/





Автор: Малышев Б.Д.
Теги: каменная кладка и подобные строительные работы технология строительного производства строительство сварка промышленность сварные конструкции
ISBN: 5-274-00855-0
Год: 1989




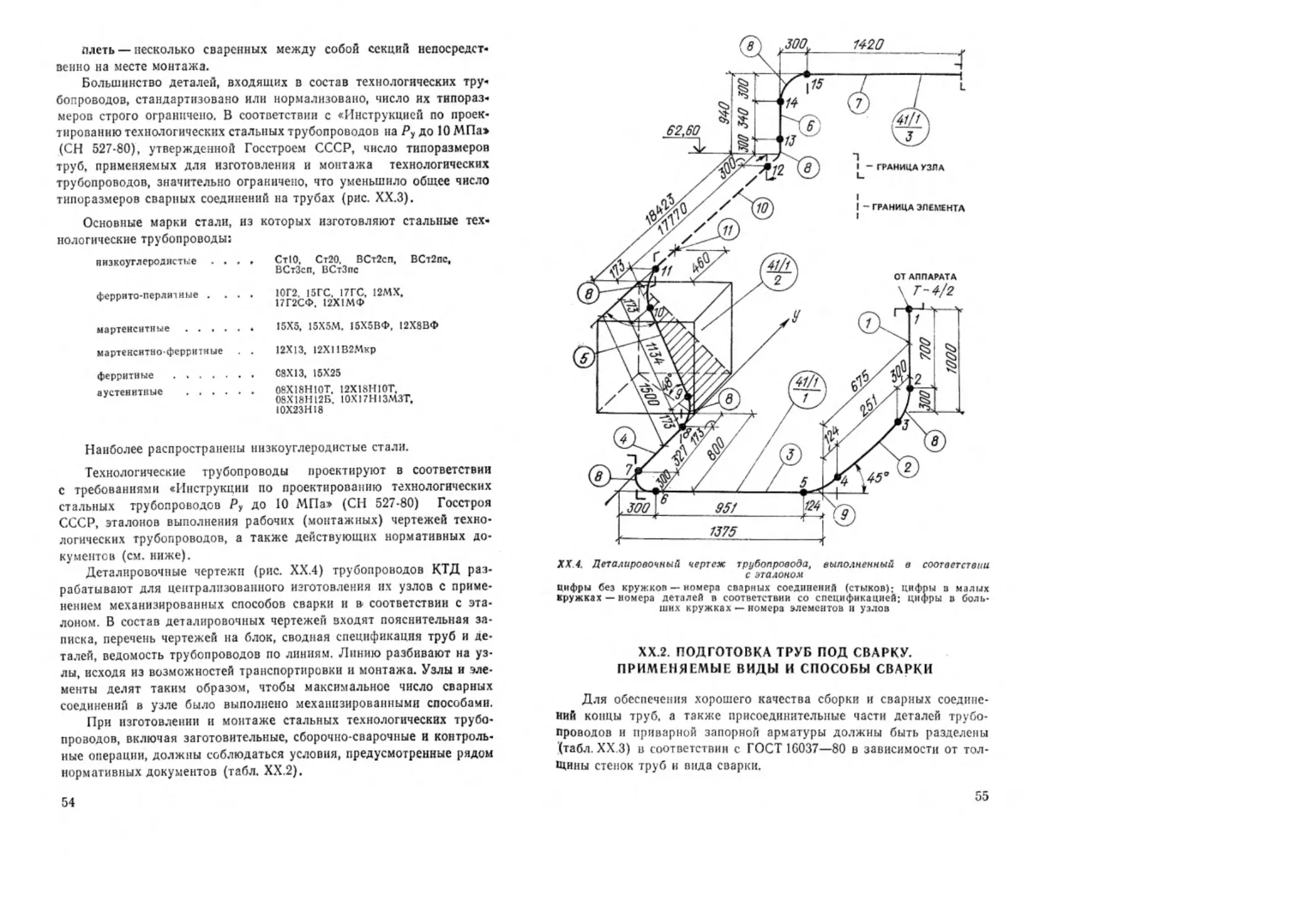
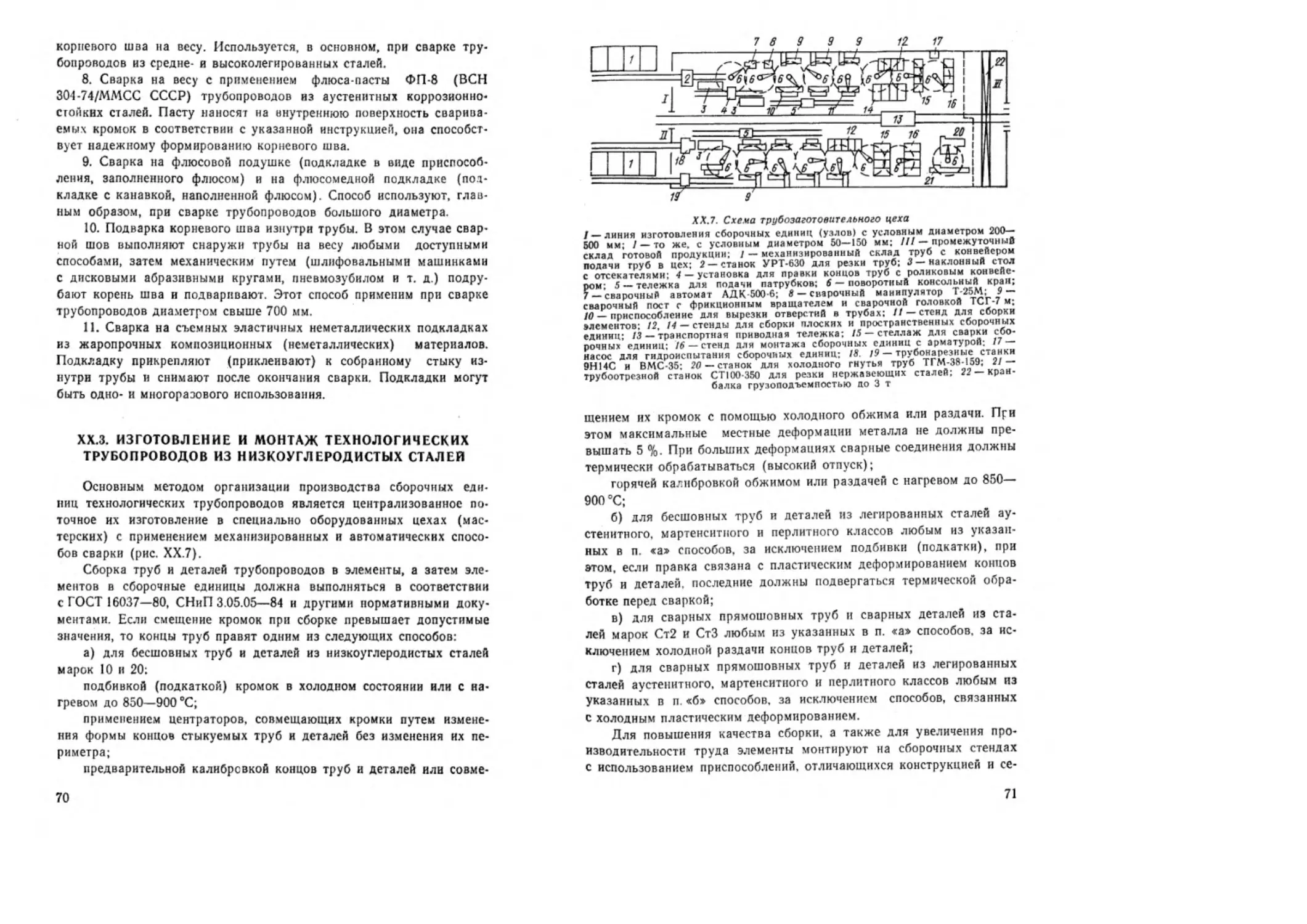
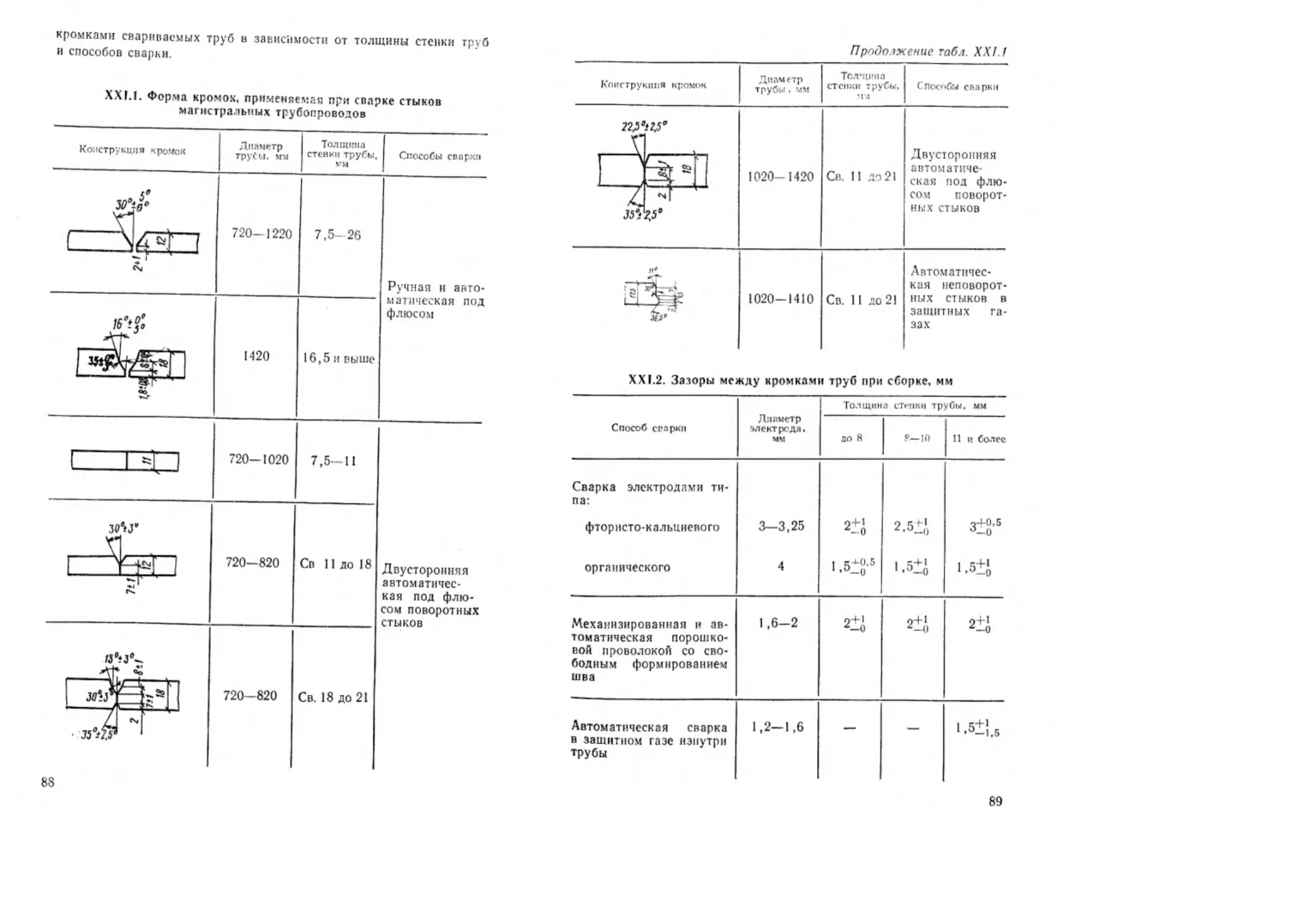
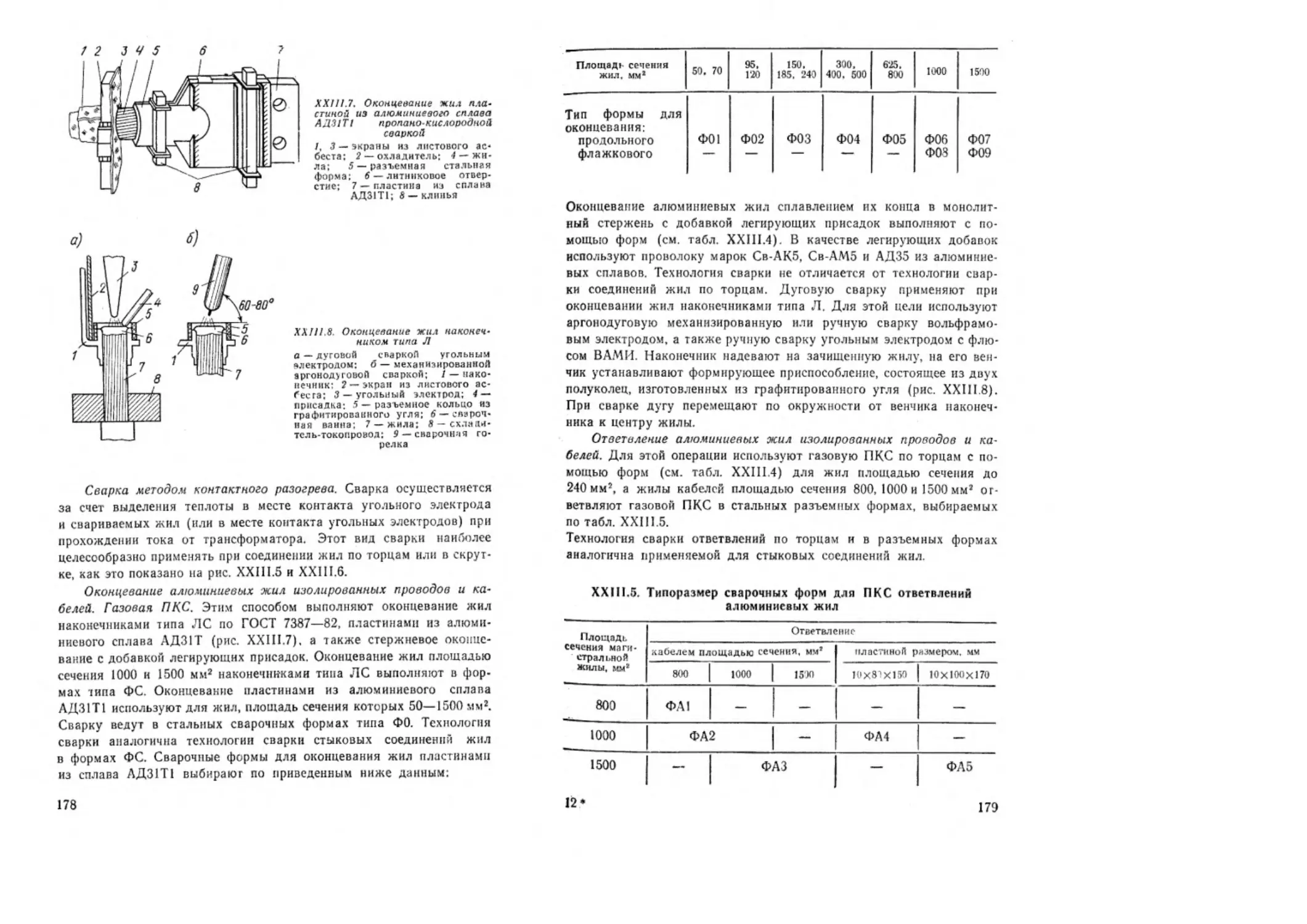
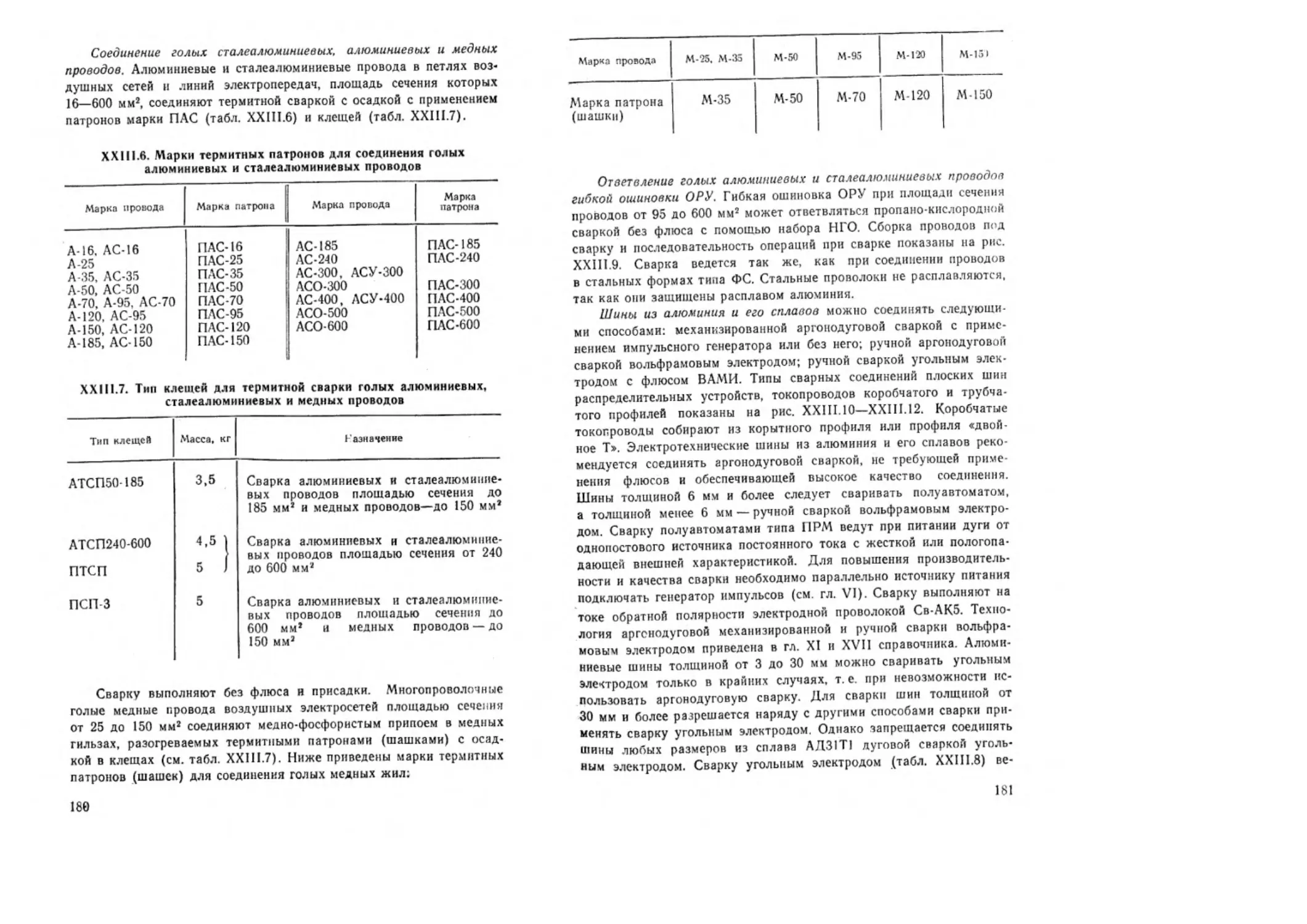
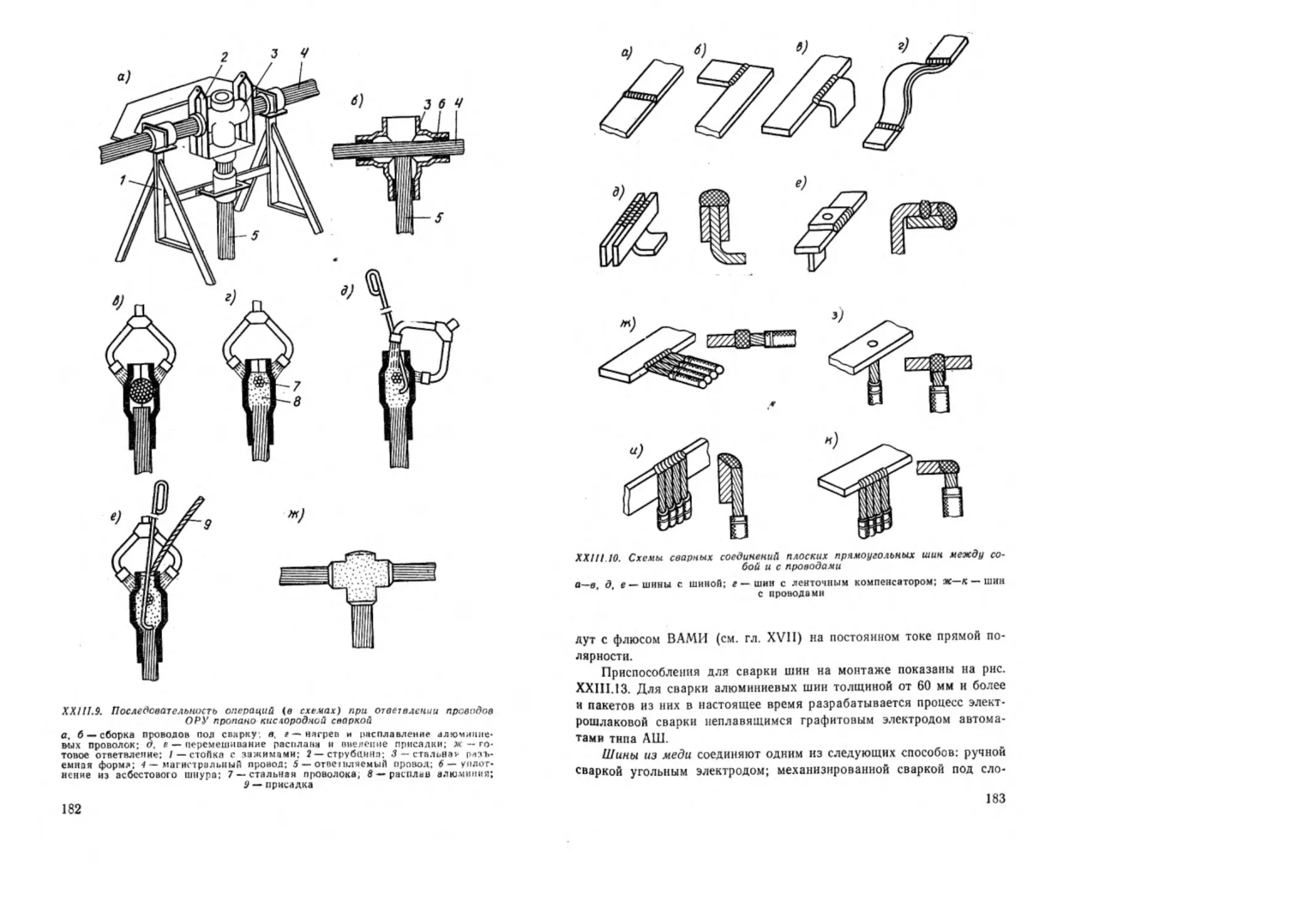
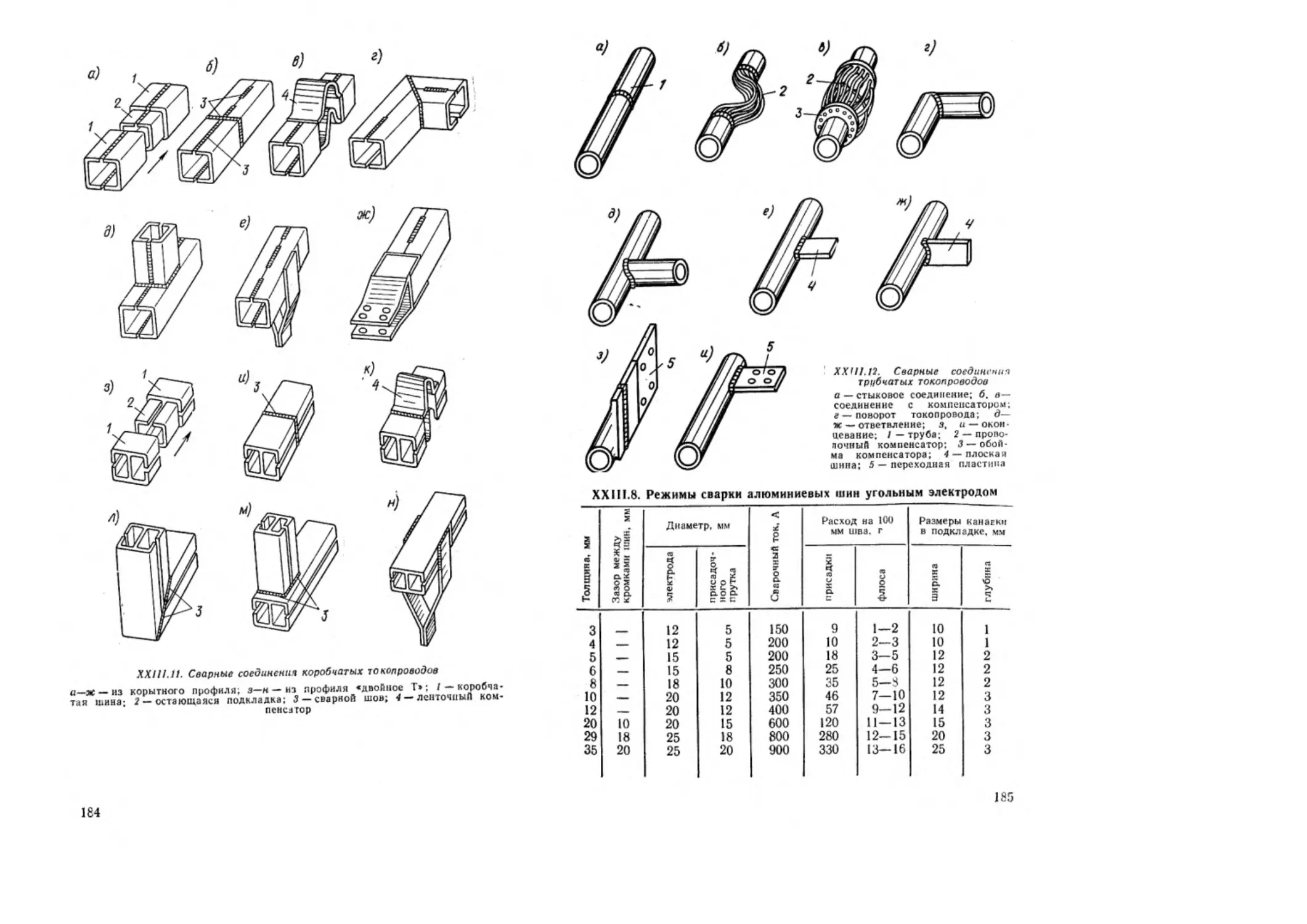
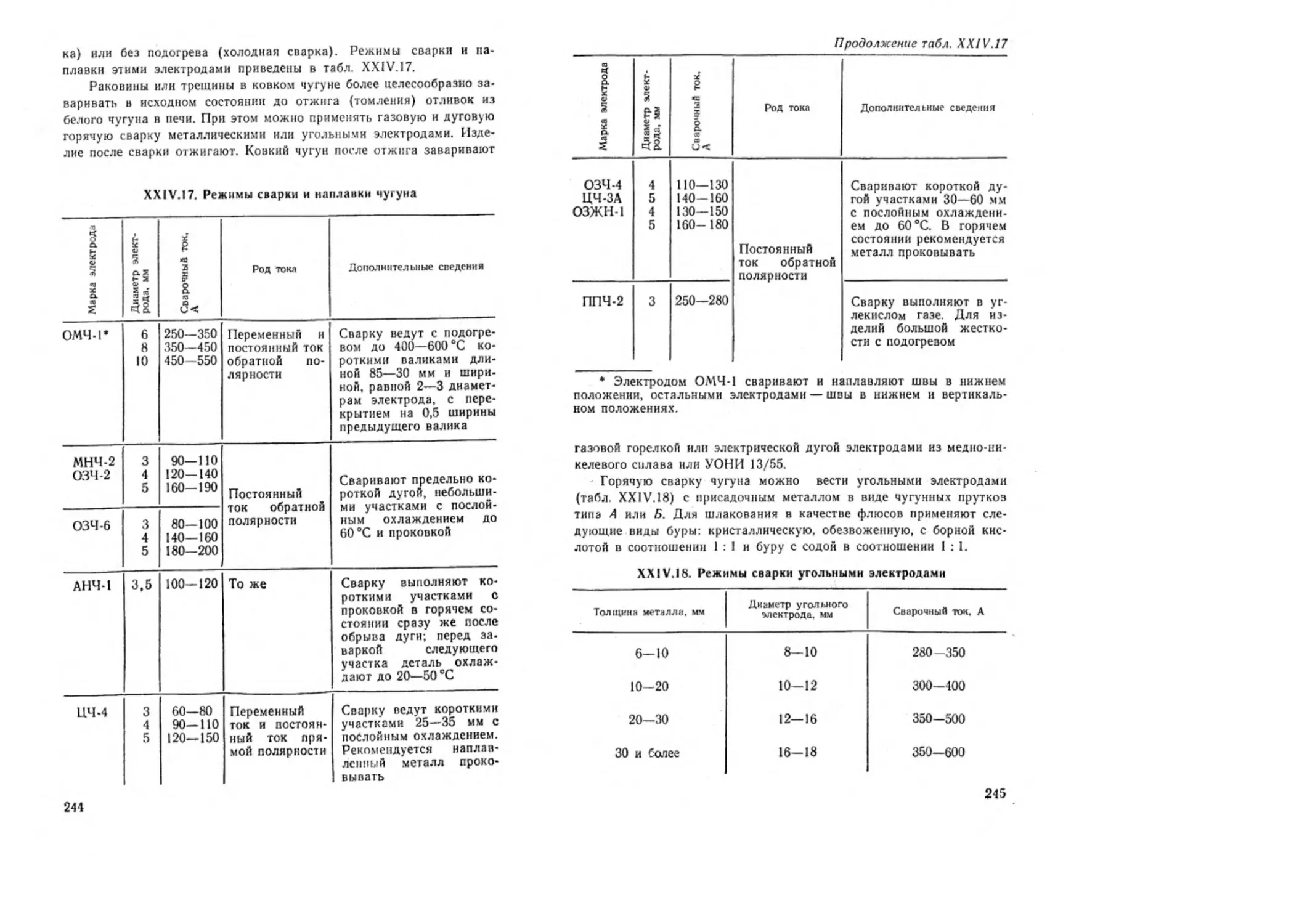
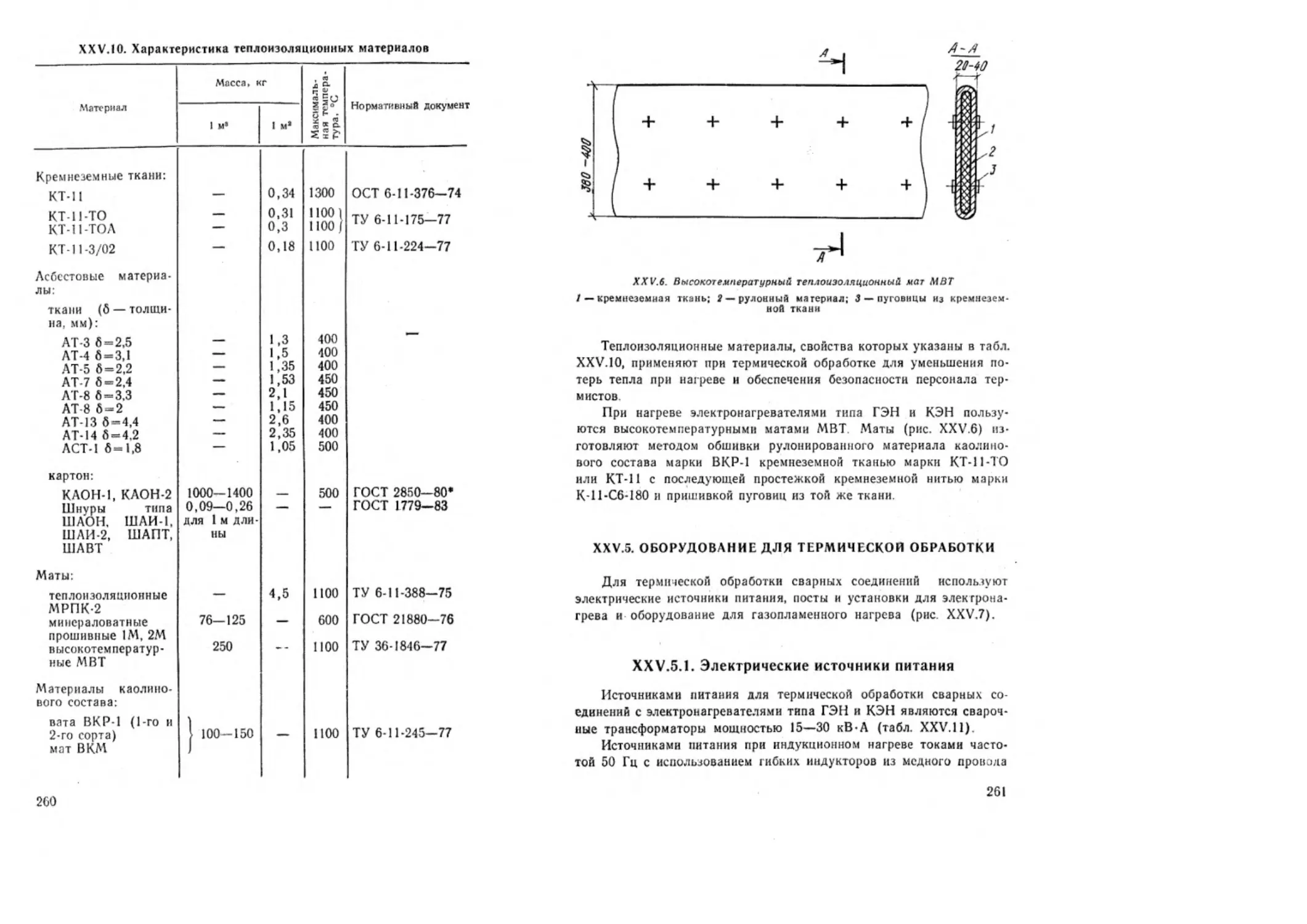
Текст
Сварка и резка
в промышленном
строительстве
Том И
Справочник
строителя
Москва
Стройиздат
Справочник строителя
Серия основана в 1976 году
Сварка и резка
в промышленном
строительстве
В двух томах
Под редакцией профессора
Б.Д. Малышева
3-с издание,
переработанное и дополненное
Том II
Москва Стррииздат 1989
ББК 38.635
С 24
УДК 693.814.25 : 621.791 (035.5)
Авторы: Б. Д. Малышев, Е. К. Алексеев, А. Н. Блинов, К. А. Граче-
ва, Н. А. Гринберг, И. Е. Евгеньев, К. И. Зайцев, В. А. Книгель,
В. И. Мельник, А. В. Муравьев, Ю. В. Попов, Н. А. Юхин
Рецензенты: академик Г. А. Николаев — председатель секции «Свар-
ка в строительстве» координационного совета по сварке; Б. Ф. Лебе-
дев— д-р техн, наук, начальник отдела сварки в строительстве ИЭС
им. Е. О. Патона.
Редактор: А. Ф. Тарасова
Сварка и резка в промышленном строительстве.
С 24 В 2 т. Т. 2/Б. Д. Малышев, Е. К- Алексеев, А. Н. Бли-
нов и др.; Под ред. Б. Д. Малышева. — 3-е изд.,
перераб. и доп. — М.: Стройиздат, 1989. — 400 с.:
мл.— (Справочник строителя).
ISBN 5-274-00855-0
Приведены справочные данные по технологии сварки раз-
личных строительных конструкций и трубопроводов, наплавоч-
ным работам, термической обработке и контролю качества
сварных соединений, а также по организации труда, техниче-
скому нормированию, охране труда при сварке, резке и на-
плавке. Изд. 2-е вышло в 1980 г. в серии «Справочник мон-
тажника»
Для инженерно-технических работников строительно-мон-
тажных организаций.
3308000000—479
047(01)-89
154—89
ББК 38.635
ISBN 5-274-00855-0 (Т. 2)
ISBN 5-274-00581-0
© Стройиздат, 1977
© Стройиздат, 1989, с изменениями
Глава XIX. СВАРКА СТАЛЬНЫХ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
XIX.1. ГРУППЫ СТАЛЬНЫХ КОНСТРУКЦИЙ
ЗДАНИЙ И СООРУЖЕНИЙ,
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ ДЛЯ ИХ СВАРКИ
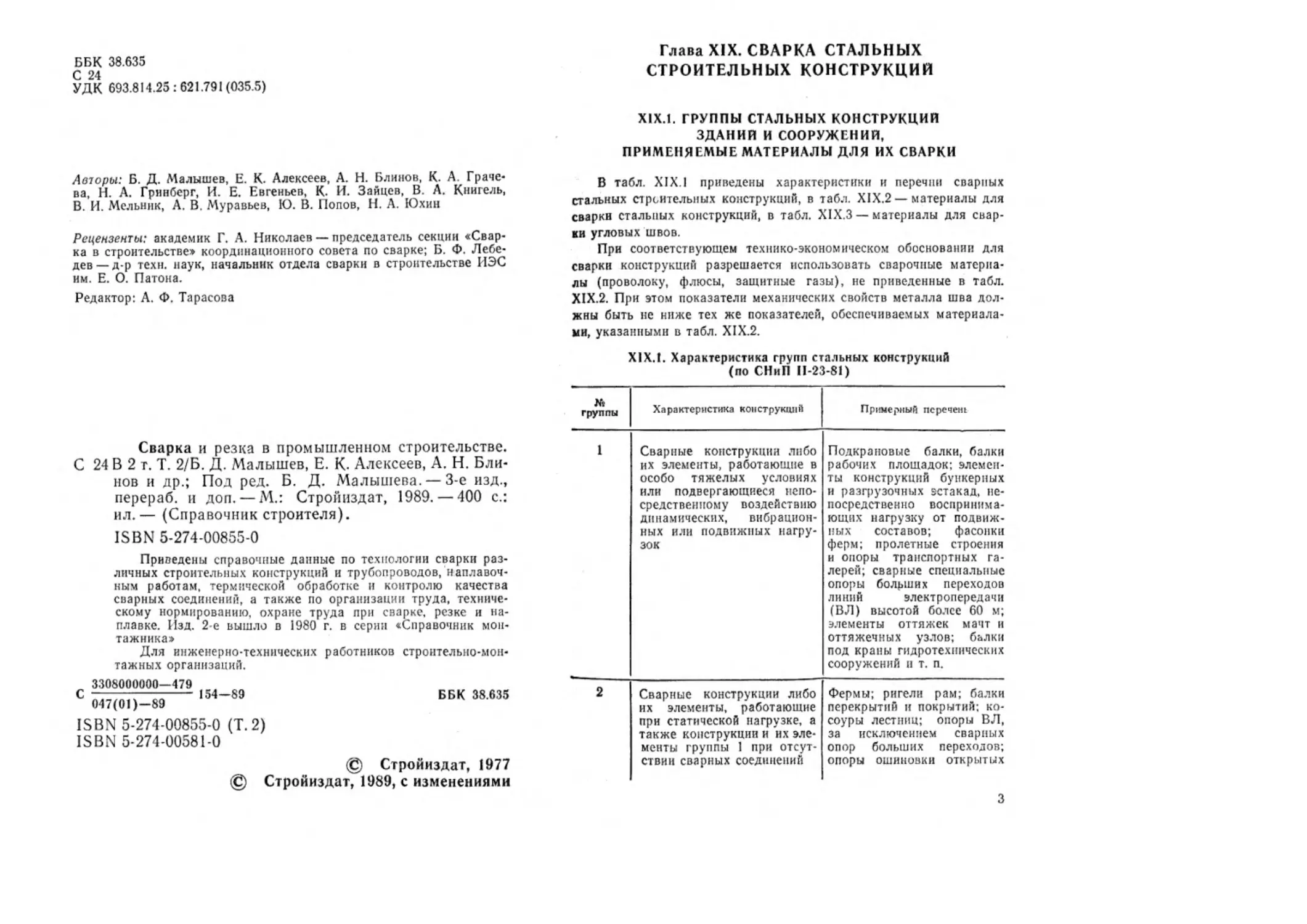
В табл. XIX.I приведены характеристики и перечни сварных
стальных строительных конструкций, в табл. XIX.2 — материалы для
сварки стальных конструкций, в табл. XIX.3 — материалы для свар-
ки угловых швов.
При соответствующем технико-экономическом обосновании для
сварки конструкций разрешается использовать сварочные материа-
лы (проволоку, флюсы, защитные газы), не приведенные в табл.
XIX.2. При этом показатели механических свойств металла шва дол-
жны быть не ниже тех же показателей, обеспечиваемых материала-
ми, указанными в табл. XIX.2.
XIX.I. Характеристика групп стальных конструкций
(по СНиП 11-23-81)
№ группы Характеристика конструкций Примерный перечет
1 Сварные конструкций либо их элементы, работающие в особо тяжелых условиях или подвергающиеся непо- средственному воздействию динамических, вибрацион- ных или подвижных нагру- зок Подкрановые балки, балки рабочих площадок; элемен- ты конструкций бункерных и разгрузочных эстакад, не- посредственно воспринима- ющих нагрузку от подвиж- ных составов; фасонки ферм; пролетные строения и опоры транспортных га- лерей; сварные специальные опоры больших переходов линий электропередачи (ВЛ) высотой более 60 м; элементы оттяжек мачт и оттяжечных узлов; балки под краны гидротехнических сооружений и т. п.
2 Сварные конструкции либо их элементы, работающие при статической нагрузке, а также конструкции и их эле- менты группы 1 при отсут- ствии сварных соединений Фермы; ригели рам; балки перекрытий и покрытий; ко- соуры лестниц; опоры ВЛ, за исключением сварных опор больших переходов; опоры ошиновки открытых
3
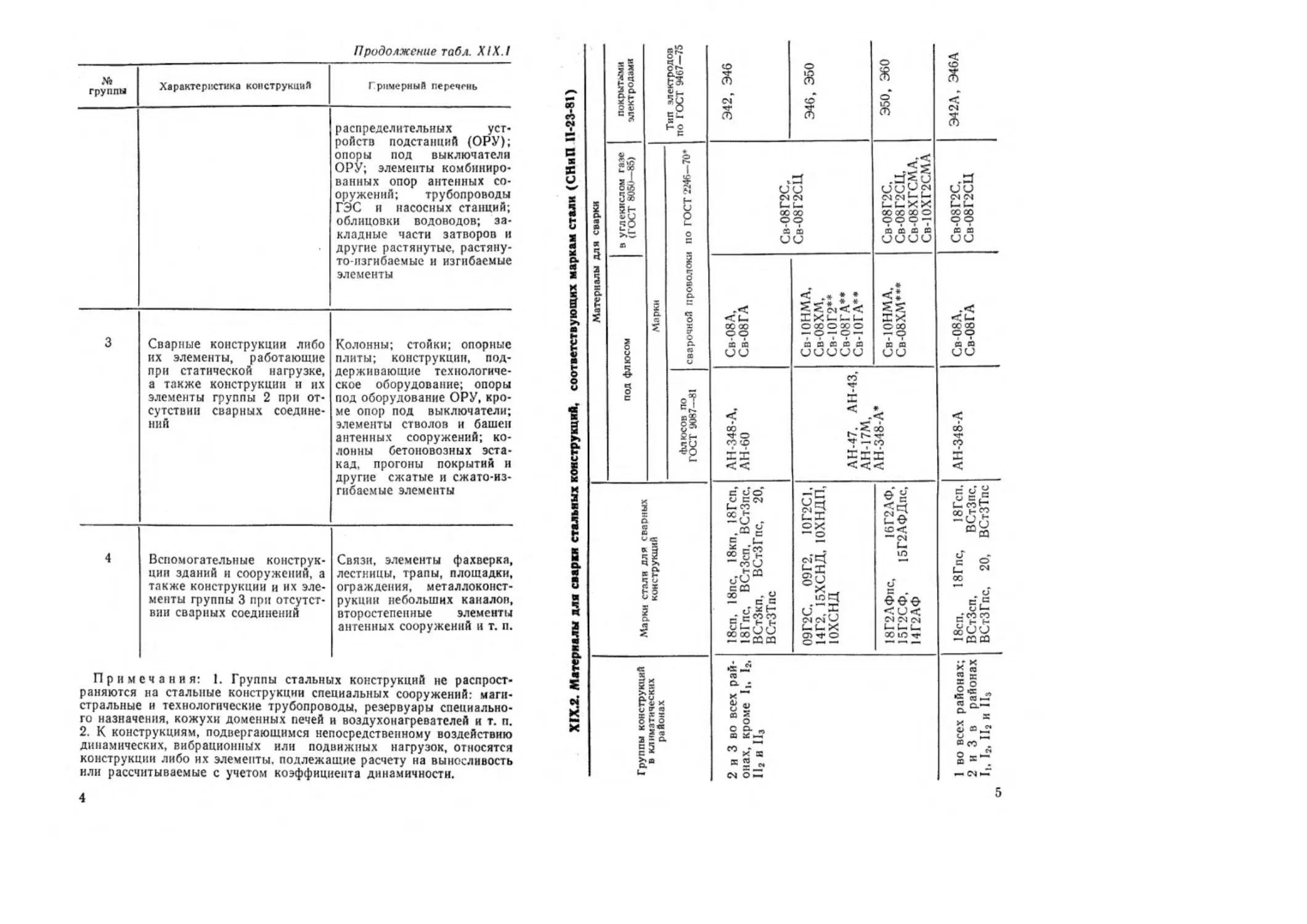
Продолжение табл. XIX.I
№ группы Характеристика конструкций Гримерный перечень
распределительных уст- ройств подстанций (ОРУ); опоры под выключатели ОРУ; элементы комбиниро- ванных опор антенных со- оружений; трубопроводы ГЭС и насосных станций; облицовки водоводов; за- кладные части затворов и другие растянутые, растяну- то-пзгибаемые и изгибаемые элементы
3 Сварные конструкции либо их элементы, работающие при статической нагрузке, а также конструкции и их элементы группы 2 при от- сутствии сварных соедине- ний Колонны; стойки; опорные плиты; конструкции, под- держивающие технологиче- ское оборудование; опоры под оборудование ОРУ, кро- ме опор под выключатели; элементы стволов и башен антенных сооружений; ко- лонны бетоновозных эста- кад, прогоны покрытий и другие сжатые и сжато-из- гнбаемыс элементы
4 Вспомогательные конструк- ции зданий и сооружений, а также конструкции и их эле- менты группы 3 при отсутст- вии сварных соединений Связи, элементы фахверка, лестницы, трапы, площадки, ограждения, металлоконст- рукции небольших каналов, второстепенные элементы антенных сооружений и т. п.
Примечания: 1. Группы стальных конструкций не распрост-
раняются на стальные конструкции специальных” сооружений: маги-
стральные и технологические трубопроводы, резервуары специально-
го назначения, кожухи доменных печей и воздухонагревателей и т. п.
2. К конструкциям, подвергающимся непосредственному воздействию
динамических, вибрационных или подвижных нагрузок, относятся
конструкции либо их элементы, подлежащие расчету на выносливость
или рассчитываемые с учетом коэффициента динамичности.
4
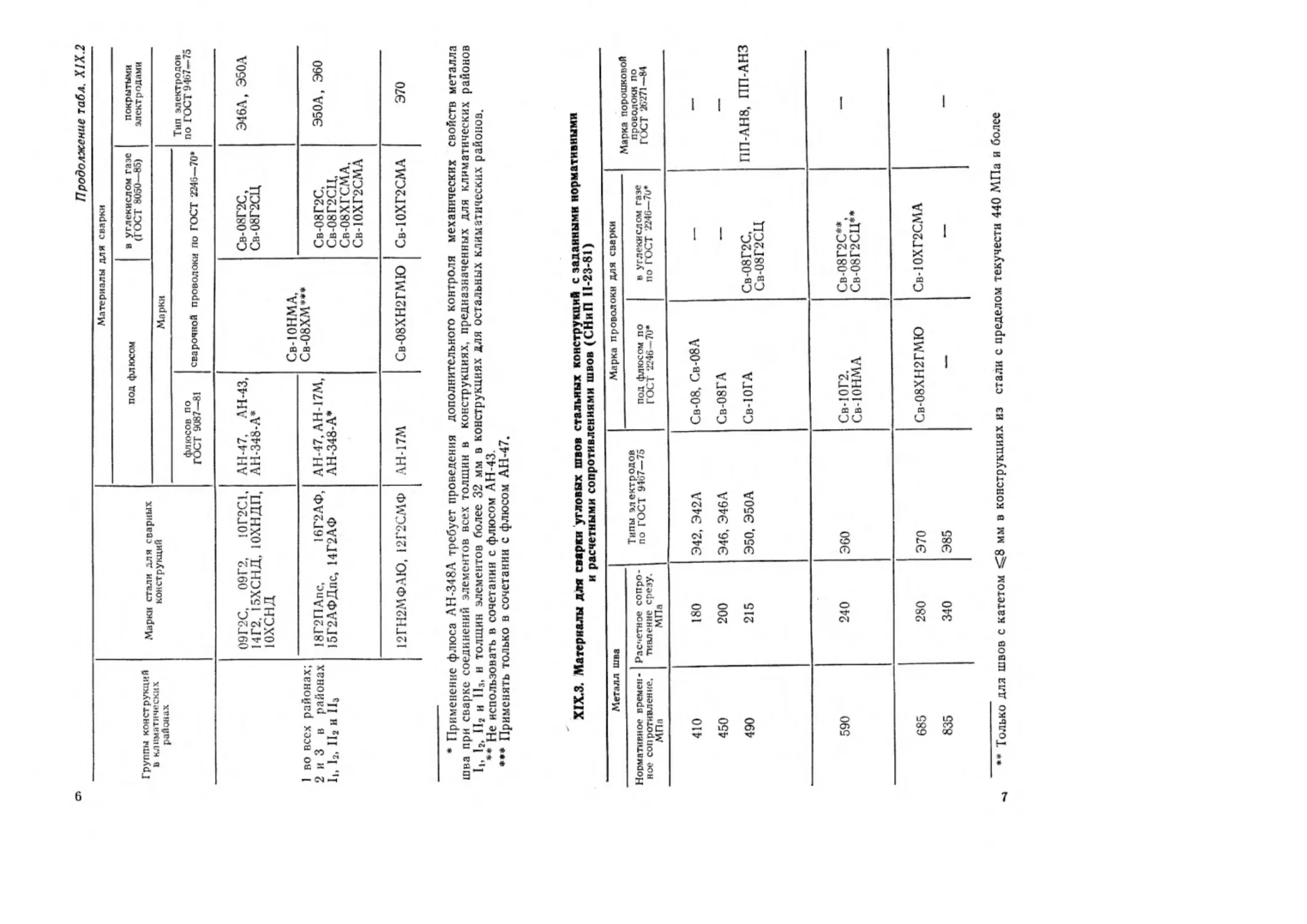
XIX. 2. Материалы для сварки стальных конструкций, соответствующих маркам стали (СНиП 11-23-81)
5
о
Продолжение табл. XIX.2
Группы конструкций в климатических районах Марки стали для сварных конструкций Материалы для сварки
под флюсом в углекислом газе (ГОСТ 8050—85) покрытыми электродами
Марки Тип электродов по ГОСТ 9467—75
флюсов по ГОСТ 9087—81 сварочной проволоки по ГОСТ 2246—70*
1 во всех районах; 2 и 3 в районах 11, Пг и Из 09Г2С, 09Г2, 10Г2С1. 14Г2. 15ХСНД, 10ХНДП, 10ХСНД АН-47, АН-43, ЛН-348-А* Св-ЮНМА, Св-08ХМ*** Св-08Г2С, Св-08Г2СЦ Э46А, Э50А
18Г2ПАпс, 16Г2АФ, 15Г2АФДПС, 14Г2АФ АН-47, АН-17М, АН-348-А* Св-08Г2С, Св-08Г2СЦ, Св-08ХГСМА. Св-10ХГ2СМА Э50А, Э60
12ГН2МФАЮ, 12Г2СМФ АН-17М Св-08ХН2ГМЮ Св-10ХГ2СМА Э70
* Применение флюса АН-348А требует проведения дополнительного контроля механических свойств металла
шва при сварке соединений элементов всех толщин в конструкциях, предназначенных для климатических районов
1|, 1г. и П3, и толщин элементов более 32 мм в конструкциях для остальных климатических районов.
* * Не использовать в сочетании с флюсом АН-43.
* •* Применять только в сочетании с флюсом АН-47.
XIX.3. Материалы для сварки угловых швов стальных конструкций с заданными нормативными
и расчетными сопротивлениями швов (СНиП 11-23-81)
Металл шва Типы электродов по ГОСТ 9167—75 Марка проволоки для сварки Марка порошковой проволоки по ГОСТ 26271—84
Нормативное времен- ное сопротивление. МПа Расчетное сопро- тивление срезу. МПа под флюсом по ГОСТ 2246-70* в углекислом газе по ГОСТ 2246—70*
410 180 Э42, Э42Л Св-08, Св-08А — —
450 200 Э46, Э46А Св-08ГА — —
490 215 Э50, Э50А Св-ЮГА Св-08Г2С, Св-08Г2СЦ ГШ-АН8, ПП-АНЗ
590 240 ЭСО Св-10Г2. Св-ЮНМА Св-08Г2С**, Св-08Г2СЦ** —
685 280 Э70 Св-08ХН2ГМЮ Св-ЮХГ2СМА
835 340 Э85 — — —
*• Только для швов с катетом <8 мм в конструкциях из стали с пределом текучести 440 МПа и более
XIX.2. СВАРОЧНЫЕ РАБОТЫ В УСЛОВИЯХ ЦЕХА
Большую часть строительных металлических конструкций изго-
товляют с помощью сварки. Основным способом сварки является
дуговая. Широко применяют автоматическую сварку под флюсом,
механизированную в защитном газе и порошковой проволокой. Ис-
пользуют также дуговую ручную, контактную и электрошлаковую
сварку.
Элементы стальных строительных конструкций собирают на заво-
дах из обработанных прокатных профилей стали. Поступающий на
завод стальной прокат разгружают в цехе подготовки металла, рас-
сортировывают по маркам стали, профилям, размерам и укладыва-
ют в штабеля. Металлопрокат, если необходимо, предварительно пра-
вят на вальцах, кулачковых или горизонтальных прессах и огрунто-
вывают.
Затем металл поступает в цех обработки, где выполняют раз-
метку, резку и обработку деталей для последующей сборки элемен-
тов стальных конструкций. На современных заводах получили рас-
пространение автоматические поточные линии по обработке деталей
без предварительной разметки. После обработки детали поступают
на склад полуфабрикатов, а затем в сборочные и сварочные цеха.
Элементы конструкций собирают и сваривают из полуфабрика-
тов на специально оборудованных стеллажах, кондукторах, стендах,
вращателях, манипуляторах, сборочно-сварочных поточных линиях
и автоматизированных установках.
Для сборки конструкций, кроме обычных молотков, ключей, ку-
валд, ломиков, пневматических молотков, оправок и т. п. широко
применяют инвентарные сборочные приспособления, различного рода
струбцины, клинья, упоры, эксцентриковые зажимы, стяжные уголки,
домкраты, клиновые стяжные приспособления, винтовые распорки,
пневматические и магнитные фиксаторы, скобы и т.п.
Для сварки конструкций используют разнообразное сварочное
оборудование.
Из общего объема сварочных работ, выполняемых на заводах,
значительная часть приходится на сварку элементов листовых кон-
струкций.
XIX.2.1. Технология изготовления рулонных заготовок
и других листовых конструкций
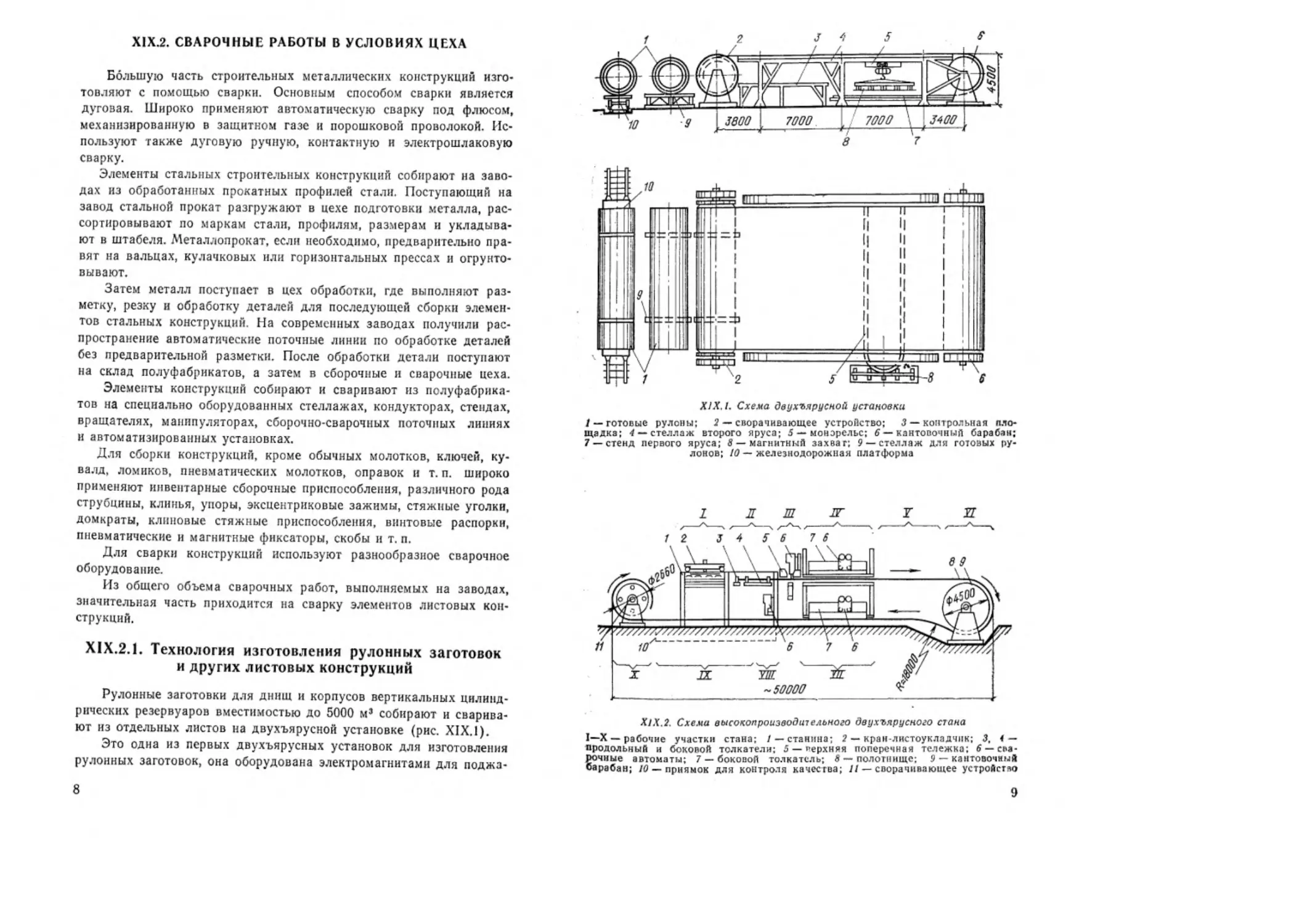
Рулонные заготовки для днищ и корпусов вертикальных цилинд-
рических резервуаров вместимостью до 5000 м3 собирают и сварива-
ют из отдельных листов на двухъярусной установке (рис. XIX. 1).
Это одна из первых двухъярусных установок для изготовления
рулонных заготовок, она оборудована электромагнитами для поджа-
8
XIX. I. Схема двухъярусной установки
/ — готовые рулоны: 2 — сворачивающее устройство; 3 — контрольная пло-
щадка; 4 — стеллаж второго яруса; 5 — монорельс; 6 — кантовочный барабан;
7 — стенд первого яруса; 8 — магнитный захват; 9 — стеллаж для готовых ру-
лонов; 10 — железнодорожная платформа
Х1Х.2. Схема высокопроизводительного двухъярусного стана
I—X — рабочие участки стана; / — станина; 2— кран-листоукладчик; 3. < —
продольный и боковой толкатели; 5 — верхняя поперечная тележка; 6 — сва-
рочные автоматы; 7 — боковой толкатель; S — полотнище; 9 — кантовочный
барабан; 10 — приямок для контроля качества; // — сворачивающее устройство
9
тия кромок листов к медной планке, что обеспечивало нормальное
проплавление при автоматической сварке стыков под флюсом.
В дальнейшем при обеспечении более точной обработки кромок на
новых станках и качественной правки листов отказались от примене-
ния магнитов и медных планок. Листы полотнища корпуса или дни-
ща резервуара укладывают с помощью магнитных захватов тель-
фера на стеллаже нижнего яруса, где выполняют прихватку стыков
и автоматическую сварку под флюсом на неполную толщину листа.
Затем собранную и сваренную часть полотнища перекантовывают
через кантовечный барабан на верхний ярус, где сваривают швы
с другой стороны. На нижнем ярусе продолжают сборку следующей
части полотнища, его сварку и пристыковку к предыдущей части.
Процесс сборки, сварки и перекантовки продолжается до готовности
полотнища необходимого размера. На контрольной площадке про-
веряют качество и огрунтовывают полотнище, после чего наматыва-
ют его на шахтную лестницу резервуара или инвентарные кольце-
вые каркасы. Диаметр колец каркаса для резервуаров вместимостью
1000 м3 и более — 2660 мм, для резервуаров меньшей вместимости —
2000 мм.
Стыковые и нахлесточные швы на этой установке сваривают
сварочными тракторами под флюсом проволокой диаметром 4—5 мм.
При сварке первого шва стык проваривают на глубину не менее 0,7
толщины металла для обеспечения прочности швов при кантовке че-
рез барабан. Второй шов с другой стороны обеспечивает проплавле-
ние корня и монолитность сечения. В начале и конце поперечных
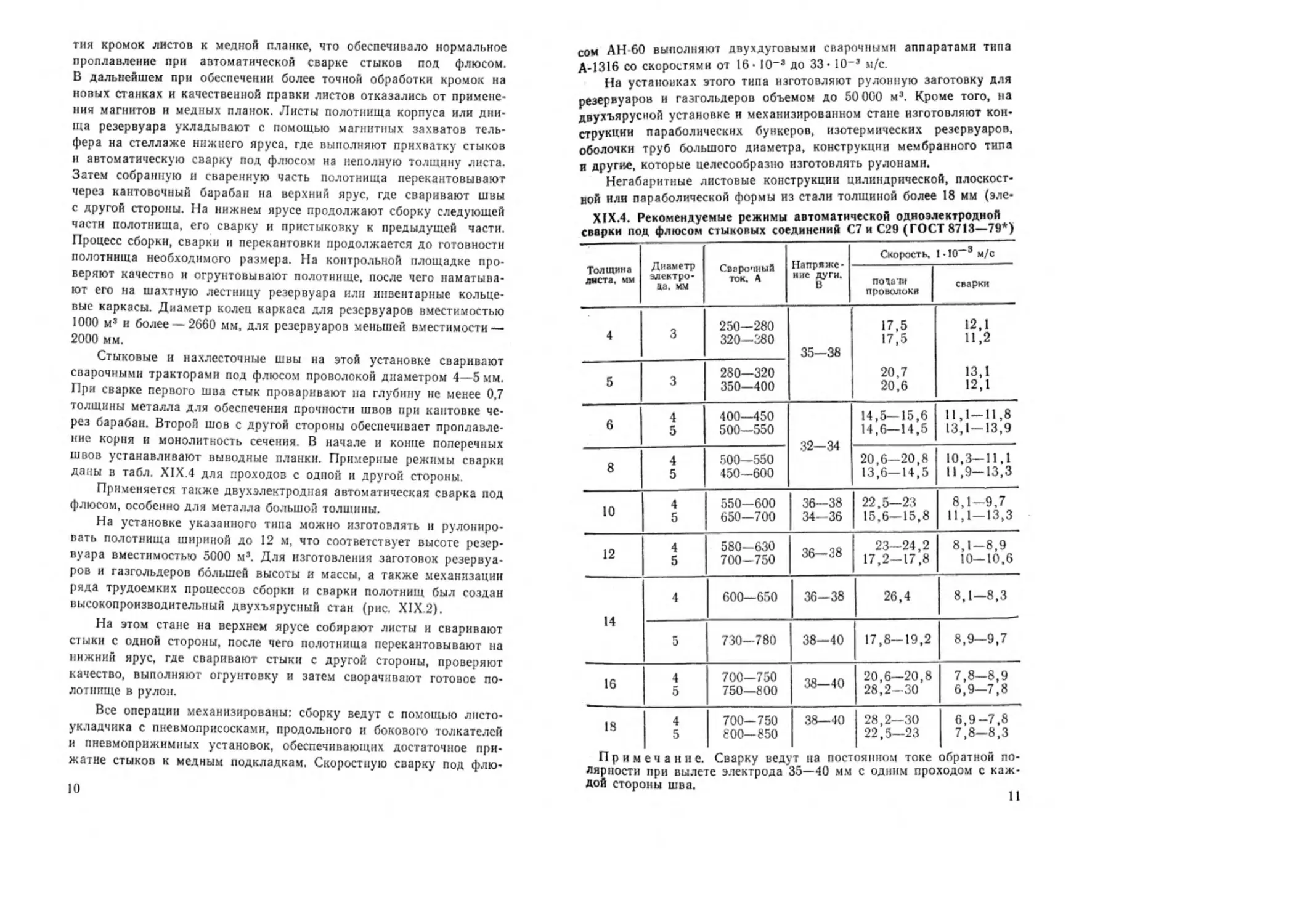
швов устанавливают выводные планки. Примерные режимы сварки
даны в табл. XIX.4 для проходов с одной и другой стороны.
Применяется также двухэлектродная автоматическая сварка под
флюсом, особенно для металла большой толщины.
На установке указанного типа можно изготовлять и рулониро-
вать полотнища шириной до 12 м, что соответствует высоте резер-
вуара вместимостью 5000 м3. Для изготовления заготовок резервуа-
ров и газгольдеров большей высоты и массы, а также механизации
ряда трудоемких процессов сборки и сварки полотнищ был создан
высокопроизводительный двухъярусный стан (рис. XIX.2).
На этом стане на верхнем ярусе собирают листы и сваривают
стыки с одной стороны, после чего полотнища перекантовывают на
нижний ярус, где сваривают стыки с другой стороны, проверяют
качество, выполняют огрунтовку и затем сворачивают готовое по-
лотнище в рулон.
Все операции механизированы: сборку ведут с помощью листо-
укладчика с пневмоприсосками, продольного и бокового толкателей
и пневмоприжимных установок, обеспечивающих достаточное при-
жатие стыков к медным подкладкам. Скоростную сварку под флю-
10
сом АН-60 выполняют двухдуговыми сварочными аппаратами типа
Д-1316 со скоростями от 16- 10-я до 33- 10-3 м/с.
На установках этого типа изготовляют рулонную заготовку для
резервуаров и газгольдеров объемом до 50 000 м3. Кроме того, на
двухъярусной установке и механизированном стане изготовляют кон-
струкции параболических бункеров, изотермических резервуаров,
оболочки труб большого диаметра, конструкции мембранного типа
и другие, которые целесообразно изготовлять рулонами.
Негабаритные листовые конструкции цилиндрической, плоскост-
ной или параболической формы из стали толщиной более 18 мм (эле-
XIX.4. Рекомендуемые режимы автоматической одноэлектродной
сварки под флюсом стыковых соединений С7 и С29 (ГОСТ 8713—79*)
Толщина листа, мм Диаметр электро- на. мм Сварочный ток. А Напряже- ние дуги. В Скорость. 1 -10 3 м/с
подачи проволоки сварки
4 3 250—280 320—280 35-38 17,5 17,5 20,7 20,6 12,1 П,2 13,1 12,1
5 3 280—320 350—400
6 4 5 400—450 500-550 32—34 14,5-15,6 14,6—14,5 11,1-11,8 13,1 — 13,9
8 4 5 500—550 450—600 20,6—20,8 13,6—14,5 10,3—11,1 11,9—13,3
10 4 5 550—600 650-700 36—38 34—36 22,5—23 15,6—15,8 8,1—9.7 11,1—13,3
12 4 5 580—630 700-750 36—38 23—24,2 17,2-17,8 8,1-8,9 10-10,6
14 4 600—650 36-38 26,4 8,1—8,3
5 730—780 38—40 17,8—19,2 8,9—9,7
16 4 5 700—750 750—800 38—40 20,6—20,8 28,2-30 7,8—8,9 6,9—7,8
18 4 5 700-750 800-850 38—40 28,2—30 22,5—23 6,9-7,8 7,8-8,3
Примечание. Сварку ведут на постоянном токе обратной по-
лярности при вылете электрода 35—40 мм с одним проходом с каж-
дой стороны шва.
11
менты кожуха доменной печи, воздухонагревателей, пылеуловителей,
мокрых газгольдеров и т.п.) изготовляют отдельными габаритными
частями, состоящими из одного, двух или трех листов. Листы пред-
варительно обрабатывают, состыковывают между собой, сваривают
автоматами на флюсовой подушке и вальцуют. Свальцованные
и обработанные элементы с помощью сборочных приспособлений
подвергают контрольной сборке, в процессе которой у их кромок
приваривают уголковые фиксаторы. При монтаже фиксаторы обес-
печивают точную сборку конструкций.
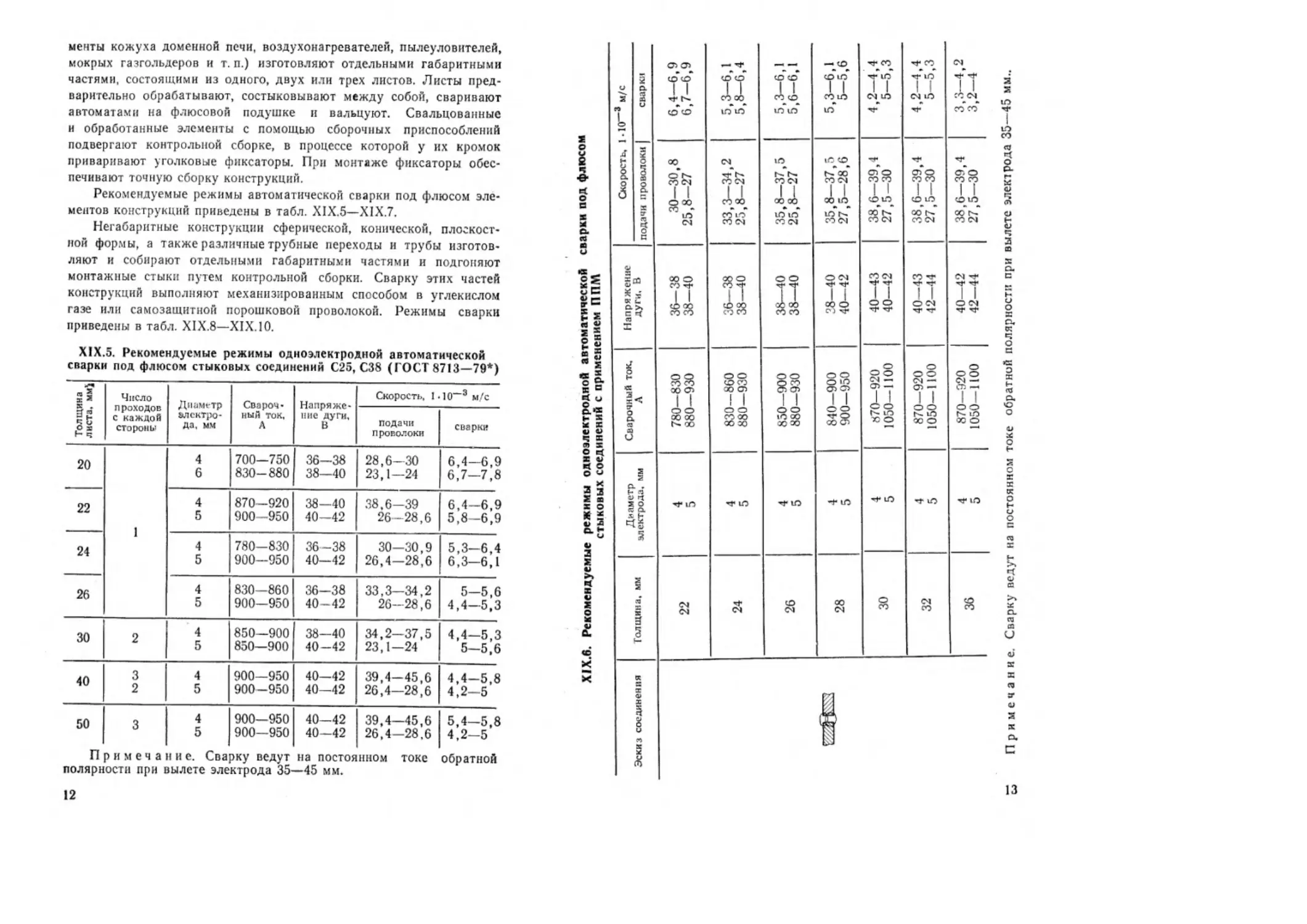
Рекомендуемые режимы автоматической сварки под флюсом эле-
ментов конструкций приведены в табл. XIX.5—XIX.7.
Негабаритные конструкции сферической, конической, плоскост-
ной формы, а также различные трубные переходы и трубы изготов-
ляют и собирают отдельными габаритными частями и подгоняют
монтажные стыки путем контрольной сборки. Сварку этих частей
конструкций выполняют механизированным способом в углекислом
газе или самозащитной порошковой проволокой. Режимы сварки
приведены в табл. XIX.8—XIX. 10.
XIX.5. Рекомендуемые режимы одноэлектродной автоматической
сварки под флюсом стыковых соединений С25, С38 (ГОСТ 8713—79*)
Толщина листа, мм^ Число л роходов с каждой стороны Диаметр электро- да, мм Свароч- ный ток, А Напряже- ние дуги, В Скорость, 1 Подачи проволоки 10 3 м/с сварки
20 1 4 6 700—750 830-880 36-38 38—40 28,6—30 23,1—24 6,4-6,9 6,7—7,8
22 4 5 870—920 900-950 38—40 40—42 38,6—39 26-28,6 6,4—6,9 5,8 -6,9
24 4 5 780-830 900-950 36—38 40—42 30-30,9 26,4-28,6 5,3-6,4 6,3—6,1
26 4 5 830-860 900-950 36-38 40-42 33,3-34,2 26—28,6 5-5,6 4,4— 5,3
30 2 4 5 850—900 850—900 38—40 40-42 34,2—37,5 23,1-24 4,4-5,3 5-5,6
40 3 2 4 5 900—950 900-950 40—42 40—42 39,4-45,6 26,4—28,6 4,4-5,8 4,2-5
50 3 4 5 900-950 900-950 40—42 40-42 39,4—45,6 26,4—28.6 5,4-5,8 4,2—5
Примечание. Сварку ведут на постоянном токе обратной
полярности при вылете электрода 35—45 мм.
XIX.6. Рекомендуемые режимы одноэлектродной автоматической сварки под флюсом
стыковых соединений с применением ППМ
12
о> СП 1 , — — тН СО -+ СО сч
• 10“3 м/с сварки 6,4—6, 6,7—6, и СО СГ5 и но ш 5,3-6, 5—5, Tf Щ 1 1 сч ю тг НО СЧ но 3,3—4, 3,2-4 Я S НО т но
Скорость, 1 подачи проволоки | 30—30,8 25,8—27 33,3—34,2 25,8—27 »о еосч □О 0О ю ю* сосч 35,8—37,5 27,5—28,6 38,6—39,4 27,5-30 38,6—39,4 27,5—30 38,6—39,4 27,5—30 а <и (П О S ч 3 и X с н о X CU X ч
Напряжение дуги, В 36—38 38—40 ОО о со 38—40 38—40 28—40 40—42 40—43 40—42 40-43 42—44 40—42 42—44
X
Сварочный ток. < 780—830 880—930 830—860 880—930 850—900 880—930 840—900 900—950 870—920 1050—1100 870-920 1050—1100 870—920 1050-1100 гоке обратной
Диаметр электрода, мм | ’J* но •ч> но т но -+ но -г но 1.0 на постоянном 1
i £ О а
я Е 3 сч сч сч 26 28 30 32 8 а СП и
Эскиз соединения 'П Примечани!
13
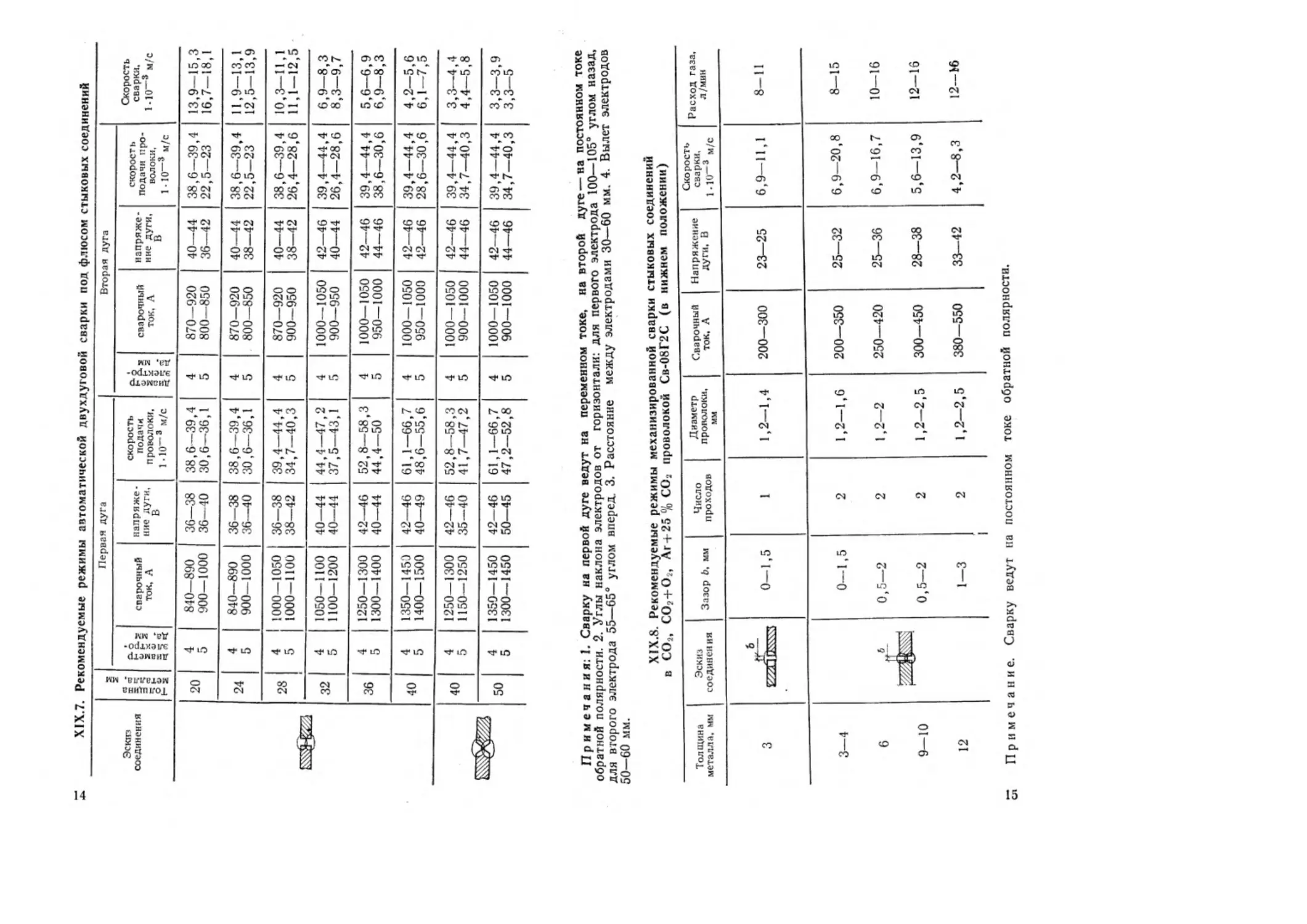
XIX.7. Рекомендуемые режимы автоматической двухдуговой сварки под флюсом стыковых соединений
Эскиз соединения Толщина металла, мм Первая дуга Вторая дуга Скорость сварки, 1 • 10“ 3 м/с
диаметр электро- да. мм сварочный ток, А напряже- ние дуги, В скорость подачи проволоки, 1 • 10“ 3 м/с сварочный ток, Л напряже- ние дуги. В скорость Подачи про- волоки, 1 10~3 м/с
20 4 5 810—890 900—1000 36—38 36—40 38,6—39,4 30,6—36,1 4 5 870-920 800—850 40—44 36—42 38,6-39,4 22,5—23 13,9—15,3 16,7—18,1
24 4 5 840—890 900—1000 36—38 36—40 38,6—39,4 30,6—36,1 4 5 870—920 800—850 40—44 38—42 38,6—39,4 22,5—23 11,9—13,1 12,5—13,9
28 4 5 1000—1050 1000—1100 36—38 38—42 39,4—44,4 34,7—40,3 4 5 870—920 900—950 40—44 38—42 38,6—39,4 26,4—28,6 10,3—11,1 11,1—12,5
32 4 5 1050—1100 1100—1200 40—44 40—44 44,4—47,2 37,5—43,1 4 5 1000—1050 900—950 42—46 40—44 39,4—44,4 26,4—28,6 6,9—8,3 8,3—9,7
36 4 5 1250—1300 1300—1400 42—46 40—44 52,8—58,3 44,4—50 4 5 1000—1050 950—1000 42—46 44—46 39,4—44,4 38,6—30,6 5,6-6,9 6,9—8,3
40 4 5 1350—1453 1400—1500 42—46 40—49 61,1—66,7 48,6—55,6 4 5 1000—1050 950—1000 42—46 42—46 39,4—44,4 28,6—30,6 4,2—5,6 6,1—7,5
40 4 5 1250—1300 1150—1250 42—46 35-40 52,8--58,3 41,7—47,2 4 5 1000—1050 900—1000 42—46 44—46 39,4—44,4 34,7—40,3 3,3—4,4 4,4—5,8
1350—1450 1300—1450 61,1—66,7 47,2—52,8 1000—1050 900—1000 42—46 44—46 39,4—44,4 34,7—40,3 3,3—3,9 3,3—5
50 4 5 42—46 50—45 4 5
, _________ —второй дуге —на постоянном токе
горизонтали: для первого электрода 100—Юэ углом назад,
между электродами 30—60 мм. 4. Вылет электродов
ведут на переменном токе, на
Примечания: 1. Сварку на первой дуге
обратной полярности. 2. Углы наклона электродов от
для второго электрода 55—65° углом вперед. 3. Расстояние
50—60 мм.
XIX.8. Рекомендуемые режимы механизированной сварки стыковых соединений
в COj, СО? + О<, Аг + 25 % СОм проволокой Св-08Г2С (в нижнем положении)
Толщина металла, мм Эскиз соединения Зазор Ь, мм Число проходов Диаметр проволоки, мм Сварочный ток. А Напряжение дуги. В Скорость сварки, Ь1(Г3 м/с Расход газа, л/мин
3 6_ 0—1,5 1 1,2—1,4 200—300 23—25 6,9—11,1 8-11
3—4 0—1,5 2 1,2—1,6 200—350 25—32 6,9—20,8 8—15
6 4^^ 0,5—2 2 1,2—2 250—420 25—36 6,9-16,7 10—16
9—10 0,5—2 2 1,2-2,5 300—450 28—38 5,6—13,9 12-16
12 1—3 2 1 1,2—2,5 380—550 33—42 4,2—8,3 12—М)
Примечание. Сварку ведут на
постоянном токе обратной полярности.
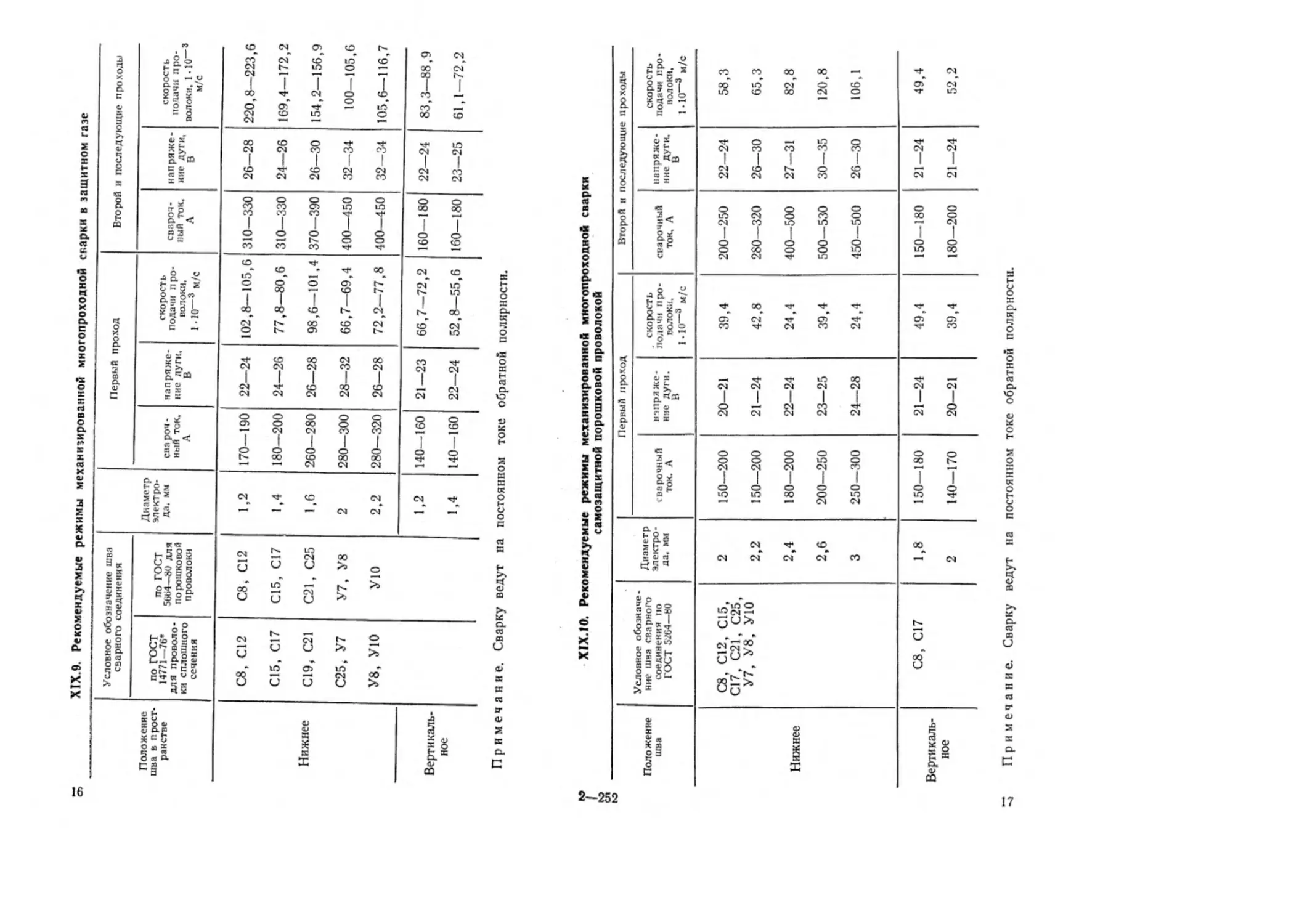
XIX.9. Рекомендуемые режимы механизированной многопроходной сг.арки в защитном газе
Положение шва в прост- ранстве Условное обозначение шва сварного соединения Диаметр электро- да, мм Первый проход Второй и последующие проходы
по ГОСТ 14771—76* для проволо- ки сплошного сечения по ГОСТ 5664—80 для порошковой проволоки сва роч - ный ток. А напряже- ние дуги, В скорость подачи про- волоки, 1 -10—3 м/с свароч- ный ток. Л напряже- ние дуги, В скорость подачи про- волоки, 1 • 10—3 м/с
С8, С12 С8, С12 1,2 170—190 22—24 102,8—105,6 310—330 26—28 220,8—223,6
С15, С17 С15, С17 1,4 180—200 24—26 77,8—80,6 310—330 24—26 169,4—172,2
Нижнее С19# С21 С21, С25 1.6 260—280 26—28 98,6—101,4 370—390 26—30 154,2—156,9
С25, У7 У7, У8 2 280—300 28—32 66,7—69,4 400—450 32—34 100—105,6
У8, У10 У10 2,2 280—320 26—28 72,2—77,8 400—450 32—34 105,6—116,7
Вертикаль- 1,2 140—160 21—23 66,7—72,2 160—180 22—24 83,3—88,9
ное 1,4 140—160 22—24 52,8—55,6 160—180 23—25 61,1—72,2
Примечание. Сварку ведут на постоянном токе обратной полярности.
XIX. 10. Рекомендуемые режимы механизированной многопроходной сварки
' самозащитной порошковой проволокой
ел ьэ Положение шва Условное обозначе- ние шва сварного соединения по ГОСТ 5264—80 Диаметр электро- да, мм Первый проход Второй и последующие проходы
сварочный ток. Л напряже- ние дуги. В , скорость подачи про- волоки, 1 • 10~3 м/с сварочный ток, А напряже- ние дуги, В скорость подачи про- волоки, 1 - КГ-3 м/с
С8, С12, С15, 2 150—200 20—21 39,4 200—250 22—24 58,3
С17, С21, С25 , У7, У8, У10 2,2 150—200 21—24 42,8 280 -320 26—30 65,3
Нижнее 2,4 180—200 22—24 24,4 400—500 27—31 82,8
2.6 200—250 23—25 39,4 500—530 30—35 120,8
3 250—300 24—28 24,4 450—500 26—30 106,1
С8, С17 1,8 150—180 21—24 49,4 150-180 21—24 49,4
Вертикаль- ное 2 140—170 20—21 39,4 180—200 21—24 52,2
Сварку ведут на постоянном токе обратной полярности.
Примечание.
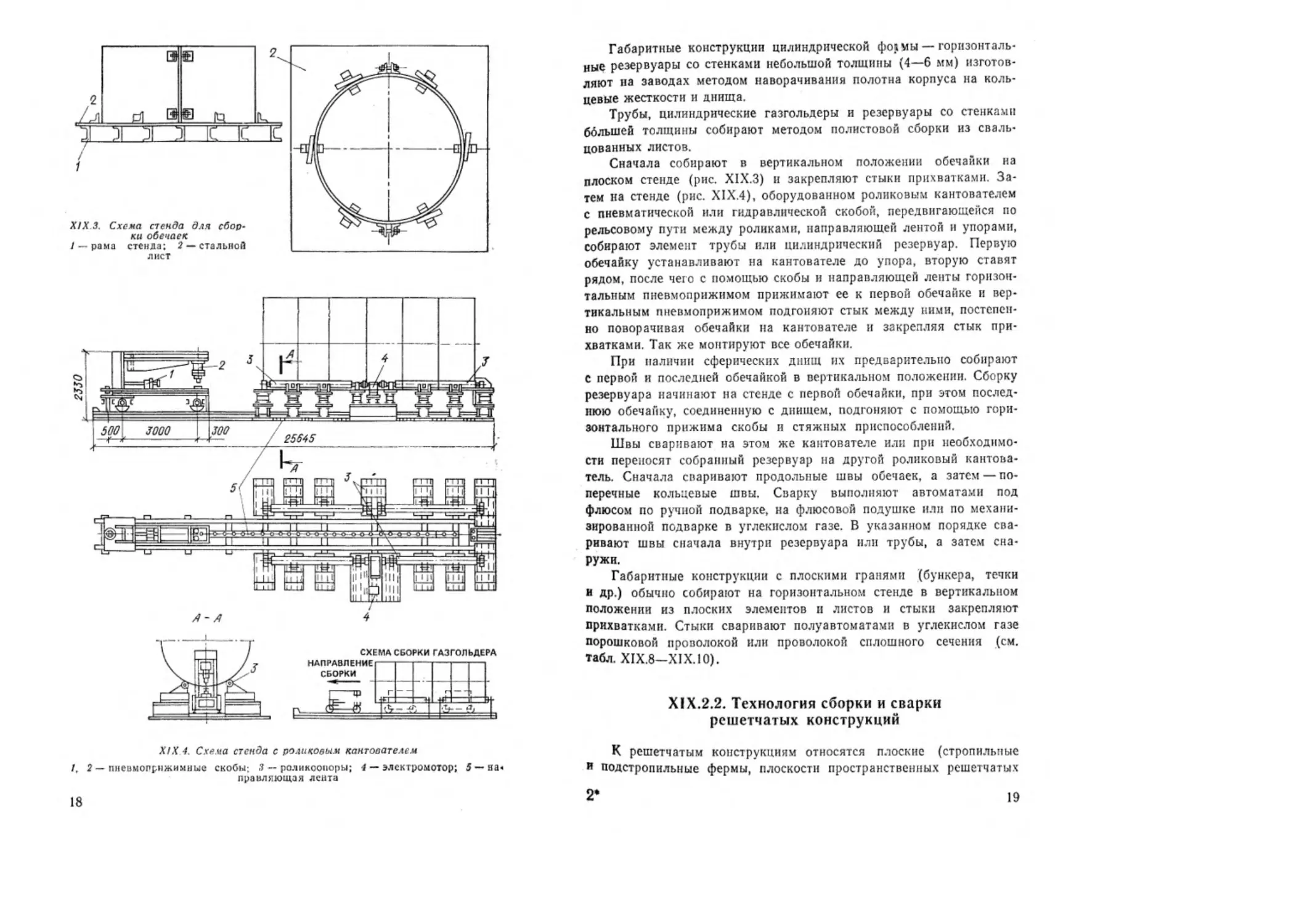
2350
XIX 4. Схе ма стенда с
роликовым кантователем
/, 2 — пневмоприжимные скобы; — роликоопоры; 4 — электромотор; 5 — на«
лранляющая лента
18
Габаритные конструкции цилиндрической фо& мы — горизонталь-
ные резервуары со стенками небольшой толщины (4—6 мм) изготов-
ляют на заводах методом наворачивання полотна корпуса на коль-
цевые жесткости и днища.
Трубы, цилиндрические газгольдеры и резервуары со стенками
большей толщины собирают методом полистовой сборки из сваль-
цованных листов.
Сначала собирают в вертикальном положении обечайки на
плоском стенде (рис. XIX.3) и закрепляют стыки прихватками. За-
тем на стенде (рис. XIX.4), оборудованном роликовым кантователем
с пневматической или гидравлической скобой, передвигающейся по
рельсовому пути между роликами, направляющей лентой и упорами,
собирают элемент трубы или цилиндрический резервуар. Первую
обечайку устанавливают на кантователе до упора, вторую ставят
рядом, после чего с помощью скобы и направляющей ленты горизон-
тальным пневмоприжимом прижимают ее к первой обечайке и вер-
тикальным пневмоприжимом подгоняют стык между ними, постепен-
но поворачивая обечайки на кантователе и закрепляя стык при-
хватками. Так же монтируют все обечайки.
При наличии сферических днищ их предварительно собирают
с первой и последней обечайкой в вертикальном положении. Сборку
резервуара начинают на стенде с первой обечайки, при этом послед-
нюю обечайку, соединенную с днищем, подгоняют с помощью гори-
зонтального прижима скобы и стяжных приспособлений.
Швы сваривают на этом же кантователе или при необходимо-
сти переносят собранный резервуар на другой роликовый кантова-
тель. Сначала сваривают продольные швы обечаек, а затем — по-
перечные кольцевые швы. Сварку выполняют автоматами под
флюсом по ручной подварке, на флюсовой подушке или по механи-
зированной подварке в углекислом газе. В указанном порядке сва-
ривают швы сначала внутри резервуара или трубы, а затем сна-
ружи.
Габаритные конструкции с плоскими гранями (бункера, течки
И др.) обычно собирают на горизонтальном стенде в вертикальном
положении из плоских элементов и листов и стыки закрепляют
прихватками. Стыки сваривают полуавтоматами в углекислом газе
порошковой проволокой или проволокой сплошного сечения (см.
табл. XIX.8—XIX.10).
XIX.2.2. Технология сборки и сварки
решетчатых конструкций
К решетчатым конструкциям относятся плоские (стропильные
и подстропильные фермы, плоскости пространственных решетчатых
2* 19
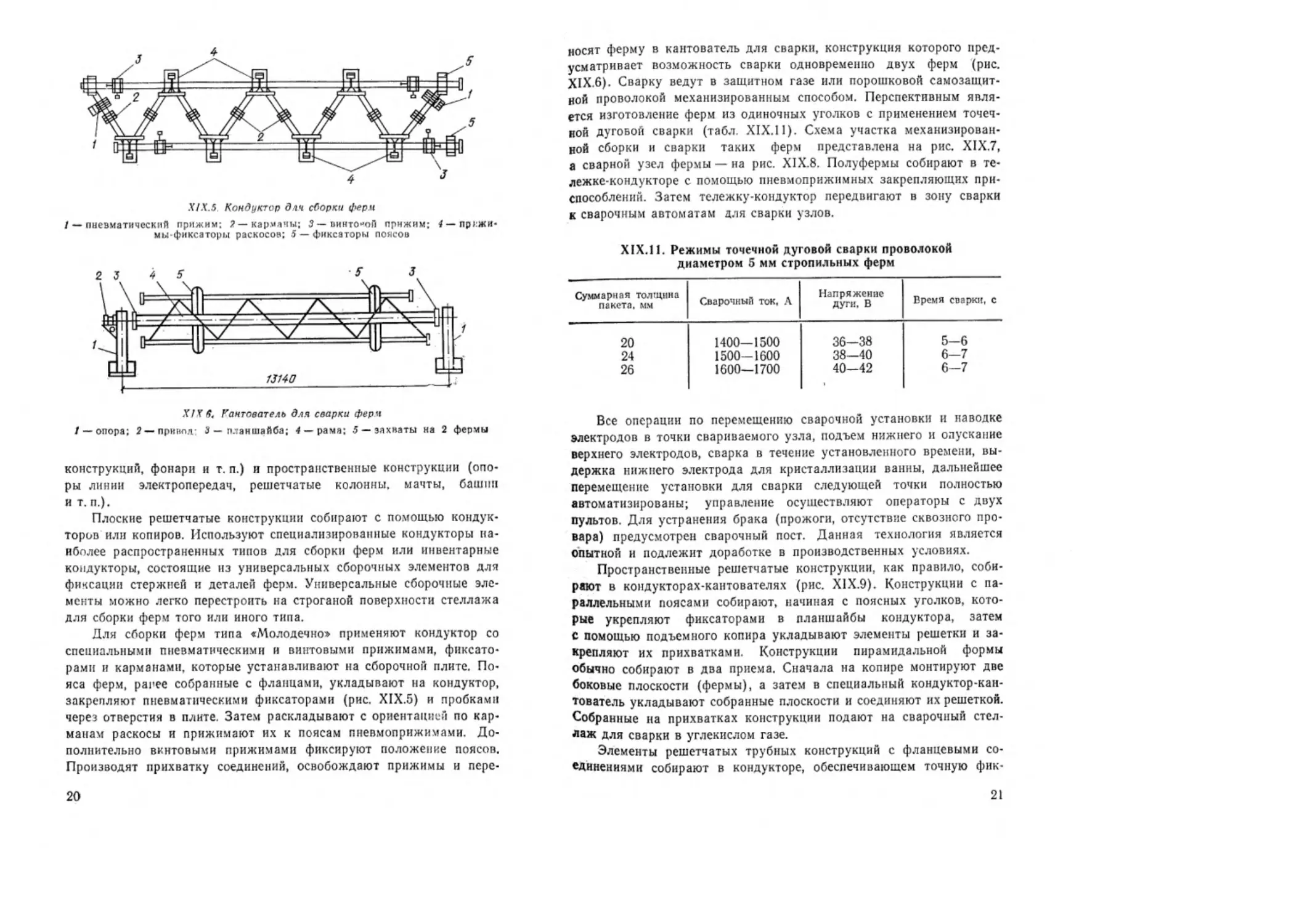
XIX.5. Кондуктор длч сборки ферм
/ — пневматический прижим: 2—карманы; 3— винтовой прижим; /—прижи-
мы-фиксаторы раскосов; 5 — фиксаторы поясов
XIX 6. Кантователь для сварки ферм
/ — опора; 2 — привод: 3 — планшайба; 4 — рама; .5 —захваты на 2 фермы
конструкций, фонари и т. п.) и пространственные конструкции (опо-
ры линии электропередач, решетчатые колонны, мачты, башни
и т. п.).
