп, газоосветительных труб, кинескопов, рантгеновских
трубок и др.
Наиболее широко стекла марок С-90-1 и С-88-4 применяются для изготовления
колб и ножек некоторых генераторных ламп, газосветных трубок и т. д. Эти марки
стекол имеют низкую температуру размягчения. Свинцовое стекло марки С-88-4
содержит значительное количество свинца. Большой интервал температур, в котором
сохраняется вязкое состояние стекла, а также мягкость, высокая пластичность и
хорошие диэлектрические свойства обусловили применение стекол марки С-88-4
для изготовления сложных деталей вакуумных приборов.
Из стекла С-88-4 изготовляют колбы (пальчиковых и миниатюрных ламп), плос-
кие ножки, трубки и другие детали электронных ламп.
Свинцовое стекло спаивается со сплавами на основе железа. Для предотвращения
восстановления свинца железом производят омеднение поверхности металла в месте
спая.
Тугоплавкие стекла обладают высокими диэлектрическими свойствами, высокой
термостойкостью и температурой размягчения. Механическая прочность их выше,
чем у легкоплавких стекол. В электровакуумной промышленности из тугоплавких
стекол изготовляют колбы, ножки и другие детали’ температуростойких приборов.
По спаиваемости с металлами тугоплавкие стекла делятся на молибденовые (С-47-46,
С-48-8, С-49-5) и вольфрамовые (П-15, С-40-11, С-39-17, С-38-40).
Молибденовые стекла хорошо спаиваются с молибденом, коваром и обладают
низкой кристаллизуемостью при длительном нагревании в пламени горелки. Хими-
ческая стойкость молибденовых стекол сравнительно невелика.
Незначительное количество щелочноземельных окислов сближает коэффициенты
линейного расширения стекла и металла (ковара, молибдена), с которым оно спаи-
вается. Малое количество щелочей, кроме того, обусловливает высокую термостой-
кость и хорошие изоляционные свойства этой группы стекол.
Присутствие борного ангидрида понижает коэффициент линейного расширения
стекла и одновременно улучшает условия провара.
Окись цинка в стекле марки С-47-46 повышает его химическую стойкость и сни-
жает коэффициент линейного расширения.
Вольфрамовые стекла отличаются от молибденовых еще меньшим содержанием
щелочных окислов.
Для устранения затруднений при варке в состав массы стекла марки С-39-17
вводится окись свинца, понижающая температуру стекловарения и облегчающая
удаление газов.
Для повышения температуры размягчения в стекло марки С-37-40 вместо бор-
ного ангидрида вводится окись алюминия.
Вольфрамовые стекла вследствие очень малого содержания щелочи имеют наи-
более высокие электроизоляционные и термические характеристики.
Стекло марки П-15, отличающееся наиболее высокой химической стойкостью,
применяется для изготовления ответственных деталей, работающих при высоких
температурах. Стекло марки П-15 применяется иногда для изготовления переход-
ных деталей при впаивании вольфрама в кварцевое стекло или для спаивания молиб-
деновых стекол с кварцевыми.
Кварцевое стекло отличается от других стекол тугоплавкостью (температура
размягчения 1500° С) и малым коэффициентом линейного расширения.
Из кварцевого стекла изготовляются ответственные детали вакуумных приборов.
Наиболее широко кварцевое стекло применяется для изготовления изоляторов вну-
тренней арматуры мощных приборов, нагревающихся в процессе эксплуатации до
высоких температур.
20
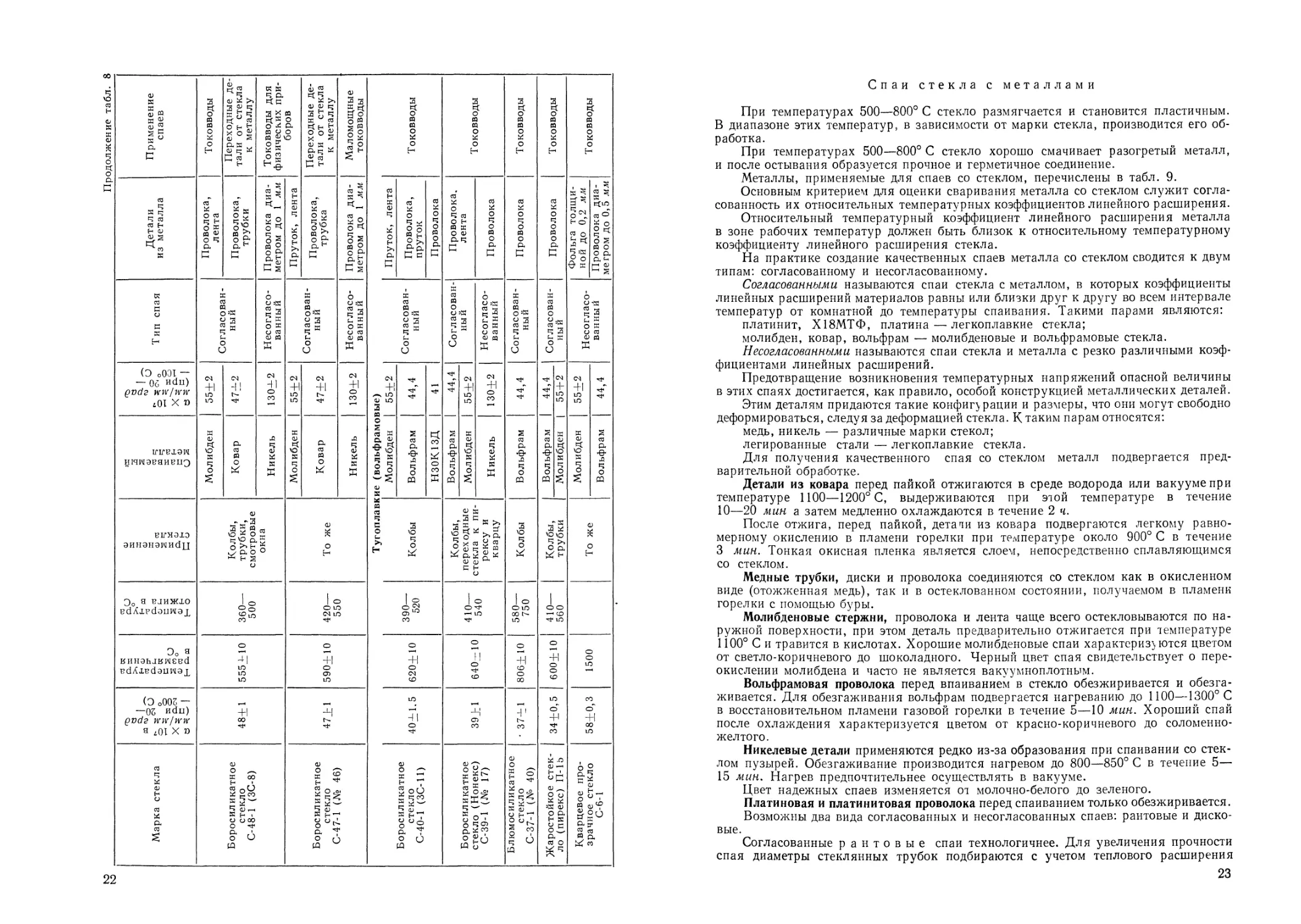
Свойства стекол, используемых в вакуумной технике
Применение спаев Токовводы в стеклянные фи- зические прибо- ры, переходные детали от стекла к металлу Ножки освети- тельных и при- емно-усилитель- ных ламп Токовводы, ме- । талло-стеклян- ные кинескопы Маломощные токовводы, ме- талло-стеклян- ные кинескопы Маломощные токовводы Токовводы для физических при- боров Переходные де- тали от стекла к металлу Токовводы для физических при- боров
Детали из металла Проволока диа- метром до 1 мм Трубка, про- волока 1 Проволока диа- метром до 1 мм Трубка, про- волока Проволока диа- метром до 1 мм Трубка, диск, проволока Проволока диа- метром до 1 мм Пруток, лента | Проволока, трубка Проволока диа- метром до 1 мм
Тип спая Согласован- ный Несогласо- ванный Согласован- ный Несогласо- ванный Согласован- ный Несогласо- ванный Согласован- ный Согласован- ный Несогласо- ванный ।
(ЭоООТ — — оз ийи QVds ww/ww xOl x » Jbie) 90,7 I <м +1 о ю СР о" СП 04 т 1 110+2 1 ю <£> 04 4-1 04 110+2 вые) 55±2 04 41 1304=2
iriruiaw ЦГШЭВЯИВПЭ 1вкие (платино! Платина | Х18МТФ | OW 4«aw | Платина Платинит | Х18МФТ | Медь МО Платинит о £ л 2 Х18МТФ; Х18ТФ :ие (молибдено! I Молибден Ковар Никель
В1ГЯ0ХЭ эинэнэиибц Легкопла Колбы, трубки, штабики Колбы, смотровые окна, трубки Плоские ( ножки ламп, трубки Многоэлек- тродные ножки Тугоплави Колбы, трубки, смотровые окна
Эо а влижю BdXxEdanwajL 400— 500 1 g оо _< ю 360— 450 410— 530
Do я кинаьлкиевб EdKiudanwajL 01 -FOSS о 41 о оо LO 500+10 5804:10
(D оООЗ — — 03 ndu) Qvdz-ww/ww д01 X » 90+2 89±2 04 +' ОО 00 41 сп
Марка стекла Баритовое стекло С-90-1 (БД-1) Доломитовое стекло С-89-2 (№ 23) Доломитовое стекло С-85-5 (№ 55) Свинцовое стекло С-88-4 (ЗС-4) Боросиликатное стекло С-49-1 (ЗС-5)
21
оо
Продолжение табл.
Применение спаев Toковводы Переходные де- тали от стекла к металлу Токовводы для физических при- боров Переходные де- тали от стекла к металлу Маломощные токовводы Токовводы Токовводы Токовводы Токовводы Токовводы
Детали из металла Проволока, лента Проволока, трубки Проволока диа- метром до 1 мм | Пруток, лента | Проволока, трубка Проволока диа- метром до 1 мм | Пруток, лента | Проволока, пруток Проволока 1 Проволока, лента Проволока Проволока Проволока Фольга толщи- 1 ной до 0,2 мм Проволока диа- метром до 0,5 мм 1
Тип спая Согласован- ный Несогласо- ванный Согласован- ный Несогласо- ванный Согласован- ный Согласован- ный Несогласо- ванный Согласован- ный Согласован- ный \ Несогласо- ванный
(Э оОЭ1 — — Об иПи) Qvd? ww/ww дО1 X ю см +1 LO см + 130±2 1 55+2 | 47+2 130+2 5ые) 55±2 | 44,4 1 55±2 | 130+2 44,4 I 55+2 | 55+2
irifBlOW ИНРМЭВЯИВПЭ Молибден Ковар Никель | Молибден | Ковар Никель :ие (вольфрамо! | Молибден | Вольфрам Н30К13Д I Вольфрам | Молибден | Никель Вольфрам 1 Вольфрам | Молибден | Молибден | । Вольфрам |
В1ГЯ0ХЭ аинанэяибц Колбы, трубки, смотровые окна 1 То же Тугоплавк Колбы Колбы, переходные стекла к пи- рексу и кварцу Колбы Колбы, трубки То же
Эо я ВХИЖХО BdXxpdanwax 360— 500 420— 550 390— 520 410— 540 1 580— 750 410— 560
По я BHHahJBWEBd udXxudanwax OI-tSSS 590+10 620+10 01 =0^9 806+ 10 600+10 1500
(Э oOOS — —OS Hdn) Qvd? wiv/ww я zOl X n 48+1 Н LV + 39±1 + СО 34 + 0,5 58+0,3
Марка стекла Боросиликатное стекло С-48-1 (ЗС-8) Боросиликатное стекло С-47-1 (№ 46) Боросиликатное стекло С-40-1 (ЗС-11) Боросиликатное стекло (Нонекс) С-39-1 (№ 17) Блюмосиликатное стекло С-37-1 (Ко 40) Жаростойкое стек- ло (пирекс) П-1Ь Кварцевое про- зрачное стекло С-6-1
22
Спаи стекла с металлами
При температурах 500—800° С стекло размягчается и становится пластичным.
В диапазоне этих температур, в зависимости от марки стекла, производится его об-
работка.
При температурах 500—800° С стекло хорошо смачивает разогретый металл,
и после остывания образуется прочное и герметичное соединение.
Металлы, применяемые для спаев со стеклом, перечислены в табл. 9.
Основным критерием для оценки сваривания металла со стеклом служит согла-
сованность их относительных температурных коэффициентов линейного расширения.
Относительный температурный коэффициент линейного расширения металла
в зоне рабочих температур должен быть близок к относительному температурному
коэффициенту линейного расширения стекла.
На практике создание качественных спаев металла со стеклом сводится к двум
типам: согласованному и несогласованному.
Согласованными называются спаи стекла с металлом, в которых коэффициенты
линейных расширений материалов равны или близки друг к другу во всем интервале
температур от комнатной до температуры спаивания. Такими парами являются:
платинит, Х18МТФ, платина — легкоплавкие стекла;
молибден, ковар, вольфрам — молибденовые и вольфрамовые стекла.
Несогласованными называются спаи стекла и металла с резко различными коэф-
фициентами линейных расширений.
Предотвращение возникновения температурных напряжений опасной величины
в этих спаях достигается, как правило, особой конструкцией металлических деталей.
Этим деталям придаются такие конфигурации и размеры, что они могут свободно
деформироваться, следуя за деформацией стекла. К таким парам относятся:
медь, никель — различные марки стекол;
легированные стали — легкоплавкие стекла.
Для получения качественного спая со стеклом металл подвергается пред-
варительной обработке.
Детали из ковара перед пайкой отжигаются в среде водорода или вакууме при
температуре 1100—1200° С, выдерживаются при этой температуре в течение
10—20 мин а затем медленно охлаждаются в течение 2 ч.
После отжига, перед пайкой, детачи из ковара подвергаются легкому равно-
мерному окислению в пламени горелки при температуре около 900° С в течение
3 мин. Тонкая окисная пленка является слоем, непосредственно сплавляющимся
со стеклом.
Медные трубки, диски и проволока соединяются со стеклом как в окисленном
виде (отожженная медь), так и в остеклованном состоянии, получаемом в пламени
горелки с помощью буры.
Молибденовые стержни, проволока и лента чаще всего остекловываются по на-
ружной поверхности, при этом деталь предварительно отжигается при температуре
1100° С и травится в кислотах. Хорошие молибденовые спаи характеризуются цветом
от светло-коричневого до шоколадного. Черный цвет спая свидетельствует о пере-
окислении молибдена и часто не является вакуумноплотным.
Вольфрамовая проволока перед впаиванием в стекло обезжиривается и обезга-
живается. Для обезгаживания вольфрам подвергается нагреванию до 1100—1300° С
в восстановительном пламени газовой горелки в течение 5—10 мин. Хороший спай
после охлаждения характеризуется цветом от красно-коричневого до соломенно-
желтого.
Никелевые детали применяются редко из-за образования при спаивании со стек-
лом пузырей. Обезгаживание производится нагревом до 800—850° С в течение 5—
15 мин. Нагрев предпочтительнее осуществлять в вакууме.
Цвет надежных спаев изменяется оч молочно-белого до зеленого.
Платиновая и платинитовая проволока перед спаиванием только обезжиривается.
Возможны два вида согласованных и несогласованных спаев: рантовые и диско-
вые.
Согласованные рантовые спаи технологичнее. Для увеличения прочности
спая диаметры стеклянных трубок подбираются с учетом теплового расширения
23
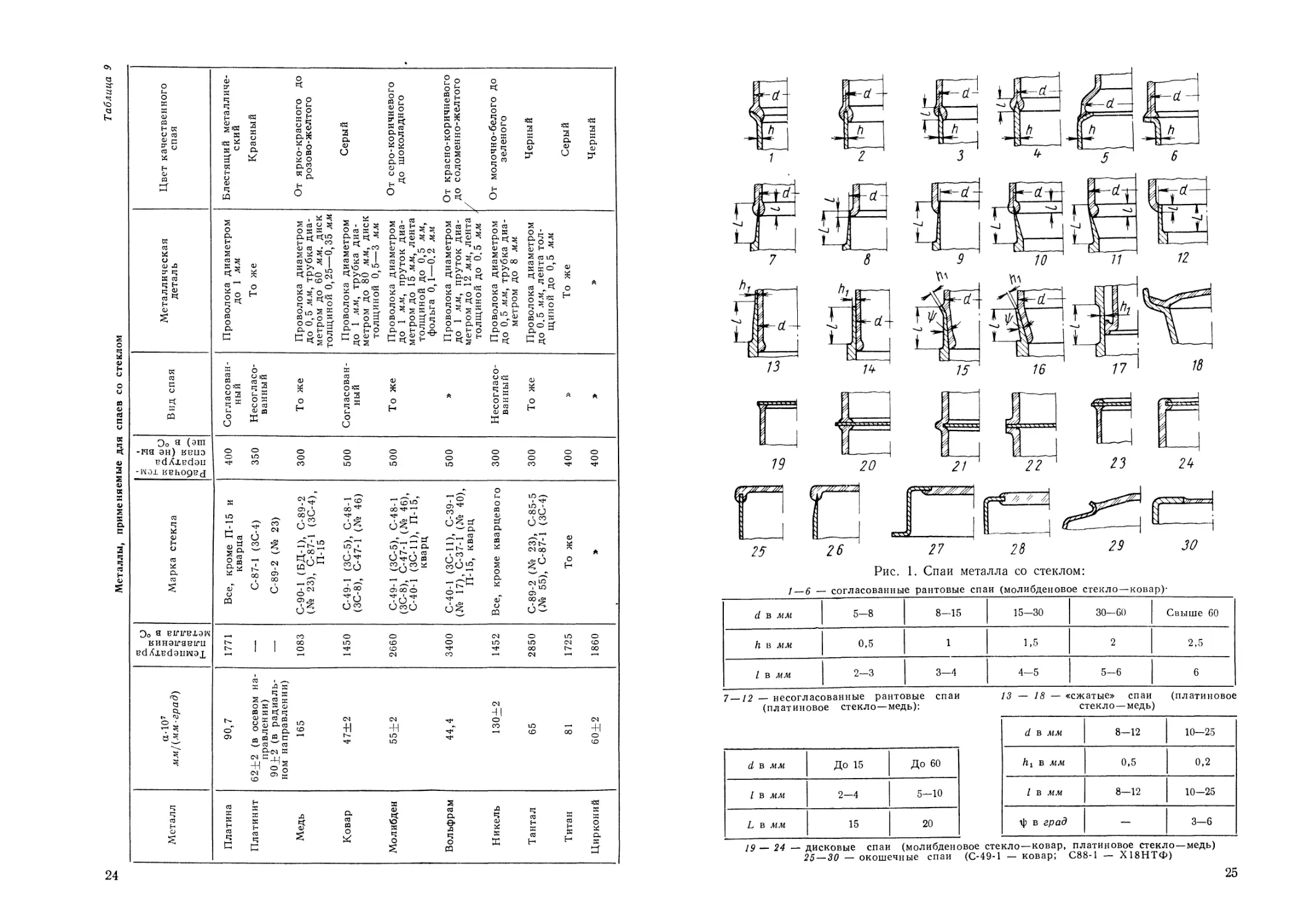
Металлы, применяемые для спаев со стеклом
Таблица 9
Металл а-107 мм/(мм-град) Температура плавления металла в °C Марка стекла Рабочая тем- пература 1 спая (не вы- ше) в °C Вид спая Металлическая деталь Цвет качественного спая
Платина 90,7 1771 Все, кроме П-15 и кварца 400 Согласован- ный Проволока диаметром до 1 мм Блестящий металличе- ский
Платинит 62^2 (в осевом на- правлении) 90^Ь2 (в радиаль- ном направлении) — С-87-1 (ЗС-4) С-89-2 (№ 23) 350 Несогласо- ванный То же Красный
Медь 165 1083 С-90-1 (БД-1), С-89-2 (№ 23), С-87-1 (ЗС-4), П-15 300 То же Проволока диаметром до 0,5 мм, трубка диа- метром до 60 мм, диск толщиной 0,25—0,35 мм От ярко-красного до розово-желтого
Ковар 47±2 1450 С-49-1 (ЗС-5), С-48-1 (ЗС-8), С-47-1 (№ 46) 500 Согласован- ный Проволока диаметром до 1 мм, трубка диа- метром до 80 мм, диск толщиной 0,5—3 мм Серый
Молибден 55±2 2660 С-49-1 (ЗС-5), С-48-1 (ЗС-8), С-47-1 (№ 46), С-40-1 (ЗС-11), П-15, кварц 500 То же Проволока диаметром до 1 мм, пруток диа- метром до 15 мм, лента толщиной до 0,5 мм, фольга 0,1—0.2 мм От серо-коричневого до шоколадного
Вольфрам 44,4 3400 С-40-1 (ЗС-11), С-39-1 (№ 17), С-37-1 (№ 40), П-15, кварц 500 » Проволока диаметром до 1 мм, пруток диа- метром до 12 мм, лента толщиной до 0.5 мм ' От красно-коричневого до соломенно-желтого
Никель 130^2 1452 Все, кроме кварцевого 300 Несогласо- ванный Проволока диаметром до 0,5 мм, трубка диа- метром до 8 мм От молочно-белого до зеленого
Тантал 65 2850 С-89-2 (№ 23), С-85-5 (№ 55), С-87-1 (ЗС-4) 300 То же Проволока диаметром до 0.5 мм, лента тол- щиной до 0,5 мм Черный
Титан 81 1725 То же 400 » То же Серый
Цирконий 60±2 1860 » 400 » Черный
Металлической трубы при нагреве. Лучше других зарекомендовали себя спаи типа
2, 3 и 4* (рис. 1). Края металлических деталей при обработке должны быть хорошо
сглажены и закруглены радиусом 0,2 мм.
Дисковые или торцовые спаи при хорошем согласовании значений
коэффициента лирейного расширения и плавном закруглении краев диска при тол-
щине металла 0,5—3 мм получаются надежными в спаях типа 19, 20 и 24 (см. рис. 1).
Если коэффициент линейного расширения металла значительно больше коэффи-
циента линейного расширения стекла, то толщина дисков принимается в пределах
0,25—0,35 мм. • \
Одним из лучших металлов для несогласованного спая со стеклом служит медь
благодаря ее высокой пластичности, хорошей адгезии окисной пленки, образующейся
в месте спая со стеклом, и высоким значениям электро- и теплопроводности.
Технологически простыми и надежными в эксплуатации при температуре до 200° С
являются двухсторонние и наружные спаи (при высокочастотном индукционном
нагреве) типа 7, 9, 10 и 12 (см. рис. 1).
Конические лезвия типа 10 и 11 применяются обычно при диаметрах соединяе-
мых деталей до 25 мм, а цилиндрические — типа 7, 8, 9 и 12— до 60 мм.
Спаи типов 7—12 имеют низкую прочность лезвия вследствие малой толщины
его стенки, кроме того, при длительных циклических тепловых нагрузках выше
200° С в лезвии возможно появление усталостных трещин.
Если в деталях конструкции возможно появление окисления меди, необходимо
применять «сжатые» спаи типа 13—18 (см. рис. 1), в которых стекло всегда работает
на сжатие.
Спаи типа 15, 17 (см. рис. 1), применяются в электровакуумных приборах, где
прочность такого спая удовлетворяет требованиям работы прибора.
Тонкая стенка в этих конструкциях способна несколько деформироваться при
расширении стекла, поэтому эти спаи более надежны в эксплуатации, однако при
изготовлении они более трудоемки.
Спай типа 18 применяется для изготовления больших смотровых окон или кол-
паков к вакуумным камерам. Помимо такого типа спая, большое распространение
для небольших даметров (до 50 мм) получили конструкции типа 25, 26, 28, 29 (см.
рис. 1).
Обычно окошечные спаи изготовляются по способу согласованного спая (ковар—
молибденовые стекла, высокохромистая сталь — свинцовое стекло и т. д.), но в слу-
чае необходимости они могут изготовляться и из несогласующихся материалов
Примерами согласованных спаев являются конструкции типа 25, 27,28, 30 (см. рис. 1).
Спаи типа 26, 29 применимы для несогласующихся материалов.
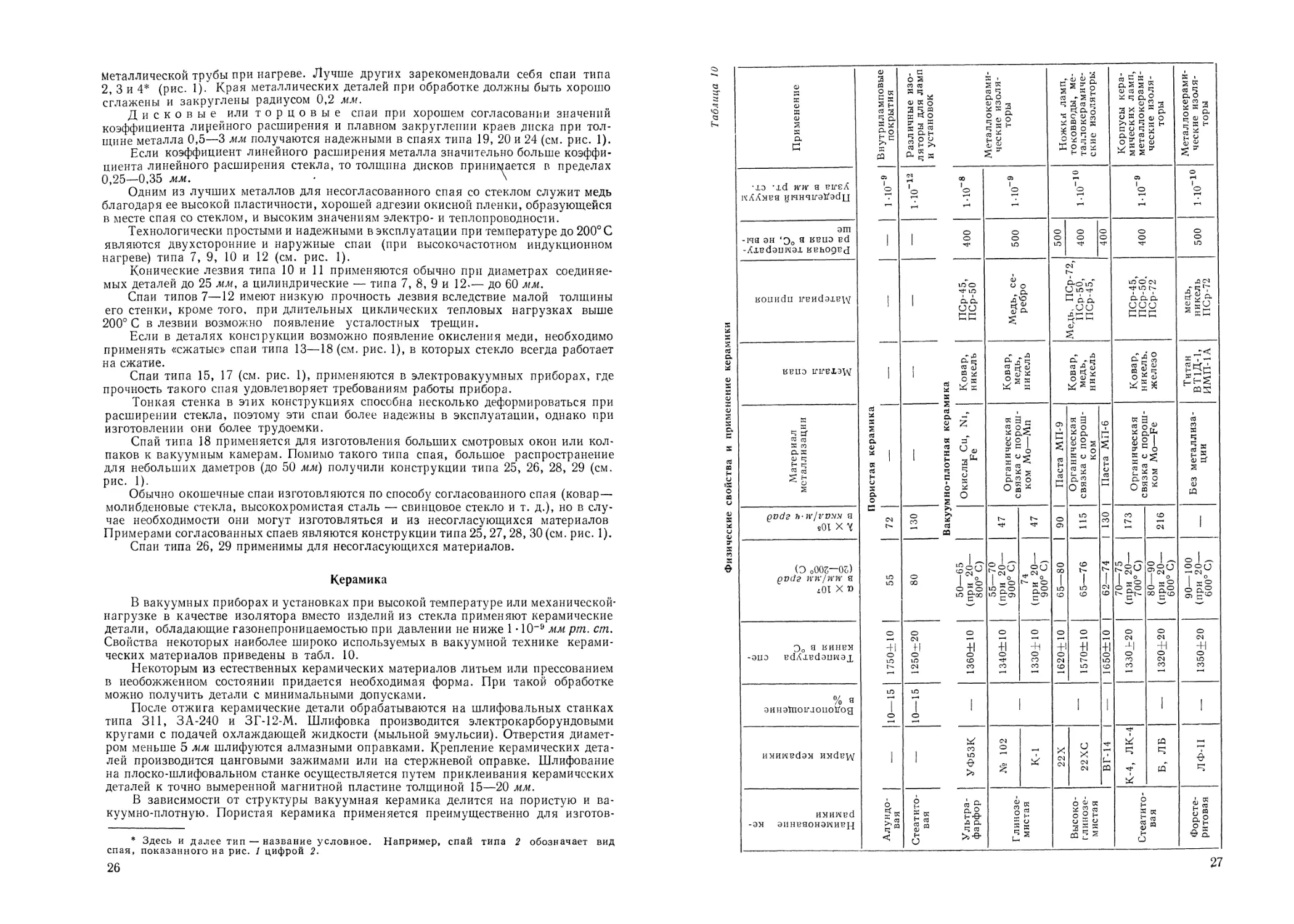
Керамика
В вакуумных приборах и установках при высокой температуре или механической-
нагрузке в качестве изолятора вместо изделий из стекла применяют керамические
детали, обладающие газонепроницаемостью при давлении не ниже 1 • 10~9 мм рт. ст.
Свойства некоторых наиболее широко используемых в вакуумной технике керами-
ческих материалов приведены в табл. 10.
Некоторым из естественных керамических материалов литьем или прессованием
в необожженном состоянии придается необходимая форма. При такой обработке
можно получить детали с минимальными допусками.
После отжига керамические детали обрабатываются на шлифовальных станках
типа 311, ЗА-240 и ЗГ-12-М. Шлифовка производится электрокарборундовыми
кругами с подачей охлаждающей жидкости (мыльной эмульсии). Отверстия диамет-
ром меньше 5 мм шлифуются алмазными оправками. Крепление керамических дета-
лей производится цанговыми зажимами или на стержневой оправке. Шлифование
на плоско-шлифовальном станке осуществляется путем приклеивания керамических
деталей к точно вымеренной магнитной пластине толщиной 15—20 мм.
В зависимости от структуры вакуумная керамика делится на пористую и ва-
куумно-плотную. Пористая керамика применяется преимущественно для изготов-
* Здесь и далее тип — название условное. Например, спай типа 2 обозначает вид
спая, показанного на рис. 1 цифрой 2.
26
Физические свойства и применение керамики
Применение I Внутриламповые 1 покрытия Различные изо- ляторы для ламп и установок Металлокерами- ческие изоля- торы Ножки ламп, токовводы, ме- таллокерамиче- ские изоляторы Корпусы кера- мических ламп, металлокерами- ческие изоля- торы Металлокерами- ческие изоля- | торы
•хэ -id ww a uirsX кЛЛмея HiaHairaiZadu l-10“9 | ! 140 12 1 140-8 1-10 9 1-10 10 1-10 9 МО’10
am -гая ан ‘эо я вина nd -ЛхЕбэшмэх BEhopEj 1 1 ° 1 о о ю о о о о о о о о ю
EouHdii ifBHdaiBW 1 ПСр-45, ПСр-50 Медь, се- ребро Медь, ПСр-72, ПСр-50, ПСр-45, КЪ’ СЧ сх + сх ООО ССС медь, никель ПСр-72
bbiio irifEiaw 1 1 дика Ковар, никель Ковар, медь, никель Ковар, медь, никель Ковар, никель, железо Титан ВТ1Д-1, ИМП-1А
Материал металлизации [ористая керамика i - мно-плотная керап Окислы Си Ni, Fe Органическая связка с порош- ком Мо—Мп Паста МП-9 1 Органическая связка с порош- ! ком | Паста МП-6 [ Органическая связка с порош- ком Мо—Fe Без металлиза- ции
QVd? h-wlvvyyi a sOl x ч с СЧ 130 Вакуу о Ю 1 130 СО со СЧ 1
(9 o003—03) gvds ww/ww a xOl X ю io 50—65 (при 20— 800° С) 55—70 (при 20— 900° С) 74 | (при 20— 900° С) 65—80 | 65—76 bL~~ 39 1 70—75 (при 20— 700° С) 80—90 (при 20— 600° С) 90—100 (при 20— 600° С)
Эо а кинем -энэ EdAxEdauwajL | Ol+OSZl ; о о СЧ —' К +1 о о Ю СО сч со о +1 о + о СО 1620+10 | 1570+10 +1 о ш 1330+20 1320+20 1350+20
% я а и н atn о ir а о и о tto g I SI—01 10—15 1 1 1 1 1 1
HMHWEdOM HMdEW 1 УФ53К № 102 22 X 1 22ХС ВГ-14 | К-4, ЛК-4 1 Б, ЛБ ЛФ-П
HMHWEd -ЭМ ЭИНЕЯОНЭЭДИЕН Алундо- 1 вая В 03 54 £ м О) Ч О 5 Глинозе- мистая Высоко- глинозе- мистая Стеатито- вая Форсте- ритовая
27
лепия внутриламповых изоляторов (трубки, стержни, втулки и др.), вакуумно-плот-
ная — для изготовления деталей внешних оболочек вакуумного прибора, а также
различных металло-керамических конструкций (токовводов, изоляторов и др.).
Керамика, применяемая для изготовления внутриламповой изоляции, должна
обладать высоким удельным электрическим сопротивлением, малым газовыделе-
нием и большой теплостойкостью. Относительный температурный коэффициент ли-
нейного расширения ее не должен превышать 8-10“7 мм/мм-град.
К керамическим материалам предъявляют следующие основные требования:
непоглощаемость влаги, малая величина диэлектрических потерь, соответствие
относительных температурных коэффициентов линейного расширения изделий из
керамики и спаиваемых с ними металлов и сплавов, высокая механическая прочность.
Спаи металла с керамикой
Керамические изделия способны образовывать вакуумно-плотные и механи-
чески прочные соединения с некоторыми металлами и сплавами. При выборе металла
для соединения с керамикой необходимо обращать внимание на значения их коэффи-
циентов линейных расширений.
В пределах рабочих температур значения их не должны отличаться более чем
на 10%. К металлам, хорошо соединяемым с керамикой, относятся: никель, медь,
ковар и титан.
Геометрические размеры металлических деталей имеют определяющее значение
для получения надежного спая керамики с металлом.
Толщина детали в соседних пайке местах не должна превышать 0,5 мм.
После штамповки и механической обработки металлические детали подвергаются
обезжириванию в трихлорэтане, травлению и отжигу при температуре около 400° С
для получения тонкого слоя окисла. Места спаивания керамики покрываются слоем
никеля толщиной 15—20 мк, а затем обжигаются.
Размеры металлической детали должны быть выдержаны по 3-му классу точ-
Для того чтобы спаять керамику с металлом, ее предварительно покрывают ме-
таллом способом спекания.
В производстве в настоящее время применяют покрытие керамики молибденом
с небольшой добавкой железа (молибденовая технология), покрытие молибденом
с добавкой марганца (молибдено-марганцевая технология), покрытие карбидами
вольфрама, молибдена и титана (карбидная технология). Так покрываются металлом
детали из стеатитовой, высоко глиноземной и глиноземистой керамики.
Для лучшего сцепления спаиваемой детали с керамикой применяют вторичное
покрытие керамики — никелем. Никель наносят обычно двумя методами пульвери-_
зацией или гальваническим способом.
Для покрытия керамики применяются чистые порошки из тугоплавких метал-
лов —молибдена, вольфрама и рения,.смеси порошков этих металлов с порошками
железа, марганца, меди, а также карбиды тугоплавких металлов.
К активным металлам, используемым для спаивания металла с керамикой,
относят титан и цирконий.
В настоящее время также используются сплавы, в состав которых вводятся ак-
тивные металлы. Такой сплав, являющийся связующим звеном, помещают между ке-
рамикой и металлом. Порошки гидрида титана или циркония смешиваются с 2%-
ным биндером из нитроклетчатки и наносят на хорошо очищенную керамическую
деталь методом пульверизации. После высыхания пасты керамическая деталь поме-
щается вместе с металлической деталью в керамическую или феррохромовую оп-
раву.
В последнее время широкое распространение в вакуумной технике получили
металлические вводы, спаянные с керамикой (рис. 2), отличающиеся надежностью
и простотой изготовления. Керамика в этих вводах является уплотнителем и изоля-
тором.
Фостеритовую керамику марки ЛФП, имеющую коэффициент линейного рас-
ширения, близкий к коэффициенту линейного расширения титана, без покрытия
28
спаивают с титаном. В качестве припоя используют сплав медь—серебро или чистую
медь (МО).
Для получения высококачественных вакуумно-плотных спаев применяется при-
пой из чистого серебра или припои на основе серебра (ПСр-45, ПСр-50, ПСр-72).
Пайка металлокерамических изделий обычно производится в электрических
печах в атмосфере чистого водорода.
Конструкции, показанные на рис. 2, а и б, применяются для изготовления сла-
боточных и термопарных вводов.
Рис. 2. Спаи металлических деталей с керамикой:
1 — токовводы; 2 — кольцо (керамика); 3 — стакан (ковар, никель);
4 — втулка (ковар, никель), 5 — кольцо (ковар); 6 — припой
Более надежными (из-за большей поверхности спая металла с керамикой) яв-
ляются конструкции (см. рис. 2, в и а), применяемые для сильноточных вводов.
На рис. 2, д—з приведены также другие металлокерамические конструкции,
нашедшие применение в качестве изоляторов в вакуумной технике и электронной
промышленности.
Вакуумная резина
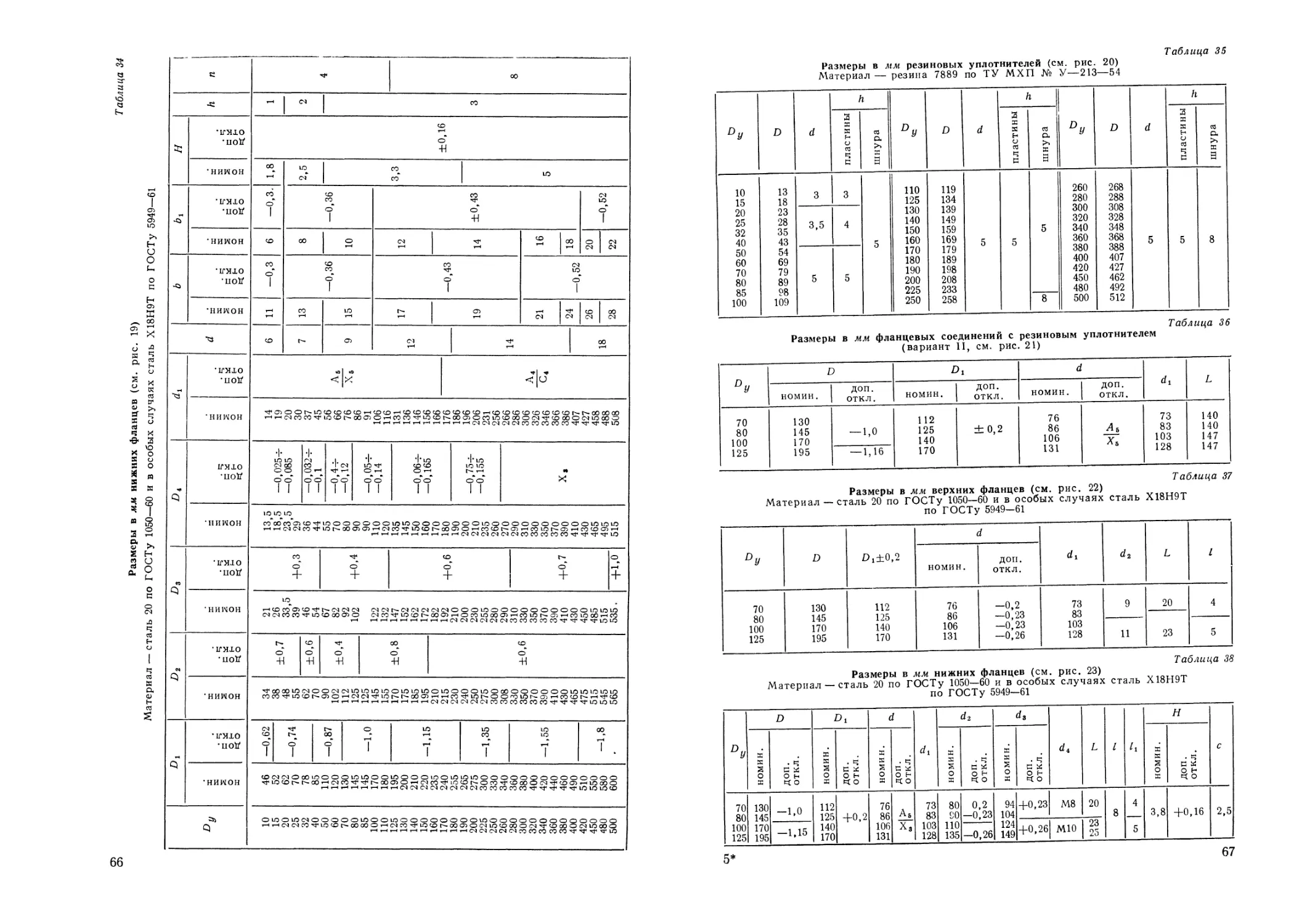
Различные сорта вакуумной резины благодаря своей эластичности, прочности
и газонепроницаемости находят широкое применение в вакуумной технике. Наиболее
широкое применение нашли вакуумные резины следующих марок: 7889, 9024, 1015
и ИРП 2044.
Резина 7889 (белая, немаслостойкая) применяется в вакуумной технике в виде
трубок (шлангов), пластин и шнура.
Резиновые трубки (ТУ МХП № 1472—54) выпускаются размерами от 3X3 до
30X30 мм.
Учитывая большое газовыделение резины, резиновые шланги не рекомендуется
ставить на высоковакуумную часть откачной системы. Трубопроводы из резиновых
шлангов применяются только на стороне предварительного разрежения. Они обе-
спечивают вакуумную плотность соединений, допускают возможность перемещения
оборудования и предохраняют установку от вибрации, возникающей при работе
форвакуумных механических насосов.
29
Резиновые шланги применяют в вакуумных системах, работающих при давле-
ниях не ниже р = 1 • Ю~4 мм рт. ст. при температурах от —30 до Ц-90°. С
Резиновые шланги одеваются обычно на стеклянные или металлические трубки
и концы их затягиваются хомутиками. Концы металлических или стеклянных трубок
перед надеванием шлангов обычно покрывают смазкой типа «Рамзай».
Резиновые пластины (ТУ МХП № У251—54) выпускаются толщиной от 2 до
30 мм и применяются для разборных вакуумных соединений, работающих при дав-
лениях не ниже 1 • 10-6 мм рт. ст. и температурах от —30 до +90° С.
Обычно из такой резины изготовляют__кольцевые прокладки, используемые
во фланцевых и грибковых соединениях вакуумных систем.
Резиновые шнуры (ТУ МХП № 213—54) изготовляются диаметром (или по
высоте и ширине прямоугольного сечения) от 3 до 30 мм и выше. Шнуры, склеенные
по скосу резиновым клеем, не уступают в герметичности литым прокладкам.
Принцип вакуумной герметизации разборных систем основан на свойстве резины
не изменять своего объема при сжатии, а заполнять при этом все свободное про-
странство.
Резина 9024 (черная маслостойкая) отличается от белой резины меньшей проч-
ностью на разрыв и значительно большей устойчивостью против набухания от масла.
Она применяется обычно в виде литых колец различной конфигурации или в виде
шнуров круглого и прямоугольного сечения.
В настоящее время отечественной промышленностью выпускаются сорта
резины (ИРП-2044, 1015, 14Р-23), пригодные для работы при температурах выше
100° С Практически они не разлагаются маслами.
Физико-механические свойства различных сортов резины приведены в табл. 11.
Таблица 11
Физико-механические свойства резины
Показатели Марка резины
9024 7889 ИРП-2044 1015 14Р-23
Предел прочности при растяже- нии в кГ/см2 100 170 80 90 22
Относительное удлинение при разрыве в % 350 550 300 400 120
Остаточное относительное удли- нение после разрыва (не более) в % 17 20 12 20
Остаточная деформация после сжатия на 45% первоначальной высоты в течение 100 ч, при 70° С (не более) в % 15 10
Набухание в вазелиновом масле в течение 24 ч при 70° С (не бо- лее) в % 6 90 4.5 38
Морозостойкость (не ниже) в °C —40 —50 — —30 —70
Термостойкость в °C 100 80 150 80 200
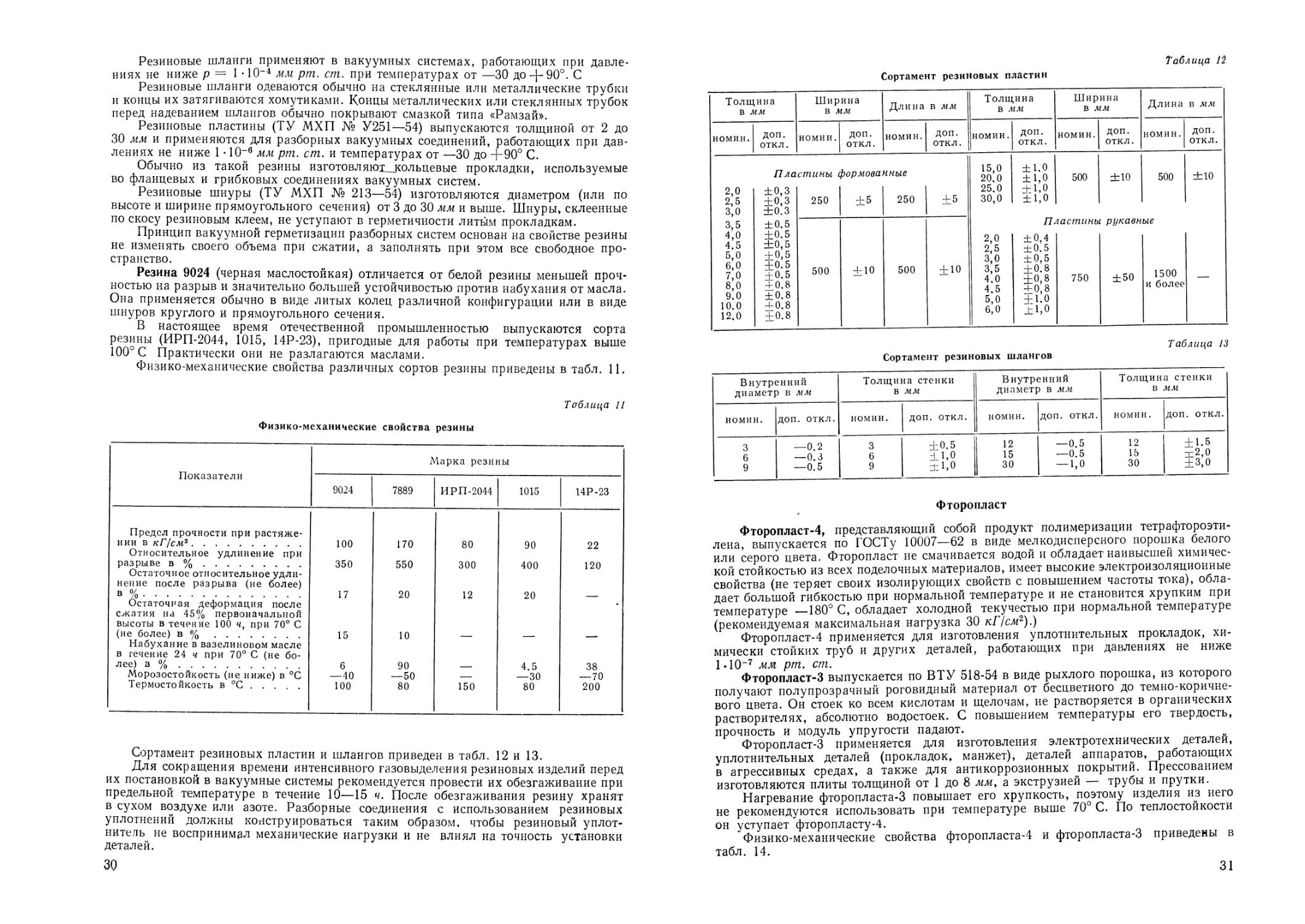
Сортамент резиновых пластин и шлангов приведен в табл. 12 и 13.
