




































































































































































































































































































































































































Автор: Мельник В.И. Жизняков С.Н.
Теги: строительство строительные материалы строительно-монтажные работы технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления технология строительного производства сварка строительное проектирование учебное пособие
ISBN: 5-274-00418-0
Год: 1995




Жизняков Станислав Николаевич
Мельник Владимир Иосифович
СВАРКА И РЕЗКА
В СТРОИТЕЛЬСТВЕ
Учеб, пособие для средних
спец. учеб, заведений.
Стройиздаг
Москва 1995
ББК 38.634
Ж 71
УДК 69; 057.4:621.791(075.32)
Издание выпущено в счет дотации, выделенной Комитетом РФ по
печати
Рецензенты: В. С. Конопатов, Л.В. Сомова
Редактор - Л.П. Рагозина
Учебное издание
Жизняков Станислав Николаевич,
Мельник Владимир Иосифович
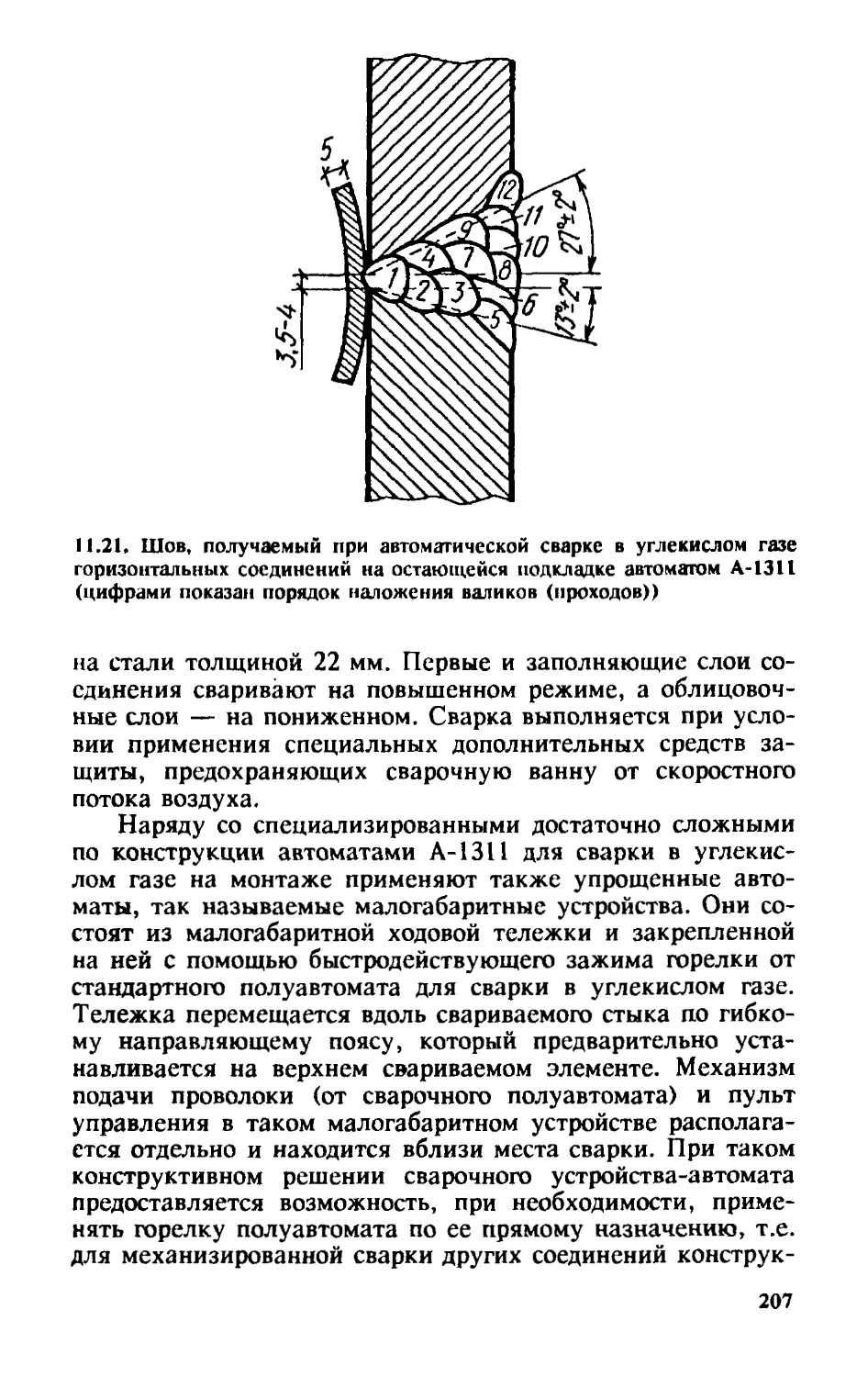
СВАРКА И РЕЗКА В СТРОИТЕЛЬСТВЕ
Технический редактор Н.Е. Цветкова
Корректор НС. Сафронова
Оператор М.В. Карамнова
Лицензия № 020441 от 28.02.92.
ИВ № 5050
Подписано в печать 09.04.95. Формат 84xl08V32.
Бумага офсетная. Печать офсетная. У сл. печ. л. 28,56
Уч.-изд. л. 29,2 Тираж 3000 экз.
Изд.№ А.Ш-2827 Заказ 238
Стройиздат. 101442 Москва, Долгоруковская, 23а
Московская типография № 9 Комитета РФ по печати
109033, Москва, ул. Волочаевская, д. 40
Жизняков С.Н., Мелышк В.И.
71 Сварка и резка в строительств#: Учеб, пособие для спепнмх
спец. учеб, заведений. - М/. Стройиздат, 1995. - 544 с.: ил,
ISBN 5-274-00418-0
Содержатся основные сведения по сварке и резке. Ланы теоретические
основы сварки и резки. Рассмотрены вопросы технологии, сварочных
материалов и оборудования. Приведены способы контроля качества свар-
ных соединений.
Для учащихся техникумов, а также для повышения квалификации
рабочих-сварщиков.
3307000000- 452
Ж---------------------Безобъявл.
047(01) - 95
ISBN 5-274-OO418-O
ББК 38.634
© С.Н. Жизняков,
В.И. Мельник, 1995
ПРЕДИСЛОВИЕ
Сварка является одним из основных технологических процессов в про-
мышленном строительстве — на нее приходится до 30-35% общей трудо-
емкости работ. Сварку применяют при изготовлении и монтаже строитель-
ных конструкций, трубопроводов, технологического оборудования из раз-
личных марок сталей, цветных металлов и сплавов, других материалов.
Производительность и качество сварочных работ и, как следствие, эф-
фективность современного строительно-монтажного производства опреде-
ляются главным образом их техническим уровнем и квалификацией спе-
циалистов. Последний фактор становится особенно важным в условиях все
возрастающего насыщения сварочного производства сложным оборудовани-
ем, использования в сварных конструкциях трудносвариваемых сталей и
сплавов, применения новых прогрессивных технологических процессов,
повышения требований к качеству сварных соединений.
Учебное пособие составлено с учетом передового опыта производства
сварочных работ в строительно-монтажных организациях и на заводах ме-
таллоконструкций страны, а также материалов зарубежных публикаций.
Пособие призвано оказать помощь учащимся техникумов строитель-
ных специальностей, инженерно-техническим работникам строительно-
монтажных организаций в профессиональной подготовке и в получении
ими необходимых для эффективной работы знаний, а также в решении
практических задач, возникающих при изготовлении и монтаже сварных
конструкций.
Главы 1—3, 7, 10, 11, 13—15, 18, 19, 21, 22, 24, 26, 28 и 30 написа-
ны С.Н. Жизняковым, главы 4—6, 8, 9, 12, 16, 17, 20, 23, 25, 27 и 29 —
В.И, Мельником.
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ
1.1. СУЩНОСТЬ ПРОЦЕССА СВАРКИ.
ОБРАЗОВАНИЕ СВАРНОГО СОЕДИНЕНИЯ
Твердое кристаллическое тело, к которому относятся
металлы, представляет собой агрегат атомов с устойчивой
кристаллической структурой. Физические и прочностные
характеристики тела определяются типом его атомов, их
взаимным расположением и действующими между ними
связями. Разрушение твердого тела можно представить как
его разъединение на две части под действием растягиваю-
щих механических усилий, при этом разъединение проис-
ходит путем разрыва связей между атомами по всему попе-
речному сечению тела. Обратный процесс — соединение
двух частей — будет заключаться в восстановлении под
действием сжимающих усилий разрушеннных связей между
атомами, находящимися на границе разрушения. Такое ус-
тановление межатомных связей между двумя частями, при-
водящее к получению монолитного тела, и будет означать
процесс образования сварного соединения.
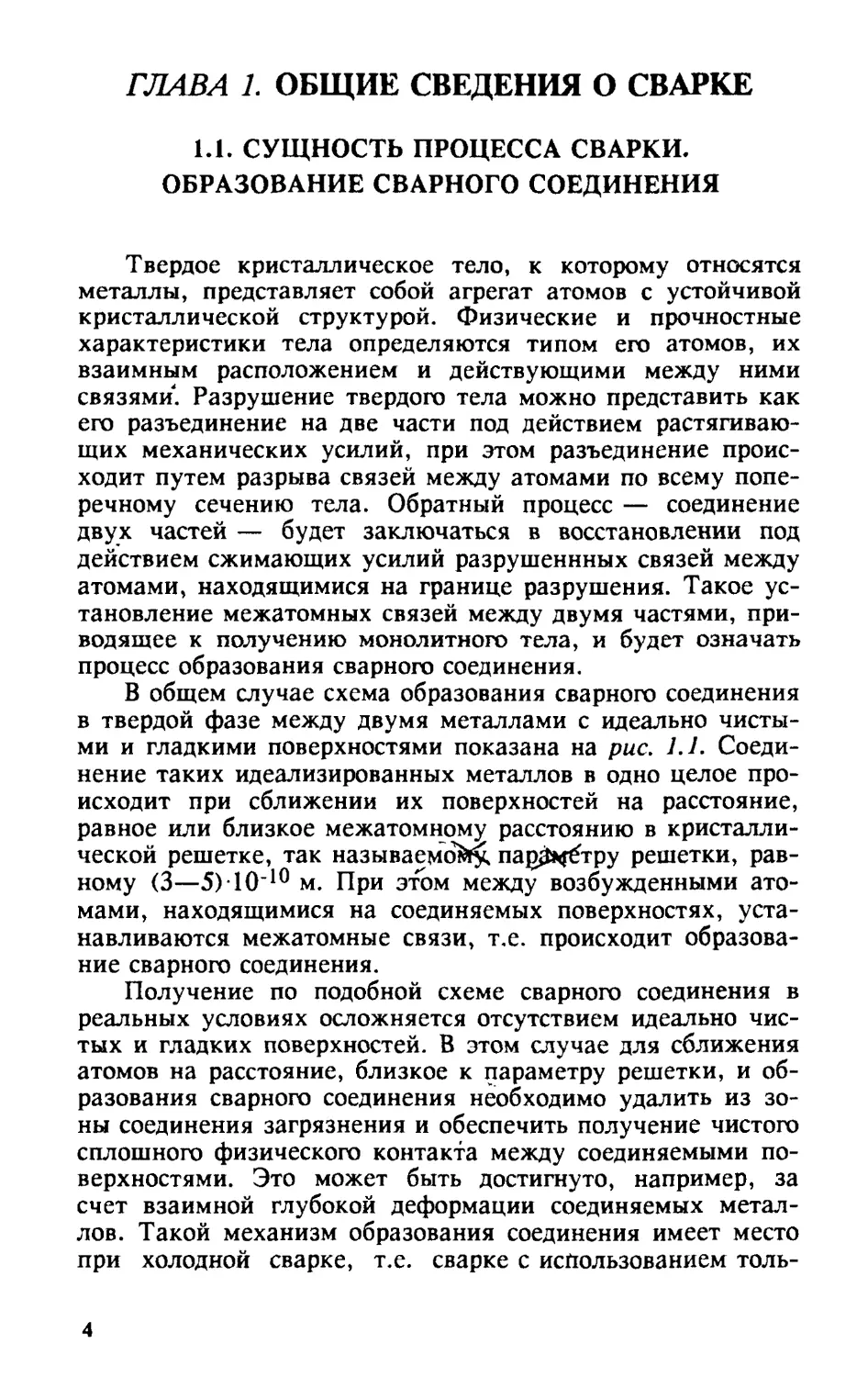
В общем случае схема образования сварного соединения
в твердой фазе между двумя металлами с идеально чисты-
ми и гладкими поверхностями показана на рис. 1.1. Соеди-
нение таких идеализированных металлов в одно целое про-
исходит при сближении их поверхностей на расстояние,
равное или близкое межатомному расстоянию в кристалли-
ческой решетке, так называемому» па^<€тру решетки, рав-
ному (3—5) 1О10 м. При этом между возбужденными ато-
мами, находящимися на соединяемых поверхностях, уста-
навливаются межатомные связи, т.е. происходит образова-
ние сварного соединения.
Получение по подобной схеме сварного соединения в
реальных условиях осложняется отсутствием идеально чис-
тых и гладких поверхностей. В этом случае для сближения
атомов на расстояние, близкое к параметру решетки, и об-
разования сварного соединения необходимо удалить из зо-
ны соединения загрязнения и обеспечить получение чистого
сплошного физического контакта между соединяемыми по-
верхностями. Это может быть достигнуто, например, за
счет взаимной глубокой деформации соединяемых метал-
лов. Такой механизм образования соединения имеет место
при холодной сварке, т.е. сварке с исйользованием толь-
4
1.1. Схема образования сварного соединения в твердой фазе (без рас-
плавления металла)
a — части металла до соединения; б — то же» после соединения; 1 — ато-
мы; 2 — условная граница раздела соединяемых частей
ко механической энергии в виде сжимающего усилия (дав-
ления) .
Образование сварного соединения может быть достигну-
то и без применения усилия с использованием качественно
другой формы энергии ~ термической. Применение терми-
ческой энергии вызывает нагрев и расплавление металла в
зоне сварки с образованием общей сварочной ванны. В ре-
зультате происходит исчезновение границ раздела между
соединяемыми частями и появление при охлаждении меж-
атомной связи, приводящей к получению неразъемного сое-
динения — сварке (рис. 1.2).
Образование сварного соединения может быть достигну-
то также путем совместного использования как механиче-
ской, так и тё|йй*й£й&й энергии, т.е. совместного исполь-
зования давления и нагрева.
Таким образом, сварка — это процесс получения не-
разъемных соединений посредством установления меж-
атомных связей между соединяемыми частями при их ме-
стном или общем нагревании, или пластическом деформи-
ровании, или совместном действии того и другого.
5
1.2. Схема образования сварного соединения через жидкую фазу (с рас-
плавлением металла)
а — части металла до соединения; б — то же. после соединения; J — ато-
мы твердого металла; 2 — атомы жидкого металла; 3 — граница раз-
дела фаз
1.3. Сварные соединения
а — выполненные с применением нагрева (с расплавлением металла); б
- - выполненные с применением давления (без расплавления металла); /
— свариваемый металл; 2 — сварной шов
6
Любой технологический процесс, любой технологиче-
ский прием, осуществляемый с использованием
свой энергии (нагрева) и (или) механической энергии (дав-
ления), в результате которого между соединяемыми частя-
ми устанавливаются межатомные связи будет являться
процессом сварки. В качестве источников fcarpeftlf, приводя-
щих к нагреванию свариваемых частей, применяют элект-
рическую дугу, газовое пламя, реакцию термита, электрон-
ный и фотонный лучи и пр. В качестве источников давле-
ния, вызывающих пластические деформации — прессовый,
ударный и другие виды контактов, создаваемых гидравли-
ческими, механическими и пневматическими системами
сжатия. На рис. 1.3 представлены сварные соединения, вы-
полненные с использованием термической и механической
форм энергии.
Сваркой соединяют как металлические материалы, так
и металлы с неметаллами и неметаллические материалы
между собой (например, сваривают сталь со стеклом, сталь
с графитом, медь с керамикой, биологические ткани между
собой).
1.2. КРАТКИЙ ОБЗОР РАЗВИТИЯ СВАРКИ
Сварка как способ получения соединений металличе-
ских деталей известна давно, фактически с тех пор, как че-
ловек научился обрабатывать металл в горячем состоянии.
Первым способом сварки была кузнечная сварка, с по-
мощью которой изготавливали различные металлические
изделия.
Появление принципиально нового, более эффективного
способа сварки — электрической дуговой сварки — стало
возможным благодаря открытию в 1802 г. профессором
Санкт-Петербургской военно-хирургической академии
В.В. Петровым явления электрической дуги. В 1881 г. выда-
ющийся русский изобретатель Н.Н. Бенардос применил
электрическую дугу для сварки металлов. Сущность пред-
ложенного способа сварки состояла в том, что между уголь-
ным стержнем-электродом и свариваемой деталью возбуж-
далась дуга. Тепло, выделяемое дугой, расплавляло поверх-
ность детали и присадочный металл, вводимый в зону дуги
в виде прутка (рис. 1.4, а).
В 1888 г. русский инженер Н.Г. Славянов предложил
способ электрической дуговой сварки, при котором вместо
угольного стержня использовался плавящийся металличе-
7
1.4. Дуговая сварка
а — угольным электродом (по способу Н.Н. Бенардоса); б — металличе-
ским электродом (по способу Н.Г. Славянова); / — свариваемые детали; 2
и J — соответственно угольный и металлический электроды; 4 — электри-
ческая дуга; 5 — присадочный металлический пруток; 6 — электрододер-
жатель
ский стержень, являющийся одновременно и электродом и
присадочным металлом (рис. 1.4, б). Н.Г. Славянов также
разработал технологические и металлургические основы ду-
говой сварки. Он применил флюс для защиты металла сва-
рочной ванны от воздуха, предложил способы наплавки и
горячей сварки чугуна, организовал первый в мире элект-
росварочный цех Н.Н.Бенардос и Н.Г. Славянов положили
начало автоматизации сварочных процессов, создав первые
устройства для механизированной подачи электрода в дугу.
Работы Н.Н. Бенардоса и Н.Г. Славянова оказали ре-
шающее влияние на развитие сварочного производства, в
том числе и за рубежом. Предложенные ими способы свар-
ки успешно применялись при изготовлении стальных бочек,
резервуаров тормозов и других емкостей; при ремонте
стальных коленчатых валов, зубчатых колес, станин моло-
тов, рам паровозов и машин, частей прессов, якорей, рулей
и корпусов судов. Сварка использовалась также при резке
металлических конструкций и исправлении дефектов сталь-
ных отливок. В 1907 г. шведский инженер О. Кьельберг
применил металлические электроды с нанесенным на их
поверхность покрытием. Это покрытие предохраняло ме-
талл шва от вредного воздействия воздуха и стабилизирова-
ло горение дуги. Применение покрытых электродов обеспе-
чило резкое повышение качества сварных соединений. Руч-
ная дуговая сварка покрытыми электродами начала ши-
роко применяться в США, Англии, Австро-Вегрии и других
странах.
В нашей стране развитие дуговой сварки проходило
медленно, что обусловливалось недостатком дешевой элект-
8
роэнергии, отсутствием в необходимом количестве свароч-
ного оборудования и электродов, низким уровнем свароч-
ной техники. Результатом этого явилось преимущественное
применение газовой сварки. Вместе с тем уже к середине
20-х годов дуговая сварка получила широкое применение в
народном хозяйстве, причем не только в промышленности,
но и в строительстве, в частности при изготовлении сталь-
ных строительных конструкций.
Началом этапа широкого внедрения сварочных процес-
сов в нашей стране следует считать 1929 г., когда Совет
Труда и Обороны принял специальное постановление о раз-
витии сварочного дела в СССР. В Москве, Ленинграде и
Днепропетровске началась подготовка техников, а затем и
инженеров сварочных специальностей. В начале второй пя-
тилетки было поставлено на промышленную основу изго-
товление сварочного оборудования и материалов. Начиная с
1935 г., сварка (дуговая, газовая, контактная) распростра-
нилась почти во все отрасли промышленности и строитель-
ства и играла большую роль в их становлении и реконст-
рукции. В 1940 г. было изготовлено почти 5 млн т сварных
конструкций. За год расходовались десятки тысяч тонн
электродов, на заводах и новостройках было занято свыше
100 тыс. сварщиков, работало семь специализированных за-
водов по изготовлению сварных металлоконструкций.
Наряду с внедрением и совершенствованием ручной
сварки с 1925 г. в нашей стране проводились работы по ме-
ханизации сварочных процессов. Был создан ряд автоматов,
однако они не получили широкого промышленного приме-
нения, так как не обеспечивали существенного повышения
производительности по сравнению с ручной дуговой свар-
кой. В 1940 г. коллективом института электросварки под/'
руководством Е.О. Патона был разработан новый Способ^ав^
томатической дуговой сварки под флюсом, позволивший
значительно повысить производительность процесса и каче-
ство получаемых сварных соединений. Автоматическая
сварка под флюсом, применяемая в различных областях на-
родного хозяйства, в свое время сыграла большую положи-
тельную роль в деле производства военной техники во вре-
мя Великой Отечественной войны.
В послевоенный период сварка находит самое широкое
применение при восстановлении и строительстве новых
промышленных предприятий и сооружений: металлургиче-
ских объектов, железнодорожных мостов, магистральных
трубопроводов, резервуаров и др. Серьезным достижением
отечественной техники явилась разработка институтом
9
электросварки им. Е.О. Патона в 1949 г. принципиально
нового вида сварки плавлением — электрошлаковой свар-
ки, позволяющей осуществлять однопроходную сварку ме-
талла практически неограниченной толщины. Этим же инс-
титутом предложен прогрессивный способ сварки и наплав-
ки порошковой проволокой. Коллективом сотрудников
ЦНИИТмаш в 1952 г. разработан высокоэффективный спо-
соб сварки в углекислом газе, внедрение которого сущест-
венным образом позволило поднять уровень механизации и
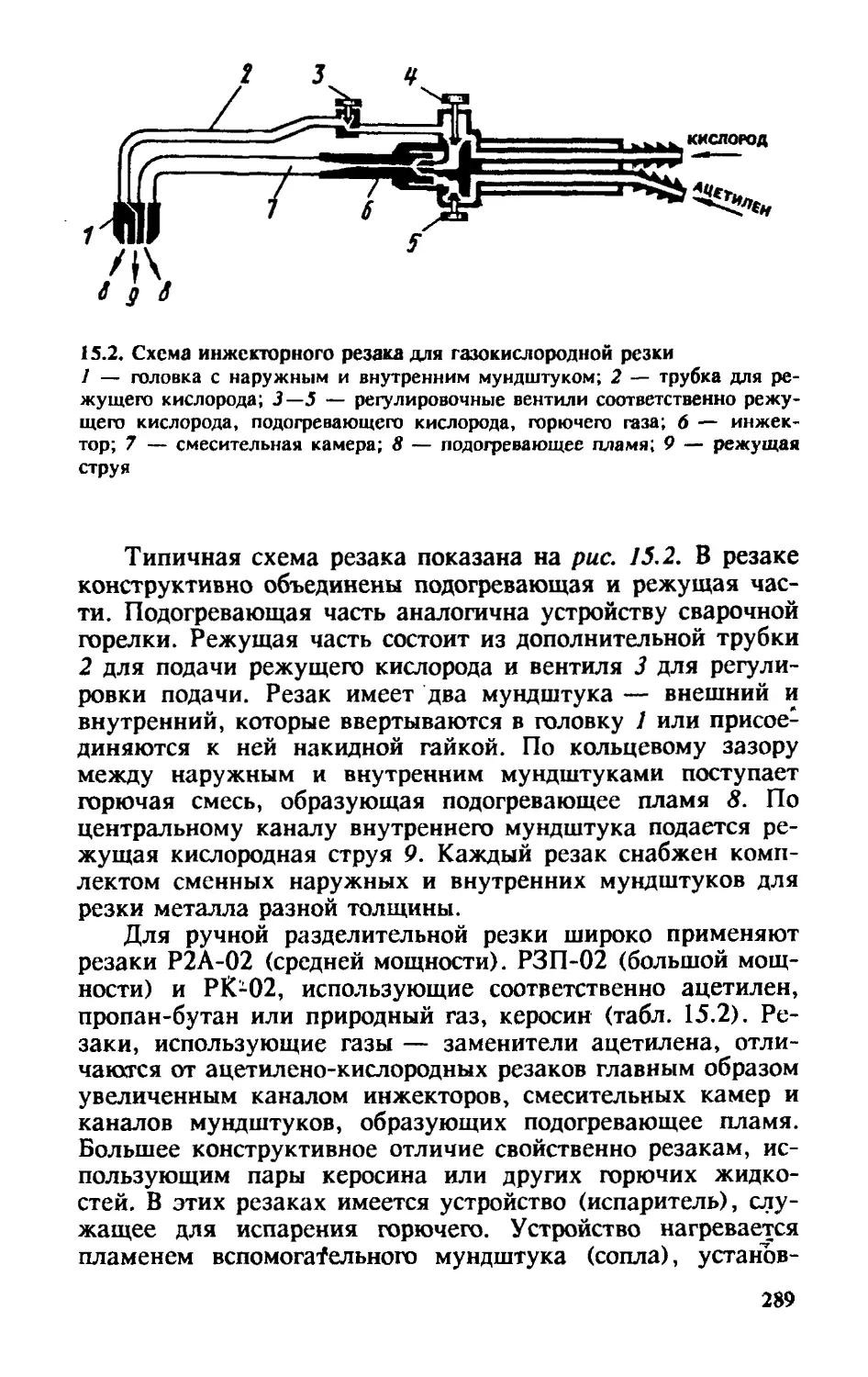
производительности сварочных работ. Сварка в углекислом
газе, как и электрошлаковая сварка, получила всеобщее
признание не только в нашей стране, но и во всем мире.
Бурное развитие новых отраслей техники сопровождалось
разработкой новых способов сварки — электронно-лучевой,
лазерной, плазменной, диффузионной, взрывом и др. До-
стижением советской сварочной науки и техники явились
разработка и внедрение в хирургическую практику коллек-
тивом ученых МВТУ им. Н.Э. Баумана ультразвуковой
сварки и наплавки костей, а также ультразвуковой резки
живых биологических тканей. Научно-технические экспе-
рименты по сварке металлов выполнялись на космическом
корабле Союз-6 и станции Салют-7.
В народном хозяйстве во все возрастающем объеме при-
меняются пластмассы, часто взамен металла. Созданы про-
грессивные способы сварки пластмасс, имеющие существен-
ные преимущества по сравнению с другими способами сое-
динения.
1.3. ПЕРСПЕКТИВЫ РАЗВИТИЯ СВАРОЧНОГО
ПРОИЗВОДСТВА В СТРОИТЕЛЬСТВЕ
Начало сварки металлических строительных конструк-
ций было положено в 1920 г., когда были сооружены экспе-
риментальные сварные резервуары. Заметное применение в
строительстве сварка получила в годы первой пятилетки
при сооружении Уралмашзавода, Магнитогорского и Куз-
нецкого металлургических комбинатов, завода “Азовсталь“,
других гигантов промышленности. Начав с изготовления
простых неответственных конструкций (лестниц, вспомога-
тельной оснастки), постепенно был осуществлен переход к
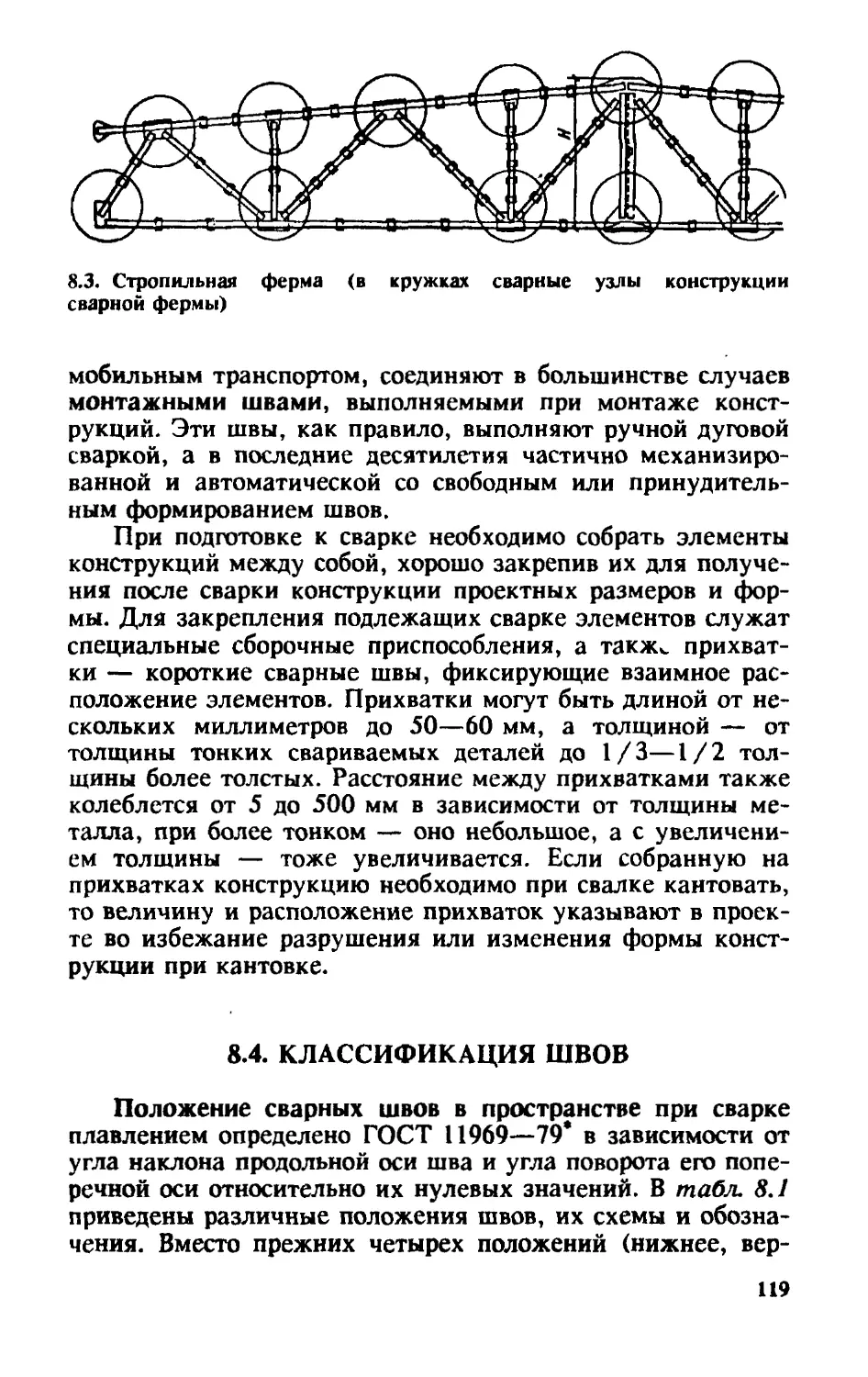
сварке стропильных ферм, колонн, подкрановых балок,
междуэтажных перекрытий, а также газопроводов, воздухо-
нагревателей, пылеуловителей и т.д. В 1933 г. применение
ю
сварки в промышленном строительстве достигло 18%. Пе-
реход с клепаных на сварные конструкции позволил полу-
чить значительную, на 30—40 %, экономию металла,
уменьшить на 45—60% трудоемкость и существенно уско-
рить производство работ.
В конце Великой Отечественной войны сварка стала
применяться при сооружении резервуаров для нефтепро-
дуктов вместимостью более 5 тыс. м^и мокрых газгольде-
ров. В 1948 г. в Запорожье была возведена первая в СССР
и Европе типовая цельносварная доменная печь объемом
1033 м3.
В настоящее время сварка применяется при изготовле-
нии практически всех строительных конструкций. С ее по-
мощью монтируются стальные и железобетонные конструк-
ции промышленных и гражданских зданий (конверторные и
прокатные цехи, объекты химического производства, высот-
ные здания), доменные комплексы (доменные печи, возду-
хонагреватели, пылеуловители, конвейерные галереи, газо-
воздухопроводы), вертикальные цилиндрические и тран-
шейные резервуары, шаровые газгольдеры, бункеры и сило-
сы для временного хранения сыпучих материалов, высот-
ные радио-телевизионные устройства (телевизионные баш-
ни, радиомачты), специальные сооружения (стартовые ком-
плексы, монтажно-испытательные корпуса и пр.).
Широкое применение сварки в строительстве основыва-
ется как на совершенствовании используемых способов,
оборудования и технологии сварки, так и на разработке но-
вых конструктивных форм строительных сооружений, про-
ектируемых с учетом особенностей применения сварочных
процессов. Если вначале сварочные работы в строительстве
выполнялись с использованием ручной дуговой сварки по-
крытыми электродами и газовой сварки, то уже с
1940—1941 гг. начинается применение механизированной
(полуавтоматической) и автоматической сварки под флю-
сом, с начала пятидесятых — автоматической электрошла-
ковой сварки. С конца пятидесятых годов в строительстве,
особенно при изготовлении стальных конструкций, начина-
ет во все более увеличивающемся объеме применяться ме-
ханизированная сварка в углекислом газе, что позволило в
течение 10—15 лет поднять уровень механизации свароч-
ных работ на многих заводах металлоконструкций до
95—98%.
В это же время на строительно-монтажных площадках
получает признание механизированная сварка порошковой
11
проволокой, а при сооружении сборных железобетонных
конструкций — ванная сварка.
Став одним из ведущих технологических процессов в
строительстве, сварка оказывает и будет оказывать значи-
тельное, а порой и решающее влияние на принципы проек-
тирования строительных сооружений, на технологию изго-
товления и монтажа металлических и железобетонных кон-
струкций. В связи с этим дальнейший прогресс в строитель-
ной индустрии неразрывно связывается и в значительной
степени определяется развитием сварочной техники.
Состояние сварочного производства в мире, общие тен-
денции-развития сварки в народном хозяйстве страны сви-
детельствуют о том, что повышение нзднцо-технического
уровня сварочного производства в строительстве будет идти
в следующих направлениях: снижение металлоемкости
(массы наплавленного металла) в сварных соединениях; со-
здание новых и совершенствование существующих свароч-
ных процессов и технологий, специально предназначенных
для сварки в строительстве; разработка новых высокоэф-
фективных сварочных материалов и специализированного,
применительно к условиям строительно-монтажной пло-
щадки, оборудования для ручной, механизированной и ав-
томатической сварки; повышение уровня механизации сва-
рочных работ за счет расширения технически и экономиче-
ски обоснованного объема применения механизированных и
автоматических способов сварки; совершенствование орга-
низации производства сварочных работ.
ГЛАВА 2. КЛАССИФИКАЦИЯ ПРОЦЕССОВ
СВАРКИ
2.1. ПРИЗНАКИ КЛАССИФИКАЦИИ
Согласно действующему стандарту все многочисленные
виды, способы и методы сварки классифицируются по фи-
зическим, техническим и технологическим признакам.
Классификация по физическим признакам. Выше от-
мечалось, что для осуществления сварки требуются затраты
т^^Й1^!ё£кой, механической или одновременно термической
и механической форм энергии. В соответствии с этим про-
цессы сварки по форме энергии, используемой для образо-
вания сварного соединения, подразделяются на три класса:
термический, термомеханический и механический.
12
Термический класс. К нему относятся про-
цессы сварки, осуществляемые с использованием только
тепловой энергии. Сварка происходит с обязательным мест-
ным расплавлением соединяемых деталей.
Термомеханический класс. К классу
относятся процессы сварки, выполняемые с использованием
тепловой энергии и давления. При сварке соединяемые де-
тали нагреваются, как правило, до весьма высоких темпе-
ратур; некоторые способы сварки проходят с нагревом ме-
талла до температуры плавления.
Механический класс. К классу относятся
процессы сварки, осуществляемые с использованием только
механической энергии, например давления.
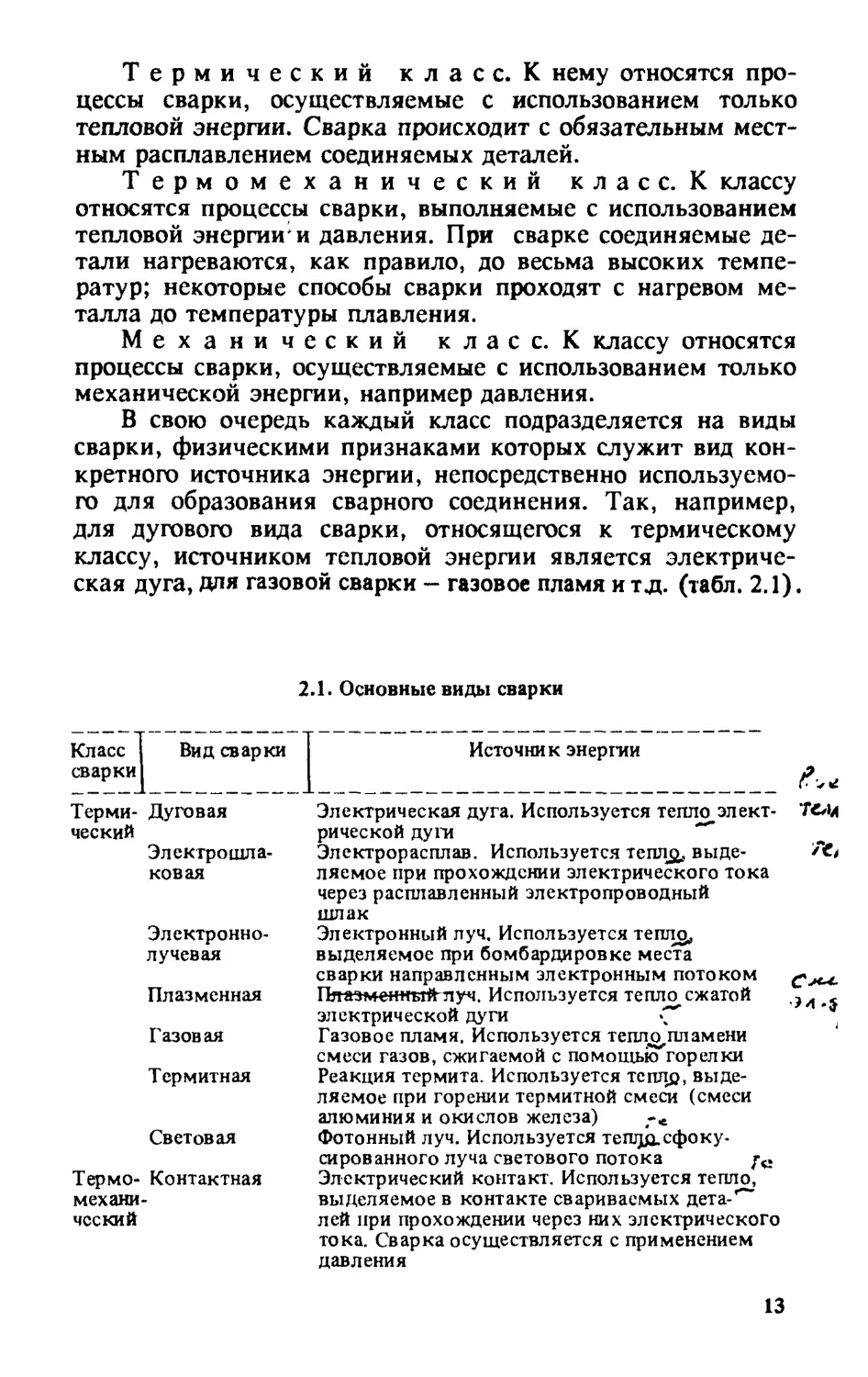
В свою очередь каждый класс подразделяется на виды
сварки, физическими признаками которых служит вид кон-
кретного источника энергии, непосредственно используемо-
го для образования сварного соединения. Так, например,
для дугового вида сварки, относящегося к термическому
классу, источником тепловой энергии является электриче-
ская дуга, для газовой сварки - газовое пламя и тщ. (табл. 2.1).
2.1. Основные виды сварки
Класс Вид сварки сварки Источник энергии
Терми- Дуговая ческий Электрощла- ковая Электрическая дуга. Используется тепло элект- Т€/Ц рической дуги *** Электрорасплав. Используется тепл^ выде- ляемое при прохождении электрического тока через расплавленный электропроводный шлак
Электронно- лучевая Электронный луч. Используется теплд,, выделяемое при бомбардировке места сварки направленным электронным потоком
Плазменная Плаэменный^луч. Используется тепло сжатой электрической дуги ~
Г азов ая Газовое пламя. Используется тепло пламени смеси газов, сжигаемой с помощью горелки
Термитная Реакция термита. Используется тепло, выде- ляемое при горении термитной смеси (смеси алюминия и окислов железа)
Световая Фотонный луч. Используется тепдо.сфоку- сированного луча светового потока
Термо- Контактная механи- ческий Электрический контакт. Используется тепло, выделяемое в контакте свариваемых дета-’*'' лей при прохождении через них электрического тока. Сварка осуществляется с применением давления
13
Продолжение табл. 2.1
Класс Вид сварки
сварки |
Источник энергии
Газопрессовая
Диффузионная
Печная
Меха- Холодная
ничес-
кий
Взрывом
Ультразвуко-
вая
Трением
Газовое пламя. Используется теплдлшамени
смеси газов, сжигаемых с помощью специаль-
ных горелок. Сварка осуществляется с приме-
нением давления
Токи высокой частоты, электронный луч,
электрический контакт и т.п. Используется
тепло/выделяемое этими источниками энер-
гии/Vbарка осуществляется с применением
низкого удельного давления
Печной нагрев. Сврка осуществляется с при-
менением давления
Процессовый контакт, создаваемый гидрав-
лической, пневматической и механической
системами сжатия
Ударный контакт, создаваемый взрывом
Вибрирующий контакт с использованием
ультразвуковых колебаний и системы сжа-
тия
Трущийся контакт, создаваемый системой
сжатия и вращением. Сварка осуществляет-
ся с использованием выделяемого в тру-
щемся контакте тепла
Классификация по техническим и технологическим
признакам. Перечисленные ранее и другие виды сварки
классифицируются, в свою очередь, по ряду технических и
технологических признаков.
Техническими признаками, отличаю-
щими процессы сварки в пределах одного вида, являются
способы и характер защиты металла в зоне сварки от воз-
духа, степень механизации сварочной операции, непрерыв-
ность процесса и т.д. В качестве примера на рис. 2.1 приве-
дена классификация наиболее важных для строительства
способов дуговой сварки по некоторым основным техниче-
ским признакам: способу защиты металла в зоне свар-
ки, типу защитного газа, степени механизации процесса
сварки.
В зависимости от способа защиты металла в месте свар-
ки дуговая сварка может осуществляться в воздухе без до-
полнительной защиты зоны дуги (сварка так называемой
открытой дугой), в защитном газе, под флюсом; возможна
также сварка в вакууме, с комбинированной защитой).
В зависимости от степени механизации дуговая сварка
может выполняться ручным, механизированным, автомати-
14
2.1. Классификация дуговой сварки по основным техническим признакам
зированным и автоматическим способами. Ручная сварка
осуществляется непосредственно человеком с помопр>ю инс-^ _
трумента, например электрододержа1е5^Г'ТГрй[и^т8м
сварки возбуждение дуги, подача электрода и его переме-
щение производятся вручную. При механизированной свар-
ке подача электрода (электродной проволоки) выполняется
с помощью механизмов. Перемещение дуги вдоль сваривае-
мых кромок производят вручную. Ранее этот способ сварки
называли полуавтоматическим. Автоматизированная сварка
предполагает механизацию процессов как подачи электрод-
ной проволоки, так и перемещения дуги вдоль свариваемых
кромок. При этом предусматривается участие сварщика-
15
оператора, связанное с корректировкой режимов сварки,
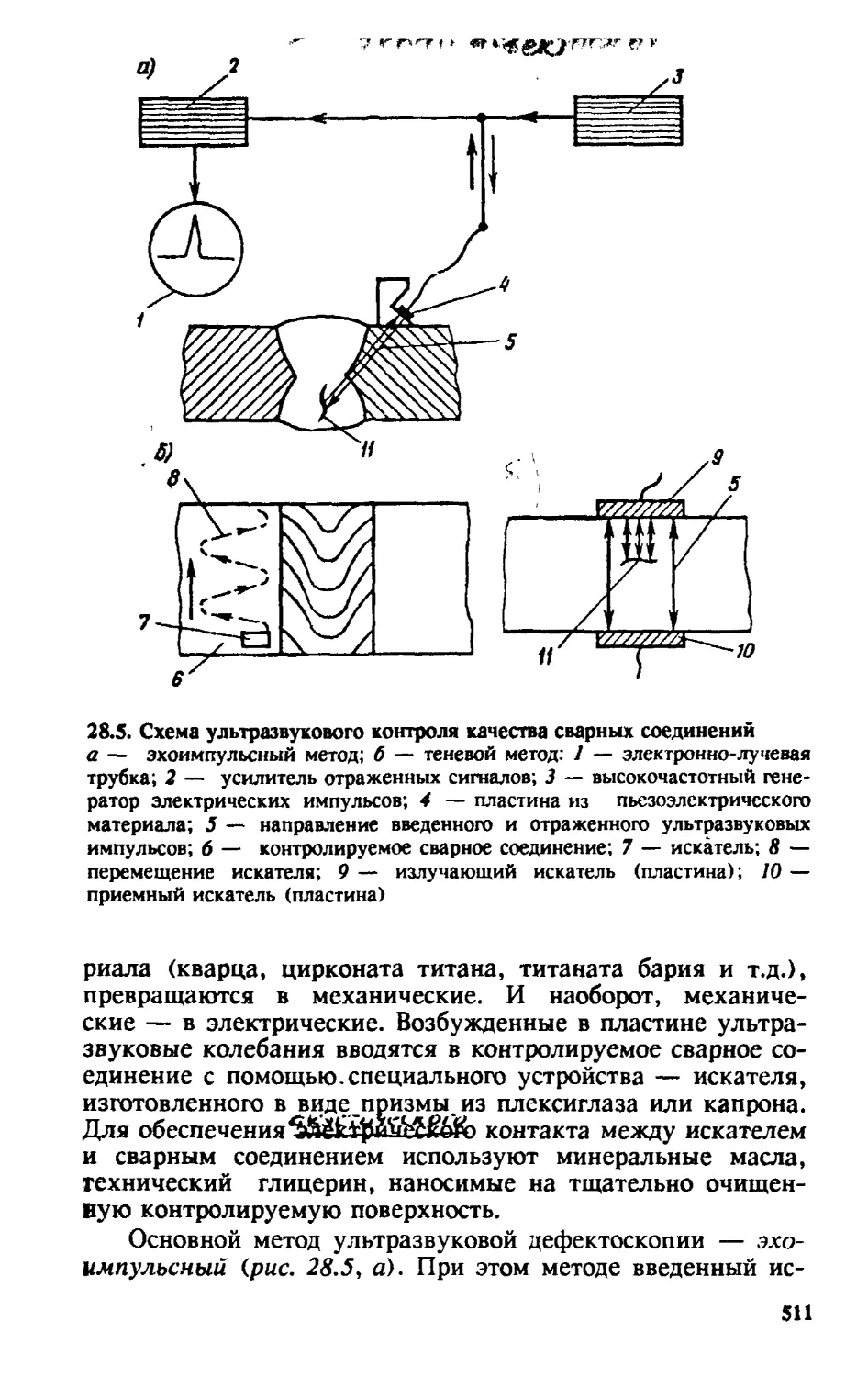
изменением положения электрода и т.д. Автоматическая
сварка предусматривает автоматизацию всего сварочного
процесса, который идет автоматически без непосредствен-
ного участия человека, по заданной программе.
Техн ол огическим и пр из н а кам и
сварки являются способы и приемы, используемые для осу-
ществления процесса, виды источников энергии и др. Клас-
сификация важнейших разновидностей дуговой сварки по
технологическим признакам представлена в табл. 2.2.
2.2. Классификация дуговой сварки
по технологическим признакам
Классификационный признак Разновидности процессов дуговой сварки
По виду электрода Сварка плавящимся электродом (штучным, проволочным, ленточным), сварка непла- вящимся электродом (вальфрамовым,
По роду сварочного тока угольным) С варка посчиянным током, сварка переменным током, сварка модулированным током (пульсирующим, импульсным)
По количеству дуг с раздельным пита- нием сварочным током По количеству электродов с общим подводом сварочного тока По наличию внешнего воздействия на формирование шва Однодуговая, двухдуговая, многодуговая Одноэлсктродная, двухэлектродная, много электродная Сварка со свободным формированием шва, сварка с принудительным формированием шва
2.2. СПОСОБЫ СВАРКИ, ПРИМЕНЯЕМЫЕ
В СТРОИТЕЛЬСТВЕ
В строительной индустрии используются главным обра-
зом виды и способы сварки, относящиеся к термическому
классу. Это ручная дуговая сварка штучными (покрытыми)
электродами, в защитном газе, порошковой проволокой,
под флюсом, электрошлаковая, газовая и термитная сварка.
Наряду с этим получили определенное распространение
также виды и способы сварки, относящиеся к термомехани-
ческому классу (контактная сварка, газопрессовая сварка)
и механическому классу (холодная сварка, сварка трени-
16
ем). Можно полагать, что с течением времени в строитель-
стве найдут применение такие широко используемые в дру-
гих отраслях народного хозяйства способы сварки, как
электронно-лучевая, ультразвуковая, диффузионная.
Ручная дуговая сварка покрытыми электродами
(рис. 2.2). При этом способе сварки под действием тепла
2.2. Ручная дуговая сварка покрытыми электродами
1 — свариваемые детали; 2 — покрытый электрод; 3 — дуга; 4 — элект-
рододержатель; 5 — шов
электрической дуги происходит совместное плавление сва-
риваемого металла и электрода. В качестве электрода ис-
пользуется металлический стержень, на поверхности кото-
рого имеется покрытие, обеспечивающее при плавлении не-
обходимую защиту и обработку жидкого металла. С по-
мощью ручной дуговой сварки можно сваривать любые сое-
динения практически из всех применяемых в строительстве
металлов. Вследствие своей универсальности, простоты и
надежности ручная дуговая сварка покрытыми электродами
занимает на" строительных работах, особенно в условиях
строительно-монтажных площадок, в среднем 85—98% все-
го объема сварочных работ. В ближайшие 15—20 лет этот
показатель сохранится на уровне не ниже 70—75%. Недо-
статком ручной дуговой сварки является низкая производи-
тельность. Более высокой (в 1,5—5 раз) производительно-
стью обладают механизированные, автоматизированные и
автоматические способы дуговой сварки.
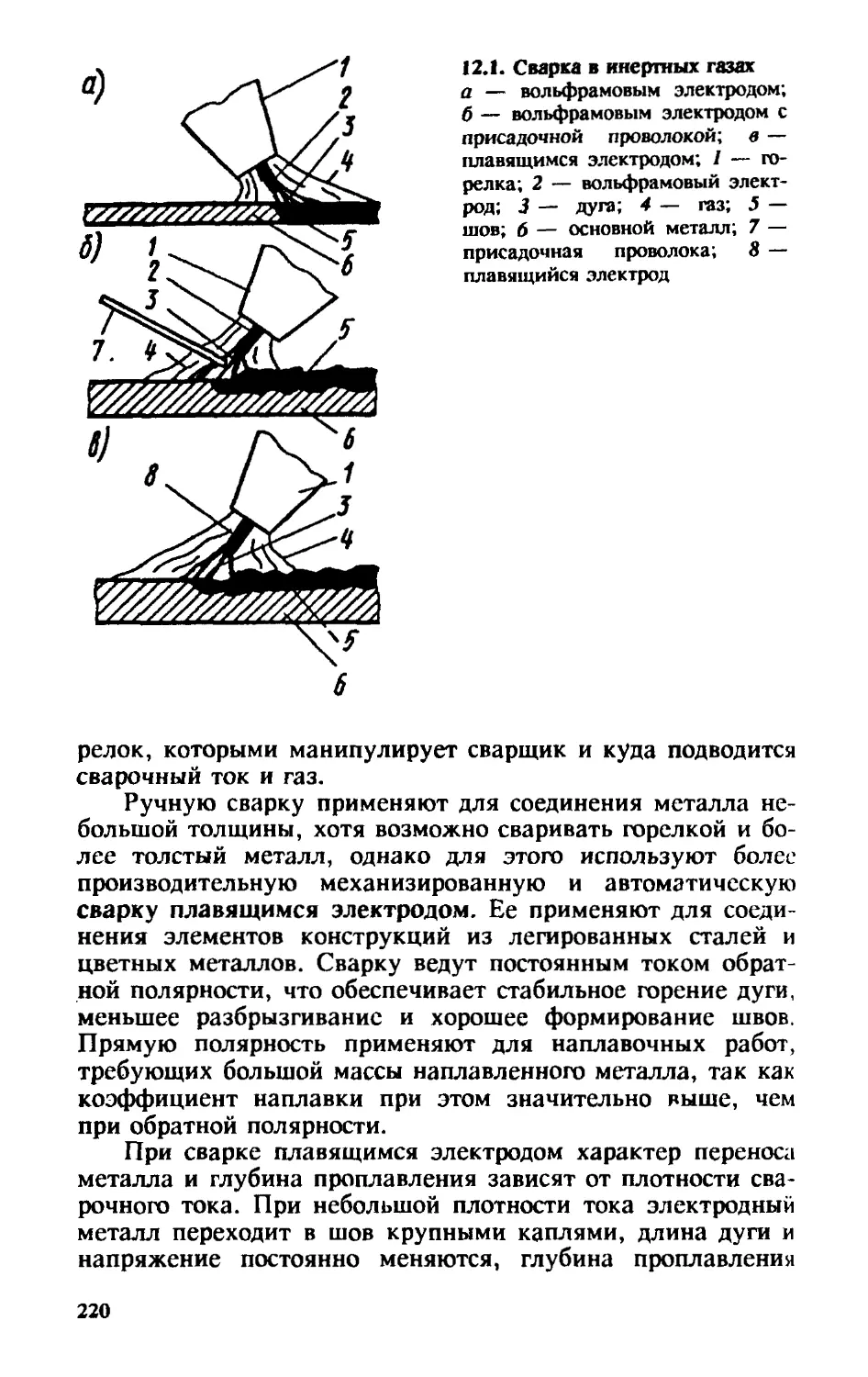
Дуговая сварка в защитном газе (рис. 2.3). Этот способ
дуговой сварки основан на вытеснении воздуха из зоны
сварки потоком защитного газа, который подается с по-
мощью специальной сварочной горелки. Таким образом и
сварочная дуга, горящая между электродом и деталью, и
17
2.3. Дуговая сварка в защитном газе
а — плавящимся электродом; б — неплавящимся электродом; 1 — свари-
ваемые детали; 2 — плавящийся электрод (проволока); 3 — неплавящий-
ся (вольфрамовый) электрод; 4 — дуга; 5 — присадочная проволока; 6 —
сварочная горелка; 7 — защитный газ; 8 — шов
жидкий металл, а в некоторых случаях и остывающий
сварной шов, находятся в окружении защитного газа. В ка-
честве последнего используют инертные (аргон, гелий) или
активные (углекислый газ, азот, и другие) газы. Сварка ве-
дется как плавящимся металлическим, так и неплавящимся
вольфрамовым электродами. В промышленном строительст-
ве, особенно на заводах металлоконструкций, применяется
главным образом механизированная сварка плавящимся
электродом (проволокой) в среде углекислого газа. Непре-
рывная подача проволоки в сварочную ванну осуществляет-
ся подающим механизмом. При сварке технологических
трубопроводов, конструкций из высоколегированных ста-
лей, алюминиевых, титановых и других сплавов использу-
ется сварка неплавящимся электродом в среде аргона. Для
заполнения шва жидким металлом в дугу вводится приса-
дочная проволока.
Дуговая сварка порошковой проволокой. Порошковая
проволока представляет собой непрерывный плавящийся
электрод, состоящий из металлической оболочки, заполнен-
ной порошкообразными веществами (порошком-наполните-
лем) , обеспечивающими частичную или полную защиту
расплавленного металла от воздуха и его обработку. Схема
сварки порошковой проволокой идентична схеме дуговой
сварки, представленной на рис. 2.3, с той лишь разницей,
что сварка порошковой проволокой может выполняться как
с применением защитного газа, так и без него (открытой
дугой). В монтажных условиях в большинстве случаев при-
18
меняется механизированная сварка порошковой проволокой
без дополнительной защиты газом. В настоящее время этот
универсальный способ сварки занимает ведущее место сре-
ди всех механизированных и автоматизированных способов
сварки, применяемых в строительстве.
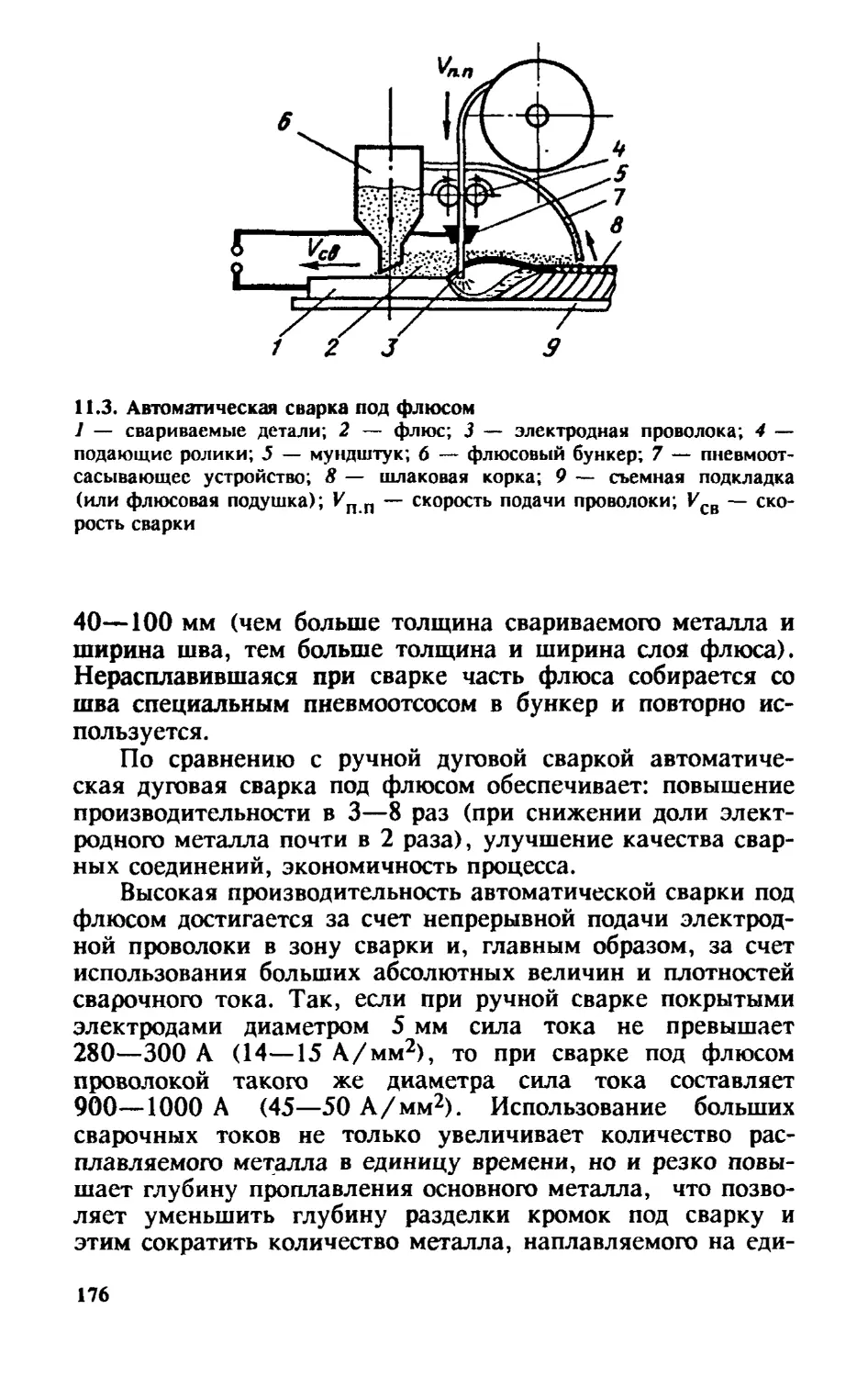
Дуговая сварка под флюсом (рис. 2.4). При таком спо-
собе сварки электрическая дуга горит между плавящимся
2.4. Дуговая сварка под флюсом
1 — свариваемые детали; 2 — плавящийся электрод; 3 — слой сварочного
флюса; 4 — дуга; 5 — расплавлейный флюс; б — ванна жидкого металла
(сварочная ванна); 7 — корка твердого шлака; 8 — шов
металлическим электродом и свариваемой деталью под сло-
ем сыпучего зернистого материала, называемого сварочным
флюсом. Расплавленный флюс обеспечивает необходимую
защиту и обработку жидкого металла. Широкое примене-
ние дуговая сварка под флюсом находит при изготовлении
стальных конструкций (автоматизированным способом) и
при соединении стержней арматуры сборного железобетона
(механизированным способом).
Электрошлаковая сварка (рис. 2.5) — бездуговая свар-
ка. Оплавление свариваемого металла и расплавление элек-
тродной проволоки осуществляется за счет тепла, выделяе-
мого при прохождении электрического тока через ванну
расплавленного, обладающего электрической проводимо-
стью шлака (в соответствии с законом Джоуля—Ленца).
Сварка ведется при вертикальном расположении сваривае-
мых кромок с использованием формирующих шов водоох-
лаждаемых медных ползунов, образующих совместно с
кромками свариваемого металла своеобразное “плавильное
пространство44. Электрошлаковая сварка используется при
соединении элементов конструкций из металла большой
19
2.5. Электро шлаковая сварка
1 — свариваемые детали; 2 — плавящийся электрод; 3 — ванна расплав-
ленного электропроводного шлака (шлаковая ванна); 4 — ванна жидкого
металла; 5 — формирующие шов медные ползуны; 6 — шов
толщины (более 20—30 мм), например кожухов доменных
печей.
Газовая сварка (рис. 2.6). Сущность процесса заключа-
ется в том, что свариваемые детали и присадочный металл
расплавляются в пламени газов, сжигаемых с помощью спе-
2.6. Газовая сварка
7 — свариваемые детали; 2 — горелка; 3 — пламя сжигаемых газов; 4 —
присадочная проволока; 5 — шов
20
циальной горелки. В качестве горючего газа в основном
применяют ацетилен, в качестве окислителя — чистый
кислород. Газовую сварку используют для соединения ме-
талла малой толщины. Производительность газовой сварки
существенно ниже, чем дуговой.
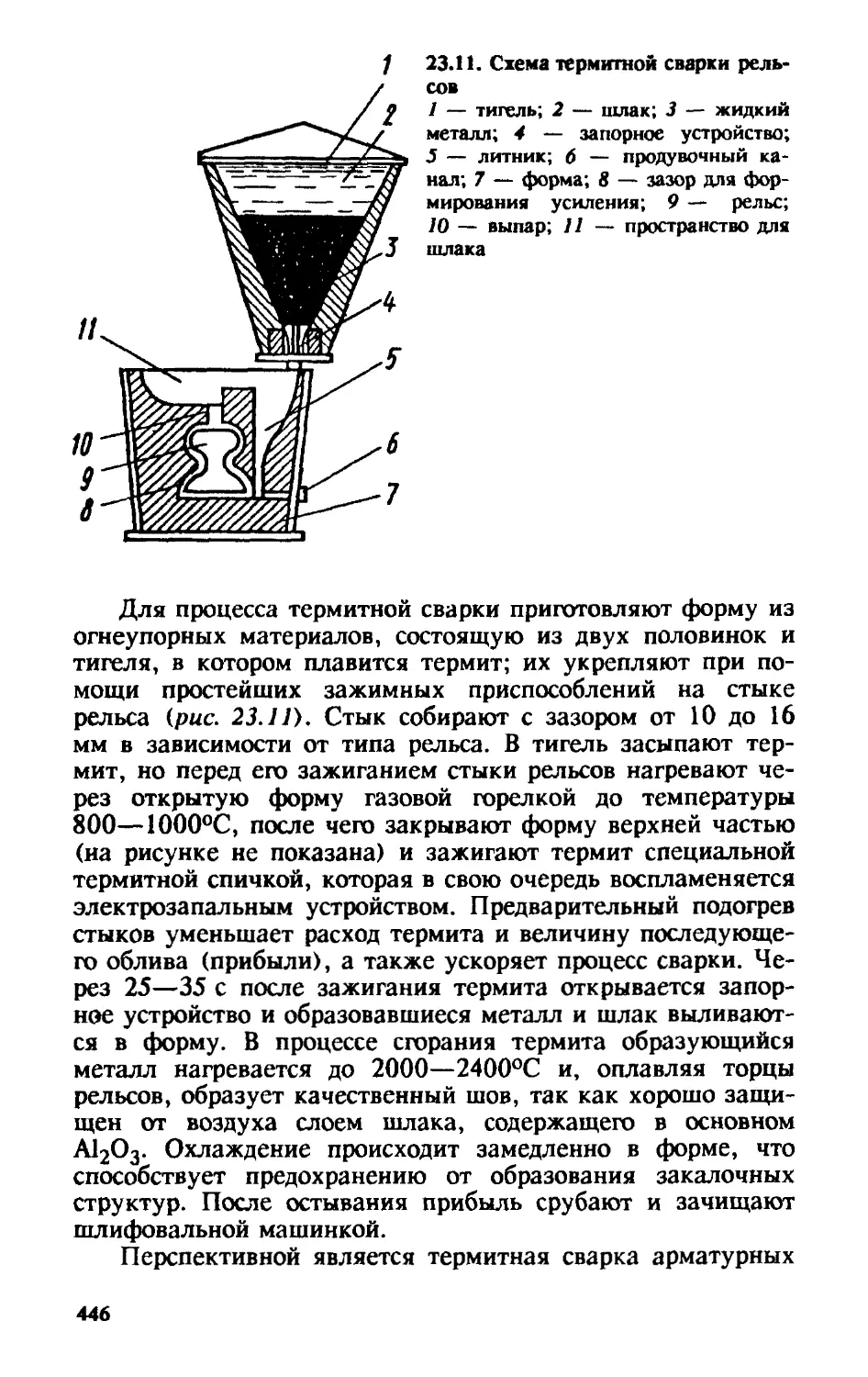
Термитная сварка. Этот способ сварки основан на свой-
стве алюминия и оксида железа (входящих в состав тер-
митной смеси) вступать между собой в реакцию с выделе-
нием большого количества тепла, достаточного для рас-
плавления восстанавливаемого железа и оплавления кромок
свариваемого металла. Образующийся при горении термит-
ной смеси жидкий металл заливается в зазор между свари-
ваемыми деталями. Термитная сварка применяется при
сварке рельсов, арматуры, а также при выполнении различ-
ных ремонтных работ (см. рис. 23.11).
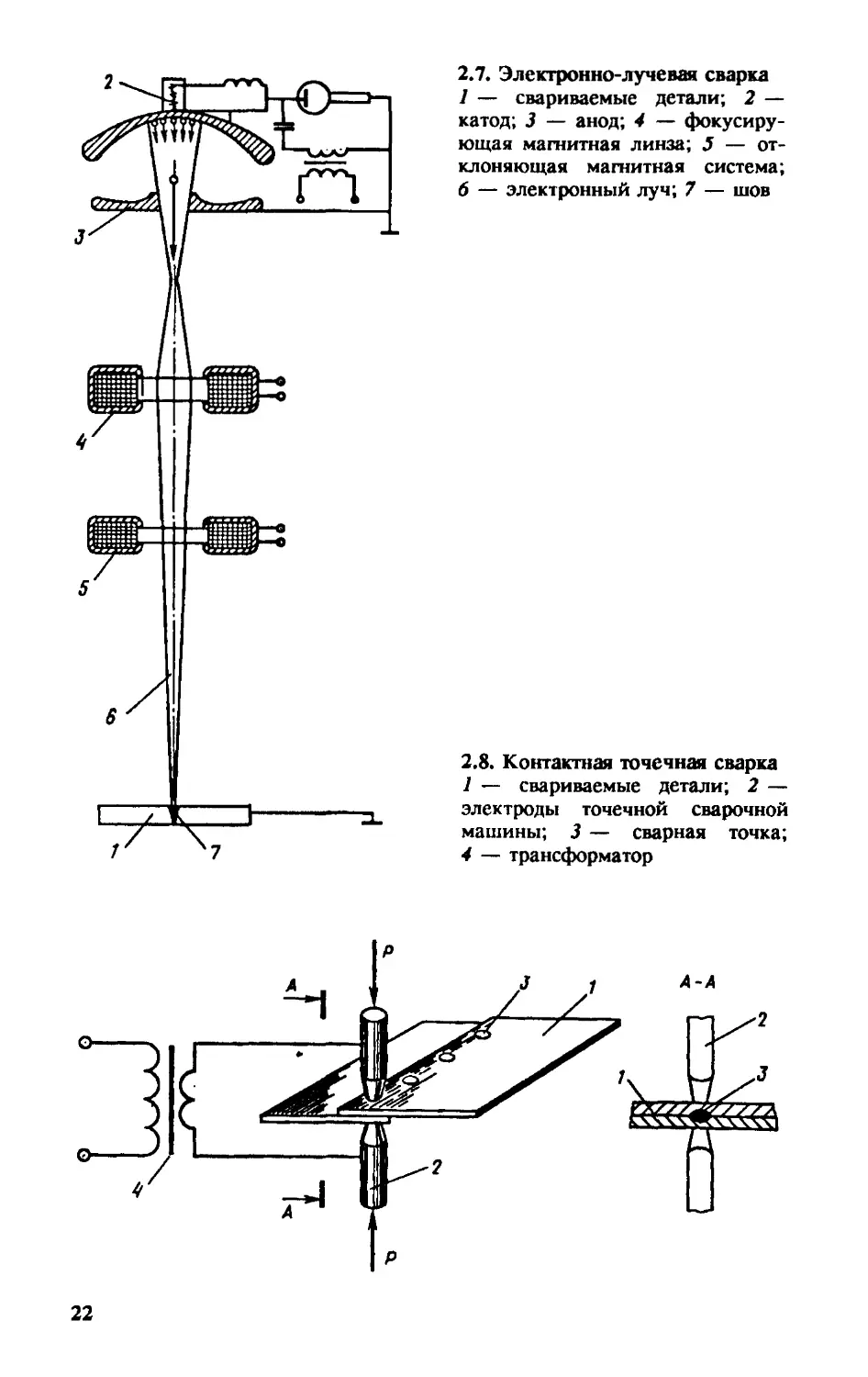
Электронно-лучевая сварка (рис. 2.7). При этом виде
сварки используется поток ускоренных электронов. Элект-
роны, имитируемые горячим катодом, разгоняются мощным
(несколько десятков тысяч вольт) электрическим полем
(между катодом и анодом) и с помощью магнитных линз
фокусируются в луч, направляемый на свариваемую де-
таль. При бомбардировке места сварки ускоренными элект-
ронами их кинетическая энергия превращается в теплоту,
которая расплавляет металл. Как правило, процесс сварки
осуществляется в вакуумной камере.
Электронно-лучевой сваркой можно сваривать стали,
титановые, медные и алюминиевые сплавы, а также высо-
коактивные в отношении воздуха материалы — молибден,
вольфрам, тантал и т.п.
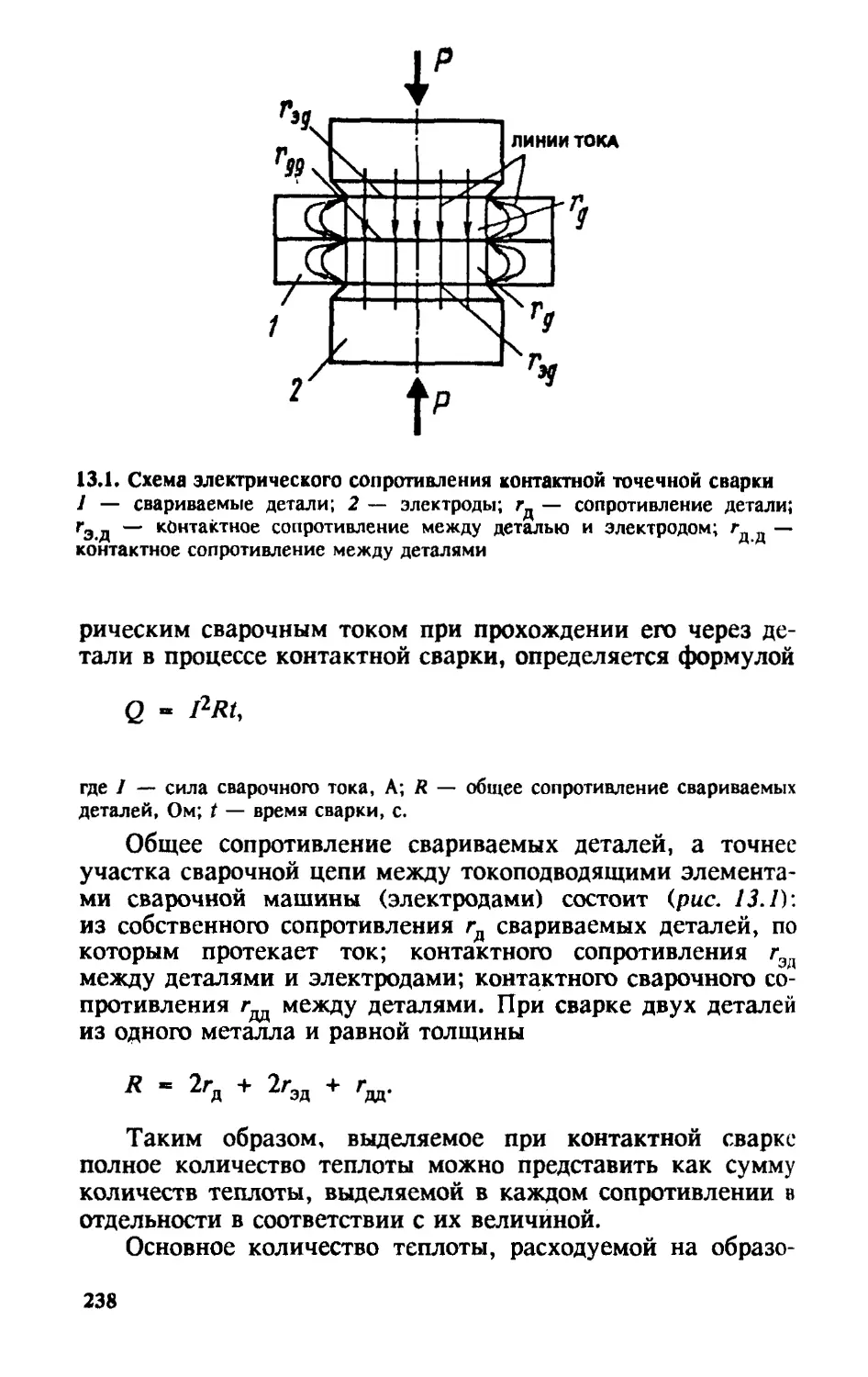
Контактная сварка. Этот вил сварки основан на нагре-
ве и пластическом деформировании соединяемых деталей в
месте сварки, при этом нагрев осуществляется теплом, вы-
деляемым в контакте свариваемых деталей при прохожде-
нии через них электрического тока. Одна из разновидно-
стей контактной сварки — контактная точечная сварка
(рис. 2.8) характеризуется тем, что соединение деталей
между собой происходит на отдельных участках в виде то-
чек. Сварные точки образуются между торцами электродов,
через которые подводится электрический ток и передается
сжимающее усилие. Обычно свариваемые детали (чаще все-
го листы), собранные внахлестку, зажимают медными элек-
тродами сварочной машины. Через электроды и сваривае-
мые детали пропускают электрический ток большой силы,
который нагревает металл в местах их соприкосновения,
при этом внутренние соприкасающиеся поверхности листов
21
2.7. Электронно-лучевая сварка
1 — свариваемые детали; 2 —
катод; 3 — анод; 4 — фокусиру-
ющая магнитная линза; 5 — от-
клоняющая магнитная система;
6 — электронный луч; 7 — шов
2.8. Контактная точечная сварка
1 — свариваемые детали; 2 —
электроды точечной сварочной
машины; 3 — сварная точка;
4 — трансформатор
22
нагреваются больше, вплоть до плавления металла. После
выключения тока, под действием прикладываемого давле-
ния Р, происходит затвердевание металла с образованием
сварной точки, прочно связывающей оба свариваемых лис-
та. В строительстве контактная точечная сварка находит
применение при сварке арматурных каркасов, а также кон-
струкций в основном из тонкого металла.
Газопрессовая сварка (рис. 2.9). При этом виде сварки
торцы соединяемых деталей нагревают с помощью полу-
2.9. Газопрессовая сварка
1 — свариваемые детали; 2 — многопламенные горелки
кольцевых многопламенных горелок до температуры, близ-
кой к температуре плавления металла. После достижения
требуемой температуры к свариваемым деталям приклады-
вают осевое сжимающее усилие Р. Газопрессовая сварка в
строительстве применяется в основном для сварки труб в
условиях строительно-монтажной площадки.
Диффузионная сварка (рис. 2.10). Сущность этой свар-
ки основана на том, что соединение образуется за счет вза-
имной диффузии атомов в тонких поверхностных слоях
контактирующих деталей. Такой эффект достигается путем
применения длительного нагрева при относительно высоких
температурах и относительно низких удельных давлениях.
Сварка выполняется в вакуумной камере. Детали, нагретые
в местах соединения до сварочных температур (для стали
порядка 1000°С), выдерживают в сжатом под действием
усилия Р состоянии в течение 5—10 мин. Диффузионной
сваркой можно соединять обычные и тугоплавкие металлы
и их сплавы, а также металлы с неметаллами (керамикой,
графитом и т.п.). Нагрев свариваемых деталей обычно осу-
ществляется токами высокой частоты, электрическим то-
ком, проходящим через детали.
23
2.10. Диффузионная сварка
1 — свариваемые детали; 2 — вакуумная камера; 3 — индуктор для на-
грева стыка деталей
Холодная сварка (рис, 2,11), Этот вид сварки является
наиболее характерным представителем механического клас-
са. Сварка осуществляется без применения каких-либо ис-
точников нагрева. Образование сварного соединения дости-
гается только посредством значительной (доходящей в зоне
соединения до 80%) совместной пластической деформации
свариваемых металлов. Такая деформация обеспечивается с
помощью специальных гидравлических, пневматических
2.11. Холодная сварка
1 — свариваемые детали; 2 — пуансоны
24
или механических устройств, например пуансонов, обеспе-
чивающих большие усилия сжатия Р. Холодной сваркой
можно сваривать детали из высокопластичных металлов:
алюминия, меди, алюминиевых и медных сплавов. В строи-
тельстве этот вид сварки иногда применяют при соединении
алюминиевых и медных шин.
Сварка трением (рис. 2.12). Такая сварка основана на
местном разогреве до пластического состояния поверхностей
2.12. Сварка трением
/ — неподвижная свариваемая деталь; 2 — вращаемая свариваемая деталь
стыкуемых торцов двух свариваемых деталей (стержней,
труб и т.п.) путем трения, т.е. путем преобразования меха-
нической энергии в тепловую. Трение создастся вращением
одной свариваемой детали относительно другой под давле-
нием. Сварное соединение образуется при осадке разогре-
тых деталей под действием осевого усилия Р. Сваркой тре-
нием хорошо свариваются детали, представляющие собой
тела вращения. Можно сваривать сталь со сталью, сталь с
алюминием, сталь с медью.
Ультразвуковая сварка (рис. 2.13). При этом виде
сварки соединяемые внахлестку детали подвергаются сжа-
тию и воздействию колебаний с ультразвуковой частотой
(более 20 000 Гц). Считается, что благодаря трению меха-
ническая энергия колебаний преобразуется в микроскопи-
2.13. Ультразвуковая сварка
/ — свариваемые детали; 2 — опора; 3 — наконечник; 4 — волновод; 5
— магнитострикционный преобразователь
25
ческих объемах в тепловую, что способствует деформирова-
нию металлов в месте соединения и их свариванию. Свари-
ваемые детали размещают на массивной опоре. К этим де-
талям через наконечник волновода передаются упругие вы-
сокочастотные механические колебания, поступающие от
индикатора этих колебаний — магнитострикционного пре-
образователя. Сварка производится при сравнительно не-
большом сдавливающем усилии Р. Процесс применяется
для сварки металла малой толщины и пластмасс.
ГЛАВА 3. СВАРОЧНАЯ ДУГА
ЭЛЕКТРОШЛАКОВЫЙ ПРОЦЕСС
3.1. ФИЗИЧЕСКАЯ СУЩНОСТЬ И ПРОЦЕССЫ,
ПРОТЕКАЮЩИЕ В СВАРОЧНОЙ ДУГЕ
Электрический ток при некоторых условиях может про-
ходить не только через твердые или жидкие проводники, но
и через газы. Явление протекания электрического тока че-
рез газы называется электрическим газовым разрядом. Сва-
рочная дуга представляет собой устойчивый и мощный
электрический разряд, характеризуемый повышенной плот-
ностью тока и высокой температурой. Дуга горит между
электропроводными телами (электродом и свариваемой де-
талью) , находящимися на сравнительно небольшом расстоя-
нии друг от друга.
В зависимости от способов включения
электродов и свариваемой детали
в цепь сварочного тока различают два вида сварочных дуг:
прямого действия, кбгда дуга горит непосредственно между
электродом и деталью, и косвенного действия, когда дуга
горит между двумя электродами, а свариваемая деталь не
включена в электрическую цепь.
По роду используемого тока сварочные
дуги могут быть переменного и постоянного тока. При этом
дуга постоянного тока может питаться током прямой и об-
ратной полярности. При прямой полярности электрод при-
соединяется к отрицательному полюсу источника питания
дуги, а свариваемая деталь — к положительному; при об-
ратной — электрод присоединяется к положительному по-
люсу, а деталь — к отрицательному.
В нормальном состоянии газы электрической проводи-
мостью не обладают и электрический ток не пропускают,
26
поскольку они почти полностью состоят из нейтральных ча-
стиц — атомов или молекул. Электрический дуговой раз-
ряд возможен лишь при условии ионизации газов, т.е. об-
разования электрически заряженных частиц — электронов,
отрицательно и положительно заряженных ионов. Иониза-
ция дугового промежутка происходит во время зажигания
дуги и непрерывно поддерживается в процессе ее горения.
При зажигании дуги обычно используется, главным об-
разом, термоэлектронная эмиссия*, которая возникает во
время короткого замыкания электродом на деталь свароч-
ной цепи (контактный способ возбуждения дуги). При за-
мыкании происходит соприкосновение микроскопических
выступов, всегда существующих на поверхности электрода
и свариваемого металла. Высокая плотность тока, приходя-
щаяся на эти выступы, приводит к почти мгновенному их
нагреву до высокой температуры, вплоть до температуры
плавления и кипения металлов, и возникновению мощной
эмиссии электронов. При последующем отрыве конца элек-
трода с поверхности изделия и удалении его на расстояние
2—5 мм формируется под воздействием существующего
электрического поля движущийся с большой скоростью по-
ток электронов. Встречая на своем пути атомы газа, элект-
роны ударяются о них и, добавляв или отнимая отрица-
тельный заряд, превращают их соответственно в отрица-
тельно или положительно заряженные ионы. В условиях
действия электрического поля электроны и образующиеся
отрицательные ионы устремляются к положительному по-
люсу (аноду), а положительные ионы — к отрицательному
(катоду). Достигая полюсов, частицы противоположного
знака тормозятся, в результате чего выделяется большое
количество энергии, в основном в форме тепла.
Нужно заметить, что не все движущиеся электроны об-
ладают достаточной для ионизации частиц энергией. Такие
электроны ’ при сталкивании не изменяют заряд частиц, а
переводят атомы и ионы в возбужденное состояние, связан-
ное с переходом их электронов на орбиты с более высоким
энергетическим уровнем. Однако возбужденные частицы
являются неустойчивыми и легко возвращаются в исходное
нейтральное состояние, выделяя энергию в виде потока
электромагнитного инфракрасного, видимого и ультрафио-
летового излучений.
* Сущность термоэлектронной эмиссии заключается в том, что металл,
нагретый до высокой температуры, приобретает способность излучать сво-
бодные электроны (электроны проводимости) в .окружающую среду.
27
Следует отметить, что имеющиеся в дуге разноименно
заряженные частицы, в том числе и появившиеся при иони-
зации, при некоторых условиях воссоединяются, образуя
нейтральную частицу. Этот процесс называется рекомбина-
цией; он сопровождается, как и возвращение в исходное со-
стояние возбужденных атомов, выделением электромагнит-
ного излучения в инфракрасном, видимом и ультрафиоле-
товом диапазонах частот.
3.2. СТРОЕНИЕ И СВОЙСТВА ДУГИ
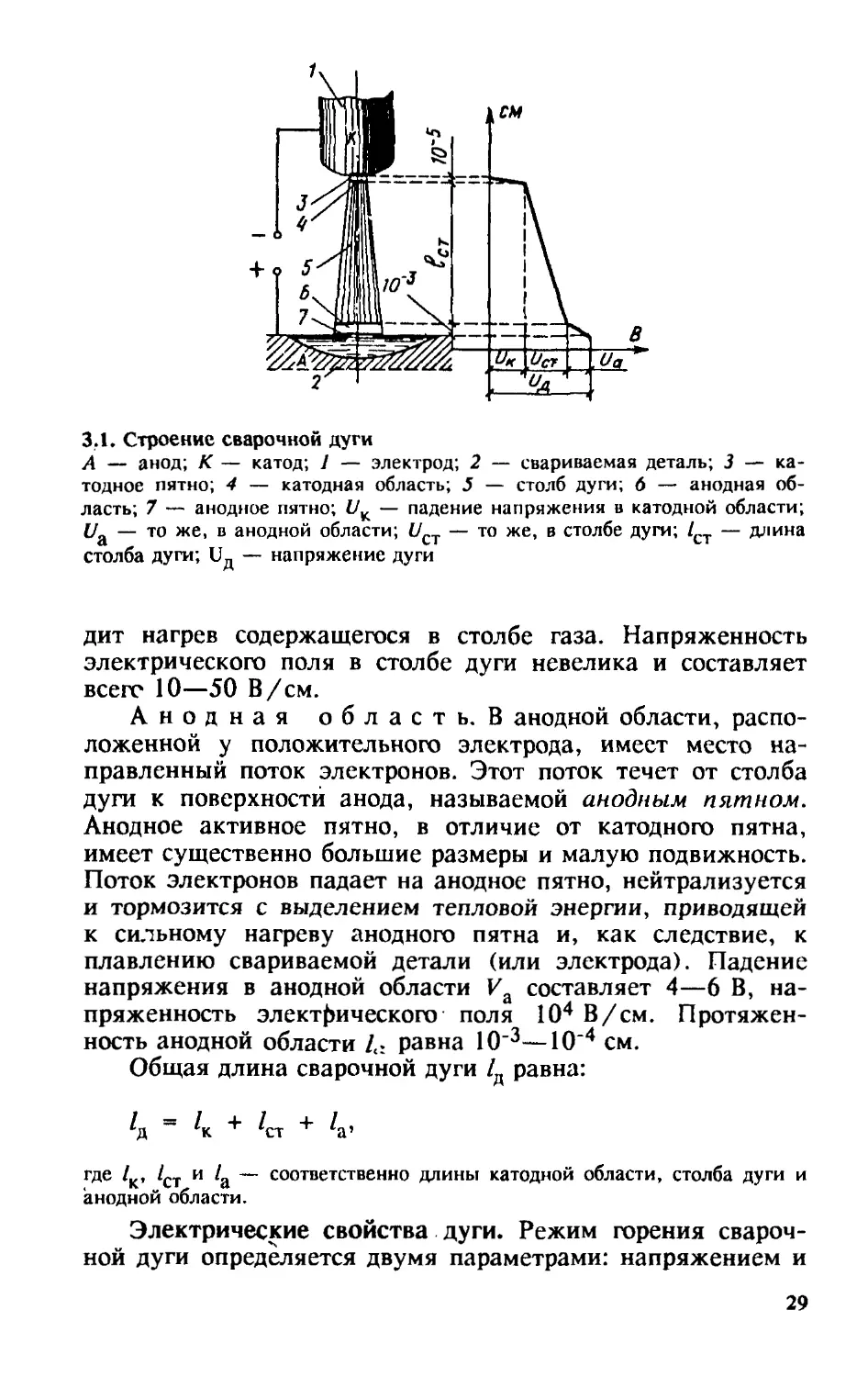
Строение дуги. Наиболее распространенным видом сва-
рочной дуги является дуга прямого действия. Строение дуги
постоянного тока схематично показано на рис. 3.1. Как
видно из рисунка, в дуге присутствуют три основных участ-
ка: катодная приэлектродная область, столб дуги, анодная
приэлектродная область.
Катодная область. В катодной области текут
два противоположно направленных потока: электронов и
положительно заряженных ионов. Излучаемые катодом
электроны поступают в столб дуги, не сталкиваясь на своем
пути в пределах катодной области с атомами газа. Положи-
тельные ионы падают на катод, при этом они нейтрализу-
ются и тормозятся с выделением большого количества теп-
ла, приводящего к нагреву и плавлению электрода. Паде-
ние напряжения в катодной области VK составляет
10—20 В, напряженность электрического поля 106 В/см.
Протяженность катодной области /к равна 10~4—10'5 см.
Следует отметить, что электроны излучаются не всей по-
верхностью катода одновременно, а отдельными его участ-
ками. Такие участки катода, излучающие электроны, назы-
ваются катодными пятнами. Местоположение этих актив-
ных пятен с большой скоростью все время меняется.
Столб дуги. Этот участок дуги представляет со-
бой частично ионизированный газ, содержащий атомы, сво-
бодные электроны, положительно и отрицательно заряжен-
ные ионы. Такой, хотя бы частично ионизированный, газ
называется плазмой. Плазменный столб дуги считается в
целом электрически нейтральным: в каждом его сечении
одновременно находятся равные количества заряженных
частиц противоположного знака. В столбе дуги идут два
взаимоуравновешенных процесса: с одной стороны иониза-
ция, с другой — рекомбинация, сопровождаемая выделени-
ем электромагнитных излучений, за счет которых происхо-
28
1
3.1. Строение сварочной дуги
А — анод; К — катод; / — электрод; 2 — свариваемая деталь; 3 — ка-
тодное пятно; 4 — катодная область; 5 — столб дуги; 6 — анодная об-
ласть; 7 — анодное пятно; — падение напряжения в катодной области;
£/а — то же, в анодной области; £/ст — то же, в столбе дуги; /ст — длина
столба дуги; ид — напряжение дуги
дит нагрев содержащегося в столбе газа. Напряженность
электрического поля в столбе дуги невелика и составляет
всего 10—50 В/см.
Анодная область. В анодной области, распо-
ложенной у положительного электрода, имеет место на-
правленный поток электронов. Этот поток течет от столба
дуги к поверхностй анода, называемой анодным пятном.
Анодное активное пятно, в отличие от катодного пятна,
имеет существенно большие размеры и малую подвижность.
Поток электронов падает на анодное пятно, нейтрализуется
и тормозится с выделением тепловой энергии, приводящей
к сильному нагреву анодного пятна и, как следствие, к
плавлению свариваемой детали (или электрода). Падение
напряжения в анодной области Va составляет 4—6 В, на-
пряженность электрического поля 104 В/см. Протяжен-
ность анодной области liZ равна 10-3—10‘4 см.
Общая длина сварочной дуги /д равна:
4 ~ 4 + 4т + 4’
где /к, /ст и —- соответственно длины катодной области, столба дуги и
анодной области.
Электрические свойства дуги. Режим горения свароч-
ной дуги определяется двумя параметрами: напряжением и
29
током. Напряжение дуги Ид слагается из суммы падений
напряжений в катодной области VK, столбе дуги Уст, анод-
ной области Уа, т.е. Уд « VK + V£7 + Va.
При установившемся процессе горения напряжение дуги
зависит главным образом от ее длины. Такая зависимость
выражается формулой
V = а + ыа, (3.1)
где Ид — напряжение дуги, В; /д — длина дуги, практически равная дли-
не столба дуги, мм; а — постоянный коэффициент, равный сумме падений
напряжений в катодной и анодной областях дуги (Ик + Уд), В; b — сред-
нее удельное падение напряжения, соотнесенное к 1 мм длины столба дуги
(напряженность поля), В/мм.
Значения коэффициентов а и b зависят от составов сва-
рочных материалов (электродов, проволок, флюсов, газов)
и свариваемого металла, силы сварочного тока и других
факторов. Таким образом, в условиях установившегося про-
цесса при неизменности всех технологических параметров
сварки, между напряжением дуги и длиной дуги существу-
ет фактически линейная зависимость (рис. 3.2}.
Другой характер зависимости наблюдается между на-
пряжением дуги и вторым параметром горения дуги — сва-
рочным током — при постоянной (заданной) длине дуги.
Такая зависимость, называемая статической вольт-ампер-
ной характеристикой, показана на рис. 3.3. В общем случае
статическая характеристика дуги имеет три ветви: падаю-
щую, горизонтальную (жесткую) и возрастающую. Нали-
чие таких трех ветвей связано с тем, что для дугового раз-
ряда электрическое сопротивление не является постоянным
— оно зависит от интенсивности ионизации и плотности
тока.
3.2. Зависимость между длиной дуги /д и напряжением £/д (а — постоян-
ный коэффициент)
30
Области 1 и и статической характеристики дуги соот- _
ветствуют режимам сварки, применяемым при ручной свар-
ке покрытыми электродами; к области Й можно также от- _
нести сварку под флюсом на малых режимах. К области Щ
относятся режимы сварки под флюсом и в защитном газе
выполняемой тонкой проволокой (на высоких плотностях
тока). Можно отмстить, что для сварочных дуг характерен
следующий диапазон напряжений и плотностей токов: руч-
ная сварка покрытыми электродами —
12...25 В, 5...25 А/мм2; сварка под флюсом — 25...45 В,
40...125 А/мм2; сварка в защитном газе — 15...35 В,
100...350 А/мм2.
Показанные на рис. 3.2 и 3.3 зависимости относятся к
сварке как постоянным, так и переменным током. Однако
дуга переменного тока обладает рядом существенных осо-
бенностей, обусловленных периодическими изменениями
напряжения и тока в соответствии с частотой тока (обычно
50 Гц). В каждый полупериод при снижении напряжения
ниже напряжения горения дуги, определяемого статической
характеристикой (см. рис. 3.3), дуга гаснет. Несмотря на
кратковременность прекращения горения, плазма дуги ус-
певает остыть на несколько тысяч градусов, соответственно
уменьшается и ее проводимость. Поэтому в каждый после-
дующий полупериод дуга возбуждается при более высоком
напряжении, чем напряжение горения. В результате возни-
кают перерывы в горении дуги, что приводит к ее обрыву.
Поэтому для стабилизации горения дуги переменным током
необходимо принимать специальные меры (например, вво-
дить в атмосферу дуги элементы-стабилизаторы с низким
3.3. Статическая вольт-амперная характеристика дуги
1св — сварочный ток; (/д — напряжение дуги; 7, //, III — соответственно
падающая, горизонтальная и возрастающая ветви характеристики; / « и
/Д2 — «лина ДУ™ (/д1 * /Д2> Д
31
потенциалом ионизации: калий, натрий и другие; включать
в сварочную цепь специальные источники-генераторы до-
полнительных импульсов тока, способствующие возбужде-
нию дуги синхронно с частотой питающей сети).
Тепловые свойства дуги. Электрическая дуга является
мощным и концентрированным источником тепла. Наибо-
лее высокая температура наблюдается в столбе дуги —
г>г6000..<8000°С. В катодной области температура составляет
24ОО...36ОО°С, в анодной — 26ОО...42ОО°С. Температура
дуги зависит от материала электродов (сталь, алюминий,
уголь, вольфрам), среды, в которой происходит горение
^воздух, углекислый газ, аргон), плотности тока и некото-
рых других факторов. Самые высокие температуры
свойственны дугам с неплавящимися вольфрамовыми элект-
родами.
Основными тепловыми характеристиками сварочной ду-
ги являются полная и эффективная тепловые мощности.
Полная тепловая мощность дуги
Q — это количество теплоты, выделяемое дугой в единицу
времени. Такую мощность считают равной тепловому экви-
валенту ее электрической мощности, получаемой от источ-
ника питания
Q » V/, (3.2)
где Q — полная тепловая мощность сварочной дуги, Дж/с; — напря-
жение дуги В; / — сила сварочного тока, А.
Эффективная тепловая мощность
сварочной дуги <2эф — это количество теплоты,
введенное в свариваемый металл в единицу времени и за-
траченное на его нагрев и расплавление. Эффективная теп-
ловая мощность меньше полной тепловой мощности в связи
с расходом тепла дуги на нагрев окружающего воздуха, за-
щитного газа, на Плавление электродного покрытия, флюса,
ня л и- л ктрпдг ня нагрев капель при
разбрызгивании. Эффективная тепловая мощность дуги
2эф, Дж/с, от которой зависит производительность процес-
са сварки, определяется по формуле
<2эФ = •• V (3-3>
где n — эффективный КПД процесса нагрева металла дугой.