Плоские решетчатые конструкции собирают с помощью кондук-
торов или копиров. Используют специализированные кондукторы на-
иболее распространенных типов для сборки ферм или инвентарные
кондукторы, состоящие из универсальных сборочных элементов для
фиксации стержней и деталей ферм. Универсальные сборочные эле-
менты можно легко перестроить на строганой поверхности стеллажа
для сборки ферм того или иного типа.
Для сборки ферм типа «Молодечно* применяют кондуктор со
специальными пневматическими и винтовыми прижимами, фиксато-
рами и карманами, которые устанавливают на сборочной плите. По-
яса ферм, ранее собранные с фланцами, укладывают на кондуктор,
закрепляют пневматическими фиксаторами (рис. XIX.5) и пробками
через отверстия в плите. Затем раскладывают с ориентацией по кар-
манам раскосы и прижимают их к поясам пневмоприжимами. До-
полнительно винтовыми прижимами фиксируют положение поясов.
Производят прихватку соединений, освобождают прижимы и пере-
20
носяг ферму в кантователь для сварки, конструкция которого пред-
усматривает возможность сварки одновременно двух ферм (рис.
XIX.6). Сварку ведут в защитном газе или порошковой самозащит-
ной проволокой механизированным способом. Перспективным явля-
ется изготовление ферм из одиночных уголков с применением точеч-
ной дуговой сварки (табл. XIX.II). Схема участка механизирован-
ной сборки и сварки таких ферм представлена на рис. XIX.7,
а сварной узел фермы — на рис. XIX.8. Полуфермы собирают в те-
лежке-кондукторе с помощью пневмоприжимных закрепляющих при-
способлений. Затем тележку-кондуктор передвигают в зону сварки
к сварочным автоматам для сварки узлов.
XIX.11. Режимы точечной дуговой сварки проволокой
диаметром 5 мм стропильных ферм
Суммарная толщина пакета, мм Сварочный ток, Л Напряжение дуги, В Время сварки, с
20 1400—1500 36-38 5-6
24 1500-1600 38—40 6-7
26 1600—1700 40-42 6-7
Все операции по перемещению сварочной установки и наводке
электродов в точки свариваемого узла, подъем нижнего и опускание
верхнего электродов, сварка в течение установленного времени, вы-
держка нижнего электрода для кристаллизации ванны, дальнейшее
перемещение установки для сварки следующей точки полностью
автоматизированы; управление осуществляют операторы с двух
пультов. Для устранения брака (прожоги, отсутствие сквозного про-
вара) предусмотрен сварочный пост. Данная технология является
опытной и подлежит доработке в производственных условиях.
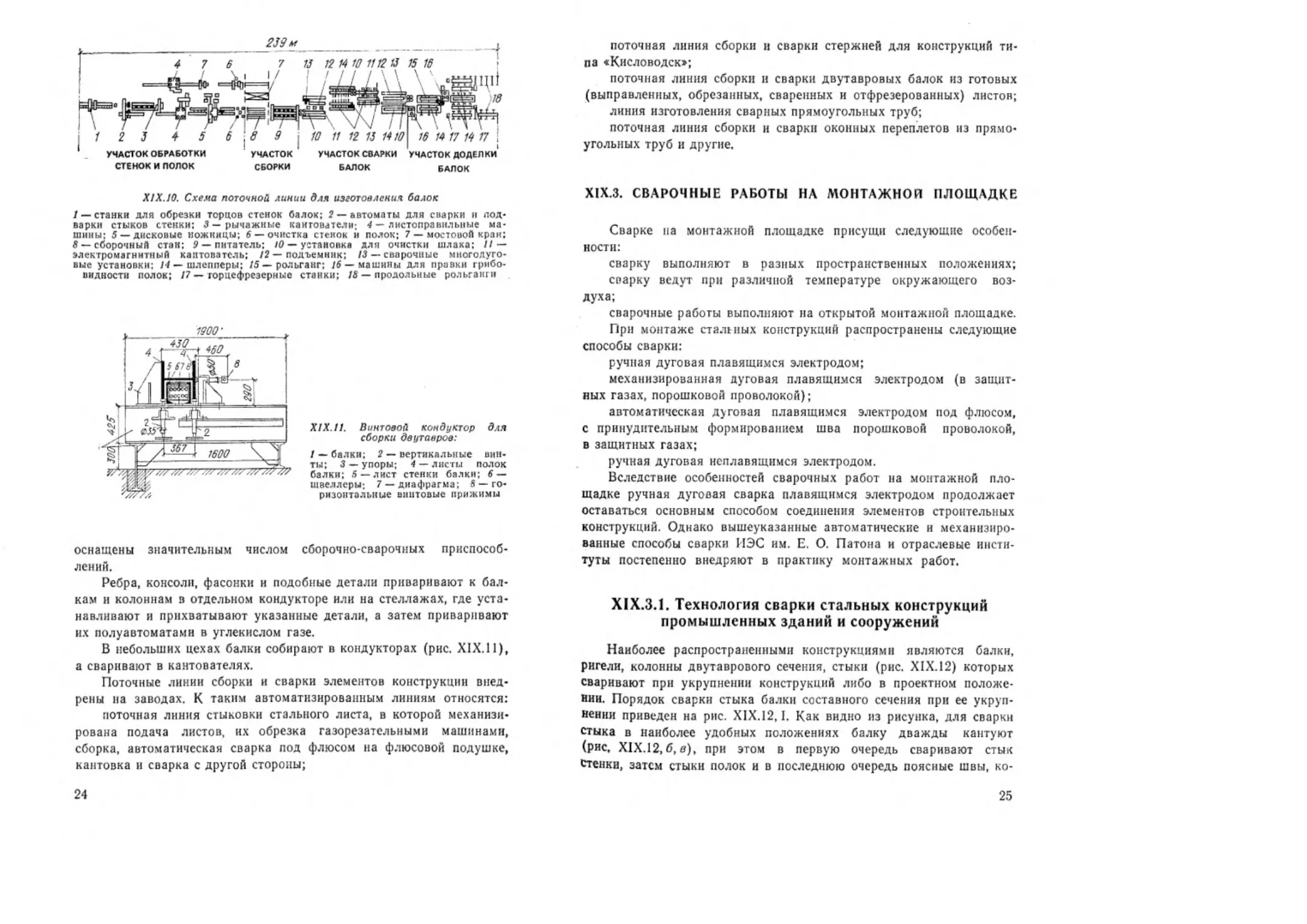
Пространственные решетчатые конструкции, как правило, соби-
рают в кондукторах-кантователях (рис. Х1Х.9). Конструкции с па-
раллельными поясами собирают, начиная с поясных уголков, кото-
рые укрепляют фиксаторами в планшайбы кондуктора, затем
С помощью подъемного копира укладывают элементы решетки и за-
крепляют их прихватками. Конструкции пирамидальной формы
обычно собирают в два приема. Сначала на копире монтируют две
боковые плоскости (фермы), а затем в специальный кондуктор-кан-
тователь укладывают собранные плоскости и соединяют их решеткой.
Собранные на прихватках конструкции подают на сварочный стел-
лаж для сварки в углекислом газе.
Элементы решетчатых трубных конструкций с фланцевыми со-
единениями собирают в кондукторе, обеспечивающем точную фик-
21
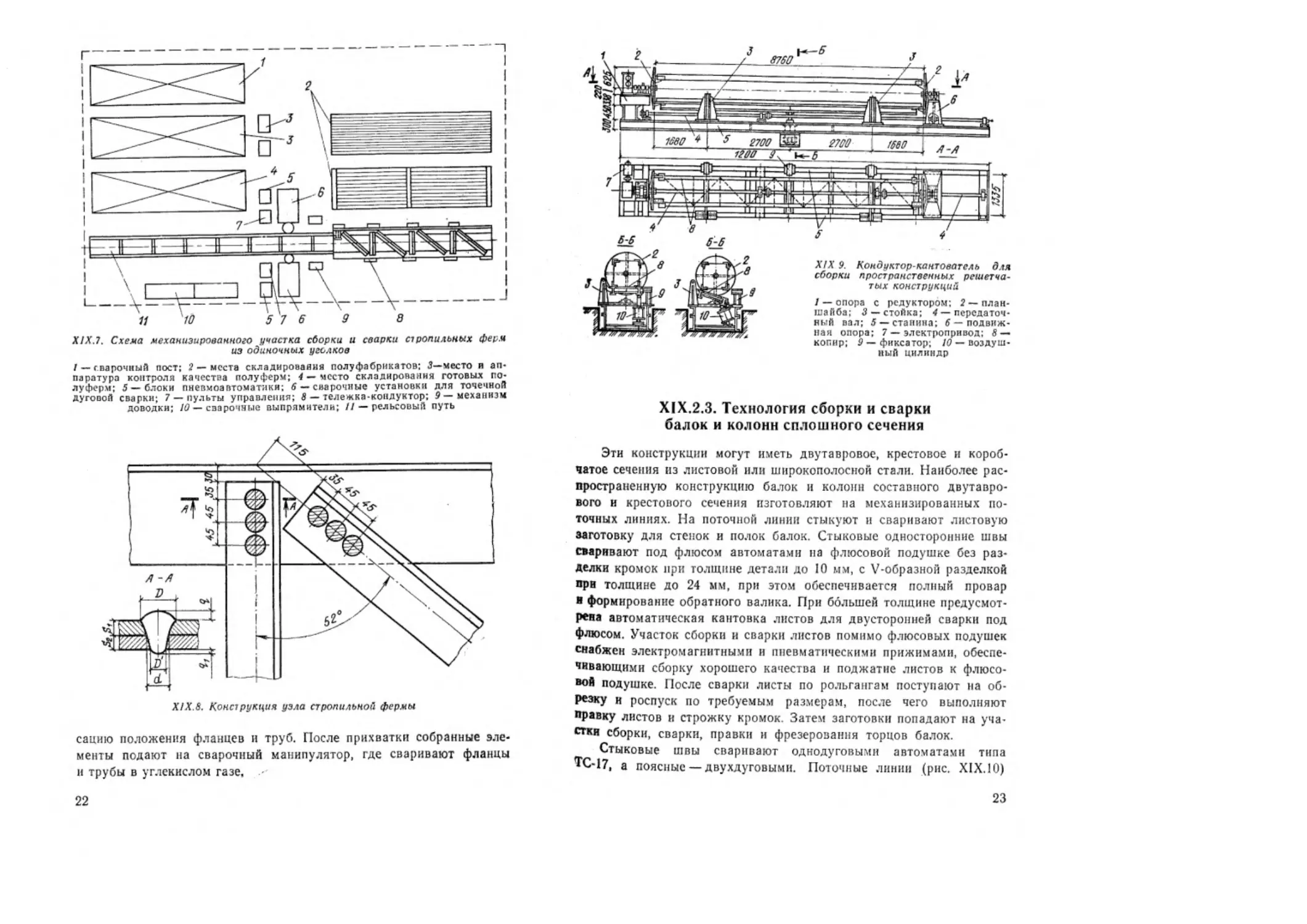
Х1Х.1. Схема механизированного участка сборки и сварки стропильных ферм
из одиночных уголков
/ — сварочный пост; 2 — места складирования полуфабрикатов; 3— место и ап-
паратура контроля качества полуферм; 4 — место складирования готовых по-
луфер.м; 5 — блоки пневмоавтоматики; б — сварочные установки для точечной
дуговой сварки; 7 — пульты управления; 8 — тележка-кондуктор; 9 — механизм
доводки; 10 — сварочные выпрямители; 11 — рельсовый путь
XIX. 8. Конструкция узла стропильной фермы
сацию положения фланцев и труб. После прихватки собранные эле-
менты подают па сварочный манипулятор, где сваривают фланцы
и трубы в углекислом газе, •
22
XIX.2.3. Технология сборки и сварки
балок и колонн сплошного сечения
Эти конструкции могут иметь двутавровое, крестовое и короб-
чатое сечения из листовой или широкополосной стали. Наиболее рас-
пространенную конструкцию балок и колонн составного двутавро-
вого и крестового сечения изготовляют на механизированных по-
точных линиях. На поточной линии стыкуют и сваривают листовую
заготовку для стенок и полок балок. Стыковые односторонние швы
сваривают под флюсом автоматами на флюсовой подушке без раз-
делки кромок при толщине детали до 10 мм, с V-образной разделкой
при толщине до 24 мм, при этом обеспечивается полный провар
и формирование обратного валика. При большей толщине предусмот-
рена автоматическая кантовка листов для двусторонней сварки под
флюсом. Участок сборки и сварки листов помимо флюсовых подушек
снабжен электромагнитными и пневматическими прижимами, обеспе-
чивающими сборку хорошего качества и поджатие листов к флюсо-
вой подушке. После сварки листы по рольгангам поступают на об-
резку и роспуск по требуемым размерам, после чего выполняют
правку листов и строжку кромок. Затем заготовки попадают на уча-
стки сборки, сварки, правки и фрезерования торцов балок.
Стыковые швы сваривают однодуговыми автоматами типа
ТС-17, а поясные — двухдуговыми. Поточные линии (рис. XIX.10)
23
СТЕНОК И ЛОЛОК
СБОРКИ БАЛОК
БАЛОК
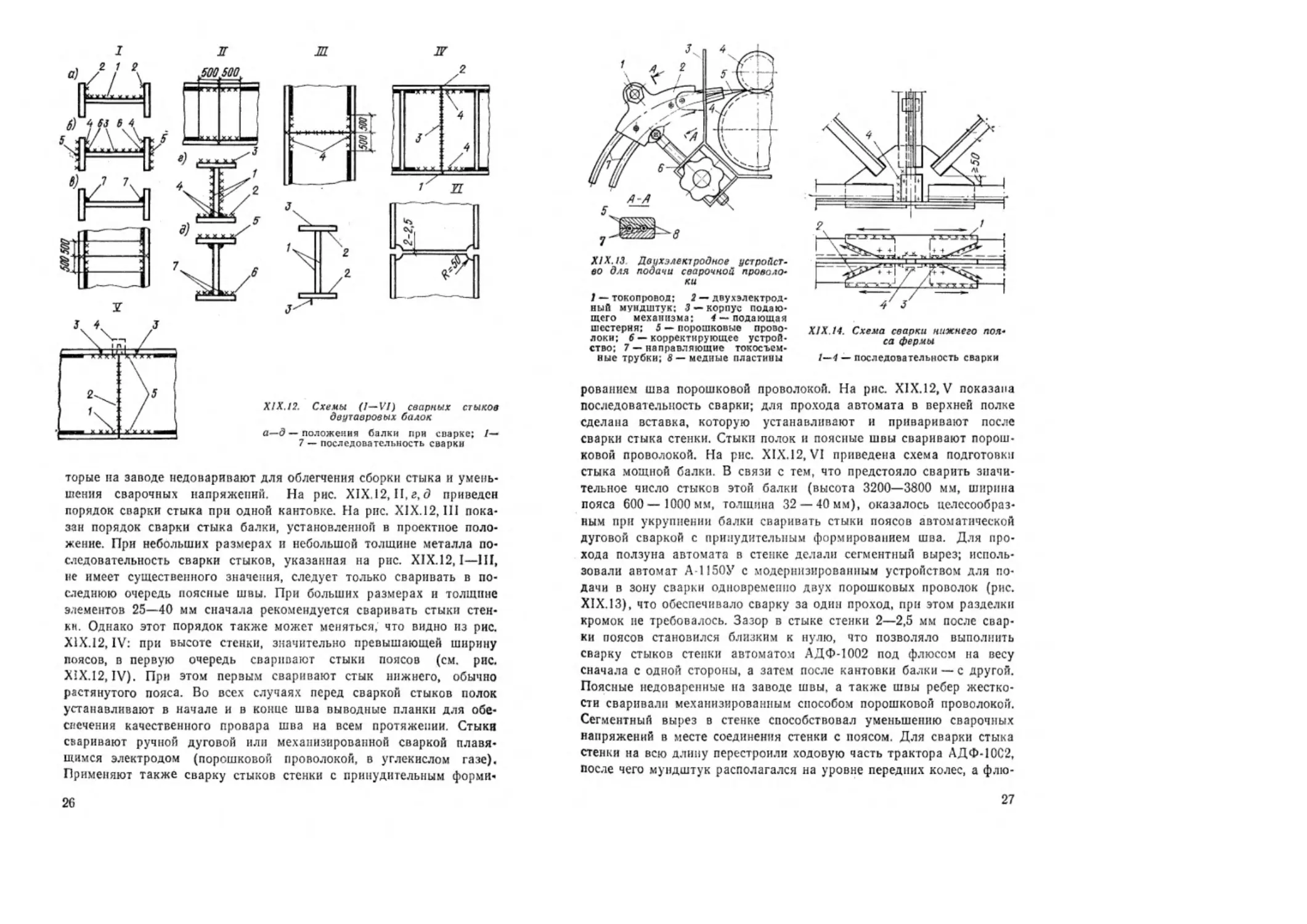
XIX. 10. Схема поточной линии для изготовления балок
/ — станки для обрезки торцов стенок балок; 2 — автоматы для сварки и под-
варки стыков стенки; 3— рычажные кантователи; 4 — листоправильные ма-
шины; 5 — дисковые ножницы; 6 — очистка стенок и полок; 7 — мостовой кран;
8 — сборочный стан; 9 — питатель; >0 — установка для очистки шлака; II —
электромагнитный кантователь; /2 — подъемник; 13 — сварочные многодуго-
вые установки; 14— шлепперы; /5—рольганг; 16 — машины для правки грибо-
видное™ полок; 17— горцефрезерные станки; 1S — продольные рольганги
XIX.11. Винтовой кондуктор для
сборки двутавров:
1 — балки; 2 — вертикальные вин-
ты; 3 — упоры; 4 — листы полок
балки; 5 —лист стенки балки; 6 —
швеллеры; 7 —диафрагма; 8 — го-
ризонтальные винтовые прижимы
оснащены значительным числом сборочно-сварочных приспособ-
лений.
Ребра, консоли, фасонки и подобные детали приваривают к бал-
кам и колоннам в отдельном кондукторе или на стеллажах, где уста-
навливают и прихватывают указанные детали, а затем приваривают
их полуавтоматами в углекислом газе.
В небольших цехах балки собирают в кондукторах (рис. XIX.11),
а сваривают в кантователях.
Поточные линии сборки и сварки элементов конструкции внед-
рены на заводах. К таким автоматизированным линиям относятся:
поточная линия стыковки стального листа, в которой механизи-
рована подача листов, их обрезка газорезательными машинами,
сборка, автоматическая сварка под флюсом на флюсовой подушке,
кантовка и сварка с другой стороны;
24
поточная линия сборки и сварки стержней для конструкций ти-
па «Кисловодск»;
поточная линия сборки и сварки двутавровых балок из готовых
(выправленных, обрезанных, сваренных и отфрезерованных) листов;
линия изготовления сварных прямоугольных труб;
поточная линия сборки и сварки оконных переплетов из прямо-
угольных труб и другие.
XIX.3. СВАРОЧНЫЕ РАБОТЫ НА МОНТАЖНОЙ ПЛОЩАДКЕ
Сварке на монтажной площадке присущи следующие особен-
ности:
сварку выполняют в разных пространственных положениях;
сварку ведут при различной температуре окружающего воз-
духа;
сварочные работы выполняют на открытой монтажной площадке.
При монтаже стальных конструкций распространены следующие
способы сварки:
ручная дуговая плавящимся электродом;
механизированная дуговая плавящимся электродом (в защит-
ных газах, порошковой проволокой);
автоматическая дуговая плавящимся электродом под флюсом,
с принудительным формированием шва порошковой проволокой,
в защитных газах;
ручная дуговая нсплавящимся электродом.
Вследствие особенностей сварочных работ на монтажной пло-
щадке ручная дуговая сварка плавящимся электродом продолжает
оставаться основным способом соединения элементов строительных
конструкций. Однако вышеуказанные автоматические и механизиро-
ванные способы сварки ИЭС им. Е. О. Патона и отраслевые инсти-
туты постепенно внедряют в практику монтажных работ.
XIX.3.1. Технология сварки стальных конструкций
промышленных зданий и сооружений
Наиболее распространенными конструкциями являются балки,
ригели, колонны двутаврового сечения, стыки (рис. XIX. 12) которых
сваривают при укрупнении конструкций либо в проектном положе-
нии. Порядок сварки стыка балки составного сечения при ее укруп-
нении приведен на рис. XIX.12,1. Как видно из рисунка, для сварки
стыка в наиболее удобных положениях балку дважды кантуют
(рис. XIX.12, б, в), при этом в первую очередь сваривают стык
Стенки, затем стыки полок и в последнюю очередь поясные швы, ко-
25
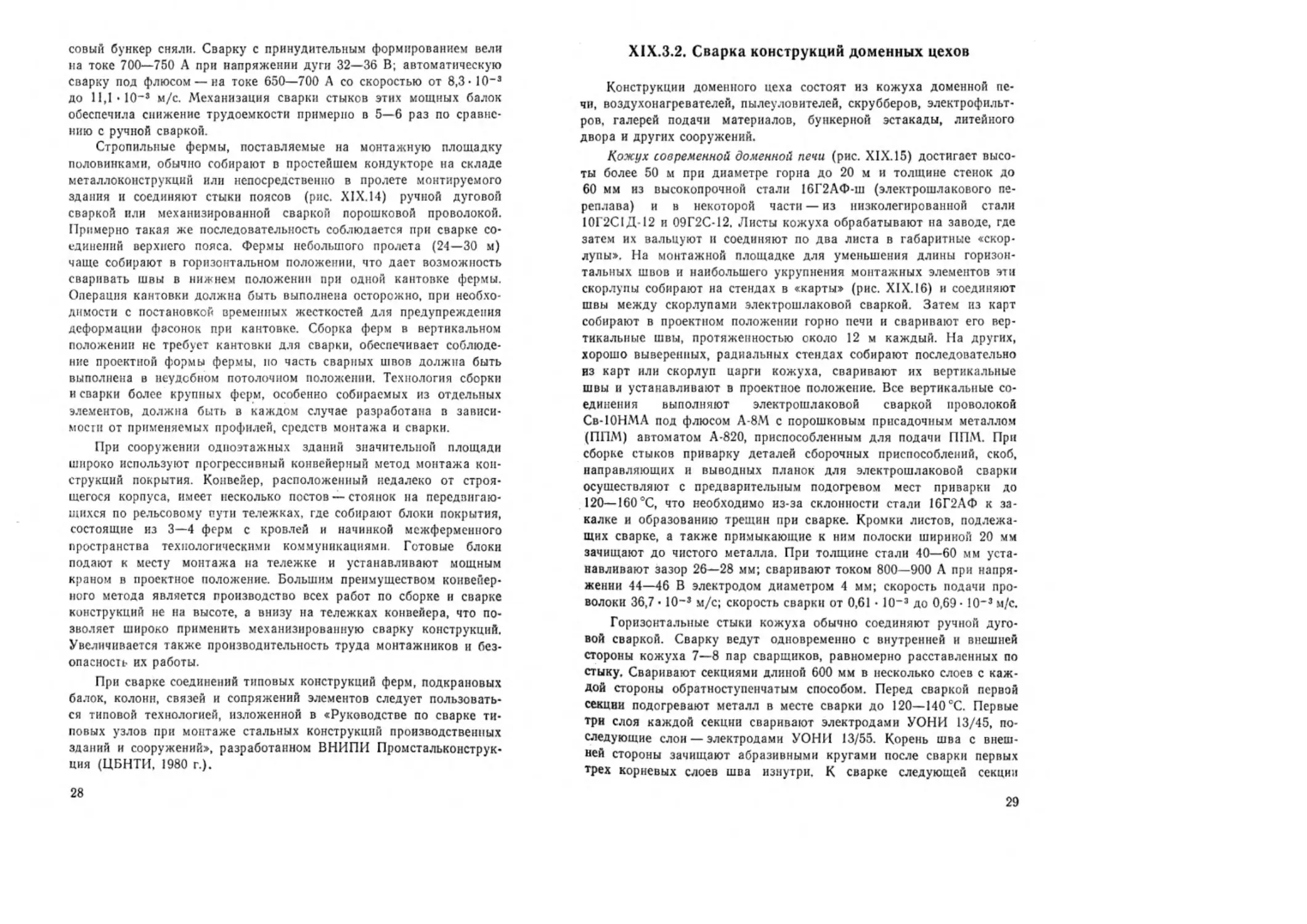
XIX. 12. Схемы (1—VI) сварных стыков
двутавровых балок
а—д — положения балки при сварке; 1—
7 — последовательность сварки
торые па заводе недоваривают для облегчения сборки стыка и умень-
шения сварочных напряжений. На рис. XIX.12, II, г, д приведен
порядок сварки стыка при одной кантовке. На рис. XIX. 12, III пока-
зан порядок сварки стыка балки, установленной в проектное поло-
жение. При небольших размерах и небольшой толщине металла по-
следовательность сварки стыков, указанная па рис. XIX.12,1—HI,
не имеет существенного значения, следует только сваривать в по-
следнюю очередь поясные швы. При больших размерах и толщине
элементов 25—40 мм сначала рекомендуется сваривать стыки стен-
ки. Однако этот порядок также может меняться, что видно из рис.
XIX.12, IV: при высоте стенки, значительно превышающей ширину
поясов, в первую очередь сваривают стыки поясов (см. рис.
XIX.12, IV). При этом первым сваривают стык нижнего, обычно
растянутого пояса. Во всех случаях перед сваркой стыков полок
устанавливают в начале и в конце шва выводные планки для обе-
спечения качественного провара шва на всем протяжении. Стыки
сваривают ручной дуговой или механизированной сваркой плавя-
щимся электродом (порошковой проволокой, в углекислом газе).
Применяют также сварку стыков стенки с принудительным форми-
26
XIX. 13 Двухэлектродное устройст-
во для подачи сварочной проволо-
ки
1 — токопровод; 2 — двухэлектрод-
ный мундштук: 3 — корпус подаю-
щего механизма: 4 — подающая
шестерня; 5 — порошковые прово-
локи; 6 — корректирующее устрой-
ство; 7 — направляющие токосъем-
ные трубки; 8 — медные пластины
XIX. 14. Схема сварки нижнего поя-
са фермы
1—4 — последовательность сварки
рованием шва порошковой проволокой. На рис. Х1Х.12, V показана
последовательность сварки; для прохода автомата в верхней полке
сделана вставка, которую устанавливают и приваривают после
сварки стыка стенки. Стыки полок и поясные швы сваривают порош-
ковой проволокой. На рис. Х1Х.12, VI приведена схема подготовки
стыка мощной балки. В связи с тем, что предстояло сварить значи-
тельное число стыков этой балки (высота 3200—3800 мм, ширина
пояса 600— 1000 мм, толщина 32 — 40 мм), оказалось целесообраз-
ным при укрупнении балки сваривать стыки поясов автоматической
дуговой сваркой с принудительным формированием шва. Для про-
хода ползуна автомата в стенке делали сегментный вырез; исполь-
зовали автомат А-1150У с модернизированным устройством для по-
дачи в зону сварки одновременно двух порошковых проволок (рис.
XIX. 13), что обеспечивало сварку за один проход, при этом разделки
кромок не требовалось. Зазор в стыке стенки 2—2,5 мм после свар-
ки поясов становился близким к нулю, что позволяло выполнить
сварку стыков стенки автоматом АДФ-1002 под флюсом на весу
сначала с одной стороны, а затем после кантовки балки — с другой.
Поясные недоваренные на заводе швы, а также швы ребер жестко-
сти сваривали механизированным способом порошковой проволокой.
Сегментный вырез в стенке способствовал уменьшению сварочных
напряжений в месте соединения стенки с поясом. Для сварки стыка
стенки на всю длину перестроили ходовую часть трактора АДФ-10С2,
после чего мундштук располагался на уровне передних колес, а флю-
27
совый бункер сняли. Сварку с принудительным формированием вели
на токе 700—750 А при напряжении дуги 32—36 В; автоматическую
сварку под флюсом — на токе 650—700 А со скоростью от 8,3* 10-3
до 11,1 «10-8 м/с. Механизация сварки стыков этих мощных балок
обеспечила снижение трудоемкости примерно в 5—6 раз по сравне-
нию с ручной сваркой.
Стропильные фермы, поставляемые на монтажную площадку
половинками, обычно собирают в простейшем кондукторе на складе
металлоконструкций или непосредственно в пролете монтируемого
здания и соединяют стыки поясов (рис. XIX.14) ручной дуговой
сваркой или механизированной сваркой порошковой проволокой.
Примерно такая же последовательность соблюдается при сварке со-
единений верхнего пояса. Фермы небольшого пролета (24—30 м)
чаще собирают в горизонтальном положении, что дает возможность
сваривать швы в нижнем положении при одной кантовке фермы.
Операция кантовки должна быть выполнена осторожно, при необхо-
димости с постановкой временных жесткостей для предупреждения
деформации фасонок при кантовке. Сборка ферм в вертикальном
положении не требует кантовки для сварки, обеспечивает соблюде-
ние проектной формы фермы, но часть сварных швов должна быть
выполнена в неудобном потолочном положении. Технология сборки
и сварки более крупных ферм, особенно собираемых из отдельных
элементов, должна быть в каждом случае разработана в зависи-
мости от применяемых профилей, средств монтажа и сварки.
При сооружении одноэтажных зданий значительной площади
широко используют прогрессивный конвейерный метод монтажа кон-
струкций покрытия. Конвейер, расположенный недалеко от строя-
щегося корпуса, имеет несколько постов — стоянок на передвигаю-
щихся по рельсовому пути тележках, где собирают блоки покрытия,
состоящие из 3—4 ферм с кровлей и начинкой межферменного
пространства технологическими коммуникациями. Готовые блоки
подают к месту монтажа на тележке и устанавливают мощным
краном в проектное положение. Большим преимуществом конвейер-
ного метода является производство всех работ по сборке и сварке
конструкций не на высоте, а внизу на тележках конвейера, что по-
зволяет широко применить механизированную сварку конструкций.
Увеличивается также производительность труда монтажников и без-
опасность их работы.
При сварке соединений типовых конструкций ферм, подкрановых
балок, колонн, связей и сопряжений элементов следует пользовать-
ся типовой технологией, изложенной в «Руководстве по сварке ти-
повых узлов при монтаже стальных конструкций производственных
зданий и сооружений», разработанном ВНИПИ Промстальконструк-
ция (ЦБНТИ, 1980 г.).
28
XIX.3.2, Сварка конструкций доменных цехов
Конструкции доменного цеха состоят из кожуха доменной пе-
чи, воздухонагревателей, пылеуловителей, скрубберов, электрофильт-
ров, галерей подачи материалов, бункерной эстакады, литейного
двора и других сооружений.
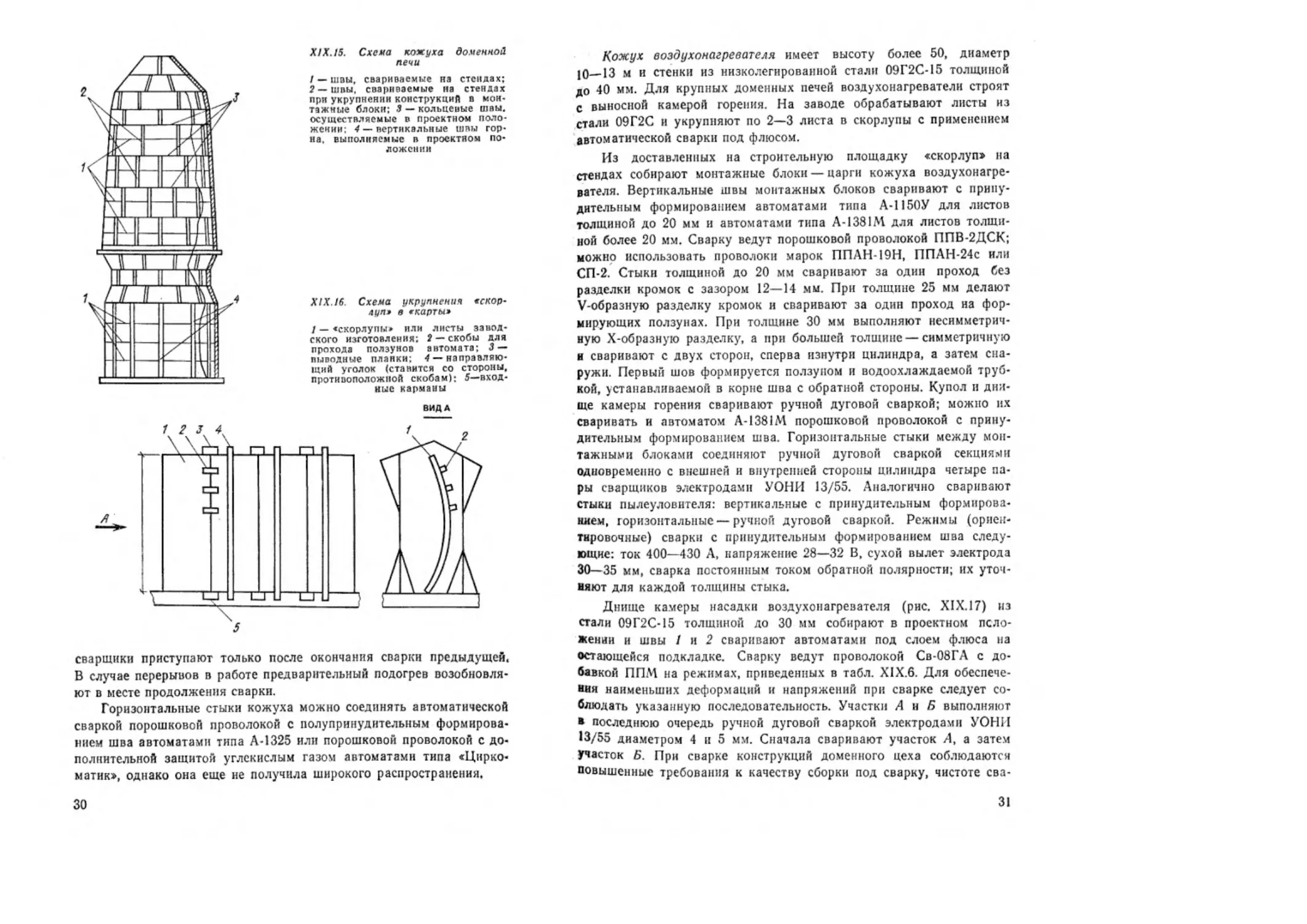
Кожух современной доменной печи (рис. XIX. 15) достигает высо-
ты более 50 м при диаметре горна до 20 м и толщине стенок до
60 мм из высокопрочной стали 16Г2АФ-Ш (электрошлакового пе-
реплава) и в некоторой части — из низколегированной стали
10Г2С1Д-12 и 09Г2С-12, Листы кожуха обрабатывают на заводе, где
затем их вальцуют и соединяют по два листа в габаритные «скор-
лупы». На монтажной площадке для уменьшения длины горизон-
тальных швов и наибольшего укрупнения монтажных элементов эти
скорлупы собирают на стендах в «карты» (рис. XIX.16) и соединяют
швы между скорлупами электрошлаковой сваркой. Затем из карт
собирают в проектном положении горно печи и сваривают его вер-
тикальные швы, протяженностью около 12 м каждый. На других,
хорошо выверенных, радиальных стендах собирают последовательно
из карт или скорлуп царги кожуха, сваривают их вертикальные
швы и устанавливают в проектное положение. Все вертикальные со-
единения выполняют электрошлаковой сваркой проволокой
Св-ЮНМА под флюсом А-8М с порошковым присадочным металлом
(ППМ) автоматом А-820, приспособленным для подачи ППМ. При
сборке стыков приварку деталей сборочных приспособлений, скоб,
направляющих и выводных планок для электрошлаковой сварки
осуществляют с предварительным подогревом мест приварки до
120—160 °C, что необходимо из-за склонности стали 16Г2АФ к за-
калке и образованию трещин при сварке. Кромки листов, подлежа-
щих сварке, а также примыкающие к ним полоски шириной 20 мм
зачищают до чистого металла. При толщине стали 40—60 мм уста-
навливают зазор 26—28 мм; сваривают током 800—900 А при напря-
жении 44—46 В электродом диаметром 4 мм; скорость подачи про-
волоки 36,7 • 10~3 м/с; скорость сварки от 0,61 • 10~3 до 0,69 • 10*3 м/с.
Горизонтальные стыки кожуха обычно соединяют ручной дуго-
вой сваркой. Сварку ведут одновременно с внутренней и внешней
стороны кожуха 7—8 пар сварщиков, равномерно расставленных по
стыку. Сваривают секциями длиной 600 мм в несколько слоев с каж-
дой стороны обратноступенчатым способом. Перед сваркой первой
секции подогревают металл в месте сварки до 120—140 СС. Первые
три слоя каждой секции сваривают электродами УОНИ 13/45, по-
следующие слои — электродами УОНИ 13/55. Корень шва с внеш-
ней стороны зачищают абразивными кругами после сварки первых
трех корневых слоев шва изнутри. К сварке следующей секции
29
XIX. 15. Схема кожуха доменной
печи
/ — швы, свариваемые на стендах;
2 — швы, свариваемые на стендах
при укрупнении конструкций в мон-
тажные блоки; 3 — кольцевые швы.
осуществляемые в проектном поло-
жении; 4 — вертикальные швы гор-
на, выполняемые в проектном по-
ложении
XIX.J6. Схема укрупнения «скор-
луп» в «карты»
1 — «скорлупы» или листы завод-
ского изготовления; 2— скобы для
прохода ползунов автомата; 3 —
выводные планки; 4 —направляю-
щий уголок (ставится со стороны,
противоположной скобам); 5—вход-
ные карманы
ВИДА
сварщики приступают только после окончания сварки предыдущей,
В случае перерывов в работе предварительный подогрев возобновля-
ют в месте продолжения сварки.
Горизонтальные стыки кожуха можно соединять автоматической
сваркой порошковой проволокой с полупринудительным формирова-
нием шва автоматами типа А-1325 или порошковой проволокой с до-
полнительной защитой углекислым газом автоматами типа «Цирко-
матик», однако она еще не получила широкого распространения.
30
Кожух, воздухонагревателя имеет высоту более 50, диаметр
10—13 м и стенки из низколегированной стали 09Г2С-15 толщиной
до 40 мм. Для крупных доменных печей воздухонагреватели строят
с выносной камерой горения. На заводе обрабатывают листы из
стали 09Г2С и укрупняют по 2—3 листа в скорлупы с применением
автоматической сварки под флюсом.
Из доставленных на строительную площадку «скорлуп» на
стендах собирают монтажные блоки —царги кожуха воздухонагре-
вателя. Вертикальные швы монтажных блоков сваривают с прину-
дительным формированием автоматами типа А-1150У для листов
толщиной до 20 мм и автоматами типа А-1381М для листов толщи-
ной более 20 мм. Сварку ведут порошковой проволокой ППВ-2ДСК;
можно использовать проволоки марок ППАН-19Н, ППАН-24с или
СП-2. Стыки толщиной до 20 мм сваривают за один проход без
разделки кромок с зазором 12—14 мм. При толщине 25 мм делают
V-образную разделку кромок и сваривают за один проход на фор-
мирующих ползунах. При толщине 30 мм выполняют несимметрич-
ную Х-образную разделку, а при большей толщине — симметричную
и сваривают с двух сторон, сперва изнутри цилиндра, а затем сна-
ружи. Первый шов формируется ползуном и водоохлаждаемой труб-
кой, устанавливаемой в корне шва с обратной стороны. Купол и дни-
ще камеры горения сваривают ручной дуговой сваркой; можно их
сваривать и автоматом А-1381М порошковой проволокой с прину-
дительным формированием шва. Горизонтальные стыки между мон-
тажными блоками соединяют ручной дуговой сваркой секциями
одновременно с внешней и внутренней стороны цилиндра четыре па-
ры сварщиков электродами У ОНИ 13/55. Аналогично сваривают
стыки пылеуловителя: вертикальные с принудительным формирова-
нием, горизонтальные — ручной дуговой сваркой. Режимы (ориен-
тировочные) сварки с принудительным формированием шва следу-
ющие: ток 400—430 А, напряжение 28—32 В, сухой вылет электрода
30—35 мм, сварка постоянным током обратной полярности; их уточ-
няют для каждой толщины стыка.
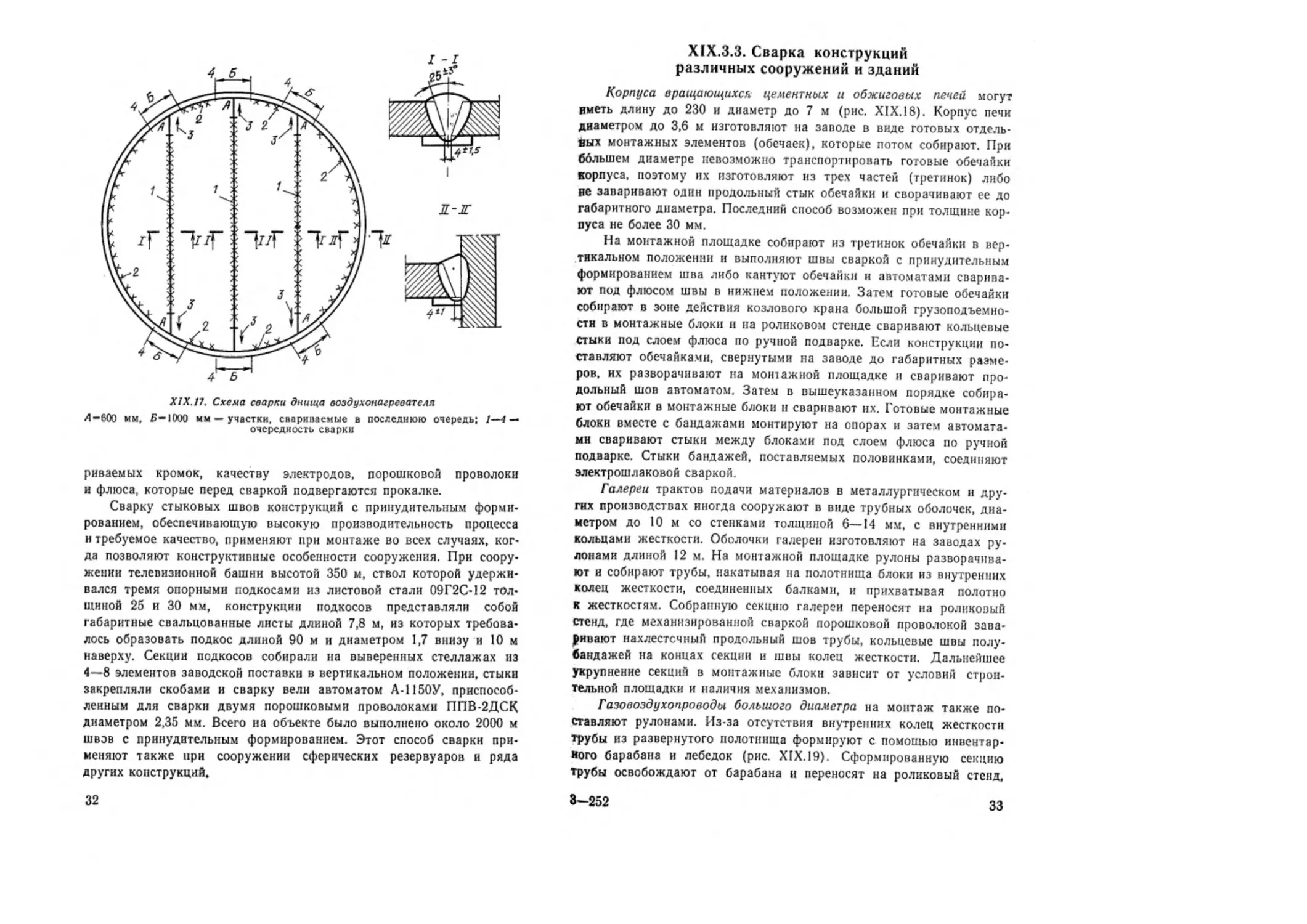
Днище камеры насадки воздухонагревателя (рис. XIX. 17) из
стали 09Г2С-15 толщиной до 30 мм собирают в проектном поло-
жении и швы 1 и 2 сваривают автоматами под слоем флюса на
остающейся подкладке. Сварку ведут проволокой Св-08ГА с до-
бавкой ППМ на режимах, приведенных в табл. XIX.6. Для обеспече-
ния наименьших деформаций и напряжений при сварке следует со-
блюдать указанную последовательность. Участки А и Б выполняют
» последнюю очередь ручной дуговой сваркой электродами УОНН
13/55 диаметром 4 и 5 мм. Сначала сваривают участок А, а затем
участок Б. При сварке конструкции доменного цеха соблюдаются
повышенные требования к качеству сборки под сварку, чистоте сва-
31
XIX. 17. Схема сварки днища воздухонагревателя
4=600 мм. 25=1000 мм — участки, свариваемые в последнюю очередь; 1—f —
очередность сварки
риваемых кромок, качеству электродов, порошковой проволоки
и флюса, которые перед сваркой подвергаются прокалке.
Сварку стыковых швов конструкций с принудительным форми-
рованием, обеспечивающую высокую производительность процесса
и требуемое качество, применяют при монтаже во всех случаях, ког-
да позволяют конструктивные особенности сооружения. При соору-
жении телевизионной башни высотой 350 м, ствол которой удержи-
вался тремя опорными подкосами из листовой стали 09Г2С-12 тол-
щиной 25 и 30 мм, конструкции подкосов представляли собой
габаритные свальцованные листы длиной 7,8 м, из которых требова-
лось образовать подкос длиной 90 м и диаметром 1,7 внизу и 10 м
наверху. Секции подкосов собирали на выверенных стеллажах из
4—8 элементов заводской поставки в вертикальном положении, стыки
закрепляли скобами и сварку вели автоматом А-1150У, приспособ-
ленным для сварки двумя порошковыми проволоками ППВ-2ДСК
диаметром 2,35 мм. Всего на объекте было выполнено около 2000 м
швов с принудительным формированием. Этот способ сварки при-
меняют также при сооружении сферических резервуаров и ряда
других конструкций.
32
XIX.3.3. Сварка конструкций
различных сооружений и зданий
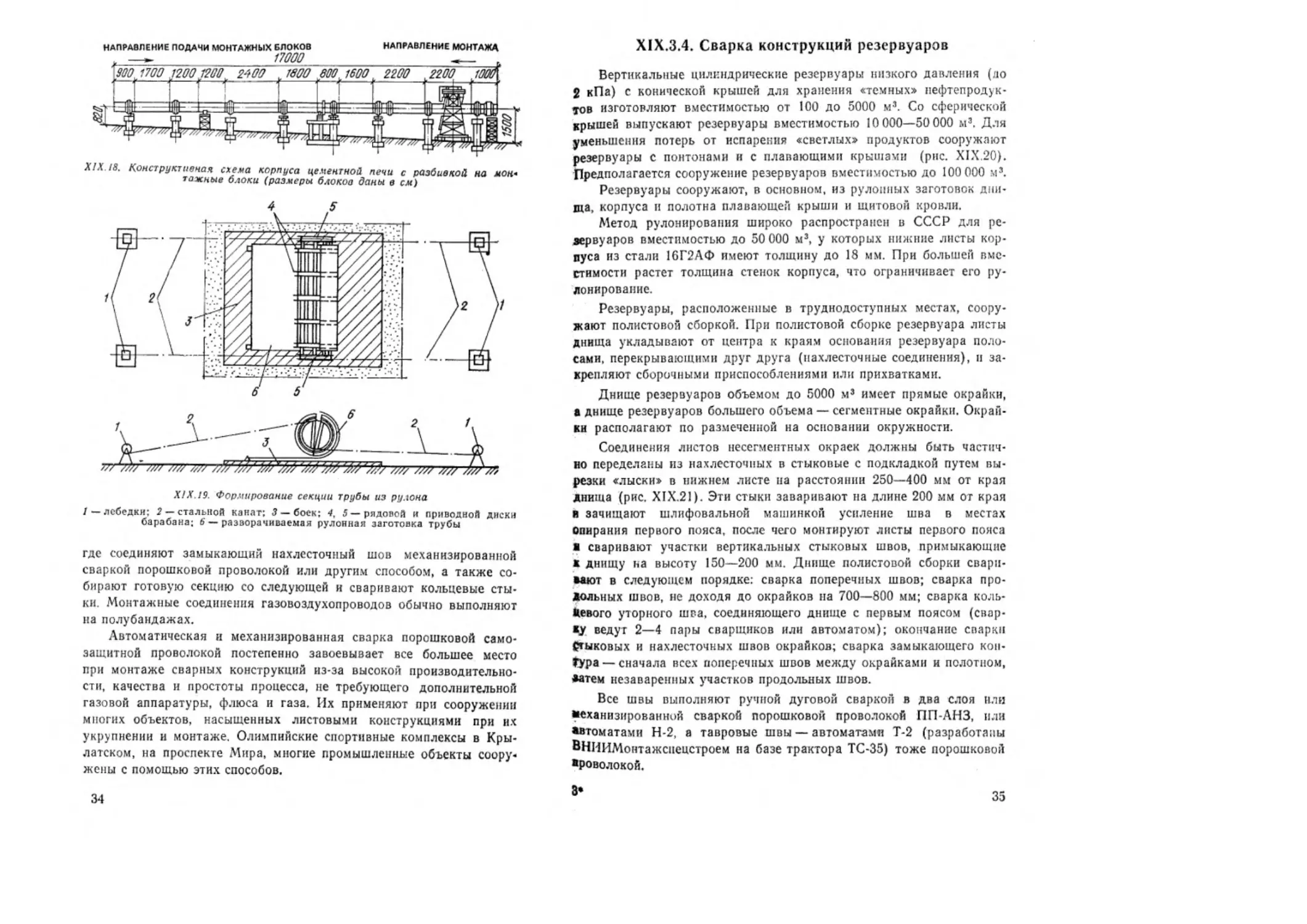
Корпуса вращающихся цементных и обжиговых печей могут
иметь длину до 230 и диаметр до 7 м (рис. XIX.18). Корпус печи
диаметром до 3,6 м изготовляют на заводе в виде готовых отдель-
ных монтажных элементов (обечаек), которые потом собирают. При
ббльшем диаметре невозможно транспортировать готовые обечайки
корпуса, поэтому их изготовляют из трех частей (третинок) либо
не заваривают один продольный стык обечайки и сворачивают ее до
габаритного диаметра. Последний способ возможен при толщине кор-
пуса не более 30 мм.
На монтажной площадке собирают из третинок обечайки в вер-
тикальном положении и выполняют швы сваркой с принудительным
формированием шва либо кантуют обечайки и автоматами сварива-
ют под флюсом швы в нижнем положении. Затем готовые обечайки
собирают в зоне действия козлового крана большой грузоподъемно-
сти в монтажные блоки и на роликовом стенде сваривают кольцевые
стыки под слоем флюса по ручной подварке. Если конструкции по-
ставляют обечайками, свернутыми на заводе до габаритных разме-
ров, их разворачивают на монтажной площадке и сваривают про-
дольный шов автоматом. Затем в вышеуказанном порядке собира-
ют обечайки в монтажные блоки и сваривают их. Готовые монтажные
блоки вместе с бандажами монтируют на спорах и затем автомата-
ми сваривают стыки между блоками под слоем флюса по ручной
подварке. Стыки бандажей, поставляемых половинками, соединяют
электрошлаковой сваркой.
Галереи трактов подачи материалов в металлургическом и дру-
гих производствах иногда сооружают в виде трубных оболочек, диа-
метром до 10 м со стенками толщиной 6—14 мм, с внутренними
кольцами жесткости. Оболочки галереи изготовляют на заводах ру-
лонами длиной 12 м. На монтажной площадке рулоны разворачива-
ют и собирают трубы, накатывая на полотнища блоки из внутренних
колец жесткости, соединенных балками, и прихватывая полотно
к жесткостям. Собранную секцию галереи переносят на роликовый
стенд, где механизированной сваркой порошковой проволокой зава-
ривают нахлесточный продольный шов трубы, кольцевые швы полу-
бандажей на концах секции и швы колец жесткости. Дальнейшее
укрупнение секций в монтажные блоки зависит от условий строи-
тельной площадки и наличия механизмов.
Газовоздухопроводы большого диаметра на монтаж также по-
ставляют рулонами. Из-за отсутствия внутренних колец жесткости
трубы из развернутого полотнища формируют с помощью инвентар-
ного барабана и лебедок (рис. XIX. 19). Сформированную секцию
трубы освобождают от барабана и переносят на роликовый стенд,
3—252
33
XIX. 18. Конструктивная схема корпуса цементной печи с разбивкой на мои*
тажные блоки (размеры блоков даны в см)
XIX. 19. Формирование секции трубы из рулона
/—лебедки; 2 —стальной канат; 3 — боек; 4, 5—рядовой и приводной диски
барабана; 6 — разворачиваемая рулонная заготовка трубы
где соединяют замыкающий нахлесточный шов механизированной
сваркой порошковой проволокой или другим способом, а также со-
бирают готовую секцию со следующей и сваривают кольцевые сты-
ки. Монтажные соединения газовоздухопроводов обычно выполняют
на полубандажах.
Автоматическая и механизированная сварка порошковой само-
защнтнон проволокой постепенно завоевывает все большее место
при монтаже сварных конструкций из-за высокой производительно-
сти, качества и простоты процесса, не требующего дополнительной
газовой аппаратуры, флюса и газа. Их применяют при сооружении
многих объектов, насыщенных листовыми конструкциями при их
укрупнении и монтаже. Олимпийские спортивные комплексы в Кры-
латском, на проспекте Мира, многие промышленные объекты соору*
жены с помощью этих способов.
34
XIX.3.4. Сварка конструкций резервуаров
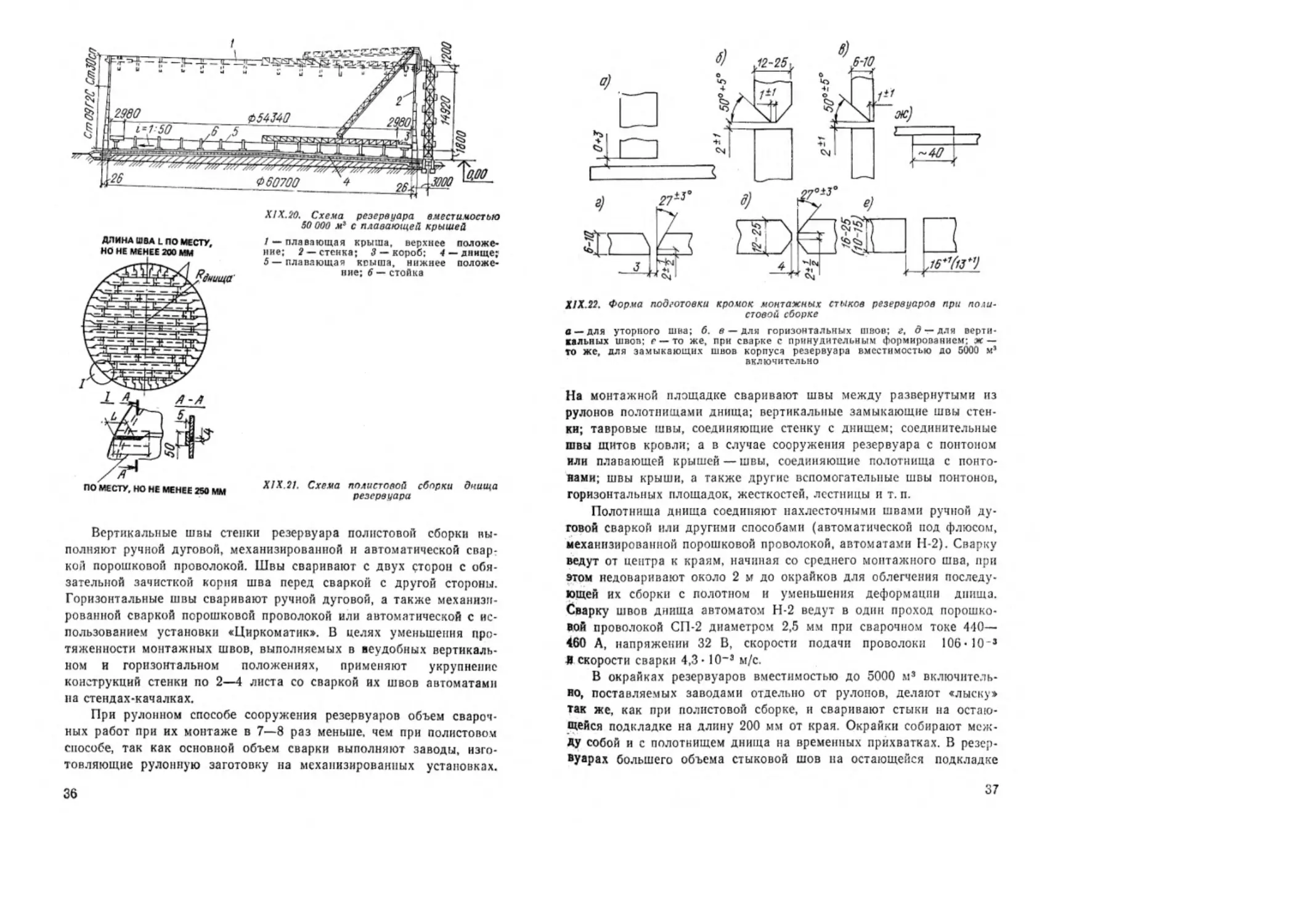
Вертикальные цилиндрические резервуары низкого давления (до
2 кПа) с конической крышей для хранения «темных» нефтепродук-
тов изготовляют вместимостью от 100 до 5000 м3. Со сферической
крышей выпускают резервуары вместимостью 10 000—50 000 м3. Для
уменьшения потерь от испарения «светлых» продуктов сооружают
резервуары с понтонами и с плавающими крышами (рис. XIX.20).
Предполагается сооружение резервуаров вместимостью до 100 000 м3.
Резервуары сооружают, в основном, из рулонных заготовок дни-
ща, корпуса и полотна плавающей крыши и щитовой кровли.
Метод рулонирования широко распространен в СССР для ре-
зервуаров вместимостью до 50 000 м3, у которых нижние листы кор-
пуса из стали 16Г2АФ имеют толщину до 18 мм. При большей вме-
стимости растет толщина стенок корпуса, что ограничивает его ру-
лонировавие.
Резервуары, расположенные в труднодоступных местах, соору-
жают полистовой сборкой. При полистовой сборке резервуара листы
днища укладывают от центра к краям основания резервуара поло-
сами, перекрывающими друг друга (нахлесточные соединения), и за-
крепляют сборочными приспособлениями или прихватками.
Днище резервуаров объемом до 5000 м3 имеет прямые окрайки,
а днище резервуаров большего объема — сегментные окрайки. Окрай-
ки располагают по размеченной на основании окружности.
Соединения листов несегментных окраек должны быть частич-
но переделаны из нахлесточных в стыковые с подкладкой путем вы-
резки «лыски» в нижнем листе на расстоянии 250—400 мм от края
днища (рис. XIX.21). Эти стыки заваривают на длине 200 мм от края
я зачищают шлифовальной машинкой усиление шва в местах
опирания первого пояса, после чего монтируют листы первого пояса
а сваривают участки вертикальных стыковых швов, примыкающие
к днищу ьа высоту 150—200 мм. Днище полистовой сборки свари-
вают в следующем порядке: сварка поперечных швов; сварка про-
дольных швов, не доходя до окрайков на 700—800 мм; сварка коль-
цевого уторного шва, соединяющего днище с первым поясом (свар-
яу веду г 2—4 пары сварщиков или автоматом); окончание сварки
Стыковых и нахлесточных швов окрайков; сварка замыкающего кон-
typa — сначала всех поперечных швов между окрайками и полотном,
Датем незаваренных участков продольных швов.
Все швы выполняют ручной дуговой сваркой в два слоя или
еханизированной сваркой порошковой проволокой ПП-АНЗ, или
автоматами Н-2, а тавровые швы — автоматами Т-2 (разработаны
ВНИИМонтажсиецстроем на базе трактора ТС-35) тоже порошковой
роволокой.
3*
35
XIX. 20. Схема резервуара вместимостью
50 000 м3 с плавающей крышей
I — плавающая крыша, верхнее положе-
ние; 2 — стенка; 8 — короб; 4 — днище;
5—плавающая ксыша, ннжнее положе-
ние; 6 — стойка
Х1Х.21. Схема полистовой сборки днища
резервуара
Вертикальные швы стенки резервуара полистовой сборки вы-
полняют ручной дуговой, механизированной и автоматической свар-
кой порошковой проволокой. Швы сваривают с двух сторон с обя-
зательной зачисткой корня шва перед сваркой с другой стороны.
Горизонтальные швы сваривают ручной дуговой, а также механизи-
рованной сваркой порошковой проволокой или автоматической с ис-
пользованием установки «Циркоматнк». В целях уменьшения про-
тяженности монтажных швов, выполняемых в неудобных вертикаль-
ном и горизонтальном положениях, применяют укрупнение
конструкций стенки по 2—4 листа со сваркой их швов автоматами
на стендах-качалках.
При рулонном способе сооружения резервуаров объем свароч-
ных работ при их монтаже в 7—8 раз меньше, чем при полистовом
способе, так как основной объем сварки выполняют заводы, изго-
товляющие рулонную заготовку на механизированных установках.
36
XIX.22. Форма подготовки кромок монтажных стыков резервуаров при поли-
стовой сборке
а — для уторного шва; б. в — для горизонтальных швов; г, д — для верти-
кальных швов; е — то же, при сварке с принудительным формированием; ж —
то же, для замыкающих швов корпуса резервуара вместимостью до 5000 м’
включительно
На монтажной площадке сваривают швы между развернутыми из
рулонов полотнищами днища; вертикальные замыкающие швы стен-
ки; тавровые швы, соединяющие стенку с днищем; соединительные
швы щитов кровли; а в случае сооружения резервуара с понтоном
или плавающей крышей — швы, соединяющие полотнища с понто-
нами; швы крыши, а также другие вспомогательные швы понтонов,
горизонтальных площадок, жесткостей, лестницы и т. п.
Полотнища днища соединяют нахлесточными швами ручной ду-
говой сваркой или другими способами (автоматической под флюсом,
механизированной порошковой проволокой, автоматами П-2). Сварку
ведут от центра к краям, начиная со среднего монтажного шва, при
этом недоваривают около 2 м до окрайков для облегчения последу-
ющей их сборки с полотном и уменьшения деформации днища.
Сварку швов днища автоматом Н-2 ведут в один проход порошко-
вой проволокой СП-2 диаметром 2,5 мм при сварочном токе 440—
460 А, напряжении 32 В, скорости подачи проволоки 106- 10 3
И скорости сварки 4,3- 10~э м/с.
В окрайках резервуаров вместимостью до 5000 .м3 включитель-
но, поставляемых заводами отдельно от рулонов, делают «лыску»
так же, как при полистовой сборке, и сваривают стыки на остаю-
щейся подкладке на длину 200 мм от края. Окрайки собирают меж-
ду собой и с полотнищем днища на временных прихватках. В резер-
вуарах большего объема стыковой шов на остающейся подкладке
37
между сегментными окрайками выполняют также длиной 200 мм от
края. Стык сегментных окрайков собирают с зазором 4 мм у края
И до 10—12 мм к центру резервуара. Это необходимо в связи с тем,
что после сварки таврового шва зазор значительно уменьшится от
усадки. Сегментные окрайкн собирают с полотнищем днища на вре-
менных прихватках. Затем разворачивают рулоны стенки резервуа-
ра, собирают вертикальные стыки стенки и соединение стенки с дни-
щем с помощью сборочных приспособлений. Вертикальные соедине-
ния стенки у резервуаров вместимостью до 5000 м3 делают
нахлесточными. Перед сваркой уторного шва заваривают участки
вертикального стыка первого пояса, примыкающие к днищу, на вы-
соту 200—300 мм. Уторный шов выполняют ручной или механизи-
рованной сваркой одновременно несколько пар сварщиков, распо-
ложенных по обе стороны стенки равномерно и движущихся в одном
направлении. Сваривают обратноступенчатым способом со ступеня-
ми длиной 600—650 мм в несколько слоев. Так же, как при полисто-
вой сборке, можно применять автомат Т-2 с порошковой проволокой
СП-2. Вертикальные стыки стенки сваривают с двух сторон нахле-
стки сплошными швами с общим направлением снизу вверх, а в пре-
делах каждого пояса сверху вниз обратноступенчатым способом
ручной дуговой сваркой. У резервуаров вместимостью 10 000 м3
и более монтажные соединения стенки делают стыковыми. При тол-
щине листов 6 мм и более делают V-образную разделку, обращенную
внутрь резервуара, а при толщине 12 мм и более—Х-образную
(рис. XIX.22). Стык собирают особенно тщательно, не допуская от-
клонений формы резервуара в месте стыка. Ручную сварку стыка
выполняют одновременно 2—3 сварщика, для чего стык разделяют
на равные по наплавленному металлу участки и устраивают под-
мости, предохраняющие работающего внизу сварщика от искр ме-
талла. Сварку ведут обратноступенчатым способом с общим направ-
лением сверху вниз в пределах участка, выделенного сварщику. За-
варив шов с внутренней стороны, вырубают или вышлифовывают
корень шва с внешней стороны и сваривают подварочиый шов.
В резервуаре вместимостью 50 000 м3 замыкающий вертикальный
стык разделяют на 4 участка, сварку которых выполняют секциями
одновременно 4 сварщика обратноступенчатым способом со ступе-
нями длиной 200—220 мм; общее направление сварки на каждом
участке сверху вниз; разделка V-образная с раскрытием внутрь;
корневой слой сваривают изнутри, зачищают его снаружи и выпол-
няют наружный шов, после чего заваривают внутренние слои шва.
Стыки первых восьми поясов стенки из стали 16Г2АФ сваривают без
подогрева при температуре выше5°С, при более низкой температуре
применяют предварительный подогрев до 120—160 °C. Для лучшего
сохранения тепла и предотвращения возникновения пор при сварке
корневого шва стык закрывают с наружной стороны уголком.
38
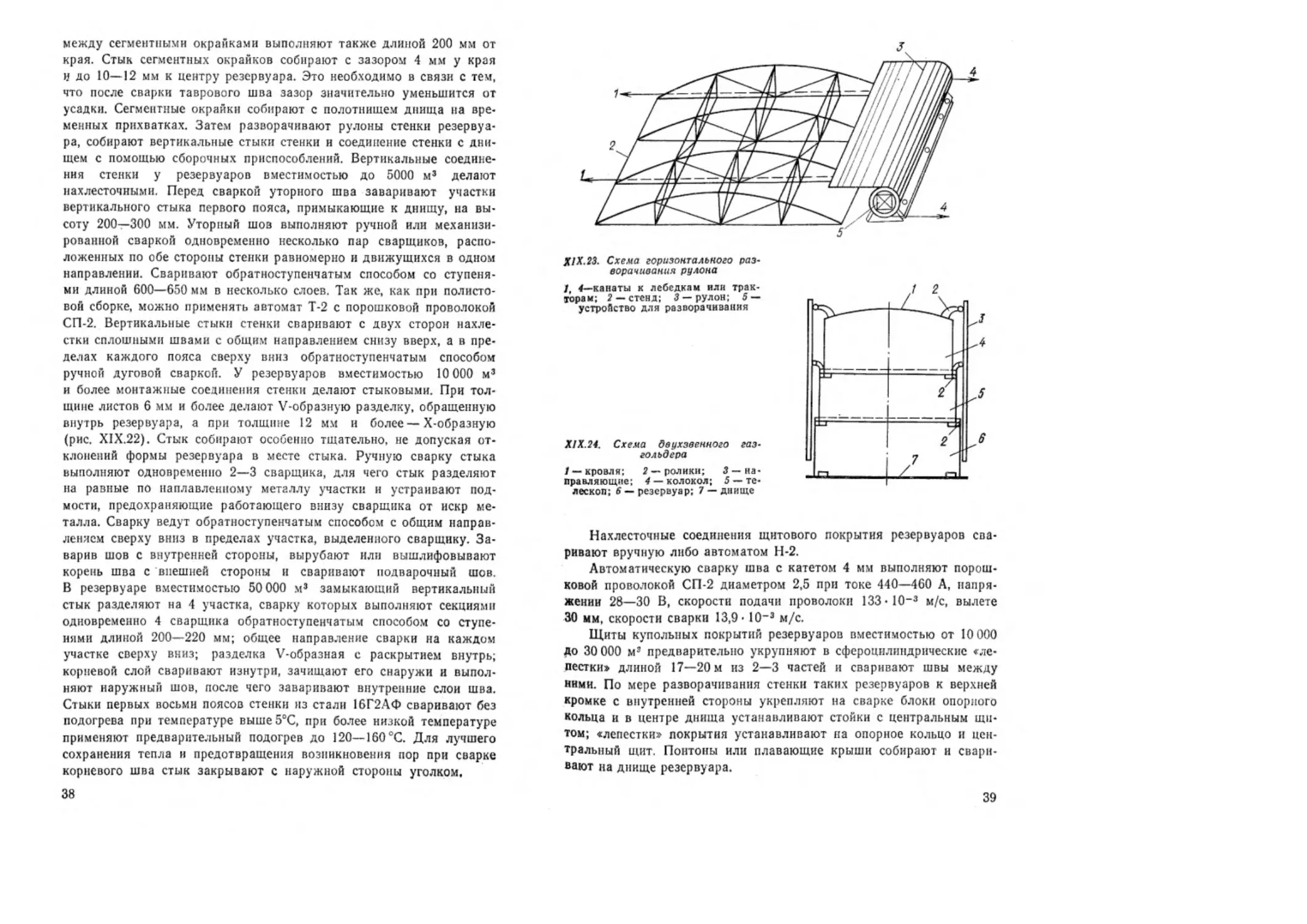
J
XlX.23. Схема горизонтального раз-
ворачивания рулона
1, 4—канаты к лебедкам или трак-
торам; 2 — стенд; 3 — рулон; 5 —
устройство для разворачивания
XIX.24. Схема двухзвенного газ-
гольдера
/ — кровля; 2 — ролики; 3 —на-
правляющие; 4 — колокол; 5 — те-
лескоп; 6 — резервуар; 7 — днище
Нахлесточные соединения щитового покрытия резервуаров сва-
ривают вручную либо автоматом Н-2.
Автоматическую сварку шва с катетом 4 мм выполняют порош-
ковой проволокой СП-2 диаметром 2,5 при токе 440—460 А, напря-
жении 28—30 В, скорости подачи проволоки 133-10-3 м/с, вылете
30 мм, скорости сварки 13,9- 10-3 м/с.
Щиты купольных покрытий резервуаров вместимостью от 10 000
до 30 000 м’ предварительно укрупняют в сфероцилиндрические <ле-
пестки» длиной 17—20 м из 2—3 частей и сваривают швы между
ними. По мере разворачивания стенки таких резервуаров к верхней
кромке с внутренней стороны укрепляют на сварке блоки опорного
кольца и в центре днища устанавливают стойки с центральным щи-
том; слепестки» покрытия устанавливают на опорное кольцо и цен-
тральный щит. Понтоны или плавающие крыши собирают и свари-
вают на днище резервуара.
39
При монтаже резервуаров вместимостью 50 000 м3 одновременно
с разворачиванием стенки монтируют верхнее кольцо жесткости в ви-
де площадки и элементов промежуточных жесткостей — сварных
двутавров. Имеется опыт разворачивания рулонов стенки этого ре-
зервуара в горизонтальном положении (рис. XIX.23) на стенде, уста-
новленном на днище. Размеры стенда обеспечивают размещение на
нем полотнища длиной около 30 м. Затем на развернутой части стен-
ки резервуара устанавливают и приваривают верхнюю площадку
и промежуточные кольца жесткости и вместе с каркасом стенда ста-
вят ее в проектное положение, освобождают каркас стенда и соби-
рают на нем следующую часть стенки. Это перспективный способ для
сооружения более крупных резервуаров (вместимостью до
100 000 м3).
Мокрые газгольдеры (рис. XIX.24) предназначены для хранения
газообразных продуктов. Они представляют собой емкости с пере-
менным объемом газа, что достигается подъемом или опусканием
подвижных частей газгольдера (колокола и телескопа). Газгольдеры
объемом до 30 000 м3 монтируют из рулонных заготовок днища, кор-
пуса резервуара, стенок телескопа и колокола. Корпус газгольдеров
большего объема сооружают методом полистовой сборки, однако не
исключено применение рулонного метода и для более крупных газ-
гольдеров.
Днища газгольдера монтируют так же, как при полистовой или
рулонной сборке днища резервуара. Рулоны корпуса, телескопа
и колокола можно разворачивать поочередно или параллельно. По
мере разворачивания монтируют опорные конструкции и затворы.
Затем устанавливают перекрытие колокола, собирают крышу, на-
правляющие и другие конструкции. Крышу монтируют и сваривают
из отдельных листов в полосы или секторы на стеллаже, сооружен-
ном на карнизе резервуара. Готовые полосы или секторы надвигают
на перекрытие и сваривают между собой, образуя нахлесточные со-
единения. Возможен также рулонный метод монтажа крыши.
В сухих газгольдерах все конструкции — днище, корпус, днище
шайбы монтируют из рулонных заготовок и сваривают аналогично
резервуарам. Каркас крыши собирают внизу на днище и поднимают
целиком. Кровлю монтируют листами или картами и сваривают
вручную и автоматами Н-2. Возможен подъем крыши, собранной на
днище, давлением воздуха.
Бункера могут иметь прямоугольное и круглое сечения, они пред-
назначены для хранения сыпучих материалов. Прямоугольные бун-
кера монтируют плоскостями, собранными и сваренными из отдель-
ных листов. Конусные части круглых бункеров монтируют из отдель-
ных листов, цилиндрические части (если сооружается на одной мон-
тажной площадке значительное их число) собирают из рулонных
заготовок или укрупненными на стендах монтажными блоками.
40
Силосы и деком позеры по конструкции аналогичны круглым
бункерам.
Сферические резервуары (табл. XIX.12) для хранения продукта
под давлением в сжиженном или газообразном состояния изготов-
ляют объемами 600 и 2000 м3. Оболочка резервуаров состоит из
штампованных или свальцованных элементов-лепестков. В зависи-
мости от метода изготовления раскрой оболочки меняется (рис.
XIX.25). Подготовка кромок лепестков оболочки зависит от способа
их сварки (табл. XIX. 13). Оболочку собирают из отдельных лепест-
ков, блоками из нескольких лепестков и полушариями. При соору-
жении единичных резервуаров применяют поэлементную сборку
оболочки. Для сборки устанавливают опоры резервуара, а в центре
временную тумбу, па которой укладывают днище. На днище укреп-
ляют монтажную стойку из трубы, удерживающую тяжами из угол-
ков монтируемые элементы. Затем собирают последовательно листы
первого и других поясов, закрепляя стыки монтажными приспособ-
лениями. По окончании монтажа и выверки оболочки выполняют
швы ручной дуговой сваркой в последовательности, указанной на
рис. XIX.26.
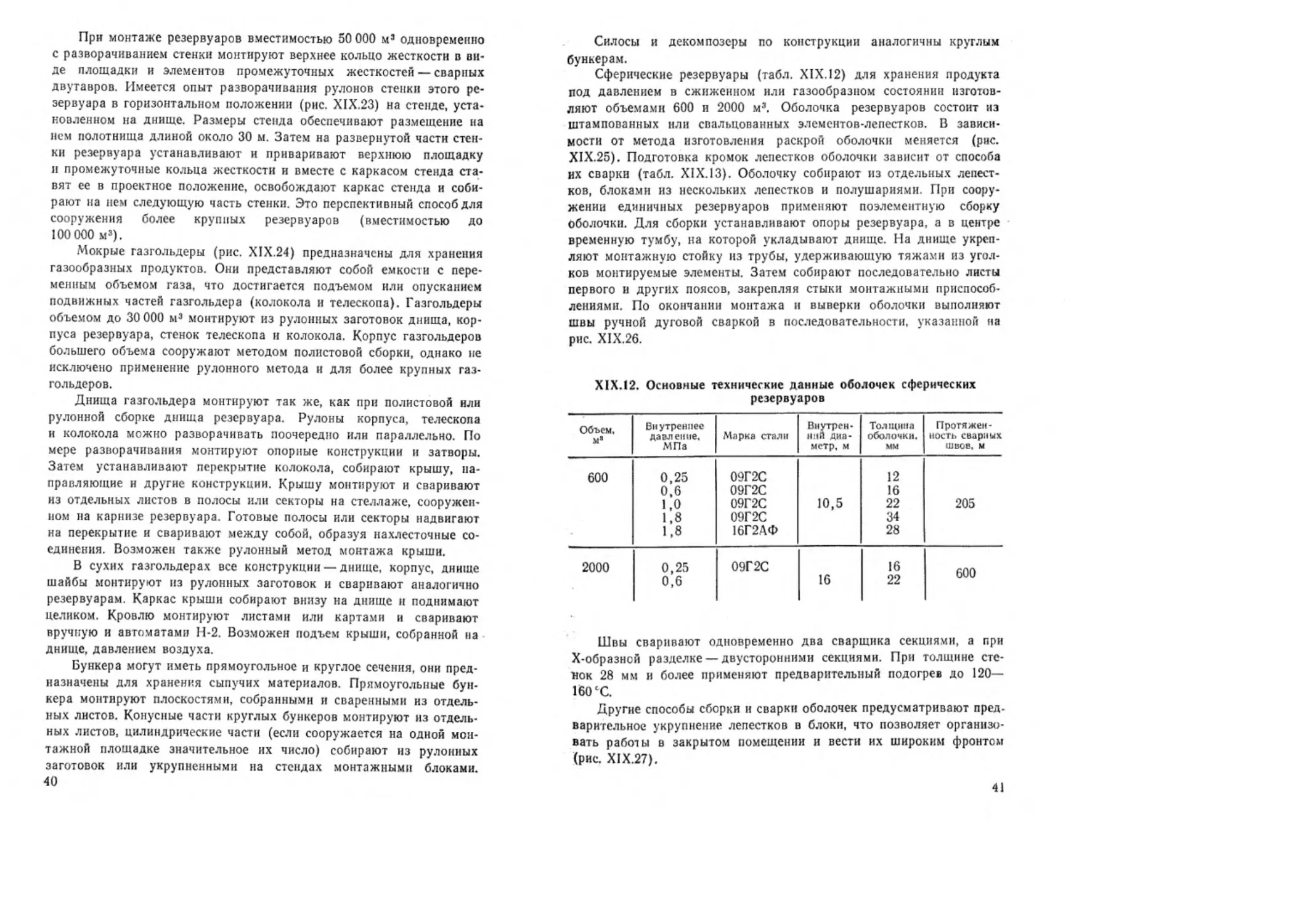
XIX.12. Основные технические данные оболочек сферических
резервуаров
Объем, м* Внутреннее давление, МПа Марка стали Внутрен- ний диа- метр, м Толщина оболочки, мм Протяжен- ность сварных швов, м
600 0,25 0,6 1,0 1,8 1,8 09Г2С 09Г2С 09Г2С 09Г2С 16Г2АФ 10,5 12 16 22 34 28 205
2000 0,25 0,6 09Г2С 16 16 22 600
Швы сваривают одновременно два сварщика секциями, а при
Х-образнсй разделке — двусторонними секциями. При толщине сте-
нок 28 мм и более применяют предварительный подогрев до 120—
160'С.
Другие способы сборки и сварки оболочек предусматривают пред-
варительное укрупнение лепестков в блоки, что позволяет организо-
вать работы в закрытом помещении и вести их широким фронтом
(рис. XIX.27).
41
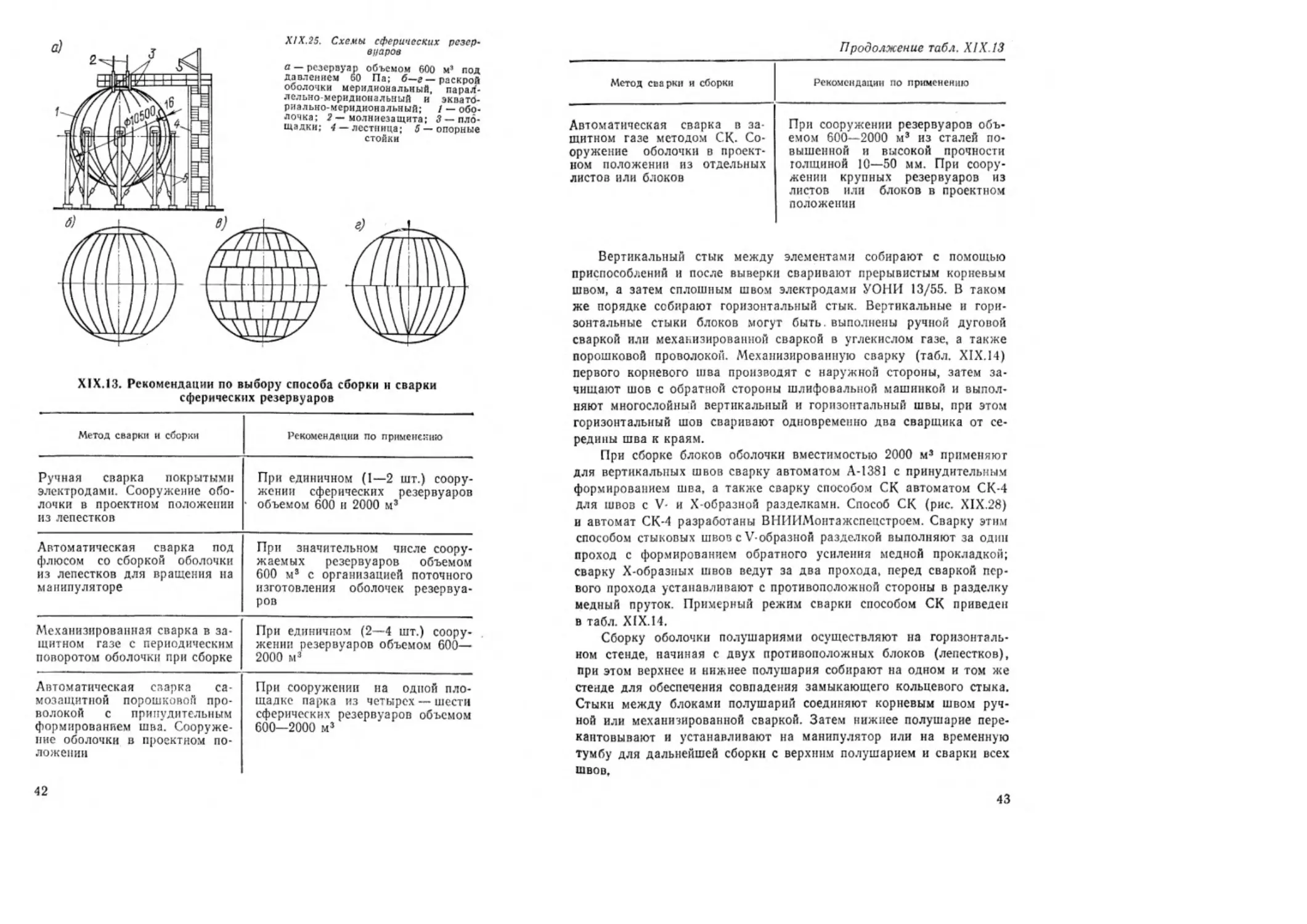
XIX.25. Схемы сферических резер-
вуаров
а — резервуар объемом 600 м’ под
давлением 60 Па; б—г — раскрой
оболочки меридиональный, парал-
лельно-меридиональный и эквато-
риально-меридиональный; 1 — обо-
лочка; 2 — молниезащита; 3— пло-
щадки; 4 — лестница; 5— опорные
стойки
XIX.13. Рекомендации по выбору способа сборки и сварки
сферических резервуаров
Метод сварки и сборки Рекомендлцни по применению
Ручная сварка покрытыми электродами. Сооружение обо- лочки в проектном положении из лепестков При единичном (1—2 шт.) соору- жении сферических резервуаров • объемом 600 и 2000 м3
Автоматическая сварка под флюсом со сборкой оболочки из лепестков для вращения на манипуляторе При значительном числе соору- жаемых резервуаров объемом 600 м8 с организацией поточного изготовления оболочек резервуа- ров
Механизированная сварка в за- щитном газе с периодическим поворотом оболочки при сборке При единичном (2—4 шт.) соору- жении резервуаров объемом 600— 2000 м3
Автоматическая сварка са- мозащитной порошковой про- волокой с принудительным формированием шва. Сооруже- ние оболочки в проектном по- ложении При сооружении на одной пло- щадке парка нз четырех — шести сферических резервуаров объемом 600—2000 м3
42
Продолжение табл. XIX. 13
Метод сварки и сборки
Рекомендации по применению
Автоматическая сварка в за-
щитном газе методом СК. Со-
оружение оболочки в проект-
ном положении из отдельных
листов или блоков
При сооружении резервуаров объ-
емом 600—2000 м3 из сталей по-
вышенной и высокой прочности
толщиной 10—50 мм. При соору-
жении крупных резервуаров из
листов или блоков в проектном
положении
Вертикальный стык между элементами собирают с помощью
приспособлений и после выверки сваривают прерывистым корневым
швом, а затем сплошным швом электродами УОНН 13/55. В таком
же порядке собирают горизонтальный стык. Вертикальные и гори-
зонтальные стыки блоков могут быть, выполнены ручной дуговой
сваркой или механизированной сваркой в углекислом газе, а также
порошковой проволокой. Механизированную сварку (табл. XIX. 14)
первого корневого шва производят с наружной стороны, затем за-
чищают шов с обратной стороны шлифовальной машинкой и выпол-
няют многослойный вертикальный и горизонтальный швы, при этом
горизонтальный шов сваривают одновременно два сварщика от се-
редины шва к краям.
При сборке блоков оболочки вместимостью 2000 мэ применяют
для вертикальных швов сварку автоматом А-1381 с принудительным
формированием шва, а также сварку способом СК автоматом СК-4
для швов с V- и Х-образной разделками. Способ СК (рис. XIX.28)
и автомат СК-4 разработаны ВНИИМонтажспецстроем. Сварку этим
способом стыковых швов с V-образной разделкой выполняют за один
проход с формированием обратного усиления медной прокладкой;
сварку Х-образных швов ведут за два прохода, перед сваркой пер-
вого прохода устанавливают с противоположной стороны в разделку
медный пруток. Примерный режим сварки способом СК приведен
в табл. XIX.14.
Сборку оболочки полушариями осуществляют на горизонталь-
ном стенде, начиная с двух противоположных блоков (лепестков),
при этом верхнее и нижнее полушария собирают на одном и том же
стенде для обеспечения совпадения замыкающего кольцевого стыка.
Стыки между блоками полушарий соединяют корневым швом руч-
ной или механизированной сваркой. Затем нижнее полушарие пере-
кантовывают и устанавливают на манипулятор или на временную
тумбу для дальнейшей сборки с верхним полушарием и сварки всех
швов.
43
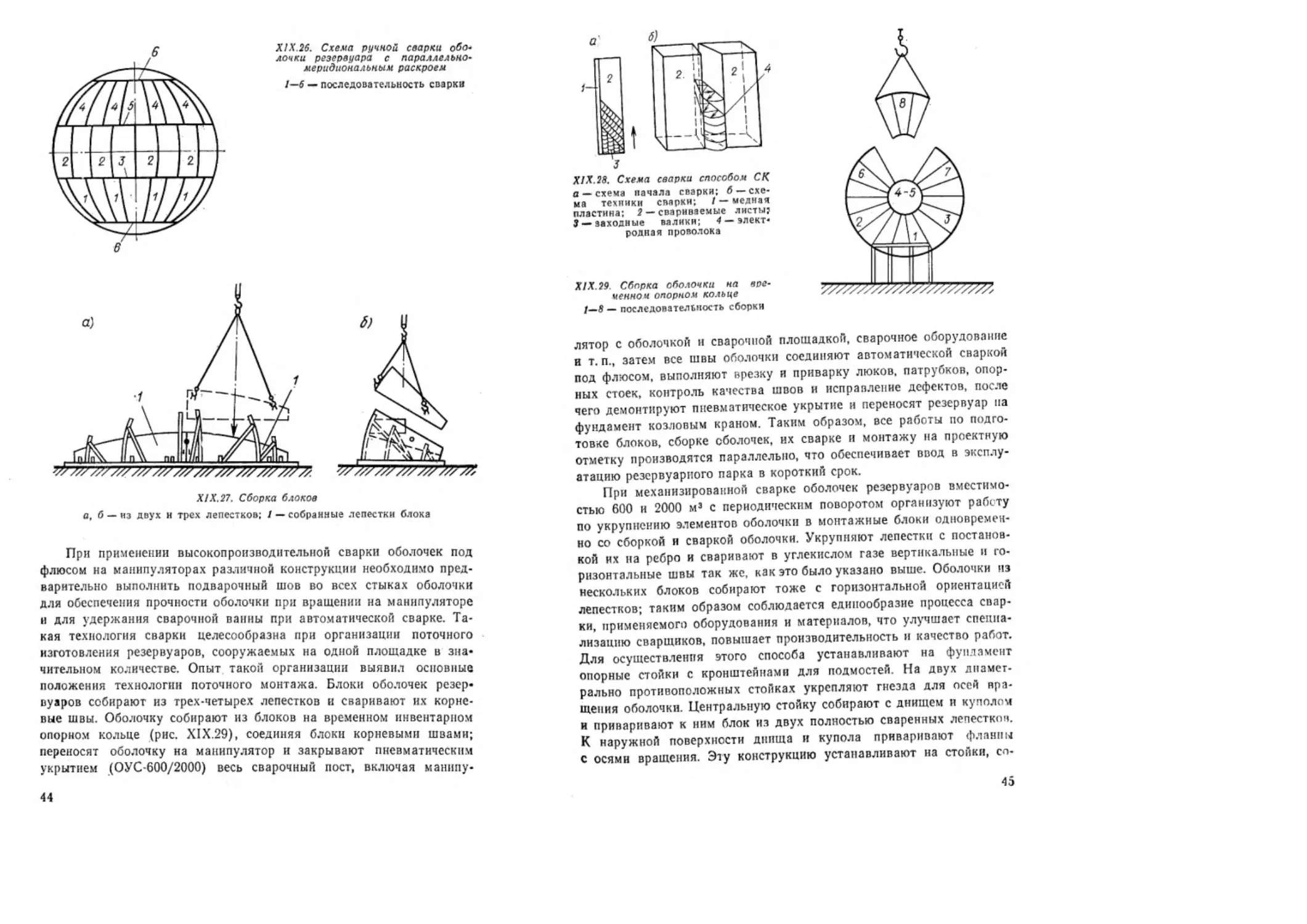
6
XIX.26. Схема ручной сварки обо*
лочки резервуара с параллельно-
меридиональным раскроем
1—6 — последовательность сварки
XIX.27. Сборка блоков
а, б — из двух и трех лепестков; / — собранные лепестки блока
При применении высокопроизводительной сварки оболочек под
флюсом на манипуляторах различной конструкции необходимо пред-
варительно выполнить подварочный шов во всех стыках оболочки
для обеспечения прочности оболочки при вращении на манипуляторе
н для удержания сварочной ванны при автоматической сварке. Та-
кая технология сварки целесообразна при организации поточного
изготовления резервуаров, сооружаемых на одной площадке в зна*
чительном количестве. Опыт такой организации выявил основные
положения технологии поточного монтажа. Блоки оболочек резер»
вуаров собирают из трех-четырех лепестков и сваривают их корне-
вые швы. Оболочку собирают из блоков на временном инвентарном
опорном кольце (рис. XIX.29), соединяя блоки корневыми швами;
переносят оболочку на манипулятор и закрывают пневматическим
укрытием (ОУС-600/2000) весь сварочный пост, включая манипу-
44
Х1Х.28. Схема сварки способом СК
а — схема начала сварки; б —схе-
ма техники сварки; / — медная
пластина: 2 — свариваемые листы?
S — заходные валики; 4 — элект-
родная проволока
Х1Х.29. Сборка оболочки на вре-
менном опорном кольце
1—8 — последовательность сборки
лятор с оболочкой и сварочной площадкой, сварочное оборудование
и т.п., затем все швы оболочки соединяют автоматической сваркой
под флюсом, выполняют врезку и приварку люков, патрубков, опор-
ных стоек, контроль качества швов и исправление дефектов, после
чего демонтируют пневматическое укрытие и переносят резервуар на
фундамент козловым краном. Таким образом, все работы по подго-
товке блоков, сборке оболочек, их сварке и монтажу на проектную
отметку производятся параллельно, что обеспечивает ввод в эксплу-
атацию резервуарного парка в короткий срок.
При механизированной сварке оболочек резервуаров вместимо-
стью 600 и 2000 м3 с периодическим поворотом организуют работу
по укрупнению элементов оболочки в монтажные блоки одновремен-
но со сборкой и сваркой оболочки. Укрупняют лепестки с постанов-
кой их на ребро и сваривают в углекислом газе вертикальные и го-
ризонтальные швы так же, как это было указано выше. Оболочки из
нескольких блоков собирают тоже с горизонтальной ориентацией
лепестков; таким образом соблюдается единообразие процесса свар-
ки, применяемого оборудования и материалов, что улучшает специа-
лизацию сварщиков, повышает производительность и качество работ.
Для осуществления этого способа устанавливают на фундамент
опорные стойки с кронштейнами для подмостей. На двух диамет-
рально противоположных стойках укрепляют гнезда для осей вра-
щения оболочки. Центральную стойку собирают с днищем и куполом
и приваривают к ним блок из двух полностью сваренных лепестков.
К наружной поверхности днища и купола приваривают фланны
с осями вращения. Эту конструкцию устанавливают на стойки, со-
45
вмещая оси вращения с гнездами, блок при этом должен быть обра-
щен выпуклостью вниз. Для облегчения поворота оболочки внизу
между стойками сооружают круглый бак с водой, на оболочку опус-
кают первый блок. Затем к этому блоку по порядку присоединяют
и приваривают следующие блоки, поворачивая конструкции так,
чтобы стыки были в горизонтальных положениях при сборке и свар-
ке. При монтаже оболочки усилия на поворотные опоры уменьша-
ются за счет плавучести конструкции.
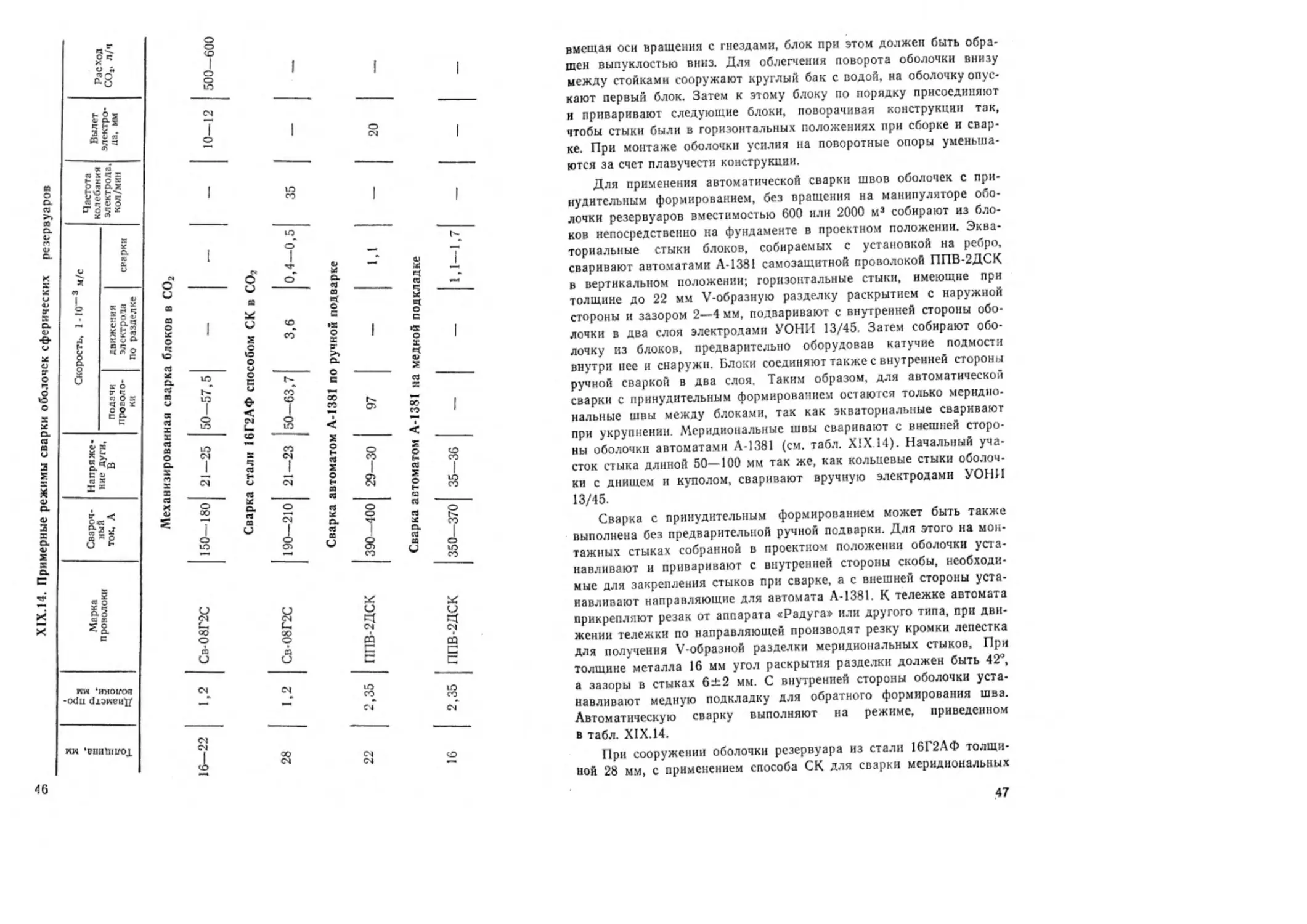
Для применения автоматической сварки швов оболочек с при-
нудительным формированием, без вращения на манипуляторе обо-
лочки резервуаров вместимостью 600 или 2000 м3 собирают из бло-
ков непосредственно на фундаменте в проектном положении. Эква-
ториальные стыки блоков, собираемых с установкой на ребро,
сваривают автоматами А-1381 самозащитной проволокой ППВ-2ДСК
в вертикальном положении; горизонтальные стыки, имеющие при
толщине до 22 мм V-образную разделку раскрытием с наружной
стороны и зазором 2—4 мм, подваривают с внутренней стороны обо-
лочки в два слоя электродами УОНИ 13/45. Затем собирают обо-
лочку пз блоков, предварительно оборудовав катучие подмости
внутри нее и снаружи. Блоки соединяют также с внутренней стороны
ручной сваркой в два слоя. Таким образом, для автоматической
сварки с принудительным формированием остаются только меридио-
нальные швы между блоками, так как экваториальные сваривают
при укрупнении. Меридиональные швы сваривают с внешней сторо-
ны оболочки автоматами Л-1381 (см. табл. XIX.14). Начальный уча-
сток стыка длиной 50—100 мм так же, как кольцевые стыки оболоч-
ки с днищем и куполом, сваривают вручную электродами УОНИ
13/45.
Сварка с принудительным формированием может быть также
выполнена без предварительной ручной подварки. Для этого на мон-
тажных стыках собранной в проектном положении оболочки уста-
навливают и приваривают с внутренней стороны скобы, необходи-
мые для закрепления стыков при сварке, а с внешней стороны уста-
навливают направляющие для автомата Л-1381. К тележке автомата
прикрепляют резак от аппарата «Радуга» или другого типа, при дви-
жении тележки по направляющей производят резку кромки лепестка
для получения V-образной разделки меридиональных стыков, При
толщине металла 16 мм угол раскрытия разделки должен быть 42°,
а зазоры в стыках 6±2 мм. С внутренней стороны оболочки уста-
навливают медную подкладку для обратного формирования шва.
