/























































































































































































































































































Текст
Справочник
строителя
Москва
Стройнздат
Справочник строителя
Серия основана в 1976 году
Сварка и резка
в промышленном
строительстве
В двух томах
Под редакцией профессора
Б.Д. Малышева
Третье издание,
переработанное и дополненное
Том I
Москва Стройиздат 1989
ББК 38.635
С 24
УДК 693.814.25:621.791 (035.5)
Авторы: Б. Д. Малышев, А. И. Акулов, Е. К. Алексеев, |А. Н. Бли-
нов!, К. И. Зайцев, В. А. Книгель, В. И. Мельник, А. В. Муравьев,
Ю. П. Пелевин, Б. А. Смирнов, В. М. Сагалевич, В. В. Шип,
Н. А. Юхин
Рецензенты: академик Г А. Николаев — председатель секции «Свар-
ка в строительстве» координационного совета по сварке; Б. Ф. Лебе-
дев—д-р техн, наук, начальник отдела сварки в строительстве ИЭС
им. Е. О. Патона
Редактор: А. Ф. Тарасова
Сварка и резка в промышленном строительстве.
С 24 В 2 т. Т. 1/Б. Д. Малышев, А. И. Акулов, Е. К. Алек-
сеев и др.; Под ред. Б. Д. Малышева. — 3-е изд., пе-
рераб. и доп. — М.: Стройиздат, 1989. — 590 с.: ил.—
(Справочник строителя).
ISBN 5-274-00854-2
Даны сведения по классификации сварки, терминологии,
типам и основам расчета сварных соединений и швов. Приве-
дены справочные данные по материалам, источникам тока, обо-
рудованию и сварочному инструменту, а также по различным
видам сварки, используемым в строительстве. Изд. 2-е вышло
в 1980 г. в серии «Справочник монтажника».
Для инженерно-технических работников строительно-мон-
тажных организаций.
3308000000-480
С 047(01)—89
154-89
ББК 38.635
ISBN 5-274-00854-2 (Т. 1)
ISBN 5-274-00581-0
© Стройиздат, 1977
© Стройиздат, 1989, с изменениями
ПРЕДИСЛОВИЕ
В Политическом докладе ПК КПСС XXVII съезду Коммунисти-
ческой партии Советского Союза Генеральный секретарь ЦК КПСС
товарищ М. С. Горбачев, в частности, отметил: «Техническую рекон-
струкцию мы не сможем осуществить без коренного улучшения ка-
питального строительства». «Нельзя более мириться с низкими темпа-
ми строительства, из-за чего замораживаются огромные средства,
тормозится научно-технический прогресс в народном хозяйстве»,
В этих словах — стратегия развития капитального (в первую очередь
промышленного) строительства в нашей стране на ближайшие деся-
тилетия.
Современное промышленное строительство немыслимо без ши-
рокого использования металлопроката, металлических конструкций
и трубопроводов. Основным видом неразъемного соединения элемен-
тов металлоконструкций и труб в трубопроводы остается сварка во
все возрастающем наборе применяемых видов и способов, причем
нарастание их количества будет происходить с каждым годом все
интенсивнее.
И если основная доля сварных соединений в строительстве вы-
полняется электродуговой сваркой (ручной, механизированной с га-
зовой защитой дуги или порошковой проволокой, автоматической под
флюсом и с газовой защитой), то уже сейчас все шире используется
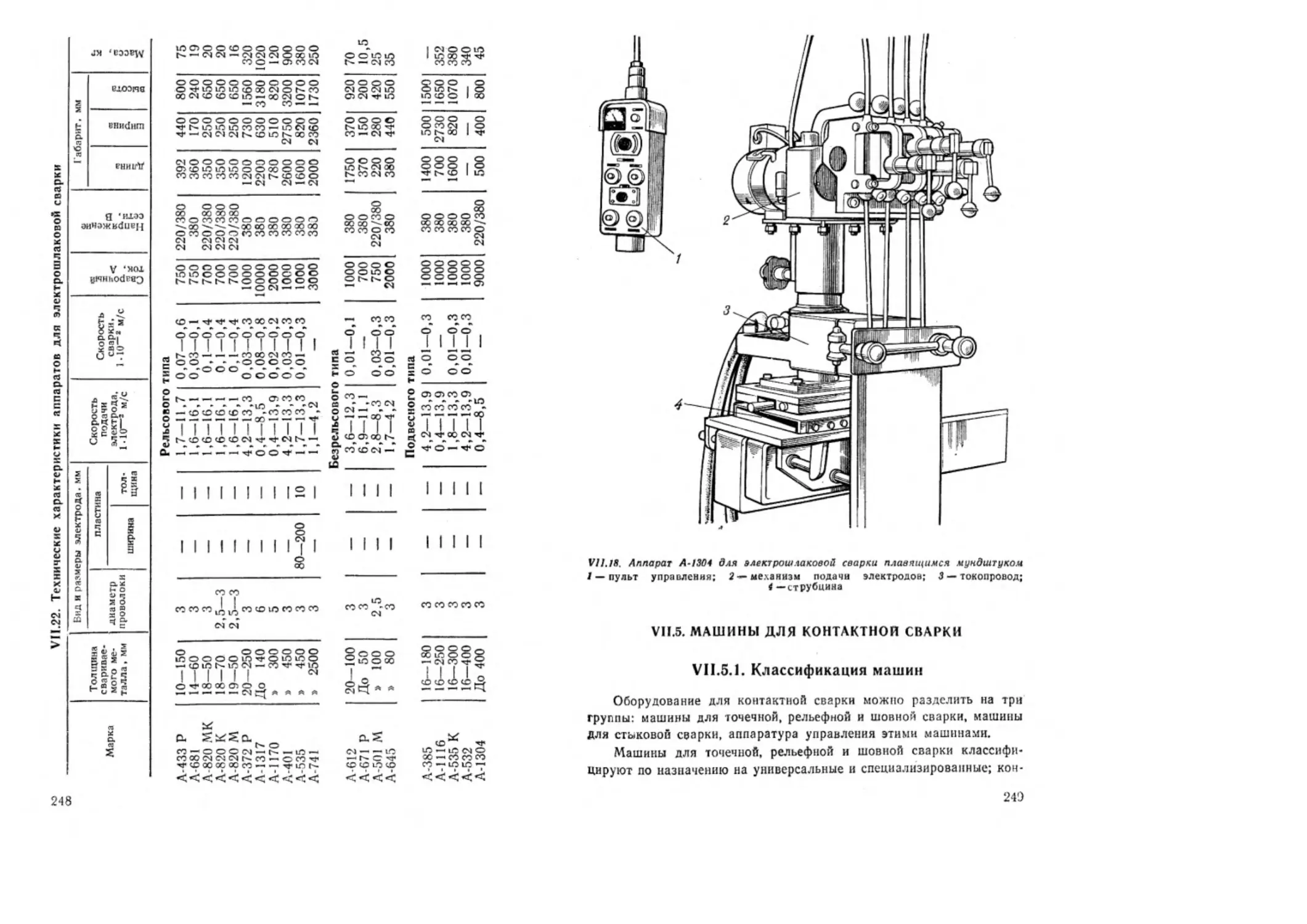
электрошлаковая сварка, незаменимая при больших толщинах свари-
ваемых конструкций; постепенно начинают применяться контактная
сварка труб, плазменная резка металла, все более распространяются
физические методы контроля качества сварных соединений, причем
сами методы непрестанно совершенствуются на основе последних
достижений науки. Такой же процесс совершенствования характерен
и для источников питания сварочной дуги, сварочного оборудования
и материалов. Все возрастающие по величинам рабочие параметры
(температура, давление) монтируемого технологического оборудова-
ния и трубопроводов вынуждают проектировщиков применять слож-
ные по химическому составу стали, а это значительно усложняет их
сварку, заставляет чаще прибегать к термической обработке свар-
ных соединений — процессу, еще недавно нехарактерному для строи-
тельно-монтажной площадки.
Требования XXVII съезда КПСС к ускорению научно-техниче-
ского прогресса вынуждают изыскивать новые формы организации
сварочного производства в строительстве, совершенствовать основы
рационального технического нормирования сварочных работ.
В двух предыдущих изданиях (1977 и 1980 гг.) затрагивались
упомянутые проблемы. Однако за прошедшие годы многое нзмени-
!•
3
лось, усовершенствовалось и появилось новое в сварке в промыш-
ленном строительстве. В связи с этим материал Справочника корен-
ным образом переработан, в него внесены все необходимые допол-
нения, делающие книгу современной и полезной на ближайшую
перспективу.
Справочник рассчитан на инженерно-технических работников, за-
нятых в промышленном (а отчасти и в гражданском) строительстве.
Однако его содержание позволяет рекомендовать его для использо-
вания широким кругом лиц, занятых в сварочном производстве во-
обще, а также работникам проектных, проектно-технологических
и конструкторских организаций.
Авторский коллектив Справочника: канд. техн, наук, проф.
Б. Д. Малышев н канд. техн, наук И. Л. Юхин (гл. I, III, VII, VIII,
XXV); канд. техн, наук Б. А. Смирнов (гл. II) и инж. 10. П. Пелевин
(гл. II, XII); д-р техн, наук, проф. В. М. Сагалевнч и канд. техн,
наук, доц. В. В. Шип (гл. IV); инженеры Б. И. Мельник (гл. V,
XIX) и А. В. Муравьев (гл. V); инж. В. А. Книгсль (главы VI, XVII,
XXIII, кроме п. XXIII.4); инж. Е. К. Алексеев (гл. IX, XIII, XIV,
XXIX); д-р техн, наук, проф. А, И. Акулов (гл. X, XI, XVI); канд.
техн, наук, проф. А. Н. Блинов (гл. XV, XX, XVII и и. XXIII.4);
канд. техн, наук, доц. К. И. Зайцев (гл. XVIII, XXI); канд. техн, на-
ук И. Е. Евгеньев (гл. ХХП); д-р техн, наук Н. А. Гринберг (гл.
XXIV); канд. техн, наук Ю. В. Попов (гл, XXVI) и канд. техн, наук,
доц. К. А. Грачева (гл. XXVIII).
Глава I. СВАРКА МЕТАЛЛОВ.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ
ПОНЯТИИ. КЛАССИФИКАЦИЯ СВАРКИ
1.1. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ПОНЯТИЙ
В ОБЛАСТИ СВАРКИ
Эти термины и определения регламентированы ГОСТ 2601—84
«Сварка металлов. Термины и определения основных понятий», ко-
торый содержит также их синонимы на английском, немецком
и французском языках. В технической литературе еще встречаются
недопустимые ГОСТ 2601—84 термины, приведенные в табл. 1.1.
1.1. Недопустимые к применению термины и их
стандартизированные синонимы
Недопустимый термин Стандартизиро- ванный термин Определение, эскиз
Боковое соеди- Торцовое сое- Сварное соединение, в котором
нение дннение боковые поверхности сваренных элементов примыкают друг к дру- гу
Газовое вклю-
чение
Газоэлектри-
ческая сварка
Горелка низко-
го давления
Пора в свар-
ном шве или
пора
Дуговая свар-
ка в защитном
газе
Инжекторная
горелка
Дефект сварного шва в виде по-
лости округлой формы, заполнен-
ной газом
Дуговая сварка, при которой ду-
га и расплавленный металл, а в
некоторых случаях и остывающий
шов, находятся в защитном газе,
подаваемом в зону сварки с по-
мощью специальных устройств
Горелка для газовой сварки со
встроенным инжектором для под-
соса горючего газа струей кисло-
рода
5
Продолжение табл. 1.1
Недопустимый термин Стандартизиро- ванный термин Определение, эскиз
Горелка высо- Бсзынжсктор- Горелка для газовой сварки, в ко-
кого давления ная горелка торой горючий газ и кислород по- ступают в смеситель под одинако- вым давлением
Гравитацион- Сварка наклон- Дуговая сварка, при которой по-
ная сварка ным электро- дом крытый электрод располагается наклонно вдоль свариваемых кро- мок, опираясь на них, и по мере расплавления движется под дей- ствием силы тяжести или пружи- ны, а дуга перемещается вдоль шва
Дуговая свар- ка под водой Подводная ду- говая сварка —
Обмазка элек- Покрытие элек- Смесь веществ, нанесенная на
трода трода или по- крытие электрод для усиления ионизации, защиты от вредного воздействия среды, металлургической обработ- ки сварочной ванны
Ослабление Вогнутость уг- Вогнутость, определяемая рассто-
шва левого шва я ином между плоскостью, прохо- дящей через видимые линии гра- ницы углового шва с основным металлом и поверхностью шва, из- меренным в месте наибольшей вогнутости
Переходная зо- Зона терми- Участок основного металла, не
на ческого влия- ния при свар- ке или зона термического влияния подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке
Полуавтомата- Механизиро- Дуговая сварка, при которой по-
ческая дуговая ванная дуговая дача плавящегося электрода или
сварка сварка присадочного металла или относи- тельное перемещение дуги и изде- лия выполняются с помощью ме- ханизмов
Роликовая Шовная кон- Контактная сварка, при которой
сварка тактная сварка или шовная сварка соединение свариваемых частей происходит между вращающими- ся дисковыми электродами, под- водящими ток и передающими усилие сжатия
6
П родолжение табл. 1.1
Недопустимый термин Стандартизиро- ванный термин Определение, эскиз
Сварка в твер- дой фазе или сварка в твер- дом состоянии Сварка давле- нием
Сварка плаз- менной дугой или плазменно- дуговая сварка Сварка расщеп- ленным элект- родом Плазменная сварка Двухэлсктрод- ная сварка
Соединение впритык Тавровое сое- динение
Сплошной шов Усиление шва Непрерывный шов Выпуклость сварного шва
Сварка с применением давления,
осуществляемая за счет пластиче-
ской деформации свариваемых ча-
стей при температуре ниже темпе-
ратуры плавления
Сварка плавлением, при которой
нагрев проводится сжатой дугой
Дуговая сварка, при которой на-
грев происходит одновременно
двумя электродами с общим под-
водом сварочного тока
Сварное соединение, в котором
торец одного элемента примыкает
под углом и приварен к боковой
поверхности другого элемента
Сварной шов без промежутков по
длине
Выпуклость шва, определяемая
расстоянием между плоскостью,
проходящей через видимые линии
границы сварного шва с основным
металлом и поверхностью сварно-
го шва, измеренным в месте наи-
большей выпуклости
1.2. КЛАССИФИКАЦИЯ СВАРКИ
Сварку классифицируют по следующим признакам:
физическим (табл. 1.2):
форма энергии, используемой для образования сварного соеди-
нения, определяет класс сварки;
вид источника энергии, непосредственно применяемого для обра-
зования сварного соединения, определяет вид сварки; дальнейшая
7
классификация подразумевает способы и методы ведения процесса
сварки;
техническим:
способу защиты металла в зоне сварки;
непрерывности процесса сварки;
степени механизации процесса сварки;
технологическим, устанавливаемым для каждого вида сварки особо.
1.2. Классификация сварки по физическим признакам
Класс сварки Вид сварки
Термический Дуговая, электрошлаковая, электронно- лучевая, плазменно-лучевая, ионно-лу- чевая, тлеющим разрядом, световая, ин- дукционная, газовая, термитная, литей- ная
Термомеханический Контактная, диффузионная, индукцион- но-прессовая, газопрессовая, тер.моком- прессионная, печная
Механический Холодная, взрывом, ультразвуковая, трением, магнитно-импульсная
Примечания: 1. Диффузионная сварка может осуществляться
с применением большинства источников энергии, используемых при
сварке металлов, но выделяется как самостоятельный вид сварки по
относительно длительному воздействию повышенной температуры
и незначительной пластической деформации. 2. В комбинированных
технологических процессах могуг одновременно осуществляться раз-
ные виды сварки.
Таким образом, виды сварки по классам распределяются по сле-
дующим признакам:
термический класс — виды сварки, осуществляемые плавлением,
с использованием тепловой энергии;
термомеханический класс — виды сварки, выполняемые с приме-
нением тепловой энергии и давления;
механический класс — виды сварки, производимые с использова-
нием механической энергии и давления.
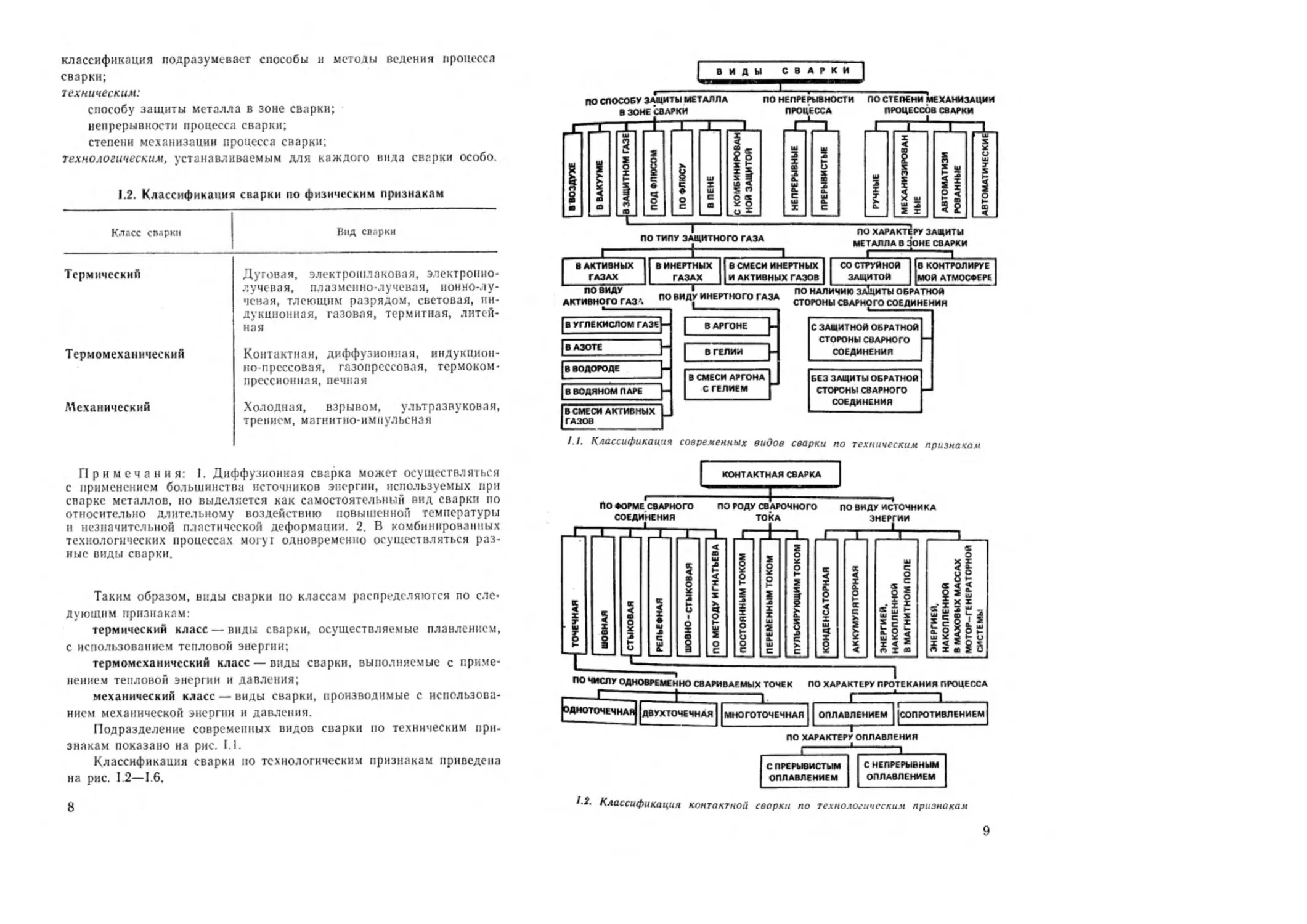
Подразделение современных видов сварки по техническим при-
знакам показано на рис. 1.1.
Классификация сварки по технологическим признакам приведена
на рис. 1.2—1.6.
8
/. /.
Классификация современных видов сварки по техническим признакам
1-2. Классификация контактной сварки по технологическим признакам
9
1.5 Классификация газовой свар-
ки по технологическим признакам
УЛЬТРАЗВУКОВАЯ СВАРКА
I
ПО ФОРМЕ СВАРНОГО СОЕДИНЕНИЯ
ТОЧЕЧНАЯ 1 ШОВНАЯ СТЫКОВАЯ
16 Классификация ультразвуковой
сварки по технологическим призна-
кам
12
Глава II. СВАРИВАЕМОСТЬ
И ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
11.1. СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ
II.1.1. Общие понятия
Свариваемость — комплексная технологическая характеристика
металлов и сплавов, выражающая реакцию свариваемых материалов
на процесс сварки и определяющая техническую пригодность мате-
риалов для выполнения заданных сварных соединении, удовлетворя-
ющих условиям эксплуатации.
На свариваемость оказывают влияние различные взаимосвязан-
ные факторы. Их можно разбить на три группы.
Фактор материала — влияние на свариваемость металлов, опре-
деляемое их химическим составом, способом выплавки, наличием
вредных примесей, степенью раскисления и последующими операция-
ми прокатки, ковки, термообработки.
Конструктивный фактор — влияние на свариваемость конструк-
ции сварного соединения, характеризующееся сложностью формы
и жесткостью. Сложность формы и жесткость конструкции оценива-
ются концентрацией сварных соединений, последовательностью их
выполнения, состоянием напряженности элементов сварной конструк-
ции перед монтажом, массой и толщиной свариваемых элементов.
Технологический фактор — определяет свариваемость металлов
в зависимости от вида сварки, сварочных материалов, параметров
режима сварки, достижения определенной степени однородности
сварного соединения, раскисления металла шва и термического воз-
действия на основной металл.
В результате местного нагрева или расплавления в металле свар-
ного соединения протекают физико-химические процессы, которые
обусловливают степень неоднородности свойств сварного соединения
по сравнению с основным металлом или влекут за собой появление
дефектов в виде пор, неметаллических включений, трещин.
Степень свариваемости представляет собой количественную или
качественную характеристику, которая показывает, насколько изме-
няются свойства металла при сварке и выполнимо ли сварное соеди-
нение при определенных условиях. Например, на основе механических
испытаний можно установить, насколько изменились прочность, пла-
стичность, ударная вязкость и другие свойства металла под воздейст-
вием процесса сварки. Одной из наиболее существенных характери-
стик свариваемости является отсутствие горячих или холодных тре-
щин в металле шва и околошовном участке.
13
При практической оценке свариваемости следует учитывать сле-
дующее: металл, неспособный к образованию сварного соединения
одним видом сварки, можно сваривать другим видом; конструкция
сварного соединения и расположение его на изделии выбраны таким
образом, что образование сварного соединения исключено, в резуль-
тате чего данный металл или вид сварки может быть признан непри-
годным; сварное соединение, полученное одним и тем же видом свар-
ки, в одном случае может быть признано пригодным, а в другом
случае — непригодным для эксплуатации.
II.1.2. Классификация испытаний
для оценки свариваемости
В зависимости от требований, предъявляемых к конструкции,
и условий ее эксплуатации, а также от свойств металла, из которого
она изготовляется, свариваемость оценивают по совокупности харак-
теристик.
Чем сложнее условия эксплуатации конструкций, том больше чи-
сло характеристик, по которым оценивают свариваемость. Комплекс
испытаний на свариваемость определяют в соответствии с конкрет-
ными требованиями, предъявляемыми к сварной конструкции. В ука-
занный комплекс входят следующие испытания сварного соединения:
на технологическую прочность (сопротивляемость образованию
горячих и холодных трещин);
на статическое растяжение сварного соединения или металла
шва;
на стойкость против искусственного старения;
на ударный изгиб металла шва или околошовного участка;
на выносливость при циклических нагрузках;
на твердость;
на стойкость против коррозии;
на длительную прочность при рабочих температурах.
Кроме того, в комплекс испытаний включают исследования мак-
ро- и микроструктуры сварного соединения и химический анализ ме-
таллов основного и шва.
II.1.3. Термический цикл при сварке
Теория тепловых процессов при сварке, разработанная Н. Н. Ры-
калиным, позволяет с достаточной степенью точности рассчитывать
термические циклы для разных сечений сварного соединения в зави-
симости от метола и режима сварки, толщины свариваемого металла,
формы сварного соединения.
Термический цикл (рис. II.1) характеризуется максимальной
температурой Ттах, длительностью нагрева /н при температуре Т и ско-
14
JI l Схема термического цикла
при однопроходной сварке или на-
плавке
ростыо охлаждения В зависимости от мощности источника теп-
ла, степени его концентрированности и скорости движения, длитель-
ность нагрева и охлаждения зоны термического влияния изменяют-
ся от долей секунды до нескольких минут. Таким же образом меня-
ется ее ширина — от 1—3 мм при ручной дуговой и до 10—20 мм
при электрошлаковой сварке.
Зона термического влияния ЗТВ характеризуется неравномерным
распределением максимальных температур нагрева. В этой зоне мож-
но различать участки (°C): старения 200—300; отпуска 250—650; не-
полной перекристаллизации примерно 700—870; нормализации 840—
1000; перегрева 1000—1250 и околошовный участок — несколько ря-
дов зерен, непосредственно примыкающих к линии сплавления, от
1250 до температуры плавления. На этом участке наиболее резко
изменяется структура металла, понижающая качество сварного со-
единения.
В период нагрева стали в интервале от 700 до 900 °C феррит
и перлит превращаются в аустенит. При температуре около 1000*43
начинаются интенсивный рост зерна аустенита и его гомогенизация.
Размер зерна аустенита (средний диаметр) на околошовном участке
составляет: при ручной дуговой сварке 0,1—0,15 мм; при однопро-
ходной сварке под флюсом сталей толщиной 15—20 мм — 0,2—
0,3 мм; при электрошлаковой сварке сталей больших толщин (100—
200 мм)—0,4—0,8 мм. На других участках зоны термического вли-
яния размер зерна постепенно уменьшается, приближаясь к мини-
мальному в зоне температур, близких к 900°C.
В зависимости от вида сварки и погонной энергии возможны
Два предельных случая: резкая закалка при быстром охлаждении
околошовного участка или перегрев при медленном охлаждении.
Скорость охлаждения оценивается в интервале наименьшей устойчи-
вости аустенита (600—500°C). При малых скоростях охлаждения
(электрошлаковая сварка) превращение начинается с возникновения
феррита и заканчивается возникновением перлита.
При средних скоростях охлаждения (автоматическая сварка под
флюсом) образуются перлит и бейнит. При большой скорости охлаж-
15
дения образуются бейнит и мартенсит В случае полного мартенсит-
ного превращения происходит резкое повышение внутренних напря-
жений. При этом могут возникнуть зародыши трещин на границах
зерен. Трещины постепенно раскрываются под влиянием остаточных
сварочных напряжений в течение минут, часов и даже суток после
сварки (замедленное разрушение).
11.1.4. Классификация методов оценки
технологической прочности
При оценке качества сварного соединения исходят из условия
двух основных требований: сварное соединение должно быть сплош-
ным без макро- и микротрещин, непроваров, пор, шлаковых включе-
ний; совокупность полезных свойств должна удовлетворять требова-
ниям эксплуатации.
Дефекты в виде макро- и микротрещин и непроваров относятся
к плоскостным дефектам.
Дефекты в виде пор, шлаковых включении относятся к прост-
ранственным дефектам, которые легче поддаются обнаружению
и считаются менее опасными. Однако любой дефект сварного соеди-
нения, нарушающий его сплошность, повышает склонность к хруп-
кому и усталостному разрушению.
Дефекты в виде макро- и микротрещин возникают в сварном
соединении в определенном температурном интервале. Трещины, ко-
торые образуются при высоких температурах выше 800—900 °C, на-
зываются горячими трещинами. Холодные трещины возникают при
температурах ниже 200—300 "С.
Способность металла сварного соединения сопротивляться обра-
зованию горячих и холодных трещин называется технологической
прочностью.
Для определения технологической прочности разработаны мето-
ды оценки сопротивляемости сталей образованию трещин, которые
классифицируют по методам оценки (косвенные и прямые); по ха-
рактеру показателя (качественные, полукачественные и количествен-
ные); по показателям оценки (сравнительные и абсолютные).
Косвенные методы позволяют получать оценку сопротивляемости
возникновению трещин расчетным путем без непосредственного испы-
тания металла.
Прямые методы предусматривают испытание сварных соедине-
ний или составляющих его металлов в условиях, имитирующих сва-
рочные.
Показатель сопротивляемости образованию трещин выражается
через характеристики одного или совокупности изменяющихся фак-
торов, обусловливающих возникновение трещин. Качественные пока-
затели не имеют количественного выражения и оценивают металлы
16
как склонные или не склонные к трещинам. Количественный показа-
тель имеет числовое выражение фактора, влияющего на образование
трещин, и однозначно оценивает склонность к трещинам. Если при
определении показателей сопротивляемости возникновению трещин
одновременно является несколько факторов, один из которых имеет
числовую характеристику, то его считают полуколичественным.
Методы, показатели которых пригодны для использования в со-
поставление с аналогичными показателями эталонным металлам, от-
носят к сравнительным. Методы, количественные показатели которых
применяют для непосредственною прогнозирования стойкости свар-
ных соединений против трещин, считают абсолютными.
11.1.5. Предварительная оценка свариваемости
Свариваемость металлов можно оценить предварнтелы о расчет-
ным путем, используя сведения о химическом составе, характеристи-
ки подлежащих сварке соединений и параметры технологических
условий сварки.
Чувствительность сварного соединения к образованию холодных
трещин оценивают эквивалентным содержанием углерода сваривае-
мого металла. Эквивалент углерода Сэкв, %, определяют по эмпири-
ческим формулам, одна из которых имеет следующий вид:
сэк c + 2^ + cI±v±Mo + ±i+c!i (П1)
’’“В б 5 15
Стали, у которых СэквС0,45 %, считаются не склонными к об-
разованию холодных трещин при сварке. При Сэкв>0,45 % стали
становятся склонными к трещинам.
Показателем, указывающим на охрупчивание стали из-за струк-
турных превращении, является твердость зоны термического влияния.
Для обычных нелегированных и низколегированных сталей твердость
зоны термического влияния должна быть не выше HV350. Возмож-
ную максимальную величину твердости определяют расчетным путем
на основе химического состава стали
HVrnax = 90 + ,050с + 47si + 7бМп + 30Nl + 31Сг‘ (,12)
Если предварительная оценка свариваемости указывает на склон-
ность стали к образованию холодных трещин, чаще всего применяют
предварительный подогрев свариваемого изделия. Температуру Т,
С, предварительного подогрева рассчитывают по формуле
Т = 350 |,лСоб - 0,25 . (11.3)
ГДе £ об-общий эквивалент углерода, который является суммой эквивален-
тов углерода С„,... и С.: последний зависит от толщины свариваемой кон-
струкции мм: 8
Соб = Сэкв + С5: (,,4)
'.IV 0 Г» I ь э
экв —определяется по уравнению (II.I):
С = 0.005SC.. (П.5)
17
Таким образом,
соб = сэкв<1 +°-005$)- (U6)
Чувствительность сварного соединения HCS к образованию го-
рячих трещин можно определить по формуле
нгс - C[S + P + Sl/25 + NI/100] 10» ., ,.
ЗМп + Cr + Mo + V
Если HCS<4, горячие трещины в сварном соединении не обра-
зуются. Для высокопрочных сталей большой толщины необходимо,
чтобы HCS< 1,6—2.
11.1.6. Холодные трещины
Обычно после полного охлаждения сварного соединения визу-
ально наблюдаются холодные трещины. Такие трещины имеют бле-
стящий кристаллический излом без следов высокотемпературного
окисления. Холодные трещины могут возникать в металле сварного
шва, в зоне термического влияния и, как правило, ориентированы
параллельно оси шва или перпендикулярно к ней, а их конфигурация
определяется очертанием линии сплавления. Холодные трещины не
всегда выходят на поверхность. Они могут быть закрытыми и иметь
небольшую протяженность.
На образование холодных трещин в сварном соединениин оказы-
вают влияние три фактора: закалочные явления, присутствие водо-
рода, остаточные растягивающие напряжения.
Закалочные явления чаще всего происходят в зоне термического
влияния ближе к границе сплавления. Закалка характеризуется по-
вышением твердости и значительным снижением пластичности в этой
зоне. Действие высоких сварочных напряжений в период после свар-
ки в скоростных условиях нагружения приводят к появлению холод-
ных трещин.
Холодные трещины могут возникать и при невысокой степени
закалки металла зоны термического влияния в тех случаях, когда
неметаллические включения, вытянутые по направлению прокатки,
в результате высокотемпературного нагрева изменяют форму с уве-
личением размеров, что приводит к уменьшению сцепления включе-
ний с металлической основой. Этот вид трещин, имеющий ступенча-
тую траекторию, ориентированную по слоям прокатки, возникает при
развитии в зоне термического влияния изгибной сварочной дефор-
мации.
Вторым фактором, способствующим образованию холодных тре-
щин в сталях, является водород, поглощаемый из атмосферы свароч-
ной дуги или из основного металла в результате термодиффузии.
Водород растворяется в жидком металле в атомарном состоя-
нии. Водород, который зафиксирован в зоне сварного соединения,
18
при падении температуры ниже 200 °C переходит из атомарного со-
стояния в молекулярное, что сопровождается высоким давлением
газа, которое активно проявляется в области перегрева зоны терми-
ческого влияния в основном тогда, когда в ней образуется мартенсит.
Третьим фактором является воздействие растягивающих оста-
точных напряжений после окончания сварки. Величина этих напря-
жений зависит от толщины сварного соединения, типа соединения
и жесткости свариваемой конструкции,
11.1.7. Методы испытаний на сопротивляемость
образованию холодных трещин при сварке
ГОСТ 26388—84 регламентирует машинные и технологические
методы испытаний на сопротивляемость образованию холодных тре-
щин при сварке плавлением.
Машинные методы испытаний основаны на доведении металла
зоны термического влияния или шва до образования холодных тре-
щин под действием растягивающих напряжений от внешней постоян-
ной нагрузки. Для испытаний применяют машины с устройством для
длительного поддержания нагрузки по ГОСТ 15533—80 и ГОСТ
7855—84. Средняя скорость нагружения до заданной нагрузки не
более 10 МПа/с, нагружение плавное. В течение испытаний (20 ч)
нагрузка должна быть постоянной. Образцы после сварки нагружа-
ют постоянным усилием в процессе охлаждения в интервале темпе-
ратур 150—100 °C. Испытывают 30 образцов одного типа в такой
последовательности: первые три образца нагружают до напряжений,
равных 0,5о0.2 основного металла, следующие группы образцов ис-
пытывают с увеличением или уменьшением напряжений последова-
тельно на 0,25; 0,15; 0,Юа0,2 в соответствии с наличием пли отсутст-
вием трещин в образцах. За показатель сопротивляемости к обра-
зованию холодных трещин при сварке принимают минимальные
растягивающие напряжения ormin от внешней нагрузки Р, при кото-
рой возникают трещины. К испытаниям допускаются образцы без ви-
димых дефектов.
Машинные методы испытаний приведены в табл. 11.1.
Технологические методы (табл. 11.2) испытаний основаны на до-
ведении металла зоны термического влияния или шва до образова-
ния холодных трещин под действием остаточных сварочных напря-
жений. После сварки образцы выдерживают при нормальной темпе-
ратуре в течение 20 ч. Испытывают 3—5 образцов одного типа.
Образование холодных трещин выявляют путем периодического ви-
зуального осмотра сварного соединения. В образцах, не разрушив-
шихся при испытаниях и не имеющих визуально наблюдаемых тре-
щин, выявляют их с помощью неразрушающих методов контроля
«ли металлографического исследования.
19
№
9
II.1. Машинные методы испытаний на сопротивляемость образованию холодных трещин при сварке
плавлением по ГОСТ 26388—84
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротивляемости
Образец — плоский, круг-
лый или восьмигранный для
оценки сопротивляемости
стыковых соединений тол-
щиной 1—6 мм образо-
ванию продольных и попе-
речных трещин в шве и зоне
термического влияния. Ось
шва располагают вдоль или
поперек направления про-
катки. Сьарку образцов вы-
полняют в зажимном прис-
пособлении
а — стыковое соединение без разделки;
б — то же, с разделкой. Образец без
разделки выполняется из стали s=l—
3 мм, D0=148 мм, В( = 135 мм, Du =
= 100 мм
Образец с разделкой кромок имеет сле-
дующие размеры, мм:
а — максимальные продольные и попе-
речные напряжения, МПа;
Du — диаметр зоны образца, подвергну-
той испытанию, мм;
s — толщина образца, мм;
Р — интенсивность распределенной на-
грузки, МПа;
Е — модуль упругости низкоуглероди-
стой стали 21,8-10* МПа.
S 2
£>0 148
135
Du 100
а° 90
Ct 1
3 4
148 168
135 155
100 120
90 60
2 2,5
5 6
198 228
182 210
150 180
60 60
3 4
II
Образец — тавровый для
оценки сопротивляемости
угловых соединений толщи-
ной 8—20 мм образованию
продольных трещин в зоне
термического влияния вдоль
плоскости проката и в кор-
не шва. Сварку образцов
выполняют в зажимном
приспособлении в положе-
нии «в лодочку». Допуска-
ется изготовление полки
из сталей с меныпим содер-
жанием углерода, марган-
ца, хрома
1 — стенка из испытываемой стали; 2 —
полка из низкоуглеродистой стали; 3—
входные и выходные планки из низкоуг-
леродистой стали
Независимо от толщины испытываемой
стали постоянную величину имеют сле-
дующие параметры, мм:
£ = 100, /7 = 100, Ь1=100, Li=150
а=6ИИЗг/£Кср • ° — максимальные по-
перечные растягивающие напряжения,
МПа;
Л1и?г — номинальный изгибающий мо-
мент, МН-м;
£ — длина образна, м;
Кер — средняя высота катета углового
шва, полученная по пяти измерениям, м;
Л1изг=0,75 H P;
Р — усилие, МН.
Продолжение табл. II1
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротивляемости
Значения остальных параметров, мм:
S 8 10 12 16 20
^8 10 12 16 20
b 1,0 1,5 1,5 2,0 2,5
К 6 8 8 10 10
III
Образец — плоский прямо-
угольный для оценки сопро-
тивляемости стыковых сое-
динений толщиной 8—20 мм
образованию продольных
трещин в зоне термическо-
го влияния поперек плоско-
сти проката в шве. Сварку
образцов выполняют в за-
жимном приспособлении
без полного заполнения се-
чения разделки. Перед на-
гружением образцов удаля-
ют выводные планки наж-
дачным кругом
а — образец под стыковое соединение;
б — общий вид сварного соединения;
1 — образец из испытываемой стали; 2 —
. 12£stfm-fo)
<*=/ й Г» а-максималь-
2 £j-|-2£,£3 —Lg
ные растягивающие напряжения при ис-
пытании изгибом, МПа;
/ — коэффициент, учитывающий нерав-
номерность распределения напряжений
по сечению, равный 0,65;
входные и выходные планки из низко-
углеродистой стали. Для всех толщин
ширина образца В—100 мм. Образцы,
испытываемые растяжением, имеют по-
стоянные значения параметров L = 250 и
Л2=50мм. Значения L, Lb L3 при испы-
тании изгибом и остальных параметров
следующие, мм:
S 8 10 12 16 20
L 200 250 250 350 350
Ly 160 200 200 280 280
L3 40 40 40 60 60
*0 1 2 2 3 3
Ci 5 6 6 8 8
е 10—20 40-60 40—60 50—80 50—80
f 15—40 30—60 30—60 40—80 40—80
h 5 6 6 8 8
s — толщина образца, м;
— расстояние между опорами на ос-
новании, м;
L3 — расстояние между опорами на пу-
ансоне, м;
fm — прогиб в центре образца на базе
Lt, м;
fo — остаточный прогиб в центре образ-
ца за базе Lt после снятия нагрузки, м;
Е — модуль упругости низкоуглеродис-
той стали 21,8-16* МПа;
e=P/F,
о — среднее растягивающее напряжение
при испытании растяжением, МПа;
Р — усилие, МН;
F — поперечное сечение образца, м2
CJ
IV
Образец — плоский прямо-
угольный для оценки сопро-
тивляемости стыковых сое-
динений толщиной 8—
20 мм образованию попереч-
ных трещин в зоне терми-
ческого влияния поперек
плоскости проката и шве.
Сварку образцов выполня-
ют в зажимном приспособ-
лении без полного заполне-
ния сечения разделки
Определение показателя сопротивляемо-
сти см. для образца типа III
Продолжение табл. 111
разца
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротивляемости
Ширина образца 5=100 мм постоянна
для всех толщин. Образцы, испытывае-
мые растяжением, имеют постоянные
значения параметров L = 250, 52 = 50 мм
Значения L, 1.\ при испытании изгибом
и остальных параметров следующие, мм:
S 8 10 12 16 20
L 200 250 250 350 350
160 200 200 280 280
Lp 80— 120 100— 110 100— 140 100— 160 100— 160
Сх 5—6 6—8 8—10 ib- is 15— 17
h 5 6 6 8 8
Образец — цилиндрический
диаметром 8 мм для оцен-
ки сопротивляемости сты-
ковых соединений из сталей
прочностью до 1000 МПа
образованию продольных
трещин в зоне термическо-
го влияния поперек плоско-
сти проката при наличии
острого концентратора на-
пряжений
a = p/F, о —среднее растягивающее на-
пряжение, МПа;
Р — усилие, МН;
F — поперечное сечение образца в месте
надреза, м2
-1
!
f
ко
ст>
11.2. Технологические методы испытаний на сопротивляемость образованию холодных трещин
при сварке плавлением по ГОСТ 26388—84
Тил
об-
разца
Пояснения к испыта-
ниям
Эскиз образца
Схема зажимного устройства, показатель
склонности к образованию холодных трещин
Образец — плос-
кий квадратный с
дискообразным
вварышем в цент-
ре с переменным
диаметром Di(Dlt
D7, D3) для оцен-
ки склонности сты-
ковых соединений
толщиной 1—6 мм
к образованию
продольных и по-
перечных трещин
в зоне термиче-
ского влияния и
шве. Сварку об-
разцов выполня-
ют в зажимном
приспособлении.
После охлажде-
ния до 150 °C об-
разцы освобожда-
ют из зажимного
приспособления
а — образец без разделки кромок: б — то
же, с разделкой кромок. Размеры образцов,
мм:
За показатель склонности к образованию
холодных трещин принимают диаметр кру-
гового шва DkP, при котором образуются
трещины
$ 1 2 3 4 5 6
в 150 150 150 200 200 • • 200
Dx 40 50 50 • 50 50 ’ 50 •
d2 50 60 60 70 70 70
D3 70 80 80 90 90 90
90 90 60 60 60
С 1 1,5 2 2 2
ь 0,5 0,5 1 1 1
Образцы зазором b без разделки = 0.5 мм кромок собирают с
VII
Образец — крес-
тообразный для
оценки склонности
угловых соедине-
ний толщиной 8—
10 мм к образова-
нию продольных
трещин в зоне тер-
мического влияния
и шве. Сварку об-
разцов выполняют
в свободном сос-
тоянии в положе-
нии «в лодочку».
Каждый шов сва-
ривают при одной
заданной началь-
ной температуре
1—4 — последовательность
швов на образце.
выполнения
За показатель склонности к образованию
холодных трещин принимают наличие или
отсутствие трещин
Продолжение табл. П.2
Тип
об-
разца
to
00
Пояснения
к испытаниям
Эскиз образца
Схема зажимного устройства, показатель
склонности к образованию холодных трещин
Размеры образцов, мм:
S 8 10 12 16 20 30 40
К 6 8 8 10 10 10 10
L 150 150 150 150 300 300 300
В, 150 150 150 150 300 300 300
Н 75 75 75 75 150 150 150
Еш 50 50 50 50 150 150 150
VIII
Три плоских пря-
моугольных об-
разца разной дли-
ны Li (L\, Lq, L3)
для оценки склон-
ности стыковых
соединений тол-
щиной 12—40 мм
к образованию
продольных тре-
щин в зоне терми-
ческого влияния и
шве. Сварку об-
разцов выполня-
ют в зажимном
приспособлении.
Одновременно
сваривают за один
проход набор из
трех образцов
' различной длины.
После сварки об-
разцы оставляют
в зажимном при-
способлении на
весь период испы-
таний Сварку вы-
полняют, запол-
няя сечение раз-
делки неполно-
стью
Размеры образцов, 5 12 16 мм: 20 30 40
£1 124 132 140 160 180
174 182 190 210 230
£з 324 332 340 360 380
н 60 60 60 100 100
е. 40—60 40—60 40—60 50—80 50—80
f 50—60 50—60 50-60 60—80 60—80
К 6 6 6 8 8
h 6 6 6 8 8
Переменное расстояние Ei между пласти-
нами-концевиками не зависит от толщины
образцов и имеет следующие значения; £1=
= 100, £2—150, £3 = ЗОО мм
За показатель склонности к образованию
холодных трещин принимается максималь-
ная длина LKp свариваемых образцов, в ко-
торых образуются трещины
IX
Образец — плос-
кий прямоуголь-
ный с продольной
прорезью в цент-
ре для оценки
склонности свар-
ных соединений
толщиной 12—
40 мм к образова-
нию продольных
трещин в зоне
термического вли-
яния и шве. Об-
разцы сваривают
в свободном сос-
тоянии, заполняя
сечение разделки
неполностью
h = 6 мм для образцов толщиной s=12, 16,
20 мм, h — 8 мм для образцов s = 30, 40 мм
За показатель склонности к образованию
холодных трещин принимают наличие или
отсутствие трещин. За дополнительный по-
казатель принимают процентное отношение
длины трещины £тр к длине шва или
минимальную температуру подогрева
при которой не образуются трещины
II.1.8. Горячие трещины
При высоких температурах в металле шва и зоне термического
влияния возникают горячие трещины. Поверхность излома горячих
трещин имеет матово-желтоватый цвет, а в случае попадания воздуха
в трещину поверхность покрывается окисла мн коричневато-синевато-
го цвета.
Главной причиной образования горячих трещин является потеря
способности металла к деформации. В процессе сварки кристаллизу-
ющийся металл шва находится под воздействием растягивающих
напряжений, возникающих и развивающихся в сварном соединении
вследствие несвободной усадки шва и охлаждаемых участков нерав-
номерно нагретого основного металла. Под действием этих напряже-
ний металл шва деформируется, а при недостаточной деформацион-
ной способности — разрушается. Хрупкое межкристаллическос разру-
шение (образование горячих трещин) происходит, если напряжения
при охлаждении нарастают интенсивнее, чем межкристаллическая
прочность металла шва. При менее интенсивном росте напряжений
сварные швы не разрушаются.
При кристаллизации металлы проходят стадию твердожидкого
состояния. При объеме жидкой фазы, достаточном для свободного
ее перемещения в промежутках между растущими кристаллами,
пластичность двухфазного металла высока, так как полностью опре-
деляется свойствами жидкости. С увеличением объема твердой фазы
циркуляция жидкости постепенно затрудняется и после образования
каркаса кристаллитов полностью прекращается. Деформация металла
в этом состоянии приводит к хрупкому разрушению по межкристал-
лическим прослойкам, в которых еще не закончен процесс кристалли-
зации. Пластичность металла падает до малых значений (десятые
доли процента), и сопротивление разрушению становится ничтож-
ным.
В процессе дальнейшего охлаждения вязкость и поверхностное
натяжение прослоек повышаются, а их прочность возрастает до та-
ких значений, которые оказываются выше критического значения
скалывающих напряжений металла кристаллитов. При этом металл
деформируется за счет внутрнкрнсталлических сдвигов, вследствие
чего пластичность резко возрастает, а характер разрушения вместо
межкристаллического становится внутрикристаллическим.
Изменение прочности и пластичности металла при кристаллиза-
ции и последующем охлаждении происходит в определенном темпе-
ратурном интервале. Минимальные значения этих показателей со-
ответствуют температурному интервалу хрупкости ТИХ. Наименьшая
пластичность металла бпип в этом интервале температур обычно при-
ходится на завершающую стадию процесса кристаллизации. Разность
между наименьшей пластичностью бт1п и линейной усадкой сплава
30
в температурном интервале хрупкости характеризует запас пластич-
ности A = ftmn-« или запас его деформационной способности. При
сварке деформация А металла шва в процессе кристаллизации опре-
деляется не только его усадкой е, но и усадкой прилегающих к нему
участков основного металла. В зависимости от формы, размеров,
жесткости сварного соединения, режимов и технологии сварки, де-
формация А металла шва к концу процесса кристаллизации может
оказаться меньше, равной либо больше бпнп. В последних двух слу-
чаях образование горячих трещин будет неизбежным.
Таким образом, чувствительность сварного соединения к обра-
зованию горячих трещин зависит от трех факторов: температурного
интервала хрупкости, пластичности в этом интервале, темпа нараста-
ния деформации.
Чем меньше температурный интервал хрупкости, чем больше ми-
нимальная пластичность в этом интервале, чем меньше скорость
деформации, тем выше запас деформационной способности сварного
соединения и вероятность образования горячих трещин меньше.
И.1.9. Методы испытаний на сопротивляемость
образованию горячих трещин при сварке
ГОСТ 26389—84 регламентирует машинные и технологические
методы испытаний на сопротивляемость образованию горячих тре-
щин при сварке плавлением.
При машинных методах испытаний испытываемый материал шва
и зоны сплавления деформируют приложением внешней нагрузки для
определения сравнительно-количественных показателен: критического
темпа и критической скорости растяжения, при которых образуются
трещины.
Для испытаний применяют машины по ГОСТ 15533—80* и ГОСТ
7855—84, обеспечивающие совмещение сварочных процессов с де-
формированием образцов со скоростью не менее Ы0-2 м/с, подат-
ливостью не более ЫО-4 м на каждые 10 кН растягивающего уси-
лия, быстродействие 1 с, скорость перемещения с плавным или сту-
пенчатым регулированием с шагом 5—10% в диапазоне от Ы0~*
До 2-Ю*8 м/с. Необходимо иметь приспособление для нагрева об-
разцов с имитацией термических циклов, прибор класса точности 0,5
Для их регистрации с быстродействием 1 с, деформометр для тари-
ровки и контроля скорости деформации и измерения температурного
Удлинения.
Образцы типов 1—7 закрепляют в захватах испытательной ма-
шины и проводят сварку па следующих режимах (табл. II.3).
Испытания проводят сериями. При испытании первого образца
задается скорость деформации 2-10~5—4- 10's м/с. При отсутствии
трещин скорость растяжения увеличивают на 40—50 %. Режим свар-
31
кн сохраняют постоянным. В результате испытаний 10—15 образцов
находят две скорости, отличающиеся на 5—10%. При большей из
них образуются трещины, при меньшей — не образуются. В диапазо-
не между этими скоростями выбирают три минимальных значения,
при которых возникали трещины, и определяют среднее арифмети-
ческое. Это значение считается критической скоростью растяжения
Л, его принимают за сравнительный показатель сопротивляемости
металла образованию горячих трещин.
Машинные методы испытаний приведены в табл. II.4.
П.З. Рекомендуемые режимы сварки образцов
Параметры испытания Низколегированные стали Высоколегированные стали
Вид сварки* ИН. ИНп УП. ИП А РЭ ИН. ИНп УП. ИП Л РЭ
Скорость сварки, 1 • 10~3 м/с 3,3 6,6 6,6 2,08 3,3 6,6 6,6 2,08
Время деформиро- вания, с 10 10 15 10 15 15 20 15
1450—1350
Температура соли-
дуса, °C
Напряжение при
определении Тт3х,
МПа
1,5
* Обозначения сварки: А — автоматическая сварка под флюсом,
ИН—сварка неплавящимся электродом в инертных газах, ИНп —
сварка неплавящимся электродом с присадкой, ИП — сварка плавя-
щимся электродом в инертных газах, УП — сварка плавящимся элек-
тродом в углекислом газе, РЭ — ручная дуговая сварка.
Технологические методы (табл. 11.5) испытаний предусматрива-
ют изготовление из испытываемого материала типовых сварных уз-
лов, конструкция и технология сварки которых обусловливает по-
вышенные значения темпа высокотемпературных деформаций, приво-
дящих к образованию трещин. Сравнительно-количественную оценку
сопротивляемости металла шва и зоны сплавления образованию тре-
щин производят условными показателями: критической скоростью
сварки и коэффициентами ширины образца, периодичности трещин,
площади трещин и длины трещин.
32
Схема нагружения, показатель сопротив-
Пояснения к испытаниям Эскиз образца ля ем ости
33
Продолжение табл. П.4
Тип
об-
разца
Схема нагружения, показатель сопротив-
ляемости
Пояснения к испытаниям
Эскиз образна
характерном для данного вида
сварки из условия полного
проплавления, получения шва
и обратного валика
/ — пластина с прорезью; 2 — пла-
стина; 3 — пластина с отверстием;
4 — технологическая планка
2
Образец толщиной 1,5—5 мм
для оценки сопротивляемости
металла однослойных швов и
зоны сплавления, выполненных
следующими видами сварки:
ИН, ИНп, ИП, УП, ЛС, ЭЛС.
Ось сварного шва перпендику-
лярна направлению прокатки.
Сварку начинают и заканчива-
ют за пределами зоны, опре-
деленной надрезом. Механизм
деформирования включают в
момент совмещения оси элект-
рода с плоскостью, перпенди-
кулярной оси шва и проходя-
щей через вершину надреза.
Сварку выполняют из условия
полного проплавления, получе-
ния шва и обратного валика
5 — рычаг; 6 — основание; 7 — губ-
ки; 8 — формирующая подкладка
При испытании растяжением опреде-
ляют
В=А/^ТИХ,
где В — критический темп растяже-
ния, м/°С; А — критическая скорость
растяжения, м/с; W тих СрСДНЯЯ
скорость охлаждения в зоне образо-
вавия трещины, °С/с. Значение А оп-
ределяют в результате испытаний и
принимают среднее арифметическое
из трех минимальных значений, при
которых возникали трещины
’«^тих — определяют с помощью запи-
си сварочного цикла
Термопару вводят в среднюю часть
сварочной ванны на глубину 2—3 мм,
а среднюю скорость охлаждения оп-
ределяют в интервале 100 °C, приле-
гающем снизу к температуре солиду-
са
Температура солидуса 1450—1350 °C
/
Образец толщиной 6—20 мм
для оценки сопротивляемости
металла корневых швов, вы-
полненных следующими вида-
ми сварки: А, ИНп, УП, РЭ.
Ось шва располагают вдоль
или поперек прокатки. Сварку
начинают и заканчивают на
технологических планках. Ме-
ханизм деформирования вклю-
чают после перемещения оси
электрода от стыка образца с
технологической планкой на
20 мм. Сварку осуществляют
из условия полного проплав-
ления, получения шва и обрат-
ного валика
Продолжение табл. 11.4
Тип
об-
разца
Схема нагружения, показатель сопротив-
ляемости
Пояснения к испытаниям
Эскиз образца
Образец толщиной 10—20 мм
для оценки сопротивляемости
металла однослойных швов с
конструктивным непроваром,
выполненных следующими ви-
дами сварки: А, ИП, УП, ИНп,
РЭ. Ось шва располагают
вдоль или поперек прокатки.
Сварку образцов начинают и
заканчивают на технологиче-
ских планках. Механизм де-
формирования включают после
перемещения оси электрода от
стыка образца с технологиче-
ской планкой на 20 мм. Мощ-
ность сварочной дуги выбира-
ют из условия получения за-
данной ширины и высоты шва
1 — пластина; 2 — технологическая
планка
а, б — захваты с горизонтальным и
вертикальным перемещением; 1 —
образец; 2 — опора; 3 — корпус; 4 —
пуансон; 5 — клин; 6 — рычаг
При испытании изгибом критическую
скорость растяжения вычисляют по
формуле
A=4Vzh!L,
5
Образец толщиной 10—20 мм
для оценки сопротивляемости
металла однослойных швов с
конструктивным непроваром,
выполненных следующими ви-
дами сварки: А, ИП, УП, ИНп,
РЭ. Ось шва располагают
вдоль или поперек направле-
ния прокатки. Сварку начина-
ют и заканчивают на техноло-
гических планках. Механизм
деформирования включают
после перемещения осн элект-
рода от стыка образца с тех-
нологической планкой на 20 мм.
Мощность сварочной дуги вы-
бирают из условия получения
заданной ширины и высоты
шва
ПРИХВАТКИ
/ — уголок сварной; 2 — пластина;
3 — технологическая планка
где V»— критическая скорость пере-
мещения средней опоры по отноше-
нию к крайним, м/с; h — расстояние
от рабочей кромки средней опоры до
вершины трещины, определяемой на
поверхности излома, м; L — рассто-
яние между крайними опорами, м
Критический темп растяжения вы-
числяют по формуле
B=A/WnI
Образец типа 7а толщиной
10—20 мм для оценки сопро-
тивляемости металла одно-
слойных швов, выполненных
следующими видами сварки
А, УП, ИП. Образец типа 76
для оценки сопротивляемости
металла многослойных швов,
выполненных следующими ин
дами сварки: Л, УП, ИП, РЭ.
ЭЛС — электронно-лучевая сварка; ЛС — лазерная сварка; ЭШС—электрошлаковая сварка.
38
11.1.10. Способы повышения технологической прочности
Существует большое разнообразие способов повышения стойко-
сти сварных соединений к образованию трещин. Но ни один способ
не является универсальным. Эффективность каждого способа опре-
деляется химическим составом стали, толщиной металла, типом
сварного соединения, формой и размерами сварной конструкции,
применяемой технологией сварки и т. д.
Химический состав металла шва и состояние поверхности сва-
рочной проволоки оказывают заметное влияние на сопротивляемость
образованию трещин. Сварочная проволока, покрытая ржавчиной
или другими видами загрязнений, является источником насыщения
металла сварного шва водородом. Поэтому перед сваркой электрод-
ную проволоку необходимо очистить, флюс и электроды прокалить,
защитные газы применять только сварочные, свариваемые кромки
очистить и удалить конденсированную влагу прогревом газовым пла-
менем. Все сварочные работы рекомендуется проводить в производ-
ственных помещениях. На монтажной площадке место сварки необ-
ходимо оградить от атмосферных воздействий.
Концентрация водорода в металле шва зависит от вида сварки
(табл. 11.6).
11.6. Содержание водорода в металле шва для некоторых видов
сварки
Содержа-
Вид сеарки рода>
мл/100 г
Сварка под флюсом:
очищенная проволока и прокаленный флюс . . 5—10
неочищенная проволока и непрокаленный флюс . 10—25
Сварка порошковой проволокой в СО3 ...... 10—30
Сварка в смеси СО, и Лг:
очищенная проволока............................. 2—7
неочищенная проволока........................» 6—12
Ручная дуговая сварка:
электроды, прокаленные при 400—500 °C ... . 3—7
электроды основного типа непрокаленные . . . 6—12
электроды основного типа, прокаленные при 100—
150’С...........................................12-20
электроды с рутиловым покрытием.................20—35
Известно, что сопротивляемость образованию трещин резко сни-
жается при содержании углерода более 0,3 %. Марганец и хром сни-
жают сопротивляемость при их содержанки более 1 %, никель —
более 1,5%. Повышают сопротивляемость карбидообразуюшие и мо-
дификаторы: ванадий, молибден, титан. Для низколегированных ста-
лей предъявляется следующее требование по ограничению содержа-
иия газов: кислорода <0,005, азота<0,005, водорода<0,0005 %.
39
11.5. Технологические метод ы и с п ы т а ний на сопротивляемость образо
Тип
образца
Пояснения к испытаниям
9
Образен типа 9л толщиной 1,5—5 мм для оценки сопро-
тивляемости металла однопроходных стыковых швов и
зоны сплавления соединений, выполненных следующими
видами сварки: ИН, ЛС, ЭЛС. ИП, ИНп, УП. Образец
изготовляют в виде квадратной пластины с центральным
отверстием и вставленным в него диском. Сварку начи-
нают над прихваткой и ведут до замыкания кругового
шва. Сварку ведут на скорости, характерной для дан-
ного вида сварки, на мощности дуги, обеспечивающей
полный провар кромок и формирование обратного ва-
лика. Образец типа 9б толщиной 10—12 мм для оценки
сопротивляемости металла многослойных швов и зоны
сплавления соединений, выполненных следующими вида-
ми сварки: РЭ, ИНп, УП. Образец изготовляют с коль-
цевой проточкой. Сварку ведут заполнением кольцевой
проточки в два слоя, при ручной дуговой сварке—в
три слоя. Место начала и окончания сварки должно
быть неизменным для всех слоев. Каждый слой накла-
дывают после охлаждения предыдущего до комнатной
температуры.
Образец типа 9в толщиной более 25 мм для оценки
сопротивляемости металла многослойных швов, выпол-
ненных следующими видами сварки: РЭ, ИНп, УП. Об-
разец изготовляют в виде квадратной пластины, состав-
ленной из четырех пластин с кольцевой проточкой. Свар-
ку ведут заполнением разделки в один слой. Сварку
начинают в позиции 60° и заканчивают в позиции
240°. После охлаждения образца ниже 50°C сварива-
ют замыкающий шов. Образцы вырезают независимо от
направления прокатки
Образец толщиной 15—30 мм для оценки сопротивляе-
мости металла однопроходных тавровых швов с конст-
руктивным непроваром, выполненных следующими ви-
дами сварки: А, РЭ, ИП, УП. Образцы вырезают неза-
висимо от направления прокатки. Косынки можно изго-
товлять из металла, отличающегося по составу от испы-
тываемого. Сварку ведут в два прохода без использо-
вания технологических планов на режимах, характерных
для данного вида сварки. После сварки удаляют косын-
ки и образец разрушают изгибом с растяжением в корне
шва. При отсутствии трещин в первом образце при свар-
ке следующего образца увеличивают скорость сварки
и мощность дуги при условии сохранения катета шва до
выявления критической скорости сварки, приводящей к
образованию трещин
40
г
ню горячих трещин при сварке плавлением по ГОСТ 26389—84
£скиз образца
I— пластина; 2 —диск; 3— пласти-
на с кольцевой канавкой; 4 — пла-
стина со шлифованными торцами
Показател ь сонротияляемостм
Определяют следующие показа-
тели:
где К„— коэффициент периодич-
ности трещин; м; £ш — длина низа,
м; п— число поперечных трещин;
К/== / 1-ЗД 100%,
\ Ли/
где Kf — коэффициент площади
трещин; FTp — площадь трещин в
изломе шва, м2; Гш — площадь
поперечного сечения шва, м2;
К,= Н-М100%,
\ Ли/
где Kt— коэффициент длины тре-
щин; LTp — суммарная длина про-
дольных трещин, м. За критичес-
кую скорость сварки принимают
скорость, при которой появляют-
ся трещины при условии сохране-
ния постоянной высоты шва
косынка; 2 — стенка; 3 — полка
41
Тип
образца
Пояснения к испытаниям
12
Образец толщиной 30—100 мм для оценки сопротивляе-
мости металла многослойных швов, выполненных сле-
дующими видами сварки: А, РЭ, ИП, УП, ЭЛС. Образ-
цы вырезают независимо от направления прокатки. Пли-
ту можно изготовлять из металла, отличающегося по
составу от испытываемого. Сварку ведут путем наплав-
ки валиков в корень каждой разделки до полного запол-
нения. Первоначально выполняют первый шов на режи-
ме, характерном для данного вида сварки. Каждый сле-
дующий шов осуществляют после остывания предыду-
щего до комнатной температуры, на режиме, отличаю-
щемся от предыдущего по скорости сварки на 20 % и
мощности дуги для сохранения высоты шва. Сварку на-
чинают и оканчивают на расстоянии 30 мм от края об-
разца
10
Образец типа 10а толщиной 1,5—3 мм для оценки со-
противляемости металла первого слоя стыковых швов
и зоны сплавления соединений, выполненных следующи-
ми видами сварки: ИП, ИНп, ЭЛС, ЛС.
Образец типа Юб толщиной 10—15 мм для оценки со-
противляемости металла первого слоя стыковых швов,
выполненных следующими видами сварки: РЭ, А, ИП,
УП.
Образец типа Юв толщиной 10 мм и более для оценки
сопротивляемости металла стыковых швов, выполненных
ЭЛС. Образцы вырезают независимо от направления
прокатки. Перед сваркой образец крепят к столу через
центральное отверстие. В первую очередь испытывают
образец максимальной ширины. Дугу возбуждают на
технологической планке и ведут от края к центру с
полным проплавлением образца.
После охлаждения образца до 20 еС сваривают второй
участок образца от края к центру. При отсутствии тре-
щин на тех же режимах испытывают другие образцы
до определения критической ширины образца
42
Продолжение табл. П.5
Эскиз образна
Показатель сопротивляемости
Коэффициент критической ширины
образца Ко вычисляют по форму*
ле
/ Dkd\
Ко= I 1—100%,
\ /
где Di,-p — критическая ширина об-
разца, т. е. максимальная ширина
образца, вызывающая образование
трещин, м; Da — наибольшая ши-
рина образца, м
43
Ограничено содержание серы в стали. Между марганцем и серой
должно быть соотношение:
Mn/S>
22 при С = 0,06—0,11 %;
30 при 00,11—0,13%;
60 при С=0,15—0,16 %.
Перспективным технологическим способом повышения сопротив-
ляемости образованию трещин является разработка и применение ви-
дов сварки, обладающих определенной гибкостью в регулировании
термического цикла сварки. Такими видами сварки являются: ручная
дуговая сварка «горкой», двух-, миогодуговая сварка, сварка с при-
менением порошкового присадочного материала, сварка методом СК.
В целях повышения стойкости сварных соединений против образова-
ния горячих трещин для стыковых соединений в наиболее опасных
зонах появления трещин в начале и конце шва рекомендуется накла-
дывать связи путем приварки технологических планок, жесткого за-
крепления или заварки концевых участков шва в направлении от
центра к краю свариваемых листов. Существенно снижается вероят-
ность появления трещин при сопутствующем подогреве участков ме-
талла, параллельных оси шва. Сварку целесообразно выполнять
видами с максимальной проплавляющей способностью при наимень-
шей погонной энергии. Повышается стойкость сварных соединений
при устранении концентраторов, вызванных формой шва и подготов-
кой под сварку. Благоприятная схема кристаллизации шва способ-
ствует повышению сопротивляемости образованию трещин. Внешним
признаком является округлое очертание изотерм. Прерывистая кри-
сталлизация в случае вибрации и импульсной сварки способствует
повышению технологической прочности сварных соединений.
11.1.11. Определение допускаемых режимов
дуговой сварки и наплавки
Для выбора технологии и определения режимов сварки сущест-
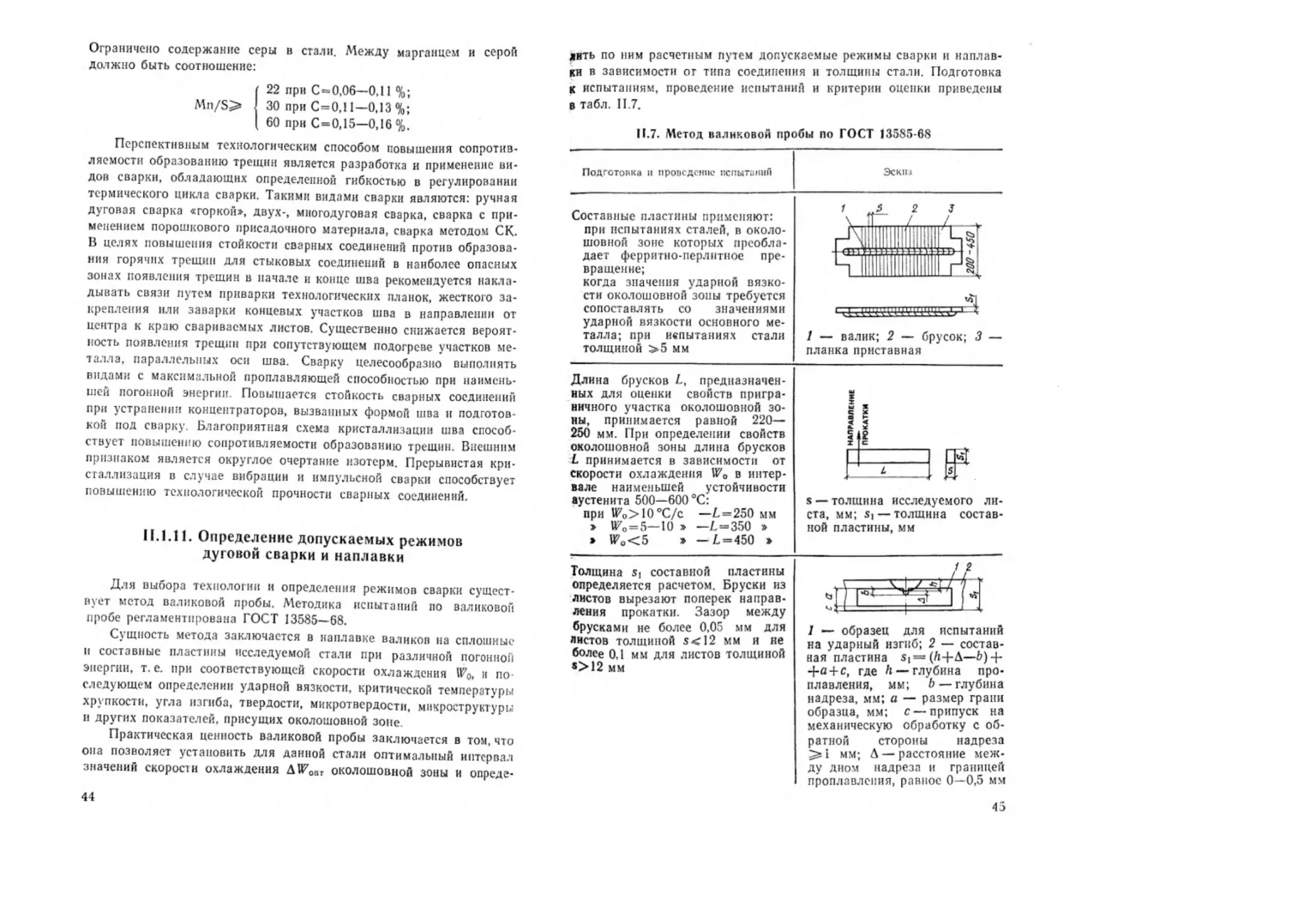
вует метод валиковой пробы, Методика испытаний по валиковой
пробе регламентирована ГОСТ 13585—68.
Сущность метода заключается в наплавке валиков на сплошные
и составные пластины исследуемой стали при различной погонной
энергии, т. е. при соответствующей скорости охлаждения W'o, и по
следующем определении ударной вязкости, критической температуры
хрупкости, угла изгиба, твердости, микротвердости, микроструктуры
и других показателей, присущих околошовной зоне
Практическая ценность валиковой пробы заключается в том, что
она позволяет установить для данной стали оптимальный интервал
значений скорости охлаждения AlFoar околошовной зоны и опреде-
44
лить по ним расчетным путем допускаемые режимы сварки и наплав-
ки в зависимости от типа соединения и толщины стали. Подготовка
к испытаниям, проведение испытаний и критерии оценки приведены
в табл. П.7.
11.7. Метод валиковой пробы по ГОСТ 13585-68
Подготовка И проведение испытаний
Эскиз
Составные пластины применяют:
при испытаниях сталей, в около-
шовной зоне которых преобла-
дает ферритно-перлитное пре-
вращение;
когда значения ударной вязко-
сти околошовной зоны требуется
сопоставлять со значениями
ударной вязкости основного ме-
талла; при ивпытаниях стали
толщиной >5 мм
Длина брусков L, предназначен-
ных для оценки свойств пригра-
ничного участка околошовной зо-
ны, принимается равной 220—
250 мм. При определении свойств
околошовной зоны длина брусков
L принимается в зависимости от
скорости охлаждения №0 в интер-
вале наименьшей устойчивости
аустенита 500—600 °C:
при й7о>10°С/с —Л=250 мм
» Ц7О=5—Ю » —£-350 »
> №0<5 » - £=450 »
1 — валик; 2 — брусок; 3 —
планка приставная
s — толщина исследуемого ли-
ста, мм; $i — толщина состав-
ной пластины, мм
Толщина Sj составной пластины
определяется расчетом. Бруски из
листов вырезают поперек направ-
ления прокатки. Зазор между
брусками не более 0,05 мм для
листов толщиной $<12 мм и ие
более 0,1 мм для листов толщиной
s>12 мм
1 — образец для испытаний
на ударный изгиб; 2 — состав-
ная пластина $i=(/i+&—5)4-
4-а + с, где Л —глубина про-
плавления, мм; 5 — глубина
надреза, мм; а — размер грани
образца, мм; с — припуск на
механическую обработку с об-
ратной стороны надреза
7^ I мм; Л — расстояние меж-
ду дном надреза и границей
проплавления, равное 0—0,5 мм
45
Продолжение табл. /1.7
Подготовка и проведение испытаний
Эскиз
Сплошные пластины применяют:
при испытаниях сталей, в около-
пювной зоне которых преобла-
дает бейнитное или мартенсит-
ное превращение;
когда значения ударной вязко-
сти околошовной зоны не требу-
ется сопоставлять со значениями
ударной вязкости основного ме-
талла;
при испытаниях литой стали
толщиной >12 мм
Валики наплавляют при конкрет-
ной температуре, соответствующей
работе сварной конструкции, без
колебательных движений элект-
рода с постоянной скоростью. Со-
ставную пластину разбивают
на отдельные бруски без
снятия усиления, если погон-
ная энергия при наплавке
<2,09 МДж/м, и со снятием уси-
ления, если погонная энергия
>2,09 1МДж/м
1 — неиспользуемый участок;
2 — участок для изготовления
образцов; 3 — валнк
Испытания на ударный изгиб
Образцы вырезают методом, не
вызывающим нагрев металла. Раз-
меры образцов по ГОСТ 6996—66*.
Для определения ударной вязко-
сти околошовной зоны дно над-
реза располагается по оси валика
ниже линии сплавления на рас-
стоянии не более 0,5 мм в сто-
рону основного металла. Место-
положение надреза намечается
при изготовлении образцов на
протравленных гранях, перпенди-
кулярных продольной оси валика.
Испытания проводят при различ-
ных температурах, как правило,
при 20, —20, —40, —60, —80,
—100 °C. Для определения удар-
ной вязкости на различном уда-
лении от линии сплавления образ-
цы вырезают, как показано на
1 — образец; 2 — наплавлен-
ный валик; 3 — брусок; I —
расстояние между смежными
надрезами
46
Продолжение табл. 11.7
Подготовка и проведение испытаний
Эскиз
эскизе. Расстояние устанавливает-
ся градиентом температур в про-
цессе наплавки. Разница темпе-
ратур в местах надрезов не дол-
жна превышать 50 °C по кривой
максимальных температур. Темпе-
ратура определяется термопарами
или расчетом
Испытание на статический изгиб
Образцы вырезают из сплошных
пластин поперек валика. Оконча-
тельную механическую обработку
производят в поперечном по отно-
шению к валику направлении.
Длину образца L устанавливают
по ГОСТ 6996—66. Кромки образ-
цов в пределах рабочей части L/3
необходимо закруглить радиусом
1,5 мм. Околошовная зона долж-
на находиться в растянутой зоне.
Испытание проводят до образова-
ния трещины
а — образец для испытаний;
б — схема нагружения образ-
ца
Определение твердости
Твердость околошовной зоны ус-
танавливают по Виккерсу (ГОСТ
2999—75*). Нагрузку выбирают
с таким расчетом, чтобы размер
диагонали отпечатка не превышал
0,7 мм. При этом края отпечатка
должны располагаться в пределах
0—0,7 мм от линии сплавления.
Твердость за пределами около-
шовной зоны определяют по Вик-
керсу, Роквеллу (ГОСТ 9013—
59* )♦ Бринеллю (ГОСТ 9012—
*9*). Трассу отпечатков выполня-
ют. в соответствии с целями ис-
следований
а — в — трасса соответствен-
но прямолинейная, сдвоенная,
строенная
47
Результаты испытаний обрабатывают в такой последовательно-
сти: по окончании механических испытании определяют интервал
режимов сварки, которые обеспечивают получение свойств не ниже
основного металла или установленных нормативными документами.
Оптимальный интервал скоростей охлаждения при сварке угле-
родистых и низколегированных сталей, полученный по методу вали-
ковой пробы, приведен в табл. II.8.
11.8. Оптимальный интервал скоростей охлаждения при сварке
сталей (валиковая проба)
Тип стали Марка стали, исходное состояние д«%т. °С/с Критерий для оценки свойств Твердость ИВ. МН,мг
Углеродистая об- Ст2 6-18 Он >0,5 МДж/м2 1550-
щего назначения (ГОСТ 380—71*) Прокат при —60 °C, 6 = = 20 мм 1700
СтЗкп Прокат 1,2—12 пн>0,2 МДж/м2 при —50 °C, б = = 12 мм —
БСтЗ Прокат 1,4-15 пн>0,5 МДж/м2 при —50 °C, б = = 12 мм 1550— 1650
Углеродистая ка- 40 2,4—5 ап >0,6 МДж/м2 2650-
чественная конст- рукционная (ГОСТ 1050—74**) Нормали- зация 45 при +20 °C 6 = = 16 мм 2800
11ормализа- ния 850 °C 2-4 Пп>0,35 МДж/м2 при +20° С, б = = 16 мм 2300— 2500
Низколегирован- 09Г2 1—15 till >0,3 МДж/м2 1850-
ная толстолисто- вая и шнрокопо- Прокат 1 -12 при —60 °C, 6 = = 12 мм 2150
лосная универсаль- 14Г2 аа>0,2 МДж/м2 2250—
ная (ГОСТ 19282—73*) Прокат при —70 °C, 6 = = 20 мм 2700
16ГС Прокат 1-12 Пи >0,2 МДж/м2 при —60 °C, 6 = =20 мм 19G0- 2250
16ГС Нормали- зация 1-6 Пи >0,6 МДж/м2 при +20 °C, 6 = = 20 мм 2350- 2600
16ГС Нормали- зация 1-8,5 Пи >0,2 МДж/м2 при —60 °C, 6 = = 12 мм 1700- 2100
17ГС Нормали- зация 10—30 «и >0,4 МДж/м2 при —60 °C, 6 = = 11 мм 2250- 2350
10Г2С1Д Прокат 1 — 15 Пн>0,2 МДж/м2 при —60 °C, 6 = = 12 мм 1850— 2500
48
Методика испытаний, регламентированная ГОСТ 23870—79, поз-
воляет оценить влияние сварки плавлением на свойства основного
металла в околошовной зоне без выполнения сварки (табл. II.9).
В результате испытаний устанавливают зависимости временного со-
противления, относительного удлинения и сужения, предела длитель-
ной прочности, ударной вязкости, твердости, величины зерна и со-
держания структурных составляющих от скорости охлаждения.
11 .9. Метод оценки влияния сварки плавлением на основной металл
по ГОСТ 23870—79
Подготовка и проведение
испытаний
Эскиз образца, показатель Механических
свойств
Для испытаний изготовляют
образцы 1 и 2 с чистотой
поверхности 1,25 мкм. При
толщине 3 мм и менее изго-
товляют образцы толщиной
равной толщине проката с
сохранением шероховато-
сти, соответствующей сос-
тоянию проката
Образцы /, 2 подвергают
тепловому воздействию в
установке для имитации
теплового воздействия свар-
ки по следующим термичес-
ким циклам околошовной
зоны: наибольшая темпера-
тура нагрева должна быть
равна 0,9±0,02 темпера-
туры солидуса, средняя
скорость нагрева 250 ±
±12,5°С/с в интервале 700—
900 °C, средняя скорость ох-
лаждения 0,1 ±0,01; 1±0,1;
Ю±1; 100±10 и 600 ±
±60°С/с в интервале 600—
500 °C. Из образцов, под-
вергнутых тепловому воз-
действию, изготовляют об-
разцы для механических ис-
пытаний.
Для определения времен-
ного сопротивления, отно-
сительного удлинения и су-
жения из образца 1 изготов-
ОБРАЗЕЦ I
ОБРАЗЕЦ г
ОБРАЗЕЦ ТИЛА П ПО ГОСТ 6996 о<
ОБРАЗЕЦ ТИЛА ИП ПО ГОСТ 6996-66
49
П родолэкение табл. II.9
Подготовка и проведение
испытаний
Эскиз образца, показатель механических
свойств
ляют образец 3 и из образ-
ца 2— образец типа II по
ГОСТ 6996—66. Для опре-
деления предела длительной
прочности используют об-
разец 3. Испытание прово-
дят в соответствии с ГОСТ
10145—81. Для определения
ударной вязкости использу-
ют образцы типов VIII и
XI по ГОСТ 6996—66*. ко-
торые изготовляют из об-
разца 1. Твердость, величину
зерна и содержание струк-
турных составляющих оп-
ределяют на среднем участ-
ке образца 1
И
ОБРАЗЕ Ц ТИП А XI ПО ГОСТ 09М-«
<Тв—Р max//“о,
где ов — временное сопротивление,
Па; Ртах—наибольшая нагрузка,
предшествующая разрушению образ-
ца, Н; Ро — начальная площадь попе-
речного сечения образца, м2.
б= (/к~— 100%,
где б — относительное удлинение;
10, /к—расчетная длина до и после
испытаний, м.
[00%.
где Чг — относительное сужение; Ро,
Рк — площадь поперечного сечения до
и после испытаний, м*.
Предел длительной прочности опре-
деляют по зависимости для времен-
ного сопротивления. В обозначение
вводят верхний индекс — температу-
ра испытания в °C, нижний индекс —
продолжительность испытания до раз-
рушения в часах. Например, Ojooq —
предел прочности за 1000 ч испыта-
ния при температуре 700 СС.
KC=K/S0,
где КС — ударная вязкость, Дж/м2;
К — работа удара, Дж; So— площадь
поперечного сечения образца в месте
концентратора до испытания, м2.
Ударную вязкость обозначают соче-
танием букв и цифр. Например,
ХС1/~40 50/2/7,5 — ударная вязкость
с концентратором вида V при темпе-
ратуре —40 °C, максимальная энер-
гия 50 Дж, глубина концентратора
2 мм, ширина образца 7,5 мм
50
11.1.12. Испытание сварного соединения на коррозию
Межкристаллитная коррозия. Испытанию на межкристаллитную
коррозию подвергают сварные соединения по методике, изложенной
в ГОСТ 6032—84. В зависимости от химического состава стали и тех-
нических условии эксплуатации сварной конструкции применяют
следующие методы: AM, АМУ, В, ВУ, ДУ, Б. Наиболее распростра-
ненным является метод АЛ\. Он применяется для сварных соедине-
ний сталей: 20Х13Н4Г9, 08Х18Г8Н2Т, 12Х18Н9, 06X18HU.
08Х18Н12Б и др. Образцы непрерывно кипят в растворе: 0,16 кг сер-
нокислой меди CuS04-5H204-100 см3 серной кислоты H2SO4+
4-1000 см3 воды дистиллированной в присутствии медной стружки
в зависимости от марки стали в течение 24 или 15 ч. После оконча-
ния кипячения образцы промывают, просушивают и изгибают по
центру шва или по линии сплавления, или в зоне термического влия-
ния под углом 90°. Изгибают образец со стороны, не подвергавшей-
ся обработке режущим инструментом. Если обе стороны образца
обрабатывались, то образец изгибают с обеих сторон. Место изгиба
осматривают с 8—12-кратным увеличением. Наличие трещин служит
браковочным признаком. Остальные методы отличаются по составу
травителя и длительности травления. Схема вырезания образцов из
сварной пластины дана на рис. 11.2.
Коррозионное растрескивание. Методы испытаний на коррозион-
ное растрескивание по ГОСТ 26294—84 распространяются на сварные
соединения из стали, медных и титановых сплавов.
Сущность методов заключается в задании конкретного значения
напряжения под действием внешней силы или остаточных напряже-
ний, вызванных наложением сварных швов на испытываемые образ-
цы, и выдержке образцов в коррозионной среде до появления тре-
щин. За показатель сопротивляемости коррозионному растрескива-
П 2. Схема вырезания образцов и
образцы для определения стойко-
сти против межкристаллитной кор-
розии
1 — сварной шов; 2 — неиспользуе-
мой участок шва; 3—5 — образцы
соответственно типов 1, 2 и 3
4*
51
нию принимают время до появления первой коррозионной трещины
при определенном уровне напряжений и уровень максимальных на-
пряжений, при котором нс появляются трещины за установленный
срок испытаний (табл. 11.10).
11.10. Методы испытаний на коррозионное растрескивание по
ГОСТ 26294—84
Методы испытаний
Тип образца и схема
на гружения
Метод испытаний при постоянной на-
грузке
Для испытаний используют образец
на статическое растяжение сварного
соединения но ГОСТ 6996—66 (гл.
XXVI). Начальное значение напря-
жения должно составлять не менее
0,8 По,2 основного металла образца, а
для сплавов с повышенной чувстви-
тельностью к тепловому воздействию
сварки — не менее 0,8 0л сварного
соединения. Продолжительность ис-
пытаний, температуру и коррозион-
ную среду назначают из условия эк-
сплуатации конструкции
Метод испытаний при постоянной де-
формации
Для испытаний используют образец
на статический изгиб сварного соеди-
нения по ГОСТ 6996—66 (гл. XXVI).
Растягивающие напряжения создают
со стороны контролируемой поверх-
ности сварного соединения
Р
ж?
При трехточечной схеме из-
гиба fi=Gl2/6Es,
где fi — стрела прогиба, м;
о — заданные напряжения,
МПа; I — расстояние между
опорами, м; £ — модуль уп-
ругости, МПа; $ — толщина
образца, м.
Г г
1/3 1/3
I—
При четырехточечной схеме
изгиба f2==23o/?/108£s, где
/г— стрела прогиба, м
52
Продолжение табл. 11.10
Методы испытаний
Тип образца и схема
нагружения
ОБРАЗЕЦ-ДИСК
Метод испытаний образцов с оста-
точными сварочными напряжениями
Для испытаний используют сварные
образцы, которые выдерживают в
коррозионной среде
Напряженное состояние в сварных
узлах, содержащих вварки вставок,
штуцеров, проплавление по замкнуто-
му контуру и т. д. имитируется на об-
разце-диске.
Напряженное состояние в сварных
соединениях, содержащих швы значи-
тельной протяженности (листовые
конструкции, крупногабаритные со-
суды), имитируется па образце-пла-
стине.
Напряженное состояние, возникающее
в трубных соединениях, имитируется
на образце-патрубке.
Допускается выполнение как обоих,
так и одного типа шна (кольцевого
или продольного)
$<3 мм; Do и Рщ из усло-
вия устойчивости образца;
s=3—6 мм; Do=130 мм;
Ош=40 мм; $>6 мм; Do~
= 52) s мм; Dm=0,35 D„ мм
ОБРАЗЕЦ—ПЛАСТМНА
s<25 мм; Li=250 мм; L2=
= 150 мм; s>25 мм; L| =
= 10 5 мм; L2—6 s мм
S
ОБРАЗЕЦ-ПАТРУБОК
5=2—3 мм; D = 55 мм; / =
= 110 мм; s>3 мм; D =
= 20s мм; 1=2 D мм
Метод испытаний при сложнонапря-
женном состоянии
Сварному узлу, конструкции или их
макету задают напряжения, соответ-
ствующие напряженному состоянию
контролируемой конструкции, при
одновременном подведении к ним
коррозионной среды, условия контак-
та с которой соответствуют условиям
эксплуатации
За образцы
сварные узлы,
или их макеты
принимают
конструкции
53
11.2. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
11.2.1. Схемы нагреваемых тел
и сварочных источников теплоты
Распространение теплоты существенно зависит от формы и раз-
меров тела. Однако точный учет конфигурации тела чрезвычайно
усложняет расчет тепловых процессов. Поэтому при расчетах целесо-
образно упрощать формы рассматриваемых тел. За основные рас-
четные принимают следующие схемы:
полубесконсчное тело — массивное тело, размеры которого зна-
чительно развиты в трех направлениях. Листы толщиной более 30 мм
относятся к данной схеме;
плоский слой—тело, ограниченное двумя параллельными плос-
костями. Листы толщиной менее 30 мм соответствуют данной схеме;
пластина — плоский слой малой толщины;
стержень — тело с поперечным сечением малых размеров
и с прямолинейной осью или с осью малой кривизны.
Сварочную дугу чаще представляют как сосредоточенный источ-
ник теплоты. Схему источника выбирают в зависимости от теплопро-
водящего тела (рис. 11.3). При наплавке валиков на массивное тело
или плоский слой при относительно небольшой мощности источник
считают сосредоточенным в точке (точечный источник). При одно-
проходной сварке листов встык принято считать, что теплота дуги
приложена к линейному элементу (линейный источник). При сварке
встык стержней считают, что теплота дуги приложена к плоскому
элементу (плоский источник).
54
При электрошлаковой сварке источник теплоты можно принять
объемным, однако чаще всего его заменяют совокупностью линейных
или плоских источников теплоты. Газовое пламя обычно считают
круговым, нормально распределенным источником теплоты.
В зависимости от длительности действия дуги источники тепло-
ты подразделяют на мгновенные и непрерывно действующие.
Непрерывно действующие источники могут быть неподвижными
или перемещаться с определенной скоростью. При расчетах применя-
ют следующие схемы: подвижный и быстродвижущийся источник
теплоты.
Подвижной источник теплоты. При расчетах предполагают, что
источник перемещается прямолинейно и равномерно. Схема описывает
процесс распространения тепла при сварке прямолинейных швов или
наплавке валиков.
Быстродвижущийся источник теплоты. Предполагают, что источ-
ник перемещается с большой скоростью. Схема описывает процесс
распространения тепла при автоматической дуговой сварке.
11.2.2. Расчет тепловых процессов
Расчет тепловых процессов и основных параметров термического
цикла при однопроходной сварке или наплавке для некоторых схем
распространения тепла приведен в табл. 11.11,
11.11. Расчет тепловых процессов при сварке
Название схемы источника тепла и нагреваемого тела Температура предельного состояния процесса в заданной точке Т, °C Максимальная температура термического никла Тт- °с
Наплавка ва- лика на мас- сивное тело при действии быст- родвнжущего- ся источника теплоты а ЫЛ1 х Хе 4at (11.8) Tm(r) =q/(n/2evcyr^) (11.9)
Дуговая одно- проходная свар- ка листов встык при действии линейного быст- родвижущего- ся источника теплоты T(.V,t>— г Х Хе 401 (Н.12) _ 0,484 г? Тт(у) — .о X vcyb2y /. ЬУ'\ х('-^) <11|3)
55
Продолжение табл. 11.11
Название схемы источника Тепла и нагреваемого тела Мгновенная скорость охлаждения при данной температуре 1Г0, еС/с Длительность нагрева выше данной температуры Г С
Наплавка ва- лика на мас- сивное тело при действии быст- родвижушего- ся источника теплоты /-т -Т У2 1Г0=2лХ5 — (11.10) q/v ta-!, q т, (ПЛ)
Дуговая одно- проходная свар- ка листов встык при действии линейного бысг- родвижущего- ся источника теплоты U'()-2nAcy X , (?/co)J (П-14) " /г ксу(Тт-Тоу (11.15)
х, у, г — координаты рассчитываемой точки; r=P f/2+z2 — расстоя-
ние от источника теплоты до точки с координатами у, г, м; t=xlv —
время, прошедшее после пересечения дугой плоскости, в которой
расположена рассматриваемая точка, с; v — скорость сварки, м/с;
е — основание натурального логарифма; к — коэффициент теплопро-
водности, Вт/(м-°С); а — коэффициент температуропроводности,
м*/с; с — удельная теплоемкость, Дж/(кг-°С); у — плотность тела,
кг/м3; су — удельная объемная теплоемкость, Дж/(м3«°С); а — ко-
эффициент теплоотдачи, Вт/(м2-°С) [для углеродистой стали а =
— GO Вт/(м2-°С) при 7'ср=500—600 °C]; q=lUn— эффективная те-
пловая мощность источника теплоты, Вт; То — начальная температу-
ра изделия или температура подогрева, °C; Г — температура в рас-
сматриваемой точке, °C; /г. /з — коэффициенты, которые выбирают
в зависимости от 0= (Г—Тс)/(Тт—То), изменяющейся от 0 до 1 по
2а
номограмме (рис. II.4); Ь=— коэффициент темпсратуроотда-
чи, с-1.
Значения теплофизических коэффициентов для некоторых метал-
лов приведены в табл. 11.12.
При многослойной сварке длинными участками сталей, склонных
к закалке и образованию холодных трещин, проверяют условия ох-
лаждения первого слоя. Последующие слои при одинаковом попе-
речном сечении, как правило, остывают медленное первого слоя, по-
этому условия их охлаждения можно нс проверять.
56
11.12. Теплофизические
коэффициенты
для некоторых металлов
0-п
4^5 ; п1
. 0,05
0,10- о,в h 0,10
' 0.7-
0,15 0,15
о6 0,20
0,20 ' ' 025
0?5 05 0,30
0.30 •' 0,40 Ч4 : 0,50
sc 0,35-: 0,60 5
I 0,^0- 070 ?
1йистс ^5
х С,50 1,50 1
¥ 0,70 £ 080 &1г |
080- 1.00 р : J 4
1,50 : : у 6
1,70 Ц1 . 7в
Л-0 -Ш. с»
<7 ) Ъ)
П 4. Номограмма для
расчета длительности
нагрева выше заданной
температуры Т при на-
плавке валика на мас-
сивное тело (а) и одно-
проходной сварке листов
встык (б)
Материал и о. о 40 ев К. Вт/ (м-’С) е» 2 Q
Низкоугле- родистые и низколе- гированные стали 500— СОО 5— 5,24 37,7— 41,9 750- 900
Аустенит- ные стали 600 4,73— 4,8 25— 33,5 530— 700
Медь 400 3,85— 4 368— 377 9500— 9600
Латунь 350— 400 3,47 117 3400
Алюминий 300 2,72 272 10 000
Техничес- кий титан 700 2,85 16,8 600
Скорость охлаждения первого слоя многослойного шва рассчи-
тывают по соотношению (11.10).
Различные условия теплоотвода учитывают, вводя в расчет
вместо истинных значений толщины б свариваемых листов и погон-
ной энергии дуги qa их приведенные значения бр и /?пр, которые по-
лучают умножением действительных их значений на следующие ко-
эффициенты приведения:
приводима» величина......................................t>
наплавка, однопроходная сварка стыкового соедине-
ния без скоса кромок ...............................1 1
первый слИ шва стыкового соединении (угол раз-
делки 60')........................................ 3/2 3/2
первый слой второго шва таврового или нахлесточ-
ного соединения.....................................1 2/3
первый слой четвертого шаа крестового соединения 1 1/2
57
При многослойной сварке короткими участками режим характе-
ризуется погонкой энергией qa и длиной / участка. Длину участка
выбирают из условия, чтобы температура Тв околошовной зоны пер-
вого слоя к моменту наложения тепловой волны следующего слоя
не падала ниже температуры начала мартенситного превращения
(200—350 °C) или температуры образования холодных трещин (60—
200°C), и вычисляют по формуле
/ = 0.7 KtKto»/& v(TB~T0)i. (11.16)
где Ki — коэффициент чистого горения дуги, равный 1 при автоматической
многодуговой сварке и 0,6—0,8 при ручной сварке; Kt — поправочный коэффи-
циент, равный 1,5 для стыкового соединения; 0,9 для таврового и 0,8 для кре-
стового соединения.
Глава III. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
111.1. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ТЕРМИНОВ
Определения основных терминов, относящихся к сварным соеди-
нениям и швам, регламентированы ГОСТ 2601—84 (табл. II1.1).
111.1. Термины и определения сварных соединений и швов
Термин
Сварное соединение
Стыковое соединение
Определение
Неразъемное соединение, выполненное
сваркой
Сварное соединение двух элементов,
примыкающих друг к другу торцовыми
поверхностями
Угловое соединение
Сварное соединение двух элементов,
расположенных под углом и сваренных
в месте примыкания их краев
58
Продолжение табл. ///./
Термин Определение
Нахлесточное соедине- ние Сварное соединение, в котором сварен- ные элементы расположены параллельно и частично перекрывают друг друга
Сварная конструкция Металлическая конструкция, изготовлен- ная сваркой отдельных деталей
Сварной узел Часть конструкции, в которой сварены примыкающие друг к другу элементы
Сварной шов Участок сварного соединения, образо- вавшийся в результате кристаллизации, пластической деформации при сварке давлением или сочетания кристаллиза- ции и деформации
Стыковой шов Сварной шов стыкового соединения
Угловой шов Сварной шов углового, нахлесточного или таврового соединений
Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
Сварная точка Элемент точечного шва, представляю- щий собой в плане круг или эллипс
Прерывистый шов Сварной шов с промежутками по длине
Цепной прерывистый шов. Цепной шов Двусторонний прерывистый шов, у кото- рого промежутки расположены по обеим сторонам стенки один против другого Ln 1 11 пч 1 1 п 1 I
59
Продолжение табл. 111.1
Термин Определение
Шахматный прерыви- стый шов. Шахматный шов Двусторонний прерывистый шов, у ко- торого промежутки на одной стороне стенки расположены против сваренных участков шва с другой се стороны
Подварочный шов шшп, ..1 Меньшая часть двустороннего шва, вы- полняемая предварительно для предот- вращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
Прихватка Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
Монтажный шов Сварной шов, выполняемый при мон- таже конструкции
Валик Металл сварного шва, наплавленный или переплавленный за один проход
Слой сварного шва Часть металла сварного шва, которая состоит из одного или нескольких вали- ков. располагающихся на одном уровне поперечного сечения шва
Корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности КОРЕНЬ ШВА
60
Продолжение табл. Ill /
Термин Определение
Толщина углового шва Наибольшее углового шв< проплавления расстояние с до точки основного м т поверхности максимального еталла
Расчетная высота угло- вого шва. Расчетная вы- сота шва Катет углового шва. Ка- тет шва Длина и точки ма сте сопр гипотеку внешнюю угольной Кратчай! одной из цы углов сваривае ерпендикуляра, опущенного из ксимального проплавления в ме- яжеиия свариваемых частей на зу наибольшего вписанного во часть углового шва прямс- j треугольника jrr
нее расстояние от поверхности свариваемых частей до грани- ого шва на поверхности второй мой части
Ширина сварного шва. Ширина шва к Расстояние* ме> сплавления на го шва при сва V7\ к | L г S3 кду видимым лицевой стор же плавление» 'Л 1И линиями эне сварно- t
Коэффициент формы сварного шва. Коэффи- циент формы шва Коэффициент, выражаемый отношением ширины стыкового пли углового шва к его толщине
Мягкая прослойка свар- ного соединения. Мяг- кая прослойка Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравне- нию с металлом соседних участков
Твердая прослойка свар- ного соединения. Твердая прослойка Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравне- нию с металлом соседних участков
61
111.2. ОСНОВНЫЕ ТИПЫ ШВОВ И СВАРНЫХ СОЕДИНЕНИЙ,
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Перечень стандартов, устанавливающих в зависимости от спосо-
ба сварки (пайки), вида свариваемого изделия или металла изделия
основные типы сварных соединений, конструктивные элементы и раз-
меры, представлен в табл, Ш.2.
111.2. Область применения государственных стандартов на основные
типы швов и сварных соединений, конструктивные элементы
ГОСТ Наименование Область распространения
5264—80 Ручная дуговая сварка. Соединения сварные. Ос- новные типы, конструк- тивные элементы и раз- меры На соединения из сталей, а также сплавов на железо- никелевой и никелевой ос- новах. Стандарт не рас- пространяется на сварные соединения стальных трубо- проводов по ГОСТ 16037— 80
8713-79 Сварка под флюсом. Сое- динения сварные. Основ- ные типы, конструктив- ные элементы и размеры На соединения из сталей, а также сплавов на железо- никелевой и никелевой ос- новах. Стандарт не распро- страняется на сварные сое- динения стальных трубопро- водов по ГОСТ 16037—80
11533-75 Автоматическая и полу- автоматическая дуговая сварка под флюсом. Со- единения сварные под острыми и тупыми угла- ми. Основные типы, кон- структивные элементы и размеры На соединения из углеро- дистых и низколегирован- ных сталей
11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми угла- ми. Основные типы, кон- структивные элементы и размеры На соединения из углероди- стых и низколегированных сталей, выполняемые ручной дуговой сваркой плавя- щимся электродом во всех пространственных положе- ниях при толщине сваривае- мого металла до 60 мм включительно
14098-85 Соединения сварные ар- матуры и закладных из- делий железобетонных конструкций. Типы, кон- струкция и размеры На соединения арматуры и закладные изделия, выпол- няемые контактной и дуго- вой сваркой из стержневой и проволочной арматурной стали диаметром от 3 до 40 мм, а также листового и фасонного проката при изго- товлении железобетонных
G2
Продолжение табл. Ш.2
ГОСТ Наименование Область распространения
14771—76* Дуговая сварка в защит- ном газе. Соединения сварные. Основные ти- пы, конструктивные эле- менты и размеры изделий и возведении моно- литных и сборных железо- бетонных конструкций На соединения из сталей. Стандарт не распространя- ется на сварные соединения труб
14776-79 Дуговая сварка. Соеди- нения точечные. Основ- ные типы, конструктив- ные элементы и размеры Точечные соединения из ста- лей, медных, алюминиевых и никелевых сплавов
14806—80 Дуговая сварка алюми- ния и алюминиевых спла- вов в инертных газах. Соединения сварные. Ос- новные типы, конструк- тивные элементы и раз- меры На соединения из алюминия и алюминиевых деформиру- емых термически не упроч- няемых сплавов при толщи- не кромок свариваемых де- талей от 0,8 до 60 мм вклю- чительно
15164—78 Электрошлаковая свар- ка. Соединения сварные. Основные типы, конст- руктивные элементы и размеры На соединения из сталей. Стандарт не устанавливает размер зазора между сва- риваемыми деталями перед сваркой
15878-79 Контактная сварка. Сое- динения сварные. Кон- структивные элементы и размеры На соединения из сталей, сплавов на железоникеле- вой и никелевой основах, титановых, алюминиевых, магниевых и медных спла- вов, выполняемых контакт- ной точечной, рельефной и шовной сваркой. Стандарт не распространяется на сварные соединения, осу- ществляемые контактной сваркой без расплавления металла.
16037—80 Соединения сварные стальных трубопроводов. Основные типы, конст- руктивные элементы и размеры На соединения трубопро- водов из сталей. Стандарт устанавливает основные ти- пы, конструктивные элемен- ты и размеры сварных сое-
63
Продолжение табл. Ш.З
ГОСТ Наименование Область распространения
динений труб с трубами и арматурой. Стандарт не рас- пространяется на сварные соединения, применяемые для изготовления труб из листового и полосового ме- талла
16038—80 Сварка дуговая. Соеди- нения сварные трубо- проводов из меди и мед- но-никелевого сплава. Основные типы, конст- руктивные элементы и размеры На соединения труб с тру- бами из меди марок М1р, М2р, МЗр по ГОСТ 859— 78* и медно-никелевого сплава марки МНЖ 5-1, с фланцами из латуни мар- ки Л90 и со штуцерами и ниппелями из бронзы марок БрЛМц9-2 или БрАЖНМц 9-4-4-1. Стандарт не распро- страняется на сварные со- единения, применяемые для изготовления труб из листо- вого или полосового метал- ла
16098—80 Соединения сварные из двухслойной коррозион- но-стойкой стали. Основ- ные типы, конструктив- ные элементы и размеры На соединения из двух- слойной коррозионно-стой- кой стали
19249—73* Соединения паяные. Ос- новные типы и парамет- ры На соединения паяные, кон- структивные элементы пая- ных швов, их обозначения и параметры
23518-79 Дуговая сварка в защит- ных газах. Соединения сварные под острыми и тупыми углами. Основ- ные типы, конструктив- ные элементы и размеры На соединения из сталей и сплавов на железоникелевой и никелевой основах
Указанными стандартами регламентированы для различных тол-
щин металла: тип соединения, форма и размеры подготовленных кро-
мок, характер сварного шва, форма и конструктивные элементы по-
перечного сечения сварного шва, условное обозначение сварного сое-
динения, Примеры из различных стандартов представлены в табл,
Ш.З.
64
КИНЭНиВЭОЭ аинэьшаодо ЭОНЯО1ГЭД С25 У9 о £
ww ‘tpirt’x -of xnnanand •ВИЭ RHHtllirOl 8—120 3—60
их •drno 9000119 1 | |
X X
екоторые основные типы швов сварных соединений
5—194
65
Продолжение табл. II 1.3
Тип соединения Форма подготов- ленных кромок Характер сварного шва Форма поперечного сечения Способ свар- ки Толщина сва- риваемых де- талей, мм Условное обозначение соединения
подготовленны ч кромок сварного соединения
Тавровое Со скосом од- ной кромки Односторонний J — 3—60 Тб
Двусторонний V/1 — Т7
По ГОСТ 8713—79
Стыковое То же Двусторонний АФ 14—20 С12
Нахлесточное Без скоса V Односторонний imk АФ 1—20 Н1
По ГОСТ 14771—76*
Стыковое Со скосом од- ной кромки Односторонний замковый ИНп ип УП 3—10 3—10 3—40 СП
Тавровое Без скоса кро- Односторонний 1 2 ИНп ип 0,8—40 Т1
мок - & УП
По ГОСТ 16098—80
Стыковое Со скосом од- Двусторонний V;-<Д \ ной кромки Kswl х2Й5 3 АФ 14—20 С4
АФ
Р 8—20
Р
68
П родолжение табл. И 1.3
Стандарты определяют не только конструктивные элементы под-
готовленных кромок и возможные отклонения их основных разме-
ров, но и регламентируют размеры швов и предельные отклонения
их параметров. Например, ГОСТ 5264—80 определяет для каждого
типа сварного шва условное обозначение, предельные толщины сва-
риваемых изделий $, величины и предельные отклонения зазора Ь,
ширину шва е, выпуклость шва g, ее предельные отклонения и др.
Такие же параметры определяют ГОСТ 8713—79, 14771—76*.
14776—79, 14806—80, 16037—80, 16038-80, 16098-80, а ГОСТ
16037—80 и 16038—80, кроме того, регламентируют предельные от-
клонения по толщине стенки свариваемых труб
Стыковая сварка соединений деталей неодинаковой толщины при
разнице, не превышающей значений, указанных в табл. II 1.4, произ-
водится так же, как для деталей одинаковой толщины. Конструктив-
ные элементы подготовленных кромок и размеры шва следует выби-
рать по большей толщине.
ю
Стыковое Без скоса кро- — V77/A мок Issssi II 1.4. Допустим ая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок
ГОСТ Толщина тонкой детали, мм Разность толщин деталей, мм
Угловое Со скосом двух — кромок 5264—80 1—4 5- 20 21-30 Св. 30 1 2 3 4
8713—79 2—4 5-30 31-40 Св. 40 1 2 4 6
14771—76* 2-3 4-30 31-40 Св. 40 1 2 4 6
16098 - 80 4-7 8—20 21-36 Св. 40 1 2 3
69
///./. Допускаемое расположение
поверхности шва при разной тол-
щине свариваемых деталей
Для плавного перехода от одной детали к другой допускается
располагать поверхность шва (рис. III.1) наклонно.
При разности в толщине свариваемых деталей свыше значений,
указанных в табл. III.4 на детали, имеющей большую толщину s(,
должен быть сделан скос с одной стороны или с двух сторон до тол-
щины тонкой детали s, как показано в табл. Ш.5. При этом конст-
руктивные элементы подготовленных кромок и размеры сварного
шва следует выбирать по меньшей толщине.
II 1.5. Величина скоса детали, имеющей большую толщину, при
стыковом соединении ее с тонкостенной деталью
При сварке стыковых соединений деталей (за исключением труб)
ГОСТ 5264—80, 8713—79, 14771—76 допускают перед сваркой сле-
дующие смещения свариваемых кромок относительно друг друга:
Толщина детали
До 4.................. . . .
4—10 ......................
10-100.......................
Св. 100................. . .
Смещение, мм
0,5
1
0,1s. но не более 3 мм
0.01S + 2, но не более 4 мм
70
ГОСТ 16098—80 допускает перед сваркой смещение кромок от-
носительно друг друга на геличину до 10 % толщины листа, но не
более половины толщины плакирующего слоя и не более 3 мм при
толщине плакирующего слоя более 6 мм
На сварке угловых швов ГОСТ регламентирует допустимые зна-
чения выпуклости и вогнутости швов (табл. П1.6).
По ГОС! 5264—80 при сварке в положениях, отличных от ниж-
него, допускается увеличение выпуклости не более чем на 1 мм для
деталей толщиной до 60 мм и не более чем на 2 мм для деталей
толщиной более 60 мм.
I1I.6. Допустимые значения выпуклости и вогнутости сварных
угловых швов
ГОСТ Выпуклость гив.ч ВО'нутскггь швя
5264-80, 8713—79, 14771-76* До 30 % размера катета, но не более 3 мм До 30 % размера ка- тета, но не более 3 мм. При этом вогну- тость не должна при- водить к уменьшению расчетного размера катета
16098—80 При сварке в нижнем положе- нии выпуклость шва не долж- на превышать, мм: 1,5 при К<5 мм 2.5 » 5 мм^/«10 мм 3,5 » /(>10 мм При сварке в других прост- ранственных положениях до- пускается увеличение выпукло- сти на 1 мм Вогнутость шва не бо- лее 3 мм
Размеры катетов углового шва К и по ГОСТ 5264 — 80
и 8713—79 должны быть установлены при проектировании сварного
соединения, но не более 3 мм для деталей толщиной до 3 мм вклю-
чительно и 1,2 толщины более тонкой детали при сварке деталей тол-
щиной более 3 мм
Предельные отклонения размеров катетов углового шва К и Ki
от номинального значения должны соответствовать, мм:
1 .
2 .
при К и Ai^5 мм
» К и /<1^6 »
71
Минимальные размеры катетов угловых швов по ГОСТ 5264—80
и 8713—79 приведены в табл. II 1.7.
III.7. Минимальные размеры, мм, катетов угловых швов для
толщины более толстого из свариваемых элементов
Предел текуче- сти свариваемой ст. ли. МПа Толщина более толстого из свариваемых элементов, мм
от 3 до 4 св. 4 до э св. 5 до 10 св- 10 до 16 св. 1Ь до 22 св. 22 до 32 83 S3 S3
До 400 3 4 5 6 7 8 9 10
Св. 400 до 450 4 5 6 7 8 9 10 12
Примечание. Минимальный размер катета не должен пре-
вышать 1,2 толщины более тонкого элемента.
111.3. ОБОЗНАЧЕНИЯ ОСНОВНЫХ ПОЛОЖЕНИЙ
СВАРКИ ПЛАВЛЕНИЕМ
ГОСТ 11969—79 устанавливает основные положения сварки и их
обозначения для сварных швов выполняемых сваркой плавлением
как в один, так и в несколько слоев (табл. Ш.8).
Положение сварки определяется углом наклона продольной оси
шва а и углом поворота поперечной оси шва р относительно их ну-
левых положений.
При накладывании многослойных швов в разных положениях
обозначения основных положений сварки следует относить к каж-
дому слою в отдельности
Направление сварки обозначается стрелкой после букв, обозна-
чающих положение сварки. Например, при сварке на спуск острие
стрелки направлено вниз, а при сварке на подъем — вверх.
II 1.8. Обозначения основных положений сварки плавлением
Наименование
основных поло-
жений
«В лодочку»
Тип сварного шв>
Предель-
ное от-
клонены
±10°
72
Продолжение табл. Ilf.3
Наименование
основных поло
женнй
Нижнее Н
73
Продолжение табл. II 1.8
Наименование
основных поло-
жений
Пп
Полупотолоч-
ное
Потолочное
III.4. УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ
СВАРНЫХ ШВОВ
ГОСТ 2.312—72 регламентирует условные изображения и обо-
значения сварных соединений в технической документации. Незави-
симо от способа сварки видимый шов на чертеже изображают сплош-
ной линией, а невидимый — штриховой. Видимую сварную точку
обозначают знаком « + », невидимую —не обозначают. От изобра-
жения шва или точки проводят линию-выноску, заканчивающуюся
односторонней стрелкой. Условное обозначение шва наносят над
полкой линии-выноски, если изображен видимый шов, и под полкой,
если шов невидимый ГОСТ 2.312—72 регламентирует отдельные
случаи применения различных обозначений, их упрощения и т п.
Стандартом определены вспомогательные знаки для обозначения
сварных швов, наиболее часто используемые из них приведены
74
в табл. III.9. В табл. III.10 даны примеры условных обозначений
стандартных швов сварных соединений.
111.9. Вспомогательные знаки для обозначения сварных швов
Всп омогатсл ьный
знак
Значение вспомога-
тельного знака
Выпуклость шва
снять
Наплывы и неров-
ности шва обрабо-
тать с плавным
переходом к ос-
новному металлу
Шов выполнить
при монтаже изде-
лия. т. е. при ус-
тановке его по
монтажному чер-
тежу на месте при-
менения
Шов прерывистый
или точечный с
цепным располо-
жением. Угол на-
клона линии ~60'
Шов прерывистый
или точечный с
шахматным распо-
ложением
Расположение вспомогательного
знака относительно полки лннни-
р.ыноскн, проведенной от изобра-
жения шва
Шов по замкнутой
линии. Диаметр
знака от 3 до 5 мм
Шов по незамкну-
той линии. Знак
применяют, если
расположение шва
ясно из чертежа
Примечание. За лицевую сторону одностороннего шва сва-
рочного соединения принимают сторону, с которой ведут сварку; со-
ответственно двустороннего шва с несимметрично подготовленными
кромками — сторону, с которой накладывают основной шов, и дву-
стороннего шва с симметричной подготовкой кромок —любую сто-
рону.
75
III.10. Примеры условных обозначений швов
Характеристика шва Форма поперечного сечения шва Условное обозначение шва, изображенного на чертеже
с лицевой стороны | с оборотной стороны
Шов стыкового соединения
с криволинейным скосом од-
ной кромки, двусторонний,
выполняемый дуговой руч-
ной сваркой при монтаже
изделия. Выпуклость снята
с обеих сторон.
Параметр шероховатости
поверхности шва со сторо-
ны:
лицевой Rz 20 мкм
оборотной Rz 80 »
Шов углового соединения
без скоса кромок, двусто-
ронний, осуществляемый ав-
томатической сваркой под
флюсом с ручной подвар-
кой по замкнутой линии
Шов углового соединения со
скосом кромок, наклады-
ваемый электрошлаковой
сваркой проволочным элект-
родом. Катет шва 22 мм
Г0СТЮМ-78-Уг-и)Э-Ь22
Шов таврового соединения
без скоса кромок, двусто-
ронний, прерывистый с шах-
матным расположением, вы-
полняемый дуговой ручной
сваркой в защитных газах
неплавящимся металличес-
ким электродом по замкну-
той линии. Катет шва 6 мм.
Длина провариваемого
участка 50 мм. Шаг 100 мм
ГОСТ K8l№-W-T5'pH3-tfr50Z. Ю0
гост ^воб-е/)-т5-рмз-ьб-жюо
Глава IV. ОСНОВЫ РАСЧЕТА
СВАРНЫХ КОНСТРУКЦИЙ,
СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
IV.I. КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ
В СВАРНЫХ СОЕДИНЕНИЯХ
Стыковые швы. Концентрация нормальных напряжений возника-
ет от искажении формы поперечного сечения, вызванных сваркой
(рис. IV.1). Чем больше смешение сварного сечения относительно
нейтральной оси, по которой действует усилие, чем резче переход от
усиления шва к основному металлу (радиус R), тем выше теорети-
ческий коэффициент концентрации напряжений.
Концентрацию напряжений в стыковых швах снижают до /С=1,
устраняя изменения формы и размеров поперечного сечения в зоне
сварных швов.
К-1,6-2,2
К-1,5 -2,5
I
IV I. Распределение напряжений в стыковом шве. Пунктиром показано очер-
тание сварного шва, соответствующее большему значению теоретического ко-
эффициента концентрации напряжений
78
Лобовые швы. Концентрация напряжений возникает от смеще-
ния линии действия усилия при переходе с одной детали на другую.
На рис. IV.2 приведены эпюры нормальных аг, аа и касательных
ттах напряжений. Напряжение тта)< определяется по формуле
• <1VI>
где при 0-45°
т = ah/0,7h — 1.4о,
здесь о — среднее напряжение в листе; h — катет шва.
IV.2. Распределение напряжений в лобовом шве при 3-45®
а — шов и элемент df; б—г —эпюры соответственно or, «Тд, xtn3X-
Наибольший теоретический коэффициент концентрации напряже-
ний К при 0 = 45° равен 3,32
Величина К зависит от очертания шва (рис. IV.3). Особенно
благоприятным является профиль шва Е (рис. IV.3).
а)
IV.3 Коэффициенты концентрации напряжений т в зависимости от очертаний
лобовых швов
а — вид соединения; б — очертания швов, коэффициенты концентрации напря-
жений
IV.4 Сварные нахлесточные соединения с двумя лобовыми швами
а, б —схемы приложения усилий
В нахлесточных соединениях распределение усилий одинаково
только в швах одного и того же очертания при равной толщине де-
талей (рис, 1V.4). При увеличении толщины S хотя бы одной из де-
талей коэффициент концентрации напряжений снижается в обоих
сварных швах. Отношение усилий в деталях (см. рис. IV.4, a) Pt и Р2
связано с толщиной деталей S( и S2 и длиной нахлестки / следующим
соотношением:
р, = ] + s, - S, 0,66/
Р, S, о,бб/ + 25,
(1V.2)
Отношение /Р2 в безразмерных параметрах приведено в табл.
IV.1.
IV.I. Отношение усилий PJPj (см. рис. 1V.4, а)
S,//
5,/S, 0.05 0,1 0.3 0,5 0,7 0,9 1 2 3 5
1 1 1 1 1 1 1 1 1 1 1
0,9 1,09 1,08 1,05 1,04 1,03 1,03 1,01 1,01 1,01 1,01
0,8 1,17 1,15 1,1 1,08 1,06 1,05 1,05 1,03 1,02 1,01
0,7 1.26 1,23 1,16 1,12 1,1 1,08 1,07 1,04 1,03 1,02
0,6 1,35 1,31 1,21 1,16 1,13 1,Н 1,1 1,06 1,04 1,03
0,5 1,43 1,38 1,26 1.2 1,16 1,13 1,12 1,07 1,05 1,03
0,4 1,52 1,46 1,31 1.24 1,19 1,16 1,15 1,08 1,06 1,04
0,3 1,61 1,54 1,37 1,28 1,22 1,19 1,17 1,1 1,07 1,04
0,2 1.7 1,61 1,42 1,32 1,26 1,21 1,2 1,11 1,08 1,05
0,1 1.78 1,69 1.47 1,36 1,29 1,24 1,22 1,13 1,09 1,06
0,05 1,82 1,73 1,5 1,38 1,3 1,25 1,23 1,13 1,09 1,06
80
В случае приложения усилий по схеме, показанной на рис.
1V.4.5.
_£«_ e 1 4-----------(IV.3)
Р, 0.66/ 4- 2S,
Фланговые швы. Максимальное усилие qx во фланговом шве на
единицу длины при равных сечениях деталей определяется соотноше-
нием (рис. IV.5).
qx = аР/4 с th а/.
(1V.4)
IV.5. Распределение усилий в соединении с фланговыми швами
а — общий вид соединения; б, в — распределение qx по длине шва соответст-
венно при F1’"F>=F и Fi<Fi
6-194
81
При условии
[т] =о,6[а]р; а = )/ 4G/EF-, о = 0.38Е
теоретический коэффициент концентрации напряжений во фланговом
шве
К - 0,57 у/~l/0,7h , (1V 5)
где / — длина шва.
В табл. IV.2 приведены наибольшие усилия, действующие во
фланговых швах.
1V.2. Максимальные усилия, МПа, во фланговых швах
в зависимости от длины шва / и параметра а
от действующего условного усилия Р^1
а, мм 1 /, мм
10 30 50 80 100 150
0,001 0,25 0,083 0,05 0,031 0,025 0,017 '
0,003 0,25 0,083 0,05 0,031 0,026 0,018
0,005 0,25 0,083 0,05 0,033 0,027 0,02
0,007 0,25 0,083 0,051 0,034 0,029 0,022
0,01 0,253 0,086 0,054 0,038 0,033 0,028
При неравновеликих площадях и Г2 свариваемых элементов
(см. рис. 1V.5)
* 2 (F, + F,) sh al
где а = /" 2G (F, 4- Ft)/EF, Ft •
здесь G и E — соответственно модули сдвига и нормальной упругости.
Теоретический коэффициент концентрации напряжений К зави-
сит от отношения ширины более узкой детали b к длине нахлестки/.
Например (см. рис. IV.5), при отношении Ь/1=0,2 К—1,45; при Ь/1=>
= 1 К=2,01; при Ь/1=2 К-3,37 и при Ь/1=4 К=6,61-
Шовные^соединения. Концентрация напряжений возникает вслед-
ствие неравномерного распределения напряжении в зоне шва по тол-
щине деталей и изгиба деталей при растяжении. Приближенно К рас-
считывают по следующей формуле:
К -2,3 — cfh (2,3—^ ч---------— ,
Ь 1 + “ За»/Е
где S — толщина детали; b — ширина шовного соединения.
С увеличением напряжения растяжения о0 теоретический коэф-
фициент концентрации напряжений уменьшается (табл. IV.3).
82
IV.3. Коэффициент концентрации напряжений К в шовных
сварных соединениях
S/b ов/£
10~3 5-10~3 | 10“ 2 5.10~2
0,7 4,53 4,3 ’ 4,16 3,68
0,5 4,11 3,82 3,64 3,1
0.3 3,69 3,28 0,05 2,46
0,1 2,94 2,35 2,1 1,62
0,05 2,2 1,64 1,64 1.Н
Точечные соединения. Концентрация напряжений возникает в ре-
зультате сгущения силовых линий в зоне точки (рис. IV.6, а) и в ре-
зультате изгиба (см, рис. IV.6, б, в, г), Приближенно К находят по
формуле . ’
Х = 0,38 + 0.62//J +3 /fl 4-— И^ЗО./Е), ( IVJ)
I \ s
где ( — шаг сварки (см. рис. IV.6, 3); d — ширина сварной аоны при ролико-
вой сварке. ,
В многорядных соединениях усилия между точками распределе-
ны неравномерно. В табл. IV.4 приведены значения усилий, приходя-
щихся на каждую точку в трех-, четырех- и пятирядном швах (см.
рис. IV.6,д—ж), подсчитанные при условиях t=b=3d.
Коэффициент, концентрации напряжений в многорядном шве
можно снизить на 25—30 %, располагая точки в разных рядах в шах-
матном порядке.
IV.4. Усилия в многоточечных сварных соединениях
№ точки Число точек в продольному ряду
з 4 б
1 О.444Р 0.436Р О.435Р
2 0,112Р 0.061Р О.О58Р
3 О.444Р 0.064Р 0.014Р
4 0,436Р 0.058Р
5 — — 0.435Р
6*
83
IV.6. Точечное соединение
а — общий вид соединения; б, в — распределение усилий соответственно в про«
дольном сечении и по толщине элемента у точки; г — изгиб соединения; о—
ж — многорядные соединения
Концентрация напряжений в соединениях на подкладке и двух*
рядных. Соединения на подкладке могут быть одно- и двухсторонни-
ми (рис. IV.7). Такие соединения выполняют с помощью сварки
плавлением с присадочным материалом (см. рис. IV.7, а, б) или то-
чечной электросваркой (см. рис. IV.7, в, г). Для случаев, показанных
на рис. IV.7, а, б, концентрация напряжений определяется, как в ло-
бовых швах.
84
a)
IV.7. Виды (а—г) нахлесточ-
ных соединений; д — рас-
четная схема к определению
*б.с
В точечных соединениях коэффициент концентрации напряжений
зависит от взаимного расположения точек в рядах. При несмещен-
ных точках коэффициент концентрации напряжений Кб.с в опасных
местах / и 2 подкладки рассчитывают по формуле
кбс " 1 + (7“ ~ ’) л/-*я /2 + ') Л/~(/ р ~ йя/2 )' (1V 8)
где t— шаг между точками; / — длина свободной части детали; dn — диа-
метр ядра точки; /2~ расчетный коэффициент, взятый в середине ядра
точки; А . — расчетный
“а
коэффициент, взятый со сменными точками.