Эффективный КПД процесса нагрева металла дугой за-
висит от способа сварки, применяемых сварочных материа-
32
лов и других технологических факторов (см. табл. 4.1). С
удлинением дуги уменьшается, и наоборот.
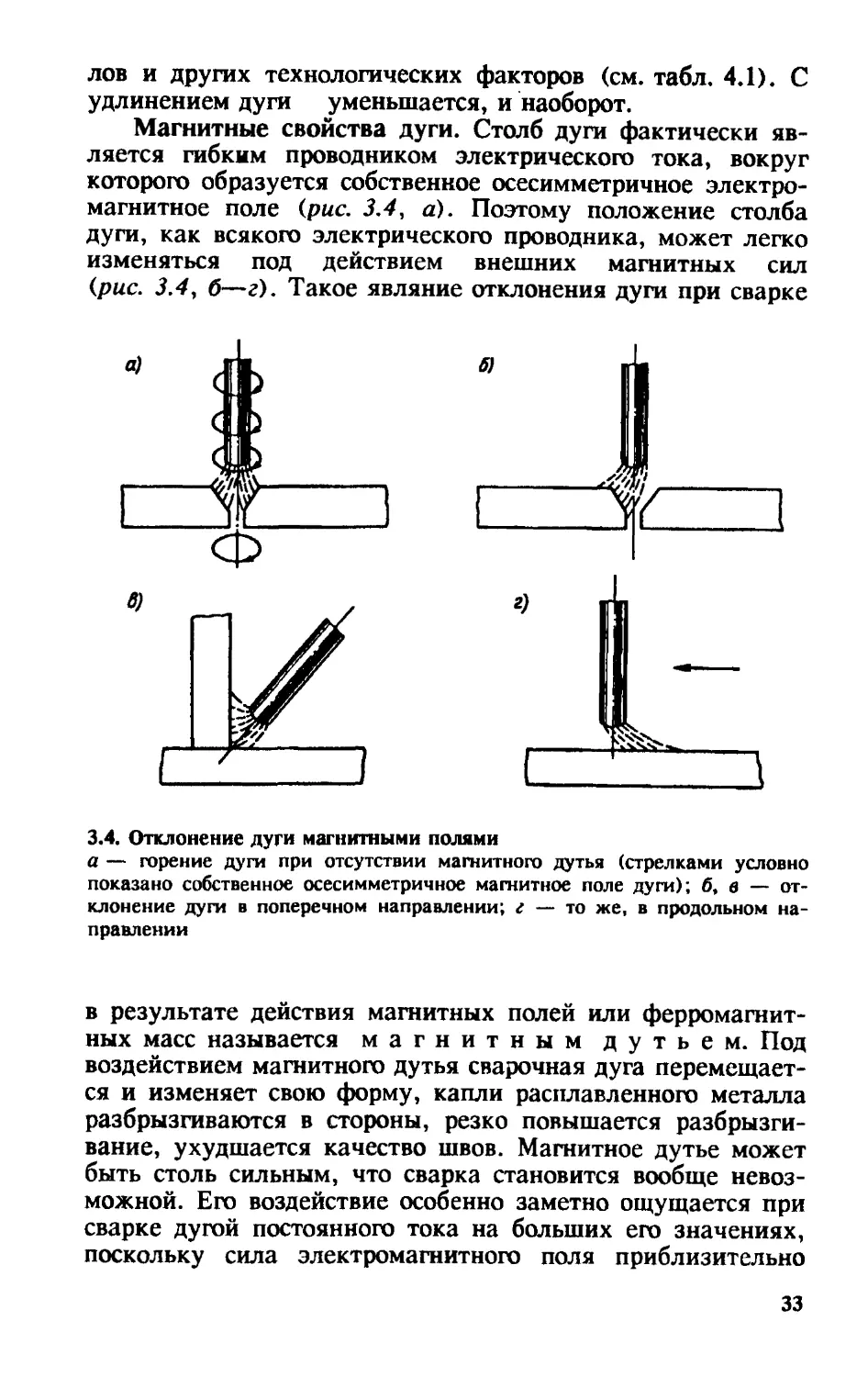
Магнитные свойства дуги. Столб дуги фактически яв-
ляется гибким проводником электрического тока, вокруг
которого образуется собственное осесимметричное электро-
магнитное поле (рис, 3,4, а). Поэтому положение столба
дуги, как всякого электрического проводника, может легко
изменяться под действием внешних магнитных сил
(рис. 3.4, б—г). Такое являние отклонения дуги при сварке
3.4. Отклонение дуги магнитными полями
а — горение дуги при отсутствии магнитного дутья (стрелками условно
показано собственное осесимметричное магнитное поле дуги); б, в — от-
клонение дуги в поперечном направлении; г — то же, в продольном на-
правлении
в результате действия магнитных полей или ферромагнит-
ных масс называется магнитным дутьем. Под
воздействием магнитного дутья сварочная дуга перемещает-
ся и изменяет свою форму, капли расплавленного металла
разбрызгиваются в стороны, резко повышается разбрызги-
вание, ухудшается качество швов. Магнитное дутье может
быть столь сильным, что сварка становится вообще невоз-
можной. Его воздействие особенно заметно ощущается при
сварке дугой постоянного тока на больших его значениях,
поскольку сила электромагнитного поля приблизительно
33
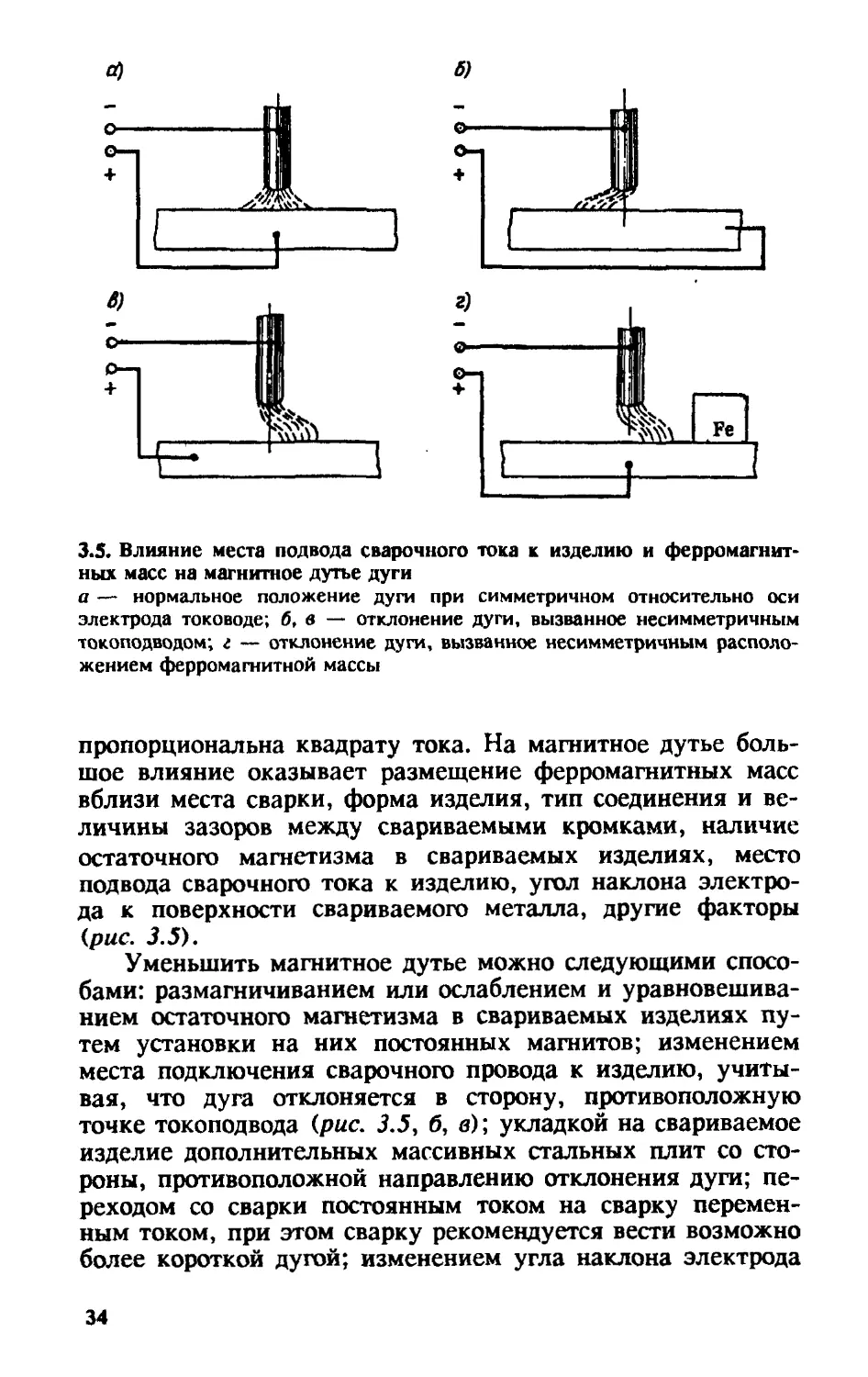
3.5. Влияние места подвода сварочного тока к изделию и ферромагнит-
ных масс на магнитное дутье дуги
а — нормальное положение дуги при симметричном относительно оси
электрода тоководе; б, в — отклонение дуги, вызванное несимметричным
токоподводом; г — отклонение дуги, вызванное несимметричным располо-
жением ферромагнитной массы
пропорциональна квадрату тока. На магнитное дутье боль-
шое влияние оказывает размещение ферромагнитных масс
вблизи места сварки, форма изделия, тип соединения и ве-
личины зазоров между свариваемыми кромками, наличие
остаточного магнетизма в свариваемых изделиях, место
подвода сварочного тока к изделию, угол наклона электро-
да к поверхности свариваемого металла, другие факторы
(рис. 3.5).
Уменьшить магнитное дутье можно следующими спосо-
бами: размагничиванием или ослаблением и уравновешива-
нием остаточного магнетизма в свариваемых изделиях пу-
тем установки на них постоянных магнитов; изменением
места подключения сварочного провода к изделию, учиты-
вая, что дуга отклоняется в сторону, противоположную
точке токоподвода (рис. 3.5, б, в); укладкой на свариваемое
изделие дополнительных массивных стальных плит со сто-
роны, противоположной направлению отклонения дуги; пе-
реходом со сварки постоянным током на сварку перемен-
ным током, при этом сварку рекомендуется вести возможно
более короткой дугой; изменением угла наклона электрода
34
так, чтобы нижний конец электрода был обращен в сторону
действия магнитного дутья. Дутье дуги можно также сни-
зить путем наложения на нее продольного постоянного маг-
нитного потока, например, с помощью* нескольких витков
сварочного провода, намотанных вокруг электрода, или со-
леноида.
Газовые потоки в дуге. Во всех сварочных дугах, осо-
бенно при больших токах, имеют место мощные потоки
ионизированного газа (плазмы). Эти потоки исходят от
электродов и направлены вдоль оси дуги. Их скорости в ду-
ге со стальными электродами достигают 75—150 м/с. Газо-
вые потоки оказывают силовое давление на ванну расплав-
ленного металла, определяя при сварке глубину проплавле-
ния и высоту валика шва. Основными причинами возникно-
вения газовых ионизированных потоков являются интен-
сивное поверхностное испарение электродов и сжатие плаз-
мы столба дуги собственным электромагнитным полем.
Особенности сжатой дуги. Выше отмечалось, что тем-
пература сварочной дуги достигает 8000°С. Однако эта тем-
пература не является для дуги предельной и может быть
повышена за счет ее принудительного сжатия. Такое сжа-
тие дуги, а точнее ее плазменного столба с целью повыше-
ния температуры и концентрации тепловой мощности, осу-
ществляется в специальных плазменных горелках — плаз-
мотронах {рис, 3.6), при этом в качестве инструмента сжа-
а)
3.6. Плазмотроны
а — с дугой прямого действия; б — с дугой косвенного действия; / —
свариваемые детали; 2 — жидкий металл; 3 — неплавящийся электрод; 4
— плазменная струя; 5 — корпус; 6 — медное сопло; 7 — дуга
35
тия используются сопло плазмотрона и поток рабочего газа
(аргона, азота, воздуха). При сжатии столба дуги уменьша-
ется площадь его поперечного сечения, что приводит к зна-
чительному увеличению числа соударений частиц плазмы,
повышению степени ионизации и, как следствие, резкому
повышению температуры на несколько тысяч градусов.
Сжатая дуга применяется для плазменной резки, сварки и
наплавки металлов.
Получаемая в плазмотронах сжатая дуга может быть
прямого или косвенного действия. При сжатой дуге прямо
го действия (рис. 3.6, а) дуга горит между неплавящимся
(чаще всего вольфрамовым) электродом — катодом и обра-
батываемой деталью — анодом (таким образом деталь ока-
зывается включенной в свариваемую цепь). В этом случае
столб дуги сжимается стенками сопла плазмотрона и рабо-
чим газом, проходящим через сопло. Последний дополни-
тельно уменьшает сечение столба дуги, одновременно изо-
лируя плазму от стенок сопла горелки. При соответствую-
щем подборе режимов можно повысить температуру плаз-
мы сжатой дуги прямого действия до 30 000—35 000°С.
Сжатая дуга косвенного действия горит между неплавя-
щимся электродом — катодом и соплом горелки — анодом
внутри плазмотрона (рис. 3.6, б). Поток рабочего газа вы-
дувает плазму из сопла горелки в виде факела, температу-
ра которого может достигать 10 000—15 000°С.
3.3. ПЛАВЛЕНИЕ И ПЕРЕНОС МЕТАЛЛА
ПРИ ДУГОВОЙ СВАРКЕ
При дуговой сварке плавящимся электродом конец
электрода нагревается до температуры 2300—2500°С. На-
грев до таких температур происходит за счет теплоты сва-
рочной дуги, а также за счет теплоты, выделяющейся в са-
мом электроде при прохождении через него сварочного тока
на участке “токоподвод — дуга“. Интенсивный нагрев кон-
ца электрода вызывает плавление электродного металла и
его стекание в виде капель в сварочную ванну.
Перенос расплавленного электродного металла через
дуговое пространство является сложным физическим явле-
нием и может протекать как с короткими замыканиями
жидких капель (рис. 3.7, а), так и без коротких замыка-
ний. При этом перенос металла без коротких замыканий
может быть крупнокапельным (рис. 3.7, б), мелкокапель-
ным (рис. 3.7, в) и струйным в виде потока очень мелких
36
Ct)
3.7. Перенос расплавленного электродного металла при дуговой сварке
а — с короткими замыканиями; б — без коротких замыканий, крупнока-
лельный; в — то же. мелкокапельный; г — то же, струйный
капель (рис. 3.7, г). Переход к мелкокапельному переносу
металла и особенно к струйному является, как правило,
желательным, поскольку в этом случае повышается ста-
бильность горения дуги, уменьшается разбрызгивание,
улучшается формирование и другие свойства шва. Характер
переноса определяется способом, технологией и условиями
сварки, в частности плотностью сварочного тока в электро-
де, длиной дуги, напряжением, полярностью тока, видом
37
защитного газа, покрытия или флюса, положением сварива-
емого шва в пространстве.
Основными силами, действующими
на каплю и влияющими на характер ее формирова-
ния и переноса, являются силы: тяжести, поверхнрстцрго
натяжения, электромагнитные, реактивного давления0£ЙЙов,
давления газовых потоков дуги.
Сила тяжести может способствовать или препятство-
вать переносу капель в дуге. При нижнем — по отношению
к электроду — положении свариваемой детали сила тяже-
сти способствует отрыву капель от торца плавящегося элек-
трода и переносу ее в шов. При потолочном положении
электрода, когда свариваемая деталь и шов находятся свер-
ху, сила тяжести капли наоборот противодействует ее пере-
носу.
Сила поверхностного натяжения стремится умень-
шить величину поверхности жидкой капли, придать ей
форму шара и удержать каплю на торце электрода (сила
поверхностного натяжения удерживает также сварочную
ванну от вытекания при расположении шва сверху, над
электродом). Величина поверхностного натяжения жидкого
металла оказывает значительное влияние на характер пере-
носа. Увеличение поверхностного натяжения при прочих
равных условиях способствует увеличению размеров ка-
пель, образующихся на торце электрода и перетекаемых
через дуговой промежуток.
Электромагнитная сила обусловлена взаимодействием
проводника с током и магнитным полем, создаваемым этим
током. Если сечение электрического проводника с током
постоянно, то возникающие в нем электромагнитные силы
направлены по радиусу к оси проводника и стремятся его
сжать (пинч-эффект). Если сечение по длине проводника
изменяется, то появляется осевая составляющая пинч-эф-
фекта, направленная от меньшего сечения к большему.
Рассматривая образующуюся в сварочной дуге цепь “элект-
род—капля—активное пятно—столб дуги“ как электриче-
ский проводник, можно увидеть изменение сечения у этого
проводника в различных участках. Наиболее характерным
является переход от электрода к жидкой капле, в котором
из-за большой разницы в сечениях появляется значитель-
ная электромагнитная сила, пропорциональная квадрату
протекающего тока, способствующая отделению капли от
электрода и переносу ее в сварочную ванну.
Сила реактивного давления * возникает за счет
испарения металла с поверхности капли и образования га-
38
зов в результате химического взаимодействия жидкого ме-
талла с окружающей его фазой (газом, шлаком). Испаре-
ние металла происходит главным образом в области актив-
ных пятен дуги. Как правило, действие реактивного давле-
ния газов способствует удержанию капли на торце электро-
да, ее росту и деформации.
Сила давления газовых (плазменных) потоков дуги
направлена от электрода к свариваемой детали. Она способ-
ствует отрыву капли и переносу ее в сварочную ванну. Си-
ла воздействия потока плазмы на каплю зависит от его
массы и скорости.
Следует отметить, что современное состояние сварочной
техники позволяет активно управлять процессами переноса
металла через дугу. Это достигается, например, применени-
ем импульсно-дуговой сварки.
3.4. ЭЛЕКТРОШЛАКОВЫЙ ПРОЦЕСС
Электрошлаковый процесс, являющийся физической ос-
новой электрошлаковой сварки, представляет собой процесс
преобразования электрической энергии в тепловую при
прохождении электрического тока через слой расплавленно-
го шлака — шлаковую ванну. Шлаковая ванна, имеющая
температуру 1900...2000°С, оплавляет кромки свариваемых
деталей и расплавляет электродный металл. Для образова-
ния шлаковой ванны используются специальные флюсы.
Процесс обычно начинается с возбуждения сварочной дуги.
При получении достаточного объема жидкого шлака дуга
гаснет и процесс от дугового переходит в буздуговой —
электрошлаковый. Необходимый объем шлака обеспечива-
ется, начиная с толщины деталей 12—16 мм и глубины
шлаковой ванны 20 мм.
Перенос расплавленного электродного металла при
электрошлаковом процессе имеет характер капельного. При
этом частота переноса капель, а равно и скорость плавле-
ния электрода возрастает с увеличением силы тока. Обяза-
тельным условием стабильности электрошлакового процесса
является постоянство температуры шлаковой ванны. В этом
случае имеет место необходимое равенство выделяющейся и
отдаваемой ванной теплоты.
Электрошлаковая сварка выполняется, как правило,
при вертикальном положении кромок свариваемой детали
или, что то же самое, при вертикальном положении оси
шва. Вследствие этого поверхность ванны жидкого металла
39
3.8. Электрошлаковый процесс
1 — свариваемые детали; 2 — пла-
вящийся электрод; 3 — шлаковая
ванна; 4 - ванна жидкого металла;
5 — шов (пунктиром показаны по-
токи в шлаковой ванне)
оказывается расположенной ниже места оплавления кро-
мок, поскольку расплавленный металл под действием силы
тяжести стекает вниз (рис. 3.8). Своеобразной форме оп-
лавления кромок способствуют также действующие в шла-
ковой ванне и ванне жидкого металла потоки, которые сво-
бодно их омывают.
ГЛАВА 4. ФИЗИКО-МЕТАЛЛУРГИЧЕСКИЕ
ПРОЦЕССЫ ПРИ СВАРКЕ СТАЛИ
4.1. ТЕРМИЧЕСКОЕ ВОЗДЕЙСТВИЕ НА МЕТАЛЛ
В ПРОЦЕССЕ СВАРКИ
Процесс сварки в большинстве случаев осуществляется
путем воздействия на соединяемые кромки металла тепло-
вой энергией. Нагрев, расплавление и соединение кромок
общей ванной расплавленного и постепенно застывающего
металла производятся источником тепла, который переме-
щается вдоль соединяемых кромок, образуя сварной шов.
Объем сварочной ванны небольшой, вследствие чего проис-
ходит интенсивный отвод тепла в прилегающий металл и
атмосферу. Сварное соединение претерпевает местные тем-
40
2
4.1. Схемы термических циклов
а — при однопроходной сварке; б — при двухпроходной сварке; /, 2 —
точки измерения температур; Ттах — максимальная температура нагрева
в точке; Т — заданная температура; fH — длительность пребывания выше
заданной температуры
пературные изменения от температуры плавления и даже
кипения металла до температуры окружающего воздуха.
Изменение температуры во время сварки в данной точке
шва и околошовнои зоны называется термическим
циклом (риа 4.1). Он имеет большое значение для
формирования структуры и свойств сварного соединения.
Управляя термическим циклом, можно влиять на формиро-
вание структуры шва и металла околошовной зоны и, сле-
довательно, получать сварные соединения с требуемыми
эксплуатационными характеристиками.
Термический цикл зависит от способа и режимов свар-
ки, определяющих количество тепловой энергии, затрачен-
ной на процесс сварки, а также скорость нагрева и охлаж-
дения металла. Основным обобщающим параметром режи-
ма сварки, регулирующим термический цикл, является так
называемая погонная энергия Представляющая собой
количество теплоты, вводимое при сварке в 1 см длины од-
нопроходного шва или валика. Погонная энергия </п,
Дж/см, определяется отношением эффективной тепловой
мощности дуги <2эф, Дж/с, к скорости сварки мсвдгм/с.
При дуговой сварке,
^эф/’св = (ZcbM)/i’cb’ i (4.1)
1 /1 и
где — эффективный КПД процесса нагрева металла дугой.
' -Г"" 41
—~ у, /_ v /
4.2. Сварочная ванна
] — электрод; 2 — кривая температур; 3 — дуга; 4 — направление свар-
ки; 5 — основной металл; б — сварочная ванна; 7 — шов; — темпе-
ратура плавления; Л и Б — длина и ширина ванны; а, б, в — передняя
часть ванны; г, д, е — тыльная часть ванны
От 4п зависят и размеры сварочной ванны. Если источ-
ник тепла при дуговой сварке движется с такой скоростью,
что ванна располагается позади источника при наплавке
валика на массивную деталь (рис. 4.2), длину ванны А, мм,
можно определить по формуле
А « PI V
лсв д»
(4.2)
где Р — коэффициент, определяемый опытным путем; при ручной сварке
Р = (L7—2,3) 10~3 мм/Вт, при автоматической под флюсом Р ® (2,8 —
3,6) 10“3 мм/Вт.
Например, при сварке электродами СМ-11 на то-
ке 300 А, напряжении дуги 27 В и Р «« 2 • 10-3 мм/В дли-
на ванны будет
А « .? ‘ » 16,2 мм.
Средняя длина сварочной ванны при ручной сварке —
15...25 мм, при автоматической — 50...100 мм.
Средняя ширина сварочной ванны при ручной сварке Б
= (8—12) мм, глубина Л - (2—4) мм; при автоматиче-
42
ской сварке Б « (20—30) мм; h « (5—20) мм. Объем сва-
рочной ванны и площадь сечения наплавляемого валика не-
велики. В передней части ванны (см. рис. 4.2, точки а, б,
в) происходит процесс плавления, в тыльной части (точки
г, д, е) кристаллизация. Время пребывания металла в жид-
ком виде ZB, с, до кристаллизации зависит от скорости свар-
ки и длины ванны
А / ^св’
(4.3)
с увеличением скорости сварки это время уменьшается,
процесс кристаллизации идет быстрей.
Для выбора оптимального теплового воздействия на ме-
талл в процессе дуговой сварки, определяемого погонной
энергией, иногда пользуются приближенной зависимостью
между погонной энергией и площадью сечения наплавляе-
мого валика по формуле
= Сэф/^св = 650/г’
(4.4)
2
где F — площадь сечения валика, мм .
Пользуясь этой формулой можно определить площадь
сечения валика по величине принятой погонной энергии и
наоборот, задаваясь величиной площади сечения валика F,
можно определить погонную энергию qn и следовательно,
величины /св, Уд, vCB.
Получаемые расчетом результаты должны быть уточне-
ны опытным путем.
4.2. ТЕПЛОВОЙ БАЛАНС ПРИ СВАРКЕ
Представленная ранее формула (3.3) эффективной теп-
ловой мощности дана применительно к сварке постоянным
током. В общем случае, для сварки постоянным и перемен-
ным током, эта формула принимает вид
Сэф в
(4.5)
где К — величина, характеризующая сдвиг фаз переменного тока cos^
(при постоянном токе К = 1); — эффективный КПД процесса нагрева
металла дугой. Значения fl приведены в табл. 4.1.
43
4.1. ЗНАЧЕНИЯ ДЛЯ РАЗЛИЧНЫХ СПОСОБОВ
СВАРКИ
Способ сварки
Покрытыми электродами ......................0,6—0,85
В аргоне неллавящимся
электродом...................................0,5—0,6
Под флюсом .................................0,8—0,95
В аргоне плавящимся
электродом...................................0,7—0,8
Тонкопокрытыми
электродами.................................0,5—0,65
^Порошковой проволокой
в защитном газе.............................0,7—0,85
В углекислом газе ..........................0,58—0,72
Электрошлаковая.............................0,7—0,85
Как видно из табл. 4.1, тепло, образующееся при свар-
ке дугой или другими источниками, используется для свар-
ки не полностью и в значительной части теряется. Распре-
деление тепла на потери, вызванные разбрызгиванием ме-
4.3. Схемы тепловых балансов
а — ПрИ сварке покрытыми электродами; б — при сварке под флюсом; в
— при электрошлаковой сварке; <? — при аргонодуговой сварке; / — за-
траты тепла на расплавление покрытия электродов и флюса; 2 — рассеи-
вание тепла в окружающую среду; 3 — затраты тепла на разбрызгивание
капель металла, шлака; 4 — затраты тепла на нагрев ползунов
44
талла при дуговой сварке, тепловым излучением в атмосфе-
ру, непроизводительным нагревом прилегающего основного
металла и другими причинами, происходит достаточно
сложно и зависит от многих причин. На тепловой баланс
сварочного процесса влияют характеристики электродного
покрытия и флюса, температура окружающей среды и ме-
талла, теплофизические свойства свариваемого металла и
другие факторы. В приближенном виде тепловой баланс
при некоторых видах сварки может быть представлен схе-
мами, приведенными на рис. 4.3. На рис. 4.3, а показан
тепловой баланс при сварке покрытыми электродами низко-
углеродистой стали. Полная тепловая мощность дуги Q,
принятая за единицу, используется: на расплавление по-
крытия (0,08—0,1), рассеивается в окружающую среду
(0,1—0,12), тратится при разбрызгивании капель металла
(0,05). В результате процесс сварки осуществляется эффек-
тивной тепловой мощностью £)Эф, равной величине 0,75Q.
Аналогично этому приведен на рис. 4.3, б тепловой баланс
при сварке под флюсом и на рис. 4.3, виг тепловые балан-
сы при электрошлаковой и аргонодуговой сварке.
4.3. ОСОБЕННОСТИ МЕТАЛЛУРГИЧЕСКИХ
ПРОЦЕССОВ ПРИ СВАРКЕ
Образование сварного шва при сварке плавлением про-
исходит в характерных для данного процесса условиях: в
небольшом объеме расплавленного металла, состоящего из
двух или трех металлов (двух основных и присадочного);
при высокой температуре источника тепла; при быстром от-
воде тепла в прилегающий металл и атмосферу; в течение
короткого времени; при интенсивном воздействии окружаю-
щей среды. В этих условиях совершаются быстротечные ме-
таллургические реакции, происходят затвердевание быстро
Остывающего металла, его кристаллизация и завершение
Структурных образований в шве и околошовной зоне, со-
провождающихся объемными изменениями, пластическими
реформациями и остаточными сварочными напряжениями.
Образующийся сварной шов имеет типичную структуру
литого металла, отличающегося по химическому составу от
основного и присадочного металла. Металлургический про-
цесс образования шва не похож на обычный металлургиче-
ский процесс плавки металла и иногда характеризуется не-
завершенностью, что проявляется повышенным содержани-
ем газовых и шлаковых включений, возможным образова-
45
нием неблагоприятной структуры, неудовлетворительным
химическим составом и т.п.
При дуговой сварке зона дуги контактирует с расплав-
ленным металлом и окружающим воздухом, вследствие че-
го ее газовая фаза состоит из смеси N2, О2, Н2, СО2, СО,
паров воды, металла и шлака и продуктов их диссоциации.
Азот и кислород попадают главным образом из воздуха; во-
дород из влаги, находящейся в покрытии электродов, флю-
се, шихте порошковой проволоки, в воздухе, на кромках
свариваемых деталей, ржавчине и в парах воды. При высо-
кой температуре происходит распадание (диссоциация) мо-
лекулярных газов и паров воды на атомарные, что резко
повышает их активность
О2 « 20;
N2 = 2N;
Н2 2Н;
2Н2О^ 2Н2 + 02
(4.6)
(4.7)
(4.8)
(4.9)
(с последующей диссоциацией Н2 и 02, образовавшихся по-
сле распада воды).
Кислород и азот в атомарном состоянии активно соеди-
няются с железом и другими элементами стали, насыщая
шов.
Окисление металла происходит по реакциям:
Fe + 0 FeO; (4.10)
2Fe + О2 - 2FeO. (4.11)
Оксид* железа FeO легко растворяется в стали и при
температуре 2300°С его растворимость составляет 8,5%;
при понижении температуры до 1800°С растворимость сни-
жается до 0,83%, что соответствует количеству кислорода в
стали 1,8 и 0,18%. Кислород образует с железом в неболь-
ших количествах и другие оксиды — Fe2O3, Fe3O4, нераст-
воримые в металле.
*Оксид и окись — равнозначные понятия, объединяющие все степени
окисления (закись, окись, перекись).
46
Наряду с железом кислород окисляет находящиеся в
стали легирующие элементы и примеси
С + О -* СО; (4.12)
Мп + О -* МпО; (4.13)
Si + 20 — SiO2. (4.14)
Окисление легирующих и других примесей происходит
также путем их реакций с оксидом железа FeO [см. (4.15)
и (4.16)).
Азот растворяется в жидкой стали и образует с железом
и примесями химические соединения — нитриды (FeN,
Fe4N и др.), которые, оставаясь в шве, ухудшают его каче-
ство. Он может — как и водород (см. ниже) — явиться
причиной образования пористости сварного шва.
С увеличением содержания кислорода все механические
свойства стали ухудшаются, а с увеличением содержания
азота растет прочность стали и ухудшаются ее пластич-
ность и вязкость. В некоторых марках легированной высо-
копрочной стали азот используют как легирующую добав-
ку, однако в большинстве марок стали он является вредной
примесью. Если не применять защиту расплавляемого ме-
талла от воздуха содержание кислорода в шве повышается
до 0,25—0,7 и азота до 0,12—0,18% по сравнению с содер-
жанием в мартеновской стали соответственно 0,01—0,02 и
0,001-0-008%.
Образовавшийся по формуле (4.8) атомарный водород
легко растворяется в жидком металле. С понижением тем-
пературы растворимость водорода в металле снижается, по-
этому при охлаждении сварочной ванны он, переходя в мо-
лекулярное состояние, выделяется из жидкого металла в
виде газовых пузырьков. Однако при значительном содер-
жании растворенного водорода вследствие быстрого остыва-
ния ванны выделение водорода происходит неполностью.
Часть его в молекулярном состоянии остается в неуспев-
ших всплыть пузырьках, образующих газовые поры, часть
остается в растворенном состоянии. В последнем случае во-
дород может явиться причиной образования холодных тре-
щин в сварном соединении.
47
4.4. ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ
ПРИ СВАРКЕ СТАЛИ
Для получения качественного сварного соединения при
сварке плавлением применяют защиту расплавляемого ме-
талла от окружающего воздуха защитным газом и шлаком.
Основные способы защиты известны из гл. 2, к ним отно-
сятся: применение сварочных электродов, имеющих специ-
альное покрытие, и порошковой проволоки с порошком —
наполнителем, при расплавлении которых осуществляется
шлаковая и газовая защита; применение флюса, выполняю-
щего ту же функцию при механизированной сварке; защи-
та металла инертным или активным газом; сварка в конт-
ролируемой атмосфере или в вакууме. В строительстве наи-
более распространена сварка покрытыми электродами, по-
рошковой проволокой, механизированная сварка под флю-
сом и в защитном газе.
Рассмотрим процессы, происходящие в расплавляемом
металле при сварке покрытыми электродами или с приме-
нением флюса. Несмотря на защиту некоторое количество
кислорода проникает в зону сварки из воздуха, из покры-
тия, основного и присадочного металлов,ржавчины, влаги и
окалины, находящихся на металле. Освобождение расплав-
ляемого металла от кислорода осуществляется процессом
раскисления. Раскисление происходит в жидком ме-
талле за счет элементов, имеющих большую способность к
окислению, чем железо. Если расположить некоторые эле-
менты по убывающей способности к окислению, то окажет-
ся, что наибольшую способность имеет А1, затем Ti, Si, *V,
Мп. Mo, W и меньшую способность к окислению по сравне-
нию с этими элементами имеет Fe, еще более меньшую —
Со, Ni, Си, которые практически не окисляются и полно-
стью переходят в металл. Элементы-раскислители (Мп, Si,
Al и др.) вводят в сварочную ванну. Пример раскисления
приводится в формулах:
2FeO + Si SiO2 + 2Fe; (4.15)
FeO + Mn MnO + Fe, (4.16)
при этом SiO2 и MnO переходят в шлак, a Fe в шов. Анало-
гично этому могут восстанавливать Fe из оксидов другие
элементы — Al, Ti, V, Мо и W. Окисление Fe происходит
при более высокой температуре в каплях и передней части
48
ванны, а восстановление из оксида при понижении темпе-
ратуры, в задней части ванны.
В сварочных плавленых флюсах,, некоторых порошко-
вых проволоках и покрытых электродах нет металлических
раскислителей (Si, Мп и др.). В этом случае процесс рас-
кисления осуществляется путем восстановления Si, Мп и
др. из их оксидов, имеющихся во флюсе, порошке—напол-
нителе проволоки или покрытии, за счет окисления Fe, на-
пример:
SiO2 + 2Fe 2FeO + Si; (4.17)
MnO + Fe FeO + Mn. (4.18)
Образовавшиеся Mn и Si переходят в металл и участву-
ют в раскислении Fe, а также частично остаются в шве.
Образовавшйся оксид FeO распределяется между шлаком и
металлом.
Раскисление оксидом SiO2 может осуществляться за
счет взаимодействия между оксидом FeO, находящимся в
жидком металле, и оксидом SiO2, находящимся в шлаке:
FeO + SiO2 FeO SiO2, (4.19)
в результате чего образуется стойкий силикат, не растворя-
ющийся в железе и переходящий в шлак. Таким образом
наличие SiO2 в шлаке является положительным фактором,
обеспечивающим хорошее раскисление стали, однако при
этом в шлаке должно быть минимальное количество FeO, в
противном случае SiO2 будет соединяться с FeO шлака, а
не металла. Кроме того, кремнезем (SiO2) в чрезмерных
количествах ухудшает сварочные свойства шлака.
Параллельно с раскислением при сварке происходит
рафинирование металла шва, которое заключает-
ся в освобождении шва от шлаковых включений и вредных
примесей, например серы и фосфора. Эти элементы попада-
ют в покрытия электродов, наполнители порошковых про-
волок и флюсы с исходными шихтовыми материалами. Се-
ра способствует образованию горячих трещин, фосфор рез-
ко снижает пластичность, особенно при низких температу-
рах.
Сера, соединяясь с железом, образует сульфид железа
FeS. Металл шва очищают от серы, вводя более активный
элемент, например^марганец^
FeS + Mn = MnS + Fe. (4.20)
49
Сульфид марганца MnS мало растворим в стали и пере-
ходит в шлак.
Фосфор, соединившийся с Fe в виде фосфидов Fe3P и
Fe2P, удаляют с помощью кальция Са, предварительно
окислив его по реакциям:
2Fe2P + 5FeO = Р2О5 + 9Fe;
(4.21)
ЗСаО + Р2О5 » Са3Р2О3.
(4.22)
Полученное соединение оксида фосфора с оксидом
кальция не растворяется в стали и переходит в шлак.
Для связывания и удаления водорода из металла шва в
состав покрытий электродов, наполнителей порошковых
проволок и сварочных флюсов вводят плавиковый шпат, ос-
новной составляющей которого является CaF2. Имеющийся
обычно в сварочных материалах SiO2 вступает с ним в ре-
акцию
2CaF2 + 3SiO2 = 2CaSiO3 + SiF4.
(4.23)
Образовавшийся газ SiF4 взаимодействует с водородом
или парами воды:
SiF4 + ЗН - SiF + 3HF;
(4.24)
SiF4 + 2Н2О = SiO2 + 4HF,
(4.25)
при этом фтористый водород удаляется из зоны сварки, что
способствует уменьшению содержания водорода в металле.
Защита расплавляемого при сварке металла от азота
воздуха осуществляется шлаком и газом, образующимися
при плавлении электродного покрытия, наполнителя по-
рошковой проволоки или флюса. Шлак хорошо покрывает
капли расплавляемого электродного металла, переходящие
в ванну, а также поверхность ванны, предохраняя от азота,
и способствует всплыванию и удалению шлаковых включе-
ний и пор. Газовая защита образуется за счет разложения и
диссоциации некоторых материалов: мрамора, магнезита,,
органических компонентов и др. Например, в состав элект-
родных покрытий типа УОНИ-13/45 входит мрамор, при
разложении которого образуется углекислый газ
СаСО3 = СаО + СО2.
(4.26)
50
Образовавшийся СО2 хорошо защищает ванну металла
от воздуха, хотя и является окислительным газом, но его
окислительное действие нейтрализуется ферросплавами Si и
Мп, входящими в состав покрытий, что будет показа-
но ниже.
Для сварки плавлением применяют защитные газы —
инертные и активные. Инертные газы аргон и ге-
лий хороша защищают расплавляемый металл от воздуха.
Однако, если в основном или присадочном металле содер-
жится FeO, то он вступает в реакцию с углеродом металла
FeO + С Fe + СО. (4.27)
Образовавшийся СО не растворяется в стали и при кри-
сталлизации образует пористость шва. Такой дефект часто
наблюдается при сварке в аргоне низкоуглеродистой и леги-
рованной стали; для его устранения добавляют в аргон
10—20% СО2 или 5% О2, которые, интенсивно соединяясь
с углеродом, вызывают кипение ванны расплавленного ме-
талла и удаление из нее газов СО и Н2. Применение такой
смеси способствует мелкокапельному переносу металла с
электрода в шов и лучшему его формированию.
При сварке в защитном углекислом газе СО2 обеспечи-
вается хорошая защита расплавляемого металла от окружа-
ющего воздуха. Однако СО2 является активным газом,
окисляющим Fe по реакциям:
СО2 + Fe — СО + FeO; (4.28)
СО2 СО + О; (4.29)
Fe + О FeO. (4.30)
Процессы окисления Fe, а также Mn, Si, С по реакциям
(4.10—4.14) и других элементов происходят в передней ча-
сти ванны при высокой температуре. В задней части ванны,
где температура понижается, происходит по реакциям
(4.15—4.16) восстановление Fe, но для этого необходимо
иметь достаточное количество раскислителей — Мп и Si.
Поэтому при сварке в СО2 применяют электродную прово-
локу с повышенным содержанием указанных элементов,
что обеспечивает хорошее раскисление металла.
Физико-химические процессы, происходящие при свар-
ке с защитой расплавляемого металла указанными метода-
ми, обеспечивают получение качественного шва с неболь-
51
щим содержанием кислорода и азота. Шов, выполненный
электродами УОНИ-13/45, содержит кислорода
0,02—0,03% и азота 0,02—0,05%, а выполненный автома-
тизированной сваркой под флюсом ОСЦ-45 содержит кис-
лорода 0,03—0,05% и азота 0,002—0,003%. Еще более
положительные результаты обеспечиваются сваркой в конт-
ролируемой атмосфере или вакууме.
Наряду с раскислением, рафинированием металла и
удалением водорода происходит легирование на-
плавленного металла, т.е. введение в него различных по-
лезных элементов, улучшающих свойства шва. Легирующи-
ми ©лементами при сварке низкоуглеродистых и низколеги-
рованных сталей служат Si и Мп, которые одновременно
являются раскислителями. Кроме них стали легируются ти-
таном, хромом, никелем, ванадием и другими элементами,
которые вводятся в шов через электродный металл или сва-
рочные материалы (покрытия электродов, флюсы и др.).
4.5. КРИСТАЛЛИЗАЦИЯ МЕТАЛЛА ШВА.
ОБРАЗОВАНИЕ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Процесс кристаллизации протекает при воздействии по-
движного температурного поля, создаваемого дугой или
другим источником тепла. При этом происходят концентри-
рованный нагрев и расплавление металла в незначительном
объеме с последующим быстрым охлаждением вследствие
интенсивного теплоотвода. Этими особенностями кристал-
лизация шва отличается от кристаллизации слитка. Кри-
сталлизация шва начинается в задней части сварочной ван-
ны после расплавления и перемешивания основного и элек-
тродного металлов, перемещения источника тепла (дуги) и
прекращения его действия на данный участок шва. Образу-
ющиеся кристаллиты растут от линии сплавления в глубь
ванны перпендикулярно поверхности теплоотвода и ориен-
тированы по оплавленным зернам основного металла таким
образом, что являются как бы продолжением этих зерен
(рис. 4.4, а). Такая ориентация кристаллитов может быть
частично нарушена при переохлаждении ванны, в резуль-
тате чего вблизи ее края могут образовываться новые кри-
сталлиты с беспорядочной ориентацией. При повышенной
погонной энергии или сопутствующем подогреве такие на-
рушения ориентации кристаллитов не происходят.
Первичная кристаллизация сварного шва, так же как у
слитка, носит волнообразный характер, протекает периоди-
52
4.4. Схемы кристаллизации шва '
а — образование кристаллитов; б — волнообразный характер кристаллиза-
ции; в — выталкивание газовых включений; г — зональная ликвация;
1, 2 — зерна основного и наплавленного металлов; 3, 4 — включения;
5 — места образования ликвации
чески, что объясняется периодичностью теплоотвода и за-
медлением процесса кристаллизации после образования
каждого слоя (рис. 4.4, б). В однопроходном сварном шве
кристаллизация наплавленного металла носит столбчатый
характер, кристаллиты располагаются в направлении теп-
лоотвода, но их оси обычно не прямолинейны, а изогнуты к
вершине шва от поверхности основного металла. В много-
проходных швах кристаллиты как бы прорастают из слоя
в слой.
Как показано в п. 4.4, при сварке образуются газовые и
шлаковые включения, которые удаляются из жидкого ме-
талла путем его раскисления й химического воздействия на
водород и другие вредные примеси. Большая часть газов и
шлаков уходит из ванны до ее кристаллизации. Удаление
оставшейся части происходит в момент кристаллизации, а
некоторое количество газов и шлаков может остаться в
шве, что зависит от состава металла, количества газов и
шлаков и степени их взаимодействия при различной погон-
ной энергии сварки. Шлаковые включения состоят из раз-
личных оксидов (SiO2, MnO, FeO и др.) и сульфидов (FeS,
MnS и др.).
В процессе кристаллизации растущие кристаллиты спо-
собствуют удалению из жидкого металла газовых и шлако-
вых включений, выталкивая их на поверхность ванны в
шлак (рис. 4.4, в).
В кристаллизуемом металле шва наблюдается лик-
вация — неравномерное распределение составляющих
53
элементов сплава, что приводит к неоднородности его хи-
мического состава и образованию дефектов в виде скопле-
ний вредных примесей, например соединений S, Р и других
элементов. Обычно в сварных швах образуется зональ-
ная ликвация, т.е. скопление указанных примесей в
определенной зоне, главным образом в центре шва, что
приводит к значительной разнице химического состава пе-
риферийной и центральной его части. Это объясняется тем,
что по мере охлаждения и кристаллизации затвердевает в
первую очередь металл шва, прилегающий к основному ме-
таллу и имеющий наименьший процент примесей и, следо-
вательно, более высокую температуру затвердевания; ос-
тавшийся жидкий металл все более загрязняется примесями
и затвердевает в последнюю очередь, образуя ликвацион-
ную зону. Наиболее опасна ликвация в узких однопроход-
ных швах, в центре которых образуется зона слабины
(рис. 4.4, г). Менее опасна зональная ликвация в более ши-
роких швах (рис. 4.4, г). Дендритная ликвация, характе-
ризующаяся неоднородностью химического состава внутри
кристаллитов, при сварке почти не наблюдается ввиду
большой скорости охлаждения металла.
4.6. СТРОЕНИЕ И СТРУКТУРА СВАРНОГО
СОЕДИНЕНИЯ
В п. 4.5 рассмотрен процесс первичной кристаллиза-
ции, т.е. перехода металла из жидкого в твердое состояние.
Этот переход завершается при температуре 1500—148О°С
для низкоуглеродистой стали. Сталь приобретает структуру
аустенита V —Fe, в которой аустенитные зерна располага-
ются в пределах первичных столбчатых кристаллитов. С
дальнейшим понижением температуры до точки Acj, соот-
ветствующей примерно 800°С, происходят аллотропические
превращения стали в твердом состоянии;—Fe превраща-
ется ву6—Fe и в пределах первичных кристаллитов образу-
ется новая структура. Этот процесс изменения формы зерен
стали при аллотропических превращениях в твердом метал-
ле называют вторичной кристаллизацией. При дальнейшем
понижении температуры до точки Ас1? соответствующей
725°С, происходят распад кристаллитов и образование но-
Точки Ас^ и Ас| см. на диаграмме “железо—углерод", приведенной
в учебнике металловедения.
54
4.5. Структура сварного соединения
1—6 — участки криеччшшаации юны
вой структуры, состоящей из зерен феррита и перлита. На
рис. 4.5 показана структура сварного соединения, куда вхо-
дят металл шва, образовавшийся в процессе сварки, зона
сплавления и зона термического влияния (ЗТВ) — участок
основного металла, не подвергшийся расплавлению, струк-
тура и свойства которого изменились в результате нагрева
при сварке. Структура металла шва определяется химиче-
ским составом и условиями охлаждения шва, а также тех-
нологией сварки. В многочисленном шве вследствие проис-
ходящей термообработки предыдущих слоев при наложении
последующих образуется мелкозернистая структура. В од-
нослойных швах, выполненных при высокой погонной энер-
гии, шов имеет более грубое столбчатое строение, однако
хорошая защита при сварке, например при сварке под флю-
сом, обеспечивает повышенную чистоту и высокое качест-
во. Тем не менее стремятся обеспечить мелкозернистую
структуру, имеющую высокие пластические свойства и вяз-
кость металл? шва, для чего легируют наплавленный ме-
талл элементами, измельчающими зерна (титаном, алюми-
нием и др.) путем введения их в покрытие или в металл
электрода.
Околошовная^зона разделяется на несколько участков:
1. Участок, называемый зоной сплавления
при сварке — узкая полоса на границе основного металла и
металла шва с частично оплавившимися зернами металла.
В ней происходили процессы диффузии, т.е. проникания
наплавляемого металла в основной и наоборот, и их сплав-
ление. Химический состав этого участка отличается от со-
става наплавленного и основного металла. Ширина участка
небольшая, 0,1—0,4 мм, и меняется в зависимости от на-
55
грева и состава металла. Свойства этого участка имеют
большое значение для работоспособности сварного сое-
динения.
2. Участок перегрева ограничен со стороны
основного металла температурой нагрева примерно 1100°С.
На нем происходит рост зерна, процесс последующей пере-
кристаллизации еще не наступил, металл имеет крупнозер-
нистое строение, иногда с видманштеттовой структурой.
Ширина участка 1—3 мм, вязкость металла на этом участ-
ке понижается примерно на 25% и более.
3. Участок нормализации шириной
1,2—4 мм, ограничен температурой нагрева немного выше
температуры Acj (около 850°С) и температурой 1100°С. На
этом участке образуется мелкозернистая структура и меха-
нические свойства его наиболее высокие.
4. Участок неполной перекристалли
з а ц и*и, подвергаемый при сварке нагреву от температуры
Аса до Aq (для низкоуглеродистой стали примерно
85О...725°С). На нем имеются зерна основного металла, не
изменившиеся при нагреве, и одновременно зерна металла,
образовавшиеся при перекристаллизации.
5. Участок рекристаллизации, наблю-
даемый при сварке металла, подвергавшегося пластической
деформации (обработке давлением). При температуре
450...700°С из обломков зерен, образовавшихся при холод-
ной обработке давлением, зарождаются и вырастают новые
зерна; металлу возвращаются прежние механические свой-
ства, бывшие до пластической деформации. На участке
возможен процесс старения, заключающийся в выделении
избыточных С и N в виде карбидов и нитридов, что сопро-
вождается повышением прочности и снижением пластично-
сти.
6. Участок, расположенный в зоне
нагрева при сварке до температуры 200—400°С. Ха-
рактеризуется появлением синего цвета побежалости на по-
верхности металла. При сварке низкоуглеродистой стали с
повышенным содержанием О2, N2 и Н2 на этом участке на-
блюдается падение ударной вязкости, что по-видимому объ-
ясняется старением металла, в процессе которого происхо-
дит выпадение нитридов, карбидов и выделение водорода,
снижающих вязкость металла. В металле с нормированным
содержанием указанных элементов этого снижения не на-
блюдается.
Указанные выше размеры участков могут меняться в
зависимости от способа сварки (покрытыми электродами,
56
под флюсом, в среде защитных газов, электрошлаковой и
газовой сварки), а также от химического состава основного
и электродного металла и погонной энергии сварки.
ГЛАВА 5. СВАРИВАЕМОСТЬ МЕТАЛЛОВ
5.1. ПОНЯТИЕ О СВАРИВАЕМОСТИ МЕТАЛЛОВ
Свариваемостью называют свойство металла или соче-
тания металлов образовывать при установленной техноло-
гии соединения, отвечающие требованиям, обусловленным
конструкцией и эксплуатацией изделия. Наибольшее влия-
ние на свариваемость металла имеет его химический со-
став.
Свариваемость стали в первую очередь зависит от со-
держания в ней углерода. Хорошо свариваются низкоугле-
родистые стали, содержащие С до 0,25%. Хуже сваривают-
ся среднеуглеродистые стали, содержащие С от 0,26 до
0,45%. Плохо свариваются высокоуглеродистые стали, в
которых С содержится от 0,46 до 0,9%. Свариваемость ста-
ли зависит также от содержания в ней других элементов.
Примерно в равной степени ухудшают свариваемость Мл,
Сг, V, Мо. При содержании Р более 0,05% и Си более
0,5% свариваемость стали значительно ухудшается; Si и Ni
влияют на свариваемость в меньшей степени.
Повышенное содержание С в стали приводит к увеличе-
нию ликвационной неоднородности металла, выделению по
границам кристаллитов сульфидных включений, что снижа-
ет стойкость стали к образованию трещин; в ЗТВ образуют-
ся хрупкие структуры мартенсита, характерные для закал-
ки, повышающие внутренние напряжения и также увели-
чивающие склонность стали к образованию трещин. Анало-
гичные действия оказывают легирующие элементы. По сте-
пени легирования стали подразделяются на низколе-
гированные, содержащие не более 2,5% легирующих
элементов, среднелегированные, содержащие
от 2,5 до 10% легирующих элементов, и высоколе-
гированные, содержащие их более 10% и одного из
легирующих не менее 5%.
Свариваемость большинства низколегированных строи-
тельных сталей хорошая и для их сварки не требуется ни-
каких дополнительных технологических приемов, кроме оп-
тимального режима. Свариваемость некоторых низколеги-
57
рованных строительных, а также высокопрочных конструк-
ционных и жаропрочных сталей удовлетворительная, но
для их сварки требуются дополнительные технологические
приемы (в основном предварительный нагрев и иногда по-
следующая термообработка). Аналогично этому характери-
зуется сварка среднелегированных сталей. Более сложной
представляется свариваемость высоколегированных сталей
мартенситного, ферритного и аустенитного классов, при
сварке которых необходимы технологические меры по пре-
дупреждению образования трещин, обеспечению требуемой
коррозионной стойкости, жаростойкости и жаропрочности,
предупреждению межкристаллитной коррозии и охрупчива-
ние металла в процессе эксплуатации.
5.2. ОЦЕНКА СВАРИВАЕМОСТИ СТАЛИ
При оценке свариваемости металла учитываются наибо-
лее важные факторы, влияющие на свариваемость:
химический состав металла;
скорость охлаждения металла в процессе сварки;
характер первичной кристаллизации и последующих
структурных превращений при охлаждении;
склонность металла сварного соединения к образованию
закалочных структур;
склонность сварного соединения к образованию трещин;
образование сварного шва требуемого химического со-
става, механических и других свойств.
Ввиду того, что наибольшее влияние на свариваемость
стали оказывает углерод, а другие элементы влияют в
меньшей степени, стремятся приравнять влияние этих эле
ментов к эквиваленту углерода Сэ в процентах.
ГОСТ 27772—88 рекомендует следующую ориентире
вочную формулу углеродного эквивалента:
C=C+Mn+^ + ^+ Cu+2V + Ni+„P
э 6 24 5 13 14 40 2
где символы химических элементов означают содержание их в стали, %.
По этому ГОСТу свариваемость всех сталей, на кото-
рые он распространяется, гарантируется изготовителем: для
сталей с пределом текучести 390 Н/мм2 по требованию по-
требителя Сэ должен быть не более 0,49%, а для сталей с
пределом текучести 440 Н/мм2 — не более 0,51%. Боль-
шинство низколегированных сталей с пределом текучести
58
5.1. Влияние скорости охлаждения на механические свойства металла
шва ннзкоуглеродистой стали
до 390 Н/мм2 имеет Сэ не более 0,49%, эти стали практи-
чески свариваются удовлетворительно и только при при-
ближении значения Сэ к предельной величине
(0,45—0,48%) и особенно при увеличении толщины метал-
ла или при работе в условиях низких температур для них
требуется предварительный подогрев.
Повышенная скорость охлаждения характерна для свар-
ных соединений. Влияние скорости охлаждения на механи-
ческие свойства металла шва хорошо видно на рис. 5.1.
При повышении скорости охлаждения сварного шва низко-
углеродистой стали прочность ее растет, а пластичность па-
дает. Аналогично этому влияет увеличение скорости охлаж-
дения сварного шва среднеуглеродистых, высокоуглероди-
стых и легированных сталей. Эти стали наиболее склонны к
образованию закалочных структур мартенсита, что может
быть причиной образования трещин. Наличие трещин даже
в микроскопических размерах недопустимо, поэтому оценка
склонности металла к образованию трещин при сварке не-
обходима для определения его свариваемости. Окончатель-
ная оценка свариваемости осуществляется кроме этого ря-
дом других испытаний (механических, металлографических
и т.д.), проводимых по правилам, предусмотренным ГОС-
Тами.
59
5.3. ГОРЯЧИЕ И ХОЛОДНЫЕ ТРЕЩИНЫ
В СВАРНЫХ СОЕДИНЕНИЯХ
К горячим или кристаллизацион-
ным, относят трещины, возникающие при темпера-
турах, близких к линии солидуса, т.е. в период кристалли-
зации и затвердевания сварочной ванны, когда металл на-
ходится в температурном интервале хрупкости (ТИХ), т.е.
в пределах между температурой его верхней границы Гвг и
нижней границы Тнг. Для низколегированной стали это со-
ответствует температурам примерно 1450°С (Твг) и 1350°С
(Тнг). В этом интервале между образующимися кристалли-
тами еще существуют более легкоплавкие прослойки, за-
твердевающие в последнюю очередь при более низкой тем-
пературе из-за наличия в них повышенного процента при-
месей (С, S, Р и др.). Эти прослойки оказываются недоста-
точно пластичными для того, чтобы противостоять при вы-
сокой температуре возникающим сварочным напряжениям
(см. гл. 21), что приводит к образованию микротрещин, ко-
торые, развиваясь между кристаллитами, могут разрушить
соединение.
ГОСТ 26389—84 устанавливает методы испытания
сварных соединений стали и цветных металлов для опреде-
ления сопротивляемости металла сварного шва и зоны тер-
мического влияния образованию горячих трещин. По этому
ГОСТу предусмотрены машинные и технологические мето-
ды испытаний. При машинном методе в процессе сварки
или термической иммитации серии образцов производят
высокотемпературные машинные деформации с различной
скоростью до образования микротрещин. Затем определяют
критическую скорость растяжения в м/с и критический
темп растяжения в м/°С (%/°C), при которых образуются
трещины. По этим показателям определяют сопротивляе-
мость образованию трещин основного и наплавленного ма-
териалов. На рис. 5.2 показана конструкция одного из об-
разцов. Его деформируют на прессе в процессе сварки пу-
тем изгиба вдоль шва. Для определения критической скоро-
сти растяжения испытывают образцы при постоянном тер-
мическом цикле, но с различной скоростью деформации.
Определение критического темпа растяжения с помощью
термопар, введенных в сварочную ванну, производят при
изменениях термического цикла, вызванных различной
скоростью сварки. Всего испытывают 10—15 образцов, их
форма и размеры швов должны соответствовать показан-
ным на рис. 5.2.
60
5.2. Образец для машинного метода испытания сопротивляемости метал-
ла шва образованию горячих трещин
I — образец из двух частей; 2 — входная и выходная технологические
планки; 3 — прихватка
Технологические методы испытания проводят на образ-
цах (рис. 5.3), конструкция и технология сварки которых
вызывает повышенный темп высокотемпературных дефор-
маций, приводящих к образованию микротрещин. Изготов-
ляют серию из пяти образцов. Кольцевую проточку свари-
вают в два, а при ручной сварке в три слоя. При отсутст-
вии трещин в первом образце следующий образец сварива-
ют с увеличением скорости сварки на 20% при силе тока и
напряжении, обеспечивающих заполнение проточки. По ре-
зультатам сварки и испытания образцов серии определяют
минимальную скорость сварки и другие показатели, харак-
теризующие сопротивляемость металла шва и зоны терми-
ческого влияния.
Холодные трещины образуются в сварных
соединениях при более низкой температуре (200—300°С и
ниже). Они особенно характерны для соединения среднеуг-
леродистых, средне- и высоколегированных закаливающих-
ся сталей перлитного и мартенситного классов. Это объяс-
няется тем, что ео время сварки перлит и феррит около-
шовной зоны превращается в крупнозернистый аустенит. В
дальнейшем при высокой скорости охлаждения аустенит,
переохлаждаясь, образует закалочные прослойки мартенси-
та с низкими пластическими свойствами. Распад аустенита
с образованием мартенсита продолжается и при дальней-
61
130
53, Образец для технологического метода испытания сопротивляемости
образованию горячих трещин
тем понижении температуры, даже ниже 200°С. При этом
возникают сварочные напряжения (см. гл. 21), которь
способны образовать трещины особенно в низкопластичны:
напряженных участках металла. Образованию холоднь
трещин способствуют загрязнение металла фосфором и ос<
бенно повышенная концентрация в нем водорода, а таки
дефекты швов, неравномерный нагрев и охлаждение и др]
гие причины. Зарождаясь в процессе охлаждения сварно
соединения, холодные трещины могут постепенно разв]
ваться, выявляясь через несколько часов и даже суток. Д;
определения склонности стали к образованию холоднь
трещин применяют машинные и технологические метод
испытания образцов по ГОСТ 26388—84. На рис. 5.4 пою
зан один из образцов для технологических испытаний, а
стоящий из трех частей а, б и в. Всего сваривают в лодочю
три образца вручную или механизированным способом на
режимах, приведенных в ГОСТе. Катет шва К, длина об*;
разца L и швов £ш зависят от толщины металла: для стали
толщиной 10—12 мм К « 8 мм, L = 150 мм и « 50
мм. После сварки образцы выдерживают при нормальной
температуре 20 ч. Наличие трещин выявляют осмотром с
помощью лупы, контролем неразрушающими методами или
металлографическим исследованием трех шлифов из каждо-
62
5.4. Образец для испытания сопротивляемости образованию холодных
трещин из стали толщиной 10—12 мм
а — образец из 3 частей; б — сварка образца; в — места вырезки шва для
исследования шлифов; 1—4 — порядок сварки; 5 — связующий шов
го образца (г). По наллчию или отсутствию трещин судят о
сопротивляемости сварного соединения образованию холод-
ных трещин. Одновременно со сваркой образцов определя-
ют содержание диффузионного водорода в металле шва по
ГОСТ 23338—78*, которое не должно превышать
5—10 см? 100 г.
С течением времени наблюдается процесс старения ме-
талла, сопровождающийся повышением его твердости и
хрупкости; это характерно для металла, в котором посте-
пенно выпадают из кристаллитов содержащиеся в них из-
быточные кислород, азот, водород и другие примеси, что
искажает кристаллическую решетку и ухудшает пластич-
ность. Склонность к старению оценивается по величине
ударной вязкости при низкой температуре (критической
температуре хрупкости). Для строительных низкоуглероди-
63
стых сталей величина ударной вязкости при температуре
—20°С должна быть не меньше 29 Дж/см2, а для ряд;,
низколегированных строительных сталей ударная вязкост
должна быть нс ниже 29—39 Дж/см2 при температур^
—40°С и 24—34 Дж/см2 при температуре —70°С. Некото-
рые высоколегированные хромоникелевые стали сохраняют
высокую ударную вязкость при очень низкой температуре
(—190°С и ниже). Процесс старения металла может быть
естественным при комнатной температуре и искусствен-
ным, который заключается в нагреве металла до определен-
ной температуры и последующем охлаждении.
5.4. МЕРЫ ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ
НА МЕТАЛЛ ДЛЯ ОБЕСПЕЧЕНИЯ ТРЕБУЕМЫХ
СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ
При сварке сталей с повышенным содержанием углеро-
да и легирующих примесей, а также при сварке некоторых
цветных металлов необходимо применять меры термическо-
го воздействия, к которым относятся: предварительный и
сопутствующий подогрев основного металла и последующая
термическая обработка сварного соединения. Подогрев
металла при сварке производится для снижения скоро-
сти охлаждения шва и ЗТВ, а также для предупреждения
термического старения металла и образования холодных
трещин. Предварительный местный подогрев основного ме-
талла осуществляется непосредственно перед сваркой на
расстоянии не менее 100 мм по обе стороны от шва и на
длине не более 1000 мм. По мере сварки подогревают сле-
дующий участок. Сопутствующий подогрев осуществляют
на длину следующего участка и при сварке последующих
слоев — многослойного шва. Температуру подогрева назна-
чают в зависимости от марки металла, его толщины и тем-
пературы окружающего воздуха (температуры металла).
Например, СНиП 3.03.01.87 установил, что низколегиро-
ванные стали с пределом текучести более 390 МПа и тол-
щине свыше 25 мм должны подвергаться предварительному
подогреву перед сваркой до 120—160°С независимо от тем-
пературы металла.
Термическая обработка сварных соеди-
нений заключается в нагреве, выдержке и охлаждении с
целью устранения или уменьшения сварочных напряжений
и улучшений структуры и свойств соединения. Весь процесс
обработки выполняют с определенной заданной скоростью.
64
5.5. Схема термической обработки
а — низколегированных хромоникельмолибденовых сталей; б — хромони-
келевых нержавеющих сталей; / — термический отдых; 2 — высокий от-
пуск; 3 — нормализация; 4 — аустенизация; 5 — стабилизирующий
ОТЖИГ — и
Применяют следующие виды термической обработки: высо-
кий отпуск, заключающийся в нагреве немного ниже точки
Ас{, выдержке и замедленном охлаждении, что уменьшает
сварочные напряжения и предупреждает образование хо-
лодных трещин (этот вид наиболее часто применяют для
сварных конструкций); нормализацию, заключающуюся в
нагреве выше температуры отпуска (для низколегирован-
ных сталей 900—950°С), небольшой выдержке и замедлен-
ном охлаждении, этим видом достигается снятие внутрен-
них напряжений и улучшение структуры; термический
отдых, заключающийся в нагреве до 250—ЗОО°С и выдер-
жке несколько часов для удаления водорода;^аустениза- 1
цию, заключающуюся в нагреве сварных соединений из
хромоникелевых сталей для снижения сварочных напряже-
ний и получения, однородной структуры аустенита;] с7пабй-~1
лизирующий отжиг, заключающийся в нагрсвеэтих же L
сталей до более высокой температуры для обеспечения ста- |
б ильной структуры и предупреждения появления коррози- |
рнных трещин.)Ila pwc. 5.5 даны наглядные Трафики терми-
ческой обработки некоторых сталей.
65
ГЛАВА 6. СВАРОЧНЫЕ МАТЕРИАЛЫ
6.1. ОСНОВНЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ В СТРОИТЕЛЬСТВЕ
Сварные конструкции изготовляют из металла и в и
большом объеме из пластмасс.
Для сварных строительных конструкций широко и.
пользуется сталь различных марок. Строительными норма-
ми и правилами (СНиП) установлены области применения
тех или иных марок стали. Сварные конструкции, работаю-
щие в особо тяжелых условиях или подвергающиеся непос-
редственному воздействию динамических, вибрационных
или подвижных нагрузок, эксплуатируемые при минусовой
температуре, могут изготовляться только из низкоуглсроди-
стой хорошо раскисленной спокойной стали или из низко-
легированных строительных сталей.
Конструкции, работающие при статической нагрузке
или только на сжатие, а также вспомогательные конструк-
ции могут изготовляться из низкоуглеродистой стали менее
раскисленной — полуспокойной и кипящей (см. гл. 16 и
17). Для технологических аппаратов и трубопроводов при-
меняют среднелегированные и высоколегированные стали,
воспринимающие большие нагрузки в условиях повышен-
ных или пониженных температур, а также работающие в
коррозионных средах.
Кроме стали для строительных конструкций применяют
в небольших количествах алюминий и его сплавы, другие
цветные металлы, чугун, а также пластмассы (см.
гл. 18—20).
К сварочным материалам относятся: сварочная проволо-
ка для механизированной дуговой, электрошлаковой сварки
и изготовления электродов, прутки для дуговой сварки^
проволока стальная наплавочная, порошковая проволока
для дуговой механизированной сварки и наплавки, покры-
тые электроды для ручной дуговой сварки, неплавящиеся
(вольфрамовые, графитизированные и др.), сварочные флкн
сы, газы и порошки для сварки, наплавки и напыления.
6.2. СВАРОЧНАЯ ПРОВОЛОКА
Проволока стальная сварочная (ГОСТ 2246—70*) в за*
висимости от содержания легирующих элементов подразде*
ляется на низкоуглеродистую (6 марок), легированнуи
66
6.1. Химический состав стальной сварочной проволоки некоторых марок
(по ГОСТ 2246-70* ,%
Марка проволоки с Si Мп Сг Ni Мо 1" i—J не бо р лее Прочие
Низкоуглеродистая
Св-08 А ^0,10 ^0,03 0,35-0,60 ^=0,12 0,25 — 0,030 0,030 0,01А1
Св-08 АА <-0,10 ^0,03 0,35-0,60 2=0,10 0,25 — 0,020 0,020 0,01 А1
СВ-10Г2 20Л2 ^0,06 1,50-1,90 «0,20 0,30 - - 0,030 0,030 0,01А1
Легированная
Св-08 Г2С 0,05-0,11 0,7-0,95 1,8—2,1 «с.0,2 *=0,25 0,025 0,030
Св-08 MX 0,06-0,10 0,12-0,30 0,35-0,6 0,45-0,65^0,30 0,40-0,60 — 0,025 0,030
Св-08ГСМТ 0,06-0,11 0,40-0,70 1,0-1,30 ^0,30 ^0,30 0,20-0,40 0,06-0,12 0,025 0,030
Св-15ГСТЮЦА 0,12-0,18 0,45-0,85 0,60-1,00 гс0,30 ^0,40 Zr =0,05- 0,05-0,20 0,025 0,025 А1 - 0,20 -
-0,15 0,50 С1 - не ме-
нее 0,04
СВ-20ГСТЮА 0,17-0,23 0,60-0,90 0,90-1,20 -=о,зо -с 0,40 — 0,10 0,025 0,025 А1 - 0,20 -
030 О - 0,030 - 0,45
СВ-10Х5М 0,12 0,12-0,35 0,40-0,70 4,0-5.5-с0,30 0,40-0,60 - 0,025 0,030 -
Высоколегированная
СВ-10Х17Т ^0,12 ^0,80 «0,70 16,0-18,0 -с0?60 0,20-030 0,025 0,035 —
СВ-04Х19Н9 ^0,06 0,50-1,00 1,0-2,0 18,0-20,0 8.0-10.0 - — 0,18 0,025 —
СВ-О8Х16Н8М2 0,08-0,10 ^0,60 1,5-2,0 15,0-17,0 73-9,0 1 13-2,0 — 0,18 0,025 —
СВ-06Х25Н12ТЮ ^0,08 ’ 0,6-1,0 ±£0,80 24-26,5 11,5-13,5 - 0,60-1,00 0,020 0,030 А1 - 0,40
Св-08 Н50 4^0,10 ^0,50 <0,50 *== 0,30 48,0-53,0 — 0,020 0,030 —
6.2. Буквенное обозначение элементов в марках стали,
стальной проволоки
— Элемент Буквенное Элемент Буквен- ное обозначе- ние Элемент Буквенное обозначение
обозначение
Азот А Кремний С Селен Е
Алюми- ний Ю Марганец I’ Титан Т
Бор Р Медь Д Хром X
Ванадий Ф Молибден М Цирконий Ц
Велы}) рам В Никель н
Кобальт К Ниобий Б
(30 марок) и высоколегированную (39 марок). В табл. 6.1
приведен химический состав некоторых марок стальной
проволоки. Кроме сварочной проволоки изготовляется про-
волока стальная наплавочная по ГОСТ 10543—82*.
Пример цифрового и буквенного обозначения стальной
сварочной проволоки Св-08Г2С: Св — сварочная проволо-
ка; 08 — среднее содержание углерода (0,05—0,11%); бук-
ва Г — обозначение марганца, а цифра 2 — его среднее со-
держание в процентах (1,8—2,1 %); буква С — обозначе-
ние кремния. Аналогично этому формируется наименова-
ние марок других стальных проволок. В табл. 6.2 приведе-
ны буквенные обозначения элементов.
Сварочную стальную проволоку изготовляют диаметром
от 0,3 до 12 мм в мотках, катушках или кассетах в зависи-
мости от требования потребителя, при этом проволока дол-
жна состоять из одного отрезка, свернутого неперепутайны-
ми рядами и плотно увязана. Проволока диаметром 0,3-
1,5 мм предназначена только для механизированной и газовой
сварки. Проволока диаметром 1,6—12 мм может быть ис-
пользована для механизированной и газовой сварки и для
изготовления электродов. Ввиду того, что при изготовлении
электродов на прессах требуется повышенная точность диа-
метра проволоки, ее назначение для этой цели должно
быть оговорено при заказе, а при выпуске в мотках она
маркируется условным обозначением (в прикрепленных к
моткам бирках и в отправочных документах) буквой Э. По
требованию потребителей низкоуглеродистую и легирован-
ную проволоку поставляют с омедненной поверхностью для
предохранения от коррозии, что обозначается буквой О, а
также ее могут изготовлять из стали, выплавленной элект*
рошлаковым (Ш) или вакуумно-дуговым (ВД) и вакуумно-
индукционным (ВИ) способами, что повышает качество ме-
68
галла проволоки. В условном обозначении проволоки ука-
зывают диаметр и марку, приведенные выше буквенные ус-
ловные индексы и номер ГОСТа.
Например: проволока диаметром 4 мм марки Св-
04X19Н9 шлакового переплава для изготовления электро-
дов обозначается 4Св-04Х19Н9-Ш-Э ГОСТ 2246-70*;
проволока диаметром 1,6 мм марки Св-08Г2С, предназна-
ченная для механизированной сварки или наплавки, с
омедненной поверхностью обозначается 1,6 Св-08Г2С-0-
ГОСТ 2246—70*. Размеры и масса мотков проволоки уста-
новлены стандартом в зависимости от ее диаметра.
Поверхность проволоки должна быть чистой и гладкой
без наружных дефектов и без ржавчины, окалины, масла.
Однако многие марки проволоки поставляются со следами
мыльной смазки и даже смазанные жиром для предохране-
ния от коррозии. Кроме того, длительное хранение неомед-
ненной проволоки способствует ее коррозии, поэтому перед
употреблением проволоку рекомендуется обезжирить (при
наличии на ней смазки) и прокалить для удаления следов
смазки, ржавичны и влаги.
Проволока сварочная из алюминия и алюминиевых
сплавов изготовляется по ГОСТ 7871—15*. Всего по этому
ГОСТу предусмотрено 14 марок проволоки; химический со-
став некоторых из них приведен в табл. 6.3.
Проволока и прессованные прутки выпускаются диамет-
ром 4,0—10,0 мм, кроме того ГОСТом предусмотрен вы-
пуск прессованных прутков диаметром 11,2 и 12,5 мм. Вы-
пускается также тянутая проволока диаметром от 0,8 до
4,0 мм, .которая подвергается на заводе химической обра-
ботке, нагартовке и наматывается в катушки ровными ря-
дами, после чего упаковывается в полиэтиленовые мешки,
обеспечивающие герметичность.
Для сварки меди и ее сплавов изготовляют проволоку
и прутки различных марок из меди, медно-никелевых
сплавов, бронзы и латуни, выпускаемые по нескольким
ГОСТам.
Для сварки чугуна изготовляют литые чугунные прут-
ки по ГОСТ 2671—80.
Для сварки титана и его сплавов используют проволо-
ку по ГОСТ 27265—87, но предъявляют к металлу прово-
локи более жесткие требования по содержанию водорода.
Характеристика проволок и прутков для сварки цветных
металлов дана в гл. 19, а для сварки вольфрамовыми
электродами — в гл. 12.
69
о
6.3. Химический состав сварочной проволоки из алюминия и алюминиевых
сплавов, % (по ГОСТ 7571-75*)
Марка AJ Mg Мл Si Ге Ti Be Примеси, не более Прочие Всего при- месей
СвАК5 СвАМгб Осталь- ное 4.8-5,8 0.5-0.8 4,5-6 0.1-0,2 0,1-0.2 0,002-0.005 Fe — 0.6; Zn + Sn - 0.1 Си - 0.2 Fe 0.4; Si-04; 0.1 Zn - 0.2; Си - 0.05 1,0 1.4
СвАМгб 5.8—6,8 0.5-0.8 — — 0,1-0.2 0.002-0.005 Fe-0.4; Si - 0.4; 0,1 Zn -0,2; Си -0.1 1.2
СвА85Т — — — — 0,2—0.5 — Fe - 0,04; Si - 0.04; - Zn -0.02; Си - 0.01; Mg - 0.01 0,08
СвАМц — 1-1.5 0.2—0.4 0.3-0,5 — — Zn - 0.1; Си - 0.2; Mg - 0.05
6-3. ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Как известно из гл. 4, для ручной дуговой сварки стали
и наплавки используют металлические электроды, на стер-
жни которых нанесено специальное покрытие. Стальные
стержни нарубают из проволоки на станках; покрытие из-
готовляют из размолотых, специально подобранных матери-
алов, тщательно перемешанных между собой в определен-
ной пропорции и густо замешанных жидким стеклом. На
специальных электродообмазочных прессах покрытие нано-
сят под давлением на стержни, оставляя оголенными кон-
тактные части, после чего просушивают и прокаливают.
Покрытые металлические электроды для ручной дуго-
вой сварки и наплавки изготовляют в соответствии с
ГОСТ 9466—75, которым установлены классификация, раз-
меры и общие технические условия.
По назначению электроды подразделяются:
для сварки углеродистых и низколегированных конст-
рукционных сталей с временным сопротивлением разрыву
до 600 МПа с условным обозначением буквой У;
для сварки легированных конструкционных сталей с
временным сопротивлением разрыву свыше 600 МПа с ус-
ловным обозначением Л;
для сварки легированных теплоустойчивых сталей — Т;
для сварки высоколегированных сталей с особыми свой-
ствами — В;
Для наплавки поверхностных слоев с особыми свойства-
ми — Н.
Все электроды подразделяются на типы. Характеристи-
ки типов электродов для сварки конструкционных и тепло-
устойчивых сталей предусмотрены в ГОСТ 9467—75, для
сварки высоколегированных сталей с особыми свойства-
ми — в ГОСТ 10052—75 и для наплавки поверхностных
слоев с особыми свойствами — в ГОСТ 10051—75. Каждо-
му типу электродов может соответствовать одна или не-
сколько марок; подразделение на марки осуществляется по
стандартам или техническим условиям.
По толщине покрытия в зависимости от отношения
D/d (D — диаметр покрытой части, d — диаметр стерж-
ня) электроды подразделяются:
с тонким покрытием (D/d $1,20) — М;
со средним покрытием (1,20 < D/d< 1,45) — С;
с толстым покрытием (1,45<D/d<z 1,80) — Д;
с особо толстым покрытием (D/d 1,80) — Г.
71
ГОСТом установлены следующие виды покрытий:
кислое — А, в состав которого входят руды (гема-
тит, марганцевая руда, кремнезем), раскислители (ферро-
марганец) и органические составляющие для газовой защи-
ты. При сварке электродами с кислым покрытием происхо-
дят бурное кипение ванны и хорошая дегазация шва; одна-
ко разбрызгивание увеличено, выделяется много вредных
марганцевых соединений и в шве могут образовываться го-
рячие трещины;
основное — Б, содержащее карбонаты кальция,
магния, плавиковый шпат и ферросплавы. Шлаковая и га-
зовая защита осуществляется указанными компонентами.
При сварке электродами с основным покрытием обеспечи-
ваются высокие механические свойства шва, особенно удар-
ная вязкость при низкой температуре, низкое содержание
водорода, а также стойкость против образования трещин;
выделяется значительно меньшее количество вредных паров
и газов, однако требуются хорошая очистка свариваемого
металла от ржавчины и окалины и поддержание короткой
дуги против образования пористости. Типичными предста-
вителями электродов с основным покрытием являются
УОНИ-13/45, УОНИ-13/55, СМ-11 и др.;
рутиловое — Р, содержащее рутиловый концент-
рат, ильменит, ферромарганец и другие компоненты. Элек-
троды с рутиловым покрытием марок МР-3, АНО-4 отлича-
ются высокими технологическими качествами и широко рас-
пространены в строительных организациях. Для возможно-
сти сварки на постоянном и переменном токе компоненты
основных и рутиловых покрытий замешивают на калиево-
натриевом жидком стекле или добавляют в сухую тчихту
размолотую глыбу калиевого стекла, что значительно уве-
личивает стабильность горения дуги;
целлюлозное — Ц, содержащее в основном ор-
ганические материалы (целлюлозу, древесную муку, крах-
мал и др.) и ферросплавы. При сварке это покрытие создает
главным образом газовую защиту; толщина целлюлозного
покрытия невелика, оно относится к тонкому или среднему
покрытию. Электроды с целлюлозным покрытием пригодны
для сварки во всех пространственных положениях (см. гл. 8
и 9). Могут быть также покрытия смешанного типа или
прочие покрытия — П.
В табл. 6.4 приведены характеристики типов электро-
дов для сварки конструкционных сталей. Обозначение ти-
пов электродов начинается с буквы Э; далее следуют числа,
характеризующие средние значения временного сопротив-
72
6.4. Механические свойства и предельное содержание
S и Р электродов для сварки конструкционных
сталей (по ГОСТ 9467-75)
Тип
электро-
да
Механические свойства при нормаль-
ной температуре
металла шва или I сварного сое-
наплавленного ! динения
металла
ав* ; ан- ав’ у|ОЯ
МПа % i Дж/см21 МПа изгиба,
I i >'рад
Предельное массовое
содержание в наплав-
ленном металле,
S [ Р
не более
нс менее
Э38 380 14 30 380 60
Э42 420 18 80 420 150
Э46 460 18 80 460 150
Э50 500 16 70 _ 500 120
Э4ТД 410 ‘ 22 ISO 42о 1Й0 0,040 О.045
Э46А 460 22 140 460 180
Э5ОА 500 20 130 500 150
Э55 550 20 120 550 I5O
Обо 600 18 100 600 120
Э70 700 14 60 — —
Э85 850 12 50 — 0,030 0.035
Э100 1000 10 50 — —
Э125 1250 8 40 — —
Э150 1500 8 40 — —
ления металла шва в кге/мм2, или в МПа, например —
Э42 (420 МПа); Э50 (500 МПа) и т.д. В табл. 6.5 приведе-
ны характеристики некоторых типов электродов для сварки
теплоустойчивых сталей и высоколегированных сталей с
особыми свойствами; обозначение этих электродов начина-
ется с буквы Э, но затем они обозначаются так же, как ле-
гированные стали и проволока, т.е. первые две цифры обоз-
начают массовое содержание углерода (С) в наплавленном
металле в сотых долях процента, а затем следует буквенное
и цифровое содержание в наплавленном металле других
элементов в процентах. Для каждого типа электродов мо-
жет быть несколько марок, например, к типу Э42А отно-
сятся электроды УОНИ-13/45, СМ-11 и др. Буква А в кон-
це обозначения типа свидетельствует о повышенных пла-
стических свойствах наплавленного металла и сварного сое-
динения, что видно из табл. 6.4.
В соответствии с ГОСТ 9466—75 во всех видах доку-
ментации (сертификатах, технологических проектах и т.п.)
73
6.5. Механические свойства металла шва, выполненного
некоторыми электродами для сварки
легированных сталей
Тип электрода Временное Относительное ’ I Ударная
сопротивление разрыв}' а . МПа в удлинение 7 вязкость. Дж/см2
Для сварки теплоустойчивых сталей (ГОСТ 9467-75)
ЭО5Х2М 470 IX 88
ЭО‘»Х1МФ 490 16 78
Э10X5 МФ 540 14 59
Для сварки высоколегированных сталей с особыми
свойствами (ГОСТ 10052-75)
312X13 590 16 49
ЭО7Х20119 540 30 98
ЭО8Х17Н8М2 540 30 98
ЭО8Х25Н6ОМ1ОГ2 640 24 118
условное обозначение электродов должно состоять из мар-
ки, диаметра и ГОСТа. На этикетках или в маркировке ко-
робок, пачек и ящиков должна быть указана более полная
маркировка, схема которой дана на рис. 6.1. В этой схеме
1 — тип электрода; 2 — марка; 3 — диаметр в мм; 4 —
назначение: для сварки углеродистых и низколегированных
конструкционных сталей с временным сопротивлением раз-
рыву до 600 МПа — У, для сварки легированных конструк-
ционных сталей с временным сопротивлением разрыву бо-
лее 600 МПа — Л, для сварки легированных теплоустойчи-
12 3 4 5
77
10 11
6 7 8 9
6.1. Схема маркировки электродов
1 — тип; 2 — марка; 3 — диаметр; 4 — назначение; 5 — толщина по-
крытия; б — группа индексов; 7 — вид покрытия; 8 — обозначение поло-
жения сварки; 9 — обозначение сварочного тока; 10 — ГОСТ 9466—75;
11 - ГОСТ на типы электродов
74
6.6. Обозначение сварочного тока в маркировке
электродов
Рекомендуемая полярность j Напряжение. В j 1 Обозначение
Обратная \ - 0
Любая 1
Прямая 50 2
Обратная 3
Любая Прямая 70 Обратная 4 5 6
Любая Прямая 90 Обратная 7 8 9
вых сталей — Т, для сварки высоколегированных сталей с
особыми свойствами — В, для наплавки поверхностных
слоев с особыми свойствами — Н; 5 — обозначение толщи-
ны покрытия; 6 — группа индексов, характеризующих на-
плавленный металл и определяемых по ГОСТ 9467—75,
ГОСТ 10051—75 или 10052—75; 7 — вид покрытия (А, Б,
Ц, Р, П); 8 — обозначение допускаемых пространственных
положений сварки или наплавки: во всех положениях 7, во
всех, кроме вертикального сверху вниз — 2, для нижнего,
горизонтального на вертикальной плоскости и вертикально-
го снизу вверх — 5, для нижнего — 4\ 9 — род, поляр-
ность тока и номинальная величина напряжения холостого
хода источника питания обозначаются согласно табл. б. б;
10 — обозначение стандарта 9466—75; 11 — обозначение
стандарта на типы электродов.
Например: в документации - электроды УОНИ-13/45-
4,0-ГОСТ 9466—75, а на этикетке или в маркировке коробок,
пачек и ящиков -
Э42А - УОНИ-13/45 -4х0^УД
Е432(5) -ЪЖ**
ГОСТ 9466-75, ГОСТ 9467-75, что обозначает: электроды типа
Э42А, марки УОНИ-13/45, диаметром 4 мм, для сварки угле-
родных и низколегированных сталей - У, с толстым покрытием
Д, с индексами 432(5) по ГОСТ 9467-75. с основным покры-
тием Б, для сварки во всех положениях^, обратной поляр-
ностью О, изготовленные в соответствии с указанными ГОСТами.
2 -
75
6.4. ПОРОШКОВАЯ ПРОВОЛОКА
Порошковая проволока (рис. 6.2) состоит из трубчатой
стальной оболочки, внутри которой запрессован порошок-
наполнитель, представляющий смесь стабилизирующих,
шлако- или газообразующих материалов, ферросплавов и
иногда металлических порошков. На рис. 6.2 показаны се-
чения некоторых распространенных типов порошковой про-
волоки: а — наиболее простой трубчатый тип применяют
для сварки с СО2 или наплавки, а некоторые марки этого
типа используются как самозащитные (СП-3 и СП-9); б —
более сложный, применяют без дополнительной газовой за-
щиты; в — наиболее эффективный тип двухслойной само-
защитной проволоки, обеспечивающей газовую и шлаковую
защиту при сварке.
Порошковую проволоку различных марок для дуговой
сварки углеродистых и низколегированных сталей изготов-
ляют в соответствии с ГОСТ 26271—84. Она подразделяет-
ся по следующим признакам:
по условиям применения на самозащищенную (ПС) и
газозащитную (ПГ);
по пределу текучести на типы 34, 39, 44, 49, 54, 59,
64, 69, что соответствует значениям предела текучести на-
плавленного металла в кгс/мм2. На практике учитывают
соответствие применяемой проволоки типам электродов,
например, распространенные марки ПП-АНЗ, СП-3, ПП-
АН8 и другие соответствуют типу Э50А, а марки ПП-АН54
— типу Э70 и т.д.;
по категориям в зависимости от содержания в наплав-
ленном металле углерода, серы и фосфора в %, не более:
для категории А: С — 0,15, S и Р — 0,03 каждого, для ка-
рие. 6.2. Разрывы порошковой проволоки и ленты
а — простая трубчатая; б — более сложная с нахлестом; в — двухслой-
ная; г — лента из двух соединенных полос; 1,2 ~ стальная оболочка; 3 -
порошок
76
тегории В:С—0,15, S и Р — 0,04 каждого, для категории
С:С—0,25, S и Р—0,03 каждого.
по уровню ударной вязкости, которая должна быть не
менее 35 Дж/см2 при температурах +Д0°С (К), 0°С (О), -
10°С (1), -20°С (2), -30°С (3), -40°С (4), -50°С (5) и -
60°С (6);
по положению сварки — нижнему (Н), нижнему и го-
ризонтальному (Г), вертикальному и горизонтальному (В),
для всех положений (У), горизонтальному с принудитель-
ным формированием шва (ГП), то же — вертикальному
(ВП), то же, во всех положениях (УП).
Пример обозначения: ПП-СП-3 2,6 ПС44-
А2Н — порошковая проволока марки СП-3, диаметром
2,6 мм, самозащитная, типа 44, категории А, уровня удар-
ной вязкости 2, для нижнего положения Н.
Для наплавки поверхностных слоев выпускается порош-
ковая проволока по ГОСТ 26101—84 и порошковая лента
по ГОСТ 26467—85. Конструкция порошковой ленты при-
ведена на рис. 6.2, г. Оболочка ленты состоит из тонкой
стали, сформированной в ленту из верхней и нижней час-
тей, между которыми запрессован порошок. Применяется
лента и другой конструкции, состоящая из одной полосы,
загнутой с запрессованным порошком, или из спрессованно-
го порошка, прокаленного и достаточно гибкого, без внеш-
ней оболочки. Порошковая лента используется для автома-
тической наплавки больших поверхностей, при этом дости-
гается небольшое проплавление основного металла и высо-
кое легирование наплавленного для обеспечения требуемых
свойств поверхности (см. гл.26, п.З).
6.5, СВАРОЧНЫЕ ФЛЮСЫ
Для автоматической и механизированной сварки под
флюсом применяют плавленые и керамические флюсы»
Наиболее распространены плавленые флюсы, получае-
мые путем сплавления специально подобранной шихты и
последующей грануляции сплавленной массы в зерна раз-
мером 0,25—3 мм. Характеристика некоторых плавленых
флюсов, установленная ГОСТ 9087—81, приведена в
табл, 6.7, а их химический состав в табл. 6.8.
ГОСТ 9087—81 предусматривает 21 марку флюсов,
предназначенных для автоматической, механизированной и
электрошлаковой сварки углеродистых, легированных и вы-
соколегированных сталей. Для сварки отдельных марок ста-
77
6,7. Характеристика некоторых плавленых флюсов (ГОСТ 9087—81)
Марка флюса Размер зе- рен, мм Строение и цвет зерен Режим сушки Назначение
темпера- тура. °C время, ч
АН-348-А АН-348-АМ 0,35-3 । 0,25-2,5 J 1 Стекловидный, желтый | и коричневый, всех опенков — — Для автоматической дуговой сварки углеродистых и низколегированных сталей
АН-8 0,25-2,5 То же 300-400 1-1,5 Для элсктрошлаковой сварки углеро- дистых и низколегированных сталей
АН-47 0,25-2,5 Стекловидный, темно- коричневый всех оттенков и черный — — Для автоматической дуговой сварки стали обычной и повышенной проч- ности (14Г2АФ, 16Г2АФидр. )
АН-22 0,25-2,5 Стекловидный, желтый всех оттенков и светло- коричневый 300-400 2.0 Для элсктрошлаковой и автомати- ческой дуговой сварки низко- и среднелегированных сталей
АН-26П 0,35-3 Пемзовидный, светлосерый 500-600 2 Для автоматической дуговой сварки нержавеющих коррозионно-стойких и жаропрочных сталей
6.8. Состав некоторых марок плавленых флюсов (ГОСТ 9087-81)
Марка флюса Массовое содержание, S I Р
SrO2 MnO Cal 2 MgO СаО А120з к2о. Na 2 О ' Ге2О3 ’
АН-348-А 34-41 34-38 4-5.5 5-7,5 До 6.5 До 4,5 — До 2 До 0.15 До 0.12
АН-348-АМ 41-44 34-38 3.5-4,5 5-7.5 ” 6.5 ” 4,5 -- ” 2 ” 0,15 ” 0,12
АН-8 33-36 21-26 13-19 5-7.5 4-7 11-15 -- 1.5-3,5 ° 0.15 " 0,15
АН-22 18-21,5 7-9 20-24 11.5-15 12-15 19-23 1-2 До 1 ” 0,06 ” 0,05
АН-26П 29-33 2.5-4 20-24 15-18 4-8 19-23 ” 1.5 ” 0,1 ” 0,1
АН-47 28-32 14-18 9-13 6-10 13-17 9 — 13 ” 2 ” 0.05 ” 0,08
АН-60 42,5—46.5 36-41 5-8 0,5-3 4-7 До 5 — ” 1.5 ° 0.15 0,15
3
лей и цветных металлов изготовляют флюсы по специаль-
ным техническим условиям.
Керамические флюсы изготовляют путем спекания сме-
си тонкоизмельченных материалов (минералов, ферроспла-
вов и др.) с последующим дроблением и просеиванием, ли-
бо путем грануляции сырой массы при помощи специаль-
ных станков и прокаливания полученных гранул. Керами-
ческие флюсы более эффективно чем плавленые осуществ-
ляют легирование металла шва, так как в их состав воз-
можно включение различных ферросплавов и металличе-
ских порошков.
Легирование наплавленного металла плавлеными флю-
сами ограничено, так как происходит только за счет восста-
новления Мп, Si и других элементов из их оксидов, либо
путем применения легированной сварочной проволоки. Од-
нако плавленые флюсы применяют гораздо шире из-за про-
стоты изготовления, их технологичности, обеспечения хоро-
шей защиты расплавленного металла и высокой производи-
тельности сварки.
Как видно из табл, 6,7, плавленые флюсы по своему
назначению специализированы. Керамические флюсы так-
же специализированы: для сварки углеродистых и низколе-
гированных сталей применяют флюсы АНК-30, АНК-47,
для сварки легированных и высоколегированных сталей —
флюс ФДК (табл, 6,9), Кроме указанных выше плавленых
и керамических флюсов разработано и применяется боль-
шое количество марок флюсов! предназначенных для дуго-
6.9. Состав некоторых марок керамических флюсов
Материалы Массовая доля. 7с. во флюсах марок
АНК-ЗО ФЦК
Si О 7 12
СаО" 15 -
MgO 36 —
С a Г э 12 77
АЬб3 12 10
Na Г — 5
КС 1 -- 8
I еО — 2
Ферросплавы + алюминиевый 13 —
порошок
80
вой сварки различных сталей, а также для дуговой и газо-
вой сварки цветных металлов и сварки-пайки (см.
гл. 14—18, 19).
6.6. ГАЗЫ ДЛЯ СВАРКИ ИтВЕЗЮИ-МЕТАЛЛОВ
Для дуговой сварки в защитных газах используются
разнообразные защитные газы (табл. 6J0).
Водород, аргон, гелий, воздух и азот поставляют потре-
бителям в баллонах вместимостью 40 л под давлением
6.9. Техническая характеристика защитных газов
Наименование ГОС! Объемное содержание чистого газа. %
Аргон: высшего сорта 1-го 1O157--79* 99.993 99.987
Гелий: особой чистоты ТУ 51-689 -75 99.995
высокой " 99.985
Азот: высшего сорта 9293--74 99.994
1-го 99.6
2-го 99.0
особой чистоты 99,996
Двуокись углерода (СО2): 8050 -85
высшего сорта 99.8
1-го 99.5
2-го 98.8
15 МПа. Двуокись углерода (СО2) поставляют в таких же
баллонах в жидком виде под давлением до 7 МПА.Баллоны
окрашивают в условные цвета, соответствующие газам, на-
пример: аргоновый в серый цвет с зеленой полосой в верх-
ней части с надписью арго н-ч истый; баллон с угле-
кислотой — в черный цвет с желтой надписью углеки-
слота и т.д.
6.7. ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА
ДУГОВОЙ СВАРКИ
При сварке расплавляется основной и электродный металлы.
Масса расплавленного электродного металла ?ир> г, зависит от ко-
81
эффициента расплавления яр, г/А-ч, силы сварочного тока 7_в,
А, и времени горения дуги t0,4
тр “’’Vcb'o- (6Л>
При сварке часть металла теряется на угар и разбрыз-
гивание. Эти потери характеризуются коэффициентом по-
терь %
(mp — mH)//np, д1ао (6.2)
где т н — масса наплавленного металла, г, определяемая коэффициентом
наплавки г/А«ч, силой тока /св и временем горения дуги f о> ч«
тн (6.3)
Коэффициент расплавления ар выражается
отношением массы электрода, расплавленной за единицу вре-
мени горения дуги, отнесенной к единице сварочного тока.
Коэффициент наплавки ан выражается отно-
шением массы металла, наплавленной за единицу
времени горения дуги, отнесенной к единице сварочного тока.
(6.4)
При сварке покрытыми электродами величина ZCB для
электродов данного диаметра относительно стабильна, поэ-
тому характеристикой производительности сварочного про-
цесса служит в основном о(н. Для применяемых в строи-
тельстве электродов
ун - (7,5 — 10,5) г/А-ч.
В случае применения электродов, допускающих сварку
на повышенном токе, с металлическим порошком в покры-
тии, масса наплавленного металла растет.
Величина коэффициента наплавки при механизирован-
ной или автоматизированной сварке под флюсом обычно
больше и может колебаться от 15 до 20 г/Ач, а при сварке
порошковой проволокой от 15 до 25 г/Ач. Масса наплав-
ленного металла в несколько раз больше, чем при ручной
сварке покрытыми электродами за счет больших значений ам
и 'св’
82
Более точным показателем эффективности процесса сварки
является производительность наплавки, которая обычно равна:
для электродов 1,5-2 кг/ч, для порошковой проволоки
3—8 кг/ч при механизированной сварке и 10—20 кг/ч при авто-
матической сварке.
ГЛАВА 7. ИСТОЧНИКИ ПИТАНИЯ
ДЛЯ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ
СВАРКИ
7.1. ОСНОВНЫЕ ТРЕБОВАНИЯ
К ИСТОЧНИКАМ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Сварочная дуга питается от источников переменного и
постоянного тока. Режим ее горения характеризуется силой
тока и напряжением, а также взаимосвязью между этими
двумя параметрами. В целом дуга как потребитель элект-
рической энергии и источники питания образуют как бы
единую, увязанную друг с другом энергетическую систему.