Для сокращения времени интенсивного газовыделения резиновых изделий перед
их постановкой в вакуумные системы рекомендуется провести их обезгаживание при
предельной температуре в течение 10—15 ч. После обезгаживания резину хранят
в сухом воздухе или азоте. Разборные соединения с использованием резиновых
уплотнений должны конструироваться таким образом, чтобы резиновый уплот-
нитель не воспринимал механические нагрузки и не влиял на точность установки
деталей.
30
Таблица
Сортамент резиновых пластин
Толщина в мм Ширина в мм Длина в мм
номин. Доп. откл. номин. Доп. откл. номин. ДОП. откл.
2,0 2,5 3,0 3,5 4,0 4.5 5,0 6,0 7,0 8,0 9.0 10.0 12.0 Пла ±0,3 ±0,3 ±0.3 ±0.5 ±0.5 ±0,5 ±0,5 ±0.5 ±0.5 ±0.8 ±0.8 4-0.8 ±0.8 стины ( 250 рормова. ±5 нные 250 1 ±5
500 ±ю 500 ±10
Толщина в мм Ширина в мм Длина в мм
номин. доп. откл. номин. ДОП. откл. номин. Доп. откл.
15,0 20.0 25.0 30,0 ±1.0 ±1,0 ±1,0 ±1,0 500 ±10 500 ±10
Пластины рукавные
2,0 2,5 3,0 3,5 4.0 4.5 5,0 6,0 ±0,4 ±0.5 ±0,5 ±0.8 ±0,8 4-0,8 ±1,0 ±1,0 750 ±50 1500 и более —
Сортамент резиновых шлангов
Таблица 13
Внутренний диаметр в мм Толщина стенки в мм Внутренний диаметр в мм Толщина стенки в мм
номин. доп. откл. номин. доп. откл. номин. доп. откл. номин. доп. откл.
3 —0.2 3 ±0.5 12 —0.5 12 ±1.5
6 —0.3 6 ±1,0 15 —0.5 15 х2,0
9 —0.5 9 ±1,0 30 — 1,0 30 ±3,0
Фторопласт
Фторопласт-4, представляющий собой продукт полимеризации тетрафтороэти-
лена, выпускается по ГОСТу 10007—62 в виде мелкодисперсного порошка белого
или серого цвета. Фторопласт не смачивается водой и обладает наивысшей химичес-
кой стойкостью из всех поделочных материалов, имеет высокие электроизоляционные
свойства (не теряет своих изолирующих свойств с повышением частоты тока), обла-
дает большой гибкостью при нормальной температуре и не становится хрупким при
температуре —180° С, обладает холодной текучестью при нормальной температуре
(рекомендуемая максимальная нагрузка 30 кГ/см2).)
Фторопласт-4 применяется для изготовления уплотнительных прокладок, хи-
мически стойких труб и других деталей, работающих при давлениях не ниже
1 -10~7 мм рт. ст.
Фторопласт-3 выпускается по ВТУ 518-54 в виде рыхлого порошка, из которого
получают полупрозрачный роговидный материал от бесцветного до темно-коричне-
вого цвета. Он стоек ко всем кислотам и щелочам, не растворяется в органических
растворителях, абсолютно водостоек. С повышением температуры его твердость,
прочность и модуль упругости падают.
Фторопласт-3 применяется для изготовления электротехнических деталей,
уплотнительных деталей (прокладок, манжет), деталей аппаратов, работающих
в агрессивных средах, а также для антикоррозионных покрытий. Прессованием
изготовляются плиты толщиной от 1 до 8 мм, а экструзией — трубы и прутки.
Нагревание фторопласта-3 повышает его хрупкость, поэтому изделия из него
не рекомендуются использовать при температуре выше 70° С. По теплостойкости
он уступает фторопласту-4.
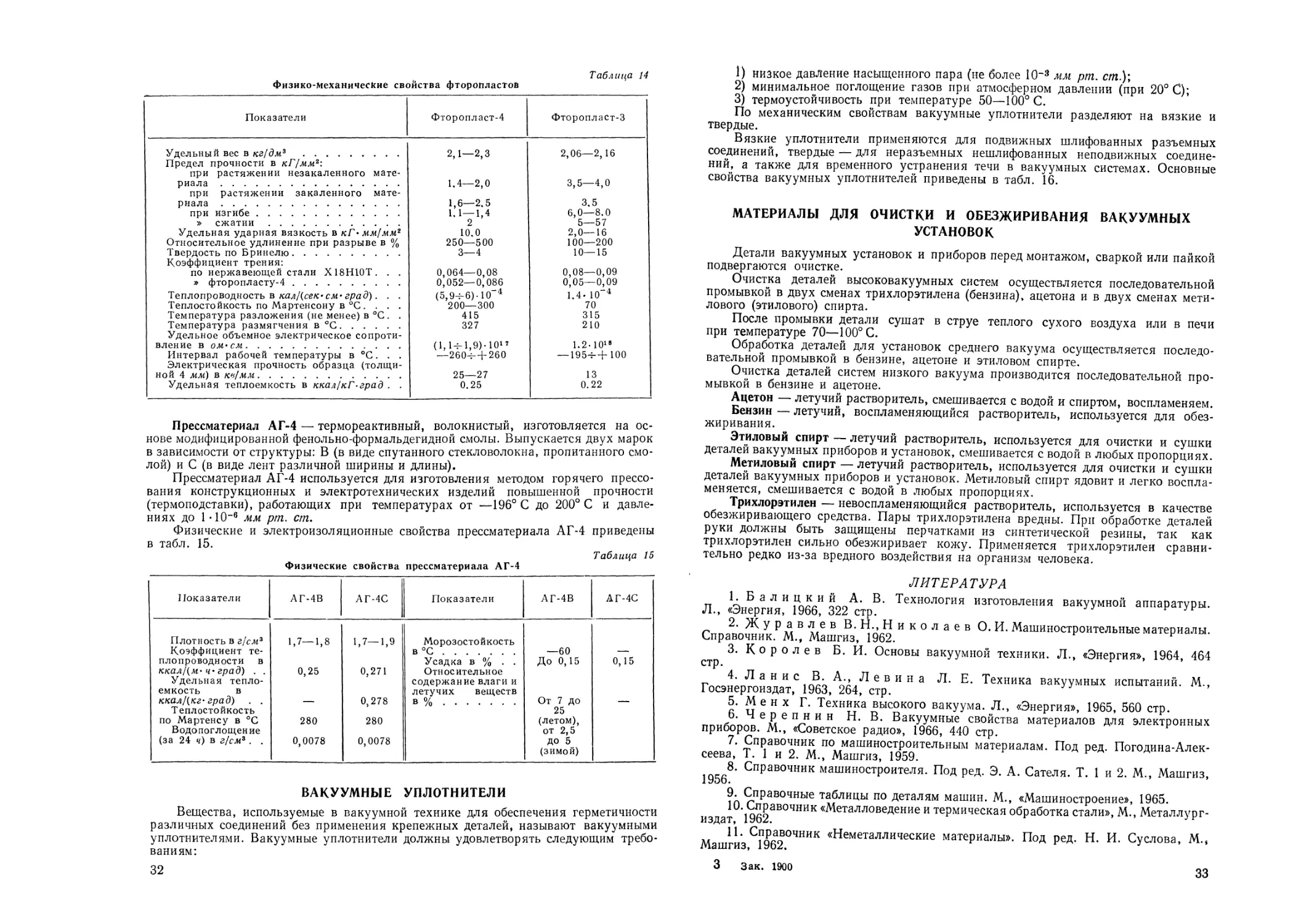
Физико-механические свойства фторопласта-4 и фторопласта-3 приведены в
табл. 14.
31
Таблица 14
Физико-Механические свойства фторопластов
Показатели Фторопласт-4 Фторопласт-3
Удельный вес в кг/дм3 Предел прочности в кГ/мм2: при растяжении незакаленного мате- риала при растяжении закаленного мате- риала при изгибе » сжатии Удельная ударная вязкость в кГ- мм/мм2 Относительное удлинение при разрыве в % Твердость по Бринелю Коэффициент трения: по нержавеющей стали Х18Н10Т. . . » фторопласту-4 Теплопроводность в кал/(сек-см- град). . . Теплостойкость по Мартенсону в °C . . . . Температура разложения (не менее) в °C. . Температура размягчения в °C Удельное объемное электрическое сопроти- вление в ом-см Интервал рабочей температуры в °C. . . Электрическая прочность образца (толщи- ной 4 мм) в кв/мм Удельная теплоемкость в ккал/кГ-град . . 2,1—2,3 1.4—2,0 1,6—2.5 1.1—1,4 2 10.0 250—500 3—4 0,064—0,08 0,052—0,086 (5,94-6)-10“4 200—300 415 327 (1,1<-1,9) • 1017 —2604-4*260 25—27 0.25 2,06—2,16 3,5—4,0 3.5 6,0—8.0 5—57 2,0—16 100—200 10—15 0,08—0,09 0,05—0,09 1.4- 10"4 70 315 210 1.2-1018 -1954-4- ЮО 13 0.22
Прессматериал АГ-4 — термореактивный, волокнистый, изготовляется на ос-
нове модифицированной фенольно-формальдегидной смолы. Выпускается двух марок
в зависимости от структуры: В (в виде спутанного стекловолокна, пропитанного смо-
лой) и С (в виде лент различной ширины и длины).
Прессматериал АГ-4 используется для изготовления методом горячего прессо-
вания конструкционных и электротехнических изделий повышенной прочности
(термоподставки), работающих при температурах от —196° С до 200° С и давле-
ниях до 1-10"6 мм рт. ст.
Физические и электроизоляционные свойства прессматериала АГ-4 приведены
в табл. 15.
Таблица 15
Физические свойства прессматериала АГ-4
Показатели АГ-4В АГ-4С Показатели АГ-4В АГ-4С
Плотность в г/см3 Коэффициент те- плопроводности в ккал/(м,-ч-град) . . Удельная тепло- емкость в ккал/(кг-град) . . Теплостойкость по Мартенсу в °C Водопоглощен ие (за 24 ч) в г/см3 . . 1,7—1,8 0,25 280 0,0078 1,7—1,9 0,271 0,278 280 0,0078 Морозостойкость в °C Усадка в % . . Относительное содержание влаги и летучих веществ в % —60 До 0,15 От 7 до 25 (летом), от 2,5 ДО 5 (зимой) 0,15
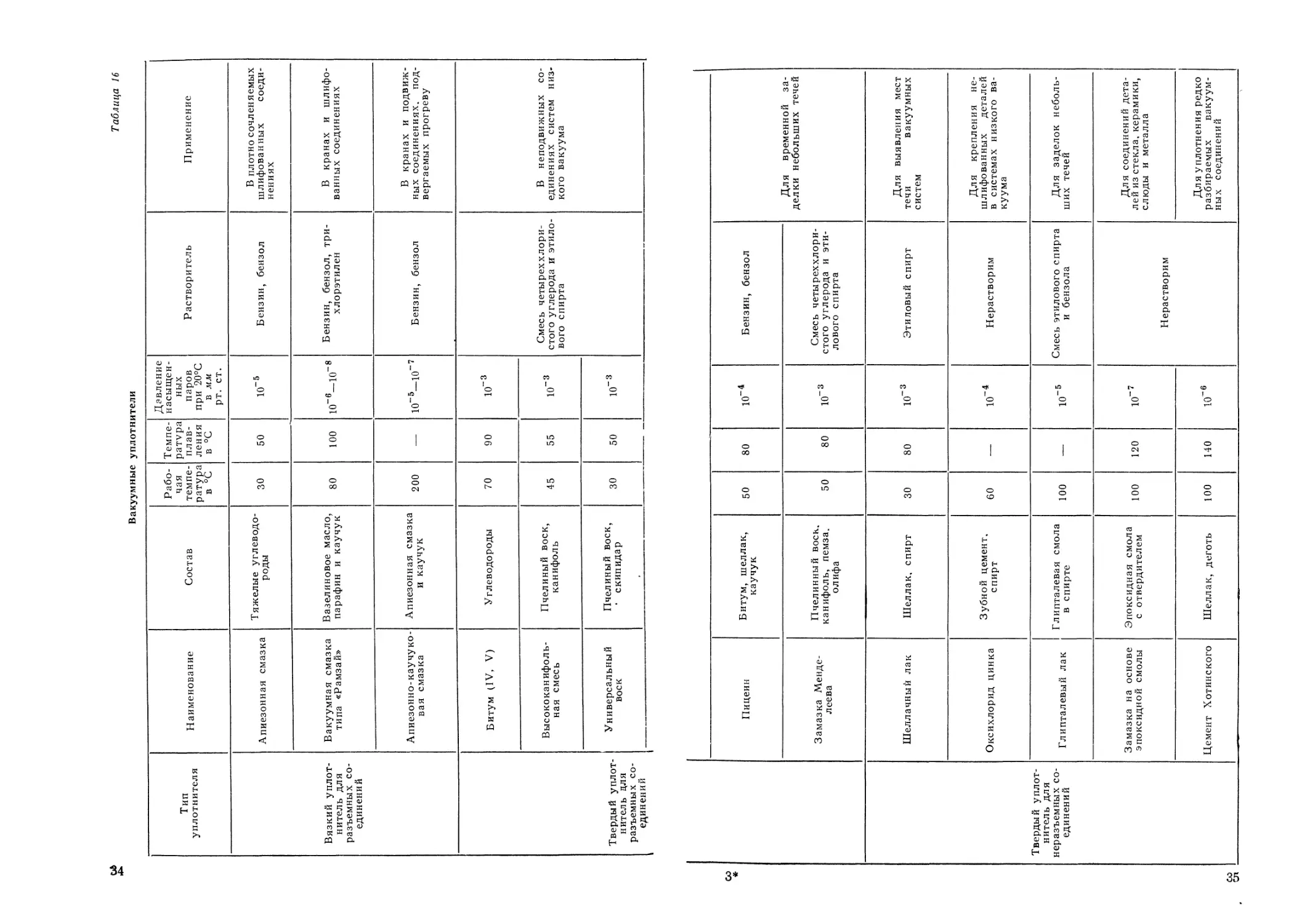
ВАКУУМНЫЕ УПЛОТНИТЕЛИ
Вещества, используемые в вакуумной технике для обеспечения герметичности
различных соединений без применения крепежных деталей, называют вакуумными
уплотнителями. Вакуумные уплотнители должны удовлетворять следующим требо-
ваниям:
32
1) низкое давление насыщенного пара (не более 10~3 мм рт. ст.};
2) минимальное поглощение газов при атмосферном давлении (при 20° С);
3) термоустойчивость при температуре 50—100° С.
По механическим свойствам вакуумные уплотнители разделяют на вязкие и
твердые.
Вязкие уплотнители применяются для подвижных шлифованных разъемных
соединений, твердые — для неразъемных нешлифованных неподвижных соедине-
ний, а также для временного устранения течи в вакуумных системах. Основные
свойства вакуумных уплотнителей приведены в табл. 16.
МАТЕРИАЛЫ ДЛЯ ОЧИСТКИ И ОБЕЗЖИРИВАНИЯ ВАКУУМНЫХ
УСТАНОВОК
Детали вакуумных установок и приборов перед монтажом, сваркой или пайкой
подвергаются очистке.
Очистка деталей высоковакуумных систем осуществляется последовательной
промывкой в двух сменах трихлорэтилена (бензина), ацетона и в двух сменах мети-
лового (этилового) спирта.
После промывки детали сушат в струе теплого сухого воздуха или в печи
при температуре 70—100° С.
Обработка деталей для установок среднего вакуума осуществляется последо-
вательной промывкой в бензине, ацетоне и этиловом спирте.
Очистка деталей систем низкого вакуума производится последовательной про-
мывкой в бензине и ацетоне.
Ацетон — летучий растворитель, смешивается с водой и спиртом, воспламеняем.
Бензин — летучий, воспламеняющийся растворитель, используется для обез-
жиривания.
Этиловый спирт — летучий растворитель, используется для очистки и сушки
деталей вакуумных приборов и установок, смешивается с водой в любых пропорциях.
Метиловый спирт — летучий растворитель, используется для очистки и сушки
деталей вакуумных приборов и установок. Метиловый спирт ядовит и легко воспла-
меняется, смешивается с водой в любых пропорциях.
Трихлорэтилен — невоспламеняющийся растворитель, используется в качестве
обезжиривающего средства. Пары трихлорэтилена вредны. При обработке деталей
руки должны быть защищены перчатками из синтетической резины, так как
трихлорэтилен сильно обезжиривает кожу. Применяется трихлорэтилен сравни-
тельно редко из-за вредного воздействия на организм человека.
ЛИТЕРАТУРА
1. Балицкий А. В. Технология изготовления вакуумной аппаратуры.
Л., «Энергия, 1966, 322 стр.
2. Журавлев В. Н., Николаев О. И. Машиностроительные материалы.
Справочник. М., Машгиз, 1962.
3. К о р о л е в Б. И. Основы вакуумной техники. Л., «Энергия», 1964, 464
стр.
4. Л а н и с В. А., Л е в и н а Л. Е. Техника вакуумных испытаний. М.,
Госэнергоиздат, 1963, 264, стр.
5. М е н х Г. Техника высокого вакуума. Л., «Энергия», 1965, 560 стр.
6. Черепнин Н. В. Вакуумные свойства материалов для электронных
приборов. М., «Советское радио», 1966, 440 стр.
7. Справочник по машиностроительным материалам. Под ред. Погодина-Алек-
сеева, Т. 1 и 2. М., Машгиз, 1959.
8. Справочник машиностроителя. Под ред. Э. А. Сателя. Т. 1 и 2. М., Машгиз,
1956.
9. Справочные таблицы по деталям машин. М., «Машиностроение», 1965.
10. Справочник «Металловедение и термическая обработка стали», М., Металлург-
издат, 1962.
11. Справочник «Неметаллические материалы». Под ред. Н. И. Суслова, М.«
Машгиз, 1962.
3 Зак. 1900 33
Таблица 16
Вакуумные уплотнители
Тип уплотнителя Наименование Состав Рабо- чая темпе- ратура в °C Темпе- ратура плав- ления в °C Давление насыщен- ных паров при 20°С в мм рт. ст. Растворитель Применение
Вязкий уплот- нитель для разъемных со- единений Апиезонная смазка Тяжелые углеводо- роды 30 50 10” 5 Бензин, бензол В плотно сочленяемых шлифованных соеди- нениях
Вакуумная смазка типа «Рамзай» Вазелиновое масло, парафин и каучук 80 100 10”6-10“8 Бензин, бензол, три- хлорэтилен В кранах и шлифо- ванных соединениях
Апиезонно-каучуко- вая смазка Апиезонная смазка и каучук 200 10”5—10”7 Бензин, бензол В кранах и подвиж- ных соединениях, под- вергаемых прогреву
Твердый уплот- нитель для разъемных со- единений Битум (IV, V) Углеводороды 70 90 10” 3 Смесь четыреххлори- стого углерода и этило- вого спирта В неподвижных со- единениях систем низ- кого вакуума
Высококанифолfa- ная смесь Пчелиный воск, канифоль 45 55 10"3
Универсальный воск Пчелиный воск, • скипидар 30 50 10” 3
Go * Пицеин Битум, шеллак, каучук 50 80 10 4 Бензин, бензол Для временной за- делки небольших течей
Замазка Менде- леева Пчелинный воск, канифоль, пемза, олифа 50 80 10“ 3 Смесь четыреххлори- стого углерода и эти- лового спирта
Шеллачный лак Шеллак, спирт 30 80 10” 3 Этиловый спирт Для выявления мест течи вакуумных систем
Оксихлорид цинка Зубной цемент, спирт 60 — 10”4 Нерастворим Для крепления не- шлифованных деталей в системах низкого ва- куума
Твердый уплот- нитель для неразъемных со- единений Глипталевый лак Глипталевая смола в спирте 100 — 10”5 Смесь этилового спирта и бензола Для заделок неболь- ших течей
Замазка на основе эпоксидной смолы Эпоксидная смола с отвердителем 100 120 10” 7 Нерастворим Для соединений дета- лей из стекла, керамики, слюды и металла
сл Цемент Хотинского Шеллак, деготь 100 140 10" 6 Для уплотнения редко разбираемых вакуум- ных соединений
ГЛАВА II
СВАРКА И ПАЙКА ЭЛЕМЕНТОВ ВАКУУМНЫХ СИСТЕМ
В зависимости от назначения и конструкции вакуумной системы, а также удоб-
ства монтажа ее детали и узлы соединяются между собой и с другими элементами
сваркой или пайкой.
СВАРКА
Для получения вакуумно-плотного соединения деталей сваркой необходимо:
1) предварительно очистить и обезжирить свариваемые детали и присадочный
материал;
2) накладывать сварочный шов непрерывно и равномерно.
В вакуумной технике применяются следующие виды сварки: газовая, электро-
дуговая, электросварка в защитной среде газов и точечная (роликовая).
Газовая ацетиленовая сварка применяется для соединения деталей с небольшой
толщиной стенок (от 0,5 до 2 мм), изготовленных из малоуглеродистых и низколеги-
рованных сталей.
При больших толщинах стенок, свариваемых газовой сваркой деталей, проис-
ходит их коробление и образуется значительный слой окалины.
При газовой сварке лучшие результаты получаются при наложении шва по
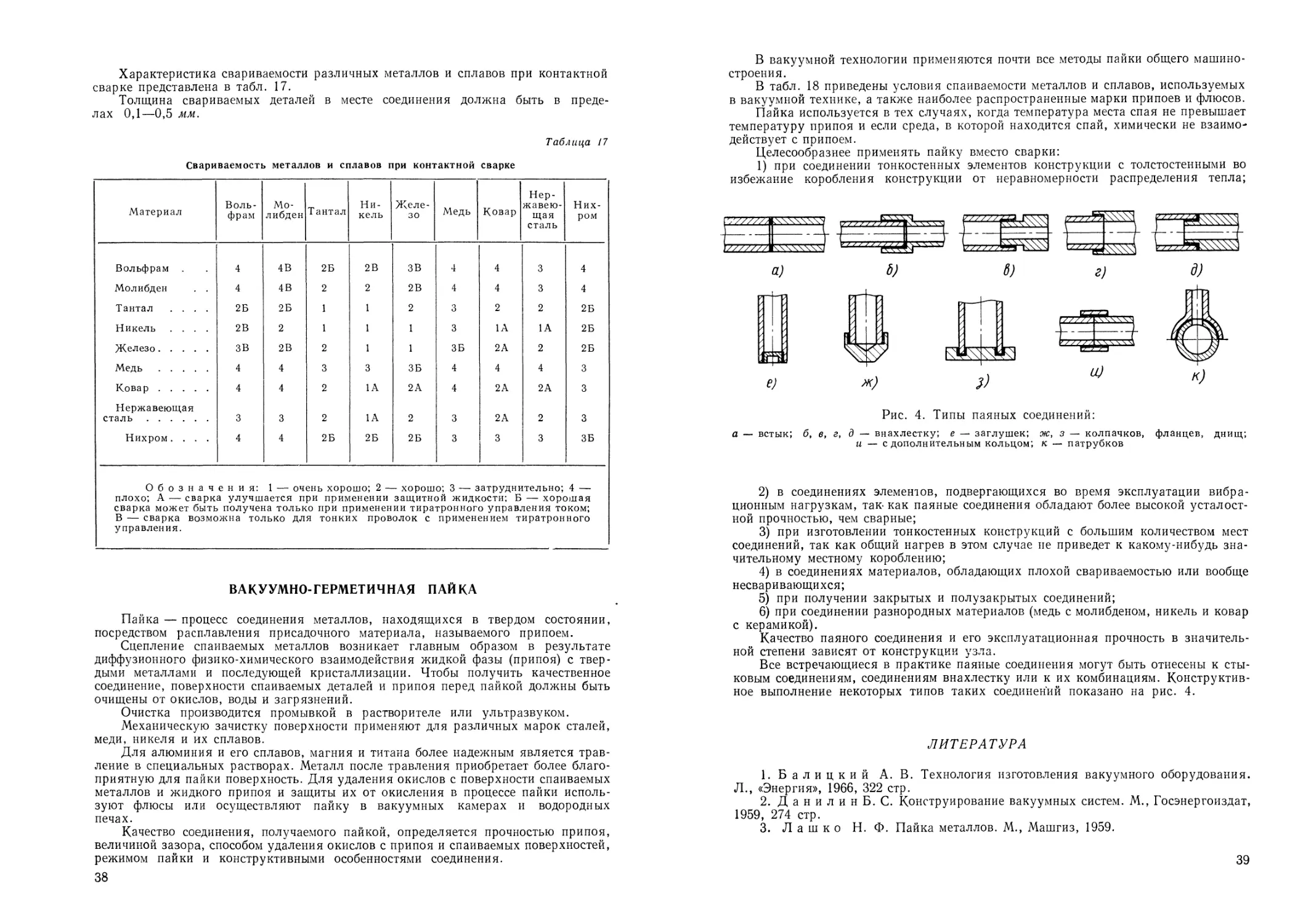
отбортованным трубопроводам (рис. 3, <°, з и к) и при угловой сварке снаружи (рис. 3 и)
Газовая сварка встык не производится.
Газовая сварка осуществляется разогревом кромок деталей с использова-
нием присадочных металлов.
Электродуговая сварка применяется для сварки труб из малоуглеродистых
и легированных сталей, имеющих толщину стенок 2 мм и более. В этом случае элек-
тродуговая сварка используется для стыковых, угловых и других форм соединения»
Шов, полученный этим методом сварки, обычно не подвергается механической
обработке, так как он теряет герметичность.
Автоматическая электродуговая сварка производится под слоем флюса и при-
меняется при сварке труб и других деталей из малоуглеродистых и легированных
сталей толщиной 3 мм и более.
Чистые, гладкие и плотные швы не теряют своей герметичности и после меха-
нической обработки. Типы соединения такие же, как и при ручной электродуговой
сварке.
Методом автоматической сварки при наличии универсального сварочного станка
удается получать качественные швы, которые невозможно получить ручной электро-
дуговой сваркой (внутренние швы в глубоких цилиндрах небольшого диаметра,
фасонные швы и т.д.).
Электросварка в среде защитного газа применяется для соединения деталей,
изготовленных из различных марок стали, меди и алюминия, а также алюминиевых
сплавов.
В качестве защитных газов в настоящее время применяют аргон, гелий и угле-
кислоту.
Медь, алюминий и его сплавы лучше свариваются в среде гелия. Ковар, нержа-
веющая и малоуглеродистая стали обычно свариваются в среде аргона.
36
Для вакуумно-плогных соединений применяют сварку двух видов: с плавящимся
электродом (шов образуется за счет плавления непрерывно подающейся электродной
проволоки) и с неплавящимся электродом (шов образуется вследствие оплавления
стыковых кромок основного металла или за счет присадочного металла).
EZZZZZZ^
а)
6)
Ezzzzzzz3 sssssssss
г)
6)
e)
s)
Рис. 3. Типы сварных соединений:
а — встык; б — встык при соблюдении соосности деталей, в, г — встык с отбор-
товкой; д — деталей разной толщины; е — встык деталей с обработанными кром-
ками, ж, з, и — угловое; к, л — тонкостенных трубок
Сварка неплавящимся электродом производится методом оплавления кромок при
толщине стенок деталей от 0,3 до 1,0 мм, или с помощью присадочного материала
(Х18Н10Т) при толщине стенок от 2 до 5 мм. Малоуглеродистая сталь хорошо сва-
ривается в среде аргона неплавящимся электродом и присадкой из нержавеющей
стали Х18Н10Т при толщине стенок от 0,5 до 2 мм.
Точечная контактная сварка в вакуумной технике используется для соединения
деталей из стали различных марок, ковара, никеля, титана и тантала. Детали из
вольфрама и молибдена соединяются точечной сваркой, если между свариваемыми
поверхностями проложена фольга из никеля или тантала.
37
Характеристика свариваемости различных металлов и сплавов при контактной
сварке представлена в табл. 17.
Толщина свариваемых деталей в месте соединения должна быть в преде-
лах 0,1—0,5 мм.
Таблица 17
Свариваемость металлов и сплавов при контактной сварке
Материал Воль- фрам Мо- либден Т антал Ни- кель Желе- зо Медь Ковар Нер- жавею- щая сталь Них- ром
Вольфрам . 4 4В 2Б 2В ЗВ 4 4 3 4
Молибден . . 4 4В 2 2 2В 4 4 3 4
Тантал .... 2Б 2Б 1 1 2 3 2 2 2Б
Никель .... 2В 2 1 1 1 3 1А 1А 2Б
Железо ЗВ 2В 2 1 1 ЗБ 2А 2 2Б
Медь 4 4 3 3 ЗБ 4 4 4 3
Ковар 4 4 2 1А 2А 4 2А 2А 3
Нержавеющая сталь 3 3 2 1А 2 3 2А 2 3
Нихром.... 4 4 2Б 2Б 2Б 3 3 3 ЗБ
Обозначения: 1 — очень хорошо; 2 — хорошо; 3 — затруднительно; 4 — плохо; А — сварка улучшается при применении защитной жидкости; Б — хорошая сварка может быть получена только при применении тиратронного управления током; В — сварка возможна только для тонких проволок с применением тиратронного управления.
ВАКУУМНО-ГЕРМЕТИЧНАЯ ПАЙКА
Пайка — процесс соединения металлов, находящихся в твердом состоянии,
посредством расплавления присадочного материала, называемого припоем.
Сцепление спаиваемых металлов возникает главным образом в результате
диффузионного физико-химического взаимодействия жидкой фазы (припоя) с твер-
дыми металлами и последующей кристаллизации. Чтобы получить качественное
соединение, поверхности спаиваемых деталей и припоя перед пайкой должны быть
очищены от окислов, воды и загрязнений.
Очистка производится промывкой в растворителе или ультразвуком.
Механическую зачистку поверхности применяют для различных марок сталей,
меди, никеля и их сплавов.
Для алюминия и его сплавов, магния и титана более надежным является трав-
ление в специальных растворах. Металл после травления приобретает более благо-
приятную для пайки поверхность. Для удаления окислов с поверхности спаиваемых
металлов и жидкого припоя и защиты их от окисления в процессе пайки исполь-
зуют флюсы или осуществляют пайку в вакуумных камерах и водородных
печах.
Качество соединения, получаемого пайкой, определяется прочностью припоя,
величиной зазора, способом удаления окислов с припоя и спаиваемых поверхностей,
режимом пайки и конструктивными особенностями соединения.
38
В вакуумной технологии применяются почти все методы пайки общего машино-
строения.
В табл. 18 приведены условия спаиваемости металлов и сплавов, используемых
в вакуумной технике, а также наиболее распространенные марки припоев и флюсов.
Пайка используется в тех случаях, когда температура места спая не превышает
температуру припоя и если среда, в которой находится спай, химически не взаимо-
действует с припоем.
Целесообразнее применять пайку вместо сварки:
1) при соединении тонкостенных элементов конструкции с толстостенными во
избежание коробления конструкции от неравномерности распределения тепла;
gjssgl
Рис. 4. Типы паяных соединений:
а — встык; б, в, г, д — внахлестку; е — заглушек; ж, з — колпачков, фланцев, днищ;
и — с дополнительным кольцом; к — патрубков
2) в соединениях элементов, подвергающихся во время эксплуатации вибра-
ционным нагрузкам, так- как паяные соединения обладают более высокой усталост-
ной прочностью, чем сварные;
3) при изготовлении тонкостенных конструкций с большим количеством мест
соединений, так как общий нагрев в этом случае не приведет к какому-нибудь зна-
чительному местному короблению;
4) в соединениях материалов, обладающих плохой свариваемостью или вообще
несваривающихся;
5) при получении закрытых и полузакрытых соединений;
6) при соединении разнородных материалов (медь с молибденом, никель и ковар
с керамикой).
Качество паяного соединения и его эксплуатационная прочность в значитель-
ной степени зависят от конструкции узла.
Все встречающиеся в практике паяные соединения могут быть отнесены к сты-
ковым соединениям, соединениям внахлестку или к их комбинациям. Конструктив-
ное выполнение некоторых типов таких соединений показано на рис. 4.
ЛИТЕРАТУРА
1. Балицкий А. В. Технология изготовления вакуумного оборудования.
Л., «Энергия», 1966, 322 стр.
2. Д а н и л и н Б. С. Конструирование вакуумных систем. М., Госэнергоиздат,
1959, 274 стр.
3. Л а ш к о Н. Ф. Пайка металлов. М., Машгиз, 1959.
39
Таблица 18
Условия спаиваемости
I Металл Вид припоя Углеродистая сталь Нержавеющая сталь Медь
припой флюс припой флюс припой
| Углеродистая сталь Мягкий Олово, ПОС-30, ПОС-40 Раствор хлори- стого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 ЛМ-1 Олово, ПОС-ЗО, ПОС-40
Твердый ПСр-45, ПСр-60, ПСр-70, медь Бура, 18-В ПСР-45, ПСр-50, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70
Нержавеющая сталь Мягкий ПОС-ЗО, ПОС-40 ЛМ-1 ПОС-ЗО, ПОС-40 ЛМ-1 ПОС-ЗО, ПОС-40
Т верды й ПСр-45, ПСр-50, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70
чйээд- J Мягкий Олово, ПОС-30, ПОС-40 Раствор хлори- стого цинка, ЛМ-1, канифоль ПОС-ЗО, ПОС-40 ЛМ-1 Олово, ПОС-ЗО, ПОС-40
Твердый ПСр-45, ПСр-50, ПСр-70 Бура, 18-В ПСр-45, ПСр-50, ПСр-70 18-В, 209 ПСр-45, ПСр-50, ПСр-70
Латунь Мягкий Олово, ПОС-ЗО, ПОС-40 Раствор хлори- стого цинка, ЛМ-1, канифоль ПОС-ЗО, ПОС-40 ЛМ-1 Олово, ПОС-ЗО, ПОС-40
Твердый ПСр-45 Бура, 209 ПСр-45 18-В, 209 ПСр-45
Никель Мягкий ПОС-ЗО, ПОС-40 Раствор хлори- стого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 ЛМ-1 ПОС-ЗО*, ПОС-40
Твердый ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70
Ковар Мягкий ПОС-ЗО, ПОС-40 Раствор хлори- стого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 ЛМ-1 ПОС-ЗО, ПОС-40
Твердый ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70
Примечание. Флюс 201: 79—81% борной кислоты, 13—15% буры, 5—6% фто- (ВТУРУ 1180—55): 33—37% борного ангидрида, 40—44% фтористого калия (обезвоженного), кислоты; флюс ЛМ-1: 100 см3 ортофосфорной кислоты плотностью 1,6—1,7, 400 см3 этило-
металлов и сплавов
Латунь Никель Ковар
флюс припой флюс припой флюс припой флюс
Раствор хлористого цинка, ЛМ-1, канифоль Олово, ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1, канифоль ПОС-ЗО, ' ПОС-40 Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1
Бура, 18-В ПСр-45 Бура, 209 ПСр-45 ПСр-50, ПСр-70, медь 18-В, 201 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201
ЛМ-1 ПОС-ЗО, ПОС-40 ЛМ-1 ПОС-ЗО, ПОС-40 ЛМ-1 ПОС-ЗО, ПОС-40 ЛС-1
18-В, 209 ПСр-45 18-В, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209
Раствор хлористого цинка, ЛМ-1, канифоль Олово, ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ1, канифоль ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ1, канифоль
Бура, 18-В, 209 ПСр-45 Бура, 18-В ПСр-45, ПСр-50, ПСр-70 Бура, 18-В ПСр-45 Бура, 18-В
Раствор хлористого цинка ЛМ1, канифоль Олово, ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ1, канифоль ПОС-ЗО, ПОС-40 Раствор хлористого цинка ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1
Бура, 18-В, 209 ПСр-45 18-В, 209 ПСр-45 18-В, 209 ПСр-45 18-В, 209
Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1
Бура, 18-В ПСр-45 18-В, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209
Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1 ПОС-ЗО, ПОС-40 Раствор хлористого цинка, ЛМ-1
Бура, 18-В ПСр-45 18-В, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209 ПСр-45, ПСр-50, ПСр-70, медь 18-В, 201, 209
ристого кальция, 0,4—0,6% лигатуры (48% алюминия, 48%°меди, 4% магния); флюс 209
21—25% фторборита калия; флюс 18-В: 40% фтористого калия (обезвоженного), 60% борной
вого спирта, 40—60 г канифоли
40
41
ГЛАВА III
ЭЛЕМЕНТЫ ВАКУУМНЫХ СИСТЕМ
СИЛЬФОНЫ
Сильфоны используются в вакуумной технике в качестве разделителей вакуум-
ных полостей, температурных и объемных компенсаторов, вибрационных глушителей,
эластичных соединений, бессальниковых уплотнителей вращающихся деталей, бес-
сальниковых вентилей, вакуумных кранов и т. д. Материалы для изготовления силь-
Рис. 5. Виды соединения сильфона с трубой и фланцем:
1 — труба, фланец, 2 — сильфон; 3 — охранное кольцо
фонов подбираются в зависимости от условий их работы. Сильфоны для непрогре-
ваемых трубопроводов вакуумных систем изготовляются из томпака (85% Си; 15% Zn)
для трубопроводов, работающих при высоком и сверхвысоком вакууме — из
нержавеющей стали (Х18Н10Т). Сильфоны, работающие в неагрессивных средах
при температурах от —30° С до + 100° С, изготовляются из полутомпака. Обычно
сильфоны соединяются с трубами и фланцами.
Виды соединения сильфона с трубой и фланцем сваркой и пайкой показаны
на рис. 5, а—д. Более надежные соединения получают приваркой по торцу в среде
42
аргона. Сильфон при этом помещают между защитной втулкой и фланцем, имеющим
буртик шириной 1,5—2 мм и высотой 3—5 мм (см. рис. 5, би в). Втулка имеет та-
кие же размеры. Таким образом, сильфон зажимается между двумя деталями, оплав-
лением кромок которых достигается вакуумная плотность.
Рис. 7. Сильфон стальной
однослойный с наружными
посадочными поверхностями
Рис. 6. Сильфон стальной одно-
слойной с внутренними посадоч-
ными поверхностями
Материалом втулки фланца и сильфона является сталь марки Х18Н10Т. Для
получения высококачественного неразборного соединения томпакового и полутом-
пакового сильфона в детали протачивают неглубокую (3—4 мм) узкую (2—4 мм)
Рис. 8. Сильфон стальной
однослойный с наружными
посадочными поверхностями
(армированный)
Рис. 9. Сильфон полутом-
паковый однослойный
с внутренними посадочными
поверхностями
канавку, заполняемую мягким припоем (см. рис. 5, г). Предварительно облуженный
конец сильфона в горячем состоянии вставляется в канавку.
cxj остальное
Рис. 10. Сильфон полу-
томпаковый однослойный
с внутренней и наруж-
ной посадочными поверх-
ностями
При остывании припой образует вакуумноплотное соединение, не требующее
дополнительной обработки паяльником.
На рис. 6—15 показаны конструкции сильфонов, а в табл. 19—28 приведены их
размеры и характеристики.
43
0000000000 00 ел ел ел ел ел ел ел ел ел СЛСЛСЛСЛСЛ Н-Н-Н-Н-Н- Н-Н-Н-Н-Н- Н-Н-Н-Н-Н- Н-Н-Н-Н-Н- О О О О О О О О О О О р О О О О о р р р о о о о о о о о о о о о о о о о о о а о О
1—> >—>>—> . >—. со <© СО СО СО СО СО СО СО СО СО СО СО СО СЛСЛСЛСЛСЛ СЛСЛСЛСЛСЛ СЛСЛСЛСЛСЛ СЛСЛСЛСЛСЛ н-н-н-н-н- н-н-н-н-н- н-н-н-н-н- н-н-н-н-н- р О О О О р О р О р О О О р р cz> р р р 4^ 4b. 4b. 4ь 4^ 4ь. со СО СО СО со со СО СО СО СО СО СО СО СО со со со со со со аг ел о о ел ел сг ел сг ел сг ел ел сг
4 6 8 10 10 12 12 14 14 14 16. 16 18 18 6 6 6 10 10 18 Число волн п
1,9 1,9 1,9 1,9 1,9 1,9 1,9 1.9 1,9 1,9 1,9 1,9 1,9 1,9 2,2 2.2 2,2 2,2 2,2 2,2 *справ
4- 4- V 4- 4- 4- 4- 4- 4- 4- ~4Х V 4- 4- 4- 4. асправ
13,0 13,0 13,0 13,0 13.0 13,0 13,0 13,0 13,0 13,0 13,0 13,0 13,0 13,0 14,0 14,0 14,0 14,0 14,0 . 14,0
СО СО СО СО Р> р со р р со со р со р р р р р р р ел СЛ СЛ СЛ ш СЛСЛСЛСЛСЛ сисл ел СЛ СЛ СЛСЛСЛСЛСЛ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 о о о о о р р о о о о ор р р р р о р р СО СО СО СО со со со со со со со со со со со со со со со со о о о о о о о о о о о о о О О о о о о о
СО СО to to to 4b- 4b- СО СО СО СО СО СО СО tOtOtO^-н- сг о О О О О to to 00 00 4b. 4b- 4b- О р tO р СЛ о о о ед 'ел ел О О О О СЛСЛСЛСЛСЛ о о ° о 11111 11111 11111 11111 сг со со со со со ел ел ел аг ел ел ел ел аг со со со со >—»
1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,70 1,70 1,70 1,70 1,70 1,70 Эффективная пло- щадь (расчетная) в см2
1,6—6,0 4,6—12,0 0,9—3,0 0,7—2,4 1,3—3,4 0,6—2,0 1,0—2,9 0,5—1,8 1,0—2.5 2,0—5,3 0,4—1,5 0.8—2,1 0,4—1,4 0,7—1,9 1,2—3,2 1,8—4,4 4,5—7,9 0,6—1,9 1,3—2,8 1,0—3,0 Жесткость
1,0 1,5 2,4 3,2 2,9 3,8 3,5 4,5 4,2 3,9 5,2 4,8 5,9 5,5 3,0 2,8 2,4 5,4 5,2 5,4 Максимальный ход в мм
17,0 25,0 17,0 17,0 21,5 17,0 21,5 17,0 21,5 25,0 17,0 21,5 17,0 21,5 17,0 21,5 31,0 17,0 21,5 26,0 Допускаемое внут- реннее и наружное давление в кГ/см2
4b. 4^ 4b. 4b. X 4ь tO to tO tO tO tO tO tO tO tO tO tO tO tO Наружный диа- метр в мм
p P P P P P о о о о P P P P P P P P P P <— — tO ►— <— »— — <— 1— <— <— >— — <— 00 4b tO tO 4b tO4b-tO4b.tO 04b.t04b.t0 4b. tO tO O tO Н-Н-Н-Н-Н- Н-Н-Н-Н-Н- Н-Н-Н-Н-Н- H-H-H-H-H- P P P P P p о о о p p p p p p p p p p p О о о О О О о о о о о О о о О О О о О О Юи-ь-to*- <— — <— — to — <— >— Ь- н- н- to о ел ел ел ел ел ел ел ел ел ' о ел ел ел ел ел ел ел о ел Толщина s 5ка-заготовка 1
0,23 0,3» 0,30 0,31 0,36 0,38 0,40 0,43 0,46 0,57 0,47 0,51 0,62 0,73 0,28 0,30 0,58 0,39 0,45 0,89 Вес 100 шт. в кГ
Сильфоны стальные однослойные с внутренними посадочными поверхностями (см. рис. 6)
Продолжение табл 19
jy а ил 001 зад 5,30 1,00 3.20 2.80 4.10 3,60 3.70 3.86 5,70 4.20 1.62 4.90 5.45 2.16 5.38 6,50 3.22 8.20 5.38 2,78 25.00 90,00
Труака-заготовка Толщина s 0.22+0,025 0.16+0.020 0.22+0,025 0,16+0.020 0.22+0,025 0.16+0,020 0,14+0,015 0.16+0.020 0.22+0.025 0.16+0,020 0,16+0,020 0.22+0.025 0.26+0,030 0.16+0.020 0,22+0.025 0.26+0.030 0.16+0,020 0.22+0.025 0.30+0.030 0.16+0.015 0.16+0,025 0.50+0.050
ww a diaw -antt итанжЛёвн ОО 00 00 ОО ОО 0О ОО 00 00 00 ОООООООООО 00 00 00 О О Ю О 00 СО СО СО СО СО СО СО СО СО rf rf rf rf rf rf rf to со о со
zwj/jyi а аинэ1гав1/ аонжЛёвн и аэннас! -хЛна аормавяэЛно'П' 12.0 8.0 11.5 8,0 11.5 8,0 7,0 8,0 11.5 8.0 6,0 8,0 10,5 6,0 8,0 10.5 6.0 8,0 11.0 5.5 2,0 3.0
ww а ttox иннаптгсиэявм 12,0 2.3 4,7 9.1 7.5 И,7 20.8 20.5 12.1 18,2 5.6 5,4 6.5 9.0 6,1 6,4 15.8 10,7 2.3 15,8 7,0 22,0
Жесткость 0.85—3.40 2.00—5.50 2.30—5.80 0.50—1,80 1,70—4.20 0,30—1.20 0.15—0.50 0. 17—0,60 1.00—2.40 0.30—0.95 0.9—2.2 1,0—3,3 1,4—3.5 0.6—1.5 1,7—24,0 2.3—5.2 0,3—1,0 1.0—2.5 3,0—12,0 0.2—0,7 im:
zwo а (ввнааьэай) attain -oirii ьвнаитяаффе 12,00 15.80 15,80 15.80 15.80 15.80 14.40 14.40 15.80 15,90 24,0 24,0 23,1 24,0 24,0 24.0 24.0 24,0 26. 1 35.2 100.2 165,0 = 0.14 л X 0.14.