Коэффициент концентрации напряжений в соединениях со сме-
щенными точками Кс.с (т. е. поставленными на противоположных
сторонах накладки в шахматном порядке):
'’'-'я/2 ~ А‘-( 'р - 'я/2)'
< I V.9)
За счет смещения точек снижаются максимальные напряжения
в местах концентрации на величину
/ch (fen) sh | К( Л4- -у-)]
Да = °Р —rfHsh |К( /р + 2Л)| (IV ,0)
где К — коэффициент концентрации или Кс с ); Л—количество точек;
Ор—среднее растягивающее напряжение вне зоны концентрации; da —диа-
метр ядра сварной точки.
85
При большой ширине подкладки смещение • точек будет мало
сказываться на изменении коэффициента Лс.с по сравнению с Ло.с
Для частных случаев коэффициенты концентрации напряжений
Кс.е, Кб.с и Кл (для лобовых соединений) приведены в табл. 1V.5.
IV.5. Коэффициенты концентрации напряжений К6.с и Ке.с
Длина подкладки л, ММ мм т *бс кл ^с.с
15 1,32 1,26 1,22
20 1,79 1,6 1,42
6 30 2,91 2,37 2,2
40 4,21 3,28 3,08
15 1,31 1,25 1,21
20 1,77 1,58 .1,48
8 30 2,85 2,32 2,14
40 4,02 3,15 2,97
15 1,3 1,24 1,2
20 1,75 1,58 1,45
10 30 2,67 2,17 2,01
40 3,95 3,03 2,85
15 1,28 1,23 1,19
20 1,73 1,53 1,41
12
• 30 2,55 2,12 1,93
40 3,77 2,91 2,72
86
В случае двурядных точечных швов (рис.
концентрации напряжений
К, = 1 + — 1 1 А
\ А
в то время как в однорядном шве
1V.8) коэффициент
(1V.11)
К. = 1 +
(IV.12)
т. е. снижение рабочих напряжений в двурядном точечном шве (с
нахлесточными точками) по сравнению с однорядным составляет
всего 26 %.
IV.8 Двухрядные соединения
IV.2. ОСНОВЫ РАСЧЕТОВ СВАРНЫХ СОЕДИНЕНИЙ
НА ПРОЧНОСТЬ
Статическая прочность. При расчете по предельному состоянию
условие прочности имеет вид
°max<a^V.
где оП1ах — напряжение в опасном сечении элемента; R— расчетное сопро-
тивление, которое принимается в зависимости от временного сопротивления
и групп элементов конструкций; а — коэффициент, учитывающий число цик-
лов нагружения; v — коэффициент, определяемый в зависимости от вида на-
пряженного состояния и коэффициента асимметрии цикла.
Условие прочности сварных швов в нх основном сечении опре-
деляется расчетным сопротивлением на срез, а условие прочности
в сечении по основному металлу — расчетным сопротивлением на рас-
тяжение. Условие прочности в сечении по шву выражается следую-
щим образом;
Р = 1.4Кб[т],
(IV.13)
где Р — усилие, воспринимаемое сварным соединением; К и Ь — катет шва
и ширина элемента; [т] — расчетное сопротивление на срез. Принимается
|х]-0,7Я.
87
При условии равнопрочное™ соединения по отрыву и срезу
должно существовать соотношение
К = Г>—— = fl. (IV.14)
1.4 (т]
При расчете нахлесточных соединений условие прочности запи-
сывается в виде
Р =0,7№/ [rj, (IV.16)
где S/ — суммарная длина швов.
Основные расчетные формулы для проверки прочности сварных
стыковых соединений при работе на нагиб те же, что и для проверки
прочности основных элементов, т. е-
о = M/W <R, (IV.I6)
где М — изгибающий момент в сечении; — момент сопротивления соединяе-
мого элемента в месте сопряжения.
Тавровые соединения, выполненные угловыми швами без полного
провара, рассчитывают по допускаемым напряжениям на срез
т = М/W' «с [т], (IV.17)
где W' — момент сопротивления сечения по швам.
При действии на соединение кроме момента и поперечной силы
касательные напряжения определяют от этой силы и момента,
и прочность соединения проверяют на главные и суммарные напря-
жения. Например, в случае приварки ребра высотой h угловыми
швами напряжения:
от изгибающего момента
т» = 6М/1,4АЛ>;
от поперечной силы
т, = q/i ,4ЛЛ»;
суммарные
т = ]/4- т~ < [т]. < I V.18)
В поясных (связующих) швах изгибаемых элементов при нали-
чии поперечных сил появляются касательные напряжения
t = (IV.19)
где Q — поперечная сила в сечении; S — статический момент полки относи-
тельно оси, проходящей через центр тяжести всего сечения; / — момент инер-
ции сечения; й' —суммарная расчетная толщина швов (для двух поясных
швов й'-1,4й).
При расчленении соединений на составляющие (рис. IV.9, а)
М ~ Л,верт.шва + Л,гор.шва’ (IV.20)
Из формулы (IV.20) определяются требуемая длина и катет шва
0,7Ла (h 4-й) 4-0,7| < [1] • (IV.21)
Здесь k — катет шва.
88
IV.9. Схемы расчета прочности соединений по принципам расчленения на со»
ставляющие (а) и полярного момента инерции (б)
IV. 10. Соединения (а—г), сваренные угловыми швами по периметру
При расчете по способу полярного момента инерции (см. рис,
1V.9, б).
М xdFr.
(IV.22)
(IV. 23)
Полярный момент инерции
/P = /2 + V
Наибольшее напряжение
Tmax “ M'max/fp'
(IV.24)
Для сечений, приваренных по периметру (рис. IV. 10) и работа-
ющих на изгиб, касательные напряжения определяют по формуле
т = M/wc < (т]. (IV.25)
где w с= ^С/Утах — момент сопротивления; /с — расчетный момент инерции
периметра швов, составляющий 0,7 момента инерции сечения швов.
Для круглого поперечного сечения
J = 0,7 [л (d + 2Л)‘/64 - (JUP/64)];
^шах = ^/2) “Ь
(IV.26)
89
IV.ll. Точечные соединения, работающие на момент (а) и поперечную силу
(б. в)
Среднее напряжение в швах т0 от поперечной силы Q:
то = Q/FB = Q/2 .’о ,7khB, (1V27)
где F в— расчетная площадь вертикальных швов.
При расчете точечных соединений на основании общего расчета
конструкции определяют растягивающее усилие Q, по которому в за-
висимости рт расчета [б]. устанавливают площадь сечения F:
F = QfR (1V.28)
Число односрезных сварных точек получается из условия равно-
прочное™ соединения, т. е.
n-4Q/Jw2[T], (IV.29)
где d я— диаметр ядра точки; [т]—расчетное сопротивление срезу в сварной
точке.
При расчете сварной точки на отрыв расчетные нормальные на-
пряжения ар не должны превышать 0,7 допускаемых 7? сварного сое-
динения:
Op = 4Q/nd* <0,7 [Я]. (IV.30)
При совместном действии отрыва и среза определяется допускае-
мое усилие на точку, которое должно быть не более 0,5 [Рср]:
р = 1/р‘г + Р'1 <О.5ГР.П1.
г отр ср I CPJ
[tl — допускаемое усилие при чистом срезе; Ротр.
(IV.31)
Р__
ср
усилия отрыва и среза.
Соединение, сваренное в двух точках, работающее на изгиб (рис.
IV.11, а), рассчитывают, определяя усилие по формуле T=M/h с по-
следующим вычислением напряжений среза.
90
Напряжения в точке тт,х> наиболее удаленной от нейтральной
оси, находят по формуле
ттах“ ~ ~Г утах* (1.V.32)
Ху2 1
Напряжения г0, вызванные поперечной силой (см. рис. IV.11,6,
в), вычисляют из уравнения
Тд = 4Р/лл</'2 , (1V.33)
где л — число точек в вертикальном ряду.
Стыковые сварные швы, работающие на изгиб и срез одновре-
менно, рассчитывают из неравенства
/^.о. + 3,. (|-J-_2L.)^(R|, (1УЛ)
где а — напряжение в шве от изгиба, т — то же, от среза.
При расчете сварных балок на изгиб нормальные и касательные
напряжения находят из следующих выражений:
(IV.35)
x = QS/76< (т],
где Q — нагрузка; S — статический момент сдвигающейся части сечения от-
носительно нейтральной оси; / — момент инерции; С— толщина стенки балки.
При расчете стенок балок должно выполняться следующее ус-
ловие:
I/ —о’ч-гч* fl - — — Г* [«!• (IV.36)
г 4 \ 2 я» ) -
где о —наибольшее краевое напряжение в стенке, вычисленное в предполо-
жении упругой работы материала.
Напряжения опт определяют для одного и того же загружен-
ного сечения.
Угловые поясные швы в сварных балках рассчитывают по следу-
ющим формулам:
при неподвижной нагрузке (распределенной и сосредоточенной)
т = <?$п/2(рА) ltl: <1V37>
при подвижной сосредоточенной нагрузке
•-^/(27L)’+(Jr)2*№ <IV38’
где 0-1 — для однопроходной полуавтоматической и автоматической сварки;
0-0.7 — для ручной сварки и многопроходной автоматической и полуавтома-
тической сварки; А —катет шва; S ц— статический момент пояса балки отно-
сительно нейтральной оси; л-1,5—для подкрановых балок в зданиях и соору-
жениях с тяжелым режимом работы при кранах с жестким подвесом: для
тех же условий, но при кранах с гибким подвесом л-1.3, для прочих подкра-
новых балок л-1.1; Р—расчетный сосредоточенный груз, равный для под-
крановых балок расчетному давлению колеса крана без учета коэффициента
динамичности; г — условная длина распределения давления сосредоточенного
груза.
91
При подвижной нагрузке
г = С» У fofb , (IV.39»
где С — коэффициент распределения давления (С—3.2 для сварных и прокат-
ных балок); I а — сумма моментов инерции пояса балки и кракопого рельса
(при приварке рельса швами, обеспечивающими совместную работу рельса
и пояса); б— толщина полки верхнего пояса.
При непосредственном опирании на верхний пояс поперечной
прокатной балки или другой неподвижной конструкции
г= 6 + 2 ft. (IV.40)
где b—ширина полки поперечной балки; h — толщина верхнего пояса балки.
Ниже приведены предельные прогибы изгибаемых балочных кон-
струкций в зависимости от длины пролета балок L.
Подкрановые балки и фермы при кранах:
ручных . ................................... 1/500
электрических грузоподъемностью, т:
до 50 ..................................... 1/600
60 и более ............................... 1/750
Пути:
кран-балок ................ 1/500
монорельсовые .............................. 1/400
Балки рабочих площадок промышленных зданий при
отсутствии рельсовых путей:
главные............................... , 1/400
прочие . .................................. 1/250
То же. при наличии путей колеи:
широкой ..................................... 1/600
узкой ..................................... 1/400
Балки междуэтажных перекрытий:
главные.................................... 1/40)
прочие . .................................. 1/250
Балки покрытий н чердачных перекрытий:
главные . ......................................... 1/250
прогоны.......................................... 1/200
Элементы фахверка:
стойки, ригели....................................... 1/300
прогоны, эстекления (в вертикальной и горизон-
тальной плоскостях)................................ 1/200
Устойчивость элементов конструкций. Устойчивость стенок балок
симметричного сечения, укрепленных поперечными ребрами жестко-
сти, проверяют по формуле
где а0 = К (Nb/h);
/ (0/6»)* + (т/то)‘ <1.
(IV.41)
(IV.42)
(IV.43)
здесь У=10* — при размерности, Па; р — отношение большей стороны участка
к меньшей; dn — меньшая сторона выделенного ребрами жесткости участка
стенки.
92
Коэффициент К для сварных балок принимается по табл. IV.6
в зависимости от у:
v=c— (IV.44)
ht \ 6 /
где b пи в „—ширина и толщина сжатого пояса балки; h« — высота, б —
толщина стенки балки; С—величина, принимаемая равной соответственно 0.8
и 2,0 при приложении сосредоточенной нагрузки к растянутому и сжатому
поясам балки.
IV.6. Коэффициент К для сварных балок
V <0.8 1 2 4 б 10 30
К 6,3 6,62 7 7,27 7,32 7,37 7,46
Устойчивость центрально-сжатых элементов проверяется по фор-
муле
Q/4F < R.
(IV.45)
где <р — коэффициент продольного изгиба, принимаемый по табл. IV.7, явля-
ющийся функцией наибольшей гибкости X; F — площадь сечения элемента.
IV.7. Коэффициент <р продольного изгиба
центрально-сжатых элементов
Гибкость элементов X Материал элемента
СтЗ, Ст4 Ст5 14Г2, 15ГС. 09Г2С. 15ХСНД. 10Г2С1 10ХСНД
0 I 1 1 1
10 0,99 0,98 0,98 0,98
20 0,97 0,96 0,95 0,95
30 0,95 0,93 0,92 0,92
40 0,92 0,89 0,89 0,88
50 0,89 0,85 0,84 0,82
60 0,86 0,8 0,78 0,77
70 0,81 0,74 0,71 0,68
80 0,75 0,67 0,63 0,59
90 0,69 0,59 0,54 0,5
100 0,6 0,5 0,46 0,43
ПО 0,52 0,43 0,39 0,36
120 0,45 0,37 0,33 0,31
130 0,4 0,32 0,29 0,27
140 0,36 0,28 0,25 0,23
150 0,32 0,25 0,23 0,2
160 0,29 0,23 0,21 0,18
170 0,26 0,21 0,19 0,16
180 0,23 0,19 0,17 0,14
93
Продолжение табл. IV.7
Гибкость элементов X Материал элемента
СтЗ, Ст4 Ст5 14Г2. 15ГС. О9Г2С, 15ХСНД, 10Г2С1 10ХСНД
190 0,21 0,17 0,15 0,12
200 0,19 0,15 0,12 0,11
210 0,17 0,14 0,12 0,1
220 0,16 0,13 0,11 0,09
Примечание. Гибкость элементов Х = //г, где I — расчетная
длина элемента, г — радиус инерции сечения.
Для балок двоякосимметричного двутаврового сечения коэффи-
циент фо Для проверки обшей устойчивости
<г«=*-7г(-т)-и”'
где h — высота сечения.
(IV.46)
Значения q> принимаются по табл. IV.8 как функция от парамет-
ра а.
Для прокатных двутавров
а = 1,54 V. (IV.47)
'у Ь >
где 1 момент инерции при кручении; / — расчетная длина балки.
Для сварных двутавров, составленных из трех Листов, а также
клепаных двутавровых балок
где — толщина и ширина пояса балки; h — полная высота сечения балки;
d~0,5ft; б — толщина стенки балки.
IV.8. Коэффициенты <р для двутавровых балок
а Балки без закреплений в пролете, имеющие нагрузку Балки, имеющие неменсе Двух промежуточных закреплений верхнего пояса, делящих пролет на равные части, незави- симо от места приложе- ния нагрузки
сосредоточенную. приложенную к поясу равномерно распре- деленную, приложен- ную к поясу
верхнему нижнему верхнему нижнему
0,1 1,73 5 1,57 3,81 2,17
0,4 1,77 5,03 1,6 3,85 2,2
1 1,85 5,11 1,67 3,9 2,27
94
Продолжение табл. IV 8
а Балки без закреплений в пролете, имеющие нагрузку Балки, имеющие не менее двух промежуточных закреплений верхнего пояса, делящих пролет па равные части, незави- симо от места приложе- ния нагрузки
сосредоточенную, приложенную к поясу равномерно распре- деленную, приложен- ную к поясу
верхнему нижнему верхнему нижнему
4 2,21 5,47 I ,98 4,23 2,56
8 2,63 5,91 2,35 4,59 2,9
16 3,37 6,65 2,99 5,24 3,5
24 4,03 7,31 3,55 5,79 4
32 4,59 7,92 4,04 6,25 4,45
48 5,6 8,88 4,9 7,13 5,23
64 6,52 9,8 5,65 7,92 5,91
80 7,31 10,59 6,3 8,58 6,51
96 8,05 11,29 6,93 9,21 7,07
128 9,4 12,67 8,05 10,29 8,07
160 10,59 13,83 9,04 11,3 8,95
240 13,21 16,36 11,21 13,48 10,86
320 15,31 18,55 13,04 15,29 12,48
400 17,24 20,48 14,57 16,8 13,81
Примечание. При одном закреплении балки в середине про-
лета различают следующие случаи:
сосредоточенная сила приложена в середине пролета, тогда неза-
висимо от уровня приложения ф= 1,75ф*;
сосредоточенная сила в четверти пролета или равномерно рас-
пределенная нагрузка, приложенные к верхнему поясу, тогда ф =
= 1,14ф*;
сосредоточенная сила приложена к четверти пролета к нижнему
поясу, при этом ф=1,6ф*;
равномерно распределенная по нижнему поясу нагрузка, тогда
ф=1,3ф*; здесь ф* — это значения ф, взятые из последней графы
табл. 1V.8,
Составные элементы из уголков, швеллеров и т. д., соединенные
через прокладки, рассчитывают как сплошностенчатые. Расстояние /
между прокладками не должно превышать для сжатых элементов
40г, для растянутых 80г; г —радиус инерции уголка или швеллера
относительно оси, параллельной плоскости расположения прокладок.
В пределах сжатого элемента должно быть не менее двух про-
кладок.
Прочность при переменных нагрузках определяется в том слу-
чае, если характер нагрузок повторяется более 1000 раз.
При расчете по методу допускаемых напряжений
о = Р/Р < yR. (IV 49)
При расчете по методу предельных состояний
Q/F < yR,
(IV.50)
95
где v=<y f K/os — коэффициент снижения допускаемых напряжений при
переменной нагрузке; аг к — предел выносливости элементов конструкции,
определяемый экспериментально при характеристике цикла г н концентрато-
ре К.
Связь между пределами выносливости при различных циклах
выражается следующим образом:
аг к = 20^/р (1 - г) + Ф (1 + г). (IV-50
где апредел выносливости основного металла при г-—I; г — характери-
стика цикла; к — эффективный коэффициент концентрации;
0—1, х “ пРеДел выносливости при характеристике цикла г—1 и концентра-
торе К; ф“О_1/Од — коэффициент свойств материала; Од—предел прочно-
сти. Для сталей ф-0,27—9,34.
Коэффициент у определяется по формуле
v = I/(0.63 + 0,2) — (О.бр - 0.2) г < 1. (IV.52)
При 0=1
v= 1/(0,8 — 0,4г). (1V.53)
Для угловых швов и для основного металла у лобовых угловых
швов (без механической обработки) 0 = 3:
1/(2 —1.6г). (1V.S4)
Для основного металла без концентраторов напряжений
V = 1/(1-0.5г). (1V.55)
Для сварных стыковых соединении с механической обработкой
поверхности
V = 1/(1 — 0.6г). (IV56)
Для сварных стыковых соединений, выполненных косым швом
без обработки поверхности,
v = 1/(1.3-0,8г). (IV.57)
IV.3. ОСОБЕННОСТИ РАСЧЕТА
СВАРНЫХ ТРУБОПРОВОДОВ, РЕЗЕРВУАРОВ И СОСУДОВ,
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
При расчете труб, штуцеров и коллекторов с отношением толщи-
ны стенки к наружному диаметру не более 0,2 номинальная толщина
6 стенки должна быть
pD..
« > +С. (IV.58)
2лД -f- р
где р — внутреннее давление; D|( —наружный диаметр трубы; л — минималь-
ный коэффициент прочности элемента, ослабленного сварным швом; С-0,26 —
увеличение толщины, компенсирующее коррозию и возможное уменьшение
толщины по технологическим, монтажным и другим соображениям проекти-
рующих организаций и изготовителей, а также увеличение толщины в местах
швов труб и трубопроводов.
При расчете конических переходных участков сварных труб
б -------------+ с. (IV.59)
2лЛ cos а — р
где D — внутренний диаметр большой трубы; а — угол конуса.
96
Допускаемое давление в коническом переходном участке
[р] == 2лб [a) cos a/(D 4-б). (IVG'H
Толщина стенки 6 сварных цилиндрических сосудов, изготовля-
емых из вальцованных или штампованных листов, определяется по
формуле
б =----—--- +<?. (1V.6!)
2nR — р
Для шаровых сосудов
в —------ +С. (I V.62)
4л/? — р
Допускаемое давление |р] в изготовленном сосуде вычисляют
по формулам:
для цилиндрических сосудов
(р] =2d>Rn/(D+ 0). (IV.63)
для сферических сосудов
[р] « 46Rn/(D 4- б). (IV.64)
При расчете выпуклых днищ сосудов номинальная толщина
стенки б:
б = + с, (iv.65)
8nhR
где Я —высота выпуклой части днищ по внутренней поверхности.
Допускаемое давление [р] в изготовленном выпуклом днище
[р] = 8nh6R/D (D 4- б). (I V.66)
Толщина стенки б плоского днища (крышки) глухого или имею-
щего центральное неукрепленное отверстие должна быть
б > (К/Ко) D Ур/R, (I V.67)
где К — коэффициент, учитывающий особенности конструкции днища; для
днищ с отбортованными краями, привариваемыми к сосуду кольцевым швом.
/С“0,35; для кованых днищ с цилиндрическим участком Д-0,35—0,45; для
плоских днищ, привариваемых к обечайке по всей толщине: с обеих сторон
К=0,5, с одной стороны /<—0.6; К» — коэффициент: для днищ и крышек без
ослаблений (штуцеров, отверстий) ZG—1; для днищ или крышек с отверстием
диаметром d: при л/D С 0,35 До-0,43; при 0,35<<//D 0,75 Ко=О,85.
Допускаемое давление [р] для плоского днища с известными
размерами определяют в случае необходимости по формуле
[р] = (6K./DK)’/? (IV.68>
Гладкие цилиндрические элементы, находящиеся под действием
бокового или гидравлического давления, рассчитывают из следую-
щих условий:
0.005 < (б - С)/Ос <0,2; Dc/L < 2; a < 8%
по формулам:
= 1.2D У Dc (6 - С) } (IV.59)
пр V Г V
7-194
97
Гр» = — j p-
2
(IV.70)
ркр 2акр( Dc )'
(IV. 71)
где Dc — средний диаметр; L, LKp —длина расчетная и критическая; а —
овальность сечения оболочки; £ — поправочный коэффициент, определяемый
как наименьшее из двух значений:
где
6 = 0,7 и 6 = Л (1 + X).
* = о0.2/°кр,
Здесь акр критическое напряжение:
для £>£иР
для Dc/2<L<LKp
где Е — модуль упругости; о». — предел текучести.
При расчете вертикальных цилиндрических резервуаров толщину
листа 6 вычисляют по формуле
6 = pD/(2R +Д). (IV-72)
где p^yh — давление, которое определяется на расстоянии 300 мм от нижней
кромки рассчитываемого пояса (п — расстояние от расчетного уровня залива
до низа рассматриваемого пояса; у — плотность жидкости); Д —запас на кор-
розию и неравномерность толщины прокатного металла.
Чем меньше давление р, тем тоньше листы пояса. Наименьшую
толщину пояса в резервуарах задают равной 4 мм. Поперечные швы
в резервуарах напряжены значительно меньше. При определении
толщины стенок по методу предельных состояний допускаемое на-
пряжение в сварном шве
[°св! e Rnlm' <IV.73)
где R — расчетное сопротивление; « — коэффициент условий работы, равный
обычно 0,8; т — коэффициент перегрузки: для гидростатического давления
жидкости т-1,1; для избыточного давления газов и вакуума т—1,2; для сне-
говой нагрузки т-1,4.
Сферические и эллиптические оболочки, находящиеся под дейст-
вием наружного давления, для которых
1Д> 77 (в - Q 4-1.63 ]/ Dc (6-0).
0,005 «О (в - C)/Dc <0,1,
рассчитываются по формулам:
(р] = —. 6дкр; (IV.74)
р„п = 4,84 ( в ~V — для сферических оболочек;
к₽ \ I
98
р„_ — 1.21Е Г h (6-£L1*_для эллиптических оболочек!
Р L а* 1
где I д— длина дуги по меридиану средней поверхности: а, Ь— соответст-
венно большая и малая полуоси эллипса; |р], р кр — допускаемые наружное
и критическое давления.
Поправочный коэффициент | определяется как наименьшее из
значений
‘ =0.15 и ‘ =х/(1 +М,
где х = оо,2/°Кр
Критическое напряжение для оболочек:
сферических
%р = 1,2£ (6-С)/ос.
эллиптических
окр -= О.ЪЕЬ (б —С)/а*.
IV.4. МЕХАНИЧЕСКИЕ СВОЙСТВА,
РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ
Характеристиками механических свойств сварных швов » соеди-
нений являются: предел прочности ств, предел текучести от, относи-
тельное удлинение б, коэффициент поперечного сужения ф, угол из-
гиба а, пределы выносливости q_b о0 при различных 'циклах нагру-
жения. За расчетное сопротивление о при условии достижения ме-
таллом конструкции и сварного предела текучести от принимается
o = ojK/n1m2. (IV.75)
где К-—0.8—0,85 — коэффициент однородности металла; /л,, т2 — коэффициенты
условий работы соответственно материала и элементов конструкции.
Элементы стальных конструкций mt
1. Сплошные балки и сжатые элементы ферм перекрытий
над залами театров, клубов и кинотеатров, под три-
бунами и т. п. при массе перекрытий, равной или боль-
шей нагрузки . ..................................... 0,9
2. Сжатые основные элементы (кроме опорных) решетки
ферм покрытий и перекрытий (например, стропиль-
ных и аналогичных им ферм) при гибкости их 60 0,8
3. Сжатые раскосы пространственных решетчатых кон-
струкций из одиночных уголков, прикрепленных к по-
ясам одной полкой с помощью сварных швов:
при перекрестной решетке с совмещенными в смежных
гранях узлами ...................................... 0.9
при елочной и перекрестной решетках с несовмещен-
ными в смежных гранях узлами....................... 0,8
4. Подкрановые балки для кранов грузоподъемностью
более 5 т с режимами работы тяжелым, весьма тяже-
лым и тяжелым непрерывным............................ 0,9
5. Колонпы гражданских зданий и опор водонапорных
башен .............................................. 0.9
6. Сжатые элементы из одиночных уголков, прикрепляе-
мых одной полкой (для неравнополочных уголков
только узкой полкой), за исключением элементов кон-
струкций, указанных в п. 3. и плоских ферм из оди-
ночных уголков...................................... 0.75
7*
99
В табл. IV.9—JV.15 приведены справочные данные по механиче-
ским свойствам сварных соединений из различных материалов.
IV.9. Расчетные сопротивления сварных швов в конструкциях
при механизированной и ручной сварке, МПа
Сварной
шов
Вид напряженного
состояния
Стыковой
Сжатие
Растяжение при
сварке: автомати-
ческой, полуавто-
матической и руч-
ной с применением
для контроля ка-
чества швов спосо-
бов:
повышенного
(гамма-просвечи-
вание, ультразвук
и др.)
обычного (на-
ружный осмотр,
измерение швов
и Др.)
Срез
/?сСВ
лев
НР
г>св
У'ср
Сталь 14Г2,.
15ГС, электро-
ды 350А при
толщине про-
ката, мм
до 20 21-32
210 290
210 290
210 290
180 250
130 170
280
280
Сталь
09Г2С.
10Г2С1
электроды 355
290 340
290 340
280 290 340
240 250 290
170 170 200
Угловой Сжатие, растяже-
ние и срез
150 200 200 200 240
IV.10. Свойства металла швов в стыковых сварных соединениях
Металл или сварное соединение °т % 4 ф
МПа %
МСтЗ без термической обработки, об- разцы диаметром 6 мм 293 455 367 65,9
Сварное соединение на стали МСтЗ под керамическим флюсом, сварка в три слоя, 6=13 мм, образцы диа- метром 6 мм вырезаны поперек шва 324 470 221 62,1
Сталь 15ХСНД без термической об- работки 350 500 210 —
Металл шва, полученный при автома- тической сварке в углекислом газе пластин из стали 15ХСНД, 6=14 мм 460 650 222 —
100
IV.1I. Механические свойства металла наплавленного
и стыковых сварных соединений
Тип электрода Металл шва или наплавленный при rfa>2,5 мм Сварное соединение при da<2,5 мм
МПа Кс. 10-5 Дж/м« в. % ов. МПа а, град
1 2 з ♦ 5 6
Э34 340 . 340 30
Э42 420 8 18 420 120
Э42А 420 14 22 420 180
Э46 460 8 18 460 120
Э46А 460 14,6 22 460 150
Э50 500 6 16 500 90
Э50А 500 13 20 500 150
Э55 550 12 20 550 140
Эбо 600 6 16 —• —
Э6ОА 600 10 18 — —
970 700 6 12 — —
Э85 850* 5* 12* — —
Э100 1000* 5* 10* — —
Э125 1250* 4* 6* — —
Э145 1450* 4* 5* — —
Примечание. Звездочкой обозначены механические свойства
металла после термической обработки.
IV.12. Пределы выносливости сварных соединений
низколегированных сталей, МПа
Марка стали Марка стали
14Г2 15ГС 14ХГС 19Г 10Г2СД 09Г2С Приме 20 мм. 97 108 91 89 70 78 ч а и и е. 150 150 Толщина 10Г2С1 | 10Г2СД (ТСРМИ‘ 1 чески 10ХСНД| обрабо- 1 тайная J сталь) 15ХСНД (горячека- таная) 15ХГ2СМФ М16С испытываемых матер 68 68 80 70 72 70 налов ПО 160 98 128 равна
101
IV.13. Расчетные сопротивления деформируемых алюминиевых
сплавов, упрочняемых термической обработкой, МПа
Марка сплава 3 £ Поковки Листы тол- щиной, мм Плиты тещиной, мм Профили тол щи ной, мм
ю о 5—10 10.1-25 О 26—40 10,1-20 5 1 а
ЛД31 70 70 70 70 70 70 70 70 '70
АД31-Т1 120 120 120 120 120 120 120 120 120
АДЗЗ-1 95 85 95 95 95 95 95 95 95
АДЗЗ-Т1 160 160 160 160 160 160 160 160 160
АД351-Т 100 100 100 100 100 100 100 100 100
АД35-Т1 190 170 170 170 170 170 190 190 190
АВ-Т 115 100 НО 100 100 90 100 100 100
АВ-Т1 175 160 170 170 170 160 170 170 170
В92-Т 240 — 190 190 190 190 240 250 260
Д1-Т 185 160 160* 160* 190 180* 185 195 .210
Д16-Т 230 — 240* 240* 240* 240 150 260 270
В95-Т1 300 300 290 300* 290 290* 300 320 340
АВ-М (без термо- обработки) 70 70 70 70 70 70 70 70 . -70
Примечание. Звездочкой отмечены расчетные сопротивления
для плакированных листов и плит.
IV.14. Расчетные сопротивления деформируемых алюминиевых
сплавов, не упрочняемых термической обработкой, МПа
Сплав Листы толщиной, мм Плиты Трубы Поковки
0,5-4 5—10
АД1-М 25 25 25 25 25
АМц-М 40 40 40 40 40
АМц-П 100 100 100 100 100
АМг-М 70 70 70 70 ‘ 60
АМгЗ-М 80 80 70 70 60
АМг-П 140 140 120 120 НО
АМгЗ-П 140 140 120 120 НО
АМг5-М 130 НО 100 130 100
АМгб-М 140 140 140 140 140
АМгбЬМ 160 160 160 180 160
102
IV.15. Расчетное сопротивление металла сварных соединений и швов,
выполненных аргонодуговой сваркой, МПа
Марка Сварной шов
свариваемого сплава присадочного материала стыковой угловой
Сжатие, растя- жение. изгиб Срез
ЛД1 АМц АМг.АМгЗ АМг5 ЛМгб АМг61 АД1 АМц АМгЗ, АМг5 АМг5, АМ?6 АМгб. АМг7 АМг7, АМгб! 25 40 70 НО 140 160 15 25 45 65 85 100
АД31-Т 70 70 40
ЛД31-Т1 СВ-АК5., Св-АКЗ, Св-АКЮ, Св-АК12 80 80 • 50
АДЗЗ-Т, АД35-Т, АВ-Т 100 100 /60 .
АДЗЗ-Т1, АД35-Т1
ABTI при толщи- . . •
не, мм: 3 Св-ЛК5, Св-АКЮ, Св-АК12 ТГо • 65
4-10 ПО 90 . 60
В92-Т при толщи-
не, мм:
4 Св-В92 170 100
Св-АК5 160 170 90
5—12 Св-В92 150 150 150
Св-АК5 150 90
Примечание. В числителе и знаменателе приведены соответ-
ственно расчетные сопротивления металла при сварке плавящимся
и неплавящимся электродами.
103
IV.5. ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ
НАПРЯЖЕНИИ В ЭЛЕМЕНТАХ СВАРНЫХ КОНСТРУКЦИЙ
Напряжения и деформации в сварной конструкции после ее ос-
тывания называются остаточными. Поле остаточных напряжений
может быть одно-, двух- и трехосным. Продольные напряжения их
действуют вдоль шва. Перпендикулярно оси шва в плоскости свари-
ваемых пластин действуют поперечные остаточные напряжения ov.
Напряжения, действующие в направлении, перпендикулярном плос-
кости пластин, обозначают ох. Значительные по величине напряже-
ния az возникают, как правило, при толщине металла более 40—
50 мм, поэтому для большинства строительных конструкций харак-
терны поля одно- и двухосных остаточных напряжений.
Максимальные растягивающие напряжения о, в низкоуглероди-
стых сталях обычно достигают в шве и околошовной зоне значений
предела текучести. Далее в зоне термического влияния они умень-
шаются, падают до нуля и затем переходят в сжимающие напряже-
ния в основном металле. На рис. IV. 12, а и IV.13 показано распре-
деление остаточных напряжений ох и ov в средней части сварной
пластины толщиной 8 мм из стали марки СтЗ в направлении, пер-
пендикулярном шву (распределение <тх), и по длине шва (распреде-
ление orv). Поперечные напряжения ои по величине меньше напряже-
ний <jx. В начале и конце шва напряжения аи сжимающие, в средней
части шва — растягивающие. Характер распределения остаточных
напряжений в конструктивных элементах подобен их распределению
в пластинах. На рис. IV.12, б показано распределение напряжений
ах по ширине полки от продольного двустороннего шва в тавровой
балке (размеры полки и стенки 12X200X200 мм, материал — сталь
СтЗ), а на рис. IV.12, в — распределение этих же напряжений по вы-
соте стенки.
В перлитных, аустенитных сталях, титановых и алюминиевых
сплавах распределения остаточных напряжений имеют, как правило,
одинаковый характер. Однако в титановых сплавах максимальные
напряжения ох в шве достигают (0,5—0,8) от, а в алюминиевых
сплавах — (0,6—0,8) ог. В случае сварки среднелегированных ста-
лей, испытывающих при используемых режимах структурные прев-
ращения в низкотемпературной области, знак остаточных напряже-
ний ох в шве и зоне термического влияния может быть различным.
Когда химический состав присадочного и основного металлов совпа-
дает, в шве образуются сжимающие, а в околошовной зоне — растя-
гивающие напряжения ох, переходящие в основном металле в не-
большие по величине сжимающие напряжения. В случае сварки этих
сталей аустенитным присадочным материалом, позволяющим избе-
жать образования холодных трещин, в шве появляются растягиваю-
щие напряжения ох.
104
IV.12. Распределение напря-
жений а х
а — в пластине; б — в полке
балки; в — в стенке балки
IV. 13. Распределение напряжений
о у в пластине
IV.6. ОСТАТОЧНЫЕ ДЕФОРМАЦИИ
СВАРНЫХ КОНСТРУКЦИИ И ИНЖЕНЕРНЫЕ МЕТОДЫ
ИХ РАСЧЕТА
Продольная и поперечная усадка швов, неравномерно распреде-
ленная по сечению свариваемых элементов, сжимающие остаточные
напряжения, действующие в нежестких конструктивных элементах,
105
IV.I4. Виды (а—е) сварочных деформаций
приводят к возникновению остаточных деформаций сварных конст-
рукций. На рис. IV.14 показаны некоторые наиболее распространен-
ные виды сварочных деформаций. Продольный шов или газовый рез
на кромке полосы приводят к искривлению ее продольной оси (см.
рис. IV.14.а). Неравномерная по толщине свариваемых листов и по
сечению шва поперечная усадка вызывает деформации грибовидно?
стн (см. рис. IV.J4.6) и углового поворота (см. рис. IV.14,в). Усадка
продольных и поперечных швов в конструкциях типа балочных при-
водит к значительным изгибным деформациям балок (с.м, рис.
IV.14, г). От кольцевых и продольных швов в оболочковых и труб-
чатых конструкциях возникают деформации, показанные на рис.
IV.14, д, е. Кроме указанных видов возможны потеря устойчивости,
коробление листовых элементов конструкции под действием сжима-
ющих остаточных напряжений, скручивание балок относительно про-
дольной оси и т. д. В большинстве случаев, особенно при сварке
сложных конструкций, возникает несколько видов остаточных сва-
рочных деформаций.
Определение тепловых параметров процесса сварки. Эффектив-
ная тепловая мощность сварочной дуги, если известны параметры
режима сварки, определяется по формуле
q=f\JU. , .. . (IV.76)
где ^ — эффективный КПД процесса нагрева; / — сварочный ток; (7 —напря-
жение дуги.
Погонная энергия сварки в этом случае
<7П =<?/рс. (IV.77)
где рс — скорость сварки.
Если режим сварки не известен, но задано поперечное сечение
наплавляемого за один проход металла шва (стыкового или угло-
вого), погонная энергия q„ равна:
где Q „ — коэффициент, определяемый по табл. IV. 16; Дщ—площадь попереч-
ного сечения наплавленного металла шва.
106
IV.16. Значения Ог,для различных способов сварки
Способ сварки Сварочные материалы Дж/мм'
Ручная электродуговая Электроды:
УОНН 13/45 65
' ЭА395/9, ЭА606/10, ЭА400/10 42
ЭА606/11, 48Н-1 46
ЭА981/15 48
Полуавтоматическая в СОг Проволока Св-08ГС 38
Автоматическая и полу- Проволока Св-08А, флюс ОСИ- 65
автоматическая подфлю- 45
сом Проволока Св-ЮГСМТ, флюс 71
АН-42 »’
При сварке угловых соединений (тавровых, нэхлссточных) часть
погонной энергии, вводимая в свариваемые элементы, определяется
в зависимости от соотношения их толщин. Так, п случае приварки
стенки толщиной бс к полке толщиной бП, в результате чего образу-
ется тавровое соединение, погонная энергия, вводимая в полку
Ца.п и стенку q0.t, может быть приближенно вычислена по фор-
мулам;
<IV>
%.С = VM2dn+ СсУ <IV80)
Формулы (IV.79) и (1V.80) дают наиболее точные результаты при
бп/бс<1,7. Они справедливы для низкоуглеродистых, низколегиро-
ванных и аустенитных сталей, а также для титановых и алюминие-
вых сплавов толщиной примерно до 16 мм.
Расчет продольной усадочной силы и деформаций от продольных
швов. Действие продольной усадки от продольных швов в балочных
конструкциях заменяется действием фиктивной продольной усадоч-
ной силы Р)С. Усадочная сила пропорциональна площади зоны пла-
стической деформации и прикладывается к центру тяжести этой пло-
щади. Величина Рус в общем случае определяется в зависимости от
погонной энергии, удельной погонной энергии сварки, жесткости сва-
риваемого конструктивного элемента. Вследствие довольно высокой
жесткости балок, применяемых в строительстве, и относительно уме-
ренных удельных погонных энергий, используемых при их сварке,
влияние этих двух факторов на Руе в данном случае не очень велико,
и Ру£ может быть вычислена по формуле
Рус = (IV.81)
Ниже приведены значения коэффициента В для погонной энер-
гии, выраженной в Дж/мм, при этом усадочная сила, определяемая
по формуле (IV.81), исчисляется в ньютонах,
107
Для однопроходных стыковых, нахлесточных и тавровых свар-
ных соединений из низкоуглеродистых и низколегированных сталей
В= 170, для однопроходных соединений листов из сплава АМгб тол-
щиной 5—12 мм 6=140—150 — стыковые швы и 6=160—170 — тав-
ровые соединения с одним угловым швом.
Усадочная сила при однопроходной сварке двусторонних про-
дольных швов с одинаковой погонной энергией в тавровых балках
определяется по следующей формуле:
Руся - (1.3- ’.44) Рус.
где РуС —значение усадочной силы для одностороннего шва, определенное
по формуле (IV.8I).
Для упрощения инженерных расчетов можно считать, что при
многопроходных сварных соединениях, если зона пластических де-
формаций от последующего прохода частично перекрывает зону пла-
стических деформаций от предыдущих проходов, добавочная Рус от
каждого прохода составляет ~15% Рус, вычисленной по формуле
(IV.81). Аналогичная схема расчета принимается и для швов, рас-
положенных рядом. Расчетная сила в этих случаях будет равна сум-
ме Рус от всех проходов или швов.
Для прерывистого шва
р _ р tn. (IV .82)
ус.пр ус '
где t ш— длина участка шва; 7—шаг прерывистого шва.
При ручной дуговой сварке продольных швов в балках в случаях
сварки «на проход» или «вразброс» Рус практически одинакова и мо-
жет быть получена по формуле (IV.81). Когда сварка выполнена
«от середины», Рус на 15—20 % меньше, чем в первых двух случаях.
Продольное укорочение балки от сварки продольных швов ADp
вычисляется по формуле
Anp-pycL/EF- (IVM)
где L — длина балки; £ — модуль упругости; F — площадь поперечного сече-
ния балки.
Сварка продольных швов вызывает угловой поворот ср концов
балки и ее прогиб /, которые определяются по следующим фор-
мулам:
<Р = Рус eL/EL (IV.8I)
f = Pvp eL/ЬЕ!, (IV.85)
У V
где 7 — момент инерции балки; «—расстояние между точкой приложения
усадочной силы и центром тяжести поперечного сечения балки.
В тавровых, двутавровых и коробчатых балках можно считать,
что усадочная сила приложена на линии контакта свариваемых эле-
ментов, например на линии стыка полки со стенкой.
108
. Формулы (IV.81), (IV.83) — (IV.85) можно использовать для
расчета деформаций полос при их газовой вырезке (см. рис.
IV.14, а). При этом в формулу (IV.81) в качестве погонной энергии
q следует подставлять энергию, определенную режимом газовой
резки.
В случае одновременной вырезки полосы с двух сторон (двумя
резаками) суммарный остаточный изгиб полосы на кромку /2 = 0.
При сварке продольных швов в тавровых и нахлесточных соеди-
нениях возникают угловые деформации (рис. IV.15), которые скла-
дываются из деформаций изгиба полки Р вследствие неравномерного
поперечного сокращения металла по толщине полки и поворота пол-
ки тавра w как жесткого целого в результате усадки шва в направ-
лении гипотенузы.
При однопроходной односторонней сварке деформация изгиба
полки Pi (см. рис. 1V.15) может быть определена по номограмме,
представленной на рис. IV. 16, в зависимости от отношения ^п.п/б'^-
В случае однопроходной двусторонней сварки тавровых соеди-
нений деформация изгиба полки 0(i+2) вычисляется по следующей
формуле:
P(1+2) + Ри-
гле ft деформация изгиба от усадки катета шва. определяемая по фор-
муле
Рк — ет D,
где ет—относительная деформация, соответствующая пределу текучести ме-
талла шва: D — коэффициент (рис. IV.17), зависящий от величины катета К,
толщины полки б_ и стенки б
-U V»
Деформация изгиба полки р при однопроходной односторонней
и однопроходной двусторонней сварке продольных швов практиче-
ски постоянна по длине для случаев сварки в СО2, под флюсом
и ручной дуговой сварки. Угол поворота латки тавра зависит от
предварительного закрепления полки со стенкой. Если они предвари-
тельно сварены ниточным швом, угол и) мал и нм можно прене-
бречь. Если элементы балки собраны на прихватках, угол поворота
полки от однопроходного одностороннего шва вычисляется по фор-
муле
w =— 2аТх m - 0.0008Х.
где а — коэффициент линейного расширения; Тх — характерная температура,
рапная для низкоуглероднетых и низколегированных сталей 750—800'С; т-
=0,7 — коэффициент, учитывающий сопротивляемость изгибу сборочных швов;
X — расстояние от начала шва до сечения, где определяется угловая дефор-
мация.
Угол поворота принимается отрицательным, когда соответствую-
щая половина полки пригибается к стенке.
Суммарная угловая деформация полки, вызванная ее изгибом
109
IV. 15. Угловая деформация полки
тавра
IV 16. Номограмма для определения
угловой деформации при сварке
встык и втавр
IV. 17. Номограмма для определе-
ния коэффициента D
и поворотом, выражается через углы поворота ytl и y2i левой и пра-
вой половин полки относительно их исходных положений. Из рис.
IV. 15 видно, что:
Vii = — - Э,/2.
V.i = - Pi/2.
Если элементы балки предварительно сварены ниточными шва-
ми, углы уп и у2( практически постоянны по длине балки при одно-
проходной односторонней сварке. Если балка собрана на прихватках,
эти углы по длине балки непостоянны, что приводит к винтообраз-
ное™ полки. При однопроходной двусторонней сварке тавровых
и двутавровых балок для уменьшения винтообразное™ полки, выз-
ванной укладкой первого шва, второй продольный шов следует сва-
ривать в том же направлении, что и первый. В противном случае
винтообразность полки возрастет.
Расчет поперечной усадки и деформаций от поперечных швов.
Поперечные швы в балках, приваривающие различные конструктив-
ные элементы и ребра жесткости на полках и стенках, сваривающие
стыки полок, смещены относительно центра тяжести сечения балок.
Поперечная усадка таких швов вызывает продольное укорочение
сварной балки в направлении ее длины и деформации изгиба балки.
При сварке поперечных швов на полках балок основное влияние на
поперечную усадку Дпоп и прогибы / балок оказывает глубина про-
плавления полки. Поперечные по отношению к сварному шву эле-
менты жесткости (стенка, ребра) несколько уменьшают Дпоп и f.
Остаточные напряжения от продольных швов, выполненных до свар-
ки поперечных швов, увеличивают деформацию балок открытого про-
ПО
филя от поперечных швов. В инженерных расчетах деформаций ба-
лочных строительных конструкций можно ограничиться учетом влия-
ния глубины проплавления на ДВсп и f.
При однослойной сварке соединений на пластинах или на конст-
руктивных элементах балок поперечная усадка Дпоп определяется
по формуле
д =Л—--------Ц-, (IV.86)
поп су vc ®
где 4 — безразмерный коэффициент, учитывающий влияние глубины проплав-
ления на Лпои; су — объем 'ая теплгемкость; б — толщина пластины.
При расчете по формуле (IV.86) поперечной усадки от таврово-
го или нахлесточного сварного соединения необходимо учитывать
только ту часть погонной энергии q, которая вводится в рассчитыва-
емый элемент, т. е. погонную энергию, определяемую по формулам
(1V.79) и (1V.80).
Коэффициент А (табл. IV. 17) зависит от способа сварки, погон-
ной энергии qn, удельной погонной энергии q0.
IV. 17. Формулы для определения коэффициента А
Способ сварки <7П. Дж/мм Дж/ым* А
Под флюсом (пе- ременный ток) 5460-5880 <464 >464 0,064-2,02-10-3 q0
1050—2230 <314 >314 0,154-2,72-10-8<7о 1
В СО2 и под флю- сом (постоянный ток) 1400—1460 <84 84—193 >193 0,154-2,72 10-э^о —0,124-5,83-10- 1
1100—1140 <38 38-168 >168 0,154-2,72-1О-З<7о 0,024-5,83 Ю-8^
860—900 и менее <12,5 12,5—150 >150 0,154-2,72-10-’«/о 0,124-5,83-IO-3 <70 1
Если погонная энергия, вводимая в рассчитываемый конструк-
тивный элемент, находится между указанными в табл. IV. 17 диапа*
зонами «/я, коэффициент А определяется интерполяцией его величия,
111
вычисленных по формулам для соседних диапазонов погонных энер-
гий в зависимости от конкретной величины удельной погонной энер-
гии <?а/6.
При сварке многослойных поперечных угловых швов в балках
слои, смещенные на привариваемый конструктивный элемент, практи-
чески не дают приращения поперечной усадки. Приращение попереч-
ной усадки Дп от каждого слоя, смещенного на полку или стенку, вы-
числяется по формуле
Л„- <0.6-0.71 Лпоп(. (1V871
где Д ппп1 —поперечная усадка от первого слоя.
Коэффициент 0,7 относится к стенкам и полкам балок, собран-
ных на прихватках или предварительно сваренных односторонними
продольными швами с малым катетом. Коэффициент 0,5 относится
к полкам балок, предварительно сваренных двусторонними продоль-
ными швами с большим катетом.
Суммарная поперечная усадка от многослойного углового попе-
речного шва
k
дпоп = Anont **" S Лп,’ (IV.88)
<=1
где fe — число слоев, смещенных на полку или стенку;
усадки от очередного слоя; I — порядковый номер слоя.
— приращение
При сварке коротких многослойных поперечных швов на узких
пластинах или полках балок с увеличением числа слоев значительно
возрастает неравномерность распределения поперечной усадки по
длине шва. Усадка в начале шва намного больше, чем в конце. Эта
неравномерность усадки вызывает изгиб пластины или балки в плос-
кости свариваемого элемента (пластины или полки) и прогиб при
этом может достигать большой величины. Для уменьшения нерав-
номерности поперечной усадки и вызванных ею прогибов в плоско-
сти свариваемого элемента следует изменять направление сварки
последующего слоя по сравнению с предыдущим. При наличии не-
скольких поперечных швов на полке балки или на узкой пластине
целесообразно сваривать рядом расположенные швы в противопо-
ложном направлении. Общая кривизна балки при этом уменьшается.
Зная поперечную усадку, можно определить угол излома и про-
гиб балки от поперечного шва. Так, например, от сварки поперечного
шва на полке угол излома балки ф:
<P = AnonS//. (IV.89)
где S — статический момент части сечения, где расположен поперечный шоп,
т. е. статический момент полки, относительно центра тяжести сечения балки;
/ •— момент инерции поперечного сечения балки.
П2
Прогиб балки от поперечного шва f:
f = ^L(L0~LyL6. (IV.90)
где L — расстояние от конца балки до поперечного шва; £g — длина балки.
Если поперечный шов расположен посередине длины балки,
f«<pL6/4. (IV.91)
Прогиб балки / от двух одинаковых поперечных швов, симмет-
рично расположенных относительно середины длины балки и нахо-
дящихся на расстоянии Li от ее концов, определится формулой
/ = ф£,. (IV.92)
где ф — угол поворота балки от одного шва.
Если таких пар швов несколько, то суммарный прогиб от них
1 = 2 Ц. (IV. 1)3)
1ях1
где п — число пар симметрично расположенных швов.
Помимо прогиба балки, по известной величине Л поп МОЖНО ВЫ-
ЧИСЛИТЬ продольное укорочение балки ЛпР от поперечной усадки пол-
ки по формуле
Anp = AnonFn/F6- (IVM>
где £ц, b g — площади поперечных сечений полки и балки.
Суммарные остаточные деформации балки от продольных швов
и от различно расположенных поперечных швов определяются мето-
дом суперпозиции. При этом продольное укорочение балки находится
арифметическим сложением укорочений от отдельных швов, полу-
ченных по формулам (IV.83) и (IV.94). Суммарный прогиб балки
находится геометрическим суммированием прогибов от отдельных
швов, вычисленных по формулам (IV.85), (IV.90) — (IV.93).
Примеры расчета. 1. Требуется определить прогиб тавровой бал-
ки из стали СтЗ от сварки одностороннего двухслойного продольно-
го шва катетом 10 мм, соединяющего полку со стенкой. Сварка ве-
дется в СО2, погонная энергия сварки одного слоя 1050 Дж/мм.
Размеры поперечных сечений полки и стенки 12x200 мм, длина бал-
ки 10 м. Площадь поперечного сечения тавра F=4,8X103 мм2, ста-
тический момент поперечного сечения полки относительно центра се-
чения балки S= 1,27x10s мм8, момент инерции сечения балки / —
= 2,153Х10г мм*. Расстояние между линией стыка полки со стенкой
и центром тяжести поперечного сечения балки е=47 мм.
Определяем по формуле (IV.81) фиктивную усадочную силу от
первого слоя
Р = ПО-1050 = 178500 И.
8-194
113
Усадочная сила от двухслойного шва Рус2‘
Pv„9 = 1,I5PV_ == 1.15-178000 = 205000 Н.
уса ус
По формуле (IV.85) находим прогиб балки от одностороннего двух-
слойного продольного шва катетом 10 мм
, 205000-47.10000»
/ ------------------ = 28 мм.
8-2.10».2,153 -10’
2. Требуется определить прогиб тавровой балки из стали СтЗ от
однопроходной сварки продольного двустороннего шва катетом 9 мм,
соединяющего полку со стенкой, а также от сварки двух однопро-
ходных поперечных швов катетом 9 мм, приваривающих к полке по-
перечное ребро толщиной 9 мм, расположенное посередине балки.
Сварка ведется в СО2, погонная энергия сварки </п=1500 Дж/мм.
Геометрические характеристики балки такие же, как и в примере 1.
Определяем по формуле (IV.81) усадочную силу от одного одно-
слойного продольного шва РуС:
Р = 170-1500 = 255000 Н.
Усадочная сила от двустороннего продольного шва Pycz'
Р^а=1.Х>Р^ = 1,35-255000 = 345000 ЛЛ
УС* ус
По формуле (1V.85) вычисляем прогиб балки /п₽ от двусторон-
него продольного шва:
, 345000-47-10000»
f ----------------------- 47 мм.
вр 8.2- 1О5-2,153-ИН
Определяем по формуле (IV.79) часть погонной энергии, qaa,
приходящуюся на полку при сварке одного поперечного шва катетом
9 мм, приваривающего к полке толщиной 12 мм поперечное ребро
толщиной 9 мм
2-12
<; = ---—------1500 = 1100 Дж/мм.
пп 2-12 4-9
Удельная погонная энергия q»:
qu= 1100:12 = 91,5 Дж/мм».
По формуле из табл. IV.17, соответствующей случаю сварки
в СО2 в диапазоне погонных энергий 1100—1140 Дж/мм, находим
коэффициент Л:
А = 0.02 4- 5,83-10“3-91,5 = 0.56.
По формуле (IV.86) определяем поперечную усадку полки от
одного поперечного шва катетом 9 мм АПом:
114
Поперечная усадка полки Дпоп от двух поперечных швов катетом
9 мм, приваривающих к ней поперечное ребро, будет равна:
Д = 2_Л_# *= 2.0,13 = 0/26 мм
поп поп!
Угол излома балки от приварки к полке поперечного ребра опреде-
ляем по формуле (IV.89)
ф » 0,26 = 0,00154 рад.
2.153-10’
Прогиб балки от приварки к полке поперечного ребра faon, рас-
положенного посередине балки, находим по формуле (1V.91)
, 0,00154.100-99
f ------------------ = 3.9 мм.
'поп 4
Суммарный прогиб балки от продольных и поперечных швов
= f = 47 4- 3,9 = 50,9 мм.
'2. 'пр ’ 'ПОП ’
1V.7. МЕТОДЫ УМЕНЬШЕНИЯ
СВАРОЧНЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Методы уменьшения и устранения остаточных сварочных напря-
жений и деформаций основаны на трех принципах, которые исполь-
зуют при построении различных технологических приемов:
уменьшение пластических деформаций укорочения на стадии на-
грева;
искусственное создание пластических деформаций удлинения на
стадии охлаждения или после сварки;
компенсация возникающих остаточных деформаций за счет соз-
дания предварительных обратных деформаций, симметричного рас-
положения швов, рациональной последовательности сборки и сварки.
IV.7.1. Методы снижения
остаточных напряжений при сварке
Остаточные напряжения могут быть снижены на 85—90 % при-
менением высокого отпуска сварных конструкций. Операция отпуска
состоит из четырех стадий: нагрева, выравнивания температуры по
объему детали, выдержки и охлаждения. Продолжительность нагре-
ва выбирают в зависимости от мощности печи и допускаемой скоро-
сти возрастания температуры. Для пластичных металлов скорость
нагрева может достигать нескольких сотен градусов в 1 ч. Продол-
жительность выравнивания температуры зависит от размеров детали.
Наиболее распространенная температура выдержки 550—680 СС.
8*
115
Продолжительность выдержки выбирают в соответствии с необходи-
мой степенью снижения остаточных напряжений. При высоких тем-
пературах отпуска остаточные напряжения эффективно снижаются
в процессе нагрева. Для конструкционных сталей снижение одноос-
ных напряжений в процессе нагрева он может быть описано уравне-
нием
аи = Л'а0. (1V.96)
где о(/ — напряжение после окончания стадии нагрева в момент начала вы-
держки; N — коэффициент, зависящий от достигнутой температуры нагрева
и марки стали (табл. IV.18); оь — исходное напряжение.
IV.18. Значения коэффициента У
Марка стали Температура, °C
500 550 600 650
15Г2СМФ 0,58 0,38 0,27
15ГН4М — 0,33 0,19 0,13
30Х2ГМТ — 0,5 0,36 —
МСтЗ (закалка) 0,32 — ——
МСтЗ (нормализация) 0,21 *— — —-
В процессе выдержки остаточные напряжения снимаются менее
интенсивно. Этот процесс можно описать зависимостью
°t = % ’ <IV 96>
где о^ —напряжение через время t после начала выдержки; /—время вы-
держки, мин; То—Ю мин; В — показатель степени, значения которого приведе-
ны в табл. IV.19.
IV.19. Значения показателя степени В
Марка стали Температура отпуска, °C
500 559 600 650
15Г2СМФ —0,073 -0,08 -0,12
15ГН4МТ — —0,16 —0,185 -0,082
30Х2ГМТ — —0,062 -0,081 —
МСтЗ (закалка) —0,175 — — —
МСтЗ (нормализация) -0,16 — —
Для большей эффективности и экономичности снижения остаточ-
ных напряжений при отпуске целесообразно повышать температуру
отпуска, а не увеличивать время выдержки. Независимо от толщины
металла достаточно после выравнивания температуры дать выдер-
жку около 3 ч, после чего можно начинать охлаждение.
В табл. 1V.20 приведены менее эффективные методы снижения
остаточных напряжений.
116
IV.20. Методы снижения остаточных напряжений
Метод Характеристика метода Дополните.! иные сведения
Местный отпуск Нагревается часть конструк- ции в зоне сварного соеди- нения. Необходимо доби- ваться плавного изменения температуры в зоне перехо- да от ненагретой к нагре- той части детали После остывания снова возникают остаточные напря- жения, меньшие по величине
Поэлементный от- пуск Отпускаются отдельные уз- лы конструкции, включаю- щие зоны, где необходим отпуск. Отпущенные узлы сваривают между собой швами без резких концент- раторов Необходимо высо- кое качество тех- нологии сварки
Предварительный и сопутствующий подогревы при сварке С увеличением температуры подогрева остаточные на- пряжения снимаются эф- фективнее. Низкотемпера- турный подогрев до 200— 250 °C снижает остаточные напряжения в стали не бо- лее чем на 30—40 % Улучшается струк- тура металла
Тсрмомеханиче- ский По обе стороны от шва ин- дукторами или движущими- ся газовыми горелками соз- дают два пятна нагрева до температур 150—200 °C. Вслед за пятнами нагрева движутся душевые охлади- тели Снижаются макси- мальные остаточ- ные напряжения
Проковка металла Выполняется непосредствен- но после сварки по горяче- му металлу или после пол- ного остывания конструк- ции В малопластичных металлах возмо- жен наклеп
117
Продолжение табл. IV.20
Метод Характеристика метода Дополнительные сведения
Прокатка сварно- го соединения Зона сварного соединения прокатывается цилиндриче- скими роликами шириной 5—15 мм. Усилия на роли- ки передаются приводом от гидравлических и пневмати- ческих цилиндров давления Необходимо слож- ное специализиро- ванное оборудова- ние
Приложение на- грузок к сварным соединениям Нагрузки прикладываются во время сварки или после полного остывания. Свари- ваемый элемент растягива- ется или изгибается с обра- зованием растягивающих напряжений в зонах макси- мальных остаточных напря- жений Полное снятие ос- таточных напря- жений возможно, если нагрузка вы- зывает текучесть всего сечения
Вибрация сварной конструкции Осуществляется на специ- альных внбростендах Применяется для тонколистовых конструкций
IV.7.2. Методы уменьшения
остаточных сварочных деформаций
Все мероприятия по уменьшению сварочных деформаций мож-
но разделить на три группы в зависимости от того, применяются ли
они до сварки, в процессе ее или после сварки.
Мероприятия, применяемые до сварки. Рациональное конструиро-
вание сварного изделия. Необходимо назначать минимально допус-
каемые ио расчету сечения швов, использовать сварные соединения
и виды сварки, осуществляемые с малыми погонными энергиями. Це-
лесообразно избегать одностороннего расположения поперечных швов
в балках. Предпочтительны нахлесточные соединения, допускаюшне
компенсацию возникающих сокращении за счет беспрепятственного
перемещения свариваемых элементов. При сварке конструкций, вклю-
чающих тонколистовые элементы, для уменьшения вероятности поте-
ри устойчивости необходимо располагать швы на жестких каркасах,
чтобы разгрузить тонкие листы от напряжений сжатия.
Назначение размеров и сборка заготовок с учетом величины и ха-
рактера ожидаемых деформаций. Возможны использование углового
118
IV. 18 Способы (а—е) уменьшения сварочных деформаций
излома, обратного сварочному (рис. IV.18.tj), сборка листов с пере-
менным зазором по длине для компенсации угловых деформаций
в плоскости свариваемых элементов (см. рис. IV.18,б), раскрой стен-
ки тавра с начальной кривизной (см. рис. IV. 18, в) и т.п. Назнача-
ются увеличенные размеры конструктивных элементов для компенса-
ции их укорочений от продольной и поперечной усадки. Сюда же от-
носятся подогрев листов с целью их удлинения перед сборкой на
прихватках, а также натяжение листов перед сваркой, если они мо-
гут потерять устойчивость вследствие деформаций укорочения, вы-
зываемых усадкой. Деформации конструктивных элементов, обрат-
ные сварочным, могут создаваться и путем пластического деформи-
рования заготовок. Методы расчета величин ожидаемых деформаций
были рассмотрены выше.
Создание напряжений растяжения в зоне шва изгибом или рас-
тяжением детали в приспособлении. При сварке по растянутому ме-
таллу (см. рис. IV.18, г) возникает меньшая усадочная сила. Если
прикладываемые начальные напряжения в зоне сварки близки к пре-
делу тскучссги металла, усадочная сила, а следовательно, и вызывае-
мые ею деформации будут незначительны. При сварке тонкого ме-
талла ограничиваются растяжением лишь в зоне шва, упруго изги-
бая лист в двух направлениях.
Мероприятия, применяемые в процессе сварки и после нее, пред-
ставлены в табл. IV.21 и IV.22.
119
IV.21. Методы уменьшения сварочных деформаций во время сварки
Метод Характеристика метода Дополнительные сведения
Рациональная тех- нология сборки II сварки I. При сборке — максималь- ное использование клино- вых и центровочных приспо- соблений, по возможности исключение скрепления де- талей прихватками, созда- ющими жесткое закрепление 2. При сварке — выбор по- следовательности выполне- ния швов, обеспечивающей минимальные суммарные де- формации. Например, в дву- тавровой несимметричной балке (рис. IV.18, д) снача- ла собирают и сваривают швы 1, 2, а затем швы <3, 4. При сварке листовых кон- струкций, сначала выполня- ют поперечные швы отдель- ных поясов, а затем свари- вают пояса между собой Рациональная по- следовательность сварки швов уста- навливается рас- четом ожидаемых деформаций (см. п. 1V.6)
Регулирование по- гонной энергии сварки 1. Уменьшение погонной энергии сварки за счет ис- пользования более эконо- мичных режимов и способов сварки 2. Увеличение погонной энергии сварки с целью ком- пенсации деформаций. На- пример. в балке (см. рис. 1V.18, д) швы / и 2 целесо- образно сваривать на боль- ших погонных энергиях,чем швы 3 и 4 Предпочтительно применять автома- тическую и полу- автоматическую сварку вместо руч- ной
Использование жестких приспо- соблений Изделие во время сварки закреплено в приспособле- нии. Эффективно уменьша- ются временные и частично остаточные деформации Остаточный про- гиб уменьшается незначительно
Проковка сварно- го соединения Металл проковывается не- посредственно за сваркой. При электродуговой сварке проковка производится мо- лотком, при точечной свар- ке прикладывается ковоч- ное усилие Метод эффективен для пластичных металлов
120
1V.22. Методы уменьшения сварочных деформаций после сварки
Метод Характеристика метода Дополнительные сведения
Термическая прав- ка Осуществляют местный на- грев зон, усадка которых уменьшает или устраняет остаточные деформации (см. рис. IV. 18, е). Углеродистые стали нагревают газовым пламенем до 600—800 °C. Зоны нагрева имеют форму кругов, полос, клиньев Нагрев по воз- можности должен быть локальным и концентрирован- ным
Высокий отпуск в жестких зажим- ных приспособле- ниях После сварки конструктив- ный элемент упруго дефор- мируется, приобретает пра- вильную форму и зажимает- ся в приспособлении. После отпуска при 550—650 °C конструкция сохраняет фор- му, которая была ей прида- на в приспособлении Необходимо ис- пользовать доста- точно жесткие за- жимные приспо- собления
Создание пласти- ческих деформа- ций удлинения в зоне сварного со- единения В зоне шва путем изгиба детали, се растяжения, про- ковки, прокатки, осадки соз- дают деформации, противо- положные по знаку свароч- ным Для тонколисто- вых конструкций наиболее эффек- тивно применять прокатку сварных соединений
Глава V. МАТЕРИАЛЫ ДЛЯ СВАРКИ И РЕЗКИ,
ПРИМЕНЯЕМЫЕ В ПРОМЫШЛЕННОМ
СТРОИТЕЛЬСТВЕ
V.I. УГЛЕРОДИСТЫЕ СТАЛИ
Сталь углеродистая обыкновенного качества (ГОСТ 380—71*).
В зависимости от назначения и гарантируемых характеристик
сталь подразделяется на три группы:
по механическим свойствам—А (табл. V.I);
по химическому составу — Б (табл. V.2);
по механическим свойствам и химическому составу — В.
В табл. V.3 приведены нормируемые показатели для этих групп
ci алей.
121
V.l. Механические свойства стали группы А (ГОСТ 380—71*)
Временное сопротив- Предел текучести от. МПа, для ТОЛЩИНЫ, мм Относительное удлинение б3, %, для тол- щины. мм Изгиб на 180°
Марка стали для толщины
рыву ов, 8 5 S £ 8 3 ? до 20 мм
МПа о 1 J. <п С J. д
=1 еч т и W еч о
не менее
СтО Не менее — — 23 22 20 d=2a
300
Ст1кп 300 -390 — ~~ — — — ' ' 35 34 32
Ст1пс, Ст1сп 310-410 — _ —. 34 33 31
Ст2кп 320—410 215 205 195 185 33 32 30
Ст2пс. Ст2сп 330—430 225 215 205 195 32 31 29
СтЗкп 360—460 235 225 215 195 27 26 24 г d—a
СтЗпс, СтЗсп 370—480 245 235 225 205 26 25 23
С тЗГ пс 370—490 245 235 225 205 26 25 23
СтЗГ сп 390—570 — 245 — — — 24 —
Ст4кп 400-510 255 245 235 225 25 24 22 } d—2a
Ст4пс, Ст4сп 410-530 265 255 245 235 24 23 21
Ст5пс. Ст5сп 490—630 285 275 265 255 20 19 17 | d—3 а
Ст5Г пс 450—590 285 275 265 255 20 19 17
Сгбпс. Стбсп Не менее 315 305 295 295 15 14 12 —
590
Примечания: 1. Допускается превышение верхнего предела
временного сопротивления на 50 МПа по сравнению с указанным при
условии выполнения остальных норм, а при согласии заказчика — без
ограничения верхнего предела. 2. Для листовой и универсальной ста-
ли всех толщин и фасонной стали толщиной св. 20 мм значение пре-
дела текучести допускается на 10 МПа ниже по сравнению с указан-
ным. 3. Для листовой стали толщиной от 8 до 4 мм допускается сни-
жение относительного удлинения на 1 абс. % на каждый миллиметр
уменьшения толщины. Нормы относительного удлинения для листов
толщиной менее 4 мм устанавливаются соответствующими стандар-
тами. 4. Допускается снижение относительного удлинения для ли-
стовой, универсальной и фасонной стали всех толщин на 1 абс. %.
5. Для арматурной стали периодического профиля марок ВСт5пс,
ВСт5сп толщиной до 40 мм предел текучести должен быть не менее
290 МПа. 6. Сталь марки СтЗГсп предназначена для листового про-
ката толщиной 21—40 мм группы В категорий 4, 5, 6. 7. Буквой d
обозначен диаметр оправки, мм; буквой а обозначена толщина об-
разца, мм. 8. Для изгиба на 180° при толщине металла св. 20 мм
диаметр оправки увеличивается на толщину образца.
122
V.2. Химический состав стали группы Б, % (ГОСТ 380—71*)
Марка стали Углерод С Кремний Si Марганец Мп
БСтО Не более 0,23 — —
БС т 1 кп 0,06-0,12 Не более 0,05 0,25-0,5
БСт1пс 0,05—0,17
БСт1сп 0,12—0,3
БСт2кп 0,09-0,15 Не более 0,07 0,25-0,5
БСт2пс 0,09—0,15 0,05—0,17 0,25—0,5
БСт2сп 0,12—0,3
БСтЗкп 0,14—0,22 Не более 0,07 0,3—0,6
БСтЗпс 0,05-0,17 0,4—0,65
БСтЗсп 0,12-0,3
БСтЗГпс Не более 0,15 0,8—1,1
БСтЗГсп 0,14—0,2 0,12—0,3
БСт4кп 0,18—0,27 Не Солее 0,07 0,4-0,7
БСт4пс 0,05-0,17
БСт4сп 0,12-0,3
БСт5пс 0,28-0,37 0,05—0,17 0,5-0,8
БСтбсп 0,15-0,35
БСг5Гпс 0,22-0,3 Не более 0,15 0,8-1,2
БСгбпс 0,38-0,49 0,05—0,17 0,5-0,8
БСтбсп 0,15-0,35
Примечания: 1. В стали марки БСтО —фосфора не более
0,07, серы — 0,06 %. 2, Во всех марках стали, указанных в таблице,
кроме БСтО, фосфора не должно быть больше 0,04 %; серы — 0,05;
хрома, никеля, меди — 0,3 каждого элемента; мышьяка — 0,08 %.
123
Примечания: 1. Для марки стали БСтО нормируется только
содержание углерода, фосфора и серы. 2. Для стали марки Стб изгиб
в холодном состоянии не нормируется, 3. Сталь группы В категорий
3—6 выпускается нолуспокойной и спокойной. Допускается изготов-
ление кипящих сталей марок ВСтЗ и ВСт4 категории 3, при этом
нормы ударной вязкости при +20 °C принимаются для спокойной
и нолуспокойной стали марок ВСтЗ и ВСт4. 4. Сталь марки ВСтЗГсп
выпускается 4—6 категорий. 5. Знаком < + > обозначены нормируе-
мые показатели.
По химическому составу сталь группы В должна соответствовать
нормам, указанным для стали группы Б, за исключением нижнего
предела по содержанию углерода. Верхний предел массовой доли
марганца допускается на 0,2 % выше приведенного в табл. V.2 для
всех марок стали, кроме ВСтЗГ (сп, пс), ВСтбГпс.
В стали марки ВСтЗсп категорий 4, 5, 6, предназначенной для
листового проката, массовая доля кнслоторастворимого алюминия
должна быть не менее 0,02 %,
В стали марки ВСт5пс для арматуры периодического профиля
диаметром от 10 до 28 мм массовая доля углерода должна быть
0,30—0,39 %, марганца 0,6—0,9 %, а для арматуры диаметром бо-
лее 28 мм — соответственно 0,28—0,37 и 0,8—1,1 %.
В табл. V.4 приведена ударная вязкость некоторых марок ста-
лей.
124
Прокат толстолистовой и широкополосный универсальный из уг-
леродистой стали общего назначения (ГОСТ 14637—79). Прокат из-
готовляют из стали марок всех категорий групп А, Б и В по ГОСТ
380—71* и марки ВСтТ. Химический состав всех марок стали, кро-
ме марки ВСтТ (кп, пс, сп), по ГОСТ 380—71*.
V.4. Ударная вязкость стали марок ВСтЗпс, ВСтЗсп, ВСтЗГсп
категорий 3—6, листовой стали марки ВСтЗГсп категорий
4—6 и стали марок ВСт4пс, ВСт4си категории 3 (ГОСТ 380—71*)
Марка стали Вид проката Толщина проката, мм Расположение образ- ца относительно проката Ударная вязкость. Дж/см’, нс менее
при темпера- туре. °C после механи- ческого ста- рения
4-20 -20
Листовой 5-9 Поперек 78 39 39
10—25 69 29 29
— 26—40 49 — —
ВСтЗпс, Универсаль- 5-9 Вдоль 98 49 49
ВСтЗсп ный 10—25 26—40 78 69 29 29
Сортовой и фа- 5-9 » 108 49 49
сонный 10—25 98 29 29
26—40 88 — —
Листовой 5-9 Поперек 78 39 39
10—30 69 29 29
31—40 49 — —
ВСтЗГпс Универсаль- 5—9 Вдоль 98 49 49
ный 10-30 78 29 29
31-40 69 — —
Сортовой и фа- 5-9 » 108 49 49
сонный 10—30 98 29 29
31—40 88 — —
ВСтЗГсп Листовой 21—40 Поперек — 29 29
ВСт4пс, 5-9 » 69
BCrlcn 10-25 59 —
26-40 39 — —
125
Продолжение табл. V.4
Марка
стали
Вид проката
Ударная вязкость,
Дж/см’, не менее
при темпера-
туре, °C
+20 —20
ВСт4пс, Сортовой и фа- 5—9
ВСг4сп сонный 10—25
26—40
Вдоль
98
88
69
Примечания: 1. Знак «—> означает, что испытание не прово-
дится. 2. Ударную вязкость листовой и универсальной стали толщи-
ной 5 и 10 мм, прокатанной с отклонением на минусовый допуск, оп-
ределяют на образцах толщиной, равной толщине стали.
В стали марки ВСтТ содержится углерода 0,1—0,21 и марганца—
0,4—0,65 %. Кремния Si в стали марки ВСтТкп содержится не бо-
лее 0,05 %, в стали ВСтТпс — от 0,05 до 0,15 % и в стали ВСтТсп—
от 0,12 до 0,3 %. Марганца Мп в стали марки ВСтТкп от 0,3 до
0,6 %. Содержание остальных элементов по химическому составу дол-
жно соответствовать ГОСТ 380—71*.
Механические свойства проката толщиной 10—40 мм из стали
марки ВСтТ всех степеней раскисления:
временное сопротивление разрыву ов не менее 430 МПа
предел текучести от...................... » » 295 »
относительное удлинение б4 . . . . » » 16 %
ударная вязкость:
при температуре —40’С.................. » » 29 Дж/см’
после механического старения
(+20’С)............................... » » 29 »
Для проката толщиной 10—16 мм при испытании на изгиб в хо-
лодном состоянии на 180’ диаметр оправки должен быть равен
2,5 а; для проката толщиной свыше 16 мм — 3 а, где а — толщина
листа или полосы.
Допускается снижение ударной вязкости одного образца на
4,9 Дж/см2 по сравнению с нормой, указанной выше.
Прокат из стали углеродистой свариваемой для строительных
металлических конструкций. Прокат изготовляют в виде листов, уни-
версальной полосы и фасонных профилей (уголков, швеллеров, ба-
лок) из стали (табл. V.5, V 6) марок:
18кп толщиной 4—40 мм
18пс » 4—16 мм (листовой прокат)
18пс » 4—20 » (фасонный прокат)
18сп » 4—20 »
18Гпс » 4—30 »
18Гпс > 31—40 »
126
V.5. Химический состав углеродистой свариваемой стали
Марка стали Углерод С Кремний Si Марганец Мп
18кп 0,14—0,22 <0,05 0,3—0,6
18пс 0,14—0,22 0,05—0,15 0,5—0,8
18сп 0,14—0,22 0,15-0,3 0,5-0,8
18Гпс 0,14—0,22 <0,15 0,8—1,1
18Гсп 0,14-0,2 0,15-0,3 0,8—1,1
Примечания: 1. В стали марки 18кп серы должно быть не
более 0,05 %. 2. Во всех марках сталей содержание фосфора не дол-
жно превышать 0,04; серы — 0,045; хрома, никеля, меди — 0,3 %
каждого элемента.
V.6. Механические свойства проката листового и широкополосного
универсального
Марка стали Толщина, мм Временное сопротив- ление разрыву ов, МПа Предел текучести а_. МПа т Относительное удли- нение в», % Ударная вяз- кость, Дж/смг Изгиб на 180° (а—толщи- на образца, «/—диаметр оправки)
при темпера- туре —20 °C после механи- ческого ста- рения
не менее
18кп 4—20 21—40 363—490 363—490 225 216 26 25 — — d—а d— 1,5 а
18пс 4 5-9 10—16 372—509 372—509 372—509 235 235 235 25 25 25 39 29 39 29 d—a
18сп 4 5-9 10-20 372—539 372-539 372—539 235 235 235 25 25 25 39 29 39 29
18Гпс 4 5—9 10—20 21—30 372—549 372—549 372—549 372-549 235 235 235 225 25 25 25 24 39 29 29 39 29 29
18Гсп 31—40 392—568 235 24 29 29 d~ 1,5 а d=2 а
127
Сталь углеродистая качественная конструкционная (ГОСТ
1050—74*). В табл. V.7 приведен химический состав стали, в табл.
V.8 указаны категории стали, в табл. V.9—механические свойства этой
стали 2-й категории. Категорию стали обычно указывают в заказе,
если в заказе нет такой отметки, то поставляют сталь 2-й категории.
V.7. Химический состав, %, углеродистой качественной
конструкционной стали (ГОСТ 1050—74*)
Марка стали Углерод С Кремний SI Марганец Мп Хром Сг. не более
05кп Не более 0,06 Нс более 0,03 Не более 0,4 0,1
С8кп 0,05-0,11 » » 0,03 0,25-0,5 0,1
08пс 0.05-0,11 0,05—0,17 0,35—0,65 0,1
08 0,05-0,12 0,17-0,37 0,35-0,65 0,1
Юки 0,07-0,14 Не более 0,07 0,25-0.5 0,15
1 Опс 0,07—0,14 0,05—0,17 0,35-0,65 0,15
10 0,07-0,14 0,17-0,37 0,35-0,65 0,15
11кп 0,05—0,12 Не более 0,06 0,30-0,5 0,15
15кп 0,12—0,19 » » 0,07 0,25—0,5 0,25
1 5пс 0,12-0,19 0,05—0,17 0,35-0,65 0,25
15 0,12—0,19 0,17—0,37 0,35-0,65 0,25
18кп 0,12—0,20 Не более 0,06 0,30—0,5 0,15
20кп 0,17—0,24 » » 0,07 0.25-0,5 0,25
20пс 0,17—0.24 0,05—0,17 0,35-0,65 0,25
20 0.17—0,24 0,17—0,37 0,35-0,65 0,25
25 0,22—0,3 0,17—0,37 0,50—0,8 0,25
30 0,27—0,35 0,17—0,37 0,50—0,8 0,25
35 0,32—0,4 0,17—0,37 0,50-0,8 0,25
40 0,37—0,45 0,17-0,37 0,50-0,8 0,25
45 0,42—0,5 0,17-0.37 0,50—0,8 0,25
50 0,47—0,55 0,17—0,37 0,50—0,8 0,25
55 0,52—0,6 0,17—0,37 0,50—0,8 0,25
58(55пп) 0,55-0,63 0,10—0,3 Не более 0,2 0,15
60 0,57—0,65 0,17—0,37 0,50-0,8 0,25
V.8. Категории углеродистой качественной конструкционной стали
в зависимости от испытаний механических свойств
£ o’ L. к £ Вид испытаний механических свойств Материал образца Размер образца, мм Вид обработки стали
1 Без испытаний — Горячекатаная, калиброванная и серебрянка
128
Продолжение табл. V.S
Категория Вид испытаний механических свойств Материал образца Размер образца, мм Вид обработки стали
2 На растяжение и ударную вяз- кость Термически об- работанная за- готовка 25 (диаметр или сторона квадрата) Горячекатаная, калиброванная и серебрянка
3 На растяжение Нормализован- ная заготовка Не более 100 Горячекатаная и калиброван- ная
4 На растяжение и ударную вяз- кость Термически об- работанная за- готовка (закалка 4-от- пуск) » » 100 То же
0 На растяжение Нагартованная или термически обработанная заготовка (отожженная или высокоот- пущенная) Калиброванная
V.9. Механические свойства углеродистой качественной
конструкционной стали 2-й категории
Марка стали Предел теку- чести . МПа Временно-, сопротивле- ние разрыву ав, МПа Относитель- ное удлинение 6». % Относи- тельное сужение % Ударная ВЯЗКОСТЬ KCV. Дж/см*
не менее
08 196 324 33 60
10 206 333 3! 55 —
15 225 373 27 55 —
20 245 412 25 55 —.
25 274 451 23 50 88
30 291 490 21 50 78
35 314 529 20 45 69
40 333 568 19 45 59
45 353 598 16 40 49
50 373 627 14 40 38
55 382 647 13 35 —
58 314 598 12 28
60 402 676 12 35 —
Примечания: 1. Нормы механических свойств относятся
к стали диаметром или толщиной до 80 мм. 2. Ударная вязкость оп-
ределяется на термически обработанных (закалка+отпуск) образцах
типа /.
9-194
129
N.2. ЛЕГИРОВАННЫЕ СТАЛИ
В табл. V.10 приведены условные обозначения химических эле-
ментов з марках легированных сталей, а в табл. V.11 показано влия-
ние этих элементов на основные характеристики сталей.
V.10. Условные обозначения химических элементов в марках стали
Элемент Химиче- ский символ Обозначе- ние в мар. ках стали Элемент Химиче- ский СИМВОЛ Обозначе- ние в мар- ках стали
Углерод С У Титан ITi т
Марганец Мп г Медь Си д
Кремний Si с Кобальт Со к
Хром Сг X Бор В р
Никель Ni н Селен Se Е
Молибден Мо м Ниобий Nb Б
Вольфрам W в Цирконий Zr U
Ванадий V ф Фосфор Р П
Алюминий А1 ю Азот А А
V.11. Влияние химических элементов на характеристики сталей
Характеристика с Si Мп р S N1 Сг Си V Мо Т1 А1
Временное со- противление 4'4" + + 4- — 4- + 4- 4- 4- 4- о
Предел текуче- сти + + + 4- — 4- 4- 4* 4- 4- 4- о
Относительное удлинение = — — = О О О О — — О о
Твердость 4-4- 4" 4- 4* — 4- 4- О 4- 4- о
Ударная вяз- кость — = — = — 4- 4- О О С — о
Усталостная прочность + О О О О О С о +4- Ь4- О о
Свариваемость — —- О — о О О — 4- 4- 4- о
Стойкость про- тив коррозии О — 4- 4“ о 4- 4- 4* 4" 4- 4* О о
Холоднолом- кость О о О 4- о — — — О О О о
Краснолом- кпгть 4" 4- О О 4- О О О О — о о
кость
Условные обозначения: 4-—повышает; -Ы----значительно по-
вышает; ---------------------------------снижает; ——значительно снижает; О — не влияет.
130
Сталь низколегированная толстолистовая и широкополосная уни-
версальная (ГОСТ 19282—73). В табл. V.12 приведены нормируемые
механические свойства стали, в табл. V.13 — химический состав и в
табл. V.14 — механические свойства стали.
V.12. Нормируемые механические свойства стали
Показатель
Механические
свойства при
растяжении и
изгиб в холод-
ном состоянии
Ударная вяз-
кость при тем-
пературе, °C:
4-20
-20
-40
-50
—60
-70
Ударная вяз-
кость после ме-
ханического
старения и при
температуре,
°C:
4-20
—20
—40
-50
—60
-70
Ударная вяз-
кость после ме-
ханического
старения
Примечания: 1. Химический состав определяется для всех
категорий стали (с 1-й по 15-ю). 2. Сталь категорий 1—6 и 10—12
выпускается без термической обработки, категорий 7—9 и 13—15 —
в термически обработанном состоянии (после нормализации или за-
калки с отпуском). 3. Допускается изготовление стали категорий
1—6 и 10—12 в термически обработанном состоянии. 4. Листы из
стали марок 14Г2АФ, 14Г2АФД, 16Г2АФ, 16Г2АФД, 15Г2АФДпс,
18Г2АФпс, 18Г2АФДпс всех толщин, из стали марок 09Г2, 09Г2Д*
10Г2С1 и 10Г2С1Д толщиной более 20 мм, из стали марки 10ХСНД
толщиной более 15 мм 4-й—15-й категорий изготовляют в нормали-
зованном или улучшенном состоянии. При условии обеспечения ме-
ханических свойств допускается изготовление сталей без термиче-
9*
13!
Продолжение табл. V.12
ской обработки. Свариваемость стали обеспечивается технологией ее
изготовления и химическим составом. Ударная вязкость листовой
и универсальной стали при температуре +20 °C после механического
старения должна быть не менее 29 Дж/см2.
Сталь низколегированная сортовая и фасонная (ГОСТ 19281—
73). Химический состав стали должен соответствовать нормам, ука-
занным в ГОСТ 19282—73.
В зависимости от нормируемых механических свойств сталь вы-
пускается по категориям, указанным в табл. V.12.
Сталь горячекатаная для армирования железобетонных конст-
рукций (ГОСТ 5781—82*). Сталь горячекатаная круглая гладкого
и периодического профиля для армирования обычных и предвари-
тельно напряженных конструкций (сокращенное название арма-
турная сталь) в зависимости от механических свойств подразделяет-
ся на шесть классов: Л-1—A-VI (табл. V.15).
Стержни арматурной стали класса А-1 должны выпускаться
круглыми гладкими; стержни классов А-Н—A-V1 — периодического
профиля. Каждому классу арматурной стали (А-П, Ас-П, А-1П—
A-VI) должен соответствовать определенный вид периодического про-
филя (рис, V.l.a—г), установленный ГОСТ 5781—82*.
V.J. Профили арматурной стали
a — класса А-П и Ас-11; б —класса А-1П—Л-VI, Ат-111, Ат-lV—At-VII;
в —класса Ас-П; е — класса A-IV—A-V1
Химический состав арматурных углеродистых сталей должен со-
ответствовать ГОСТ 380—71*; низколегированных сталей — нормам,
приведенным в табл. V.16.
132
V.13. Химический состав стали,
133
Продолжение табл. V. 13
Марка стали Углерод С Кремний Si Марганец Мп Хром Сг Никель Ni Медь Си Ванадий V Другие элементы
14Г2АФ 0,12—0,18 0,3—0,6 1,2—1,6 <0,3 0,07—0,12
14Г2АФД 0,12—0,18 0,3—0,6 1,2—1,6 0,15—0,3 0,07—0,12
<0,4 • Азот 0,015—0,025
16Г2АФ 0,14—0,2 0,3—0,6 1,3—1,7 <0,3 0,08—0,14 1
16Г2АФД 0,14—0,2 0,3—0,6 1,3—1,7 0,15—0,3 0,08—0,14 1
18Г2АФпс 0,14—0,22 До 0,17 1,3—1,7 <0,3 0,08—0,15
<0,3 | Азот 0,015—0,03
!8Г2АФДпс 0,14—0,22 До 0,17 1,3—1,7 0,15—0,3 0,08—0,15
10Г2Б <0,12 0,17—0,37 1,2—1,6 <0,3 <0,3 — | Ниобий 0,02—0,05
10Г2БД <0,12 0,17—0,37 1,2—1,6 0,15—0,3 —
12Г2Б 0,1—0,16 0,17—0,37 1,3-1,65 <0,3 — Ниобий 0,02—0,04
14ХГС 0,11—0,16 0,4—0,7 0,9-1,3 0,5—0,8 <0,3 — —
10ХСНД <0,12 0,8—1,1 0,5-0,8 0,6-0,9 0,5—0,8 0,4—0,6 — —
15ХСНД 0,12—0,18 0,4—0,7 0,4—0,7 0,6—0.9 0.3—0,6 0,2—0.4 — —
15Г2АФДпс 0,12—0,18 До 0,17 1,2—1,6 <0,3 <0,3 0,2—0,4 0,08—0,15 Азот 0,015—0,3
ЮХНДП <0,12 0,17—0,37 0,3—0,6 0,5—0,8 0,3—0,6 0.3—0.5 — Фосфор 0,07—0,12
Алюминий 0,08^-0.15
09Г2С, 09Г2СД 17Г1С 17ГС 16ГС 12ГС 14Г2 09Г2, 09Г2Д i Марка стали
— — Со —©СЛУд 1 1 1 1 1 1 О — со СТ> СО ГО — о © о to с> о 01 До 5 5-10 10—20 До 5 5-10 10—20 До 5 5-10 10-20 21-32 33—60 61—160 До 5 5-10 10 — О СП ? 1 1 1 % co to — ri to о о сл До 5 5—10 10—20 21-32 Толщина прока- та» мм
490 490 470 460 450 440 430 510 4* СП СП СО — — ООО 460 СЛ СЛ © © О О О О 440 Временное со- противление разрыву Og, МПа
to to to со со Со со о оо о to л- сл сл ел сл сл сл сл £88 Сп СЛ СП со со со СО 44 44 СП СЛ СЛ to to to со со со -ч 00 о — to to СЛ сл СЛ сл СП сл GD CO GO Ol СЛ CH СО Со СО W to to со со сл сл сл сл £888 СП СЛ СЛ СП Предел текучес- ти от> мПа
to to со to Со to ND О to to Отн эсительное удлинение %
СП Сл СЛ СП СЛ © 1 «5 © со © © 4- 1 Г| 1 1 1 1 СП СЛ СП СЛ СЛ I © © © © © 1 1 1 1 1111 Illi огн- Ударная вяз KCU, Дж/см температуре
GO GO GO СО GO СО I 4- 4ь 4ь 4ь 4* UD 1 44 39 44 34 ND ND ND ND GO I 'чО О О О I 1 1 1 ND ND GO ] гЭ 4ь | со to СО j 1 8
to to to to toco [ © <£> © © © 4* 1 1 1 1 1 1 1 to to to to tg | 1 1 1 Illi Illi 1 кость *; Г
V.14. Механические свойства стали
Продолжение табл. V.14
s Ударная вязкость
X о 6 & KCU, Дж/с.м > При
Марка стали а с 85° ч g й 5 температуре . СС
Толщин та, мм Времен! IipOTHBJ разрыв! МПа Предел ти о„. т Относи- удлине 4-20 —40 -70
10Г2С1. 10Г2С1Д До 5 490 355 — — —
5-10 490 345 64 39 29
10—20 480 335 59 29 24
21-32 470 325 21 59 29 24
33-60 450 325 59 29 24
61-80 430 295 59 29 24
81-100 430 295 59 29 24
15ГФ, До 5 510 375 — —
15ГФД 5—10 510 375 21 — 39 —
10—20 510 355 — 29 —
21—32 470 335 — 29 —
15Г2СФ, 5—10 550 — 39 —
15Г2СФД 10—20 550 390 18 — 34 —
21—32 550 — 34 —
14Г2АФ. До 5 540 —— — —
14Г2АФД 5-10 510 390 20 — 44 39 34 29
10-32 540 —
33-50 540 — 39 29
16Г2ЛФ До 5 590 440 — — —
16Г2АФД 5-10 590 440 20 — 44 34
10-32 590 440 — 39 29
33—50 570 410 — 39 29
18Г2АФпс, До 5 — — —
18Г2АФДпс 5—10 10—20 590 440 19 — 44 39 34 29
21-32 — 39 29
136
Продолжение табл. V.14
Марка стали Толщина прока- та, мм Временное со- противление разрыву Og, МПа Предел текучес- ти о.г, МПа Относительное удлинение % Ударная вязкость K.CU. Дж/см*. при температуре, °C
+20 —40 -70
10Г2Б, До 5 — — ——
10Г2БД 5—10 510 375 21 — 39 —•
10 — 29 —
12Г2Б 5—10 540 390 19 — — —
14ХГС До 5 —— — —
5-10 490 345 22 — 39 —--
10 — 34 —
10ХСНД До 5 530 — — *
5—10 530 — 49 34
10-15 530 390 19 — 39 29
16-32 530 — 49 29
33—40 509 — 49 29
15ХСНД До 5 — — —
5—10 490 345 21 — 39 29
10—20 —» 29 29
21—32 — 29 29
15Г2ЛФДпс До 5 — — —
5—10 540 390 19 — 44 34 29
10-20 — 39
21—32 — 39 29
До 5
10ХНДП 5—10 470 345 20 — 39 —
137
V.I5. Механические свойства арматурной стали по классам
Класс арматур- ной стали Диаметр стерж- ня» мм Марка стали Предел текучес- ти от, МПа Временное сопро- тивление разры- ву Og, МПа Относительное удлинение б4. % Испытание на изгиб в холодном состоянии
A-I 6—40 6-18 СтЗкпЗ, СтЗпсЗ, СтЗспЗ. ВСтЗкп2, ВСтЗпс2, ВСтЗсп2 ВСтЗГпс2 235 373 25 На 180° с = 0.5 d
А-П 10-40 40—80 ВСт5сп2, ВСт5пс2 18Г2С 294 490 19 На 180° с == 3 d
Ас-П 10-32 (36—40) 10ГТ 294 441 25 На 180° с = 1 d
А-111 6—40 6—22 35ГС, 25Г2С 32Г2Рпс 392 590 14 На 90° c = 3d
A-1V 10-18 (6-8) 10-32 (36-40) 80С 20ХГ2Ц •590 883 6 На 45° с — 5 d
A-V (6-8) 10—32 (36—40) 23Х2Г2Т 785 1030 7 На 45° с —)i
A-VI 10—22 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР 980 1230 6 На 45° с — 54
I
е
Примечания: 1. Буквой с обозначена толщина оправки, бук-
вой d — диаметр стержня. 2. Диаметры, указанные в скобках, при-
меняют по согласованию потребителя с изготовителем.
5
138
н ь О 4°
«V
139
Сталь стержневая арматурная термомеханически и термически
упрочненная периодического профиля (ГОСТ 10884—81). Арматурные
стержни должны изготовляться из углеродистой и низколегирован-
ной стали. Марки стали, химический состав, способ выплавки и режим
термической обработки устанавливаются предприятиями-изготови-
телями. Арматурные стержни в зависимости от механических свойств
подразделяют па классы (табл. V.17); их выпускают с профилями,
утвержденными для арматуры класса А-Ill по ГОСТ 5781—82.
В обозначении классов арматурных стержней с повышенной стой-
костью к коррозионному растрескиванию под напряжением добавля-
ют букву К: Ат-IVK; из свариваемой стали — букву С: Ат-IVC; из
свариваемой стали и с повышенной стойкостью к коррозионному
растрескиванию под напряжением — буквы СК: Ат—VCK.
V.17. Механические свойства арматурных стержней по классам
(ГОСТ 10884-81)
Ат-IV 25Г2С, 10Г2С, 20ХГС2, 08Г2С 350 10—14 16—40 785 590 10 9 45° 5d
A1-V 20ГС. 10ГС2. 20ГС2 08Г2С, 20ХГС2 400 10-14 16—32 980 785 8 7
Ат-VI 20ГС, 20ГС2 20ХГС2 350 10—14 16-32 1230 1180 980 7 6
Ат-Vll — 450 10-14 16-28 1420 1370 1180 6 5
Примечания: 1. Время элсктронагрева от 1 до 5 мин без
выдержки при контролируемой температуре. 2. Временное сопротив-
ление разрыву свариваемых стержней классов Ат-IVC, Ат-VC, At-
VIC должно быть на 49 МПа выше норм, предусмотренных в табли-
це. 3. Стержни класса A-VII изготовляют из марок стали, согласо-
ванных между изготовителем и потребителем.
140
Хромистая и хромованадиевая
S8 1 1 8 8 g S
9g 99 45 55 S "Г
22 Ю *1 еч =
800 800 S g 00
Р § § S О) 1100
я а .* tn в 0 в (м) в (М) Z (я) а
§§ §3 § § К се § S
03
860, м 880, м Z Z 8 g 00 UO 840, м 870, м X X Я U а. «5 S Z i Z g
0,1—0,18 V сс « X а о а X п и CU 1 1 а та с с 1 X сз с « I О S 0,03—0,09 Ti 0.001-0.005 В 0.06—0,12 V 1 я и хромокремне 1-1.4 Si 0,9—1,2 Si
1 I S со со о с X СО со Я ь X X CO ГО
V'/ <0 <0 S г» Cl X V V
— — *1 **1 о S о СО ""
1 1 ос 00 со ро V V 0,8—1 1,0—1 X 3 1 со о
ос со и со 1,4—1,8 1.4—1,8 0,8-1 0,95—1.25 0,3—0,6 0,8—1,1
0,36—0,44 0,37—0,44 0,26-0,35 0,36—0,44 0,38—0.45 0,31—0.38 0,34-0,42 3 1 о
О XX ЕЕ! 89 40ХГТР 35ХГФ 38 ХС •ЗОХГСА
141
V.18 пэя 8 8 ез 8383
5- 3 u5 зз 1? 338
g Cj о 2 2 —о 10 12 12 12
3 ж § я t— 3 i §§ §888 оо оъ об —
с •й о fc; 00 о § i 0001 0001 ill!
Режим контрольной термообработки Эо 'UiOl 540, в (м) 620. в (м) 530, в (м) 530, в (м) 5 « X s Й §й§
*х до сг сЗ m 880, м 870, м Е 55 8§ ос об к я Z X 2 S йй
№ О Ь Ф S другие элементы x 4 - X я a о X 4> el О X О s a d 1 0,2—0,3 Mo 0,06—0,12 V | a я я 4 Ч a, X X = с j о „ о X V ч X ч о Z ч а> ж X 0.2—0.3 Мо 0,15-0,25 Мо 0.3—0,4 Мо 0,35—0,45 Мо 0.1—0,18 V
основных ЭЛ 5- X z о z о CL X co d V CO d V о X 1—1.4 2,75—3.15 X о Z о о. X 3 !2 ю П’Т7 со счсч
содержание хром Сг I d CM 4 CM 0.45—0,75 0,6—0,9 0,6—0.9 0,6—0.9 1.35-1.65 1,20—1,5
8 X X ф SJ о Е марганец Мп <r> 1 co d 0.5-0.8 0.3—0,6 0,3-0,6 0,5—0,8 0,25-0,55 0.25—0,5
углерод С 0.26—0.33 0,27—0,34 0,36—0,44 0,27—0,33 0,27—0,34 0.37-0,44 0,14—0,2 0.33—0.4
Марка стали 30XMA ЗОХЗМФ 40ХН ЗОХНЗА 30ХН2МА 40ХН2МА 18Х2Н4МА 38ХНЗМФЛ
Примечание. Буквенные обозначения, входящие в таблицу: в — вода, м — масло, в (м)—вода или масло,
- воздух.
142
Концы стержней каждого класса должны быть окрашены крас-
кой: Ат-ШС — белой и синей; At-IV — белой и желтой; At-IVK —
зеленой; At-V—синей; At-VCK — белой и зеленой; At-VK — жел-
той и зеленой; At-VI — желтой, At-VIK — зеленой и черной; Ат-Vi I—
черной. Нстермообработанные концы стержней должны быть окра-
шены красной краской.
Сталь легированная конструкционная (ГОСТ 4543—71*) горяче-
катаная и кованая диаметром или толщиной до 250 мм, калиброван-
ная и сталь со специальной отделкой поверхности применяется
в термически обработанном состоянии и изготовляется в виде прут-
ков и полос. В зависимости от химического состава и свойств сталь
делится на качественную, высококачественную и особовысококачест-
венную. В зависимости от основных легирующих элементов сталь де-
лится на 13 групп. В табл. V.18 приведены химический состав и га-
рантируемые механические свойства наиболее распространенных ма-
рок легированных конструкционных сталей.
Сталь листовая легированная конструкционная общего назначе-
ния выпускается толщиной до 4 мм включительно в листах или ру-
лонах. Механические свойства стали приведены в табл. V.19,
V.19. Механические свойства стали в отожженном или отпущенном
состоянии
Марка стали Временное сопротивле- ние разрыву Og. МПа Относительное удлинение. %, не менее
60Г 550-800 12 14
65Г 600—850 10 12
70Г 650—900 8 10
10Г2, 12Г2 400—580 20 22
25ХГСА 500-700 15 18
ЗОХГС, 30ХГСА 500—750 14 16
16Г2 500- 650 16 18
Листы и рулоны изготовляют из стали марок 60Г, 65Г, 70Г, 20Х,
ЗОХ, 35Х, 40Х, 10Г2, 12Г2, 16Г2, 38ХА, ЗОХМ, ЗОХМА, 20ХГСА,
25ХГСА, ЗОХГС, ЗОХГСА, 35ХГСА и 25ХГФ Химический состав стали
должен соответствовать указанному в ГОСТ 14959—79* и ГОСТ
4543—71*, а стали марок 12Г2, 16Г2 и 25ХГФ — приведенному
в табл. V 20.
Стали высоколегированные и сплавы коррозионно-стойкие, жа-
ростойкие и жаропрочные (ГОСТ 5632—72*). К высоколегированным
сталям (табл. V.21) условно отнесены сплавы, которые более чем на
143
V.20. Химический состав стали (ГОСТ 1542—71*), %'
Марка стали Углерод С Марганец Мл Кремний Si Хром Сг Никель Ni Сера S Фосфор Р Ванадий V
не более
12Г2 16Г2 25ХГФ 0,08—0,17 0,12—0,2 0,23—0,3 1,2—1,6 2—2,4 1 — 1,3 | 0,17—0,37 0,3 0,3 0,6-0,9 j 0,03 } 0,03 | 0,035 0,08—0.2
V.21. Химический состав, режимы термической обработки и механические свойства высоколегированных сталей
Марка стали Содержание основных легирующих элементов. % Режим термической обработки °В °Т б
углерод С хром Сг никель Ni другие элементы
МПа %
Мартенситный класс
40X13 30X13 0,36—0,45 0,26—0,35 12—14 12—14 Март енсито-ферритны Закалка при при 600СС Закалка при при 640 °C й класс 1050 и отпуск 1140 960 910 715 13 16 32 52
1000 и отпуск
15Х6СЮ <0,15 5,5—7 — 1,2—1,8 Si, 0,7—1,1 Al Закалка при при 660 °C 1020 и отпуск 700 600 20 60
12X13 0,09—0,15 12—14 — — Закалка при при 680 °C 1030 и отпуск 740 590 20 66
14Х17Н2 0,11—0,17 16—18 1,5—2.5 Закалка при при 680 °C 1000 и отпуск 750 600 20 50
10—194
12X17 08Х18Т1 15X25 Г <0,12 <0,08 <0,55 16—18 17—19 24—27 — । 0,6—1 Ti (5С—0,9) Ti Нормализация при 800 °C To же, при 850 °C Отжиг при 750—780 °C
07Х16Н6 0,05—0,09 15,5— Аустенитно-мартенситный класс
5,0—8 — Закалка при 1000, обработ-
17,5 ка холодом при —70 °C в течение 2 ч и отпуск при 350 °C Закалка при 975, обработка
09X15Н8Ю <0,09 14—16 7,0—9,4 0,7—1,3 Al
холодом при —70 °C в тече- ние 2 ч и 1 ч, старение при 450 °C Нормализация при 950 °C,
08Х17Н5МЗ 0,06—0,1 16—17,5 4,5—5,5 3—3,5 Mo
обработка холодом при —70 °C в течение 1 ч, 1 ч старение при 450 °C, дефор-
мация 70 %
08Х22Н6Т <0,08 21—23 Аустенитно-ферритный класс
5,3—6.3 (5С—0,65) Ti Закалка при 1050 “С, де-
08Х21Н6М2Т 08Х18Г8Н2Т <0,08 20—22 55—6,5 1,8—2,5 Mo, 0,2—0,4 Ti формация 35 % Закалка при 1050 °C
<0,08 17—19 1,8-2,8 0,2—0,5 Ti, 7—9Mn То же. ппн 1000 °C
12Х18Н9 10Х17Н13Л13Т <0,12 <0,1 Аустенитный класс
17—19 16—18 8—10 12—14 (5C—0,7) Ti, Закалка при 1000 °C То же, при 1050—1080 °C
10Х14Г14Н4Т 3—4 Mo
<0,1 13—15 2,8—4.5 13—15 Mn, (5C—0,6) Ti Закалка при 1050 °C
10Х14АГ15
<0,1 13—15 — 14—16 Mn, 0,15—0,25 A То же, при 1000 °C
I2X18H10T
<0,12 17—19 9-11 (5C—0,8) Ti » > 1050 °C
520 360 30 74
510 340 36 78
540 — 40 70
1100 900 20 67
1250 1000 20 56
1200 850 20 50
680 419 38 45
1350 1200 8 —
720 440 50 55
880 470 29 45
540 260 40 60
580 280 40 60
620 280 45 60
750 300 45 55
600 300 40 60
45 % состоят из железа, а суммарное содержание легирующих эле-
ментов в них не менее 10 %, считая по верхнему пределу, если одного
из элементов имеется не менее 8 %—по нижнему пределу.
В зависимости от основных свойств стали и сплавы подразделя-
ют на три группы (1—111):
коррозионно-стойкие (нержавеющие) стали и сплавы, имеющие
стойкость против коррозии межкристаллитной, электрохимической и
химической (атмосферной, почвенной, щелочной, кислотной, солевой);
жаростойкие (окалнностойкие) стали и сплавы, устойчивые про-
тив химического разрушения поверхности в газовых средах при тем-
пературах выше 550 °C, работающие в ненагруженном или слабона-
груженном состоянии;
жаропрочные стали и сплавы, способные работать в нагружен-
ном состоянии при высоких температурах в течение определенного
времени и имеющие при этом достаточную жаростойкость.
По структуре стали подразделяют на классы: мартенситный, мар-
тенсигно-ферритный, ферритный, аустенитно-мартенситный, аусте-
нитно-ферритный и аустенитный.
По химическому составу сплавы делятся на два класса (по
основному составляющему элементу): на железоникелевой и нике-
левой основе.
Сталь листовая горячекатаная двухслойная коррозионно-стойкая
изготовляется толщиной 4—60 мм с основным слоем из углероди-
стой или низколегированной стали и плакирующим слоем из кор-
розионно-стойких сталей и сплавов никеля и монель-металла
(табл, V.22). В табл. V.23 приведены сочетания марок сталей, ос-
новного и плакирующего слоев двухслойных листов.
Химический состав стали основного и плакирующего слоев двух-
слойных листов должен соответствовать нормам действующих
стандартов для данной марки.
V.22. Общая толщина листов и толщина
коррозионно-стойкого слоя, мм
Толщина листа Толщина коррозионно-стойкого слоя
нормальная повышенная
4 5 6 7 8, 9 10, 11, 12, 1,3, 14* 15 16, 17, 18, 19, 20, 21 22, 24, 25, 26 28, 30 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 60 о,7-1,1 0,8-1,2 1-1,6 1,2—1,8 2-3 2-3 2,5—3,5 3-4 3,5-5 } 4-6 3-4 3-4
146
а
2
ч
V.23. Марки сталей основного и плакирующего слоев двухслойных
Марка стали основного слоя
10Х2М1 1 1 1 +1 1 1 1 1 1 1 II 1
12 ХМ + 1 1 ++1 1 1 1 1 1 II 1
12МХ + 1 1 ++I 1 1 1 1 1 II 1
10ХГСН1Д 1 1 1 1 + 1 1 1 1 1 1 II 1
10ХСНД 1 1 1 ++I 1 1 1 1 1 II 1
О9Г2С +1 1 +++ +111 1 II 1
и 5 +1 1 +++ ++1 + + + 1 1
й 3 + 1 1 1 + 1 1 1 1 1 1 II 1
* 8 +++ +++ ++++ 1 1+1
О 1 1 1 1 1 1 1 1 1 1 1 11 +
ВСтЗсп +++ +++ ++++ 1 1 + +
Марка металла плакирующего слоя ем t со Н »- OOrt ЙЙН,- ИЙ . ЬО- МЫЛ OCOCt^ 12 Го 2 X а .. — — СМ — — —. „ см Ц. £ «э 1X g < Ю •2 XXX ХХх ЗхХХ « Етб ^см J 5 оооош ос о» о Х^»со S 2 1 S 2 оо— о — ™ о©оо S ХХт gls U и
10*
147
V.3. ЧУГУН
В табл. V.24 и V.25 приведены механические свойства серого
и высокопрочного чугуна.
V.24. Механические свойства отливок из серого чугуна
с пластинчатым графитом (ГОСТ 1412—85)
Марка чугуна Временное сопротивление разрыву Од, МПа. не менее Твердость по Бринеллю НВ
СЧ 10 100 120—205
СЧ 15 150 130—241
СЧ 18 180 —
СЧ 20 200 143-255
СЧ 21 210 —
СЧ24 240 —
СЧ 25 250 156-260
СЧЗО 300 163—270
СЧ35 350 179—290
Примечание. Пример условного обозначения: СЧ 15 ГОСТ
1412-85.
V.25. Механические свойства отливок из высокопрочного чугуна
с шаровидным графитом (ГОСТ 7293—85)
Марка чугуна Временное сопротивле- ние разрыву Од, МПа Условный предел теку- чести Oq2> МПа " Относитель- ное удлине- ние б, % Твердость по Бринеллю НВ
не менее
ВЧ35 350 220 22 140-170
ВЧ 40 400 250 15 140-202
ВЧ45 450 310 10 140-225
ВЧ 50 500 320 7 153-245
ВЧ 60 600 370 3 192—277
ВЧ 70 700 420 2 228—302
ВЧ80 800 480 2 248-351
ВЧ 100 1000 700 2 270—360
Примечание. Пример условного обозначения: ВЧ 50 ГОСТ
7293—85.
V.4. МЕДЬ И ЕЕ СПЛАВЫ
В табл. V.26 приведен химический состав меди, в табл. V.27—
химический состав сплавов меди.
148
V.26. Химический состав меди
СЧ
© <о о 8 8
о о о о
фосфора Р ,0005 сч о о СЧ 8 1 1 о ч СЧ о о о” о о* ► 0,005 » ► 0,005 » 1 1
о о © о
Я * с S N о о со § ,003 о о ,004 ,005 ,005 1 1 1 1
§ о сГ о о о о о
4 АЛ ,001 8 ,003 ,045 ,055 © 1 о © о ,08
* g ч о о о о о о о о ©’ о
3 &<л ,002 § ,004 ,004 ,004 ,005 ,005 © о © о
1 о о о © о о о о о о о*
о X я й с g£ 3 100* СЧ 8 ,002 ,001 ,002 ,002 ,002 ,05 ,05 ,05 05
а" § н Я X X си «о о о о о © о о о о о ©
5 а 3 О. ,001 со о о ,004 о о ,005 ,005 ,005 о ,03 © L.O О
W я ©• о о © о о о о о о о о*
с i iz ч о = 100* СЧ 8 ,002 © о ,002 ,002 ,002 сч сч сч сч
* X о о" о о с о © о © о о
1 и желе- за Fe X ж — X 100* 8 8 ,005 ,005 ,005 ,005 ,05 ,05 ,05 ,05
о о о о о о © о © © о
ышь- яка As ,001 СЧ о о СЧ 8 100* о о ,002 ,002 о со' о о
X о о ©* о о" о о о © о о
100* СЧ о о СЧ о о ,002 ,002 ,002 ,002 ,005 ,05 ,005 LO о
о © о о о о о о о © о’
я ь h ,0005 8 о о ,0005 о о ТОО* 8 ,002 ,003 ,002 ,003
и о о о о о о © о о © о
i+i
4^8» 8 © ю © © © © о ю
© © © © © © © 8 © СП 8 8 3 СП © 3
2 a-f-
Марка меди М006 8 £ 91W М1у Ml М1Р М1ф М2р МЗр М2 М3
149
V.27. Химический состав сплавов меди, %
Марка сплава Номер ГОСТ Медь Си Железо Fe Марганец Мп Алюминий А1 Олово Sn Никель 4- 4- кобальт NI 4- Со Цинк 2п При- меси
Л63 62—65 — — — — — Остальное 0,5
Л90 88—91 — — — — — » 0,2
ЛА77-2 76—79 — — 1.7—2.5 — — > 0,3
ЛАЖ60-1-1 58—61 0.75—1,5 0.1—0.6 0,7—1.5 — — » 0,7
ЛЖМц59-1-1 15527—70* 57—60 0.6—1,2 0,5-0.8 0.1—0.4 0.3—0,7 — » 0,25
ЛМ1158-2 57—60 0,5 1—2 — — — 1,2
Л060-1 59—61 — — — 1-1,5 — 1
ЛН65-5 64—67 — — — — Никеля 5-6,5 » 0,3
ЛК80-3 79—81 — — — — — Остальное 1,5
БрА5 Осталь- — — 4—6 — —> — 1,1
ное
БрА7 — — 6-8 — — 1,1
БрАМц9-2 > — 1.5-2.5 8—10 — — — 1,5
БрАМцЮ-2 — 1,5—2,5 9—11 — — — 1.7
БрАЖ9-4 18175—78* » 2—4 — 8—П — — — 1,7
БрАЖМц10-3-1,5 » 2—4 1—2 9—11 — — —• 0,7
БрКМцЗ-1 > — 1—1,5 — — — — 1
БрКНЬЗ । > — 0.1—0.4 — — Никеля 2,4—3,4 — 0.4
БрОФб,5-0,15 » — — — 6—7 — — 0,1
Бр0Ф4-0,25 5017—74* > — — — 3,5-4 — — 0,1
Бр0Ц4-3 » — — — 3,5—4 — 2,7-3,3 0,2
МНЖ5-1 » 1—1,4 0.3—0.8 — — 5—6,5 — 0,7
МНМц40-1,5 — 1—2 — — 39—41 — 0,9
НМЖМц28-2,5-1,5 492—73* 27—29 2—3 1.2—1,8 — — Остальное — 0,6
НМц5 — — 4,6—5,4 — — — 2
МНЖКТ5-1-0,2- 0,2 Осталь- ное 1—1,4 0,3-0,8 — — 5—6,5 — 0,7
Примечание. В сплавах марок БрОФб.5-0,15 и Бр0Ф4-0,25 кроме указанных элементов должно содержаться
— фосфора соответственно не более 0,1—0,25 и 0,2—0,3 %, а в сплавах марок ЛК80-3, БрКМцЗ-1 и БрКН1-3 долж-
— но содержаться кремния соответственно не более 2,5—4; 2,7—3,5 и 0,6—1,1 %.
V.5. АЛЮМИНИЙ И ЕГО СПЛАВЫ
Алюминий и его сплавы (табл. V.28) делятся на две основные
группы; деформируемые, применяемые в прессованном, катаном и ко-
ваном состояниях, и литейные (недеформнруе.мые), используемые
в виде литья. Деформируемые сплавы в свою очередь подразделя-
ются на термические неупрочняемые (технический алюминий и спла-
вы его с марганцем и магнием) и термически упрочняемые (сплавы
алюминия с медью, цинком и другими элементами). К литейным от-
носятся сплавы со значительным содержанием кремния или меди.
Большинство сварных конструкций выполняется из деформируемых
термических неунрочняемых сплавов алюминия в нагартованном ви-
де. В последние годы для изготовления сварных конструкций все
в большем объеме начинают применять термически упрочняемые
сплавы.
V.28. Механические свойства алюминия и его сплавов
(ГОСТ 8617—81*Е)
Марка сплава Состояние материала профи- лей при изготовлении Толщина полки или стенки, мм 1 Временное сопротивле- ние разрыву ов, МПа Предел текучести От> МПа Относительное удлине- ние 6S. %
не менее
АДО, АД1 АД Без термической ботки обра- Все размеры 59 — 20
АДС 60 20
АМн, АМцС 98 — 16
АМг2 Без термической ботки обра- Все размеры 147 59 13
Отожженное 225 59 13
АМгЗ Без термической ботки, отожженное обра- 176 78 12
AMi3C Без термической ботки обра- 175 80 14
АМг5 Без термической обра- 255 127 15
ботки, отожженное
АМгб То же 314 157 15
152
Продолжение табл. V.28
Марка сплава Состояние материала профи* Толщина полки сопротивле- iy ов, МПа к умести от» □ное удлине-
лей при изготовлении или стенки, м.м Временное ние разрыв s Предел те X МПа Относ ител! ние 6S, %
АД 31 Без термической обра- ботки Все размеры 127 69 13
Закаленное и естествен- но состаренное До 100 127 69 13
Закаленное и искусствен- но состаренное » 100 196 147 10
Неполностью закаленное и искусственно состарен- ное » 100 157 118 8
АДЗЗ Без термической обра- ботки Все размеры 176 108 15
Закаленное и естествен- но состаренное До 100 176 108 15
Закаленное и искусствен- » 10 255 225 6
но состаренное 11 — 100 265 225 10
АД35 Без термической обра- ботки Все размеры 196 108 12
Закаленное и естествен- но состаренное До 100 196 108 12
Закаленное и искусствен- но состаренное > 100 314 245 8
АВ Без термической обра- ботки Все размеры 176 — 14
Закаленное и естествен- но состаренное До 100 176 — 14
Закаленное и искусствен- но состаренное » 100 294 225 10
Д1 Без термической обра- До 10 333 186 12
ботки 11-20 Св. 20 353 363 196 206 10 10
Отожженное Все размеры 245 — 12
Закаленное и естествен- До 10 333 206 12
но состаренное 11—20 21—100 353 363 216 226 10 10
153
Продолжение табл. V.28
Марка сплава Состояние материала профи» Толщина полки сопротивле- >у Og, МПа кучести О , ьцое удлине-
лей при изготовлении или стенки, мм Временное ние разрьц z Предел те ~ МПа Относител) ние dj, %
Д16 Без термической обра- До 5 373 265 10
боткн 6—10 Св. 10 392 402 265 284 10 10
Отожженное Все размеры 245 — 12
Закаленное и естествен- До 5 373 275 10
но состаренное 6—10 11-100 392 412 275 284 10 10
В95 Без термической обра- До 10 510 461 6
боткн Св. 10 520 451 6
Отожженное Все размеры 275 — 10
Закаленное и искусствен- До 10 510 461 6
но состаренное 11-100 530 461 6
АК6 Без термической обра- ботки Все размеры 353 — 12
Закаленное и естествен- но состаренное До 100 353 — 12
Закаленное и искусствен- но состаренное » 100 353 12
1915 Без термической обра- ботки До 12 314 196 10
Отожженное Все размеры 277 176 12
Закаленное и естествен- но состаренное До 100 343 216 10
1925 Без термической обра- ботки До 12 343 196 9
Отожженное Все размеры 294 — 12
Закаленное и естествен- но состаренное 13-100 343 196 10
154
Продолжение табл. V.23
Марка сплава Состояние материала профи- лей при изготовлении Толщина полки или стенки, мм 1 временное сопротивле* ние разрыву МПа Предел текучести а*, 1 МПа Относительное удлине- ние у,, %
не менее
1925G Закаленное и естествен- но состаренное До 100 310 200 10
1935 Без термической обра- ботки До 10 245 155 10
Закаленное и естествен- но состаренное » 100 245 155 10
ВД1 Без термической обра- ботки Все размеры 333 — 12
Закаленное и естествен- но состаренное До 100 333 —— 12
АВД1-1 Без термической обра- ботки Все размеры 333 — 12
Закаленное и естествен- но состаренное До 100 333 — 12
АКМ Без термической обра- ботки Отожженное Все размеры То же 314 196 — 12 14
Закаленное и естествен- но состаренное До 100 314 — 14
V.6. ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ
В табл. V.29 приведен химический состав углеродистой и приме-
няемой в строительстве легированной проволоки.
V.7. ПРОВОЛОКА ДЛЯ СВАРКИ АЛЮМИНИЯ
И ЕГО СПЛАВОВ
В табл. V.30 дан химический состав проволоки для сварки алю-
миния и его сплавов»
К5
V.29. Химический состав, %, стальной сварочной проволоки
о Углерод С Кремний Si Марганец Хром Сг Ни- кель Ni Молиб- Титан Сера S Фосфор р Прочие элементы
Марка проволоки Мп не более ден Мо Т1 не более
Св-08 Св-08Л Св-08АА Св-08ГА Св-ЮГА Св-10Г2 Св-08ГС Св-12ГС Св-08Г2С Св-10ГН Св-08ГСМТ Св-ЮГСТЮЦА Св-20ГСТЮА Примем. Св, показываю ний марок угл< ры и фосфора фора по сравнс Не более 0,1 0,1 0,1 0,1 0,12 0,12 0,1 0,14 0,05—0,11 Не более 0.12 0,06—0,11 0,12—0,18 0,17—0,23 1 н и я: 1. В л т среднее со, /родистой И J В проволок гнию с провоз <а ас ie е 10 Не более 0,03 0,6—0,85 0,6—0,9 0,7—0,95 5,15—0,35 0,4—0,7 0,45—0,85 0,6—0,9 рке проволс ржание угл тированной марки Св-С кой марки ( Углеро; 0,35—0,6 0,35—0,6 0,35—0,6 0,8—1,1 1,1—1,4 1,5—1,9 Легиро 1,4-1,7 0,8—1,1 1,8-2,1 0,9—1,2 1 — 1,3 0,6—1 0,9—1,2 >кн буквы С ерода в coi проволоки 8АА сдвоен :в-08А. аистая 0,15 0,12 0,1 0,1 0,2 0,2 ванная 0,2 0,2 0,2 0,2 0,3 0,3 0,3 'в озна гых до указыв ная бу проволс 0,3 0,25 0,25 0,25 0,3 0,3 провол 0,25 0,3 0,25 0.9-1.2 0,3 0,4 0,4 чают, 1 1ЯХ пре ает на ква А ►ка ока 0.2— 0,4 по пре цента, повыше жазыв; 0.05— 0,12 0,05— 0,2 0.1— 0,2 >волока 2. Бук *нную 1ет на 0,04 0,03 0,02 0,025 0,025 0,03 0,025 0,025 0,025 0,025 0,025 0,025 0,025 сваро ва А и шетоту юниже 0,04 0,03 0,02 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,025 0,025 чная; ци а конце металл иное сод Не более 0,01 алю- миния 0,2—0,5 алюминия, 0,05—0,15 цирко- ния, не менее 0,04 церия 0,2—0,5 алюминия, 0,3—0,45 церия фры, следующие за условных обозначе- з по содержанию се- ержание серы и фос-
V.30. Химический состав, %, проволок для
сварки алюминия и его
сплавов
Основные компоненты Примеси, не более
/Ларка проволо- ки юминий G 1 рганец и 8 О 5Я S S о X «с ч а рконнй Я ч i N i дь Си ьо S X очие имеси ММ<1 имссей
sS aS Sb х Л X 3N Мь о,— х со S С9 3 P.Q. G С 5^0. CJ с
СвА97 Не ме- нее 99,97 — — — — —• — — 0,015 0,015 — 0.005 — 0,01 0,03
Св-А85Т Осталь- — —. —. 0,2—0.5 0.04 0,04 0.02 0,01 0.01 —* 0,08
ное
СвАЗ Не ме- — — 0.2— 0.1— — —м 0.015 0,05 0,5
нее 99,5 0,35 0,25
СвАМц Осталь- — 1—1.5 0,3-0,5 0,2—0,4 — 0,1 0,2 0,05 0,1 1,35
нос
СвАМгЗ » 3,2—3.8 0.3—0.6 MW 0,5—0,8 — 0,5 0,2 0,05 —• 0,1 0.85
СвАМгЛ • 4-4,8 0.5—0.8 Хром 0,(15— 0,05— 0,002— 0.4 0,4 0,2 0,05 0,1 1.15
0,15 0,005
0,25
СвАМг5 > 4.8—5.8 0,5-0.8 —й 0,1—41,2 0,002— —* 0,4 0,4 0.2 0.05 —- 0.1 1.4
Хром 0,005
Св!5э7 » 4.5—5.5 0.2—0,6 0,07— 0.002— 0,2— 0.3 0,15 —— 0.05 0,1 0,6
0,15 0.005 0,35
Св ’ Мгб » 5,8—6,8 0,5—0.8 — - 0,1—0.2 0,002— 0,005 — 0.4 0.4 0,2 0,1 — 0,1 1.2
СвАМгбЗ * 5.8-6,8 0,5—О, Н 0,002- 0,15— 0,05 0,05 0,05 0,05 . 0.01 1.15
0.005 0,35
СвАМгб! ♦ 5,5—6,5 0,8—1,1 —- —— 0,0001— 0.002— 0,4 0,4 0.2 0,05 — 0.1 1,15
0,0003 0.12
СвАК5 » — —* •«й 4,5—6 0,1—0,2 — — 0,6 — Цинк и олово 0.2 — 0,1 1
0.1
СвАКЮ > — — — 7—10 <мй — 0,6 — 0,2 0,1 0,1 0,1 1.1
Св 1201 > Медь 0.2—0.4 Ванадий 0,1—0.2 0,0001— 0,1 — 0,15 0.08 0,05 0,02 0,01 0,3
0,6—6.8 0,05— 0,0308 0,25
0,15
V.8. ПРОВОЛОКА ДЛЯ СВАРКИ МЕДИ И ЕЕ СПЛАВОВ
Сварочную проволоку и прутки из меди и сплавов на медной
основе выпускают по ГОСТ 16130—85 диаметром 0,8—8 мм (табл.