Автоматическую сварку выполняют на режиме, приведенном
в табл. XIX.14.
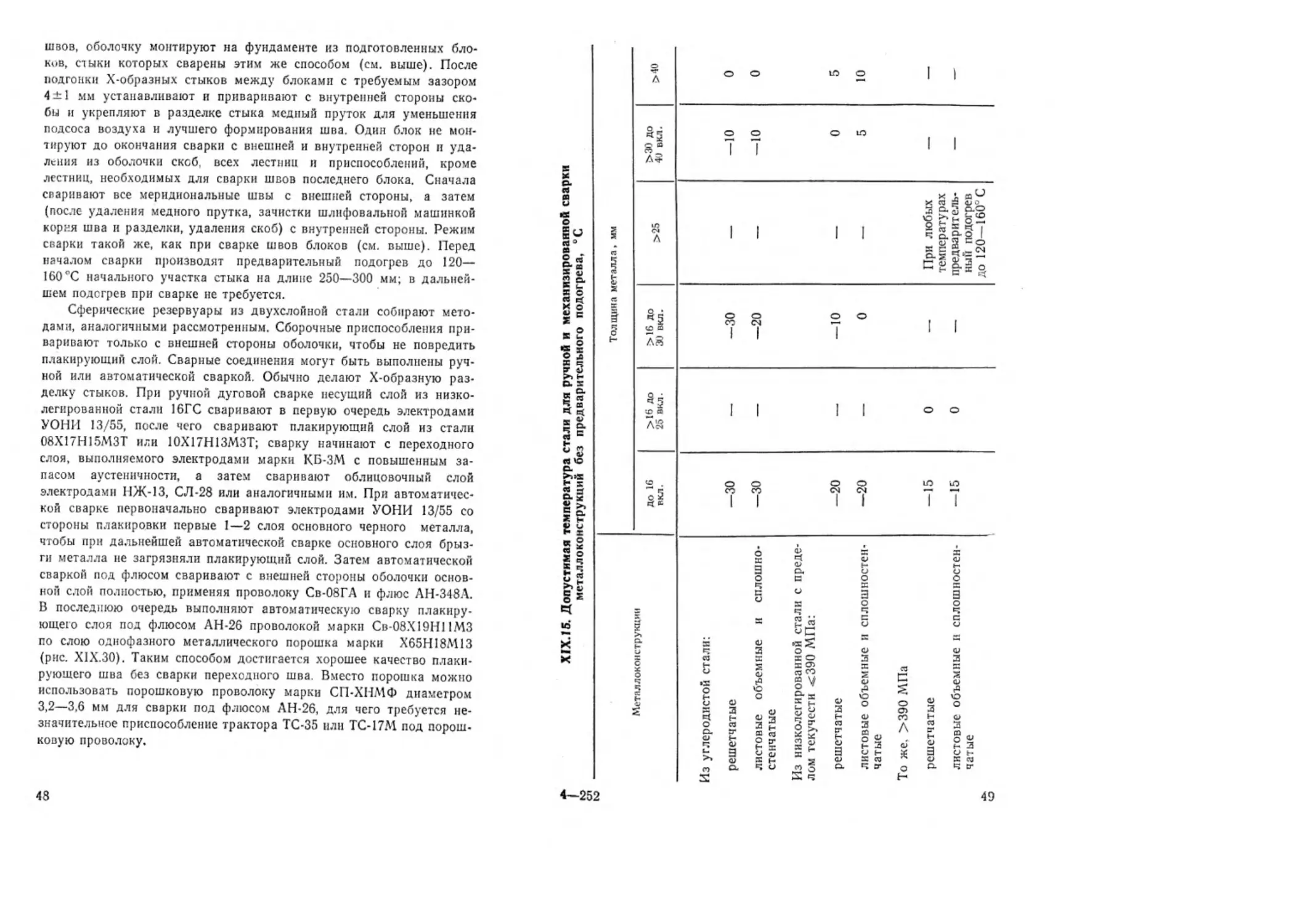
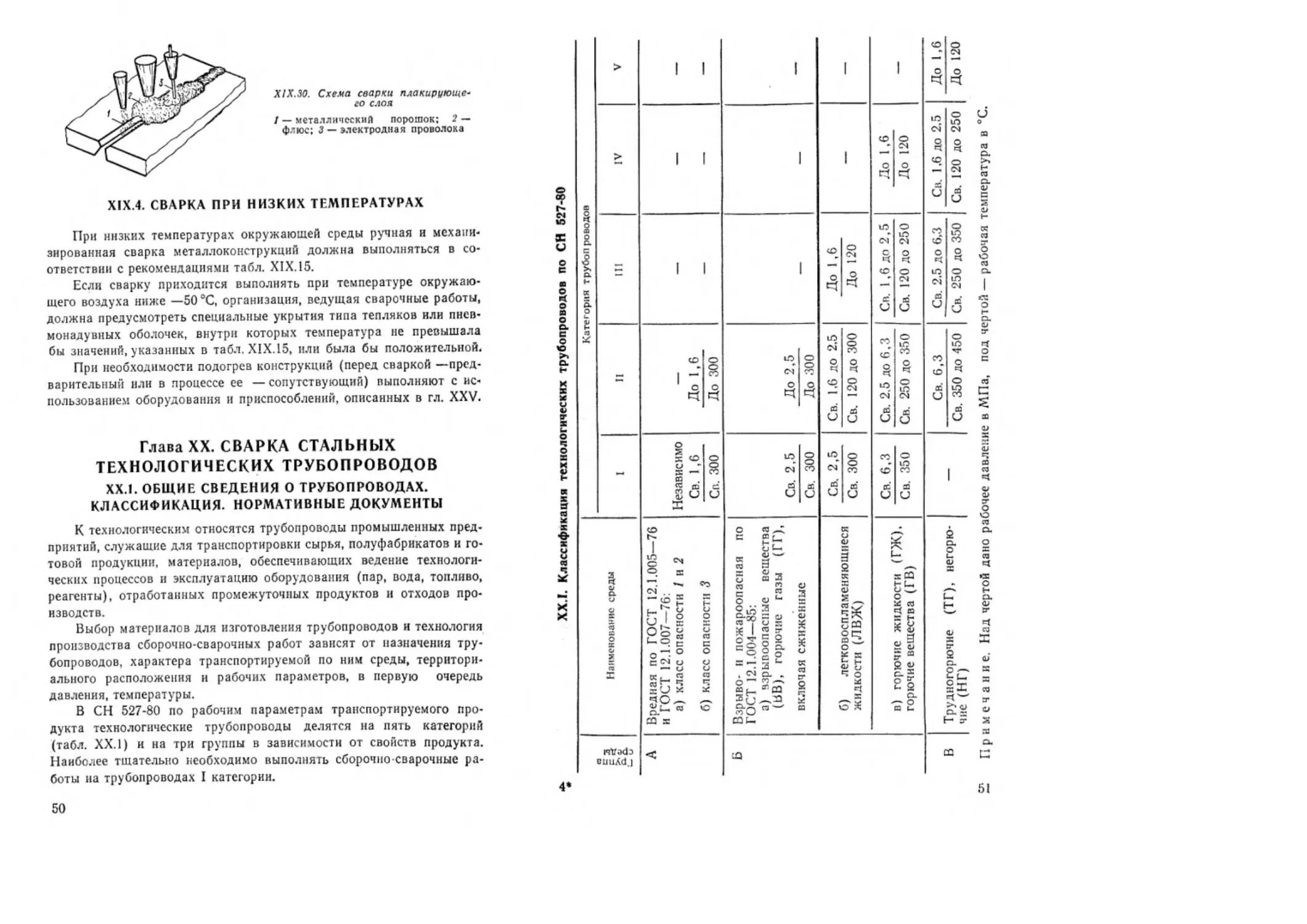
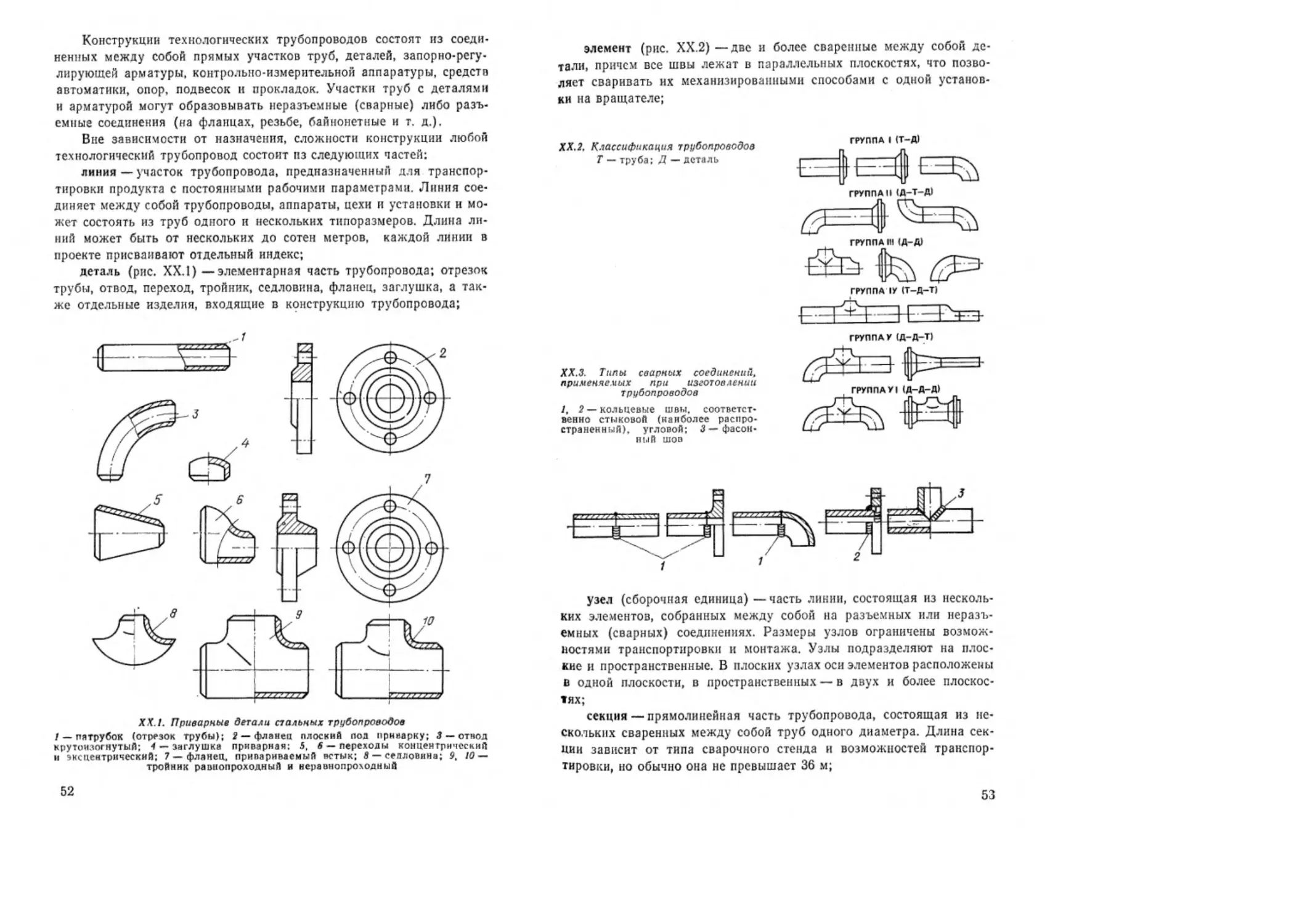
При сооружении оболочки резервуара из стали 16Г2АФ толщи-
ной 28 мм, с применением способа СК для сварки меридиональных
46
47
швов, оболочку монтируют на фундаменте из подготовленных бло-
ков, стыки которых сварены этим же способом (см. выше). После
подгонки Х-образных стыков между блоками с требуемым зазором
4±1 мм устанавливают и приваривают с внутренней стороны ско-
бы и укрепляют в разделке стыка медный пруток для уменьшения
подсоса воздуха и лучшего формирования шва. Один блок не мон-
тируют до окончания сварки с внешней и внутренней сторон и уда-
ления из оболочки скоб, всех лестниц и приспособлений, кроме
лестниц, необходимых для сварки швов последнего блока. Сначала
сваривают все меридиональные швы с внешней стороны, а затем
(после удаления медного прутка, зачистки шлифовальной машинкой
корня шва и разделки, удаления скоб) с внутренней стороны. Режим
сварки такой же, как при сварке швов блоков (см. выше). Перед
началом сварки производят предварительный подогрев до 120—
160 °C начального участка стыка на длине 250—300 мм; в дальней-
шем подогрев при сварке не требуется.
Сферические резервуары из двухслойной стали собирают мето-
дами, аналогичными рассмотренным. Сборочные приспособления при-
варивают только с внешней стороны оболочки, чтобы не повредить
плакирующий слой. Сварные соединения могут быть выполнены руч-
ной или автоматической сваркой. Обычно делают Х-образную раз-
делку стыков. При ручной дуговой сварке несущий слой из низко-
легированной стали 16ГС сваривают в первую очередь электродами
УОНН 13/55, после чего сваривают плакирующий слой из стали
08X17HI5M3T или 10X17H13M3T; сварку начинают с переходного
слоя, выполняемого электродами марки КБ-ЗМ с повышенным за-
пасом аустеничности, а затем сваривают облицовочный слой
электродами НЖ-13, СЛ-28 или аналогичными им. При автоматичес-
кой сварке первоначально сваривают электродами УОНИ 13/55 со
стороны плакировки первые 1—2 слоя основного черного металла,
чтобы при дальнейшей автоматической сварке основного слоя брыз-
ги металла не загрязняли плакирующий слой. Затем автоматической
сваркой под флюсом сваривают с внешней стороны оболочки основ-
ной слой полностью, применяя проволоку Св-08ГА и флюс АН-348А.
В последнюю очередь выполняют автоматическую сварку плакиру-
ющею слоя под флюсом АН-26 проволокой марки Св-08Х19Н11МЗ
по слою однофазного металлического порошка марки Х65Н18М13
(рис. Х1Х.30). Таким способом достигается хорошее качество плаки-
рующего шва без сварки переходного шва. Вместо порошка можно
использовать порошковую проволоку марки СП-ХНМФ диаметром
3,2—3,6 мм для сварки под флюсом АН-26, для чего требуется не-
значительное приспособление трактора ТС-35 или ТС-17,4 под порош-
ковую проволоку.
48
XIX. 15. Допустимая температура стали для ручной и механизированной сварки
металлоконструкций без предварительного подогрева, °C
4-252
49
XIX.30. Схема сварки плакириюще-
го слоя
1 — металлический порошок; 2 —
флюс; 3 — электродная проволока
XIX.4. СВАРКА ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
При низких температурах окружающей среды ручная и механи-
зированная сварка металлоконструкций должна выполняться в со-
ответствии с рекомендациями табл. XIX. 15.
Если сварку приходится выполнять при температуре окружаю-
щего воздуха ниже —50 °C, организация, ведущая сварочные работы,
должна предусмотреть специальные укрытия типа тепляков или пнев-
монадувных оболочек, внутри которых температура не превышала
бы значений, указанных в табл. XIX.15, или была бы положительной.
При необходимости подогрев конструкций (перед сваркой —пред-
варительный или в процессе ее —сопутствующий) выполняют с ис-
пользованием оборудования и приспособлений, описанных в гл. XXV.
Глава XX. СВАРКА СТАЛЬНЫХ
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
XX.I. ОБЩИЕ СВЕДЕНИЯ О ТРУБОПРОВОДАХ.
КЛАССИФИКАЦИЯ. НОРМАТИВНЫЕ ДОКУМЕНТЫ
К технологическим относятся трубопроводы промышленных пред-
приятий, служащие для транспортировки сырья, полуфабрикатов и го-
товой продукции, материалов, обеспечивающих ведение технологи-
ческих процессов и эксплуатацию оборудования (пар, вода, топливо,
реагенты), отработанных промежуточных продуктов и отходов про-
изводств.
Выбор материалов для изготовления трубопроводов и технология
производства сборочно-сварочных работ зависят от назначения тру-
бопроводов, характера транспортируемой по ним среды, территори-
ального расположения и рабочих параметров, в первую очередь
давления, температуры.
В СН 527-80 по рабочим параметрам транспортируемого про-
дукта технологические трубопроводы делятся на пять категорий
(табл. XX. 1) и на три группы в зависимости от свойств продукта.
Наиболее тщательно необходимо выполнять сборочно-сварочные ра-
боты на трубопроводах I категории.
uuuAdj
4*
50
1 1 1 | 1 со о 1 До 120
1 1 1 1 До 1,6 § о Св. 1.6 до 2,5 Св. 120 до 250 емпература в °C.
1 1 1 До 1,6 До 120 I 1 дп 2,5 1 Св. 120 до 250 Св. 2,5 до 6,3 Св. 250 до 350 1 ртой — рабочая т
До 1,6 До 300 До 2,5 о о I Св. 1,6 до 2,5 Св. 120 до 300 Св. 2.5 до 6,3 | Св. 250 до 350 Св. 6,3 Св. 350 до 450 | е в МПа, под че
Независимо Св. 1,6 1 Св. 300 Св. 2.5 Св. 300 Св. 2,5 Св. 300 Св, 6,3 1 Св. 350 1 1 Зочее давлены
Вредная по ГОСТ 12.1.005—76 и ГОСТ 12.1.007—76: а) класс опасности / и 2 б) класс опасности 3 Взрыве- и пожароопасная по ГОСТ 12.1.004—85: а) взрывоопасные вещества (ВВ), горючие газы (ГГ), включая сжиженные б) легковоспламеняющиеся жидкости (ЛВЖ) в) горючие жидкости (ГЖ), горючие вещества (ГВ) Трудногорючие (ТГ), негорю- чие (НГ) именами е. Над чертой дано ра<
< В П р
51
Конструкции технологических трубопроводов состоят из соеди-
ненных между собой прямых участков труб, деталей, запорно-рсгу-
лирующей арматуры, контрольно-измерительной аппаратуры, средств
автоматики, опор, подвесок и прокладок. Участки труб с деталями
и арматурой могут образовывать неразъемные (сварные) либо разъ-
емные соединения (на фланцах, резьбе, байнонетные и т. д.).
Вне зависимости от назначения, сложности конструкции любой
технологический трубопровод состоит из следующих частей;
линия — участок трубопровода, предназначенный для транспор-
тировки продукта с постоянными рабочими параметрами. Линия сое-
диняет между собой трубопроводы, аппараты, цехи и установки и мо-
жет состоять из труб одного и нескольких типоразмеров. Длина ли-
ний может быть от нескольких до сотен метров, каждой линии в
проекте присваивают отдельный индекс;
деталь (рис. ХХ.1) —элементарная часть трубопровода; отрезок
трубы, отвод, переход, тройник, седловина, фланец, заглушка, а так-
же отдельные изделия, входящие в конструкцию трубопровода;
XX. t. Приварные детали стальных трубопроводов
/ — патрубок (отрезок трубы); 2 — фланец плоский под припарку; 3 — отвод
крутоизогнутый; 4 —заглушка приварная; 5, S — переходы концентрический
и эксцентрический; 7 — фланец, припариваемый встык; Л —седловина; 9, 10 —
тройник равнопроходный и неравиопроходный
52
элемент (рис. ХХ.2)—две и более сваренные между собой де-
тали, причем все швы лежат в параллельных плоскостях, что позво-
ляет сваривать их механизированными способами с одной установ-
ки на вращателе;
XX,2, Классификация трубопроводов
Т — труба; Д — деталь
ГРУППА I (т-д)
£EE)tz{l
ГРУППА 11 (Д-Т-Д1
0=-^$ Qi
ГРУППА 14 (Д-Д)
ГРУППА 1У (Т-Д-Т)
-‘Г—Гт-;-
ХХ.З. Типы сварных соединений,
применяемых при изготовлении
трубопроводов
1, 2 — кольцевые швы. соответст-
венно стыковой (наиболее распро-
страненный). угловой; 3 — фасон-
ный шов
узел (сборочная единица) — часть линии, состоящая из несколь-
ких элементов, собранных между собой на разъемных или неразъ-
емных (сварных) соединениях. Размеры узлов ограничены возмож-
ностями транспортировки и монтажа. Узлы подразделяют на плос-
кие и пространственные. В плоских узлах оси элементов расположены
в одной плоскости, в пространственных — в двух и более плоскос-
тях;
секция — прямолинейная часть трубопровода, состоящая из не-
скольких сваренных между собой труб одного диаметра. Длина сек-
ции зависит от типа сварочного стенда и возможностей транспор-
тировки, но обычно она не превышает 36 м;
53
которых изготовляют стальные тех-
плеть — несколько сваренных между собой секций непосредст-
венно на месте монтажа.
Большинство деталей, входящих в состав технологических тру-
бопроводов, стандартизовано или нормализовано, число их типораз-
меров строго ограничено. В соответствии с «Инструкцией по проек-
тированию технологических стальных трубопроводов на Ру до 10 МПа»
(СН 527-80), утвержденной Госстроем СССР, число типоразмеров
труб, применяемых для изготовления и монтажа технологических
трубопроводов, значительно ограничено, что уменьшило общее число
типоразмеров сварных соединений на трубах (рис. ХХ.З).
Основные марки стали, из
нологические трубопроводы:
низкоуглеродистые ....
феррито-перлитные . ...
мартенситные..............
мартенситно-фсррнтные . .
ферритные ................
аустенитные ......
СтЮ, Ст20, ВСт2сп, ВСт2пс,
ВСтЗсп, ВСтЗпс
10Г2. 15ГС, 17ГС, 12МХ,
17Г2СФ. 12X1 МФ
15X5, 15Х5М, 15Х5ВФ, 12Х8ВФ
12X13, 12XI1B2MKP
С8Х13, 15X25
08Х18Н10Т, 12Х18Ш0Т,
08Х18Н12Б. 10XI7HI3M3T,
I0X23HI8
Наиболее распространены низкоуглеродистые стали.
Технологические трубопроводы проектируют в соответствии
с требованиями «Инструкции по проектированию технологических
стальных трубопроводов Ру до 10 МПа» (СН 527-80) Госстроя
СССР, эталонов выполнения рабочих (монтажных) чертежей техно-
логических трубопроводов, а также действующих нормативных до-
кументов (см. ниже).
Деталировочные чертежи (рис. ХХ.4) трубопроводов КТД раз-
рабатывают для централизованного изготовления их узлов с приме-
нением механизированных способов сварки и в соответствии с эта-
лоном. В состав деталировочных чертежей входят пояснительная за-
писка, перечень чертежей па блок, сводная спецификация труб и де-
талей, ведомость трубопроводов по линиям. Линию разбивают на уз-
лы, исходя из возможностей транспортировки и монтажа. Узлы и эле-
менты делят таким образом, чтобы максимальное число сварных
соединений в узле было выполнено механизированными способами.
При изготовлении и монтаже стальных технологических трубо-
проводов, включая заготовительные, сборочно-сварочные и контроль-
ные операции, должны соблюдаться условия, предусмотренные рядом
нормативных документов (табл. XX.2).
54
XX 4. Деталировочный чертеж трубопровода, выполненный в соответствии
с эталоном
цифры без кружков — номера сварных соединений (стыков); цифры в малых
кружках — номера деталей в соответствии со спецификацией; цифры в боль-
ших кружках — номера элементов и узлов
XX.2. ПОДГОТОВКА ТРУБ ПОД СВАРКУ.
ПРИМЕНЯЕМЫЕ ВИДЫ И СПОСОБЫ СВАРКИ
Для обеспечения хорошего качества сборки и сварных соедине-
ний концы труб, а также присоединительные части деталей трубо-
проводов и приварной запорной арматуры должны быть разделены
(табл. XX 3) в соответствии с ГОСТ 1G037—80 в зависимости от тол-
щины стенок труб и вида сварки.
55
ОТ
от
ХХ.2. Перечень основных действующих нормативных документов общего назначения
на изготовление и монтаж стальных технологических трубопроводов (сварочные работы)
Нормативный документ Краткая характеристика, что регламентируется
индекс наименование
СНиП 3.05.05—84 Технологическое оборудование и технологические трубопрово- ды; утверждены Госстроем СССР Обязательны для капитального строительства. Содержат об- щие требования к подготовке и производству работ, выполне- нию сварочных работ на технологических трубопроводах, по- рядок контроля и оценки качества сварных соединений
СН 527-80 Инструкция по проектированию технологических стальных тру- бопроводов Ру до 10 МПа; ут- верждена Госстроем СССР Обязательна для капитального строительства. Содержит клас- сификацию трубопроводов, основные общие требования к про- ектированию, расчету на прочность, защите от коррозии и теп- ловой изоляции трубопроводов, а также рекомендации по вы- бору материалов
Правила устройства и безопас- ной эксплуатации трубопрово- дов пара и горячей воды; ут- верждены Госгортехнадзором СССР, согласованы с ВЦСПС и Госстроем СССР Обязательны для всех министерств и ведомств. Определяют требования к устройству, изготовлению, монтажу, эксплуата- ции и освидетельствованию трубопроводов, транспортирующих водяной пар давлением более 0,07 МПа (0,7 кгс/см2) или го- рячую воду с температурой выше 115 °C. Регламентируют при- меняемые материалы, вопросы проектирования, изготовления и монтажа, включая сварку, термическую обработку и контроль качества сварных соединений
— Правила устройства и безопас- ной эксплуатации сосудов, ра- ботающих под давлением; ут- верждены Госгортехнадзором Обязательны для всех министерств и ведомств. Определяют требования к устройству, изготовлению, монтажу, ремонту и эксплуатации сосудов, работающих под давлением, в том чи- сле на обвязочные трубопроводы сосудов, работающих под давлением, на участке от сосуда до первого запорного отклю-
СССР, согласованы с ВЦСПС и Госстроем СССР чающего устройства (арматуры), а также на трубопроводы трубчатых печей. Регламентируют применяемые материалы, требования к конструкции, вопросы изготовления и монтажа, включая сварку, термическую обработку и контроль качества сварных соединений, требования к арматуре и приборам КИП, а также регистрацию и освидетельствование
ПУГ-69 Правила устройства и безопас- ной эксплуатации трубопрово- дов для горючих, токсичных и сжиженных газов; утверждены Госгортехнадзором СССР, со- гласованы с ВЦСПС и Госстро- ем СССР Обязателен для всех министерств и ведомств. Регламентирует ются на проектирование, монтаж и эксплуатацию стальных технологических газопроводов, транспортирующих нейтральные мало- и среднеагрессивные горючие газы в пределах рабочих давлений от 1 кПа (0,01 кг/см2) абсолютных до 250 МПа (2500 кгс/см2) избыточных включительно и рабочих темпера- тур от —150 до 700 °C. Регламентируют, в том числе, требова- ния, предъявляемые к трубам и деталям трубопроводов, за- порной арматуре, вопросы проектирования, монтажа, сварки и испытания смонтированных газопроводов, а также приемки их в эксплуатацию. Содержат рекомендации по выбору свароч- ных материалов в зависимости от материала труб
ГОСТ 16037—80 от Соединения сварные стальных трубопроводов. Основные ти- пы, конструктивные элементы и размеры; утвержден Гос- стандартом СССР Обязателен для всех министерств и ведомств. Регламентирует основные типы швов сварных соединений всех видов трубопро- водов. Приводятся все типы конструктивных элементов, встре- чающихся на трубопроводах, виды и способы сварки в зависи- мости от диаметра толщины стенки труб и подготовки кромок. Даются типы и размеры подготовки кромок под сварку, до- пуски на обработку, а также размеры наложенных швов и пре- дельные отклонения по ним
tn
ОС
Продолжение табл. XX 2
Нормативный документ Краткая характеристика< что регламентируется
индекс наименование
ОСТ 36-39-80 Трубопроводы стальные техно- логические на давление Pv до 9,81 МПа. Ручная дуговая сварка покрытыми металличе- скими электродами. Типовой технологический процесс; ут- вержден Минмонтажспецстро- ем СССР Обязателен для организаций п предприятий Минмонтажспец- строя СССР. Регламентирует технические требования к мате- риалам, оборудованию, квалификации сварщиков, устанавли- вает типовой технологический процесс ручной сварки, а также требования к контролю качества сварных соединений, выпол- ненных ручной дуговой сваркой, и технике безопасности при производстве работ
ОСТ 36-50-81 Трубопроводы стальные техно- логические. Термическая обра- ботка сварных соединений. Ти- повой технологический про- цесс; утвержден Минмонтаж- спецстроем СССР Обязателен для организаций и предприятий Минмонтажспец- строя СССР. Регламентирует все вопросы, связанные с термо- обработкой сварных соединений технологических трубопрово- дов
ОСТ 36-57-81 Трубопроводы стальные техно- логические из углеродистых и легированных сталей на давле- ние Pv до 9.81 МПа. Ручная аргоиодуговая сварка. Типо- Обязателен для организаций и предприятий Минмонтажспеп- строя СССР. Содержит технологические требования к основ- ным и сварочным материалам, сварочному оборудованию и квалификации сварщиков, устанавливает типовой технологи-
вой технологический процесс; утвержден Мннмонтажспец- строем СССР ческий процесс сварки, определяет требования к качеству и к безопасности процесса сварки
ОСТ 36-79-83 Трубопроводы стальные техно- логические из углеродистых и низколегированных сталей на Pv до 10 МПа Полуавтомати- ческая сварка плавящимся электродом в углекислом газе. Типовой технологический про- цесс; утвержден Минмонтаж- спецстроем СССР Обязателен для организаций и предприятий Минмонтажспец- строя СССР. Регламентирует требования к подготовке произ- водства, устанавливает порядок процесса сварки, включая выбор режимов, определяет требования к контролю качества и безопасности работ
ВСН 362-76/ ММСС СССР Инструкция по изготовлению, монтажу и испытанию техноло- гических трубопроводов раз- личного назначения с условным давлением до 10 МПа (100 кгс/см2); утверждена Минмон- тажспецстроем СССР Регламентирует все вопросы, связанные с изготовлением и мон- тажом (включая сварку, термическую обработку и контроль качества сварных соединений) технологических трубопроводов из стальных труб, труб из цветных металлов и их сплавов, а также футерованных. Распространяется на технологические трубопроводы общего назначения, а также на трубопроводы холодильных установок, гуммированные и футерованные вини- пластом или полиэтиленом, вакуумные
СП
о
ХХ.З. Основные виды разделки кромок труб и деталей трубопроводов под сварку по ГОСТ 16037—80
g а-х A S х о » у Ю и X ° g § Конструктивные элементы о а о подготовленных кромок д § i е о <и о >> У X Толщина S = SP мм Зазор Ь, мм Притупление с, мм Дополнительные сведения
номинальный предельное отклонение номин альное пределыюе отклонение
С-1 2—4 4—6 2—3 1-1,6 2—3 0,5 1,5 0 0,5 1 Ч~0,5 -1-0,5 +0,3 ±0,3 ±0,5 — Для ручной дуговой и полуав- томатической сварки в защит- ных газах плавящимся электро- дом Для сварки под флюсом Для сварки неплавяшимся электродом в защитных газах Для газовой сварки
«Л [' _ в*
С-6 С-6 3—5 6-8 £—10 12 -20 1 1 2 2 +0,5 + 1 + 1 +1,6 0,5 0,5 1 1 +0,5 | +0,5 1 ±0,5 > ±0,5 J Для сварки ручной дуговой плавящимся электродом в за- щитных газах и комбинирован- ной (ручная-}-механизирован- ная)
3 0 +0,3 0,5 +0,5 Для сварки неплавяшимся электродом в защитных газах
зо*Г ь 4-14 4 5—6 7 0 1 2 2 +0,5 ±0,5 ±0,5 з:0,5 0,5 1 1 1,5 +0,5 ±0,5 ±0,5 ±0,5 Для комбинированной сварки, при которой корень шва прова- ривается сваркой неплавящим- ся электродом в защитных га- зах Для газовой сварки
«О 7/////У//\<
2
Разностенность и смещение кромок при сборке допускаются сле-
дующие:
1) в технологических трубопроводах в соответствии со СНиП
3.05.05-84;
толщина стенок
стыкуемых эле- ментов. мм . . 3-4,5 5-6 7-8 9-14 15 и более
допускаемые раз- постенность и смещение кромок, мм ...... 1 1.5 2 2.5 3
2) в трубопроводах пара и горячей воды в соответствии с Пра-
вилами Госгортехнадзора СССР:
толщина стенок
стыкуемых эле-
ментов, мм до 3 3—6 6-10 10—12 более 20
допускаемые раз-
постенность и
смещение кро-
мок, мм . . 0,2 0,1 S + 0.15S 0,05 S + I 0,1 S, но
+0.3 не более
3 мм
3) в трубопроводах горючих, токсичных и сжиженных газов
в соответствии с Правилами Госгортехнадзора СССР (ПУГ-69)
допускаемые разностенность или смещение кромок не должны
превышать 10 % толщины стенок стыкуемых элементов и не
быть более 3 мм.
Если разностенность свариваемых деталей превышает величины,
указанные выше, то должен быть обеспечен плавный переход от
более толстой детали к более топкой одно- или двусторонней механи-
ческой обработкой конца детали с более толстой стенкой. При этом
конусность расточки (перехода) должна быть не более 15 %.
При разнице в фактической толщине стенок трубы менее 30 %
(но не более 5 мм) и при равенстве внутренних диаметров сварива-
емых детален допускается осуществление указанного плавного пере-
хода за счет наклонного расположения поверхности сварного шва без
дополнительной обработки кромок.
Трубы и детали трубопроводов подготовляют и обрабатывают
под сварку любыми способами, обеспечивающими необходимую фор-
му, размеры, качество кромок и сохранность структуры металла.
Наиболее предпочтительным способом подготовки является механи-
ческая резка.
Резку труб рекомендуется выполнять с соблюдением двух основ-
ных условий:
торец трубы должен быть чистым, без внешних и внутренних
заусенцев и грата;
отклонение от перпендикулярности (заданного угла) плоскос-
тей торцевых срезов к оси прохода труб не должно превышать сле-
дующие величины:
62
толщина стенок труб, мм отклонение, мм
До 3............................................... 0,5
3-4,5................................................ 1
5 и более.......................................... 1,5
Кроме механических способов резки используют газопламенную
(преимущественно для ннзксуглеродистых сталей), а также кисло-
родно-флюсовую и плазменно-дуговую резку (в первую очередь для
легированных сталей). При этом кромки реза необходимо зачищать
механическим способом (шлифовальными кругами). После газопла-
менной резки труб из низкоуглеродистых и низколегированных ста-
лей следы резки тщательно зачищают, после кислородно-флюсовой
резки следы ее зачищают на глубину не менее 0,6 мм от максималь-
ной впадины реза, а после плазменно-дуговой — на глубину не ме-
нее 0,2 мм.
Если трубы из среднелегированных сталей (в первую очередь
мар1 енситного класса) подготовляют к сварке газопламенной или
воздушно-дуговой резкой, следы резки зачищают на глубину не ме-
нее 3 мм, а затем любым доступным способом (травление, цветная
дефектоскопия и т. д.) проверяют, нет ли трещин. При наличии тре-
щин их зачищают механическим способом по всей окружности трубы
до полного удаления.
Механическую резку труб можно осуществлять на специализи-
рованных станках.
На трубозаготовнтельных предприятиях большой производитель-
ности (свыше 3 тыс. т в год) рекомендуется применять специализи-
рованные трубоотрезные станки, одновременно отрезающие трубы
и снимающие фаски и заусенцы. Ниже приведены типоразмеры стан-
ков для резки труб с различным наружным диаметром.
Типоразмеры
21А15...................................
91А52...................................
91А25...................................
91А38...................................
91А53...................................
Диаметр трубы,
мм
10—114
30-150
50—250
114—380
160-530
Для трубозаготовительных баз следует использовать трубонарез-
ные станки, на которых можно отрезать трубу, сделать фаски, а так-
же нарезать резьбу (например, для трубопроводов высокого давле-
ния). Станки этого типа 9Н14С и 1983М предназначены для обработ-
ки труб с условным диаметром соответственно 30—190 и 70—290 мм.
Для отрезки водогазопроводных и бесшовных труб без фаски
гладкими дисками диаметром 10—76 мм служит станок типа ВМС-
35, а абразивными дисками — станок ПМС-80,
Станок СТ 100-350 может быть рекомендован для отрезки труб
и снятия фасок на трубах с условным диаметром 108—377 мм вклю-
63
чительно. Станок закрепляют на трубе, резку осуществляют враща-
ющейся двухрезцовой головкой.
Механическую резку труб можно выполнять ручными и привод-
ными труборезами и ножовками, а также шлифовальными машин-
ками с абразивными дисками.
При механической машинной резке следует учитывать, что из-за
некоторой овальности и разностенности труб, в особенности, диамет-
ром более 159 мм, трудно получить необходимое притупление кромок.
Поэтому возникает потребность в дополнительной зачистке кромок
шлифовальным кругом после резки.
Отверстия в трубах из легированных сталей рекомендуется вы-
резать на вертикально-сверлильных станках с помощью фрезерной
головки или специальных сверл.
Для газопламенной резки труб в стационарных цеховых условиях
следует применять полуавтоматическую установку УРТ-630, позво-
ляющую осуществлять прямую и фасонную резку труб диаметром
80—630 мм газовым резаком (низкоуглеродистые стали) или плаз-
мотроном (легированные стали), и станок РС-2, выполняющий пря-
мую и фасонную резку (газовым резаком и плазмотроном) труб ди-
аметром 300—1200 мм с одновременным снятием фаски.
Для вырезки отверстий под штуцера диаметром от 50 до 400 мм
в трубах диаметром от 150 до 500 мм без предварительной разметки
используют специальную головку (переносную или стационарную).
Механизированную газопламенную резку нсвращающихся труб
диаметром более 194 мм (в том числе в монтажных условиях) осу-
ществляют переносной машиной типа «Спутник».
Инжекторные резаки, а также резаки «Пламя-62», «Факел», «Ра-
кета», универсальные резаки РУ-66 и РУ-70, а также вставное ре-
заки РАТ-70 к горелкам «Звезда» и ГС-3 могут быть рекомендованы
для ручной газопламенной резки труб.
Для машинной плазменно-дуговой резки разрешается применять
любые аппараты типа Плм по ГОСТ 12221—79, а для ручной рез-
ки-аппараты ГДП-1, УРПД-67, ОПР-7, РДМ-2-66 и КДП-2 (пер-
вые два можно использовать в цеховых условиях и для машинной
резки, последний рекомендуется для ручной резки при монтаже).
Кислородно-флюсовая разделительная резка выполняется уста-
новкой УРХС-5, а ручная воздушно-дуговая — резаком типа РВД-4А.
Во всех случаях перед резкой труб их поверхность должна быть
очищена от копсервационного масла, краски, груптовки и загрязне-
ний, а при разметке мест реза следует учитывать припуск на ши-
рину реза, величина которого зависит от толщины стенки трубы и спо-
соба резки.
При изготовлении, монтаже и ремонте технологических трубо-
проводов сварку можно выполнять всеми промышленными способа-
64
ми, обеспечивающими хорошее качество сварных соединений с уче-
том требований ГОСТ 16037—80, действующих нормативных доку-
ментов и производственных инструкций. При этом должно быть
обеспечено максимальное использование механизированных видов
и способов сварки (табл. ХХ.4).
Выбор вида сварки, порядок контроля, режимы и способы тер-
мической обработки должны устанавливаться соответствующими
производственными инструкциями или технологическими картами,
разработанными заводами-изготовителями или монтажными орга-
низациями за исключением случаев, особо оговоренных в рабочих
чертежах трубопроводов.
Качество сварных стыковых соединений трубопроводов во мно-
гом определяется качеством корневого шва. При сварке трубопро-
водов корневой шов должен быть надежно проварен, не должен иметь
каких-либо включений Для обеспечения надежного провара корне-
вого шва на трубопроводах используют различные способы сварки,
основные из которых следующие:
1 Ручная дуговая сварка корневого шва на весу штучными элек-
тродами диаметром не более 3 мм. Способ является наиболее распро-
страненным
2. Ручная аргонодуговая сварка корневого шва на весу непла-
вящимся электродом с присадочной проволокой малого (0,8—1,2 мм)
диаметра. Способ более надежен, чем первый, так как аргон, при-
меняемый в качестве защитного газа, благоприятно влияет на фор-
мирование корневого шва, увеличивая поверхностное натяжение рас-
плавленного металла сварочной ванны.
3. Механизированная сварка корневого шва на весу плавящимся
электродом в защитных газах. Способ широко распространен при
сварке в углекислом газе трубопроводов из низкоуглеродистых и низ-
колегированных сталей. Сварка выполняется проволокой диаметром
0.8—1,2 мм.
4. Автоматическая аргонодуговая сварка неплавящимся электро-
дом корневого шва на весу. Сварку ведут с присадочном сварочной
проволокой или без нее (в зависимости от размера труб), влияние
аргона то же, что и при ручной аргонодуговой сварке.
В первых трех случаях применения сварки на весу требуется вы-
сокая квалификация сварщика, а в последнем — очень высокое ка-
чество сборки стыка под сварку.
5. Комбинированная сварка, когда корень шва выполняется на
весу одним из перечисленных выше способов, а стык заполняется
другими видами и способами сварки (см. табл. ХХ.4).
6. Сварка на съемных, остающихся и расплавляемых подкладках.
5-252
65
С7>
СТ>
ХХ.4. Наиболее распространенные виды и способы сварки, используемые при изготовлении
и монтаже технологических трубопроводов
Наименование видов и способов сварки Условное обозначе- ние Область применения
Газовая сварка г Сварка трубопроводов из низкоуглеродистых сталей диаметром до 108 мм с толщиной стенки труб до 5 мм
Ручная дуговая сварка р Сварка трубопроводов из низкоуглеродистых н легированных сталей в монтажных условиях, сварка неповоротных стыков в цеховых условиях
Ручная дуговая сварка непла- вяшимся электродом в защит- ном газе (преимущественно ар- гонодуговая) Рн-3 Сварка трубопроводов из средне- и высоколегированных ста- лей. Сварка корневых швов трубопроводов высокого давления, в том числе и из низкоуглеродистых сталей
Автоматическая сварка: аргонодуговая неплавяшим- ся электродом Аи-3 Сварка трубопроводов из средне- и высоколегированных ста- лей, в том числе и неповоротных стыков. Сварка корневых швов трубопроводов высокого давления, в том числе и из низ- коуглеродистых сталей
под флюсом А-Ф Сварка поворотных стыков секций трубопроводов диаметром от 219 мм и более
дуговая плавящимся элект- родом в защитных газах А-3 Аргонодуговая сварка поворотных стыков трубопроводов из средне- и высоколегированных сталей. Сварка в углекислом газе поворотных стыков трубопроводов из низкоуглеродистых и низколегированных сталей, в отдельных случаях сварка средне- и высоколегированных сталей
Механизированная сварка: дуговая плавящимся элект- родом в защитных газах П-3 То же, что и для сварки А-3. Кроме того, сварка нсповоротных стыков (при высокой квалификации сварщика) и корневых швов трубопроводов
под флюсом П-Ф Сварка поворотных стыков элементов трубопроводов диамет- ром от 219 мм и более
Комбинированная сварка Р/А-Ф, Р/П-Ф Сварка поворотных стыков трубопроводов преимущественно из низкоуглеродистых и низколегированных сталей. Диаметр труб от 219 мм и более, толщина стенки 7 мм и более
Р/А-3 Сварка поворотных стыков трубопроводов преимущественно из низкоуглеродистых и низколегированных сталей. Диаметр труб от 108 до 219 мм
П-З/А-Ф. П-З/П-Ф Сварка поворотных стыков трубопроводов преимущественно из низкоуглеродистых и низколегированных сталей (для П-3 — в углекислом газе). Диаметр труб от 219 мм и более, толщина стенок 7 мм и более
68
о а о со ск S X S Ф Ч ГС н 6 *ф
>> СО CL О “2 СО СО Ф ГС
X ГС U 2м со »С Ч О X 2 и. О* и X
Ч >> X 3
S. ч О ГС X
со О ® 5 t i m С f- t_ О О- к о CD О X X ГС
алей, < из ни X <- с и Я 3 <о а х 3 а •а X tw а> ч о ГС X X X о X с ф
О £ х1^ о • О о X с ф *=: ч о йй
К X X X i званных том ЧИС юпровод х сталей более X Ч О о. 0> ч и 3 № X <й СО Ч 2.x X Ч о о 3 a X
а О. И > ь X О* Z С ГС и н ф X
Q- (j ГС Ф 3 ° ч
ф к ь X * X ф
<3 Ч X X m и X Ч m X из ш Ч 3 ° 2 2 R а в из н стали СП X СО х 2 с = о «3 ® 2 & ГС X X
О Ч о о О О о
Ч ь, О £ е( »Х ч г Си ч
О О 2 X Q О о о с я о
CD L. 2 гс К X СП X
о о X а со о х с ю £ о
О. X Н X К СХ.
С О О со X с а с
о <-> о. - q о о с о
о 3 с 2 о о. ю о
о- S X Ч о Ч р Е Ь с X >, X ь- ° & X 2 CL S >. о-
_ о w со ej <_ X О О СХ к СО о X и о. 3 варка ТОМ 41 более. варка ня) и . ГС X ГС сс со X X О з *х и а> X ГС ГС X
Осх О х х и х и ч ч о
я
X q п Ф. -Ф со о. со со
с <ь X X о ц-3/1 3/А- -3/П -3/П со X 3/А 3/П
• •— X < я к
о CL °-" СЦ <<
5
XX.5. Схема сборки стыка трубо-
провода на остающейся подкладке
ХХ.6. Подкладные расплавляющие-
ся кольца
а — для труб с толщиной стенок до
4 мм; б — для стыков с V-образ-
ной подготовкой кромок; в — схема
стыка, собранного с применением
подкладного расплавляющегося
кольца
Съемные подкладки редко используют при изготовлении и мон-
таже технологических трубопроводов. Они находят применение при
сварке магистральных трубопроводов (см. гл. XXI).
Остающиеся подкладки (рис. ХХ.5) предусмотрены ГОСТ
16037—80 и другими нормативными документами, однако конструк-
ция стыка в этом случае такова, что щелевой зазор между внутрен-
ней поверхностью стенки трубы и остающейся подкладкой в случае
динамических нагрузок на трубопровод или наличия в нем агрес-
сивных сред может привести к образованию трещин или интенсив-
ной коррозии.
Подкладные расплавляющиеся кольца (рис. ХХ.6) служат для
получения обратного валика на внутренней поверхности трубы
и обеспечивают центровку собираемых труб. При сварке кольца
полностью расплавляются, исключая при этом непровар корневого
шва и повышая прочность сварного соединения и его коррозийную
стойкость. Материал кольца должен соответствовать материалу труб.
Стык с подкладным расплавляющимся кольцом необходимо соби-
рать особенно точно — заплечики кольца должны плотно прилегать
к внутренней поверхности трубы, зазор в замке кольца (оно явля-
ется разрезным) не должен превышать 0,5 мм, а замок в собранном
стыке должен быть смещен с зенита трубы во избежание прожога
кольца. Расплавляющиеся кольца применяют преимущественно при
сварке труб из средне- и высоколегированных сталей.
7. Сварка с поддувом защитного газа (в частности, аргона).
Защитный газ подают в полость трубы к обратной стороне соединяе-
мых частей, при этом он защищает их при сварке от воздействия
воздуха и способствует формированию обратного валика при сварке
69
корневого шва на весу. Используется, в основном, при сварке тру-
бопроводов из средне- и высоколегированных сталей.
8. Сварка на весу с применением флюса-пасты ФП-8 (ВСН
304-74/ММСС СССР) трубопроводов из аустенитных коррозионно-
стойких сталей. Пасту наносят на внутреннюю поверхность сварива-
емых кромок в соответствии с указанной инструкцией, она способст-
вует надежному формированию корневого шва.
9. Сварка на флюсовой подушке (подкладке в виде приспособ-
ления, заполненного флюсом) и на флюсомедной подкладке (под-
кладке с канавкой, наполненной флюсом). Способ используют, глав-
ным образом, при сварке трубопроводов большого диаметра.
10. Подварка корневого шва изнутри трубы. В этом случае свар-
ной шов выполняют снаружи трубы на весу любыми доступными
способами, затем механическим путем (шлифовальными машинками
с дисковыми абразивными кругами, пневмозубилом и т. д.) подру-
бают корень шва и подваривают. Этот способ применим при сварке
трубопроводов диаметром свыше 700 мм.
11. Сварка на съемных эластичных неметаллических подкладках
из жаропрочных композиционных (неметаллических) материалов.
Подкладку прикрепляют (приклеивают) к собранному стыку из-
нутри трубы и снимают после окончания сварки. Подкладки могут
быть одно- и многоразового использования.
ХХ.З. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТЕХНОЛОГИЧЕСКИХ
ТРУБОПРОВОДОВ ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Основным методом организации производства сборочных еди-
ниц технологических трубопроводов является централизованное по-
точное их изготовление в специально оборудованных цехах (мас-
терских) с применением механизированных и автоматических спосо-
бов сварки (рис. ХХ.7).
Сборка труб и деталей трубопроводов в элементы, а затем эле-
ментов в сборочные единицы должна выполняться в соответствии
с ГОСТ 16037—80, СНиП 3.05.05—84 и другими нормативными доку-
ментами. Если смещение кромок при сборке превышает допустимые
значения, то концы труб правят одним из следующих способов:
а) для бесшовных труб и деталей из низкоуглеродистых сталей
марок 10 н 20:
подбивкой (подкаткой) кромок в холодном состоянии или с на-
гревом до 850—900 °C;
применением центраторов, совмещающих кромки путем измене-
ния формы концов стыкуемых труб и деталей без изменения их пе-
риметра;
предварительной калибревкой концов труб и деталей или совме-
70
ХХ.7. Схема трубозаготовительного цеха
/ — линия изготовления сборочных единиц (узлов) с условным диаметром 200—
500 мм; 1 — то же, с условным диаметром 50—150 мм; ///—промежуточный
склад готовой продукции; 1 — механизированный склад труб с конвейером
подачи груб в цех; 2— станок УРТ-630 для резки труб; 3— наклонный стол
с отсекателями; 4 — установка для правки концов труб с роликовым конвейе-
ром; 5 — тележка для подачи патрубков; 6 — поворотный консольный крап;
7 —сварочный автомат АДК 500-6; 8 — сварочный манипулятор Т-25М; 9 —
сварочный пост с фрикционным вращателем и сварочной головкой ТСГ-7 м;
10 — приспособление для вырезки отверстий в трубах; // — стенд для сборки
элементов; 12, 14 — стенды для сборки плоских и пространственных сборочных
единиц; /3 — транспортная приводная тележка; /5 — стеллаж для сварки сбо-
рочных единиц; 16 — стенд для монтажа сборочных единиц с арматурой; 17 —
насос для гидроиспытания сборочных единиц; 18. /9 — трубонарезные станки
9Н14С и ВМС-35; 20 — станок для холодного гнутья труб ТГМ-38-159; 21 —
трубоотрезной станок СТ100-350 для резки нержавеющих сталей: 22 — кран-
балка грузоподъемностью до 3 т
щением их кромок с помощью холодного обжима или раздачи. При
этом максимальные местные деформации металла не должны пре-
вышать 5 %. При больших деформациях сварные соединения должны
термически обрабатываться (высокий отпуск);
горячей калибровкой обжимом или раздачей с нагревом до 850—
900 °C;
б) для бесшовных труб и деталей из легированных сталей ау-
стенитного, мартенситного и перлитного классов любым из указан-
ных в п. «а» способов, за исключением подбивки (подкатки), при
этом, если правка связана с пластическим деформированием концов
труб и деталей, последние должны подвергаться термической обра-
ботке перед сваркой;
в) для сварных прямошовных труб и сварных деталей из ста-
лей марок Ст2 и СтЗ любым из указанных в п. «а» способов, за ис-
ключением холодной раздачи концов труб и деталей;
г) для сварных прямошовных труб и деталей из легированных
сталей аустенитного, мартенситного и перлитного классов любым из
указанных в п. «б» способов, за исключением способов, связанных
с холодным пластическим деформированием.
Для повышения качества сборки, а также для увеличения про-
изводительности труда элементы монтируют на сборочных стендах
с использованием приспособлений, отличающихся конструкцией и се-
71
рийно пе выпускаемых. Основными видами элементов в технологи-
ческих трубопроводах, определяющих конструкцию приспособлений,
являются элементы / и // группы (см. рис. XX.2), занимающие 80—
90 % общего числа элементов. Самые распространенные сочетания
в них следующие: «труба — отвод», «труба — фланец плоский под
приварку», «труба — фланец, приварной встык». От 6 до 14 % со-
ставляют элементы /// группы, в том числе сочетания «отвод—фла-
нец».
Сборочные стенды с приспособлениями должны закреплять и фик-
сировать патрубки и детали в заданном положении и позволять вы-
полнять необходимую регулировку для правильной взаимной уста-
новки стыкуемых кромок в пространстве. В качестве зажимных
и фиксирующих устройств при установке коротких патрубков и от-
водов могут служить планшайбы с кулачковыми зажимами, при уста-
новке фланцев — электромагниты. На сборочных стендах осущест-
вляют также прихватку собранных стыков элементов.
Собранные стыки элементов сваривают, как правило, механизи-
рованными способами. При диаметре труб до 159 мм включительно
наиболее распространена механизированная (табл. XX.5) и автома-
тическая сварка в углекислом газе плавящимся электродом (П-3 и
А-3). Эти способы находят также применение и на трубах большого
диаметра, но преимущественно при сравнительно небольших толщи-
нах стенок (10—12 мм). Сварку ведут сварочной проволокой Св-08Г2С
или Св-08ГС диаметром 0,8—1,2 мм в поворотном положении на по-
стоянном токе обратной полярности полуавтоматами А-547У, А-547Р,
серии ПДГ (например, ПДГ-301, ПДГ-502У4) и ПДПГ (ПДПГ-500,
ПДПГ-500-1) или автоматами, в том числе с колеблющимся элек-
тродом (типа ТСГ).
XX.5. Ориентированные режимы механизированной сварки труб
из низкоуглеродистой стали в углекислом газе
Толщина стенки трубы, мм Зазор, мм Номер прохо- да Диаметр про- волоки. мм Сварочный ток, А Напряжение дуги, В Вылет элект- рода. мм Расход СО,, л/с
5 1 — 1,5 1 2 1-1,2 90-110 100-120 18-20 8-10 10-12 0,13—0,17
10 1 — 1,5 1 2 3 1 — 1,2 1-1,2 1,2-1,4 100—120 110—130 140-200 18-20 20—22 22-24 8-10 10—12 12-14 0,13—0,17 0,13—0,17 0,17-0,2
72
При сварке элементов диаметром от 219 мм и более рекомен-
дуется применять комбинированную сварку (табл. XX.6) типа Р/Л-Ф,
Р/П-Ф. П-З/А-Ф. Сварку под флюсом 1’,едут полуавтоматами ПИ1-54,
ПДШМ-500, А-936 и др., автоматами ТС-17М, ТС-35 и сварочными
головками ПТ-56 и т. п. При этом используется проволока Св-08
или Св-08ГА диаметром 2 и 3 мм и флюс AJ1-348A. При толщине
стенки труб до 6 мм сварка под флюсом ведется в один про-
ход, до 12 мм — не менее чем в два прохода, свыше 12 мм — в три
прохода и более.
XX.6. Ориентировочные режимы сварки труб из иизкоуглеродистых
сталей под флюсом по ручной подварке корневого шва
Толщина стенки тру- бы, мм Диаметр сва- рочной про- волоки, м« Номер про- хода Свароч- ный ТОК, А Напря- жение ДУГИ, В Скорость сварки, 1 • 16”’ м/с Вылет электро- да, мм
7-8 2 1 2 400-480 440-480 40-42 42—45 9,7-10,5 30-35
8—9 2 1 2 400—450 400—480 42—45 48-50 10,5-11,1 30-35
11-12 3 1 2 580-650 680—750 46—48 48—50 15,3-16,7 13,9—15,3 40—50
Примечание. Приведены данные для проволоки Св-08ГА, флю-
са АН-348, диаметра труб более 325 мм, марки стали 20, смещения
дуги с зенита 50—100 мм.
Вращение элементов трубопроводов при сварке осуществляется
вращателями или манипуляторами (рис. ХХ.8). Наиболее распрост-
ранены манипуляторы фрикционный УВТ-1 и торцевой Т-25М.
При монтаже элементов трубопроводов из низкоуглеродистых
сталей в узлы, а также при их монтаже основным видом сварки яв-
ляется ручная дуговая. Тип электродов Э42, Э42А и Э50А указыва-
ется в чертежах в зависимости от назначения, диаметра и толщины
стенки трубопровода. Наиболее распространенными марками элек-
тродов для этих целей являются МР-3, УОНН 13/45 и УОНН 13/55.
Прихватка и сварка первых слоев должны выполняться электрода-
ми диаметром не более 3 мм, последующих слоев — электродами
диаметром 3 и 4 мм. Число слоев в сварном шве зависит от толщины
стенки трубы, положения шва в пространстве н колеблется от 1 до
2 при толщине стенки трубы 3—6 мм, от 3 до 4 — при толщине стен-
ки 10—12 мм, от 12 до 16 —при толщине стенки 28—32 мм. Каждый
слой шва при многослойной сварке должен быть перед наложением
73
XX.8. Схема работы вращателей и манипуляторов
а — вращатель роликового типа; б, в — манипуляторы торцевого и фрикцион-
ного типов
следующего слоя очищен от шлака и брызг металла, кратеры дол-
жны быть тщательно заварены, замыкающие участки швов не должны
совпадать друг с другом, при замыкании кольцевых швов начало
шва перекрывается на 20—30 мм.
При сварке горизонтальных стыков начало наплавляемых вали-
ков должно быть смещено друг относительно друга на '/< длины
окружности стыка. При сварке вертикальных неповоротных стыков
наплавку валиков следует вести снизу вверх со смещением начала
сварки отдельных валиков. В потолочной части стыка сварку нужно
начинать, отступив на 10—30 мм от нижней точки.
При ручной дуговой сварке стыков труб диаметром более 219 мм
необходимо применять способ уравновешивания деформаций, для чего
длина каждого участка первых трех слоев шва должна быть равна
'А окружности стыка и не должна превышать 200 мм (для труб диа-
метром 300 мм и более —250 мм). Длина участков последующих
слоев шва должна составлять '/г окружности стыка.
Стыки трубопроводов с толщиной стенки до 12 мм можно сва-
ривать с поворотом труб на 360 или 180°. Угол поворота зависит
от диаметра трубы и в среднем равен 70—90°.
Прихватку и сварку стыков трубопроводов (в первую очередь
при монтаже) при температуре воздуха ниже 0°С следует выпол-
нять с соблюдением условий, приведенных в табл. ХХ.7.
74
Особенности сварки труб при сооружении магистральных тру-
бопроводов в условиях отрицательных температур см. гл. XXI.
ХХ.7. Допускаемая температура окружающего воздуха
при сварке трубопроводов
Марка стали труб Толщина стенки тру- бы, мм Минимальная температура окружающего воздуха, при которой раз- решается сварка, °C Температура подогрева. °C
Ст 10, Ст20, ВСтЗ, 16ГС, 17ГС, 10Г2 До 16 -35 Без подогрева
Св. 16 100—150
15ХМ, 12МХ До 12 —5 Без подогрева
Св 12 250-300
До 12 -15 90-110
Св. 12 250-300
12Х1МФ. 15Х1МФ, 15Х1М1Ф Без ограни- чения —10 250—300
12Х5М, 15X5, 12Х8ВФ 350—400
08X13 200—300
15X25; 08X17 До 12 60—80
Св. 12 100—150
Хромоникелевые аусте- нитные стали (08Х18Н10Т. 12Х18Н12Т и т. д.) До 16 —20 Без подогрева
Св. 16 —10 90-100
Св. 16 -20 110—200
ХХ.4. ИЗГОТОВЛЕНИЕ СЕКЦИИ
СТАЛЬНЫХ ТРУБОПРОВОДОВ
Секции являются составной частью технологических трубопро-
водов и наиболее широко применяются при прокладке межцеховых
трубопроводов (сварку секций магистральных трубопроводов см.
в гл. XXI).
75
Секции изготовляют преимущественно на установках — стендах
с помощью механизированных способов сварки. На стендах свароч-
ные работы организуют по двум принципам: «сварщик к стыку»
и «сгык к сварщику». В первом случае свариваемая секция только
вращается, а сварщик переходит от стыка к стыку, передвигая при
этом сварочную головку. Во втором случае предусматривается вра-
щение свариваемой секции и поступательное перемещение ее к месту
сварки.
Принцип «сварщик к стыку» осуществляется в передвижных сбор-
но-разборных стендах (рис. ХХ.9), применяеемых, когда объем работ
по изготовлению секций на данном объекте невелик, а перевозить
их к месту монтажа от стационарных стендов технически невозмож-
но (например, по условиям местности) либо неэкономично.
Принцип «стык к сварщику» заложен в стационарных стендах
(рис. XX. 10), сооружаемых в местах сосредоточения значительного
объема работ по прокладке трубопроводов (нефтеперерабатывающие,
нефтехимические и газоперерабатывающие заводы и т. д.); произ-
водительность стационарных стендов 5—10 тыс. т секций в год при
одно-полуторасменной работе.
На передвижных стендах трубы подают на сборочный стеллаж,
где их собирают в секции, стыки прихватывают, при комбинирован-
ных способах сварки (в основном ручной дуговой) здесь же свари-
вают корневой шов. Чтобы уменьшить объем работ по подгонке кон-
цов труб, применяют так называемую селективную сборку, при ко-
торой трубы на складе перед сборкой в секции отбирают в партии
в зависимости от периметра окружности торцов.
Собранная секция поступает на сварку, в процессе которой она
вращается на роликоопорах, установленных на сборно-разборной
раме, с помощью ториевого вращателя, имеющего продольное пере-
мещение вдоль оси рамы в пределах I—2 м (для подвода вращате-
ля). Сварочная головка подвешена на канате и может передвигаться
по нему на роликовой подвеске вдоль свариваемой секции. Питание
головки осуществляется от сварочного агрегата по сварочному ка-
белю, также подвешенному к канату. Сваренную секцию сбрасыва-
ют с роликоопор, изготовленных для этой цели поворотными. Наи-
более распространенным способом сварки в этом случае является
комбинированная сварка Р/А-Ф, или Р/П-Ф. Сварку ведут свароч-
ными тракторами любого типа или сварочной головкой типа ПТ-56,
используют также шланговые подающие механизмы.
К достоинствам передвижных стендов относятся простота кон-
струкции, сравнительно небольшая стоимость и высокая мобильность
(собрать или разобрать стенд можно в течение рабочего дня). Не-
достатками его являются: применение торцевого вращателя, что вы-
зывает угловые деформации вращаемой секции (скручивание), сопро-
76
XX 9. Передвижной сборно-разбор-
ный стенд для изготовления сек-
ций трубопроводов диаметром
159 мм и более. Стрелками показа-
но направление потока
1 — сборочный стеллаж; 2 — сбор*
но-разборная рама; 3 — роликоопо-
ра: 4 — канат; 5— сварочная голов-
ка; 6— собранная секция; 7 — тор-
цевой вращатель; 8 — сварочный
агрегат
XX. 10 Схема стационарного стенда для изготовления секций трубопроводов
7 — стеллаж накопитель; 2 — упоры-отсекатели; 3, /2 — сбрасыватели; 4, 11 —
приемные роликовые конвейеры; 5 — подъемный ролик; б — ролик для опира-
ния вращающейся секции; 7— центратор-вращатель; в —сварочная головка;
9— пульт управления стендом; Ю — операторская; /3 —стеллаж; 14— погру-
зочное устройство; 15 — автомобиль-плетевоз
вождаемые проскальзыванием стыка при сварке, и большой удель-
ный вес вспомогательных операций (закрепление вращателя, пере-
ходы сварщика, перемещение сварочного оборудования и т. д.).
На стационарном стенде трубы поступают на приемный стеллаж-
накопитель, имеющий небольшой (до 5е) уклон, благодаря чему тру-
бы перекатываются по нему под действием собственной массы. Упо-
ры-отсекатели служат для остановки труб и регулирования их по-
ступления на приемный роликовый конвейер и механически связаны
со сбрасывателями, подающими трубы на роликовый конвейер.
Приемный роликовый конвейер оборудован подъемными роли-
ками продольного перемещения трубы с индивидуальными привода-
ми и роликами для опирания вращающейся секции, которые подают
трубы к центратору-вращателю. Последний выполняет центровку
труб при их стыковке с помощью трех или четырех пар центрирую-
щих роликов и их вращение при сварке. Собранный и зажатый в цен-
траторе-вращателе стык сваривают с одной установки сварочной
77
головкой. Наиболее часто применяемыми видами и способами сварки
секций на стационарных стендах являются А-3 (в углекислом га-
зе) с головками ТСГ-7 и ТСГ-7М; Р/А-3 (для труб диаметром до
219 мм), а также Р/А-Ф, Р/Г1-Ф, П-З/П-Ф (для труб диаметром
219 мм и более).
Сваренная секция поступает на другой приемный рольганг (так-
же оборудованный подъемными роликами и роликами опирания
вращающейся секции), с которого сбрасывателем перекладывается
на приемный стеллаж, где контролируют качество сварных соедине-
ний. Затем готовые к отправке на монтаж секции погрузочным уст-
ройством укладывают на специально оборудованные автомобили-пле-
тевозы.
Центратор-вращатель, сварочное оборудование и пульт управ-
ления стендом размешают в закрытом помещении — операторской,
из которой осуществляют централизованно все управление механиз-
мами стенда. Помещение операторской обеспечивает хороший обзор
сварщику-оператору, позволяет сваривать секции независимо от кли-
матических условий.
3
н
и
к
3
X
X
СО
О
X
ь»
<и
л
X
о
гЗ
О
я
О
в
ХХ.5. СПЕЦИФИКА СВАРКИ ТРУБОПРОВОДОВ
ИЗ ЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ
Технологические трубопроводы изготовляют из легированных
сталей более чем 40 марок. Обработка и сварка труб из этих ста-
лей затруднена из-за легирующих элементов. Поэтому для получения
сварного соединения хорошего качества необходимо правильно вы-
брать вид и способ сварки (табл. ХХ.8), сварочные материалы, ре-
жимы сварки, предварительный и сопутствующий подогрев, а также
термическую обработку (табл. ХХ.8).
Кроме ручной дуговой сварки, при изготовлении и монтаже
трубопроводов из легированной стали применяют также сварку под
флюсом (табл. XX.9), аргонодуговую и в углекислом газе.
Марки сварочной проволоки, используемой при аргонодуговой
сварке труб из легированных сталей;
Марка сварочной
Марка стали проволоки
10Г2. 17ГС............................ Св-0вГ2С
17Г2СФ, 15ГС, 16ГС.................... Св-12ГС
I5X5M, 15X5. 15Х5ВФ ......... Св-10Х5М
15Х1МФ, 15ХМ, I5MX, 12МХ. Св-С8МХ
12X1 МФ .............................. Св-ОвХМФА
08X13 .............................. СВ-О7Х25Н13
08X17 .............................. СП-06Х25Н12ТЮ
15Х25Т................................ Св-13Х25М18
12X18HJ0T. 12Х18НПТ, 03XI9H10T . . . Св-С6Х19Н9Т
I0X17H13M2T, 08Х17Н15МЗГ.............. Св-06Х19Н10МЗТ
§
v
3
X
X
СО
Ч
об
X
X
78
Не требуется* <0 о ю о <и То же Необходима, кроме пря- мых участков трубопро- водов, не подвергающих- ся водородной коррозии Необходима
На 100—150 °C при тол- щине стенки трубы свы- ше 21 мм Не требуется при толщи- не стенки трубы до 6 мм На 250—300 °C при тол- щине св. 6 мм На 300—350 °C при лю- бых толщинах стенки То же На 350—400 °C при лю- бых толщинах стенки
Не требуется Необходим То же А т То же
Э50А (УОНН 13/55) Э09МХ (ОЗС-11) Э09ММФ (ЦЛ-20) ЭХМФ (ТМЛ-1), ЭХМ (ТМЛ-2) Э10Х5МФ (ЦЛ-17)
10Г2, 16ГС, 17ГС, 17ГЛС 12МХ 12Х1МФ 15Х5М
79
оо Продолжение табл. XX.8 о
Марка стали Тип электродов (примеры марок) Предварительный подогрев при Термическая обработка после сварки
газопламенной резке сзаркс
15Х5М 08Х24Н40М7Г2 (АНЖР-2) Необходим На 150—200 °C при лю- бых толщинах стенки Не требуется
Э10Х25Н13Г2 (ОЗЛ-6) То же »
08X13 Э12Х13 На 100—150 °C при тол- щине стенки св. 14 мм Необходима
15X25 Э02Х20Н14Г2М2 (ОЗЛ-20) То же Не требуется
12Х18Н10Т Э04Х20Н9 (ОЗЛ-8, ОЗЛ-12), Э08Х20Н9Г2Б (ОЗЛ-7) Не требуется Не требуется Не требуется**
10X17H13M3T Э07Х19Н11МЗГ2Ф (ЭЛ-400/10У) То же То же То же
* _ кроме трубопроводов на рабочее давление 10 МПа и выше.
• • — кроме случаев, оговоренных особо.
После сварки необходима термическая обработка.
Марка
ной сварки
сварочной проволоки, применяемой для механизировал ь
в углекислом газе труб из легированных сталей:
Марка стали
10Г2, 09Г2С..............
10ХМ.....................
12Х1МФ ..................
O8X18HIO, 12Х18Н1ОТ . . .
08X21Н5Т...................
Марка сварочной проволоки
СВ-08Г2С, СВ-08Г2СЦ
Св 08Г2СМ. Св 08ГСМЛ
Св 08Г2С (корневой шов).
Св 08ХГСМФ (остальные слои)
СвО4Х19Н9. СВ-06Х19Н9Т
CB-06XI9H9T
Св 08Х19Н10Б
При ручной дуговой сварке труб из легированных сталей число
слоев сварного шва (табл. ХХ.10) зависит от толщины стенки тру-
бы и от расположения шва в пространстве.
ХХ.10. Число слоев сварного шва в зависимости от толщины
стенки трубы
Положение осп трубы Толщина стенки трубы, мм
3-6 6—10 10-13 13—16 17—22 23—27 28-32
Горизонтальное 1-2 2-3 3—4 4—5 5-8 8—12 12-16
Вертикальное 2-3 4-5 5-6 6-7 7—9 9-14 14- 18
Первые два слоя накладывают электродами диаметром до 3 мм,
последующие слои — электродами диаметром 4 мм. Сварочный ток
при сварке поворотных стыков для аустенитных электродов диамет-
ром 3 мм — 80—100 Л, диаметром 4 мм—110—120 А; для перлит-
ных электродов диаметром 3 и 4 мм — соответственно 100—120
и 120—160 А. При сварке неповоротных стыков сварочный ток дол-
жен быть меньше примерно на 15%. Сварку ведут, как правило, на
постоянном токе обратной полярности при короткой дуге.
Режимы сварки поворотных стыков под флюсом подбирают ис-
ходя из диаметра свариваемых труб, толщины их стенки и свойств
свариваемых материалов. Сварку выполняют на постоянном токе
обратной полярности. У труб с толщиной стенки до 20 мм все слои
шва должны свариваться на одном режиме; при толщине стенки более
20 мм после заполнения разделки скорость сварки должна умень-
шаться на 60—70 %.
Коррозионно-стойкие стали (хромоникелевые и хромистые) сле-
дует сваривать на минимальных режимах тока при максимально воз-
можных скоростях. Диаметр сварочной проволоки при сварке под
флюсом легированных сталей не должен превышать 2 мм. Трубы
с толщиной стенки до 2,5 мм рационально соединять аргонодуговой
сваркой неплавяшимся электродом (или выполнять сварку корнево-
го шва при комбинированной сварке); при толщине стенок трубы
более 2,5 мм рекомендуется использовать сварку плавящимся элек-
тродом.
82
При ручной аргонодуговой сварке неплавяшимся электродом
диаметры вольфрамового электрода и присадочной сварочной про-
волоки должны примерно быть равны толщине стенки трубы (до
4 мм) или притуплению (при комбинированной сварке). Сварочный
ток (А) в этом случае будет примерно равен 40 диаметрам непла-
вящегося электрода (мм). Сварку ведут на переменном и постоянном
токах прямой полярности с помощью любой серийной сварочной го-
релки.
Для аргонодуговой сварки поворотных стыков труб применяют
серийные автоматы типа АСДП, АДПГ, АДСВ с плавящимся элек-
тродом, полуавтоматы типа ПШП-10, ПДА-300 и др.; сварка непо-
воротных стыков может осуществляться на автоматах типа АТВ,
АТ, ТАМ, ОКА и других с неплавяшимся электродом.
В углекислом газе можно сваривать хромоникелевые аустенит-
ные стали (в основном, жаропрочные), некоторые средне- и низколе-
гированные стали. Сваривать трубы в углекислом газе можно авто-
матами типа ТСГ и полуавтоматами типа А-547У, ПДПГ-300, ПТВ,
ПДПГ-500 плавящимся электродом диаметром 0,5—1,2 мм на посто-
янном токе обратной полярности. При механизированной сварке швы
могут накладываться во всех пространственных положениях.
При толщинах стенок труб 4—8 мм и диаметре сварочной про-
волоки 0,8—1,2 мм сварочный ток (для поворотных стыков) состав-
ляет 90—130 А при напряжении 18—22 В для аустенитных свароч-
ных проволок, при сварке неаустенитными проволоками сварочный
ток на 10 % выше.
При сварке труб из легированных сталей любыми способами не-
обходимо учитывать следующие технологические особенности:
трубы из перлитных, мартенситно-ферритных и мартенситных
сталей должны свариваться без перерывов. При вынужденных пере-
рывах следует обеспечить медленнее и равномерное охлаждение ме-
талла, изолируя его любыми термоизоляционными материалами. Сво-
бодные концы труб при сварке должны закрываться во избежание
образования тяги воздуха;
сваренные стыки труб из легированных (кроме аустенитных)
сталей должны остывать медленно;
в трубах из аустенитных сталей перед сваркой каждого последу-
ющего слоя предыдущий слой (или прихватка) должен полностью
остыть на воздухе;
в процессе сварки поверхность труб должна быть защищена от
попадания брызг расплавленного металла любым надежным спосо-
бом, а по окончании сварки стыки труб очищают от шлака, брызг
и окалины. Наплавка клейма запрещается.
При производстве сварочных работ при отрицательной темпера-
туре окружающего воздуха следует руководствоваться данными
табл. ХХ.7,
6* 83
XX.11. Рекомендуемые электроды для сварки труб из разнородных сталей
Марка стали СтЮ. Ст20. СтЗ. СтЗ ЮГ2 1ЬГС. 17ГС, 17Г1С 12X1 МФ. 15Х1МФ. 15Х1М1Ф
СтЮ. Ст20 Э42Л Э42А* Э42А***
Ст2. СтЗ Э50А
ЮГ2 Э42А Э42А Э09МХ’*
Э50А Э50А Э09МХ1”
16ГС. 17ГС 17Г1С Э42А Э42А Э50А-*
Э50А Э50А
12Х1МФ, 15Х1МФ 15Х1М1Ф Э42А* Э9МХ’* Э50А**
Э9МХ1**
I5X5M. 12Х8ВФ Э42А,в* Э42А»” Э42Л*** Э10Х25Н13Г2*
08X13 Э10Х25Н13Г2 Э10Х25Н13Г2 Э09МХ**, Э10Х25Н13Г2 Э99Х1МФ»»
08X17Т. I5X25T Э10Х25Н13Г2 Э10Х25Н13Г2, Э08Х24Н6Т АФМ’* 310X17’*. ЭЮХ25Н13Г2 Э10Х25Н13Г2* Э08Х241ЮТЛМФ
08Х18Н10Т, 10X17HI3M3T Э10Х25Н13Г2 ЭТ1Х16Н25М6АГ2. Э99Х19НЮГ2М2В Э10Х25Н13Г2 08Х24Н40М7Г2
Продолжение табл. XX 1 /
Марка стали 15Х5М. Г2Х8ВФ 03X13 О8Х17Т. 15Х25Т 06Х18Н10Т. 1OX17H1.3M3T
СтЮ. Ст20 Ст2, СтЗ ЭЮХ251ИЗГ2 Э10Х25Н13Г2 ЭЮХ25Н13Г2** ЭЮХ25Н13Г2
10Г2 Э42А‘*‘ Э10Х25Н13Г2 Э10Х25Н13Г2 Э11Х16Н25М6АГ2
Э08Х241ЮТАФМ** Э09Х19Н10Г2М2В
ЮГС, 17ГС 17Г1С Э42А‘М Э09МХ** ЭЮХ17Т’* Э10Х25Н13Г2
Э10X25111ЗГ2* Э10Х25Н13Г2
12Х1МФ. 15Х1МФ 1.5Х1М1Ф Э10Х25Н13Г2* Э09ХТМФ** ЭЮХ25Н13Г2* Э08Х24П6ТАМФ 08Х24Н40М7Г2
15Х5М. 12Х8ОФ Э10Х5МФ*»*, Э10Х25Н13Г2” ЭЮХ5МФ’**. ЭЮХ25Н13Г21* ЭЮХ25Н13Г2», Э11Х15Н25М6АГ2*
08X13 ЭЮХ25Н13Г2* Э12Х13“, Э10Х25Н13Г2* Э10Х25Н13Г2Б
08Х17Т, 15X251 Э10Х5МФ’**, Э10X251ПЗГ2”. Э12Х13’*, ЭЮХ25Н13Г2* ЭЮХ25Н13Г2, Э12Х13**
08Х18НЮТ, 10XI7H13M3T Э10Х25Н13Г2*. ЭНХ15Н25М6АГ2* | Э10Х25Н13Г2 Э12Х13’. | ЭЮХ25НЗГ2
* — предварительный подогрев-
»♦—подогрев и последующая после сварки термообработка:
— предварительный и сопутствующий подогрев с последующей термообработкой
В последнее время в практике строительства встречается сварка
труб из разнородных сталей (табл. XX.11), при которой соединяют
между собой различные по составу и структурному состоянию стали
или сталь и металл шва, отличающиеся по структуре. Применение
аустенитных электродов для сварки неаустенитных сталей без по-
следующей термической обработки допустимо при толщине стеноп
труб до 14 мм. Прихватка и сварка первых слоев, подварочного шва
и облицовка кромок должны выполняться электродами диаметром не
более 3 мм. Сварку следует проводить на умеренных режимах сва-
рочного тока: при диаметре электрода 3 мм — 60—80 А, при диамет-
ре электрода 4 мм — 100—120 А на возможно короткой длине дуги.
Стали, кромки которых должны перед сваркой подогреваться, необ-
ходимо медленно охлаждать после сварки, а также при вынужден-
ных перерывах в работе.
Глава XXI. СВАРКА МАГИСТРАЛЬНЫХ
ТРУБОПРОВОДОВ
XXI.1. СПЕЦИФИКА ПРОИЗВОДСТВА
СВАРОЧНО-МОНТАЖНЫХ РАБОТ
Магистральные трубопроводы (ЛАТ) прокладывают для транс-
портировки нефти, газа, воды и других продуктов от мест их до-
бычи крупным потребителям. МТ сооружают из цельнокатавых или
сварных труб диаметром 200—1420 мм, изготовляемых из ипзкоуг-
лерэдистых или низколегированных сталей с пределом прочности
570—720 МПа. Максимальное давление в магистральном нефтепрово-
де 6,5, в газопроводе — 7,5—10 МПа.
В СНиП 2.05.06—85 определены четыре категории участков МТ
по условиям их работы, конструкции и местоположению. В зависи-
мости от категории устанавливают требования, предъявляемые
к сварным стыкам труб, и назначают условия их испытания и про-
верки.
По сложившейся в СССР схеме производства сварочно-мон-
тажных работ при строительстве МТ, трубы, прибывающие с заво-
дов в порт или на железнодорожную станцию, вывозят сначала на
полустационарные трубосварочные базы, где собирают и сваривают
механизированными способами в секции длиной 24—48 м. В этом
случае дуговую сварку ведут в нижнем положении, для чего секции
вращают, т. е. сваривают поворотные стыки.
Готовые секции доставляют непосредственно на трассу и соеди-
няют там в нитку сваркой неповоротных стыков дуговыми способа-
ми или с помощью контактней сварки оплавлением.
86
К спорке стыков МТ могут бить допущены сварщики не мо-
ложе 18 лет и имеющие разряд не ниже 5-го после сдачи экзаме-
нов и соответсгижи с Правилами испытания электросварщиков Гос-
гортехнадзора СССР и получения удостоверения и допуска к свароч-
ным работам. Прихватку и сварку первого слоя шва неповоротных
дгыхов труб из сталей повышенной прочности (550 МПа и выше)
должны выполнять сварщики 6-го разряда. К сварке заполняющих
слоев шва неповоротных стыков труб допускают сварщиков 5-го
разряда, к сварке поворотных стыков — сварщиков не ниже 5-го раз-
ряда. Сварщик, впервые приступающий к сварке стыков магистраль-
ных трубопроводов или имеющий перерыв в работе более 3 мес,
независимо от наличия удостоверения должен заварить допускной
стык в условиях, тождественных тем, в которых ведется сварка тру-
бопровода. Если применены новые сварочные материалы, оборудо-
вание, трубы других диаметров или из новых марок сталей, сварщик
также должен заварить допускной стык. Допускной стык подвергают
контролю в соответствии с ВСН 006—89 Миннефтегазстроя. Каждо-
му сварщику присваивают шифр (клеймо), которым он должен мар-
кировать сваренные им стыки.
При сооружении МТ используют электроды, проволоку, флюсы
и защитные газы, рассчитанные на сварку низкоуглеродистых или
низколегированных сталей (см. гл. V).
XXI.2. ПОДГОТОВКА КРОМОК ПОД СБОРКУ И СВАРКУ
Форма кромок труб в основном определяется способом их свар-
ки и толщиной стенок (табл. XXI.I). Перед сборкой внутреннюю по-
лость труб тщательно очищают.
Дефектные концы труб, поврежденные при перевозке, следует
выправить и при необходимости обрезать. Вмятины глубиной до
50 мм и деформированные концы труб из сталей с пределом прочно-
сти 550 МПа и более правят только разжимными приспособлениями
С обязательным местным подогревом трубы до 100—200 °C. Вмяти-
ны глубиной более 50 мм, резкие вмятины любой глубины, а также
вмятины с надрывами вырезают. Перед электродуговой сваркой
кромки труб и прилегающие к ним поверхности зачищают до метал-
лического блеска на ширину не менее 10 мм. Под контактную сварку
на трубах зачищают пояс шириной 100 мм для контактных башмаков.
Стыки сварных труб соединяют так, чтобы продольные швы бы-
ли смещены относительно друг друга не менее чем на 100 мм.
При сборке труб, у которых продольный шов сварен с двух сто-
рон, а также при сборке спирально-шовных труб, концы заводских
швов можно не смещать. В табл. XXI.2 приведены зазоры между
87
кромками свариваемых труб в зависимости от толщины стенки труб
и способов сварки.
XXI.1. Форма кромок, применяемая при сварке стыков
магистральных трубопроводов
88
Продолжение табл. XXI.I
Конструкция кромок Диаметр трубы. мм Толщина стенки трубы, мм Способы сварки
22.5 е iZ.5° 1020-1420 Св. 11 ДО 21 Двусторонняя автоматиче- ская под флю- сом поворот- ных стыков
1 '
J5? ?,5e
Л9 г*? JM" 1020-1410 Св. 11 до 21 Автоматичес- кая неповорот- ных стыков в защитных га- зах
XX 1.2. Зазоры между кромками труб при сборке, мм
Способ спарки Диаметр электрода, мм Толщина стенки трубы, мм
до 8 ?—10 11 и более
Сварка электродами ти- па:
фторнсто-кальциевого 3-3,25 9-1-1 <0 2» о4-0,5 °—0
органического 4 1 -5-о 5 1.Й1 1.S+J
Механизированная и ав- томатическая порошко- вой проволокой со сво- бодным формированием шва 1,6—2 2+1 Z—0 2~Н 0 2±0
Автоматическая сварка в защитном газе изнутри трубы 1,2-1.6 — — । л±?.а.
89
-D
о
XXI.3. Рекомендуемые режимы сварки труб
Диаметр трубы, мм Толщина стенки, мм Диаметр электрод- ной про- волоки. мм Слой Сварочный ток, Л Напряже- ние дуги, В Скорость сварки. 1 10“» м/с Вылет электро- да, мм Смещение электро- да, мм Угол наклона элек- трода «вперед» Ы0“* рад| град
Автоматическая сварка под флюсом по предварительно сваренному корню шва
529 7—8 2 Первый Второй 400—480 400—480 40—42 42—45 8,3—10 8,3—9 30—35 40—45 30—40 — —
720 8—9 2 Первый Второй 400—450 400—480 42—45 48—50 11—12 11—12 30—35 60—80 40—50 — —
2 Первый Второй 400—480 480—500 40—45 48—50 9—12 11 — 12 60—80 40—50 — —
820 9 3 Первый Второй 550—650 680—750 46—48 48—50 17—18 15—18 40 40—60 30—40 — —
1020 11—12 2 Первый Второй 400—420 500—580 45—47 48—50 8.3-9 12—13 30—35 60—80 40—50 — —
3 1 Первый Второй 580—650 680—750 1 46—48 48—50 1 15—17 13—15 1 40 1 50—80 40—60 1 1 1
1020 1 11—12 3 1 Первый Второй 750—800 800—850 44—46 48—50 18—19 15—17 40 60—80 40—60 Дд”50 До 30
1220 12,5 2 Первый Второй 400—420 500-550 44—48 48-50 8,3—9 9—12 30—35 60—80 40—70 — —
3 Первый Второй 540—580 560—600 44—48 48—52 12—13 9—12 40 80—100 60—80 До 8 До 5
3 Первый Второй 750—800 800—850 44-46 48—50 18—19 15—17 80—100 60—80 50 30
1220 15 3 Первый Второй Третий 640—720 700—750 750—800 42—46 44—48 48—52 13-14 13—14 12—13 80—100 80—100 60-80 8 5
1420 17—20,5 3 Первый Второй и по- следующие Облицовоч- ный 750—800 800—850 850—900 44—46 45—47 46-48 13—15 13—15 13—14 40—50 40—50 40—50 60—100 40—80 40—80 До 50 До 30
Двусторонняя сварка под флюсом
1420 17 и бо- 3 Первый 800—850 43—45 12—13 40—50 60—80 До 25 До 15
лее Второй и по- 750—800 45—47 12—13 40—50 60—80 25 15
следующие Третий 700—750 49—46 8,8—9 40—45 15-25 11 10
СО (изнутри)
Кромки при сборке совмещают так, чтобы смещение их не пре-
вышало 25 % толщины стенки труб (но не было более 3 мм) на участ-
ке менее '/< длины окружности стыка. Трубы, разность в толщине сте-
нок которых значительна, необходимо соединять путем вварки меж-
ду ними переходников. Стыкуемые трубы при дуговых способах
сварки фиксируют с помощью прихваток, число которых зависит от
диаметра трубы:
диаметр трубы, мм
число прихваток , .
529 720 820 1020 1220 1420
4 5—5 6—7 8-10 9- П 10—12
Прихватки располагают равномерно по периметру стыка. Дли-
на прихваток G0—80 мм, толщина не менее 4 мм. В условиях низких
температур длина прихватки не должна быть меньше 100 ми.
XXI.3. ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ
СТЫКОВ ТРУБ ПОД ФЛЮСОМ
При этом способе сварки стык тр\б при толщине стенки до
12,5 мм соединяют минимум в два слоя; при большей толщине — не
менее чем в три слоя, че считая подварочного.
Во избежание стекания жидкого металла и расплавленного флю-
са конец электрода смещают с зенита стыка в сторону, противопо-
ложную направлению вращения секции трубы.
Рекомендуемые режимы сварки поворотных стыков труб раз-
личных диаметров приведены в табл. XXI.3. Эффективным способом
соединения поворотных стыков труб диаметром 1420 мм является
автоматическая двусторонняя сварка с V-обратной разделкой кромок
и большим их притуплением. Для двусторонней сварки стыки соби-
рают без зазора на внутреннем центраторе.
Автоматическую снарку труб из дисперсионно-твердеюших ста-
лей выполняют проволокой Св-08ХМ и Св-08МХ под флюсом АН-47.
XXI.4. ТЕХНОЛОГИЯ РУЧНОЙ СВАРКИ
НЕПОВОРОТНЫХ СТЫКОВ
Ручную дуговую сварку неповоротных стыков ведут поточно-
расчлененным методом, отличающимся тем, что каждое звено свар-
щиков сваривает одни (определенный) участок всех слоев шва. При
этом сварщики не регулируют режим сварки.
Диаметр электродов с фторнсто-кальциевым покрытием (табл.
XXI.4) для сварки первого слоя 3 и 3.25 мм, для сварки заполняю-
щих слоев и облицовочного 4 и 5 мм.
92
XXI.4. Сварочный ток, применяемый для сварки электродами
с фтористо-кальциевым покрытием, А
Диаметр электрода, мм Пространственное положение сварного шва
нижнее вертикальное полупотолочное и потолочное
3-3,25 140—160 150—170 120—150
4 180—220 160—180 140-160
5 200-260 200—230 Сварку не в<*дут
Сварку этими электродами ведут снизу вверх. Сварщики выпол-
няют сварку, начиная с надира трубы, противоположных полуок-
ружностей периметра трубы.
Первый (корневой) слой сваривают сверху вниз электродами
диаметром 4 мм с органическим покрытием. Ток в зависимости от
пространственного положения шва составляет 120—170 А.
ХХ1.5. СВАРКА СТЫКОВ ТРУБ
В УСЛОВИЯХ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР
Трубы разрешается сваривать при температуре воздуха до ми-
нус 50 °C при соблюдении условий их предварительного подогрева.
Необходимость и условия применения предварительного подог-
рева зависят от химического состава материала трубы (эквивален-
та углерода CSh»), толщины ее стенки, типа электродов, а также и от
температуры окружающего воздуха (рис. XXI.1).
5^
Lfi 1
Ё S> ТОЛЩИНА СТЕНКИ ТИУСЫ, ММ
ииЕааиа'ааии'ца
ЮЗЕЗЖЖ
JirfaC-i: ; fffY
ШШШШ
галгсаиЕТЗд
XX 1.1. Схема для определения необходимого предварительного подогрева
и темпера! уры подогрева при сварке первого слоя
а — электродами диаметром 3 мм с фтористо-кальииевым покрытием: б —
электродами с газозашитным покрытием; А — подогрев не нужен при темпе-
ратуре воздуха до —50 "С; Б — необходим подогрев до 100 °C при температуре
воздуха ниже IX: в —требуется подогрев при любой температуре воздуха:
1, /7 —области температур соответственно 150 и 100 X; 111—V — то же, соот-
ветственно 200, 150 и 100 X
93
Независимо от этих данных при температуре воздуха 5 °C и ни-
же обязательной является просушка стыков труб с нормативным
пределом прочности 550 МПа и выше посредством нагрева на тем-
пературу 20—50 °C. Если необходимы просушка и подогрев, то про-
водится только последняя операция.
Предварительный подогрев труб из низколегированных сталей
марок 12Г2С, 09Г2С, 17ГС и других, им аналогичных, и обеспечение
мероприятий, направленных на снижение скорости охлаждения стыка
и уменьшение времени между сваркой первого (корневого) и запол-
няющего слоев шва, определяются из условия расчета эквивалента
углерода по сокращенной формуле
сэкв=с 4-(«"/«)•
XXI.6. СВАРКА СТЫКОВ ТРУБ
ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СТАЛЕЙ
Стали, имеющие микродобавки ванадия, ниобия, титана, азота,
которые образуют упрочняющие сталь карбиды или карбонитриды,
относят к дисперсионно-твердеющим. Эти особенности химического
состава накладывают ряд ограничений на технологию сборки и свар-
ки стыков магистральных трубопроводов.
Трубы диаметром 530 мм и более необходимо собирать только
с помощью внутренних центраторов. Перед сваркой кромки труб
больших диаметров из этих сталей, как правило, требуют подогрева.
Параметры предварительного подогрева определяют в зависимо-
сти от эквивалента углерода, подсчитанного по формуле МИС (см.
рис. XXI.1):
_ . Мп , Сг 4- Mo + V . NI 4- Си
Сякв = С 4--4-----—---4-------------•
9КВ 65 15
При наличии в стали титана и ниобия последние рассматривают
как аналоги ванадия с учетом коэффициента '/$.
Только после полной заварки корневого слоя снаружи и изнутри
трубы центратор перемещают к следующему стыку. Внутренний под-
варочный шов должен иметь усиление высотой не менее 1 и не более
3 мм, а ширину шва 8—10 мм. Любые видимые дефекты в подва-
рочном шве не допускаются. При сборке секций или отдельных труб
в непрерывную нитку газопровода необходимо использовать специ-
альные инвентарные опоры. Нельзя устраивать снежные и земляные
холмики, так как вследствие их проседания в стыках, сваренных од-
ним (первым) слоем, могут образоваться трещины и надрывы.
94
XXI.7. СВАРКА СТЫКОВ В ЗАЩИТНОМ ГАЗЕ
И ПОРОШКОВОЙ ПРОВОЛОКОЙ
Технология сварки в СО2 поворотных стыков. Прихватку и свар-
ку первого слоя стыка ведут сверху вниз углом назад с опиранием
газового сопла полуавтомата на кромки. .Механизированную сварку
выполняют электродной проволокой типа Св-08Г2С диаметром 1,2 мм
йа обратной полярности тока в следующем режиме:
тип полуавтомата . .................... А-547У (или ему
подобные)
с-арочный ток . . ..................... 120—220 А
напряжение дугн..................... , 20—24 В
вылет электрода........................ 12—15 мм
давление газа по манометру ..... 0,1—0,25 МПа.
При соединении трехтрубных секций одновременно сваривают
два стыка двумя полуавтоматами. Толщина накладываемого слоя
должна быть не менее 4 мм.
При автоматической сварке в СО2 корневой слой шва может
накладываться с наружной стороны труб автоматом ДСП; изнутри
труб сварочной головкой ИК-6.
Последующие слои в этих случаях накладывают снаружи под
слоем флюса.
Объемный расход углекислого газа при сварке в трассовых ус-
ловиях обычно выше, чем в цеховых, и в среднем составляет
(41—69) • 10-5 м3/с (1500—2500 л/ч).
Режимы сварки корневого слоя поворотных стыков в СО2 на
сварочных установках ИК-6 и ЛСП:
ИК-6 АСП
диаметр электрода, мм .... . 1.2 1,2
сварочный ток, А 290-340 280-320
напряжение. В 32-35 24—28
скорость сварки, Т-10~8 м/с . . . колебания электрода: 14—15 13—14
амплитуда, мм 4—6 0-6
частота. мин~* 150—240 180—200
вылет электрода, мм смещение конца электрода: 15 15
с надира по вращению, мм . . с зенита на угол от вертикали, 159—250 —
град —• 59—55
Технология сварки в СО2 неповоротных стыков труб. Сварку
выполняют специализированными сварочными головками, автомати-
чески перемещающимися вдоль неподвижного стыка по цепи либо по
жестко укрепленной стальной ленте.
Перед сборкой кромки трубы подвергают механической обработ-
ке специальными переносными устройствами, снабженными много-
резцовыми головками, позволяющими получить кромку сложной кон-
фигурации. Кромки трубы одновременно обрабатывают с обоих ее
торцов.
95
После обработки на одну из кромок по шаблону надевают сталь-
ной разъемный пояс, в дальнейшем служащий направляющей для
движения наружных сварочных головок. Затем трубу пристыковы-
вают и центрируют в нитку с помощью внутреннего центратора.
Центратор имеет встроенные сварочные головки, каждая из которых
сваривает лишь определенную часть стыка. Снаружи на стальном
поясе закрепляют две сварочные головки, которые сваривают кор-
невой слой при движении их сверху вниз без колебания конца элек-
трода. Каждая головка, таким образом, сваривает половину перимет-
ра егыка (весь сварочный комплекс называется «Дуга»),
После сварки по одному слою снаружи и изнутри внутренний
центратор перемещается, и первое звено сварщиков с автосварочны-
ми головками переходит к следующему стыку. При этом сварочные
головки (масса которых 16—18 кг) снимают с направляющего пояса.
Однако пояс остается на месте. К стыку, сваренному только что сна-
ружи и изнутри первым слоем, подходит второе звено сварщиков-
автоматчиков. Они надевают на пояс также две автосварочные го-
ловки и сваривают второй слой, после чего снимают автоматы и идут
с ними к следующему стыку. На смену им приходит третье звено,
которое надевает свои автоматы и сваривает третий слой, и т. д.
При сварке каждого последующего слоя увеличивается ампли-
туда колебаний электрода. Каждая пара сварочных головок настро-
ена на свой режим работы (табл. XXI.5).
XX 1.5. Режимы автоматической сварки неповоротных стыков труб
диаметром 1420 мм в защитных газах
Слой Свароч- ный ток, А Напря- жение ДУГИ, В Скорость сварки. 1 10~3 м/с Частота колеба- ний электрода Объем- ный расход СО,
е—1 мин""1 1 • 10-6 м’/с
Корневой внут- ренний 180- 240 21—30 8,3-14 До 2 До 100 66
Наружный 190-230 22—24 8,3-11 — — —
Заполняющий 150—200 21—24 3,6—6,3 До 2 80—120 83
Облицовочный 130-150 19—21 2,5-3,5 * 1 70 83
96
В качестве защитной среды применяется углекислый газ (выс-
ший или 1 й сорт) по ГОСТ 8050—85. Для повышения устойчивости
горения дуги и стабильности процесса сварки к углекислому газу
добавляют 25—30 % аргона высшего или 1-го сорта по ГОСТ
10157-79*.
Автоматическую сварку неповоротных стыков порошковой про-
волокой с принудительным формированием шва используют для сое-
динения труб диаметром более 530 мм. Стык с нормальной или спе-
циальной разделкой кромок собирают на внутреннем центраторе,
имеющем медный обод, состоящий из двух кольцевых половинок.
Разделение его на две половинки позволяет обеспечить плотность
прилегания прокладки даже в случае смешения кромок свариваемых
труб на 2—3 мм. Обод является охлаждающей подкладкой. При свар*
ке первого слоя по разделке стыка перемешается охлаждаемый мед-
ный ползун со скоростью формирования слоя. В полость между пол-
зуном и разделкой подается порошковая проволока. Самозащитная
порошковая проволока двухслойной конструкции марок: ПП-АН 24
(ТУ 88 УССР 085-347-83) применяется для сварки труб из сталей
сав<549,2МПа, а проволоки ПП-ЛН 24с (ТУ 88 УССР 085-348-83)
и ПП-ЛН 19 —для сварки труб из сталей с а»с588,7 МПа.
Стык сваривают двумя головками снизу вверх, начиная с по-
толочного участка. Каждая головка сваривает половину периметра
стыка.
После сварки первого слоя охлаждаемый ползун меняют на дру-
гой, который дает возможность сваривать второй слой.
Режим двухслойной сварки неповоротных стыков труб диамет-
ром 1420 мм порошковой проволокой с принудительным формирова-
нием шва (комплексом «Стык»):
ПергыЗ
(корневой)
слой
Второй
слой
Сварочный ток, А:
потолочный............... . • .
на вертикали
Напряжение дуги, В..............
Скорость сварки, 1-10~3 м/с . .
28)—390
3)0—320
24—25
16—22
28Т-300
390-360
24-25
16—19
При сварке пеповоротных стыков порошковой проволокой с при-
нудительным формированием шва по первому (корневому) слою,
сваренному ручной сваркой электродами с покрытиями целлюлозного
либо основного вида, должны соблюдаться режимы, приведенные
в табл. XXI.6.