Н Oq СП со СО СП СП СП СЧ СЧ СП СЧ со СО СП СП си сч сч со сч спин 09 _ OJ cxq _< сч’ СЧ ’-1 04 т-1 сч’ 5 X 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 II о ио О О О -Ч- О О О О из о о о о о из из о из U0 о —< ^ o' ио СП СЧ сч О СП СП ио об СЧ* СО СО СО СО 00 00* СО* ио* О*~ II у сч со ио ио СП СП оо Tf ио ио ио ио 00 00 СО 00 г- II $
•'О * 5 О О О О О О О О О О О О о о О О О О со СО СО СО <+-5 со со со со со со со со со со со со со со « со со со со со со О О О О О О О О О О О О о О О О О О О О О О 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 11 ио из из из из ио ио ио ио ио из из из ио из ио ио ио Г- О СЧ о [ *11
тз 39,0 45,0 45,0 45,0 45,0 45,0 38,0 38.0 45,0 45,0 55,0 55,0 48.0 55,0 55,0 55,0 55,0 55.0 57,5 60,0 105 * 145 * эстальнь >фона D
8VdUJv 2.7 3.0 3,0 3,0 3.0 3,0 4.2 4.2 3,0 3,0 3.6 3,6 . 2.3 3.6 3.6 3.6 3.6 3,6 3.5 4.9 I 4"1 6.0 а5, < я силь
епОиэ^ 3,7 4,5 4.5 4.5 4,5 4.5 6.2 6,2 4,5 4.5 5.1 5.1 4.0 5.1 5.1 5.1 5.1 5,1 5,0 7.1 6,1 10,0 ие по ачени;
и Н1ГОЯ О1ГЭИЬ к я о со СО СО СО СП СП со 00 00 СП СП СП LO из О ООСЧ ЕС о — _ _ _ _ _ _ _ _ _ QVO о
"53 33,5+0.62 37.5+0.62 37,5 + 0.62 37.5+0,62 37.5+0,62 37,5+0,62 33,5+0,62 33,5+0,62 37.5+0,62 37.5+0,62 47.5+0.62 47.5+0.62 45,5+0,62 47,5+0.62 47.5+0.62 47.5+0,62 47.5+0,62 47.5+0.62 50.6+0.62 55.5 +0.74 101,0+2,00 129,0±2,00 опускаемое отк (мер условного
45+ 1.00 52+1.20 52+1.20 52+1.20 52+1,20 52+1.20 52+ 1,20 52+1.20 52+1.20 52+1,20 63+1.20 63+ 1,20 63+1.20 63+1.20 63+1.20 63+ 1.20 63+1.20 63+1.20 65+1.20 78+1,20 125+2,00 160+2,00 * д При
46
остальное
L
остальное
Рис. 12. Сильфон полутомпа-
ковый однослойный с наружной
посадочной поверхностью и дном
Рис. И. Сильфон полутом-
паковый однослойный с внут-
ренней посадочной поверх-
ностью и дном
Рис. 13. Сильфон полу-
томпаковый многослойный
с наружными посадоч-
ми поверхностями
Рис. 15. Сильфон брон-
зовый с внутренними
посадочными поверхно-
стями
Рис. 14. Сильфон полутомпаковый мно-
гослойный с внутренними посадочными
поверхностями
47
Таблица 20
Сильфоны стальные однослойные с наружными посадочными поверхностями (см. рис. 7)
D d Число волн п \ f справ асправ 1 L Эффективная пло- щадь (расчетная) в см2 Жесткость Максимальный ход в мм Допускаемое внут- реннее и наружное давление в кГ/см2 Трубка-заготовка Вес 100 шт. в кГ
Наружный диа- метр в мм Толщина s
29±0,7 20,0±0,60 24 3.8 2,4 22.0 5—0.30 80,0—1}9 4,71 1,50—4.50 24.1 12.5 22,0 0,22±0.25 5,4
29±0,7 20,0±0.60 42 3.8 2,4 22.0 5—0.30 172,0_2,5 4,71 0,50—2.50 43.0 8.5 22.0 0,16±0.020 6.8
34±1,00 24,0±0,52 12 3,0 1,9 24,5 5—0.30 50,0-1.6 6.59 1.00—2,00 9.7 10.0 24,4 0.20±0,020 3,0
72±1,2 55,5±0,74 4 4.5 3,0 56,0 6—0.30 28.5__1<3 32,00 1,00—2.80 3,6 3,0 56,0 0.15±0,020 5,7
78± 1.2 59.5±0,74 8 5.5 4,0 60,0 7—0,36 56,5__19 37.20 1.50—3.60 8.4 3,2 60,0 0.16±0.020 5,5
78±1,2 59.5±0,74 10 5.5 4,0 60,0 7—0,36 67,5__1<9 37,20 0.40—1.20 10.8 3.2 60.0 0.16±0,020 6,6
78±1.2 59,5±0,74 10 5,5 4.0 60,0 7—0.36 67.5—1 <9 37.20 1,20—2,90 8,4 5.0 60,0 0.24±0,025 12,0
78±1,2 59.5±0,74 12 5,5 4,0 60,0 7—0.36 78,5-1,9 37.20 1,00—2,40 10.2 5,0 60,0 0.24±0,025 13,0
92±1,4 75.5±0.84 11 6.0 4,0 76,0 7—0,36 78,0_h9 55,00 0,80—2,00 10,0 4.5 76.0 0.22±0,025 15,0
100±1,4 75.5±0,74 6 7,3 5,2 76,0 7—0,36 56,0_1>9 60,00 0,50—1,40 8,2 2,4 76,0 0,16± 0,020 6.3
100±1,4 75,5±0,74 8 7,3 5,2 76,0 7—0,36 70,0-1,9 60,00 0,35—1,10 11,5 2,4 76,0 0.16±0,020 6,7
100±1,4 75.5±0,74 9 7.3 5,2 76,0 7—0.36 78,3—1,9 60.00 0.20—0.70 13,4 2,2 76.0 0,14±0.015 9,0
100±1,4 75.5±0.74 9 7,3 5,2 76,0 7—0.36 78.3_h9 60,00 0,31—0.93 13,1 2,4 76,0 0.16±0,020 8,7
100±1,4 75,5±0,74 9 7,3 5,2 76,0 7—0,36 78.3-i,9 60,00 0.80—1.80 13,4 3,2 76.0 0.22±0,025 11,2
100±1,4 75,5±0,74 13 7,3 5,2 76,0 7—0,36 107,0—2,2 60,00 0,22—0,80 19,7 2,4 76,0 0.16±0,020 17,7
I 100±1,4 75,5±0,74 13 7,3 5,2 76,0 7—0,36 107,0—2.2 60,00 0,55—1,20 20.2 3.2 76,0 0.22±0,025 20,8
100±1,4 75.5±0,74 13 7,3 5,2 76,0 1—0,36 107,0_2 2 60,00 0,60—1,50 19,7 4.0 76,0 0,24±0,025 21,0
100± 1,4 75,5±0,74 9 5,8 4,5 76,0 7—0,36 65,0—ij9 60,00 0,17—0,60 8,3 2,2 76,0 0,14±0,015 8,7
Зак. 1900
Продолжение табл. 20
D d Число волн п tсправ § о. с о* di 1 L Эффективная пло- щадь (расчетная) в см2 Жесткость Максимальный ход в мм Допускаемое внут- реннее и наружное давление в кГ/см2 Т рубка-заготовка Вес 100 шт. в кГ
Наружный диа- метр в мм Толщина s
100±1,4 75,5±0,74 13 5,8 4,5 76,0 7—0.36 88,0 2 2 60,00 0.15—0.55 12.2 2,4 76,0 0.16±0,020 15,2
100± 1.4 82,0±0,74 7 5,0 2,5 85,5 9—0,36 50,5_19 65,00 0,60—1,40 11.8 3,0 85.5 0,20±0,020 25,0
126±1,6 95,5± 1,00 11 8,6 6,0 96 ♦ 12—0,43 116—2,2 96,7 — 13,0 7,0 96 0,30±0,04 35
145±1,6 115,±1,00 13 8.2 6,1 116 ♦ 7—0,36 И8—2,2 132.8 — 12,6 3,2 116 0,28±0,03 40
157± 2,0 126,5± 1,60 12 8,5 6,1 127 * 12—0,43 123-2’5 158,3 — 13,2 2,8 127 0,30±0,04 50
157±2,0 125,5± 1,60 10 И,4 6,8 127 * 1 °—0,36 129-2,5 158,3 — 20,7 7,0 127 0.80±0,08 140
165±2,5 137,0±2,50 11 8,6 5,0 138 * 1 °—0,36 Ш-2,2 180,2 — 18,0 4,0 138 0,50±0,05 86
190±2,9 149,0±2,50 12 9,3 6,0 150 * 18—0,43 141—2,5 227,0 — 18,0 2,8 150 0,30±0,04 60
190±2,9 149,0±2,50 15 8,9 6,0 150 * 16—0,43 163—2,2 278,5 — 20,3 4,0 150 0,50±0,05 120
208±2,9 169,0±2,50 7 9,0 6,1 170 * 12—0,43 84—2,2 278,5 — 8,7 4,0 170 0,50±0,05 65
240±2,9 198,0± 2.50 9 20,0 12,2 200 * 29—0,52 231—2,9 380,0 — 31,2 5,0 200 1,00±0,10 270
322±3,3 282,0±3,30 13 9,0 5,8 283 ♦ 12—0,43 138-2,’5 716,0 — 19,2 2,5 283 0,50±0,05 225
322±3,3 281,4±3,30 13 9,0 5,8 283 * 12—0,431 138-2,5 716,0 — 19,2 4,0 283 0,80±0,08 400
* Допускаемое отклонение по Сб, остальные— по С4. Пример условного обозначения сильфона D = 78 мм, п — 10 и s = Сильфон 78 X 10 = 0,24 мм'. X 0,24.
Таблица 21
Сильфоны стальные однослойные с наружными посадочными поверхностями, армированные (см. рис. 8)
В справ. d Число волн п $ справ 1 L Эффективная площадь (расчетная) в Максимальный ход в мм Допускаемое внутрен- нее и наружное дав- ление в кГ/см2 Трубка-за- готовка (1) Кольцо арми- рующее (2) Вес 100 шт. в кГ
Наружный диаметр в мм Толщина s Обозна- чение Количество в шт.
27 17,5 + 0,43 6 3,6 18 5—0.30 30,5-1.6 3,88 1,6 75 18 0,22+0,026 18Х 2,8 5 3,35
27 17,5+0,43 6 3,7 18 5—0,30 31,0—16 3,88 1,8 55 18 0,18±0,020 18 Х2,8 5 4,90
27 17.5+0,43 10 3,7 18 5—0,30 45,8—1>6 3,88 3,2 55 18 0,18+0,020 18 X 2,8 9 6,40
27 17,5+0,43 12 3,7 18 5—0,30 53,2-!, 9 3,88 4,0 55 18 0,18+0,020 18Х 2.8 11 8,10
27 17,5+0,43 16 3,7 18 5—0,30 68.0_ц9 3.88 5,4 55 18 0. 18+0.020 18Х 2,8 15 10,50
27 17.5+0,43 18 3,7 18 5—0,30 75.5_h9 3,88 6,1 55 18 0,18+0,020 18 X 2,8 17 12,70
27 17,5+0,43 21 3,7 18 5—0,30 86,5—2,2 3,88 7,2 55 18 0,18+0,020 18Х 2,8 20 13,30
27 17,5+0,43 24 3,7 18 5—0,30 97,5—2.2 3,88 8.3 55 18 0,18±0,020 18Х 2,8 23 15,60
38 25,5+0,52 5 4,3 26 7—0,36 34,2_кб 7,94 20,8 60 26 0,22 + 0,025 26 X 3,0 4 6,48
38 25,5 + 0,52 8 4,3 26 7—0,36 47,0_к6 7,94 3,6 60 26 0,22+0,025 26Х 3,0 7 11,69
38 25,5+0,52 15 4,3 26 7—0,36 77,2_i>9 7,94 7,3 60 26 0,22 + 0,025 26Х 3,0 14 20,68
45 33.5±0,62 24 3,7 34 5—0,30 97,5—2,2 12,00 8,3 35 34 0,18+0,020 34Х 2,8 23 38,56
52 37.5+0,62 4 5,8 38 7—0,36 35,0_1}6 15,80 1,7 40 38 0,26+0,025 38Х 4.5 3 9,30
52 37,5+0,62 5 5,8 38 7— 0,36 40,8—1?6 15,80 2,2 40 38 0,26+0,025 38Х 4,5 4 11,08
52 37,5+0,62 10 5,8 38 7—0,36 69,8-1;9 15,80 5,0 40 38 0,26 + 0,025 38Х 4,5 9 25,20
52 37,5+0.62 10 5,8 38 7—0.36 69>8—1,9 15,80 5,0 20 38 0,22+0,025 38X4,5 9 27,90
52 37,5+0,62 12 5,8 38 7—0,36 81,5—2'2 15,80 6.2 20 38 0,22+0,025 38Х 4,5 11 29,50
63 47,5+0,62 5 4.5 48 7—0,36 34,5_1?б 24,00 1,4 45 48 0,25+0,025 48 X 3,6 4 15,05
63 47,5±0,62 6 4,5 48 7—0,36 39,0_1}6 24,00 1,8 45 48 0,25+0,025 48X 3,6 5 18,37
63 47,5+0,62 10 4,5 48 7—0,36 57,0—1>9 24.00 3,2 45 48 0,25 + 0,025 48Х 3,6 9 31,66
Продолжение табл. 21
D справ. d Число волн п 1 справ dr 1 L Эффективная площадь (расчетная) в см2 Максимальный ход в мм Допускаемое внутрен- нее и наружное дав- ление в кГ/см2 Трубка-за- готовка (1) Кольцо арми- рующее (2) Вес 100 шт. в кГ
Наружный диаметр в мм Толщина s Обозна- чение Количество в шт.
63 47,5 + 0,62 15 4,5 48 1— 0,36 79,5—1>9 24,00 5,0 45 48 0.25±0,025 48 X 3.6 14 48,24
63 47,5+0,62 4 4.5 48 7—0,36 30,0—1,3 24,00 1J 45 48 0.25+0,025 48Х 3,6 3 10,60
73 59,5+0,74 4 4,5 60 8—0.36 32,0-ц6 34,20 1,2 40 60 0,25+0,025 60Х 3,5 3 12.27
73 59,5+0,74 7 4.5 60 8—0,36 45,5-1,6 34,20 2,4 40 60 0,25±0,025 60 X 3.5 6 22,70
73 59,5+0.74 17 4,50 60.0 8—0.36 90,5—2.2 34,2 6.4 40 60 0,25±0.025 60Х 3,5 16 58,00
73 59,5+0,74 16 5,85 60,0 8—0.36 107,2—22 34,2 9,3 40 60 0,25+0,025 60Х 4,3 15 68.30
92 75,5+0.74 4 5,85 76,0 9—0,36 89,0—1,6 54,7 1,5 30 76 0,28±0,025 76Х 4,6 3 23,00
92 75.5+0,74 5 5,85 76,0 9—0.36 45,0-1>6 54,7 2.0 30 76 0,28+0.025 76 Х4,6 4 29,30
92 75,5+0,74 6 5,85 76,0 9—0,36 50,5—ц9 54,7 2,5 30 76 0,28+0,025 76Х 4,6 5 35.50
92 75,5±0,74 12 5,85 76.0 9—0.36 85,8 2 2 54,7 5,5 30 76 0.28+0,025 76Х 4,6 11 81,45
120 100,0+0,87 10 6,60 101,2 * 17—0,43 97,5—2.2 94.2 5,4 20 101 0.50+0,040 101,2Х 5, 1 9 43,40
145 115,0+0,87 5 11.0 116,0 * 1 °—0,36 71,0-1.9 132,0 5.5 8 116 0,28±0,025 116Х 7.5 4 84,65
145 115,0+0,87 13 11,0 116,0 * 10—0.36 159,0—25 132,0 16,8 8 116 0.28+0,025 116Х 7,5 12 242,66
160 129,0+1,00 14 10,00 120,2 * 1 °—0,36 156,0 2 5 162,7 13,0 7 130 0.28+0,025 130Х 7,5 13 388,40
174 150,0+1,00 * Доп Приме Сильф Сильф Сильф Сильф И ускаемо ;р услов он СН . он АЛ он ОТ 1 он ВТ J 8,60 е откло] ного обе 27 X 6Х L 27X6X1 27X6X6 27Х6ХС 151,2 * чение по значения ).22\ с ко 7.22; с ко 22; с ко. ).22. 16—0,43 С5, остальн сильфона L льцами из льцами из льцами из ’ 123,2-2^5 ые — по С4. ) — 27 мм, п алюминиевог титанового ci титанового ci 206,0 = 6 и s - о сплава плава мар 1лава мар 6,4 = 0.2^ Д16Т. жи ки В1 18 ! ММ'. < ГЧ. Г1-1. 151 2 КОЛЬ 0,50+0,040 цами из стали 151,2Х 7,0 марки Х18Н1 10 LOT: 256,40
eg
СП ъ н- "о to J30 сл н- ~о to J50 СП н- ~о to p "о 1 p 00 0
со СП J30 J30 22
S ст> СЛ
2 <т> г г г 1+ Q.
о о
Q5 w
£
а о сл со <1 co Число волн п
о
о со JO мС0 JO
о 45» 05 ъ> to 1 справ.
S
ф а о to to 4^ асправ.
к
а
05 р р 4^ di (доп. откл. по С6)
§ о to То To
о а о to 00 to 00 00 d2 (доп. откл. по Ль)
СО
Ь 05 JO
II о сл cn ~o
1 1 1 1 «ч«
<— о о p
со to to to
Jc о сп СП СП
S
II JjO о сл СП СП li (доп. откл. —0,25)
ел 05 to to co
S г 05 |_ г to J
II со V C5
to СП 45ь Эффективная площадь
о О О CO C5 (расчетная) в с;и2
о JO Ф р О *
с* в- о to 1 00 I cn 1
о а 1 р 1 р 1 1 о 3 о
сп 00 »—*
о сл о СЛ 3
х
X р Максимальный ход в мм
со 00
Кэ to co Допускаемое внутреннее и ружное давление в кГ/смг на-
со JLn р р Наружный диаметр W
00 ~о 'о в мм W н
о
с> о р J=> Толщина s (доп. откл. td гч я *>
to to to — +0,015) Вз
р о о Вес 100 шт. в кг
о 0} о
о о о о
Сильфоны полутомпаковые однослойные с внутренней и наружной посадочными поверхностями (см. рис. 10)
zs
60± 1,20 52±1,20 оо |_ СЛ 34±1,00 со 5 "<=> о 28±0,04 28±0.84 28±0,84 20±0,84 16±0,70 16±0,70 12±0,70 ь
со со Ю to
О о 00 оо 00 р
44 44 44 44 44 \4 44 44 44
д * о о •ч^ оо 00 о О 00 о "о О
g]a + 4- + + + 4- + + + 4- + + ft.
1 ° Ым* ь—л о о о о р О Р р
^4 ^4 44
о О О 00 00 •ч^ •*4 сл сл сл
о <о о ф* фь о о о О 00 00 оо
ж
О Я
ь 2 to
Н-* сл сл Ю to 00 оо о СЛ Число волн п
я о
°о
^н со СО tO to Нм* to JO JO ^——4
^4 ^4 .А 4 Л 44 44
о § 00 сл tO to 00 •ч Q to to to О 1 справ.
СХ О
О Я
“ <т> Ю м Ьм* W-* Нм* Ь—1 р р о
Я д 44 44 44 44 44 а
S S СР л СЛ -ч СО to to to СЛ to ф. сл сл “справ.
5 а 4^ со Сл? to to to to to к-^ >_4 U*
- 5 о сл 00 00 сл о о о ю to р ЕХ.
44 *4
о > о о о о о о о о о о О "о
Я «"
h * со to to to to to to н^ Нм*
tr сл 00 00 о 6^*5 р р р to р RX.
•е* о "о о "о о о о о о о о о to *
я
я
co co 00 со р р р р р
II 1° о 1 о 1 о 1 о о 1 о 1 о 1 о 1 "о 1 "о 1 о 1
II 1 о 1 1 о о 1 о 1 о 1 р> 1 р 1 р 1 о 1 р
to 44
со со со to to to to to "to to to to
о о сл сл сл сл сл сл сл сл сл
•
д о о № со to со фы to 00 to to
со о •ч^ co р р о со р
%* 44 >4 «4 44 44
II 1° сл 1 О 1 Г"1 сл 1 сл 1 о 1 1° о сл 1 СЛ 1 О 1
о 1 1 1 1 1 1 1 1 1 1 1
S4 ч* 44 44 44 44 44 4» 4» 44
я с© СО СО О co о сл СО о со Нм* со
05
II
о р сл р р> p ф. фь ф> ►-* ►— р Эффективная площадь
сл "о to Нм* со со со СО to to •ч^ (расчетная) в см*
Ю о о о О о о о о сл сл
р Р р> .° p р а> р> р о р о
Ни* со Нм* co *—4 Нм* оо to оо •ч4 о
о со о н-* •v) ОО О? о сл о о о
S: ь СУ 1 CD 1 о £ 1 р _[ 1 р 1 р 1 р 1 р 1 р 1 со Я о
•в- Ю to 00 сл H-* сл "с© to •ч^ to о
о а СО <^> о to со СЛ о сл со ф- о tr
Кэ со - — со сл to сл to р Максимальный ход
44 ^4 >4 44 ^4 . л 44 44
X сл О to ф СЛ СЛ сл 00 00 о Ф1 •— в мм
Ох
X ю р р со ,^4 со Сл? ,р р р р р Допускаемое внутрен-
р сл "о СЛ to "o О"1 о "о со нее и наружное дав-
Кэ ление в кГ/см*
СО СО р р to ‘ р to JO р JO р ф. р со Наружный диа-
ф 00 о о о о "о "о о -о ^1 метр в мм
00
р о о о о р р> р> о р р н
*4 >4 44 44
^—4 Н-* нм* Ьм* О "о ‘— 2 24*
00 to сл сл to to to со м О О'
н- н- н- н- н- н- н- н- н- 1+ н- н- Л S *
о о о о о ^0 р о р я и »
4» *4 44 44 >4 «* я я *
о о О о о о О Я
to Нм* Нм* Нм* ь^* Нм* Нм* н^
о сл СЛ СЛ сл о сл сл сл О о СЛ сл
сл р а— о р> р р р г~4
"о сл «о to "со "сл фь сл to Вес 100 шт. в кГ
о о о о сл о о сл о сл о 00
Сильфоны полутомпаковые однослойные с внутренними посадочными поверхностями (см. рис. 9)
Таблица 24
Сильфоны полутомпаковые однослойные с внутренней посадочной поверхностью и дном (см. рис. И)
D d Число волн п 40 <3 о. е 40 <3 + (доп. откл. по Л5) 1 1 L Эффективная площадь (расчетная) в см2 Жесткость Максимальный ход в мм Допускаемое внутрен- нее и наружное давле- ние в кГ/см2 Трубка- заготовка Вес 100 шт. в кГ
Наружный диаметр в мм Толщина S
16+0,70 9,0+0,58 21 1,2 0,6 12,0 10,5_Одо 3’°—0,25 6’0—0,30 34’0_1,б 1,27 0,07—0,28 5,3 2,0 9,7 0,09+0,010 1,52
17+0,70 8,8+°,58 12 1,5 1,1 14,0 10,0—0> 58 3.0-0,25 6,0—0,30 27’0-1,3 1,35 0,27—0,72 2,2 6,0 9,3 0,13+0,015 0,45
18+0,70 11,8+OJO 5 1,5 0,8 14,0 13,0_0 jo 3’0—0,25 5’0—0,30 15,4-1,1 1,83 0,25—1,75 1,7 3,8 12,7 0,07+0,010 0,28
24+0,84 15,0+0,70 13 1,8 1,0 18,0 17,0_0>70 3’О-о,25 5’0—0,30 33,5-1,6 3,10 0,19—0,82 4,8 4,5 16,0 0,12+0,015 0,55
28+0,84 18,о+°’70 11 2,8 1,5 20,0 19,5_0;84 3’0—0,25 7,0—0,36 39,3_i,6 4,40 0,18—0,70 6,5 4,2 19,0 0,12+0,015 1,20
28+0,84 15,8+°’70 7 2,5 1,2 20,0 17’5-0,70 3,0—0,25 6,0—0,30 25’5-1,3 4,00 0,08—0,26 3,6 2,0 16,8 0,09+0,015 0,70
32+1,00 18,4+°’84 11 3,3 1,8 26,0 20’°—0,84 4’°—0,30 6.0—0,30 46,4-1,6 5,15 0,09—0,33 7,5 4,0 19,3 0,12+0,015 1,44
38+1,00 24,8+°’84 8 2,9 1,6 28,0 26,0—0>84 3’0—0,25 6,0—0,30 31’5—1,6 8,00 0,17—0,49 4,5 2,0 25,8 0,11+0,15 1,30
45+1,00 ЗОд+ПОО 17 1,9 1,1 38,0 32’3-1,0 3’0—0,25 6,0—0,30 41,4-1,6 11,40 0,15—0,39 6,4 2,8 32,0 0,14+0,015 4,20
52±1,20 34,б+1’00 16 3,5 1,7 38,0 36,0_1>0 4,О—О>зо 12,0—0,43 72,0—1,9 15,00 0,08—0,19 11,8 2,0 35,8 0,12+0,015 5,20
58—1,90 зз,б+1’00 12 4,7 2,5 45,0 36,0_1>0 3’5-0,30 8,О—о,зб 68,7-1,9 16,50 0,11—0,38 12,1 3,0 35,0 0,18+0,020 6,55
80—1,90 53,8+1’20 13 5,4 2,5 60,0 56,0_12 6,0—0,30 7’0—0,36 83,4—2,2 35,00 0,20—0,40 13,7 2,5 55,4 0,20+0,020 18,50
100+1,40 74,8+1’20 11 6,2 3,1 80,0 76,5_1>2 6,0-0,30 7,О—о,зб 81,4—2,2 60,70 0,30—0,57 14,8 1,6 76,4 0,20+0,020 22,00
Пример условного обозначения сильфона D = 24 мм, п = 13 и s = 0,12 мм: Сильфон 24x13X0,12.
Сильфоны полутомпаковые однослойные с наружной посадочной поверхностью и дном (см. рис. 12)
Таблица 25
D d Число волн п *справ а справ di (доп. откл. по С5) d 2 1 L Эффективная площадь (рас- четная) в см2 Жесткость Максимальный ход в мм Допускаемое внутреннее и на- ружное давле- ние в кГ!см2 Трубка-заготовка Вес 100 шт. в кГ
Наружный диаметр в мм Толщина S D
17,0—0>70 9’4—0,50 12 1,5 1Д 10,0 1О’°—0,58 2’5—0,25 6—0,30 26,0-113 1,35 0,27—0,72 2,2 6,0 9,7 0,13 j-0,015 1<7 + о 7р 0,45
32,0±1,00 19’2—0,70 11 3,3 1,8 19,5 20’°—0,84 6,0—0>30 6—0,30 47’0-1,6 5,15 0,09—0,33 7,5 4,0 19,3 0,12+0,615 3 >,0+1+0 1,44
38,0+0,62 25,6—0,62 8 2,9 1,6 26,0 26,0_0(84 1’5—0,25 6—0,30 28’7-1,3 .8,00 0,18—0,49 4,5 2,0 25,8 0,11+0,015 3..0 _О,62 1,30
З8’°±?:оо 25 6~^~9,32 26 ’ —0,25 10 2,9 1,2 25,8 23’8—0,84 6’°—0,30 П—0,43 45’ °-1,б 8,00 0,17—0,42 4, 2,0 25,6 0,11+0,0 5 о о ( +0, ’5 88’ 1,00 1,90
44,5+1,00 31’7—0,70 17 1,9 1,1 32,3 32’3—1,00 3’5—0,30 6—0,30 41.0-1,6 11,40 0,15—0,39 6,4 2,8 32,0 0,14+0,015 44, +П0) 4,20
51,0+1,00 35,6_0> 60 16 3,5 1,7 36,1 36’1-1,00 6’°—0,30 12—0,43 72’0-1,9 15,00 0,08—0,19 11,7 2,0 35,8 0,12+0,015 51,0 + 1,00 5,20
79,0+1,00 55,0+0,50 13 5,4 2,5 55,5 55’8—1,20 8’°—0,36 8—0,36 96,2_2>2 35,50 0,20—0,40 13,7 2,5 5 ,4 0,20 ЖЖ 7j,0+1,00 18,50
100,0—2 (20 76, о+°’74 11 6,2 3,1 76,5 76’4—1,20 6’°—0,30 8—0,36 99,0—2,2 60,70 0,30-0,57 14,8 1,6 76,4 0,20 l0,020 1СО,0 22,00
Пример условного обозначения сильфона D = 32 мм, п - = 11 и s = 0,12 мм: Сильфон 32Х 1IX 0,12.
Сильфоны полутомпаковые многослойные с наружными посадочными поверхностями (см. рис. 13)
D d Число волн п со Q се е асправ di (доп. откл. по С5) 1 /1 L Эффективная площадь (рас- 1 четная) в см2 Жесткость Максимальный ход в мм Допускаемое внутреннее и на- ; ружное давле- ние в кГ]см2 Т рубка-заготовка Вес 100 шт. в кГ
Наружный диаметр в мм Толщина s
9о + 0,25 2 —0.84 18,з+1-00 8 2,6 1,7 19,5 3’°—0,25 3,5—0.30 26’5-1,3 4,30 0,50—2.50 3.1 8,2 19.3 2Х 0.12= = 0,24 + 0.03 1,30
34+1,00 21,7— 120 6 2,2 1,2 22,2 3, °—0,25 3,0—0,25 18,2-1,3 50,0—1,6 6,10 0,35—1.36 2,2 7.0 22.0 2Х 0/12= 1,66
38+1,00 26,9— 0.90 17 2,7 I,8 28,0 2>5—0,25 2,5—0,25 8.20 0,39—1,00 7.2 7,3 27,5 = 0,24 + 0,03 2X0,15= 4.20
5о+°>50 °—1,00 34,9—0>90 10 4,7 2,5 36,0 4’ °— 0,30 4’°—0.30 52,0-1 9 14,10 0,40—1,06 8,7 3,0 35,5 = 0,30+0,03 2Х 0,14= = 0,28 ^-0.03 2Х 0.20= 5,56
56 + 1,00 37,2__120 11 4,3 2,4 38,5 3,5—0^30 3,5—0,30 52,О_1;9 17,10 0,47—1,25 7,0 4,0 38,0 9,90
= 0,401 0,04
Пример условного обозначения сильфона 0 — 28 мм. /г = 8 и s = 0,24 мм: Сильфон 28Х 8Х 0,24
сл
Таблица 27
Сильфоны полутомпаковые многослойные с внутренними посадочными поверхностями (см. рис. 14) *
D d Число волн п t справ асправ Число слоев (доп. откл. по Л8) d2 (доп. откл. по Л6) Z h L h к £ та - н ’©'2- Жесткость Максимальный ход в мм Допускаемое внут- реннее и наружное давление в кГ[см2 D Трубка-заготовка « а § о ф И
Наружный 1 диаметр в мм | Толщина s
12+0,50 6,6+0,58 15 1,0 0,8 2 10,0 10,0 3»°—0,25 3»°-0,25 21,2-1,3 0,75 1,20—5,25 1,1 13,0 12+°» 50 7,7 2х0,14=0,28±0,03 0,56
28+0,84 17,5+0’70 8 2,6 1,7 2 20,0 20,0 3»°—0,25 3,°—0,25 28,0_1,з 4,30 0,50—2,50 3,1 8,2 28г0,84 19,3 2ХО,12=О,24±О,ОЗ 1,30
34±1,00 20,9+°>84 6 2,2 1,2 2 26,0 26,0 3»°—0,25 3»°-0,25 20,5_1,з 6,10 0,36—1,30 2,1 7,0 34±1,00 22,0 2ХО,12=О,24±О,ОЗ 1,66
38+1,00 24,2+°»84 6 2,9 1,6 2 28,0 28,0 3>°—0,25 3»°—0,25 25,0-1,з 7,95 0,36—1,00 3,2 5,0 38+1,00 25,8 2x0,11=0,22+0,03 2,00
38+1,00 24,2+°»84 8 2,9 1,6 2 28,0 28,0 4,0—0,30 4»°—0,30 32,5-1,6 7,95 0,25—0,60 4,0 3,0 38+1,00 25,8 2ХО,11=О,22±О,ОЗ 3,00
38±1,00 26,о+0»84 6 2,7 1,8 2 28,0 28,0 3»°—0,25 3»°—0,25 23,5_1,з 8,20 1,10—3,65 2,2 7,0 38+1,00 27,5 2X0,15=0.30+0,03 2,20
38+1,00 26,о+0»84 8 2,7 2,1 2 28,0 28,0 4,0—0,30 4,0—0,30 30,5—1,6 8,20 0,82—2,74 2,1 7,0 38+1,00 27,5 2X0,15=0,30+0,03 3,00
38+1,00 26,о4“°»84 17 2,7 1,8 2 28,0 28,0 3»°—0,25 3,О—о,25 53,4—1,9 8,20 0,39—1,00 7,2 7,3 38±1,00 27,5 2x0,15=0,30+0,03 6,00
40±о:!°о 26,2+°’84 16 3,0 2,0 3 35,0 35,0 5,О—о,зо 5,О—о,зо 60,0—1,9 8,80 0,74—1,52 5,8 10,0 40+3»83 —0,50 28,0 3x0,17=0,51+0,04 9,00
50±1,00 33,9+1»00 10 3,5 1,8 2 38,0 38,0 3»°—0,25 3»°—0,25 43,5_i,6 14,10 0,38—0,97 5,6 3,0 50^1,00 35,5 2ХО,14=О,28±О,ОЗ 5,56
56±1,20 36,2+1»00 11 4,3 2,4 2 38,0 38,0 3»°—0,25 3»°—0,25 55,6—1,9 17,10 0,47—1,25 7,0 4,0 56±1,20 38,0 2x0,20=0,40+0.04 9,90
Пример условного обозначения сильфона D = 40 мм, п = 16 и s = 0,51 мм: Сильфон 40Х 16X0,51.
Сильфоны бронзовые однослойные с внутренними посадочными поверхностями (см. рис. 15)
Таблица 28
D d Число волн п S. е 40 1 dx (доп. откл. по А4) L Эффективная площадь (расчетная) в cai2 Жесткость Максимальный ход в мм \ Допускаемое внутреннее и наружное давление в кГ/см2 Трубка- заготовка Марка материала Вес 100 шт. в кГ
Наружный диаметр в мм Толщина s
12_о jo 6,4±0,36 4 1,7 1,3 10 3—0,25 13,0+0,70 0,64 4,70—4,90 0,8 14 9 0,14±0,010 Бр-БНТ 1,9 0,20
12-0 70 6,4±0,36 30 1,8 1,2 9 3—0*25 60,0±1,20 0,64 0,66—0,74 11,3 15 9 0,15+0,010 Бр-БНТ 1,9 0,82
12—0 43 6,4+0,36' 16 1,9 1,5 10 3,2_о 30 37,5+1,00 0,64 3,30—3,87 4,2 24 9 0,20+0,010 Бр БНТ 1,9 0,53
3-0,43 6,4±0,36 17 1,7 1,3 10 3,2-0 30 36,5+1,00 0,72 0,30—0,45 5,0 8 9 0,10±0,010 Бр-БНТ 1,9 0,32
13—о 43 6,4±0,36 17 1,7 1,3 10 3,2-0 30 36,5+1,00 0,72 0,60—0,90 4,8 10 9 0,13±0,010 Бр-БНТ 1,9 0,40
3-0 43 6,4±0,36 17 1,7 1,3 10 3,2-0 30 36,5+1,00 0,72 0,90—1,17 4,6 15 9 0,15+0,010 Бр-БНТ 1,9 0,45
43—0*43 7,5+0,36 17 1,7 1,3 10 3,2—0 30 36,5+1,00 0,80 4,50—5,85 3,8 30 10 0,22+0,010 Бр-БНТ 1,9 0,63
13—0,43 7,5±0,36 22 1,7 1,3 10 3,2-0 30 44,5+1,00 0,80 1,00—1,44 6,0 14 10 0,15+0,010 Бр-БНТ 1,9 0,54
}?-0,43 7,5±0,36 22 1,7 1,3 10 3,2_о 30 44,5+1,00 0,80 1,30—1,70 6,0 15 10 0,16+0,010 Бр-БНТ 1,9 0,58
13—0,43 7,5+0,36 22 1,7 1,3 10 3,2_0,’30 44,5+1,00 0,80 2,30—3,60 5,0 24 10 0,20+0,010 Бр-БНТ 1,9 0,72
13±0,43 7,5±0,36 11 1,7 1,3 10 3,0 о 25 25,4+0,84 0,82 0,90—1,80 3,0 10 10 0,12+0,012 Бр-Б2 0,28
13±0,43 7,5+0,36 12 1,7 1,3 10 3,0-0 25 27,0+0,84 0,82 0,85—1,70 3,3 10 10 0,12+0,012 Бр-Б2 0,30
15+0,43 9,5+0,36 6 2,5 1,5 13 3,5_о зо 23,0+0,84 1,18 0,80—2,40 4,0 5 12 0,10±0,010 Бр-Б2 0,26
15+0,43 9,5+0,36 6 2,5 1,5 13 3,5—0 зо 23,0±0,84 1,18 2,95—4,50 3,5 7 12 0,13+0,013 Бр БНТ 1,9 0,34
15+0,43 9,5+0,36 16 2,5 1,5 13 3,5_о 30 48,5+1,00 1,18 0,60—1,50 10.5 8 12 0,12+0,012 Бр-Б2 0,50
21±0,52 13,5+0,43 8 2,1 1,2 16 3,0-0 25 24,0+0,84 2,34 0,50—1,20 4,6 5 16 0,11+0,011 Бр Б2 0,44
21+0,52 13,5+0,43 13 3,0 2,2 16 3,0-0 25 46,5±1,00 2,34 10,00—14,04 4,8 45 16 0,33+0,025 Бр-БНТ 1,9 1,80
21±0,52 13,5+0,43 15 2,1 1,2 16 3,0-0 25 38,5±1,00 2,34 0,34—0,80 9,3 7 16 0,12+0,012 Бр-Б2 0,77
24±0,52 15,5+0,43 6 2,6 1,4 18 з,5_о:зо 24,2+0,84 3,06 0,25—0,60 4,8 3 18 0,09+0,010 Бр-Б2 0,30
24+0,52 15,5+0,43 6 2,6 1,4 18 3,5 о’зо 24,2+0,84 3,06 0,50—1,30 4,5 5 18 0,11+0,011 Бр Б2 0,40
26+0,52 17,5+0,43 12 3,5 2,5 20 4,0 0*30 50,5+1,20 3,36 6,00—8,80 6,6 32 20 0,32±0,025 Бр БНТ 1,9 2,80
28+0,52 17,5+0,43 4 з,з 1,8 20 4,о—о’зо 23,0+0,84 4,06 1,50—3,10 3,3 9,0 20 0,16+0,015 Бр-Б2 0,55
28+0,52 17,5+0,43 5 2,5 1,7 20 4,0—о’зо 21,0+0,84 4,06 0,75—1,25 2,5 5,0 20 0,12±0,012 Бр-Б2 0,55
28+0,52 17,5+0,43 6 з.з 1,8 20 4,о—о’зо 29,5+0,84 4,06 0,45—1,10 6,0 5,0 20 0,12±0,012 Бр Б2 0,60
28+0,52 17,5±0,43 8 3,3 1,8 20 4,0 о’зо 36,0+0,84 4,06 0,40—0,70 8,4 5,0 20 0,12±0,012 Бр-Б2 0,76
28+0,52 17,5+0,43 10 2,5 1,7 20 4,0 о’зо 34,0+1,00 4,06 0,40—0,70 5,7 5,0 20 0,12±0,012 Бр-БНТ 1,9 0,90
28±0,52 17,5+0,43 6 3,3 1,8 20 4,0 о’зо 30,0+1,00 4,06 0,90—2,30 5,5 9,0 20 0,16+0,015 Бр-Б2 0,60
28±0,52 17,5+0,43 10 3,3 1,8 20 4»°—0^30 43,0±1,00 4,06 0,60—1,35 9,8 9,0 20 0,16±0,015 Бр-Б2 1,15
8
Продолжение табл.
jyi я -1Ш 001 aaq 8ДЗД8Д8888Д88Яоооо гН г-1 ГН ГН гч г-< г-< Ю О гч ГЧ rq СС О С: Пример условного обозначения сильфона D = 13 мм, п= 11 и s = 0,12 мм: Сильфон 13 X И X 0,12\ то же для непассивиро- ванного: Сильфон 13Х 11X0,12—Н. Примечания: 1. Материал сильфона — бронза марок Бр. БНТ 1,9 и Бр. Б2 по ГОСТу 493—54. 2. Сильфоны подвергаются старению (облагораживанию) в оправках с прокладками, установленными между гребнями волн. 3. Сильфоны могут поставляться как пассивированными (осветленными), так и непассивированными (темными) с равномерной оксидной пленкой, полученной в процессе старения. В случае изготовления непассивированных сильфонов их жесткость не должна превосходить соответствующую наибольшую жесткость, указанную в таблице, более чем на 10% (для сильфонов 38X8X0.12—Н, 52Х 14Х 0,13—Н; 52Х 14Х 0,18— Н, 63Х 8Х 0,27—8 — более чем на 15%: для— сильфона 100Х 8X 0,20—Н — более чем на 35%). В случае пассивирования применять покрытие Хим. Пс. по ГОСТу 9791—61. 4. Технические условия по МН 431—64.
BirBHcIaiBW bmcIbw О О н НН <М <М <М СО X СМ <М чС Пч С-4 <М СМ <М (М <М СО <М ЙИЮЙЙЙИИЮЮЙЙЙЙЙЙЙ аайайййааааайалйй ЙЙЙЙЙЙЙЙЙЙЙЙЙЙЙЙЙ
Tрубка- заготовка вниТпео^ ооооооооооооооооо 00 0 0*0000000000000 +14-14-1 -414-14-14-14-141 -4! 4-1 +14-14-14-1 -41 ОчЧСО’ФОСОООСООСОСОО^СОГ^О 0 00*00000000000000
жж Я сПэрмвиТГ и1ЧнжЛс!вн 88Й88388^888888SS
zW3ljbl я 9HH9ir8Bi/ эонжЛбвн и ээннэбхЛня эомэвмэЛио'п' 9,0 4,0 4,5 6,0 7,0 4,5 7,0 10,0 11,0 2,0 3,0 3,0 5,5 4,5 3,0 7,0 3,0
ЖЖ Я tfox I?I4H4IfBWH0MBW 12,0 12,0 5,2 5,2 5,2 7,3 7,3 8,3 16,6 4,0 4,0 9,0 5,0 10,0 15,6 8,4 8,0
Ч1Э0М1Э9)К 88885^888^8888288 ЛШЙИДШИ о’ О* О О* О* О О ^Ч О О О О О О О СО о
zwo я (ввнхэьэвс!) qtfuiiioirLi квняихмэффе 8S3ST3S338888?4ooo
88SS38888_SS88844o Ф8ййй8885888йй8й2
- ООООООООООООООООО О О ОО О О О О О О ОО О ОЮ Ю ’Ф хг хг т-4 rf ’ф ’ф ’Ф io ю
(*V OU ’^ЯХО ’ПОЙ) хр 8SS8S8S8S88888888
SDdWv 1,8 2,0 1,7 1,7 1,7 1,7 1,7 1,7 1,7 2,3 2,3 1,9 1,8 2,2 1,8 2,8 3,8
9VdU3} 3,3 3,5 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,3 3,3 3,3 3,2 4,0 3,2 4,8 7,0
и Н1гоя отгэин см^чсо<х5<осоооо4Гч.<ос©0^<оао^<оосо
О Q 6 О О 6 6 О О О 6 6 od Q О О +1 -41 -414-14-14-14-14-14-144 +144 4-1 4-14-14-14-1 UO LO LOLO Ю Ю LO Ю Ю Ю Ю Ю Ю 1Л ю ю ю й й £ Й Й й £ & Й % 8 8 8 Й £ £
й S S S 2 S S S S S S S £ £ £ Ог-и 0*0000000000000 -С 4-1 1 4-14-14-14-14-1-Н 4-1 4-1-414-1-4!-414-1-41+1
58
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Наибольшее распространение в вакуумных системах получили фланцевые
соединения. Вакуумная плотность таких соединений достигается применением коль-
цевых прокладок из вакуумной резины, фторопласта, свинца, меди, алюминия,
серебра или золота.
Основные характеристики материалов уплотняющих прокладок приведены
в табл. 29.
Кольцевые прокладки из вакуумной резины нашли широкое применение в вакуум-
ной технике благодаря низкому давлению насыщенного пара, способности восста-
навливать после деформации первоначальную форму и изменять форму без изме-
нения объема.
Рис. 16. Соединения с резиновыми уплотнителями:
1 — резиновый шнур; 2 — резиновый шланг (подача газа
под давлением)
Уплотняющую прокладку укладывают в канавку одного из фланцев так, чтобы
она выступала по всему периметру на 1—3 мм Вакуумная плотность соединения
достигается прижатием плоской поверхности другого фланца к кольцевой прокладке
из вакуумной резины. Уменьшение высоты прокладки относительно первоначаль-
ной при деформации не должно превышать 30%.
Размеры канавок и прокладок приведены в табл. 30 и 31.
Глубина паза и толщина прокладки выбираются так, чтобы после затяжки
болтов паз был заполнен резиной.
На рис. 16 показаны наиболее часто встречающиеся виды резиновых уплотни-
телей.
Соединения, показанные на рис. 16, а, применяются обычно для фланцев с внут-
ренним диаметром прокладки до 500 мм.
Соединения, показанные на рис. 16, б, используются при большом периметре
уплотнения в системах низкого вакуума, на рис. 16, в — для уплотнения крышек
в вакуумных камерах диаметром более 200 мм, на рис. 16, а — для уплотнения флан-
цев диаметром до 100 мм, на рис. 16, д и е — цля фланцев с внутренним диаметром
прокладки до 200 мм. Фаски 1 X 45° (см. рис. 16, д) делаются для увеличения пло-
щади контакта прокладки с фланцем и для создания искусственных острых кромок,
а также заполнения резиновыми прокладками объема. Углубление в соединениях
(см. рис. 16, е) выполняется с той же целью. Глубина расширенного паза до 1 мм,
а ширина зависит от размера канавки и обычно больше основной канавки на 2—3 мм.