V.31),
V.31. Марки сварочной проволоки и прутков для сварки меди
и ее сплавов
Материал Марка Номер стандарта
Медь Сварочные проволоки Ml, М1р МСр! ГОСТ 16130-85
Сплав модно- никелевый МНЖКТ5-1-0.2-0.2, МНЖ5-1 БрКМцЗ-1, БрЛМц9-2 —
Бронза безоло- вянна я БрХ0,7, БрХНТ, БрНЦр БрАЖМц 10-3-1,5 ГОСТ 18175—78*
Бронза оловян- ная Бр0Ц4-3, Бр0Ф6,5-0,15 —
Латунь Л63, Л060-1 ЛКБ062-0,2-0,04-0,5; ЛК62-0.5 ГОСТ 16130-85
Медь Сварочные прутки М1р, М2р
Латунь ЛМц58-2, ЛЖМц59-1-1 ЛОК59-1-0.3 ГОСТ 16130-85
V.32. Химический, %, состав чугунных прутков
V.9. ПРУТКИ ЧУГУННЫЕ ДЛЯ СВАРКИ И НАПЛАВКИ
Чугунные прутки (табл. V.32) для газовой сварки, наплавки
и пайкосварки чугуна и электродные стержни для дуговой сварки
и наплавки чугуна выпускаются диаметром 4, 6 и 8 мм длиной со-
ответственно 250, 350 и 450 мм; диаметром 10, 12, 14 и 16 мм дли-
ной 450, 500, 600 и 700 мм.
По назначению чугунные прутки делятся на следующие марки:
ПЧ1, ПЧ2 — для газовой сварки серого чугуна с перлитной и
перлитоферритной структурой и для электродных стержней;
158
Примеси, не более
ПЧЗ — для газовой сварки серого чугуна с ферритной струк-
турой и для электродных стержней;
ПЧН1 —для газовой сварки и пайкосварки серого чугуна с пер-
литной и перлитоферритной структурой;
ПЧН2 — для пайкосварки серого чугуна с ферритной и феррит*
по перлитной структурой;
ПЧИ — для износостойкой наплавки серого чугуна;
ПЧВ — для газовой сварки высокопрочного чугуна с шаровид-
ным графитом и для электродных стержней.
V.10. ПРОВОЛОКА ПОРОШКОВАЯ ДЛЯ ДУГОВОЙ СВАРКИ
Порошковая проволока для дуговой сварки углеродистых и низ-
колегированных сталей с временным сопротивлением разрыву до
900 МПа по ГОСТ 26271—81 подразделяется:
по условиям применения.
па газозашнтную, используемую для сварки в углекислом га-
зе или газовых смесях — ПГ;
на самозащнтную, сварка которой осуществляется без дополни-
тельной защиты — ПС;
по допустимым пространственным положениям сварки и усло-
виями формирования шва:
для нижнего — Н;
для нижнего, горизонтального (на вертикальной плоскости)—Г;
для нижнего, горизонтального, вертикального—В;
для всех — У;
для горизонтального с принудительным формированием—ГП;
для вертикального с принудительным формированием — ВП;
для всех положений с принудительным формированием — УП;
по пределу текучести наплавленного металла на типы:
34; 39; 44; 49; 54; 59; 64; 69;
по температуре испытаний, при которой обеспечивается удар-
ная вязкость наплавленного металла не менее 35 Дж/смг на уровни:
К-( + 20); 0—(0); 1—(-10); 2-(-20); З-(-ЗО); 4-(-40);
5—(—50); 6—(—60);
по химическому составу наплавленного металла на категории:
А — содержание углерода не более 0,15 %, серы и фосфора не
более 0,03 %; В — 0,15 %, 0,04 % соответственно; С — 0,25 %, 0,03 %
соответственно.
Структура условного обозначения порошковой проволоки при-
ведена на рис. V.2. В табл. V.33 даны характеристики порошковых
проволок.
160
V.33. Характеристики порошковых проволок для механизированной сварки
Марки свариваемых сталей , } СтЗ, СтЗГпс, 09Г2 СтЗ, СтЗГпс. 09Г2. 09Г2С, 10ХСНД, ЮГ2С1, 14Г2, 15ХСНД, 17ГС 1 16Г2АФ. 10ХСНД, 15ХСНД СтЗ, СтЗГпс, 09Г2, 09Г2С, 10ХСНД, 10Г2С1. 15ХСНД 16Г2АФ, 18Г2АФ, 10ХСНД, 15ХСНД 14Х2ГМР. 14ХГНМ, 12ГН2МФАЮ 09Г2, 09Г2С. 16Г2АФ. 10Г2СД, ЮХСНД, 15ХСНД
Произво- дитель- ность, кг/ч 1Л ‘.О го iA iA 1 1 1 1 1 1 111 1 6-9 22^2 X X 1 X О» 1 7-10 10—23 6—9
Соответ- ствие типу электрода Э46 1 1 | Э50А Э60 Э50А Э60 Э70 VOS€
Диаметр, мм 2,4 2,2 2.2; 2.4 2,8; 3 2.3 2; 2.4 3 2.4; 2,6 2,2; 2,6 2,3 3 2,2; 2.3 2.2 eJ 2,5; 3 2.2 2,2; 2,5 2,2; 2,5 2,2; 2,4 2.2; 2.5; 3 СОСО
13начение проволо- по ГОСТ 26271—84 Самозащитиая 1 Самозащитиая Газозащитная 1 ] Самозащитиая
зэ — I 2
Технические условия на изготовление ТУ36УССР—241—48 ТУ36—2747—85 ТУ35—2529—83 ТУ 14—4-982—79 ТУ472—75ИЭС ТУ96—74ИЭС ТУ268—79ИЭС ТУЗэ—1830—74 ТУ36—2516—82 ТУ36—2407—81 ТУЗЗ—2708-85 ТУ36—1904-76 ТУ36—2528—83 ТУ36—2517—82 ТУ 14-4—1059—80 ТУ14—4—604—75 ТУ98—74ИЭС ТУ 181- 78ИЭС ТУ2О4—79ИЭС ТУ 140—77ИЭС ТУ203—78ИЭС ТУ221-79ИЭС 1
Марка ПП-1ДСК ПП-11 ПП-6КД < , . v , 8- ЕСгХссЕСЕС сссесосесе СП-5 ООО £4 СЕСС ECSC ПП-АН20 ПП-АН54 ПП-АН19С ПП-АН19Н
11—194
161
1 2 3 4 5 6 7 8
V.2. Условное обозначение порошковой проволоки
/ — марка; 2 —диаметр, мм; 3— условия применения; 4 — тип; 5—категория
по химическому составу; 6 — уровень по ударной вязкости; 7 — допустимое
положение сварки; в — обозначение стандарта
Пример условного обозначения порошковой проволоки марки
ПП АНЗ диаметром 3 мм, самозашитной (ПС), по пределу текучес-
ти наплавленного металла типа 44, по химическому составу наплав-
ленного металла категории А, обеспечивающей ударную вязкость
наплавленного металла не менее 35 Дж/см2 при температуре —20 °C
(2), для сварки в нижнем положении (Н):
ПП-АНЗ 3,0 ПС44-А2Н ГОСТ 26271-84.
V.11. ЭЛЕКТРОДЫ МЕТАЛЛИЧЕСКИЕ (ПЛАВЯЩИЕСЯ)
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ И НАПЛАВКИ
Электроды для ручной дуговой сварки классифицируют по на-
значению (для сварки стали, чугуна, алюминия и т. п.), по виду
покрытия, по физико-химическим и механическим свойствам металла
шва (табл. V.34—V.37).
Электроды покрытые металлические для сварки и наплавки ста-
лей систематизируют следующим образом:
по назначению:
для сварки углеродистых и низколегированных конструкционных
сталей с временным сопротивлением разрыву до 600 МПа—У (услов-
ное обозначение);
для сварки легированных конструкционных сталей с временным
сопротивлением разрыву более 600 МПа—Л;
для сварки легированных теплоустойчивых сталей—Т;
для сварки высоколегированных сталей с особыми свойства-
ми — В;
для наплавки поверхностных слоев с особыми свойствами—Н;
по толщине покрытия:
тонкое — М;
среднее — С;
толстое — Д;
особо толстое — Г;
по качеству изготовления, состоянию поверхности покрытия,
сплошности металла шва, содержанию серы и фосфора на группы
1, 2 и 3;
162
по видам покрытия:
кислое — А;
основное — Б;
целлюлозное — Ц;
рутиловое — Р;
смешанное — соответствующее двойное условное обозначение;
прочес — П;
по допустимым пространственным положениям сварки или на-
плавки:
для всех положений — 1;
для всех положений, кроме вертикального сверху вниз — 2;
для нижнего, горизонтального на вертикальной плоскости и вер-
тикального снизу вверх — 3;
для нижнего и нижнего «в лодочку» — 4;
по роду тока, полярности постоянного тока и номинального на-
пряжения холостого хода источника питания сварочной дуги пере-
менного тока частотой 50 Гц — в соответствии с табл. V.34.
V.34. Классификация электродов по роду и полярности тока
Рекомендуемая полярность постоянного тока Напряжение холостого хода источника переменного тока, В Обозначения
номинальное предельные от- клонения
Обратная — — 0
Любая Прямая Обратная 50 ±5 1 2 3
Любая Прямая Обратная 70 ±:10 4 5 6
Любая Прямая Обратная 90 ±5 7 6 9
Структура условного обозначения электрода приведена на рис.
V.3.
Условное обозначение должно быть указано на этикетках или
в маркировке коробок, пачек и ящиков с электродами.
11*
163
V.3. Условное обозначение электро-
дов
1 — тип; 2 — марка; 3 — диаметр,
мм; 4 — обозначение назначения
электродов; 5 — обозначение тол-
щины покрытия; 6 — группа элект-
родов; 7 — группа индексов, ука-
зывающих характеристики наплав-
ленного металла и металла шва по
действующим стандартам: 8 — обо-
значение вида покрытия: 9 — обозначение допустимых пространственных по-
ложений сварки или наплавки; 10 — обозначение рода применяемого при свар-
ке или наплавке тока, полярности постоянного тока и номинального напряже-
ния холостого хода источника питания сварочной дуги переменного тока ча-
стотой 50 Гц; // — ГОСТ . . . ;12 — обозначение стандарта на типы электродов
V.35. Механические свойства металлов шва, наплавленного
и соединения при дуговой сварке металлическими электродами
для конструкционных сталей
Тип электрода Временное сопротивление разрыву. МПа Металл шва и наплавленный Угол загиба .тля ме- талла соединения, сваренного электрода- ми диаметрами менее 3 мм. град.
Относитель- ное удлине- ние % Ударная вяз- кость, Дж/см*
Э38 370 14 29 60
Э42 410 18 78 150
Э46 450 18 78 150
Э50 490 16 69 120
Э42Л 410 22 147 180
Э46Л 450 22 137 180
Э50А 490 20 127 150
Э55 540 20 117 150
Э60 590 18 98 120
Э70 690 14 59 —
Э85 840 12 49 —
Э100 980 10 49 ——
Э125 1225 8 39
Э150 1470 6 39 —
V.36. Механические свойства металлов шва и наплавленного
при дуговой сварке металлическими электродами
для легированных теплоустойчивых сталей
Тип электрода Временное сопро- тивление разрыву, МПа Относительное удлинение б,, % Ударная вязкость. Дж/см*
Э09М 440 18 98
Э09МХ 450 18 88
Э09Х1М 470 18 88
Э05Х2М 470 18 88
Э09Х2М1 490 16 78
164
П родолжение табл. V.36
Тип электрода Временное сопро- тивление разрыву, МПа Относительное удлинение б4> % Ударная вязкость, Дж/см’
Э09Х1МФ 490 16 78
Э10Х1М1НФБ 490 15 69
Э10ХЗМ1БФ 540 14 59
Э10Х5МФ 540 14 59
Примечания: 1. В таблице даны механические свойства ме-
талла после термической обработки по режимам, регламентирован-
ным техническими условиями или паспортами на электроды конкрет-
ных марок. 2. Механические свойства соединений, сваренных электро-
дами, диаметр которых меньше 3 мм, должны соответствовать тех-
ническим условиям и паспортам на электроды конкретных марок.
V .37. Механические свойства металлов шва и наплавленного
при дуговой сварке металлическими электродами
для высоколегированных сталей с особыми свойствами
Тип электрода Временное сопро- тивление разрыву, МПа Относитель- ное удлине- ние б4, % Ударная вяз- кость, Дж/см*
Э12Х13 590 16 49
Э06Х13Н 640 14 49
Э10Х17Т 640 — ——
Э12Х11НМФ 690 15 49
Э12Х11НВМФ 740 14 49
Э14Х11НВМФ 740 12 39
Э10Х16Н4Б 980 8 39
Э08Х24Н6ТЛФМ 690 15 49
Э04Х20Н9 540 30 98
Э07Х20Н9 540 30 98
Э02Х21Н10Г2 540 30 98
Э06Х22Н9 640 20 —
Э08Х16Н8М2 540 30 98
Э08Х17Н8М2 540 30 98
Э06Х19Н11Г2М2 490 25 88
Э02Х20Н14Г2М2 540 25 98
Э02Х19Н9Б 540 30 118
Э08Х19Н10Г2Б 540 24 78
Э08Х20П9Г2Б 540 22 78
Э10Х17Н13С4 590 15 39
Э08Х19Н10Г2МБ 590 24 69
Э09Х19Н10Г2М2Б 590 22 69
Э08Х19Н9Ф2С2 590 25 78
Э08Х19П9Ф2Г2СМ 590 22 78
165
Продолжение табл. V.37
Тип электрода Временное сопро- тивление разрыву, МПа Относитель- ное удлине- ние 6., % Ударная вяз- кость, Дж/см*
Э09Х16Н8ГЗМЗФ 640 28 59
Э09Х19Н11ГЗМ2Ф 570 22 49
Э07Х19Н11МЗГ2Ф 540 25 78
Э08Х24Н12ГЗСТ 540 25 88
Э10Х25ШЗГ2 540 25 88
Э12Х24Н14С2 590 24 59
Э10Х25Н13Г2Б 590 25 69
Э10Х28Н12Г2 640 15 49
Э03Х15Н9АГ4 590 30 118
Э10Х20Н9Г6С 540 25 88
Э28Х24Н16Г6 590 25 98
Э02Х19Н15Г4АМЗВ2 640 30 118
Э02Х19Н18Г5АМЗ 590 30 118
Э11Х15Н25М6АГ2 590 30 98
Э09Х15Н25М6Г2Ф 640 30 98
Э27Х15Н35ВЗГ2Б2Т 640 20 49
Э04Х16Н35Г6М7Б 590 25 78
Э06Х25Н40М7Г2 590 30 118
Э08Н60Г7М7Т 440 20 98
Э08Х25Н60М10Г2 640 24 118
Э02Х20Н60М15ВЗ 690 15 69
Э04Х10Н60М24 590 15
Э08Х14П65М15В4Г2 540 90 98
Э10Х20Н70Г2М2В
Э10Х20Н70Г2М2Б2В 640 25 —
Примечание. Механические свойства металлов шва и на-
плавленного для электродов типов Э12Х13, Э10Х17Т, Э12Х11НМФ,
Э12Х11ВМФ, Э14Х11НВМФ, Э10Х16Н4Б, Э08Х24Н6ТАФМ приведе-
ны после термической обработки по режимам, регламентированным
паспортами или техническими условиями на электроды конкретных
марок, а для электродов остальных типов — в состоянии после свар-
ки (без термической обработки).
В табл. V.38 приведен химический состав наплавленного метал-
ла и твердость по Роквеллу при сварке электродами для дуговой на-
плавки поверхностных слоев с особыми свойствами. В табл. V.39—
V.41 даны характеристики электродов соответственно для сварки раз-
личных сталей, наплавки чугуна, для сварки цветных металлов и их
сплавов.
166
.38. Химический состав наплавленного металла и твердость по Роквеллу при сварке электродами
для дуговой наплавки поверхностных слоев с особыми свойствами
Твердость по Реквеллу (шкала С) ииходеЦдо ЙОИЗЭЬИН dai airoou Q 00 СЧ QO О СЧ II I иЛинТГдр! S Г? 1': 1* Г-; . О J i i S35 ft те с =: ± i 3 »> к >-х а.х © V « Ч 8 о £ ® Й ч
HHXOQBd^O уоиоэь -nwdaj. caj S ч-2?5ftS «5SoSo $ ISS ЛШдфПН|,Ч4 сч сч rt го со to ю 1?5счсч^г 3*-г „X»С2 .X s ZJ £чч s . J В . X х я х s V 3 и Ла ж •“ х х г
Прочие элементы те 11111111111111111111 j 8 о ж (электроды для ручной дуговой сва м. — это среднее количество углеро. явленный металл, обозначены буква: в процеи >, цифры |редставле или техни
1 5- I 1 1 1 I 1 1 I 0 1 1 I 1 1 1 1 1 1 I 1 е( £ л г * о еч 1.^1
i те> X cd а LO iiiiiiiiiiiiiiijiiii о ржание э. ie не бол< буквы С 1 гм в пасп
Вольф- рам W 1Л । и 11111111111 ц 1117 сч днее соде ям металл la до 1 % указании
Молиб- ден Мо ojr* ь- о 11117711311111117111 Г* СО СО ’Т ООО О яндекса 9 за индексо <е в напл! М=е ь Ч а.» о « я g „ я х 2 2 ч л ® С X н
Никель N1 М3 о 111111111! 171 © । j 117 । иэ о со ci " х 1 “§S £ 2 и £ 4°. гов, показ) орых в на я до 0.8 ;ны соотве
1° 0,9—1,3 0.5—1 8~п 2.3—3.2 3.5—4,2 6—8 10—12 10,5—13 12—14 Ю.5—13.5 10.5—13,5 11—13 10.5—13,5 25—31 26—32 ктродов сос цифры, сл< ие элементь я R ж * £2 = ч s 2 2 * 5 £ ч
2 нец Мп СО Ю5Ч Ю ^У ту * • • * - «шю * ГЗТТЮСЧ О1 • -СЧ III 11 11 1 1 II© |©1о® 1-1 счаоо^счюю’Т’тЮ’Го^О'-хЬо СЧП^‘-‘-1ЛОс6 типов эле е или три Химическ и и я 4» о> ь 3 п- а «и s . я О Я со X х х
сз 3 х Г До 0,15 » 0,15 » 0.15 » 0.15 0.8—1.3 До 0.15 » 0,6 1.4—2,8 0,8—1,2 1—1.5 1.2—1.8 До 0,3 > 0,3 » 0.7 1,2—2.5 1—1.6 До 0,5 1—1,7 2.8—4,2 1,5—2.6 значения букв. Дв> зроцента. s я г S * (U с- Я 5 ч а « х ф ® 5 5 ч = г X И 2 я X я = X = Г _
углерод С C4CO*raO OQUO _ ^intQLOlO — — счсО”Г1лтх—«ассосиг^г — ®у сч 77777777777777777777 — 1/0 - * - - . о о о о - - - сч оооооооо ооооо и я: 1. Обо 1им цифр н ГЫХ ДОЛЯХ 1 1НЫМИ обоз ия химичес ‘ржании в 1 обработки
Тип электрода Э10Г2 эпгз Э12Г4 Э15Г5 Э16Г2ХМ Э30Г2ХМ 335Гб Э37Х9С2 Э7ОХЗСМТ Э80Х4С Э95Х7Г5С Э65ХННЗ 924X12 920X13 935X12 Г2С2 935X12ВЗСФ Э100Х12М 9120X12Г2СФ 9300Х28Н4С4 Э190К62Х29В5С2 tr 40 в* х о » Зч х 2 я с 5 2 3 X хё дующие за букве! венного обозначен При среднем соде жимы термическо!
167
V.39. Характеристика электродов общего назначения для сварки сталей
Режим прокалки
Тип электрода Марка электрода Марка сварочной проволоки Род тока и по- лярность Положение сварки Коэффицне! наплавки, г/А • ч темпера- тура. °C с ЗЕ
Углеродистые и низколегированные конструкционные стали
Э42 АН0-6М АНО-1 ВСЦ-2 ВСЦ-4 Св-0,8, Св-08А То же » Постоянный и . переменный Постоянный » Все положения Нижнее Все положения То же 8,5 16 10,5 10 180— 200 180— 200 120— 160 120— 160 60 60 60—90 60
Э42А СМ-11 УЛ-1/45 УП-2/45 ОЗС-2 » » Постоянный и переменный ' Постоянный > » > 9,5— 10,5 10 10 8,5 320— 360 350— 370 300— 350 250— 300 60—93 60 60 60
Э46 АНО-4 > Y 1 Постоянный н 1 э 7,5— 8,3 180— 200 60—90
МР-3 ОЗС-4 АНО-12 » » > переменный » 8—8,5 8,5— 9,2 8,7— 9,5 150— 180 270— 300 180— 200 60—90 20—30 60
Э46 АНО-14 Св-0,8, Св-08А Постоянный и Все положения 8,5— 9,5 120— 200 60
ВМ-9 То же ’ переменный То же 8,5 180 60
Э46А УОНИ-13/45 Постоянный £ 7,5— 350— 60—
9,5 400 120
Э50А УОНИ-13/55 > 8,5— 350— 60—
9,5 400 120
СК2-50 ) > » 9,5— 400— 60—90
1 10 420
ДСК-50 » 1 Постоянный и » 9,5— 10 360— 400 60-90
АПО-11 I переменный » 10 350 60
КД-11 » 9-9,5 200— 60—90
250
ОЗС-18 > Постоянный > 9—9,5 250— 60—90
300
сп. «3
Продолжение табл. V.39
о
Тип электрода Марка электрода Марка сварочной проволоки Род тока и по- лярность Положение сварки Коэффициент наплавки, г/ А • ч Режим прокалки
темпера- тура. °C время, мин
Э55 УОНИ-13/55У » Постоянный и переменный Горизонталь- ные и верти- кальные стыки арматуры ван- ным способом 9,5 350— 400 60— 120
Э60 ВСФ-65У > Постоянный Все положения 9—9,5 300— 350 120
Э60А УОНИ-13/65 » » То же 9 350— 400 60— 120
Э70 Л КЗ—70 АНП-2 > » Нижнее Все положения 9,5 9 320— 350 420— 450 60 90— 120
Э85 УОН И-13/85 » » То же 9,5 350— 400 60— 120
Теплоустойчивые стали
Э09М УОНИ-13/45М Св-08А Постоянный Все положения 9—10 300- 350 60
Э09МХ УОНИ-13/45МХ То же » То же 10,5 300— 350 60
ОЗС-11 » Постоянный и переменный » 8-9 300- 350 60
Э09Х1М ЦЛ-30-63 Св-08ХМ Постоянный Нижнее и вер- тикальное 10,4 ЗоО 60
Э09Х1МФ ЦЛ-20-63 Св-08ХМФА Все положения 10,3 330— 350 60
Э10ХЗМ1БФ ЦЛ-26М-63 Коррозионно- То же стойкие аустенитные и нержавеющие То же хромистые стали 10,5 330— 350 60
Э07Х20Н9 03 Л-8 Св-04Х19Н9 Постоянный Все положения 13 200— 250 60-90
Э08Х20Н9Г2Б ЦЛ-11 ЦТ-15-1 Св-07Х19Н10Б То же > То же 11 12 200— 250 350— 450 60-90 60—90
Э08Х19Н10Г2МБ ЭА-898/21 > > » 11,5 320— 350 60—90
Э12Х13 УОНИ-10X13 Св-06Х14 > Нижнее и вер- тикальное 11 350— 400 60—90
Э10Х17Т УОНИ-ЮХ17Т Св-10Х17Т » Все положения 11 350— 400 60—90
Э07Х19Н11МЗГ2Ф ЭА-400/10У > Св-04Х19Н11МЗ » То же 12 320— 380 60—90
Продолжение табл, V.39
Тип электрода Марка электрода Марка сварочной првввлоки Род тока и по- лярность Положение сварки X и 5 = s.a=- g =< X = 7? Режим прокалки
темпера* 1 тура, °C время, мин
Э10Х25Н13Г2 ОЗЛ-6 Жаростойкие Св-07Х25Н13 стали и сплавы Постоянный Все положения 11,5 200— 250 60—90
Э28Х24Н16Г6 Э12Х24Н14С2 ОЗ Л-9 А ОЗЛ-5 ЦТ-17 Св-30Х25Н16Г7 Св-10Х20Н15 То же » Нижнее и вер- тикальное Все положения То же 13,5 12,5 10,5 300 300 350— 400 60—90 60—90 60—90
Э09Х16Н8ГЗМЗФ ЦТ-1 Жаростойкие СвО6Х19Н9Т стали и сплавы Постоянный Все положения 13 350— 450 60—90
Э07Х19Н11МЗГ2Ф ЦТ-7 СВ-04Х19Н11МЗ > Нижнее 12 350— 400 60—90
Э28Х24Н16Г6 КТИ-5-62 ОЗ Л-9 То же Св-13Х25Н18 > » Все положения То же 12 13,5 300— 350 300 120— 180 60—90
ЭЮХ25Н13Г2 ЗИО-8 Двухсло Св-07Х25Н13 йные стали Постоянный Все положения 13,5 300— 320 60—90
ЦЛ-9 ЦЛ-25 То же > Нижнее Нижнее и вер- тикальное 11,5 10,5 350— 400 350— 400 60—90 60—90
V.40. Характеристика электродов для сварки и наплавки чугуна
Марка электрода Материал сердечника Ток и полярность Положение сварки Режим прокалки Характеристика наплав- ленного металла
В в ! J
темпера- тура, °C в о s о. х X S
ОМЧ-1 Прутки марки ПЧЗ Постоянный, на электроде ( + ) и переменный Нижнее 15,2 150— 200 180— 240 Серый чугун
МНЧ-1 НМЖМц 28-2,5—1,5 МНМц 40—1,5 Постоянный на электроде ( + ) Нижнее, верти- кальное и по- лупотолочное 150— 200 90— 120 Железоникелемедный сплав
МНЧ-2 НМЖМц 28—2,5—1,5 То же То же JI- 12 150— 200 90— 120 То же
ОЗЧ-1 1 Медная проволока 220 30 Железомедный сплав
ОЗЧ-2 J (ГОСТ 2112—79*) Нижнее и вер- тикальное 13— 14 220 60
АНЧ-1 Св—04X19Н9 в оболоч- ке из меди М2 или М3 Постоянный, на электроде (+) Нижнее и вер- тикальное и” 300— 350 60 Меднохромоникеле- вый сплав
ЦЧ-4 Св—08 и Св—08А То же Нижнее 200- 220 90— 120 Хорошо обрабаты- вается режущим ин- струментом
ЦЧ-ЗА Св—08Н50 » 200— 220 90— 120 Удовлетворительно поддается механичес- кой обработке
V.41. Характеристика электродов для сварки иветных металлов и их сплавов
Марка электродов Материал сердечника Ток и полярность Положе- ние сварки Коэффи- циент на- плавки, г/ А • ч Режим пр темпера- тура, °C окалки время. мин
Алюминий и его сплавы
ОЗА-1 Св-А97 , 6,32 150—200 60
АФ-4аКр Св-А97 ГОСТ 7,5—7,8 150—200 60
А-2 Св-АМц или . 7871—75* . Постоянный на Нижнее 7,5—7,8 150—200 60
Св-АК5 электроде (+)
ОЗА-2 Св-АК5 6.25-6,5 150—200 60
М едь и ее сплавы
«Комсомолец-100> Медная проволока (ГОСТ 14 350 60
2112—79)* Постоянный на
МН-5 Проволока МНЖ5-1 электроде (+) Нижнее 12 150—200 60
АНМц/ЛКЗ-АБ Проволока МНЖКТ5-1-0.2-0.2 < 16,5 150—200 60
Спла! 1ы на основе никеля
мзок НМЖМц28-2,5-1,5 Постоянный на Нижнее 13 350 60
ХН-1 НМц5 электроде (+) 14 350 60
V.12. ФЛЮСЫ СВАРОЧНЫЕ
В табл. V.42 приведена характеристика плавленых флюсов.
V.13. ГАЗЫ ДЛЯ СВАРКИ И РЕЗКИ
В табл. V.43—V.45 приведены характеристики газов.
V.42. Характеристика плавленых флюсов
Марка флюса Размер зерен, мм Строение флюса и цвет зерен Режим сутки Назначение флюсов
температура, °C время, ч
АН-348-А АН-348-AM 0,35—3 0,25—1,6 Стекловидный; желтый и ко- ричневый всех оттенков Механизированная сварка и на- плавка углеродистых и низко- легированных сталей углероди- стой и низколегированной сва- рочной проволокой
АН-348-В АН-348-ВМ 0,35—3 0,25—1,6 Стекловидный; коричневый всех оттенков
ОСЦ-45 ОСЦ-45М 0,35—3 0,25—1,6 Стекловидный; светло-серый, желтый и коричневый всех от- тенков 300-400 1
АН-8 СЛ 0,25—2,5 Стекловидный; желтый и ко- ричневый всех оттенков Электрошлаковая сварка угле- родистых и низколегированных сталей
Продолжение табл. V.42
Марка флюса Размер зерен, мм Строение флюса и цвет зерен Режим сушки Назначение флюсов
температура, ?С время, ч
АН-15М 0,25—2,5 Стекловидный; серый, светло- голубой и светло-зеленый всех оттенков 650—900 1 Механизированная сварка и наплавка высоколегированных и среднелегированных сталей
АН-17М 0,25—2,5 Стекловидный; коричневый всех оттенков и черный 380—450 2 Механизированная сварка и наплавка сталей повышенной и высокой прочности
АН-18 0,35—3 Стекловидный; темно-серый, темно-синий и черный 300—400 2 Механизированная сварка и на- плавка высоко- и среднелегиро- ванных сталей
АН-20С АН-20СМ 0,35—3 0,25—1,6 Стекловидный; белый, светло- серый и светло-голубой 380—450 2
АН-22 0,25—2,5 Стекловидный; желтый всех оттенков и светло-коричневый 300—400 2 Электрошлаковая и механизи- рованная сварка и наплавка низко- и среднелегированных сталей
АН-26С 0,25—2,5 Стекловидный; серый всех от- тенков и светло-зеленый 300—400 1 Механизированная сварка нер- жавеющих коррозионно-стой- ких и жаропрочных сталей
12—194
АН-43 0,25-2,5 Стекловидный; коричневый всех оттенков, черный и зеленый 380—450 2 Механизированная сварка и на- плавка сталей повышенной и высокой прочности
АН-47 0,25—2,5 Стекловидный; темно-коричне- вый всех оттенков и черный 300—400 1
ФЦ-9 0,25—1,6 Стекловидный; светло-желтый и коричневый всех оттенков 300—400 1 Механизированная сварка и на- плавка углеродистых и низко- легированных сталей
АН-2011 0,35—4 Пемзовидный; белый и светло- серый 380—450 2 Механизированная сварка и на- плавка высоко- и среднелегиро- ванных сталей
АН-26П 0,35—3 Пемзовидный; светло-серый 500—600 2 Механизированная сварка и нержавеющих коррозионно- стойких и жаропрочных сталей
АН-60 0,35—4 Пемзовидный; белый, желтый, светло-коричневый и светло-ро- зовый 380—450 2 Механизированная сварка и на- плавка углеродистых и низко- легированных сталей
АН-26СП 0,35—3 Смесь стекловидных и пемзо- видных зерен; серый всех от- тенков и светло-зеленый 500—600 2 Механизированная сварка не- ржавеющих коррозионно-стой- ких и жаропрочных сталей
V.44. Характеристика кислорода газообразного технического
(ГОСТ 5583-78*)
Показатель Сорт кислорода
ЬЙ 2-й 3-й
Содержание кислорода, °/о, не менее 99,7 99,5 99,2
Массовая концентрация водяных паров, 0,05 0,07 0,07
г/м3, при 20 °C и давлении 0,1 МПа, не более Содержание водорода, %, не более 0,3 0,5 0,7
V.45. Характеристика защитных газов, применяемых для
газоэлектрической сварки
Газ ГОСТ или ТУ Содержа- ние чисто- го газа, % Транспортирование к рабочим местам
Аргон: высшего сорта 1-го » ГОСТ 10157-79* То же 99,993 99,987 В баллонах под рабочим давлени- ем 15±0,5 МПа в газообразном виде (может перево- зиться в смеси с кислородом, гели- ем, водородом или азотом в соотно- шении, предусмот- ренном ТУ)
Гелий: особой чистоты высокой » ТУ 51-689-75 То же 99,995 99,985
Азот: высшего сорта 1-го » 2 го » особой чистоты ГОСТ 9293—74* То же » > 99,994 99,6 99 99,996 В баллонах под । рабочим давлением 15±0,5 МПа в га- зообразном виде
Водород: А Б ( высшего В сорта 1 1-го сорта ГОСТ 3022—80* То же » 99,99 99,95 98,5 97,5
Углекислый: высшего сорта 1-го » 2-го » ГОСТ 8050-85 То же > 99,8 99,5 98,8 В баллонах под рабочим давлени- ем 20 МПа в жид- ком виде
12*
179
Глава VI. ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ
VI .1. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ,
ОПРЕДЕЛЯЮЩИЕ ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ
ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Электрическая сварочная дуга является разновидностью мощ-
ного дугового разряда в сильно ионизированной среде газов и паров
различных материалов. Различные виды сварочных дуг характеризу-
ются длиной /д, напряжением ия и током /д. Дуга — нелинейный эле-
мент электрической цепи со статической вольтамперной характеристи-
кой, т. е. зависимостью С/д=/(/д) при /д=сопв1, имеющей три участка
(рис. VI.1), наклон которых определяется главным образом физи-
ческими явлениями, происходящими в прнэлектродных областях
и столбе дуги. Приблизительно описать эти явления можно, рассмат-
ривая напряжение дуги как сумму падений напряжения в катодной
UK и анодной Ua областях и столбе дуги Uc. Крутопадающая харак-
теристика дуги (участок / см на рис. VI.I)) бывает при плотности
тока в дуге не более 12-10е А/м2. При таких плотностях тока площа-
ди активных пятен дуги на аноде и катоде растут пропорционально
току, а падение напряжения Ua и UK остаются практически неизмен-
ными. Напряжение дуги изменяется в основном за счет Uc. По по-
скольку рост сечения и электропроводности столба дуги в этих
условиях опережает рост тока, то при увеличении последнего происхо-
дит уменьшение Uc. При дальнейшем увеличении плотности тока (уча-
сток //) площади активных пятен и столба дуги продолжают расти
пропорционально току, а падения напряжения UK, Ua и Uc остаются
практически неизменными и не зависят от тока. Это характерно для
дуг с плотностью тока от 12-10е до 80-Ю6 А/м2, т. е. практически во
всем диапазоне режимов сварки штучными электродами, неплавя-
щимся электродом и под флюсом. При сварке плавящимся электро-
дом в защитных газах и на форсированных режимах под флюсом,
когда плотность тока в дуге более 80-10® А/м2, вследствие ограничен-
ных размеров электрода происходит сжатие дуги у его торца, что
приводит к увеличению приэлектродного падения напряжения с рос-
том тока. На таких режимах статическая характеристика дуги ста-
новится возрастающей (участок 111). В реальной сварочной цепи
дуга и источник ее питания образуют взаимосвязанную систему, рабо-
тающую в статическом и динамическом (переходном) режимах. В ста-
тическом режиме устойчивость системы источник питания — дуга бу-
дет обеспечена при выполнении следующего условия в точке пересе-
чения характеристик:
(dUAldl^dUHldIu) >0. (Vi!)
180
VI.1. Статические характеристики
дуги на участках 1—111
VI.2. Работа системы источник пи-
тания — дуга
А — рабочие точки устойчивой ра-
боты; Б — точка неустойчивой ра-
боты; / — внешняя характеристика
источника питания: 2 — статическая
характеристика дуги
V1.3. Характер изменения напряже-
ния и тока дуги в цепи с индуктив-
ным сопротивлением
I — напряжение холостого хода ис-
точника; 2 —ток дуги; 3 — напря-
жение дуги; U3— напряжение за-
жигания дуги; ф —угол сдвига то-
ка по фазе
Это означает, что если форма характеристики дуги соответст-
вует участку /, то характеристика источника питания должна быть
более крутопадающей, на участке II — пологопадающей или жест-
кой, но в меньшей степени, чем характеристика дуги, а на участке
III — жесткой или слегка возрастающей (рис. VI.2). В этом случае
внезапное малое отклонение тока дуги, возникшее под влиянием
какой-либо случайной причины, будет с течением времени умень-
шаться, т. е, нарушение режима будет исчезать, и система вернет-
ся вновь в исходное состояние равновесия. Выполнение условия
(VI.1) особенно важно при ручной сварке и плазменной резке, когда
манипуляции электродом и перемещение анодного пятна в процессе
резки приводят к значительным изменениям длины дуги, а режим
сварки при этом не должен значительно меняться. В этом случае,
чем круче характеристика источника питания, тем более устойчива
сварочная дуга, т. е. меньше величина изменения тока при измене-
ния длины дуги. При автоматической и механизированной дуговой
сварке плавящимся электродом происходит саморегулирование, при
котором длина дуги после ее изменения восстанавливается автома-
тически за счет изменения скорости плавления электрода. Явление
саморегулирования наиболее сильно проявляется при повышении
плотности тока в электроде и уменьшении крутизны внешней ха-
181
рактеристикн источника питания. Перечисленные свойства присущи
дугам постоянного и переменного тока. Однако особенности дугового
разряда на переменном токе в первую очередь определяются перио-
дическим изменением величины и направления тока и напряжения
дуги.
В условиях периодической смены полярности в момент перехода
тока через нулевое значение дуга угасает и дуговой промежуток де-
ионизируется. Для повторного зажигания дуги необходимо вновь
ионизировать дуговой промежуток, что может быть достигнуто раз-
личными способами, основанными на механизмах авто- и термоэлек-
тронной эмиссии. Известно, что при сварке неплавящимся электро-
дом повторное зажигание дуги происходит при напряжении U3
большем, чем напряжение U3. Величина U3 может быть различна
и зависит от материала электрода и изделия, состава среды, в кото-
рой горит дуга, и многих других факторов. В общем случае необхо-
димо, чтобы после перехода тока через нулевое значение и угасания
дуги, напряжение на электродах как можно быстрее стало равно
величине U3. Практически это достигается повышением напряжения
холостого хода источника и включением в сварочную цепь индуктив-
ности, обеспечивающей необходимый сдвиг фаз между сварочным то-
ком и напряжением источника (рис. VI.3). Наиболее приемлемыми
для обычных условий сварки являются: угол сдвига фаз ср, при кото-
ром cos ф=0,35—0,45 и их1/ил равно 1,8—2,5. В последнее время
появились источники питания, обеспечивающие надежное повторное
зажигание дуги за счет увеличения скорости нарастания напряжения
на электродах до значения U3, получаемого повышением частоты
сварочного тока или приближением формы выходного напряжения
к прямоугольной. С ростом сварочного тока и разогревом электродов
увеличивается термоэлектронная эмиссия, улучшающая условия
повторного зажигания, и устойчивость дуги повышается. При умень-
шении тока желательно увеличивать напряжение холостого хода ис-
точника питания или применять специальные средства, улучшающие
повторное зажигание дуги.
В динамическом (переходном) режиме особое значение имеет
способность источника питания быстро реагировать на изменения,
происходящие в дуге. Динамические свойства источников питания
оцениваются:
временем восстановления напряжения при переходе от режима
короткого замыкания к рабочему режиму или холостому ходу;
кратностью установившегося значения тока короткого замыкания
/к и рабочего тока /р;
скоростью нарастания тока короткого замыкания.
Первые две характеристики, в основном, используются для
оценки динамических свойств источников питания ручной дуговой
182
сварки. Оптимальными значениями являются: время восстановления
напряжения до 30 В не более 0,05 с и кратность установившегося
тока короткого замыкания рабочему в пределах 1,25</к//р<2. Ско-
рость нарастания тока короткого замыкания зависит от индуктивно-
сти сварочной цепи и характеризует динамику источников питания
для сварки плавящимся электродом в защитных газах и в первую
очередь в углекислом газе. При большой индуктивности скорость
нарастания тока мала, В моменты короткого замыкания происходит
сравнительно медленный разогрев конца электродной проволоки на
большом участке, который нерасплавленным попадает в сварочную
ванну.
Процесс переноса металла в дуге при увеличении индуктивности
сварочной цепи становится крупнокапельным, что затрудняет или де-
лает практически невозможной сварку в потолочном, горизонтальном
и вертикальном положениях. При малой индуктивности скорость на-
растания может быть чрезмерной. В этом случае из-за взрывообраз-
ного перегорания перемычки между электродной проволокой и кап-
лей расплавленного металла, переходящей в ванну, увеличивается
разбрызгивание и ухудшается формирование шва.
Возможность менять динамику источника питания путем изме-
нения индуктивности сварочной цепи предусмотрена в конструкциях
практически всех существующих выпрямителей для сварки в защит-
ных газах. Для этой же цели разработаны специальные стабилизиру-
ющие дроссели. Источники питания сварочной дуги должны удовлет-
ворять следующим основным требованиям:
напряжение холостого хода источников питания должно быть
достаточным для легкого зажигания и устойчивого горения дуги,
но не превышать максимальных значений, указанных в государствен-
ных стандартах или в технических условиях на соответствующее обо-
рудование;
источники питания должны быть рассчитаны на работу при пе-
риодических коротких замыканиях сварочной цепи, происходящих как
в процессе сварки, так и при зажигании дуги. Установившееся значе-
ние тока короткого замыкания должно быть в пределах 1,25—2 зна-
чений рабочего тока; источники питания для сварки плавящимся элек-
тродом в защитных газах должны обеспечивать такую скорость на-
растания тока короткого замыкания, при которой процесс сварки
идет с минимальным разбрызгиванием;
внешние характеристики источников питания должны быть:
а) крутопадающими—для сварки штучным и неплавящимся электро-
дом и плавящимся электродом с зависимой от напряжения дуги
скоростью подачи; б) пологопадающими, жесткими или возрастаю-
щими—для сварки плавящимся электродом с независимой скоро-
стью подачи.
183
V1.2. ИСТОЧНИКИ ПЕРЕМЕННОГО ТОКА
Широкому применению дуговой сварки на переменном токе в зна-
чительной степени способствует простота изготовления и высокая
надежность в эксплуатации сварочных трансформаторов (табл. VI. 1).
В зависимости от применяемого способа регулирования режима свар-
ки и получения падающей внешней характеристики различают транс-
форматоры с нормальным и повышенным магнитным рассеянием.
У трансформаторов с нормальным магнитным рассеянием вторичная
обмотка наматывается на первичную таким образом, что весь маг-
нитный поток, создаваемый первичной обмоткой, охватывает и вто-
ричную обмотку.
Принципиальная конструктивная схема трансформаторов типа
СТЭ с отдельной реактивной катушкой-дросселем типа РСТЭ приве-
дена на рис. V1.4, а. Из-за малого магнитного рассеяния, а следова-
тельно, и индуктивного сопротивления обмоток трансформатора
внешняя характеристика его жесткая. Для регулирования режима
сварки и получения падающей внешней характеристики в сварочную
цепь включается отдельная реактивная катушка-дроссель. Индуктив-
ное сопротивление дросселя изменяется регулированием воздушного
зазора в его ярме. При уменьшении зазора сварочный ток уменьша-
ется, при увеличении — увеличивается. Недостатком этих источников
является неустойчивая работа при сварке на малых токах, из-за виб-
рации подвижного пакета дросселя, вызываемой значительными
электродинамическими усилиями. Эти усилия возникают при замыка-
нии дугового промежутка в моменты перехода капли расплавлен-
ного металла с электрода в сварочную ванну.
На рис. VI.4, б показана принципиальная конструктивная схема
сварочных трансформаторов типа СТН и ТСД, которые также име-
ют нормальное магнитное рассеяние, однако у них дроссель для
регулирования режима сварки и получения падающей внешней харак-
теристики совмещен с магнитопроводом трансформатора. Преимуще-
ствами трансформаторов этого типа по сравнению с трансформато-
рами типа СТЭ, кроме однокорпусного исполнения, являются мень-
шие габарит и масса. Однако они не лишены недостатков, присущих
трансформаторам с отдельным дросселем.
Трансформаторы типа СТН предназначены для дуговой сварки
штучным электродом и снабжены ручным приводом перемещения
подвижного пакета дросселя. Трансформаторы типа ТСД рассчитаны
для питания автоматических и полуавтоматических установок и снаб-
жены электромеханическим приводом для дистанционного регули-
рования режима сварки. Сварочные трансформаторы с повышенным
магнитным рассеянием, как правило, имеют разнесенные обмотки. Это
приводит к тому, что часть магнитного потока первичной обмотки
184
V1.4. Конструктивные схемы (а—ж)
сварочных трансформаторов
/ — обмотка дросселя; 2— подвижный
сердечник дросселя; 3, 4 — магнитопро-
воды дросселя и трансформатора; 5—
6 — первичная и вторичная обмотки;
7 — подвижная вторичная обмотки
трансформатора; 8. /2 — подвижный и
неподвижный магнитный шунт; S' — ох-
ватывающая обмотка; 10—обмотка уп-
равления; It—секция вторичной об-
мотки
замыкается помимо контура вторичной, создавая так называемый
поток рассеяния. Эти трансформаторы имеют также несколько мо-
дификаций, различающихся по способу регулирования режима.
Одной из наиболее распространенных конструктивных схем тран-
сформаторов с повышенным магнитным рассеянием являются тран-
сформаторы типа ТС-ТД (см. рис. VI.4, в). Регулирование режима
сварки и получение падающих внешних характеристик у трансфор-
маторов этого типа обеспечивается за счет изменения потока рас-
185
VI.1. Технические характеристики сварочных трансформаторов
Тип Напряжение. В Сварочный ток, А Коэффициент Мощ- ность, кВ-А пн. % Габарит, мм Масса, к₽
номинала ное ХОЛОСТОГО хода номиналь- ный пределы регулирова- ния МОЩНОСТИ полезного действия
Трансформаторы с нормальным магнитным рассеянием и реактивной катушкой*
СТЭ-24 30 65 350 70—500 0,52 0,83 24 65 646X314X660 140
РСТЭ-24 594X320X545 90
СТЭ-34 30 60 500 150—700 0,52 0,85 34 65 690 X 370 X 660 200
РСТЭ-34 70—90 450 669X320X545 120
СТН-450 30 80—800 0,40 0,85 40 65 840X420X850 320
СТН-500 30 60 500 150—700 0,54 0,85 38,5 65 796X410X840 270
СТН-700 35 60 700 200—900 0,66 0,85 43,5 60 796X429X840 380
ТСД-500-1 40 80 500 200—600 0,55 0,85 48,5 60 950X818X1215 420
ТСД-1000-4 42 69—78 1000 400—1200 0,62 0,87 78 60 950X818X1215 510
ТСД-2000-2* 53 72—84 2000 800—2200 0,64 0,89 186 50 1050 X 900X1300 675
ТДР-1601* 39—49 76 1600 1000—1600 — — 130 85 663X1053X1606 1100
Трансформаторы с увеличенным магнитным рассеянием и подвижными катушками
ТС-300 30 63 300 30—395 0,51 0,84 20 60 765X524X1010 180
ТС-500 30 60 500 40—650 0,53 0,85 32 60 845 X 600X1100 250
ТС К-500 30 60 500 165—650 0,65 0,83 27 60 872 x 566X1090 280
ТД-300 30 61—79 300 60—380 0,51 0,86 19,4 50 640 X 490 X 715 137
ТД-304 35 61—79 300 60—350 0,6 0,87 19,4 60 640 X 490 X 885 157
ТД-500 30 60—76 500 90—650 0,53 0,87 32 60 720X580X850 210
ТДМ-317* 33 62—80 315 60—360 — — — 60 555 x 585 x 818 130
1 ДМ-401 * 36 63—75 400 80—460 — * - — 60 555x585x848 145
ТДМ-503* 65—80 500 90—560 — — 35 60 555 X 585 X 888 170
ТДП-1 ТСП-2 ТД-102 ТД-306 ТД-500-4 26 30 68 62 160 300 55—175 90- 300 0,5 0,6 0,72 0,78 П.4 19,4 20 20 435 X 290 X 535 510x370x590 38 65
26,4 80 160 60—175 — Н,4 20 570X325X530 38
30 70 250 100—300 — — 17,5 25 630x365x590 65
40 80 500 100—560 — — 32 60 880x580x850 191
Трансформаторы с увеличенным магнитным рассеянием и подвижным магнитным шунтом
СТАН-0 30 63—83 140 25-150 0,51 0,83 10 65 698X429X485 80
СТАН-1 30 60—70 350 60—480 0,52 0,83 24 65 870 X 520 X 800 185
СТШ-250* 25 61 250 80—260 0,57 0,72 15,3 20 420X310X425 44
СТШ-300 30 63 300 110—405 0,52 0,88 20,5 60 545X720X750 158
СТШ-500 30 60 500 145—650 0,53 0,9 33 60 670 X 666 X 753 220
СТШ-500-80* 30 60 500 60—800 0,53 0,92 44,5 60 965x762x750 323
ТДФ-1800* 40 и 70 94 и ИЗ 1800 500—1850 — 0,94 215 100 900X1300X1360 1100
ТС-350* 30 60—70 350 60—450 0,52 0,85 24 65 — 185
Трансформаторы с увеличенным магнитным рассеянием и подмагничиваемым магнитным шунтом 740
ТФД-1001 44 68—71 1000 400—1200 — 0,87 82 100 1200 X 830X1200
ТФД-1601* 60 95—105 1600 | 600—1800 Трансформаторы — | 0,88 1 182 с ярмовым рассеянием 100 1 1200X830X1200 1000
ТСМ-250* 25 60 250 92—250 0,55 0,77 16 20 418x360x400 33
Разряд-250* 30 60 250 90—250 0,59 0,69 — 20 345 x 300 x 465 55
Разряд-315* 35 45 315 Трансе 60—360 форматоры с гиристор 1ЫМ упр< 1вленисм 60 90
ТДЭ-402* 25—44 80 400 80—400 — — 13,6 I 60 I 590x595x820 180
ТДФЖ-2002* | 32-76 1 - Трансформаторы 2000 1 600 -2200 1 — 1 — | 260 со ступенчатым регулированием магнитной | — | 764X1204X1295 •вязи обмоток , 490
ТСП-1 25 65—70 | 160 105—180 1 0,46 1 0,75 1 12 I 20 1 254X424X435 35
_ * Трансформаторы рассчитаны на подключение к питающей сети напряжением 380 В. Остальные трансформа-
5 торы рассчитаны на подключение к сети 220 или 380 В.
сеяния при изменении расстояния между первичной и вторичной
обмотками. Существенным преимуществом трансформаторов это-
го типа перед трансформаторами типа СТЭ, СТН-ТСД является зна-
чительное снижение усилий, действующих на подвижные узлы систе-
мы регулирования режима трансформатора. Так, например, если
в трансформаторах типа СТЭ, СТН-ТСД на подвижной пакет дрос-
селя действует усилие, достигающее 4—5 кН, то нагрузки на под-
вижные элементы трансформаторов типа ТС—ТД не превышают 0,4—
0,6 кН. Подвижная обмотка в трансформаторах типа ТС-ТД пере-
мещается вручную с помощью винта с рукояткой. При разведении
обмоток сварочный ток уменьшается, при сближении — увеличива-
ется.
Специально для работы в монтажных условиях разработан тран-
сформатор типа ТД-304 с дистанционным регулированием режима
сварки. Обмотки у этого трансформатора перемещаются с помощью
приставки типа РТД-2 с электромеханическим приводом, соединяе-
мой с винтовым механизмом перемещения обмоток трансформатора.
Для расширения диапазона регулирования сварочного тока в транс-
форматорах типа ТС-ТД предусмотрена возможность переключения
катушек вторичной обмотки с последовательного соединения па па-
раллельное.
К трансформаторам с повышенным магнитным рассеянием отно-
сятся трансформаторы типа СТЛН-СТШ и трансформатор ТС-350,
принципиальная конструктивная схема которых показана на рис.
V1.4, г. В этих трансформаторах магнитное рассеяние создастся за
счет подвижного магнитного шунта, помещенного между стержнями
трансформатора. При выдвижении магнитного шунта за пределы маг-
нитопровода рассеяние уменьшается, что приводит к увеличению
сварочною тока. Магнитный шунт в трансформаторах типа СТАН—
СТШ перемещается вручную с помощью винтового механизма с ру-
кояткой. В трансформаторах типа СТАН шунт выдвигается за пре-
делы магнитопровода в одну сторону.
В трансформаторах типа СТШ шунт, состоящий из двух поло-
вин, разводится в обе стороны, что уменьшает габарит трансфор-
матора.
Принцип регулирования режима за счет подмагничивания шунта
заложен в основу конструктивной схемы трансформаторов типа
ТДФ (см. рис. VI.4, е), предназначенных для питания дуги при авто-
матической дуговой сварке под флюсом При увеличении тока под-
магничивания магнитное сопротивление шунта возрастает, поток рас-
сеяния уменьшается и сварочный ток увеличивается. На рис. VI.4, ж
показана принципиальная конструктивная схема трансформаторов
с регулируемой магнитной коммутацией (ТРМК). У этих трансформа-
торов вторичная обмотка секционирована. Большая часть се виг-
188
VI 5. Схема сварочного трансформатора ТСП-1
ков (60—70 %) расположена как у трансформаторов с нормальным
рассеянием, а около 30—40% витков — между верхним и средним
ярмами трансформатора. Плавная регулировка режима достигается
подмагничиванием среднего и верхнего ярма.
Положительной особенностью этих трансформаторов является
отсутствие подвижных частей, что повышает надежность их работы,
а наличие подмагничиваемого шунта позволяет сделать управление
режимом сварки дистанционным. Кроме перечисленных основных
типов трансформаторов, находят применение специальные облегчен-
ные малогабаритные трансформаторы типа ТСМ-250, «Разряд 250л*
и ТСП-1, рассчитанные для работы в монтажных условиях при по-
ниженной продолжительности нагрузки (ПН). Они также относятся
к группе трансформаторов с повышенным магнитным рассеянием.
Режим работы в трансформаторах типа ТСМ-20 регулируется сту-
пенчато путем включения дополнительных витков согласно-встреч-
но со вторичной обмоткой. Плавная регулировка внутри каждой сту-
пени производится намоткой от 1 до 5 витков сварочного провода
вокруг корпуса трансформатора (см. рис. VI.4,d),
Режим работы в трансформаторах типа ТСП-1 регулируется сту-
пенчато за счет изменения магнитной связи между его обмотками
(рис. VI.5). Минимальный сварочный ток обеспечивается, когда ра-
ботает только та часть вторичной обмотки, которая расположена на
втором стержне, отдельно от первичной обмотки. По мере отключения
витков вторичной обмотки, расположенной на втором стержне, и уве-
личения числа подключаемых витков вторичной обмотки на первом
стержне магнитная связь между первичной и вторичной обмотками
повышается, магнитное рассеяние и индуктивное сопротивление
уменьшаются, в результате чего сварочный ток возрастает.
189
VI.3. источники ПОСТОЯННОГО ТОКА
К источникам постоянного тока относятся одно- и многопосто-
вые генераторы (табл. VI.2) и выпрямители. Генераторы имеют при-
вод от электродвигателя или двигателя внутреннего сгорания.
Существующие однопостовые генераторы в зависимости от схемы сое-
динения их обмоток разделяются на три основные группы: с незави-
симым питанием намагничивающей обмотки и последовательной
размагничивающей или подмагничивающей обмоткой (рис. VI.6, а);
с питанием намагничивающей обмотки от дополнительной щетки
(с самовозбуждением) и последовательной размагничивающей или
подмагничивающей обмоткой (см. рис. VI.6,б), с самовозбуждением
(см. рис. VI.6, в) и с расщепленными полюсами (см. рис. V1.6, г).
У всех генераторов результирующий магнитный поток Фоб, опреде-
ляющий его выходное напряжение, является алгебраической суммой
потоков Фн и Фп (см. рис. VI.6).
VI.2. Технические характеристики генераторов постоянного тока
Тип Сварочный ток. Л Напряжение, В ПН. % Мощ- ность, кВт
номи- наль- ный пределы регулирова- ния номиналь- ное холостого хода
Генераторы однопостовые с падающей характеристикой,
независимым возбуждением и последовательной размагничивающей
обмоткой
ГСО-120 120 30—120 25 48-65 65 3
ГСО-ЗООА 300 75—300 30 65 65 9
ГС-300-3 315 115—315 32 90 60 9,6
ГСО-500 500 120—600 40 62-80 65 20
ГС-1000-11 1000 300—1200 45 90 65 45
ГС-1000-1II 1000 300—1200 45 90 65 45
ГС-1000-II 1000 300—1000 45 90 100 45
П ГС-300* 300 75—340 30 65 65 9
Генератор однопостовой с жесткой характеристикой, независимым
возбуждением и последовательно й подмагничивающе й обмоткой
ГСГ-500-I 500 60-500 16—40 18—42 60 20
Генераторы одиопостовые с универсальной характеристикой
и независимым возбуждением**
ГД-304 300 15-350 32 75-80 65 9,6
80—300 16-45 60
ГД-502 500 15—500 40 90 65 20
— 15-50 60
ГСУ-300 300 75-300 30 48 65 9
— 10-35 16-36 60
190
Продолжение табл. Vi.2
Тип Сварочный ток. А Напряжение, В пн, % Мощ- ность, кВт
номи- наль- ный пределы регулирова- ния номиналь- ное холостого хода
ГСУ-500-2 500 120—500 40 65 65 20
60—500 16—40 60 60
ГСУМ-400 400 100—400 70 100 65 28
— 25—70
Генераторы однопостовые с падающей характеристикой
с самовозбуждением от дополнительной щетки
ГД-101 125 15—135 25 80 60 3,12
ГД-303 315 15—350 32 75—80 60 9,6
ГД-307 250 100—250 30 — 60 7,5
ГД-310 315 60—350 33,6 90 60 —
ГС-500 500 120-600 40 62-80 65 20
ГСО-120-2 120 30—120 25 40-85 65 3
ГСО-ЗОО 300 75-320 30 75 65 9
гсо-зоом 300 80—300 32 65 65 9,6
ГСО-300-4 300 75-320 30 — 65 9,6
ГСО-ЗОО-5 300 100—300 32 52—80 60 9,6
ГСО-ЗОО-8 300 100—300 32 52—80 60 9,6
ГСО-ЗОО-12 300 100—300 32 90 60 9,6
СГП-3-V 400 120—600 40 —• 65 —
СГП-3-VI 400 120—600 40 100 65 16
СГП-3-VlII 500 120—600 40 80 65 20
Генераторы однопостовые с падающей характеристикой,
с расщепленными полюсами и самовозбуждением от дополнительной
щетки
СГ-300-М 300 80—340 35 72 65 И,9
СГ-ЗОО-М-1 340 80—380 30 — 65 —
СМГ-2М-У1 300 75-340 30 65 65 9
Генераторы однопостовые с падающей характеристикой, вентильные,
индукторного типа
ГД-308 315 40-315 33 — 60 10,5
ГД-312 315 1 40—350 | 32 | 85 Генераторы многопостовые 60 10,1
ГСГМ-500* ** 500 Два поста до 250А 30 16—35 60 15
ГСМ-500 500 Два поста до ЗООА 50 55 100 27,5
ГСМ-1000-4 1000 До 6 постов по ЗООА 60 60 100 60
СГ-1000 1000 То же 60 60 100 60
* Генератор имеет независимое возбуждение от дополнительного
источника питания.
** Значения параметров в числителе при падающих а знаменате-
ле при жестких характеристиках.
191
VI.6. Принципиальные схемы (а—г) сварочных генераторов
В генераторах первой группы с последовательной размагничива-
ющей обмоткой Ф0«=Фи—Фп. При постоянном намагничивающем
потоке Фн и потоке Фп, зависящем от протекающего по размагничи-
вающей обмотке тока, результирующий поток Фоб, а следовательно,
и напряжение на выходе генератора будут уменьшаться с увеличе-
нием нагрузки. Характеристика такого генератора будет падающая,
причем тем круче, чем больше витков в последовательной обмотке.
У генераторов с последовательной намагничивающей обмоткой Фоб —
<=Фи4-Фа, а конструктивные элементы этой обмотки выбраны таким
образом, что при увеличении тока нагрузки рост падения напряже-
ния в обмотках якоря генератора, снижающий выходное напряже-
ние, компенсируется возрастанием потока Фо. С некоторым прибли-
жением можно считать, что напряжение на клеммах генератора за-
висит в основном от потока Фн. Характеристика такого генератора
в зависимости от параметров последовательной обмотки может быть
пологопадающей, жесткой или возрастающей. Холостой ход в генера-
торах этой группы регулируется изменением тока намагничивающей
обмотки, а наклон характеристики — секционированием последова-
тельной обмотки.
Генераторы второй группы отличаются от первой только тем, что
питание их намагничивающей обмотки осуществляется от одной из
основных и дополнительной щеток, напряжение между которыми,
благодаря подмагничивающей составляющей реакции якоря, прак-
тически нс зависит от нагрузки. В остальном принцип действия этих
генераторов не отличается от генераторов с независимым возбужде-
нием. Генераторы с расщепленными полюсами являются разновидно-
стью генераторов с самовозбуждением, у которых намагничивающая
обмотка питается от одной основной и дополнительной щеток. Одна-
ко в отличие от них падающая характеристика в генераторах с рас-
192
тепленными полюсами создается за счет взаимодействия магнитных
потоков поперечных полюсов Ф" и размагничивающей составляющей
реакции якоря Фр. В генераторах этой группы главные полюса име-
ют уменьшенное сечение, в результате чего они насыщены. Подмаг-
ничивающая (продольная) составляющая реакции якоря Ф„' совпа-
дая по направлению с потоком Ф'п главных полюсов, не сказывается
существенно на увеличении общего продольного потока Ф”§ а опре-
деляемое им напряжение Uae между щетками о и с остается посто-
янным. Размагничивающая составляющая реакции якоря Фр на-
правлена встречно потоку поперечных полюсов Ф"б , приводя к зна-
чительному ослаблению общего поперечного магнитного потока Ф^
и уменьшению напряжения ись между щетками с и Ь. В результате
при увеличении сварочного тока напряжение на выходе генератора
Uab, равное сумме Uac+Uci>, будет уменьшаться, т. е. характеристи-
ка генератора будет падающей. Режим генераторов этой группы ре-
гулируется изменением тока возбуждения намагничивающей обмотки
поперечных полюсов и сдвигом щеток. При сдвиге щеток от нейтрали
в сторону вращения якоря увеличивается магнитный поток реакции
якоря и напряжение генератора уменьшается, при сдвиге против
вращения поток реакции якоря уменьшается, а напряжение увеличи-
вается.
Кроме перечисленных основных типов однопостовых генерато-
ров, следует отметить модификацию генератора ГСГ-500-1, намагни-
чивающая обмотка которого питается от главных щеток генератора.
Получение необходимой жесткости внешних характеристик обеспечи-
вается за счет последовательной подмагничивающей обмотки и спе-
циальной конструкции магнитной системы генератора. Технические
характеристики генератора ГСГ-500-1 с самовозбуждением не отли-
чаются от характеристик генератора ГСГ-500-1 с независимым воз-
буждением.
Однопостовые генераторы типа ГД-308 и ГД-312 представляют
собой индуктор повышенной частоты с выпрямительным блоком. На-
клон их внешней характеристики обеспечивается благодаря падению
напряжения в обмотках и вентильном блоке генератора. Генераторы
с универсальными характеристиками так же, как и генераторы пер-
вой группы, имеют независимое возбуждение. Падающие и жесткие
внешние характеристики этих генераторов получаются при соответ-
ствующем подключении витков последовательной обмотки, создаю-
щей магнитный поток, направленный встречно или согласно с основ-
ным потоком намагничивающей обмотки независимого возбуждения.
Многопостовые генераторы сконструированы по принципу одно-
постовых генераторов первой группы с последовательной подмагни-
13-194
193
V7.7. П ринципиальная схема сварочного выпрямителя
а —трехфазная мостовая; б — шестифазная с уравнительным дросселем
чиваюшей обмоткой, но с питанием намагничивающей обмотки от
главных щеток генератора (см. рис. VI.6, в). Ток на каждом свароч-
ном посту регулируется последовательным включением балластного
реостата. Технические характеристики сварочных преобразователей
и агрегатов приведены в табл. VI.3 и VI.4.
В настоящее время все более широкое применение в качестве ис-
точников питания постоянного тока находят сварочные выпрямители
(табл. VI.5—VI.8). Они состоят из трансформатора и блока вентилей.
Существующие сварочные выпрямители подразделяются на однопос-
товые с падающими, жесткими, пологопадающнми и универсальными
характеристиками и многопостовые с жесткими характеристиками.
В сварочных выпрямителях применяют селеновые или кремниевые
вентили, собранные по трехфазной мостовой или шестифазной схеме
выпрямления (рис. VI.7).
Выпрямители типа ВСС, ВКС и ВД имеют падающие вн'ешние
характеристики, создаваемые силовым трехфазным трансформатором
с повышенным магнитным рассеянием. Регулирование режима в этих
выпрямителях смешанное. При соединении обмоток трансформатора
«звезда-звезда» (Л/А) — диапазон малых токов, при соединении
«треугольник-треугольник» (А/А)—диапазон больших токов. Плав-
ная регулировка внутри каждого диапазона обеспечивается измене-
нием расстояния между первичными и вторичными обмотками тран-
сформатора.
Выпрямители с пологопадающей характеристикой типа ВС
и ВЖ-2М имеют трансформаторы с нормальным магнитным рассея-
нием. Режим регулируется переключением числа витков первичной
обмотки трансформатора»
194
Выпрямители типа ВС-200, ВС-300, ВС-500 и ВС-600 имеют до-
полнительный дроссель, включенный в сварочную цепь. Выпрямите-
ли с пологопадающей характеристикой типа ВСК имеют основной
трансформатор с нормальным рассеянием и четыре вольтодобавочных
трансформатора: один трехфазный и три однофазных. Регулирование
режима осуществляется путем различных комбинаций включения об-
моток вольтодобавочных трансформаторов — согласно или встречно
с основным трансформатором.
Динамические характеристики регулируются включенным в сва-
рочную цепь секционированным дросселем.
Выпрямители типа ИПП так же, как и ВСК, имеют основной
и вольтодобавочный трехфазный трансформаторы и дроссель в сва-
рочной цепи. Регулирование режима смешанное: ступенчато — вклю-
чением обмоток вольтодобавочного трансформатора встречно или
согласно со вторичной обмоткой основного трансформатора плавно
с помощью трехфазного автотрансформатора, питающего обмотки
вольтодобаночною трансформатора.
Выпрямители типа ВДГ с пологопадаюшей характеристикой
имеют трансформатор с нормальным магнитным рассеянием и дрос-
сель насыщения, рабочие обмотки которого включены в плечи вы-
прямительного блока. Регулирование напряжения выпрямителя сме-
шанное: ступенчатое — переключением числа витков вторичных
обмоток трансформатора и плавное — путем изменения тока подмаг-
ничивания дросселя насыщения. Скорость нарастания тока в сва-
рочной цепи регулируется секционированным дросселем.
Выпрямители типа ВСЖ с пологопадающими внешними харак-
теристиками имеют трансформаторы с регулируемой магнитной ком-
мутацией (рис. VI.4, ж). Регулирование напряжения смешанное: сту-
пенчатое— переключением числа витков вторичных обмоток транс-
форматора и плавное — подмагничиванием среднего и верхнего
ярма. Скорость нарастания тока в сварочной цепи регулируется сек-
ционированным дросселем.
Универсальные сварочные выпрямители типа ВСУ имеют жест-
кие и крутопадающие характеристики. Регулирование режима этих
выпрямителей также ступенчатое — переключением числа витков пер-
вичных обмоток трансформатора и дросселем насыщения. Переход
с жестких характеристик на падающие выполняется переключателем,
соединяющим рабочие обмотки дросселя насыщения последовательно.
Выпрямители типа ВДУ также являются универсальными. Они
состоят из силового трехфазного трансформатора и выпрямительного
блока, собранного из тиристоров по шестнфазной схеме с уравнитель-
ным реактором. Режим регулируется изменением угла открытия ти-
ристоров выпрямительного блока. Скорость нарастания тока в сва-
рочной цепи регулируется дросселем с отпайками.
13*
195
<5 VI.3. Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Тип Приводной электродвигатель на напряжение сети 220/380 В Коэффицие нт Габарит, мм Масса, кг Исполнение
преобразователя или агрегата генератора тип мощность. кВт частота вращения, об/мин полезного действия о X а- о I
ПД-101 ПД-303 ПД-305 ПД-502 ПС-300М ГД-101 СГ-300М АВ2-42-2В АВ2-51-2 А-62/4 7,5 10,4 14 2910 2890 2890 2900 1450 0,6 0,6 0,6 0,63 0,57 0,87 806x490x625 1031X608X996 1300x600x850 1065X650X935 1200X755X1180 220 331 295 550 570 Однокорпусный, передвижной, на колесах
ПС-300М-1 СГ-300М-1 А-62/4 14 1450 0,57 0,87 1200 x 755x1180 590 Однокорпусный, на лапах
ПС-500 ГС-500 А-72/4 28 1450 0,55 0,88 1400x770x1140 940 Однокорпусный передвижной, на колесах
пс-юо-ш ПС-1000 ГС- юо-п гс-юоо-ш СГ-1000-П АВ-82/74 АВ2-82-4 55 55 1460 1470 0,69 0,69 0,86 0,89 1465X770X910 1465x770x910 1600 1600 Однокорпусный стационарный, на лапах
ПСО-120 псо-зоо ПСО-ЗОО-2 псо-зоо-з ПСО-ЗООА ГСО-120 ГСО-ЗОО ГСО-ЗОО/З ГСО-ЗООА АВ-42-2 АВ2-62-4 4АВ-160А4 АВ2-61-4 А-62/4 7,2 14 13 12,5 2900 1450 1450 1450 2890 0,55 0,7 0,6 0,83 0,88 1055 X 550 X 730 1015x590x980 1069x620x822 1069x590x800 1020x608x996 155 400 435 400 305 Однокорпусный передвижной, на колесах
1 1 1
ПСО-ЗООМ ПСО-500 ПСГ-500 ПСГ-500/1 ГСО-ЗООМ ГСО-500 ГСГ-500 ГСГ-500-1 АВ2-71-2 АВ-71-2 АВ2-71-2 14 30 28 30 2920 2930 2900 2930 0,7 0,54 0,65 0,89 0,89 550X645X1150 1075 X 650X1085 1055 x 580 x 920 1050 X 590 x 870 300 540 500 460 Однокорпуспый, передвижной на колесах
ПСМ-ЮО-П ПСМ-1000-4 СГ-100 ГСМ-1000-1 АД-91/4 А2-82/2 75 75 1450 2925 0,74 0,73 0,89 0,9 1520x820x910 1430x620x820 1600 950 Однокорпусный, стационарный, на лапах
ПСУ-300 ПСУ-500-2 ГСУ-300 ГСУ-500-2 АВ2-52-2 АВ2-71-2 10 30 2890 2930 0,63 0,63 0,83 0,9 1160x490x740 1075X1085X650 300 545 Однокорпусный, передвижной, на колесах
АСУМ-400 ГСУМ-400 АМ-82-2 — 2925 0,90 0,84 1860X620X920 875 Двухмашинный, стационарный, н< раме
АСО-2000 СГ-1000-11 2 шт. А101-4 125 1460 0,60 0,89 4000 X 935X1190 4000 Трехмашинный, стационарный, на раме
САМ-300 ГСО-ЗООМ П62М 16 1560 0,68 — 1435 x 600 X 832 635 Двухмашинный, стационарный, на раме
СДАУ-1 ГСГ-500-1 А-71/2 28 2930 — — 1950 X 900X1500 1000 Однокорпусный, на раме с двумя полуавтоматами А-547
САМ-400-2 САМ-400-1 СШ-3-V СГП-3-V МАФ82-73/4 ПН-290 32 42 1465 1500 — 1 — 1760 x 650 x 920 1977 x 650 x 940 1300 1650 —
CD
ОС
VI.4. Технические характеристики агрегатов с бензиновыми и дизельными двигателями
Тип Приводной двигатель Габарит, мм Масса, кг Исполнение
агрегата генератора тип МОЩНОСТЬ, кВт частота вращения, об/мин
АБ-8-АСБ-300М АД-301 АД-302 ПГС-300 ГСО-300-12 ГСО-ЗОО-12 407-Д1 Д-37М Д-22 14,6 29,4 22 3000 1600 1600 1690X810X1080 1915x895x1250 1915X895X1250 515 900 840 Общая рама с крышей. Стенки съемные
АДБ-2502 — — — 3000 1526x950x1125 510 Общая рама с крышей. Стенки откидные
АДБ-306 ГСО-ЗОО-5 320-01 29,4 2000 1915 X 895X1250 650 Общая рама с крышей. Стенки съемные
АДБ-3120 АДБ-3122 АДБ-3123 1 1 1 — 2000 2000 2000 1870x950x1405 1900x950x1420 3300X2010X2300 670 690 1170 Общая рама с крышей. Стенки откидные
АДБ-318 ГД-312 320-01 29,4 2000 1895x880x1635 710 Общая рама с крышей. Стенки съемные
АДД-4x2501 — Д-240Л 55,2 2200 6600x2350x2740 5000 Общая рама с крышей. Прицеп 4-х колесный
АДД-303 ГСО-ЗОО-12 Д-37Е 29,4 1600 1915x895x1250 900 Общая рама с крышей. Стенки съемные
1 1
АДД-304 ГД-307 1Р2-10 13,2 1800 1820X930X1450 850 Общая рама на 2-х ко- лесном прицепе. Стенки съемные
АДД-305 ГД-ЗЮ Д-37Е 29,4 1600 1915X895X1140 900 Общая рама с крышей. Стенки съемные
АДД-3112 АДД-3114 — — — 1600 1800 1860 x 950x1210 1900x950x1600 875 750 Общая рама с крышей. Стенки откидные
АДД-4001 АДД-502 — Д-144-81 Д-37Е-С2 36,8 36,8 1800 1800 2050X950X1300 2660x1200x1270 875 1600 Общая рама
АСБ-120 ГСО-120-2 УД-2 6,6 2900 1290x645x935 300 Общая рама с крышей
АСБ-300М АСБ-300-7 АСБ-300-8 АСБГ-300 ГСО-ЗООМ ГСО-ЗОО-5 ГСО-300-8 ГСО-ЗОО-5 408 ГАЗ-320 ГАЗ-320 ГАЗ-320Ж 14,7 29,4 29,4 18,4 3000 2000 2000 2000 1660x1095x935 1955x895x1250 1915X895X1250 1915X895X1655 565 640 640 860 Общая рама с крышей. Стенки съемные
АСД-3-1 СГП-3-VlII ЯАЗ-М69-204Г 44 1500 2820Х1Ю0Х2115 2500 Общая рама с крышей. Стенки откидные
АСД-300 АСД-300М ГСО-300 гсо-зоо 5П4-44-8.5/11 5П4-44-8.5/11 17,7 17,7 1500 1500 1885x875x1470 1885X875X1470 980 980 Общая рама с крышей. Стенки съемные
АСДП-500 СГП-3-VlII ЯАЗ-М20-4Г 44 1500 5380x1930x2600 4400 Общая рама-с крышей на 4-х колесном прицс- пе. Стенки съемные
- АДСП-500Г СО со |~ — 44,4 1500 3875 x 2350 x 2360 3875 Общая рама с крышей. Прицеп 4-х колесный
ГО о Продолжение табл. VI. 4
— Тип Приводной двигатель Габарит, мм Масса, кг Исполнение
агрегата генератора тип МОЩНОСТЬ, кВт частота вращения, об/мин
АСДП-500Г-ЗМ АСДП-1000 ГСМ-500 ГС-100-111 ЯАЗ-М204Г У1 Д-6-02 44 121 1500 1500 6400 x 2500 x 2800 6350x2250x2900 5000 6250 Общая рама с крышей. Стенки съемные. Прицеп 4-х колесный
ПАС-400-Vl СГП-3-Vl ЗИЛ-120 47 1500— 1700 2950X1920X880 1900 Общая рама с крышей. Стенки съемные
ПАС-400-VlI ПАС-400-VlII СГП-3-Vl СГП-3-Vl ЗИЛ-164А ЗИЛ-164А 48 48 1600 1600 2950x1920 x 880 2950x1920x880 1900 1900 Общая рама с крышей. Стенки откидные
ПЭГП-2x250 ГСГМ-500 ГАЗ-320 29,4 2000 — — Общая рама с крышей на прицепе. Стенки съем- ные
CAK-2M-VI СМГ-2М-У1 ГАЗ-МК 22 1430 2080 X 810X1730 900 Общая рама с крышей. Стенки откидные
СДУ28 ГСО-ЗОО-5 Д-108 79,5 2000 5235X 2460 X 3040 13 500 Общая рама с крышей на тракторе Т-100М. Стенки откидные
СДУ2Б-1 ГСО-ЗОО-5, 2 шт. Д-108 79,5 2000 5730x3250x3040 15 400 То же, на тракторе Т-100МБ
С4УА I ГСО-ЗОО-5, |4 шт. Д-108 79,5 2000 5770 X 2460 X 3040 14 600 То же, на тракторе Т-100М
VI.5. Технические характеристики однопостовых сварочных
выпрямителей с пол огон а дающим и и жесткими характеристиками
Тип Сварочный ток, А Напряжение, В иело ступе- зй регулн- ования па- ряжения Мощность. кВ- А Коэффициент Индуктив- ность допол- нительной, дросселя, мГн Габарит, мм | Масса, кг
номи- нальный ПН-60% пределы регули- рования пределы регули- рования ХОЛОСТО- ГО хода 1 < > 1 г > полезного действия
с
ВДГ-301 300 40—300 15—32 3 0.88 0,72 0.16—0,56 960 x 700 x775 210
ВДГ-302* ВДГ-303 315 50—315 16-38 3 18 0,75 0,16—0.56 1015 x 748 X 853 275
315 50—315 16—40 60 21 0,73 — 950 x753 X605 230
ВДГ-601 630 103—700 20—40 66 69 — 1234x868X1081 530
ВДГИ-301 315 40—325 19—80 10—35 — 13 •• — 935x1045x748 3-50
ВДГИ-302 315 40—325 19—45 10—35 •r» 17,3 — — 720X593 x938 250
ВЖ-2М 200* - — 11—29 21—40 9 8,5 0.7 590 X390X540 47
ВС-200 150’ 30—200 17—21 5 ___ 0,22—0,26 660 X 480X1200 190
ВС-300 300’ 30—300 20—40 24 __ 0.9 0,7 0.25—0,35 560X720X965 250
ВС-500 500’ 50—500 16—41 21—53 27 31 0,75 0,25—0,35 770 x600X1150 350
ВС-600 .500* 100—500 20—40 21—53 27 31 0,95 0,75 0.22—0,43 1000 x865X1510 41Ю
ВС-1000 1000 17-48 28—63 4 75 0,85 0,78 — 880x700X1375 600
ВС-1000-2 1000 20—65 38—85 4 92 0,85 0,78 880 x 700X1575 650
ВСЖ-301 300 50—300 9—32 5 —. 0.78 0.76 —• 1020X67 Х755_ 220
ВС Ж-302» 315 50—315 9—33 18/44 5 — 0,78 0,76 — lu2OXb7UX 7'55 220
ВСК-150 150 15—200 17—23 70 —W — 0,82 0,67 — — 72 135 400
ВСК-300 ВСК-300-1А 300 300’ 75—400 50—400 14—34 15—51 70 70 — — 0,82 0,82 0,75 — 745 X760X1410
ВСК-500 500 125—67S 26—38 70 0,82 0,76 — — —
ИИП-120П 120* 40—120 14—24 25 2 0.94 0,73 — 800 X 640 X915 180
иип-зооп 300» 50—300 16—40 40 2 13 0.9 0,75 —— 956 X 700X1045 255
ИИП-500П 500* S0—500 17—50 50 4 30 0,91 0,76 —• 956 X700X1045 450
ИИП-1000П 1000» 100—1000 20—60 66 — 65 0,92 0,81 — 925 X925X1300 850
g • Выпрямители рассчитаны на подключение к питающей сети напряжением 220/380 В; остальные — на подключение к сети 380 В.
~ ' ПН-25 %; ’ ПН-65 %; 3 ПВ-100 %.
V1.6. Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
Тип Напряжение, В Сварочный ток Мощ- ность, кВт Коэффициент Габарит, мм Масса, kf
номиналь- ное холостого хода номиналь- ный, ПН-о0% пределы регулиро- вания мощности полезного действия
ВД-101 25 65—68 125 20—125 9 0,53 0,62 1200X756X830 170
ВД-201* 21—28 64—71 200 30—200 15 0,57 716x622x715 120
В Д-301 32 65-68 300 45—300 21 0,58 0,72 1200 x 756 x 830 230
ВД-302 32 50—60 300 40—320 21 0,67 0,67 1200 x 756 x 830 220
ВД-306* 22—32 61—70 315 45—315 24 — — 770 x 760 x 820 165
ВД-401 36 80 400 50—450 14,4 — 0,69 772x770x785 200
В Д-502-1 40 65—80 500 50—500 40 — — 810X550X1077 348
ВД-502-2 — 80 500 40—500 42 — 0,78 810 x 560 x 950 330
В КС-120 25 55-65 120** 15—130 9 — 0,73 785x628x953 142
ВКС-300 30 55—65 300 30—340 22 0,65 0,63 785X628X953 235
ВКС-500 40 65—74 500 60—550 36 0,74 0,75 785X628X953 410
BKC-500-I* 40 78 500 80—550 37 0,65 0,74 870 X 650X1250 385
ВКСУ-500-1 40 78 500 75—595 36 0,75 0,74 870X870X1220 420
ВКСУ-500Х2 40 78 1000 150—1150 65 0,75 0,74 1850X870X1220 850
ВПС-300 25—30 58—64 300** 35—350 20,5 — — 850 X 550 X 972 220
ВСС-120-4 25 57—63 120** 15—130 8,6 0,58 0,68 805 X 630 X 953 180
ВСС-300-3 30 58—61 300** 40—320 21,5 0,6 0,66 805x630x953 240
* Выпрямители рассчитаны на напряжение питающей сети 380 В; остальные типы выпрямителей могут быть
подключены к сети с напряжением 220/380 В.
♦* ПН-65 %
VI.7. Технические характеристики однопостовых сварочных выпрямителей с универсальными характеристиками
Тип Сварочный ток, А Напряжение, В Коэффициент Габарит, мм Масса, кг
номинальный ПН-60 % пределы ре- гулирования номинальное холостого хода полезного действия мощности
ВДГ-503 500 60—500 50—500 18-50 22-50 — — — 920x800x700 До 300
ВДУ-504 500 70—500 45 72—76 0,82 1275x816x940 400
100—500 18—50 18—50
ВДУ-504-1 500
В ДУ-505 500 50—500 22—46 85 0,83 800X700X920 300
60—500 18—50 18—50 0,84
ВДУ-506 500 50—500 22—46 85 820x620x1100 310
60—500 18—50 18-50
ВДУ-1001 1000** 300—1000 24—56 56—66 — — — 900
ВДУ-1201* 1250 26—80 100 0,83 1350 X 800X1250 850
24—66 24—66
ВДУ-1601 1600** 500—1600 26-66 1 26—66 — — — 950
П родолжение табл. VI.7
Тип Сварочный ток. А Напряжение, В Коэффициент Габарит, мм Масса, кг
номинальный ПН-60 % пределы ре- гулирования номинальное холостого хода полезного действия мощности
ВДУ-1602* 1600»* — 50 25—90 — — 1550
ВСУ-300 240 40—260 30 60 0,63 0,6? 910x612x960 300
300 50—330 18—35 40—60 0,68 0,72
ВСУ-500 350 50—360 30 67 0,6 0,63 1186 X 953X1017 440
500 100—550 20—40 49—68 0,67 0,75
* Выпрямитель рассчитан на подключение к питающей сети напряжением 380 В; остальные выпрямители —
на подключение к сети 220/380 В.
»♦ ПН-100 %.
V1.8. Технические характеристики многопостовых сварочных выпрямителей
Тип Сварочный ток, А Напряжение, В Мощ- ность. кВ А Коэффициент Габарит, мм Масса, кг
номинальный (ЛН-100 %) одного поста число постов номиналь- ное холостого хода полезного действия мощности
В кем-1000-1* 1000 300 60 70 76,5 0,088 0,89 1055 X 820X1500 550
До 6
ВДМ-1001 100 300 60 70
До 6
ВДМ-1601 1600 300 60 70 122 0,88 0,89 1035 X 820X1630 750
До 9
В ДМ-3001 3000 300 60 70 230 0,88 0,89 2175x835x1650 1750
До 18
ВМГ-5000** 5000 300 30; 35; 30; 35; 317 0,84 1850XU50X1880 3200
До 30
40; 50 ; 60 40; 50; 60
ИД ГМ-1001/ 1601***
ВДГМ-1001 1000 200 26 24—28 0,97 1035 X 820X1630 520
До 9
ВДГМ-1601 1600 300 40 37—43 0,73 1035X820X1630 700
До 9
ВДГМ-1602 1600 250 30 750
До 10
ВД ГМ-1602-1 1600 400 50 1000
До 6
ВДГМ-1602-2 1600 630 60 1000
До 4
И107 800(60 %) 100—400 2 — — 66 — — 1000X820X1630 1150
И109 1000(60 %) 80—280 4 30 80 80 — — 1200X1070X1160 470
* Выпрямитель рассчитан на подключение к питающей сети напряжением 220/380 В, остальные выпрями-
тели — на подключение к сети 380 В.
** Для охлаждения вентилей требуется вода.
♦** Состоит из двух выпрямителей ВДГМ-1001 и ВДГМ-1601.
Многопостовые выпрямители имеют силовой трансформатор
с нормальным магнитным рассеянием и выпрямительный блок. Внеш-
няя характеристика этих выпрямителей жесткая. Ток регулируется
на каждом посту: — у выпрямителей типа ВКСМ и ВДМ с помощью
балластных реостатов типа РБ; — у выпрямителей типа ВМГ
и ВДГМ — с помощью балластных реостатов типа РБГ и раздели-
тельных стабилизирующих дросселей.
VI.4. источники ПИТАНИЯ для ДУГОВОЙ сварки
В ЗАЩИТНЫХ ГАЗАХ, ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
И ПЛАЗМЕННОЙ РЕЗКИ
Для дуговой сварки плавящимся электродом в защитных газах
используют источники питания с жесткими и пологопадающими
внешними характеристиками, такие как однопостовые преобразовате-
ли ПСГ-500-1, ПСУ-300 и ПСУ-500-2, агрегаты АСУМ-400, АСДП-
500Г-ЗМ, СДАУ1 и ПЭГП-2-250 (см. табл. V1.2—VI.4), выпрямители
ВС-300, ВДГ-301 и др. (см. табл. VI.5, VI.7). Для этой же цели пред-
назначены многопостовые выпрямители ВМГ-5000, ВДГМ-1602 и
ИДГМ-1001/1601 (см. табл. VI.8). При сварке вольфрамовым элек-
тродом в защитных газах на постоянном токе применяют однопосто-
вые источники питания с падающими внешними характеристиками
(см. табл. V1.2—VI.4, VI.6) или многопостовые с балластными рео-
статами типа РБ.
Сварку вольфрамовым электродом в защитных газах на пере-
менном токе рекомендуется выполнять с применением специализи-
рованных установок типа УДАР, УДГ и ИПК (см. гл, VII), Для
питания электрошлаковых установок в основном используют специ-
альные трансформаторы с нормальным магнитным рассеянием. Регули-
рование режима этих трансформаторов ступенчатое: переключением
обмоток Д/Д или 1/1 у трехфазных трансформаторов и изменением
числа витков первичной и вторичной обмоток. Трансформаторы типа
ТШС-1000-1, ТШС-3000-1, ТШС-1000-3, ТШС-3000-3 допускают
регулировку напряжения в выбранном диапазоне под нагрузкой.
Для электрошлаковой сварки предназначен и трансформатор
ТРМК-3000-1 с регулируемой магнитной коммутацией. Регулирование
напряжения у этого трансформатора смешанное: ступенчатое — за
счет изменения числа витков вторичной обмотки и плавное — под-
магничиванием верхнего и среднего ярма магнитопровода. Плавная
регулировка напряжения в выбранном диапазоне осуществляется под
нагрузкой,
Для плазменной резки разработаны специальные выпрямители
с повышенным напряжением холостого хода и крутопадающей внеш-
ней характеристикой. Трансформаторы этих выпрямителей имеют нор-
206
а) 0
VI.8. Принципиальная схема генератора импульсов
а—на конденсаторах; б — на управляемых вентилях; БУ — блок управления
поджиганием вентилей: П1 — переключатель напряжения (регулировка ам-
плитуды импульса); П2 — переключатель емкостей (регулировка длительности
импульса)
VI.9. Принципиальная схема подключения генератора импульсов
а — при работе со сварочным генератором; б — при работе со сварочным вы-
прямителем; ГИ — генератор импульсов; СГ —сварочный генератор; СВ—сва-
рочный выпрямитель; Д — вентиль
малыюе магнитное рассеяние. Режим регулируется с помощью дрос-
селя насыщения. Технические характеристики трансформаторов для
электрошлаковой сварки и источников питания для плазменной рез-
ки приведены в табл. VI.9 и VI.10.
При питании дуги от многопостовых источников ток регулируют
балластными реостатами типа РБ при сварке штучными электродами
и типа РБГ при сварке плавящимся электродом в углекислом газе
(табл. VI.11). Кроме того, при сварке плавящимся электродом в уг-
лекислом газе применяют стабилизирующие и разделяющие дроссе-
ли (табл, VI. 12) для получения требуемых динамических характерис-
тик источников питания.
На рис. VI.8 показаны принципиальные схемы генераторов им-
пульсов тока для импульсно-дуговой сварки плавящимся электродом,
а на рис. VI.9 — схемы их включения для работы со сварочными ге-
207
VI-9. Технические характеристики трансформаторов дл» электрошлаковой сварки
Тип Охлаждение Номиналь- ный фаз- ный ток при ПВ-Ш0%, А
напряжение, В Мощ- ность, KU - А Габарит, мм Масса, кг
номиналь- ное предела регулиро- вания число ступеней регулиро- вания
ТШС-600-3 ТШС-1000-1 ТШС-1000-3 Воздушное, принудительное 600, 1200 1000 1000, 2000 54 56 56 38—62 38—62 38—62 18 18 18 100, 67 56 170, 112 1160x1010x1382 980 x 680x1150 1470 x 900x1715 1160 510 1400
ТШС-3000-1 ТШС-3000-3 ТШС-10000-1 ТШС-15/1 ТШП-10-1 ТШП-15-3 ТШП-20-1 А-1006 Водяное 3000 6000 3000, 6000 10 000 15000 10 000 15 000 21 000 5125 46 23 56 28-41 72, 61 30 36 41—69 13—46 13—23 8—-63 28-41 20—65 40—72, 36—61 14—50 21—54 10 48 4 13 4 10 10 4 138 500, 340 410 980 724, 610 1370 760 615 960 X 706 X 780 1360x1335x1505 1370x1300 x 900 1680x1310x1940 1740X1100X1840 1450x1300x1300 1800x1050x1380 1345X1380X1651 600 2200 1050 2850 3050 3250 3100 2200
ТРМК-3000-1 Воздушное, принудительное | 8000 j 18—57 | — | • 1 190 | 1060X1040X1050 1 1100
ла» или по однофазной схеме" 'гри111>азвых трлпсформаторов могут быть соединены но схеме «треугольник — звез-
14 — 194
VI.10. Технические характеристики источников питания для плазменной резки*
Тип Ток, А Напряжение, В Мощ- ность, кВ • А Коэффициент Габарит, мм Масса, кг
номинальный при НВ-КМ % пределы ре- гулирования номиналь- ное холостого хода полезного действия мощности
ВПР-401 400* ** 100—500 130 180 72 0,86 — 990x1048x1390 1000
ВПР-402 400 100—450 200 300 120 — — 1049X1060X1430 1700
ВПР-402М 400 100—500 200 300 120 0,85 — — 1200
ВПР-602 630 200—700 200 300 190 0,92 0,71 1460X1150X1150 2500
ВПР-602М 630 200—700 200 300 200 0,85 — — 1900
ИПГ-500-1 500 100—600 200 300 150 0,8 0,75 1128 X 870X1460 2000
ВПР-1001 1000 250—1200 275 400 400 0,8 — — 4450
ВНР-1002 1000 200—1200 200 300 400 0,85 — — 3800
ВПС-801*** 800 200—900 80 120 100 0,96 — — 1165
* В настоящее время выпускают источники питания в совмещенном исполнении с аппаратурой управления
g **Г1В=6О%
*** Источник питания предназначен для сварки сжатой дугой.
VI.13. Технические характеристики генераторов импульсов (напряжения сети 380 В)
Тип Пределы ре- гулирования тока, А Частота импульса. Гц Длительность импульса, мс Мощность, кВ • А Напряжение холостого хода, В Число ступеней регу- лирования параметров импульса Габарит, мм Масса, кг
по току по дли- тельности
ИИП-1 450—850 50 1,5—2 5 84; 96, 105, 117 4 3 470x660x750 95
ИИП-2* 500—1500 50 0,8; 1,2; 2; 1,5; 2 5 96, 100, 1.24, 138 4 4 825X485X886 235
ГИ-ИДС-1 400—1200 50; 100 — 15,2 — 3 3 520 X 512 X 800 160
ГИ-ИДС-2 400—1200 100 1—2,5 — — 4 1(плав- ное) 564X483X700 100
ГИД-1 450—1200 50; 100 1,8—3,5 42,2 48 3(плав- ное) 3(плав- ное) 610 X 620 X 805 200
Емкость конденсаторов 5120 мкФ.
VI.14. Технические характеристики осцилляторов и возбудителей-стабилизаторов
£ I lO * 00 -г СО Ю Ю —• — — —• со о с 10,7 До 15
1 аоарнты, мм 230 x 340 x 310 300 x 215 x 296 350 X 290 X 240 110X176X250 с > § с 3 с г с X >< X 380X180X150 325 X 290X140
ебательного > тура i е 1 ность, мГ 1 0,17 0,16 1 1 1 1
Данные кол кон 9 с 3 У 3 2500 4700—500 9ЕЛЛ 2500 250 000 1 1 1 1
2 5 U Т 250—300 260 9ЯЛ о о Ю тг OI о о э о 100 100
V • а ‘ЧХЭОНТпОДО 200 80 150 130 20 1 1 1 1
V 'мод. «nuhodEea МНИНХЭЛиоН | 1 1 3 X Ю —< со оии 500
Напряжение, В | вторичное 2500 5 0 0 0 ЭООО 5 U5 Ю О 1 OI сч о э i э в э о В 1 «г о <о
| первичное ш с СО с с s J 65 220 1 1 220, 380
- S «7 сч сч СО £0 со Т С д „ т с d О и 2 О О с О о S о о >> X ? о □ о X Z. с □ 06-1948-02 ВСД-01
212
нераторами и выпрямителями. Технические характеристики генера-
торов импульсов, а также осцилляторов и возбудителей дуги для
сварки неплавящимся электродом приведены в табл. VI. 13 и VI. 14.
VI .5. ЭКСПЛУАТАЦИЯ ИСТОЧНИКОВ ПИТАНИЯ
Правильный уход за источниками питания и их правильное об-
служивание гарантируют длительный срок их работы, хорошее каче-
ство сварки и уменьшают затраты на ремонт. Основные правила по
уходу и обслуживанию приводятся в соответствующих технических
описаниях и инструкциях по эксплуатации, прилагаемых к каждому
источнику питания. Приведем наиболее общие рекомендации.
При эксплуатации источников питания необходимо:
ежедневно осматривать его для выявления случайных поврежде-
ний и проверять состояние и надежность соединения всех контак-
тов в связочной и заземляющей цепях;
один раз в месяц очищать источник питания от грязи и пыли
продувкой сухим сжатым воздухом или протиркой чистой ветошью
и контролировать состояние и надежность контактных соединений си-
ловых обмоток и цепей управления источника;
один раз в три месяца проверять сопротивление изоляции и со-
стояние контактов пускорегулирующей аппаратуры.
При эксплуатации преобразователей и агрегатов с генераторами
дополнительно следует:
проверять состояние коллектора. Протирать коллектор раз в пе-
делю мягкой тряпкой, смоченной в бензине. При появлении следов
нагара на коллекторе надо найти и устранить причину его появле-
ния и затем прошлифовать коллектор стеклянной шкуркой. При дли-
тельной эксплуатации пластины коллектора изнашиваются сильнее,
чем слюдяные прокладки между ними. Это приводит к появлению
сильного искрения под щетками и ухудшению работы генератора.
Для устранения указанной неисправности коллектор необходимо про-
дорожить;
следить за состоянием щеток. Они должны свободно (но без
зазоров) передвигаться в щеткодержателях и быть пришлифованы
к коллектору по всей поверхности. Щетки, расположенные в одном
ряду, должны одновременно сбегать с коллекторной пластины и так-
же набегать на следующую пластину. Раз в неделю проверять ве-
личину нажатия щеток на коллектор. Разница в величине нажатия
должна быть нс более 15 %. На одном коллекторе не допускается
использовать щетки разных марок;
один или два раза в год промывать и смазывать подшипники.
213
Глава VII. ОБОРУДОВАНИЕ
ДЛЯ СВАРКИ И РЕЗКИ
VII .1. ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
При ручной дуговой сварке наряду с источниками питания, тех-
нические характеристики которых представлены в гл. VI, использу-
ется различное оборудование, обеспечивающее улучшение качества
сварки, простоту и удобство ведения процесса.
VII.1.1. Устройства для зажигания дуги
Осцилляторы (табл. VII.1) предназначены для облегчения за-
жигания дуги и повышения ее стабильности при переходе свароч-
ного тока через ноль в случае работы на переменном токе. В зависи-
мости от конструкции осциллятор подключается к сварочной цепи
параллельно или последовательно источнику питания.
Осцилляторы применяют для ручной дуговой сварки покрыты-
ми электродами с низкими ионизирующими свойствами и дуговой
сварки в защитных газах иеплавящимся электродом.
Осциллятор (рис. VII.1) состоит из повышающего трансформато-
ра, преобразователя частоты и устройства ввода высокого напряже-
ния в сварочную цепь. Осциллятор создает ток высокого напряже-
ния — 2—8 кВ повышенной частоты — 150—260 кГц.
VI 1.1. Технические характеристики сварочных осцилляторов
Марка Напряжение, В □ 1 1 5 мощность, кВт Габарит, мм Масса, кг
питающей се- ти холостого хода
ОСП 3-2М-1 220 8000 0,02 250Х176Х1Ю 4
ОСП-З-ЗООМ 220 5000 0,04 290x225x150 7
ОСП-3-2М 220 6000 0,044 250X170X110 6
ОСЦВ-2 220 2300 0,08 300X215X236 16
М3 65,40 2500 0,08 350 x 240 x 290 15
OCI 65 2500 0,13 315x215x260 15
М2 220. ПО 2600 0,14 300x235x265 20
ОСП-3-1 65 2500 0,2 230x340x310 14
ТУ-2 220.65 3700 0,225 390 x 270 x 350 20
ТУ-177 220.65 2500 0,4 390x270x350 20
ОСИН 220 2300 0,4 390X270X310 35
ТУ-77 220, 65 1500 1.0 390 X 270 X 350 25
214
V11.1. Принципиальная электриче-
ская схема осциллятора ОСПЗ-2М
TVI — высоковольтный низкоча-
стотный трансформатор; f V — раз-
рядник; Сг — конденсатор; TV2—
трансформатор высокочастотный;
Сп—проходной конденсатор; fI—
предохранитель; ПЗФ — помехоза-
щитный фильтр; F2 — предохрани-
тель
VII2. Принципиальная электриче.
ская схема возбудителя дуги ВИР-
101
R\, R2 — резисторы; С — конденса-
тор; VS/ — дннистор; VS2 — тири-
стор; Т1 — трансформатор; L—дрос-
сель; УД — диод; Сн — накопитель-
ный конденсатор; FV— разрядник;
£ф— дроссель фильтра; Сф — кон-
денсатор фильтра; F— предохрани-
тель; С г— конденсатор
Возбудители дуги (табл. VII.2, рис. VII.2) предназначены для
возбуждения дуги постоянного и переменного тока. Возбудители мо-
гут иметь независимое питание от сети или питаться непосредственно
напряжением от дуги. Последние возбудители имеют преимуще-
ства перед первыми: они не нуждаются в дополнительной питаю-
щей цепи, автоматически включаются при подаче на дуговой преме-
жуток и автоматически же прекращают работу после возбуждения
дуги.
Основными составными частями возбудителя являются источ-
ник высокого напряжения, высокочастотный генератор и устройство
ввода высокого напряжения в цепь сварочной дуги.
VII.2. Технические характеристики возбудителей дуги
Показатель УПД-1 ВИС-501 ВИР-101
Напряжение питания, В Номинальный ток дуги, А, ПН, % 200 80 , 200 , 315 60 60—90 500 180—300 80 2
Примечание. В указанных в таблице возбудителях дуги
род питающего тока постоянный, род тока дуги постоянный.
VII.1.2. Стабилизаторы горения дуги
Для устойчивого горения сварочной дуги при сварке покрытыми
электродами переменным током служат стабилизаторы (табл. VII.3).
Стабилизаторы классифицируются по частоте создаваемых им-
215
VH.3. Принципиальная электрическая схема стабилизатора дуги СД-2
пульсов. Стабилизатор СД-2 (рис. VII.3) облегчает процесс сварки
переменным током, особенно изделий малых толщин электродами
с рутиловым покрытием (МР-3, ЛНО-1), и имеет частоту стабилизи-
рующих импульсов 50 Гц. Для повышения стабильности горения ду-
ги при сварке электродами с основным покрытием (УОНИ 13/45,
ОЗЛ—8) создан стабилизатор СД-3, имеющий частоту импульсов
100 Гц.
Стабилизаторы представляют собой электронный блок, монтиру-
емый в источнике питания переменного тока, обеспечивающий син-
хронное поступление импульса тока в момент перехода переменного
сварочного тока через ноль.
VII.3. Технические характеристики стабилизаторов дуги
Показатель СД-2 сд-з
Частота импульсов, Гц Габарит, мм Л\асса, кг 50 320X190 X 90 5 100 340x200x90 7
216
V11.1.3. Ограничители напряжения холостого хода
Для ограничения или отключения напряжения холостого хода
источника питания сварочной дуги при снятии нагрузки предназна-
чены ограничители напряжения (табл. VII.4).
В зависимости от конструкции ограничители напряжения холос-
того хода применяют для источников питания постоянного тока, на-
пример выпрямителей, либо для источников переменного тока —
трансформаторов (рис. VI 1.4).
Ограничители напряжения холостого хода представляют собой
электронную схему на силовых тиристорах, включаемую в свароч-
ную цепь.
VII.4. Технические характеристики оганичителей напряжения
холостого хода сварочных источников питания
Марка Сварочный ток. А Длитель- ность цикла сварки, с • Габарит, мм Масса» кг
номиналь- ный пределы регулиро- вания
УСНТ-0,5 84 300 38
УСНП-1 85 40—315 300 32
УСНТ-4 85 — 300 530x230x396 23
УТСН-1 УЗ 300 До 300 300 325X290X300 13
У ТСН-2 УЗ 300 До 300 300 325 x 290 x 300 13
УСНТ-1 315 40—315 300 — 32
УСНТ-0,6 500 70—560 328x430x205 12
VII.4. Схема подключения ограни-
чителя напряжения холостого хода
УСНТ-06У2 к сварочному транс-
форматору
217
VII.1.4. Регуляторы сварочного тока
Для корректировки режима сварки и получения необходимой
внешней характеристики от источника питания с естественной жест-
кой характеристикой применяют балластные реостаты или постовые
регуляторы.
Балластные реостаты (табл,
тивное сопротивление, включают
сварочной дуге и с их помощью
ток.
VII.5), представляющие собой ак-
в сварочную цепь последовательно
ступенчато регулируют сварочный
VII.5. Постовой регулятор УДГ-201
VII.5. Технические характери-
стики балластных реостатов
для сварки
Марка Номинальный сварочный ток, А Габарит, мм Масса. кг
РБ-201 200 580 X Х355Х Х648 30
РБГ-301 300 600 х Х410Х Х648 32
РБ-301 У2 315 580 X Х410Х Х648 35
РБ-501 500 580 X Х465Х Х648 40
VI 1.6. Технические характеристики постовых регуляторов
Показатель УДГ-201 ИСТ-160
Назначение Для аргоно- Для сварки
► дуговой покрытыми
Диапазон регулирования: сварки электродами и в аргоне
тока, Л 12—200 25—160
напряжения на дуге, В 12—18 14-40
Продолжительность работы, % 40 75
Напряжение питания, В 60 70-80
Габарит, мм 500X300X 250X350х
Х450 Х400
Масса, кг 50 32
218
Балластные реостаты представляют собой нихромовую проволо-
ку различного поперечного сечения, создающую определенное паде-
ние напряжения в каждой из секций. Классифицируют балластные
реостаты по номинальному току.
Вместо балластных реостатов во ВНИИЭСО и ВНИИМонтаж-
спецстрое разработаны постовые регуляторы УДГ-201 (рис. VII.5)
и ИСТ-160 соответственно, обладающие высоким КПД, низкими по-
терями электроэнергии (табл. VIL6),
VII.1.5. Модулятор сварочного тока
Модулятор И0Ю1, разработанный в ИЭС им. Е. О. Патона,
предназначен для модулирования переменного сварочного тока при
ручной дуговой сварке покрытыми электродами, он может работать
с любым серийным трансформатором на токах до 315 А. Модулятор
состоит из корпуса, тиристорного ключа, проволочного резистора,
блока управления тиристорным ключом, блока задания длительности
стартового импульса.
Модулятор позволяет значительно упростить технику ведения
процесса сварки, повысить производительность труда в вертикальном
и потолочном положениях, осуществлять сварку тонколистовых
конструкций (0,6—0,8) электродами диаметром 3 и 4 мм.
Краткая техническая характеристика модулятора ОИ101
Номинальное напряжение питающей сети , , 220 В
Частота питающей сети.................. 50 Гц
Ток импульса.................................... 315 А
Изменение тока паузи:
ступень I..................................... 85—95 А
ступень П.................................. 100—120 »
Регулирование времени:
импульса . ................................. 0.02—0,5 о
паузы.................................... 0.02—0.5 >
стартового импульса..................... 0.5—1,5 »
Габарит .................................. 350X216X 515 мм
Масса...................................... 16 кг
VII.1.6. Установки для ручной дуговой сварки
неплавящимся электродом
Сварка неплавящимся электродом может производиться вручную
с использованием специальных установок, технические характеристики
которых приведены в табл. VII.7, Общий вид сварочной установки
УДГ-301 дан на рис. VI 1.6.
219
VII.7. Технические характеристики установок для ручной дуговой сварки неплавящимся электродом
Марка Напряжение питающей сети. В Номиналь- ный сва- рочный Ток, А Номиналь- ный режим работы, ПВ. % Диаметр электро- да. мм гГабарит, мм Масса, кг
шкафа управления установки шкафа уп- равления установки
УДГ-101 380, 220 50 60 0,4—2 940 x 650 x 905 — 290 —
УД Г-301 380, 220 300 60 — 900x730x1620 290X45X140 540 0,9
УДГ-301-1-У4 380, 220 315 60 0,8—6 1234 x 868 x 953 904x660x434 580 27,5
УДАР-300-1 380 315 60 2-6 722 X710X1670 — 245 —
УД Г-501 380, 220 500 60 2—10 900X730X1620 320 x 60x195 540 1,1
УД Г-501-1 380, 220 500 60 2—10 840 X 820X1000 520x400x350 380 20
ПРС-ЗМ 65 500 60 3—5 480x240x225 330x240x225 155 9
УДАР-500 380 500 60 2—10 722x710x1670 — 290 —
VII.2. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ
ДУГОВОЙ СВАРКИ
VII.2.1. Классификация полуавтоматов
для дуговой сварки
В соответствии с ГОСТ 18130—79*Е «Полуавтоматы для дуговой
сварки плавящимся электродом. Общие технические условияж (табл.
VII.8) все существующие полуавтоматы классифицируются по сле-
дующим признакам:
способу защиты зоны дуги (полуавтоматы для сварки: Ф — под
флюсом, Г — в защитных газах, И —в инертных газах, У — в актив-
ных и инертных газах, О — открытой дугой);
способу охлаждения горелки (с естественным, принудительным
водяным или газовым охлаждением);
VI 1.8. Основные параметры полуавтоматов для дуговой сварки
плавящимся электродом
Номинальный сварочный ток, А Исполне- ние Вид электродной проволоки Диаметр проволоки, мм Скорость подачи про- волоки, 1 10~г м/с
200 г, И, У Сплошная алюми- ниевая 1,2—2 2,2—8,9
То же, стальная 0,8-1,2 3,3—20
315 г, и, У Сплошная алюми- ниевая 1,6-2 2,2—12,2
То же, стальная 1-1,4 1,2—1,6 3,3—26,7 3,3-26,7
400 г, О Порошковая сталь- ная 1—3 2,8—16,7
500 ф Сплошная сталь- ная 1,6—2 3,3—20
г 1,2-2 3,3-20
222
Продолжение табл. VI 1.8
Номинальный сварочный ток. А Исполне- ние Вид электродной проволоки Диаметр проволоки, мм Скорость подачи про- волоки, 1 • 10_? м/с
630 Ф Сплошная сталь- ная 1,6-2 3,3—20
F 1,2-2 3,3—20
Г, О Порошковая стальная 2-3 2,8-16,7
виду электродной проволоки (для сварки сплошной стальной,
сплошной алюминиевой и стальной порошковой проволокой);
способу регулирования скорости подачи электродной проволоки
(с плавным, ступенчатым и комбинированным регулированием);
способу подачи электродной проволоки (толкающая, тянущая
и тянуше-толкаюшая подача);
конструктивному исполнению (со стационарным или переносным
подающим устройством).
VII.2.2. Полуавтоматы для дуговой сварки
в защитных газах плавящимся электродом
В полуавтоматах этой группы зону дуги и сварочную ванну за-
щищают активным или инертным газами, а также газовыми сме-
сями.
Основными элементами оборудования этой группы являются*
сварочная горелка, механизм подачи электродной проволоки, газо-
вая аппаратура, газо- и электрокоммуникации, источник питания.
В комплект газовой аппаратуры входят баллоны, редукторы, осуши-
тели, подогреватели, расходомеры и газовые клапаны.
Полуавтоматы (табл. VII.9) для сварки в защитных газах на-
дежны в работе, просты в обслуживании, приспособлены для работы
в любых пространственных положениях, позволяют наблюдать за
дугой, имеют сравнительно невысокую стоимость.
В полуавтоматах (рис. VIL7), V11.8) для импульсной дуговой
сварки (табл. VII.10) в защитных газах плавящимся электродом на
постоянный по значению ток дежурной дуги периодически с частотой
в несколько десятков Гц накладываются кратковременные импульсы
тока рабочей дуги. Вследствие этого улучшаются условия переноса
электродного металла в зону плавильного пространства и повышает-
ся качество сварного шва.
223
15-194 225
VII.9. Технические характеристики полуавтоматов для дуговой сварки в защитных газах
Марка Сварочный ток, А Электродная про- волока Тип источника питания Габарит, мм Масса, кг Назначение Конструктивные особенности
номиналь- ный пределы регулиро- вания диаметр, мм скорость подачи, 1-10 2 м/с шкафа управле- ния механизма подачи шкафа уп- равления механизма подачи
Передвижные аппараты
А-1234 200 — 0,8-1,2 2.5—9,7 ВЖ-2П '— 364 Х 290Х Х130 — 10 Сварка труб в монтажных усло- виях Ступенчатое регули- рование скорости по- дачи с помощью сменных роликов и плавное на каждой ступени
А-825 250 1—1,2 3.3—17.2 ВС-300 680Х720Х Х965 900 Х660Х Х420 — 20 Сварка и наплав- ка сплошной и порошковой про- волоками Плавное регулиро- вание скорости пода- чи проволоки на каждом диапазоне.,1
ПГШ-Юг 300 100-320 1,2—1.4 — ВДГ-301 — 150Х240Х Х360 7 Сварка в монтаж- ных условиях Плавное регулирова- ние скорости подачи проволоки
А-825М 390 80—300 0,8—1,2 3,3-17,2 всж-зоз 385X170X хзоо 305Х175Х Х245 15 11 Сварка сплошной и порошковой проволоками Плавное регулирова- ние скорости подачи проволоки на каждом диапазоне
ПДГ-302-1 300 60—300 0,8—2 3.3—20 ВДГ-301 500 Х500Х Х500 300 Х 360Х Х100 30 5 Сварка в углекис- лом газе Плавное регулирова- ние скорости подачи
ПДГ-305 315 50—315 0,8—1,4 3,3—33,3 ВДГ-302 500X460х Х700 362 Х 284Х Х153 74 12.5 То же То же
ндг-зобуз 315 50—315 0.8—1.4 3,3-33,3 ВДГ-302 5ООХ460Х Х700 362 Х 284Х Х153 74 12,5 Много постовая сварка в углекис- лом газе Плавное регулирова- ние скорости подачи
П родолжение табл. VI 1.9
226
Марка Сварочный ток. Л Электродная про- волока Тип источника питания Габариты, мм Масса, кг Назначение Конструктивные особенности
номиналь- ный пределы регулиро- вания ь* Ъ 2 « — х S <2 скорость подачи, 1 • 10~* м/с шкафа уп- равления механизма подачи шкафа уп- равления механизма подачи
ПДГ-ЗЭ7 УЗ 315 50—315 0,8—1,4 4.4—26.7 ВДГ-302 — 380X290X Х160 — 13 То же Управление полуав- томатом по програм- ме
А-1750 315 60—315 0.8—1,6 2.8—33.3 А-1751 — — — 15 Сварка в защит- ных газах Плавное регулирова- ние скорости подачи в широком диапазоне
ПДГ-308 315 100—500 1,2—1.6 3.3—33,3 ВДГ-302 — 765 Х525Х Х865 — 65 То же Плавное управление скоростью подачи, наличие дымоотсоса
А-929 350 1—2 3,3—17.2 ПСГ-500 550 Х200Х Х350 305X175X Х245 25 11 Сварка в углекис- лом газе Плавное регулирова- ние скорости подачи проволоки. наличие переключателя режи- мов сварки без обры- ва дуги
«Гранит 2» 400 100—400 1—1,6 4.2—37.5 ПСГ-500-1 570X425X Х520 375Х245Х Х130 50 9 Сварка в углекис- лом газе в мои- То же
«Гранит 3» УЗ 4Ю 100—400 1—1,6 5,6—33,3 ВДУ-504 340X260 X Х170 470X245X Х127 18 9.2 тажных условиях
ПДГ-502 У4 ПДГ-503 У 4 500 500 100—500 1.2-2 3.3-33,3 ВДУ-504-1 ВДУ-504 500 Х 460Х Х700 904х660х Х434 74 13 27,5 Сварка в защит- ных газах Плавное регулирова- ние скорости подачи проволоки
ПДГ-504 У4 500 150—500 ВДУ-504 500 Х 460Х Х700 470Х298Х Х260 74 13 Скорость подачи ста- билизирована
ПДГ-505 У4 500 150—500 1,2—2 3,3—33,3 ВДУ-504 500Х460Х 470Х298Х 74 13 Сварка в защит- Плавное регулирова-
сл « ПДГ-507 УЗ 500 160—500 1,6—2 3,3—26.7 ПСГ-500-1 Х700 430 Х325Х Х37О Х260 382 Х463Х Х290 30 24 иых газах ние скорости подачи проволоки
ПДГ-508 УЗ 500 150—500 1.6—2 2.8—20,6 ВДУ-504-1 450X304X хззо 445 Х316Х X37O 30 24 То же Скорость подачи ста- билизирована
ПДПГ-500 500 60—500 0.8—2 3.2—20 ПСГ-500 650X460X Х76О 670X320X Х335 80 15 »
А-537 500 100—500 1.6—2 2,2—16,4 ПСГ-500-1 440х350X Х450 339Х280Х Х325 35 25 Сварка в углекис- лом газе —
А-1197 УЗ 530 150-500 1,6—2 3,3—20 ВДУ-504 360X195X Х315 576x390 X Х321 32 40 То же Плавноступенчатое регулирование ско- рости подачи прово- локи
А-1631 500 — 0,8—2 3,3—33,3 ВС-500 — — — 23 Сварка в них газах защит- Плавное регулирова- ние скорости подачи проволоки
ПДГ-6О1-У4 630 100—«700 1,2—2,5 3,3-33.3 ВДГ-601 — 960 Х669Х Х434 27,5 То же Плавное регулирова- ние скорости подачи проволоки на двух ступенях в режиме малых и больших токов
ПДГ-602 630 — 1,2—2,5 3,3—33,3 — — — 74 27,5 » То же
А-1503 У4 630 160—630 1,6—3 2,5—25,6 ВДГ-601 565 X 342 X Х«66 960 Х66Х Х560 58 26 Сварка и наплав- ка в СО? сплош- ной и порошковой проволоками Плавное регулирова- ние скорости подачи проволоки
Переносные аппараты
П1ПП-31 120 — 0,4—0,8 8,3—27,8 ГСР-150 — 295 Х56Х Х16О — 0.8 Сварка в защит- ных газах Плавное регулирова- ние скорости подачи
ко проволоки
кэ
ьо
к>
00
Продолжение табл. VII 9
Марка Сварочный ток, А Электродная про- волока Тип источника питания Габарит, мм Масса, кг Назначение Конструктивные особенности
номиналь- ный пределы регулиро- вания диаметр» мм скорость подачи, 1 • 10— 1 м/с шкафа уп- равления механизма подачи шкафа уп- равления механизма подачи
А-547Р А-547У ПШП-21 ПДГ-301-1 ПДГ-303 ПДГ-303-1 А-1230М У4 ПДГ-302 ПДГ-304-1 200 250 300 315 315 315 315 зоо 315 50—200 60—300 60—315 60—315 60—315 60—300 60—315 0,8—1,2 0,8-1,2 0,8—2 0,8—1.4 0,8—1,2 0,8-1,2 0,8-1,2 0.8—2 0.8-2 3-8,9 4.2—11,7 2,8—27.8 4,4—26,7 5—26,7 4.4—26.7 3,9—18,6 5,0—20 2,8—26,7 ВС-200 ВСГ-300 ИПП-300 ВДГ-301 ВДГ-301 ВДГ-301 ВДГ-302 ПСГ-500 ВДГ-301 390х120X Х250 зэохзоох Х250 500 X 500X Х500 500 х500х Х500 500X500х X5U0 Ранцевые 500Х500Х XSOO 500Х500Х Х500 360x90 х Х260 360Х130Х Х260 650X180X Х398 450X275X Х24О 450Х275Х Х240 450X275X Х240 290Х130Х Х364 аппараты 380 х360х ХбЮ 380 X33OX хюо 5,5 5.5 30 30 30 15 30 30 21 21 14,5 5 5 5 11 5 5 Сварка в углекис- лом газе То же Сварка в защит- ных газах Сварка в углекис- лом газе То же » > Плавноступенчатое регулирование ско- рости подачи прово- локи То же Скорость подачи про- волоки стабилизиро- вана Плавное регулирова- ние скорости подачи проволоки на двух ступенях Плавноступенчатое регулирование ско- рости подачи прово- локи Плавное регулирова- ние скорости подачи проволоки
VII.2.3. Полуавтоматы для сварки под флюсом
В полуавтоматах этой группы (табл. VII.И) зону дуги и сва-
рочную ванну защищают с помощью флюса. Флюс в зону сварки
поступает из небольшого бункера, укрепленного на горелке, либо
из отдельно расположенного бункера по гибкому резиновому рукаву
сжатым воздухом.
VII 9. Универсальная сварочная горелка ДШ-54 к автомату ПШ-54
/ — наконечник; 2 — всронка; 3— обратный конус; 4 — заслонка; 5 — рукоятка
горелки; 6 — резиновый удлинитель; 7 —зажим; 8— входной штуцер; 9 — раз-
резной сухарь; 10 — мундштук горелки; // — втулка изоляционная; 12— на-
садка; /3 — костыль
Особенностью полуавтоматической сварки под флюсом является
применение электродной проволоки диаметром 1,6—2 мм при вы-
соких плотностях тока, что обеспечивает глубокое проплавление ос-
новного металла и сварку металла большой толщины за один про-
ход.
На рис. VII.9 изображена сварочная горелка ДШ-54 к полуавто-
мату ПШ-54, а на рис. VII.10 — механизм подачи электродной про-
волоки полуавтомата ПДШР-500М,
VII.11. Технические характеристики полуавтоматов для дуговой сварки под флюсом электродной проволокой
диаметром 1,6—2 мм
230
а. кг механизма подачи со см ш in in СО см 8
Масс « к SSLs 8 о оо 1 8 ОО 10 1 1
а с
340 335 335 335 200 230 о 3
S х X X X X X X X
S » S 1 8 о см 8 8 § о о §
И с X X X X X X X
5 1П о о о о § S 3
£
и" ю к 635 762 762 866
X X X X
4й ® 3 §а 8 ю 1 ш S 1 1
X X X X
750 640 640 342
s« Е ® « К У я -500 1 •500 . -500 504 500 §
*“2» О О >>
хс о О о ^1 и
с с с аз с
L • Ь. ь (Ч, оо
5 a .-st е Е X 2 СО СО со СО о СО
а о X 3 . с °| Ц§!э 1 СМ д д д 1 со 1 СО см
и 3F- с СМ со со со со to см’
< 2 6 §&5 -500 -500 -500 -500 1 8 СО
2 СЕ £.с?я са 100- 125- 125- 125- 1 8
1 •Q
0 «3 CD и номинал ный 500 500 500 500 500 500 8 со
О £
о о
С S о о о ю о 10 е
Г“ 10 О ей о
ю 9 3 в ст> со 10 to
а К( *—* 3
с Е с с < < с
231
45 Я
р -о
VI 1.12. Технические характеристики полуавтоматов универсальных и для сварки открытой дугой
Тип Номинал!ный сва- рочный ток, А Номинальный режим работы ПВ, % Диаметр электродной проволоки Скорость подачи 1.10“2 м/о Тип источника питания Габарит, мм Масса, кг
сплошной аз О * а о о. с шкафа управления механизма подачи шкафа управ- ления механизма подачи
Полуавтоматы универсальные
А-1035 450 65 1,6 2,3—3 1,6—16,1 ВС-500 — 900 X 660 X 420 — 26
А-1197 500 100 1,6—2 1,6-3,5 2,5—25 ВДУ-504 342 x 565 x 866 360x660x5680 58 35
Полуавтоматы для сварки открытой дугой
А-1234 200 60 0,8—1,2 — 2,5—9,7 ВЖ-2П — 364 X 290X130 — 10
А-1114 М 350 100 1,6—2 — 3,2—11,9 ПСГ-500 — 364x290x130 — 11
А-765 УЗ 450 65 1,6—2 1,6—3 3,2—20,8 ПСГ-500 190 X 350 X 360 760 X 500 X 550 23 52
А-1631 500 60 0,8—2 — 0,6—33,3 ВС-500 — — — 23
ю А-1072М СО со 1200 60 — 2,8—3,5 2,6-25,7 ПОМ-1000 710X380X420 1132Х 560Х Х1250 170 100
ХП.З. ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ
ДУГОВОЙ СВАРКИ
VII.3.1. Классификация автоматов для дуговой сварки
плавящимся электродом
Автоматы для дуговой сварки плавящимся электродом осущест-
вляют зажигание дуги, подачу электродной проволоки, флюса или
защитного газа в зону дуги, управление процессом сварки в рабо-
чем режиме, перемещение сварочного аппарата и окончание процесса
сварки. Автоматы конструктивно выполнены с учетом быстрого реа-
гирования на колебания напряжения питающей электрической сети,
изменение скорости подачи электродной проволоки и т. п.
По ГОСТ 8213—75*Е автоматы для дуговой сварки (табл.