При этом толщина корневого слоя должна быть не менее 5 мм.
По корневому слою в зависимости от толщины стенки труб автома-
тами накладывают два или три слоя, в том числе последний слой —
облицовочный.
7-252
97
XXI.6. Режимы автоматической сварки стыков труб
порошковой проволокой
Марка проволоки Диаметр проволоки. мм Тол.цина стенки тру- бы, мм Слой Сварочный ток, А Напря- жение дуги, В
До 16 Облицовочный 280—350 26-28
ПП-ЛН 19 2,4 17—22 Заполняющий Облицовочный 260—300 280-350 25-27 26-28
23—25 Первый запол- няющий Второй запол- няющий Облицовочный 260—300 280-320 300-350 25-27 26-28 26-28
До 16 Облицовочный 280-40 26-31
ПП-АН 24, ПП-АН 24с 2,4 17—22 Заполняющий Облицовочный |-й заполня- ющий 2-й заполня- ющий Облицовочный 280-350 280—450 280—350 300 -400 300-450 26—28 26—32 26—30 26—31 26-32
ПП-АН 24 2 16-19 Заполняющий Облицовочный 250—280 280—323 24—25 25-27
2,6 22-25 Заполняющий Облицовочный 300—400 400-500 27—31 29-33
XXI.8. КОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ
Трубы в секции сваривают на полустаииснарных контактно-
сварочных установках (рис. ХХ1.2, табл. XXI.7), длинномерные сек-
ции или отдельные трубы — в непрерывную нитку трубопровода на
передвижных установках (табл. XXI.7).
Передвижная установка для сварки труб диаметром 114—325 мм
представляет собой трубоукладчик, буксирующий передвижную
электростанцию, на его стреле подвешена платформа, на ней уста-
новлены сварочная и зачистная машины н несколько роликов, на
которые укладывают свариваемые трубы.
В состав бригады по обслуживанию полустаииснарных устано-
вок ТКУС-1А и ПЛТ-321 входят сваршик-оператор контактных уста-
98
XX1.2. Схема полустационарной контактной трубосварочной установки
/ — приемный стеллаж; 2 — отсекатель; 3 — зачистные машинки; 4 — сбрасы-
ватель; 5 —остановы; б — перегружатели-отсекатели; 7 — склад для упаковки
и хранения готовых секций; в —Рольганг; 9, // — наружный и внутренний гра-
тоснчматели; 10 — сварочная машина; 12 — зачищенные трубы
XXI.7. Техническая характеристика установок для контактной
сварки труб
Показатель Установки
ТКУС-1А ПЛТ-321 ТКУП-321 «Север!»
Тип сварочной ма- шины СГ-1 СГ-2 К-584М К-584М К-700-1
Наружный диа- метр свариваемых труб, мм Мощность, кВА: 114-219 273-377 114-325 114-325 1420
электростанции 125 250 250 259 1000
трансформатора Напряжение трансформатора, В: 125 250 180 180 820
первичное 380 380 380 380 400
вторичное 4; 5; 6 5; 6; 7 7 7 7,4
Максимальное давление в гидро- системе сварочной машины, МПа Скорость, мм /с: 4,9 5,9 12,25 12,25 15,7
оплавления 0,2-1 0,2—1 0,2-1 0,2-1 0,2-1,5
осадки 25 25 25 25 40
7*
99
П родолжение табл. XX 1.7
Показатель Установки
ТКУС-1А ПЛТ-321 ТКУП-3211 ♦ Север-1»
Скорость подачи труб, м/с: 0,45 0,45
по рольгангу 0,45 — —
установочная 0,08 0,08 0.03 — —
Число стыков, свариваемых за 100 75 80 40 25
Габарит, м 52x22 55x25 54X25 — 1,4X11,6 (свароч- ная ма- шина)
Масса установки, т 25 34 30 25,4 (свароч- ная ма- шина)
вовек 6-го разряда, машинист электростанции контактных установок
5-го разряда и два слесаря 3-го разряда. В бригаду по обслужива-
нию передвижных установок ТКУ П-321 дополнительно входит еще
помощник сварщика-оператора 4-го разряда.
XXI.9. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗАЦИИ СВАРКИ
М А Г И СТ Р А Л Ь Н Ы X Т Р У БО П РО ВО Д О В
Для сборки и сварки магистральных трубопроводов помимо
сварочного оборудования общего назначения (см. главы VI, VII)
разработано и применяется специализированное оборудование в за-
висимости от вида сварки и схемы производства работ. Как прави-
ло, выпускают целые комплексы оборудования для сборки и сварки
в полустационарных условиях (на базах) и для сборки и сварки
труб в нигку непосредственно на трассе (табл. XXI.8).
Техническая характеристика автосварочных установок
ПАУ-502 ПАУ-60i ПАУ-602 ПАУ-1G0I, ПАУ-JOOrB
Диаметр сваривав-
мых труб, мм . . . 3'25—920 325-630 720—1220 1020—1420
Длина свариваемых
секций, м . . . . . до 36 до .16 до 36
Сварочный ток. Л . 500 600 1000
Напряжение дуги, В до 50 до 50 до 50
Диаметр электродной
проволоки, мм . . . 2—3 2-3 3—4
Габарит, мм:
длина 42 000 42 000 50 000
ширина .... 4000 2000 8000
высота 45 000 3500 3500
Масса полная, кг . 6500 5700 6795 27 000
100
XX).3. Схема трубосварочной базы типа ПАУ
1—стеллаж для подготовки труб к сборке и сварке; 2 — блок питания; 3 —
лебедки; 4 — сборочный кондуктор или сборочно сварочный стенд типа ССТ:
5—промежуточный сгеллаж; 6 — рабочие места сборки стыка и сварки его
корневого слоя; 7— роликоопоры для поворотной сварки под флюсом; в —
ториевой или роликовый вращатель; 4— стеллаж для готовой продукции
XX 1.8. Специализированное оборудование для сборки и сварки
магистральных трубопроводов
Условия и способы сварки Тип оборудования Диаметр свариваемь'х труб, мм
Сборка и сварка поворот! 1ых стыков в полустационарн ых условиях
Автоматическая сварка под флюсом Полевые автосварочные установки ПАУ-601, ПАУ- 602, ПАУ-502, ПАУ-1001, ПАУ-1001В 325-1420
Электродуговая ручная сварка, автоматическая сварка под флюсом Механизированные тру бо- сварочные линии МТЛ-121, МТЛ-141 720-1420
Сочетание механизиро- ванных дуговых спосо- бов сварки Механизированные трубо- сварочные базы DTC-142, ВТС-142В, БТС-143 720-1420
Контактная сварка Стационарные контактно- сварочные установки ТКУС- 1А, ПЛТ-321 114-377
101
Продолжение табл. XXI 8
Условия и способы сварки Тил оборудования Диаметр свариваемых труб, мм
Сборка и сварка труб в нитку трубопровода
Ручная дуговая сварка электродами Центраторы звенные ЦЗ Центраторы наружные экс- центриковые ЦНЭ 529—1340 89—436
Механизированная свар- ка в защитных газах Центраторы внутренние ЦВ Устройство для механизи- рованной обработки кромок СМ К Сварочный комплект «Ду- га» 325—1420 720—1420
1420
Сварка порошковой про- волокой с принудитель- ным формированием шва Сварочный комплект «Стык» 1420
Контактная сварка Передвижные установки ТКУ 11-321, «Север-1» 114—325, 1420
В комплекс ПАУ (рис. XXI.3) включаются головки для авто-
матической сварки под флюсом одного из трех типов (СГФ-601,
СГФ-1004, ГДФ-1001 УЗ), торцевые вращатели типа ВТ-61 или
ВТ-121 (первые — для вращения секций из труб диаметром 325—
630 мм, вторые —для секций из труб диаметром 720—1220 мм), ком-
плект опрокидывающихся роликовых опор типа OP-6I и ОР-121.
Для вращения секций из труб диаметром 720—1420 мм непо-
средственно роликовыми опорами выпускается роликовый вращатель
СВР-142.
На кондукторе комплекта ПАУ для сборки и сварки труб диа-
метром не более 1020 мм крепят тяговую лебедку типа ЛТ ЗВ или
ЛТ 2В-1, усилие на стальной канат которой не более 3 т. Он снаб-
жен манипуляторами, которые обеспечивают механизированную
укладку и снятие секций со стенда.
Для очистки и намотки электродной (в том числе омедненной)
проволоки диаметром 1,2—5 мм в кассеты и катушки диаметром до
350 и 700 мм выпускают (для всех трубосварочных баз) соответст-
венно машинки МОН-51 и МОН-52.
К установке ПАУ можно подсоединять стенд ОСТ-141, который
служит для сборки и сварки корневого слоя шва труб диаметром
1020—1420 мм с применением внутренних центраторов и манипуля-
торов.
102
Стягивание труб осуществляется лебедкой ЛТ ЗВ; зазор уста-
навливается электромеханическими манипуляторами; кромки со-
вмещаются самоходным гидравлическим внутренним центратором
СЦВ.
Механизированные трубосварочные линии МТЛ-121, МТЛ-141
предназначены для сборки труб диаметром соответственно 1020—
1220 и 1220—1420 мм длиной 10—12 м в трехтрубные секции и руч-
ной дуговой сварки первого (корневого) слоя шва поворотных
стыков.
Техническая характеристика механизированных трубосварочных
линий типа МТЛ
Диаметр спариваемых труб, мм
Длина свариваемых труб, м .
Число труб в секции . . . .
Скорость продольного переме-
щения труб, м/с........
Окружная скорость, 1-10 м/с
Максимальная потребляемая
мощность, кВт..........
Масса, кг .........
МТЛ-121 МТЛ-141
1030-1220 1220, 1420
10—12 10-12
3 3
0,6 0,7
5,5-14 5—50
40 47
20 700 22 500
Сменное оборудование, изготовляемое по требованию заказчи-
ка, позволяет использовать линию для сборки и сварки труб диамет-
ром 720, 820 мм в трех- и четырехтрубные секции.
На линиях МТЛ-121 и МТЛ-141 можно выполнять все наруж-
ные слои шва автоматической сваркой под флюсом на одном рабо-
чем месте. В практике строительства трубопроводов линии МТЛ-121
и МТЛ-141 работают в комплексе с автосварочными установками
типа ПАУ.
В случае автоматической сварки под флюсом изнутри трубы
(подварки) на трубосварочных базах между сборочно-сварочным
стендом ОСТ-14! или линиями типа МТЛ и автосварочными уста-
новками типа ПАУ располагается дополнительный стенд с ролико-
вым вращателем.
Для внутренней подварки стыков сваркой псд флюсом исполь-
зуют сварочный трактор ТС-17М.
Для односторонней автоматической сварки под флюсом кольце-
вых стыков труб диаметром 325—820 мм выпускаются трубосвароч-
ные базы БНС-81, состоящие из трубосборочной линии ЛСТ-81 и ав-
тосварочной установки ПАУ-502. Линия ЛСТ-81 состоит из роликов
роликового конвейера, двух наружных (для труб диаметром 325—
530 мм) или внутренних центраторов (для труб диаметром 530—
820 мм), отсекателя, выгружателя и манипуляторов для регулирова-
ния зазора в стыках при сборке труб в секции. Сборка и сварка кор-
невого слоя шва трехтрубной секции на линии ЛСТ-81 проводится
в закрытых помещениях, представляющих собой две будки.
103
XXI.4 Схема механизированной трубосварочной базы БТС-142В
/ — приемный стеллаж: 2— отсекатель: 3 — станок подготовки кромок (тип
СПК-141); 4 — пост обработки кромок; 5—ролик приводной ролыанга; 6 —
перегружатель; 7, /2 — посты внутренней и наружной сварки; 8 —система сле-
жения при сварке изнутри трубы; 9 — роликоопора холостая; приводная для
сварки двухтрубной секции; 10 — гидроперехват штанги; //. 13— головки на-
ружной и внутренней сварки; 14 — роликоопоры для регулирования зазора
в стыке; 15 — центратор; 16— штанга; 17—покаты готовых секций; 18. 19 —
роликоопоры приводные для сварки трех- и двухтрубной секций; 2'* — блок
питания
Техническая характеристика сборочно-сварочной линии ЛСТ-81
Диаметр свариваемых труб................... 325—820 мм
Длина свариваемых труб...................... 10,5—11,8 м
Число труб в секции................ 3
Длина спариваемых секций................... до 36 м
Скорость продольного перемещения труб . . 0,1 м/с
Габарит:
длина..................................... 60 500 мм
ширина................................... 12 000 »
высота ................................. 35(H) >
Масса ...................................... 27 ООО кг
Механизированные трубосварочные базы БТС-142, БТС-142В,
БТС-143 предназначены для автоматической двусторонней сварки
поворотных стыков труб диаметром 1020—1420 мм. Для сборки
и сварки двухтрубных секций служит база БТС-142, а для двух-
и трехтрубных — БТС-142В (рис. XXI.4) и БТС-143.
Стыки под двустороннюю сварку должны иметь специальную
разделку со значительным притуплением. Кромки труб обрабатыва-
ют одновременно двумя станками СПК-121 и СПК-141.
Техническая характеристика трубосварочных баз типа БТС
БТС- 142 БТС-142В БТС-143
Диаметр сваривае- мых труб, мм . . . 1020-1420 1020-1420 1020-1420
Длина свариваемых секций, м Производительность на трубе диаметром ДО 24 До 36 ДО 36
1420 с толщиной стенки 16,5 мм, стык/ч ...... 3,5 3,2 6
104
БТС-142
БТС-142В
БТС-143
Диапазон регулпро-
вания сварочного то- ка, А ...... Диаметр электродной проволоки при свар- ке. мм: 603-1000 600-1200 600—1200
снаружи .... 3—5 3-5 3-5
изнутри .... 3-4 3-4 3-4
Число обслуживаю- щего персонала, чел. 10 8 14
Максимальная одно- временно потребляе- мая мощность, кВт Масса оборудования. 263 260 90 230
т 169 145
Техническая характеристика ставков СПК
СПК-121 СПК-/4/
Диаметр обрабатываемых труб, мм .... 1220, 1'20 1420
Толщина стенки, мм 7,5-21 7.5-21
Частота вращения планшайбы. с-1 0.4 0.33
Подача планшайбы, мм/об . . 0.11 0 13
Скорость быстрого перемеще- ния планшайбы, 1-10 —3 м/с . 0.45 0,45
Наибольшая длина хода план- шайбы. мм/мин 100 100
Производительность, кромок/ч 7- 8 5-6
Напряжение питания, В . . . 383. трех фазный переменный
Давление в гидросистеме цент- ратора, МПа Число: ток частотой 59 Гн 9.8 9,8
фиксирующих рядов в цент- раторе 2 2
жимков в ряду 12 16
Расстояние между рядами, мм 1300 1300
Габарит, мм: длина 3215 3529
ширина ......... 1459 If >59
высота 2020 2259
Масса, кг . 3650 4999
XXI.10. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ТРУБ
В НИТКУ ТРУБОПРОВОДОВ
В комплекс оборудования, предназначенного для сварки непо-
воротных стыков труб, входят центраторы внутренние типа ЦВ
(табл. XX.9) и наружные центраторы, которые подразделяются на
два типа: эксцентриковые ЦНЭ и звенные ЦЗ (табл. XXI. 10).
Преимущество внутренних центраторов перед наружными состо-
ит в равномерном распределении разности периметров торцов по
всему стыку и приведении торцов к форме правильной окружности,
а также в том, что стык, оставаясь полностью открытым, позволяет
вести сварку непрерывно и использовать сварочные автоматы и по-
луавтоматы.
103
XXI.9. Техническая характеристика внутренних центраторов
Показатель LIB-M ЦВ-В1 LIB-102 ЦВ 121 ЦВ-142
Диаметр стыкуемых труб, 529 720, 820 1020 1220 1420
мм
Число жнмков в одном ря- 6 9 12 16 16
ду Общее усилие на один то- 41 60 47,6 60 78
рец, 1-10* Н Время разжатия одного 5 7 7 9 9
центрируемого ряда, с Размеры (без штанги), мм;
длина 1700 2380 1950 2900 2930
диаметр Масса, кг: 500 800 1000 1200 1400
центратора без штанги 280 760 564 1450 1785
штанги 95 95 95 95 95
Примечания: 1. Число центрирующих рядов для всех центра-
торов равно 2. 2. Длина штанги перечисленных в таблице центрато-
ров 37 м.
XXI.10. Основные данные по эксцентриковым ЦНЭ и звенным ЦЗ
центраторам
Марка центратора Диаметр стыкуе- мых труб, мм Масса центрато- ра. кг Марка центратора Диаметр стыкуе- мых труб, мм Масса центрато- ра, кг
НЦЭ-8-15 89-159 7 ЦЗ-71 720 40
ПНЭ-16-2! 168-219 11,7; 14,7 ЦЗ-81 820 45
ПНЭ-27-32 273—325 13,9; 17,7 ЦЗ-101 1020 50
ПНЭ-37-42 377—426 15,5; 19,3 ЦЗ-121 1220 74
ЦЗ-51 529 25 ЦЗ-141 1420 92
Внутренние центраторы имеют электрогидравлический привод.
Центрирующие элементы разжимают независимо один от другого.
При работе в различных климатических зонах и погодных усло-
виях сварочные бригады применяют передвижные энергетические
агрегаты типа АЭП-51, блоки подготовки сварочных материалов.
Передвижной энергетический агрегат АЭП-51 служит для свар-
ки неповоротных стыков труб при строительстве магистральных тру-
бопроводов в различных климатических зонах.
В агрегате используют единый источник питания — генератор
переменного тока, который обеспечивает электроэнергией сварочные
посты, инструменты для подготовки кромок и очистки шлака, су-
106
шильн(яй шкаф для сушки электродов, электрообогреватель блока
питания, электролампы на рабочих местах при ведении сварочных
работ на трассе.
В состав агрегата входят: электростанция переменного тока,
смонтированная на гусеничном тракторе; блок питания, в котором
размещены аппаратура управления электростанцией, выпрямитель,
сварочные посты и вспомогательное оборудование; палатка с элек-
трическим освещением для работы сварочной бригады в ночное
время.
Агрегат АЭП-51 можно применять для питания сварочных авто-
матов при сварке неповоротных стыков труб, а также комплекса
механизмов, обеспечивающих механизацию вспомогательных работ.
Техническая характеристика АЭП-51
База...................................... трактор Т-100М
Мощность электростанции................ 50 кВт
Напряжение............................. 380 В
Частота тока............................. 50 Гц
Тип сварочного тока................. . трехфазный
Число питаемых сварочных постов ... 4
Сварочный выпрямитель............... ВКСМ-1000
Укрытие ....................... разборная палат-
ка
Грузоподъемность ...................... 500 кг
Габарит агрегата в рабочем положении . 1150Х7450Х
Х3500 мм
Масса ................................... 16 400 кг
Блск подготовки сварочных материалов предназначен для про-
калки флюса и электродов, очистки и намотки проволоки, кроме то-
го, в нем хранят флюс, электроды и проволоку.
Электроэнергией блок питается от промышленной сети перемен-
ного тока напряжением 220/380 В или от дизельной электростанции.
Блок размещают в специальном вагоне или вагоне-домике типа
КУНГ, который перевозят на специальных санях, автомобиле КрАЗ
или ходовой части (тележках) вагона-домика Таллиннского машино-
строительного завода.
В блок входит следующее оборудование: машина МОН-51 или
МОН-52 для очистки и намотки сварочной проволоки диаметром от
К2 до 5 мм; электропечь типа СИЮ для прокалки электродов диа-
метром 3—5 мм, максимальная температура в которой достигает
350'С; электрофлюсосушилка типа СНО объемом 0,125 м3, рабочая
температура в ней 350 °C, а максимальная 400 °C; два электрокало-
рифера ПЗТ 10 2; электроточило Н-138А.
Блок имеет сушильный отсек для одежды, габарит которого
1500X2280X1800, мм, температура воздуха 50 °C, число электро-
нагревателей в нем 12.
Передвижной вагон-пост служит для проведения в полевых
условиях термической обработки сварных стыков трубопроводов.
107
Оборудование, смонтированное в вагоне, позволяет нагревать
сварные стыки труб электрическими нагревателями с автоматическим
и ручным управлением режимами термической обработки. Измере-
ние, запись и регулирование температуры нагрева сварного стыка
ведут по заданной программе термической обработки. При наличии
электрических нагревателей типа ПТО можно термически обраба-
тывать сварные стыки труб диаметром 32—1020 мм.
Техническая характеристика вагона-поста
Число точек измерения и регулирования
температуры ...........................
Наибольшее число одновременно термиче-
ски обрабатываемых сварных стыков труб
диаметром 720 мм.......................
Пределы измерения......................
Напряжение ....................... . .
Частота тока ..........................
Потребляемая мощность..................
Габарит ...............................
Масса .................................
6
2
0—1100 или 0—800 с
220—330 В
50 Гц
80—100 кВт
9600 X3CWX 4000 мм
6700 кг
XXI.II. ЭНЕРГОСНАБЖЕНИЕ СВАРОЧНЫХ ПОСТОВ
ПРИ СВАРКЕ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
На трубосварочной базе должны быть источники тока, обеспечи-
вающие питанием:
посты автоматической сварки под флюсом;
два поста ручной дуговой сварки на сборке стыков труб и свар-
ке первого (корневого) елся шва;
пост ручной дуговой сварки для подваркн корня шва изнутри
трубы и посты ручной дуговой сварки, предназначенные для завар-
ки дефектов шва.
Для питания сварочных постов на трубосварочной базе ис-
пользуют следующее оборудование (табл. XXI.11):
для сварки первого слоя шва и подварки корня шва изнутри
трубы электродами вручную — сварочный агрегат ЛСДП-500Г;
для заварки дефектов первого слоя — агрегат АСБ-300 или
АСДП-500Г;
для сварки под флюсом секций труб диаметром до 1020 мм рань-
ше применяли агрегаты ЛСДП-500 или ЛСДП 500ГФ.
В настоящее время вместо всех агрегатов типа АСДП выпус-
кается универсальный агрегат АДД-502У2 (табл. XXI. 12), предна-
значенный для питания двух постов ручной дуговой сварки или од-
ного поста сварки под флюсом (ток до 500 А).
При питании базы от передвижной электростанции или ЛЭП
переменным током применяются следующие источники сварочного
тока:
103
109
ХХ1.12. Технические характеристики сварочных агрегатов для ручной дуговой сварки
о Показатель АСД11-500Г. АСДП-500Г-В АДД-502-У2 АСДП-5О0Г-ЗМ. АСДП-5П0Г-ЗМ-В АДД-305 АДД-ЗЛ
Число сварочных постов 2 2 3 1 1
Мощность двигателя, кВт 44 37 44 — —
Тип генератора ГСМ-500 — ГСМ-500 гсо-зоо ГСО-ЗОЭ
Вольт-амперная характеристика Жесткая Падающая Жесткая Падающая —
Напряжение холостого хода, В, не более 55 — 55 80 80
Пределы регулирования сварочного тока, А 60—300 120-500 120—600 60—350 —
Регулирование тока Балластными реостатами Реостатом в обмотке статора Балластными реостатами — —
Габарит, м 6.1Х2.35Х Х2.82 6.1Х2.35Х Х2,67 6,35 x 2,78 x 2,35 — —
Масса, кг 4500 3400 5000 900 850
Примечание. Индекс «В» в названии агрегата АСДП-500Г означает наличие в составе агрегата компрес-
сора.
XXI.13. Технические характеристики самоходных сварочных установок
Показатель СДУ-2Б СДУ-2Б-1 СДУ-4Б УС-43 УС-21 УС-22 СЧУ-А СЧУ-4Б УС-41 УС-42
Число сварочных постов 2 2 2 4 2 2 4 4 4 4
Тип базового трак- тора ТЮОМ Т100МБ Т-130- ОБР-1 Т-100МГ т-юо-мг Т-100- МГБ Т-130 Т-130 Т-130Г-2 Т-130- БГ-1
Приводной двига- тель Мощность, кВт: ДЮ8 Д108 Д130 Д108 Д108 Д108 Д130 дно Д160 Д160
двигателя 80 80 103 80 80 80 103 103 118 118
генератора переменного то- ка 5,5 5,5 9,6 6,9 6,9 6,9 9,6 9,6 6,9 6,9
Тип компрессора Габарит, м: СО-7 А СО-7А СО-7 А — — — СО-7А СО 7А — —
длина 5,23 5,73 5,75 6,52 6,52 7,01 5,5 5,75 6,64 7,3
ширина 2,46 3,25 3,26 2,46 2,46 3,25 2,46 3,26 2,47 3.20
высота 3,01 3,04 3,05 3,55 3,55 3,5 3,05 3,06 3,675 3,68
Масса, кг 13 500 15 400 16 500 15 050 14 600 16700 15 700 16 800 16 400 18 100
для сварки под флюсом — выпрямители ВДМ-1001 и ВДМ-1601
с выбором балластных реостатов типа РБ (РБ-201, РБ-301, РБ-501)
или ВДУ-1201 с тиристорным управлением, а также преобразовате-
ли ПСО-500 (два преобразователя ПСО-500 включаются парал-
лельно);
для ручной дуговой сварки первого слоя шва и для подварки
дефектов корня шва — выпрямитель ВД-301 или преобразователь
ПС-300.
Для удобства потребителя трубосварочные базы комплектуют
блоками питания, в состав которых входят все необходимые источ-
ники питания для сварки.
Электропитание при ручной дуговой сварке электродами осуще-
ствляется от передвижных и самоходных сварочных агрегатов, как
общего назначения АСБ-300, АСПД-500Г, АДД-502, так и специа-
лизированных (табл. XXI. 13).
Глава XXII. СВАРКА АРМАТУРЫ
ЖЕЛЕЗОБЕТОНА
XXII.1. ОБЩИЕ СВЕДЕНИЯ
Сварку (табл. XXII. 1) применяют при изготовлении сварных
арматурных и закладных изделий, при монтаже арматурных изделий,
а также при монтаже сборных железобетонных конструкций. Сва-
рочные работы осуществляют в соответствии с действующими нор-
мативными документами по сварке соединении арматуры и заклад-
ных изделии железобетонных конструкций.
При изготовлении арматурных и закладных изделий в завод-
ских условиях, кроме основных материалов, перечисленных в табл.
XXI 1.2, применяют следующие вспомогательные материалы для из-
готовления электродов сварочных машин: специальные медные спла-
вы марок ЭВ, БрНБТ, Брх-0,5, МЦ-2 — МЦ-4.
При монтаже арматурных изделий и сборных железобетонных
конструкций сварке подвергают стали, указанные в табл. XXI 1.2.
Материалом для изготовления инвентарных форм при ванной сварке
служит .медь .марок Al l—М-3. Вместо медных можно применять
графитовые и керамические формы.
В качестве сварочных материалов при дуговой сварке исполь-
зуют стандартные электроды (табл. XXI 1.3) и сварочные проволоки
(табл. XXI 1.4). Кроме того, при механической ванной сварке поль-
зуются флюсами марок АН-348А, АН-8, АН-14, АН-22 и ФН-7. Флюс
112
XXII.1. Рекомендуемые способы сварки и области их применения
8-252
113
Продолжение табл. XXI 1.1
№ п- п. Способ сварки и его характеристика Назначение Положение арма- турных стержней при сварке Вид нагрузки Место выполнения
11 12 13 14 Дуговая и ванная Под флюсом без присадочного металла: механизированная под углом к плоскости пластины то же, под углом к торцу пла- стины ручная (тавровые соединения) механизированная (тавровые Изготовление заклад- ных изделий: соединение одиночных стержней с плоскими элементами в тавр и внахлестку Вертикальное Статическая, динамическая Арматурные цехи заводов стройин- дустрии
15 16 17 18 19 20 соединения) механизированная по элементу жесткости (тавровые соедине- ния) С присадочным металлом (тав- ровые соединения): механизированная в СО2 в вы- штампованное отверстие то же, в цилиндрическое от- верстие то же, в цикованное отверстие ручная в выштампованное от- верстие то же, в раззенкованное отвер- стие Статическая, динамическая и многократно
В инвентарных формах: повторяющая- ся
21
22
25
24
25
26
27
28
29
30
31
механизированная ванная под флюсом то же, порошковой проволокой ручная ванная одноэлектрод- чая На стальной скобе-накладке: механизированная порошковой проволокой то же. открытой дугой голой легированной проволокой (СОДГП) ручная ванно-шовная то же. многослойными швами Без формующих элементов: ручная многослойными швами то же, протяженными швами с накладками то же, протяженными швами без дополнительных технологи- ческих элементов то же, прихватками Соединение выпусков одиночных и спарен- ных стержней арма- туры в местах сопря- жения арматурных изделий и железобе- тонных конструкций Горизонталь- ное и верти- кальное
Соединение выпусков одиночных стержней арматуры в местах сопряжения арматур- ных изделий и сбор- ных железобетонных конструкций
Горизонталь- ное
Вертикальное
Горизонталь- ное и верти- кальное
Изготовление арма- турных изделий: плос- ких и пространствен- ных Статическая, динамическая
Строительно-мон-
тажные площадки
Примечания: 1. Ванную одноэлектродную сварку (поз. 23) применяют также при изготовлении закладных
•— изделий для соединения одиночных горизонтальных стержней с плоскими элементами. 2. Соединения спаренных
сл стержней арматуры, а также арматурных стержней с плоскими элементами способом сварки, указаным в поз. 2/,
могут быть использованы только при статической и динамической нагрузках.
XXII.2. Основные виды сварных арматурных и закладных изделий
и стали, применяемые для их изготовления
Наименование изделий Характеристика изделий Арматура Стал», углеродистая общего назначения
Класс Марка стали Диаметр стержней, мм Вид проката Марка по ГОСТ 380-88. ГОСТ 6718—86 и ГОСТ НГ281 —73*
Сетки по ГОСТ 8478—81 Плоские и ру- лонные Вр-1 А-Ш Определяется заво- дом-изготовителем стали по ГОСТ 380— 71* 35ГС, 25Г2С, 32Г2Рпс 3—5 3—5 6-8 Не применяется
Сетки по ГОСТ 2^279—85 Тяжелые, плос- кие с рабочей арматурой; в продольном направлении А-Ш Ат-ШС 35ГС, 25Г2С 12—40 6—16 Не применяется
32Г2Рпс 12—22 6—16
БСт5пс, БСт5сп 12-28 Ю—16
в обоих на-
правлениях
в попереч-
ном направ-
лении
А-Ш
Ат-ШС
А-Ш
Ат-ШС
А-11
Ac-II
А-1
1 12—25 ।
35ГС, 25Г2С 6—16
32Г2Рпс 12—22 6—16
БСт5пс, БСт5сп 12—25 10—16
35ГС, 25Г2С 12—25
32Г2Рпс 12—22
БСтбпс, БСтосп 12—25
ВСт5сп2, ВСт5пс2 10ГТ 10—16
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСгЗсп2, ВСтЗпс2, ВСтЗкп2, ВСтЗГпс2 6—16
00
Продолжение табл.. XXII.2
Наименование изделий Характериетика изделий Арматура Сталь углеродистая общего назначения
Класс Марка стали Диаметр стержней, мм Вид проката Марка по ГОСТ 380—88. ГОСТ G718—86 и ГОСТ 19281—73»
Сетки по ГОСТ 23279—85 Легкие. плос- кие и рулон- ные Вр-1, В-1 А-Ш A-I Определяется заво- дом-изготовителем по ГОСТ 380—88 3—5 3-5 Не применяется
35ГС, 25Г2С, 32Г2Рпс 6—10 6—10
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2, ВСтЗГпс2 6—10
Каркасы Плоские и про- странственные Вр-1, В-1 А-Ш Определяется заво- дом-изготовителем стали по ГОСТ 380— 88 3—5 Не применяется
35ГС, 25Г2С, 32Г2Рпс 6—40 6—22
1 J
Ат-ШС БСтбпс, БСт5сп 10—28
A-II БСт5сп2, ВСт5пс2 10—40
18ГС2 40
Ас-П 10ГТ 10—32
А-1 . СтЗспЗ. СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2 6—40
ВСтЗГпс2 6—18
A-IVC 25Г2С, 28С 10—28
At-IVK 10ГС2, 08Г2С 10—18
At-V 20ГС, 20ГС2. 10ГС2, 08Г2С 10—28
Отдельные стержни со сварными сты- ковыми соедине- ниями по длине Прямолиней- ные заданной длины, гнутые А-Ill 35ГС, 25Г2С 10-40 Не применяется
32Г2Рпс 10—22
Ат-ШС БСтбпс, БСт5сп 10—28
А-П ВСт5сп2, ВСт5пс2 10—40
Продолжение табл.. XX11.2
Наименование изделий Характеристика изделий Арматура Сталь углеродистая общего назначения
Класс Марка стали Диаметр стержней, .мм Вид проката Марка по ГОСТ 380—88. ГОСТ 6718—86 и ГОСТ 19281—73*
Отдельные стержни со сварными сты- ковыми соедине- ниями по длине Прямолиней- ные заданной длины, гнутые А-П 18Г2С 40
Ас-П 10ГТ 10—32
A-I СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2 10—40
ВСтЗГпс2 10—18
At-IVC 25Г2С, 28С 10—28
At-1VK 20ХГС2, 10ГС2 10-18
А-IV 20ХГ2Ц 10—22 Не применяется
Лт-V 20ГС, 20ГС2, 10ГС2, 08Г2С 10-28
A-V 23Х2Г2Т 10—32
Ат VCK 20ХГС2 10-28
A-VI 20X2 Г2СР. 22Х2Г2ГАЮ, 22Х2Г2Р 10-22
Закладные изделия Тавровые сое- А-Ш 35ГС, 25Г2С 6—40 Лист- полоса. ВСтЗкп2, ВСтЗпс2, ВСтЗГ пс5
дииения арма- турных стерж- ней 32Г2Рпс 6—22 уголок швеллер ВСгЗсп5. 09Г2. О9Г2С. 10ХСМД. 14Г2. 10Г2СП
Ат-ШС БСтбпс. БСтбсп 10—22
А-П ВСт5сп2, ВСт5пс2 10—40
18Г2С 40
A-I СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2 6—40
ВСтЗГпс2 6—18
Продолжение табл. XXII..2
Наименование изделий Характеристика изделий Арматура Сталь углеродистая общего назначения
Класс Марка стали Диаметр стержней, мм Вид проката Марка по ГОСТ 380—88. ГОСТ 6718-86 и ГОСТ 19281—73*
Закладные изделия Нахлесточные соединения ар- А-Ш 35ГС, 25Г2С 10—40 Лист, полоса. ВСтЗкп, ВСтЗпсб
матурных стер- жней, выпол- ненные дуговой шовной сваркой 32Г2Рпс 10-22 уголок, швеллер
Ат-ШС БСтбпс, БСтбсп 10—18
А-П ВСт5сп2, ВСт5пс2 10—40
18Г2С 40
А-1 СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2 10—40
ВСтЗГпс2 10—18
A-IV 20ХГ2Ц 10—22
At-IVC At-IVK Ат-V Ат-VCK 25Г2С, 28С 20ХГС2 20ГС 20ХГС2 . 10—28
Ат-VI 20Х2Г2СР. 22Х2Г2ТАЮ, 22X2 Г2Р 10—22
Примечания: 1. Арматура классов В-I и Вр-I (ГОСТ 6727—80*)—проволока низкоуглеродистая, соответ-
ственно гладкая и периодического профиля. 2. Арматура класса А-1— горячекатаная гладкая, классов А П. А-П1,
A-IV и A-VI — горячекатаная периодического профиля (ГОСТ 5781—82*). 3. Арматура классов Ат-ШС, At-IVC,
Ai-IVK, Ат-V, Ат-VCK — термомеханически или термически упрочненная периодического профиля (ГОСТ 10884—
81). В обозначении классов арматуры с повышенной стойкостью к коррозионному растрескиванию под напряжением
добавлен индекс «К»; свариваемой — индекс «С», свариваемой и коррозионно-стойкой — индекс «СК». 4. Арматуру
из стали всех перечисленных марок используют в сварных изделиях при расчетной температуре до минус 30 °C
включительно. При минус 30°С</^40°С не допускается применять кипящие стали и сталь марки ВСт5пс2 диа-
метром 18—40 мм. При 40 °C<fС55°C, кроме того, не допускается использовать сталь марок СтЗпсЗ, ВСтЗпс2,
ВСт5сп2, ВСт5пс2, 35ГС, 32Г2Рпс, БСт5пс, 20ХГ2Ц, 25Г2С, а также арматуру классов A-VCK, A-VI и Ат-VI мар-
ки 20ГС. При 55 °C<7^70 °C можно применять арматурную сталь только марок ВСтЗсп2 и 10 ГТ. 5. Листовой,
полосовой и фасонный прокат по ГОСТ 380—88, ГОСТ 6713—75*. ГОСТ 19281—73* идет на изготовление заклад-
ных изделий, работающих в условиях низких температур (до минус 40 °C включительно), за исключением стали
марки ВСтЗкп2, изделия из которой эксплуатируют только при fs$30 °C и только при статической нагрузке. 6. Не-
зависимо от температурных условий плоские элементы закладных изделий, работающих на динамические и много-
кратно повторяющиеся нагрузки, должны изготовляться, соответственно из стали марки ВСтЗпсб и стали марок
ВСтЗГпс5, ВСтЗсп5 (ГОСТ 380—88). 7. В числителе указаны диаметры продольных, в знаменателе — поперечных
— стержней. 8. При изготовлении закладных изделий с нахлесточными соединениями, выполняемыми контактной свар-
кой по рельефам, применимы арматурные стали только классов А-1—А-Ш и Ат-ШС.
XXI 1.3. Рекомендуемые типы электродов для дуговой сварки арматуры
го Класс арматурной стали Способы сварки
ваннам н многослойными швами протяженными швами швамн в раззенкованное и штампованное отверстия прихватками
Типы соединений по табл. XXII.5
7. 8, 9, 10. 11, 12, 29 13, 14, 15 | 23. а; 3
А-1 Э42, Э46. Э42А. Э46А
А-П Э50А. Э55 Э42А, Э46. Э50А Э50А. Э55
А-Ш, А-ШС Э55, Э60
A-1V. A-V. A-V1 — Э50А, Э55, Э60 —
Ат- IVC. Ar-IVK — Э50А, Э55, Э60
At-V —
At-VCK — —
XXI 1.4. Рекомендуемые и допускаемые марки сварочной проволоки
для механизированной дуговой сварки арматуры
Спосо'1 сварки № соеди- нения по табл. XXI1-5 Характеристика сварочной проволоки Марки сварочной проволоки Классы арматурной стали
А-1 А-П А-Ш Ат-ШС At-IVC
Ванная под флю- сом в инвентарных формах 7, 8, 9 Сплошного сече- ния для сварки пол слоем флюса и в углекислом газе СВ-08А, СВ08-АА Рекомен- дуется Допус- кается Не допускается
СВ-08ГА Рекомендуется Допус- кается Не допускается
С В-08 ГС, СВ-08Г2С Допускается
СВ-10ГА, СВ-10Г2 Допус- кается Рекомендуется
В углекислом газе 23, 24, 25 СВ-08ГС, СВ-08Г2С Рекомендуется Не допус- кается
Продолжение табл. XXII.4 Классы арматурной стали A-III Ат-ШС At-IVC 1 Допускается Не допускается Допускается
A-I А-Н Рекомендуется То же
Марки сварочной проволоки СВ-20ГСТЮА, СВ-15ГСТЮЦА ПП-АНЗ, ПП-АНЗС ПП-ЛНН, СП-3, ПП-2ДСК, ПП-АН7
Характеристика сварочной проволоки Сплошного сече- ния без дополни- тельной зашиты Порошковая са- мозашитная про- волока
В соеди- нениях по табл. XXI15 10, 11 СП <50 10, 11
J V £ □. SJ D э 3 э - Многослойными швами на стальных скобах-накладках В инвентарных фор- мах На стальных ско- бах-накладках
Примечание. При ванной сварке под флюсом стали классов A-I и А-П марки 10ГТ при температуре ниже
минус 40 °C предпочтительно применять проволоку СВ-08А, СВ-08АА или СВ-08ГА.
126
марки АН-348А применяют и при сварке без присадочного металла
элементов закладных изделий.
Основные типы и конструктивные элементы сварных соединений
арматуры приведены в табл. XXII.5.
Последующую или предварительную механическую обработку
стержней вблизи сварных стыковых соединений № 5 и 6 (см. табл.
XX 11.5) производят с целью повышения выносливости соединений при
воздействии на них многократно повторяющихся нагрузок.
Размеры стальных скоб-накладок, используемых как дополни-
тельные несущие элементы и для ограничения плавильного простран-
ства при сварке соединений № 10 и II (табл. XXII.5), указаны
в табл. XXI 1.6.
Смещение круглых накладок в стыковых соединениях (№ 13
в табл. XXII 5) обеспечивает более высокую стойкость соединения
против хрупких разрушений.
Для круглых накладок используют арматурную сталь, одинако-
вую по классу и диаметру с арматурной сталью свариваемых
стержней.
XX1I.2. СВАРОЧНОЕ ОБОРУДОВАНИЕ
И ПРИСПОСОБЛЕНИЯ
Контактную стыковую сварку стержней арматуры выполняют
на сварочных машинах, технические характеристики которых приве-
дены в гл. VII.
Наиболее рациональна безотходная контактная стыковая сварка
арматуры. В этом случае сварочная машина входит в состав специа-
лизированной линии, укомплектованной станком для резки армату-
ры, а также подающим, отмеривающим и приемным устройствами.
На линии вся стержневая арматура проходит стыковую сварку
(табл. XXI 1.7) в непрерывную плеть, которая тут же разрезается
без остатков на стержни требуемой длины.
XXII.5. Основные типы и конструктивные элементы сварных
| № соединения № способа сварки по табл. XXII.1 (тип сое- динения) Форма элементов соединения Обозначе- ния, ука- занные на эскизе
до сварки после сварки
1 2 1,2 (кресто- образ- ное) Г1 < du ММ ъ* Л(/Л d|l( мм */<£ (1 при Jo,5 d'/ Р.33 н 0,25 dH= h/dH при монтаж- ной проч- ности а ftp мм
3 31 (кресто- образ- ное) О— S -с «] tt л Гл ТЭТ* du, dH, мм 1, мм ft, мм
4 о 3-5 (стыко- ное) Safe Е&Ёз ьХ g L я 3 <(н D и L а
128
соединений арматуры по ГОСТ 14098—85
А-1 А-П А-Ш Ат-ШС At-IVC
6-40 10-40 6-40 10-28 10-28
0,25-0,50 0,21—0,45 0,18-0,40 0,16-0,35 0,33—0,60 0,28—0,52 0,24—0,46 0,22-0,42 0,40—0,80 0,35-0,70 0,30-0,62 0,28-0,55 0,40-0,60 0,35-0,46 0,30—0,46 0,28—0,42
0,12 0,17 0,2
30—90°
Л/2
10-40 10—32 10-28
0,5 dH, но не менее 8
0,3 du, но не менее 6
10—40 10—28 10-28
— >1,2 <
— ^н—0,2
— (1-1,5) dH
— (1,8-2,2) dH
(90±10f (90±3)°
9-252
129
Продолжение табл. XXII.5
| № соединения 1 № способа сварив по табл. XXII 1 (тип сое- динения) Форма элементов соединения Обозначе- ния, ука- занные на эскизе
до сварки после сварки
6 < 3И
Tl
7 21—23 (стыко- вое)
</dH
.1, 1
1Л< 11
д л
т Т Г — ^2
h2
a
P
8 21—23 (стыко- вое) 4 L И А. ^>i
ad YJct L I
lx
1г
1А a
. 1 du P
Pi
P2
Л* Л
hi
S
130
A-I All А-1П At-1ПС At-JVC
0,85-1
20-40 — —
0,5—1 — —
<1,5 dH; (<1,2 d„) — —
12—20; (12—16» — —
5-12 — —
(0,1-0,15) dH; (0,05 dH) — —
<0,2 dH; (<0,05 d4) — —
80°—90’ — —
10’—15’ — —
20—40 — —
0,5—1 — —
<2 dH
5—15; (3—10)
8-20
80’—90°
10’—15’
40’—50= I ~
20 —25° — I “
<0,15 dH; (<0,5 d„) —
<25; (<I5) —
<0,15 du -
О*
131
Продолжение табл. XXI 1.5
№ соединения № способа сварки по табл. XXII.1 (тип сое- динения) Форма элементов соединения Обозначе- ния, указан- ные на эс- кизе
до сварки после сварки
9 21—23 (стыко- вое) г- Л-С. TV / 4 4
4 Л1 Л 2 «1
) II Л Ц.. gZ
J 4
L
10 24—26 (стыко- вое) 4в II 1, Ь, б
h
24, 25, 27 (стыко- вое) <4r
S д ЙгО 4
11 *! и ^/2 f zfa 1 Vtt а Р S ь, б f, '1 Л
A-I A-l! А-Hl Ат-1IIC At-IVC
— — 32—40 — —
— — 1.3 dH — —
— — 12—18 — —
— — 12—16 — —
— — 1 ° d 1 “и — —
— (0,1-0,15) d„ — —
— — <0.2 dH — —
— — 80 —90* — —
— — >200 — —
20 -40 20 -28
0,5—1 0,8—1
8—12; 12—15; 10—20
См. табл XXI 1.6
(0,35—0,40) d„
0,05 dH
20-40 20-28
0,5—1 0,8—1
6-8
80°—90°
30°—40е
0,15 4Н
См табл. XXII. 6
(0,35—0,40) dH
0,05 du
132
133
Продолжение табл. ХХП.5
№ соедински я 1 № способа сварки по табл. XXII.1 (тип сое- динения) Форма элементов соединения Обозначе- ния, ука- занные на эскизе
до сварки после сварки
12 28 (стыко- вое) № dH/dK
'1
а 0
01 Y *1
Л3
L «у Sir 4 । 1 г1 L
А-1 A-Il A-IIl Ат-ШС At-IVC
20-40 — —
0,5-1 — —
3-4 — —
53°—5Г — —
1083—112э — —
138°—142° — —
233—27 — —
(0,05—0,1) dK — —
<0,05 dn — —
10-40 10-28
6d„ Sda 10 dtl
0,5 dH, но >10
0,5 dH, но >8
0,25 dH, но >4
10—40 10-25 10-18 10-20
6 d„ 8 dH 10
0,5 dH, но >8
0,25 dH, но >4
134
135
Продолжение табл. XXII.5
№ соединения
15
№ способа,
сварки
по табл.
XXI11
(тип сое-
динения)
30
(нахлес-
точное)
Форма элементов соединения Обозначе- ния, указан- ные на эскизе
до сварки после сварки
, Л /-
6
л»' Г ' —л |.< L
b
h
du
R
16
8
(нахлес-
точное)
1/2
h
I
Ь
S
а
9
(нахлес-
точное)
А-1 А-П A-IH Ат-ШС Ат-1 VC
10—40 10—28
0,3 dtl, но >4 0.4dt. но 5
3d,, 4 d„ 5 du
0,5 dn, но >8
0,25 dH, но >4
6-16 10—16 6-16 — —
1,4 dn 1.6 dH — —
0.4 d„ — —
1.8 d„ 2 d„ — —
/4-10 — —
(0,1-0,15) d„ — —
>4 — —
75е—90° — —
12—16 —
1.4 d„ 1.6 dlt —
0.4 d„ —
1.8 du 2 dn —
/4-10 —
(0,1—0,15) dH —
>4 —
87°—93° —
137
136
Продолжение табл. XXI 1.5
| минанюто; № способа сварки по табл. XXII.1 (тип сое* Форма элементов соединения Обозначе- ния, указан- ные на эскизе
до сварки после сварки
2 динення)
А-1 A-1I А-Ш At-IIIC At-IVC
8—16 10—16 8—16 — —
14 dn 16 d„ — —
0,35 dH 0,4 dH — —
1,7 dH 1,8 dH — —
1,8 dH 1,9 d„ — —
(0,1—0,15) dn
4—6
87°—93°
8-16 18-25 10-16 18-25 8-16 18-25 — —
25°—85° 60э—85° — —
85е-90е — —
15° —
U.5-2) d„ -
3-6 -
>4 >6 — —
8—16 10-16 8-16 — —
5°—25° -
85°—90° -
<15° | -
(1.5-2) d„ | -
3—5 “ 1 —
>4 >6 - 1 —
>0,5 >0,55 >0,65
138
139
Л?соединения
№ способа сварки no табл ХХЦ.1 (тип сое- динения) Форма элементов соединения Обозначе- ния, указан- ные на эскизе
до сварки после сварки
21 13, 14 (тавро- вое) й ^4 du L-4-i S/dB S D g P a
5/dH
S
R
К
P
a
140
Продолжение табл. XXfl.5
А-1 A-II Alli Ат-1ПС At-IVC
8—40 10-25, 28—40 8-25, 28-40 10-18 l№ 14 табл. ХХП. 1) —
0,5 0,55, 0,7 0.65, 0,75 0,65 —
>4 >6 —
(1,5—2) dH —
3—10 —
<15° —
85°—90' —
8—25 10-25 8-25 10-18 -
0,4 0,5 —
>4 i>6 —
|l,5-2)du —
(2—2,5W„ -
5-15 —
(2-2,5) d„ —
0,4 d„ —
<20° —
85’—J0Q | —
141
142
Продолжение табл. XXI 1.5
А-1 A-II А-Ш Ат-1IIC At-IVC
10-36 10-22 —
2 —
—
0,3 —
0,5 dn 0,6 d„ 0,7 d„ 0,7 d„ —
>4 —
0.5dH+0.8 S 0,6d„+0,8 S 0,7 dH-|-0,8 S —
12 14 16 18 20 22 25 12 14 16 18 —
8 8 8 10 10 12 12 8 8 8 10 —
1 1 1 2 2 2 2 1 1 1 2 —
4-5 4-5 4—5 5-6 5-6 5-6 5—6 4- 5 4— 5 4— 5 4—5 —
22- 26 26— 30 28— 2 30- 35 35- 42 38— 44 46— 48 24- 26 26- 30 28- 32 30— 35 —
d„4-2 —
Dj+10 --
>0,5 I
143
144
Продолжение табл. XXII5
Л-1 А-11 А-Ш Ат-ШС Ат-IVC
8-40 19—40 8—40 10—18 —
>6 >8 >6 >8 —
<M+2S —
^„4-1 —
45°—55° —
0,5 0,65 0,75 —
>2S —
1—3 —
<2 —
4±1 —
10—20 10-20 22-40 10—22 —
>4 >6 для Ac-Ih >12 >6 —
>1.2 е/н >1,3 dH —
>0,4 >0,5 —
<15° —
85 —90’ —
10—252
145
I № соединения 1 № способа сварки по табл. XXII.I (тип сое- динения) <Горма элементов соединения Обозначе- ния, указан- ные на эскизе
до сварки после сварки
28 7 (тавро- ^п
S
ft du L л D
Т
1 u -П п
Примечания: 1. Номинальный диаметр арматуры лериоднче-
классов A-IV и A-VI для соединений № 4—6, 13 и 15 равен 10-
остальные данные совпадают с данными, приведенными для армату-
и Ат-IVK для соединений № 1—3, а также арматуры класса At-VCK
совпадают с данными, указанными для арматуры класса At-IVC.
говой сварке прихватками (соединение № 3) допускается применять
дуговой сварке прихватками (соединение № 3) можно использовать
10ГТ; А-Ш— 25Г2С; Ат-У-20ГС. 5. При контактной стыковой свар-
на быть только марки 20ХГС2, а арматуру класса At-V можно сва-
6. Для соединений № 7 и 8 вторые значения, указанные в скобках,
146
Продолжение табл. XXI 1.5
А-1 A-II A-IIl At-1HC At-IVC
6-20 10—20 6—20 — —
>4 >4 >6 — —
1.4 dH 1,5 dH 1.6 — —
2,0 2,2 dH — —
2,0 d„ 2.2 dH — —
0,4 da 0,5 dM — —
0,2 dH — —
0,5 d„ 0,6 0,7 dH — —
16; 18; 20; 22; 25; 28; 32; 36; 40 — —
<0,8 d„ <0,5 dji — —
10-16 — —
30; 32; 34; 41; 44; 52; 57; 61 — —
24; 27; 29; 31; 33; 38; 44; 47; 52 — —
2-3 — —
15°—20 — —
>0,5 - -
ского профиля обозначен dH. 2. Номинальный диаметр арматуры
22 мм, а арматуры класса A-V для этих же соединений — 10—32 мм;
ры класса At-IVC. 3. Номинальный диаметр арматуры классов At-V
для соединений № 4—6, 13 и 15 равен 10—28 мм; остальные данные
4. При контактной точечной сварке (соединения № 1 и 2) и при ду-
арматуру класса Ат-IVK марок 08Г2С и 10ГС2 Кроме того, при
арматуру следующих марок по классам: А-Н — Ст5пс2, Ст5сп2,
ке (соединения № 4—6) арматура классов Ат-IVK и At-VCK долж-
ривать только с применением локальной термической обработки,
относятся к ручной одноэлектродной сварке, а для соединения
10*
147
П родолжение табл. XX 11.5
№9 — к случаю, когда сварной шов заполняет полностью сечение
двухрядной арматуры. 7. При сварке ручной одноэлектродной и мс
ханизированной порошковой проволокой разделку нижних стержней
со скосом (соединение № 8) производить не следует. Кроме того,
разделку с обратным скосом нижнего стержня (соединение № 8)
применяют при сварке стержней диаметром 32 мм и более. 8. Соеди-
нения № 13 арматуры классов A-IV—A-VI, Ат IVK, Лт-VCK и At-V
должны выполняться со смещенными накладками. Двусторонние
швы длиной 4rfH допускаются только для арматуры классов А-1 —
А-III. 9. В соединениях № 13 и 15 допускается арматура класса
Лт-IVK только из стали класса 20ХГС2, а арматура класса At-V —
только из стали 20ГС. 10. В соединении № 14 допускаются двусто-
ронние швы длиной 4d„ для арматуры класса А-1 и класса А-II из
стали марки 10ГТ. II. Для крестообразных соединений № 1 и 2 ар-
матуры классов В-I и Вр-I необходимы следующие данные: d»^3—
5 мм; Л/4Н=0.35—0,5 при dM/dH=l; A/dH =0,28—0,45 при dK/d»^=
=0,5; h/dn = 0,24—0,4 при </H/d„ = 0,33 и h/dn — 0,22—0,35 при dj
/</„=0,25; а = 30°— 90°.
XXII.6. Размеры стальных скоб-накладок для дуговой сварки
стыковых соединений, мм
Номинальный диаметр свариваемых стержней Тол ш ин а заготов- ки 6 Ширина заготовки b Длина заготовки для стержней / Внутренний диаметр накладки (стержни периодичес- кого профиля)
гладких периодичес- кого профиля
20 50 60 65 23,5
22 6 50 60 65 23,5
25 60 75 80 28,5
28 65 80 90 32,5
32 75 100 ПО .36,5
36 8 80 105 115 41,5
40 90 115 125 45,5
Примечания: 1. В таблице приведены данные для соединений
№ 10 и 11 из табл. XX1I.5, выполняемых порошковой проволокой,
ванно-шовной сваркой и сваркой многослойными швами. 2. При свар-
ке ОДГП ширину заготовки следует увеличить на величину dH, а при
сварке арматуры классов Ат-ШС и At-IVC—на величину 2d».
3. Указанная в таблице ширина заготовок соответствует минималь-
ным зазорам между торцами стержней, приведенными в табл. XXII.
4. Для сварки с большими зазорами ширину заготовок соответствен-
но увеличивают. 5. Внутренний диаметр накладок для гладких стерж-
ней равен с/н + 2. 6. Ширина и длина заготовок округлена до значе-
ний, кратных 5 мм. 7. Стальные скобы-накладки для сварки стыко-
вых соединений вертикальных стержней выполняют с одной скошен-
ной стороной (рис. XXI 1.1),
148
XXI 1.1 Конструкция стальных скаб-
подк.нгд ж для сварки порошковой
проволокой стыковых соединений
вертикальных стерткней
При d„-20-25 мм 6-5. К-25. Н-
-45. О — d)(4-3.5; при <*н —28—32 мм
6-6. А'-28. //-52. D—Д(|+4,5; при
</„-36—40 мм 6-6. К-33. //-60.
£•-</„ 4 5.5
XXI 1.7. Зависимость между мощностью контактных стыковых машин,
классом и диаметром свариваемой арматуры
Номинальная мощност Ь машины. кВ-А Максимальный диаметр, мм, стыкуемых стержней арматуры классов
А-П 1II-V Ат-ШС А-IV At-IVC Ат-IVK > At-V Ат-VCK
75 100 150 25 32 40 22 28 40 22 28 40 20 25 28 20 22 20 28 20 28 20 32 28 16 28 16 22
При выборе оборудования для контактной точечной сварки ар-
матурных сеток и каркасов необходимо учитывать объемы свароч-
ных работ, номенклатуру арматурных изделий и технические воз-
можности сварочных машин.
При больших объемах работ широкие плоские и рулонные сет-
ки, а также плоские каркасы наиболее целесообразно сваривать на
специализированных многоточечных машинах (табл. XXI 1.8) автома-
тического действия, входящих в поточные линии (табл XXI 1.9). При
сравнительно небольших объемах работ и незначительной ширине
арматурных изделий разнообразной номенклатуры, как правило, ис-
пользуют одноточечные сварочные машины (табл. XXII.10) общего
назначения. Эти машины применяют и для контактной рельефной
сварки элементов закладных изделий.
Контактную точечную сварку пространственных каркасов осу-
ществляют на серийных подвесных сварочных машинах (табл.
XXII.11) в комплекте с механическими устройствами, обеспечиваю-
щими перемещение изделий в вертикальной или горизонтальной пло-
скости, а также поворот изделий вокруг продольной осн.
В состав оборудования и приспособлений, необходимых для ду-
говой сварки, входят источники питания дуги (табл. XXII.12), спе-
циальные установки, серийные полуавтоматы и формующие элемен-
ты (накладки — табл. XXII.6. рис. XXII.I; инвентарные формы —
табл XXII.13, рис. XXII.2). Специальной установкой при дуговой
149
СП
о
XXI 1.8. Тип и технические возможности серийных специализированных многоточечных машин
для контактной точечной сварки плоских сеток и каркасов
Конструктивные пара- метры арматурных изделий Машины для сварки сеток Машины для сварки каркасов
МТМ-160 МТМС-10Х35 МТМ-166 МТМ-32 мтмк-зх Х100 МТМ-207 МТМ-35
Максимальная шири- на, мм 3800 2000 2650 3050 775 800 1450
Максимальная длина, мм 12 000 7200 7200 — — — —
Число продольных стержней До 36 До 20 До 30 До 16 До 6 До 8 До 8
Шаг стержней: продольных поперечных 100—300 100—250 100—250 100—250 100 (кратно 50) 100—400 50—300 200 100, 200, 300, 600 75—725 100—400 100—750 50—400 100—1100 100—600
Число переменных шагов между попереч- ными стержнями — — 3 — 2 3 —
Класс свариваемой арматуры В-1, Вр-1 А-1. А-Ш В-I. Вр-1, А-1 В-I, Вр-1, А-1 А-1 А-П, А-Ш В-I, Вр-1, А-1, А-П, А-Ш В-I, Вр-1, А-1. А-П, А-Ш А-1, А-П, А-Ш
Диаметр стержней, мм: продольных, d поперечных, rfi 3—12 3—10 3—8 3-6 3—8 3—6 12—32 8—14 5—25 4—12 5-25 4—12 12—40 6—14
Длина свободных концов продольных стержней 30—150 50—175 >25 (di/2) -4- 20 >25 (dv/2) + + d>20
Примечания: 1. Длина свободных концов поперечных стержней при сварке на всех указанных в таблице
машинах составляет (d/2) +di>20. 2. Машину МТМ-160 выпускают^ вместо машин типа АГМС-14Х75; машины
__ МТМ-166 и МТМ-207 заменяют соответственно машины МТМС-10Х35 и МТМК-ЗХ100. 3. Машина МТМ-160 поз-
воляет изготовлять сетки с укороченными поперечными стержнями.
5; XXI 1.9. Состав и принцип выполнения технологических операций при сварке плоских сеток
143 и каркасов на специализированных поточных линиях
Наименование техноло- гических операций Тип сварочной Мишины, входящей в линию
МТМ-160 МТМС-ЮХ Х35 МТМ-166 МТМ-32 МТМК-ЗХ Х100 МТМ-207 МТМ-35
Правка стержней: продольных поперечных А — А — — А — из бухт —
А — А — — — —
Подача стержней: продольных поперечных А — из бухт Р-стержней мерной длины Р-стержней мерной длины А — из бухт Р-стержней мерной длины Р-стсржней мерной длины А — из бухт Р-стержней мерной длины А — из бухт Р-стержней мерной длины
А — из бухт А — из бун- кера А— из бухт А — из бункера
Поперечный рез изде- лий А — А — А А —
Пакетирование изде- лий А Р А Р А А А
Примечания: 1. В таблице приняты следующие условные обозначения: А — операция выполняется автомати-
чески; Р — то же, вручную. 2. Сварка и перемещение изделий в процессе сварки во всех случаях осуществляются
автоматически.
ХХП.10. Диаметры, мм, арматурных стержней при сварке плоских сеток, каркасов и закладных изделий
одноточечными машинами типа МТ
Класс стали арматурных стержней МТ-2023. МТ-1222 МТ-1818, МТ-1927 МТ-2102 МТ-2827 МТ-4218
В сетках и каркасах: поперечных, de. В-1 А-1 5 6—28. 6—18, 6—10 5 6—28, 6—22, 5 6—32, 6—25 8—40 12—40
продольных, d2: А-1, А-П, А-Ш, At-IVc Ат-Шс, 6—22, 6—36. 6—40 6—28, 6—40 6—32, 6—40 8—40 12—40
поперечных, dt: Вр-1 А-П, А-Ш, Ат-ШС 5 6—14. 6—10. 6—8 5 6—18. 6—14, 6—10 5 6—20, 6—16, 6—10 6—25, 6—20 10—43
продольных, d2: Вр-1 А-П, А-Ш, At-IVC Ат-ШС, 5 6—14, 6—20. 6—28 5 6—18, 6—28. 6—40 5 6—20, 6—28, 6—40 6-25, 6—40 10—40
В закладных изделиях: А-1 А-П, А-Ш, Ат-ШС 6—14 6—10 6—16 6—14 — 8—16 6—16 12—16 10—16
Примечания: 1. Отношение диаметров во всех случаях должно быть не менее 0,25. 2. Ширина (габа-
ритная) изготовляемых изделий на машине МТ-2102 не более 1200 мм, а на остальных машинах 500 мм. 3 При
сварке арматурных изделий с поворотом на 180° их ширина может быть увеличена в 2 раза. 4. Длина арматурных
изделий, число в них продольных и поперечных стержней, а также число анкерных стержней в закладных изделиях
. не зависят от типа сварочной машины. 5 Все машины, кроме МТ-1222, изготовляет ленинградский завод <Элект-
сЗ рик» им. Н. М. Шверника, машину МТ-1222—Каховский завод ЭСО.
XXII.11. Диаметры, мм, стержней при сварке сеток или каркасов подвесными машинами типа МТП Максимальный диаметр тонкого стержня 1 в соединениях при d.ld. Максимальный размер -• ячейки, мм, при пользова- 1 | 0,5 | 0,33 | 0.25 ими клещами типа 16 10 6 5 КТП-8-1, 150x200 1 МТП- КТП-8-2, 60X100 J НЮ 8 8 5 4 КТГ-8-1, 150X200 . КТГ-8-2, 70X120 МТП. КТГ-8-3, 60X100 } ни КТГ-8-4. 60x100) 14 | 12 | 10 | 8 КТГ 12-3-1,250x300 KU 12-3-2,12UX1OU 12 10 65 14 | 10 | 6 | 5 120X150 12 8 5 4 28 | 20 | 14 | 10 75X75 (в вертикальной ПЛОСКОСТИ) 22 18 14 10 75X120 (в горизонталь- ной плоскости) 1 изготовляет ленинградский завод «Электрик> им. Н. М. Швер 1ховский завод ЭСО.
Класс стали арматурных стержней толстого, d, А-1, В-1, Вр-1, А-П, А-Ш. Ат-ШС, Аг-lVC АТП1110, МТП-111 809 и К-243В —Кг
1 i тонкого, d, А-1, Вр-1 Вр-1, А-П, А-Ш. Ат-ШС A-I, В-1 Вр-1, А-П, А-Ш, Ат-ШС со Вр-1, А-П, А-Ш, Ат-ШС со 5 А-П, А-Ш. Ат-ПС, Вр-1, ание. Машины А ы МТП-1409, МТП
Тип машины МТП-11Ю МТП-1111 МТП-1409 МТП-809 К-243В (клещи со встроенным трансформа- тором) П р и м е ч ника, машин
XXII. 12. Данные для выбора источника питания, применяемого
при дуговой сварке соединений арматуры и элементов закладных
изделий
Способ сварки Область применения Характеристика рекомен- дуемых источников питания
Механизированная и ручная под флюсом Сварка тавровых сое- динений элементов закладных изделий в заводских условиях Выпрямители, а так- же трансформаторы с напряжением холо- стого хода >100 В, обеспечивающие но- минальное значение /св>1000 А
Механизированная в углекислом газе Выпрямители и гене- раторы универсаль- ные или с жесткой характеристикой, обеспечивающие но- минальное значение /<в>500 А
Механизированная ванная под флюсом в инвентарных формах Сварка выпусков ар- матуры или стыковых соединений отдельных стержней при монта- же арматурных изде- лий и сборных желе- зобетонных конструк- ций То же, а также транс- форматоры, обеспечи- вающие номинальное значение /сь>500 А
Механизированная порошковой проволо- кой и СОДГП То же, и сварка про- тяженными швами за- кладных и соедини- тельных изделий при монтаже железобе- тонных конструкций Выпрямители и гене- раторы универсаль- ные или с жесткой ха- рактеристикой, обес- печивающие номи- нальное значение /св>5000 А
Ручная ванная в ин- вентарных формах, ванно-шовная, много- слойными швами и другие способы при сварке одиночным электродом То же, с падающей характеристикой, а также трансформато- ры, обеспечивающие номинальное значение /св>500 А
154
155
156
XXII.13. Размеры, мм. инвентарных медных форм (см. рис. XXII.2) для механизированной и ручной сварки
____________________стыковых соединений одно- и двухрядных горизонтальны х с те рж ней
XXII 2. Констрччнч
инвентарных медных
форм
а—для .мсхани <ноо-
ванной сварки одзо-
рядных вертикаль-
ных стержней; б —
для механизирован-
ной и ручной свирки
горизонтальных
порядных
в — для
ванной
сварки
од-
стержней;
механизиро-
и ручной
двухрядных
стержней
сварке под флюсом элементов закладных изделий служат серийные
автоматы типа АДФ-2С01 или полуавтоматические устройства ку-
старного изготовления.
Механизированную сварку в инвентарных формах и с примене-
нием желобчатых накладок следует выполнять с помощью специа-
лизированного полуавтомата типа ПДФ-502. Для этих же целей
могут служить и полуавтоматы типов А-1114М, А-537 или А-765,
ПШ-54, ПДШР-500, ПШ-5, А-547У или ПДГ-302.
Наиболее приемлемыми при механизированной сварке арматуры
являются универсальные держатели или держатели типов А-792М
и А-793М, поставляемые к полуавтомату А-765.
XXII.3. ПОДГОТОВКА К СВАРКЕ
При выполнении арматурных работ подготовка к сварке вклю-
чает следующие операции:
по заготовке и предварительной обработке арматуры и плоских
элементов закладных изделий (правка, резка, очистка, выштамповка
рельефов, разделка концов стержней);
157
по сборке элементов арматуры и закладных изделий под сварку
(подача под электроды машин для точечной сварки, закрепление
в электродах сварочных машин и держателях, установка и закреп-
ление медных форм, прихватка стержней и накладок).
Правку и резку арматурной стали, поступающей в бухтах, осу-
ществляют механическим способом на правильно-отрезных автома-
тических станках или в соответствующих устройствах поточных ли-
ний. Отдельные стержни арматуры, как правило, не требуют правки.
При необходимости их выправляют с помощью станков для гнутья,
прессов и вручную в холодном состоянии или с подогревом. Стерж-
ни режут на механических станках или газовыми резаками.
Очистке от отслаивающихся окалины и ржавчины, а также от
минеральных и органических загрязнении подлежат;
торцы и боковые поверхности стержней на длине 30—100 мм от
торца перед сваркой контактной стыковой, ванной и дуговой;
участки плоских элементов проката в местах соединения с ан-
керными стержнями. Размер очищаемого участка должен быть на
10—15 мм больше размеров швов или участков сплавления;
вспомогательные элементы; накладки из стержней — по всей дли-
не, стальные скобы-накладки — по внутренней поверхности;
боковые поверхности стержней по всей длине швов перед дуго-
вой сваркой протяженными швами.
Торцы стержней при тавровых соединениях, выполняемых под
флюсом и ванным способом, должны очищаться и от окисных пле-
нок, образующихся после газовой резки.
Рельефы на плоских элементах закладных изделий выштампо-
вывают с помощью прессов, развивающих усилие не менее 500 кН,
с использованием штампов, дающих возможность получить необхо-
димые размеры рельефа (см. табл. XXI 1.5).
Концы стержней разделывают газовыми резаками. Резка элект-
рической дугой не допускается. Форма и размеры разделок должны
соответствовать указанным в табл. XXI 1.5.
При сборке элементов арматуры и закладных изделий под свар-
ку необходимо обеспечивать:
заданные проектом размеры и расположение элементов отно-
сительно друг друга;
соосность стержней в контактных губках стыкосварочных машин;
требуемые (см. табл, XXI 1.5) технологические зазоры. Если за-
зор превышает максимально допустимый, например при монтаже
арматурных изделий или сборных железобетонных конструкций,
сборку стыкуемых стержней под сварку ванную и дуговую мож-
но выполнять с применением промежуточной вставки (отрезка
арматурного стержня длиной не менее 150 мм из той же ста-
ли и того же диаметра, что и основные стержни). Вставки могут слу-
158
жить и для того, чтобы был доступ к стыкам стержней нижних
рядов. При использовании вставок необходимо учитывать возмож-
ность установки форм или накладок двух стыков;
симметричное относительно торцов стержней расположение ин-
вентарных форм и накладок (за исключением сварки со смещенными
накладкам из стержней);
доступность и удобство выполнения прихваток.
XXII.4. РЕЖИМЫ СВАРКИ
Основными параметрами режима контактной стыковой сварки
(табл. XXII.14) арматуры являются:
установочная длина /уст — размер выступающего из электрода
конца стержня;
величина оплавления /0Пл и осадки /Ос — длина участков стерж-
ня, расходуемого соответственно на оплавление (преимущественно
способом оплавления с подогревом) и на осадку;
сварочный ток /<в, соответствующий конкретной ступени тран-
сформатора и дающий возможность устойчиво вести процесс сварки;
усилие осадки РоС, обеспечивающее необходимые пластические
деформации металла в околошовных зонах.
К основным параметрам режима контактной точечной и кон-
тактной рельефной сварки арматуры относятся: сварочный ток /св
(табл. XXII.15); время выдержки под током /св; усилие сжатия
электродами стержней Р» (табл. XXI 1.16) и диаметр рабочей части
электродов Оэ:
диаметр стержня с большей пло-
та дью поперечного сечения, мм . 3—8 10—20 22—40
диаметр рабочей части электродов,
мм ........................... 25 41) 60
В случае контактной точечной сварки режим определяют для
более тонкого из свариваемых стержней при отношении его диамет-
ра к диаметру стержня с большей площадью поперечного сечения
до 1:3.
Сварочный ток, соответствующий данной ступени трансформа-
тора сварочной машины, получают опытным путем, используя вы-
ражение
!св = Л
где I, — ток в первичной цепи машины, замеренный, например, клещами типа
Ц91; V, — напряжение электросети 220 или 380 В: — вторичное напряжение,
указанное в табличке, прикрепленной к машине.
Кроме того, значение /Си может быть замерено амперметрами
(см. при меч. к табл. XX 11.14). Расчетный или замеренный ток /св
должен быть равен или несколько больше значения /«, выбранного
по табл. XXII.15.
159
о ХХП.14. Ориентировочные значения параметров режима контактной стыковой сварки арматуры
Показатель Диаметр свариваемых стержней, мм
10 12 н 1S 18 22 25 28 ii .ъ 40
Установочная длина /уСт, мм 15 18 21 24 27 30 33 37 42 48 54 60
Длина участка стержня /ОПл, расходуемого на оплавление, мм: непрерывное 7 7 7 8 8 9 9 10 10 11 12 13
с подогревом — — 5 6 6 7 8 9 10 11 12 13
Длина участка стержня 1ос, расходуемого на осадку, мм: под током 0,7 0,8 1 1.2 1,2 1 ,4 1,5 1,6 1,8 2 2,2 2,4
без тока 1 1,3 1,4 1,6 1,9 2 2,3 2,4 2,7 3 3,2 3,6
Усилие, кН, осадки Рос для стержней арматуры классов: А-1 2,4 3,4 4,6 6 7,6 9,4 11,5 14,5 18,5 24 30 38
А-П, А-Ш, Ат-ШС 3,2 4,5 6,2 8 10 12,5 15 20 24,5 32 41 50
A-IV, A-V, A-VI, At-IVC, 4,7 6,8 9 12 15 19 23 29 37 48
At-IVK, At-V, Ат-VCK Сварочный ток /св, кА 2,8 3,7 4,8 5,8 7 7,7 9 11,5 12,5 13,7 15,5 17
Примечания: 1. Сварочный ток на каждой из ступеней трансформатора машины может быть замерен им-
пульсными амперметрами сварочного тока АСТ-2 или АСУ-1. 2. Если сварочный ток на последней ступени транс-
форматора меньше значения, указанного в таблице, рекомендуется провести пробную сварку с подогревом при
увеличенной на 20—25 % осадке под током.
11-252
ХХП.15. Минимальный сварчный ток для контактной точечной и рельефной сварки арматуры. кА
Класс арматуры меньшего диа- метра Соотношение диаметров стержней Диаметр меньшего стержня
3 4 5 г. ч 10 12 14
А-1, В-1 1 0,5 0,33 0,25 1,7 2 2,9 3,7 2 2,4 3,4 4,4 2,45 3 4,25 5,4 3,1 3,7 5,3 6,8 3,8 4,8 6,5 8,4 4,9 6 8,6 11 6 7,2 10,2 6,9 8,4 11,8
А-П, А-Ш, Вр-| 1 0,5 0,33 0,25 3 3,7 4,5 5,3 3,5 4,5 5,4 6,2 4,2 5,2 6,4 7,3 5 6,3 7,6 8,8 7 8,8 10,7 12,2 8 10,2 12,4 14 9,8 12,5 15 11,5 14,3 17,2
Ат-ШС 1 0,5 0,33 0,25 1111 1111 — Illi 1111 10 10,2 12,4 14 11,8 12,5 15 14,2 14,3 17,2
Продолжение табл. XXII.15
Класс арматуры меныиего диа- метра Соотношение диаметров стержней Диаметр меньшего стержня, мм
16 18 20 22 25 28 32 36 40
1 7,7 8.9 9,8 10,9 12,3 13,8 15,8 17,8 19,7
А-1, В-1 0,5 9.2 10,7 И.8 14 16,5 19,5 22,5 — —
0,33 13,1 14,6 — — — — — ——
0,25 — — — — — — — — —
1 13,2 14,8 16,5 18 19,6 23 26 29,5 33
А-П. А-Ш, 0,5 16 18,2 20,6 22,6 25 28,5 32,5 — —
Вр-1 0,33 19,8 22,4 — — — — — — —
0,25 — — — — — — — — —
1 17,5 22 — — — — — — —
0,5 17,5 22 — — — — — — —
Ат-ШС 0,33 19,8 — — — — — — — —
0,25 — — — — — — — — —
XXIF.16. Усилия сжатия, Н, электродами двух пересекающихся стержней для контактной точечной
и рельефной сварки арматуры
Класс арма- туры мень- шего диамет- ра Соотношение диаметров стержней Диаметр меньшего стержня, мм
3 4 5 6 8 10 12 14 16 18 20 22 25 28 32 36 40
А-1, В-1, А-П, А-Ш, Вр-1, Ат-ШС 1 1 1.4 1,8 2,4 4,1 5,3 7,6 8,8 11 12,3 14 16 18 21 24 27,5 30,5
0,5—0,25 1 1 1 1,2 2 2,5 4 4,4 5,5 6 7 8 9 10,5 12 — —
Время выдержки под током /св устанавливают также опытным
путем. Оптимальным будет значение tCD, при котором обеспечивает-
ся относительная осадка стержней h/du в пределах, указанных
в табл. XXI 1.5.
Режим сварки под флюсом тавровых соединений элементов за-
кладных изделий включает следующие регулируемые параметры:
сварочный ток /св, который удобно настраивать по току корот-
кого замыкания
начальный дуговой промежуток при отрыве конца стержня от
плоского элемента Е\
продолжительность горения дуги /ев при неподвижном стержне
/i и при подаче стержня /2, /св^Л+б;
машинную осадку стержня
ос опл 1 к СК' г
где // — высота наплавки на плоский элемент, мм; h„„ — высота скоса (раз-
и п
делки) конца стержня, мм;
глубина погружения торца стержня в наплавленный металл h; продолжитель-
ность осадки стержня под током 6; время выдержки стержня в расплавлен-
ном металле /«.
Ток короткого замыкания устанавливают соответствующей на-
стройкой источника питания (табл. XXII.17), остальные параметры
режима даны в табл. XXII. 18.
В табл. XXI 1.19 приведены параметры режимов механизирован-
ной сварки тавровых соединений элементов закладных изделий
в СО2 и их рекомендуемые значения. Ориентировочные режимы
различных способов сварки арматуры приведены в табл. ХХ11.20—
XXII.25.
XXII.17. Рекомендуемые значения тока короткого замыкания/к.е, кА
Диаметр стержня </„. мм Длина расплав- ленной части стержня 'г-п.Т мм Сварка на перемен- ном токе с .макси- мальным напряже- нием холостого хода Сварка на по- стоянном токе обратной поляр- ности
8-12 20-15 1,25-1,8 0,9-1,6
14—16 20—15 1,5-2,5 1,1—1,8
18-25 25—15 2—3,2 1,1—2,1
28-32 30—20 — 1,4—2,1
36-40 26—24 — 1,9-2,1
164
XX11.18. Ориентировочные значения параметров режима дуговой
сварки под флюсом элементов закладных изделий
Продолжитесь- О
ность горения
?СВ . с тьная продол ость выдерж! в ванне ра но го металла s и я s 5 ч ь я С »
стержней о а с1 й с х © з; si Ф <м В* -ш* ГС сс • 8 g погружен в ванну j- кого метал льна я быс расплавл, Н, мм
р. & Л 5 S3 X Начальн промежу при неги ном стер при под стержне Машннн стержня Минима; жителън । стержня плавлен! I/.. С Глубина стержня плавлеш h, мм Максима венчика металла
8 1 1,5 18 2 6 3
10 1,5 2 — 18 2 6 3
12 2 2,5 — 16 2 5 4
14 2,5 3 — 14,5 2,5 4,5 5
16 3 4 — 13,5 2,5 4 5,5
18 3,5 3 2 13 2,5 4 6
20 4 4 2 13 3 4 6
22 5 5 2,5 12 3,5 3,5 6,5
25 6 6 3,5 11 4 3 7
18 6,5 7 7,5 15 7 2 7
32 7 10 12 14,5 10 2 7,5
36 7,5 12,5 18,5 18,5 15 2 7,5
40 8 16 24 18,5 20 2 7,5
Примечания: 1. Величины Е приведены для случаев, когда
торец стержня перпендикулярен его оси. При скошенных торцах из
величины Е следует вычесть половину высоты скоса торца стержня
(Лси/2). 2. В данном случае продолжительность осадки стержня под
током f=0,5—1 с.
XX 11.19.Режимы механизированной сварки стержней с плоскими
элементами закладных изделий в СОг
Диаметр стержня dn. мм Толщина пласти- ны б. Мм Свароч- ный ток А Напря- жение ДУГИ Ид. В Скорость, м/с
подачи электрод- ной проволоки наплавки при настройке полу- автомата
12-16 18—25 7—12 10—18 380-400 400—440 32—34 31-36 0,094—0,11 0,11—0,125 0,012—0,000 0,009-0,008
Примечание. Сварку ведут на постоянном токе обратной по-
лярности электродной проволокой сплошного сечения диаметром
2 мм.
165
XXI 1.20. Режимы механизированной ванной сварки под флюсом
стыковых соединений горизонтальных и вертикальных стержней
(применительно к автоматам ПДФ-502)
Диаметр стержней V мм Напря- женке Дуги Ид. В Сварочный ток. А Доза флюса, г Глубина шлаковой ванны, мм
Л /.
20 22 34—38 180—200
25 350-400 550-600 60
28 32 36-40 200—220 10—15
36 40 38—42 220-250 400—450 75
Примечание. Ii—/3 — значения сварочных токов, соответству-
ющие первой, второй и третьей скоростям подачи сварочной про-
волоки.
XXII.21. Режимы механизированной сварки стыковых соединений
стержней порошковой проволокой марки ПП-АНЗ, диаметром 3 мм
Диаметр стыкуемых стержней мм Сварочный ток /. А Скорость подачи проволоки, м/с Напряжение дуги Гд. В Вылет элект- родной про- волоки. мм
20-28 250-300 0,058-0,065 25-26 30 -40
32—40 350—400 0,082-0,093 26—30 40-50
П р и м е ч а н и е. Режимы сварки порошковой проволокой других
марок и диаметров следует подбирать опытным путем.
XXII.22. Ориентировочные режимы механизированной ванной сварки
под флюсом стыковых соединений однорядных горизонтальных
и вертикальных стержней
Диаметр, мм Скорость Начальное напряжение ДУГИ. В сс 3 Длина сухо- го вылета электрода. мм я О Доза флюса, г
стерж- ней прово- локи подачи про- воки. м/с Свароч ток, А Глубин цивакоа ванны,
20—25 28—32 2 0,07—0.086 0,1-0,11 38—42 40—44 300—400 350-450 30-60 30-80 10-15 60
36—40 0,12—0,14 42—46 400—500 40-80 75
20-25 28-32 2,5 0.05-0.06 0.07—0.075 40—42 42—44 400—450 440—480 30—60 30—80 10—15 60
36-40 0.086—0.094 44—46 460-500 40-80 75
166
XX! 1-23. Ориентировочные режимы ручной одноэлектродной ванной
сварки стыков
Диаметр, мм Сварочный ток. А. для стержней, расположенных
стержней электрода d9 горизонтально | вертикально
20—28 5 220- 250 200—220
32-40 5—6 260—300 220—240
Примечание. При применении электродов бдльшего диаметра
ток может быть определен из выражения /=(50—55)d3.
XXI 1.24. Ориентировочные режимы механизированной сварки
открытой дугой многослойными швами соединения стержней на
стальной скобе-накладке
Диаметр, мм Сварочный ток, А Напряже- ние ду- ги, В Сварочный ток, А Напря- жен не Дуги, В
стержней сварочной проволоки
Горизонтальные Вертикальные
стержни стержни
25—40 1 ,6 240—260 32—34 180—200 25—26
25—40 2 220—260 32-34 180—220 25—26
50—80 1,6 240-280 34—36 200—260 26—28
50—80 2 240—300 34—36 240-280 26—39
XXII.25. Ориентировочные режимы ручной сварки протяженными
многослойными швами
Диаметр стержней, мы Положение швов в про- странстве Число слоев в шве стыко- вых соеди- нений Номе,) слоя Диаметр электро- да. мм Свароч- ный ток. А
До 20 включ Нижнее или вертикальное 1 1 4 150-175
22—32 Нижнее 1 1 5 220—225
36-40 То же 2 1 4 200
2 2x4 300
45—80 2 1 5 250
2 2x5 400
22—80 Вертикальное 1 1 5 1 75
167
XXII.5. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Необходимое качество сварных соединений арматуры и элемен-
тов закладных изделий должно обеспечиваться следующими видами
контроля:
качества основных (арматурной стали, листового, полосового или
профильного проката) и сварочных (электродов, сварочной проволо-
ки, флюса) материалов;
состояния сварочного оборудования, инструментов и приспособ-
лений;
текущего;
приемочного выборочного.
Качество материалов и состояния оборудования, инструментов
и приспособлений контролируют до начала сварочных работ. При
этом устанавливают:
соответствие материалов требованиям государственных стан-
дартов и технических условий на них, а также требованиям норма-
тивных документов по технологии сварки арматуры и элементов за-
кладных изделий;
возможность выполнения с помощью оборудования, инструмен-
тов и приспособлений заданной технологии сварки.
Текущий контроль осуществляют на всех этапах сварки соеди-
нений, он включает проверку:
качества подготовки арматуры и плоских элементов закладных
изделий, подлежащих сварке;
точности сборки элементов сварных соединенеий арматуры и за-
кладных изделий, свариваемых при изготовлении и монтаже арматур-
ных изделий, а также при монтаже сборных железобетонных кон-
струкций;
правильности выбранного режима сварки;
качества соединений элементов арматуры и закладных изделий
в процессе их сварки.
Качество подготовки и точность сборки элементов сварных со-
единений проверяют внешним осмотром и соответствующими заме-
рами перед выполнением стыковых и нахлесточных соединений раз-
личными способами ванной и дуговой сварки.
Сварка разрешается, если соблюдены следующие условия:
чистота элементов, зазоры между ними, разделка концов стерж-
ней, размеры и размещение накладок и форм, число и место распо-
ложения прихваток соответствуют требованиям действующих норм;
оси стержней, образующих стыковое соединение, расположены
в пределах допусков на несоосность, параллельность или вертикаль-
ность осей стержней;
все элементы соединений вблизи мест сварки сухие.
168
Правильность выбора режима сварки определяется:
проверкой настройки сварочного оборудования на выбранный
режим;
внешним осмотром пробных образцов сварных соединений, вы-
полненных при выбранном режиме;
по результатам механических испытаний на прочность пробных
образцов сварных соединений при удовлетворительных данных их
внешнего осмотра.
Изготовляют не менее трех пробных образцов из делового ма-
териала и подвергают механическим испытаниям в соответствии
с требованиями ГОСТ 10922—75.
При неудовлетворительных результатах механических испытаний
следует изменить режим сварки, изготовить новые образцы и вновь
подвергнуть их внешнему осмотру и испытанию на прочность.
Проверку качества материалов, состояния сварочного оборудо-
вания и текущий контроль должны осуществлять инженерно-техни-
ческие работники, непосредственно руководящие сварочными рабо-
тами, с привлечением лабораторий. Правила контроля качества
материалов, состояния оборудования и текущего контроля регла-
ментируются нормативными документами по технологии сварки со-
единений арматуры и закладных изделий.
Приемочный выборочный контроль проводят в соответствии
с ГОСТ 10922—75.
Качество сварных соединений однорядных стержней из стали
классов А-П и А-Ш диаметром 20—40 мм, выполненных дуговой
сваркой в инвентарных формах, с применением стальных скоб-
накладок, а также без использования формующих элементов, следу-
ет контролировать неразрушающим методом (ультразвуком) в соот-
ветствии с ГОСТ 23858—79.
Ультразвуковой метод контроля позволяет выявить внутренние
дефекты в сварных соединениях без расшифровки их характера
и координат расположения. При этом критерием качества стыковых
соединений стержней служит значение разности амплитуд в деци-
белах опорного сигнала (сигнала, полученного при прохождении
ультразвуковой волны от излучателя к приемнику в бездефектном
испытательном образце сварного соединения) и наименьшего сигна-
ла на контролируемом деловом соединении.
Приемку соединений производят партиями. Партия стыковых
соединений включает соединения стержней арматуры одного класса
прочности и одинакового диаметра, выполненные по единой техно-
логии, одним сварщиком. Объем партии не должен превышать 200
соединений.
Объем выборки от партии соединений колеблется от 3 до 15 шт.
в зависимости от их типа (стыковое в инвентарных формах, на сталь-
ной скобе-накладке).
169
Качество стыковых соединений оценивают по трехбалльной си-
стеме: балл 1—негодные (подлежат вырезке); балл 2 — ограничен-
но годные (подлежат исправлению); балл 3—годные.
Глава XXIII. СВАРКА И ПАЙКА
ПРИ ЭЛЕКТРОМОНТАЖНЫХ, САНТЕХНИЧЕСКИХ
И ВЕНТИЛЯЦИОННЫХ РАБОТАХ
XXIII.1. СВАРКА ПРИ ЭЛЕКТРОМОНТАЖНЫХ РАБОТАХ
При выполнении указанных в названии главы работ одним из
важнейших технологических процессов является сварка. Пайка
используется реже. Способы, технология сварки и оборудование для
нее, применяемые при этих работах, различны, но они повторяют
и классические, уже описанные ранее. Здесь описаны оригинальные
способы, свойственные только данному виду работ.
XXIII.1. Назначение отдельных видов сварки
Область применения
Вид сварки
Соединение алюминиевых и алю-
момедных жил, изолированных
проводов и кабелей:
однопроволочных (алюминиевых
и алюмомедных), в скрутке
одно- и многопроволочных, сты-
ковое
многопроволочных, по торцам
Оконцевание алюминиевых
изолированных проводов и
лей наконечниками типа:
Л
жил
кабе-
жил
кабе-
ЛС
Оконцевание алюминиевых
изолированных проводов и
лей:
пластинами из алюминиевого
сплава АД31Т1
сплавлением в монолитный стер-
жень
Контактный разогрев. Газовая
пропано-воздушная (ПВС) и
пропано-кислородная (ПКС)
сварка
Термитная. Газовая ПКС
Контактный разогрев. Газовая
ПКС
Аргонодуговая: механизиро-
ванная, ручная вольфрамовым
электродом. Ручная угольным
(графитовым) электродом
Газовая ПКС
Газовая ПКС
То же
170
Продолжение табл. XX111.1
Область применения
Вид сварки
Ответвление алюминиевых жил
изолированных проводов и кабе-
лей:
по торцам
от неразрезанной магистрали
кабелем или шиной
Соединение голых, алюминиевых,
сталеалюминиевых и медных про-
водов
Ответвление голых алюминиевых
и сталеалюминиевых проводов
ОРУ
Соединение шин:
алюминиевых и из алюминиевых
сплавов
медных
Изготовление переходных дета-
лей:
медно-алюмнниевых
сталеалюминисвых
Соединение стальных полос и
стержней заземляющих устройств
Изготовление конструкций:
электрических из стали
строительных из алюминия и его
сплавов
Контактный разогрев. Газовая
ПКС
Газовая ПКС
Термитная. Газовая ПКС
Газовая ПКС
Аргонодуговая: механизиро-
ванная с импульсным генера-
тором или без пего, ручная
вольфрамовым электродом.
Ручная угольным (графито-
вым) электродом
Аргонодуговая: механизиро-
ванная с импульсным генерато-
ром или без него, ручная воль-
фрамовым электродом. Плаз-
менная. Ручная угольным (гра-
фитовым) электродом
Стыковая оплавлением с удар-
ной осадкой. Холодная. Трени-
ем. Взрывом
Стыковая оплавлением с удар-
ной осадкой. Сварко-пайкой с
использованием ручной сварки
угольным (графитовым) элект-
родом или аргонодуговой воль-
фрамовым электродом
Ручная. Термитная
Ручная, в углекислом газе, под
флюсом, контактная
Аргонодуговая: механизиро-
ванная или вольфрамовым
электродом. Контактная
171
ХХП1.1. Характерные виды соединений, оконцееачий и ответвлений алюминие-
вых жил проводов и кабелей
а, б—соединение стыковое; в, д — соединение по торцам; г, з, и—ответвле-
ние сваркой соответственно по торцам, пластиной и кабелем; ж — оконцевание
наконечниками типа Л; е — оконцевание наконечниками типа ЛС или пласти-
ной из сплава АД31Т1; /с — стержневое оконцевание; / — жила провода или
кабеля; 2 — сварное соединение; 3— пластина; 4 — монолитный стержень
П римсняемые материалы. При электромонтажных работах ис-
пользуют шины из меди марок МО и Ml, из алюминия и его сплавов
марок АЕ, А5, А7, АДО, АД1 и АД31; проводы и кабели с жилами
из алюминия, меди, алюмомеди и сталеалюмипиевые; ленты для
компенсаторов изготовляют из алюминия и меди; полосы и прутки
для заземляющих устройств —из стали марки СтЗ. Кроме того, для
изготовления различных электромонтажных изделий применяют про-
кат из черных металлов, алюминия и его сплавов. В качестве сва-
рочных материалов используют аргон, азот, углекислый газ, кисло-
род и пропан-бутан и их смеси, сварочную проволоку — из алюми-
ния, меди л стали, флюсы керамические, плавленые и в виде
порошков из галоидных щелочных металлов, а также вольфрамовые
и угольные (графитовые) электроды, термитные патроны.
Основные области применения отдельных видов сварки при элек-
тромонтажных работах приведены в табл. XXIII.1. Характерные ви-
ды соединений, оконцевании и ответвлений алюминиевых жил про-
водов и кабелей показаны на рис. XXII 1.1.
Термитная сварка выполняется с помощью патронов марки ПА
(табл. XXII 1.2). При сварке стыковых соединений жил используют
набор принадлежностей типа НСПУ (табл. XXIII.3).
172
XX11I.2. Патроны для термитной и формы для газовой (ПКС)
сварки стыковых соединений алюминиевых жил
Площадь сечения жил. мм2 Марка термитного патрона Типораз- мер сва- рочной формы* Плеща дь сечения жил, мм2 Марка термитного патрона Типораз- мер сва- рочной формы*
16 ПА-16 ФС1 240 ПА-240 ФС5
25 ПА-25 ФС1 300 ПА-300 ФС6
35 ПА-35 ФС2 400 ПА-400 ФС6
50 ПА-50 ФС2 500 ПА-500 ФС6
70 ПА-70 ФСЗ 300 ПА-300 ФС6
95 ПА-95 ФСЗ 625 ПА-625 ФС7
120 ПА-120 ФС4 800 ПА-800 ФС7
1500 ПА-150 ФС4 1000 — ФС8
185 ПА-185 ФС5 1500 — ФС9
* Сварочные формы типа ФС изготовляет горьковский завод элект-
ромонтажных инструментов Главэлектромонтажа Минмонтажспец-
строя СССР.
XXIII.3. Комплект основных принадлежностей набора НСПУ*
Наименование
Коли-
чество
Назначение
Охладители для жил сечением,
мм2:
16—240
300-1500
Штатив раздвижной с соеди-
нительной планкой
Горелка для газовой сварки
типа ГЗ со сменным наконечни-
ком № 3 и специальным двух-
факельным наконечником со
сменными мундштуками и ком-
плектом рукавов
Комплект редуционно-измери-
тельной аппаратуры
Зашита изоляций от пере-
грева при сварке
Закрепление охладителен
Нагрев при пайке и сварке
жил
Контейнер с малолитражными
баллонами типа 1—5 для про-
пана и типа 2-150Л для кисло-
рода
Комплект специальных вспо-
могательных инструментов и
принадлежностей
Снижение давления пропан-
бутана и кислорода до рабо-
чего
Для сварки и пайки при
монтаже кабелей сечением
до 240 мм1 в полевых усло-
виях
Для сборки, сварки в панки
соединений и заполнения
малолитражных баллонов
кислородом
2
2
* Набор НСПУ изготовляет
монтажной техники Г
СССР.
г московский опытный завод электро-
Главэлектромонтажа Мннмонтажспецстроя
173
Технические характеристики набора НСПУ
Ct чение обрабатываемых жил:
алюминиевых газовой сваркой .... 16—1500 мм2
глюминиевых термитной сваркой . . . 16—800 »
медных пайкой.................. 4—625 »
Расход газа:
пропана ................................. 230—2800 л/ч
кислорода ............................ 250—3100 »
Давление газа на входе в горелку:
пропана ................................. до 0,3 МПа
кислорода .............................. » 0,6 »
Габарит набора (в контейнере) .... 1000 x500 x 510 мм
Масса ................................... 60 кг
Жилы кабелей, соединяемые в герметичных свинцовых или эпок-
сидных муфтах, сваривают с флюсом АФ-4А, при сварке проводов
используют флюс ВАМИ. Перед сваркой выполняют следующие опе-
рации: покрывают внутреннюю поверхность стального кокиля тер-
митного патрона мелом, разведенным водой до пастообразного со-
стояния, и просушивают; снимают с концов жил изоляцию, масло-
канифольный состав (при необходимости) и зачищают жилы до
металлического блеска; наносят на концы жил и присадку тонкий
слой флюса, разведенного водой до пастообразного состояния; наса-
живают на концы жил алюминиевые колпачки (втулки), входящие
в комплект патрона; надевают термитный патрон на жилы таким
образом, чтобы их стык находился в центре литникового отверстия
патрона; уплотняют кокиль патрона шнуровым асбестом и закреп-
ляют на оголенных участках жил охладители. Последовательность
технологических операций при сварке показана на рис. XXIII.2.
Присадку из сварочной проволоки Св-АК5 или проволок жилы вво-
дят в литник термитного патрона до или немедленно после начала
его горения и подают до заполнения литника расплавом алюминия.
Расплав перемешивают мешалкой для удаления шлаков и равномер-
ного расплавления жил по всему сечению.
Газовая пропано-воздушная и пропано-кислородная сварка. При
монтаже сетей освещения скрутки однопроволочных проводов сум-
марной площадью сечения до 20 мм2 соединяют пропано-воздушной
сваркой с помощью горелки ГПВМ-0.07 из набора ОГК-19. Скрутки
проводов суммарной площадью сечения до 35 мм2 соединяют кон-
тактным разогревом с помощью пропано-кислородной горелки из на-
бора НПГ-2М. Провода в сухих помещениях сваривают с флюсом
АФ-4А, разведенным водой до пастообразного состояния; в сырых
помещениях применяют флюс ВАМИ. Скрутка оплавляется до обра-
зования на ее торце шарика из расплавленного металла
(рис. XXII 1.3). Жилы проводов и кабелей площадью сечения от 16
до 1500 мм2 собирают в стыковые соединения пропано-кислородной
сваркой с помощью набора типа НСПУ и сварочных форм типа ФС.
Перед сваркой выполняют операции, сходные с операциями при под-
готовке к термитной сварке стыковых соединений, но не применяют
174
XXII 1.2. Последовательность операций при термитной сварке стыков жил
а — поджигание термитной шашки; б, в —плавление жил и присадки с пере-
мешиванием вэниы; г—скалывание сгоревшей термитной шашки; д — удале-
ние кокиля; е — откусывание литниковой прибыли; / — соединяемые жилы;
2 — экран из листового асбеста; 3 —стальной кокиль; 4 — уплотнение из шну-
рового асбеста; 5—присадка; 6 — алюминиевая втулка; 7—шашка термитно-
го патрона; S— охладитель: 9 —термитная спичка: 10— мешалка: //—зуби-
ло; 12— молоток; /.'/ — отвертка; /4 — режущие губки клещей
ХХ1П.З. Соединение скруток однопроволочных
проводов контактным разогревом с помощью про-
пана кислородной горелки
а — схема процесса; б — насадка в разрезе; / —
пропано кислородная горелка; 2— насадка; 3 —
скрутка проводов; 4 — вставка из вольфрама.