Прокладки по форме сечения могут быть прямоугольными или круглыми.
Кольцевые прокладки из фторопласта обладают высокой химической стойкостью,
меньшим газовыделением в вакууме и значительно большим диапазоном рабочих
температур (от —200 до +200° С).
59
Таблица 29
Основные характеристики материалов уплотняющих прокладок
Материал Мини- мальное рабочее давление в мм рт. ст. Температурный диапазон примене- ния в °C Макси- мальный диаметр фланцев в мм Удельное давление по сред- нему диаметру уплотняю- щего профиля в кГ/мм2
Вакуумная резина Фторопласт-4 Свинец Алюминий А-1 Медь: МБ (бескислородная) . . . Ml (холоднокатаная) .... 5- 10-е 1- 10-’ 1-io-» 1-10-» 1-IO-» Ь 10-» От —20 до 4-100 » —200 > +200 > —200 » +170 » —200 » +400 » —200 » +600 » —200 » +600 2000 800 200 300 500 500 10—15 15—20 12—18 15—20 30—40 30—40
Таблица 30
Размеры резиновых кольцевых прокладок и канавок
для фланцев с зазором
Диа- метр услов- ного прохода Dy в мм Размеры канавки в мм Размеры прокладки в мм
Наруж- ный диаметр DH Внутрен- ний диаметр DeH Глу- бина Н Фаска f Наруж- ный диаметр d'h Внутрен- ний диаметр D6H Высота пластины h Высота шнура h'
10 19,5 13,5 2 0,2 19,5 13,5 3
12 21,5 15,5 2 0,2 21,5 15,5 3
15 24,5 18,5 2 0,2 24,5 18,5 3
18 29,5 21.5 2,2 0,3 29,5 21,5 3,5
20 31,5 23,5 2,2 0,3 31,5 23,5 3,5
22 34,0 26,0 2,2 0,3 34,0 26,0 3,5
25 37,0 29,0 2,2 0,3 37,0 29,0 3,5 - -
30 42,0 34,0 2,2 0,3 42,0 34,0 3,5 -
35 47,0 39,0 2,2 0,3 47,0 39,0 3,5
40 52,0 44,0 2,2 0,3 52,0 44,0 3,5
45 60,0 50,0 3.5 0,5 60,0 50,0 5 5
50 65,0 55,0 3.5 0,5 65,0 55,0 5 5
55 75,0 65,0 3,5 0,5 75,0 65,0 5 5
60 80,0 70,0 3,5 0,5 80,0 70,0 5 5
65 85,0 75,0 3,5 0,5 85,0 75,0 5 5
70 90,0 80,0 3,5 0.5 90,0 80,0 5 5
75 95,0 85,0 3,5 0,5 95,0 85,0 5 5 *
80 100,0 90 3,5 0,5 100 90,0 5 5
90 110 100 3,5 0,5 110 100,0 5 5
100 120 110 3,5 0,5 120 110,0 5 5
НО 130 120 3,5 0,5 130 120,0 5 5
120 140 130 3,5 0,5 140 130,0 5 5
130 150 140 3,5 0,5 150 140 5 5
140 160 150 3,5 0,5 160 150 5 5
150 170 160 3,5 0,5 170 160 5 5
160 180 170 3,5 0,5 180 170 5 5
180 200 190 3,5 0,5 200 190 5 5
200 220 210 3,5 0,5 220 210 5 5
220 240 230 3,5 0,5 240 230 5 5
250 270 260 4,8 1,5 270 260 8
270 290 280 4,8 1,5 290 280 8
300 320 310 4,8 1,5 320 310 8
320 340 330 4,8 1,5 340 330 8
350 370 360 4,8 1,5 370 360 8
370 390 380 4,8 1,5 390 380 8
400 420 410 4,8 1,5 420 410 8
420 440 430 4,8 1,5 440 430 8
450 475 465 4,8 1,5 475 465 8
480 505 495 4,8 1,5 505 495 - 8
500 525 515 4,8 1,5 525 515 — 8
60
Таблица 31
Размеры в мм резиновых кольцевых прокладок и канавок
для фланцев без зазора
Прокладка с круглым сечением Прокладка с прямоугольным сечением
Диаметр шнура уплотни- теля d Радиус закругле- ния в сечении канавки R Глубина канавки а Ширина канавки b Ширина уплотни- теля в сечении с Высота уплотни- теля в сечении h Ширина канавки Ь Глубина канавки а
3,0 1,5 1,9 5,2 3,0 3,0 5,0 1,8+ 0»1
4,0 2,0 2,6 7,0 4,0 4,0 6,5 2,5 + °-1
6,0 3,0 3,85 10,5 6,0 6,0 11,0 3,5+°>1
8,0 4,0 5,2 14,0 8,0 8,0 13,0 4,9+0,1
10,0 5,0 6,6 17.7 10,0 5,0 15,0 3,4+°»1
12,0 6,0 7,9 21,2 15,0 20,0 5,0 5,0 23,0 30,0 3,4+°»1 3,4 + 0,1
Конструктивно фланцевые соединения с прокладками из фторопласта выпол-
няются так же, как и с резиновыми (см. рис. 16, в).
На рис. 17—30 и в табл. 32—44 приведены конструкции и нормализованные
ряды фланцевых соединений с уплотнителями из резины и фторопласта.
Таблица 32
Размеры в мм фланцевых соединений с резиновыми уплотнителями
(вариант I, см. рис. 17)
Dy di ^2 d2
номин. доп. откл. номин. доп. откл. номин. доп. откл. номин. доп. откл.
10 10 20 170 180 205
15 15 25 180 190 215
20 20 30 190 200 225
25 25 а4 35 200 215 235
32 33 45 225 240 260
40 40 50 250 285 310
50 50 60 260 295 320
60 60 70 280 315 А8 340 с4
70 80 100 300 335 360
80 90 НО с4 320 335 380
85 100 115 340 875 400
100 115 130 360 395 430
ПО 120 140 380 415 440
125 130 А6 155 400 435 465
130 140 150 420 455 480
140 150 170 450 485 510
150 155 180 480 515 540
160 180 195 500 536 565
Конструкции фланцевых соединений с неметаллическими уплотнителями при-
меняются в вакуумных системах при давлении до 1 • 10"7 мм рт. ст. и температурах
от —20 до+70° С.
Фланцы, болты, гайки и шайбы изготовляются из стали 20 по ГОСТу 1050—60
или стали Х18Н9Т по ГОСТу 5949—61.
Резиновые уплотнители изготовляются из круглого шнура или пластин вакуум-
ной резины по ТУМХП № У—213—54.
Фторопластовые уплотнители изготовляются из фторопласта-4 по
ГОСТу 10007-62.
Поверхности, соприкасающиеся с уплотнителем, должны быть гладкими, без
трещин и заусенцев.
61
Для создания уплотнения в высоковакуумных системах используются прокладки
из мягких металлов, имеющих невысокий предел текучести. Прокладки помещаются
между фланцами из нержавеющей стали.
Для создания уплотнения прокладки подвергаются действию значительных
сжимающих сил и пластически деформируются. При пластическом течении мате-
Рис. 18. Верхний фланец (см
табл. 33):
а — с проточкой, б — с выступом
Рис. 17. Фланцевые соеди-
нения с резиновыми уплот-
нителями (вариант I, см.
табл. 32):
1 — верхний фланец, 2 — ниж-
ний фланец, 3 — уплотнитель,
4 — болт, 5 —гайка, 6—шайба
риала прокладки заполняются все микрополости на поверхности фланцев. Одно
из основных технологических требований, предъявляемых к цельнометаллическим
соединениям, — высокая чистота обработки поверхностей фланцев.
/? от 8. d п отд d
Рис. 19. Нижний фланец (см. табл. 34):
а — с проточкой, б — с выступом
Получение давления,
равного 1 • 10-8 мм рт. ст.
и ниже, невозможно без дли-
тельного прогрева вакуумной
камеры при 300—500° С.
Такой прогрев, сопровождаю-
щийся непрерывной откач-
кой, необходим для обезга-
живания деталей установки.
Рис. 20. Резиновый уплотни
тель (см. табл. 35)
Указанное обстоятельство полностью исключает возможность применения
в качестве уплотняющих элементов органических веществ (вакуумной резины,
фторопласта и др.) вследствие их неустойчивости при высоких температурах.
Обычно прокладки для прогреваемых соединений изготовляются из технических
чистых металлов: золота, серебра, меди (МБ, Ml), алюминия (А1) и свинца.
62
Рис. 21. Фланцевые соедине-
ния с резиновым уплотните-
лем (вариант II, см. табл. 36):
1 — верхний фланец; 2 — ниж-
ний фланец; 3 — уплотнитель,
4 — болт; 5 — шайба
Рис. 22. Верхние фланцы (см. табл. 37)
Рис. 23. Нижние фланцы (см. табл. 38)
Рис. 24. Фланцевые соеди-
нения с резиновым уплот-
нителем (вариант III, см.
табл. 39):
1 — верхний фланец; 2 — ниж-
ний фланец, 3 — уплотнитель;
4 — болт, 5 — шайба
Рис. 25. Верхние фланцы (см. табл. 40)
63
Рис. 26. Нижние фланцы (см. табл. 41)
Рис. 28. Верхние фланцы (см. табл. 42):
а — с проточкой; б — с выступом
Рис. 27. Фланцевые
соединения с резино-
вым уплотнителем (ва-
риант IV):
1 — верхний фланец;
2 — нижний фланец;
3 — уплотнитель; 4 —
болт; 5—гайка; 6—шайба
Рис. 29. Нижние фланцы (см. табл. 43):
а — с проточкой; б — с выступом
Рис. 30. Уплотнители (см. табл. 44):
а — из резины; б — из фторопласта-4
64
Таблица 33
Размеры в мм верхних фланцев (см. рис. 18)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т
по ГОСТу 5949—61
Dy к к JS о к О доп. откл. к S S о к 1 b 1 ю ! доп. откл. L к S JS о к доп. откл. d к S 3 о к доп. откл. h b номин. 1 доп. откл. п
10 46 —0,62 34 ±0.7 13,5 18,5 23,5 29 ±0,045 6 7 14 19 24 30 37 45 ^5 а4 С4 1 2 11 13 6 8 —0,3 —0,43 4 8
15 20 25 32 52 62 70 78 —0,74 38 48 55
62 ±0,6 36 44 ±0,05
40 50 60 85 110 120 —0,86 70
90 102 ±0,4 ±0,8 ±0,6 55 70 80 90 ПО 120 ±0,06 ±0,07 9 12 56 66 76 86 91 106 116 131 136 146 156 166 176 3 15 17 19 21 24 26 10 12 14 16 18 20
70 80 85 100 ПО 130 145 170 180 —1,0 112 125 145 155
125 130 140 150 160 170 180 195 200 210 220 235 240 255 —1,15 170 175 185 195 210 215 230 135 140 150 160 170 180 ±0,08
190 200 210 235 260 ±0,09 14 18 186 196 206 231 256 256 286 306 326 346 366 386 407 427 458 488 508
190 200 225 250 260 265 275 300 330 340 —1,35 240 250 275 300 308
270 290 310 330 350 ±1,0
280 300 320 340 360 380 400 420 450 480 500 360 380 400 420 440 460 490 510 550 580 600 —1,55 -1,8 330 350 370 390 410 430 455 475 515 545 565
370 390 410 430 465 495 515 ±0,12
28 22 —0,52
5 Зак. 1900
65
Размеры в мм нижних фланцев (см. рис. 19)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т по ГОСТу 5949—61
е 00
•st - " |
’1ГМХО "ПОЙ 1 1 1 ±0,16
•никои 03 5 S ю
•1ГМ1О •пой СО 7 —0,36 ±0,43 —0,52
•никои СО 00 о 2 00 о <М см <м
тмю •ПОЙ —0,3 —0,36 —0,43 —0,52
•никои 21 со U0 оз СМ со <м СО
43 СО о СМ •* 00
43 •1ГМХ0 •noiT <|>< <41
•никои 14 19 20 30 37 45 56 66 76 86 91 106 116 131 136 146 156 166 176 186 196 206 231 256 266 286 306 326 346 366 386 407 427 458 488 508
66
Таблица 35
Размеры в мм резиновых уплотнителей (см. рис. 20)
Материал — резина 7889 по ТУ МХП № У—213—54
Dy D d h Dy D d h Dy D d h
пластины шнура | пластины шнура пластины шнура
10 13 з з по 119 260 268
15 18 125 134 280 288
20 23 130 139 300 308
25 28 3,5 4 140 149 320 328
32 35 150 159 5 340 348
40 43 5 160 169 5 5 360 368 5 5 8
50 54 170 179 380 388
60 69 180 189 400 407
70 79 190 198 420 427
80 89 5 5 200 208 450 462
85 98 225 233 480 492
100 109 250 258 8 500 512
Таблица 36
Размеры в мм фланцевых соединений с резиновым уплотнителем
(вариант II, см. рис. 21)
Dy D Di d dt L
номин. Доп. откл. номин. | Доп. 1 откл. номин. доп. откл.
70 130 112 76 73 140
80 145 — 1,0 125 ±0,2 86 А 5 83 140
100 170 140 106 103 147
125 195 — 1,16 170 131 Л5 128 147
Таблица 37
Размеры в мм верхних фланцев (см. рис. 22)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т
по ГОСТу 5949—61
Dy D Di±0,2 d di d2 L Z
номин. доп. откл.
70 130 112 76 —0,2 73 9 20 4
80 145 125 86 —0,23 83
100 170 140 106 -0,23 103
125 195 170 131 -0,26 128 11 23 5
Таблица 38
Размеры в мм нижних фланцев (см. рис. 23)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т
по ГОСТу 5949—61
Dy D Di d di d2 d3 d< L 1 h Н с
я s з о Я • 4 c Я о H fct о я я 3 о я . ч с я о н чо я я 3 о я Доп. I откл. 1 я я 3 о я Доп. откл. я 3 О л • ч’ с я § о я я 3 о я ДОП. откл.
70 130 —1,0 112 76 73 80 0,2 94 4-0,23 М8 20 4
80 145 125 4-0,2 86 As 83 90 —0,23 104 8 3,8 4-0,16 2,5
100 170 140 106 х3 103 ПО - 124 4-0,2б| ! мю 23
125 195 —1,15 170 131 128 135 —0,26 149 25 5
5*
67
Таблица 39
Размеры в мм фланцевых соединений с резиновыми уплотнителями
(вариант III, см. рис. 24)
Dy D d L
номин. Доп. откл. номин. Доп. откл, номин. Доп. откл.
32 78 —0,74 62 ±0,2 37 34 37
40 85 70 45 42 37
50 ПО —0,87 90 56 0,2 53 40
70 130 112 76 73 43
Таблица 40
Размеры в мм верхних фланцев (см. рис. 25)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т
по ГОСТу 5949—61
Dy D d dx d2 d< L 1 t
я я 2 о к доп. откл. к Я S о к Доп. откл. к Я S о к • ч к я о н ч о к Я § о я • ч с я о ь 1=С О я я S о я . ч я я о н (=с о номин. 1 Доп. откл.
32 78 —0,74 62 37 34 36 ±0,05 44 -0,0324- —0,1 1 20 3,5 4
40 85 —0,87 70 45 42 44 52
50 110 90 ±0,2 56 с4 53 55 ±0,06 65 —0,04 ч- —0,12 21 8 5 ±0,16
70 130 112 76 73 80 90 —0,054- —0,14 9 23 4
Таблица 41
Размеры в мм нижних фланцев (см. рис. 26)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т
по ГОСТу 5949—61
Dy D d di d2 d3 J4 L 1 h Н с
я я 2 о я ДОП. откл. я я 2 о я • ч к я о ь ч о | номин. 1 • ч с я о н и я я о я . ч к я о н •=( о я я 2 о я Доп. откл. я я 2 о я Доп. откл.
32 78 —0,74 62 37 34 36 -0,0324- 44 ±0,05 М6Х1 18 3,5 6 ±0,16 0,5
40 85 —0,87 70 45 42 44 -0,1 52 •
±0,2 с4 ±0,06 8 —
50 ПО 90 56 53 55 —0,044- —0,12 65 20 7 ±0,2 1
М8Х1.25
70 130 —0,9 112 76 73 80 90 ±0,07 23 4
68
Размеры в ММ верхних фланцев (см. £>Й6. 28)
Материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т по ГОСТу 5949—61
69
Размеры в мм нижних фланцев (см. рис. 29)
материал — сталь 20 по ГОСТу 1050—60 и в особых случаях сталь Х18Н9Т по ГОСТу 5949—61
е 00
СМ о* 0,3 ю о* О т—<
5: Доп. ОТКЛ. СО + см о* +
6 § со 00
«2 ю 1—< £ 2 см СО см 00 см
доп. откл. —0,36 СО о” 1 —0,52
НО- МИН. QO о см 00 о см см
доп. откл. ю| «5 <|Х
но- мин. 14 19 24 30 37 45 56 66 76 86 91 106 116 131 136 146 156 166 176 186 196 206 231 256 266 286 306 326 346 366 386 407 427 458 488 508
со о см 00
доп. откл. -0,02-4- —0,07 0,025-?- —0,085 Д’ со о_ ’"1 о” о 1 1 •1- гГ СМ о^ о" о* 1 1 •1- ю О ,-1 п -0,06-? —0,165 —0,075-4- —0,195 X —0,090-4- -0,225 —0,105-7- —0,255 1- СМ СО 0*0* 1 1
6 5 а - 13,5 18,5 23,5 29 36 " 44 юо о Ю Г— 00 90 90 110 120 135 140 150 160 170 180 ! 190 200 210 235 260 270 ; 290 310 ! 330 350 370 390 410 430 465 495 515
Доп. откл. +0,045 Ю о 4 +0,07 +0,08 1 g о + ±0,1 +0,12 I о +
19,5 24,5 31,5 37 чг СМ ТГ Ю 65 80 90 100 100 120 130 145 150 160 170 180 190 200 210 220 245 270 280 300 320 340 360 380 400 420 440 475 505 525’
доп. откл о +1 +0,6 о +1 оо o' +1 ±0,6
g“ 2 л о оо ю '’О М4 ю см о 501 1 06 112 125 125 145 155 170 175 185 195 210 215 230 240 250 275 300 308 330 350 370 390 410 430 455 475 515 545 565
ДОП. откл —0,62 о* 1 00 о* 1 о 7 —1,15 —1,35 —1,55 00 7
но- мин. СО 62 1 70 78 85 110 120 130 145 145 170 180 195 200 210 220 235 240 255 265 275 300 330 340 360 380 400 420 440 460 490 510 550 580 600
о юою см ^смсм со о оо -ст юсо 70 80 85 100 110 125 130 140 150 160 170 180 190 200 225 250 260 280 300 320 340 360 380 400 420 450 480 500
70
Таблица 44
Размеры б мм уплотнителей (см. рис 30)
материал — резина 7889 по ТУ МХП № У—213—54, фторопласт-4
по ГОСТу 10007—62
Dy D а h
пластины шнура
10 15 20 25 32 40 50 60 70 80 85 100 110 125 130 140 150 160 170 180 190 200 225 250 260 280 300 320 340 360 380 400 420 450 480 500 13,5 18.5 23,5 29 35 44 55 70 80 90 90 110 120 135 140 150 160 170 180 190 200 210 235 260 270 290 310 330 350 370 390 410 430 465 495 515 3 2 —
4
5 3,5 3.5
5 5
6
Примечание. Прокладки из резины с Dy до 200 мм и из фторопласта
с Dy до 150 мм вырезаются из цельного листового материала, остальные типораз-
меры рекомендуется склеивать из жгута.
На рис. 31, а—м показаны различные соединения с металлическими уплот-
нителями.
Для вакуумных установок, работающих при высоких температурах применяются
конструкции многоразового действия (см. рис. 31, а—в). Соединения, показанные
на рис. 31, а, используются для одноразового действия. Наиболее удачными и на-
дежными являются соединения, приведенные на рис. 31, а, е, ж, з, и, к.
Размеры соединений с металлическими уплотнениями выбираются из конструк-
тивных соображений. Обычно определяется усилие, прикладываемое на каждый
болт, из условия предельных удельных давлений (для свинца 14—16 кГ/мм2, для
алюминия 20—27 кГ/мм\ для отожженной меди 25—35 кГ/мм2).
Конструкции фланцевых соединений, их элементов и типоразмеры приведены
на рис. 32—44 и в табл. 45—56.
71
0,5-0,8'
Рис. 31. Соединения с металлическими уплотнителями:
1 — металлический уплотнитель (свинец, медь, алюминий, золото)
72
а — с
Рис. 33. Нижние фланцы (см. табл. 45):
проточкой; б — с выступом
Рис. 32. Фланцевые сое-
динения с металлическими
уплотнителями:
1—фланцы приварные верх-
ние; 2 — фланцы приварные
нижние; 3 — уплотнитель;
4 — болт; 5 — гайка; 6 —
шайба
Рис. 34. Верхние фланцы (см. табл. 46):
а —- с проточкой; б — с выступом
Рис. 35. Уплотнитель
(см. табл. 47)
73
MS'
Рис. 36. Фланцевые соединения с Рис. 37. Нижние фланцы (см. табл. 49)
металлическими уплотнителями
(вариант I, см. табл. 48):
1 — верхний фланец; 2 — нижний
фланец, 3 — уплотнитель; 4— шпиль-
ка, 5 — гайка, 6 — шайба
Рис. 38. Верхние фланцы (см. табл. 50)
-Л —
—4
Рис. 39. Фланцевые соеди-
нения с металлическими
уплотнителями (вариант II,
см. табл. 51):
1 — верхний фланец; 2— ниж-
ний фланец; 3 — уплотнитель,
4 — шпилька, 5 — гайка;
6 — шайба
74
A-A
1*45°
— b
Рис. 40. Верхние фланцы (см. табл. 52)
Рис. 41. Нижние фланцы (см. табл. 53)
Рис. 42. Фланцевые соединения с металлическими уплот-
нителями (вариант III, см. табл. 54):
1 — верхний фланец; 2 — нижний фланец; 3 — уплотнитель;
4 — шпилька; 5 — гайка, 6 — шайба
75
В вакуумных системах не ниже давлений р = 1 • 10“й мм рт.ст. с прогревом
до 250° С применяют уплотнители из алюминия (для соединений с диаметром услов-
ного прохода от 10 до 500 мм), а в вакуумных системах при давлении р < 1 • 10"10 мм
рт. ст. и прогреве до 400° С — уплотнители из меди (для соединений с диаметром
условного прохода от 10 до 200 мм).
А-А
Рис. 43. Верхние фланцы (см. табл. 55)
Рис. 44. Нижние фланцы (см. табл. 56)
Механическая обработка фланцев по размерам уплотняющего профиля произ-
водится после их приварки к трубам или обечайкам с последующей проверкой спе-
циальным калибром.
Детали фланцевых соединений изготовляют из следующего материала:
фланцы — из стали Х18Н10Т (ГОСТ 5582—61);
уплотнители — из меди Ml (ГОСТ 495—50) или алюминия А1 (ГОСТ 11069—64;
ГОСТ 11070—64);
болты и гайки — из стали Х18Н10Т (ГОСТ 5582—61).
76
g эин
-ЭН1ГОПЭИ
у эин
ЭН1ГОПЭИ
Размеры в мм фланцевых соединений (см. рис. 32 и 33)
Нижние фланцы с металлическими уплотнителями (материал — сталь Х18Н9Т по ГОСТу 5949—61)
е
ю
If ЛЮ
•HOtf
НИКОН
If ЛЮ
•ПО#
41
4-1
И
4-1
НИКОН
1ГЯЮ •ЦО# <|х ю| “5
НИКОН ’Ф О Ю О 00 LO ю г-1 СЧ СЧ СО СО гГ ю 65 75 86 91 I 106 1 116 130 136 146 156 166 176 186 196 2q6 231 256 266 286 306 326 346 366 387 407 428 458 488 508
•1ГМЮ •ЦО# ±0,2 ±0,25 ±0,3
•НИКОН о to но сч о о о Tf ю СО Г- 00 Oi 100 1 115 125 130 145 155 170 175 185 195 210 220 230 240 ( 250 270 1 300 310 330 350 370 390 410 430 460 480 510 540 560
58 65 78 85 92 110 120 130 1 145 155 160 170 185 200 205 215 230 240 250 260 270 | 280 300 330 340 360 380 410 430 450 470 500 520 550 580 600
о ио о in сч о о »-< г—1 сч СЧ СО тГ ш 60 70 80 85 100 ПО 125 130 140 150 160 170 180 190 200 225 250 260 280 300 320 340 360 380 400 420 450 480 500
77
Размеры в мм фланцевых соединений (верхние фланцы) с металлическими уплотнителями (см. рис. 34)
Материал — сталь Х18Н10Т по ГОСТу 5949—61
с 00 СО СО о со со СО о со
£ ю Г-н о г-н со СО со ю со со о со 8 СО СО со 00 со а со
•с со ю 00 о Т-Н
•о о 03 г-н СО 00 о со со со со ю со СО со 00 со со СО
о 1-Н СО
•1ГЯ1.0 •по1# со X
‘НИНОН 20 25 30 35 42 50 60 70 80 95 100 115 125 145 150 160 170 180 190 200 210 220 240 270 280 300 320 350 370 390 410 440 460 490 520 540
10 15 20 25 32 40 50 60 70 80 । 85 100 110 1 125 130 1 140 150 I 160 170 180 190 200 225 1 250 1 260 280 300 320 340 360 380 400 420 450 480 500
ф •1ГЯХО •notf 1 ±0,1 ±0,15 ! ±0,2 ±0,25
•НИНОН 15 20 25 30 37 45 55 65 75 90 95 110 120 135 140 150 160 170 180 190 200 210 230 260 270 290 310 335 355 375 395 420 440 470 500 520
'1ГЧ1О •HOtf
•НИНОН 14 20 25 30 38 45 55 65 75 86 91 106 116 130 136 146 156 166 176 186 196 200 231 256 266 286 306 326 346 366 387 407 428 458 488 508
•1ГЯ1О •UOtf ±0,2 ±0,25 ±0,3
•НИНОН 40 45 55 62 70 80 90 100 115 125 । 130 145 155 170 175 185 195 210 220 230 240 250 270 300 310 330 350 370 390 410 430 460 480 510 540 560
58 65 78 85 92 110 120 130 145 155 160 175 185 200 205 215 230 240 250 260 270 280 300 330 340 360 380 410 430 450 470 500 520 550 580 600
10 15 20 25 32 40 50 60 70 80 85 100 110 125 130 140 150 160 170 180 190 200 225 250 260 280 300 320 340 360 380 400 420 450 480 500
78
Таблица 47
Размеры в мм уплотнителей (см. рис. 35)
материал — медь Ml по ГОСТу 495—50
Dy di S
номин. доп откл. номин. доп. откл.
10 15 20 25 32 40 50 60 10 15 20 25 32 40 50 60 а4 20 25 30 35 42 50 60 70 с4
70 80 85 100 110 125 130 140 150 160 170 180 190 200 225 250 260 280 300 320 340 360 380 400 420 450 480 70 80 85 100 110 125 130 140 150 160 170 180 190 200 225 250 260 280 300 320 340 360 380 400 420 450 480 А5 80 95 100 115 125 145 150 160 170 180 190 200 210 220 240 270 280 300 320 350 370 390 410 440 480 490 520 с6 0,5
500 500 540 0,6
Таблица 48
Размеры в мм фланцевых соединений с металлическими уплотнителями
(вариант I, см. рис. 36)
Dy D Г>1 Вес в кГ
номин. доп. откл.
10 58 40 0,426
15 65 45 ±0,7 0.522
20 78 55 0.664
25 85 62 0.843
32 92 70 0,938
40 ПО 80 ±0,4 1,358
50 120 90 1,467
60 130 100 1,709
79
Таблица 49
Размеры в мм нижних фланцев (см. рис. 37)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
Dy D do d di dz ^3 d< b bi с h п
номнн. 1 Доп. номин. • ч с я о ь 40 к Я S о к Доп. откл. Я 2 О к • ч С Я о н <=С о номин. | Доп. откл. я Я 2 о я • >4 я я о ь Ч о я я S о я • «4 с я S о
10 58 15 9 40 ±0,7 20 15 20 52 10
15 65 20 45 25 20 25 60
20 78 25 ±0,1 55 30 25 32 72 6 3 4
25 85 30 11 62 35 30 39 80 12 -0,2 +0,3 +0,1
32 92 40 70 ±0,6 45 А3 37 47 86 Х4 5
40 110 45 80 50 46 53 105
50 120 55 90 ±0,4 60 56 63 115 14 7 4 8
60 130 65 ±0,15 13 100 70 66 73 125 и
Таблица 50
Размеры в мм верхних фланцев (см. рис. 38)
Материал—сталь Х18Н9Т по ГОСТу 5949—61
°У D do d di dz da d* d& d в b bi h п
номин. • ч с я о ь ч о я к 2 о я • я я о ь Ч о я я S о я • >4 я я о и Ч о я я S о я доп. откл. номин. • ч я я о ь Ч о я я 2 о я • >4 я я О f- tc о
10 58 15 9 40 20 15 20 52 40
15 65 20 -4-0 1 45 ±0,7 25 20 25 60 45 4
20 78 25 55 — 30 25 32 72 58 21 6
25 85 30 11 62 35 30 39 80 65
32 92 40 70 ±0,6 45 х4 37 47 86 а4 72 +0,7 +0,2 5
40 110 45 80 50 46 53 105 90
50 120 55 90 60 56 63 115 100
60 130 65 ±0,15 13 100 | ±0.4 70 66 73 125 110 22 7 8
Зак. 1900
225 200 оо о о о оо о О ь
СП о о g
355 320 СП 305 285 280 265 255 245' 225 210 200 180 СЛ 05 СП о
250 230 220 to 200 о СП 165 сп СП о 135 to СП 8п СП номин.
+ доп. откл.
to сп
14 16
280 255 245 235 220 to СП 200 о g СП 158 148 со 00 00 номин.
±0,6 о оо доп. откл.
260 1 235 225 to СП 205 195 g 160 СП СП 140 130 СП о номин.
* доп. откл.
232 208 СО оо 00 оо 00 05 оо о 146 СО О со о с> to g 05
245 224 to 204 00 160 сп g § 100 о 1^*
342 308 305 295 275 270 255 245 235 200 g СП СП номин.
+0,5 доп. откл. «л
320 290 280 270 260 250 235! 225 205 205 со о g g 155 СП номин.
+ доп. откл. а
5 1 оо 1 о о
оо номин.
+0,3 доп. откл.
11 12 номин.
+ ьэ доп. откл.
1 о 1 05 to я-
Табл\
Таблица 53
Размеры в мм нижних фланцев (см. рис. 41)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
Dy D do d Ji J2 do J4 db b ьх f h п
X х s о к доп. откл. X X ss о X доп. откл. X X S о X | доп. откл. | номин. доп. откл. номин. доп. откл. X X S о X доп. откл.
70 165 95 118 100 76 90 152
80 175 105 128 110 86 100 164
85 180 110 14 132 115 92 105 168 16 7
100 200 125 148 ±0,8 130 106 120 186 12
110 210 135 ±0,15 158 140 116 130 198
125 225 150 175 155 132 145 214
130 245 155 180 160 136 150 232 18 9 ±0,2 2
140 255 165 190 170 Аз 146 160 242 —1,0 7 ± 0,1
150 265 175 200 * 180 156 170 252
160 280 190 16 215 195 168 184 268
170 285 200 220 205 178 195 273 16
180 305 210 ±0,2 235 ±0,6 215 188 205 292 19 10
190 315 220 245 225 198 215 302 20
200 320 230 255 235 208 224 306
225 355 250 280 260 232 245 340 "24"
Таблица 54
Размеры в мм фланцевых соединений с металлическими уплотнителями
(вариант III, см. рис. 42)
Dy D £>1 Вес в кг Dy D Di Вес в кг
номин. доп. откл. номин. доп. откл.
250 410 332 17,370 380 560 462 28,120
260 420 342 17,700 400 580 488 31,085 31,575
280 460 362 19,330 420 600 502 ±0,6
300 475 382 ±0,6 21,600 450 625 532 32,770 33,300
320 495 402 23,170 480 660 562
340 360 515 535 422 442 25,120 26,810 500 680 588 35,270
Таблица 55
Размеры в мм верхних фланцев (см. рис. 43)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
do Ji d 2 Je f fi bi
ч ч ч ч ч ч ч
Dy D X X X do J4 d5 X J7 d6 d$ X X b X п
X о о X о о X о X о X о
X X X X X X
s X 3 X 3 х" 3 X з X 2 х’ 3 й
о о о о о о О о о о о о о о
X ч X * X ч X ч X ч X ч X ч
250 410 300 332 310 258 272 400 370 295 280 294
260 420 310 ±0,2 342 320 268 282 410 380 305 290 304 13 И 19 8 28
280 460 330 362 340 288 302 445 400 325 310 324
300 475 350 382 360 308 322 465 425 345 330 344
320 495 370 402 380 328 342 485 445 365 350 364 32
340 515 390 422 400 348 362 505 470 385 370 384 15 13 21
365 535 410 442 ±0,6 420 Хз 368 382 525 495 ±1,0 405 390 404 ±0,24 ±0,24 ±0,3 36
380 560 430 +0,25 462 440 388 402 550 510 425 410 424
400 580 455 488 465 408 424 570 530 450 432 448 9 40
420 600 470 502 480 428 442 590 560 465 450 464
450 625 500 532 510 458 472 615 590 495 480 494 17 15 23 44
480 670 530 562 540 488 502 652 620 525 510 524 48
500 680 555 588 565 508 524 670 630 550 532 548
82
Размеры в мм нижних фланцев (см. рис. 44)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
с 00 сч сч СО со 40 44 48 1 !
•1ГМ1О ’ПОЙ 00 о” 44
•НИНОН ю СО
<5 •1ГЯ1О 'ПОЯ ±0,1
•НИНОН Г- СО
-О 2 сч
•1ГМ1О -noiT ±0,24
•НИНОН 2 СО LO
•1ГМХО ’UOV ±0,2 ±0,24
•НИНОН о £ СО
43 294 304 324 344 364 384 404 424 448 464 494 524 548
43 280 290 310 330 350 370 390 410 432 450 480 510 532 1
43 295 305 325 345 365 385 405 425 450 465 495 525 550
43 398 408 442 462 482 503 523 548 568 598 612 650 668
43 272 282 302 1 322 342 362 1 382 402 424 442 472 502 524
43 i 258 268 288 308 328 348 368 388 408 428 458 488 508
43 •1ГМ1О •ПОИ'
•НИНОН 310 320 340 360 380 400 420 440 465 480 510 540 565
43 •1ГМ1О -ПО# ±0,6
•НИНОН । 332 I 342 362 382 402 422 442 462 488 502 532 562 588
43 •1ГМ1О -LIOtf сч +1 ±0,25 !
•НИНОН 300 310 330 350 370 390 410 430 455 470 500 530 555
Q 410 420 460 475 495 515 535 560 580 610 625 670 680
as 250 260 280 300 320 340 360 380 400 420 450 480 500
6*
83
Болты, гайки и шайбы подвергаются сульфидированию. Поверхности уплот-
няющего профиля и уплотнители должны быть гладкими, без трещин, рисок, цара-
пин, забоин и следов коррозии.
БЫСТРОРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
В последние годы в вакуумных системах успешно применяют быстроразъемные
соединения с металлическими и неметаллическими уплотнителями, позволяющие
значительно сократить монтажно-демонтажные работы.
Материал уплотнителя определяется исходя из минимального давления в вакуум-
ной системе и температуры прогрева.
Металлические уплотнители из меди или алюминия используются в быстро-
разъемных соединениях, применяемых в вакуумных системах с давлением не ниже
1 • 10~8 мм рт. ст. и прогревом до 250° С (алюминиевая прокладка) или до 450° С
(медная прокладка).
Соединения с уплотнениями из вакуумной резины 7889 (9024 ТУ МХП № 251 —
54) и фторопласта-4 (ГОСТ 10007—62) применяются в вакуумных системах с давле-
нием не ниже 1 • 10~7 мм рт. ст. и температурами от —20 до + 70° С.
Таблица 57
Размеры в мм штуцерных соединений
(см рис. 45)
Dy d dt ^2 D L
6 М16Х 1 8 12 21,6 42
8 М18Х 1,5 10 15 25,4 48
10 М22Х 1,5 12 18 31,2 53
Таблица 58
Размеры в мм уплотнителей
(см. рис. 46)
Материал — медь Ml по ГОСТу 491—50
и алюминий АД-1-М по ГОСТу 7869—56
Dy b h d
6 1,0 3,5 10,5
8 1.5 4 13
10 15
Таблица 59
Размеры в мм штуцеров (см. рис. 47)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
Dy d di d3 L h Л /2
номин. Доп. откл. номин. Доп. откл.
6 M16X 1 10 —0.1 7 + 0Д 11,5 22 4 10 3,5
8 10 M18X 1,5 M22X 1,5 13 17 —0.12 10 14 + 0,12 14 16 24 26 4,5 12 4
Таблица 60
Размеры в мм ниппелей (см. рис. 48)
Материал — латунь Л62 по ГОСТу 2060—60
Dy d di d2 d3 d* I Zi h L n h s
a a S 0 a Доп. откл. a a S О a • ч a a O F- « О номин. • 4 a a O H 4 0 s 0 a Д0П. откл.
6 8 8 11 11 14,5 6 6 5 19 3 4 9 —0,2
8 9,5 10 13 + 0,24 13 16 + 0,24 8 7 6 23 4 4 —0,025 11
10 13 13 15 16 20 10 7 6 26 4 4,5 4 —0,24
84
Если уплотнители изготовлены из меди, то они должны быть подвергнуты отжигу
в течение 20 мин в вакуумной печи при давлении 1 • 10~5 мм рт. ст. и температуре
700° С. Допускается отжиг в пламени газовой горелки при температуре 700° С
с охлаждением на воздухе или в воде и с последующим травлением.
Рис. 45. Штуцер-
ные соединения с
металлическими
уплотнителями
(см. табл. 57):
/—ниппель; 2 — про-
кладка; 3 — штуцер;
4 — гайка
Рис. 47. Штуцер (см. табл. 59)
Рис. 48. Ниппель (см. табл. 60)
А~А
Рис. 49. Штуцерно-
торцовые соедине-
ния с металличе-
скими уплотните-
лями (см. табл. 61):
1 — штуцер; 2—гай-
ка; 3— уплотнитель;
4 — ниппель; 5 —
кольцо
Рис. 50. Гайка (см. табл. 62)
Рис. 51. Уп-
лотнитель (см.
табл. 63)
Рис. 52. Коль-
цо (см.
табл. 64)
Ниппели и гайки изготовляются из стали Х18Н9Т по ГОСТу 5949—61.
На рис. 45—75 приведены типовые конструкции быстроразъемных соединений
и их элементов, в табл. 57—86 — нормализованные ряды штуцерных и ниппельных
соединений.
85
45
Рис. 53. Штуцер
(см. табл. 65)
Рис. 54. Ниппель
(см. табл. 66)
Рис. 55. Штуцерно-торцовые соединения с рези-
новыми или фторопластовыми уплотнителями
(см. табл. 67):
Рис. 56. Ниппель (см.
табл. 69)
1 — штуцер; 2 — ниппель; 3— уплотнитель; 4 — гайка
Рис. 57. Штуцер (см. табл. 68)
86
Рис. 58. Гайка (см. табл. 70)
Рис. 59. Штуцерно-
торцовые «грибковые»
соединения (см.
табл. 71):
1 — штуцер; 2 — уплот-
нитель; 3 — кольцо; 4 —
гайка
Рис. 60. Штуцер (см. табл. 72)
Рис. 61. Уплот- Рис. 62. Кольцо
нитель (см. (см. табл. 74)
табл. 73)
Рис. 63. Гайка (см. табл. 75)
Рис. 65. Гайка (см.
табл. 77)
Рис. 64. Соединения со шту-
цером (см. табл. 76):
/ __ ниппель; 2 — уплотнитель;
3 — кольцо; 4 — гайка
h к—-
Рис. 67. Ниппель
(см. табл. 79)
Рис. 68.
Кольцо (см.
табл. 80)
Рис. 66.
Уплотнитель
(см. табл. 78)
87
5 6 7
Рис. 69. Конусные соединения с центрирую-
щими кольцами:
а — обычное; б — с оливкой; в — с заглушкой;
1 — оливка; 2 — заглушка; 3 — фланец; 4 — хомут
Рис. 70. Хомут (см. табл. 81):
1 — полукольцо; 2 — уплотнитель; 3 —
серьга; 4 — кольцо центрирующее; 5—ба-
рашек; 6 — шайба; 7 — болт откидной;
8 — штифт цилиндрический
А-А
Рис. 71. Полукольцо (см. табл. 82) Рис. 72. Серьга
(см. табл. 83)
Рис. 73. Кольцо центри-
рующее (см. табл. 84)
Рис. 74. Фланец (см.
табл. 85)
Рис. 75. Заглушка
(см. табл. 86)
88
Размеры в мм штуцерно-торцовых соединений (см. рис. 49)
Таблица 61
°У D Di d2 L h s Si Do
3 М18Х 1 8 5 57 3 22 14 25,4
6 М20Х 1 И 8 60 24 17 27,7
8 М22Х 1 13 10 65 4 27 19 31,2
10 М27Х 1 16 14 75 32 22 36,9
15 МЗОХ 1 19 19 84 5 36 24 41,6
20 М36Х 1 24 24 92 41 30 47,3
Таблица 62
Размеры в мм гаек (см рис. 50)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
Di L L 1 Л S
Dy D 4 Д ч д D3 ч д ч д ч д ч д Do
к д SS о к д' Д SS о к д Д SS о к д Д S о е д Д S о к д д SS о к
к к Д ч д ч д о ч д ч д о ч
3 M18X1 22 7,5 +0,2 18,5 22 25,4
6 8 M20X1 M22xl 24 27 вч 10,5 12,5 +0,24 20,5 22,5 25 —0,52 21 +0,28 5 +0,3 24 27 -0,28 27,7 31,2
10 M27X1 32 18,5 27,5 30 25 32 36,9
15 20 M30X1 M36X1 36 41 23,5 28,5 +0,28 30,5 36,5 35 —0,62 30 7 +0,36 34 41 —0,34 41,6 47,3
Таблица 63
Размеры в мм уплотнителей
(см. рис. 51) (материал—медьМ1, МБ
по ГОСТу 495—50)
Таблица 64
Размеры в мм колец (см. рис. 52)
Материал — бронза Бр.АЖ 9-4
по ГОСТу 493—54
D Di
D(/
У д д
Д • ч S • ч
к д с д
о о н о о н
д ч о д ч о
3 13 3
6 16 6
8 18 8
10 20 Х4 10 а4
15 25 15
20 30 20
Dy D d В с
д Д ? о д d о н ч о номин. Доп. откл.
3 16 7
6 18 10 1,5 0,3
8 20 12
10 25 с6 18 А 6
15 28 23 2 0,5
20 34 28
89
Размеры & мм штуцеров (см. рис. 53)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
Таблица 65
Dy D Dt d2 Р* L 1 hi h2 S ^0
к к S о ж | доп. откл. | ж ж S о ж доп. откл. ж Ж SS о J доп. откл. ж ж S о ж доп. откл. ж ж S о ж доп. откл. ж ж 2 о ж доп. откл. ж ж S о ж доп. откл. ж ж S О ж доп. откл. ж ж SS о ж доп. откл.
3 М18Х1 13 8 8 13 38 23 5,5 —0,3 14 —0,24 16,2
6 М20Х1 16 11 ±0,05 И 16 38 —0,62 23 +0,52 3 +0,25 7 17 19,6
8 М22Х1 18 13 13 с4 18 в 40 23 8 —0,36 19 21,9
10 М27Х1 20 Л 3 15 16 21 D 7 48 29 9 22 —0,28 25,4
15 М30Х1 25 20 ±0,1 19 23 55 —0,74 35 +0,62 5 +0,3 10 24 27,7
20 М36х1 30 25 24 26 60 36 13 -0,43 30 31,2
Таблица 66
Размеры в мм ниппелей (см. рис. 54)
Материал — сталь Х18Н9Т по ГОСТу 5949—61
Dy d2 Рз £>4 Р6 L /11 h 2
ж ж S о ж доп. откл. номин. доп. откл. ж ж S о ж доп. откл. ж ж 5S о ж доп. откл. ж ж S О Ж доп. откл. ж ж S о ж доп. откл. ж 5S о ж доп. откл.