Высокая эффективность сварочных работ обеспечивается в
том случае, если вся эта система во время сварки работает
стабильно во всех ее звеньях и, прежде всего, если обеспе-
чивается устойчивое горение дуги. (Горение дуги считается
устойчивым, когда дуговой разряд существует непрерывно
при заданных значениях напряжения и тока в течение дли-
тельного промежутка времени). При этом надо иметь в ви-
ду, что при сварке действуют факторы, нарушающие устой-
чивость ее горения. Это — изменение длины дуги, особенно
при ручной сварке, перенос капель жидкого металла в сва-
рочную ванну, часто сопровождающийся коротким замыка-
нием, магнитное дутье дуги и пр. Наконец, само горение
дуги, как правило, начинается с короткого замыкания сва-
рочной цепи. Для обеспечения устойчивости горения сва-
рочной дуги и получения стабильного процесса сварки при-
меняют специальные источники питания, по своим харак-
теристикам существенно отличающиеся от электрооборудо-
вания, применяемого для обычных силовых установок или
осветительных целей.
Источники сварочного тока должны отвечать следую-
щим основным требованиям:
напряжения холостого хода источника питания Гхх, т.е.
напряжение на его зажимах (выходных клеммах) при разо-
мкнутой сварочной цепи, должно быть достаточным для
83
7.1. Внешние характеристики источников питания для дуговой сварки
J — крутопадающая; 2 — пологопадающая; 3 — жесткая; 4 — возра-
стающая
легкого возбуждения дуги и поддержания устойчивого ее
горения. В то же время это напряжение не должно превы-
шать безопасных для человека значений (не более, как
правило, 80—100 В в зависимости от рода используемого
электрического тока);
ток короткого замыкания не должен превышать уста-
новленных пределов во избежание чрезмерного перегрева
обмоток и других элементов аппаратуры;
источники питания должны иметь специальную свароч-
ную внешнюю характеристику. (Внешней характеристикой
источника питания называется зависимость напряжения на
его зажимах от силы сварочного тока, т.е. от нагрузки).
Внешние характеристики могут быть следующих типов
(рис, 7.1): крутопадающая — с быстрым уменьшением вы-
ходного напряжения при увеличении тока; пологопадаю-
щая — с медленным уменьшением напряжения при увели-
чении тока; жесткая — с практически постоянным напря-
жением при изменении тока; возрастающая — с возраста-
нием напряжения при увеличении тока;
источник питания должен обеспечивать быстрое нара-
стание напряжения от нулевого значения (в момент корот-
кого замыкания сварочной цепи) до рабочего напряжения,
т.е. обладать хорошими динамическими свойствами;
источник питания должен иметь устройство для регули-
рования режимов сварки (силы тока, напряжения) в уста-
новленных пределах;
электрическая мощность источника питания должна
84
7.2. Внешние характеристики источника питания и статические вольт-ам-
перные характеристики дуги
а, б — ручная снарка; в — механизированная плавящимся электродом;
/ — характеристики источника питания; 2 — характеристики дуги; 3 —
характеристики удлиненной дуги; /к 3 — ток короткого замыкания
быть достаточной для нормального производства сварочных
работ на заданных режимах.
Исключительно большое, непосредственное влияние на
устойчивость горения сварочной дуги оказывает внешняя
характеристика источника тока. Она должна строго соот-
ветствовать статической вольт-амперной характеристике
дуги.
Рассмотрим условия устойчивого горения дуги при руч-
ной сварке. Как видно из рис. 7.2, а, на котором совмеще-
ны характеристики дуги и источника питания, равенство
токов и напряжений дуги и источника имеет место в двух
точках А и В. (Установившийся режим работы системы
85
“сварочная дуга — источник питания" определяется преж-
де всего точкой пересечения внешней характеристики ис-
точника и вольт-амперной характеристики дуги.) Однако
только точка А соответствует устойчивому горению дуги; в
точке В дуга гореть устойчиво не будет. Это обусловлено
следующим. Если при горении дуги в точке А по какой-ли-
бо причине сварочный ток при заданной длине дуги умень-
шается, то установившееся напряжение источника оказыва-
ется больше напряжения дуги, и это избыточное напряже-
ние приводит к увеличению силы тока, т.е. к возвращению
в точку Л. Если же ток увеличивается, то напряжение ис-
точника становится меньше напряжения дуги, что приводит
к уменьшению тока и соответственно также к возвращению
в точку А. Режим горения дуги восстанавливается. При го-
рении дуги в точке В всякое случайное изменение тока по-
лучает свое дальнейшее самопроизвольное развитие: увели-
чение тока вызывает его последующий рост, и наоборот,
уменьшение тока приводит к его последующему снижению.
Эти процессы идут до тех пор, пока не произойдет или об-
рыв дуги, или пока ток не достигнет значения, соответству-
ющего точке устойчивого горения дуги (точка Л).
В реальных условиях ручного процесса сварки возмож-
ны резкие изменения длины дуги, поэтому дуга должна об-
ладать достаточным запасом устойчивости. При этом важ-
но, чтобы при изменении длины дуги в определенных пре-
делах отклонение сварочного тока от заданного значения
было минимальным, т.е. чтобы режим сварки сохранялся
практически постоянно. Именно такому условию удовлет-
воряют источники питания с крутопадающей внешней ха-
рактеристикой, особенно с большой крутизной падения. В
этом случае даже при существенном удлинении длины дуги
и переходе режима устойчивого горения дуги в точку А^
величина сварочного тока изменяется весьма незначитель-
но — ZA/ « К — /А| (рис. 7.2, б).
Таким образом источники питания с крутопадающей
характеристикой обеспечивают процессу ручной дуговой
сварки следующие крайне необходимые технологические
свойства: устойчивое горение дуги, надежное первоначаль-
ное и повторное ее возбуждение (благодаря повышенному
напряжению холостого хода источника), ограниченную си-
лу тока короткого замыкания, возможность изменения дли-
ны дуги в разумных пределах, не опасаясь ее обрыва или
чрезмерного увеличения тока.
При механизированной сварке плавящимся электродом
используют в зависимости от способа и режимов сварки ис-
86
7.3. Регулирование сварочного тока
а — изменением напряжения холостого хода; б — электрическим сопро-
тивлением источника питания; /, 2. 3 — внешние характеристики источ-
ника литания; 4 — вольт-амперные характеристики дуги; Z — сопротив-
ление источника питания
точники питания с пологопадающей, жесткой и возрастаю-
щей внешними характеристиками. Применение таких ис-
точников обеспечивает действие эффекта саморе-
гулирования дуги. Явление саморегулирования
дуги заключается в том, что в дуге при сварке плавящимся
электродом самопроизвольно устанавливается и поддержи-
вается такой ток (рис. 7.2, в, точка Л), при котором скоро-
сть плавления проволоки равна скорости ее подачи в зону
сварки. При внезапном случайном увеличении длины дуги
(точка Л) резко снижается ток на величину а/ = /А — /А1
и соответственно резко падает скорость плавления элект-
родной проволоки. В результате возникшее удлинение дли-
ны дуги начинает уменьшаться, а ток увеличиваться до тех
пор, пока не восстановятся исходная длина и ток дуги, т.е.
пока не произойдет возвращение в исходную точку Л. Ана-
логичные процессы происходят при укорачивании дуги.
Регулирование силы сварочного тока при дуговой свар-
ке обычно осуществляется с помощью самого источника пи-
тания. Все возможные способы регулирования тока можно
свести к двум: изменению напряжения холостого хода ис-
точника Ухх, изменению электрического сопротивления ис-
точника Z (рис. 7.3). Если увеличить напряжение холостого
87
хода источника (рис, 7,3, а), то его характеристика смеща-
ется вправо и пересекается с вольт-амперной характеристи-
кой дуги при больших токах. Если увеличить сопротивле-
ние источника, что соответствует смещению его характери-
стики влево (рис, 7,3, б), то электрическая энергия, отдава-
емая источником дуге, уменьшается, и ток соответственно
снижается. На практике часто используют в одном источ-
нике оба способа регулирования тока.
Источники питания для дуговой сварки работают в од-
ном из следующих режимов: перемежающемся, повторно-
кратковременном и продолжительном.
При перемежающемся режиме работа
источника с нагрузкой в течение времени /н чередуется с
работой на холостом ходу в течение /х, когда источник от
сети не отключается. Такой режим характеризуется относи-
тельной продолжительностью нагрузки ПН = / (tn +
/х) 100%. На нем работают однопостовые источники пита-
ния для ручной дуговой сварки покрытыми электродами.
Номинальная ПН составляет 60%.
При повтори о-к ратковременном ре-
жиме работа источника с нагрузкой чередуется с его пе-
риодическими отключениями от питающей сети на время
/1Г Такой режим характеризуется продолжительностью
включения ПВ » 1И/ (/н + /п)100%. На нем работают
многие источники питания для механизированной сварки.
При продолжительном режиме работы
источник питания непрерывно работает под нагрузкой в те-
чение длительного времени. Такой режим работы характе-
рен для ряда многопостовых источников питания.
Надлежит заметить, что источники питания рассчиты-
ваются на нагрузку при условии их работы без перерыва
(выше допустимых норм). При таком режиме работы силу
тока и напряжение источника называют номинальными.
Источники питания сварочной дуги в основном разли-
чаются: по роду сварочного тока — на источники перемен-
ного и постоянного тока; по количеству постов, питаемых
от одного источника — на однопостовые и многопостовые;
по условиям эксплуатации — на стационарные, передвиж-
ные и переносные.
Принятая единая система обозначения электросвароч-
ного оборудования, выпускаемого предприятиями электро-
технической промышленности. В условном обозначении
первая буква обозначает тип изделия (Т — трансформа-
тор, В — выпрямитель, Г — генератор, П — преобразова-
тель, А — агрегат, У — установка); вторая буква - ч
88
сварки (Д — дуговая, П — плазменная); третья#буква —
способ сварки (Ф — под флюсом, Г — в защитном газе, У
— универсальный источник для нескольких способов свар-
ки}; отсутствие буквы соответствует ручной дуговой сварке
покрытыми электродами); четвертая буква дает дальнейшее
пояснение источника (М — многопостовой). Одна или две
последующие цифры обозначают величину номинального
тока округленно в сотнях ампер, еще две цифры — регист-
рационный номер модели. Следующая затем группа букв и
цифр означает климатическое исполнение и категорию раз-
мещения оборудования (У — для района с умеренным кли-
матом; Т — для района с тропическим климатом; УХЛ —
для районов с умеренным и холодным климатом; 1 — для
работы на открытом воздухе; 2 — в помещениях, где коле-
бания температуры и влажности несущественно отличаются
от колебаний на открытом воздухе; 3 — в закрытых поме-
щениях, где колебания температуры и влажности воздуха и
воздействия песка и пыли существенно меньше, чем на от-
крытом воздухе; 4 — в помещениях с искусственным регу-
лированием климатических условий).
Пример условного обозначения источника питания
ВДМ-1001УХЛ4 расшифровывается следующим образом:
В — выпрямитель, Д — для дуговой сварки; М — многопо-
стовой, 10 — с номинальным сварочным током 1000 А,
01 — первая модель, УХЛ — для районов с умеренным и
холодным климатом, 4 — для работы в помещениях с ис-
кусственно регулируемыми климатическими условиями.
7.2. ИСТОЧНИКИ ПИТАНИЯ ДУГИ
ПЕРЕМЕННЫМ ТОКОМ
Основными источниками питания для дуговой сварки
переменным током являются однопостовые сварочные
трансформаторы. Они применяются при дуговой сварке по-
крытыми электродами, сварке под флюсом, электрошлако-
вой сварке.
Сварочный трансформатор имеет стержневой сердеч-
ник — магнитопровод из трансформаторной стали, на кото-
ром размещаются две обмотки: первичная и вторичная. Пе-
ременный ток из сети с напряжением проходя через
первичную обмотку трансформатора, намагничивает сер-
дечник, создавая в нем переменный магнитный поток. Этот
поток, пересекая витки вторичной обмотки, наводит в ней
переменное напряжение У2. Под деистч* м напряжения
89
во вторичной обмотке и сварочной дуге появляется ток /2.
При работе трансформатора в режиме холостого хода (сва-
рочная цепь разомкнута) ток /2 во вторичной обмотке не
идет, а напряжение У2, называемое в этом случае напряже-
нием холостого хода Йхх, является максимальным и состав-
ляет, как правило, 60—80 В.
Сварочные трансформаторы подразделяются на две ос-
новные группы. К первой группе относятся трансформаторы
с нормальным магнитным рассеянием и дополнительным
индуктивным сопротивлением — дросселем. Ко второй
группе относятся трансформаторы с искусственно повышен-
ным магнитным рассеянием. Дополнительное индуктивное
сопротивление и усиленное магнитное рассеяние выполня-
ют следующие функции: формируют падающие внешние
характеристики, обеспечивают плавное регулирование сва-
рочного тока в заданном диапазоне за счет изменения со-
противления источника (см. рис. 7.3, б), создают условия
для устойчивого горения сварочной дуги.
Трансформаторы с дросселями. Ис-
точники питания этой группы состоят из понижающего
трансформатора требуемой мощности с нормальным маг-
нитным рассеянием, имеющего жесткую внешнюю характе-
ристику, и дополнительного индуктивного сопротивления.
Роль последнего выполняет реактивная катушка с сердеч-
ником — дроссель. Дроссель оформляется в виде одного це-
лого с трансформатором, магнитопроводы трансформатора и
дросселя объединены (рис. 7,4, а). Обмотка дросселя вклю-
чается в сварочную цепь последовательно. При таком
включении дросселя (рис. 7.4, а, 6) напряжение на за-
жимах источника питания (трансформатора с дросселем)
равно:
у s у. — у
г ист г 2 г др
ИЛИ
IZ 25 — I V
г ист г 2 4,свуудр’
где /2 напряжение на вторичной обмотке трансформатора; ИДр — па-
дение напряжения на дросселе; /св — сварочный ток; ЛДр — индуктивное
сопротивление дросселя (омическим сопротивлением дросселя можно пре-
небречь ввиду его относительно малой величины).
Из этой формулы видно, что напряжение на источнике
Иист снижается с увеличением сварочного тока /св, т.е.
внешняя характеристика источника питания является пада-
90
7.4. Сварочный трансформатор с нормальным магнитным рассеянием и
дросселем в однокорпусном исполнении <я) и его характеристики (б)
1 — магнитопровод трансформатора; 2 — магнитопровод встроенного
дросселя; J — первичная обмотка; 4 — вторичная обмотка; 5 — обмотка
дросселя; б — регулируемый зазор магнитопровода дросселя; 7 — элект-
род; 8 — свариваемые детали; 9, 10 — внешние характеристики источни-
ка питания (трансформатора с совмещенным дросселем); 11 — внешняя
характеристика трансформатора без дросселя; 12 — вольт-амперная ха-
рактеристика дуги; — напряжение сети; 1^2 — напряжение трансфор-
матора; Уист — напряжение источника питания; Идр — падение напря-
жения в дросселе
ющей, причем крутизна падения внешней характеристики
растет с увеличением индуктивного сопротивления дроссе-
ля. Регулировать наклон внешней характеристики источни-
ка, а значит и сварочный ток можно путем изменения ин-
дуктивного сопротивления дросселя, например, изменением
величины зазора в магнитопроводе дросселя. В настоящее
время такие источники питания промышленностью практи-
чески не выпускаются, вследствие их пониженных технико-
экономических показателей. Вместе с тем сам принцип воз-
действия на сварочный ток за счет включения в цепь до-
полнительного индуктивного сопротивления используется
достаточно широко, например, при плавном регулировании
режимов сварки путем наматывания сварочного кабеля на
кожух трансформатора (как у источников типа “ Разряд-
250 “).
Трансформаторы с повышенным ма-
гнитным рассеянием. Эти источники питания
представляют собой понижающий трансформатор необходи-
мой мощности с искусственно увеличенным магнитным рас-
91
1.5. Трансформатор с повышенным магнитным рассеянием
1 — первичная обмотка; 2 — вторичная; Ф1 и Ф2 — общие магнитные
потоки, создаваемые соответственно первичной и вторичной обмотками;
Фр1 и Фр2 — магнитные потоки рассеяния
сеянием (рис. 7.5). Первичная I и вторичная II обмотки
трансформатора разнесены на значительное расстояние друг
от друга по высоте магнитопровода. При прохождении тока
по обмоткам возникают магнитные потоки. Основная часть
магнитных потоков <Х>! и Ф2, создаваемых намагничиваю-
щей силой соответственно первичной и вторичной обмоток,
замыкается по стержню магнитопровода и непосредственно
участвует в наведении вторичного напряжения. Другая
часть магнитных потоков замыкается по воздуху, создавая
так называемые потоки рассеяния Фр1 и Фр2, не связанные
с потоками магнитопровода. Эти потоки, наводя в обмотках
трансформатора реактивную э.д.с. самоиндукции, представ-
ляют собой индуктивное сопротивление рассеяния и факти-
чески являются индуктивным сопротивлением трансформа-
тора. С увеличением нагрузки (силы сварочного тока) ток
во вторичной обмотке трансформатора также возрастает,
при этом соответственно увеличиваются магнитные потоки
рассеяния и обусловленное ими индуктивное сопротивление
трансформатора. Напряжение во вторичной обмотке снижа-
ется. Такая зависимость напряжения источника питания
от сварочного тока отвечает падающей внешней характери-
стике.
Сварочные трансформаторы с повышенным магнитным
рассеянием по принципу создания и регулирования индук-
тивного сопротивления можно разделить на две основные
92
группы: трансформаторы с подвижными обмотками; транс-
форматоры с магнитными шунтами (подвижными и непод-
вижными с регулируемым подмагничиванием).
У трансформаторов с подвижными обмотками с уве-
личением расстояния между первичной и вторичной обмот-
ками магнитный поток рассеяния увеличивается, индуктив-
ное сопротивление возрастает, а сварочный ток и напряже-
ше на вторичной обмотке падают. Каждому положению
обмоток соответствует своя внешняя характеристика. Наи-
большие значения сварочного тока и вторичного напряже-
ния будут при минимальном расстоянии между обмотками,
т.е. когда они полностью сдвинуты. Как правило, в такого
рода трансформаторах неподвижной выполняется первичная
обмотка, вторичная обмотка является подвижной.
У трансформаторов с подвижными магнитными шун-
тами плавное регулирование тока осуществляется переме-
щением магнитного шунта в канале между первичной и
вторичной обмотками (рис, 7,6), При полностью вставлен-
ном шунте магнитная проводимость для потоков рассеяния
и сами потоки рассеяния максимальны; максимальным в
этом случае является и индуктивное сопротивление транс-
форматора. Это приводит к получению сварочного тока с
минимальным значением.
Для регулирования сварочного тока можно использо-
вать и неподвижный магнитный шунт, подмагничиваемый с
помощью дополнительной обмотки управления, питаемой
7.6. Трансформатор с подвижным магнитным шунтом
1 — первичная обмотка; 2 — вторичная обмотка; 3 — магнитопровод; 4
— подвижный магнитный шунт
93
постоянным током. Подобная схема регулирования режимов
сварки удобна при дистанционном управлении процессом,
особенно при автоматических способах сварки.
Наиболее широко используются в строительстве для
ручной дуговой сварки покрытыми электродами однопосто-
вые сварочные трансформаторы типов ТД и ТДМ с повы-
шенным магнитным рассеянием, рассчитанные на номи-
нальный сварочный ток от 160 до 500 А. Трансформаторы
серии ТДМ вследствие применения в них более прогрессив-
ных материалов и ряда конструктивных решений отлича-
ются повышенными эксплуатационными свойствами, в том
числе имеют меньшую массу и габариты. Основные техни-
ческие данные выпускаемых промышленностью трансфор-
маторов серии ТД и ТДМ приведены в табл. 7.1.
Представленный на рис. 7.7 з качестве примера транс-
форматор ТДМ-317 представляет собой передвижную уста-
новку в однокорпусном исполнении и состоит из магнито-
провода, алюминиевых первичной и вторичной обмоток,
переключателя диапазона токов и регулятора тока. Транс-
форматор имеет два диапазона регулирования сварочного
тока. В пределах каждого диапазона сварочный ток плавно
регулируется путем изменения расстояния между непод-
вижными катушками первичной обмотки и подвижными
катушками вторичной.
Для механизированной и автоматической сварки под
флюсом применяются трансформаторы типа ТДФ и ТДФЖ
с повышенным магнитным рассеянием. Трансформаторы из-
готавливаются в стационарном исполнении и рассчитаны на
длительный режим работы. В основу конструкции транс-
форматоров типа ТДФ (ТДФ-1001, ТДФ-1601) положен
трансформатор с магнитным шунтом, подмагничиваемым
постоянным током. Трансформатор имеет плавно-ступенча-
тое регулирование сварочного тока. Внешняя характеристи-
ка источника крутопадающая. Более совершенные транс-
форматоры типа ТДФЖ (ТДФЖ-1002, ТДФЖ-2002) отно-
сятся к группе тиристорных трансфор-
маторов с фиксированным магни-
тным рассеянием. Это сравнительно новый вид
трансформаторов, в основу которого положен способ фазо-
вого регулирования сварочного тока. Основным узлом та-
ких трансформаторов является тиристорный фазорегулятор.
Способ фазового регулирования переменного тока основан
на преобразовании синусоидального тока в знакоперемен-
ные импульсы, амплитуда и длительность которых опреде-
ляются углом (фазой) включения тиристоров. Трансформа-
торы типа ТДФЖ имеют пологопадающую, близкую к жес-
94
7.1. Технические характеристики сварочных трансформаторов для ручной дуговой сварки
Параметры ТД-306 hlLM-254 I ТДМ-317 I ТДМ-401-1 1 ТДМ-503-1
— «—V л—*. —— а—— ^--* 1 ‘ 1. . 1—
Номинальный сварочный ток. А 160 250 250 315 400 500
Номинальный режим работы. ПН. Ч 20 20 25 60 60 60
Номинальное рабочее напряжение. В 26.4 30 30 33 36 40
Предел регулирования сварочного тока. А 60-175 100-30V 85-250 150-370*. 60-150** 200-460*. 230-560*. 80-200»* 90—230**
Напряжение холостого хода. В 80 80 62 62*. 80** 64*. 65*. 80** 75**
Номинальная мощность. кВ * А 11.4 19.4 19 21 27 36
КПД. 70 75 76 83 84 85
Габарит, мм 548x300x530 608\345\ .585 450x290x510 515x580x800 555x585x850 729x60' .х892
Масса, кг 37 66 50 125 158 185
Примечание. Климатическое исполнение и категория размещения трансформаторов - У2 по ГОСТ 15150—69 и
ГОСТ 15543-70.
* В диапазоне больших токов.
* * В диапазоне малых токов.
7.1. Трансформатор для ручной дуговой сварки ТДМ-317
ткой, внешнюю характеристику, что положительно сказы-
вается на процессе саморегулирования сварочной дуги и,
как следствие, на стабильности процесса сварки. Они также
отличаются меньшей массой и упрощенной конструкцией
силового трансформатора, подвижные части отсутствуют.
Для электрошлаковой сварки используются одно-
фазные или трехфазные трансформа-
торы типа ТШС с нормальным магнитным рассеянием.
Эти трансформаторы вследствие особенностей электрошла-
кового процесса имеют жесткие внешние характеристики,
регулирование сварочного напряжения и, как следствие,
сварочного тока, чаще всего осуществляется путем секцио-
нирования обмоток (катушек) трансформатора.
Трансформаторы для электрошлаковой сварки выпу-
скаются под марками ТШС-1000-1, ТШС-1000-3,
ТШС-3000-1, ТШС-3000-3 (последняя цифра в условном
обозначении трансформаторов показывает число фаз — 1
или 3). Число ступеней регулирования в трансформаторах
равно 10 или 18.
96
7.3. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
ИСТОЧНИКОВ ПИТАНИЯ ПЕРЕМЕННОГО ТОКА
Стабилизаторы горения дуги. Горение дуги переменно-
го тока сопровождается перерывами, связанными со смен-
ной полярностью и переходом сварочного тока через нуле-
вую отметку. Это снижает стабильность горения дуги и в
ряде случаев не только затрудняет нормальное ведение
процесса сварки на переменном токе, но и делает его прак-
тически неосуществимым. Так, ручная сварка некоторыми
типами покрытых электродов, например электродами
УОНИ-13/55, может производиться только от источников
питания постоянного тока. Вместе с тем последние уступа-
ют источникам питания переменного тока (сварочным
трансформаторам) по целому ряду эксплуатационных пока-
зателей, имеющих важное значение при производстве сва-
рочных работ на строительно-монтажных площадках: на-
дежности, ремонтопригодности, массе, КПД и др. В связи с
этим в настоящее время разработано и успешно применяет-
ся, в том числе в строительстве, несколько видов устройств,
стабилизирующих горение дуги переменного тока. Их ис-
пользование, с одной стороны, существенно облегчает веде-
ние процесса сварки переменным током, с другой — обес-
печивает возможность применения сварочных трансформа-
торов в тех процессах, которые в обычных условиях могут
проходить только с применением источников питания по-
стоянного тока. Повышение устойчивости горения дуги уве-
личивает производительность сварки за счет роста стабиль-
ности процесса и снижения разбрызгивания расплавленного
металла.
Стабилизаторы горения дуги СД-2 и СД-3 предназначе-
ны для поддержания устойчивого горения дуги при ручной
дуговой сварке покрытыми электродами переменным током.
Они облегчают сварку электродами переменного тока (типа
МР-3, АНО-4 и т.п.) и обеспечивают возможность сварки
на переменном токе электродами, предназначенными для
сварки только на постоянном токе (УОНИ-13/45, ОЗЛ-6 и
т.д.). При этом у электродов постоянного тока с переходом
на переменный ток показатели механических свойств свар-
ного соединения не ухудшаются.
Принцип действия указанных стабилизаторов основан
на подаче, в дуговой промежуток стабилизирующего им-
пульса V'моменту перехода тока через нулевое значение.^
Стабилизаторы фактически повторно зажигают дугу и под-
держивают ее горение, пока собственное напряжение сва- >
,•>
97
рочного трансформатора не станет достаточным для пита-
ния дугового разряда. Стабилизатор СД-2 посылает стаби-
лизирующий импульс от разряжающегося конденсатора
только при смене полярности с “минуса44 на “плюс44 на
электроде (частота 50 Гц); стабилизатор СД-3 посылает
импульс в оба полупериода переменного тока (частота
100 Гц), что значительно облегчает его эксплуатацию. Оба
стабилизатора выпускаются в виде отдельного блока и мо-
гут подключаться к любому серийно выпускаемому транс-
форматору.
Стабилизатор СД-3 имеет следующие основные техни-
ческие характеристики: напряжение питания — 380 В, на-
пряжение стабилизирующего импульса — не более 500 В,
потребляемая мощность — не более 600 Вт, режим работы,
ПН-100%, габарит — 290x200x140 мм, масса — 6,5 кг.
Кроме стабилизаторов дуги СД-2 и СДЗ, изготавливае-
мых отдельными изделиями, промышленность выпускает
стабилизаторы — с частотой стабилизирующих импульсов
50 и 100 Гц — в комплекте со сварочными трансформато-
рами соответственно на 160 и 250 А. Такие источники пи-
тания сварочной дуги получили наименование 44 Разряд-
16044 и 44Разряд-25044.
Представляет интерес другой подобный источник пита-
ния дуги переменного тока — источник ТДК-315, состоя-
щий из сварочного трансформатора и импульсного стабили-
затора горения дуги с частотой стабилизирующего импульса
200 Гц. Наличие в источнике такого стабилизатора дуги
позволяет заметно облегчить труд сварщика и расширить
технологические возможности сварочного трансформатора.
Напряжение холостого хода трансформатора снижено до
45 В, что повышает безопасность работы.
Осцилляторы — это устройства, предназначенные для
первоначального возбуждения сварочной дуги переменного
и постоянного токов бесконтактным способом (без коротко-
го замыкания сварочной цепи электродом). Такой способ
поджига дуги обычно используют при аргонодуговой сварке
вольфрамовым электродом. Осцилляторы можно также ис-
пользовать при ручной дуговой сварке переменным током
покрытыми электродами тонкого металла, когда сила сва-
рочного тока составляет всего 40—100 А. В этом случае по-
стоянно включенный в сварочный процесс осциллятор спо-
собствует устойчивому горению дуги.
Эффективное действие осциллятора на горение дуги до-
стигается подачей на дуговой промежуток высокочастотных
(250—400 кГц) колебаний электрического тока высокого
98
(2500—6000 В) напряжения. В случае первоначального
возбуждения дуги, при подаче от осциллятора на электрод
высокочастотного импульса происходит пробой дугового
промежутка, обычно составляющего 2—3 мм. Это вызывает
резкое увеличение потока электронов, в результате чего ис-
кровой разряд переходит в дуговой, создавая необходимые
условия для горения сварочной дуги от источника питания.
Подобный процесс происходит и при повторном возбужде-
нии “ горящей ° дуги при смене полярности и переходе тока
через ноль. Создаваемый осциллятором поток электронов
резко снижает время перерыва горения дуги. Дуга возбуж-
дается вновь еще до того, как успевают существенно остыть
катодное пятно и плазма дуги, в результате чего стабиль-
ность горения дуги, определяемая этими факторами, возра-
стает.
Осцилляторы обычно состоят из повышающего транс-
форматора и колебательного контура с искровым разрядни-
ком, генерируемых ток высокой частоты. Промышленность
выпускает несколько типов осцилляторов для сварки. В ча-
стности осциллятор ОСПЗ-2М — для подключения к источ-
нику питания дуги по параллельной схеме и ОСППЗ-ЗОО-
М — для подключения к источнику по последовательной
схеме.
Ограничители напряжения холостого хода. Нормаль-
ное напряжение холостого хода сварочных трансформаторов
составляет 60—80 Ь. Более высокое напряжение не допу-
скается требованиями безопасности, более низкое не обес-
печивает — без использования специальных устройств —
возбуждения и стабильного горения сварочной дуги. Вместе
с тем в определенных условиях, например при производстве
сварочных работ внутри стальных газгольдеров и трубопро-
водов, напряжение холостого хода трансформатора стано-
вится опасным и может привести к тяжелым поражениям
работающих электрическим током. В связи с этим действу-
ющими нормативными документами по технике безопасно-
сти ручную дуговую сварку в особо опасных условиях рабо-
ты (внутри металлических емкостей, в колодцах, туннелях,
трубопроводах и т.п.) предписывается производить только с
использованием специальных устройств, автоматически
снижающих напряжение холостого хода трансформатора
при разрыве сварочной цепи до безопасной величины (не
более 12 В). В качестве такого устройства промышленность
выпускает ограничитель холостого хода У СНТ-06. Он сни-
жает напряжение холостого хода на выходных зажимах
сварочной цепи до значения, не превышающего 12 В, не
99
позже чем через 1 с после погасания сварочной дуги. Пода-
ча полного сварочного напряжения осуществляется путем
кратковременного замыкания электрода на изделие.
В состав устройства УСНТ-06, которое часто комплек-
туется вместе со сварочным трансформатором, например
ТДМ-401-1, входят: трансформатор дежурного напряжения
(не более 12 В), трансформатор тока, контактор, блок уп-
равления и сигнализации. Габариты устройства
432x328x195 мм, масса не более 15 кг.
7.4. ИСТОЧНИКИ ПИТАНИЯ ДУГИ
ПОСТОЯННЫМ током
Все источники питания сварочной дуги постоянным то-
ком разделяются на три основные группы: преобразователи,
выпрямители, агрегаты. При этом выпускаемые промыш-
ленностью сварочные преобразователи и агрегаты предназ-
начаются, в большинстве случаев, для питания одного сва-
рочного поста, а сварочные выпрямители — одного или не-
скольких постов.
Сварочные преобразователи. Источники питания дуги
этого типа служат для преобразования переменного тока в
постоянный. Преобразователь (рис. 7.8) состоит из располо-
женных в одном корпусе электродвигателя переменного то-
ка и сварочного генератора постоянного тока (с крутопада-
ющей или жесткой внешней характеристикой). При этом
якорь генератора и ротор электродвигателя располагаются
на одном валу.
Сварочный генератор постоянного тока состоит из ста-
тора с магнитными полюсами и якоря с обмоткой и коллек-
торами. Обмотка якоря пересекает магнитные линии полю-
сов генератора, отчего в витках обмотки возникает пере- .
менный ток, который с помощью коллектора преобразуется
в постоянный. Такие генераторы называются коллекторны-
ми. Существуют еще вентильные сварочные генераторы,
представляющие собой комбинацию генератора переменно-
го тока и выпрямительного блока. Выпускаемые в настоя-
щее время сварочные генераторы в зависимости от схемы
включения намагничивающей обмотки возбуждения могут
быть двух типов: с независимым возбуждением и самовоз-
буждением.
Генератор первого типа — с независимым возбуждени-
ем (рис. 7.9, а) имеет две намотанные на полюса обмотки
возбуждения: намагничивающую обмотку независимого
100
7.8. Сварочный преобразователь типа ПД
/ — коллектор генератора; 2 — генератор постоянного тока; 3 — пульт
управления; 4 — корпус; 5 — электродвигатель
возбуждения ОН, питаемую от постороннего источника по-
стоянного тока, и размагничивающую последовательную
обмотку ОР, включенную в сварочную цепь последователь-
но с обмоткой якоря.
Ток в обмотке независимого возбуждения ОН и созда-
ваемый им магнитный поток Ф] постоянны по величине и
направлению и не изменяются при нагрузке генератора.
Магнитный поток Ф2 последовательной обмотки ОР про-
порционален сварочному току и направлен встречно потоку
Фр “размагничивая4* его. Таким образом электродвижущая
сила генератора индуцируется результирующим потоком
Ф1 — Ф2. При отсутствии нагрузки электродвижущая сила
индуцируется только магнитным потоком Ф1 и напряжение
холостого хода на клеммах генератора, снимаемое со щеток
а и Ьу максимальное. По мере увеличения сварочного тока
поток размагничивающей обмотки Ф2 возрастает, результи-
рующий поток уменьшается — создается падающая внеш-
няя характеристика. При коротком замыкании, т.е. при
101
7.9. Принципиальные схемы сварочного генератора
а — Ь независимым возбуждением; б — с самовозбуждением
максимальной силе тока сварочной цепи, магнитный поток
Ф2 резко возрастает и становится почти равным потоку
напряжение на зажимах (клеммах) генератора падает прак-
тически до нуля.
Внешнюю характеристику генератора, ток короткого за-
мыкания, напряжение и сварочный ток регулируют путем
изменения силы тока в независимой обмотке возбуждения
при помощи реостата R (этим изменяется напряжение хо-
лостого хода по схеме рис. 7.3, а) и числа витков последо-
вательной размагничивающей обмотки (этим изменяется
крутизна внешней характеристики).
Генератор второго типа (рис. 7.9, б) подобен описанно-
му выше генератору (с независимым возбуждением). Ос-
новным отличием является использование принципа само-
возмущения, при котором намагничивающая обмотка воз-
буждения питается не от отдельного источника, а от обмот-
ки якоря собственного генератора. Напряжение снимается
с основной щетки а и дополнительной щетки с. Поскольку
напряжение между указанными щетками почти не меняет-
ся по величине и мало зависит от нагрузки генератора,
магнитный поток Фр создаваемый намагничивающей об-
моткой возбуждения, также сохраняется практически по-
стоянным.
Падающая внешняя характеристика, как и в генерато-
рах первого типа, получается за счет размагничивающего
действия последовательной обмотки ОР, так как ее магнит-
ный поток Ф2 направлен против потока Ф{ и зависит от си-
лы тока. Регулирование напряжения и сварочного тока про-
изводится реостатом R, включенным в цепь обмотки ОН,
102
а также секционированием витков последовательной обмот-
ки ОР.
В генераторах с жесткой внешней характеристикой — в
отличие от вышерассмотренных генераторов с падающей
характеристикой — последовательная обмотка ОР включе-
на так, что она является подмагничивающей, т.е. ее поток
направлен согласно с потоком намагничивающей обмотки
ОН. Следовательно, суммарный магнитный поток с ростом
тока несколько увеличивается. Этот избыток потока и вы-
званной им электродвижущей силы используется для ком-
пенсации падения напряжения внутри генератора, которое
с ростом тока также возрастает (в частности, в элементах
цепи якоря). Поэтому на выходных зажимах генератора на-
пряжение поддерживается постоянным независимо от тока
нагрузки, т.е. внешняя характеристика генератора получа-
ется жесткой. Рабочее напряжение генератора и, как след-
ствие, сварочный ток регулируется реостатом в цепи на-
магничивающей обмотки возбуждения.
Сварочные агрегаты. В условиях строительства часто
возникает необходимость выполнения сварочных работ при
отсутствии электроэнергии. В таком случае пользуются сва-
рочными агрегатами, состоящими из смонтированных на
общей металлической раме сварочного генератора постоян-
ного тока и приводного двигателя внутреннего сгорания
(рис. 7.10). В этих агрегатах вал двигателя соединен муф-
той с валом якоря генератора.
7.10. Сварочный агрегат типа АСДП
/ — прицеп; 2 — генератор постоянного тока; 3 — пульт управления; 3
4 — дизельный двигатель; 3 — топливный бак
103
Можно выделить следующие виды агрегатов: по типу
генератора — с коллекторным и вентильным генератором
по виду привода — с бензиновым и дизельным двигателем;
по числу сварочных постов — однопостовые и многопосто-
вые; по способу установки — передвижные и стационар-
ные. Агрегаты имеют, как правило, крутопадающие внеш-
ние характеристики и предназначены для ручной дуговой
сварки покрытыми электродами. Регулирование напряже-
ния и сварочного тока осуществляется так же, как и в сва-
рочных преобразователях.
Сварочные выпрямители. Выпрямитель представляет
собой устройство, преобразующее переменный ток в посто-
янный. Основными элементами выпрямителя являются си-
ловой трансформатор (трехфазный, реже однофазный) для
понижения сетевого напряжения до необходимого при свар-
ке значения, блок полупроводниковых выпрямителей (вен-
тилей) со стабилизирующим дросселем для уменьшения
пульсаций выпрямленного тока сварочной дуги. Если вы-
прямитель управляемый, то в схему входит дополнитель-
ный узел, содержащий систему управления вентилями.
Основной узел выпрямителя — выпрямительный
блок — представляет собой набор силовых вентилей, вклю-
ченных по определенной схеме с учетом того, что полупро-
водниковые элементы проводят ток только в одном направ-
лении. В качестве вентилей применяют селеновые или
кремниевые диоды и кремниевые управляемые вентили —
тиристоры. У выпрямителей с трехфазным трансформато-
ром (рис. 7.11, а) каждую шестую часть периода поочеред-
но включается пара вентилей, например / и 4, / и б, 5 и 6
и т.д. В результате за весь период получается шесть пуль-
саций (50 Гц х 6 = 300 Гц) и кривая сварочного тока ста-
новится близкой к прямой линии (рис. 7.11, б).
Сварочные выпрямители выпускаются однопостовыми с
крутопадающей, пологопадающей и жесткой внешними ха-
рактеристиками и многопостовыми с жесткой характеристи-
кой. Для получения крутопадающей характеристики и ее
регулирования в схему однопостового выпрямителя включа-
ют дроссели, либо используют другие системы из числа тех,
которые применяются для получения падающей характери-
стики и регулирования тока у источников переменного тока
(трансформаторов).
Падающую характеристику источника питания на сва-
рочном посту ручной дуговой сварки при использовании
многопостового сварочного выпрямителя, имеющего жест-
кую внешнюю характеристику, получают путем включения
на каждом посту в сварочную цепь балластного реостата
104
7.Н. Принципиальная схема однопостового сварочного выпрямителя с
трехфазным трансформатором
а — схема; б — выпрямленный ток внешней цепи; / — понижающий
।рансформатор; // — блок вентилей; /св — сварочный ток; /—6 — поряд-
ковые номера вентилей
(рис. 7.12, а). Балластный реостат представляет собой на-
бор сопротивлений, допускающий ступенчатое изменение
крутизны падающей характеристики (промышленностью
выпускаются балластные реостаты на 200, 315 и 500 А, по-
зволяющие регулировать сварочный ток через каждые
5—10 А, например балластный реостат РБ-302 на номи-
нальный ток 315 А). Режим работы многопостового выпря-
мителя на посту, оборудованном балластным реостатом, оп-
ределяется следующей зависимостью (рис. 7.12, б):
V„ = V6 - /свлрб,
где 7СВ — сварочный ток; Р'в — напряжение на клеммах выпрямителей;
Гп — напряжение на сварочном посту; — сопротивление балластного
реостата.
105
7.12. Схема включения многопостового выпрямителя на сварочные посты
а — принципиальная схема включения; б — внешние характеристики вы-
прямителя; 1 “ выпрямитель; 2 — балластные реостаты; 3 — сваривае-
мые детали; 4 — внешняя характеристика на клеммах выпрямителя; 5 —
ю же, на сварочном посту; Йв — напряжение на клеммах выпрямителя;
Vn — то же, на сварочном посту; Fpg — падение напряжения на балласт-
ном реостате
Количество постов, которое может быть одновременно
подключено к многопостовому выпрямителю, определяется
по формуле
п “ ^НОМ / ,
где /ном — номинальный ток выпрямителя; /св — среднее значение сва-
рочного тока на одном посту; К — коэффициент одновременности работы
постов, равный для ручной сварки 0,5—0,7.
В последнее время промышленность стала выпускать
высокоэффективные источники питания дуги постоянного
тока на базе высокочастотных преобразо-
вателей — инверторов. Эти источники, пред-
назначенные для ручной дуговой сварки покрытыми элект-
родами, аргонодуговой сварки вольфрамовым электродом, а
106
7.13. Блок-схема инверторного источника питания постоянного тока
7 — низкочастотный выпрямитель; 2 — высокочастотный преобразователь
(инвертор); 3 понижающий силовой высокочастотный трансформатор;
4 — высокочастотный выпрямитель; J — дуга; БУ — блок управления;
— шунт
также механизированной сварки в углекислом газе и его
смесях, отличаются небольшими габаритами и в 5—8 раз
меньшей массой, чем обычные выпрямители (снижение
массы происходит в основном за счет уменьшения массы
силового трансформатора). Последнее создает удобство экс-
плуатации таких источников, особенно в условиях строи-
тельно-монтажной площадки. Инверторные источники пи-
тания из-за повышения устойчивости горения дуги, сниже-
ния разбрызгивания расплавленного металла и улучшения
формирования шва способствуют увеличению производи-
тельности процесса сварки и улучшению качества сварных
соединений.
Источники питания работают следующим образом
(рис. 7.13). Переменный трехфазный ток промышленной
частоты от сети поступает на низкочастотный выпрямитель
и после выпрямления преобразуется инвертором в перемен-
ный ток высокой частоты ( до 10—15 кГц). Затем с по-
моцц>)9 понижающего силового трансформатора высокоча-
стотныйток уменьшается до величины, требуемой для нор-
м зльного ведения сварочного процесса. Высокочастотный
шрямитель преобразует переменный ток в постоянный,
ормирование необходимой внешней характеристики ис-
чника осуществляется путем установления обратных свя-
й по току и напряжению через блок управления БУ.
Источники питания постоянного тока, применяемые в
строительстве. В промышленном строительстве широко
применяют однопостовые сварочные преобразователи ПСО-
300-2, ПД-305, ПД-502-1, предназначенные для ручной ду-
z. : • - , * 107
2/ ---*
7.2. Технические характеристики сварочных преобразователей
Показатель | [ ПСО-ЗОО-2 [ ПД-305 | ПД-502-1 j | ПСГ-500-1
Тип генератора ГСО-300 ГД-317 ГД-502 ГСГ-500-1
Номинал ьный 315 315 500 500
сварочный ток, А * Напряжение хо- 100 90 90 60
лостого хода, В * Номинальное 32 32.6 42 40
рабочее напряже- нис, В ’ Пределы регули- 115-315 45- 350 75-500 60-500
рования свароч- црго тока, А ' Номинальный 60 60 60 60
режим работы. ПН, % ‘ Тип внешней Крутопадающая Жесткая
характеристики Мощность 15 10 30 30
элекзродви- гателя, кВт Габарит, мм 1048х620х 1200x580ч1010х650х 1050х620х
Х1028 \845 \935 \890
Масса, кг 430 268 480 460
Примечание, Климатическое исполнение и категория размещения
преобразователей - УЗ по ГОСТ 15150-69 и ГОСТ 15543-70.
говой сварки и преобразователь ПСГ-500-1, предназначен-
ный для механизированной сварки в защитном газе и по-
рошковой проволокой (табл. 7.2). Преобразователи ПСО-
300-2, ПД-502 и ПСГ-500-1 имеют коллекторные генерато-
ры, а преобразователь ПД-305 — вентильный генератор. У
преобразователя ПД-502 генератор с независимым возбуж-
дением, у остальных — с самовозбуждением.
При ручной дуговой сварке в полевых условиях приме-
няют сварочные агрегаты с бензиновыми или дизельными
двигателями. Основные технические характеристики неко-
торых из них представлены в табл. 7.3. В подавляющем
большинстве сварочные агрегаты предназначены для пита-
ния одного поста. Вместе с тем ряд агрегатов применяется
для питания нескольких постов ручной дуговой сварки, на-
пример агрегаты АДД-502 и АСДП-500Г.
Приведенный в табл. 7.3 сварочный агрегат АСДП-
500Г в отличие от агрегата АДД-502 имеет не два, а один
генератор с жесткой внешней характеристикой. Регул ирова-
108
73. Технические характеристики сварочных агрегатов постоянного
тока
Показа- тель Бензиновые атрегаты Дизельные агрегаты
А СБ-300м| АДБ-312(/[п АС-400 АДД-31121АДД-5 02| АСДП-500Г
Тип гене- Коллек- Вентиль- Коллек- Коллек- Вентиль- Коллек-
оатора торный ный торный торный ный торный
Номиналь- 250 ный сва- рочный wk, А 315 400 315 2x315* 500 500
Напря- 90 жение ХОЛОСТО- 14) хода, В 100 100 100 100 55
Номи- 30 нальное рабочее напряже- ние, В 32,6 40 32,6 2x32* 40 55
Пределы 45-250 pci улиро- II алия св арочно- ю тока, А 15-350 120-600 30-350 60 330* 250-550 До 600
Номинапь- 60 ный ре- жим ра- |богы, ПН, 60 100 50 60 80 100
% Яо мин аль- 22 <ая мо in- fo сть, КВт 29 48 29 37 44
Гип |нешней 1»рак- ’ '1'0 и стики Крутопадающая Жесткая
Гип дви- ’’Москвич” 320-01 'ателЯ ЗИЛ-164 Д144-80 Д144-36 ЯАЗ-М204Г
'абарит, 1630х850х 1870х 2700х 1860х 6240х 6600х
им х1095 х950х х900х х950х х2350х х2500х
х1045 Х1550 Х1210 х2520 х285О
Масса, кг 565 670 1990 885 1650 5020**
При мсчание. Климатическое исполнение и категория размеще-
Ня -У1 по ГОСТ 15150-69 и ГОСТ 15543 70.
* При раздельной работе двух сварочных постов.
* * Смонтировано на прицепе.
109
7.4. Технические характеристики сварочных выпрямителей
Показатель ВД-306 ВДГ-ЗОЗ ВДГИ-302 В ДУ-5 06 В ДУ-1201 В ДМ-1601 ВДУМ-4х401 Инвентарный источник пита- ния для ручной сварки ВДУЧ-16
Номинальный сварочный ток, д 315 315 315 500 1250 1600 400 160
Напряжение холостого хода, В 61-70 60 45 85 85 70 75 36
Номинальное рабочее на- пряжение, В 32 40 35 50*, 46** 56*, 56** 60 45*, 36** —
Пределы регулирования сварочного тока, А 45-315 50-315 40-325 60-500* 50-500** 300-1250*, 300-1250** 12-315 (ток поста) 100-400*, 100-400** (ток поста) 20-160
Номинальный режим работы, ПВ, % 60 60 60 60 100 60 (ПВ поста) 60 (ПВ поста) 60
Номинальная первичная мощность, кВ • А 24 21 17,5 40 135 120 87 6
КПД, % 70 73 74 79 84 90 75 —
Тип внешней Круто- Жесткая Жесткая | Круто- Жесткая Круто- —
характерис- падающая 1 падающая ] падающая
тики Уи жесткая и жесткая
Габарит, мм 785х780х 735х 720х593х 820х620х 1400х850х 1050x85Ох 1350х850х 28ОхЗЗОх
х795 х605х950 х938 xllOO Х1250 Х1650 Х1200 х580
Масса, кг 164 220 250 310 730 770 790 20
Примечание. Климатическое исполнение и категория размещения всех выпрямителей (кроме В ДМ-1601) - УЗ по
ГОСТ 15150-69 и ГОСТ 15543-70; выпрямителей типа ВДМ-1601 - УХЛ4.
*При жестких внешних характеристиках.
** При крутопадающих внешних характеристиках.
7.14. Однопостовой сварочный выпрямитель для ручной дуговой сварки
ВД-306
а — внешний вид выпрямителя; б — внешние характеристики выпрямите
ля в диапазоне больших токов; 1 — катушки трансформатора сдвинуты,
2 — катушки раздвинуты
ние сварочного тока на постах в этом случае достигается с
помощью балластных реостатов, включаемых последова-
тельно в сварочную цепь (подобно питанию сварочных по-
стов от многопостового выпрямителя).
В настоящее время самое широкое распространение в
строительстве получают сварочные выпрямители. Этому
способствуют такие значительные преимущества выпрями-
телей перед машинными преобразователями, как широкие
112
пределы регулирования сварочных тока и напряжения, воз-
можность автоматизации и программирования сварочного
процесса, меньшие масса и габариты, высокий КПД, отсут-
ствие вращающихся частей и шума. Технические характе-
ристики некоторых из выпускаемых промышленностью сва-
рочных выпрямителей приведены в табл. 7.4. Выпрямитель
ВД-306 предназначен для ручной сварки покрытыми элект-
родами, ВДГ-303 — механизированной сварки плавящимся
электродом в углекислом газе, ВДГИ-302 — механизиро-
ванной импульсно-дуговой сварки в среде аргона, ВДУ-
506 — ручной сварки покрытыми электродами и механизи-
рованной сварки плавящимся электродом, ВДУ-1201 — ме-
ханизированной сварки плавящимся электродом под флю-
сом и в углекислом газе, ВДМ-1601 — многопостовой
(9 постов) ручной сварки покрытыми электродами, ВДУМ-
4x401 — многопостовой (4 поста) ручной сварки покрыты-
ми электродами и механизированной сварки в углекислом
газе, ВДУЧ-16 — ручной сварки покрытыми электродами и
аргоно-дуговой сварки. На рис. 7.14 показан выпрямитель
ВД-306. Плавное регулирование тока выполняется путем
изменения расстояния между катушками обмоток сварочно-
го трансформатора.
ГЛАВА 8. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
8.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ.
ХАРАКТЕРИСТИКА СВАРНЫХ СОЕДИНЕНИЙ
Сварным соединением называют неразъ-
емное соединение, выполненное сваркой. Участок сварного
соединения, образовавшийся в результате кристаллизации
расплавленного металла или в результате пластической де-
формации при сварке давлением, а также при сочетании
кристаллизации и деформации, называется сварным швом.
Для всех видов дуговой и газовой сварки основными явля-
ются стыковые (Л), угловые (Б), тавровые (В) и нахлесточ-
ные (Г) сварные соединения (рис. 8.1). Они характерны для
всех видов дуговой и газовой сварки стали и цветных ме-
таллов. Отличие заключается в основном только в толщине
свариваемых элементов, конструктивных размерах непос-
редственно соединяемых сваркой деталей и сварных швов,
которые установлены стандартами на основные типы и кон-
структивные элементы сварных соединений для различных
113
б)
м
18
19
8.1. Сварные соединения
a — стыковые; б — угловые; в — тавровые; г — нахлесточные; д — тор-
цовые; 1—20 — номера по порядку (не по ГОСТу); d — диаметр точечно-
го шва
видов сварки. Кроме того, на рисунке показан редко приме-
няемый тип торцового соединения (д).
Стыковым соединением называют свар-
ное соединение двух элементов, примыкающих друг к дру-
гу торцевыми поверхностями. Эти соединения наиболее
распространены, так как отличаются высокой надежностью,
экономичностью и прочностью при растяжении, изгибе,
сжатии и других нагрузках, доступностью контролю качест-
ва наиболее совершенными методами и практически могут
быть применены для соединения элементов любой толщи-
ны. Угловым соединением называют сварное
соединение двух элементов, расположенных под углом и
114
сваренных в месте примыкания их краев. Эти соединения
необходимы при сооружении конструкций различного на-
значения и удовлетворительно работают на прочность и не-
проницаемость.
Тавровым соединением называют свар-
ное соединение, в котором торец одного элемента примыка-
ет под углом и приварен к боковой поверхности другого
элемента. Тавровые соединения широко распространены
при изготовлении и монтаже строительных стал] »ix конст-
рукций, вследствие своей простоты, надежности и эконо-
мичности.
Нахлесточным соединением называ-
ют сварное соединение, в котором сваренные элементы рас-
положены параллельно и частично перекрывают друг друга,
при этом торцы обоих или одного элемента приварены к
плоскости другого. Эти соединения отличаются своей про-
стотой, так как не требуют специальной обработки их кро-
мок, кроме ровной обрезки и очистки; их применяют при
сварке листовых конструкций, имеющих элементы толщи-
ной 2—6 мм, а решетчатых и сплошност :чатых (ферм, а-
лок и др.) при толщине элементов до 18—20 мм и более.
Несмотря на указанные достоинства нахлесточные соедине-
ния не применяют в конструкциях, подвергаемых действию
динамических или переменных нагрузок, так к в этом
случае они работают хуже, чем стыковые, кроме того, они
не экономичны ввиду увеличенного расхода основного и на-
плавленного металла на нахлестку.
Торцовые соединения, в которых боковые
поверхности свариваемых элементов примыкают друг к
другу, применяют довольно редко, (главным образом для
усиления сечения элементов или в случае сварки по отбор-
товке тонкого металла (см. рис. 8.1, поз. /).'(
Кроме указанных на рис. 8.1 сварных соединений при-
меняют соединения с тупыми и острыми углами, в основ-
ном это угловые и тавровые соединения.
115
8.2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ СВАРНЫХ СОЕДИНЕНИЙ
И ШВОВ, ТРЕБОВАНИЯ К НИМ
На рис. 8.2 показаны конструктивные элементы и раз-
меры наиболее распространенных сварных соединений и
швов. Сварные швы подразделяются на стыковые швы сты-
ковых соединений, угловые швы угловых, нахлесточных
или тавровых соединений и точечные швы, в которых связь
между сваренными частями осуществляется сварными точ-
ками, их применяют в основном в нахлесточных соеди-
нениях.
Для получения сварного соединения требуемого качест-
ва ГОСТами определены требования к подготовке кромок
(торцевых и боковых поверхностей), непосредственно сое-
диняемых сваркой.
Размеры конструктивных элементов кромок и выпол-
ненных сварных швов, а также предельные отклонения
этих размеров должны соответствовать требованиям
ГОСТ 5264—80, ГОСТ 8713—79*, ГОСТ 11533—75*,
ГОСТ 11534—75*, ГОСТ 14771—76*, ГОСТ 14776—79*,
ГОСТ 14806—80 и ГОСТ 15164—78* на основные типы,
конструктивные элементы и размеры соединений и швов
при ручной, автоматической и других видах сварки.
При подготовке кромок соединений А и Б (см. рис. 8.2)
должны быть выдержаны углы скоса кромок - — острые
углы между плоскостью скоса кромки и плоскостью торца,
размеры притупления С (нескошенной части торца кромки
подлежащей сварке, предохраняющей от прожогов), зазоры
между собираемыми элементами b согласно указанным в
ГОСТах для металла различной толщины. Ширина е и q и
выпуклость g и gi, выполненных швов также должна иметь
размеры, предусмотренные ГОСТами. В тавровых и нахле-
сточных соединениях должны быть выдержаны размеры b
— зазоров между элементами и К — катетов угловых
швов. В нахлесточных соединениях предусмотрен размер Б
— перекрытия деталей. Для других типов соединений, на-
пример с отбортовкой кромок (рис. 8.1, А.1) также установ-
лены размеры кромок и швов.
Скос кромок в стыковых и угловых соединениях делают
для обеспечения полного сплавления соединяемых поверх-
ностей. При ручной дуговой сварке глубина провара дугой
составляет всего 2—4 мм, поэтому для проникновения дуги
между кромками и полного их сплавления на всю толщину
металла делают скос кромок при толщине 3—5 мм и более.
П6
8.2. Конструктивные элементы и размеры сварных швов
а — стыковой; б — угловой; в. - тавровый; г — нахлесточный; — угол
скоса кромок; у и sj — толщины элементов; с — притупление; b — зазор;
X Hgi — выпуклости; е и q — ширина шва; Ш — основной шов; ПШ —
подварочный; KUI — корень шва; К и К] — катеты швов; В — перекры-
тие деталей; а — толщина шва
При автоматической сварке глубина провара ду >й значи-
тельно увеличена, поэтому скос кромок делают у металла
толщиной 12—20 мм и более. При электрошлаковой сварке
скос кромок не делают. Хорошая обработка кромок обеспе-
чивает точность сборки элементов с установленной ГОСТа-
ми величиной зазоров, которая, как правило, не превышает
0,5—4 мм (меньший — для элементов небольшой толщины
и больший — для более толстых). К сварным соединениям
всех типов предъявляются требования их соответствия не
только ГОСТу, но и проекту и СНиПу. Согласно
СНиП 3.03.01—87 кромки свариваемых элементов в местах
117
расположения швов и прилегающие к ним поверхности ши-
риной не менее 20 мм перед ручной или механизированной
сваркой и не менее 50 мм перед автоматической сваркой
должны быть зачищены для удаления ржавчины, жиров,
красок, грязи, влаги и т.п. Выполненные швы в соединени-
ях всех типов должны иметь гладкую или мелкочешуйча-
тую поверхность, а сварное соединение должно удовлетво-
рять требованиям проекта, ГОСТа или Технических усло-
вий по механическим и другим свойствам (коррозионной
стойкости, жаропрочности, непроницаемости и т.п.).
8.3. ОСНОВНЫЕ И ПОДВАРОЧНЫЕ ШВЫ,
СВАРНОЙ УЗЕЛ И КОНТСТРУКЦИЯ, ПРИХВАТКИ,
МОНТАЖНЫЕ ШВЫ
Конструктивные элементы и размеры сварных швов по-
казаны на рис. 8.2, а и 8.2, б. Буквами Ш обозначены в
этих соединениях швы, которые называют основными, так
как они заполняют основную площадь сечения двусторон-
него шва и, следовательно, основной объем наплавленного
металла. Подварочные швы обозначены буквами ПШ, за-
нимают меньшую часть двустороннего шва, они выполня-
ются предварительно для предотвращения прожогов при
сварке основного шва или накладываются в последнюю оче-
редь в корень шва КШ; так называют часть сварного шва,
наиболее удаленную от его лицевой поверхности. Для по-
лучения шва хорошего качества очень важно, чтобы сплав-
ление между основным и подварочным швом было полным
без перерывов, шлаковых и газовых включений между ни-
ми. Это обеспечивается хорошей очисткой корня ранее вы-
полненного основного или подварочного шва перед сваркой
с обратной стороны или подбором повышенной погонной
энергии при механизированной (автоматической) сварке с
обратной стороны для расплавления металла в корне шва.
Сварные соединения образуют сварные узлы, в которых
сварены примыкающие друг к другу элементы. Узлы явля-
ются частями металлической сварной конструкции, изго-
товленной сваркой отдельных деталей. Наглядным приме-
ром служит конструкция фермы, состоящая из нескольких
сварных узлов {рис. 8.3). Конструкции в свою очередь об-
разуют каркасы зданий и сооружений.
Изготовленные на заводе конструкции или их части,
перевозка которых возможна железнодорожным или авто-
118
8.3. Стропильная ферма (в кружках сварные узлы конструкции
сварной фермы)
мобильным транспортом, соединяют в большинстве случаев
монтажными швами, выполняемыми при монтаже конст-
рукций. Эти швы, как правило, выполняют ручной дуговой
сваркой, а в последние десятилетия частично механизиро-
ванной и автоматической со свободным или принудитель-
ным формированием швов.
При подготовке к сварке необходимо собрать элементы
конструкций между собой, хорошо закрепив их для получе-
ния после сварки конструкции проектных размеров и фор-
мы. Для закрепления подлежащих сварке элементов служат
специальные сборочные приспособления, а такж^ прихват-
ки — короткие сварные швы, фиксирующие взаимное рас-
положение элементов. Прихватки могут быть длиной от не-
скольких миллиметров до 50—60 мм, а толщиной — от
толщины тонких свариваемых деталей до 1/3—1/2 тол-
щины более толстых. Расстояние между прихватками также
колеблется от 5 до 500 мм в зависимости от толщины ме-
талла, при более тонком — оно небольшое, а с увеличени-
ем толщины — тоже увеличивается. Если собранную на
прихватках конструкцию необходимо при свалке кантовать,
то величину и расположение прихваток указывают в проек-
те во избежание разрушения или изменения формы конст-
рукции при кантовке.
8.4. КЛАССИФИКАЦИЯ ШВОВ
Положение сварных швов в пространстве при сварке
плавлением определено ГОСТ 11969—79* в зависимости от
угла наклона продольной оси шва и угла поворота его попе-
речной оси относительно их нулевых значений. В табл. 8.1
приведены различные положения швов, их схемы и обозна-
чения. Вместо прежних четырех положений (нижнее, вер-
119
8.1. Обозначение положения сварных швов в пространств^
при сварке плавлением
Положе-
ние
сварки
Обозна-
чение
Стыковые
швы
Угловые
швы
Углы от-
клонения
продоль-
ной оси
шва а,
град
Углы от-
клоне-
ния
попе-
речной
оси шва
0, град
В ”ло- Л
дочку”
Нижнее Н
45
45
120
Продолжение табл. 8.1
Положе- Обозна- Стыковые , । Угловые —*— ; Углы от- Углы от-
ние чение швы 1 швы клонения клоне-
< варки ! продоль- ния
ной оси попе-
1 шва о; речной
1 1 j : Град оси шва
1 L J М. HI •- ~ —мм — — • * —« •—* • —- —<И» J /3, град
Верти- В
кадь*
ное
Полу- Пп
потолоч-
ное
135
Примечания:! - То положение продольной оси шва, Ло -
][ — положение поперечной оси шва. 2. — Предельные угловые откло-
нения от всех положений +10°С.
121
тикальное, потолочное и горизонтальное на вертикальной
плоскости) установлены следующие наименования основ-
ных 8 положений: “в лодочку“ — Л; нижнее — Н; полуго
ризонтальное — Пг; горизонтальное — Г; полувертикаль-
ное — Пв; вертикальное — В; полупотолочное — Пп; по-
толочное — П. Наиболее удобно вести сварку при положе-
ниях “в лодочку44 и нижнем. Сварка вертикальных швов
затруднена, горизонтальных — еще более затруднена и
наиболее трудной является сварка потолочных швов. Как
видно из рисунков табл. 8.1, затруднения при сварке ука
занных швов вызывается силой тяжести, которая препятст-
вует переносу в шов расплавляемого основного и присадоч-
ного металлов, а также формированию шва.
По положению относительно действующего усилия Р
угловые швы разделяются на лобовые (а), фланговые (б),
косые (в), лобовые и косые (г) (рис. 8.4).
8.4. Положение шва относительно действующего усилия
а — лобовое; б — фланговое; в — косое; г — лобовое и косое; — пре
рывистые швы; д — цепные; е — шахматные
По протяженности угловые и-огшровиге швы могут быть
и прерывистыми. Прерывистые швы с проу
жутками по длине выполняют цепными либо шахматные
Как правило, рекомендуются сплошные швы, а в стыков
соединениях прерывистые швы вообще не допускаются.
По форме поверхности шва (рис. 8.5) различают сты
ковые и угловые швы с выпуклостью или вогнутостью (вог
нутость разрешается только для угловых швов), что должно
быть предусмотрено в проекте. В некоторых конструкциях
требуются швы без выпуклости или вогнутости: стыко-
вые — заподлицо с основным металлом, а угловые располо
жены по плоскости, проходящей через видимые линии гра-
ницы шва и основного металла (рис. 8.5, в). Вогнутые угло
122
a — выпуклые; б — вогнутые; в — прямые
вые швы лучше работают при динамических и переменных
нагрузках. Для стыковых швов вогнутость недопустима и
должна быть исправлена наплавкой.
Как видно из рис. 8.1 и 8.2, при увеличении толщины
свариваемых элементов делают разделку торцевых поверх-
ностей (кромок) — придают кромкам, подлежащим сварке,
необходимую форму. Заполнение разделки металлом при
сварке может быть выполнено за один проход, т.е. за одно-
кратное перемещение в одном направлении источника теп-
ла (электрода), что возможно при механизированной и ав-
томатической сварке, или за несколько проходов (слоев
шва), что необходимо при ручной сварке металла толщи-
ной более —5 мм.
8.6. Многослойные швы
а — выполненные широкими слоями; б — выполненные валиками;
1—10 — порядок выполнения швов
123
Каждый слой многослойного шва (рис. 8.6) состоит из
одного или нескольких валиков, располагающихся на одном
уровне поперечного сечения шва (рис. 8.6, б). Валиком на-
зывают металл сварного шва, наплавленный или переплав-
ленный за один проход. Коэффициент формы шва выража-
ется отношением ширины стыкового или углового шва к его
толщине е/а (см. рис. 8.2 и 8.6).
ГЛАВА 9. РУЧНАЯ ДУГОВАЯ СВАРКА.
ОБОРУДОВАНИЕ, МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ
9.1. ВИДЫ РУЧНОЙ ДУГОВОЙ СВАРКИ
И ЕЕ ПРИМЕНЕНИЕ В СТРОИТЕЛЬСТВЕ
Ручная дуговая сварка подразделяется на следующие
виды:
сварка покрытыми плавящимися электродами;
сварка неплавящимися вольфрамовыми, угольными,
графитизированными электродами.
При изготовлении и монтаже строительных и техноло-
гических конструкций наиболее распространена сварка по-
крытыми плавящимися электродами, которые иногда назы-
вают “штучными44 электродами в отличие от электродной
проволоки. Этот вид сварки особенно необходим и широко
применяется при монтаже конструкций, где требуется вы-
полнение большой количества коротких сварных швов,
расположенных в различных пространственных положениях
и в стесненных местах. Сварку неплавящимися угольными
и графитизированными электродами применяют чрезвычай-
но редко и только для соединения тонких стальных или
алюминиевых листов, с предварительной отбортовкой, ко-
торая оплавляется у ильной дугой. Распространена сварка
неплавящимися вольфрамовыми электродами в инертных
газах для соединения легированных сталей и цветных ме-
таллов (см. гл. 12 и 19).
Для проведения сварочных работ сварщику оборудуется
специальное рабочее место, которое называют с в а р о ч-|
н ы м постом (рис. 9.7, а). Обы но он состоит из сва|
рочного аппарата - источника питания дуги электричек
ским током, пусковой аппаратуры, комплекта сварочный
проводов, электрододержателя и самого рабочего места. ЕсЗ
124
9.1. Сварочный пост
а — схема поста; б ~ стационарный пост-кабина; в — передвижной сва-
рочный пост (машинный зал); / — источник питания дуги; 2 — пусковая
аппаратура; 3 — провода; 4 — электрододержатель; 5 — рабочее место
(деталь); 6 — печь для прокалки электродов; 7 — инструментальный
нцик
ли пост постоянный и служит для сварки серийных или
массовых сварных изделий, его называют стационарным
{рис, 9,1, б), если же сварщик и аппаратура постоянно пе-
ремещаются для сварки крупных дезалей или при монтаж-
ных работах, пост называют передвижным (рис. 9,1, в).
9.2. ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Сварочное оборудование для ручной дуговой сварки
подразделяется на оборудование переменного тока, посто-
янного тока и универсальное.
125
Для сварки переменным током широ-
ко применяют сварочные трансформаторы
вследствие их низкой стоимости, мобильности и простоты
обслуживания и управления. Кроме старых типов свароч-
ных трансформаторов, еще сохранившихся на некоторых
заводах и стройках, в настоящее время используют транс-
форматоры ТДМ-317, ТДМ-401, ТДМ-503 различных мо-
дификаций (см. п. 7.2).
Трансформаторы могут оснащаться осцилляторами для
обеспечения более устойчивого процесса зажигания дуги.
Все перечисленные трансформаторы в соответствии с циф-
ровыми обозначениями предназначены для работы на номи-
нальных токах 315, 400 и 500 А.
Оборудование для сварки посто-
янным током прямой и обратной полярности (см.
п. 7.4)— сварочные преобразователи, вы-
прямители и агрегаты применяют для вы-
полнения более ответственных сварочных работ, при ис-
пользовании электродов, предназначенных только для свар-
ки постоянным током. Сварочные преобразователи ПСО-
°Э0-2, ПД-305 и ПД-502 на токи 315 и 500 А применяют
в цехах, при изготовлении металлоконструкций и их мон-
таже на строительной площадке. Для предохранения от
осадков преобразователи размещают в передвижных сва-
рочных постах, в помещениях или под навесом.
Сварочные агрегаты с двигателями внутреннего сгора-
ния, бензиновыми (АДБ-3120, АДБ-3122, АДБ-3123 и др.)
или дизельными (АДД-3112, АСД-300М1, АДД-4001, АДД-
4X2501 и др.) используют в основном для сварки в местах,
где отсутствует электроэнергия, например при сооружении
магистральных трубопроводов, радиомачт и т.п., однако их
можно применять и на строительной площадке в случае не-
достатка электрической сетевой мощности.
Сварочные выпрямители используют в основном при
изготовлении конструкций в цехах, а также на строи-
тельных площадках при условии размещения в закрытых
помещениях или передвижных постах для предохранения
от пыли и осадков. Применяют однопостовые выпрямители
ВД-306, В Д-401 на номинальные токи 315 и 400 А; более
совершенные выпрямители с дистанционным управлением
сварочным током — тиристорные выпрямители серии ВДУ
(ВДУ-504-1, ВДУ-506 и др.). Перспективным является при-
менение высокочастотных инверторных выпрямителей
ВДУЧ-30 и др. Для сварочных работ в цехе или же при
монтаже крупных металлоемких сооружений (доменные пе-
126
чи, резервуарные парки и т.п.) применяют многопостовые
сварочные выпрямители ВДМ-1001 и ВДМ-1601 на номи-
нальные сварочные токи 1000 и 1600 А с питанием свароч-
ных постов через балластные реостаты типа РБ или регуля-
торы УДГ-201 и другие, позволяющие регулировать свароч-
ный ток от 12 до 200, 300 и 500 А.
Основным инструментом электросварщика ручной ду-
говой сварки является электрододержатель. Применяют
электрододержатели различных типов; пассатижные — ЭД,
рычажные — ЭР, винтовые — ЭВ и др. На рис. 9.2, а по-
казан разрез электрододсржателя пассатижного типа, в ко-
тором зажим электрода осуществляется пружиной 8, а ос-
вобождение от огарка (остатка сгоревшего электрода) и по-
9.2. Электрододержатель
а — пассатижного типа: / — контактная пластина; 2, 5, 6 — изоляцион-
ные накладки; 3 — крепежные винты; 4 — ось; 7, 9 — колпаки; 8 —
пружина; 10 — рукоятка рычага; 11 — винт; 12 - винты для крепления
сварочного привода; 13 — рукоятка; б - рычажного типа: 1 - рычаг;
2 — наконечник; 3 — толкатель; 4 — рукоятка; 5 — винт; 6 — пружина
127
следующая установка нового электрода — путем нажатЯ
на рычаг 10. На рис, 9.2, б — показан разрез электрододеД
жателя рычажного типа, в котором освобождение от огарка
и последующее закрепление электрода осуществляется пу
тем поворота рукоятки 4 и с помощью пружины 6. Обычно
электрододержатели рассчитаны на использование при сва
рочных токах до 300 и 500 А и диаметре электродов от 2,А
до 6 мм, а некоторые — до 8 и 10 мм. При токе до 300 А
сечение сварочного кабеля должно быть 35—50 мм2, а при
токе до 500 А — 70—95 мм2. Все применяемые электроде
держатели обеспечивают быструю смену электрода, надеж
ное и быстрое присоединение сварочного кабеля и хорошую
изоляцию, предохраняющую сварщика от поражения элекл
рическим током и от перегрева рукоятки. Кроме электроде
держателя сварщик должен иметь вспомогательный инстру
мент: молоток, зубило, металлическую щетку и пассатижи
Он должен иметь также средства индивидуальной защиты
— маску или щиток для предохранения от излучения дуги
и брызг металла, диэлектрические перчатки и при необхо
димости резиновый коврик и т.п.
9.3. МАРКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ
Покрытые стальные электроды наиболее широко при
меняются для сварки строительных, технологических кон
струкций и трубопроводов. Характеристика электродов для
сварки углеродистых и низколегированных сталей, состав
ляющих наибольший объем используемых сварочных элект
родов в строительстве, приведена в табл. 9,1,
Приведенные в таблице электроды Э42, Э42А и Э46
предназначены для сварки низкоуглеродистой стали, элект
роды Э50А и Э55 используют для сварки низколегирован
ных сталей, а электроды Э60, Э70, Э85, Э100 и Э125 —
для сварки высокопрочных низколегированных и легиро
ванных сталей. Для сварных соединений высокопрочных
сталей, к которым не предъявляют требования равнопроч
ности основному металлу, используют аустенитные элект-
роды НИАТ-5. В ГОСТ 9467—75* предусмотрено 9 типов
электродов для сварки теплоустойчивых сталей {табл. 9.2).
Для свайки высоколегированных сталей
ГОСТ 10052—75 предусматривает 49 типов электродов:
для сварки корозионностойких, жаропрочных и жаростой-
ких сталей мартенситного, мартенситно-ферритного, аусте-
нитно-ферритного и аустенитного классов. В табл, 9.3 при
128
9.1. Характеристика распространенных марок электродов
для сварки углеродистых и низколегированных сталей
Марка Тип Покры- тия Рол тока и по- лярность Положение сварки Коэффи- циент наплавки. г/А • ч
к. — - 1- -- — — ~ .
АНО-6М Э42 Кислое Постоянный и переменный Все положения. 8.5 кроме верти- кального, сверху вниз
УОНИ-13/45 Э42А Основ- ное Постоянный, об- ратная поляр- ность Все положе- 7.5-9.5 ния. кроме вертикального. сверху вниз
СМ-11 Переменный и постоянный, обратная поляр- ность То же 9.5-10,5
МР-З Э46 Рутило- вое Переменный и постоянный 8-8,5
АНО-4 То же постоянный 7.5-8.3
03 С-4 То же 8,5-9.2
Bl’M-12 9-13
УОНИ-13/55 Э50А Основ- ное Постоянный, обратная по- лярность 7,5-9.5
Ц( К-55 Э50А Основ- ное Переменный и постоянный, обратная по- лярность Все, кроме 10-11 вертикального, сверху вниз
АНО-ТМ То же 1о же 9.5-10.8
ОЗС-18, КД-11 9-9.5
ОЗС-ЗО »» Постоянный, обратная по- лярность Нижнее 12.5-13
УОНИ-13/55 Э55 Постоянный и переменный Ванная сварка 9,5
В( Ф-65У Э60 Постоянный, об- ратная поляр- ность Все. кроме вер-9-9.5 тикал ьно го. сверху вниз
УОНИ-13/65 ’’ То же То же 9
АН П-2 Э70 Все положе- ния 9
УОНИ-13Т&5 Э85 9.5
ЦЛ-19 Э100 *» 9
НИАТ-ЗМ Э125 10
ВСЦ-4 Э42 Целлю- лозное Постоянный, прямая и об- ратная поляр- 10-10.5
ность
129
9.2. Характеристики электродов для сварки теплоустойчивых
сталей
Марка Тип Род тока и по- ляр- ность Положение сварки Коэффициент наплавки, г/А • ч Примене- ние при сварке
— - >- . - -- J --
ЦЛ-14 309 MX Постоян- ный, об- ратная поляр- ность Все положения 10.5 (Тали 12МХ. 15МХ, 20МХ-Л
ОЗС-1 1 309MX Постоян- ный и перемен- н ый То же 8- 9 То же
цл-зо 309X1 М Постоян- ный об- ратная поляр- ность Нижнее и вер- тикальное 10.4 Стали 15ХМ, 20 ХМ Л. 34 ХМ. 20X3 МВф
ЦЛ-38 309X1 М То же То же 10 1 о же
ЦЛ-20 Э09Х1МФ” Все положения 10.3 Стали 12X1 МФ, 20ХМФ. 20 ХМ Ф-Л
ЦЛ-26М Э10ХЗМ1БФ То же 10,5 Стали 15ХМФКР. 12Х2МФБ
водится характеристика некоторых марок электродов этих
типов.
Электроды для сварки высоколегированных сталей, как
правило, имеют основное (фтористо-кальциевое) покрытие.
Для наплавки поверхностных слоев с особыми свойства-
ми по ГОСТ 10051—75* предусмотрено 44 типа электродов.
Марки этих электродов, применяемые в строительстве, ука-
заны в гл. 26. Для ручной дуговой сварки меди и воздуш-
но-дуговой резки металла применяют угольные и графити-
зированные электроды. Для сварки изготовляют круглые
стержни диаметром 4—18 мм и длиной 250 мм, а для рез-
ки — круглые 6, 8, 10, 12 мм и длиной 300 мм. Изготов-
ленные угольные стержни графитизируют путем термиче-
ской обработки для большей стойкости и улучшения тепло-
физических свойств, а также применяют омеднение их по-
верхности.
130
9.3. Характеристика электродов для сварки высоколегированных сталей
Марка Тип Род тока и поляр- ность Коэффи- циент на- плавки, г/А*ч Положение сварки Применение при сварке
— - — — — - —— — —~ — bl __ —— —— — W- - —1 L - — **- — - — - — - —* — •— - —- — - —- — - —— — ——
ОЗ Л-8 ЭО7Х2ОН9 Постоянный, обратная 13 Все положения Коррозионностойких сталей
ЦЛ-11 Э08Х20Н9Г2Б 1 о же 11 То же То же
ОЗЛ-6 Э1ОХ25Н13ГТ 11,5 Жаропрочных era лей
УОНИ-13/ЮХ13 Э12Х13 13 То же
ОЗЛ-5 Э12Х24Н14С2 12,5 Жаростойких сталей
ОЗЛ-9А Э28Х24Н16Г6 13.5 Нижнее и верти- кальное 1 о же
УОНИ-13/ЮХ1 7 Э10Х17Т 11 Все положения Коррозионностойких сталей
СЛ-28 Э08Х19Н10Г2М2Б 10,7 Нижнее и верти- кальное 1о же и двухслойных сталей
ЦТ-17 Э12Х24Н14С2 10,5 Все положения Жаростойких сталей
ЗИО-8 Э1ОХ25Н13Г2 13,5 & Нижнее и верти- кальное Двухслойных стшюй
ЦП-9 Э10Х25Н13Г2 Постоянный, обратная 11,5 Нижнее Двухслойных сгалсй
АНЖР-2 То же 14,5 Все положения Разновидных высоко- * лс1ированных с низко- легированными и легиро- ванными жаропрочными
НИАТ-5 Э11Х15Н25М6АГ2 12,5 Нижнее, верти- кальное, огра- ниченно пото- Высокопрочных, когда не нормировано 0
ломкое
9.4. ПОДГОТОВКА МЕТАЛЛА К СВАРКЕ;
ТРЕБОВАНИЯ К СБОРКЕ
Поступающие для изготовления и монтажа металл и
металлоконструкции должны быть подготовлены к сварке.
Подготовка заключается в следующих операциях:
металл и конструкции должны быть осмотрены для вы-
явления возможных дефектов (расслоений, трещин, некаче-
ственных заводских швов, отклонений в размерах и т.п.). В
случае обнаружения недопустимых дефектов металла или
элементов конструкций они не допускаются к дальнейшей
работе по изготовлению конструкций или их монтажу до
исправления;
перед сборкой соединений под ручную дуговую сварку
должна быть проверена правильность подготовки кромок в
соответствии с ГОСТом и произведена очистка мест распо-
ложения сварных швов и прилегающих к ним поверхностей
металла шириной не менее 20 мм от ржавчины, краски,
грязи, влаги, жира и т.п. Кроме того, вблизи кромок при
необходимости к поверхности металла привариваются эле-
менты сборочных приспособлений. Соединения собирают
при помощи простейших сборочных инструментов: молот-
ков, ломиков, струбцин, стяжных уголков, ключей, домкра-
тов и других сборочных приспособлений. Собранные конст-
рукции закрепляют прихватками или стяжными болтами и
клиньями;
при сборке необходимо соблюдать размеры зазоров в со-
единениях, соосность элементов и отсутствие смещения
кромок более величин, установленных ГОСТом: 0,5 мм —
для деталей толщиной (5) до 4 мм; 1 мм для деталей тол-
щиной 4—10 мм; 015, но не более 3 мм для деталей толщи-
ной 10—100 мм; 0,015 + 2 мм, но не более 4 мм для дета-
лей толщиной более 100 мм;
после окончания сборки производится проверка ее каче-
ства, а также соответствие размеров соединения или конст-
рукции проекту, после чего выполняется сварка.
9.5. ТЕХНОЛОГИЯ СВАРКИ ПОКРЫТЫМИ
ЭЛЕКТРОДАМИ. СПОСОБЫ И РЕЖИМЫ СВАРКИ
Зажигание дуги — первая операция, предшествующая
самой сварке. Она производится прикосновением конца
электрода к изделию (рис. 9.3) и быстрым отрывом его от
132
9.3. Зажигание дуги
а — “впритыкб — “спичкой“
изделия на расстояние 3—5 мм. Зажигание дуги производят
двумя способами — “впритык" или “спичкой" — скользя-
щим движением электрода по изделию, похожим на зажи-
гание спички. Дугу следует зажигать в месте будущего
шва, но ни в коем случае не на основном металле вне шва.
Обрывать дугу тоже нужно на шве, но не сразу, а посте-
пенно, заваривая образующийся при этом кратер.
Манипуляция электродом по кромкам соединения осу*
ществляется сразу после зажигания дуги и образования
ванночки расплавленного металла. Сварщик, наблюдая че-
рез защитное стекло маски за проплавлением кромок, осу-
ществляет поперечные и продольные перемещения электро-
да, добиваясь хорошего формирования шва. Формы попе-
речных перемещений приведены на рис. 9.4; перемещения
/, 2 и 3 применяют наиболее часто, перемещения 4 и 5 —
применяют для лучшего проплавления кромок, а перемеще-
ние 6 — для проплавления середины. Иногда поперечных
движений не делают (при сварке тонкого металла, первого
слоя шва с разделкой, при опирании на толстое покрытие),
при этом ширина шва (валика) обычно равна (0,8...1,5)бЛл.
При сварке с поперечными движениями ширина шва не бо-
лее (2...4)с/э. Длину дуги обычно поддерживают равной
9.4. Манипуляции
электродом (/—6)
133
а) б)
9.5. Влияние наклона электрода на глубину провара
а — при сварке углом вперед; б — при сварке углом назад
(0,5...1,2) J3. Кроме поперечного и продольного перемеще-
ния электрода сварщик осуществляет им третье движение
по направлению к изделию по мере расплавления стержня.
Координация всех трех движений достигается тренировкой
сварщика.
Как известно из гл. 4, глубина провара при ручной ду-
говой сварке составляет 2—4 мм. Регулировка провара до-
стигается изменением наклона электрода по отношению к
шву. При сварке “углом вперед" (рис. 9.5, а) острый угол
между электродом и швом направлен в сторону движения
электрода, глубина провара уменьшается, а ширина шва
увеличивается. Это происходит вследствие направления
пламени дуги на металл, прилегающий к кромкам, и более
интенсивный его разогрев. При сварке “углом назад"
(рис. 9.5, б), когда острый угол между электродом и швом
направлен в сторону, обратную движению электрода, глу-
бина провара увеличивается, а ширина шва уменьшается,
так как дуга в основном направлена на ванну расплавлен-
ного металла и, вытесняя его, увеличивает проплавление.
Для получения качественного сварного шва необходимо
правильно подобрать режим сварки.
Режимом ручной дуговой сварки называют совокуп-|
ность характеристик сварочного процесса, которые усганав«|
ливаются на основе исходных данных и должны выполнять^
ся для получения сварного соединения требуемого качествам
размеров и форм. Исходными данными для получения ха|
рактеристик сварочного процесса являются: толщина свари|
ваемого изделия, марка основного металла, тип сварной
соединения, положение шва в пространстве, требования 1
качеству. Характеристиками сварочного процесса, или ре
жимом сварки, являются: тип и марка применяемого элект
рода, его диаметр, род и полярность сварочного тока, сил;
тока, порядок выполнения швов (однопроходные, многопро
ходные), скорость сварки. Тип и марку электрода подбира!
ют в зависимости от марки основного металла, его толщи
134
ны и проектных требований к качеству сварного сое-
динения.
При нижнем положении сварки диаметр электрода под-
бирают по примерному соотношению между толщиной сва-
риваемых деталей и диаметром.
Толщина металла, мм.........
Диаметр электрода, мм.......
1-2 3 4-5 6-12 13 и более
2 3 3—4 4—5 5 и более
При сварке стыковых соединений с разделкой кромок
первый (корневой) шов обычно выполняют электродами ди-
аметром не более ЗЛ-4^мм для обеспечения провара корня
шва. Остальные Многослойного шва (см. рис. еле- %
дует выполнять электродами одного диаметра и при одина-
ковой силе тока, что упрощает процесс сварки и сокращает
вспомогательное время на регулировку тока.
Обычно сечение первого слоя не превышает
30^35 мм2. Сечение последующих слоёв' 1йва, выполняе-
мых электродами большего диаметра, будет больше и опре-
деляется по формуле
(8...12W3,
(9.1)
где Fc — сечения последующих слоев шва; d3 — диаметр электрода.
Зная площадь сечения многослойного шва, можно опре-
делить число слоев или проходов. Силу сварочного тока /св
определяют по приближенной формуле
А: в в
(9.2)
где К — коэффициент, А/мм, определяют в зависимости от диаметра
электрода d3.
Аэ* мм....................£.2,0 3r4° S-SJr
А/мм................... 25-30 30—45 45-60
Определенный по (9.2) ток применяют для сварки в
нижнем положении. При вертикальном положении сварки
величину тока уменьшают на 10—20%, при сварке гори-
зонтальных швов на вертикальной плоскости — на
15—20%, а при потолочном положении сварки — на
20—25%.
Род сварочного тока (переменный или постоянный) и
полярность определяют в зависимости от требований проек-
та и марки электрода, применяемого для сварки
135
(см. табл. 9.1—9.3). Скорость сварки зависит от величины
коэффициента наплавки электрода и силы сварочного тока:
чем они больше, тем больше наплавляется металла в еди-
ницу времени и растет скорость сварки. Как известно из
табл. 9.1—9.3 коэффициент наплавки примерно постоянен
для электродов различных марок. Коэффициент К из фор-
мулы (9.2) зависит от вида покрытия. Электроды с кислым
или рутиловым покрытием допускают максимальную вели-
чину К (при диаметре 3—4 мм и К = 45), электроды с ос-
новным покрытием — среднюю величину (при диаметре
3—4 мм К = 40) и электроды с целлюлозным покрыти-
ем — наименьшую величину (при диаметре 3—4 мм К ®
30). Выгодней применять электроды с кислым или рутило-
вым покрытием, так как они допускают повышенный сва-
рочный ток. Однако это не всегда возможно, так как для
увеличения прочностных характеристик шва требуется при-
менять электроды с основным покрытием. Следует иметь в
виду, что желание увеличить производительность сварочно-
го процесса за счет повышения тока часто приводит к отри-
цательным результатам: электрод перегревается, при сварке
иногда “течет", т.е. преждевременно плавится, покрытие
сгорает, не выполняя своих защитных функций, шов фор-
мируется плохо и с большими дефектами. Следует всегда
пользоваться формулой (9.2) и приведенными выше вели-
чинами К, а также руководствоваться указаниями о допу-
скаемом токе на этикетке, наклеенной на пачках элек-
тродов.
9.6. ТЕХНИКА СВАРКИ ШВОВ
Стыковые швы при толщине металла до 4 мм включи-
тельно сваривают электродами диаметром 3—4 мм, как
правило, без поперечного движения электрода и в один
проход. В некоторых конструкциях, которые должны обес-
печить непроницаемость швов (в резервуарах, водонапор-
ных башнях и других), эти швы выполняют в два прохода с
одной или двух сторон. Швы такого типа удобней сваривать
на съемной или остающейся подкладке
(см. рис. 8.1, поз. 4), если это допустимо и возможно из
проектных соображений. Стыковые швы при толщине ме-
талла от 2 до 5 мм сваривают в два прохода, по одному с
каждой стороны (см. рис. 8.1, поз. 6); если возможно хоро-
шо выплавить или вышлифовать корень шва после сварки с
одной стороны (рис. 9.6, а), второй шов накладывается с
136
рка швов
галла толщиной до 12 мм без разделки кромок; 1 — расчистка кор-
после сварки 1-го слоя; 2 — сварка с обратной стороны; б — мно-
дная сварка угловой) шва; /—6 — последовательность проходов
। стороны по хорошо расчищенному металлу, что
чивает качественный провар и допускает сварку в
оя металла толщиной до 12 мм. Однако это не всегда
кно, поэтому ГОСТом предусмотрена для стыковых
односторонняя или двусторонняя разделка кромок,
эидание кромкам, подлежащим сварке, необходимой
। уже при толщине металла от 3 мм и более. Свари-
разделанные кромки в два и более слоев со стороны
ки.
р и свар ке многослойных ш во в
ипов необходимо после сварки каждого слоя (или
(а) тщательно очищать его от шлака и дефектов и
। после этого сваривать следующий слой. Многослой-
ны выполняют двумя способами: сваркой каждого
ia всю ширину разделки (см. рис. 8.7, а), что допу-
при небольшой толщине металла, так как ширина
олжна быть не больше (2...4)</э; сваркой отдельными
ши (проходами), которых может быть в каждом слое
более (см. рис. 8.7, б). Такое ограничение по ширине
два вызвано необходимостью повышения погонной
и для получения слоя на всю ширину разделки, а это
<ит к перегреву и ухудшению вязкости шва. Послед-
гой многослойного шва служит его выпуклостью; при
1арке происходят нагрев и термическая обработка
1ущих слоев, что улучшает их структуру. Особенно
1ьно должны быть выполнены подварочные швы по-
шлифовки, выплавки или вырубки корня шва.
варка угловых швов с разделанными
ши практически мало отличается от сварки стыко-
гногослойных швов (см. рис. 8.1, поз. 12 и 13 и
137
рис. 8.2, б). Угловые швы тавровых и нахлесточных соеди-
нений, выполненные без разделки кромок, имеют внешние
части К за счет расплавления электродного металла, при
этом важно выдержать размер К, как величину расчетную.
Угловые швы, как правило, делают многопроходными (гшс.
9.6, 6); однопроходными эти швы могут быть при 1ЙН+ЙГ-
мадьных разм^рахК
**По *п р о т различают швы корот-
кие при длине^50 мм, средние — при длине 250—1000 м,
при большей длине — длинные. Короткие швы сваривают
напроход с неизменным направлением сварки, средние сва-
ривают от середины к краям, а длинные — обратно-ступен-
чатым способом, что значительно уменьшает коробление
деталей от сварки (рис. 9.7, а). Металл средней толщины
(15—20 мм) и первые два слоя более толстого металла сва-
ривают методом “двойного слоя" (рис. 9.7, б). При толщи-
не более 20 мм сваривают секциями (рис. 9.7, в) и каждый
слой секции в свою очередь сваривают обратно-ступенча-
тым способом; применяют также сварку "каскадом" (рис.
9.7, г); вертикальные и горизонтальные швы на вертикаль-
ной плоскости сваривают двусторонними секциями одно-
временно два сварщика с опережением одного (1 св.) над
другим (2 св.). Эти способы обеспечивают естественный по-
догрев металла в процессе сварки, что устраняет образова-
ние трещин в шве и ЗТВ (рис. 9.7, д).
Сварка стыковых швов в нижнем положении (Н) и уг-
ловых “в лодочку" (Л) наиболее простой и естественный
процесс, при котором формированию шва, проплавлению и
переносу электродного металла в шов способствует сила тя-
жести.
Для удержания ванны при вертикальной сварке (В,
Пв) уменьшают ее размер путем снижения силы тока.
Сварку тонкого металла и первого слоя стыкового шва с
разделкой кромок при вертикальном положении часто ведут
сверху вниз (рис. 9.7, е) без колебательных движений
электрода, наклоняя его так, чтобы дуга была направлена
на ванну и удерживала ее своим дутьем, а затем постепен-
но перемещают электрод вниз и образуют шов. Более тол-
стый металл сваривают снизу вверх, дугу зажигают внизу
шва и после образования ванны отводят электрод немного
вверх, при этом низ ванны кристаллизуется, образуя твер-
дый металл, на который ложится следующая ванна и т.д.
(рис. 9.7, ж). Выполняя поперечные колебания электродом
шириной (1,5...2) с1э, швдо Пв сваривать более удобно, чем
швы В. Горизонтальные швы на вертикальной плоскости
138
2___________г—
Г ~-^:у ? з
9.7. Способы выполнения швов
а — обратнс^етупенчатый; б — двойным слоем; в —- секциями; /с, 2с,
Зс — секции; г — каскадом; б — двусторонними секциями; е — сверху
вниз; ж — снизу вверх
сваривают обычно валиками на токе, пониженном на
15—20%, по сравнению с током для сварки в нижнем по-
ложении. Иногда применяют сварку за один проход (рис.
9.8, а) и с декоративным швом (рис. 9.8, б) или без него
(рис. 9.8, в).
Наиболее трудной является сварка в потолочном поло-
жении (П, Пп). Для удержания ванночки расплавленного
металла от падения вниз уменьшают размер ванны за счет
уменьшения диаметра электрода и снижения силы тока на
20—25%. Это помогает переносу металла в шов й его фор-
139
9.8. Сварка горизонтальных швов
а — за один проход; б — с декоративным слоем (показан стрелкой); в —
валикам
мированию при помощи дутья дуги и сил электромагнитно-
го поля, возникающих на электроде. При потолочной свар-
ке производительность процесса резко снижается, качество
шва ухудшается, требуется очень высокая квалификация
сварщика для образования потолочного шва, поэтому этого
вида сварки следует избегать.
9.7. ИМПУЛЬСНО-ДУГОВАЯ СВАРКА
Импульсно-дуговой называют сварку, при которой сва-
рочную дугу дополнительно питают импульсами тока по
заданной программе. Импульсно-дуговая ручная сварка
обеспечивает более стабильное горение дуги, хорошее фор-
мирование шва, возможность сварки тонкого металла во
всех пространственных положениях, повышение качества и
производительности. Такая сварка является перспективной.
Для этого вида сварки применяют сварочные аппараты пе-
ременного тока (трансформаторы) при сварке электродами
с основным покрытием, которые пригодны в основном для
сварки постоянным током. Используются источники пита-
ния “Разряд 160“ и “Разряд 250“, имеющие встроенные
импульсные стабилизаторы. Они обеспечивают стабильное
горение дуги и хорошее качество сварки, выполненной
электродами УОНИ-13/45, УОНИ-13/55 и др.
Перспективна также ручная дуговая сварка модулиро-
ванным постоянным током, при которой ток так называе-
мой “дежурной дуги“ может быть небольшим, а на него на-
кладываются импульсы переменного тока высокой частоты
(рис. 9.9) при помощи генератора импульсов или инверто-
ра, преобразующего постоянный ток в высокочастотный пе-
ременный. Величину и продолжительность импульсов мож-
140
2500 Гц
*
t.C
9.9. График модулированного тока
7П — постоянный базовый ток; /и — импульсный ток; /м = /п + /и/2 —
среднее значение модулированного тока
но регулировать, благодаря чему достигается управление
плавлением и переносом электродного металла, глубиной
проплавления кромок и даже ходом металлургической об-
работки шва. Регулированием импульсов достигается требу-
емый мелкокапельный перенос электродного металла в шов
или перенос капель в определенные моменты времени и да-
же струйный перенос (при механизированной сварке в
инертных газах).
Могут быть и другие схемы импульсно-дуговой сварки с
применением пульсирующей дуги, питаемой тиристорными
трансформаторами с фазорегулированием тока или транс-
форматора ТДМ с модулятором СТМ-301, а также транс-
форматорами ТДК-315 со встроенным импульсным стаби-
лизатором и трансформаторами ТИР-300.
9.8. СПОСОБЫ ПОВЫШЕНИЯ
ПРОИЗВОДИТЕЛЬНОСТИ РУЧНОЙ
ДУГОВОЙ СВАРКИ
Применяют несколько способов повышения производи-
тельности.
1. Сварка высокопроизводительными электродами —
производительность покрытых электродов характеризуется
массой наплавляемого металла в течение 1 ч. Как известно,
это масса тн = <НАВ, следовательно, производительность
зависит от^сн и ZCB. Из табл. 9.1 видно, что имеются элект-
роды с повышенным коэффициентом наплавки. Важно так-
же для монтажных работ выполнение швов в вертикальном
и горизонтальном положениях на повышенном токе, этим
141
9.10. Сварка опиранием на покрытие
ценным свойством обладают рутиловые электроды (МР-3 и
др.), которые широко используются в строительно-монтаж-
ных организациях. Наиболее производительными являются
электроды марки ОЗС-ЗХ содержащие железный порошок
в покрытии, и др. Они пригодны для сварки только в ниж-
нем положении, особенно угловых швов методом опирания
(рис. 9.10, а). Электроды с содержанием до 40% железного
порошка в покрытии еще более производительны, но их из-
готовление на прессах затруднено.