VII.13) плавящимся электродом классифицируют по следующим
признакам:
способу защиты зоны дуги (автоматы для сварки: Ф — под флю-
сом, Г — в защитных газах, ФГ — в защитных газах и под флюсом);
роду применяемого сварочного тока (для сварки постоянным, пе-
ременным, переменным и постоянным током);
способу охлаждения (с естественным охлаждением токопроводя-
щей части сварочной головки и сопла, с принудительным охлажде-
нием— водяным или газовым);
способу регулирования скорости подачи электродной проволоки
(с плавным регулированием, с плавно-ступенчатым, со ступенчатым);
способу регулирования скорости сварки (с плавным, плавно-
ступенчатым и ступенчатым регулированием);
способу подачи электродной проволоки (с независимой и с за-
висимой от напряжения на дуге подачей);
VII.13. Основные параметры самоходных автоматов
для дуговой сварки
Номинальный сварочный ток, А Номинальаый режим работы ПВ, % Род свароч- ного тока £ X «V S § 5 Электродная прово- лока Скорость сварки, 1 • 10—1 м/а
.диаметр, мм скорость, 1 • 10~2 м/с
315 500 500 630 630 1000 1000 1000 1600 1600 60 60 60 60 60 100 100 100 100 100 Постоянный > » » » » Переменный Постоянный » Переменный Г Ф Г. ФГ ф Г, ФГ ф ф Г, ФГ ф ф 0,8—1,4 1,6—2 1,2-2 1,6-3 1,2—3 2—5 3—5 2-5 3-6 3-6 4,4-26,7 3,3-20 3,3—20 3,3—20 3,3—20 1,7—10 1,7-10 1,7—10 1,7—10 1,7-10 0,3—2,2 0,3—3,3 0,3—3,3 0,3—2,2 0,3—3,3 0,3—2,2 0,3-2,2 0,3-3,3 0,3-2,2 0,3—2,2
234
расположению автомата относительно свариваемого шва (для
сварки внутри колен, для сварки внутри и вне колеи).
По конструктивному выполнению все автоматы подразделяют
на следующие типы: сварочные тракторы, самоходные и подвесные
сварочные головки, установки для автоматической сварки.
VI!.3.2. Автоматы для дуговой сварки
плавящимся электродом в защитных газах
Для сварки ответственных металлоконструкций—корпусов кот-
лов и сосудов, деталей и узлов трубопроводов, различных простран-
ственных металлоконструкций и т. д. — предназначены автоматы для
сварки плавящимся электродом в защитных газах (табл. VII. 14,
VII.15).
Эти автоматы имеют специальные горелки, обеспечивающие га-
зовую защиту зоны сварки и водяное охлаждение сопла, а также
они оснащены необходимой газовой аппаратурой. Газовая аппара-
тура состоит из емкостей для газа, предредукторного подогревателя,
редуктора, расходомера и газового клапана.
На рис. VII.11 представлен общин вид сварочного трактора
АДПГ-500 для сварки на постоянном токе изделий из углеродистой
стали.
VII.11. Сварочный 1рактор АДПГ-500
/ — сварочная горелка; 2 —рукава: 3, 4— механизмы горизонтального и вер-
тикального перемещения горелки; 5—механизм поворота горелки; 6—пульт
управления; 7 — электродвигатель 8— механизм подачи электродной проволо-
ки; 9— механизм перемещения горелки в поперечном направлении; 10 — те-
лежка
235
VII.14. Технические характеристики тракторов для дуговой сварки в защитных газах
Масса, кг — СО CD lO о сч сч СЧ I СЧ ГО СО СО 1-0 О СЧ см сч 1 СО СО тТ 1
Габарит, мм оо°оо8ооэ 'ТООтТЬ-СОГ'-Ь-Г'- CD — -*г СО —" Ю 1.0 ID ххххххххх ооооюолтш . СО со О — СО — со со со сч id со со со с> сч сч сч 1 ххххххххх О О С О LO ас 1.0 L.O ю О-ГОС-чТСОСЧСЧСЧ 1 1 1 X « И ч к 3 X S
Тип источни- ка питания gIS§?S§°8 | - о efut=(Kfoocj ш со о СЗ CQ С С С ВС-1000-2 ПСМ-1000 1 м 03 S X CL Л DC и о
Скорость сварки, 1-10“2 м/с — СЧ СЧ СО М О О О'. С". Т V о СЧ* СО* СЧ СО Ю СО* —* — —* —* —* —" ~ 1 1 1 1 1 17 । 1 1 1 1 1 тГСОСОСОиООО'Ч"тГт1,'ТтГ’Т'Т‘ — о о о о о о о о о о о о а 0 S - «X а о S S о S я X X S
1ая проволока О 2 «Г и w • 00 СЧ 00 со о * - * «г-счь-осооор ос сч сч сч сч го сч сч сч 1 1 1 1 1 1 1 1 |2 00 00 оо 00 00 со СМ СЧ См Ю СЧ СЧ СЧ О* СО О" 'Г ’Г 1,8—18,3 1 8,3 1
о Q. i д диаметр, ; мм СЧ ш — СО СЧ ГО СМ СЧ СЧ СМ СЧ Ю 1 1 1 1 III 1 1 1 ОС — — СЧ СЧ 00 СЧ СЧ СЧ СО о* — — о о о о" СЧ I 1,6—4 1 : U X я о.
Поминаль-i ный сва- рочный ток, А оаоооооооо ЙбоООООООО СЧтГ’Т1О1П10ЮЮЮС0 I 0001 I и и X X z
1 Напряже- 1 ние питаю- щей сети, В SSosSSSSSSS COCOCOCOCOCOCOCOCOCO 88 СЧ СЧ 1 .380 | 1.15. Техн
>
Марка о «- ЬО _ -г. >. L- О 6 g g — СМ <4- ® lO — ® • «-° . . < о о ? 7 о о < о <х С С J7 “? - 1- «? Т «? т Т О refd и и =3 H<<H<<<<<<<<<
236
VI 1.3.3. Автоматы для дуговой сварки под флюсом
Автоматы этой группы нашли широкое применение при изготов-
лении конструкций с толщиной стенки от 5 до 30 мм, например ре-
зервуаров, балок, листовых металлоконструкций. В основном эти
автоматы используют для сварки в нижнем пространственном поло-
жении прямолинейных и круглых швов.
В зависимости от конструкции устройства перемещения автома-
ты (табл. VII.16, VII.17) классифицируют на сварочные тракторы
(рис. VII.12, VII.13), самоходные и подвесные головки, а также сва-
рочные установки.
Большая часть таких автоматов предназначена для сварки сты-
ковых соединений. Некоторые автоматы выпускают в универсальном
исполнении для сварки стыковых и угловых соединений. Для пере-
стройки таких автоматов имеются сменные мундштуки различной
длины и соответствующие копнрные устройства.
Автоматы классифицируют по числу электродов: на одно-, двух-
и многоэлектродные. Эти автоматы оборудуют соответствующим чис-
лом барабанов для электродной проволоки. Двух- и многоэлектрод-
ная сварка выполняется одновременно двумя и более электродами
с общим подводом сварочного тока.
Автоматическая дуговая сварка под флюсом может быть одно-
н многодуговой, где в процессе сварки участвует одновременно более
одной дуги с раздельным питанием их током.
VI 1.3.4. Универсальные сварочные автоматы
Автоматы (рис. VII.14, VII.15, табл. VII.18) этой группы пред-
назначены для дуговой сварки плавящимся электродом в защитных
газах и под флюсом стыковых, угловых и нахлесточных соединений,
сварки кольцевых швов с наименьшим диаметром 1200 мм.
К конструктивным особенностям этих автоматов относятся неза-
висимость скорости подачи электродной проволоки от напряжения
на дуге и ступенчатое регулирование скоростей подачи электродной
проволоки и режима сварки.
VI 1.3.5. Специализированные автоматы
для дуговой сварки плавящимся электродом
К таким автоматам относятся автоматы с принудительным фор-
мированием шва (табл. VII. 19). Отличительной особенностью данной
группы автоматов является наличие устройств для удержания сва-
рочной ванны на вертикальной или наклонной плоскости, которые
обеспечивают интенсивный отвод теплоты от соприкасающейся с ни-
ми поверхности сварочной ванны; устройств для автоматического или
ручного регулирования скорости перемещения автомата вдоль шва
237
VП.12, Сварочный трактор TC-I7M
1 — пульт управления; 2— кассета для электродной проволоки; 3— бункер для
флюса; 4 — электродвигатель; 5 —ходовой механизм; 6 — мундштук; 7 —сва-
рочная головка; 8 — корректировочный механизм
VI 1.13 Сварочный, трактор А ДС-1000-4
/—пульт управления. 2 — бункер; 3 — электродвигатель; 4 — токоподвод; 5 —
сварочная головка; 6 — кассета для электродной проволоки
238
VI 1.14. Универсальный сварочный трактор ТС-35
/ — бункер для флюса; 2 — механизм подачи электродной проволоки; 3 — сва»
рочная головка; 4— мундштук; 5—ходовой механизм; 6— пульт управле-
ния; 7 — кассета для электродной проволоки
VI 1.15. Универсальный сварочный трактор ТС-42
/ — рычаг поджатия электрода; 2 — пульт управления; 3 — кассета с электрод-
ной проволокой; 4 — корпус; 5 — подающий механизм; 6 — направляющее ко-
лесо
239
240 16 — 194
VII.16. Технические характеристики сварочных тракторов
Тип Напряжение питающей сети, В Номинальный Электродная проволока Скорость сварки. 1-10—1 м/с Объем бун- кера, дм* Тип источника питания Габарит, мм Масса, кг
сварочный ток, А режим ра- боты ПВ, % ' диаметр, мм скорость подачи. 1-10—» М/С
ЛДФ-500 380, 220 500 65 1,6—2,5 4,2—20 0,4—1,9 4 ПСО-500 590X265X425 28
АДФ-501 380 500 60 1,6—2 0,8—20 0,3—3,3 6 ВДУ-504 940x365x670 55
АСУ-5 220 750 — 2—3 0,5—2,1 0,3—1,3 3 ПСМ-1000 595 X 265 X 345 29
АСУ-5М 220 800 100 2—3 — 0,3—1,7 — — 1070X285X350 35
ТС-33 380 800 60 1—4 2,4—18,6 0,2—1 1,6 — 800X400X465 45
ТС-17М 380, 220 1000 100 1,6—5 1,4—11,1 0,4—3,5 6,5 ТДФ-1001 640 x 300 x 570 42
ТС-17М-1УЗ 380 , 220 1000 100 1,6—5 1,4—11,1 0,4—3,5 6,5 ТДФ-1001 715X345X540 45
ТС-17Р 380, 220 1000 60 1,6—5 1,6—12,1 0,4—3,5 6,5 ТСД-1000 740X300X520 42
АДС-1000-2 380 1000 65 3—6 0,8—3,3 0,4—1,9 12 ТСД-1000 1010 x 344 x 662 65
АДС-1000-3 380, 220 1000 100 3—6 0,8—3,3 0,4—1,9 12 ПС-1000 1010x370x665 65
АДС-1000-4УЗ 380, 220 1000 100 2—5 1,7—10 0,3—3,3 12 ТДФ-1001 1010X370X665 65
АДС-1000-5УЗ 380, 220 1000 100 2-5 1,7—10 0,3—3,3 6 ВДУ-1001 1010X350X670 55
ЛДФ-1001 У 4 380 1000 60 2—5 0,4—10 0,3—3,3 6 ТДФ-1001 1050x365x655 60
АДФ-1002 УЗ 380 1000 100 2—5 1,7—10 0,3—2,2 — ТДФ-1001 345X540X715 45
ЛДФ-1003 УЗ 380 1000 60 2—5 0,5—10 0,3—3,3 6 ТДФ-1001 810X310X510 40
АДФ-1004 УЗ 380 1000 60 2—5 0,5—10 0,3—3,3 6 ВДУ-1001 1050X365X655 60
А-1370 (ТС-42) 380 1000 100 2—5 1,7—27,8 0,3—3,3 9 — 700X310X450 40
АДФ-1201 380 1250 100 2—6 1,7—10 0,3—3,3 ВДУ-1201 1050x365x655 70
АДФ-1601 380 1G00 100 3—6 0,5—10 0»3—3,3 6 ТДФ-1601 1050 x 365 x 655 60
АДФ-1602 УЗ 380 1600 100 3—6 0,5—10 0,3—3,3 6 ВДУ-1601 1050 x 365 x 655 60
VII.17. Технические характеристики автоматов для дуговой сварки под флюсом
Тип Номиналь- ный сва- рочный ток, А Электродная проволок» Скорость сварки, Ы0~*м/с Верти- кальный ход, мм Объем бунке- ра. ДМ' Тип источника питания Габарит, мм Масса, кг
диаметр• мм Скорость подачи, 1 • 10—± м/с
Самоходные головки
А-1401 У4 1000 2—5 1,5—14,8 0,3—3,3 250 55 ТДФ-1001 1660 X 870X1160 325
А-1416 У4 1000 2—5 1,4—13,9 0,3—3,3 250 55 ТДФ-1001 1660X870X1160 320
А-1425 У4 1000 4—5 1,4—13,9 0,3—3,3 — — ТДФ-1601 300x600X1650 500
АБСК У4 1000 3—6 1,2—3,9 0,6—2 200 22 ТДФ-1001 760X710X1750 160
А-1410У4 2000 2—5 1,5—14,7 0,3—3,3 250 55 ТДФ-1601 1660 X 870X1160 325
А-1419 У4 2000 ' 2—5 1,4—14,1 0,7—6,7 250 55 ТДФ-2001 1660 X 870X1160 320
Подвесные головки
Л-1423 У4 А-1569 300 400 1 ,6—3 2—3 1,3—12,5 1,4—9,7 — ВДУ-504 ВКСМ-1000 760X849X1670 1120X850X1990 210 260
ГДФ-1001 УЗ 1000 3—5 1,5—14,8 — — — ВДУ-1001 1050X1680X2000 298
Установки для автоматической сварки
АДФ-2001 У4 2000 2—5 0,7—6,7 ТДФ-1601 950X1150X1850 430
КЗ АДФ-2002 У4 2000 1,5 7,5 — 12 ТДФ-2001 2100X1600X1850 2000
VII.18. Технические характеристики универсальных сварочных автоматов
Тип Напряже- ние питаю- щей сети, В Номиналь- ный сва рочный ток, А Электродная проволока Скорость сварки, 1 10“2 м/с Объем бункера, Дм’ Тип источника питания Габарит, мм Масса, кг
диаметр, мм скорость подачи, 1-10-» м/с
ТС-35 | ТС-35-1 380 380 I 1000 1 1000
АДФГ-501 I 380 I 500
АДФГ-502 У4 1 220 1 500
Сварочные тракторы
I 1,6—5 I 1,4—11,1 10,4—3,51 6
| 2—5 I 1,4—13,9 | 0,3—3,31 —
Установки для автоматической сварки
I 1—2,5 1 2,5—26,7 10,6—1,91 25
I 1—3 | 1,7—16,7 |0,6—1,9| —
I ТДФ-1001
I ТДФ-1001
I ПСУ-500-2
I ВДУ-504-1
1 740x300x520 I 42
I 1200 x 830 x 850 | 42
I 1300 x 850x14001
I 1700x1000 x 2001
400
800
VII.19. Технические характеристики сварочных автоматов с принудительным формированием шва
Тип Номинальный сварочный ток, А Режим работы ПВ, % Электродн? диаметр, мм я проволока скорость пода- чи, 1 • 10—* м/с Скорость сварки, 1 -10—» м/с Габарит, мм Масса, кг
Тракторы для сварки в нижнем положении
ТС-32 900 60 2—5 3,8-7,9 0,7—1,4 805 x 380 x 440 45
«Бриг» 1200 — 3—6 0,4—9,7 0,3—1 1102x610x800 185
АДФ-1603 1600 100 Anna 3—6 1раты для сва 1,7-10 рки вертикалы 0,3—1,1 пых швов 780x530x683 65
А-1237 500 100 3—5 1,4—11,1 0,03—0,3 540x325x740 85
А-1150 У 500 65 2,5—3,5 5—6,1 0,08—0,3 470X280X875 32
А-1381 500 — 3' 4 4,2—8,3 0,1—0,3 800x445x440 50
А-1325 1000 65 3 3,9—7,8 0,4—1,3 853X500X1200 150
VII.20. Технические характеристики автоматов для многодуговой сварки
Тип Номинальный сварочный ток, А Номинальный режим рабо- ты ПВ, % Электродная проволока Вертикаль- ный ход. мм Объем бунке- ра, дм3 Скорость сварки, 1.10-» м/с Тип источника питания Габарит, мм Масса, кг
диаметр» мм скорость подачи, Ы(Г* м/с
Сварочные тракторы
ТС-41 800 60 2—2,5 3,9—38,9 ±30 2 0,3—3,1 — 900x400x770 80
ДТС-38 УЗ 1000 60 2—5 1,6—16,1 ±25 15 0,3—3,1 ТДФ-1601 900X400X930 90
ДТС-24М 1000 60 1,4—4 1,3—11,4 30 10 0,4—2,4 — 1070X375X670 62
ДТС-45 1600 x2 100 3,0—5 1,7—10 50 10 0,2—1,3 ВДУ-1601 1360 X 390X1000 150
Сварочные головки
УДФ-1001 У 4 1000 80 2,5—3 5,6—14,7 250 — 0,5—1,4 ТШС-1000-3 1050 X 650 X 2000 580
А-639 1000 60 1,6—5 0,8—6,3 250 55 0,4—3,1 тсд-1000-3 1430x630x2100 322
А-639-1 1000 . 100 1,6—5 0,4—6,3 250 22 0,4—3,1 ТДФ-1001 1430x630x2100 395
А-1156 1500x2 65 3—5 4,3—18,1 — — 2,2—6,9 — 3175x820x820 985
А-1412 У4 1600 100 2—5 1,5—14,8 250 40 0,7—6,7 ТДФ-1601 1405x890x1920 325
ьэ А-1422 со 1600 100 2—5 1,3—14,1 250 40 0,7—6,7 ТДФ-1601 1405X890X1920 390
в зависимости от положения сварочной ванны относительно формиру-
ющего приспособления.
К специализированным относятся также автоматы для многоду-
говой (табл. VII.20) и многоэлектродной сварки. Конструктивно они
представляют собой комплекс нескольких сварочных головок, смон-
тированных на общей траверсе.
Общий вид сварочного трактора ДТС-38 для двухдуговой сварки
под флюсом угловых стыковых и нахлесточных соединений показан
на рис, VII.16.
VI 1.16. Сварочный трактор ДТС-38
/ — указатель; 2 — переднее шасси; 3 — рукоятка вертикальной коррекции
электрода; 4—сварочная головка; 5 — направляющий механизм; 6 — бункер
для флюса с пультом управления; / — подающий механизм; в —суппорт; 9 —
ходовая тележка; 10 — сварочный мундштук
VI 1.4. АППАРАТЫ ДЛЯ ЭЛ ЕКТРОШЛ АКОВОЙ СВАРКИ
VII .4.1. Назначение и конструктивные особенности
Аппараты этой группы предназначены для электрошлаковой свар-
ки толстостенных металлоконструкций (табл. V1I.21).
Конструктивными элементами аппаратов для электрошлаковой
сварки являются: сварочная головка, механизмы перемещения сва-
рочного аппарата или изделия, устройства принудительного формиро-
вания шва и удержания сварочной ванны в требуемом положении,
244
приборы для регулирования и контроля скорости, перемещения ап-
парата и положения шлаковой ванны, источник питания, вспомога-
тельные устройства — бункер для флюса, катушки для сварочной
проволоки, элементы управления.
Аппараты для электрошлаковой сварки можно классифицировать
по следующим признакам:
степени механизации — на автоматические и полуавтоматические;
способу перемещения сварочной головки — на рельсовые, безрель-
совые и комбинированные;
типу электродов — на аппараты с электродной проволокой, плас-
тинами, трубами, лентами.
V1I. 21. Назначение и конструктивные особенности аппаратов
для электрошлаковой сварки
Марка аппарата Конструктивные особенности Область применения
А-820 К, А-736, А-433 Р, А-1170, А-1170-2, А-1170 А Аппараты рельсового ти- па Сварка прямолинейных вертикальных швов
А-820 МК, А-820 М, А-681 То же Полуавтоматическая сварка прямолинейных вертикальных швов в монтажных условиях
А-372 Р, А-535 Сварка прямолинейных и кольцевых швов
A-40I Сварка кольцевых швов
А-535 П Сварка продольных швов пластинчатыми электро- дами
А-550, А-550 У » Сварка прямолинейных швов пластинчатыми электродами углероди- стой и коррозионно-стой- кой сталей, алюминиевых и титановых сплавов
245
Продолжение табл. VII.21
Марка аппарата Конструктивные особенности Область применения
А-1304, Л-1317 Аппараты рельсового ти- па Сварка плоским мунд- штуком прямолинейных и вертикальных швов из- делий из стали и алюми- ния
Л-1517 Аппарат переносного ти- па Сварка пластинчатыми электродами в монтаж- ных условиях
Л-501 М Аппарат перемещается с помощью электромагни- тов Сварка угловых, тавро- вых и стыковых соедине- ний
А-671 Р Аппарат передвигается с помощью пружинного механизма. Привод руч- ной Механизированная свар- ка прямолинейных вер- тикальных швов
А-306 М, Л-340 М Аппараты передвигаются с помощью пружинных механизмов
Л-612 Аппарат передвигается по изделию с помощью двух тележек, притяги- ваемых пружиной Сварка прямолинейных вертикальных швов сты- ковых соединений
А-645, А-645 М Аппараты закрепляют на свариваемом изделии Сварка прямолинейных и криволинейных швов
А-385 Аппарат подвешивают на сварочной установке Сварка кольцевых швов
А-532 Аппарат подвешивают над изделием, изделие поворачивают с помощью роликового стенда
А-535 К Аппарат устанавливают на тележке, изделие по- ворачивают с помощью роликового стенда
А-1116 Аппарат подвешивают на параллелограмме над суппортом. При сварке перемещается само изде- лие Сварка кольцевых и ко- ротких швов
246
V11.4.2. Технические характеристики
Аппараты для электрошлаковой сварки (рис. VII.17, VII.18, табл.
VII.22) имеют постоянную скорость подачи электрода, не зависящую
от напряжения дуги, т. е. в них использовано явление саморегулиро-
вания. Подключаются они к специальным или обычным источникам
питания, имеющим жесткую (пологопадающую) внешнюю статичес-
кую характеристику.
VI/. 17 Аппарат А 61? Оля электрошлаковой сварки
I — пулы управления; 2 — механизм перемещения; 3 — механизм подачи
электродов; 4 — мундштук; 5 — ползуны
247
248
VU.IS. Аппарат A-1304 для электрошлаковой сварки плавящимся мундштуком
1 — пульт управления; 2 —механизм подачи электродов; 3 — токопровод;
< —струбцина
VII.5. МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
VII.5.1. Классификация машин
Оборудование для контактной сварки можно разделить на три
группы: машины для точечной, рельефной и шовной сварки, машины
для стыковой сварки, аппаратура управления этими машинами.
Машины для точечной, рельефной и шовной сварки классифи-
цируют по назначению на универсальные и специализированные; кон-
249
структивному исполнению — на стационарные, радиальные и прес-
совые подвесные; типу привода сжатия — на машины с пневматиче-
ским, гидравлическим, электромеханическим, рычажным, пружинным
и комбинированным приводом; типу источника сварочного то-
ка — на машины переменного, постоянного тока и конденсаторные;
способу подвода тока к месту сварки — с одно- и двусторонним то-
коподводами; числу электродов — двух- и многоэлектродные; направ-
лению движения электродов — с прямолинейным вертикальным или
горизонтальным и радиальным ходом электродов; числу одновремен-
но свариваемых точек для точечных и рельефных машин — одно-
и многоточечные.
Машины для шовной сварки можно классифицировать по распо-
ложению электродов для сварки продольных, поперечных, кольцевых
швов; по перемещению электрода — с непрерывными и прерывистым
шаговым перемещением; по конструкции зажимных устройств —с
педальным кулачковым, пневматическим и гидравлическим механиз-
мом; по способу питания — с непрерывным и прерывистым включе-
нием тока; по характеру привода вращения электродов — с принуди-
тельным вращением одного или обоих роликов; по конструкции ста-
нины— с горизонтальным, вертикальным и наклонным столами; по
типу усилия сжатия — с постоянным и переменным усилием.
Машины для стыковой контактной сварки можно классифици-
ровать по следующим признакам: способу нагрева заготовок — на ма-
шины для сварки сопротивлением, непрерывным оплавлением, оплав-
лением с подогревом и импульсным оплавлением; назначению — уни-
версальные и специализированные; степени автоматизации — на
ручные, полуавтоматические и автоматические; типу привода пода-
чи—на машины с пневматическим, гидравлическим, электрическим, ры-
чажным, пружинным и комбинированным приводом; типу зажимных
устройств —на машины с пневматическим, гидравлическим, электро-
механическим рычажным, эксцентриковым, винтовым, пружинным ме-
ханизмом зажатия заготовки; типу источника сварочного тока — на
машины переменного, постоянного тока и конденсаторные.
VII.5.2. Машины для точечной сварки
Технические характеристики и конструктивные особенности ста-
ционарных, многоэлектродных н подвесных машин переменного то-
ка для точечной сварки приведены в табл. VII.23—VI 1.29. На рис.
VII.19 представлен общий вид машины МТР-1501 для точечной сварки.
В конденсаторных машинах для точечной сварки (табл. VII.30,
VI 1.31, рис, VII.20) технологический процесс осуществляется за счет
энергии, накапливаемой в конденсаторных батареях. При разрядке
конденсаторов через первичную обмотку трансформатора в свароч-
250
VI 1.23, Технические характеристики машин переменного тока для точечной сварки
о ЗЕ яУоа uaVnoiBtfwBinto =888=368 ооббоооо 0,12 0,12 0.44 0.05 6Г0 6Г0 0,12 0.2b 0.17 0.12
1
1-10 vxAtftoa охохвжэ 5 0,21 0,44 33 13.9 2,8 2,8 Iе. ©©© МО ф ю 04 Г- 7,5 5,6 5,6 7.5
h г ‘иинаннГаоэ эях оо 04 04© п-а © 0
‘яхэоня iraxutf ояе nod и ФО© яГ яУ Г0Г0О4 04 © Ci 0 ot
'КИХВЖЭ TF тг СО X
ЭШГИЭЛ ЭОНЧ1ГВНИПОН ©-*0404 я, •04 02 СО © uO©© © Ю со 10 ю © ©
ни Vox циьорвн 388 8S ?883 88338 8 8 38 S3
ни ‘яниш вм doaioed © © © 3 04 04 0404 250 270 315 1 Is 18 1 1 0 1Й
ИИ ‘ЯНИП1ВИ хэгня ипняитниэмеух 275 315 315 зз§1§ § 88 я? 40
УЯМ ‘чхэонЪюн ввиэки1 Q-adxou пеняивняком 150 9.2 14,2 14,2 35 14,8 20 20 SKSSS to О 83 88
с а % аи Riogsd ин ж ad © счорооооо ~ 04 04 С4 04 04 04 04 888S8 8 8 ф© 04 04 ф© 04 04
$ X ум ‘мох unHhHd -oxa fcRMMiraiHirtr 00 Ills © 1 IS i i i X* i 1 1 12,5 1* i ©
я о г ум ‘мох ь’яньодеяэ 2,5 5 6,3 6,3 6.3 6,6 8 8 12.5 12.5 12,5 12,5 12,5 «2,5 12,5 12,5 12.5 12,5 12,5
□S ©
ЮМИЬ 1 1 1 1 1 1 1 1 l + l 1 © 1 1 1 1 1 1
1 5 ©
i 3 X р со CD и 30 мм. не более. углеродис- тая сталь 0,54-0.5 0.84-0,8 111 1 l+jl 1 1 1 1 © 4'
Толшиь малоуглеро- дистая сталь 04 04 1?^?? +++л+4-1 I о © — 04 04 I оч Г* LC ©© © 1 еч 1 1 1 1 । 0 +г. о. см е> Ci-4© +•++++© 1ДООООООТ |©©О4©'+‘ 04 Ч 1 гЧ—Г*ТО4 04 04 04 -’7 04 04 04 Uj 04 04 * О 1 000^00° 0,54-0.54- 4-1,64-1,6 0.84-0,8- — 1,84-1,8 0.54-0.5-44-4 O.54-O.5- —1.64-1.6 0,54-0,5—54-5 0,54-0,5—44-4
Марка ГП-75-9 ГП-75-11 ГП-75-15 Г-1202 Г-1206 0 04 Г-1208 •-1209 "-12Ю M21I '-1214
S
251
css
2
a*
1 .° 1 -° Го-
1 1 1 1 1 1 .2+1,2 ,8+0.8 hl—4+4 3+0,3— 1.5+1.5 3+0.3— 1.5+1.5 1 1 1 I СЛ СЛ i СЛ 1 1 1
й 5 s S i 00 КЗ О W CJtOtOtCtOtwtOtOtO to to сл CH Qi CH tn о о о 5 a* <r. о а- а> 5
ao -u <0 oc >u 00 8,94 9 12 14 9 9 10 to <o C0 <o со to 1 1
Illi? CH tO о । aESSSS।88 1 8 Й й g g 8
287 365 105 210 400 190 100 221 190 170 170 215 110 300 350 to о 8 8 to о £ 8 8 8
m§s § 8 § § i i ел 8 §
111 § । IS о g 1 i £ 1 8 О g L- 8 8 W 8 1
§ § 8 I 8 g § § 8 8 § s 8 8 О с 8 8 8
6.3 25 25 12,5 25 к 20 6.7 19,6 16 16 16 12.5 2.6 16 16 CJ CO w СП co со О со р © со
3,5 2,5 1.5 9,9 4,2 to Tu 6 4.2 7.2 15 9 9 12 3,5 5,4 7,2 to w <3 00 8 «о оо to
20,3 18,6 IO 2,8 6,1 20 4,7 4,7 50 8,3 5,6 23,1 8 co о to о СЛ СП <0 со со р а>
0,24 0,31 0.7 0.7 1.1 о 0,38 0,19 0,28 0,22 0,22 0.22 0.19 0,19 0.19 0.22 О 5 p 5 p to p р о to о со о СО
2S g ф МТ-1603 МТ-1607 223:22 н-нчч ---□д SS 8 — — cicnwgg № J3 88 03 — 2 MT-J222 У4 MT-1223 У4 MT-1218 MT-1219 MT-1220 МТ-1221 У4 МТ-1217 У4 МТ-1216 МТ-1215 Марка
1 е 1 р 1 р сН"Ъ+сл+ +®+®+° Сл СЛ СЛ (X со о 1 о 1 сл 1 2,5+2,5 4,0-1-4,0 1 5,0+5,0 5.0+5.0 0,8+0,8— —2,5+2,5 0.5+0.5— —1,6+1,6 0,7+0,7— —1.5+1,5 0,7+0,7—5+5 0,5+0,5-5+5 0,5+0.5—5+5 0.7+0.7— —1.5+1,5 0,5+0,5—5+5 1 -° .L О — О» ф 1 малоуглеро- дистая сталь Толщи|
1 '1 to 0.5+0.5— 1 -- 1 ? • * toqi , to to . . " * I++I 1 £5+ Сл i I++I 1 1 1+1 углеродистая сталь ja свариваемых мм, не более
1 ® р? ’-?® о сл ос 1 1 1+1 1,2+1,2 0,8+0,8 0,8+0,8 0,6+0,6 О о 1Й1 op Cl сл 1 1 р С-. + о о алюминий деталей.
о О С*. © X © Cl d 12,5 12.5 12,5 12,5 12.5 12,5 12.5 12.5 12,5 сварочный ток, кА Homi
со 1 1 ”‘C£ 01-4 Cl ®^*»| <0 СЛ ъ р а> длительный вто- ричный ток, кА шалы
to о со to to о Ю CO co to to О to to О о СЛ CO © to 1 8 8 to о режим работы ПВ. % £ £с
8 8 оо <55 8888Й *o мелела» CH© о о 8 8 8 Номинальная потреб- ляемая мощность, кВ-А
О 8 8 О сл 8 1200 1200 500 500 500 iOS § 00 8 8 Максимальный вылет машины, мм
1 сл О о to КЗ to co 8881 8 220 300 220 150 150 470 ГО 8 го to о Раствор машины, мм
8 8 8 08 09 09 001 Ool on 08 8 о о 8 8 □0 о ас о Рабочий ход, мм
р со р со р со 0 14 6,3 6,3 6,3 6,3 11 5 6,3 3.2 р to о со р со Номинальное усилие сжатия, кН
<о со qi to 1.8 3,9 । 10,8 36 21 22,5 9 to СЛ СЛ СП X Производительность, тыс. соединений, 1 ч
о 1 to to 3,3 9,2 0,97 0.97 5.6 СИ СЛ сл спел 1 on 13,3 р С) р ъ сжатого воздуха Рас: 1-Ю”
р to р W 0,19 61*0 El‘0 ЕГО 97/0 8Z‘O 6Г0 6Г0 0.17 0,11 0,11 0,19 0,19 0,28 91*0 охлаждающей воды ход. •3 м>/с
Продолжение табл. VII.23
V1I.24. Конструктивные особенности машин переменного тока для точечной сварки
Марка Вторичное напряже- ние, В Число ступеней ре- гулирования вторич- ного напряжения Аппаратура упра вления ход электрода Габарит, мм X 3
МТП-50-7 2,4—4,5 8 Игнитронный контактор, регу- лятор времени РВЭ-7 Вертикальный 1130X470X1670 450
МТ-501, МТ-601 1,25-2,5 8 Регулятор времени РВЭ-7 Радиальный 830X452X1237 210, 215
МТ-602 1,25—2,5 8 Тиристорный контактор, элект- ронный регулятор времени » 800x452x1237 215
МТ-603 2,8—5,6 8 — 2650x2515x1530 1318
МТ-604 У 4 1,63—2,66 4 Регулятор цикла сварки РЦС- 301 Тиристорный контактор, регу- лятор РВЭ-7- 1Л Радиальный 833 X 452X1237 200
МТ-809 1,4—2,8 8 » 1083X410X1400 325
МТ-810 1,4—2,8 8 Тиристорный контактор КТ-1, регулятор цикла сварки РЦС- 403 > 1083X410X1400 325
МТП-75-9, МТП-75-11 3,1—62 8 Игнитронный контактор типа КИА или игнитронный преры- ватель типа ПИТ — 212X780X1370 650
МТП-75-15 2,4—6,8 8 Игнитронный контактор и ре- гулятор РЭВ Вертикальный 1830X470X1365 400
МТ-1206 2,3—4,6 8 Игнитронный контактор, декат- ронный регулятор времени Радиальный 1475X450X2000 430
МТ-1207 2,3—4,6 8 То же Вертикальный 1400X450X1820 435
МТ-1208 2,3—4,6 8 » Радиальный 1475x480x2000 415
МТ-1209 2—4 8 > 1230 X380X1538 440
МТ-1210 2,2—4,4 8 Тиристорный контактор декат- ронный регулятор времени РВЭ-7-1А Вертикальный 1550X450x3000 435
МТ-1211 2,9—5,7 8 То же Радиальный 1475x480x2000 430
МТ-1213 1,35—2,7 2 — — 1042X450X1400 225
МТ-1214 2,2—4,4 8 Тиристорный контактор, декат- ронный регулятор времени Радиальный 1240X430X1575 440
МТ-1215 2,1—4,3 8 Вертикальный 1480X450X2000 445
МТ-1216 2,1—4,3 8 Регулятор цикла сварки РЦС- 502 » 1480x450x2000 445
МТ-1217 У4 2,9—4,5 6 Тиристорный контактор КТ-1, регулятор цикла сварки РЦС- 403 » 14)5X490X1810 750
МТ-1218 — — То же » 1470X490X1850 480
МТ-1219 2,3—4,6 8 Тиристорный контактор, регу- лятор цикла сварки РЦС-502-I » 1235X447X 1695 450
МТ-1220 2,3—4,6 8 Тиристорный контактор, регу- лятор цикла сварки РЦС-403 » 1235X447X1645 450
'МТ-1221 У 4 — — Тиристорный контактор > 1425x490x1810 800
МТ-1222 У4 2,3—4,6 8 Тиристорный контактор, регу- лятор цикла сварки РЦС-403 ' 1370x400x1900 480
МТ-1223 У4 2,8—5,6 8 Тиристорный контактор, блок управления БУ-625 > 1700x500x2500 1150
МТП-150/1200-1М кэ 4,3—8,5 8 Игнитронный контактор, регу- лятор времени РВЭ > 2155X700X2200 1100
сл МТП-150/1200-3 3,3—10,5 16 То же 2150x772x2265 1600
сл Продолжение табл. VII.24
Марка Вторичное напряже- ние, В Число ступений ре- гулирования вторич- ного напряжения Аппаратура управления Ход электрода Габарит, мм Масса, кг
МТ-1602 3-6 8 Игнитронный контактор типа КИЛ, регулятор времени РВЭ-7 Вертикальный 1435x470x1695 520
МТ-1605 3—6 8 Игнитронный контактор, регу- лятор цикла сварки РПС-5 » 1435x470x1695 520
МТ-1606 2,9—5,7 8 Игнитронный контактор, декат- ронный регулятор цикла свар- ки 1475x480x2000 450
МТ-1607 2,9—5,7 8 Игнитронный контактор » 1400X450X1800 450
МТ-1608 3—6 Тиристорный контактор » 1435X470X1635 520
МТ-1609 3—6 8 — Радиальный 1340x430x1574 540
МТ-1611 2,9—5,7 8 Тиристорный контактор 1542x480x2000 450
МТ-1613 2,9—5,7 8 Игнитронный контактор, регу- лятор цикла сварки РЦС-403 » 1475X480X2000 670
МТ-1614 У4 3—6 8 Тиристорный контактор КТ-01, регулятор цикла сварки РЦС- 403 1340 x 430x1575 540
17—194
МТ-1615
МТ-1616
МТ-1617 У 4
МТ-1618 У4
МТ-1621 У 4
МТП-200/1200-3
МТП-100-3
МТДР-450/2000
МТ-2002 У4
МТ-2560
МТ-2507
МТ-2510
МТ-2517 У4
МТ-2518 У4
МТ-2521 У 4
МТПУ-300
3—6 8 Тиристорный контактор, регу- лятор цикла сварки РЦС-502-1 Вертикальный 1630 X 474X1695 550
2,2—4,4 8 То же 1440X450X1695 550
3,6—5,9 6 Тиристорный контактор » 1340X490X1810 800
3-6 6 Тиристорный контактор КТ-01, регулятор цикла сварки РЦС- 403 » 1470X450X2000 700
— — Тиристорный контактор > 1425X490X1810 860
5,2—10,4 — Игнитронный контактор, регу- лятор времени РВЭ » 2280x782x2155 1650
3,4—6,8 16 — 1 — 2120 X 780X1370 750
— — — —- 2020x1400x3755 3200
— 8 Тиристорный контактор, блок управления БУ-625 Вертикальный 2500X600X2600 1800
3,4—6,8 16 Игнитронный контактор, декат- ронный регулятор цикла свар- ки РЦ-4 1585x530x2200 625
3,4—6,8 16 То же 1585 X 530 X 2200 615
3,4—6,8 16 1625x530x2200 615
5,4—8,5 6 Игнитронный контактор » 1710x550x2510 1200
2,7—5,4 8 Тиристорный контактор, регу- лятор цикла сварки РЦС-502 1130 X 570X1990 700
— — Тиристорный контактор > 1300X560X2200 1250
2,3—9,3 16 . Игнитронный контактор, регу- лятор времени РВЭ » 1395 x 716 x 2260 850
Продолжение табл. VI1.24
Марка Вторичное напряже- ние, В Число ступени» ре- гулирования вторич- ного напряжения Аппаратура управления Ход электрода Габарит, мм Масса, кг
МТ-3201 У 4 — — Тиристорный контактор, блок управления БУ-625 Вертикальный 1620x550x2400 700
МТ-4001 4,5-9 16 Тиристорный контактор, блок управления БУ-625 > 1620x640x2230 1210
МТ-4002 3,4-6,8 8 Тиристорный контактор, регу- лятор цикла сварки РЦС-502 1260 x 600x1990 850
МТ-4017 У4 — 8 Тиристорный контактор, блок управления БУ-5 > 1750x650x2650 1650
МТ-1927 4—6 6 Тиристорный контактор, аппа- ратура управления РВИ-801 » 1430X450X1800 730
МТ-2827 . 5—8 6 Тиристорный контактор, аппа- ратура управления на логиче- ских элементах РВИ-801 > 1720x550x2290 1100
МТ-4218 — 8 Тиристорный контактор, аппа- ратура управления РВИ-801 > 1650 X 590X1450 1450
VI 1.25. Технические характеристики машин переменного тока для многоэлектродной точечной сварки
Размеры свариваемых деталей, мм Номинальный ’й SB 2 X 5 Производи- тельность, Расход, 1.10“3 м»/с
Марка толщина диаметр сварочный ток, кА длительный вторичный ток, кА режим рабо- ты ПВ. % Номинальная i ляемая мощно кВ-А Рабочий ход, ь Номинальное j сжатия, кН 1-10“2 м/с тыс. соеди- нений в 1 ч сжатого воз- духа охлаждаю- щей ВОДЫ
МТМ-69 У4 4-}-5 3,2 — «— —— — 24,5 — 0,24 0,44 0,53
МТМ-74 — 6±8 3,2 3,2 — 500 40 2,5 — 1,8 — 0,42
А1ТМС-10X35 У4 — Поперечных прутков 3—6, продольных 3— 8 2,8 12,5 255 50 2 3,3 — 5,5 0,33
8
МТМ-67 24-2 10 1,4 — 90 — 3 — — — —
МТМ-09 — Прутков 3—10 12,5 5,6 20 160 50 5 10 — 4,2 0,22
мтмк-зхюо — 44-5-12+25 12,5 5,2 20 300 — 12,5 5 — 16,7 0,33
МТМК-ЗХ 100-3 м 44-5-12+25 12,5 5,2 20 270 — 12,5 5 — 16,7 0,33
МТМК-ЗХ100-4 У4 — Поперечных прутков 4—12 продольных 5— 25 12,5 5,6 12,5 270 40 12,5 5 — 22,2 0,33
ЛТМС-14Х75- — Поперечных прутков 12,5 3,6 8 1500 50 5 7,5 — 116,7 6,56
7-1 У4 3—10, продольных 3— 12 7,5
АТМ-14Х75-9 — Прутков 3—12 12,5 8 500 — 5 — — —
МТМ-11 1,54-1,5 — 16 — 20 1840 4— 4,5 — 22,8 22,2 1,39
Продолжение табл. VI 1.25
Марка Размеры свариваемых деталей, мм Номинальный Номинальная потреб- ляемая мощность, кВА Рабочий ход, мм Номинальное усилие сжатия, кН Производи- тельность, Расход, 1 • 10~3 м’/с
толщина диаметр сварочный ток. кА длительный вторичный ток, кА режим рабо» ты ПВ, % 0)1 1 о тыс. соеди- нений В 1 ч сжатого воз- духа охлаждаю- щей воды
Ml М-33 У4 — Поперечных прутков класса А — 6—8, клас- са В — 3—8: продоль- ных прутков класса А — 6—18, класса В— 3—10 16 5,5 12,5 100 — 6,3 — 1,8 6,9 0,19
МТМ-29 34-3 — 16 — 8 830 — — — 0,03 29,2 0,63
МТМ-32 У Поперечных прутков 8—14, продольных — 12—32 20 9 20 1000 60 10 6 —- 15 0,56
МТМ-68 34-3,8 — 21,5 — — — — 12,25 — 0,6 — —
ATM-2501 — 3+3-124-12 25 —“• — 500 — 16 — 0,6 — —
МТМ-160 Поперечных прутков 3—10, продольных 3-12 30 3,6 — 475 — 5 — — — —
МТМ-166 — Поперечных прутков 3—6, продольных — 3—8 15 3,2 20 300 — 2 9 — — —
МТМ-35 Прутки класса AI и AII1 45 14 20 1000 — 1 2,1 — О А 2,7
МТМ-207 — 64-12—14 + 40 Поперечных прутков 4—12, продольных — 5—25 — 5,6 — 300 — 12,5 — — — —
VI 1.26. Назначение и конструктивные особенности многоэлектродных
машин переменного тока для точечной сварки
Марка Вторичное напряже- ние, В Число ступеней регулиро- вания Назначение Число сварочных трансфор- маторов, шт. Габарит, мм Масса, кг
МТМ-69 У 4 — 4 Сварка верхних рам фонарных пане- лей; высота швеллера 130 мм — 2400X1600X2650 3500
МТМ-74 — 8 Сварка арматурных каркасов шири- ной до 2400 мм 12 4600X2500X1600 400
МТМС- 10X35 У4 2,8—5,6 8 Сварка арматурных каркасов шири- ной до 1200 мм. Число продольных прутков до 20. Расстояние между по- перечными прутками 100—300, про- дольными— 100—250 мм 10 2945x2480x1685 3800
МТМ-67 — — Приварка пластин к карданному валу 3 1210 x 368 x 885 240
МТМ-09 1,7—7,2 8 •Сварка арматурных каркасов шири- ной до 600 мм Число продольных прутков до 4. Число переменных ша- гов поперечных прутков 6. Расстоя- ние между поперечными прутками 80—300, продольными 100—570 мм 2 3200X282X1700 3085
гс МТМК-ЗХ100 2,3—7,2 16 Сварка арматурных каркасов 3 3500 x 2000x1500 3000
2 МТМК-ЗХ ЮО-З 2,3—7,2 16 То же 3 3400X1340X1970 2700
Продолжение табл. 171.26
Марка Вторично., напряже- ние. В Число ступеней регулиро- вания Назначение Число сварочных трансфор- маторов, шт. Габарит, мм Масса, кг
МТМК-ЗХ 100-4 У 4 2,3—7,2 16 Сварка арматурных каркасов шири- ной до 775 мм. Число поперечных прутков 2, продольных до 6. Рассто- яние между поперечными прутками 80—400, продольными — 75—725 мм 3 3400x1420 x 2000 2700
ЛТМ-14Х75Х9 — Сварка арматурных каркасов 12 6250x2460x1820 5700
МТМ-11 3,1 —4,5 6 Сварка панельных радиаторов 16 6425X2000X2700 14 500
МТМ-33 У4 3,5—5,6 6 Сварка арматурных каркасов шири- ной 40—400, длиной 1000—1200 мм. Расстояние между поперечными прут- ками 100—400 мм 1,0 1420X500X1830
МТМ-29 — 3 Сварка деталей биттера 8 2800X1430X1880 2200
МТМ-32 У4 4,1—5,8 4 Сварка арматурных каркасов шири- ной до 3050 мм. Число продольных прутков до 16; расстояние между по- перечными прутками 100—600, меж- ду продольными — 200 мм 5 2740x 3580x1960 6000
МТМ-68 — — Сварка переплетов цеховых фонарей — 1400x700x1900 2500
МТМ-35 У 4 4,8—9,7 8 Сварка арматурных каркасов шири- ной до 1200 мм. Число продольных прутков 8; число переменных шагов поперечных прутков 2; расстояние между поперечными прутками 100— 600, продольными — 100—1100 мм 8 1500 x 2300 x 2350 4600
АТМ-2501 — — Сварка арматурных каркасов 2 4190x1105x3110 6600
АТМ-3201 — — То же 2 3000x 2100x 3512 6000
VI 1.27. Технические характеристики подвесных машин переменного тока для точечной сварки
Марка Размеры свариваемых деталей из малоуглд- рохщстой стали, мм Номинальный Номинальная потребляемая мощность, кВ-А Максимальный вылет ма- шины. мм Рабочий ход, мм Номинальное усилие сжа- тия, кН Производительность, тыс. соединений в 1 ч Расход, 1 • 10“3 м*/с
диаметр стержней толщина листа Диаметр стержней профилей сварочный ток, кА длительный вторич- ный ток, кА режим работы ПВ. % сжатого воздуха охлаждающей воды
периодичес- кого
гладкого
КТ-601 3+3—5-J-5 — — 7 — 12,5 25 — 20 2,5 1,8 —- —
МТП-803 У4 8-f-20 0,8+0,8—2,5+2,5 — 8 2,8 12,5 30 100 20 2,5 1,1 3,9 0,05
МТП-804 У4 — 0,7+0,7—1,3+1,3 — 8 3,2 — 150 — — — — —
МТП-805 У4 — 0,7+0,7—1,3+1,3 — 8 3,2 — 150 — — — — — —
МТП-806 У4 54-5—104- 4-ю 0,5+0,5— 1,5+1,5 — 8 3,6 50 80 204 15 2,5 7,2 8 0,18
МТП-807 У4 54-5-164- +16 0,5+0,5— 1,5+1,5 — 8 8 50 80 105 15 3,2 7,2 18 0,18
К-264 У 4 1,2+1,2 — 8 2,2 15 25 — 7 0,58 2,4 — 0,01
КТ-801 8+20 0,5+0,5—3+3 — 8 — 12,5 30 85 20 2,5 10,2 — 0,12
МТПГ-75-6 54-5-16+ + 16 0,5+0,5—1,5+1,5 — 8 3,6 20 75 50 30 3,2 4,8 3,9 0,17
Продолжение табл. VII.27
Марка Размеры сварияаемых деталей из малоугле- родистой стали, мм Номинальный Номинальная потребляемая мощность, кВ-А Максимальный вылет ма- шины, мм S 2 О X -г Q. Номинальное усилие сжа- тия, кН Производительность, тыс соединений в 1 ч Расход, 1-10“3 м*/с
диаметр стержней толщина листа Диаметр стержней профилей сварочный ток, кА длительный вторич- ный ток, кА режим работы ПВ. % сжатого воздуха охлаждающей воды
периодичес- кого гладкого
МТПП-75 54-5-164- 4-16 0,54-0,5—1,54-1,5 — 8 3,6 20 75 150 25 3,2 7,2 3,9 0,17
МТП-1201 — 14-1—1.44-1.4 ос 4 оо 1 1 4 о 12,Б — 32 170 60 15 40 — 0,6 0,25
МТП-1202 34-3—54-5 12,5 — 20 170 40 38 4 4,8 — 0,24
МТП-1203 У4 — 0,54-0,5—44-4 — 12,5 3,6 20 170 300 75 25 7,8 . 4,3 0,31
МТП-1205 У4 — 14-1—2,54-2,5 — 12,5 5,6 — 210 — — — — — —
МТП-1206 У4 — 14-1—2,54-2,5 — 12,5 5,6 — 210 — — — — — —
МТПГ-150-2 184-18 0,54-0,5—44-4 12,5 5,6 20 75 300 30 6,3 4,8 2,5 0,19
МТП-1601 64-12—144- 4-40 — 64-6—164-16 16 — 20 220 350 60 8 3,6 2,5 0,31
К-243 В 144-40—184- 4-18 — — 16 4,8 8 ПО — 30 7,5 0,06 0,4 0,002
VI 1.28. Конструктивные особенности подвесных машин переменного тока для точечной сварки
Марка Вторичное напряже- ние. В Число ступе- ней регули- рования Аппаратура управления Тип свароч- ных клещей Вид привода сжатия Габарит, мм Масса, кг
КТ-601 3—6,4 — — — — 900x335x315 31
МТП-803 У4 2,5-3,5 6 — — Пневмати- ческий 710x210x260 290
МТП-804 У4 — 6 — — » 950 X 600X1200 420
МТП-805 У4 — 6 — — » 950x650x1200 520
МТП-806 У4 — 8 Тиристорный контактор КТ1, регулятор цикла свар- ки РЦС-403 КТП-8 » 800X600X1100 270
МТР-807 У4 — 8 То же КТГ-8-1, КТГ-8-2 Пневмогид- равлический 800X650X1100 310
К-264 У4 2,3—3,3 6 — Сварочный пистолет — 420X292X125 16
КТ-801 2,5—3,5 9 Логические элементы управ- ления — Пневмати- ческий 673x720x850 27
Продолжение табл. VII..28
Марка Вторичное напряже- ние, В Число ступе- ней регули- рования Аппаратура управления Тип свароч- ных клещей Вид привода сжатия Габарит, мм Масса, кг
МТП Г-75-6 4,9—19,5 16 Игнитронный контактор КИА-50-6, регулятор време- ни РВЭ-7-1А-2 КТГ-75-1, КТГ-75-3, КТГ-75-5, КТГ-75-8 Пневмогид- равлический 1274X600X2050 433
МТПП-75 4,8-19,5 16 Игнитронный контактор КИА-50, регулятор времени РВЭ-7 КТП-1 Пневмати- ческий 1300 X 660 X 2050 350
МТП-12011 8,6-13,1 — — — Пневмогид- равлический 875 X 535X1135 370
МТП-1202 8,1—12,4 6 Игнитронный контактор — » 875 x 535x1135 370
МТП-1203 У 4 8,G—13,1 — Тиристорный контактор КТГ-12-3, КТГ-12-3-2 870x532x1132 370
МТП-1205 У4 — 6 То же — 1050x650x1300 520
МТП-1206 У 4 — 6 > — — 2050X700X1300 620
МТП Г-150-2 6,9—27,6 16 Игнитронный контактор КИА-50-6, регулятор време- ни РВЭ-7-1А-2 — Пневмогид- равлический 1300 x 990 x 2080 540
МТП-1601 8,6-13,1 6 — — » 875 x 535x1135 373
К-243 В 3,1—6,3 — Игнитронный контактор — Пневмати- ческий 895 x 235 x 349 90
VII.29. Технические характеристики подвесных клещей для точечной сварки
Марка Номинальный Вылет клещей, мм Рабочий ход. мм Усилие сжатия. кН Габарит, мм Масса, кг
сварочный ток. кА режим работы ПН. %
КТП-1 8 20 150 25 3,2 512X150X316 10,4
КТП-2 8 20 140 25 2,5 365X296X285 9,8
КТГ-1 7 5 270 45 4,5 445x80x210 9,4
КТГ-75-1 8 20 42 25 2,75 443 x 390x120 12,5
КТГ-75-2 8 20 125 30 2 460X325X125 12,5
КТГ-75-3 8 20 140 25 2,6 315x212x255 9
КТГ-75-5 8 20 42 25 3,25 472x275x100 14,5
КТГ-75-8 8 20 41 25 2,5 530 X 404X150 12
КТГ-150-2 — — 300 30 6,3 — 23,5
КТГ-12-3-1 — — 150 50 6 420x370x520 17
КТГ-12-3-2 — — 300 75 2,5 635 x 350 x 307 21
КТГ-8-1 11 — — 205 — 2,5 510X350X302 16
КТГ-8-2 11 • 104 —- 2,5 560x380x235 15
КТГ-8-3 11 — 39 — 3,2 560x380x235 15
КТГ-8-4 11 — 37 — 3,2 640 x 380 x 265 16
VI 1.19. Машина МТР-1501 для точечной сварки
/—корпус; 2 — трансформатор; 3 — кронштейн; 4 — нижний рычаг; 5 — редук-
тор; 6 — пневматический привод: 7 — пневмораспределитель; 8 — маслораспре-
дслитель; 9 — задняя стейка; 10 — автоматический выключатель; // — пере-
ключатель ступеней; 12 — тиристорный контактор; 13— фильтр
ную цепь подается кратковременный импульс тока большой мощно-
сти. В некоторых машинах разряд производится непосредственно че-
рез сварочную цепь.
Машины с выпрямленным током на стороне низкого напряжения
относятся к машинам постоянного тока для точечной сварки (табл.
VII.32, V1I.33),
2G8
V1I..W. 1ехнические характеристики конденсаторных машин для точечной сварки
Расход, 1 10~3 ыа/с HtfOH ЦЭН1О1ВУЖВ1ГХО СО О> to Я 1 - | <4 Г- 1 о о о о
вхЛУеоя охсхвжэ Iй. Iю- IS 1 —•Ob*
h I 0 ИИНЭНИУЭОЭ •энх 'qiaoHHiraxHtroBEHOdu Н» *иих -вжэ jhitmoA эоня1геникон кн ТГОх СЧ CM СО X X оО СО СО — Г- СО —• — — — со СО со СО <о со ту оо тВ — О СЧ тВ о со ю о ю то о сч сч да см со — — сч
лн ‘титек хэтчя цпнч1гекиэяе^' у-дм ‘чхэонТпом BCKdKirQddxou кевчи-вникон о о о о о I Ю О Ю О 1 о 1 1 — сч со со 1 сч 1 1О сч сч СЧ О 1 о О — СЧ 1 ’В ТВ
Толщина свариваемых деталей, мм Номинальный % ‘811 nxoged кижэй 1 II 18 IS 1
ум *мох ими •hHdoxa итч1Лэхи1ЛГ С» СЧ 1 1 + 1 00 1 -* 1
ум ‘мох щчньо8еяэ X X 2 5 СЧ 0,15+0,15— 3,2 —0,5+0,5 — 12,5 — 16 — 40 1,5+1,5 50 — 40 0,5+0.5— 63 2+2 — 70
легированная сталь т Д2- Д । +| । Й 1 +4 । • СО —• со — ° о i о’ 1
Марка малоугле- родистая сталь МТК-5-3 — МТК-1201 — МТК-1601 0,05+0,05— —0,8+0,8 МТК-4001 — МТК-5001 У 4 — ПРК-4001 УХЛ4 — МТК-6301 — МТПГ-4001 0,8+0,8— —2,5+2,5
269
Продолжение табл. VII.30
Толщина свариваемых деталей, мм Номинальный К си S к Я5 S G5 * Производительность, тыс. соединений в 1 ч Расход, 1 -10—3 м*/с
Марка малоуглеро- дистая сталь легированная сталь алюминий сварочный ток. кА длительный вторич- ный ток, кА | режим работы ПВ, % Номинальная потребл мощность, кВ • А Максимальный вылет шины, мм Рабочий ход, мм Номинальное усилие с тля, кН сжатого воздуха охлаждающей воды
МТК-8001 МТК-75 МТК-8804 У4 МТК-15001 МТК-2М МТК-2М К-461 К-526 МТК-5502 МТК-8501 I" 1 । оо сч in ем ю сч 1 1 1 1 ОС СЧ 1 ш 1 о’ 1 о о* 0,3+0,3— —2+2 0,3+0,3— —2+2 0,02+0,3— -1+4 0,3+0,3— -1,2+1,2 0,3+0,3— —2+2 2+2 0,5+0,5— —2,5+2,5 0,11+0,11 0,3+0,3— — 1,5+1,5 0,5+0,5— —2,5+2,5 80 80 80 160 55 85 14 12,5 16 80 80 90 75 70 40 2 0,6 40 70 1500 1500 1500 1500 1700 600 1500 170 30 20 15 70 1,8 4 40 30 7 5 8,5 0,25 0,07 16 50 1,8 2,4 1,8 0,72 1,8 2,4 8,1 3,6 4 1111111^11 0,83 0,8 2
VI 1.31. Назначение и конструктивные особенности конденсаторных машин для точечной сварки
Марка Напряжение конденсато- ров, В Емкость кон- денсаторов, мкФ Назначение Габарит, мм Масса, кг
МТК-5-3 400 34 300 Сварка корпусов приборов в защитной контролируемой 1260X1030X1760 750
МТК-1201 500 1920 среде Точечная и рельефная сварка деталей из черных и цвет- 1000X730X1300 200
МТК-1601 500 3200 ных металлов То же 1000 X 9000X1350 400
МТК-4001 380 52 500 Сварка деталей из коррозионно-стойкой стали и легких 470x1730x21 400 1160
МТК-5001У4 38D 105 000 сплавов Сварка деталей из коррозионно-стойкой стали, жаро- 246x2400x1000 2700
ПРК- 56 000 стойкой стали, титана и легких сплавов Полуавтоматическая сварка корпусов полупроводнике- 2655x2165x1870 3000
-4001 УХ Л 4 МТК-6301 400 166 000 вых приборов периметром 50—100 мм Сварка деталей нз коррозионно-стойкой стали, титана 2370X910X2550 4500
МТК-8001 380 300 000 и легких сплавов Сварка крупногабаритных конструкций из коррозионно- 3200x1100x2500 5600
МТК-75 500 274 000 стойкой стали, титана и легких сплавов Сварка деталей из коррозионно-стойкой стали, титана и 319x1260x3820 970
МТК-8804У4 380 300 000 легких сплавов Сварка крупногабаритных конструкций из коррозионно- 3500x1200 x 2700 5700
МТК-2М 400 166 000 стойкой стали, титана и легких сплавов Сварка деталей из малоуглеродистой стали 4990X1650X2570 16 720
МТК-5502 — 19 600 1 Сварка изделий из алюминиевых, титановых сплавов и 2140x724x2490 2700
МТК-8501 — 39 200 I коррозионно-стойких сталей 3700x1170x2850 6900
VII.32. Технические характеристики машин постоянною тока для точечной сварки
Марка Толщина свариваемых деталей, мм Номинальный
малоуглеродистая листовая сталь легированная сталь и титан легкие сплявы сварочный ток, кА длитель- ный вто- ричный ток, кА режим работы ПВ. %
МТПВ-808 У 4 0,5-f-0,5—1,5-Н ,5 0,34-0,3—0,54-0,5 (титан по 0,8 мм) — 8 3,6 —
МТПВ-1207 У 4 0,54-0,5—1,54-1,5 0,34-0,3—0,54-0,5 (титан по 0,8 мм) — 12,5 5,6 —
МТВ-1601 — — 16 50
МТВ-2001 У4 — 0,44-0,4—44-4 0,34-0,3—1,24-1,2 20 9
МТВ-3201 44-4 32
МТМВ-67201 44-4 32
МТВР-4001 У4 0,34-0,3—34-3 0.34-0,3—2,54-2,5 0,34-0,3—2,54-2,5 40 40 12,5
Ml В-5001 У4 44-104-4 — —- 50
МТБ-5002 МТВ-6306 44-4—124-12 34-3—84-8 — 50 63 22,5 —
МТВ-6302 44-4—124-12 34-3—84-8 63
МТВ-6303 44-4—124-12 63 32
Ml В-6304 — 0.54-0,5—54-5 0,54-0,5—34-3 63 28 32
МТВ-8001 *— 0,84-0,8—54-5 14-1—4,54-4,5 80 — 20
МТВ-80 0,8-)-0,8—54-5 14-1—4.54-4,5 80 20
МТВ-8002 У4 4—12 0,84-0,8—54-5 14-1—4,54-4,5 80 36
МТВ-160 — 34-3—84-8 34-3—84-8 160 12,5
МТ В-16001 34-3—104-ю — 160 12’5
МТВ-16002 — 0,34-0,3—104-10 34-3—84-8 160 56 12,5
МТВ-4801 5-f-5 44-4 1.54-1,5 48 14
МТВР-4801 0,34-0,3-34-3 0,34-0,3—2,54-2,5 0,34-0,3—1,54-1,5 48 14 —
18-194
Продолжение табл. VII .32
Марка Номинальная потребляе- мая мощ- ность, кВ- А Вылет машины, мм Раствор машины, мм Рабочий ход, мм Номинальное усилие сжа- тия. кН Производи- тельность, тыс. соедине- ний в 1 я Расход. 1-10 3 м’/с
сжатого воздуха охлаждающей воды
МТПВ-808 У4 НО 205 — 12 2,5 9 22,5 0,69
МТПВ-1207 У4 250 300 — 14 2,5 9 30 0.69
МТВ-1601 100 — —— — 50 0,0012 — —
МТВ-2001 У 4 165 1200 350 20 100 7,2 24 0,69
МТВ-3201 210 900 700 — 58 0,24 — —
МТМВ-67201 — 172 280 220 10 0,3 — —
МТВР-4001 У 4 330 1200 390 12 3,6 50 0,83
МТВ-5001 У 4 350 900 700 НО 60 0,6 7,5 1
МТВ-5002 300 900 700 150 60 0,24 3 1
МТВ-6306 — 2300 — 270 40 2,4 — —
МТВ-6302 550 1200 600 50 100 0,72 — —
МТВ-6303 600 1200 — — 125 0,2 — 1,33
МТВ-6304 500 1500 500 20 40 3,6 7 0,89
МТВ-8001 600 1500 — — 63 1,2 — —
МТВ-80 600 1500 600 72 1,2 —
МТВ-8002 У4 600 1500 600 215 63 1,2 26,7 1,33
МТВ-160 — 1500 650 — 160 0,6 " —
МТВ-16001 — 1500 650 30 250 0,6 — —
МТВ-16002 1200 1720 650 15 200 0,6 — 2
МТВ-4801 350 500 — 60 16 8,1 1.15 2
МТВР-4801 350 1200 — — 12,5 6 — 3
V//.20. Конденсаторная точечная машина .МТ К-630/
/—3 —шкафы аппаратный, управления и конденсаторный; 4— привод давле-
ния; S— верхняя консоль; 6, 7 — верхний и нижний электрододержатсли; 8 —
нижняя консоль
VI(.33. Назначение и конструктивные особенности машин
постоянного тока для точечной сварки
Марка Назначение Габарит, мм Масса, кг
МТПВ-808 У4 Сварка деталей из малоуг- леродистой стали, легиро- ванной стали и титана с по- мощью сварочных клещей 1550x1300 X Х600 950
МТПВ-1207 У4 То же 1550X1300Х Х600 1050
МТВ-1601 Сварка гибких лент и демп- феров из меди в вакууме 1330Х1200Х Х1960 890
МТВ-2001 У4 Сварка крупногабаритных конструкций из коррозион- но-стойкой стали, жаростой- кой стали, титана и легких сплавов 3000X1 000 X Х24ОО 2600
МТВ-3201 Сварка бортовых балок из холодногвутой малоуглеро- дистой стали 3660X1I50X Х3645 6500
МТМ В-7201 То же 3250x1150х хззоо 6000
274
Продолжение табл. VH.33
Марка Назначение Габарит, мм Масса, кг
МТВР-4001 У4 Сварка деталей из коррози- онно-стойкой, низколегиро- ванной стали, титана и лег- ких сплавов 1640X3040X Х900 2600
МТВ-5001 У4 Сварка ферм цеховых фона- рей из малоуглеродистой стали 3100Х1200Х Х3400 6000
МТВ-5002 Сварка решетчатых прого- нов из малоуглеродистой стали 3610Х1250Х Х3525 6500
МТВ-6302 Сварка деталей из малоуг- леродистой стали, коррози- онно-стойкой стали 3070 X! 370 X Х3525 7200
МТВ-6303 Сварка упоров крышек лю- ков из малоуглеродистой стали 3430 Х1080 X хззоо 8000
МТВ-6304 Сварка крупногабаритных конструкций ответственного назначения из коррозионно- стойкой стали, титана и вы- сокопрочных легких сплавов 3660X950X Х2550 4200
МТВ-3001 Сварка деталей из коррози- онно-стойкой и легирован- ной стали, титана и легких сплавов 3750x1150Х Х3455 8000
МТВ-80 МТВ-8002 У4 МТВ-16002 Сварка крупногабаритных конструкций из коррозион- но-стойкой стали, жаро- стойкой стали, титана и лег- ких сплавов 3640X1150Х Х3455 3750X1160Х Х3455 5980X1160Х Х3625 7000 13100 13 1.0
МТВ-16001 Сварка деталей из малоуг- леродистой стали 3985X1 160Х Х3635 15 000
МТВ-4801 Сварка деталей из нержа- веющих, жаропрочных ста- лей, титана и алюминиевых сплавов 1825Х750Х Х2560 1550
МТВР-4801 Сварка изделий из легких сплавов, нержавеющих, низ- колегированных и малоугле- родистых сталей и титана 3020х935X Х1641 2500
18*
275
VII.5.3. Машины для рельефной сварки
Машины для рельефной сварки (табл. VII.34, VII.35, рис. VII.21)
отличаются от машин для точечной сварки конструкцией электрода.
Сварка на них производится с помощью контактных плит, на кото-
рые помещают свариваемые заготовки.
Отличаются машины для рельефной сварки от машин для то-
чечной сварки меньшим вылетом, повышенной жесткостью, лучши-
ми динамическими характеристиками.
VII 21. Машина МРК-10001 для рельефной конденсаторной сварки
1 — привод давления; 2— камера; 3— шкаф управления; 4 — окна; 5 — педаль
управления; 6 — корпус
276
VIf.34. Технические характеристики машин переменного тока для рельефной сварки
г « 1 2 nrоч e?ui -OJBIDKBinCO 0,19 0,22 1 1 1я. 1 1 о D© — СО ; 1 - ®СЧ С о* — о —
ч с exXr -COB OJOXHMO 14 9*1 1 4,1 1-ьС . . СО U0 —Г СО* 1 1 о сч* со*
h I 0 НИПЭННГЭОЭ » *чхэс11Ч1л>хпгояецск1ц 00 <£> СП — CT> о cn co о сч co сч ас -*СЧТХ О СЧ -Г сч — со CD CD CD СО С© X СО СО 00 СО со CD о
эшгнэЛ Ни ‘BHieso оонаиеникон 00 00 <© CD ТГ со сч сч СЧ СО ю со со со со СО 1О О СЧ СЧ X О С© ю СО СО оо ь- X — сч
КН ‘ГОХ VllhOQCd о с. о о о о ос ос а о о о § 120 120 120 150 SSSS8 ] 1 ©1 сч сч сч сч 1 1
им ‘яиишск dOHiaej О О Ю О С U5 сч со сч сч х сч сч со сч —< со сч 250 . о о о о сч со ю ю 1 сч сч сч 8 8 8 S 3 | |
НН ‘ННИГПВК XBL'NQ о о о о о о О О й С О W СО СО Щ СО со ю 550 £00 300 550 о о о о о .о 5 о с о о о СО со СО 00 СО 1 X
va« ‘ахэоиЧпоп ьвкэвг •gadxou кен'нгвникон 70 70 130 131 160 170 260 1000 310 350 360 350 600 800 1200 1300 1200 160 400
С 2 % ‘8 LI hx -opsd кижэо 12,5 20 20 20 20 20 О сч 1 СЧ СЧ СЧ СЧ 8 04 8 8 8 OI ~Ч
ч 5 i V« ‘мох VNHMidoia (jnaairaxHLtr сч сч 1 1 1 -- 1 — г—( 1 1 1х 11 XX 1 Ю ! — X СЧ X 'Т — —
X ум *яох gmibodego (Д<001П1ЛЙ — — СЧ сч сч сч счечсэоотг СО СО •’Г Т ’Г СО О О О О X X С© X О О О X с©
Толщина свариваемой малоуглеродистой стали, мм 0,8 ] 0,8—2,54-2,5 0,54-0,5—24-2 0,44-0,4—54-5 0,5-J-0,5—4-|-4 1 4~ СО Ю •’Г 4-+Л- <ОТО СО тг ± тт СО ЧГ ТГ ITI1111 Xi in (Л о’ I o’ о +— 4--|- х UO Ю о — о о
Марка £ ~ . о . о СО — 22 о — СЧ О CD Т Ш Ш . СХ СХ (X D-. о. СХ о о со с <х < МР-3201 У 4 МР 4002 МР-4017 У4 МРП-400 МРП-600 со — О О О X X еоооо—— СО О О О О X сг> С© X ~ — — со «э ci. ci. ci. a. dL о, сх
277
213
VI 1.5.4. Машины для шовной сварки
О О ООО
N ” 3 8 -
ххххх хххх
ю о о о о о с о о
Т 1О — Л Ш V? О Ю Ю
1/5 СЧ Ф Ф Ф ш С Л Л
Технические характеристики и конструктивные особенности ма-
шин переменного и постоянного тока для шовной сварки приведены
в табл. VII.36, VII.37. На рис. VII.22 представлен общий вид ма-
шины МШ-2201 для шовной сварки.
00 СО Ф да
Cl Cl Cl О-
S < 2 <
VI 1.22. Машина МШ 2201 для шовной сварки
/ — корпус; 2 — вставка для продольной сварки; 3, 4 — роликовые головки;
5 — привод усилия; 6 —карданный кал; 7 — редуктор; 8 — электродвигатель;
9 — пневмораспределитель; It) — регулятор скорости вращения роликов; 11 —
выключатель; 12 — трансформатор; 13 — переключатель ступеней; 14 — тири-
сторный контактор
279
VII.5.5. Машины для стыковой сварки
Технические характеристики и конструктивные особенности ма-
шин для стыковой сварки приведены в табл. V1I.38, VII.39. Общий
вид машины хМС-1604 для стыковой сварки представлен на рис«
VI 1.23.
VII.23. Машина МС-1604 для стыковой сварки
/ — регулятор; 2— привод; 3— механизм зажатия; 4 — пульт управления;
5 — шкаф управления
VI!.36. Технические характеристики машин
Марка Толщина сваривае- мого металла, мм (Номинальный
сварочный ток, кА длительный вторичный ток, кА режим рабо- ты ПВ, %
МШ-1001 У 4 0,5+0,5-1,24-1,2 10 7 50
МШ ПС-75 [0,2+0,2—0,44 0,4 12.5 5.56 20
МШПС-75-1 0,2+0,2—4+4 12,5 — 20
МШПБ-150-13 2+2 15 18 50
МП 1-1601 У 4 0,5+0,5—1,5+1,5 16 11.25 50
МШП-100 0.5+0,5—1,5+1,5 16 — 50
МШ-2001 У 4 0.5+0,5—1,8+1,8 20 14 50
МШ-2001-1 У 4 0,5+0,5—1,8+1,8 20 14,5 50
МШ-2002 0,5+0,5—1,8+1,8 20 50
МШП-150 2+2 20 50
МШП-150-13(14) 2+2 20 20
МШЛ-150 У 4 0,1+0,!—1 + 1 20 7,1 12,5
МШПБ-150 2+2 20 14,2 50
МШПБ-150-14 2+2 20 14 20
МШПР-300/1200-3 24-2—3-1-3 25 50
МШ П-200 2,5+2,5 25 50
МШП-200-5(6) 2,5+2,5 25 20
МШ-32 2,5+2,5 32 —.
М Ш-3201 У 4 0,8+0,8—3+3 32 22,6 50
МШ-3204-1 У4 0,8+0,8—3+3 32 32 50
МШ-3201 0,8+0,8—3+3 32 —
МIII-12001 1,5+1,5-54-5 120 56
МШ-3207, МШ-3208 0,5+0,5—3+3 32 22 50
280
1
3
переменного тока для шовной сварки
Номинальная Потребляемая мощность, кВ • А Вылет машины, ММ Рабочий ход, мм Номинальное усилие сжатия. кН Производи- тельность, 1 • 10~’? м/с Расход. 1 • 10 3 м*/с
сжатого воздуха охлаждающей воды
31 400 30 2,5 1,7-8,3 0,2 0,08
75 — — —- —
86 1,2 0,01—0,09 0,8 0,19
200 600 130 8 1,1-7,7 0,7 0,28
75 400 50 5 1.3-7,5 0,3 0,14
100 800 115 14 0,8—3,2 0,7 0,28
130 800 70 8 0.7—7,5 0,4 0,31
130 800 70 8 0,7—7,5 0,4 0,31
130 800 70 8 0,7—7,5 0,08 0,69
150 800 115 8 0,8—3,2 0,7 0,28
150 800 0,8—3,2 —— —
150 4,5 6,7—16,7 0,8 0,17
150 600 130 8 1,1-7,7 0,7 0.28
150 800 130 8 0,8—3,2 0,7 0,21
300 1200 130 8 1.1—3,3 5,6 0,28
200 800 115 8 0,8—3,2 0,7 0,28
200 800 115 8 0,8—3,2 0,7 0,28
310 800 — 12 0,6—7,5 —
310 800 215 12 0,3—13,3 0,08 0,69
250 4 СО 70 12,5 1,3-10 0,6 0,69
346 — .— 14,7 2,2-6,7 — —
1100 300 290 50 — —
270 800 — 12,5 0,4—6 —
281
VII.37. Технические характеристики машин постоянного тока для шовной сварки
Марка Толщина свариваемого металла, мм Номинальный
малоуглеродистая сталь коррозионно-стойкая и легированная сталь, титан легкие сплавы сварочный ток, кА длительный вторичный ток, кА
МШВ-1601 У 4 . 0,34-0,3—34-3 •. 16 Н,2
МШ В-4002 У4 0,84-0,8—34-3 — — 40 22
МШВ 6301 ' 0,34-0,3—2,54-2,5 0,54-0,5—2,54-2,5 63 35,6
МШВ 6301-2 У4 0,54-0,5—34-3 0,54-0,5—34-3 0,54-0,5—34-3 63 36
МШМ-1 0,84-0,8—2,54-2,5 < 1 63 28
МШВ-10001 — 1,54-1,5-54-5 1,54-1,5—4,5-1-4,5 100 <—
МШВ-12001 — •— 1,54-1,5—54-5 120 56
МШВ-7501 0,5-4-0,5—34-3 — — 75 36
Продолжение табл. VII.37
Марка Номинальная потребляемая мощность, кВ-А Вылет машины, мм Раствор машины, мм Номинальное усилие сжа- тия, кН Производи- тельность, 1 -10~2 м/с Рабочий ход, мм Расход, 1 10~3 м’/с
сжатого воздуха охлаждающей воды
МШЗ-1601 У 4 133 1500 500 20 0,3—13,3 170 0,6 0,7
МШВ-4002 У4 315 800 — 16 — 50 0,7 1
МШВ-6301 130 1200 300 20 0,3—13,3 215 0,14 1 Л
МШВ-6301-2 У4 630 1200 150 25 0,3—13,3 — 0,14 1,4
МШМ-1 500 1200 — 20 0,3—13,3 80 —
МШВ-10001 — 1300 — 40 — —- — —
МШВ-12001 » 1300 300 50 — 290 ——
МШВ-7501 520 1200 •—• 25 0,2—8 — 0,5 0,5
VI 1.38. Технические характеристики машин для стыковой сварки
Марка Размеры свариваемого металла Номинальный Номинальная потребляемая мощность, кВ-А Рабочий ход, мм Усилие, кН Производитель- ность, тыс. со- единений в 1 ч
сварочный ток, кА длительный вторичный ток, кА режим рабо- ты НВ, % зажатия осадки
мс-з МС-301 У 4 Сечение стали до 9 мм’ Сечение малоуглеродистой стали 50, 1 ,6 3,2 1,1 20 12,5 3,3 5 10 18 0,75 5 0,18 1,2 300 200
МС-401 МС-403 меди 20 мм2 Сечение стали 12—60 мм2 Сечение стали 28 мм2; диаметр заго- товок: из стали — 0,5—6, меди—0,4— 4 4 1,41 0,44 12,5 8,5 7,2 60 2 0,63 0,8 0,16 240
МСО-500 4,5, алюминия — 0,5—4,5 мм Сечение малоуглеродистой стали 4 28,3 50 500 25 500 500 300
МС-501 МС-502 2000 мм2 То же, 8—78 мм2 Сечение малоуглеродистой стали 70, меди 50 мм2; диаметр стали 3—100, 5 5 1,4 \2,5 8 5 12,2 18 18 5 5 2 0,7 200 20
МСО-801 У 4 меди 4—10, алюминия 4—12 мм Сечение малоуглеродистой стали 160, 6,3 5 — 50 24 16 8 240
легированной стали 100 и цветных
МС-802 металлов 50 мм2 Сечение малоуглеродистой стали при сварке сопротивлением 120, при свар- 8 2,8 12,5 24,5 20 25 20 150
АСГЦ-150-3 У4 ке оплавлением 300 мм2 Сечение конструкционной и низколе- гированной стали 380 мм2 11,3 11,2 50 100 — 30 125 260
Продолжение табл. VII.3d
Марка Размеры свариваемого металла Номинальный Номинальная потребляемая мощность, кВ-А Рабочий ход, мм Усилие, кН Прон 'вод,дель- ность. тыс. со- единений в 1 ч
сварочный ток, кА длительный вторичный ток, кА режим рабо- ты ПВ, % зажатия осздкк
МС-1202 Сечение перлитной стали 1500, аусте- нитной стали 1000 мм2; диаметр за- готовок 25—83 мм 12,5 5,6 20 55 40 50 32 103
МСО-1202 У 4 Сечение труб из перлитной стали 1500, из аустенитной стали 1000 мм2 14 20 317 60 300 125 40
К-190П УХЛ4 Рельсы Р18—Р75, уголок № 14—22, швеллер № 18—33 16 16 50 170 65 980 490 15
К-190ПА Сечение стального проката до 18000 мм2 16 16 50 155 85 1800 800 12
МС-1601 Толщина ленты из малоуглеродистой, углеродистой и низкоуглероднетой стали 1—4 мм 16 16,6 12,5 — — 32 125 60
МС-1602 Сечение малоуглеродистой стали при сварке непрерывным оплавлением 1000, с предварительным подогревом 1400 мм2 16 7,15 20 96 40 75 50 60
МС-1604 Сечение углеродистой и легированной стали 1500 мм2 16 •— 20 100 70 100 50 100
М СО-301 Сечение малоуглеродистой стали 100—800, легированной стали 300, цветных металлов 150 мм2 18 12,5 100 — 50 25 350
МС-2002 Сечение аустенитной стали 600, пер- литной стали 1000 мм2 20 9 20 150 19 100 63 100
МС-2008 У4 Сечение малоуглеродистой стали при автоматической сварке с предвари- тельным подогревом 2000, с непре- рывным оплавлением 1000 мм2 20 9 20 150 20 100 63 80
К-617 У4 Сечение малоуглеродистой стали до 4000 мм2 20 9 50 350 100 1600 630
КСО-3201 У 4 Сечение углеродистой стали (1— 6) X Х(50—500) мм2, легированной и кор- розионно-стойкой стали (1—4) X (50— 500) мм2 21 — 480 800 320
МСО-602 У4 Сечение малоуглеродистой стали 160—2000, легированной стали 200— 800 и цветных металлов 100—400 мм2 25 12,5 — 250 —— 125 63 250
К-607 У4 Сечение малоуглеродистой стали 15000, аустенитной стали 8000, тита- на 6000, алюминия 5000 мм3 25 — 50 350 100 1600 630
МСГУ-500 Сечение стального проката до 8000 мм2 32 — 20 500 140 400 250 40
МС-3201 Сечение малоуглеродистой стали 6000 мм2 32 14,3 12,5 — — 350 250 20
КСО-17001 У 4 Сечение легированной стали 9300 мм2 33X2 12,5 4000 — 4500 1700 —
МСЛ -300-2 Сечение малоуглеродистой и легиро- ванной стали 3000 мм2 40 — 30 300 — 500 220 70
МСО-400 № ОС сл Сечение малоуглеродистой стали 4000 мм2 50 — 50 1000 9 900 400 60
VI 1.39. Технические характеристики специализированных машин для стыковой сварк
ход. 3 м>/с HVoa раТп -oterwetrxo 0,7 [ | 1 1 1 0.4 о
Рас Ы0~ BxKtf -СОЗ ОЛОХВЖЭ 77,8 1 1 1 1 1 22,2 4.4
эвн а ИИНЭИМГООЭ 'ОШ ‘чхэончи-охиУояеиоЦц о о | 50 50 ПО о о со S
X X i ихУеэо 400 1 125 1 250 ю о СЧ о — ао Q ш 200 220
Уснлн вихежес 200 200 500 СМ 45 125 200 500
им ‘Vox VHhoged 100 о 8 350 1 >о см о сч
уди ‘Ч1ЭОН -1пои вековtrgadx •ou венчиеникоц 1400 со 1000 о о о о Ш 43 160 900 500
С 3 % *дц их -oged иижэб о ЭО S о 1.0 IS S о и5 S
ч сч X S > о ум 'BFUIhUdOlH VteHstraiHirV 50x2 1 [ 1 1 1 о ю 1
X ум ‘МОХ у.чньоДеаэ 50x2 50 80 1 со 45 1
Размеры свариваемого материала Сечение стали 2000— 4500 мм2 Сечение перлитной стали 1500, аустенитной стали 1000 мм2 Сечение малоуглеродистой стали до 2500 мм2 То же, до 1000 мм2 Стальные полосы сечением до 9300 мм2, толщиной 1— 6 мм Сечение перлитной стали до 700 мм2, диаметр 25— 45 мм; сечение аустенитной стали до 500 мм2 Сечение малоуглеродистой стали 2500 мм2 Сечение малоуглеродистой стали до 4000 мм2
Марка УССК-2Х750 МСО-1201 У 4 МСО-2501 У 4 МСО-1203 У4 КСО-8001 У 4 МСО-501 МСО-1000 МСЛ -500-4-1
VI 1.5.6. Трансформаторы
Трансформаторы (табл. VI 1.40), применяемые в машинах для
контактной сварки, работают в повторно-кратковременном режиме
при токах во вторичной обмотке до 100 кА.
VI 1.40. Технические характеристики сварочных трансформаторов
для контактных машин
Марка Ток во вторичной обмотке. кА Напряжение холос- того хода. В Номинальная мощ- ность, кВ-А Номинальный режим работы ПВ, % Число ступеней ре- гулирования Габарит, мм Масса, кг
ТК-301 5,6 3-5 40 50 4 470X235X184 80
ТК-302 6,4 5—7 63 50 4 560x235X184 100
ТК-401 7,1 7-10 100 50 4 695X235X184 135
ТК-3208-2эп 32 — — — 6 680X395X528 520
ТКА-16.05-2 16 — — 20 8 476X260X448 117
ОВСК-25/75 25 6,3 75 50 8 436X168X595 НО
ТПС-2000 0,25 0.8— 7,8 — 40 8 240X182x335 42
V1I.6. ОБОРУДОВАНИЕ ДЛЯ УПРАВЛЕНИЯ
КОНТАКТНЫМИ МАШИНАМИ
VI 1.6.1. Аппаратура управления
Для управления сварочным режимом в машинах для контактной
сварки применяют регуляторы (табл. V1I.41, VI 1.42) времени, кото-
рые по программе задают последовательность, длительность отдель-
ных стадий технологического процесса сварки.
286
287
VII.41. Технические характеристики регуляторов цикла сварки типа РКС
Масса, кг о о —
Габарит, мм | 300x200x155 } 300 X 200X155 400 X 300 х 155
Пределы регулирования цикла сварки, период» сети (0,02 с) пауза CD © © © со J. J. 1—99 1—99 2—198
проковка 1-99 4—396 8 1—99 2—198
сжатие сварка 1—99 1—99 4—396 4—396 1—99 1—99 1—99 1-99 2—198 2—198
предварительное сжатие 1—99 4-396 8 1—30
X X сх РКС-501 РКС-601 РКС-901
VII.42. Технические характеристики аппаратов для управления циклом сварки контактных машин * Я 25 21 15 12
Габарит, мм 490X415X159 345x490x200 150x325x395 275x180 x 340
Глубина регули- рования. % 40—100 40—100 30—100
Пределы регулирования цикла сварки, с 3 1 3 с 3* а с Ю о сч 04 04 — —Г .Mil 04 04 СО Т О © О О © © ©’ ©“
я X я 0,02—2 0,02—2 0,03—6,75 0,04—6
Число отоабатывае- мых интервалов СО ь» гГ ю
Марка БУ-5ИПС БУС РВЭ-7-1А РВД-200
288
VII.6.2. Контакторы и прерыватели
В машинах для контактной сварки для включения п выключе-
ния тока в первичной обмотке служат контакторы и прерыватели.
Применяются тиристоры (табл. VI 1.43), игнитронные, электромагнит-
ные и тнратронные контакторы.
VI 1.43. Технические характеристики тиристорных контакторов
Марка Напряжение пи- тающей сети. В ЭффектииныП ток Л при длительности импульса, с Максимальный ток А при длительности импульса, с Ток импульса управления Л Длительность импульса, с
0,5 2 0.5 2
КТ-1 220 25 J 280 - 2 Св. 0,1
КТ-02 220 850 750 1100 900 0,4 100
КТ-03 380 850 750 1100 900 0,4 20
КТ-04 380 1100 1300 1800 1600 0,4 20
Продолжение табл. УЧ.43
Марка Габарит, мм. для типа Масса, кг, для типа
открытого закрытого открытого закрытого
КТ-1 320X300X260 7
КТ-02 430X325X260 650 X 420 X 340 17 20
КТ-03 470x375x265 650x420x340 8 30
КТ-О4 470X375X260 650X420X340 8 30
VII.7. ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
VI 1.7.1. Оборудование для хранения
и транспортирования газов
Баллоны и бачки для газов. Для хранения и транспортирования
сжатых, сжиженных и растворенных газов под давлением при тем-
пературе от —50 до 4-60 °C применяют стальные баллоны (табл.
VI1.44). Условия хранения баллонов должны соответствовать требо-
ваниям ГОСТ 15150—69*.
В зависимости от заполняемого газа баллоны окрашивают в со-
ответствующие цвета по ГОСТ 949—73 (табл. VII.45).
Баллоны для ацетилена изготовляют по ГОСТ 919—73. Давле-
ние газа в баллоне должно быть не более 1900 кПа при температуре
20 °C. Места клеймления на баллонах обводят красной краской.
19-194
289
VII .44. Основные размеры стальных газовых баллонов
по ГОСТ 949-73
Вместимость баллона, мэ Наружный диа- метр, мм Толщина стенки баллона, мм Длина корпуса баллона, мм
из углеродистой стали из легирован- ной стали из углеродистой стали из легирован- ной стали
Давление, МПа
10 | 15 20 15 20 10 15 20 1 » ' 20
5 8 10 12 140 3,1 4,4 5,7 3,1 3,9 460 680 830 975 730 890 1105 1350 1660 475 710 865 1020 740 900 1120 1370 1685 495 740 900 1060 770 935 1165 1430 1755 460 680 830 975 730 890 1105 1350 1660 470 700 850 1005 730 890 1105 1350 1660
20 25 32 40 50 219 5,2 6,8 8,9 5,2 6
VII.45. Окраска газовых баллонов
Газ Цвет Резьба
баллона надписи ПОЛОСЫ
Азот Черный Желтый Коричневый Правая
Аргон технический » Синий Синий »
То же, чистый Серый Зеленый Зеленый »
Ацетилен Белый Красный Левая
Бутан Красный Белый — »
Водород Зеленый Красный — »
Воздух Черный Белый — Правая
Гелий Коричневый Белый — »
Кислород Голубой Черный — »
Углекислый Черный Желтый — »
Баллоны для пропап-бутана выпускают по ГОСТ 15860—84 свар-
ными из спокойной или полуспокойной стали. Вместимость баллонов
от 2,5 до 80 л.
Маркировка баллонов содержит: товарный знак изготовителя,
номер баллонов, дату изготовления, дату следующего испытания, вид
термообработки, давление: Р — рабочее, П — пробное, вместимость
в литрах, массу баллона, клеймо ОТК, индексы климатического ис-
полнения.
Бачки для жидкого горючего предназначены для подачи горюче-
го под давлением в аппаратуру. Полезная вместимость бачка для
290
VII 24. Газэвый редуктор ДПП-1-65
1. 2 — манометры высокого н низ-
кого давления; 3 — выпускной шту-
цер; 4 — предохранительный кла-
пан; 5 — корпус; 6 — регулятор; 7 —
впускной штуцер
керосина БГ-63 н БГ-68 соответственно 0,0065 и 0,0075 м3, рабочее
давление 30 кПа.
Газовые редукторы. Для понижения давления газа, отбираемого
из баллона или питающей системы, и автоматического поддержания
рабочего давления постоянным, предназначены газовые редукторы
(табл. VII.46, рис. VI 1.24).
Редукторы классифицируются по принципу действия на прямого
и обратного действия; по числу камер редуцирования на одно- и двух-
камерные; по роду редуцируемого газа на кислородные, ацетилено-
вые, водородные, для сжатого воздуха, пропан-бутановые, для угле-
кислого газа; по способу установки на баллонные, центральные, рам-
повые, сетевые.
Кислородные редукторы окрашивают в голубой цвет, ацетилено-
вые— в белый, пропан-бутановые — в красный.
Газовые коммуникации. Коммуникационные трубопроводы для
подачи горючих газов на рабочие места сварочных участков проек-
тируют исходя из рабочего давления, расхода и вида газа, а также
расстояния от ввода до потребителя.
В соответствии с ГОСТ 12.2.008—75 для газовых коммуникаций
должны применяться следующие материалы:
стальные трубы по ГОСТ 10704—76* и резиновые рукава для
кислорода и газов-заменителей ацетилена при рабочем давлении до
2,45 МПа;
стальные трубы по ГОСТ 8734—75* (для кислорода при давле-
нии до 6,28 МПа);
латунные трубы по ГОСТ 494—76* (для кислорода при давле-
нии свыше 6,28 МПа);
стальные трубы по ГОСТ 8734—75* для ацетилена.
19*
291
о VII.46. Технические характеристики газовых редукторов
Тип Рабочий газ Число ступеней Давление газя. кПа Расход газа наибол ьшпй, м’/с Габарит, мм Масса, кг
наибольшее рабочее
ДАС-66 1 120 10—100 2,8-10—3 160X150X165 1,85
ДАМ-1-70 1 3000 20—100 1,4*10-4 160X172X260 2.5
ДЛП-1-65 Ацетилен 1 3000 10—120 1,4-10—3 260X160X170 2,5
ДАД-1-65 2 3000 10—120 1,4-10-3 265x180x225 3,5
ДАР -1-64 2 3000 20—100 4,2-10~3 400x240x325 14
РД-2 AM 1 2500 10—150 1,4-10—3 150x145x300 2,1
Г-70 Гелий 2 20 000 100—700 1,17-10—3 255X235X190 3,8
У-30 Углекислый 2 10 000 100—400 0,5-10—3 485X160X172 4,7
ДЗД-1-59Н 1 15000 150 0,9 125x145x250 1,9
ДПР-1-64 2 2500 20—300 6,9-10~3 400x240x325 14,4
ДПП-1-65 Пропан-бутан 1 2500 10—300 1,4-Ю-3 195x172x170 2
ДПС-66 1 300 150 1,7-10-3 160x150X165 1,85
РД-1БМ 1 1600 5—150 1,4-10—3 220x145X150 1,6
РС-250-58 Воздух 2 25 000 6500 1,4.10-=* 200x175x220 2,2
ДВ-70 1 25 000 7000 1,9-10~3 215X185X136 3,6
ДВП-1-65 1 20 000 100—1500 2,2-1С-3 195X160X170 2,3
В-50 Водород 2 20 000 100—540 0,8-10—3 255x235x190 3,8
РД-55М 1 15 000 100—1500 2,8-10—5 200x130x150 2
| 1
ЛР-10 2 20 000 100—900 1,7-10—3 255 x 235x190 3,8
АР-40 Аргон 2 20 000 100—460 0,6-10-3 255x235x193 3,8
АР-150 2 20 000 100—700 2,5-103 255x235x190 3,8
ДМС-66 Метан 1 300 20—150 9,7-10-3 160X150X165 1,85
А-30 2 20 000 100—1500 0,5-10—3 255 x 235x190 3,8
А-90 Азот 2 20 000 100—3900 1,5-10—3 255x235x190 3,8
ДКД-8-65 2 20 000 50—800 6,9-10~3 180x177x225 3,3
ДКД-15-65 2 20 000 100-1500 16-10—3 180X177X225 3,3
РК-1500М 2 150 000 300—1600 4,2-10-’ 350x800x510 83,5
ДКР-250 2 20 000 300-1600 0,7-10—1 320X245X255 18
ДКР-6000 2 35 000 300—1600 1,7 1000X1300X500 300
ДКР-600У 2 22 000 3000 1,7 840x540x750 320
РКД-8-61 2 20 000 500—800 6,9-10—3 180X170X160 2,4
КРР-61 Кислород 2 15 000 300—2000 6,9.10-2 370 x 270x165 6,7
ДКС-66 1 1600 10—500 2,8-10—3 160X150X165 1,8
Д КМ-1-70 1 20 000 20—300 2,8-10-* 160x172x185 2,3
ДКП-1-65 1 20 000 100—1500 1,7-10-2 195X160X170 2,4
Д КС-66-1 1 1600 500 2,8-10—3 165X160X150 1,85
ДКС-200 — 1600 1200 5,5-10-2 135x165x265 3,95
ДК-40 1 20 000 4000 1,1-10-2 225x185x136 3,67
Технические характеристики резиновых рукавов для подвода га-
за приведены в табл. V1I.47. Рукава предназначены для работы при
наружной температуре от +50 до — 35 СС.
VI 1.47. Технические характеристики резиновых рукавов с внутренним
диаметром 6, 9, 12 и 16 мм
Тип Назначение Рабочее давле- ние. МПа, не белее Ивет
1 Для ацетилена и городского га- за о,6 Красный
II Для жидкого топлива (керо- син, бензин) 0,6 Желтый
Ill Для кислорода 1,5 Синий
Смесители газов (табл. VII.48) предназначены для смешивания
двух или трех газов и автоматического поддержания постоянным за-
данного состава газовой смеси.
VII.48. Технические характеристики смесителей газов
Марка Рабочий газ Состав смеси . % Давление газа на входе, кПа Расход смеси, №/с Габарит, мм Масса, кг
УКП-1-71 Углекислый Кислород 70 30 20—100 150—1500 0,3-10'3 165X84X160 1.65
УКП-1-72 Углекислый Кислород 70 30 500—800 500—1500 1.7-10—? 980X490X290 37
АКУП-1 Аргон Углекислый Кислород 70 25 5 100—400 600 600 0,6 -IO-3 390X200X175 8
УСТ-16 Углекислый Смесь аргона и кислорода 25 75 200—600 300—600 1.7-I0-? 1400X500X660 160
УСТ-1 А Углекислый Смесь аргона и кислорода 25 75 200—600 1,7.10-? 1600X930X660 220
294
VH.7.2. Ацетиленовые станции, установки и генераторы
Для производства ацетилена из
карбида кальция предназначены аце-
тиленовые станции, установки и ге-
нераторы (табл. VI 1.49—VII.51). Аце-
тилен вырабатывается в газообраз-
ном, растворенном или одновременно
газообразном и растворенном видах.
Ацетиленовые станции состоят из
нескольких генераторных установок
(рис. VII.25) и служат для центра-
лизованного снабжения ацетиленом.
Ацетиленовые генераторы низко-
го и среднего давления изготовляют
по ГОСТ 5190—78* и классифициру-
ют по системе работы, по способу ус-
тановки, по давлению вырабатывае-
мого ацетилена.
VII. 25. Л цетиленовый генератор АСВ1,25-4
1 — манометр; 2 — предохранительный
клапан; 3~ -корпус промывателя; 4 —
шланг; 5 — уплотнительный винт; 6 — во-
дяной затвор
VI 1.7.3. Установки для газовой сварки,
наплавки и резки
Для газовой сварки, наплавки, пайки и немеханизированной
резки применяют переносные или передвижные установки и аппара-
ты, в состав которых входят ручные горелки и резаки, регулирую-
щая аппаратура и баллоны с газом (табл. VII.52).
Для работы в условиях строительства широко используют пе-
реносные машины и устройства для механизированной кислородной
резки металлов (табл. VII.53, рис. VII.26).
При раскрое листов и вырезке фигурных деталей в заготови-
тельных цехах целесообразно использовать стационарные машины
с различными системами копирования (табл. VII.54). Машины для
газовой резки изготовляют по ГОСТ 5614—74* и подразделяют по
следующим признакам; способу установки (стационарные и пере-
носные); конструктивной схеме (П — портальные, Пк—портально-
консольные, Ш — шарнирные); способу резки (К — кислородные,
Кф — кислородно-флюсовые. Пл — плазменные, Гл — газолазерные);
системе контурного управления или способу движения (Л — линей-
ные, М — магнитные для фигурной резки, Ф — фотокопировальные
295
VI 1.49. Технические характеристики ацетиленовых станций и установок
Расход воды в газообразова- теле, ] • 10—3 м3/с 14VOH ЦОННЭ1Г19Я -эо вннваос -яиоиэи cap -Г оО ОО -г ао — СЧ СЧ — СЧ | **<•••» О О О О О
iHtfon у он на и •ха азо каицеп -осшгонэи э 0,02 1 0,11 0,14 0,14 0,07 0,14
зя 'BtfngdeH ея •eXdJBc KEHHawadaOHntfg 17 25 90 95П о о о о о с Tf тг Tf о с СЧ СЧ СЧ СЧ со СО 009
Грануляция карбида, мм 15—25, 25-80 nr on с а =„ о. о 1. ч о 1Г § LT о i S , J 15—25 15—25, 25—80 25-80 15—25, 25—80 15—25, 25—80 1R—95 95—ЯП
Температура. -°C edoaaad -ином Э1ГЭ0Ц ОЮЮСООООО 1 1 -rcccocococococol 1
зцахеа •ccedgoocBJ я 35 90 90 80 S g 1 1 1
Давление ацетилена, кПа edowadti •коя эеэси с с ^zuu 2200 2300 2200 2200
эапяиодиЕн о ! о о о о 1 О СО о
adoiL-daHOJ а о отгтг-г-гоао |ЛООООтГ-Г-'Г’ТООЮСО — ш ю
Произво- деталь- ность, 1 10~3 м’/с ••ГООСОООСОО — СЧ СЧ тГ — СЧ СО Ю 1Л Ю Ю —' О! СЧ t - Cl сч -г
Тип генератора АСК-1-67 1 СЧ СЧ О О О Р X Q X СЧ СЧ СЧ СЧ о 00 о 2 1Ч5? X X X I X Г( U и. и, и s UX
Марка о, О to СО р- р" 1-1 ю • & и. и о -Xi_lSc-ooooc>43 и?.’7сУсс^ся'Ч’оооо—< иххх^йдоойй <OOUO<<<<<< < < < < < < << < < <
для фигурной резки, Ц-цифровые программные для фигурной рез-
ки); способу движения переносных установок (Р по разметке,
П —по циркулю, Н —по направляющим, Г — по гибкому копиру).
VII.26 Машина АСШ-70 для кислородной резки
/ — колонна; 2—шарнирная рама; 3— копир; 4 — резаки; 5 — разрезаемый
лист; 6 — стол
V11.50. Технические характеристики компрессорных установок
Мерка
Показатель •• УКА-20 УКА-40
Производительность. 1-10—3 м3/с Рабочее давление на ступенях, кПа: 1 2 3 Расход воды, ЬЮ-3 м’/с Температура ацетилена, °C: при сжатии при выходе Мощность электродвигателя, кВт Частота вращения вала комп- прессора, мин-1 Габарит, мм Масса, кг 5,6 270 1150 2300 0,16 90 35 13,5 80 2685x2200x2500 2000 П,2 270 1150 2300 3,2 90 35 13,5 160 2210x1960x1800 1780
297
296
to (0 co VII.51. Технические характеристики ацетиленовых генераторов
Марка Производи- тельность, 1.10“3 м’/с Система работы* Единогре- мепная загрузка карбида, кг Грануляция карбида, мм Давление ацетилена, кПа Объем генера- тора, ма Габарит, мм Масса, кг
рабочее наиболь- шее
ACK-05 0,14 ВВ 1,3 25—80 10—30 150 0,024 0 285x600 9,5
AHP 0,14 вв 0,5 25-80 25 4,4 0,018 0 230 X 500 9
ГВЗ-08 0,22 ВВ 4 25—80 2 7 0,055 0 285x805 15
AHB-1,25-72 0,35 вк. вв 5 25—80 3,5 10 0,146 0 446X1350 42
AHB-1,25-68 0,35 вк, вв 4 25-80 2,5—3 10 0,146 0446X1175 42
AIIB-1,25-73 0,35 вк, вв 5 25—80 3,5 15 0,146 0 446X1120 42
ACM-1,25 0,35 вв 2,2 25—80 10—70 150 0,04 0295 x 845 18
ACM-1-58 0,35 вв 2,2 25—80 10—33 150 0,036 0 295x795 20
ACB-1,25-4 0,35 вв 3 25-80 10—70 50 0,04 380X400X905 19
ACB-1,25 0,35 вв 3 25—80 10—70 50 0,04 0 295x855 7
ГМВ-1,25 0,35 вк 4 25—50, 50—80 3 11 0,146 0 446X1120 42
АНДП 1 la-1,25 0,35 — 4 25-80 3 10 0,146 0 446X120 37
ГВР-1.25М 0,35 4 15- 25 , 25—80 8—15 70 1000X480 50
ЛСП-1 0,35 — 3,5 25—80 20—70 150 — 420 x 380 x 960 21
МГ-5И 0,55 вк 5 15—25, 25—80 3,5 8 — 0 590X1140 65
ГВР-3 0,83 вк, вв 8 25—50, 50—80 30 70 — 0 630X1260 ПО
ACK-1 1,4 вк, вв 17 15-25, 25-80 15—40 70 — 1525X900X1540 212X123X784** 170 14**
ACK-1-67 1,4 вк 16 15—25, 25-80 15—30 70 0,04 1570x1525x900 176
ГРК 10-68 2,8 вк 50 25—80 10—70 150 1 535X1460 X 2210 630
ГРК 10 2,8 вк 25 25—80 70 150 1 1320X1400 480
ACK-3-74 ACK-4 74 2,8 2,8 вк, вв вк, вв 50 50 15—25, 25—80 25-80 70 15—40 150 70 — 1850Х1360Х X 1715 900X240X152** 900X240X152** 485 27** 506**
ACK-3 2,8 — 50 25-80 70 150 — 900^240X152** 27**
ACK-4 ГРК 10-50 2,8 3,3 вк, вв вк 50 25 25—80 25—50 15—40 70 70 150 1 2350 Х1350 X Х1715 900 x 240x152** 1300Х1400Х Х2100 505 27** 520
to <0 <£> * Система работы: BK — вода на карбид; ♦♦ Размеры и масса влагосборника. ВВ — вытеснение воды.
о VII.52. Технические характеристики переносных и передвижных установок для ручной газовой сварки, пайк,
и резки
Наимено- вании, тип установки Назначение и область применения Толщина обрабатывае- мого металла, мм Расход, 1-Ю-3 м’/с Масса, кг Комплектация Примечание
кислорода | горючего
ПГУ-3 Сварка и пайка низ- коуглеродистых ста- лей и цветных метал- лов; резка при мон- тажных и аварийных работах До 4 при сварке, до 12 при резке До 0,23 при сварке до 0,83 при резке До 0,067 пропан-бу- тана 22 Редуктор ДКП- 1 -65, горелка ГЗМ-2-62М, вставной резак РГМП-1-67, ре- гулятор давления «Балтика» Вместимость кислородного баллона 5 л, пропан-бутано- вого 4 л
ПУРС Резка низкоуглероди- стой стали при ава- рийных работах До 12 0,56—0,84 0,084—2,2 ацетилена Установ- ки —65, ящиков с баллона- ми —140 Длина реза без перезарядки баллонов не ме- нее 5 м
Газосва- рочный комплект КГС-1-72 Сварка, наплавка, пайка и нагрев дета- лей и черных и цвет- ных металлов (кроме меди) 0,5—7 До 0,4 при сварке, до 1 ,6 при нагреве До 0,11 пропан-бу- тана 1,7 Горелка ГЗУ-2-62-1 с наконечниками № 1, 2, 3 и 4; ГЗУ-2-62-11 с наконечниками № 5, 6, 7
КГФ-3 Высокотемператур- ная пайка и сварка меди, никеля и их сплавов, наплавка медно-цинковых спла- вов; для газофлюсо- вых процессов 45 Флюсопитатель Ф ГФ-3-71, осу- шитель ОАФ-3- 71; сварочная горелка ГС-3 Вместимость флюсопитателя 7,1 л
УРХС-5 Для кислородно-флю- 10-200 1,4-11,1 0,17—0,5 17,34 Скорость рез- ки — (12,6— 2,33) -IO"3 м/с; вместимость флюсопитателя— 20 кг; расход флюса до 5 г/с Расход флюса
УФР-5 совой резки высоко- легированных хроми- стых и хромоникелие- вых сталей Для кислородно-флю- При резке эезаком, до: ацетилена До 0,7 про- 72 Возможна
БУРП-61 совой и порош ково- копьевой резки желе- зобетона и других не- металлических мате- риалов Для кислородной рез- 300 При резке 1500 5—100 1,7 копьем до: 34 4,8 режу- пан-бутана при резке резаком До 3 сжато- го воздуха 2,2 г/с 140 комплектация машинным ре- заком Баллоны для при резке реза- ком до 10 г/с, копьем до 16,6 г/с
VI кн низкоуглеродистой стали под водой на глубине до 30 м 1.53. Технические xapaf (тернстики пе щего. 5,2 подо- гревающего реносных ма бензина шин и устано вок для к» бензина «слородной резки стали
Марка Назначение Тол'дин а обрабаты- ваемого листа, мм Скорость перемещения резака, 1-10—? м/с Число резаков Потреб- ляемая мощность, Вт Габарит, мм Масса ходовой части машины, кг
«Спутник-2» Для резки труб перпендикуляр- но образующей или со скосом 5—50 0.33—1,133 1-2 80 555X430X300 18
«Радуга» кромки и вырезки колец Для прямолинейной резки ли- 5—100 0.15—2,66 1—2 90 405x250x245 16
стов и вырезки фланцев 300—1000 0,067—0,167 100 370
ПМР-1000 Для резки низкоуглеродистой и высоколегированной стали 1
кислородом низкого давления
VII.54. Технические характеристики машин для кислородной резки
Масштаб копирования 1111 1:1 5:1, 10:1 5:1, 10:1 5:1, 10:1 5:1, 10:1 5:1, 10:1 10:1 10:1, 20:1
JH ‘t?338JV ОХО ООО 000 000 000 о о о о X Т U3 С СЧ N ООО 000 000 000—• х X со об О <О х х о х 5 s со X о О 5 о ь — —со — см смечет — ’Т со
Габарит, мм о о о о о ООО оо оо сч сч сч сч о хо in о о г- и? ио о о о о — — — — о о о ь Ь-00 00 С'- со со х х р ио О О О СЧ CM X rr X XXX XX XXX XXX XXX ХХХХ ООО О О ио ООО ОтгО ООО О О U0 о О — — Ь- СО — ОО— — — О ООО о сч о о ио о О О СЧ О f X X ио UO XXX ОиОСЧ'Ф — — — СЧ СЧ X XXX тГ тг о х — о сч XXX XXX XXX XXX XX- ХХХХ ООО 000 000 000 О О А ОООО — ио ио ио О О О СО О О СО О 000 о о ио о X О О СО СО ’Т' о — ио ио О О ООО Г- X —• — — О — ио ГГ О — — ’Т СМ СМ СМ О rf- X X О _ — — сч —
Э/И g-ofl 'ВИН -eead ‘чюодояэ о Г о X г СЧ СЧ СЧ О X с 1 1 1 1 1 Г- Г- — тг X я — —• — — о о . XX Ь* Ь- О X со ||cSS|| 1 I х I 35 I 3 N. Ь- Г — — Г~ Г» > — — —— — — — —
яояпеэд otrsiih XXX тг о СО СЧ X X СЧ СЧ сч сч * со х о
0> S BVOdOL'OMH оооооооо оо о о о о о ООО 000 ОО I I О О ООО О 1 1 о О X t ОСМО СЧ СЧ I 1 СМ О СЧ О О ио 1 1 СЧ
а а я снаьихапв ООО ООХ ОО [ IOO ООО О I |О СЧ СЧ X СЧ СЧ — СМ СМ 1 1 СМ О СЧОО -ч- 1 1 сч — — —— —— —— —СМ— —
МО— 3 с etrodoiroHM X. X X О X* — о — —О' сч у to со о со О Ю СО О О 1 1 X со’ х’ со’ х’ х’ 1Л 1 X* СЧ ’Г — — — —
Расход, 1 M»/i еяэгпхэтге 1 1 0,47 0,6 1 и- о с см сч X х тг да со -г со 1 X | | Х’ГХ - О | СО — СЧ “X 000 сч о ’о о
ИХЭЭНЬОХ 33BL'M — — — —СЧСЧ СЧ СМ — — СЧ СЧ Сч СМ СМ | | — сч
ИИНЭ1ГЯВ<1иА OJOII •dXiHOM е-дахэиэ =:=:^ г^ее еее
хдя 'иэоиШОД . — «сГ иО UO Щ СЧ ю ио ООО ОО— СЧСЧСЧ CM X X XXX ХХХ’Т
Марка А А см_ из * А X сч ь^ S’ & А О о X •г 8.°? £Т О.О.2 2‘П.1Л- я ”* _L _ — =сч ссо С еч'х* счсч*3? q £ о да S 3 С.к> Ф с х х Д А А А А <и ё s • и « » у «С иСС « и
302
VI1.8. ОБОРУДОВАНИЕ ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ
VI 1.8.1. Установки для плазменной резки
Плазменная резка — это термическая резка электрической ду-
гой, столб которой сжат с помощью сопла горелки, потока газа или
внешним электромагнитным полем. За счет высокой концентрации
тепловой энергии плазменная резка обеспечивает более высокое ка-
чество вырезаемых заготовок и ббльшую производительность, чем
при других способах резки.
Классифицируют плазменную резку по способу перемещения плаз-
мотрона — на ручную и механизированную; по способу получения
плазмы — на плазменную резку дугой прямого действия и плазмен-
ную резку дугой косвенного действия (плазменной струей); по спо-
собу сжатия дуги — с аксиальной подачей плазмообразующего газа,
с тангенциальной и с дополнительной фокусировкой сжатой дуги;
по роду тока — постоянным, переменным, трехфазным, импульсным
током и др.
Оборудование для плазменной резки (табл. VI1.55—V1I.57) состо-
ит из плазмотрона (режущий инструмент), источника питания элек-
трической дуги, блока управления процессом, газового хозяйства, си-
стемы охлаждения, механизма перемещения плазмотрона вдоль ли-
нии реза.
Конструкция плазмотрона состоит из двух основных узлов —
электродного и соплового. Эти узлы снабжены устройствами для по-
дачи рабочей среды и подвода тока, а также системами охлаждения,
регулирования электрода, крепления плазмотрона и т. д.
Источники питания для плазменной резки имеют повышенное на-
пряжение холостого хода от 170 до 500 В при крутопадающей внеш-
ней статической характеристике.
Блок управления процессом резки содержит приборы для вклю-
чения тока и его регулирования, для управления подачей газа, для
контроля водоохлажден ия, для измерения параметров резки
и т. д.
Газовое хозяйство состоит из баллонов с плазмообразующим га-
зом, редукторов, ротаметров, газовых коммуникаций.
Система охлаждения содержит водозапорную, водоразборную ар-
матуру, коммуникации и др.
Аппараты для плазменной резки изготовляют по ГОСТ 12221—79,
их подразделяют на следующие типы; ПлР — для ручной резки,
ПлП — для полуавтоматической, ПлА — для автоматической.
VI 1.55. Технические характеристики установок для плазменной разделительной резки
Тип установки Плазмо- трон Наибольшая толщина раз- решаемого металла, мм Рабочий Ток. А Напряжение, В Рабочий газ Скорость резки, 1-10“3 м/с Источник питания
рабочее холостого хода
Для ручной резки:
У ПР-202 УХЛ4 —• 40—50 сталь 200 350 500 Воздух — —
УПР-203 УХЛ4 — 40—50 сталь 200 200 300 » — —
Для механизирован- ной резки:
УПРП-201 УЗ — 50 черные ме- таллы, алюми- ний 200 180 220 » — —
АГ1Р-401 % • — 80 черные, цвет- ные металлы и их сплавы До 400 200 300 — 0,67— 66,7 —
УВПР «Киев» ВПР-9 60 алюминий, 50 сталь До 300 — До 320 Воздух — СТШ-500
АПР-404 УХЛ4 для комплектации ма- шин с программным управлением — 100 медь, 130 черные ме- таллы и алюми- ний 400 200 285 » — —
20-194
УРПД-67 резаком с ручным УРДП-67
УРПД-67 с резаком машинным УРДП-67
ППД-1-65 томат) (полуав- —
«Алтай» мат) (полуавто- —
УГР-2 ручная
УПР-503 ГПР-501
УПР-601 ГПР-601
ОПР-62М РПР-6
С РПМ-6
60 алюминий, 50 сталь, 30 медь До 450 80—110
80 алюминий. 60 сталь, 30 медь До 500 80—110
100 сталь До 500 75—120
80 алюминий, 60 сталь, 30 медь До 500 70—130
50 сталь До 500 —
100 сталь До 600 —
160 алюминий, 100 сталь До 700 200
220 сталь 60 сталь 750 450
150 — — ПСО-500
До 180 Аргон, водо- род, азот, воз- дух 33,3 ПСО-500
180 Кислород, во- дород, азот 0,67— 66,7 —
— Аргон , водо- род, азот — —
150 То же — —
300 Аргон, водо- род+азот — —
300 Аргон, водо- род, азот+воз- дух 0,8—80 ВПР-602
300 180 Аргон, азот+ +воздух — —
306
VII.56. Технические характеристики машин для плазменной резки
Марка Номи- нальный ток, А Наибольшая толщина разрезаемого м&талла. мм Потреб- ляемая МОЩНОСТЬ. кВА Чи:ло реза- ков Скорость резки, ]. ю~2 м/с Габарит, мм Масса, кг
ПВП-В 200 20 сталь — 1 0,066-6,6 560X500X150 130
ПВП-1 250 20 алюминий — 1 0,066—6,6 560x500x150 130
ПкПл 2-6Ф-2 300 50 сталь 60 алюминий 73 2 16,66—1000 5650X10 400X2000 3200
«Юг-2,5» Плб 300 50 сталь 60 алюминий 3* 1 0,16—10 4060x2400x1570 1900
ППлЦ 3,5-6 У 4 400 100 сталь, алюми- ний 123 1 8,33—1000 12 120X5500X2100 4500
ППлФ 2,5-6 У 4 400 100 сталь, алюми- ний 123 1 8,33—1000 10 350x4350x2100 4600
ППлЛ 2,5-10-10 У4 400 100 сталь, алю- миний 120 2 11,66—1666 10 350X6675X1980 4300
ПРП-2 400 80 алюминий — 1 0,066—6,6 560X500X1500 130
«Кристалл ТПл-2,5» 500 25 сталь. 28 алюминий, 30 медь 198,5 1 0,16—6,6 1500 X 3810 X 700 800
«Кристалл ТПл-3,2» 500 То же 198,5 1 0,16—6,6 1500x4510x700 900
ОПР-6-2М 700 220 алюминий 73 1 0,16—10 1800 X 850X1750 1200
* Мощность машины дана без источника питания.
VII.57. Технические характеристики источников питания плазменной дуги
Марка Сварочный ток, А ПВ, % Напряжение. В Габарит, мм Масса, кг
номинальный пределы регулиро- вания рабочее холостого хода
ВПР-80 УЗ 80 30—100 60 — 180 500X700X1120 310
ВПР-401 400 100—500 60 130 180 990X1048x1390 1000
ВПР-403 400 100—450 100 200 300 920X948X1445 1200
ВПР-402 400 100—450 100 200 300 1050X1060X1430 1700
И П Г-500-1 500 100—600 юэ 200 300 1128X870X1462 2000
ВПР-602 со о 630 200—700 100 200 300 1460X1150X1150 2500
VII .8.2. Установки для плазменной сварки и наплавки
Плазменная сварка применяется при монтаже металлоконструк-
ций из нержавеющих, никелевых и других труднообрабатываемых
сталей. Плазменная сварка обладает более высокой проплавляющей
способностью н классифицируется по характеру взаимодействия плаз-
мы и расплавленного металла сварочной ванны — на сварку прони-
кающей дугой для металлов толщиной свыше 3 мм и непроникающей
дугой; по способу формирования шва — с присадочной проволокой
и без нее. В остальном плазменная сварка классифицируется по тем
же признакам, что и плазменная резка.
VI 1.27. Установка У ПС-301 для плазменной сварки
1 — блок настройки; 2 — панель управления; 3 — электросиловая часть
308
VI1.58. Конструктивные особенности и назначение установок для
плазменной сварки и наплавки
Марка Конструктивные особенности Назначение
АПА-301 УПСР-300-3 УПС-301 УХЛ4 УПС-503 УХЛ4 УПС-804 УПН-302 УХЛ4 У ПН-303 ) УХЛ4 j УП11-602 УХЛ4 В комплект установки входят: станок с двумя сварочными головками, устройство зажатия за- готовки, источник питания В комплект установки входят: сварочный вы- прямитель ВА-303, пульт управления и сварочная горелка В комплект установки входят: шкаф и блок уп- равления, плазматрон, сварочная головка, газо- вый редуктор В комплект установки входят: источник пита- ния В ДУ-504-1, подвес- ная сварочная головка, аппаратный блок В комплект установки входят: два блока управ- ления, направляющая балка, плазматрон В комплект установки входят; источник пита- ния, блок управления и поворотная колонна с го- ловкой В состав оборудования входят: источник пита- ния, блок управления, ус- тановка Сварка токосъемных уз- лов Сварка коррозионно- стойкой стали толщиной 1—5 мм Ручная сварка на посто- янном токе меди и ее сплавов толщиной 0,5— 5 мм (на токе прямой по- лярности), алюминия и его сплавов толщиной 1—8 мм (на токе обрат- ной полярности) Механизированная свар- ка на постоянном токе прямой полярности угле- родистой и коррозионно- стойкой сталей цветных металлов, на токе обрат- ной полярности сварка алюминия и его сплавов Механизированная свар- ка углеродистой, низко- легированной, коррозион- но-стойкой сталей толщи- ной 6—12 мм, меди тол- щиной 4—10 мм, алюми- ния толщиной 8—20 мм Для механизированной плазменной наплайки по- стоянным током электро- нейтральной проволокой антифрикционных и корро- зионно-стойких покрытий Для механизированной наплавки порошковыми материалами износо-, термо- и коррозионно- стойких покрытий Для механизированной на- плавки двумя токоведущи- ми присадочными проволо- ками антифрикционных и коррозионно-стойких по- крытий
ЗОЭ
VI 1.59. Технические характеристики установок для плазменной сгарки и наплавки
го ИМЯОНВ1ЭК О О’* 8 1 1970 2820 3640 790
го X BHHOL’SBd -иК йфент , о о о о 1 in о о ю • СЧ со * О ООО О о со со со 1
S S установки 2250x1560x1540 3450 x 2000 x 2200 800x865x445 3450 x 2000 x 2800 3450X2000X2800 3450 x 2000 x 3100 алей 1500x1150 x 825
с. го U- шкафа управления X X ex 755X700X700 380X340X500 636X460X1600 1200X1350 X 850 X ж а се Ч Е 636x460x1600 636x460x1600 636X460X1600 X * § в ь. 3 о X о X 245x630x450
э/и д_01 • 1 ‘имйсаэ чюоИомэ новки ДЛЯ CBi 1,6—22,2 1,4-28 1,4—28 X Я ч ВС X X ей О X 0,03—5,6 0,06—5,6 0,06— 5,6 и г X X CS И V Z о X 1
V-дм 'Я1эон -H1ON ВПИЧИбНИКОН СЗ £ 1П I 1 1ПОШ • 1 СЧ £ ш о о •Ч» Ч" о о 7 W Я Ц С 150
Напря- жение. В вИОх ojoiooirox , .ООО [ оо ао со 1 1 1 в ч d 320
оэьодвД | о о о о ] оо * оо о 70 70 70 св X св о 270
Сварочный ток, А BHHBSOdllL*Xj -ad Rirwadu 100—150 50—300 4—315 100—500 300- 800 50—315 50—315 X СО н X о о in В СЧ
уничесникон 150 300 315 500 800 1П in о — — сп СО СО о 400
Марка АПА-301 УПСР-300-3 УПС-301 УХЛ4 У ПС-503 УХЛ4 УПС-804 УПН-302 УХЛ4 УПН-303 УХ.П4 УПН-602 УХЛ4 УПМО-401 УХЛ4
Отличительной особенностью оборудования для плазменной
сварки является наличие источника питания с пониженным напряже-
нием холостого хода (60—80 В) по сравнению с процессом плазмен-
ной резки. Внешняя статическая характеристика источника питания
для плазменной сварки — крутопадающая, лучше «штыковая» (ис-
точника тока).
Конструктивные особенности, назначение и технические характе-
ристики установок для плазменной сварки и наплавки приведены
в табл. VII.58, VII.59. На рис. VII.27 изображена установка УПС-301
для плазменной сварки.
VI1.9. МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
К механическому относится оборудование для установки и пе-
ремещения свариваемых изделий при ручной, механизированной, ав-
томатической, электрошлаковой и контактной сварке, при наплавке,
термической резке, сборке сварных узлов, отделке, при выполнении
контрольных операций. Механическое оборудование служит для раз-
мещения изделий в наиболее удобное положение для осуществления
технологических операций.
В настоящее время большая часть механического оборудования
стандартизирована:
ГОСТ 19140—84. Вращатели сварочные горизонтальные двухстоеч-
ные. Типы, основные параметры и размеры;
ГОСТ 19141—84. Вращатели сварочные вертикальные. Типы, основ-
ные параметры и размеры;
ГОСТ 19142—84. Кантователи сварочные двухстоечные с подъемны-
ми центрами. Основные параметры и размеры;
ГОСТ 19143—84. Вращатели сварочные универсальные. Типы, ос-
новные параметры и размеры;
Основными разновидностями оборудования для перемещения сва-
риваемых изделий являются вращатели (табл. VII.60—VI1.62), канто-
ватели (табл. VI 1.63).
На рис. VI 1.28 дан общий вид вращателя карусельного типа,
и на рис. VII.29 изображен цепной кантователь для сварки.
В группу оборудования для размещения свариваемых изделий
при работе в закрытых помещениях входят столы сварщика (табл.