3 16 13 8 5 7 22
6 18 16 11 ±0,05 8 10 25 —0,52 3 +0,25 4
8 20 18 13 10 12 28 -0,3
10 25 В7 20 х3 15 14 18 30 4
15 28 25 20 ±0,1 19 23 32 —0,62 5 +0,3 5
20 34 30 25 1 24 28 35
Размеры в мм штуцерно-торцовых соединений
с резиновым или фторопластовым уплотнителями (см. рис. 55)
Таблица 67
Dy D Di Рг Ро L h S Si Du D Di Рг Ро L h s Si
3 М12Х 1 6 5 19,6 41 17 8 10 М24Х 1 14 14 34,6 67 4 30 19
6 М16Х 1 9 8 25,4 47 3 22 11 15 МЗОХ 1 19 19 41,6 75 5 36 24
8 М20Х 1 И 10 31,2 56 27 14 20 М36Х 1 24 24 47,3 86 41 27
90
’ Таблица 68 Размеры в мм штуцеров (см. рис. 57) Материал — сталь 20 по ГОСТу 1050—60, сталь Х18Н9Т по ГОСТу 5949—61. латунь Л62 по ГОСТу 1019—47 3° о? 12,7 16,2 21,9 27,7 31,2 1
с/э ’If ЛЮ • пой СО —0,24 —0,28
•никои 00 £ 05 см см
ео •ir я 10 •noir о 1 СО о 1
’НИКОН СО со ю СО о т—< со 2
•1ГМ1О •ЦО# 4-0,25 со +
•НИКОН со ю
42 •1ГМ1О •notf см + со о* +
•НИКОН со to
•1ГМ1О •UOtf —0,43 —0,52 —0,62
•НИКОН 00 о СО 00
3 •1ГИ1О 'notf —0,52 —0,62 —0,74
•НИКОН 00 см СМ СО см ю 8
3 '1ГМ1О •UOtf о
•НИКОН о СО 00 см to см
3 •1ГМ1О 'по# о
•НИКОН СО 2 2 05 см
3 •1ГЯ1О •ЦОЙ —0,044- —0,12 —0,06-=- —0,15 -0,06— -0,18 —0,07-=- —0,21
•НИКОН to 00 £ 13,5 | to 00 23,5
3 •1ГЯ1О •notf 4-0.1 4-0,12 o' + 1 +0,17
•НИКОН о см IQ | 19,5 1 to CM 31,5 ,
3 М12Х1 IX9IW X § X £ X со 2* М36Х1
=35 3 СО со со О ю о СМ
<3 3" доп. откл. 4-0,25 со о +
Taf номин. 1 со to
1019—47 доп. откл. 1 4-0,25 СО +
ГОСТу •С номин. to см СО
Л62 по : 42 доп. откл. 0,05 to о"
X и Й к X 2 о £ см со
СО 1 х^О5 со доп. откл. 1 —0,52
6 >, Su • п номин. I со 05 см ю см 00 см
лей (см Т по Г< Доп. откл. 1 и
:ры в мм ниппе >0, сталь Х18Н9 3 к X § о г- о Г-Н 00 см 00 см
3* to 00 о 05 04
Разме . ГОСТу 1050—6 доп. откл. 4-0,08 о* + см о + 4-0,14
3 X X 2 о ю 00 1 13,5 | to 00 ю со см
ль 20 по ДОП. откл. sro— -bSO'O— со, -< о 1 30 э 1 I—0.07-4-1 см о 1 1-0,084-1 1 —0,25 1
Л т Ч 3 X X 2 о X 05 см МО 19>5 24,5 ю со
(Я X о. <и л доп. откл. о с 1 м 5 —0,28 о 1
3 X X 2 о X 10,5 14,5 [ S‘8l ю 28,5 I S'tzO
=75 3 со СО 00 О ю о
91
3 6 8 10 15 20 25 32 О
W W ЬЭ — — СЛОСЛО^ОООСЛ
М14Х 1 М18Х 1 М20Х 1 М27Х 1 МЗЗХ 1.5 М39Х 1,5 М45Х 1,5 М52Х 1,5 ь
20 26 28 33 38 45 52 60 ь
5,5 9 11 15 21 26 31 39
5 8 11 15 20 25 30 38 р
35 42 47 52 58 66 80 92 с-
27 31 35 42 42 51 62 70
СЛ 4^ СС д-
о
to о сл о 00 сл со ь Материал
М36Х1 М30Х1 М24Х2 М20Х1 М16Х1 М12Х1 Ь
о со го оо to СЛ to о сл номин. 1
Вз
доп. откл.
*» в
28,5 23,5 18,5 12,3 10,2 "to номин. £ о Я ЧЭ Й О 1»
+ + + “ -12
о о доп. откл.
го 00 1о То SQe
со со to to ^2
сл о сл СЛ о СЛ сл СЛ to сл с? ек 105 62
я
8? со о to 00 to Сл S номин. 1 ММ -60, io Г(
1 1 1
о о сл -0,4 доп. откл. С j о
N3 00 сд •
со to о to to сл X номин. со о
1 оо’
+ + + «О'—•
о о доп. откл. 1—]
СП
го to в
о
сл со номин. >—j
о
+ + + л-* О
о о о доп. откл.
00 со to
сл СЛ
£ со о со о to to номин. >949-
1 сл
о ДОП, ОТКЛ. •Г1 о
со to оо "to О\
к
со 00 to ь—А
н-ь н-* СЛ СО о о
со о сл ьэ + сл ^5
Таблица 72
Размеры штуцеров в мм (см. рис. 60)
Материал — сталь 20 по ГОСТу 1050—60. сталь Х18Н9Т по ГОСТу 5949—61, латунь Л62 по ГОСТу 1019—47
Dy D £>i d2 £>з Рь Р< S н 1 Z2 h t R т
к к S о к доп.откл. к к S о к доп.откл. В S о к доп.откл. номин. доп.откл. номин. 1 ДОП. ОТКЛ. 1 ГЕ В S о в доп.откл. в в S о в доп.откл. в в S о в доп.откл. номин. 1 доп.откл. номин. 1 ДОП. откл. 1 в’ а 2 о в доп.откл. в в S о в доп.откл.
3 М14Х1 20 —0,5 14,5 +0,3 7 —0,5 5 С5 и Ав 5,5 +0,2 17 п од 27 —0,3 18 13 +0,2 8 +1 3 +0,5 5 —0,5 3 2
6 М18Х1 26 18,5 10 8 16 8,5 22 31‘ 21 15 10 6 3
8 М20Х1 28 20,5 13 И 18 10,5 24 35 23 17 +0,3 12 7 5
10 М27Х1 33 28 17 15 25 15 +0,3 30 42 —0,5 23 17 14 4
15 МЗЗХ 1,5 38 34 +0,5 22 20 30 21 36 42 24 16 15 5
20 М39Х1.5 45 40 27 25 36 26 41 51 31 21 +0,5 20 10 10 4
25 М45Х1.5 55 46 32 30 42 31,5 50 62 40 30 30 14 5
32 М52Х1,5 60 53 40 38 49 41,5 55 70 48 30 35
Примечание. Значение с см. в табл. 75.
Таблица 73
Размеры уплотнителей в мм (см. рис. 61)
Материал — резина 7889 поТУ МХП № V—,251—54
Dy D Pi Н Dy D Di H
3 11 5 15 30 19
6 16 8 5 20 36 25 8
8 18 10 25 42 30
10 25 14 6 32 49 38 10
Размеры колец в мм (см. рис. 62)
Материал — сталь 35 по ГОСТу 1050—60
2,25 2.5 2,75 2,5
£ <£> 00
Доп. откл. <
к S о к СО —1 оз см см со со
доп. откл. ><
я S о к О СО СМ 05
15 20 25 32
1,4 1,75 1,75 2.5
£ ю
о н «о <
к S 2 о я 5,5 9 и 15
доп. откл. ><
номин. 1 И 16 18 25
г» СО СО 00 о
Таблица 75 Размеры гаек в мм (см. рис. 63) Материал — сталь 35 по ГОСТу 1050—60, латунь ЛС 59-1 по ГОСТу 1019—47 ю О
£ to о О
*» •1ГМ1О 'HOtf см + ю
•пинон см со to
со •1ГЯ1О -ПОЙ* см о* 1 см 7 ОС о с 1 3 4 5 о 1
•НИНОН 05 2 см см см С-4 СО со со $
1ГМ1О ’HOtf ю о 1 00 о 1
• НИНОН ю СО 00 о 2 СО
•1ГЯ1О ‘ПО# ю о 1 00 о 1 7
•НИНОН м см со см со 00 СО
сГ 1ГЯ1О *uotf о 1 tO o' 1 СО о 1 00 о" 1
•ниион О см со 1—1 05 1О см см 05 8 СО^ СО to
1ГЯ1О -UOtf 4-0,24 1 00 см о 4- 1
•нинон 1О 1О 05 to см со см СО 05 СО
•1ГМ1О ’uotf Ю о 1
•нинон tO 00 to СО V0 со’ ю см to СО см со СО СФ СО
• ITM1O • noV 1Z 1 5 1
•НИНОН 2 со СО ю см о со со со IO
X § X 00 § ( М20Х1 | М27Х1 | ю X со § ю X 05 § I М45Х1,5 32 | М52Х1.5
со СО оо о to О ю см
94
Таблица 76 Размеры в мм соединений со штуцером (см. рис. 64) Таблица 77 Размеры гаек в мм (см. рис. 65) Материал — сталь 35 по ГОСТу 1050—60
Dy D L °У D £>i di L I s
10 15 20 25 М27Х 1,5 МЗЗХ 1,5 М36Х 2 М39Х 2 25 30 32 34 100 150 200 250 10 15 20 25 М27х1,5 М 33x1,5 М36Х2 М39Х2 25,4 31,2 34,6 36,9 16,5 21,5 26,5 30,5 17 22 24 28 7 8 8 10 22 27 30 32
Таблица 78 Размеры уплотнителей в мм (см рис. 66) Материал — резина 7889 по ТУ МХП № У—251—54 Таблица 79 Размеры ниппелей в мм (см. рис. 67) Материал — сталь 20 по ГОСТу 1050—60, латунь Л62 по ГОСТу 1019—47
°У d Ъ h Dy d D L h h
10 15 20 26 14 19 24 28 5,5 5,5 5 5 8 8 10 10 10 15 20 25 10 15 20 25 16 21 26 30 25 30 34 38 100 150 200 250 3 3 3,5 4 8 10 10 12
Таблица 80
Размеры колец в мм (см. рис. 68)
Материал — латунь Л62 по ГОСТу 1019—47
Dy d dt Ь
номин. доп. откл. номин. Доп. откл.
10 16 4-0,24 25 —0,28 3
15 21 4-0,28 30
20 26 34
25 30 38 —0,34 3,5
Таблица 81
Размеры в мм быстроразъемных соединений (см. рис. 70)
Dy D L Н b h Барашек (ГОСТ 3032—66) Шайба (ГОСТ 11371—65) Болт (ГОСТ 3033—55) Штифт цилин- дриче- ский (ГОСТ 3128-60)
10 15 48 50 64 70 16 2 3 М5 5 М5Х35 4НХ 16
20 25 32 40 50 55 58 70 75 80 92 4
80 90 110 118 18 3 6 Мб 6 М6Х40 5НХ 18
95
Размеры полуколец в мм (см. рис. 71)
Материал — алюминий Ал 9 по ГОСТу 2685-63
-С 1 - со
U0
СО оо
to оо
ю
о £
0? СО
£ тмю -notf 4-0,43
’НИКОН LO 1 s
чз тмю -цой*
'НИКОН
тмю •по!/ ±0,3
НИКОН СО
1ГЯ1О -цой* о ± ±0,28
•НИКОН 10 14 16 18 00 сч 25 30
тмю •not' —0,28 —0,34
НИКОН 22 26 28 30 U0 1 °0 41 46
ТМЮ -110# 00 СЧ о + о +
•НИКОН 17 21 23 25 1 s 35 41
о ТМЮ 'UOtf 00 о’ +1
•НИКОН 00
-- тмю •цой' ±0,1
•НИКОН оо | 07
<3 ТМЮ -ЦОЙ1 сч_ о ±
•НИКОН 1 Г-
- ТМЮ 'UOtf ±0,3
•НИКОН сч 26 28 31 36 ± 47
-4 ТЧЮ -ЦОЙ1 o’ 1 —0,46
•НИКОН о о U0 00 S О 00 Z
Q о ю о ю сч со
Таблица 84 Размеры колец центрирующих в мм (см. рис. 73) Материал — сталь 45 по ГОСТу 1050—60 СЧ | «
тмю *notf о" 1
•НИКОН 00 | 07
о тмю -notf 0,08
• НИКОН Ю 1 хГ
сГ тмю пой1 —0,045 о о 1
•НИКОН 15,5 20,5 25,5 30,5 41 50 60
Q ТМЮ •ЦОЙ' —0,14 —0,17
•НИКОН LO О 1ЛО О 07 С7 СЧ сч СО Tt* тг LO
ТМЮ ’UOtf >5
•НИКОН СЧ 1^ СЧ оо ю со со т-н Г-н сч сч СО to
ТМЮ -ЦОЙ1 ±0,24 ±0,28 ±0,34
•НИКОН О Ю О Ю СЧ о о г-н г-н сч сч со -то
О Ю О Ю СЧ о о г-1 Г-н сч СЧ СО Tt* ю
ТМЮ -ЦОЙ1 ±
•НИКОН тг | Ю
•с ТМЮ -UOtf —0,16
’НИКОН to I 1О со" 1 тГ
0? тмю •пой' —0,12
• НИКОН ю | со
ТМЮ •ЦОЙ' —0,24
•НИКОН 10 12
ТМЮ -ЦОЙ1 ±0,1
•НИКОН 14 17
ТМЮ •ЦОЙ' I —0,28’
•НИКОН 24 1 29
О Ю О СЧ о о г-н г-н СЧ СО ТГ Ю
96
Таблица 85
Размеры фланцев в мм (см. рис. 74)
Материал — сталь 20 по ГОСТу 1050—60, латунь Л62 по ГОСТу 1019—47
Dy D Dr d2 £>з L
но- мин. Доп. откл. но- мин. Доп. откл. но- мин. Доп. откл. но- мин. Доп. откл. но- мин. ДОП. откл.
10 15 10 15 + 0.24 15 20 —0.24 12 17 30 33 —0,34 16 18
20 25 20 25 + 0.28 25 31 —0.28 22 28 Аз 42 46 20 22 —0,28
32 32 38 35 56 25
40 40 + 0.34 47 —0.34 43 66 —0,4 30
50 50 57 53 76 35
Таблица 86
Размеры заглушек в мм (см. рис 75)
Материал — сталь 20 по ГОСТу 1050—60
Dy Di Г>2 D3
номин. доп. откл. номин. доп. откл. номин. доп. откл.
10 15 20 25 32 40 50 12 17 22 28 35 43 53 Аз 6 И 16 22 29 37 47 —0,36 —0,52 30 38 42 46 56 66 76 —0.34
—0,62 —0,4
ВАКУУМНЫЕ ВВОДЫ
При эксплуатации вакуумных установок часто приходится передавать движение
или подводить электроэнергию в полость с пониженным давлением.
Это необходимо для управления клапанами, задвижками и вентилями, пере-
мещения исследуемых образцов и приведения в движение механизмов, расположен-
ных в вакуумных камерах, а также для нагрева деталей и подачи напряжения.
Во всех этих случаях необходимы вакуумные вводы, удовлетворяющие следующим
требованиям: высокая герметичность, низкое газоогделение, надежность в работе
и удобство в эксплуатации.
Вакуумные вводы по типу соединений разделяют на подвижные и неподвижные.
На рис. 76, а — ж показаны конструкции подвижных вводов для подачи электро-
энергии. В некоторых вакуумных системах необходимо перемещать токовый ввод
без нарушения вакуумной плотности. Вводы, показанные на рис. 76, а и б, обеспе-
чивают покачивание электрода на угол до 15—20°, а показанные на рис. 76, в и г —
кроме покачивания, также некоторое осевое перемещение. Применяющиеся в этих
вводах мембраны изготовляются из ковара или других металлов и сплавов. В случае,
когда токовый ввод должен иметь большое осевое перемещение (см. рис. 76, в и г)
диаметр мембраны значительно увеличивается. Этот недостаток устранен в конструк-
ции, показанной на рис. 76, д, где в качестве упругого элемента используется силь-
фэн, соединенный со стеклянным корпусом прибора переходной втулкой из ковара.
Для разборного подвижного токоввода целесообразнее использовать конструк-
цию, показанную на рис. 76, е. Для уплотнения и изоляции здесь применяется рези-
новая мембрана. Такой ввод обычно применяют в камерах с давлением не ниже
5 • 10"6 мм рт. ст,
1 Зак. 19Д) 97
Конструкция, приведенная на рис. 76, ж, используется в камерах с давлением
не ниже 1 • 10~д мм рт. ст., если необходимо подвести электроэнергию и одновре-
менно обеспечить подвижность самого токоввода.
Подвижные вводы, не подводящие электроэнергию, являются наиболее распро-
страненными типами вводов. В зависимости от назначения и условий работы встре-
чается большое число различных конструкций такого рода вводов. По принципу
уплотнения они разделяются на вводы через герметичные перегородки и уплотнения
на валу.
Вводы через герметичные перегородки, в свою очередь, делятся на вводы с маг-
нитной и механической связями.
Рис. 76. Электрические вакуумные вводы:
а — д — неразборные вводы в стеклянные приборы; е, ж — разборные вводы; ♦
1 — токоввод; 2 — металлическая мембрана; 3 — трубка; 4 — стекло; 5 — силь-
фон; 6 — резиновая мембрана; 7 — фланец; 8 — металлокерамический узел
Вводы с магнитной связью применяются для передачи сравнительно небольших
усилий. Они используются для управления некоторыми видами электрических
переключателей и затворов, а также для приводов вращения и перемещения, тре-
бующих малых усилий.
Магнитные вводы вращения основаны на вращении ферромагнитных материалов,
находящихся в вакуумной полости, с помощью магнита или электромагнита (рис. 77).
Такой ввод способен передать крутящий момент до 10 кГсм (при скорости вра-
щения 600 об)мин} и обычно используется при давлениях не менее 1 • 10" 8 мм рт. ст.
При вращении нижнего вала поворачивается магнит 2 с двумя полюсными на-
конечниками.
Эти наконечники вращаются вокруг тонкостенного цилиндра 3 (из нержавею-
щей стали Х18Н10Т или меди), увлекая своим магнитным полем якорь 1, который
закреплен на валу, находящемся в вакуумной полости. Магнит и якорь изготовляются
из никель-кобальтовых сплавов.
Для увеличения концентрации магнитного потока на якоре и магните делают
канавки.
98
Величина передаваемого крутящего момента зависит от размера зазоров между
якорем, цилиндром и магнитом.
Тонкостенный цилиндр в зависимости от условий работы уплотняется резиной,
фторопластом или металлическими прокладками.
От материала прокладок зависит предельное давление в системе, в которой
они используются.
Применяются также электромагнитные вводы, сконструированные на базе
асинхронного двигателя. При этом тонкостенный цилиндр устанавливается между
статором и ротором.
На рис. 78 представлена конст-
рукция ввода поступательного пере-
мещения. С внешней стороны тонко-
стенного немагнитного цилиндриче-
ского стакана расположен электрома-
гнит. Внутри стакана магнитной
Рис. 77. Магнитный ввод вра-
щения:
Рис. 78. Магнитный ввод
поступательного переме-
щения:
1 — толкатель; 2 — фторо-
пластовое уплотнение; 3 —
направляющая втулка; 4 —
электромагнит; 5 — вакуум-
ная камера
в зависимости от усилия, создавае-
отверстия в направляющих втул-
1 — якорь; 2 — магнит; 3 — тон-
костенный цилиндр
связью перемещается якорь, замыкающий
магнитную цепь, от которого усилие пере-
дается к рабочему механизму в вакуумной
камере. Мощность электромагнита выбирается
мого на штоке толкателя. Пазы на штоке и
ках служат для откачки воздуха из полости цилиндра. Такой ввод с металличе-
ским уплотнением используется в камерах с давлением не ниже 1 • 10" 8 мм рт. ст.
Вводы с механической связью могут быть разделены на вводы с уплотнением
мембраной (из резины или металла) и вводы с уплотнением сильфоном.
На рис. 79 показана конструкция вакуумного ввода с резиновой мембраной.
Качающаяся металлическая крышка поворачивается на опорных подшипниках
в одной плоскости. Герметичность достигается прижатием резиновой мембраны по
наружному диаметру фланцем 5, а по внутреннему — тягой 1 и втулкой 6.
Недостаток такого ввода состоит в малой стойкости резины (до 100 циклов),
а также в сложности изготовления стыкующихся поверхностей (в местах сжатия
резины).
На рис. 80 представлена конструкция мембранного ввода вращения.
Входной 1 и выходной 4 валы расположены на одной оси, а промежуточная
муфта 5 — эксцентрично относительно их осей. Чем больше эксцентрицитет, тем
7*
99
Рис. 79. Вакуумный мембранный ка-
чающийся ввод:
1 — тяга; 2 — резиновая мембрана; 3— ка-
чающаяся крышка; 4 — ось качания;
5 — фланец; 6 — втулка
Рис. 80. Вакуумный мембранный
ввод вращения:
1 — входной вал; 2 — крышка; 3—ре-
зиновая мембрана; 4 — выходной вал;
5 — промежуточная муфта; 6 — корпус
ввода; 7 — вакуумная камера
Рис. 81. Высоковакуумный качаю-
щийся ввод:
1 — стержень качания; 2— металлическое
уплотнение, 3 — сильфон, 4 — резиновая
мембрана, 5 — резиновое уплотнение,
6 — опора качания, 7 — планка, 8 — ва-
куумная камера
Рис. 82. Вакуумный сильфонный
ввод вращения:
1 — входной вал; 2 — сильфон; 3— ре-
зиновое уплотнение, 4 — выходной
вал; 5 — вакуумная камера, 6 — про-
межуточная муфта
100
больше растягивается резина 3, а следовательно, быстрее выходит из строя мембрана.
В то же время при передаче постоянного крутящего момента с уменьшением экс-
центрицитета возрастают усилия на подшипники. Поэтому величина эксцентри-
цитета принимается обычно в пределах 3—6 мм.
Резиновая мембрана накладывает ограничения на давление (до 5 • 10"8 мм
рт. ст.) и на предельную температуру (до 50° С). Более надежно работают вводы,
уплотняющим звеном которых является сильфон.
На рис. 81 показана конструкция качающегося ввода, применяемого в вакуум-
ных системах с давлением не менее 1 • 10“9 мм рт. ст Все металлические детали
этой конструкции выполняются из нержавеющей стали Х18Н10Т. Размеры ввода
зависят от усилий и угла наклона качающегося стержня.
Примером передачи вращения в камеру с давлением до 1 • 10"8 мм рт ст.
может служить конструкция ввода, показанного на рис. 82.
Между входным 1 и выходным 4 валами эксцентрично расположена промежу-
точная муфта 6, под действием которой сильфон 2 совершает колебательное движение
относительно неподвижного фланца. Подшипники качения промежуточной муфты
предотвращают скручивание сильфона. Для разгрузки неподвижного конца силь-
фона эксцентрицитет выбирается до 8 мм в зависимости от гибкости, габаритов
и скорости колебания сильфона.
Для передачи движения в вакуумные камеры с давлением до 5 • 10"8 мм рт. ст
особое место занимают вводы с уплотнением на валу, отличающиеся сравнительной
простотой в изготовлении и надежностью в работе.
Вводы с уплотнением на валу делятся на вводы с твердым уплотнением и вводы
с жидкостным уплотнением.
На рис. 83, а—м показаны вводы разных конструкций с твердым уплотненней
на валу.
Максимально допустимое значение рабочей температуры вводов определяется
материалом уплотнения.
Широкое распространение в электронной микроскопии получило фигурное уплот-
нение, показанное на рис. 83, б. Герметичность уплотнения достигается обильной
смазкой и тщательной обработкой вала (не ниже \78).
Конструкции, показанные на рис. 83, в и г, применяются сравнительно редко
из-за ненадежности в работе.
Широкое распространение в настоящее время получили уплотнения «Вильсона»
(см. рис. 83, д—з), используемые в вакуумных установках с давлением выше
5 • 10"8 мм рт ст.
Вводы с таким уплотнением обеспечивают передачу по валу вращательного
и поступательного движения.
Зазор между валом, обработанным до 9-го класса чистоты, и фигурной стенкой
корпуса ввода выбирается таким, чтобы резиновые прокладки не смогли попасть
в него при затяжке. Чаще всего он берется не более 0,5 мм. Для плотного прилегания
уплотняющих резиновых прокладок к поверхности вала диаметр отверстия в них
должен составлять две трети от диаметра вала. Герметичность соединения дости-
гается равномерным прижатием прокладок к валу под действием атмосферного
давления.
Для уменьшения износа резины и создания вакуумной плотности между тру-
щимися поверхностями должна находиться вакуумная смазка. При поступательном
перемещении вала расход смазки возрастает.
В конструкциях с вращательным движением вала (см. рис. 83, и—л) исполь-
зуют манжетные вводы.
Манжетное уплотнение (см. рис. 83, к) пригодно для валов диаметром до 30 мм,
уплотнения другого типа (см. рис. 83, и и л) применяются для валов диаметром
20—40 мм. Для смазки и уплотнения манжет обычно используется вакуумное масло
ВМ-1.
Манжеты в этих конструкциях изготовляются из вакуумной резины марок
1015 и ИРП-2044, имеющих повышенную маслостойкость. Вводы вращения, показан-
ные на рис. 83, а и м, применяются сравнительно редко в вакуумных установках
из-за ненадежности в работе.
Вводы с жидкостным уплотнением отличаются простой конструкцией и надеж-
ностью в эксплуатации.
101
Рис 83 Вакуумные вводы с твердым уплотнением на валу
1 — вал 2 — уплотнение 3 — корпус ввода 4 — фланец 5— вставка 6 — гайка, 7 — корпус
камеры 8 — крышка
Рис 84 Вакуумные вводы с жидкостным уплотнением на валу
1 — вал 2 — уплотняющая жидкость 3 — резиновое уплотнение
4 — корпус ввода 5 — электромагнит 6 — металлическое уплотне
ние 7 — корпус камеры 8 — фланец
102
В качестве уплотняющей жидкости обычно используют ртуть
На рис 84 показаны наиболее распространенные конструкции вводов с жид
костным уплотнением
На рис 85—89 показаны неподвижные электрические вводы, применяемые в ва-
куумных приборах и установках
Конструкция уплотнения ввода и вид примененного в ней изоляционного мате
риала определяются напряжением и вводимой электрической мощностью, а также
механической прочностью и необходимой герметичностью
Рис 85 Высоковольтные вакуумные вводы
а — г — неразборные д — ж — разборные 1 — токоввод 2 — изолятор
(стекло) 3 — керамическое кольцо 4 — втулка 5 — уплотнение (фторо
пласт) 6 — гайка 7 — кольцо 8 — шайба 9 — корпус камеры
10 — уплотнение (вакуумная резина)
Подсчет сечения токоввода производится по практическим рекомендациям
для меди 5—8 а/мм2, для стали 2—3 а/мм2, для алюминия 4—5 а!мч2 для никеля
3—4 а!мм2, для молибдена 3—4 а!мм2
По своему назначению электровводы делятся на высоковольтные силовые
(сильноточные), слаботочные и высокочастотные
По конструктивному выполнению их разделяют на разборные и неразборные
Основным условием нормальной работы высоковольтных вводов является пре
дохранение их от пробоя по толщине и по поверхности изолятора В связи с этим
конструкции отличаются развитыми поверхностями и толстыми стенками В высоко
вольтных неразборных вводах (рис 85, а и б) в качестве изолятора используется
вакуумное стекло
Более надежны в механическом отношении высоковольтные вводы с изоляцией
через керамику В большинстве случаев такое вакуумно плотное соединение осуще
ствляется при помощи пайки
103
Конструкции, показанные на рис. 85, виг, позволяют подводить напряжение
до 2 кв в вакуумные камеры с давлением до 1 • 10"9 мм рт. ст.
Когда по условиям работы высоковольтных вводов требуется их разборка,
применяют конструкции, приведенные на рис. 85, д, е, ж.
Разборные конструкции широко применяются в распылительных установках
и электронных микроскопах.
Вакуумно-плотное соединение деталей вводов обеспечивается с помощью уплот-
няющих прокладок из вакуумной резины и фторопласта.
Силовые вакуумные вводы выполняются с охлаждением или без охлаждения.
Токовые вводы без охлаждения разделяются на неразборные и разборные. Конструк-
ции силовых неразборных вакуумных вводов показаны на рис. 86.
Рис. 86. Электрические силовые неразборные вакуумные вводы.
а—о — к стеклянным приборам, п—х — к металлическим приборам и установкам
Диаметр проволоки выбирается так, чтобы нагрев джоулевым теплом не пре-
вышал допустимой величины.
На рис. 86, а и б показаны конструкции бусинковых впаев для соединения их
со стеклом или металлом.
С увеличением силы тока, проходящего через ввод, стекло спая разгружают от
воздействия джоулева тепла. В сильноточных вводах, показанных на рис. 86, г—з,
тепловое действие тока уменьшается за счет удаления спая оттокоподводящей части.
Такие вводы изготовляются как на основе согласованных, так и несогласованных
спаев. Токоподводящий стержень чаще изготовляют из меди благодаря ее высокой
электро- и теплопроводности, а спай со стеклом производится деталью из ковара.
Вакуумная плотность между стержнем и охватывающей его деталью обеспечивается
пайкой твердым припоем.
У вводов, показанных на рис. 86, г и д, под стержнем неизбежно остается про-
странство, изолированное от остального объема прибора. В этом случае ввод должен
быть снабжен соответствующим каналом, соединяющим это пространство с рабочим
объемом прибора.
Если же по каким-либо причинам ввод должен быть выполнен «заподлиьо»
со стенкой колбы прибора, то применяются несогласованные (см. рис. 86, е) и согла-
сованные спаи (см рис. 86, ж и з). Неразборный силовой ввод для больших токов
до 100 а показан на рис 86, л. Для отвода джоулева тепла применяется охлаждение.
104
Конструкции разборных охлаждаемых и неохлаждаемых электрических вво-
дов, рассчитанных на подвод большой электрической мощности при напряжении
до 1000 в, показаны на рис. 87.
Применение фторопласта в качестве изолятора и уплотнителя улучшает харак-
теристики вакуумных вводов и уменьшает габариты конструкции. Такие вводы
применяются в камерах с давлением до 1 • 10’6 мм рт. ст.
Слаботочные вакуумные вводы находят широкое применение для различного
рода осветительных и приемно-усилительных ламп, а также физических приборов
и установок. К этому типу вводов относятся также и термопарные вводы
а—г — неохлаждаемые; д—е — охлаждаемые; 1 — токоввод; 2 — кольцо (кера
мика), 3 — уплотнение (резина), 4 — уплотнение (фторопласт)
Часто в процессе работы электровакуумных приборов необходимо измерять
температуру деталей, что осуществляется с помощью термопар. Для термопар под-
бираются различные комбинации металлов и сплавов. Выбор определяется главным
образом интервалом температур, подлежащих измерению (табл. 87), условиями
работы и технологичностью.
Таблица 87
Термопары для измерения температур в различных диапазонах
Тип термопары Диапазон температур в °C Тип термопары Диапазон температур в °C
при непре- рывном измерении при кратко- временном измерении при непре- рывном измерении при кратко- временном измерении
Медно- константановая Хромель- константановая Железо- константановая — 190— + 350 0—900 0—900 До 600 » 1100 » 1100 Хромель- алюмелевая Платино- платинородиевая Вольфрамо- молибденовая 0—1100 0—1450 1000— 2500 До 1350 » 1700 » 2500
105
Соединение деталей с термопарой выполняется пайкой, сваркой или зажимом.
Конструктивное выполнение вводов термопар показано на рис. 88. Ввод в ва-
куумные камеры в зависимости от давления осуществляется через керамику, стекло
или резину.
На рис. 89, а—з показаны слаботочные неразборные электрические изолирован-
ные вводы электровакуумных приборов. Они представляют собой вакуумно-плотные
Рис. 88. Вводы термопар в вакуумные камеры:
а — через резиновое уплотнение; б — через стеклянное уплотнение; в — через керамическое
уплотнение; 1 — термопары; 2 — уплотнение (вакуумная резина); 3 — фторопластовые
диски; 4 — стакан; 5 — втулка; 6 — гайка; 7 — фланец
спаи металлов со стеклом. Стекло, обладающее высокими диэлектрическими свой-
ствами, обеспечивает высокую степень изоляции вводов. Однако незначительная
механическая прочность спаев и небольшое сечение впаиваемых в стекло провод-
ников ограничивают применение такого рода вводов в промышленных вакуумных
Рис. 89. Электрические слаботочные неразборные вакуумные вводы
установках. Они находят широкое применение в электротехнической промышлен-
ности. Иногда такие вводы применяются в физических приборах.
В ножках, изготовленных из легкоплавкого стекла, используются токовводы
из платинита, платины, меди, никеля и высокохромисгой стали. Форма бусинки
(глазка) показана на рис. 89. Предпочтение отдается бусинковым вводам в виде
полусферы (см. рис. 89, а, б, г, д).
У многих стеклянных вакуумных приборов и ламп на ножке нижняя часть
ввода служит контактным штырьком. При эксплуатации к концам штырьков прикла-
106
дывают значительные изгибающие усилия, которые могут привести к трещинам
с нижней стороны ножки. Этим объясняется необходимость иметь «кратеры»
(см. рис. 89, в) с двух сторон ввода.
Иногда для этой цели делают нижний штырек «самоустанавливающимся»
(см. рис. 89, г).
Одним из способов сохранения механической прочности нижней части штырька
является изготовление токоввода из легко гнущихся металлов (отожженный никель,
медь).
Для ножек из тугоплавких стекол используются токовводы из вольфрама, ко-
вара, молибдена.
Наиболее предпочтительными являются конструкции, показанные на рис. 89, д—
з, причем конструкции на рис. 89, д и ж используются для плоских ножек большого
диаметра, а на рис. 89, е и з — для ножек малого диаметра.
КОММУТАЦИОННАЯ АРМАТУРА ВАКУУМНЫХ СИСТЕМ
Коммутационная вакуумная арматура (краны, затворы, клапаны, вентили
и натекатели) является неотъемлемой частью современных вакуумных установок.
По принципу работы ее разделяют на запирающую и дозирующую.
К запирающим устройствам относятся краны, затворы, клапаны и вентили,
которые в зависимости от условий работы выполняются с резиновыми, фторопласто-
выми или металлическими уплотнениями. В лабораторной практике при выполнении
Рис. 90. Стеклянные краны вакуумных установок:
а — угловой; б — проходной; в — трехходовой
различного рода экспериментальных работ широкое применение находят стеклянные
краны, изготовляемые из стекла молибденовой группы С 49-5 (ЗС-5) и С 47-46 (№ 44),
обладающего высокими термическими, химическими и изоляционными свойствами.
Стеклянные краны изготовляют трех типов: угловые, проходные и трехходовые
(рис. 90). Основными деталями каждого крана независимо от типа являются конусо-
образная пробка с отверстиями и муфта с патрубками, к которым присоединяются
насос и объект откачки.
Размеры стеклянных кранов приведены в табл. 88.
Герметичность подвижного соединения муфты и пробки достигается взаимной
притиркой соприкасающихся поверхностей с последующим нанесением на них
смазки типа «Рамзай».
107
Размеры стеклянных вакуумных кранов в мм (см рис 90)
Таблица 88
d S Ji J 2 d9 J4 h Л1 h2 I h H L
9 1 6 14 И 10 14 30 55 50 55 110 110
10 1 8 18 14,2 12 18 38 77 60 60 135 120
12 1,25 8 20 15,5 14 20 45 80 65 65 145 130
14 1,25 10 24 19 16 22 50 85 75 70 150 140
16 1,5 12 28 22,5 18 25 55 90 80 75 160 140
18 1,5 14 32 26 20 28 60 100 85 80 175 160
20 2 16 36 29,5 22 30 65 110 90 85 190 170
22 2 18 40 33 24 32 70 115 95 90 200 180
25 2,5 20 50 34 24 38 80 125 115 100 220 200
30 2,5 25 60 42 28 42 90 140 125 120 260 240
40 2,5 35 75 55 35 45 100 165 150 140 300 280
Коническую поверхность пробки сначала нагревают до 35—45° С, затем наносят
на нее смазку и тщательно притирают до появления тонкого слоя смазки по всей по-
верхности.
Наиболее надежны и удобны в работе угловые и трехходовые краны. Меньшую
надежность из-за частых загрязнений подвижных деталей имеют проходные краны.
Рис. 91. Схема вентилей с резиновыми и фторопластовыми уплотнениями-
а, б — проходное сечение до 30 мм\ в, г — проходное сечение от 30 до 100 мм; д, е —
проходное сечение более 100 мм; 1 — уплотнитель из резины или фторопласта, 2 — крышка
клапана, 3 — корпус запирающего устройства
Металлические краны конического типа дороже в изготовлении, требуют зна-
чительных усилий для поворота и более частого обновления смазки, поэтому они
не находят широкого применения.
Наибольшее распространение в вакуумной технике получили вентили, которые
по своей конструкции сходны с кранами водопроводных и газовых магистралей.
Однако к ним предъявляют особые требования по герметичности, газовыделению,
пропускной способности.
Вентили, у которых патрубки расположены под углом 180°, называются проход-
ными, а под углом 90° — угловыми. По типу уплотнения вентили делятся на рези-
новые (фторопластовые) и металлические.
В качестве уплотняющего материала для вентилей, работающих при темпера-
туре до 60° С и при давлении не ниже 1* 10"6 мм рт. ст., обычно используется ли-
108
стовая шлифованная резина марки 7889 или формовая литая резина марок 9024,
1015 Уплотнители, изготовленные из резины марки 1015, обладают большей из-
носоустойчивостью, маслостойкост ью и надежны в эксплуатации В последние годы
большое распространение получили вентили с уплотнением из фторопласта. Такое
уплотнение увеличивает диапазон рабочей температуры вентилей (от —200 до
+200° С) На рис 91 приведены схемы уплотнений вентилей, получивших наи-
большее распространение в вакуумной технике.
В качестве уплотнителя могут быть использованы резина или фторопласт.
Рис. 92. Проходные металлические вентили
а—с проходным сечением до 40 мм (1 — корпус, 2 — клапан, 3 — сильфон, 4 — гайка,
5 — шток, 6 — маховик, 7 — регулирующая втулка, 8 — фланец, 9 — резиновое уплотне-
ние, 10 — гайка), б — с проходным сечением свыше 40 им (/ — корпус, 2 — клапан, 3 —
сильфон, 4 — верхняя крышка, 5 — шток, 6 — держатель клапана), в — эксцентриковый
(1 — корпус, 2 — резиновый уплотнитель, 3 — сильфонный узел, 4 — ручка, 5 — эксцен-
трик, 6 — направляющая пластина, 7 — шток, 8 — тарелка клапана)
Наибольшее распространение в отечественном производстве вентилей получили
схемы, представленные на рис. 91, б, г, д, е Они удобны при смене прокладки и
надежны в работе.
На рис. 92 показаны конструкции вентилей, наиболее часто встречающихся в
вакуумной технике В неавтоматизированных промышленных установках для пере-
крытия магистралей с диаметром до 30 мм широко применяются металлические вен-
тили с ручным приводом и резиновым уплотнителем (см. рис. 92, а, б). Усилие уплот-
нения вентиля создается винтовой парой 4 и 5, воздействующей на резиновый кла-
пан 2 и уплотняющей его по металлическому седлу, изготовленному заодно с корпу-
сом 1. Для удобства сборки привод вентиля с подвижным сильфонным уплотнением
3 смонтирован на фланце 8 и представляет отдельный узел.
Вентиль для вакуумных систем с давлением 1« 10-5 мм рт ст. при рабочей тем-
пературе <Д50° С представлен на рис. 92, а. Он надежен и удобен в эксплуатации
В табл 89 приведены основные габаритные и присоединительные размеры латунных
вентилей этого типа.
Конструкция, представленная на рис 92, б, более проста и может быть изготов-
лена в условиях индивидуального производства. Корпус 1 выполнен сварным. Кла-
пан изготовляется из вакуумной резины или фторопласта. Эти вентили устанавли-
ваются на трубопроводах диаметром до 100 мм при давлении не ниже 1- 10-6 мм
рт. ст
109
Таблица 89
Основные размеры вакуумных латунных вентилей в мм (см. рис. 92, а)
°У L Lt 1 ". d di Вес в кГ
3 91 65 — 125 — 106 12 10 1,5
10 91 65 — 125 — 106 12 10 1,5
20 — 126 90 176 142 24 20 — 3,0
Рис. 93. Угловой вакуумный вентиль:
1 — седло; 2 — корпус; 3 — клапан;
4 — держатель клапана; 5 — шток; 6 —
сильфон; 7 — направляющая втулка;
8 — крышка; 9 — пружина; /0 — механизм
аварийного закрывания; 11 — эксцентрик;
/2 — рукоятка; 13 — резиновое уплотнение
Вентиль с ручным эксцентриковым приводом (см. рис. 92, в) серийно выпускается
отечественной промышленностью. Усилие уплотнения вентиля создается эксцентри-
ком 5, вертикальное перемещение которого ограничивается пазом в двух направля-
ющих 6.
С эксцентриком 5 шарнирно связан
шток 7, несущий на нижнем конце само-
устанавливающуюся тарелку 8 клапана
с резиновым уплотнителем 2.
Основные размеры эксцентриковых
вентилей приведены в табл. 90.
Угловой вентиль с клапаном из ре-
зины, используемый для аварийного
отключения вакуумных систем, показан на
рис. 93. Клапан удерживается в верхнем
положении ограничителем, служащим
одновременно подвижным сердечником
электромагнита. Как только через обмотку
электромагнита проходит электрический
ток, подвижный сердечник притягивается
и опускает клапан, который под дейст-
вием пружины прижимается к седлу.
Открывание клапана производят вручную.
Аварийные вентили устанавливаются
в различных промышленных вакуумных
установках и предназначаются для дистан-
ционного отключения одной из них в слу-
чае нарушения герметичности системы.
Принцип работы таких устройств ана-
логичен работе проходных эксцентрико-
вых вентилей. Габаритные размеры
угловых эксцентриковых вентилей такие же, как и проходных.
Конструкции угловых малогабаритных вентилей с диаметром проходного сече-
ния до 20 мм показаны на рис. 94.
Таблица 90
Основные размеры вакуумных эксцентриковых вентилей (типа ЭР) в мм
(см. рис. 92, в)
Dy Габариты 1 Размеры фланцев Усилие на ру- коятке в кГ Вес в кГ
L А Н Наруж- ный диаметр Диаметр по окруж- ности болтов
10 177 88 204 90 46 34 5 1,6
15 177 88 211 90 52 39 5 1,8
25 196 120 235 110 70 55 6 3,2
32 196 130 262 120 78 62 7 3,5
50 236 145 325 160 110 90 10 7,1
80 320 195 435 260 145 125 12 17,5
100 370 220 453 300 170 145 15 27,7
110
В корпус 1 вентиля вваривается патрубок, к которому через резиновое уплотне-
ние присоединяется трубопровод вакуумной системы. Седло уплотняется клапаном 2,
изготовленным из фторопласта. Вентили такого типа предназначены для герметич-
а) 6)
Рис. 94. Малогабаритные угловые вентили с клапаном из фторо-
пласта:
а — проходное сечение до 10 мм\ б — проходное сечение свыше 10 мм\
/ — корпус; 2 —клапан, 3 —держатель клапана; 4 — сильфон; 5 — шток
кого перекрытия трубопроводов вакуумных систем, работающих в агрессивных
средах при перепаде давлений не выше 1 атм.
Широкое распространение в отечественной практике получил высоковакуумный
затвор, конструкция которого представлена на рис. 95, а общий вид — на рис. 96.
Рис. 95. Высоковаку-
умный затвор с рези-
новым уплотнителем:
1 — фланец затвора;
2 — корпус; 3 — резино-
вый уплотнитель; 4— та-
релка клапана; 5 — экс-
центриковый валик,
6 — фиксатор; 7 — ры-
чаг; 8 — рамка; 9 —
крышка; 10 — штуцера;
11 — шарикоподшипник
Затворы этого типа имеют условные проходные диаметры от 85 до 500 мм и для ди-
станционного управления снабжены электроприводом. В табл. 91 приведены ос-
новные размеры затворов, выпускаемых отечественной промышленностью. В откры-
111
том положении тарелка клапана расположена вертикально в корпусе 2 (см. рис. 95).
При вращении эксцентрикового валика 5 по часовой стрелке тарелка 4 клапана пово-
рачивайся на 90° и занимает горизонтальное положение Между тарелкой 4 и рези-
новым уплотнением 3 сохраняйся небольшой зазор (1—2 мм). При дальнейшем вра-
щении эксцентрикового валика выталкивается фиксатор 6 и рычаг 7 вдвигается
в рамку 8. Затем эксцентриковый валик 5 начинает опускать вниз левое плечо ры-
Рис. 96 Схема высоковакуумного затвора (см. табл. 91):
1 — гнезда для уплотнения датчиков вакуумметров, 2 — резиновое уплотнение
чага 7 и через шарикоподшипник 11 прижимает тарелку 4 к резиновому уплотни-
телю. При использовании электропривода вращение валика 5 ограничивается конце-
выми выключателями, а при ручном закрытии — упорами. Открьпие затвора осу-
ществляется при вращении эксиентикового валика против часовой стрелки.
На рис 97 изображен аварийный клапан с проходным сечением 50 мм и электро-
магнитным или пневматическим взводом. В качестве уплотнителя используется ва-
куумная резина /, укрепленная на заслонке 2, шарнирно связанной с качающимся
Таблица 91
Основные размеры высоковакуумных затворов в мм (см. рис. 95 и 96)
d2 ds ^5 d6 H A /it h2 h2 /г4 D I h e
85 125 14^ 210 9 M8 200 372 272 529 246 185 110 51 235 135 48 10
160 210 235 308 12 M10 200 404 304 581 352 286 158 50 340 290 87 13
260 308 430 340 14 M12 250 489 714 423 245 76 450 315 237 15,5
380 430 610 460 14 M12 300 621 — 917 — 548 283 93 550 400 310 14
500 565 760 600 18 M16 350 800 — 1045 — 710 334 104 890 490 390 25
112
рычагом 3. Рычаг через резиновую диафрагму (мембрану) 4 выведен из корпуса кла-
пана. На наружном конце рычага укреплен якорь, с помощью которого электромагнит
удерживает клапан в открытом положении.
Пружина 5, закрывающая клапан, укреплена таким образом, что в открытом
положении клапана сила, развиваемая пружиной, значительно меньше, чем в закры-
том. Клапан может быть использован в качестве проходного или углового в зависи-
мости от конструкции вакуумпровода.
Рис. 97. Вакуумный аварийный клапан (Dy — 50 мм)'
1 — резиновый уплотнитель; 2 — заслонка; 3 — рычаг, 4 — мем-
брана, 5 — пружина, 6 — рычаг, 7 — поджимная втулка,
8 — тяга, 9 — электромагнит, 10 — корпус
Запирающая арматура, работающая в установках с давлением ниже !• 10~7 мм
рт. ст., обычно обезгаживается прогревом до 400° С В связи с этим фторопластовые
и тем более резиновые прокладки в них не применяются.
Большое распространение в вакуумной технике получили металлические уплот-
нители, принцип действия которых основан на использовании пластических де-
формаций металла. В качестве деформируемого металла в вакуумной технике исполь-
зуется медь, алюминий и никель. Перед сборкой эти металлы подвергаются отжигу.
Вторым металлом в паре с деформируемым является нержавеющая сталь Х18Н10Т
или качественные стали (40Х, 20Х, 45Х и т. д.).
Уплотняющие элементы (седло и клапан) должны удовлетворять при работе
следующим требованиям-
обеспечивать большое число (более 100 раз) закрытий;
не разрушаться при многократном нагреве и охлаждении;
не заклиниваться при открытии.