2. Сварка поперечной горкой (СПГ) швов толстого ме-
талла (30 мм и более) в нижнем, вертикальном и горизон-
тальном положениях, с односторонним скосом кромок, на
остающейся стальной накладке, или с предварительной под-
варкой, а также с двусторонним скосом кромок (рис. 9.11)
значительно повышает производительность труда. Разра-
9.11. Сварка поперечной горкой
а — нижних швов; б — вертикальных; в — горизонтальных
142
ботчики НПО ЦНИИТмаш рекомендуют использовать этот
способ для неповоротных стыков толстостенных конструк-
ций. Такой способ сварки имеет также другие преимущест-
ва по сравнению с традиционной техникой ^ручной дуговой
сварки: увеличивается тепловложение в районе горки за
счет повышения коэффициента полезного действия дуги
и создания условий для повышения сварочного тока на
20—50%, чем при ручной сварке для того же положения
шва; создаваемый СПГ автоподогрев позволяет отказаться в
ряде случаев от предварительного подогрева; термическое
воздействие на нижележащие слои швов горки обеспечива-
ет улучшение структуры шва; создается возможность свар-
ки без очистки шлака с каждого валика.
Для внедрения СПГ необходимы специалыЛ подготов-
ка сварщиков и проведение дополнительных испытаний
по сварке этим методом. СПГ прошла проверку на низкоуг-
леродистых и низколегированных сталях и рекомендуется к
внедрению для сварных соединений толстостенных конст-
рукций.
3. Сварка наклонным электродом — дуговая сварка,
при которой покрытый электрод располагается наклонно
вдоль свариваемых кромок, опираясь на них, и по мере рас-
плавления движется под действием силы тяжести или пру-
жины, а дуга перемещается вдоль шва. На рис. 9.12 пока-
зан штатив с обоймой, в которой закреплен электрод, опу-
скающийся вместе с обоймой и, по мере расплавления, об-
разующий шов. Применяют электроды длиной до 700 мм и
диаметром 5—6 мм. Сечение шва регулируют наклоном
9.12. Сварка наклонным электродом
I — электрод; 2 — держатель; 3 — обойма; 4 — штатив; 5 — изоляция;
6 — деталь
143
электрода. Сварку ведут переменным током во избежание
блуждания дуги от магнитного дутья. Сварщик может об-
служивать несколько постов, что увеличивает производи-
тельность.
4. Плазменная сварка с использованием установки
У ПС-301 применяется для сварки нержавеющих сталей
толщиной до 5 мм, меди и сплавов от 0,5 до 3 мм, алюми-
ния и его сплавов от 1 до 8 мм. Плазменную горелку (плаз-
мотрон) с дугой прямого действия используют для сварки
на малых (до 100 А)и средних (до 300 А) токах. Плазмен-
ная ручная сварка обеспечивает высокое качество и произ-
водительность, однако она не получила распространения
из-за сложности освоения и ограниченности использования.
Более распространены плазменная автоматическая сварка и
резка.
5. Сварка трехфазной дугой, обеспечивающая увеличе-
ние массы наплавляемого металла, ведется одновременно от
трех фаз трансформатора. Для сварки используют спарен-
ные изолированные электроды и специальные электродо-
держатели. Этот вид сварки успешно применяют для завар-
ки дефектов стального литья и наплавки, где требуются
большие массы наплавленного металла. Для конструкций
ручная сварка трехфазной дугой почти не применяется, так
как не обеспечивает равномерность провара и качество
шва. Более распространена на заводах металлоконструкций
автоматическая сварка трехфазной дугой.
ГЛАВА 10. МЕХАНИЗИРОВАННАЯ ДУГОВАЯ
СВАРКА ОБОРУДОВАНИЕ, МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ
ЮЛ. ОБЩИЕ СВЕДЕНИЯ
Механизированная дуговая сварка (прежний термин —
полуавтоматическая) представляет собой процесс дуговой
сварки плавящимся электродом, при котором подача элект-
рода (чаще всего проволоки) в зону сварки осуществляется
с помощью механизмов — сварочных полуавтоматов
(рис. 10.7). Перемещение дуги вдоль свариваемых кромок и
манипулирование электродом при сварке производится
вручную. Такая схема процесса, во многом сохраняя при-
емы и достоинства ручной сварки (простота, надежность,
маневренность, малое время на подготовку к сварке и т.п.),
144
10.1. Схема механизированной сварки плавящимся электродом
1 — свариваемые детали; 2 — плавящийся электрод (проволока); свароч-
ный полуавтомат: 3 — горелка с гибким шлангом; 4 — механизм подачи
проволоки; 5 — кассета с проволокой; 6 — шкаф управления; 7 — источ-
ник питания; 8 —- сварочный кабель; 9 — провод цепи управления; 10 —
баллон с газом; 11 — газовый шланг; 12 — газовый редуктор-расходомер
(10—12 — устанавливаются при сварке с использованием защитного газа)
делает ее весьма пригодной и в настоящее время наиболее
перспективной для производства сварочных работ во мно-
гих отраслях промышленности и особенно в строительстве.
> В соответствии с принципиальной схемой процесса для
осуществления механизированной сварки необходимо сле-
дующее оборудование: сварочный полуавтомат со
управления (лшАгф управления может быть конструктивно
объединен с источником сварочного тока или отсутствовать
совсем); источник сварочного тока с жесткой или пологопа-
дающей внешней характеристикой; сварочные кабели и
провода цепи управления полуавтоматом; комплект газовой
аппаратуры и шлангов для подачи защитного газа в зону
сварки ( последний требуется только при сварке с исполь-
зованием газа).
Применяемые при механизированной дуговой сварке
полуавтоматы отличаются конструктивным оформлением,
принципом действия, техническими характеристиками.
145
Все полуавтоматы для сварки плавящимся
электродом классифицируют по следующим
признакам:
по виду применяемой электродной проволоки — для
сварки стальной сплошной проволокой, сплошной проволо-
кой из алюминия и его сплавов, порошковой проволокой,
универсальные;
по способу защиты зоны дуги — для сварки открытой
дугой (без дополнительных средств защиты), под флюсом, в
активных защитных газах (углекислом газе и т.п.), в инер-
тных газах (аргоне, гелии), универсальные (приспособлен-
ные для сварки с несколькими различными способами за-
щиты* дуги);
по способу подачи электродной проволоки — толкаю-
щего типа (когда проволока проталкивается подающим ме-
ханизмом через шланг в сварочную горелку), тянущего ти-
па (когда механизм подачи проволоки располагается в ру-
коятке горелки), тянуще-толкающего типа;
по способу регулирования скорости подачи электрод-
ной проволоки — с плавным регулированием, ступенча-
тым, смешанным плавно-ступенчатым регулированием;
по конструктивному исполнению (транспортабельно-
сти) — со стационарным, передвижным, переносным пода-
ющими устройствами;
по способу охлаждения горелки — с естественным (воз-
душным) охлаждением, с принудительным (водяным или
газовым) охлаждением.
В общем случае в состав сварочного полуавтомата вхо-
дят следующие узлы: механизм подачи проволоки в зону
сварки, сварочная горелка с гибким шлангом, кассетное ус-
тройство для размещения сварочной проволоки, шкаф уп-
равления полуавтоматом.
Подача защитного газа в зону дуги от баллона (или це-
ховой сети) обеспечивается с помощью соответствующей
системы подачи, которая включает в себя газовый редук-
тор, расходомер, газовые шланги.
Механизированная сварка плавящимся электродом в
1,5—3 раза производительнее ручной дуговой сварки. Более
высокая производительность достигается как за счет непре-
рывной подачи электрода в место сварки, так и за счет
применения более высоких значений сварочного тока. По-
следнее становится возможным из-за того, что подвод тока
к электроду осуществляется с помощью скользящих контак-
тов горелки на расстоянии всего 20—50 мм от дуги (при
ручной дуговой сварке расстояние между токоподводом и
146
дугой может достигать 300—400 мм и использование в
Этом случае чрезмерно больших сварочных токов приводит
к перегреву электрода и порче электродного покрытия).
В промышленном строительстве, в частности при изго-
товлении и монтаже стальных строительных конструкций,
технологического оборудования и трубопроводов широкое
распространение получила механизированная сварка по-
рошковой проволокой и в углекислом газе проволокой
сплошного сечения. При производстве некоторых работ ис-
пользуется также механизированная аргонодуговая сварка
и сварка под флюсом.
10.2. СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
Механизированная сварка порошковой проволокой —
это дуговая сварка, осуществляемая с применением специ-
ального электродного материала в виде трубчатой проволо-
ки с порошковым наполнителем (см. п. 6.4).
Существуют различные способы сварки ду-
говой порошковой проволокой:
с дополнительной защитой зоны дуги газом (в подав-
ляющем большинстве технологий углекислым газом).
Принципиальная схема сварки подобна представленной на
рис. 10.1. При данном способе сварки — как и при сварке в
углекислом газе стальной сплошной проволокой — в защи-
те расплавленного основного и электродного металла от
воздуха самое активное участие принимает подаваемый в
зону сварки газ;
открытой дугой без использования каких-либо допол-
нительных средств защиты расплавленного металла (газа,
флюса) — так называемая сварка самозащитной порошко-
вой проволокой. При такой схеме сварки баллон с газом,
система подачи и регулирования расхода газа не требуются.
Защита расплавленного металла от воздуха достаточно на-
дежно обеспечивается лишь за счет большого количества
газов и жидкого шлака, образуемых при разложении газо-
образующих и плавлении шлакообразующих материалов,
содержащихся в порошке-наполнителе проволоки
{рис. 10.2);
с дополнительной защитой флюсом. В этом случае
схема сварки аналогична сварке под флюсом, только в ка-
честве плавящегося электрода используется проволока не
сплошного сечения, а порошковая.
В строительстве получили применение первые два спо-
147
4
10.2. Схема процесса сварки самозащитной порошковой проволокой
1 — свариваемые детали; 2 — образующиеся при сварке газы; 3 — ванна
жидкого металла; 4 — порошковая проволока (электрод); 5 — капля элек-
тродного металла; 6 — дуга; 7 — слой жидкого шлака; 8 — корка твердо-
го шлака; 9 — шов
соба механизированной сварки. Сварка порошковой прово-
локой в углекислом газе в основном используется в закры-
тых от ветра помещениях (цехах, мастерских), где отсутст-
вует сильное движение воздуха, способное снести защит-
ный газ и, как следствие, привести к появлению в сварном
соединении пор. Скорость ветра в зоне дуги при сварке по-
рошковой проволокой в углекислом газе не должна превы-
шать 2—3 м/с.
Сварка самозащитной порошковой проволокой приме-
няется чаще всего при производстве работ на открытых
строительно-монтажных площадках. Этому способствуют
два фактора. Во-первых, сварку самозащитной проволокой
можно выполнять — в зависимости от марки проволоки —
при скоростях ветра до 10 м/с (допустимая скорость ветра
при ручной дуговой сварке покрытыми электродами состав-
ляет 7—10 м/с). Во-вторых, схема самой сварки, при ко-
торой процесс осуществляется только за счет подачи в зону
дуги “непрерывного электрода", по технологическим воз-
можностям в максимальной степени приближается к руч-
ной дуговой сварке, — способу, технологически наиболее
пригодному для производства монтажных работ. Механизи-
рованную сварку самозащитной порошковой проволокой ис-
пользуют при монтаже практически всех типов конструк-
ций: стальных и железобетонных каркасов производствен-
ных зданий, объектов доменных комплексов, резервуаров,
труб, морских стационарных платформ, высотных и других
сооружений. Причем, порошковой проволокой сваривают
148
10.3. Схема полуавтомата ПДО-517 (А-765)
1 — тележка; 2 — сварочный кабель; 3 — порошковая проволока; 4 —
медный токосъемный наконечник; 5 — горелка; 6 — шланг (гибкий на-
правляющий канал); 7 — механизм подачи проволоки; 8 — подающие ро-
лики; 9 — кассетное устройство (фигурка)
конструкции не только при укрупнении, но и при установ-
ке монтажных элементов и блоков в проектное положение.
В целом рациональное использование механизированной
сварки порошковой проволокой обеспечивает повышение
производительности труда сварщиков по сравнению с руч-
ной дуговой сваркой в 1*5—2 раза и снижение стоимости
наплавленного металла на 15—25%.
Оборудование. Механизированная сварка порошковой
проволокой производится с помощью специализированных
передвижных или переносных полуавтоматов. Рас-
смотрим устройство сварочного полуавтомата марки ПДО-517
(прежнее название А-765), предназначенного для сварки само-
защитной порошковой проволокой и являющегося одним из
самых распространенных полуавтоматов в строительной инду-
стрии {рис. 10» 3). Основные технические характеристики
полуавтомата: номинальный сварочный ток — 500А; диа-
метр порошковой проволоки 1,6—3 мм; скорость подачи
проволоки — 100—860 м/ч; длина гибкого шланга —
3,5 м; масса со шкафом управления 51 кг.
Механизм подачи проволоки в зону сварки 7 и 8 явля-
ется наиболее ответственным элементом полуавтомата. Его
характеристики (тип, диаметр проволоки, которую может
подавать механизм, скорость подачи проволоки) во многом
определяют технологические возможности полуавтомата.
149
Механизм подачи полуавтомата ПДО-517 относится к ме-
ханизмам толкающего типа, он состоит из асинхронного
электродвигателя мощностью 0,25 кВт и напряжением
36 В, редуктора и двух пар подающих роликов. Все четыре
ролика являются ведущими, что снижает усилие прижима
и, как следствие, деформацию относительно мягкой порош-
ковой проволоки. Скорость подачи проволоки регулируется
ступенчато с помощью сменных шестерен редуктора (всего
можно установить 16 ступеней скоростей подачи проволо-
ки). Включение механизма подачи проволоки осуществля-
ется с помощью кнопки, расположенной на сварочной го-
релке.
Горелка с гибким шлангом (поз. 2, 4-6) представляет со-
бой устройство, обеспечивающее направление порошковой
проволоки в место сварки и подвод сварочного тока (в по-
луавтоматах, предназначенных для сварки в углекислом га-
зе; этим путем по специальному шлангу в зону дуги до-
ставляется защитный газ). Горелка (иногда ее называют де-
ржателем) — это рабочий инструмент полуавтомата. Кон-
струкции горелок унифицированны и соответствуют техно-
логическим требованиям. Одним из наиболее ответственных
элементов горелки является токоподводящий наконечник,
обеспечивающий скользящий электрический контакт с по-
рошковой проволокой. Шланг — это гибкий кабель с внут-
ренним направляющим каналом, обычно в виде стальной
спирали, по которому с помощью подающего механизма
проталкивается в сварочную горелку проволока. Для горе-
лок, работающих на токах до 315 А, в шланге одновремен-
но прокладываются провода сварочного тока и цепи управ-
ления полуавтоматом. При токах свыше 315 А, а именно к
этому разряду относится горелка полуавтомата ПДО-517,
сварочный ток и провода цепи управления подводятся к го-
релке по отдельному сварочному кабелю.
Кассетное устройство 9 полуавтомата ПДО-517, так
называемая фигурка, служит для размещения порошковой
проволоки. Его конструкция позволяет установить большие
мотки проволоки практически без регламентации их разме-
ров. В сварочных полуавтоматах предусматривается уста-
новка также других устройств для размещения проволоки,
например кассет и катушек.
Шкаф управления полуавтоматом (на рис. 10.3, он не
показан) представляет собой металлический ящик, в кото-
ром размещена аппаратура управления и электроизмери-
тельные приборы, в частности источник питания (понижа-
ющий трансформатор) асинхронного электродвигателя ме-
150
ханизма подачи проволоки, промежуточное реле, ампер-
метр. Шкаф управления других полуавтоматов может
иметь большее насыщение элементами управления.
Вместе с тем существует ряд марок полуавтоматов, в
которых шкаф управления вообще отсутствует, электродви-
гатель механизма подачи проволоки и цепь управления в
таких полуавтоматах подключается непосредственно к ис-
точнику питания сварочной дуги, например к сварочному
выпрямителю. К таким полуавтоматам относятся сварочные
полуавтоматы ПМП-6 или ПШ-107В. Они выгодно отлича-
ются от всех других полуавтоматов, предназначенных для
сварки порошковой проволокой, и созданы специально для
сварки в монтажных условиях. Полуавтомат ПМП-6 обла-
дает значительно меньшими массой (всего 12,5 кг) и разме-
рами (460x370x360 мм) за счет компактного размещения
кассеты с проволокой, отказа от шкафа управления и ис-
пользования оригинальной конструкции механизма подачи
проволоки с одной парой подающих роликов, имеющих
форму шестерен. Полуавтомат позволяет вести сварку по-
рошковыми проволоками диаметром 1,6—3 мм.
Механизированную сварку порошковой проволокой вы-
полняют постоянным током обратной полярности от источ-
ников питания, имеющих жесткую или пологопадающую
внешнюю характеристику. Этим требованиям, в частности,
отвечают однопостовые выпрямители ВДУ-504, ВДУ-506,
ВДГ-601 , а также преобразователь ПСГ-500-l. Вместе с
тем в последнее время разработаны порошковые проволоки,
например марки ПП-11, обеспечивающие устойчивый про-
цесс сварки как на постоянном, так и на переменном токах.
Сварка такими проволоками может производиться не толь-
ко от указанных выше источников питания, но и от обыч-
ных сварочных трансформаторов ТД-500, ТДМ-503 и др.
Материалы. Сварка открытой дугой производится с ис-
пользованием самозащитных проволок, некоторые марки
которых представлены в табл. 10.1. В табл. 10.2 показаны
марки порошковых проволок, применяемых при сварке в
углекислом газе. В качестве углекислого газа используется
газ по ГОСТ 8050—85 высшего и первого сортов.
При выборе марок порошковых проволок для конкрет-
ного технологического процесса следует иметь в виду то об-
стоятельство, что выпускаемые отечественной промышлен-
ностью порошковые проволоки не обладают универсально-
стью покрытых сварочных электродов и не могут приме-
няться для сварки во всех пространственных положениях
шва (хотя такие разработки и существуют). Чаще всего по-
151
10.1. Самозащитная порошковая проволока, применяемая
в строительстве
Марка Диаметр, мм Область применения Положение шва при сварке Производи- тельность наплавки, кг/ч
ПП- пнз 2,8; 3 Сварка ответственных конструкций из низко- углеродистых и низко- легированных сталей Нижнее 5-9
ПП-АН7 2,4 То же Нижнее, го- ризонтальное 4-7
ПП-АН11 2 Нижнее, горизонталь- ное, верти- кальное 3-7
ПП-АН45 2,5 Сварка особо от- ветственных конструкций из иизкоуглеродистых и низколегирован- ных сталей То же 2-5
СП-3 2,2; 2,6 Сварка ответствен- ных конструкций из низкоуглеродис- тых и низколешро- ванных сталей Нижнее 7-11
ППТ-7М 2,2 То же, сварка пово- ротных стыков трубопроводов 7-11
СП-9 2,8 Сварка стыковых соединений арматур- ных стержней клас- сов А-1, А-П и А-Ш Нижнее 11-13
ПП-11 2,2 Сварка конструкций из низкоуглеродистых сталей (постоянным и переменным током) То же 2-3,5
ПП-6КД 2,2 Сварка преимущест- венно тонколисто- вых конструкций из низкоуглеродистых сталей о 1-5
Пр и мечанис. Все марки порошковой проволоки (кроме ПП-11
и ПП-6КД) соответствуют типу электродов Э50А по ГОСТ 9467-75;
проволоки ПП-11 и ПП-6КД соответствуют типу электродов Э46.
рошковые проволоки используются для сварки в нижнем
положении шва. Также следует принимать во внимание и
упомянутую выше восприимчивость порошковой проволоки
к воздействию ветра. Предельные скорости ветра для неко-
торых марок самозащитных проволок составляют: ПП-
152
10.2. Газозащитная порошковая проволока, применяемая
в строительстве (используется при дополнительной защите
зоны дуги углекислым газом)
Марка Диаметр ^Область применения ММ 1 - —। Положение шва при сварке I Производи- тельность наплавки, кг/ч
— — - —“ —*"* —- —-
ПП-АН8 2.5; 3 Сварка конструкций из низкоуглеродистых и низколегированных сталей Нижнее 7-11
ПП-АН9 2,2; 2.5 Сварка особо ответ- ственных конструкций из низкоуглеродис- тых и низколегирован- ных сталей Нижнее 6-9
11П-АН10 2,2 ( варка конструкций из низкоуглсродис- тых и низколегиро- ванных сталей Нижнее, гори- зонтальное 8-12
1П-АН21 2 Сварка ответственных конструкций из низкоуглеродистых и низколегированных сталей То же, верти- кальное 5--10
П1-АН25 1.8; 2 То же То же 3-10
При мсчанис. Все марки порошковой проволоки соответствуют
ипу электродов Э50А по ГОСТ 9467—75.
АН45 10 м/с; ПП-АНЗ, ПП-АН7и ПП-АН11 8 м/с; СП-3
5 м/с.
Непосредственно перед использованием порошковая
проволока должна быть прокалена согласно требуемым ре-
жимам и израсходована в течение смены.
Технология сварки. С использованием порошковой про-
волоки могут быть получены все типы сварных соединений:
стыковые, тавровые, угловые, нахлесточные, торцевые.
Подготовку и сборку деталей
под сварку производят в соответствии с принятой
технологией сварки, толщиной металла и пространствен-
ным положением шва при сварке. В связи с отсутствием
стандарта на сварку порошковой проволокой конструктив-
ные элементы подготовленных кромок свариваемых деталей
назначают, руководствуясь отраслевыми или ведомственны-
ми нормативными документами. В общем случае допуска-
ется выполнять сварку конструкций с разделкой кромок и
153
сборкой, предусмотренными для ручной дуговой сварки по-
крытыми электродами по ГОСТ 5264—80. Так же, как и
при ручной сварке, свариваемые элементы в местах нало-
жения швов и прилегающие к ним кромки шириной не ме-
нее 20 мм перед сборкой должны быть очищены до метал-
лического блеска с удалением ржавчины, краски, влаги и
других загрязнений. При сборке деталей прихватки выпол-
няют порошковой проволокой либо электродами аналогич-
ного типа.
К основным параметрам режима
сварки порошковой проволокой (как и вообще меха-
низированной сварки плавящимся электродом) относятся:
сила сварочного тока, полярность, напряжение дуги, диа-
? метр проволоки, скорость подачи проволоки, вылет прово-
локи, расход углекислого газа (при его использовании?. Эти
и некоторые другие параметры (наклон и колебания про-
волоки относительно оси шва и т.д.) устанавливаются в за-
висимости от марки и толщины свариваемого металла, по-
ложения шва в пространстве, числа слоев для заполнения
разделки.
Сварочный ток является основным фактором, опреде-
ляющим устойчивость и производительность процесса, раз-
меры сварного шва. Регулируют силу тока, используя свой-
ство саморегулирования дуги, путем изменения скорости
подачи проволоки в зону дуги. С увеличением скорости
подачи сварочный ток возрастает и наоборот. Благодаря
действию упомянутого эффекта при механизированной
сварке плавящимся электродом самопроизвольно устанав-
ливается такой процесс и такой ток, при котором скорость
плавления проволоки становится равной скорости ее под-
ачи. Вместе с тем следует отметить, что это явление устой-
чиво имеет место только в определенном диапазоне скоро-
стей подачи проволоки и токов, выход из которого приво-
дит к закорачиванию или обрыву дуги. Величина этого диа-
пазона и конкретные значения сварочного тока зависят от
способа сварки (открытой дугой или в углекислом газе),
диаметра и вылета проволоки, а также напряжения дуги.
Напряжение дуги является вторым важнейшим пара-
метром режима механизированной сварки. Его устанавли-
вают путем регулирования напряжения холостого хода ис-
точника питания с учетом внешней характеристики. При
малом напряжении дуги снижается общая ее длина, что мо-
жет привести к ухудшению формирования шва. С повыше-
нием напряжения дуги улучшается формирование шва и
увеличивается ширина валика. Однако чрезмерное повыше-
ние напряжения, вызывающее удлинение дуги, приводит к
154
увеличенному разбрызгиванию расплавленного металла и
может "явиться причиной образования пористости и подре-
зов. Необходимо отметить, что самозащитные порошковые
проволоки, более чувствительны к изменению напряжения
дуги, чем порошковые проволоки, предназначенные для
сварки в углекислом газе.
Важной характеристикой режима сварки порошковой
проволокой является вылет, т.е. расстояние от торца токо-
подводящего наконечника до сварочной дуги. Его, как пра-
вило, задают заранее в зависимости от способа сварки, мар-
ки и диаметра проволоки, типа сварного соединения. Уве-
личение вылета проволоки при том же сварочном токе по-
вышает производительность наплавки, увеличивает выпук-
лость шва. Предварительный подогрев проволоки на выле-
те проходящим сварочным током приводит к укрупнению
капель переносимого электродного металла и может вызы-
вать повышение потерь на разбрызгивание. При сварке са-
мозащитными проволоками изменение вылета в зависимо-
сти от марки проволоки колеблется от 15 до 90 мм. При
сварке в углекислом газе вылет может применяться в более
узком диапазоне — от 15 до 40 мм. Большее увеличение
вылета, вызывающее отдаление сопла горелки, подающего
углекислый газ, от изделия, может привести к ухудшению
защиты расплавленного металла от воздуха и, как следст-
вие, к образованию пористости.
Расход углекислого газа при сварке газозащитными по-
рошковыми проволоками составляет 6—20 л/мин.
Сварку порошковой проволокой чаще всего ведут слева
направо — углом назад, не допуская затекания шлака впе-
ред сварочной ванны. При этом угол отклонения проволоки
от вертикали при сварке стыковых соединенний не должен
10.4. Положение порошковой
проволоки при сварке
таврового соединения
1 — свариваемые детали; 2 —
проволока
155
ЮЛ. Манипулирование концом электрода при механизированном сварке
порошковой проволокой
а — при сварке швов в нижнем положении: 7 — возвратно-поступательное
движение электрода; II — по вытянутой спирали; III — “змейкой^; б —
то же, в вертикальном положении снизу вверх; в — то же, в горизонталь-
ном положении
превышать 15°, поскольку при большем отклонении слож-
нее обеспечивать защиту расплавленного металла от возду-
ха. При выполнении тавровых и нахлесточных соединений
с угловыми швами угол между вертикальной плоскостью и
проволокой должен быть в пределах 30—45° (рис. 10.4).
Как и при ручной дуговой сварке, механизированный
процесс сварки порошковой проволоки производят путем
156
10.3. Ориентировочные режимы механизированной сварки порошковой проволокой
низкоуглеродистой и низколегированной стали толщиной 12—30 мм
(ток постоянный обратной полярности)
Марка Тип сварного соеди- Номер Сила сварочно- Напряже- Вылет Расход
проволоки и ее диа- метр нения слоя го тока, А ние дуги. В проволоки, мм газа, л/мин
Нижнее положение шва
Стыковое с ^-образной Первый 150—200 20-25 15-30
ПА-АН7, разделкой кромок Последующий 250-300 24-26 30-50
2,4 мм Тавровое с К-образной Первый 150-200 21-22 20-40
разделкой кромок Последующий 250-300 24-26 30-50
Горизонтальное положение шва
Стыковое с К-образной Первый 210-250 20-22 20-40 —
разделкой кромок Последующий 230-270 23-25 20-40 —
Нижнее положение шва
ПП-АН8, Стыковое с У-образной Первый 150-200 20-24 25-30 8-10
2,5 мм разделкой кромок Последующий 400-450 27—32 25-30 14-16
Тавровое с К-образной Первый 200-250 24—27 25-30 12-14
разделкой кромок Последующий 450-500 30-36 25-30 16-18
ш
соответствующего манипулирования концом электрода. Не-
которые из приемов манипулирования показаны на
рис. 10.5. При сварке в нижнем положении однослойных
швов конец электрода (порошковой проволоки) перемеща-
ют поступательно, возвратно-поступательно или по вытяну-
той спирали. В многослойных швах первый проход выпол-
няют одним из только что названных способов, а последую-
щие — с колебательными движениями поперек шва, напри-
мер “змейкой". Здесь уместно заметить, что при сварке
многослойных швов каждый последующий валик сварного
соединения следует выполнять после тщательной очистки
предыдущего валика от шлака и брызг металла.
В табл. 10.3 приведены режимы сварки многослойных
швов порошковыми проволоками двух различных типов.
10.3. СВАРКА В УГЛЕКИСЛОМ ГАЗЕ
Механизированная сварка в углекислом газе — это ду-
говая сварка плавящимся стальным электродом (проволо-
кой), при которой в качестве защитного газа, поступающе-
го в зону дуги, используется углекислый газ. Схема процес-
са сварки в углекислом газе показана на рис. 2.3,а и 10.1.
Этот способ сварки выгодно отличается от многих других
способов механизированной сварки: он универсален и обес-
печивает производство работ во всех пространственных по-
ложениях шва, дает возможность наблюдения за процессом
горения дуги и образованием шва (что является очень важ-
ным фактором при сварке с применением полуавтоматов),
имеет низкую стоимость и высокую производительность
процесса (в 1,5—3 раза выше по сравнению с ручной дуго-
вой сваркой). Указанные и некоторые другие преимущества
способствуют самому широкому применению сварки в угле-
кислом газе в промышленном строительстве, в частности
при изготовлении почти всех типов конструкций из углеро-
дистых и низколегированных сталей. На монтажной пло-
щадке сварка в углекислом газе применяется в незначи-
тельном объеме, что вызвано, главным образом, низкой эф-
фективностью газовой защиты места сварки от ветра. В об-
щем случае скорость ветра в зоне дуги не должна превы-
шать 1,5—2^и/с, иначе из-за нарушения газовой защиты
происходит насыщение расплавленного металла водородом,
азотом и кислородом воздуха и, как следствие, появление
пор и других дефектов в металле шва. К относительным не
достаткам сварки в углекислом газе по сравнению со свар-
158
кой самозащитной порошковой проволокой можно причис-
лить необходимость использования не всегда удобной при
производстве работ газовой аппаратуры и шлангов, а также
повышенное разбрызгивание расплавленного металла.
С помощью механизированной сварки в углекислом га-
зе изготовляют и монтируют стальные конструкции зданий,
цилиндрические резервуары и сферические газгольдеры,
объекты доменных комплексов, трубопроводы, высотные,
морские и многие другие ответственные сооружения. По не-
которым оценкам снижение стоимости наплавленного ме-
талла, выполненного сваркой в углекислом газе, по сравне-
нию с ручным процессом может достигать 30—50%. Уро-
вень механизации сварочных работ на ряде заводов метал-
локонструкций превышает 90%, что в значительной степе-
ни достигается благодаря широкому использованию механи-
зированной сварки в углекислом газе.
На некоторых заводах механизированную сварку осу-
ществляют в смеси углекислого газа с другими газами, в
частности смеси углекислого газа и кислорода 80% СО2 +
20%О2, двойной смеси углекислого газа и аргона 20% СО2
+ 80Аг, тройной смеси углекислого газа, аргона и кислоро-
да 20% СО2 + 75%Аг + 5%О2. Сварка в смеси СО2 +
О2 несколько улучшает формирование шва, увеличивает
производительность наплавки, снижает склонность металла
к образованию пор и уменьшает приваривание к сваривае-
мым деталям брызг жидкого металла. Сварка в двойных и
тройных смесях углекислого газа с аргоном позволяет повы-
сить производительность наплавки и, главное, значительно
уменьшить разбрызгивание жидкого металла и существенно
улучшить внешний вид шва. Последние особенности про-
цесса способствуют его все более широкому внедрению в
промышленное производство вместо сварки в чистом угле-
кислом газе.
Оборудование. Для механизированной сварки в угле-
кислом газе требуется тот же состав оборудования, что и
для сварки порошковой проволокой. Вместе с тем имеется и
ряд отличительных особенностей, связанных со спецификой
процесса сварки и касающихся в основном конструкции по-
луавтомата (механизма подачи проволоки, горелки, шкафа
управления).
В промышленном строительстве и других родственных
производствах получили распространение переносные сва-
рочные полуавтоматы с редукторными механизмами подачи
проволоки в зону сварки толкающего типа. Основные тех-
нические характеристики некоторых из них представлены в
>>1абл. 10,4.
159
10.4. Технические характеристики полуавтоматов для сварки в углекислом газе
Параметр А-547уМ А-123ОМ ПДГ-312 ПДГ-508 ПРМ-4М (ранцевое исполнение)
Номинальный сварочный ток при 315 315 315 500 500
ПВ=60%, А Диаметр стальной проволоки, мм 0.8-1.4 0,8-1,2 1-1,4 1,2-2 0,8-2
Скорость подачи проволоки, м/ч 160-780 140-670 75-960 108-932 80—960
Пределы регулирования сварочного 40-315 50-315 50-315 150-500 40-500
тока, А Регулирование скорости подачи Плавное Плавно- Плавно- Ст^ттенчатое Плавное
проволоки Длина шланга, м 2.5 ступенчатое 2,5 ступенчатое 2,5 3 1,5
Источник сварочного тока, с которым ВС-300 Б ВДГ-ЗОЗ ВДГ-ЗОЗ В ДУ-505, ВДГ-ЗОЗ,
комплектуется полуавтомат Габарит подающего устройства, мм 390x300x350 390x290x130 438x340x220 В ДУ-506 445x316x370 ВДУ-506 410x267x100
Масса подающего устройства, кг 5,7 10 13 25 6,4
|0.6. Полуавтомат A-1230M для механизированной сварки в углекис-
ом газе
V — горелка; 2 — составной гибкий шланг, содержащий направляющий
кпнал, сварочный кабель, провода управления, газопроводящую трубку;
i - механизм подачи проволоки; 4 ящик (чемодан); 5 - отсекатель
Газов; 6 — обратный провод, присоединяемый к свариваемой детали;
7 — сварочный кабель; 8 — кассета для проволоки; 9 — газовый шланг;
10 — подающие ролики
Показанный в качестве примера на рис. 10.6 полуавто-
мат А-1230М предназначен для сварки в углекислом газе
Стальной проволокой сплошного сечения диаметром 0,8; 1,0
И 1,2 мм. Собственно полуавтомат выполнен в виде неболь-
шого чемодана, в котором размещены механизм подачи с
кассетой для сварочной проволоки, элементы схемы управ-
ления и газовый клапан (отсекатель газа), служащий для
включения подачи углекислого газа в зону дуги во время
Процесса сварки. Привод в подающем механизме представ-
ляет собой червячный редуктор с двигателем постоянного
Тока мощностью 50 Вт и напряжением 24 В. Проволока
проталкивается в направляющий канал шланга одной парой
роликов, один из которых является ведущим. Регулирова-
ние скорости подачи проволоки производится двумя спосо-
бами: ступенчатое — при помощи сменных подающих ро-
ликов, плавное — за счет изменения скорости вращения
двигателя. Отличительной особенностью этого полуавтома-
та является то, что электропитание механизма подачи про-
волоки и схемы управления осуществляется не от шкафа
161
управления, а непосредственно от источника питания сва-
рочного тока — сварочного выпрямителя ВДГ-303. Отсутст-
вие шкафа управления, малые массы и габарит, возмож-*
ность регулирования скорости подачи сварочной проволоки,
а следовательно, и силы сварочного тока практически на
рабочем месте позволяют успешно применять данный по-
луавтомат для сварки в монтажных условиях.
Как и все полуавтоматы для сварки в углекислом газе,
полуавтомат А-1230М комплектуется горелкой с гибким
шлангом, обеспечивающей подачу в зону сварки электрод-
ной проволоки, сварочного тока и защитного газа, а также
понижающим газовым редуктором У-ЗОПс показывающим
расходомером и подогревателем. Последний требуется для)
подогрева углекислого газа, поступающего из баллона в peg
дуктор, с целью предотвращения его замерзания при дли!
тельной работе. Подогреватель состоит из герметичног!
корпуса, внутри которого расположен нагревательный эле!
мент (спирали). Редуктор У-ЗОПимеет следующие основны!
характеристики: давление газа на входе в редукто!
0,8—10 МПа, рабочее давление газа 0,1—0,4 МПа, nponyJ
скная способность 5—30 л/мин, температура подогрева
40—80°С, напряжение питания подогревателя 36 В.
В последнее время все более широкое распространение
начинают получать полуавтоматы, имеющие безредуктор*
ные устройства подачи проволоки. Такие устройства, равне
как и сами полуавтоматы, отличаются значительно мень-
шей массой и более высокими технологическими характе-
ристиками. Можно отметить два основных типа безредук-
торных механизмов подачи. Это планетарные типа ИЗАП-
ЛАН, разработанные в Болгарии, и импульсные с привода
ми механического действия, обеспечивающими пульсирую
щую подачу проволоки в зону дуги (например, полуавтома
ты типа Пульсар конструкции НИКИМТ).
Механизированную сварку в углекислом газе выполни
ют, как правило, постоянным током обратной полярности
от источников питания с жесткой или пологопадающей
внешней характеристикой. Таким требованиям отвечаю!
выпускаемые промышленностью выпрямители ВС-ЗООБ,
ВС-600, ВДГ-303, ВДУ-506 и преобразователь ПСГ-500-L
Материалы. Механизированная сварка производится i
применением углекислого газа по ГОСТ 8050—85 высшего
и первого сорта (см. также гл. 6) и стальных сварочных
проволок диаметром 1—2 мм. При этом в качестве свароч
ных проволок должны использоваться проволоки, содеря
щие все необходимые элементы, обеспечивающие как пол
чение качественного металла шва с требуемым химическ!
162
составом и свойствами, так и удовлетворительное ведение
самого процесса сварки с устойчивым горением дуги, тиа-
лым разбрызгиванием и т.д. Такое требование обусловлено
тем, что при сварке в защитном газе проволока оказывает-
ся практически единственным материалом, через который
можно в достаточно широких пределах влиять на процесс и
характеристики сварных соединений. Следует обратить
внимание и на то обстоятельство, что сварка в углекислом
газе — в отличие от сварки в инертных, неактивных га-
зах — может качественно выполняться только проволока-
ми, содержащими повышенное количество элементов —
раскислителей, в частности марганца и кремния, которые
компенсируют их выгорание в зоне сварки, предотвращают
окисление металла в сварочной ванне и образование пор.
При сварке в углекислом газе строительных конструк-
ций из углеродистых и низколегированных сталей в боль-
шинстве случаев используют легированную марганцем и
кремнием проволоку Св-08Г2С по ГОСТ 2246—70 (см.
табл. 6.1). Проволока диаметром до 1,2 мм соответствует
типу электродов Э50А, больших диаметров — типу Э50.
Находят применение также проволоки Св-08Г2СЦ, Св-
08ХГСМА, Св-08ХГ2СДЮ (последняя для сварки сталей
повышенной коррозионной стойкости типа 10ХНДП). На
поверхности проволок не должно быть ржавчины, масел,
технологической смазки и других загрязнений. При необхо-
димости поверхность проволоки подвергается очистке хими-
ческим или механическим способами.
Механизированная сварка в смеси углекислого газа с
другими газами производится в основном с использованием
тех же сварочных материалов и оборудования, что и сварка
в чистом углекислом газе.
Технология сварки. Технология и техника механизиро-
ванной сварки в углекислом газе и его смесях проволокой
сплошного сечения имеет много общего с технологией и
техникой механизированной сварки порошковой проволо-
кой, описанной в предыдущем параграфе. Вместе с тем
имеются и отличительные особенности, некоторые из кото-
рых приведены ниже.
Сваркой в углекислом газе можно выполнять все типы
сварных соединений во всех пространственных положениях
шва и даже производить сварку вертикальных соединений
способом сверху вниз. Подготовку и сборку деталей под
сварку осуществляют с учетом толщины и марки сваривае-
мого металла и положения шва в пространстве, руководст-
вуясь ГОСТ 14771—76. Предусмотренный этим стандартом
163
10.7. Некоторые типы стыковых
соединений, выполняемых меха-
низированной сваркой в углекис-
лом газе
а — двустороннее со скосом кро-
мок; б — двустороннее с двумя
симметричными скосами кромок;
в — двустороннее с двумя симмет-
ричными скосами одной кромки
б)
угол скоса кромок на 5° меньше, чем при ручной дуговой
сварке (рис. 10.7), что способствует снижению массы на-
плавленного металла.
Большое внимание уделяют обеспечению наружной га-
зовой защиты зоны сварки, что достигается специальными
технологическими приемами. Так, перед началом сварки
предлагается производить обдув места сварки углекислым
газом в течение 20—30 с с целью продувки шлангов и го-
релки и вытеснения воздуха из разделки. После окончания
сварки кратер необходимо обдувать углекислым газом до
полного затвердевания металла. Этим в обоих случаях иск-
лючается возможность вредного влияния воздуха на металл
164
10.5. Соотношение расхода углекислого газа *
с некоторыми параметрами режима механизированной
сварки
Параметр
Диаметр проволоки, мм
0,5-0.8 I 1-1,4 1 1.6—2
L J ?
Вылет электрида, мм 7-10 8-15 15-25
Расстояние от торца сопла горелки до свариваемой 7-ю 8—14 15-20
детали, мм
Расход газа, л/мин 5-8 8-16 15-20
шва. Расход углекислого газа устанавливается в зависимо-
сти от диаметра сварочной проволоки (величины сварочного
тока) с учетом вылета электрода и расстояния от сопла го-
релки до свариваемого металла (табл. 10.5). Последний
параметр режима сварки стараются сделать минимально
возможным, поскольку при уменьшенных расстояниях меж-
ду горелкой и деталью защита места сварки улучшается.
Однако чрезмерно малые расстояния резко ухудшают воз-
можность наблюдения за дугой и сварочной ванной.
Механизированную сварку швов в нижнем положении
можно выполнять проволокой любого диаметра, обычно это
1,4; 1,6 и 2 мм. Сварку ведут с наклоном электрода (прово-
локи) углом вперед или углом назад, при этом угол накло-
на электрода составляет порядка 5—15°. Сварка углом впе-
ред обеспечивает меньшую глубину проплавления металла,
углом назад — большую. При сварке конец электрода пе-
ремещают возвратно-поступательно или по вытянутой спи-
рали (см. рис. 10.5). Передвигать электрод “змейкой" не
рекомендуется из-за появления дефектов в виде небольших
несплавлений.
Сварку вертикальных и горизонтальных швов произво-
дят проволоками диаметром до 1,4 мм, потолочных — до
1,2 мм (при использовании импульсно-дуговой сварки диа-
метр проволоки может быть увеличен до 1,6—2 мм). Схе-
мы сварки в положениях, отличных от нижнего, показаны
на рис. 10.8. Вертикальные швы сваривают двумя способа-
ми: обычным снизу вверх (как сварку порошковой проволо-
кой и абсолютным большинством покрытых электродов) и
сверху вниз. Сварку сверху вниз ведут углом назад, на-
правляя дугу на пе$2дай5о часть сварочной ванны. Это
обеспечивает поддержание ванны от стекания, увеличение
165
10.8» Механизированная сварка в углекислом газе
а, б — вертикальных швов снизу вверх; в — то же, сверху вниз; г — го-
ризонтальных; д — потолочных
глубины проплавления и исключает несплавление по краям
шва. Требования к качеству сборки при сварке сверху
вниз менее жесткие, чем при сварке в нижнем положении.
Поэтому сварку вертикальных швов сверху вниз успешно
применяют не только для соединения тонколистового ме-
талла (до 4 мм), но и для выполнения корня шва на метал-
ле большой толщины, особенно при наличии непостоянных
зазоров. Скорость сварки способом сверху вниз обычно в
1,5—2 раза выше, чем скорость сварки снизу вверх. Гори-
зонтальные швы сваривают или без наклона, или с накло-
ном электрода снизу вверх, при этом сварку ведут под уг-
лом назад. Дугу направляют на ванну расплавленного ме-
талла. Потолочные швы сваривают также углом назад с на-
правлением дуги и желательно увеличенного потока газа на
сварочную ванну. Это уменьшает возможность ее стекания.
10.4. СВАРКА В УГЛЕКИСЛОМ ГАЗЕ
НА ОТКРЫТЫХ ПЛОЩАДКАХ
Основным препятствием к широкому внедрению меха-
низированной сварки в углекислом газе на открытых пло-
щадках при монтаже стальных конструкций является отме-
ченная ранее высокая чувствительность защитной газовой
струи к воздействию ветра. Поэтому монтажную сварку в
углекислом газе можно вести или фактически в безветрен-
ную погоду, или с применением различных ветрозащитных
устройств, предохраняющих место сварки от ветра, что и
используют на практике. В качестве ветрозащитных уст-
ройств применяют легкие алюминиевые короба, специаль-
166
10.9. Конструкция сопла горелки
для сварки в углекислом газе в
условиях ветра
/ ~ проволока; 2 - коническая
вставка; 3 — токосъемный нако-
нечник; 4 — мундштук; 5 — ци-
линдрическое сопло; 6 - втулка
0Л5
ные металлические или пластмассовые экраны и ширмы,
тенты, надувные оболочки и т.п. Причем эти устройства
могут быть: стационарными, защищающими швы от воздей-
ствия ветра по всей их длине; переставляемыми после вы-
полнения сварки в пределах защищаемого ими участка сое-
динения; подвижными, перемещающимися синхронно со
сварочной горелкой и обеспечивающими при этом местную
защиту зоны сварки в непосредственной близости от струи
углекислого газа. Иногда роль ветрозащитного устройства
играет сама свариваемая деталь или конструкция, находя-
щаяся с подветренной стороны.
Однако использование комплекса отмеченных защит-
ных приспособлений не всегда возможно, например при
рарке разветвленных в пространстве конструкций, в труд-
167
10.5, Ориентировочные режимы монтажной механизированной
сварки в углекислом газе низкоуглеродистой
и низ к 1егированной стали проволокой Св-08Г2С диаметром
1,2 мм и вылетом 10-15 мм (стыковые, тавровые и угловые
соединения с разделкой кромок)
Положение шва в прост- ранстве Номер слоя Сила сварочного тока. А Напряжение дуги. В
Нижнее Первый Заполняющий Облицовочный 190-210 180-220 180-220 1 1 i I <~l sO О , гЧгЧгч Цдд 1 —< ГЧ
Вертикальное Первый Заполняющий Облицовочный 220-260 180-220 180-200 22-26 19-22 19-22
Горизонтальное Первый Заполняющий Облицовочный 160-180 240-300 220-250 Г1 ГЧ Г-) ГЧ 0^1 гЧ Г J <4 ГЧ
Потолочное Все слои 160-200 19-21
Примечание, Сварка ведется постоянным током обратной по-
лярности. расход газа определяется но табл. 10.6.
недоступных местах, в случае сварки швов, разбросанных в.
плане и по высоте. В последнее время создан и освоен про-
изводством новый способ механизированной сварки, обеспе-
чивающий получение качественных сварных соединений
при скорости ветра до 10 м/с без использования дополни-
тельных мер по защите зоны сварки от сносящего потока
воздуха. Этот способ сварки по технологическим возможно-
стям и универсальности не уступает “классической“ сварке
в углекислом газе. Его особенностями является примене-
ние: тонкой сварочной проволоки диаметром не более 1,2
мм, большой силы сварочного тока и минимально возмож-
ного напряжения дуги, сопла горелки со специальной кони-
ческой вставкой, обеспечивающей плавное поджатие газо-
вой струи (рис. 10.9), повышенного расхода углекислого
газа, приводящего к его истечению из сопла с требуемой
скоростью. Последние факторы в существенной степени
обеспечивают необходимую газодинамическую устойчи-
вость струи углекислого газа, которая оказывается меньше
подверженной воздействию ветра. С этой же целью рассто-
яние от торца сопла горелки до поверхности шва (поверх-
ности сварочной ванны) выдерживается в пределах
7—10 мм.
Схемы сварки в углекислом газе на открытых площад-
168
10.6. Расход углекислого газа в зависимости
от скорости ветра
Скорость
ветра, м/с
Расход газа,
л/мин
0-2
10-20
3-5 6-8 I 9-10
______L_______Е„....
25-30 35-50 60-65
ках аналогичны схемам, приведенным на рис. 10.8, а, в—д.
Сварка производится углом назад, угол отклонения вылета
электрода по отношению к направлению сварки составляет
70—90°. Режимы сварки представлены в табл. 10.5 и 10.6.
ГЛАВА 11. АВТОМАТИЧЕСКАЯ СВАРКА
ОБОРУДОВАНИЕ, МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ
11.1. ОБЩИЕ СВЕДЕНИЯ
Особенности автоматизации сварочных работ в строи-
тельстве. Процесс сварки представляет собой совокупность
ряда операций. Для дуговой сварки плавящимся электро-
дом, а именно этот вид сварки главным образом использу-
ется в строительстве, такими последовательными операция-
ми являются:
возбуждение сварочной дуги;
поддержание устойчивого горения дуги и подача плавя-
щегося электрода (проволоки), флюса или защитного газа в
зону сварки;
перемещение дуги вдоль свариваемых кромок;
прекращение горения дуги и других процессов по окон-
чании сварки.
Если при ручной сварке все операции выполняются
вручную, а при механизированной (полуавтоматической)
сварке механизированны только зажигание дуги и подача
плавящегося электрода и других сварочных материалов в
зону сварки, то при автоматическом процессе механизиро-
ванны все указанные выше операции. При этом сварка
производится без непосредственного участия человека. При
вынужденном его участии, связанным с корректировкой ре-
жимов, положения электрода и других технологических па-
раметров, автоматический процесс сварки переходит в авто-
169
матизированный. (В настоящем разделе под термином “ав-
томатическая сварка" будет условно подразумеваться как
автоматический, так и автоматизированный процессы).
Автоматизация рабочих операций и переходов позволя-
ет создать наиболее совершенную, высокопроизводительную
и экономически выгодную форму производства, облегчает
труд, превращая рабочих в сварщиков-операторов автома-
тически действующего оборудования. Вместе с тем необхо-
димо отметить, что реальное повышение производительно-
сти труда и получение экономического эффекта от автома-
тизации сварочных работ могут быть достигнуты только
при наличии целого ряда предпосылок. Применительно к
строительству ими являются: значительный объем изготов-
ления (или монтажа) одинаковых и однотипных сварных
конструкций, узлов и соединений с большой массой на-
плавленного металла; полная конструктивно-технологиче-
ская отработка сварных элементов и конструкций с учетом
применения конкретных способов автоматической сварки;
наличие условий для эффективного применения оборудова-
ния и технологии автоматической сварки, включая условия,
обеспечивающие удобство и малую трудоемкость установки
и эксплуатации оборудования; высокое качество изготовле-
ния свариваемых элементов, позволяющее производить
сборку под сварку с более жесткими по сравнению с руч-
ным процессом требованиями; высокая организация работ,
предусматривающая оптимальную загрузку часто дорогого
оборудования, минимальные перерывы в производственном
процессе, наличие службы наладки и ремонта сварочного
(и вспомогательного) оборудования и т.п.
В большей степени комплексом указанных предпосылок
и, как следствие, достаточно высоким уровнем автоматиза-
ции сварочных работ (в целом до 30—40%) обладают заво-
ды — изготовители листовых, сплошностенчатых и труб-
ных конструкций, в значительно меньшей степени — стро-
ительно-монтажные организации, особенно сооружающие
уникальные объекты с малым объемом наплавленного ме-
талла в сварных соединениях и практически полное отсут-
ствие автоматической сварки имеет место при расположе-
нии соединений на высоте в различных пространственных
положениях. Вместе с тем в некоторых случаях, например
при монтаже отдельных толстолистовых конструкций с про-
тяженными швами, благоприятными для широкого приме-
нения автоматической сварки (кожухи доменных печей,
воздухонагреватели, емкости большого объема и т.п.), сте-
пень автоматизации сварочных работ может быть весьма
высокой и даже превосходить средний заводской уровень.
170
В промышленном строительстве наибольшее распрост-
ранение получили следующие способы автоматической
сварки: под флюсом, порошковой проволокой, в углекислом
газе, электрошлаковая. Принципиальные технологические
схемы указанных способов сварки и их рациональные обла-
сти применения определяются, главным образом, простран-
ственным положением шва.
Сварочные автоматы. Для выполнения автоматической
сварки требуется определенный набор оборудования, в том
числе приспособления, обеспечивающие заданную точность
сборки деталей и их установку в благоприятном для сварки
положении, источник питания и, главное, сварочный авто-
мат. Автомат представляет собой комплекс механизмов, де-
талей и приборов, необходимых для автоматизации при-
емов и операций при выполнении сварного соединения, в
частности возбуждения дуги, подачи в место сварки свароч-
ных материалов, перемещения дуги вдоль стыка.
В строительстве применяют самые разнообраз-
ные автоматы как общего назначения, так и специ-
ализированные, которые можно классифициро-
вать по следующим основным признакам:
по применяемому виду сварки — для сварки под флю-
сом, порошковой проволокой, в защитном газе, электро-
шлаковой;
по видам электрода — для сварки плавящимся и не-
плавящимся электродом;
по роду сварочного тока — для сварки постоянным и
переменным током;
по способу подачи электродной проволоки — с незави-
симой от напряжения дуги подачей, с зависимой от напря-
жения дуги подачей;
по способу перемещения вдоль сварного соединения —
несамоходные и самоходные, в том числе тракторы (тракто-
ром называется переносной автомат для дуговой сварки с
самоходной тележкой, которая перемещает его вдоль свари-
ваемых кромок непосредственно по свариваемому изделию
или по специальному переносному рельсовому пути);
по способу формирования металла шва — со свобод-
ным, полупринудительным и принудительным формирова-
нием;
по способу регулирования скорости сварки и подачи
электродной проволоки — с плавным, плавноступенчатым
и ступенчатым регулированием.
В общем случае в состав сварочного автомата входят
(рис. /У./):
171
11.1. Сварочный автомат
1 — сварочный мундштук; 2 — механизм настроечных и корректировоч-
ных перемещений; 3 — механизм подачи проволоки; 4 — пульт управле-
ния; 5 — кассета со сварочной проволокой; 6 — механизм перемещения
(ходовая тележка); 7 — дуга
сварочные мундштуки /, предназначен-
ные для направления электродной проволоки в место свар-
ки и подвода к ней электрического тока. Применяют в ав-
томатах для сварки с использованием флюса или порошко-
вой проволоки;
горелки, выполняя функции мундштуков, дополни-
тельно обеспечивают подачу защитного газа в зону дуги.
Применяют в автоматах для сварки в защитном газе. Го-
релки в целом могут быть аналогичны горелкам сварочных
полуавтоматов, но отличаются от них формой корпуса и
большими размерами; часто горелки имеют водяное охлаж-
дение рабочей части;
механизм подачи электродной
проволоки 3 обеспечивает подачу проволоки в зону
сварки с определенной скоростью. Скорость подачи прово-
локи должна равняться скорости ее расплавления (при за-
данном напряжении или длине дуги). В противном случае
процесс устойчивого горения дуги нарушается и имеет мес-
то или короткое замыкание (при чрезмерно большой скоро-
172
11.2. Схема механизмов подачи электродной проволоки сварочных
автоматов
а — с постоянной скоростью подачи проволоки; 6 — с автоматически ре-
гулируемой скоростью подачи проволоки; 1 — электродвигатель; 2 — ре-
дуктор; 3 — подающий ролик; 4 — электродная проволока; — напря-
жение дуги
сти подачи), или обрыв дуги вследствие ее недопустимого
удлинения (при чрезмерно малой скорости подачи).
В процессе сварки действуют факторы, стремящиеся на-
рушить установленное равенство скоростей подачи и рас-
плавления сварочной проволоки. Например, изменение
длины и, как следствие, напряжения дуги в связи с неров-
ностями поверхности металла в зоне сварки или наличием
прихваток. Восстанавливать нарушаемое равновесие подачи
и расплавления проволоки и поддерживать его в автома-
тическом режиме удается двумя способами: за счет исполь-
зования эффекта саморегулирования дуги, описанного в
гл. 7 (в этом случае скорость подачи проволоки во время
сварки сохраняется постоянной); путем автоматического ре-
гулирования скорости подачи проволоки в зависимости от
напряжения дуги. Принципиальные схемы механизмов под-
ачи проволоки, использующих оба принципа автоматиче-
ского регулирования режима горения дуги, показаны на
рис. 11.2.
Подающие механизмы с постоянной скоростью подачи
проволоки и работающие на принципе саморегулирования
дуги отличаются простотой конструкции и надежностью в
эксплуатации. Они состоят (рис. 11.2, а) из асинхронного
двигателя трехфазного тока с неизменной частотой враще-
ния, редуктора, ведущего и ведомого роликов. Такие меха-
низмы стоят на большинстве сварочных автоматов, приме-
няемых в строительстве (как, впрочем, и на большинстве
173
сварочных полуавтоматов). Их недостаток — неустойчивое
горение дуги при весьма малых значениях сварочного тока
и напряжения дуги, при больших колебаниях напряжения в
сети (свыше 8—10%), а также при использовании источни-
ков сварочного тока с падающими характеристиками.
Подающие механизмы с переменной, автоматически ре-
гулируемой во время сварки скоростью подачи проволоки
выполняются с использованием сложных электрических
схем и элементов. Упрощенная схема работы такого меха-
низма представлена на рис. //.2, б. Якорь электродвигателя
постоянного тока через редуктор вращает подающий ролик.
На обмотку якоря подается напряжение дуги. Если по ка-
ким-либо причинам длина дуги возрастает, то возрастает и
напряжение дуги, подаваемое на обмотку якоря. Вследствие
этого якорь начинает вращаться быстрее и скорость подачи
проволоки увеличивается. Длина дуги, а следовательно, и
напряжение дуги восстанавливаются до первоначальной ве-
личины. При уменьшении длины дуги напряжение дуги
уменьшается, якорь электродвигателя начинает вращаться
медленнее и подача проволоки замедляется. Заданная дли-
на дуги также восстанавливается;
м еханизм переме щ ен и я (рис. 7/./,
поз. 6) предназначен для перемещения автомата вдоль
сварного соединения с заданной скоростью. Он чаще всего
представляет собой самоходную тележку на колесном ходу,
на которой закреплены остальные части сварочного автома-
та. Регулирование рабочей скорости (скорости сварки) те-
лежки может быть плавным, ступенчатым или плавно-сту-
пенчатым;
механизм перемещения электрода
(рис. 11.1, поз. 2) служит для настройки и корректировки
положения вылета электродной проволоки относительно
шва. Механизм обеспечивает перемещение вылета проволо-
ки вдоль и поперек шва, а также его поворот от вертикали
на определенный угол. Перемещение может осуществляться
с помощью суппортов с прямолинейными или круговыми
направляющими с использованием ручного или механизи-
рованного приводов;
устройства для размещения сваро-
чной проволоки (поз. 5). В качестве таких устройств
используются либо такие же катушки, кассеты и кассетные
устройства, как и в сварочных полуавтоматах, либо специ-
альные более емкие и тяжелые кассетные устройства диа-
метром до 500—700 мм;
система управления автомата пред-
назначена для управления сварочным процессом и выше-
174
указанными механизмами перемещения, а также для конт-
роля параметров сварки. Аппаратура управления, ее блоки
и элементы располагаются, в основном, в отдельно стоящем
шкафу управления. Во многих последних марках сварочных
автоматов промежуточные шкафы управления отсутствуют
и вся система управления находится в самом автомате
(поз.
флюсовая и газовая аппаратура.
При автоматической сварке под флюсом применяют флюсо-
вую аппаратуру, предназначенную для размещения и под-
ачи флюса в зону сварки и отсоса его излишков. При авто-
матической сварке в защитном газе используют газовую
аппаратуру, аналогичную газовой аппаратуре, применяе-
мой при механизированной сварке.
Сварочные автоматы комплектуют источника-
ми питания сварочного тока, как правило, имеющи-
ми жесткие или пологопадающие внешние характеристики.
11.2. АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ
Сущность процесса сварки. При сварке под флюсом
электрическая дуга горит между концом электродной (сва-
рочной) проволоки и свариваемым металлом под слоем сва-
рочного флюса (см. рис. 2.4). Под действием тепла свароч-
ной дуги расплавляются основной металл и проволока, а
также часть флюса, находящегося в зоне дуги. В области
сварки образуется полость, ограниченная в верхней части
оболочкой расплавленного флюса и заполненная парами
металла, флюса и газами. Расплавленный флюс, окружая
газовую полость и жидкий металл, защищает дугу и сва-
рочную ванну от вредного воздействия атмосферного возду-
ха, осуществляет металлургическую обработку металла и
препятствует его разбрызгиванию. По мере удаления сва-
рочной дуги расплавленный флюс, в значительной части
прореагировавший с жидким металлом, затвердевает, обра-
зуя на поверхности шва легкоотделяемую шлаковую корку.
По степени механизации процесса различают механи-
зированную и автоматическую сварку под флюсом. В про-
мышленном строительстве в основном используется автома-
тический процесс, схематически показанный на рис. 11.3. С
помощью механизмов автомата электродная проволока по-
дается в зону дуги, дуга автоматически перемещается вдоль
стыка. Сварочный флюс засыпается из бункера в место
сварки впереди дуги слоем толщиной 40—80 мм и шириной
175
11.3. Автоматическая сварка под флюсом
1 — свариваемые детали; 2 — флюс; 3 — электродная проволока; 4 —
подающие ролики; 5 — мундштук; 6 — флюсовый бункер; 7 — пневмоот-
сасывающее устройство; 8 — шлаковая корка; 9 — съемная подкладка
(или флюсовая подушка); Vn п — скорость подачи проволоки; Исв — ско-
рость сварки
40—100 мм (чем больше толщина свариваемого металла и
ширина шва, тем больше толщина и ширина слоя флюса).
Нерасплавившаяся при сварке часть флюса собирается со
шва специальным пневмоотсосом в бункер и повторно ис-
пользуется.
По сравнению с ручной дуговой сваркой автоматиче-
ская дуговая сварка под флюсом обеспечивает: повышение
производительности в 3—8 раз (при снижении доли элект-
родного металла почти в 2 раза), улучшение качества свар-
ных соединений, экономичность процесса.
Высокая производительность автоматической сварки под
флюсом достигается за счет непрерывной подачи электрод-
ной проволоки в зону сварки и, главным образом, за счет
использования больших абсолютных величин и плотностей
сварочного тока. Так, если при ручной сварке покрытыми
электродами диаметром 5 мм сила тока не превышает
280—300 А (14—15 А/мм2), то при сварке под флюсом
проволокой такого же диаметра сила тока составляет
900—1000 А (45—50 А/мм2). Использование больших
сварочных токов не только увеличивает количество рас-
плавляемого металла в единицу времени, но и резко повы-
шает глубину проплавления основного металла, что позво-
ляет уменьшить глубину разделки кромок под сварку и
этим сократить количество металла, наплавляемого на еди-
176
11.4. Автоматическая сварка под флюсом несколькими электродными
проволоками
и — двухэлектродная или двухдуговая сварка в общую ванну с попереч-
ным расположением проволок; б — то же, с продольным расположением;
« — двухдуговая сварка в раздельные ванны; / — электродная проволока;
2 — дуга; 3 — общая сварочная ванна; 4 — раздельные сварочные ванны
ницу длины шва, Скорость автоматической однодуговой
сварки под флюсом может достигать 80—100 м/ч.
Высокое качество сварного соединения обеспечивается
за счет надежной защиты расплавленного металла от взаи-
модействия с воздухом, его активной металлургической об-
работки и легирования жидким шлаком. В результате ме-
талл шва получается однородным по химическому составу,
без пор, с пониженным количеством неметаллических
включений. Уменьшается вероятность образования непрова-
ров, подрезов и других дефектов формирования шва.
Экономичность сварки определяется повышением про-
изводительности процесса, снижением расхода сварочных
сериалов за счет сокращения потерь металла на угар и
брызгивание (не более 3%, в то время, как при ручной
овой сварке порядка 8—10%). Лучшее использование
ла дуги при сварке под флюсом уменьшает расход элек-
энергии на 30—40%.
К недостаткам автоматической сварки под флюсом сле-
дует отнести затрудненное визуальное наблюдение за про-
цессом.
Основным видом автоматической сварки под флюсом
является сварка одной дугой. Вместе с тем для расширения
технологических возможностей и повышения в 1,5—2 раза
производительности используется сварка двумя и более ду-
гами (рис. И.4). Повысить производительность почти в
177
1
11.5. Автоматическая сварка под флюсом с порошковым присадочным
металлом (ППМ)
а — с предварительной засыпкой ППМ в зазор или разделку; б — с пода
чей ППМ на электрод; 1 — проволока; 2 — мундштук; 3 — флюс; 4 -
ППМ; 5 — дозатор ППМ
2 раза и качество сварки можно путем применения порой?
кового присадочного металла (ППМ). В качестве ППМ ш
пользуют гранулированный порошок, окатыши, рублену <
проволоку с размером частиц 1—2 мм. Подача ППМ в зощ
сварки осуществляется двумя способами: предварительной
(перед сваркой) засыпкой ППМ в зазор или разделку кро
мок (рис. 11.5, а); подачей ППМ на вылет электрода в про
цессе сварки со стороны хвостовой части (рис. 11.5, 6). В
последнем случае порошок налипает на электрод под дейст
вием кольцевого магнитного поля. Интенсификация процес
са при сварке с ППМ достигается за счет лучшего исполь
зования тепла сварочной дуги. Наряду с повышением про-
178
изводительности существенно снижаются расходы флюса и
электроэнергии.
Автоматической сваркой под флюсом сваривают конст-
рукции из углеродистых, низколегированных, среднелеги-
рованных и высоколегированных сталей, а также из меди,
титана, никеля, алюминия* и их сплавов. В строительной
индустрии сварку под флюсом применяют главным образом
при изготовлении и монтаже стальных конструкций толщи-
ной 10—60 мм с прямолинейными и кольцевыми протя-
женными сварными соединениями крупногабаритных сфе-
рических и цилиндрических резервуаров, декомпозеров, об-
жиговых печей, свай и других подобных конструкций, труб
большого диаметра, каркасов зданий, высотных сооруже-
ний. Сварка, в основном, осуществляется в нижнем поло-
жении шва. Автоматическая сварка швов в горизонтальном
положении используется при монтаже вертикальных ци-
линдрических конструкций (резервуаров, воздухонагревате-
лей, бункеров). Сварка под флюсом вертикальных соедине-
ний с принудительным формированием шва практически не
применяется.
Оборудование. В строительстве преимущественно при-
меняют сварочные автоматы тракторного типа, перемещаю-
щиеся непосредственно по свариваемым деталям. На заво-
дах — изготовителях металлоконструкций используют так-
же подвесные самоходные сварочные автоматы, которыми,
как правило, комплектуют сварочные стенды и поточные
(Линии. Такие автоматы подвешиваются и перемещаются по
специальным направляющим рельсам, закрепленным на
агенде. Автоматы могут быть в однодуговом, двухдуговом и
(вухэлектродном исполнении с питанием от источников по-
именного или постоянного тока.
Автоматы однодуговые тракторно-
• о типа выпускаются, в основном, серии АДФ (А —
|втомат, Д — для дуговой сварки, Ф — под флюсом). Эти
|втоматы предназначены для сварки стыковых и угловых
и нов стальных конструкций. Сварка может осуществляться
переменным или постоянным током до 1250 А. Схемы уп-
равления автоматов выполнены на полупроводниковых эле-
ментах и смонтированы в пульте управления на тракторе
Ьли в источнике питания. В связи с этим промежуточные
ркафы управления отсутствуют, что существенно облегчает
Автоматическую сварку алюминия и его сплавов часто выполняют не
Под флюсом, а по флюсу (см. гл. 18).
179
11.6. Автомат АДФ-1001 тракторного типа для сварки под флюсом
эксплуатацию автомата, особенно в условиях монтажной
площадки.
На рис. 11.6 представлен автомат марки АДФ-1001,
предназначенный для сварки переменным током и имею
щий зависимую от напряжения дуги скорость подачи про
волоки. Регулирование скорости подачи проволоки и скоро
сти сварки — плавное. Основные характеристики автомата
АДФ-1001 и двух других марок автомата серии АДФ, вы
пускаемых промышленностью, приведены в табл. 11.1.
Автоматы самоходные подвесно
го типа выпускаются, главным образом, на основ
унифицированных узлов. В качестве примера на рис. И
показан автомат марки А-1412, предназначенный для дву
дуговой сварки углеродистых и легированных сталей п
флюсом переменным током. Автомат комплектуемся двун
источниками питания и имеет независимую от напряжен ।
дуги скорость подачи проволоки. Регулирование скоростей
подачи проволоки и сварки — плавное.
Кроме отмеченных выше современных автоматов трак
торного и подвесного типов в строительной индустрии при
меняется ряд снятых с производства, но хорошо показа
ших себя в работе автоматов: ТС-17МУ (тракторного тиг
однодуговая сварка), ДТС-38 (тракторного типа, двухдуг
180
11.1. Технические характеристики автоматов для сварки под флюсом
Параметр Автоматы тракторного типа Автоматы самоходные подвесного типа
— _ -• — . . - _ АДФ-1202
АДФЛ001 АДФ-1002 А-1412 А-1416
_1 !
Номинальный сварочный ток при ПВ = 1009с, А 1000 1000 1250 2x1600 1000
Диаметр стальной (электрод- ной) проволоки, мм 3-5 3-5 2-6 2-5 .2-5
Скорость подачи проволоки. ( м/ч >0-360 60-360 60-360 17-553 47-509
Способ подачи проволоки (зависимый или независимый от напряжения дуги) Зависимый Независимый Зависимый Независимый
Скорость сварки, м/ч 12-120 12-120 12-120 25-250 12-120
Источник сварочного тока, с которым комплектует- ся автомат ТДФЖ-1002 ТДФЖ-1002 ВДУЛ 201 ТДФЖ-2002 ВДУ-1201
Габарит, мм 1100x400x750 716x346x520 1160x450x770 1388x860x1820 815x900x1860
Масса, кг 65 45 78 405 325
Примечания: 1. А-1412 - автомат для двухдуговой сварки. 2. АДФ4002 заменяет автомат ТС-17МУ.
11.7. Автомат А-1412 самоходный подвесного типа для двухэлектродной
сварки под флюсом
1 — механизмы подачи проволоки; 2 — механизм поперечной корректи-
ровки; 3 — пульт управления; 4 — кассета для проволоки; 5 — флюсовый
аппарат; 6 — флюсовый бункер; 7 — самоходная тележка; 8 — направля-
ющий рельс; 9 — механизм вертикальной регулировки с моторным приво-
дом; 10 — флюсоотсасывающее устройство
вая сварка), АБСК (подвесного типа, однодуговая сварка),
А-639 (подвесного типа, двухдуговая сварка).
Автоматы для сварки горизонтальных швов заметно от-
личаются от автоматов для сварки швов в нижнем положе-
нии. Это обусловлено спецификой самого процесса сварки
на вертикальной плоскости, в том числе необходимостью
удержания флюса в зоне дуги с помощью так называемых
флюсоудерживающих устройств. Автоматы со свободным
формированием шва конструктивно могут быть двух типов:
автоматы, органически входящие в состав передвиж-
ных, предназначенных для сварки кольцевых швов навес-
ных сварочных установок, перемещающихся по верхней
кромке свариваемого изделия вместе со сварщиком-опера-
тором (рис. 11.8);
собственно самоходные автоматы, перемещающиеся по
направляющему рельсу, монтируемому на свариваемой
конструкции параллельно сварному соединению.
182
1
J.8. Установка для автоматической сварки под флюсом горизонтальных
Ольцевых швов
— флюсовый бункер; 2 — навесная самоходная кабина; 3 — механизм
I еремещения кабины; 4 — флюсовый трубопровод; 5 — кассета для про-
I Цлоки; 6 — пульт управления; 7 — сварочная головка (часть автомата,
Й Цлючающая мундштук, механизм подачи проволоки, механизм настроеч-
Й № и корректировочных перемещений); 8— флюсоудерживающее уст-
Ьйство; 9 — сварной шов; /0 — свариваемая деталь; 11 — сварщик-опе-
Ктор
К последнему типу относится автомат “Горизонталь"
)нструкции ВНИПИ Промстальконструкция (рис. 11.9),
Задающий следующими основными техническими харак-
фистиками: номинальный сварочный ток 500 А, диаметр
гальной (электродной) проволоки 2 мм, скорость подачи
роволоки 100—600 м/ч, скорость сварки 10—60 м/ч, ис~
)чник сварочного тока — выпрямитель ВДУ-506, габариты
10x420x840 мм, масса 25—30 кг. Автомат пригоден для
фки прямолинейных и криволинейных соединений с ми-
Ьиальным радиусом кривизны 0,7 м. Им можно сваривать
Ьоткие и протяженные швы листовых и сплошностенча-
с конструкций при различных схемах монтажа.
183
11.9. Автомат типа “Горизонталь" для сварки под флюсом горизонтали
ных соединений
1 — флюсовый бункер; 2 — механизм подачи проволоки; 3 — сварочн,
проволока; 4 — механизм перемещения; 5 — пульт управления; 6 — ка
сета с проволокой; 7 — флюс; 8 — мундштук; 9 — флюсоудерживающ
устройство; 70 — направляющий рельс; 77 — свариваемые листы
184
Автоматическую сварку под флюсом выполняют пере-
менным и постоянным током обратной полярности от ис-
точников питания, главным образом, с жесткой или полого-
падающей внешней характеристикой (при применении ав-
томатов с зависимой от напряжения дуги скоростью подачи
проволоки могут использоваться источники питания с кру-
топадающей характеристикой).
Материалы. При сварке применяют два основных сва-
рочных материала: флюс и проволоку сплошного сечения
(см. гл. 6). В отечественной практике сварку стальных
строительных конструкций чаще всего выполняют с исполь-
зованием плавленых флюсов. В последнее время получают
распространение керамические флюсы. Для сварки сталь-
ных конструкций используют главным образом стандарт-
ную проволоку диаметром от 2 до 5 мм.
Химический состав, структура и свойства металла шва
соединений, выполненных сваркой под флюсом, в значи-
тельной степени определяются составами флюса и проволо-
ки, их взаимодействием в расплавленном состоянии друг с
другом и с основным металлом. Легирование шва сварочны-
ми материалами может происходить или только за счет
флюса, или за счет проволоки, или — что бывает чаще —
совместно за счет флюса и проволоки. Поэтому флюс и
проволоку для сварки различных марок сталей необходимо
выбирать одновременно, другими словами, следует выби-
рать систему флюс—проволока. Некоторые из рекомендуе-
мых сочетаний флюсов и проволок, предназначенных для
сварки строительных конструкций, приведены в табл. 11.2.
При сварке с дополнительным порошком присадочным
металлом (ППМ) марка проволоки, из которой изготавли-
вается крупка, может совпадать, а может и отличаться от
марки сварочной электродной проволоки. Например, при
односторонней сварке ряда низколегированных сталей тол-
щиной от 18 до 25 мм рекомендуется применять ППМ из
проволоки марки Св-08Г2С, в то время как электродной
проволокой в этом случае является проволока марки
Св-08ГА.
Технология. Автоматической сваркой под флюсом мож-
но выполнять все типы соединений; сварка производится
главным образом в нижнем положении шва. Технологиче-
ской особенностью этого способа сварки из-за высокой теп-
ловой мощности и давления дуги является значительная
глубина проплавления основного металла, что позволяет
сваривать без разделки кромок листы толщиной до 20 мм и
более (при ручной дуговой сварке — до 4—5 мм).
185
11.2. Сварочные материалы для автоматической сварки
под флюсом ответственных стальных строительных конструкций
в нижнем положении шва
Марка стали Марки сварочных материалов
флюсы проволоки
-— __ J
СтЗсп АН-348-А, АНЦ-1 АН-60 Св-08А, Св-08АА
09Г2С. АН-348-А. Св-08ГА. ('1*4)81'2
10Г2С1 АНЦ-1. АН-60,
АНК-47 ( В-О8ГА. Св-ЮНМА
14Г2АФ. АН-17М, АН-47 (в-ЮНМА
16ГТАФ АН-47 Св4)8ХМ
10ХНДП АН-348-А, АНЦ-1 (в-08 XI ДЮ
Подготовку и сборку деталей под
сварку производят согласно принятой технологии
сварки, марке и толщине свариваемого металла с учетом
пространственного положения шва. Конструктивные эле-
менты подготовленных кромок свариваемых деталей назна-
чают в соответствии с требованиями ГОСТ 8713—79. Этим
стандартом предусмотрены стыковые, тавровые, угловые и
нахлесточные сварные соединения без скоса кромок, со ско-
сом одной или двух кромок. При этом угол скоса кромок в
стыковых соединениях составляет 25—ЗО°С для V- и Х-об-
разных разделок и 40—45° для К-образных разделок, в
тавровых и угловых соединениях угол скоса составляет
45—50°. Притупление кромок в среднем равняется 2—5
мм. В последнее время применяют разделки с меньшими
углами скоса кромок, что позволяет заметно сократить мас-
су наплавленного металла.
Во избежание прожогов кромок и удержания сварочной
ванны от вытекания сварку стыковых соединений, а точнее
ее первые проходы, следует выполнять (рис. 11.10Y. на
флюсовой подушке, на флюсомедной или керамической
временных подкладках, на гибкой термостойкой подклад-
ной ленте, на остающейся подкладке, с предварительным
наложением подварочного шва, При соответствующей под-
готовке стыка сварные соединения могут выполняться без
использования средств защиты от вытекания расплавленно-
го металла (рис. 11.10, ж). В этом случае для предотвраще-
ния прожогов подготовка кромок и сборка листов под свар-
ку должны осуществляться с повышенной точностью, вели-
чина зазора между свариваемыми кромками по всей длине
шва не должна превышать 1 мм, а притупление в соедине-
ны*
1.10. Схемы автоматической сварки под флюсом стыковых соединений в
|Ижнем положении шва (в скобках показаны параметры для двусторон*
|ей сварки)
I — на флюсовой подушке; б — на флюсомедной подкладке; в — на ке-
вмической составной подкладке; г — на гибкой подкладной ленте; д —
I* остающейся подкладке; е — с предварительным наложением подвароч-
Юго шва; ж — со свободными формированием обратной стороны шва; 1
* флюс; 2 — медная подкладка; 3 — керамическая огнеупорная плитка;
I — приклеивающаяся алюминиевая фольга; 5 — двухслойная лента (вер-
сий слой легкоплавкий, нижний — тугоплавкий); 6 — остающаяся под-
садка; 7 — подварочный шов 187
11.11. Автоматическая сварка под флюсом угловых швов в нижнем поло-
жении
а таврового соединения “в лодочку44; б — то же, наклонным электродом
(“в угол44); в — нахлесточного соединения наклонным электродом
ниях с разделкой кромок должно быть не менее 5 мм
(обычно 5—8 мм).
Сварка многих соединений, например стыковых без
скоса кромок и с V-образной разделкой кромок может про-
изводиться с одной или с двух сторон. Двусторонняя сварка
является наиболее надежным способом выполнения ответст-
венных соединений. На монтаже весьма широкое распрост-
ранение получила двусторонняя сварка с предварительным
наложением подварочного шва. Шов, как правило, накла-
дывается ручной дуговой сваркой покрытыми элект-
родами; может применяться и механизированная сварка. В
этом случае предоставляется возможность осуществления
автоматической сварки под флюсом с существенно меньши-
ми требованиями к сборке соединений под сварку (требова-
ния практически аналогичны тем, которые предъявляются к
сборке деталей под ручную сварку).
Сварку угловых швов тавровых, угловых и нахлесточ-
ных соединений выполняют в положении “в лодочку44 44 или
наклонным электродом (рис. 11.1 /).
Для обеспечения высокого качества шва по всей его
протяженности применяют — когда это технически воз-
можно — выводные планки, которые устанавливают при
188
11.12. Выводные планки, устанавливаемые в начале и в конце шва
и — при сварке стыкового соединения без скоса кромок; б — то же, с раз-
делкой кромок; в — при сварке таврового соединения; / — свариваемые
детали; 2 — выводные планки
сборке в начале и конце свариваемого соединения
(рис. 11.12). На этих планках начинают и заканчивают
Сварку. После сварки планки удаляют, например кислород-
ной резкой. Вместе с планками за пределы сваренных дета-
лей “удаляются" и концевые участки шва, имеющие де-
фекты, связанные с нестабильностью процессов начала и
окончания сварки: стартовые поры, непровары, шлаковые
включения, кратеры.
При сборке соединений под сварку используют струбци-
ны, стяжные планки, скобы и другие приспособления для
стяжки и фиксации кромок в требуемом положении. При-
способления устанавливают так, чтобы они не мешали про-
цессу сварки, чапримср со стороны, противоположной рас-
положению сварочного автомата. Часто закрепление дета-
лей при сборке осуществляют с помощью прихваток. Как
цри ручной, так и при механизированной сварке, кромки
189
11.13. Форма проплавления однопроходного шва без разделки кромок
a — стыкового шва; б - углового; b — ширина шва; Л — глубина проплав-
ления
свариваемых деталей перед сборкой очищают на ширину не
менее 20 мм от грязи, краски, ржавчины и т.п. Очистке
подлежат также места примыкания выводных планок.
Основными параметрами режима автоматической
сварки под флюсом являются: сила сварочного тока, его р
и полярность, напряжение дуги, скорость сварки, диаметр
скорость подачи электродной проволоки. Дополнительн!
параметры режима — вылет электродной проволоки, уп
наклона ее к оси шва. Параметры режима сварки устанав-
ливаются исходя из марки и толщины свариваемого метал-
ла, пространственного положения шва, количества накла-
дываемых слоев, необходимости получения требуемой фор-
мы проплавления сварного шва. Последний, весьма важный
показатель, определяется коэффициентом формы проплав-,
ления (провара), равным отношению ширины однопроход-ч
ного шва или валика b (рис. 11.13) к глубине проплавлений
h. Здесь уместно отметить, что форма проплавления оказыч
вает большое влияние на качество сварного соединения, q
том числе на вероятность возникновения в шве кристалла
зационных трещин. В общем случае рекомендуемая вел
чина коэффициента формы проплавления составля
b/h - 1,3—2. Глубина проплавления и ширина шва зав
сят главным образом от сварочного тока, напряжения ду
и скорости сварки. Определенное влияние на форму пр
плавления оказывает и ряд других параметров режима.
Ориентировочные режимы автоматической сварки п
флюсом некоторых типов стыковых и тавровых соединен]
приведены в табл. 11.3.
В ряде случаев вылету электродной проволоки сообш
ют поперечные относительно шва колебания с различной
190
11.3. Ориентировочные режимы автоматической сварки под флюсом стыковых и тавровых
соединений из низколегированных сталей в нижнем положении шва (диаметр проволоки 4 мм)
Тип сварного соединения Толщина металла, мм Зазор в стыке мм Число про- ходов с каждой стороны Скорость подачи проволоки, м/ч - Сила свароч- ного тока. А Напряжение дуги, В Скорость сварки, м/ч
Стыковое с Х-образной раз- делкой кромок (на флюсовой подушке) 50 2*2 3 140—170 900-950 40-42 16-19
Тавровое с К-образной разделкой кром- ки (”в лодочку”) 20 0+1-5 1 130—140 850-900 40-42 15-18
Стыковое без скоса кромок (с ППМ) 30 8+‘ 1 135-145 870-920 40-42 15-16
амплитудой и частотой. Это позволяет оказывать дополни-
тельное влияние на форму и размеры шва. При сварке с
колебаниями глубина проплавления уменьшается, а шири-
на шва, естественно увеличивается. Этот способ сварки
удобен, например, для предупреждения прожогов при свар-
ке стыковых соединений с повышенным зазором. Подобный
же эффект имеет место при двухэлектродной сварке с попе-
речным расположением проволок.
Особенности сварки горизонтальных швов на верти-
кальной плоскости. Технология сварки горизонтальных со-
единений в значительной степени отличается от технологии
сварки швов в нижнем положении. Она сложнее и требует
более тщательного соблюдения регламента. Это связано со
специфическими условиями формирования сварочной ван
ны и трудностью удержания расплавленного металла и
флюса на вертикальной плоскости — флюс ссыпается, а
металл ванны под действием силы тяжести стремится сте
кать вниз. Это стремление усиливается с увеличением раз
мсров (и массы) ванны, что, в частности, имеет место при
повышении сварочного тока.
Основным критерием производительности сварки гори
зонтальных соединений является максимально удерживас
мый, так называемый критический размер сварочной ван
ны. Чем больше этот размер, тем выше значения сварочно
го тока, которые можно применять при сварке, тем выше
потенциальная производительность процесса. В свою оче
редь, критический размер зависит от способа и технологии
сварки.
Для автоматической сварки горизонтальных соединений
под флюсом рациональной схемой процесса является сварка
со свободным формированием шва (рис. 11.14). При этом
способе сварки флюс удерживается с помощью специально
го флюсоудерживающего устройства, а сварочная ванная
удерживается, главным образом, за счет действия сил по
верхностного натяжения жидкого металла. В незначитель
ной степени удержанию ванны способствуют находящиеся и
зоне сварки прослойка вязкого шлака и достаточно плотный
слой флюса. Условия для получения сварочной ванны с по
вышенным критическим размером создаются путем соотвс
ствующего подбора сварочных материалов, техники и р
жимов сварки. Например, только использование флюса, оь
разующего при сварке шлак с благоприятными для удержj
ния расплавленного металла характеристиками, дает увели
чение размера ванны на 20—40%.
На рис. 11.15 показаны стыковые соединения, получи
мые при автоматической сварке под флюсом листов в гори
192
1.14. Сварка под флюсом горизонтальных соединений со свободным
Армированием шва
I — свариваемые детали; 2 — флюсоудерживающее устройство; 3 — мун-
итук; 4 — электродная проволока; 5 — слой флюса; 6 — ванна жидкого
таяла
Ц*И. Швы, получаемые при автоматической сварке под флюсом гори-
Ьтальных соединений на вертикальной плоскости
без скоса кромок; б — со зкосом одной кромки (цифрами показан по-
наложения швов)
193
11.4. Режимы автоматической сварки под флюсом стыковых горизонтальных соединений на вертикальной
плоскости конструкций из низколегированных сталей (флюсы ФВТ-1 или ФЦ-29,
проволока Св-08 ГА, Св-08Г2 или Св-IOHMA диаметром 2 мм)
Тин сварного Г Толщина соединения ; металла, j мм Зазор в стыке, мм Номер ва- лика (про- хода) по рис. 11.15 Скорость подачи проволоки, м/ч Силаева-! Напряже- Скорость сварки, м/ч Угол наклона проволоки (электрода), град
рочного I тока. А ние душ. В
Стыковое без 20 скоса кромок (см, рис. 11.15. а) з+0.5 .1.2 300-350 420-460 30-32 18-20 5-15
Стыковое с 35 К-образной разделкой кромок (см. рис. 11.15. б) 1*' 1 2,3 4.5.6, 8. 9. 10 7. 1 1 220-250 330-360 300-350 200-300 300-360 450-480 420-480 300-430 26-29 33-34 30-34 30-34 17-20 25-30 25-30 30-40 20—30 20-30 20-30 5-15
Примечания: 1. Сварка ведется постоянным током обратной полярности. 2. Вылет проволок
(электрода) составляет 35-45 мм.
зонтальном положении шва. Сварка листов толщиной до 20
мм осуществляется без скоса кромок с обязательным уста-
новлением между ними зазора, равного 1/6 толщины сва-
риваемого металла. При сварке листов толщиной
20—50 мм требуется двусторонний симметричный скос од-
ной кромки под углом 42—45°. Режимы сварки приведены
в табл. 11.4.
Хорошие результаты, как и при сварке в нижнем поло-
жении шва, дает предварительное наложение в разделку
подварочного шва, выполняемого ручной или механизиро-
ванной сваркой в углекислом газе или порошковой прово-
локой.
11.3. АВТОМАТИЧЕСКАЯ СВАРКА
ПОРОШКОВОЙ ПРОВОЛОКОЙ
Автоматическая сварка порошковой проволокой пред-
ставляет собой автоматический сварочный процесс, в кото-
ром в качестве основного сварочного материала использует-
ся порошковая проволока. Сварка может осуществляться
как с применением углекислого газа, дополнительно защи-
щающего зону дуги, так и без него. Сварка производится в
нижнем, вертикальном и горизонтальном положениях шва.
Сварка в нижнем положении ведется общепринятым спосо-
бом со свободным формированием шва. Сварка в горизон-
тальном положении — с полупринудительным формирова-
нием шва (рис. 11.16), в вертикальном — с принудитель-
ным формированием шва (рис. 11.17). В строительстве по-
лучили распространение два последних способа сварки: с
11.16. Схема автоматической двухду-
1оной сварки порошковой проволо-
кой горизонтальных соединений с
полупринудительным формирова-
нием шва
/ — свариваемые листы; 2 — мунд-
штук; 3 — порошковая проволока;
I — медный брусок (ползун); 5 —
плак; 6 — шов
195
11.17. Автоматическая сварка
порошковой проволокой вер-
тикальных соединений с
принудительным формирова-
нием шва
1 — свариваемые детали;
2 — мундштук; 3 — порош-
ковая проволока; 4 — форми-
рующие охлаждаемые мед-
ные ползуны; 5 — слой
жидкого шлака; 6 — шлако-
вая корка; 7 — ванна жидко-
го металла; 8 — шов
полупринудительным и принудительным формирование?
шва. Они обладают высокой производительностью и экон(
мичностью. В отличие от сварки под флюсом представляет
ся возможность визуального наблюдения за поведением д;
ги и металла в зоне сварки. Это, а также отсутствие опер
ций, связанных с подачей и удалением флюса, делай
сварку порошковой проволокой более удобной на произвол
стве. Сварка порошковой проволокой со свободным форм]
рованием шва в нижнем положении имеет единичное npi
менение, поскольку она заметно уступает сварке под флм
сом, в частности по производительности.
196
Автоматическую сварку порошковой проволокой успеш-
но используют при монтаже стальных листовых и сплошно-
стенчатых конструкций: вертикальных цилиндрических ре-
зервуаров, бункеров, силосов, корпусов воздухонагревате-
лей, крупногабаритных ригелей, балок, колонн и опор,
труб большого диаметра.
Сварка в горизонтальном положении с полупринуди-
тельным формированием шва. Выше отмечалось, что про-
изводительность сварки горизонтальных соединений опреде-
ляется, главным образом, критическим размером сварочной
панны, при котором максимально возможный объем рас-
плавленного металла сохраняет способность удерживаться
на вертикальной плоскости. Одним из приемов, направлен-
ных на повышение критического размера ванны, и, как
следствие, производительности процесса, является примене-
ние специальных устройств в виде ползунов—брусков (см.
рис. 11.16). Ползуны, располагаясь параллельно сваривае-
мому стыку, как бы подпирают через слой вязкого шлака
ванну жидкого металла и не дают ему возможность свобод-
но стекать вниз. Сами шлакоудерживающие ползуны могут
представлять собой или скользящие по поверхности свари-
ваемой детали медные полосы, или перекатывающиеся от-
дельные медные бруски, шарнирно соединенные в беско-
нечную цепь типа гусеницы. Сварка выполняется как од-
ной, так и двумя дугами.
Сварка горизонтальных соединений с полупринудитель-
ным формированием шва ведется на специализированном
оборудовании, отражающем технологические особенности
Процесса. Используется два типа оборудования:
свароч ные самоходные автоматы,
[Перемещающиеся по направляющему рельсу (пути). Их
Представителем является двухэлектродный автомат А-1325
конструкции ИЭС им, Е.О. Патона, полупринудительное
юрмирование шва в котором обеспечивается скользящим
хлаждаемым медным ползуном. Эти автоматы распростра-
рния не получили;
навесные передвижные сварочные
стан о в к и, близкие по внешнему конструктивному
формлению к установке для сварки горизонтальных швов
Юд флюсом (см. рис. 11.8). Типичным представителем та-
их навешиваемых на кромку свариваемого листа устано-
Ок является установка Circomatic бельгийской фирмы
Arcos“, нашедшая широкое применение во многих странах
ира, главным образом, при монтаже вертикальных цилин-
оческих резервуаров диаметром более 8 м. Сварку на ус-
197
тановке Circomatic выполняют одновременно двумя автома-
тами, находящимися с обеих сторон стыка в передвижных
кабинах, порошковой проволокой в углекислом газе. Полу-
принудительное формирование шва создается состоящей из
медных брусков цепыо-гусеницей, которая обкатывает при
сварке поверхность свариваемого листа на несколько мил-
лиметров ниже кромки шва. Ходовой механизм (тележка)
обеспечивает передвижение кабин по верхней кромке сва-
риваемого листа (при сварке резервуара — по верхней
кромке монтируемого пояса) с заданной скоростью (до
60 м/ч). Передвижные кабины связаны с источником пи-
тания, шкафом управления и баллонами с углекислым га-
зом, гирляндой из проводов и шлангов длиной до 100 м.
Для сварки используют газозащитную порошковую про-
волоку Arcosark-51 диаметром 4 мм или отечественную
проволоку ПП-АН-ЗС типа ПГ44-А2ГП по
ГОСТ 26271—84 диаметром 3,2 и 3,6 мм. Непосредственно
перед сваркой порошковую проволоку просушивают при
температуре 180—200°С в течение 1,5—2 ч.
Подготовка и сборка деталей под
сварку осуществляется в целом по общепринятой тех-
нологии. Существенной отличительной особенностью подго-
товительной операции является необходимость обязатель-
ной зачистки верхнего, примыкающего к кромке участка
нижнего листа шириной 80—100 мм до чистой и ровной
поверхности. В противном случае перекатывающиеся при
сварке бруски шлакоудерживающей медной цепи будут на-
езжать на неровности нижнего листа и отодвигаться ими от
сварочной ванны. Это приведет к вытеканию в образовав-
шийся зазор жидкого металла и, как следствие, к появле-
нию прожогов.
Благодаря глубокому проплавлению сварку листов тол-
щиной до 12 мм производят без скоса кромок. При большей
толщине листов требуется двусторонний симметричный
скос одной кромки под углом 40—45° (К-образная разделка
кромок). Сварку порошковой проволокой ПП-АН-ЗС на ус-
тановке Circomatic выполняют на режимах, приведенных в
табл. 11.5. Сварочные дуги, находящиеся с обеих сторон
стыка, смещены относительно друга друга на 100—150 мм.
Полярность тока — обратная.
Применение эффективного сварочного материала — по-
рошковой проволоки, использование высоких режимов
сварки, заполнение разделки кромок одновременно с двух*
сторон позволяют получать большие скорости сварки. Про-
198
11.5. Режимы автоматической двухдуговой сварки порошковой
проволокой ПП-АН-ЗС горизонтальных соединений с
полупринудительным формированием шва (тип сварного соедиенння -
стыковое с К«образной разделкой кромок)
1олщина|Номер металла. Прохода Сила сва-|Нанряже-1 Скорост^Угол на- Расход угле- кислого
рочного ,'ние дуги. сварки. {клона про-
мм | тока. А |В । м/ч волоки 1 (электро- да). град газа, л/мин
.
12 *14 1 420- 440 21-22 32 20 18
2 430 -450 23—24 32 25 18
14 * 17 Т - 430—450 23—24' 30 25 18
> 430-450 Л-М 33 30 18
17 г 19 I. 2 430-450 23-24 25 25 20
L 3.4 430-450 23-24 35 30 20
14 + 24 1.2 440-450 24-25 20 25 22
L 3'4 440-460 24-25 30 30 22
14*26 1.2 450-500 24-25 18 25 23
Г 3. 4. 5 450-500 24-25 25 30 23
6 450-500 24-25 35 35 24
{зводительность труда возрастает по сравнению с ручной
варкой покрытыми электродами в 7—10 раз.
Сварка в вертикальном положении с принудительным
Юрмированием шва. Сущность этого способа сварки за-
лючается в следующем (см. рис. 11.17). В плавильное про-
странство, образованное кромками свариваемого стыка и
формирующими медными ползунами, подается находящая-
ся под сварочным напряжением порошковая проволока.
Возбуждается дуга. Под действием тепла сварочной дуги
начинаются плавление проволоки и оплавление сваривае-
ых кромок. Создается общая жидкая сварочная ванна,
держиваемая от вытекания формирующими ползунами. От
)едного влияния атмосферы сварочная ванна защищается
5разующимися при плавлении порошковой проволоки га-
1ми и жидким шлаком. Дополнительная защита может
}еспечиваться за счет подачи в зону дуги углекислого га-
I. По мере заполнения зазора (плавильного пространства)
Оплавленным металлом сварочный автомат поднимается
песте с медными ползунами вдоль стыка, формируя при
Юм сварной шов. Его формированию, получению сварного
I единения с хорошим внешним видом без задиров и дру-
I lx дефектов способствует слой шлака, находящийся между
• |лзунами и швом. Скорость перемещения автомата опре-
11ляет скорость сварки.
Сварка с принудительным формированием шва возмож-
199
11.18. Схемы выполнения вертикальных стыковых соединений порошке
вой проволокой с принудительным формированием шва
а — по щелевому зазору (без скоса кромок) с двусторонним формирована
ем шва ползунами; б — с У-образной разделкой на медной подкладке; о
— то же, по подварочному шву; г — с Х-образной разделкой на медной
трубке (или пруте); 1 — медные охлаждаемые ползуны; 2 — медная под
кладка; 3 — медная охлаждаемая трубка
на с использованием следующих технологических схем про-
цесса (рис. J1.18): однопроходная сварка по зазору без ско-
са кромок при двустороннем формировании шва медными
ползунами; однопроходная сварка с V-образной разделкой
кромок на медной подкладке; однопроходная сварка с V-об-
разной разделкой кромок по подварочному шву, выполняе-
мому ручной или механизированной сваркой; двухпроход-'
ная сварка с Х-образной разделкой кромок при формирова|
нии первого прохода медной охлаждаемой трубкой ил|
прутом. При прочих равных условиях более рационально!
является первая схема сварки по зазору. !
Автоматическую сварку порошковой проволокой с при
нудительным формированием шва выполняют с применени
ем специальных аппаратов, конструктивно привязанных к
определенной схеме процесса: сварку по зазору ведут без
рельсовыми автоматами А-1150 (рис. 11.J9); сварку с раз
делкой кромок — рельсовыми автоматами А-1381. В по
следнее время в результате унификации сварочного обору
дования эти автоматы стали относиться соответственно к
автоматам типа АД335 и АДЗЗЗ.
Безрельсовый автомат А-1150 предназначен для свар
ки в монтажных и заводских условиях вертикальных и на
200
19. Безрельсовый автомат А-115ОУ для сварки порошковой проволо-
* с принудительным формированием шва
И 2 — задний и передний формирующие медные ползуны (см.