Стрелками показаны движения в процессе сварки
175
XXIII.4. Последовательность операции (в схемах) при пропана кислородной
сварке стыков жил
а. б — установка разъемной формы; в — нагрев формы и жил; е — подогрев
с введением присадки; д — перемешивание ванны; е — готовое соединение пе-
ред разборкой; / — соединяемые жилы; 2 —разъемная стальная форма; .7 —
клин; -/ — охладитель; 5 — экран из листового асбеста; б — газовая горелка;
7 — присадка; S — мешалка
XXIII.4. Размеры форм для ПКС соединений, ответвлений
и оконцевании алюминиевых жил
Размер сварочной формы, мм
Площадь сечения жил, мм* / | d
Соединение и ответвление жил сваркой по торцам
32 50, 70, 95 25 .30 8 12
120 35 16
155 18
205 20
256 22
Стержневое оконцевание жил
16, 25, 35 35 8
50, 70 40 12
95, 120 45 16
150, 185 55 18
240 22
176
XXIII.5. Последовательность операций (в схемах) при соединении жил сваркой
по торцам контактным разогревом
а — подготовка к соединению; б, в — разогрев и расплавление жил с подачей
присадки; / —уюльный электрод; 2 — соединяемые жилы; 3 — стальная или
угольная форма; 4 —уплотнение из асбестового шнура; 5 — экран из листово-
го асбеста, 6 — охлздитель-токоподвод
XXIII.6 Соединение одчопроволочных жил сваркой по тооиам, контактным
разогревом
а — угольным электродом; б—аппаратом ВКЗ-1; в — двухэлектродными кле-
шами; е— в обойме, разогреваемой двухэлектродными клещами; / — держа-
тель электрода; 2 — угольный электрод; 3 — соединяемые жилы; 4 — охлади-
тель токоподвод; 5 — угольный электрод с коническим углублением; 6 — сталь-
ные обоймы
колпачков (втулок). Концы жил укладывают в разъемную свароч-
ную форму, половинки которой плотно стягивают клиньями. Тех-
нологическая последовательность операций при сварке показана на
рис. XXII).4. При соединении жил газовой сваркой по торцам при-
меняют горелку, газоаппаратуру и охладители из набора НСПУ.
Сварку выполняют в стальных формах (табл. XXI1I.4) Технология
подготовки и сварки жил по торцам такая же, как при стыковом со-
единении.
12-252
177
ХХШ.7. Оконцевание жил пла-
стиной из алюминиевого сплава
АД31Т1 пропана-кислородной
сваркой
I, 3—экраны из листового ас-
беста; 2 — охладитель; 4 — жи-
ла; 5 —разъемная стальная
форма; 6 — литниковое отвер-
стие; 7 — пластина из сплина
АД31ТГ, 8 — клинья
ХХШ.8. Оконцевание жил наконеч-
ником типа Л
а — дуговой сваркой угольным
электродом: б — механизированной
аргонодуговой сваркой; 1 — нако-
нечник; 2 — экран из листового ас-
беста; 3 — угольный электрод; 4 —
присадка; 5 — разъемное кольцо из
графитированного угля; 6 — свароч-
ная ванна; 7 —жила; 8— схлаан-
тель-токог.ровод; 9— сварочная го-
релка
Сварка методом контактного разогрева. Сварка осуществляется
за счет выделения теплоты в месте контакта угольного электрода
и свариваемых жил (или в месте контакта угольных электродов) при
прохождении тока от трансформатора. Этот вид сварки наиболее
целесообразно применять при соединении жил по торцам или в скрут-
ке, как это показано на рис. XXII 1.5 и ХХШ.6.
Оконцевание алюминиевых жил изолированных проводов и ка-
белей. Газовая ПКС. Этим способом выполняют оконцевание жил
наконечниками типа ЛС по ГОСТ 7387—82, пластинами из алюми-
ниевого сплава АД31Т (рис. ХХШ.7), а также стержневое оконце-
вание с добавкой легирующих присадок. Оконцевание жил площадью
сечения 1000 и 1500 мм2 наконечниками тина ЛС выполняют в фор-
мах типа ФС. Оконцевание пластинами из алюминиевого сплава
ЛД31Т1 используют для жил, площадь сечения которых 50—1500 мм2.
Сварку ведут в стальных сварочных формах типа Ф0. Технология
сварки аналогична технологии сварки стыковых соединений жил
в формах ФС. Сварочные формы для оконцевания жил пластинами
из сплава ЛД31Т1 выбирают по приведенным ниже данным;
178
Площадь сечения
жил, мм*
50. 70
95. 150. 300, 625.
120 185, 240 400 . 500 800
1000 1500
Тип формы для
оконцевания:
продольного Ф01 Ф02 ФОЗ Ф04 Ф05 Ф06 Ф07
флажкового — — — — — ФОЗ Ф09
Оконцевание алюминиевых жил сплавлением их конца в монолит-
ный стержень с добавкой легирующих присадок выполняют с по-
мощью форм (см. табл. XXIII.4). В качестве легирующих добавок
используют проволоку марок Св-АК5. Св-АМ5 и АД35 из алюминие-
вых сплавов. Технология сварки не отличается от технологии свар-
ки соединений жил по торцам. Дуговую сварку применяют при
оконцевании жил наконечниками типа Л. Для этой цели используют
аргонодуговую механизированную или ручную сварку вольфрамо-
вым электродом, а также ручную сварку угольным электродом с флю-
сом ВАМИ. Наконечник надевают на зачищенную жилу, на его вен-
чик устанавливают формирующее приспособление, состоящее из двух
полуколец, изготовленных из графитированного угля (рис. XXII 1.8).
При сварке дугу перемещают по окружности от венчика наконеч-
ника к центру жилы.
Ответвление алюминиевых жил изолированных проводов и ка-
белей. Для этой операции используют газовую ПКС по торцам с по-
мощью форм (см. табл. XXII 1.4) для жил площадью сечения до
240 мм®, а жилы кабелей площадью сечения 800, 1000 и 1500 мм2 от-
ветвляют газовой ПКС в стальных разъемных формах, выбираемых
по табл. XXII1.5.
Технология сварки ответвлений по торцам и в разъемных формах
аналогична применяемой для стыковых соединений жил.
XXIII.5. Типоразмер сварочных форм для ПКС ответвлений
алюминиевых жил
Площадь сечения маги- стральной жилы, мм2 Ответвление
кабелем площадью сечения, мм2 ил астино Л размером, мм
800 1000 15X1 10X81X150 10X100X170
800 ФА! — — — —
1000 ФА2 —- ФА4 —
1500 ФАЗ — ФА5
12*
179
Соединение голых сталеалюминиевых, алюминиевых и медных
проводов. Алюминиевые и сталеалюминиевые провода в петлях воз-
душных сетей и линий электропередач, площадь сечения которых
16—600 мм2, соединяют термитной сваркой с осадкой с применением
патронов марки ПАС (табл. XXIII.6) и клещей (табл. XXIII.7).
XXII 1.6. Марки термитных патронов для соединения голых
алюминиевых и сталеалюминиевых проводов
Марка провода Марка патрона Марка провода Марка патрона
А-16, АС-16 ПАС-16 АС-185 ПАС-185
Л-25 ПАС-25 АС-240 ПАС-240
А-35, АС-35 ПАС-35 АС-300, АСУ-300
А-50, АС-50 ПАС-50 АСО-ЗОО ПАС-300
Л-70, А-95. АС-70 ПАС-70 АС-400, АСУ-400 ПАС-400
А-120, АС-95 ПЛС-95 АСО-500 ПАС-500
Л-150, АС-120 ПАС-120 АСО-600 ПАС-600
А-185, АС-150 ПАС-150
XXII 1.7. Тип клещей для термитной сварки голых алюминиевых,
сталеалюминиевых и медных проводов
Тип клещей Масса, кг Назначение
АТСП50-185 3,5 Сварка алюминиевых и сталеалюминие- вых проводов площадью сечения до 185 мм2 и медных проводов—до 150 мм1
АТСП240-600 4,5 | Сварка алюминиевых и сталеалюминие- вых проводов площадью сечения от 240
ПТСП 5 ) до 600 мм2
ПСП 3 5 Сварка алюминиевых и сталеалюмнпис- вых проводов площадью сечения до 600 мм2 и медных проводов —до 150 мм2
Сварку выполняют без флюса и присадки. Многопроволочные
голые медные провода воздушных электросетей площадью сечения
от 25 до 150 мм2 соединяют медно-фосфористым припоем в медных
гильзах, разогреваемых термитными патронами (шашками) с осад-
кой в клещах (см. табл. XXI11.7). Ниже приведены марки термитных
патронов (шашек) для соединения голых медных жил;
180
Мариа провода М-25. М-35 М-50 М-95 М-120 М-151
Абарка патрона (шашки) М-35 М-50 М-70 М-120 М-150
Ответвление голых алюминиевых и сталеалюминиевых проводов
гибкой ошиновки ОРУ. Гибкая ошиновка ОРУ при площади сечения
проводов от 95 до 600 мм2 может ответвляться пропано-кислородной
сваркой без флюса с помощью набора НГО. Сборка проводов под
сварку и последовательность операций при сварке показаны на рис.
ХХШ.9. Сварка ведется так же, как при соединении проводов
в стальных формах типа ФС. Стальные проволоки не расплавляются,
так как они защищены расплавом алюминия.
Шины из алюминия и его сплавов можно соединять следующи-
ми способами: механизированной аргонодуговой сваркой с приме-
нением импульсного генератора или без него; ручной аргонодуговой
сваркой вольфрамовым электродом; ручной сваркой угольным элек-
тродом с флюсом ВАМИ. Типы сварных соединений плоских шин
распределительных устройств, токопроводов коробчатого и трубча-
того профилей показаны на рис. XXIII.10—XXIII.12. Коробчатые
токопроводы собирают из корытного профиля или профиля «двой-
ное Т». Электротехнические шины из алюминия и его сплавов реко-
мендуется соединять аргонодуговой сваркой, не требующей приме-
нения флюсов и обеспечивающей высокое качество соединения.
Шины толщиной 6 мм и более следует сваривать полуавтоматом,
а толщиной менее 6 мм — ручной сваркой вольфрамовым электро-
дом. Сварку полуавтоматами типа IIРМ ведут при питании дуги от
однопостового источника постоянного тока с жесткой или пологопа-
дающей внешней характеристикой. Для повышения производитель-
ности и качества сварки необходимо параллельно источнику питания
подключать генератор импульсов (см. гл. VI). Сварку выполняют на
токе обратной полярности электродной проволокой Св-АК5. Техно-
логия аргенодуговой механизированной и ручной сварки вольфра-
мовым электродом приведена в гл. XI и XVII справочника. Алюми-
ниевые шины толщиной от 3 до 30 мм можно сваривать угольным
электродом только в крайних случаях, т. е. при невозможности ис-
пользовать аргонодуговую сварку. Для сварки шин толщиной от
30 мм и более разрешается наряду с другими способами сварки при-
менять сварку угольным электродом. Однако запрещается соединять
шины любых размеров из сплава АД31Т1 дуговой сваркой уголь-
ным электродом. Сварку угольным электродом (табл, ХХШ.8) ве-
181
2
J Ч
XXIII.9. Последовательность операций (в схемах) при ответвлении проводов
ОРУ пропано кислородной сваркой
а. б — сборка проводов пол сварку, в, г—нагрев и расплавление алюминие-
вых проволок; д. е — перемешивание расплава и введение присадки; ж — го-
товое ответвление; / — стойка с зажимами; 2—струбцина; 3 — стальная разъ-
емная форма; 4 — магистральный провод; 5 — отвегвляемый провод; 6 — уплот-
нение из асбестового шнура; 7 —стальная проволока, 8 —расплав алюминия;
9 — присадка
182
XXI НЮ. Схемы сварных соединений плоских прямоугольных шин между со-
бой и с проводами
а—в, д, е— шины с шиной; е — шин с ленточным компенсатором; ж—к — шин
с проводами
дут с флюсом ВАМИ (см. гл. XVII) на постоянном токе прямой по-
лярности.
Приспособления для снарки шин на монтаже показаны на рнс.
XXIII.13. Для сварки алюминиевых шин толщиной от 60 мм и более
и пакетов из них в настоящее время разрабатывается процесс элект-
рошлаковой сварки неплавящимся графитовым электродом автома-
тами типа АШ.
Шины из меди соединяют одним из следующих способов: ручной
сваркой угольным электродом; механизированной сваркой под сло-
183
XXIII.lt. Сварные соединения коробчатых токопроводов
а—ж — из корытного профиля; з—н — из профиля «двойное Г»; / — коробча-
тая шина; 2 — остающаяся подкладка; 3 — сварной шов; 4— ленточный ком-
пенсатор
184
XX 41.12. Сварные соединения
трубчатых токопроводов
а — стыковое соединение; б. в—
соединение с компенсатором;
г—поворот токопровода; д—
ж — ответвление; з, и — окон-
цевание; /—труба; 2 — прово-
лочный компенсатор; 3 — обой-
ма компенсатора; 4 — плоская
шина; 5 — переходная пластина
XXIII.8. Режимы сварки алюминиевых шин угольным электродом
Толщина, мм Зазор между кромками шин, мм Диаметр, мм ток, Л Расход на 100 мм шва. г Размеры канавки в подкладке, мм
электрода присадоч- ного прутка 1 S а Е О Q. SQ D J присадки флюса ширина глубина
3 12 5 150 9 1—2 10 1
4 — 12 5 200 10 2—3 10 1
5 — 15 5 200 18 3-5 12 2
6 — 15 8 250 25 4—6 12 2
8 — 18 10 300 35 5—8 12 2
10 —- 20 12 350 46 7—10 12 3
12 — 20 12 400 57 9—12 14 3
20 10 20 15 600 120 11 — 13 15 3
29 18 25 18 800 280 12-15 20 3
35 20 25 20 900 330 13—16 25 3
185
Продолжение табл. ХХП1.8
Толщина, мм Зазор между кромками шин, мм Диаметр, мм Сварочный ток. А Расход на 100 мм шва, г Размеры канавки в подкладке, мм
электрода присадоч- ного прутка I <0 S с флюса ширина глубина
50 25 30 23 1300— 1700 480 17—20 25 4
60 28 35 25 1500— 2000 600 23—25 25 4
70 35— 40 35 30 1900— 2100 720 25—30 35 5
Примечания: 1. Присадочные прутки, нарезанные из шин или
листов, должны иметь квадратное сечение со стороной квадрата, рав-
ной диаметру круглого прутка, указанного в таблице. В случае при-
менения прутков, отливаемых в виде уголка и имеющих в поперечни-
ке форму треугольника, размер стороны должен быть равен двойному
диаметру круглого прутка. 2. Сварку ведут на постоянном токе пря-
мой полярности.
ем флюса; механизированной аргонодуговой сваркой с применением
импульсного генератора и без него; плазменной сваркой. Медные ши-
ны в основном сваривают в нижнем положении. Ручной сваркой
угольным электродом соединяют шины толщиной от 3 до 30 мм
(табл. ХХШ.9).
XXII 1.9. Режимы сварки медных шин угольным электродом
Толщина шип, мм Зазор между кромками UIHP, мм Диаметр Свароч- ный ток. А Расход на 100 мм шва. Г
электро да. мм присадоч- ного прут- ка. мм присадки флюса
3 10(8) 4 250 29 1-2
4 — 12(8) 4 300 35 2-3
5 2 12(8) 6 350 65 3-5
6 3 14(10) 6 350 105 4—6
8 3 16(10) 8 400 150 5-8
10 4 13(12) 8 500 210 7-9
12 6 20(15) 10 600 290 9-11
20 15 25 (20) 15 1000 450 12—14
30 20 30 (25) 18 1500 620 13-16
Примечания: 1. Сварку ведут па постоянном токе прямой по-
лярности. 2. В скобках указан диаметр графитового электрода.
186
XX/II./3. Приспособления для сварки шин на монтаже
а, б — одиночных шин; в — пакета шин; t — сжнмное приспособление; 2. 3 —
бруски и подкладка из графитированного угля
Сварку выполняют на подкладке из графитированного угля.
В начале и конце шва устанавливают бруски из графитированного
угля. Кромки соединяемых шин подогревают сварочной дугой. Кром-
ки шин толщиной до 12 мм не скашивают, при большей толщине
делается односторонний скос кромок под углом 25—30°. Для сварки
шин толщиной 30 мм и шириной 200 мм кромки скашивают под уг-
лом 15—20° и оставляют притупление 5—8 мм. Для сварки исполь-
зуют флюс «борный шлак» (см. гл. XVII), который насыпают на со-
единяемые кромки перед сваркой. После окончания сварки швы
следует немедленно охладить водой. Механизировано# сваркой под
флюсом соединяют шины толщиной до 14 мм (табл. XXIII.10).
Сварку выполняют на площадке из графитированного угля, ши-
ны толщиной 10 мм и более перед сваркой подогревают. При сварке
применяют флюсы ОСЦ-45, АН-348А, АН-26, АН-10 или АН-5 и элек-
тродную проволоку диаметром 2 мм из меди марки М1Т. Механизи-
рованной аргонодуговой сваркой за один проход соединяют шины
толщиной до 10 мм (табл. XXIII.il).
При этом нет необходимости в разделке кромок, зазор между
кромками должен быть равен толщине шины. Перед сваркой шин
толщиной более 6 мм следует предварительно подогревать кромки.
Сварку выполняют на подкладке из графитированного угля элект-
родной проволокой диаметром 1,6—2 мм из меди ЛИТ.
187
XXII1.10. Режимы механизированной сварки медных шин под
флюсом
t Размер шин. мм Свароч- ный ток. А Напря- жение дуги, В Скорость подачи элект- родной проволоки, м/с Расход на один стык, г
электродной проволоки флюса
40x4 250 26—30 0,055 14 50
50x5 270 29-31 0,057 17 70
60x6 320 31—32 0,065 27 100
80X8 350 33—34 0,07 48 120
100x10 400 35-37 0,08 66 150
120X14 500 40—42 0,094 230 300
300x12 500 40-42 0,094 400 500
П р н .меча и и е. Сварку ведут на постоянном токе обратной по-
лярности.
XXIII.II. Режимы аргонодуговой механизированной сварки мерных
шин
Толщина шип. мм Сварочный ток. А Напря- жение Дуги, В Скорость подачи электродной проволоки, м/с Расход на 100 мм шва
электрод- ной про- волоки, г аргона, л
3 240-280 37—39 0,060- 0,075 12 50
4 280-320 38—40 0,075—0,084 22 55
5 320—360 39—41 0,084-0,092 33 60
6 360—400 40—42 0,092-0,1 47 65
7 400—440 41—43 0,100—0,11 64 70
8 440-480 42—44 0,110—0,12 84 75
9 480—523 43—45 0,120-0,125 106 80
10 520—560 44—46 0,125-0,13 130 85
Примечай и е. Сварку ведут на постоянном токе обратной по-
лярности.
Механизированной нмпульсно-дуговой сваркой в аргоне элект-
родной проволокой диаметром 1 —1,2 мм можно соединять одиночные
шины толщиной до 12 мм при вертикальном и горизонтальном поло-
жениях шва (табл. ХХШ.12).
Шины толщиной до 4 мм собирают под сварку без разделки
кромок, при толщине шин 5 мм и более необходим односторонний
скос кромок под углом 30° с притуплением около 2 мм. Зазор между
кромками не должен превышать 3 мм. Шины перед сваркой подогре-
вают. Первый проход выполняют «ниточным» швом снизу вверх.
188
XX11I.12. Режимы механизированной аргонодуговой импульсной
сварки медных шин
Номер прохода Свароч- ный ток. А Напря- жение дуг», В Скорость подачи элект- родной про- волоки, м/с Параметры импульса
амплитуда, А длитель- ность. МС
1 2 и после- дующие 130—140 120—130 26—27 24-26 0.092—0.11 0,075—0,092 ] 400—500 1,8-2,2
Примечание. Сварку ведут на постоянном токе обратной по-
лярности.
Последующие проходы также осуществляют снизу вверх, но с по-
перечными колебаниями горелки. Облицовочный шов можно сварить
сверху вниз. Шины толщиной до 16 мм соединяют за один проход
плазменной сваркой, технология которой подобна технологии сварки
угольным электродом, но без флюсов. В качестве защитного газа
может быть применен аргон или азот.
Сварка разнородных металлов. Медно-алюминиевые переходные
изделия: пластины и наконечники изготовляют стыковой контактной
сваркой оплавлением с ударной осадкой. Пластины сваривают на
специально переоборудованной машине МСМУ-150, медно-алюми-
ниевые наконечники — на машине типа МС-2006. Приварку пакета
алюминиевых лент к стальным блюмсам электролизеров алюминия
выполняют также стыковой сваркой оплавлением с ударной осадкой
на машинах типа МС-3201 и К-607.
Сталеалюминиевые троллейные планки изготовляют ручной свар-
кой угольным электродом на постоянном токе. Стальные пластины
перед сваркой алитируются погружением на I—4 мин в расплав
алюминия, нагретый до 750—800 °C. Перед алитированием стальные
пластины зачищают наждачным кругом и покрывают тонким слоем
флюса ВАМИ, разведенного водой. При сварке дугу направляют
только на кромку алюминиевой детали. Стальная пластина должна
нагреваться натекающим на нее расплавом алюминия.
Заземляющие устройства сваривают ручной дуговой (см.
гл. IX) или термитной сваркой в песчано-смоляных формах. При
любом виде сварки стальных полос и стержней заземляющих уст-
ройств выполняется нахлесточное соединение. Характерные типы со-
единений, осуществляемых термитной сваркой в песчано-смоляных
формах, показаны на рис. XXIII.14, а последовательные стадии свар-
ки— на рис. XXIII.15. Места соединения полос или стержней перед
сваркой зачишают напильником. На дно тигля укладывают стальной
кружок диаметром 19 и толщиной 1 мм, который расплавляется под
189
XXIII.14. Виды соединений зазем-
ляющих устройств термитной свар-
кой
а — полос; б — стержней
а—сборка соединения под сварку; б, в — поджигание и горение термитной
смеси; г. д— пролив жидкой стали в изложницу и сплавление стержней; е.
ж — готовое соединение; / — сжимное приспособление; 2 — стержень заземля-
ющею устройства; 3 — песчаио смоляная форма: 4 — термитная спичка; 5 —
термитная смесь; 6 — стальная пластина; 7 —крышка; Я — расплавленная
сталь; 9—шлак; 10 — литниковая прибыль
190
воздействием температуры жидкой стали, выплавленной из термит-
ной смеси. Горение термита и образование сварного соединения про-
исходят за несколько секунд. Через 4—5 мин после окончания горе-
ния термита молотком скалывают тигель и сбивают прибыль со свар-
ного соединения.
XXIII.2. ОСОБЕННОСТИ МЕТОДОВ КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ ПРИ ВЫПОЛНЕНИИ
ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
Основным методом контроля является внешний осмотр соедине-
ний, который выполняют после удаления шлака, бызг металла и ос-
татка флюса. Поверхность сварных швов соединении шин должна
быть равномерно чешуйчатой без наплывов с плавным переходом
к основному металлу. Швы не должны иметь трешин, прожогов, не-
проваров длиной более 10 % длины шва, ио не более 30 мм, нсза-
плавленных кратеров и подрезов глубиной, превышающей 0,1 тол-
щины шины, но не более 3 мм. Сварные соединения компенсаторов
также не должны иметь подрезов и непроваров на лентах основного
пакета. Дефекты сварки шин из алюминия и сплава АД31 устраня-
ют подварксй. Соединения медных шин с дефектами разрезают и за-
варивают вновь. Если качество швов вызывает сомнение или меха-
нические свойства металла шва должны отвечать повышенным
требованиям, сваривают образцы-свидетели на тех же режимах
и в тех же условиях, при которых сваривают токопроводы для про-
ведения механических испытаний.
В особых случаях для испытаний вырезают образцы из готовых
соединений. После исправления дефектов соединения принимают по-
вторно. При термитной и газовой сварке жил сварное соединение
считается удовлетворительным, если отсутствуют подплавление или
пережог проволочек наружной навивки, изломы при перегибах, ра-
ковины в монолитной части соединения глубиной более 2—3 мм.
Прилегающие к соединению проволоки наружного повива не долж-
ны иметь следов подпланления и пережога и ломаться при переги-
бах. Качество сварки контролируют также при выполнении операции
перемешивания плавки в сварочной форме или кокиле термитного
патрона. При этом следует убедиться в том, что концы жил при сты-
ковом соединении расплавились на участке, равном диаметру литни-
кового отверстия патрона, а при сварке по торцам — на глубину не
менее 5—8 мм.
XXIII.3. ПАЙКА ПРИ ЭЛЕКТРОМОНТАЖНЫХ РАБОТАХ
При выполнении электромонтажных работ пайку применяют для
соединения, оконцевания и ответвления медных и алюминиевых жил
проводов и кабелей. Медные жилы соединяют пайкой, как правило,
191
оловянисто-свинцовыми припоями типа ПОС в медных соединитель-
ных гильзах по ГОСТ 23469.1—82. Ответвления жил пайкой осуще-
ствляют в гильзах по ГОСТ 23469.4—83. Место соединения нагре-
вают газовой горелкой или паяльной лампой. В качестве флюса при
пайке используют канифоль или раствор канифоли в спирте. Зачи-
щенные жилы вставляют в предварительно облуженную гильзу, на
жилы по краям гильзы устанавливают экраны, защищающие изоля-
цию кабеля или провода от пламени. При пайке жил площадью се-
чения 120 мм2 и более на оголенные участки жил за гильзой допол-
нительно устанавливают охладители, предохраняющие изоляцию жил
от перегрева. Припой вводят через прорезь в гильзе. Оконцевание
медных жил медными наконечниками выполняют пайкой по такой
же технологии, как и при соединении жил в гильзах. Алюминиевые
жилы соединяют пайкой с применением припоев (табл. XXIII.13), ко-
торые сплавляют в специальные стальные разъемные формы.
XXIII.13. Характеристика припоев для пайки алюминиевых жил
Наименование припоя Марка Темпера- тура плавле- ния. °C Содержание элементов (по массе), %
олово цинк медь алю- миний
Оловянномедно- цинковый А 400—425 40 58—58,5 1,5— 2 —
11ннкооловяни- стый ЦО-12 500—550 12 88 — —
Цинкоалюминие- вый ЦА-15 550-600 — 85 — 15
Концы жил разделывают ступенями или обрезают под углом
55°, после чего зачищают до металлического блеска и облуживают
припоем А. Полудку осуществляют натиранием нагретой поверхности
проволок жилы палочкой припоя. Облуженные концы жил уклады-
вают в форму, которую скрепляют бандажами. После установки
защитных экранов и охладителей (для жил площадью сечения
120 мм2 и более) выполняют пайку сплавлением припоя в форму.
Расплавленный припой перемешивают для удаления шлаков. После
застывания припоя форму удаляют. При соединении пайкой алюми-
ниевых жил между собой, а также с медными жилами в медных со-
единительных гильзах используют припой типа ПОС. Алюминиевые
жилы перед пайкой облуживают припоем А. Технология пайки та
же, что и при соединении медных жил.
192
XXIII.4. СВАРКА ПРИ САНИТАРНО-ТЕХНИЧЕСКИХ
РАБОТАХ
Технология сварки при изготовлении и монтаже трубопроводов
внешних водо- и газопроводных сетей, а также сетей теплоснабже-
ния, включая монтаж насосных станций, бойлерных установок, ко-
тельных и газораспределительных пунктов, нс имеет принципиально-
го отличия от технологии, принятой при изготовлении и монтаже
технологических трубопроводов (см. гл. XX). Трубопроводы внут-
ренних сетей отопления, горячего и холодного водоснабжения, а так-
же газоснабжения составляют особую группу вследствие специфич-
ности конструкций, размеров применяемых труб, условий монтажа
и сварки. Для этих трубопроводов в основном используют трубы
малых диаметров (до 40 мм) из низколегированных сталей, в том
числе оцинкованные, с малыми толщинами стенок (до 3 мм), рассчи-
танными на небольшие рабочие давления.
До последнего времени самым распространенным видом сварки
этих трубопроводов была газовая (см. гл. XIV), отличающаяся низ-
кой производительностью. В связи с увеличением производства элек-
тродов малых диаметров 2,5—3 мм ручная дуговая сварка вытесня-
ет газовую, производительность труда при этом возрастает на 30—
50 % с одновременным улучшением качества сварного соединения.
Сварку выполняют электродами типа Э42 или Э42А рутиловыми или
фтористо-кальииевыми диаметром не более 3 мм (см. гл. V).
Перспективными видами сварки при изготовлении и монтаже
внутренних санитарно-технологических систем являются механизиро-
ванная сварка в углекислом газе (табл. XXIII.14) и самозащитной
проволокой (см. гл. X и XI).
XXIII.14. Ориентировочные режимы механизированной сварки
в углекислом газе трубопроводов внутренних санитарно-технических
систем
Толщина стенки трубы, мм Диаметр свароч- ной проволоки, мм Сварочный ток, А Напряжение дуги. В Вылет электрода, мм
1 0,7 70 17 8-10
1,5 0,7 95—100 18—19 8—10
2,5 0,7 150 20—22 8—10
2 1 140-180 20-22 10—14
4 1 180-270 22-28 10-12
Механизированную сварку в углекислом газе осуществляют с по-
мощью ранисвых переносных сварочных полуавтоматов типа ПРМ,
<Луч» или полуавтомата Л-547У сварочной проволокой марок
13—252
193
Св-08ГС или Св-08Г2С, а в случае применения труб из спокойных
марок стали —также проволокой Св-12ГС на постоянном токе об-
ратной полярности.
Для механизированной сварки самозащитной проволокой тру-
бопроводов внутренних санитарно-технических систем могут быть
рекомендованы ранцевые переносные полуавтоматы типа А-1114М
или «Луч». Сварку ведут самозащитной проволокой Св-15ГСТЮЦА
в любом пространственном положении шва на постоянном токе пря-
мой полярности силой 60—90 Л при напряжении дуги 20—21 В (про-
волока диаметром 0,6—0,8 мм). Для проволоки диаметром 1 мм
сила тока 120—150 А и напряжение 22—23 В.
Глава XXIV. НАПЛАВКА
И РЕМОНТНАЯ СВАРКА
XXIV.1. ОБЛАСТИ ПРИМЕНЕНИЯ НАПЛАВОЧНЫХ РАБОТ
В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
В промышленном строительстве для повышения износостойкости
и восстановления рабочих поверхностей быстроизнашиваюшихся де-
талей строительных машин и инструмента широко используют на-
плавочные работы. Области применения (табл. XXIV.1) наплавоч-
ных материалов определяются условиями эксплуатации соответст-
вующих деталей.
XXIV.1. Области применения отечественных наплавочных материалов
Вид изнашивания и степень динамич- ности натру кн Типовые наплавляемые детали На>’лаючные материалы
Абразивное без Стволы пескометов, ло Т 590. Т-620, ЭНУ 2,
ударных нагрузок пасти глиносмесителей п ПП-Нп-2ООХ15С1 ГРТ,
Kd=l тягодувных машин, ков- ши землечерпалок и ро торных пескометов, шне- ки и др. чугунная лента, 13КН/ЛИВТ, ПЛ- 400X38 ГЗРТЮ, ЭТН-5, ПЛ-250Х25НЗСЗ, ЭТН-4 (рэлит)
Гидроабразиввое Детали земснаряда, ди- афрагмы и рабочие коле- са насосов, ковши земле- черпалок, пульпопрово- ды, лопасти и камеры гидротурбин и др. Сталинит М (порош- кообразная смесь), сормайт-1 (ЦС-1), ЛМ-20Х10Г10Т. Т-590, ПП-Нп-80Х20РЗТ, ОЗН-12
191
П родолжение табл. XX1V.1
Вид изнашивания и степень динамич- ности нагрузки Типовые наплавляемы? детали Наплавочные материалы
Схватыванием: 1-го рода Ковшовые цепи экскава- торов, проушины траков гусеничных машин, зад- ние оси конических роли- ков и рабочих колес зем- снарядов и др. ОЗН-400, ЦН-5, ЭН-40
2-го рода Гильзы автотракторных машин, штамповый ин- струмент, штампы горя- чей штамповки, подшип- ники скольжения и др. ОЗШ-З. УОНН 13/иж, 034-3, ОЗШ-6, 034-5, ОЗН-6, ОЗШ-7, ОЗИ-6
Окислительное Рабочие поверхности из- мерительных инструмен- тов ЭН-60М, 13КН/ЛИВТ
Осповндное Абразивное при ударной нагрузке: незначительной Kd= 1,1—1,25 Ведущие шестерни бу- рильных машин, банда- жи валковых дробилок, концы рельсов и др.. Отвалы бульдозеров, ло- патки грунтосмеситель- ных машин, ковши зем- лечерпалок, ножи бу- рильных машин, детали грязевых насосов и др. ОЗН-250, ОЗН-ЗООМ, ОЗН-400М, ЦН-350 ПП-100Х4Г2ЛР, СЛ-100Х7ГР, ЭН-60М, ВС118, НП-НП-25Х5ФМС, ВИСХОМ-9, висхом-ю, ЭТН-2
умеренной, Kd= -=1,25—1,5 Зубья экскаваторов, ко- зырьки черпаков, ножи автогрейдеров, скрепе- ров и фрезерных кана- вокопателей, била для размола сланца, зубья кирковщиков и др. ОЗИ-1, сормайт-1, ПЛ-ЗООХЗОГЗТЮ, ПЛ-250Х25ГЗФ2РН, ПЛ-250Х25НЗСЗ, ОЗН-400, ВСН-6, ГН-1, ЦН-5, ЦН-П, ЛМ-70ХЗМН
интенсивной, Kd>l,5 Резцы машин для мерз- лых грунтов, зубья ро- торных машин с боль- шой скоростью резания, зубья ковшей экскава- торов, била дробилок ОМГ (для 110Г13Л), ОМ Г-Н, ПЛ-250Х25ГЗФЗ, ЦН-10, ЭТН-1, 12АН/ЛИВТ
13*
195
П родолжение табл. XXIV.1
Вид изнашивания
и стелено динамич-
ности нагрузки
Типовые наплавляемые
детали
Наплавочные материалы
ударного действия и
шахтных мельниц, доло-
та ударного бурения
и др.
Коррозионное
Уплотнительные поверх-
ности арматуры котлов
и трубопроводов, рабо-
тающих при нормальной
и повышенной темпера-
туре в агрессивных сре-
дах
ЦН-1, ЦН-2, ЦН-3,
ЦН-6, ЦН-7, ЦН-8,
ЛМ-25Х25Н16Г7Т,
ЦН-6Л, ЦН-12М-67
Примечание. Коэффициент динамичности Кл — это отношение
приведенной твердости стали 110Г13Л после эксплуатации к твердо-
сти литой аустенизированной стали 110Г13Л.
XXIV.2. СПОСОБЫ НАПЛАВКИ, МАТЕРИАЛЫ
И ОБОРУДОВАНИЕ
Условная классификация способов наплавки представлена на
рис. XXIV. 1. Наплавочные материалы, применяемые при ручной и ме-
ханизированной наплавке, можно классифицировать в соответствии
со схемой, показанной на рис. XX1V.2 и XXIV.3. В табл. XXIV.2 при-
ведена характеристика электродов, используемых при ручной наплав-
ке, а в табл. XXIV.3 и XXIV.4 — основные технические данные элек-
тродной проволоки и ленты для механизированной наплавки.
Механизированную наплавку электродной проволокой и лентой
выполняют под слоем плавленого флюса, в защитном газе или от-
крытой дугой. Плавленый флюс выбирают в зависимости от типа на-
плавленного металла. Указанные в табл. XXIV.2 и XXIV.4 типы
наплавленного металла (Л, В, С, D, Е, F, Н, G и др.) приняты в со-
ответствии с классификацией Международного института сварки
(табл. XXIV.5). При наплавке металла типов А и В обычно приме-
няют флюсы марок АН-348, ОСЦ-45, АН-60 и АН-8, наплавку ме-
талла типа D ведут под слоем флюсов АН-26, 48-0Ф-6, или 48-0Ф-10.
Соответственно этому для наплавки металла типа Е используют
флюсы марок АН-20, АН-26 или АН-60, а для наплавки металла ти-
пов F, Н и G — флюсы марок АН-70, 48-0Ф-6 или АН-20.
196
XXIV. I. Условная классификация способов наплавки
197
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
XXIV.2. Условная классификация износостойких
наплавочных материалов для ручной наплавки
XXIV.3. Условная классификация износостойких наплавочных материалов для механизированной наплавки
XXIV.2. Характеристика типичных материалов для ручной наплавки
(группы составлены по области применения)
Группа электрода Тип электрода (обозначение МИО Марка электрода Твердость наплавлен- ного ме- талла Н Микроструктура Условия эксплуатации Детали, подвергаемые наплавке
1 Э-65Х25Г13НЗ Э-65Х11НЗ(Е) Э-175Б8Х6СТ Э-100Х6Г6СЗРАФ Э-260Х15НЗМ2 ЦНИИН-4 ОМГ-Н ЦН-16, ОЗН-7, ВСН-11 250—310 250—330 520—570 520—570 450—500 1 Аустенит с 1 карбидами Аустенит, мар- тенсит и карби- ды Износ, смятие и ин- тенсивные ударные нагрузки, Kd> 1,5 Изношенные поверхно- сти деталей из высо- комарганцовистой стали типа 110Г13Л (цепи дро- билок, железнодорожные крестовины, элементы драг)
11 Э-НГЗ(А) Э-5Г5(А) Э-30Г2ХМ(А) ОЗН-ЗООУ** ОЗН-400У** НР-70 250—350 350—450 300—390 Сорбит Троостосорбит Сорбит Износ, смятие и ин- тенсивные ударные нагрузки, Kd> 1,5 Концы рельсов, оси, ав- тотранспортные детали и др. Железнодорожные крестовины, паровозные и вагонные детали, оси и др. Концы рельсов, же- лезнодорожные кресто- вины из углеродистых сталей
III Э-40Х10С2(Е) Э-70ХЗСМТ Э-22Х12НО(Е) ОЗШ-З** ЭН-60М УОНИ 13/ иж** 520—580 520—600 400—480* Троостомартен- сит и аустенит Мартенсит, ос- таточный ау- стенит, немно- го мелких кар- бидов После терми- ческой обработ- ки мартенсит и троостит Износ и умеренные ударные нагрузки до температуры 400 °C, Kd^ 1,25-1,5 Вырубные штампы хо- лодной и горячей штам- повки. Все виды штам- пов
IV Э-95Х7Г5С(В) 12АН/ЛИВТ 250—330 Аустенит Интенсивные ударные нагрузки, высокое давление и абразив- ный износ, Kd > 1.5 Молотки дробилок, дета- ли земснарядов
V Э-10Х38Н10М2 Э-16Г2ХМ ОЗШ-6** ОЗШ-1 260—370, 520—600* 320—365 Феррит + аусте- нит остаточный Перлит и сор- бит Интенсивный износ, ударные нагрузки при повышенных темпера- турах, Ка>1,5 Бойки ковочных машин, штампы горячей штам- повки, ножи горячей рез- ки
Продолжение табл XXIV.2
Г руппа электрода Тип электрода (обозначение МИС) Марка электрода Твердость наплавлен- ного ме- талла Н Микроструктура Условия эксплуатации Детали, подвергаемые наплавке
VI Э-10К15В7М5ХЭСФ Э-10К18В11М10ХЗ 3-100X4B2M7CT(F) Э-40Х11С2М(С) ОЗИ-4 ОЗИ-5 ОЗИ-6 O3HI-7 620—600 620 -660 >620* 520-560 Остаточный аустенит Износ при повышен- ных температурах (до 600—650 °C) Кузнечно-прессовый и режущий инструмент, штампы горячей штам- повки в тяжелых усло- виях (садка, вытяжка, прошивка)
VII Э-10Х14В13Ф2 ВСН-6 500-550 Аустенит, мар- тенсит и кар- бидная эвтекти- ка Интенсивный абразив- ный износ с ударны- ми нагрузками (до —50°C), Xd= 1,5—2 Детали из углеродистых и марганцовистых сталей (зубья роторных экска- ваторов, резцы машин для мерзлого грунта)
Э-ЗООХ28 H4C4(G) ЦС-1 (сормайт-1) 480—540 Карбиды и ле- дебурит Интенсивный абра- зивный износ с уме- ренными ударными нагрузками, Kd= = 1,25—1,5 Ножи автогрейдеров и др.
Э-320Х23С2ГТР(С) Э-320Х25С2ГР(О) 3-80X4C(G) Т-620 С-59) 13КН.ЛИВТ 550—620 570—630 500—600 Карбиды, кар- бобориды и ле- дебурит Мартенсит с участками троостита Интенсивный абра- зивный износ и незна- чительные ударные нагрузки, Kd=l,l — 1,25 Била мельниц, щеки кам- недробилок, зубья ков- шей экскаваторов и др. Лопатки дымососов, ра- бочие колеса дымососов Ножи дорожных машин, зубья черпаков
VII i 3-0X17C5H8(D) ЦН-6Л*° 280—370* После термиче- ской обработки Интенсивные ударные нагрузки и износ, Kd>l,5 Износ при температу- ре 570 °C и давлении 78 МПа Молотовые и высадоч- ные штампы, для под- слоя всех штампов Уплотнительные поверх- ности арматуры котлов и др-
Э-13Х17С4Н8М6Г4 Э-90Х4М4ВФ(Н) ЦН-12М- 67** О ЗИ-З 380—500* 430—480 580—630 Аустенит с кар- бидами, после термической обработки мар- тенсит То же, до 600 °C и высоком давлении То же, до 500—550 °C То же, для энергетичес- ких установок Штампы из легирован- ных сталей для горячего прессования. Детали гор- но-металлургического оборудования
203
Примечание. Одной звездочкой
ской обработки, двумя звездочками
отмечена твердость наплавленного металла, полученная после его термине-
отмечены электроды, выпускаемые по ТУ МОСЗ Минчермета СССР.
XXIV.3. Краткая характеристика наплавочной проволоки по ГОСТ
10543—82
Марка проволоки (обозначение МИС) Твердость наплавленного металла, Н Типичные объекты наплавки
Нп-25 (А) Ни 30 (А) 160—220
Нп-35 (А) Нп-40 (А) Нп-45 (В) 170—230 Оси, шпиндели, валы
Нп-50 (В) 180—240 Натяжные колеса, скаты тележек, опорные ролики
Нп-65 (В) 220-300 Опорные ролики, оси
Ни-80 (В) 260—340 Коленчатые валы, крестовины кар- данов
Нп-ЮГ (А) 180—240 Оси, шпиндели, ролики, валы
Нп-50Г (В) 200-270 Натяжные колеса, опорные роли- ки гусеничных машин
Нп-65Г (В) 230—310 Крановые колеса, оси опорных ро- ликов
Нп-ЮГЗ (А) 250—330 Железнодорожные бандажи, кра- новые колеса
Hn-ЗОХГСА (А) 220-300 Обжимные прокатные валки, кра- новые колеса
Нп-14СГ (А) Нп-19СГ (А) 240—260 300—310 Трефы прокатных валков, детали автосцепки, шлицевые валы
Нп-30Х5 (А) 370—420 Прокатные валки сортопрокатных станов
Нп-20Х14 (Е) 320—380 Уплотнительные поверхности за- движек для пара и воды
НП-30Х13 (Е) 380—450 Плунжеры гидравлических прес- сов, шейки коленчатых валов, штампы
204
Продолжение табл. XXI V.3
Марка проволоки (обозначение МИС) Твердость наплавленного металла, Н Типичные объекты наплавки
НП-40Х13 (Е) Нп-35Х6М2 (Е) 4-50—520 480—540 Опорные ролики тракторов и экс- каваторов, детали конвейера
Нп-ПЗА (С) 230—270 Крестовины рельсов
Нп-ЗОХЮГЮТ Нп-12Х12Г12С Нп-Х15Н60 НП-Х20Н80Т НП-03Х15В5Г7М8Б 180—200 При высокой температуре, вы- хлопные конуса и др. Корпуса со- судов высокого давления
Нп-40ХЗГ2ВФМ (В) Нп-40Х2Г2М (В) 380—440 510—560 Тяжелонагруженные крановые ко- леса, ролики роликового конвейе- ра Детали, испытывающие удары и абразивный износ
Нп-ЗОХНМ Нп-ЗОХФА 400—500 Штампы горячей штамповки, вал- ки ковочных машин
Нп-35В9ХЗСВ (Н) 440-500 Валки листо- и сортопрокатных станов, штампы горячей штампов- ки
Нп-45В9ХЗСФ (Н) 440—500 Ножи для резки горячего метал- ла, прессовый инструмент
НП-45Х2В8Т (Н) Нп-45Х4ВЗГФ (И) Нп-ЗбХНФМС (В) 400—600 380—450 420—480 Валки трубо- и сортопрокатных станов, штампы горячей штампов- ки Шлицевые валы, коленчатые валы двигателей внутреннего сгорания
Нп 105Х (В) Нп 50ХЗСТ (В) 320—380 450—510 Обрезные штампы холодной штам- повки, валы смесителей
205
XXIV.4. Назначение наплавочных порошковых просолок и лент (ГОСТ 26101—84, 22366—77*)
Марка проволоки или ленты Тип наплавленного металла (обозначе- ние МИС) Микроструктура Твердость после наплавки Н Способ наплавки (Ф— под флюсом, О—откры- той дугой) Флюс Типичные объекты наплавки
ПП-Нп-30Х4Г2М ПП-Нп-30Х4В2М2ТС ПП-Нп-30Х5ГЭСМ ПП-Нп-ЗОХЗСТ 30Х4Г2М(А) 30Х4В2М2ФС 25ХЗИМС(В) зохзет Троостосорбит, мартенсит 420—480 470—510 500—560 460—510 Ф О О О АН-348А Ролики роликовых конвейеров, тормоз- ные шкивы, ролики, нитки и натяжные ко- леса гусеничных ма- шин, посадочные ме- ста различных валов, восстановление раз- меров других дета- лей из углеродистых сталей
ПП-Нп-80ГЗН4 80Г13Н4(С) Аустенит 160—240 О — Крестовины стрелоч- ных переводов, вос- становление размеров и исправление поро- ков литья деталей из стали 110Г13Л
ПП-Нп-10Х17Н9С5 10Х17Н9С5ГТ(Э) То же 250—340 ф АН-28, 48-0Ф-10. АН-20 Уплотнительные по- верхности энергетиче- ской арматуры, рабо- тающей при 500—
207
540 °C и высоком дав- лении
ПП-Нп-10Х14Т !0Х!4Т(Е) Мартенсит н феррит 420—480 О — Уплотнительные по- верхности газовой и нефтяной арматуры, эксплуатируемой при температуре до 450 °C; плунжеры гид- росистем
ПП-Нп-10Х15Н2 10Х15Н2(Е) Феррит 220-250 О — Рабочие колеса, каме- ры проточного трак- та гидротурбин и другие детали, под- вергающиеся кавита- ционной эрозии. Воз- можна наплавка на вертикальные поверх- ности
ПП-Нп-200Х12М ПП-Нп-200Х12ВФ 200Х12М(Е) 200Х12ВФ(Е) Аустенит и карбиды 400—400 ф АН-20 Ножи холодной рез- ки металлов, рабочие элементы смесителей и другие детали, ис- пытывающие абразив- ный износ и ударные нагрузки
to QO Продолжение табл. XXIV.4
Маркл проволоки или ленты Тип напларленного металла (обозначе- ние МИС) Микроструктура Твердость после наплавки II Способ наплавки (Ф—под флюсом, О—открытой дугой) Флюс Типичные объекты наплавки
ПП-Н11-200Х15СГРТ ПП-НП-350Х10Б6Т2 2(ЮХ15СТР(О) 350X10b6T2(G) Карбиды в ле- дебурите То же. и бори- ды 420—410 500—560 О О — Зубья, козырьки и стенки ковшей экска- ваторов, колосники грохотов, ножи грей- деров и бульдозеров, била дробилок, грун- тозацепы звеньев и звездочки ходовой ча- сти гусеничных ма- шин, лопасти дымосо- сов и другие детали, работающие в абра- зивной среде. На- плавка износостойко- го слоя на детали из стали 110Г13Л
ПП-Нп-80Х20РЗТ ПП-Нп-150Х15РЗГ 80X20P3T{G) 150Х15РЗГ(С) Карбиды и бо- риды в ледебу- рите 580—600 500—580 О О — Рабочие колеса и улитки грунтовых на- сосов и рабочие ор- ганы землеройных ма- шин при эксплуата- ции на песчаных грун-
14—252
тах, козырьки много- ковшовых экскавато- ров, драги и другие детали, испытываю- щие интенсивный аб- разивный износ без сильных ударов
ПЛ-Нп-400Х25СЗН2Г2, ГОСТ 26467-85 400Х25СЗН2Г2 Карбиды в ле- дебурите 500—550 О, Ф AH-I5M Валки дробилок, би- ла, футеровка конус- ных дробилок, броне- вые плиты течек, реш- таки конвейеров, пли- ты скипов, ножи бульдозеров, гильзы насосов винтовых конвейеров и другие детали, работающие в условиях абразивного износа при нормаль- ных и повышенных температурах. Воз- можна наплавка на сталь 110Г13Л
ПЛ-У25Х25, ГЗФ2РН 250Х25ГЗФРН (G) Карбиды и кар- боборнды в ле- дебурите 520—560 Ф АН-20, АН-70 Ножи бульдозеров, автогрейдеров и дру- гие детали, испытыва- ющие абразивный из- нос с умеренными ударными нагрузками
Продолжение табл. XXJV.4
Марка проволоки или ленты Тип наплавленного металла (обозначе- ние МИС) Микроструктура Твердость ПОСЛе наплавки Н Способ наплавки (Ф—под фл юсом. О—открытой дугой) Флюс Типичные объекты наплавки
ПЛ-250Х25ГЗР2РН ПП-Нп-120Х10АГЗФ 250Х25ГЗФ2РН(й) 120X1ОАГЗФ Аустенит и эв- тектика 480—520 400—500 Ф Ф АН-20, АН-70 АН-60 Ножи торфокопате- лей, била дробилок и другие детали, под- вергающиеся абра- зивному износу с сильными ударными нагрузками. То же и при отрицательных температурах
Карбиды в ле- дебурите
ПЛ-Нп-250Х10В8С2Т ПЛ-Нп-250Х15В8РТ 250X10B8C2T(G) 250X15В8РТ 500—580 Ф АН-20 АН-70 Винтовые конвейеры, ковши землечерпалок и др., испытывающие интенсивный абразив- ный износ без ударов
ЛС-70ХЗМН 70ХЗМН(В) Троостомар- тснсиг, oct аточ- иый аустенит 540—580 Ф АН-60 Сухари рессор, катки и ножи бульдозеров и грейдеров, подверга- ющиеся абразивному износу и умеренным ударным нагрузкам
X ПП-Нп-12Х12Г12СФ * ЛС-20Х10Г10Т ЛС-1Х14НЗ 12Х12Г12СФ 20Х10Г10Т 30X17H3 Аустенит 280—300 320—480 300—400 Ф Ф Ф АН-20 Плунжеры гидропрес- сов, лопасти гидро- турбин, камеры насо- сов и др., испытываю- щие гидроабразивный износ
ЛС-10Х12Н2В2Ф 10Х12Н2В2Ф(Е) Аустенит 410—450 Ф АН-20 Тормозные шкивы, штампы холодной и горячей штамповки и другие детали, рабо- тающие при трении металла по металлу
ЛС-25Х25Н16Г7Т 25Х25Н16Г7Т(Д) Мартенсит, карбиды и ос- таточный ау- стенит 280—350 Ф АН-28 Детали химического и нефтехимического, а также кузнечно-прес- сового оборудования, работающие в усло- виях коррозии и изно- са
ПП-Нп-35Х6М2 ЛС-5Х4В2М2ФС ЛС-5Х4ВЗФС ПП-Нп-45В9ХЗСФ to 35Х6М2(Е) 50Х4В2М2ФС 50Х4ВЗФС 45В9ХЗСФ Карбиды и ос- таточный ау- стенит 480—540 460—580 480—580 480—600 Ф Ф Ф Ф АН-20 ПП-АН131 —рабочие элементы смесителей, ЛС — валики прокат- ных станов, работаю- щие в условиях цик- лической термической нагрузки и износа
Продолжение табл. XXIV.4
Абарка проволоки или ленты Тип наплавленного металла (обозначе- ние МИО Микроструктура Твердость после наплавки Н Способ наплавки (Ф—под флюсом, О—открытой Дугой) Флюс Типичные объекты наплавки
ПЛ-У40Х38ГЗРТЮ 40Х38ГЗРТЮ-52(6) Карбиды и кар- бобориды в ле- бурите 500—540 Ф АН-60 Лопатки дорожных фрез, козырьки ков- шей, испытывающие интенсивный абразив- ный износ без силь- ных ударных нагру- зок
ПП-Нп-100Х4Г2Р 100Х4Г2Р-60(Е) Мартенсит, ау- 560—620 О — Ножи бульдозеров,
ЛС-У10Х7ГР1 100X7ГР-60 (В) стенит с карби- дами 580—620 Ф АН-60 зубья экскаваторов и другие детали, под- вергающиеся абра- зивному износу и уме- ренным ударным на- грузкам.'
ПП-Нп-100Х4Г2АР 100X4 Г2ЛР Аустенит с кар- бидами 480 Ф АН-60 То же, при темпера- турах 90—50 °C
ПЛ-УЗОХЗОГЗТЮ ЗООХЗОГЗТЮ(О) Карбиды в ле- бурите 560—600 Ф АН-60 Ножи бульдозеров и скреперов, испытыва- ющие интенсивный абразивный износ с умеренными ударны- ми нагрузками
XXIV.5. Классификация наплавочных материалов по химическому составу наплавленного металла,
принятая международным институтом сварки (МИС)
Содержание элементов. %
Тип сплава
Мп Ст W
Ate Ni Прочие
стоянии
Нелегированные или низ-
колегированные стали с
содержанием С, %:
менее 0,4
более 0,4
Аустенитные стали:
высокомарганцовистые
хромоникелевые
Хромистые стали
Быстрорежущие стали
Высокохромистые спе-
циальные чугуны
Хромовольфрамовые
теплостойкие стали
Кобальтовые сплавы с
хромом и вольфрамом
Никелевые сплавы:
с хромом и бором
Е
F
G
Н
N
Qa
с молибденом Qe
Карбидные сплавы зер- Р
нистые и спеченные
<0,4 >0.4 0,5—8 0,5—3 0—3 0—5 — — 0—1 1—1 0—3 0—3 — 400 600
0,5—!,2 11—16 0—1 0—1 0-3 500
<0,3 1—8 Ni 13—30 — — — 5—25 0—1 Ti 0—l,5Nb 400
0.2—2 0,3- ! *5 5—30 0—1,5 0—0,5 0—1 0—5 — 450
0,6—1,5 <0,5 4—6 1,5—18 0—3 0—10 — 620
1,5—5 0—6 25—35 0—5 0—1 0—3 0—4 0-1.5 Ti 0—1.5 В 600
0.2-0,5 <1 1—5 1 — 10 0,15—1,5 0—4 0—5 — 450
0,7—3 <0,4 25—33 3—25 — 0—3 0—3 <6Fe 400
<1 — 8—18 — — — 65—85 2—5 В 2—5 Si 550
<0,12 — 0—18 0—20 0,2—0,6 8—35 60—80 4—7 Ft НВ 200
<3 <2 — 45 — — — — u70
XXIV.6. Характеристика наплавочных материалов,
и ударных нагрузок (размеры и общетех
Группа и подгруппа ГОСТ или ТУ Тип электрода (обозначение МИС) Марка элект- рода Твердое г« наплав- ленного металла Н
I. Высоколеги- рованные спе- циальные чугу- ны 1. Хромборид- ные ГОСТ 10051-75 ТУ 14-4-633—75 Э-320Х23С2ГТР Э-350Х15ГЗР1 Т-620 ЭНУ-2 550—620 >570
2. Хромистые Э-ЗООХ25Т Т-268 580—6 J0
3. Вольфрамо- вые ТУ мктс № 596—65 Э-200ВЗО Трубчатые (Р) ЭТН-4 600—630
4. Хромонике- левые ТУ 14-168-51 — 83 МОСЗ Э-130X12Н2- ЛТР(Е) ОЗН Л -9 вен 450—570
ТУ ВНИИСТ Э-260Х15НЗМ2 ВСН-11 450-500
214
применяемых в условиях аЗоазивного износа,
нические требования по ГОСТ 6436—75)
Микроструктура Условия эксплуа- тации Детали, подвер- гаемые наплавке Дополнится иные сведения
Карбиды н кар- бориды в леде- бурите Интенсивный абразивный из- нос с незначи- тельными удар- ными нагрузка- ми, /(<< = 1,1— 1,25 Ковши земле- черпалок, вин- товые конвей- еры, козырьки ковшей экска- ваторов К 1-й подгруп- пе относятся электроды Т-590, ЭТИ -5, наплавочные смеси КБХ, БХ, 115ФС, порош- ковые прово- локи и ленты АН 125, АН 170, ПЛ-АН102, ПЛ-АН171, ПЛ-400Х38ГЗ- РТЮ
Карбиды в ле- дебурите Интенсивный износ с незна- чительными ударными на- грузками, Kd = = 1,1-1,25 Ковшовые цепи экскаваторов, козырьки чер- паков, отвалы и ножи бульдозе- ров Ко 2-й под- группе отно- сятся ленты ПЛ-250X25- ГЭФЗ, ПЛ-300X30- ГЭТЮ
То же Интенсивный абразивный из- нос без удар- ных нагрузок, /Са = 1 — К 3-й подгруп- пе относятся наплавочные смеси рэлит-ТЗ. р эл и т-3
Аустенит, кар- боборидпая эв- тектика, карбо- нитриды Аустенит и ле- дебурит Интенсивный абразивный из- нос со средни- ми ударными нагрузками до -60 °C, ^ = 2 Интенсивный абразивный из- нос и ударные нагрузки, /G = = 1,5 Наконечники рыхлителей на- весного обору- дования буль- дозеров, била молотковых дробилок К 4-й подгруп- пе относятся электроды ЦС-1 (см. табл. XX1V.2), прут- ки С-27, напла- вочная смесь сормайт-1, по- рошковая про- волока ПП-АН101 и др.
215
Группа и подгруппа ГОСТ или ТУ Тип электрода (обозначение MJ1C) Марка элект- рода Твердость наплав- ленного металла Н
5. Хромомар- ганцевые ГОСТ 10051 — 75 Э-225Х10Г10С ЦН-11 450—500
ТУМОСЗ Э-100Х6Г6СЗ РАФ ОЗН-7 520—570
6. Хромонио- биевые ГОСТ 10051 — 75 Э-175Б8Х6СТ ИН-16 520-570
II. Высоколеги- рованные хро- мовольфрамо- вые стали ГОСТ 10051- 75, ТУ 14-163- 50—88 МОСЗ Э-80В18Х4Ф ОЗИ-1, ОЗИ-6 540—580
ГУ 14-4-779—76 (нзм. 1) МОСЗ Э-120В13Х7Р ВСН-8 600—640
216
Продолжение табл. XXIV.6
Микроструктура Условия эксплуа- тации Детали, подвер- гаемые выплавке Дополнительные сведения
Аустенит и ле- дебурит Аустенит, кар- боборидная эв- тектика, карбо- нитриды Абразивный износ и удары средней интен- сивности, Kd = - 1,25—1,5 Абразивный из- нос и удары средней интен- сивности, = -1,25—1,5 Восстановление деталей из ста- ли 110Г13Л (черпаки драг и др.) Упрочнение де- талей из стали 110Г13Л и среднемарган- цевых сталей. Ножи бульдо- зеров и грей- деров, ковши экскаваторов и драг и др. К 5-й подгруп- пе относятся электроды ЦН-5, ЭТН-2, смесь сталинит и др.
Аустенит, мар- тенсит и карби- ды Абразивный из- нос и удары средней интен- сивности, = = 1,25—1,5 Детали, изго- товленные из стали марки 110Г13Л (чер- паки драг, зу- бья одноков- шовых экска- ваторов) —
•— Абразивный из- нос и средние удары. Износ при температу- рах до 450 °C, Kd= 1,25-1,7 Ножи авто- грейдеров, зу- бья роторных экскаваторов, штампы калиб- ровочные (до температуры 450 °C), режу- щий инструмент
Мартенсит, ау- стенит, карбн- доборндиая эв- тектика Абразивный из- нос в незначи- тельные удары, Ка = 1,1 Лопатки до- рожных фрез, резцы машин для мерзлых грунтов с под- слоем электро- дами ВСН-6 Ко II группе относятся так- же электроды ОЗН-6 и ОЗШ-7
217
Группа и подгруппа ГОСТ или ТУ Тип электрода (обозначение МИС» Марка элект- рода Твердость наплав- ленного металла И
111. Высоколе- гированные аустенитные стали, упрочня- ющиеся при на- клепе ГОСТ 10051 — 75 Э-250Г20 ЦН-10 350—430
IV, Высоколе- гированные хромистые ста- ли с легирую- щими добавка- ми ТУ ВНИИСТ Э-60Х14НЗМЗ ВСН-10 350—450
ТУ 14-168-51— 83 МОСЗ Э-130Х12Н2 АТР озн -9 вен 450-510
V. Среднелеги- рованные стали ГОСТ 10051 — 75 Э-30Х5В2Г2СМ (Е) ткз-н 300—100
Примечание. Звездочкой отмечена твердость наплавленного
218
Продолжене табл. XXIV.6
Микроструктура Условия эксплуа- тации Детали, подвер- гаемые наплавке Дополнительные сведения
Аустенит и кар- биды Абразивный из- нос, смятие и большие удар- ные нагрузки, Kd>l,5 Восстановле- ние изношен- ных деталей из марганцови- стых сталей ти- па 110Г13Л (зубья одно- ковшовых эк- скаваторов, рейки ротор- ных экскава- торов и др.) К П1 группе относятся элек- троды марок 12АН/ЛИВТ (см. табл. XX1V.2)
Аустенит и карбиды Абразивный из- нос, смятие, удары при нор- мальных и от- рицательных температурах до -60 °C, Ad >1,5 Опорная часть наземных тру- бопроводов, ко- леса ходовой части машин в северном ис- полнении К IV группе от- носятся элек- троды марок ОМ Г-Н, ЦН-5, ЭН-Х12М (см. табл. XXIV.2), порошковая проволока ПП-ЛН 106 и лента ЛС-10Х12Н2В- 2Ф
Аустенит, кар- бидная эвтек- тика, карбони- триды Абразивный из- нос, и большие ударные на- грузки при нор- мальных и от- рицательных температурах до -60 °C, Аа<2 Наконечники рыхлителей на- весного обору- дования буль- дозеров, била молотковых дробилок, бу- ровые долота и др. —
Сорбит, оста- точный аусте- нит Умеренный аб- разивный из- нос и удары средней интен- сивности, Аа< <1,7 Диски винто- вых конвейеров К V группе от- носятся элект- роды марок ЭН-60М, 13КН/ЛИВТ, ЛС-У10Х7ГР, ЛС-70ХЗМН, ПП-АН131
металла, полученная после его термической обработки.
219
о
XX1V.7. Химический состав, %, керамических флюсов серии КС
х> эо
ю
о
I
OI
Характеристика материалов, применяемых для повышения из-
носостойкости деталей, эксплуатируемых в условиях абразивного из-
нашивания и ударных нагрузок, представлена в табл, XXIV.6.
Иногда рабочие поверхности деталей строительных машин на-
плавляют электродной проволокой марки Св-08 под слоем леги-
рующего наплавленного флюса. В этом случае легирование наплав-
ленного металла выполняют за счет компонентов, входящих в его
состав. Наиболее совершенный тип легирующих флюсов — это ке-
рамический (табл. XXIV.7).
Основным оборудованием, используемым для наплавочных ра-
бот, являются одно- и многодуговые наплавочные аппараты автома-
тического и полуавтоматического действия (табл. XXIV.8-XXIV.il).
Питание наплавочных аппаратов осуществляется от сварочных
трансформаторов, преобразователей и выпрямителей, технические
данные которых приведены в гл. VI, а по трехфазным трансформа-
торам для сварки наплавки — в табл. XXIV.12.
XXIV.8. Основные технические данные многодуговых аппаратов
для наплавочных работ
Тип аппарата Свароч- ный ток в одном электро- де, А Диаметр электрод- ной про- волоки, мм Скорость, 1-10 3 м/с Род сварочно- го тока
пода"и электрод- ной про- волоки наплавки
Трехэлектродный самоходный А-ЗЗО До 1500 3—5 17—83 11-33
Двухэлектродный подвесной: А-382 » 1500 3—5 17-83 — Перемен- ный или постоян- ный
ТФД-1000 400—1200 3-4 65—175 5—14
Универсальный Двухдуговой трак- тор: АДСД-500 До 500 1,6—2 42—166 2—11 Перемен- ный
тэф-узтм » 1000 3—5 56—175 2—18
220
221
XX1V.9. Основные технические данные наплавочных аппаратов
Тип Сварочный ток. А, до Диаметр электрод- ной про- волоки (ширина ленты), мм Скорость, ЫО Зм/с Масса аппа- рата, кг Назначение
подачи электрод- ной про- волоки (ленты) наплавки
А-384 1000 3—5 (20—100) 8—63 — 135
Л-409 400 1,5—2 22-166 — 60 Универсальные го- ловки для наплав-
А-580 600 1-3 13—114 — 84 ки
А-513 1500 2—4 8-42 — 270
А-482 500 1,6—2 26—89 5—10 72 Двухдуговая на- плавка гребней бандажей желез- нодорожных колес
А-674 600 (40—70) 8—72 2—3 25 Наплавка лентой концов железнодо- рожных рельсов
А-511 — — — 6—11 — Наплавка желез- нодорожных колес
АНД-500 600 3—6 8—33 4-14 400 Наплавка кольце- вых поверхностей стальных деталей
МА-7 500 1,6—2 10—27 2—12 20 Наплавка гребен- кой электродов (6 проволок)
XXIV.10. Техническая характеристика сварочных подвесных головок для однодуговой наплавки
а
Примечания: 1. Род сварочного тока для аппаратов всех ти-
пов постоянный. 2. Аппарат типа АНД-500 разработан ВНИИЭСО,
МА-7 —ЦНИИ МПС, остальные аппараты, указанные в таблице,
созданы в Институте электросварки им. Е. О. Патона.
222
1 ° 2 со 7 । со 1 1 1 g ш
300— 2000 00 1 СП 10—80 1 1 1
300— 1300 -о д 1 1.0 | 1 1 1 Нет ।
До 1200 с© 14—42 ±20 1 200
500— 2000 14—12 13—42 Я +1 1 1 1
До 1500 X 14—42 о fl 1 1 1 § ш
$8 9—3 12—42 ±75 сП 5 60 200
350— 2000 2—6 1 8—63 5 ш н 09
500— 1000 5—6 4—33 ±100 Н 230 ф I
to о
I о ю л
1 1 <D '•н 5 д со о Ш
ОС
1 о CD 71 о • о f-t
go д о СО н 5 1 2 (D X
то сП то S S-C ИВЕ ЙО[ О S ту- ЛИ, то X то X
CJ =1 о* 4 — * V. з 3 о
•е 1 •X аро мм по IX ф .. s ? s 1 X 03 оз _ CSJ
jS * л - О X s л X О = О то х а = g X О СП Я л a -s 3 X
О ь о О из «1 СЗ р?
н »х ч X ч ~ сх ч £ х
23 о О о g- s g х .. с с F >s а _
с S (So. с' о сх я с- га но с о о « о. « £.-^. 2 - U С «а С Си 5 чо « „ я е то ex X х и 4 £о ° ?• сх Q и то S о. 2 С х
223
Продолжение табл. XXIV. 10
Показатель А-80 СГ-6 УСА-2 А АБ АГЭ-25 АГЭ-4 АГЭ-5-2 Б г в
Копирное устрой- ство Н ет Е сгь Нет Ес ть Нет Есть
Способ настройки на заданную ско- рость подачи про- волоки СР СШ СР СШ СШ А (ТУ) А А ЭДШ МВ МВ
Тип электродвига- теля Асинхронный Пост, тока 4-х по- люсы. Пост, тока ГБТ-454 УМ-22 коллект. ДТЗФ. асин- хронный И-194, асин- хронный
Частота вращения, МНН“* — 1460 1460 1450 1450 600 — — 250— 2250 1450 1450
Мощность, Вт 100 100 100 100 70 70 65 55 100 250
Примечание. Для краткого написания способа настройки на заданную скорость подачи проволоки в таб-
лице использованы следующие условные обозначения: СР — сменными роликами, СШ — сменными шес1ернями,
А(ТУ) — автоматически (тиратронное управление), А — автоматически, ЭДШ — изменением частоты вращения
электродвигателя и парой сменных шестерен, МВ — механическим вариантом.
15—252
XXIV.11. Техническая характеристика однодуговых тракторов, используемых для наплавочных работ
Показатель УТ-1200 УТ-1250-1 УТ-1500 УТ-2000 УТ-200-М-1 ссг-з МАГ-2 ОГРЭС
Допустимый сварочный ток, А 300— 1200 300— 1250 300— 1500 300-2000 300—2000 300— 1000 300— 1100 300—700
Диаметр сварочной прово- локи, мм Скорость, 1 • 10-3 м/с: 3—6 2,5—6 3-6 3—8 3—8 8-6 3—5 3—5
подачи проволоки 5,3—28 8,3—50 10—80 10-80 9,25—77 8,3—50 15—45 До 50
наплавки Способ настройки на задан- ную скорость: 1,66—23 3,6—23 2.8—22,2 2,8—89 2,8—23,3 2.8—16.7 4,18—25 4.18—13.9
подачи проволоки ЭДШ МВ МВ МВ МВШ МВ зд ЭД
наплавки СШ МВ МВ МВШ* МВ МВ ЭД” эд
Вертикальная настройка, мм Масса, кг: — 150 170 — 390 30 — 85
флюса в бункере 9 9 9 9 9 8 — 2,5
проволоки, заряжаемой в катушку 8—12 10 10 8—12 18 6 12 9
трактора без флюса и про- волоки 135 44 75 130 80 32 81 70
Число электродвигателей Электродвигатель головки: 2 2 2 2 2 1 2 2
тип УМ-22 (коллек- торный^ Асин- хронный МАФ (асин- хронный) ДТЗФ (асинхрон- ный) ДТЗФ (асинхрон- ный) Асин- хронный — —
частота вращения, мин-' 950 -2250 2800 1450 1450 1400 2800 — —
мощность, Вт 55 75 100 100 250 100 — —
ОГРЭС 1 1 1
МАГ-2 1 1 1
еО
ссг 1 1 1
УТ-200-M-l Асинхрон- ный 1400 250
УТ-2000 ДТЗФ (асинхрон- ныи) а о л о -э- •—
УТ-1500 -иное) Ф¥И хронныи) О о ю о тГ —
•
S сч Асин хронн! 2600 75
УТ-1200 ШО/4 (асин- хронный) 1450 250
S н о Т X Z
Показатель Электродвигатель ка| тип СК X X а> то х ТО о ь с ° S о 3 сс о я- S
XXIV.3. ТЕХНОЛОГИЯ НАПЛАВКИ
Технологический процесс восстановления и упрочнения изношен-
ных деталей методом наплавки может быть представлен схемой, по-
казанной на рис. XXIV.4. При наплавке новых деталей применяют
такую же технологическую схему, но при этом отсутствуют опера-
ции отжига, очистки и подготовки деталей к наплавке.
Особенности подготовки деталей к ‘наплавке определяются их
конструкцией и степенью износа. При износе детали, превышающем
возможную толщину наплавки специальными материалами, ее пред-
варительно наплавляют мизкоуглеродистымн сталями. В ряде слу-
чаев детали перед наплавкой подогревают для предупреждения об-
разования трещин. Температура подогрева зависит от химического
состава основного и наплавляемого металлов.
После наплавки и соответствующей механической обработки для
XXIV.1 Технологическая схема наплавки
226
15*
227
получения заданных эксплуатационных свойств детали подвергают
термической обработке. Объемной термической обработке, как пра-
вило, подвергают детали, прошедшие восстановительную наплавку,
при которой состав основного и наплавленного металлов практиче-
ски одинаков.
Иногда для повышения износостойкости поверхностного слоя
используют закалку с нагревом деталей токами высокой частоты.
При наплавке деталей высоколегированными сплавами термическую
обработку осуществляют очень редко. При разработке технологии
термической обработки учитывают разнородные свойств! основного
и наплавленного металлов и зоны их соединения.
Способ и технологию наплавки выбирают в соответствии с кон-
структивными особенностями наплавляемых изделий (рис. XXIV.5),
по которым изделия можно разделить на цилиндрические (тела вра-
щения), плоские и сложной формы.
В ряде случаев тела вращения наплавляют вручную штучными
электродами или на полуавтоматах открытой дугой. Более произво-
дительны и рациональны механизированные способы наплавки, их
ведут по винтовой линии или кольцевыми валиками. Для деталей
небольшого диаметра (менее 100 мм) следует применять наплавку по
винтовой линии самозашитными проволоками либо наплавку в за-
щитных газах. При среднем диаметре деталей (100—300 мм) наплав-
ку выполняют самозащитной проволокой или проволокой под флю-
сом с поперечными колебаниями электрода, а при диаметре 300 мм
и более — электродной лентой. Трудность наплавки тел вращения
обусловлена главным образом опасностью стекания сварочной ван-
ны. Широкослойная наплавка (многоэлектродная, лентой, попереч-
ным колебанием электрода) дает короткую сварочную ванну и мень-
шее проплавление основного металла.
При восстановительной наплавке тел вращения малого диамет-
ра успешно используют вибродуговую наплавку. Сравнительно не-
большие тепловложения позволяют избежать деформации изделий.
При вибродуговой наплавке в струе жидкости возможны дефекты
в виде мелких пор и трещин. Разработаны и внедрены следующие
разновидное!и вибродуговой наплавки: под флюсом, в защитных
газах, водяного пара и в потоке воздуха.
При восстановлении и упрочнении плоских поверхностей на-
плавку осуществляют проволокой и лентой под флюсом, иногда вы-
полняют наплавку открытой дугой. При необходимости наплавки
большого объема металла пользуются электрошлаковой наплавкой,
се применяют для плоских изделий и для тел вращения.
При наплавке деталей сложной формы большое .значение имеет
возможность непосредственного наблюдения за дугой. Поэтому, не-
смотря на ряд технических преимуществ наплавки под флюсом, от-
228
ЦИЛИНДРИЧЕСКИЕ ПЛОСКОСТНЫЕ СЛОЖНОЙ ФОРМЫ
dtr и 1<млэ назизаноч знеохния
XXIV.5. Классификация деталей промышленного строительства по конструктивным особенностям
2'29
дают предпочтение наплавке самозашитными проволоками и лента-
ми или в защитных газах. При особо сложной конфигурации детали
выполняют ручную дуговую наплавку штучными электродами.
Особенности технологии наплавки различных сплавов в боль-
шой мере определяются составом наплавленного металла, который
разделен на типы в соответствии с проектом классификации МИС.
Для восстановления размеров деталей и образования подслоя
при исследующей наплавке износостойкими сплавами в качестве на-
плавленного металла применяют низколегированные стали типа Л.
Типичные составы наплавленного металла: 15ХГ2С, 20Х2Г2М, 25ХЗГ2,
08Г, 08ГС и 15Г2С; способы ваплавки при этом следующие: ручная
дуговая, механизированная под флюсом и в защитных газах. При
наплавке на среднеуглеродистые стали во избежание появления
кристаллизационных трещин следует добиваться минимального про-
плавления и тщательно регулировать скорость охлаждения. Повы-
шенная скорость охлаждения вызывает образование мартенситных
участков в околошовней зоне и наплавленном слое, пониженная
скорость охлаждения приводит к образованию перлита, что умень-
шает износостойкость наплавленного слоя. Массивные детали при
наплавке обычно подогревают.
Среднелегированные наплавочные материалы типа В используют
при восстановлении и упрочнении деталей ходовой части гусеничных
машин, а также для наплавки посадочных мест различных валов.
Типичные составы наплавленного металла: 45Х5Г, 70ХЗМН, 80Х4СГ.
При наплавке металла этого типа во избежание появления трещин
рекомендуют предварительный подогрев до 350—400 СС. Аустенит-
ный высокомарганцевый металл типа С обычно наплавляют на стали
того же состава, работающие при изнашивании и сильных ударах,
вызывающих мартенситное превращение аустенита. Твердость в де-
формированной зоне возрастает до Н500; соответственно этому по-
вышается стойкость. Для обеспечения аустенитной структуры
наплавленного слоя процесс наплавки следует вести с минимальны-
ми тепловложеннями: малые силы тока и напряжения дуги, узкие
валики, повышенная скорость наплавки и т. д. При этом обеспечива-
ется большая скорость охлаждения и не происходит охрупчивания
металла, т. е. распада аустенита с выделением цементитных карби-
дов по границам зерен. Применяют следующие способы наплавки:
ручную дуговую, механизированную самозащитной проволокой или
под флюсом.
Для повышения износостойкости деталей пользуются высоколе-
гированными сталями: хромистыми типа Е и хромовольфрамована-
диевыми типа F. Типичные составы наплавленного металла:
120В13Х14Ф, 80В18Х4Ф, Х12ВФ и др. Эти сплавы широко применя-
ют при абразивном изнашивании в сочетании с ударными нагрузка-
230
ми. Хромовольфрамовые наплавочные материалы, кроме того, ис-
пользуют для изготовления биметаллического режущего инструмента.
Высоколегированные стали при наплавке на средне- и низколегиро-
ванные стали склонны к образованию холодных и кристаллизацион-
ных трещин. Во избежание появления трещин наплавку необходимо
вести с минимальным проплавлением, с подогревом до 400—500°C
и медленным охлаждением.
Часто для повышения износостойкости деталей применяют спла-
вы типа G — специальные легированные чугуны. Типичные составы
наплавленного металла: 300Х28С4Н4, 300Х20Р, 200Х15М и др. На-
плавленный металл этого типа склонен к возникновению холодных
трещин; скорость охлаждения практически не влияет на температу-
ру образования трещин. При абразивном изнашивании без ударных
нагрузок для некоторых деталей можно использовать наплавленный
слой с трещинами. Предварительный подогрев до 400—600 °C и по-
следующее медленное охлаждение в печи устраняют опасность по-
явления холодных трешин, однако это приемлемо лишь для неболь-
ших деталей. Использование подслоя из низколегированной стали
с малым пределом текучести способствует уменьшению числа холод-
ных трещин в слое чугуна. Наплавку сплавов типа G следует вести
с минимальным проплавлением, электродом с поперечным колебани-
ем или лентой (см. табл. XXIV. 13 и XXIV. 14).
XXIV.13. Режимы механизированной наплавки
Вид наплавочного материала Диаметр, разме- ры сечения эле- ктрода, мм Сварочный ток, А Напряжение. В Скорость наплав- ки. 1 - Ю—3 м/с Типичный коэф- фициент наплав- ки. мН/А • ч
Порошковая про- волока: самозащитиая ППНл- 200Х15С1ГРТ 2,5 200—250 22-24
ПП-Нп- 100Х4Г2АР 2,8 220-300 22-25
ПП-НпЮХ14Т 3 300—350 24—28 6-8 200—230
ПП-Нп-90Г13Н4 3,6 380 -400 28-32
под флюсом 2,5 210-280 22-24
(ПН131, 110Г13 и др.) 2,8 3 3,6 200-350 350—400 320—420 22-25 24-28 28-32 6-8 150—170
231
Продолжение табл. XXIV. 13
Вид наплавочного материала Диаметр, разме- ры сечения эле- ктрода. мм Сварочный ток, А Напряжение, В Скорость наплав- ки. 1 • 10-3 м/с Типичный коэф- фициент наплав- ки. мН/А • 4j
Порошковая лен- та: самозашнтиая (21—28)4 800-850 30-35 5-7 20-28
(Пл-Нп- 45x4 900-1000 30—35 4-5
400Х25СЗН2Г2 и др.) под флюсом 45X4 1000 26—28 3—4,4 230-300
(У40Х38ГЗРТЮ, УЗОХЗОГЗТЮ, У25Х25ГЗФ2РП и др.) Спеченная лента: ЛС-70ХЗНМ(АБ) ЛС-100Х7Г2Р ЛС-5Х4ВЗФС Ширина 30 50 60 200-600 360-900 480—1000 28—33 4,4—8 300-360
80 100 800 и выше 900 и выше
Примечание. Для данных режимов механизированной на-
плавки используют постоянный ток обратной полярности.
XXIV.14. Режимы ручной наплавки
Марка электрода Диаметр электро- да. мм Сварочный ток, А Род тока Типичный коэф- фициент наплав- ки, г/А - ч
ОЗ Н-300 М 4 140—160 10,5
0311-400 М ОЗН-6 5 5 160-180 1 0-180 Постоянный полярности и обратной перемен- 11 11
ом г, ом г-н 4 5 120-140 160-180 ный 9
ЭН-60М 4 110-140 Постоянный обратной 8,5
УОНИ 13/НЖ 5 140-180 полярности 11
232
Продолжение табл. XXIV. 14
Марка электрода Диаметр электро- да. мм Сварочный ток, А Род тока Типичный коэф- фициент наплав- ки, г/ А • ч
ОЗШ-З 4 5 130-150 160—180 Постоянный обратной полярности 9,5
ЦН-6Л 4 5 110-130 180—200 14
Ц1Н2М-67 4 5 120-140 160-190 13,5
ОЗИ-З 4 5 120-160 160-240 9,5
13КН/ЛИВТ 4 5 140—150 190-200 Постоянный обратной полярности и переменный 6,5
Т-590, Т-620 4 5 200—220 250-270 9
ЭН4-2 ! 210-240 240-270 9
12КН/ЛИВТ 4 5 150—160 200—210 Постоянный обратной полярности 8,1-8,3
ЦС-1 6 7 180—200 200-220 Постоянный прямой по- лярности —
ОЗИ-5 4 5 140—200 180—250 Постоянный обратной полярности 10,5
XXIV.4. КОНТРОЛЬ КАЧЕСТВА НАПЛАВКИ
Качество наплавки зависит от качества исходных материалов, ис-
правности наплавочной арматуры, выбранного режима наплавки
и квалификации наплавщика. Поэтому при наплавочных работах
осуществляют предварительный, текущий и последующий контроль.
Предварительному контролю подвергают: исходные материалы,
соответствие наплавленного металла металлу изделия и условиям
эксплуатации, исправность наплавочной аппаратуры и приспособле-
ний, установленный режим наплавки, температуру предварительного
233
234
XXIV.15. Разрешающая способность и область применения различных методов контроля качества наплавки
Метод контроля Способ наплавки Выявляемые дефекты Примерные размеры выявляемых дефектов Рекомендуемая область применения
Внешний осмотр Любой Дефекты формирования наплавленного материа- ла, подрезы, наружные трещины и поры, прожо- ги 0,3—0,5 мм и вы- ше Проверка всех наплав- ленных детален
Проверка размеров на- плавленного металла Плавлением Недостаточная или из- лишняя толщина слоя, его смещение Согласно техниче- ским условиям Контроль расчетных на- плавок деталей машин
Люминесцентный метод Любой Наружные трещины, по- ры и рыхлости По высоте шва 0,03—0,04, по ши- рине 0,01 мм Контроль высоколегиро- ванных аустенитных на- плавок, меди и ее спла- вов, алюминиевых спла- вов
Технологические пробы на излом, загиб и скру- чивание; контроль швов засверловкой Любой Внутренние макродефек- ты швов (трещины, не- сплавления, поры, шла- ковые включения, непро- вары и др.) 0,3—0,5 мм Проверка квалификации наплавшиков, выбранной технологии (режима) наплавки, наплавочных материалов
Механические испытания наплавленных образцов на различные виды на- грузок > Внутренние макродефек ты наплавленного слоя Согласно техниче- ским условиям
Металлографические ис- следования структуры наплавленного металла > Внутренние микро- и макродефекгы наплав- ленного слоя Структур- ная неоднородность в шве или околошовной зоне По макрострукту- ре — дефекты бо- лее 0,5 .мм, микро- структуре—более мелкие дефекты, неоднородность строения Проверка технологии (режима) наплавки и последующей термиче- ской обработки. Провер- ка сварочных материа- лов
Испытание коррозионной стойкости наплавленных образцов » Степень стойкости на- плавки против коррозии Согласно техниче- ским требованиям Проверка квалификации наплавшиков, сварочных материалов и техноло- гии наплавки
М агни тогр а ф ическ и й Плавлением Наружные и внутренние трешины, непровары, подрезы и др. Макротрещины, дефекты глубиной 3—5 % толщины наплавки Сплошной или выбороч- ный контроль наплав- ленных деталей
Просвечивание наплав- ленных материалов рент- геновскими. гамма-луча- ми радиоактивных изо- топов > Внутренние макродефек- вы (трещины, непрова- ры, подрезы, поры, шла- ковые включения) 1—3 % толщины наплавки Сплошной или выбороч- ный контроль качества наплавки деталей ответ- ственного назначения
Ультразвуковой Плавлением и точечный элек- троконтактнын Внутренние трещины, не- провары. газовые поры и шлаковые включения 3—5 % толщины наплавки Сплошной или выбороч- ный контроль плоских наплавленных деталей
кэ со СП Электромагнитный Плавлением Непровары, цепочки га- зовых пор и шлаковые включения Около Ю % тол- щины наплавки
подогрева, наличие деформации в изделии, подготовку изделия под
наплавку.
При текущем контроле, выполняемом в процессе наплавки, про-
веряют режим и технологию наплавки, размеры наплавленного слоя,
характер плавления присадочного металла, наличие видимых дефек-
тов, отделимость шлака, перегрев изделия.
При последующем контроле (после наплавки) проверяют нали-
чие внешних и внутренних дефектов (раковин, шлаковых включений,
пор, трещин, недоливов, непроваров и др.), деформацию, твердость,
прочность, однородность структуры, химический состав, износостой-
кость.
Допустимость того или иного дефекта регламентируется техни-
ческими условиями для данного изделия. В табл. XXIV.15 даны све-
дения о методах контроля качества наплавки, их разрешающей спо-
собности и области применения.
XXIV.5. РЕМОНТНАЯ СВАРКА СТАЛЬНЫХ ИЗДЕЛИЙ
Для ремонта стальных изделий применяют разнообразные спо-
собы сварки, важнейшие из которых дуговая ручная, электрошлако-
вая, автоматическая и механизированная в углекислом газе и под
флюсом, ацетилено-кислородная.
Наиболее распространенными ремонтно-сварочными работами
являются: заварка трещин и вварка заплат в стенки сосудов, котлов
и различных стальных конструкций, сварка поломанных деталей ма-
шин (коленчатых валов, спиц шкивов и маховиков и др.), элементов
строительных и подъемно-транспортных машин и т. д.
Способ ремонта сваркой определяется в каждом конкретном
случае с учетом технологического признака ремонтируемой детали
и вида дефекта. Главные условия при выборе способа сварки — вы-
сокая производительность процесса и выполнение требований техни-
ческих условий на ремонт.
Трещины в стенках котлов, сосудов, резервуаров и тому подоб-
ных емкостях предварительно подготовляют к заварке. Концы тре-
щин засверливают на 2/3 толщины металла сверлом диаметром 4—
6 мм и вырубают на всю глубину засверловки; после этого трещину
заваривают. Во всех случаях, если это возможно, заваренную тре-
щину необходимо проварить с противоположной стороны, предвари-
тельно вырубив подтеки и шлак.
Кромки трещин разделывают механическими способами (фрезе-
рованием, строганием, рубкой пневматическим или ручным зубилом,
проточкой на станках) и способами разделительной и поверхностной
резки (кислородной, воздушно-дуговой, дуговой плазменной, элект-
236
рической дугой). Наиболее удобна кислородно-газовая резка, выпол-
няемая обычно резаками типа РР-53, «Пламя», РВП и др.
Для вварки заплат поврежденное место вырезают газовым реза-
ком, придавая отверстию форму круга, овала или прямоугольника
с закругленными углами. По кромке выреза снимают фаски с рас-
крытием их в удобную для сварки сторону. Заплату-вставку вы-
резают точно по контуру подготовленного отверстия с фасками по
кромкам. Вставке придают слегка выпуклую форму для компенсации
усадки наплавленного металла.
При ремонте сосудов со стенками толщиной менее 8—10 мм за-
плата может со стенкой образовать нахлесточное соединение. В этом
случае заплату вырезают с таким расчетом, чтобы нахлестка была
не менее пятикратной толщины листа. Заплата по периметру должна
обвариваться угловым швом с двух сторон.
Для ремонта плоских деталей используют следующие способы
наплавки: электродуговой под флюсом порошковыми проволоками,
лентами, трубчатыми электродами, электрошлаковой. При ремонте
сваркой цилиндрических деталей целесообразна наплавка автомати-
ческая под флюсом, в углекислом газе, в водяном паре и электро-
импульсным способом. Детали сложной формы ремонтируют преиму-
щественно ручной наплавкой (для обеспечения необходимого визу-
ального наблюдения за дугой) Из механизированных способов
в этом случае наиболее приемлема сварка порошковой проволокой
с внутренней защитой, в защитных газах.
Для ремонтной сварки применяют электроды (см. гл. V), выпус-
каемые для сварки углеродистых сталей. Как правило, этими же
электродами ремонтируют детали строительных машин нз углеро-
дистых и низколегированных сталей. Детали дорожных и строитель-
ных машин из легированных сталей восстанавливают электродами,
характеристика которых приведена в табл. XXIV.6. Так, например,
для восстановления деталей из стали 110Г13Л используют электро-
ды марок ОМ Г, ОМ Г-Н и др.
Ремонтные работы можно осуществлять и стандартным свароч-
ным оборудованием. Для сварки на переменном токе наиболее удоб-
ны трансформаторы СТЭ-24 и СТЭ-34 с отдельной дроссельной ка-
тушкой. Можно применять также трансформаторы ТС-300, ТС-500,
ТСК-300, ТСК-500 и СТН-500. При ремонте деталей из легированных
сталей, а также при использовании электродов с покрытиями типа Ф
сварку ведут с помощью полупроводниковых сварочных выпрямите-
лей ВСС-300 и ВСС-500 или сварочных преобразователей ПС-300,
ПС-500; ПСО-500, ПСО-800 и др. Для сварки тяжелых изделий
пользуются сварочными многопостовыми преобразователями
ВСКМ-1000 и ПСМ-1000.
Изделия большой толщины (50 мм и более) и жесткости из ста-
237
ли с содержанием углерода более 0,23 % сваривают, как правило,
с общим или местным подогревом до 200—450 °C. Подогрев может
быть индукционным (пальцевыми нагревателями), осуществляться
в электропечах, или многоплазменными горелками при толщинах до
8—10 мм.
При ремонте сваркой различных изделий необходимо преду-
преждать появление новых трещин от усадочных напряжений, созда-
вая облегчающие усадку металла условия. Например, при заварке
лопнувшей спицы стального шкива следует в разделанную трещину
вбить стальной клин для разведения трещины на 2—3 мм. При за-
варке трещины клин проваривается, а его выступающая часть сре-
зается заподлицо со спицей. Разводку трещины перед заваркой мож-
но выполнить нагревом соседних спиц и частей обода жаровней, го-
релками и т.п. Можно разводить трещины домкратом, который
после заварки убирают.
Уменьшения внутренних напряжений и коробления при ремонт-
ной сварке стальных изделий большой толщины и жесткости до-
стигают:
накладывая многослойные швы «каскадом:» или «горкой» при их
наклонном или вертикальном расположении;
применяя двустороннюю разделку кромок (особенно при верти-
кальном положении шва) и сварку «горкой» одновременно двумя
дугами одинаковой мощности;
выполняя сварку за один тепловой цикл;
используя послойную проковку (чеканку) металла шва.
XXIV.6. СВАРКА ЧУГУННЫХ ИЗДЕЛИЙ
Чугун бывает серый, белый, ковкий, высокопрочный и легиро-
ванный. В машиностроении наиболее часто применяют серый чугун,
в котором углерод находится в виде пластинчатого графита и на-
блюдается серый излом. Серый чугун (см. гл. V) хорошо обрабаты-
вается резанием. Серый чугун, подвергающийся длительному воздей-
ствию высокой температуры, кислот, пара и т. д., практически сварке
ие подлежит. Изделия из серого чугуна часто неоднородны по хими-
ческому составу и структуре: за счет разной толщины частей изделия
и соответственно разной скорости охлаждения могут появиться хруп-
кие слои отбеленного чугуна, что затруднит его сварку.
Белый чугун чрезвычайно хрупок и более тверд, чем серый. Он
содержит углерод в виде цементита (FejC) и имеет белый излом.
Ковкий чугун получается при отжиге белого чугуна с располо-
жением графита в виде хлопьев. Этот чугун хорошо обрабатывается
резанием и более пластичен, чем серый чугун.
238
Высокопрочные чугуны (см. гл. V) содержат обычно углерод
в виде шаровидного графита. Такой чугун имеет высокий предел
прочности (400—600 МПа) и значительную пластичность.
Легированный чугун содержит в своем составе один или не-
сколько легирующих элементов и имеет специальные свойства.
В зависимости от химического состава чугун может быть круп-
нозернистый и .мелкозернистый, последний сваривается значительно
легче.
Применяются различные способы сварки чугунов. Чугун можно
сварить дуговой сваркой, металлическими или угольными электро-
дами, газовой сваркой, термитной сваркой и заливкой жидким чу-
гуном.
Различают два способа сварки чугуна: холодный и горячий.
Холодную сварку выполняют без подогрева свариваемых деталей,
полугорячую — при подогреве до температуры 300—400 °C, горячую
при нагреве до температуры 600—800 °C. Эти способы разделяют на
отдельные группы в зависимости от вида сварки и применяемых сва-
рочных материалов (рис. XX1V.6)
Сварку чугунов применяют при изготовлении новых деталей в ог-
раничением количестве. Обычно чугун сваривают при ремонтно-вос-
становительных работах и при исправлении дефектов в чугунных
отливках. При ацетилено-кислородпой сварке в качестве присадоч-
ного металла используют чугунные пруткн марок А и Б. Детали
сложной формы с тонкими стенками из металла мелкозернистой
структуры рекомендуется сваривать прутками марки А диаметром
6—10 мм. Для тяжелых тонкостенных деталей, подвергающихся
длительному нагреву, следует применять прутки марки Б диаметром
8—16 мм. В качестве флюса употребляют техническую безводную
буру, флюс ФН4-1 и др.
Для изделий, требующих получения особо плотного шва с га-
рантированным отсутствием пор в наплавленном металле, рекомен-
дуется использовать газообразные флюсы БМ-1, БМ-2 и т.п.
При газовой сварке чугуна по способу, разработанному
ВПИИАвтогенмашем (низкотемпературная сварка), флюс изготов-
ляют в виде пасты. Пасту предварительно подогревают до 700 °C
и наносят на участок сварки. Присадочный пруток также покрывают
пастой. Паста очищает свариваемый участок детали от окислов, за-
грязнений и обеспечивает соединение основного металла, не дове-
денного до состояния плавления, с расплавленным металлом чугун-
ного прутка. Этот способ позволяет получить сварные соединения
удовлетворительной плотности, небольшие внутренние напряжения
и почти полное отсутствие трещин.
Электродуговую сварку чугуна выполняют специальными элек-
тродами (табл. XX1V.16) с подогревом до 400—600 СС (горячая свар-
239
XXIV.I6. Характеристика материалов для сварки и наплавки чугуна
(размеры и общие технические требования по ГОСТ 9466—75)
013
С ПОДОГРЕВОМ (ГОРЯЧАЯ СВАРКА) | I I БЕЗ ПОДОГРЕВА (ХОЛОДНАЯ СВАРКА)
t-Э Продолжение табл XXIV. 16
Тип наплавлен- ного металла Марка электрода Твердость наплав* ленвиго металла НВ Обрабатываемость наплавленного металла Назначение Применение
10Х5НЗ, ос- тальное Си 4- Fe АНЧ-1 (проволока Св-04Х19Н9 или Св-04Х19Н9Т в оболочке меди и с покрытием) — Хорошо обра- батывается ре- жущим инстру- ментом Для сварки серого чугу- на без подогрева Заварка дефектов
10Ф10, ос- тальное Fe ЦЧ-4 (проволока Св-08 или Св-08А с покрытием) 160—190 Возможна об- работка инст- рументом из твердого спла- ва Для сварки конструкций из высокопрочного чугу- на с шаровидным графи- том и серого чугуна с пластинчатым графитом, а также этих чугунов со сталью Холодная сварка по- врежденных деталей и заварка дефектов в от- ливках
Ж99 034-2 150—200 Хорошо обра- батывается ре- жущим инстру- ментом Для сварки и наплавки серого и ковкого чугуна
1
243
30С5Н50, ос- тальное Fe НЧ-ЗА (проволока Св-08Н50 с покры- тием) — Хорошо обра- батывается ре- жущим инстру- ментом Для сварки высокопроч- ного магниевого чугуна со сфероидальным гра- фитом и серого чугуна с пластинчатым графитом Холодная сварка по- врежденных деталей и заварка дефектов в от- ливках
Н99 ОЗЧ-З (стержень НП-2) 150—180 Для сварки серого и высокопрочного чугуна
У40СЗМ1 ППЧ-2 160—200 Для сварки и наплавки изделий из чугуна Ремонт изделий из чу- гуна, заварка дефектов литья методом горячей дуговой сварки
-:0ЖД, осталь- ное Ni ОЗЧ-4 (стержень НП-2) — Для наплавки серого и высокопрочного чугуна Наплавка последнего слоя при истирании, под- слой ОЗЧ-З
ка) или без подогрева (холодная сварка). Режимы сварки и на-
плавки этими электродами приведены в табл. XXIV. 17.
Раковины или трещины в ковком чугуне более целесообразно за-
варивать в исходном состоянии до отжига (томления) отливок из
белого чугуна в печи. При этом можно применять газовую и дуговую
горячую сварку металлическими или угольными электродами. Изде-
лие после сварки отжигают. Ковкий чугун после отжига заваривают
XXIV.17. Режимы сварки и наплавки чугуна
Марка электрода Диаметр элект- рода. мм Сварочный ток, А Род тока Дополнительные сведения
ОМЧ-1* 6 8 10 250-350 350-450 450-550 Переменный и постоянный ток обратной по- лярности Сварку ведут с подогре- вом до 400—600 °C ко- роткими валиками дли- ной 85—30 мм и шири- ной, равной 2—3 диамет- рам электрода, с пере- крытием на 0,5 ширины предыдущего валика
МНЧ-2 ОЗЧ-2 3 4 5 90—110 120—140 160-190 Постоянный ток обратной полярности Сваривают предельно ко- роткой дугой, небольши- ми участками с послой- ным охлаждением до 60 °C и проковкой
ОЗЧ-6 3 4 5 80—100 140—160 180—200
АНЧ-1 3,5 100-120 То же Сварку выполняют ко- роткими участками с проковкой в горячем со- стоянии сразу же после обрыва дуги; перед за- варкой следующего участка деталь охлаж- дают до 20—50 °C
ЦЧ-4 3 4 5 60—80 90—110 120—150 Переменный ток и постоян- ный ток пря- мой полярности Сварку ведут короткими участками 25—35 мм с послойным охлаждением. Рекомендуется наплав- ленный металл проко- вывать
244
Продолжение табл. XXIV. 17
Род тока Дополнительные сведения
ОЗЧ-4
ЦЧ-ЗА
ОЗЖН-1
110—130
140-160
130—150
160- 180
Постоянный
ток обратной
полярности
Сваривают короткой ду-
гой участками 30—60 мм
с послойным охлаждени-
ем до 60 °C. В горячем
состоянии рекомендуется
металл проковывать
ППЧ-2
250—280
Сварку выполняют в уг-
лекислом газе. Для из-
делий большой жестко-
сти с подогревом
* Электродом ОМЧ-1 сваривают и наплавляют швы в нижнем
положении, остальными электродами — швы в нижнем и вертикаль-
ном положениях.
газовой горелкой или электрической дугой электродами из медно-ни-
келевого сплава или УОНИ 13/55.
Горячую сварку чугуна можно вести угольными электродами
(табл. XXIV. 18) с присадочным металлом в виде чугунных пруткоз
типа А или Б. Для шлакования в качестве флюсов применяют сле-
дующие виды буры: кристаллическую, обезвоженную, с борной кис-
лотой в соотношении 1 : I и буру с содой в соотношении 1:1,
XXIV.18. Режимы сварки угольными электродами
Толщина металла, мм Диаметр угольного электрода, мм Сварочный ток, А
6-10 8-10 280-350
10-20 10—12 300—400
20-30 12—16 350-500
30 и более 16-18 350—600
245
При автоматической и механизированной сварке порошковой про-
волокой (метод разработан ИЭС им. Патона) используют проволоку
марок ПП4-1 и ПП4-2.