8 Зак. 1900 113
На рис. 98, а—е приведены схемы уплотнений вентилей. В уплотнении, выпол-
ненном по схеме на рис. 98, а, герметичность создается в результате вдавливания
в медный клапан кромки седла вентиля. Обычно клапан изготовляется из мягкого
металла (отожженной меди или алюминия). Чистота обработки кромок седла должна
быть не ниже 8-го класса, а конической поверхности клапана — не ниже 7-го. Рас-
четные усилия, развивающиеся при закрытии вентиля, принимаются для пары медь—
сгаль 30—40 кГ/мм, а для пары алюминий—сталь 15 кГ/мм.
Такие вентили находят применение в откачных системах с давлением не ниже
5* 10-8 мм рт. ст. и с диаметром трубопровода от 8 до 250 мм. Вентили, выполненные
по схеме на рис. 98, а, выдерживают многократный нагрев до 450° С.
а)
Рис. 98. Схемы уплотнений вентилей с использованием пластических
деформаций:
1 — корпус вентиля; 2 — клапан; 3 — прокладка; 4 — втулка
В конструкции вентиля, показанной на рис. 98, б, должно быть обеспечено хоро-
шее направление штока клапана и жесткое крепление к нему уплотняющего конуса.
Такого типа вентили применяются для вакуумных коммуникаций с давлением до
1 • 10"1 * * * * * * 8 мм рт. ст. и диаметром трубопровода от 20 до 150 мм. Усилие для пары медь—
сталь составляет 20 кПмм.
Вентили, выполненные по этой схеме, надежны в работе и допускают прогрев
до 500° С.
Если по конструктивным соображениям необходимо уменьшить габариты вен-
тиля, то следует использовать схему, приведенную на рис. 98, в. Уплотнение может
быть осуществлено в любом месте внутренней цилиндрической поверхности. При
перемещении штока вниз тарелка клапана прижимается к торцовой поверхности
упорного стакана, осуществляя надежное уплотнение.
Надежное уплотнение вентиля достигается лишь при чистоте обработки внутрен-
ней расточки втулки не ниже 8-го и чистоте обработки острых кромок каленой
тарелки не ниже 9-го класса.
При проходных сечениях вентилей более 50 мм в откачных системах со сверх-
высоким вакуумом широкое распространение нашла схема, приведенная на рис. 98, г.
Клапан сохраняет герметичность при многократном нагреве до температуры 500° С.
Уплотняющее усилие на медный клапан передается через тарельчатые пружины,
обеспечивающие сохранение герметичности уплотнения при высокой температуре.
Для нормальной работы вентиля необходимо обеспечить соосность конической по-
верхности клапана и уплотняющей кромки корпуса, а поверхность клапана не
должна иметь забоин и рисок.
В случаях, когда поверхность седла трудно обработать на токарном или фрезер-
ном станках, металлическое уплотнение клапанов целесообразнее осуществлять по
114
схеме на рис. 98, д. Такие уплотнения обеспечивают работу вентилей при темпера-
туре 250—300° С в вакуумных установках с давлением до 1* 10~7 мм рт. ст. Они
применяются для проходных сечений от 8 до 50 мм. Для агрессивных сред при неболь-
шом проходном сечении применяется схема, приведенная на рис. 98, е. Уплотнения
подобного типа позволяют производить нагрев до 400° С. Минимальное давление,
при котором клапан сохраняет герметичность, составляет 1*10~7 мм рт. ст.
Наибольшее распространение в
вакуумной технике получили вентили,
выполненные по схемам на рис. 98, а,
б и г. Они надежны в работе и просты
в изготовлении.
На рис. 99 представлена конструк-
ция цельнометаллического прогревае-
мого вентиля с уплотнением по схеме
на рис. 98, а. Сменный медный клапан 3
Ф100----------
Рис. 99. Цельнометаллический
прогреваемый вакуумный вен-
тиль:
1 — корпус; 2 — нижний фланец;
3 — клапан; 4 — шток; 5 — фла-
нец; 6 — стакан; 7 — силовой
винт; 8 — маховик; 9 — направля-
ющая втулка; 10 — втулка; И —
верхний фланец: 12 — прокладка
(медь, алюминий); 13 — сильфон;
14 — штифт; 15 — соединительная
муфта
Рис. 100. Вакуумный вентиль с допол-
нительным фланцем:
1 — нижний фланец; 2 — корпус; 3 — на-
правляющая втулка; 4 — сильфонный
узел; 5 — прокладка (медь, алюминий);
6 — толкатель; 7 — втулка; 8 — силовой
винт; 9 — маховик; 10 — разрезная втул-
ка; 11 — верхний фланец; 12 — поджим-
ной фланец; 13 — боковой фланец;
14 — стопорный винт; 15 — клапан;
16 — шток
крепится штифтом 14 к штоку 4, перемещающемуся во втулке 10. Направляющая
втулка 9 впрессована в стакан 6. Верхний фланец 11 соединяется со штоком силь-
фоном 13. Уплотнение осуществляется медной или алюминиевой прокладкой 12,
что позволяет прогревать вентиль до 300—450° С.
К сменному медному клапану 3 и седлу корпуса 1 предъявляются высокие тре-
бования по правильности формы. Кроме того, надежное многократное уплотнение
достигается только в том случае, если несоосность клапана и седла не превышает
0,1 мм.
Вентиль, конструкция которого представлена на рис. 100, применяется для услов-
ных проходов более 20 мм. Отличительная особенность конструкции — введение
дополнительного фланца.
8* 115
135-
116
Усилие уплотнения клапана 15, создаваемое винтом, передается корпусу через
болт М6Х8, а дополнительный фланец 11 исключает возможность разуплотнения
сильфонного узла с корпусом. Направляющая втулка 3 позволяет центрировать мед-
ный клапан по седлу корпуса 2.
Цельнометаллический вентиль, конструкция которого показана на рис. 101,
используется в качестве запирающего устройства при наличии электродвигателя
и червячного редуктора.
Диафрагма 7, изготовленная из нержавеющей стали (Х18Н10Т), представляет
собой гибкую подвеску тарелки клапана 8.
Усилие, развиваемое электродвигателем 2, передается через червячный редуктор
1, винтовую пару и предварительно сжатые тарельчатые пружины на шток 6. Тарель-
чатые пружины обеспечивают сохранение уплотняющего усилия в необходимых
пределах. Предварительный натяг тарельчатых пружин обычно составляет 2000 кГ.
Шток 6 через шарик 9 передает усилие на тарелку клапана 8 и уплотняет ее по ост-
рой кромке корпуса 4. Открытое и закрытое положение вентиля ограничивается кон-
цевыми выключателями.
Дозирующие устройства. Для плавного регулирования давления в установке
напуском в нее атмосферного воздуха или газа используют порционные краны и
дроссели.
Наибольшее распространение в вакуумной технике получили порционные краны,
показанные на рис. 102.
Размеры стеклянных порционных кранов не отличаются от обычных вакуумных
стеклянных кранов (см. табл. 88). В пробке крана (см. рис. 102, а) сделано углуб-
ление определенного объема для переноса порции газа. К боковым штуцерам 8 ме-
таллического порционного крана (см. рис. 102, б) присоединяются ампулы с различ-
ными объемами газа. Исследуемый объем подсоединяется к среднему штуцеру 2.
Металлические краны отличаются от обычных вакуумных вентилей размерами и фор-
мой корпуса. Напуск определенного количества газа с помощью порционных кра-
нов производится в основном в объемы, отключенные от насосов. В установках,
где требуется плавная регулировка давления напуском в нее атмосферного воздуха
или газа в динамическом режиме (при работающей системе откачки), используются
дросселирующие вентили (рис. 103). Для грубого напуска дросселирующий вентиль
изготовляется из обычного вентиля с резиновым уплотнением (рис. 103, а). Для
этой цели в седле 1 на небольшую глубину протачивается кольцевая канавка d
шириной 1 мм и делается сквозное сверление с диаметром 0,8 мм.
При закрывании резиновый клапан 2 заполняет кольцевую канавку в седле
и не пропускает газ. По мере ослабления сжатия резиновой прокладки клапан начи-
нает освобождать канавку, в которой образуется канал между отверстием диамет-
ром 0,8 мм и выпускной стороной вентиля.
В конструкции, представленной на рис. 103, б, применена фторопластовая
прокладка 3, имеющая кольцевую выточку радиусом 0,5 жж, уплотненную в закры-
том состоянии резиновым клапаном 2. При плавном открытии вентиля в первую оче-
редь образуется течь по отверстию k в клапане. При дальнейшем открытии газ течет
по всей окружности уплотнителя. Такой вентиль обеспечивает более плавную подачу
газа в установку.
В конструкциях, представленных на рис. 103, в, г, д, использован принцип
изменения проходного сечения трубопровода закрытием отверстия его подвижным
шаром (см. рис. 103, в) или конусом (см. рис. 103, а, б).
Дросселирующие вентили с шаровым клапаном изготовляются из металла.
Для перемещения шарового клапана 2 применяются сильфоны. Шаровой клапан
изготовляется из термически обработанных сталей 20Х и 40Х, а корпус вентиля —
из нержавеющей стали Х18Н10Т.
Стеклянные дроссели (см. рис. 103, а, б) просты по конструкции и удобны в работе.
Точность регулировки выше в вентилях, у которых дросселирующей деталью яв-
ляется тонкий стержень, изменяющий при своем перемещении зазор в капилляре
(см. рис. 103, б).
Для плавной регулировки напуска газа в систему при давлениях от 760 до 1 • 10“7
мм рт. ст. используют цельнометаллические дроссели (натекатели). Наибольшее
распространение получили металлические игольчатые натекатели, представленные
на рис. 104 и 105. Клапаны этих натекателей изготовляются из твердой инструмен-
117
тальной стали в виде длинной иглы конической формы с углом заточки 6°. Кони-
ческая поверхность клапана должна быть тщательно отполирована. Седло клапана
обычно изготовляется из меди. Форма иглы позволяет плавно регулировать зазор
между седлом и клапаном. Игла плавно перемещается в осевом направлении при
помощи штока 3 с винтовой подачей (см. рис. 104).
Ход штока 3 за один оборот маховика 1 состав- rh ;
ляет примерно 0,05 мм. Для устранения мерт- *___
вого хода штока установлена пружина 6.
Рис. 104. Вакуумный игольчатый
дроссель (натекатель):
1 — маховик; 2 — фланец; 3 — шток;
4 — корпус; 5 — регулировочная
гайка; 6 — пружина; 7 — игла;
8 — седло; 9 — штуцер для напуска
газов; 10 — сильфон
Рис. 105. Вакуумный^иголь-
чатый дроссель со съемным
седлом.
1 — медная прокладка; 2— сед-
ло; 3 — нижний фланец; 4 —
корпус; 5— сильфон; 6 — шток;
7 —- верхний фланец; 8 — регу-
лирующая гайка; 9 — винт;
10 — пружина
ЛОВУШКИ
Попадание паров рабочей жидкости насосов в объект откачки в ряде случаев
недопустимо. Для улавливания этих паров между объектом откачки и вакуумным
насосом устанавливают специальные устройства — ловушки. Иногда ловушки уста-
навливают между высоковакуумным насосом и насосом предварительного разреже-
ния для защиты высоковакуумной системы от попадания паров масла форвакуум-
ного насоса. По принципу действия ловушки разделяются на конденсационные,
адсорбционные и ионизационные. Кроме того, ловушки разделяются на охлаждаемые
и неохлаждаемые.
К ловушкам предъявляются следующие требования:
надежность защиты объекта откачки от попадания в него паров рабочей жидко-
сти насосов (защитная способность ловушки определяется отношением количества
пара, поступающего из пароструйного насоса в объект откачки за единицу времени
с ловушкой и без нее);
большая пропускная способность (качественное сравнение ловушек проводят
по их удельной пропускной способности, определяемой отношением полной пропуск-
ной способности к площади поперечного сечения);
малый расход холодильного агента.
118
Охлаждаемые ловушки. Действие охлаждаемых ловушек основано на том, что
давление конденсируемых паров в вакуумной системе устанавливается в соответ-
ствии с температурой самого холодного ее участка. Молекулы паров, соприкасаясь
с охлажденной до низкой температуры поверхностью, конденсируются на ней. Пре-
дел, до которого происходит конденсация, определяется давлением насыщенных
паров конденсируемых веществ при температуре охлажденной поверхности.
В состав газа, откачиваемого из вакуумных установок, входят пары воды,
углекислоты, неорганических масел и т. д.
В вакуумной технике используются различные охлаждающие вещества, среди
которых наиболее распространены твердая углекислота, размешанная в виде кашицы
в ацетоне, спирте или эфире, и сжиженные газы (главным образом жидкий азот,
воздух и кислород).
По мере испарения холодильного агента поверхность ловушки нагревается
и сконденсированные пары, испаряясь, проникают в вакуумную систему.
В связи с этим рекомендуется заполнять ловушку сначала примерно до одной
трети ее высоты, чтобы основная масса паров могла сконденсироваться на нижнем
участке ловушки, а уже после наполнить ее доверху
На [.рис. 106, а — е показаны наиболее часто используемые стеклянные
ловушки.
Ловушки, показанные на рис. 106, а—г, отличаются простотой конструкции.
В ловушках, показанных на рис. 106, д и е, охлаждаемые поверхности располо-
жены таким образом, чтобы обратная диффузия молекул пара в объект откачки
была затруднена. Изготовляют эти ловушки из молибденового стекла С-49-1.
На рис. 107 показаны металлические ловушки, выполняемые разборными
(рис. 107, г—ё) и неразборными (рис. 107, а—в). Наибольшее применение получили
разборные ловушки, более экономичные и удобные в эксплуатации. Ловушки такого
типа с резиновыми уплотнениями обеспечивают предельное давление не ниже 10~6 мм
рт. ст., с уплотнением из фторопласта — не ниже 10"8 мм рт. ст.
Металлические ловушки изготовляются из металлов и сплавов с малой тепло-
проводностью (табл. 92). Обычно корпус ловушки изготовляется из малоуглероди-
стой стали, а резервуар для холодильного агента — из нержавеющей стали.
Коэффициенты теплопроводности материалов, применяемых
для изготовления ловушек
Таблица 92
Материал Марка материала 1" " Коэффициент теплопроводно- сти (при 20° С) в кал (см-сек X X град) Материал Марка материала Коэффициент те плопроводно- сти (при 20° С) в кал (см-сек X Хград)
Фени .... Инвар . . . Нихром . . . Н42 ЭН36 Х20Н80 0,025 0,026 0,034 Ковар . . . Нержавею- щая сталь. . . Н29К18А Х18Н9Т 0,046 0,05
Характеристики холодильных агентов, применяемых для охлаждения ловушек,
приведены в табл. 93.
В термоэлектрических ловушках используется эффект термоэлектрического охла-
ждения. Основным конструктивным элементом ловушки является термоэлектрическая
полупроводниковая батарея. Термоэлементы электрически соединены последова-
тельно, а термически — параллельно.
Питание ловушки осуществляется постоянным током напряжением 0,9—1,1 в,
при этом потребляется мощность около 60 вт. В корпусе ловушки имеется сильно-
точный вакуумный ввод для питания термоэлементов и два штуцера для их охлаж-
дения. Температура средних защитных элементов составляет —30ч—40° С при
119
Рис. 106. Стеклянные ловушки для высокого и сверхвысокого вакуума:
а—в, е — неразборные; г, д — разборные; 1 — корпус ловушки; 2 — резервуар
с жидким азотом
Рис. 107. Металлические охлаждаемые (азотные) ловушки:
1 — корпус ловушки; 2 — резервуар; 3 — хладопровод; 4 — уплотнение;
5 — жалюзи
120
Таблица 93
Характеристики холодильных агентов, применяемых для охлаждения ловушек
Холодильный агент 3 л 0.0^° S И Н д сх £ ч с Давление насыщенных паров в мм рт. ст. Холодильный агент натура [ЛЬНОГО при 750 мм г. в °C Давление насыщенных паров в мм рт. ст.
is«? S о § О g Ь И О. воды ртути о Я g В О Е g ж • S О £ g н И СХ воды ртути
Вода Лед Поваренная соль со льдом Хлористый кальций со льдом 4-15 0 — 18 —48 17,5 4,6 0,8 4- 10—2 со III 1 ООО о —’ О СО Tf Смесь твердой углекислоты с ацетоном, эфиром или спиртом Жидкий кислород Жидкий воздух Жидкий азот Жидкий водород —78 — 183 — 187 — 196 —258 7 с. О О О О о Illi 1 Ю ЬЭ ЬЭ ЬЭ 4S. О СЧ СЧ CN СМ т-« со со со со 1 1111 о о о о о
давлении в вакуумной системе 1-10"5 мм рт. ст. Ловушка верхним фланцем через
резиновый уплотнитель соединяется с объектом откачки, а нижним — с высоковаку-
умным насосом.
В адсорбционных ловушках в качестве адсорбирующих веществ используются
гофрированная фольга, поверхность которой после высокотемпературного обезга-
живания и охлаждения до комнатной температуры способна удерживать большое
количество газов и паров масла, активированные угли, цеолиты и др. В таких ло-
вушках предусмотрены нагревательные эле.
менты для регенерации адсорбентов. При-
менение адсорбционных ловушек дает воз-
можность получить в откачиваемом объеме
более низкое давление и обеспечивает его
поддержание длительное время. Недостатком
ловушек этого типа является малая пропуск-
ная способность.
На рис. 108 показана адсорбционная
ловушка с цеолитом. Молекулы масла адсор-
бируются поверхностью адсорбента. Ловуш-
ка этой конструкции содержит шевронные
охлаждаемые водой щитки маслоотража-
теля 3. Адсорбент (цеолит 13Х) в виде гранул
размером 6X3 мм2 удерживается у стенок
ловушки при помощи проволочной сетчатой
корзинки 4 из нержавеющей стали. Вторая
Рис. 108. Цеолитовая ловушка:
1 — адсорбент; 2 — трубка нагрева-
тельного элемента; 3 — маслоотража-
тель; 4 — корзинка
корзинка, содержащая адсорбент, укреплена на нагревательном элементе в центре
камеры. Заполнение этой корзинки осуществляется через верхнее отверстие после
полной сборки узла. Нагреватель мощностью 1250 вт имеет несколько витков, что
обеспечивает равномерный нагрев ловушки до 350° С при регенерации адсорбента.
Предельное давление, обеспечиваемое ловушкой, зависит от обработки адсор-
бента. Ловушка со свежим цеолитом после регенерации в течение 3 ч при 350° С
и давлении 1* 10"2ч- !• 10~3 мм рт. ст. обеспечивает предельное давление 2* 10’8 мм
рт. ст. Дальнейшая регенерация адсорбента в течение 8 ч при работающем пароструй-
ном насосе обеспечивает давление в испытательной камере 5-10~9 мм рт. ст. Срок
службы ловушки зависит от качества регенерации. После загрязнения ловушки
парами масла ее можно подвергнуть повторной регенерации.
В электрических ловушках используется электрический разряд, в результате
действия которого происходит образование твердых полимеризованных частиц,
121
осаждающихся на поверхности катода. Форму электродов и величину напряжения
на них выбирают так, чтобы процесс ионизации и полимеризации проходил как можно
полнее.
Электрические ловушки непрерывно работают длительное время, потребляя
незначительную мощность.
СМОТРОВЫЕ ОКНА
В вакуумных установках для наблюдения за объектом откачки используются
смотровые окна.
Существует много различных методов введения смотровых стекол в корпусы
вакуумных камер. Наибольшее распространение получили конструкции, представ-
ленные на рис. 109.
2 5 1 Ь
5 3 4
б)
Рис. 109.
а, б — для камер с давлением не ниже 10
стеклянный диск; 3 — вакуумная камера; 4 — прижимной фланец; 5 — фторопластовое
кольцо; 6 — защитное стекло);
в, г — для камер сдавлением не ниже 10~8 ммрт. ст. (1 — алюминиевая прокладка; 2 — окно
(оптическое стекло); 3 — фланец; 4 — прижимной фланец; 5 — переходной слой)
Конструкция с резиновым уплотнением (см. рис. 109, а) используется для ва-
куумных камер с давлением не ниже 5* 10~6 мм рт. ст.
Полированный стеклянный диск 2 с помощью прижимного фланца 4 через вто-
ропластовую прокладку 5 прижимается к резиновому уплотнителю 1.
В установках с давлением не ниже 1» 10-6жж рт. ст., где в качестве уплотнителя
нельзя применять резину, используют конструкции, представленные на рис. 109, в
и г.
ЛИТЕРАТУРА
1. Артемьев В. Н., Штромбер гер Л. В. Практикум по физике
высокого вакуума. Изд. Саратовского университета, 1963.
2. Данилин Б. С. Конструирование вакуумных систем. М., Госэнергоиздат,
1959, 274 стр.
3. Д э ш м а н С. Научные основы вакуумной техники. М., «Мир», 1964,
715 стр.
4. К о р о л е в Б. И. Основы вакуумной техники. Л., «Энергия», 1964,
464 стр.
122
5. Кузнецов В. И. Механические вакуум-насосы. М., Госэнергоиздат,
1959.
6. Л а н и с В. А., Левина Л. Е. Техника вакуумных испытаний. М.,
Госэнергоиздат, 1963, 264 стр.
7. М е н х Г. Техника высокого вакуума. Л. «Энергия», 1965, 560 стр.
8. Ш у иски й К. П. Вакуумные аппараты и приборы химического машино-
строения. М., Машгиз, 1963.
9. П и п к о А. И. ,Пл псковский В. Я-, П е н ч к о Е. Д. Оборудо-
вание для откачки вакуумных приборов. Л., «Энергия», 1965,. 465 стр.
ГЛАВА IV
ВАКУУМ-НАСОСЫ
МЕХАНИЧЕСКИЕ ВАКУУМ-НАСОСЫ
Механические вакуум-насосы разделяют на насосы низкого, среднего и высокого
вакуума.
Насосы низкого вакуума создают при нулевой производительности минимальное
давление во всасывающем патрубке р & 304-1,0 мм рт. ст.; насосы среднего ваку-
ума— давление р & 10”2 4-10’3 мм рт. ст. и насосы высокого вакуума — давление
р & 10”64-10~8 мм рт. ст.
К низковакуумным относят поршневые одно- и двухступенчатые насосы, рота-
ционные пластинчатые, двухроторные и винтовые насосы, насосы с частичным внут-
ренним сжатием и во до кольцевые.
К средневакуумным относят пластинчато-роторные насосы и насосы с катящимся
ротором.
К высоковакуумным относят молекулярные и турбомолекулярные насосы.
Основные характеристики одно- и двухступенчатых поршневых вакуум-насосов,
выпускаемых отечественной промышленностью, приведены в табл. 94.
Основные характеристики поршневых вакуум-насосов
Таблица 94
Основные параметры ВНП-3 ВНП-6 ВН-120
Производительность при усло- вии всасывания в мР/мин. . . Предельное давление в ми рт. ст Число оборотов в минуту . . Мощность электродвигателя в кет Габаритные размеры в мм. длина ... ширина . высота Вес (с электродвига1елем) в кГ 3 7 200 7 2380 900 910 (с электро- двигателем) 1018 6 3 410 20 2250 1000 900 (с электро- двигателем) 1150 75—120 7 88—140 270 6320 2900 2325 (с маховиком, без электро- двигателя) 17 160
На рис. ПО приведен продольный разрез поршневого вакуум-насоса ВНП-3,
представляющего собой горизонтальную крейцкопфную одноцилиндровую машину
двойного действия, распределение в которой осуществляется плоским золотником 7,
с внутренними перепускными каналами.
124
Угол опережения поршня 3 машины по отношению к золотнику равен 90°. Золот-
ник приводится через тягу от эксцентрика 5, расположенного на шейке коленчатого
вала.
Цилиндр 1 насоса отлит заодно с рубашкой водяного охлаждения и золотниковой
коробкой. Передняя и задняя крышки цилиндра также имеют водяные рубашки.
Кривошипно-шатунный механизм крейцкопфного типа.
Для уменьшения потребляемой мощности на золотнике установлены самодей-
ствующие пластинчатые клапаны.
Система смазки механизма движения — циркуляционная от шестеренчатого
масляного насоса. Цилиндр и сальник насоса смазываются от лубрикатора.
Вакуум-насосы, распределение в которых осуществляется плоскими золотни-
ками, тихоходны. Для предотвращения износа средняя скорость плоских золотников
не должна превосходить ~0,3 м/сек. Соответствующее значение средней скорости
поршня равно ^1,0 м/сек.
На рис. 111 представлен продольный разрез горизонтального, крейцкопфного
одноцилиндрового вакуум-насоса ВНП-6 двойного действия с золотником поршне-
вого типа конструкции МВТУ им. Баумана.
Литой цилиндровый блок из чугуна включает в себя рабочий цилиндр и золотни-
ковую камеру. На зеркале цилиндра, ближе к торцовым крышкам, выфрезеровано
по 8 перепускных каналов глубиной 4 мм.
Золотниковая камера имеет сухую втулку с окнами для сообщения полостей
цилиндра и золотниковой камеры. Цилиндр, золотниковая камера и крышки цилин-
дра и золотниковой камеры имеют водяные рубашки. В передних крышках цилиндра
и золотниковой Камеры размещены сальники для уплотнения штоков.
Каждой полости цилиндра соответствует своя полость золотниковой коробки,
снабженная самодействующим пластинчатым клапаном.
Рама и фонарь насоса представляют собой одну отливку из чугуна. Кривошипно-
шатунный механизм крейцкопфного типа. Одноколенный вал насоса установлен на
двух подшипниках качения. Привод золотника осуществляется от эксцентрика,
консольно расположенного на конце коленчатого вала.
Смазка механизма движения — циркуляционная от шестеренчатого насоса,
приводимого во вращение от коленчатого вала машины. Цилиндр, золотниковая
камера и сальники смазываются маслом, подаваемым от лубрикатора.
Отличительной особенностью данной конструкции вакуум-насоса является золот-
ник поршневого типа. При малых значениях давления всасывания золотниковая
полость Выполняет роль второй ступени.
Применение золотника поршневого типа увеличивает быстроходность машины,
так™как средняя скорость его может достигать 2,5—3,5 м/сек.
Отношение описанного объема золотниковой камеры к описанному объему основ-
ного цилиндра принимают в пределах 0,15—0,2.
Вакуум-насос ВН-120 представляет собой горизонтально крейцкопфную одно-
цилиндровую машину двойного действия. В насосе отсутствует золотник. Распреде-
ление клапанное. Перепуск осуществляется с помощью перепускных каналов,
выполненных на зеркале цилиндра. Продольный разрез вакуумного насоса ВН-120
представлен на рис. 112.
В табл. 95 приведены основные характеристики ротационных пластинчатых
вакуум-насосов, выпускаемых отечественной промышленностью.
Вакуум-насосы РВН-30, РВН-60 и РВН-75 подобны по конструктивному выпол-
нению и отличаются только размерами.
На рис. 113 представлен продольный разрез вакуум-насоса РВН-75.
Насос представляет собой цилиндрический корпус, /, в котором эксцентрично
расположен вращающийся в роликовых подшипниках вал 2 с чугунным ротором 3.
В роторе выполнены пазы, несколько наклоненные в сторону вращения (по часовой
стрелке), в которых под действием центробежной силы, развиваемой при вращении
ротора, перемещаются стальные пластины 4.
Для уменьшения потерь на трение в корпусе насоса установлены два разгру-
зочных кольца 5. Кольца, увлекаемые силой трения пластин, свободно вращаются
в выточках цилиндра. Осевой зазор кольца обеспечивается запрессованными в цилин-
дре упорными втулками 6. С торцов корпус насоса закрыт крышками 7.
126
1600
Рис. 111. Поршневой вакуум-насос ВНП-6
127
01760
Рис 112. Вакуум-насос ВН-120 (продольный разрез)
Зак. 1900
Рис 113 Вакуум-насос РВН-75
1 — корпус, 2 — вал, 3 — ротор, 4 — пластины, 5 — разгрузочное кольцо, 6 — упорная втулка, 7 — крышка, 8 — сальник
Таблица 95
Основные характеристики ротационных пластинчатых насосов
Основные параметры РВН-8 РВН-30 РВН-60 РВН-75
Быстрота действия при атмосферном да- влении в л/сек 105 475 940 ИЗО
Предельное давление в мм рт. ст. . . 25 15 15 15
Число оборотов в минуту 1500 585 485 485
Мощность электродвигателя в кет 14 50 75 100
Габаритные размеры в мм: длина 1330 2310 3100 3320
ширина ... 600 985 1090 1120
высота . . 900 1320 1455 1500
Общий вес (с электродвигателем и пли- той) в кГ 620 3375 5540 8980
Уплотнение вала при выходе его из корпуса вакуум-насоса осуществляется
сальником 8.
На нагнетательном патрубке вакуум-насоса, как правило, устанавливают
самодействующий обратный клапан. К наружным фланцам цилиндра крепится кожух
водяной рубашки.
Конструктивное выполнение основных узлов вакуум-насоса РВН-8 то же, что
и вакуум-насоса РВН-75.
Рис. 114. Водокольцевой вакуум-насос ВВН-12:
1 — корпус; 2 — вал; 3 — рабочее колесо; 4 — сальник с мягкой набивкой;
5 — шарикоподшипник; 6 — трубопровод; 7 — крышка; 8 — корпус подшипника;
9 — штуцер, 10 — нагнетательный патрубок
Различие состоит в том, что в вакуум-насосе РВН-8 отсутствуют разгрузочные
кольца, так как в нем применены графитовые пластины.
На рис. 114 показана конструкция водокольцевого вакуум-насоса ВВН-12.
В цилиндрическом корпусе 1 эксцентрично установлен вал 2 с насаженным на него
рабочим колесом 3.( С обоих концов корпус закрыт крышками 7, разделенными пере-
городками на три полости: всасывающую, нагнетательную и водяную, расположен-
ную в нижней части и граничащую с первыми двумя. Всасываемый воздух или газ
поступает в рабочее колесо и выходит из него через отверстия в торцовых
крышках.
130
Основные характеристики двухроторных вакуум-насосов
ooos-Hgtf 5000 5-Ю"3 1 28,0 2580 1125 1145 BH-500 или ДВН-1500 4-ВН-6Г (ВН-150)
oosi-HaVs 1500 4 10“3 1 10,0 1925 580 850 830 ВН-6Г или ВН-150
oosi-hsV 1500 5-10"3 1 10 1,42 1,34 1,105 870" ВН-4
005-H9V3 500 5-10~3 1 7,0 1315 800 850 565 ВН-4(7)Г или ВН-50-2
oos-Hatf 500 5 10-3 1 7,0 108 1,12 935 520 ВН-4
oei-Hatf 120—150 5 10~3 623 240 260 45 ВН-20-1
s-os-naV 50 4-Ю-4 5 1,5 645 360 325 60 ВН-10-2
l-0S-H9tf 40—50 5-Ю"3 10 415 240 290 28 ВН-10-2
s-si-hsV 15 1-10-4 10 0,6 582 200 315 55 ВН-3-2
i-si-HaV 15 5-10~3 10 0,4 560 210 247 53 ВН-3-2
s-s-Hatf 7—10 4-10"4 1 261 186 224 23 ВН-1-2
i-s-Hatf 5 5-Ю"3 10 0,18 458 158 187 17 ВН-1-2
Основные параметры 1 (8 х s • <У ’ <у • 3 ' ' О • £ и з 5 • s • о £ . о, • • • • о « . Я 7 • 5- • • • л о, . — нт <у<4 *г zz ’ 2 S* со * ’ ’ • ® • Sй И 2 ^ • 4 i S • • • «2 £ io s * о « 1“ «В 2 ‘ ' «О3 ~4 ао г £ • « М- ; £5; о ° я ч <у о s ® s £ г <у s - os я a s а 8 х н о, н д g KjCs-Oa „J » я * о я S aeg f ’g* § 3 Й й »g О» X» S. e a»* И КЛ
9*
131
Рис. 115 Двухроторный
1 — корпус, 2 и 3 — торцовые крышки, 4 — ведущий ротор;
Вал на выходе из корпуса машины уплотнен сальником 4 с мягкой набивкой.
Подаваемая по трубопроводу 6 веда для создания гидравлического затвора в саль-
никах обеспечивает дополнительное уплотнение вала Вал опирается на шариковые
подшипники 5, расположенные в отдельных чугунных корпусах 8. Всасывающий
и нагнетательный трубопроводы присоединены к соответствующим патрубкам,
расположенным на крышках.
Через нагнетательный патрубок 10 вместе со сжатым воздухом или газом во
время работы машины выбрасывается также излишняя вода из цилиндра.
Производительность вакуум-насосов достигает 150—170 мЧмин, создаваемый
вакуум 95—97%.
Водокольцевые вакуум-насосы отличаются простотой устройства, изготовления,
ремонта и эксплуатации.
Двухроторные винтовые вакуум-насосы не имеют органов перепуска и конструк-
тивно не отличаются от соответствующих типов машин, работающих в компрессорном
режиме.
При работе в эксгаустерном режиме (при выхлопе в атмосферу) винтовые и двух-
роторные вакуум-насосы создают минимальное давление на всасывании в пределах
40—70 мм рт ст. Они с успехом применяются и для работы в вакуумном режиме (на
всасывании и нагнетании давление ниже атмосферного) в качестве первых ступеней
вакуумных агрегатов.
132
Основные характеристики двухроторных вакуум-насосов приведены в табл. 96.
На рис. 115 показана конструкция двухроторного вакуум-насоса ДВН-50-1
без внутреннего сжатия.
Внутренняя поверхность корпуса 1 образована расточкой из двух центров.
В местах пересечения этих поверхностей с обеих сторон корпуса размещены окна —
всасывающее и нагнетательное. Во всасывающем окне расположен сетчатый фильтр 6.
В торцовых крышках 2 и 3 корпуса, одинаковых по конфигурации, установлены под-
шипники роторов и сальниковые уплотнения. Роторы 4 и 5 выполнены пустотелыми,
в каждый из них с двух сторон впрессованы стальные валики.
Между роторами и корпусом имеются зазоры, исключающие соприкосновение
роторов друг с другом и корпусом. Передача вращения роторам осуществляется
от электродвигателя через синхронизирующие шестерни, расположенные в масля-
ной ванне.
Основные характеристики вакуум-насосов с катящимся ротором приведены
в табл. 97.
Отличительная особенность этих насосов состоит в хорошем масляном
уплотнении.
Насосы этого типа используются для откачки воздуха или неагрессивных газов,
а также паров воды и парогазовых смесей. Они применяются также в качестве фор-
вакуумных для работы в установках с пароструйными насосами,
133
Основные характеристики механических вакуум-насосов с катящимся ротором
s-osi-ня 100 5-10~3 2 14 14 1720 940 1075 1150
1-0SI-H9 150 5-Ю"2 1 14 1ное 14 ! 1720 940 । 1075 1150
6-SZ.-H9 50 5-Ю-3 2 9,5 ВОД5 10 1430 650 । 1165 775 i
1-9Д-Н9 75 5-10~2 1 14 10 1430 650 1165 770
S-0fr-H9 25 5-Ю"3 2 1 2,3 4,5 1 875 600 690 300
l-0fr-H9 40 5-Ю"2 1 3,7 4,5 875 600 680 295
3-03-Н9 12 8-10'3 2 1,5 ушное 1,7 750 415 680 170
1-G3-H9 1 ! 18 1 -2 6-10 2 1 1 2,5 Возд: 2,8 750 415 670 180
s-oi-нэ 6 8-10~3 2 0,8 1 750 345 680 120
i-oi-нэ 9 6-10"2 1 1,4 1,7 750 360 670 125
00S-H9 500 МО"2 1 85 55 2910 1850 1535 4226
00S-H9 300 1 -10“2 1 80 яное 40 2075 1510 1800 2605
J9-H9 120 1-10"2 1 55 Вод 20 1905 960 1975 2050
jQ)t-H9 45 5 10’3 1 3,8 7 । 1635 875 1420 1050
JWI-H9 16,5 3-10-3 2 3,8 2,8 925 620 600 320
JW5-H9 5,8 3 10~3 2 [ 1 2,0 шное ( 1,7 685 555 475 180
W19VH9 0,78 1-10’3 2 2,3 Возду 0,6 670 294 415 75
НЗГ'НЭ 0,21 1-10~3 2 1,5 0,6 420 235 325 36
Основные параметры Быстрота откачки в диапазоне дав- лений 760—1 мм рт. ст. в л,/сек Остаточное давле- ние в мм рт. ст. . . Число ступеней . . Количество масла, заливаемого в на- сос, в Л Охлаждение .... Мощность элект- родвигателя в кет Габаритные раз- меры в мм: длина ширина высота Вес в кГ
Примечание. Рабочая жидкость — вакуумное масло ВМ-4 (ГОСТ 7903 — 56).
134
Насосы типа ВН-4Г, ВН-6Г и ВН-300 отличаются друг от друга только габари-
тами и производительностью. На рис. 116 показан насос типа ВН-6Г.
На валу 1 насоса расположены один относительно другого под углом 180° два
эксцентрика 2 с плунжером 5. Цилиндр насоса разделен на две полости, в которых
помещены эксцентрики. Нижняя часть корпуса имеет рубашку для охлаждения.
При вращении вала каждый эксцентрик скользит по внутренней образующей поверх-
ности цилиндра, сжимая находящийся перед ним газ.
Всасывание газа в цилиндр происходит через отверстие прямоугольного сече-
ния, выполненное в верхней части плунжера, а нагнетание — через тарельчатый
клапан, установленный в корпусе насоса на стороне нагнетания.
При работе хвостовик плунжера перемещается в прямоугольном окне направ-
ляющей 4, совершая возвратно-поступательное движение.
Направляющая поворачивается в цилиндрической расточке корпуса насоса.
Вал насоса вращается в двух радиально-сферических подшипниках 5. Торцо-
вый сальник 6 уплотняет рабочую полость насоса. На выхлопном трубопроводе
устанавливается масляный бак с сепаратором для отделения масла из нагнетае-
мого газа.
Для предотвращения конденсации при сжатии паров или парогазовых смесей
в конструкции насоса предусмотрен вентиль 7 для напуска в цилиндр насоса атмо-
сферного воздуха (балластного газа).
На рис. 117 представлен поперечный разрез насоса типа ВН-20-1 с воздушным
охлаждением. По своему конструктивному выполнению принципиально он не отли-
чается от конструкции насосов с катящимся ротором.
На рис. 118 показан двухступенчатый (двухкамерный) насос типа ВН-461М,
отличающийся от описанных насосов с катящимся ротором тем, что разъединение
полости всасывания и нагнетания осуществляется пластинами 3 и 4, скользящими
в пазах корпуса 13 и все время прижатыми к ротору насоса посредством рычага 5
и пружины 6.
В крышке 8 корпуса насоса имеется пробка с прорезями для выпуска откачи-
ваемого насосом газа. Отсасываемый газ поступает в цилиндр насоса через штуцер 7.
135
Рис. 117. Механический вакуум-насос Рис. 118. Двухступенчатый (двухкамерный) насос ВН-461-М:
ВН-20-1:
1 — пластинка, 2 — шариковый клапан; 3 — пластина первой ступени; 4 — пластина
1 — корпус; 2 — эксцентрик; 3 — вал, второй ступени; 5 — рычаг, 6 — пружина; 7 — всасывающий штуцер; 8 — крышка
4 — плунжер; 5—направляющая; 6—кла- корпуса, 9 — ротор; 10 — цилиндр второй ступени, 11 — средняя крышка рабочей
пан; 7 — фильтр полости; 12 — цилиндр первой ступени, 13 — корпус насоса; 14 — вал насоса
136
На рис. 119 показана конструкция двухступенчатого пластинчато-роторного
вакуум-насоса типа ВН-1-2.
Основные характеристики пластинчато-роторных вакуум-насосов, отличающихся
сравнительной малой производительностью, приведены в табл. 98.
В корпусе 1 размещены цилиндры 2 и 4 насоса, разделенные перегородкой с уплот-
нением вала. В цилиндре эксцентрично расположен ротор 3. В прорезях ротора раз-
мещены лопатки 8, находящиеся под действием пружины 7 и скользящие при враще-
Рис. 119. Механический
вакуум-насос ВН-1-2:
1 — корпус; 2 — цилиндр пер-
вой ступени, 3— ротор, 4—ци-
линдр второй ступени; 5 —крыш-
ка, 6 — уплотнитель; 7 — пру-
жина; 8 — лопатка
нии ротора по внутренней поверхности цилиндра. Ротор насоса вращается в двух
подшипниках скольжения. Во всасывающем патрубке насоса установлен фильтр.
На стороне нагнетания установлен клапан.
Из двухроторных вакуум-насосов и вакуум-насосов с катящимся ротором ком-
понуют вакуумные агрегаты, основные характеристики которых приведены в табл. 99.
Многоступенчатые (каскадные) вакуумные установки могут быть скомпонованы
из различных типов механических вакуум-насосов.
На рис. 120 представлена принципиальная схема установки ВУ-500/0,5 МВТУ,
предназначенной для откачки больших объемов газа (вакуумирование сталей,
осуществление технологических процессов в химической промышленности и др.).
Производительность установки 500 мЧмин при давлении на всасывании 0,5 мм
рт. ст.
137
Таблица 98
Основные характеристики механических пластинчато-роторных вакуум«насосов
Основные параметры ВН-0,1 ВН-0,25-2 ВН-0,5-1 ВН-0,5-2 1 ВН-1-1 ВН-1-2 ВН-3-1 ВН-3-2
Быстрота откач- ки в интервале вход- ных давлений (760— 1 мм рт. ст.) в л!сек Остаточное давле- ние в мм рт. ст. . . Мощность элект- родвигателя в кет Число оборотов ротора в минуту . . Габаритные раз- меры в мм: длина ширина высота Вес насоса с при- водом в кг 0,1 3-10-2 0,12 1400 306 135 170 8,25 0,08 1390 265 120 224 8,0 0,25 5-10"3 0,18 450 330 253 229 16,5 0,5 5-10~1 2 0,18 460 370 255 255 18,0 0,5 5-10~3 0,27 460 380 290 260 26,5 1 5-10"2 0,27 450 450 270 335 26 1 5-10"3 0,4 450 450 325 335 38 3 5-10"2 0,4 450 485 300 340 32 3 5-10~3 0,6 450 545 435 340 43
Примечания: 1. Охлаждение насосов воздушное. 2. Рабочая жидкость — вакуумное масло ВМ-4 (ГОСТ 7903 — 56).
Установка состоит из центробежного вакуум-насоса ЦВН-500 и двух после-
довательно работающих вакуум-насосов с частичным внутренним сжатием
ВНЧС-1 и ВНЧС-2. Все насосы имеют индивидуальный привод.
Рис. 123. Принципиальная схема установки By-500z0,5
МВТУ:
1 — регулирующий вентиль; 2 и 3 — запорные вентили
Газ из вакуумной камеры через фильтр и регулирующий вентиль 1 отсасывается
вакуум-насосом ЦВН-500, имеющим промежуточный и концевой холодильники.
Из концевого холодильника газ направляется для сжатия во вторую ступень уста-
новки (ВНЧС-1) и после охлаждения в промежуточном холодильнике сжимается
до атмосферного давления в третьей ступени установки (ВНЧС-2).
Продольный разрез центробежного вакуум-насоса ЦВН-500 представлен на
рис. 121.
138
Таблица 99
Основные характеристики механических вакуумных агрегатов
Основные параметры АВМ-5-1 АВМ-5-2 АВМ-15-1 АВМ-15-2 АВМ-50 АВМ-50-2 АВМ-150
Состав агрегата: двухроторный насос .... насос предвари- тельного раз- режения . . . Быстрота откачки воздуха в интервале входных давлений (1—5« 10'2 мм рт. ст.) в л/сек .... Остаточное давле- ние в мм рт. ст.: полное .... парциальное по воздуху . . . Наибольшее вход- ное давление в мм рт. ст Мощность, потреб- ляемая агрегатом, в кет Габаритные раз- меры в мм: длина .... ширина .... высота .... Вес в кГ .... ДВН-5-1 ВН-1-2 или ВН-461М 5 5-10~3 2-10"5 10 0,58 450 490 420 47 ДВН-5-2 'ВН-1-2 или ВН-461М 7—10 4-10"4 4-10"5 1 0,1 540 324 603 95 ДВН-15-1 ВН-3-2 15 5- 10"3 2-10~5 10 0,95 505 520 420 [ 98 ДВН-15-2 ВН-3-2 15 1-10"4 1- 10’5 10 1.0 505 520 500 100 ДВН-50 ВН-10-2 или ВН-2МГ 40—50 510“3 2-10"5 10 1,7 850 495 800 220 ДВН-50-2 ВН-10-2 50 4-10"4 2-10’5 5 1,7 760 700 850 180 ДВН-150 ВН-1МГ 120 — 130 5-10'3 2- Ю-4 5 2.8 820 640 980 856
Вакуум-насос выполнен однокорпусным, четырехступенчатым с оппозитным
расположением рабочих колес.
Рабочие колеса насоса полуоткрытого типа, с радиальными лопатками. На вса-
сывании в первое колесо установлен направляющий аппарат с поворотными лопат-
ками.
Окружная скорость рабочих колес насоса, выполненных из титанового сплава,
равна 500 м!сек.
Техническая характеристика насоса
Диапазон рабочего давления всасывания в мм
рт. ст....................................60—0,5
Степень повышения давления ................. 12
Мощность электродвигателя в кет............. 400
Число оборотов в минуту...................... 12 000
На рис. 122—124 представлены разрезы насосов ВНЧС-1 и ВНЧС-2.
В корпусе вакуум-насоса на шарикоподшипниках смонтированы два прямозу-
бых ротора: ведущий, выполненный в виде цилиндра с выступами, и вспомогатель-
ный (ведомый), выполненный в виде цилиндра со впадинами.
Роторы кинематически соединены между собой синхронизирующими шестер-
нями, что обеспечивает вращение их без соприкосновения друг с другом.
Привод осуществляется через кольцевую муфту с упругими элементами. Подача
масла в подшипники и сальники производится масляным шестеренчатым насосом.
139
Рис. 121. Вакуум-насос ЦВН-500 (продольный разрез)
Рис. 122. Двухроторный вакуум-насос ВНЧС-1 с частичным внутренним сжатием (продольный разрез)
Рис. 123. Двухроторный вакуум-насос ВНЧС-1 с частичным внутренним сжатием
(поперечный разрез)
142
Вид С
Рис. 124. Вакуум-насос ВНЧС-2 (продольный разрез)
143
Насос с частичным внутр чним сжатием по своему принципу действия занимает
промежуточное положение между винювым и двухроторным вакуум-насосами.