VII.64),
310
VII.60. Технические характеристики универсальных вращателей для сварки
Марка Грузо- подъем- ность, кг Наибольший крутящий момент, Н-м Диаметр свариваемых изделий, мм Угол наклона планшай- бы, град Допусти- мый сва- ренный ток, А Габарит, мм Масса, кг
на осн шпинделя относительно опорной плоскости планшайбы
М11020 63 63 100 125—630 135 1000 700x882x630 192
М11030 125 160 250 160—800 135 1000 1000X815X755 450
Ml 1050 500 1000 1600 250—1500 135 1000 1310X1260X950 735
Ml 1051 500 1000 1600 250—1500 135 1000 1310x1260x950 —
Ml 2050* 500 1000 1600 До 2100 135 1000 1395x1200x1390 1126
Ml 1060 1000 2500 4000 До 1500 135 1000 1536X1500X1150 -—
T25M 1000 4000 250—900 90 — 1200X1200X860 1530
MAC-1 1000 250—900 120 1650X1500X1050 2450
MAC-2 1500 — — 500—1200 120 — 1750X1650X1600 3855
Ml 1070 2000 6300 10 000 До 2000 135 2000 1610X1500X1190 1985
MAC-3 3000 —► 1200—3000 120 — 2350X2000X2160 7400
Ml 1080-1 4000 16 000 25 000 500—2500 135 2000 2300x2025x1590 5050
MAC-4 5000 50 000 3000—7000 90 4220X3650X3200 26 000
У-191 16 000 64 000 2 000 000 2000—4000 105 — 3300x3150x2515 2000
У-117 50 000 150 000 1 000 000 3000—7000 100 — 8000x8000x5480 100 000
* Вращатель с подъемным столом; высота подъема 500 мм.
VII.6I. Технические характеристики вращателей для сварки
Марка Грузо- подъем- ность, кг Наибольший крутящий момент на оси враще- ния, Н-м Наибольшая длина сва- риваемых изделий, мм Высота центров, мм Диаметр свариваемых изделий, мм Допусти- мый сва- рочный ток, А Габарит, мм Масса, кг
Горизонтальные вращатели
М31030 250 160 2500 800 60—800 1000 3600x1250x1425 633
ВГМ-0,25 250 160 — 800 — 630 ——
ВГМ-0,5 500 400 — 800 — 1000 — —
ВГМ-1 1000 1000 5000 1000 До 1800 1000
М31051 1000 ЮОО 4000 1000 100—1350 1500 6062X1600X1800
М31050 1000 1000 4000 1000 100—1350 1500 6062x1600x1800 1979
М31060 2000 2500 6300 1000 До 2000 1600 9100X1600X1800 2730
ВГМ-2 2000 4000 2500 1 1000 — 1250 — —
М31070 6300 6300 1250 500—2500 2000 9100x2000x2250 3898
М31071 4006 6300 6300 1250 500-2500 2000 9100x2000x2250 —
Вертикальные вращатели
М21030 250 160 — 60—800 1000 1000x1000x450 295
М21050 1000 1000 — — 100—2000 1500 1000x1000x630 550
М21060 2000 2500 — ч До 1500 1000 1612X1612X800 1190
М21070 4000 6300 — — 500—2500 2000 1260X1260X1000 1225
СС СО
VI 1.62. Технические характеристики роликовых вращателей для
сварки
Марка Грузоподъ. емность, кг Диаметр, мм Масса, кр
роликов свариваемых изделий
70СД-1 11 350 400 400—5000 2550
т-зом 12 000 410 300—4000 1780
70СД 12 260 400 400—4000 2230
70СДА 13650 400 400—4000 1703
60СД-1 19 400 400 500—4800 3197
VI 1.63. Технические характеристики кантователей для сварки
СС С
<“"х ч я «X 1 в 2 X
Марка р к; 1 крутящ момент, Высота ров, мм Номина. сварочн ток, А Габарит, мм Масса,
Кантователи с подъемными центрами
КП-4 4000 6300 1250 — 580x1080x1400 950
КДП-4 4000 6300 630-2130 1250 — —
КДП-8 8000 16 000 630—2430 1600 — —
Кантователи со стационарными центрами
КДС-0,5 500 1000 — — — —
КДС-1 1000 2000 — — — —
КДС-2 2000 2500 — — — —
К-2 2000 2500 1000 — 850X750X1200 620
К-4 4000 6300 1000, 1250 — 850x750x1360 700
К-8 8000 16 000 1250 — 800Х1С60Х1650 950
314
V II.23. Манипулятор консольного
типа
1 — планшайба; 2 — штанга; 3 —
пульт управления; 4 — станина
V II.29. Сварочный цепной кантова-
тель
/ — стойка; 2 — рабочая цепь; 3 —
привод
V I 1.64. Технические характеристики неповоротных столов сварщика
с высотой рабочей части стола над полом 750 мм
Марка Размеры ра- бочей части стола (дли- на хширина), мм Допустимая мас- са свариваемых изделий, кВт Мощность двига- теля вентилято- ра, кВт Сварочный ток, А Габарит, мм Масса, кг
С10020 800X 800 63 1,5 500 940x1010x1550 239
С10021 800X800 63 — 500 940X1010X1550 185
С10040 1250X800 100 2,2 630 1357X1010X1750 305
C1004L 1250X800 100 — 630 1357X1010X1750 250
315
Глава VIII. СВАРОЧНЫЙ ИНСТРУМЕНТ
VIII.1. ЭЛЕКТРОДОДЕРЖАТЕЛИ ДЛЯ РУЧНОЙ
ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Основные параметры (табл. VIII.1) и технические требования,
предъявляемые к электрододержа гелям (рис. VIII.1), маркировка,
методы испытания их установлены ГОСТ 14651—78*Е.
Конструкция электрододержателей должна обеспечивать замену
электрода в течение не более 4 с и закрепление электрода в одной
плоскости не менее чем в двух положениях: перпендикулярно и под
VIII.1. Основные параметры электрододержателей
с продолжительностью цикла сварки 300 с и относительной
продолжительностью ПВ 60 %
Типы электродо- держателей Сварочный ток. А Максимальный сварочный ток, А, не более Диаметр электро- да, мм Масса, кг, не более
ПВ-100 % ПВ—35 %
ЭД-12 125 100 160 1,6—3 0,35
ЭД-24 200 160 250 2,5—4 0,4
ЭД-25 250 200 315 3-5 0,45
ЭД-31 315 250 400 4-6 0,5
ЭД-40 400 315 500 5—8 0,65
ЭД-50 500 400 630 6—10 0,75
Vlll. 1. Электрододержа:ели пассатижноео и зателочного типов
316
углом, а также надежное присоединение одножильных кабелей
с медными жилами сечением:
16 и 25 мм2 —для электрододержателей типа ЭД-12
25 и 35 » — > > > ЭД-20
35 и 50 > — » > > ЭД-25 и ЭД-31
50 и 70 » — э » » ЭД-50
При этом не должно быть повреждений жилы кабеля или се
выдавливания из-под крепежных деталей. Изолирующие детали
электрододержателей, расположенные в области крепления электро-
да, должны быть изготовлены из материала, стойкого к термическому
воздействию сварочной дуги.
Электрододержатели должны соответствовать требованиям без-
опасности ГОСТ 12.2.007.8—75*, при этом сопротивление изоляции
токопроводящих частей электрододержателей прн нормальных кли-
матических условиях должно быть не менее 5 МОм; изоляция руко-
ятки должна выдерживать без пробоя в течение 1 мин испытательное
напряжение 1500 В частотой 50 Гц; превышение температуры наруж-
ной поверхности рукоятки над температурой окружающего воздуха
на участке, охватываемом рукой сварщика, при номинальном режи-
ме работы не должно быть более 40 °C.
Электрододержатели серии ЭП (рис. VII 1.2) пассатижпого типа
предназначены для использования при сварочных токах 250 и 500 А.
Усилием цилиндрической пружины электрод зажимается между ниж-
ней губкой, по которой к нему подводится электрический ток, и ры-
чагом. Канавки в зажиме, расположенные под различными углами,
позволяют закреплять электрод под двумя углами к продольной оси
электрододержателя. Огарок освобождается нажатием на рычаг.
Сварочный кабель подсоединяется к электрододержателю путем
механического зажатия кабеля с расклиниванием конца его между
корпусом нижней губки и конусом втулки.
VII 1.2. Конструкция электрододержателя серии ЭП
/ — защитный колпачок пружины; г—пружина; 3 — рычаг с верхней губкой;
4 — теплоизоляционная защита; 5 — нижняя губка; 6 — конус резьбовой втулки
317
Электрододсржатели серии ЭД также пассатижного типа, рас-
считанные на токи до 500 А, позволяют закреплять электрод нажа-
тием рычага в положениях, удобных сварщику в процессе работы.
Огарок удаляется аналогично описанному выше, сварочный кабель
присоединяется через кабельный наконечник, изоляционные детали
сделаны из термостойких полимерных материалов.
Электрододсржатели серии ЭДС защелочного типа предназначе-
ны для работы на токах 125, 300 и 500 А.
Электрододержатели серии ЭУ («Луч») также защелочного ти-
па; модель ЭУ-300 рассчитана для работы на токах до 315 А, а мо-
дель ЭУ-500 — на токах до 500 А. В электрододержателях этой серии
электрод вставляется в отверстие и поворотом на требуемый угол
(три положения) фиксируется в держателе. Усилие прижатия созда-
ет размещенная в изолированном корпусе цилиндрическая пружина,
расположенная по оси рукоятки и корпуса держателя.
Технические характеристики электрододержателей приведены
в табл. VIII.2.
VII 1.2. Технические характеристики электрододержателей для
ручной электродуговой сварки плавящимся электродом
Показатель Марка электрододсржатели
ЭП-2 эп-э ЭД-125-1 ЭД-300-1 ЭД-500-1 О & ЭУ-500
Допустимый сва- рочный ток, А 250 500 125 300 500 315 500
Диаметр металли- ческого стержня электрода, мм До 5 6-8 1,6—3 2-6 4—10 3-6 5—8
Сечение сварочно- го кабеля, подсое- диненного к дер- жателю, мм2 Габарит, мм: 50 70 25 50 70 50 70
длина 250 325 250 266 293 198 198
ширина 40 37 32 36 40 42 42
высота 80 95 74 84 92 80 80
Масса, кг 0,43 0,8 0,32 0,48 0,67 0,4 0,42
VIII.2. ГОРЕЛКИ И ДЕРЖАТЕЛИ ДЛЯ СВАРКИ
В ЗАЩИТНОМ ГАЗЕ
Ручная и механизированная сварка в защитном газе осуществля-
ется как плавящимся, так и неплавящимся электродом. Для этих спо-
собов сварки применяется рабочий инструмент — горелки и держате-
ли — разной конструкции.
318
VIII.2.1. Горелки и держатели
для сварки плавящимся электродом
Сварочные горелки (табл. VIII.3) предназначены для подвода
к месту сварки электродной проволоки, тока и защитного газа. Сва-
рочная горелка — сменный инструмент, конфигурация, размеры и уст-
ройство которого должны соответствовать типоразмеру свариваемого
изделия. При сварке в СО2 на токах до 500 А обычно применяют
горелки без охлаждения и только при сварке на больших токах —
горелки с водяным охлаждением. Водяное охлаждение горелок на
токи 400—500 А, особенно для механизированной сварки, повышает
срок эксплуатации сопла и токоподвода.
V111.3. Технические характеристики горелок для автоматической
дуговой сварки плавящимся электродом в защитных газах
Марка Свароч- ный ток, А Диаметр электрод- ной про- волоки, мм Охлаждение Размеры, мм .Масса, кг
диаметр высо- та
ГПА 160-100 ГПА 160-140 ГПА 160-180 160 0,6-1,6 Воздушное 14; 16 100 140 180 0,356 0,415 0,455
ГПА 315-140 ГПА 315-180 ГПА 315-220 315 1,6-3 Водяное 16; 18 16; 18 16; 18 140 180 220 0,47 0,54 0,625
Горелка для сварки в СО2 тонкой проволокой (рис. VJII.3, о)
имеет две медные трубки, вставленные одна в другую с зазором, по
которому подается газ в сопло. Для надежной подачи тонкой прово-
локи необходимо, чтобы внутреннее отверстие спирали было в 1,5—2
раза больше диаметра проволоки.
Для получения стабильного процесса и небольшого разбрызги-
вания необходимо обеспечивать постоянным вылет электрода и ис-
ключить прихватывание проволоки к токоподводу. Для поддержания
постоянного вылета электрода следует обеспечить надежный кон-
такт проволоки с токоподводом. Этого достигают за счет пружинящих
свойств самой проволоки или специальными пружинами. Для надеж-
ного контакта проволоки с прямыми токоподводами оси отверстий
в токоподводе и горелке смещают относительно друг друга (см. рис.
VIII 3,6).
Надежность газовой защиты в значительной степени определяет-
ся конструкцией горелки. Струя газа должна истекать из сопла
сплошным равномерным потоком. Для этого в горелке для сварки
319
VIII.3. Горелка для сварки в СОг на малых (а) и больших (б) токах
I — токоподвод; ?— газовое сопло; 3 — отверстие выхода газа; 4— изолятор;
5 — корпус; 6 — водяное охлаждение; 7 —сменная спираль или трубка; 8 и Э—
кольцевые втулки; 10 — гайка; // — мундштук; 12 — распылитель газа
VI 11.4. Конструкция горелки для механизированной сварки плавящимся элект-
родом в защитных газах
/—наконечник; 2 — сопло; 3 — переходная втулка с каналами для подачи
защитного газа, 4— рукоятка; 5 — пусковая кнопка; 6 — щиток
320
тонкой проволокой отверстия для выхода газа в сопло располагают
равномерно по окружности перпендикулярно к оси горелки. На пути
газа в сопло устанавливают рассекатели или сеточки. Сопла горелок
изолируют от токоподводящих частей.
Держатели для механизированной сварки плавящимся электро*
дом в защитных газах соединяют с механизмом подачи проволоки
гибким шлангом, по которому подают к держателю проволоку, за-
щитный газ и ток. Конструкция держателя для механизированной
сварки плавящимся электродом показана на рис. VI1I.4. Сварочная
проволока подается в корпус через наконечник и спираль, затем вы-
ходит из мундштука.
Защитный газ поступает в рукав через штуцер, а через отвер-
стия во втулке — в полость корпуса и через сопло — в зону сварки.
Кроме защиты сварочной дуги и ванны газ отводит тепло от корпуса
и токоведущих проводов.
VI1I.4. Технические характеристики шланговых держателей для
механизированной сварки
Марка держателя Максималь- ный ток, А Диаметр электродной проволоки, мм Длина шлангового провода, м Масса, кг
А-547 150 0,8—1 1 ,5 0,15
А-547 УМ 315 1—1,4 2,5 0,25
А-825 М 300 1 — 1,4 2,5 0,35
А-1231-5-Г1 250 1—1,2 2,5 0,6
А-1231-4-Г2УЗ, А-1231-4-02УЗ 400 1,6—2 3 5,4*
А-1231-5-ГЗУЗ 500 2-3 3 5,6’
А-1231-5-02УЗ 500 1,6—2 3 5*
А-1231-5-03УЗ 500 2-3 3 5*
А-1231-5-Ф2УЗ 500 1,6—2 3 5,5*
ИГД-401 400 1.2-1,6 3 4,7*
И ГД-402 400 1,2-1,6 3 4,172*
ИГД-501, ИГД-504 500 1,4—2 3 4,72*
И ГД-502 500 1,4—2 3 4,192*
II ГД-507 500 2-3 3 4,192*
ГДП Г-101-8, ГДПГ-101-9, ГДПГ-101-10 160 0,8-1,2 2 0,45
ГДПГ-301-6, ГДП Г-301-8 315 1,2-1,4 3 0,6
ГДПГ-301-7 315 0,8—1,4 1 0,6
ГДП Г-501-4 500 1,6-2 3 0,7
ГДП Г-603 G3J 1,6—2,5 3 0,7
• Масса держателя со шлангом.
21 -194
321
Промышленность серийно выпускает держатели (табл. VIП.4)
вместе с гибкими шлангами на токи 150—630 А.
В серийно выпускаемых держателях используют гибкие шланги
трех типов.
I. У шланга типа А-547 УМ токоведущая часть набрана из не-
скольких медных плетенок, натянутых на стальную спираль, внутри
которой помещена сменная спираль для подачи электродной прово-
локи. Токоведущая часть, провода управления от кнопки «Пуск»
и газовая трубка помещены в общий резиновый шланг. Этот шланг
гибкий и легко ремонтируется.
2. Составной шланг включает в себя капал типа КН для подачи
проволоки, токоведущую часть, изготовляемую из сварочного кабеля
типа ПР Г, провода управления от кнопки «Пуск» и газовую трубку.
Все эти элементы соединены гибкими хомутами-стяжками, рас-
положенными один от другого на расстоянии 200 мм по длине. Шланг
гибкий.
VI1I.5. Технические характеристики сменных каналов
Сменные каналы Значения параметров
Для стальных электродных проволок Диаметр электродной проволоки, мм:
наименьший наибольший Диаметр сменной спирали, мм: 0,8; 1,2; 1,6 1; 1,4; 2
внутренний наружный Диаметр проволоки для спирали, мм Внутренний диаметр спирали, мм 1,6; 2,5; 3,2 3,6; 4,9; 5,2 0,8; 1; 1 4,7; 6; 6
Для алюминиевых электродных проволок Диаметр электродной проволоки, мм Диаметр полиамидного канала, мм: 1,25; 1,6; 2
внутренний наружный Внутренний диаметр каркасной спирали, мм 1,5; 2; 2,5 5 6
3. Шланг, изготовленный на базе кабеля шлангового типа КПЭС
сечением 30 и 50 мм’. В центре этого кабеля имеется армированное
отверстие для сменной спирали, по которой подается электродная
проволока. В кабеле есть три провода управления сечением I—
1,5 мм2. Газоподводящая трубка расположена отдельно рядом
с кабелем н скреплена с ним гибкими стяжками.
В современных шлангах применяют сменные каналы для подачи
проволоки, что позволяет в 2 раза увеличить срок службы свароч-
322
ных горелок со шлангами при своевременной замене канала. Одно-
временно упрощается очистка тракта подачи проволоки. Шланги та-
кого типа содержат каркасную спираль для размещения сменного
канала. В качестве сменных каналов (табл. VIII.5) могут быть ис-
пользованы спирали из стальной проволоки, а также пластмассовые
трубки.
Для подачи электродной проволоки из алюминиевых сплавов
и коррозионно-стойких сталей используют также направляющие ка-
налы из других неметаллических материалов: тефлона, полиэтилена,
нейлона и пр.
При сварке в защитном газе плавящимся электродом образуют-
ся брызги расплавленного металла, которые прилипают к мундштуку
и соплу и могут привести к закорачиванию сварочной цепи. Во из-
бежание этого целесообразно применять керамические сопла, состав-
ные с изоляционной прокладкой, металлокерамические или металли-
ческие водоохлаждаемые, а также защитные смазки, например си-
ликоновые, при нанесении которых на защищаемую поверхность
брызги, попавшие на нее, легко удаляются.
VI 11.2.2. Горелки и держатели
для сварки неплавящимся электродом
Горелки для сварки неплавящимся электродом можно разделить
на две группы: для автоматической (табл. VIII.6) и ручной (табл.
VII 1.7) сварки.
Горелки для автоматической дуговой сварки неплавящимся элек-
тродом, у которых электрод с цангой вынимается вверх, могут быть
с воздушным и с водяным охлаждением не только корпуса, но и со-
пла. Горелка, изображенная на рис. VIII.5, с водяным охлаждением
без осевого перемещения электрода, цанга и электрод вынимаются
вверх, подвод тока, воды и газа раздельный. Корпус и сопло горелки
паяные из латуни с раздельным водяным охлаждением. Эти горелки
позволяют осуществлять сварку на токах до 1000 А. Горелки для
автоматической сварки неплавящимся электродом, у которых элект-
род с цангой вынимается вниз, также могут быть с воздушным и во-
дяным охлаждением.
Для ручной дуговой сварки неплавящимся электродом в защит-
ных газах разработаны и серийно выпускаются держатели типа ЭЗР
(рис. VII 1.6). Поворотом колпачка втягивается наружная цанга дер-
жателя электрода и фиксирует сопло. Одновременно наружная цанга
сжимает внутреннюю цангу, которая закрепляет вольфрамовый
электрод концентрично относительно сопла. На пластмассовой руко-
ятке расположен вентиль регулировки подачи газа. Имеются держа-
тели с водяным и воздушным охлаждением. Держатели типа ЭЗР
рассчитаны для работы на постоянном и переменном токе.
21*
323
V7//.5. Конструкция сварочной горелки ITHA-IOOO
1 — гайка* 2 — цангодержатель; 3 — корпус; 4 — цанга; 5 — распылитель; 6
гайка; 7 — изолятор; 8 — сопло
324
VI11.6. Общий вид элвктрододержателя ЭЗР-5-2
2 —колпачок; 2 — газовый вентиль; 3 —корпус; 4 —газо- и токоподводящее
коммуникации; 5 — наконечник
VIII.6. Технические характеристики горелок для автоматической
дуговой сварки неплавящимся электродом в защитных газах
Свароч- ный ток, А Диаметр элект- рода, мм Разм ры, мм
Марка Охлаждение высо- та дна* м*тр Масса, кг
1ГНА-040 40 0,8-2 100 6;8 0,115
1ГНА-160-100 1ГНА-160-140 1ГНА-160-180 2ГНА-160-140 2ГНА-160-180 160 1,5—4 Воздушное 100 140 180 140 180 9;12 0,156 0,236 0,317 0,21 0,236
1ГНА-315-140 1ГНА-315-180 1ГНА-315-220 2ГНА-315-140 2ГНА-315-180 2П1А-315-220 315 2-6 Водяное 140 180 220 140 180 220 12;16 0,583 0,788 0,998 0,398 0,47 0,5-1
1ГНА-630-1 1ГНА-630-П 1ГНА-1000-220 1ГНА-1000-280 630 630 1000 1000 4—10 4—10 6-12 6-12 Корпуса— водяное, сопла — воздушное Корпуса и сопла — водяное То же » 220 220 220 180 16;20 16;2 20:28 20;28 0,978 1,2 1,6 2
325
VI11. 7. Технические характеристики горелок и держателей для
ручной дуговой сварки неплавящимся электродом в защитных газах
Марка Свароч- ный ток, А Диаметр электрода, мм Охлаждение Габарит, мм Масса без шлангов, кг
ЭЗР-5-2 80 1; 1,5 Воздушное 210X18X120 0,18
ЭЗР-З-66 150 1,5; 2; 3 260x35x110 0,78
РГА-150 150 0,8—3 Водяное 260x30x85 0,296
ГНР-160 160 0,8; 1; 2; 3 323X30X30 0,212
ЭЗР-З-58 200 2-4 Воздушное 350x80x150 0,68
ГРСТ-1 200 на фазе 1—4 Водяное 285x65x45 0,65
ГНР-315 315 3; 4; 5 345x35x35 0,305
РГА-400 400 4—6 270x34x105 0.43
ЭЗР-4 500 4-6 235x120x140 0,7
VIII.3. СВАРОЧНЫЕ КАБЕЛИ. МУФТЫ И КЛЕММЫ
В сварочном производстве при строительно-монтажных работах
применяют кабели (табл. VIII.8, VIII.9) марок КРТП, КРПГ,
КРНПГН, КРПТН ТУ 16.К73-05-88, а также марок РГД, РГДО
и РГДВ ТУ 16.К73-03-88. Это гибкие кабели с медными жилами,
заключенными в резиновую изоляцию и оболочку, рассчитанные для
подключения к электрическим сетям на номинальное напряжение до
6G0 В частотой 400 Гц или на постоянное напряжение до 1000 В
ТУ 16.К73-05-88, или до 220 В при частоте 50 Гц, или постояннее
напряжение ТУ 16.К73-03-88. Длительно допускаемая температура
жил не должна превышать 65 СС.
Сечение сварочного кабеля подбирают в зависимости от свароч-
ного тока. Для наиболее распространенных при ручной элсктродуго-
вой сварке токов ниже приведены рекомендуемые площади сечений
сварочных кабелей (по данным Международного института сварки):
сварочный ток, А . . . . 240 300 400 500
площадь сечения кабеля,
мм?..................... 25 35 50 70
Кабели должны выпускаться намотанными на деревянные бара-
баны (ГОСТ 5151—79*Е) или в виде бухт, перевязанных не менее
чем в трех местах. Не допускается намотка кабеля на барабан с ос-
лаблениями и перепутыванием витков, марок или площади сечения,
32G
а также с числом отрезков, большим трех. Концы кабеля должны
быть защищены от проникновения влаги. Масса бухты не должна
превышать 50 кг.
VIII.8. Основные характеристики кабелей ТУ 16.К73-05-88
и ТУ I6.K73-03-88
Марка Изоляция Радиус изгиба не менее диаметров кабеля, мм Темпера- тура окружаю- щей сре- ды, °C Дополнительные сведения
КРИТ Резиновая в рези- новой оболочке 8 От —40 до 4-50 —
КРПГ То же 5 От-50 до 4-50 —
КРПТН КРПГН » 8 От—30 до 4-50 Безопасно попа- дание на оболочку масла, бензина.
» 5 От—30 до 4-50 Оболочка масло- стойкая не распро- страняющая горения
РГД Резиновая в рези- новой оболочке 3 От—50 до 4-50 Не должны под- вергаться воздей- ствию раздавай-
РГДО, Резиновая, обла- 3 От—50 вающих или удар-
РГДВ дающая защитны- ми свойствами, об- легченная до -450 ных нагрузок, дол- жны быть защище- ны от попадания на оболочку брызг расплавленного металла, бензи- на и других нефте- продуктов
На барабане или на ярлыке, прикрепленном к бухте, должна
быть следующая информация: товарный знак завода-изготовителя;
марка кабеля; число жил и номинальная площадь сечения, мм2; дли-
на кабеля, м; масса брутто, кг; номер барабана завода-изготовителя;
дата выпуска (год и месяц); номер стандарта.
Для разъемного соединения сварочных проводов между собой
применяют соединительные муфты, а для неразъемного — соедините-
ли, заменившие существующие «скрутки» проводов. Работать с со-
единительными муфтами и соединителями можно при температуре
окружающей среды от —40 до 4-50 °C. Соединение сварочного про-
вода с муфтой (полумуфтой), а также полумуфт между собой долж-
327
но выполняться быстро и без больших усилий. Муфты и соединители
должны иметь надежную электро- и теплоизоляцию, высокую меха-
ническую прочность.
Соединительная быстроразъемная муфта марки МС-2 (рис.
VIII.7) состоит из двух полумуфт, соединяют и разъединяют кото-
рые вручную поворотом одной из полумуфт относительно другой.
Сварочный ток с токоподвода одной полумуфты без существенных
потерь переходит на токоподвод другой полумуфты, и цепь замыка-
ется. Место контакта надежно закрыто теплостойким электроизоля-
ционным материалом. К каждой полумуфте крепится отрезок сва-
рочного кабеля сечением 35, 50 или 70 мм2, конец которого с распу-
щенными жилами вводится в зазор между конусом и резьбовой
гайкой и затем этой гайкой плотно и прочно зажимается.
VII 1.9. Номинальные наружные диаметры кабелей, мм
Площадь се- чения жил, мм* Кабель марки КРПТ, КРПТН Кабель марки
одна ос- нсиная жила две ОС- НОВНЫХ жилы Две ос- новных жилы и заземле- ние три ос- новных жилы три ос- новных жилы и заземле- ние а. РГДО РГДВ
25 15,5 28 28 29,6 30,4 13,4 П.9 14,8
35 16,5 30 30 31,7 34,6 15,7 13,7 15,5
50 18,4 35,8 35,8 37,8 38,9 17,4 15,3 18
70 22,8 43,6 43,6 46,1 47,5 19,8 17,8 19,7
95 24,6 47,2 47,2 50,1 51,5 22 —. 22,4
120 27,6 51,2 51,2 54,4 56 25,2 — 23,5
150 — — — — — 26,8 — 26,2
Несколько другую конструкцию представляет собой соединитель-
ная быстроразъемная муфта МСБ-2 (рис. VIII.8). В ней сварочный
кабель к полумуфтам присоединяют с помощью винтов, имеющих
сферическую торцевую поверхность и прижимающих оголенное се-
чение кабеля к токоподводу.
Для неразъемных соединений сварочных кабелей можно исполь-
зовать соединитель ССП-2 (рис. VI1I.9), состоящий из токоподвода,
укрытого изоляционным материалом, и винтов, крепящих сварочный
кабель сечением 35, 50 и 70 мм2 при токах до 500 А. Масса соедини-
теля ССП-2 — 0,4 кг.
Соединительные муфты и соединители МСБ-2 и ССП-2 изготов-
ляют предприятия Минмонтажспецстроя СССР.
Сварочный кабель к источнику питания сварочной дуги может
присоединяться с помощью присоединительной муфты МС-3, одна из
полумуфт которой аналогична полумуфте МС-2 или МСБ-2, а другая
вместо конца провода имеет выходную деталь с отверстием, надева-
емую на контактный болт источника питания.
328
VI 11.7. Соединительная быстрораэъемная муфта МС-2
1 — корпус из теплостойкого изоляционного материала; 2 — гайка; 3, 4 —
полумуфты; 5 — конус
V111.8. Быстроразъемная муфта МСБ-2
/ — зажимной винт; 2 — токоподвод; 3 —гайка; / — корпус из теплостойкого
электроизоляционного материала
Клемма заземления предназначена для присоединения сварочного
провода к заземляемому предмету. Широкое применение в системе
Минмонтажспецстроя СССР нашла клемма заземдения КЗ-2. Она
выполнена в виде пассатижей с подпружиненными ручками (рис.
VIII.10), за счет чего заземляемый предмет толщиной до 40 мм за-
жимается между губками клеммы. Сварочный кабель подсоединен
к клемме через наконечник и болт. Губки соединены гибким, плете-
ным из медных жил стержнем для обеспечения перехода тока через
них.
329
Удобна в эсплуатации при сварке вращающихся деталей и узлов
поворотная клемма заземления КЗП-12 (рис. VIII.11), разработан-
ная организациями Минмонтажспецстроя СССР. Конструктивно эта
клемма выполнена таким образом, что обеспечивает надежный кон-
такт по границе соприкасания скобы и подпружиненной соединитель-
ной муфты.
VIII. 10. Клемма заземления КЗ-2
1 — проушина; 2 — стержень; 3 —
наконечник; 4 —-болт; 5. 7 — губки;
6 — заземляемый предмет
VI11.11. Поворотная клемма зазем-
ления К.ЗП-12
1 — скоба; 2 — муфта соединитель'
пая концевая МК-500; 5 —пружи.
на
VI11.4. НАБОРЫ ИНСТРУМЕНТА ДЛЯ СВАРЩИКА
Для ручной электродуговой сварки покрытыми электродами ус-
пешно применяют наборы инструментов. Созданы три типа комплек-
тов инструментов электросварщика-ручника (в зависимости от пре-
330
дельною тока): КП-125, КП-315 и КИ-500. В комплект входят:
муфта соединительная марки М-315 (КП-125 и KI1-315) или
М-500 (КП-500);
электрододержатель ЭД-125, ЭД-315 и ЭД-500, соответствующий
типу комплекта, с отрезком сварочного кабеля;
электрододержатель без кабеля;
запасные части к электрододержателю;
стекла и светофильтры для защитного щитка;
зажимы контактные;
шлакоотделитель;
металлическая щетка.
V1H 12. Набор инструмента типа ЗИИ для сварщика
331
VJli.13. Газосварочный комплект КГС-2А
1 _ запасные части; 2 — ручка; 3 — футляр; 4 — вставной резак; 5 —ствол го-
релки; 6 — наконечник горелки; 7 — комплект прочищалок; 8 — ключ
Инструменты уложены в ящике, габарит которого 385X340X
X115 мм; масса инструмента с ящиком в зависимости от типа ком-
плекта 6,5; 7 и 9 кг.
Предприятиями Мннмонтажспецстроя СССР и других ведомств
используются разработанные ВНИИмонтажспецстроем наборы ин-
струментов типа ЭНИ-300 и ЭНИ-300/1 (рис. VIII.12). В каждом на-
боре имеется:
электрододержатель и запасные части к нему;
соединительная муфта;
332
клемма заземления;
щетка-зубило (комбинированная);
отвертка с диэлектрической ручкой;
ручка диэлектрическая — 2 шт,;
плоскогубцы комбинированные;
клеймо сварщика;
молоток;
светофильтры защитные — 2 шт.;
стекло покровное для щитка сварщика;
кабель марки РГД длиной 3 м.
Набор размещается в металлическом ящике с ручкой и замками
с натяжным устройством; габарит ящика 415x290x80 мм. Масса
набора с ящиком 7—8 кг.
Для ручной газопламенной сварки, пайки металлов и раздели-
тельной кислородной резки низкоуглсродистой стали применяют га-
зосварочные комплекты КГС-1-72 и КГС-2А (рис. VIII. 13). Комплект
КГС-1-72 состоит из сварочной горелки Г2-02, вставного резака
РГМ-70, комплекта прочищал ок и запасных частей.
VIII.5. ЩИТКИ ЗАЩИТНЫЕ ДЛЯ ЭЛЕКТРОСВАРЩИКОВ
В соответствии с ГОСТ 12.4.035—78* «Щитки защитные лицевые
для электросварщиков. Технические условия» выпускается шесть мо-
дификаций (табл. VIII.10) защитных щитков из специальной пласт-
массы — поликарбонатной смолы дифлон, которая устойчива к вы-
сокой температуре и повышенной влажности, практически не подвер-
гается деформации, не портится от брызг расплавленного металла.
VIII.10. Щитки защитные для электросварщиков
Модифи- кация Наименование Модель Размеры свето- фильтра, мм
1 Наголовный щиток с непро- зрачным корпусом НН-Э-ЗОУ1 52X102
2 То же ННО-Э-ЗО2У1 90x102
3 Ручной щиток с непрозрачным корпусом РН-Э-ЗО1У1 52x102
4 Наголовный щиток, монтируе- мый на защитной каске ЩЭК-Э-ЗО1У1 52x102
5 То же, с открывающимся свето- фильтом и подвижной рамкой НН-Э-ЗО2У1 52x102
6 Ручной щиток с непрозрачным корпусом РНО-Э-ЗО2У1 90X102
333
Vlii.14 Ручной защитный щи-
ток сварщика РН-С-701У1
В конструкции щитков отсутствуют металлические выступающие
детали, что предотвращает возможность поражения сварщика элект-
рическим током. По сравнению с фибровыми масками новые защит-
ные щитки имеют литой бесшовный корпус. Он надежен, долговечен
и эстетичен, сохраняет механическую прочность при температуре
окружающей среды от 4-50 до —100 °C. Конструкция нового щитка
модели НН-Э-301У1 на 10—15 % уменьшает вероятность попадания
вредных аэрозолей в зону дыхания сварщика.
Новые изголовные и ручные щитки (рис. VIII.14, VIII.15) с уве-
личенными светофильтрами (размером 90x102 мм), наголовные щит-
ки, монтируемые на защитной каске, и щитки с подвижными откиды-
334
275
ваюшимися светофильтрами надежно защищают сварщика при раз»
личных условиях строительно-монтажного производства.
VIII.6. ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ, ПАЙКИ,
НАПЛАВКИ И НАГРЕВА МЕТАЛЛОВ И ДРУГИХ
МАТЕРИАЛОВ
Горелки для газовой обработки материалов (табл. VIII.11 —
VI1I.16, рис. VIII.16) классифицируют по следующим признакам: ело-
VIII. 16. Горелка для газовой обработки металлов «Звездочка»
/ — мундштук; 2 — ниппель; 3—съемный наконечник; 4 — накидная гайка;
5 — корпус со’ смесительной камерой; 6 — вентиль; 7 —рукоятка; 6~ выпуск’
ные штуцера
335
336
VIII.11. Технические характеристики горелок для газопламенной обработки металлов
Марка Номер наконеч- ника Толщина обрабатываемого металла, .мм Расход, НО 3 м-’/с Давление, кПа Дли- на. мм Масса кг
кислоро- да ацетилена пропан- бутана кислорода ецетнлсна пропан- бутаьа
«Звезда» 1 0,5—1,5 0,0153 0,043 1 100—400 404 0,56 0,58
2 1—2,5 0,036 0,033 150—400 440
3 4 5 6 7 2,5-4 4—7 7—11 10—18 17—30 0,07 0,12 0,2 0,32 0,53 0,064 0,11 0,18 0,28 0,47 — 200—400 1 — 475 515 553 580 618 0,59 0,65 0,76 0,78 0,85
«Звездочка» 0 0,2—0,7 0,0178 0,0165 50—400 315
1 0,5—1,5 0,037 0,0.34 50—400 350
2 1—2,5 0,071 0,065 150—500 1,0 — 383
3 2,5—4 0,123 0,11 200—400 425 0,54
«Малютка» 0 0,2—0,7 — 0,0018 350 0,45
1 2 0,5—1,5 1-2,25 0,034 0,065 —— 50—400 1-50
3 4 2,5—4 4—7 — 0,11 0,21 470 0,51
«Москва» 1 ) 0,036 0,034 0,034 415 0,88
2 0,034 0,065 0,065
3 0,12 о.п
4 -• 0,5—3,0 0,21 0,2 — 400 1 — — —
5 0,32 0,28 — —
6 0,53 0,45 —
7 0,86 0,78 635 1,13
ГС-2 0 0,25—0,6 0,0178 0,0165 50—400 310 —
1 0,5—1,5 0,037 0,033 100—400 — —
2 1—2,5 0,072 0,064 — 150—400 1 0,53
3 2,5—4 0,123 0,11 200-400 425 —
ГС-2А 0 0,2—0,7 0,21 0,18 340 0,39
1 2 0,5—1,5 1,5—2 0,036 0,071 0,033 0,065 — 400 1 — — —
3 2,5—4 0,123 0,11 450 0,43
ГЗМ-З 1 0,3—1 0,071 0,021 396 0,58
2 1—2,5 0,15 0,042 • 400 — 3 430 0,6
3 1,7—3 0,23 — 0,081 470 0,65
ГС-3 1 0,5—1,5 0,0153 0,034 100—400 1 — 400 —
2 1—2,5 0,036 0,065 — 150-400 — — —
3 2,5—4 0,066 0,11 — — —
4 4—7 0,123 0,21 — — — 0,83
5 7—10 0,22 0,20 — 200—400 1 — —
6 10—17 0,32 0,45 — — — —
7 17—30 0,52 0,78 — — 600 —
Продолжение табл. VIII. 11
Марка Номер наконеч- ника Толщина обрабатываемого металла, мм Расход, Ь10 3 м’/с Давление, кПа Дли- на» мм Масса, кг
кислорода ацетилена пропан- бутана кислорода ацетилена пропан- бутача
ГС-ЗА 1 0,5—1,5 0,037 0,034 — 370 0,64
2 1—2,5 0,08 0,066 — —
3 2,5—4 0,123 0,11 — —
4 4—7 0,21 0,2 — 400 1 ——.
5 7—11 0,32 0,28 — -
6 10—18 0,53 0,45 — —
7 17—30 0,86 0,78 — — 600 0,9
ГЗУ-2-62 1 0,5—1,5 0,08 0,020 100—400
2 1-2,5 0,15 — 0,039 150—400 — —
3 2,5-4 0,23 0,067 )
4 4—7 0,39 — 0,11 540 0,7
5 — 0,58 — 0,178 1 200—400 10 — —
6 —— 1,1 —• 0,28 — —-
7 — 1,6 — 0,47 ) 585 1,5
ГЗМ-2-62М 0 0,27—0,7 0,037 0,011 50—150
1 0,5—1,5 0,08 — 0,02 50—250 — —
2 1-2,5 0,153 — Q, 042 150—400 • 1 — —
3 2,5—4 0,23 — 0,064 200—700 450 1,06
1 1 1 1
g гвп-зм ♦ 1 2 — — — 0,178 0,417 — — 100 100 485 1 592 0,75 0,91
ГВП-5 1 2 3 | — — — 0,178 — — 100 395 460 470 0,95 0,95 0,95
ГАО-2-72 — — 0,58 0,55 — 400 10 — 1290 2,04
ГВ-1 1 2 3 | — — — 0,23 0,35 0,47 — — 150 800 825 855 1,2 1,3 1,4
ГВПН — — — — 0,33 — —- 150 630 1,5
ГЗУ-З 1 2 3 4 0,3—1,5 1—2,5 1,7—4 3—7 0,08 0,153 0,23 0,42 — 0,02 0,042 0,064 0,11 400 — 3 427 462 494 538 0,73 0,76 0,8 0,84
ГЗУ-4 G> СО «2 5 6 7 — 0,58 1 1,62 — 0,18 0,29 0,47 400 — 2 536 570 605 0,86 0,9 0,95
собу подачи газа и образованию горючей смеси — инжекторные
и безынжекторные; назначению — универсальные, специализирован-
ные, ручные и машинные; роду горючего газа — кислородно-ацетиле-
новые, пропан-бутановые и др. По конструктивным особенностям
горелки подразделяют на одно- и многопламенные. Одноплеменные
универсальные горелки изготовляют по ГОСТ 1077—79* Е. Горелки
типа П относят к безынжекторным и применяют для горючих газов
VIII.12. Техническая характеристика горелки ГЗЗ-З-72
Ширина мундштука И обрабатываемой поверхности, мм Расход, 1-10 3 м’/с
пропан-бутапа кислорода
45 0,31 1.1
55 0,41 1,4
G0 0,44 1,55
65 0,49 1,7
75 0,56 2
85 0,66 2,3
95 0,73 2,6
100 0,8 3,1
VI 11.13. Техническая характеристика горелки ГАЛ-2
Номер наконеч- ника Толщина, мм Расход, 1 • 10 3 м’/с Масса, кг
обрабатывае- мой детали слоя на- плавки кислорода ацетилена
3 2,5-4 0,1—2 0,07—0,12 0,064—0,11 0,94
4 4—7 0,2-3 0,11—0,2 0,11—0,21 0,47
6 10-18 0,3—4 0,32-0,53 0,28—0,49 1.1
Примечание. В горелках ГАЛ-2 давление кислорода 200—400,
ацетилена 10—25 кПа.
VIII.14. Техническая характеристика горелки ГКР-1
Ном<*р мундштука Расход керосина, л/с Расход газа, Ы(Г3 м’/с Давление кислорода, кПа
1 0,083—0,176 0,14—0,28 300-400
2 0,14—0,29 6,2—0,4 300—500
3 0,19—0,42 0,31—0,64 300-500
4 0,33—0,64 0,47-0,89 400-500
Примечание. В горелках ГКР-1 давление кислорода 150—
300 кПа.
340
VIII.15. Техническая характеристика закалочного наконечника
Н АЗ-2-72
Ширина мундштука и обрабатываемой поверхности, мм Расход, •10~3 я’/с
ацетилена кислорода
45 0,31-0,54 0,33-0,56
55 0,47-0,78 0,52—0,86
65 0,47-0,78 0,52—0,86
75 0,64—1,05 0,7-1,15
85 0,64—1,05 0,7—1,15
100 0,88-1,25 1,1-1,4
VIII.16. Область применения горелок для газовой обработки
, материалов
Марка Назначение горелки
«Звезда», «Звез- дочка», «Малют- ка», «Москва», ГС-2, ГС-3, ГС-2А, ГС ЗА Для ручной ацетиленокислородной сварки на- плавки, пайки детален из черных и цветных ме- таллов
ГЗУ-2-62, ГЗМ-2-62М, ГЗМ-З Для ручной газовой сварки, лайки, наплавки и нагрева деталей
ГЗЗ-З-72 Для поверхностной термической обработки из- делий линейного профиля с нагревом пропано- кислородным пламенем
ГЗУ-З Для газовой сварки, пайки, наплавки черных и цветных металлов (кроме меди)
ГЗУ-4 Для правки металлоконструкций после сварки, предварительного нагрева деталей перед свар- кой, наплавки твердых и цветных сплавов, сварки чугуна и цветных металлов (кроме ме- ди), пайки высокотемпературными припоями
ГЗМ-З Для ручной газовой сварки, наплавки, пайки и нагрева черных и цветных металлов (кроме ме- ди)
ГВП-ЗМ Для пайки и нагрева деталей твердыми и мяс« кими припоями
341
Продолжение табл. VIII. 16
Марка Назначение горелки
ГВП-5 Для пайки твердыми и мягкими припоями и на- грева деталей
ГАЛ-2 Для ручной наплавки фасонных и плоских из- ношенных поверхностей и заварки дефектов чу- гунного литья
ГКР-1 Для газовой сварки и наплавки изделий из чер- ных и цветных металлов и их сплавов
ГАО-2-72 Для очистки пламенем поверхности металла от ржавчины, окалины и старой краски
ГВ-1 Для газовоздушного нагрева до 300 °C черных и цветных металлов, оплавления битумных ма- териалов
ГГП-1-66 Для газовой сварки в смеси пропан-бутана с воздухом с присадочным прутком изделий из термопластичных материалов
ГЭП-1А-76, ГЭП-2 Для сварки деталей из термопластичных мате- риалов газовым теплоносителем (воздух, азот и другие газы) с присадочным прутком
ГВИН Для оплавления гидроизоляционных материа- лов и низкотемпературного нагрева деталей перед сваркой
низкого давления, инжекторные горелки типов Г2, ГЗ и Г4 — для
газов высокого давления.
Горелки ГЗУ-2-62, ГЗМ-2-62М, ГЗМ-З работают на городском
газе и пропан-бутанс.
Горелка ГЗУ-2-62 в первом исполнении выпускалась с односо-
пловыми наконечниками, подогревателями и подогревающими каме-
рами, во втором исполнении—с сетчатыми наконечниками № 5—7
без подогревателей и подогревающих камер.
В комплект горелки ГЗЗ-З-72 входят восемь сменных наконеч-
ников с мундштуками различной ширины. Каждый наконечник со-
стоит из мундштука со смесительной камерой, двух разбрызгивателей
и охлаждающей пластины.
В комплект горелок ГЗУ-З, ГЗУ-4 входит ствол ГС-3.
342
Горелка ГЗМ-З работает на пропан-бутанс и заменителях аце-
тилена. В комплект горелки входит ствол ГС-2.
Горелка ГВП-ЗМ работает на пропан-бутане, городском газе
и сжатом воздухе. В комплект горелки входит ствол ГС-3, наконеч-
ник со смесительной камерой и инжектором, стабилизатор горения
пламени с завихрителем.
Горелка ГВП-5 работает на пропан-бутане и городском газе.
В комплект горелки ГАО-2-72 входит ствол ГС-3.
В комплект горелки ГВ-1 входит ствол ГС-3.
В комплект горелки ГГП-1-66 входят ствол, вихревая камера,
завихритель и мундштук.
Горелка ГЭП-1А-76 состоит из ствола, наконечника и нагрева-
тельного элемента.
В комплект горелки ГВПН входит ствол ГС-3.
VIII.7. РЕЗАКИ
С помощью резаков выполняют разделительную резку металлов,
вырезку корня сварного шва и удаляют дефекты сварного соедине-
ния или стального литья и проката.
Резаки (табл. VIII.17—VIII 23) классифицируют последующим
признакам: роду горючего газа — для ацетилена, пропан-бутана, го-
родского газа, коксового газа или для жидких горючих — керосина,
бензина; принципу действия — инжекторные и безынжекторные; дав-
лению кислорода — высокого и низкого давления; виду резки — раз-
делительная и поверхностная; назначению — универсальные и специ-
ализированные; типу мундштука — с кольцевым подогревом, щеле-
вые многосопловые и сетчатые.
К универсальным резакам для ручной резки предъявляют сле-
дующие требования: небольшая масса и удобство в работе; устойчи-
вость против обратных ударов; возможность резки изделий широкого
диапазона толщин в любом направлении; образование горючей смеси
требуемого состава независимо от изменения давления газа.
Инжекторные резаки для ручной кислородной резки изготовляют
по ГОСТ 5191—79*Е.
Воздушно-дуговые резаки для ручной резки выпускаются по
ГОСТ 10796—74* с угольными, графитовыми и графитированными
электродами.
Резак инжекторного типа «Факел» для вырезки деталей круглой
формы комплектуется циркульным устройством, укрепленным на
опорной тележке. В комплект резака входят мундштуки: внутренние
№ 2—4 и наружные № I, 2 (рис. VIII.17).
343
VIII.17. Технические характеристики резаков для кислородной резки
Марка Толщина разрезае- мого ме- талла, мм Расход газа, Ы0—3м«/с Давление газа, кПа Габарит, мм Масся, кг
кислорода ацетилена пропан-бута- на кислорода аце- тиле- на про- паи- бутаца
РПК-2 РПА-2 РПА-2-72 РАП-1 с мунд- штуком № 1 — 20,83 20,83 5—20,83 1,527—2,083 0,334 0,334 0,25 0,416—0,55 1111 1200 800—1200 800—1200 400—600 1 1 1 — 1350x170x150 1350X170X150 1400x260x200 640X72X120 2,5 2,4 2,53 1,2
РЛП-1 с мунд- штуком № 2 — 2,5-5 0,416—0,55 — 400—600 1 — 640X72X120 1,2
РПК-2-72 РАП-62 с мундштуком № 2 2—5 5—20,83 2,5-5 4,16—5,55 — 800—1200 100—600 1 — 1400x260x200 690x120x70 2,53 1,2
РАП-62 с мунд- штуком № 1 2-6 1,53—2,08 0,416-0,55 — 100—600 1 — 690X120X70 1,2
РАЗ-55 РГМ-70 «Факел* «Пламя 62» РАР-66 «Маяк 1» «Маяк 2» РАЛ-1 РЗЛ-1 РЗР-2 0 37 3-50 3—300 3—300 3—300 3—350 3—350 50—300 100—400 300—800 1,194—2,027 0,83—2,22 0,83—11,1 0,83—11,6 8,88 0,5—11,1 0,69—11,1 2,8—11,1 4,16—13,8 12,2—31,9 0,138— 0,194 0,083—0,167 0,11—0,33 0,16—0,33 0,334 0,11—0,36 0,33 0,194 0,083—0,22 0,445—0,55 0,694—1,94 450 300—500 300—1200 390-1400 1500 300—1200 1400 400—1200 350—1200 500—750 5 1 1 1 1 1 1 1 20 330 50 370 (длина) 262x160x43 535x72x159 550x64x160 650 (длина) 550 (длина) 500 (длина) 863 (длина) 813 (длина) 100X470X195 0,6 0,54 1,05 1,5 1,2 1,78 1,25 1,25 1,2 5,5
VIII.18. Технические характеристики вставных газовых резаков
Марка Тип горелки Толщина разрезаемого металла, мм Расход. Ь10"3 м’/с Давление, кПа Длина резака, мм Масса, кг
ацетилена кислорода ацетилена кислорода
РАТ-70 ГС-3 2—20 0,083—0,11 0,55—0,83 1 200—300 302 0,61
РГМ-70 ГС-2 3—50 0,083—0,16 0,83—2,2 1 300—500 262 0,60
РГ-70 ГС-3 3—70 0,11—0,16 0,83—2,7 1 300-600 282 0,61
РГС-70 ГС-3 3—70 0,11—0,16 0,83—2,7 1 300-600 282 0,57
РАО-70 ГС-3 5-50 0,083—0,16 0,83—2,2 1 300—500 290 0,68
РАО-55 — 5—50 0,11—0.25 0,83—1,95 10 380—800 370 0,7
РАЗ-70 — — 0,11—0,16 1,1—2,7 5 300—600 333 0,62
VII 1.19. Технические характеристики кислородно-керосиновых резаков
Марка Номер мундш- тука Толщина раз- резаемого металла, мм Расход, 1-10 3 м’/с Давление. кПа Габарит, мм Масса, кг
керосина | кислорода керосина | кислорода
РК-62 1 До 20 0,25 1,6 300 500
2 20—50 0,27 2,7 300 700
3 50—100 0,36 5,4 300 900 560X170X 90 1,66
4 100—200 0,54 10 300 900
РК-71 1 3—10 0,22 0,78 150 300
2 10—30 0,22 1,6 150 400
3 30—60 0,25 3,2 150 400 560x160x70 1,57
4 60—120 0,33 4,8 150 500
5 120—200 0,42 7,8 150 SOO
VHI.20. Технические характеристики воздушно-дуговых резаков
Марка Рабочий ток. А Номинальный режим рабо- ты ПВ, % Сжатый воздух Размеры электрода, мм Габарит, мм Масса, кг
расход, 1.10 3 м3/с давление, кПа
РВД-315 480 400 315 60 80 100 | 5,4 400—630 6—10 310X100 0,8
РВДм-315 480 400 315 60 80 100 | 5,4 400—630 6—10 310x100 0,8
РВД-4А 500 350 60 90 } 5,4 400—600 6—12 (длина круглых); 6X12, 8x12 (плоские) 0 130 0,7
РВДу-4А 500 60 5,4 400—630 6—12 (длина круглых); 6x12, 8x12 (плоские) 285X130 0,7
РВДл-1000 1500 1000 50 100 } 10,8—13,5 400—600 250 (длина) 8600x107x50 18,5
*0 43 43 43 43
Л- Е
ьэ со X о 43 2 СО СО СО <
со to •о
СО СЛ ел
о о Сл со Сл кэ
о О
О1 •
—1
о
сл 1 сл 1 сл т СЛ эг h о х О из —1 р |ИНХ
со о о СО о о -50 к 3 и Е 2
о о о о 2 » ж
о о о о о X
сл сл а 'сл сл "di ,54 ара
О •о
•о о
СО to п о
ж ы X -а
СП о о о Ю к о tJ X
•4
X
о о о о о —• Ж
<• < о
о Оо £ СО о 00 о Ос X 2
со Ос со 3 ЬЗ
г 1 1 1 м ь
о о О о о S
м * X
Со СО се ю to Е
£ £ £ •— — Е X
о
гЗ о ьо о ГО о ос о 60 Давление кислорода. СР (А) &>
о о о о о кПа О
аз
. - - — о
"ю *ЬО со 'cd Масса, сг
сл СЛ
VIII.23. Область применения резаков
Марка Назначение резака
«Факел» Для ручной резки углеродистой и низколегиро- ванной стали
«Пламя 62», «Раке- та-1» Для ручной разделительной резки малоуглеро- дистой и низколегированной стали
«Маяк 1», Маяк 2» Для ручной разделительной резки малоуглеро- дистой и низколегированной стали
РЛП-62, РАП-1 Для удаления корневых сварных швов и не- больших дефектов в стальном литье
РПК-2. РПК-2-72, РПА-2-72 Для удаления местных дефектов на стальных слитках, фасонном литье, устранения дефектов сварных швов и подготовки кромок листов под сварку
РАЛ-1, РЗЛ-1 Для ручной разделительной резки сталей из уг- леродистой и низколегированной стали
РЗР-2 Для ручной разделительной резки кислородной струей
РПА-2 Для удаления кислородной струей местных де- фектов на стальных слитках, устранения де- фектных участков сварных швов и подготовки кромок листов под сварку
РГС-70, РГМ-70 Для ручной кислородной малоуглеродистой стали
РАТ-70 То же, труб с наименьшим диаметром 45 мм
РЛО-70 Для вырезки отверстий
РАЗ-70 Для срезания вручную головок заклепок
РК-62, РК-71 Для прямо- и криволинейной резки стали
РВД-315, РВДм-315, РВД-4А, РВДу-4А, РВДл-1000 Для поверхностной и разделительной резки черных и цветных металлов, обработки литья, подготовки кромок под сварку
348
2
VUI.I7 Газовый резак «Факел»
/ — головка; 2—кислородный вентиль подогревающего кислорода; 3 — вен-
тиль кислорода; 4 — ацетиленовый вентиль; 5 — рукоятка ствола; 6 — кисло-
родный штуцер; 7 — ацетиленовый штуцер
VI11.18. Плазматрон П В Р-202
/ — корпус; 2 — кнопка включения;
3 — сопло
VI 11.19. Плазматрон ПВР-402
1 — штуцеры; 2 — корпус; 3 — сопло
Для перемещения резака «Ракета-1» в процессе работы и под-
держания постоянного расстояния между мундштуком и разрезае-
мым металлом предусмотрены опорная тележка с двумя роликами
и циркульное устройство для резки по окружности. В комплект ре-
зака входят мундштуки; внутренние № 2—5 и наружные № 1,2.
В комплект резака «Маяк 1» входит внутренний мундштук № 2
и наружный № 1, а также четыре внутренних и два наружных мунд-
штука. В комплект резака «Маяк 2» входят четыре внутренних
и один наружный мундштук.
Резак РАП-1 по конструкции аналогичен конструкции резака
«Маяк 1». В комплект резака входят мундштуки № 1 и № 2.
Вставные резаки присоединяют к сварочным горелкам вместо
сменных наконечников. Вставной резак состоит из корпуса с венти-
лем для кислорода, смесительной камеры, головки с мундштуком
и присоединительного узла.
В комплект резака РК-71 входят внутренние мундштуки № 1—5
и наружные № 1, 2.
Для комплектования газорежущих машин применяют машинные
резаки, технические характеристики которых даны в табл. VIII.21.
В состав оборудования для плазменной резки входят плазмо-
троны (рис. VIII.18, VIII.19).
349
Глава IX. РУЧНАЯ ДУГОВАЯ СВАРКА
IX.1. ОСОБЕННОСТИ СПОСОБА СВАРКИ.
ОБЛАСТИ ПРИМЕНЕНИЯ
Ручная дуговая сварка металлическим покрытым (плавящимся)
электродом, отличаясь высокой универсальностью и значительной
мобильностью, обусловившими преимущественное использование ее
в строительстве, имеет ряд технологических особенностей.
Способ позволяет без замены сварочного инструмента и обору-
дования (при надлежащем сварочном режиме) выполнять швы раз-
личных типов, сечения и назначения, а также вести сварку в любом
пространственном положении и в труднодоступных местах.
Широкое применение имеет сварка электрической дугой прямого
действия. При этом сварщик поддерживает устойчивый процесс свар-
ки непрерывной подачей конца электрода в зону горения дуги, не
допуская значительных отклонений длины дуги. Наилучшие резуль-
таты достигаются при сварке короткой дугой. В этом случае электрод
плавится спокойно с небольшим разбрызгиванием, и обеспечивается
хорошее проплавление основного металла. Нормальная длина дуги
обычно не превышает 0,5—1,1 диаметра электрода. При длинной
дуге повышается окисление электродного металла, увеличивается
разбрызгивание, снижается глубина провара, шов получается со зна-
чительными включениями окислов.
При сварке соединений деталей и узлов металлических строи-
тельных конструкций и изделий преимущественно используют ме-
таллические покрытые электроды (см. гл. V) диаметром 3—6 мм.
Основной объем работ выполняют при токе 90—350 А и напряжении
дуги 18—30 В.
Производительность ручной дуговой сварки существенно уступа-
ет производительности механизированных и автоматических способов
дуговой сварки, особенно при наложении длинных (более 1 м) швов
большого сечения в нижнем положении.
Качество швов и сварных соединений, выполненных ручной ду-
говой сваркой, в значительной степени зависит от условий работ
и производственных навыков сварщиков.
В промышленном строительстве ручная дуговая сварка приме-
няется: при изготовлении и монтаже строительных и технологических
металлических конструкций; при изготовлении закладных частей
и деталей и выполнении монтажных соединений элементов арматуры
железобетонных конструкций; при сварке стыковых соединений труб
350
и присоединений деталей и узлов технологических, теплотехнических
и магистральных трубопроводов; а также при производстве электро-
монтажных и санитарно-технических работ.
IX.1.1. Электрическая сварочная цепь
На процесс дуговой сварки существенное влияние оказывают
протяженность и состояние электрической сварочной цепи (рис. IX.1),
а также организация рабочего места сварщика (см. гл. XXVII).
На заводах и в мастерских рабочее место сварщика преимущест-
венно стационарное. Для размещения свариваемого изделия неболь-
шого габарита в удобное для сварки положение используется рабо-
чий стол (см. рис. IX. 1), к которому присоединен один из проводов
электрической сварочной цепи. Вместо рабочего стола часто пользу-
ются сборочно-сварочными приспособлениями (кондукторы, кантова-
тели и др.), в которых размещают свариваемые детали или конст-
рукции.
На строительно-монтажных площадках рабочее место сварщика
нестационарно и меняется по мере перехода от сварки одной конст-
рукции к другой.
Протяженность сварочных проводов при этом может достигать
50 м и более. Падение напряжения в такой цепи, превышающее до-
пустимые пределы (4—5 %), будет оказывать отрицательное влияние
на технологические свойства сварочной дуги. В таких случаях уве-
личивают сечение проводов сварочной цепи или устанавливают ис-
точники тока на более близком расстоянии от места работы сварщи-
ка. Для этих целей наиболее рационально использовать применяемые
для строительно-монтажных условий специальные малогабаритные
передвижные помещения контейнерного типа — машинные залы,
в которых размещают сварочное оборудование (см. гл. VIII). Обыч-
но в машзалах устанавливают один источник постоянного тока
и один — переменного или один многопостовой (на 3—6 постов) сва-
рочный выпрямитель.
IX. I. Электрическая цепь при руч-
ной дуговой сварке
/ — рабочий стол; 2— свариваемое
изделие; 3 — электрод; 4 — электро-
додержатель; 5 — изолированный
сварочный провод; 6—источник пи-
тания дуги; 7 —сварочный провод;
8 — струбцина
351
IX. 1.2. Особенности сварочной дуги постоянного
и переменного тока
С помощью источников постоянного тока можно вести сварку
при прямой или обратной полярности. Дуга прямой полярности
(электрод — «минус», объект сварки — «плюс») обеспечивает более
глубокое проплавление основного металла; при дуге обратной поляр-
ности повышается скорость плавления электрода.
В табл. IX. 1 приведены данные о некоторых технологических
особенностях сварочной дуги постоянного и переменного тока.
IX.1. Технологические особенности сварочной дуги постоянного
и переменного тока
Показатель Постоянный ток Переменный ток
Прямая полярность Обратная полярность
Относительная скорость плавления электрода, % Длина дуги Магнитное дутье 100 Нормильная (0,5-1,1)4, Сильное 110—140 Короткая до 2,5 мм Сильное 100—120 2—4 мм Отсутствует
4> — диаметр электрода.
Возникающее при постоянном токе «магнитное дутье» (при токе
более 200 Л) может вызвать сильное отклонение и блуждание сва-
рочной дуги, вследствие чего увеличивается разбрызгивание, ухуд-
шается качество шва и снижается производительность.
Большинство современных электродов общего назначения при-
годно для сварки на любой полярности тока, вместе с тем имеется
ряд марок электродов, предназначенных для сварки на какой-либо
одной полярности.
Электроды, используемые при сварке на переменном токе, обеспе-
чивают вполне устойчивое горение дуги.
IX.2. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
К основным операциям подготовки металла под сварку относят-
ся: правка и очистка проката; механическая или термическая резка
при заготовке деталей и полуфабрикатов; обработка кромок, подле-
жащих сварке.
352
Обработка кромок стыковых соединений заключается в отбор-
товке их при толщине металла до 4 мм или разделке кромок для
создания скоса и притупления при большей толщине металла. Основ-
ные данные о сварных соединениях и швах приведены в гл. III.
При дуговой сварке повышенные требования предъявляются
к чистоте кромок и поверхности прилежащих к ним зон свариваемых
деталей.
В целях избежания образования в швах пор, шлаковых и других
включений торцевые поверхности кромок и прилегающие к ним зоны
металла шириной 25—30 мм подлежат очистке от ржавчины, краски,
масляных и других загрязнений. Очистку выполняют металлическими
щетками, абразивными материалами или инструментом, а также га-
зопламенной обработкой.
При сборке конструкций, помимо применения инвентарных и дру-
гих сборочных приспособлений, кондукторов и кантователей, для
фиксации взаимного расположения элементов конструкций и деталей
часто используют прихватки (короткие швы), осуществляемые ручной
дуговой сваркой.
Длина швов-прихваток обычно 50—100 мм.
Размеры сечений прихваток не должны превышать */з основных
швов (при толщине свариваемого металла более 5 мм). Поверхность
прихваток следует зачищать от шлака и загрязнений. При выявле-
нии дефектов их удаляют абразивным инструментом и швы выпол-
няют вновь.
IX.3. ТЕХНИКА И ОБЩАЯ ТЕХНОЛОГИЯ
ВЫПОЛНЕНИЯ ШВОВ
В зависимости от формы и взаимного расположения сваривае-
мых кромок, размеров поперечного сечения шва и положения его
в пространстве при ручной дуговой сварке осуществляют простые
или сложные траектории движения рабочим (с горящей дугой) кон-
цом электрода (табл. IX.2), которые позволяют: управлять тепловым
потоком, охлаждая металл при отводе дуги и увеличивая тепловое
воздействие при прекращении движения электрода; выполнять одно-
проходные швы различной формы и размеров сечения; уменьшать
возможность натека или прожога металла; предотвращать стекание
металла при наклонном или отвесном положении сварочной ванны.
При перемещении конца электрода вдоль линии соединения без
колебательных поперечных движений ширина валика шва не превы-
шает 0,8—1,5 диаметра электрода. Поперечные движения конца
электрода обеспечивают получение валика увеличенной ширины.
23-194
353
IX.2. Основные виды траекторий движения рабочего конца электрода
при ручной дуговой сварке
Вид траектория Характеристика и назначение Прямолинейное движение без поперечных
колебаний для наложения узких (ниточных)
валиков шва. Применяется при сварке тон- кого металла, сварке первого слоя много- слойного шва и подварке дефектов
Возвратно-поступательные движения. Ко- роткие колебания, используемые для неко- торого увеличения ширины шва, способст- вуют дегазации ванны и улучшению внеш- него вида шва. Длинные колебания необхо- димы при сварке в потолочном и вертикаль- ном положениях
длммд Движения, используемые для увеличения ширины шва. Применяются при сварке в
мллллд нижнем положении стыковых соединений без разделки кромок и при наплавке
охптг Движения, способствующие прогреву одной из кромок, например при сварке металла разной толщины
Движения, обеспечивающие усиленный про- грев корня шва
В» Движения, способствующие усиленному про- греву кромок и корня шва. Используются при сварке стыковых соединений со скосом двух кромок и угловых соединений в ниж- нем и вертикальном положениях
Движения, дающие возможность сильно прогреть обе кромки. Применяются при сварке угловых швов
WAWr ЯЯЛЯЛЛ' * 00 «9 95 О? 00 00 Движения, обеспечивающие хороший про- грев кромок. Используются при сварке стыковых и угловых швов за один проход
354
При уширенном валике в расплавленном состоянии находится
значительное количество металла, который застывает медленнее, чем
при узком шве. Это существенно влияет на газонасыщенность метал-
ла шва, а также на структуру шва и зоны термического влияния.
Наилучшие результаты получаются при ширине валика шва, равной
2—3 диаметрам электрода.
IX.3.1. Основные параметры режима
ручной дуговой сварки
Такими параметрами являются: ток /св и скорость осв.
Величина тока в наибольшей степени определяет тепловую мощ-
ность дуги. С увеличением тока возрастают длина и ширина свароч-
ной ванны, а также глубина проплавления металла. При назначении
тока учитывают толщину свариваемого металла, диаметр электрода,
тип шва и положение его в пространстве, род и полярность тока.
Диаметр электрода подбирают с учетом толщины металла:
толщина металла, мм 1—2
диаметр электрода,
мм................... 1.5—2
6-12
3 3-4 4-5
13 и более
5-8
3
Величину тока можно подсчитать, пользуясь эмпирическими фор-
мулами:
св = Kd3
или
/CB=(2O±6d3)do.
где —Диаметр электрода, мм; К— коэффициент, зависящий от диаметол
электрода н имеющий следующие значения;
диаметр электрода,
мм........ 2 3 4 5 6
К................... 25—30 30—45 35—50 40-55 45 -60
Напряжение дуги при ручной дуговой сварке изменяется в узких
пределах (20—36 В) и при расчетах режима не регламентируется.
Скорость сварки
''св = ан ГСВ^'
где а н— коэффициент наплавки, г/А*ч; F — площадь поперечного сечения
однопроходного шва, ям1; у —плотность наплавленного металла, г/см\
В табл. 1Х.З приведены ориентировочные данные режимов руч-
ней дуговой сварки стыковых соединений (в нижнем положении)
металла различной толщины.
23*
355
IX.3. Режимы ручной дуговой сварки стыковых соединений
Толщина Диаметр Сварочный Толщина Диаметр Сваренный
металла. электрода. ток, Л металла. электрода. ток, А
ММ ММ мм ММ
1-4 1.5 25—40 6—12 4 160—200
2 60—70 5 220—280
3 3 100—140 13 и более 5 220—280
4-5 3 4 100—МО 160—200 6 7 8 280—340 350—400 420—480
IX.3.2. Сварка швов в различных положениях
В зависимости от положения в пространстве существенно изме-
няются процесс образования валика шва, его внешний вид и качест-
во, а также производительность сварки.
Для получения заданной формы шва с учетом охлаждения и за-
твердевания металла назначают соответствующие режим и технику
сварки (табл. 1Х.4). Колебания электрода (поперечные, продольные
или комбинированные) позволяют рассредоточить тепловой поток на
сварочную ванну, охлаждая металл при отводе электрода с того или
иного участка наклонной ванны и тем устраняя течение металла
в нежелательном направлении. При задержке электрода достигается
более глубокое проплавление основного металла.
IX.4. Особенности ручной дуговой сварки швов в различных
положениях
Положение шва (эскиз) Особенности процес- сов сварки Диаметр электрода, мм Относи- тельная величина тока, %
Нижнее С Наиболее удобное положение для сварки всех типов соединений. Кап- ля электродного металла переходит в сварочную ванну под действием си- лы тяжести, при этом шлак и дру- гие загрязнения всплывают на по- верхность. Сварку выполняют дугой нормальной длины. 3-8 1С0
'////>.
356
Продолжение табл. IX.4
Положение шва (эскиз) Особенности процес- сов сварки Диаметр электрода, мм Относи- те л ьпия величина тока. %
Шов имеет мелко- чешуйчатую по- верхность. Каче- ство швов наилуч- шее, производи- тельность наи- большая
Верти- кальное 1 1 15-45° Процесс сварки затруднен, так как капля расплав- ленного металла стремится стечь вниз. Сварку ведут короткой дугой. Используются два способа: сварка снизу вверх, обес- печивающая глу- бокое проплавле- ние кромок, и по- лучение швов боль- шого сечения. При- меняется при свар- ке металла сред- ней и большой тол- щины; сварка сверху вниз, соз- дающая неглубо- кое проплавление кромок. Использу- ется при сварке первого слоя шва и при тонком ме- талле (до 3 мм) Не более 4 85-90
Горизон- тальное Процесс сложнее сварки в верти- кальном положе- нии из-за наклон- ного состояния сварочной ванны и возможности под- реза верхней кром- ки. Сварку ведут короткой дугой. Не более 4 85-90
357
Продолжение табл. JX.4
Положение шва (эскиз) Особенности процес- сов сварки Диаметр электро- да, мм ОТНОСИ- тельная величина тока, %
При стыковом сое- динении скос кром- ки обычно делают у верхнего элемен- та. При нахлесточном соединении про- цесс упрощается, так как сварочная ванна удерживает- ся кромкой нижне- го элемента Не более 4 85-90
Потолоч- ное Процесс наиболее сложный для вы- полнения. Для уменьшения объе- ма сварочной ван- ны и предотвра- щения вытекания из нее - металла сварку осуществ- ляют максималь- но короткой дугой. Производитель- ность процесса ми- нимальная То же 80-85
Для различных положений шва в пространстве режим сварки
назначают с учетом марки применяемого электрода (табл. IX.5).
IX.5. Режимы ручной дуговой сварки швов в различных положениях
Марка электрода Диаметр электрода, мм Сварочный ток, А, для положения шва
нижнего вертикал иного потолочного
лно-з 3 100—140 90-110 100—120
ЛИО-4 4 170-200 140—160 140—170
5 200—270 150—170 —
0 270—320 — —
358
Продолжение табл. IX.5
Марка электрода Дпаме.р элехтрода, мм Сварочный ток, А. для положения шва
нижнего вертикального ПОТОЛОЧНОГО
АНО-6 3 100-150 90-120 90-130
4 160-210 150—180 130—180
5 180—270 150—180 —
6 280-350 — —
СМ-11 3 100—130 90—130 90-110
ДСК-50 4 160—200 140—180 140-180
5 220—240 180—220 —
УОНИ 13/45 3 80—100 60—80 70—90
УОНИ 13/55 4 130—160 100—130 120—140
5 170—200 140—160 —
6 210—240 — —
IX.3.3. Сварка стыковых швов
Стыковые соединения без скоса кромок сваривают уширенным
швом с одной или двух сторон стыка.
Стыковые соединения с разделкой кромок выполняют однослой-
ными (однопроходными) или многослойными (многопроходными),
в зависимости от толщины металла и формы подготовки кромок (рис.
IX.2).
Рекомендации по числу слоев стыковых многослойных швов
приведены в табл. IX.6.
Сварку многослойных швов начинают, тщательно проваривая
корень шва электродом диаметром не более 4 мм, а последующие
швы наплавляют уширенными валиками, используя электроды боль-
шего диаметра.
IX.2. Сварка стыковых швов
а—г— формы поперечных сечений
швов; 1—7 — порядок выполнения сло-
ев шва; 0 — подварочный шов
359
В ответственных конструкциях корень шва удаляют вырубкой
зубилом или газовым резаком для поверхностной резки (см. гл. VIII),
а затем накладывают подварочный шов.
IX.6. Число слоев при сварке стыковых и угловых швов
Толщина сва-
риваемого ме-
талла, мм
Число слоев в
швах:
стыковых
угловых
18—20
5—6
5-6
IX.3.4. Сварка угловых швов
Наилучшие результаты при сварке угловых швов обеспечивают-
ся при установке плоскостей соединяемых элементов в положение
«в лодочку» (рис. IX.3, а), т. е. под углом 45° к горизонтали. При
этом достигается хорошее проплавление угла и стенок элементов без
опасности подреза или непровара, а также создается возможность
наплавлять за один проход швы большого сечения. Однако не всегда
можно установить соединяемые элементы в положение «в лодочку».
В ряде случаев соединяемые элементы занимают иное (см. рис.
IX.3, б— г) положение в пространстве. Сварка таких угловых швов
сопровождается дополнительными сложностями, так как возможны
непровары вершины угла соединения или горизонтальной степки,
а так же подрезы стенки вертикального элемента. В этих случаях
катеты однослойного углового шва не должны превышать 8 мм.
Швы с катетами свыше 8 мм выполняют в два слоя и более (см.
табл. IX.6).
Угловые швы таврового соединения с двумя симметричными
скосами одной кромки (см. рис. IX.3, г) сваривают в один слой или
в несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки угловых швов в вертикальном и потолочном
положениях существенно не отличается от сварки стыковых швов
со скосом кромок. Для обеспечения необходимого провара вершины
угла первый слой выполняют электродами диаметром 3—4 мм.
При сварке угловых швов нахлесточных соединений нельзя до-
пускать излишнего проплавления (подреза) кромки верхнего элемен-
та и наплыва металла (при недостаточном сплавлении) на плоскость
нижнего элемента.
360
IX 3. Сварка угловых швов
а—г — формы поперечных сечений
швов и положение деталей при
сварке; 1—4 — порядок выполнения
слоев шва
IX.3.5. Сварка тонколистового металла
При дуговой сварке на весу стыковых соединений из металла
толщиной 0,5—3 мм возможно сквозное проплавление дугой кромок
с образованием отверстий, трудно поддающихся последующему ис-
правлению. Вместе с тем из-за ограниченной возможности регулиро-
вания тепла дуги прямого действия помимо прожогов в таких швах
обнаруживаются непровары, шлаковые включения и другие дефекты.
Для обеспечения необходимого качества сварки тонколистовой
стали применяют отбортовку кромок, временные теплоотводящие
подкладки, остающиеся стальные подкладки или расплавляемые эле-
менты, электроды со специальным покрытием, специальное сварочное
оборудование.
Сварку с отбортовкой кромок выполняют главным образом на
постоянном токе металлическим или угольным электродом. Хорошие
результаты достигаются при установке кромок в наклонное положе-
ние (45—65°) и при сварке на спуск.
Для подбора диаметра металлического электрода и тока при
сварке стыковых соединений из тонколистовой стали можно пользо-
ваться данными табл. IX.7. При сварке нахлесточных соединений ток
увеличивают на 10—15, при сварке тавровых соединений — на 15—
20%.
Угольный электрод применяют диаметром 6—10 мм, сварочный
ток должен быть 120—140 А, полярность прямая.
В качестве временных теплоотводящих подкладок используют
массивные медные и бронзовые плиты (бруски). Сборку осуществля-
ют без зазора, обеспечивая плотное прилегание свариваемых листов
к подкладке.
Для стыковых соединений применяют стальную остающуюся
подкладку, если это допускается проектом. Сварку ведут с проплав-
лением элементов из тонколистовой стали и приваркой их к стальной
подкладке. Применяют также присадочный пруток или стальную
361
полосу, укладываемые вдоль свариваемых кромок, которые расплав-
ляют дугой вместе с кромками основного металла.
Для сварки на малых токах используют электроды со специаль-
ным покрытием (марок ОМА-2, МТ-2 и др.) и постоянный ток об-
ратной полярности. При этом применяют источники питания дуги
с повышенным напряжением холостого хода, допускающие регули-
рование малых токов (например, преобразователь ПСО-120, выпря-
мители ВКСГ-30, ВД.-101 и др.).
IX.7. Режимы ручной дуговой сварки стыковых соединений из
тонколистовой стали
Толщина металла, мм Диаметр электрода, мм Свароч- ный ток, А Толщина металла, мм Диаметр электрода, мм Сваро ный ток, А
0,5 1 1,5 1 1,6-2 2 10-20 30-35 35-45 2 2,5 2,5 2,5-3 50-65 65—100
IX.3.6. Сварка швов различной протяженности
По протяженности швы делят на короткие (250—350 мм), сред-
ние (350—1000 мм) н длинные (свыше 1000 мм).
а)
б)
в)
7 5 3
2а
4а
1Г
10
2
1
4
JX.4. Сварка швов различной протяженности
(J —короткий шов; б — средний шов; в—д — длинные швы; I, Н—слои шва?
1—Ю — порядок и направление сварки участков шва; А — общее направление
сварки
[«<««<«<««<««(<«<<<«(««««(<«<<«(<«(<<
<<«<«<€<««««(««««(<«««<««<<«««
862
Короткие швы сваривают напроход, т. е. при неизменном на-
правлении сварки, от одного конца шва к другому (рис. 1Х.4,а);
швы средней длины — от середины соединения к концам (см. рис.
IX.4, б); длинные швы — обратноступенчатой сваркой, при которой
сварной шов выполняется следующими один за другим участками
в направлении, обратном приращению шва (см. рис. IX.4, в). Длина
ступени (участка) принимается в пределах 100—350 мм, причем бо-
лее короткие ступени назначают при сварке тонкого металла и более
длинные — при сварке толстого металла.
Обратноступенчатая сварка ведется преимущественно при общем
направлении А от середины к концам и может выполняться одним
или двумя сварщиками (см. рис. 1Х.4, г, участки 1 и 1а, 2 и 2а
и т. д.).
При многослойных швах (см. рис. IX.4, д) также используется
обратноступенчатая сварка, при этом смежные участки вышележа-
щих слоев выполняют в направлении, обратном сварке нижележащих
швов. Концы швов смежных участков должны быть смещены относи-
тельно друг друга на 25—30 мм.
IX.3.7. Сварка металла большой толщины
С увеличением толщины металла (20 мм и более) в сварных
соединениях заметно возрастают объемные сварочные напряжения,
которые создают опасность возникновения и развития в швах тре-
щин. Во избежание указанных явлений швы толстолистовой стали
выполняют следующими способами (рис. IX.5):
двойным ш в о м, при котором на участке длиной 250—300 мм
наплавляют первый слой шва, немедленно очищают его от шлака
и по неостывшсму (не ниже 150—200 °C) первому слою наплавляют
второй слой. В такой же последовательности выполняют шов на
последующих участках соединения;
блоками, при котором многослойный шов выполняют отдель-
ными участками на полное его сечение;
каскадом, при котором каждый последующий участок много-
слойного шва перекрывает весь предыдущий его участок или его
часть.
Каждый из указанных способов может осуществляться с раз-
бивкой на секции по длине шва.
При каскадной сварке длину секций назначают: для стыковых
соединений со скосом кромок — 200—300 мм; с двумя симметричны-
ми скосами кромок — 500—800 мм. При этом каждый слой секции
делят на ступени длиной 150—200 мм и выполняют их обратносту-
пенчатой сваркой. С увеличением толщины металла длину секций
уменьшают.
363
0)
IX.5. Сварка металла большой толщины
с—двойным слоем; б —блоками; в — каскадом: I—III — участки шва; t—S—
последовательность и направление сварки слоев шва
Металл толщиной 30 мм и более наиболее целесообразно свари-
вать одновременно с двух сторон соединения, для чего свариваемые
элементы должны находиться в вертикальном положении.
Сварку вертикальных стыковых соединений с двумя симметрич-
ными скосами кромок начинают с верхней части (рис. IX.6, а, б). При
работе двух сварщиков один выполняет первый способ секции шва
на своей стороне, после чего с обратной стороны соединения произ-
водят вырубку корня этого шва. Затем оба сварщика одновременно
выполняют (с обеих сторон) все слои данной секции. В таком же
порядке сваривают все последующие слои шва. Сварку ведут по
горячему (иеостывшему) предыдущему слою с предварительной
очисткой его от шлаков и загрязнений.
Горизонтальные швы большой протяженности (см. рис. IX.6, г,
д), при подготовке кромок (два симметричных скоса одной кромки,
обычно верхней) делят на участки с таким расчетом, чтобы два
сварщика могли сваривать двусторонний шов на таком участке
в течение одной смены.
IX.4. СПОСОБЫ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
ПРИ РУЧНОЙ дуговой сварке
Сварка электродами с повышенным коэффициентом наплавки.
При увеличении в рутиловом покрытии электродов содержания же-
лезного порошка с 20 до 50—60 % (см. гл. V) производительность
сварки в нижнем положении возрастает примерно в 1,5—2 раза.
К таким электродам относятся АН-1, ОЗС-З, ЗРС-1 и др., использо-
вание которых существенно повышает производительность свароч-
ных работ.
Сварка с глубоким проплавлением. При этом способе (табл. IX.8)
сварку ведут при опирании козырьком покрытия электрода на кром-
364
IX.6. Последователь-
ность сварки верти-
кальных (а—в) и го-
ризонтальных (г, д)
швов большой тол-
щины
1св, 2с в—первый и
второй сварщики; /'—
4' — прокладки; /—3
и 1а—За — порядок
выполнения слоев
шва
ки свариваемого металла (рис. IX.7), используют электроды (напри*
мер, марки ОЗС-З) с повышенной толщиной покрытия. Масса по-
крытия 60—80 % массы стержня при отношении диаметра электрода
к диаметру стержня 1,5—1,6.
Положение электрода при сварке угловых и стыковых швов
приведено на рис. 1Х.7, а, 6. Наклон электрода к линии шва под
365
IX.7. Схемы сварки
а, б—с —глубоким проплавлением; в —трехфазной дугой
углом 70—80° обеспечивает вытеснение жидкого металла из свароч-
ной ванны в сторону валика давлением дуги, давая возможность
тепловому потоку дуги воздействовать на более глубокие слои ос-
новного металла. В результате глубина проплавления возрастает,
уменьшается доля электродного металла в металле шва, чем и обес-
печивается повышение производительности.
IX.8. Характеристика сварки с глубоким проплавлением стыковых
соединений без скоса кромок
Вид сварки Толщина металла, мм Зазор, мм Диаметр электро- да. мм Глубина проплавле- ния, мм Ток, А
Односторон- 4 1 5 4—5 200
НЯЯ 6 1,5 6 8 250
8 2 6 6 350
Двухсторонняя 8 1 6 5—7 380—420
12 1,5—2 6—7 7—9 450-550
16 1,5-2,5 6-7 9-12 450—550
Процесс позволяет выполнять одностороннюю сварку стыковых
соединений без разделки кромок металла толщиной до 8—10 мм
и двустороннюю сварку металла толщиной до 16—18 мм.
Сварка трехфазной дугой. Такая сварка (рис. IX.7, в) заключа-
ется в том, что к двум электродам и свариваемому металлу подво-
366
дится ток от трех фаз источника переменного тока. В процессе сварки
действуют трн одновременно горящие сварочные дуги: две между
электродами и основным металлом и одна между электродами. Ко-
личество выделяемого при этом тепла и соответственно производи-
тельность возрастают по сравнению со сваркой однофазной дугой
в 2—3 раза.
Для сварки трехфазной дугой используют электроды, состоящие
из двух параллельно расположенных стержней с общим покрытием.
Конструкция электрододержателей обеспечивает подвод тока раз-
дельно к каждому стержню электрода.
Ниже приведены диаметр электрода и сила тока, используемые
при сварке стыковых и тавровых соединений трехфазной дугой:
толщина свариваемого ме-
талла. мм............... 10
диаметр электродов, мм . 5—5
сварочный ток на один
электрод. А................... 200 —250
25-30
6—6
330—350
Более 30
8-8
380—100
Сварку выполняют ручным и механизированным способами. Ме-
талл шва имеет достаточно хорошие механические свойства. Питание
трехфазной дуги осуществляют от двух обычных трансформаторов,
соединенных в треугольник, либо от трех однофазовых трансформа-
торов (см. гл. VI).
Сварка наклонным электродом. При этом способе дуговой свар-
ки покрытый электрод располагают наклонно вдоль свариваемых
кромок, опираясь на них козырьком (втулкой) рабочего конца, и по
мере расплавления электрода под действием силы тяжести или пру-
жины дуга перемещается по линии шва.
Простейшее приспособление (штативного типа) для этой цели
состоит (рис. IX.8) из стойки, электрически изолированной от сва-
риваемого металла, и обоймы с прикрепленным к ней проводом от
источника сварочного тока. Обойма свободно скользит по стойке.
Обычно дугу возбуждают замыканием металлического стержня
электрода со свариваемым металлом с помощью угольного электро-
да, после чею горение дуги и плавление электрода происходит без
участия сварщика.
При этом способе сварки применяют также пружинные приспо-
собления или комбинированные устройства. Для фиксирования базы
штанги или пружинного приспособления используют струбцины или
постоянные магниты.
Электроды имеют следующие размеры: при диаметре 4—8 мм
длину 450—1000 мм; при диаметре 6—10 мм длину 700—1200 мм.
Угол наклона электрода при штативном приспособлении 25—30’,
при пружинном 5—10°. Сварочный ток подбирают из расчета 40—
45 А на 1 мм диаметра электрода.
367
IX. 9 Схема сварки наклонным
электродом
1 — шов; 2 — дуга; 3 — электрод;
4 — обойма; 5 — стойка
IX.9. Схема сварки лежачим элект-
родом
/ — шов; 2 — дуга; 3 — электрод;
4— контакт; 5 — слой бумаги 6 —
медная облицовка накладки; 7 —
стальная накладка
Длинномерные швы выполняют несколькими приспособлениями,
установленными вдоль свариваемых кромок.
Один сварщик может одновременно обслуживать до 4 постов,
при этом производительность по сравнению с ручной сваркой воз-
растает в 2,5—3 раза.
Сварка лежачим электродом. При этом способе (рис. IX.9) по-
крытый плавящийся электрод укладывают вдоль свариваемых кро-
мок. Дуга зажигается дополнительным угольным электродом или
другим способом. Устойчивое горение дуги обеспечивается за счет
явления саморегулирования электрического режима в сварочной це-
пи (см. гл. VI). По мере плавления электрода образуется сварной
шов.
Применяемые при этом способе электроды состоят из металли-
ческого стержня, нанесенного на него слоя покрытия и наружной
неэлектропроводящей оболочки круглой или другой формы с про-
дольным пазом, служащим для стабилизации процесса. При диамет-
ре электрода 4 и 8 мм толщина покрытия составляет соответственно
1,5 и 3 мм, длина электродов 700—900 мм.
Ток подводится с помощью контактов, устанавливаемых через
каждые 500—800 мм. В местах установки контактов на электродах
зачищают слой покрытия. Для получения длинных швов стержни
электродов соединяют между собой металлическими вставками.
Многослойную сварку выполняют, укладывая три электрода или
более (см. рис. IX.9, в) в разделку кромок или в угол при положе-
нии <в лодочку». Ток к электродам подается от нескольких источни-
ков Для устойчивости процесса электроды покрывают стальной на-
кладкой, облицованной слоем листовой меди, под которую уклады-
вают слой бумаги, предохраняющий накладку от подгорания. При
сварке одиночными электродами со стандартным покрытием также
необходимо пользоваться указанными накладками.
368
Лежачим электродом можно вести сварку под флюсом, для че-
го электродную проволоку укладывают вдоль свариваемых кромок
на слой флюса толщиной 3—6 мм с последующей засыпкой слоем
флюса нормальной толщины. Ток подводят к проволоке с помощью
контактных устройств.
Сварка лежачим электродом позволяет сварщику обслуживать
одновременно несколько постов, чем обеспечивается повышение про-
изводительности труда.
Глава X. ЭЛ ЕКТРОДУГОВАЯ
МЕХАНИЗИРОВАННАЯ И АВТОМАТИЧЕСКАЯ
СВАРКА ПОД ФЛЮСОМ
Х.1. СУЩНОСТЬ СПОСОБА
При этом способе сварки (рис. Х.1) электрическая дуга горит
между концом электродной (сварочной) проволоки и свариваемым
металлом под слоем гранулированного флюса. Ролики специального
механизма подают электродную проволоку в дугу. Сварочный ток,
переменный или постоянный прямой или обратной полярности от ис-
точника подводится скользящим контактом к электродной проволоке
и постоянным контактом — к изделию. Сварочная дуга горит в га-
зовом пузыре, образованном в результате плавления флюса и метал-
ла и заполненном парами металла, флюса и газами. По мере удале-
ния дуги расплавленный флюс при остывании образует шлаковую
корку, которая легко отделяется от поверхности шва. Флюс засыпа-
ется впереди дуги из бункера слоем толщиной 40—80 и шириной
40—100 мм (чем больше толщина свариваемого металла и ширина
шва, тем больше толщина и ширина слоя флюса). Масса флюса,
идущего на шлаковую корку, обычно равна массе расплавленной
сварочной проволоки. Нерасплавившаяся часть флюса собирается
специальным пневмоотсосом в бункер и повторно используется. По-
тери металла на угар и разбрызгивание при горении дуги под флю-
сом значительно меньше, чем при ручной дуговой и сварке в защит-
ных газах.
Расплавленные электродный и основной металлы в сварочной
ванне перемешиваются и при кристаллизации образуют сварной шов.
В промышленности преимущественное применение находит спо-
соб сварки проволочными электродами (сварочной проволокой).
Однако в некоторых случаях сварку и особенно наплавку целесооб-
разно выполнять ленточными или комбинированными электродами
(рис. Х.2). Лента, применяемая для этих электродов имеет толщину
до 2 мм и ширину до 40 мм. Дуга, перемещаясь от одного края лен-
24 —194
369
Х.1. Схема сварки под флюсом
/ — источник сварочного тока; 2 — скользящий контакт (токоподвод); 3—по-
дающие ролики; 4 — электродная проволока; 5 — газовый пузырь; 6 — флюс;
7 — расплавленный флюс; 8 — затвердевший шлак; 9 — свариваемый (основ-
ной) металл; 10 — сварочная ванна; //—сварочная дуга; »под> vcb — скоро-
сти подачи электродной проволоки и сварки; h — глубина проплавления ос-
новного металла
Х.2. Схемы ленточных (а—в) и (г) — комбинированного (проволока и гнутая
лента) электродов и поперечных сечений швов, выполненных этими электро-
дами
370
ты к другому, равномерно оплавляет ее торец и расплавляет основ-
ной металл. Изменяя форму ленты, можно изменить и форму попе-
речного сечения шва, достигая повышенной глубины проплавления
по его оси (см. рис. Х.2, б) или получая более равномерную глубину
проплавления по всему сечению шва (см. рис. Х.2, в). Ленточный
электрод целесообразно использовать при сварке корневых швов
стыковых соединений на весу при зазорах свыше 1 мм, при сварке
последних слоев широкой части разделки, при сварке толстого ме-
талла. При сварке корневых швов по отношению к оси стыка лента
может располагаться под углом от 30 до 90э в зависимости от зазо-
ра между кромками.
Для повышения производительности сварки стыковых с раздел-
кой кромок и угловых швов, где требуется повышенное количество
наплавленного металла, в разделку до начала сварки или в процессе
сварки специальным дозирующим устройством засыпают рубленую
сварочную проволоку (крупку). Сварку с порошковым присадочным
металлом ППМ см. в гл. XV и XIX. Длина кусков крупки не превы-
шает диаметра проволоки, из которой ее изготовляли. Этой же цели
служит и сварка с увеличенным до 100 мм вылетом электрода. Это
позволяет на 50—70 % увеличить количество наплавляемого метал-
ла. Однако при этих способах сварки снижается глубина проплавле-
ния основного металла.
Наиболее часто сварку ведут одним электродом или одной ду-
гой. Для расширения технологических возможностей способа и по-
вышения производительности сварки можно использовать две одно-
временно горящие дуги и более. При двухэлектродной сварке (сварке
сдвоенным, расщепленным электродом) применяют две электрод-
ные проволоки (рис. Х.З, а), одновременно подаваемые в зону свар-
ки обычно одним механизмом подачи. Питание дуг сварочным током
производится от одного источника. При расстоянии между электро-
дами до 20 мм две дуги горят в одном газовом пузыре, образуя
единую сварочную ванну. Электроды могут располагаться поперек
(см. рис. Х.З,б), вдоль стыка кромок или занимать промежуточное
положение. В первом случае возможна сварка при увеличенных за-
зорах в стыке между кромками, при сварке отдельных слоев много-
слойных швов, при наплавке. При последовательном расположении
электродов глубина проплавления увеличивается.
При двухдуговой сварке (см. рис. Х.З, в) каждый электрод при-
соединен к отдельному источнику постоянного, переменного тока или
ду|и питаются разнородными токами. Образовавшиеся две дуги мо-
гут гореть в одном газовом пузыре. Электроды располагаются пер-
пендикулярно свариваемой поверхности (углы а> — а2 = 90°) или
наклонно в плоскости, параллельной направлению сварки. При откло-
нении первой дуги на угол а2 растет глубина прославления, опреде-
24
371
Х.З. Схемы двухэлектродной (а) и
двухдуговой (в) сварки под флюсом и
расположение электродов при двух-
электродной сварке относительно сты-
ка кромок (б). Стрелками указано на-
правление сварки
ляемая этой дугой; при отклонении второй дуги на угол <Xi увеличи-
вается ширина шва, определяемая этой дугой, благодаря чему мож-
но избежать подреза по кромкам шва (подробнее см. ниже). Сварка
по такой схеме дает возможность резко повысить скорость, а значит
производительность процесса. При увеличенном расстоянии между
электродами дуги горят в раздельные сварочные ванны. Обычно
в таком случае электроды располагаются перпендикулярно поверхно-
сти изделия. Сварка по этой схеме позволяет уменьшить вероятность
появления закалочных структур в металлах шва и околошовной зо-
ны при сварке закаливающихся сталей и толстого металла. Это
объясняется тем, что первая дуга не только формирует шов, но
и выполняет как бы предварительный подогрев, который уменьшает
скорость охлаждения металлов шва и околошовной зоны,, после
прохода второй дуги. Вторая дуга частично переплавляет первый
шов и термически обрабатывает его. Варьируя необходимым свароч-
ным током для каждой дуги и расстоянием между ними, можно по-
лучать требуемый термический цикл сварки и таким образом регули-
ровать структуры и свойства металла сварного соединения. Сварка
под флюсом может выполняться автоматически или механизированно.
Х.2. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ СВАРКИ
ПОД ФЛЮСОМ
Сущность процесса сварки под флюсом определяет его особен-
ности по сравнению с ручной дуговой сваркой.
Производительность по сравнению с ручной сваркой увеличива-
ется в 5—12 раз. При сварке под флюсом ток по электродной прово-
372
'Х.4. Зависимость количества на-
плавленного электродного металла
от силы сварочного тока и диамет-
ра электрода d
локе проходит только в ее вылете (место от токоподвода до дуги).
Поэтому можно использовать повышенные (25—100 А/мм2) по срав-
нению с ручной дуговой сваркой (10—20 А/мм2) плотности свароч-
ного тока без опасения значительного перегрева электрода в вылете
и отслаивания обмазки, как в покрытом электроде. Использование
больших сварочных токов (табл. Х.1) резко повышает глубину про-
плавления основного металла и появляется возможность сварки ме-
талла повышенной толщины без разделки кромок. При сварке с раз-
делкой кромок уменьшается угол разделки и увеличивается величи-
на их притупления, т. е. уменьшается количество электродного
металла, необходимого для заполнения разделки. Металл шва обыч-
но состоит приблизительно на 2/з из переплавленного основного
металла (при ручной дуговой сварке соотношение обратное). В ре-
зультате вышесказанного растут скорость и производительность
сварки '(рис. Х.4). Под флюсом сваривают металл толщиной 2—
60 мм при скорости однодуговой сварки до 0,07 км/ч. Применение
многодуговой сварки позволяет повысить се скорость до 0,3 км/ч.
Высокое качество металлов шва и сварного соединения достига-
ется за счет надежной защиты расплавленного металла от взаимо-
действия с воздухом, его металлургической обработки и легирования
Х.1. Значения сварочного тока при сварке под флюсом
Диаметр 2 3 4 5 6
электродной проволоки, мм Пределы 200-400 300—600 400-800 700—1000 700-1200
сварочного тока, А
373
расплавленным шлаком. Наличие шлака на поверхности шва умень-
шает скорость кристаллизации металла сварочной ванны и скорость
охлаждения металла шва В результате металл шва не имеет пор, со-
держит пониженное количество неметаллических включений. Улуч-
шение формы шва и стабильности его размеров, особенно глубины
проплавления, обеспечивает постоянные химический состав и другие
свойства на всей длине шва. Сварку под флюсом применяют для
изготовления крупногабаритных резервуаров, строительных конст-
рукций, труб и т.д. из сталей, никелевых сплавов, меди, алюминия,
титана и их сплавов.
Экономичность процесса определяется снижением расхода сва-
рочных материалов за счет сокращения потерь металла на угар
и разбрызгивание (не более 3 %, а при ручной сварке достигают
15%), отсутствием потерь на огарки. Лучшее использование тепла
дуги при сварке под флюсом по сравнению с ручной сваркой умень-
шает расход электроэнергии на 30—40 %. Повышению экономично-
сти способствует и снижение трудоемкости работ по разделке кро-
мок под сварку, зачистке шва от брызг и шлака. Сварка выполня-
ется с применением специальных автоматов или полуавтоматов.
Условия работы позволяют сварщику обходиться без щитков для
защиты глаз и лица. Повышаются общий уровень и культура произ-
водства.
Недостатками способа является повышенная жидкотекучесть
расплавленного металла и флюса. Поэтому сварка возможна только
в нижнем положении при отклонении плоскости шва от горизонтали
не более чем на 10—15°. В противном случае нарушится формиро-
вание шва, могут образоваться подрезы и другие дефекты. Это одна
из причин, почему сварку под флюсом не применяют для соединения
поворотных кольцевых стыков труб диаметром менее 150 мм. Кроме
того, этот способ сварки требует и более тщательной сборки кромок
под сварку и использования специальных приемов сварки. При уве-
личенном зазоре между кромками возможно вытекание в него рас-
плавленного металла и флюса и образование в шве дефектов.
Х.З. ВЛИЯНИЕ ОСНОВНЫХ ПАРАМЕТРОВ
РЕЖИМА СВАРКИ НА РАЗМЕРЫ И ФОРМУ ШВА
От геометрических размеров шва в большой степени зависят его
свойства. Обычно рассматриваются размеры шва, указанные на рис.
Х.5. Площади и Лср являются условными, так как металл шва
образуется кристаллизацией расплавленного металла единой свароч-
ной ванны. Форма сварного шва оказывает большое влияние на ве-
роятность возникновения в нем кристаллизационных трещин и дру-
374
Х.5. Основные размеры шва в по-
перечном сечении
а — высота усиления; b — ширина
шва; h — глубина проплавления;
я ГПр — площади шва, образо-
ванные за счет расплавления элект-
родного и проплавления основного
металлов
VnQdt*"/^
0,15\------
Х.6. Зависимость скорости подачи
электродной проволоки от силы сва-
рочного тока. Флюс АН-348А, сва-
рочная проволока марки Св-08. Вы-
лет электрода 50 мм, напряжение
дуги ‘10—42 В
гих дефектов, на прочность и другие свойства металла шва. Напри-
мер, при коэффициенте формы провара ф=&/Л==1,3—1,6 вероятность
появления в шве кристаллизационных трещин уменьшена. Отношение
n—FnplF" + Fap (доля основного металла, участвующая в формиро-
вании всего шва) дает некоторое представление о свойствах шва.
Например, при сварке высокоуглеродистой стали низкоуглеродистой
электродной проволокой при увеличении п в шве будет повышаться
содержание углерода, а значит и возрастать его прочность.
Размеры и форма шва характеризуются режимом сварки, т. е.
совокупностью факторов (параметров), определяющих условия про-
ведения процесса сварки. Параметры режима сварки зависят от
толщины н свойств свариваемого металла и обычно приводятся
в специальных таблицах режимов сварки или в технических услови-
ях на сварку конкретного изделия и корректируются при сварке
опытных образцов. При отсутствии вышеназванных данных парамет-
ры определяются экспериментальным путем. Основным условием для
успешного ведения процесса сварки является поддержание стабиль-
ного горения дуги. Для этого определенной силе сварочного тока
375
Х.7. Влияние силы сварочного тока
/св (а), напряжения дуги Ua (6),
скорости сварки Усв (в) и вылета
электрода L (г) на основные раз-
меры шва
X 8. Положение электрода и изде-
лия при сварке
а, б — сварка углом назад и впе-
ред; в, г — сварка на подъем и
спуск; а — угол наклона электрода;
У св- направление сварки
должна соответствовать определенная скорость подачи электродной
проволоки (рис. Х.6). Скорость подачи должна повышаться с увели-
чением вылета электрода. При постоянном вылете электрода увели-
чение скорости подачи уменьшает напряжение дуги. При использо-
вании легированных проволок, имеющих повышенное электросопро-
тивление, скорость подачи должна возрастать.
На рис. Х.7 и Х.8 показано влияние изменения основных пара-
метров сварки на основные размеры шва. Закономерности (см. рис.
Х.7) относятся к случаю наплавки, когда глубина провара не превы-
шает 0,8 толщины основного металла При большей глубине провара
ухудшение теплоотвода от нижней части шва приводит к резкому
росту провара вплоть до прожога. Наибольшее влияние на форму
и размеры шва оказывает сварочный ток. При его увеличении (см.
рис. Х.7, а) интенсивно повышаются глубина проплавления и высота
усиления шва, а его ширина возрастает незначительно. В резуль-
тате интенсивно уменьшается коэффициент формы шва ф. Это по-
вышает вероятность образования в шве кристаллизационных тре-
щин, ухудшает условия дегазации металла сварочной ванны, что
способствует появлению в шве пор. Образующийся резкий переход
от усиления шва к основному металлу снижает работоспособность
сварного соединения, особенно при динамических нагрузках. Ухуд-
376
шаются отделение шлаковой корки и внешний вид шва. Доля ос-
новного металла в металле шва п интенсивно увеличивается.
При сварке на спуск (см. рис. Х.8, г) металл сварочной ванны,
подтекая под дугу, уменьшает глубину проплавления. Поэтому по-
является опасность образования несплавлений и шлаковых включе-
ний.
Диаметр электродной проволоки оказывает значительное влия-
ние на форму и размеры шва особенно на глубину проплавления.
Как видно из данных табл. Х.2, при отсутствии источников, обеспе-
чивающих необходимый сварочный ток, требуемая глубина проплав-
ления может быть достигнута при уменьшении диаметра используе-
мой электродной проволоки. (
Х.2. Значения сварочного тока, А, при которых достигается
одинаковая глубина проплавления шва при различных диаметрах
электродной проволоки
Диаметр элект- родной проволо- ки, мм Глубина проплавления, мм
з 4 5 6 8 10 12
5 450 500 550 600 725 825 930
4 375 425 500 550 675 800 925
3 300 350 400 500 625 750 875
2 200 300 350 400 500 600 700
Примечание. Использовались флюс АН-348А и проволока мар-
ки Св-08.
Однако резкое возрастание при этом глубины проплавления при
одновременном уменьшении ширины шва снижает и коэффициент
формы провара; вероятность образования кристаллизационных тре-
щин возрастает.
Род и полярность тока также оказывают существенное влияние
на глубину провара. По сравнению с постоянным током прямой по-
лярности сварка на постоянном токе обратной полярности на 40—
50, а на переменном токе на 25—30 % увеличивает глубину проплав-
ления. Изменение температуры изделия в пределах от —60 до
4-350 ° С практически не влияет на размеры и форму шва. При по-
догреве изделия до более высокой температуры возрастают глубина
и особенно ширина шва. Увеличение угла разделки кромок и зазора
между ними уменьшает долю участия основного металла в формиро-
вании шва п. Состав флюса, его насыпная масса также оказывают
влияние на форму и размеры шва. Использование флюсов с меньшей
насыпной массой (например, пемзовидных) уменьшает глубину про-
плавления и увеличивает ширину шва.
377
Х.4. ПОДГОТОВКА КРОМОК ДЕТАЛЕЙ
И СБОРКА КОНСТРУКЦИЙ ПОД СВАРКУ
Подготовка деталей и сборка конструкции для сварки под флю-
сом должны выполняться особенно тщательно. Это вызвано жидко-
текучестью расплавленного металла и флюса, глубоким проваром.
Поэтому требуется соблюдать высокую точность размеров разделки
кромок и равномерности зазора между ними. Тип разделок кромок
и их размеры, а также условия их сборки и сварки зависят от кон-
струкции сварного соединения, состава (марки) свариваемого мате-
риала, условий сварки и т. д. и обычно указываются в технических
условиях па изготовление конструкций или должны соответствовать
ГОСТ 8713—79*. После разметки деталей их вырезают, используя
механические способы, газовую или плазменную резку. После этого,
если необходимо, разделывают кромки согласно чертежу. Иногда
операции вырезки детали и подготовки кромок совмещают. Кромки
подготовляют также механическими способами, газовой или плазмен-
ной резкой. Перед сборкой деталей свариваемые кромки зачищают
по всей длине на ширину 25—30 мм металлическими щетками, шли-
фовальными кругами и т. д. от грата, масла и других загрязнений
до металлического блеска. Влага и образующийся при пониженных
температурах конденсат должны удаляться подогревом или обдувкой
горячим воздухом. Особенно тщательно следует зачищать торцы сва-
риваемых кромок, предупреждать попадание в зазор между кромка-
ми остатков шлаковой корки, грязи и др. При сборке соединения под
сварку используют струбцины, скобы и другие приспособления для
фиксации кромок в требуемом положении. Для сборки стыка на при-
хватках их длина должна быть 50—80 мм, а сечение должно быть
около ’/з сечения шва, но не более 25—30 мм2. Расстояние между
прихватками 300—800 мм.
Прихватки можно заменять сплошным швом небольшого сече-
ния («беглым» швом), выполняемым вручную электродом хороше-
го качества или механизированно в защитных газах или под флю-
сом. Сварку желательно начинать со стороны, обратной «беглому»
шву. После сварки поверхность прихваток и «беглого» шва, а так-
же кромок зачищают и осматривают. Не допускаются подрезы
и трещины, которые следует исправлять выплавкой или вырубкой
и подваркой. При сварке прихватки и «беглый» шов должны пол-
ностью перевариваться.
В начале шва, где возможен непровар, и в его конце, где обра-
зуется кратер, если они находятся на краю изделия, устанавлива-
ют заходные и выходные планки размером до 100X150 мм с тол-
щиной, равной толщине свариваемого металла. При сварке с раз-
378
делкой кромок в заходной и выходной планках кромки также
разделывают. Требуемый режим сварки необходимо проверять свар-
кой опытных образцов и контролем размеров полученного шва.
Перед началом автоматической сварки желательно на холо-
стом перемещении автомата проверить правильность направления
электрода относительно свариваемых кромок. В процессе сварки по-
ложение электрода корректируют с помощью указателей или ко-
пиров.
При механизированной сварке различных типов сварных соеди-
нений держатель полуавтомата может находиться на весу или опи-
раться костылем на изделие. Поперечные колебания электрододер-
жателем позволяют получить уширенные швы, но глубина провара
при этом уменьшается. Качество шва зависит от умения сварщика
равномерно перемещать электрододержатель со скоростью, обеспе-
чивающей необходимые размеры шва.
Х.5. ТЕХНИКА СВАРКИ СТЫКОВЫХ ШВОВ
Односторонняя сварка представляет сложную задачу, так как
проплавление металла на всю толщину может привести к вытека-
нию сварочной ванны и образованию прожога. Для предупреждения
этого предусматривают специальные меры. При двусторонней свар-
ке задача облегчается тем, что глубина провара в каждом шве
меньше толщины металла и расплавленный металл от вытекания
из сварочной ванны удерживается нерасплавившейся частью кро-
мок. Однако при этом необходима кантовка изделия для сварки
второго шва, что не всегда возможно.
Сварка на весу (рис. Х.9, а), широко используемая при ручной
сварке, редко применяется при сварке под флюсом из-за прожогов
или неполного провара кромок в нижней части.
Сварка тонколистового металла на медной подкладке (см. рис.
Х.9,б), удаляемой после сварки, весьма распространена. Подклад-
ку необходимо плотно поджимать к стыку, а для провара корня
шва из-за интенсивного теплоотвода и формирования обратного ва-
лика в подкладке следует сделать канавку. В этом случае затруд-
няется установка стыка вдоль формирующей подкладки. Для улуч-
шения формирования обратного валика и предупреждения подплав-
лення в канавку предварительно засыпают флюс. Подкладка может
быть неподвижной или скользящей. В некоторых случаях можно
использовать остающуюся стальную подкладку (см. рис. Х.9, в). Ее
толщина составляет до 40 % толщины свариваемого металла (но не
более 4—5 мм) при ширине 30—50 мм. Образующийся сварной шов
должен частично проплавлять и подкладку. Зазор между подклад-
кой (медной или стальной) и кромками не должен превышать 1 мм,
379
о)
в)
I—II----1
Нчпйгз—।
Л. 9. Схема сварки односторонних
стыковых швов
а — на весу; б — на медной под-
кладке: в — на остающейся под-
кладке; г — по подварочному шву
ill. Схема раскладки проходов
при сварке с щелевой разделкой
кромок (в слое 3 валика)
1—6 — порядок раскладки проходов
Х.10. Схемы сварки на флюсовой
подушке
а — сварка полотнищ; б — сварка
кольцевого шва; /—свариваемые
листы (обечайки); 2— флюсовая
5 подушка: 3 — брезентовый рукав;
4 — лоток; 5 — ременная передача;
Р — усилие прижатия листов к стел-
лажу
т. е. необходима тщательная сборка стыка под сварку. Стальную
подкладку под стыком обычно закрепляют на прихватках, а это тре-
бует кантовки изделия. Кроме того, увеличивается расход металла.
Зазор между подкладкой и деталью может служить причиной по-
явления трещин в шве при переменных нагрузках.
Технологически более удобной является сварка с предваритель-
ной подваркой корня шва (см. рис. Х.9,г). Подварочный шов мо-
жет выполняться вручную покрытыми электродами или плавящим-
ся электродом в защитном газе. Глубина провара достигает */з тол-
щины свариваемого металла. При этом требование к равномерности
зазора по длине стыка может быть понижено.
Сварка на флюсовой подушке (рис. Х.10, а) допускает мень-
шую точность сборки стыка под сварку, чем сварка на подкладке.
Свариваемые листы укладывают на стеллаж, в котором смонтиро-
вана флюсовая подушка. Воздух, подаваемый в брезентовый рукав,
поджимает лоток с флюсом. Поджатие может осуществляться с по-
мощью эксцентриков, рычагов и т. д. Для предупреждения отжатия
свариваемых /.ромок от стеллажа на листы укладывают грузы или
используют электромагниты, устанавливаемые снизу вместе с флю-
380
соподжимающим приспособлением. При сварке кольцевых швов из-
нутри флюс снаружи поджимается ременной передачей (см. рис.
Х.10, б), движение которой обеспечивается за счет трения о поверх-
ность изделия. Высокое качество шва обеспечивается при плотном
поджатии флюса. Если поджатый флюс лежит неплотно, то в шве
образуются протеки и прожоги.
Есть рекомендации по применению вместо флюсовой подушки,
подушки из рубленой проволоки (крупки) такой же, которую засы-
пают перед сваркой в разделку кромок для повышения производи-
тельности. Изготовляют крупку из сварочной проволоки диаметром
0,8—2 мм. В этом случае отпадает необходимость в использовании
заходных и выходных планок в начале и в конце шва. Возбуждение
дуги и окончание сварки осуществляют на слое крупки, который на-
сыпают в начале и в конце шва на 5—10 мм выше плоскости сва-
риваемых листов. Применение подушки из крупки, усиливая тепло-
отвод снизу ванны, изменяет и схему ее кристаллизации.
В последнее время получают распространение самоклеящиеся
гибкие флюсонссущие ленты, ленты из стекловолокна и т. д. Приме-
няют также съемные подкладки одно- или многоразового пользо-
вания из спрессованного флюса или другого формирующего мате-
риала.
Подкладки закрепляют с помощью эксцентриков, рычажных,
винтовых поджимов и другими способами. При недостаточно хоро-
шем формировании обратного валика при сварке на весу или съем-
ных подкладках корень шва вырубают или выплавляют и заварива-
ют подварочным швом,
Основным способом получения стыковых швов высокого каче-
ства является двусторонняя сварка. При этом режим сварки обоих
слоев обычно одинаков и обеспечивает равную глубину проплавле-
ния, составляющую 60—70 % толщины основного металла. При
сварке на весу зазор между кромками не должен превышать 1 мм.
При повышенных зазорах следует применять флюсовые подушки
или подварку вручную электродами или механизированным спосо-
бом в защитных газах. Подварочный шов при сварке основного слоя
должен полностью перевариваться.
Металл повышенной толщины обычно сваривают с разделкой
кромок многослойными швами с одной или двух сторон. При свар-
ке с одной стороны наибольшую сложность представляет собой пер-
вый проход, техника сварки которого аналогична технике сварки
одностороннего однослойного шва. Режим сварки последующих сло-
ев должен обеспечивать почти полную переплавку первого слоя.
Сварка первого слоя многослойного двустороннего шва проще, так
как он, по существу, является подварочным слоем и при сварке по-
следующих слоев с этой стороны должен полностью перевариваться.
381
При сварке первых двух слоев электрод должен быть направлен
точно по оси разделки во избежание подрезов. Последующие слон
сваривают со смещением электродов с оси так, чтобы каждый по-
следующий слой перекрывал предыдущий на */3 ширины.
Значительное повышение производительности сварки при соеди-
нении металлов большой толщины (до 300 мм) достигается при вы-
полнении сварки в узкий зазор (щелевая разделка, рис. Х.11). Зазор
между свариваемыми кромками находится в пределах 16—36 мм.
Сварка по этой схеме позволяет избежать подрезов и общей слабины
шва по центру, уменьшить деформации и остаточные напряже-
ния в швах. Однако повышаются требования к точности сборки кро-
мок, особенно величины зазора б между ними. Сварку осуществля-
ют с раскладкой по 2 или 3 валика в каждом слое проволокой диа-
метром 2 или 3 мм на режимах, которые подбирают в зависимости
от ширины зазора, марки стали и т. п.
Х.6. ТЕХНИКА СВАРКИ УГЛОВЫХ ШВОВ
Техника сварки угловых швов в некоторых случаях оказыва-
ется более сложной, чем стыковых швов, так как установка под-
кладки для формирования корня шва затруднена. В зависимости от
площади поперечного сечения шва и положения сварки угловые швы
можно сваривать без скоса иля со скосом одной из кромок с одной
или двух сторон как однопроходными, так и многопроходными шва-
ми. Сварку можно выполнять (рис. Х.12) в положении «в лодочку»
пли наклонным электродом. При сварке «в лодочку» можно полу-
чить однослойный шов или каждый шов в многослойном шве боль-
шого сечения, чем при сварке наклонным электродом, где возможен
подрез по вертикальной стенке или на верхнем листе. Однако свар-
ка «в лодочку» ведется практически на весу, так как применение
медных подкладок и флюсовых подушек затруднено. Поэтому зазор
между деталями не должен превышать 1,5 мм. При сварке наклон-
ным электродом зазор может быть повышен до 3 мм. При увеличен-
ных зазорах выполняют ручную или механизированную подварку
швом, который переплавляется при сварке основного шва. При по-
ложении «в лодочку» техника сварки не отличается от сварки сты-
ковых швов с разделкой кромок; за один проход можно сварить
шов с катетом до 14 мм.
Возможность образования подреза при сварке наклонным элек-
тродом ограничивает получение шва с катетом более 6 мм. В этом
случае необходимо особенно точно направлять электрод в разделку
кромок, Для обеспечения провара При различной толщине сваривае-
мых элементов сварку можно осуществлять в несимметричную «ло-
дочку» или несимметрично наклонным электродом. Для предупреж-
382
Х.12. Схемы сварки угловых швов
а, д — вертикальным электродом соединений таврового <в лодочку» и нахлест»
ного; б, в — наклонным электродом таврового и нахлестного соединения; г —
последовательность (/, 2) сварки многопроходных швов; е — установка под-
кладки П в угловом соединении
дения подреза при сварке наклонным электродом его смещают как
показано на рис. Х.12, б, в. Последовательность сварки многопроход-
ных швов указана на рис. Х.12, г. В нахлесточных соединениях при
толщине верхнего листа до 8 мм сварку можно вести вертикальным
электродом с оплавлением верхней кромки (см. рис. Х.12, д). Угло-
вые соединения можно сваривать вертикальным электродом с мед-
ной подкладкой (рис. Х.12, е) или с самоклеящимися гибкими флю-
сонесущими лентами.
Х.7. ТЕХНИКА СВАРКИ ЭЛЕКТРОЗАКЛЕПОК,
ПРОРЕЗНЫХ ШВОВ И ПРИВАРКИ ШПИЛЕК
На электрозаклепках обычно выполняют соединения внахлест-
ку, втавр, угловые и прорезные. Основной трудностью сварки подоб-
ных соединений является обеспечение плотного прилегания поверх-
ностей свариваемых деталей. Для предупреждения вытекания рас-
плавленного флюса и металла зазор не должен превышать 1 мм.
Электрозаклепки можно сваривать с предварительно полученным
отверстием в верхнем листе толщиной до 10 мм (рис. Х.13, а) или
с проплавлением верхнего листа толщиной до 10 мм (см. рис.
Х.13,б). При сварке с отверстием диаметр электрода должен быть
равен ’/4—’Д диаметра отверстия. Сварка может сопровождаться
подачей электрода в процессе сварки или без его подачи до естест-
383
венного обрыва дуги. В первом случае используют обычные полу-
автоматы для сварки под флюсом, во втором — специальные элек-
трозаклепочники. При сварке электрозаклепками на полуавтоматах
держатель перемещают от одной точки к другой рывком без вы-
ключения подачи и сварочного тока.
X.I3. Схемы электрозаклепок
а, б — выполненных через отвер-
стие в верхнем листе и с проплав-
лением верхнего листа: в, г — про-
резные швы; П—медная подклад-
ка
Х.14. Схема приварки шпилек
/ — шпилька; 2 — флюсовая шайба
Прорезные швы также могут выполняться с предварительно по-
лученными отверстиями удлиненной формы или при проплавлении
верхнего листа при его толщине до 10 мм. К тому же типу швов
можно отнести и швы, показанные на рис. Х.13, в, г. По существу
сварка прорезных швов является сваркой на остающейся подклад-
ке. Общим недостатком рассмотренных типов швов является труд-
ность контроля их качества, и в частности провара нижнего листа.
Для приварки шпилек (рис. Х.14) используют специальные ус-
тановки и флюсовые шайбы высотой б—10 мм с наружным диамет-
ром 15—20 мм. При диаметре шпильки более 8 мм для облегчения
возбуждения дуги привариваемый конец затачивают на угол 90°.
При приварке шпилек в вертикальном и потолочном положениях
силу сварочного тока снижают на 25—30 % по сравнению со свар-
кой в нижнем положении. После обрыва дуги и образования доста-
точной сварочной ванны шпилька быстро подается до упора.
384
Глава XI. СВАРКА ОТКРЫТОЙ ДУГОЙ.
ПЛАЗМЕННАЯ СВАРКА И РЕЗКА
XI.1. СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Сварка под флюсом, несмотря на целый ряд положительных ка-
честв (см. гл. X), имеет существенный недостаток: она практически
выполнима только при нижнем расположении сварного соединения
и вследствие этого недостаточно мобильна. В различных пространст-
венных положениях значительно удобнее сварка открытой дугой,
в первую очередь в защитных газах, а также порошковой проволо-
кой, в том числе и без дополнительной защиты дуги (самозащитной
проволокой).
Этот способ сварки в последние годы находит широкое приме-
нение в промышленности и при строительно-монтажных работах. Су-
ществует несколько разновидностей дуговой сварки в защитных га-
XI. I. Классификация способов дуговой сварки в защитных газах
25—194
385
XI.2. Схемы сварки в защитных га-
зах
а, б — неплавящимся, плавящимся
электродом; /—сварочная дуга;
2 —электрод; 3 — защитный газ;
4— газовое сопло (горелка); 5 —
присадочная проволока
зах, классификация которых приведена на рис. XI.1.
Сущность способа. Сварку можно выполнять неплавящимся,
обычно вольфрамовым, или плавящимся электродом (рис. XI.2).
В первом случае сварной шов получается за счет расплавления кромок
изделия и, если необходимо, подаваемой в зону дуги присадоч-
ной проволоки. Плавящийся электрод в процессе сварки расплав-
ляется и участвует в образовании металла шва. Для защиты приме-
няют три группы газов: инертные (аргон, гелий); активные (углекис-
лый газ, азот, водород и др.); смеси газов инертных, активных или
первой и второй групп. Выбор защитного газа (табл. XI. 1) определя-
ется химическим составом свариваемого металла, требованиями,
предъявляемыми к свойствам сварного соединения; экономичностью
процесса и другими факторами.
Смесь инертных газов с активными рекомендуется применять
и для повышения устойчивости дуги, увеличения глубины проплав-
ления и изменения формы шва, металлургической обработки расплав-
ленного металла, повышения производительности сварки. При свар-
ке в смеси газов повышается переход электродного металла в шов
(см. табл. XI.5).
Смесь аргона с 1—5 % кислорода используют для сварки плавя-
щимся электродом ннзкоуглероднетой и легированной стали. Добав-
ка кислорода к аргону понижает критический ток, предупреждает
возникновение пор, улучшает форму шва.
Смесь аргона с 10—25 % углекислого газа применяют при сварке
плавящимся электродом. Добавка углекислого газа при сварке уг-
леродистых сталей позволяет избежать образование пор, несколько
повышает стабильность дуги и надежность защиты зоны сварки при
наличии сквозняков, улучшает формирование шва при сварке тон-
колистового металла.
Смесь аргона с углекислым газом (до 20%) и с не более 5%
кислорода используют при сварке плавящимся электродом углеро-
дистых и легированных сталей. Добавки активных газов улучшают
стабильность дуги, формирование швов и предупреждают порис-
тость.