Электрошлаковую сварку выполняют пластинчатыми электрода-
ми из серого чугуна и чугунными плавящимися мундштуками, через
которые подается стальная проволока. Сварочную ванну заполняют
металлом, образуемым при расплавлении обычной стальной прово-
локи. Для получения нормальной структуры металла сварного шва
необходимо увеличить содержание углерода и кремния в металле
мундштука. Для электрошлаковой сварки чугуна (табл. XXIV. 19)
применяют фторсодержащие флюсы, а также флюсы марок АН-22
и АН-10.
XXIV.19. Режимы электрошлаковой сварки чугуна
Толщина, мм as
Способ сварки свариваемого металла 3 CQ «? С Зазор, мм Сварочный ток, А Е* & 4J В * к с со Г Глубина шлаковой ванны, мм
Пластинчатым электродом из се- рого чугуна 30—50 16— 17 36— 40 600—900 34— 36 25— 30
55—65 17— 18 35- 42 850—900 46— 47 30— 35
100—105 16— 18 37— 40 700—1050 34— 36 25— 30
130-135 16— 18 37— 40 1600-2000 45— 46 30- 35
Плавящимся мундштуком 60 18 38— 40 900—950 44Г —
Примечание. При сварке плавящимся мундштуком использу-
ют проволоку Св 10ГС.
246
При холодной сварке чугуна, выполненной различными метода-
ми, в переходной зоне образуется разнородная структура. Слои чу-
гуна, прилегающие к зоне шва, сильно отбеливаются; переходная зо-
на шва делается твердой и хрупкой, склонна к растрескиванию и
отслаиванию, с трудом обрабатывается режущим инструментом. По-
этому при холодной сварке стальными электродами часто сваривае-
мый участок усиливают с помощью шпилек и анкеров. В ряде слу-
чаев рекомендуется минимальное проплавление. Например, при свар-
ке высокопрочного чугуна с шаровидным графитом и серого чугуна
электродами марок ПЧ-4 и НЧ-ЗА минимальное проплавление необ-
ходимо для избежания отбеливания в зоне сплавления. С этой же
целью применяют комбинированную сварку или наплавку двумя ви-
дами электродов. Первый и второй слои сваривают электродами
марки МНЧ-1 с высоким содержанием никеля, а последующие —
электродами марки ОЗЧ-1. Используют также предварительную на-
плавку чугуна в один-два слоя электродами ЦН-4 с последующей на-
плавкой электродами ЦЧ-4 и т. д.
При холодной сварке чугуна электродами из никелевых сплавов
металл сварного шва имеет повышенную пластичность. Никель не
образует карбидов и хорошо сплавляется с железом, в зоне шва не
появляется хрупких составляющих.
Прочность сварного соединения ниже, чем после сварки сталь-
ными электродами, но возможна механическая обработка поверхнос-
ти шва (отсутствует отбеленная прослойка).
Медными электродами сваривают изделия, работающие при не-
значительных статических нагрузках, а также изделия, требующие
плотных швов. Выполненный медными электродами сварной шов об-
рабатывают режущим инструментом. Этот способ сварки можно при-
менять для заьарки мелких дефектов в отливках и ремонте малогаба-
ритных деталей.
Медными электродами можно варить на постоянном токе обрат-
ной полярности. Сварку электродами из монель-металла применя-
ют в тех случаях, когда от сварного соединения не требуется боль-
шой прочности. Например, для заварки дефектов литья, расположен-
ных в неответственных местах отЛивки. Сварной шов хорошо
обрабатывается режущим инструментом.
247
Глава XXV. ТЕРМИЧЕСКАЯ ОБРАБОТКА
СВАРНЫХ СОЕДИНЕНИЙ
XXV.I. ОБЩИЕ ПОЛОЖЕНИЯ.
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ. ИСПОЛЬЗУЕМЫЕ
ПРИ СТРОИТЕЛЬНО-МОНТАЖНЫХ РАБОТАХ
В ряде случаев, главным образом при сварке высоко- и низко-
легированных сталей, а также некоторых других материалов (спла-
вы титана и пр.) в условиях строительно-монтажной площадки при-
ходится прибегать к термической обработке сварных соединений.
Основной целью термической обработки сварных соединений явля-
ется снижение (либо полная ликвидация) остаточных напряжений
и сварочных деформаций (см. гл. IV).
Из всего многообразия видов термической обработки, известных
в настоящее время, при строительно-монтажных работах использу-
ют три основных вида: высокий отпуск, нормализацию и аустениза-
цию, а также два запасных: термический отдых и стабилизирующий
отжиг.
Высокий отпуск заключается в нагреве сварного соединения до
температур, близких к нижней критической точке диаграммы «желе-
зо— углерод> свариваемой стали Aci (~650—750°C, в зависимости
от марки), выдержке его при этой температуре в течение 1—5 ч и по-
следующем медленном охлаждении. При этом уменьшается и вырав-
нивается поверхностная твердость, повышаются пластичность и удар-
ная вязкость. Уровень остаточных напряжений снижается на 70—
80 % либо они исчезают.
Нормализация включает нагрев сварного соединения до темпера-
тур выше критической точки Асз (-900—950 °C для углеродистой
и низколегированной стали), небольшую выдержку и охлаждение на
воздухе. При нормализации удается получить более мелкое зерно
металла шва, снизить остаточные напряжения, а также улучшить ме-
ханические свойства сварного соединения: повысить прочность, плас-
тичность и ударную вязкость.
Аустенизация (закалка на аустенит) проводится для сварных сое-
динений из аустенитных сталей. При аустенизации сварное соедине-
ние нагревают до 1075—1125 °C, выдерживают при этой температуре
около 1 ч и затем быстро охлаждают. Аустенизация приводит к по-
вышению пластичности сварного соединения, выравниванию струк-
туры шва и околошовной зоны, улучшению эксплуатационных свойств.
Термический отдых заключается в нагреве до 250—300 °C с по-
следующей выдержкой в течение нескольких часов. После такой
термической обработки уменьшается содержание водорода в сварных
248
швах, а также снижается уровень остаточных сварочных напряже-
ний. Отдых обычно применяют для сварных соединений толстостен-
ных конструкций, для которых трудно выполнить термическую обра-
ботку по режиму высокого отпуска.
Стабилизирующий отжиг проводится при нагреве до 950—970 °C,
выдержке в течение 2—3 ч и охлаждении на воздухе. Стабилизи-
рующий отжиг приводит к снижению остаточных сварочных напря-
жений на 70—80 %, обеспечивает стабильную структуру металла,
повышает коррозионную стойкость. Этот вид термообработки приме-
няют для сварных соединений из высоколегированных сталей аусте-
нитного класса, заменяя им аустенизацию.
XXV.2. СПОСОБЫ НАГРЕВА СВАРНЫХ СОЕДИНЕНИЙ
При выполнении работ на строительно-монтажной площадке
сварные соединения подвергают термической обработке следующими
способами нагрева: электронагревателями сопротивления, индукци-
онным, электронагревателями комбинированного действия, газопла-
менным и термохимическим.
Нагрев электрическими нагревателями сопротивления относит-
ся к радиационному способу. В этом случае теплоносителем являет-
ся нагретый воздух. Тепло, выделяемое при прохождении тока нс
нихромовой ленте или проволоке, нагревает сварное соединение.
Индукционный способ термообработки заключается в нагреве
сварного соединения на изделиях цилиндрической формы электричес-
ким током, индуцируемым в металле переменным электромагнитным
полем. Индукционный нагрев выполняется токами промышленной
частоты 50 Гц и средней частоты — 400—8000 Гц. Нагрев током
50 Гц целесообразно применять для термообработки по режиму высо-
кого отпуска сварных соединений труб с толщиной стенки более
40 мм. Нагрев токами средней частоты более экономичен и менее
трудоемок.
Термообработка электронагревателями комбинированного дейст-
вия как бы синтезирует оба названных способа, т. е. нагрев гибки-
ми нагревателями сопротивления и индукционным током 50 Гц.
Газопламенный способ нагрева относится к радиационному ме-
тоду и заключается в нагреве соединения за счет тепла, выделяюще-
гося при сгорании газовой смеси. В качестве горючего газа приме-
няют ацетилен, пропан-бутановую смесь и другие, к которым добав-
ляют кислород или воздух.
При термохимическом способе нагрева тепло, необходимое для
нагрева, образуется при сгорании пакетов из экзотермических смесей,
249
устанавливаемых на сварное соединение. Эти смеси, в состав кото-
рых входят окисли алюминия, соединения серы и фосфора, дают при
сгорании большое количество тепла.
XXV.3. НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для термической обработки сварных соединений и подогрева
трубопроводов и аппаратов под сварку используют различные на-
гревательные устройства (рис. XXV. 1)
Гибкие электронагреватели сопротивления (ГЭН) наряду с элек-
тронагревателями комбинированного действия (КЭН) наиболее удоб-
ны для термической обработки сварных соединений в монтажных ус-
ловиях (табл. XXV. 1, рис. XXV.2).
К электронагревателям сопротивления также относятся разъем-
ные муфельные нагреватели (печи) (табл. XXV.2), представляющие
собой составной (две полуцаргн) металлический кожух, футерован-
ный легкой огнеупорной изоляцией из асбестовой и кремнеземной
ткани (нагреватели Мнннсфтегазстроя СССР типа ПТО). На внутрен-
ней поверхности футеровки закреплен нагревательный элемент из
нихромовой проволоки или ленты
Индукционный электронагреватель представляет собой соленоид,
выполненный из меди. Известно несколько типов индукторов: гибкие,
XXV.1. Техническая характеристика нагревателей ГЭН
(ТУ 36-1837—82)
Условное обозначение секций ГЭН Диаметр труб сварных соеди- нений. мм Длина с токо- водом. мм Длина по паль- цам, мм Число пальцев. ШТ- •Масса, кг Напряжение, В Мощность. кВт
ГЭН 416.20,5 В. 108 108 446 416 13 3,63 20,5 2,05
ГЭН 512.24.0 В 133 133 542 512 16 4,18 24 2,4
ГЭН 576.26,0 В.159 159 606 576 18 4,66 26,3 2,63
ГЭН 608.27,5 В. 168 168 638 608 19 4,84 27,5 2,75
ГЭН 640.28,6 В. 180 180 670 640 20 5,06 28,6 2,86
ГЭН 704.31.0 В 194 194 734 704 22 5,46 31 3,1
ГЭН 768.22,0 В.219 219 798 768 24 5,87 33 з,з
ГЭН 864.36,6 В.245 245 894 864 27 6,45 36,6 3,66
ГЭН 896.37,8 В 260 260 926 896 28 6,67 37,8 3,78
ГЭН 928.39,0 В 273 273 958 928 29 6,85 39 3,9
ГЭН 1024.42,4 В.ЗОО 300 1054 1024 32 7,48 42,4 4,24
ГЭН 1088.44,7 В.325 325 1110 1088 34 7,88 44,7 4,47
250
ЭЛЕКТРОНАГРЕВАТЕЛИ ИНДУКЦИОННЫЕ ЭЛЕКТРОНАГРЕВАТЕЛИ ГАЗОПЛАМЕННЫЕ УСТРОЙСТВА ТЕРМОХИ-
СОПРОТИВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛИ КОМБИНИРОВАННОГО ДЕЙСТВИЯ НАГРЕВАТЕЛИ МИЧЕСКОГО НАГРЕВА
XXV. 1. Классификация нагревательных устройств, применяемых при термической обработке и нагреве при сварке
251
XX к 2. Гибкий пальцевый нагреватель сопротивления
1, 10— керамические изоляторы, соответственно основной и фасонный; 2 —
нихромовая перемычка, 3 — нихромовая плоская спираль; 4 — скоба для креп-
ления пояса на втулке нагревателя; .5 — пояс для крепления нагревателя
и мата на трубе; 6 — втулка из стали марки СтЗ: 7 —винт M8XI6; в, 9 —
керамические изоляторы для контактной муфты и для выводов
жесткие, с изоляцией и без нее, с воздушным и водяным охлажде-
нием.
На практике широкое применение нашли воздухоохлаждаемые
гибкие индукторы типа М из медного провода без изоляции по ГОСТ
839—80Е или типа МГ.
Гибкие индукторы из медного провода без изоляции, работаю-
щие на токе с частотой 50 Гц, наматывают на сварное соединение,
как правило в один слой с 6—12 витками, с зазорами между ними
15—20 мм (рис. XXV.3).
Электронагреватели комбинированного действия типа КЭН (табл.
XXV.3) изготовляют в виде индуктора, состоящего из нихромовой
252
°)
XXV.3. Гибкие медные
индукторы
а — из провода МГ с ес-
тественным воздушным
охлаждением; б — вод о-
охлаждаемый конструк-
ции ЦНИИТМАШ
I — асбестовая изоляция;
2 — нагреваемая труба;
3 — медный кабель; 4 —
пожарный рукав; 5—ох-
лаждающая вода: 6 —
клеммы индуктора
проволоки марки Х20Н80-Н или Х20Н80 диаметром 3,6 мм, на кото-
рую надеты керамические изоляторы серии ИКН,
Для термообработки стыков трубопроводов диаметром 1020—
1420 мм и толщиной стенки до 30 мм применяют электронагреватели
комбинированного действия КЭН-4 (табл. XXV.4).
Газопламенная горелка представляет собой устройство для сме-
шения горючего газа с воздухом или кислородом и подачи получен-
ной газовой смеси в место горения. В зависимости от размеров тер-
мообрабатываемых конструкций применяют однопламенные универ-
сальные анетилено-кнелородные горелки, кольцевые многопламенные
горелки и нагревательные газопламенные устройства, входящие в со-
став установок для полной термической обработки аппаратов.
253
XXV.2. Технические характеристики электрических муфельных
нагревателей типа ПТО
Модель Диаметры обрабатывае- мых труб, мм Максималь- ный потреб- ляемый ток, А Макси- мальная потреб- ляемая мощность. кВт Габарит, мм Масса, кг
диаметр ширина
ПТО-161 89, 108, 114, 159, 168 365 11 736 270 34
ПТО-211 219 380 13 788 270 38
ПТО-321 273, 325 750 22 885 255 53,1
ПТО-421 377, 426 730 26 985 255 54,8
ПТО-521 529 760 28,2 1120 250 €9,7
ПТО-721 720 1200 39 1205 320 84
НТО-1021 1020 1600 51,8 1550 3-30 153,9
Примечание. Диапазон рабочих температур этих нагревате-
лей 550—760 °C
XXV.3. Техническая характеристика электронагревателей КЭН
с максимальной температурой нагрева 1000 °C
Показатель КЭН-1 КН-2 кэн-з
Рабочий ток, Л Падение напряжения на элект- 50—60 12,5—15 100—120 23—27,5 250-300 37,5—45
ронагревателе, В Мощность, кВт Поперечное сечение иихромо- 0,63—0,9 10 2,3—3,3 20 9,4—13,5 50
вой проволоки, мм2 Тип керамических изоляторов ИКН-202 ИКН-202 ИКН-302
Размеры обрабатываемых груб, мм: диаметр толщина стенки Длина, м Масса, кг 25-325 До 25 2,3 1,8 108—426 До 40 4,3 4,5 219—620 До 70 6,6 11,4
Для нагрева как предварительного, так и сопутствующего свар-
ке и термической обработке сварных соединений трубопроводов ма-
лого и среднего диаметров используют универсальные ацетилено-
кислородные горелки средней мощности типа ГЗ и большой мощности
типа Г4 по ГОСТ 1077—79*Е. К горелкам средней мощности отно-
сятся горелки «Москва», «Звезда», ГС-3 (рис. XXV.4).
В табл. XXV.5 приведены технические характеристики многопла-
менных кольцевых горелок (рис. XXV.5).
254
XXV.4. Газопламенная горелка марки ГС
1 — сменные наконечники; 2— рукоятка
XXV.5. Кольцевая многопламенная горелка конструкции треста Востокметал-
лургмантаж
I — корпус; 3 — газопсдводящая труба; 3 — воздушная заслонка; 4 —ниппель
255
XXV.4. Техническая характеристика электронагревателей КЭН-4
_________с максимальной температурой нагрева 1000 °C__________
Показатель КЭН-4-1 КЭН-4-2 КЭН-4 -4
Рабочий ток, А Падение напряжения на элект- ронагревателе, В Мощность, кВт Поперечное сечение нихромо- вой проволоки, мм2 Тип керамических изоляторов Размеры обрабатываемых труб, мм: диаметр толщина стенки Длина, м Масса, кг 360 49 17,7 60 ИКН-302 1020 30 7 12,7 360 57 20,5 60 ИКН-302 1220 30 8,4 14,7 360 65 23,4 60 ИКН-302 1420 30 9,6 19,6
Примечание. Поперечное сечение нихромовой проволоки
в этих электронагревателях 60 мм2, в них используются керамические
изоляторы ИКН-302.
XXV.5. Техническая характеристика многопламенных кольцевых
горелок
§
-
&
2
Наруж-
ный диа-
метр
труб, мм
Размер
корпуса
горелки, мм
Давление горючего газа,
МПа
при нагреве
до 650—750 °C
при
выдержке
Организация —
изготовитель
горелок
1
2
3
4
5
До 70
108-159
194—219
245—273
327—377
100
120
120
140
150
300
450
484
550
599
0,06—0,08
0,08—0,1
0,08—0,12
0,02—0.03
0,02—0.04
16
24
42
44
50
Трест Мосэнер-
гомонтаж Мин-
энерго СССР
108
133, 159
219
245, 273
325
132
132
174
174
195
295
366
468
536
565
0,06—0,08
0,08—0,1
0,08—0,12
0.02-0.03
0.02—0.04
15
22,5
26
27
36
Трест Восток-
металлургмон-
гаж Минмон-
тажспецстроя
СССР
Для подогрева кромок труб диаметром 1020—1420 мм при свар-
ке в полевых условиях при температуре окружающего воздуха до
—40 °C разработан в СКВ Газстроймашина Мнниефтегазстроя СССР
256
комплект подогревателя ПС (табл. XXV.6). Комплект состоит из аг-
регата питания, теплопровода, двухсекционного разъемного подогре-
вателя и двух резинотканевых рукавов для подачи газа к секциям.
XXV.6. Техническая характеристика подогревателей типа ПС
Показатель ПС-1022 ПС-1221 ПС-1421 ПС-1424
Диаметр подогреваемых 1020 1220 1420 1020,
труб, мм Поминальная тепловая мощ- 4,2108 5,610е 8,8-Ю8 1220, 1420 8,810*
ность, Дж/ч Масса одной секции подо- 8 8,8 10 10
гревателя, кг Расход топлива, кг/ч 9,6 12 19 19
Масса, кг: пропана в одной емкости 23 23 23 680
оборудования 265 280 280 2220
Габарит, мм 1200 x 780x1300 3280x1940x2030
XXV.4. МАТЕРИАЛЫ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Проволоку и ленту с высоким омическим сопротивлением выпус-
кают по ГОСТ 12766.1—77* и 12766.2—77* и используют при изготов-
лении нагревательных элементов в нагревателях сопротивления и ком-
бинированного действия (табл. XXV.7).
XXV.7. Техническая характеристика проволоки и ленты
с высоким омическим сопротивлением
Марка сплава Рабочая температура нагревательного элемента, °C Вид материала и его размеры, мм
предель- ная оптималь- ная .Пента Проволока
толщина ширина диаметр
Х15Ю5 1120 1050 0,2—7.5
Х23Ю5 1200 1150 0,2—3,2 6-80 0,3—7,5
Х23Ю5Т 1200 1150 0,3-7,5
Х27Ю5Т 1300 1250 0,5-5,5
Х15Н60 1000 950 0,3—7,5
ЗС15Н60-Н 1120 1050 0,1-3,2 6—250 0,1—7,5
Х20Н80-Н 1175 1125 0,1—7,5
Х20Н80 1100 1050 0,1—7,5
17—252
257
Для изготовления электронагревателей типа ГЭН и КЭН при-
меняют керамические нагревательные изоляторы типа ИКН-202У2,
ИКН-302У2, ИКН-402У2 и ИКН-702У2 по ТУ 16-528.101—76. Изоля-
торы, изготовляемые из керамического материала ВК 94, имеют хо-
рошую теплопроводность.
Для подключения электронагревателей к источникам питания
служат электрические кабеля и провода марок КРТП, ПС, ПРГ,
ПР ГД и ПР ГД О (табл. XXV.8, а также гл. VIII).
XXV.8. Электрические кабели и провода, применяемые
при термической обработке
Марка Характеристика ГОСТ Число жил Сечение кабеля или провода, мм*
2 X « о 3 о <У 1. cv - Л X основных жил жил за- земления
КРИТ Переносной гиб- кий кабель с мед- ными жилами с ре- зиновой изоляцией в резиновой обо- лочке ТУ КУЗ- 05-88 1 2 3 2 3 1 1 1 — 35—120 35-120 35—120 35—120 35-120 10-35 10—35
ПС Провод медный одножильный в оплетке, пропитан- ный противогни- лостным составом ТУ К73— 03—88 1 — 120-240 —
РГД Гибкий кабель с резиновой изоля- цией, в резиновой оболочке — 1 — 6-120 —
ИДО Гибкий кабель в изоляционно-за* uiHTHOH резиновой оболочке, облег- ченный — 1 — 35-70 —
При газопламенном нагреве используют следующие горючие газы
и жидкости ацетилен, городской газ, пропан, бутан, пропано-бута*
новую смесь, а также пары керосина и бензина (табл. XXV.9).
258
XXV.9. Основные свойства горючих газов и жидкостей
17*
259
XXV.10. Характеристика теплоизоляционных материалов
Материал Масса, кг Максималь- ная темпера- тура, °C Нормативный документ
1 м’ 1 м»
Кремнеземные ткани:
КТ-11 — 0,34 1300 ОСТ 6-11-376-74
КТ-И-ТО КТ-11-ТОЛ — 0,31 0,3 1100 1 1100 / ТУ 6-11-175—77
КТ-11-3/02 — 0,18 1100 ТУ 6-11-224-77
Асбестовые материа-
лы:
ткани (б — толщи- на, .мм):
АТ-3 6=2,5 — 1,3 400
ЛТ-4 6=3,1 — 1,5 400
АТ-5 6 = 2,2 — 1,35 400
АТ-7 6=2.4 — 1,53 450
ЛТ-8 6 = 3,3 — — 2,1 450
АТ-8 6 = 2 ’ 1,15 450
АТ-13 6 = 4,4 — 2,6 400
АТ-14 6 = 4.2 — 2,35 400
ЛСТ-1 6=1,8 — 1,05 500
картон:
КАОН-1, КЛОН-2 1000—1400 — 500 ГОСТ 2850—80*
Шнуры типа 0,09—0,26 — — ГОСТ 1779—83
111АОН, ШАИ-1, для 1м дли-
ШАИ-2, ШАПТ, ШАВТ ны
Маты:
теплоизоляционные — 4,5 1100 ТУ 6-11-388—75
МРПК-2 .минераловатные прошивные IM, 2М 76-125 250 — 600 ГОСТ 21880—76 ТУ 36-1846—77
высокотемператур- ные МВТ ” - 1100
Материалы каолнно-
вого состава:
вата ВКР-1 (1-го и 2-го сорта) мат В КМ } 100-150 — 1100 ТУ 6-11-245-77
260
XXV.6. Высокотемпературный теплоизоляционный мат МВТ
/ — кремнеземная ткань; 2 — рулонный материал; 3 — пуговицы из кремнезем-
ной ткани
Теплоизоляционные материалы, свойства которых указаны в табл.
XXV.10, применяют при термической обработке для уменьшения по-
терь тепла при нагреве и обеспечения безопасности персонала тер-
мистов.
При нагреве электронагревателями типа ГЭН и КЭН пользу-
ются высокотемпературными матами МВТ Маты (рис. XXV.6) из-
готовляют методом обшивки рулонированного материала каолино-
вого состава марки ВКР-1 кремнеземной тканью марки КТ-11-ТО
или КТ-11 с последующей простежкой кремнеземной нитью марки
К-П-С6-180 и пришивкой пуговиц из той же ткани.
XXV.5. ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для термической обработки сварных соединений используют
электрические источники питания, посты и установки для электрона-
грева и оборудование для газопламенного нагрева (рис. XXV.7).
XXV.5.1. Электрические источники питания
Источниками питания для термической обработки сварных со-
единений с электронагревателями типа ГЭН и КЭН являются свароч-
ные трансформаторы мощностью 15—30 кВ-А (табл. XXV. 11).
Источниками питания при индукционном нагреве токами часто-
той 50 Гц с использованием гибких индукторов из медного провода
261
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
XXV.7. Классификация оборудования для термической обработки
262
XXV.11. Источники питания для электронагревателей
типа ГЭН и КЭН
Тип источника Напряжение холостого хода. В Допустимое падение на- пряжения на нагрева- теле. В Номинальный ток, А пв. % Максимальное число на один источник питания, шт
последовательно включенных паль- цев ГЭН в поясе параллельно включенных поясов ГЭН параллельно включенных
кэн-з КЭН-2 КЭН-1
ТДФ1601 95 80 1600 100 52 16 6 16
СТШ-500-80, ТД-500, ПСО-500, ВСО-500, ВСГ-500 80 65 500 60 43 3 1 3 6
ПАС-400, АСБ-300, ПС-ЗООМ, ПС-300, ВД-303 80 65 300 60 43 2 1 • 2 4
ТСД-2000 79 64 2000 60 43 12 5 12 —
В КС-500 74 59 500 60 40 3 1 3 6
ТСД-1000 71 56 1000 60 37 6 2 6 —.
ТД-306 70 55 300 100 35 1 — 1 2
ТДФ-1001 . ВД-301. ВД-302 68 53 1000 100 35 10 4 10 —
68 53 300 60 35 2 1 2 4
СТЭ-34, ТСД-500 65 50 500 60 33 3 1 3 G
ВСС-300. ВСУ-300 65 50 300 65 33 2 1 2 2
ТРМК-1000-1 63 48 1000 100 32 10 3 10 —
TIL1C-1000-I 62 47 1000 100 31 6 2 6 —
ТШС-1000-3* 62 47 2000 60 31 12 5 12 —
СТН-500, ТС-500, ТСК-500. СТШ-500 60 45 500 60 30 3 1 3 6
СТН-1М, тд-зоо 70 45 300 60 30 2 1 2 4
без изоляции служат сварочные трансформаторы мощностью 70—
190 кВ А по ГОСТ 7012—77*Е (табл. XXV.12).
Для индукционного нагрева токами средней частоты 400—8000 Гц
применяют преобразователи (табл. XXV.13), состоящие из машин-
ного (индукторного) генератора средней частоты и асинхронного дви-
гателя, соединенного с ним через муфту или помещенного на од-
ном валу в одном корпусе.
XXV.5.2. Посты и установки для электронагрева
Дтя термической обработки сварных соединений трубопроводов
с электронагревателями типа ГЭН, КЭН-1 и КЭН-2 может приме-
няться комплектная установка ЭТОГ-600-И1 (табл. XXV.14), ее ста-
263
XXV.12. Источники питания гибких индукторов, работающие
на токе частотой 50 Гц
Тип трансформатора Мощность, кВ • А Ток номиналь- ный, А Напряжение холостого хода, В ПВ. % Внешняя характери- стика Охлаждение обмоток
ТСД-2000 165 2000 79 60 Падающая Воздушное
ТДФ-1601 182 1600 95 100 принуди- тельное
ТСД-1000 76 1000 76 60
ТДФ-1001 71 1000 71 100
ТПО-160.80/160ПК 160 2000 60 100 Жесткая Воздушное естествен- ное
ОСУ-Ю0/0.5А 100 1000 92 100 —
1РМК-30001 190 3000 61 100 Воздушное принуди- тельное
ТРМК-1000-1 70 1000 63 100
ТШС-1000-3 (при однофазном вклю- чении) 115 1600 62 80
ТШС-1000-1 62 1000 80 100
рое обозначение КУТОСС-Ml. В передвижном исполнении она назы-
вается ЭТОГ-600-И2 и монтируется на автомобиле ЕрЛЗ-762. Обе
установки выпускает Мннмонтажспецстрой СССР. Установка пред-
назначена для программируемой термической обработки сварных
соединений в режиме автоматического регулирования, контроля и ре-
гистрации температуры в монтажных условиях одновременно до шее- t
тн сварных соединений по одной программе. Число одновременно тер- е
необрабатываемых сварных соединений определяется числом элек- ;
тронагревателей, устанавливаемых на каждое сварное соединение. >
Например, при установке на каждом сварном соединении двух элек-
тронагревателей число таких сварных соединений будет равно трем.
Для термообработки одиночных сварных соединений трубопро-
водов в условиях монтажа создана установка ЭТОП-ЗОО-И!. (см.
табл. XXV. 14), ее старое обозначение У ПУТ.
Для термической обработки сварных соединений газопроводов
в полевых условиях с муфельными нагревателями типа ПТО разра-
2G4
aav.и. иреооразователи для индукционного нагрева токами средней частоты
jh *еээеш 2100 • JUUU 4000 ОСО О со -т ОС СО ТГ — СЧ 4000 870 1030 1870 2240 2365
Габарит (длинах высо- та), мм 1120X1040 1495X1040 1616Х1Ю0 972x660 1306 x 860 1555x855 1616x1150 1092x660 1391x860 1555X855
h/cW ‘hVoh tfoxoBd | 1 10 оо — м* —* см’ см" 1О СО СО 2,1 сч
Охлаждение агрегата Воздушно-при- нудительное Воздушно-при- нудительное Воздушно-во- дяное Воздушно во- дя ное Водяное Воздушно-во- дяное
% ‘BiraieuotEdO oadu VUM ю 75 74 г° JO j*
10м ‘Ktl'dl -VJuatfodiMairs udoittnow 8 125 41 76 138 120 О — со 138
Генератор сила тока, А 74/148 148/296 83/166 69/139/273 139/278/556 148/296 55/111 83/166 139/278 69/139 00 со Г- Ш сч ю — см
напряжение. В 750/375 «о со о г° 400/200 800/400/200 800/400/200 750/375 400/200 400/200 400/200 800/400 800/400 400/200
лдя “UOOIlIllON S 100 RSS 100 о о СЧ со о ю 100
tij ‘BMO1 BlCUO Pb Btn>oged СО сч 2650 2700 2400 2400 2400 0008 с о о о о о ОО 00 о о о о о о ОС 00 0008 0008
Тип преобразователя П В-50/2500 < < < с Г 1 ItS^-lUU/ZOUU ПВ Б-100/2500 ВПЧ 30-2400 ВПЧ 50-2400 ВПЧ 100-2400 ПВВ-100/8000 ВПЧ 20 8000 ВПЧ 30-8000 ВПЧ 50-8000 ВПЧ 100-8000
265
XXV.14. Техническая характеристика установок
ЭТОГ-600-И1, ЭТО П-300-И1
Показатель ЭТОГ-(ЮО-И1 ЭТОП-300-И1
Напряжение питающей сети, В 220±11
Частота питающей сети, Гц 50±1
Максимально регистрируемая темпе- 1100
ратура нагрева, °C Погрешность поддерживаемой темпе- ±2
ратуры, % Скорость, °С/ч: нагрева охлаждения Число одновременно работающих 100-1000 50—200 <6 100—700 50-350 1
электронагревателей Ток в каждом нагревателе. А Габарит, мм <100 1092X800X <300 311X605X680
Масса, кг X1145 600 70
ботаны установки с программным управлением ОТС-121 (полустацн-
онарная) и ОТС-62 (передвижная) (табл. XXV.15).
XXV.5.3. Оборудование для газопламенного нагрева
При использовании для термообработки газопламенного нагрева
одноплеменными универсальными ацетилено-кислороднымн горел-
ками (рис. XXV.8) и горелками других типов применяют специально
оборудованные посты.
Термическую обработку сварных соединений трубопроводов коль-
цевыми многопламенными горелками выполняют постами газопла-
менного нагрева (рис. XXV.9). В связи с большим расходом топлива
несколько баллонов с горючим газом (чаще всего с пропан-бутаном)
соединяют в группы у сборного коллектора.
XXV.6. ТЕХНОЛОГИЯ термической обработки
XXV.6.1. Технология термической обработки
сварных соединений трубопроводов
Технологический процесс проведения термической обработки
сварных соединений трубопроводов в монтажных условиях (табл.
XXV. 16) независимо от применяемых методов нагрева состоит из сле-
дующих операций:
266
XXV.I5. Технические характеристики установок ОТС-121 и ОТС-62
Показатель ОТС-121 ОТС-62
Максимальное число независи- 12 6
мо управляемых секций, одно- временно подключаемых к обо- рудованию Максимальное напряжение на 36
клеммах, В Максимальный ток в секции, А 400
Максимальная температура 1050
термообработки, °C Базовая конструкция блока уп- Вагон-столовая Металлический ку-
равления ВС-20 с подкат- зов шасси авгомо-
ними тележками бил я КрАЗ-2555 с
Пульт управления: лебедкой
тип ПУН-1
количество точек контроля и 6
регулирования температуры число пультов 2 I
Сварочный трансформатор: тип ТД-500
число 14 6
Максимальное расстояние от 50
блока управления до обрабаты- ваемого стыка (по длине сило- вого кабеля), м Максимальная скорость пере- 20 До 40
движения установки, км/ч Габарит, м 11.IX3.I7X Х2.68 9740 5X2,75X3.71
Масса, кг 16050
установки на сварное соединение термоэлектрических термомет-
ров, нагревательных устройств и термоизоляции;
включения термоэлектрических термометров в измерительную
цепь автоматического самопишущего потенциометра;
соединения нагревательного устройства с источником питании;
нагрева, выдержки и охлаждения сварного соединения;
демонтажа теплоизоляции, нагревательного устройства и термо-
электрических термометров.
267
XXV.8. Пест с нагревом однопламенной ацетилено-кислородной горелкой
/ — кислородный баллон; 2 — кислородный редуктор; 3 — рукава для подачи
кислорода; 4 — однопламенная универсальная ацетилено-кислородпая горелка;
5 —воронка; б—сварное соединение; 7 — рукава для подачи ацетилена; 8 —
ацетиленовый редуктор; 9 — ацетиленовый баллон
XXV.9. Пост с нагревом кольцевой
многопламенной горелкой
I — разборный коллектор; 2— проб-
ковый кран; 3 —сборный коллек-
тор; 4 — маслобензостойкие рези-
новые рукава: 5 — баллонные ре-
дукторы; 6 — баллоны с горючим
газом; 7 — кольцевые многопламен-
ные горелки; 8 — отборники горю-
чего газа; 9 — запорные вентили
XXV.6.1.I. ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЭЛЕКТРИЧЕСКИМИ УСТРОЙСТВАМИ СОПРОТИВЛЕНИЯ
Термообработку сварных соединений радиационным способом
с помощью гибких проволочных электронагревателей и муфельных
печей сопротивления следует применять при толщине стенок труб
не более 60 мм. В случае нагрева труб со стенкой толщиной более
25 мм следует внутри трубы на расстоянии 300—500 мм от шва ус>
268
XXV.16. Режимы термообработки сварных соединений
трубопроводов в монтажных условиях
Марка сталей и их сочетание между собой Толщина элемен- тов, мм Температура обработки. еС, + 15 °C Длительность выдержки, мин, не более
Ст 10. 15, 20, 15Л, 20Л Св 36 1 575 АЛ
15ГС, 16ГС, 25Л, 20ГСЛ » 32
11—20 60
12МХ, 15ХМ, 20ХМС 21—45 | 715 120
Св. 45 180
11—20 60
12Х1МФ, 20ХМФЛ 21—45 } 725 120
Св. 45 180
11—20 60
12X1 МФ, 15Х1М1Ф, 20ХМФЛ, 21—60 | 735 180
15Х1М1ФЛ Св. 60 300
Сочетания 10, 20, 20Л, 25Л 21-60 | 700 120
15ГС, 16ГС. 20ГСЛ + 12МХ Св. 60 180
15ХМ, 12X1 МФ
Сочетания 12МХ, 15ХМ 11—20 60
20ХМЛ+12Х1МФ, 15ХМ1Ф 21—45 > 725 120
20ХМФЛ Св. 45 180
танавлнвать тепловые заглушки или использовать нагреватели уве-
личенных размеров (с большей площадью нагрева), а также строго
соблюдать требования к равномерности нагрева и измерения тем-
ператур.
Основным типом электронагревателей сопротивления являются
гибкие пальцевые электронагреватели типа ГЭН Для правильного
выбора длины и числа поясов ГЭН в зависимости от диаметра тру-
бы следует руководствоваться рекомендациями табл. XXV. 17.
После присоединения поясов ГЭН к источнику питания на свар-
ное соединение устанавливают теплоизоляцию. Общая ширина теп-
лоизоляционного участка должна быть на 800—1000 мм больше ши-
рины зоны нагрева. Толщина слоя теплоизоляции на нагреваемой
зоне должна быть не менее 40 мм, на участках трубопровода, приле-
гающих к нагреваемой зоне, — не менее 20 мм. Теплоизоляцию сле-
дует крепить металлическими лентами.
При определении длины теплоизоляционных матов в зависимо-
сти ст диаметра груб необходимо пользоваться данными табл.
XXV 18.
269
XXV.17. Технические данные поясов ГЭН в зависимости
от диаметра труб сварного соединения
Наружный диаметр трубо- провода. мм Длина пояса ГЭН (по пальцам), мм Число секций в поясе ГЭН Число паль- цев в секции ГЭН Общее число пальцев в поясе
108 416 13 13
133 512 16 16
159 576 18 18
168 608 19 19
180 648 20 20
194 704 1 22 22
219 768 24 24
245 864 27 27
260 895 28 28
273 928 29 29
300 1022 32 32
325 1086 34 34
377 1280 20 40
426 1408 22 44
465 1536 2 24 48
530 1728 27 54
630 2048 32 64
720 2364 18 72
820 2668 4 21 84
1020 3328 26 104
XXV.18. Данные для выбора длины теплоизоляционных матов
в зависимости от диаметра труб
Наружный диаметр тру- бопровода. мм Длина, мм, тепло- изоляционного мата, устанавливаемого Наружный диаметр тру- бопровода, мм Длина, мм, тепло- изоляционного мата, устанавливаемого
на ГЭН или КЭН-3 на трубу на ГЭН или КЭН-3 на трубу
108 650 450 300 1250 1050
133 740 540 325 1315 1115
159 800 600 377 1505 1305
168 835 635 426 1635 1435
180 865 665 465 1760 1560
194 930 730 530 2020 1820
219 1005 805 630 2375 2175
245 1090 890 720 2530 2330
260 1120 920 820 2844 2644
273 1153 953 1020 3786 3586
270
XXV.6.1.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЭЛЕКТРОНАГРЕВАТЕЛЯМИ
КОМБИНИРОВАННОГО ДЕЙСТВИЯ
Основными нагревателями комбинированного действия являются
электронагреватели типа КЭН-1—КЭН-4. Для проведения термичес-
кой обработки секции КЭН необходимо установить в положение, ука-
занное в табл. XXV. 19 и XXV.20.
Выбор электрических параметров нагрева при использовании эле-
ментов КЭН должен проводиться в зависимости от требуемой ско-
рости нагрева и характеристики источника питания в соответствии
с рекомендациями табл. XXV.21.
XXV.6.1.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА
В монтажных условиях для выполнения подогрева и термической
обработки сварных соединений применяют индукционный нагрев
(табл. XXV.22, XXV.23) токами частоты 50 Гц и средней частоты
2500—8000 Гц.
XXV.7. ОРГАНИЗАЦИЯ РАБОТ
ПО ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Работы по термообработке возглавляет производитель работ или
мастер (в зависимости от объема и сложности работ). В группу тер-
мообработки входят термисты-операторы 2—5-го разряда на пе-
редвижных установках, слесари-электромонтажники 3—5-го разряда
и электрослесари 5—6-го разряда. На монтаже сложных объектов
в штат группы термообработки входит электрослесарь 5—6-го разря-
да по контрольно-измерительным приборам. Количественный состав
группы термообработки на монтажном участке устанавливает ею
руководство, исходя из объемов работ и сложности монтируемого
оборудования (табл. XXV.24).
Основополагающим документом, определяющим организацию
и технологию работ по термообработке на монтажной площадке, яв-
ляется проект производства работ (ППР) на монтажные работы, раз-
работанный в соответствии с существующими руководящими и нор-
мативными документами.
При организации и выполнении работ по термообработке свар-
ных соединений должны быть созданы все условия для соблюдения
правил техники безопасности и пожарной безопасности
Для обеспечения стабильного режима нагрева стыков при тер-
мообработке необходимо источники электропитания подсоединять
271
XXV.19. Схемы установки секций КЭН на вертикальных сварных соединениях
Размеры сварного
соединения трубо-
проводов, мм
Диаметр
Толщина
стенки
До 108
114—219
До 25
» 25
» 40
377—426 До 40
41—70
465—480 До 40
41—70
18-252
20 20 20 - •20 20 — — — — — —
- 25-50 30—40 — — — — — - —
- — — - 25—50 — - 25—50 — - —
— — - — — - — 25—50 30—40 - -
- - — — — 50-60 — — 50—60 - -
— - — - — — 60—70 — 50—60 — —
— 60—70
60—70 50—60
530—630 До 40 41—70 — 65-70 65—70 75-80
820—1020 До 40 41—70 { 1 —
1220 До 40 —
1420 > 40 — —
Продолжение табл. XXV.19
Размеры сварного соединения трубо- проводов, мм Эскиз
Диаметр Толщина стенки
До 25
До 108 Д
» 25
114-219 Г" М /
жл
» 40 15-20 >
Размер, мм, не более Общая шири- на намотки КЭН, мм, не
КЭН-4
КЭН-4-1 КЭН-4-2 КЭН-4-3
Ж И Е ж и Е ж и
— — — — — — — 250
— — - — — - — — 250
400
менее
ю
Продолжение табл. XXV. 19
Размеры сварного соединения трубопро- водов. мм Эскиз Размер, мм, не более Общая шири- на намотки КЭН. мм, не менее
КЭН-4
Диаметр Толщина стенки КЭН-4-1 КЭН-4-2 КЭН-4-3
Ж и Е ж и Е Ж и
245—325 До 25 ...А... — — 250
» 40 41—70 — — — — — — — — 400 650
0 00 0
377—426 До 40 — — — — 400
ж _ ж
41—70 —. — —- — 650
465—480 До 40 в — — — — — — - — 400
41—70 — — — — — — — — 650
0 №> № 0
530—630 До 40 — — — — — — — — 400
41-70 — — — — - — - — 650
820—1020 До 40 И 85—100 90—110 90—105 85—100 — 90-105 85—100 — 400
41—70 — 90-110 — 85-100 - — 85—100 — 650
1220 До 40 ilm — — — 95-110 100—115 100—115 90—100 400
1420 » 40 — — — — — — 105-120 110—130 400
Продолжение табл. XXV.20
ЭЭНЭК ЭН ‘КН 'НСМ имюквн ениашп bbItiqo 400 65) 400 650 400 650 400 400
КЭН-4 КЭН-4-3 aairog ЭН ‘КН •у dawted 15—20 15—20 3 1 3 20—25
ОЯ1Э -эьшгом 1 11 I ” 1 J
КЭН-4-2 ээиор ЭН ‘WW •у dawecd 1 15-20 15—20 q i 5 8 1 О см
оаю -ЭЫПГОЯ 1 2—3 3 3—4 I eo
КЭН-4-1 ээеоэ ЭН ‘NH у daweed 1 15—20 15—20 i I
O0J.3 -ЭЬИ1Г0>1 1 1 11 I ’ i 1
КЭН-3 аэь-од эн 'ПК у danced 15—20 15—20 15—20 15—20 i 1
озхэ -эьииюи 2 2-3 3 3-4 i 1
КЭН-2 ЭЭ1Г09 ЭН ‘WW ‘У d ЭКЕ nd II II II i 1
ояхэ -ЭЬИИОХ II II II i 1
КЭН-1 ЭЭ1ГО9 ЭН 'ПК •у danced II II II i 1
ояхэаъ •эыигои II II 1 ! i 1
Эскиз i< м а i да f ffj EL Ц.1 ]
lllllllllllllllllllllllllllllllll
пппппн ! ИГ
)/' vam / dlH3Yl Н€Я dlH3t1 Л vam diHaYl г >- нем г ахнэп
Размеры сварного соединения тру- бой повода. ММ иянэхэ BHHIllL-OJ. До 40 41—70 До 40 41—70 До 40 41—70 До 40 » 40
Диаметр 465—480 530—630 820—1020 1220 1420
XXV.21. Выбор оптимального значения тока и определение удельного
падения напряжения для секций КЭН
Характер нагрева Допустимый ток, А Падение напряжения на 1 м длины секции КЭН, В
КЭН-1 | кэн-2] кэн-з КЭН-1 j кэн-2 кэн з
Длительный (с неболь- шой скоростью, при вы- держке и др.) 50 100 250 5,7 5,5 5,8
Ускоренный 55 НО 275 6,2 6 6,4
Быстрый кратковремен- ный (подогрев для свар- ки и др.) 60 120 300 6,8 6,6 7
к отдельным силовым трансформаторам, не загруженным другими по-
требителями.
Сечение провода для подсоединения поста термообработки к се-
ти источника питания следует подбирать согласно рекомендациям
табл. XXV.25.
Место термообработки необходимо оградить от ветра, сквозня-
ков и атмосферных осадков и обеспечить первичными средствами для
тушения пожара.
К работам по термообработке сварных соединений допускаются
термисты-операторы, прошедшие специальную подготовку, сдавшие
соответствующие испытания и имеющие удостоверение на право про-
изводства указанных работ в монтажных условиях. Термисты-опера-
торы должны сдать испытания не ниже чем на вторую квалифика-
ционную группу по технике безопасности, а также по противопожарным
мероприятиям. Термисты-операторы ежегодно проходят повторную
проверку знаний, о чем должна делаться соответствующая отметка
в удостоверении.
К руководству работами по термообработке сварных соединений
допускаются инженерно-технические работники, производственные
и контрольные мастера, изучившие правила Госгортехнадзора СССР,
рабочие чертежи, действующие нормативные документы. Специаль-
ные знания инженерно-технических работников в области термичес-
кой обработки и других вопросов (см. выше) должны быть прове-
рены комиссией, назначаемой приказом руководителя предприятия,
выполняющею термообработку. Знания инженерно-технических ра-
ботников следует проверять перед началом работ на данном объ-
екте, а при постоянной работе в области термообработки — не реже
одного раза в 3 года.
Общие требования по допуску ИТР и рабочих к работам по тер-
277
276
XXV.22. Электрические режимы термической обработки сварных
соединений трубопроводов с использованием индукционного нагрева токами частотой 50 Гц
Размеры сварных соеди- нений трубопроводов, мм Число одно- временно термообра- батываемых соединений Размеры гибкого индуктора из голого медного провода Электрические параметры нагрева Допустимое расстояние между сварными соеди- нениями при групповой тер- мообработке, мм
Диаметр Толщина стенки Поперечное сечение провода, мм2 Число витков на одно сварное соединение Сила тока. А Напряжение на индукто- ре. В
108—159 Любая 1 180—240 10—12 1000—1100 25—30 —
5—6 120—180 6—7 1200—1300 65—75 2—3
194—325 До 30 1 180—240 10—12 1100—1200 40—45 —
Более 30 1 240 10—12 1300—1400 45—50 —
377—465 Любая 2—3 180—240 8-9 1200—1300 65—75 3—4
530—630 До 30 1 240 8-9 1200—1300 65-70 —
Более 30 1 240 10—11 1300—1400 55—60 —
Примечание. Расстояние между трансформатором и сварными соединениями не должно превышать 50 м.
XXV.23. Электрические режимы термической обработки сварных соединений трубопроводов
с использованием индукционного нагрева токами средней частоты 2500 Гц
Размеры сварных соединений трубо- проводов. мм Число сварных сое- динений, подвергае- мых одновременной термообработке Наибольшее расстояние, м, между Число витков индуктора на одно сварное соединение Попереч- ное сече- ние вит- ков ин- дуктора, мм» Электрические параметры нагрева
Диаметр Толщина стенки установкой н сварными соединениями сварными соединениями при группо- вой термо- обработке Напряжение на зажимах генератора, В Сила тока в цепи гене- ратор- индуктор, А Емкость конден- саторов. мкФ
108—168 11—36 1 5—6 12—25 150 100—120 60—80 ГГ| 18—20 ) 10—12 6—9 J 35—50 140—170 180—210 230—260 150—180 180—200 210—230 70—80 30—40 15—25
194—325 Более 10 1 4-6 100—120 60—80 5—6 14—16 10—12 35—50 50—70 160—190 230—260 170—190 200—220 60—70 15—25
377—530 > 10 1 2—3 100—120 60—80 7—10 12—14 9—10 Зо—50 50—70 180—210 220—250 180—200 200—220 55—65 20—30
630—720 » 10 1 2 100—120 60—80 10 10—12 7—9 35—50 50—70 180—210 230—260 180—200 210—230 50—60 30—40
ю 820—1020 <о > 10 1 100—120 — 9—10 70—95 300—330 240-270 35—40
XXV.24. Состав группы термообработки
Монтируемое оборудование Общее количест- во пер- сонала Термисты- операто- ры 2—5-го разряда Слесари- электромон- тажники 3—5-го разряда Электро- слесари 5-го раз- ряда
Котлы производительно- стью 220 т/ч и менее Энергоблоки мощностью, МВт: 5-8 1—2 3—4 1—2
50—150 с котлами про- изводительностью 320—500 т/ч 12—15 2—4 5-7 2-3
200 15—18 4—5 7-8 3-4
300 18—21 5—6 9—10 3—4
500 21—24 6—7 10—11 4-5
800 24—28 7-8 11 — 13 5-6
1200 25—30 7—8 12—14 5-7
XXV.25. Данные для выбора подсоединительного провода
Источник питания Сечение медного провода*, мм, для подсоединения к сети напряжением, В
220 380
Сварочные трансформаторы, преобразо- ватели или выпрямители с максималь- ным током, А: до 300 (ТС-300, ТД-300, ПС-300, 16 10
ПСО-ЗОО, ВСС-300, ВДУ-315, ВСУ-300 и т. д.) до 500 (ТД-500, ТС-500, ТСД-500, 35 16
ПС-500, ПСГ-500, ВСУ-500, ВКС-500, ВДУ-504, ВСС-500 и др.) до 1000 (ТСД-1000, ТДФ-1001, 70 50
ПСМ-1000, ВКСМ-1000, ВДУ-1001) Преобразователи средней частоты (для термообработки сварных соединений): ВПЧ-50, ПВ-50 50
ВПЧ-100, ПВВ-100, ПВС-100 — 70
* Для алюминиевого провода сечение должно быть примерно в 1,5
раза больше.
мообработке подробно изложены в ОСТ 36-50—86 «Трубопроводы
стальные технологические. Термическая обработка сварных соедине-
ний. Типовой технологический процесс».
Твердость металла шва испытывают для проверки качества тер-
280
мообработкн сварных соединений. Твердость металла шва измеряет-
ся переносными твердомерами на зачищенных до металлического
блеска участках поверхности шва. На каждом сварном шве должно
быть выполнено не менее трех измерений в разных местах по пери-
метру стыка.
Результаты замера твердости металла шва после высокого от-
пуска оценивают по нормам, приведенным в табл. XXV.26. Средняя
твердость металла шва после нормализации и высокого отпуска дол-
жна соответствовать нормам, приведенным в табл. XXV.27,
XXV.26. Допустимые средние значения твердости металла шва
после высокого отпуска
Металл шва Допустимая твердость, НВ. металла шва при толщине стенки, мм
20 и менее для стыковых соединений более 20— для стыковых соеди- нений, 20 и менее для угловых соединений более 20— для угловых соединений
09X1М 135—240 135—230 135—220
12X1 МФ 110-250 140-240 140—230
09X1 МФ 150—250 150—240 150—230
12Х11НВМФ 180—280 180-275 180—270
XXV.27. Допустимые средние значения твердости металла шва
после нормализации и высокого отпуска
Сталь труб (элементов, деталей) Допустимая средняя твердость, НВ, металла шва при толщине стенки, мм
до 20 мм включи- тельно более J0
15ХМ, 20ХМЛ 135—230 135—220
12X1 МФ, 20ХМФЛ 135—240 135—230
15Х1М1Ф. 15Х1М1ФЛ 150-240 150-230
12Х2МФСР 145-250 —
12Х11В2МФ (ЭИ-756) 180-260 —
XXV.8. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
При эксплуатации электронагревателей сопротивления и индук-
ционных установок следует соблюдать «Правила технической эксплу-
атации электроустановок потребителей», «Правила устройства элек-
троустановок» и «Инструкцию по технике безопасности при эксплуа-
281
тации установок для термообработки токами средней частоты с
машинным преобразователем».
При проведении работ с электронагревателями сопротивления не-
обходимо соблюдать следующие правила техники безопасности:
различные установочные и ремонтные работы проводить только
при отключенном источнике питания;
работу с горячими электронагревателями (снятие с труб при дос-
тижении 300 °C после окончания термообработки и др.) выполнять
в спецодежде (костюмы из плотной ткани и рукавицы);
на рабочих местах повесить предупредительные плакаты.
С теплоизоляционными матами следует работать в спецодежде
(костюм из плотной ткани, ботинки и рукавицы); на лицо необходи-
мо надевать респиратор слепесток» или марлевую повязку; глаза за-
щищать очками со светлыми стеклами.
Все металлические конструктивные части индукционных устано-
вок должны быть заземлены. Заземляющие проводники должны
иметь минимальную длину, не должны создавать замкнутых конту-
ров. Последовательное включение в заземляющий проводник не-
скольких заземляющих частей установки запрещается.
Взаимное расположение элементов установки (конденсаторов
и индуктора) должно обеспечивать наименьшие длины токопроводов
резонансных контуров для уменьшения потерь мощности. Рекомен-
дуемое расстояние от постового устройства до индуктора не бо-
лее 5 м.
Эксплуатация установки термообработки разрешается только
при наличии устройств, автоматически отключающих напряжение
в случаях: замыкания на землю проводов линии электропередачи
или индуктора; обрыва электрической цепи генератор — индуктор;
превышения в цепи генератор — индуктор номинальных значений тока.
Ток срабатывания автоматического устройства, отключающего
установку при соединении одной из фаз с землей, не должен превы-
шать 5 мА. Время срабатывания автоматического устройства не дол-
жно превышать 0,2 с.
Глава XXVI. КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
XXVI.1. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
К дефектам сварных соединений относится каждое отдельное не-
соответствие их характеристик требованиям, установленным норма-
тивной документацией. Дефекты могут быть явными, скрытыми, зна-
282
XXVI.I. Дефекты сварных соединений, выполненных сваркой
плавлением и способы их выявления
Дефе кт Характеристика дефекта Способ выявления
В форме шва Занижение сечения шва уменьшает его проч- ность. Чрезмерная вы- пуклость шва увеличива- ет внутренние напряже- ния Внешний осмотр и изме- рения швов с применени- ем мерительного инстру- мента, в том числе шаб- лонов
Незаверенные кратеры Появляются при обрыве дуги. Могут служить концентраторами напря- жений и очагами обра- зования трещин Внешний осмотр
Подрезы Уменьшают сечение шва, вызывают концентра- цию напряжений, могут быть причиной разруше- ния швов Внешний осмотр, метал- лографические исследова- ния
Прожоги Могут возникать при сварке тонкого металла и при сварке первого прохода многослойного шва Внешний осмотр
Поры Поры могут быть в виде скоплений, цепочек, а также единичными. По- ры снижают прочность и могут нарушать герме- тичность сварного соеди- нения Внешний осмотр поверх- ности и излома шва, про- свечивание рентгеновски- ми или гамма-лучами, ультразвуковая дефекто- скопия, магнитография
Шлаковые включения Макроскопические вклю- чения вызывают концен- трацию напряжений и снижают прочность свар- ных соединений. Микро- скопические включения в виде нитридов, фосфидов, легкоплавких эвтектик, окиси железа снижают пластические свойства сварных швов Внешний осмотр излома шва, металлографические исследования, просвечи- вание рентгеновскими и гамма-лучами, ультра- звуковая дефектоскопия, магнитные методы кон- троля
283
Продолжение табл. XXV 1.1
Дефект Характеристика дефекта Способ выявления
Непровары Местные несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее вы- полненных валиков. Соз- дают концентрацию на- пряжений, снижают прочность шва Внешний осмотр, просве- чивание рентгеновскими и гамма-лучами, магнн- тографня, ультразвуко- вая дефектоскопия
Трещины Трещины могут быть макро- и микроскопиче- скими, продольными и поперечными. Резко уве- личивают концентрацию напряжения и ухудшают пластические свойства сварных соединений Внешний осмотр, просве- чивание рентгеновскими и гамма-лучами, магнит- ные методы контроля, ультразвуковая или цвет- ная дефектоскопия, ме- таллографические иссле- дования
Вогнутость корня Углубление на поверхно- сти обратной стороны одностороннего сварного шва. Уменьшает сечение шва Внешний осмотр, рент- геновское и гамма-про- свечивание с использова- нием специальных ими- таторов
Свищи Несквозное углубление в сварном шве. Ослабляют сечение шва Внешний осмотр
Брызги металла Затвердевшие капли ме- талла на поверхности сварного соединения То же
Наплывы Натекания металла шва на поверхность основно- го металла или ранее выполненного валика без сплавления с ним. Явля- ются концентраторами напряжений Внешний осмотр, магнит- ные методы, цветная де- фектоскопия
Неплавное со- пряжение Резкий переход поверх- ности шва к основному металлу. Приводит к концентрации напряже- ний Внешний осмотр
284
XXVI.2. Дефекты соединений, выполненных контактной сваркой
Дефект Внешние признаки дефекта Способы выявления
Перегрев, пере- жог Стыковая сварка Чрезмерный разогрев де- тали (определяется по зоне цветов побежало- сти); окислы и трещины на поверхности соедине- ния; раковины, трещины и крупнозернистая струк- тура поверхности излома Внешний осмотр
Непровар Расслоение в виде полос- ки на выдавленном ме- талле; малая зона нагре- ва; пленка окислов по поверхности излома сты- ка Внешний осмотр, ультра- звуковая дефектоскопия, металлографические ис- следования
Трещины и ры- хлоты Пережог Кольцевые и продольные трещины, выходящие на поверхность и скрытые Точечная и шовная св Большая и глубокая вмятина, значительная зона цветов побежало- сти, губчатая поверх- ность, сильное окисление, краевой наружный вы- плеск, раковины, трещи- ны, выплески; укрупнен- ное зерно на поверхно- сти излома Внешний осмотр, магнит- ные методы, ультразву- ковая дефектоскопия, ме- таллографические иссле- дования арка Внешний осмотр, метал- лографические исследо- вания
Непровар Отсутствует или слиш- ком малая зона цветов побежалости, отсутству- ет вмятина Внешний осмотр, ультра- звуковая дефектоско- пия, рентгеновское про- свечивание с применени- ем контрастирующих ве- ществ
Трещины (при сварке закали- вающихся ста- лей) Во вмятине видны тре- щины, расходящиеся в виде паутины от середи- ны точки или в виде сер- па по окружности точки Внешний осмотр, маг- нитная и ультразвуковая дефектоскопия
285
XXVI.3. Методы контроля в зависимости от контролируемого объекта
Объект контроля Метод контроля
Основной металл и сварочные материалы: электроды, свароч- ная проволока, флюс, защит- ные газы. Свариваемость и ка- чество металла свариваемых деталей Испытания на свариваемость с оп- ределением технологических свойств материалов; механические испытания; металлографические исследования макро- и микро- структуры сварного соединения; проверка стойкости металла шва против межкристаллитной корро- зии; определение сплошности ме- талла шва физическими методами контроля
Квалификация сварщиков Механические испытания; металло- графические исследования; про- верка сплошности сварных соеди- нений, сваренных пробных образ- цов физическими методами конт- роля
Сварные соединения:
качество подготовки н сборки изделий под сварку; исправ- ность сварочного оборудова- ния; правильность режима сварки и соблюдение техно- логии сварки сплошность металла шва Осмотр и измерения собранных стыков: внешний осмотр и измере- ния сварных швов Радиационные, ультразвуковой и магнитографический методы
контрольные стыки, вырезан- ные из готового изделия Механические испытания на рас- тяжение, изгиб и Т. д.; испытания на коррозионную стойкость свар- ных соединений на вырезанных образцах
Плотность сварных соединений (герметичность швов) Испытания швов на плотность ке- росином, вакуумметодом, галоид- ным или гелиевым течеискателем; пневматическое или гидравличес- кое испытание сварных резервуа- ров, трубопроводов, аппаратов и других объектов
286
чительными, малозначительными, исправимыми и неисправимыми.
Дефекты в сварных соединениях приводят к уменьшению прочности,
нарушению герметичности и снижению эксплуатационной надежности
сварных конструкций.
В табл. XXVI. 1—XXVI.6 приведены основные дефекты сварных
соединений и способы их выявления, методы контроля в зависимос-
ти от объектов контроля, неразрушающие методы контроля, приме-
няемые в монтажных условиях, пример относительной выявляемости
дефектов методами неразрушающего контроля, качественная оценка
информативности некоторых методов неразрушающего контроля.
Балл 4 для магнитного и капиллярного методов означает, что
эти методы обеспечивают выявление лишь поверхностных дефектов.
XXVI.2. ПРЕДВАРИТЕЛЬНЫЙ И ОПЕРАЦИОННЫЙ
КОНТРОЛЬ
Дефекты в сварных соединениях могут быть вызваны плохим
качеством сварочных материалов, сборки и подготовки стыков под
сварку; нарушением технологии сварки, низкой квалификацией съар-
щика и другими причинами. Задачей предварительного и операцион-
ного контроля является выявление возможных причин появления
брака и предупреждение его.
При предварительном и операционном контроле проверяют каче-
ство:
основного материала (наличие сертификатов и заводской марки-
ровки материалов; для специальных сталей, кроме того,— наличие
легирующих элементов методом стилоскопнрования), соответствие
показателей механических свойств и химического состава требовани-
ям стандартов и технических условий при отсутствии сертификатов;
выявление внешним осмотром расслоений, трещин и других дефектов;
сварочных материалов (наличие сертификатов на сварочные ма-
териалы, бирок или этикеток на упаковочных коробках, ящиках, бал-
лонах, пачках. В случае их отсутствия партия сварочных материа-
лов подлежит контролю по всем показателям, установленным для
данного вида материалов; правильность их хранения);
заготовок и их сборки под сварку (размеры заготовок и раздел-
ку кромок, очистку кромок от грязи, ржавчины, окалины и других
загрязнений, зазор между кромками, притупление и угол раскрытия
для стыковых соединений, ширину нахлестки и зазор между листами
для нахлесточных соединений, угол и зазор между свариваемыми де-
талями, угол скоса кромок для тавровых и угловых соединений);
сварочного оборудования и приборов (исправность контрольно-
измерительных приборов, надежность контактов и изоляции, правиль-
287
gg XXVI.4. Неразрушающие методы контроля качества сварных соединений
QO Характеристики выявленных трещин Толщина материала, мм
Метод контроля минимальная глубина минимальное раскрытие Основные достоинства Важнейшие недостатки
Просвечивание: рентгенов- ское гамма-лучами 2% толщины контроли- руемого изделия 3% толщины контроли- руемого изделия В зависимости от ориентации по отношению к направлению пучка излуче- ния от 0,1 мм и более То же Высокая чувствитель- ность метода и четкость снимков; возможность определения характера дефектов и их размеров; наличие документа о ка- честве контролируемого изделия Широкая область приме- нения в строительно-мон- тажных условиях в свя- зи с портативностью и маневренностью аппара- туры, независимость от источников электропи- тания. Возможность вы- явления характера де- фектов и их размеров, наличие документа о ка- честве контролируемого соединения Вредность рентгеновских лучей для человека; гро- моздкость аппаратуры (за исключением им- пульсных рентгеновских аппаратов); зависимость от источников электро- питания; значительная трудоемкость и стои- мость работ Вредность гамма-лучей для человека; ограничен- ная чувствительность при выявлении трещин и уз- ких непроваров; трудо- емкость и высокая стои- мость работ, выполняе- мых этим методом До 40—60 (по стали) для порта- тивных аппа- ратов, до 100 для ста- ционарных аппаратов До 60—80 (по стали) для порта- тивных гам- ма-дефекто- скопов
Ультразвуко- вой 0,1 мм 0,001 мм Возможность контроля деталей больших толщин Трудность или невозмож- ность контроля аустенит- До 500— 1000
19—252
и определения глубины залегания дефектов; вы- сокая производитель- ность, особенно для ме- ханизированного контро- ля; отсутствие вредных излучений ных сталей и материалов с крупнозернистой струк- турой; затруднения при контроле металла малой толщины (менее 6— 8 мм) и стыков труб ма- лого диаметра; труд- ность определения харак- тера и размера дефектов; отсутствие документаль- ной записи результатов при ручном контроле
Магнитогра- фический 5—10% толщины контроли- руемого изделия Высокая производитель- ность и низкая стои- мость; хорошая чувстви- тельность при выявления узких непроваров, по- верхностных и подпо- верхностных трещин и других дефектов Малый диапазон контро- лируемых толщин; труд- ность контроля швов с грубой чешуйчатостью, зависимость выявлясмо- сти дефекта от глубины его залегания; возможен контроль только ферро- магнитных материалов До 16
Цветной 0,02 мм 0,002 мм Высокая чувствитель- ность выявления поверх- ностных дефектов, до- статочно высокая произ- водительность при ис- пользовании материалов в аэрозольной упаковке Трудность контроля швов с грубой чешуйча- тостью; возможность вы- явления только поверх- ностных дефектов Не ограни- чена
XXVI.5. Относительная выявляемость дефектов сварки различными
методами дефектоскопии, % от общего числа дефектов
Метод контроля
Просвечивание:
рентгеновское
гамма-лучами
Ультразвуковой
Магнитный порошковый
Капиллярный (цветной)
XXVI.6. Оценка, балл информативности методов неразрушающего
контроля
Примечание. 1 балл — качество очень высокое, 2 балла — вы-
сокое, 3 балла — среднее, 4 балла — низкое.
ность подключения сварочной цепи, исправность защитных уст-
ройств, электрододержателей, сварочных горелок, редукторов, про-
водов и т. д., а также надежность обеспечения заданных режимов
сварки);
технологии сварки (используемые марки и диаметры электродов
и электродной проволоки, марки флюса или род защитного газа,
род сварочного тока и его полярность, напряжение, скорость сварки,
вылет электродной проволоки, число слоев в многослойном шве и по-
рядок их наложения, тщательность зачистки слоев от шлака и т. д),
290
XXV1.3. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
XXVI.3.1. радиографический метод контроля
Рентгеновское (табл. XXVI.7) и гамма-просвечивание представ-
ляет собой разновидность электромагнитных излучений весьма вы-
сокой частоты — от 0,5-10й до 6-1019Гц. Применение рентгеновских
и гамма-лучей для просвечивания материалов основано на их свой-
стве проникать через непрозрачные тела, воздействовать на фотома-
териалы, вызывать люминесценцию некоторых химических соедине-
ний, а также изменять электрическую проводимость ряда полупро-
водниковых материалов.
XXVI.7. Основная характеристика рентгеновских аппаратов
для просвечивания сварных соединений в полевых
и монтажных условиях
Модель Номинальное напряжение сети, В Номинальный ток трубки. мА Масса, кг ТГ ГС х 3 Ь ГС 5 толщина просве- чиваемой стали, мм
пульта уп равлеиия блока транс- форматора
S И * X S ГС
РУП-120 5-1 220/380 50- -120 5 30 45 25
РАП-160-6П 220 80- -160 6 29 46 40
РАП-160-1 ОН 220 80- -160 10 29 46 40
РУП-200-5-2 220/380 До 200 5 35 88 60
РУП-300-5Н 220 100- -300 5 29 70 70
РУП-400-5-1 220/380 До 400 5 Общая 600 120
Для контроля сварных соединений в условиях строительно-мон-
тажной площадки используют главным образом радиографический ме-
тод регистрации дефектов, при котором дефекты шва изображаются
на рентгеновской пленке. При этом методе изображение можно по-
лучить и на полупроводниковой селеновой пластине с последующим
переносом его на писчую бумагу (электрорентгенографическнй метод
регистрации), а также на фотобумаге.
Для контроля сварных соединений в строительстве получили
распространение рентгеновские аппараты (табл. XXV1.8) фирмы «Ме-
дикор» (Венгерская Народная Республика).
Наиболее удобны для работы в монтажных условиях портатив-
ные импульсные рентгеновские аппараты (табл. XXVI.9). Для при-
менения в монтажных условиях удобны переносные гамма-дефекто-
скопы (табл. XXVI. 10).
19'
291
XXVI.8. Характеристика рентгеновских аппаратов
фирмы «Медикор*
Модель Напряже- ние. кВ Номи- нальный ток труб- ки. мА Угол раствора пучка, град Масса блока трансфор- матора. кг Максималь- ная толщина просвечивае- мой стали. мм
SL-14I 50—140 2—5 38 35 40
ВХ-150 10—150 2-5 40 48 40
КХ-160 60—160 2—5 40, 360 55 45
МХ-150 30—150 1—5 37 16 40
МХ-200 70—200 1-8 40 20 60
Примечание. Аппараты SL-141, ВХ-150, КХ-160 снабжены
пультом управления XR-1 (масса 20 кг). Аппараты МХ-150, МХ-200
имеют пульт управления 1MXR-2 (масса 16 кг).
XXV 1.9. Характеристика портативных импульсных аппаратов
Модель Амплитуда импульса на трубке. кВ Потребляе- мая мощ- ность. В-Л Максималь- ная толщина просвечивае- мой стали, мм Масса аппарата, кг
МИРА-1Д 100 300 10 10
МИ РА-2 Д 150 400 20 15
МИРА-ЗД 200 600 40 22
МИ РА-4 Д 300 800 60 65
Примечания: 1. Ресурс излучателя составляет 5- 10е импульсов
для аппаратов МИРА-1Д, МИРА-2Д и 10’ импульсов для аппарата
МИРЛ-ЗД 2. В таблице указана предельная толщина просвечивания
стали при использовании флуоресцирующих экранов.
В табл. XXVI.11 указана область применения основных источни-
ков гамма-излучения, в табл. XXVI.12 — основные характеристики
рентгеновских пленок, а в табл. XXVI. 13 — область использования
их, в табл. XXVI.14 — характеристика флуоресцирующих экранон.
Для сокращения времени экспозиции при просвечивании мате-
риалов большой толщины пользуются усиливающими флуоресциру-
ющими экранами, но при этом понижаются контрастность и четкость
снимков. Флуоресцирующие усиливающие экраны целесообразно при-
менять в сочетании с экранными пленками.
Металлические усиливающие экраны улучшают качество снимка
и сокращают время экспонирования пленки в 1,5—3 раза.
Рекомендуемая толщина свинцовой фольги усиливающих метал-
лических экранов в зависимости от энергии излучения:
292
Источники излучения
Толщина
фольги,
мм
Рентгеновские лучи. кВ:
100—300 ................................
:в. 300 ...................................
Тулий-170 ...................................
Селен-75.....................................
Иридий-192 ................... ..............
Цезий-137 ...................................
Кобальт-60...................................
0,06—0,09
0.09—0,16
0,09—0.16
0,16—0.2
0,16—0.2
0.2-0.5
0,5—1
XXVI.10. Основная характеристика переносных гамма-дефектоскопов
Тип дефектоскопа Источник излучения Масса радиаци- онной головки, кг Толщина просве- чиваемой стали, мм
Изотопы Мощность ЭКСПО- ЗИЦИОННОЙ ДОЗЫ на расстоянии 1 м А/кг (Р/с) Размер ак- тивной части источника, мм
Га.ммарид- 170/400 Иридий-192 Тулий-170 Селен-75 3,87-10—8 (1,5-10-4) 3,1-10-® (1,210-4) 1,2.10-’ (4,66 IO-4) 0,5x0,5 9X7 11,5X11 6 6 6 1—40 1—40 1—40
Гаммарид- 192/4 Иридий-192 1,29-10-’ (5-Ю-4) 1X1 6 До 40
Гаммарнд- 192/40Т То же 1,29-10-® (5-IO-3) 3X3 13 » 60
Гаммарид- 192/120 » Цезий-137 3,87-10-® (1,5-10-2) 1,61-10-’ (6,2-10-4) 4X4 6,6X6,5 16 » 80
Стапель-5М Иридий-192 3,87 10-7 (1,5-10—3) 1,5x1,5 8 » 40
Стапель-20М То же 1,29-10-® (5-Ю-3) зхз 18 » 60
Для оценки чувствительности радиографического контроля при-
меняют проволочные (табл. XXVI. 15), канавочные (табл. XXVI. 16)
или пластинчатые (табл. XXI.17) эталоны чувствительности, кото-
рые изготовляют из того же материала, что и просвечиваемое изделие.
293
XXVI.11. Область применения основных источников гамма-излучения
Источник гамма-излучения Период полураспада Энергия излуче- ния, мэВ Толщина просвечиваемого материала, мм
железа титана алюминия
Тулий-170 127 дней 0,084 1-20 2—40 3—70
Селен-75 127 дней 0,136; 0,265 5—30 7—50 20—200
Иридий-192 74,4 дня 0,296; 0,486 5—80 10—120 40—350
Цезий-137 33 года 0,661 10—120 20—150 50—350
Кобальт-60 5,37 лет 1,17; 1,33 30—200 60-300 200-500
XXVI.12. Основная характеристика рентгеновских пленок
Марки пленки
Чувствитель-
ность. Р~1
Коэффициент
контрастности
Оптическая
плотность
вуали
Содержание
серебра в
1000 м пленки
шириной 35 мм
Безэкранные пленки
РТ-1 25 3,2 0,2 630-860
РТ-1Д 25 3,2 0,2 728
РТ-6М 70—100 3 0,2 1750
РНТМ-1 13 3,5 0,12 875
(РНТМ-1Д)
PT-C1II 10 3 0,15 875
РТ-4М 5 3,5 0,1 840
РТ-5 3 4 0,1 756
(РТ-5Д)
Экранные пленки
РТ-2 450 3 560
РМ-6 1400 3,5 630
РМ-В 650 3 ’ 0,2 455
РМ-1 400 2,8 409
РМ-1Т 400 2,8 521
Пленки с
Примечание,
шинной обработки.
индексом «Д» предназначены для ма-
Чувствитсльность радиографического контроля определяется я
миллиметрах или в процентах по изображению на снимке одного из
эталонов чувствительности,
294
XXVI.13. Область использования рентгеновских пленок в зависимости
от энергии излучения и толщины просвечиваемого материала
Толщин а стали, мм Напряжение на рентгеновской трубке, кВ
50-80 80-120 120-150 150—180 180—200 200—430 400—1330
РТ-1 РТ-1 РТ-СШ РТ-4 РТ-4 РТ-4
1 "к РТ-СШ РТ-2 РТ-4 РТ-5 РТ-5 РТ-5 —
I—3 РТ-4 РТ-СШ РТ-5 — —
РТ-5 РТ-4 — — — — —
РТ-1 РТ-1 РТ-1 РТ-4 РТ-4 РТ-4 РТ-4
5-10 РТ-2 РТ-СШ РТ-СШ РТ-5 РТ-5 РТ-5 РТ-5
РТ-СШ РТ-4 РТ-4 — —
РТ-2 РТ-1 РТ-1 РТ-СШ РТ-СШ РТ-4 РТ-4
10-20 — РТ-2 РТ-3 РТ-4 РТ-4 РТ-5 РТ-5
— РТ-СШ — — РТ-5 — —
РТ-2 РТ-2 РТ-1 РТ-1 РТ-1 РТ-СШ РТ-1
РТ-2 РТ-СШ РТ-СШ РТ-4 РТ-СШ
20—40 — — РТ-СШ — РТ-4 РТ-5 РТ-4
— — — — — —— РТ-5
РТ-2 РТ-2 РТ-1 РТ-1 РТ-1 РТ-1
— РТ-2 РТ-2 РТ-СШ РТ-СШ
40—оО — — — — РТ-СШ РТ-4 РТ-4
— — — — РТ-5
РТ-2 РТ-2 РТ-1 РТ-1 РТ-1
—— — — РТ-2 РТ-2 РТ-СШ
оО—100 — — — — — РТ-СШ РТ-4
— —• — — — — РТ-5
применять
пленки
Примечание. Вместо пленки РТ-2 можно
типа РМ-1, РМ-2 и РМ-6, РМ-В.
Чувствительность контроля в миллиметрах равна наименьшему
диаметру выявляемой на снимке проволоки проволочного эталона,
наименьшей глубине выявляемой на снимке канавки канавочного эта-
лона или наименьшей толщине пластинчатого эталона, при которой
на снимке выявляется отверстие с диаметром, равным удвоенной тол-
щине эталона. Чувствительность контроля в процентах определяет-
ся по формуле
295
XXVJ.I. Относительное изменение активности радиоактивных источников из-
лучения со временем
Qo> Qj —соответственно начальная и спустя время t активность источника;
Г—период полураспада изотопа; / — время действия источника (прошедшее)
ПЛЕНКА
ПЛЕНКА ПЛЕНКА ПЛЕНКА
ПЛЕНКА
XXVI.2. Схемы (1—8) просвечивания различных сварных соединений
296
К = K/S 100 %
где /С —чувствительность, мм; S —толщина просвечиваемого металла, мм.
Экспозицию при радиографическом просвечивании определяют по
специальным номограммам или подбирают опытным путем; при
гамма-просвечивании необходимо учитывать снижение активности ис-
точников излучения во времени (рис. XXVI.1).
Некоторые схемы просвечивания сварных соединений различных
типов показаны на рис. XXVI.2.
Для экспонированных пленок применяют проявители, рецепты
XXVI.14. Основная характеристика некоторых флуоресцирующих
экранов
Тип экрана Количество люминофора на экране, Мг/см Коэффициент усиления для энергии
переднем заднем £эфф=50 кэВ £Эфф~,5° кэВ
ЭУ-В2 (стандарт) 60 60 10 10
ЭУ-Б (СБ) 70 70 18 12
УС 30 ПО 30 15
ЭУ-ВЗ (УФДМ) 40 120 18 19
B1I-1 80 120 20 30
ВП-2 120 180 25 44
УФД 200 200 30 45
XXVI.15. Диаметры проволок проволочного эталона
чувствительности, мм
Номер эталона Диаметр проколок эталона
0, * Л *
1 0,2 0,16 0,125 0,1 0,08 0,063 0,05
2 0,4 0,32 0,25 0,2 0,16 0,125 0,1
3 1,25 1 0,8 0,63 0,5 0,4 0,32
4 4 3,2 2,5 2 1,6 1,25 1
XXVI.16. Глубина канавок канавочного эталона чувствительности
Номер эталона Глубина канавок, мм Толщина эталона й, мм
Л1 ". ". А"
1 0,6 0,5 0,4 0,3 0,2 0,1 2
2 1,75 1,5 1,25 1 0,75 0,5 4
3 4 3,5 3 2,5 2 1,5 6
297
XXVI.17. Основные размеры, мм, пластинчатых эталонов
чувствительности с отверстиями
МЕСТО МАРКИРОВКИ
г -Г
Номер эталона h D d С L
1 0,1 0,2 0,1
2 0,2 0,4 0,2
3 0,3 0,6 0,3 10 25
4 0,4 0,8 0,4
5 0,5 1 0,5
6 0,6 1,2 0,6
7 0,75 1,5 0,75 12 36
8 1 2 1
9 1,25 2,5 1,25
10 1,5 3 1,5
11 2,0 4 2 14 45
12 2,5 5 2,5
XXVI.18. Рецепты проявителей для рентгеновской пленки, г на 1 л
проявителя
Номер проя- вителя Ментол Сульфит на- трия кристал- лический Фенидон Гидрохинон Натрий угле- кислый крис- таллический Калий бро- мистый Бенэотриазор
1 3,5 120 9 108 3,5
2 2 180 — 8 118 5
3 —— 75 0,5 8 50 2 0,3
Примечай и е. Проявитель № 2 рекомендуется для проявления
пленок типа РТ-1, РТ-2 и РМ-1.
298
которых приведены в табл. XXVI. 18; можно использовать и другие
составы проявителей.
Рецепты фиксажей, приведенные ниже, рассчитаны на 1 л фик-
сажа. В жаркую погоду, когда температуру раствора не удается по-
низить до 20 °C, следует применять кислый дубящий фиксаж № 6.
Фиксаж М 1
Гипосульфит, с .......................................... 250
Фиксаж Л? 2
Гипосульфит, г ......................................... 400
Сульфид натрия кристаллический, г.......................... 50
Борная кислота, г.......................................... 40
Фиксаж № 3
Г ипосульфит, г...................................... 400
Сульфид натрия кристаллический, г................. . 50
Серная кислота концентрированная, см* ................... 5
Фиксаж М 4
Гипосульфит, р......................................... 400
Сульфид натрия кристаллический, г ....... . 50
Уксусная кислота 30 К>-ная. см’...................... 40
Фиксаж № 5
Гипосульфит, г...................................... 260
Аммоний хлористый, г. • . • >.......................... 50
Натрий метабисульфат, г ............ . 16
Фиксаж Л2 6
Гипосульфит, г...................................... 250
Сульфид натрия кристаллический, г.................... 40
Уксусная кислота 30 %-ная, см’.................... . 45
Квасцы алюмокалиевые, г ................................ 15
На основании рентгеновских и гамма-снимков составляют заклю-
чение, в котором указывают характер, размеры и число дефектов.
Сварные соединения классифицируют по результатам радиогра-
фического контроля. В зависимости от предельных размеров дефек-
тов и их суммарной длины соединения относят к одному из семи
классов. Класс сварного соединения должен устанавливаться нор-
мативно-технической документацией. В классах 1—3 не допускают-
ся непровары.
Допустимость непроваров для сварных соединений 4—-7-х клас-
сов должна указываться в нормативно-технической документации на
контроль.
В СНиП 3.05.05—84 «Технологическое оборудование и техноло-
гические трубопроводы» принята многобалльная оценка качества
сварных соединений по суммарному баллу, который определяется
сложением наибольших баллов, полученных при раздельной оценке
качества соединения по величине и количеству непроваров и вклю-
чений в швах.
299
Расшифровке подлежат только снимки, качество которых удов-
летворяет требованиям ГОСТ 7512—82.
Чувствительность контроля нс должна превышать значений, ука-
занных в табл. XXVI.19 (для установленного нормативной докумен-
тацией класса чувствительности).
XXVI.19. Чувствительность радиографического контроля, мм
Толщина контролируемого Класс чувствительности
металла (в месте установки эталона чувствительности) I 2 3
До 5 Св. 6—9 вкл. » 9— 12 » » 12-20 » » 20—30 » » 30—40 » » 40—50 » » 50—70 » » 70-100 » 0,1 0,2 0,2 0,3 0,4 0,5 0,6 0,75 1 0,1 0,2 0,3 0,4 0,5 0,6 0,75 1 1,25 0,2 0,3 0,4 0,5 0,6 0,75 1 1,25 1,5
В соответствии с ОСТ 36-59—81 «Контроль неразрушающий.
Сварные соединения трубопроводов и конструкций» при просвечива-
нии сварных соединений трубопроводов через две стенки указанные
в табл. XXVI.19 значения чувствительности следует удваивать.
Электрорентгенографический способ получения рентгенограмм —
это процесс получения рентгеновских снимков при просвечивании
изделий и сварных соединений, при котором в качестве фоточувстви-
тельного материала используется не фотопленка, а полупроводнико-
вый слой. Проявление и фиксирование изображений представляют
собой чисто физические процессы. При применении электрорентгеногра-
фии не требуется затемненного помещения, водоснабжения и химика-
тов; значительно сокращается время изготовления снимка и в 5—7
раз снижается его стоимость.
В настоящее время разработано несколько типов электрорент-
генографических аппаратов для промышленного просвечивания, ко-
торые изготовлялись в единичных экземплярах. Селеновые электро-
рентгенографические пластины ПЭР-2-ЗП чувствительностью 150 об-
ратных рентген предназначены для просвечивания стали толщиной до
20 мм. Для использования в монтажных условиях разработан порта-
тивный электрорентгенографический аппарат Арекс-2М массой не
более 10 кг, в нем применяют пластины 120X320 мм.
300
XXVI.3.2. ультразвуковой метод контроля
Метод ультразвуковой дефектоскопии (табл. XXVI.20) основан
на способности ультразвуковых колебаний прямолинейно распростра-
няться в металле и отражаться от границы раздела сред, имеющих
разные акустические свойства.
XXVI.20. Основная характеристика некоторых ультразвуковых
дефектоскопов для контроля сварных соединений в условиях
строительно-монтажной площадки
Тип дефектоскопа Максималь- ная глубина прозвучи- вания (по стали), мм Рабочие частоты. мГц Потребляемая мощность, Вт Масса, кг, не более
ДУК 66 пм 2500 1,25; 2,5; 10(40) 10
5; 10
УД-11 ПУ 180 1,25; 2,5; 12 (30) 7 (без нс-
5; 10 точника
питания)
УД-13П* 100 2,5 (7,5)** 1,5
УД-15П 1000 2,5; 5 12(55) 6
УЗД-МВТУ 500 0,5—12,5 10(15) 6
ЭХО-2 250 2,5; 5 8(40) 7
УД-1 ОУ А 5000 1,5—6 (120) 28
Примечания: 1. В скобках указана потребляемая мощность
В-А при питании дефектоскопов от сети переменного тока. 2. Одной
звездочкой отмечен дефектоскоп, у которого вместо электронно-луче-
вой трубки в качестве индикатора используется стрелочный прибор.
3. Двумя звездочками отмечено, что дефектоскоп может питаться от
6 гальванических элементов типа «Салют-1» или «Прима».
Для получения ультразвуковых колебаний используется пьезо-
электрический эффект, при котором электрические колебания, прило-
женные к пьезометрической пластине, превращаются в механические.
Ультразвуковые колебания в контролируемое изделие вводятся
с помощью плоских или призматических искателей через слой жидко-
сти, необходимый для обеспечения акустического контакта искателя
с металлом проверяемого соединения. Применяют искатели, рассчи-
танные на частоту 0,6—10 мГц.
Дефектоскопию швов сварных соединений осуществляют эхоим-
пульсным, теневым или эхотеневым методами. Наиболее распростра-
нен эхоимпульсный метод, при котором в шов посылают кратковре-
менные импульсы ультразвуковых колебаний, а в паузах между ними
отраженные от дефектов колебания поступают на приемный пье-
зоэлемент, усиливают их усилителем дефектоскопа и подают на элек-
301
троннолучевую трубку, на экране которой наблюдают импульсы от
дефектов.
Основными измеряемыми характеристиками дефектов при задан-
ной чувствительности дефектоскопа являются: амплитуда эхосигна-
ла, условная протяженность дефекта, условное наименьшее расстоя-
ние между дефектами, а также число дефектов на определенной дли-
не шва и расположение их по длине, высоте и ширине шва.
Основные параметры контроля измеряют и дефектоскоп настра-
ивают на заданную чувствительность с помощью специальных эталон-
ных образцов. К основным параметрам контроля относятся частота
ультразвуковых колебаний, чувствительность контроля, угол ввода
ультразвукового луча в металл сварного соединения, стрела
искателя, точность работы глубиномера, разрешающая способ-
ность в направлении прозвучивания и размеры преобразователя
в искателе.
Выбор параметров контроля и методика его проведения ре-
гламентируются специальными инструкциями по ультразвуковому
контролю, которые разрабатываются для отдельных видов свар-
ных соединений, толщин проверяемого металла или для конкретных
изделий.
Швы сварных соединений лучше проверять в нижнем положе-
нии. Для контроля швов на вертикальных стенках и в потолочном
положении необходимо применять более вязкую контактную жид-
кость. Скорость ручного ультразвукового контроля обычно состав-
ляет 0,5—1,66 м/с (2—6 м/ч).
Существенное повышение производительности контроля обеспе-
чивают автоматизированные ультразвуковые дефектоскопы. Автома-
тизированный ультразвуковой дефектоскоп типа УД2С-93 предназ-
начен для выявления дефектов в стыковых сварных соединениях
листовых конструкций из визкоуглеродистых и низколегированных
ферромагнитных сталей с толщиной листов 8—20 мм в заводских
и монтажных условиях при температуре окружающей среды от 5
до 50 °C.
Дефектоскоп снабжен регистратором дефектов, позволяющим по-
лучить от 3 экземпляров дефектограмм (с применением обычной бу-
маги), дефектоотметчиком, световым индикатором наличия дефектов.
Механизм перемещения акустических преобразователей снабжен
движителем с магнитными колесами и позволяет контролировать
сварные соединения в различных пространственных положениях.
Имеется автоматическая система направления механизма перемеще-
ния вдоль шва. Система подачи контактной жидкости работает во
всех пространственных положениях.
Дефектоскоп выполнен в виде трех блоков: электронной стойки,
механизма перемещения и пульта управления.
302
Основные технические характеристики дефектоскопа УД2С-93
Частота ультразвуковых колебаний............... 2.5 мГц
Условная чувствительность ..................... 55 мм
Диапазон контролируемых толщин.................. 8—20 *
Скорость контроля.............................. 0,0166 (1)
м/с (м/мин)
Минимальный радиус кривизны контролируемых
поверхностей .................................. 2 м
Расход контактной жидкости (воды) . . . , , 5 л/ч
Масса:
пульта управления.........................«... 1.7 кг
механизма перемещения ....................... 25 кг
электронной стойки ............................. 180 »
Питание от сети переменного тока:
напряжение .................................... 40 В
потребляемая мощность.................. 800 В -А
XXVI.3.3. МАГНИТОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ
Сущность метода состоит в фиксации на магнитной ленте полей
рассеяния, возникающих над дефектными участками шва при его
намагничивании, с последующим воспроизведением этих полей с по-
мощью магнитографической аппаратуры.
Магнитографический метод может применяться для контроля
сварных соединений листовых конструкций и трубопроводов из фер-
ромагнитных материалов при толщине основного металла до 16 мм.
Поля рассеяния от дефектов записываются в процессе
намагничивания сварного соединения, на которое наложена маг-
нитная лента. Используются магнитные ленты типа И2607-35 и
И2607-70.
Магнитографическому контролю могут подвергаться сварные со-
единения с небольшой чешуйчатостью при высоте валика усиления шва
не более 3—4 мм. Ниже приведены назначение и типы намагничиваю-
щих устройств для магнитографического контроля сварных соеди-
нений.
Для плоских листовых конструкций .... ПНУ
Для труб диаметром, мм:
325-1020 .......................... ПНУ-1М
210-325 ................................. Г1НУ-2М
102—168 ................................. ПНУ-ЗМ
168—1200 и листовых конструкций .... УНУ
57-89 ................................... НВ
820—1420 и листовых конструкций .... МУН-1
(«Шагун»)
Импульсное устройство ИНУ-1 позволяет намагничивать протя-
женный участок шва (600—700 мм) или весь периметр шва трубы.
Записи полей от дефектов воспроизводят с помощью магнитогра-
фических дефектоскопов с импульсной или телевизионной индикацией
дефектов.
При импульсной индикации о характере и размере дефекта су-
дят по форме и амплитуде импульсов при отклонении луча на экране
электронно-лучевой трубки образуется видимое изображение магнит-
303
ных полей, форма которых приблизительно соответствует очертанию
дефектов.
Для контроля сварных соединений применяют магнитографичес-
кие дефектоскопы типа МД-9, МД-11, МГК, МДУ-1, МДУ-2, воспро-
изводящее устройство УВ-ЗОГ.
Основные технические данные магнитографического
дефектоскопа
Чувствительность прибора . .
Скорость подачи магнитной
ленты ... ....................
Способ индикации дефектов .
Диапазон рабочих температур
Относительная влажность . , .
Напряжение питания . , . .
Потребляемая мощность . . .
Масса .
Габарит . .........
МДУ-2У
не менее 5 % толщины шва
55 м/с
импульсный и телевизион-
ный на экране двухлучевой
трубки
от —10 до +30 °C
до 80 %
127/220 В
не более 100 В-А
» » 25 кг
266X410x515 мм
XXV1.3.4. КОНТРОЛЬ НЕПРОНИЦАЕМОСТИ
СВАРНЫХ СОЕДИНЕНИЙ
Испытания на непроницаемость выполняют после внешнего ос-
мотра и применяют для промежуточного контроля и для сдачи гото-
вой продукции.
При испытании керосином обильно промазывают или опрыскива-
ют им одну сторону шва. Предварительно другую сторону шва по-
крывают меловым раствором (350—450 г мела или каолина на 1 л
воды). О наличии дефектов свидетельствуют пятна керосина на по-
крытой мелом поверхности. Для улучшения индикации дефектов
применяют окрашенный керосин (2,5—3 г краски «Судан-111» па 1 л
керосина).
Длительность испытания при положительных температурах 3—
6 ч, при отрицательных — до 24 ч и более. Эффективность контроля
можно повысить, продувая швы сжатым воздухом под давлением
300—350 кПа со стороны нанесения керосина; создавая перепад дав-
лений с помощью вакуум-камеры, установленной со стороны мелово-
го покрытия; придавая шву вибрацию, а также подогревая соеди-
нение до 60—70 °C.
Контролю вакуум-методом могут подвергаться стыковые, нахлес-
точные и угловые швы конструкций, в том числе при одностороннем
доступе к шву. Накладную вакуум-камеру с прозрачной крышкой
располагают на участке шва, предварительно смоченном мыльным
раствором. С помощью вакуумного насоса в камере создают перепад
давлений до 6—7 кПа. При наличии в сварном шве несплошностей
на мыльной эмульсин образуются стойкие пузырьки.
Применяют три состава мыльного раствора (на 1 л воды): со-
304
став А содержит 50 г туалетного мыла, состав Б — 50 г 65 %-кого
хозяйственного мыла, состав В-15 г экстракта лакричного корня.
Для работы при отрицательных температурах в состав В добав-
ляют 100—300 г хлористого калия или хлористого натрия.
Сжатым воздухом испытывают сварные швы сосудов и сварные
стыки трубопроводов различного назначения. Наличие дефектов оп-
ределяется следующим образом:
при испытании сосудов и трубопроводов — по падению давления
при выдержке 10—100 ч. Испытательное давление— 1—1,2 рабочего;
при испытаниях уложенного в траншею трубопровода — по зву-
ку выходящего через неплотности воздуха или по запаху добавляе-
мого в воздух одоранта, который вводится в трубопровод в процес-
се закачки воздуха;
нанесением на сварной шов индикатора (100 г хозяйственного
мыла на 1 л воды);
добавкой в воздух небольшого количества галоидных газов под
малым избыточным давлением и выявлением утечки с помощью га-
лоидных течеискателей.
Крупногабаритные изделия можно испытывать струей сжатого
воздуха, продуваемого через шов под давлением не менее 400 кПа,
перпендикулярно шву при расстоянии до конца рукава до поверхно-
сти шва не более 30 мм. Неплотности шва определяются по пузырь-
кам в пенном растворе, покрывающем обратную сторону шва.
Гидравлические испытания проводят для проверки плотности
и частично прочности сварных соединений. Испытания гидроста-
тическим давлением (наливом воды) выполняют для открытых сосу-
дов и резервуаров. Время выдержки изделия, заполненного водой, от
1—2 ч до начала осмотра и более. Утечка воды обнаруживается по
струйкам и отпотеванию, а также по снижению уровня воды. При
испытании струей воды швы обливают из рукава. Неплотности опре-
деляют по появлению капель, струй или намокания швов с обратной
стороны. Гидравлические испытания плотности и прочности сварных
швов проводят под давлением 1,1—1,5 наибольшего рабочего давле-
ния.
XXV1.3.5. ЦВЕТНАЯ ДЕФЕКТОСКОПИЯ
При этом методе на контролируемую поверхность наносят слой
окрашенной жидкости. После выдержки в течение нескольких минут
поверхность промывают и протирают, затем покрывают ее тонким
слоем проявителя, например каолина. После просушки проявителя
выделившаяся из дефектов красящая жидкость окрашивает прояви-
тель в ярко-красный цвет. Материалы можно наносить кистью или
20-252
305
пульверизатором, однако наиболее удобны дефектоскопические ма-
териалы в аэрозольной упаковке.
Взамен выпускаемых в настоящее время аэрозольных комплектов
для цветной дефектоскопии типа ДАК-21-1 разработаны комплекты
типа ДЛК-ЗЦ.
XXVI.3.6. ПЕРЕДВИЖНЫЕ ЛАБОРАТОРИИ
ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Передвижная лаборатория РМЛ2В, смонтированная на автомо-
биле, предназначена для контроля качества сварных соединений ма-
гистральных трубопроводов при температуре воздуха от +35 до
—40 °C. Лаборатория снабжена оборудованием, позволяющим выпол-
нять рентгеновское просвечивание стыков трубопроводов диаметром
720—1420 мм, гамма-просвечивание и магнитографический контроль
стыков трубопроводов диаметром до 1420 мм. Производительность
контроля составляет: при рентгеновском просвечивании 12, при про-
свечивании гамма-лучами 6 и при магнитографическом контроле 15—
20 стыков в смену. Масса лаборатории 5 т.
Передвижная лаборатория легкого типа (совместная разработ-
ка СССР—НРБ) служит для радиографического и ультразвукового
контроля сварных соединений в условиях монтажа. Лаборатория
смонтирована на автомобиле УАЗ-452 с закрытым кузовом. В состав
лаборатории входит гамма-дефектоскоп серии Гаммарид, импульсный
рентгеновский аппарат, ультразвуковой дефектоскоп ДУК-66П, а так-
же комплект оборудования и принадлежностей для обработки и рас-
шифровки радиографических снимков и встроенное хранилище для
гамма-дефектоскопа.
Передвижная лаборатория среднего типа (разработка СССР —
НРБ), смонтированная на автоприцепе, состоит из трех отделений:
фотолаборатории, рабочего помещения для хранения аппаратуры
и бытового помещения для работы и отдыха двух операторов (пло-
щадь его 7 м2). Лаборатория имеет следующее оборудование: гамма-
дефектоскоп серии Гаммарид, импульсный рентгеновский аппарат, пе-
реносной рентгеновский аппарат SL-140, ультразвуковой дефектоскоп
ДУК-66П, а также дозиметрическую аппаратуру, комплект принад-
лежностей для радиографического контроля и для обработки и рас-
шифровки радиографических снимков.
Передвижная лаборатория типа ЛПК-К, выпускаемая в НРБ,
смонтирована на базе автомобиля ГАЗ-63А. Лаборатория состоит из
двух отделений: фотолаборатории и помещения для расшифровки
снимков и отдыха дефектоскопистов. В лаборатории имеется два
306
транспортных контейнера для перевозки гамма-дефектоскопов, им-
пульсный рентгеновский аппарат, ультразвуковой дефектоскоп, про-
явочная машина для фотообработки снимков, сушильный шкаф, не-
гатоскоп, дозиметрические приборы.
Имеются электрические и бензиновый отопитель, кондиционер,
бснзоэлектрический агрегат, позволяющий эксплуатировать оборудо-
вание лаборатории в жаркое и в холодное время года.
XXVI.4. МЕТОДЫ КОНТРОЛЯ
С РАЗРУШЕНИЕМ СВАРНОГО СОЕДИНЕНИЯ
XXVI.4.1. МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
Определение механических свойств сварного соединения в че-
лом, отдельных его участков, наплавленного металла при всех видах
сварки проводят по ГОСТ 6996—66*. В табл. XXV1.21 приведены
виды испытаний и область их применения.