При вращении роторов газ поступает в полость всасывания, где разделяется
на два потока. Большая его часть захватывается ведущим ротором и сжимается
внутри насоса вследствие уменьшения объема рабочей полости.
Другая часть газа переносится ведомым ротором из полости всасывания в полость
нагнетания без внутреннего сжатия (как в двухроторном вакуум-насосе).
Далее в полости нагнетания эти два потока смешиваются и сжатый газ поступает
в нагнетательный трубопровод через самодействующие клапаны.
Технические характеристики насосов ВНЧС-1 и ВНЧС-2
ВНЧС-1 ВНЧС-2
Давление всасывания в мм рт. ст................ 5 97
» нагнетания в мм рт. ст.............. 103 800
Производительность по условиям всасывания
в м3/мин......................................... 50 2.58
Мощность привода в кет.......................... 160 40
Число оборотов в минуту......................... 2950 2930
На рис. 125 и 126 представлены продольные разрезы турбомолекулярных вакуум-
насосов типа ТВН-200 и ТМН-200.
Турбомолекулярные насосы, отличающиеся большой быстротой откачки и высо-
ким значением предельно создаваемого вакуума, используются для откачки воздуха
и других неагрессивных газов и паров.
Турбомолекулярные насосы работают последовательно с форвакуумными меха-
ническими насосами, создающими давление до 5* 10~3 мм рт. ст.
Турбомолекулярный насос представляет собой корпус 1, в котором установлен
ротор 2 на двух подшипниках 5, смонтированных на специальных упругих опорах 4.
Смазка подшипников производится масляным насосом 5 шнекового типа. Всасываю-
щий патрубок насоса выполнен с металлическим уплотнением, выхлопной (форва-
куумный) — с резиновым.
Проточная часть турбомолекулярного насоса состоит из чередующихся между
собой статорных 6 и роторных 7 дисков.
Статорные диски состоят из двух половин и неподвижно закреплены в корпусе.
Роторные диски закреплены на валу с помощью нажимной гайки.
В статорных и роторных дисках выполнены радиальные косые пазы, при этом
пазы статорных дисков расположены зеркально по отношению к пазам роторных
дисков.
Роторные и статорные диски, а также втулка ротора выполнены из алюминиевого
сплава. Корпус насоса и другие детали, расположенные в полос!и разрежения,
изготовлены из нержавеющей стали.
Основные характеристики турбомолекулярных насосов и агрегатов, выпускае-
мых отечественной промышленностью, приведены в табл. 100.
Таблица 100
Основные характеристики турбомолекулярных насосов
Основные параметры ТВН-200 ТВН-500 ТМН-200
Предельное давление, создаваемое насо- сом, в мм рт. ст Быстрота откачки воздуха в диапазоне давлений 5-10“3- 5 1О-0 мм рт. ст. ьл/сек Мощность электродвигателя в кет . . Рекомендуемый форвакуумный насос 5- !0"9 200 0.4 ВН-2МГ или ВН 10-2 5-10’9 500 0,3 1-10~9 250 0 А
Примечание Сма? .а опор ротора циркуляционная; охлаждение водяное.
144
Рис 125." Турбомолекулярный вакуум-насос ТВН-200:
корпус насоса; 2 — ротор; 3 — подшипник; 4 — упругая опора; 5 — масляный насос; 6 — диск статорный; 7 — диск роторный
10 Зак. 1900
145
ПАРОСТРУЙНЫЕ ВАКУУМ-НАСОСЫ
Отечественной промышленностью выпускаются бустерные пароструйные вакуум-
насосы четырех типоразмеров: ВН-1500-1, БН-2000, БН-4500 и БН-15000. Быстрота
откачки воздуха от 1500 до 15000 л! сек в диапазоне давлений от 10~2 до 10"мм рт. ст.
Наибольшее выпускное давление насосов составляет 2,25мм рт. ст., а мини-
мальное давление 5- 10-4 мм рт. ст.
Конструкция бустерного насоса типа БН-15000 представлена на рис. 127.
Рабочая жидкость (масло) нагревается электронагревателем в кипятильнике /,
образующийся при этом пар по паропроводу 2 поступает в сопла и с большой ско-
ростью вытекает из них.
Отсасываемый газ увлекается струями пара из последовательно расположенных
сопел паропровода и сопла эжектора 3 и подается по трубопроводу в механический
форвакуумный насос. Пары масла, попадая на охлаждаемую водой сгенку корпуса
насоса, конденсируются, и конденсат стекает в кипятильник, где вновь испа-
ряется.
Для уменьшения потерь масла через выпускной патрубок на выходе из него уста-
навливается охлаждаемая водой ловушка 5.
Технические характеристики серии бустерных насосов приведены в табл. 101.
Таблица 101
Основные характеристики бустерных вакуум-насосов
Основные параметры БН-3 БН-1500-1 БН-2000 БН-4500 БН-15000
Максимальная быстрота дей- ствия при 1-10 2 мм рт ст. в л/сек 450 1500— 2000 4500 15 000
Предельный вакуум в мм рт ст 5- 10~4 1700 5- 10"4 5-10“4 5-10"4 5- 10"4
Наибольшее выпускное дав- ление в мм рт. ст . . 0,3—0,G 1.5—2 2—2.5 1,0 1,3—1.5
Мощность электронагревателя в кет 3,5 14 7,5 25 42
Количество масла, заливае- мого в насос, в л ... 1.5 2 16 14 30
Внутренний диаметр корпуса в мм ... 162 260 260 500 900
Габаритные размеры в мм\ высота 610 1310 1877 2112 3300
длина . . 1 418 790 929 940 2350
ширина ... ... 413 660 656 800 1050
Вес к кг ... . ... 33,5 150 260 400 1000
Расход охлаждающей воды в л/ч ... .... 180 800 450 1100 2000
Рекомендуемый насос предва- рительного разрежения . . . ВН-1 ВН-4 ВН-4 ВН-6 ДВН-500
или ВН-6 с ВН-6
Высоковакуумные пароструйные (паромасляные) насосы типа Н-1С, Н-5С,
Н-2Т, Н-5Т и Н-8Т обладают быстротой откачки воздуха от 100 до 8000 л!сек в диапа-
зоне давлений от 1* 10-5 до Ь 10“4 мм рт. ст. Минимальное давление, создаваемое
насосами, 24-4«10“6 мм рт. ст.
Насосы типа Н-1С и Н-5С выполняются двухступенчатыми, а насосы типа Н-2Т,
Н-5Т и Н-8Т — трехступенчатыми.
Конструкция пароструйного (паромасляного) насоса единой серии представлена
на рис. 128.
Рабочая жидкость нагревается в кипятильнике 1 нагревателем. Обра-
зующийся пар по паропроводу 2 поступает к соплам первой (5), второй (4) и третьей
(5) ступеней и вытекает из них со скоростью, превышающей скорость звука. Откачи-
ваемый из реципиента газ поступает в насос через впускной патрубок 7 и диффунди-
рует в струю рабочего пара.
Ю* 147
3355*2
148
Попадая на охлаждаемую водой стенку корпуса 6, пар конденсируется и конден-
сат стекает в кипятильник, где он вновь испаряется, т. е. в насосе обеспечивается
непрерывная циркуляция рабочей жидкости.
Газ, увлеченный паром, вытекающим из сопел первой ступени, отбрасывается
в основном вниз и диффундирует в струи второй, а затем третьей ступени и подается
к выпускному патрубку насоса, откуда он откачивается механическим форвакуумным
насосом.
В насосах типа Н-2Т, Н-5Т
и Н-8Т в выпускных патрубках
установлены эжекторные сопла 7
с диффузором 8 (рис. 129).
Технические характеристи-
ки пароструйных (паромасля-
ных) насосов единой серии
приведены в табл. 102.
Зависимость скорости от-
качки от давления всасывания
для пароструйных насосов еди-
ной серии представлена на
рис. 130.
На базе высоковакуумных
насосов единой серии промыш-
ленностью выпускаются высоко-
вакуумные агрегаты, предназна-
ченные для откачки воздуха и
газов, не воздействующих на
материал насоса и масло
(рис. 129).
В состав агрегата входят,
помимо насоса, охлаждаемая
азотом ловушка 9 и высокова-
куумный затвор 10.
Основные характеристики
высоковакуумных агрегатов
приведены в табл. 103. Основ-
ные характеристики парортут-
Рис. 128. Пароструйный насос единой серии:
/ — кипятильник, 2 — паропровод, 3 — сопло первой
ступени, 4 — сопло второй ступени; 5 — сопло
третьей ступени; 6 — корпус; 7 — впускной патрубок
ных насосов, конструктивно не
отличающихся от паромасляных,
приведены в табл. 104.
В качестве рабочих жидко-
стей в высоковакуумных паро-
струйных насосах применяют
ртуть, органические и кремнийорганические (силиконовые) масла.
В парортутных насосах применяют ртуть марок Р-1 и Р-2 (ГОСТ 4658—49)
Достоинство ртути заключается в том, что она не меняет своих свойств при пере
греве и кратковременном соприкосновении в горячем состоянии с атмосферш м
воздухом. Однако она обладает и существенными недостатками. Достаточно высокое
давление насыщенных паров ртути (порядка 1-10“3 мм рт. ст. при комнатной темпе-
ратуре) требует обязательного применения охлаждаемых ловушек. В результате со-
прикосновения паров ртути с цветными металлами происходит их амальгамирование.
Кроме того, пары ртути, проникающие через насос предварительной оiкачки
в окружающее пространство, вредны для здоровья человека. Поэтому в большинстве
современных пароструйных насосов в качестве рабочей жидкости применяют нефтя
ные и кремнийорганические масла, а также сложные эфиры.
Применяемые в вакуумной технике масла безвредны. Так как масла неодно-
родны по составу, они не имеют определенной точки кипения, давление насыщенных
паров их в процессе работы изменяется благодаря образованию легких фракций,
обладающих более высокими давлениями насыщенных шров.
Перегрев и соприкосновение горячего масла с атмосферным воздухом приводит
к разложению и окислению, что резко ухудшает его вакуумные свойства.
149
Основные характеристики
высоковакуумных агрегатов
Таблица 103
Основные параметры ВА-01-1 ВА-05-1 ВА-2-3 ВА-5-4 ВА-8-4
с азот- ной ловушкой без азотной ловушки с азот- ной ловушкой без азотной ловушки с азот- ной ловушкой без азотной ловушки с азот- ной ловушкой без азотной ловушки с азот- ной ловушкой без азотной ловушки
Средняя быстрота от- качки воздуха в сечении впускного патрубка в ди- апазоне давлений 1-10-5-ь 2 10~4мм. рт. ст. в л]сек 25 50 100 250 500 1000 1200 2200 2500 4000
Предельный вакуум в мм рт. ст 5-10~7 5 10~6 5-10“7 5-10“6 5-10-7 5 10-6 5 10“7 5 10“6 5 10~7 5 10’6
Максимальное выпуск- ное давление в мм рт. ст. 0,075 0,075 0,075 0,1 0,1 0,1 0,1 0,1 0,1 0,1
Мощность электронагре- вателя в кет 0,5 0,5 1,0 1,0 1,2 1,2 2,0 2,0 2,8 2,8
Количество масла, зали- ваемого в агрегат, вл.. 0,05 0,05 0,5 0,5 1,0 1,0 1,5 1,5 4,0 4,0
Емкость азотной ловуш- ки в л 0,5 — 0,5 — 1,5 — 1,5 — 1,5 —
Высота до оси впускного патрубка агрегата в мм 630 600 870 820 1120 1045 1310 1230 1535 1450
Высота агрегата в мм . . 760 730 1Г80 1030 1320 1250 1650 1570 1990 1900
Вес в кГ 47 43 90 85 200 190 330 315 500 476
Расход охлаждающей во- ды в л/ч 50 50 120 120 200 20 400 400 500 500
Состав агрегата: высоковакуумный на- сос Ы-1С Н-1С Н-5С Н-5С Н-2Т Н-2Т Н-5Т Н-5Т Н-8Т Н-8Т
насос предваритель- ного разрежения (ре- комендуемый) .... ВН-461М ВН-2 ВН-2 ВН-1 ВН-1
Таблица 102
Основные характеристики высоковакуумных паромасляных насосов
единой серии (см. рис. 128)
Основные параметры Н-1С Н-5С Н-2Т Н-5Т Н-8Т
Средняя быстрота откачки в интервале давлений !•10 5-? 2 • 10"4 мм рт. ст. в л/сек . . . Предельный вакуум при ра- боте на масле ВМ-1 (без вымо- раживающей ловушки) в мм 100 500 2000 5000 8000
рт. ст 3-Ю"6 3- 10"6 3- 10'6 3-10"6 3- 10~6
Максимальное выпускное да- вление в мм рт. ст 0.075 0,075 0,1 0,1 0,1
Количество ступеней откачки Мощность электронагревате- 2 2 3 3 3
ля в кет 0.45—0,48 1.0 1.25 2,0 2,8
Количество масла, заливае-
мого в насос, в л 0,05 0,5 1,0 1,5 4,0
Внутренний диаметр корпуса
насоса в мм 86 160 260 380 500
Габаритные размеры в мм:
высота (At) 335 478 640 776 1012
длина (А2) 175 325 452 596 779
ширина (А3) 145 260 370 532 650
Вес в кГ Расход охлаждающей воды 6 20 41 79 140
в л/ч 40 120 200 300 500
Рекомендуемый насос пред- варительною разрежения . . ВН-461М ВН-2 ВН-2 ВН-2 ВН-1
или ВН-1 или ВН-1
Таблица 104
Основные характеристики парортутных высоковакуумных насосов
Основные параметры Н-5Р Н-4Ф Н-1ТР Н-5СР Н-6ТР
Средняя быстрота откачки в интервале давлений 8« 10~6-? 4 • 10"4 мм рт. ст. в л/сек . . . Предельный вакуум при ра- боте на ртути Р-1 или Р-2 (при вымораживании паров ртути жидким азотом) в мм рт. ст. . Максимальное выпускное да- вление в сечении выходного фланца (при давлении на сто- роне высокого вакуума (1 • 10-5 мм рт. ст.) в ммрт. ст Мощность электронагрева- теля в кет Количество ртути Р-1 или Р-2, заливаемой в насос, в л Габаритные размеры в мм: высота (с электронагре- вателем) длина ширина Вес (без ртути) в кГ. . . . Расход охлаждающей воды в л/ ч Рекомендуемый насос пред- варительного разрежения . . 8—10 3-10"7 (МО’7) 0.5—0,6 °,з 0,02 210 160 150 2,6 30 ВН-494 1,5—50 3-10-7 (ь Ю"7) 0,9—1,0 0,45 0,05 245 168 125 3,8 50 ВН-494 1500 5-10"7 (з-10"7) 0,3 1,0 1 729 500 340 60 300 ВН-2 600 5- 10~7 2,0 1,7 0,5 726 435 395 70 200 ВН-2 6000 5-10“7 1,5 5,0 2,5 1468 720 666 235 650 ВН-1
152
Способность масел растворять газы и пары приводит к тому, что в процессе разо-
грева насоса из ранее соприкасавшегося с воздухом масла в вакуумную полость
заносятся посторонние загрязнения.
Кремнийорганические масла обладают большой устойчивостью, выдерживают
в горячем состоянии длительное соприкосновение с атмосферным воздухом, а также
допускают значительно больший перегрев по сравнению с нефтяными.
Марки и основные характеристики масел, применяемых в пароструйных и меха-
нических вакуумных насосах, приведены в табл. 105.
Таблица 105
Рабочие жидкости для вакуумных насосов
Рабочая жидкость Назначение Основные параметры
Упругость паров при 20° С в мм рт. ст. Кинематиче- ская вязкость в ст (при 50° С)
Масло ВМ-1 (ГОСТ 7904—56) Для высоковакуумных па- роструйных насосов .... 2. 10“9—4- 10-8 65—69
Масло ВМ-2 (ГОСТ То же 2. 10"9—4- 10"8 55—69
7904—56) Масло бустерное (ГОСТ 9184—59) Для пароструйных бустер- ных насосов 10"6— 5- 10~6 12,5—15,3
Масло ВМ-4 (ГОСТ 7903—56) Для механических вакуум- ных насосов Не выше 4* 10~5 47—57
Масло ВМ-5 (ВТУ ОТО.005 038А) Для высоковакуумных па- роструйных насосов .... 1- 1О~10—1-Ю"8 68—74
Масло ВМ-3 (РТУ РСФСР № НП11—61) Для высокопроизводитель- ных пароструйных бустерных насосов 1- 10-5—1- 10"4 7—10
Масло ВМ-6 (РТУ РСФСР № НП12—61) Для механических вакуум- ных насосов Не выше 1 • 10~8 Не выше 40
Масло ВКЖ-94А (ТУ МХП ЕУ—62—57) Для высоковакуумных па- роструйных насосов .... Не выше 5* 10-8 16—33
Масло ВКЖ-94Б (ТУ МХП ЕУ—62—57) То же 1- 10~8—1- 10"6 16—33
Масло ПФМС-1 (ТУ ГХК ЕУ—246—62) Для пароструйных бустер- ных насосов 1- 10~5—7- 10“5 3,6—4,6
Масло ПФМС-2 (ТУГХК ЕУ—246—62) Для высоковакуумных па- роструйных насосов .... 5- 10~8—7- 10"7 8—13
Масло ПФМС-3 (ОТО 005.019ТУ) Для высоковакуумных па- роструйных насосов с боль- шим противодавлением срыва 4- 10"7—2- 10"6 6,6—9
МАГНИТНЫЕ ЭЛЕКТРОРАЗРЯДНЫЕ НАСОСЫ
В основе работы магнитных электроразрядных насосов лежит спсобность их
ячеек откачивать газ при электрическом разряде в них.
На рис. 131 схематически изображена одна из ячеек. Она состоит из двух
титановых пластин, или катодов к и полого электрода из нержавеющей стали,
выполняющего роль анода а.
Катоды ячейки заземляются через корпус насоса, а на анод подводится постоян-
ное напряжение до 7,5 кв. Вдоль оси ячейки создается постоянное магнитное поле.
При этих условиях в полости ячейки происходитэлектрический разряд, который может
существовать при очень малых давлениях 1-10"11 мм рт. ст.) Во время разряда
ионы остаточного газа непрерывно бомбардируют титановые катоды и распыляют
титан на электроды. При этом происходит откачка газа слоями титана, напыляемого
на электроды, а также за счет внедрения ионов газа в электроды.
Магнитные электроразрядные насосы, обладающие высокой надежностью и дол-
говечностью, являются одним из наиболее современных средств достижения сверх-
высокого вакуума.
153
Срок службы насоса составляет десятки тысяч часов. Они потребляют ток
малой мощности и могут работать от батарейных источников питания.
Магнитные электроразрядные насосы применяются для откачки электровакуум-
ных приборов, ускорителей, электростатических генераторов, в пленочной электро-
нике и т. д.
1 — анодная сетка, 2 — кронштейн, 3 — 5 — катоды; 6, 7 — экраны;
8 — изолятор, 9 — стяжка
На рис. 132 представлена конструкция магнитного электроразрядного насоса
НЭМ-30-2.
Электродный блок 1 расположен в корпусе насоса 2. Высокое напряжение на
аноды электродного блока подается с помощью высоковольтного штепсельного разъ-
ема 3. На корпусе насоса размещен магнитный блок 4.
Магнитный блок состоит из корпуса и шести магнитных брусков размером 120Х
80X16.
154
Корпус насоса и аноды изготовляются из стали Х18Н10Т, катоды — из титана
ВТ1-1. Магниты — оксидно-бариевые марки 2БА. Магнитопровод выполняется из
железа «армко».
Электродные блоки выполняются в виде пакета из двух или трех титановых като-
дов и анодного блока, состоящего из одной или двух анодных решеток (см. рис. 131).
Блок выполнен в виде пакета из двух анодных сеток 1 и трех титановых катодов 3 —5.
Для присоединения токопровода на одной из анодных сеток выполнен контакт,
установленный на кронштейне 2.
Анодная сетка изолирована от катодов блоками, состоящими из экранов 6 и 7,
изоляторов 8 и стяжек 9.
Электродный блок имеет 96 ячеек. Геометрия ячейки: анод размером 20Х20Х 15,
толщина его 0,3 мм. Зазор между катодами и анодом 3 мм.
Питание насоса осуществляется от блока, преобразующего переменный ток
в постоянный ток высокого напряжения и управляющего работой насоса.
Скорость откачки магнитных электроразрядных насосов зависит от рода газа
(табл. 106).
155
Таблица 106
Скорость откачки магнитных электроразрядных насосов
для различных газов в % от скорости откачки воздуха
Газ Ско- рость откач- ки Г аз Ско- рость откач- ки Газ Ско- рость откач- ки Газ Ско- рость откач- ки
Водород 230— Азот 98 Аммиак 170 Кислород 55
300 Этиловый 135 Гелий 11—20
Метан 270 Окись эфир
углерода 86 Пары воды 130 Аргон 1-4
Дейтерий 210 Двуокись углерода 82 Воздух 100
Основные характеристики магнитных электроразрядных насосов приведены
в табл. 107.
На основе насосов типа НЭМ отечественной промышленностью выпускаются
магнитные электроразрядные агрегаты ЭРА-30-2, ЭРА-100-2 и ЭРА-300-2.
ВидА
Рис. 133. Общий вид агрегата
типа ЭРА:
1 — электроразрядный магнитный
насос НЭМ-30-2; 2 — цеолитовый
насос ЦВН-1-2; 3 — сосуд Дьюара;
4 — корпус нагревателя; 5 — мано-
метр ИМ-12; 6 — электрощиток
7 — вентиль Ду-20РУ, 8 — вентиль
Ду-25; 9 — вентиль 25ТР-УЗ; 10 —
подсоединительный фланец
Агрегаты типа ЭРА (рис. 133) представляют собой установку, основными эле-
ментами которой являются сверхвысоковакуумный магнитный электроразрядный
насос 1 типа НЭМ и два цеолитовых насоса 2 предварительной откачки типа ЦВН-1-2,
1
Таблица 107
Основные характеристики магнитных электроразрядных насосов
Основные параметры НЭМ-30-2 НЭМ-100-2 НЭМ-300-2 НЭМ-1Т-1 LQ О? S 2 НЭМ-7Т
Предельное давление в мм рт. ст 5-10"9 5-10~9 5-10~9 5-10“9 5-10-9 5-10“9
Быстрота откачки воздуха при давлении мм рт ^т. в л/сек . . . . ^ .... 30 100 ' 300 1000 2500 7000
Пусковое давление в мм рт. ст 1-10~2 1. 10“2 1- 10~2 1-10~2 1. 10"2 1-10“2
Максимальная мощность, по- требляемая блоком питания, в кет 0.3 0.3 1,0 220 10,0 21,0 42,0
Рабочее напряжение в в . . 220 220 380/220 380/220 380/220
Габариты насоса в мм: длина 200 260 425 576 910 1550
ширина . . . . 200 195 380 576 910 1550
высота 320 390 575 900 1137 1158
Вес с магнитной системой в кГ 16.5 42 145 450 1110 2400
Агрегаты снабжены манометрическими датчиками 5 для измерения давления, арма^
турой 7—9 и печами для прогрева цеолитовых насосов при их регенерации.
Основные характеристики агрегатов типа ЭРА приведены в табл. 108.
Основные характеристи и агрегатов типа ЭРА
Таблица 108
Основные параметры ЭРА 30-2 ЭРА-100-2 ЭРА-300-2
Предельное давление в мм рт. ст 5- 1С~9 5 10’9 5-10~9
Быстрота откачки в диапазоне давлений !• 10~5—1* 10-7 мм рт. ст. в л/сек 25 80 250
Пусковое давление в мм рт. ст 1-10~2 1- 10“2 1-10"2
Расход жидкого азота в л/ч: на предварительное охлаж- дение 6—8 6—8 6—8
в установившемся режиме 0,25 0,25 0,25
Тип блока питания БП НЭМ-30-1 БП НЭМ-30-1 БП НЭМ-300-1
Габариты блока питания в мм: длина 470 470 550
ширина . 230 230 350
высота . . . 250 250 350
хМаксимальная мощность, по- требляемая блоком питания, в ет 300 300 1000
Вес блока питания в кГ . . . 18 18 40
Мощность, потребляемая пе- чами для прогрева агрегата, в кет 7,15 8.15 9,15
Габариты агрегата в мм: длина 1006 1064 ilk
ширина 540 540 630
высота ... 1020 1150 1300
Вес в кГ . . .... 80 100 250
157
Агрегаты типа ЭРА снабжены высоковакуумной и форвакуумной системами
откачки, а также системой прогрева для обезгаживания магнитного электроразряд-
ного насоса.
Высоковакуумная система состоит из электроразрядного насоса /, манометра 5
и прогреваемого вентиля 9.
Форвакуумная система состоит из двух цеолитовых насосов 2, двух сосудов
Дьюара 3, двух вентилей 7 и вентиля 8. К вентилю 8 подсоединяется механический
насос для удаления газов при регенерации цеолитовых насосов. Регенерация цеоли-
товых насосов проводится при температуре 450—500° С.
Цеолитовые пасосы предназначаются для откачки системы до давления 1* 10-2—
1 • 10~4 мм рт. ст.
Система прогрева состоит из двух корпусов 4 съемных нагревателей и электро-
щитка 6. Она позволяет производить прогрев вакуумной полости при температуре
400—450° С. Съемные электронагреватели устанавливаются на насос после снятия
магнитных блоков.
Нагревательный элемент — нихромовая проволока укладывается в пазы, выре-
занные в асбестовом картоне. Нагреватели включаются в сеть трехфазного перемен-
ного тока напряжением 220/380 в.
Откачиваемый объект подсоединяется к агрегату с помощью фланца, снабженного
металлическим уплотнением.
ГЕТТЕРНО-ИОННЫЕ НАСОСЫ
Геттерно-ионный насос является одним из современных средств безмасляной
откачки газов.
Серия геттерно-ионных насосов, выпускаемая отечественной промышленностью,
состоит из насосов ГИН-5, ГИН-2 и ГИН-05М1.
Основные характеристики этих насосов приведены в табл. 109.
Таблица 109
Основные характеристики геттерно-ионных насосов
Основные параметры ГИН-5 ГИН-2 ГИН-05М1
Предельное давление в мм рт. ст.. . . 3-10"9 3-10’9 5-10"9
Быстрота откачки воздуха в л/сек . . . 4500 2000 500
Пусковое давление в мм рт. ст 1- 10'2 Ь 10’2 1-10"2
Мощность, потребляемая насосом в квт\ 1-10~5 1-10"5 1- 10"5
в рабочем режиме 3.6 3.6 0,85
в режиме прогрева 5,5 1.4—4,3 0.6
Расход охлаждающей воды в л/ч .... Габариты насоса в мм: 700 500 200
длина 860 500 460
ширина 620 420 280
высота 1090 880 620
Вес насоса в кГ 216 100 36
Геттерно-ионный насос состоит из корпуса и электродной системы.
На рис. 134 показан корпус насоса ГИН-05М1, выполненный из нержавеющей
стали в виде сварной трубы 5 с рубашкой водяного охлаждения, состоящей из обе-
чайки 1 и навитой на трубу 5 проволоки 6. Фланцевые уплотнения — канавочно-
клинового типа на медных и алюминиевых прокладках.
Фланец 3 присоединяется к откачиваемому объекту. На другом фланце насоса
монтируется электродная система.
Штуцера 4 служат для подвода и отвода воды, а цилиндр 2 — для присоедине-
ния системы предварительной откачки полости насоса, необходимой для создания
пускового давления.
Электродная система геттерно-ионного насоса ГИН-5 состоит из блока испари-
телей 1 и ионизатора (рис. 135).
158
159
146 + 1
160
Ионизатор состоит из двух анодов (наружного 2 и внутреннего 4) и катода 3.
Прогреваемый наружный анод представляет собой цилиндрическую сетку из
молибденовой проволоки диаметром 1 мм. В насосах ГИН-2 и ГИН-05М1 прогревае-
мый анод изготовляется из молибденовой проволоки диаметром 0,8 мм.
При обезгаживании насоса прогреваемый анод служит для прогрева внутренних
поверхностей насоса.
Блок испарителей / насоса ГИН-5 состоит из шести прямонакальных испари-
телей из титано-молибденовой проволоки диаметром 3 мм. Испарители имеют
^/-образную форму. Длина каждого испарителя 950 мм. Запас титана на одном испа-
рителе 24 г. Испарители работают поочередно. Электрические вводы выполнены
на металлокерамических изоляторах.
Рис. 136. Схема установки насоса ГИН-05М1
Электродные системы всех насосов серии ГИН одинаковы. Отличие состоит в том,
что каждый насос имеет разное число испарителей, различный диаметр проволоки
испарителей и катодов, а также различную конструкцию анодов.
Откачка осуществляется поглощением нейтральных молекул и ионов газа не-
прерывно или периодически напыляемой титановой пленкой. Инертные газы уда-
ляются благодаря их ионизации и внедрению образующихся ионов в напыленный
слой титана.
Геттерно-ионные насосы пускаются в работу после создания давления 1-10~2—
1* 10~5мм рт. ст. и обезгаживания при температуре 350—400° С в течение 2—5 ч.
Блоки питания и насосы ГИН-05М1 и ГИН-5 представлены на рис. 136 и 137.
КОНДЕНСАЦИОННЫЕ НАСОСЫ
Конденсационные или криогенные насосы используются в качестве последних
ступеней каскадных высоковакуумных установок и обладают большой скоростью
откачки (до 1 000 000 л! сек) при давлении 1 «Ю"10—1* 10'11 мм рт. ст.
Перед криогенными насосами устанавливаются высокопроизводительные тур-
бомолекулярные или диффузионные паромасляные насосы, используемые для созда-
ния предварительного разрежения. Принцип работы криогенного насоса основан на
конденсации паров и газов на охлаждаемой поверхности. Сконденсированные пары
11 Зак. 1900 161
Рис. 137. Схема установки насоса ГИН-5
ухудшают работу криогенного насоса. Поэтому производится периодическая
«очистка» конденсирующих поверхностей их прогревом.
В зависимости от назначения криогенного насоса в качестве охлаждающей жид-
кости используют жидкий кислород, азот, водород или гелий. В целях повышения
экономичности криогенной откачки применяют комбинацию из поверхностей, ох-
лаждаемых жидким азотом, и поверхностей, охлаждаемых жидкими водородом или
гелием.
Поверхность, охлаждаемая азотом, служит защитным тепловым экраном для
поверхности, охлаждаемой гелием.
Криогенные насосы, основным элементом которых являются алюминиевые
панели различных конфигураций, конструируются в зависимости от конкретных
условий их применения.
ЛИТЕРАТУРА
1. Боровик Е. С., Лазарев Б. Г., Михайлов И. Ф. Водород-
ный конденсационный насос с автономным ожижителем. М., «Атомная энергия».
Т. 7, вып. 2, 1959.
2. Головинцов А. Г. и др. Ротационные компрессоры. М., «Машино-
строение», 1964, 315 стр.
3. Карпов Ю. А., КонторЕ. И., Т е л е н с к и й О. Н. Магнитные
электроразрядные насосы «Приборы и техника эксперимента», № 2, 1964.
4. К у з н е ц о в В. И. Механические вакуум-насосы. М., Госэнергоиздат,
1959, 279 стр.
5. Цейтлин А. Б. Пароструйные вакуумные насосы. М., «Энергия», 1965,
398 стр.
6. Ш у м с к и й Р. П. Вакуумные аппараты и приборы химического машино-
строения. М., Машгиз, 1963, 556 стр.
7. МВТУ. Сборник статей. Исследование и расчет компрессоров, вакуум-насо-
сов и д гандеров. Вып. 95. Машгиз, 1960.
1Б2
ГЛАВА V
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ ВАКУУМНЫХ
УСТАНОВОК
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЙ
Приборы для измерения давлений газа ниже атмосферного (вакуумметры),
выпускаемые отечественной промышленностью, разделяются по принципу дей-
ствия на:
деформационные вакуумметры, в которых в качестве чувствительного элемента
используется трубчатая пружина, мембрана или сильфон, деформирующиеся под
действием разности давлений с противоположных сторон элемента;
гидростатические вакуумметры, непосредственно измеряющие давление как
разность уровней жидкости в сообщающихся сосудах (к этой группе относятся U-об-
разные с открытой и закрытой трубкой, чашечные, поплавковые и колокольные
вакуумметры, микровакуумметры с наклонной трубкой);
компрессионные вакуумметры, действие которых основано на изотермическом
сжатии идеального газа (манометры Мак-Лео да);
теплоэлектрические вакуумметры, в которых используется изменение теплопро-
водности газа в зависимости от давления (теплоэлектрические вакуумметры разде-
ляются на термопарные и вакуумметры сопротивления);
ионизационные вакуумметры, использующие явление ионизации остаточного
газа потоком электронов, испускаемых накаленным катодом (электронные иониза-
ционные вакуумметры), или альфа-частицами, излучаемыми радиоактивным препа-
ратором (радиоактивные ионизационные вакуумметры). Ионный ток в этих приборах
служит мерой молекулярной концентрации, т. е. давления газа;
магнитные электроразрядные вакуумметры, в которых мерой давления служит
ток разряда, возникающий при низких давлениях под действием электрического и
магнитного полей (разновидностью вакуумметров этого класса являются магнетрон-
ный и инверсно-магнетронный вакуумметры).
Области давлений, измеряемые различными вакуумметрами, приведены
в табл. НО.
Гидростатические, деформационные и компрессионные вакуумметры относятся
к абсолютным, т. е. непосредственно реагируют на изменение давления.
Теплоэлектрические, ионизационные, электроразрядные вакуумметры относятся
к вакуумметрам косвенного отсчета, т. е. измеряют не само давление, а некоторую его
функцию. Их показания зависят от рода газа, а градуировка производится в основном
по компрессионным вакуумметрам. Как правило, они состоят из датчика и радиотех-
нического измерительного блока.
Ниже приводятся краткое описание принципа действия и технические характе-
ристики теплоэлектрических, ионизационных и электроразрядных вакуумметроВ|
выпускаемых отечественной промышленностью,
164
Области давлений, измеряемые различными приборами
Таблица ПО
Теплоэлекгрические вакуумметры
Действие теплоэлектрических вакуумметров основано на явлении изменения теп-
лопроводности разряженного газа при изменении давления. Датчик, соединенный
с вакуумной системой, содержит тонкую проволоку, к которой подводится постоян-
ная электрическая мощность. Температура нити тем выше, чем меньше давление,
т. е. меньше теплопроводность остаточного газа. Изменение температуры регистри-
руется термопарой или термометром сопротивления.
Верхний предел рабочего диапазона давлений определяется теплопроводностью
газа, которая становится почти постоянной при давлениях около 1 мм рт ст Нижний
предел измеряемых давлений определяется тем, что при давлениях ниже 10"4 м п рт.
ст. передача тепла за счет теплопроводности газа составляет лишь около 1ф от
теплопередачи за счет излучения и теплопроводности опор.
Блокировочный вакуумметр сопротивления ВСБ-1 с датчиком давления МТ-6.
Общий вид прибора представлен на рис. 138. Датчик МТ-6 (рис. 139) представляет
собой баллон 1 из нержавеющей стали, внутри которого натянута вольфрамовая нить 2
накала длиной 80 мм и диаметром 10 мкм. При работе вакуумметра температура нити
поддерживается постоянной, равной 220° С. При этом сопротивление нити состав
ляет 116,5 ом. Датчик включен в одно из плеч моста сопротивлений К одной из диа-
гоналей моста подключен генератор переменного тока, а к другой — усилитель,
который при разбалансе моста (при изменении давления) управляет выходным на-
пряжением генератора таким образом, что мост снова приходит в равновесие Изме-
нение сигнала генератора, свидетельствующее об изменении давления, регистрируется
стрелочным прибором. При измерении давлений от 10"2 до 30 мм рт. ст. ток накала
нити датчика меняется от 4 до 52 ма, а напряжение от 0,5 до 6 в.
Диапазон измеряемых вакуумметром давлений разбит на два поддиапазона
(!• 10“2 — 0,7 мм рт. ст. и 0,7—30 мм рт. ст.), переключаемых автоматически.
Выходной стрелочный прибор вакуумметра откалиброван в равномерных деле-
ниях от 0 до 100. Давление определяется по градуировочному графику, выражающему
зависимость выходного сигнала генератора от давления. Градуировка производится
по сухому воздуху при температуре 20 ± 5° С. Приведенная погрешность измерения
давления (±40%) складывается из погрешности измерения давления датчиком
(±30%) и погрешности измерения тока (±10%).
165
Рис. 138. Общий вид блокировочного вакуумметра
сопротивления ВСБ-1
Ф20 I*
Рис. 140. Общий вид термопарного ваку-
умметра ВТ-2А
Рис. 139. Схема
датчика МТ-6:
1 — баллон;
2—нить накала
166
а)
Давление может регистрироваться на ленте одноканального или двухканального
самописца со шкалой до 25 мв. Вакуумметр снабжен электронным реле вакуумной
блокировки, которое можег быть отрегулировано на срабатывание в любой точке
в диапазоне давлений от 30 до 1* 10"1 мм рт. ст.
Питание прибора — от сети переменного тока напряжением 220 в, потребляемая
мощность 140 вт.
Термопарный вакуумметр ВТ-2А (рис. 140). Вакуумметр ВТ-2А работает с дат-
чиками давления ЛТ-2 и ЛТ-4М (рис. 141).
Баллон 3 датчика ЛТ-2 изготовляется из молибде-
нового стекла, подогреватель 1—из платиновой про-
волоки, термопара 2 — из хромель-монеля. Датчик
ЛТ-4М состоит из металлического баллона, подогрева-
теля, изготовляемого из танталовой или никелевой
проволоки, и хромель-алюмелевой термопары. Рабо-
чее положение датчиков вертикальное, цоколем вверх.
При постоянном токе накала в результате изменения
давления меняется температура подогревателя и спая
термопары, а следовательно, и термо-э. д. с., по вели-
чине которой оценивается давление.
Ток накала датчика ЛТ-2 определяется при дав-
лении ниже 1*10“4 мм рт. ст. Стрелка милливольт-
метра устанавливается на 10 же (100 дел. по шкале
«Измерение»); при этом показание миллиамперметра
(шкала «Ток накала») соответствует рабочему току
подогревателя. Рабочий ток различных датчиков коле-
блется в пределах 90—150жа. При этом диапазон изме-
ряемых давлений составляет 2« 10"1—1* 10"3жжрт. ст.
Для измерения давлений 1 — 2* Ю"1 мм рт. ст. увели-
чивают ток накала подогревателя датчика ЛТ-2 при-
мерно в 2 раза. При атмосферном давлении термо-э. д. с.
термопары устанавливается равной 1,2 же (красная
черта на шкале); при этом показание прибора в положе-
нии «Ток накала» будет соответствовать рабочему току
датчика. Давления измеряются в делениях шкалы от
0 до 100 и определяются по градуировочным кривым.
Приведенная погрешность измерения давления (± 15%)
складывается из погрешности измерения давления дат-
чиком ЛТ-2 (±10%) и погрешности измерения термо-
э. д. с. (±5%).
Рабочий ток датчика ЛТ-4М указывается заводом-
изготовителем на металлическом баллоне Уточнение
тока накала производится при давлении не больше 10"4 мм рт. ст.чъкям же
образом, как для датчика ЛТ-2. При использовании датчика ЛТ-4М шкала вакуум-
метра ВТ-2А наносится в единицах давления. Датчиком ЛТ-4М измеряются давления
от 1* 10-1до 1 • 10"3жж рт. ст. Приведенная погрешность измерения давления (±25%)
складывается из погрешности измерения давления датчиком (±20%) и погрешности
измерения термо-э. д. с. (±5%).
Электрическая схема вакуумметра ВТ-2А состоит из феррорезонансного стабили-
затора напряжения, блока питания датчика и блока измерения тока накала и
термо-э. д. с.
Вакуумметр ВТ-2А питается от сети переменного тока напряжением 220 в.
Потребляемая мощность ПО вт.
Рис. 141. Схемы датчиков
давления вакуумметра
ВТ-2А:
а — датчик ЛТ-2; б — дат-
чик ЛТ-4М; 1 — подогре-
ватель; 2 — термопара; 3 —
баллон
Ионизационные вакуумметры
В ионизационных вакуумметрах измеряется ионный ток, величина которого для
данного газа пропорциональна его молекулярной концентрации, т. е. давлению.
Различные типы вакуумметров отличаются способом образования и собирания поло-
жительных ионов. Все ионизационные приборы градуируются по абсолютному ва-
куумметру.
167
Ионизационно-термопарный вакуумметр ВИТ-1А (рис 142) Этот вакуумметр
измеряет давления с помощью двух датчиков ионизационного ЛМ 2 в диапазоне
5 10 8—Ь 10 3 мм рт ст и термопарного ЛТ 2 (или ЛТ 4М) в диапазоне 1* 10 3—
1 {(Г1 мм рт ст Работа ВИТ 1А с датчиком ЛТ 2 (или ЛТ 4М) аналогична работе
вакуумметра ВТ 2А в диапазоне давлений !• 10“3—!• 10 1 мм рт ст
Датчик ЛМ 2 (рис 143) представляет собой стеклянный баллон 4, в котором смон-
тирована трехэлектродная система, состоящая из прямо канального катода /, анодной
сетки 2 (+200 в) и коллектора ионов 3 (—25 в) Колеблю-
щиеся между анодной сеткой и коллектором электроны при
столкновении с молекулами газа ионизируют их Положи-
тельные ионы создают в цепи коллектора ионный ток Чув-
ствительность датчика к давлению газа выражается в мик
роамперах тока положительных ионов на 1 мм рт ст дав-
ления и составляет НО5 мка!мм рт ст В диапазоне
давлений 5 10 8—1*10 3 мм рт ст датчик ЛМ 2 имеет
линейную зависимость ионного тока от давления
Верхний предел измеряемых давлений ограничен рез
ким снижением срока службы датчика из за сгорания ка
Рис 142 Общий вид ионизационно термопарного Рис 143. Схема
вакуумметра ВИТ 1А датчика ЛМ 2
/ — катод, 2 —
анодная сетка
то да, а также искривлением градуировочной кривой вслед- 3 — коллектор
ствие образования большого пространственного заряда по- ионов 4—баллон
ложительных ионов
Нижнии предел измеряемых датчиком давлений ограничен наличием в цепи
коллектора постоянного фонового тока фотоэмиссии (5* 10 8 а) вызываемого мягким
рентт еновским излучением сетки
Погрешность измерения давления вакуумметром ВИТ 1А с датчиком ЛМ 2
составляет ±15% от измеряемого давления во всем диапазоне Диапазон измеряемых
давлении 1 10 3—1 10“7 мм рт ст разбит на 4 поддиапазона Мощность, потреб-
ляемая прибором, не более 160 вт
Автоматический блокировочный вакуумметр ВАБ-1 (рис 144) Прибор пред-
назначен для измерения давлении в диапазоне 1 10 3—1 10 7 мм рт ст и вакуумм-
ной блокировки Датчиком служит лампа ЛМ 2 Переключение четырех поддиапа-
зонов автоматическое ВАБ-1 имеет выход для записи давления на стандартных
электронных самопишущих приборах
В любой точке диапазона давлений 1 10 4—1*10 7 мм рт ст осуществляется
двухточечная рабочая блокировка и сигнализация При этом минимальное расстоя-
ние между пределами — 10% шкалы одного поддиапазона, а максимальное — весь
168
диапазон 1 ♦ 10“ 4—1* 10“7 лич pm cm В диапазоне Ь 10“ 3—1*10"4km pm cm преду-
смотрена одноточечная аварийная блокировка, дающая сигнал во внешнюю цепь
и отключающая питание цепи накала датчика ЛМ 2
Рис 144 Оощий вид автоматичесг ого блокировочного вакуумметра
ВАБ 1
Питание вакуумметра ВАБ 1 осуществляется от сети переменного тока 220 в,
потребляемая мощность 300 вт
Ионизационный вакуумметр ВИ-12 (рис 145) предназначен для измерения дав-
лений воздуха в диапазоне давлений 1 • 10 5—1 10"10 мм рт ст и работает с датчи-
ками ИМ 12 (рис 146) в стеклянном исполнении или ИМ 12М (электродная система
на металлическом фланце)
Рис 145 Общий вид ионизационного вакуумметра ВИ 12
Вакуумметр ВИ-12 обеспечивает питание датчика, прогрев анода пропусканием
тока, прогрев анода и коллектора электронной бомбардировкой, измерение и автома-
тическую стабилизацию тока эмиссии, усиление и измерение ионных токов в цепи
коллектора.
169
Шкала прибора проградуирована в единицах тока. Диапазон измеряемых токов
2* 10“6—2« 10“13 а разбит на 6 поддиапазонов, кратных 10.
Погрешность измерения давления вакуумметром ВИ-12 не более ±32% и скла-
дывается из погрешности измерения ионного тока измерительной установкой (± 15%)
и погрешности датчика ИМ-12 (±17%).
Вакуумметр снабжен блокировкой катода датчика по давлению, которая сраба-
тывает при 1,5—2-кратном превышении ионного тока соответствующего поддиапа-
зона. В усилителе ВИ-12 предусмотрен вывод отсчета
ионного тока для записи на самопишущем приборе
Питание вакуумметра осуществляется от сети перемен-
ного тока 220 в; потребляемая мощность 280 вт. Прибор
обеспечивает нормальную работу через 1 ч после вклю-
чения.
Радиоактивный вакуумметр ВР-3 (рис. 147) работает
с радиоактивным ионизационным датчиком МР-2 (рис. 148)
Рис. 146 Схема датчи-
ка ИМ-12
Рис 147. Общий вид радиоактивного вакуумметра ВР-3
Датчик МР-2 представляет собой металлическую вакууммную камеру 3 с фланцем
для подсоединения выносного каскада усилителя и с патрубком для подсоединения
к вакууммной системе через грибковое уплотнение. Внутри камеры расположен
цилиндрический анод 1, на внутреннюю поверхность которого нанесена гидроокись
радиоактивного плутония 239. Гидроокись плутония закрыта алюминиевой фольгой,
задерживающей побочные продукты распада и свободно пропускающей ос-частицы
с энергией 3,3 мэв. В центре анода расположен стержневой коллектор ионов 2.
Молекулы остаточного газа ионизируются ос-частицами. Электроны перемещаются
к аноду, имеющему потенциал+75 в, а положительные ионы собираются коллектором,
образуя в его цепи ионный ток, пропорциональный давлению измеряемого газа.