25*
386
387
Продолжение табл. XI. 1
Свариваемый металл Ориенти- ровочная толщина металла, мм Наиболее распростра- ненная область применения в строи- тельстве и монтаже Сварка Защитный газ Род тока
Нержавеющие и жаропрочные стали 1 и более Листовые конст- рукции, трубопро- воды и .монтаж- ные швы негаба- ритной аппарату- ры Автоматическая и механизирован- ная плавящимся электродом Нержавеющие: аргон 1-го сорта, гелий высо- кой чистоты, углекислый газ, смесь аргона и угле, кислого газа (90+ Ю %) Жаропрочные: аргон 1-го сорта, гелий высокой чис- тоты Постоянный об- ратной полярно- сти
Медь и ее сплавы 0,5 и более Листовые конст- рукции и трубо- проводы Ручная и механи- зированная непла- вящимся электро- дом Аргон 1-го сорта и гелий высокой частоты Постоянный пря- мой полярности и переменный
3 и более Автоматическая и механизирован- ная плавящимся электродом Аргон 1-го сорта, гелий высокой чистоты, азот, смесь аргона и азота (20—30 %) Постоянный об- ратной полярно- сти
со Со 43 Алюминий и его сплавы 0,5—15 Решетчатые и ли- стовые конструк- ции, трубопрово- ды и монтажные швы негабарит- ной аппаратуры Ручная и механи- зированная непла- вящимся электро- дом Аргон высшего сорта Переменный
2 и более Автоматическая и механизированная плавящимся элект- родом Аргон высшего и 1-го сорта. Смесь аргона и гелия (35+65 %) Постоянный об- ратной полярности
Титан и его сплавы 0,5 и более Листовые конст- рукции, трубопро- воды и монтаж- ные швы негаба- ритной аппаратуры Ручная и механи- зированная непла- вящимся элект- родом Аргон высшего сорта То же, прямой по- лярности
3 и более Листовые конст- рукции, монтаж- ные швы негаба- ритной аппарату- ры Автоматическая и механизированная плавящимся элект- родом Аргон высшего и 1-го сорта То же, обратной полярности
НАПРАВЛЕНИЕ СВАРКИ
Х/.З. Схемы подачи защитного газа в зону сварки
я — центральная; б —боковая; в — двумя концентрическими потоками; г —в
подвижную камеру (насадку); / — электрод; 2 —защитный газ; 3, 4 — наруж-
ный и внутренний потоки защитных газов; 5 —насадка; 6 — распределитель-
ная сетка
Смесь углекислого газа с кислородом (до 20%) применяют при
сварке плавящимся электродом углеродистой стали. Эта смесь име-
ет высокую окислительную способность, обеспечивает глубокое про-
плавление и хорошую форму, предохраняет шов от пористости.
В зону сварки защитный газ может подаваться центрально (см.
рис. XI.2 и XI.3,а, в), а при повышенных скоростях сварки плавя-
щимся электродом — сбоку (см. рис. XI.3, б). Для экономии расхода
дефицитных и дорогих инертных газов используют защиту двумя раз-
дельными потоками газов (см. рис. XI.3, о); наружный поток—обыч-
но углекислый газ. При сварке активных материалов для предупреж-
дения контакта воздуха не только с расплавленным, но и с нагре-
тым твердым металлом применяют удлиненные насадки на сопла
(подвижные камеры, см. рис. Х1.3,г). Наиболее надежная защита до-
стигается при размещении изделия в стационарных камерах, запол-
ненных защитным газом. Для сварки крупногабаритных изделий ис-
пользуют переносные камеры из мягких пластичных обычно прозрач-
ных материалов, устанавливаемых локально над свариваемым
стыком. Теплофизические свойства защитных газов оказывают большое
влияние на технологические свойства дуги, а значит на форму и раз-
меры шва. При равных условиях дуга в гелии по сравнению с дугой
в аргоне является более «мягкой», имеет более высокое напряжение,
а образующийся шов имеет меньшую глубину проплавления и боль-
шую ширину. Углекислый газ по влиянию на форму шва занимает
промежуточное положение.
Преимущества и недостатки способа. Широкий диапазон приме-
няемых защитных газов обусловливает большое распространение это-
го способа как в отношении свариваемых металлов, так и их тол-
щин (от 0,1 мм до десятков миллиметров). Основными преимущест-
вами рассматриваемого способа сварки являются следующие:
высокое качество сварных соединений на разнообразных метал-
390
лах и их сплавах разной толщины, особенно при сварке в инертных
газах из-за малого угара легирующих элементов;
возможность сварки в различных пространственных положе-
ниях;
отсутствие операций по засыпке и уборке флюса и удалению
шлака;
возможность наблюдения за образованием шва, что особенно
важно при механизированной сварке;
высокая производительность и легкость механизации и автома-
тизации процесса;
низкая стоимость при использовании активных защитных газов.
К недостаткам способа относятся: необходимость применения
защитных мер против световой и тепловой радиации дуги; возмож-
ность нарушения газовой защиты при сдувании струи газа движе-
нием воздуха или при забрызгивании сопла; потерн металла на раз-
брызгивание, при котором брызги прочно соединяются с поверхностя-
ми шва и изделия; наличие газовой аппаратуры и в некоторых слу-
чаях необходимость водяного охлаждения горелок.
Подготовка кромок и их сборка под сварку. Способы подготовки
кромок под сварку (механические, газовые и т. д.) такие же, как
и при других способах сварки. Вид разделки кромок и ее геометри-
ческие размеры должны соответствовать ГОСТ 14771—76 или техни-
ческим условиям на изготовление изделия. При механизированной
сварке плавящимся электродом можно получить полный провар без
разделки кромок и без зазора между ними при толщине металла до
8 мм. При зазоре или разделке кромок полный провар достигается
при толщине металла до И мм. При автоматической сварке стыко-
вых соединений производительность процесса значительно возраста-
ет при использовании разделки без скоса кромок (щелевой разделке
см. рис. Х.11). При толщине металла до 40 мм зазор между кромка-
ми в нижней части стыка до 10 мм. Для обеспечения постоянства за-
зора в зоне сварки из-за поперечной усадки при сварке каждого про-
хода выполняют шарнирное закрепление деталей с углом раскрытия
кромок, зависящим от толщины свариваемого металла.
При сварке в углекислом газе многослойных швов на сталях
перед наложением последующего слоя поверхность предыдущего
слоя следует тщательно очищать от брызг и образующего шлака.
Для уменьшения забрызгивания поверхности детали из углеродистой
стали ее покрывают специальными аэрозольными препаратами типа
«Дуга*. Сварку можно вести при непросохшем препарате. Детали со-
бирают с помощью струбцин, клиньев, скоб или на прихватках. При-
хватки лучше выполнять в защитных газах тем же способом, кото-
рым будет проводиться и сварка. Прихватки перед сваркой осматри-
вают, а при сварке переваривают.
391
XI.4. Схемы газовых подушек.
а, б — односторонняя и двусторон-
няя сварка; 1 — защитный газ; 2—
медная подкладка
XI.5. Влияние скорости сварки на
эффективность газовой защиты
а—в—сварка соответственно на
малой, средней в очень большой
XI.6. Схемы (а—г) расположения границы струи защитного газа при сварке
различных типов соединений
Общие рекомендации по технике сварки. Ручную и механизиро-
ванную сварку обычно ведут на весу. Автоматическую сварку можно
осуществлять так же, как и при сварке под флюсом, на остающихся
или съемных подкладках и флюсовых подушках. Однако во многих
случаях наиболее благоприятные результаты достигаются при ис-
пользовании газовых подушек (рис. XI.4). Они улучшают формирова-
ние корня шва, а при сварке активных металлов способствуют и за-
щите нагретого твердого металла от воздействия с воздухом. По-
даваемые в подушку газы по составу могут быть аналогичными
применяемым для защиты зоны сварки.
Качество шва в большой степени определяется надежностью от-
теснения от зоны сварки воздуха. Необходимый расход защитного
газа устанавливают в зависимости от состава и толщины сваривае-
мого металла, конструкции сварного соединения, скорости сварки,
состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки
видно из рис. XI.5. Ветер и сквозняки также снижают эффективность
газовой защиты. В названных случаях рекомендуется на 20—30 %
повышать расход защитного газа, увеличивать диаметр выходного от-
верстия сопла или приближать горелку к поверхности детали. При
сварке на повышенных скоростях полезно также наклонять горелку
углом вперед, а при автоматической сварке применять боковую по-
392
дачу газа (см. рис. XI.3,6). Для защиты от ветра зону сварки за-
крывают щитками. Для достаточной защиты соединений, указанных
на рис. XI.6, в, г, необходим повышенной расход газа. При их сварке
рекомендуется устанавливать сбоку и параллельно шву экраны, задер-
живающие утечку защитного газа. При равных условиях расход ге-
лия благодаря его меньшей плотности должен быть увеличен по
сравнению с аргоном или с углекислым газом.
Техника сварки неплавящимся электродом. В настоящее время
в качестве неплавяшегося электрода используют преимущественно
стержни из чистого вольфрама с активирующими присадками
лантана, циркония, цезия, бария, иттрия, которые облегчают зажига-
ние и поддерживают горение дуги, повышают стойкость электрода
(табл. XI.2). Повысить силу сварочного тока и уменьшить расход
электрода позволяет применение композиционного электрода. Умень-
шения контактного сопротивления в месте зажатия электрода в цан-
ге и улучшения теплоотвода от него достигают за счет напрессовкн
на вольфрамовый электрод медной трубки. Функцию защитных в этих
случаях выполняют инертные газы и их смеси или смеси инертных
газов с азотом и водородом. Не допускается использовать газы,
содержащие кислород, из-за окисления вольфрама и его быстрого
разрушения. При сварке в аргоне допустимая сила сварочного тока
выше, чем при сварке в гелии. При сварке в углекислом газе непла-
вящимися электродами могут служить угольные или графитовые стер-
жни. Но этот способ сварки находит ограниченное применение из-за
низкой производительности.
XI.2. Выбор диаметра вольфрамового электрода в зависимости от
силы (Д) и рода сварочного тока (защитный газ —аргон)
Марка электрода Род тска Диаметр электрода, мм
2 » 4 5 6 7
эвч (чистый воль- фрам) Постоянный пря- мой полярности 50 170 370 470 560 —
То же, обратной полярности 30 40 55 65 85 ПО
Переменный 20 50 80 220 260 310
ЭВЛ (воль- фрам с окис- лами лантана) Постоянный пря- мой полярности 150 250 500 710 1000 —
То же, обратной полярности 35 45 60 80 100 125
Переменный 100 160 220 280 340 410
393
XI.3. Характеристика свариваемости в зависимости от рода тока для
дуговой ручной и механизированной сварки вольфрамовым
электродом
Материал Перемен- ный ток Постоянный ток
прямой поляр- ности обратной полярно- сти
Низкоуглеродистая сталь У X н
Низко- и среднелегированная сталь У X н
Коррозионно-стойкая хромоникеле- вая сталь У X н
Жаропрочные хромоникелевые спла- вы У X н
Алюминиевые и магниевые сплавы X X* н
Медь и сплавы на ее основе, сереб- ро н X н
Гитан и сплавы на его основе, цирко- ний, молибден, тантал и другие ак- тивные металлы У X н
Примечания: 1. В таблице использованы следующие буквен-
ные оозначения: X и У — хорошая и удовлетворительная сваривае-
мость; Н — не рекомендуется. 2. Звездочкой отмечен род тока, кото-
рый не рекомендуется применять при ручной сварке.
Х1.4. Расход вольфрамовых электродов на 100 м шва, г
Свариваемый материал Толщина материала, мм Диаметр электрода, мм Ручная сварка Механизи- рованная сварка
Конструкционные, 1 1,5 8,3 3,9
нержавеющие и 2 2 23,4 10,9
жаропрочные спла- 3 3 83,3 39
вы 4 4 132,2 125
5 и более 5 165 156
Алюминиевые и 2 2 23,4 10,9
магниевые сплавы 4 3 83,3 39
5-6 4 132,2 125
7 и более 5 165 156
При сварке вольфрамовым электродом в зависимости от типа
свариваемого металла используют постоянный или переменный ток
(табл. XI.3). При сварке на переменном токе рабочий конец электро-
да затачивают в виде полусферы. При сварке на постоянном токе
конец электрода затачивают под углом 60э на длине 2—3 диаметров
или в виде четырехгранной пирамиды. Работа с активированными
394
XI.7. Асимметрия сварочного тока
при сварке на переменном токе
вольфрамовым электродом в за-
щитных газах
XI 8. Схема сварки в защитных га-
зах вольфрамовым электродом по-
груженной дугой
а —выход плазмы на обратную
сторону соединения; б — бочкооб-
разная форма шва; 1— расплавлен-
ный металл сварочной ванны; 2—
защитный газ; 3 —основной ме-
талл; 4— дуговая плазма. Стрел-
кой указано направление сварки
XI.9. Схемы изменения силы и на-
пряжения сварочного тока при им-
пульсной сварке вольфрамовым
электродом (а) и изменения формы
шва в плоскости (б) и продольном
сечении (в)
электродами и их хранение должны учитывать требования санитар-
ных правил работы с радиоактивными веществами.
Расход вольфрамовых электродов невелик( табл. XI.4). Для его
уменьшения подачу защитного газа следует начинать до возбужде-
ния дуги, а заканчивать через 5—10 с после обрыва дуги для охлаж-
дения электрода в струе газа. Для предупреждения загрязнения
вольфрамового электрода и оплавления его дугу возбуждают, ис-
пользуя осцилляторы или разряд конденсаторов, без касания кон-
цом электрода изделия.
Технологические свойства дуги зависят от рода тока. При пря-
мой полярности тока на изделия выделяется около 70 % тепла, что
и обеспечивает более глубокое проплавление основного металла, чем
при токе с обратной полярностью, где наблюдается повышенный
разогрев электрода, и поэтому допустимая сила сварочного тока
уменьшена (см. табл. XI.2). При использовании переменного тока из-
за физических особенностей электропроводимость дуги неодинакова
395
в различные полуперноды полярности переменного тока. Она выше,
когда катод на электроде (прямая полярность), и ниже, когда катод
на изделии (обратная полярность). В соответствии с этим и сила
сварочного тока (рис. XI.7) больше при прямой и меньше при об-
ратной полярности, т. е. проявляется выпрямляющий эффект свароч-
ной дуги, связанный с различными теплофизическими свойствами
электрода и изделия.
Для повышения глубины проплавления можно использовать сле-
дующие способы:
сварка по окисленной поверхности. Наличие окислов уменьшает
блуждание дуги по основному металлу, что повышает эффективность
выделения тепла в дуге и на изделии. Глубина проплавления воз-
растает на 15—30 %, однако размер окисной пленки должен быть
в пределах 20—200 мкм;
сварка по слою флюса толщиной до 0,25 мм, состоящего из га-
логенидов и некоторых окислов (для сварки титана флюсы АНТ-15А,
АНТ-17А, АНТ-19А, АНТ-23А). Глубина проплавления увеличивается
благодаря концентрации тепловой энергии в активном пятне на из-
делии, повышению эффективной мощности дуги. За счет уменьшения
ширины шва и зоны термического влияния снижаются коробления
сварных конструкций;
сварка с активированной присадочной проволокой. Активатор
(фтористый кальций) можно наносить на поверхность присадочной
проволоки в количестве 3 мг на 1 см шва или вводить в присадоч-
ную проволоку при се изготовлении в виде сердечника — фитиля
(АП-АН11);
сварка с добавкой к защитному газу десятых долей процента
газообразных галогенидов (фториды BF3, \VF6, SFe и хлориды SiCI4,
СС14), которые способствуют повышению эффективности тепловой
мощности дуги.
При сварке с щелевой разделкой, когда первые слои сваривают
в нижней части кромок, используют автоматы и специальной конст-
рукции цанги и газовые сопла, обеспечивающие сварку в глубокую
разделку.
Одной из разновидностей сварки вольфрамовым электродом яв-
ляется сварка погруженной дугой (рис. XI.8). При увеличении рас-
хода защитного газа дуга обжимается, а ее температура повыша-
ется. Давление защитного газа и дуги, оттесняя из-под дуги расплав-
ленный металл, способствует заглублению дуги в основной металл.
В результате глубина провара резко увеличивается. При толщине
металла до 10 мм поток плазмы создает в металле отверстие и мо-
жет выходить на обратную сторону соединения. Металл, оплавлен-
ный на передней кромке, перемешается в хвостовую часть ванны
и, кристаллизуясь, образует шов. Благодаря горению дуги ниже верх-
396
XI. 10. Схема расположения горелки
и присадочной проволоки при руч-
ной сварке вольфрамовым электро-
дом в защитном газе
/ — присадочная проволока; 2— за-
щитный газ: 3 — сопло горелки; 4—
электрод
а/ б)
А - ~ А
ЭЛЕКТРОД
Xl.ll. Схема расположения приса-
дочной проволоки относительно сва-
рочной ванны
/ — присадочная проволока; 2 —
сварочная ванна; 3 — электрод; 4 —
границы струи защитного газа.
Стрелкой указано направление
сварки
XI.13. Схема наложения отдельных
валиков в многослойном шве
XI.12. Схема подачи присадочной
проволоки при сварке тонко- (а) и
толстолистового металла с раздел-
кой кромок (б). Стрелкой указано
направление сварки
1—3 — последовательность
валиков
сварки
ней поверхности основного металла шов имеет бочкообразную фор-
му (см. рис. XI.8, б).
Этим способом без разделки кромок за один проход можно сва-
ривать металл толщиной до 50 мм при зазоре между кромками
6—10 мм. При сварке вольфрамовым электродом дуга может гореть
как при практически постоянной силе сварочного тока, так и по оп-
ределенной программе — импульсная дуга (сварка пульсирующей ду-
гой). Этот способ находит применение при сварке тонкого металла
толщиной от долей миллиметров до 3—4 мм. В этом случае требует-
ся небольшая сила сварочного тока, при которой дуга неустойчива.
Повышение тока увеличивает и размеры сварочной ванны, что часто
приводит к прожогам. Использование тока, по величине достаточного
для стабильного горения дуги и включаемого периодически, импуль-
сами (рис. XI.9) с частотой до 25 и мп/с уменьшает размеры свароч-
ной ванны, образующейся из отдельных точек (см. рис. XI.9, б). В пе-
рерыве между импульсами тока сварочная ванна успевает частично
закристаллизоваться, что снижает вероятность прожогов. Однако при
397
больших перерывах между импульсами ta дуговой промежуток
деионизируется и повторное возбуждение дуги затрудняется. Для пре-
дупреждения этого в паузах между импульсами поддерживается де-
журная дуга уменьшенным сварочным током /д«ж. Регулируя соот-
ношение между /св и /деж, ta и /св, а также скорость сварки, изме-
няют форму и размеры шва. Этот способ позволяет сваривать сты-
ковые соединения на весу во всех пространственных положениях.
Для улучшения свойств металла шва можно применить электро-
магни.ное перемешивание (ЭМП) расплавленного металла сварочной
ванны. Это достигается с помощью внешних магнитных полей, созда-
ваемых обычно специальными соленоидами. ЭМП улучшает дегаза-
цию металла сварочной ванны, измельчает структуру металла шва,
способствует разрушению пленки окислов при сварке алюминиевых
сплавов.
Дуговой сваркой вольфрамовым электродом можно сваривать
все типы соединений в различных пространственных положениях.
Этот способ обычно целесообразен для соединения металла толщи-
ной до 5—6 мм. Однако его можно использовать и для металла
большей толщины. Сварка выполняется без присадочного металла,
когда шов формируется за счет расплавления кромок, н с присадоч-
ным металлом, подаваемым в зону дуги в виде сварочной проволоки
(рис. XI.10). Как правило, сварку ведут при напряжении дуги 22—
34 В, при этом длина дуги должна быть 1,5—3 мм. Вылет конца
электрода из сопла не должен превышать 3—5 мм, а при сварке уг-
ловых швов и стыковых с разделкой — 5—7 мм.
При соединении металла толщиной до 10 мм вручную сварку вы-
полняют справа налево (см. рис. XI. 10). Поток защитного газа дол-
жен надежно охватывать всю область сварочной ванны и разогретую
часть сварочной проволоки. При уменьшении толщины свариваемого
металла угол между горелкой н изделием уменьшают. Для сварки
материала толщиной свыше 10 мм следует применять правый способ
сварки, а угол между горелкой и изделием должен быть близким
к 90°. Такое положение горелки относительно изделия рекомендуется
и при сварке угловых соединений. Сварочную проволоку вводят не
в столб дуги, а сбоку (рис. XI.11) возвратно-поступательными движе-
ниями при сварке тонколистового металла (рис. XI.12, а). При ме-
ханизированной и автоматической сварке электрод располагают пер-
пендикулярно поверхности изделия. Угол между ним и сварочной
проволокой приближается к 90°. При сварке многослойных швов от-
дельные валики рекомендуется выполнять не на всю ширину раздел-
ки (рис. XI.13).
При сварке вертикальных швов на спуск при значительных разме-
рах сварочной ванны расплавленный металл может, подтекая под
электрод, уменьшить глубину проплавления и привести к закорачи-
398
ванию дуги. Дугу следует обрывать понижением сварочного тока,
а при ручной сварке — ее постепенным удлинением. Особенные труд-
ности, приводящие к нарушению формирования шва при сварке
стыковых соединений тонколистового металла толщиной до 2,5 мм,
возникают из-за деформации кромок. Для их предупреждения при-
меняют клавишные прижимные приспособления, сборку соединения
под углом 7—10° или местный отгиб кромок в сторону подкладки.
При сварке толстолистового металла толщиной до 60 мм и бо-
лее целесообразно использовать многослойную сварку в щелевой за-
зор. Для этого кромки соединения подготовляют без скоса (под 90°
к поврехностн) и собирают с зазором 6—8 мм. Первый слой сварива-
ют на медной съемной подкладке или на остающейся подкладке. Диа-
метр активированного электрода 2,5—4 мм, сварочный ток до 400 А.
При таких размерах щели и электрода достигается равномерное оп-
лавление обеих кромок соединения. Качество соединения можно по-
высить, если применить электрод с отогнутым рабочим концом и в
процессе сварки сообщить ему вращательные движения в щели от
одной кромки к другой. Для улучшения сплавления между слоями
сварочную проволоку рекомендуется подавать в сварочную ванн| за
дугой. Зону сварки защищают аргоном или смесью из равных долей
аргона и гелия. При горении дуги в щели улучшается использование
ее тепла для плавления металла.
Техника сварки плавящимся электродом. Наибльшее распрост-
ранение находит сварка одним электродом (однодуговая сварка).
Однако для повышения производительности можно применять свар-
ку сдвоенным электродом. Схема подачи электродов и подвода к ним
сварочного тока показана на рис. X 3.
В зависимости от свариваемого материала, его толщины и тре-
бований, предъявляемых к сварному соединению, в качестве защит-
ных газов используют инертные, активные газы или смеси защитных
газов (см. табл. XI.1). Благодаря более высокой стабильности дуги
процесс идет преимущественно на постоянном токе обратной поляр-
ности от источников с жесткой внешней характеристикой. Помимо
параметров режима на стабильность горения дуги, форму и размеры
шва большое влияние оказывает характер расплавления и переноса
электродного металла в сварочную ванну. Характер переноса элек-
родного металла зависит от материала и диаметра электрода, соста-
ва защитного газа и ряда других факторов.
Рассматривая процесс сварки в углекислом газе можно отме-
тить, что при малых диаметрах электродных проволок (до 1,6 мм)
и небольших сварочных токах при короткой дуге с напряжением до
22 В процесс идет с периодическими короткими замыканиями, во вре-
мя которых электродный металл переходит в сварочную ванну. Часто-
та замыканий достигает 450 в 1 с. При этом потери на разбрызгивание
399
XI. 14. Зависимость потерь метал*
ла на разбрызгивание от силы сва-
рочного тока и диаметра электрод-
ной проволоки. Сварка в углекис-
лом газе
обычно не превышают 8 % (область А на рис. XI. 14). При значи-
тельном возрастании сварочного тока и увеличении диаметра элек-
трода (область В на рис. XI.14) процесс идет при длинной дуге с об-
разованием крупных капель, без коротких замыканий. Область Б яв-
ляется переходной, в которой возможно появление крупных капель
и их переход с короткими замыканиями и без них. При сварке на
режимах областей Б и В обычно ухудшаются технологические свой-
ства дуги и, в частности, затрудняется переход электродного металла
в сварочную ванну при сварке в потолочном положении. Дуга недос-
таточно стабильна, а разбрызгивание повышено.
Расход сварочной проволоки с учетом потери на разбрызгива-
ние приведен в табл. XI.5. В качестве базы для определения нор-
мативов расхода принят критерий расчета площади поперечного
сечения наплавленного металла шва по номинальным, а также по но-
минальным со средними допусками размерам конструктивных эле-
ментов подготовленных кромок и шва согласно действующим стан-
дартам.
XI.5. Технологические потери, %, проволоки Св-08Г2С при сварке
в СО2 и Св-09Г2СЦ при сварке в смеси CO2-f-O2
Диаметр проволоки, ми Диапазон силы тока, А Св-08Г2С Св-09Г2СЦ
0,8 60-120 3-4 2-3
1 60—140 4-5 2-3
1,2 100—180 4-6 2—3
180—250 5-7 3—5
1.4 120-200 4-6 2-4
200-280 6-8 4-6
1,6 180-260 7-9 5—7
280—380 8-10 6-8
2 180—260 10-12 6-8
280—450 10—14 8-10
400
XI. 15. Зависимость скорости пода-
411 °поД электродной проволоки от
ее диаметра dl)1 и силы сварочно-
to тока /св. Сварка в аргоне, по-
стоянный ток обратной полярности.
Сварочная проволока типа XI8H9.
Кружочками обозначен критический
сварочный ток
/и. "и—ток и напряжение во вре-
мя импульса;/п. Un —то же, во
время паузы; Ги> Тп—время им»
пульса и паузы; t — время
Несколько иная картина наблюдается при сварке в аргоне. Уве-
личение тока при данном диаметре электрода сверх определенной
величины (выше критического) приводит к мелкокапельному (струй-
ному) переносу электродного металла (рис. XI. 15). При этом рез-
ко повышаются стабильность дуги в различных пространственных по-
ложениях и глубина проплавления по оси шва. Критический ток
уменьшается при активировании электрода легкоионизирующимися
элементами, увеличении вылета электрода и при добавке к аргону
до 5 % кислорода.
При сварке в углекислом газе или его смесях с кислородом по-
вышение стабильности дуги за счет получения мелкокапслыюто пе-
реноса электродного металла и уменьшения поэтому разбрызгивания
достигается применением активированных сварочных проволок
(ЛП-АН2, АП-АН4 и др.). Проволока состоит из металлической ос-
новы и тонкого сердечника — фитиля, содержащего поверхностно-
активные редкоземельные элементы и флюсовые добавки. Активиру-
ющие вещества могут наноситься и на поверхность проволоки. Свар-
ка выполняется на постоянном токе как обратной, так и прямой
полярности.
При плавящемся электроде часто используют импульсно-дуговую
сварку. Сущность ее заключается в периодическом принудительном
изменении по определенной программе мощности дуги. Программное
управление процессом предусматривает изменение основных пара-
метров процесса — напряжения и тока дуги. Возможно изменение
и других параметров — скорости подачи или вылета электрода, ско-
рости сварки и т. д. Изменение основных параметров режима пре-
следует две технологические цели.
26-194
401
Для получения управляемого мелкокапелъного переноса элек-
тродного металла применяют импульсный сварочный ток с частотой
более 25 нмп/с с малой их амплитудностью (около нескольких мил-
лисекунд, рис. XI. 16). При увеличении тока во время импульса резко
возрастающие электродинамические силы сбрасывают каплю с тор-
ца электрода. Импульсы могут быть одиночными или составлять груп-
пу. Их форма также может быть различной.
Амплитуда, длительность и частота следования импульсов явля-
ются определяющими в процессе плавления и переноса электродного
металла.
Второй технологической целью импульсов сварочного тока явля-
ются воздействие на процессы кристаллизации металла в сварочной
ванне и термический цикл с целью улучшения свойств сварных сое-
динений. Частота импульсов в этом случае не менее 25 имп/с. Рас-
смотренная выше сварка вольфрамовым электродом пульсирующей
дугой относится к этой группе.
Основными параметрами режима сварки являются сила и поляр-
ность сварочного тока, напряжение дуги, диаметр и скорость подачи
электродной проволоки, расход и состав защитного газа, вылет элек-
трода и др. Расстояние от сопла горелки до изделия во избежание
ухудшения защиты и повышенного разбрызгивания должно выдер-
живаться в пределах 8—15 мм. Токоподводящий наконечник должен
находиться па уровне краев сопла или утапливаться в сопло па глу-
бину до 3 мм. При сварке угловых швов и стыковых с глубокой раз-
делкой токоподводящий наконечник может выступать из сопла на
5—10 мм. Стабильность горения дуги достигается соответствием ско-
рости подачи электродной проволоки и силы сварочного тока (см.
рис. XI.15).
Расход углекислого газа с учетом режима сварки в зависимости
от диаметра сварочной проволоки приведен в табл. XI.6.
Тонколистовой материал толщиной до 4 мм в инертных газах
свариваю! короткой дугой с периодическими короткими замыкани-
ями. Металл большей толщины сваривают на токах выше критичес-
ких при струйном переносе электродного металла.
При сварке в углекислом газе используют режимы, обеспечиваю-
щие минимальное разбрызгивание электродного металла и повышен-
ную стабильность дуги.
Для повышения производительности процесса вылет электрода
может быть увеличен до 40—60 мм при электродных проволоках диа-
метром 1,2 и 1,6 мм соответственно. Рост производительности мо-
жет быть достигнут и применением металлических добавок (рубленой
проволоки и т. д.), засыпаемых предварительно или в процессе свар-
ки в разделку. Сила тока регулируется скоростью подачи электрод-
ной проволоки. Напряжение дуги (обычно перед сваркой) устанавли-
402
вается примерно равным напряжению холостого хода источника то-
ка. Закономерности изменения формы в размеров шва в зависимости
от основных параметров режима примерно такие же, как и при свар-
ке под флюсом (см. рис. Х.6).
XI.6. Расход углекислого газа
Диаметр проволо- ки, мм Диапазон сварочного тока, А Расход газа, л/мин Диаметр проволо- ки, мм Диапазон сварочного тока, А Расход газа. Л/МИН
0,8 60—120 8—9 1,6 160-260 14-15
1 60—140 8-9 270—380 15—18
1,2 80-220 9—12 2 180—300 15-18
1,4 150—320 12—15 320—450 18-20
Поперечные колебания электрода при механизированной сварке
расширяют технологические возможности способа, позволяя улуч-
шить формирование корня шва при сварке па весу и получить уши-
ренные валики. Характер поперечных колебаний электрода зависит
от толщины металла и формы разделки, а также от навыков сварщи-
ка (рис. XI.17).
Механизированная сварка в нижнем положении может выпол-
няться правым и левым способами. При сварке слева направо дер-
жатель отклоняется от вертикали на 5—15°. Для предупреждения
прожогов при механизированной сварке соединения из тонколисто-
вого материала рекомендуется периодически кратковременно обры-
вать дугу. Во время перерывов часть металла сварочной ванны крис-
таллизуется.
Положение электрода и изделия при автоматической сварке
в нижнем положении стыковых и угловых швов такое же, как и при
сварке под флюсом. Минимальная толщина свариваемого металла
1—1,5 мм. Тонкий металл предпочтительнее сваривать в наклонном
или вертикальном положении на спуск электродными проволоками
диаметром до 1,2 мм. Вертикальные угловые и стыковые швы с раз-
делкой кромок можно сваривать снизу вверх с поперечными колеба-
ниями электрода. Качество швов, выполняемых в вертикальном и по-
толочном положениях, выше при сварке со струнным переносом элек-
тродного металла или с короткими замыканиями. Изменение наклона
электрода, как и при сварке под флюсом, изменяет форму и размеры
шва, а при сварке швов на вертикальной плоскости может способст-
вовать удержанию расплавленного металла сварочной ванны от сте-
кания. Подтекание металла под дугу при сварке вертикальных швов
на спуск резко уменьшает глубину проплавления. При их сварке на
подъем глубина провара наоборот резко возрастает. При сварке гори-
26*
403
XI 17. Схемы перемещения конца
электрода при механизированной
сварке плавящимся электродом
XI. 18. Типы газовых насадок для
сварки электрозаклепок
1 — электрод; 2 — газ
зонтальных швов электрод для удержания расплавленного металла
от стекания располагают снизу и перемещают по шву с поперечными
колебаниями.
Техника сварки электрозаклепок. Сварку электрозаклепок мож-
но вести в любом пространственном положении. Для получения на-
хлесточного соединения хорошего качества необходимо обеспечить
плотное прилегание листов с зазором не более 0,5 мм. Места сварки
следует тщательно зачищать, так как вероятность образования в за-
клепке пор и трещин повышена. Для предупреждения прожога в на-
хлесточных соединениях с обратной стороны можно установить мед-
ные подкладки. Электрозаклепки можно сваривать вольфрамовым
или плавящимся электродом. Состав защитного газа зависит от типа
электрода и состава металла (см. табл. XI.1). Размеры электроза-
клепки и ее свойства зависят главным образом от силы сварочного
тока, напряжения и времени горения дуги. При сварке вольфрамовым
электродом используют сварочные пистолеты, конструкция которых
позволяет поджать верхний лист к нижнему. Хорошее качество свар-
ки заклепок достигается при толщине верхнего листа до 2 мм. Во
избежание загрязнения рабочего конца электрода дугу возбуж-
дают с помощью осциллятора. При увеличении сварочного тока и вре-
мени горения дуги глубина проплавления и диаметр заклепки растут.
Для обеспечения хорошей защиты зоны сварки применяют раз-
личные типы газовых насадок (рис. XI.18). Время протекания свароч-
ного тока регулируют с помощью реле. Образование подрезов, тре-
щин и пор в заклепке предупреждают повторным кратковременным
возбуждением дуги и плавным уменьшением тока.
404
При использовании плавящегося электрода заклепки сваривают
без пробивки отверстия в нижнем положении при толщине верхнего
листа до 6 мм, а в вертикальном и потолочном положениях рекомен-
дуется вести с короткими замыканиями импульсно-дуговым спосо-
бом. Размеры заклепок регулируют, изменяя силу сварочного тока
и напряжение дуги, диаметр электрода и время горения дуги. Для
увеличения размеров точки сварку можно выполнять с круговым пе-
ремещением электрода. Наиболее целесообразно сварку вести полу-
автоматами с реле времени, регулирующими время подачи электрод-
ной проволоки. Для сварки следует использовать сопла, как и при
сварке вольфрамовым электродом (см. рис. XI.18), но с отверстиями
для выхода газа. В процессе сварки металла толщиной свыше 2 мм
рекомендуется изменять ток и напряжение дуги ( к концу сварки ток
уменьшают и увеличивают напряжение дуги).
XI.2. СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
И ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ
БЕЗ ДОПОЛНИТЕЛЬНОЙ ЗАЩИТЫ ДУГИ
Сущность первого способа. Применение сварки под флюсом за-
труднено ограниченностью положения шва в пространстве (преиму-
щественно нижнее) и невозможностью наблюдения за образованием
шва. При сварке в защитных газах надежность защиты может нару-
шаться воздействием движения воздуха и засорением газового соп-
ла брызгами. Сварка порошковыми проволоками в значительной
степени сочетает положительные стороны механизированных и ручно-
го способов сварки. Конструкция порошковой проволоки определяет
некоторые особенности ее расплавления. Сердечник проволоки на
50—70 % состоит из неметаллических, неэлектропроводных материа-
лов, поэтому проволока плавится дугой, горящей и перемещающейся
по металлической оболочке. Ввиду этого плавление сердечника может
отставать от плавления оболочки, и он может частично переходить
в сварочную ванну в нерасплавленном состоянии, особенно при каса-
нии сердечником поверхности сварочной ванны, что может привести
к образованию в металле шва пор и засорению его неметаллическими
включениями. Малая жесткость порошковых проволок требует при-
менения специальных механизмов подачи с двойным приводом и ма-
лым давлением поджатия.
Металлургические особенности процесса сварки порошковыми
проволоками определяют повышенную чувствительность металла шва
к образованию пор при отклонении напряжения дуги и вылета элек-
трода от рекомендуемых.
405
В настоящее время в СССР налажен промышленный выпуск про-
волок больших диаметров (2,6 мм и выше), требующих повышенной
силы сварочного тока, что затрудняет их использование для сварки
в вертикальном и потолочном положениях. Однако многие организа-
ции ведут работы по созданию порошковых проволок для сварки во
всех пространственных положениях, что резко повысит удельный вес
их применения, особенно в условиях строительно-монтажного произ-
водства. Промышленностью выпускаются проволоки для сварки без
дополнительной защиты (самозашитные) или с дополнительной за-
шитой углекислым газом. В зависимости от типа проволоки (рутил*
органический, карбонатно-флюоритовый и др.) используется постоян-
ный ток прямой или обратной полярности от источника с крутопа-
дающей или жесткой внешней характеристикой.
Техника сварки. Выпускаемая проволока должна иметь сертифи-
кат завода-изготовителя, без которого ее применение недопустимо.
В сертификате указывают марку и диаметр проволоки, коэффициент
заполнения, механические свойства и другие ее характеристики. Обыч-
но сварка ведется полуавтоматами, но может выполняться и авто-
матами. Ввиду возможности наблюдения за формированием шва тех-
ника сварки порошковыми проволоками мало отличается от сварки
плавящимся электродом в защитных газах. Однако появление на
поверхности сварочной ванны шлака, затекающего при некоторых ус-
ловиях в зазор между кромками впереди шва, затрудняет провар
корня шва и может привести к непроварам кромок. Необходимо сле-
дить за равномерным покрытием всей сварочной ванны шлаком. При
многослойной сварке поверхность предыдущих швов рекомендуется
тщательно очищать от шлака.
Подготовка кромок, их очистка и сборка под сварку осуществля-
ются теми же способами, что и при других способах сварки. При-
хватки делают вручную покрытыми электродами или механизирован-
но порошковой проволокой. Перед началом сварки следует проверить
полярность тока и исправность аппаратуры, а также установить па-
раметры режима применительно к изделию. При заправке проволоки
в рукав конец ее должен быть завальцован, наконечник с мундштука
снят, а рукав не должен иметь перегибов. После этого па отдель-
ной пластине наплавляют короткий шов для расплавления конца
проволоки, где шихта при заправке могла высыпаться. В процессе
сварки необходимо следить за равномерностью расплавления прово-
локи.
При сварке стыковых швов проволока должна быть перпендику-
лярна поверхности изделия или расположена углом назад с отклоне-
нием от вертикали до 15°. При сварке угловых швов «в лодочку» или
наклонным электродом угол между электродом и поверхностью изде-
лия должен быть 45—60°. Проволоки рутил-органического типа
406
(ПП-АН1, ПП-2ДСК) имеют удовлетворительные сварочно-техноло»
гнческие свойства, мало чувствительны к изменению напряжения ду-
ги. Однако сварка на большом токе и при низком напряжении на
повышенной скорости может привести к образованию в швах подре-
зов. Вылет электрода должен быть 15—20 мм. Проволоки карбонат-
но-флюоритового типа (ПП-АНЗ, АП-АН7, ПП-АНП, СП-2) чувст-
вительны к изменению напряжения дуги и более чем проволоки ру-
тил-органического типа, — к загрязнению кромок. Для надежного
возбуждения и горения дуги и предупреждения в швах пор вылет
электрода должен устанавливаться в пределах 25—30 мм.
Увлажнение сердечника при хранении проволоки может привести
к появлению в шве пор. Для предупреждения этого проволоку следу-
ет прокаливать при 230—250 °C в течение 2—3 ч. После прокалки
уменьшается жесткость проволоки и требуется тщательная настрой-
ка механизма ее подачи.
Для сварки в углекислом газе рекомендуются порошковые про-
волоки: рутиловые (ПП-АН8, ПП-АН10) и рутил-флюоритовые (ПП-
АН4, ПП-АН9, ПП-АН57). Применение этих проволок повышает про-
изводительность сварки по сравнению с ручной в 2—4 раза, а со
сваркой проволокой сплошного сечения марки Св-082ГС — на 10 —
15 %. При сварке в углекислом газе себестоимость наплавленного ме-
талла возрастает на 20—25 % по сравнению со сваркой без внешней
защиты, что частично компенсируется снижением трудозатрат на очи-
стку поверхности швов и деталей от брызг металла.
Расход порошковых проволок некоторых марок, определенный
по такой же методике, как и данные табл. XI.5:
Коэффициент
Марка проволоки расхода порош-
ковых проволок
ПП-АН19С, ПП-АН24, ППАН24С, ПП-АН57 1.07-1.1
ПП-АН8, ПП-АН10, ПП-АН15. ПП-АН21,
ПП-АН25. ПП-АН31, ПП-АН54, ПП-АН55 . . 1.15-1,2
СП-3, ППТ-7, ПП-АН4, ПП-АН5. ПП-АН9,
ПП-АН19, ПП-АН20, ПП-АН22, ПП-АН29,
ПП-АНЗО, ПП-АН31, ПП-2ДСК................... 1.25
ПП-АН1. ПП-АНЗ, ПП-АНЗС. ПП-АН7,
ПП-АНП, ПП-АН45. ППВ-5, ПП-АН19Н . . 1,3-1,35
Находит некоторое практическое применение и сварка проволо-
кой сплошного сечения без дополнительной газовой или другой за-
щиты дуги. Введение в состав проволок (Св-20ГСТЮА и Св-
15ГСТЮЦА) раскислителей и элементов, снижающих растворимость
азота в жидком металле, позволяет обеспечить требуемое качество
шва. Техника сварки этими проволоками такая же, как и в защит-
ных газах. Ограничивают их использование пока высокая стоимость
и недостаточная стабильность качества сварного соединения, выпол-
ненного этими проволоками.
407
XI.3. СУЩНОСТЬ И ТЕХНИКА СВАРКИ И РЕЗКИ
ПЛАЗМЕННОЙ ДУГОЙ
Дуговую плазменную струю для сварки и резки получают по
двум схемам (рис. XI.19). При резке электродами могут, как и при
сварке, служить вольфрамовые стержни или специальные охлаждае-
мые водой медные электроды с запрессованными в их рабочий
торец циркониевыми или гафниевыми вставками. В этом случае плаз-
мообразующимн газами являются аргон, азот, смеси аргона с водо-
родом и азотом, азота с водородом и т. д. При работе медными элек-
тродами со вставкой обычно применяют воздух (воздушно-плазмен-
ная резка). Резку металлов выполняют дугой прямого действия,
XI. 19. Схемы получения плазменной
дуги прямого (а) и косвенного (б)
действия
/—источник тока: 2 — электрод;
3 — газ: 4 —сопло плазмотрона; 5—
плазменная струя
XI.7. Ориентировочные данные о скорости воздушно-плазменной
резки (типоразмер аппарата Плм 60/300)
Разрезаемый металл Толщина металла, мм Скорость резки, 1-10~3, м/с Ширина реза. мм
Низкоуглеро- дистая сталь 6-15 15-25 25-40 40-60 83-42 42—4 4-1,3 1,3-0,5 3-3,5 3,5—4 4-4,5 4,5—5,5
Высоколегиро- ванная сталь типа 18—8 5-15 10—30 30—50 92—43 42—1,7 1,7-0,5 3 4 5
Медь 10—20 30—40 50-60 5-4 1,2-0,83 0,67-0,5 3—3,5 4—4,5 5,5-6,5
Алюминий 5-15 30-50 3,3-1,7 2-1 3 7
408
неэлектропроводных материалов—дугой косвенного действия. При воз-
душно-плазменной резке содержание азота в поверхностных слоях
реза в 10—12 раз больше, чем в основном металле. Это вызывает
опасность старения кромок конструкций. В сварных швах содержа-
ние азота вследствие разбавления их электродным металлом ниже,
но все равно вдвое больше, чем в основном металле. Из-за этого в ме-
талле шва могут образовываться нитриды, снижающие его плас-
тичность.
Плазменная резка характеризуется высоким качеством реза
и экономичностью. При резке даже углеродистых сталей она во мно-
гих случаях более экономична, чем газокислородная, благодаря по-
вышению скорости резки в 6—8 раз (табл. XI.7).
Глава XII. ЭЛ ЕКТРОШЛАКОВАЯ СВАРКА
XII.1. ОСОБЕННОСТИ ПРОЦЕССА, ЕГО РАЗНОВИДНОСТИ,
ОСНОВНЫЕ ДОСТОИНСТВА И НЕДОСТАТКИ
Главной особенностью электрошлаковой сварки (ЭШС) являет-
ся принципиальное различие процесса ЭШС в его начале (см. п. XII.
2.3) и дальнейшем протекании, когда сварочная цепь электрического
тока проходит по электроду, жидкому шлаку и основному металлу,
обеспечивая расплавление основного и присадочного металлов,
а также постоянно поступающего в ванну специального флюса. Ван-
на расплавленного шлака за счет меньшей, чем у расплавленного ме-
талла плотности, постоянно находясь в верхней части расплава, ис-
ключает воздействие окружающего воздуха на жидкий металл
и очищает капли электродного металла, проходящие через шлак, от
вредных примесей.
Разработано несколько способов электрошлаковой сварки (рис.
XII.1). Наибольшее практическое применение имеет ЗШС проволоч-
ным электродом (одним или несколькими) с колебаниями или без
колебаний, пластинчатым электродом большого сечения, плавящим-
ся мундштуком.
ЭШС имеет следующие технико-экономические достоинства:
высокую устойчивость процесса, мало зависящую от рода тока,
и нечувствительность (благодаря тепловой энергии шлаковой ванны)
к кратковременным изменениям тока и даже его прерыванию; элек-
трошлаковый процесс устойчив при плотностях тока 0,2—300 А/мм2
и возможен при использовании проволочных электродов диаметром
1,6 мм и менее и пластинчатых электродов сечением 400 мм2 и бо-
лее;
409
XILt. Схема процесса и разновидности электрошлаковой сварки
а —одним проволочным электродом с неподвижной осью или с колебанием
электрода; б —двумя проволочными электродами с их колебанием; в —пла-
стинчатыми электродами; г — плавящимся мундштуком; / — свариваемая де-
таль; 2—ванна расплавленного шлака; 3 — электрод; 4 — расплавленные
электродный и основной металлы; 5 — сварной шов; 6 — пластинчатый элект-
род; 7 — мундштук; 8 — медные пластины
высокую производительность. По скорости плавления присадоч-
ного металла электрошлаковая сварка вне конкуренции. Она позво-
ляет допускать нагрузку на электрод до 10 000 А;
высокую экономичность процесса. На плавление равных коли-
честв электродного металла при ЭШС затрачивается на 15—20 %
меньше электроэнергии, чем при дуговой сварке. Расход флюса мень-
ше, чем при дуговой сварке, в 10—20 раз и составляет около 5 %
расхода электродной проволоки;
отсутствие необходимости в специальной подготовке кромок сва-
риваемых деталей и малую чувствительность их к качеству обра-
ботки;
410
высокое качество защиты сварочной ванны от воздуха;
недефинитность и сравнительно низкую стоимость сварочных ма-
териалов;
возможность получения за один проход сварных соединений тео-
ретически любой толщины.
Недостатками электрошлаковой сварки являются:
производство сварки только в вертикальном или в близком к вер-
тикальному положению (отклонение от вертикали не более 30°) сва-
риваемых плоскостей;
недопустимость остановки электрошлакового процесса до окон-
чания сварки. В случае вынужденной остановки в сварном шве воз-
никает дефект. В таком случае сварной шов подвергают ремонту или
полностью удаляют и вновь заваривают;
крупнозернистая структура в металле шва и зоне термического
влияния и связанная с этим низкая ударная вязкость металла свар-
ного соединения при отрицательных температурах;
необходимость изготовления и установки перед сваркой техно-
логических деталей (планки, «стартовые карманы», формирующие
устройства и др.).
Электрошлаковая сварка применяется при сварке прямолиней-
ных, криволинейных и кольцевых швов. Минимальная толщина дета-
лей, образующих стыковое соединение при ЭШС без технологических
затруднений, находится в пределах 25—30 мм. Экономически целе-
сообразнее использовать ЭШС при изготовлении толстостенных
конструкций, а также при изготовлении конструкций из низко- и сред-
«еуглеродистых, низко-, средне- и высоколегированных сталей, чугу-
на и цветных металлов (алюминия, титана). Кроме того, ЭШС при-
меняют для наплавки различных сплавов на низкоуглеродистые и низ-
колегированные стали.
XII.2. ТЕХНОЛОГИЯ СБОРКИ И СВАРКИ
XII.2.1. Типы, конструктивные элементы и размеры
сварных соединений
Электрошлаковой сваркой могут быть выполнены стыковые, уг-
ловые и тавровые соединения с конфигурацией шва: прямолиней-
ной, кольцевой, переменного сечения, переменной кривизны.
Самым распространенным и простым с точки зрения техники
сварки является стыковое соединение. Угловые и тавровые соедине-
ния встречаются реже, поскольку по технологическим или конструк-
тивным соображениям их заменяют стыковыми соединениями.
411
XII.1. Основные типы, конструктивные элементы и размеры сварных
соединений, выполняемых ЭШС
Условные обозначения соединений Конструктивные элементы Способ сварки S. мм мм Ьр. мм д, мм
подготовленных кромок свариваемых дета пей сварного соединения
Стыковых: С1 шэ 16—30 30—80 80—450 S 22 25 28 3±з
1
шм Св. 30 S 20+6м 5±2
С2 шп 30—800 S 20+6п-|- +0,005/ 10±2
$$$« J
ц
сз £1 \ с шэ 30—200 S 28 3±|
fit 1
шм 30—200 S 20+6м 5±2
1
Угловых: У1 ь / / ш шэ шм 16—30 30—80 80—450 30—80 Св. 80 S* S* 80* S* 80* 22 25 28 20+6м 5±2
У2 +,\ :+: . _J шэ шм 16—300 Св. 30 S S 28 20+6м —
УЗ « а?-? шэ 16—30 30—80 80—450 S* S* 80* 22 25 28 о+2
*4* 1
G^Z
шм 30—80 Св. 80 S* 80* 20+бм 20+6пН~ +0,005/ 5±2 10±2
шп 30—80 80 —800 1,5s* 120*
Продолжение табл. XII. 1
Условные обозначения соединений Конструктивные элементы
подготовленных кромок свариваемых деталей сварного соединения
J0-1
Угловых:
SSSxi '///, <
У4 Я
в
Способ сварки S. мм $х. мм 6р, мм <7. мм
16—30 S* 22
ШЭ 30—80 S* 25 з±5
80—450 80* 28
ШМ 30—80 Св. 80 S* 80* 20+бм 5±2
16—30 S* 22
ШЭ 30—80 S* 25 —
80-450 80* 28 —
Т2
LHM
30—80
Св. 80
s*
80*
204Л»
Примечания: 1. В таблице приняты следующие обозначения: ШЭ — электрошлаковая сварка проволочным
электродом; ШМ— то же, плавящимся мундштуком; ШГ1 — то же, электродом, сечение которого соответствует
по форме поперечному сечению сварочного пространства; — толщина электрода, сечение которого соответству-
ет по форме поперечному сечению сварочного пространства; бм — толщина плавящегося мундштука; Ьр расчет-
ный зазор; I— длина сварного шва. 2. Звездочкой отмечены значения s, которые должны приниматься не менее
о! указанных в таблице.
Основные типы, конструктивные элементы и размеры сварных
соединений из сталей в соответствии с ГОСТ 15164—78 приведены
в табл. X1I.I.
Для соединения С2, УЗ толщиной до 80 мм и соединений ТЗ тол-
щиной 16—30 мм, выполняемых способом ШЭ, ширина подкладки
т = 60+5 мм, толщина л = 40+5 мм. Для указанных соединений боль-
ших толщин принято: т = 80+5 мм, n=60+J мм.
Для соединений СЗ, изготовляемых способом ШЭ, размер &=»
=а14+°.5 мм для способа ШМ — ((20 + 6м)/2] мм.
Для соединений Т размер L при сварке способом ШЭ должен
быть не более 450 мм, при сварке ШМ этот размер не имеет ограни-
чений.
XI 1.2.2. Подготовка деталей к сборке и сварке
Пригодность детален к ЭШС в основном определяется чистотой
обработки торцевых поверхностей свариваемых кромок и состоянием
боковых поверхностей кромок, по которым будут перемещаться уст-
ройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности
кромок подготовляют газорезательными машинами. Величина отдель-
ных гребешков и выхватов не должна превышать 2—3 мм, а мак-
симальное отклонение от прямоугольности рсза должна быть не бо-
лее 4 мм. При толщинах металла свыше 200 мм, а также для коль-
цевых швов и деталей из легированных сталей в большинстве
случаев применяют механическую обработку.
Боковые поверхности деталей, выполненных из проката, обычно
зачищают от ржавчины и окалины наждачными кругами. Боковые
поверхности литых и кованых деталей подвергают механической об-
работке на ширину 60—80 мм от торца кромки с чистотой R 80—
R 40. В тех случаях, когда применяют для сварки неподвижные фор-
мирующие устройства (медные водоохлаждаемые или стальные при-
вариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение
кромок (депланация) не должно превышать 2—3 мм. При сварке де-
талей разной толщины перед сборкой более толстую кромку состра-
гивают или на тонкую кромку устанавливают по всей длине стыка
выравнивающую планку, которую после сварки сострагивают. При
сварке деталей разной толщины используют специальные ступенча-
тые ползуны. Случайные смещения кромок не должны превышать
1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Мак-
симальная разность диаметров стыкуемых детален не должна превы-
шать ±0,5 мм, а наибольшее смещение кромок при сборке должно
416
XII.2. Сборочные приспособления
для электрошлаковой сварки
а. б — сборочные скобы (скоба а
предусматривает сварку с обрат-
ным ползуном); в —концевая скоба
и выводные планки; г—входная
планка
быть не более 1 мм. При сварке кольцевых швов цилиндрических из-
делий большого диаметра с малой толщиной стенки, свальцованных
из проката без механической обработки кромок, смещение кромок не
должно превышать 3 мм.
При сборке под сварку для уменьшения депланацни листов обыч-
но используют шайбы-пластины с двумя круглыми отверстиями или
другие приспособления. Эти пластины пропускают в зазор между
листами, а в отверстия (диаметром —40 мм) забивают цилиндричес-
кие клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и за-
менять закрепляющими устройствами, которыми чаще всего служат
скобы, привариваемые с тыльной стороны стыка (рис. XII.2, а, б). При
большой толщине листов, когда скорость сварки невелика, вместо
скоб можно применять пластины, привариваемые односторонними
швами с лицевой стороны и удаляемые в процессе сварки, фиксирую-
щие скобы или пластины устанавливают через 500—800 мм. Пласти-
ны приваривают так, чтобы шов заканчивался за 60—80 мм от тор-
цевой поверхности кромок.
Для получения точных размеров готового сварного изделия не-
обходимо собирать детали с зазором, учитывающим деформации сое-
диняемых деталей при сварке. Следует различать расчетный, свароч-
ный и сборочный зазоры. Сварочный зазор обычно принимают на
1 — 12 мм больше расчетного (табл. XI 1.2).
В действительности изделие собирают с большим так называе-
мым сборочным зазором. Сборочный зазор в нижней части стыка
равен сварочному зазору. В верхней части стыка сборочный зазор
следует увеличивать на 2—4 мм на каждый метр длины стыка.
27-194
417
XI 1.2. Зазоры при сборке деталей под электрошлаковую сварку, мм
Наименование зазора Толщина свариваемого металла, мм
16-30 30—80 80-500 500-1000 1000-2000
Расчетный 20 24 26 30 30
Сварочный 20-21 26-27 28—32 36-40 40-42
Электрошлаковые швы формируют с помощью водоохлаждаемых
ползунов или медных подкладок, а также приваривающимися под-
кладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пре-
делы сварного соединения используют входной карман и выходные
планки (см. рис. XI 1.2, в, г).
XI 1.2.3. Возбуждение электрошлакового процесса
Возбуждение электрошлакового процесса заключается в расплав-
лении флюса и нагреве образовавшейся шлаковой ванны до рабочей
температуры.
В производстве находят применение следующие способы наве-
дения шлаковой ванны: «твердый старт», когда сварочный флюс вна-
чале плавится теплом электрической дуги во входной планке, а затем
шунтируется подсыпаемым и расплавляющимся флюсом, и «жидкий
старт», когда в пространство, образуемое свариваемыми деталями
и формирующими водоохлаждаемыми устройствами, заливают жид-
кий флюс, который предварительно расплавляют в отдельной печи.
При «твердом старте», желательно принимать более высокое сва-
рочное напряжение (в процессе горения дуги), чем при стабильном
электрешлаковом процессе. Для более легкого возбуждения дуги
на дно входной планки засыпают металлический порошок, стружку,
термитные смеси или устанавливают металлические вставки.
XII.2.4. Сварочные материалы и оборудование
Флюсы для электрошлаковой сварки должны удовлетворять сле-
дующим требованиям:
быстро и легко устанавливать электрошлаковый процесс в ши-
роком диапазоне напряжений и сварочных токов;
обеспечивать достаточное проплавление кромок основного метал-
ла и удовлетворительное формирование поверхности шва без под-
резов и наплывов;
418
расплавленный флюс не должен вытекать в зазоры между кром-
ками и формирующими шов устройствами при существующей точно-
сти сборки и отжимать ползуны от свариваемых кромок;
образовывать шлак, легко удаляющийся с поверхности шва;
способствовать предотвращению пор, неметаллических включений
я горячих трещин в металле шва.
Для ЭШС применяют плавленые флюсы. Лучшими технологиче-
скими свойствами при сварке углеродистых и низколегированных ста-
лей обычной прочности обладают флюсы АН-8, АН-8М, АН-22. Флю-
сы ФЦ-7 и АН-348-А мало пригодны для сварки швов большой про-
тяженности. Процесс с применением этих флюсов характеризуется
меньшей устойчивостью при повышенных скоростях подачи электрод-
ной проволоки. Положительные результаты при сварке углеродистых
сталей дает флюс АН-348 В, обладающий большей электропроводи-
мостью и мёньшей температурой плавления по сравнению с флюсом
АН-348-А. Устойчивый электрошлаковый процесс и качественные швы
на таких же сталях обеспечивает флюс АН-47.
Для сварки легированных сталей повышенной прочности типа
25ХНЗМФА, 20Х2М и других применяется флюс АН-9. Легированные
и высоколегированные стали сваривают под флюсом АНФ-1, АНФ-7,
48-ОФ-6. Хорошие результаты получаются при сварке коррозионно-
стойких и углеродистых сталей с использованием флюса АН-45.
Для начала электрошлакового процесса применяют флюс АН-25.
Он электропроводен в твердом состоянии и имеет высокую электро-
проводимость в расплавленном состоянии.
Электрошлаковую сварку и наплавку чугуна ведут на флюсах
АНФ-14 и АН-75.
Флюс перед употреблением прокаливают в электрической печи со-
гласно требованиям паспорта или технических условий при 300—
700 °C в течение 1—2 ч. Толщина слоя флюса 80—100 мм.
При ЭШС электродным металлом может быть проволока, плас-
тина, труба и лента. Как правило, используют проволоку сплошного
сечения диаметром 3 мм, но можно применять проволоку и других ди-
аметров (1—2 или 5—6 мм).
Химический состав электродного металла выбирают в соответ-
ствии с основным металлом и требованиями к служебным характе-
ристикам металла шва. Лучшим вариантом ЭШС считается такой,
когда металл шва и основной близки по химическому составу и механи-
ческим свойствам. Такая однородность сварного соединения обеспе-
чивает наилучшие условия для изготовления сварного изделия и его
эксплуатации.
Наиболее просто это достигается применением в качестве элек-
тродного металла пластин или стержней по химическому составу, ана-
логичных основному металлу.
27»
419
При сварке плавящимся мундштуком, когда мундштуки представ-
ляют собой набор трубок из ннзкоуглеродистой стали, металл шва
легируют, используя проволоку соответствующего состава.
Благодаря большой хорошо перемешивающейся ванне расплав-
ленного металла электрошлаковую сварку возможно вести несколь-
кими электродами, которые значительно отличаются один от другого
по химическому составу, и получать металл заданного состава.
При ЭШС иногда применяют дополнительно присадочные метал-
лические материалы, подаваемые в шлаковую ванну (см. п. ХП. 2.7.1).
Они расплавляются за счет теплоты в шлаке и попадают в метал-
лическую ванну, участвуя в образовании шва. Дополнительное леги-
рование металла шва возможно через покрытие плавящегося мунд-
штука.
Для электрошлаковой сварки используют комплекс оборудования
(табл. XI 1.3), включающий сварочную аппаратуру и вспомогательное
оборудование. Такой комплекс называется сварочной установкой. Ус-
тановки для ЭШС подразделяют на универсальные и специальные.
На монтаже в основном применяют универсальные установки. Для
каждого способа ЭШС существуют различные установки, которые
укомплектованы сварочным аппаратом и источником сварочного тока.
XII.3. Аппараты для электрошлаковой сварки
Тип аппарата Элек трод Марка аппарата
Рельсовый Проволочный А-535, А-820К, А-820М, А-433, А-671Р, А-681
Многопрово- лочный А-790, А-1170, А-372Р, А-535
Безрельсовый Проволочный А-612, А-501М, А-304, А-1150, А-340М
Многопрово- лочный А-501М
Подвесной Многопрово- лочный А-385, А-532, А-1116
Стационарный Плавящийся мундштук А-645, А-1304. А-741, А-1374
Пластина боль- шого сечения А-5504, А-535, А-372Р, А-828
420
Для ЭШС используют:
трансформаторы ТШС-1000-1, ТШС-1000-3, ТШС-3000-1,
ТШС-3000-3, ТШС-10000-1, ТШП-10-1, ТШП-15-3, ТРМК-1000-1,
ТРМК-3000-1, ТШН-15/1;
преобразователи ПСГ-500, ПСМ-1000, ПС-1000;
выпрямители ВС-600, ВС-1000, ВКСМ-1000-1, ВДМ-3001, ВДМ-
1601, ВМГ-5000.
Характеристики аппаратов и источников тока приведены в гл.
VI, VII.
XII.2.5. Технология основных способов ЭШС
ХП.2.5.1. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
ПРОВОЛОЧНЫМИ ЭЛЕКТРОДАМИ (ШЭ)
Электродная проволока — наиболее распространенный тип элек-
тродов. Ее применяют при сварке стыковых соединений толщиной до
500 мм. Соединения толщиной до 50 мм выполняют одним непод-
вижным электродом; толщиной 50—150 мм — одним электродом с ко-
лебательным движением; толщиной 100—300 мм — двумя электрода-
ми и толщиной 150—450 мм — тремя электродами.
Расстояние между электродами d, мм (см. рис. XII.1,6) опреде-
ляют из соотношения
d= (s + Д, -2Д,)/л, (ХП.1)
где Д|-17—18 мм: Д2=4—5 мм при глубине канавки в ползунах 2,5 мм
в Д,“0 при глубине канавки 8—10 мм; п — число электродов.
Обычно d не превышает 160 мм.
Скорость сварки и напряжение в зависимости от толщины сва-
риваемого металла находят по графической зависимости (рис. XII.3).
ХН.З. Зависимость скорости сварки
и напряжения от толщины сварива-
емого металла
/ — скорость сварки; / — напряже-
ние
XI 1.4. Критическая скорость пода-
чи электродной проволоки в зави-
симости от содержания углерода в
основном металле
421
Скорость подачи электродной проволоки Уэ, м/с, находят из
соотношения
v9 = Vc (ХП,2)
где Ус—скорость сварки, м/с; Fn — площадь сечения наплавленного метал-
ла, мм2; SFf)—суммарная площадь электродных проволок, мм2.
Допускаемая скорость подачи электродной проволоки показана
на рис. XII.4.
Сварочный ток, А, на одном электроде при заданной скорости
подачи проволоки определяют из выражения
I = 7920 V9 + SO. (XI 1.3)
По величине сварочного тока выбирают источник питания.
Параметры режима сварки, к которым относятся глубина шла-
ковой панны йш, сухой вылет электрода /с, скорость поперечных ко-
лебаний электрода Ук, длительность остановки электродов у ползу-
нов t, не зависят от толщины свариваемых деталей и соответственно
равны: Лш=40—50 мм, /с=60—80 мм, Ук«!1-10“’ м/с, t = 4—5 с.
Режимы сварки ШЭ для прямолинейных стыков приведены
в табл. ХП.4.
ХИЛ. Режимы сварки ШЭ сталей для прямолинейных стыков
Марка стали Скорость подачи проволоки диа- метром 3 мм, 1 • 10-3 м/с Марка электрод- ной проволоки Марка флюса Подогрев до тем- пературу, °C
MI6C, СтЗ, 20, 16ГС, 22К, 25Л, 09Г2 69 Св-10Г2, Св-08Г2 АН-8М, АН-8 —
25ГС, 25ГСЛ, 10ХСНД, 10ХГСНД 69 Св-08ХГ2СМ АН-8М, АН-8, АН-22, ФЦ-7 —
35, 35Л, Ст5 62 Св-08ХГ2СМ АН-8М, АН-8, АН-22 200
20Х2МА, 14ГХ2ГМР 62 Св-08ХЗГ2СМ АН-8, АН-22 350
14ХМНДФР 55 Св-10ХГН2МЮ АН-8, АН-8М, АН-22 —
Кольцевые стыки толщиной до 150 мм сваривают одним элек-
тродом, толщиной 100—250 — двумя электродами и толщиной ISO-
422
450 мм — тремя электродами. Для формирования обратного валика
применяют медное кольцо, охлаждаемое проточной водой, остающие-
ся стальные подкладки (кольцо шириной 80—100 и толщиной 25—
30 мм) и обратные ползуны.
Кольцевой стык под сварку готовят со сборочным зазором
в точках I—III (рис. XII.5) для углеродистых и низколегированных
сталей согласно табл. ХП.5.
XII.5. Сборочные зазоры
кольцевого стыка, мм
Толщина сва- риваемого металла, мм Сборочный зазор в точках
1 11 ш
20-50 25 29 27
50-100 28 32 30
100—150 30 34 32
150-200 32 35 34
200—250 33 37 35
250-300 34 38 36
300-450 36 41 33
ХИ 5. Схема расположения кармана
и дистанционных прокладок
1—111 — точки контроля сборочного
зазора
ХН.6. Схема процесса
сварки кольцевого шва
а —сварка начальной
^частн шва: б, в —свар-
ка замыкающей части
шва
423
Цикл сварки кольцевого шва состоит из трех этапов. На первом
этапе (рис. XII.6, п) сваривают начальный участок шва или боль-
шую часть кармана до подъема уровня металлической ванны до уров-
ня осн кольцевого стыка при подъеме аппарата без вращения изде-
лия, а конец кармана сваривают при неподвижном аппарате и вра-
щении изделия. После наведения шлаковой ванны по мере заполне-
ния кармана электроды раздвигают и увеличивают амплитуду их
колебаний.
На втором этапе процесс сварки ведут так же, как при сварке
прямолинейных швов. После поворота изделия на */з окружности га-
зовой резкой вырезают карман по шаблону и готовят данный учас-
ток к замыканию шва.
На третьем этапе выполняют сварку замыкающего участка сты-
ка. Вращение изделия прекращают и включают подъем аппарата, ко-
гда прямолинейная часть начала шва займет вертикальное положе-
ние (см. рис. XI 1.6, б). По мере сужения сварочного пространства
мундштуки сближают, сохраняя неизменной величину Д| (см. рис.
XII.1,6). После заварки вертикальной части замыкающего участка
(см. рис. XII.6, в) подъем аппарата прекращают и включают враще-
ние изделия, постепенно уменьшая амплитуду колебания электрода.
При амплитуде колебания 30 мм выводят из работы нижний элек-
трод и сварку заканчивают одним электродом.
XII.2.5.2. СВАРКА ПЛАВЯЩИМСЯ МУНДШТУКОМ (ШМ)
При сварке мундштук устанавливают в зазоре неподвижно. Пла-
вящийся мундштук представляет собой тонкостенную трубку или на-
бор пластин или стержней, снабженных каналами для подачи элек-
тродной проволоки. Наибольшее применение получили конструкции
мундштуков, показанные на рис. XII.7.
Мундштук состоит из расплавляемой и нерасплавляемой частей.
Длина расплавляемой части определяется длиной стыка с учетом
входного кармана и выходных планок. Нерасплавляемая часть мунд-
штука используется многократно для крепления мундштука и присо-
единения сварочного кабеля.
Число электродов п определяют из соотношения
п = (s - 40)/(d+ 1), (XII.4)
гед s —толщина свариваемого металла, мм; d — расстояние между электро-
дами. мм.
Оптимальные и максимальные значения d в зависимости от тол-
щины мундштука 6м приведены в табл. XI 1.6.
424
Х11.7. Конструкции плавящихся
мундштуков
XII 8. Зависимость скорости сварки
и напряжения от толщины метал-
ла
/ — скорость сварки; 2 — напряже-
ние при толщине мундштука 5 мм;
3 — напряжение при толщине мунд-
штука 10 мм
XI 1.6. Оптимальное и максимальное расстояние
между электродами, мм
4-6 8-10 12—14 18-20
d 50-110 90-120 120—150 150—180
^max 120 >30 >60 200
Широкое распространение имеют мундштуки толщиной 5 и 10 мм.
Сварочный ток /:
/ = (7920Уэ + 90) П + 4320h*, (ХП-5)
где Vg и Ус — соответственно скорости подачи электрода и сварки, м/с; 6 м
и 1>м — толщина и ширина мундштука, мм.
Скорость сварки и напряжение можно определить из графичес-
кой зависимости (рис. ХП.8).
Скорость подачи электрода
И_ = Ve (FH - ГмУ2/Гэ’ <XII 6)
а V * II W1 / о
где F., —сечение мундштука, мм’.
31
Значение скорости подачи электрода не должно превышать кри-
тического значения в пределах (28—40)10-3 м/с при сварке толщин
металла более 100—150 мм.
ХП.2.5.3. СВАРКА ЭЛЕКТРОДАМИ БОЛЬШОГО СЕЧЕНИЯ (ШП)
Сварку электродами большого сечения применяют при изготов-
лении изделий из меди, алюминия, титана, коррозионно-стойких и жа-
ропрочных сталей.
425
Изделия толщиной до 200 мм сваривают одним электродом, из-
делия большей толщины — двумя или тремя электродами. Оптималь-
ная толщина электродов 10—12 мм при зазоре между кромками 28—
32 мм. Ширина электрода практически равна толщине свариваемого
металла, при сварке двумя и тремя электродами зазор между ними
12—16 мм.
Длина электрода
н = /б/бп+/к. (XII.7)
где ( — длина шва с учетом входного кармана и выходных планок, мм; b —
сварочный зазор, мм; бц —толщина пластинчатого электрода, мм; I ( —вели-
чина, учитывающая конструкцию зажима электрода, равная 500—600 мм.
Размеры электродов и их число для ряда толщин свариваемого
металла приведены в табл. XII.7, Для сварки стыка длиной 1000 мм
требуется электрод длиной 3600 мм.
XI 1.7. Размеры пластинчатых электродов
Толщина сваривае- мого металла, мм Число электродов Размеры электрода
толщина ширина
30 1 8-10 30
100 1 2 8-10 100 42—43
200 1 2 3 10-12 200 92-94 82-86
400 3 1 = 4320 (Vc 4- 0.2 ркн, м/с; Vn — ск< зима пластинчатого 10-12 >рость подачи ►лектрода. мм. 122—125
500 153—155
800 Сварочный ток где |'с — скорость свг и Ьп — толщина и ши 256-258 (XI 1.8) 1ластины, м/с; бп
Оптимальная скорость подачи пластинчатого электрода (0,33—
0,97)10-3 м/с. Скорость сварки ориентировочно можно выбрать из
графической зависимости (см. рис. XI 1.8),
426
XI 1.2.6. Особенности сварного соединения,
выполненного ЭШС
При электрошлаковой сварке обеспечивается равнопрочность ме-
талла шва и сварного соединения после сварки и термической обра-
ботки (табл. XI 1.8).
Ударная вязкость металла шва и участка перегрева околошов-
вой зоны после сварки при комнатной температуре находится на
нижнем уровне требований, предъявляемых к основному металлу,
а при отрицательных температурах обычно не удовлетворяет этим
требованиям. Это связано с образованием крупнозернистой видман-
штеттовой структуры сварного соединения, имеющей пониженную
ударную вязкость. Ударная вязкость основного металла достигает
первоначального значения только после нормализации сварной кон-
струкции. Для повышения ударной вязкости сварного соединения при-
меняют ЭШС с пониженной погонной энергией, ЭШС с сопутствую-
щей нормализацией газовым или индукционным нагревом, а также
термическую обработку в интервале температур 750—950 °C.
Для предотвращения образования видманштеттовой структуры
при ЭШС используют также основной металл с наследственно мел-
ким аустенитным зерном или легированный элементами, снижающими
способность стали к перегреву. Все сказанное выше в значительно
меньшей степени относится к ЭШС с ППМ (см. п. 2.7.1).
Наиболее распространенные дефекты при ЭШС — это горячие
трещины в металле шва и в околошовной зоне (отколы). Встречают-
ся также шлаковые включения, непровары.
Для обеспечения высокой стойкости металла шва образованию
горячих трещин с увеличением содержания углерода в основном ме-
талле должна снижаться скорость подачи электродной проволоки (см.
рис. XI1.4).
Для предупреждения отколов применяют предварительный по-
догрев начального участка или всего шва до температуры 150—
200 °C, уменьшают скорость сварки или используют высокий отпуск
сразу же после сварки. Образованию пор при ЭШС способствуют
толстый слой окалины на кромках изделия, большая влажность и за-
грязненность флюса, снижение в металле шва содержания марганца
и кремния при применении несоответствующих электродных проволок.
Шлаковые включения и непровары при ЭШС обычно связаны с на-
рушениями режима сварки. Непровары обычно являются следствием
низкого напряжения сварки.
427
428
XI 1.8. Зависимость механических свойств металла шва от содержания углерода в стали
и химсостава сварочной проволоки (толщина металла 60 мм, флюс ЛН-8)
XI 1.2.7. Технологические приемы выполнения
электрошлаковой сварки
XII.2.7.1. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
С ПОРОШКООБРАЗНЫМ ПРИСАДОЧНЫМ МЕТАЛЛОМ (ППМ)
В качестве ППМ обычно используют рубленую сварочную про-
волоку, близкую по составу свариваемому металлу, диаметром
1—2 мм, причем длина крупки обычно равна ее диаметру.
Достоинством способа является то, что он позволяет повысить
производительность более чем в 2 раза и улучшить качество сварно-
го соединения. Сварку ведут на стандартном сварочном оборудова-
нии, комплектуемом приставками для дозирования и подачи ППМ.
Режимы приведены в табл. XI 1.9.
XII.9. Режимы ЭШС с ППМ
1
z
М а
§ a t-sj
и в. а я
Сварочный
ток. А
30 40 25 26 44 900—1000 43—45 48—50 5-6 6,7 1,6 1,25
50 60 26—27 27—28 52 1000—1100 50—52 52-54 6,7-7,5 7,5-8,4 1,25 1,1
ППМ подается непосредственно в шлаковую ванну, в зону вхо-
ждения в нее электрода (рис. XII.9, а), или на электрод за пределами
сварочного зазора (см. рис. ХП.9, б). В первом случае ППМ может
быть как с ферромагнитными свойствами, так и без них. Второй ва-
риант предназначен только для ферромагнитного ППМ. Для транс-
портирования ППМ используют магнитное поле, существующее во-
круг электрода.
Отличительной особенностью способа сварки с ППМ по сравне-
нию с обычной ЭШС является улучшение термического цикла, за-
ключающееся в повышении скорости нагрева и охлаждения, умень-
шении длительности перегрева металла сварного соединения, сниже-
нии температуры перегрева металлической ванны. Это приводит
к улучшению структуры и механических свойств соединения.
429
.a)
XU.9. Принципиальная схема ЭШС с ППМ
а —подача ППМ в зону вхождения электрода в шлаковую ванну; б — подача
ППМ на электрод за пределами сварочного зазора; / — бункер для ППМ; 2—
приводное колесо для подачи ППМ; 3 — направляющая трубка; 4 — изоляци-
онная втулка: 5—формирующие ползуны; 6 — подающие ролики
ХИЛО. Ударная вязкость сварного соединения,
выполненного ЭШС с ППМ, МДж/м2
Марка стали Толщина стали, мм Исследуемая эона Температура, °C
4-20 . —20 —40
09Г2С 60 Центр шва Околошовная зона 1,18 1,02 0,44 0,47 0,25 0,25
16ГС 50 Центр шва Околошовная зона 1,22 0,98 0,44 0,4 0,36 0,25
юхснд 40 Центр шва Околошовная зона 1,04 0,95 0,49 0,34 0,26 0,27
430
Ударная вязкость по сравнению с обычной ЭШС при отрица-
тельных температурах возрастает (табл. ХИ. 10), что позволяет для
некоторых низколегированных сталей рекомендовать ЭШС с ППМ
без последующей нормализации, которая выполняется при обычной
сварке.
Деформации при ЭШС с ППМ (поперечные) на 60—80% мень-
ше, чем при обычной сварке.
XII.2.7.2. СВАРКА ПРОВОЛОКОЙ ДИАМЕТРОМ 5 мм
Техника выполнения сварки проволокой диаметром 5 мм анало-
гична технике сварки проволокой диаметром 3 мм. Проволоку боль-
шого диаметра подают в зазор между свариваемыми кромками без
ввода мундштука в зазор под углом 90° ±5 к поверхности шлаковой
ванны. Данный процесс характеризуется высокой надежностью, прос-
тотой, уменьшением стоимости сварки и повышением скорости в 1,3—
1,5 раза.
Ориентировочные режимы сварки на переменном и постоянном
токе обратной полярности низколегированных сталей 16ГС, 22К,
09Г2С приведены в табл. XII. 11 при глубине шлаковой ванны 45—
50 мм, скорости поперечных колебаний (20—22) 10-3 м/с и времени
выдержки у ползунов 6—7 с.
XII.II. Режимы ЭШС проволочным электродом диаметром 5 мм
прямолинейных стыков
Толщина свари- ваемого металла, мм Сварочный зазор, мм Напряжение. В Скорость подачи электрода, 110~3 м/с Скорость сварки, 1 • 10“ 3 м/с
40-60 18-20 44—48 42-69 0,83—0,97
100-120 20—22 50-55 36—55 0,42-0,55
XII.2.7.3. СВАРКА НА ПОВЫШЕННОМ ВЫЛЕТЕ ЭЛЕКТРОДА
Увеличение сухого вылета до 200—220 мм значительно снижает
точность направления проволоки в зазор между кромками. Для осу-
ществления сварки применяют специальный мундштук, у которого
ниже токоподвода крепится неэлектропроводная керамическая на-
правляющая трубка длиной 150—160 мм. При сварке конец трубки
должен находиться на расстоянии 40—50 мм от поверхности шлако-
вой ванны. Из керамической трубки проволока выходит нагретой вы-
ше 1000 °C и у нее утрачены упругие свойства. В связи с этим отпа-
ла необходимость в корректирующих устройствах, и конструкция
431
мундштука упростилась. Техника сварки на повышенном вылете элек-
трода не отличается от обычной. Напряжение сварки в связи с умень-
шением сварочного тока на 20—30 % и увеличением скорости сварки
повышают на 4—5 В по сравнению с обычной сваркой.
ХП.2.7.4. СВАРКА С ДОЗИРОВАННОЙ ПОДАЧЕЙ МОЩНОСТИ
В ЗОНУ СВАРКИ
Дозированную подачу мощности можно применять при ЭШС про-
волочным электродом, плавящимся мундштуком, электродами боль-
шого сечения. В процессе сварки при непрерывной подаче электрода
периодически отключают источник сварочного тока. Изменение тепло-
вого баланса позволяет уменьшить провар кромок, регулировать и по-
лучить благоприятные условия кристаллизации металла шва.
При сварке с дозированной подачей мощности напряжение свар-
ки выше на 3—5 В по сравнению с обычной. Глубина шлаковой ван-
ны 50—60 мм. При ЭШС проволочными электродами дозировку мощ-
ности осуществляют по циклу: импульс 0,8—1,2 с, пауза 0,2—0,3 с.
При сварке плавящимся мундштуком импульс 0,8—1,5 с, пауза 0,3—
0,6 с.
Применение дозированной мощности увеличивает скорость свар-
ки в 1,5—2 раза и позволяет получить механические свойства свар-
ного соединения для некоторых марок сталей без высокотемператур-
ной обработки.
Глава XIII. КОНТАКТНАЯ СВАРКА
XIII.1. ОСОБЕННОСТИ СПОСОБА СВАРКИ
Контактную сварку (табл. XIII.1, рис. XIII.1) осуществляют
с применением нагрева и давления, при этом для нагрева использу-
ют тепло, выделяющееся в контакте свариваемых частей при прохож-
дении электрического тока.
XIII.I. Отличительные особенности основных видов
контактной сварки
Вид контактной сварки Особенность сварки
Стыковая В том числе: оплавлением сопротивлением Свариваемые части соединяют по поверхности стыкуемых торцов Нагрев металла осуществляется с оплавлением стыкуемых торцов То же, без оплавления стыкуемых торцов
432
Продолжение табл. XI/1.1
Вид контактной сварки Особенность сварки
Точечная Сварное соединение образуется между торца- ми электродов, подводящих ток и передающих усилие сжатия
Рельефная Соединение свариваемых деталей создается на отдельных участках их геометрической формы, в том числе по выступам
Шовная Соединение свариваемых частей происходит между вращающимися роликовыми электрода- ми, подводящими ток и передающими усилие сжатия
Х1П.1. Схемы основных процессов и сварных соединений контактной сварки
а —стыковая; б — точечная, в — шовная; / — сварной стык; 2 — литое ядро
точки; 3 — периферийная зона; 4 — литая зона шва
28-194
433
Надлежащее качество сварных соединений для большинства ви-
дов контактной сварки (кроме стыковой сопротивлением) достигает-
ся нагревом металла в зоне сварочных контактов до расплавления,
а прилегающих к этой зоне участков металла — до пластического со-
стояния, обеспечивающего необходимую деформацию их под дей-
ствием усилия сжатия.
Количество тепла Q, выделяемого в зоне сварки, можно опре-
делить по формуле Ленна — Джоуля
Q=l*Rl,
где 1 — сварочный ток. A; R — об иге активное сопротивление зоны снарки,
Ом; / — время действия тока. с.
Сопротивление R в зоне сварки обычно незначительно. Время
действия тока / назначают минимальным (секунды, доли секунд),
с тем чтобы избежать излишних тепловых потерь. Нагрев при кон-
тактной сварке достигается применением в сварочной цепи тока /
больших значений (150 кА и более) при этом напряжение обычно не
превышает 30 В.
Контактная сварка отличается высокой производительностью,
возможностью широкой механизации и автоматизации рабочих про-
цессов, а также существенным снижением расхода основных и вспо-
могательных материалов. Указанные преимущества этого способа
сварки с наибольшей эффективностью проявляются при массовом
и крупносерийном производстве однотипных изделий в стационарных
условиях работы (в цехах, мастерских).
К особенностям контактной сварки, затрудняющим применение
ее в условиях строительства, следует отнести большие установочные
мощности контактных машин (до 1000 кВ А и более), вызывающие
необходимость подключения их к отдельному фидеру электрической
сети; узкая специализация машин по видам сварных соединений (сты-
ковые, точечные н др.); необходимость в большинстве случаев достав-
ки к машинам заготовок изделий или конструкций; сложность конт-
роля качества сварных соединений.
XI11.2. ОБЛАСТИ ПРИМЕНЕНИЯ КОНТАКТНОЙ СВАРКИ
В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
Примерный перечень металлопродукции с соединениями, вы-
полняемыми различными видами контактной сварки, приведен в табл.
XI1I.2.
В настоящее время в промышленном строительстве контактную
сварку применяют при изготовлении в стационарных условиях сеток,
434
XI11.2. Перечень металлопроката с соединениями,
осуществляемыми контактной сваркой
Вид сварки Свариваемые металлы Перечень металлопроката (низкоуглеродистая сталь), размеоы свариваемых сече- ний или толщин металла
Стыковая: сопротивле- нием Сталь, алюминий, медь, сплавы меди и алюминия Стержни с площадью се- чения до 300 мм2, трубы диаметром до 40 мм (с газовой защитой), прово- лока диаметром от 6 до 8 мм
непрерывным оплавлением Сталь низкоуглероди- стая, углеродистая, низ- колегированная и леги- рованная, алюминий, медь, сплавы меди и алю- миния Стержни, рельсы, тол- стостенные трубы с пло- щадью сечения до 3000 мм2. Профильный и ли- стовой прокат, тонко- стенные трубы с площа- дью сечения до 6000 мм2 и выше
прерывистым оплавлением То же Профильный прокат, рельсы, трубы и т. д. Площадь сечения этих элементов в мелкосерий- ном производстве более 300, в массовом произ- водстве более 1000 мм2
Точечная (одно- и многоточеч- ная) Сталь низкоуглеродистая углеродистая, низколеги- рованная, легированная, цветные металлы и спла- вы Листовой прокат толщи- ной до 20 мм, крестооб- разные соединения арма- туры железобетона
Шовная То же Листовой прокат толщи- ной до 34-3 мм
каркасов и других арматурных изделий железобетонных конструк-
ций. Точечную сварку используют при изготовлении конструкций из
открытых профилей стального проката с толщиной стенок до 6 мм.
Стыковой сваркой соединяют короткоразмерные элементы из отхо-
дов проката для последующего его применения в конструкциях. Рель-
ефная сварка осуществляется редко.
При изготовлении алюминиевых конструкций и изделий преду-
28*
435
смотрена стыковая сварке угловых соединений рам окон и вит-
ражей из профильных элементов. Стыковой сваркой соединяют
медные и алюминиевые провода (кабели) при электромонтажных
работах.
В дальнейшем представляется целесообразным (с учетом ис-
пользования существующего сварочного оборудования) более широ-
кое распространение основных видов контактной сварки в промыш-
ленном строительстве для выполнения следующих работ:
стыковая сварка — угловые соединения рам окон, витражей
и каркасов дверей из стальных и алюминиевых профилей; стыковые
соединения различных труб; соединение стержневых элементов из
профильного металла, включая использование их короткоразмерных
отходов; производство режущего инструмента из разнородных ста-
лей и сплавов;
точечная сварка — приварка листовых элементов из сталей или
алюминиевых сплавов к окаймляющим каркасам трехслойных стено-
вых панелей; соединение элементов стальных несущих и ограждаю-
щих решетчатых конструкций (секции ферм, мачт, башен и др.) при
толщине металла каждого элемента до 16 мм; приварка листовых
элементов к каркасам лестниц и площадок;
шовная сварка — выполнение плотно-прочных швов при изготов-
лении секций тонкостенных труб, газовоздуховодов и других изде-
лий из листового металла толщиной до 3 мм.
XI1I.3. ПОДГОТОВКА ЭЛЕМЕНТОВ К КОНТАКТНОЙ СВАРКЕ
Перед сваркой обрезают, правят и взаимно подгоняют соеди-
няемые элементы, а также очищают поверхности металла от ржавчи-
ны, окалины, смазки и других загрязнений.
Для стыковой сварки сопротивлением необходима тщательная
обработка и подгонка торцов перпендикулярно осн заготовок без
местных зазоров. При сварке труб торцы их совместно фрезеруют
одной дисковой фрезой с последующей зачисткой напильником.
Для стыковой сварки оплавлением допускается менее тщательная
подготовка торцов. Элементы можно нарезать на пресс-ножницах, ме-
ханической пилой или кислородной резкой, после чего поверхности
реза очищают от окалины и шлака.
Обработка элементов для точечной и шовной сварок обычно за-
ключается в обрезке кромок (при наличии неровностей), правке и очи-
стке листового металла в зоне соединения.
Очистку металла под контактную сварку осуществляют металли-
ческими щетками (ручными или приводными), песко- или дробеструй-
ными аппаратами, а также травлением в растворах кислот с после-
436
дующей нейтрализацией в щелочной среде и промывкой в проточной
воде.
При подготовке элементов, подлежащих стыковой сварке, очища-
ют торцевые поверхности и участки металла в местах закрепления
в зажимах сварочной машины. Листовые элементы перед точечной
и роликовой сваркой очищают с двух сторон на ширине не менее
30—50 мм в местах расположения сварных точек или швов.
При недостаточно очищенной поверхности металла заметно сни-
жается качество сварных соединений и одновременно резко повы-
шается износ электродов машин.
Во избежание возникновения дефектов, при сборке листовых эле-
ментов под точечную или шовную сварку, следует обеспечивать плот-
ное взаимное прилегание их, не допуская зазоров более 0,5 мм на
длине 100 мм.
XIII.4. СТЫКОВАЯ КОНТАКТНАЯ СВАРКА
XIII.4.1. Особенности техники и технологии сварки
Техника и технология стыковой сварки в зависимости от применя-
емого способа сварки — сопротивлением или оплавлением, в том чис-
ле непрерывным и прерывистым оплавлением (с подогревом) —су-
щественно отличается.
При сварке сопротивлением вначале приводят в соприкосновение
торцы свариваемых деталей с приложением небольшого давления
и после этого включают электрический ток. Давление в процессе на-
грева остается без изменения, к концу нагрева его повышают для
создания необходимой пластической деформации и сварки. Достига-
емая широкая зона нагрева позволяет вести сварку при сравнитель-
но низком давлении.
Сварку непрерывным оплавлением осуществляют, приводя в со-
прикосновение детали, находящиеся под напряжением сварочной це-
пи, при этом возбуждают и поддерживают процесс непрерывного оп-
лавления торцов, сближая детали с постоянной или возрастающей
скоростью. После необходимого нагрева прилежащих к торцам сло-
ев металла сдавливают (осаживают) контактные зоны деталей. При
этом расплав с окисламн выдавливается из плоскости соединения,
а перегретый металл околостыковой зоны деформируется, образуя
усиление и грат (окисли и капли расплавленного металла).
При сварке с прерывистым оплавлением детали предварительно
подогревают периодическими короткими замыканиями после дости-
жения высокой температуры концы деталей оплавляют и сжимают
{осаживают). Предварительный подогрев, расширяя зону нагрева
437
металла, позволяет уменьшить потребляемую электрическую мощ-
ность, сократить припуски на оплавление, а также снизить скорость
осадки и давление.
Конструктивное оформление концов деталей, подготовленных
к контактной стыковой сварке (рис. XI 11.2), должно обеспечивать
равномерный нагрев их по сечению в плоскости соединяемых торцев
и в прилежащих зонах; оптимальные оплавления и пластическую
деформацию нагретых зон деталей, а также наиболее благоприятные
условия для удаления окислов из сварного соединения.
XJI1.2. Подготовка деталей к стыковой сварке
с — стержней, отличающихся диаметром; б—стержня с плитой; в — трубы
со стержнем; г. д — трубы с фланцем и заглушкой: е — стержней с торцами,
обработанными на конус; г «-длина обрабатываемой части
Х1П.З. Схемы установки стержней при стыковой сварке
а — сопротивлением; б — оплавлением; / — суммарная установочная длина: It,
h — установочная длина для каждой детали; а, b — припуски на осадку и
оплавление
438
Плоскости контактных торцов деталей должны быть перпенди-
кулярны их оси. Различие по внешним диаметрам деталей крупного
сечения не должно превышать 15 %, а по толщине полос или стенок
труб — 10 %.
Установочная длина /, т. е. общая длина выступающих из зажи-
мов машины концов деталей перед сваркой (рис. XIII.3), влияет на
процесс нагрева и охлаждения зоны сварки, а также на продольную
устойчивость деталей при сдавливании. При сварке сопротивлением
установочную длину назначают с учетом припуска на осадку (дефор-
мацию) торцов; при сварке оплавлением, кроме осадки, учитывают
припуск на оплавление концов деталей.
X1II.4.2. Режимы стыковой сварки сопротивлением
Режим сварки определяют следующие основные параметры: уста-
новочная длина, припуск на осадку, сварочный ток или его плотность,
время действия тока, усилие или давление осадки.
Ориентировочные данные режимов стыковой сварки сопротивле-
нием стержней сечением 25,50 и 100 мм2 (низкоуглероднетая сталь)
приведены в табл. ХШ.З.
Контактную стыковую сварку выполняют при средних режимах
(умеренная величина тока и увеличенное время его действия) и при
высокопроизводительных (форсированных) режимах (повышенная ве-
личина тока и уменьшенное время его действия). Первые режимы
применяют в мелкосерийном производстве, вторые — при массовом
и крупносерийном производстве.
ХШ.З. Ориентировочные данные режимов стыковой сварки
сопротивлением стержней сечением 25,50 и 100 мм2
(низкоуглероднетая сталь)
Показатель Числовое значение показателя
Площадь сечения стержней, мм2 25 50 100
Установочная длина двух деталей, мм 12 16 20
Припуск на осадку (общий), мм 2,5 2,7 3
В том числе под током 1.7 1,8 2
Плотность тока, МЛ/м2 200 160 140
Время действия тока, с 0.6—0.8 0,8-1 1-1,5
Давление осадки, /МПа 10—30 10—30 10-30
439
ХП 1.4.3. Режимы стыковой сварки оплавлением
Основными параметрами режимов сварки являются: припуск на
оплавление и осадку, установочная длина, скорость оплавления
и осадки, величина тока оплавления и осадки, давление осадки, дли-
тельность сварки.
Суммарная установочная длина (на обе детали) в зависимости
от диаметра D заготовки обычно принимается: для низкоуглеродис-
той стали 0,7—1,5 О; для низколегированной стали 2—2,4 D", при
сварке разнородных металлов можно пользоваться данными табл.
XIH.4.
XII 1.4. Установочная длина деталей из разнородных металлов
Материал детали Установочная длина детали
первой второй первой второй
Низкоуглеродн- стая сталь Углеродистая сталь D 0,50
Углеродистая сталь Быстрорежущая сталь 0,750 0,50
Низкоуглероди- стая сталь Медь 2,50 0
В табл. X1II.5 приведены данные о длительности стыковой свар-
ки оплавлением и припусках для деталей из низкоуглеродистой ста-
ли. Скорость оплавления (табл. XIII.6), обычно в начале процесса
сравнительно небольшая, должна значительно увеличиваться к кон-
цу процесса перед осадкой. В табл. ХШ.7 приведена плотность тока
при оплавлении и осадке, в табл. ХШ.8 — величины давления.
Медь, алюминий и их сплавы сваривают сопротивлением или оп-
лавлением. Вследствие большой теплопроводности и малого удель-
ного сопротивления сварку осуществляют при более высоких значе-
ниях плотности тока и мощности, чем при сварке сталей.
Удельная мощность при сварке меди и латуни составляет 0,5—
2,5 ГВА/м2; при сварке алюминия 0,2—0,7 ГВ-А/м2.
XII 1.5. Длительность стыковой сварки оплавлением и припуски (на обе детали)
440
Сварка оплавлением
06 120 о СМ СМ СО см 00
о о со со д> [ч.
см СМ
со сО
•ч
о о о см 1.0 СО
Ю со см *-*
со ю
•»
о о 00 о СО
ем см
о со см ’Т
СО 03
СО СО
*
О 1.0 СО со
СМ
со ю
со СО rt* 05 со см
. Л .
ш ю
1 е-
о с О (О
’’Т о
ю ю
1
о о ю — со
со см см см
о о > т со
СМ ’— 1 —
ш со
1 «•
со 1 со со о’ см
о 1 СО 00 1 см
1
1
<о см со
х
о
ч
се
«
Е
О
СЗ
X
3
\о
о
CQ
О
с
«ч
о
с
я
X
.441
XI11.6. Скорости оплавления и осадки, 1 • 10“3 м/с
Материал свариваемых деталей Средняя скорость оплавления Скорость осадки
непрерывного прерывистого
Сталь: низкоуглеродистая низколегированная высоколегированная 0,5—1,5 2,5-3,5 1,5-2,5 3,5-4,5 50-60 80-100
XIII.7. Ориентировочные значения плотности тока оплавления
и осадки
Деталь Материал сваривае- мых деталей Плотность тока, МА/м*
оплавления осадки
средняя макси- мальная
Высокопроизводительные (жесткие) режимы
Полоса и труба толщиной 2—6 мм, Сталь: низкоуглероди- 15-10 20-15 60—40
пруток диаметром 6—30 мм стая хромистая 20—15 25 -20 55-35
Сплавы: алюминиевые 35-20 45-25 170—130
медные 40-25 50—30 300-200
Номинальные (мягкие) режимы
Полоса, труба, Сталь: 25—30
пруток низкоуглсроди- стая 2—4 6-8
хромистая Сплавы: 6-8 12-15 50—40
алюминиевые 5-12 10—20 80—60
медные 20—15 15-25 200—100
XII 1.8. Ориентировочная величина давления пр» стыковой сварке
оплавлением, МПа
Металл Процесс оплавления
непрерывный прерывистый
Сталь:
ннзкоуглеродистая 80-100 40-60
среднеуглеродистая 100—120 40—60
высокоуглсродистая 120-140 40-60
низколегированная 100—120 40-60
Алюминиевые сплавы 150—200
Медь 250-400
442
XI11.5. ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
XIII.5.1. Особенности техники и технологии сварки
При точечной контактней сварке соединение создается между
торцами электродов, подводящих ток и передающих усилие сжатия.
Точечной сваркой выполняют нахлесточные соединения листовых
элементов одинаковой или разной толщины, соединения накладных
деталей из стержневого или профильного проката с листовыми эле-
ментами, соединение пересекающихся стержней и др.
Конструктивное оформление узлов, конструкций и изделий, пред-
назначаемых для точечной сварки, должно давать легкий и свободный
доступ электродов машин к зоне сварки при наиболее простой кон-
фигурации составляющих элементов. Не допускается введение боль-
ших ферромагнитных масс в сварочный контур машин, что имеет
особо важное значение при использовании машин переменного тока.
Сварку точек необходимо производить в последовательности, обеспе-
чивающей наименьшую деформацию изделия.
Примеры наиболее распространенных типов сварных соединений
на контактной точечной сварке приведены на рис. ХШ.4.
При сварке элементов из низкоуглеродистой стали с толщиной
каждой детали з не более 6 мм можно пользоваться следующими ори-
ентировочными значениями основных конструктивных элементов то-
чечного соединения (рис.JCI1I.5,а, б):
диаметр литого ядра точки ...... d = 2.5 —4 s
расстояние между центрами точек ... /по расчету
проплавление одной детали............... ft = 0,2—0,8 s
глубина вмятины ........................ Ло = до 0,2 s
расстояние от центра точки до края на-
хлестки ................................ и =0,5 В
Р’сстояние между осями соседних рядов
точек:
при цепном их расположении .... С = 3,5— 4rf
при шахматном их расположении . . Ct =3 — 3.7 d
число рядов точек....................... п (по расчету)
нахлестка:
при цепном расположении точек . . . S = 2w-f-C(n — 1)
при шахматном расположении .... Bt = 2 и -р Ct(n — 1)
При отношении толщины деталей s/s\>2 минимальная величина
нахлестки В и расстояние между осями соседних рядов точек С сле-
дует увеличить в 1,2—1,3 раза. При этом допускается увеличение глу-
бины вмятин до 0,3 толщины деталей.
Размер и структура сварной точки, определяющие прочность
сварного соединения, в значительной степени зависят от формы кон-
тактной (рабочей) поверхности электродов (см. рис. XI1I.5,в, г).
При сварке низкоуглеродистой стали преимущественно используют
электроды с плоской рабочей поверхностью. Высокоуглеродистые
и легированные стали, а также медь, алюминий и их сплавы сва-
ривают электродами со сферической поверхностью.
413
X1U.4. Типы точечных соединений
а—г — нахлесточные; д—ж — с от-
бортовкой; з — крестообразное со-
единение стержней
Х111.5. Конструктивные элементы
точечных (а, б) соединений и фор-
ма (в, г) контактных поверхностей
(плоская и сферическая) электродов
В зависимости от числа свариваемых точек, схемы подвода тока
к электродам и свариваемым деталям применяют следующие основ-
ные способы точечной сварки:
одноточечная двусторонняя (два электрода, питаемые от одно-
го источника тока, расположены соосно с двух сторон свариваемых
деталей);
444
двухточечная односторонняя (два электрода, питаемые от одно-
го источника тока, расположены с одной стороны свариваемых де-
талей);
двухточечная двусторонняя (с каждой стороны свариваемых де-
талей соосно расположены по два электрода, питаемые от отдель-
ных источников тока);
многоточечная односторонняя (несколько пар электродов, питае-
мые от отдельных источников тока, расположены с одной стороны
свариваемых деталей).
Наиболее универсальным является способ одноточечной двусто-
ронней точечной сварки, обеспечивающей возможность сваривать
элементы строительных конструкций при толщине металла до 30+
+ 30 мм. Приводимые ниже данные (табл. XIII.9—XIII.15) относят-
ся к этому способу точечной сварки.
В зависимости от толщины свариваемых деталей и вида металла
применяют различные технологические циклы сварки одной точки,
отличающиеся характером изменений во времени действия тока /
и давления Р.
XI 11.9. Наиболее распространенные циклы контактной
точечной сварки
X» цикла Характеристика сварки Циклограмма процесса Свариваемый металл
I Одноимпульсная при давлении: постоянном У, Лх. Низкоуглероднетая сталь толщиной до 6 мм
переменном
Низкоуглероднетая
сталь толщиной свы-
ше 6 мм, алюминие-
вые сплавы толщиной
до 1,5 мм
III
повышенном в
начале и конце
Низкоуглеродистая
сталь толщиной более
10 мм, сталь повы-
шенной прочности
IV
Двухимпульсная
для сварки и тер-
мической обработ-
ки с постоянным
или переменным
давлением
Закаливающиеся ста-
ли толщиной до 6 мм
(при постоянном дав-
лении) и толщиной
более 6 мм (при пере-
менном давлении)
445
Продолжение табл. Л7//.9
№ цикла Характеристика сварки Циклограмма процесса Свариваемый металл
V Многоимпульсная с удалением током окалины и предва- рительным подо- гревом, с перемен- ным давлением ДР Р fcn Низкоуглероднстые стали большой тол- щины (до 30 мм)
Импульсы меняю-
щегося тока с пере-
менным давлением
Алюминиевые сплавы
толщиной более 1,5
мм
Примечание. В таблице приняты следующие обозначения:
/—сварочный ток; /т.о —ток термической обработки; /0 — ток уда-
ления окалины; /п — ток подогрева; Р — усилие сжатия; t — время.
XI 11.10. Размеры контактных частей электродов для точечной сварки
Толщина каждой детали, мм Свариваемые детали
углеродистые и высоколегированные стали алюминий, медь и их сплавы
d3 °а R 1 R
0,5 4 12 25—50 16 50
1 5 12 70-100 16 75
2 8 20 100-150 20 100
3 10 25 150—200 25 100-150
4 12 25 200-250 32 200
5 12-14 25 200-250 32 200
X1IL5.2. Режимы точечной сварки
Основными параметрами режима точечной сварки являются:
сварочный ток / (или плотность тока /, длительность действия им-
пульсов тока /; усилие сжатия или давления электродов Р; диаметр
плоской контактной поверхности электрода da (см. рис. ХШ.5, в, г)
или радиус закругления R сферической поверхности электрода диа-
метром Dj.
В табл. Х1П.10 даны размеры контактных частей электродов
дтя точечной сварки деталей толщиной до 5 мм.
При расплавлении ядра точки жидкий металл удерживается от
вытекания слоями, нагретыми до температуры пластического состоя-
ний
ння. Чрезмерная выдержка под током может привести к перегреву
ядра, образованию внутреннего или внешнего выплеска металла
и продавливанию электродами наружных слоев детали, что приведет
к снижению прочности соединения.
XIII.11. Режимы точечной сварки низкоуглеродистой стали
Толщина каждой детали, мм Диаметр контак- тной поверхнос- ти электрода, мм Режимы сварки Минимальный диаметр литого ядра, мм
средний форсированный
Усилие | X X в «X □ * Ток, кА Время сварки, с Усилие сжатия, кН Ток, кА Время сварки, с
1 2 2,5 4 5 6 7 8 5 7,5 8 12 13 15 17 18 1,5 3,5 3,5 4 5 6 7 8 7,5 10,5 И.5 II 12 13,5 14,5 15 0,4 0,6 0,8 3 4 4,5 5 6 1,5 3,5 3,5 8 10 12 14 15 9,5 12,5 13,5 15 16,5 18 19 20 0,2 0,44 0,5 2 3 3,7 4 5 4 6 7 10,5 12,5 14 15 16
XIII.12. Режимы точечной сварки углеродистых сталей
Толщина каждой детали, мм Ток, кА Число им- пульсов Длительность, с Усилие сжатия. кН Диаметр/ радиус сферы электрода, мм
действия тока паузы
4 6 26,6 28,2 6 10 0,5 0,47 0,15 17 23 30/150
8 10 22 34 14 15 0,44 0,62 0,15 32 35 30/250
XIII.13. Режимы точечной сварки закаливающихся
низколегированных сталей
Толщина каждой де- тали. мм Сварка Термическая обработка Усилие сжа- тия,Нк
Ток, кА Длительность, с Ток, кА Время дей- ствия тока, с
действия тока паузы
1 6,2-6,7 0,42—0,5 0,6-0,7 4,8-5,5 0,68—0,78 4
1.5 8,7—9,2 0,52-0,64 0,8—1,1 6,2—7,4 0,68-0,96 6
2 10—11 0,74—0,84 1-1.4 7—8 1,1-1,3 8
2,5 11,5—12,5 1-1,1 1,1-1,5 8-9 1,3-1,9 10
3 13-14 1,2-1,4 1,3-1,6 9-10 1,8-2,2 11
117
XIII.14. Режимы точечной сварки трех деталей
из низкоуглеродистой стали
Толщина
свариеаемых
деталей, мм
Д Продолжительность технологических Ток, кА, при
операций, с операциях
6-Ь 12+6
8+16+8
10+20+30
18
22
30
12
18
20
18
28
37
37
44
62
Примечание. Давление при сварке 100 МПа, при остальных
операциях 200 МПа.
В ответственных конструкциях (изделиях) рекомендуется одно-
временно сваривать не более двух детален. При этом их толщины не
должны отличаться более чем в 3 раза.
Точечной контактной сваркой можно одновременно сваривать
несколько деталей, однако с увеличением числа деталей качество
сварного соединения снижается. Во всех таблицах режимов точеч-
ной сварки, кроме оговоренных случаев (см. табл. XIII. 14), преду-
сматривается соединение двух деталей.
В табл. XIII.11 приведены данные о точечной сварке низкоугле-
рэдистой стали двумя режимами (средним и форсированным).
В табл. XIII.12—XIII.14 сведены данные о режимах (средних)
точечной сварки углеродистых сталей, в табл. XIII.15 — точечной
сварки алюминиевых сплавов.
XIII.15. Режимы точечной сварки алюминиевых сплавов
Алюминиевый сплав Толщина каждой детали, мм Ток, к-А Время сварки, с Усилие сжа- тия электро- дов, кН
Магниевый 0,8 20 0,1 3
1 24 0,12 4
1,5 27 0,14 5
2 30 0,18 7
Типа АМг 0,5 18 0,1 1,9
1 22 0,12 2,5
1,5 27 0,14 3,5
2 32 0,18 5,0
448
XII 1.6. ШОВНАЯ КОНТАКТНАЯ СВАРКА
XI11.6.1. Технологические особенности процесса
Шовная сварка во многом подобна точечной и отличается тем,
что в качестве электрода используют вращающиеся ролики, обеспе-
чивающие возможность последовательной сварки точек без снятия
давления с электродов. При вращении роликов и перемещении меж-
ду ними деталей сваривается последовательно сплошной ряд точек,
перекрывающих одна другую и образующих сплошной шов.
Шовной сваркой наиболее часто выполняют нахлесточные соеди-
нения (см. рис. XIII.4, а) и по отбортовке (см. рис. XIII.4, д—ж)
аналогично применяемым при точечной сварке.
Для шовной сварки используют дисковые (роликовые) электро-
ды диаметром от 40 до 400 мм с плоскоцилиндрической рабочей по-
верхностью при сварке сталей и со сферической поверхностью при
сварке цветных и легких металлов и их сплавов.
Шовной сваркой выполняют протяженные швы следующими ос-
новными способами:
непрерывной сваркой — при непрерывном вращении роликов
(электродов) и непрерывном действии сварочного тока;
прерывистой сваркой — при непрерывном вращении роликов
и прерывистым (импульсным) действием сварочного тока;
шаговой — с периодической остановкой роликов после поворота
их на заданный угол и подачей тока в моменты остановки.
Первые два способа обеспечивают возможность получения гер-
метических швов.
Процесс непрерывной шовной сварки весьма неустойчив, так как
по мере действия тока происходит возрастающий разогрев металла,
сопровождающийся глубоким внедрением в него роликов. Способ
используется для сварки металла толщиной до 1 мм.
XIJ1.6 Основные конструктивные
элементы шовных соединений
d — ширина литой зоны шва; I—
длина литой зоны шва; f — величи-
на перекрытий литых зон шва; и—
расстояние от оси шва до края
нахлестки; В — величина нахлестки
29-194
449
При прерывистой шовной сварке получаются отдельные сварные
точки (в моменты действия тока), которые, перекрывая одна другую,
образуют непрерывный шов. При этом обеспечивается устойчивый
процесс сварки без перегрева металла.
Большинство конструктивных элементов (рис. ХШ.6) сварных
соединений шовной сварки имеют обозначения, аналогичные приня-
тым для соединений точечной сварки.
Для получения плотного шва величина перекрытий f должна
быть не менее 0,3 /.
XIII.6.2. Режимы сварки
Режимы шовной прерывистой (многоимпульсной) сварки сталей
приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов—
в табл. XIII.18.
XI 11.16. Режимы шовной сварки низкоуглсродистой стали
Толщина деталей, мм Ток. кА Длительность, с Усилие сжатия, кН Скорость сварки. 1 -10~ 3 м/с
действия тока пауз
05+0.5 7-8 0,02—0,04 0,04—0,06 1,5-2 20—23
14-1 10,5—12 0,06-0,08 0,08-0,1 3—4 13,3-15
1,54-1.5 13-14,5 0,12—0,14 0,12-0,14 5-6 10-11,7
24-2 15,5-17 0,16—0,18 0,18-0,22 7-8 8,3—10
3+3 18-22 0,24—0,32 0,28-0,34 10-11 6,7—8,3
XIII.17. Режимы шовной сварки низколегированных
закаливающихся сталей
Толщина деталей, мм Ток, кА Длительность, с Усилие сжатия. кН Скорость сварки. 1 • 10—3 м/с
действия тока пауз
0,5+0,5 7-8 0,1—0,12 0,12-0,16 3-3,8 13,3-15
1 + 1 9,5-10.5 0,14—0,16 0,18-0,24 5-6 10-11,7
1.5+1,5 14—16 0,18—0,2 0,26-0,32 8-9 8,3-10
2+2 17—19 0,2—0,22 0,3-0,36 10-11,5 8,3—10
з+з 22—23 0,3—0,32 0,36-0,44 14—16 5-6,7
XIII.18. Режимы шовной сварки алюминиевых сплавов
Толщина деталей, мм Ширина роликов, мм Ток, кА Длительность, с (U к X X и а: Скорость сварки. 1 • 10~3 м/с Пример- ный шаг ТОЧеК, М5:
действия тока пауз
0,6+0,6 2,8 26 0,04 0,08 2,7 Н.7 1,4
1+1 3,6 32 0,06 0,1 3,4 12,5 2
1,5+1,5 4,8 38 0,06 0,18 4,3 10,8 2,5
2+2 6,6 41 0,08 0,24 4,9 8,8 2,5
450
Глава XIV. ГАЗОВАЯ СВАРКА
И ТЕРМИЧЕСКАЯ РЕЗКА
X1V.1. ОСОБЕННОСТИ ПРОЦЕССОВ
ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ
Газовая сварка и кислородная (газовая) резка относятся к груп-
пе процессов газопламенной обработки, при которых металлы нагре-
ваются или плавятся высокотемпературным газовым пламенем,
образующимся при сгорании горючих газов или паров в техничес-
ки чистом кислороде.
В качестве горючих газов (см. гл. V) при газопламенной обра-
ботке металлов используют ацетилен, водород, природные газы,
бутан, пропан, их смеси и другие газы, а также пары бензина и керо-
сина.
К видам газопламенной обработки металлов, применяемых
в промышленном строительстве, кроме указанных (газовая сварка
и кислородная резка), относятся: пайка (гл. ХХШ), термическая
обработка без изменения и с изменением структуры металла (гл.
XXV), а также очистка поверхностей металлов от окалины, краски,
ржавчины и других загрязнений.
XIV.2. ОСОБЕННОСТИ ПРОЦЕССА ГАЗОВОЙ СВАРКИ
Температура сгорания горючих газов в кислороде достигает
2100—3200 °C. Сварочное пламя, расплавляя металл, образует во-
круг жидкой ванны газовую зону, защищающую от взаимодействия
с кислородом и азотом воздуха. В процессе сварки регулируют в ши-
роких пределах количество тепла, вводимого в изделие, что обеспе-
чивает незначительное выгорание легирующих элементов и дает
возможность сварки тонкого металла. Вместе с тем менее концент-
рированный (чем при дуговой сварке) нагрев металла и более об-
ширная зона теплового воздействия, создают повышенные сварочные
напряжения и деформации.
В строительстве газовую сварку применяют в основном при сое-
динении стыков стальных труб малых и средних диаметров, сварке
стыковых соединений стальных элементов толщиной до 6—8 мм,
сварке цветных металлов, алюминия и свинца и ремонтной сварке
чугуна.
Особенности газового пламени. При газовой сварке часто поль-
зуются апстиленокислородным пламенем, которое в зависимости от
соотношения в смеси количеств составляющих газов может быть
нормальным, окислительным или науглероживающим (табл. XIV.I).
29*
451
XIV.1. Характеристика видов ацетиленокислородного пламени
Гид пламени Соотношение кислород 0= ацетилен Краткая характеристика пламени и отличительные признаки Основная область применения
Нормальное (восстано- вительное) 1,’—1,3 Четко очерченные ядро пламени, восстановитель- ная зона и факел. Длина восстановительной зоны до 20 мм в зависимости от номера наконечника. Максимальная темпера- тура на расстоянии 2— 6 мм от конца ядра. Пла- мя восстановительное Сварка стали всех марок, ме- ди, бронзы и алюминия
Окисли- тельное Более 1,3 Укороченное, заострен- ное ядро с нечетким очертанием. Пламя име- ет бледную окраску, окисляет свариваемый металл Сварка латуни (0=1,4)
Науглеро- живающее Менее 1,1 Ядро увеличенное рас- плывчатого очертания, на конце его образуется зеленый венчик. Восста- новительная зона почти сливается с ядром. Пла- мя имеет желтую окрас- ку, науглероживает сва- риваемый металл Сварка чугуна (с небольшим избытком аце- тилена)
Газовую сварку большинства металлов и сплавов выполняют
нормальным (восстановительным) ацетиленокислородным пламенем.
Распределение температур в таком пламени приведено на рис.
XIV. 1, а. Для сравнения (см. рис. XIV. 1,6, в) дано распределение
температур в метанокислородном и пропанобутанокислородком пла-
мени.
В зависимости от угла а наклона мундштука горелки (рнс.
XIV.2) к поверхности свариваемого металла эффективность переда-
чи тепла сварочным пламенем изменяется, достигая наибольшего зна-
чения при угле наклона 90°.
452
XIV.1. Распределение температур по
зонам сварочного пламени
а — нормального ацетиленокисло-
родного; б — метанокнслородного;
« — пропаи-бутан-кислородного; / —
ядро; 2— восстановительная зона;
3 — факел; 4—свариваемый металл;
I — длина ядра
XtV.2. Рекомендуемые углы накло-
на мундштука горелки при сварке
металла различной толщины аце-
тиленокислородным пламенем
XIV.3. ПОДГОТОВКА МЕТАЛЛА К СВАРКЕ
К подготовке металла для газовой сварки предъявляются при-
мерно такие же требования, как и при дуговой сварке. Во избежание
образования в швах пор и шлаковых включений торцевые поверхно-
сти кромок и прилегающие к ним участки металла шириной 25—
30 мм должны быть перед сваркой зачищены от ржавчины, масла,
краски и других загрязнений. Зачистку выполняют механическим пу-
тем или газопламенной обработкой. В последнем случае пользуются
обычными сварочными горелками или специальными горелками для
очистки металла. При быстром нагреве газовой горелкой поверхно-
сти детали имеющаяся на ней окалина отслаивается, ржавчина обез-
воживается, краска и масляные загрязнения сгорают. Остатки окис-
лов и других загрязнений удаляют металлической щеткой.
При сборке элементов конструкций и изделий неизменное поло-
жение соединяемых кромок обычно фиксируют наложением корот-
ких швов (прихваток).
453
В зависимости от вида изделия, толщины металла и протяженно-
сти швоз длина прихваток и расстояние между ними могут быть
приняты по табл. XIV.2. Высота прихваток должна быть 0,5—0,7
толщины свариваемых деталей.
XIV.2. Размеры прихваток и расстояния между ними, мм
Характеристика собираемых деталей Длина прихваток Расстояние между прихватками
Несложная конфигурация деталей из стали толщиной до 3 мм Детали толщиной 3—4 мм и более при значительной протяженности швов Не более 5 20-30 50-100 300-500
XIV.4. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
При газовой сварке применяют в основном стыковые соединения
и значительно реже угловые. Тавровые соединения используют преи-
мущественно при сварке деталей толщиной до 3 мм.
Газовой сваркой (табл. XIV.3) выполняют стыковые соединения
металла толщиной до 6 мм без разделки кромок двусторонним швом.
XIV.3. Конструктивные элементы кромок основных видов
стыковых соединений при газовой сварке
Форма подготовлен- ных кромок Толщина сваривае- мых де- талей, мм Угол скоса одной кромки. град При- тупле- ние. мм Зазор, мм Выполняемый шов
С отбортовкой кро- мок Без скоса кромок То же 0,5-1 1-5 5-6 — — о,1 0,5-2 1-2 Односторонний » Двусторонний
Со скосом кромок 6—15 35—45 1,5-3 2-4 Односторонний
С двумя симмет- ричными скосами одной кромки 5-10 60-70 1-2 1,5-3 Двусторонний
С двумя симмет- ричными скосами кромок 15-25 35—45 2—4 2-4
454
XIV.5. ТЕХНИКА И ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Газовую сварку осуществляют левым или правым способом
(рис. X1V.3, а, б). При левом способе горелку перемещают справа
налево. Пламя направляют па кромки металла, находящегося непо-
средственно перед швом, а конец сварочной проволоки держат впере-
ди горелки. При этом способе обеспечивается хороший внешний вид
ГОРЕЛКА
XIV 3. Способы газовой сварки
а — левый; б — правый; о —тра-
ектория движения сварочной
проволоки и горелки при левом
способе; г. д — то же, при пра-
вом способе
XIV.4 Сварка швов в различ-
ных пространственных положе-
ниях О,
а — вертикальных швов снизу
вверх (обычная сварка); б — то20°1
же (сварка сквозным валиком); -I
в— горизонтальных швов; г— I
потолочных швов. Направление 30°
сварки показано стрелками .
ч55
шва, так как пламя не препятствует наблюдению за его формирова-
нием. Траектория движения (см. рис. XIV.3, в) горелки и прутка
зигзагообразные, встречнопересекающиеся. Этот способ применяют
для сварки металла толщиной до 4—5 мм.
При правом способе горелку перемещают слева направо, а сва-
рочной проволокой следуют за горелкой. Пламя направляют на шов,
благодаря чему обеспечивается медленное его остывание и более
высокое качество. Сварочная ванна закрыта пламенем горелки, что
затрудняет наблюдение за формированием шва. Этим способом сва-
ривают детали толщиной более 5 мм.
Сварку ведут при прямолинейном движении горелки и спираль-
ном перемещении сварочной проволоки (см. рис. XIV.3, г) или при
совместном зигзагообразном их движении (см. рис. XIV.3, д).
Сварка швов в различных пространственных положениях. Наи-
более простой является сварка швов в нижнем положении. Пламя
горелки направляют с таким расчетом, чтобы кромки свариваемого
металла находились в восстановительной зоне на расстоянии 2—6 мм
от ядра пламени. Конец сварочной проволоки держат также в вос-
становительной зоне сварочного пламени или в ванне расплавленно-
го металла.
Швы в вертикальном положении выполняют, ведя сварку сверху
вниз при толщине металла до 3 мм, левым способом. Горелку рас-
полагают под углом 45—60° к шву, а проволоку — под углом 90°
к пламени. При толщине металла более 3—4 мм вертикальные швы
сваривают снизу вверх правым способом (рис. XIV.4, а) с зигзаго-
образным движением горелки и сварочной проволоки (см. рис. 3)
или применяют сварку сквозным (двойным) валиком (см. рис.
XIV.4,6). В последнем случае элементы собирают с зазором, равным
половине толщины металла. Сварку начинают проплавлением отвер-
стия, нижнюю часть которого заплавляют (используя сварочную
проволоку) на всю толщину свариваемого металла. Затем оплавля-
ют верхнюю кромку отверстия и наплавляют металл па нижнюю
кромку и таким способом выполняют весь шов. Усиление образуется
с обеих сторон стыка. При толщине металла более 6 мм сварку ве-
дут одновременно два сварщика.
Горизонтальные швы (см. рис. X1V.4, в) сваривают правым спо-
собом, препятствующим стеканию жидкого металла на нижнюю
кромку за счет давления газов пламени.
Потолочные швы (см. рис. XIV.4, г) выполняют тоже правым
способом, так как при этом давление газов пламени удерживает ван-
ну жидкого металла от стекания. Сварочную проволоку при этом
держат наклонно к оси шва.
Режим газовой сварки зависит от толщины и физических свойств
свариваемого металла и определяется в основном мощностью сва-
456
рочного пламени (по расходу горючего газа) и углом наклона
мундштука горелки. Диаметр сварочной проволоки (применяется не
более 6—8 мм) подбирают в зависимости от толщины s свариваемо-
го металла.
Расчетная формула мощности V пламени, при использовании
ацетилена и основных его заменителей, приведена в табл. XIV.4.
XIV.4. Мощность пламени газовой горелки в зависимости
от применяемого горючего газа
Способ сварки Формула расчета мощности пламени Удельный расход газа k на 1 мм толщины металла, л/с Диаметр сварочной проволоки, мм
ацетилен метан пропан- бута и
Левый Правый V ~ks 0,028 0,042 0,07 0,021 0,028 s/24-l s/2
При аиетиленокпелородном пламени коэффициент k для различ-
ных свариваемых металлов имеет следующие значения, л/с-мм:
низкоуглеродистая сталь...................... 0.028—0,033
высоколегированные стали и чугун . . . 0,021—0,028
алюминий ................................... 0,028—0.042
медь и ее сплавы ........................... 0,042—0.002
XIV.6. ТЕРМИЧЕСКАЯ РЕЗКА
К процессам резки металлов относятся кислородная (газовая)
резка и дуговая резка (оплавление), а также плазменная резка (см.
гл. XI).
XIV.6.1. Кислородная (газовая) резка
Эта резка, основанная на свойстве некоторых металлов, нагретых
до высокой температуры, интенсивно окисляться (сгорать) в кисло-
роде, позволяет делать сквозные разрезы (разделительная резка)
или создавать углубления в виде канавок на поверхности металла
(поверхностная резка). При этом нагрев металла до температуры
его воспламенения обеспечивается подогревающим пламенем газово-
го резака. В качестве горючих газов обычно используют ацетилен
и его заменители, а также пары керосина и бензина.
Процесс имеет большую мобильность и позволяет выполнять
разделительную резку углеродистой стали толщиной до 1000 мм и бо-
лее без применения сложного и дорогостоящего оборудования.
В промышленном строительстве кислородную резку используют
при разделительной, прямолинейной и фигурной резке листового ме-
талла; раскройной прямолинейной резке листового металла на поло-
сы; прямолинейной резке концов труб различных трубопроводов;
фигурной резке концов труб для угловых соединений трубчатых кон-
струкций; одно- и двусторонней разделке кромок; зачистке корня
шва и вырезке дефектных участков швов. Кислородной резкой об-
рабатывают металлы, имеющие следующие основные свойства:
температурой сгорания (интенсивного окисления) металла и об-
разующихся при резке окислов и шлаков ниже температуры плавле-
ния металла;
тепловыделением при образовании окислов, обеспечивающим
надлежащий прогрев глубинных слоев металла;
высокой жидкотекучестью окислов и шлаков, что способствует
удалению их из полости реза динамическим действием режущей
струн кислорода;
невысокой теплопроводностью металла, что обусловливает быст-
рый местный нагрев до высоких температур.
Указанными свойствами в значительной степени обладает низко-
углеродистая сталь.
С повышением в стали содержания углерода кислородная резка
усложняется. При резке конструкционных сталей, наиболее распро-
страненных в строительстве, следует учитывать следующее:
низкоуглеродистая сталь с содержанием 0,2—0,25 % углерода
режется хорошо, без технологических ограничений;
средпеуглеродистая сталь с содержанием углерода 0,25—0,5 %
режется удовлетворительно, но возможна подкалка кромок или по-
явление на них трещин. Такую сталь режут с предварительным или
сопутствующим подогревом до 300 ’С.
XIV.5. Влияние примесей в стали на процесс кислородной резки
Наименование элемента Процесс резки при содержании примеси, %
нормальный затруднен невозможен
Углерод 1 — 1,25
Марганец | До 0,4 Св. 0,4 14
Кремний Св. 4
Хром До 5 — » 5
Никель » 7—8 Св. 8 —
Молибден » 0,25 — —
Глубина зоны термического влияния при резке зависит от содер-
жания углерода и толщины металла. При резке низкоуглеродистой
стали толщиной 5 мм зона термического влияния составляет 0,1 —
0,3 мм, а толщиной 100 мм — от 1,5 до 2 мм. Глубина этой зоны при
458
резке углеродистой стали (0,5—1 % С) для тех же толщин будет со-
ответственно 0,3—0,5 мм и 2,5—3 мм.