р. 11.17); 3 — свариваемая деталь; 4 — кассета с проволокой; 5 —
йьт управления; 6 — механизм перемещения; 7 — механизм подачи
рволокой; 8 — шов
Ьнных стыковых швов. Принудительное формирование
[ществляется двумя водоохлажденными медными ползу-
ми по схеме рис. 11.18, а. Сварка может выполняться
I самозащитной порошковой проволокой, так и в среде
Кекислого газа. Автомат перемещается непосредственно
[кромкам свариваемого стыка (по разделке шва) и состо-
|из двух тележек, расположенных по обе стороны свари-
[мых листов и стягиваемых мощной пружиной. На пере-
|й тележке установлены подающий механизм с передним
|зуном, механизм перемещения, кассета с проволокой,
201
11.6. Технические характеристики автоматов для сварки
порошковой проволокой с принудительным
формированием шва
Параметр | А-1150У Ja-1 381М
Номинальный сварочный ток при ПВ=6О%. А 500 450
Диаметр порошковой проволоки, мм 2.5—3,5 2.6-3
Скорость подачи проволоки, м/ч 180-220 150-300
Скорость сварки. м/ч 3-10 4-12
Гол шина свариваемой стали, мм 8-30 8-40
Габарит, мм 470x280x875 440x420x800
Масса, кг 31.6 42.5
пульт управления. На задней тележке — задний ползун,
устройство для подвода защитного газа. Сварочному мунд-
штуку, а соответственно и проволоке, могут быть приданы
колебательные движения вдоль сварочной ванны. Размах
колебания — до 30 мм. Скорости сварки и подачи проволо-
ки имеют плавную регулировку за счет изменения оборотов
двигателя. Передний и задний ползуны охлаждаются с по-
мощью автономной циркуляционной системы, в которую
входят бак, насос соответствующей мощности, трубопрово-
ды, шланги, запорная арматура.
Основные технические характеристики автоматов при-
ведены в табл. П.6.
Дополнительно к упомянутым автоматам можно отме-
тить применяемый в строительстве магистральных трубоп-
роводов комплекс оборудования “Стык", предназначенный
для сборки и автоматической сварки неповоротных стыков
труб диаметром 1220 и 1420 мм. Сварка осуществляется
порошковой проволокой с принудительным формированием
шва в один, два или три слоя.
Специально для сварки с принудительным формирова-
нием шва разработано несколько марок порошковой прово-
локи. Механические свойства соединений оказываются не
ниже соединений, получаемых при сварке электродами
Э50А. При сварке стыковых швов строительных конструк-
ций получили распространение самозащитные порошковые
проволоки ПП-АН19С и ПП-АН19Н (соответственно ПС44-
А2ВП и ПС44-АЗВП по ГОСТ 26271—84) диаметром 3 мм.
При сварке стыков трубопроводов на комплексах “Стык"
применяется самозащитная порошковая проволока ПП-
АН24 (ПС44-А4УП по ГОСТ 26271—84) диаметром 2,4 мм.
Сварку всеми порошковыми проволоками выполняют посто-
янным током обратной полярности от источников питания с
202
5
11.20. Стык, собранный под автоматическую сварку с принудительным
формированием шва по щелевому зазору автоматом А-1150
/ — свариваемые листы; 2 — сборочные скобы; 3 — нижняя выводная
планка (заходной карман); 4 — верхние выводные планки; 5 — выводная
площадка для автомата
Гесткой или пологопадающей внешними характеристиками,
частности от выпрямителей ВДУ-504, ВДУ-506, ВС-600,
ЩУ-1201 и преобразователя ПСГ-500-1.
В последнее время в промышленном строительстве по-
ручила распространение двухэлектродная сварка, когда при
1итании от общего источника тока в сварочную ванну од-
ювременно подаются две порошковые проволоки. При этом
{варка осуществляется по схеме рис. 11.18, а с использова-
|ием щелевой разделки. Применение двух проволок позво-
|яет значительно повысить режимы сварки в 1,5—2 раза,
юднять производительность процесса и расширить область
распространения сварки по щелевому зазору до 50 мм.
( нарка выполняется специальным рельсовым автоматом
АЛ-102, имеющим следующие технические характеристики:
203
11.7. Ориентировочные режимы однодуговой автоматической
сварки порошковой проволокой с принудительным формированием
шва стыковых соединений стальных конструкций
. без скоса кромок (по щелевому зазору)
Толщина Величина | Сила сварочного Напряжение | Скорость
металла, мм | щелевого зазора, мм | тока, А дуги, В । сварки. 1 м/ч
- —- — — - — ~~ — ’ - - - —- —- -
8—10 10 + 2 320-350 26—27 7-7,5
12-14 12 + 2 350-400 28-29 4.5-5
16—18 12 + 2 400-420 29-31 3.5-4
20-22 14 + 2 450-550 31-32 3-3,5
24—30 16 + 2 550-570 31-32 2.5-2.8
Приме Ч а Н И Я; 1 . ( варка ведется постоянным током обратной
полярности. 2. Вылет проволоки (электрода) составляет 30—50 мм.
3. ('варка металла толщиной 14 мм и более ведется с колебательными
движениями проволоки.
толщина свариваемого металла 20—50 мм, сварочный ток
до 1000 А, скорость сварки 2,5—25 м/ч, скорость подачи
проволоки 150—400 м/ч, габарит 600x600x650 мм, масса
48 кг. Сварка может производиться и с использованием ре-
конструированного обычного автомата А-1150У.
При сборке листов под сварку применяют обычные при-
способления, предназначенные для стяжки и фиксации кро-
мок в требуемом положении. Закрепление листов под свар-
ку осуществляют при помощи П-образных скоб
{рис. 11.20), имеющих вырез для свободного прохода задне-
го ползуна или других формирующих устройств. Сборочные
скобы приваривают со стороны, противоположной располо-
жению сварочного автомата. При сборке устанавливают
также выводные планки и другие элементы, необходимые
для обеспечения нормального процесса сварки. Кромки сва-
риваемых листов и места примыкания выводных планок пе-
ред сборкой должны быть счищены от загрязнений до ме-
таллического блеска на значительную ширину — не менее
50 мм. Это требование обусловлено повышенными размера-
ми сварного шва, а также необходимостью обеспечения
плотного прилегания достаточно широких ползунов и фор-
мирующих устройств к кромкам стыка. На очищенной по-
верхности металла по пути движения ползунов не должно
быть выступов, брызг металла и других неровностей.
При сварке с принудительным формированием шва с
использованием любых схем процесса необходимо внима-
тельно следить за уровнем сварочной ванны относительно
204
ползунов. Он должен быть на 10—15 мм ниже верхней
кромки ползуна. Это достигается соответствующим подбо-
ром режимов сварки, в том числе скоростью перемещения
автомата с ползуном. Слишком быстрое перемещение пол-
зуна может привести к выливанию жидкого металла под
нижнюю его кромку, а медленное — к переливанию че-
рез верхнюю.
В табл. 11.7 представлены режимы однодуговой сварки
по щелевому зазору с использованием порошковой проволо-
ки ПП-АН19Н.
Сварка порошковой проволокой с принудительным фор-
мированием обеспечивает повышение производительности
труда сварщиков по сравнению с ручным процессом при од-
нодуговой сварке в 2—4 раза и при двухдуговой в 3—8 раз.
11.4. АВТОМАТИЧЕСКАЯ СВАРКА
В УГЛЕКИСЛОМ ГАЗЕ
Этот способ сварки по своей схеме идентичен механизи-
рованной сварке в углекислом газе (см. гл. 10): сварка осу-
ществляется с использованием стальной электродной прово-
локи, зона сварки защищается подаваемой через сопло
струей углекислого газа. Основным отличительным призна-
ком процесса автоматической сварки является наличие ме-
ханизированного перемещения дуги вдоль свариваемого
стыка. Простейшее устройство, предназначенное для авто-
матической сварки в углекислом газе, можно представить в
виде самоходной тележки, на которой закреплена горелка
сварочного полуавтомата, укомплектованного системой под-
ачи газа и источником питания сварочного тока.
Автоматическая сварка в углекислом газе может прово-
диться во всех пространственных положениях шва, причем
в вертикальном положении как со свободным, так и с при-
нудительным формированием шва. Вместе с тем, несмотря
на такую универсальность процесса и наличие целого ряда
достоинств, свойственных сварке в атмосфере защитного га-
за (повышенная производительность, возможность прямого
наблюдения за горением дуги и формированием шва и
т.п.), автоматическая сварка в углекислом газе в строитель-
стве, особенно в монтажном производстве, распространения
не получила. Это объясняется следующими факторами. Во-
первых, в настоящее время применяются на практике дру-
гие способы и технологии автоматической сварки, являю-
205
щиеся более пригодными и более эффективными по сравне-
нию со сваркой в углекислом газе. Например, при сварке в
нижнем положении шва вне конкуренции оказывается ав-
томатическая сварка под флюсом, отличающаяся более вы-
сокой производительностью и обеспечивающая получение
сварных соединений с лучшими характеристиками. То же,
в известной степени, относится и к сварке швов в горизон-
тальном положении. При выполнении вертикальных швов
сварка в углекислом газе значительно уступает автоматиче-
ской сварке порошковой проволокой с принудительным
формированием шва. Сварку швов в потолочном положе-
нии вообще рациональнее осуществлять не автоматиче-
ским, а механизированными способами (исключение может
составлять сварка кольцевых стыков трубопроводов, кото-
рую при применении автоматов ведут в атмосфере аргона).
Во-вторых, и это уже относится к условиям монтажной
площадки, сварка в углекислом газе на открытом воздухе
требует дополнительных средств защиты зоны дуги от вет-
ра.
Однако в ряде случаев применение на монтаже автома-
тической сварки в углекислом газе оказывается целесооб-
разным. Это относится к сварке горизонтальных и верти-
кальных соединений со свободным формированием шва при
сооружении некоторых трубных и листовых стальных кон-
струкций. Производительность сварки в этом случае оказы-
вается близкой к производительности механизированного
процесса. Как и при механизированной сварке, в качестве
сварочных материалов используют углекислый газ высшего
и первого сортов по ГОСТ 8050—85 и сварочную проволо-
ку Св-08Г2С, Св-08ХГСМА и др.
Сварка в горизонтальном положении шва. Автоматиче-
ская сварка в углекислом газе горизонтальных соединений
на вертикальной плоскости производится автоматом, сход-
ным конструктивно с приведенным на рис. 11.9 автоматом
для сварки под флюсом. Исключение составляет отсутствие
на автомате устройств, связанных с подачей и удержанием
флюса, и наоборот, наличие сварочной горелки, обеспечи-
вающей подачу углекислого газа в зону сварки. В качестве
примера можно привести автомат А-1311, предназначен-
ный для сварки в углекислом газе горизонтальных кольце-
вых швов стальных труб диаметром 550 мм. Автомат пере-
мещается вдоль свариваемого стыка по кольцевому направ-
ляющему рельсу, составляющему с ходовой тележкой авто-
мата единый конструктивный узел.
На рис. 11.21 показано стыковое соединение на остаю-
щейся подкладке, получаемое при сварке этим автоматом
206
11.21* Шов, получаемый при автоматической сварке в углекислом газе
горизонтальных соединений на остающейся подкладке автоматом A-131L
(цифрами показан порядок наложения валиков (проходов))
на стали толщиной 22 мм. Первые и заполняющие слои со-
единения сваривают на повышенном режиме, а облицовоч-
ные слои — на пониженном. Сварка выполняется при усло-
вии применения специальных дополнительных средств за-
щиты, предохраняющих сварочную ванну от скоростного
потока воздуха.
Наряду со специализированными достаточно сложными
по конструкции автоматами А-1311 для сварки в углекис-
лом газе на монтаже применяют также упрощенные авто-
маты, так называемые малогабаритные устройства. Они со-
стоят из малогабаритной ходовой тележки и закрепленной
на ней с помощью быстродействующего зажима горелки от
стандартного полуавтомата для сварки в углекислом газе.
Тележка перемещается вдоль свариваемого стыка по гибко-
му направляющему поясу, который предварительно уста-
навливается на верхнем свариваемом элементе. Механизм
подачи проволоки (от сварочного полуавтомата) и пульт
управления в таком малогабаритном устройстве располага-
ется отдельно и находится вблизи места сварки. При таком
конструктивном решении сварочного устройства-автомата
предоставляется возможность, при необходимости, приме-
нять горелку полуавтомата по ее прямому назначению, т.е.
для механизированной сварки других соединений конструк-
207
ций, чем достигается высокий коэффициент использования
сварочного оборудования. Естественно, что сварку в усло-
виях открытой площадки следует выполнять по специаль-
ной технологии, подробно освещенной в гл. 10.
Сварка в вертикальном положении шва. Вспомним, что
техника ручной и механизированной сварки плавящимся
электродом чаще всего состоит из двух основных движений:
вдоль и поперек оси шва. При этом движение электрода
вдоль шва совершается поступательно вверх, а движение
электрода поперек шва — в виде колебаний с нужной амп-
литудой, определяющей ширину валика шва. Такими же
движениями электродной проволоки характеризуется и ав-
томатическая сварка в углекислом газе вертикальных сое-
динений со свободным формированием шва. Скорость и ха-
рактер продольного перемещения проволоки, частота и ам-
плитуда ее колебательных движений исполняются соответ-
ствующими механизмами сварочного автомата. Работаю-
щий по такому принципу автомат АД-218 предназначен
для многослойной сварки в углекислом газе вертикальных
швов стальных, в том числе строительных конструкций:
вертикальных цилиндрических резервуаров, силосов и т.п.
Он позволяет сваривать постоянным током обратной поляр
ности угловые и стыковые швы на металле толщиной
8—30 мм. Сварка стыковых соединений осуществляется по
У-образной или Х-образной разделке кромок.
Кроме автоматов АД-218 при сварке вертикальных
швов могут использоваться — как и при сварке швов гори
зонтальных — малогабаритные самоходные устройства г
размещенными на них горелками обычных сварочных полу
автоматов. Для придания электродной проволоке попереч
ных движений горелка крепится к колебательному меха
низму эксцентрикового типа.
С целью повышения производительности автоматиче
ской сварки вертикальных соединений со свободным фор
мированием шва разработан и нашел определенное приме
нение, главным образом, при монтаже сферических резер
вуаров метод сварки со сложным коле
банием электрода. Сущность его заключается к
том, что разделку кромок заполняют отдельными попереч
ными слоями на всю толщину металла (рис. 11.22). Во врс
мя сварки конец электродной проволоки совершает возврат
но-поступательное движение по глубине разделки: от по
верхности к корню шва и обратно. При этом он также со
вершает поперечные колебательные движения с определен
ной постоянной частотой. Амплитуда этих колебаний по
208
11.22. Автоматическая сварка в углекислом газе вертикальных швов со
сложным колебанием электрода
а — схема шва; б ~ схема движения проволоки при заполнении раздел-
ки; 7 — свариваемые листы; 2 — медная подкладка; 3 — направление
движения конца проволоки; 4 — заходные валики; 5 — поперечные
слои шва
мере движения проволоки в глубину разделки автоматиче-
ски уменьшается, при движении в обратном направле-
нии — увеличивается. В крайних по глубине разделки по-
ложениях происходит скачкообразное перемещение конца
проволоки вверх на величину Л, равную толщине наплав-
ленного слоя. Оптимальный угол наклона “плоскости свар-
ки“ — 45° по отношению к горизонту.
Автоматическую сварку вертикальных швов со сложны-
ми колебаниями электрода производят с помощью специа-
лизированных автоматов серии СК, например автомата СК-
5. Этот автомат позволяет сваривать за один проход верти-
кальные стыковые соединения с У-образной разделкой кро-
мок на металле толщиной 10—50 мм. В общем случае
сварку можно вести также с Х-образной разделкой кромок
за два прохода. Сварку осуществляют постоянным током
обратной полярности с использованием электродной прово-
локи диаметром 1,2 мм. Производительность сварки со
сложными колебаниями электрода превышает производи-
тельность ручной сварки в 2,5—3 раза.
209
11.5. АВТОМАТИЧЕСКАЯ ЭЛЕКТРОШЛАКОВАЯ
СВАРКА
Автоматическая электрошлаковая сварка является без-
дуговым способом сварки плавлением, выполняемым с при-
нудительным формированием шва. Расплавление металла
осуществляется теплом нагреваемого до высокой температу-
ры электрическим током слоя жидкого шлака (см. гл. 2 и
3). Именно в этом заключается принципиальное отличие
электрошлаковой сварки от близкой к ней по схеме процес-
са дуговой автоматической сварки с принудительным фор-
мированием шва.
В качестве электрода при электрошлаковой сварке мо-
жет использоваться проволока сплошного сечения или пла-
стина, при этом количество электродов, как правило, с об-
щим подводом сварочного тока может быть различным: от
одного до трех-четырех — для пластин, до нескольких де-
сятков — для проволок. Наиболее часто применяют прово-
локи диаметром 3 мм, пластины толщиной 8—12 мм и ши-
риной на 15—20 мм меньше толщины свариваемого метал-
ла. Сварка проволочным электродом может производиться с
колебаниями и без колебаний электрода.
Автоматическая электрошлаковая сварка имеет следую-
щие особенности и преимущества: с ее помощью можно
сваривать за один проход металл очень большой толщины
— до 2,5—3 м, т.е. толщина свариваемого металла практи-
чески не ограничена; образующийся в процессе сварки слой
расплавленного шлака (шлаковая ванна) обеспечивает на-
дежную защиту сварочной ванны от воздуха, а также ее
активную металлургическую обработку, что способствует
получению плотного металла шва с улучшенным химиче-
ским составом и низким количеством неметаллических
включений; сварка обладает высокой производительностью,
особенно при соединении металла большой толщины. При-
менительно к толстолистовому металлу, используемому в
строительных конструкциях (40—60 мм), производитель-
ность автоматической электрошлаковой сварки в 2—5 раз
превышает производительность ручной дуговой сварки.
К недостаткам электрошлаковой сварки можно отнести:
значительный перегрев металла в зоне термического влия-
ния, что приводит к снижению пластических свойств, поэ-
тому в большинстве случаев требуется последующая высо-
котемпературная термическая обработка для получения не-
обходимых механических свойств сварных соединений (пе-
регрев металла в основном обусловлен тем обстоятельством,
210
что электрошлаковый процесс, являющийся источником
тепловой энергии при сварке, характеризуется большой
площадью нагрева и малой сосредоточенностью энергии в
зоне нагрева); отсутствие возможности сварки с остановка-
ми. Шов следует от начала до конца выполнять без остано-
вок, так как при вынужденных перерывах процесса сварки
в шве возникают неисправимые или трудноисправимые де-
фекты.
Автоматическая электрошлаковая сварка находит широ-
кое применение в промышленности, особенно в тяжелом и
энергетическом машиностроении при изготовлении крупно-
габаритных конструкций из металла большой толщины. В
строительстве этот способ сварки получил распространение
при сооружении кожухов доменных печей. Сварка произво-
дится в вертикальном и полувертикальном пространствен-
ных положениях с отклонением шЬа от вертикали до 45°.
Оборудование. Электрошлаковая сварка выполняется с
использованием специализированных сварочных автоматов,
которые по способу перемещения вдоль сварного соедине-
ния разделяются на самоходные и подвесные (рис. 11.23).
Автоматы различаются также по виду используемого элект-
рода: для сварки проволочными электродами, пластинчаты-
ми электродами, плавящимся мундштуком. Плавящийся
мундштук, служащий для подвода сварочного тока и на-
правления электродной проволоки, представляет собой не-
подвижную тонкостенную трубку или пластинку с канала-
ми, через которые проволока подается в сварочную ванну.
(В частном случае, изображенном на рис. 11.23, г, мундш-
тук представляет собой пластину с тремя каналами). Форма
плавящегося мундштука определяется конфигурацией сва-
риваемого стыка, а металл, из которого он изготавливается,
подобен основному. В процессе сварки за счет тепла шлако-
вой ванны происходит расплавление не только электродной
проволоки, но и самого мундштука. Сваркой плавящимся
мундштуком можно соединять самые, разнообразные конст-
рукции с прямолинейными и криволинейными швами, а
также швы переменного сечения.
Электрошлаковая сварка строительных конструкций,
осуществляемая чаще всего в монтажных условиях, произ-
водится, как правило, с помощью достаточно легкого и
удобного в эксплуатации рельсового автомата А-820К
(табл. 11.8). При сварке толстолистового металла возмож-
но применение безрельсового автомата А-612. Многие авто-
маты этих типов являются универсальными и предназначе-
ны как для дуговой сварки с принудительным формирова-
211
11.23. Схемы автоматов для электрошлаковой сварки
а — рельсовый автомат для сварки проволочными электродами; б — то
же. для сварки пластинчатыми электродами; в — безрельсовый автомат
для сварки проволочным электродом; г — подвесной автомат для сварки
плавящимся мундштуком; 1 — свариваемые детали; 2 — направляющий
рельс; 3 — механизм перемещения; 4 — механизм подачи проволоки; 5
— кассета с проволокой; 6 — формирующие охлаждаемые ползуны; 7 —
электродная пластина; 8 — плавящийся мундштук; 9 — формирующие
устройства
нием шва, так и для электрошлаковой сварки проволочным
электродом. Формирование шва осуществляется двумя мед-
ными охлаждаемыми ползунами.
Автоматы для электрошлаковой сварки имеют незави-
симую от напряжения дуги скорость подачи проволоки. Это
212
11.8. Технические характеристики самоходных автоматов
для электрошлаковой сварки проволочным электродом
Параметр j А-820К j А-612
Номинальный сварочный ток при 700 1000
ПВ =1009?, А
Число электродов 1 1
Диаметр электродной проволоки, мм 2.5-3 3
Скорость подачи проволоки, м/ч 120-720 199-444
Скорость сварки, м/ч 4-15 0.4-4
'Голшина свариваемого металла, мм 18-70 20-100
Источник сварочного тока, с которым В ДУ-1201 ЧШС-1000-1
комплектуется автомат
Габарит, мм 455x390x740 750x370x871
Масса, кг 29 70
Примечание, Автоматы имеют механизмы колебания эле народа.
связано с интенсивным процессом саморегулирования ско-
рости плавления электрода.
Электрошлаковую сварку производят переменным или
постоянным током обратной полярности от источников пи-
тания с жесткой или пологопадающей характеристикой сва-
рочных трансформаторов ТШС-1000-1 и ТШС-1000-3,
преобразователей ПСГ-500-1, выпрямителей ВС-600, ВДУ-
1201, ВДМ-1601.
Материалы. При электрошлаковой сварке применяют
два основных сварочных материала: флюс и электродный
металл. В качестве последнего используют проволоки, пла-
стины, плавящиеся мундштуки. Применяемый при сварке
флюс должен отвечать целому ряду специфических
требований. Прежде всего он должен при плавлении обра-
зовывать электропроводный расплав, обеспечивающий быс-
трое и легкое установление устойчивого электрошлакового
процесса. Флюс должен обладать определенной вязкостью и
температурой плавления, должен способствовать — во вза-
имодействии с электродным металлом — получению безде-
фектного шва с необходимым химическим составом, струк-
турой и механическими свойствами.
Электрошлаковую сварку строительных конструкций из
углеродистых и низколегированных сталей чаще всего ве-
дут с использованием плавленых флюсов АН-8 и АН-8М. В
качестве электродного металла применя-
ют проволоки: Св-08 Г2 и Св - 10Г2 — для сварки углеро-
дистых сталей, Св-10Г2 — для сварки низколегированных
сталей^Св-ЮНМА — для сварки высокопрочных низколе-
гированных сталей.
213
Технология. Автоматической электрошлаковой сваркой
можно выполнять стыковые, тавровые и угловые соедине-
ния большой толщины. Считается, что применение данного
способа сварки экономически обоснованно при толщине
свариваемого металла более 35—40 мй. Соединение метал-
ла меньшей толщины целесообразно производить дуговой
сваркой с принудительным формированием шва. В монтаж-
ном производстве распространение получила схема процес-
са сварки электродной проволокой с двусторонним форми-
рованием шва медными ползунами (подобно схеме процесса
по рис. 11.18, а).
Подготовка и сборка деталей под
электрошлаковую сварку производится практически анало-
гично выполнению указанных операций под автоматиче-
скую сварку порошковой проволокой с принудительным
формированием шва. Вследствие специфических отличий
процесса и применяемого оборудования размеры сборочных
скоб, выводных планок и других сборочных элементов при
электрошлаковой сварке отличаются от размеров подобных
приспособлений, используемых при дуговой сварке. Особого
внимания заслуживает правильное установление сборочного
зазора между кромками свариваемых деталей. Это связано
с большим объемом сварочной ванны и, как следствие, со
значительной усадкой шва.
При электрошлаковой сварке различают два зазора:
расчетный и сборочный. Расчетный зазор представляет со-
бой фиктивную величину и его принимают в расчет при
назначении геометрических размеров свариваемых деталей.
Сборочный зазор превышает расчетный на величину ожи-
даемой деформации, обусловленной усадкой шва. Он обыч-
но неодинаков по длине стыка и к верху расширяется, т.е.
имеет клиновидную форму. При сварке, например, сталь-
ных конструкций толщиной 50—60 мм величина расчетно-
го зазора составляет 22 мм, сборочного (в начале стыка) —
25+1 мм, увеличение сборочного зазора по длине стыка —
0,5—0,6 мм на 1 м шва.
Основными параметрами автоматической электрошла-
ковой сварки проволочными электродами являются: число
проволок, сила сварочного тока, его род и полярность, на-
пряжение на шлаковой ванне, скорость сварки, диаметр и
скорость подачи проволоки. Дополнительные параметры ре-
жима — глубина шлаковой ванны, вылет электродной про-
волоки, скорость поперечных колебаний проволоки. Пара-
метры режима сварки устанавливаются, исходя из марки и
толщины свариваемого металла, угла отклонения шва от
214
11.9. Ориентировочные режимы автоматической электрошлаковой
сварки соединений из низколегированной стали
проволочным электродом диаметром 3 мм
Толщи- на ме- Сбороч- ный за- ! Сила 1 Напри- Ско- свароч- ; женис рость Сухой вылет Глуби- на шла- Ско- рость
талла, зор, мм ного ' на шла-'подачи прово- ковой сварки,
мм тока, А : КОВОЙ |ПрОВО- I ванне, локи. i ‘В 1 м/ч локи. ванны, мм м/ч
30 40 22+1 22+1 750- 800 40-43 298-337 800-850 40-43 337-382 35-45 30-40 3-3.4 2.4-3
50 При 25 + 1 м с ч а и 850-900 42-45 337-382 2-2.2 и е. Сварка ведется постоянным током обратной поляр.
кости.
вертикали (в пределах допустимых значений), необходимо-
сти получения соединения с требуемыми свойствами. Ори-
ентировочные режимы сварки даны в табл. 11.9.
Металл толщиной до 70 мм рационально сваривать од-
ним проволочным электродом, толщиной 70—150 мм —
двумя электродами, толщиной 150—600 мм — тремя.
Особенности сварки с порошковым присадочным ме-
таллом (ППМ). Существует несколько способов и приемов
Повышения производительности электрошлаковой сварки:
Сварка с предварительно устанавливаемыми в зазор порош-
ковыми лентами, сварка электродной проволокой большого
Диаметра — 5 мм, сварка на повышенном вылете электрода
др. Одним из наиболее эффективных способов является
сварка с ППМ. В качестве ППМ обычно используют рубле-
ную сварочную проволоку, близкую по составу свариваемо-
му металлу, диаметром 1—2 мм. При сварке строительных
низколегированных сталей для ППМ используют проволоку
Св-08Г2С.
Электрошлаковая сварка с ППМ позволяет не только
повысить производительность процесса в 1,5—2 раза, но и
улучшить структуру и механические свойства сварных сое-
динений. Последнее обусловлено уменьшением погонной
энергии и улучшением характера термического цикла свар-
ки, заключающимся в повышении скорости нагрева и, что
особенно важно, скорости охлаждения металла в зоне тер-
мического влияния. Это снижает перегрев металла, умень-
215
шает рост зерна и, как следствие, способствует повышению
пластичности и ударной вязкости сварного соединения.
Сварку с ППМ ведут на стандартном сварочном обору-
довании, комплектуемом приставками для дозирования и
подачи ППМ. Порошковый присадочный металл — при
сварке ферромагнитных материалов, к которым, в частно-
сти, относятся и низколегированные стали — чаще всего
подается на вылет электродной проволоки (похожая схема
подачи ППМ на проволоку показана на рис. 11.5, б).
И.6. ПРОМЫШЛЕННЫЕ ^ЙБОТЫ ДЛЯ СВАРКИ
Дуговая сварка с использованием автоматов является
эффективной при выполнении прямолинейных и круговых
швов преимущественно большой протяженности. Вместе с
тем значительный объем сварных конструкций, в том числе
строительных, имеют короткие швы, швы сложной формы,
многие из которых располагаются в различных пространст-
венных положениях. Такие труднодоступные для сварочных
автоматов швы могут выполняться только при непосредст-
венном участии человека либо механизированными, либо
ручными способами сварки. Появление промышленных ро-
ботов делает возможным автоматизировать сварку и этих
швов, особенно швов, свариваемых легко поддающимися
автоматизации способами сварки — контактной точечной
сваркой, дуговой в углекислом газе и пр.
Промышленным роботом называют авто-
матический манипулятор с программным управлением, ко-
торый может быстро переналаживаться для выполнения
различных операций, выполняемых обычно вручную. Ос-
новное отличие такого типа автоматической машины от
других автоматов — это применение принципов ручного
труда и универсальности. Робот позволяет освободить чело-
века от монотонного, тяжелого, утомительного, вредного и
опасного труда. Его отличают быстродействие, точность по-
зиционирования, возможность перемещения больших масс.
Промышленный робот состоит из механической части
(собственно робота) и системы управления. Механическая
часть робота имеет подвижную “руку“ и шарнирную
“кисть“, в захвате которой закрепляется рабочий инстру-
мент. Промышленный робот, предназначенный для произ-
водства сварочных работ — сварочный робот, дополнитель-
но комплектуется необходимым сварочным оборудованием.
Например, сварочный робот для дуговой сварки в защитном
216
11.24. Возможные управляемые движения промышленного робота
/ — робот; 2 — сварочная горелка; /, //, 111 — движения “руки*4; IV,
/ — движения “кисти**
газе имеет сварочную горелку, механизм подачи проволо-
ки, кассету, газовую аппаратуру, источник питания свароч-
ного тока. В этом случае в качестве рабочего инструмента
робота используется сварочная горелка (при дуговой свар-
ке) или сварочные клещи (при контактной точечной свар-
ке). Сварочные роботы имеют от трех до семи управляемых
движений (степеней подвижности). Большинство из них
имеет пять движений: три движения “руки44 и два движе-
ния “кисти4* (рис. 11.24). Комбинирование движений, на-
бор которых может быть различным (вращательных, угло-
вых, продольных, поперечных), позволяет установить сва-
рочный инструмент в любую точку пространства в преде-
лах действия робота. Движения робота осуществляются с
помощью независимо перемещающихся механизмов — ис-
полнительных органов, каждый из которых снабжен собст-
венным приводом: электромеханическим или электрогид-
равлическим.
Система управления сварочным роботом является его
“мозгом44. Она содержит запоминающее устройство, в кото-
ром хранится вся программа перемещений робота и пара-
метров режима сварки. В соответствии с этой программой
из системы управления поступают командные сигналы на
исполнительные органы робота, включая органы сварочного
оборудования. Запись программы может производиться по
методу обучения с предварительным прохождением с уча-
стием оператора всей траектории сварочнога.инструмента
вручную. В роботах, предназначенных для дуговой сварки,
дополнительно программируют скорость сварки, а при свар-
217
ке швами конечной длины — команды о начале и оконча*
нии сварки.
Существенным недостатком сварочных роботов первого
поколения — а именно к ним относятся роботы, работаю-
щие по жесткой, заранее заданной программе, — является
требование высокой точности сборки свариваемых деталей
и их расположения в рабочем пространстве робота. В по-
следнее время созданы и уже находят применение в про-
мышленности роботы второго поколения, которые имеют
более совершенные системы управления, способные произ-
водить выбор определенной программы, корректировать пе-
ремещение сварочного инструмента, изменять режим свар-
ки и т.д. Такие самонастраивающиеся сварочные роботы
оборудованы датчиками, обеспечивающими, например, ав-
томатический обход встречающихся на пути элементов сбо-
рочно-сварочных приспособлений. Наряду с совершенство-
ванием обычных промышленных роботов создаются роботы,
действующие в экстремальных условиях: в агрессивных
средах, в космосе, при действии радиации.
Сварочные роботы используются в виде отдельно сто-
ящего оборудования или в автоматических линиях. Весьма
перспективно — применительно к изготовлению строитель-
ных средне- и крупногабаритных конструкций — использо-
вание нескольких роботов, сваривающих изделие одновре-
менно с нескольких сторон. Следует отметить, что задача
внедрения сварочных роботов в производство строительных
конструкций должна решаться комплексно и включать в се-
бя такие подзадачи, как улучшение технологичности изде-
лий, коренное повышение точности и качества их подготов-
ки под сварку, создание сборочно-сварочных приспособле-
ний, разработка специализированного — с учетом работы в
составе робота — сварочного оборудования и т.д.
ГЛАВА 12. СВАРКА В ЗАЩИТНЫХ
(ИНЕРТНЫХ) ГАЗАХ. ОБОРУДОВАНИЕ,
МАТЕРИАЛЫ И ТЕХНОЛОГИЯ
12.1. ХАРАКТЕРИСТИКА ПРОЦЕССОВ СВАРКИ
В ЗАЩИТНЫХ (ИНЕРТНЫХ) ГАЗАХ
Дуговой сваркой в защитном газе называют сварку, в
которой дуга и расплавляемый металл, а в некоторых слу-
чаях и остывающий шов, находятся в защитном газе, пода-
218
наемом в зону сварки с помощью специальных устройств. В
анной главе рассматривается сварка в защитных газах (ар-
>не, гелии), являющихся инертными по отношению ко
гем металлам, и сварка в азоте, являющемся нейтральным
по отношению к меди и ее сплавам, но активным для дру-
гих металлов. Инертные газы не растворяются в жидком
металле и не вступают в химические соединения со свари-
ваемыми металлами и содержащимися в них примесями и
оксидами, они только хорошо защищают зону дуги и рас-
плавляемого металла от окружающего воздуха и таким об-
разом обеспечивают высокое качество сварного шва, хими-
ческий состав которого и механические свойства зависят
только от состава основного и присадочного металла, а так-
же от термического воздействия при сварке. В инертных га-
зах сваривают высоколегированные стали и сплавы, цвет-
ные металлы (алюминий, медь, титан, никель и другие) и
их сплавы. Как правило, сварку в инертных газах применя-
ют в тех случаях, когда другие, более распространенные
способы сварки (дуговая сварка покрытыми электродами
или под флюсом, газовая сварка) не обеспечивают требуе-
мого качества сварных соединений из указанных металлов.
Распространено несколько видов сварки в инертных газах
(рис, 12. ГУ.
сварка неплавящимся электродом с присадочным метал-
лом или без него;
сварка плавящимся электродом;
сварка в контролируемой атмосфере инертного газа.
Сварка неплавящимся электродом может быть ручная
или автоматическая. Сварка плавящимся электродом может
быть механизированная или автоматическая. В контролиру-
емой атмосфере, создаваемой в специальных камерах, дета-
ли соединяют ручной либо механизированной или автома-
тической сваркой. В качестве неплавящихся электродов
при сварке в аргоне, гелии и их смеси применяют вольф-
рамовые электроды, имеющие высокую температуру плав-
ления (3377°С) и обладающие высокой электронной эмис-
сией, стойкостью против коррозии и прочностью. Для свар-
ки неплавящимся электродом всех металлов и сплавов,
кроме алюминиевых и магниевых, используют постоянный
ток прямой полярности, обеспечивающий высокое качество
соединений и небольшой расход (сгорание) электрода. Од-
нако ток прямой полярности плохо сваривает легкие (алю-
миниевые и магниевые) металлы, поэтому для их сварки
применяют переменный ток и постоянный обратной поляр-
ности для сварки на малых токах. Ручную сварку вольфра-
мовым электродом выполняют при помощи специальных го-
219
12.1. Сварка в инертных газах
а — вольфрамовым электродом;
б — вольфрамовым электродом с
присадочной проволокой; в —
плавящимся электродом; 1 — го-
релка; 2 — вольфрамовый элект-
род; 3 — дуга; 4 — газ; 5 —
шов; 6 — основной металл; 7 —
присадочная проволока; 8 —
плавящийся электрод
редок, которыми манипулирует сварщик и куда подводится
сварочный ток и газ.
Ручную сварку применяют для соединения металла не-
большой толщины, хотя возможно сваривать горелкой и бо-
лее толстый металл, однако для этого используют более
производительную механизированную и автоматическую
сварку плавящимся электродом. Ее применяют для соеди-
нения элементов конструкций из легированных сталей и
цветных металлов. Сварку ведут постоянным током обрат-
ной полярности, что обеспечивает стабильное горение дуги,
меньшее разбрызгивание и хорошее формирование швов.
Прямую полярность применяют для наплавочных работ,
требующих большой массы наплавленного металла, так как
коэффициент наплавки при этом значительно выше, чем
при обратной полярности.
При сварке плавящимся электродом характер переноса
металла и глубина проплавления зависят от плотности сва-
рочного тока. При небольшой плотности тока электродный
металл переходит в шов крупными каплями, длина дуги и
напряжение постоянно меняются, глубина проплавления
220
a)
12.2. Схемы включения в сварочную цепь и кривые импульсов
а — параллельное включение генератора импульсов; б — формирование
импульсов тока шунтированием сглаживающего дросселя; / — источник
питания; 2 — дуга; 3 — генератор импульсов; 4 — источник с тиристор-
ным регулятором 4/Z; 5 — импульсный тиристор 6 — сглаживающий
дроссель £; / , U — ток и напряжение импульса; — базовый ток; /р
^2’ ^3 — время включения, пика и выключения импульса; VZ —
углы включения тиристоров UZ и VZ
небольшая, разбрызгивание повышенное. При увеличении
плотности тока электродный металл переходит более мел-
кими каплями и происходит его струйный перенос. Свароч-
ный ток, при котором осуществляется струйный перенос,
называется критическим для электродной проволоки данно-
го диаметра и марки. Существует предел увеличения тока,
при котором процесс переноса становится нестабильным и
сильно увеличивается разбрызгивание. Особенность сварки
плавящимся электродом состоит в том, что для обеспечения
струйного переноса применяют тонкую проволоку, что по-
зволяет увеличить плотность сварочного тока и улучшить
этим стабильность процесса сварки, формирование шва,
увеличить проплавление и уменьшить разбрызгивание.
Применяют тонкую легированную стальную проволоку по
ГОСТ 2246—70* различных марок для сварки конструкций
из легированных сталей. Для сварки цветных металлов ис-
пользуют проволоку по ГОСТ 7871—75* (для алюминия
221
и его сплавов), ГОСТ 27265—87 (для титана и его спла-
вов), ГОСТ 16130—85 (для меди и ее сплавов).
Распространение получила импульсно-дуговая сварка
плавящимся электродом (ИДСП), которая обеспечивает
увеличение производительности труда и уменьшение сва-
рочных деформаций при высоком качестве. Механизирован-
ной ИДСП сваривают конструкции из стали различных ма-
рок алюминиевых, медных, никелевых и титановых спла-
вов при толщине от 1 мм и выше в различных пространст-
венных положениях. ИДСП обеспечивает более стабильный
процесс сварки и качества шва, чем сварка плавящимся
Электродом без импульсов. Импульсы тока создаются гене-
ратором импульсов, который включают в сварочную цепь
параллельно с основным (базовым) источником постоянного
тока (рис. 12.2, а). Таким образом, на постоянно действую-
щий базовый ток, который только сплавляет конец элект
родной проволоки, накладываются более мощные импульсы
тока обычно с частотой 50 или 100 Гц и напряжением хо-
лостого хода 40—60 В. В результате с такой же частотой
происходят расплавление основного металла и перенос
электродного в шов. Применяют и другие способы форми-J
рования импульсов тока при помощи инвертора или тири^
сторного регулятора (рис. 12.2, б). Такой регулятор исполь4
зуется в выпускаемом промышленностью оборудовании,
частности в выпрямителе ВДГИ-30? для импульсной свари
ки. Импульсно-дуговой способ сварки применяют также (
неплавящимся электродом.
12.2. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ПРИ СВАРКЕ СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Установки для ручной дуговой сварки неплавящимся
электродом в инертных газах комплектуются источник
питания, имеющими крутопадающую внешнюю характс
стику, что обеспечивает стабильность тока при колебан
длины дуги. Такая характеристика достигается болы
внутренним сопротивлением источника тока по отноше!
к сопротивлению дуги, вследствие чего для сварки непл;
щимся электродом используют источники с высоким наг
жением холостого хода, в 4—6 раз превышающим дугов<
Установки для сварки неплавящимся электродом им
устройства, обеспечивающие следующий цикл сварки п<
их включения по команде сварщика;
222
12.3. Схемы простейших стационарных постов для ручной аргонодуговой
сварки
а — для сварки постоянным током; б — для сварки переменным током; 1
— источник питания током; 2 — возбудитель дуги (осциллятор); 3 — бал-
ластный реостат; 4 — амперметр; 5 — вольтметр; 6 — горелка; 7 — рота-
метр; 8 — редуктор; 9 — баллон с газом
включение инертного газа (продувка в течение
3—5 с);
включение сварочного тока и устройства для поджига
Ьуги после поступления газа в зону сварки;
Г постепенное нарастание рабочего тока, устраняющее
резкие броски тока при холодном электроде, приводящие к
Ьго разрушению и попаданию вольфрама в шов;
отключение устройства для зажигания дуги;
снижение сварочного тока после сварки в течение вре-
223
12.4. Схема приборов
а — редуктор-расходомер; б — ротаметр: 1 — сменная диафрагма с ком
бинированным отверстием; в — газоэлектрический клапан: I — штуце
ры; 2 — кожух; 3 — катушка; 4 — сердечник; 5 — резиновая прокладка;
6 — камера
мени, установленного сварщиком для заварки кратера
(8—15 с);
отключение подачи газа в течение заданного времени и
выключение цикла.
Для небольших разовых работ используются прос-
тейшие сварочные посты для постоянного
(рис. 12.3, а) и переменного тока (рис. 12.3, б), укомплек
тованные оборудованием общего назначения: источниками
питания сварочным током (преобразователем, выпрямите
лем или трансформатором), осциллятором или возбудите-
лем, балластным реостатом, вольтметром, амперметром,
сварочной горелкой, ротаметром, редуктором, баллоном с
газом. Для сварки используются источники с крутопадаю
щей характеристикой. Из источников постоянного тока
применяют выпрямители ВДУ-305, ВДУ-505, ВДУ-506,
преобразователи ПД-502 и др. Для сварки легких металлом
используют источники переменного тока — трансформато
ры серии ТД и ТДМ и балластные реостаты, служащие для
частичного подавления постоянной составляющей сварочно
го тока (см. гл. 18). Для сварочных работ на строительной
площадке используют передвижные пост ы,
скомплектованные из оборудования общего назначения или
из специализированных установок. Они размещаются в гк
редвижных монтажных контейнерах (КПМ) и в зависимо
сти от производственной необходимости могут перемещать
224
ся по монтажной площадке при помощи крана и подсоеди-
няться к силовой линии электроснабжения. Они снабжены
газовыми баллонами, постоянной внутренней газовой и
электрической проводкой, что обеспечивает их мобильность
и быструю настройку для сварки в защитном газе.
На рис. 12.4 показаны схемы основных приборов, кото-
рыми оснащаются сварочные посты: редуктор-расходомер,
ротаметр, газоэлектрический клапан.
Для сварки неплавящимся электродом на постоянном
токе используется выпускаемая промышленностью в основ-
ном для плазменной сварки специализированная установка
УПС-301У4, состоящая из сварочного выпрямителя ВДГ-
305 с тиристорным регулированием сварочного тока, горе-
лок для аргонодуговой и плазменной сварки, блока поджи-
гания дуги, газовой аппаратуры и дистанционного регуля-
тора сварочного тока. Установка может работать в импульс-
но-дуговом режиме и выполнять точечную сварку. В стаци-
онарных условиях используют установку УДГ-201, которая
работает от шинопровода источника постоянного тока и со-
стоит из переносного транзисторного регулятора тока с вер-
тикальной характеристикой и другой аппаратуры по типу
УПС-301.
Для сварки неплавящимся электродом на переменном
токе используются установки УДГ-301-1 и УДГ-501-1, со-
стоящие из сварочного трансформатора с подмагничивае-
мым шунтом, возбудителя-стабилизатора дуги, диодно-ти-
ристорной ячейки для компенсации постоянной составляю-
щей сварочного тока, устройства для обеспечения заварки
кратера и аппаратуры управления циклом. Установки ком-
плектуются сварочными грелками серии ГР (рис. 12.5) и
имеют съемный переносный блок поджигания с газовым
12.5. Горелка типа ГР на ток до 400А
/ — сопло; 2 — корпус; 3 — колпачок; 4 — кнопочный выключатель; 5
— рукоятка; 6 — провода управления; 7 — электрод
225
12.1. Установки для сварки неплавящимся электродом в инертном газе
Параметр jyjU-301 -ijy ДГ-501 -11У ПС-301 -У 4|у ДГ-201 * р ДГУ-302
Род сварочно- Переменный Постоянный Переменный.
го тока Номиналы 315 500 315 200 постоянный 315
ный свароч- ный ток. А ПН. 60 60 60 40 60
Напряжение 72 72 68 60 Постоян-
холостого хоца, В Рабочее 16 16 40 12 ный - 65. перемен- ный - 72 Постоян-
напряжение. В Пределы 15-25; 40-150: 4-25; 12-200 ный - 12. перемен- ный - 16 10-25;
регулирова- 20-100*. 120-500 25-315 20-100:
ния тока. А Габарит, мм 90-315 700х 900х 90()х ЗООх 90-315 900х
х1100ч xllOOx \1100ч х500х х 1000,ч
х9(Ю \900 41100 х400 \900
Масса, кг 380 460 350 30 390
* Подключается к сварочной сети многопостовых источников питания
клапаном, возбудителем — стабилизатором дуги и пультом
дистанционного управления сварочным током. Использует-
ся также универсальная установка УДГУ-302, изготовлен-
ная на базе установки УДГ-301-1 и работающая на посто-
янном или переменном токе. Характеристики установок для
ручной сварки неплавящимся электродом приведены в
табл, 12.7, а сварочных горелок в табл, 12.2 Для аргоно-
дуговой сварки неплавящимся электродом использовались
ранее полуавтоматы типа ПШВ и А-533, обеспечивающие
механизированную сварку путем механической передачи н
зону дуги присадочной проволоки. Получили распространи
ние автоматы, в большинстве своем предназначенные для
сварки стыков труб из легированных сталей в заводских и
монтажных условиях. Распространены автоматы марки
ОДА для сварки неповоротных стыков без присадочной
проволоки труб диаметром 8—76 мм со стенками толщи
ной до 3 мм и автоматы марок ОКА, АСТТ и др. для свар
ки с присадочной проволокой неповоротных стыков труб
диаметром до 1000 мм со стенками толщиной до 20 мм
Они имеют механизмы вращения вокруг стыка трубы, мс
ханизмы подачи присадочной проволоки и поперечных ко
лебаний электродов.
226
12.2. Сварочные горелки
Марки Макси- мальный свароч- ный ток. А Диаметр вольфра- мовых электро- дов, мм Система охлажде- ния горелки Габарит мм Масса, кг
без ка- бель- шлан- гов с ка- 1бсль- ! шлан- । гами
L-- — -г —- -и-- —- — L— ~
ЭЗР-5-2 80 0.5: 1; 1.5 Воздуш- ное 2Юх18х х70 0,18 0,95
ЭЗР-З 150 1.5; 2; 3 11 250х30х х! 33 0,78 2,95
мг-з 180 1.6; 2 м 0,4
АР-10-2 200 2; 3 м — 0,4
ЭЗР-4 500 4; 5 Водяное 235x120х х!40 0.7 3.1
ГР-4 200 1.2: 1.6; 2; 3.4 -- — —
ГР-6 400 3; 4; 5: ( — — —
ГР-10 500 5; 6; 8: 10 — — —
Для сварки неповоротных стыков технологических тру-
бопроводов атомных и тепловых электростанций использу-
ются автоматы АДГ-201 и АДГ-301, работающие на посто-
янном токе в автоматизированном режиме. Автомат АДГ-
201 имеет небольшой радиус вращающихся частей, что по-
зволяет применять его в стесненных условиях строительст-
ва АЭС; автомат АДГ-301 — тракторного типа, передвига-
ющийся по направляющему зубчатому колесу, установлен-
ному на трубе (табл. 12.3).
Менее распространены универсальные автоматы; неко-
торые из них тракторного типа, например АДСВ - 6, пред-
назначены для сварки прямолинейных швов постоянным,
переменным или пульсирующим током силой до 315 А. Они
снабжены устройствами для автоматического регулирования
напряжения дуги (АРНД) и слежения за линией стыка.
Другой автомат АДГ-506 предназначен для сварки прямо-
линейных плоских и пространственных швов в различных
положениях; он передвигается по специальной ленте, вхо-
дящей в комплект аппарата. Характеристика указанных ав-
томатов приведены в табл. 12.4.
Для аргонодуговой сварки неплавящимся электродом
используют вольфрамовые прутки с присадкой оксида лан-
тана (лантанированные) диаметром от 1 до 10 мм марки
227
12.3. Автоматы для аргонодуговой сварки
неплавящимся электродом
Параметр J АДГ-201 | АДГ-301
Номинальный свароч- ный ток. А, при ПВ. %: 50 200
100 — 350
Диаметр электрод- 1.2 1.2; 1.6; 2
ной проволоки, мм Скорость подачи 3-30 5-50
проволоки, м/ч Скорость сварки, м/ч 2-20 1-10
Даиаметр сваривае- 57. 76. 89, 108, 245. 273. 279.
мых труб, мм 120. 133. 152. 325. 351. 377.
Источник сварочного 160 УДГ-201УЗ 426.465.530 УПС-301УХЛ4
тока Габарит, мм 500x385x150 500x500x250
Масса, кг 16 30
12.4. Автоматы тракторного типа
Параметр 1 АДГ-506 I АДСВ-6
Род сварочного тока J Постоянный J Постоянный и
Номинальный 500 переменный 315
сварочный ток При ПВ =60%. А
Диаметр присадочной 1-2 0.8-2
проволоки, мм Диаметр вольфра- 2—6 1-5
мового электрода, мм
Скорость подачи при- 10-100 8-120
садочной проволоки, м/ч Скорость сварки, м/ч 8-50 5-80
Масса трактора (без проводов и кассет), кг 30 27
Расход охлаждающей жидкости, л/мин 2-4 2
ЭВЛ. Они обеспечивают высокую стабильность дуги и'дс
пускают сварку на токе следующих величин в А:
диаметр прутка ... 3 4 5
переменный ток . . . 100-160 140-220 200-280
постоянный ток
прямой полярности« 140-180 250-340 300-400
6
250-300
350-450
228
Изготовляют также вольфрамовые прутки с присадкой
оксида иттрия (иттрированные) диаметром 1—10 мм мар-
ки ЭВИ-1. Эти электроды характеризуются повышенной
стойкостью, высокой стабильностью дуги и легким ее зажи-
ганием, малым расходом при больших сварочных токах:
диаметр электрода, мм...... 3 6 8 10
сварочный ток, А........... 250 410 490 650
У
Изготовляют также прутки марки ЭВ}£ из чистого
вольфрама, но они применяются ограниченно, вследствие
пониженной стабильности дуги и неудовлетворительной
стойкости по сравнению с 3&JT и ЭВИ. Характеристику «
применяемых инертных газов см. в п.6.6.
12.3. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ
И АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
Для механизированной сварки плавящимся электродом
(проволокой) в аргоне и его смесях применяют специализи-
рованные полуавтоматы ПШ-109, А-1631Р, ПДИ-304 и др.
(табл. 12.5). Полуавтоматы ПШ-109 и А-163IP комплек-
туются выпрямителями ВДУ-506, ВС-ЗООБ и другими, име-
ющими жесткую или пологопадающую характеристику, а
ПДИ-304 — выпрямителем ВДГИ-302, обеспечивающим
импульсно-дуговой процесс сварки. Кроме того, для сварки
в инертных газах и их смесях могут быть использова-
ны полуавтоматы серии ПДГ с горелками серии ГДПГ
(см. гл. 10).
Некоторые полуавтоматы снабжены электрон-
ными блоками управления сварочным
процессом (БУСП), обеспечивающими плавное регулирова-
ние и стабильность подачи сварочной проволоки, а также
сварку протяженными, прерывистыми и точечными швами.
В конструкциях полуавтоматов использован полый электро-
сварочный кабель марки КПЭС, содержащий в резиновой
оболочке спираль, сплетенную медными токоподводящими
жилами общим сечением 25, 35, 50 или 70 мм2 с тремя
проводами управления сечением 1 мм2 каждый. Внутрь по-
лого кабеля вставлена спираль для подачи через нее элект-
родной проволоки. По мере износа спираль заменяется. Го-
релки серии ГДПГ имеют естественное охлаждение, а более
Мощные ГДП Г-603 — водяное.
229
12.5. Специализированные полуавтоматы для механизированной
сварки плавящимся электродом
Марка Номиналь- ный сва- рочный ток, А Диаметр прово- локи, мм Скорость подачи проволо- ки, м/ч Длина шланга, м Масса подающего устройст- ва, кг
ПШ-109 315 1,2-2 120—770 3 15
А-1631Р 500 0,8-2 200-720 6 20
ПДЦ-304 315 1,2-2 80-960 3 15
12.6. Автоматы для сварки плавящимся электродом
Параметр | А-1431 | А-1411П | АД-111 J ^АД-143
Номинальный свароч- 750 1000 315 1200
ный ток, А Диаметр электродной 1,4—4 2-4 1,4 3-4
проволоки, мм Скорость, м/ч: подачи электродной 80-800 53-530 60-600
проволоки сварки 12-120 12-120 10—70 3-30
Габарит, мм 1070x770* 890х960х 515х405х 1400x610х
Масса, кг Х1050 240 Х1650 350 Х1480 80 Х1265 297
Для автоматизированной сварки сталей и цветных ме-
таллов применяют самоходные автоматы серии А и АД. В
автомате А-1431 флюсовую аппаратуру заменяют газовой,
а мундштук — сварочной горелкой; применен также тяну-
щий подающий механизм, что обеспечивает равномерную
подачу тонкой стальной и алюминиевой проволоки. Авто-
мат А-1411П снабжен системой поиска стыка перед нача-
лом сварки и слежения за ним в процессе сварки. Автомат
АД-111 предназначен для сварки в аргонокислородной сме-
си. Его сварочная головка снабжена механизмом колебания
электрода с постоянной скоростью и реверсивным электро-
двигателем. Автомат АД-143 предназначен для сварки тита-
на и его сплавов и может работать плавящимся или непла-
вящимся электродом с присадочной проволокой, для чего
заменяют сварочую горелку типа ГПА на горелку ГНА. Ав-
томат имеет направляющий рельс в вертикальной плоско-
230
сти, по которому передвигается самоходная тележка, он мо-
жет сваривать продольные и кольцевые швы по наружному
диаметру 2—4 м и внутреннему не менее 1 м. При сварке
этих швов автомат перемещается по заданной программе в
вертикальном и горизонтальном направлении. Характери-
стики автоматов приведены в табл. 12.6.
12.4. ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Сварку в инертных газах низкоуглеродистых и низколе-
гированных строительных сталей обычно не применяют,
так как эти стали хорошо свариваются в углекислом газе,
что обеспечивает хорошее качество сварочных работ и низ-
кую их стоимость, ввиду применения более дешевого угле-
кислого газа.
Ручную дуговую сварку в инертных газах производят
неплавящимся электродом. Для сварки легированных ста-
лей, меди, никеля, титана и ряда других металлов и спла-
вов применяют постоянный ток прямой полярности, харак-
теризующийся высокой проплавляющей способностью. При
сварке конструкций из алюминия, магния и их сплавов
применяют переменный ток. Газовая защита осуществляет-
ся, как правило, аргоном. Гелий увеличивает проплавляю-
щую способность дуги и улучшает формирование шва при
больших скоростях сварки, а также способствует устране-
нию пористости, но вследствие высокой стоимости почти не
применяется. При сварке меди применяют азот, что повы-
шает тепловую мощность дуги, кроме того, азот использу-
ют для защиты обратной стороны шва. При сварке высоко-
легированных сталей, титана, никеля и их сплавов исполь-
зуют аргон. Детали, подлежащие сварке из стали толщиной
1—3 мм, собирают на прихватках через 50—75 мм, при
большей толщине расстояние между прихватками увеличи-
вают. Кромки, подлежащие сварке, и прилегающий к ним
металл на ширину не менее 20 мм должны быть очищены
от грязи, влаги, ржавчины, окалины, масла и других за-
грязнений, а цветные металлы протравливают для удаления
оксидной пленки.
Для сварки используются горелки и оборудование, ука-
занные в п. 12.2. Кромки соединений подготавливают со-
гласно ГОСТ 14771—76*, некоторые из них показаны на
рис. 8.1 (поз. 7, 2, 4 и т.д.). Соединения с отбортовкой кро-
231
12.7. Ориентировочные режимы ручной аргонодуговой
сварки стали неплавящимся электродом
Показатель | Толщина стали, мм
1 ! [ 3
Диаметр вольфрамового 3 4
электрода. мм
( варочный ток. А 40-70 80—130 120-160
Напряжение дуги. В 11-15 11-15 11-15
Диамегр присадочной проволоки. 1.6 1.6 2
мм
мок сваривают без присадочного металла. Стыковые соеди-
ненния толщиной 1—2 мм тоже можно сваривать без при-
садочного металла, но в этом случае требуются плотная
подгонка без зазоров между кромками и применение мед-
ных подкладок, либо сварка в вертикальном положении.
Аргонодуговую сварку в вертикальном и даже потолочном
положении применяют для корневых швов, особенно для
неповоротных стыков труб, чем достигаются равномерный
провар и образование обратного валика. Основной шов по-
сле этого сваривают покрытыми электродами либо механи-
зированным способом плавящимся электродом. Обычно
считается целесообразным сварка неплавящимся электро-
дом стали толщиной до 3 мм и не более 4—5 мм, а алюмит
ния до 8—10 мм, при большей толщине применяют меха-
низированную сварку плавящимся электродом или ручную
сварку покрытыми электродами. Однако аргонодуговой
сваркой неплавящимся электродом можно соединять метал-
лы и большей толщины, но производительность труда при
ручной сварке резко падает и оказывается невыгодной.
Ориентировочные режимы сварки стали приведены в
табл. 12.7.
Максимальная величина постоянного тока прямой по-
лярности при сварке стали может быть подсчитана по фор-
муле
/св = 0,65^э, (12.1)
однако практически ток такой большой величины почти не
применяется.
При сварке горелками типа ГР и другими сварщик на-
жимает на пусковой рычажок горелки и при этом сперва
включается газовый клапан, через который в течение 3—4 с
232
12.6. Схема движения конца при-
садочной проволоки
а — при сварке тонкого металла;
б — при сварке более толстого ме-
талла; 1 — направление движения;
2 — проволока
газ поступает в горелку и обдувает место сварки. После
этого включается сварочный ток и возбуждается дуга на
угольной или медной пластине, расположенной между
электродом и изделием, или при помощи осциллятора или
возбудителя без касания электродом изделия.
При сварке тонкого металла манипуляции горелкой не
производят во избежание нарушения защиты, а при сварке
с присадочной проволокой ее конец подают непосредствен-
но в зону сварки, но не в столб дуги, под углом 5—12° к
детали (рис. 12 6, а). Горелку равномерно продвигают
справа налево вдоль шва под углом 60—80° к детали (уг-
лом вперед). По окончании сварки тщательно заваривают
кратер и выключают ток нажатием на пусковой рычажок,
при этом газ продолжает обдувать остывающий шов 15 с.
При сварке швов из более толстого металла с разделкой
кромок применяют небольшое поперечное движение конца
электрода, а также присадочной проволоки, как указано на
рис. 12.6, б.
При ручной сварке сталей и цветных металлов неболь-
шой толщины целесообразно использование импульсно-ду-
гового процесса, обеспечивающего возможность сварки во
всех пространственных положениях.
При отсутствии полуавтоматов ручную сварку неплавя-
щимся электродом применяют для сварки металла толщи-
ной 10—20 мм, в этом случае швы сваривают в несколько
проходов.
233
12.5. ТЕХНОЛОГИЯ МЕХАНИЗИРОВАННОЙ СВАРКИ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Механизированную сварку в инертных газах производят
плавящимся электродом, как правило, на токе обратной по-
лярности полуавтоматами различных типов. Эти полуавто-
маты характерны универсальностью и могут применяться
для сварки в углекислом и в инертных газах, аргоне и глав-
ным образом в его смесях с гелием, углекислым газом и
кислородом. Механизированную сварку выгодно использо-
вать при толщине металла более 4 мм и большом объеме
работ. Однако механизированной сваркой плавящимся
электродом можно соединять и более тонкие элементы, при
этом добавляют к аргону до 5% кислорода, что улучшает
стабильность процесса сварки. Для сварки низкоуглероди-
стых и низколегированных сталей добавляют к аргону 20%
СО2 для лучшего формирования шва и устранения пористо-
сти. Кромки деталей, подлежащих сварке, подготовляют в
соответствии с ГОСТ 14771—76* аналогично тому, как это
указано в п. 12.4. Начиная сварку, рабочий-сварщик нажи-
мает на выключатель горелки (см. рис. 12.5), после чего
включается в работу БУ СП в соответствии с заданием, ус-
тановленным наладчиком процесса сварки.
БУ СП выполняет следующие операции:
при наладке — включение защитного газа для настрой-
ки его расхода, установку заданной скорости подачи прово-
локи, установку порядка сварки (длинными, короткими или
точечными швами);
при сварке по команде сварщика путем нажатия вы-
ключателя полуавтомата БУ СП осуществляет включение
защитного газа, включение источника тока и скорости под-
ачи проволоки, обеспечение стабильности скорости подачи
и заданной величины сварочного тока;
для прекращения сварки при нажатии на выключатель
осуществляет выключение источника питания через опреде-
ленный интервал времени, установленный наладчиком для
заварки кратера, и выключение газа через 3—5 с.
Перенос электродного металла в шов при сварке в
инертных газах происходит крупными каплями, что приво-
дит к повышенному разбрызгиванию; переход мелкими
каплями более целесообразен, а с увеличением сварочного
тока до критического значения происходит струйный пере-
нос, что обеспечивает стабильность процесса сварки без
разбрызгивания.
При импульсно-дуговой сварке перенос металла проис-
234
12.8. Диапазоны сварочных токов при механизированной
аргонодуговой сварке плавящимся электродом, А
Процесс сварки Материал электрода Диаметр электродов, мм
0,2 1 1 1,2 |_Ь6 2
— - — —- “ — — — — —. 1 I Л
Струй- ный Высоколс- легированная сталь XI8Н9Т 150-200 180- 250 190- 310 240-450 280-500
Алюминий АД-1 80-140 — 100— 225 130-300 145-350
Им пуль- сно-ду- говой Вы соколет- рованная ггаль Х18Н9Т 40-190 50-220 60- 250 80-320 100-340
Алюминий АД-1 ’— — — 30-230 40-280
ходит каплями, сформированными по количеству импуль-
сов в секунду.
Сварку полуавтоматами ведут на токах, величина кото-
рых обеспечивает струйный перенос электродного металла
(табл. 12.8).
При механизированной сварке плавящимся электродом
на высоких скоростях необходимо увеличивать расход газа
и диаметр сопла, а также приближать сопло к детали во
избежание ухудшения защиты металла; то же делают при
сварке на сквозняке и защищают место сварки от ветра пе-
реносными щитами.
Тонкий металл соединяют импульсно-дуговой сваркой в
нижнем положении, что наиболее предпочтительно, однако
металл до 4 мм сваривать удобно в вертикальном положе-
нии сверху вниз. Металл толщиной до 12 мм сваривают без
разделки кромок с двух сторон или с односторонней раздел-
кой и подваркой, а при толщине более 12 мм обязательно
применяют одностороннюю или двустороннюю разделку.
Сварку ведут с небольшим наклоном горелки до 15° от вер-
тикали углом вперед или назад. Возможна сварка во всех
пространственных положениях, однако при вертикальном и
потолочном положении предпочтительней использовать им-
пульсно-дуговой процесс.
235
12,6. ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ
СВАРКИ
Автоматическая сварка в инертных газах производится
автоматами, которые приведены в табл. 12.3—12.5. Как
видно из характеристик этих автоматов, некоторые из них
универсальны, так как могут выполнять сварку конструк-
ций из высоколегированной стали и алюминиевых сплавов
(А-1431) в аргоне и, кроме того, при смене мундштука г
аппаратуры могут использоваться для сварки под флюсов
Другие автоматы специализированы (А-143). Наладка и уп
равление работой автоматов в процессе сварки аналогична
полуавтоматам, добавляется только управление скоросты
сварки и слежением за направлением электрода по шв
Цикл автоматической сварки неплавящимся электроде ?
аналогичен циклу ручной сварки с указанными выше д-
бавлениями. Блок цикла сварки обеспечивает следующь
операции:
включение цикла по команде сварщика;
включение подачи инертного газа и запрещение вклю-
чения сварочного тока до поступления газа в зону сварки;
включение возбудителя (осциллятора) для зажигания
дуги коротким замыканием при малом токе (или пробоем
промежутка между электродом и изделием);
нарастание тока до рабочего;
отключение возбудителя дуги;
включение движения автомата и подачи присадочной
проволоки;
по команде сварщика — снижение сварочного тока в
течение установленного наладчиком времени (для заварки
кратера) и отключение сварочного движения и подачи про-
волоки;
отключение источника тока;
отключение подачи газа течений установленного на’
ладчиком времени и возврат схемы в исходное состояние.
Автоматическое регулирование напряжения дуг!
(АРНД) включается после возбуждения дуги, поддерживав
заданное напряжение и отключается во время заварки крз
тера. Наладку автоматов осуществляют высококвалифицй
рованные операторы-наладчики, прошедшие обучение.
В процессе автоматизированной сварки подача приса
дочной проволоки осуществляется впереди столба дуги пр
углом до 35—55° к поверхности свариваемого металл!
Большое значение имеет заточка конца вольфрамовот
электрода мелкозернистым корундовым камнем под углов
236
12.7. Заточка конца вольфрамового электрода
п — притупление; 20—90° — углы заточки
20-90°
20—90° (рис. 12.7) с небольшим притуплением “п“. При
уменьшении притупления увеличивается глубина проплав-
ления: с увеличением угла заточки от 20 до 45° растет вы-
сота обратного валика, а затем она снижается. При нали-
чии притупления до 1,5мм появление непроваров из-за не-
соосности электрода и линии стыка снижается. По мере
длительной сварки на конце электрода образуются наросты,
так называемые “коронки“, состоящие из окислов вольфра-
ма, которые мешают стабильному процессу сварки из-за
блуждания дуги, их следует счищать корундом или заме-
нять электрод. При сварке угловых швов ось электрода дол-
жна совпадать с биссектрисой угла между деталями.
При выполнении однослойных стыковых швов или пер-
вого слоя многослойного, щва применяют подкладки из меди
для сварки стали, из ге|6к2ё<1ЙййУ<стали для сварки алю-
миниевых и титановых сплавов или подкладки из керами-
ческих материалов. Режимы сварки зависят от применяе-
мых материалов (сталь и ее сплавы, цветные металлы) и
типа оборудования.
ГЛАВА 13. КОНТАКТНАЯ СВАРКА
13.1. ОЁЩИЕ СВЕДЕНИЯ
Физические основы сварки. Контактная сварка являет-
ся одним из самых распространенных видов сварки, относя-
щихся к термомеханическому классу (см. гл. 2 и рис. 2.8).
Сварка основана на нагреве и пластическом деформирова-
нии соединяемых деталей. 11 ри этом нагрев металла осуще-
ствляется электрическим током, проходящим через находя-
щиеся в контакте соединяемые части (детали).
Полное количество теплоты, Дж, генерируемое элект-
237
13.1. Схема электрического сопротивления контактной точечной сварки
/ — свариваемые детали; 2 — электроды; гд — сопротивление детали;
гэ д — контактное сопротивление между деталью и электродом; гд —
контактное сопротивление между деталями
рическим сварочным током при прохождении его через де-
тали в процессе контактной сварки, определяется формулой
Q - I2Rt,
где I —- сила сварочного тока, A; R — общее сопротивление свариваемых
деталей, Ом; t — время сварки, с.
Общее сопротивление свариваемых деталей, а точнее
участка сварочной цепи между токоподводящими элемента-
ми сварочной машины (электродами) состоит (рис.
из собственного сопротивления гд свариваемых деталей, по
которым протекает ток; контактного сопротивления г
между деталями и электродами; контактного сварочного со-
противления Гдд между деталями. При сварке двух деталей
из одного металла и равной толщины
= + 2гэд + Гдд.
Таким образом, выделяемое при контактной сварке
полное количество теплоты можно представить как сумму
количеств теплоты, выделяемой в каждом сопротивлении в
отдельности в соответствии с их величиной.
Основное количество теплоты, расходуемой на образо-
238
вание сварного соединения, выделяется в сварочном кон-
тактном сопротивлении Это сопротивление является
наибольшим, поскольку даже после хорошей обработки по-
верхности свариваемых деталей имеют микронеровности и
их соприкосновение происходит не по всей поверхности, а
только в отдельных точках. Благодаря этому действитель-
ное сечение контакта, через которое проходит сварочный
ток, резко уменьшается, а сопротивление соответственно
резко увеличивается. Кроме того, на поверхности сваривае-
мого металла могут находиться пленки оксидов и загрязне-
ния с малой электропроводностью, что также увеличивает
контактное сопротивление Гдд.
Помимо нагрева при контактной сварке большую роль
играет давление, которое создает необходимый электриче-
ский и физический контакты между свариваемыми деталя-
ми, а также непосредственно участвует в формировании
сварного соединения, включая создание требуемых пласти-
ческих деформаций. В результате совместного действия на-
грева и пластического деформирования между соединяемы-
ми деталями устанавливаются межатомные связи, т.е. обра-
зуется сварное соединение.
Особенности схемы процесса контактной сварки обус-
ловливают применение больших сварочных токов и усилий
сжатия свариваемых деталей при весьма малом времени
прохождения сварочного тока. Так, при точечной сварке
сила сварочного тока может достигать 120—150 кА, усилие
сжатия электродов — 15 000—20 000 даН (15 000—20
ООО кге), а время сварки (время прохождения сварочного
тока) составляет всего десятые и даже сотые доли секунды.
Способы контактной сварки. Существуют четыре основ-
ных способа контактной сварки, различающихся конструк-
цией сварных соединений и технологией их получения —
точечная, рельефная, шовная и стыковая сварка.
Точечная сварка — способ контактной свар-
ки, при котором собранные внахлестку детали свариваются
по отдельным ограниченным участкам в виде точек. По
способу подвода тока к свариваемым деталям различают
двустороннюю и одностороннюю сварку. В первом случае
электроды подводят к каждой из деталей (см. рис. 2.8); во
втором — к одной из деталей (рис. 13.2, а), сварка выпол-
няется, как правило, на медной опоре.
Рельефная сварка является одной из разно-
видностей точечной сварки. При этом на поверхности одной
из деталей предварительно формируют выступы — рельефы
(рис. 13.2, б), которые ограничивают начальную площадь
239
13.2. Разновидности контактной сварки
а — точечная односторонняя; б — рельефная; в — шовная; г — стыковая;
/ — свариваемые детали; 2 — электроды; 3 — трансформаторы; 4 -
сварная точка (ядро точки); 5 — выступ (рельеф); 6 — плоские электро
ды; 7 — шов (ряд перекрывающихся точек); 8 — ролики; 9 — шов; 10 -
зажимы стыковой машины
контакта деталей, в результате чего при сварке в этой зоне
повышается плотность тока. При нагреве рельефы деформи-
руются, на определенной стадии процесса сварки формиру-
ются ядра точки.
Шовная сварка — способ сварки, позволяющий
получать прочно-плотные соединения — швы путем обра-
зования ряда перекрывающихся точек (рис. 13.2, в). Под-
вод тока и перемещение свариваемых деталей осуществля-
ются с помощью вращающихся дисковых электродов-роли-
ков.
Стыковая сварка — способ контактной свар-
ки, при котором детали соединяются встык по всей площа-
ди касания (рис. 13.2, г). Детали закрепляют в зажимах
240
стыковой сварочной машины. Действием электрического то-
ка в контакте свариваемых деталей нагревают зону стыкуе-
мых торцов до сварочной температуры, после чего (или од-
новременно с этим) прикладывают осевое усилие Р. По сте-
пени нагрева торцов различают стыковую сварку сопро
тивлением и сварку оплавлением. При первом способе сва-
риваемые детали в зоне стыка нагревают до термопластиче-
ского состояния, при этом температура стыкуемых торцов
близка, но не превышает температуры плавления металла.
При стыковой сварке оплавлением нагрев свариваемых де-
талей в зоне стыка сопровождается оплавлением стыкуемых
торцов.
Область применения контактной сварки. Контактная
сварка отличается высокой производительностью, легко до-
пускает механизацию и автоматизацию процессов изготов-
ления деталей, обеспечивает снижение расхода материалов
и высокую культуру производства. Контактной сваркой
можно успешно соединять практически все известные кон-
струкционные материалы: углеродистые, низколегирован-
ные и высоколегированные стали, коррозионно-стойкие,
жаростойкие и жаропрочные сплавы, сплавы на основе
алюминия, титана, магния и других металлов. Высокие
технологические характеристики обеспечивают контактной
сварке самое широкое применение во всех областях совре-
менного производства. Считается, что около 30% всех
сварных соединений в изделиях различного назначения вы-
полняется контактной сваркой. Заметное применение кон-
тактная сварка получила и в промышленном строительстве.
Контактная точечная сварка широко используется для
Выполнения крестообразных соединений арматуры железо-
бетона, нахлесточных соединений стальных решетчатых
конструкций толщиной до 10—15 мм (ферм, мачт, башен,
Градирен и др.), площадок, лестниц, профилированного на-
пила, облегченной кровли, оконных переплетов и других
подобных изделий. Можно отметить применение шовной
i варки при изготовлении газовоздуховодов, тонкостенных
груб и других конструкций из тонколистовой стали.
Стыковая сварка, особенно оплавлением, находит при-
менение при соединении труб, стержневых элементов из
профильного металлопроката сечением до 100 000 мм2 и
более (арматуры, прутков, уголков и рельсов), включая ис-
пользование их отходов, а также при сварке угловых соеди-
нений рам окон, дверей, витражей и т.д. Стыковой сваркой
юединяют медные и алюминиевые провода. В последнее
время контактная стыковая сварка оплавлением стала при-
241
меняться для сварки магистральных трубопроводов диамет-
ром до 1640 мм и толщиной стенки до 25—30 мм.
Вместе с тем следует отметить, что широкое распрост-
ранение контактной сварки в строительстве, особенно в ус-
ловиях строительно-монтажной площадки, сдерживается в
существенной степени органически присущими этому виду
сварки относительными недостатками. Так, требуются вы-
сокие установочные мощности машин (до 1000 кВ А), вле-
кущие за собой подключение к отдельному фидеру; как
правило, большие габариты и масса сварочных машин вы-
зывают необходимость доставки не машин к свариваемым
деталям, а, наоборот, свариваемых деталей к машинам;
сварочные машины требуют более высокой культуры рабо-
ты и уровня обслуживания, включая их размещение часто
в специальных помещениях. Также следует иметь в виду,
что контактная сварка ответственных изделий возможна
только при весьма сложной системе контроля качества
сварных соединений.
13.2. ТЕХНОЛОГИЯ^КОНТАКТНОЙ^ОЧЕЧНОЙ)
СВАРКИ
Формирование соединений при сварке. Процесс точеч*
ной сварки характеризуется весьма малым временем сварк»
при больших сварочных токах и усилиях, обеспечивающий
локальное плавление металла. Необходимым условием фор*
мирования точечного сварного соединения являете?
образование общей зоны расплавле-
ния — ядра сварной точки, которое проходит в три эта-
па (рис. 13.3).
Первый этап начинается с момента обжатия сваривае-
мых деталей электродами сварочной машины, что вызывает
пластическую деформацию поверхностных микронеровно-
стей в контактах электрод—деталь и деталь—деталь. По-
следующее включение сварочного тока и нагрев металла
облегчают выравнивание микрорельефа, разрушение повер-
хностных (оксидных) пленок и формирование физического
и электрического контактов.
Второй этап характеризуется расплавлением металла
в контакте деталь—деталь и образованием литого ядра том
ки. По мере прохождения сварочного тока ядро растет до
требуемых размеров — по высоте и диаметру. При этом
происходит перемешивание расплавленного металла, удалс
*>40
13.3. Этапы образования соединения при точечной сварке
/ — свариваемые детали; 2 — электроды; 3 — ядро точки; /св — свароч-
ный ток; Рсв — сварочное усилие; Рк — ковочное усилие; t — время
сварки
ние поверхностных пленок и образование металлических
связей в жидкой фазе.
Третий этап начинается с выключения тока, сопро-
вождающегося охлаждением и кристаллизацией металла.
Образуется общее для деталей литое ядро сварной точки.
При охлаждении уменьшается объем металла в ядре и воз-
никают остаточные напряжения. Для снижения уровня
этих напряжений и предотвращения усадочных трещин и
раковин требуются дополнительные значительные внешние
усилия.
Для получения следующего соединения цикл сварки че-
рез определенную паузу вновь повторяется.
Очевидно, что и качество точечных сварных соедине-
ний, и производительность сварки определяются, главным
образом, характером и полнотой прохождения трех рас-
смотренных этапов. Прохождение же этих этапов задается
электрическими (сила сварочного тока), механическими
243
13.4. Типы и основные конструктивные элементы соединений, выпол-
ненных контактной точечной сваркой
а — однорядный шов; б — однорядный шов при отбортовке одной или
двух деталей; в — многорядный шов с шахматным расположением точек;
г — крестообразное соединение стержней
(усилие электродов) и временными параметрами. На ход
этих процессов оказывают влияние также формы рабочих
частей электродов, подготовка поверхностей свариваемых
деталей, качество сборки и другие технологические и кон-
структивные факторы.
Типы сварных соединений. Точечной сваркой чаще все-
го соединяют листовые детали толщиной 0,5—6 мм, при
этом толщина деталей может быть одинаковой или различ-
ной (при соотношении толщин 1:5). Материал деталей мо-
жет быть одноименным и разноименным. Наиболее распро-
страненные типы точечных соединений приведены на
рис. 13.4.
Основными конструктивными элементами сварных сое-
динений являются: расчетный (минимальный) диаметр ядра
точки величина проплавления Л, глубина вмятины о|
электрода gy расстояние между центрами соседних точек i
ряду (шаг) величина нахлестки В, расстояние от центр|
244
13.1. Размеры некоторых конструктивных элементов точенных
соединений при сварке стальных деталей
одинаковой толщины однорядным швом, мм
(см. рис. 13.4)
Толщина детали s - Минималь- ный диа- метр ядра точки d Минимальная величина на- хлестки В Минимальный шаг между точками г Минималь- ное рас- стояние между ося- ми рядов с
1 4 11 15 18
2 7 17 25 30
4 12 28 45 54
6 16 42 65 78
точки до края нахлестки и, расстояние между осями сосед-
них рядов г. Размеры некоторых конструктивных элементов
приведены в табл, 13.1. Значения других конструктивных
элементов составляют: h(hx) » 0,2— 0,8s-; g(g^) <0,2$;
U 0,5 В;
Подготовка деталей к сварке. Эта технологическая
операция имеет исключительно важное значение для обес-
печения стабильности процесса сварки и получения качест-
венных соединений. Она предусматривает правку и взаим-
ную подгонку свариваемых деталей, а также очистку их
поверхности от масла, краски, ржавчины, оксидов и других
загрязнений. Последние, оставаясь на поверхности деталей
в месте сварки и этим чрезмерно увеличивая величину кон-
тактных сопротивлений, особенно контактного сварочного
сопротивления (см. рис. 13.1), могут не только серьезно
затруднять, но иногда и препятствовать прохождению сва-
рочного тока, а следовательно, и самому процессу сварки.
Способ подготовки поверхности деталей к сварке выби-
рают в зависимости от вида металла и размера заготовки,
характера загрязнений и типа производства. Поверхность
свариваемых деталей очищают целиком или на участке на-
хлестки с обеих сторон.
Удаление краски, масел и других подобных загрязнений
(эта операция называется обезжириванием) производится
протиркой ацетоном, бензином, уайт-спиритом либо погру-
жением в ванну с различными растворителями, например
содовыми или щелочными растворами, с последующей про-
245
мывкой водой и сушкой. Удаление оксидных пленок —
трудоемкая операция, так как оксиды химически связаны с
металлом. Обычно их удаляют механической обработкой
или химическим травлением. Механическая подготовка
проводится чаще всего с помощью дробеструйной обработки
или вращающихся стальных щеток и наждачных кругов.
Химическое травление осуществляется в кислотных или
щелочных растворах, с последующей нейтрализацией, про-
мывкой и сушкой.
Сборка деталей при точечной сварке должна обеспечить
достаточно плотное взаимное прилегание. Наличие зазора
препятствует образованию хорошего контакта между свари-
ваемыми деталями, что приводит к возникновению дефек-
тов сварки. С целью уменьшения зазора, а также для той
ного фиксирования свариваемых деталей, предотвращения
их смещения при сварке и снижения остаточных деформа-
ций собранные узлы прихватывают точечной или другими
способами сварки (аргонодуговой, ручной дуговой покрыты-
ми электродами), с последующим удалением прихваточных
швов.
Техника и режимы сварки. Основными параметра
режимов точечной сварки являются: сила сварочного то
время сварки (время протекания сварочного тока), сваре
ное усилие (усилие сжатия электродов), форма и величг
рабочей (контактной) поверхности электродов. Существе
ное влияние на установление режима сварки оказывай.»
теплофизические, физико-химические и механические
свойства свариваемых металлов, а также толщина сварива-
емых деталей.
Прежде всего следует заметить, что сила сварочного то-
ка и сварочное усилие могут быть — в зависимости от вы-
шеназванных факторов — или постоянным, или изменяться
в течение цикла сварки одной точки. Схемы наиболее рас-
пространенных циклов точечной сварки представлены на
рис, 13,5, Чаще других используют циклограмму с постоян-
ным сварочным усилием (рис. 13,5, а). Для толстых дета
лей и металлов, склонных к горячим трещинам, — цикло
грамму с увеличенным ковочным усилием (рис, 13,5, б).
Для устранения зазоров, особенно при сварке деталей из
толстого металла повышенной прочности — циклограмму с
предварительным обжатием и ковочным усилием
(рис, 13,5, в). С целью уменьшения склонности к горячим
трещинам и выполнения термообработки используют цик
лограмму с дополнительным последующим подогревным
импульсом тока (рис, 13,5, г).
246
a)
13.5. Циклограммы процесса контактной точечной сварки
а — с постоянным сварочным усилием Рсв; б — то же, с приложением
ковочного усилия Рк; в — с предварительным обжатием Р0^ж и проков-
кой; г — с последующим подогревом; /св — сварочный ток; /св — время
сварки; /п — время паузы; tno& — время подогрева
Режим сварки называют мягким, когда применяется
длительное время сварки при относительно малой силе то-
ка. При жестком режиме используется кратковременный,
но мощный импульс сварочного тока. Мягкие режимы при-
меняются преимущественно при сварке углеродистых и
низколегированных сталей, жесткие — алюминиевых и
медных сплавов, деталей разной толщины. Ориентировоч-
ные режиму точечной сварки стальных деталей приведены
в табл. 13.2.
Рекомендуемые типоразмеры рабочей части электродов
247
13.2. Ориентировочные режимы точечной сварки
низкоуглеродистой стали на однофазных машинах
переменного тока*
Толщина сваривае- мых де- талей, мм Цикло- грамма (см. рис. 13.5) Сила сварочно- го тока, кА Время сварки, с Свароч- ное уси- лие, даН Ковочное усилие, даН
1 а 8,5-9.5 0.12-0,16 250-300 —
1,5 а 11-12 0,16-0,24 400-500 -
2 а 12-13 0,2-0,32 600-700 —
4 б 18-19 0,7-0,9 1300-1500 2000-2400
* Форма рабочей поверхности электродов — плоская.
13.3. Рекомендуемые размеры рабочей части
электродов для точечной сварки, мм*
1
1,5
2
4
5
12 5 75-100
16 7 100-150
20 8 100—150
25 12 200—250
25 12-14 200-250
* При сварке алюминиевых сплавов увеличивается на 25% и вы
।
бираются большие значения Я .
представлены в табл. 13.3. Электроды со сферической фор
мой контактной поверхности обычно применяют при сварке
деталей из легких металлов. Для сварки стали и жаропроч
ных сплавов чаще используют электроды с плоской поверх
ностью.
248
13.3. технология Hwhtakth ой (стыковой)
СВАРКИ
Формирование соединений при сварке. Основными
процессами, участвующими в формировании соединений
при контактной стыковой сварке сопротивлением и оплав-
лением, являются нагрев и охлаждение металла, пластиче-
ская деформация и удаление оксидных пленок с поверхно-
сти (торцов) свариваемых деталей. Образование соединений
при стыковой сварке сопротивлением и оплавлением проис-
ходит по близким, но отличающимся схемам, состоящим из
двух этапов (рис. 13.6).
При сварке сопротивлением на первом
этапе, начинающемся с момента плотного прижатия свари-
ваемых деталей, происходит деформация микронеровностей
в контакте деталь—деталь. Последующее включение сва-
рочного тока приводит к постепенному нагреву металла в
стыке до пластического состояния. При этом имеют место
выравнивание микрорельефа, частичное разрушение оксид-
ных пленок и образование электрического контакта. Вто-
рой этап характеризуется выключением сварочного тока и
осадкой свариваемых деталей увеличенным сжимающим
усилием. Происходит значительная пластическая деформа-
ция деталей в месте стыка и образование сварного соедине-
ния в твердом состоянии. Вместе с тем при этом не обеспе-
чивается достаточно полное удаление оксидных пленок из
13.6. Этапы образования соединений при стыковой сварке
а — сварка сопротивлением; б — сварка оплавлением; 1 — свариваемые
детали; 2 — слой расплавленного металла; 3 — шов; 4 — грат
249
стыка, что ограничивает применение данного метода сварки
деталями малого сечения (до 200—250 мм2).
При сварке оплавлением первый
этап — в отличие от сварки сопротивлением — начинает-
ся с включения сварочного тока и последующего сближения
торцов свариваемых деталей до их взаимного касания. Со-
прикосновение находящихся под током торцов вследствие
наличия на них микронеровностей происходит не по всей
поверхности, а только по отдельным выступам, которые под
действием тока очень высокой плотности практически мгно-
венно нагреваются, образуя перемычки расплавленного ме-
талла. Эти перемычки, продолжая разогреваться, испаряют-
ся и разрушаются. При дальнейшем сближении сваривае-
мых деталей образование и разрушение перемычек проис-
ходит на других участках торцевых поверхностей. В ре-
зультате на торцах деталей появляется слой расплавленно-
го металла. Одновременно за счет теплопроводности до
пластического состояния нагреваются прилегающие к тор-
цам зоны металла. На втором этапе осуществляется рез-
кая осадка свариваемых деталей увеличенным сжимающим
усилием, при этом производят выключение сварочного то-
ка. Происходит выдавливание жидкого металла из стыка
вместе с находящимися в нем оксидными пленками и за-
грязнениями. В физический контакт вступают чистые, сво-
бодные от посторонних включений поверхности. Сварное
соединение образуется в твердом состоянии в результате
значительной пластической деформации.
Описанный механизм формирования сварного соедине
ния свойствен стыковой сварке непрерывным оплавлением.
При сварке прерывистым оплавлением (сварка с подогре-
вом) свариваемые заготовки на первом этапе процесса
сближаются под током не постоянно, а циклично, совершая
возвратно-поступательные движения. Это обеспечивает бо-
лее глубокий прогрев деталей в зоне сварки.
Прохождение описанных этапов стыковой сварки зада-
ется электрическими, механическими и временными пара-
метрами. На ход процесса сварки также оказывают значи-
тельное влияние другие технологические факторы: устано-
вочная длина деталей, припуск на осадку, подготовка дета-
лей под сварку.
Типы сварных соединений. Стыковой сваркой обычно
сваривают детали компактного, чаще всего круглого сече-
ния (рис 13.7). Конструктивное оформление деталей, под-
лежащих сварке, должно обеспечивать равномерный нагрев
торцов и по возможности одинаковую пластическую дефор
мацию при осадке, вытеснение окисленного металла из
250
13.7. Типы соединений, выполняемых контактной стыковой сваркой
а, б — стержни сплошного сечения; в — труба со стержнем; г — труба с
трубой; d — диаметр свариваемой детали; $ — толщина детали; / — дли-
на выступа детали
сварного стыка, надежное закрепление деталей в зажимах
сварочной машины. Форма и размеры сечений торцов дета-
лей должны быть примерно одинаковыми. Различие дета-
лей в диаметрах не должно превышать 15%, а по толщи-
не — 10% (для полосовых деталей и труб). При сварке де-
талей с большей разницей в диаметрах и толщинах должен
быть сделан выступ длиной I (см. рис. 13.7, б, в). Сечение
выступа должно соответствовать сечению торца сопрягае-
мой детали. Длина I = (d + а) /2 (для стержней и полос
сплошного сечения), или / = 5s + а/2 (для тонкостенных
труб и тонких листов), где d — диаметр или толщина дета-
ли; а — общий припуск на усадку и оплавление деталей;
s — толщина листа или стенки трубы.
Подготовка деталей к сварке. Подготовка деталей при
стыковой сварке заключается в получении определенной
формы торцов, очистке их поверхности и поверхности сва-
риваемых деталей, правильной установке торцов перед на-
чалом сварки. Торцы свариваемых деталей получают меха-
нической резкой на ножницах, пилах, металлорежущих
станках, а также с помощью плазменной или газовой рез-
ки, с последующим удалением шлака и загрязнений. Тор-
цевые плоскости деталей в зоне сварки должны быть парал-
лельны друг другу и перпендикулярны направлению при-
лагаемого сварочного усилия.
251
Особо тщательная подготовка и параллельность поверх-
ностей торцов деталей требуется при сварке сопротивлени-
ем, так как наличие местных зазоров между торцами мо-
жет привести к неравномерному разогреву и низкому каче-
ству сварного соединения. При установке деталей под свар-
ку величина зазора между торцами не, должна превышать
0,5 мм. В ряде случаёй^ ц^ью^с^адизшщи^нагрева и об-
легчения удаления оксидов, торцы деталей делают с сим-
метричными относительно продольной оси выступами
(кольцевыми, конусными, сферическими).
Для сварки оплавлением допускается менее тщательная
подготовка торцов, так как небольшие неровности устраня-
ются в йроцессе оплавления. При сварке развитых сечений
требования к подготовке поверхности торцов и качеству
сборки ужесточаются.
Режимы сварки сопротивлением. Основными парамет-
рами режима стыковой сварки сопротивлением являются
(см. рис. 13.6, а и 13.8, а): сварочный ток /св или плот-
ность тока, время нагрева /н (время протекания сварочного
тока), начальное усилие сжатия Рн, усилие осадки
припуск на осадку дос (укорочение деталей при сварке),
установочные длины Zj и /2- Установочные длины сваривае-
мых деталей зависят от электро- и теплопроводности ме-
талла. При этом принимают во внимание, что повышение
установочной длины приводит к искривлению деталей,
уменьшение — к увеличенному отводу тепла в зажимы
(губки) машины. Припуск на осадку выбирают из усло-
вия удаления оксидных пленок из свариваемого стыка.
При сварке сопротивлением круглых стержней с пло
щадью сечения до 200 мм2 из низкоуглеродистой стали
можно пользоваться следующими ориентировочными дан-
ными для подбора режима (D — диаметр свариваемых де-
талей, мм):
удельная мощность, кВ • А/мм2, ................0,15—0,2
плотность сварочного тока, А/мм2...............20—60
время нагрева (сварки), с .....................0,5—10
начальное усилие сжатия, МПа...................15—30
усилие осадки, МПа ............................25—60
припуск на осадку (на две детали)мм........(0,2—0,3) D
установочная длина , мм....................(0,5—0,75)Z>
Режимы сварки оплавлением. Основными параметрами
стыковой сварки оплавлением являются (см. рис. 13.6, б и
13.8, б): сварочный ток /св или плотность тока, скорость оп-
лавления, время оплавления tonjl, скорость осадки, время
осадки Zoc, время осадки под током ^т, усилие осадки
252
!3.8. Установка деталей при контактной стыковой сварке
а — сварка сопротивлением; б — сварка оплавлением; J — свариваемые
детали; 2 — зажимы (губки) сварочной машины; /| и /2 — установочные
длины деталей; ZsQC — припуск на осадку; ^Апл — припуск на оплавле-
ние
Припуск на оплавление Аопл, припуск на осадку х\,с, уста-
новочные длины свариваемых деталей и 12.
[Сварочный ток обеспечивает процесс устойчивого оп-
ав ления торцов свариваемых деталей. В момент осадки де-
алей сила сварочного тока резко возрастает в 2—3 раза
часто сварочный ток при оплавлении деталей называют
оком оплавления /опл, а при осадке деталей — током осад-
И
При подборе режима стыковой сварки непрерывным оп-
лавлением деталей из низкоуглеродистой стали можно
пользоваться следующими ориентировочными данными (D
диаметр свариваемых деталей, мм):
э
удельная мощность, кВ * А/мм4 ...................0,2—0,4
плотность тока при оплавлении, А/мм^ ..............8—20
то же, при осадке, А/мм2 .........................40—60
скорость оплавления (средняя), мм/с ...............1—2,5
“ осадки (средняя), мм/с ......................20—30
(до 60)
усилие осадки, МПа ..............................50—100
общий припуск на оплавление и осадку (70—80% —
на оплавление и 20—30% — на осадку), мм ........(0,8—1)Z>
время сварки (оплавления и осадки), с ..........(0,4—DZ)
При сварке с прерывистым оплавлением (сварка с подо-
гревом) кроме вышеприведенных параметров режима зада-
рг дополнительно температуру подогрева Тпод, длитель-
|ость подогрева /под, число импульсов подогрева и их дли-
тельность tMMn, припуск на подогрев а под. Эти параметры
панавливаются в зависимости от свойств металла и сече-
ния свариваемых деталей. При сварке конструкционных
253
сталей температура подогрева обычно составляет
800—1000°С и возрастает до 1000—1200°С при сварке де-
талей сечением 10 000—20 000 мм2, Соответственно время
подогрева возрастает от нескольких секунд до нескольких
минут. Длительность импульсов подогрева составляет
1—8 с, а припуск на подогрев 1 —12 мм.
? Сварка с подогревом позволяет предупредить резкую
•Закалку и, следовательно, получить более пластичные сое-
динения при сварке некоторых закаливающихся сталей.
Этот метод сварки также снижает требуемую мощность
сварочной машины и сокращает общий припуск на сварку*
что равнозначно снижению расхода металла на оплавление.
- Следует отметить, что для всех методов стыковой свар-
ки оплавлением существует одна дополнительная достаточ-
но трудоемкая послесварочная операция — это удаление
грата, т.е. металла, выдавленного при осадке. Грат обычно
зачищают вручную или специальными механическими уст-
ройствами — гратоснимателями.
Особенности сварки цветных металлов. Медь, алюми-
ний и сплавы на их основе обладают высокой теплопровод-
ностью, в связи с чем их сварка выполняется при значи-
тельной плотности тока. Удельная мощность, потребляемая
при сварке меди, достигает 2,5 кВ • А/мм2; давление осад-
ки при этом составляет 400—950 МПа (при сварке алюми-
ниевых сплавов эти показатели соответственно составляют
0,2—0,7 кВ А/мм2 и 150—500 МПа). Установочная дли-
на свариваемых деталей принимается в 2—3 раза большей,
чем при сварке сталей.
13.4. ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ СВАРКИ
Общая характеристика оборудования. Контактную
сварку выполняют на специализированных машинах, состо-
ящих из двух взаимосвязанных частей — механической и
электрической.
Назначение механической части-
обеспечить закрепление в машине и перемещение сваривае-
мых деталей, а также создать необходимое усилие сжатия
деталей для осуществления сварки. Механическая часть со-
стоит из станины или корпуса машины, плиты, кронштей-
нов, электрододержателей, электродов, роликов, зажимов и
пр. Некоторые конструктивные узлы проводят сварочный
ток и таким образом одновременно выполняют функции
элементов электрической части машины.
254
Назначение электрической час-
ти — обеспечить подвод сварочного тока и нагрев деталей
в месте сварки до требуемых температур. Электрическая
часть состоит из источника питания, преобразующего элек-
трическую энергию сети переменного тока напряжением
380 В в сварочный ток (сварочного трансформатора, выпря-
мителя, батареи конденсаторов) и вторичного сварочного
контура для непосредственной передачи тока к сваривае-
мым деталям (токоведущих шин, консолей, электрододер-
жателей, роликов, электродов, губок). Максимальное вто-
ричное напряжение холостого хода у сварочных машин не
должно превышать 36 В. Обычно оно находится в пределах
1—25 В.
Управление и регулирование основными электрически-
ми и механическими параметрами машины (усилием сжа-
тия, перемещением электродов, сварочным током, вторич-
ным напряжением и пр.) осуществляется аппаратурой уп-
равления с электрическими, механическими, гидравличе-
скими и другими устройствами.
Все выпускаемое промышленностью оборудование для
контактной сварки может быть классифицировано по цело-
му ряду признаков. Представляет интерес классифи-
кация по следующим признакам: Шд^варки — точеч-
ные, рельефные, шовные, стыковые;* назначение — универ-
сальные (общего назначения), специальные; способ уста-
новки — стационарные, передвижные (в том числе подвес-
ные); вид питания и преобразования энергии — однофаз-
ные переменного тока, трехфазные низкочастотные, трех-
фазные с выпрямлением тока во вторичном (сварочном)
контуре, G-аапасом-энергии я магнитном поле или конден-
сатораУ;евид привода в механизмах давления (усилия сжа-
тия) — рычажный, пружинный, электромеханический,
пневматический, гидравлический.