Датчик МР-2 имеет линейную зависимость ионного тока от давления воздуха
в диапазоне давлений 5-10“3—100 мм рт. ст. Средняя чувствительность его 1,62Х
Х10“10 а!ммрт.ст.
Верхний предел измеряемого давления обусловлен полной потерей энергии
ос-частицами из-за большого числа столкновений при давлениях выше 100 мм рт. ст.
Ионный ток при этом достигает своего максимального значения и не зависит от
дальнейшего увеличения давления.
Нижний предел измеряемых давлений ограничивается фоновым током в цепи
коллектора, вызываемым вторичной эмиссией электронов из коллектора в результате
бомбардировки ос-частицами.
170
Датчик МР-2 практически безопасен, так кака-частицы полностью экранируются
корпусом Тем не менее эксплуатация и хранение датчиков должны производиться
в соответствии со специальными правилами.
Диапазон измеряемых давлений в вакуумметре ВР-3 разбит на 4 поддиапазона
с верхними пределами 100; 10; 1 и 0,1 мм рт ст. Шкала измерительного прибора
проградуирована в единицах давления. Погрешность измерения давления состав-
ляет ± 10%. Вакуумметр питается от
Рис. 149 Общий вид радиоак-
тивного блэкировочного самопи-
шущего вакуумметра ВРБС-1
Рис 148. Схема датчи-
ка МР-2:
/ — анод; 2 — коллектор
ионов; 3 — вакуумная
камера
Радиоактивный блокировочный самопишущий вакуумметр ВРБС-1 (рис. 149)
используется для измерения давления воздуха в диапазоне 1* 10“7—100мм рт ст.,
автоматической записи в пределах 8-10"3—100 мм рт. ст. и вакуумной блокировки
в пределах 10“2—10 мм рт. ст.
Вакуумметр представляет собой стойку, включающую несколько блоков и при-
боров:
вакуумметр ВР-ЗП с датчиком МР-2, измеряющим давления в диапазоне 5-10“3—
100 мм рт. ст ;
потенциометр ПС1-0,2 с чувствительностью 20 мв на всю шкалу, предназначенный
для записи давлений ог 8« 10“3 до 100 мм рт. ст. и вакуумной блокировки в диапа-
зоне 1- 10“2—10 мм рт. ст.
171
блок автоматического управления БАУ-1, предназначенный для коммутации
автоматической записи давления, отметки шкал и вакуумной блокировки;
вакуумметр ВИТ-1П с датчиками ЛМ-2, ЛТ-2 или ЛТ-4М для измерения давле-
ний от 1* 10"1 до 1-10"7 мм рт. ст.
В диапазоне от 8- 10"3 до 100 мм рт. ст. осуществляется автоматическая запись
давления; диапазон разбит на 4 поддиапазона. В диапазоне от 1-10"3 до 1 X
Х10"7 мм рт. ст. давление записывается без автоматического переключения шкал.
Питание вакуумметра осуществляется от сети переменного тока напряжением
220 в\ потребляемая мощность 400 вт.
Магнитные электроразрядные вакуумметры
В датчиках магнитных электроразрядных вакуумметров используется зависи-
мость разрядного тока в катодно-анодном пространстве от давления. Датчик обычно
имеет два электрода; кольцевой анод и плоский холодный катод из двух пластин, сим-
метрично расположенных с двух сторон анода. На анод подается положительный
потенциал 800—3000 в\ катодные пластины заземлены на стенки корпуса.
Рис. 150. Общий вид магнитного блокировочного вакуумметра
Верхний предел давлений, измеряемых магнитным электроразрядным вакуумме-
тром, ограничен тем, что при давлениях порядка 1 мм рт. ст. сопротивление разряд-
ного промежутка становится значительно меньше балластного в цепи анода, и при
дальнейшем повышении давления разрядный ток перестает зависеть от давления.
Нижний предел измеряемых давлений ограничен нестабильностью и полным
прекращением разряда при давлениях порядка Ь 10"6 мм рт. ст.
Магнитный блокировочный вакуумметр ВМБ-2 (рис. 150) предназначен для из-
мерения давления в диапазоне 5*10"5—1 мм рт. ст. и работает с датчиком ММ-8
(рис. 151). В датчике ММ-8 для фокусирования пучка заряженных частиц имеется
дополнительный секционированный катод 1 (коллектор), за счет которого возможно
измерение давления до 1 мм рт. ст. Постоянный магнит 2 имеет в зазоре напряжен-
ность 850 э. Вакуумметр ВМБ-2 обеспечивает питание датчика, измерение разряд-
ного тока и вакуумную блокировку в диапазоне 5* 10“ 5—1 мм рт. ст.
Верхняя и нижняя точки блокировки устанавливаются в пределах одного под-
диапазона. Установка блокировки производится при полностью отключенном от
вакуумметра датчике.
Приведенная погрешность измерения не более ± 55% для поддиапазона 1 • 10"2—
1 мм рт. ст. и не более +35% для поддиапазонов 5* 10"5—10"3 и Ь10"3—IX
ХЮ"2 мм рт. ст.
172
Питание вакуумметра осуществляется от сети переменного тока напряжением
220 в. Потребляемая мощность ПО вт.
Магнитный блокировочный самопишущий вакуумметр ВМБС-1 (рис. 152) пред-
ставляет собой стойку, состоящую из следующих блоков и приборов:
вакуумметра ВМБ-2 ПС с датчиком ММ-8 для вакуумной блокировки в диапа-
зоне 5*10~б—1 мм рт. ст.;
самопишущего потенциометра ПС1-0,2 для записи давлений в диапазоне 1- 10"7—
1 мм рт. ст.;
Рис. 151. Схема датчика ММ-8:
1 — секционированный катод; 2 — постоянный магнит
вакуумметра ВИТ-1 ПС с датчиком ЛТ-2 или ЛТ-4М для измерения давлений
в диапазоне ЫО"3—МО"1 мм рт. ст. и датчиком ЛМ-2 для измерения давлений
в диапазоне 1-10~7—Ь10“3 мм рт. ст.;
коммутационной панели для включения записи давления на диаграммную ленту
от одного из вакуумметров ВМБ-2 ПС, ВМ-ШС или ВИТ-1ПС;
вакуумметра ВМ-1ПС с тремя датчиками ММ-8 для измерения давлений в диа-
пазоне 5*10"5—1 мм рт. ст.
Магнитный блокировочный вакуумметр ВМБ-3 (рис. 153) предназначен для
измерения давлений в диапазоне !• 10"7—2* 10"2лш рт. ст. и работает с датчиком
ММ-13М-4 (рис. 154).
В неразборном корпусе датчика ММ-13М-4, изготовленном из нержавеющей
стали, размещены два анода 1 и 2, выполненные из вольфрамовой проволоки диаме-
тром 0,5 мм. knoRbi разделены перегородкой с небольшим отверстием и имеют общий
катод 3. Большая разрядная камера с прогреваемым анодом 1 работает при давле-
ниях ниже 1* 10" 4 мм рт. ст. Камера с анодом 2 имеет устойчивый разряд в области
высоких давлений. Датчик имеет общее магнитное поле напряженностью 450 э.
Весь диапазон давлений разбит на четыре поддиапазона:
Давление в мм рт. ст. . . 2-IO'2-! Л0"4, 1Л0~4-1 ЛО’5, 1 Л0"5-1 ЛО'6, 1-10~6—1 Л0~7
Общий разрядный ток в мка 1250 300 30 1,25
173
Каждому поддиапазону соответствует градуировочная кривая Погрешность
измерения давлений в диапазоне 10 2—10 ° мм рт ст составляет ± 30% , а в диапа
зоне 1 10 5—1- 10 7 мм рт ст ±40% при условии, что зависимость разрядного тока
датчика от давления совпадает с градуировочной кривой
Вакуумметр ВМБ 3, кроме изме-
рения давлений стрелочным прибо
ром, позволяет вести запись давлений
ч на самописце и осуществлять ваку-
! умную блокировку в диапазоне
2 10“2—Ег10~6ммрт ст , что соот-
ветствует разрядному току 1250 —
8 мка Установка пределов двухточеч-
ной блокировки возможна лишь в зоне
j одного поддиапазона
: . У < ; I Прибор питается от сети перемен
иого тока напряжением 220 в Потреб
ляемая мощность при измерении не
более 150 вт
Магнитный блокировочный ваку-
умметр ВМБ-4 (рис 155) предназна-
чен для измерения давлений и ваку-
умной блокировки в диапазоне давле-
ний 1» 10 1—1* 10"5 мм рт ст и рабо
тает с датчиком ММ-15 (рис 156)
Корпус 1 датчика является ано
дом В корпус на отдельном фланце 2
с изолятором 3 из фторопласта встав-
ляется катод 4, представляющий собой
рамку с двумя экранами На катод
подается постоянное напряжение 2 кв
Снаружи на корпус надевается по
стоянный магнит 5, имеющий напря-
женность 450 э
В датчике ММ-15 использован
магнетронный принцип движения
электронов Электроны в центральной
зоне под воздействием электрического
и магнитного полей закручиваются
вокруг катода, благодаря чему увели
чивается вероятность ионизации моле
кул остаточного газа Образующиеся
ионы попадают на катод и вызывают
вторичную эмиссию электронов
Диапазон давлений 1* 10 1 10 5
мм рт ст перекрывается датчиком
без изменения режима питания (раз
——«ж рядный ток меняется от 150 мка до 0)
Весь рабочий диапазон давлений раз-
Рис 152 Общий вид магнитного бло мещается на одной шкале -измеритель
кировочного самопишущего вакуумметра ного прибора Градуировочная кривая
ВМБС 1 датчика начинается с разрядного тока,
равного нулю, при давлении 1* 10 5
мм рт ст
Вакуумметр ВМБ 4 обеспечивает питание датчика, измерение давления и одно
точечную блокировку по давлению Средняя погрешность измерения давления состав
ляет ±50% от измеряемой величины Питание вакуумметра осуществляется от сети
переменного тока напряжением 220 в Потребляемая мощность 80 вт
Инверсно-магнетронный вакуумметр ВИМ-1 (рис 157) предназначен для измере
ния давлений в диапазоне 1» 10 4—!• 10"12 мм рт ст и работает с инверсно магне
тронным датчиком ММ-14С (рис 158)
174
t— М39 х 4 <^~*i
Рис 155 Общий вид маг-
нитного блокировочного “* Рис 154 Схема датчика
вакуумметра ВМБ 4 ММ-13М-4:
1, 2 - аноды 3 — катод
175
Электродная система датчика состоит из коробчатого катода /, проволочного
анода 3 и заземленного экрана 2 с втулками, прикрывающими края торцовых пластин
катода На анод датчика подается постоянное напряжение 6 кв Вдоль оси электрод-
ной системы прикладывается магнитное поле (Ш-видный магнит 4) напряженностью
1800—2000 э Электроны, эмитируемые катодом, перемещаются по гипоциклоиде,
производя на своем пути ионизацию молекул газа Положительные ионы двигаются
практически без закручивания и попадают в ос-
новном на катод, создавая в его цепи ионный ток,
пропорциональный давлению Втулки экрана,
прикрывающие края торцовых пластин катода,
предотвращают возникновение автоэлектронной
эмиссии с катода, ограничивающей нижний
предел измеряемых датчиком давлений Авто-
электронная эмиссия со втулок экрана не реги-
стрируется в цепи катода—коллектора ионов
и в то же время облегчает зажигание разряда
При давлениях больше 5 10“8лш рт ст раз-
ряд зажигается в течение 1 мин При более низ-
ких давлениях время возникновения разряда
может увеличиваться до 1 ч Прогрев анода
прямым пропусканием тока до 8а в течение не-
скольких секунд значительно облегчает возник-
новение разряда Катод обезгаживается элект-
ронной бомбардировкой при напряжении 1,5 кв
и токе эмиссии 10 ма Электродная система дат-
чика смонтирована в стеклянной колбе 5 Дат-
чик позволяет производить длительный прогрев
в печи при температуре до 400° С без съема
магнитов
Датчики ММ-14С обладают чувствитель-
ностью от 0,2 до 0,45 а!мм рт ст. Зависимость
ионного тока от давления близка к линейной
Каждый датчик градуируется по ионизацион-
ному вакуумметру в диапазоне давлений воз-
духа Ь10“4—1 10“9 мм рт ст Полученная
прямая экстраполируется в сторону более низ-
ких давлений Чувствительность датчика раз-
лична для разных газов, но зависимость ионного
тока от давления остается линейной
Вакуумметр ВИМ-1 обеспечивает номиналь-
ный режим работы датчика ММ-14С, измерение
разрядного тока и прогрев прибора при обезга-
живании Шкала выходного прибора измери-
тельного блока отградуирована в единицах тока
Диапазон измеряемых токов (2* 10"13—1* 10"4а)
разбит на восемь поддиапазонов Вакуумметр
снабжен блокировкой, срабатывающей при двух-
кратном превышении разрядного тока датчика
соответствующего поддиапазона Блокировка
защищает выносной каскад и стрелочный прибор вакуумметра Погрешность
измерения ионного тока датчика ММ 14С не превышает ± 15%.
Вакуумметр питается от сети переменного тока напряжением 220 в Потребляе-
Рис 156 Схема датчика ММ 15
1 — корпус (анод) 2— фланец
3 — изолятор 4 — катод 5 —по
стоянный магнит
мая мощность прибора 200 вт
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ПАРЦИАЛЬНЫХ ДАВЛЕНИЙ
Приборы для измерения парциальных давлений в высоковакуумных установках
(масс спектрометрические газоанализаторы), выпускаемые отечественной промышлен-
ностью, по принципу разделения ионов подразделяются на
статические масс-спектрометры с отклонением ионного луча в магнитном поле,
176
Рис 157 Общий вид инверсно-магнетронного вакуумметра ВИМ 1
Рис 158 Схема датчика
ММ 14С
1 — катьц, 2 — экран, 3 —
анод 4 — магнит, 5 — сте-
клянная колба
12 Зак 1900
177
импульсные времяпролетные масс-спектрометры (хронотроны);
резонансные радиочастотные масс-спектрометры (омегатроны).
В масс-спектрометрических приборах анализируемый газ ионизируется. Образо-
вавшиеся положительные ионы разделяются по массовым числам М = — (отноше-
ние массы иона к его заряду). Для однозарядных ионов массовые числа совпадают
с их молекулярными весами.
Основными характеристиками газоанализаторов являются:
М
разрешающая способность р = т. е. отношение массового числа к наимень-
шему различаемому изменению массового числа АМ;
диапазон анализируемых масс. Для вакуумных измерений достаточен диапазон
масс от 2 (водород) до 200 (ртугь);
чувствительность газоанализатора к соответствующей компоненте смеси а =
h
= -- — 1/мм рт. ст.
* еРм
Статические масс-спектрометры с разделением ионов в магнитном поле пред-
ставляют собой стационарные приборы, предназначенные для количественного ана-
лиза состава газов, паров, жидкостей и твердых веществ. Их разрешающая способ-
ное! ь не менее 100, рабочий диапазон давлений !• 10“3—Ь 10"11 мм рт. ст.
Приборы серии MX предназначены для химического анализа, серии МИ—изо-
топного, серия МВ—приборы высокой разрешающей способности.
Статические масс-спектрометры сравнительно редко применяются для измере-
ния парциального состава газов в высоковакуумных установках.
В импульсных времяпролетных масс-спектрометрах разделение ионов по массам
происходит в результате различной скорости движения ионов различных масс по
инерции в пространстве анализатора, свободном от электрических и магнитных полей.
Пучки ионов получают импульсной ионизацией электронным лучом или подачей
импульса напряжения на диафрагму при постоянном электронном потоке. Выпускае-
мые отечественной промышленностью времяпролетные масс-спектрометры МСХ-2М
и МСХ-ЗА предназначены для исследования состава газов в высоком вакууме с реги-
страцией быстроты его изменения. Их разрешающая способность не менее 20, диа-
пазон анализируемых масс от 1 до 250, рабочий диапазон давлений 1*10"5—IX
X 10"9 мм рт. ст.
Омегатронный измеритель парциальных давлений ИПДО-1 предназначен для
определения содержания компонентов остаточных газов в высоковакуумных систе-
мах при давлениях от 1- 10"5 до 3« 10"10 мм рт. ст. в диапазоне массовых чисел от 2
до 100.
Прибор состоит из измерительной установки и омегатронного датчика РМО-4С
(рис. 159).
В омегатроне используется разделение ионов газа по массовым числам во взаимно
перпендикулярных высокочастотном электрическом и постоянном магнитном полях.
Датчик РМО-4С представляет собой стеклянную колбу с системой электродов.
Электронный луч, движущийся от термокатода 1 через отверстия в улавливающих
пластинах 2 на коллектор электронов 6, производит ионизацию газа в пространстве,
образованном улавливающими пластинами 2 и высокочастотными пластинами 3.
Образовавшиеся ионы под воздействием высокочастотного электрического поля
между пластинами 3 и постоянного магнитного поля (Я — 3000 9) движутся по
окружности в плоскости, перпендикулярной к направлению напряженности магнит-
ного поля. Ионы, обладающие частотой вращения, совпадающей с частотой высоко-
частотного напряжения, получают дополнительную энергию, раскручиваются по
спирали и попадают на пластину коллектора 4 ионов, расположенную поперек
их движения. Ионы других массовых чисел затормаживаются и рекомбинируют на
улавливающих пластинах 2. Ток в цепи коллектора ионов, имеющий линейную зави-
симость от давления вплоть до 1* 10"5лш рт. ст., определяет парциальное давление
резонансной массовой компоненты газа. Изменяя частоту прикладываемого перемен-
ного напряжения, определяют парциальный состав всей газовой смеси. Подкатодная
диафрагма 5 служит для ускорения и фокусировки электронного луча. Верхний пре-
дел измеряемых датчиком давлений определяется рассеянием резонансных ионов
178
вследствие столкновения с други ш ионами или молекулами при давлениях выше
1* 10“5 ммрт. ст. Нижний предел измеряемых давлений (3« 10“1Олш рт. ст ) опреде-
ляется фоновыми токами в цепи коллектора ионов, вызываемыми различными на-
водками. Чувствительное г г датчика при настройке его на максимальный ионный
ток для азота равна 10 i мм рт. ст. ±25% При парциальном давлении аргона 2Х
X 10"10 мм рт. ст. пик ионного тока аргона составляет 1- 10"14 а. Для нормальной
работы датчика необходима абсолютная чисто!а поверхностей электродов, восста-
навливаемая прогревом электро-
дов и колбы датчика.
Измерительная установка
ИЦЦО-1, предназначенная для
питания омегатронного датчика
РМО-4С, для измерения ионного
тока датчика, а также для авто-
матической или ручной разверт-
ки спектра масс с записью на
электронный потенциометр, со-
стоит из измерительного блока,
выносного каскада, электрон-
ного самопишущего потенцио-
метра ЭПП-09 на передвижной
стойке, магнитно-юстировочного
устройства со штативом для
выносного каскада Измеритель-
ная часть выполнена в виде
переносного двухблочного при-
бора настольного типа. В верх-
нем блоке расположен усилитель
ионного тока и каскад питания
омегатрона, в нижнем блоке—
генератор переменного напряже-
ния питания омегатрона. Диа-
пазон частот генератора от 0,3
до 2,5 Мгц перекрывается одной
непрерывной шкалой с линейным
распределением частот. Выход-
ное напряжение генератора
0—2 в в диапазоне частот
0,3—1 Мгц и 0—5 в в диапазоне
частот 1—2,5 Мгц. Контроль
напряжения осуществляется
стрелочным прибором. В приборе
ИПДО-1 имеется автоматическая
Рис. 159. Омегатронный датчик PMO-4G.
1 — термокатод; 2 — улавливающие пластины;
3 — высокочастотные пластины; 4 — коллектор ионов,
5 — диафрагма; 6 — коллектор электронов
развертка частоты генератора. Время прохождения всего диапазона частот 20 мин.
Усилитель постоянного тока ИПДО-1 позволяет измерять ионные токи от 1 • 10" 14 до
5*10"11 а. Входное сопротивление усилителя П1012 ом.
Потребляемая прибором (вместе с ЭПП-09) мощность не превышает 300 вт.
ПРИБОРЫ ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТА
И ВЕЛИЧИНЫ ТЕЧИ
Выпускаемые отечественной промышленностью приборы для определения места
и величины течи (течеискатели) по принципу действия разделяются на:
галоидные течеискатели, основанные на использовании индикатора поло-
жительных ионов, эмитируемых под воздействием соединений, содержащих
галоиды;
масс-спектрометрические течеискатели, в которых камера масс-спектрометра
настраивается на пик пробного газа и прибор регистрирует попадание его из течи
в камеру.
12* 179
Рис 160 Галоидный течеискатель ГТИ 3
Рис 161 Вакуумно атмосферный галоидный течеискатель ВАГТИ 4
180
Галоидные течеискателя
В течеискателях этой группы используется эффект резкого возрастания эмиссии
положительных ионов с накаленной до 800—900° С пластины при попадании в объем
датчика прибора галоидосодержащих газов (четыреххлористого углерода, дихлор
этана, фреона и др ) Это явление наблюдается при работе датчика как при атмо-
сферном давлении, так и в вакууме Если прибор работает в вакуумном режиме, то
в датчике необходимо поддерживать давление 1—10"2 мм рт ст
Галоидный течеискатель ГТИ-3 (рис 160) состоит из выносного щупа и измери
тельного блока Течеискатель предназначен для обнаружения негерме1ичности (течи)
в системах методом опрессовки их галоидосодержащими газами, а также для обна-
ружения в атмосфере галоидосодержащих
газов
В выносном щупе за всасывающим
патрубком установлен термоэмиссионный
датчик, за которым расположен вентиля-
тор, предназначенный для продувания
воздуха через платиновый диод Датчик
течеискателя состоит из эмиттера ионов —
платиновой нити, намотанной на керами-
ческом основании, и цилиндрического кол-
лектора ионов Ионный ток коллектора
подается на усилитель постоянного тока
Выходной сигнал усилителя измеряется
стрелочным прибором, отградуированным
в микроамперах С выходом усилителя
связан звуковой генератор, частота коле-
баний которого пропорциональна вели- р 162 д галоидного течеис-
чине ионного тока кателяВАПИ4
Чувствительность течеискателя к
утечкам фреона (Ф-12) не менее 0,5 Г/год
(2,3* 10 3 л* мк* рт ст /сек) Такая утечка фреона вызывает отклонение стрелки изме-
рительного прибора не менее чем на 30% самой чувствительной шкалы Чувствитель-
ность течеискателя регулируется изменением напряжения накала датчика Питание
прибора производится от сети переменного тока напряжением 220 в, частотой 50 гц
Потребляемая мощность 230 вт
Вакуумно-атмосферный галоидный течеискатель ВАГТИ-4 (рис 161) состоит
из измерительного блока, атмосферного щупа, вакуумного датчика, пистолета для
обдува системы пробным газом и предназначен для обнаружения течей в вакуумных
системах и системах с давлением выше атмосферного
Щуп для работы при атмосферном давлении аналогичен щупу течеискателя
ГТИ-3 Вакуумный датчик (рис 162) имеет два фланца для присоединения в линию
откачки обследуемого объекта Чувствительный элемент вакуумного датчика та-
кой же, как и в атмосферном датчике Измерительный блок обеспечивает работу
с обоими датчиками Чувствительность регулируется степенью накала эмиттера
Течеискатель имеет визуальный и акустический индикаторы
Чувствительность ВАГТИ 4 при работе с атмосферным датчиком позволяет обна-
ружить утечку фреона 0,5 Г/год (поток фреона 2,3 10" 3 л* мк рт ст /сек) Стрелка
прибора при этом должна отклониться не менее чем на 30% шкалы (при переключа-
теле шкал в положении «10»)
Чувствшельность ВАГТИ 4 при работе с вакуумным датчиком при давлениях
от 1 10 2 до 1 мм рт ст регистрирует поток фреона 5* 10" 5 л* мкрт ст /сек щм
фективной скорости откачки 1 л/сек Это соответствует парциальному давлению фреона
в вакуумной системе 5* 10"8 мм рт ст Стрелка измерительного прибора при этом
должна отклониться не менее чем на 30% самой чувствительной шкалы (при переклю-
чателе шкал в положении «500»)
Постоянная времени измерительного блока составляет 2,5 сек
Прибор питается от сети переменного тока напряжением 220 в Потребляемая
мощность 130 вт
181
Батарейный галоидный течеискатель БГТИ-5 (рис. 163) предназначен для
обнаружения мест нарушения герметичности в системах, поддающихся испытаниям
под избыточным давлением пробного газа (трубопроводы, газопроводы, кабельные
магистрали). Комплект БГТИ-5 включает в себя измерительный блок с питанием,
выносной щуп и зарядное устройство для заряда комплекта аккумуляторов.
Чувствительность течеискателя к утечкам фреона (Ф-12 или Ф-22) не менее
1,5 Пгод (течь 7-10“3 л-мк рт ст /сек). Течеискатель имеет стрелочный и акустиче-
Рис 163. Батарейный галоидный течеискатель БГТИ-5
ский индикаторы течи. Усилитель прибора имеет 3 диапазона чувствительности
(ток от 1 до 100 мка). Течеискатель оформлен в виде переносного прибора ранцевого
типа и работает в полевых условиях при окружающей температуре от —10 до +40° С
Питание прибора осуществляется от 10 малогабаритных аккумуляторов с вы-
ходным напряжением 12—14 в. Питание моторчика выносного щупа снимается со
средней точки аккумуляторной батареи.
Масс-спектрометрические гелиевые течеискатели
Принцип действия этих приборов состоит в следующем. Масс-спектрометр на-
страивается на гелий. Пучок положительных ионов, ускоренных разностью потен-
циалов V, проходит через магнитное поле напряженностью Н. При этом ионы, входя-
£ / X
щие в пучок, «сортируются» по величине (т — масса иона, а е — его заряд).
Радиус кривизны траектории R любого однозарядного иона определяется соотноше-
нием R = 143,9 ]^MV/H (R — в см, V — в вольтах, Н — в эрстедах, a М — моле-
кулярный вес иона — в граммах на моль). Изменяя величину ускоряющего напря-
жения U, масс-спектрометр настраивают на «пик» гелия. Величина тока ионов гелия
зависит от концентрации гелия в камере масс-спектрометра, которая определяется
величиной течи.
Передвижной течеискатель ПТИ-6 (рис. 164) является масспектрометром с маг-
нитной разверткой луча, постоянно настроенным на пик пробного газа—гелия.
Течеискатель предназначен для испытания объемов на герметичность и обнаружения
в них неуплотненных мест.
С помощью течеискателя ПТИ-6 место и величину течи в вакуумируемом объекте
определяют обдувом его гелием или при помещении объекта в гелиевую камеру. При
избыточном давлении гелиево-воздушной смеси в испытываемом объекте место и ве-
личину течи определяют методом «щупа» или помещением объекта в вакуумную ка-
меру (барокамеру).
182
состоит из пластины коллектора,
Течеискатель состоит из анализаторной части (камера с магнитом), электрической
схемы питания и измерения (блок питания и усилитель постоянного тока) и вакуумной
системы (насосы ВН-461М и НВО-40, вакуумные коммуникации и арматура).
В камере смонтированы ионный источник, промежуточная диафрагма и приемник
ионов. Источник ионов состоит из термокатода, коробки и ионизатора, фокусиру-
ющей и ускоряющей диафрагм. Приемник ис
диафрагмы и супрессора, не допускающего на
коллектор рассеянных ионов. В центре камеры
смонтирован датчик давления ММ-10, являю-
щийся двухкамерным прибором, аналогичным
датчику ММ-13М-4. В камере применена
180°-ная развертка ионного луча полем по-
стоянного магнита с напряженностью 1300—
1400 э. Настройка камеры на максимум ион-
ного тока гелия осуществляется изменением
ускоряющего напряжения величиной 300—
400 в. Электронный ионизирующий ток под-
держивается при работе постоянным (1 или
5 ма).
Электрическая схема течеискатели обе-
спечивает питание камеры постоянным на-
пряжением, стабилизацию электронного
ионизирующего тока и усиление ионного тока
камеры. Измерение ионного тока произво-
дится электрометрическим усилителем по-
стоянного тока со 100%-ной отрицательной
обратной связью.
Камера масс-спектрометра откачивается
до 5* 10“ 6 мм рт. ст. диффузионным насосом
НВО-40 с форвакуумным механическим насо-
сом ВН-461М. Между насосом НВО-40 и ка-
мерой размещена азотная ловушка. Камера
соединяется с испытуемым объектом через
дроссельный вакуумный вентиль Ду-32. Вен-
тиль Ду-25 служит для отсоединения камеры
от вакуумной системы при смене катода, ре-
монте камеры и размораживании ловушки.
Вентили Ду-8 служат для управления откач-
кой механическим насосом предварительного
разрежения.
Течеискатель позволяет обнаруживать в
испытуемых объектах минимальные течи
в 3* 10“ 7—5-10"7 Л'Мкрт. ст./сек. Чувстви-
тельность течеискатели к атмосферному гелию
(Ч2* Ю7 часть воздуха) при работе по методу
опрессовки с применением щупа при давле-
нии в камере масс-спектрометра 2» 10“4 мм
рт. ст. составляет не менее 10 мв при напря-
жении на нагревателе пароструйного насоса 220 в. В течеискателе возможно изме-
нение чувствительности путем переключения шкал прибора на выходе усилителя
постоянного тока (шкалы 0,03; 0,1; 0,3; 1; 3; 10; 30; 100 в).
Предельный вакуум в камере масс-спектрометра (без заливки вымораживающей
ловушки жидким азотом) составляет 2* 10"5—5*10"5 мм рт. ст.
Течеискатель допускает непрерывную работу в течение 24 ч, включая время
прогрева. Время прогрева усилителя постоянного тока течеискатели составляет 2 ч.
Питание течеискатели осуществляется от трехфазной сети переменного тока на-
пряжением 220/380 в. Потребляемая мощность не более 1500 вт.
Передвижной течеискатель ПТИ-7 является усовершенствованной моделью тече-
искателя ПТИ-6. За счет конструктивных изменений камеры масс-спектрометра и
электрометрического каскада усилителя чувствительность ПТИ-7 превосходит чув-
183
Рис 164 Передвижной течеиска-
тель ПТИ-6
ствительность ПТИ-6 в 10 раз и оценивается значением 5« 10" 8 л*мк рт. ст.1сек при
давлении в камере 2*10"5 мм рт. ст.
При давлении в камере масс-спектрометра 2* 10"4 мм рт. ст. и измерительном
сопротивлении 4,7* 10й ом атмосферный гелий вызывает сигнал напряжения на вы-
ходе измерителя ионного тока не менее 5 в.
Общая конструкция, потребляемая мощность, габариты и вес течеискателя та-
кие же, как в течеискателе ПТИ-6.
ЛИТЕРАТУРА
1. Дэшман С. Научные основы вакуумной техники. М., «Мир», 1964,
715 стр.
2. Ланис В. А., Левина Л. Е. Техника вакуумных испытаний. М.,
Госэнергоиздат, 1963, 263 стр.
3. М е н х Г. X. Техника высокого вакуума. М., «Энергия», 1965, 560 стр.
4. П и п к о А. И., Плисковский В. Пенчко Е. А. Оборудо-
вание для откачки вакуумных приборов. М., «Энергия», 1965, 463 стр.
5. Ш у м с к и й К. П. Вакуумные аппараты и приборы химического машино-
строения. М., Машгиз, 1963, 556 стр.
ГЛАВА VI
МЕТОДЫ ИСПЫТАНИЙ ВАКУУМНЫХ СИСТЕМ
НА ГЕРМЕТИЧНОСТЬ
Узлы, изделия и системы, к которым предъявляется требование герметичности
при работе их в условиях вакуума (или избыточного давления), подвергаются испы-
танию на герметичность.
Степень герметичности вакуумной системы характеризуется количеством газа,
натекающего в систему в единицу времени при определенном давлении.
Единицей измерения герметичности является 1 л-мк рт. ст./сек.
Наибольшее распространение в промышленности получили следующие основ-
ные методы испытаний вакуумных систем на герметичность:
1) опрессовкой;
2) метод гелиевого щупа;
3) метод обдува поверхности объекта гелием;
4) метод избыточного давления;
5) метод избыточного давления, создаваемого гелиево-воздушной смесью.
Испытание опрессовкой. Этот метод используется в вакуумном производстве
для первоначальной грубой проверки герметичности детали, узла или изделия
в целом. В этом случае исследуемый объект, внутренняя плоскость которого
через специальный шпуцер соединяется с воздухопроводом, в котором поддержи-
вается давление 1,5—2 ат, погружается в ванну с чистой водой.
Если объект негерметичен, то вся его поверхность, а не только места течи,
покрывается воздушными пузырями. Медленное протирание поверхности изделия
под слоем жидкости, снимающее пузырьки адсорбированного поверхностью
объекта воздуха, не устраняет появления пузырьков, вырастающих на месте течи.
Чувствительность способа повышается при увеличении давления испытаний.
Если размеры испытываемого объекта велики, он не погружается в ванну,
а все швы или соединения смачиваются мыльной эмульсией.
В этом случае в системе создается избыточное давление (0,1—1 кПсм?), и по-
верхность, подлежащая проверке на герметичность, покрывается мыльной эмуль-
сией. При наличии течи на мыльной эмульсии образуются пузыри.
Если при наблюдении в течение 10 сек на поверхности, смоченной эмульсией,
образуются пузыри диаметром примерно 2 мм, то величина неплотности в этом слу-
чае составляет около 0,12 л-мк рт. cm.Iсек.
Испытание методом нанесения мыльной эмульсии проводят для обнаружения
больших течей.
Для проверки на течь через цельный металл (особенно деталей из конструк-
ционных сталей, часто имеющих дефекты) применяют опрессовку газом под дав-
лением 10—15 ат.
Этот метод используется обычно после испытания системы на прочность (гидрав-
лического и пневматического).
Метод гелиевого щупа. Схема установки для определения течи методом гелиевого
щупа представлена на рис. 165. При испытании в этом случае используются течеиска-
тель /, механический насос 2 и шланг 6 из вакуумной резины со специальным наконеч-
185
ником 9, называемым щупом. Объект# наполняется до избыточного давления гелиево-
воздушной смесью с концентрацией гелия от 5% и выше. При испытании щупом про-
веряют ожидаемые места течи. Так как в шланге 6 насосом 2 создается разрежение,
то гелиево-воздушная смесь через неплотность объекта при поднесении к ней щупа
попадает через него в шланг и затем в течеискатель, который фиксирует наличие ге-
лия в газе. Гелий в данном случае является пробным газом.
Рис. 165. Схема установки для определения течи методом гелиевого щупа:
1 _ течеискатель; 2 —• механический насос; 3 — манометрический датчик; 4 — вакуумметр;
5 —^четверник с грибком; 6 — шланг из вакуумной резины; 7 — манометр; 8 — объект, 9 —
щуп; 10 — зажим; 11 — контрольная гелиевая течь
Давление в объекте контролируется манометром 7. Величина течи через щуп
подбирается для каждого случая. Один из вариантов конструкции щупа показан
на рис. 166. Полость насадки 2 сообщается с трубкой рукоятки. Игольчатым штоком 1
регулируется величина течи через щуп. Величина минимальной течи, которая может
быть обнаружена щупом, зависит от длины и диаметра.вакуумного шланга, течи через
щуп, концентрации гелия в объекте и от чувствительности течеискателя.
Чувствительность течеискателя в схеме определяется степенью его способности
реагировать на течь гелия, которая выражается числом делений, показываемых
стрелкой выносного прибора течеискателя.
Определение чувствительности течеискателя производится с помощью установки,
показанной на рис. 165.
При работающем насосе 2 и произвольной величине течи через щуп по шкале
ионного тока течеискателя определяется показание При этом контрольная течь 11
отсоединена от полости четверника 5 зажимом 10. При той же величине течи через
186
щуп определяется показание а2 по шкале прибора, но при этом контрольная течь //
сообщается с полостью четверника 5 (зажим 10 снят).
Обозначив величину гелиевой течи через Q3, получим уравнение для определения
чувствительности течеискателя:
S ———— [л»мкрт. ст./сек. дел.]
«2 - а1
Величина Q3 указывается в паспорте на гелиевую течь.
Конструктивное выполнение «гелиевой течи» показано на рис. 167. Кварцевая
мембрана 3 с переходником 2 помещена в металлический корпус 5, который через
капилляр 6 заполняется гелием. Затем капилляр пережимается и запаивается.
Патрубок 1 служит для подсоединения «гелиевой течи» к вакуумной системе.
«Гелиевые течи» выпускаются с различным Q3.
Испытываемый объект обычно заполняется гелиево-воздушной смесью до сво-
его рабочего давления. Концентрация гелия выбирается с учетом нормы герметич-
ности, числа повторных испытаний, величины объема и чувствительности тече-
искателя в схеме испытания.
Рис. 167. Конструктивное выполнение «гелиевой течи»:
1 — патрубок; 2 —переходник; 3 — кварцевая мембрана; 4 — объем,
заполняемый гелием; 5 — корпус, 6 — капилляр напуска гелия;
7 — колпак
Метод обдува поверхности объекта гелием. Схема испытания методом обдува
поверхности объекта гелием представлена на рис. 168. В полости объекта создается
разрежение с помощью вакуумной установки, состоящей из механического насоса 1
и пароструйного насоса 2 с затвором. Течеискатель 3 через вентили может подклю-
чаться между объектом и пароструйным насосом или между пароструйным и меха-
ническим насосами. Последний способ подключения течеискателя (через вен-
тиль 10) обеспечивает наибольшую чувствительность испытаний.
К течеискателю подсоединена гелиевая течь 4 для проверки его чувствительности.
Давления в объекте откачки 5 измеряются с помощью манометрических датчиков
ЛТ-2 и ЛМ-2, установленных на стеклянной азотной ловушке 9, и вакуумметра 8.
Обдув поверхности объекта гелием производится с помощью шланга 7, соединенного
через редуктор с баллоном гелия 6.
Минимальная величина течи, которая может быть обнаружена при испытании
данным методом, зависит от величины газовыделения с внутренней поверхности
объекта, давления, созданного в полости объекта, а также от чувствительности тече-
искателя и места его подсоединения к вакуумной системе.
При более низком давлении в полости объекта и сравнительно небольшой вели-
чине газовыделения концентрация гелия, попавшего при обдуве через неплотность
в полость объекта, выше, чем при большем давлении в полости объекта и большей
величине газовыделения.
Необходимым условием надежности результатов испытания данным методом
является герметичность и чистота трубопровода, соединяющего течеискатель с от-
качным патрубком.
Величина минимальной течи, определяемая данным методом, определяется
чувствительностью течеискателя в схеме испытания.
187
При обнаружении грубых течей объекта большою объема его поверхность
обдувается слабой струей гелия во избежание попадания в полость объекта большого
количества пробного газа, удаление которого впоследствии приведет к значительным
затратам времени. Проникновение гелия в большом количестве в полость объекта
повышает его концентрацию в ней и затрудняет определение меньших неплотностей
объекта.
Рис. 168. Схема испытания методом обдува поверхности объекта гелием:
/ — насос механический, 2 — насос пароструйный, 3 — течеискатель; 4 — течь гелиевая;
5 — объект; 6 — баллон со сжатым гелием; 7 — шланг из вакуумной резины; 8 — вакуум-
метр, 9 — ловушка азотная с манометрическими датчиками, 10— вентиль]
Метод избыточного давления. Качество испытания, проведенного методом ге-
лиевого щупа или методом обдувания поверхности объекта гелием, может быть про-
верено методом избыточного давления. Так, в схеме испытания, приведенной на
рис. 168, проверка качества испытания проводится следующим образом. Полость
Рис. 169 Схема установки для определения негерметичности в барокамере'
1 — течеискатель; 2— контрольная гелиевая течь, 3 — барокамера; 4 — натекатель;
5 — насос пароструйный; 6 — вакуумметр; 7 — насос механический; 8 — датчик
манометрический; 9 — исследуемый объект, 10 — баллон с гелием; 11 — соедини-
тельная трубка
объекта откачивается до предельного давления, которое может быть создано вакуум-
ной установкой. Вентиль на трубопроводе течеискателя и затвор пароструйного на-
соса закрываются. В стеклянную азотную ловушку с манометрическими датчиками
заливается жидкий азот. В полости объекта происходит повышение давления за счет
газовыделения и негерметичности. Манометрические датчики, соединенные с по-
лостью объекта через азотную ловушку, показывают рост парциального давления
188
неконденсируемых газов, происходящий в основном из-за проникновения атмосфер,
но го воздуха внутрь объекта через неплотности. F
Суммарная негерметичность объекта определяется по формуле
Q ~ V л-мк рт. ст /сек,
где V — внутренний объем объекта;
Др а
---скорость повышения давления в объекте по времени.
Если из-за конструктивного выполнения объекта не удается создать в его полости
разрежение или требуется произвести определение негерметичности при давлении
большем, чем атмосферное, то испытание по данному методу проводится в баро-
камере.
Метод избыточного давления применяется только в тех случаях, когда азотная
ловушка справляется с имеющимся газовыделением. При измерении скорости повы-
шения парциального давления неконденсирующихся газов в случае, когда величина
газовыделения намного больше величины негерметичности, перепад давления между
полостями датчика и объекта, разделяемыми азотной ловушкой, может стать на-
столько большим, что ловушка будет не в состоянии конденсировать полностью про-
ходящий через нее поток паров. Это приведет к неправильному определению негер-
метичности объекта.
Метод избыточного давления, создаваемого гелиево-воздушной смесью. При
определении очень малой негерметичности объекта с большим внутренним газо-
выделением применяют метод избыточного давления, создаваемого гелиево-воздуш-
ной смесью.
Схема установки для испытания объекта на герметичность данным методом
показана на рис. 169.
Объект 9 помещается в барокамеру 3 и соединяется с помощью трубки 11 с бал-
лоном гелия 10. Вакуум в барокамере создается установкой, состоящей из механиче-
ского насоса 7 и пароструйного насоса 5 с затвором. Измерение создаваемого давле-
ния производится с помощью манометрических датчиков 8 и вакуумметра 6.
К барокамере присоединяются течеискатель /, контрольная течь 2 и натека-
тель 4.
Определение негерметичности объекта проводится путем сравнения концентра-
ции гелия в полости барокамеры до и после подачи гелия в объект. Определение раз-
ности указанных концентраций проводится с помощью течеискатели с тарировкой
показаний прибора по концентрации гелия в атмосферном воздухе или с тарировкой
по гелиевой течи известной величины.
Испытания с помощью течеискатели с тарировкой по атмосферному воздуху
проводятся следующим образом.
После создания в полости барокамеры разрежения закрывается затвор паро-
струйного насоса. С помощью натекателя 4 устанавливается такая величина течи
атмосферного воздуха, чтобы в полости барокамеры возникла приемлемая скорость
Др » ~
повышения давления при закрытом затворе пароструйного насоса. Скорость
повышения давления измеряется с помощью манометрических датчиков 8, ваку-
умметра 6 и секундомера. Затем полость барокамеры вновь вакуумируется до
давления 1*10~3—IX 10“5 мм рт. ст., закрывается затвор пароструйного насоса
и определяется концентрация гелия 04 (в делениях по шкале прибора).
Таким же образом измеряется концентрация гелия а2 в полости барокамеры
после подачи гелия в объект. Концентрация гелия С в объекте обычно составляет
3-5%. n Q9
Тарировка течеискатели осуществляется напуском в полость вентиля Ду-***
течеискателя чистого атмосферного воздуха,
189
Величина негерметичности объекта подсчитывается по формуле
/т/ ч Др 5’10 4 а2 — «1 ,
Q = (Уб~ Vo) -г------------г.-------------- л"мк Рт- ст,/сек,
Лт С 0Cq
где Vq — объем барокамеры в л;
Уо — наружный объем объекта в л;
а0 — концентрация гелия в атмосферном воздухе в делениях по шкале
прибора.
ЛИТЕРАТУРА
Ланис В. А. , Левина Л. Е. Техника вакуумных испытаний. М., Гос-
энергоиздат, 1963, 263 стр.
ОГЛАВЛЕНИЕ
Предисловие............................................................ 3
Условные обозначения................................................... 4
Глава I. Материалы, применяемые для изготовления вакуумных систем 5
Требования, предъявляемые к материалам.............................. 5
Конструкционные углеродистые и легированные стали .................. 6
Металлы и сплавы с особыми свойствами .............................. 7
Цветные металлы и сплавы .......................................... 11
Неметаллические материалы ......................................... 19
Вакуумные уплотнители ............................................. 32
Материалы для очистки и обезжиривания вакуумных установок ... 33
Глава II. Сварка и пайка элементов вакуумных систем .................. 36
Глава III. Элементы вакуумных систем.................................. 42
Сильфоны .......................................................... 42
Фланцевые соединения .............................................. 59
Быстроразъемные соединения ........................................ 84
Вакуумные вводы ................................................... 97
Коммутационная арматура вакуумных систем.......................... 107
Ловушки .......................................................... 118
Смотровые окна ................................................... 122
Глава IV. Вакуум-насосы ............................................. 124
Механические вакуум-насосы ....................................... 124
Пароструйные вакуум-насосы........................................ 147
Магнитные электроразрядные насосы ................................ 153
Геттерно-ионные насосы................“........................... 158
Конденсационные насосы ........................................... 161
Глава V. Контрольно-измерительные приборы вакуумных установок ... 164
Приборы для измерения давлений.................................... 164
Приборы для измерения парциальных давлений........................ 176
Приборы для определения места и величины течи..................... 179
Глава VI. Методы испытаний вакуумных систем на герметичность......... 185
Коллектив авторов
ВАКУУМНЫЕ СИСТЕМЫ И ИХ ЭЛЕМЕНТЫ
Редактор издательства Я. П. Ошерова
Технический редактор В Д. Элькинд
Корректор Я. Я. Шарунина
Переплет художника А. Д. Михайлова
Сдано в производство 4/1 1968 г. Подписано
к печати 13/VII 1968 г. Т-03246. Тираж 13000 экз.
Печ. л. 12. Бум. л. 6. Уч.-изд. л. 17,0
Формат бумаги бОхЭО1/^
Цена 1 р. 09 к. Заказ № 1900
Издательство «МАШИНОСТРОЕНИЕ»,
Москва, Б-66, 1-й Басманный пер., 3
Ленинградская типография № 6
Главполиграфпрома Комитета по печати
при Совете Министров СССР
Ленинград, ул. Моисеенко, 10