Содержание в стали углерода и легирующих примесей сущест-
венно влияет на процесс кислородной резки (табл. X1V.5). Для вы-
соколегированных сталей, чугуна и цветных металлов этот процесс
не применяется.
Приближенная оценка пригодности стали для кислородной рез-
ки может быть определена по величине эквивалентного содержания
углерода Со«:
С8И = С 4-0.155 (Сг 4- Мо) 4-0.14 (Мп 4-V) 4-0,11 S1 4-0,045 (Ni 4- Си),
где вместо символов элементов подставляют процентное содержание
их в стали.
Условное подразделение конструкционных и инструментальных
сталей (в зависимости от С01<) по их пригодности для кислороиой
резки и данные об особенностях процесса резки приведены в табл.
X1V.6.
XIV.6. Пригодность конструкционных и инструментальных
сталей для кислородной резки
Сэк Особенности процесса резки
До 0,54 Резка без технологических ограничений. Зимой при вырезке детален сложной конфигурации применяют предварительный или сопутствующий подогрев до 150 °C
0,54-0,7 Предварительный или сопутствующий подогрев до 150—250 °C; охлаждение на воздухе
0,7—0,94 Предварительный подогрев до 250—350 °C; последу- ющее медленное охлаждение (за счет уменьшения теплоотдачи)
Более 0,94 То же, до температуры не ниже 350 °C, последующее медленное охлаждение в печи
Кислородная разделительная резка. Основными параметрами ре-
жима кислородной ручной (табл. XIV.7) и механизированной разде-
лительной резки являются: мощность подогревательного пламени
и продолжительность подогрева; давление и расход режущего кис-
лорода; скорость резки, ширина реза.
Механизированная кислородная разделительная резка, осущест-
вляемая при равномерном перемещении резака, обеспечивает высо-
кую точность вырезаемых деталей и заготовок и хорошее качество
поверхности реза (рис. X1V.5). Радиус оплавления г верхней кромки
не должен превышать 2 мм.
459
XIV.5. Параметры реза
а—в — отклонение от вертикально-
сти; г — шероховатость реза; Д —
отклонение от перпендикулярности;
с — шероховатость (высота высту-
пов); в — ширина реза; г — радиус
оплавления верхней кромки
г)
XIV.7. Средние значения показателей режима ручной кислородной
разделительной резки низкоуглеродистой стали
Показатель Среднее значение показа- теля Тол пщна разреза- емого ме- талла. мм Характеристика показателя
Мощность подогрева- тельного пламени, IX Х10-3 м3/с 0,08-0,4 3-300 Определяется расхо- дом горючего газа
Продолжительность предварительного по- догрева, с 5—10 7—25 25-40 10—20 20—100 100-200 Зависит от толщины металла и чистоты по- верхности
Давление режущего кислорода, МПа 0,3—1,5 3—300 Зависит от толщины металла, чистоты кис- лорода и формы ре- жущего сопла
Объемный расход ре- жущего кислорода, 110~3 м3/с 0,84-11,7 3—300 —
Скорость резки, 1X X Ю~3 м/с 9,2-1,3 3-300 Зависит от толщины разрезаемого металла и чистоты кислорода
Ширина реза, мм 3-10 5—300 Увеличивается с по- вышением толщины металла
Показатели точности и качества поверхности реза (ГОСТ
14792—80) деталей и заготовок, вырезаемых механизированной кис-
лородной резкой из листов углеродистой стали обыкновенного каче-
ства толщиной 5—100 мм, приведены в табл. X1V.8 и XIV.9.
460
XIV.8. Классы точности и предельные отклонения размеров
вырезаемых деталей и заготовок
Класс точности Толщина листа, мм Предельные отклонения (±) при номинальных размерах вырезаемых заготовок, мм
до 500 СВ. 500 до 1500 св. 1500 до 2500 св. 2500 до 5000
1 5—30; 31—60 61—100 1 1,5 1,5 2 2 2,5 2,5 3
2 5-30 31—60 61 — 100 2 2,5 3 2,5 3 3,5 3 3,5 4 3,5 4 4,5
3 5—30 31-60 61—100 3,5 4 4,5 3,5 4 4,5 4 4,5 5 4,5 5 5,5
Примечав и е. Детали и заготовки следует измерять с погреш-
ностью не более 0,5 мм.
XIV.9. Показатели качества поверхности реза
при кислородной резке
Показатель Класс качества Норма при толщине разрешаемого металла, мм
5—12 13-30 31-00 61-100
Отклонение от 1 0,2 0,3 0,4 0,5
перпендикулярно- 2 0,5 0,7 1 1,5
ст и 3 1 1,5 2 2,5
Шероховатость 1 0,05 0,06 0,07 0,085
2 0,08 0,16 0,25 0,5
3 0,16 0,25 0,5 1
XIV.I0. Средняя ширина реза при кислородной резке стали
Толщина металла, мм Ширина реза, мм. при резке
механнзированн ей ручной
5—25 2,5—3 3-4
25-50 3—4 4—5
50—100 4-5 5—6
100-200 5-6,5 6-8
250—300 6,5-8 8-10
46!
Качество поверхности реза определяется сочетанием показате-
лен: отклонения поверхности реза от перпендикулярности и шерохо-
ватостью (высотой выступов) поверхности реза (см. табл. X1V.9).
Ширина реза при механизированной кислородной резке меньше,
чем при ручной (табл. XIV. 10); скорость резки значительно выше
(табл. XIV. 11).
Безгратовая резка. При высокой скорости механизированной рез-
ки углеродистой стали на нижних кромках реза образуется грат,
представляющий собой приваренные шлаки, состоящие из основно-
го металла и окислов. На удаление грата затрачивается значительное
время, составляющее 20—70 % машинного времени резки, что су-
щественно снижает эффективность процесса.
Для получения резов без грата на нижних кромках при резке
стали толщиной до 100 мм применяют кислород чистотой не ниже
99,5%.
XIV.11. Скорость механизированной кислородной резки
при различных видах работ, 1Ю~3 м/с
Вид работы Тол цина металла, мм
5 10 30 5» 1 100 150 200
Заготовительная прямолинейная резка 10 10 7,5 6 4 3 2,5
Вырезка фасонных деталей с припус- ком Чистовая резка: 9,8 9 6,7 5,4 3,4 2,7 2,2
прямолинейная 8,5 7,9 5,9 4,7 3,2 2,3 1,8
криволинейная 7,4 6,7 5 4 2,7 2 1,7
XIV.12. Режимы безгратовой механизированной кислородной резки
Толщина ме- талла, мм Размеры отвер- стий в мунд- штуке. мм Давление режущего кислоро- да. МПа Объемный расход, 1 • 10“3 м’/с Скорость рС'зКИ, 1 • 10~3 м/с
горло- вого выход- ного кислорода ацетилена
5 0,7 0,7 1,8 0,28—0,31 0,07—0,1 7—9,2
10 0,95 0,95 2 0,47-0,5 6—7,S
20 1 1,3 6,5 1,06—1,1 4,7-6,1
30 1,3 1,7 5,5 1,47— 1,53 0,08—0,11 4,2—5,5
40 1,3 1,7 7 1,78-1,83 3,8-5
60 1.8 2,3 5 2,47—2,53 3,3-4,5
80 1,8 2,3 6,5 3—3,1 0,1—0,12 3-4,2
100 1,8 2,3 8 3,6—3,7 2,8-3,8
462
В табл. XIV. 12 приведены режимы резки стали без образования
грата.
Резка кислородом низкого давления осуществляется при увели-
ченных размерах сечений сопла резака и проходных отверстий в кис-
лородном редукторе, а также в рукавах (9—12 мм), в результате
чего давление кислорода перед резаком снижается до 0,05—0,2 МПа,
а эффективность использования режущей струи кислорода возраста-
ет (табл. XIV. 13). Способ наиболее производителен при резке метал-
ла большой толщины, а также при пакетной резке.
Пакетная резка отличается тем, что несколько листов, уложен*
ных один на другой и стянутых струбцинами или другими стяжны-
ми приспособлениями в пакет, разрезают одновременно (за один
проход), чем обеспечивается значительное повышение производитель-
ности. Число листовых элементов в пакете может составлять при
толщине отдельных листов: 4 мм — от 12 до 25; 10 мм —от 8 до
12; 20 мм — от 3 до 6.
X1V.I3. Режимы резки низкоуглеродистой стали
кислородом низкого давления
Тол шин а металла, мм Диаметр выход- ного отверстия сопла, мм Давление кислорода, МПа Расстояние от сопла до повер- хности металла, мм Скорость резки, 1 • 10~3 м/с
20 1,7 0,08-0,1 8 3,3-3,8
30 2,5 0,09—0,1 9 3—3,3
50 2,5 0,13—0,15 10 2,5-2,8
100 2,5 0,14—0,17 10 2,2-2,5
Пакетную резку выполняют кислородом низкого давления. При
этом способе допускается наличие зазоров между отдельными лис-
тами до 3—4 мм.
Ниже приводятся ориентировочные данные о режимах пакетной
резки кислородом низкого давления:
толщина листов, мм . . . 4 10 20 30
число листов в пакете . . 15 8 4 3
давление режущего кислоро-
да. МПа 0.1-0,11 0.1-0,11 0,12-0,4 0,13-0.15
скорость резки, 110—3 м/с 3.3 2,8 2.8 2.7
Смыв-процесс — прогрессивный способ высококачественной пря-
молинейной кислородной резки — обеспечивает высокое качество ре-
за, не требующего последующей механической обработки кромок.
При этом процессе, кроме основной режущей струи кислорода, па-
раллельно ей и ближе к разрезаемому металлу, подаются две допол-
нительные струи кислорода, направленные под острым а углом (по
направлению хода резки) к поверхности обрабатываемой детали.
463
XIV.6. Схема с.иыв-процесса
/ — мундштук резака; 2 — каналы
зачищающих (смывающих) струй
кислорода; 3 — канал основной ре-
жущей струн кислорода. Направле-
ние резки показано стрелкой
XIV.7. Схеча поверхностной кисло-
родной резки и формы выплавляе-
мых канавок
Дополнительные струи кислорода создают благоприятные усло-
вия для удаления шлака с обеих кромок реза. Смыв-процесс приме-
няют для механизированной прямолинейной резки углеродистой
и низколегированной стали толщиной до 50 мм с использованием
для подогревательного пламени ацетилена или его заменителей.
Схема смыв-процесса и расположение на торце резака отверстий
для режущей и дополнительных струй кислорода представлены на
рис. XIV.6. Отличительными параметрами являются: а=25°; /г = 4—
5 мм; Л = 4,1 мм; Б = 4,3 мм. Режимы резки смыв-процессом, где го-
рючим газом служат заменители ацетилена, приведены в табл. XIV.4.
XIV.I4. Режимы резки смыв-процессом
Толщина металла, мм Скорость резки. 1-10~3 м/с Расход газов, л/с
кислорода природного газа пропан- бутана
6—15 21,8—12,5 2.8-4,2 0,36—0,45 0,14—0,17
15-25 12,5-8,4 3,9-6,1 0,45—0,5 0,17-0,19
25-35 8,4-6,3 5,6-7,5 0,5—0,61 0,19—0,25
35-50 6,3—4,5 6,9-8,9 0,61—0,73 0,25-0,28
Примечание. Чистота кислорода 98,5—99 %.
Поверхностная кислородная резка используется для снятия слоя
металла с поверхности обрабатываемой детали с помощью режущей
струи кислорода, направленной под углом 10—30° к этой поверх-
ности.
464
Поверхностная (табл. XIV.15, рис. XIV.7) и разделительная рез-
ка осуществляются при действии подогревающего пламени резака.
Струя режущего кислорода имеет меньшую скорость, чем при разде-
лительной резке. Этим обеспечивается сгорание только поверхност-
ных слоев металла. В зависимости от перемещения резака можно
получить выплавку отдельных канавок или снятие слоя со всей обра-
батываемой поверхности. Способ применяется при вырезке дефект-
ных участков шва, разделке корня шва, обработке поверхности де-
талей.
XIV.15. Ориентировочные режимы поверхностной резки стали
№ мундшту- ка резака Давление кислорода, МПа Скорость резки, 1 • !0~3 м/с Расход газов, л/с Размеры ка- навок, мм
кислоро- да ацетилена шири- на глу- бина
I 0,3-0,6 0,025—0,13 5-11 15-30 2-12
2 0,3—0,6 0,025—0,17 5,6-13,3 j 0.25 -0.28 18-35 2—16
3 0,35—1 0,025-0,17 8,3-20,8 30-50 2-20
Кислородно-флюсовая резка. Высоколегированные хромистые
и хромоникелевые стали, чугун и цветные металлы не поддаются
обычной кислородной резке. При окислении указанных сталей обра-
зуются тугоплавкие и густотекучие окислы, зашлаковывающие зону
резки и затрудняющие доступ кислорода к поверхности обрабатывае-
мого металла. Температура плавления чугуна ниже температуры его
воспламенения, а появляющиеся тугоплавкие окислы кремния пре-
пятствуют нормальному процессу резки. Цветные металлы не режут-
ся в связи с высокой температурой плавления образующихся окис-
лов и значительной теплопроводностью.
XIV.16. Режимы разделительной кислородно-флюсовой
резки хромистой и хромоникелевой стали
Толщина металла, мм Скорость резки, Ы0~3 м/с Расход на 1 м длины реза Массовый расход флюса, Ы0~3 кг/с
прямоли- нейной фигурной кислорода, м» ацетилена, л
10 12,6 7,9 0,2-0,3 20—30 2,5-4,2
20 9,4 5,8 0,35-0,5 25-40 3,3—5,8
40 6,8 4,2 0,65-1,05 40—65 5-8,4
80 5,5 3,5 0,95-1,5 60-75 6,7—10
100 4,5 2,8 1,5—1,85 65—105 7,5-12,5
30-194
465
Для резки перечисленных металлов применяют кислородно-флю-
совой способ (табл. XIV.16), сущность которого состоит в том, что
в струю режущего кислорода подается порошкообразный флюс (см.
гл. V), интенсивно окисляющийся или плавящийся в реакционной
зоне и разжижающий появляющиеся при резке окнелы н шлаки.
Способ используют для разделительной и поверхностной резки
хромистых и хромоникелевых сталей, а также разделительной резки
чугуна, меди, бронзы и латуни.
XIV.6.2. Дуговые способы резки
Резку (оплавление) осуществляют теплом электрической дуги,
горящей между обрабатываемым металлом и концом плавящегося
или неплавящегося электрода.
Дуговая резка стальным электродом или проволокой сплошно-
го сечения. Ручную дуговую резку (табл. XIV. 17) ведут электрода-
ми с тугоплавким покрытием повышенной толщины. Обрабатываемую
поверхность или кромки устанавливают (преимущественно) в верти-
кальное или наклонное положение. Процесс начинают в верхней ча-
сти элемента, а затем перемещают дугу по лобовой стенке по мере
выполнения реза. Образовавшиеся при этом капли расплавленного
металла удаляют из полости реза козырьком покрытия электрода.
Способ применяется для грубой разделки металла.
Дуговая механизированная резка под флюсом является высоко-
производительным процессом проплавления (резки) металла мощной
электрической дугой, горящей под флюсом.
В частности, при резке этим способом нержавеющей стали тол-
щиной 20 мм, проволокой Св-08 диаметром 4 мм под флюсом
АН-348А, при токе 1200 А и напряжении дуги 42—44 В скорость рез-
ки достигала 8-10~$ м/с.
XIV. 17. Ориентировочные режимы дуговой резки стальным
электродом
Металл Диаметр электрода, мм Сила тока, Л Скорость резки, 1 • 10~3 м/с, при толщине металла, мм
6 12 25
Низкоуглероди- 2,5 140 3,4 2 0,3
стая сталь 3 190 3,8 2,2 1
4 220 4,2 2,6 1,2
5 325 5,7 3,6 1.9
Нержавеющая 2,5 130 3,3 1,2 0,83
сталь 3 195 5,2 2.4 1,25
4 220 5,3 2,8 1,5
5 300 5,3 3,2 1,56
466
Способ применяется для разделительной резки листового ме-
талла.
Воздушно-дуговая резка. При этом способе резки (табл. XIV. 18,
рис. XIV.8) металл расплавляется дугой, горящей между неплавя-
щимся электродом (обычно угольным или графитизированным)
и обрабатываемой деталью, а жидкий расплав из зоны реза удаля-
ется непрерывной струей сжатого воздуха (схема резака приведена
в гл. VIII).
Способ используют для разделительной резки углеродистых
и высоколегированных сталей, цветных металлов и чугуна при тол-
щине элементов от 5 до 25 мм, а также поверхностной резки-вырез-
ки дефектных участков швов, пробивки отверстий и др.
Резаки для воздушно-дуговой резки рассчитаны на ток от 300
до 1500 А при давлении воздуха до 0,8 МПа. Электродами служат
омедненные угли диаметром от 6 до 12, длиной 300 мм.
При резке углеродистой и нержавеющей стали применяют преи-
мущественно постоянный ток обратной полярности, при резке цвет-
ных металлов — постоянный ток прямой полярности или переменный
30*
467
ток (с осциллятором). Резку ведут ручным или механизированным
способом.
Недостатками этого способа является: науглероживание металла
на поверхности кромок реза, большой удельный расход электроэнер-
гии, необходимость применения повышенного напряжения холостого
хода источника тока.
XIV.18. Режимы воздушно-дуговой резки сталей
Толщина металла, мм Диаметр электрода, мм Сварочный ток, А Скорость резки стали, 1-10 3 м/с
низкоуглеродистой нержавеющей
5 6 8 270—300 360—400 16,6—17,2 7,2—7,8 17,4—18 8,3-8,9
10 10 450-500 8,3—8,9 8,9—9,4
12 12 540—600 6,2-6,7 6,7-7
20 10 12 450—500 540-600 2,8—3,3 3,3—3,9 3,3—3,9 3,9-4,2
25 14 630—700 2,7—3,1 3,3—3,6
Кислородно-дуговая резка. При этом способе (табл. XIV. 19)
между электродом и обрабатываемым металлом возбуждают элект-
рическую дугу, которая нагревает поверхность металла до расплав-
ления. Одновременно на нагретый участок подают струю технически
чистого кислорода, который выдувает расплавленный металл и окис-
ляет нагретый. Продукты сгорания и неокислеиный расплавленный
металл удаляют из зоны реза струей кислорода.
Резку ведут трубчатыми стальными и тугоплавкими неметалли-
ческими электродами, а также обычными стальными покрытыми
электродами.
Для резки покрытыми стальными электродами используют ре-
зак, в головке которого расположены кислородный наконечник и на-
правляющая втулка для электрода. Пуск кислорода осуществляется
рычажным устройством кислородного клапана, который расположен
на рукоятке резака. Для резки применяют покрытые электроды ма-
рок ЦМ-7, ОММ-5, МЭЗ и др.
Процесс резки идет на постоянном или переменном токе; могут
использоваться ручные и механизированные способы.
468
XIV.19. Режимы кислородно-дуговой резки низкоуглеродистой стали
Толщина металла, мм Диаметр электрода, мм Сварочный ток. А Расход кислорода на 1 м длины реза, М* Скорость резки, 1-10“3 м/с
10 100 0,1 8,7
15 4 170 0.13 7,7
20 180 0,16 7,2
30 220 0,29 6
40 5 240 0,37 4,7
50 260 0,4 3,3
Глава XV. СВАРКА НИЗКОУГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
XV.1. ОБЩИЕ СВЕДЕНИЯ. ОБЛАСТИ ПРИМЕНЕНИЯ.
КЛАССИФИКАЦИЯ
К низкоуглеродистым конструкционным относятся стали, в ко-
торых содержится до 0,25 % углерода. Кроме того, в них присутст-
вуют постоянные примеси, их количество обычно не превышает
0,8 % Мп; 0,35 % Si; 0,04 % Р; 0,05 % S, а также некоторого оста-
точного водорода и азота.
К низколегированным относятся стали, легированные одним ила
несколькими элементами, если содержание каждого из них не превы-
шает 2 %, а суммарное количество легирующих не превышает 5 %.
Низколегированные стали, применяемые для изготовления сварных
конструкций, делятся на низколегированные, низко- и среднеуглеро-
дистые, низколегированные теплоустойчивые (табл. XV. 1).
XV.1. Области применения наиболее распространенных
в строительстве низкоуглеродистых и низколегированных сталей
Группа стали Примеры Области использования
Низкоуглероди- стые В18Гпс, ВСтЗсп, ВСтЗпс, ВСтЗГпс, ВСтЗкп Строительные металлические конструкции, воздуховоды, технологические конструкции
Ст08, Ст 10, Ст20, ВСт2сп, ВСт2кп, ВСтЗсп, ВСтЗпс, ВСтЗкп Трубопроводы различного на- значения, включая паро- и теп- лопроводы
469
Продолжение табл. XI /
Группа стали Примеры Области использования
09Г2С, 10Г2С1, 14Г2, 15ХСНД Строительные металлические конструкции
10ХНДП (типа «Кортен») Строительные металлические конструкции, работающие в слабоагрессивных средах
Низколегиро- ванные низко- углеродистые 14Г2АФ, 15Г2АФД, 10ХСНД, 16Г2АФ, 18Г2АФпс, 12Г2СМФ, 14ГСМФР Строительные металлические конструкции
14X2 ГМ Р Мостовые конструкции
09Г2С, 09Г2, 18ХГ, 14ХГС, 15ГС, 16 ГС Трубопроводы различного на- значения, включая паро- и теп- лопроводы
Низколегиро- ванные тепло- устойчивые I2XM, 15ХМ, 12X1 МФ. 15Х1М1Ф Трубопроводы, работающие при высокой температуре среды и высоком давлении
Низколегиро- ванные средне- углеродистые ЗОХМ Трубопроводы, работающие при высокой температуре сре- ды и высоком давлении
XV.2. СВАРКА НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Низкоуглероднстые стали относятся к хорошо свариваемым ста-
лям. Технологию их сварки обычно выбирают из условий равнопроч-
ности сварного соединения основному металлу и отсутствия в нем
дефектов. При этом сварное соединение должно быть стойким к пе-
реходу в хрупкое состояние, а деформации конструкций при сварке
должны находиться в допустимых пределах. Металл шва при свар-
ке низкоуглеродистых сталей отличается по составу от основного
металла более низким содержанием углерода и несколько повышен-
ным содержанием марганца и кремния.
Влияние скорости остывания на механические свойства металла
шва в наибольшей степени проявляется при сварке однослойных
угловых, а также многослойных стыковых и угловых швов, поэтому
470
для повышения пластических свойств наплавленного металла в этих
случаях следует сечение углового шва или слоя при многослойной
сварке назначать в зависимости от толщины свариваемого металла,
выбранного вида и способа сварки.
Металл околошовной зоны при сварке низкоуглеродистых сталей
незначительно упрочняется в зоне перегрева. Необходимо учитывать,
что при сварке кипящих и полуспокойных низкоуглеродистых ста-
лей наблюдается снижение ударной вязкости на участке рекристал-
лизации околошовной зоны. При этом металл околошовной зоны
охрупчивается более интенсивно при многослойной сварке, чем при
однослойной, за счет интенсификации процессов старения.
Для снятия сварочных напряжений конструкции из низкоугле-
родистых сталей (в первую очередь толстостенные) могут подвер-
гаться термической обработке после сварки (высокому отпуску). Для
выравнивания свойств и улучшения структуры используют нормали-
зацию (с температурой 900—940 °C) с последующим высоким отпус-
ком. Во всех случаях необходимость термической обработки указы-
вается в проектно-технологической документации на изготовлямые
конструкции. Подробнее о термической обработке см. в гл. XXV.
Для сварки низкоуглеродистых сталей в строительстве применя-
ют ручную дуговую сварку, автоматическую и механизированную
сварку под флюсом и в углекислом газе, сварку порошковой проволо-
кой (самозашитной и в углекислом газе), электрошлаковую и в мень-
шей степени газовую сварку. В некоторых случаях, например при
сварке корневых швов трубопроводов высокого давления, использу-
ют аргоиодуговую сварку неплавящимся электродом. При сварке
трубопроводов широкое распространение получили комбинированные
способы сварки (см гл. XX).
В табл. XV.2 приведены данные по выбору сварочных материа-
лов для сварки строительных металлоконструкций из низкоуглеро-
дистых сталей.
Наиболее широко при сварке металлоконструкций из низкоугле-
родистых сталей применяют электроды типа Э46 (МР-3, АНО-3,
АНО-4) с рутиловым покрытием и электроды типа Э42А и Э50А
с фтористо-кальциевым покрытием марок УОНИ-13/45, СМ-11 и
УОНИ. 13/55.
Для высокопроизводительной сварки вертикальных швов спосо-
бом сверху вниз рекомендуются электроды АНО-9 (тип Э50А). Для
сварки металла толщиной до 5 мм, а также корневых швов при мно-
гослойной сварке толстого металла применяют электроды диамет-
ром не более 3 мм, при толщине металла до 10 мм и более —элект-
роды диаметром соответственно 4 и 5 мм.
При сварке угловых швов на толстом металле, а также при свар-
ке первого слоя многослойных швов (при толщине свариваемого ме-
471
XV.2. Рекомендуемые сварочные материалы для сварки строительных металлоконструкций
из низкоуглеродистых сталей
I с 1 с. в 1 1 а 3 1 1 t г г X* 1 Для сварки конструкций, не подвергающихся воздейст- вию вибрационных и дина- мических нагрузок, разре- шается применять электро- ды Э42 и Э46, проволоки Св-08 для сварки под флю- сом и Св-08ГС — в углекис- лом газе Для сварки конструкций, работающих под воздейст- вием динамических и ви- брационных нагрузок. и конструкций перекрытий и покрытий Для сварки конструкций, не подвергающихся воздей- ствию динамических или вибрационных нагрузок, и вспомогательных конструк- ций
Электрошлаковая сварка марка 1 флюса АН-8, ФЦ-7 АН-8, ФЦ-7 АН-8, ФЦ-7
марка сва- рочной проволоки Св-08ГА. СВ-10Г2 СВ-08ГА. СВ-10Г2 СР.-08ГА. Св-10Г‘2
Марка проволоки порошковой ПП-АНЗ. ПП-АН8, ПП-2ДСК, СП-2 ПП-АНЗ. ПП-АН8. ПП-2ДСК ПП-АНЗ, ПП-АН8. ПП-2ДСК. СП-2
1 для спарки в углекислом газе Св-08Г2С СВ-08Г2С Св-08Г2С
Сварка под флюсом Я я ££ « 5 2-Э АН-348А АН-43. АН-47 АН-348 А. АН-43. АН-47
марка сва- рочной про- волоки СВ-08А. Св-08ГА Cb-ICHMA Св-ШНМА. Св-08 ХНМ
Тип пок- рытых электро- дип лА»'1 Л ручной дуговой сварки Э42А, Э46А Э42А. Э59А Э4.’А. Э50А
Темпера- тура ок- ружаю- Uivi V |»МЛ- духа при сварке. °C Выше 0 Ниже 0 Ниже 0 1
472
талла свыше 30 мм) рекомендуется предварительно подогревать сва-
риваемые кромки до температуры 120—150° во избежание появления
кристаллизационных трещин.
Автоматическую и механизированную сварку (табл. XV.3, XV.4)
металлических конструкций осуществляют сварочной проволокой
диаметром соответственно 3—5 и 0,8—2 мм.
Для интенсификации процесса автоматической сварки под флю-
сом металлоконструкций рекомендуется способ сварки с порошкооб-
разным присадочным металлом (ППМ). В качестве ППМ применя-
ют крупку (сечку), приготовляемую из сварочной проволоки диамет-
ром 0,8—2 мм с размером гранул 0,5—2 мм. Интенсификация про-
цесса до( гигается за счет лучшего использования тепла сварочной
дуги. Сварка с ППМ позволяет выполнять стыковые соединения на
листовой стали толщиной до 50 мм без скоса кромок за два прохода
при двусторонней сварке, кроме того, отпадает операция зачистки
корпя после наплавления первого шва, в среднем в 2 раза уменьша-
ется расход флюса и в 1,5 раза — расход электроэнергии, повыша-
ются качество и производительность сварки (в 2 раза). Экономичес-
кий эффект от применения 1 т ППМ составляет около 450 руб. Свар-
ку с ППМ используют при автоматической сварке под флюсом
стыковых и тавровых соединений металлоконструкций, корпусов
вращающихся обжиговых печей, сферических резервуаров и т. д.
ППМ можно подавать в зону сварки тремя способами:
вводить в разделку кромок предварительно перед сваркой. Ре-
комендуется при двусторонней сварке стыковых соединений толщи-
ной 20—50 мм без разделки кромок, а также при сварке тавровых
соединений «в лодочку»;
ППМ с ферромагнитными свойствами подают на вылет электро-
да со стороны хвостовой части сварочной ванны. Рекомендуется для
сварки кольцевых швов в поворотном положении, а также плоских
стыковых соединений толщиной металла 3—20 мм;
комбинация из первых двух способов. Рекомендуется при сварке
стыковых и тавровых соединений с большими сечениями шва, тре-
бующими большого количества наплавленного металла и высокого
качества сварного соединения.
При автоматической сварке под флюсом стыковых соединений
практически отсутствуют угловые деформации, а поперечные дефор-
мации уменьшаются в среднем на 80 %.
Для сварки низкоуглеродистых сталей толщиной до 4 мм, а так-
же поворотных и неповоротных стыков труб в углекислом газе
(табл XV.5) применяют сварочную проволоку диаметром 0,5—1,2 мм,
для сварки металла больших толщин — проволоку диаметром 1,4—
2 мм.
При сварке в углекислом газе используют также порошковые
473
XV.3. Типичные режимы автоматической сварки под флюсом стыковых швов металлоконструкций
на флюсовой подушке
XV.4. Типичные режимы сварки под флюсом угловых швов
металлоконструкций «в лодочку»
Катет шва, мм Диаметр проволо- ки, мм Сварочный ток, А Напряжение дуги, В Скорость сварки, I 10~3 м/с
перемен- ный ток постоянный ток (обрат- ная поляр- ность)
2 360—390 32-34 30—32 7,2—7,8
6
4 575-600 34-36 14,2—15
2 420—440 32-34 32-34 6,1-7
8 4 575-625 34—36 8,3—8,9
5 675-725 34—36 8,3-8,9
2 420—440 31—36 32—34 3,3-4,2
10 4 650—700 34—36 6,4-7
5 725-775 34—36 6,4-7
12 2 420—440 34-36 32-34 2,2-2,8
4 600-650 34—36 5—5,6
5 775—825 36—38 5-5,6
XV.5. Примерные режимы сварки в углекислом газе угловых швов
металлических конструкций
Катет шва» мм Диаметр сва- рочной про- волоки , мм Число слоев Сварочный ток, Л Напряжение дуги, В Вылет элект- рода, мм Расход газа на один слой, л/с
1,2-2 0,6 1 60-70 18-20 8-10 0,08—0,1
1,2-3 0,8 1 80—120 18—22 8-12 0,1—0,13
2-4 1,2 1 90—180 20-24 10—15 0,13-0,17
5-6 1,6 1 230—360 26—35 16-25 0,27—0,3
5-6 2 1 250 -380 27-35 20-30 0,27—0,3
7-9 2 1 320—380 30—36 20—30 0,3—0,33
9-11 2 2 320—380 30-36 20—30 0,3—0,33
11-13 2 3 320-380 30-36 20-30 0,3-0,33
Примечание. При сварке в положениях, отличных от нижнего,
диаметр сварочной проволоки не более 1,4 мм; значения тока и на-
пряжения дуги минимальные.
474
475
проволоки, в частности марок ПП-АН4 и ПП-АН8 диаметром 2; 2,3
и 3 мм. Сваривают нижние и наклонно расположенные швы на по-
стоянном токе обратной полярности от источников с жесткой внеш-
ней характеристикой, а с проволокой ПП-АН8 диаметром 3 мм свар-
ку ведут на переменном токе. При диаметрах проволоки 2 и 2,3 мм
сварочный ток колеблется от 180 до 500 Л при напряжении дуги
25—47 В, а при диаметре проволоки 3 мм сварочный ток находится
в пределах от 400 до 600 А при напряжении дуги от 25 до 38 В.
Режимы электрошлаковой сварки для каждой конструкции
устанавливают в зависимости от толщины металла, конфигурации
стыка и способа электрошлаковой сварки (одно-, многоэлектродная,
плавящимся мундштуком и т. д.). Применение ППМ при электрошла-
ковой сварке позволяет интенсифицировать процесс, повысить механи-
ческие свойства сварного соединения, в особенности ударную вяз-
кость, и отказаться в некоторых случаях от последующей нормали-
зации.
Особенности и режимы сварки трубопроводов из ннзкоуглсро-
дистых сталей изложены в гл. XX и XXI.
XV.3. СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Низколегированные низкоуглсродистые стали содержат углеро-
да не более 0,23 %, в качестве легирующих элементов — марганец,
хром, кремний, ванадий, молибден, никель и др. Эти стали использу-
ют для изготовления сварных конструкций, которые подвергаются
действию вибрационных и динамических нагрузок.
В отличие от низкоуглеродистых сталей указанные стали имеют
несколько большую склонность к образованию закалочных структур
в металле шва и околошовной зоне при повышенных скоростях
охлаждения При увеличении погонной энергии сварки количество
мартенсита, бейнита и остаточного аустенита резко снижается. При
повышении доли закалочных структур в металле шва и околошовной
зоне пластичность металла и его стойкость против хрупкого разру-
шения ухудшаются. Поэтому режим сварки большинства низколеги-
рованных низкоуглеродистых сталей (табл. XV.6) должен быть огра-
ничен более узкими значениями по погонной энергии.
Равнопрочность металла шва основному металлу обеспечивается
за счет легирования его элементами, переходящими из основного ме-
талла и вводимыми через сварочные материалы. Так как низколегиро-
ванные стали имеют меньшую стойкость против образования кристал-
лизационных трещин, чем низкоуглеродистые, необходимо применять
сварочную проволоку с пониженным содержанием углерода и серы,
соблюдать последовательность выполнения сварных швов, в некото-
рых случаях применять термическую обработку, а также предвари-
тельный и сопутствующий подогревы.
XV.6. Рекомендуемые сварочные материалы для сварки строительных металлоконструкций
из низколегированных низкоуглеродистых конструкционных сталей
476
Дополнительные сведения Для конструкций, работающих при статической на- грузке, в районах, кроме 1|. 1а, П2 и П8, разрешается использовать элек- троды Э46 и Э50 То же. электроды Э50 и Э60 1 |
К СЧ да о S5 4 а | флюса АН-8 АН-8 1 47.
3 2 о да аи и ГЛ марка I проволо- ки Св-08ГС. Св-10Г2 Св- 10НМА 1 носом АН-
Сварка порошко- вой про- волокой S о 5 ППЛН8. ПП2ДСК, СП-2 1 1 тании с ф.
Сварка в угле- кислом газе марка пров< Св-08Г2С, Св-08Г2СЦ Св-08Г2С, Св-08Г2СЦ, Св-08ХГСМА, СВ-10ХГ2СМА СВ-10ХГ2СМА Св- 1 10ХГСН2МЮ | т только в сочс
Сварка под флюсом Г * Ё г 2 флюса АН-43, АН-47 АН-47, АН-17М АН-17М | АН-17М применяю
марка проволоки Св-ЮНМЛ, Св-08ХМ Св-ЮН МА, Св-08ХМ Св-08ХН2ГМЮ Св- 1 10ХГ2Н2МЮ олоку Св-08ХМ
Тип пок- рытых электро- дов для ручной дуговой сварки Э46А, Э50А Э50А, Э60А Э70А | АНП-2 и е. Пров
Марка стали СЧ сч S 9 о — * * н— 5-ix3 сч О О и X c-u XXX g о ю о о е е е е е Г > Cl pi СЧ СЧ 00 (С Ю т* ю 12ГН2МФАЮ, 10Г2СМФ 14Х2ГМР II р и м е ч а н
477
При ручной дуговой сварке низколегированных низкоуглеродис-
тых сталей используют в основном электроды с фторпстокальциевы-
ми покрытиями для предотвращения образования кристаллизацион-
ных трещин при достаточно высокой пластичности наплавленного
металла. Рекомендуемые марки электродов: УОНН 13/45, СМ-11,
АНО-8 (тип Э42А), УОНИ 13/55, ДСК-50, СК-2-50, АНО-7, ВСН-3
(тип Э50А), УОНИ 13/65 (тип Э60А).
Подготовка кромок, режимы сварки и порядок наложения швов
практически не отличаются от используемых при сварке низкоугле-
родистых сталей. Прихватки выполняют теми же электродами, что
и сварку, и накладывают их только в тех местах, где накладывают
шов. Зажигать дугу, а также выводить кратеры на поверхность
свариваемых деталей (вне кромок) запрещается.
Технология и режимы сварки низколегированной стали под
флюсом практически не отличаются от сварки низкоуглеродистой
стали. При сварке под флюсом микролегированных сталей сварочны-
ми проволоками Св-08ХМ и Св-ЮНМА в сочетании с флюсом АН-47
стойкость металла швов против образования трещин снижается, по-
этому сварку рекомендуется выполнять с предварительным подо-
I ревом.
Металлоконструкции из низколегированных сталей сваривают
в углекислом газе сварочной проволокой Св-08Г2С или порошковы-
ми проволоками ПП-АН4 и ПП-АН8, технология и режимы идентич-
ны со сваркой низкоуглеродистых сталей.
Низкоуглеродистые теплоустойчивые стали — жаростойки, име-
ют повышенную механическую прочность при высоких температурах
в при длительных постоянных нагрузках (табл. XV.7).
Наиболее широкое применение эти стали находят в теплоэнерге-
тике. Характерными легирующими элементами для этой группы ста-
лей являются хром, молибден в вольфрам.
XV.4. СПЕЦИФИКА СВАРКИ КОНСТРУКЦИИ И СТАЛЕЙ
ВЫСОКОЙ ПРОЧНОСТИ
Эффективность металлических конструкций определяется, в част-
ности, удельным расходом металла на единицу полезной нагрузки.
Для снижения удельного веса конструкций, их металлоемкости
в строительстве увеличивается объем применения сталей высокой
прочности, сочетающих высокую прочность с достаточной пластично-
стью. вязкостью, усталостной прочностью и свариваемостью.
Примерами таких сталей являются сталь 16Г2АФ с минимальным
пределом текучести 4,5 МПа и сталь 14Х2ГМР с минимальным пре-
делом текучести 6 МПа. Высокие механические свойства в стали
16Г2АФ достигаются использованием в качестве легирующих элемен-
XV.7. Рекомендуемые сварочные материалы для сварки некоторых низколегированных теплоустойчивых
478
Сварка под флюсом
Тип электро- Марка проволо-
дов для ки для сварки „
Марка стали ручной ду- марка сварочной в углекислом Дополнительные сведения
говой сварки проволоки Марка флюса газе
1 Необходим предварительный подогрев до 250—300 °C, для ручной дуговой сварки стали 12ХМ— до 200 °C При ручной дуговой сварке и сварке в угле- кислом газе требуются предварительный и сопутствующий подогревы до 250—350 °C, при сварке под флюсом — предварительный подогрев
Св-10ХГ2СМА Св-08ХГСМФА
АН-17М АН-17М
Св-08ХМ СВ-08ХМФА, Св-08ХГСМФА
ЭМХ ЭХМФ
12ХМ. I5XM 12Х1МФ. 15Х1М1Ф
479
тов ванадия и азота (нитридное упрочнение), а в стали 14Х2ГМР—
бора.
Технология сварки сталей высокой прочности должна предупреж-
дать образование холодных трещин в сварном соединении, обеспечи-
вать наименьшие возможные снижения пластичности и ударной вяз-
кости металла шва и околошовной зоны вследствие роста зерна,
а также уменьшение прочности основного металла в зоне термичес-
кого влияния. Наиболее опасный дефект сварных соединений этих
с галей — возникновение холодных трещин в процессе мартенситного
превращения, которому способствует растворенный в металле водо-
род. Исходя из этого при разработке технологии сварки этих сталей
следует уменьшать скорость охлаждения металла шва и околошов-
ной зоны и принимать меры к сокращению количества растворенного
водорода в металле.
Кроме того, для ограничения роста зерна в металле шва и око-
лошовпой зоне и разупрочнения металла в зоне термического влия-
ния необходимо увеличивать скорость охлаждения металла при свар-
ке. Оптимальными значениями мгновенных скоростей охлаждения на
границе сплавления при температуре 500—600 °C являются: для ста-
ли 16Г2АФ интервал 4,5—30сС/с, а для стали 14Х2ГМР интервал
3.5—13.5 °C/с.
Для обеспечения хорошего качества сварных соединений высоко-
прочных сталей используются две группы технологических меропри-
ятий:
подогрев свариваемых кромок, просушка и прокалка сварочных
материалов, применение окислительных флюсов, тщательная очистка
поверхности основного металла и сварочной проволоки (для преду-
преждения образования холодных трещин);
увеличение числа проходов при сварке, использование легирован-
ных сварочных проволок, ППМ и других способов модификации ме-
талла шза, уменьшение погонной энергии сварки (для ограничения
роста зерна в околошовной зоне).
Для выполнения прихваток, а также для ручной дуговой свар-
ки стали 16Г2АФ рекомендуются электроды типа Э60А-Ф (УОНИ
13/65) и Э50А-Ф (УОНИ 13/55, АНО-10). Для сварки под флюсом
следует применять сварочную проволоку Св-ЮНМА и флюсы АН-47,
АН-17, а в качестве ППМ — рубленую сварочную проволоку марки
Св-ЮНМА или Св-08Г2С.
Для сварки в углекислом газе используют сварочную проволоку
марки Св-08Г2С, а для выполнения прихваток, поясных швов, а так-
же для приварки ребер жесткости — порошковую проволоку марки
ПП-АН8 Электрошлаковую сварку ведут проволокой Св-ЮНМА
с флюсом АН-8М. Допускаются и другие сварочные материалы, обес-
печивающие необходимые свойства сварных соединений. При этом
480
прокаливают в течение 2 ч: порошковую проволоку при 240—250,
флюс при 350—380 и электроды при 400—450 ЭС. Сварочные мате-
риалы должны подаваться па рабочее место в специальной упаковке
(например, флюс — в бидонах, электроды — в термосах) в количест-
вах, дающих возможность сварщикам работать непрерывно 2—4 ч.
Неиспользованные к концу смены сварочные материалы необходимо
возвращать на повторную прокалку.
Кромки деталей должны быть обработаны под сварку механичес-
ким путем или машинной газовой или плазменной резкой. Кромки
и поверхность стыкуемых деталей должны быть тщательно очищены
на расстоянии не менее 20 мм от ширины шва.
Детали под сварку фиксируют с помощью прихваток и различ-
ных сборочных приспособлений. Приварки сборочных приспособле-
ний к изделию рекомендуется по возможности избегать. В противном
случае нужно тщательно зачищать поверхность основного металла
в местах приварки приспособлений, перед зачисткой необходим по-
догрев до 120—160 ЭС. Временные крепления должны быть сняты
преимущественно механическим путем, категорически запрещается
делать эго посредством ударов. После удаления временных крепле-
ний места их приварки зачищают шлифовальной машинкой заподли-
цо с поверхностью основного металла. Если при снятии временных
креплений остались выгцерблины на основном металле, то их заплав-
ляют с предварительным подогревом и последующей зачисткой.
Ручную дуговую многослойную сварку (табл. XV.8) конструкций
XV.8. Ориентировочные режимы многослойной ручной
дуговой сварки стыковых соединений
Марка электрода Диаметр электрода, мм Сварочный ток, А Длина валика, выполняе- мого одним электродом, мм
УОНИ 13/45 4 130—160 120—160
УОНИ 13/55 5 170—200 200—250
из стали 16Г2АФ толщиной более 16 мм рекомендуется выполнять
с использованием так называемой «мягкой прослойки». При этом пер-
вые слон наплавляют электродами УОНИ 13/45, а последующие —
электродами УОНИ 13/55 или УОНИ 13/65. При двусторонней свар-
ке стыковых соединений первый шов следует накладывать со сторо-
ны, противоположной прихваткам, в этом случае при обязательной
подрубке корня шва прихватки удаляют.
При сварке металла толщиной свыше 16 мм необходимы пред-
варительный и сопутствующий подогрев свариваемых кромок до
120—160 аС. Для улучшения термического режима и избежания со-
31-194
481
лутствующего и предварительного послойного подогрева ручную ду-
говую сварку стали 16Г2АФ должны вести одновременно несколько
сварщиков.
Сварку под флюсом элементов больших толщин осуществляют
с увеличенным числом проходов; для повышения сопротивления
сварного соединения образованию холодных трещин многослойную
сварку деталей толщиной свыше 40 мм можно выполнять с «мягкой
прослойкой», для чего первые слои наплавляют сварочной проволо-
кой марки Св-08ГА. Предварительный подогрев перед сваркой на
металле толщиной свыше 20 мм обязателен.
В табл. XV.9 приведены ориентировочные режимы автоматичес-
кой сварки под флюсом стали 16Г2АФ.
XV.9. Ориентировочные режимы двусторонней сварки под флюсом
стыковых соединений из стали 16Г2АФ
Толщина свариваемых деталей, мм Вид разделки кромок Число проходов с каждой стороны Сварочный ток, Л Напря- Ж зни е дуги, В Скорость сварки, 1 • 10~3 м/с
10 I./1 650—700 36—40 10
16 Без разделки 1/1 800—850 36—40 7,8
20 1/1 850—900 38—42 6,4
25 1/1
30 40 X-образная 2/2 3/3 । 850-900 38-42 5
50 5/5
Примечание. Используется проволока диаметром 5 мм; ток
постоянный обратной полярности.
Применение ППМ при автоматической сварке под флюсом (табл.
XV.10) обеспечивает повышение производительности процесса и бо-
лее благоприятный тепловой режим, что позволяет в ряде случаев
отказаться от предварительного подогрева.
Механизированная сварка стали 16Г2АФ осуществляется при
толщине деталей до 16 мм по обычной технологии (диаметр проволо-
ки 2 мм, сварочный ток 430—450 А, напряжение дуги 30—34 В); при
сварке деталей толщиной более 16 мм требуется предварительный,
а в необходимых случаях (многослойная сварка с полным остывани-
ем каждого слоя) сопутствующий подогрев свариваемых кромок до
120—160 fC.
При многослойной двусторонней сварке в углекислом газе пер-
вый слой следует накладывать со стороны, противоположной при-
482
XV.10. Ориентировочные режимы двусторонней сварки под флюсом
с применением ППМ стыковых соединений из стали 16Г2АФ
Диаметр прово- локи Толщи- на ме- талла Зазор Сварочный ток. А Напря- жение дуги, В Скорость сварки. ЫГ* Расход ППМ. кг, ня I м
ММ м/с шва
10 4 550—650 39-41 13,8 0,22
20 6 800—900 42—45 9,7 0,5
4 30 7 850—950 42—46 5,3 0,8
40 8 850-950 43-48 3,9 1,2
50 9 1100-1200 44—49 3,9 1,6
10 5 800—825 38—40 13,8 0,2
20 6 850-950 40—44 9,7 0,5
5 30 7 850-950 42-45 5,4 0,8
40 8 1200-1300 43-48 4,5 1,2
50 9 1300—1400 44-48 3,9 1,6
Примечай и е. Сборка стыка — без скоса кромок с зазором.
хваткам, которые в этом случае удаляют при подрубке корня шва.
При механизированной сварке в углекислом газе нерасчетных
угловых швов (табл. XV.il) необходимо периодически на образцах
XV.11. Условия сварки в углекислом газе угловых
нерасчетных швов конструкций из стали 16Г2АФ
Катет шва, мм Значение наибольшей толщины из свариваемых деталей, мм, при которой
не требуется допол- нительных мер пре- досторожности дополнительно проверяют ударную вязкость в около- шовной зоне при — 40° С необходим предва- рительный подогрев до 120 или 160° С
6 10
8 12 13-17 18-22
10 — 23-26 27-32
12 — 33—39 40-50
контролировать ударную вязкость металла в околошовной зоне при
температуре —40 °C либо предварительно подогревать металл до тем-
пературы 120—160 "С.
Сварные соединения из стали 16Г2АФ, выполненные любым из
перечисленных выше способов, особенно соединения больших толщин
или жестких конструкций, непосредственно после сварки рекоменду-
31*
483
стоя подогревать в течение 1 ч, ие давая шву и околошовной зоне
остывать до температуры ниже 200 °C.
Электрошлаковая сварка стали 16Г2АФ осуществляется прово-
локой Св-ЮНМА с флюсом АН-8. Режимы устанавливают конкретно
для каждой конструкции. Так, при сварке кожуха доменной печи из
стали 16Г2АФ толщиной 45 мм были приняты следующие режимы:
диаметр проволоки 3 мм, зазор между кромками 20 мм, скорость по-
дачи проволоки (94—107) 10-3 м/с, ток постоянный 450—480 А
обратной полярности.
Сталь 14Х2ГМР сваривают с соблюдением всех мер предосто-
рожности, описанных выше для стали 16Г2АФ.
Ручную дуговую сварку рекомендуется вести электродами мар-
ки АНП-2, коюрые перед сваркой следует прокаливать при 430—
480 гС. Автоматическая и механизированная сварка осуществляется
под флюсом АН-17М проволокой Св-10ХГ2Н2МЮ, сварка в углекис-
лом газе (или в смесях газов)—проволокой Св-10ХГСН2МЮ. Раз-
решается использовать также и другие сварочные материалы, обес-
печивающие заданные свойства сварных соединений, при условии их
предварительной проверки. Режимы дуговых способов сварки сталей
14Х2ГМР и 16Г2АФ аналогичны.
XV.5. СПЕЦИФИКА СВАРКИ ОЦИНКОВАННЫХ
НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Оцинкованную сталь широко используют в строительстве для из-
готовления труб, профилированного настила, закладных деталей,
листов, а также конструкций, в том числе крупногабаритных. Оцин-
кованная сталь выпускается толщиной до 50 мм, однако наибольшее
применение имеет сталь толщиной 0,8—8 мм. Толщина цинкового по-
крытия колеблется от 30 до 120 мкм.
Основные трудности при сварке оцинкованной стали (табл.
XV. 12) возникают из-за токсичности паров цинка, выделяющихся при
сварке (меры предосторожности см. в гл. XXIX), а также из-за воз-
никновения дефектов (пор и трещин) в сварном соединении при по-
падании цинка в сварочную ванну.
Чтобы избежать образования дефектов, необходимо свариваемые
кромки на расстоянии 10—20 мм от шва (в зависимости от толщины
металла) тщательно очищать от цинкового покрытия (механическим
или термическим способом). Так как следы цинка после очистки все
еще остаются, следует увеличивать зазор при сборке для повышения
обьсма электродного металла в сварочной ванне, сварку вести с ко-
лебаниями электрода вдоль шва, а также снижать содержание крем-
ния в металле шва для увеличения его стойкости против образования
трещин. Поэтом) из всех видов сварки рекомендуются ручная дуго-
484
XV.12. Ориентировочные режимы сварки оцинкованной
низкоуглеродистой стали
Толщина металла, М 4 Проволока Свароч- ный ток, А Напря- жение дуги. В
Механизирован• пая сварка Марка Диаметр, Ь’М
1 ,6 3 В углекислом газе Св-08Г2С 0,8—1 1-1 ,2 80—100 110—150 20 19-20
1,6 3 6 Самозащитой проволокой Св- 15ГСТЮЦА 1 1 100-130 110-140 21-23 20-23
вал электродами с рутиловым покрытием, в углекислом газе и само-
защитной проволокой.
Ручная дуговая сварка оцинкованной низкоуглеродистой стали
осуществляется рутиловыми электродами диаметром 2,5—3 и 3—
4 мм; применяемый сварочный ток соответственно будет 90—125
и 110-120 А.
Глава XVI. СВАРКА ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ И СПЛАВОВ
XVI.I. ОБЩИЕ СВЕДЕНИЯ
По сравнению с углеродистыми и низколегированными сталями
высоколегированные стали и сплавы (см. гл. V) имеют следующие
свойства (каждое в отдельности или их комплекс): высокую хладо-
стойкость, жаропрочность, коррозионную стойкость и жаростойкость.
Эти свойства определяются содержанием легирующих элементов.
В зависимости от марки стали и сплавы используют для изготовле-
ния трубопроводов, химической и энергетической аппаратуры и г. д.,
работающих в широком диапазоне температур и газовых или жид-
ких сред.
В зависимости от содержания основных легирующих элементов
стали разделяют на хромистые, хромоникелевые, хромомарганцевые,
хромоникельмарганцевые, хромомарганцевоазотнетые. По структуре
высоколегированные стали разделяют на мартенситные, мартенсит-
но ферритные, ферритные, аустенитно-мартенситные, аустенитно-фер-
ритные и аустенитные.
435
Высоколегированные сплавы делятся на две группы, сплавы на
железоникелсвой (суммарное содержание железа н никеля более
65 %) н никелевой (содержание никеля более 55 %) основах. Они
имеют стабильно аустенитную структуру.
Содержание хрома и углерода оказывает решающее влияние на
структуру хромистых сталей. При содержании в стали хрома 12—
13 % и углерода более 0,06—0,08 % она относится к мартенситному
классу. При содержании хрома 13—16 % сталь относится к мартсн-
сигно-ферритному классу, а при содержании хрома более 16 % —
к ферритному классу. При повышении концентрации углерода в стали
ее структура изменяется в сторону сталей мартенситного класса.
Введение в сталь других элементов изменяет ее структуру и может
привести сталь к переходу из одного класса в другой.
Стали с содержанием хрома 10,5—12 % при легировании молиб-
деном, вольфрамом, ниобием и ванадием обладают повышенным со-
противлением ползучести при работе под напряжением при повышен-
ных температурах и поэтому используются как жаропрочные при
температурах до 600 °C. В зависимости от термической обработки
и температуры эксплуатации изменения в структуре стали могут сде-
лать ее хрупкой. Хромистые ферритные стали при некоторых видах
термического воздействия приобретают склонность к межкристаллит-
ной коррозии.
При сварке сталей мартенситного и мартенситно-ферритного клас-
са в околошовной зоне, а при составе шва, близком к составу основ-
ного металла, и в шве могут создаваться закалочные мартенситные
структуры, имеющие высокую твердость и малую пластичность. При
определенных условиях это может привести к появлению в шве
и околошовной зоне холодных трещин. Образование трещин исклю-
чается предварительным и сопутствующим подогревами до 200—
450 °C, снижением содержания в металле шва водорода и примене-
нием последующего высокого отпуска. Для получения высокой проч-
ности сварного соединения да и во время сварки соединение
подвергают предварительному и сопутствующему подогревам. При
невозможности подогрева, а иногда и при его наличии после сварки
осуществляется соответствующая термическая обработка. При отсут-
ствии по каким-либо причинам подогрева и последующей термической
обработки используют сварочные материалы,, дающие металл шва
с аустенитной структурой.
Сварка ферритных сталей, помимо возможности образования хо-
лодных трещин, затрудняется укрупнением зерна в околошовной зоне
и в металле сварного шва. Рост зерна увеличивается с повышением
погонной энергии сварки и уменьшением тепловой сосредоточенности
источника сварочного тепла. Подобная реакция этих сталей на нагрев
осложняет применение сопутствующего или предварительного подо-
486
грева и последующего отпуска для предотвращения появления
холодных трещин.
Аустенитные стали и сплавы (см. табл. V.21) классифицируют
по системе легирования, структурному классу, свойствам и служеб-
ному назначению. По системе легирования они делятся на два основ-
ных типа: хромоникелевые и хромомарганцевые. Существуют также
хромоннкельмолибденовые и хромоникельмарганцевые стали. В за-
висимости от основной струтуры, получаемой при охлаждении на
воздухе, различают следующие классы сталей: аустенитно-мартенсит-
ные, аустенитно-феррнтные, аустенитные. Сплавы на желеэоникеле-
вой (при содержании никеля более 30 %) и никелевой основах по
структуре являются стабильно аустенитными и не имеют структурных
превращений при охлаждении на воздухе. В настоящее время ис-
пользуют также аустенитно-борадные и высокохромнстые аустенит-
ные стали и сплавы, основная структура которых содержит аустенит
и боридную или хромоникелевую фазу соответственно.
При сварке аустенитных сталей и сплавов в металле шва и око-
лошовной зоне могут возникнуть горячие трещины. Их предотвраще-
ние достигают несколькими путями. Создание в шве двухфазной
структуры, способствуя ее измельчению, повышает стойкость швов
к горячим трещинам. В большинстве случаев для этого в структуре
шва достаточно иметь 2—3 % первичного б-феррита, что обеспечива-
ется легированием шва ферритообразующими элементами (титаном,
молибденом, кремнием и др.).
Двухфазность структуры в стабильно аустенитных сталях
и сплавах создается за счет выделения в металле шва карбидов или
боридов. Для получения аустенитно-карбидной структуры шов ле-
гируют углеродом и карбидообразующими элементами—ниобием или
титаном Однако углерод резко повышает склонность швов к меж-
кристаллитной коррозии. Поэтому этот способ применим при сварке
только жаропрочных и жаростойких сталей. Получение аустенитно-
боридной структуры достигается легированием шва 0,2—0,7 % бора.
При больших содержаниях бора в швах могут образовываться холод-
ные трещины, для предупреждения которых требуется предваритель-
ный или сопутствующий подогрев до 250—300 °C. При сварке чисто
аустенитных швов в них ограничивают содержание вредных приме-
сей (сера, фосфор, висмут) и других элементов, способствующих появ-
лению легкоплавких эвтектик (кремний, титан, алюминий и ниобий).
Положительное действие оказывает легирование их молибденом,
вольфрамом, танталом и замена части никеля марганцем.
Измельчение структуры швов на высоколегированных сталях
и сплавах достигается использованием для сварки фторидных флюсов
и электродов с фтористо-кальциевым покрытием. Большое влияние
на возможность возникновения в швах горячих трещин оказывают
487
техника и режимы сварки, определяющие форму шва и характер
кристаллизации его металла. Увеличение коэффициента формы шва
(см. гл. X), малые, непроваренные зазоры между кромками повыша-
ют вероятность появления горячих трещин. Сварка электродными
проволоками малого диаметра (до 2 мм) и умеренные режимы свар-
ки повышают стойкость швов к горячим трещинам. Состав и струк-
тура стали определяют склонность основного металла к образованию
в околошовной зоне горячих трещин, возникающих в процессе дли-
тельной эксплуатации при температурах 550—770 °C (локальных раз-
рушений). Зависит она также от металлургического способа ее по-
лучения.
При работе изделия в интервале температур от 350 до 500 °C
в ферритных и аустеннтно-ферритных швах, содержащих 15—20 %
сложнолсгнрованного феррита, может появиться 475-градусная, или
тепловая, хрупкость. Она не сопровождается заметными структурны-
ми изменениями. Предотвращение охрупчивания швов подобного
типа достигается ограничением в металле феррита. Выдержка аусте-
нитных и аустеннтно-ферритных сталей при температурах 550—875 °C
приводит к охрупчиванию в результате выпадения о-фазы, представ-
ляющей собой интерметаллид. Предупреждение этого вида охрупчи-
вания достигается закалкой при 1050—1100 °C, а при двухфазных
аустеннтно-ферритных швах ограничением первичного феррита (ме-
нее 20 %). В аустенитных швах следует также снижать содержание
молибдена, ванадия, хрома, кремния и вольфрама и повышать кон-
центрацию углерода и азота.
Необходимо отметить, что из-за высокого коэффициента тепло-
вого расширения значительно возрастает суммарная пластическая
деформация металла шва и околошовной зоны при сварке высоколе-
гированных сталей. В результате самонаклепа на жестких соедине-
ниях (при многослойных швах) количество феррита в металле может
повышаться. При длительной эксплуатации сварное соединение ста-
реет в результате выделения по границам зерен карбидов и интер-
металлидов. Для уменьшения старения следует снижать содержание
в металле углерода. Этому же служит термическая обработка с на-
гревом выше температур распада карбидов и иптерметаллидов
(выше 900—950 °C).
Большинство высоколегированных сталей и сплавов широко ис-
пользуется и как коррозионно-стойкие материалы. Однако под дей-
ствием агрессивной среды в сварных соединениях могут наблюдаться
различные виды коррозионного разрушения. Под действием крити-
ческих температур (500—800 °C) по границам зерен из твердого рас-
твора могут выпадать карбиды, обогащенные хромом. Обеднение
в результате этого пограничных слоев зерен хромом ведет к потере
ими стойкости к действию агрессивной среды и появлению межкрис-
488
таллитной коррозии (см. гл. II). В металле, пораженном этим видом
коррозии, наблюдается потеря механической связи между отдельны-
ми зернами или кристаллитами. Межкристаллитная коррозия может
происходить в металле шва, захватывая его весь или частично, в ме-
талле околошовной зоны различной протяженности или в узкой зоне
на границе оплавления (ножевая коррозия). Появление ножевой
коррозии может быть связано с условиями эксплуатации изделия в ин-
тервале названных выше температур. При сварке околошовная зона
какое-то время находится под действием критических температур.
Увеличение этого времени при сварке многослойных или перекрещи-
вающихся швов, при смене электрода и т. д. повышает вероятность
появления межкристаллитной коррозии сварных соединений.
Предупреждение склонности металла к межкристаллитной кор-
розии достигается:
снижением в нем содержания углерода и легированием сильны-
ми карбидообразующими элементами — титаном и ниобием, имеющи-
ми большее сродство с углеродом, чем хром. Обычно должно выдер-
живаться соотношение Ti> (С—0,02)5 и Nb>10C;
получением двухфазной аустенитно-ферритной структуры с со-
держанием феррита до 20—25 %;
термической обработкой (закалка для сталей типа 18—10, тем-
пература 1050—1100 °C или стабилизирующий отжиг 2—3 ч при тем-
пературах 850—900 °C для сталей типа 18—10 и при 700—780 °C для
хромистых сталей). При нагреве под закалку карбиды растворяются
и при быстром охлаждении углерод фиксируется в твердом растворе
(аустените). Однако повторный нагрев может вызвать снова меж-
кристаллитную коррозию шва. При стабилизирующем отжиге проис-
ходит более полное выпадение карбидов и выравнивание концентра-
ции хрома по объему зерна. Однако практическое использование
термической обработки иногда бывает затруднено.
Предотвращение ножевой коррозии обеспечивается приемами,
снижающими перегрев металла в околошовной зоне (сварка короткой
дугой, ускоренное охлаждение и др.).
Для уменьшения общей коррозии, когда металл химически рас-
творяется в агрессивной среде, следует применять технику и техно-
логию сварки, при которых получаются идентичные химические со-
ставы шва и основного металла.
Коррозионное растрескивание наблюдается в сварных соединени-
ях на аустенитных сталях под совместным действием агрессивной
среды и растягивающих напряжений. Снижение уровня остаточных
растягивающих напряжений и образование двухфазной аустенитно-
ферритной или аустенитно-боридной структуры — один из способов
борьбы с этим видом разрушений сварных соединений.
Высокая коррозионная стойкость сталей при повышенных темпе-
489
ратурах в газовых средах (жаростойкость) определяется возможно*
стью образования и сохранения на их поверхности плотных и проч-
ных пленок окислов. Это достигается их легированием кремнием
и алюминием. Требуемую жаростойкость металла шва обычно полу-
чают за счет максимального приближения химических составов шва
и основного металла.
Общие указания по свариваемости. Указываемые стали свари-
вают следующими способами сварки: газовой, ручной дуговой покры-
тыми электродами, дуговой под флюсом и в защитных газах плавя-
щимся и неплавящимся электродом, электрошлаковой сваркой. Не-
большой объем сварочных работ выполняется с использованием
контактной сварки. В последние годы находят применение и сварка
лучом лазера, а для ответственных конструкций и электронно-луче-
вая сварка.
Характерные для высоколегированных сталей и сплавов теплофи-
зические свойства определяют следующие особенности их сварки:
высокое удельное электросопротивление рассматриваемых ста-
лей по сравнению с углеродистыми требует применения уменьшенных
вылетов проволоки при механизированных способах сварки, укоро-
ченных электродов и меньшей плотности сварочного тока при ручной
дуговой сварке;
пониженная теплопроводность увеличивает глубину проплавле-
ния п коробления изделий. Для снижения коробления следует исполь-
зовать способы, режимы и технику сварки, обеспечивающие макси-
мальную концентрацию тепловой энергии;
для уменьшения угара легирующих элементов (титана и ниобия
как карбидообразующих в коррозионно-стойких швах; хрома, крем-
ния, молибдена и других как ферритизаторов) ручную сварку необ-
ходимо вести короткой дугой без поперечных колебаний, а при свар-
ке в защитных газах принимать меры, предупреждающие подсос
воздуха в зону сварки;
насыщение металла шва водородом при сварке высокохромис-
тых мартенситных и мартенситно-ферритных сталей может привести
к образованию холодных трещин н во всех случаях сварки высоколе-
гированных сталей — к появлению в швах пор. Для предупреждения
этого требуется не допускать попадания влаги и загрязнений на сва-
риваемые кромки и удалять влагу из газов, флюсов и покрытий
электродов. Электроды и флюсы прокаливают при 450 °C в течение
2 ч не ранее чем за 2—3 ч до сварки. Использование постоянного
тока обратной полярности, фторидных флюсов и электродов с фто-
ристокальцневым покрытием служит этой же цели;
применение сварочных проволок из стали вакуумного или элек-
трошлакового переплава, содержащих минимальное количество вред-
ных примесей, снижает вероятность образования в шве горячих
490
трешии при сварке стабильно аустенитных сталей. Этому же способ-
ствует использование режимов и приемов сварки, снижающих долю
участия основного металла в металле шва;
остатки шлака на поверхности и повреждение основного металла
в результате попадания брызг, возбуждения дуги, подгара от подво-
димого кабеля, плохо заваренных кратеров и другое может привести
к появлению коррозии. Следует избегать подобных повреждений;
остающиеся подкладки и непровары в конце шва, обращенном
к агрессивной среде, могут быть очагами коррозии, что недопустимо
гри изготовлении коррозионно-стойкой аппаратуры. Поэтому при
использовании для подготовки кромок кислородно-флюсовой и плаз-
менной резки для изготовления кислотостойкой аппаратуры необхо-
димо следить за тщательным удалением грата в местах реза. Обра-
зующаяся при этих способах подготовки и при применении шлифо-
вальных кругов зона нагрева или термического влияния может
снизить коррозионную стойкость сварного соединения. Ввиду науг-
лероживания кромок недопустима воздушно-дуговая резка для под-
готовки кромок и удаления дефектов шва;
для предупреждения появления различных видов коррозии
в сварных соединениях при сварке коррозионно-стойких сталей сле-
дует принимать меры для уменьшения перегрева, при многослойной
сварке перед последующим проходом охлаждать сварное соединение
до температуры окружающего воздуха;
высоколегированные стали и сплавы имеют широкий комплекс
положительных свойств. Поэтому одна и та же марка стали может
применяться для изделий, работающих в различных условиях (кор-
розионно-стойкая, жаропрочная и т. д.). Однако в этих случаях тре-
бования, предъявляемые к сварному шву, а значит, и технология
сварки (сварочные материалы, режимы сварки и др.) не будут оди-
наковы.
Высскохримистые стали можно сваривать покрытыми электро-
дами в защитных газах и под флюсом. Выбор способа сварки, сва-
рочных материалов и режимов сварки зависят от условий эксплуата-
ции изделия. Следует учитывать, что даже после высокого отпуска
небольшие отклонения состава металла шва, особенно на жаропроч-
ных сталях, могут привести к значительному снижению их служеб-
ных характеристик. При использовании аустенитного и аустенитно-
ферритного присадочного металла необходимо учитывать долю
основного металла, участвующую в формировании шва, а значит
влияющую и на его структуру. Сварочные материалы для дуговой
сварки высокохромистых сталей рекомендуется выбирать в зависи-
мости от условий эксплуатации изделия. Для обеспечения жаростой-
кости и коррозионной стойкости сварных соединений применяют сва-
рочные материалы, обеспечивающие в .металле шва структуру, по-
431
добиую основному металлу, а также аустеннтно-ферритную структуру
на основе высоколегированных хромоникелевых сталей. Жаро-
прочность сварных соединений на уровне основного металла обеспе-
чивается при составе металла шва, идентичном составу основного
металла.
Особенности сварки различных сталей и сплавов определяются
их составом и структурой. Металл сварных швов на высокохроми-
стых сталях мартенситного и мартепситно-феррнтного типа под дей-
ствием термического цикла сварки может закаливаться с образова-
нием мартенсита. Это может повести к появлению холодных трещин.
Поэтому их сваривают по двум вариантам.
При первом варианте используют сварочные материалы, обеспе-
чивающие максимальное сходство химических составов металла шва
и основного. Такое сварное соединение является структурно однород-
ным и после соответствующей термической обработки имеет свойст-
ва, приближающиеся к свойствам основного металла. Для преду-
преждения высокой вероятности образования холодных трещин свар-
ку выполняют с предварительным или сопутствующим подогревом до
200—450 °C.
Температура подогрева тем выше, чем выше в стали содержание
углерода, жесткость узлов и толщина металла (подогрев не требу-
ется при электрошлаковой сварке). Обычно не позже чем через 2 ч
после сварки необходим высокий отпуск при 750—860’С (в зави-
симости от химического состава стали).
При сварке в условиях, когда невозможен подогрев или после-
дующий отпуск, применяют сварку по второму варианту со сва-
рочными материалами, дающими в шве хромоникелевый металл
аустенитного или аустенитно-ферритного класса. В этом случае ме-
талл шва имеет высокие пластические свойства, но сварное соедине-
ние структурно неоднородно. Неоднородность увеличивается с тече-
нием времени, когда изделие эксплуатируется при повышенных тем-
пературах. При этом не достигается и равнопрочность сварочного
соединения.
При сварке высокохромистых ферритных сталей основная труд-
ность— интенсивный рост зерна в околошовной зоне, вызывающий
хрупкость и снижение ударной вязкости. Сварка таких сталей так-
же возможна по двум рассмотренным выше вариантам. При сварке по
первому варианту хрупкость может наблюдаться и в металле шва.
Этого можно частично избежать, применяя сварку по второму вари-
анту и получая металл шва с мартенситно-ферритной структурой, ле-
гируя его аустенитообразующимн элементами (никель, марганец,
углерод). Если допустима пониженная пластичность сварного соеди-
нения, для предупреждения холодных трещин сварку выполняют
с предварительным и сопутствующим подогревом до 120—180 ЭС.
492
На сталях с высоким содержанием хрома (25—30 %) получают двух-
фазную аустенитно-ферритную структуру, используя хромоникелевые
электроды и проволоки.
Хромоникелевые аустенитные стали и сплавы в отожженном со-
стоянии и аустенитно-мартенситные стали обычно сваривают двух-
фазными аустенитно-ферритными швами. Основной трудностью свар-
ки высоколегированных хромоникелевых аустенитных сталей и спла-
вов являются многокомпонентность их легирования и разнообразие
условий эксплуатации сварных конструкций. Главная и общая осо-
бенность сварки заключается в склонности к образованию горячих
трещин в шве и околошовной зоне. Они могут наблюдаться в виде
как мельчайших микронадрывов, так и видимых трещин. Горячие
трещины могут возникнуть и при термической обработке или работе
конструкции при повышенных температурах. Их появление связано
с наличием напряжений усадки и формированием при сварке крупно-
зернистой макроструктуры, особенно выраженной в многослойных
швах, когда кристаллы последующего слоя продолжают кристаллы
предыдущего слоя. Применение методов, способствующих измельче-
нию кристаллов и устранению столбчатой структуры, повышает стой-
кость швов против образования горячих трещин.
При сварке высокопрочных сталей могут возникнуть холодные
трешнны (в околошовной зоне), а при сварке жаростойких сталей
такие трещины могут появиться и в металле шва. Предварительный
и сопутствующий нагрев до 250—550 °C может предупредить их об-
разование.
XVI.2. ГАЗОВАЯ СВАРКА
Благодаря малой концентрации тепловой энергии газовая сварка
приводит к значительному разогреву свариваемых кромок, после чего
металл шва и околошовной зоны на высокохромистых ферритных
сталях в результате укрупнения зерна охрупчивается. Сварные сое-
динения на этих и хромоникелевых аустенитных сталях и сплавах
имеют пониженную коррозийную стойкость. При этом способе сварки
наблюдается повышенный угар легирующих элементов. Увеличенная
ширина зоны разогрева приводит к сильному короблению изделий.
Таким образом, при газовой сварке качество сварных соединений ни-
же, чем при других способах сварки. Мощность наконечника горелки
при газовой сварке подбирается из расчета 0,02 А/с (75 л/ч) на 1 мм
толщины свариваемой стали. Сталь толщиной до 1,5 мм сваривают
без разделки кромок, но желательно с отбортовкой кромок. При тол-
щине до 6 мм делается V-образная, а при большей толщине — Х-об-
разная подготовка кромок. Сварку длинных швов начинают па рас-
стоянии 25—100 мм от края детали при толщине металла до 5 мм
493
н на 100—150 мм при большей толщине. Оставшиеся участки зава-
ривают в последнюю очередь.
В процессе сварки не следует перемешивать расплавленный ме-
талл сварочной проволокой. Металл толщиной до 5 мм рекомендует-
ся сваривать правым способом. При сварке сталей (кроме мартен-
ситных и мартенситно-феррнтных) необходимы меры, увеличивающие
скорость охлаждения металла сварных соединений, например массив-
ные медные подкладки, накладка мокрого асбеста, обрызгивание или
полив металла водой и т. д.
XVI.2. Диаметр сварочной проволоки в зависимости от толщины
стали, мм
Толщина стали До 1,5 1,5-2.5 2.5-3 3-5 6 и более
Диаметр сварочной про- волоки 1,5 1.5-2.5 2,5-3 2,4 5-6
XVI.3. Состав присадочного металла при газовой сварке
в зависимости от марки стали
Марка стали Рекомендуемые марки св рэчноП проволоки (ГОСТ 2246-70»)
08XI8H10 12Х18Н9Т 08Х18Н12Б 10Х17Н13М2Т, 10X17H13M3T 36Х18Н25С2* 45Х14Н14В2М 20X23HI3 10Х23Н18 12X13, 14Х17Н2, 20X13, 30X13. 40X13 Св-01 Х10Н9, Св-04Х19Н9 Св-06Х19Н9Т. СВ-04Х19Н9 СВ-07Х19Н10Б. Св-04Х19Н9 СВ-04Х19Н11МЗ, Св-04Х19Н9 Св-04Х19Н9С2 Св-06Х19Н9Т, Св-07Х19Н10Б Св-07Х25Н13. Св-06Х19Н9Т Св-13Х15Н 18, Св-06Х19Н9Т Св-06Х14. Св-12Х13, Св-06Х19Н9Т
494
Кислотостойкие, хромоникелевые и хромистые стали сваривают
нейтральным пламенем, а хромистые жаропрочные и жаростойкие—
нейтральными или пламенем с небольшим избытком ацетилена. Реко-
мендации по выберу сварочных материалов приведены в табл.
XVI.1—XVI.3. Флюсы в виде пасты на жидком стекле и воде нано-
сят на лицевую и обратную стороны свариваемых кромок.
XVI.3. РУЧНАЯ ДУГОВАЯ СВАРКА
ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
При сварке этим способом (табл. XVI.4, XVI.5) используют по-
стоянный ток обратной полярности. Кромки подготовляют и собира-
ют под сварку так же, как к при сварке на углеродистых сталях.
Выбор марки электрода (табл. XVI.6, XVI.7) зависит от марки сва-
XVI.4. Ориентировочные режимы ручной дуговой сварки
высоколегированных сталей
Толщина метал- ла» мм Электрод Сварочный ток. А, при положении сварки
диаметр, мм длина, мм нижнем верти- кальном потолоч- ном
До 2 2 222 или 250 30—50
2,5—3 3 250 70—100 50-80 45—75
3-8 3—4 250 иля 350 85—140 75—130 65—120
8-12 4—5 350 или 450 85—160 75-150 65-130
XVI.5. Типичные механические свойства при комнатной температуре
металлов швов, выполненных на высоколегированных сталях
Марка электрода Предел текучести Предел прочности Относитель- ное удлине- ние» % Ударная вязкость, Дж/м*
МПа
Коррозионно-стойкие стали
ЦЛ-11 360 600 24 0,007
ОЗЛ-7 400 640 25 0,01
Л-38М2 300 600 30 0,009
Л-40М 350 600 24 0,007
СЛ-28 — 600 38 0,012
НЖ-13 450 600 26 0,01
495
Продолжение табл. XV 1.5
Марка электрода Предел текучести Предел прочности Относитель- ное удлине- ние, % Ударная ВЯ (КОСТЬ, Дж/м2
МПа
Жаростойкие стали
К ТИ-9* 600 750 56 0,005
кти-ю* 600 750 56 0,005
ОЗЛ-5 350 600 25 0,006
ОЗЛ-6 £50 570 33 0,01
ЦЛ-32* 600 750 40 0.С04
ОЗЛ-9-1 50Э 650 12 0,005
Примечание. Звездочкой отмечены электроды, при сварке ко-
торыми металл шва приобретает указанные свойства после соответст-
вующей термической обработки.
XVI.6 Некоторые марки покрытых электродов для сварки
высокохромистых сталей
Марка свариваемой стали и ее класс Тип электрода Марка электрода Марка сварочной проволоки электродного стержня
Ферритная 08X13, мартенситно-фср- рнтная 12X13, мар- тенситная 20X13 Э12Х13 УОНИ13/1Х13 СВ-12Х13
Мартенситные: 15X11 МФ 14Х11В2МФ Э12Х11НМФ Э14Х11НВМФ КТИ-9 ЦЛ-32 Св-12Х11НМФ Св-ЮХН- НВМФ
Мартенситно-фер- ритные: 15Х12ВНМФ, 18Х12ВМБФ 14Х17Н2 Э12Х11НМФ Э08Х19Н10Г- 2МБ КТИ-10 ЭА-898/12 Cb-IOXI 1- НВМФ СВ-07Х19Н10Б
Ферритная ОХ12НДЛ Э06Х13Н ЦЛ-41 Св-06Х14
496
Продолжение табл. XV 1.6
Марка свариваемой стали и ее класс Тип электрода Марка электрода Марка сварочной проволоки электродного стержня
Аустенитные: 20Х25Н20С2 Тип Х25Н20 СЗР1 (ТУ ИЭС) 321-81) АНВ-31 —
риваемой стали и конкретных условиях эксплуатации конструкции.
При сварке высоколегированных сталей и сплавов основное ле-
гирование наплавленного металла обеспечивается за счет металла
электродного стержня. Некоторое дополнительное его легирование
осуществляется введением необходимых легирующих компонентов
в покрытие электрода.
XVI.4. СВАРКА ПОД ФЛЮСОМ
При изготовлении изделий из металлов толщиной 5—50 мм этот
способ сварки (табл. XVI.8—XVI. 12) является ведущим. Постоянст-
во глубины проплавления по всей длине шва, а значит, и состава
металла шва, отсутствие кратеров, вызванных сменой электродов,
и чешуйчатости поверхности швов, их благоприятная форма являют-
ся большим преимуществом сварки под флюсом по сравнению с руч-
ной дуговой сваркой покрытыми электродами. Однако применение
этого способа сварки затруднено при предварительном или сопутству-
ющем подогреве и при сварке кольцевых стыков труб диаметром ме-
нее 250 мм. Подготовка и сборка кромок под сварку, а также техни-
ка их сварки незначительно отличаются от этих же операций при
сварке иизкоуглеродистых сталей (см. гл. X и XV).
При остальных идентичных условиях из-за более низкой темпе-
ратуры плавления и теплопроводности для получения одинаковой
глубины проплавления при сварке высоколегированных сталей
и сплавов сварочный ток должен быть уменьшен на 10—30 %. Из-за
повышенного электросопротивления, а поэтому и нагрева электрода
его вылет уменьшают в 1,5—2 раза по сравнению со сваркой низко-
углеродистой стали. Поскольку для предупреждения образования го-
рячих трещин сварку желательно выполнять швами небольшого
сечения, рекомендуется использовать электродную проволоку диамет-
ром 2—3 мм. При использовании фторидных флюсов сварку под
фторидными флюсами ведут на постоянном токе обратной полярно-
сти, при высокоосновных бесфтористых флюсах — токе прямой поляр-
ности.
32-194
497
ОС XVI.7. Некоторые марки электродов для сварки высоколегированных сталей и сплавов
Стали и сплавы Марка электрода Тип электродов Наплавленный металл, структура Требования к металлу по стойкости и МКК
08Н18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, О8Х18Н12Б, 08Х22Н6Т и им подобные, работающие в агрес- сивных средах Коррозионг ЦЛ-11 АНВ-35 о-стойкие стали Э04Х20Н9, Э07Х20Н9 Э08Х19Н10Г2Б Аустснитно-фср- ритная с 2,5—7 % а-фазы Предъявляются
ОЗЗЛ-7 Э02Х19Н9Б с 6—10 % а-фазы Предъявляются жесткие требо- вания
То же, работающие при температурах до 600 °C в жидких агрессивных сре- дах I0XI7H13M2T, 10X17H13M3T, 08Х18Н12Б, 08X21Н6М2Т и им подоб- ные. работающие при температурах до 700 °C 12Х18Н9. 12Х18Н10Т. 08Х18Н12Т, работающие при температурах до 800 °C Л38М СЛ-28 Э02Х19Н9Б Э08Х19Н10Г2МБ, Э09Х19Н10Г2М2Б с 3—5 % а-фазы с 4—5 % а-фазы Предъявляются »
НЖ-13 Жаропр ЦТ-26 Э09Х19Н10Г2М2Б ючиые стали Э08Х16Н8М2, Э08Х17Н8М2 с 4—8 % а-фазы с 2—4 % а-фазы Предъявляются жесткие требо- вания
й ЮХ23Н18 и ей подобные, работающие * при температурах выше 850 °C ОЗЛ-4, ОЗЛ-6 Э10Х25Н13Г2 Аустенитно-фер- ритная с ферритом не менее 2,5 % —
Жаростойкие стали
20Х20Н14С2, 08Х20Н14С2, 20Х25Н20С2, работающие при темпе- ратурах 900—1100 °C ОЗЛ-5 Э12Х24Н14С2 Аустенитно-фер- ритная с 3—10 % феррита —
20Х25Н20С2*. 36Х18Н25С2*. работа- ющие при температурах до 1050 °C ОЗЛ-9-1 Э28Х24Н16Г6 Аустенитно-кар- бидная —
АНВ-31 (по ТУ ИЭС 321-81) Аустенитно-борид- ная —
Х25Н38ВТ, ХН75МБТЮ и другие ра- ботающие при высоких температурах ЭА981-15, ЭАЗМ6 Э09Х15Н25М6Г2Ф Аустенитная —
которой к металлу шва предъявляются требования по
Примечание. Звездочкой отмечена сталь, при сварке
жаростойкости и жаропрочности.
XVI.8. Ориентировочный сварочный ток и напряжение дуги
при сварке под флюсом
Диаметр электродной проволоки, мм Сварочный ток, А Напряжение дуги, В
2 180-300 26—30
3 250-350 28-35
4 350—450 30-36
XVI.9. Флюсы для электродуговой и электрошлаковой сварки
высоколегированных сталей
Назначение Марка флюса Метод изготовле» НИЯ
Автоматическая электродуговая АНФ-14, Выплавка
сварка сталей: АНФ-16 48-0Ф-10
аустенитно-феррнтными швами К-8 Спекание
с небольшим запасом аустенит- ности аустенитно-феррнтными АН-26 Выплавка
швами
с большим запасом аустенитно- АНФ-5 Выплавка
сти чисто аустенитными швами ФЦК Спекание при 750 ’С
Автоматическая электродуговая и электрошлаковая сварка сталей 48-0Ф-6 Выплавка
с большим запасом аустенитности чисто аустенитными швами Электрошлаковая сварка сталей с АНФ-1, Грануляция
большим запасом аустенитности АНФ-6, минерала
чисто аустенитными швами АНФ-7, АН-29, АН-292 Выплавка
XVI.10. Ориентировочные режимы автоматической сварки под флюсом
аустенитной стали 12Х18Н9Т (сварка без разделки кромок,
сварочная проволока диаметром 5 мм)
Толщина меггалла, мм Максимальный зазор между крэмкаып, мм Сварочный ток, А Напряжение Дуги, В Скорость сварки, м/с
Односторонняя сварка
6 1,5—2 650—700 34—38 0,011
8 2-3 750—800 36—38 0,013
10 2,5-3,5 750—900 38-40 0,0089
12 3-4 900-900 38-40 0,007
500
Продолжение табл. XV 1.10
Толщина металла, мм Максимальный алзор между кромками, мм Сварочный ток. А Напряжение Дуги, В Скорость сварки, м/с
Двусторонняя сварка
6 1 -1,5 400—500 30-34 0,011
8 1.5 500-600 32—34 0,013
10 1,5 600—650 34—36 0,012
12 1,5 650—700 36—38 0,01
16 2 750—800 38—40 0,0089
20 3 850-900 30—42 0,007
30 6-7 850-900 38—40 0,0038
40 8—9 1050-1150 40-42 0,0033
Примечания: 1. Одностороннюю сварку выполняют па флюсо-
медной подкладке. 2. Сварку первого слоя шва при двусторонней
сварке осуществляют на флюсовой подушке.
XVI.11. Режим механизированной сварки под флюсом
аустенитной стали 12Х18Н9Т (сварочная проволока диаметром 2 мм)
Толщина метал- ла, мм Скорость подачи проволоки, м/с Сварочный ток, А Напряжение дуги. В
4-6 0,028 200—220 30—32
8 0,043 280—300 32-34
10 0,07 340-360 34-36
12 0,104 400—420 36-38
XVI.12. Некоторые марки сварочной проволоки для электродуговой
и электрошлаковой сварки высоколегированных сталей
Марка свариваемой стали и характеристика шва Марка по ГОСТ 2246—70*
Коррозионно-стойкие стали
Высокохромистые стали марок 08X13,
12X13, 20X13, 14Х17Н2, 15Х25Т у др.
12Х18Н9, 08Х18Н10, 04Х18Н10,
12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т и
подобные, когда к металлу шва
предъявляются требования стойкости
к межкристаллитной коррозии
Св-12Х13, Св-20Х13
Св-06Х14. Св-08Х14ГНТ,
СВ-10Х17Т, Св-13Х25Т,
Св-08Х20Н9Г7Т
Св-01Х19Н9, Св-04Х19Н9,
СВ-06Х19Н9Т,
Св-07Х18Н9ТЮ,
Св-04Х19Н9С2,
Св-15Х19Н9ФЗС2
501
Продолжение табл. XV 1.12
Марка свариваемой стали и характеристика
шва
Марка по ГОСТ 2246—70*
12Х18Н10Т, 08X18HI0T, 08Х18Н12Т,
08Х18Н12Б и подобные, работающие
при температурах выше 350 °C или в
условиях, когда к металлу шва
предъявляются требования стойкости
к межкристаллитной коррозии
08Х16Н13М2Б, I0X17H13M2T,
10X17H13M3T, 08Х17Н15МЗТ,
04Х18Н10, 08Х18Н12Б и подобные,
когда к металлу шва предъявляются
жесткие требования стойкости к меж-
кристаллитной коррозии
12Х18Н9, 08Х18Н10, 12Х18Н10Т,
12Х18Н9Т и подобные при сварке в
углекислом газе, когда к металлу шва
предъявляются требования стойкости
к межкристаллитной коррозии
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
СВ-06Х19Н10МЗТ,
Св-06Х20Н11МЗТБ
Св-08Х20Н9С2БТЮ,
Св-08Х25Н13БТЮ
Жаропрочные стали
Высокохромистые стали марок
15X11МФ, 15X11МБФ, 14Х12В2МФ
и др.
12Х18И9 с аустенитно-ферритными
швами
08Х18Н9Б, 12Х18Н12Т и другими
аустенитно-ферритными швами
Сплав ХН77ТЮР
Св-15Х12ГНМВФ,
Св-15Х12НМВФБ
Св-04Х19Н9
Св-07Х19Н10Б
ХН77ТЮР
Жаростойкие стали
20Х23Н13, 08Х20Н14С2 и подобные
20Х23Н18, 36Х18Н25С2 и подобные,
работающие при 900—1100 °C,
ХН35ВТЮ, 20Х25Н20С2 и подобные,
работающие при температурах до
1200 °C
Св-07Х25Н13
Св-06Х25Н12ТЮ
Св-08Х25Н13БТ1О,
Св-08Н50
XVI.5. ЭЛ ЕКТРОШЛАКОВАЯ СВАРКА
Специфические особенности этого способа сварки (малая ско-
рость перемещения источника нагрева и характер кристаллизации
металла сварочной ванны) понижают вероятность образования в шве
горячих трещин и уменьшают угловые коробления изделия. Однако
увеличенная ширина околошовной зоны, длительное пребывание ее
и металла шва при повышенных температурах приводят к необрати-
мым изменениям в структуре и свойствах сварных соединений. В ре-
502
зультате снижаются прочностные и пластические свойства металла,
а на теплоустойчивых сталях в околошовной зоне могут возникать
локальные разрушения. При сварке коррозионных сталей в около-
шовной зоне может наблюдаться ножевая коррозия, для предотвра-
щения которой следует выполнять термическую обработку изделий
(закалку или стабилизирующий отжиг). Применение флюсов не пре-
дупреждает угара легирующих элементов, поэтому в ряде случаев
необходимо поверхность шлаковой ванны обдувать защитным газом.
Короткие швы на толстом металле рекомендуется сваривать пластин-
чатым электродом, а протяженные швы — проволочным. Некоторые
данные о сварочных материалах, режимах сварки и свойствах свар-
ных соединений приведены в табл. XVI.13—XVI.15.
XVI.13. Длительная прочность сварных соединений
на высоколегированных сталях и сплавах
Марка стали или сплава Способ сварки Марка сварочной проволоки Температура ис- пытания, °C Постоянное на- пряжение, МПа Время до разру- шения, ч
12Х18Н9Т Под флюсом В аргоне В углекислом газе Св-01Х18Н9 600 300 1,5 3 4
12XI8H9T Под флюсом В аргоне В углекислом газе СВ-С6Х19Н9Т 600 300 35 21 218
12XI8H9T Под флюсом В аргоне В углекислом газе СВ-07Х19Н10Б 600 300 33 86 820
12Х18Н9Т Электрош лако- вая пластинча- тым электродом СВ-06Х19Н9Т 700 180 42
ХН77ТЮР Под флюсом XH77TIOP 700 400 47-79
503
Продолжение табл. XVJ.13
Марка стали или сплава Способ сварки Марка сварочной проволоки Температура ис- пытания, СС Постоянное на- пряжены;, МПа Время до разру- шения, ч
ХН77ТЮР* Электрошлако- вая пластинча- тым электродом ХН80ТЮ 700 400 116
ХН80ТБЮ" Аргонодуговая вольфрамовым электродом — 750 210 125— 161
Примечания: 1. Одной звездочкой отмечен сплав, сварное сое-
динение которого подвергалось следующей термической обработки:
при 1080 °C в течение 8 ч на воздухе, старение при 700 °C в течение
16 ч на воздухе. 2. Двумя звездочками отмечен сплав, сварное соеди-
нение которого имело следующий режим термической обработки: при
1050 °C в течение 15 мин на воздухе, старение при 700 °C в течение
16 ч на воздухе.
XVI.14. Типовой режим электрошлаковой сварки высоколегированных
сталей и сплавов
Толщина метал- лов, мм Вид электрода Марка флюса Глубина шлако- вой ванны, мм Скорость подачи электрода, м/с Сварочный ток, А Напряжение, В Зазор, мм
100 Проволока 0 3 мм Пластина, мм: АНФ-7 25- 35 0,093 600-800 40— 42 28— 32
100 10X100 АНФ-7 15— 20 0,0069 1200— 1300 24- 26 28- 32
200 12X200 АНФ-1 15— 20 0,0061 3500— 4000 22- 24 38— 40
200 12X200 АНФ-6 15— 20 0,0061 1800- 2000 26- 28 38— 40
504
XV1.6. ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Сварка в инертных газах отличается минимальным угаром леги-
рующих элементов, что важно для сварки высоколегированных
сталей. Состав применяемых защитных газов приведен в гл. XI. При
этом способе сварки вероятности изменения состава металла шва
более ограничены, чем при других способах сварки. Они возможны
при выборе соответствующей марки сварочной проволоки, изменении
долей участия основного и электродного металлов в формировании
шва и использовании смеси газов, содержащих химически активные
газы. Сварка в защитных газах возможна в различных пространст-
венных положениях.
Сварку плавящимся электродом выполняют на постоянном токе
обратной полярности, а сварку вольфрамовым электродом — на по-
стоянном токе прямой полярности (за неключеннем сталей, содержа-
щих повышенное количество алюминия, тогда сварку ведут на пере-
менном токе). Состав сварочных проволок можно выбирать по табл.
XVI.12.
Сварку вольфрамовым электродом осуществляют преимущест-
венно в инертных газах или их смесях, она целесообразна для ма-
териала толщиной до 5—7 мм. Хорошее формирование обратного
валика позволяет рекомендовать вольфрамовый электрод для сварки
корневых швов на сталях повышенных толщин (остальные валики
могут выполняться под флюсом, покрытыми электродами или плавя-
щимся электродом в защитных газах). Сварку можно вести непре-
рывно горящей или импульсной дугой, вручную, механизированно
или автоматически на режимах, приведенных в табл. XVI.16 (см. так-
же гл. XI).
Сварку плавящимся электродом выполняют полуавтоматически
или автоматически в инертных, активных газах или смесях газов. При
сварке сталей, содержащих легкоокнеляющие элементы (алюминий,
титан и др.), в качестве защитного газа рекомендуется использовать
аргон. Для сварки в инертных газах необходимо выбирать силу тока,
обеспечивающую струйный перенос электродного металла (табл.
XVI.17, XVI.18 и гл. XI), что особенно полезно при сварке в верти-
кальном и потолочном положениях. Однако при этом на тонколис-
товом материале могут образоваться прожоги.
При использовании смесей аргона с кислородом и углекислым
газом наблюдается повышенный угар легкоокисляющихся легирую-
щих элементов (титан до 50 %) и возможно науглероживание метал-
ла шва. Вредное действие науглероживания на коррозионно-стойких
сталях нейтрализуется увеличением содержания в металле шва ти-
тана, ниобия и ферритизаторов (кремний, алюминий, хром). Рекомен-
дуется выбирать режимы, обеспечивающие минимальное разбрызгп-
505
о XVI.15. Кратковременные механические свойства при температуре 20 °C металла шва
и сварных соединений на высоколегированных сплавах
Марка сплава Тол- *шина, мм Марка сварочной проволоки Вид сварки Испытуемый образец Предел текучести Предел прочности Относительное удлинение, %
М Па
12X13*** 10 Св-12X13 560 690 17
12X17 10 Св-10Х17Т 330 540 24
20X13*** 10 Св-06X14 Св-12Х13 Плавящимся элек- тродом в углекис- лом газе Металл шва 560 541 700 740 19 23,6
14Х17Н2*** 8 Св-06X14 Св-08Х18Н2ГТ 613 608 750 790 17 21
15Х25Т 10 Св-13Х25Н18 420 650 36
08X13 08X13*** 08X13 1 1 1 Св-12Х13 Св-12X13 Св-07Х25НЗ Под флюсом АН-26 То же 920 550 323 1060 670 670 9 18 29,6
1 1 1
20X13*** — Св-08Х14Т Св-07Х25Н13 Ручная дуговая 580 342 735 702 18 21,5
1Х17Т — Электроды мар- ки ЦЛ-9 380 680 30
ХН65МВ* 12 ХН65МВ Электродуговая под флюсомЛНФ-5 » 665 797 5,9
ХН35ВТ** ХН35ВТ — Х15Н35Г7М9Т Х15Н35Г7М9Т То же, АНФ-17 » 463 474 654 784 24,7 15,8
ХН77ТЮР* 100 ХН77ТЮР Электрошлаковая пластинчатым электродом под флюсом АНФ-7 » 587 762 18
ХН78Т 125 ХН78Т То же, под флюсом АНФ-1 » 288 638 17,4
ХН80ТБЮ ХН80ТБЮ 0,9 1,7 ХН80ТБЮ ХН80ТБЮ Аргонодуговая вольфрамовым электродом Сварное соеди- нение — 822 855 27 9
Примечания: 1. Одной звездочкой отмечены сплавы, металл шва которых подвергался термической обработке
(аустенизация при 1080 "С в течение 2 ч на воздухе и старение при 700 °C в течение 16 ч на воздухе). 2. Двумя звез-
дочками отмечен сплав, металл шва которого подвергался следующей термической обработке: старение при 800 С
о г течение 10 ч на воздухе. 3. Тремя звездочками отмечены сплавы, металл шва которых подвергался отпуску при
700 °C в течение 3 ч.
XVI.16. Примерные режимы аргонодуговой сварки вольфрамовым
электродом высоколегированных сталей
Толщина металла, мм Тип соединения Сварочный ток. А Расход арго- на, л/с Скорость сварки, ЫО'3 м/с
Ручная сварка
1 2 3 С отбортовкой 35-60 75—120 100—140 0,06-0,07 0,08—0,1 0,1—0,12
1 Стыковое без разделки с при- садкой 40-70 80—130 120—1 GO о о о- - - о о — оо с> 1 1 1 ООО
Автоматическая сварка
1 2 Стыковое с 80—140 140—240 0,07 0,1—0,12 8,9-18 5,5-8
4 присадкой 200—280 0,12-0,14 3,8—8,9
1 То же, без при- 60-120 0,07 10—18
2,5 110—200 0,1—0,12 7-8,9
4 садки 130—250 0,12-0,14 7-8,9
Примечание. Диаметр сварочной проволоки 1,6—2 мм, ток
постоянный прямой полярности.
ванне расплавленного металла. Недостатком швов, выполненных
в углекислом газе, является образование на их поверхности прочной
пленки окислов. В табл. XVI. 19—XV 1.21 приведены режимы дуго-
вой сварки, а в табл. XVI.22 и XVI.23 — некоторые свойства металла
шва.
XV1.7. ДРУГИЕ СПОСОБЫ СВАРКИ
В строительстве при сварке листовых и строительных конструк-
ций, технологических трубопроводов из высоколегированных сталей
находит некоторое применение и контактная сварка, выполняемая
обычно в цеховых условиях. Свойства рассматриваемых металлов
и характер их изменения в процессе сварки определяют основные
требования к параметрам режима. При точечной сварке повышенный
коэффициент линейного расширения повышает коробление изделия.
Коррозионно-стойкие стали, нс стабилизированные титаном или нио-
бием, для предупреждения межкристаллитной коррозии цслссообраз-
508
XVI.17. Режим сварки сталей типа 18—8 плавящимся электродом в аргоне
Э/1Г ‘BCBJ Vox3»d CM o’ 1 co_ o’ 0,72—1,08 1,08—1,2 I 0,66—1 се ео со СО Г* СО о - о
‘etfodiwaiTG хэгед 8—12 12-16 16—20 I 10—16 16—30 25—40 16—30
о о CM CM см со см см 8 о СМ о со 00 СО о CM CM rf
-Xtf зннэжкйиен 00 o> 19- го- см см ем 1 1 1 СО О'» о СМ СМ со
V -130 -90 061- ozi- о о со -300 о о со о с -550 -450
‘xoi ijwHhOdeeo 1 1 Ю о о о 1 1 о о СП СО 160- 230- 160- 1 о зо см 350— 280-
ww ‘ePod •тмэ1г₽. diawculf 1—1,2 0,8 1,2—1,6 0,8—1 см <4 1,2—1,6 1-1,в| ем 1 се 3—4 1,6—2
£BJ ЦЯН1И1ПВ£ Аргон Гелий Аргон » Гелий
hjXV BHHSdoj емихэийляейех ИДС Кз ИДС Стр ИДС Стр со Стр
nw *do€»e U3 О + о из о* О $ о 14-0
- s QJ 1 g e Стыковое и уг- ловое оез паз- делки кромок <У о а о х: 3 б образной раз- делкой, угловое без разделки, однопроходной и о 3 Стыковое с V- образной раз- делкой
ки ‘cam тэгеЯ 2—3 1 4—6 1
NW ‘BIT •ucxaw EHHlniroi 1,5—2 I со °г U0 12—25
Примечания: I.B таблице использованы следующие буквенные обозначения: ИДС — импульсно-дуговая свар-
ка; Кз— сварка с короткими замыканиями; Стр — сварка со струйным переносом металла. 2. Стали типа 18—8
сваривают на постоянном токе обратной полярности.
509
XVI.18. Сварочный ток, А, при сварке плавящимся электродом
стали марки 12Х18Н9Т в смесях аргона с 5 % О2
Характеристика горения дуги
Кр Стр ИДС
5
5
frl
и
Характерно1ика горения дуги
Стр ИДС
0,8 1 50-140 60—170 145—190 170—240 40—150 50-175
1,2 75—180 180—300 60—200
1,6 90—230 230—430 70-250
110—280
160—330
180—380
280—530
330—600
380—700
100-300
150-350
180—390
Примечание, Сварку ведут на токе обратной полярности; Кр —
сварка с крупнокапельным переносом, остальное см. в табл. XVI.17.
XVI.19. Ориентировочные режимы механизированной аргонодуговой
сварки плавящимся электродом стыковых соединений
из высоколегированных сталей в нижнем положении
Толщина ме- талла. мм Подготовка кромок Число слоев Диаметр сварной про- волоки. мм Сварочный ток. А Расход арго- на, л/с
1,5 Без разделки 1 0,8—1 90-110 0,1-0,14
2,5 1 1 140-180 0,1—0,14
3 1 1-1,6 150—260 0,1-0,14
4 1 1-1,6 160-300 0,12—0,16
6 С V-образной разделкой 1,2 1,6-2 220-320 0,16-0,2
8 2 1,6-2 210—360 0,2—0,25
10 2 2 290—300 0,2-0,3
510
XVI.20. Ориентировочные режимы автоматической аргонодуговой
сварки плавящимся электродом стыковых соединений
из высоколегированных сталей в нижнем положении
Толщина метал- ла. мм Подготовка кро- мок Число слоев Диаметр свароч- ной проволоки. мм Сварочный ток, А Скорость сварки, Ы0~* м/с Расход аргона, л/с
1 1 0,5 1 30—40 8,9—13 о,1
2 Без раздел- 1 200—210 2 0,14-0,16
3 ки 1 1 220—230 16-18 0,14-0,16
4 1 1 230—240 15 0,14—0,16
5 С У-образ- 1 1 260-275 13 0,14—0,16
6,5 гой раздел- 1 1 250—280 9,1 0,14-0,16
8 кой под 2 2 300-380 4,4-8,9 0,2-0,25
10 углом 50° 2 2 330—440 4,4—8,9 0,15-0,3
XV 1.21. Ориентировочные режимы сварки без разделки кромок
плавящимся электродом в углекислом газе
Толщина металла, мм 1 Тип шва Диаметр сварочной проволоки, мм Вылет электрода, мм Сварочный ток, А Напряжение, В Скорость сварки, МО-3 м/с Расход аргона, л/с
1 3 Односто- ронний 1 2 15 80 230—240 16 24-28 22 13—15 0,16 0,2 0,25
6 2 3 15 15 250-260 350—360 28—30 30—32 8,9 0,2-0.25
8 Двусто- ронний 2 3 15—20 20—25 380—400 430—450 30—32 33—35 8,9 0,2-2,5
10 2 3 15—20 25-30 420—440 530 -560 30—32 34—36 8,9 0,2-2,5
511
XVI.22. Механические свойства металла швов, выполненных сваркой в углекислом газе
на хромоникелевых высоколегированных сталях (средние значения)
33-194
Сталь Толщина металла, мм Сварочная проволока Температура 1 % а 1 ф ан
испытаний, мм МПа % Дж/м’
12X28 АН 2 Св-08Х20И9СБТЮ Св-08Х20Н9Г7Т 554 423 781 683 37 39 57 58,6 0,0051 0,0102
08X21Н5Т 10 СВ-08Х20Н9СБТЮ Св-05Х20Н9ФБС Св-06Х20Н7БТ, ЭП-500 448 454 442 708 714 817 24,3 22,1 33,3 49 51,2 33 0,0092 0,0076 0,0117
08Х18Н2Г8Т 8 Св-08Х20Н9СБТЮ 20 390 719 42,9 35 0,008
08Х18Н10Т 12 Св-08Х20Н9СБТЮ Св-05Х20Н9ФБС Св-08Х20Н9Г7Т 412 443 392 687 724 621 38,9 28,6 47,1 47,4 52,4 57,8 0,0086 0,01 0,0113
08Х17Н5Г9АБ 10 Св-08Х20Н9СБТЮ Св-05Х20Н9ФБС 449 495 749 791 30,3 38,4 45 43,8 0,0082 0,0071
1 Х14Г14НЗТ 1 —196 285 443 1 821 1120 50 20 46,2 23,6 0,0174 0,079
10Х14Г14НЗТ 12 04Х15Н9АГ6 20 —196 300 480 680 1200 54 40 56,3 38 0,018 0,0128
Св-04Х19Н9 20 —196 — — — — 0,0121 0,0033
16Х17АГ14 13Х17АГ14 20 534 928 42,1 34,1 0,0072
10X17H13M3T Св-06Х20Н11МЗТБ Св-01 Х19Н18Г10АМ4 362 329 680 588 28 45,5 46 49,8 0,01 0,0105
08Х21Н6М2Т 10 Св-06Х20Н11МЗТБ Св-06Х19Н10МЗТ 20 500 420 722 700 21,4 40,4 55,5 56,2 0,0102 0,012
08Х17Н15МЗТ Св-01 Х19Н18Г10АМ4 362 600 41,5 62 0,0143
XVL23. Механические свойства швов, сваренных плавящимся
электродом на аустенитных сталях и сплавах
С Н' 1 Дж/мг 1 0,0084 0,0124 0,0167 0,0094 -т ш о — г- — СЧ О О 1 о о о о 1 о" о’ о сэ 0.016 0,009 0,007 60 0 | 0,012 0,009 0,0074 0,0089
& 48,6 58 52,3 16,8 со со О* —* -г I 1 Ч- ч* тГ 1 1 1 1 1 1 1 1 39,4 59,8
& 24,2 48 45,3 21,1 — ю •Г тг LO Ю С4 СЧ СО СО — сч 1 1 1 1 1 1 49,3 50,5
в О С О ос сч ь- о 520 944 о со о о о Р) © Ф ОС «5 Ю СО СЧ LO I 450 о о ;' об I 420 740 900 905 714
сн 480 362 284 460 о оо с. о с Т -ГОС-Г со -ч- <5 — сч 1 1 1 1 1 1 28 LO со
Эо 'уинпхниэи BdAxcdauwai о о О) сч 20 — 196 О О О со о СЧ сч Ф 1.0 to — сч сч 1 1 1 о сч 83 — сч 1 1 О «О со СЧ СТ. 1Г0 — сч 1 1 о о СЧ О)
Сварочная пповолока Св-05Х20Н9ФБС СВ-08Х20Н9Г7Т 02XI8H10 06Х23Н28МЗДЗТ 01Х19Н18Г10АМ4 36НГТ, ЭП-802 36НГТ ПП-Х17АГ14 Св-08Х20Н9Г7Т
Сталь 08Х18Н10Т 03XI8H11 06Х23Н28МЗДЗТ 03Х20Н16АГ6 36Н 36НХ 15Х17АГ14
но сваривать на жестких режимах. При сварке оплавлением образу-
ющиеся вязкие окислы затрудняют их удаление из зоны сварки при
осадке.
Точечной и шовной сваркой соединяют детали толщиной до 6 мм.
Зазоры между соединяемыми деталями должны быть минимальными.
Свариваемые поверхности тщательно зачищают механическим путем
или очищают с помощью химического травления. Размеры электро-
дов, режимы сварки и некоторые свойства сварных соединений при-
ведены в табл. XVI.24—XVI.27. Стыковая сварка оплавлением (табл.
XVI.28) обеспечивает хорошее качество соединений при интенсивном
XV 1.24 Рекомендуемые размеры, мм, электродов для точечной
и шовной сварки жаростойких и коррозионно-стойких сталей
(материал Бр НБТ)
Толщина заготовок Ширина Диаметр Радиус рабочей поверхности
ролика рабочей поверхности электрода рабочей поверхности
0,54-0,5 14-1 6 10 4 5 12 4 5 25-50 75-100
1,54-1,5 12 7 16 7 100-150
24-2 2,54-2,5 15 18 8 9 20 8 9 150-200
34-3 20 10 25 10
XVI.25. Расчетные режимы сварки деталей из аустенитной стали
Толщина деталей, мм Сварочный ток, кА Усилие сжатия, Н Время сварки, с
Точечная сварка
0,5 4,1 230 0,08
0,6 4,7 300 0,1
0,8 1 5 370 0,12
6 460 0,14
1,2 6,5 550 0,16
1,6 7,5 660 0,18
2 8 910 0,24
2,5 9,5 1150 0,3
3 10 1500 0,36
33» 515
514
Продолжение табл. XVI.25
Толщина деталей, мм Сварочный ток, кА Усилие сжатия. Н Время сварки, с
Шовная сварка
0,5 7,5 310 0,02
0,6 8,5 400 0,02
0,8 1 9,5 500 0,04
И 620 0,06
1,2 12 750 0,08
1 .6 13,5 900 0,1
2 15 1250 0,12
2,5 17 1400 0,16
3 19,5 2000 0,24
XVI.26. Режимы прерывистой шовной сварки аустенитной стали
Толщина деталей, мм Ширина кон- тактной по- верхности, мм Усилие сжа- тия, Н Время вклю- чения тока, с Приблизитель- ное число пре- рынаний Скорость сварки, м/с Сварочный ток, кА Примерный шаг точек, мм 1
в се- кунду на 1 м шва
0,14-0,1 0,2-}-0,2 3 600 800 0,02 25 1000 0,25 2—2,5 1
0,3-|-0,3 0,44-0,4 4 1000 1200 0,04 16 12,5 640 3—3,5 1,5
0,54-0.5 5 1500 10 500 0,2 4 2
0.6-L0.6 0,84-0.8 6 1800 200 0,06 600 4,2—4,5 1,6
14-1 1,24-1,2 7 2700 3500 0,08 8,3 6,2 500 370 0,17 5-6 2 2,7
XVI.27. Средние разрушающие усилия на срез сварных точек
для соединений из стали I2X18H9T
Толщина тонкой детали, мм Средний диаметр ядра, мм Разруша- ющее усилие, Н Толщина тонкой детали, мм Средний диаметр ядра, мм Разруша- ющее усилие, Н
0,3 3 1400 1,2 5,5 9500
0,5 3,5 2400 1,5 6,5 13800
0,8 4 4850 2 7,7 19 300
1 4,5 7000 3 9,7 30 500
516
XVI.28. Режимы сварки оплавлением полос из стали 12Х18Н9Т
сечением 700x900 мм
« * 3 с; 2 /о допл Аос дос. т "х.х’ в "опл- км/ч
О «а н Ж ММ
1,5 15 8 2 1 8—10 1,1 — 1,45
5 38 18 5 3 10-12 0,9-1,25
10 45 20 7 4 12-14 0,9-1,1
Примечание. /0 — установочная длина; Д0Пл — припуск на оп-
лавление; Дос — припуск на осадку; Дос т — припуск на осадку под
током; {/х.ж — напряжение холостого хода источника; V0IM — скорость
оплавления.
оплавлении перед осадкой и больших скорости и давлений осадки.
Сварка непрерывным оплавлением обеспечивает более стабильное
качество соединений, чем сварка с подогревом. Сварные соединения
аустенитной стали характеризуются наличием зоны повышенной тра-
вимостн, обусловленной деформацией зерен или наличием а-фазы.
Стойкость к межкристаллитной коррозии соединений из сталей, не со-
держащих энергичные карбидообразоватсли, снижается и восстанав-
ливается лишь после аустенизации. Жаропрочность сварного соеди-
нения большинства сталей близка к основному металлу.
Лучевые способы сварки (электронным, лазером) обычно ис-
пользуют при изготовлении ответственных конструкций, так как поз-
воляют получать сварные соединения высокого качества. Однако вви-
ду сложности оборудования и процесса сварки применяют эти спосо-
бы в основном в заводских условиях.
XVI.8. СВАРКА ДВУХСЛОЙНЫХ (ПЛАКИРОВАННЫХ)
СТАЛЕЙ
Двухслойные стали позволяют резко уменьшить потребление де-
фицитных высоколегированных сталей без снижения работоспособ-
ности конструкций. Эти стали обычно используют для изготовления
аппаратуры, работающей в коррозионной среде. Для облицовочного
коррозионно-стойкого слоя, находящегося в контакте с агрессивной
средой, толщина которого может достигать 12 мм, применяют высо-
колегированные хромоникелевые аустенитные (12Х18Н10Т, 08X18111ОТ,
12X181I12T, 08Х18Н12Б и др.) и хромистые ферритные и мартенсит-
но-ферритные (ОХ13, 12X13 и др.) стали. Основной слой толщиной
до 150 мм и более воспринимает силовые нагрузки в изготовляется
517
XV 1.1. Подготовка кромок (а) и по-
следовательность (б—о) наложения
слоев (1—3) при сварке двухслой-
ных сталей
из низкоуглеродистых или низколегированных сталей (ВСтЗ, 20К,
15ХМ и др ). Сварные соединения на этих сталях должны отвечать
следующим требованиям:
облицовочный слой должен быть однородным, при этом его кор-
розионная стойкость в месте сварки не должна быть пониженной;
в сварном шве между облицовочным и основным слоями не дол-
жны образовываться комплексные сплавы с пониженными механи-
ческими свойствами. Достигается это выбором способа сварки и его
режима, соответствующих сварочных материалов, разделки кромок
и последовательности выполнения сварки.
Основные типы и конструктивные элементы формы подготовки
кромок в зависимости от способа сварки регламентированы ГОСТ
16098—80. Слои сваривают раздельно, используя различные свароч-
ные материалы. В последнюю очередь обычно следует сваривать об-
лицовочный слой для предупреждения его повторного нагрева. Свар-
ка основного слоя обычно не представляет трудностей и выполняет-
ся в первую очередь с использованием соответствующих сварочных
проволок, флюсов, электродов и т. д. (см. гл. VI).
Наибольшую трудность представляет сварка перехода от основ-
ного слоя к легированному. Разбавление легированного слоя метал-
лом основного нелегированного слоя резко снизит его коррозионные
свойства. Поэтому при его сварке (слой 1 на рис. XVI.I) применяют
сварочные проволоки и электроды с повышенным содержанием нике-
ля и хрома, компенсирующим разбавление металла шва основным
металлом (табл. XV 1.29, XVI.30).
Следует также применять технологические приемы, обеспечиваю-
щие уменьшение проплавления основного металла (см. гл. X), та-
кие, как сварка ленточным и сдвоенным электродом (табл. XVI.31),
сварка на спуск, углом вперед и др. При сварке толстого металла
для предотвращения трещин в переходном слое (слой / на рис. XVI. 1)
его сваривают низкоуглеродистой проволокой Св-08 в сочетании
518
XVI.29. Материалы для выполнения разделительного и
плакирующего слоев шва при сварке двухслойных сталей
Марка сталей (коррозионно- стойкий слой) Марка сварочной проволоки Марка флюса Назначение шва
08Х18Н10Т 12XI8H10T 12Х18Н9Т Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ. Св-06Х25Н12Т1О АН-26, АН-45 Разделительный и плакирующий
Св-06Х19Н9Т, Св-07Х19Н10Б, Св-05Х20Н9ФБС Плакирующий коррозионно- стойкий
10Х17Н13М2Т 10X17HI3M3T Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ Разделительный
Св-ОХ30Н40М6ТБ, Св-06Х20Н11МЗТЮ, Св-08Х19Н10МЗБ АН-45, АН-26 Разделительный и плакирующий
АН-18 Плакирующий
06ХН28МДТ Св-06Х20Н11МЗТБ АН-45, АН-18 Разделительный
Св-01 Х23Н28МЗДЗТ АН-18 Плакирующий
08X13, 12X13 Св-1ОХ16Н25АМ6 АН-45, Ац-18 Разделительный и плакирующий
с флюсом АН-348 или ОСЦ-45. В некоторых случаях переходной слой,
наоборот сваривают проволокой (Св-10Х16Н25АМ6) или электрода-
ми типа Э-11Х15Н25М6АГ2, имеющими повышенное содержание хро-
ма и никеля.
Институт электросварки им. Е. О. Патона при соединении двух-
слойных сталей толщиной 16—36 мм без подварки переходного слоя
для сварки облицовочного слоя из сталей ОХ18НЮТ и 12Х18Н10Т
рекомендует использовать порошковую ленту ПЛ-АНВ-54, а обли-
цовочного слоя из сталей 10Х17Н13М2Т, 07X17H13M3M и
08Х17Н15МЗТ— порошковую ленту ПЛ-АНВ-69. Сварку ведут на
постоянном токе обратной полярности в сочетании с флюсом АН-18
или АН-26.
При односторонней ручной сварке с заполнением разделки со
стороны основного низкоуглеродистого слоя (рис. XVI.2, а) слой 1,
а при сварке с заполнением со стороны облицовочного коррозионно*
519
XVI.30. Марка и тип покрытых электродов для сварки высоколегированного слоя двухслойного металла
520
XVI. 2. Последовательность (1—4)
наложения отдельных слоев при од-
носторонней сварке двухслойных
сталей
а —сварка со стороны пнзкоуглеро-
дистого слоя: б — то же, со сторо-
ны облицовочного коррозионно-
стойкого слоя
1 ?
XVI.31. Режимы сварки сдвоенной проволокой коррозионно-стойкого
слоя (толщиной 3—5 мм) двухслойного металла
Диаметр одной про- волоки, мм Расстояние между элект- родными про- волоками, в ссету, мм Вылет электро- да, мм Свароч- ный ток, А Напряже- ние дуги, В Скорость подачи электрода. ЫО-’ м/с
3 9-10 35-38 450-600 } 38-40 20-25
4 10-11 40-45 480-600 10-16
Примечание, Скорость сварки (4—5) 10-3 м/с.
стойкого слоя (см. рис. XVI.2, б), слои 3 и 4 сваривают с использова-
нием электродов типа Э-11Х15Н25М6АГ2.
Глава XVII. СВАРКА КОНСТРУКЦИЙ
И ТРУБОПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
XVII.I. СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Особенности сварки алюминия и его сплавов определяются их
специфическими теплофизическим и свойствами, способностью легко
окисляться в твердом и расплавленном состоянии и склонностью ме-
талла шва к образованию пор и кристаллизационных трещин (осо-
бенно характерных для алюминиевых сплавов). Высокая теплоем-
кость, теплопроводность и скрытая теплота плавления приводят к не-
обходимости предварительного подогрева и увеличения сварочного
тока в 1,2—1,5 раза по сравнению со сталью, несмотря на то, что
температура плавления алюминия и его сплавов (около 660 °C) зна-
чительно ниже, чем стали. Вследствие легкой окисляемости алюминия
образующаяся тугоплавкая пленка окиси А12О3 (температура плав-
ления 2050 °C, плотность 3,8—3,9 г/см3) препятствует сплавлению
и формированию шва и является источником неметаллических вклю-
чений.
521
Основным источником образования пор при сварке алюминия
и его сплавов принято считать водород, содержащийся во влаге и жи-
ровых загрязнениях на свариваемых кромках. Кристаллизационные
трещины наиболее характерны для алюминиевых сплавов систем:
AI—Мп (АМц), Al—Mg (2АМг2), Al—Zn-Mg—Си (В 95), А1—Си—
Mg-Мп (Д 16).
Эти трещины устраняют соответствующим подбором сварочных ма-
териалов и другими технологическими мероприятиями. При сварке
алюминиевых сплавов, легированных Zn и Mg, для предотвращения
холодных трещин применяют предварительный подогрев изделия (или
зоны расположения швов) до 250—400 °C. Подогрев также эффекти-
вен для снижения затрат погонной энергии, особенно при сварке мас-
сивных деталей.
Подготовка под сварку. Алюминий и его сплавы сваривают прак-
тически всеми способами сварки плавлением, при этом качество свар-
ных соединений в значительной степени определяется подготовкой
поверхности свариваемых кромок и электродной проволоки. Незави-
симо от способа сварки поверхность металла на ширине 100—150 мм
от кромки должна быть очищена от консервирующей смазки и обез-
жирена растворителем (ацетон, авиационный бензин, уайт-спирит,
специальные смывки). Пленку окислов удаляют по всей длине шва
на ширину не менее 30 мм механической зачисткой или химическим
способом. Механическую зачистку рекомендуется делать шабером
или металлической щеткой из проволок диаметром не более 0,5 мм
(предпочтительна проволока из нержавеющей стали). Химический
способ удаления пленки окислов предусматривает: травление в тече-
ние 30—60 с в 5 %-ном растворе натрия едкого технического, промыв-
ку в проточной воде, нейтрализацию (осветление) в 15—30 %-ном
растворе азотной кислоты в течение 60—120 с, повторную промывку
в проточной, а затем в горячен воде и сушку теплым воздухом до
полного испарения влаги. Обезжиривание и травление рекомендуется
делать не более чем за 3 ч до сварки.
В процессе сварки остатки пленки окислов удаляют под дейст-
вием флюсов или покрытий, а при дуговой сварке в инертных газах
на переменном токе (и постоянном обратной полярности) —за счет
эффекта катодного распыления.
Листовой металл толщиной до 5 мм сваривают без разделки кро-
мок. При толщине металла до 15 мм применяют U-образную раздел-
ку кромок и при толщине свыше 15 мм выполняют Х-образную раз-
делку с углом раскрытия кромок в обоих случаях от 60 до 90°. При
толщине металла до 2 мм используют отбортовку кромок высотой
1—1,5 6. Размеры и форма подготовки кромок изделий из алюминия
или его сплавов в зависимости от толщины и способа сварки рег-
ламентированы ГОСТ 14806—80 и ГОСТ 23792—79. Детали толщи-
522
ной до 10—25 мм сваривают без предварительного подогрева, а при
большей толщине рекомендуется детали предварительно подогревать
до 300—400 °C, литые силуминовые детали подогревают до 250—
300 СС.
Для предупреждения протекания жидкого металла сварочной
ванны в зазор и «проваливания» шва применяют остающиеся или
съемные подкладки. Остающиеся подкладки делают из материала,
аналогичного свариваемому. Их размеры выбирают исходя из кон-
структивных соображений и технологических особенностей способа
сварки. Для изготовления съемных родкладок рекомендуются угле-
графитовые материалы, можно использовать нержавеющие или уг-
леродистые стали. Форму и размеры канавок в этих подкладках вы-
бирают исходя из обеспечения требований ГОСТ 14806—80. Сбороч-
но-сварочные приспособления должны обеспечивать свободную усад-
ку сварных швов. Массивные части приспособлений не должны
увеличивать теплоотвод от шва. Прихватку (длиной до 80 мм) выпол-
няют такой же сварочной проволокой или электродом, что и сварку.
После прихватки поверхность деталей следует зачистить от окис-
лов. В процессе сварки прихватки полностью переплавляются.
Газовую сварку выполняют с использованием ацетилена или его
заменителей нормальным пламенем при незначительном избытке аце-
тилена (0=1,1—1,2). При выборе горелки исходят из расхода при-
мерно 0,028 л/с ацетилена на 1 мм толщины основного* металла. Но-
мер наконечника и диаметр присадок выбирают в зависимости от
толщины свариваемого металла:
толщина металла, мм 1—1.5 2—4 4—6 7—9 10—12 14—16
номер наконечника
(для ацетилена) . 1 2 3 4 5 6
диаметр присадоч-
ного прутка, мм . . 1.5—2 3 3—4 4—4,5 4,5—5,5 6
при сварке применяют флюсы (см. гл. V и табл. XVII.I).
При сварке тонких листов применяют отбортовку кромок, а при
сварке листов толщиной более 8—10 мм — общий или местный по-
догрев до 250—300 °C. Остатки флюса удаляют промывкой теплой
или подкисленной (2 %-ный раствор хромовой кислоты) водой. Уголь-
ным или графитовым электродом пользуются в основном для свар-
ки электротехнических шин, которые при эксплуатации не должны ис-
пытывать больших нагрузок (см. гл. XXIII).
Газовую сварку выполняют «левым» способом. На длинных швах
делают прихватки с шагом от 15 мм (при толщине металла 1 — 1,5 мм)
до 30—40 мм (при толщине металла 4—5 мм). Форма и конструктив-
ные размеры разделки приведены в табл. XVII.2.