Для обозначения машин, как правило,
применяется буквенно-цифровая нумерация. Первая буква
характеризует изделие (тип машины): А — автомат; М —
машина, К — комплекс, П — полуавтомат, У — установ-
ка. Вторая буква указывает способ сварки: Т — точечная,
С — стыковая, Ш — шовная, Р — рельефная. Третья
буква уточняет тип оборудования: К — конденсаторная,
В — с выпрямлением во вторичном контуре^ и т.д. Две или
три первые цифры указывают величину номинального сва-
рочного или наибольшего вторичного тока в кА, а две по-
следние — номер модели. Например, модель ^точечной
с?*'' t С -г
t g) 255
tv & А '"'"’Я ~---' ~ ~
л, z <3
конденсаторной машины с ^номинальным током 80 кА обоз-
начается, как МТКт&О04.^з^/л
Машины точечной сварки. В зависимости от назначе-
ния и соответствующего конструктивного оформления то-
чечные машины могут быть нескольких типов: стационар-
ные одноточечные и многоточечные, одноточечные подвес-
ные и передвижные, с односторонним токоподводом и дву-
сторонним. Принципиальная схема стационарной контакт-
ной точечной машины переменного тока с двусторонним то-
коподводом приведена на рис. 13.9. Рельефная и шовная
машины конструктивно похожи на точечную машину. На
шовной машине имеется дополнительный привод для вра-
щения сварочных роликов.
Представленная на рисунке машина работает от свароч-
ного трансформатора, первичная обмотка которого подклю-
чается непосредственно к сети промышленной частоты.
13.9. Стационарная машина контактной точечной сварки
1 — корпус; 2 — кронштейн; 3 — консоли; 4 — электрододержатели; 5
— электроды; 6 — пневматический привод механизма сжатия; 7 — сва
рочный трансформатор; 8 — вторичный виток трансформатора; 9 — гиб
кие токоведущие шины; 10 — переключатель ступеней трансформатора;
11 — контактор; 12 — шкаф управления; 13 — свариваемые листы; -
первичный ток; /св — сварочный ток; L — вылет электродов
256
Первичная обмотка трансформатора изготавливается сек-
ционированной, что позволяет регулировать число рабочих
витков и, как следствие, коэффициент трансформации, и
соответственно изменять напряжение "И ток во вторичной
обмотке трансформатора. Вторичная обмотка трансформа-
тора, являющаяся сварочной цепью, состоит из одного или
реже двух витков большого сечения. Напряжение свароч-
ной цепи составляет 1 —12 В, сила тока на машинах сред-
ней мощности от 5 до 40 кА.
Включение и выключение сварочного тока в точечных
машинах осуществляется с помощью контакторов, устанав-
ливаемых в цепи первичной обмотки сварочного трансфор-
матора. В зависимости от назначения машины и требуемой
надежности получаемых сварных соединений применяют
электромагнитные или более совершенные электронные
(тиристорные, игнитронные) контакторы. Длительность
протекания сварочного тока устанавливается чаще всего
электронным регулятором времени.
Контактор, регулятор времени и другие устройства ап-
паратуры управления точечной машины призваны обеспе-
чивать прохождение процесса сварки в полном соответствии
с заданной программой — циклограммой (см. рис. 13.5).
При этом, в случае использования пневматического или
пневмогидравлического привода механизма сжатия сварива-
емых деталей сварочное усилие на электродах управляется
с помощью электропневмоклапана.
Применяемые в точечных машинах электроды выполня-
ют одновременно две функции — подводят к деталям сва-
рочный ток и передают на них усилие сжатия. Это обуслов-
ливает работу электродов в весьма тяжелых условиях. До-
статочно отметить, что при эксплуатации рабочая (контак-
тная) поверхность электродов подвергается под давлением
циклическому нагреву до температуры 400—700°С. Специ-
фический характер работы электродов предъявляет особые
требования к его конструкции и материалу.
Электроды изготавливают чаще всего водоохлаждаемы-
ми из холоднотянутой меди, а также из медных сплавов —
бронз, обладающих большей^ . ^жаропрочностью^
(Бр5Ж#^5-^0тЗ; БрХ, БрХКд
ность последней составляет ЯО—-^^электропроводности
чистой меди.
В табл. 13.4 приведены технические характеристики
некоторых типичных представителей точечных машин раз-
личного назначения. Для монтажного производства пред-
ставляют интерес однофазные подвесные машины перемен-
257
13Ж Машины точечной сварки
Параметр Стационарные Подвесные
МТ-2023 1 МТ-2102 | МТ-4218 МТВ-8002 МТК-8501 МТП-1210 (К = 264) МТП-1110
Наибольший вторич- 20 21 42 85 85 12.5 11
ный ток, кА Номинальный 13.8 20 40 80 16 6.3 8
сварочный ток, кА Вылет электродов, 500 1200 500 1500 1500 — 203
мм Номинальное усилив 1600 2000 2500 6300 2500 250
сжатия электродов, даН Диапазон сваривае- мых толщин, мм; ииэкоутлеродис' 0,8-3 0,8-4 2-10 0.3-2 До 1.2 0,5-2
тые стали легированные 1-4 2-4 0,8-6 —
стали алюминиевые 0,5-4,5 0,5-2.5
сплавы Габарит, мм: машины 1700x520х 2450x590ч 1650x1200ч 3860x1170ч 3700x1170ч 710х485х 720х650х
х2560 х256О х2740 х3235 х2850 х685 х970
клешей — — — — —• 620х292х 320х350х
Масса, кг; машины 1120 1690 1450 7200 6900 Х160 197 х5Ю 300
К2£Ш£й — — — — 15 16
Примечания. 1. Машина МТ-2102 также сваривает крестообразные соединения арматурных стержней диаметром
4-22 мм (класса АЛ) и 8—16 мм (классов А-П к А-Ш). 2. Машина МТП-1110 также сваривает крестообразные соединения
арматурных стержней диаметром 5-16 мм (класса АЛ) и Л—8 мм (классов А П и А-Ш). 3. Машина МТП-12Ю предназна-
*- ’ о4шеЯ ажутточачмоЯ сварки и инее . м^тия.
ЗЛО. Подвесная машина для точечной сварки типа МТП
— свариваемые листы; 2 — стальной трос; 3 — шарнирная подвеска; 4
- сварочный трансформатор с закрепленными на нем элементами систе-
ы водяного охлаждения, пневматического и электрического устройств; 5
- сварочный кабель; 6 — клещи с пневматическим приводом сжатия
Dro тока типа МТП (рис. 13J0)y которые успешно исполь-
уются при сварке крупногабаритных деталей (например,
IMCTOB стального профильного настила облегченной кровли
Ъри монтаже производственных зданий), а также при свар-
ч- арматуры железобетонных конструкций. Одной из ос-
- ых составных частей таких машин являются сварочные
1И, имеющие пневматический или пневмогидравличе-
привод механизма сжатия электродов.
S промышленном строительстве весьма широко приме-
I лютея многоточечные контактные машины, в частности
259
для сварки плоских арматурных сеток и каркасов железобе-
тонных конструкций. Такие машины имеют исполнение для
работы в автоматическом и полуавтоматическом режимах.
В автоматических точечных машинах для сварки каркасов
и сеток, как правило, автоматизирована не только сварка
крестообразных соединений, но также и подача продольных
и поперечных стержней под сварочные электроды, переме-
щение готовой части изделия на заданный шаг, отсчет дли-
ны готового изделия и включение механизма для отрезки
стержней.
Ниже приведены основные технические характеристики
автоматической многоточечной машины МТМ-166, пред-
назначенной для контактной сварки плоских арматурных^
сеток шириной 2650 мм:
наибольшая потребляемая мощность, кВ г А\..300
номинальный сварочный ток, кА.\.\...........10
номинальное усилие сжатия, даН .......... 200
^ЖсЖа»пРУтков’мм: о
поперечных ..............................3—6
габарит машины, мм ............ 4762x2900x1540
масса машины, кг..........................5800
Машины стыковой сварки. Все машины для стыковой
сварки имеют следующие основные узлы (рис. 13.11)’. ста-
нину, сварочный трансформатор, подвижные и неподвиж-
ные зажимные устройства, механизм подачи и осадки, ап-
паратуру управления.
Зажимные устройства предназначены для
закрепления свариваемых деталей в машине и подвода к
ним через медные или бронзовые губки сварочного тока. В
машинах малой мощности применяют рычажные, пружин-
ные, винтовые или эксцентриковые зажимы с ручным при-
водом. В машинах средней и большой мощности, особенно с
высокой производительностью, применяют быстродействую-
щие пневматические, гидравлические или электромехани-
ческие зажимы.
Механизмы подачи и осадки машин
служат для перемещения подвижных зажимов во время шь
догрева и оплавления и создания необходимого усилия npi
осадке. Они также — в зависимости от типа и мощносп
машин — могут быть пружинными, рычажными, винтовь*
ми, электромеханическими, пневматическими и гидравли-
ческими. Последние приводы механизмов подачи детале<
являются более универсальными и совершенными.
Стыковые машины работают от сварочныз
трансформаторов, имеющих одновитковую вто-
260
13.11. Машина контактной стыковой сварки
/ — шкаф управления; 2 — гибкие токопроводящие шины; 3 — токопод-
нодящие губки; 4 — подвижный зажим; 5 — неподвижный зажим; 6 —
гидравлический механизм подачи и осадки; 7 — свариваемые детали; 8 —
насосная станция; 9 — станина; 10 — сварочный трансформатор; 11 —
переключатель ступеней; 12 — контакторы; Л — первичный ток; /св —
сварочный ток
ричную (сварочную) обмотку и секционированную первич-
ную обмотку. Наличие секции позволяет с помощью пере-
ключателя (регулятора ступеней мощности) изменять число
рабочих витков в первичной обмотке трансформатора и
этим регулировать сварочный ток. С уменьшением числа
витков ток в сварочной цепи возрастает, и наоборот.
Аппаратура управления машин стыковой
сварки состоит из блоков управления сварочным током и
приводом механизма давления. В большинстве случаев в
качестве функциональной аппаратуры включения сварочно-
го тока используется электромагнитный контактор, уста-
навливаемый в цепь первичной обмотки сварочного транс-
форматора.
Основные технические характеристики и область при-
менения некоторых типов контактных стыковых машин
приведены в табл. 33.5. В дополнение к показанным в таб-
лице стыковым машинам можно отметить сварочный комп-
лекс Север-1, предназначенный для сварки в полевых усло-
261
13.5. Машины контактной стыковой сварки
Параметр Универсальные Специальные
МСО-201 ] МСО-1603 J К-190ПА МСО-5 001-1 [ МСС-2502
Способ сварки Оплавлением Сопротивлением Номинальный 7,1 20 - 18 4,5 сварочный ток, А Максимальное 4000 31 360 180 000 125 000 400 усилие зажатия, даН Максимальное 2000 15 680 80 000 53 000 63 усилие осадки, даН Диапазон свариваемых сечений, мм2: низкоуглеродистая 120—1400 По 4000 До 18 000 До 14 000 20—110 сталь легированная сталь 120-500 До 1500 До 18 000 До 14 000 20-110 другие материалы Арматура Алюминиевые — — Медь- 20—150. А-.П и А-Ш сплавы - алюминий — 120-800 до 1000 20-150 Габарит, мм 2600xl800x 1966х1600х 2200х1060х 1860х1100х 735х615х Х1600 Х1450 х233О х!520 Х1170 Масса, кг 720 3600 7500 3600 260 Область применения Сварка стальных Сварка сталь- Сварка сталь* Сварка стальных Сварка про- изделий строи- ных и алк> ных уголков, труб в полевых волоки и тельных конструк- миниевых двутавров, условиях катанки из ций, в том числе кольцевых труб, рельсов стали, меди, из арматурной и прямоли- и т.п, алюминия стали нейных деталей
виях стыков труб диаметром 1420 мм с толщиной стенки
16,5—20 мм. Стыковая сварочная машина комплекса К700
располагается полностью внутри свариваемых труб. Концы
труб изнутри разжимаются цанговыми зажимами с усилием
до 12 000 кН. При разжатии одновременно происходит
центрирование труб. Кратковременная мощность машины
1000 кВ А, усилие осадки 4000 кН, производительность
6—8 стыков в час.
ГЛАВА 14. ГАЗОВАЯ СВАРКА. МАТЕРИАЛЫ,
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
14.1. ХАРАКТЕРИСТИКА ГАЗОВОЙ СВАРКИ.
ОБЛАСТЬ ПРИМЕНЕНИЯ В СТРОИТЕЛЬСТВЕ
При газовой сварке нагрев и расплавление свариваемого
и присадочного металлов производится газовым пламенем
специальной сварочной горелки (см. рис. 2.6). Газовое пла-
мя образуется при сгорании горючих газов в струе кислоро-
да. В зависимости от состава сжигаемых газов температура
газового пламени достигает 2100—ЗЮ0°С. Используемое
при сварке газовое пламя (его называют также сварочное
пламя) образует вокруг сварочной ванны газовую зону, за-
щищающую жидкий металл ванны от вредного воздействия
воздуха.
Газовая сварка обладает целым рядом положительных
характеристик, основными из которых являются: простота
самого способа сварки, несложность оборудования, универ-
сальность, отсутствие источника электроэнергии. Вместе с
тем газовая сварка имеет и существенные недостатки по
сравнению с дуговой сваркой. К ним можно отнести малую
производительность, сложность механизации процесса, об-
ширную зону теплового воздействия на металл, создающую
повышенные деформации, часто пониженные механические
свойства сварных соединений. Недостатки газовой сварки
особенно заметно проявляются при соединении металла
большой толщины.
В промышленном строительстве газовая сварка исполь-
зуется при изготовлении и монтаже стальных конструкций
олщиной до 6 мм (в исключительных случаях толщиной
до 20—25 мм), соединении стыков стальных труб малых и
средних диаметров, сварке алюминия, меди, никеля и их
сплавов, а также свинца, ремонтной сварке чугунных дета-
лей.
263
14.2. МАТЕРИАЛЫ
Горючие газы. В качестве горючих газов используются
ацетилен, пропан, бутан и другие газы, обладающие высо-
кой теплотворной способностью, доступностью, удобством и
безопасностью в работе. При сварке необходимо, чтобы
температура газового пламени примерно не менее чем в два
раза превышала температуру плавления свариваемого ме-
талла. Наиболее высокую температуру имеет ацетиленкис-
лородное пламя — 3100—3200°С. Поэтому оно нашло наи-
большее применение.
'Ацетилен — химическая формула С2Н2 — пред-
ставляет собой бесцветный газ со слабым эфирным запа-
хом. Применяемый на практике технический ацетилен из-
за присутствия в нем примесей фосфористого водорода и се-
роводорода обладает резким, напоминающим чесночный,
запахом. Ацетилен легче воздуха, его плотность по отноше-
нию к воздуху составляет 0,9. Он является вредным для
здоровья и взрывоопасным. Наиболее взрывоопасны — сме-
си ацетилена с воздухом или кислородом, содержащие соот-
ветственно 7—13% и около 30% по объему ацетилена.
Взрывчатые соединения образуются и при взаимодействии
ацетилена с медью или серебром.
Взрывоопасность ацетилена понижается при растворе-
нии в жидкостях. Он очень хорошо растворяется в ацетоне,
особенно при повышенном давлении; при нормальных дав-
лении и температуре в 1 л ацетона растворяется около 23 л
ацетилена, а при давлении 1,6 МПА — около 350 л. Зго
свойство ацетилена используется при его транспортирова-
нии и хранении в баллонах.
Технический ацетилен в основном получают из карбида
кальция СаС2 путем разложения его водой в специальных
аппаратах — ацетиленовых генераторах. Реакция идет по
уравнению СаС2 + 2Н2О = С2Н2 + Са(ОН)2 с большим
выделением тепла. В промышленности технический ацети-
лен также получают пиролизом метана СН4 и электропиро-
лизом нефти.
Используемый для получения ацетилена карбид каль-
ция является продуктом плавления извести и кокса в элек-
трических дуговых печах при температуре 1900—2300°С.
Выпускается карбид кальция в виде кусков размером от 2
до 80 мм. Так как карбид кальция активно взаимодейству
ет с водой и жадно поглощает влагу из воздуха, его у па ко
вывают в специальные стальные герметичные барабаны
вместимостью 50—130 кг.
264
14.1. Основные свойства горючих газов для сварки
Наиме- Плот- Максималь- Коэф- [Количест- С пособ транспортиро
нова- ! ! ность. ная темпс- фи- )во кмело- вания и хранения
ние | газа 1 1 I кг/м3 пература пламени в смеси с КИСЛОРО- ДОМ, °C циент - рода на" замены, 1 м3 га- анети- за, м3 ясна j
Ацети- лен Пропан 1.09 1.88 3100- 3200 2600- 2750 1 0.6 1-1.3 3.4-3.8 Растворенный в аце- тоне под давлением до 1,9 МПа В жидком виде в баллонах под дав- лением 1.6 МПа
Ьутан 2.54 2400- 2500 0.45 3.2—3.4 Го же
Пропан- бутан 1.95 2500- 2700 0.6 3.5—3.8
При- родный газ (75-95'/ метана) 0.7- 0,9 2200— 2500 1.6- 1,8 1.6-2 По газопровод)'
В табл. 14.1 приведены основные свойства горючих га-
зов, применяемых для газовой сварки. Введенное в таблицу
понятие коэффициента замены ацетилена означает отноше-
ние расхода данного горючего газа к расходу ацетилена при
одинаковой эффективной тепловой мощности сварочного
пламени, т.е. при одинаковом количестве теплоты, вводи-
мой в нагреваемый металл в единицу времени.
Кислород. Это бесцветный газ, не имеющий запаса
и вкуса. Он немного тяжелее воздуха, при нормальных ус-
ловиях его плотность равна 1,33 кг/м3. Кислород активно
поддерживает горение с выделением большого количества
теплоты. При соприкосновении кислорода с маслом или жи-
рами последние могут самовоспламеняться. Поэтому кисло-
родную аппаратуру, в том числе баллоны, следует тщатель-
но предохранять от загрязнения маслом.
Кислород получают из воздуха в специальных установ-
ках методом глубокого охлаждения. К месту сварки кисло-
род доставляется или в газообразном состоянии в кислород-
ных баллонах под давлением 15 МПа, или в жидком виде в
специальных теплоизолированных сосудах-танках. Для пре-
вращения жидкого кислорода в газ используются газифика-
торы (при нормальном атмосферном давлении и температу-
ре 20°С 1 м3 жидкого кислорода при испарении дает 860 м3
265
газообразного кислорода). К рабочим постам в этом случае
кислород поставляется по системе газопроводов.
Для сварки применяется технический кислород трех
сортов: 1-й сорт с чистотой не менее 99,7 (объемных),
2-й — не менее 99,5, 3-й — не менее 99,2%.
Сварочные материалы. Для заполнения сварочной ван-
ны и получения качественного соединения газовую сварку
осуществляют с применением соответствующего присадоч-
ного материала. При сварке некоторых металлов использу-
ют также флюсы.
Обычно в качестве присадочною материала чаще всего
применяют проволоку или литые прутки, близкие по хими-
ческдму составу свариваемому металлу. Можно использо-
вать прутки, нарезанные из тонколистового проката (“лап-
шу4*). Диаметр проволоки или прутка выбирают главным
образом в зависимости от толщины свариваемой детали.
Например, для сварки углеродистой стали диаметр приса-
дочного материала составляет порядка 0,5 толщины свари-
ваемого металла, но не более 6—8 мм.
Используемые при сварке легкоплавкие флюсы служат
для защиты расплавленного металла от окисления и удале-
ния образующихся оксидов. Флюсы вводят в сварочную
ванну в основном двумя способами: подсыпанием непосред-
ственно в зону сварки; путем составления пасты и нанесе-
ния ее на кромки свариваемых деталей и присадочный ма-
териал. В качестве флюсов используют буру, борную кис-
лоту, оксиды и соли калия, натрия, лития, бария и других
элементов и их смеси.
Флюсы применяют при газовой сварке высоколегиро-
ванных сталей, чугуна, алюминия, меди и их сплавов, ряде
других металлов. При сварке углеродистых и низколегиро-
ванных сталей флюсы, как правило, не применяют. Неко-
торые составы флюсов приводятся при описании технологии
сварки соответствующих металлов.
14.3. ОБОРУДОВАНИЕ И АППАРАТУРА
Для осуществления газовой сварки требуются следую-
щие оборудование и аппаратура: источник горючего газа
(ацетиленовый генератор, баллон или баллонная распреде-
лительная рампа с ацетиленом или другими газами), ис-
точник кислорода (баллон или баллонная распределитель-
ная рампа, танк с жидким кислородом и газификатором),
предохранительный затвор (при применении ацетиленового
266
14.1. Посты для газовой сварки
а при индивидуальном газоснабжении; б — при централизованном га-
зоснабжении по постоянным трубопроводам; / — баллон с ацетиленом;
2 — баллон с кислородом; 3 — вентили баллонов; 4 — баллонные редук-
торы; 5 — рукава (шланги); 6 — сварочная горелка; 7 — кислородный
трубопровод (от баллонной распределительной рампы); 8 — ацетиленовый
трубопровод (от стационарного ацетиленового генератора или баллонной
распределительной рампы); 9, 10 — газоразборный пост кислорода (9 —
вентиль; /0 — редуктор); //, 12 — газоразборный пост ацетилена (// —
вентиль; 12 — предохранительный затвор)
генератора или распределительной рампы с ацетиленом или
другими горючими газами), газовые редукторы, трубопро-
воды, рукава (шланги), запорные вентили, сварочные го-
релки. Оборудование постов для газовой сварки показано
на рис. 14.1.
Ацетиленовые генераторы. Ацетиленовым генератором
называется аппарат, служащий для получения газообразно-
го ацетилена посредством разложения карбида кальция во-
267
14.2. Передвижные ацетиленовые генераторы
(система ВВ)
Параметр Номинальная производительность. | АСП-1.25-7 I 1.25 АСП-10 1.5
М3/Ч
Габочсе давление ацетилена, МПа 0.01-0.15 0.01-0.15
Масса единовременной загрузки карбидом кальция, кг. до 3.7 3.2
Размеры кусков карбида кальция.
мм:
основные (95%) 25-80 25-80
допустимые (5%) 2-25 2-25
Габарит, мм 465х390х 400\5(Ю\
\1000 \1000
Масса, кг. нс более 18.3 16.5
Температура окружающей среды, при которой работает генератор. ос 30...+40 --30...+40
дой. Ацетиленовые генераторы для сварки (и газокислород-
ной резки) классифицируются по следующим признакам:
по производительности — от 0,5 до 160 м3/ч; по давлению
вырабатываемого ацетилена — низкого давления до 0,01
МПа и среднего давления от 0,01 до 0,15 МПа; по способу
применения — на передвижные с производительностью
0,5—3 м3/ч и стационарные — с большей производитель-
ностью; в зависимости от взаимодействия карбида кальция
с водой — генераторы системы КВ (“карбид в воду"), в ко-
тором разложение карбида кальция осуществляется при пр-
даче определенного количества карбида кальция в воду, на
ходящуюся в реакционном пространстве; генераторы систе
мы ВК (“вода на карбид"), в которых разложение карбида
кальция происходит при подаче определенного количества
воды в реакционное пространство, где находится карбид
кальция; генераторы системы ВВ (“вытеснение воды"), ?
которых разложение карбида кальция осуществляется пр;
соприкосновении его с водой в зависимости от изменена
уровня воды, находящейся в реакционном пространстве t
вытесняемой образующимся газом; комбинированные гене
раторы. Все ацетиленовые генераторы, независимо от их
системы, имеют следующие основные части: газообразова-
тель, газосборник, автоматическую регулировку вырабаты-
ваемого ацетилена в зависимости от его потребления, пре-
дохранительный затвор.
В строительстве для работы в монтажных условиях при
меняются передвижные ацетиленовые генераторы среднего
давления (табл. 14.2, рис. 14.2). На заводах и в мастер-
268
14.2. Передвижной ацетиленовый генератор среднего давления АСП-10
/ — газосборник с промывателем; 2 — вытеснитель; 3 — переливной пат-
рубок; 4 — трубка; 5 — газообразователь; 6 — ацетиленовый манометр;
7 — траверса; 8 — крышка; 9 — предохранительный клапан; 10 — кор-
зина для карбида кальция; 11 — предохранительный затвор с теплозащит-
ным чехлом
ских используют стационарные ацетиленовые генераторы с
подводкой ацетилена к рабочим местам по распределитель-
ным трубопроводам.
Предохранительные затворы. Предохранительные за-
творы — это устройства, предназначенные для защиты аце-
тиленовых генераторов и распределительных трубопроводов
с горючим газом от попадания в них пламени и взрывной
волны, при обратных ударах, а также от проникания в них
кислорода или атмосферного воздуха со стороны отбора га-
за. Обратным ударом называется внезапное воспламенение
горючей смеси внутри горелки с последующим распростра-
нением пламени по шлангу горючего газа. В этом случае,
если на своем пути пламя не встретит препятствия, оно мо-
жет проникнуть в ацетиленовый генератор или газопровод
и вызвать взрыв. Обратный удар происходит при условии,
если скорость истечения горючей смеси становится меньше
скорости ее сгорания, что происходит при перегреве или за-
сорении канала мундштука горелки.
269
14.3. Жидкостный предохранительный за-
твор
7 — корпус; 2 — отборный ниппель; 3 —
пламеотбойник-рассекатель; 4 — газопод-
водящая трубка; 5 — обратный клапан;
б — пробки для контроля уровня ЖИДКО”
сти, налива и слива (пунктирной линией
показано движение ацетилена, сплош-
ной — прохождение взрывной волны)
Предохранительные затворы бывают сухие и жидкост
ные. Последние получили наиболее широкое применение.
Затворы устанавливаются на всех ацетиленовых генерато-
рах, а также на каждом рабочем месте при многопостовом
питании от распределительного трубопровода. Часто нахо-
дящиеся на рабочих местах предохранительные затворы
входят в состав газоразборного поста (см. рис. 14.1, б>. Га-
зоразборный пост представляет собой металлический шкаф,
в котором находятся в едином комплекте затвор и запор-
ный вентиль. Шкаф закрепляется на месте эксплуатации.
Промышленностью выпускаются газоразборные посты
ацетилена ПГ-3,2 (с сухим предохранительным затвором) и
ПГ-3,2-70 (с водяным затвором), газоразборный пост ПГУ-
5 (с сухим затвором), предназначенный для питания газо-
вой аппаратуры ацетиленом и другими горючими газами.
Схема жидкостного ацетиленового затвора приведена на
270
рнс. 14.3. Ацетилен, проходя по газоподводящей трубке че-
рез обратный клапан и слой жидкости (в данном случае во-
ди), поступает в верхнюю часть корпуса затвора и расходу-
Г1ся через расположенный вверху отборный ниппель. При
обратном ударе в корпусе затвора образуется повышенное
ддиление. Оно через воду передается на обратный клапан,
который перекрывает доступ ацетилену. Взрывная волна и
пламя гасятся внутри затвора. В зимнее время вместо воды
Применяют незамерзающую жидкость.
Баллоны. Баллонами называются сосуды, используемые
Для хранения и транспортирования находящихся под давле-
нием^ сжатых, сжиженных и растворенных газов.
Баллон для кислорода (рис, 14.4) пред-
ставляет собой стальной цилиндрический сосуд, верхняя
Сферическая часть которого оканчивается горловиной с
Ввинченным запорным вентилем, а нижняя часть — баш-
маком, обеспечивающим устойчивое вертикальное положе-
|ие баллона. Для защиты запорного вентиля от поврежде-
ния на верхнюю часть баллона надевают предохранитель-
|ый цилиндрический колпак. Наибольшее распространение
Юлучил баллон вместимостью (по жидкости) 40 л. Масса
Валлона 67 кг, наружный диаметр 219 мм и длина 1500 мм.
И Кислородный баллон
Г — корпус; 2 — башмак; 3 —
Мпорный вентиль; 4 — предо-
Винительный колпак
271
7
9
14.5. Ацетиленовая рампа РАР-15
1 — баллоны; 2 — продувочный вентиль; 3 — присоединительный рукав.
4 — коллектор; 5 — перепускной вентиль; 6 — центральный коллектор,
7 — рамповый редуктор; 8 — предохранительный клапан; 9 — предохра
нительный затвор
Кислородные баллоны рассчитаны на рабочее давление
15 МПа и испытываются на 22,5 МПа. Объем сжатого кис
лорода, который можно поместить в баллоне, составля
ет 6 м3.
Кислородные баллоны окрашиваются снаружи в синий
цвет и имеют надпись черной краской — “КИСЛОРОД
Верхняя сферическая часть баллона не окрашивается, на
ней выбивают паспортные данные и клеймо инспекции Гос
гортехнадзора об очередном осмотре и испытании баллона. ’
Баллон для ацетилена представляет собои
цилиндрический сосуд, по форме мало отличающийся от
кислородного баллона. Внутри полость такого баллона за
полнена пористой массой (активированным углем, пем
зой, инфузорной землей), пропитанной ацетоном, в кото
ром ацетилен хорошо растворяется. Находясь в порах массы
в растворенном состоянии ацетилен является взрывобезо
пасным и его в таком состоянии можно хранить под повы
шенным давлением. Ацетилен хранится в 40-литровых бал
лонах под давлением до 1,9 МПа, при этом в баллоне сш
содержится около 5,5 м3.
Ацетиленовые баллоны окрашиваются в белый цвет и
имеют надпись красной краской — “АЦЕТИЛЕН".
Баллоны для пропана, бутана и их
смесей выпускаются объемом 5, 12, 27 и 50 л на давле
272
ние до 1,6 МПа. Наружные поверхности баллона окрашива-
ются в красный цвет и имеют надпись, нанесенную белой
эмалью — “ПРОПАН".
При большом расходе газов питание осуществляется от
газораспределительной рампы, состоя-
щей из двух коллекторов, укомплектованных соответствую-
щей газовой регулирующей и коммуникационной аппарату-
рой (рис. 14.5). Наличие на коллекторах двух перепускных
вентилей позволяет заменять баллоны на одном из коллек-
торов, не нарушая работы другого, чем обеспечивается не-
прерывное снабжение потребителя газом. Для продувки
рампы на концах коллекторов расположены продувочные
вентили.
Редукторы. Редукторы газовые — это аппараты, пред-
назначенные для понижения давления газа, поступающего
от источника газопитация, до рабочего и автоматического
поддержания заданного рабочего давления постоянным. Ре-
дукторы могут быть баллонными, рамповыми и сетевыми.
Баллонные редукторы служат для понижения давления га-
за, поступающего из баллона, рамповые — поступающего
из баллонной рампы, сетевые — из газораспределительного
трубопровода. Основные технические характеристики неко-
торых марок редукторов, применяемых в строительстве,
представлены в табл. 14.3.
На рис. 14.6 показана схема устройства и работы наи-
более распространенного типа редуктора. Газ из баллона
через штуцер 7 входит в камеру высокого давления редук-
тора (на рисунке область высокого давления газа затемне-
на). В нерабочем положении редуктора редуцирующий кла-
пан 6 под действием пружины 10 находится в закрытом со-
стоянии. Вследствие этого газа в камеру низкого давле-
ния 5, ограниченную мембраной 4, не поступает.
Чтобы открыть редуктор, т.е. пропустить газ из камеры
высокого давления в камеру низкого давления, пользуются
регулирующим винтом /. При ввертывании винта 1 послед-
ний нажимает через регулирующую пружину 2 и мембра-
ну 4 на штифт 13 редуцирующего клапана.Клапан открыва-
ется, между уплотнителем и седлом клапана образуется за-
зор, через который газ начинает поступать в камеру низко-
го давления. Как только давление газа в камере низкого
давления достигнет определенной величины и преодолеет
путем воздействия на мембрану усилие пружины 2,
штифт 13 переместится вниз, и запорная пружина 10 вновь
закроет клапан. В камере низкого давления устанавливает-
ся требуемое рабочее давление. При отборе газа из редук-
273
274
14,3. Газовые редукторы
Показатель Баллонные редукторы Рамповые редукторы Сетевые редукторы
БКО-25-2 БКО-50-2 | БАО-5-2 I БПО-5-2 РКЗ-500-2 | | РАО-ЗО-1 СКО-10-2~| САО-10-2
Рабочий газ Давление газа, МПа: наибольшее Кислород Кислород Ацетилен Пропан- бутан Кислород Ацетилен Кислород Ацетилен
20 20 2Л 25 20 2.5 1,6 0.12
рабочее 0,1 —0,8 0,1-1,2 0,01-0.12 0,01-0.3 0.3-1.6 0.02-0,1 0.01-0,5 0,01-0,1
Максимальная пропускная спо- собность, м3/ч 25 50 5 5 500 30 10 10
Температура ок- ружающей среды, при которой работают редукторы °C -30...+50 -30...+50 —25.,.+50 -15,..+45 +5..,+50 +5...+50 -ЗО...+5О -25...+50
Габарит, мм 180х150х 180х150х 180х150х 180х150х 286х210х 300х190х 140х140х 140х140х
х145 х145 Х145 х145 х230 х275 \150 х150
Масса, кг 1,75 1.75 1.98 1.6 15 6.5 1,5 1,5
14,6. Схема устройства и работы баллонного редуктора
а — в нерабочем состоянии; б — в рабочем состоянии; 7 — регулирую-
щий винт; 2 — регулирующая пружина; 3 — корпус; 4 — мембрана; 5 —
камера низкого (рабочего) давления; 6 — редуцирующий клапан; 7 —
входной штуцер; 8 манометр высокого давления; 9 — манометр низкого
(рабочего) давления; 70 — запорная пружина; 7/ — предохранительный
клапан; 12 — выходной штуцер; 13 — штифт клапана
тора через выходной штуцер 12 давление в рабочей камере
снизится, штифт 13 под действием пружины 2 преодолеет
сопротивление запорной пружины 10 и, переместившись
вверх, откроет клапан 6. Рабочее давление восстанавлива-
ется. Таким устройством обеспечивается саморегулирующее
действие редуктора в течение всего времени работы.
Величина рабочего давления регулируется винтом У,
редукторы снабжаются манометрами высокого 8 и низкого
(рабочего) 9 давлений, а также предохранительным клапа-
ном //, предотвращающим повышение давления в рабочей
камере сверх допустимого. Кислородные и пропан-бутано-
вые редукторы присоединяют к вентилю баллонов с по-
мощью накидной гайки, ацетиленовые редукторы — с по-
мощью хомута.
Рукава. Рукава (шланги) служат для подвода газа от
источников горючего газа и кислорода к сварочной горелке.
Они должны обладать прочностью, гибкостью и не стеснять
движений сварщика. Выпускаемые промышленностью рука-
ва состоят из внутреннего резинового слоя, нитяного карка-
са и наружного резинового слоя. Рукава рассчитаны для ра-
боты при температуре окружающего воздуха от минус 35
до плюс 70°С. Для работы при более низких температурах
275
14.4. Резиновые рукава для газовой сварки
(и резки)
Класс 1 Назначение । Рабочее давле- ние. МПа. не более Цвет наруж- ного слоя ру- кава или двух продоль- ных полос
1-й ’ Для подачи ацетилена, природного газа, пропана, бу 1 а на и их смесей 0.63 Красный
2-й Для подачи жидкого топлива; керосина, бензина 0.63 Желт ыи
3-й Для подачи кислорода 2 Синий
применяют специальные рукава из морозостойкой резины,
выдерживающей температуру до минус 55°С.
В зависимости от назначения резиновые рукава изго
тавливаются трех классов (табл. 14.4) с внутренним диа
метром от 6,3 до 16 мм. Для сварки чаще всего применяют
рукава диаметром 6,3 и 9 мм. Длина рукава должна быть
не менее 5 м, но не более 30 м. Это диктуется требования’
ми техники безопасности. Кроме того, при большой длине
рукавов значительно возрастают потери давления газов.
Горелки. Горелки для газовой сварки — это устройства,
служащие для регулируемого смешения горючего газа i
кислородом и получения направленного сварочного пламс
ни. По способу подачи горючего газа и кислорода в смеси
тельную камеру горелки могут быть инжекторными и без
ГОРЮЧАЯ СМЕСЬ
14.7. Схема инжекторной горелки для газовой сварки
1 — корпус (ствол); 2 — накидная гайка; 3 — наконечник; 4 — мундт
тук; 5 — смесительная камера; 6 — инжектор; 7, 8 — регулировочные
вентили соответственно ' рючего газа и кислорода; 9, 10 — н»* ..ели сот
ветственно горючее газа и кислорода
276
14.5. Инжекторные горелки для газовой сварки
Марка горелки (горючий газ) Номер наконечника Толщина сваривае- мого ме- талла (стали). м | Расход газа, л/ч 1 . . Рабочее давление газа, МПа
горючего газа
горючего | газа 1 кислорода
м ацетиле на! пропан- | бутана (природ- : ного j ' газа) кисло- рода
Г2-О5 (ацетилен) 0 0.2-0,5 35 35 0,01 0,25
1 0.5-1 75 — 75 0,0003 0,15
2 1-2 150 — 150 0.003 0,25
3 2-4 300 — 300 0,003 0,25
4 4-6 530 —. 530 0,003 0,25
5 6-9 770 — 770 0.01 0.25
ГЗ-05 (ацетилен) 1 0.5-1 75 — 75 0.003 0.15
2 1-2 150 — 150 0.003 0.25
3 2-4 300 —- 300 0.003 0,25
4 4-6 530 — 530 0,003 0.25
5 6—9 800 — 800 0,003 0.25
6 9-14 1250 —. 1250 0,003 0.25
7 14-20 1750 — 1750 0,01 0,25
ГЗУ-З-02 (пропан-бутан, природный газ) 8 1 20-30 0,5-1 2500 25-50 (70- -140) 2500 90-180 0.01 0,25
2 1-2 — 70-95 260-340 0,001 0,2-0,3
(170-
—230)
278
Продолжение табл. 14.5
Марка горелки 1 Номер ! Толщина 1 Расход газа, л/ч Рабочее давление газа,
(горючий газ) 1 j । наконеч- ника i 1 сваривае- мого ме- талла (стали), мм МПа горючего газа
I i ацети- лена горючего газа пропан- кисло- бутана рода (природ- ного газа) кислорода
3 2-4 145- -190 (340- -450) 520-680
4 4—7 270- -340 (650— '830) 950-1260
Примечания:!. Для горелок Г2-05 и ГЗ-О5 приведены номинальные значения расхода и давления газа. 2. Температу-
ра окружающей среды, при которой работают горелки, составляет: для горелок Г2-О5 и ГЗ-05 от --40 до +45 ('. для горелки
ГЗУ-З-02 от -15 до +45°С.
инжекторными, В строительстве преимущественное приме-
нение получили инжекторные горелки. Схема инжекторной
юрелки приведена на рис. 14.7. Кислород под большим
давлением через ниппель 10 и вентиль 8 подается в цент-
I ьное сопло инжектора 6. Выходя из узкого сопла инжек-
। а с большой скоростью кислород создает значительное
। режение, обеспечивающее подсос и поступление в сме-
ни ельную камеру 5 горючего газа, проходящего под не-
большим давлением через ниппель 9 и вентиль 7. Из сме-
сительной камеры по каналу наконечника 3 горючая смесь
поступает в мундштук 4, на выходе из которого при сгора-
нии образуется сварочное пламя. Горелки этого типа имеют
Комплект сменных наконечников с мундштуками, которые
Присоединяются к корпусу горелки посредством накидной
Гайки. Сменные наконечники позволяют регулировать мощ-
ность сварочного пламени.
ЬВ безынжекторных горелках горючий газ и кислород
сдаются примерно под одинаковым давлением до
,01—0,12 МПа. В них отсутствует инжектор, который за-
менен простым смесительным соплом.
Технические характеристики применяемых в строитель-
стве горелок для газовой сварки представлены в табл. 14.5.
14.4. ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Газовой сваркой можно выполнять все типы соединений
во всех пространственных положениях шва. Наиболее ра-
циональными являются стыковые соединения. Нахлесточ-
ные, тавровые и угловые соединения используются редко
ввиду большой трудоемкости выполнения швов и повышен-
ной возможности возникновения значительных термиче-
ских напряжений.
Подготовка и сборка деталей под сварку. Эти опера-
ции осуществляют согласно принятой технологии сварки,
марке и толщине свариваемого металла, положению шва в
пространстве. Конструктивные элементы подготовленных
кромок свариваемых деталей задаются проектно-технологи-
ческой документацией. Основные типоразмеры сваривае-
мых кромок приведены в табл. 14.6. Так же, как и при
ручной дуговой сварке, свариваемый металл в местах нало-
жения швов и прилегающих к ним участков шириной не
менее 20 мм перед сборкой должен быть очищен от ржав-
чины, краски, жиров, влаги и других загрязнений.
Сборку деталей под сварку производят с помощью
279
14.6, Конструктивные элементы подготовленных кромок
стыковых соединений при газовой сварке
Форма подготовленных ‘1ОЛ1ЦИ~ Угол скоса! Притупление.'Зазор,
кромок, характер на сва- кромок. ; мм мм
сварного шва ривае- ; МО ГО ; металла.] ММ ’ град । ।
- - у ... i.
С отбортовкой кромок, односторонний 0,5 — 1 — 0-0.1
Без скоса кромок, односторонний 1-5 — 0.5-2
Без вкоса кромок, двусторонний 5-6 — 1-2
Со скосом двух кромок (У образная). одно- сторонний 6- 15 35-45 1.5-3 2-4
( двумя симметричными 5-10 скосами одной кромки (К-образная). двусторонний 60—70 1-2 1.5-3
('двумя симметричными скосами двух кромок (Хобразная), двусто- ронний 15-25 35-45 2-4 2-4
обычных приспособлений. Закреплений деталей в собран-
ном виде чаще всего осуществляют постановкой прихваток,
размеры которых, определяемые конфигурацией и толщи-
ной свариваемых элементов и протяженностью шва, состав-
ляют: длина 5—30 мм, высота 0,5—0,7 толщины металла,
расстояние между прихватками 50—500 мм.
Параметры режима сварки. В зависимости от сваривае-
мого металла и его толщины, типа конструкций и про-
странственного положения шва выбирают следующие ос-
новные параметры режима сварки: вид газового пламени,
мощность пламени, угол наклона пламени к поверхности
металла, диаметр присадочной проволоки.
При газовой сварке в строительстве главным образом
применяют ацетилено-кислородное п л
м я. Это пламя, в зависимости от соотношения в смеси ко-]
личеств составляющих газов может быть нормальным]
окислительным и науглероживающим. Нормальное плам|
образуется при отношении объема кислорода к объему аце|
тилена / = 1 —1,3; окислительное при £> 1,3 и науглерм
живающее при 1. Вид того или иного пламени у станам
ливается сварщиком визуально. |
В нормальном ацетилено-кислородном пламени разли4
чают три хорошо видимые зоны (рис, 14.8):
280
14.8. Схема нормального ацетилено-кислородного пламени
1 — ядро пламени; 2 — восстановительная зона; 3 — факел пламени
1 — ядро пламени. Ядро имеет ярко светящуюся и чет-
ко очерченную форму. Оно представляет собой газовую
смесь сильно нагретого кислорода и диссоциированного с
выделением атомарного углерода ацетилена — 2С + Н2 +
+ О2;
2 — восстановительная зона. Эта зона имеет более
темный цвет, чем остальные части пламени. В восстанови-
тельной зоне происходит первая стадия сгорания ацетилена
с выделением большого количества теплоты по реакции
2С + Н2 + О2 2СО + Н2. В восстановительной зоне на
расстоянии 2—6 мм от конца ядра находится участок пла-
мени с наивысшей температурой. Эта зона, обеспечиваю-
щая также надежную защиту расплавленного металла от
воздуха, является рабочей и используется для нагрева при
сварке;
3 — факел пламени. В факеле протекает вторая ста-
дия горения ацетилена. Эта стадия проходит за счет кисло-
рода воздуха по реакции 2СО + Н2 + 1,5О2 + 6N2 —
2СО2 + Н2О + 6N2. Факел состоит из образующихся в ре-
зультате протекания реакции продуктов: углекислого газа,
паров воды и попадающего из воздуха азота.
В окислительном ацетилено-кислородном пламени ядро
имеет укороченную заостренную форму с нечетким очерта-
нием. Пламя отличается бледной окраской. Такое пламя
281
обладает окислительными свойствами, так как в его сред-
ней зоне присутствует 5—7% свободного кислорода и около
5% углекислого газа.
В науглероживающем пламени ядро характеризуется
удлиненной формой с расплывчатым очертанием. На его
конце появляется зеленый венчик. В целом пламя приобре-
тает желтоватую окраску. В средней зоне пламени появля-
ется значительное количество свободного углерода, вследст-
вие чего пламя является науглероживающим.
Газовую сварку большинства металлов и сплавов (ста-
лей всех марок, меди, бронзы, алюминия и его сплавов,
свинда) ведут нормальным ацетилено-кислородным пламе-
нем. Окислительное пламя используют при сварке латуни,
науглероживающее — при сварке чугуна.
Мощность газового пламени определяется расходом го-
рючего газа, проходящего через горелку за единицу време-
ни, и измеряется в л/ч. Требуемая для сварки мощность
ацетилено-кислородного пламени рассчитывается по эмпи-
рической формуле
Q =
где Q — расход ацетилена; 5 — толщина свариваемого металла, мм; А —
коэффициент, определяемый опытным путем и зависящий в основном от
теплофизических свойств металла, л/ч * мм, для углеродистых сталей А =
100—130 л/ч мм (значения коэффициента А для других металлов и
сплавов приведены в главах, в которых рассматривается сварка указанных
материалов).
Угол наклона пламени, определяемый углом наклона
мундштука горелки по отношению к поверхности металла,
оказывает существенное влияние на степень нагрева метал-
ла, а также на механическое воздействие давления свароч-
ного пламени на расплавленный металл. Чем больше этот
угол приближается к 90°, а следовательно, мундштук го-
релки к вертикальному положению, тем быстрее нагревает-
ся металл, тем больше становится глубина проплавления.
Поэтому сварку металла малой толщины ведут при малых
значениях угла наклона, сварку металла большой толщи-
ны — при больших.
Диаметр присадочной проволоки выбирают в зависимо-
сти от толщины свариваемого металла.
Ручная газовая сварка может выполняться двумя спосо-
бами — левым и правым (рис. 14.9).
При левом способе горелку перемещают справа налево,
а присадочную проволоку размещают впереди горелки.
Пламя горелки направлено на еще не сваренные кромки
282
14.9. Схема способов газовой
сварки
а — левый; б — правый; 1 — го-
релка; 2 — присадочная проволо-
ка; 3 — сварочная ванна; 4 — шов
металла. При этом способе сварки снижается эффектив-
ность использования теплоты пламени, также возможно ча-
стичное затекание жидкого металла на кромки впереди
пламени. Это приводит к снижению глубины проплавления,
в связи с чем левый способ сварки применяется для сварки
металла малой толщины — до 4—5 мм.
При правом способе горелку перемещают слева напра-
во, а присадочная проволока перемещается вслед за горел-
кой. Пламя сварочной горелки в большей степени направ-
лено на сварочную ванну и шов, что обеспечивает их луч-
шую защиту от окружающего воздуха. При этом ванна от-
тесняется давлением газов пламени и жидкий металл не за-
текает на кромки впереди пламени. Отмеченные факторы
способствуют повышению глубины проплавления основного
металла. Поэтому правый способ применяют при сварке
металла толщиной более 4—5 мм, а также при сварке ме-
талла с высокой теплопроводностью. Правым способом так-
же сваривают швы в горизонтальном и потолочном положе-
ниях шва. В этом случае давление газов сварочного пламе-
ни удерживает ванну жидкого металла от стекания.
283
ГЛАВА 15. ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ,
ОБОРУДОВАНИЕ, МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ
15.1. КИСЛОРОДНАЯ РЕЗКА
Термическая резка представляет собой процесс измене-
ния формы и размеров металлических деталей, связанный
с отделением одной части детали от другой или со снятием
поверхностного слоя детали путем расплавления или сжига-
ния металла в месте реза с помощью источников тепловой
энергии. Такими источниками энергии могут быть электри-
ческая дуга, электронный луч, плазменный луч, газовое
пламя, фотонный луч.
В строительстве нашли применение способы термиче-
ской резки, основанные на использовании в качестве источ-
ников нагрева газового пламени (кислородная резка), элек-
трической дуги (дуговая резка), плазменного луча (плаз-
менная резка). Эти способы резки применяются при изго-
товлении и монтаже, главным образом, стальных строи-
тельных конструкций, технологического оборудования и
трубопроводов, при разделке кромок свариваемых деталей,
а также при зачистке корня сварного шва, удалении дефек-
тных участков сварных соединений.
Кислородная (газовая) резка основана на свойстве неко-
торых металлов в нагретом состоянии сгорать в струе кис-
лорода. При этом нагрев металла до температуры его восп-
ламенения, т.е. начала активного сгорания, обеспечивается
газокислородным пламенем. В качестве горючих газов мо-
гут применяться — как и при газовой сварке — ацетилен,
пропан, бутан, пропан-бутановые смеси, природный газ, а
также пары жидких горючих веществ — керосина и бензи-
на (максимальная температура пламени паров керосина в
смеси с кислородом 2400—2450°С, то же для бензина
2500—2600°С).
На рис. 15.J показана схема кислородной резки. Резка
начинается с нагрева металла в начале реза подогреваю-
щим газокислородным пламенем до температуры воспламе-
нения (температура воспламенения стали в кислороде со-
ставляет 1100—1300°С). Затем подают струю режущего
кислорода, и нагретый металл начинает гореть по всей тол-
щине реза с выделением большого количества теплоты. Эта
теплота идет на разогрев нижележащих слоев металла. Об-
разующиеся оксиды, а также частично расплавленный ме-
талл выдуваются из места реза струей кислорода.
284
15.1. Схема кислородной резки
1 — продукты сгорания и частично рас-
плавленный металл (шлак); 2 - струя ре-
жущего кислорода; 3 — резак (инструмент
для резки); 4 — подогревающее газокисло-
родное пламя; 5 — разрезаемый металл;
6 — поверхность реза
Кислородная резка выполняется с использованием того
же оборудования, что и газовая сварка. Основной отличи-
тельной особенностью является применение вместо свароч-
ных горелок специализированного инструмента — реза-
ков. Резаки служат для смешивания горючего газа с кис-
лородом, образования подогревающего пламени и подачи к
разрезаемому металлу струи режущего кислорода.
Условия резки и разрезаемость. Кислородной резкой
можно обработать металлы, обладающие следующими свой-
ствами:
1. Температура горения (интенсивного окисления) ме-
талла в кислороде должна быть ниже температуры его
плавления, иначе металл будет переходить в жидкое состо-
яние до того, как начнется его горение.
2. Температура плавления образующихся при горении
металла оксидов должна быть более низкой, чем темпера-
тура плавления металла. Пии этом оксиды металла должны
быть достаточно жидкотекучими и легко удаляться из поло-
сти реза струей режущего кислорода.
3. Металл должен обладать невысокой теплопроводно-
стью, в противном случае из-за высокого теплоотвода про-
цесс резки может прерваться.
Указанными свойствами обладают углеродистые, низко-
и среднелегированные стали. Эти стали принципиально
способны поддаваться кислородной резке. Высоколегирован-
ные стали (коррозионностойкие, жаростойкие, жаропроч-
285
ные), а также чугуны и цветные металлы (алюминий, медь
и их сплавы) кислородной резке не поддаются, поскольку
всего комплекса вышеизложенных свойств не имеют. Так,
высоколегированные стали не подвергаются резке из-за вы-
сокой температуры плавления оксидов хрома и никеля, об-
разующихся на поверхности нагреваемой стали и препятст-
вующих процессу горения нижележащих слоев металла.
Цветные металлы и их сплавы также обладают высокой
температурой плавления их оксидов и, кроме того, значи-
тельной теплопроводностью, препятствующей концентра-
ции необходимого количества тепла в металле. Температу-
ра .плавления чугуна ниже температуры его горения, а по-
являющиеся тугоплавкие оксиды кремния являются вязки-
ми и препятствуют нормальному процессу резки.
Следует отметить, что при кислородной резке металла
сильно разогреваются поверхности реза, которые затем быс-
тро охлаждаются. В результате этого в прилегающих к по-
лости реза слоях стали в зоне термического влияния могут
происходить структурные изменения, подобные структур-
ным изменениям, имеющим место при сварке плавлением.
Характер структурных изменений и глубина зоны термиче-
ского влияния при резке при прочих равных условиях опре-
деляются химическим составом стали, особенно содержани-
ем в ней углерода. С увеличением содержания углерода
возрастает возможность появления в зоне термического
влияния закалочных структур и, как следствие, склонность
стали к образованию трещин на поверхности реза. С целью
предупреждения появления трещин (и снижения твердости
поверхности реза) кислородную резку стали ведут с предва-
рительным и (или) сопутствующим подогревом. Процесс
резки усложняется. Наиболее технологичными для кисло-
родной резки являются низкоуглеродистые стали, резка ко-
торых осуществляется без какого-либо дополнительного по-
догрева.
В общем случае способность стали подвергаться кисло-
родной резке, т.е. разрезаемость, можно приближенно оце-
нить по ее химическому составу, пользуясь формулой экви-
валентного углерода С„ :
Сэкв = С + 0,1бМп + 0,3(Si + Мо) + 0,4Сг +
0,2V + 0,04(Ni + Си), где символы элементов в формуле
означают содержание данного элемента в процентах.
Хорошей разрезаемостью обладают стали при
Сэкв < 0,6%. При С_в >0,6% разрезаемость стали ухудша-
ется {табл. 15.1). Стали, содержащие более 1—1,25% С,
или 14% Мп, или 4 % Si, или 5% Сг имеют неудовлетвори-
тельную разрезаемость и кислородной резке не поддаются.
286
15.1. Влияние эквивалентного углерода на разрезаемость
углеродистых, низко- и среднелегированных
сталей кислородной резкой
Эквивалент- I Содержание! Разрсзае- ’ Условия резки
ный углерод углерода в ‘мость 1
С , 7 экв ' стали. j _ : 1
До 0.6 До 0,3 Хорошая Без технологических oipa- ничсний
0.61—0,8 До 0.5 Удовлетвори- тельная Летом без технологических ограничений. Зимой и при резке больших сечений с предварительным или со- п утст в ую ши м подо I ре во м до температуры 120-150°С
0.81-1.1 До 0.8 Ограниченная С предварительным или со- п у тст в у ю щи м п о л о 1 р е в о м до температуры 200 300°С
Болес 1.1 Е>олсс 0.8 Крайне ограниченная ('предварительным и (или) со пут СТ в V Ю1ПИМ ПО; IO 1 рС В О М до температуры 300— 450°С и последующим замед- ленным охлаждением после резки
По характеру и направленности кислородной струи раз-
личают два основных вида резки: разделительная, при ко-
торой в металле образуются сквозные разрезы; поверхност-
ная, при которой снимается поверхностный слой металла.
Разделительная кислородная резка. Принципиальная
схема разделительной резки соответствует схеме, представ-
ленной на рис, 15.1. Резка может выполняться ручным или
механизированным способом с применением соответственно
ручных резаков или машин для кислородной резки. Меха-
низация процесса кислородной резки позволяет повысить
производительность, качество реза и значительно улучшить
условия труда резчиков.
Резаки для разделительной кисло-
родной резки металлов отличаются по своей кон-
струкции в зависимости от назначения (универсальные или
специальные), рода применяемого горючего газа (ацетиле-
на, газов — заменителей ацетилена, паров жидких горю-
чих веществ), принципу смешения горючего газа и кисло-
рода (инжекторные, безынжекторные). В строительстве пре-
имущественно применяют инжекторные резаки для резки
сталей с применением ацетилена и его заменителей, а
также резаки с использованием паров керосина (керосино-
резы) .
287
15.2. Ручные резаки для кислородной разделительной резки
Параметр Универсальные резаки Вставные резаки
Р2А-02 (горючий газ - ацетилен) РЗП-02 (горючий газ - пропан-б у - тан/природный газ) РК-02М (горючий газ - пары керо- сина) РВ-1А-02 (горю- чий газ - ацети- лен) РВ-2А-02 (горю- чий газ - ацети- лен)
Тол удина разрезаемой стали, мм Давление на входе резака, МПа: 3-200 3-300 3-200 3-100 3-200
кислорода 0,2-0,75 0,2-1 0,35-0,7 0,25-0,5 0,25-0,75
горючего газа Расход, м3/ч: 0,003-0,1 0,02-0,15 0,15-0,3 0,001-0,1 0,001-0,1
кислорода (суммарный) 1,62-21,2 2-33,2 2,3-20 1,9-8,5 1,9-17
горючего газа 0,4-1,26 0,33-0,83/0,6- 1,86 0,5-1,5* 0,35-0,7 0,35-1,1
Температура окружающей среды, при которой работают резаки, °C -40..+40 -20-.+40 -20...+50 -60...+40 -60...+40
* Расход керосина, кг/ч.
15.2. Схема инжекторного резака для газокислородной резки
1 — головка с наружным и внутренним мундштуком; 2 — трубка для ре-
жущего кислорода; 3—5 — регулировочные вентили соответственно режу-
щего кислорода, подогревающего кислорода, горючего газа; 6 — инжек-
тор; 7 — смесительная камера; 5 — подогревающее пламя; 9 — режущая
струя
Типичная схема резака показана на рис. 15.2. В резаке
конструктивно объединены подогревающая и режущая час-
ти. Подогревающая часть аналогична устройству сварочной
горелки. Режущая часть состоит из дополнительной трубки
2 для подачи режущего кислорода и вентиля 3 для регули-
ровки подачи. Резак имеет два мундштука — внешний и
внутренний, которые ввертываются в головку 1 или присое-
диняются к ней накидной гайкой. По кольцевому зазору
между наружным и внутренним мундштуками поступает
горючая смесь, образующая подогревающее пламя 8. По
центральному каналу внутреннего мундштука подается ре-
жущая кислородная струя 9. Каждый резак снабжен комп-
лектом сменных наружных и внутренних мундштуков для
резки металла разной толщины.
Для ручной разделительной резки широко применяют
резаки Р2А-02 (средней мощности). РЗП-02 (большой мощ-
ности) и РК-02, использующие соответственно ацетилен,
пропан-бутан или природный газ, керосин (табл. 15.2). Ре-
заки, использующие газы — заменители ацетилена, отли-
чаются от ацетилено-кислородных резаков главным образом
увеличенным каналом инжекторов, смесительных камер и
каналов мундштуков, образующих подогревающее пламя.
Большее конструктивное отличие свойственно резакам, ис-
пользующим пары керосина или других горючих жидко-
стей. В этих резаках имеется устройство (испаритель), слу-
жащее для испарения горючего. Устройство нагревается
пламенем вспомогательного мундштука (сопла), установ-
289
290
15.3. Переносная Машина для разделительной кислородной резки
“Гугарк"
/ — блок электропитания; 2 — суппорт; 3 — самоходная тележка; 4 —
циркульное устройство; 5 — коллектооный узел; 6 — машинные резаки;
ленного на головке ревака. Жидкое горючее подается в ре-
зак под давлением йз бачка с воздушным насосом (напри-
мер, бачка типа ~ БГ-02 вместимостью 8 л, габаритом
230x210x460 мм и массой не более 4 кг).
Кроме указанных выше универсальных резаков выпу-
скаются вставные ацетилено-кислородные резаки РВ-1-02 и
РВ-2А-02. Вставные резаки присоединяются к корпусу
(стволу) сварочных горелок соответственно Г2-05 и ГЗ-05 с
помощью накидной гайки.
Такие резаки удобны тем, что позволяют легко пере-
страивать инструмент на сварку или на резку.
М-а шины для кислородной резки раз-
деляются на два основных типа — переносные и стацио-
нарные.
Переносные резательные машины выполняются в виде
самоходных тележек (ходовой части), оснащенных одним
или несколькими резаками. Они устанавливаются непосред-
ственно на разрезаемый металл и перемещаются с направ-
лением при помощи направляющей рейки или циркульного
устройства, или по разметке.
Переносная машина “Гугарк“ (рис. J5.3) предназначена
для механизированной ацетилено-кислородной резки или
резки на газах — заменителях углеродистой стали в усло-
виях завода, мастерских или строительно-монтажной пло-
щадки. Машина выполняет следующие операции: прямо- и
криволинейную резку листов с подготовкой кромок под
сварку, вырезку полос одновременно двумя резаками, вы-
резку фланцев и дисков. В рабочем состоянии машина со-
стоит из следующих основных узлов: самоходной тележки,
перемещающейся электродвигателем, на которой установ-
лены коллекторный узел, суппорт крепления резаков, цир-
кульное устройство; блока электропитания; двух машинных
резаков инжекторного типа.
Техническая характеристика машины “Гугарк“
Толщина разрезаемой
стали, мм ..........................................3—360
Размеры вырезаемых деталей, мм:
ширина полос ...................................100—330
диаметр круглых деталей ......................300—3000
Скорость перемещения
самоходной тележки,
мм/мин............................-..............50—1600
Число резаков.....................„.................1—2
Наибольший расход (на один резак), м3/ч:
кислорода ..........................................19
ацетилена ...................................... 0,63
292
природного газа.......................................0,7
пропан-бутана ........................................0,5
Рабочее давление, МПа:
кислорода ...........................................1,2
ацетилена.......................................O,Q1 — 0,1
природного газа ................................0,01 —0,08
пропан-бутана ..................................0,01—0,08
Напряжение питающей сети, В ...................,........220
Потребляемая мощность, Вт, не более .....................50
Габарит, мм:
ходовой части ...............................420x420x220
блока электропитания ........................260x200x180
Масса комплекта, кг .................................,...43
Стационарные резательные машины применяются для
раскроя стальных листов, вырезки из них фланцев и раз-
личных сложных фигур, обработки кромок и т.д. и исполь-
зуются на заводах и в крупных мастерских.
По конструктивной схеме стационарные машины делят-
ся на портальные, портально-консольные, шарнирные. В
машинах первого типа суппорты с резаками располагаются
на портале, перемещающемся непосредственно над разреза-
емой деталью; в машинах второго типа — на консоли,
третьего типа — на шарнирный раме. Наибольшее приме-
нение в строительстве имеют портальные и портально-кон-
сольные машины, в которых сложное движение резаков в
плоскости листа достигается за счет продольного и попереч-
ного перемещения исполнительных частей машин. Важным
узлом стационарных машин является система контурного
управления (копирования), которая может быть с числовым
программным управлением, фотокопировальным или маг-
нитокопировальным устройством, с механическим копиро-
ванием.
Для примера рассмотрим некоторые типы стационарных
гззорежущих машин.
Машины портального типа с фотокопировальным ус-
тройством ПКФ 2,5-2-2-10 или 3,5-2-2-10 (рис. 15.4)
предназначены для фигурной ацетилено-кислородной вы-
резки деталей из листовой углеродистой стали без скоса
или со скосом кромок под сварку. Машины состоят из пор-
тала, рельсового пути, двух суппортов с резаками, задаю-
щего устройства с фотоэлектронной системой копирования,
пульта управления. Движение резаков осуществляется по
направляющим портала (поперечное перемещение) и со-
вместно с порталом по рельсовому пути (продольное пере-
мещение) . При одновременном продольно-поперечном пере-
мещении указанных узлов машины резаки описывают в
плоскости листа сложные фигуры. Машина снабжена фото-
293
15.4. Стационарные машины ПКФ 2,5-2-2-10 и ПКФ 3,5-2-2-10 для раз-
делительной ацетилено-кислородной резки
7 — портал; 2 — суппорты; 3 — резаки; 4 — рельсовый путь; 5 — задаю-
щее устройство; 6 — пульт управления (размеры в скобках — для маши-
ны ПКФ 3,5-2-2-10)
294
копировальной головкой для перемещения резаков в соот-
ветствии с копир-чертежом, выполненным в масштабе 1:5
или 1:10.
Основные технические характеристики
машины ПКФ 2,5’2-2-10 и ПКФ 3,5-2-2-10
Наибольшая толщина листового металла при резке
со скосом кромок под сварку, мм .......................80
Скорость перемещения резака, мм/мин .............50—6000
Точность воспроизведения заданного контура, мм ......... X 1
Потребляемая электрическая мощность, кВт .............2,5
Работа при температуре окружающей среды, °C ..... + 5... + 35
Машины портального типа с числовым программным
управлением типа “Комета" предназначены для фигурной
и прямолинейной кислородной резки листового проката из
углеродистой стали (и плазменной резки листового проката
из стали, алюминия и меди и их сплавов). Машины конст-
руктивно подобны рассмотренным выше машинам типа
ПКФ и состоят из портала, рельсового пути, суппортов с
резаками, устройства разметки, электронного блока авто-
матики с УЧПУ на базе микроЭВМ, основного и дистанци-
онного пультов управления.
Основные технические характеристики
машины “Комета 8К“
Наибольшая толщина разрезаемых листов
(при резке одним резаком), мм ...........................200
Наибольшая ширина, мм ..................................8000
Скорость перемещения резака, мм/мин .............50—12 000
Точность воспроизведения заданного
контура, мм ................................г.......... ±0,5
Число резаков, шт .........................................S
Потребляемая электрическая мощность, кВт ................5,5
Габарит (с рельсовым путем), мм .......... 11 000x20 600x2550
Работа при температуре окружающей
среды, °C ............................................до +35
Относительная влажность воздуха, % ....................до 80
Технология разделительной кисло-
родной резки определяется подготовкой металла,
техникой и режимами резки.
Состояние поверхности разрезаемого металла сущест-
венно влияет на качество реза. Наличие на поверхности
металла по линии реза ржавчины, краски, масла и других
загрязнений может привести к нарушению и даже прекра-
щению процесса резки. Поэтому перед резкой поверхность
металла должна быть очищена (на заводах эту операцию
чаще всего проводят в дробометных установках).
Резку обычно начинают с края листа. Если требуется
295
вырезать замкнутую фигуру (фланец, кольцо, круг и др.),
резку начинают, отступив на 15—20 мм от линии реза в
сторону участка металла, который не войдет в вырезаемую
деталь.
Процесс кислородной резки определяется следующими
параметрами: характеристикой подогревающего пламени
(мощностью, составом горючей смеси), характеристикой
струи режущего кислорода (давлением, расходом и чисто-
той кислорода, формой струи), скоростью реза.
Применяемое при резке подогревающее газовое пламя
относится к пламени нормального вида, образуемого при
отношении объема кислорода к объему ацетилена /£ =
1 — Г,3 (для пропан-бутановых смесей = 3,5—3,7). По-
верхность разрезаемого металла должна находиться в вос-
становительной зоне нормального пламени на расстоянии
1,5—2,5 мм от его ядра, причем это расстояние необходимо
выдерживать в течение всего процесса реза. Мощность по-
догревающего пламени определяется расходом горючего га-
за в единицу времени. Она зависит от толщины разрезае-
мой стали и должна быть достаточной для обеспечения быс-
трого подогрева металла в начале резки до температуры
воспламенения и необходимый нагрев его в процессе резки.
Регулировать мощность пламени позволяет комплект смен*
ных мундштуков резака. Замена ацетилена другими горю-
чими газами приводит к увеличению времени предвари-
тельного нагрева металла.
Режущий кислород окисляет металл по всей толщине и
удаляет образующиеся оксиды из разреза. Необходимо
стремиться к получению в резе тонкой слабозагрязненной
примесями струи. Применение кислорода повышенной чис-
тоты (лучше всего 1-го сорта с содержанием кислорода не
менее 99,7%) обеспечивает чистую поверхность реза, без
наплывов расплавленного металла и шлака, исключает не-
обходимость в последующей механической зачистке кро-
мок. Кроме того, повышение чистоты режущего кислорода
увеличивает скорость резки и снижает расход кислорода.
Большое значение для процесса имеет величина давления
режущего кислорода. При недостаточном давлении снижа-
ется скорость резки и может произойти зашлаковка кромок
с нарушением процесса, а излишнее давление помимо пере-
расхода кислорода может снизить скорость резки за счет
повышенного охлаждения металла режущей стали.
Скорость резки должна соответствовать скорости горе-
ния металла. От нее зависят устойчивость процесса и каче-
ство резки. Слишком малая скорость резки приводит к оп-
лавлению разрезаемых кромок, а слишком большая дает
296
15.3. Ориентировочные режимы ручной кислородной резки стали резаком РЗП-02
Толщина разре- заемого металла, мм Номер мундштука Давление на входе в резак, МПа Расход, м3/ч
наружного внутреннего кислорода пропан-бутана кислорода (сум- марный) пропан-бутана
3-8 Ш ОП 0,2-0,25 2-2,55 0,33
8-15 1П 1П 0,3-0,35 3,8-4,1 0,37-0,4
15-30 1П 2П 0,3-0,4 0,02-0,15 4,7-5,8 0,4-0,46
30-50 1П ЗП 0,3-0,4 6,8-8,2 0,43-0,49
50-100 1П 4П 0,3-0,4 10,7-13 0,48-0,’б
100-200 2П 5П 0,5 -0,75 18-23 0,6-0,65
200-300 2П 6П 0,75-1 25,6-33.2 0,75-0,83
298
299
НАПРАВЛЕНИЕ РЕЗКИ
15.6. Схема смыв-процесса
/ — мундштук резака; 2 — канал основной струи режущего кислорода; 3
— каналы зачищающих (смывающих) струй кислорода
этом мундштук, а соответственно и струя режущего кисло-
рода, направлены под острым углом атаки — 25° к поверх-
ности разрезаемого металла. Впереди перемещается основ-
ная режущая струя, которая осуществляет резку металла
на все толщину. Две другие струи, расположенные по бо-
кам и сзади основной, как бы защищают горячие кромки,
образованные основной струей, и удаляют с них шлак.
Смыв-процесс применяют для прямолинейной механизиро-
ванной резки углеродистой и низколегированной стали тол-
щиной до 50 мм с использованием подогревающего пламени
ацетилена или его заменителей. Этот способ резки позволя-
ет увеличить скорость резки в 1,5—2,5 раза и обеспечить
высокое качество реза, не требующего последующей меха-
нической обработки кромок.
Поверхностная кислородная резка. Принципиальная
схема этого процесса, при котором кислородной струей про-
изводится снятие поверхностного слоя металла, представле-
на на рис. 15.7. Струя режущего кислорода при этом .спосо-
бе резки направлена к поверхности обработки под углом
15—40°. Как и при разделительной резке, металл в начале
и в процессе поверхностной резки нагревается подогреваю-
щим газокислородным пламенем и теплотой горения метал-
ла. Но, в отличие от первой, металл, расположенный впе-
реди резака, нагревается также перемещающимся нагретым
шлаком. Наклонное направление струи режущего кислоро-
300
15.7» Схема поверхностной кислородной резки
а - схема процесса; б — форма канавок при резке; 1 — мундштук резака;
2 — режущая струя; 3 — шлак; 4 — канавка
да и меньшие — по сравнению с разделительной резкой —
давление и скорость ее истечения приводят к деформирова-
нию струи, которая, врезавшись в подогретый металл на
некоторую глубину, отражается от его поверхности, увле-
кая при этом расплавленный металл. На поверхности обра-
батываемой детали образуется канавка. Форма канавки за-
висит от формы отверстия мундштука для режущей струи
кислорода. При круглом отверстии мундштука вырезается
канавка полукруглой формы, при щелевидном — параболи-
ческой формы (рис. 15.7, б).
Применение поверхностной резки позволяет избежать
[[Трудоемких операций по разделке корня шва или удалению
дефектных участков сварного соединения, что имеет боль-
ное значение, особенно в условиях строительно-монтажной
1лощадки. Резку производят резаками РПА-2 и РПК-2,
федназначенными для поверхностной и разделительной
юзки с применением соответственно ацетилена или его за-
|енителей: пропан-бутана, природного газа. С использова-
нием резака РПА-2, имеющего ацетилено-кислородное пла-
|я, в стали вырезают канавки глубиной 2—10 мм и шири-
Ой 7—16 мм при давлении кислорода 0,6—0,8 МПа и аце-
«плена 0,01—0,12 МПа.
301
15.2. КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА
Выше отмечалось, что ряд металлов (высоколегирован-
ные стали, чугун, алюминий, медь и их сплавы) обладают
плохой разрезаемостью и не поддаются кислородной резке.
Для резки таких металлов применяют способ кислородно-
флюсовой резки. Сущность этого способа резки состоит в
том, что в зону реза вместе с режущим кислородом вводит-
ся специальный порошкообразный флюс, при сгорании ко-
торого выделяется дополнительная теплота. При этом про-
дукты сгорания флюса, взаимодействуя с тугоплавкими ок-
сидами, снижают температуру их плавления и образуют
жидкотекучие шлаки, которые легко удаляются из полости
реза, не препятствуя нормальному протеканию процесса.
15.8. Установка для ручной кислородно-флюсовой резки УГПР
j — тележка; 2 — циклонное устройство; 3 — флюсопитатель; 4 — кш
дородный редуктор; 5 — резак; 6 — рукава
302
Основным компонентом большинства применяемых при
резке флюсов является железный порошок, который, сго-
рая, выделяет большое количество тепла. В составе флюсов
широко используются также алюминиевый порошок, фер-
рофосфор, кварцевый песок.
Кислородно-флюсовая резка производится с помощью
специализированных установок, состоящих из двух основ-
ных частей: резака (ручного или машинного) и флюсопита-
теля, обеспечивающего подачу и регулирование расхода
флюса. Для примера можно привести установку УГПР,
предназначенную для ручной кислородно-флюсовой резки
высоколегированных коррозионностойких сталей и чугуна
(рис. 15.8). В качестве флюса применяется железный поро-
шок марки ПЖ. Установка работает при температуре окру-
жающей среды от плюс 1 до плюс 35°.
Техническая характеристика установок УГПР
Максимальная толщина разрезаемого металла, мм:
стали типа 12Х18Н9Т ................................250
чугуна ..........j..................................200
Наибольший расход, муч:
кислорода ...........................’...............40
ацетилена ............................................1,3
флюсонесущего газа ...................................3
Наибольшее рабочее давление перед резаком, МПа:
кислорода ............................................1
ацетилена .........................................0,03
флгосо несуще го газа .............................0,07
Расход флюса, кг/ч ............\.....................6—20
Масса порошка во флюсопитателе, кг ...................до 30
Масса установки, кг..............................:.....20
15.3. ДУГОВАЯ РЕЗКА
Сущность дуговой резки заключается в выплавлении
металла из зоны реза с помощью электрической дуги, горя-
щей между электродом и разрезаемой деталью. В зависимо-
сти от вида электрода и условий осуществления процесса
различают дуговую резку неплавящимся электродом, пла-
вящимся электродом, воздушно-дуговую резку.
Дуговая резка неплавящимся электродом. При этом
способе резки дуга горит между неплавящимся электродом
н разрезаемым металлом. В качестве электрода, как прави-
ло, применяются угольные и графитизированные круглые
стержни. Резка обеспечивается благодаря высокой темпера-
туре дуги (в анодной области температура близка к
303
3900°С), в результате которой происходит эффективное
расплавление разрезаемого металла, а также за счет “вы-
давливания" расплавленного металла из полости реза Сило-
вым газовым потоком электрической дуги. Обычно резку
производят постоянным током прямой полярности (минус
на электроде) на форсированных режимах.
Схема процесса и развиваемая в месте реза высокая
температура позволяют резать практически все металлы, в
том числе и не подвергающиеся кислородной резке. Вместе
с тем резка неплавящимся электродом отличается малой
точностью и производительностью, а также грубой поверх-
ностью реза с неровными и сильно оплавленными кромка-
ми.
Дуговая резка плавящимся электродом. Данный способ
резки характеризуется тем, что дуга горит между плавя-
щимся электродом и разрезаемой деталью. Плавящимся
электродом могут быть: покрытый металлический электрод,
подобный применяемому при ручной дуговой сварке, прово-
лока сплошного сечения (в том числе горящая под флюсом,
в среде защитного газа), порошковая проволока. Наиболее
широкое применение получила дуговая резка покрытым
электродом (рис, J5.9). В составе покрытия слециализиро
ванных электродов содержатся компоненты, способствую-
щие улучшению процесса резки. Образующиеся при горе-
нии дуги на торце электрода “втулочка" из покрытия и по
ток дополнительно формируемых “втулочкой“ раскаленных
окисляющих газов существенно интенсифицируют удаление
металла из полости реза (по сравнению с резкой неплавя
щимся электродом). Поверхность реза получается достаточ
но гладкой, образовавшаяся шлаковая корка легко отдели
ется. Резку выполняют методом опирания при силе тока нл
20—30% выше, чем при сварке.
15.9. Схема ручной дуговой резки покрытым металлическим электрод!
/ — разрезаемый металл; 2 — покрытый электрод; 3 — траектория i
жения электрода при резке
304
15.5. Рекомендуемые режимы дуговой резки стали
и чугуна электродами АНР-2М
Диаметр электрода, мм ; Сила тока, А
4
5
6
250-280
320-380
400-420
Напряжение дуги, В
35 -45
35-45
35-45
Ручная дуговая резка покрытым электродом применяет'
ся для разделки корня шва, удаления дефектных участков
сварных соединений, прошивки отверстий, местной подгон-
ки свариваемых деталей — листов, профилей, стержневой
арматуры.
Выпускаемыми промышленностью специализированны-
ми электродами АНР-2М можно резать во всех пространст-
венных положениях детали из углеродистой, низколегиро-
ванной и высоколегированной стали и чугуна. Электроды
ОЗР-1 позволяют дополнительно обрабатывать детали из
медных Сплавов. Режимы резки показаны в табл. 15.5.
Резку выполняют переменным или постоянным током пря-
мой полярности с использованием обычного сварочного обо-
рудования. Производительность резки (удаление наплав-
ленного металла) стали и чугуна составляет 12—14 кг/ч,
высоколегированной стали 18—20 кг/ч.
Воздушно-дуговая резка. Воздушно-дуговая резка
представляет собой усовершенствованный вариант резки
неплавящимся электродом. Металл расплавляется дугой,
горящей между угольным или графитизированным электро-
дом и разрезаемой деталью. Жидкий расплав из полости
реза дополнительно выдувается непрерывной струей сжато-
го воздуха (рис. 15.10). При этом в струе воздуха, содержа-
щей кислород, происходит также сгорание некоторой части
металла. Все это позволяет значительно активизировать
процесс дуговой резки и улучшить качество реза, которое в
ряде случаев немного уступает качеству реза при кислород-
ной резке.
Воздушно-дуговой резке подвергается большинство ме-
таллов, в том числе высоколегированные стали, чугун, ла-
тунь. Способ широко применяется как для разделительной
резки металла толщиной до 20—25 мм, так и для поверх-
ностной резки: удаления дефектных участков сварных сое-
305
15.10. Схема воздушно-дуговой резки
/ — резак; 2 — электрод; 3 — струя сжатого воздуха; 4 — поверхность
реза
динений, выборки металла в корне шва, снятия выпуклости
швов. В качестве электродов преимущественно используют
угольные омедненные или графитизированные электроды
диаметром 6—12 мм и длиной 300 мм. При поверхностной
резке применяют также электроды прямоугольного сечения
5x12 и 5x18 мм и длиной 350 мм.
Резку выполняют специальными резаками, например
РВДМ-5006 обеспечивающими зажатие электрода, подвод к
электроду тока и подачу сжатого воздуха в зону реза. При
этом используют постоянный ток обратной полярности (М
типовых сварочных источников питания с повышенным на
пряжением холостого хода. Подачу сжатого воздуха к реза
15.6. Ориентировочные режимы разделительной
воздушно-дуговой резки стали
Толщина раз- [ Диаметр Сила тока, А ! Давление ! Ширина
резасмого । электрода, мм | воздуха, МПа реза, мм
металла, мм ! J _ . _L
„„ J.
6 6 270- 300 8
10 8 360-400 0,6 10
20 10 450-500 12
306
15.7. Ориентировочные режимы поверхностной
воздушно-дуговой резки стали
Диаметр электрода, мм Сила тока, А Давление воз- J Размеры канавки, мм
духа, МПа | |ширина | глубина
6 200-280 7-9 3-4
8 340-380 9-11 4-5
10 430-480 0.5 11-13 5-6
12 520-580 13-15 6-8
ку осуществляют от воздушного компрессора или от балло-
на со сжатым воздухом через понижающий давление редук-
тор. Режимы воздушно-дуговой резки представлены в
табл. 15.6 и 15.7. Угол наклона резака к поверхности раз-
резаемой детали составляет 50—60° при разделительной
резке и 30—45° — при поверхностной.
К недостаткам воздушно-дуговой резки относится науг-
лероживание поверхности реза стальных деталей. В связи с
этим при сварке ответственных конструкций, особенно из
сталей повышенной и высокой прочности, возникает необ-
ходимость в последующем удалении науглероженного слоя
металла с помощью шлифовальных машин или другим ме-
ханическим способом.
15.4. ПЛАЗМЕННАЯ РЕЗКА
Плазменная резка основана на местном расплавлении и
выдувании жидкого металла из полости реза струей плазмы
сжатой дуги. Сжатие дуги, ее плазменного столба осущест-
вляется в специальных горелках — плазмотронах (см.
гл. 3). Получаемая в плазмотронах сжатая дуга может быть
прямого или косвенного действия. Преимущественное рас-
пространение при резке металла получила сжатая дуга пря-
мого действия, т.е. дуга, горящая между неплавящимся
электродом и обрабатываемой деталью (рис. 15.11). Такая
дуга характеризуется более высокой температурой — до
30 000—35 000°С и эффективным КПД — 70—80%. Рез-
ку с использованием дуги прямого действия часто называют
плазменно-дуговой. Сжатая дуга косвенного действия, т.е.
307
15.11. Схема плазменной резки ду-
гой прямого действия
I — сопло; 2 — электрод; 3 —
плазмообразующий газ; 4 — дуга;
5 — плазменная струя; 6 — обра-
батываемая деталь
дуга, горящая между электродом и соплом горелки (см.
рис. 3.6, б) и соответственно резка дугой косвенного дейст-
вия применяется редко, в основном для обработки неметал-
лических материалов.
В качестве плазмообразующих газов могут использо-
ваться как инертные и химически нейтральные по отноше-
нию к процессу газы — аргон, гелий, азот и их смеси меж-
ду собой и с водородом, так и активные газы — воздух, уг-.
лекислый газ, кислород и их смеси с другими газами. I
Высокая температура сжатой дуги и значительная kohJ
центрация нагрева, а также большая скорость (до 2—;
км/с) плазменной струи, вытекающей из сопла режущегс
плазмотрона, делают плазменную резку исключительно эф*
фективным технологическим процессом, пригодным для об-
работки практически всех металлов. Качество реза получа-
ется близким, а по некоторым параметрам и аналогичны*
качеству реза, имеющему место при кислородной резке
При этом скорость реза при толщинах 5—40 мм повышает-
ся в 2—8 раз. Плазменная резка преимущественно приме
няется как разделительная, т.е. как резка со сквозным про-
плавлением разрезаемой детали. Поверхностная резка, за
ключающаяся в расплавлении и снятии с поверхности ело!
металла, используется редко.
Оборудование. Комплект оборудования для плазменно:
резки в общем случае состоит из плазматрона, устройства
для его охлаждения, источника электропитания, аппарату
308
I
15.12. Схема поста для машинной плазменной резки
1 — разрезаемая деталь; 2 — переносная машина; 3 — шланги для подво-
да газа; 4 — магистраль водяного охлаждения; 5 — токовые коммуника-
ции; 6 — источник электропитания; 7 — пульт управления; 8 — баллон с
газом; 9 — плазмотрон
ры управления, источника плазмообразующего газа. В со-
став оборудования для машинной резки помимо этого вхо-
дит устройство для перемещения плазмотрона (рис. 15.12).
Указанное оборудование призвано обеспечить качественное
прохождение двух основных процессов цикла резки: горе-
ние сжатой режущей дуги плазмотрона и перемещение
плазмотрона по линии реза.
Горение сжатой дуги формируется выполнением в опре-
деленной последовательности следующих операций: вклю-
чение системы охлаждения плазмотрона; включение, регу-
лирование и прекращение подачи на плазматрон напряже-
ния и плазмообразующих газов; зажигание и отключение
дуги. Управление перечисленными и другими графически
изображенными на рис. 15.13 операциями может быть руч-
ным (с использованием ручных вентилей, клапанов и дис-
танционно-включающих устройств) и автоматизированным
309
ЭТАПЫ
15.13. Циклограмма плазменно-дуговой резки (без перемещения резака)
U — напряжение; 1 — постоянный ток (от источника питания); i — пере-
менный высокочастотный ток высокого напряжения (от осциллятора); Г —
расход плазмообразующего газа; В — расход охлаждающей воды; (/хх —
напряжение холостого хода; £/вд — напряжение вспомогательной дуги;
— рабочее напряжение; /в д — ток вспомогательной дуги; /р — рабочий
ток; этапы: / — подача воды; // — подача напряжения и газа; III — за-
жигание и возбуждение вспомогательной дуги; IV — резка; V — отключе-
ние напряжения и газа
(с помощью аппаратуры управления). В последнем случае
предусматривается также блокировка плазмотрона при пре-
кращении подачи охлаждающей воды и плазмообразующих
газов.
Перемещение плазмотрона, в том числе по линии реза,
может осуществляться вручную или с применением пере-
носных и стационарных машин, подобным тем, которые ис-
пользуются при кислородной резке.
Важнейшим элементом комплекта оборудования явля-
ется плазмотрон, принципиальная схема которого анало-
гична показанной на рис. 3.6, а. Конкретная конструкция
плазмотрона определяется составом плазмообразующих га-
зов, способом подачи газов в дуговую камеру, системой ох-
лаждения, способом зажигания дуги. Различают плазмотро-
ны, работающие в качестве ручного резака или в составе
резательных машин. При этом ручные плазменные резаки
зю
могут иметь ручное управление процессом горения сжатой
дуги (ручная резка) или автоматизированное (полуавтома-
тическая резка). Машинные резаки имеют только автома-
тизированное управление (автоматизированная резка).
На рис. 15.14, а, б представлены ручные резаки —
плазмотроны ПР В-401 и О61755МА, предназначенные для
полуавтоматической резки стали толщиной соответственно
до 80 и 60 мм, а также алюминия, меди, других цветных
металлов и их сплавов. В качестве плазмообразующего газа
используется сжатый воздух, очищенный от масла, пыли и
влаги. Плазмотроны, применяемые совместно со специали-
зированными источниками тока и аппаратурой управления,
имеют автоматизированную систему зажигания и обеспече-
ния устойчивого горения сжатой дуги требуемых парамет-
ров. Для возбуждения рабочей дуги между электродом и
обрабатываемым металлом первоначально с помощью ос-
циллятора зажигается вспомогательная дуга между элект-
родом и медным соплом плазмотрона. Эта дуга выдувается
из сопла в виде плазменного факела длиной 10—15 мм.
При касании факела вспомогательной дуги разрезаемого
металла возникает рабочая дуга, при этом вспомогательная
дуга автоматически отключается. Аналогичную систему
возбуждения дуги имеют и машинные плазменные резаки,
например плазмотроны ВПР-15 и ПВР-402 (рис. 15.14,
в, г), предназначенные для воздушно-Цлазменной резки
стали толщиной соответственно до 100 и 130 мм и цветных
металлов.
Стабильность горения сжатой дуги и надежность работы
плазмотрона в существенной степени определяются эмисси-
онными свойствами и стойкостью неплавящихся электро-
дов. В плазмотронах с инертными и нейтральными плазмо-
образующими газами используются вольфрамовые лантани-
рованные (типа ЭВЛ) и иттрированныс (типа ЭВИ) элект-
роды диаметром 3—6 мм и длиной до 150 мм, закрепляе-
мые цангами, или короткие цилиндрические вставки из
этих материалов диаметром 2—3 мм и длиной 3—6 мм, за-
крепляемые медными державками. При работе с воздухом и
другими активными, окислительными газами применяют
более стойкие электроды из гафния и циркония, покрытые
тугоплавкими оксидами и нитридами этих материалов.
Электроды помещаются заподлицо в медные державки. Мо-
гут использоваться также медные полые цилиндрические
электроды с водяным охлаждением.
Для плазменной резки используют специальные и с-
точники питания, имеющие крутопадающие
311
15.14. Плазмотроны для воздушно-плазменной резки металлов
а — ручной плазмотрон ПРВ-401; б — ручной плазмотрон О61755МА;
в — машинный плазмотрон ВПР-15; г - машинный плазмотрон
ПВ Р-402; / — кнопка управления; 2 — корпус; 3 — сопло; 4 — кабель-
шланговый модуль
312
15.8. Промышленные аппараты для разделительной воздушно-плазменной резки дугой
прямого действия (плазмообразующий газ - воздух)
Параметр ’ УПР-203 ! УПРП-201 У Микрон 2-02 АПР-404 ' Киев-6
Способ резки Полуавто мати- - Ручной Полуавтомати - Автоматизи- Автоматизи- Автоматизи-
ческий ческий рованный рованный рованный
Толщина разрезаемого метал- ла. мм:
стали До 50 До 40 До 50 До 40 До 130 10-120
алюминия До 60 — — До 40 До 130 10-120
меди До 30 — — До 20 До 100 5-50
Напряжение холостого хода, В 300 180 220 300 320 330
Рабочее напряжение. В 200 150 180 200 270 140-260
Рабочий тока, А 100200 100-200 100-200 200 (номинал) 400-500 100-315
Давление воздуха, МПа 0,4 0.5-0.6 0,3-0,6 0.4-0.6 0,5-0,6 0,5-0.6
Расход воздуха, м3/ч 3.5-10 6.4 3.5-10 2-5 2.5-7 4.8
Давление охлаждающей воды. МПа — — Не менее 0,27 0.15-0,4 0,15-0.3 0.25-0.5
Расход охлаждающей воды. м3 /ч Потребляемая мощность, кВ А — — Не менее 0.3 Не менее 0.3 Не менее 0,3 0.33-0,5
63 44 44 63 128 106
Габарит основного блока, мм 640x735x1200 690x1170x950 690x1170x950 750x800x1200 1040x880x1706 800x850x1524
Масса комплекта, кг 450 500 550 1040 900
Примечание. Резка выполняется постоянным током прямой полярности.
313
внешние характеристики с высокой, почти вертикальной
крутизной. Источники с такой характеристикой обеспечи-
вают устойчивое горение сжатой дуги и постоянство рабо-
чего тока в условиях прохождения сложных термодинами-
ческих процессов, имеющих место при плазменной резке. В
последнее время специальные источники питания, а в боль-
шинстве это тиристорные выпрямители, укомплектовыва-
ются элементами управления процессом плазменной резки
и фактически представляют собой полнокомплектные плаз-
морезательныс установки.
В ряде случаев при отсутствии специальных источников
питания для плазменной резки применяют стандартные
сварочные источники тока: выпрямители, преобразователи,
агрегаты. При этом принимают во внимание следующее:
сварочные источники должны иметь крутопадающие харак-
теристики; рабочее напряжение при плазменной резке пре-
вышает номинальное напряжение сварочных источников
питания, поэтому возникает необходимость в последова-
тельном соединении двух или трех идентичных агрегатов;
для обеспечения нормальной работы плазменного резака
должна быть смонтирована дополнительная система управ-
ления процессом горения сжатой дуги. В качестве источни-
ков тока для питания ручных плазмотронов можно исполь-
зовать выпрямители ВДУ-506 и сварочные преобразователи
ПД-502.
Промышленностью выпускается серия установок и ма-
шин, в основном для воздушно-плазменной резки дугой
прямого действия черных и цветных металлов. Краткое
описание и технические характеристики некоторых марок
аппаратов изложены ниже и представлены в табл. 15.8.
Установка У ПР-203 предназначена для полуав-
томатической резки. Она состоит из источника питания со
встроенной аппаратурой управления и ручного плазмотрона
ПМР-201 с автоматизированным управлением процесса
возбуждения и горения сжатой дуги.
Установка УПРП-201 позволяет производить
резку ручным и полуавтоматическим способом. С этой
целью установка комплектуется двумя плазмотронами:
один — ПРВ-202 с воздушным охлаждением, для ручной
резки; другой — ПРВ-401 с водяным охлаждением, для по
луавтоматической резки.
Аппарат Микрон 2-02 предназначен для авто
матизированной резки. Состоит из переносной машины i
блоком питания, машинного плазмотрона, установки УПР
314
15,15. Переносная машина для воздушно-плазменной резки Микрон-2-02
/ —- подвеска шлангов и кабелей; 2 — циркульное устройство; 3 — само-
ходная тележка; 4 — плазмотрон; 5 — переносной пульт управления; 6 —
пульт управления; 7 — источник питания
203, переносного пульта дистанционного управления, под-
вески для шлангов и кабелей (рис. 15.15).
Установка АПР-404 предназначена для автома-
тизированной резки. Она состоит из выпрямителя со встро-
енной аппаратурой управления и машинного плазмотрона
I IMP-403 с водяным охлаждением. Ее широко используют
для комплектации стационарных резательных машин пор-
тального типа с числовым программным управлением “Ко-
мета 2,5 Пл“, “Комета 3,2 Пл“ и “Комета 3,6 Пл“, а так-
же машины с фотокопировальным устройством ППлФ2,5-6.
Подобная машина портально-консольного типа ПкПлФ2-6-
2 комплектуется автоматизированной установкой “ Киев-6 “
(А1810).
Рассмотренные установки позволяют резать металл
средней и большой толщины. Обработку металла малой
толщины (до 5—10 мм) выполняют с использованием так
называемой микроплазменной резки с помощью специали-
зированных установок, например СА-401М2. Эта установка
Ередназначена для полуавтоматической резки металла тол-
щиной 0,1—5 мм во всех пространственных положениях.
315
Напряжение холостого хода составляет 270 В, ток резки —
45—85 А. Габарит установки 700x610x760 мм, масса
220 кг.
Технология. Нормальное прохождение процесса плаз-
менной резки обеспечивается правильным выбором пара-
метров режима (резки). К ним относятся: состав и расход
плазмообразующего газа, диаметр сопла, сила рабочего то-
ка, напряжение дуги, скорость резки, расстояние между
торцом сопла и разрезаемым металлом.
Состав плазмообразующего pif г а-
з а является одним из главных параметров, определяющим
эффективность резки. Наиболее высокие производитель-
ность и качество резки различных металлов получаются
при выполнении резки каждого из ник с использованием
соответствующего плазмообразующего газа. Так, для резки
алюминия и его сплавов в большей степени подходит аргон
или его смесь с водородом. Для резки меди и ее сплавов —
аргон, азот и их смесь с водородом. Для резки сталей наи-
более целесообразно применение сжатого воздуха, состоя
щего, как известно, в основном из азота и кислорода. Необ
ходимо отмстить, что использование сжатого воздуха при
плазменной резке цветных металлов также является жела
тельным, поскольку процесс резки в этом случае протекает
с достаточно высокой производительностью и качеством,
пригодным для проведения заготовительных операций. Это,
а также недефицитность и простота получения сжатого воз
духа делают воздушно-плазменную резку наиболее распро
страненным видом плазменной резки в промышленности и
тем более в строительстве, в условиях подавляющего при
менения конструкций из углеродистых и легированных ста
лей. Поэтому вопросы оборудования и технологии плазма ।
ной резки и рассматриваются в основном применительно *
воздушно-плазменному процессу.
Другими важными параметрами режима резки являют
ся напряжение сжатой дуги и силара
бочего тока. От этих параметров зависят мощность и
режущая способность дуги и, как следствие, максимальна!
скорость резки. С увеличением напряжения и си
лы тока при установленной толщине металла максимально
скорость резки возрастает (максимальной называют такук
скорость резки, выше которой не может быть получено прм
заданных параметрах сквозное проплавление металла,
обходимое при разделительной резке). Напряжение р
щей дуги определяется не только характеристиками исг
зуемого источника питания, но и такими технологичеа
316
показателями, как состав и расход плазмообразующего га-
за, геометрия канала сопла плазмотрона, толщина разре-
заемого металла, сила тока, величина зазора между соплом
и металлом. Напряжение дуги возрастает в пределах, обес-
печиваемых источником питания, — с повышением расхода
плазмообразующегося газа и силы тока, с увеличением рас-
стояния между торцом сопла и металлом, а также с увели-
чением толщины металла вследствие возрастания длины ре-
жущей дуги, погружаемой в полость реза. Напряжение дуги
увеличивается и с уменьшением диаметра канала сопла.
Последнее приводит также к возрастанию скорости плаз-
менной струи и концентрации энергии в дуге, что дополни-
тельно повышает ее режущую способность.
При плазменной, как и при кислородной резке, приле-
гающие к полости реза слои металла образуют зону терми-
ческого влияния, в которой происходят структурные изме-
нения, связанные с быстрым нагревом и последующим ох-
лаждением разрезаемого металла. Толщина (глубина) этой
зоны, измеряемой от фактически полученной поверхности
реза, регламентируется ГОСТ 14792—80. Согласно этому
стандарту глубина зоны термического влияния при плаз-
менной резке алюминия и его сплавов зависит от толщины
разрезаемого металла и при толщине 31—60 мм не должна
превышать 3,2 мм (при резке углеродистой стали эти тре-
бования к глубине зоны термического влияния удваивают-
ся, при резке аустенитных сталей — в два раза уменьша-
ются) .
Глубина зоны термического влияния главным образом
! определяется скоростью резки. С увеличением скорости
резки глубина этой зоны уменьшается. Однако при регули-
ровании и ограничении глубины зоны термического влия-
ния необходимо иметь в виду, что наиболее неблагоприят-
ные изменения происходят в оплавленном, в так называе-
мом “литом“ участке зоны термического влияния, содержа-
щем не полностью удаленный с поверхности реза расплав-
ленный металл. Глубина этого литого участка уменьшается
не при увеличении, а при снижении скорости резки и по-
вышении рабочего напряжения дуги. Особенное внимание
на участок оплавленного металла следует обращать при
юздушно-плазменной резке стали под сварку. При резке в
феде воздуха металл литого участка на кромках разрезае-
мой стали может существенно насыщаться азотом, из-за че-
D в последующем в сварных швах могут возникать поры и
ухудшаться пластические свойства сварных соединений.