Образцы для механических испытаний (табл. XXVI.22) выреза-
XXVI.21. Виды испытаний и область их применения
Вид испытания Назначение
На статическое растяжение (ме- талл различных участков сварного соединения и наплавленный ме- талл) Па ударный изгиб (металл шва и зоны термического влияния) На стойкость против механическо- го старения (металл различных участков сварного соединения) 1. Проверка сварочных матери- алов (электродов, проволоки, флюса, защитных газов) 2. Определение свариваемости различных марок стали
На статическое растяжение, стати- ческий изгиб (загиб) и ударный разрыв 1. Определение механических свойств сварных соединений на образцах, взятых из контроль- ных стыков (пластин) 2. Проверка квалификации сварщиков, допускаемых к от- ветственным сварочным рабо- там
Измерение твердости металла раз- личных участков сварного соеди- нения и наплавленного металла Контроль качества сварочных материалов и сварных соеди- нений, преимущественно на за- каливающихся сталях
20*
307
XXVI.22. Типы наиболее часто применяемых образцов
для механических испытаний
Вид испытания Эскиз образца Свойства металла, определяемые при испытании
Испытание металла различных участков сварного соединения
и наплавленного
На статическое
растяжение
На ударный изгиб
образцы по ГОСТ
6996-66*:
а — на образце
типа IX
б — на образце
типа VI
На стойкость про-
тив механического
старения (дефор-
мация растяжени-
ем заготовки из
расчета получения
10±0,5 % остаточ-
ного удлинения;
нагрев в течение
1 ч при 250 °C с
последующим ох-
лаждением на воз-
духе:
а — заготовка
б—образцы для
испытаний
Измерение твердо-
сти
Предел текучести,
временное сопро-
тивление разрыву,
Па.
Относительное
удлинение и суже-
ние, %, после раз-
рыва
Ударная вязкость,
Дж/м2
Изменение удар-
ной вязкости ме-
талла, подвергну-
того старению, по
сравнению с удар-
ной вязкостью ме-
талла в исходном
состоянии
Твердость металла
шва, околошейной
зоны и основного
металла
308
Продолжение табл. XXVI22
Вид испытания Эскиз образна Свойства металла, определяемые при испытании
Испытание сварною соединения
На статическое
растяжение (об-
разцы по ГОСТ
6996—66*):
а — типа XII
б— » ХШ
а)
I________1 I □
б)
Прочность наибо-
лее слабого участ-
ка стыкового или
нахлесточного со-
единения.
Прочность метал-
ла шва в стыковом
соединении
На статический
изгиб:
а — вдоль шва
б — поперек шва
На ударный раз-
рыв (для стыко-
вых соединений
листов толщиной
до 2 мм)
Пластичность со-
единения, харак-
теризуемая углом
изгиба до появле-
ния первой трещи-
ны в растянутой
зоне образца
Сопротивление
ударному разрыву,
Дж/м’
Испытание труб малого диаметра
На сплющивание:
а — продольно-
го шва
б — поперечно-
го (кругового)
шва
Пластичность со-
единения, харак-
теризующаяся про-
светом между
сжимаемыми по-
верхностями при
образовании пер-
вой трещины
ют непосредственно из проверяемой конструкции или контрольных
сварных соединений, специально сваренных для этой цели теми же
сварщиками при таких же условиях и режимах, что и контролируе-
мая конструкция. Заготовки для образцов вырезают ножницами или
применяют кислородную и электродуговую резку. Образцы из заго-
товок изготовляют только механическим способом.
Контрольные соединения правке не подлежат. Стрела прогиба
(рис. XXVI.3) на длине 200 мм не должна превышать 10 % толщины
309
XXVI 3. Прогиб (а) и несовпадение
плоскостей (б) контрольного соеди-
нения
металла, но быть не более 4 мм. Величина несовпадения плоскос-
тей листов в стыковых соединениях допускается до 15 % толщины
листа, но не более 4 мм.
XXV1.4.2. МЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ
СВАРНЫХ СОЕДИНЕНИЯ
Такне исследования проводят при проверке технологии сварки
режимов последующей термической обработки, качества свароч
ных материалов. Металлографические исследования выполняют так
же при выборочном изучении контрольных образцов, в которых
определяют:
по виду излома наличие пор, шлаковых включений, непроваров,
трещин, флокенов и пластичность или хрупкость металла шва;
при проверке макроструктуры (макроанализ)—границы зон
сварного соединения, ширину зоны термического влияния, строение
металла шва и околошовной зоны, внутренние дефекты, скопления
серы и фосфора в металле;
при контроле микроструктуры (микроанализ) — микроструктуру
сварного шва и дефекты сварки: микропоры, микротрещины, нитрид-
ные и кислородные включения, перегрев, пережог.
Образец для изготовления макрошлифа вырезают таким обра-
зом, чтобы в него входили все зоны сварного соединения. После об-
работки образна режущим или абразивным инструментом его шли-
фуют наждачной бумагой (№ 120—270), затем протирают ватой,
смоченной спиртом, просушивают фильтровальной бумагой и травят
специальными реактивами (табл. XXVI.23).
Микроструктуру контролируют на образцах, обработанных по
одному из методов, приведенных в табл. XXVI.24. Отполированные
образцы изучают под микроскопом. При этом определяют наличие
дефектов (поры, трещины, пережог) н неметаллпческих включений.
Для выявления более мелких дефектов и структуры шлифы, предва-
рительно промытые и обезжиренные, травят специальными реакти-
вами (табл. XXVI.25).
Методы отбора проб для химического и спектрального анализов
установлены в ГОСТ 7122—81.
310
XXVI.23. Состав и назначение реактивов для обработки
макрошлифов
Состав реактива Условия травления Назначение
Водный раствор азотной кислоты: 10 %-ный 25 %-пый Погружение на 1—2 мин при ком- натной температу- ре Выявление границ шва и зоны термического влияния, расположение слоев и ва- ликов в швах, характера кристаллизации, дефектов на углеродистых и низколе- гированных сталях То же, для среднелегнро- ванных сталей
На 1 л воды 53 г хлористого аммо- ния Н«С1 и 85 г хлористой меди СиС12 Погружение на 30—60 с при ком- натной температу- ре (затем смыть слон меди) Определение характера кри- сталлизации шва, перегрева околошовиой зоны; выявле- ние дефектов на углероди- стых и средпелегнрованных сталях
Концентрирован- ная соляная кис- лота: HCI—50 мл, вода — 50 мл Погружение на 15—25 мин для углеродистых и низколегирован- ных сталей, на 25—30 мин для среднелсгнроваи- ных сталей при 60—70 °C Глубокое травление для оп- ределения кристаллизации в швах и выявления мелких дефектов
Концентрирован- ная соляная кис- лота—200 мл, кон- центрированная азотная кислота— 20 мл, двуххромо- вокислый калий — 50 г, воды — 20 мл Погружение на 5— 40 мин при 60— 70 °C Выявление границ шва и слоев шва, границ зоны тер- мического влияния, харак- тера кристаллизации, де- фектов на аустенитных и ферритных нержавеющих сталях
Азотная кислота— 10 мл, соляная ки- слота — 30 мл, (готовят за 24 ч до употребления) Погружение и на- тирание тампоном в течение 5—60 с и более Выявление макроструктуры сварных швов высоколеги- рованных и нержавеющих сталей аустенитного класса, а также сплавов на основе никеля
311
XXVI.24. Примерная последовательность операций подготовки
микрошлифов
Материал Метод
ускоренный нормальный особокачест- венный
Сталь: углеродистая и низко- легированная высоколегированная ГШ-ЭП тш-эп-оп ТАП тш-оп, ЭП-ТАП ТШ-ОП. ТАП тш-оп. ГАП-ТАП ТШ-ГАП. ОП-ТАП
Алюминий и его сплавы ТШ-ГАП- ЭП тш-пп-оп ТШ-ГАП- ТАП-ОП
Примечание. В таблице использованы следующие буквенные
обозначения: ГП1 — грубая шлифовка (до № 3); ТШ — тонкая шли-
фовка (мельче № 3); ПП — полировка на пасте; ГАП, ТАП — гру-
бая и тонкая алмазная полировка; ОП — полировка на окислах;
ЭП — электролитическая полировка.
XXVI.25. Реактивы и методы выявления микроструктуры
сварных соединений
Состав реактива Метод травления Назначение
4 %-ный раствор азотной кислоты в этиловом спирте Погружение образца в раствор на время от нескольких секунд до минуты Для выявления мик- роструктуры сварных швов на низкоуглеро- дистых, низколегиро- ванных, среднелеги- рованных сталях и чугунах
Азотная кислота—10, соляная кислота — 200, вода — 200 мл Погружение образца в кипящий раствор Для выявления мик- роструктуры аусте- нитных сталей и осо- бенно для хромонике- левых сталей с кар- бидообразуюшими элементами
Медный купорос — 40 г, соляная кислота и вода по 200 мл Погружение образца в раствор на время от 30 с до нескольких минут Для выявления мик- роструктуры на нике- левых сталях
312
Глава XXVII. ОРГАНИЗАЦИЯ СВАРОЧНОГО
ПРОИЗВОДСТВА
XXV1I.1. ПЛАНИРОВАНИЕ И УЧЕТ
СВАРОЧНОГО ПРОИЗВОДСТВА
Развитие сварочного производства в строительстве регламенти-
руется следующими плановыми показателями:
объемом производства сварных конструкций;
строительством и вводом в действие новых, реконструкцией
и расширением действующих предприятий по производству сварных
конструкций;
объемом производства основных и сварочных материалов (элек-
троды, порошковая проволока, инертные газы и смеси газов, флюсы
и т. д.), а также исходных компонентов для их изготовления;
объемом применения эффективных профилей проката для изго-
товления сварных конструкций;
объемом сварных конструкций;
объемом наплавочных работ;
уровнем комплексной механизации и автоматизации сварочных
работ;
заданиями по разработке, изготовлению и испытанию опытных
образцов и внедрению нового основного и вспомогательного обору-
дования для производства сварочных работ, а также оборудования
для изготовления сварочных материалов, в частности электродов;
перечнем и сроками выполнения важнейших научно-исследова-
тельских и опытно-KoiicipyKiорских работ в области сварки, включая
фундаментальные исследования, направленные на разработку новых
технологических процессов и способов сварки, наплавки и пайки, но-
вых методов расчета и типов сварных конструкций, а также контро-
ля качества сварных соединений.
Объем производства сварных конструкций исчисляется по их мас-
се в тысячах тонн, при этом учитывается масса блоков и деталей
всех машиностроительных, строительных и других металлоконструк-
ций и изделий, при изготовлении и монтаже которых используется
сварка. При этом принимается в расчет масса только тех частей кон-
струкций и изделий, которые соединялись сваркой. Применительно
к строительству в объем производства сварных конструкций включа-
ется масса:
сварных строительных металлоконструкций, трубопроводов
различного назначения, изготовляют и монтируют которые с помощью
сварки;
313
сварных вентиляционных систем и воздуховодов, сварных элек-
троконструкций;
арматуры, свариваемой при изготовлении железобетонных кон-
струкций и изделий.
Строительные организации, изготовляющие и монтирующие свар-
ные конструкции на строительной площадке, учитывают их массу
только 1 раз в размере массы смонтированных конструкций. Про-
мышленные предприятия стройиндустрии, имеющие свой баланс, от-
читываются самостоятельно. Масса трубопроводов определяется без
массы оборудования, опор и запорной арматуры, если они не соеди-
няются с трубопроводами сваркой.
Наплавочные работы планируют в тоннах наплавленного метал-
ла, при этом принимают во внимание наплавку, выполненную для по-
вышения износостойкости изделий, восстановления размеров изно-
шенных деталей, а также устранения дефектов литья и механической
обработки.
Расход сварочных материалов планируют и учитывают по их
видам, в том числе покрытых электродов для сварки и наплавки,
сварочной проволоки для наплавки и сварки в углекислом газе, под
флюсом и открытой дугой, а также порошковой проволоки для свар-
ки и наплавки.
В число учитываемых прогрессивных материалов, применяемых
при изготовлении сварных конструкций, входит прокат из высоко-
прочных сталей, алюминия и его сплавов, а также гнутые профили
проката.
Интегральными показателями, отражающими технический уровень
и эффективность сварочного производства, являются показатели ме-
ханизации и автоматизации сварки, определяемые в соответствии
с методикой, утвержденной Государственным комитетом СССР по
науке и технике.
В состав утвержденных показателей механизации и автоматиза-
ции входят коэффициенты (уровни) механизации и автоматизации:
сварочных работ;
труда сварщиков.
При этом сварочные работы разделяются на три группы спосо-
бов сварки: ручные, механизированные и автоматизированные. К руч-
ным относятся такие, которые выполняет сварщик, держащий и пе-
ремещающий вручную исполнительную часть технического устройства
(ТУ) относительно свариваемого изделия, устанавливающий и сме-
няющий электроды и прилагающий для выполнения указанных опе-
раций необходимые усилия (к примеру, ручная дуговая и газовая
сварка).
Механизированные способы сварки отличаются тем, что подача
электродного материала в зону сварки, создание усилия, нсобходи-
314
мого для сварки, происходят за счет энергии неживой природы, ос-
тальные же операции (в том числе перемещения ТУ относительно
свариваемого изделия) выполняет сварщик. К примеру, сварка шлан-
говыми аппаратами для дуговой сварки под флюсом или в защитных
газах.
К автоматизированным относятся способы сварки, при которых
подача электродных материалов в зону сварки, перемещение ТУ от-
носительно свариваемого изделия (или наоборот), а также управле-
ние процессом сварки (полностью или частично) происходят за счет
энергии неживой природы. Простейший пример — сварка под флюсом
с использованием сварочных тракторов.
Коэффициент (уровень) механизации и автоматизации свароч-
ных работ (Кр) представляет собой отношение объема работ, вы-
полненных механизированными и автоматизированными способами
сварки, к общему объему сварочных работ. При этом объемы выпол-
ненных работ могут измеряться их нормативной трудоемкостью или
массой наплавленного металла (в том случае, когда это возможно,
т. е. преимущественно для дуговых и электрошлаковых способов
сварки). Коэффициент (уровень) автоматизации сварочных работ
(Кра) отличается тем, что при его расчете учитывается объем работ,
выполненных только автоматизированными способами сварки, по
отношению к общему объему.
Таким образом, уровень механизации и автоматизации свароч-
ных работ подсчитывается следующим образом:
« р
V г, п, + У тп
t I а а
= ------—---------—--------------- too %. (XXVII. 1)
р п Р m
У\Г1П1+ ^ТаПа + 2 Tini
(=1 а=1 /=1
В то же время, уровень автоматизации
р
У Т„ П„
а а
Кпа =------------—--------------------100 %, (XXVI 1.2)
n р m
у Т( п. У\типа+ S^T.nj
(=1 /=1
В формулах (XXVII. 1) и (ХХП.2):
_ число механизированных способов сварки; а-\...р — число автомати-
зированных способов сварки; /-1.../П — число ручных способов сварки;
Гр Та, Тj —объем работ соответственно по (-му, а-му и /-му способам свар-
ки, выраженный полной нормативной трудоемкостью; ППа, П j—коэффи-
циенты приведения нормативной трудоемкости сварочных работ соответственно
по i-му, а-му и /му способам сварки к нормам времени по базовому способу
сварки.
Нормативная трудоемкость выполнения работ при подсчете Л,
315
Тл. Тj принимается равной штучному времени, т. е. нормам времени,
принятым по сборникам Единых норм времени и расценок, местным
нормам, технологическим картам и расчетным нормам.
Коэффициенты приведения (77) для каждого конкретного спо-
соба сварки определяются по формуле
П— tQ/t. (XXVII.3)
гле — штучное время сварки 1 м сварного шва представителя или 1 шт. из-
делия-представителя базовым способом (в нормо-часах); t — то же. конкретно
одиим из способов сварки (в нормо-часах).
Таким образом, коэффициенты приведения показывают, насколь-
ко производительность данного способа сварки больше или меньше
базового. Особое значение приобретает правильный выбор шва или
нтделия-представителя, т. е. наиболее отвечающего данному способу
сварки. В зависимости от характера производства представителей
может быть один или несколько.
За базовый способ во всех случаях принимают ручную дуговую
сварку на оптимальных режимах покрытыми электродами с коэффи-
циентом наплавки Лн=8,5 г/А-ч.
Коэффициенты (уровни) механизации и автоматизации по на-
плавленному металлу (КрИ КрЛ) рассчитывают следующим образом:
л р
К\ =------—-------—--------100 %, (XXVII.4)
Р n р m
V 2 Qa + 2 Qj
(=1 а=1
P
к' = -----------—-------------100%. (XXVI 1.5)
Ра n р m
vqz + 2^+2 qj
(=} 0=1 /=)
Принимая Q—MB, где Л1 — масса израсходованных электродных
и присадочных материалов, а В — коэффициент их перехода в на-
плавленный металл шва, имеем
п р
V Л!. в, + У лт в„
I I а л
к\ -------—----------—----------------103 %. (XXVII.6)
Р л Р m
2 М,В(+
1 = 1 0=1 /=1
где значения I. а н / те же, что и в формулах (XXVII.1 и XXVII 2); Q
V; — масса металла наплавленного соответственно (-мн, й-mu и / ми способа-
мн сварки.
316
п
SBa«.
№ ---------------—---------------------100%. (XXVII.T)
Ра п р т
у М,- Bt + у ма ва + у Bj
i—\ a=1 /=1
Значения коэффициента В
Ручная сварка:
дуговая покрытыми электродами ......... 0.58
газовая .......................................... 0,9
Сварка сплошной проволокой.......................... 0.96
Сварка в углекислом газе:
сплошной проволокой................................ 0,88
порошковой проволокой...................... 0.8
Сварка самозащитной проволокой:
сплошной........................................... 0.93
порошковой .............................. ....... 0,75
Величины расхода сварочных материалов принимают по дан-
ным статистического отчета № 2-CII-M.
Коэффициент (уровень) механизации и автоматизации труда
сварщиков
(XXVI 1.8)
а коэффициент (уровень) автоматизации труда сварщиков
100%,
(XXVII.9)
где значения I, а. / аналогичны значениям, используемым в формулах (XXVII.I
и XXVII.2); Ч>, Ча, Ч j — численность (среднесписочная сварщиков, занятых
соответственно на i-x а х и /-х способах сварки.
Системой государственной отчетности предусмотрен годовой от-
чет по форме № 1-НТ — «сварка», который представляет организа-
ция (предприятие) и местные органы ЦСУ СССР и в свою вышестоя-
щую организацию.
XXVII.2. АТТЕСТАЦИЯ СВАРЩИКОВ
К введению ответственных сварочных работ допускаются свар-
щики, соответствующие по квалификации выполняемой работе, про-
шедшие аттестацию и получившие удостоверение. Разряд работы,
а следовательно, и квалификация (разряд) сварщика (табл. XXVII.I)
317
XXVII.1. Примеры зависимости разряда сварщиков от вида свариваемых конструкций
Разряд сварщика Электросварщик на машинах Электросварщик ручной дуговой сварки Газосварщик Сварщик
автоматических механизиро- ванных на машинах контактной сварки термитной сварки
Свариваемые конструкции
3-й Аппараты, сосуды и емкости из угле- родистой стали, работающие без давления Трубопроводы тех- нологические V ка- тегории Простые конструкции строитель- ные и технологические из углеро- дистых сталей (стойки, бункерные решетки, площадки, лестницы, пе- рила, обшивка и т. д.) Трубы дымовые высотой до 30 м и вентиляционные из листовой уг- леродистой стали. Трубопроводы безнапорные для воды (кроме ма- гистральных). Трубопроводы на ружных и внутренних сетей водо- снабжения и теплофикации (свар- ка в цеховых условиях) Трубы вентиляци- онные. Трубопро- воды безнапорные для воды (кроме магистральных) Трубопроводы на- ружных и внут- ренних сетей водо- снабжения и теп- лофикации (свар- ка в цеховых ус- ловиях) Трубопроводы наружных и внутренних се- тей водоснаб- жения и тепло- фикации Трубопроводы технологичес- кие V катего- рии
4-й Колонны, бункера, балки, эстакады и т. п. Блоки стро- ительных и техно- логических метал- локонструкций из листового металла (воздухонагрева- тели, скрубберы, Аппараты, емкости из углероди- стой стали, работающие без дав- ления. Каркасы промышленных печей и котлов типа ДКВР. Ре- зервуары для нефтепродуктов вместимостью менее 1000 м3. Тру- бопроводы наружных и внутрен- них сетей водоснабжения и тепло- фикации (сварка на монтаже) Трубопроводы на- ружных и внут- ренних сетей во- допровода и теп- лофикации (свар- ка на монтаже). Трубопроводы технологические Газопроводы низкого давле- ния. Техноло- гические тру- бопроводы III и IV категории. Трубопроводы пара и воды Кабели элект- рические и про- вода линий электропере- дач
кожухи доменных V категории III и IV кате-
печей, реакторы, газоходы и т. п.) Г азопроводы низк (сварка в цеховь Трубопроводы техн категории Колонны, бункера, фермы, балки, эс- такады. Пылегазо- воздухопроводы, узлы топливопода- чи и электрофиль- тров ого давления IX условиях). ©логические V фахверки, свя- зи, фонари, прогоны, мо- норельсы Газопроводы низ- кого давления (сварка в цеховых условиях) гории
5-й Балки рабочих площадок марте- новских цехов, бункерные и раз- грузочные эстака- ды черной метал- лургии, балки под- крановые под кра- ны тяжелых ре- жимов работы Газгольдеры и ре- зервуары вмести- мостью свыше 1000 м3 (сварка на стане) Аппараты и сосуды из углероди- стых сталей, работающие под дав- лением, из легированных сталей, работающие без давления. Арматура несущих железобетон- ных конструкций Блоки строительных и технологи- ческих конструкций из листового металла (воздухонагреватели, скрубберы, кожухи доменных пе- чей. реакторы, газоходы и т. п.) Газонсф гепродуктопроводы (свар- ка на стеллаже) Колонны, бункера, фермы, балки, эстакады Радиомачты, телебашни, опоры ЛЭП Резервуары для нефтепродуктов вместимостью свыше 1000 и менее 5000 м3 (сварка на монтаже) Трубки импульс- ные КИП и авто- матики Газопроводы низ- кого давления (сварка на мон- таже) Наружные газо- проводы среднего и высокого давле- ния (сварка на монтаже) Трубопроводы технологические, а также пара и горячей воды III и IV категории Трубы свинцовые Сетки арматур- ные особо от- ветственных конструкций Газопроводы среднего и вы- сокого давле- ния Трубопроводы технологичес- кие, а также пара и горячей воды I и II ка- тегории Провода элект- рические (свар- ка в зоне высо- кого напряже- ния). Провода линий электропере- дач (сварка на высоте)
Продолжение табл. XXVП.1
Разряд сварщика Электросварщик на машинах Электросварщик ручной дуговой сварки Газосварщик Сварщик
автоматических механизированных на машинах контактной сварки термитной сварки
5-й Емкости, колпаки, сферы и трубопро- воды криогенные Конструкции нз алюминиево-маг- ниевых сплавов Конструкции нз двухслойной стали и других биметал- лов Пролетные строе- ния металличес- ских мостов Трубопроводы технологические, а также пара и воды I—IV кате- гории Стыки выпусков арматуры эле- ментов несущих сборных железо- бетонных конструкций (сварка на монтаже) Газопроводы низкого давления (сварка на монтаже) Газопроводы среднего и высокого давления (сварка в цеховых усло- виях) Трубопроводы технологические, а также пара и воды III и IV кате- гории Шины, ленты, компенсаторы из цветных металлов Блоки разделения воздуха — трубо- проводы и детали из цветных метал- лов
6-й — Балки рабочих площадок марте- новских цехов, бункерные и раз- грузочные эстакады черной метал- Проводки им- пульсные турбин и котлов
21-252
лургии, подкрановые балки с тя-
желыми режимами работы
Газгольдеры и резервуары вме-
стимостью 5000 м3 и более (свар-
ка на монтаже)
Газонефтепродуктопроводы ма-
гистральные (сварка на монтаже)
Емкости, колпаки, сферы и трубо-
проводы криогенные
Емкости и покрытия сферические
и каплевидные
Радиомачты, телебашни и опоры
ЛЭП (сварка на монтаже)
Конструкции из двухслойных ста-
лей и других биметаллов
Ванная сварка стержней армату-
ры железобетонных конструкций
Пролетные строения металличес-
ких и железобетонных конструк-
ций
Пролетные строения металлических
и железобетонных мостов
Напорные трубопроводы и каме-
ры спиральные и рабочего колеса
турбин гидроэлектростанций
Газопроводы среднего и высокого
давления (сварка на монтаже)
Трубопроводы технологические, а
также пара и воды I и II катего-
рии
Газопроводы сред-
него и высокого
давления (свар-
ка на монтаже)
Трубопроводы
технологические,
а также пара и
воды 1 н II кате-
гории
устанавливаются согласно «Единым тарифно-квалификационным спра-
вочником профессий» (ЕТКС), утвержденным Государственным ко-
митетом СССР по труду и социальным вопросам.
Квалификация сварщика устанавливается решением квалифика-
ционной комиссии, создаваемой в организации (предприятии) под
председательством главного инженера. Порядок присвоения очеред-
ного разряда рабочему следующий: сварщик подает на имя предсе-
дателя квалификационной комиссии заявление с визой — ходатайст-
вом начальника участка (цеха). По решению председателя комиссии
сварщик допускается к сварке пробы (в соответствии с разделом
ЕТКС «должен уметь» и «примеры конструкции»), которая выполня-
ется им при соблюдении следующий условий: сварка ведется в ус-
ловиях производства (на рабочем месте сварщика) в присутствии не
менее двух членов комиссии, сварщик должен уложиться в норму
времени при высоком качестве сварного соединения. Если признано,
что проба выполнена удовлетворительно, сварщик допускается к сда-
че теоретического экзамена (раздел ЕТКС «должен знать») квали-
фикационной комиссии. В случае успешной сдачи теоретического
экзамена сварщику присваивается соответствующий квалификаци-
онный разряд, о чем издается приказ и делается запись в трудовой
книжке.
К выполнению сварочных работ при изготовлении, монтаже
и ремонте объектов котлонадзора, газового надзора и подъемных со-
оружений допускаются сварщики, прошедшие аттестацию в поряд-
ке, установленном «Правилами аттестации сварщиков», утвержден-
ными Госгортехнадзором СССР. Указанными Правилами предостав-
лено право министерствам и ведомствам распространять их дейст-
вие на сварщиков, допускаемых к проведению сварочных работ на
других объектах (технологические трубопроводы, несущие конструк-
ции зданий и сооружений и т. д.), что практически выполняется и
предусматривается действующими нормативными документами на
производство ответственных сварочных работ почти во всех отраслях
промышленности и строительства.
«Правила аттестации сварщиков» устанавливают требования,
предъявляемые к теоретической и практической подготовке сварщи-
ков, порядок образования аттестационных комиссий и проведения
аттестации, объем и методы контроля качества контрольных сварных
соединений, порядок и нормы оценки их качества, формы протокола
заседания квалификационной комиссии и удостоверения сварщика.
Правилами предусмотрена повторная проверка комиссиями знаний
и практических навыков сварщиков периодически, не реже одного
раза в 12 мес; при перерыве в работе по своей специальности свы-
ше 6 мес; перед допуском к работе после временного отстранения
сварщика за нарушение технологии и низкое качество работ, Кроме
322
того, Правилами определен дополнительный контроль знаний и на-
выков сварщика при переходе на новые для него способы сварки или
виды работ, а также при сварке изделий из новых материалов или
при существенном изменении технологии сварки.
При допуске сварщиков к ответственным сварочным работам
и их аттестации должны совместно учитываться требования «Правил
аттестации сварщиков» и ЕТКС, так как первые предусматривают
только возраст, образование и стаж работы, а вторые, как указыва-
лось выше, кроме того, и квалификацию сварщика.
XXVII.3. МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
Фонды на сварочные материалы выделяют органы Госснаба
СССР на основании представляемых министерствами и ведомствами
заявок с обоснованными расчетами. Между предприятиями и орга-
низациями фонды распределяют главные управления материально-
технического снабжения. Количество материалов, сроки доставки
и изготовители определяются утверждаемым министерством или ве-
домством планом материально-технического снабжения. При этом
обеспечение электродами н сварочной проволокой для сварки кон-
струкций и трубопроводов из нержавеющих сталей, цветных метал-
лов, их сплавов, а также из других специальных материалов лежит
на обязанности организаций и предприятий-заказчиков. Во всех ос-
тальных случаях электроды и сварочная проволока, а также флю-
сы и защитные газы для сварки доставляются организациями, веду-
щими строительно-монтажные работы.
Потребность в сварочных материалах определяется укрупнен-
ным или детальным методами расчета. Расчет ведут по укрупненно-
му методу в зависимости от массы изготовляемых изделий или кон-
струкций либо от объема промышленного производства и строитель-
но-монтажных (подрядных) работ (как правило, исходя из расхода
на 1 млн. руб.). При этом за норму принимают удельный фактиче-
ский годовой расход сварочных материалов с учетом изменения
структуры производства и заданного снижения норм расхода.
При детальном методе расчета нормой является максимально
допустимый расход материалов на изготовление единицы готовой
продукции установленного качества с учетом организационно-техни-
ческих условий производства. Расчет ведут в соответствии с дейст-
вующими государственными и ведомственными нормативными доку-
ментами, заданиями по снижению материалоемкости и планами
разработки и внедрения новой техники, имея в виду применение про-
грессивных технологических процессов, материалов и методов расче-
та. При детальном методе расчета потребности в сварочных мате-
риалах следует руководствоваться «Инструкцией по нормированию
21*
323
расхода материалов в машиностроении», разработанной научно-ис-
следовательским институтом планирования и нормативов
(ВНИИПИН) Госплана СССР, учитывая при этом специфику строи-
тельно-монтажного производства.
Нормы расхода сварочных материалов определяют по формуле
Н = <?уК. (XXVII.10)
где Qу — удельное количество наплавленного металла; К — поправочный ко-
эффициент.
Нормы расхода сварочных материалов могут быть составлены
(по условиям производства и виду сварных конструкций) на различ-
ные показатели, например, на 1 т металлоконструкций, на 1 т трубо-
проводов, на 1000 м2 сварных воздуховодов, на одно конкретное из-
делие (кран, трайлер, резервуар и др.) и т. д. В соответствии с вы-
бранным показателем подсчитывают удельное количество наплавлен-
ного металла Qy. Значение поправочного коэффициента К зависит от
вида сварки.
Так, для газовой и ручной дуговой сварки штучными электро-
дами
К = К, к, К» (XXVII.И)
где /^ — коэффициент перехода сварочных материалов в сварной шов (по
массе). Для высокопроизводительных электродов с железным порошком в по-
крытии Ki — 1,7. для остальных электродов с толстым покрытием К.=2, для га-
зовой сварки К<. = 1,07—1,08; Кг — коэффициент, учитывающий условия произ-
водства Для промышленных предприятий и баз строительно монтажных орга-
низаций Хг=1. для условий строительной площадки As-1,1—1,2;
Ks — коэффициент, учитывающий положение свариваемого шва в пространстве.
Для сварки в нижнем положении /С4—1, в наклонном — Аз= 1,05, в вертикаль-
ном— A's-1,1, в потолочном —/С,= 1.2.
Для механизированных видов дуговой сварки плавлением
K = K1Kf (XXVII.12)
Коэффициент К| для автоматической и механизированной свар-
ки под флюсом составляет 1,03; для сварки порошковой проволо-
кой— 1,22—1,27, для сварки сплошной проволокой в углекислом га-
зе— 1,1. Коэффициент Ki для механизированных видов дуговой
сварки плавлением и ручной сварки одинаков.
Коэффициент К для аргонодуговой сварки неплавящимся элект-
родом с присадочным металлом приведен в табл. XXVI 1.2. Нормы
расхода вольфрамовых электродов на 100 м шва для этого случая
указаны в табл. XXVII.3.
Норму расхода флюса рассчитывают по формуле (XXVII. 10)
в зависимости от удельного количества наплавленного металла. При
этом К— 1,2 при сварке без фчюсоудерживаюших приспособлений,
К=1,35 при сварке на флюсовой подушке и К=1,3 при сварке на
флюсо-медной подкладке.
Годовые ресурсы (Р) сварочных материалов определяют по фор-
муле
Р = П + 3-0, (XXVII.13)
324
где П — потребность, рассчитанная на основе нормативов на годовой объем
работ; 3 — нормативный переходящий запас; О — фактические остатки мате*
риалов на начало планируемого года;
3 = Д„В_, (XXV! 1.14)
I» и
где дн — нормативный переходящий запас, учитывающий период подготовки
производства, текущий и страховой запас, дни; Вс — среднедневный расход
материалов.
XXVII.2. Значение коэффициента К для аргонодуговой сварки
неплавящимся электродом
Свариваемый материал Сварка
автомати- ческая механизиро- ванная ручная дуговая
Сталь 1,08 1.1 1,15
Алюминий и его сплавы 1,23 1,25 1,3
Медь и ее сплавы 1,15
XXVII.3. Нормы расхода вольфрамовых электродов на 100 м шва, г
Толщина сваривае- мого металла, мм Диаметр электрода, мм Сварка
ручная дуговая механизированн ая
1; 1,5 1,5 8,3 3,9
2 2 23,4 10,9
3 3 83,3 39
4 4 132,2 125
5 и бал ее 5 165 156
XXV1I.4. УПРАВЛЕНИЕ СВАРОЧНЫМ ПРОИЗВОДСТВОМ
Техническое руководство сварочным производством на предпри-
ятиях и в организациях (включая министерства и ведомства) осу-
ществляет главный сварщик. Указанную должность вводят в штат-
ное расписание предприятий и организаций, изготовляющих в год
20 тыс. т и более сварных конструкций или имеющих в своем спи-
сочном составе 200 и более сварщиков.
В обязанности главного сварщика предприятия или организа-
ции, как правило, входит работа по повышению технического уров-
ня сварочных работ и внедрению новой техники, организации конт-
роля за качеством сварки, участие в согласовании технической и тех-
нологической документации, касающейся сборки и сварки, осуществ-
ление связи с научно-исследовательскими, проектными и конструк-
торскими организациями, а также подготовка сварочного произвол-
325
ства. Конкретные права и обязанности главных сварщиков определе-
ны инструкциями, утверждаемыми в установленном порядке.
Типовыми штатами строительно-монтажных и специализирован-
ных предприятий предусмотрена организации в их составе свароч-
ных лабораторий, в обязанности которых, кроме контроля качества
сварки и аттестации сварщика, может входить также решение вопро-
сов, связанных с технологической подготовкой производства. Анало-
гичные лаборатории создают также на промышленных предприятиях,
изготовляющих сварные конструкции. Сварочные лаборатории нахо-
дятся в оперативном подчинении у главных сварщиков.
На промышленных предприятиях соответствующие подразделе-
ния или отдельные специалисты имеются в заводских конструктор-
ских бюро и отделах главного технолога.
Производительность труда и качество сварочных работ во мно-
гом предопределяют организация и управление работой слесарей-
сборщиков и сварщиков. На практике используют несколько форм
организации труда, основными из которых являются следующие:
высококвалифицированные сварщики-одиночки входят в состав
монтажных участков и выполняют сварку по мере подготовки для
них фронта работ монтажными бригадами. Начальник участка (про-
изводитель работ) определяет их рабочие места и выдает задание,
он же принимает законченную работу. Каждый сварщик имеет ин-
дивидуальный наряд на выполнение работ. Это наиболее распростра-
ненная форма организации труда при производстве монтажных работ
на объектах со сравнительно небольшими объемами или при недо-
статочном фронте ответственных сварочных работ;
высококвалифицированные сварщики объединены в сварочные
бригады, подчиненные мастеру по сварке, который принимает собран-
ные под сварку конструкции, обеспечивает сварщиков рабочими ме-
стами и принимает законченные сварочные работы. Работа оплачи-
вается по бригадному наряду. Указанную форму организации труда
применяют при выполнении большого сосредоточенного объема от-
ветственных сварочных работ;
высококвалифицированные сварщики включены в состав комп-
лексных монтажных бригад и работают по бригадному наряду. Та-
кой вариант оправдывает себя, главным образом, на монтаже от-
ветственных линейных сооружений, в частности, трубопроводов.
В этом случае необходимо принимать за основу при расчете соста-
ва комплексных бригад время сварки стыков с тем, чтобы не допус-
кать выполнения сварщиками работ, связанных с физическими на-
грузками, кроме сварочных, так как иначе не может быть гаранти-
ровано качество сварки;
в состав монтажных бригад включены сварщики сравнительно
низкой (нс выше 4-го разряда) квалификации, осуществляющие при-
326
хватку и сварку (как вариант некоторые слесари — монтажники
в бригаде имеют вторую квалификацию сварщика). Работы ведут
по бригадному наряду. Это наиболее распространенная форма орга-
низации труда при монтаже неответственных конструкций;
высококвалифицированные сварщики монтажного управления
объединены в составе специализированного сварочного участка, вы-
полняющего сварочные работы на всех объектах данного управле-
ния. Руководят сварочными работами инженерно-технические работ-
ники, имеющие специальное образование. Сварочный участок ведет
работы по принципу ввнутреннего субподряда у монтажных участ-
ков. Планирование объемов работ и взаимные расчеты сварочного
участка с монтажными осуществляются по нормативам. Сварочные
участки организуются при больших объемах ответственных свароч-
ных работ на отдельных объектах (например, сооружение комплекса
доменной печи) и в целом в монтажных управлениях;
специализированный сварочный участок является ответственным
исполнителем сборочных и сварочных работ на объекте; в состав
сварочного участка включают монтажные бригады или монтажный
участок, который выступает как внутренний субподрядчик сварочно-
го, находясь у него в оперативном подчинении. Эта форма органи-
зации производства может быть рекомендована на монтаже ответст-
венных объектов с особыми требованиями, предъявляемыми к каче-
ству сварных соединений (например, комплекс трубопроводов высо-
кого давления, химических и крупномонтажных производств ам-
миака).
Выбор той или иной формы организации труда и управления
сварочными работами зависит от конкретных объема и условий про-
изводства, а также характера сварочных работ и решается в соста-
ве ППР перед началом строительства объектов либо определяется
руководителями монтажного управления (треста).
XXVII.5. ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКИХ
ЭФФЕКТИВНОСТИ И ЭФФЕКТА
Одним из важнейших этапов в подготовке и организации сва-
рочного производства является определение экономической эффек-
тивности различных организационно-технических мероприятий по его
совершенствованию, включая внедрение новой техники, изобретений
и рационализаторских предложений. Расчеты и обоснования эконо-
мической эффективности в строительстве должны выполняться в со-
ответствии с «Инструкцией по определению экономической эффектив-
ности использования в строительстве новой техники, изобретений
и рационализаторских предложений» (СН 509-78), утвержденной
Госстроем СССР 13 декабря 1978 г.
327
Применительно к производству сборочно-сварочных и газореза-
тельных работ в строительстве указанной Инструкцией следует ру-
ководствоваться при подсчете эффективности различного рода по-
точных линий, сборочно-сварочных стендов, комплексной механиза-
ции и автоматизации сварочных процессов, при использовании
новых сварочных материалов и оборудования, внедрения новых тех-
нологических процессов и сварных конструкций, а также при дру-
гих мероприятиях, направленных на повышение производительности
труда и качества, снижение себестоимости сварочных работ, сокра-
щение продолжительности строительства и улучшение условий тру-
да. Положения этой Инструкции следует соблюдать при расчете
премий за создание и внедрение новой техники, а также вознаграж-
дений за изобретения и рационализаторские предложения.
Экономическую эффективность рассчитывают на основе сопо-
ставления значений приведенных затрат по двум или нескольким ва-
риантам. При этом вариант заменяемой техники называется базо-
вым (или эталонным), Годовые приведенные затраты подсчитывают
по формуле
3. = Ct+ ЕпКе (XXVII.15)
где — приведенные затраты по i-му варианту на единицу работ (продук-
ции); Ci — себестоимость единицы по i-му варианту; Ен — нормативный коэф-
фициент эффективности капитальных вложений, равный 0,15; — суммарные
удельные капитальные вложения в производственные фонды на единицу рабо-
ты (продукции) по i-му варианту.
При сопоставлении вариантов наиболее эффективным признают
тот, по которому приведенные затраты минимальны. В случае равен-
ства приведенных затрат предпочтение отдают варианту, обеспечи-
вающему получение социального эффекта (снижение уровня ручно-
го труда, улучшение условий труда).
Приведенные затраты определяют, как сказано выше, на едини-
цу работ или продукции (например, на 100 тыс. руб. строительно-
монтажных работ, на 1 т сварных конструкций, на I кг наплавлен-
ного металла, на 1 сварочный автомат и т. д.).
В дальнейшем методика расчета экономической эффективное!и
будет рассматриваться применительно к сварочным работам.
Выбор базового варианта при определении сравнительной эко-
номической эффективности зависит от следующих показателей:
на стадии разработки новой техники — от показателей лучшей
техники, спроектированной в СССР, или лучшей зарубежной техни-
ки;
на стадии принятия решения о внедрении новой техники в про-
изводство— от показателей лучшей применяемой отечественной тех-
ники или зарубежной техники, которая может быть закуплена в не-
обходимом количестве или изготовлена в СССР по лицензиям;
328
на стадии освоения и использования в строительстве новой тех-
ники— от показателей заменяемой техники.
Таким образом, если конструкторское бюро разрабатывает ав-
томат для сварки стыков труб, то для базового варианта принимают
показатели наиболее производительного и эффективного автомата
аналогичного назначения, спроектированного в СССР или имеющего-
ся за рубежом. Когда расчеты выполняют для решения вопроса о
серийном выпуске указанного автомата, за эталон принимают показа-
тели лучшего автомата, выпускаемого в СССР. Одновременно дол-
жна быть установлена возможность закупки за рубежом аналогич-
ного оборудования или организации его производства в СССР на
лицензионной основе. При расчете фактического или ожидаемого
экономического эффекта от внедрения того же автомата в строи-
тельно-монтажных организациях, сваривавших ранее трубы вручную,
за базовый вариант принимают показатели ручной дуговой сварки.
Основные показатели, используемые в расчете экономической
эффективности, определяют следующим образом.
Величину С/ в формуле (XXVII.15) подсчитывают как сумму
прямых затрат и накладных расходов. Для получения прямых затрат
по эталонному варианту пользуются производственными калькуля-
циями, составленными исходя из условий работ в данной организа-
ции, или фактическими показателями, если они ниже затрат, преду-
смотренных калькуляциями. При расчетах могут быть также приме-
нены единичные расценки, привязанные к местным условиям. Для
определения прямых затрат по варианту новой техники пользуются
либо производственными калькуляциями, составленными с учетом
ожидаемых показателей новой техники (для предварительных расче-
тов), либо калькуляциями, в основе которых лежат фактические ре-
зультаты внедрения (для уточненных расчетов). Производственные
калькуляции включают следующие статьи прямых затрат: основная
заработная плата рабочих, затраты на материалы, детали, полуфаб-
рикаты и конструкции, расходы по эксплуатации машин и прочие
прямые затраты. Основную заработную плату рабочих исчисляют по
Единым нормам времени и расценкам с учетом территориальных ко-
эффициентов, местным нормам, утвержденным в установленном по-
рядке, а в случае предварительных расчетов — по расчетным нор-
мам, разработанным применительно к данному мероприятию.
Затраты на материалы, детали, полуфабрикаты и конструкции
определяют на основе производственных норм их расхода и планово-
расчетных цен франко-приобъектный склад, включающих отпускную
цену промышленности, наценки сбытовых и снабженческих органи-
заций, транспортные, погрузочно-разгрузочные, заготовительно-склад-
ские расходы, затраты на тару и реквизит.
Расходы по эксплуатации строительных машин и оборудования
329
получают на основе производственных нормативов числа машино-ча«
сов работы отдельных машин, а также установленных стоимостей
машино-смены, ставок арендной платы или планово-расчетных цен
на их эксплуатацию. Расходы по эксплуатации стационарных машин
и оборудования подсчитывают по производственным калькуляциям.
Прочие прямые затраты включают расходы по перевозке строи-
тельных материалов, детален и конструкций от приобъектного скла-
да до места их установки.
Расчет экономии накладных расходов на основе расчетов по
статьям или по факторам, от которых зависят накладные расходы
по отдельным организационно-техническим мероприятиям, довольно
сложен, поэтому предусматривают вариант упрощенного расчета на-
кладных расходов, который сводится к следующему.
Сокращение затрат на основную заработную плату рабочих
уменьшает накладные расходы в размере 15 % суммы этих сокраще-
ний.
Снижение трудоемкости строительно-монтажных работ приводит
к уменьшению накладных расходов из расчета 0,6 руб. на 1 чел.-
день.
При подсчете Kt в формуле (XXVII.15) учитывают стоимость
всех видов строительных и монтажных работ, стоимость технологи-
ческого, энергетического, подъемно-транспортного и другого обору-
дования, предусмотренного сметами на строительство; стоимость ин-
струмента и инвентарь, включенных в сметы строек и зачисляемых
в основные фонды; стоимость машин и оборудования, не входящая
в сметы строек, если эти машины и оборудование приобретаются за
счет капитальных вложений; затраты на проектные и прочие капи-
тальные работы.
Затраты на оборудование и средства механизации и автомати-
зации определяют по инвентарно-расчетной и балансовой стоимости.
Если оборудование изготовляет или модернизирует сама организа-
ция или предприятие, то затраты определяют по сметам или факти-
ческим затратам этих организаций и предприятий.
Когда необходимо найти наиболее экономичный вариант комп-
лексной механизации сварочного производства с использованием
комплекта различных сварочных машин и вспомогательного свароч-
ного оборудования, формула (XXVII.15) принимает следующий вид:
п
где Cj—текущие затраты (себестоимость работ) по (му варианту; Фу — балан-
совая стоимость /й машины комплекта, принятого по (му варианту; Ttjj —
число смен (часов) работы / й машины комплекта, принятого по ( му вариан-
ту; Tfj —годовое число смен (часов) работы /-Й машины по нормативу; я —
число машин в комплекте.
330
Годовой экономический эффект, ожидаемый от применения но-
вой технологии, новых технологических процессов, механизации
и автоматизации производства, передовой организации производства
и труда, если при этом конструктивные и объемно-планировочные
решения заданий и сооружений не изменяются, рассчитывают по
формуле
Э = (3|-3,)Д,, (XXVII.17)
где 3, и 32— приведенные затраты на единицу объема работ (продукции)
соответственно базового варианта и новой техники; А,— годовой объем работ
(внедрения).
Годовой экономический эффект от создания и применения новых
сварных строительных конструкций определяют по формуле
3 = К31 + 3С1) н + Ээ - + 3С2)1 А2’ <XXV1 ’ •,8)
где ЭС1 и Зс2 — приведенные затраты по монтажу конструкций соответственно
базовой и новой техники; — экономия при эксплуатации конструкций; Аг —
годовой объем применения новых строительных конструкций в натуральных
единицах; // — коэффициент, учитывающий изменения срока службы новых
строительных конструкций по сравнению с базовым вариантом
"^(Р! +£н)/(Р2+£н)' (XXVII.19)
где Р| и Рг — доли сметной стоимости строительных конструкций в расчете на
один год их службы по базовому варианту и новой технике.
При равной долговечности конструкций коэффициент 77=1.
В табл. XXVII.4 приведены значения суммы (₽+£„) и величи-
ны Р в зависимости от срока службы (Тс).
XXVII.4. Коэффициенты реновации
Тс Р тс р р+£н
1 1 1,15 И 0,054 0,204
2 0,4762 0,6262 12 0,0468 0,1968
3 0,3021 0,4521 13 0,0408 0,1908
4 0,2155 0,3655 14 0,0357 0,1857
5 0,1638 0,3138 15 0,0315 0,1815
6 0,1296 0,2796 20 0,0175 0,1675
7 0,1054 0,2554 25 0,0102 0,1602
8 0,0874 0,2374 30 0,0061 0,1561
9 0,0736 0,2236 40 0,0026 0,15226
10 0,0627 0,2127 50 0,00086 0,15086
Экономию (За) в сфере эксплуатации конструкций за срок их
службы определяют по формуле
Э3 = ("1 - И2> - £н(*3 - \)/(Р2 + £п)’ (XXVI1.20)
где Hi, И} — годовые издержки в сфере эксплуатации на единицу конструктив-
ного элемента по сравниваемым вариантам (капитальный ремонт, ежегодные
331
затраты на текущий ремонт и обслуживание и т. д.); Ki и Kt — сопутствующие
капитальные вложения в сфере эксплуатации конструкций (без стоимости са-
мих конструкций) в расчете на единицу конструктивного элемента.
Годовой экономический эффект (3) от производства и использо-
вания в строительстве новых средств труда (машин, механизмов и
оборудования в том числе сварочного) рассчитывают по формуле
3 = (з, Н +Эс-За )л2, (XXVII.21)
где 31 и Зг — приведенные затраты на изготовление единицы соответствепно
базового и нового оборудования. При использовании серийного оборудования
вместо приведенных затрат может приниматься его балансовая стоимость; Bt
и В2 — годовые объемы работ, выполняемые сравниваемыми средствами тру-
да, в натуральных показателях (т. е. производительность базового варианта
и новой техники); // — коэффициент. учитывающий долговечность средств
труда, определяется по формуле XXVII.19 с использованием данных табл.
XXVII.4; 3(, — экономия в строительном производстве на расходах по эксплуа-
тации оборудования и другим статьям затрат определяется по формуле
Эс = !(//, - Я2) - Ен (К, - К,)] В2/(Р2 + Е,,)- (XXVII.22)
где Kt и К2 — сопутствующие капитальные вложения в строительном производ-
стве при использовании базового и нового средства труда (в расчете на едини-
цу объема работ); и //j —удельные годовые эксплуатационные издержки
н строительстве при применении базового и нового средства труда: Р>+Ец ~
по табл. XXVI 1.4; А,— годовой объем внедрения новых средств труда в строи-
тельстве в натуральных единицах.
Годовой экономический эффект (Э) от производства и исполь-
зования в строительстве новых предметов труда (материалов), в том
числе и сварочных, рассчитывают по формуле
3 =^3t + Эи - 32 ) Лг, (XXVII-23)
гае 31, 32 — приведенные затраты на изготовление единицы соответствепно
базового и нового материалов (при отсутствии таковых у потребителя может
приниматься балансовая стоимость); У,. Уг — удельные расходы базового
и нового материала (на единицу продукции) при использовании их в строи-
тельстве в натуральных единицах; — годовой объем применения в строи-
тельстве новых материалов; Эн —зкономия, полученная на эксплуатационных
издержках при применении новых материалов
(И, — //„) — Еи(Кп — /(,)
Эи = —!------*1-у - 2-------— , (XXVII 24)
где Hi, //2 —затраты на выполнение работ с применением соответственно ба-
зового и нового материалов (на единицу продукции); К, и К; — сопутствующие
капитальные вложения в строительстве при использовании базового и нового
материалов (на единицу продукции).
Экономическую эффективность сокращения сроков строительст-
ва в результате применения новой техники, изобретений и рационали-
заторских предложений определяют по формуле
Эт = Эу + Зф. (XXVII.25)
где Эу — эффект от сокращения условно-постоянной части расходов строи-
тельной организации; Эф — эффект в сфере эксплуатации от функционирова-
ния объекта за период досрочного ввода.
В свою очередь
~ н (‘ ‘ 7‘2)/7'г
(XXVII.26)
332
где Н — условно-постоянные расходы при продолжительности строительства
Г>; Г|, Ti — продолжительность строительства по сравниваемым вариантам, г.
Величину Н можно подсчитать осредненно, принимая 1 % °т
статьи «Затраты на материалы» плюс 15 % от статьи «Затраты на
эксплуатацию машин и механизмов», плюс 50 % от статьи «Наклад-
ные расходы»,
Значение Эф может быть рассчитано по формуле
*ф“£Нф(Г1“Гх) (XXVII.27)
или
'9ф = /7р(7’1-7’4)’ (XXVH-28)
где Ф — стоимость основных фондов, досрочно введенных в действие; Пу —
среднегодовая прибыль за досрочный ввод объекта в действие.
Экономический эффект может быть расчетным (или предвари-
тельным), т. е. определяться на стадии принятия решения и прове-
дения научно-исследовательских и опытно-конструкторских работ или
приобретения нового оборудования, технологии или материалов.
В этом случае расчет приведенных затрат основывается преимущест-
венно на теоретических расчетах (расчетных данных).
Экономический эффект может быть фактическим (уточненным).
В этом случае расчет производится на основе фактически применяе-
мых на производстве норм и нормативов, т. е. после внедрения но-
вой техники.
Соответственно экономическая эффективность также может
быть расчетной и фактической. Ниже приводятся два примера опре-
деления экономического эффекта. Первый выполнен как расчетный
(статьи затрат определены в базовом и новом варианте расчетно),
второй — как фактический.
Пример 1. Определить расчетный экономический эффект от за-
мены ручной дуговой сварки (базовый вариант) автоматизирован-
ной под флюсом (новая техника) при изготовлении в условиях мон-
тажной площадки полотнищ из листовой стали (ВСтЗсп) толщиной
20 мм. Сварку выполняют в нижнем положении на остающейся под-
кладке, зазор при сборке — 2,5—3 мм, масса наплавленного метал-
ла на 1 м шва — 2,4 кг. Ручная дуговая сварка осуществляется
электродами УОНИ 13/45 постоянным током обратной полярности от
выпрямителя ВС-500, автоматизированная — проволокой Св-08А
с флюсом АН-348 с помощью сварочного трактора АДФ-1001 пере-
менным током от трансформатора ТДФ-1000. Протяженность свар-
ных швов — 780 м.
Расчет производится в соответствии с формулами (XX VI 1.13,
XXVII.15) на 1 кг наплавленного металла. Расчет текущих затрат
представлен в табл. XXVI 1.5,
333
XXVI 1.5. Расчет текущих затрат (пример 1)
Л» п. п. | Показатель Базовый вариант Новая техника Обоснование
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Сварочный оптимальный ток, А Напряжение дуги, В Коэффициент наплавки, г/А-ч Коэффициенты: расхода сварочного материала горения дуги полезного действия оборудования использования обору- дования Годовой плановый фонд работы оборудования, ч Стоимость, руб.: 1 кг электродов У О НИ 13/45 0 4 мм 1 кг проволоки свароч- ной Св-08А 0 4 мм 1 кг флюса ЛН-348 выпрямителя ВС-500 автомата АДФ-1001 трансформатора ТДФ-1000 Разряд сварщика Тарифная часовая став- ка, руб. Время наплавки 1 кг ме- талла, ч: 1000/п.I Хп.ЗХп.5 Основная заработная плата рабочих п.16х Хп.17, руб. Стоимость, руб.: электродов, п.4Хп.9 сварочной проволоки, П.4ХП.10 флюса, п.4Хп.11 150 22 9,5 1,73 0,65 0,7 0,75 2024 0,51 410 4 0,885 1,08 0,955 0,88 Исходные X 750 37 16 1,04 0,65 0,55 0,75 2024 0,22 0,195 880 1000 3 0,784 Расчетные 0,13 0,102 0,23 0,2 ханные Справочные данные Данные ИЭС им. Е. О. Пато- на Прейскуранты: 01-20 01-17 06-02 15-06 15-06 15-06 ЕТКС с К=1,12 данные Расход флюса принят равным расходу прово- локи 1
334
Продолжение табл. XX VII.5
Б Е Показатель Базовый вариант Новая техника Обоснование
22 электроэнергии, 1000X X п.2 X 0,02/1000 X Хп.ЗХп.бХп.б о,1 0,09 1000 Вт=1 кВт 1000 г= 1 кг 0,02 руб,—сто- имость
23 Амортизационные отчис- ления — 34,4 % и затра- ты на текущий ремонт и обслуживание оборудо- вания 20 %. Всего экс- плуатация оборудова- ния— 54,4 %. Для базо- вого варианта: п.12х X п. 17 X 0,544/п.7 X п.8, руб. 0,16 1 кВт-ч
24 То же, для новой техни- ки: (п.13 + п.14) Хп.17х Х0,544/п.7Хп.8, руб. 0,16
25 Накладные расходы от основной зарплаты — п.18x0,15, руб. 0,14 0,03
26 Накладные расходы от трудоемкости — п.17х ХО.6/8, руб. 0,08 0,014
Всего текущих затрат С, руб. 2,315 0,826 п.18 + ... + п.26
Удельные капиталовложения рассчитывают по формуле
Ki =Ф1 Toi/Trl В’ (XXVII.29)
где Ф^ — стоимость оборудования; То. — время, в течение которого выполня-
ется данная работа (в нашем случае —п. 17 табл. XXVII.5); Т — годовой
плановый фонд времени работы оборудования (п. 8); 0 — коэффициент исполь-
зования оборудования (п. 7)
Для базового варианта
К, =410-1.08/2024-0,75 = 0,29 руб.
Для новой техники
К, = (880+ 1000).0,13/2024-0,75 = 0,162 руб.
Приведенные затраты для базового варианта
3, = (2,315 + 0,15)-0,29 = 2,358 руб.
То же, для новой техники
3,= (0,826 + 0,15).0,162 = 0,850 руб.
335
XXVI 1.6. Расчет текущих затрат (пример 2)
№ п.п. Показатель Базовый вариант Новая техника Обоснование
Исходные данные Прейскуранты:
Стоимость, руб.: 0,51
1 1 кг электродов УОНН 13/45 0 4 мм 0,22 01-20
2 сварочной проволоки Св-08А 0 4 мм — 01-17
3 флюса АН-348 — 0,195 06-02
4 выпрямителя ВС-500 410 — 15-06
5 автомата АДФ-1001 — 880 15-06
6 трансформатора ТДФ-1000 — 1000 15-06
Стоимость 1 маш.-ч, РУб.:
7 8 9 выпрямителя ВС-500 автомата АДФ-1001 трансформатора ТДФ-1000 1,1 1,48 0,25 1 Сборник 1 сметных цен
Расход, кг: 4,15
10 электродов на 1 м шва — 1 Нормы рас- J хода
11 сварочной проволоки — 2,5
12 флюса — 2,5
Расчетные данные
13 Время сварки 10 м шва, 18,2 — § 22-1-2, Зз,
ч 2,4 К-1,4 § 22-1-15, Зж
14 Расценка (основная зар- плата), руб. 14,3 1,68 § 22-1-15, Зж
Стоимость, руб.:
15 электродов 21,2 — п.1 Хп.10
16 сварной проволоки — 5,5 П.2ХП.11
17 флюса — 4,9 п.ЗХп.12
18 эксплуатации выпря- мителя ВС-500 14,52 2,29 пЛЗХп.7
19 автомата АДФ-1001 и — (п.8 + п.9) X
трансформатора ТДФ-1000 Хп.13
20 Накладные расходы от зарплаты, руб. 2,14 0,25 п.14X0,15
21 То же, от трудоемкости, руб- 1,38 0,18
Всего текущих затрат, руб. 53,54 14,75 п. 14 + ... +п.20
336
Эффективность перехода на автоматизированную сварку под
флюсом (на 1 кг наплавленного металла) составит
3, — 3, = 2.358 — 0,850 = 1,508 руб.
Общий объем наплавленного металла по условиям задачи
Л, =2,4-730 = 1872 кг.
Экономический эффект на весь объем работ
3 = (3, — 3,) Л, = 1872-1,508 = 2823 руб.
Пример 2. При соблюдении условий, тождественных изложенным
в примере 1, определить фактический (уточненный) экономический
эффект.
Расчет выполняется на 10 м сварного шва, используя «Единые
нормы времени и расценки на строительные, монтажные и ремонтно-
строительные работы» — Сб. 22. «Сварочные работы и «Сборник
сметных цен машино-смен монтажных машин и механизмов».
Расчет текущих затрат представлен в табл. XXVII.6.
Удельные капиталовложения рассчитывают по формуле (XXVII.
29). Для базового варианта
К, = 410 13,2/2024- 0,75 = 3,56 руб,
Для новой техники
К, = (880 4- 1000) 1.9/2024-0,75 = 2.35 руб.
Приведенные затраты для базового варианта
3, =53.54 4- 0,15-3,56 = 54,07 руб.
То же, для новой техники
3,= 14.75 4-0.15-2,35 = 15.1 руб
Эффективность перехода на автоматизировванную сварку под
флюсом (на 10 м шва) составит
3t - 3. = 54.07 — 15,1 = 38.97 руб.
Экономический эффект на весь объем работ
3 = (3. - 3,) Л, = 38,97 = 3040 руб.
10
Расхождение между результатами расчетов в примерах 1 и 2 объ-
ясняется тем, что в первом случае были допущены некоторые услов-
ности, в частности основной показатель — время наплавки — рас-
считывался чисто теоретически.
22-252
337
Глава XXVIII. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
СВАРОЧНЫХ РАБОТ
XXVII!.!. НОРМЫ ТРУДА И ИХ ХАРАКТЕРИСТИКА
В задачи нормирования труда (работ) входит установление не-
обходимых затрат и результатов труда, а также оптимальных соот-
ношений между численностью работников различных групп и коли-
чеством единиц оборудования. В условиях социалистического про-
изводства нормирование труда является основой планирования и ор-
ганизации сварочного производства, оплаты труда, стимулирования
роста производительности труда и эффективности производства свар-
ных конструкций, организации социалистического соревнования; ос-
новой управления как производственными, так и социальными про-
цессами. Общегосударственный подход к нормированию труда отра-
жен в Конституции СССР (ст. 14, 15 и 21).
Система норм труда характеризует различные стороны трудовой
деятельности работников, поэтому охватывает нормы времени, вы-
работки, обслуживания, численности, управляемости и нормирован-
ные задания.
Нормы вре'мени (трудоемкость операции) — необходимые за-
траты времени одного работника или бригады на выполнение еди-
ницы работы (продукции) в человеко-мин. (чел.-ч).
Нормы выработки — количество единиц продукции определенно-
го вида, которое должно быть изготовлено одним работником или
бригадой за данный отрезок времени (час, смену) в натуральном вы-
ражении (штуках сварных деталей, метрах шва, массе наплавленно-
го металла и т. д.).
Норма обслуживания — требуемое количество оборудования, ра-
бочих мест, единиц производственной площади и других производст-
венных объектов, закрепленных для обслуживания за одним работ-
ником или бригадой.
Норма численности — численность работников, необходимых для
выполнения запланированного объема сварочных работ или для об-
служивания одного и нескольких автоматов (агрегатов, единиц обо-
рудования).
Норма управляемости — количество работников, которое должно
быть непосредственно подчинено одному руководителю.
Нормированное задание — необходимый ассортимент и объем ра-
бот, которые должны быть выполнены одним работником или брига-
дой за определенное планируемое время (смену, сутки, месяц). Оно
характеризует, как и норма выработки, результаты деятельности
работников. Однако в данном случае результаты исчисляются не
338
только в натуральном выражении, но и в нормо-ч, нормо-руб. Этим
отличается нормированное задание от нормы выработки. Перечислен-
ные виды норм устанавливают исходя из необходимых затрат вре-
мени на выполнение операций, технологических процессов, различ-
ных видов работ и входящих в них элементов. В связи с этим предъ-
являются высокие требования к качеству норм труда — к точности
и достоверности установленных затрат рабочего времени; подготови-
тельно-заключительного /п.э основного /о, вспомогательного tB, опе-
ративного /опер, обслуживания рабочего места /овсл на отдых и лич-
ные надобности (регламентированные перерывы в работе) ia.
Особенность /п.э в том, что оно определяется на весь объем ра-
бот (на всю обрабатываемую партию). В массовом и крупносерий-
ном производстве /п.з в норме штучного времени /шт весьма мало
и поэтому не учитывается.
'шт = 'о+'в.н+'обс + 'п (XXVlll.l)
или
'шт = 'опер(,+-^)‘ (XXVIU.2)
где fB н— вспомогательное время, не перекрываемое машинным временем;
а. Ь — соответственно проценты, которые составляют <о(-)С и /п от оператив-
ного времени, определяемого по формуле
'опер-'о + 'в-н (XXVIII3,
В единичном и серийном производстве сварных конструкций
из-за частых переналадок оборудования в результате широкой и пе-
ременной их номенклатуры ta a составляет значительную величину
и учитывается в норме времени, называемой штучно-калькуляцион-
ным, {шт.*:
'шт.к = 'шт + ( XXVI11.4 )
где л — число сварных деталей (заготовок) в партии или число стыков, участ-
ков шва, приходящихся на партию сварных элементов.
Норма времени на партию
'пар = <шт " + 'п.з- (XXVUI-5)
В серийном производстве
'пар “ 'шт.к п + 'п.з- (XXV Ш.6)
В единичном и мелкосерийном сварочном производстве величи-
на /п.а особенно велика (20—10 % времени смены), поэтому в этих
условиях она часто нормируется в минутах на смену, а в норму
времени включается через коэффициент подготовительно-заключи-
тельного времени Ап ».
‘п.э =1 - ((‘ей - 'п.э)/',ем1; (XXVIU.W
'шт.,, - 'шт ‘о.з - 'шт 6 “ fc"~(XXVI11.S)
\ FCM
где Рсм— рабочее время за смену (ее продолжительность 492 мин).
22*
339
Величина /п.з для повторяющихся сварочных работ устанавлива-
ется по нормативам, а для оригинальных—на основе данных фото-
графии рабочего дня. Основными путями уменьшения ta,3 являются:
совмещение времени выполнения части подготовительно-заключитель-
ных работ с протеканием основного машинного времени; централиза-
ция доставки на рабочее место материалов, приспособлений, средств
механизации и автоматизации и т. д. до начала работ, осуществле-
ние наладки, подналадки и перенастройки оборудования в обеденные
и межсменные перерывы.
Основное (технологическое) время рассчитывают с учетом целе-
вого назначения и характера операций (техпроцессов), вида обору-
дования, режимов его работы и паспортных данных по приведенным
ниже формулам с использованием нормативов времени, разработан-
ных ЦЕНТ и НИИтруда.
Вспомогательное время, затрачиваемое на установку, закрепле-
ние, раскрепление и снятие заготовок (деталей, узлов), управление
оборудованием, изменение режимов его работы, контроль за ходом
техпроцесса и качеством продукции, нормируют по нормативам;
при их отсутствии — путем изучения фактических затрат времени на
рабочем месте методом хронометража. В том и другом случае необ-
ходимо достигать уменьшения доли /в в структуре /опер. Сказанное
заслуживает особого внимания при скоростных режимах работы обо-
рудования, обусловливающих резкое сокращение машинного време-
ни (/м). При этом /в остается без изменения или уменьшается незна-
чительно. Важным также является увеличение в структуре /в пере-
крываемого вспомогательного времени (/в.п); должно быть соблю-
дено условие
в ^В.Н*
В зависимости от типа производства tB устанавливается: в еди-
ничном и мелкосерийном производстве иа типовую технологию свар-
ки (сборки-сварки) отдельных изделий; в оорлйном производстве
/в определяется на комплекс приемов (жар ах ад), обрабатываемую по-
верхность; в массовом производстве — еж единицу изделия, одну one-
рацию в с, мин, ч.
Время обслуживания рабочего ысота опрададяется н» нормати-
вам или по данным фотографии рабочего ддя. Величия /обо зависит
прежде всего от производственных уяложи!, <ьиетем обслуживания
рабочих мест, уровня механизации я яятжматжжацжж. В единичном
и серийном производстве /обе укрупиянио выражаояоя формулой
'обс^еже»''*' (XXVIII.9)
В массовом и крупноссринням производстве яирсделяют время тех-
340
XXVIII.1. Типовые режимы труда и отдыха при обеденном перерыве
в середине смены
Виды работ Перерыв Отдых
Работа, связанная с незначительными фи- зическими усилиями и умеренным нерв- ным напряжением Два перерыва по 5 мин в течение смены: через 2 ч после нача- ла работы и за 1,5 ч до ее окончания Производственная гимнастика 2 раза в день
Работа, связанная со средним физическим усилием и средним нервным напряжени- ем Два перерыва по 10 мин в течение смены: через 2 ч после нача- ла работы и за 1,5 ч до ее окончания То же
Работа, не требую- щая значительных физических усилий, но неблагоприятная по монотонности, ра- бочей позе и темпу работы Четыре перерыва по 5 мин в течение сме- ны через каждые 1,5 ч работы Производственная гимнастика 2 раза в день, остальные 2 пе- рерыва для отдыха в удобной позе и при легкой разминке
Работа, связанная с большими физически- ми усилиями и повы- шенным нервным на- пряжением Три перерыва по 10 мин в течение смены Отдых в спокойном состоянии или легкие разминочные упраж- нения
Работа, требующая большого напряже- ния при высоком тем- пе и неблагоприят- ных условиях (за- грязненность возду- ха, вибрация) Перерывы в течение каждого часа, из них первые два по 10 мин. остальные по 3—5 мин Производственная гимнастика 2 раза в день и отдых в спо- койном состоянии.
Работа, связанная с очень большими фи- зическими усилиями не в благоприятных условиях Перерывы по 8—10 мин в течение смены или 3 перерыва в те- чение смены ио 15— 20 мин, из них два— во второй половине смены Отдых в спокойном состоянии в специ- ально для этого отве- денном помещении
341
Продолжение табл. XXVII 1.1
Виды работ Перерыв Отдых
Работа, выполняемая в неблагоприятных условиях при высо- ком темпе и повы- шенном нервном на- пряжении Перерывы по 4—5 мин в течение каж- дого получаса Отдых в спокойном состоянии в специ- ально для этого от- веденном помещении
Работа, требующая больших физических усилий в особо небла- гоприятных условиях Перерывы по 12—15 мин в каждом рабо- чем часу То же
Работа, выполняемая при благоприятных условиях среды, но со значительным напря- жением внимания Три перерыва по 5 мин Упражнения типа ды- хательной гимнастики
Работа, связанная со значительным умст- венным напряжением Гимнастика, 5-минут- ные физкультурные паузы в первой и вто- рой половинах рабо- чего дня Упражнения, включа- ющие работу всей мускулатуры
нического (/обе.тек) и организационного обслуживания (/обе.орг) ра-
бочего места по формулам
'обс.тех = Ло/10°; (XXVH1.10)
'обс.орр=в'опеР/100’ (XXVin.11)
где а. б, в — соответственно проценты, которые составляют время обслужива-
ния рабочего места от (опер. время технического его обслуживания от tQ
к организационного обслуживания от <опер.
При определении указанного времени необходимо выделять перекры-
ваемое (/обс.п) и неперекрываемое (/обе и), так как в норму времени
ВКЛЮЧаеТСЯ ТОЛЬКО /обе ч.
Время на отдых и личные надобности (регламентированные пе-
рерывы) укрупненно определяют в % °т /опер- Причем время на
личные надобности предусматривается нормативами в размере 20 %
ОТ /опер или 10 мин на рабочую смену (табл. XXV11I.1), В основу
нормирования времени на отдых должна быть положена разработан,
ная НИИтруда методика, согласно которой на работоспособность
342
оказывают влияние следующие факторы: физические усилия, нерв-
ное напряжение, темп работы, рабочее положение, монотонность ра-
боты, температура, влажность, тепловое излучение в рабочей зоне,
загрязненность воздуха, производственный шум, вибрация, толчки,
освещение. По каждому из перечисленных и других факторов уста-
новлено время на отдых в % от /опер.
XXVIII.2. МЕТОДЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
Метод нормирования — совокупность определенных приемов ус-
тановления норм труда. Наиболее характерными из них являются:
анализ трудового процесса, проектирование рациональной технологии
и организации труда,, расчет норм. При выборе метода нормирова-
ния труда учитывают прежде всего характер нормируемых работ
и условия их выполнения.
Основным методом нормирования сварочных работ является
аналитический метод. А именно — аналитически-расчстный, для ко-
торого базой определения норм являются нормативные материалы
и математические зависимости (формулы). Этот метод нормирова-
ния применяют преимущественно в серийном и крупносерийном про-
изводстве.
Более точным и объективным методом нормирования является
аналитически-экспериментальный (исследовательский) метод, для
которого исходная информация, используемая при определении норм,
получается с помощью хронометража и фотографии рабочего дня.
Рассматриваемый метод нормирования связан с немалыми затрата-
ми времени и средств, поэтому применение его целесообразно в мас-
совом и крупносерийном сварочном производстве.
В единичном и мелкосерийном производстве используют преиму-
щественно опытно-статистический или сравнительно-расчетный метод.
В этом случае сварочные работы (операции) делятся на укрупнен-
ные элементы, продолжительность выполнения которых сопоставля-
ется с продолжительностью выполнения таких же элементов анало-
гичных работ и операций. Сравнение проводят по типовым нормам
времени, статистическим данным, графикам и номограммам.
Из изложенного следует, что точность и прогрессивность норм
труда, установленных с применением каждого из указанных методов
нормирования, предопределяются в равной мере как совершенством
способов расчета, так и новизной, достоверностью исходных обоб-
щенных и справочных материалов (норм и нормативов). Они долж-
ны разрабатываться с учетом комплекса технических, экономических,
психофизиологических, санитарно-гигиенических, социальных и пра-
вовых факторов. При анализе взаимосвязей затрат труда и рабоче-
343
го времени с факторами, влияющими на их величину, к числу при-
оритетных факторов должны быть отнесены: параметры и режимы
технологических процессов (операций), приемы и режимы труда, ре-
жимы работы оборудования, технического и организационного об-
служивания его (рабочего места). Роль этих факторов резко воз-
растает в связи с переходом на интенсивный путь развития.
Исходным объектом нормирования при определении основного
времени на сварку является обычно участок (1 м длины) прямоли-
нейного шва, выполненного в нижнем положении. Поэтому /0 долж-
но уточняться в зависимости от вида, положения и протяженности
швов изготовляемой сварной конструкции.
Для уточнения основного времени на сварку вводят поправоч-
ные коэффициенты ka (табл. XXVIII.2).
XXVII 1.2. Значения поправочных коэффициентов
Характер отклонений от исходного объекта нормиро- вания Кп Характер отклонений от исходного объекта нормиро- вания
Положение сварных Сварка труб диаметром
швов: до 2 м:
нижнее 1 неповоротные стыки:
вертикальное горизонтальное потолочное 1,25 1,3 1,6 вертикальные горизонтальные поворотные стыки Сварка и резка: 1 1.1 0,85
Сварные швы с поворо- том конструкции: в стационарных усло- виях на сварочных площадках 1
продольные 1 непосредственно на мон- 1,1
кольцевые 1Д таже (строительном
кольцевые без ловоро- 1,35 участке) с переходами
та конструкции и перемещениями ап-
Длина сварных швов, паратуры на подвесных устрой- 1,5
мм: 200—300 менее 200 1,1 1,2 ствах (люльках) с подмостей и лестниц в согнутом положении и при выполнении ра- бот лежа 1,2 1,25
При расчете норм времени на электросварку часто применяют
укрупненные нормативы, которые учитывают неполное /ШТк на свар-
ку 1 м длины шва. Для расчета полного /шт.к.п необходимо время,
приводимое в таблицах нормативов, умножить на коэффициенты,
учитывающие различные положения швов в пространстве, марки
электродов, условия выполнения работы и вид свариваемого шва
(табл. XXVIII.3, XXVI1I.4).
В условиях интенсификации сварочного производства резко по-
344
XXVI11.3. Зависимость коэффициента от марки электрода
Электрод Коэффициент Электрод Коэффициент
УОНИ 13 1 ЦМ-7 0,7
АН-1 1.14 ЦМ-7С 0,5
ОМА-2 1,33 ОЗЦ-4 1.П
ОЗЦ-1 1,45 ОЗС-2 1,37
ОММ-5 0,9 ВН-48 1,04
XXVI 11.4. Зависимость коэффициента, используемого при расчете
/шт.к.п для ручной, автоматической и механизированной сварки,
от вида свариваемого шва
Вид шва
короткометражный
кольцевой, свариваемый автома-
тической сваркой:
поворотный
нсповоротный
Кольцевой, свариваемый ручной и
механизированной сваркой:
криволинейный
прерывистый
Кольцевые и короткометражные*:
поворотные
неповоротные
Длина шва, м, до
0,05 0,1 0.25 о,д 0,5
1.3 1,25 1.2 1,1 1
1,05 1.1
1,05 1.1
1,37 1,43 1,31 1,37 1,26 1,32 1,15 1,21 1,05 1.1
* Здесь приведены общие коэффициенты, учитывающие сварку
указанных швов.
вышаются требования к точности, технической обоснованности и про-
грессивности норм времени на операции, процессы (работы), связан-
ные с изготовлением сварных конструкций и входящих в них элемен-
тов. Эти требования в значительной мере выполнимы при автомати-
зации расчетов режимов и технических норм времени на сварочные
операции.
Автоматизированная подсистема, будучи самостоятельным зве-
ном АСУТП, предназначается для расчета режимов и технических
норм времени на выполнение ручной электродуговой, механизиро-
ванной, автоматической сварки; контактной точечной, шовной и дру-
гих способов сварки.
Применение этой подсистемы позволяет успешно решать задачи
роста производительности труда, повышения эффективности исполь-
345
XXVI11.1. Структура автоматизированной подсистемы технического нормиро-
вания сварочных операций
вования сварочного оборудования, рациональной организации опла-
ты труда, обеспечения достоверными исходными данными технико-
экономическое и оперативное планирование.
Структура автоматизированной подсистемы по данным [2] мо-
жет быть представлена в виде схемы (рис. XXVIII.1), где 1 —исход-
ные данные для расчетов на ЭВМ;
2—4 — соответственно данные о сварной конструкции, техноло-
гической операции, об условиях ее выполнения;
5 — массив информации о паспортных данных оборудования;
346
XXVI П.2, Ориентировочная блок-схема управляющего алгоритма расчета ре-
жимов и технических норм времени сварочных операций
6 —управляющий алгоритм и функциональные блоки;
7 — массив информации об инструменте и приспособлении;
8 — массив информации о сварочном материале;
9 — математическое обеспечение подсистемы;
Ю—массив информации о нормативах режимов сварки;
11 — массив информации о конструктивных элементах шва и раз-
делки кромок;
12 — массив информации для расчета норм времени;
13—результаты расчета на ЭЦВМ;
14—17 — соответственно параметры режимов сварки, составляющие
нормы времени, технологические карты, технико-нормиро-
вочные карты.
Управляющий и функциональные алгоритмы, информационные
массивы и математическое обеспечение являются главными состав-
ными частями автоматизированной подсистемы расчета режимов
и технических норм времени сварочных операций.
347
На рис. XXVII 1.2 представлена в общем виде блок-схема уп-
равляющего алгоритма, который представляет собой директивное
предписание о необходимости выполнения комплекса вычислительных
операций для решения поставленной задачи. В комплексной програм-
ме определения режимов и норм времени может быть поставлена
задача установить только параметры режима сварки. Алгоритм дол-
жен предусматривать возможность реализации такого задания.
Функциональные блоки представляют собой алгоритмы опреде-
ления отдельных этапов расчета режимов и норм времени свароч-
ных работ. Такими блоками могут быть алгоритмы расчета основно-
го времени на сварку, вспомогательного времени, штучного времени,
площади наплавленного металла и т. д.
Информационные массивы — это формы представления и накоп-
ления нормативно-справочной информации для расчета режимов
сварки и норм времени сварочных работ. Эти массивы подразделя-
ются на постоянные — информация о паспортных данных оборудо-
вания, сварочных материалов, элементах разделки кромок, сварного
шва и переменные массивы — нормативно-справочная информация
расчета режимов и технических норм времени сварочных операций.
Математическое обеспечение — это совокупность (библиотека)
стандартных программ, предназначаемых для реализации отдельных
блоков и для работы с данными из массивов. Здесь применена блоч-
ная методика построения алгоритмов, состоящих из ряда отдельных
частных блоков. Каждому способу сварки присуще множество бло-
ков (выполненных на переход, операцию). Реализация блоков осу-
ществляется в определенной последовательности. Каждый блок слу-
жит для расчета соответствующего параметра: числа проходов, силы
сварочного тока, диаметров электродов, скорости сварки, площа-
ди наплавленного металла и т. д. (всего на электродуговую ручную
сварку 16 блоков). Блочный метод построения алгоритмов имеет
следующие преимущества: простоту построения управляющих алго-
ритмов решения отдельных задач, возможность использования одних
и тех же блоков для решения различных функциональных задач,
внесения дополнений или корректировок в какие-либо программы;
сравнительно короткие сроки программирования и отладки программ;
достижение значительной эффективности при адаптации программы
к конкретным условиям сварочного производства.
На рис. XXVII 1.3 в качестве примера представлен алгоритм рас-
чета вспомогательного времени на смену электродов.
Алгоритмы и программы базируются на методе дифференциро-
ванного нормирования трудовых действий, движений, приемов, что
обеспечивает высокое качество расчетов и возможность анализа тру-
дового процесса. Рабочими программами на ЭВМ предусматривает-
ся определение, кроме режимов сварки и норм времени, ряда вели-
348
XXVJ 11.3. Алгоритм расчета вспомогательного времени на смену электродов
чин, используемых при расчетах норм расхода сварочных материалов,
сменной производительности, расценок на операцию и т. д.
Экономическая эффективность от применения программ для ав-
томатизации технического нормирования сварочных операций (про
цессов и работ) должна определяться на стадии технологический
подготовки производства и при осуществлении производственною
процесса.
Экономия на стадии технологической подготовки Эт.п достига-
ется за счет снижения затрат на расчеты в результате сокращения
численности ИТР, обусловленной ростом производительности инже-
нерного труда, а также повышения отдачи высвободившихся квали-
фицированных специалистов при использовании их на творческих
работах по созданию прогрессивных качественно новых техпроцес-
сов.
349
При осуществлении производственного процесса экономия (Эп.п)
достигается за счет оплаты труда рабочих по технически обоснован-
ным нормам, установленным с помощью программ на ЭВМ.
Общая экономия (Э0о) представляет собой сумму указанных ве-
личин:
50б = Эт.п + Эп.п- (XXVHI.12)
Затраты на технологическую подготовку сварочного производства
зависят от сложности сварных конструкций и объема их выпуска
(Ст.п)
Ст.п= CiJNtr (XXVIIII.13)
где C-j — затраты на расчет вручную режимов и технических норм времени
(го техпроцесса /-П сложности; — число Z-ых техпроцессов /-Й сложности;
л — число проектируемых техпроцессов.
Определение режимов сварки и технических норм времени с по-
мощью ЭВМ связано с выполнением следующих работ: занесением
исходных данных в специальный бланк; подготовкой и вводом
в ЭВМ исходных данных; перфорацией исходных данных с бланком
на перфоленту (перфокарту); контролем перфорации и решением за-
дач на ЭВМ.
Исходя из сказанного затраты на техническое нормирование с
помощью ЭВМ (См ») могут быть определены по формуле
см.э " 2 (% + соер, + Ч) "«• (XXVII1.H.
Z=1
где Сзб; —затраты на заполнение бланка исходных данных техпроцесса;
—затраты на перфорацию исходных данных и контроль перфорации
Г-го техпроцесса; См,—затраты, связанные с использованием машинного вре-
мени ЭВМ при нормировании Лго техпроцесса; N- — число (-ых техпроцессов.
Применение ЭВМ для технического нормирования целесообразно
при Ст.п>С>м.э и когда достигается наибольшая разность между ука-
занными величинами, т. е.
ст.п “* см.э'^п,ах'
XXVIII.3. НОРМИРОВАНИЕ РУЧНОЙ
ЭЛЕКТРОДУГОВОЙ СВАРКИ
Расчет норм при этом виде сварки, как и других рассмотренных
ниже, начинается с определения основного времени 10 (ч или мин),
в течение которого происходит образование сварного шва путем на-
плавления электродного металла
t0^FlV/Iaa (XXVIII.15)
350
или
to = WFIV/Ian, (XXVI11.16)
где F—площадь поперечного сечения наплавленного металла; / — длина шна;
V — плотность наплавленного металла; / — сварочный ток; ан — коэффициент
наплавки; F, I, v--масса наплавленного металла шва О.
Массу наплавленного металла определяют также по формуле
G = aalt, (XXVI п-17)
где I — время горения дуги.
Площадь поперечного сечения наплавленного металла F может
быть определена путем разделения его на простые геометрические
фигуры и подсчета их площадей, а также по таблицам нормативов
времени на сварку. Плотность наплавленного металла шва у прини-
мается равной плотности основного металла.
Силу тока / при ручной дуговой сварке устанавливают в соот-
ветствии с маркой и диаметром электрода, толщиной металла, ви-
дом шва и положением его при сварке.
Коэффициент наплавки ап(г/А-ч)—это масса металла в грам-
мах, наплавленного за 1 ч горения дуги, отнесенная к силе тока на
1 А. На величину ан оказывают влияние: род сварочного тока, его
полярность и плотность, свойство электродной проволоки и покры-
тий электрода и марки флюса
аи = б//Л (ХХУШ.18)
Влияние указанных выше факторов на аи характеризуют в об-
щем виде данные табл. XXVIII.5.
XXVII 1.5. Коэффициенты наплавки
Электрод Положение шва при сварке Ток -хн. г/А-ч
Без покрытия Вертикальное, кольцевое и ниж- нее Постоянный 10
С меловым покры- тием То же Переменный 8.2
Горизонтальное и потолочное Постоянный Переменный 5,6 6.2
Основное время, мин, на сварку шва длиной 1 м за один проход
(0 = 60vF//aH. (XXVII1-19)
При многопроходной сварке основное время, мин, на 1 м длины
шва определяется соответственно по формуле
351
t o GOV 4- —-b- 4- . F-— • (XXVI 11.20)
^iaH| \ ан, n Hn
где I, 2..П— (в индексе) число проходов (слоев).
Правильный и рациональный режим сварки предопределяется преж-
де всего типом и диаметром электрода, величиной сварочного тока.
Диаметр электрода подбирают по толщине металла свариваемых
элементов и форме сечения сварного шва, а тип электродов по дан-
ным их паспорта и изготовителя.
Ориентировочные соотношения между толщиной и диаметром
электрода:
Толщина, мм
Диаметр, мм
1—2 3-5 4-10
2—3 3-4 4—5
12-24 30-60
5-6 6—7
При толщине свариваемых элементов свыше 6 мм швы выпол-
няют многопроходной сваркой.
Вспомогательное время при сварке конструкций тратится на сме-
ну электродов (/э), на зачистку швов и кромок (/3), определяемое
по приведенным ниже формулам, а также на очистку швов от шла-
ка и брызг расплавленного металла, измерение и клеймение швов,
на установку, повороты, закрепление и снятие сварных конструкций,
перемещение сварщика с инструментами и т. д.
(XXVIII.21)
где /Э| — время на смену одного электрода; Уэф — эффективный объем одно-
о электрода.
fs = 7 [0,6 4-1.2 (ис - 1)]. (XXVIII. 22)
где I —длина шва; п —число слоев при многопроходной сварке.
Время на очистку промежуточного слоя составляет 1—2 мин на
1 м длины шва, время на очистку 1 длины шва последнего слоя —
0.6 мин. Время на установку клейма принимается равным 0,03 мин
на один знак. Время на измерение и осмотр шва определяется умно-
жением длины его на 0,35 для нижнего, вертикального и горизон-
тального швов и на 0,5 для потолочного шва. Время на обслужива-
ние рабочего места составляет примерно 3—5 % оперативного време-
ни (/опер). Время на отдых и личные надобности может быть принято
в размере 5—15 % оперативного времени. Подготовительно-заклю-
чительное время в серийном производстве составляет примерно
2—4 % оперативного времени. В единичном производстве для опре-
деления этого времени можно воспользоваться данными табл.
XX VIII.6.
352
XXVIII.6. Нормативы подготовительно-заключительного времени
при сварке на сборочной площадке, мин
Элементы работы Подготовка к сварке
Простая Средняя Сложная
Получение производственного зада- 5 7 12
ння и инструктажа Ознакомление с работой 3 5 8
Подготовка приспособлений — 3 5
Сдача работы 2 2 2
Всего 10 17 27
Нормы штучного времени на ручную электросварку 1 м длины
шва рассчитывают по формуле
'шт = К 'о + 'вш)' + 'вк! (XXVIII .23)
где /ВЦ1 — вспомогательное время, связанное со сварным швом; fBK —вспо-
могательное время, связанное со сваркой конструкций и зависящее от типа
оборудования; k — коэффициент, учитывающий время на обслуживание рабо-
чего места, отдых и личные надобности.
XXVIII.4. НОРМИРОВАНИЕ МЕХАНИЗИРОВАННОЙ
И АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
Основное время при данном виде сварки определяется по фор-
мулам XXVIII.15 и XXVIII.16.
Основное время при сварке однопроходных швов с заданной скоро-
стью определяют по формулам:
'о = 60'/^св-
(XXVIII.24)
для 1 м длины шва
'о = 60/Исв’ (XX VIII.25)
где / — длина шва данного размера; VCB — скорость сварки этого шва.
При выполнении швов многопроходной сваркой
/ 1 1 1 \
'о = 60 ~и---- + ~v----+- + “v-------Ь (XXVHI-26)
\ •св2 KCBrt /
где V„„ , ... V„n —скорость сварки соответственно при 1, 2...Л про-
I- в £ v i>2 с г
ходах.
В табл. XXVIII.7 и XXVIII.8 приведено основное время, затра-
чиваемое на механизированную сварку таврового соединения и на
автоматическую сварку V-образных швов стыкового соединения.
23—252
353
XXV1II.7. Основное время на механизированную сварку под флюсом
швов таврового соединения без скоса кромок (одно-и двусторонних)
Катет шва. мм Число проходов Диаметр электрода, мм Сила тока. А Напряже- ние дуги, В Скорость сварки, м/ч Время на 1 м длины шва. мин
3 1 1,6 220—230 24-26 40 1.5
4 1 1,6 280—290 26—28 30 2
3-4 1 2 280—320 28-30 50-60 1
5—6 1 2 300-340 30—32 25—30 2
7 1 2 340- 380 30-32 20-25 2,4
8-10 1 2 380-420 30—32 18-20 3
12 2 2 380—420 32—34 20—25 4,8
Примечание. Сварку ведут на постоянном токе обратной
полярности.
XXVI 11.8. Основное время на автоматическую сварку стыковых
соединений V-образных со скосом двух двусторонних кромок
Толщина металла, мм Число проходов Диаметр электро- да. мм Сила тока, А Напря- жение дуги, В Скорость сварки, м/ч Вр> мя на 1 м длины шва. мин
5 1 3 440—450 32-34 50-60 1
6—8 1 4-5 550-600 32—34 35—40 1,5
10—14 1 4 700—990 36—38 35—40 1,5
Вспомогательное время при автоматической сварке нормируется,
как и при ручной дуговой сварке, с использованием нормативов или
данных хронометражных наблюдений. Однако структура tB имеет
определенные отличия. Они обусловлены зависимостью tB от свар-
ного шва (G iu). сложности сварных конструкций и типа оборудова-
ния (/, к):
t ~t -4-t
'в В.Ш ' 'в.к
(XXVIII.27)
Время /в.ш расходуется на осмотр и зачистку свариваемых кро-
XXVIII.9. Время на зачистку 1 м длины свариваемых кромок
перед сваркой, мин
Толщина металла, мм СтьковоЙ, угловой, тавровый шов
бе скоса кромок со скосом кромок
До 20 0,3 0,4
а 30 0,4 0,5
Св. 30 0,5 0,6
354
мок (табл. XXVIII.9), насыпку флюса в бункер полуавтомата, сбор
флюса, очистку швов от шлака, их осмотр, измерение и т. д.
В зависимости от толщины свариваемого металла, вида соеди-
нений и сварных швов /вш может колебаться в широком диапазоне
(от 1,5 до 25 мин на 1 м длины шва при изменении толщины метал-
ла от 3 до 50 мм).
Вспомогательное время /вк предназначается для установки го-
ловки полуавтомата в начале шва, перемещения сварщика с полу-
автоматом и инструментом (от шва к шву); установки, закрепления,
поворота и снятия конструкций, а также для клеймения шва, за-
правки кассет (/а.в.) и т.д. (табл. XXVIII.10—XXVIII.12).
XXVIII.10. Вспомогательное время /вк на установку в приспособление
или на рабочее место конструкций, поворот и снятие их краном
Масса конструк- ции. кг, До Установка или поворот Снятие и транспортировка
Длина конструкции, м, до
4 8 10 4 6 8 10
100 200 300 500 1.7 1,9 2 2,3 1.9 2 2.1 2,5 2 2,2 2,3 2,6 2,1—2,2 2,3-2,4 2,4—2,5 2,8-2,9 1,2 1,4 1,6 1,9 1,3 1,6 1.8 2,1 1.5 1,8 2 2,3 1,6-1,7 2,9-2 1,1—2,2 2,4-2,5
XXVIII.11. Время 1ВШ на механизированную электросварку
под флюсом 1 м длины шва, мин
Содержание работы Шов многопро- ходной сварки Шов однопроходной н завершаю- щий проход многопроходной сварки
стыковой угловой
сплошной точечный
Сбор флюса со шва, засып- 0,3 0,3 0,3 0,2
ка его во флюсосборник Очистка шва от шлака 1 0,2 0,35 0,3
Осмотр и измерение шва 0,1 0,1 0,2 0,1
Удаление остатка проволо- ки полуавтомата и ее пода- ча в головку, смена кассеты 0,1 0,1 0,1 0,1
Время на заправку кассет
(/э к ) определяют по формуле
(XXVfn.28)
где f03 —время ня одну заправку кассеты; Он — масса I м длины шва;
— масса электродной проволоки, заправляемой в одну кассету.
23*
355
XXVI 11.12. Время на одно перемещение сварщика с инструментом
Расстояние перемещения, м Время на одно перемещение, мин Расстояние перемещения, м Время на одно перемещение, мня
До 2 0,3 До 8 0,75
» 4 0,4 » 10 0,9
» 6 0,6 » 12 0,1
XXV1I1.13. Время на обслуживание рабочего места, на отдых
и личные надобности при автоматической сварке в удобном
положении
Оборудование Время на об- служивание рабочего места Время на от- дых и личные надобности Коэффициент к оператив- ному времени
% от операти вного времени
Стационарные установки 5 4 1,09
Переносные автоматы 6 5 1.И
Разного назначения 8; 9 10; 12 1,18; 1,21
XXVIII.14. Время на обслуживание рабочего места, на отдых
и личные надобности при механизированной сварке
Условия выполнения Время на об- служивание рабочего места Время на от- дых и личные надобности Коэффициент к оператив- ному времени
% от операти вного времени
В удобном положении 7 6 1,13
В неудобном положении 9 11 1,2
В закрытых свободных или полуоткрытых тесных емко- стях 12 18 1,3
Сварка конструкций с ис- пользованием переносных лестниц высотой более 3 м 15 20 1,35
Сварка крупногабаритных объемных и полуобъемных конструкций с помощью кондукторов и кантователей 18 27 1,45
Время обслуживания рабочего места /овс складывается из вре-
мени на регулирование заданного режима, включение и выключение
оборудования и механизмов, раскладку и уборку инструмента, уста-
356
новку и смену кассеты с электродной проволокой, засыпку флюса
в начале смены и удаление его после окончания работы, промывку
и продувку рукава при механизированной сварке, уборку рабочего
места и т. д. Это время и время на отдых и личные надобности рас-
считывают с использованием нормативов, приведенных в табл.
XXVIII.13 и XXVIII.14.
Нормативы для определения подготовительно-заключительного
времени даны в табл. XXVIII.15.
Подготовительно-заключительное время для простых и сложных
работ может быть определено соответственно в размере 2—6 % от
оперативного времени.
Норма штучного времени на сварку 1 м длины шва определяет-
ся для рассмотренных видов сварки по формуле XXVI 11.23.
XXVIII.15. Укрупненные нормативы подготовительно-
заключительного времени, мин
Содержание работы Работа
простая* средней** сложно- сти слож- ная***
Получение производственного зада- 3 3 3
НИЯ Получение инструктажа и указаний 3 4 6
Ознакомление с работой, технологи- 3 4 6
ей, чертежами Подготовка приспособлений — уста- — 3 5
новка кассет с проволокой, засыпка 6 6 6
флюса в бункер Выбор режима сварки: силы тока 2,8 2,8 2,8
скорости сварки и подачи проволоки: перестановкой сменных шестерен 9 9 9
изменением положения рукоят- 0,2 0,2 0.2
к и заменой подающего ролика 1,3 1,3 1.3
заменой ходовых бегунов 5,5 5,5 5.5
Сдача и оформление работ 3 4 5
* Простая работа — сварка и наплавка малоответственных
конструкций в нижнем положении и «в лодочку», прямолинейных
швов при толщине свариваемого металла до 16 мм.
*♦ Работа средней сложности — сварка ответственных конст-
рукций в нижнем положении и «в лодочку», прямолинейных и кри-
волинейных швов длиной до 4 м при толщине свариваемого металла
до 40 мм, когда сварщику приходится знакомиться с чертежами и
технологией, подготовлять приспособление.
*** Сложная работа — сварка ответственных конструкций в раз-
личном положении при толщине свариваемого металла более 40 мм
и длине шва более 4 м.
357
XXV1II.5. НОРМИРОВАНИЕ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
Основное время при электрошлаковой сварке затрачивается на
расплавление кромок свариваемой конструкции и присадочного ма-
териала, а также на формирование шва свариваемого соединения.
Это время, мин, на 1 м длины шва определяется по формуле
/o = 60/vCB, (XXVII1.29)
где рсв —скорость сварки, рассчитываемая с учетом конструктивной характе-
ристики шва и вида электрода.
Некоторые нормативы вспомогательного времени, времени на
обслуживание рабочего места, отдых, личные надобности и подго-
товительно-заключительного времени при этом виде сварки приве-
дены ниже.
Вспомогательное время на 1 м длины шва, мин:
зачистка свариваемых кромок от окалины, шлака,
ржавчины вручную, зубилом и щеткой................. 1
обмазка медных подкладок огнеупорной глиной,
асбестом в удобном положении....................... 2
то же. в неудобном положении............... . 3,5
зачистка шва от шлака, глины, асбеста после
сварки вручную зубилом и щеткой; осмотр швов 0,1
передвижение аппарата в исходное положение для
сварки прямолинейных швов, корректировка поло-
жения мундштука в зазоре по длине шва ... 1
Вспомогательное время, зависящее от конструкции
и работы оборудования, мин:
установка направляющей рейки с аппаратом на
свариваемую конструкцию и снятие их после свар-
ки ............................................ 12
размещение, крепление и снятие стойки, штанги и
внутреннего ползуна при сварке кольцевых швов 50
установка и закрепление пластинчатого электрода
плавящегося мундштука в зазор с постановкой
изолятора по длине шва и гибкого рукава с про-
волокой ............................................ 12—20
зарядка аппарата электродной проволокой, попе-
речная корректировка мундштука по зазору . . 2,5
установка концевика возвратно-поступательного
движения по зазору............................ 2,2
размещение и крепление медных подкладок для
сварки прямолинейных швов............................. 5—8
установка кармана и двух выходных планок, при-
хватка их . 7,5
опробование схемы работы оборудования в соот-
ветствии с инструкцией .............................. '
Подготовительно-заключительное время на 1 м длины
шва, мин:
получение производственного задания и инстру-
мента . . .....................................
ознакомление с работой ............... ......
получение и сдача инструмента ................
размещение мундштука на аппарате и снятие
с него ........................................
смена на аппарате кронштейна подвески ползунов
сдача работы ........................ . . . .
Время на обслуживание рабочего места, отдых и
личные надобности, % от оперативного времени:
6
5
4
3,5
18
2
Сварка прямолинейных швов проволочными элект-
родами:
в удобном положении
358
в неудобном положении . . . «*»•>*•« 14
Сварка кольцевых швов:
без предварительного подогрева............. • 15
с предварительным подогревом до 150—250 °C , 27
Сварка прямоугольных сечений пластинчатыми элект-
родами ....................................... . 17—22
То же, плавящимся мундштуком 27
XXVIII.6. НОРМИРОВАНИЕ ГАЗОВОЙ СВАРКИ
Нормирование этого вида сварки начинается также с определе-
ния основного времени, затрачиваемого на разогрев металла и на-
плавление шва. В связи с этим /о включает время непосредственно
на сварку и время на разогрев свариваемых кромок в начале
сварки.