Ручную сварку покрытыми электродами (табл. XVII.3) также
применяют главным образом при изготовлении малонагруженных кон-
523
XVI 1.1. Состав, %, некоторых покрытий и флюсов для сварки
алюминия и его сплавов
Марка
Электродные
покрытия
литиевые:
А1
АФ1*
МВТУ1
А1Ф
безлитиевые:
ЭА-1
ЭА-11Ф1
МАТИ-2»
N1*
Флюсы
для газовой свар-
ки:
АН-А201
№
№
№
ДЛЯ
кн:
угольным элект-
родом:
№ I
2s
3
дуговой свар-
2s
3*
4
5s
б
. 7
по флюсу:
АН-А4’
48-АФ-1*
МАТИ-1а
МАТИ-10
под флюсом:
ЖА-64Т
ЖА-64А’
ЖА-72П7
№
№
N
для электрошла-
ковой сварки:
АН-301. АН-302;
АН 304
Компонент
хлористый фтористый крио- лит
Na К Ы Ва Na | К 1 Li Са Na.AlF,
19 33 9 6 33
— —* — —— —» 35
— 20 24 — 17 39 —
19 32 9 — 5 — — — 33
30 40 — — — — 30
15 50 — — — •• •— 35
40 31 —- — — — — — 22
6 64 — — —*
15 70 — 15 —
33 45 15 — •—
19 29 48 — — —• —
41 51 — 8
50 50
16 79 — — ——
— —- — — — 30—35
8 65 27 —— — — "" —
30 45 15 3.5 — 3» 5 —
30 35 15 —— 10 — — — —
25.4 45.5 12.7 — 7.3 — — 9,1
57 28 7.5 — —
47 __ 47 — 2 —- —
47 8 42 — — — 3
— 39 — 68 — — —- — 2
17 43 — — •—• 36
15 38 • • — — 3 43
14- -17 34- —40 — — — 3-5 35—46
— 20- —60 10- —40 5- 30 — — 2— 20 — —
Примечания: 1. Другие компоненты: ' — флюс АФ-4А;
2 — ферросилиций; 3 — фтористый алюминий; 4 — хлористый магний;
5 — кислый сернокислый калий; 6 —окись хрома и фторцирконат ка-
лия по 2 %; 7 — песок кварцевый; 8 — фтористый кальций. 2. В состав
покрытий МАТИ-2 вводится однохлористая медь в количестве 0.1 %
массы шихты.
струкций из технического алюминия, алюминиевых сплавов типа
АМц и АМг, содержащих до 5 % магния, а также изделий из силуми-
на. Способ рекомендуется для сварки металла толщиной 4 мм и бо-
524
XVII.2. Подготовка кромок стыковых соединений алюминия
при газовой сварке
Подготовка кромок Толщина листа, мм Угол раз- делки, град. Притуп- ление, мм Зазор, мм Расход присадки, г на ! м длины шва
Без разделки кромок с отбортовкой 1,5 2 — — 1 1,5 49 64
Без разделки кромок 3 4 — — 2 117 145
Односторонняя U-образная разделка кромок 5 6 70 1,5 2 176 216
7 8 9 70 2 2,5 267 318 396
10 ‘ 90 3 3 564
Двусторонняя Х-образ- ная разделка кромок 12 14 90 3 2,5 3 583 737
16 18 20 4 3,5 3,5 4 908 1070 1448
XVI 1.3. Ориентировочные режимы ручной дуговой сварки алюминия
и его сплавов покрытыми электродами
Толщина металла, мм Диаметр электрода, мм Сварочный ток, А Напряжение дуги, В Расход электро- дов, г на 1 м длины шва
6 5 280—300 132
8 6 300-320 30—31 171
10 6-7 320-380 247
12 350-450 288
14 8 400—450 451
16 400—450 32—36 685
18 9 1Л 450—500 916
20 О—”1v 500—550 1178
525
лее. Металл толщиной 10 мм и выше предварительно подогревают.
Температуру подогрева выбирают в зависимости от толщины ме-
талла в интервале 100—400 °C. Сварку ведут на постоянном токе об-
ратной полярности, как правило, без колебаний конца электрода.
Сварочный ток при выборе режима сварки принимают из расчета 60А
на 1 мм диаметра электрода. Электроды используют диаметром 4—
10 мм. С увеличением толщины свариваемого изделия увеличивает-
ся и диаметр электрода. Металл толщиной до 20 мм сваривают без
разделки кромок. В отличие от сварки угольным электродом зазор
в стыке не должен превышать 0,5—1 мм. Сварку осуществляют, как
правило, с двух сторон. Угловые швы имеют катеты не менее 6Х
Х6 мм, что вызвано трудностями сварки электродами малого сече-
ния (менее 5 мм) вследствие высокой скорости их плавления. В тав-
ровых и нахлесточных соединениях швы накладывают при режимах,
рекомендуемых для данной толщины металла при двусторонней сты-
ковой сварке. При сварке в вертикальном положении сварочный ток
уменьшается на 15—20 % по сравнению с током, применяемым для
нижнего положения.
Прихватку кромок следует выполнять после подогрева их до
200—250 °C. При смене электрода кратер выводят в сторону, а по-
следующее зажигание дуги осуществляют на уложенном шве. При
многослойных швах поверхность первого слоя тщательно зачищают
от окислов и шлака. Для сварки алюминия и его сплавов рекомен-
дуются следующие марки покрытых электродов:
Электрод (марка
покрытия)
Свариваемый сплав
ЭА-!, ЭА-11Ф1, ОЗА-1 .
ВАМИ. At, АФ1 . . .
МАТИ-1, МАТИ-2,
ОЗА 2................
МВТУ..................
А!, А1Ф..............
технический алюминий
сплавы типа АМг и ЛМц
литейные сплавы Ал2, Ал4, Ал5,
АлЭ, Ал II
сплавы типа АМц
сплавы типа АМц, силумин
Для изготовления покрытых электродов, присадки, а также в ка-
честве электродной проволоки при сварке алюминиевых сплавов
рекомендуется применять проволоки следующих марок:
Проволока
Свариваемый сплав
А85Т, СвА97.....................
СвА1*. А85Т. СвА97 .............
СвАМц ..........................
СвАМгЗ, СвАМгб .................
СвАМгб, СвАМгб, Св1557 . . . .
СвАМгб. СвАМгб! ................
СвАК5. СвВ92* ..................
СвАК5. Св 1557 ................
СвАМгб. СвАМг, бЦв.ч., Св1557
СвАМгб! ........................
СвАК5 ..........................
АД00
АДО. АД!
АМц
АМГ2, АМгЗ
АМг4, АМг5
АМгб
В 92
АД31, АДЗЗ, АВ
1915
АМгб!
Ал2, Ал4. Алб
• Поставляется по специальным техническим условиям.
526
Кроме указанных марок сварочной проволоки, в качестве при-
садки или стержней для покрытых электродов могут быть использо-
ваны пруток и стержни из первичного или вторичного алюминия ма-
рок А7, Аб, АК, Ал, а также силумина. Толщину покрытия выбира-
ют в зависимости от диаметра электрода:
диаметр электрода,
мм ..... . 4 5 6 8
толщина покрытия,
мм ............... 1-1,1 1,1-1,2 1.2—1,4 1,4-1,6
Автоматическая сварка по флюсу (полуоткрытой дугой) наиболее
экономична и производительна для соединения толстолистового алю-
миния и его сплавов и применяется при толщинах изделий 8—
35 мм. Сварка может выполняться одной электродной проволокой
или расщепленным электродом (табл. XVII.4), т. е. двумя сварочны-
XVI 1.4. Ориентировочные режимы автоматической сварки
алюминия по флюсу
Толщина металла, мм Диаметр электро- да, мм Расстояние между элек- тродами, мм Свароч- ный ток, Л Скорость сварки, 1-IO~3 м/с Слой флюса, мм высота ширина
Сварка одним электродом
4—6 1 — 1,3 140—160 7 8 25
8-10 1,4-1.6 — 200-250 6 9 27
12—14 1 ,8—2,3 — 280—300 5 10 29
16-20 2,5-3 — 370—450 4 12 40
22—25 3,2—3,7 2 470—550 3 16 46
Сварка расщепленным электродом
12 1,6 7-9 320—360 5 11 30
14 1,8 8—10 340 -400 4 16 36
16 2 8—10 400—450 4 12 42
20 2,5 9—12 460—500 3,5 16 46
ми проволоками, одновременно подаваемыми в сварочную ванну.
Проволоки имеют общий подвод тока и расположены поперек осн
шва. Расщепленным электродом можно сваривать одно или двусто-
ронние сварные соединения без стальной подкладки, обязательной
в подобных случаях при сварке одной электродной проволокой. По-
мимо этого сварка расщепленным электродом дает возможность по-
высить стойкость металла шва против образования пор. Расщеплен-
ный электрод рационально использовать при сварке стыковых сое-
динений металла толщиной более 12 мм и двусторонними однопро-
ходными швами. Сварка ведется на постоянном токе обратной по-
лярности. Кромки под сварку собирают без зазора и скоса на лри-
527
хватках. При автоматической сварке алюминия количество флюса,
подаваемого в зону дуги, должно быть строго лимитировано, с тем
чтобы при расплавлении он покрывал шов тонким слоем. В начале
и конце шва во избежание образования пор и трещин рекомендуется
применять выводные планки, привариваемые вручную с подогревом.
Сварочная проволока по составу должна соответствовать основно-
му металлу. Главный недостаток этого способа — необходимость уда-
лять шлак после сварки, поэтому в основном этим способом свари-
вают стыковые соединения.
Сварку под флюсом (закрытой дугой) выполняют расщепленным
электродом переменным или постоянным током обратной полярно-
сти (табл. XVII 5).
XVII.5. Ориентировочные режимы автоматической сварки
алюминия под флюсом
Толщина металла, мм Диаметр электрода, мм Сварочный ток, А Напряжение дуги. В Скорость сварки, bir’ м/с
14 3 550—620 28-34
34 2,5 1100-1200 32—36
40 3 1400-1500 34-38 0,0
50 3 1800—1900 36-38
62 3,6 1900—2100 36-42 2,2
Электрошлаковая сварка алюминия в настоящее время находит-
ся в стадии опытно-промышленной проверки способа, отработки ре-
жимов и оборудования. По предварительным оценкам этот способ
будет наиболее перспективен для соединения изделий из алюминия
и его сплавов толщиной от 50 мм и более.
Сварка в инертных газах. Алюминий и его сплавы в инертных
газах сваривают неплавящимся вольфрамовым или плавящимся элек-
тродом. Сварку вольфрамовым электродом выполняют со сварочной
проволокой или без нее. Состав электродной или сварочной проволо-
ки принимается близким к составу свариваемого металла. В качестве
защитного газа используют в основном аргон или его смеси с гели-
ем. Питание дуги при сварке вольфрамовым электродом осуществля-
ют от источника переменного тока, обеспечивающего разрушение
окисных пленок. Сварку вольфрамовым электродом (табл. XVII.6)
выполняют вручную или автоматом.
Для ручной сварки используют меньшие значения тока, сварку
ведут в один, два и более проходов в зависимости от толщины ме-
талла. При сварке в гелии напряжение повышается на 7—10 В, сила
тока снижается на 10—15 %, расход газа увеличивается в 1,8—2,2
528
XVII.6. Режимы однопроходной автоматической аргонодуговой
сварки стыковых соединений алюминиевых сплавов вольфрамовым
электродом
Толщина металла, мм Диаметр, мм Свароч- ный ток, А Скорость. 1 10—3 м/с Расход аргона, л/с
вольфра- мового электрода сварочной проволо- ки подачи проволо- ки сварки
1 1.5 2 3 2 — 40-70 — 7—14 0,1
4 2 80—100 100—120 11 — 12 4-5,5 0,13
150-170 10—11 2,8—4 0,2-0,27
5 6 2 240—260 8,3—10 2,8—3,9 0,2—0,27
8 Ю 14 15 10 2-3 480—490 480—520 550-600 640—660 2 3,3 2,5 1,7 1,7 0,47-0,5
раза. В настоящее время при сварке вольфрамовым электродом до-
биваются наиболее высоких механических свойств сварных соедине-
ний. Так, например, временное сопротивление разрыву сварного сое-
динения сплава АМгб достигает (30—32) 107 Па, что соответству-
ет коэффициенту прочности 0,9—0,95. Металл толщиной более 4 мм
сваривают плавящимся электродом. Сварку (табл. XVII.7) ведут на
постоянном токе обратной полярности на подкладке полуавтоматом
или автоматом.
При сварке в горизонтальном, потолочном положениях ток умень-
шается на 10%. При сварке полуавтоматом ток понижается на 15—
20%. Для сварки в различных пространственных положениях им-
пульсы тока заданных параметров накладывают на основной свароч-
ный ток. При этом процесс сварки устойчив и происходит при от-
носительно малом среднем значении тока, составляющем 75—80 %
значений, приведенных в табл. XVII.7.
Специальные методы сварки плавлением. При сварке неплавя-
щимся электродом тонколистовых алюминиевых сплавов применяют
импульсную сварку от специальных источников или используют флю-
сы-пасты на основе хлористых и фтористых соединений щелочных
и щелочно-земельных металлов. Для интенсификации катодной очист-
ки ванны от окисной пленки весьма эффективна сварка асимметрич-
ным переменным током, которую можно совместить с управлением
34-194
529
XV1I.7. Режимы автоматической аргонодуговой сварки стыковых
соединений из алюминиевых сплавов плавящимся электродом
Подготовка кромок Толщина металла, мм Свароч- ный ток, А Диаметр проволо- ки, мм Скорость сварки. 1.10~3м/с Расход аргона, л/с Число слоев
Без разделки 4 140—200 1,6-2 5,6-10 0,14 1
6 140-200 1,6—2 5,6—10 0,17 1
4—5 190—220 1,5—1,6 12-13 0,1 1
6-8 200-240 1,5-1,7 8-11 0.12 1
V-образная 9-10 210—240 1,5-2 3,6—6,1 0,13 1
11—12 210—270 1,5-2 4,2-5,5 0,15 1—2
13-15 250—300 1,7-2,5 3,3-4,7 0,2 2
Х-образная 20 Более 20 290-390 300—420 2-3 4.2-5,8 2,2-5 0,26 3-4 2-3
дуги аксиальным магнитным полем. Повышение производительности
процесса сварки толстолистовых изделий достигается с помощью
трехфазной дуги и сварки погруженным электродом. При сварке пла-
вящимся электродом наиболее эффективен импульсно-дуговой способ.
Перспективной является сварка сжатой дугой ручная или механизи-
рованная. Алюминиевые сплавы необходимо сваривать сжатой дугой
с питанием дуги переменным током. С помощью слаботочной сжатой
дуги (микроплазмы) можно сваривать алюминиевые сплавы тол-
щиной 0,2—1,5 мм при силе тока 10—100А. Плазмообразующим и за-
щитным газом в этом случае служат аргон, гелий. Сварку ведут
вольфрамовыми лантанированными электродами диаметром 0,8 —
1,5 мм.
Обработка сварных швов. После газовой и дуговой сварки элек-
тродами с покрытиями или с применением флюсов сварные швы под-
вергают последующей обработке. Оставшийся после сварки на по-
верхности швов шлак способен интенсивно разъедать металл, поэто-
му его необходимо тщательно удалять промывкой горячей водой
с помощью волосяной щетки. Для создания на поверхности шва
и околошовной зоны искусственной защитной пленки шов после
сварки промывают 5 %-ным раствором азотной кислоты с хромпиком
(2%), нагретым до 50—60°С, или 10 %-ным раствором холодной
серной кислоты с последующей промывкой и просушкой. Поскольку
полностью удалить остатки флюса и шлака из зазоров нахлесточных
соединений практически невозможно, такие соединения не рекомен-
дуется сваривать с флюсами.
530
{МЖОЖО
XVII.2. СВАРКА МЕДИ И ЕЕ СПЛАВОВ
Свариваемость меди и его сплавов. Основные затруднения при
сварке меди возникают из-за ее высокой тепло- и температуропро-
водности, большой жидкотекучести, значительной активности в нагре-
том и расплавленном состояниях при взаимодействии с кислородом
и водородом. Из-за высокой теплопроводности меди (почти в б раз
большей, чем у стали) особые требования предъявляются к типам
соединений и технике сварки плавлением. Например, дуговую сварку
выполняют на увеличенных токах при симметричном расположении
источника нагрева по отношению к свариваемым кромкам. Наиболее
удобными для сварки являются стыковые или приближающиеся к ним
по характеру теплоотвода в свариваемые детали соединения (рис.
XVI 1.1). Тавровые и нахлесточные соединения из меди трудновыпол-
нимы. Высокие тепло- и температуропроводность существенно уве-
личивают скорости охлаждения металла шва и околошовной зоны
и сокращают время пребывания сварочной ванны в жидком состоя-
нии, что ухудшает формирование шва и затрудняет металлургическую
обработку ванны. Для улучшения формирования шва и условий крис-
таллизации, а также снижения внутренних напряжений и склонности
к образованию трещин для изделий толщиной более 10—15 мм реко-
мендуется предварительный и сопутствующий подогрев. Большая
жидкотекучесть меди (примерно в 2—2,5 раза превышающая такой
же показатель для стали) приводит к необходимости удержания
и формирования ванны с помощью подкладок из графита, асбеста
и т. п. материалов, а также затрудняет сварку в вертикальном и осо-
бенно в потолочном положениях.
Активное поглощение жидкой медью кислорода и водорода ока-
пывает отрицательное влияние на механические свойства сварных
соединений. Получающаяся при окислении закись мели Си2О, реаги-
руя с растворенным в металле водородом, образует водяной пар,
который, стремясь выделиться из металла шва, способствует возник*
34
531
новению в нем вор и мелких трещин («водородная болезнь»). Кроме
того, Си2О, растворяясь в меди, образует в ней эвтектику с темпера-
турой плавления 1068 °C, т. е. более низкой, чем у меди. Эвтектика
при кристаллизации располагается по границам зерен шва и около-
шовной зоны и может вызвать охрупчивание и растрескивание метал-
ла сварного соединения. Примеси, присутствующие в меди, и в пер-
вую очередь такие как сурьма, висмут, сера и свинец, также образу-
ют с металлом легкоплавкие эвтектики, которые снижают прочность
сварного соединения. Поэтому в меди, предназначенной для сварных
конструкций, содержание примесей ограничивают: О2— до 0,03, Bi —
до 0,003; Sb —до 0,005, S—до 0,01, РЬ — до 0,003 %. Для ответст-
венных и особо ответственных изделий содержание вредных приме-
сей и особенно кислорода должно быть еще ниже.
Сварка латуни затрудняется испарением цинка, что приводит
к изменению химического состава шва, увеличению размеров возни-
кающих пор и ухудшению санитарных условий труда. Вследствие
токсичности паров цинка сварку латуни необходимо вести в респи-
раторах. Бронза в зависимости от системы легирования может быть
хорошо свариваемой (кремнистая, хромистая, марганцовистая) или
трудно свариваемой (свинцовая, оловянная). Выгорание примесей
бронзы может приводить к появлению пор и изменению состава шва.
Трудно свариваемой является также литейная бронза. Медь и ее
сплавы сваривают электродуговой сваркой угольным и плавящимся
покрытым электродом, под флюсом и в защитных газах, а также
газовой сваркой.
Дуговую сварку угольным (графитовым) электродом выполняют
на постоянном токе прямой полярности и используют преимущест-
венно для сварки изделии, не испытывающих в дальнейшем значи-
тельных нагрузок. При сварке меди в качестве сварочной применя-
ют проволоку — марок Ml, М3, М2, М1 р, М2р, МЗр, БрКМцЗ-1,
литые стержни из латуни Л90 и бронзы Бр0Ф4-0,25, БрОФ6,5-О,4.
БрОФ9-0,3. При сварке латуни пользуются проволокой и прутками
из латуни ЛК60-0.5, ЛК62-0.5, ЛК-80-3, ЛМц40-4,5, ЛМц58-2. Диа-
метры проволоки или прутков зависят от толщины металла:
толщина металла,
мм ................. <1.5 1,5—2,5 2 5—4 4—8 8—10 >10
диаметр присадоч-
ной проволоки или
прутка, мм . , . 1.5 2 3 5 8 10
Для бронзы применяют литые стержни диаметром 5—12 мм того
же состава, что и основной металл. Флюсы (см. гл. V и табл. XVII.8)
наносят на присадочную проволоку или засыпают в разделку.
Латунь во избежание выгорания цинка сваривают погруженной ду-
гой. При толщине металла до 5 мм стыковые соединения меди и ее
532
XVI 1.8. Состав флюсов для сварки меди и ее сплавов, %
Номер флюса для сварки
Компонент угольным электродом газовой
1 2 3 4
Бура (прокаленная) 68 — 70 34
Борная кислота — 10 30 33
Кислый фосфорнокислый нат- 15 — — •—
рий
Кремниевая кислота 15 — — —
Поваренная соль —- 20 — 33
Древесный уголь 2 2 — —
Магний металлический — 68 —
сплавов сваривают с отбортовкой и без разделки кромок, при боль-
шей толщине с V-образной разделкой кромок или зазором, равным
толщине, и подогревом до 200—300 °C. Угловые и тавровые соедине-
ния сваривают в положении «в лодочку». В процессе сварки элек-
трод наклоняют углом вперед на 10—20° к вертикали. Соединения
во избежание разупрочнения и появления трещин следует сваривать
за один проход. Ориентировочные режимы сварки приведены в гл.
XXIII. Возможна автоматическая сварка угольным электродом под
флюсами АН-348А, ОСЦ-45 и др., применяемыми для сварки стали
(см. гл. V).
Дуговую сварку покрытыми электродами (см. гл. V и табл.
XVII.9) осуществляют преимущественно на постоянном токе обрат-
ной полярности, так как на переменном токе повышается разбрыз-
гивание металла. Для электродов используют стержни, по составу
идентичные основному металлу, или такие же, как при сварке уголь-
ным электродом. Толщину покрытия б электродов в зависимости от
диаметра его стержня d можно принять из соотношения 6= (0,1 —
0,12) d. После нанесения покрытия электроды просушивают при
комнатной температуре в течение 4—6 ч, а затем прокаливают 3—4 ч
при 200—400 °C. Металл толщиной до 4 мм сваривают без подогре-
ва и разделки кромок. При толщине металла 5—10 мм его предва-
рительно подогревают до 250—300 °C и выполняют одностороннюю
разделку кромок под углом 60—70° и притупление кромок 1,5—
2 мм. При больших толщинах для меди рекомендуется Х-образная,
а для латуни — рюмкообразная разделка кромок. При толщине меди
более 20 мм ее следует подогревать до 700—750 °C. Сварку ведут
короткой дугой электродами диаметром 6—4 мм без колебаний кон-
ца электрода. Сварочный ток назначают из соотношения ICB=50 din
для меди и /св = (30—40) dM — для бронзы и латуни. Для сварки
533
534
меди толщиной до 15 мм без подогрева или с невысоким (до 250—
400 °C) подогревом металла больших толщин разработаны специ-
альные электроды АНЦ-1 и АНЦ-2, сварочный ток для которых вы-
бирают из соотношения /ев= (85—100) б/эл при £/д=45—50 В. Ме-
ханические свойства соединений из меди при сварке покрытыми элек-
тродами достаточно высоки, однако электрическая проводимость шва
составляет лишь 20—22 % такого же показателя для основного ме-
талла.
Сварку под флюсом металлическим электродом выполняют на по-
стоянном токе обратной полярности с применением плавленых флю-
сов АН-20С, АН-26С, АН-348А и ОСЦ-45 (см. гл. V). При сварке под
этими флюсами меди толщиной 4—10 мм затруднений не возникает.
При большей толщине металла рекомендуется применять смесь флю-
сов АН-26С и АН-20С в соотношении 80 и 20 % соответственно или
специальные флюсы, например АН-М13. Хорошие результаты дает ис-
пользование керамического флюса ЖМ-1 следующего состава, %:
мрамор —28; полевой шпат —57,6; плавиковый шпат —8; древесный
уголь — 2,2; борный шлак — 3,5; порошок алюминия — 0,8. Для
обеспечения хороших теплофизических свойств и снижения электро-
сопротивления сварных соединений рекомендуется применять флюс
АН-Ml (MgF2 —55, NaF —40 н BaF2 —5 %).
Медь сваривают нагартованными электродными проволоками из
бескислородной или раскисленной меди и бронзы БрКМц-3-1, Бр0Ц4-3,
БрХ0,7, БрХТО.6—0,5, БрАЖМц 10-3-1,5. Сварку (табл. XVII.10) ре-
комендуется выполнять за один проход с полным проплавлением сты-
куемых кромок.
Сварку латуни выполняют под флюсом АН-20С проволоками из
латуни ЛК80-3 и бронзы БрКМцЗ-1, БрОЦ4-3 на пониженных на-
пряжениях дуги. После сварки рекомендуется провести низкотемпе-
ратурный (300 °C) отжиг для снятия внутренних напряжений и пре-
дупреждения растрескивания шва. При сварке бронз применяют про-
волоку, соответствующую по составу основному металлу, и флюс
АН-20С крупной грануляции (2,3—3 мм). Для улучшения формиро-
вания шва следует ограничивать высоту слоя флюса до 25—30 мм.
Дуговую сварку в защитных газах выполняют неплавящммся
и плавящимся электродами. В качестве защитных газов для сварки
служат аргон, гелий, азот и их смеси. При сварке неплавящимся
(вольфрамовым) электродом используют присадочную проволоку
и прутки из раскисленной меди, медно-никелевого сплава
МНКЖТ5-1-0,2 0,2 и бронзы БрКМцЗ-1, Бр0Ц4-3. Сварку ведут на
постоянном токе прямой полярности. Без предварительного подогре-
ва сваривают металл толщиной до 4—6 мм в аргоне и до 6—8 мм—
в гелии и азоте. Для сварки металла большей толщины требуется
предварительный подогрев до 800 °C. Медь толщиной до 5—6 мм
535
XVII.10. Ориентировочные режимы сварки меди под флюсом
Без раздел-
ки кромок
L'-образная
разделка
кромок
Подготовка
кромок
2
4
5-6
8
10-12
16-20
22
25-30
35-40
1.4
2
4
4
5
4-5
4—5
12
18
140—160
250—280
500—550
600-620
700-820
850—1100
1200-1250
38—42
40-42
42—44
44—46
46—48
7
5,5
12,6-11,2
11
6,4-4,5
3—2,2
2,6
4—5 20—24
100-1100 45-50
1200-1400 48-55
8-6
6-4
можно сварить без разделки кромок (табл. XVII.11). Для металла
больших толщин применяют V- или Х-образную разделку с углом
раскрытия 60—70°.
Для сварки латуни используют проволоку из бронзы БрОЦ4-3,
БрКМцЗ-1 и латуни ЛК62-0.5. Режимы сварки практически не от-
личаются от рекомендуемых для меди (см. табл. XVII.11). Предва-
рительный подогрев необходим лишь при сварке латуни толщиной
более 12 мм. Для сварки бронз присадочный материал должен быть
идентичен основному металлу.
Сварку плавящимся электродом ведут на постоянном токе об-
ратной полярности. Этот способ сварки рекомендуется для соедине-
ния металла толщиной 4 мм и более. Медь сваривают проволокой
марки БрКМцЗ-1, латунь и бронзы — аналогичными рекомендован-
ным для сварки неплавящимся электродом. Для металла толщиной
более 10 мм выполняют предварительный и сопутствующий подогрев.
Рекомендуемые режимы и формы разделок при сварке меди приведе-
ны на рис. XVI 1.2 и в гл. XXIII.
Сварка сжатой дугой (табл. XVII.12) имеет ряд преимуществ
при соединении изделий из меди и ее сплавов больших толщин: воз-
можность осуществления больших тепловложений в свариваемые
кромки, сварка стыковых соединений без разделки кромок, мини-
мальный объем механической обработки до и после сварки. В каче-
стве плазмообразующего газа используют смесь аргона с гелием
(20—15 % Аг и 80—85 % Не). Для защиты сварочной ванны от взаи-
536
XVII.I1. Ориентировочные режимы аргонодуговой сварки меди
вольфрамовым электродом
Подготовка кромок Толщина металла, мм Диаметр электро- да, мм Число проходов, включая подвароч- ный шов Диаметр присадоч- ной проволоки, мм Сварочный ток. А Расход аргона, л/с
Без раздел- ки кромок 1,2 2,5-3 1 1,6 120—130 0,12- 0,14
1,5 2 140-150
2 3-4 2-3 200-230
2,5 2,5—3 220—230 0,13-0,16
3 230-250
4 260-300
V-образная разделка 6 3-4 2 2,5-3 250—350 0,13-0,16
10 4—5 4 3-6 200—400 0,12—0,13
12 5 250—450 0,13—0,17
16 5 300—400
Х-образная разделка 19 5-6 6 3-6 250—550 0,17—0,2
25 8 250—600 0,2-0,23
модействия с атмосферой и хорошего формирования шва сварку ве-
дут по флюсу (например АН-26С). Для устранения склонности шва
к образованию кристаллизационных трещин и повышения деформа-
ционной способности сварных соединений применяют специальную по-
рошковую проволоку марки ПП Бр7ХТ-12-2
Газовая сварка. Кромки для газовой сварки меди подготовляют
так же, как и при сварке малоуглеродистой стали. При одновременной
сварке двумя горелками металла толщиной более 10 мм используют
только Х-обраэную разделку кромок. Мощность пламени горелки вы-
бирают из расчета 0,42—0,49 л/с ацетилена на 1 мм толщины при
сварке металла толщиной до 4 мм и 0,49—0,63 л/с на 1 мм толщины
537
XVII. 1. Рекомендуемые режимы
сварки меди плавящимся электро-
дом
XVI 1.12. Ориентировочные режимы плазменной сварки
хромовой бронзы
Тип шва Толщина ме- талла. мм Сварочный ток, А Напряжение дуги. В Скорость сварки. 1Х10-3 м/с Расход, л/с
аргона гелня
Олносто- 20 850-000 44—46 0,9-1,1 0,08 0,33
ронний 30 1100—1150 50-52 0,62-0,68 0,08 0,35— 0,36
40 1150—1200 50—54 0,56—0,62 0,1— 0,12 0,38
Двустс- ронний 40 1050 48-52 0,8—0,9 0,8 0,35— 0,36
60 1250—1300 50—54 0,5-0,56 0,1 — 0,12 0,38
80 1350 52—56 0,34—0,4 0,17 0,45
Примечание. Применительно к сварке меди приведенные
в таблице значения тока и расхода газа следует увеличить на 10—
15%.
для металла толщиной до 10 мм. Для больших толщин рекомендует-
ся применять две горелки одновременно, при этом расход в горелке
для подогрева составляет 0,42—0,56 л/с, а в горелке для сварки
0,28 л/с на 1 мм толщины. Сварку меди и бронзы выполняют нор-
мальным пламенем (р=1—1,10), латуни — окислительным ф=1,2—
538
1,4) для снижения интенсивности испарения цинка. Сварка должна
проводиться только в один слой с максимальной быстротой во из-
бежание образования пор и роста зерна. Рекомендуется сварку вести
на графитовой или стальной подкладке с формирующей канавкой.
В качестве присадочного материала при сварке металла толщиной до
5 мм применяют прутки из меди марок Ml, М2, М3. При сварке ме-
талла большой толщины следует использовать медную проволоку,
содержащую 0,2 % фосфора и 0,15—0,3 % кремния. Наиболее рас-
пространенные флюсы для сварки меди, латуни и бронзы приведены
в гл. V и табл. XVII.8, режимы в табл. XVII.13.
XVII.13. Ориентировочные режимы газовой сварки меди
и латуни
Толщина металла, мм Номер наконеч- ника Расход, л/с Метод сварки
ацетилена кислорода
1,5-1,5 2-3 0,06—0,07. 0,06-0,08 Один сварщик
3—4 4-5 0,13—0,2 0,13—0,2 То же
5-6 5 0,29—0,42 0,31—0,44 Два сварщика (один подогрева- ет, другой свари- вает)
8—10 0,56-0,78 0,58—0,84 Два сварщика (но одному с каждой стороны)
XVI1.3. СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Особенности сварки титана и его сплавов связаны со значитель-
ными трудностями из-за их высокой активности по отношению к кис-
лороду, азоту, водороду и углероду, которые отрицательно влияют
на свариваемость. Для обеспечения хорошего качества сварки не-
обходимо ограничивать содержание вредных примесей в свариваемом
и присадочном материале до следующих значений, %, кислорода
0,12—0,15, азота 0,04—0,05, водорода 0,01—0,015 и углерода 0,1. При
сварке плавлением необходима надежная защита от атмосферы не
только металла сварочной ванны, но также металла околошовной
зоны и обратной стороны шва, нагретого до температуры >400 °C.
Дополнительным затруднением при сварке является склонность ти-
тана и его сплавов к росту зерна при нагреве до высоких температур
(выше 880 °C). Рост зерна усугубляется низкой теплопроводностью
титана, увеличивающей время пребывания металла сварного соеди-
нения при высоких температурах. Для преодоления указанных труд-
ностей сварку выполняют при минимально возможной погонной энср-
539
XVII.14. Ориентировочные режимы арюнодуговой сварки титана вольфрамовым электродом
Толщина металла, мм Сварочный ток, А Напряжение дуги. В Скорость сварки. 1Х10~3 м/с Диаметр приса- дочно й п р <ВОЛО- ки. мм Расход в горелке >гона, л/с для защиты обратной сторо- ны шва Число или номер проходов
1 40—60 10—14
2 70—90
3 120—130 10—15
4 130—140 11—15
5 140—160
10 160—200
Ручная сварка
— 1,2—1,5 0,08—0,13 0,03—0,04 1
1,5—2
2
2—2,5 2-3
2—3 10—14
Механизированная сварка
1 60—80 8—10 7—8,4 — 0,17—0,25 0,02—0,04 1
2 120—160 8—10 5,6—7 0,3—0,4 0,05—0,07
3 200—240 10—12 4,2—5,6 0,4—0,55 0,07—0,08
5 180—210 9—11’ 2,8—3,6 0,47—0,58 1-й
200—240 13—15 3,6—4,2 2,5 0,07—0,1 2-й и 3-й
6 180—210 10—12 2,8—4,2 — 0,08—0,13 1-й
220—250 11—13 2,5 2-й и 3-й
8 190—240 10—12 1,7—2,8 — 0,52—0,64 1-й
240—290 11 — 13 2,5 2-й и 3-й
о, Примечание. Диаметр вольфрамового электрода выбирают в зависимости от сварочного тока с учетом
± допустимой токовой нагрузки на электроды.
XVH.3. Типичные разделки кромок для сварки неплавящимся электродом ти-
тана разной толщины
а —6-4—10 мм; б —Л-:0—15 мм; в —б-свыше 15 мм
гни. Наиболее частые дефекты швов — это поры и холодные трещи-
ны. Возбудителями пор являются газы и средн них в первую очередь
водород. Для устранения пористости необходимо обеспечить требуе-
мую чистоту основного металла и сварочных материалов. Главная
причина возникновения холодных трещин—также водород, выде-
ляющийся из твердого раствора и образующий гидриды титана. Эти
процессы приводят к охрупчиванию титана и появлению больших
внутренних напряжений. Титан и его сплавы можно сваривать дуго-
вой сваркой в защитных газах, автоматической под слоем флюса
и электрошлаковой сваркой.
Сварку в инертных газах можно осуществлять неплавящимся или
плавящимся электродом. Сварку неплавящимся электродом ведут
обычно в аргоне вручную или автоматом, используют аргон высшего
сорта (ГОСТ 10157—79*), очищенный от влаги. Сварку вольфрамо-
вым электродом обычно иттрированным или лантанированным выпол-
няют на постоянном токе прямой полярности (табл. XVII.14). Свари-
ваемые кромки и присадочный металл должны быть очищены от
окислов и загрязнений травлением в течение 5 мин в растворе, со-
держащем: 0,35 л соляной кислоты, 0,055—0,06 л азотной кислоты,
50 г фтористого калия, 0,06 л воды или 0,35 л соляной кислоты, 5 г
фтористого натрия, 0,65 л воды. При толщине металла до 3 мм
кромки не разделывают. Формы рекомендуемых разделок при свар-
ке больших толщин показаны на рис. XVI 1.3. В качестве присадочных
материалов наибольшее распространение получили сварочные прово-
локи: ВТ1-00 — для технического титана и низколегированных а-
и псевдоа-сплавов; ВТ2 (системы Ti— Al)—для а- и псевдоа-
сплавов; СПТ-2 (системы Ti—Al—V—Zr) —для большинства двух-
фазных (а 4-Р)-сплавов (без термического упрочнения сварных
соединений). Сварочную и электродную проволоку перед сваркой под-
вергают вакуумному отжигу для предохранения шва от загрязне-
ния водородом. Корень шва при дуговой сварке защищают (при не-
большой протяженности стыковых соединений) плотным поджа-
542
тием кромок к медной или стальной подкладке, подачей инертного га-
за в подкладку с отверстиями или изготовленную из пористого ма-
териала. При сварке сосудов или труб инертный газ подают внутрь
изделий (поддувают). Вместо поддува аргона можно применять спе-
циальные флюсы-пасты для защиты обратной стороны шва. При
сварке изделий сложной конфигурации осуществляют общую защи-
ту сварного соединения и изделия в камерах (типа ВКС-1, ВУАС-1,
УСБ-1 и др.) с контролируемой атмосферой и в специализированных
боксах (в обитаемых камерах) с обеспечением в них условий для
работы сварщиков.
Использование фтористых флюсов —паст (АНТ-17А, АНТ-23,
ФАН-1) при аргонодуговой сварке титановых сплавов позволяет зна-
чительно снизить погонную энергию сварки (в 1,4—1,6 раза) по
сравнению с аргонодуговой сваркой без флюса. Стыковые, тавровые,
нахлесточные соединения из металла толщиной более 4 мм сваривают
в нижнем положении плавящимся электродом. Сварку выполняют на
постоянном токе обратной полярности (табл. XVII. 15).
XVII.15. Режимы сварки титана плавящимся электродом в аргоне
(без разделки кромок)
Толщина металла, мм Сварочный ток. А Напря- жение дуги. В Скорость сварки. 1Х10~3 м/с Вылет элект- рода, мм Расход газа, л/с Ь О а а. Я х ?
3—8 350—450 22—28 7—11 20-25 0,33-0,5 1,6
4—8 150—250 22—24 8,3—11 10—14 0,33-0,5 0,6- 0,8
8—12 340—520 30—34 5,5—7 20-25 0,6-0,75 1.6-2
14—34 480- 750 32—34 5-6 30-35 0,67—0,83 3
16—36 630—920 32-36 4,5—5 35-40 0,83-1 4
16-36 730-1200 34-38 4—4,5 40—45 0,83-1 5
При сварке в гелии напряжение дуги увеличивают по сравнению
с данными табл. XVII.15 на 8—12 В, расход газа — в 1,5—2 раза.
Способы защиты, материалы, сварочная оснастка те же, что и при
сварке вольфрамовым электродом.
Сварка под флюсом. Основным преимуществом является высо-
кая производительность процесса. Этим способом можно сваривать
стыковые, угловые и нахлесточные соединения при толщине металла
3 мм и более (табл. XVII. 16).
Обратную сторону шва защищают с помощью флюсомедной под-
кладки или флюсовой подушки. Ток постоянный обратной полярно-
сти. Используют флюсы марок АНТ-1, АНТ-3, АНТ-7. Флюс перед
543
XVII.16. Ориентировочные режимы автоматической сварки
стыковых швов титана под флюсом
Толщина металла, ым Диаметр электрод- ной про- волоки, мм Сварочный ток, А Напря- жение Дуги, В Скорость. 1x10 3 м/с
подачи электродной проволоки сварки
Односторонняя сварка на остающейся подкладке
2,5 2 180-200 42-47,6
3 2,5 240-260 30-32 12,6-15,4
4 270-290 47,6-53-2
4 5 Одност з оронняя свар 340—360 370- 390 ка на медь 32—34 юй подкладке 40,6—43,4 44,8—47,6 12,6—15,4
6 390-420 30—32 47,6—50,4 12,6-14
8 4 590-600 25,2—28
Двусторонняя сварка
8 350—380 44,8—47,6 12,6-14
10 12 3 440-460 450—500 32—34 50,4-53,2 53,2—56 12,6—15,4
16 18—20 4 590-600 600-610 30—32 32-34 25,2—28 11,2-12,6
употреблением необходимо тщательно высушить при 200—300 °C.
Высота слоя флюса должна быть не меньше вылета электрода.
Электрошлаковую сварку применяют для соединения заготовок
(поковок) и деталей толщиной свыше 40 мм. Сварку можно выпол-
нять электродными проволоками диаметром 3—5 мм, пластинчатым
электродом толщиной 8—14 мм и шириной, равной ширине свари-
ваемого металла, или плавящимся мундштуком. Сварочную ванну
защищают тугоплавкими фторидными флюсами АНТ-2, АНТ-4, АНТ-6
и дополнительно (поверх шлаковой ванны) аргоном. Сварку ведут
на переменном токе минимальной погонной энергии, обеспечивающей
устойчивый электрошлаковый процесс и необходимое проплавление
свариваемых кромок (табл. XVII. 17).
Механические свойства сварных соединений однофазных сплавов
544
XVII.17. Режимы электрошлаковой сварки
Толщина
металла, мм
Свароч-
ный за-
зор. мм
Число
электро-
дов
Сварочный
ток, А
Напря-
жение
дуги. В
Расход арго-
на, л/с
Сварка пластинчатым электродом
30-50 50-80 23-25 — 1600-2000 0,083-0,11 0,12—0,17 14—18 0,17-0,2 0,2-0,23
2000-2400
80-100 100-120 24-25
2400-2800
Сварка проволочным электродом rf=4—5 мм
40
70
30-32
100
150
32—34
680-1350
1360 - 2700
29—30 0,67
32-35 0,83
28—30 1
32—35 1,13
Сварка плавящимся мундштуком
70 — 2 1300 22
100 30-32 1—2 1700 25
0,15
0,2
Примечание. Сухой вылет при пластинчатом электроде 450—
600 мм, при проволочном 50—70 мм.
при всех вилах сварки достаточно высокие и близки к свойствам ос-
новного металла. Однако при сварке двухфазных (а+р)-сплавов
механические свойства сварных соединений могут ухудшаться. Для
получения оптимального соотношения характеристик прочности
и пластичности необходимо применять полный отжиг.
XVII.4. СВАРКА СВИНЦА
Особенности сварки свинца. Свинец плавится при температуре
327 °C, а окисная пленка, покрывающая поверхность свинца — при
350 °C. Это создает трудности при сварке, связанные с необходимос-
тью удаления окисной пленки. Для сварки используют бессурьмя-
нистый свинец, так как сурьма в свинце придает металлу шва хруп-
кость. Пары свинца чрезвычайно ядовиты, поэтому необходимо
35-194
545
любой процесс сварки вести в респираторе. Свинец сваривают элек-
тродуговой сваркой угольным электродом и газовой сваркой.
Сварка угольным электродом. Непосредственно перед сваркой
кромки металла следует зачищать шабер скребком до металлическо-
го блеска на ширину не менее 30 мм от оси шва. В качестве флю-
сов, защищающих свинец от окисления в процессе сварки, применя-
ют стеарин, смесь стеарина с канифолью в равных частях или воск.
Флюсом натирают зачищенные кромки и поверхность присадочного
металла. При сварке с флюсами качество швов лучше, особенно при
небольшой толщине свариваемого металла. Присадочным материа-
лом служат полоски и прутки из основного металла толщиной или
диаметром, равным толщине основного ме1алла, но не более 8 мм.
При сварке без флюсов окисную пленку необходимо снимать в про-
цессе сварки механическим путем (стальным крючком). Сварку вы-
полняют на постоянном токе прямой полярности и на переменном
токе (табл. XVII.18).
XVII.18. Режимы дуговой сварки свинца угольным электродом
Толщина свинца, мм Диаметр электрода, мм Сварочный ток. Л Длина дуги, мм
1—5 5—10 6-12 10-15 25—40 40-65 6—8
10-12 15-30 15-20 65-95 95 100 8—12
Сварочный ток не должен превышать 100 А во избежание прожо-
гов. Листы толщиной до 10 мм сваривают без разделки кромок. При
толщине металла более 5 мм сварка многопроходная. При сварке
с присадочным металлом, укладываемым на стык, дугу направляют
на него и свариваемые листы проплавляют вместе с присадочным
металлом на всю толщину. Во время сварки концом электрода ко-
роткими перемещениями вперед сгоняют пленку окиси и при этом
сообщают электроду небольшие колебательные движения поперек
шва. При сварке со сварочной проволокой, подаваемой в шов, ее
перемещают по шву вслед за электродом и располагают под углом
30—40 ° к направлению сварки. При сварке методом касания уголь-
ный электрод, заточенный лопаточкой, прижимают к свариваемым
кромкам и перемещают вдоль них. Расплавление происходит за счет
контактного сопротивления, а также от нагретой поверхности элек-
трода.
Газовая сварка. Применяется ацетиленокислородная и водород-
546
нокислородная газовая сварка. Вместо ацетилена можно использовать
газы-заменители. Флюсы, присадочные металлы, разделка и подготов-
ка кромок к сварке такие же, как при сварке угольным электродом.
Мощность нормального ацетиленокислородного пламени принимается
из расчета 0,36 л/с, где 6 — толщина металла, мм. Для полного про-
плавления кромок сварку стыковых соединений металла толщиной
10—12 мм необходимо вести с зазором 2 мм на подкладках. Проч-
ность стыковых соединений при дуговой и газовой сварке практиче-
ски не ниже прочности основного металла.
Глава XVIII. СВАРКА КОНСТРУКЦИЙ
И ТРУБОПРОВОДОВ ИЗ ПЛАСТМАСС
XVII1.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Пластмассы фактически являются смесями, свойства которых,
в том числе и свариваемость, определяет их основа — полимер.
В полимер с различной целью могут вводиться добавки: стабили-
заторы, пластификаторы, пигменты, наполнители и др. Пластифика-
торы обычно благоприятно влияют на свариваемость.
В зависимости от поведения при нагревании полимеры и пласти-
ческие массы на их основе делятся на две группы: термопластичные
(термопласты) и термореактивные (реактопласты).
Термопласты при нагревании размягчаются (плавятся), т. е. пе-
реходят в вязкотекучее состояние. При многократном нагреве до
оплавления они не претерпевают заметных химических изменений.
При нагреве реактопластов в них происходят реакции образо-
вания трехмерных структур, что исключает их повторное размягчение.
Важнейшей характеристикой полимера является зависимость де-
формации от температуры—термомеханическая кривая. Она позво-
ляет оценить, при каких температурах полимер находится в стекло-
образном, высокоэластичном и вязкотекучем (расплавленном) состо-
янии.
У ряда полимеров макромолекулы образуют не только ближ-
ний, но и дальний порядок. Такие полимеры получили название крис-
таллических. Атомы макромолекул в полимерах связаны между со-
бой прочными химическими связями при расстояниях между ними
0,1—0,15 нм. Между макромолекулами действуют более слабые силы,
проявляющиеся на расстояниях 0,3—0,5 нм (силы Ван-дер-Ваальса).
Способность макромолекул под воздействием напряжений изменять
форму обеспечивает протекание в полимерах релаксационных про-
цессов.
35
547
XVIII.2. МЕХАНИЗМ ОБРАЗОВАНИЯ
СВАРНОГО СОЕДИНЕНИЯ
В основе сварки пластмасс лежит процесс взаимодействия мак-
ромолекул в зоне контакта свариваемых деталей вследствие реали-
зации сил Ван-дер-Ваальса и водородных связей либо химических
(радикальных связей). В зависимости от этого различают сварку
способами плавления (реологодиффузионную) или химическую.
Сварка плавлением основана на свойстве полимерных материалов
при нагреве выше определенных температур или в набухшем состоя-
нии (при введении растворителя) переходить в вязкотекучее состояние,
которое при наличии плотного контакта соединяемых деталей способ-
ствует возникновению межмолекулярного взаимодействия.
Для обеспечения плотного контакта свариваемых поверхностей
и удаления из зоны сварки прослоек, препятствующих взаимодейст-
вию макромолекул, необходимо, помимо нагрева или введения раст-
ворителя, прикладывать усилие. При этом в зоне контакта протека-
ют реологические (перемешивание расплава, ориентация и др.) и диф-
фузионные процессы, которые в значительной степени определяют
качество сварного соединения. Поэтому сварку плавлением еще на-
зывают реологодиффузионной.
Основными параметрами режима сварки принято считать темпе-
ратуру и время нагрева свариваемых деталей, а также давление при
сварке и время его действия.
Режимы сварки определяют путем варьирования температуры на-
грева в интервале выше температуры текучести, но ниже температуры
деструкции при различной продолжительности и удельном давлении.
Согласно развиваемой во ВНИИСТе реологической концепции
механизма образования сварного соединения термопластов интен-
сивность реологических процессов в зоне контакта соединяемых
деталей зависит главным образом от вязкости расплава, прилагаемо-
го давления и формы контактной поверхности.
Вязкость расплава, отражая химическую природу полимера (мо-
лекулярную массу, молекулярное распределение, разветвленность мо-
лекул и др ), зависит от температуры.
Таким образом, язкость полимера связывает основные парамет-
ры сварки (температуру нагрева деталей, время нагрева, давление
при сварке, скорость приложения давления) с физико-химической при-
родой полимера.
Поэтому в основу определения свариваемости термопластов мо-
жет быть заложена характеристика изменения вязкости расплава
в интервале вязкотекучести (рис. XVIII. 1), т. е. в интервале от тем-
пературы плавления до температуры заметного разложения (дест-
рукции).
548
XV111.!. Изменение вязкости рас-
плава термопласта в интервале вяз-
котекучего состояния
7 — температура: Гпл< ТДестр -
температура плавления и деструк-
ции; ДТ — интервал температур:
ЛдЦп “ минимальная вязкость
В связи с этим количественными параметрами, характеризующими
свариваемость, являются ширина температурного интервала (от тем-
пературы плавления до температуры деструкции ДТ), минимальное
значение вязкости в этом интервале т]га|П и градиент вязкости dr\/dT.
Чем шире температурный интервал ДГ, меньше в нем вязкость
и больше градиент, тем лучше и проще сваривается данный термо-
пласт.
В соответствии с указанным все термопласты по свариваемости
могут быть разделены на несколько групп;
хорошо сваривающиеся, у которых минимальная динамическая
вязкость расплава ниже 102—103 Па-с, эффективный интервал вяз-
котскучего состояния до деструкции превышает 50—60 °C, а градиент
падения вязкости в этом интервале не менее 10 Па-с на 10 °C;
удовлетворительно сваривающиеся термопласты, у которых энер-
гия активации вязкого течения меньше, чем энергия химических свя-
зей, температурный интервал вязкотекучего состояния не превышает
50 °C, а градиент вязкости не менее 5 Па-с на 10 °C, вязкость рас-
плава не выше 10s Па-с (это, например, полиамиды, плавкие фтор-
лоны);
ограниченно сваривающиеся термопласты, у которых энергия ак-
тивации вязкого течения меньше, чем энергия химических связей мак-
ромолекул, но температурный интервал вязкотекучего состояния не
превышает 50 °C, вязкость расплава не выше 10е Па-с, в связи с чем
необходимы меры по искусственному снижению вязкости в процессе
сварки; сюда же могут быть отнесены ориентированные пластики
(в качестве примера можно назвать поливинилхлориды, полиэтилен-
терефталатную пленку);
трудносварнвающпеся — это термопласты, энергия активации вяз-
кого течения которых выше энергии химических связей и вязкость
расплава которых 107—10“ Па-с. Такие термопласты практически
не могут быть переведены в вязкотекучее состояние (например, фтор-
лон 4. фторлон 26. поливинилацетат). Для их сварки необходимы
специальные способы.
5*9
Ширину интервала вязкотекучего состояния, минимальную вяз-
кость, градиент вязкости определяют с помощью пластометра, тем-
пературу разложения (деструкции) — на дериватографе, а инкуба-
ционный период до деструкции при данной температуре — на ИК-
спектографе.
Нагрев предпочитают вести до температуры, близкой к темпера-
туре минимальной вязкости, но ниже температуры деструкции.
При сварке под воздействием нагрева и прилагаемых усилий
осадки, в процессе охлаждения в шве и околошовной зоне возника-
ют местные напряжения и могут образоваться трещины. Поэтому
сварные швы нерационально подвергать нагрузкам сразу же после
сварки. Однако спустя некоторое время (обычно 10—20 ч) собствен-
ные напряжения релаксируются. Процесс релаксации может быть ус-
корен термической обработкой стыка.
Этим способом сварки соединяют термопласты и эластотермо-
пласты.
Химическая сварка. В основе химической сварки лежит процесс
реализации химических связей между макромолекулами. Она может
быть осуществлена за счет функциональных групп свариваемых по-
лимеров или с помощью мостикообразующих веществ, вводимых
в сварной шов. Например, дополнительным нагревом до температур,
превышающих температуру отверждения, заставляют прореагиро-
вать между собой оставшиеся в поверхностных слоях деталей реакци-
онноспособные группы реактопластов на основе фенолоформальдегид-
ных, анилиноформ альдегидных и других смол.
Присадку в виде резольной смолы добавляют при сварке пласт-
масс на основе эпоксидных полимеров. Нагрев осуществляют токами
высокой частоты (ТВЧ) или ультразвуком. Способ применяют для
соединения отвержденных реактопластов, резин, термопластов с по-
перечными связями и некоторых термопластов кристаллической
и ориентированной структуры.
Сшитый поливинилхлорид (ПВХ), в котором поперечные связи
получены с участием триаллилцианурата, может химически свари-
ваться с помощью теплового воздействия либо с присадкой диами-
нов, наносимых в растворителях, вызывающих набухание поливинил-
хлорида.
Химическая сварка эффективна при соединении ориентированных
термопластичных пленок и волокон, сварные швы которых должны
сохранять исходные физико-механические свойства основного ма-
териала, утрачиваемые при плавлении.
В таком случае для соединения, например полиамидных пленок,
присадочными реагентами являются многоосновные кислоты и их
хлорангидриды. В качестве присадки при соединении полиэтилентере-
фталатной пленки используют ангидриды многоосновных кислот или
550
XVII!.2. Подготовка кромок дета-
лей перед сваркой
а —без разделки; б, в —соответст-
венно с У- и Х-образной разделкой;
г — разделка кромок углового со-
единения; д, е — то же, таврового
соединения
органические перекиси, наносимые на свариваемые поверхности из
раствора в кетоне или в смеси с низкомолекулярным полиэфиром из
раствора в полиметиленхлориде.
Химическая сварка-сшивка может быть выполнена и без при-
садки в результате действия нейтронного или рентгеновского излу-
чения.
XVII 1.3. СПОСОБЫ СВАРКИ ПЛАСТМАСС
В основу классификации способов сварки плавлением положен
способ нагрева свариваемых деталей.
Сварка нагретым газом—способ, при котором тепло на свари-
ваемые поверхности подают нагретой струей газа. Сварку газовым
теплоносителем можно вести с присадочным материалом и без него.
Присадочный материал при сварке листов может быть в виде прут-
ка круглого (0 2—6 мм) или другого сечения, а при сварке пленок—
в виде ленты шириной 10—15 мм.
Присадочный Материал обычно содержит 3—10 % пластификато-
ра. Жесткие пластины толщиной менее 2 мм могут свариваться без
разделки кромок и без зазора. Более толстые пластины сваривают
с разделкой кромок, угол раскрытия которых обычно 45—70°, за-
зор— 0,5—1,5 мм (рис. XV1I1.2).
Листы и трубы толщиной 4 мм и более сваривают прутком за
несколько проходов (несколькими слоями). Необходимо подваривать
корень разделки с обратной стороны, предупреждая этим непровар
(рис. XVII 1.3). В качестве газа-теплоносителя чаще всего исполь-
зуют воздух. Можно применять азот, углекислый газ и аргон. Основ-
551
XVIII.3. Схема сварки термопластов горячим газом
а — присадка — сварочная проволока; б—присадка в виде ленты; в — сопло
горелки с подогревом прутка и разделки; г, д — порядок (/—7) наложения
проволоки при У» и Х-образной разделке; е — сварное соединение без при-
садочного материала
XVII1.4. Горелка для сварки пласт-
масс с электроподогревом газовой
струей
1 — сопло; 2 — нагреватель; 3—кор-
пус; 4 — рукоятка; 5, 6 — воздухо-
и токоподводы
552
ними параметрами режима сварки газовым теплоносителем являют-
ся температура газа на выходе из сопла, его расход, а также свя-
занные с этим скорость сварки и давление на присадочный пруток.
Температура газовой струи на выходе из сопла определяется по
формуле Т= Тил + (50—100) °C (табл. XVIII.1). Давление газовой
XVIII.1. Режимы сварки нагретым газом
Термопласт Расход газа, л/с Температура газа на выходе из сопла, °C
Винипласт 0,66 200—270
Ударопрочный ПВХ 0,5—0,6 250-280
Перхлорвиниловая смола Полиэтилен: 0,8 280-325
низкого давления 1.1 250—320
высокого давления 1.3 220—270
Полипропилен 0,58 250—300
Полнбутен 0,5 450—480
Полиамид-12 0,3 230—400
Ударопрочный полистирол 0,65 210-290
Полиметилметакрилат 0,65 220—380
струи в зависимости от скорости сварки составляет 0,04—0,09 .МПа.
Скорость сварки однослойного шва равна (2,5—4,2) 10-3 м/с. Усилие,
действующее на пруток, 8—15 Н для полиамидов и полиолефинов
и 15—20 Н для жесткого ПВХ.
Мягкий пруток прикатывается дополнительно роликом с усили-
ем 15-30 Н.
Для повышения производительности пользуются прутками тре-
угольного или квадратного сечения по площади, близкой к площади
течения разделки, а также сдвоенным прутком. Эффективно применять
предварительный подогрев прутка и разделки. Специальный наконеч-
ник горелки (см. рис. XVIII.3, в) позволяет увеличить скорость свар-
ки в несколько раз (табл. XVIII.2).
XVII 1.2. Режимы сварки нагретым газом с предварительным
подогревом присадочного прутка и разделки
Показатель Полиэтилен Полипро- пилен Вини- пласт Полифор- мал ьдегнд
нд вд
Температура га- за, °C Скорость сварки, см/с 250±10 0,5±0,1 220±10 0,6±0,1 260±10 0,6±0,1 250±10 0,6±0,1 230±150 0,4±0,1
553
Многие технологические приемы, используемые при дуговой
сварке металлов, в значительной степени приемлемы и при этом спо-
собе сварки пластмасс. Например, порядок укладки слоев при свар-
ке стыков с Х-образной разделкой см. на рис. XV1II.3, е, д. Для
сварки с присадочным прутком созданы специальные сварочные го-
релки (табл. XVII 1.3).
XVI 11.3. Технические характеристики сварочных горелок
Показатель Марка горелки
ГГП-1 | ГГК-1 ГЭП-2
Г аз-теплоноситсль Продукт Любой
Рабочее давление газа-теп- лоносителя, МПа Расход газа, л/с: 0,01—0,1 До 0,5 0,015-0,5
пропана 0,42-0,67 2 —
городского газа 0,5—2 6 —
Рабочее напряжение на спи- рали, В — — 36
Мощность, кВт — — 0,750
Диаметр присадочного прут- ка, мм 3-5 3-5 3-5
Габариты, мм 260X70X85 260X70X85 200x180x40
Масса, кг 0,6 0,85 0,75
В СССР был освоен крупносерийный выпуск горелок типа ГЭП-2
с электрическим нагревом газовой струи (рис. XVII 1.4). Ранее выпус-
кались горелки с нагревом газосгорающими смесями, так называемые
косвенного действия ГГК-1 и горелки прямого действия ГГП-1.
Для сварки прямолинейных швов в нижнем положении в СССР
были разработаны полуавтомат ПГП-1 и сварочный автомат «Пчел-
ка» (табл. XVIII.4).
Прочность сварных соединений, выполненных газовым теплоноси-
телем с присадочным прутком, составляет для винипласта 0,4—0,6,
полиметилметакрилата 0,3—0,4, полистирола 0.4—0,5 прочности
основного материала. С помощью газового теплоносителя без приса-
дочного материала сваривают преимущественно нахлесточные сое-
динения из пленок и листов из мягких термопластов.
Для механизированной сварки термопластичных пленок газовым
теплоносителем могут применяться машины МСП-5М и СПК-М (см.
табл. XVIII.4).
Имеется положительный опыт сварки листов толщиной до
16 мм из винипласта, этот процесс полностью механизирован. По-
верхность скошенных под острым углом кромок листов (см. рис.
554
XV1II.4. Технические характеристики полуавтоматов и машин
Показатель ПГП-1 «Пчелка» МСП-5М спк-м
Напряжение, В: питающей сети 220 220 220 380
нагревателя горелки 36, 30, 24 — 36 36
тележки 24 — —
Максимальная потреб- 0,75 1.2 1.5 2
ляемая мощность, кВт Максимальная толщина 4 4 0,2 0,2
свариваемого материала Скорость сварки, м/с 0,0016 0,028 0,013— 0,01—0,08
Минимальное давление 0,05 0,18 0,06 0,06
воздуха, МПа Минимальный расход 0,0003 0,00024 0,00024
воздуха, м’/с Расстояние между сре- 10 5 5
зом сопла горелки и по- верхностью свариваемо- го материала, мм Максимальная темпера- 500 350 350
тура воздуха, °C Масса, кг: полуавтомата 14 280 1200
источника питания 30,5 — «— ——
Габарит полуавтомата, м 0.19Х — 1.2Х 3J9X1.75X
Х0.31Х Х0,05 XI,IX XI,35 Х1.66
XVIII.3, е) нагревается струей горячего газа, поступающего из щеле-
вого сопла, до оплавления. Кромки сдавливаются роликами, при этом
один лист перекрывает другой на ширину, зависящую от толщины
свариваемых листов и угла скоса, но не менее чем на 16—18 мм.
Скорость механизированной сварки листов из ПВХ (4,2—5,6)
10~3 м/с. Щелевые горелки (см. рис. XVIII.3,6) широко применяют
для сварки тары из пленок в различных упаковочных автоматах. При
этом можно получать как прерывистые, так и непрерывные швы.
В настоящее время сварку нагретым газом эффективно исполь-
зуют при изготовлении и монтаже конструкций из нетканых синте-
тических материалов (НСМ). Поскольку НСМ представляет собой
материал типа кошмы, изготовляемый чаще всего из полиамида (от-
ходы производства капронового, нейлонового и других синтетичес-
ких волокон), то его сквозной прогрев и пропрессовка приводят к мо-
нолитизации материала в шве. Шов становится жестким, ломким и по
555
своим свойствам значительно отличается от свойств основного мате-
риала.
Поэтому полотнища из НСМ свариваются внахлестку, с про-
гревом газовой струей сопрягаемых поверхностей нахлестки на пол-
ную ширину, но на глубину не более одной трети от толщины свари-
ваемых деталей. Нагрев нахлестки производится изнутри с помощью
щелевых сопел горячим воздухом, нагреваемым до 300—350 °C ли-
бо открытым пламенем газовой горелки или паяльной лампы. Для
получения качественного соединения необходимо его подвергнуть про-
катке. При соблюдении технологического режима сварной шов по-
лучается эластичным и вместе с тем достаточно прочным.
Контактная тепловая сварка (сварка нагретым инструментом).
Это способ подразделяется на два вида; сварку оплавлением и про-
плавлением. В первом случае нагреватель соприкасается непосред-
ственно со свариваемыми поверхностями, во втором — тепло к сва-
риваемым поверхностям поступает сквозь толщу деталей, а нагре-
ватель контактирует с внешней поверхностью свариваемых деталей.
Первым способом сваривают детали значительной толщины, вторым—
тонкие листы и пленки, образующие нахлесточное соединение. При
этом используют различные схемы нагрева свариваемых деталей
(рис. XVIII.5). Нагреватели могут быть в виде пластин, полос, дис-
ков, профилированных планок, нитей и игл.
Температурное поле в зоне нагрева изменяется со временем.
При оплавлении кромок плоским нагревателем зона проплавления
имеет параболическую форму (рис. XVIII.6, а, б). Наибольшая глуби-
на проплавления наблюдается в поверхностных слоях вследствие
тепла, идущего от выступающих кромок нагревателя (теплоизлуче-
ние и конвекция), и вытекания перегретого расплава в грат.
При сварке проплавлением температурное поле в зоне сварки
нарастает постепенно (см. рис. XVIII.6,д).
Механические свойства шва отличаются не только от свойств ос-
новного материала, но и разнятся по сечению швов (см. рис.
XVII 1.6, в, г). Причем если в сварном стыковом шве, выполненном
контактной сваркой оплавлением, максимальная прочность соответ-
ствует центральной части шва, то при сварке нахлесточного соедине-
ния в центре она минимальна (см. рис. XVIII.6, е).
Реологические процессы, протекающие в шве, имеют решающее
значение в получении шва высокого качества. Эти процессы зависят
не только от свойств материала, геометрических параметров, но и от
режима сварки. Режим сварки некоторых термопластов приводится
в табл. XVIII.5. Начальное давление нагревателя по мере оплавле-
ния неровностей на кромках свариваемого материала должно сни-
жаться (рис. XVIП.7), чтобы уменьшить количество вытекающего нз
зоны контакта расплава. После нагрева и осадки охлаждение по
556
г)
НН
3)
ГГ
ПУл/Н?
[те^.«Х№Д«№»
l
XVIII.3. Основные схемы контактной сварки
а— е — оплавлением; ж, я — пркплавлением: и к—с закладным нагревателем;
/ — нагреватель; 2, 3 — свариваемые детали; 1 — прикатывающие ролики
557
XVIII 6. Анизотропия тепловых полей и механических свойств сварных швов,
выполненных контактной сваркой
а — форма зоны пропланления при нагреве плоским инструментом; б — схема
формы сварного стыкового шва, полученного оплавлением; в — изменение
прочности по сечению стыкового шва; г — изменение твердости по попереч-
ному сечению шва (пики по линии проплавления): д — схема изменепия те-
плового поля при сварке проплавлением, е—нзмепенне прочности нахлесточ-
ного соединения, полученного проплавлением; m—ширина зоны проплавления
шва; Н — твердость: о — прочность; Т — температура; / — время; б — толщина
свариваемых деталей; Q — радиационный тепловой поток; 1. 2 — свариваемые
детали; 3 — нагреватель; 4— грчт; 5 — линия проплавления; 6 — граница грата
с поверхностью
всей площади сварки должно происходить равномерно под постоян-
ным давлением.
Трубы диаметром более 50 мм с толщиной стенки более 2 мм
обычно соединяют стыковым швом, трубы диаметром менее 50 мм
сваривают враструб.
Торцы труб, соединяемые стыковыми швами, нагревают плоским
нагревателем, имеющим форму диска—для труб малых диаметров
и форму кольца — для труб большого диаметра (более 200—250 мм).
Эти нагреватели в зависимости от конструкции могут нагреваться
газовыми горелками, в муфельных печах либо встроенными нагре-
вателями (обычно электроспираль, стальная лента большого омичес-
кого сопротивления или трубчатые электронагревательные элементы—
ТЭНы).
Электрическая мощность нагревателей зависит от диаметра труб
и составляет 600 Вт для труб диаметром до 100 мм и до 10 кВт для
труб диаметром более 1000 мм. Нагреватель, как правило, снабжа-
ют терморегуляторами, обеспечивающими стабильную температуру
с погрешностью не более ±5 °C.
558
XVП 1.7. Обобщенная диаграмма
изменения основных параметров
режима стыковой контактной
тепловой сварки оплавлением
деталей из термопластов при
двухступенчатом изменении дав-
ления при оплавлении
Тн — температура нагревателя;
₽0П1 ’ ₽0П2- %с ~ даяния
оплавления начального, после-
дующего и давление осадки;
Sonr Sonf Soc - Уморения
при начальном и последующем
оплавлении и при осадке; Vonl«
Von2< VQC, — скорости начально-
го и последующего оплавления
и скорость осадки; toni. Гоп2—
время оплавления начального и
последующего; / =/ос"* Zoc+
+ 'ос “ ВРСМЯ осадки; /выд -
время выдержки; /п— пауза;
— время сварки
XVIII.5. Ориентировочные параметры режима сварки термопластов
Время, с
Термопласт Темпера- тура нагрева- теля, °C нагрева J о X £ с о. 3x2 с х и Давление осадки. МПа
Полиэтилен, стабилизиро- ванный сажей: низкого давления 220-250 25-30 30 -40 0,1—0,2
(ПЭНД) высокого давления 200-220 20-25 30-40 0,1-0,15
(ПЭВД) Полипропилен (ПП) 240 -260 30-50 30 0,2
Полиизобутилен 250 30 30 0,15-0,2
Полиэтилентерефталат (лав- 320 20-25 30 0,15-0,2
сан) Поливинилхлорид (вини- 240-250 40—50 30 0,4—0,5
пласт) Полиамид: 400 -440 15 20 0,8-1
6 440 15—20 40 0,8—1
6-6 160-180 25-30 30-60 0,2-0,25
Полистирол 280—300 25 30 - 60 0,1-1
Полнметилметакрилат СТ-1 240—280 25 35-30 0,6—0,8
Полиметилметакрилат (пластифицированный) СОЛ 280—300 20—20 30 0.2
АВС 250-300 20 - 50 50Л 0.1-0.2
Поливинилхлорид (пласти- 220 20-30 30 0,15—0,2
фнцированный)
559
XVIII.6. Характеристика нагревателей с диапазоном регулирования
температуры 20—250 °C для контактной сварки труб оплавлением
Максимальный диаметр свари- раемых труб, мм Мощность. кВт Напряжение рабочее, В Габарит, мм Масса, кг
ПО 0,45 36 165 x 280 1.3
160 1 220 210x170 2
225 1,6 36 360X280 5,4
В табл. XV1II.6 приведена характеристика дисковых нагревате-
лей конструкции Киевского филиала ВНИИМонтажспецстроя (КФ
ВНИИМСС).
При сварке винипласта иногда применяют нагреватели, имеющие
ребристую поверхность; высота и шаг пилообразных ребер 2,5—
4,5 мм.
Технологический цикл получения хорошего качества сварного
соединения труб складывается из следующих операций:
точной центровки концов труб, чтобы была устранена их эллипс-
ность и смещение кромок не превышало 10 % толщины стенок труб;
механической обработки кромок с целью удаления окисленных
и загрязненных слоев материала, а также обеспечения параллельно-
сти кромок, подлежащих нагреву и сварке. Разность по зазору в сты-
ке не должна превышать 0,8—1,5 мм;
оплавления кромок нагревателем. Температура и время оплавле-
ния зависят в основном от материала, геометрических параметров
труб. По характеру они должны соответствовать указанному на рис.
XVI11.7;
удаления нагревателя и осадки;
выдержки после осадки для обеспечения остывания кромок под
давлением, предупреждающим снижение качества стыка при проте-
кании релаксационных процессов после осадки. Ориентировочные па-
раметры режима контактной стыковой сварки труб приведены в табл.
XVI11.7.
Все эти операции осуществляют с помощью сварочных устройств
и трубосварочных машин (табл. XVI11.8).
Трубосварочные машины состоят, как правило, из следующих
главных сборочных единиц: основания или станины, на которой кре-
пятся захваты или наружные центраторы, предназначенные для
закрепления концов труб; нагревателя с температурным датчиком,
терморегулирующим устройством и таймером. Один или оба захва-
та подвижны, их привод может быть механическим, гидравлическим
560
36-194
561
XVI11.8. Технические характеристики трубосварочных устройств
Устройства Диаметр сваривае- мых труб, мм Привод для осадки Тип нагревателя и его мощность, кВт Усилие осадки. Н Габарит, м Масса, кг Разработчик— калькодержатель
Трубосварочные клещи УСПМ-110 25—75 50-110 Ручной и ры- чажный Инвентарный, 0,6 300 550 0.42Х Х0,115х Х0.168 0,64х0,45х Х0.145 3,2 (без вклады- шей) 6,3 (без вклады- шей) КФ ВНИИМон- тажспецстроя
УСПМ-225 СА-56 140—225 50—110 Ручной и ры- чажный с пру- жиной Инвентарный, 1,5 Инвентарный 0,25 1500 500 0.486Х Х0.475Х Х0.49 0,5x0,1Х Х0.56 14,5 (без вклады- шей) 7 Киевский отдел ОКБ ВНИИМон- тажспецстроя ниикимт
СА-59 140—160 Ручной Инвентарный 0,3 800 0.5Х0.5Х ХО,56 10 ниикимт
УКСПТ-12 60 -90 Ручной и ры- чажный с пру- жиной Инвентарный, 0,3 400 0.65х Х0,34X0,25 12,5 ВНИИСТ
1
УКСПТ-13 90—160 Ручной Инвентарный, 0,6 800 0.56Х ХО,22x0.52 20 »
УСП-69 50-325 Ручной и ры- чажный Инвентарный, 1,5 600 1,2хО,6Х Х0.55 40
УСПТ-7 (с про- граммным управ- лением) 140—355 Гидравличе- ский Встроенный 2,2 3500 1.8Х1.15Х XI,18 820 —
УСКП-6 430—630 Г идравличе- ский с ручным приводом Встроенный 3.8 6000 0.87Х Х0,76X1,3 60 ВНИПИтранс- прогресс, ВНИИСТ
ОБ2418 (УСТТ-110) ОБ2373 (УСТТ-225) ОБ2419 (УСТТ-400) 63—110 125—225 250—400 Ручной и ры- чажный Ручной Рычажный Инвентар- ный, 1 Инвентар- ный, 2 800 3000 10000 0.426Х Х0.25Х X0,755 0.83Х Х0.4Х1.2 1,6хО,64Х Х1.04 45 100 250 ИЭС им. Е. О. Па- тона НПО «Пластик»
ОБ2290 (УСТТ-630) ОБ2346 (УСТТ-900) ОБ2553 (УСТТ-1200) 450—630 710—900 1000- 1200 Ручной и ры- чажный Инвентар- ный, 4 Инвентар- ный, 6 Инвентар- ный, 8 15 000 20 000 i 35 000 1,145х Х0,94Х1,2 1,32X1,4Х XI,52 2,3x2,15Х XI,82 380 890 1950 НПО «Пластик», ИЭС им. Е. О. Па- тона
Продолжение табл. XVII 1.8
XVIII.8. Сварочная установка УСКП-6 конструкции ВНИИСТа и ВНИП Итранс-
прогресса
/—электропривод; 2 — механическая фреза; 3—кронштейн: 4 — пульт управ-
ления; 5 — направляющие; 6— рукоятка насоса; 7 — насос: 8— роликовые опо-
ры; 9 — свариваемая труба; 10 - несущие ребра; // — гидроцилиндр; 12 — за-
жимной центратор; /3 — шток; /•«—ручка; /5 — свариваемая труба; 16 — под-
вижный центратор; 17, 18 — маховички; 19 — электронагреватель; 20 — винто-
вой зажим; 21, 22 — верхний и нижний полухомуты
XVIII.9 Передвижная установка УСПТ-7 М с программным управлением кон-
струкции ВНИИСТа для сварки пластмассовых труб диаметром 140—355 мм
/ — рама основания; 2—бак для масла; 3 —кронштейны для крепления дыш-
ла-водила; 4, 7 — подъемные ролики для корректировки зазора при сборке; 5—
разъемные цанговые центраторы со сменными вкладышами; 6 — летающая
фреза для обработки кромок тпуб; 8 — пульт управления для настройки про-
граммы работы установки в автоматическом режиме; 9 — пневмобаллоны;
10 — гидропульт; // — нагреватель
565
564
или пневматическим. Для сварки труб при обсадке скважин захва-
ты располагают по вертикальной оси.
На станине сварочной установки или отдельно от нее располага-
ют пульт управления, в станине находятся моторы, насосы, ресиверы
и разводка.
На рис. XVIII.8 показана установка для сварки трубопроводов
в полевых условиях. Установку УСКП-6 перемещают вручную по
свариваемому трубопроводу. Сварочная установка УСТП-7, обеспе-
чивающая полуавтоматический нагрев и осадку, передвигается на
четырехколесном пневмоходу вдоль трубопровода (рис. XVII 1.9); ее
также можно использовать для полустационарной сварки. Произво-
дительность установки при сварке труб диаметром 100—355 мм со-
ставляет обычно 4—6 стыков в 1 ч.
При контактной сварке труб враструб одновременно оплавля-
ются внутренняя поверхность раструба и наружная поверхность
конца трубы.
После оплавления на заданную глубину конец трубы быстро вдви-
гается в раструб. Сварку враструб выполняют на таких же установ-
ках, что и стыковую сварку. Однако нагреватель в этом случае со-
стоит из двух элементов: гильзы для оплавления конца трубы и дор-
на для оплавления внутренней поверхности раструба. Дорн и раст-
руб могут иметь цилиндрическую или слегка коническую поверхность
(конусность 1/16—1/12). Разность между диаметром гильзы и дорна
у цилиндрического инструмента должна составлять 0,5—1 мм. Режим
сварки враструб приведен в табл. XVIП.9.
Сварку закладными нагревателями осуществляют путем нагрева
свариваемых поверхностей током, пропускаемым по металлическому
XVI 11.9. Основные технологические параметры сварки враструб
полиэтиленовых труб
Показатель ПЭВД с ци- линдрически- ми поверх- ностями ПЭВД с ко- нусными по- верхностями
Температура сварки, °C Время оплавления, с, при толщине 300±20 250-270
стенки, мм:
до 4 5-10 7-12
» 5 6-15 10-15
» 8 8-18 15-20
св. 8 10-20 —
Примечания: 1. Технологическая пауза—не более 2 с. 2. Вре-
мя выдержки под осевой нагрузкой до частичного отвердения оплав-
ленного материала 5—15 с.
566
XVИ 1.10. Схема сварки труб за-
кладным электронагревательным
элементом
I 4 — спариваемые трубы; 2 —
электронагреватель; 3 — литая муф-
та
XVI 11.11. Конструкция малоинерци-
онного нагревателя для контактной
сварки нахлесточных соединений
пленок
/ — нагревательная лента: 2 — ох-
лаждающий канал; 3 — упругая про-
кладка; 4 — свариваемая пленка;
5 — антиадгезионная прокладка; 6—
рабочая среда; 7, 8 — ложе и обо-
лочка мягкой подушки
XVII 1.12. Типы сварных соединений
армированных пленок
в — нахлесточное; б—д — с наклад-
ками; е —рантовое (Т-образное)
проводнику. Усилие в зоне плавления, необходимое для сварки, созда-
ется вследствие теплового расширения нагреваемого и расплавляе-
мого материала.
Этим методом очень удобно сваривать трубы (раструбные со-
единения) в труднодоступных местах.
Для сварки труб спираль из проволоки повышенного электричес-
кого сопротивления располагается в раструбной части фасонной де-
тали (муфты тройника, угольника и т. д„ рис. XVIII.10). Спираль
заделывают при формировании или отливке фитингов.
Режим нагрева можно регулировать изменением напряжения на
концах проводника. Для сварки закладным нагревателем труб диа-
метром 25—110 мм КФ ВНИИМССа создано переносное устройство,
питающееся от сети переменного тока напряжением 220 В. Потреб-
ляемая мощность 750 Вт, ток до 30 Л, рабочее напряжение на заклад-
ной спирали 5—28 В, время нагрева регулируется в диапазоне 20—
400 с. Размеры всей установки 450X250X260 мм, масса 20 кг.
567
При контактной сварке проплавлением детали могут нагреваться
с одной стороны или одновременно с двух сторон. При двустороннем
нагреве скорость сварки увеличивается. Проплавлением сваривают
нахлесточные соединения из пленки и листов толщиной не более
3 мм. Пленки перед сваркой очищают от загрязнений на шероховаль-
ных станках. При сварке толстых мягких пленок давление 0,5—
1,5 МПа.
При сварке тонких пластмасс давление еще выше. Поэтому их свар-
ку ведут на прессах, снабженных нагревателями сопротивления,
стальными лентами, нитями либо плитами со встроенными ТЭНами.
На прессах сварку выполняют циклически, поэтому длина шва обыч-
но получается равной длине нагревателя. Равномерное давление по
длине рабочей части нагревателя обеспечивается эластичными и уп-
ругими подкладками, располагающимися под нагревателями. Про-
кладкой может быть силиконовая резина, наполняемый воздухом
XVIII.10. Режим контактной сварки термопластичных пленок
Материал пленки Толщнна, мкм Температура нагревателя, °C Давление, МПа Время сварки, с
пэвд 30-45 60—80 150—200 300—500 600—800 130—140 140-160 0,05-0,06 2-8
160—180
3—5 5—10
пэнд 50-150 150-180 200-600 200—220 160—170 170—180 0,06 0,08 0,08- 0,09 0,08—0,09 2-3
Полипропилен 60-150 150-300 230-240 180—200 До 0,01 0,09 2-3
Сополимер эти- лена с пропиле- ном СЭП-10 60-150 200-600 200-220 160—170 0,06—0,08 0,08—0,09 2-3
Полиамид 60-150 130—200 185-200 210—220 0,06-0,08 0,04-0,05 5-6 10—15
Фторопласт-4 100-200 390-400 0,02—0,05 120-150 150-180
568
(жидкостью) рукав или подушка из резинотканевого материала (рис.
XVIII.11). Во избежание прилипания нагревателей к свариваемому-
материалу между ними располагают антиадгезионную прокладку из
фторопласта, целлофана или ацетатной пленки толщиной 0,1 мм.
Для исключения деформации околошовной зоны при нагреве вокруг
нагреваемого участка предусматривают зону охлаждения, так на-
зываемый холодный замок. Шов должен охлаждаться под давлени-
ем. Это предупреждает деформацию шва.
Режим контактной сварки некоторых термопластичных пленок
приводится в табл. XVIII.10.
Для соединения пленок из полиолефинов, полиамидов и других
материалов толщиной менее 100 мкм используют термоимпульсную
сварку — разновидность контактной сварки проплавлением. В этом
случае нагреватель, имеющий малую теплоемкость, получает крат-
ковременный импульс тока. Проплавление происходит за счет выде-
лившегося тепла, а охлаждение — за счет теплоотвода в подложку
и в тело электрододержателя.
Армированные пленки соединяют на сварочных прессах, как пра-
вило образуя только нахлесточные соединения (рис. XVIII. 12). Для
изготовления сварных оболочковых конструкций из армированных
пленок (пневматические здания, резервуары, бассейны, контейнеры,
XVIII.11. Технические характеристики прессов для контактной сварки
термопластичных пленок
Показатель Марка прессов
ПС-1.5 ПС-4 ПС-12 1 ССП-2 I ССП-5
Условия работы Стационарные (цех) Нестационарные
(на монтаже)
Максимальная длина шва за цикл, мм Ширина шва, мм 1500 4000 12 000 300 550
До 70 До 50 До 50 До 30 До 30
Давление, МПа 0.3 0,3 0,4 2 5
Суммарное усилие на рабочих по- верхностях, кН 35 180 300 4,2 4,5
Максимальная температура на рабочих поверх- ностях, °C 230 230 230 230 230
Напряжение на токоподводе, В 60 60 60 36 36
Габарит, мм 180С*< 4830 X 13 500Х 590 X 940 X
Х2250Х Х2130Х Х3600Х Х435х Х470Х
Х650 Х980 XI300 Х80 Х90
Масса, кг 350 4000 11000 12 28
569
XVIII.12. Машины для термоконтактной
5Я «9 Свариваемые пленки и армированные материалы X X
Марка Нагрев Перемещен не риала (или усп стаа) Напряжение н вателя, В наименование максималь- ная толщи- на, мкм Ширина шва.
М6-АП-2С МГП-5М МСП-15 МСП-17 Односто- ронний Двусто- ронний Односторон- ний или двусторонний Шаго- вое Непре- рывное Шаго- вое 0- 36 36 До 20 25 Полиолефины Полиолефины, ПВХ, фторло- ны и др. Полиолефины Полиолефины, фторлоны и др. До 250 500 500 500 ДоЗ 3-6 3-20 3-20
УСПП-2 Полуавто- мат ПСП-Н Полуавто- мат ПСП-15 Полуавто- мат ПСП- 16 Односто- ронний Двусто- ронний Односто- ронний Непре- рывное 36 6-15 30 36 Полиолефины, ПВХ Полиолефины, ПВХ пластифи- цированные Полиолефины 200 200 300 100 5-7 5-8 5-8 5-8
Настольная установка МСП-17 Двусто- ронний Шаго- вое 25 Фторлоны 500 5
Примечание. Напряжение сети 220 В.
цистерны, речные плотины и т. д.) применяют стационарные кон-
сольные и портальные сварочные прессы (табл. XVIII.11, рис.
XVI11.13, XVII 1.14). В качестве нагревателя на этих прессах служат
ленты толщиной 0,5—0,8 мм из нержавеющей или жаропрочной ста-
ли, располагающиеся на гидравлической подушке. Наличие малоннер-
ционных нагревателей позволяет вести сварку практически с
любым термическим циклом от импульсного (при сварке пленок ма-
лых толщин 400—500 мкм) до длительного (при сварке толстых и ре-
зинонаполненных пленок толщиной 2—5 мм, в которых должны за-
570
сварки полимерных пленок
Вид соединения Максимальные Габарит, м Млсса, кг
потребляв- -'мая мощ- ность. кВт температура нагревателя. °C давление, МПа длина шва за один про- ход, м
Нахлесточное, Т-образное 0,8 450 0,4 0,5 1,02х0,75х Х0,8 62
Нахлесточное, Т-образное прямолинейное 1,6 400 0,5 1,2X1,IX Х1,3 280
То же, криво- линейное 1 0,5 250 400 0,3 о,2 0,5 0,2 2x1,8х XI,7 1.03Х2Х Х1.5 200 234,5
Нахлесточное, Т-образное прямолинейное 0,8 250 0,15 — 1,4X1,IX Х1,3 235
Нахлесточное, Т-образное 200 — — — 0.4I6X Х0.065Х Х0.180 4,25
Т-образное 300 — — — 0,4X0,11Х Х0.16 5,5
Нахлесточное, Т-образное, 100 — — — 0.48Х Х0.055Х Х0.013 3,8
Нахлесточное, Т-образное, прямолинейно»» и криволиней- ное 500 — — — 0.70Х Х0,42х0,7 —
вершаться вулканизационные процессы). Для сварки пленок в мон-
тажных условиях применяют переносные прессы (струбцины) типа
ССП (рис. XVIII.15).
В Литовской ССР выпускают прессы М6-АП-2С с ножным при-
водом для термоимпульсной сварки пленок (табл. XVIII. 12). Пресс
имеет сменный рабочий орган — нагреватель в виде ленты или про-
волоки, обеспечивающий сварку и одновременно резку пленки. Ко-
роткие швы единичных изделий можно сваривать ручными клеша-
ми, позволяющими получить за цикл шов длиной 100—200 мм.
571
XVI11 13. Портальный пресс для
сварки армированных полимерных
пленок и резинотканевых материй-
лов
1 — фундамент (основание пресса);
2 — нижний нагреватель на гидро-
подушке; 3 — верхний нагреватель;
4 — штоки рабочих цилиндров, не-
сущие верхний нагреватель; 5 — ра-
бочая площадка оператора-сборщи-
ка; 6 — валики для облегчения про-
тяжки свариваемой пленки; 7 —
пульт управления прессом; в —пор-
тал; 9 — пружина возврата верхне-
го нагревателя в исходное положе-
ние после сварки; 10 — шпуля для
намотки сваренных полотнищ
XVIH.14. Схема консольного пресса
ПСТП
/ — основание; 2 — аппаратура уп-
давления гидроприводом; 3, 8 —
траверсы нижняя и верхняя; 4 —
стол для сборки деталей под свар-
ку; 5 —нижний нагреватель на ги-
дравлической подушке; 6 — прижи-
мы для фиксации пленки при свар-
ке; 7 — верхний ленточный нагре-
ватель: 9— подвижная консоль;
10 — шток гидроцилиндра; 11 — гид-
роинлиндр; 12 — неподвижная часть
стойки; 13— технологический выем
Для непрерывной сварки неармированных пленок могут приме-
няться роликовые нагреватели, которые используют при ручной свар-
ке (см. табл. XVII 1.12).
Для полуавтоматической сварки созданы переносные и стацио-
нарные сварочные полуавтоматы ленточного типа, которые имеют
572
XV///./5. Переносная струбцина СП-5 для сварки пленок
XVIII. 16. Полуавтомат ПСП-15
/ — нагреватели; 2—рачаг разведе-
ния нагревателей; 3 — охладители;
4 — замкнутые ленты; 5 — корпус
XV111.17. Сварочный полоз конст-
рукции ВН И ИСТа
1 — натяжкой ролик; 2 — регулиро-
вочный винт; 3 — нагревательная
лента (двойная); 4 — компенсацион-
ная пружина; 5 —рукоятка; 6—кор-
пус; 7 — токоподводящий кабель;
8 — свариваемые пленки
573
XVI11.18 Схема сварки термопластов экструдируемой присадкой
а, б — экструзионная и контактно-экструзионная сварка; / — кассета со спя-
1'очной проволокой, 2 — корпус; 3 — экструдат; 4 — сварной шов; 5 —сваривае-
мые детали: б — ролик для прикатки
две ленты, непрерывно движущиеся навстречу друг другу. Пленки
зажимают и сваривают между лентами.
В полуавтомате ПСП-15 (рис. XVIII.16) использован двусторон-
ний контактный нагрев. Две замкнутые металлические ленты, натя-
нутые на четыре ролика и приводимые в движение электродвигате-
лем ДР-1.5Р, перемещают свариваемый материал последовательно
между двумя нагревателями и двумя гребенчатыми охладителями.
Сварочное давление осуществляется тарированными пружинами.
Скорость сварки плавно регулируется в пределах 0,03—0,083 м/с.
При ручной шаговой сварке тонкой пленки может быть исполь-
зован сварочный полоз конструкции ВНИИСТ (рис. XVIII.17).
Сварку экструдируемой присадкой выполняют по двум схемам;
расплавленный присадочный материал (расплав) непрерывно по-
ступает в зону соединения из сопла экструдера, находящегося на не-
котором расстоянии от свариваемых кромок или нагретое сопло ка-
сается кромок, добавочно нагревая их. Это так называемая контактно-
экструзионная сварка (рис. XVIII.18). Может быть использована
сварка литьем: присадочный материал полают в зону соединения
непосредственно из литьевой машины. Таким образом например, сва-
ривают заранее отштампованные скорлупы в собранном виде в фор-
ме, которая имеет каналы, расположенные вдоль линии разъема. По
этим каналам продавливается расплав. Часть тепла расплавленного
присадочного материала передается свариваемым деталям, в резуль-
571
тате чего они плавятся и соединяются по линии разъема. Этот способ
целесообразно использовать для сварки пластмасс, имеющих сравни-
тельно невысокую температуру плавления (полиэтилен, полипропи-
лен, пластифицированный поливинилхлорид, полистирол и др.).
В первых двух случаях экструдируемой присадкой можно сва-
ривать стыковые, нахлесточные и угловые соединения. При сварке
стыковых соединений можно применять Y- и Х-образные разделки.
При сварке полиолефинов угол раскрытия кромок составляет при
Y-образной разделке 70—100°, при Х-образной разделке 60—80 ;
зазор 0,5—1,5 мм, диаметр струи расплава 3—4 мм, температура
присадочного материала должна быть 220—280 °C. Прочность свар-
ного соединения увеличивается при сопутствующей прикатке форми-
руемого шва роликом. Усилие прикатки должно быть 10—80 Н.
В табл. XVIII.13 приведен расход присадочного материала, ко-
торый зависит от толщины свариваемого материала и разделки кро-
мок.
XVIII.13. Расход присадочного материала при экструзионной сварке
Толщина сваривае- мых деталей, мм - Тип разделки кромок Расход присадочного материала на 1 мм шва, Р
1 Без разделки 7,7
2 3 Y-образная 14,8 23
4 5 Х-образная 13,2 22
Для сварки экструдируемой присадкой полиолефинов разрабо-
таны полуавтоматы типа ПСП-39, ПСП-4 и ПСП-5. Наиболее типич-
ный для этой серии полуавтомат ПСП-5 имеет ручной пистолет мас-
сой 1,5 кг, подсоединенный к переносному пульту управления элек-
трическим кабелем.
К корпусу пистолета крепится катушка с присадочным прутком.
Пистолет выдавливает плавящийся конец присадочного прутка, не-
прерывно подаваемый с помощью роликов, приводимых в движение
электродвигателем МН-145, расположенным в рукоятке пистолета.
Цилиндр пистолета обогревается электроспиралью. Производитель-
ность полуавтомата ПСП-5-7,8-10-* кг/с (0,28 кг/ч).
Донецким ПромстройНИИпроектом для экструзионной сварки
листов и пленок толщиной не менее 0,4 мм созданы ручной пистолет
РЭСУ-500 и сварочный трактор ПЭСУ-2000 (табл. XVIII.14).
Сварка трением. Механическая энергия трения деталей относи-
тельно друг друга переходит в тепловую, за счет которой детали сва-
риваются. В зависимости от кинематики различают три схемы про-
575
XVIII.14. Технические характеристики РЭСУ-500 и ПЭСУ-2000
Показатель РЭСУ-500 РЭСУ-2000
Напряжение блока питания, В 220 220
Потребляемая мощность, кВт До 0,5 До 1
Производительность, кг расплава в 0,5 1,8—2
1 ч
Диаметр присадочного прутка, мм 4 —
Скорость сварки, м/с 0,006-0,01 0,028—0,03
Масса, кг 1,5 2,5
цесса сварки трением: вращение свариваемых деталей или вставки
между ними; вибрация свариваемых деталей или промежуточного
элемента; комбинация этих двух схем.
Для сварки массивных деталей необходимо, чтобы соединяемые
поверхности имели сферическую или коническую форму. Скорость
вращения деталей относительно друг друга зависит от геометриче-
ских размеров свариваемых поверхностей и составляет 1,3—33 м/с.
Рабочее давление (давление при трении) равно 0,1—1,5 МПа, время
от начала контакта до окончания вращения занимает 3—25 с.
Перед сваркой труб трением их концы обрабатывают механически
способом для выравнивания кромок и удаления фаски. Далее концы
труб центрируют, приводят в соприкосновение и включают устройст-
во для вращения одной из труб, обеих труб или вставки между ни-
ми. Требуемая температура сварки косвенно может определяться по
изменению цвета околошовной зоны на ширине 1—1,5 мм в стороны
от поверхности контакта. Прилагаемое давление увеличивается пос-
тепенно, достигая перед остановкой максимума. После остановки,
которая должна произойти мгновенно, сваренный стык должен осты-
вать под осевым давлением в течение 5—8 мин.
При сварке вибротрением свариваемым деталям, находящимся
в плотном контакте, сообщается возвратно-поступательное движение
низкой частоты с определенной амплитудой. Частота колебаний при
вибротр&нин составляет 50—400 Гц, амплитуда—1—2 мм при дав-
лении 1,5—1,6 МПа.
Вибротрением сваривают пластмассовые детали, не имеющие
форму тел вращения.
Сваркой трением соединяют термопласты, вязкость которых вы-
ше температуры плавления меняется плавно. Обычно это полиолефи-
ны, поливинилхлорид жесткий, полиацетали, акриловое стекло, по-
листирол и его модификации
Сварку током высокой частоты (ТВЧ) осуществляют в перемен-
576
ном электромагнитном поле высокой частоты. С этой целью свари-
ваемые детали помещают между пластинами конденсатора, на кото-
рые подается напряжение высокой частоты.
В свариваемой зоне выделение тепла обусловлено в основном
током поляризации, возникающим за счет смещения в ограниченных
пределах макромолекул и их ассоциаций. Поэтому в поле ТВЧ на-
греваются только полярные пластмассы.
Способность пластмасс к нагреву в поле ТВЧ характеризуется
произведением A=tg6e, называемым фактором диэлектрических по-
терь. Чем он выше, тем интенсивнее разогрев.
Интенсивность теплообразования при высокочастотной сварке мо-
жет быть повышена за счет увеличения частоты либо напряжения.
Однако во избежание пробоя свариваемого пакета напряжение на
конденсаторе не должно превышать 60—70 % пробивного напряже-
ния материала.
Частота тока определяется характеристикой генератора и физи-
ческими свойствами свариваемого материала. Чем меньше фактор ди-
электрических потерь пластмассы, тем выше должна быть частота
тока.
При сварке пленок для уменьшения интенсивности теплоотвода
в электроды применяют прокладки из термоизоляционного материа-
ла, например прессшпана.
Продолжительность сварки зависит от длины свариваемого шва
и толщины пакета. При толщине пленки из пластифицированных IIВХ
0,1; 0,3; 1 мм площадь шва составляет 20, 25, 50 см2, время их свар-
ки 3—12 с, давление 0,1—0,5 МПа. Сварка пленки совмещается обыч-
но с обрезкой готовых деталей. Для этой цели используют электроды
различной формы (рис. XVI 11.19).
Поперечные стыки труб из винипласта при толщине стенок не бо-
лее 6—8 мм сваривают на частотах 40—75 МГц путем нагрева сты-
ков кольцевыми индукторами до температуры 150—160 °C, но не вы-
ше во избежание значительного снижения прочности винипласта.
Вследствие этого напряженность электрического поля не следует под-
нимать выше 1,4—1,5 В/м при удельной мощности 1—6 Вт/мм2. Вре-
мя сварки (разогрева) 0,2—10 с. Продольные швы труб из виниплас-
та длиной не более 1000—12000 мм также можно сваривать на
прессах ТВЧ за один цикл на тех же режимах, образуя нахлесточное
соединение.
При сварке ТВЧ материалов из полиамидов термомеханический
режим необходимо выдерживать в узких пределах потому, что ин-
тервал вязкотекучего состояния полиамидов составляет 3—5 °C.
Расширяют рабочий температурный диапазон сварки добавкой в зону
шва пластификатора, например трикрезола
Установки для сварки ТВЧ (табл. XVIII. 15) состоят из коидснса-
37-194
577
XVIП.19. Электроды для сварки ТВЧ
а — плоский; б — фигурный для сварки и
одновременно разрезания; в — кольцевой;
/, 3 — верхний и нижний электроды; 2—
свариваемые детали; 4 — предохранитель-
ная прокладка
в)
X VII 1.20 Схема устройства для ультразву-
ковой сварки пластмасс с односторонним
подводом энергии
'—корпус магнитостриктора: 2 — магни-
тостриктор; 3 — трансформатор (усили-
тель); 4 — волновод (инструмент); 5—сва-
риваемые детали; 6 — опора
тора и механизма привода. Их конструктивное оформление и кине-
матическая схема могут быть различными, они обеспечивают работу
с ограничением по зазору между электродами к концу цикла сварки
либо постоянное давление на протяжении всего цикла. Имеются
сварочные машины, у которых давление изменяется по определенной
программе в зависимости от термического цикла.
Область применения сварки ТВЧ расширяется за счет повыше-
ния электрического поля до уровня сверхвысоких частот (около
2000—3000 МГц)—сварка СВЧ. Токами СВЧ могут свариваться
пленки из фторлонов: Ф-2М, Ф-ЗБ, Ф-30, Ф-40, Ф-40ЛД, Ф 42, Ф 4НА.
Сварочная установка для сварки СВЧ состоит из генератора на
основе магнетронов и из сварочного устройства, состоящего из про-
тяжного механизма для перемещения свариваемой пленки.
Сварку ультразвуком (УЗ) ведут на токах частотой 20—50 кГц,
создаваемых ультразвуковым электрическим генератором. Электро-
магнитные колебания в специальном устройстве (рис. XVIII.20) с по-
мощью магнито- или электростриктора преобразуются в механические
колебания сварочного инструмента — волновода и вводятся в сва-
XVIII.15. Технические характеристики некоторых высокочастотных установок
(рабочая частота 2,7±0,27 МГц), разработанных ВНИИТВЧ им. В. П. Вологдина
578
37
579
XVIII21. Конструкция волново-
да для сварки полиэтилена
а — точечного (экспоненционпо-
го); б — контурного; 1 — резьбо-
вое соединение; 2 — стержень;
3 — канал для охлаждения; 4 —
ножка; 5 — демпфирующая мас-
са; 6 — рабочий торец
рнваемый материал, где часть энергии механических колебаний пере-
ходит в тепловую. Для увеличения амплитуды колебаний, создавае-
мых магнитостриктором, к нему подсоединяется трансформатор уп-
ругих колебаний.
Для большинства пластмасс оптимальной амплитудой смещения
конца волновода является 30—40 мкм. Амплитуда регулируется
изменением коэффициента усиления и настройки генератора па соб-
ственную частоту системы «волновод — магнитостриктор» подбором
напряжения на обмотке преобразователя.
Давление волновода на свариваемые детали обеспечивает не
только акустический контакт, ио и формирование сварного соедине-
ния. Время сварки (время пропускания ультразвука) также влияет
на прочность сварных соединений.
Магнитострикционные преобразователи изготовляют из ферро-
магнитных материалов: никеля, пермендюра, альфера, а волноводы—
из упругих материалов с малой плотностью: титана, алюминия. Вол-
новоды могут быть для точечной и контурной сварки (рис. XVIII.21).
КПД ультразвуковой установки повышается, если к магнитостриктору
подсоединяется два трансформатора с волноводами.
В зависимости от способности рассеивать ультразвуковую энер-
гию различают три группы пластмасс, каждую из которых характе-
ризует коэффициент затухания УЗ-колебаний 0.
Первая группа включает пластмассы с малым коэффициентом за-
тухания Р<0,35. Это полистирол, оргстекло, сополимеры СНП,
СН-28, и др., т. е. пластмассы, имеющие высокую жесткость (Е>
>3- 103 МПа) и хорошо проводящие ультразвуковые волны, вслед-
ствие чего сварные соединения могут образоваться вдали от волно-
вода (рис. XVIII.22).
Ко второй группе относятся полужесткие термопласты (2-103<
<Е<3103 МПа), полипропилен, полиэтилентерефталат, аминопла-
580
XVIII 22. Ультразвуковая дистанци-
онная сварка жёстких термопла-
стов
XVIII 23 Типы (а—в) разделки кро-
мок под ультразвуковую сварку
сты, поликарбонаты и другие, коэффициент затухания у которых
0,35<fJ<0,55 см-'.
Третья группа включает мягкие пластмассы (£<1,5-103 МПа),
коэффициент затухания которых 0>О,55 см-1. Это полиэтилен высо-
кого и низкого давления, поликапроамид (капрон), фторопласт,
пластифицированный поливинилхлорид и др. Последние в значитель-
ной степени рассеивают ультразвуковую энергию, поэтому их мож-
но сваривать в виде листов и пленок толщиной не более 1—2 мм.
Эти термопласты можно сваривать только ультразвуковым методом
на прессах. С помощью контактной ультразвуковой сварки получают
точечные, прямолинейные и замкнутые швы различного контура в за-
висимости от конфигурации волновода.
Оптимальный диаметр точки составляет 10 мм, длина прямоли-
нейных швов, сваренных за один шаг, — 240 мм. Максимальный пери-
метр в случае квадратного или фигурного электрода может быть
200—240 мм.
При сварке изделий из пленки и синтетических тканей можно
получать непрерывные швы за счет перемещения волновода или сва-
риваемого изделия. При сварке пленок повышенной толщины во из-
бежание продавливания пленки ведут сварку с фиксированным за-
зором.
Перед сваркой жестких термопластов необходима правильная
подготовка кромок на месте сопряжения (рис. XVIII.23). Подготовка
581
XVIII.16. Технические характеристики некоторых ультразвуковых установок
Масса, * 85 200 С сч го 80 ш оо — о
Расход воды охлаж- дения, л/с 0,33 0,33 1 1
Ч астота преобра- зо в ат гл я. кГц о О О', 05 сч СЧ сч сч >4 19,5 28 50
Мощность преобразо- вателя, кВт <£> СЧ СЧ 0,4 1,5 0,4 а, о’ 0,08 0,02—0,03
Свароч- ное уси- лие, Н 0-500 50—2000 10-700 с с с 450 = Г) ! о о о СО 1 о 0—150
Максималь- ная толщина свариваемого пакета, мкм 001 1 1 э о э i о !Ч 60—100 0.0
Производи- * 1 г» сварки, м/с | 1 1 1 0,14—0,17 0,028—0,17 0,17 0,17
Продол- житель- ность сварки из- делия. с 0,5—5 0,8—8 0.05-16 — — 1 | 1
Привод Ручной ГТ 1 ревматиче- ский Механический с 1 inVDMdlHHV- ский Пневмо- и электропривод Механический Ручной писто- лет
Марка установки УП-20 УПК-15М1 МТУ-0,4, МТУ-1,4 АУС-1,5 ГЧ Ё £ (шовная) УПШ-19 РУСУ-28. РУСУ-50, РУСУ-50.3
XVH1.24. Схема сварки инфракрасным лучом
а —сварка пленки проплавлением; б — то же. оплавлением; в — нагрев листов
сплавлением; / — источник света; 7 — рефлектор, 3. 4 — свариваемые детали;
5 —прокладка: б —опорная плита; 7 — прижимные ролики
XVIII 25. Переносный двухламповый
аппарат типа «Пилад-220» для свар-
ки линолеума в монтажных услови-
ях
1 — основание корпуса; 2 — ребра
радиатора: 3 — рефлектор; 4 — ру-
коять; 5 — тумблер: 6 — токоподво-
дящий кабель
кромок увеличивает точность геометрических размеров сваренной де-
тали, повышает прочность сварного шва и облегчает процесс свар-
ки. При оптимальном режиме ультразвуковой сварки жестких тер-
мопластов (полистирола, полиметилметакрилата и др.) амплитуда
смещения конца волновода составляет 25—30 мкм, усилие прижатия—
150—200 Н. продолжительность сварки — 2 с.
Синтетические ткани сваривают ножевыми и точечными волно-
водами экспоненциальной и катетоидалыюй формы из алюминиевых
сплавов, стали 45 и титана.
Прочность при ультразвуковой сварке во многих случаях выше,
чем при термоимпульсной.
Оборудование для ультразвуковой сварки, разработанное оте-
чественными организациями, приведено в табл. XVIII.16.
Сварка светом. Соединяемые кромки нагревают инфракрасными
ИК или когеррентными лучами, получаемыми от мощного электри-
ческого источника.
Различают два метода сварки ИК-нзлученне.м: проплавленном
{рис. XV111.24,a) и оплавлением (рис. XVI1I.24, б). В качестве ис-
582
583
точника ПК-излучения при сварке термопластов используют снлито-
вые стержни (керамический материал, содержащий карбид кремния)
либо трубчатые кварцевые лампы с вольфрамовой нитью, например
КГ-220-1000 пластины или кольца из хромоникелевой стали (для
сварки труб).
Достоинством этого способа сварки является бесконтактный на-
грев свариваемых деталей, вследствие чего при непрерывной сварке
не требуется антиадгезионных прокладок.
Для сварки пленок ИК-излучением созданы отечественные ус-
тановки МСП-5у, СПК-М, МП-2 и др.
На установке МСП-5у, сварочная головка которой имеет сили-
товый стержень длиной 250 мм, скорость сварки пленок толщиной
45—60 мкм составляет около 0,05—0,07 м/с, а пакета толщиной 2—
2,5 мм — 0,085 м/с. Сварка пленок из полиолефинов толщиной 4—
60 мкм занимает 2—4 с, а пленок толщиной 2—2,5 мм — 20—30 с.
Время сварки пленки из фторопласта-3 при толщине ее 60 мкм со-
ставляет 10—12 с.
Для сварки стыковых соединений линолеума из ПВХ в монтаж-
ных и заводских условиях в СССР разработано устройство типа
«Пилад-220» (рис. XVIII.25).
В Ждановском металлургическом институте сконструированы ав-
томатизированные установки для сварки ИК-излучением пластмас-
совых труб диаметром до 100 и 300 мм (табл. XVIII.17). На этих ус-
тановках ввод излучателя между кромками труб, его вывод и осад-
ку выполняют по заранее установленной программе.
XVII 1.17. Характеристика установок для сварки труб ИК-излучением
Показатель
Числовые значении
Диаметр свариваемых труб, мм
Температура излучателя, °C
Скорость осадки, м/с
Усиление осадки, II
Габарит, мм
Масса, кг
До 100
700-1100
0,015-0,03
800
760x518x444
22
До 300
700-1100
0,2
16 800
960x800x1300
76
Осадку осуществляют тарированной пружиной, удержание на-
гревателя между кромками труб — электромагнитом, а отбрасыва-
ние — пружиной. На этих установках можно сварить косые стыки
и тройники.
Для сварки труб диаметром до 100 мм применяют прямоуголь-
ные, для труб больших диаметров — кольцевые нагреватели (табл.
584
XVII1.26. Схема сварки полимерных
пленок лучом лазера
1 — отклоняющее зеркало; 2 — луч;
3 — лазер; 4 — фокусирующая лин-
за; 5, б—ролики прижимной и транс-
портирующий; 7 — спариваемые
пленки
XVIII.18). При сварке труб на режимах, указанных в табл. XVIII.19,
прочность и ударная вязкость сварных соединений составляет не ме-
нее 0,9 тех же показателей основного материала.
XVI 11.18. Параметры кольцевых излучателей
Диаметр труб, мм Диаметр излучателя, мм Потребляемый ток, А
внутренний наружный
125 100 156 120—150
150 112 173 120-250
200 186 242 130—150
250 254 294 130—250
300 290 330 90-190
XVI 11.19. Технологические параметры режима сварки труб
ИК-излучением
Показяте ль пэвд ПВХ
Температура излучающей поверхности, °C 900 850
Зазор между нагревателем и кромками, мм 10 10
Время нагрева, с 19 27
Глубина проплавления, мм 2 2
Давление осадки, МПа 0,2 0,15
Технологическая пауза, с <3 <3
Холодная сварка. Сущность способа состоит в обеспечении вза-
имного течения и перемещения свариваемого материала в зоне кон-
такта за счет приложения соответствующего давления.
Этим способом можно сваривать лишь термопласты, имеющие
повышенную пластичность при температуре окружающей среды, на-
пример пластифицированные поливинилхлориды. Основным типом
585
соединения в этом случае является нахлесточное. Перед сваркой не
более чем за 10—80 мнн с поверхностей деталей в зоне шва строж-
кой удаляют слой пластмассы (окисленный и загрязненный) толщи-
ной 100—200 мкм.
Для увеличения текучести в зону контакта вводят растворители
или присадочный материал того же типа, но содержащий большее
количество пластификатора или растворителя.
Сварка лазером. Пластмассы этим способом уваривают с помо-
щью молекулярных лазеров мощностью более 1 кВт при КПД=15—
20 %. Эффективно используется этот вид сварки для соединения пле-
нок с высокими скоростями (рис. XV1I1.26). Пленки из полиолефи-
нов толщиной 50—160 мкм свариваются в СО2 лазером со скорос-
тью 33—67 м/с. Пленки из ПВХ лазером свариваются плохо вслед-
ствие деструкции поверхностных слоев в фокусе луча.
ОГЛАВЛЕНИЕ
Предисловие
3
Глава I. Сварка металлов. Терманы и определения основных понятий
Классификация сварки.................................................. 5
1.1. Термины и определения основных понятий в области сварки . 5
12. Классификация сварки............................................ 7
Гласа II. Свариваемость и тепловые процессы при сварке ... 13
11.1. Свариваемость металлов и сплавов........................... 13
11.1.1. Общие понятии......................................... 13
II.1.2. Классификация испытаний для оценки свариваемости . 14
II. 1.3. Термический цикл при сварке.......................... 14
11.1.4. Классификация методов оценки технологической проч*
ности......................................................... 16
11.1 5. Предварительная опенка свариваемости .... 17
II. 1.6. Холодные трещины..................................... 18
11.1.7. Методы испытаний на сопротивляемость образованию
холодных трещин при сгарке.................................... 19
П.1.8. Горячие трещипы . 30
11.1.9. Методы испытаний на сопротивляемость образованию
горячих трещин при сварке......................................31
II.1.10. Способы повышения технологической прочности . . 39
11.1.11. Определение допускаемых режимов дуговой сварки
и наплавки.....................................................44
II.1.12. Испытание сварного соединения на коррозию . . 51
II.2. Тепловые процессы при сварке.............................54
II.2.1. Схемы нагреваемых тел и сварочных источников теплоты 54
11.2.2. Расчет тепловых процессов........................ . 55
Глава III. Сварные соединения и швы...................................58
III.1. Определение основных терминов...............................58
111 2. Основные типы швов и сварных соединений, конструктивные
элементы...........................................................62
III.3. Обозначения основных положений сварки плавлением . . 72
Ш.4. Условные изображения и обозначения сварных швов . . 74
Глава IV. Основы расчета сварных конструкций, сварочные напряже
ння и деформации . . ...............................
IV 1 Концентрация напряжений в сварных соединениях
IV.2. Основы расчетз сварных соединений на прочность
IV.3. Особенности расчета сварных трубопроводов, резервуаров
и сосудов, работающих под давлением............................
IV.4. Механические свойства, расчетные сопротивления
IV.б. Особенности распределения остаточных напряжений в эле-
ментах сварных конструкрий ....................................
IV.6. Остаточные деформации сварных конструкций п инженерные
методы их расчета .................................
IV.7. Методы уменьшения сварочных напряжений и деформаций
IV 7.1. Методы сии хення остаточных напряжений при сварке
I V.7.2. Методы уменьшения остаточных сварочных деформаций
78
78
87
96
99
104
105
115
115
118
Глава V. Материалы для сварки и резки, применяемые в промышлен-
ном строительстве..........................................121
V. I. Углеродистые стали...................121
V.2 . Легированные стали...................130
V.3. Чу-ун .............................................148
V. 4. Медь и ее сплавы................................ 148
V .5. Алюминий и его сплавы......................... 152
V. 6. Проволока стальная сварочная.........155
V.7 . Проволока для сварки алюминия и его сплавов .... 155
V.8. Проволока для ''варки мечи и ее сплавов.158
V. 9. Прутки чугунные для сварки и наплавки.........158
V .10. Проволока порошковая для дуговой сварки .... 160
V. I1. Электроды металлические (плавящиеся) для ручной дуговой
сварки и наплавки . ......................162
VJ2. Флюсы сварочные................................. 175
V.1 3. Газы для сварки и резки ......... 175
587
Глава VI. Источники электропитания ........
VI.1 . Электрические свойс1ва сварочной дуги, определяющие требо-
вания к источникам питания для электродуговой сварки
VI. 2. Источники переменного тока . . ..................
VI .3. Источники постоянного тока ... . . . .
VI. 4 Источники пн1ания для дуговой сварки в защитных газах,
электрошлаковой сварки и плазменной резки ....................
VI.5 . Эксплуатация источников питания.......................
Глава VII. Оборудование для варки и резки ......
VII.1 . Оборудование для ручной дуговой сварки . . . .
VII .1.1. Устройства для зажигания дуги...................
VI I.1.2. Стабилизаторы горения дуги.....................
VII .1.3. Ограничители напряжения холостого хода
VII. 1.4. Регуляторы сварочного тока . . . . . .
VII.1 .5. Модулятор сварочного тока.......................
VII. 1.6. Установки для ручной дуговой сварки неплавящимся
электродом ................................................
VII .2. Оборудование для механизированной дуговой сварки
VI 1.2.1. Классификация полуавтоматов для дуговой сварки
VII .2.2. Полуавтоматы для дуговой сварки в защитных газах
плавящимся электродом .....................................
VII. 2.3 Полуавтоматы для гварки под флюсом . . . .
VI 1.2.4. Полуавтоматы универсальные и для сварки открытой
дугой . . ......................................
V II.3. Оборудование для автоматической дуговой сварки
VI I.3.1. Классификация автоматов для дуговой сварки плавя-
щимся электродом ..........................................
VII 3.2. Автоматы для дуговой сварки плавящимся электродом
в защитных газах...........................................
VI 1.3.3. Автоматы для дуговой сварки под флюсом
VII .3.4. Универсальные сварочные автоматы................
VI I.3.5. Специализированные автоматы для дуговой сварки пла-
вящимся электродом ........................................
VI 1.4. Аппараты для электрошлаковой сварки..................
VII. 4.1. Назначение и конструктивные особенности
VII 4.2. Технические характеристики.......................
VII .5. Машины для контактной сварки.........................
VII. 5.1. Классификация машин ............................
VI I.5.2. Машины для точечной сварки......................
V II.5.3. Машины для рельефной сварки....................
VI I.5.4. Машины для шовной сварки........................
VI 1.5.5. Машины для стыковой сварки ......
VII. 5.6. Трансформаторы....................................
VII.6. Оборудование для управления контактными машинами
V I 1.6.1. Аппаратура управления...........................
V I 1.6.2. Контакторы и прерыватели......................
V I 1.7. Оборудование для газовой сварки н резки . . . .
VI 1.7.1. Оборудование для хранения и транспортирования газов
VI 1.7.2 Ацетиленовые станции, установки и генераторы
VII. 7 3. Установки для газовой сварки, наплавки и резки
VII 8 Оборудование для плазменной обработки...................
V II.8.1. Установки для плазменной резки.................
V II.8.2. Установки для плазменной сварки и наплавки .
V I 1.9. Механическое оборудование для сварки...............
Глава VIII. Сварочный инструмент.................................
V III.1. Электрододержатели для ручной электродуговой сварки
плавящимся электродом ........................................
V III.2. Горелки и держатели для сварки в защитном газе
VIII.2.1. Горелки и держатели для сварки плавящимся элект-
родом ........................................... . . .
VIII.2.2. Горелки и держатели для сварки неплавящимся элект-
родом . . . ..............................
V III.3. Сварочные кабели Муфты и клеммы....................
V III.4 Наборы инструмента для сварщика.....................
V III.5. Щитки защитные для электросварщика..................
V III.6. Горелки для газовой сварки, пайки, наплавки и нагрева ме-
таллов и других материалов ...................................
VIII.7. Резаки................................................
Глава IX. Ручная дуговая сварка............................. . .
IX.I. Особенности способа сварки. Области применения . . ,
189
180
184
190
203
213
214
214
214
215
217
219
219
219
222
222
223
230
232
234
234
235
237
237
237
244
244
247
249
249
2'0
276
279
280
287
287
287
289
289
289
295
295
393
333
308
311
316
316
318
319
323
326
330
333
335
343
350
359
588
351
IX. 1.1. Электрическая сварочная цепь.......................
1X1.2. Особенности сварочной дуги постоянного и переменно-
го тока.......................................................
IX.2. Подготовка металла под снарку.............................
IX.3. Техника и общая технология выполнения швов
IX.3.I. Основные параметры режима ручной дуговой сварки ,
IX.3.2. Сварка швов в различных положениях . . . .
IX.3.3. Сварка стыковых швов..................................
IX.3.4 Сварка угловых швов..................................
IX.3.5. Сварка тонколистового металла.......................
IX.3.6. Сварка швов различной протяженности . . . .
1Х.3.7. Сварка металла большой толщины......................
IX.4. Способы повышения производительности при ручной дуговой
сварке .........................................................
Глава X. Электроду!овая механизированная и автоматическая сварка
под флюсом ..........................................................
Х.1. Сущность способа...........................................
Х.2. Преимущества и недостатки сварки под флюсом
Х.З. Влияние основных параметров режима сварки на размеры
и форму шва...................... ..............................
X 4. Подготовка кромок деталей и сборка конструкций под сварку
Х.5. Техника сварки стыковых швов...............................
Х.6. Техника сварки угловых швов.......................... . .
Х.7. Техника сварки электрозаклепок, прорезных швов и привар-
ки шпилек.........................................................
Глава XI. Сварка открытой дугой. Плазменная сварка и резка » ,
XI. 1. Сварка в защитных газах..................................
XI.2. Сварка порошковой проволокой н проволокой сплошного сече-
ния без дополнительной защиты дуги .......
XI.3. Сущность и техника сварки и резки плазменной дуги
Глава XII. Этектрошлаковая сварка..................................
XII.I. Особенности процесса, его разновидности, основные достоин-
ства и недостатки ..............................................
ХП.2. Технология сборки и сварки................................
XI1.2.I. Типы, конструктивные элементы и размеры сварных
соединений .... ...............................
ХП.2.2. Подготовка деталей к сборке и сварке . . . ,
XI 1.2.3. Возбуждение электрошлакового процесса . . ,
XI 1.2.4 Сварочные материалы и оборудование . . . ,
XII.25. Технология основных способов ЭШС . . . .
XII.2.51. Электрошлаковая сварка проволочными электро-
дами (ШЭ) .................................. . . . .
XII.2.5 2. Сварка плавящимся мундштуком (ШМ)
ХП.2.5.3. Сварка электродами большого сечения (ШП)
ХИ.2.6. Особенности сварного соединения, выполненного ЭШС
XII.2.7. Технологические приемы выполнения электрошлако-
вой сварки .................................................
XI1.2.7.I. Электрошлаковая сварка с порошкообразным при-
садочным металлом (ППМ)....................................
XII.2.7.2. Свапка проволокой диаметром 5 мм
XII 2.7.3. Сварка на повышенном вылете электрода
XII.2.7.4. Сварка с дозированной подачей мощности в зону
сварки...................................................
Глава XIII. Контактная сварка . ............................. .
XIII.I Особенности способа сварки...............................
XIII 2. Области применения контактной сварки в промышленном
строительстве . ..........................................
Х1П.З. Подготовка элементов к контактной сварке . . . .
XII 1.4. Стиховая контактная сварка ............................
XIII.4.1. Особенности техники и технологии сварки
XIII.4.2. Режимы стыковой сварки сопротивлением
XIII.4.3. Режимы стыковой сварки оплавлением . . . .
XIII.5. Точечная контактная сварка..............................
XIII 5.1, Особенности техники и технологии сварки
XIII.5.2. Режимы точечной сварки.............................
XI 11.6. Шовная контактная сварка...............................
XII 1.6.1, Технологические особенности процесса . . . .
XII 1.6.2. Режимы сварки . > «.......................
352
35'2
353
355
356
359
360
361
362
363
364
369
369
372
374
378
379
382
383
385
385
405
4.8
419
409
411
411
416
418
418
421
421
424
425
427
429
429
431
431
432
432
432
434
436
4:17
437
439
440
441
443
416
449
419
450
589
Г >ава XIV. Газовая сварка и термическая резка
451
газопламенной обработки металлов
Особенности процесса газовой сварки .....................
Подготовка металла к сварке ............................
Виды сварных соединений .............................
Техника и технология газовой сварки .....................
Термическая резка ......................................
XIV.I. Особенности процессов
XIV.2. “ '
XIV.3.
XIV.4
XIV.5.
XIV.6 _ ,
XIV.6.1. Кислородная (газовая) резка
XIV.6.2. Дуговы» способы резки
Глава XV. Сварка иизксуглеродистых и низколегированных сталей
XV.1. Общие сведения Области применения. Классификация
XV.2.
XV.3. Сварка ____________________ ________ ...
XV.4. Специфика сварки конструкций из сталей высокой прочности
XV.5. Специфика сварки оцинкованных низкоуглеродистых сталей
Глава XVI. Сварка высоколегированных сталей и сплавов . ,
XVI.1.
XV 1.2.
XV 1.3.
XVI.4.
XVI.5.
XVI.6.
XVI.7.
XVI.8.
Глава XVII. Сварка конструкций и трубопроводов из цветных метал
лов и сплавов , . . . ....................
XVII.1. Сварка алюминия и его сплавов ......
XV 11.2. Сварка меди и ее сплавов.............................
XVI 1.3. Сварка титана и его сплавов..........................
XV! 1.4. Сварка свинца........................................
Глава XVIII. Сварка конструкций и трубопроводов из пластмасс
XVIII 1. Основные определения.................................
XVII 1.2. Механизм образования сварного соединения
XVII 1.3. Способы сварки пластмасс .......
Сварка
низкоуглеродистых сталей
низколегированных сталей
Общие сведения..............................
Газовая сварка .........................
Ручная дуговая сварка покрытыми электродами
Сварка под флюсом............................
Электрошлаковая свяпка .....................
Дуговая сварка в защитных газах
Другие способы сварки . ... t .
Сварка двухслойных (плакированных) сталей
451
451
453
454
455
457
457
465
469
469
470
476
478
484
485
485
493
495
497
502
505
508
517
521
521
531
539
545
547
547
548
551
Справочное издание
СВАРКА И РЕЗКА В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
Том 1
Малышев Борис Дмитриевич, Акулов Александр Иванович, Алексеев Евгений
Константинович, | Блинов Алексей Николаевич, | Зайцев Конкордий Иванович,
Книгель Владимир Августович, Мельник Владимир Иосифович, Муравьев
Алексей Владимирович. Пелевин Юрий Павлович, Смирнов Борис Алексеевич,
Сагалевич Валерий Михайлович, Шип Владимир Викторович, Юхин Николай
Александрович
Мл. редактор Л А. Козий
Художественный редактор I'. А. Сафонова
Технический редактор М. Г. Ангерт
Корректор Е. А. Степанова
И Б № 40099
Сдано в набор 02.11.83. Подписано в печать 12.06.89. Т-11713. Формат 84Х 108‘/ч,
Бумага тип. № 2. Гарнитура «Литературная>. Печать высокая. Усл. печ. л.
31,08. Усл. кр.-отт. 31,08. Уч.-изд. л 35.27. Тираж 79.000 экз. Изд. № АХ.1614.
Заказ № 194. Цена 2 р. 10 к.
Стройиздат, 101442. Москва, Каляевская. 23а
Владимирская типография Госкомитета СССР по печати.
600000, г. Владимир, Октябрьский проспект, д. 7