Режимы воздушно-плазменной резки металла толщиной
317
15.9. Ориентировочные режимы машинной воздушно-плазменной
резки металлов дугой прямого действия
Разрезаемый металл I олщи- на. мм . Сила тока, Напряжение ’Скорость Ширина реи (средняя). мм
А ,дуги. В резки, м/мин
‘ - - .
Углеродистая 6 270-290 140 145 3- 3,5 2,5-3
и низколеги- 10 270 290 145 150 2,2 -2,5 2.5 3
рованная 20 290-310 165 170 1 -1.2 2,5 3
сталь 30 290-310 175 180 0.6 -0,65 3-4
40 290 310 190-195 0.3 0.4 4-6
'-Высоколеги- 6 270 290 160-165 2,5-3 2,5-3
рованная 10 270 290 165 170 1,7-2 2.5 3
сталь 20 270 290 180 185 1 -1,2 3-4
40 290- 310 195 200 0,3 0,4 3-4
Медь и ее 6 270 290 155-160 2-2.1 2,5-3
сплавы 10 270 290 155 160 1,6 1,7 2,5-3
20 290 310 170- 175 0,8 -0,9 2,5-3
40 290 310 190 195 0,15 0.2 2,5-3
Алюминий 6 270-290 140 175 4- 5 3,5 -4
и eiо сплавы 10 270- 290 145 150 3 3,5 3.5 4
20 290 310 160 165 1,9-2 3,5 4
40 290-310 180 185 0,6 -0,7 3,5-4
Примечания; 1. Расход воздуха составляет 4.8- 5.4 м3/ч, 2. Дни
метр канала сопла плазмотрона 3 мм.
до 50—60 мм представлены в табл. 15.9. Как видно и»
таблицы, скорость резки с увеличением толщины разрезас
мого металла быстро падает. Этот фактор делает невыгол
ным во многих случаях использование разделительн
плазменной резки для обработки стали толщиной бол
50—60 мм, меди и ее сплавов толщиной более 60—70 м
алюминия и его сплавов толщиной более 120—130 мм. Он
работку стали большой толщины экономически целесооб
разно, при ее пригодности к процессу, производить с по
мощью кислородной резки (рис. 15.16).
В промышленном строительстве ограниченное примет
ние получила поверхностная плазменная резка дугой npv
мого действия, главным образом, для удаления дефектны
мест сварки или дефектов металла. При этом используеп
318
Ур,м/мин
«к
J -I
z V
1 \ \ I
2_________
0 25 50 15 ЮО$,мм
15.16. Скорость резки (v ) углеродистой и низколегированной сталей в
зависимости от толщины (5) металла
/ — воздушно-плазменная резка; 2 — кислородная резка
то же оборудование, что и для разделительной резки. Иск-
лючение составляет увеличенный диаметр канала сопла
плазмотрона с целью уменьшения концентрации дуги и
снижения ее режущей способности.
ГЛАВА /6. СВАРКА УГЛЕРОДИСТЫХ
И ЛЕГИРОВАННЫХ СТАЛЕЙ
16.1. ХАРАКТЕРИСТИКА НИЗКОУГЛЕРОДИСТОЙ
СТАЛИ. СПОСОБЫ ЕЕ СВАРКИ
Сталь для строительных конструкций с гарантией сва-
риваемости изготовляют согласно ГОСТ 27772—88 “Прокат
для строительных стальных конструкций44. В ГОСТе пре-
дусмотрены низкоуглеродистые стали С235, С245, С255,
С275 и С285. Буква С обозначает сталь строительная, а
цифры предел текучести в Н/мм2, который незначительно
уменьшается при увеличении толщины проката. Например,
для С235 толщиной 20—40 мм предел текучести установ-
лен 225 Н/мм2, т.е. на 10 Н/мм2 меньше (табл, 16.1).
Такое уменьшение St при увеличении толщины проката
отмечается у С255 и др.
Указанному ГОСТу соответствуют марки стали, выпу-
скаемой по ГОСТ 380—88 “Сталь углеродистая обыкновен-
ного качества44: С235 соответствует сталь СтЗкп2; С245 —
319
стали СтЗпс5, СтЗсп5; С2о5 — стали СтЗГпс, СтЗГсп;
С275 — сталь СтЗпс; С285 — стали СтЗсп, СтЗГпс и
СтЗГсп (табл. 16.2).
Содержание углерода в перечисленных сталях не пре-
вышает 0,22%, а вообще к низкоуглеродистым относятся
стали с содержанием углерода до 0,25%. По ГОСТ 380—
сталь углеродистая обыкновенного качества подразделяется
по степени раскисления на кипящую (обозначение кп), по-
луспокойную (пс) и спокойную (сп). Кипящая сталь (С235)
недостаточно раскислена, она содержит менее 0,05% Si,
который является основным раскислителем и поэтому в ней
увеличено содержание примесей (оксидов и др.), неравно-
мерно распределенных в слитках, вследствие чего она пере-
ходит в хрупкое состояние при отрицательной температуре
и склонна к образованию трещин и старению. Полуспокой-
ная сталь более раскислена и содержит Si до 0,15%. Спо-
койная сталь (С255 и С285) хорошо раскислена кремнием,
марганцем и алюминием и содержит от 0,15 до 0,3% Si
(см. табл. 16.2), поэтому спокойная сталь наиболее надеж-
но работает при отрицательной температуре и не склонна к
образованию трещин и старению. Цифры 2 и 5 на конце
наименования марки стали по ГОСТ 14637—^89 и
ГОСТ 535—88 (СтЗкп2 и т.д.) обозначает категорию стали;
в стали категории 2 гарантируются только механические
свойства и химический состав, категории 5 — кроме того,
гарантируется величина ударной вязкости не менее 29
Дж/см* при минус 20°С и после механического старения.
Для профиля толщиной от 3 до 9,9 мм эта норма увеличена
до 49 Дж/см2, а для листа толщиной 5—9 мм — до
39 Дж/см2. Цифра 3 — условный порядковый номер низ
коуглеродистой стали, широко применяемой для строитель
ных конструкций; буква Г обозначает повышенное содер
жание Мп. ГОСТ 380—8У предусматривал изготовление
низкоуглеродистых сталей марок СтО, Ст1 и Ст2, но они
практически для несущих сварных строительных конструк
ций не применяются. Вся низкоуглеродистая сталь, пере
численная в табл. 16.2, особенно спокойной и полуспокой
ной плавки, хорошо сваривается всеми видами сварки и нс
склонна к образованию трещин, за исключением кипящей
стали.
Механические свойства листового проката из указанной
в табл. 16.2 стали зависят от толщины листов: с увеличени
ем толщины снижается предел текучести и увеличивается
относительное удлинение, неизменными остаются времен
ное сопротивление и ударная вязкость.
320
16.1. Механические свойства листового и широкополосного проката
из низкоуглеродистой стали (ГОСТ 27772-88)
Класс проч-[толщина лис- Механические характеристики ' Изгиб до парад- 1 Ударная вязкость.
ности та, мм , леяьности сторон Дж/мм2 Предел текучести Временное соп- Относительное ‘ ат. Н/мм2 ротивление Oq. удлинение, 5$. 9? при после ме- Н/мм2 -20°С ханическо-
го старения
С235 От 2 до 3.9 235 360 26 d=a — —
" 4 до 20 235 360 26 d- 1,5а — —
Св. 20 до 40 225 360 26 d = 2а — —
” 40 ” 100 215 360 24 d-2a —
” 100 195 360 24 d- 2а
С245 От 2 до 3.9 245 370 20 d = 2.5а - —
Св. 4 до 20 245 370 25 d = а — 29
С255 От 2 до 3.9 255 380 20 d= 1.5а - —
” 4 " 10 245 380 25 d= 1.5а 29 29
Св. 10 до 20 245 370 25 d = 1.5а 29 29
” 2Q ” 40 245 370 25 d = 1.5а 29 29
С275 От 2 до 3,9 275 380 18 d = 2а —
” 4 до 10 275 380 24 d= 1.5а — 29
Св. 10 до 20 265 370 23 d = 1.5a - 29
С285 От 2 до 3,9 285 390 17 d — 1.5a - —
” 4 ” 10 275 390 24 d = 1,5a 29 29
Св. 10 до 20 265 380 23 d= 1,5a 29 29
Примечание, а - толщина образца; d - диаметр оправки.
16.2. Химический состав низкоуглеродистой стали для строительных
конструкций (ГОСТ 27772-88)
Класс прочности | Марка стали по * 1 ГОСТ 380-88 1 I Массовая доля, %
! С, не более : Мп Si S, Р, Сг, Ni, N. Си, не более
С235 СТЗкп2 0,22 Не более 0,6 Не более 0.05 S - 0,05
С245 СгЗпс5 0,22 Не более 0.65 0,05-0.15 Р - 0,04
С245 СтЗсп5 0,22 Не более 0.65 0.15-0,2 Сг - 0,3. Ni - 0,3
С255 СтЗпс 0,22 0,8-1,1 0.05-0,15 N - 0.008, при выплавке
С255 СтЗГсп 0,22 0,8-1,1 0,15-0,3 в электропечах
С275 СтЗпс 0.22 Не более 0.65 0,05-0,15 N -0,012
С285 СтЗсп 0,22 Не более 0.65 0,15-0,3 As - 0.08. при выплавке
С285 СгЗГпс 0,22 0.8-1.1 0.05-0,15 из Керченских руд As - 0,15
С285 СтЗГсп 0.22 0,8-1,1 0,15-0,3
Примечание. В стали, предназначенной для изготовления сортового, фасонного и листового проката, верхний пре-
дел массовой доли марганца увеличивается на 0,2% (кроме стали, содержащей 0,8-1,1% Мп) и составляет 0,85%.
Кроме перечисленных выше низкоуглеродистых сталей
для некоторых видов строительных конструкций (в основ-
ном из труб и сортового металла) используются низкоугле-
родистые стали, изготовляемые по ГОСТ 1050—марок
10, 15 и 20; цифровые обозначения этих марок соответст-
вуют среднему содержанию углерода в сотых долях процен-
та. Стали спокойной плавки этих марок хорошо сваривают-
ся всеми видами сварки.
16.2. ТЕХНОЛОГИЯ СВАРКИ НИЗКОУГЛЕРОДИСТОЙ
СТАЛИ
Технология сварки низкоуглеродистой стали должна
обеспечить требуемые механические свойства сварных сое-
динений, максимальную производительность и экономич-
ность процесса. Механические свойства стыковых сварных
соединений должны быть не ниже свойств основного метал-
ла при условии полного проплавления сечения и примене-
ния контроля качества физическими методами (просвечива-
нием швов, ультразвуковым контролем и др.), исключаю-
щего наличие дефектов в соединениях. В этом случае отпа-
дает необходимость проведения специального расчета сты-
ковых соединений при проектировании сварных конструк-
ций, что оговорено в СНиПе. При отсутствии физических
методов контроля стыковые сварные соединения восприни-
мают только 85% расчетных сопротивлений основного ме-
талла.
При сварке низкоуглеродистой стали на качество свар-
ного соединения влияет скорость охлаждения. Повышенная
Скорость охлаждения металла шва увеличивает его прочно-
сть, но уменьшает пластичность и ударную вязкость, что
Объясняется изменением структуры шва и зоны термиче-
ского влияния (см. гл. 5). Скорость охлаждения зависит от
’ лины свариваемых деталей, их конструкции, режима
। ки и начальной температуры изделия. Поэтому СНи-
। предусмотрены ограничения производства сварочных
I т при понижении температуры и увеличении толщины
। лла, а также установлены правила изменения режима
tn. , ки и проведения предварительного подогрева. Эти меры
«о уменьшению скорости охлаждения предупреждают ухуд-
шение структуры сварного соединения и возможность появ-
ления закалочных структур и трещин.
iL Ручная дуговая сварка низкоуглеродистой стали в ос-
р^ном рассмотрена в гл. 9. Для сварки низкоуглеродистой
323
16.3. Режим прокалки электродов
Тип Марка Темпе- Время,! Тип 1 ------ - - . Марка
элек- тро- да ратура прокал- 1 ки, °C 4 ; элек- 1 ро- да
— 1 1 _ — _ —1 - - - —
Э46 МР-3 ОЗС-4 АНО-4 150-180 120 140 180-200 1-1,5 0,7-1 1-1,5 Э42А УОНИ-13/45 СМ-11
1 Т»
• Темпе- Вр<
ратура ч 4
прокал-
ки, °C j
350-400
320 360 1-:
стали применяют электроды Э42 и Э46 различных мг
(см. табл. 9.1), но для сварки конструкций с элемент
большой толщины (более 20 мм), а также ответствен
конструкций, работающих под большим давлением или
пытывающих динамические и вибрационные нагрузки,
готовляемых из спокойной стали и работающих или сое
жаемых при низкой температуре, должны применяй
электроды Э42А и Э46А. Электроды перед сваркой дол>
быть прокалены для удаления кристаллизационной вл;
режим прокалки указан в табл, 16.3.
Прокаленные электроды лучше хранить в сушилы
печах при температуре 45—100°С, в термопсналах или
в помещении с относительной влажностью не более 50”
температуре не ниже 15°С. На рабочем месте прокалеш
электродов должно быть не более чем на половину рабе
смены. Не допускается при сварке возбуждать дугу или i
водить кратер на основном металле, это следует дел
только в пределах шва. Если в проекте имеется специа
ное указание, то при сварке стыковых, угловых и тавроi
швов должны устанавливаться начальные и выводные пл
ки, на которые выводятся начало и конец шва. После св
ки планки срезают газовой резкой м места, где они срс
ны, зачищают шлифмашинкой. Порядок подбора pexi
ручной дуговой сварки в зависимости от толщины сварив >
мых деталей и диаметра электрода изложен в гл. 9. Слс,
ет иметь в виду, что электроды различных марок допу с
ют применение сварочного тока определенной величин
которая приводится на этикетках.
Механизированная сварка низкоуглеродистой ста
широко применяется при изготовлении и монтаже кон
рукций. На заводах, изготовляющих строительные кон
324
рукции, распространена сварка в углекислом газе, на стро-
ительных площадках — сварка порошковой проволокой.
Механизированную сварку под флюсом применяют для
манной сварки стержней арматуры сборных железобетон-
них конструкций и протяженных швов в нижнем положе-*
Нии (балок, колонн, резервуаров) (см. гл. 23). Технология
Механизированной сварки в общем виде описана в гл. 10.
Для сварки в СО? используют проволоку сплошного се-
ления марки Св-08Г?С. Режимы и техника сварки указаны
I гл. 10.
Закрепление собираемых конструкций прихватками мо-
нет быть механизированной сваркой в СО2 или ручной
(варкой покрытыми электродами. Сварка протяженных
Цвов, а также сварка толстого металла должна выполнять-
я методами, установленными для ручной дуговой сварки
Юкрытыми электродами (см. гл. 9).
Механизированная сварка порошковой проволокой
(рименяется в меньшей степени при изготовлении конст-
укций, чем сварка в СО2.
При изготовлении конструкций в полевых мастерских и
собенно при монтаже конструкций, в том числе сборных
железобетонных, применяют самозащитную порошковую
роволоку СП-3 или ПП-АНЗ диаметром 3 мм. Механиче-
кие свойства сварных соединений и швов, выполненных
гой проволокой, соответствуют показателям электродов
I50A. Она рекомендуется для сварки деталей из стали тол-
щиной более 5 мм в нижнем и наклонном положениях, а
Ниже для ванной сварки арматуры сборных железобетон-
Пих конструкций (см. гл. 23) на постоянном токе обратной
• ।яркости и источниками с пологопадающей характерн-
ей. Используется также проволока ППВ-5 диаметром
мм для сварки в нижнем (для стали толщиной более
im) и вертикальном положениях (для стали толщиной
1м и более); она обеспечивает высокие механические по-
। атели (Э50А) и хорошие сварочно-технологические
Свойства.
I Автоматическую сварку низкоуглеродистой стали при-
1*няют на заводах, изготовляющих листовые конструкции,
Кпч сварки под флюсом стыковых соединений листов, пояс-
ных угловых швов балок двутаврового сечения, для сварки
Н|нов между листами рулонных заготовок резервуарных
Конструкций и для других операций. Применяют для свар-
ми типовое сварочное оборудование, проволоку марки Св-
|ША или Св-08ГА диаметром 3—5 мм и флюс АН-348А. Ав-
^иатизированную сварку под флюсом применяют в мон-
325
тажных условиях для соединения листов днищ резервуар-
ных конструкций, для сварки кольцевых швов укрупняе-
мых цилиндрических конструкций, а также для сварки тол-
стостенных конструкций.
16.3. ХАРАКТЕРИСТИКА СРЕДНЕ-
И ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ
К среднеуглеродистым относятся стали с содержанием
углерода 0,25—0,45%, а к высокоуглеродистым — с содер-
жанием углерода 0,46—0,9%. Прокат для строительных
конструкций из этих сталей по ГОСТ 27772—88 не предус-
мотрен вследствие невозможности гарантировать их свари-
ваемость. ГОСТ 380—88 предусматривает изготовление
среднеуглеродистой стали марок Ст4кп, Ст4пс, Ст4сп,
Ст5пс, Ст5сп, Ст5Гпс и высокоуглеродистой марок Стбпс и
Стбсп, химический состав которых приведен в табл. 16.4 н
механические свойства табл. 16.5.
Кроме перечисленных в таблицах сталей выпускается
сталь углеродистая качественная конструкционная по
ГОСТ 1050—74** марок 25, 30, 35 и 40, относящихся f
среднеуглеродистой стали, и марок 45, 50, 55 и 6Q, относя
щихся к высокоуглеродистой стали. Цифры, обозначающие
марки стали, показывают среднее содержание в ней углеро
да в сотых долях процента. Среднеуглеродистые стали сва
ривают ограниченно и для строительных конструкций и
применяют только в виде стержней арматуры класса 11
(см. гл. 23) из стали Ст5пс, Ст5сп и Ст5Гпс диаметром
16.4. Химический состав средне- и высокоуглеродистой стли
(ГОСТ 380-88)
Марка Массовая доля, %
стали • L С Мп 1 si ' Ост альиые
Ст4кп Не более 0,05 Сг * не болев]
Ст4пс 0.18-0.27 0,4 0.7 0,05-0.15 N1 ' каждопм
Ст4сп 0.12-03 cu j
Р нс более ()J S нс более Л As нс более Л
Стбпс 0.28 0.37 0.5-0,8 0,05-0,15 То же Я
Ст 5си 0.15- 0,3
СтбГпс 0,22 0.3 0,8 1,2 Нс более 0.15 1
Ст бис 0,38 0,49 0,5 0,8 0,05-0,15
Стбсп 0.15-0,3
326
16.5. Механические свойства средне- и высокоуглеродистой стали (ГОСТ 14637-89)
Марка стали Временное сопротив- ление а , Н/мм2 В 1 Предел текучести Н/мм2. для толщин, мм ! Относительное удлинение 6$, %. Из1иб до парал- лельности его сторон # для тол- щин. до 20 мм
I ДЛЯ ТОЛЩИН, мм св. 40
до 20 L L 21-40 41-100 1 св. 100 до 20 21-40
Ст4 кп 400 -510 255 245 235 225 25 24 20
Ст4пс. 410-530 265 255 245 235 24 23 21 d-Зд
Ст4сп
Ст 5 пс, 490-630 285 275 265 255 20 19 17 d-3a
Ст5 сп
Ст5Гнс 450-590 265 275 265 255 20 19 17 d = За
Стбпс. Не менее 315 305 295 295 15 14 12 —
Ст5 сп 590
Примечания- 1. Ст4кн. Стбпс и Стбсп - по ГОСТ 535-88. 2, d - диаметр оправки; а - толщина образца, мм.
10—40 мм периодического профиля. С увеличением содер-
жания углерода в стали более 0,25% происходит образова-
ние закалочных структур в шве и зоне термического влия-
ния (ЗТВ) и чем больше содержание углерода, тем вероят-
ней образование трещин в сварных соединениях.
16*4. ТЕХНОЛОГИЯ СВАРКИ СРЕДНЕУГЛЕРОДИСТОЙ
СТАЛИ
Сварка среднеуглеродистой стали марки Ст4 не пред-
ставляет трудностей, особенно если в этой стали содержа-
ние углерода не превышает 0,25%. При толщине элементов
до 10—15 мм среднеуглеродистые стали сваривают без
предварительного подогрева; при ручной сварке используют
электроды Э50А или Э55. Стержни арматуры из стали Ст5
сваривают ванным способом или протяженными швами
(см. гл. 23) также без подогрева, но только при положи-
тельной температуре окружающего воздуха. При отрица-
тельной температуре требуются подогрев перед сваркой И
замедленное охлаждение выполненных швов. При сборке!
элементов конструкций из среднеуглеродистой стали следуй
ет более тщательно выполнять требования, изложенные |
гл. 9, соблюдая размеры подготовленных к сварке кромо!
(углы разделки, притупления, зазоры и т.п.) в соответствии
с ГОСТом. В стыковых, угловых и тавровых соединениям
следует соблюдать зазоры между кромками для обеспечс
ния свободной поперечной усадки. Сварку ведут током, по
ниженным на 10—15% по сравнению со сваркой низкоуг
леродистой стали. При толщине металла более 5 мм делакн
разделку кромок и сварку ведут в несколько проходов.
Применяют электроды диаметром не более 4Д<м. Механи
зированную и автоматизированную сварку выполняют при
волокой небольшого диаметра, постоянным током обрат!
полярности, на пониженных режимах. Как при ручной,
и при механизированной сварке стремятся уменьшит!
шве доли основного металла и, следовательно, снизит
металле шва содержание углерода, а механические свойс
обеспечить за счет легирования шва Мп и Si.
Высокое содержание углерода в среднеуглеродис
сталях ограничило их применение для строительных kof
рукций, так как надежное обеспечение качества свар
как правило, возможно при предварительном подогрев
даже последующей термической обработке, что усложн
процесс сооружения металлоконструкций.
328
Еще более затруднительна сварка высокоуглеродистой
стали. Обычно эти стали используют для изготовления инс-
трумента, высокопрочных деталей, не требующих сварки, и
для рельсов. Высокоуглеродистые стали удовлетворительно
сваривают контактной стыковой сваркой оплавлением
(сварка углеродистой стали с быстрорежущей), точечной
двухимпульсной сваркой листовой стали с термической об-
работкой. Возможна также стыковая сварка оплавлением в
защитном газе, однако большего распространения контакт-
ная сварка этой стали в строительстве не получила. Рельсы
из высокоуглеродистой стали удовлетворительно соединяют
контактной сваркой оплавлением; применяют также тер-
митную сварку рельсов и стержней арматуры с предвари-
тельным подогревом и последующим замедленным охлаж-
дением (см. гл. 23).
16.5. ХАРАКТЕРИСТИКА ЛЕГИРОВАННЫХ СТАЛЕЙ.
ОСОБЕННОСТИ ИХ СВАРКИ
Для строительных конструкций со сварными соединени-
ями широко используется большая группа низколегиро-
ванных сталей, изготовляемых по ГОСТ 19281—89 “Про-
кат из стали повышенной прочности". Этот ГОСТ распро-
страняется на толстолистовой, сортовой и фасонный про-
кат, а также на широкополосный универсальный прокат и
гнутые профили, применяемые для конструкций со сварны-
ми, клепаными или болтовыми соединениями, в основном
без дополнительной термической обработки. ГОСТом пре-
дусмотрено 9 классов прочности стали от класса 265 до 440
(табл. 16.6). Каждому классу соответствует несколько ма-
рок стали, удовлетворяющих по своим характеристикам
(химическому составу и механическим показателям) требо-
ваниям к данному классу. В табл. 16.7 приводится химиче-
ский состав наиболее распространенных марок этих сталей
повышенной прочности. Как видно из таблицы, низколеги-
рованные строительные стали обладают высокими механи-
ческими свойствами, что дает возможность значительно
снизить массу конструкций за счет уменьшения сечения
элементов по сравнению с конструкциями из низкоуглеро-
дистой стали. Все низколегированные стали этого типа от-
личаются небольшим содержанием углерода, что способст-
вует их свариваемости. Многие из этих сталей хорошо сва-
риваются всеми видами сварки, но с некоторыми ограниче-
ниями, изложенными в п. 16.6. Стали с пределом текучести
329
330
16,6. Механические свойства стаяв повышенно* гфочностн (ГОСТ
Класс прочности стали Толщина проката, мм, не более Предел текучес- ти ат, МПа Временное сопротив- ление ов, МПа Относи- тельное удлинение J5, % Изгиб до парал- лельнос- ти сторон Уцлрнья вязкость; Дж/см1, KCV
+20 -40 -70 “20
С265 160 265 430 59 29. 24
100* 265 430
20-100 295 430
С295 100* 295 480 59 29 24
С315 60 315 450 59 29 24
60 325 450 29 24
С325 60* 325 450 2! rf = 2e 59 29 24
32 345 490
С345 20* 345 480 64 29 29 40
С355 20 355 490 — 29 — —
50 375 510 20 »
C37S 10* 375 5Ю 21 — 39 29 —
50 390 510 19
С39О 20* 390 530 18 — 39 29 40
С440 32 440 590 19 — 39 29 —
Примечания:!. Показатели, отмеченные звездочкой, относятся к сортовому, полосовому и фасонному прокату;
остальные - к толстолистовому и ши рока полостном у универсальному прокату. 2. Показаны минимальные значения удар-
ной вязкости. 3. Ударная вязкость после механического старения для стали в г** ---------
4. d — диамето onoaevu л .....- —
/ 16.7. Химический состав некоторых низколегированных сталей повышенной прочности
массовая доля, %
Класс Марка С f Сг ' S 1 Р Другие элементы
Мп Si
прочности стали стали 1- ; 1 ; не более
С265 09Г2С Не более 1,3-1.7 0,5-0,8 Не более 0.035 0,03 Ni, Си не более
С325 14Г2 0,12 0,12-0,18 1.2-1.6 0,17-0,37 0,3 Не более 0.035 0,03 0.3 каждого То же
С345 15ХСНД 0.12—0,18 0,4-0.7 0.4-0,7 0,3 0,6-0,9 0.035 0.03 Ni - 0,3-0,5
С345К 10ХНДП Не более 0,3-0,6 0.17-0,37 0,5-0,8 0,01 Си - 0,2-0,4 0,07-0,12 Ni - 0,3—0,6
С345 10Г2С1 0,12 Не более 1,3—1,65 0,8-1,1 Не более 0.035 0,03 Си - 0,3-0,5 А1 - 0,05-0,15 Ni, Си - не более
С39О 14Г2АФ 0.12 0,12-0,18 1,2-1,6 0.3-0,6 0,3 Не более 0,035 0.03 0,3 каждого V - не более
С39О 10ХСНД Не более 0,5-0,8 0.8-1,1 0,4 0,6-0,9 0,035 0,03 0,3 каждого N2 -0,015-0,025 Ni - 0,5-0,8
С440 16Г2АФ 0,12 0,14-0,2 1,3-1,7 0.3-0,6 Не более 0,035 0.03 Си - 0,4-0,6 V - 0,08-0,14
С440 18Г2АФпс 0,14-0,22 1.3-1,7 Не более 0,4 Не более 0,035 0,03 Ni, Си - не более 0,3 каждого N2 -0.015-0,025 V - 0,08-0,15
0,17 0,3 Ni, Си - не более 0.3 каждого N2 -0,05-0,03
^•8. Химический состав высокопрочных конструкционных сталей,
массовая доля, %
cr^ 1 С Мп Si £ Сг [ Ni ‘ Мо
17ГШ?Рб 0,1-0,16 0,4-1,2 0,17-1,37 1,2-1,5 0,3 0,4-0,5
14ХГ^ФЛИ) 0,9- 0,16 0,9- 1,3 0,3-0,5 0,2-0,5 1,4-1,75 0,15-0,25
ЧМД 0,12-0,17 1,1-1,4 0,17 -0,37 0,9-1,3 1,7 -2,2 0,2 0,3
Продолжение табл. 16.8
Марка Иали Сц V Al N2 Nb S Р
О’3 0,004 0,02-0,08 0,001 0,01-0,04 0,035 0,035
0,3 0,05-0,1 0,05-0,1 0,02-0,03 - 0,035 0.035
14Л1НМд 0,3-0.6 0,1-0,2 0,03-0,1 0,01-0,025 0,03-0.08 0,008 0.02
более 390 Н/мм2 свариваются хуже и для получения каче-
стве,1Ного шва, в ряде случаев, требуется предвари-
тельный подогрев и соблюдение более жестких технологи-
ческих Правил.
Аля конструкций строительных машин используются
к°нструКционные низколегированные стали, содержащие
не6°ЛьШой процент углерода (до 0,16%), но больший про-
цент легирующих элементов и поэтому приближающиеся
п° Омическому составу к среднелегированным сталям
{гпаб^ 16.8). Они обладают высокими механическими свой-
стваМи: т более 590 Н/мм2, 1 >в более 686 Н/мм2; Ь5 —
не Менее 14%, при температуре —40°С KCV « 39
м2, а У стали 12ГН2МФАЮ при температуре —70°С
58 29 Дж/см2.
^ьарка конструкций из этих сталей еще более затруд-
нена^ так как требуется подогрев перед и после сварки.
Ухудшение свариваемости объясняется чувствительно-
стью низколегированных сталей с достаточно высоким про-
центу легИрОвания (особенно Сг, Mo, V, Мп) к возникно-
вение холодных трещин, которые вызываются наличием
в°Д°Рода в шве и ЗТВ, закалочными структурами, напря-
женней в сварочном соединении и жесткостью конструк-
ции. Высокая скорость охлаждения при сварке стали боль-
шои Толщины, при сварке на сквозняке, ветре и низкой
температуре металла, при выполнении швов малого сече-
ния Ыа толстых деталях приводит к образованию закалоч-
ных СтруКТурф В задачу технологии сварки этих сталей вхо-
ДИТф Максимальное снижение скорости охлаждения путем
примеИения оптимальных режимов сварки; использование
предварительного и послесварочного подогрева.
332
16.6. ТЕХНОЛОГИЯ СВАРКИ НИЗКОЛЕГИРОВАННЫХ
СТРОИТЕЛЬНЫХ СТАЛЕЙ
Сварку конструкций из низколегированных строитель-
ных сталей с пределом текучести до 390 Н/мм2 выполня-
ют всеми видами сварки аналогично низкоуглеродистой
стали. Подготовка конструкций к сварке, разделка кромок,
сборка элементов производятся по правилам, изложенным в
главах 9—12, но с большим контролем качества. При свар-
ке используются типовое сварочное оборудование и приспо-
собления. Сварка при низких температурах ограничивается
в большей степени, чем сварка низкоуглеродистой стали.
При толщине металла более 30 мм можно производить руч-
ную и механизированную сварку без предварительного по-
догрева только при положительной температуре окружаю-
щего воздуха и металла.
При ручной дуговой сварке используются, как правило,
электроды Э46А и Э50А марок УОНИ-13/55, ДСК-55 и др.
Атмосферокоррозионностойкую сталь 10ХНДП сваривают
электродами ОЗС-18 или КД-11.
При механизированной сварке в СО2 применяют прово-
локу Св-08Г2С и Св-08Г2СЦ и порошковую проволоку
ПП-АН8. Используют также самозащитную проволоку СП-
3, ПП-АНЗ и др.
Для автоматической сварки под флюсом используют
проволоку марки Св-10НМА, Св-08ГА и флюс АН-60; воз-
можно использование флюса АН-348П, однако только после
дополнительной проверки механических свойств металла
шва. Перед употреблением флюс и другие сварочные мате-
риалы следует прокаливать (табл. 16.9). Автоматическую
16.9. Режимы прокалки сварочных материалов
Электроды, - . - Температура Время, Количество на
порошковая Марка прокалки, ч рабочем месте
проволока, ос
флюс
Электроды УОНИ-13/55* 350-400* 1-2 На 4 ч работы
Э50А ДСК-50 320-350 1-1,5
ОЗС-18 250-300 1-1.5
КД-11 200 250 1- 1,5
То же, Э60 ВСФ-65У 300-350 1,5- 2
” Э70 АНП-2 420 450 2-3
Порошковая проволока:
Э50А ПП-АНЗ. ПП-АН19С, ПП-АН] 9Н. П1ЬАН8 9
333
Продолжение табл, 16,9
Электроды, порошковая проволока, флюс Марка Температура прокалки, °C Время, ч Количество на
рабочем месте
Э60 ПП-АН55 230-250 2-3 На 2 ч работы
Э70 Флюс сварочный ПП-АН54 АН-43, АН-17М АН-348А, АН-47 450-480 300- 400 3 1 1,5
*Для стали 16Г2АФ температура прокалки электродов 400-420°С ко-
личество электродов на рабочем месте - на 2 ч работы.
Примечание. Срок годности сварочных материалов после прокал-
ки при нормированном хранении не более 5 су а.
сварку с принудительным формированием шва применяют
для соединения листов различных резервуаров при их мон-
таже.
Сварка конструкций из низколегированной стали с
пределом текучести 390 Н/мм2 и более (16Г2АФ и др.)
требует соблюдения нескольких особых правил. Это объяс-
няется увеличением содержания легирующих элементов в
этой стали (16Г2АФ). Металл, поступающий для изготовле-
ния сварных конструкций из этой стали, должен быть ос-
мотрен для выявления поверхностных дефектов (расслое-
ний, вмятин и т.п.) с целью недопущения его к сварке.
Обработанные конструкции, особенно кромки, подлежа-
щие сварке, не должны иметь неровностей от термической
резки. Кромки свариваемых элементов и прилегающий к
ним металл, а также места приварки приспособлений и вы-
водных планок должны быть зачищены до металлического
блеска.
Сборку конструкций следует производить при помощи
сборочных приспособлений. Прихватки должны выполнять-
ся высококвалифицированными сварщиками электродами
марки УОНИ-13/55 или УОНИ-13/45 диаметром 4_мм на
максимальных режимах. Длина прихваток должна быть не
менее 100 мм с расстоянием между ними не более 400 мм.
В случае приварки приспособлений к стали места приварки
следует перед сваркой подогреть до температуры, указан-
ной ниже.
При ручной сварке металл толщиной до 10 мм должен
быть подогрет до температуры 15—70°С, толщиной 12—15
мм — до 70—120°С, толщиной 16 мм и более — до
334
120—200°С. При механизированной сварке в СО? или по-
рошковой проволокой сварка стали толщиной до 15 мм воз-
можна только при температуре металла не менее 15°С, при
толщине 16—20 мм — при подогреве до 80—120°С и при
толщине 32—50 мм — до 120—160°С. Важно поддержи-
вать указанную температуру подогрева в процессе сварки
всех ступеней и секций шва и контролировать ее при помо-
щи термокарандашей или другими способами. Электрошла-
ковая автоматическая сварка допускается без подогрева
стали.
Сварщики, допускаемые к сварке этой стали, должны
пройти испытания и получить удостоверения на право ее
сварки. При сварке низколегированных сталей необходимо
строго соблюдать требования технологии, предусмотренные
для всех низкоуглеродистых и низколегированных сталей.
Особое внимание должно быть уделено подготовке свароч-
ных материалов — электродов, проволоки, флюса, кото-
рые должны прокаливаться перед сваркой (см. табл. 16.9).
Проволока сплошного сечения должна подвергаться очистке
на специальных станках путем протягивания ее через уст-
ройства, заполненные очищающими компонентами (на-
ждак, сварочный флюс, кирпич и др.) с войлочными фильт-
рами. При механической очистке проволоку предваритель-
но прокаливают при температуре 150—200°С в течение
1,5—2 ч.
Ручную сварку стали 16Г2АФ выполняют электродами
типа Э50А марки УОНИ-13/55. При сварке соединений с
разделкой кромок рекомендуется сваривать корневой шов
электродами УОНИ-13/45 для получения более пластично-
го металла в корне шва; основной шов выполняют элек-
тродами УОНИ-13/55. При механизированной сварке в
СО? используют проволоку марки Св-08Г2С, Св-08Г2СЦ,
Св-()8ХГСМА и хорошо просушенный углекислый газ вы-
сшего или 1-го сорта или газовую смесь на основе Аг. При
сварке порошковой самозащитной проволокой рекомендует-
ся проволока марки ПП-АН19С. При автоматической свар-
ке под флюсом применяют проволоку марки Св-10НМА и
флюс АН-17М и АН-47. Возможно использование проволо-
ки Св-08ХМ в сочетании с флюсом АН-47.
335
16.7. ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОПРОЧНОЙ
КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ
Высокопрочные конструкционные стали, состав которых
приведен в табл. !6.8. свариваются всеми видами сварки с
соблюдением технологических правил, установленных для
сварки стали 16Г2АФ, но с некоторыми добавлениями.
Ручная сварка производится электродами марки
АНП-2, которые перед сваркой должны быть обязательно
прокалены на режимах, указанных в табл. 16.9. Это, как и
хорошая очистка свариваемого металла, обеспечивает сЫ
держание в шве Н2 не более 2 см3/100 г металла. При ме<|
ханизированной сварке в СО2 применяют проволоку Св4
10ХГ2СМА и Св-08ХН2Г2СМЮ (ГОСТ 2246—70*) и по|
рошковую проволоку ПП-АН54 и ПП-АН55: последняя
обеспечивает наиболее благоприятные механические свой-*
ства сварных соединений. Смеси газов на базе аргона
(75%Аг + 20%СО2 + 5%О2) используют для обеспечения
более стабильных свойств сварных соединений в конструк-^
циях, работающих при низких температурах.
Автоматическую сварку ведут проволокой
Св-О8ХН2ГМЮ под флюсом АН-17М или АН-43.
При сборке конструкций стремятся избежать приварки
сборочных приспособлений и вообще поверхностного по
вреждения металла и ожогов его дугой. Прихватки стыков
выполняют так же, как у стали 16Г2АФ. Допускается при
хватка электродами УОНИ-13/45 и, если прихватки кач<
ственные, их оставляют в шве, не удаляя. Протяженны
стыковые соединения большой толщины скрепляют массив
ными прихватками на всю толщину металла длиноп
150—200 мм через 1500—2000 мм.
При сварке обязательным является предварительный
сопутствующий подогрев. Температура подогрева долж
быть не менее 20—50°С и не более 150°С и регулируется
зависимости от режима сварки (погонной энергии qu)
толщины металла. Для примера приводятся режимы ав1
матической сварки стыковых соединений в табл. 16.10.
И помощи термопар, термоэлектрических пирометров и
~1 тсрмокарандашеШТ^комёндУется послесварочный подогр<
особенно для металла большой толщины, при температу
не более 150—200°С в течение 1—2 ч. Причем подогрев;,
С) металл следует сразу после сварки, при его температуре
менее Д50°С.____________________________________
( При многослойной сварке следует выполнять корнен
шов, а также промежуточный один слой шва электрода
336
16.10. Рекомендуемые режимы автоматической сварки под флюсом
стыковых соединений без скоса кромок
Температура ц , кДж/см, при толщине металла, мм
подогрева, °C —j----------- ---------------- ---------
J2 16 20
25 33 40
22 30 35
Подогревают металл электроподогревателями или газо-
выми горелками. Температуру подогреваемого металла кон-
тролируют на расстоянии 5—6 толщин металла от шва при.*
I*(или проволоками при механизированной сварке), обеспе- I
«чивающими более мягкий металл, например электродами J
УОНИ-13/45Л-----------------------------------------
Выполнением всех указанных мероприятий достигаются
оптимальная скорость охлаждения, удаление водорода,
уменьшение образования закалочных структур и получение
качественного сварного соединения без трещин.
Высокопрочные хреднелегированные стали (хромомо-
либденовые, хромомолебденованадиевые, хромокремнемар-
ганцевые и др.) обычно для сварных конструкций в строи-
тельстве не применяются. Механические свойства этих ста-
лей, как правило, очень высокие. Широко известны в ма-
шиностроении стали марок ЗОХГСА, ЗОХГСНА, 30ХН2МА
и др. Предел прочности этих сталей 1100—1650 Н/мм2,
предел текучести 850—1400 Н/мм2. Сварка этих сталей
возможна только с общим предварительным и сопутствую-
щим подогревом до температура 250—300°С и последую-
щим отпуском при температуре 560—660°С. Металл тол-
щиной до 6 мм сваривают без подогрева. Для сварки при-
меняют электроды марки ЦЛ-19 или НИАТ-ЗМ. Если к
сварным соединениям не предъявлять требования высокой
прочности, допускается сварка аустенитными электродами
НИАТ-5 и в этом случае последующая термообработка не
требуется.
16.8. ТЕХНОЛОГИЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ
СТАЛЕЙ
Теплоустойчивые стали обладают повышенной механи-
хжой прочностью при высоких температурах (до 600°С) и
гительных постоянных нагрузках. Считаясь низколегиро-
337
ванными сталями, они практически близки сталям средне-
легированным, так как некоторые из них имеют легирую-
щих примесей более 2,5%. Эти стали применяются при со-
оружении энергетических установок, работающих в услови-
ях повышенных температур. В состав сталей входят Mo, V,
W, Сг, что предопределяет сложность их сварки.
Подготовка сталей и сварочных материалов к сварке,
методы сборки и ее качество, требования к чистоте свари-
ваемых кромок и поверхностей аналогичны описанным в
пп. 16.6 и 16.7. Для получения качественных сварных сое-
динений должны быть правильно определены основные раз-
делы технологии: термический цикл сварки; температура
подогрева; меры по снижению содержания водорода в свар-
ных соединениях; режим отдыха сварных деталей; термиче-
ская обработка сварных соединений.
Для определения термического цикла подбирают по-
гонную энергию сварки для металла различной толщины,
исходя из принятой температуры подогрева 125°С и при
различных скоростях охлаждения, равных 20; 10; 5 и
2,5°С/с, что в интервале температур от 800 до 500°С (ин-
тервал температур минимальной устойчивости аустенита
при охлаждении) соответствует времени охлаждения t в
15, 30, 60, 120 с. При этих условиях рекомендуется погон-
ная энергия qu для сварки стыковых соединений различной
толщины (табл. 16.11).
Подогрев необходим во всех случаях сварки даже при
комнатной температуре. Для сталей 12ХМ, 15ХМ и
12X1 МФ при толщине 5—6 мм подогрев не требуется. При
большей толщине, а также для сталей других марок требу-
ется подогрев до 100—200°С (чем больше толщина стали,
тем выше температура подогрева).
/
16.11. Рекомендуемая погонная энергия для сварки стыковых
соединений с подогревом до 125°С
Толщина Погонная энергия </ , кДж/см, при ДГ,
металла, мм 15 30 60 1 120
12 9,3 13,8 21,3 32.8
15 10,7 16,4 25,3 39
20 13,2 20,4 31,4 48.3
25 15,6 24,1 37,1 57,1
30 17.9 27,6 42,5 65.4
338
Для борьбы с водородом принимаются те же режимы
прокалки сварочных материалов, которые приведены в
табл. 16.9. При сварке стали большой толщины или при
наличии концентраторов напряжений применяют низкотем-
пературный послесварочный отдых (при 100—200°С) в те-
чение 8—10 ч для удаления водорода и релаксации напря-
жений. Кроме того, для большинства сталей применяют вы-
сокий отпуск сварных соединений при температуре
650—750°С.
Для ручной дуговой сварки применяют электроды
различных марок (см. табл. 9.2). Для механизирован-
ной сварки в СО2 —проволоку марок Св-10ХГСМА,
Св-08ХГСМФА. Автоматическую сварку под флюсом АН-
22 и других марок выполняют проволокой Св-08ХМФА,
Св-14Х1М1ФА и др. В зависимости от марки стали
подбирают плавленый или керамический флюс и марку
проволоки.
ГЛАВА 17. СВАРКА ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ
17.1. ХАРАКТЕРИСТИКА ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ И ИХ НАЗНАЧЕНИЕ
К высоколегированным сталям относятся сплавы метал-
лов, которые не менее чем на 45% состоят из железа, а
суммарное содержание в них легирующих элементов долж-
но быть по верхнему пределу не менее 10%, в том числе
одного из элементов по нижнему пределу — не менее 5%.
К высоколегированным относится большое количество
сталей различного химического состава, используемых в
народном хозяйстве для специализированного оборудова-
ния, установок и конструкций химических, энергетических,
пищевых, электротехнических и других производств. Кроме
сталей в народном хозяйстве используются сплавы, которые
по химическому составу делятся на два класса в зависимо-
сти от основного составляющего элемента: сплавы на желе-
зоникелевой и никелевой основах.
Высоколегированные стали, а также сплавы в зависимо-
сти от основных свойств подразделяются на т р и г р у fl-
fl ы:
1 — коррозионнЗстойкие (нержавеющие) против меж-
кристаллитной, электрохимической и химической (атмос-
339
фермой, почвенной, щелочной, кислотной, солевой) корро-
зии;
II — жаростойкие (окалиностойкие) против химически
го разрушения поверхности в газовых средах при темпера
туре выше 550°С и при ненагруженном или слабонагружен
ном состоянии;
III — жаропрочные, способные работать в нагруженном
состоянии при высоких температурах в течение определен
ного времени и имеющие при этом достаточную жаростой
кость.
По структуре стали подразделяются на к л а с с ы: мар
тенситный, мартенситно-ферритный, ферритный, аустенит
но-мартенситный, аустснитно-ферритный и аустенитный.
Это подразделение имеет наиболее существенное значение
для технологии сварки стали и обеспечения требуемых
свойств сварных соединений.
Области применения высоколеги
рованных сталей разнообразны. Стали мартен
ситного, мартенситно-ферритного и ферритного классов
имеют высокие коррозионностойкие, жаростойкие и жароп
рочные свойства, их применяют для химической аппарату
ры, цилиндров газовых турбин, лопаток паровых турбин,
оборудования азотно-кислотных и консервных заводов, эле
ментов котельных установок и аппаратуры азотной и фос
форной кислот и другой аппаратуры, требующей примене
ния жаропрочной стали при температуре до 1100°С. Стали
аустенитного, аустенитно-мартенситного и аустенитно-фер-
ритного классов также имеют высокие коррозионно-стойкие
жаростойкие свойства, а некоторые из них — жаропроч-
ные, их используют для арматуры и труб паровых и газо-
вых турбин, муфелей печей, поковок и литья для турбин и
различных конструкций в химическом, энергетическом,
нефтяном и газовом машиностроении, пищевой промыш-
ленности. Многие марки высоколегированных сталей нахо-
дят применение одновременно в разных областях, например
в конструкциях, где требуемся жаропрочность, и конструк-
циях, где нужна хладостойкость и т.д.
17.2. СВАРКА МАРТЕНСИТНЫХ,
МАРТЕНСИТНО-ФЕРРИТНЫХ И ФЕРРИТНЫХ
ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
Высокохромистые стали, как правило, содержат неболь-
шой процент углерода, т.е. являются низкоуглеродистыми
высокохромистыми сталями. При содержании углерода бо-
340
не 0,06—0,08% стали с содержанием хрома до 12—13%
относятся к мартенситному классу; с 13—16% хрома — к
мартенситно-ферритному классу; более 16% хрома — к
ферритному классу. При большем содержании углерода
требуется и большее содержание хрома для получения ста-
ли ферритного класса. Введение в сталь других легирую-
щих элементов также влияет на изменение структуры. Со-
став некоторых высокохромистых сталей приве-
ден в табл. 17.1.
Сварка высокохромистой стали швами, состав которых
аналогичен составу основного металла, сопряжена с услож-
нением технологии, но зато сохраняет основные свойства
сварной конструкции. При этом обязательными являются
предварительный и сопутствующий подогрев и последую-
щая термообработка. Без такой усложненной технологии
сварки, как правило, в швах и ЗТВ, образуются холодные
трещины, вызванные закалочными структурами и низкой
деформационной способностью соединения, неспособного
противостоять высоким сварочным и структурным напряже-
нием. Для мартенситно-ферритной стали при сварке требу-
ется предварительный и сопутствующий подогрев до темпе-
ратуры 100—120°С (для стали 08X13) и 200—250°С)для
стали 12X13). Для сталей других марок температура подо-
грева подбирается в зависимости от степени легирования и
свойств стали. Высокохромистые стали мартенситно-фер-
ритного и ферритного классов склонны к межкристаллит-
ной коррозии, вследствие наличия остаточного углерода, не
успевшего раствориться в аустените при быстром охлажде-
нии, характерном для сварных соединений. Для борьбы с
э^им явлением рекомендуется применять выдержку свар-
ных конструкций при температуре до 100—120°С в тече-
ние 1,5—2 ч для завершения превращения аустенит —
мартенсит, после чего следует произвести высокий отпуск
конструкции. Высокохромистые стали сваривают вручную
покрытыми электродами, под флюсом, в среде защитных
газов с применением электродов, проволок и флюсов, обес-
печивающих получение шва, близкого по химическому со-
ставу основному металлу. После сварки, как правило, тре-
буется термическая обработка в виде высокого отпуска.
Температуру отпуска подбирают в зависимости от темпера-
туры отпуска металла до сварки, примерно на 20°С ниже.
Термическая обработка после сварки улучшает не только
механические свойства, но и коррозионную стойкость свар-
ных соединений. Увеличенная жесткость и толщина свари-
ваемых деталей повышает вероятность образования холод-
341
17.1. Состав и основные свойства некоторых высокохромистых сталей
Марка сдали С Массовое содержание, % Мп | Si | Cr [ Ni | Структура 1 Основные свойства 1
08X13 <0.08 <0,8 <0,8 12 14 - - Ферриi И мартенсит Коррозионное! ойкая, ная жаропроч-
12X13 0,09- 0.15 <0,8 <0.8 ч 12 14 - - Мартенсит и ферри 1 Коррозионностойкая» Ная до 500°С жароироч-
О8Х17Т < 0.08 <U,8 <0,8 16-18 - 0.8 Феррит Жаросгойкая, коррозионностой- кая
14Х17Н2 0,11 -0.17 < 0,8 < 0.8 16 18 1,5- 2,5 - Мартенсит Коррозионносзойкая, ная жаропроч-
15Х25Т <0.15 < 0,8 < 1 24- 27 - 0,9 Феррит Коррозионностойкая, кая до 1100°С жа рос той-
17.2. Материалы, применяемые для сварки некоторых высокохромистых сталей
Марка стали Электроды Проволока для Сварка под флюсом
-------------------.-------------- сварки в CCh —-------------------------
тип марка проволока флюс
08X13. 12X13 Э12Х13 УОНИ-13/1X13 ( В-08Х14ГН1 Св-06 XI4 АН-30. АН-17
14Х17Н2 Э08Х19Н10ГМБ А НВ-2 СВ-О8Х14ГНТ (В-О6Х18Н2ГНТ АН 1'8
08X171 310X177 УОНИ-1 3/10X171 ЦЛ-10 ( В-О8Х2ОН15ФЬЮ ( В-О8Х20Н15ФЫО АН-26*
15X25 1 Э1ОХ25Н15Г2Б ЦЛ-9 CB-13X25HI3 (В-О6Х25Н12ГЮ (В-О7Х25Н13 СВ-06Х25Н12ТЮ АН-26*
* Микроструктура шва феррито-аусаенитная. 50/50',#.
£
ных трещин. Изделия небольшой жесткости при толщине
элементов до 8—10 мм из стали 12X13 сваривают в угле-
кислом газе без предварительного подогрева, но с последу-
ющей термообработкой. Высокохромистые ферритные стали
при сварке склонны к росту зерна в ЗТВ и шве, при этом
хрупкость, связанная с крупным зерном, может вызвать по-
явление трещин. Предварительный подогрев и последующая
термообработка не всегда обеспечивают требуемые свойства
сварных соединений со швами, аналогично основному со-
ставу металла. При ручной сварке для получения таких
швов используют электроды с покрытием основного типа с
большим количеством ферротитана и алюминия (ЦЛ-10)
для повышения коррозионной стойкости и измельчения зер-
на. Однако чаще используют хромоникелевые электроды
(ЦЛ-9), а при механизированной сварке (в СО2, под флю-
сом, в Аг) — хромоникелевую проволоку (табл. 17.2). В
этом случае шов приобретает аустенитно-ферритную струк-
туру, стойкую против образования трещин и с коррозион-
ной стойкостью, аналогичной или близкой основному ме-
таллу. Однако для этого проволока или покрытие должны
содержать также титан и ниобий, переходящие в шов для
борьбы с горячими трещинами и с ростом зерна. Следует
иметь в виду, что сварка высокохромистых сталей аусте-
нитными материалами образует швы с более низким значе-
нием предела текучести и прочности, чем у основного ме-
талла.
17.3. СВАРКА АУСТЕНИТНЫХ СТАЛЕЙ
И СПЛАВОВ
В народном хозяйстве широко используется большое ко-
личество разнообразных марок высоколегированных аусте-
нитных сталей и сплавов, основными легирующими элемен-
тами которых являются хром и никель. Аустенитными ста-
лями считают сплавы на основе железа, у которых содер-
жание легирующих элементов не более 55%. К аустенит-
ным сплавам относят железоникелевые сплавы, содержащие
железа и никеля не менее 65% при отношении никеля к
железу 1:1,5, и никелевые сплавы, содержащие никелине
менее 55%.
По системе легирования аустенитные стали делятся на
хромоникелевые и хромомарганцевые, а также хромони-
кельмолибденовые и хромоникельмарганцевые. По структу-
344
ре они подразделяются на стали аустенитно-мартенситные,
аустенитно-ферритные и аустенитные (табл. 17.3). Для
обеспечения жаропрочности стали легируются у п р о ч-
нителями — молибденом и вольфрамом и для измель-
чения зерна — бором. Окалиностойкость при высокой тем-
пературе достигается легированием алюминием и кремни-
ем. Для предупреждения межкристаллитной коррозии, к
которой склонна аустенитная сталь при наличии нераство-
ренного в аустените углерода, ее легируют титаном и нио-
бием, связывающими углерод в карбид и, кроме того, уп-
рочняющими сталь. Многие из сталей этих классов и спла-
вов обладают высокой хладностойкостью и применяются в
криогенной технике. Все указанные стали и сплавы содер-
жат углерода не более 0,12%, что необходимо для обеспе-
чения их свойств и предохранения от образования трещин
при сварке и эксплуатации.
При сварке аустенитной стали основные трудности за-
ключаются в многообразии марок стали, предназначенных
для различных условий эксплуатации и поэтому легирован-
ных различными компонентами. Все они требуют индиви-
дуального подхода к технологии сварки стали каждой мар-
ки. Однако главным и характерным для сталей данного ти-
па является преодоление склонности к образованию в шве и
ЗТВ горячих трещин, образующихся как при сварке, так и
в процессе эксплуатации при повышенных температурах
или при термической обработке.
Горячие трещины образуются в этих сталях,
легированных значительным процентом никеля, вследствие
особенностей их кристаллизации, при которой происходят
рост крупных столбчатых кристаллитов и обогащение меж-
кристаллитных участков легкоплавкими примесями. Для
измельчения кристаллитов, устранения столбчатой структу-
ры необходимо получение аустенитных швов с некоторым
количеством феррита, который способствует измельчению
структуры, нарушение столбчатости кристаллитов и боль-
шей растворимости в них примесей. При сварке жаропроч-
ных и жаростойких изделий, работающих в условиях высо-
ких температур, для предупреждения образования трещин
необходимо наличие в швах 4—5% феррита. Кроме того,
должно быть резко ограничено содержание таких примесей
как сера и фосфор в сварочной проволоке, флюсах и по-
крытиях электродов. В некоторых сталях для уменьшения
склонности к образованию горячих трещин применяют бор
и другие микродобавки.
Для борьбы с термическим старением
хромоникелевых сталей при длительном нагревании до
345
17.3. Состав некоторых аустенитных сталей, %
Марка : С Сг Ni Ki f Si Мп । । 1 1 1 is! ! 1 Л 1 1 LlJ 5олее Прочие элементы Характеристи- ка
стали |
1
О9Х17Н71О 0.09 16—18 6.5—7.5 Аустенитно-мартенситньН 0.8 0,8 0.02 0,03 А1 =0.5-0.8 Коррозионно-
08X21Н6М2Т <0,08 20—22 5,5-6.5 Аустенитно*ферритные 0.2—0.4 0.8 0.8 0.025 0,035 Мо =1.8-2.5 стойкая Жаростойкая
08Х18Н10Т <0.08 17—19 9-11 Аустенитные 5С—0,6 <0.8 <2 0.02 0,035 Жаростойкая
10X17H13M3T 0.1 16 — 18 1'2-14 5С-0,7 < 0,8 < 2 0.02 0,035 Мо =3-3,5 и жаропрочная Жаростойкая
09Х14Н19В2БР 0,07— 13—15 18-20 < °-6 ' <2 0,02 0.035 W = 2-2.75 Жаропрочная
0,12 ХН65МБ 0.03 14,4- Основа < 0,15 -<_1 0.02 0,02 Nb =0.9-1,3 В <0.005 Се <0.02 Мо- 15-17 Коррозионно-
(сплав) 16.5 W = 3-4,5 Fe<l стойкий. при- меняется для изготовления электродов
350—650°С, сопровождающемся выпадением карбидов и
появлением хрупкости, стремятся уменьшить содержание
углерода в стали и наплавленном металле, как источника
образования карбидов.
При сварке высокопрочных хромоникелевых сталей в
ЗТВ возможно образование холодных трещин.
Чтобы избежать этого, необходимо предварительно прово-
дить термическую аустенизацию сталей, а также применять
предварительный и сопутствующий подогрев до
250—400°С.
Большинство высоколегированных сталей имеет низкий
коэффициент теплопроводимости и высокий коэффициент
линейного расширения, что вызывает расширение зоны
проплавления и нагрева при сварке, а также увеличение
деформации металла шва и ЗТВ и, следовательно, самого
изделия. Для уменьшения перегрева электрода длину элек-
тродов и плотность допускаемого сварочного тока, по срав-
нению с электродами для низкоуглеродистой стали, умень-
шают примерно на 20%. Уменьшают также вылет свароч-
ной проволоки при механизированных и автоматических
методах сварки и увеличивают скорость подачи проволоки.
Повышенные пластические деформации шйа^ и ЗТВ,
особенно при сварке многослойных швов, вызывают упроч-
нение сварного соединения и увеличение сварочных напря-
жений, что часто требует термической обработки после
сварки.
Аустенитные стали сваривают всеми способами сварки
плавлением. Ручная дуговая сварка осуществляется элект-
родами с покрытием основного типа. Как правило, швы
сваривают короткой дугой ниточными швами без попереч-^
ных колебаний электрода, что уменьшает разбрызгиваниеЛ ’
Сварка рекомендуете^ электродами диаметром 3~-4Чим, хо-
рошо прокаленным^ сДос’250—400°С в течение 1,5—2 ч. <
Электроды подбирают с покрытием и стержнем, обеспечи- И
вающими требуемые свойства основного металла и получе-
ние в аустенитном шве ферритной фазы 4—5%, сварку
производят постоянным током обратной полярности. При-
мерные режимы сварки приводятся в табл, 17,4,
Широко распространена при изготовлении технологиче-
ского оборудования и другой аппаратуры сварка под флю-
сом. Ее применяют для соединения стали толщиной
3—50 мм, при этом обеспечивается высокая стабильность
состава и свойств на всей длине шва. Шов получается мел-
кочешуйчатым, с плавным переходом к основному металлу,
брызги практически отсутствуют, угар минимальный. Для
347
17.4. Примерные режимы ручной дуговой сварки
Толщина Размеры электродов. Сварочнй ток, А, при положениях
металла, мм мм сварки
диаметр ‘ длина нижнем вертикальном потолочном
До 2 2 20(1 250 30 50
2.5 3 3 300 350 70 100 50 80 45 75
3 8 3 4 300-350 85 140 75 130 65 120
8- 12 4 350 85- 140 75 130 65 - 130
уменьшения перегрева металла шов выполняют тонкой
проволокой (2—3 мм) и слоями небольшого сечения, леги-
рование осуществляют в основном проволокой, но прибега-
ют к легированию через флюс, для чего применяют кера-
мические флюсы, например марки К-8. Все флюсы, приме-
няемые для сварки, прокаливают непосредственно перед
употреблением при 500—900°С в течение 1—2 ч. Остатки
флюса и шлака тщательно удаляют со шва после сварки.
Высоколегированные аустенитные стали хорошо соеди-
няются электрошлаковой сваркой, однако, во избежание
ножевой коррозии, которая возможна в околошовной зоне
вследствие длительного теплового воздействия, после свар-
ки следует повергать изделие стабилизирующему отжигу
или закалке.
Для металла толщиной до 5—7 мм успешно применяют
аргоно-дуговую сварку неплавящимся электродом с приса-
дочной проволокой или без нее. Применяют также механи-
зированную сварку плавящимся электродом, при этом до-
биваются струйного переноса на критических точках, что
обеспечивает стабильность процесса без разбрызгивания.
Для снижения критического тока при сварке тонкого ме-
талла добавляют в аргон 3—5% О2 и 15—20% СО2. В на-
стоящее время все более распространяется импульсно-дуго-
вая сварка плавящимся электродом, которой соединяют де-
тали различной толщины, в том числе тонкие. Этот вид
сварки вызывает измельчение структуры шва и снижает пе-
регрев ЗТВ, что повышает стойкость соединения против об-
разования трещин. Применяется сварка в углекислом газе
специально легированными проволоками, которые компен-
сируют угар легирующих элементов в процессе сварки в
СО2 и содержат раскислители и карбидообразующие эле-
менты. Для борьбы с разбрызгиванием применяют специ-
альные эмульсии, которые наносят на поверхность перед
сваркой, что предохраняет от налипания брызг.
348
Высоколегированные аустенитные стали хорошо свари-
ваются другими видами сварки: электронно-лучевой, кон-
тактной, диффузионной в вакууме, трением и плазменной
сваркой.
17.4. СВАРКА РАЗНОРОДНЫХ СТАЛЕЙ
Некоторые сварные конструкции с целью экономии до-
рогих высоколегированных сталей сооружаются из разно-
родных сталей. Часть этих конструкций, работающих в не-
агрессивных средах и при невысокой температуре, изготов-
ляют из низкоуглеродистых или низколегированных сталей,
а основную часть, работающую в более тяжелых услови-
ях, — из высоколегированных сталей. Таким образом воз-
никает необходимость сварки разнородных сталей. Различа-
ют сварку разнородных сталей одного структурного класса,
но с разным легированием и сварку сталей разнородного
структурного класса.
Сварка перлитных сталей одного
структурного класса. К этим сталям относятся
низкоуглеродистые низколегированные, среднеуглеродистые
низколегированные и некоторые среднелегированные ста-
ли — СтЗ, 20, 09Г2, 10ХСНД, ЗОХГСА, 15ХМ, 15Х1М1Ф,
40Х и др. Для сварки таких сталей с различным легирова-
нием, например СтЗ со сталью 15ХМ, применяют техноло-
гию, принятую для низкоуглеродистой стали, т.е. для стали
с меньшим легированием. Предварительный подогрев мо-
жет потребоваться в данном случае для стали 15ХМ при
увеличенной толщине и жесткости элементов. Термообра-
ботка, как правило, не требуется. Применяют электроды с
Покрытием основного типа (УОНИ-13/45, СМ-11 и др.) и
Сварочную проволоку, обеспечивающую более пластичный
Металл шва.
Сварка высоколегированных м ар-
гоне ит н ы х, ферритных и аустенитных
1 т а л е й одного структурного класса,
ю с различным легированием выполняется с режимами по-
(огрева и термообработки, установленными для стали, бо-
lee закаливающейся. Сварочные материалы (электроды,
|роволоку, флюс и др.) подбирают для получения швов без
трещин й закаленных хрупких участков. Режим сварки на-
тачают, ориентируясь на более легированную сталь, у аус-
тенитных сталей для снятия напряжений проводят стабили-
ацию при 800—850°С и, если конструкция должна рабо-
349
тать при высокой температуре, — аустенизацию при
1100—1150°С.
Сварка сталей разнородных струк-
турных классов. Перлитные стали с хромистыми
мартенситными сталями, содержащими 12% Сг, сваривают
перлут^шУС^ЗДектродами и проволоками (электроды
5О9Х1М, проволоки Св-08ХМ и др.) При этом шов содер-
жит до 5% Сг и обладает удовлетворительной прочностью
и пластичностью. Подогрев и отпуск для высокохромистой
стали выбирают по необходимости.
Сварку перлитной стали с высокохромистыми феррит-
ными и аустенитно-ферритными сталями рекомендуется
выполнять электродами и проволоками аустенитно-феррит-
ного класса, обеспечивающими стабильность свойств шва и
переходных участков у перлитной стали. Трудность с й а р-
ки перлитной стали с высоколегиро-
ванными хроми стыми, хромоникеле-
выми аустенитными, аустенитн о-ф е р-
ритными и ферритными сталями заклю-
чается в возникновении в зоне сплавления хрупких просло-
ек высоколегированного мартенсита вследствие образования
со стороны легированного металла устойчивых карбидов за
счет углерода перлитной стали; диффузия углерода для об-
разования карбидов приводит к обезуглероживанию про-
слойки перлитной стали.
Таким образом, при температуре ниже точки( Ас^Хо сто-
роны перлитной стали образуется полностью обезуглеро-
женная прослойка, а со стороны легированной — науглеро-
женная (за счет карбидов С, Mn, Si, Mo, W и др.) с содер-
жанием до 1,5—2% С. Ширина этих прослоек зависит от
запаса аустенизации; с повышением содержания никеля ц
шве до 35% прослойки не образуются. Другой трудностыо|
возникающей при сварке этих сталей, являются повышеи
ные сварочные напряжения, образующиеся в сварных cofl
динениях вследствие разности линейного расширения. П|Я
работе соединений в условиях повышенных температур „
напряжения могут складываться с рабочими и темпера
ными напряжениями, вызывая разрушение конструкци н
связи с этим рекомендуется применять соединения из ра^
неродных сталей в деталях, работающих при температуря
не более 200—250°С. Я
Для сварки перлитной и мартенситной высокопрочНЯ
стали с аустенитной применяют электроды тия
Эл 1Х15Н25М6АГ2 марки НИАТ-5, а для корневых ш|Я
еще более легированные электродыхЭ08Х14Н65М15В4гИ
Эти же электроды, а также Э08Н60Г7М7Г марки АНЖР-2
используют при3 работе соединений в условиях высоких
температур. В соединениях, где применена незакаливающа-
яся сталь (СтЗ, 09Г2 и др.), термическая обработка после
сварки не требуется. Если применена закаливающаяся
сталь, то следует кромки се перед сваркой наплавить аусте-
нитными электродами и произвести отпуск только этой час-
ти соединения, после чего выполнить сварку его с аустенит-
ной частью и в этом случае термообработка всего соедине-
ния не требуется.
17.5. СВАРКА ДВУХСЛОЙНЫХ СТАЛЕЙ
Двухслойные стали, выпускаемые металлургической
промышленностью в виде листов, используются для изго-
ювления аппаратуры, работающей в коррозионной среде.
Коррозионностойкий слой обычно располагается на внут-
ренней поверхности аппарата и состоит из хромоникелевых
высоколегированных сталей аустенитного класса
< 12Х18Ц4ДТ, 08Х18Н12Б и др.), а также из высокохроми-
с1ых сталей (08X13, 12X13) толщиной от 3 до 12 мм. Ос-
новной слой более толстый (до 150 мм), состоит из низко-
легированной или низкоуглеродистой стали (15ХМ, СтЗ и
др.) и воспринимает нагрузки, действующие при эксплуа-
1лции аппарата.
ГОСТ 16098—80 установил основные типы и конструк-
। ивные элементы подготовки кромок для сварки двухслой-
ной стали. Основная трудность заключается в сохранении
при сварке Химического состава и коррозионной стойкости
облицовочного слоя, так как его металл может оказаться
разбавленным металлом низколегированного слоя. Для пре-
дупреждения этого сваривают промежуточный слой между
(Основным и облицовочным металлом высоколегированными
Исктродами или проволоками. На рис. 17.1. а показан раз-
)ез шва стыкового соединения с облицовочным слоем лис-
*ов из стали 08X13, выполненного двусторонней автомати-
ческой сваркой под флюсом: сначала заварили промежуточ-
ный слой 1 проволокой марки Св-10Х16Н25АМ6 под флю-
1рм АН-45, затем толстый слой 2 из низкоуглеродистой
Йали проволокой Св-08А под флюсом АН-348 и в послед-
нюю очередь облицовочный слой, состоящий из стали
(16X13 проволокой Св-10Х16Н25АМ под флюсом АН-45.
Примерный перечень материалов для автоматической свар-
ку под флюсом облицовочного и разделительного слоев шва
351
17.1. Сварка двухслойной стали
а — автоматизированная сварка; б — односторонняя ручная сварка со сто
роны низкоуглеродистого слоя; в — односторонняя сварка со стороны об
лицовочного слоя; 1—4 — последовательность сварки
приведен в табл. 17.5. На рис. 17.1, б, в показаны разрезы
швов, выполненных односторонней ручной дуговой сваркой;
на рис. 17,1, б — сваркой со стороны основного низкоугле
родистого слоя, на рис. 17.1, в — со стороны высоколегиро
ванного слоя. В этом случае слой 1 Jpnc. 17.1, б) сваривали
аустенитными электродами типа 311Х15Н25М6АГ2 марки
ЦЛ-9М, а слои 2, 3, 4 — электродами типа Э42А. При
сварке шва, показанного на рис. 17.1, в, сначала сваривали
слои*/^2 электродами типа Э42А, а затем слои 3 и 4 элек
тродами Э11Х15Н25М6АГ2. Примерный перечень электро
дов для сварки облицовочного слоя приведен в табл. 17.6.
Переходный слой можно не выполнять, если использо
вать для автоматической сварки под флюсом АН-26 порош
ковые ленты ПЛ-АНВ-54 для стали 0Х18Н10Т и
12Х18Н10Т и ПЛ-АНВ-69 для стали 10Х17Н13М2Т и
10X17H13M3T. В этом случае проплавление и смешивание
металлов будет небольшим и облицовочный слой сохрани ।
свои качества.
17.5. Материалы для сварки под флюсом двухслойных сталей
Марки облицо- вочной стали Марка сварочной проволоки . Марка флюса Назначение шва.
08Х18Н10Т, 1 2X1 8111 ОТ J2X18H9T Св-О7Х25Н12Г2Т; Св-08Х25Н13БТЮ СВ-06Х25Н1 2ТЮ АН-26 АН-45 Разделительный облицовочный
1OXI7H13M2T 1OX17H13M3T Св-ОХЗОН4ОМ6ТБ; СВ-96Х20Н11МЗТЮ Св-08Х19Н1ОМЗБ АН-26 АН-45 То же
08X13, 12X13 Св-1 ОХ 16Н25АМ6 АН-45; АН-18
352
17.6. Электроды для сварки двухслойных сталей
Марка Тип Наплавленный Марка стали облицовочно-
металл го слоя и характеристика
... J L _ металла шва
ЗИО-7 Э1ОХ25Н13Г2Б Аустенитно-феррит-Сталь типа 18-10, когда к
ЦЛ-9 Э1ОХ25Н13Г2Б ный, до 2,5% металлу шва предъявляют- ся-фазы ся требования стойкости к 08Х24Н13Б межкристаллитной корро- зии То же, более 2,5% 12X18Н|0Т, О8ПЗ и др.,
ЦЛ-9М Э11Х15Н25М6АГ2 а-фазы когда к металлу шва предъ- 12X21 НИ Б являются требования стой- кости к межкристаллитной коррозии а-фазы более Аустенитная сталь
2,5%
ГЛАВА 18. СВАРКА АЛЮМИНИЯ
И ЕГО СПЛАВОВ
18.1. ХАРАКТЕРИСТИКА АЛЮМИНИЯ
И ЕГО СПЛАВОВ
Алюминий является одним из самых распространенных
цветных металлов. Он обладает малой плотностью
(2,7 г/см3), примерно в 3 раза меньшей, чем у стали, вы-
сокой тепло- и электропроводностью, повышенной коррози-
онной стойкостью в атмосферных условиях, морской воде и
окислительных средах. Температура плавления алюминия
658°С; временное сопротивление разрыву в отожженном со-
стоянии 60—80 МПа.
Алюминиевые сплавы, сохраняя основные физические
свойства чистого алюминия, обладают существенно более
высокой прочностью и в зависимости от содержания леги-
рующих элементов целым рядом других дополнительных
положительных технологических характеристик (повышен-
ной жидкотекучестью, теплопрочностью и др.). По способу
производства алюминиевые сплавы классифицируют на две
группы: литейные и деформируемые. Последние поставля-
ют в виде прессованных, кованых или катаных заготовок
— профилей, труб,’поковок, листов.
Наиболее распространенными литейными алюминиевы-
353
ми сплавами являются сплавы системы алю-
мин и й—к р е м н и й. Такие сплавы, например АЛ2,
АЛ4 и АЛ9, называют силуминами. В них в качестве основ-
ного легирующего элемента используется кремний. Кроме
кремния в силуминах в небольших количествах могут со-
держаться другие элементы: магний, марганец и пр. Литей-
ные сплавы обладают удовлетворительной или ограничен-
ной свариваемостью методами плавления. Сварка изделий
из этих сплавов применяется при исправлении дефектов
литья и для соединения литых деталей с изделиями из де-
формируемых сплавов.
Деформируемые алюминиевые сплавы подразделяют на
термически неупрочняемые и термически упрочняемые. К
классу термически неупрочняемых алюминиевых сплавов
относятся широко применяемые в промышленности с п л а-
вы систем алюмини й—м арганец и алю-
мин и й—м а г н и й. Эти сплавы (табл. 18,1) отличают-
ся высокой пластичностью, хорошей свариваемостью и кор-
розионной стойкостью.
Из сплавов, относящихся к классу термически упрочня
емых, можно отметить сплавы систем алюми-
ний — магний — кремний, алюмини й—
ц и н к—м а г н и й—м ед ь, алюмини й—ц и н к—
магний и др. (табл. 18.2).
Эти сплавы, многие из которых выпускаются в различ-
ном термообработанной состоянии, имеют по сравнению с
термически неупрочняемыми сплавами, как правило, более
высокие прочностные характеристики. Однако в целом их
свариваемость хуже, чем свариваемость термически неуп-
рочняемых сплавов. Более того, такие сплавы как дюралю-
мины Д1, Д16, В95 и другие обладают вообще неудовлетво-
рительной свариваемостью, в связи с чем в сварных конст-
рукциях, изготовляемых с использованием сварки плавле-
нием, эти и другие, подобные им, сплавы не применяются.
Ухудшение свариваемости термически упрочняемых спла-
вов обусловлено главным образом повышением склонности
сварных соединений к образованию трещин и существен*
ным снижением прочности основного металла в зоне терми-
ческого влияния.
В промышленном строительстве для изготовления алк>
миниевых несущих (фермы, колонны, прогоны и др.) и ог-
раждающих (окна, двери, стеновые и кровельные панели!
подвесные потолки) конструкций, трубопроводов и других
элементов зданий и сооружений в основном применяют
алюминий марки АД1 (А1 % 99,3%), свариваемые алюмини-
354
18.1. Химический состав и механические свойства некоторых алюминиевых деформируемых
термически неупрочняемых сплавов
Марка сплава Химический состав Механические свойства
А1 Основные легирующие элементы, мае. % Mg Мп другие элементы МПа | % не менее
АМц — 1-1,6 98 16
АМгЗ Основа 3,2-3,8 0,3-0,6 0,5-0,8 176 12
АМг5В 4,8-5,2 оз-ол До 0,2У 274 15
АМгб 5,8-6.8 0,5-0,8 0,02-0,1 Ti 313 15
18.2. Химический состав и механические свойства некоторых алюминиевых
термически упрочняемых сплавов
Марка Химический состав Механические свойства
РППЯВЯ
А1 Основные легирующие элементы, мае. % <7 , МПа 1 Ьс,% в^ 1 5
Си Mg Mn Zn другие не менее
элементы
АД31ТУ Основа — 0,4-0.9 — 0,3-0,7 196 8
АВТ1 ОД-0,5 0,45-0,9 0,15-0,35 — — 294 10
Д16Т 3,8—4,9 1.2-1,8 0,3-0,9 — — 372 10
1915Т — 13-1,8 0,2-0,6 3,4-4 0,08—0,2Сг 0Д5—0,22Zr 343 10
1201Т1 6,3 — 0,3 — 0,06 Ti 390
0,17Zr
ОДУ
евые сплавы АМц, АМгЗ, АМГ5В и АМгб, АД31, АДЗЗ,
1915, 1201 и другие сплавы с временным сопротивлением
разрыву до 390 Н/мм2.
18.2. МЕТАЛЛУРГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ СВАРКИ АЛЮМИНИЯ
И ЕГО СПЛАВОВ
Высокие теплопроводность и теплоемкость алюми-
ния и его сплавов в значительной степени влияют на выбор
режимов сварки. Достаточно отметить, что при сварке алю-
миния методами плавления сварочный ток должен в
1,5—2 раза превышать ток, применяемый при сварке ана-
логичных соединений из стали.
Другая особенность алюминия — легкая окисляемость
— приводит к тому, что на его поверхности практически
всегда присутствует плотная тугоплавкая пленка оксида
алюминия А12О3 (температура плавления 2050°С). Эта ок-
сидная пленка*, которая может образовываться и на поверх-
ности сварочной ванны, нарушает стабильность процесса
сварки, препятствует формированию шва и является источ-
ником неметаллических включений в металле шва и непро-
варов. Для получения качественных соединений при сварке
необходимо обеспечивать защиту зоны сварки от попадания
в нее газов, содержащих кислород, и принимать специаль-
ные меры, направленные на удаление или разрушение
пленки А120з.
Затруднения при сварке вызывает также высокая
склонность металла шва к образованию пор, значитель-
ная усадка (^7%) и высокий коэффициент линейного рас-
ширения, последние приводят к существенным остаточным
деформациям.
В качестве технологической особенности сварки алюми-
ния и его сплавов можно также отметить тот факт, что
при сварке нагартованных и термически упрочняемых ма-
териалов снижается прочность сварного соединения (за счет
снижения прочности основного металла в зоне термическо-
го влияния), что безусловно создает определенные трудно-
сти при получении сварного соединения с требуемыми экс-
плуатационными характеристиками.
Строительные конструкции и трубопроводы из алюми-
ния и его сплавов сваривают большинством способов свар-
ки, применяемых в строительстве: газовой, ручной дуговой
356
покрытыми электродами, в защитных (инертных) газах, ав-
томатической с использованием флюсов, контактной, хо-
лодной.
При любом способе сварки свариваемые кромки (и сва-
рочная проволока) должны быть в обязательном порядке
соответствующим образом подготовлены к сварке. Этим в
значительной степени определяется качество получаемых
сварных соединений.
Подготовка под сварку. Подготовка свариваемых кро-
мок и проволоки (прутков) под сварку предусматривает
прежде всего обязательное удаление с их поверхности всех
загрязнений. В основном это жировая смазка, которой по-
крывают алюминиевые полуфабрикаты при консервации.
Поэтому такая операция подготовки называется обез-
жириванием. Кроме того, при подготовке под сварку
необходимо удалить также находящуюся на поверхности
кромок и проволоки (прутков) оксидную пленку
Л120з. Эта пленка содержит в недопустимо больших коли-
чествах физически и химически связанную влагу в виде
гидроокиси A1(OH)J? Влага, являясь источником водорода,
приводит к образованию пористости в металле шва сварно-
го соединения.
Обезжиривание поверхности металла в месте сварки на
ширину 100—150 мм от кромки осуществляют ацетоном,
бензином, уайт-спиритом или другим растворителем. По-
следующее удаление оксидной пленки производят механи-
ческим или химическим способами.
При механическом способе предпочтительнее использо-
вать шабер или металлическую щетку, состоящую из про-
волоки из нержавеющей стали диаметром 0,1—0,15 мм.
Для удаления пленки химическим способом применяют,
как один из вариантов, травление металла в течение
30—60 с в водном растворе следующего состава (на 1 л во-
ды): 45—55 г натра едкого технического и 40—50 г натра
фтористого технического. После этого следует промывка в
горячей и холодной водах и нейтрализация (осветление) в
течение 60—120 с в 25—30 %-м водном растворе азотной
кислоты, затем следует повторная промывка в холодной и
горячей воде. Обработка заканчивается сушкой, лучше
всего горячим воздухом при температуре 80—90°С до пол-
ного удаления влаги.
Более внимательно и тщательно необходимо подходить
к очистке поверхности алюминиевой сварочной проволоки.
Для ее химической обработки (после обезжиривания) мож-
но использовать те же щелочные и кислотные ванны, что и
для обработки свариваемых деталей. Во многих случаях для
357
более качественной подготовки проволоки под сварку после
травления в щелочном растворе проводят электрохимиче-
ское полирование.
18.3. ГАЗОВАЯ СВАРКА
Газовую сварку деталей из алюминия и его сплавов вы-
полняют нормальным ацетилено-кислородным пламенем
при отношении объема кислорода к объему ацетилена
О2/С2Н2 « 1,1 —1,2. При большем соотношении чрезмер-
ный избыток кислорода в пламени будет способствовать ак-
тивному образованию оксидной пленки алюминия; при
меньшем — возможный избыток ацетилена может привести
к образованию пор за счет появления в пламени свободного
водорода. При определении требуемой мощности сварочного
пламени и соответствующего выбора горелки и номера на-
конечника следует исходить из расчета расхода ацетилена
80—100 л/чна 1 мм толщины свариваемого металла.
Необходимо отметить, что процесс газовой сварки алю-
миниевых деталей может проходить нормально только при
использовании специальных флюсов, основное назначение
которых удалять в шлак оксиды алюминия, находящиеся на
поверхности свариваемых кромок и присадочного материа-
ла, и защищать металл сварочной ванны от окисления газа-
ми пламени. Эти флюсы содержат в основном хлористые и
фтористые соли щелочных и щелочноземельных' металлов.
Наибольшее распространение получил флюс АФ-4А (хлори-
стый натр 28%, хлористый калий 50%, хлористый литий
14%, фтористый натр 8%), который наносят на кромки и
сварочную проволоку в виде разведенной в воде пасты. В
качестве присадочного металла при сварке применяют про-
волоку, химический состав которой, как правило, соответ-
ствует основному металлу.
После сварки остатки флюса и шлака с поверхности
шва удаляют, так как иначе они могут привести к коррозии
сварного соединения. С этой целью швы промывают теплой
водой или теплым 2%-м водным раствором хромовой кис-
лоты с последующей промывкой водой и сушкой.
Газовую сварку алюмйния и его сплавов целесообраз*
применять для, соединения металла толщиной до 8—10 м”
При этом металл толщиной до 3—4 мм сваривают без pj
делки кромок за один проход. Сварку металла больше
толщин выполняют с У- или Х-образной разделкой кромо*
358
18.4. РУЧНАЯ ДУГОВАЯ СВАРКА
Дуговая сварка покрытыми электродами используется в
основном при изготовлении малонагруженных конструкций
из алюминия и его сплавов, обладающих хорошей сварива-
емостью (типа АМц и АМг), а также для исправления де-
фектов в изделиях из литейных алюминиевых сплавов.
Вследствие высокой жидкотекучести алюминия дуговая
сварка покрытыми электродами возможна в нижнем и, в
ряде случаев, вертикальном положениях шва. Весьма огра-
ниченная область применения этого процесса обусловлена
как его низкой эффективностью, во многом вызванной спе-
цифическими особенностями сварки алюминиевых сплавов,
так и отсутствием технологичных в изготовлении и при ис-
пользовании покрытых электродов.
Ручная дуговая сварка алюминиевых сплавов выполня-
ется электродами с покрытиями на основе хлористых и
фтористых солей щелочных и щелочноземельных металлов.
Существует несколько марок покрытых электродов для
сварки алюминия и его сплавов, в частности электроды ма-
рок ОЗА-1 и ОЗА-2 диаметром 4; 5 и 6 мм, предназначен-
ные для сварки в нижнем и ограниченно вертикальном по-
ложениях шва. Электроды марки ОЗА-1 со стержнем из
проволоки Св-А5 предназначены для сварки алюминия, а
электроды марки ОЗА-2 со стержнем из проволоки Св-
АК5 — для заварки брака литья из силуминов. Вследствие
высокой гигроскопичности покрытия все электроды непос-
редственно перед сваркой необходимо просушивать при
температуре 150—200°С в течение 1—2 ч.
Сварку алюминиевых сплавов производят от обычных
источников питания постоянным током обратной полярно-
сти по возможности короткой дугой. Силу тока устанавли-
вают из расчета 25—30 А на 1 мм диаметра электрода.
Техника сварки алюминия отличается от техники свар-
ки стали. Это связано прежде всего с тем, что алюминие-
вый электрод расплавляется в 2—3 раза быстрее стального,
что соответственно приводит к повышению скорости свар-
ки. Кроме того, при случайных обрывах дуги кратер шва и
торец электрода покрываются пленкой малопроводимого
шлака, препятствующего повторному зажиганию дуги. Поэ-
тому сварку алюминия и его сплавов следует выполнять не-
прерывно в пределах одного электрода. После окончания
сварки шов следует тщательно очистить от остатков шлака,
для чего его промывают теплой водой с использованием
волосяной щетки.
359
Наиболее приемлемым типом сварного соединения при
дуговой сварке алюминия и его сплавов покрытыми элект-
родами является стыковое. При других типах соединения
возможно затекание шлака в зазоры, откуда его очень
трудно удалять. Минимальная толщина свариваемого ме-
талла составляет 3—4 мм. Листы толщиной 6 мм и выше
перед сваркой предварительно подогревают в зависимости
от толщины свариваемого металла от 200 до 400°С.
18.5. АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА
С ИСПОЛЬЗОВАНИЕМ ФЛЮСА
Сварка под флюсом. Осуществление устойчивого дуго-
вого процесса автоматической сварки алюминия и его спла-
вов под слоем флюса весьма затруднено, так как флюсы,
применяемые при сварке алюминиевых материалов и по-
строенные на основе хлористых и фтористых солей, образу
ют при сварке жидкий шлак, отличающийся высокой элек-
трической проводимостью. Это приводит к шунтированию
дуги слоем жидкого электропроводного шлака и переходу
дугового процесса в электрошлаковый. Удовлетворительные
результаты получаются при использовании специальных
керамических флюсов марок ЖА-64 и ЖА-64А, имеющих
небольшую электропроводность. Однако несмотря на доста-
точно высокую производительность процесса и относитель-
но благоприятные условия труда сварщиков, автоматиче-
ская сварка под флюсом алюминия и его сплавов из-за низ-
кой технологичности процесса и трудности получения каче-
ственных соединений распространения не получила. Более
прогрессивным оказался способ сварки по флюсу.х
Сварка по флюсу. При этом виде сварки дуга горит не
под слоем флюса, а над ним. Это исключает возможность
шунтирования дуги и создает условия для стабильного ве-
дения процессов. Тонкого слоя флюса оказывается вполне
достаточнодля обеспечения надежной шлаковой защиты
сварочной ванны от атмосферы воздуха и удаления пленки
оксида алюминия.
Автоматической дуговой сваркой по флюсу сваривают
конструкции из алюминия и его сплавов, в частности спла-
вов АМц и АМгб толщиной от 4 мм и выше. Для сварки ис-
пользуются плавленые флюсы, состоящие из хлористых со-
лей, например флюс марки АН-А1, содержащий 50% хло-
ристого калия, 20% хлористого натрия и 30% криолита.
Питание дуги при сварке по флюсу осуществляется по-
360
Az
стоянным током обратной полярности от обычных источни-
ков с пологопадающей или жесткой характеристиками.
Сварку рекомендуется вести на специализированных авто-
матах, имеющих бункеры с дозаторами флюса, газоотсасы-
вающие устройства, мундштуки и подающие механизмы,
приспособленные к сварке алюминиевых материалов.
Следует отметить, что при сварке по флюсу кромки
свариваемых деталей значительно разогреваются теплом
мощной сварочной дуги, что исключает необходимость их
предварительного подогрева перед сваркой. Весьма глубокое
проплавление (в 2—3 раза выше, чем у стали) создает ус-
ловия для односторонней сварки металла толщиной до
20—25 мм без разделки кромок.
По окончании сварки остатки флюса и шлака в обяза-
тельном порядке должны быть удалены промыванием свар-
ных соединений горячей водой.
18.6. ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ
(ИНЕРТНЫХ) ГАЗАХ
Дуговая сварка в инертных газах является наиболее
распространенным способом сварки алюминия и его спла-
вов, особенно конструкций ответственного назначения.
Процесс отличается технологичностью и позволяет полу-
чать сварные соединения с высокими эксплуатационными
характеристиками. Сварка выполняется неплавящимся
вольфрамовым или плавящимся электродами. В качестве
газа используют главным образом высокосортный аргон,
могут быть применены гелий высокой чистоты и смесь ар-
гона с гелием.
Разрушение пленки оксида алюминия при дуговой свар-
ке в инертных газах в отсутствие флюса происходит в ре-
зультате бомбардировки ее тяжелыми положительными
ионами (эффекфак называемого катодного распыления ду-
ги), в связи с чем сварку алюминиевых сплавов в аргоне и
других газах целесообразно вести на постоянном токе об-
ратной полярности (плюс на электроде). В этом случае, т.е.
когда свариваемая деталь является катодом, создаются наи-
лучшие условия для разрушения и последующего удаления
оксидных пленок. Однако практически постоянный ток об-
ратной полярности может быть применен и успешно приме-
няется только при сварке алюминиевых материалов плавя-
щимся электродом. При сварке вольфрамовым электродом,
вследствие значительно большего выделения теплоты на
361
аноде, чем на катоде, наблюдается чрезмерный перегрев
вольфрама (доходящий до расплавления) и повышенный
его расход. Для исключения указанного фактора сварку
вольфрамовым электродом осуществляют на переменном
токе. При этом в полупериоды, когда катодом является
вольфрам, происходит его охлаждение, а в полупериоды,
когда катодом является изделие, происходит разрушение и
удаление пленки оксида. При сварке переменным током
удается сохранить достаточно высокую стойкость электрода
и добиться удовлетворительного разрушения пленки на
кромках детали»
.Аргонодуговая сварка неплавящимся (вольфрамовым)
электродом. Этот процесс сварки отличается высокой ус-
тойчивостью горения дуги и достаточной универсальностью.
Он используется для сварки всех видов соединений в раз-
личных пространственных положениях шва. При этом свар-
ка может осуществляться ручным или автоматическим спо-
собом с применением или без применения присадочного ме-
талла.
Питание дуги при сварке вольфрамовым электродом
осуществляют от источника переменного тока (с крутопада-
ющей внешней характеристикой). Это способствует удале-
нию оксидной пленки. Вместе с тем в этом случае имеет
место образование в сварочной цепи некоторой постоянной
составляющей переменного тока, что приводит к заметному
ухудшению формирования шва. Появление постоянной со-
ставляющей тока обусловлено тем, что при сварке вольфра-
мовым электродом алюминия переменным током условия
горения дуги в полупсриоды разной полярности отличают-
ся. В полупсриоды, когда вольфрам является катодом, бла-
годаря мощной термоэлектронной эмиссии проводимость
дугового промежутка возрастает, увеличивается сила сва-
рочного тока и снижается напряжение дуги. В полупериод,
когда катодом становится изделие (холодный катод), прово-
димость дугового промежутка снижается, уменьшается си-
ла тока и возрастает напряжение дуги. В результате этого
синусоида тока сварочной дуги оказывается несимметрич-
ной, что равносильно действию в цепи дуги некоторой по-
стоянной составляющей. Для получения качественных свар-
ных соединений величину постоянной составляющей тока
при сварке вольфрамовым электродом необходимо ограни-
чивать или устранять совсем. Снижению постоянной со-
ставляющей тока способствует включение в сварочную
цепь активного сопротивления, например одного или двух
балластных реостатов. (Здесь уместно показать, что в со-
362
став простейшего поста для сварки вольфрамовым элеш****-
дом алюминиевых сплавов кроме сварочного трансформато-
ра — источника питания дуги и постоянно включенного
осциллятора — возбудителя и стабилизатора горения ду-
। и — обязательно должен входить балластный реостат —
f омпенсатор постоянной составляющей тока).
Полная компенсация постоянной составляющей дости-
1ается в специализированных сварочных установках УДГ-
301-1 и УДГ-501-1 (см. гл. 12), предназначенных для свар-
ки алюминиевых сплавов на переменном токе неплавящим-
i я электродом.
Поскольку при сварке алюминиевых сплавов даже пере-
менным током происходит интенсивный нагрев электрода,
применение чистого вольфрама не рекомендуется ввиду его
пониженной стойкости. Как правило, в качестве электродов
используются прутки диаметром до 6 мм из вольфрама с
добавками оксида лантана (электроды ЭВЛ) или оксида ит-
трия (электроды ЭВИ-1), выдерживающие значительно
большие токовые нагрузки.
Аргонодуговую сварку алюминия и его сплавов произ-
водят на толщинах от 0,8—1 до 60 мм. Для сварки соеди-
нений малых толщин (до 3—4 мм при ручной сварке и
6—8 мм при автоматической) резделка кромок сваривае-
мых деталей обычно не делается. При сварке металла боль-
ших толщин во избежание непровара необходима разделка
кромок под углом 60—70°.
Режим сварки приближенно определяется следующими
оотношениями: при толщине металла до 5 мм диаметр
ольфрамового электрода равен толщине свариваемых лис-
ов, для листов толщиной 5—10 мм диаметр электрода ра-
; ен 4—5 мм; сварочный ток устанавливают из расчета
'0—50 А на 1 мм диаметра электрода; скорость сварки
—20 м/ч; расход аргона 5—20 л/мин. Подогрев металла
перед сваркой, как правило, не производится. Однако в ря-
де случаев для получения качественных соединений на эле-
ментах толщиной более 10—12 мм может потребоваться
подогрев до температуры 200—350°С.
В качестве присадочного металла применяют проволоку
диаметром 1—3 мм. Марка (с соответствующим химиче-
ским составом) присадочной проволоки назначается в тех-
нологической документации. В общем случае, при сварке
нетермоупрочняемых алюминиевых сплавов можно приме-
нять проволоку, аналогичную по химическому составу ос-
новному материалу.
Аргонодуговая сварка плавящимся электродом. Пла-
вящийся электрод применяют в основном для сварки тол-
363
столистовых конструкций из алюминия и его сплавов.
Сварку осуществляют механизированным или автоматиче-
ским способом постоянным током обратной полярности (от
источника питания с жесткой или пологопадающей внеш-
ней характеристикой). Это создает благоприятные условия
для удаления оксидной пленки. .
Аргонодуговая сварка алюминиевых материалов плавя-
щимся электродом универсальна (ее можно выполнять во
всех пространственных положениях шва) и отличается вы-
сокой производительностью, особенно при сварке металла
большой толщины. Вместе с тем этот вид сварки по сравне-
нию со сваркой неплавящимся электродом имеет заметные
недостатки: определенное (до 15%) падение прочностных
характеристик сварных соединений, ухудшение формирова-
ния шва, снижение устойчивости горения дуги.
Значительное улучшение сварочно-технологических ха-
рактеристик процесса достигается при использовании им-
пульсно-дуговой сварки: уменьшается нижний предел сва-
рочного тока, что расширяет диапазон рабочих значений;
улучшается стабильность горения дуги и формирование
швов; значительно облегчается сварка в вертикальном, го-
ризонтальном и потолочном положениях шва; снижается
пористость и уменьшается деформация тонколистовых кон-
струкций. у
Аргонодуговую сварку алюминия и его сплавов плавя-
щимся электродом выполняют на толщинах от 4 до 60 мм.
При этом сварку металла толщиной до 10—12 мм произво-
дят без разделки кромок.
18Л. ДРУГИЕ СПОСОБЫ СВАРКИ
Контактная точечная сварка. Из существующих спосо-
бов контактной сварки алюминия и его сплавов точечная
сварка находит наиболее широкое применение. Она успеш-
но используется для сварки практически всех деформируе-
мых сплавов, в том числе сплавов, ограниченно или плохо
свариваемых методами плавления (Д16, В95 и т.п.).
В связи с высокой тепло- и электропроводностью кон-
тактная точечная сварка требует применения сварочных то-
ков весьма большой плотности — до 1000 А/мм2, что в
несколько раз превосходит плотность тока, применяемую
при сварке сталей. Рекомендуемое удельное давление элек-
тродов 60—100 МПа. Диаметр ядра точки при сварке алю-
миния толщиной 2—3 мм составляет 8—11 мм. Чтобы пре-
364
дупредить возможное существенное разупрочнение алюми-
ниевых сплавов в зоне термического влияния и получить
качественные сварные соединения, точечную сварку осуще-
ствляют на коротких импульсах тока продолжительностью
0,02—0,3 с.
Ориентировочный режим сварки листов из сплава Д16Т
толщиной 1 + 1 мм составляют: сила сварочного тока 28 кА,
усилие сжатия электродов 4,5 кН, длительность прохожде-
ния тока 0,12 с.
Холодная сварка. Этот процесс используют для сварки
листов (нахлесточное соединение) и стержневых деталей
(стыковые соединения) из алюминия и деформируемых
алюминиевых сплавов.
При сварке соединяемые стержни закрепляют в зажи-
мах специализированного оборудования так, чтобы торцы
концов стержней, выступающие из зажимов, примыкали
друг к другу (рис. 18.1). При осевом давлении эти концы
пластически деформируются, благодаря чему образуется
стыковое сварное соединение. Выдавленный при сварке и
срезанный зажимами излишний металл размещается в спе-
циальных выточках.
Прочность соединения, получаемого холодной сваркой
по этой схеме процесса, зависит в основном от длины выле-
та стержней и величины удельного осадочного давления,
необходимого для разрушения и удаления оксидных пленок
из зоны стыка. Длина вылета I для алюминиевых стержней
берется равной 1—1,3 диаметра стержня, удельное осадоч-
ное давление при сварке должно быть 700-800 МПа. Проч-
ность получаемых сварных соединений фактически равна
прочности основного металла.