Основное время сварки на 1 м длины шва /о.ш рассчитывают
по формуле
'o.uj°==/hF' (XXVIII.30)
где время наплавки 1 см’ металла (табл. XXVIII.16); F— площадь попе,
речного сечения, мм’
XXVI 11.16. Время наплавки 1 см3 металла ацетилено-кислородным
пламенем
Толщина свариваемой детали, мм Номер наконеч- ника Время наплавки 1 см’, мин Толщина свариваемой детали, мм Номер наконеч- ника Время наплавки 1 см’, мин
1-1,5 1 1,3 10—12 5 0,52
2—4 2 1,1 13-18 6 0,42
5-7 3 0,73 19—30 7 0,38
8-8 4 0,62 19—30 7 0,38
Основное вр мя на разогрев свариваемых кромок в начале
сварки:
толщина ме-
талла. мм, до 1 1.5 2 3 4 5 6 7 8
время, мин . 0,1 0,14 0.18 0,25 0,33 0.4 0,47 0,55 0,6
Следовательно, основное время сварки шва
ны может быть рассчитано по формуле
определенной дли-
(XXV111.31)
где I—-длина свариваемого шва. м; 7о<р — время на один разогрев сваривае-
мых кромок мин: « — число свариваемых швов на конструкции.
Вспомогательное время при. сварке швов затрачивается на сме-
359
ну присадочной проволоки, приварку прутка к огарку в процессе
сварки, осмотр и очистку кромок шва, на его измерение.
Вспомогательное время при сварке конструкции затрачивается
на установку, закрепление, снятие ее, на перемещение сварщика,
клеймение шва. Вспомогательное время устанавливают по таблицам
нормативов в зависимости от вида стыковых соединений и массы
конструкции.
Время на обслуживание рабочего места предназначается для
раскладки инструмента в начале работы и уборки его после работы,
зажигания, прочистки, тушения горелки, установки и смены балло-
нов, подключения и отключения рукавов, поддержания режима
сварки и т. д. При укрупненных расчетах время на обслуживание
рабочего места принимается в размере 10 %, а время на отдых
и личные надобности — 7 % оперативного времени. Подготовитель-
но-заключительное время составляет примерно 2—4 % оперативно-
го времени. Норма штучного времени определяется суммировани-
ем перечисленных выше затрат времени
'шт “ [<'о+ 'в.ш) 1 + 'о.р п + 'b.kJ к> (XXVIII.32)
где tя ш — вспомогательное время на сварку шва; I —длина шва; /в к—вспо-
могательное время на сварку конструкции; k — коэффициент, учитывающий
затраты времени на обслуживание рабочего места, перерывы на отдых и лич-
ные надобности (Л—1,11—1,24),
XXVII 1.7. НОРМИРОВАНИЕ КОНТАКТНОЙ СВАРКИ
Норма штучного времени на контактную сварку (точечную, ро-
ликовую, стыковую) включает также основное и вспомогательное
время, время на обслуживание рабочего места, на отдых и личные
надобности. Основное время /о зависит от продолжительности пря-
мого и обратного хода электрода. Оно состоит из времени на опус-
кание и сближение электродов, их сжатие, протекание тока, вы-
держку электрода при повышенном давлении и возвращение элек-
трода в исходное положение. Основное время определяется по фор-
мулам XXVIII.33—XXVIII.36 или по таблицам нормативов, разра-
ботанным для отдельных видов контактной сварки (табл. XXVIII. 17,
XXVIII.18).
Основное время шовной сварм, мин:
= (XXV1H.33)
где IUJ —длина шва; v — скорость сварки.
Основное время стыковой сварки, мин;
'о.С = (,/л)+'в.к’ (XXVII1Л4)
где л —число рабочих ходов электродов в мивуту; /в к — время включения
рабочего хода.
360
XXVIII.17. Основное время точечной сварки на машинах
автоматического и неавтоматического управления
Число ходов в минуту Время на 1 точку или ход, мин Число ходов в минуту Время на 1 точку или ход, мин
10 0,1 50 0,02
12 0,084 60 0,017
14 0,072 72 0,014
17 0,059 86 0,011
20 0,05 100 0,01
24 0,042 120 0,0082
29 0,035 140 0,0071
35 0,029 170 0,0059
42 0,024 200 0,005
XXVIII.18. Основное время, мин, стыковой сварки (на 1 стык)
оплавлением низкоуглеродистой стали
Площадь сечения стыка, мм* Номинальная мощность маши- ны. кВ • А Сварка деталей
с подогревом без подогрева
сплошно- го сече- ния с разви- тым пери- метром сплошно- го сече- ния с разви- тым пери- метром
30 10 0,05
50 10 0,06 0,16
80 10 0,08 0,18
120 30 0,1 0,2
150 30 0,12 0,23
200 30 0,15 0,25
250 60 0,17 0,28
300 60 0,19 0,13 0,31 0,21
400 60 0,21 0,14 0,34 0,22
500 100 0,25 0,17 0,4 0,29
600 100 0,28 0,2 0,46 0,34
700 100 0,31 0,22 0,52 0,38
800 100 0,34 0,24 0,58 0,46
1000 250 0,39 0,28 0,72 0,53
1200 250 — 0,34 — 0,6
2000 250 — — — 0,68
Основное время точечной сварки, мин:
/о.т “<'/")+(
где т — число свариваемых точек за одно включение машины.
Основное время роликовой сварки, мин:
(XXVI1I.35)
*о.р ~ ^v’
(XXVIII.36)
где и — скорость сварки, м/мин.
361
Вспомогательное время при контактной сварке предназначается
на установку и снятие элементов конструкции, закрепление, откреп-
ление, повороты и перемещение их на шаг, на зачистку электрода
при сварке алюминиевых сплавов и нержавеющих сталей.
В массовом производстве вспомогательное время может быть
определено по нормативам, приведенным в табл, XXVIII. 19—
XXVIII.2I.
XXVIII.19. Вспомогательное время, мин, на установку детали
на стол, в приспособление или кондуктор при точечной
и роликовой сварке
Масса детали, кг, до Способ установки
свободно без фиксации с выверкой по одной плоскости с выверкой по двум плоскостям по конту- ру, риске по штырю
2 0,043 0,073 0,12 0,047 0,063
3 0,048 0,08 0,13 0,052 0,069
5 0,053 0,088 0,14 0,057 0,076
7 0,058 0,097 0,16 0,063 0,084
10 0,064 0,11 0,17 0,069 0,092
15 0,07 0,12 0,18 0,076 0,1
XXV1II.20. Время, мин, на закрепление и открепление детали
при точечной, роликовой и стыковой сварке
Время на
Тип зажимного приспособления 1 зажим,
мин
Пневматический или пневмогидравлический 0.016
Эксцентриковый 0,02
Рычажный или откидная планка ..... 0,053
XXVIII.21. Вспомогательное время, мин, при стыковой сварке
сплошного сечения
Площадь свариваемого сечения, мм* Гидравлические, пневматические, механические зажимы Ручные рычажные винтовые зажимы
100—200 0,6 0,7—0,8
200—600 0,7 0,8-1
600—1000 0,75 1,0-1,2
1000-1500 0,8 1,2—1,4
1500-2500 1 1,4—1,7
Время обслуживания рабочего места определяется по данным
фотографии рабочего дня, установленным нормативами и в виде ук-
рупненных коэффициентов к оперативному времени (табл. XXV1II.22).
362
XXVI 11.22. Время, % от /опер на обслуживание рабочего места,
отдых и личные надобности
Сварка Оборудование Рабочая поза Обслужи- вание рабочего места Отдых и личные надобно- сти Коэффи- циент zonep
Точечная Стационарная Сидя 4 6 1.1
машина Стоя 4 7 1.П
Клещи » 5 7 1,12
Пистолет » 5 7 1.12
Ролико- вая Стационарная машина Стоя 4 7 1.Н
Стыковая Машина с пневматиче- ским управле- нием » 6 7 1,13
Машина с ав- томатическим управлением » 7 17 1,14
На подготовительно-заключительное время /пз, затрачиваемое
на получение задания, ознакомление с работой, на установку клещей,
пистолета и их снятие, на настройку машины и сдачу готовой про-
дукции, отводится 6—10 мин на партию при выполнении работы на
стационарной машине (клещах); при применении пистолета соот-
ветственно 5 мин.
Нормы штучного времени рассчитывают для рассмотренных ви-
дов сварки по следующим формулам:
^ШТ.Т ~ ( zo * + Zb)
^ШТ.р = ( 1О 1 "l" 1в) А:
*шт.с ~ ( zo + zb)
(XXVI1I.37)
(XXVI1L38)
(XXVIII.39)
где i — число точек, свариваемых за данную операцию; / — длина свариваемого
шва, м; t в— вспомогательное время, связанное со свариваемым швом и свари-
ваемыми изделиями; k — коэффициент, учитывающий время для обслуживания
рабочего места, отдыха и личных надобностей.
363
XXVIII.8. НОРМИРОВАНИЕ ГАЗОВОЙ РЕЗКИ МЕТАЛЛА
Основное время газовой резки to.Ti3 — это время, в течение ко-
торого под действием струи кислорода и подогревательного пламе-
ни осуществляется резка металла
*о. газ “ 1 + *ot па>
(XXVIII.40)
где »О1
— основное время резки
м; I — расчетная длина реза на одну деталь;
°2
— основное время на один подогрев в начале реза; п
— число подогревов
в начале резки на одну деталь.
t
п
Причем на 1 м длины реза
= 1/Vp, (XXVII 1.41)
гле Up—скорость резки, устанавливаемая по паспортным данным оборудова-
ния и аппаратуры.
Основное время непосредственно резки /01и на один подогрев
металла может быть определено по нормативам (табл. XXV1II.23)
XXVI 11.23. Основное время механизированной фигурной резки
малоуглеродистой стали
Толщина металла. мм, ДО Скорость резки, мм/мни Время на 1 м длины реза, мин Время на 1 подогрев в начале резки, мин
Резка от кромки листа Резка в замкнутом контуре листа
Ацетилен Город- ской газ Ацетилен Городской газ
5 645 1,55 0,095 0,15 0,23 0,37
10 585 1,71 0,12 0,19 0,28 0,45
15 515 1,94 0,135 0,22 0,34 0,54
20 490 2,04 0,145 0,23 0,39 0,62
25 455 2,2 0,155 0,25 0,44 0,7
30 435 2,3 0,17 0,27 0,48 0,77
35 410 2,44 0,18 0,29 0,52 0,83
40 390 2,56 0,30 0,3 0,58 0,93
Основное время, рассчитанное по таблицам нормативов, кор-
ректируется с помощью коэффициентов, учитывающих чистоту кис-
лорода, род горючего, вид стали, класс качества поверхности реза
и положение линии реза в пространстве (табл. XXVIII.24).
Вспомогательное время, как и при сварке, подразделяется на
время, зависящее от длины реза (время на корректировку движе-
ния резака, на очистку загрязнений на металле, осмотр и провер-
ку качества отрезаемых кромок деталей, на зачистку их от шлака),
и время, зависящее от изделия и типа оборудования (время на под-
364
вод суппорта с резаком к листу, установку его в исходное положе-
ние и отвод, установку и выверку копира, передвижение резчика
и т. д ). Некоторые нормативы вспомогательного времени на газо-
вую резку приведены в табл. XXVI1I.25.
XXVIII.24. Поправочные коэффициенты к основному времени
газовой резки
Чистота кислорода, %:
99,9 ............................................
99,5 ........... ....... .......................
99,2 .................................
99................. ..............
98,5 ...........................................
98.........................................
Стали;
углеродистые и малолегированные, содержащие угле-
рода до 0,4% .......................................
марганцовистые среднелегированные, содержащие
ванадий и молибден (углерода до 0.7 %) . , . . .
хромоникелевые и высоколегированные ......
Положение линии реза в пространстве:
нижнее наклонное............................ . . .
вертикально: (сверху вниз) ...........
горизонтальное ..........................
0,92
1
1.06
1.11
1.19
1,25
1.1
1.2
1,3
1
1,05
1.1
XXVI 11.25. Вспомогательное время, мин, зависящее от изделия
и оборудования
Установка резака под углом...................... 0.3
Подвод суппорта с резаком к месту, отвод, установка
в исходное положение, выверка листа............... 3,5
Клеймение ........................................ 0,1
Перевод машины от одной детали к другой........... 0.5
Передвижение резчика и перестановка направляющего
пути переносной машины при перемене направления реза 4
Установка и выверка копира ......................... 0.5
Установка резака и циркуляция на заданный размер при
резке по окружности................................ 0t6
Время обслуживания рабочего места зависит от типа оборудо-
вания, условий выполнения работы и толщины разрезаемого метал-
ла; составляет при машинной резке 4—6 и при ручной резке 3—12 %
оперативного времени. Время перерывов на отдых и личные надоб-
ности при машинной резке занимает 5—6 и при ручной резке 7—
10 % оперативного времени.
Подготовительно-заключительное время по элементам работ
приведено в табл. XXVIH.26.
При укрупненных расчетах подготовительно-заключительное вре-
мя принимают в размере 2—6 % от /опер.
Норма штучного времени /шт.газ определяется по формулам:
'шт.г,9 = (( 'о, + '..р)< +'о,” + 'в.я.о1‘- <XXVIII.«>
'шт.гая = (<'о. *п + 'в.р '+'<>.+ 'в.п] (XXVI1I.43)
где t в р— вспомогательное время на 1 м реза, зависящее от длины реза:
и о—вспомогательное время, связанное с конфигурацией изделия и работой
оборудования; k — коэффициент, учитывающий время на обслуживание рабо-
365
XXVI11.26. Подготовительно-заключительное время, мин,
при газовой резке металла
Получение задания и инструктажа ....
Ознакомление с работой .................
Получение, сдача инструмента............
Установка и снятие копира, шаблона при ма
шинной резке............................
Установка и снятие циркуля .............
Подключение рукавов к резаку, магистрали
баллонам и отключение их............ .
Установка:
давления газов
скорости резки
Подготовка к работе:
резака
керосинореза
Установка и снятие катков к резаку . . :
Сдача работы * ..........................
3
2
2
5.2
1
3-5
0,8
0.2
0.8
1.5
3,0
2,0
2.0
5.2
1.0
3-5
0.8
0.2
0,8
1.5
0.4
2
чего места, отдых и личные надобности: fen — коэффициент, учитывающий
чистоту кислорода, род горючего и вид стали; tOj —основное время на подо-
грев металла в начале реза на одну деталь; <в н — вспомогательное время, за-
висящее от конфигурации изделия.
XXVIII.9. НОРМЫ ВРЕМЕНИ
НА УСЛОВНО ПРИНЯТЫЕ ВЕЛИЧИНЫ
В СТРОИТЕЛЬНО-МОНТАЖНОМ ПРОИЗВОДСТВЕ
Нормы времени в строительно-монтажном производстве, как
следует из табл. XXVIII.27—XXVIH.38, приведенных в качестве при-
меров и для практического использования, устанавливаются на оп-
XXVIH.27. Нормы времени, мин, на ручную электродуговую сварку
____________10 м стыковых соединений без скоса кромок__________
Положение шва Толщина свариваемой стали, мм, до
2 3 1 4 1 5 б
Нижнее 2,2 2,7 2,8 2,6 2,4
Вертикальное 2,8 3.6 4.6 4,1 3,7
Потолочное и горизон- тальное 3,6 4,2 6 5,7 5,1
XXVI 11.28. Нормы времени, мин, на ручную электродуговую сварку
10 м стыковых V-образных соединений со скосом двух кромок
_____________________при угле раскрытия 60°____________________
Положение шва Толщина свариваемой стали, мм, до
8 10 12 14 16 18 20 22 24 26
Нижнее 3,5 4,5 5,8 7 8,5 10 12 14 16 18,5
Вертикальное 6,5 7,9 9,4 П.5 14 17 20 24 28 32
Потолочное и горизонталь- ное 7,1 10,5 12,5 16 19 22 26 31 36 41
366
ределенное количество метров длины шва (10 м) соответственно на
10 стыков и на 10 резов и т. д. Поэтому при определении норм
штучного времени указанные в этих таблицах параметры должны
быть откорректированы.
Общая характеристика затрат труда на стоимостные и весовые
измерители строительно-монтажных работ дана в табл. XXVII1.39
[11-
Нормы времени по видам сварки, применяемым при выполне-
нии строительно-монтажных работ, приведены в [3].
XXVI 11.29. Нормы времени, мин, на ручную электродуговую сварку
10 м стыковых Х-образных соединений при угле раскрытия 60°
Положение шва Толщина свариваемой стали, мм. до
12 14 16 18 20 22 24 26 28 32 36 40
Вертикальное 7,2 8,7 10 12,5 14,5 17 19 22 25 30 36 44
XXVII 1.30. Нормы времени, мин, на ручную электродуговую сварку
10 м нахлесточных, тавровых и угловых соединений без скоса кромок
Положение шва Высота накладываемого шва по катету, мм, до
5 7 8 10 12 14 16 18 20 22
Нижнее гори- 1,6 1,75 2,1 2,8 3,5 4,6 5,8 7,1 8,6 9,8
зоитальное
Вертикальное 2,7 3 3,3 4,3 6 7,9 10 12,5 15,5 17,5
Потолочное 3.2 3,7 4,4 6,2 8,7 11,5 15 18,5 23 26
XXVIII.31. Нормы времени, мин, на механизированную сварку 10 м
шва под флюсом_______________________________________________
Типы швов по виду соединений Толщина стали или высота по катету, мм
8 10 12 11 16 20 10
Стыковые Нахлесточные и тавровые 1,35 2,2 2,9 3,5 4,3 6,4 2,1
XXVIII.32. Нормы времени, мин, на автоматическую сварку
________10 стыков, стальных трубопроводов в СО2_______
Режим сварки Наружный диаметр труб, мм
38-45 57-60 70-83
Толщина стенки, мм, до
4 6 6 4 6 L8
Обычный Особый 0,77 1,05 0,91 1,25 0,88 1,20 1 1,5 1,05 1,4 1,35 1,8 1,75 2,4
367
оэ о СС XXVII 1.33. Нормы времени, мин, на ручную электродуговую сварку 10 стыков V-образных соединений труб со скосом двух кромок при угле раскрытия 60°
Место сварки Положение стыка Наружный диаметр трубы, мм
15 1 До 20 | до 30 | 38—45 | 57—60 | 70—83 | 89—102
Толщина стенки, мм. до
2 3 1 2 I 3 1 2 1 3 1 4 | 6 1 4 .6 | 4 1 6 8 1 4 1 6 8 10
-1а месте монтажа Вертикальное: поворотный неповорот- ный 0,15 0,21 0,3 0,42 0,2 0,28 0,41 0,57 0,31 0,43 0,64 0,9 1,2 1,7 1,45 2 1,4 1,95 1,8 2,5 1,7 2,4 2,1 2,9 2,8 3,9 2 2,8 2,4 3,4 3,1 4,3 4 5,6
Горизонталь- ное: неповорот- ный о,з 0,6 0,4 0,82 0,62 1,28 2,4 2,9 2,8 3,6 3,4 9,2 5,6 4 4,8 6,2 8
На сбо- рочной площадке Вертикальное: поворотный неповорот- ный 0,135 0,189 0,27 0,38 0,18 0,25 0,37 0,51 0,28 0,39 0,58 0,81 1,1 1,5 1,3 1,8 1,25 1,75 1,6 2,3 1,5 2,1 1,9 2,7 2,5 3,5 1,8 2,5 2,2 3 2,8 3,9 3,6 5
Горизонталь- ное: неповорот- ный 0,27 0,54 0,36 0,74 0,56 1,15 2,2 2,6 2,5 3,2 3 3,8 5 3,6 4,4 5,6 7,2
24-252
XXVIII.34. Нормы времени, мин, на сварку 10 стыков труб
Место сварки Положение стыка Наружный диаметр труб, мм
2620 2820
Толщина стенки, мм. До
6 8 10 12 14 16 6 8 12 « 1 «б
На месте монтажа Вертикальное: поворотный 37 42 56 70 82 93 40 45 60 76 87 100
неповоротный 52 59 79 98 115 130 56 63 84 105 120 140
Горизонтальное: неповоротный 74 84 НО 140 165 185 80 90 120 150 175 200
На сбороч- ной пло- Вертикальное: поворотный 33 38 50 63 78 83 36 41 54 68 78 90
щадке неповоротный 87 53 71 88 105 115 50 57 75 95 НО 125
Горизонтальное: неповоротный 66 76 100 125 150 165 72 82 ПО 135 155 180
XXVI11.35. Нормы времени, мин, на автоматическую сварку
под флюсом 10 стыков труб установкой ПАУ-500 со сварочной
головкой типа ПТ-56
2 S Наружный диаметр труб, мм
ТОЛЩИ1 стенок труб, н 325 377 426 476 529 630 720 820 1020
7—10 6 6,6 7,2 7,9 8,1 9,3 9,6 10,5
4,95 5,4 6 6,3 6,6 7,5 8,1 8,7
До 12 7,2 8.1 9 9,6 10,2 11,4 12 13,2 14,7
6,3 6,9 7,5 8,4 8,7 9,9 10,5 И.4 12,6
» 16 16 16,2 18
3,5 14,4 16,2
> 20 — 17,4 15,5 18,6 16,8 21 18,9
Примечание. Над чертой приведена норма времени для од-
ного стыка в звене, под чертой — большего числа стыков.
XXVI 11.36. Норма времени, мин, на автоматическую сварку
10 стыков стальных труб диаметром 2820 мм в СО2
Режим сварки Толщина стенки, мм. до
6 8 10 12 14 16
Обычный 23 27 35 44 52 58
Особый 31 36 48 60 70 79
XXVIII.37. Нормы времени, мин, на ручную аргонодуговую сварку
10 стыков медных труб
Место сварки Положение стыка Наружный диаметр труб, мм
38-45 70
Толщина стенки, мм. до
4 6 4 6 8
На месте монтажа Вертикальное: поворотный неповорот- ный 0,86 1,2 1,1 1,55 1,05 1,50 1,35 1,9 1,9 2,5
370
Продолжение табл. XXVП 1.37
Место сварки Положение стыка Наружный диаметр труб, мм
38-45 70
Толщина стенки, мм, до
4 • « 6 8
Горизонталь- ное: неповорот- ный 1,7 2,2 2,1 2,7 3,6
На сбороч- ной пло- щадке Вертикальное: поворотный неповорот- ный 0,72 1,06 1 1,4 0,93 1,39 1,25 1,7 1,6 2,3
Горизонталь- ное: неповорот- ный 1,5 2 1,9 2,5 3,2
XXVI11.38. Нормы времени, мин, на ручную газовую резку труб
без скоса кромок (на 10 перерезов)
Наружный диаметр труб ММ
Наименование 1820 2020 2220
работ Толщина стенки, мм
6—12 14-16 6-12 14-16 6-12 14—16
Резка трубы: поворотной неповорот- ной 4,8 5,5 5,3 6,1 5,3 6,1 5,8 6,7 5,8 6,7 6,3 7,3
Вырезка конца патрубка с гне- здом для него и со снятием фасок 10 В ннжне И м и бокс 11 вом пол 12 ожениях 12 13,5
В потолочном положении
12 13,5 13,5 14,5 14,5 16
24*
371
Продолжение табл. XXVII 1.38
Наружный диаметр труб, ММ
Наименование 2420 2620 2820
работ Толщина стенки, мм
6-12 14-16 6-12 14—16 6—12 14-16
Резка трубы: поворотной неповорот- ной 6,3 7,3 6,9 7,9 6,8 7,8 7,4 8,5 7,3 8,4 8 9,2
Вырезка конца патрубка с гне- здом для него и со снятием фасок 13,5 В нижж 14,5 :м и бокс 14,5 )ВОМ пол 15,5 ожениях 15,5 17
В потолочном положении
16 17 17,5 18,5 18,5 20
XXVI 11.39. Укрупненные нормы затрат труда на сварочные работы,
_________________________тыс, нормо-ч_______________________
Виды работ На 1 млн. руб. строи- тельно-мон- тажных работ На 1 тыс. т стальных конструкций На 1 т наплав- ленного металла
Монтаж технологического обо- рудования и трубопроводов: 10,8 56,1 8,4
для автоматического управ- ления производственными процессами
для предприятий металлур- гической и химической про- мышленности 14,8 16,7 3,9
для предприятий химической промышленности Монтаж: 22,2 18,4 5
металлоконструкций и сбор- ного железобетона 15,4 9,4 2,8
гидротехнических сооруже- ний и водоводов 10,3 12,3 5,2
сантехнического оборудова- ния, трубопроводов и венти- ляционной системы 22,7 30,1 7,7
на один нормо-ч объема сварочных
Примечание. Зарплата
работ составляет 0,7 руб.
372
Глава XXIX. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ СВАРКЕ И ТЕРМИЧЕСКОЙ РЕЗКЕ
XXIX.1. ОСНОВНЫЕ ВРЕДНЫЕ ФАКТОРЫ
СВАРОЧНОГО ПРОИЗВОДСТВА
Вредные и опасные производственные факторы (табл. XXIX.1),
сопутствующие процессам сварки и термической резки, могут явить-
ся причинами травматизма и профессиональных заболеваний, приво-
дящими к временной потере трудоспособности, а при неблагоприят-
ном стечении обстоятельств — к более тяжелым последствиям.
Следует учитывать отдельные особенности возникновения и воз-
действия некоторых производственных факторов, приведенных
в табл. XXIX. 1.
Повышенное напряжение электрической цепи создает опасность
поражения электрическим током, степень тяжести которого зависит
в основном от величины напряжения и условий включения человека
в электрическую цепь. Электрический ток, протекающий через чело-
веческий организм, обратно пропорционален его сопротивлению
(расчетное значение 1000 Ом) и общему сопротивлению участка це-
пи (по закону Ома).
Электрический ток до 0,05 А вызывает боль, ток от 0,05 до 0,1 А
является опасным, а ток 0,1 А и более — может привести к смер-
тельному исходу.
Наибольшую опасность представляет включение человека
в двухфазную электрическую цепь, когда на организм действует
полное напряжение, а общее сопротивление цепи минимально. Ме-
нее опасным является включение в однофазную цепь, при котором
замыкание происходит через землю или воздух.
Повышенная яркость видимой части спектра лучей сварочной
дуги в тысячи раз превышает величину физиологически переносимую
незащищенными глазами человека. Кратковременное воздейст-
вие их в радиусе до 1 м от дуги приводит к воспалительному забо-
леванию глазного яблока (электроофгальмия), при длительном воз-
действии— к поражению клетчатки глаз (коньюктивит). Инфракрас-
ные коротковолновые лучи могут вызвать хроническое заболева-
ние—помутнение хрусталика глаза (катаракта).
Вредные действия лучей сварочной дуги на органы зрения ска-
зываются в радиусе до 10 м. Яркость лучей дуги возрастает при
сварке в защитных газах. При импульсно-дуговой сварке в защит-
ных газах неплавящимся электродом отмечается повышенная утом-
ляемость сварщика и нарушение зрительных функций, возрастаю-
щие с увеличением сварочного тока.
373
XXIX.1. Характеристика вредных факторов сварочного производства
и возможные их последствия (ГОСТ 12.0.003—74*)
Производственные факторы Основные причины Возможные последствия Виды сварки н резки
Повышенное напряжение электрической цепи Протекание электрического тока через че- ловеческий ор- ганизм. Элект- рические удары и травмы Поражение внутренних ор- ганов (сердца, дыхания), нерв- ной системы. Ожоги, ушибы и др. Все виды свар- ки и резки с ис- пользованием электроэнергии
Повышенные яркость света и уровни ультра- фиолетовой и инфракрасной радиации Действие лучи- стой энергии сварочной дуги и газового пла- мени на неза- щищенные ор- ганы зрения и кожный покров Воспалитель- ное заболева- ние глаз (элек- троофталь- мия), при дли- тельном воз- действии — коньюктивит, катаракта. Ожоги кожного покрова Все виды свар- ки и резки от- крытой дугой, газовая сварка
Повышенное содержание сварочной пы- ли и газов в зо- не дыхания и в рабочей зоне Воздействие на организм ток- сичных и раз- дражающих ве- ществ свароч- ного аэрозоля, вредных газов и паров Хронические профессио- нальные забо- левания (брон- хит, пневмоко- ниоз), острые отравления, за- висящие от хи- мического со- става, концент- рации и дли- тельности воз- действия Дуговая свар- ка покрытыми электродами, под флюсом, в защитных га- зах. Сварка и резка плакиро- ванных и цвет- ных металлов
Наличие систем (емкостей): находящихся под давлени- ем, не рав- ным атмос- ферному Ударные воз- действия при неправильной транспортиров- ке или эксплуа- тации; пере- грев Взрывы и их последствия Сварка газо- вая и в защит- ных газах, тер- мическая резка
374
Продолжение табл. ХХ1Х.1
Производственные факторы Основные причины Возможные последствия Виды сварки и резки
Наличие систем (емкостей): с газообраз- ным горючим для хранения горючих ве- ществ Образование взрывчатых смесей с возду- хом и кислоро- дом ацетилена и его замените- лей; обратные удары в газо- вой сети Образование в замкнутом про- странстве сме- сей воздуха с парами горю- чих веществ Взрывы И ИХ последствия То же, при воз- действии высо- ких темпера- тур или откры- того пламени Сварка газовая и в защитных газах, термиче- ская резка Все виды свар- ки и резки с высокотемпе- ратурным на- гревом или от- крытым пламе- нем
Искры, брызги и выбросы рас- плавленного металла н шла- ка Наличие и со- стояние жидкой ванны металла при сварке плавлением, особенно в по- ложениях, от- личающихся от нижнего. Бур- ное окисление металла при термической резке Ожоги разной степени неза- щищенных ча- стей тела, трав- мирование ор- ганов зрения. Повышенная пожарная опас- ность Все виды свар- ки плавлением, термическая резка
Пониженная или повышен- ная температу- ра, относитель- ная влажность, движение воз- духа, осадки Отрицательное влияние на ор- ганизм пони- женных или повышенных температур, сильных воз- душных пото- ков и осадков Переохлажде- ние или пере- грев организма, простудные за- болевания, те- пловые удары Сварка и тер- мическая резка на открытых строительных площадках
375
Продолжение табл. XXIX. /
Производственные факторы Основные причины Возможные последствия Виды сварки и резки
Расположение рабочего места на значитель- ной высоте от- носительно по- верхности зем- ли Опасность па- дения с высоты при работе без предохрани- тельного пояса или без соот- ветствующих ограждений Последствия падения с вы- соты Все виды свар- ки и термичес- кой резки
Статические и динамические перегрузки ор- ганизма Излишняя мас- са сварочного инструмента и приспособле- ний, длитель- ная работа в неудобной по- зе. Излишние переходы при работе и пере- носы тяжестей Нервно-мы- шечные заболе- вания, пере- утомление То же
Повышенное содержание сварочной пыли и газов в зоне дыха-
ния сварщика (резчика). В зависимости от свариваемого или разре-
заемого металла в твердой фазе сварочного аэрозоля (пыли) могут
присутствовать оксиды металлов, их компонентные соединения, рас-
творимые фториды и органические соединения, а в газовой фазе —
фтористый водород, оксид углерода, оксиды азота, озон. Длитель-
ное воздействие сварочного аэрозоля и газов сопряжено с опасно-
стью возникновения острых интоксикаций (отравлений) и хрониче-
ских профессиональных заболеваний, что вызывает необходимость
применять средства индивидуальной защиты, а также местную и об-
щеобменную вентиляцию.
Системы, находящиеся под избыточным давлением. В свароч-
ном производстве широко используют металлические баллоны с га-
зообразным кислородом под высоким давлением, горючими и за-
щитными газами, при транспортировке, хранении и эксплуатации
которых существует опасность взрывообразования. Взрывоопасны
химические соединения ацетилена с медью, серебром и ртутью. Пред-
ставляют опасность обратные удары в газовой сети ацетилена низ-
кого давления.
Пониженная и повышенная температура воздуха и другие не-
благоприятные условия труда. Работы сварщиков (резчиков) на от-
376
крытых строительных площадках часто осуществляются при темпе-
ратурах воздуха до минус 15°C и ниже или до плюс 30°C и выше.
В ряде случаев работы ведутся вблизи действующих строитель-
ных машин и механизмов, а также на большой высоте от поверхно-
сти земли, на временных подмостях и лесах, в котлованах и транше-
ях, в стесненных условиях, при значительных статических и динами-
ческих перегрузках организма.
Указанные в табл. XXIX. I вредные производственные факторы
могут воздействовать совместно, чем увеличивается опасность воз-
никновения тяжелых случаев травматизма и профессиональных за-
болеваний.
XXIX.2. МЕРЫ ОБЕСПЕЧЕНИЯ ЭЛЕКТРОБЕЗОПАСНОСТИ
1. Необходимо надежно заземлять корпуса сварочных машин,
аппаратов и установок, зажимы вторичной цепи сварочных транс-
форматоров, служащие для подключения обратного провода, а так-
же свариваемые изделия и конструкции.
2. Не следует касаться голыми руками (без диэлектрических
перчаток) токонесущих частей сварочных установок, а также прово-
дов без изоляции или с поврежденной изоляцией.
3. Перед началом работ необходимо проверять исправность изо-
ляции сварочных проводов, сварочного инструмента и оборудования,
а также надежность всех контактных соединений сварочной цепи.
4. При длительных перерывах сварочного процесса источник сва-
рочного тока следует отключать.
5. Применять в качестве обратного провода сварочной цепи ме-
таллические конструкции и трубопроводы (без горячей воды или
взрывоопасной среды) только в случаях, когда их сваривают в про-
цессе строительства. Запрещается использовать в качестве обратно-
го провода сварочной цепи контуры заземления, трубы санитарно-
технических устройств, металлоконструкции законченных зданий
и технологического оборудования.
6. При прокладке сварочных проводов и при каждом их пере-
мещении не допускать: повреждения изоляции; соприкасания про-
водов с водой, маслом, стальными канатами, рукавами (шлангами)
и трубопроводами с горючими газами и кислородом, а также с го-
рячими трубопроводами.
7. Гибкие провода электроуправления сварочной установки при
значительной их протяженности должны находиться в резиновых
или брезентовых рукавах. Следует защищать сварочные провода от
повреждений и при необходимости дополнительно обматывать их
брезентовой лентой.
377
8. Необходимо надежно заземлять металлический корпус осцил-
лятора, конструкция которого должна обеспечивать автоматическое
выключение тока при открывании его дверцы.
9. Нельзя ремонтировать сварочное оборудование и установки,
находящиеся под напряжением.
10. При сварке в особо опасных условиях (внутри металличес-
ких емкостей, трубопроводов, в тоннелях, на понтонах) необходимо:
оснащать электросварочные установки устройством автоматиче-
ского отключения напряжения холостого хода или ограничения его
до напряжения 12 В с выдержкой не более 0,5 с;
выделять подсобного рабочего, который должен находиться вне
замкнутого пространства для наблюдения за безопасностью работы
сварщика. Сварщик должен быть снабжен поясом с веревкой, конец
которой длиной не менее 2 м должен быть в руках подсобного рабо-
чего;
сварщикам (резчикам) использовать диэлектрические перчатки,
коврики, галоши.
11. При сварке или резке с использованием электрического то-
ка не допускается работать в мокрых рукавицах, обуви и спец-
одежде.
12. Шкафы, пульты и станины контактных сварочных машин,
внутри которых расположена аппаратура с открытыми токоведущи-
ми частями, находящимися под напряжением, должны иметь бло-
кировку, обеспечивающую снятие напряжения при их открывании.
13, Педальные пусковые кнопки контактных машин необходимо
заземлять и контролировать надежность верхнего ограждения, пре-
дупреждающего непроизвольные включения,
14. При поражении электрическом током необходимо:
срочно отключить ток ближайшим выключателем или отделить
пострадавшего от токоведущих частей, используя сухие подручные
материалы (шест, доску и др.), после чего положить его на теплую
подстилку и по возможности согреть;
немедленно вызвать медицинскую помощь, учитывая, что про-
медление свыше 5—6 мин может привести к непоправимым послед-
ствиям;
при бессознательном состоянии пострадавшего следует освобо-
дить от стесняющей одежды, очистить рот от посторонних предме-
тов (включая съемные зубные протезы), принять меры против за-
падания языка и немедленно приступить к искусственному дыханию,
продолжая его до прибытия врача или восстановления нормального
дыхания.
378
ХХ1Х.З. ЗАЩИТА ОТ СВЕТОВОЙ РАДИАЦИИ
1. Для защиты глаз и лица электросварщиков (резчиков) от све-
товой радиации и других вредных воздействий технологических про-
цессов применяют защитные ручные или наголовные щитки (ГОСТ
12.4.011—87), например щитки с креплением на каске, с непрозрач-
ным корпусом. В прямоугольные смотровые отверстия щитков по-
мещают стеклянные светофильтры размерами 52X102, 69X121 и
90x102 мм. Светофильтры (табл. XXIX.2) используют типа <С» из
пекла ТС-3 с квалификационным номером 13, а также типа «Э» из
темного стекла ТС-3 с квалификационным номером 9.
2. Применение в защитных очках светофильтров при газовой
сварке и резке и для вспомогательных рабочих сварочного произ-
водства должно соответствовать:
В-1 для работ на открытых площадках при ярком солнечном ос-
вещении;
В-1 и В-2 — для вспомогательных рабочих при электросварке
в цехах;
В-3 и Г-1 для газосварщиов (при маломощном пламени) и вспо-
могательных рабочих на открытых площадках;
Г-2 и Г-3 — для газосварщиков соответственно при средней
и большой мощности пламени.
3. При электрошлаковой сварке следует применять очки со све-
тофильтрами, используемыми при газовой сварке. Контактную свар-
ку можно выполнять, пользуясь очками со светофильтрами для вспо-
могательных рабочих.
4. Окружающих работников от световой радиации дуги защи-
щают устройством кабин для сварщиков в цехах; переносными щи-
тами или ширмами из несгораемых материалов при непостоянном
месте работы сварщика.
5. Для ослабления контраста между яркостью сварочной дуги
и освещенностью помещения стены и оборудование цехов (участков)
необходимо окрашивать в серый, желтый или голубой тона с рас-
сеянным отражением света.
6. При заболевании глаз от световой радиации необходимо не-
медленно обратиться к врачу, а при невозможности получения бы-
строй медицинской помощи следует делать примочку глаз слабым
раствором питьевой соды.
379
XXIX.2. Стеклянные фильтры, применяемые при основных видах сварочных работ и различных значениях тока,
380
XXIX.4. ЗАЩИТА ОТ ВРЕДНЫХ ВЫДЕЛЕНИЙ
ГАЗОВ И АЭРОЗОЛЕЙ
1. При работах в закрытых помещениях необходимо обеспечи-
вать снижение действия на организм сварщиков (резчиков) вредных
газовых и аэрозольных выделений, применяя местную и общеоб-
менную вентиляцию и менее токсичные материалы и процессы.
2. При сварке и резке на постоянных рабочих местах изделий
средних размеров рекомендуется использовать местную вентиляцию
с неподвижным боковым воздухоприемником (рис. XXIX.1). При ра-
ботах на нефиксированных рабочих местах и при большом габари-
те изделий применяют местную вытяжную вентиляцию с подвижным
воздухоприемником (рис. XXIX.2).
3. При сварке мелких и средних изделий на постоянных рабочих
местах рекомендуется использовать вытяжной шкаф (рис. XXIX.3),
вертикальную или наклонную панель равномерного воздухоприема
(рис. XXIX.4) или наклонный панельно-щелевой воздухоприемник
(рис. XXIX.5), а также рабочие столы с нижним подрешетчатым
воздухоприемником и др.
При пользовании кондукторами, контователями и другими сбо-
рочно-сварочными приспособлениями их также следует оснащать
соответствующей местной вентиляцией.
4. Создаваемая местными отсосами скорость движения воздуха,
м/с, у источника выделения вредных веществ должна быть в преде-
лах приведенных ниже данных.
Виды работ Скорость движе-
ния воздуха, м/с
Сварка:
ручная дуговая плавящимися электро-
дами ............................ ..... 0,5
в COj............................... не более 0,5
в инертных газах..................... » » 0.3
Резка ниэкоуглсроднстых и низколегиро-
ванных сталей:
кислородная ..................... ..... 1
плазменная..................................... 2,2
Плазменная резка высоколегированных
сталей и алюмнннево-магниевых сплавов 3
5. При работах в закрытых помещениях необходимо предусмат-
ривать приточно-вытяжную вентиляцию с подачей (в основном па
несварочные участки) свежего воздуха с подогревом его в холодное
время.
Скорость движения воздуха в рабочей зоне должна быть 0,3—
0,9 м/с при ручной дуговой сварке и наплавке и при других видах
сварки — не более 0,5 м/с.
6. При общеобменной вентиляции расход воздуха, м’, необхо-
димого для растворения в атмосфере цехов (мастерских) вредных
веществ до предельно допустимой концентрации, определяют исхо-
дя из расчета на 1 кг потребляемых сварочных материалов (табл,
XXIX.3).
При выполнении одновременно различных видов сварочных ра-
бот расход воздуха определяют с учетом удельного веса использо-
ванных сварочных материалов каждого типа.
Ниже приведено количество воздуха, м3, в цехах, необходимое
для растворения вредных веществ при контактной и газовой сварке
и термической резке.
381
XXIХ.1. Неподвижный боковой воз-
духоприемник (высота решетки
500-600 мм)
XXIX.2. Подвижный воздухоприем-
ник с двухшарнирным сочленением
/ — заборная воронка; 2 — гибкий
рукав; 3—шарнирные сочленения
XXIX.3. Вытяжной шкаф с откид-
ными боковыми щитами
XXJX.4. Наклонная панель равно-
мерного воздухоприема (расстояние
нижней кромки от поверхности
сварочного стола 200 мм)
XXIX.5. Наклонный панельно-ще-
левой воздухоприемник
882
Контактная сватка стали:
стыковая (на 75 кВ-A номинальной мощности машины) 1200
точечная (на 50 кВ А номинальной мощности машины) 150
Газовая сварка стали:
ацетнлено кислородным пламенем (на 1 кг ацетилена) 4'100
с использованием пропан-бутановых смесей (на 1 кг
газовой смеси) .................................... 3000
Кислородная и кислородно-флюсовая резка сталей (на
1 м длины реза металла толщиной 1 мм);
углеродистых и низколегированных 33
высоком а ргаицевистых ...• «••»••• 300
7. При работах в замкнутых и полузамкнутых пространствах
(резервуары, баки, трубы, отсеки листовых конструкций и т. д.) не-
обходимо применять местный воздухоотборник на гибком рукаве
для вытяжки вредных веществ непосредственно от места сварки
(резки) или обеспечивать общеобменную вентиляцию. При невоз-
можности осуществить местное или общее вентилирование чистый
воздух принудительно подают в зону дыхания рабочего в количе-
стве (1,7—2,2)Х10"’м3 в 1с, используя для этой цели щиток спе-
циальной конструкции.
8. Для обезжиривания металла и сварочных материалов от мас-
леных загрязнений не следует применять трихлорэтилен, дихлорэтан
и другие хлорированные углеводороды, так как при соединении их
с озоном, присутствующим в атмосфере при дуговой сварке, может
образоваться удушливый газ (фосген).
Необходимо предусматривать меры предосторожности при воз-
действии на работающих повышенной концентрации вредных ве-
ществ (табл. XXIX.4).
XXIX.5. ПРЕДУПРЕЖДЕНИЕ ВОЗМОЖНЫХ ВЗРЫВОВ
1. Карбид кальция необходимо хранить в сухих, проветривае-
мых, несгораемых складах с легкой водонепроницаемой кровлей.
2. При перевозке предохранять барабаны с карбидом от толч-
ков, ударов и накрывать брезентом, а при разгрузке с транспортных
средств осторожно снимать или скатывать по наклонно уложенным
доскам (бревнам). При погрузке и разгрузке барабанов с карбидом
курение не допускается. Для раскупорки барабанов следует пользо-
ваться латунными молотком и зубилом во избежание искрообразо-
вания. Стальной инструмент применять запрещается.
3. Передвижные газогенераторы устанавливают преимуществен-
но на открытом воздухе, стационарные — в специальных помеще-
ниях.
4. Перед началом работы каждой смены следует контролировать
техническое состояние газогенераторов. Проверять и заряжать газо-
генератор должен сварщик (резчик) или специально обученный под-
собный рабочий под наблюдением сварщика (резчика).
5. Загружать газогенератор карбидом допускается только той
грануляции, которая предусматривается паспортом генератора.
Не допускается работа генератора с неисправным водяным за-
твором или без затвора.
6. В процессе работы газосварщикам (резчикам) запрещается:
оставлять газогенератор, баллоны, бачки с горючим без над-
зора;
работать несколькими горелками (резаками) от однопостного
газогенератора;
383
XXIX.3. Ориентировочный расход воздуха при общеобменной
вентиляции (на 1 кг израсходованных сварочных материалов)
Сварочные работы Сварочные материалы Норма расхода воздуха, м’
Ручная дуговая сварка: углеродистых и низко- легированных сталей теплоустойчивых ста- лей нержавеющих и жаро- стойких сталей Электроды с покрытием: рутилового и рутнло- карбонатного типа (АНО-1, ОЗС-З, МР-3, ЗРС-З, РБУ-4 и др.) фтористо-кальциевого типа (УОНИ 13/45, УОНИ 13/55, СК2-50) руднокислого и ильме- нитового типа (ЦМ-7, ОММ-5, СМ-5 и др.) Электроды ЦЛ-17, ЦЛ- 26М и др. Электроды ОЗЛ-14.НЖ- 13 и др. 2500-8500 2600—5100 8500—11 800* 7600-12 400 27 800—46000
Механизированная дуго- вая сварка низкоуглеро- дистой стали: в СО2 порошковой проволо- кой Проволока Св-08Г2С, Св-10Г2Н2СМТ Проволока самозащит- ная марок: ПП-ДСК-1, ПСК-3, ЭПС-15/2 2500 2100—4000*
Автоматическая и меха- низированная сварка ннзкоуглеродистой стали под флюсом Плавленый флюс (АН- 348, ОСЦ-45М) Керамический (К-И, АНК-18 и др.) 40-400 80—300
Сварка алюминия и его сплавов: ручная дуговая аргонодуговая меха- низированная под флюсом Электроды ОЗА-1, ОЗА- 2/АК и др. Проволока (Д-20, АМЦ, АМГ-бТ и др.) Плавленный флюсАН-А1 Керамический флюс ЖА-64 10000—14 000* 3800-14 000* 15600 150
* В данных случаях необходимо дополнительно применять респи-
ратор или подавать очищенный воздух под маску сварщика.
384
XXIX.4. Меры защиты от повышенной концентрации вредных
веществ, образующихся при сварке и резке
Вредные вещества, вид работ Признаки и послед- ствия воздействия Меры предосторожности, рекомендации
Оксиды марганца Сварка и резка мар- ганцовистых сталей, сварка электродами с руднокислым покры- тием 1-я стадия — голов- ная боль, сонливость, головокружение, боли в конечностях, изжо- га; 2-я и 3-я стадии— хроническое состоя- ние начальных форм органического пора- жения центральной нервной системы Эффективная венти- ляция рабочих про- странств. Примене- ние электродов с ру- тиловым покрытием.
Фтористые соедине- ния Сварка под флюсом ОСЦ-45, сварка элек- тродами с фтористо- кальцневым покрыти- ем Сладкий привкус во рту, головокружение. После окончания ра- боты озноб, повыше- ние температуры, иногда тошнота, рво- та Применение флюсов AII-348A, ФЦ-9 и др. Усиленная вентиля- ция рабочих прост- ранств
Оксид углерода Газовая сварка пла- менем с избытком ацетилена, сварка в СО2 в замкнутых про- странствах Повышенная утомляе- мость, головная боль, тошнота, рвота, по- теря сознания Усиленная вентиля- ция рабочих прост- ранств. Подача чисто- го воздуха в зону ды- хания сварщика
Оксид цинка Сварка и резка мед- ноцинковых сплавов и оцинкованной ста- ли Сладковатый привкус во рту, потеря аппе- тита, жажда, повы- шенная утомляе- мость, сухой кашель, озноб, повышение температуры, тошно- та, рвота Использование про- волоки из сплава АК- 62-05. Усиленная вен- тиляция, применение респираторов. Сварка оцинкованной стали рутиловыми электро- дами или в СО2
Оксид свинца Сварка (пайка) свин- ца, резка металла, покрытого свинцовы- ми красками Металлический при- вкус во рту, отрыж- ка, потеря аппетита, упадок сил. Появле- ние свинцовой (лило- во-серой) каймы во- круг десен. При тя- желой форме — ко- лики, сильные голов- ные боли Усиленная вентиля- ция, удаление краски в зонах нагрева. Со- блюдение чистоты ко- жи, рта, одежды. Прием пищи и куре- ние в нерабочих ме- стах
25-252
385
располагать баллоны, бачки с горючим и резиновые рукава вбли-
зи электрических приборов и нагретых предметов, а также оставлять
без наблюдения горящие горелку или резак.
7. Газогенераторы, кислородные и ацетиленовые баллоны над-
лежит устанавливать на расстоянии не менее Юм от рабочих мест
газосварщиков (резчиков). На таком же расстоянии от указанного
оборудования не допускается разводить открытый огонь, зажигать
спички и курить.
8. Транспортировать кислородные баллоны следует на автомо-
билях или повозках, снабженных рессорами. При перевозке на вен-
тилях баллонов должны быть заглушки и предохранительные кол-
паки. Укладывать баллоны следует поперек кузова на деревянные
рамы с овальными гнездами, обитыми войлоком или другим мягким
материалом. Запрещено перевозить кислородные баллоны вместе
с горючими газами и другими горючими веществами.
9. При разгрузке с транспортных средств не допускается сбра-
сывать баллоны, ударять их друг о друга, а также переворачивать
их вентилями вниз. Переносить баллоны на небольшие расстояния
следует с помощью специальных носилок или тележек.
10. Хранить баллоны необходимо в специальных помещениях
или под навесом в вертикальном положении и закрепленном состоя-
нии. Запрещено хранить вместе баллоны кислородные и с горючими
газами.
Нельзя допускать нагрева баллонов солнечными лучами и дру-
гими источниками тепла.
И, Запрещено пользоваться редукторами с неисправными ма-
нометрами или с истекшим сроком их проверки. Следует особо тща-
тельно предохранять редукторы, клапаны и вентили кислородных
баллонов от загрязнения их маслом и жирами.
12, Газовую сварку и резку в колодцах, резервуарах, трубах
и других замкнутых пространствах можно допускать, только убе-
дившись в отсутствии в них взрывоопасных газов.
13. Запрещается сварка и термическая резка при ремонте сосу-
дов, находящихся под избыточным внутренним давлением.
14. Ремонтировать емкости, используемые под горючие жидко-
сти, допускается только после двух-трехкратной промывки их вод-
ным раствором каустической соды или тринатрийфосфага, кипяче-
ния или продувки острым паром.
Ремонт емкостей после хранения в них авиационного бензина
или керосина (даже с остатками горючего) допускается при условии
создания в них взрывобезопасной газовой среды путем заполнения
емкости углекислым газом, азотом или аргоном под давлением не
более 0,01 МПа с таким расчетом, чтобы содержание кислорода
в такой газовой среде не превышало 5 %.
15. В зимнее время надлежит помещать переносный газогене-
ратор в утепленную будку на полозьях или укрывать от замерзания
теплым чехлом. Для залива водяного затвора можно пользоваться
незамерзающими до минус 40°С жидкостями, например 60%-ным
водным раствором этиленгликоля (по объему) или 30%-ным вод-
ным раствором хлористого кальция (по массе).
При замерзании воды в затворе, газогенераторе или рукавах
отогревать их следует только чистой горячей нодой, не допуская на-
личия открытого огня на расстоянии менее Юм.
При воспламенении газогенератора огонь необходимо тушить
песком или сухим огнетушителем.
386
XXIX.6. МЕРЫ БЕЗОПАСНОСТИ ОТ ТЕПЛОВЫХ ОЖОГОВ
1. Во избежание тепловых ожогов электросварщик должен ра-
ботать в брезентовых спецодежде и рукавицах. Ботинки носить
с боковыми застежками, брюки (без отворотов) носить только на-
выпуск. Карманы куртки закрывать клапанами, концы рукавов ре-
комендуется завязывать тесьмой. Голову укрывать обычным голов-
ным убором (желательно без козырька) или фибролитовой каской.
2. При потолочной дуговой сварке следует пользоваться асбес-
товыми нарукавниками и плотно завязывать их у кистей рук.
При горячей сварке чугуна необходимо использовать асбесто-
вый фартук, а также закрывать асбестом нагретые части изделия,
кроме места сварки.
3. Обязательно следить за состоянием спецодежды, учитывая,
что нормами ее выдачи электросварщикам, газосварщикам и резчи-
кам предусматриваются определенные сроки носки. Сварочные ра-
боты должны вестись в костюмах из брезентовой парусины с ком-
бинированной пропиткой.
4. Следует соблюдать осторожность при обращении с нагретым
металлом, шлаком, огарками электродов. При сбивании шлаковой
корки (при сварке под флюсом) необходимо защищать глаза очка-
ми с простыми стеклами.
5. Не допускать перегрева электрододержателей и горелок,
а также другого сварочного инструмента, находящегося под током.
6. При электрошлаковой сварке во избежание возможных вы-
бросов и вытекания жидкого металла и шлака должны строго сле-
дить за уровнем ванны и состоянием системы охлаждающей воды.
Во время сварки категорически запрещается находиться под ползу-
ном, накладкой или формой.
7. При контактной сварке для защиты от ожогов следует при-
менять фартук, рукавицы и очки со стеклами для вспомогательных
рабочих. Для защиты от искр и брызг расплавленного металла при
стыковой сварке оплавлением сварочные машины должны быть обо-
рудованы соответствующими щитами.
XXIX.7. ОБЩИЕ НОРМАТИВНЫЕ ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ПРИ СВАРКЕ
И ГАЗОПЛАМЕННОЙ ОБРАБОТКЕ МЕТАЛЛОВ
При выполнении работ по сварке и газопламенной обработке
металлов необходимо соблюдать требования: главы СНиП Ш-4-80
«Техника безопасности в строительстве», утвержденной Госстроем
СССР; ГОСТ 12.3.003—86 «ССБТ. Работы электросварочные. Тре-
бования безопасности»; «Санитарных правил при сварке, наплавке
и резке металлов», утвержденных Минздравом СССР; «Правил тех-
ники безопасности и производственной санитарии при производ-
стве ацетилена, кислорода и газопламенной обработке металлов»,
утвержденных ЦК профсоюза рабочих машиностроения, а также
«Правил пожарной безопасности при проведении сварочных и дру-
гих огневых работ на объектах народного хозяйства», утвержден-
ных ГУПО МВД СССР,
25*
387
XXIX.8. ОСОБЕННОСТИ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ
ТРУДА НА СТРОИТЕЛЬНО-МОНТАЖНЫХ ПЛОЩАДКАХ
1. Сварщики (резчики) должны выполнять работы в фиброли-
товых касках и при необходимости пользоваться брезентовыми на-
плечниками для защиты шеи и плеч.
2. Для переноски инструмента, электродов и других сварочных
материалов, а также сбора электродных огарков следует применять
специальные инструментальные ящики или цилиндрические пеналы
из несгораемого материала. Не допускать разбрасывания электрод-
ных огарков.
3. При работе на высоте 1,5 м и более от поверхности земли
или перекрытия электрогазосварщикам и резчикам следует пользо-
ваться предохранительными поясами, которыми они должны закреп-
ляться к неподвижным и прочным элементам конструкций.
4. Выполнять работы по сварке и резке на высоте следует с ле-
сов, подмостей и люлек только после проверки этих устройств мас-
тером или прпоизводителем работ. Леса н подмости должны быть
сплошными, шириной не менее 1 м с прочными и устойчивыми ог-
раждениями.
Как исключение, допускается выполнять кратковременные ра-
боты с приставных лестниц, с упорами в виде металлических шипов,
резиновых наконечников и других устройств. Верхние концы лест-
ниц следует закреплять к прочным неподвижным конструкциям,
а также предусматривать меры против случайного сдвига лестниц
проходящими людьми и перемещающимися механизмами (грузами).
5. При производстве работ в несколько ярусов необходимо пре-
дусматривать устройство навесов или настилов для защиты рабо-
тающих внизу от капель расплавленного металла и шлака, а также
от падения инструмента и других предметов.
6. Во время дождя работы на открытом воздухе, сварку (рез-
ку) можно вести только при наличии соответствующих защитных
устройств (навесы, козырьки и т. д_).
7. Не разрешается выполнять работы по сварке и термической
резке на открытом воздухе при температуре ниже минус 30 °C,
а также нельзя их вести на высоте при гололедице или ветре более
6 баллов.
8. В зимнее время сварщики и резчики, работающие на строи-
тельно-монтажных площадках, должны иметь возможность обогре-
ва в непосредственной близости от рабочих мест. При температу-
рах о: минус 20 до минус 25 ЭС сварщику можно обогреваться в те-
чение 10 мин через каждый час работы.
XXIX.9. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
1. О предстоящих работах по сварке и резке на строительной
площадке необходимо заблаговременно сообщать лицу, ответствен-
ному за пожарную безопасность.
2. Рабочие места сварщиков (резчиков) следует предваритель-
но очистить от древесных стружек, пакли, сгораемого мусора в ра-
диусе не менее Юм, а также удалить из этой зоны другие взрыво-
опасные и огнеопасные вещества.
3. Необходимо соблюдать осторожность при перемещении сва-
рочных проводов. Особую опасность при этом представляет собой
388
искрение проводов (при недостаточной или нарушенной их изолинии)
в местах, удаленных от сварщика или недоступных его наблюдению.
4. Не допускать перемещений рабочего с зажженной горелкой
или резаком за пределами его рабочего места, а также подъем его
по лестницам, лесам и г. п.
6. Запрещается выполнять газопламенные работы в замкнутых
и полузамкнутых пространствах при использовании жидких горю-
чих (керосин, бензин, их смеси).
6. При ведении работ по сварке и резке в опасных зонах сле-
дует предусматривать специальные пожарные посты.
7. При длительном или концентрированном воздействии искр
и капель расплавленного металла, образующихся при сварке и рез-
ке, необходимо защищать деревянные настилы или подмости от воз-
горания листовым железом или асбестом, а в жаркое время поли-
вать их водой.
8. По окончании смены нужно тщательно проверять рабочую
зону и не оставлять открытого огня, нагретых до высоиой темпера-
туры предметов, а также тлеющих сгораемых материалов, мусора
и т. д.
9. При тушении керосина, бензина и нефти, загоревшихся элек-
трических проводов, а также помещений, где находится карбид
кальция, запрещается применять воду и пенные огнетушители. В та-
ких случаях необходимо пользоваться песком и углекислотными или
сухими огнетушителями.
ХХ1Х.10. ОСНОВНЫЕ МЕРЫ ПО ОХРАНЕ ТРУДА
СВАРЩИКОВ И РЕЗЧИКОВ
1. Существующее законодательство по вопросам охраны труда
сварщиков и резчиков, так же как и других рабочих, предусматри-
вает комплекс правовых, технических и санитарно-гигиенических ме-
роприятий, направленных на обеспечение здоровых и безопасных
условий труда.
Ответственность за организацию и состояние охраны труда
в строительно-монтажных управлениях и трестах лежит на админи-
стративно-техническом персонале этих подразделений. На строитель-
но-монтажных участках ответственность за технику безопасности не-
сут начальники, производители работ, мастера, а также специальные
работники по технике безопасности.
2. Государственный контроль за выполнением норм и правил
по охране'труда осуществляют инспекция Госгортехнадзора СССР,
инспектора по технике безопасности ЦК профсоюза рабочих строи-
тельства и промышленности строительных материалов и обществен-
ные инспектора. За соблюдением санитарных условий труда следит
Государственная санитарная инспекция, за нормами пожарной ох-
раны—Государственная инспекция пожарной охраны.
3. Важнейшей задачей техники безопасности и пожарной без-
опасности в строительстве является предупреждение возможных
аварий при производстве строительно-монтажных работ.
4. В соответствии с действующими положениями к сварочным
работам всех видов допускаются лица не моложе 18 лет. Для обу-
чения этой специальности в школах и училищах принимаются ли-
ца в возрасте 17 лет.
5, К сварке и резке допускаются рабочие, прошедшие спсци-
389
альное обучение с дополнительной проверкой знаний по правилам
техники безопасности и оформлением результатов указанной про-
верки в журнале установленной формы.
Повторный инструктаж должен проводиться администрацией
ежеквартально и перед каждой новой работой.
6. Для рабочих, занятых на сварке и термической резке, совет-
ским законодательством предусмотрены дополнительные отпуска по
вредности различной длительности в зависимости от конкретно вы-
полняемой работы.
7. Согласно «Единым нормам выдачи спецодежды и спецобуви
рабочим, занятым на строительных и монтажных работах», утверж-
денным Госстроем СССР и ВЦСПС, сварщикам и резчикам бесплат-
но выдаются спецодежда и спецобувь, а также предохранительные
приспособления.
8. К сварке и резке на высоте допускаются рабочие, прошед-
шие дополнительный медицинский осмотр и специальное обучение
методам верхолазных работ.
Женщины к производству сварочных работ на высоте, в замк-
нутых пространствах и труднодоступных местах, а также к плаз-
менной обработке металлов не допускаются.
9, Сварщики, работающие в замкнутых пространствах или за-
нятые сваркой цветных металлов, должны ежегодно проходить ме-
дицинский осмотр с обязательной рентгенографией грудной клетки
и соответствующими лабораторными исследованиями.
10. Обязанностью каждого сварщика (резчика) является твер-
дое знание и неуклонное выполнение существующих требований по
безопасным методам работы, а также соблюдение норм и условий
пожарной безопасности,
СПИСОК ЛИТЕРАТУРЫ
I. Адаменко А. А., Валсвич М. И. Радиационный керазрушающий конт-
роль сварных соединений. — Киев: Техника, 1981,— 155 с.
2. Акулов А. И., Бсльчук Г. А., Демснцсвич В. П. Технология н оборудо-
вание сварки плавлением. — М.: Машиностроение, 1977. — 432 с.
3. Алексеев К). Е., Кушнарев Л. Н. Оборудование для дуговой сварки
под флюсом. — Л.: Энергия, 1977. — 127 с.
4. Алексеев Е. К-, Мельник В. Н. Сварка в промышленном строительст-
ве. — М.: Стройиздат, 1977. — 360 с.
5. Артемьева И, Н. Алюминий в строительстве. — Л.: Стройиздат,
1985. - 288 с.
6. Бирюков Ю. С., Быков Б. Ф., Книгель В. А. Монтаж контактных сое-
динений в электроустановках. — М.: Энергия, 1980. — 183 с.
7. Блинов А. Н.. Лялин К. В. Организация и производство сварочно-мон-
тажных работ. — М/ Стройиздат. 1988. — 339 с.
8. Бондарь В. X., Шкуратовский Г. Д. Справочник сварщика-строителя. —
Киев: Буд1вельннк, 1982. — 235 с.
9. Бондарь Е. П. Техника безопасности при монтаже строительных конст-
рукций. — М.: Стройиздат. 1985. — 96 с.
10. Векслер М. Ф.. Елагин А. В. Сварочные материалы и их применение
в строительстве. — М.: Стройиздат, 1976. — 241 с.
II. Виноградов В. С. Технологическая подготовка производства сварных
соединений.—M.S Машиностроение, 1981. — 223 с.
12. Винокуров В. А., Григорьянц А. Г. Теория сварочных деформаций и
напряжений. — М.: Машиностроение, 1984. — 280 с.
13. Владимиров Е. В., Стрельцов А. И. Автоматизация проектирования
норм труда на сварочные работы. — Киев: Наука и техника. 1976. — 55 с.
14. Ворновицкнй И. Н. Электроды для сварки оборудования тепловых
электростанций. — M.S Энергоатом изд ат, 1983. — 96 с.
15. Выборнов Б, И. Ультразвуковая дефектоскопия. — М.: Металлургия,
1985. - 258 с.
390
16. Гитлевнч А. Д., Этингоф Л. А. Механизация и автоматизация свароч-
ного производства. — Мл Машиностроение, 1979. — 280 с.
17. Гольдштейн М. И.. Грачев С. В., Векслер Ю. Г. Специальные ста-
ли. — М.: Металлургия. 1985. — 408 с.
18. Гончаров Ю. Г. Нсразрушающий контроль труб для магистральных
нефтегазопроводов. — М.: Металлургия, 1985. — 247 с.
19. Горбачев В. И. Ксерорадиографический метод дефектоскопии. — М.:
Атомиздат, 1973. — 123 с.
20. Грнвняк И. Свариваемость сталей: Пер. с чеш. — Мл Машинострое-
ние, 1984. — 215 с.
21. Гуревич С. М. Справочник по сварке цветных металлов. — Киев: Пау-
кова думка, 1981. — 609 с.
22. Евсеев Р. Е., Евсеев В. Р. Сварка при производстве электромонтаж-
ных работ. — Л.: Энергия. 1978. — 296 с.
23. Зайцев К. И., Мацюк Л. Н. Сварка пластмасс. — Мл Машинострое-
ние. 1978. — 224 с.
24. Зайцев К. И. Сварка пластмасс при сооружении объектов нефтяной
и газовой промышленности. — Мл Недра, 1984. — 224 с.
25. Зайцев К. И. Теоретические основы сварки термопластов//Сварка по-
лимерных материалов в трубопроводном строительстве: Тр. ин-та/ВНИИСТ. —
М.. 1985. — С. 3-27.
26. Ивочкин И. И., Малышев Б. Д. Сварка под флюсом с дополнительной
присадкой. — Мл Стройиздат, 1981.— 175 с.
27. Инструкция по полуавтоматической сварке порошковой проволокой
монтажных соединений стальных конструкций производственных зданий
и сооружений ВСН 433-82/ММСС СССР.—Мл ЦБНТИ Минмонтажспецстроя
СССР. 1983. — 44 о.
28. Инструкция по проектированию технологических стальных трубопро-
водов Ру До 10 МПа. СН 527-80. — 46 с.
29. Инструкция по определению экономической эффективности использо-
вания в строительстве новой техники, изобретений и рационализаторских
предложений. СН 509-78. — 64 с.
30. Инструкция по сварке цветных металлов в электромонтажном произ-
водстве. ВСН 369-85/ММСС СССР. — Мл Энергоатомиздат, 1986. — 100 с.
31. Кабанов Н. С. Сварка на контактных машинах. — Мл Высш, школа,
1985. — 271 с.
32. Каган Д. Ф. Трубопроводы из пластмасс. — Мл Химия. 1980. — 296 с.
33. Китаев А. И., Китаев Я. А. Справочная книга сварщика. — Мл Маши-
ностроение, 1985. — 256 с.
34. Кондратьев А. И., Местечкнпа И. М. Охрана труда в строительстве. —
Мл Высш, школа, 1985. — 191 с.
35. Корольков П. М. Термическая обработка сварных соединений трубо-
проводов и аппаратов, работающих под давлением. — Мл Стройиздат, 1987.—
232 с.
36. Лебедев Б. Д. О терминологии я области механизации и автоматиза-
цин//Сварочное производство. — 1982. — № 4. — С. 40—41.
37. Макаров Э. А. Холодные трещипы при сварке легированных сталей. —
Мл Машиностроение. 1981, —247 с.
38. Машины, установки и аппаратура для газопламенной обработки ме-
таллов: Каталог.ЩИНТИХИМНЕФТЕМАШ. — М., 1982.— 101 с.
39. Методические указания по определению твердости монтажных свар-
ных соединений после термической обработки с использованием прибора Поль-
ди. — Мл ЦБНТИ Минмонтажспецстроя СССР, 1984. — 29 с.
40. Наплавочные материалы стран — членов СЭВ: Каталог/Мсждународ.
центр науч-техн, информ. — Киев, М„ 1979. — 290 с.
41. Нейман А.. Рихтер Е. Сварка, пайка, склейка и резка металлов
и пластмасс: Пер. с нем. — Мл Металлургия, 1985.—480 с.
42. Некрасов Ю. И. Справочник молодого газосварщика и газорезчика. —
Мл Высш, школа. 1984. — 162 с.
43. Николаев Г. А.. Куркин С. А., Винокуров В. А. Сварные конструк-
ции. — Мл Высш, школа. 1982.—272 с.
44. Новожилов Н. М. Основы металлургии дуговой сварки в газах. — Мл
Машиностроение, 1979.—254 с.
45. Нормативы для планирования работ по термообработке сварных сое-
динений трубопроводов и подогреву зон сварки трубопроводов и металлокон-
струкций/ЦБНТЙ Минмонтажспецстроя СССР. — М., 1983. — 40 с.
46. Нормирование труда/Под ред. Б. М. Генкина. —Мл Экономика,
1985. - 270 с.
47. Поповский Б. В., Дикун В. Н. Изготовление и монтаж крупногаба-
ритных листовых конструкций. — Мл Стройиздат, 1983.— 110 с.
48. Порошковые проволоки для электродуговой сварки: Каталог/Наукоаа
думка. — Киев. 1980. — 180 с.
49. Потапьевский А. Г. Сварка в углекислом газе,— Мл Машиностроение,
1984. - 80 с.
391
50. Применение ЭВМ при расчете норм труда: Метод. рекомендации/НИИ
труда. — М.. 1980. — 110 С.
51. Прох Л. Ц., Шпаков Б. М., Яворская Н. М. Справочник по сварочно-
ному оборудованию. — Киев: Техника, 1983.— 207 с.
52. Разработка нормативных материалов для нормирования труда рабо-
чих: Метод. рекомендации/НИИ труда. — М., 1983. — 194 с.
53. Ройтенберг С М Термическая обработка сварных соединений трубо-
проводов. — М.: Энергоиздат, 1981.—148 с.
54. Рощупкин Н. П., Бирюков В. А., Забавский А. Н. Опыт внедрения го-
релок для полуавтоматической сварки с отсосом аэрозоля на заводах метал-
локонструкций//Сварочное производство. — 1985. — № 3. — С. 43—44.
55. Руководство по сварке типовых узлов при монтаже стальных конст-
рукций производственных зданий и сооружений/ЦБНТИ Минмонтажспецстроя
СССР. - М.. 1980. - 76 с.
56. Румянцев С. В., Штань А. С., Гольцев В. А. Справочник по радиаци-
онным методам неразрушающего контроля/Под ред. С. В. Румянцева. — М.:
Энергоатомнздат, 1982. — 240 с.
57. Румянцев С. В., Добромыслов В. А., Борисов О. И. Типовые методики
рациональной дефектоскопии и защиты. — М.: Атомиздат, 1979. — 200 с.
58. Сварка в машиностроении: Справочник. В 4 т. — М.: Машиностроение,
1978-1979.—Т. 1—4.
59. Соколов М. П. Сварочное оборудование, изготовляемое предприятия-
ми Министерства электротехнической промышлснности//Сварочное производ-
ство. — 1985. - № 9. — С. 30-31.
60. Проектирование, строительство и эксплуатация трубопроводов из по-
лимерных материалов: Справочник/Под ред. А. Н. Шестопала, В. С. РомеЙ-
ко — М.: Стройиздат, 1985. — 304 с.
61. Справочник сварщика/Под ред. В. В. Степанова. — М.: Машинострое-
ние, 1983. — 560 с.
62. Сущук-Слюсарснко И. И. Основные и сварочные материалы для элект-
рошлаковой сварки. — Киев: Наукова думка, 1981. —112 с.
63. Тавастшерна Р. И. Изготовление и монтаж технологических труба»
проводов: Учеб, для техникумов. — 2-е изд. — М.: Стройиздат, 1986. — 287 с.
64. Технология и оборудование контактной сварки/Под ред. Б. Д. Орло-
ва. — М.: Машиностроение, 1975. — 536 с.
65. Тылкин М. А. Повышение долговечности деталей металлургического
оборудования. — М.: Металлургия, 1981, — 608 с.
66. Федорова И. Г., Безменов Ф. В. Высокочастотная сварка пластмасс. —
Л.: Машиностроение, 1980. — 89 с.
67. Фоминых В. П., Яковлев А. П. Ручная дуговая сварка. — М., 1986.—
288 с.
68. Ханапетов М. В., Иоффе И. С. Сварка порошковой проволокой в строи-
тельстве. — М.: Стройиздат, 1984. — 122 с.
69. Чвертко А. И., Патон В. Е., Тимченко В. А. Оборудование для меха-
иизирсванной дуговой сварки и наплавки. — М.: Машиностроение, 1981.—
264 с.
70. Чулошников П. Л. Контактная сварка. — М.: Машиностроение,
1987. - 176 с.
71. Электроды для ручной дуговой сварки в строительстве: Каталог/Моск.
опытный сварочный з-д. — М., 1982. — 136 с.
72. Электроды специального назначения для сварки и наплавки: Ката-
лог/Моск. опытный сварочный з-д. — М., 1984. — 88 с.
73. Электрошлаковая сварка и наплавка/Под ред. Б. Е. Патона. — М.:
Машиностроение. 1980.— 511 с.
74. Янковский В. Л., Кольдерцев И. С. Новые средства защиты и инстру-
менты электросварщика//Сварочное производство. — 1983. — № 1, —С. 38—40.
ПРЕДМЕТНЫЙ
УКАЗАТЕЛЬ
Автоматы
двухэлектродные I 237
для сварки плавящимся электро»
дом 1 234
----под флюсом I 235
многоэлектродные I 237
одноэлектродные I 237
Агрегаты сварочные I 196, 198
Алюминий I 152
Аппараты
для электрошлаковой сварки
1 244, 420
------плавящимся мундштуком
I 249
— наплавочных работ II 221, 222
рентгеновские 11 291, 292
Аустенизация II 248
Ацетиленовые станции и установ-
ки I 295
Базы механизированные трубосва-
рочные II 101
Балки (расчет) I 87. 91
Баллоны и бачки для газов I 289
Блок подготовки сзарочных мате-
риалов II 107
Бункера II 40
Вентиляция
замкнутых и полузамкнутых про-
странств II 383
местная и общеобменная И 381
Взрывобезопасность, предупрежде-
ние I 383
Виды
сварных арматурных и заклад-
ных изделий II 116—123
электрошлаковой сварки I 409
Возбудитель дуги I 214
Возбуждение процесса электрошла-
ковой сварки I 418
Воздействие токсичных веществ
II 385
Вращатель I 311, 313
Время
на отдых и личные надобности
II 342
— обслуживание рабочего места
II 356
основное II 340
Выпрямители сварочные I 194, 201
Выпуклость и вогнутость сварных
угловых швов I 71
Высокий отпуск II 248
Газгольдеры
мокрые II 40
сухие II 40
Газовые коммуникации I 291
Газовые редукторы I 291
Газовые смесн защитные I 386
Газы
горючие I 178
защитные I 179
плазмообразующие I 408
Галереи трактов подачи II 33
Гамма-дефектоскопы П 293
Генераторы
импульсов I 207
постоянного тока I 190
Гибкость элементов I 93
Главные сварщики, права н обязан-
ности II 325
Головки сварочные самоходные и
подвесные I 243
Горелки
газопламенная I 335
кольцевая мпогопламенная для
термообработки I 340
Горелки и держатели для сварки
непдавящимся электродом I 323
Группа
конструкций II 3
термообработки II 271
Держатели для механизированной
сварки I 318
Дефекты, выявляемость II 283, 284
Дефектоскопы ультразвуковые
II 301
Дефектоскоп ультразвуковой авто-
матизированный II 302
Дефектоскопия цветная II 305
Допускаемое
давление I 93
напряжение I 82
Допускаемых напряжений метод
I 89
Дроссели разделители стабилизиру-
ющие I 210
Дуга
длина нормальная и короткая
I 350
импульсная при вольфрамовом
электроде 1 397
импульсная при плавящемся
электроде I 401
погруженная электрическая I 396
Единый тарифно квалификацион-
ный справочник (ЕТКС) II 317, 322
Зазор при электрошлаковой свар-
ке I 417
Затраты
приведенные II 328
прямые, расчет II 329
Защита
от вредных газовых выделений и
аэрозолей II 381
— световой радиации II 379
Изоляторы керамические II 258
Инвентарные формы для сварки
стыковых соединений арматуры
II 156
Индукторы гибкие II 252
Испытания
механических свойств И 307
на коррозионное растрескивание
I 51
— сопротивляемость образованию
трещин I 19, 31
Источники излучения II 293
Источники питания
для дуговой сварки арматуры
II 155
— плазменной резки I 209
— сварки и защитных газах I 206
— электрошлаковой сварки I 208
электрические для термообработ-
ки II 261
393
---- сварки I 180
Кабели сварочные I 326
Каналы сменные I 322
Карбид кальция I 295
Кислород (газообразный) I 179
Классификация
испытаний на свариваемость I 14
методов оценки технологической
пррчцости I 16
Сварки по признакам:
физическим 1 8
техническим I 7—9
технологическим 1 9—12
Клемма заземления 1 330
Клещи для термитной сварки 11 180
Кожух
воздухонагревателя II 31
доменной печи II 29
Комплекты газосварочные 1 332
Комплекс
для контактной сварки магист-
ральных трубопроводов II 98
— электродуговой сварки маги-
стральных трубопроводов II 100
Конвейерный метод монтажа II 28
Кондуктор сборочный II 24
Конструктивные элементы сварных
соединений I 62
Конструкции
листовые II 8
решетчатые пространственные
II 20
— плоские II 19
Контактор и прерыватель свароч-
ного цикла I 289
Контроль
качества сварки арматуры II 168
непроницаемости II 304
неразрушающими методами И 291
предварительный н операцион-
ный II 287
Концентрация напряжений I 78
Коррозия
межкристаллитная I 51. 489
ножевая I 489
Коррозионное растрескивание I 489
Коэффициент
концентрации напряжений I 79
наплавки II 351
продольного изгиба I 93
Коэффициенты поправочные
к основному времени газовой рез-
ки И 365
при нормировании сварки в рез-
ки II 344
Кровля резервуара плавающая 1! 36
Лаборатории передвижные II 306
Линии
поточные II 24
трубосварочные II 103
«Лыска» на окрайках II 37
Магнитографический метод II 303
Материалы
срарочные для ЭШС I 418
теплоизоляционные II 260
Машины
для контактной сварки, класси-
фикация I 249
— рельефной сварки I 276
— точечной сварки II 113
конденсаторные I 269
постоянного тока I 272
для стыковой сварки I 280
— шовной сварки переменного и
постоянного тока I 281, 282
Медь I 148
Меры
безопасности от тепловых ожогов
II 387
защиты от повышенной концент-
рации вредных веществ II 381
противопожарные II 390
Металлографические исследования
II 310
Механизм подачн электродной про-
волоки I 223
Механические свойства металла
наплавленного I 101
основного I 100
Модулятор сварочного тока I 219
Муфты соединительные I 329
Набор инструментов электросвар-
щика-ручннка I 330
Набор принадлежностей
для газовой н термитной сварки и
пайки проводов и кабелей 11 173
— сварки проводов контактным
разогревом II 174, 178
Нагрев
газопламенный II 249, 253, 266
индукционный II 249, 253, 271
термохимический II 249
Нагреватель индукционный II 253
Накладки желобчатые стальные,
размеры II 148
Накладные расходы, расчет II 380
Наконечники для оконцевания про-
водов и кабелей II 178
Наплавка
абразивный износ II 194. 195
износостойкость II 194, 230
коэффициент динамичности II 196
материалы наплавочные II 194,
198-220, 241
микроструктура Н 200—203, 206—
212, 215-219
наплавленный металл II 228, 230
ударные нагрузки II 195
Напряжения в сварных швах
касательные I 78
нормальные I 78
остаточные I 19
Нормы расхода сварочных материа-
лов II 324
Нормы
времени II 338, 353
— на сварку труб II 369
— на автоматическую сварку
II 354
— в строительно-монтажном про-
изводстве II 366
выработки II 338
обслуживания II 338
подготовительно-заключительного
времени 11 353. 357
управляемости II 338
численности II 338
Нормализация II 248
Нормированное задание II 338
Области применения способов свар-
ки арматуры II 113—115
Оболочки резервуара II 41—48
Образцы для механических испы-
таний 11 307, 308
394
Ограничитель напряжения холосто-
го хода I 217
Оконцевание проводов к кабелей
I! 172, 178
Окрайки II 35
Основное время механизированной
резки стали II 364
Особенности подготовительно-за-
ключительного времени II 339
Остаточные деформации I 105
Осцилляторы и возбудители дуги
I 214, 215
Ответвление проводов и кабелей
П 171, 172, 179
Охрупчивание швов I 488
Пайка соединений проводов и ка-
белей II 191
Патрон термитный для сварки сое-
динений проводов и кабелей II 172,
173
Печи
вращающиеся обжиговые II 33
муфельные II 250, 254
Плазма, схемы получения I 408
Плазматрон, конструкция I 303, 349
Планки выводные II 10
Плиты контактные I 276
Подготовка микрошлифов II 310,
312
Показатели точности и качества
кислородной резки I 460, 461
Покрытие
купольное II 39
щитовое II 35. 37
Полуавтоматы для сварки
классификация I 222
конструкция 1 223
Порошок однофазный металличе-
ский II 48
Поточно-расчлененный метод свар-
ки II 92
Предел выносливости I 101
Предельных состояний метод I 95
Преобразователи сварочные I !96
Прессы для сварки пленок I 570
Приемы технологические при ЭШС
I 429
Припои для пайки алюминиевых
жил проводов и кабелей И 192
Проволока
для свапки алюминия и его спла-
вов I 155
----меди и ее сплавов I 158
порошковая для дуговой сварки
I 160
стальная сварочная I 156
Прогиб поперечного шва I 113
Прокат
— стали углеродистой сваривае-
мой для строительных конструк-
ций I 126
— толстолистовой и широкополос-
ный универсальный I 125
Прочность сварных соединений
статическая I 87
технологическая I 16
устойчивость 1 92
Проявители II 298, 299
Прутки
для сварки меди и ее сплавов
I 158
чугунные I 158, 160
Радиографический метод II 291
Разворачивание рулонов в гори-
зонтальном положении II 10
Разрушение
внутрикристаллнческое I 30
межкристаллическое I 30
Расчет сварных соединений
лобовых I 79
точечных I 83
фланговых I 81
Расчетное сопротивление I 99
Реактивы для обработки
макрошлиФов II 310, 311
микрошлифов II 310, 312
Реактопласты I 547
Регулятор
постовой I 218
цикла сварки I 288
Режимы резки
воздушно- и кислородно дуговой
I 467, 468
кислородной, безгратовой I 462
— . поверхностной I 464
кислородно-флюсовой I 465
смыв-процессом I 463
Режимы сварки
арматуры II 159
ручной газовой 1 456
— дуговой I 356
контактной
стыковой сопротивлением и оп-
лавлением I 439, 440
точечной I 446
шовной I 450
пластмассовых труб I 561
под флюсом труб большого диа-
метра II 90, 91
электрошлаковой с ППМ I 429
Режимы термообработки 11 269
Режимы труда и отдыха, типовые
II 341
Резаки
воздушно-дуговые I 346
вставные I 345
кислородно керосиновые I 345
Резервуары
вертикальные цилиндрические
II 35
из двухслойной стали, сфериче-
ские II 48
сферические II 41
Резиновые рукава I 294
Резка
безгратовая I 462
кислородная низкого давления
I 463
кислородная нормального давле-
ния, разделительная I 459
пакетная I 463
плазменной дугой 408
термическая 1 457
Реостаты балластные I 206, 218
Ресурсы, расчет II 324
Рулонные заготовки II 8
Сборка
полистовая II 35
полушариями II 43
Свариваемость меди и ее сплавов
I 531
Сварка
алюминия
газовая I 523
особенности, подготовка под
395
сварку I 521, 522
покрытыми электродами 1 524
по флюсу I 527
под флюсом I 528
в инертных газах 1 528
арматуры
подготовка II 157
способы II 113—115
высоколегированных сталей и
сплавов
в защитных газах I 505
газовая I 493
другие способы I 508
общие указания I 485
под флюсом I 497
покрытыми электродами I 495
электрошлаковая I 502
двухслойных сталей I 517
днсперсионнотвердеющих сталей
II 94
дуговая под флюсом
двухдуговая I 371
двухэлектродная I 371
одноэлектродная I 369
заземляющих устройств, термит-
ная II 189
импульсной дугой I 397, 401
меди и се сплавов
в защитных газах I 535
газовая I 537
под флюсом I 535
покрытыми электродами I 533
особенности I 531
сжатой дугой I 536
угольным электродом I 332
методом СК II 43
многодуговая I 237, 371
на манипуляторе II 44
открытой дугой в защитных га-
зах I 385
вольфрамовым электродом I 393
плавящимся I 399
плазменной дугой I 408
пластмасс
оплавлением I 548. 556
проплавлением I 557, 568
пленок
лазером I 586
И К-лучом 1 583
током высокой частоты I 576
ультразвуком I 578
погруженной дугой I 396
порошковой проволокой и сплош-
ного сечения без дополнительной
защиты I 405
проводов и кабелей
газовая II 174
контактным разогревом II 178
термитная II 172
разнородных металлов II 189
ручная дуговая
в различных пространственных
положениях I 356
стыковых швов I 359
глубоким проплавлением I 364
лежачим и наклонным электро-
дами I 368, 367
металла большой толщины
I 363
тонколистового металла I 361
трехфазной дугой I 366
угловых швов I 360
швов различной длины I 362
с порошкообразным присадочным
396
металлом I 473, 476
с мягкой прослойкой I 481
свинца
газовая I 547
особенности 1 545
угольным электродом 1 546
стыков труб
неповоротных II 92, 93
поворотных II 90—92
титана и его сплавов
в инертных газах I 542
особенности 1 539
под флюсом I 543
электрошлаковая I 544
трубопроводов при отрицательных
температурах II 93
шин
алюминиевых II 181, 185
медных II 183, 186, 188, 189
электрозаклепок
в защитных газах I 404
под флюсом I 383
электрошлаковая
достоинства, недостатки, сущ-
ность I 409
Сварные соединения
армированных пленок I 567, 569
типы, конструктивные элементы
I 62. 411
Сварные стыки балок II 25, 26, 27
Свойства сварочной дуги I 180
Себестоимость, расчет II 329
Скорость
механизированной кислородной
резки 1 462
оплавления и осадки при кон-
тактной стыковой сварке I 442
«Скорлупы» II 29—31
Скос кромок 1 69, 70
Соединение проводов и кабелей
11 170
Соединитель I 327
Сплавы
алюминия I 152
жаростойкие и жаропрочные
I 143
коррозионно-стойкие I 143
меди 1 118
Стабилизирующий отжиг II 249
Сталь
аустенитная I 145
высоколегированная I 144
горячекатаная двухслойная (пла-
нированная) коррозионно-стойкая
I 146
горячекатаная для армирования
железобетонных конструкций
I 132
для изготовления арматурных и
закладных изделий, классы, мар-
ки I 132, II 116-123
легированная конструкционная
I 143
легированная конструкционная
общего назначения I 143
низколегированная сортовая и фа"
сонная 1 132
низколегированная толстолисто*
вая и широкополосная I 131
системы легирования 1 130
стержневая арматурная термоме-
хапически и термически упроч-
ненная I 140
углеродистая качественная конст*
рукционная I 128
— обыкновенного качества I 121
Стабилизатор горения дуги I 215
Стан двухъярусный II 8—10
Стол сварщика 1 311
Струбцины для сварки пластмассо-
вой пленки I 571
Структура автоматической подсис-
темы II 346
Схемы
воздушно-луговой резки 1 467
нагреваемых тел I 34
основных процессов и сварных
соединений контактной сварки
1 433
поверхностной кислородной резки
I 464
резки смыв процессом I 464
сварочных источников теплоты
I 54
установки стержней при контакт-
ной стыковой сварке I 439
циклов контактной точечной свар-
ки I 445
Твердость металла шва II 281
Тепловые параметры сварки I 57
Термины
основных понятий в сварке I 5
сварных соединений и швов I 58
Термический отдых II 248
Термопласты
анизотропия сварных швов I 558
вязкость расплава I 548
сварка химическая I 550
свяпка газовым теплоносителем
I 551
свапиваемость (классификация)
I 549
свойства, общая характеристика
I 547
нагреватели для контактной теп-
ловой сварки I 560
машины трубосварочные I 560
пистолеты для сварки расплавом
I 575
Типы
машин для сварки арматуры
II 149
проволок для сварки арматуры
II 125, 126
соединений арматуры
кресторбразных II 128
нахлесточных II 134—138
стыковых II 128—134
тавровых II 138—146
электродов для сварки арматуры
II 124
Тпавматиэм, виды, причины II 373—
377
Трактор сварочный I 236
для наплавочных работ II 225
Трансформаторы сварочные I 184,
287, II 226
«Третника» II 33
Трещины
горячие I 30
холодные I 18
Траектории движения
конца электрода при ручной ду-
говой свяоке I 354
сварочной горелки и проволоки
I 455
Трубопроводы
деталировочные чертежи II 54, 55
правка концов труб II 70
провар корневого шва II 65
резка II 62
сборка II 70, 72
сварные соединения II 53
уравновешивание деформаций при
сварке II 74
Углы наклона газовой горелки
I 456
Укрупненные нормы затрат труда
на сварочные работы II 372
Укрытие пневмонадувное Н 44
Ультразвуковой метод II 301
Уровень механизации и автомати-
зации
сварочных работ II 315
труда сварщиков II 317
Уровень автоматизации
сварочных работ II 315
труда сварщике в II 3)7
Усадочная сила I 107
Установки
двухъярусные II 8—10
для резки газовой I 295
---- плазменной I 303
комплектная для термообработки
II 263. 266
Установочная длина деталей при
контактной стыковой сварке I 439
Устранение сварочных деформаций
и напряжений I 115
Фактор
конструктивный I 13
материала I 13
технологический I 13
Фиксажи II 299
Флюсы сварочные плавленые I 175
Формы для газовой сварки ответ-
влений проводов и кабелей 11 |76,
Характеристики видов ацетилено-
кислородного пламени I 452
Центраторы
внутрнтрубные II 106
наружные (звенпые. эксцентри-
ковые) II 105, 106
Цикл термический I 14
Чувствительность контроля II 300
Чугун
высокопрочный I 148
серый I 148
Шланги гибкие I 322
Щитки защитные I 333
Эквивалент углерода I 17
Экономический эффект от приме-
нения
новых материалов II 332
— машин и механизмов II 332
— строительных конструкций
II 331
— технологических процессов
II 331
Экраны усиливающие II 297
Эксплуатация электронагревателей
II 281
397
Электроды
для сварки сталей I 168
— —и наплавки чугуна I 173
— контактных точечных машин,
размеры I 446
— ручной дуговой сварки, под-
бор диаметра I 355
— сварки цветных металлов и их
сплавов I 174
металлические (плавящиеся) для
дуговой сварки и наплавки, ти-
пы I 164-167
Электрододержатели для сварки
покрытыми электродами I 316
Электронагреватели
комбинированного действия II 271
сопротивления II 268
Электроафтальмия II 373, 379
Электрорентгенографический спо-
соб II 300
Элементы сварных соединений ар-
матуры, размеры II 128—147
Эталоны чувствительности II 294,
297
ОГЛАВЛЕНИЕ
Глава XIX. Сварка стальных строительных конструкций . . , , 3
XIX. 1. Группы стальных конструкций зданий и сооружений, при-
меняемые материалы для их сварки .......
XIX.2. Сварочные работы в условиях цеха....................
XIX.2.1. Технология изготовления рулонных заготовок и других
листовых конструкций . ..........................
XIX.2.2. Технология сборки и сварки решетчатых конструкцн!
XIX.2.3, Технология сборки и сварки балок и колонн сплошно
го сечения............................................
XIX.3. Сварочные работы на монтажной площадке .
XIX.3.1. Технология сварки стальных конструкций промышлен
иых зданий и сооружений ........
XIX.3.2. Сварка конструкций доменных цехов . . .
XIX.3.3. Сварка конструкций различных сооружений и здани]
XIX.3.4. Сварка конструкций резервуаров .....
Х1Х.4. Сварка при низких температурах ......
Глава XX. Сварка стальных технологических трубопроводов . »
3
8
В
19
23
25
25
29
33
35
50
50
XX.1. Общие сведения о трубопроводах. Классификация. Норматив-
ные документы.................................................... 50
ХХ.2. Подготовка труб под сварку. Применяемые виды и способы
сварки .......................................................... 55
ХХ.З. Изготовление и монтаж технологических трубопроводов из
низкоуглеродистых сталей ....................................... 70
ХХ.4, Изготовление секций стальных трубопроводов .... 75
XX.5. Специфика сварки трубопроводов нз легированных и разно-
родных сталей ............. 78
Глава XXI. Сварка магистральных трубопроводов
XXI. I. Специфика производства сварочно-монтажных работ .
XXI.2. Подготовка кромок под сборку н сварку ....
XXI.3. Технология автоматической сварки стыков труб под флюсом
XXI.4. Технология ручной сварки неповоротных стыков
XX 1.5. Сварка стыков труб в условиях отрицательных температур
XX 1.6. Сварка стыков труб нз дисперсионно-твердеющих сталей
XXI.7. Сварка стыков в защитном газе и порошковой проволоке
XXI.8. Контактная сварка трубопроводов....................
XXI.9. Оборудование для механизации сварки магистральных тру
бопроводов..........................................
XXI. 10. Оборудование для сварки труб в нитку трубопроводов
XXI.II. Энергоснабжение сварочных постов при сварке магист
ральных трубопроводов
Глава XXII. Сварка арматуры железобетона .
86
86
87
92
92
93
94
95
98
100
105
108
112
XXII.1. Общие сведения........................... • • • • Н2
XXII.2. Сварочное оборудование и приспособления . « . • 127
XXI 1.3. Подготовка к сварке.......................... . « « 157
XXII.4. Режимы сварки ............................................ 159
XXI 1.5. Контроль качества сварных соединений » . • • 15я
398
Глава XXIII. Сварка и пайка при электромонтажных, сантехнических
и вентиляционных работах...........................................170
XXIII.1. Сварка при электромонтажных работах..................
XXIII.2. Особенности методов контроля качества сварных соедине-
ний при выполнении электромонтажных работ . . . • •
XXII1.3. Пайка при электромонтажных работах...................
XXII 1.4. Сварка при санитарно-технических работах ....
Глава XXIV. Наплавка и ремонтная сварка .......
XX1V.1. Области применения наплавочных работ в промышленном
строительстве.................................................
XX1V.2. Способы наплавки, материалы и оборудование . . «
XXIV.3. Технология наплавки...................................
XXIV.4. Контроль качества наплавки
XX1V.5. Ремонтная сварка стальных изделий . . . . •
XXIV6. Сварка чугунных изделий.......................... • •
Глава XXV. Термическая обработка сварных соединений . . . .
XXV.I. Общие положения. Виды термической обработки, использу-
емые при строительно-монтажных работах ......
XXV.2. Способы нагрева сварных соединений........................
XXV.3. Нагревательные устройства для термической обработки .
XXV.4. Материалы для термической обработки . . . . .
XXV.5. Оборудование для термической обработки . . . > .
XXV.5.1. Электрические источники питания . . . . •
XXV.5.2. Посты и установки для электронагрева . . . .
XXV.5.3. Оборудование для газопламенного нагрева . . , .
XXV.6. Технология термической обработки ......
XXV.6.1. Технология термической обработки сварных соедине-
ний трубопроводов ...........................................
XXV.6.1.1. Термическая обработка электрическими устройст-
вами сопротивления . .......................... •
XXV.6.1.2. Термическая обработка электронагревателями ком-
бинированного действия ............................
XXV.6.1.3. Термическая обработка с использованием индук-
ционного нагрева . ....................................
XXV.7. Организация работ по термической обработке . . •
XXV.3. Требования техники безопасности........................
Глава XXVI. Контроль качества сварных соединений . . . • .
XXVI. 1. Дефекты сварных соединений........................ .
XXVI 2. Предварительный и операционный контроль . . . .
XXVI.3. Неразрушаюпдие методы контроля качества сварных соеди-
нений ...........................................................
XXVI .3.1. Радиографический метод контроля . . . . .
XXVI.3.2. Ультразвуковой метод контроля . . . . .
XXVI.3.3. Магнитографический метод контроля . . . .
XXVI.3.4. Контроль непроницаемости сварных соединений . .
XXVI.3.5. Цветная дефектоскопия...........................
XXVI.3.6. Передвижные лаборатории для неразрушающего конт-
роля качества сварных соединений..........................
XXVI.4. Методы контроля с разрушением сварного соединения
XXVI.4.1. Механические испытания..........................
XXVI.4.2. Металлографические исследования сварных соединений
Глава XXVII. Организация сварочного производства . . . . .
XXVI 1.1. Планирование и учет сварочного производства
XXVII.2. Аттестация сварщиков.................................
XXVI 1.3. Материально-техническое обеспечение . . . . .
XXVII.4. Управление сварочным производством...................
XXVI 1.5. Определение экономических эффективности и эффекта .
Глава XXVIII. Техническое нормирование сварочных работ . . .
XXVIII.I. Нормы труда и их характеристика ......
XXVIII.2. Методы технического нормирования....................
XXVII 1.3. Нормирование ручной электродуговой сварки
XXV1II.4. Нормирование механизированной и автоматической свар-
ки под флюсом.................................................
XXVIII.5. Нормирование электрошлаковой сварки . . . .
XXVIII.6. Нормирование газовой сварки .......
XXVIII.7. Нормирование контактной сварки......................
XXVIII.8. Нормирование газовой резки металла . . . .
XXVII 1.9. Нормы времени на условно принятые величины в строи-
тельно-монтажном производстве
170
191
191
193
194
194
196
227
233
236
238
248
248
249
250
257
261
261
2G3
266
266
266
2С8
271
271
271
281
282
282
287
291
291
3)1
303
304
305
306
307
307
310
313
313
317
323
325
327
338
338
343
350
353
358
359
360
364
366
399
Глава XXIX. Техника безопасности при сварке и термической резке . 373
XXIX.1 Основные вредные факторы сварочного производства . .
XXIX.2. Меры обеспечения электробезопасности.......
XXIX.3. Защита от световой радиации................
XXIX.4. Защита от вредных выделений газов и аэрозолей . ,
XXIX.5. Предупреждение возможных взрывов . . . . *
XXIX.6. Меры безопасности от тепловых ожогов . . . . .
XXIX.7. Общие нормативные требования безопасности при сварке
и газопламенной обработке металлов ............ . .
XXIX.8. Особенности обеспечения безопасности труда на строитель-
но-монтажных площадках..................
XXIX.9. Противопожарные мероприятия .......
XXIX. 10. Основные меры по охране труда сварщиков и резчиков .
Список литературы ............
Предметный указатель
373
377
379
ОТ § Ш:
Справочное издание
СВАРКА И РЕЗКА В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ.
Том 2.
Малышев Борис Дмитриевич, Алексеев Евгений Копстантинович, Блинов Алек-
сей Николаевич, Грачева Клавдия Андреевна, Гринберг Нинель Аркадьевна.
Евгеньев Игорь Евгеньевич, Зайцев Конкордий Иванович, Кннгель Владимир
Августович. Мельник Владимир Иосифович, Муравьев Алексей Владимирович,
Попов Юрий Васильевич, Юхин Николай Александрович
Мл. редактор Л. А. Козий
Художественный редактор Г. А. Сафонова
Технический редактор М. Г. А и г е р т
Корректоры Г. Г. М о р о з о в с к а я, И. В. Медведь
И Б № 40099
Сдано в набор 25.01.89. Подписано в печать 02.08.89. Т-11783. Формат 84ХЮ81/зт.
Бумага тип. № 1. Гарнитура «Литературная». Печать высокая. Усл. печ. л.
21.00. Усл. кр.-отт. 21.00. Уч.-изд. л. 24,03. Тираж 79 000 экз. Изд. № АХ. 1614.
Заказ 252. Цена I р. 50 к.
Стройиздат, 101442, Москва, Каляевская, 23а
Владимирская типография Госкомитета СССР по печати.
600000, г. Владимир, Октябрьский проспект, д. 7