18.1. Схема холодной сварки стыковых соединений
I — положение стержней перед сваркой; б — то же, после сварки; I —
ЯшриваемыЬ стержни; 2 — зажимы; 3 — выдавленный металл (грат); /
(дина вылета стержней; d — диаметр стержней
365
Холодную сварку алюминиевых стержней большого се-
чения — 100—1000 мм2 выполняют с помощью полуавто-
матической стыковой машины МСХС-42003. Производи-
тельность машины 80 сварок в 1 ч.
ГЛАВА 19. СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
19.1. СВАРКА МЕДИ И ЕЕ СПЛАВОВ
Общие сведения. Медь (Си) обладает высокой тепло- и
электропроводностью; ее плотность 8,96 г/см3, температу-
ра плавления 1083°С. Она широко используется в электро-
технической промышленности, химическом машинострое-
нии (трубопроводы, теплообменники, вакуумные аппараты
и т.п.), специальной электрометаллургии (кристаллизаторы
и пр.). Наряду с медью получили распространение сплавы
на ее основе: латуни и бронзы, которые имеют лучшие
прочностные и некоторые специальные технологические ха
рактеристики. '
Латуни — сплавы меди с цинком. Их подразделяют н.»
две группы: однофазные («(-латуни) и двухфазные. Од!
фазные латуни (до 39%Zn) весьма пластичны, хорошо (
рабатываются давлением и удовлетворительно сваривают
двухфазные латуни обладают повышенной твердостью, i
личаются очень низкой пластичностью в холодном сост<
нии и плохой свариваемостью. Температура плавления ,
туни 800—950°С.
Бронзы — сплавы меди с оловом или другими элем<
тами (алюминием, марганцем, железом и пр.). Бронзы
которых основным легирующим элементом является оло
называют оловянными бронзами. В зависимости от ochobi
го легирующего элемента бронзы получили название ал
миниевые, кремнистые, беррилиевые и др. Свариваемо
бронз весьма различна и зависит от их состава. Темпера
ра плавления бронз 900—1050°С.
Особенности сварки меди. При сварке меди необходи
учитывать специфические свойства этого металла, из ко
рых главными являются: высокая теплопроводность, бо.
шая жидкотекучесть и значительная активность при вз;
модействии с газами, особенно с кислородом и водородом
Высокая теплопроводность меди (в шесть раз болы
366
чем у железа) предопределяет необходимость применения
концентрированных источников нагрева и во многих случа-
ях предварительного и сопутствующего подогрева при
сварке.
Повышенная жидкотекучесть металла затрудняет свар-
ку меди в вертикальном, горизонтальном и особенно в по-
толочном положениях шва, и не позволяет производить од-
ностороннюю сварку на весу с полным проплавлением.
Легкая окисляемость меди в жидком состоянии и высо-
кая растворимость в ней водорода приводит к образованию
пор в металле шва и микротрещин. Для предотвращения
этих дефектов следует применять для сварных изделий
только хорошо раскисленную медь (содержание кислорода в
меди не должно превышать 0,03%), использовать при свар-
ке сварочные материалы с сильными раскислителями (фос-
фором, алюминием, кремнием), осуществлять сварку тща-
тельно прокаленными’покрытыми электродами и флюсами,
производить требуемую подготовку свариваемого материала
и проволоки под сварку (очистку до металлического блеска
от оксидов и загрязнений, обезжиривание).
Особенности сварки медных сплавов. При сварке лату-
ней и бронз возникают дополнительные затруднения. Свар-
ка латуни усложняется испарением цинка (температура его
кипения всего 907°С), что способствует образованию пор и
заметному изменению химического состава сварного шва.
Кроме того, выделяемые при сварке пары цинка, будучи
ядовитыми, предъявляют особые требования к организации
рабочего места сварщика. Сварка бронз характеризуется со-
стоянием высокой хрупкости и малой прочности в нагретом
состоянии. Выгорание их примесей также может приводить
к появлению пор и изменению химического состава шва.
Бронзу сваривают главным образом при исправлении де-
фектов в литых изделиях.
Медь и ее сплавы сваривают многими способами дуго-
вой сварки, газовой, электрошлаковой, плазменной, элект-
ронно-лучевой, контактной. диффузионной, другими видами
сварки. Ниже рассматриваются способы сварки меди и ее
сплавов, применяемые в промышленном строительстве.
Газовая сварка. Поскольку пламя газовой горелки яв-
ляется малососредоточенным источником теплоты, этот вид
сварки используют для соединения главным образом ме-
талла малой и средней толщины. Сварку обычно выполня-
ют ацетилено-кислородным, строго нормальным пламенем
при соотношении объемов кислорода и ацетилена
О2/С2Н2 ж 1 —1,1. Избыток кислорода или ацетилена
367
приводит к образованию пор или трещин. Мощность пламе-
ни горелки определяют по расходу ацетилена на 1 мм тол-
щины свариваемого металла, исходя из расчета: 150—175
л/ч — для толщин до 3—4 мм, 175—225 л/ч — для тол-
щин до 8—10 мм. При больших толщинах рекомендуется
использование двух горелок, при этом одна горелка пред-
назначается для подогрева.
Сварка меди, как и ее сплавов, осуществляется с обяза-
тельным применением флюсов, основное назначение кото-
рых заключается в химической очистке сварочной ванны
от оксидов. В качестве флюсов используется прокаленная
бура Na2B4O7 или составы на основе буры, содержащие
борную кислоту и другие компоненты.
Изделия из меди сваривают с присадочной проволокой
(прутками) аналогичного состава или, что лучше, меди, со<
держащей сильные раскислители: фосфор до 0,2% и крем-
ний 0,15—0,3%. С целью уменьшения вероятности появле-
ния трещин сварку рекомендуется вести без перерывов,
применяя по возможности однослойные швы. Из-за высокой
теплопроводности меди сварку выполняют с предваритель-
ным подогревом до температуры 300°С.
При газовой сварке латуни в основном придерживают-
ся тех же положений, что и при сварке меди. С целью
уменьшения испарения цинка и предупреждения образова-
ния пор применяют окислительное пламя при соотношении
О2/С2Н2 = 1,2—1,4. (Избыток кислорода способствует об-
разованию пленки оксида цинка, накрывающей сварочную
ванну и этим препятствующей испарению из нее цинка)
Сварку рекомендуется проводить с использованием прово-
локи из латуни ЛК62-0,5 с содержанием 62% меди и 0,5%
кремния.
Газовую сварку бронзы выполняют аналогично сварке
меди. Следует использовать предварительный подогрев ме-
талла перед сваркой до температуры 350—400°С.
Ручная дуговая сварка покрытыми электродами. Этот
вид сварки находит применение в основном для соединения
деталей из меди. Сварка латуни и бронзы крайне ограни-
ченна, что обусловлено наличием других, более техноло*
гичных способов сварки (например, сварки в защитном га-
зе), а также фактическим отсутствием специализированных
промышленных марок покрытых электродов.
Ручную дуговую сварку меди производят главным обра-
зом электродами марок Комсомолец-100 и АН Ц/ ОЗМ-З со
стержнями из меди Ml. Перед сваркой электроды прокали-
вают при температурах соответственно 370 и 180°С. Сварка
368
данными электродами осуществляется от обычных источни-
ков питания постоянным током обратной полярности. Силу
сварочного тока устанавливают с учетом соотношения
30—40 А (для электродов Комсомолец-100) и 60—80 А
(для электродов АНЦ/ОЗМ-З) на 1 мм диаметра электро-
да. Скорость сварки принимают максимально возможную.
Стыковые соединения листов меди толщиной до 4 мм
сваривают без разделки кромок; при толщине металла
5—10 мм делают У-образную, при больших толщинах —
X-образную разделку кромок. Угол скоса кромки составля-
ет 30—35°. Сварку ведут на графитовых или медных
подкладках.
Ручную дуговую сварку меди покрытыми электродами
выполняют с предварительным подогревом металла начиная
толщины 4—8 мм. Температура подогрева возрастает с
юстом толщины меди и составляет 200—500°С.
Автоматическая сварка под флюсом. Сварка под флю-
ом меди и ее сплавов отличается высокой производитель-
ностью и осуществляется, как правило, с применением
стандартных, выпускаемых промышленностью сварочных
материалов и оборудования. Сварка производится с исполь-
зованием флюсов АН-348-А, АНЦ-1, АН-20, АН-26С и др.
В качестве плавящегося электрода применяется проволока
из меди марок Ml и М1р, а также из бронзы марок
БрОЦ4-3 или БрКМцЗ-1.
Процесс сварки производится постоянным током обрат-
ной полярности от источников питания с пологопадающей
или жесткой характеристиками.
Дуговая сварка в защитном газе. Сварка в защитном
азе меди и ее сплавов производится неплавящимся (вольф-
)амовым) и плавящимся электродами.
Сварка меди вольфрамовым электродом может выпол-
няться в атмосфере аргона, гелия, азота или их смесей.
Наибольшее распространение получила сварка в аргоне вы-
окой чистоты. При сварке применяют сварочную проволо-
ку из бронзы БрКМцЗ-1 или медноникелевого сплава
МНЖКТ5-1-0,2-0,2. Сварку ведут постоянным током пря-
мой полярности от обычных источников питания с крутопа-
дающей характеристикой. Медь толщиной до 4—5 мм мож-
но сваривать встык без разделки кромок и без предвари-
сльного подогрева перед сваркой; для металла большей
олщины применяют У- или Х-образную разделку кромок и
|редварительный — а иногда и сопутствующий — подогрев
ю температуры 300—400°С. Ориентировочные режимы
варки меди представлены в табл. 19.1.
369
19.1. Ориентировочные режимы аргонодуговой
сварки меди вольфрамовым электродом
Толщина металла. Диаметр Число про- 1 Сила свароч- Расход
мм (разделка, электрода, ходов (без | ного тока, А аргона,
кромок) мм подварочного) л/мин
— J
1,5 (без разделки) 2,5-3 1 140-150 7-8,5
3 (без разделки) 3.5-4 1 230—240 7,5-9,5
12 (У-образная разделка, Х-образная) 4-4,5 4 Проходы: 1-й 250-350 2-й 250-400 3-й 300-450 4-й 300-450 Подвароч- ныЙ шов 250-350 8-10 8-10 8-10 8-10 8-10
Сварка меди плавящимся электродом выполняется с
использованием упомянутых выше проволок на постоянном
токе обратной полярности. Производительность сварки меди
плавящимся электродом в 2—3 раза выше, чем при сварке
вольфрамовым электродом. Однако процесс сварки плавя
щимся электродом менее стабилен и труден с точки зрения
получения плотных швов.
Дуговую сварку латуни в защитном газе выполняют
плавящимся и вольфрамовым (что лучше) электродами. В
качестве присадочного металла используют прутки из брон
зы марок БрКМцЗ-1 и БрОЦ4-3, а также латунную прово
локу ЛК62-0,5.
При сварке в защитном газе бронзы присадочную про
волоку используют того же состава, что и свариваемый ме
талл.
Холодная сварка. Наиболее широко холодная св;
меди применяется для соединения проводов и стержи и
Принципиальная схема процесса сварки аналогична см
холодной сварки стержней из алюминия (см. гл. 18).
Холодную сварку медных стержней сечен* >
100—1000 мм2 как между собой, так и с алюминиевь «и
стержнями, производят на полуавтоматической май
МСХС-12003. Производительность — 80 сварок в 1 ч.
370
19.2. СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Общие сведения. Титан (Ti) обладает целым комп-
лексом особых физико-химических свойств, делающих его
одним из самых перспективных конструкционных материа-
лов. К таким свойствам относятся: высокая удельная проч-
ность — отношение временного сопротивления разрыву
к плотности, — равная 8 (для железа этот показатель ра-
вен всего 2,5); высокая коррозионная стойкость на воздухе,
в морской воде и во многих агрессивных средах; высокая
температура плавления (1700°С) и связанная с этим повы-
шенная теплопрочность. Плотность титана 4,5 г/см3. Про-
мышленностью выпускается технический титан марок ВТ1-
00 и ВТ1-0.
Титановые сплавы (ВТ5, ОТ/4, сн
ВТ6С, ВТ 15 и др.) имеют ряд преимуществ по сравнению с
техническим титаном. При малой плотности они обладают
более высокой прочностью, жаропрочностью и коррозион-
ной стойкостью. Титановые сплавы могут быть термически
неупрочняемыми и термически упрочняемыми, конструкци-
онными и жаропрочными, литейными и деформируемыми
(последние поставляются в виде поковок, листов, профи-
лей, труб).
Особенности сварки. Для титана и его сплавов харак-
терна очень высокая химическая активность при нагреве до
температуры выше 400°С и особенно в расплавленном со-
стоянии. В этих условиях титан активно поглощает- кисло-
род, азот и водород и может растворять свой собственный
оксид. В то же время присутствие указанных газов в метал-
ле даже в очень малых количествах (в сотых и тысячных
долях процента) значительно ухудшает пластические свой-
ства титана и его сплавов. В связи с этим обязательным ус-
ловием получения качественного соединения при сварке ти-
тановых материалов является надежная защита от атмосфе-
ры воздуха не только сварочной ванны — как это требует-
ся при сварке стали, — но и остывающих участков металла
шва и околошовной зоны вплоть до/ температуры
400—500°С. При этом следует иметь в виду, что защита
эоны сварки от воздуха в таком случае может осуществ-
ляться только инертным газом высокой степени чистоты
или хорошо просушенным бескислородным флюсом.
Другая трудность при сварке титана и его сплавов свя-
зана с большой склонностью металла к росту зерен при на-
греве до высоких температур, что заметно ухудшает меха-
нические свойства сварного соединения. В связи с этим
371
сварку, как правило, ведут на повышенных скоростях с
увеличенным теплоотводом от свариваемых кромок.
Титан и его сплавы склонны при сварке к образованию
в швах пор и холодных трещин, возникающих как сразу же
после сварки, так и после вылеживания сваренных деталей.
Основной причиной появления таких дефектов является
растворенный в основном металле и металле шва водород.
Это обстоятельство заставляет допускать к сварке основной
металл и сварочные материалы только требуемой чистоты,
а также обеспечивать тщательную защиту сварки от взаи-
модействия с воздухом, о чем упоминалось выше.
Для титана и его сплавов применяют следующие спосо-
бы сварки: дуговую в среде защитного газа (аргоне, гелии,
их смеси) или под флюсом, электрошлаковую, электронно-
лучевую, контактную и пр. Наиболее широкое распростра-
нение получила аргонодуговая сварка.
Подготовка под сварку. Для получения качественных
соединений, получаемых при сварке титана и его сплавов,
требуется тщательная очистка кромок свариваемых деталей
и присадочной проволоки (прутков) от оксидных пленок,
жировых и других загрязнений.
Непосредственно перед сваркой кромки на ширине
15—20 мм от стыка зачищают металлической щеткой, со-
стоящей из проволоки из нержавеющей стали, илц шабе-
ром; затем обезжиривают ацетоном или спиритом-ректифи-
катом. Находит применение химическая очистка сваривае-
мых кромок, в частности травлением в течение 5—10 мин
при температуре около 60°С в растворе следующего соста-
ва: соляная кислота 350 мл, фтористый натр 50 г, вода
650 мл; после этого следует промывка ацетоном или
спиритом.
Титановую сварочную проволоку и прутки непосредст-
венно перед сваркой также подвергают вышеописанной хи-
мической обработке. Для снижения содержания водорода f
присадочном металле и соответствующего дополнительного
предохранения шва от наводороживания сварочную прово-
локу и прутки подвергают вакуумному отжигу при темпе-
ратуре 900-950°С в течение 4—5 ч (содержание водорода в
проволоке не должно превышать 0,002—0,003%). Перед
сваркой присадочную проволоку и прутки обезжиривают
ацетоном или спиритом-ректификатом. Сварочная проволо-
ка из титана и титановых сплавов по ГОСТ 27265—87 по-
ступает к потребителю уже в травленом и дегазированном
состоянии.
Следует обратить внимание на то, что свариваемые
372
кромки и нарезаемые из листов основного металла приса-
дочные прутки не должны иметь заусениц, шероховатостей
и надрывов.
Аргонодуговая сварка. Сварка титана и его сплавов
может выполняться неплавящимся (вольфрамовым) и пла-
вящимся электродами. В качестве защитного газа использу-
ется аргон высшего сорта. Для защиты остывающих участ-
ков сварного соединения и обратной стороны шва возможно
использование аргона первого сорта. Предназначенный для
защиты сварочной ванны аргон должен быть хорошо очи-
щен от влаги.
Сварка вольфрамовым электродом
титановых материалов производится вручную или с по-
мощью автомата. Процесс осуществляют постоянным током
прямой полярности. Источник питания дуги, аппаратура и
тип вольфрамового электрода мало отличаются от исполь-
зуемых при сварке других металлов.
Вместе с тем аргонодуговая сварка титана и его сплавов
имеет ярко выраженную характерную особенность — обя-
зательное применение специальных приспособлений, обес-
печивающих надежную защиту зоны сварки, остывающих
участков шва и околошовной зоны, обратной стороны шва.
К таким приспособлениям, в частности, относятся устанав-
ливаемые на горелках удлиненные насадки с отверстиями
(рис. 19.1). защитные козырьки, колпаки. Защиту обратной
стороны шва и прилегающих нагретых участков осуществ-
ляют: при небольшой протяженности стыковых соедине-
ний — плотным поджатием свариваемых кромок к медной
или стальной подкладке с формирующими канавками и си-
стемой отверстий для подачи инертного газа; при сварке со-
судов или трубопроводов — подачей инертного газа внутрь
изделия.
Аргонодуговую сварку титановых материалов произво-
дят в закрытых, чистых, желательно теплых и сухих поме-
щениях. Недопустимы сквозняки и местные потоки воздуха
скоростью более 0,5 м/с. Это заставляет в строительстве
работы по сварке титана и его сплавов переносить на сбо-
рочно-сварочные участки, или в условиях монтажа соору-
жать специализированные помещения — тепляки. О каче-
стве защиты зоны сварки от атмосферы воздуха судят по
внешнему виду сварного соединения. При хорошей защите
поверхность металла в околошовной зоне имеет серебри-
стый блестящий вид, при недостаточной защите появляются
цвета побежалости, а при плохой — серые и бурые налеты.
В качестве присадочных материалов при аргонодуговой
сварке наибольшее распространение получили стандартные
373
19.1. Удлиненная защитная насадка, закрепленная на горелке при арго-
нодуговой сварке титана
/ — свариваемые детали; 2 — горелка; 3 — электрод; 4 — удлиненная
насадка
сварочные проволоки: ВТ1-00св — для технического титана
и низколегированных сплавов типа ВТ5 и 4200; ОТ4св,
СПТ-2, ВТбсв, ВТ20-1св и др. Состав проволоки, как пра-
вило, близок к составу основного металла.
Ручной и автоматической аргонодуговой сваркой вольф-
рамовым электродом могут выполняться все тиры соедине-
ний. Сварка тонколистового металла (до 1,5—3 мм) может
производиться без разделки кромок. Для больших толщин
делается разделка кромок под углом 60°. Ориентировочные
режимы сварки титана представлены в табл, 19.2.
Сварка плавящимся электродом
в среде аргона титана и его сплавов применяется для всех
типов соединений из металла толщиной более 3—4 мм в
нижнем положении. Сварку выполняют постоянным током
обратной полярности от источников питания дуги с жесткой
или пологопадающей внешними характеристиками. Устой-
чивое горение дуги с минимальным разбрызгиванием рас-
плавленного металла достигается при струйном (в виде по-
тока очень мелких капелек) характере переноса электрод-
ного металла, который устанавливается при соответствую-
щей плотности тока, зависящей от диаметра электродной
проволоки. При механизированной сварке используют элек-
тродную проволоку диаметром 1,6 и 2 мм, при автоматиче-
ской — 2—5 мм. Применяемые при сварке плавящимся
электродом способы защиты свариваемого металла.свароч-
ные материалы и оснастка те же, что и при сварке вольф-
374
19.2. Ориентировочные режимы ручной аргонодуговой сварки вольфрамовым
электродом труб из титана
Толщина стенки трубы, мм Диаметр присадочной провлоки, мм Вылет электрода из сопла, мм Сила сварочного тока, А Т Расход аргона, л/мин
первый проход (без присадки) последующие проходы в горелку в насадку внутри трубы
2 1,2-1,6 5—8 70-90 110-120 6-8 6-8 4-5
4 1,4-2 6-10 110-120 130-140 6-8 6-8 4-5
5—6 2-3 6-10 110-120 130-140 6-8 6-8 4-5
10—12 3-4 6-12 180-190 220-250 8-10 8-10 6-8
Примечание. Диаметр вольфрамового электрода 2—4 мм.
w
рамовым электродом. Сварка выполняется с помощью стан-
дартных автоматов. Несомненный интерес представляет
сварка плавящимся электродом титана и его сплавов в им-
пульсно-дуговом режиме. Этот способ аргонодуговой сварки
может производиться во всех пространственных положени-
ях шва.
19.3. СВАРКА НИКЕЛЯ И ЕГО СПЛАВОВ
Общие сведения. Никель и никелевые сплавы являются
важнейшими конструкционными материалами. Благодаря
высокой коррозионной стойкости, жаропрочности, жаро-
стойкости и ряду других специальных свойств они получи-
ли широкое применение в химическом машиностроении,
энергетике и других важных отраслях промышленности.
Никель является достаточно прочным и вязким матери-
алом, способным сохранять пластические свойства при вы-
сокой и очень низкой (минус 253°С) температурах. Он об-
ладает высокой коррозионной стойкостью в агрессивных
средах и малым электрическим сопротивлением. Платность
никеля 8,9 г/см2, температура плавления 1453°С. Про-
мышленностью выпускается пять марок технического нике-
ля НП-0, НП-1 и другие с содержанием чистого никеля от
99 до 99,98%. Никелевые сплавы обладают рядом более
эффективных по сравнению с никелем эксплуатационных
характеристик, например, некоторые сплавы обладают вы-
сокими прочностными свойствами при температурах
800—1100°С. Наибольшее распространение получили спла-
вы на основе никеля в сочетании с медью, хромом, молиб-
деном, алюминием, титаном. Все никелевые сплавы услов-
но подразделяются на три группы: коррозионностойкие, жа-
ростойкие и жаропрочные. В качестве представителей этих
групп сплавов можно соответственно отметить: хастеллой А
ЭИ460; монель-металл НМЖМц28-2,5-1,5, нихром
Х20Н80, алюмель НМцАК2-2-1, ХН78Т (ЭИ 435) j
ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617). ]
Особенности сварки. Сварка никеля и его сплавов за*
труднена вследствие их особых физико-химических свойств
Никель имеет большую чувствительность к примесям и, в
первую очередь, к растворенным газам — кислороду, водо
роду и особенно азоту. Растворимость этих газов в расплав
ленном никеле значительна, а при остывании ограниченна,
что вызывает появление пор в сварном шве. Значительные
затруднения при сварке обусловлены также высокой склон
376
ностью никеля и его сплавов к образованию горячих кри-
сталлизационных трещин.
Для предупреждения образования в сварных швах пор
и кристаллизационных трещин необходимо применять ос-
новной металл и сварочные материалы высокой чистоты,
осуществлять качественную подготовку кромок (очистку,
обезжиривание) и сварочных материалов под сварку, защи-
щать зону сварки от попадания в нее воздуха, влаги и дру-
гих загрязнений.
В целом по технологии и технике сварки никель и его
сплавы близки к коррозионностойким сталям. Их сварку
производят следующими способами: газовым, дуговым по-
крытыми электродами, под флюсом и в инертном газе,
электрошлаковым, контактным и др. Наиболее широко
применяется аргонодуговая сварка неплавящимся (вольфра-
мовым) электродом.
Аргонодуговая сварка вольфрамовым электродом. Дуго-
вая сварка никеля и его сплавов вольфрамовым электродом
выполняется постоянным током прямой полярности с ис-
пользованием аргона высшего и первого сортов. С целью
получения доброкачественных сварных соединений произ-
водят тщательную очистку от оксидной пленки, следов кор-
розии и других загрязнений до металлического блеска сва-
риваемых кромок и прилегающих к ним участков металла
на расстояние 20—30 мм, обезжиривание кромок и приса-
дочной проволоки (прутки), применение горелок специаль-
ной конструкции, улучшающих защиту сварочной ванны и
околошовной зоны от атмосферы воздуха, подачу аргона к
обратной стороне шва, как при сварке титана и пр. При
многопроходной сварке последующие валики накладывают
после полного охлаждения, очистки от шлака и обезжири-
вания предыдущих валиков.
В качестве присадочных материалов используют прово-
локи, идентичные по химическому составу основному ме-
таллу. При сварке никеля рекомендуется применять специ-
альную комплекснолегированную проволоку марки
НМцАТК1-1,5-2,5-0,15, обеспечивающую получение швов
без пор и трещин.
Ориентировочные режимы аргонодуговой сварки никеля
и его сплавов показаны в табл. 19.3.
Ручная дуговая сварка покрытыми электродами. Этот
вид сварки применяют главным образом для сварки листов
толщиной более 1,5 мм. Сварку производят электродами с
основным типом покрытия постоянным током обратной по-
лярности. Для сварки никеля можно использовать электро-
377
19 Л. Ориентировочные режимы ручной аргонодуговой
сварки вольфрамовым электродом никеля и некоторых
его сплавов
Толщина металла, мм (раз- делка кромок) Диаметр электро- да, мм Диаметр присадоч- ной про- волоки. мм Число проходов Сила сва- рочного тока, А Расход аргона, л/мин
2 (без разделки) 1,5-2 1-1,5 1 70-90 8-10
4 (без раз- делки) 2-2,5 1,5-2 2 80-100 8-10
4 (У-об- раЗная раздел ка) 2-2,5 2-2,5 2 80-100 8-10
6 (У-об- разная разделка) 2-2,5 2,5-3 3 80-100 10—12
10 (Х-об- разная разделка) 2,5—3 2,5-3 4 100-120 10-12
ды 03Л-32. Сварку некоторых никелевых сплавов осуще-
ствляют электродами ОЗ Л-21, 03Л-23, ОЗЛ-25Б, 03Л-35.
Поскольку из-за высокого электрического сопротивления
никелевые стержни покрытых электродов сильно разогрева-
ются, с целью предупреждения перегрева электрода ручную
сварку ведут на пониженном токе по сравнению с током
для сварки стали,
ГЛАВА 20. СВАРКА ПЛАСТИЧЕСКИХ МАСС
20Л. ХАРАКТЕРИСТИКА ПЛАСТМАСС,
ПРИМЕНЯЕМЫХ В СТРОИТЕЛЬСТВЕ
Большое многообразие пластических масс, используе-
мых в народном хозяйстве, создано на основе полимеров.
Полимеры — это вещества, микромрлекулы которых
состоят из большого числа повторяющихся звеньев. Моле-
кулярная масса полимеров может изменяться от нескольких
тысяч до многих миллионов. Полимеры могут быть природ-
ного происхождения (белки, натуральный каучук, и др.) и
синтетические. В последние десятилетия получили распро-
странение синтетические полимеры, на основе которых со-
зданы многие пластмассы, используемые для конструкций,
378
изделий, деталей, синтетических волокон, тканей, клеящих
веществ и т.п, В состав пластмасс кроме полимеров входят
наполнители — пластификаторы, красители, стабилизаторы
и другие материалы. Пластмассы отличаются малой плот-
ностью, в среднем меньше, чем у металлов в 4—5 раз, эла-
стичностью, гибкостью, довольно высокими механическими
свойствами, антифрикционными свойствами, стойкостью
против коррозии и легко поддаются обработке.
В зависимости от реакции на нагревание пластмассы
делятся на две группы:
термопласты, допускающие многократный нагрев и не
изменяющие своих пластических свойств;
реактопласты, в которых при нагреве происходят необ-
ратимые реакции, исключающие повторный нагрев.
Термопласты хорошо размягчаются до вязкотекучего
состояния при нагреве, могут деформироваться, изгибаться
и плавиться. Полуфабрикаты, изготовленные из термопла-
стов (трубы, профили, листы, стержни и т.п.) употребляют
для сооружения трубопроводов, облицовочных панелей, де-
талей строительных конструкций, сантехнической и хими-
ческой аппаратуры и многих других предметов, необходи-
мых для различных отраслей народного хозяйства и заме-
няющих традиционно применяемый раньше металл.
При сооружении конструкций, трубопроводов и деталей
из пластмасс, кроме прессования, проката, механической
обработки и склеивания, применяют сварку. Сварка наибо-
лее надежно соединяет детали из пластмасс и по сравнению
со склеиванием обладает большей прочностью и долговеч-
ностью.
Сварка плавлением. Такая сварка основана на свойстве
термопластов при нагревании до определенной температуры
или в набухшем состоянии при воздействии растворителя
переходить в вязкотекучее состояние. Кромки свариваемых
деталей в этом состоянии должны быть плотно соединены,
что способствует возникновению межмолекулярных связей.
Для удаления из соединения посторонних прослоек, пре-
пятствующих связи молекул, для лучшего перемешивания
вязкотекучего материала подогретых кромок и осуществле-
ния диффузионных процессов необходимо приложить опре-
деленное усилие к соединяемым деталям. Этот процесс
сварки плавлением называют реологодиффузионным. Каче-
ство соединения зависит от вязкости расплава, прилагаемо-
го усилия и формы контактной поверхности. Термопласты
так же, как металлы, бывают хорошо свариваемые, удов-
летворительно свариваемые, ограниченно и трудносваривае-
379
мые. При сварке плавлением нагрев предпочтительней вес-
ти до температуры минимальной вязкости, но ниже темпе-
ратуры заметного разложения (деструкции). В свариваемых
пластмассах интервал вязкотекучего состояния до деструк-
ции не меньше 50°С.
Следует иметь в виду, что под воздействием нагрева и
усилия осадки в соединениях возникают внутренние напря-
жения и могут образовываться трещины, поэтому сварные
соединения пластмасс не следует сразу подвергать нагруз-
кам; через 10—20 ч происходит релаксация напряжений и
соединения приобретают более высокие механические свой-
ства.
Химическая сварка термопластов основана на осуществ-
лении химической связи между молекулами. Этим спосо-
бом сваривают пластмассы со специальной присадкой, вво-
димой в сварной шов, или без присадки для соединения пла-
стмасс, имеющих особую структуру. Для некоторых видов
пластмасс применяют дополнительный нагрев токами высо-
кой частоты (ТВЧ) или ультразвуком. Химическую сварку
применяют для пленок и волокон специального состава,
сварные швы которых должны сохранить свойства основно-
го материала. Химическая сварка в строительстве ограниче^
на, в основном применяется сварка плавлением.
Прочность сварных соединений пластмасс зависит от со-
става материала и способа сварки, в среднем она составляет
0,4—0,6 прочности основного материала.
20.2. СВАРКА ПЛАСТМАСС ВНЕШНИМ
ИСТОЧНИКОМ НАГРЕВА
Сварка газовым теплоносителем. Обычно для этого спо-
соба применяют воздух, который подогревается в специаль-
ной горелке и подается нагретой струей на свариваемые по-
верхности. Сварку можно вести с присадочным материалом
и без него. Листы и трубы из пластмассы с толщиной сте-
нок менее 2 мм сваривают без разделки кромок. При боль-
шей толщине делают разделку кромок под углом 45—70°,
стык собирают с зазором 0,5—1,5 мм и сваривают с при-
садкой в виде прутка диаметром 2—6 мм. Стыковые соеди-
нения более тонких пленок сваривают с присадкой в виде
ленты. Температура подогретого газа должна быть на
50—-100°С выше температуры плавления свариваемой пла-
стмассы. В табл. 20.1 приведены режимы сварки некоторых
пластмасс.
380
20.1. Режимы сварки газовым теплоносителем
Наимено- вание термо- пласта Расход газа, л/с Темпера- тура га- за. °C Наименова- ние термо- пласта Расход газа, л/с Темпера- тура газа. °C
Винипласт 0,66 200-270 Полипропи- 0.58 лен 250—300
Перхлор- 0.8 280-325 Полиамид-12 0,3 230-400
виниловая смола Полиэтилен 1.1 250-320 Ударнопроч- 0.65 ный полисти- рол 210—290
низкого давления Полиэтилен в некого 1.3 220-270 Полиметил- 0,65 метакрилат 220—380
давления
При сварке нагретый пруток вминают в нагретую го-
релкой разделку и прокатывают роликом. Сварка ведется в
несколько слоев (рис. 20.1, а и б). Ленту нагревают щеле-
вой горелкой и прокатывают роликом (рис. 20.1, в). При
толщине винипласта до 16 мм его можно сваривать путем
нагрева щелевой горелкой скошенных под острым углом
кромок до оплавления и последующего сдавливания
(рис. 20,1, г). Для ручной сварки нагретым газом использу-
ются горелки типа ГЭП-2 с электроподогревом воздуха или
другого газа на рабочее давление 0,015—0,5 МПа. Для
присадки применяют прутки диаметром 3—5 мм, использу-
ют также машины для механизированной сварки.
Нагретым газом сваривают внахлестку нетканые синте-
тические материалы типа кошмы. Нагрев производят из-
нутри нахлестки щелевыми горелками или даже паяльными
лампами до температуры 300—350оС и затем прокатыва-
ют, в результате получается гибкое прочное соединение.
Контактная тепловая сварка нагретым инструментом
применяется для сварки листов, полос, труб, пленок и дру-
гих деталей. Для тонких листов и пленок применяют на-
хлесточные соединения. Нагретый инструмент контактиру-
ете» с внешней поверхностью нахлестки, нагревает, сдавли-
вает ее и осуществляет сварку проплавлением
(рис. 20.2, а). Более толстые листы и трубы сваривают оп-
лавлением, в процессе которого нагреватель непосредствен-
но соприкасается со свариваемыми поверхностями, оплав-
ляя их, а затем нагреватель удаляют и сдавливают детали,
осуществляя сварку оплавленными поверхностями
(рис. 20.2, б). Этот способ используется для сварки труб
381
20.1. Схемы сварки газовым теплоносителем
а — сварка с присадкой нагретым прутком: 1 — горелка; 2 — изделие;
3 — пруток; б — разрез швов; /—7 — порядок сварки; в сварка тонко-
го пластика лентой при помощи щелевой горелки: 1 горелка; 2 — пла-
стик; 3 — лента; 4 — ролик; г — сварка винипласта сдавливанием ско-
шенных торцов
20.2. Сварка нагретым инструментом
а — сваркд нахлеточных соединений; б — сварка стыковых соединений; 1
— пластмасса; 2 — нагретый инструмент
382
20.2. Ориентировочные режимы сварки нагретым инструментом
Наименование термо- [ Темпера- ! Время, с* Давление осадки. МПа
пласта тура на- гревате- ля, °C нагрева выдержки после сварки
Полиэтилен, стаби- лизированный са- жей:
низкого давления 220—250 25-30 30-40 0.1-0.2
высокого давления 200—220 20-25 30-40 0,1-0,15
Полипропилен 240-260 30-50 30 0.2
Винипласт 240-250 40-50 30 0.15-0,2
Полистирол 280-300 25 30-60 0,1-1
Полиметил мета кри- 240-280 25 25-30 0.6-0,8
лат СТ-1
диаметром менее 50 мм враструб, а диаметром более 50 мм
со стенкой толщиной более 2 мм — стыковым швом. Торцы
труб для стыкового соединения при небольших диаметрах
нагревают инструментом в форме диска, а диаметром более
200—250 мм — в форме кольца. Нагревательный инстру-
мент этих форм подогревают горелками, в печах или при-
меняют электроподогрев спиралью, лентой или трубчатыми
подогревателями. Температура нагревателей ниже, чем
температура подогретого газа, так как нагреватель непос-
редственно и продолжительно соприкасается с пластмассой
и более высокая температура может привести к деструкции.
В табл. 20.2 даны ориентировочные режимы сварки контак-
тной тепловой сваркой некоторых термопластов.
Для получения стыкового соединения хорошего качест-
ва необходимо соблюдение следующих правил:
соединяемые концы труб должны быть подвергнуты ме-
ханической обработке для обеспечения их параллельности
при сварке и удаления оксидов и загрязнений;
трубы должны быть хорошо центрированы, смещение
кромок не должно превышать 10% толщины стенок;
должно быть произведено оплавление кромок согласно
принятому режиму;
осадка и вырезка должны производиться заданным уси-
лием и в течение времени, необходимого для релаксации
возникающих напряжений от сварки.
Для сварки труб этим способом разработаны специаль-
ные устройства в виде трубосварочных клещей и установок
С ручным, рычажным, гидравлическим или механическим
приводом для осадки и с инвентарными нагревателями.
383
Применяют также передвижные установки, перемещающи-
еся от стыка к стыку трубы, например установку УСПТ-
7М, которую на пневмоколесах можно передвигать по тру-
бе. Она осуществляет по заданной программе центровку
труб, обработку их торцов, выдвижение в зазор между тру-
бами смонтированного На установке инвентарного нагрева-
теля, электроподогрев и оплавление концов труб на задан-
ную глубину, удаление нагревателя и сжатие труб гидро-
приводом, выдержку для релаксации напряжений.
При сварке труб враструб производят одновременно оп-
лавление внутренней поверхности раструба и наружной по-
верхности трубы, после чего конец трубы быстро вдвигает-
ся в раструб. Нагреватель для такого способа сварки состо-
ит из гильзы для оплавления конца трубы и керна для оп-
лавления внутренней поверхности раструба.
Контактной сваркой проплавлением сваривают нахле-
сточные соединения пленок и листов толщиной до 3 мм.
Перед сваркой места нахлестки очищают от загрязнений.
Сварку тонких пленок производят на прессах нагревателя-
ми сопротивления, которыми служат стальные ленты, нити
или плиты со встроенными нагревателями. Температура на-
гревателя при сварке таких пленок ниже температуры на-
гревателя по табл. 20,2.время сварки, как правило, не бо-
лее 2—3 с.
При сооружении сварных оболочек из армированных
пленок (пневматические здания, речные плотины, бассейны
и т.п.) нахлесточные соединения между армированными
листами пленок соединяют на консольных или портальных
сварочных прессах, в которых нагревателями служат ленты
из нержавеющей или жаропрочной стали. Сварку ведут на
гидравлической подушке, применяя импульсный или дли-
тельный термический цикл.
Сварку экструдированной присадкой производят путем
нагрева присадочного прутка до вязкотекучего состояния и
укладки его в шов либо путем разогрева пластмассовых
гранул в специальной машине и подачи разогретой массы в
шов. Разработано несколько полуавтоматов, имеющих руч-
ные пистолеты для сварки. На рис. 20.3, а показана схема
сварки, когда подогретый в, сопле пистолета пруток подает-
ся специальным приводом в шов и обкатывается роликом.
На рис. 20.3, б — другой тип пистолета, сопло которого на-
гревается и разогревает разделку, одновременно подает в
шов разогретый пруток и уплотняв шов. Применяют и
другие типы полуавтоматов с электроподогревом сопла и
присадочного прутка и механизмом подачи прутка. Приме-
384
20.3. Сварка экструдированной присадкой
а — сварка обкаткой роликом; б — сварка разогретым соплом; 1 — пода-
ющий механизм; 2 — сварочный пистолет; 3 — пруток; 4 — деталь; 5 —
ролик
няется также сварочный трактор для сварки экструдирован-
ной присадкой. При толщине деталей 1 мм сварку этим
способом ведут без разделки кромок, при толщине 2—3 мм
делают одностороннюю разделку, а при 4—5 мм — двусто-
роннюю Х-образную.
20.3. СВАРКА ПЛАСТМАСС С ПРИМЕНЕНИЕМ
ВНУТРЕННЕГО ТЕПЛА
Сварка токами высокой частоты (ТВЧ) внедрена в про-
мышленности, ее осуществляют в переменном электромаг-
нитном поле высокой частоты. Свариваемые детали поме-
щают между электродами источника ТВЧ и электрически-
ми колебаниями нагревают свариваемые кромки, которые
затем сдавливают под определенным давлением. Сваривать
ТВЧ можно только пластмассы, не являющиеся совершен-
ными диэлектриками; способность пластмасс к нагреву в
поле ТВЧ характеризуется фактором диэлектрических по-
терь. В частности, ТВЧ сваривают пленки из пластифици-
рованного ПВХ толщиной 0,1; 0,3; 1 мм; поперечные стыки
труб из винипласта со стенками толщиной до 6—8 мм; про-
дольные стыки труб из винипласта и детали из некоторых
других пластмасс. Для сварки ТВЧ применяют несколько
типов специализированных индукционных установок и
прессов. Для сварки используют генераторы ТВЧ, обеспе-
чивающие рабочую частоту трехфазного тока 27, 12 МГц,
мощностью до 25 кВт. Перспективным является увеличение
385
20.4. Сварка ультразвуком
л — схема ультразвуковой сварки нахлесточных соединений; б — схема
дистанционной сварки; в — сварка подготовленного к сварке соединения;
J корпус; 2 — магнитостриктор; 3 — усилитель; 4 — волновод; 5 —
изделие; б — опора
применяемой для сварки частоты до 2000—3000 МГц, что
расширит применение этого способа сварки пластмасс.
Сварка ультразвуком осуществляется специальным уль-
тразвуковым генератором, преобразующим высокочастот-
ные электромагнитные колебания (20—50 кГц) в механи-
ческие ультразвуковые колебания. Эти колебания, направ-
ленные через волновод-магнитостриктор в изделие, нагре-
вают пластмассу. Смещение конца волновода (амплитуда
колебаний) для сварки большинства пластмасс составляет
30—40 мкм. Амплитуду можно регулировать изменением
настройки генератора путем подбора напряжения на обмот-
ке, а также с помощью усилителя. Магнитострикционные
преобразователи изготовляют из ферромагнитных материа-
лов: никеля, альфера, пермендюра, а волновод из упругих
материалов малой плотности: титана, алюминия. Волновод
может быть различной формы (рис. 20.4, а). Давление вол-
новода Р на свариваемые детали не только обеспечивает
акустический контакт, но и формирует шов. При сварке
нахлесточных соединений температура между свариваемы-
386
ми листами быстро достигает 240—250°С, в то время как в
месте касания волновода она доходит только до 180°С. В
зависимости от затухания ультразвуковых волн в материа-
ле пластмассы последние разделяются на три группы. К
первой группе с малым коэффициентом затухания относят-
ся полистирол, оргстекло и другие жесткие пластмассы, хо-
рошо проводящие ультразвуковые волны и могущие свари-
ваться вдали от волновода только при его приближении
(рис. 20.4, б). Ко второй группе со средним коэффициентом
затухания относятся полипропилен, аминопласты, поликар-
бонаты и др., для сварки которых требуется касание волно-
вода. К третьей группе, с высоким коэффициентом затуха-
ния, относятся полиэтилен, фторопласт, пластифицирован-
ный поливинилхлорид и др. Их можно сваривать толщиной
не более 1—2 мм на прессах — контактной ультразвуковой
сваркой. Можно также сваривать изделия из пленки или
синтетических тканей путем перемещения волновода или
изделия. Для жестких пластмасс требуется соответствую-
щая подготовка кромок для получения качественного шва
(рис. 20.4, в). Для сварки ультразвуком используются
установки с ручным, механическим и пневмоэлектрическим
приводом различных типов.
Сварка трением основана на использовании тепловой
энергии, создаваемой трением соприкасающихся деталей
при вращении их на станках или вращении вставки между
деталями или промежуточного элемента, а также при ком-
бинации вращения и вибрации.
Сварка трением при помощи вращения деталей возмож-
на только для деталей, имеющих форму тел вращения. Ли-
нейная скорость вращения поверхностей деталей зависит от
их размеров и составляет от 1,3 до 33 м/с, рабочее давле-
ние при трении равно 0,1 —1,5 МПа„ время трения —
3—25 с. Давление должно постепенно нарастать и при раз-
мягчении кромок (при изменении цвета околошовной зоны
на ширину 1 —1,5 мм) должно достичь максимума, при
этом вращение мгновенно останавливается. Выдержка под
давлением обычно делается в течение 5—8 мин. Вибротре-
нием сваривают детали, не являющиеся телами вращения.
Сварка инфракрасными (ИК) лучами осуществляется
Путем бесконтактного нагрева свариваемых кромок ИК-лу-
чами, что дает заметные преимущества по сравнению с
Контактной тепловой сваркой, так как не требуется приме-
нение специальных антиадгезионных прокладок, предуп-
реждающих приклеивание к инструменту, и уменьшаются
Деформации деталей. Поглощение лучистой энергии неоди-
наково для разных пластмасс: наибольшая способность к
387
f
20.5. Схема сварки инфракрасными (ИК) лучами
а — сварка нахлесточных соединений проплавлением; б — сварка стыко-
вых соединений оплавлением; 1 — источник ИК-лучей; 2 — детали; 3 —
прокладка; 4 — опорная плита
поглощению у фторопласта, затем у полиэтилена и далее и
полипропилена, поливинилхлорида и наименьшая у поли-
амида. Нагрев деталей ИК-лучами производят мощными
источниками излучения, в качестве которых используют
силитовые стержни, либо трубчатые кварцевые лампы или
пластины и кольца из хромоникелевой стали (для сварки
стыков труб).
Пленки сваривают на специальных установках, снаб-
женных силитовыми излучателями-стержнями. Скорость
сварки пленки толщиной 45—60 мкм 180—250 м/ч; скоро-
сть сварки пакета толщиной 2—2,5 мм — 30 м/ч.
Сварку ИК-лучами производят проплавлением
(рис. 20.5, а) и оплавлением (рис. 20.5, б). Проплавлением
сваривают пленки, обкатывая роликами нахлесточное сое-
динение вслед за нагревом кромок источником излучения.
Оплавлением сваривают стыки пластмассовых труб. Для
сварки линолеума применяют двухламповый переносной
аппарат Пилад-220, который может работать в стационар-
ных и монтажных условиях.
Сварка лазером, работающем на СО2, эффективно ис-
пользуется для соединения пленок из полиолефинов толщи-
ной 50—160 мкм. Скорость сварки достигает 33—67 м/с
(более 100 000 м/ч). Для сварки применяют лазер мощно-
стью более 1 кВт. Недостатком способа является ограничен-
ность материалов, которые могут быть использованы для
сварки, например пленка из ПВХ сваривается плохо ввиду
деструкции поверхности от действия луча.
388
Прогрессивным является также описанный выше способ
сварки ИК-лучами, при котором происходит бесконтактный
нагрев деталей. Он обеспечивает мобильность применения
полуавтоматов и высокую их производительность.
ГЛАВА 21. НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
ПРИ СВАРКЕ
21.1. ВОЗНИКНОВЕНИЕ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ ПРИ СВАРКЕ
Высокотемпературный нагрев элементов конструкций
при сварке вызывает появление в них напряжений и дефор-
маций, которые существенно затрудняют производство
сварных конструкций и ухудшают их качество. С целью
снижения сварочных напряжений и деформаций использу-
ются специальные приемы, соответствующим образом стро-
ится процесс сборки и сварки конструкций.
Для понимания процесса образования напряжений и де-
формаций при термических и термомеханических видах
сварки целесообразно рассмотреть нагрев модели, показан-
ной на рис. 21.1. Модель состоит из центрального 1 и двух
крайних стержней 2, жестко соединенных между собой не-
изгибаемыми плитами 5. Таким образом, длина всех стерж-
ней в любой момент времени одинакова.
Если центральный стержень нагреть до некоторой тем-
пературы, то в свободном состоянии он удлинится на вели-
чину ,\К= -<ZT), где <*-— коэффициент линейного рас-'
ширения металла; Т — разность между конечной и началь-
ной температурами; I — начальная длина стержня). Однако
в рассматриваемой модели центральный стержень не явля-
ется свободным и два крайних стержня через плиты пре-
пятствуют его удлинению, вследствие чего в нем появляют-
ся напряжения сжатия. Если напряжения сжатия в цент-
ральном стержне невелики и ниже предела текучести ме-
талла (что имеет место при малых температурах нагрева),
то процесс деформирования, связанный с удлинением стер-
жня на величину/Jj (рис. 21.1,6) протекает упруго. После
охлаждения центральный стержень, а с ним и крайние
стержни восстанавливают свою первоначальную длину 1,
температурные напряжения пропадают, остаточные дефор-
мации не возникают. Если напряжения сжатия в централь-
ном стержне большие и достигают предела текучести ме-
389
21.1. Схема возникновения напряжений и деформаций в жесткой систе-
ме трех стержней
а — исходное состояние; б — при нагреве (напряжения сжатия ниже пре-
дела текучести металла); в — при нагреве (напряжения сжатия равны или
превышают предел текучести металла); г — то же, после охлаждения; д
— пластина со сварным стыковым швом после охлаждения; / — цент-
ральный стержень; 2 — крайние стержни; 3 — плиты
таяла (что имеет место при высоких температурах нагре-
ва), то процесс деформирования, связанный с увеличением
длины стержня при достигнутой температуре нагрева, про-
текает в пластической стадии. Центральный стержень ста-
новится короче на величину пластической деформации уко-
рочения (рис. 21.1, в). Поскольку пластические дефор-
мации необратимы, то стержень при охлаждении стремится
к восстановлению не своей первоначальной длины /, а но-
вой укороченной длины, равной I — /у Вместе с тем
крайние стержни противодействуют такому укорочению
центрального стержня, в результате чего на них начинает
воздействовать так называемая усадочная сила. Под дейст-
вием этой силы в крайних стержнях возникают напряжения
сжатия, а сами стержни подвергаются деформированию на
величину(рис. 21.1, г). В то же время в центральном
стержне при усадке развиваются напряжения растяжения.
Последние могут достигать предела текучести металла, а
охлаждение центрального стержня сопровождаться пласти-
ческой деформацией удлинения.
Легко заметить, что явления, подобные вышеописан-
ным, наблюдаются в пластине со сварным стыковым швом
(рис. 21.1, д). Заштрихованная часть пластины ведет себя
аналогично нагреваемому до высокой температуры цент-
ральному стержню жесткой трехстержневой модели. Две
другие части пластины — аналогичны двум крайним стер-
жням модели. Неравномерный сварочный нагрев с последу-
ющим охлаждением вызывает в окрестностях стыкового
390
шва остаточное напряженное состояние. В целом пластина
под действием усадочной силы поетерпевает продольную
деформацию укорочения Д Z4.
Остаточные напряжения и деформации разной степени
возникают также при структурных превращениях металла
в зоне термического влияния сварного соединения. Возник-
новение такого состояния обусловлено тем, что в металле
появляются участки с ярко выраженными измененными
объемами, например мартенситное превращение сопровож-
дается значительным увеличением объема. Такое местное
изменение объема металла при сохранении объемов рядом
расположенных участков и приводит к возникновению
внутренних структурных напряжений.
Величина и распределение напряжений и деформаций
зависят от многих факторов, в том числе от жесткости сва-
риваемой конструкции и толщины металла. При сварке
тонкого листа (до 5—6 мм) проявляются преимущественно
большие деформации, а напряжения малы. Сварка металла
средней толщины (до 16—20 мм) сопровождается также су-
щественными деформациями, при этом с увеличением тол-
щины в большей степени начинают проявляться сварочные
напряжения. При сварке толстого металла (более
16—20 мм) основным фактором является возникновение
значительных напряжений, деформации при этом неве-
лики.
21.2. КЛАССИФИКАЦИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ
Возникающие при сварке напряжения относятся к раз-
ряду собственных напряжений, т.е. напряжений, существу-
ющих в конструкциях при отсутствии внешних нагрузок.
Такие напряжения образуются не только при сварке, но и
при других технологических процессах: прокатке, гибке,
шлифовании, резании. Собственные напряжения двухзнач-
ны: растягивающие усилия всегда (в пределах части или
всей конструкции)* уравновешиваются сжимающими усили-
ями.
Собственные сварочные напряжения классифицируются
по следующим признакам:
по времени существования — вре-
менные сварочные напряжения, существующие лишь в оп-
ределенный момент времени нестационарного процесса на-
391
21.2. Зависимость величины остаточных продольных растягивающих на-
пряжений от длины шва. Цифрами показаны зависимости для швов дли-
ной 100(7), 150(2), 200(3), 300(4), 400(3) и 600(6) мм
грева и остывания, и остаточные сварочные напряжения,
остающиеся после полного остывания конструкции;
по направлению действия напряже-
ний — напряжения продольные, направленные парал-
лельно оси сварною шва, и поперечные, направленные пер-
пендикулярно оси шва.
Продольные напряжения возникают от продольной пла-
стической деформации укорочения металла шва и прилега-
ющих слоев основного металла. Характер распределения ос-
таточных продольных напряжений по длине стыкового шва
при дуговой сварке на проход пластин толщиной 25 мм
представлен на рис. 21.2. Как видно из рисунка, продоль-
ные напряжения для швов длиной более 500 мм достигают
максимального значения (350 МПа) на расстоянии
300—350 мм от концов шва и остаются примерно постоян-
ными на всем среднем участке шва. Для швов длиной ме-
нее 500 мм (кривые l-^Д) значения максимальных про-
дольных напряжений находятся в зависимости от длины
шва, снижаясь при уменьшении длины шва и наоборот. В
металле шва и околошовной зоны, в которой прошли пла-
стические деформации укорочения, продольные напряже-
ния являются растягивающими. Они уравновешиваются
сжимающими напряжениями, действующими за пределами
зоны пластических деформаций.
Поперечные напряжения возникают от поперечной де-
формации металла шва и прилегающих зон металла из-за
разновременного охлаждения их по длине и сечению. Они
зависят от скорости сварки, длины и ширины пластин, ус-
ловий охлаждения и закрепления. Поперечные напряжения
являются взаимно уравновешенными, поэтому могут быть
392
2L3. Общие сварочные деформации плоскостной конструкции с про-
дольными таврами и поперечными ребрами жесткости
/ — продольное укорочение; b — поперечное укорочение; /ди /у —
стрелы прогиба в продольном и поперечном направлениях
как растягивающими, так и сжимающими. Значительные
растягивающие напряжения с протеканием пластических
деформаций удлинения в период охлаждения возникают
при сварке коротких швов в жестком контуре, например
при заварке дефектных участков сварного соединения;
по причине, вызвавшей появление
напряжений, — температурные напряжения, вы-
званные неравномерным распределением температуры по
сечению свариваемого элемента; напряжения, обусловлен-
ные пластическим деформированием металла; структурные
напряжения, связанные со структурными превращениями
металла в районе сварного соединения. Температурные на-
пряжения образуются всегда, но после полного остывания
исчезают. Структурные напряжения возникают при сварке
некоторых легированных и закаливающихся сталей и спла-
вов, чугунов и других металлов. Они могут развиваться не
только при сварке, но и после ее окончания. Напряжения,
393
21.4. Разновидности местных сварочных деформаций
а — угловая деформация стыкового соединения (поворот сечений); б —
угловая деформация таврового соединения (грибовидность); в — “домик“
стыкового соединения; г — ребристость; д — деформация тонкого листа
вследствие потери устойчивости (хлопуны)
обусловленные пластическими деформациями металла в зо-
не шва, практически всегда существуют в сваренных кон-
струкциях.
Как и напряжения, сварочные деформации бывают вре-
менными и остаточными, а по направлению действия —
продольными (параллельно оси шва) и поперечными (пер-
пендикулярно к оси шва). В свою очередь, временные и ос-
таточные деформации можно разбить на две группы в зави-
симости от того, на какую часть конструкции они распрост-
раняются:
деформации, вызывающие искажение формы и разме-
ров всего свариваемого элемента или конструкции, получи-
ли название общих сварочных деформа-
ций (рис. 21.3). К ним относятся изменения линейных
размеров и искривление осей конструкции в продольном
(от действия продольных напряжений) и поперечном (от
действия поперечных напряжений) направлениях;
деформации, распространяющиеся только на отдельные
свариваемые элементы конструкции, называют м с с т н ы-
394
ми сварочными деформациями
(рис. 21.4). К ним относятся деформации отдельных эле-
ментов от потери устойчивости (коробление) и угловые де-
формации (поворот сечений, грибовидность, “домики", ре-
бристость). Угловые деформации обусловливаются, главным
образом, неравномерной поперечной усадкой по толщине
листа и по сечению металла шва, особенно при переходе
последнего из жидкого состояния в твердое.
21.3. СПОСОБЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ
НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Влияние сварочных напряжений и деформаций на ка-
чество конструкций. В подавляющем большинстве случаев
возникающие при сварке напряжения и деформации отри-
цательно влияют на технологический процесс изготовления
и монтажа сварных конструкций, а также на их качество и
работоспособность. Влияние напряжений и деформаций
обычно рассматривается совместно.
1. В процессе механической обработки при съеме метал-
ла, имеющего остаточные напряжения, происходит перерас-
пределение сил внутри детали. В результате возникают де-
формация ранее обработанных поверхностей и искажение
формы.
2. Остаточные напряжения растяжения могут значи-
тельно уменьшить сопротивляемость сварной конструкции
хрупким разрушениям. Это один из наиболее существенных
случаев отрицательного влияния сварки на хладоломкость
сварного соединения. Происходит снижение деформацион-
ной способности, смещение критических температур хруп-
кости в области более высоких температур.
3. Остаточные напряжения растяжения снижают проч-
ность сварных соединений при действии переменных нагру-
зок.
4. Остаточные напряжения растяжения и пластические
деформации могут приводить к интенсификации процессов
коррозии и коррозионного растрескивания.
5. Возникающие непосредственно в процессе сварки на-
пряжения и деформации способны вызвать в высокотемпе-
ратурной зоне сварного соединения, включая металл шва,
горячие трещины.
6. Остаточные напряжения растяжения являются одной
из основных причин образования холодных и ламелярных
трещин в сварных соединениях.
395
7. Остаточные деформации, искажая форму и размеры
стыкуемых элементов, затрудняют сборку и монтаж свар-
ных конструкций, делая их в ряде случаев невозможными.
В этом случае требуются правка, подгонка, применение
специальных сборочных приспособлений и использование
других мер, обеспечивающих качественное выполнение сбо-
рочно-сварочных операций.
8. Деформации металла в зоне нагрева могут сущест-
венно влиять на качественное ведение процесса сварки, на-
пример, когда кромки свариваемых деталей начинают схо-
диться, уменьшая зазор до недопустимых значений.
9. Остаточные деформации после сварки могут превос-
ходить заданные чертежами допуски на отклонения проект-
ных размеров готовых конструкций. Устранение возникших
деформаций требует значительных дополнительных затрат.
10. Искажения формы и размеров приводят к неудов-
летворительному внешнему виду и ухудшению эксплуата-
ционных характеристик сварных конструкций.
Приведенные и другие факторы негативного влияния
сварочных напряжений и деформаций должны приниматься
во внимание при проектировании сварных конструкций, а
также при разработке технологии их изготовления.
Способы уменьшения сварочных напряжений и дефор-
маций. Существует много способов и приемов регулирова-
ния и уменьшения напряжений и деформаций, возникаю-
щих при сварке. Они могут быть использованы: на стадии
проектирования сварной конструкции; на стадии, предшест-
вующей сварке, и непосредственно во время сварки; после
завершения сварки и полного остывания конструкции.
Из мероприятий, используемых на
стадии проектирования сварной кон-
струкции, прежде всего необходимо отметить меры,
направленные на уменьшение массы (объема) наплавленно-
го металла. В результате снижающихся в этом случае се-
чений стыковых и угловых сварных швов и величин погон-
ных энергий сварки резко уменьшаются усадочная сила,
сварочные пластические деформации и напряжения. Сни-
жение массы наплавленного металла в стыковых сварных
соединениях можно получить за счет применения рацио-
нальных форм и параметров разделки кромок. Так, исполь-
зование X- и К-образных разделок кромок вместо У-образ-
ных обеспечивает сокращение массы наплавленного метал-
ла на 30—70%. Дополнительное снижение наплавленного
металла может быть достигнуто применением разделок с
минимально возможными углами скоса кромок и зазорами
396
между свариваемыми элементами. Следует заметить, что
использование X- и К-образных разделок кромок, особенно
с уменьшенными углами разделки, позволяет практически
полностью исключить угловые деформации в готовых свар-
ных конструкциях.
Пластические деформации, приводя-
щие к искажению форм сварной конструкции, в целом мо-
гут быть снижены путем принятия таких решений, которые
бы позволяли отдельным элементам конструкций беспре-
пятственно перемещаться в процессе сварки. Одно из таких
решений связано с применением нахлесточных соединений,
у которых смещение свариваемых элементов происходит
свободно, изменяя лишь размер нахлестки. Коробление
конструкций с тонкостенными элементами дополнительно
уменьшается при расположении швов на жестких каркасах.
Если появление недопустимых искажений форм и раз-
меров, а также высоких остаточных напряжений от сварки
неизбежно, в проекте должна быть предусмотрена возмож-
ность' обработки и правки конструкций и ее отдельных эле-
ментов тем или иным способом. При этом должен быть
обеспечен доступ для выполнения указанных работ.
Приемы рационального конструирования разнообразны
и не исчерпываются перечисленными способами.
Большие возможности для регулирования и уменьше-
ния остаточных напряжений и деформаций представляют
мероприятия, используемые на стадии сборки и сварки кон-
струкций.
Сборка. Сборку элементов свариваемых конструк-
ций необходимо выполнять с помощью прихваток или жес-
тких сборочно-стяжных приспособлений. Оба способа за-
крепления собираемых под сварку деталей правомерны и
выбор того или иного способа определяется типом и разме-
рами конструкций, предъявляемыми к ней требованиями и
условиями ее изготовления или монтажа. Сборку элементов
из тонколистового металла (3-5 мм), а также нахлесточных
соединений независимо от каких-либо факторов всегда вы-
полняют с использованием прихваток.
Сборка конструкций на прихватках позволяет значи-
тельно уменьшить наблюдаемые деформации и перемеще-
ния элементов конструкций в зоне сварки, что является
важным фактором при изготовлении изделий сложной гео-
метрической формы. Вместе с тем при таком жестком за-
креплении кромок свариваемых элементов в сварном соеди-
нении развиваются существенно пластические деформации
и напряжения, которые целесообразно в последующем сни-
жать соответствующими технологическими приемами.
397
Сборка конструкций с помощью жестких сборочно-
стяжных приспособлений обеспечивает более “ мягкое“ за-
крепление кромок сопредельных элементов, не препятству-
ющее их перемещению, обусловленному нагревом и расши-
рением металла в процессе сварки и усадки металла шва.
Такое перемещение элементов способствует снижению ос-
таточных напряжений и деформаций в конструкциях. Од-
нако это приводит к усадке и закрытию зазора по мере
продвижения сварочной дуги, что вызывает необходимость!
в проведении дополнительных операций по его восстановле-
нию. Кроме того, не всегда применение сборочных приспо-
соблений позволяет выдержать требуемую геометрию свар-
ной конструкции в целом.
При подготовке и сборке конструкций под сварку широ-
кое распространение получил способ обратной деформации,
который заключается в следующем. При сборке конструк-
ций или элементов искусственно создаются деформации,
обратные по знаку ожидаемым при сварке. Примеры ис-
пользования способа обратных деформаций показаны на
' рис. 21.5. К этим же мероприятиям можно отнести и сбор-
ку стыковых соединений свариваемых элементов с перемен-
ным по длине шва зазором с учетом его последующей усад-
ки при сварке. При электрошлаковой сварке стальных кон-
струкций величина сборочного зазора увеличивается по
длине стыка в среднем на 0,5—0,6 мм на 1 м шва.
Сварка. Основными средствами, используемыми при
сварке для снижения возникающих напряжений и деформа-
ций, являются: рациональная последовательность наложе-
ния швов и слоев, уменьшение погонной энергии, примене-
ние оптимальных способов выполнения швов, проковка ме-
талла, подогрев перед сваркой.
Последовательность сварки отдельных швов конструк-
ций должна устанавливаться таким образом, чтобы она не
создавала жестких контуров и в максимальной степени
обеспечивала возможность перемещения свариваемых эле-
ментов при усадке после сварочного нагрева (естественно,
не вызывая заметного искажения формы). Исходя из этого
при сварке листовых конструкций в первую очередь выпол-
няют поперечные швы отдельных поясов, а затем соединя-
ют сваренные пояса между собой (рис. 21.6). При сварке в
последовательности, указанной на рис. 21.6, а, остаточные
деформации и напряжения будут уменьшенными, посколь-
ку свариваемые листы в зоне шва могут достаточно свобод-
но перемещаться при поперечной усадке. Сварка швов в
последовательности, указанной на рис. 21.6, б, создает жес-
398
ДО С8АРКИ
ПОСЛЕ СВАРКИ
21.5. Сборка конструкции под сварку способом обратной деформации
а — тавровой балки; б — таврового соединения; в — стыкового соедине-
ния; г — стыкового соединения при свободном перемещении свариваемых
кромок
Ткий контур из швов 7, 2, 3 и 4, что может привести к вы-
пучиванию среднего листа от поперечной усадки при вы-
полнении швов 5 и 6. При сварке металла большей толщи-
ны выпучивание будет незначительным, но в местах пере-
сечения швов 5 и 6 с поясными швами 4 и 3 могут появить-
ся трещины из-за возникающих в этом случае больших на-
пряжений. По указанным причинам сварку двутавровых
балок и других подобных конструкций осуществляют, вы-
полняя сначала стыковые соединения стенок и полок и
лишь после этого поясные швы.
Правильно выбранная последовательность сварки швов
позволяет в значительной степени снизить суммарные де-
формации сварных стержневых конструкций или конструк-
ций с симметричным сечением, например двутавровых ба-
лок. Эффект в этом случае достигается за счет применения
такого порядка наложения продольных швов, при котором
каждый последующий шов вызывает деформации обратного
399
21.6. Последовательность сварки элементов листовых конструкций (циф-
рами показан порядок выполнения швов)
а — правильная; 6 — неправильная
знака по отношению к деформациям, полученным при
сварке предыдущего шва. Происходит взаимное уравнове-
шивание деформаций относительно центра тяжести сечения
свариваемой конструкции (рис, 21.7, а). Метод уравнове-
шивания деформаций применяется также при сварке свар-
ных соединений с двусторонней разделкой кромок
(рис, 2L7, б).
Уменьшение погонной энергии сварки снижает величи-
ну усадочной силы и деформаций, возникающих при свар-
ке. Поэтому следует назначать и использовать способы и
режимы сварки, обеспечивающие минимальные тепловло-
жения на один проход шва. Поскольку погонная энергия
примерно пропорциональна сечению швов, то сварку следу-
ет выполнять на режимах, формирующих валики с возмож-
21.7. Последовательность сварки с использованием метода уравновеши-
вания деформаций
а — сварка поясных швов балки с симметричным сечением; б — сварка
двустороннего шва с симметричной разделкой кромок (цифрами показан
порядок выполнения швов и валиков)
400
21.8. Влияние способа выполнения швов на остаточные продольные на-
пряжения (влияние на остаточные деформации аналогично)
7—5 — ступени; I — сварка напроход; 7/ — обратноступенчатая сварка
но малыми поперечными сечениями. Многопроходная свар-
ка в этом отношении имеет преимущество перед однопро-
ходной. Следует, однако, при определении технологии
сварки иметь в виду и другие требования, предъявляемые к
процессу и качеству сварных соединений, например относя-
щиеся к скорости охлаждения, производительности и т.д.
Выбор рационального способа выполнения швов> опре-
деляемый маркой и толщиной стали, а также протяженно-
стью соединения (см. гл. 9), позволяет улучшить термиче-
ский цикл сварки и существенно снизить остаточные на-
пряжения и деформации. Весьма показательным в этом от-
ношении является обратноступенчатый способ, рекомендуе-
мый для ручной и механизированной сварки швов большой
протяженности. Обратноступенчатая сварка, особенного
тонкого металла, способна резко уменьшить остаточные на-
пряжения и деформации (рис. 21.8). Эффективность сниже-
ния при этом будет тем выше, чем короче участки (ступе-
ни), выполняемые вразброс, и с чем большими временными
интервалами выполняются смежные участки шва. При
сварке толстолистовых конструкций благоприятное влияние
на снижение напряжений и деформаций оказывают способы
сварки секциями, каскадом, горкой. Эти способы обеспечи-
вают более равномерный нагрев металла по толщине свари-
ваемого элемента и снижают вероятность появления неже-
лательных структурных превращений при охлаждении. Та-
кое же влияние оказывает и предварительный, и сопутству-
ющий подогревы при сварке. Температура подогрева может
колебаться от 70 до 400°С в зависимости от марки стали,
типа сварного соединения, способа и условий сварки.
401
Проковка металла шва и околошов-
н о й зоны способствует значительному снижению оста-
точных сварочных напряжений растяжения. При проковке
имеет место осадка металла в направлении его толщины,
что вызывает расширение металла в перпендикулярном на-
правлении, создавая напряжение сжатия. Проковку стали
можно проводить по горячему металлу сразу после сварки
(температура не менее 450°С) или после его остывания
(температура не более 150°С). При многослойной сварке
проковка осуществляется послойно, за исключением перво-
го слоя из-за вероятности образования в последнем трещин.
Для проковки могут быть использованы пневматические
молдтки и зубила.
К мероприятиям по снижению нар-
ряжений и деформаций, выполняемым после
завершения сварки и остывания конструкций, можно отне-
сти отпуск сварных конструкций, обработку взрывом, прав-
ку.
Отпуск сварных конструкций при-
меняют для изменения структуры и свойств металла, а так-
же для эффективного снижения остаточных напряжений.
При отпуске различают стадии: подогрева, выравнивания
температур, выдержки при заданных температурах, остыва-
ния. Наибольшее снижение напряжений происходит на ста-
дии нагрева и определяется температурой отпуска: чем вы-
ше температура отпуска, тем полнее устраняются остаточ-
ные напряжения. Однако при этом могут наблюдаться про-
цессы, приводящие к нежелательному изменению механи-
ческих свойств сварных соединений. Тогда принимается
компромиссное решение. Температуры отпуска, обеспечи-
вающие значительное снижение остаточных напряжений
при сварке стальных конструкций составляют: для углеро-
дистых, низко- и среднелегированных сталей —
500—68О°С, для высоколегированных сталей аустенитного
класса — 850—105(ТоС.
Отпуск бывает местный и общий. При общем отпуске
нагревается вся сварная конструкция и остаточные напря-
жения снижаются во всех ее точках независимо от сложно-
сти формы. В строительстве такой отпуск применяется
очень редко. Гораздо чаще, особенно при сварке технологи-
ческих трубопроводов, применяется местный отпуск, при
котором нагреву подвергаются только шов и металл около-
шовной зоны.
Обработка взрывом сварных соединений
позволяет создавать по аналогии с проковкой металла на-
до?
21.9. Схема расположения зон нагрева при термической правке
а — листа; б — тавровой балки
пряжения сжатия в металле шва и околошовной зоне и яв-
ляется эффективным средством снижения остаточных на-
пряжений.
Правка конструкций производится при
местных или общих деформациях сварных конструкций и
изделий, выходящих за пределы требований проектной до-
кументации. Она осуществляется механическим или терми-
ческим методами.
При механической правке с помощью статических или
ударных воздействий создаются пластические деформации в
зонах, где металл испытал усадку. Это могут быть гибка,
растяжение, проковка, прокатка и т.п. При этом в подвер-
гаемых правке зонах стремятся получить результирующую
сумму остаточных пластических деформаций, равную ну-
лю. Правку выполняют в холодном или, что чаще, горячем
состоянии металла.
Термическая правка производится путем местного на-
грева металла пламенем газовых, лучше ацетилено-кисло-
родных, горелок. Температура нагрева 650—700°С. Допу-
скается повышение температуры нагрева до 900°С (кроме
правки конструкций из термически упрочненных сталей).
При термической правке стремятся вызвать усадку таких
участков сварной конструкции, которые, “сжимаясь“, уст-
раняют перемещения, возникшие после сварки. Например,
при саблевидных деформациях листовой стали, а также при
изгибе балок после сварки нагревают их растянутые зоны
(рис, 21,9), При этом, как правило, нагревают не все зоны,
а отдельные клиновидные участки. Пламя газовой горелки
перемещается зигзагообразно от вершины клина к его осно-
ванию.
Термическую правку хлопунов листовой стали осущест-
вляют путем нагрева с выпуклой стороны одной или не-
403
скольких полос, направленных радиально из центра хлопу-
на. Каждую следующую полосу нагревают после полного
остывания металла.
ГЛАВА 22е СВАРКА СТАЛЬНЫХ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
22.1. ОБЩИЕ СВЕДЕНИЯ О СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЯХ
Основным видом сварных стальных строительных кон-
струкций в промышленном строительстве являются: карка-
сы производственных зданий (колонны, фермы, ригели,
подкрановые балки, связи, прогоны), объекты доменного
цеха (доменные печи, воздухонагреватели, пылеуловители,
скрубберы, бункеры, наклонный мост, газо-, воздуховоды),
резервуары (вертикальные цилиндрические, траншейные),
сферические газгольдеры, бункеры и силосы, башенно-мач-
товые сооружения (радио- и телебашни, каркасы опоры ды-
мовых и вытяжных труб). Для конструкций применяют,
главным образом, горячекатаный фасонный (уголки, дву-
тавры, швеллеры) и листовой прокат и гнутые профили из
углеродистой и низколегированной стали (табл. 22.1). Эти
стали хорошо свариваются, исключение составляют стали
14Г2АФ и 16Г2АФ, которые имеют ограниченную сваривае-
мость и требуют применения при сварке плавлением специ-
альных технологических приемов.
Стальные строительные конструкции сваривают всеми
способами, применяемыми в промышленном строительстве,
при этом сварка осуществляется как в процессе изготовле-
ния конструкций на заводах или в мастерских, так и при
их монтаже на строительно-монтажных площадках. Конк-
ретный способ и технология сварки устанавливаются проек-
22.1. Некоторые марки стали для сварных
строительных конструкций
Марка сталй1класс прочности 1 Марка стали | Класс прочности
_ ,, j - - - . -
СтЗпс5 (^245 15ХСНД Ь345
СтЗсп5 v245 юхндп 6'345 К
СтЗГпс 0255 10ХСНД С390
09Г2С (1325 14Г2АФ 6390
10Г2С1 «345 16Г2АФ <440
404
тно-тех но логи чес кой документацией с учетом реальных ус-
ловий производства и требований, предъявляемых к свар-
ным соединениям, и достижения максимальной производи-
тельности.
22.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Изготовление стальных строительных конструкций
складывается из ряда операций, для выполнения которых
на современных предприятиях организованы цехи основно-
го производства. К ним относятся цехи: подготовки металла
со складом, обработки деталей, сборочно-сварочные, окра-
ски и отгрузки со складов готовой продукции, склад полу-
фабрикатов.
Цех подготовки металла производит разгрузку, сорти-
ровку, маркировку, правку, складирование, хранение и вы-
дачу металлопроката в производство. На некоторых заводах
в цехах подготовки производят очистку металла от ржавчи-
ны и окалины на специальных дробеметных установках,
резку фасонного проката на заготовки, а также предвари-
тельную стыковку листовой стали.
В цехе обработки выполняются операции по изготовле-
нию деталей из металлопроката, поступающего из цеха
подготовки. Металл разрезают на детали ножницами, дис-
ковыми пилами, термической (газовой или плазменной)
резкой с помощью стационарных резательных машин, часто
типа ПКФ с фотокопировальным устройством или типа
“ Комета “ с числовым программным управлением (см.
гл. 15). Термическая резка может одновременно использо-
ваться для обработки кромок под сварку. Отверстия в дета-
лях пробивают на прессах или сверлят на сверлильных
станках. Гибка деталей осуществляется, как правило, в хо-
лодном состоянии на специальных гибочных прессах или
вальцах. При необходимости кромки (в том числе под свар-
ку) обрабатываются на кромкострогальных и фрезерных
станках.
В ряде случаев в цехах обработки располагают техноло-
гические поточные линии, например поточные линии по из-
готовлению крупных листовых деталей, на которых осуще-
ствляются правка листовой стали, сборка и сварка стыков,
термическая резка, втсфичвдя правка, сверление отверстий.
Изготовленные в цехе обработки детали маркируют и
сдают на склад полуфабрикатов.
405
В сборочн о-с варочных цехах соби-
рают конструкции из деталей, поступающих со склада по-
луфабрикатов. Сборка осуществляется с использованием
специализированного инструмента и приспособлений, а
также на сборочно-сварочных поточных линиях. Отобран-
ные и зафиксированные прихватками и (или) сборочными
приспособлениями детали подвергаются сварке. В подавля-
ющем большинстве это механизированная сварка в защит-
ном газе и автоматическая сварка под флюсом.
При изготовлении негабаритных сложных конструкций
для обеспечения высокого качества выполняемых впослед-
ствии монтажных, в том числе сварных соединений, произ-
водят общую и контрольную сборку. Общая сборка выпол-
няется для обеспечения проектных размеров конструкций и
подгонки кромок под монтажную сварку. Контрольная
Ьборка осуществляется для проверки точности изготовления
повторяющихся элементов.
Готовые конструкции после маркировки передают в цех
окраски и отгрузки, где конструкции грунтуют, складывают
в штабеля и грузят на железнодорожные платформы или
автотранспорт для отправки на монтаж.
223. СБОРКА И СВАРКА КОНСТРУКЦИЙ
ПРИ ИЗГОТОВЛЕНИИ
Рассмотрим сборочные и сварочные работы, выполняе-
мые в условиях цеха, более подробно.
Сборка. Технологический процесс сборки определяется
формой и размерами конструкции, наличием оборудования
и способом производства, которое может быть единичным,
серийным и массовым. Сборка может осуществляться сле-
дующими способами: по предварительной разметке (поло-
жение каждого собираемого элемента определяется нане-
сенными на них рисками), по упорам-фиксаторам (на сбо-
рочной плите или стеллаже выставляют упоры, определяю-
щие расположение отдельных элементов в конструкции),
по шаблонам-копирам (предварительно изготавливают с
высокой точностью шаблон по форме изделия, затем от-
дельные элементы совмещают с шаблоном и закрепляют их
между собой), по контрольным отверстиям (сопрягаемые
элементы соединяют болтами по предварительно сделанным
в них отверстиям), в кондукторах (кондуктор представляет
собой приспособление, обеспечивающее определенное поло-
406
22.1. Инвентарные сборочные приспособления
а — струбцина; б — прижимное устройство; в — прокладка с оправками;
г — скоба с клином; д — стяжной тавр; е — стяжное устройство; ж —
фиксаторы
жение собираемых элементов один относительно другого и
их закрепление с помощью специальных пневматических,
винтовых и других устройств). Последний способ сборки
является наиболее эффективным.
С целью повышения производительности и облегчения
труда сборщиков, а также улучшения качества продукции
при сборке сварных конструкций кроме слесарного инстру-
мента (молотков, кувалд, ломиков, гаечных ключей и т.д.)
применяются инвентарные сборочные при
способления, к которым в частности относятся
(рис. 22.1): струбцины, прижимные устройства, прокладки
с оправками, скобы с клиньями, стяжные тавры (или план-
ки) с клиньями, стяжные устройства, фиксаторы. Сгпрубци-
407
22.2. Кондуктор для сборки ферм
7 — пневматические прижимы; 2 — карманы; 3 — винтовой прижим; 4
— прижимы — фиксаторь* раскосов; 5 — фиксаторы поясов
ны служат для стягивания и временного закрепления меж-
ду собой пакета листов и деталей из фасонного проката.
Прижимные устройства применяют для стягивания и при-
жатия собираемых элементов один к другому. Прокладки с
оправками используют для выравнивания поверхностей со-
бираемых листов и выдерживании заданного зазора. Скобы
с клиньями служат для подтягивания и выравнивания по-
верхностей листов. Стяжные тавры предназначены для
стягивания, выравнивания поверхностей и установления
требуемого зазора между кромками собираемых элементов
(вместо стяжных тавров могут применяться планки).
Стяжное устройство применяют для сближения кромок
деталей. Фиксаторы устанавливают (приваривают) в месте
разъема габаритных листовых деталей при общей сборке
негабаритных конструкций. В последующем, при повторной
сборке габаритных блоков и секций на монтаже фиксаторы
обеспечивают воспроизведение геометрических параметров
собираемого стыка и всей конструкции в целом.
Сборка решетчатых конструкций.
Сборка плоских решетчатых конструкций (ферм, фонарей,
связей, плоскостей башен и мачт) производится по шабло-
ну-копиру или в кондукторе (рис. 22.2). Сборка простран-
ственных решетчатых конструкций (радиомачт, башен, лег-
ких колонн) осуществляется в объемном кондукторе.
Сборку сплошностенчатых конст-
рукций (колонн, балок, ригелей и т.п.) выполняют по
разметке или в кондукторах с использованием сборочной
установки (рис. 22.3). Сборка двутавровых балок на неко-
торых заводах производится на специализированных сбо-
рочно-сварочных поточных линиях.
408
1
22.3. Кондуктор-установка с передвижным порталом для сборки двутав-
ровых балок
1,2 — передвижные пневматические прижимы; 3, 4 — неподвижные
пневматические прижимы; 5 — передвижной портал; 6 — продольные
балки; 7 — вертикальные регулировочные винты; 8 — рама; 9 — стойка-
фиксатор; 10 — собираемая балка
Сборка листовых конструкций
осуществляется различными способами в зависимости от
формы, размеров, толщины металла и условий поставки.
Габаритные конструкции (трубопрово-
ды, горизонтальные емкости, переходы, днища и пр.) соби-
раются полностью из листов на специальных стендах с по-
мощью стяжных устройств и приспособлений. На рис. 22.4
показаны сборка обечайки габаритной конструкции цилин-
дрической формы. Собираемые на прихватках обечайки по-
ступают на роликовый сварочный вращатель для дальней-
шей сборки (с последующей сваркой) всей конструкции.
Сборку габаритных резервуаров из листовой стали тол-
щиной 4—8 мм производят методом наворачивания предва-
рительно собранного полотнища.
Негабаритные конструкции (кожухи
доменных печей, воздухонагреватели, пылеуловители и
другце) собирают в виде габаритных блоков или скорлуп
409
22.4. Сборка обечайки в
вертикальном положении
/ — стальной лист; 2 —
внутренние фиксаторы; 3 —
наружные фиксаторы; 4 —
клинья; 5 — стяжные
устройства; 6 — обечайка
или просто отдельных обработанных и свальцованных лис-
тов. Эти листовые детали проходят общую сборку с приме-
нением приспособлений, обеспечивающих стяжку листов,
устранение смещения кромок, соблюдение зазора между
кромками. При сборке устанавливаются фиксаторы.
Собранные под сварку элементы конструкций (за иск-
лючением общей и контрольной сборки) в большинстве
случаев закрепляются прихватками. Прихватки ставятся по
заранее разработанной схеме в местах последующей сварки
швов. Длина прихваток должна быть нс менее 50 мм и рас-
стояние между ними не более 500 мм (в конструкциях из
стали типа 16Г2АФ эти параметры соответственно состав-
ляют 100 и 400 мм). Прихватки выполняются, как прави-
ло, покрытыми электродами, соответствующими типу на-
плавленного металла и обеспечивающими заданные меха-
нические свойства.
При постановке прихваток (а в общем случае при лю-
бом закреплении собираемых деталей под сварку) размеры
зазоров и допускаемое смещение кромок в сварных стыках
один относительно другого должны соответствовать требова-
ниям стандартов и нормативно-технической документации.
Эти требования определяются главным образом применяе-
мым способом сварки, толщиной и маркой стали, типом
сварного соединения. •
410
Сварка. Изготовление сварных конструкций в стацио-
нарных условиях цеха, особенно при серийном и массовом
Характере производства, дает возможность широко исполь-
зовать механизированную и автоматизированную (а иногда
И автоматическую) сварку. В настоящее время на заводах
применяется автоматизированная однодуговая и двухдуго-
вая сварка под флюсом на флюсовой подушке (рис. 22.5) ,
Ьднодуговая сварка под флюсом с порошковым присадоч-
ным металлом, односторонняя однодуговая сварка под флю-
сом на флюсомедной подкладке, механизированная сварка
£ углекислом газе и его смеси с аргоном (75—80% аргона и
ЙО—25% углекислого газа) проволокой сплошного сечения,
рварка в углекислом газе порошковой проволокой. (Обору-
дование, материалы и технология сварки стальных конст-
^укций указанными методами приведены в главах, 10 и 11).
1 отдельных случаях применяют ручную дуговую сварку,
механизированную сварку самозащитной порошковой про-
волокой, контактную точечную и стыковую сварку. Выбор
рациональных способов и методов сварки зависит в первую
Очередь от конструктивных форм изделия и их повторяемо-
сти.
Сварка решетчатых конструкций.
В решетчатых конструкциях сварные швы сосредоточены в
основном в узлах решетки и имеют небольшую протяжен-
ие. Флюсовая подушка для автоматической сварки под флюсом стыко-
вых соединений
/ — свариваемые листы; 2 — желоб с флюсом; 3 — толкатель; 4 — воз-
душный рукав; 5 — электромагнитные прижимные блоки
411
ность. Это резко ограничивает возможность применения ai
томатизированных методов сварки. При изготовлении р<
шетчатых конструкций в большинстве случаев использует
ся механизированная сварка в защитном газе и порошков©
проволокой. Иногда применяют ручную дуговую сварку.
Сварка сплошностенчатых к он с т
р у к ц и й. Сплошностенчатые конструкции отличаютс
наличием швов большого сечения и протяженности. В ос
новном это поясные балок двутаврового сечения, вы
полнение которых легко поддается автоматизации. Изготов
ление сплошностенчатых конструкций производится с при
менением, как правило, автоматизированной сварки по/
флюсом.
Рабочие места для сварки обычно оборудуются свароч-
ными кантователями (рис. 22.6). С их помощью сплошно-
стенчатые конструкции устанавливаются в наиболее удоб-
22.6» Схема кантователей для сварки балок
а — цепной; б — центровой; 1 — свариваемая балка; 2 — цепь; 3 —
рама; 4 — приводная звездочка; 5 — подвижная опора; 6 — неподвижная
опора
412
ное для сварки поясных швов положение — “в лодочку“.
При невозможности кантовки и сварки поясных швов “в
лодочку" допускается их сварка в нижнем положении, при
этом следует применять двухдуговой или другой вариант
автоматизированной сварки под флюсом, обладающий по-
вышенной производительностью процесса.
Сварка листовых конструкций. Лис-
товые конструкции в технологическом отношении наиболее
удобны для автоматизированной сварки под флюсом, так
как большинство швов имеет значительную протяженность
без резких переходов с одного пространственного положе-
ния шва на другое.
Автоматизированная сварка применяется в составе по-
точных линий и специализированных участков по сборке и
сварке заготовок из листового проката, полок и стенок ба-
лок двутаврового сечения, при изготовлении рулонных за-
готовок. С помощью автоматизированной сварки под флю-
сом изготовляются габаритные заготовки, блоки и секции
негабаритных листовых конструкций, а также габаритные
листовые конструкции, например цилиндрической формы.
Автоматизированная сварка продольных и кольцевых швов
таких конструкций осуществляется в частности, на ролико-
вом сварочном вращателе, входящем в состав специализи-
рованной установки (рис, 22,7), При сварке кольцевых
швов вращатель обеспечивает скорость вращения конструк-
22.7. Установка для сборки и сварки цилиндрических листов конст-
рукций
1 — роликовый сварочный вращатель; 2 — цилиндрическая обечайка;
3 — кольцевой шов; 4 — неподвижная стойка; 5 — трактор для сварки
внутренних швов; 6 — трактор для сварки наружных швов
413
ции, равную скорости сварки (и скорости движения автома-
та при сварке кольцевых швов с внутренней стороны). При
сварке продольных швов вращатель неподвижен и работает
только как кантователь, обеспечивая для сварки нижнее
положение шва. Порядок выполнения швов следующий:
вначале на флюсовой подушке сваривают продольные швы
с внутренней стороны, затем сваривают внутренние кольце-
вые швы. После этого в той же последовательности произ-
водят сварку швов с наружной стороны.
22Л. ОСОБЕННОСТИ МОНТАЖНОЙ СВАРКИ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Монтажную сварку строительных конструкций выпол-
няют при любом пространственном положении шва, часто
при неблагоприятных погодных условиях. Для нее харак-
терны: работа на высоте, неудобство и стесненность рабо-
чих мест, необходимость многократного перемещения обо-
рудования и сварочных материалов, большая разбросан-
ность швов в пространстве. Специфика производства мон-
тажных сварочных работ, а также конструктивные особен-
ности монтируемых, часто уникальных, объектов негативно
влияет на производительность труда сварщиков, которая
оказывается в 1,5—3 раза ниже производительности рабо-
тающих в заводских условиях. Это вызывает стремление
принимать меры, направленные на возможное подавление и
исключение действия неблагоприятных для сварки факто-
ров. С целью снижения объема сварочных работ на высоте
производят максимально возможное укрупнение сварных
конструкций внизу, вблизи строящегося объекта, в преде-
лах грузоподъемности монтажного механизма. Более ради-
кальным решением является обеспечение максимальной за-
водской готовности и укрупнение на заводе элементов свар-
ных конструкций в пределах допустимых для транспорта
габаритов.
На монтаже применяют следующие способы и методы
сварки, определяемые условиями работ на монтажной пло-
щадке: ручная дуговая сварка покрытыми электродами (ее
объем в общем объеме сварочных работ составляет
85—90%), механизированная сварка самозащитной порош-
ковой проволокой и в углекислом газе проволокой сплош-
ного сечения, автоматизированная сварка под флюсом и по-
рошковой проволокой с принудительным формированием
шва, автоматизированная электрошлаковая сварка. В ре-
414
дких случаях используют автоматизированную сварку в за-
щитном газе (углекислсм газе, аргоне), термитную, контак-
тную и газовую сварку.
Оборудование, материалы и технологии широко приме-
няемых на монтаже способов сварки строительных конст-
рукций из углеродистой и низколегированной сталей приве-
дены в главах 9—И. При сборке деталей на монтажной
площадке используются тс же инвентарные приспособле-
ния, что и на заводе-изготовителе (см. рис. 22.1). Ниже
рассматриваются специфические особенности производства
монтажных сварочных работ применительно к некоторым
наиболее характерным для промышленного строительства
конструкциям.
22.5. СБОРКА И СВАРКА ПРИ МОНТАЖЕ
КОНСТРУКЦИЙ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
И СООРУЖЕНИЙ
Конструкции производственных зданий. Наиболее рас-
пространенными конструкциями зданий являются колонны
и балки двутаврового сечения, фермы, связи. Монтажные
соединения этих и других конструкций сваривают как при
укрупнении, так и в проектном положении. На рис. 22.8
показана сварка стыка колонны при укрупнении. При свар-
ке руководствуются тем положением, что, в первую оче-
редь, следует сваривать стык стенки, затем стыки полок и в
последнюю очередь поясные швы, которые при изготовле-
нии недоваривают на длину 500 мм с целью облегчения
монтажной сборки и снижения склонности стыкового соеди-
нения к образованию трещин. Этот порядок может менять-
ся при уменьшении толщины стенки и увеличении ее высо-
ты по сравнению с полками.
В общем случае технология сборки и
сварки стыка колонны при укрупне-
нии предполагает выполнение следующих операций:
1. Подготовка стыка к сборке: удаление прихваток на
участках поясных швов, недоваренных заводом-изготовите-
лем, очистка кромки от загрязнений.
2. Сборка стыка с помощью сборочных приспособлений,
фиксация требуемого зазора и устранение смещения кро-
мок стыкуемых элементов, установка на полках (на при-
хватках) выводных планок.
3. Сварка стыка стенки и стыков полок с внутренней
стороны колонны (позиция /), кантовка колонны на 180°.
415
22.8. Сварка стыка колонны при укрупнении (цифрами показана после-
довательность выполнения швов)
416
Удаление металла в корне шва стыка стенки (позиция 77),
сварка стыка стенки и стыков полки с внутренней стороны
колонны, удаление металла в корне шва стыков полок (се-
чение А—Л), заполнение швами разделки с наружной сто-
роны.
4. Сварка участков поясных швов, недоваренных заво-
дом-изготовителем с кантовкой конструкции на 180° (пози-
ция ///).
Сварка стыков колонн, балок и других подобных конст-
рукций при укрупнении может выполняться ручной дуго-
вой сваркой, механизированной сваркой самозащитной по-
рошковой проволокой и в углекислом газе. Имеется поло-
жительный опыт применения автоматизированных способов
сварки, например, при укрупнении ригелей большепролет-
ных зданий из стали 10Г2С1 и 14Г2 (ригель при этом нахо-
дится в положении, представленном на рис. 22.8). Сварку
вертикальных элементов (полок) ригеля толщиной
32—45 мм и высотой 600—1000 мм производят по щелево-
му зазору за один проход двухэлектродной сваркой порош-
ковой проволокой ПП-АН19С с принудительным формиро-
ванием шва. Сварка выполняется модернизированным авто-
матом А-1150У на режиме: сила сварочного тока
700—750 А, напряжение дуги 32—36 В, скорость сварки
2—2,5 м/ч. (Автоматизированная двухэлектродная сварка
порошковой проволокой автоматом А-1150У была успешно
применена при сооружении телебашни высотой 350 м в
г. Ташкенте. Этим способом сваривали секции подкосов вы-
сотой 7,8 м из стали СтЗсп и 09Г2С толщиной 20, 25 и 50
мм.) Стыки горизонтальных элементов (стенки) толщиной
12—16 мм и длиной 3200—3800 мм сваривают без скоса
кромок автоматом АДФ-1002 под флюсом АН-348-А и про-
волокой С-08 ГА диаметром 4 мм от середины стыка к его
краям за два прохода. Второй проход выполняется с обрат-
ной стороны стенки на том же режиме после кантовки
ригеля на 180°: сила сварочного тока 650—700 А, скорость
сварки 30—40 м/ч. Недоваренные заводом участки пояс-
ных швов й угловые швы ребер жесткости сваривают меха-
низированной сваркой самозащитной порошковой проволо-
кой. Автоматизация сварки стыка ригеля поднимает произ-
водительность труда сварщиков в 2—3 раза.
Технология сборки и сварки сты-
ков колонн, балок и т.п. в проектн
ом положении в целом подобна сварке стыков
при укрупнении. Однако отсутствие возможности кантовки
конструкции при сварке резко ограничивает применение
механизированных и тем более автоматизированных про-
417
22.9. Сварка стыка подкрановой балки с высотой стенки более 2—2.5 м в
проектном положении (цифрами показана последовательность выполне-
ния швов)
418
22.10. Сварка улла соединения балки с колонной (цифрами показана по-
следовательность выполнения швов)
419
связь
22.11. Сварка узлов крепления связей к нижним поясам ферм зданий
1 — стропильная ферма; 2 — подстропильная ферма; 3 — связи (цифра-
ми в кружках показана последовательность выполнения швов)
цессов. В подавляющем большинстве случаев сварка этих и
других конструкций промышленных зданий в проектном
положении выполняется ручным дуговым способом. Сварка
в проектном положении подкрановой балки, типового узла
соединения балки с колонной, узла крепления связей к по-
ясам ферм зданий представлены на рис. 22.9—22.11. При
сварке подкрановой балки следует иметь в виду, что после-
довательность сварки стыка определяется толщиной свари-
ваемых элементов и размерами полок и стенки. В случае
соизмеримости сечений и размеров стенки и полок балки
первым следует сваривать стык стенки, затем стыки полок.
Если сечение стенки существенно меньше сечения полок и,
особенно, если высота стенки значительно превышает ши-
рину полок, первыми должны свариваться стыки полок, при
этом сначала сваривается стык нижней полки.
420
Конструкции доменных цехов. Конструкции доменных
цехов состоят из кожухов доменной печи, воздухонагрева-
телей, пылеуловителей, скрубберов, галерей подачи мате-
риалов, бункерной эстакады и других сооружений. Наи-
больший интерес для сварки представляют кожухи домен-
ной печи и воздухонагревателя.
Кожух современной доменной печи
достигает высоты 50 м и более при диаметре до 20 м, тол-
щина стенки до 60 мм (рис. 22.12). Его изготовляют из вы-
сокопрочной стали 16Г2АФ (в основном) и сталей 10Г2С1 и
09Г2С. Листы кожуха обрабатывают на заводе-изготовите-
ле, где их укрупняют в габаритные отправочные марки с
помощью автоматизированной сварки под флюсом. На мон-
тажной площадке листы собирают на стенде (рис. 22.13) и с
помощью автоматической электрошлаковой сварки соединя-
ют в "скорлупы". Затем из одних “скорлуп" в проектном
положении собирают нижнюю часть печи (горно), а из дру-
гих “скорлуп" на специальных выверенных стендах собира-
ют монтажные блоки массой до 140 т. Эти блоки после
сварки вертикальных соединений поднимают краном и ус-
танавливают в проектное положение. Все вертикальные
швы горна (в проектном положении) и монтажных блоков
(при укрупнении) сваривают элсктрошлаковой сваркой с
порошковым присадочным металлом (ППМ) модернизиро-
ванным автоматом А-820К (сварка ведется с использовани-
ем проволоки Св-10НМА диаметром 4 мм и флюса АН-8 на
режиме: сила сварочного тока 800-900 А, напряжение
44—46 В, скорость сварки — при толщине металла
60 мм — 2,2 м/ч, расход ППМ — 350 г/мин). Горизон-
тальные стыки кожуха обычно соединяют ручной дуговой
сваркой электродами типа УОНИ-13/55 секционным спо-
собом. За рубежом имеются примеры автоматизированной
сварки горизонтальных соединений кожухов доменной печи
с толщиной стенки до 80 мм под флюсом, при этом исполь-
зуют сварочную навесную установку, показанную на
рис. 11.8. Из отечественных разработок, пригодных для
монтажной сварки подобных соединений, можно отметить
сварку под флюсом с применением автомата типа “Гори-
зонталь" (см. рис. 11.9).
Кожух воздухонагревателя
(рис. 22.14) имеет высоту порядка 50 м, диаметр 10—13 м
и толщину стенки из стали 09Г2С от 25 до 40 мм. Из до-
ставленных на монтажную площадку укрупненных листов
заводского изготовления на стендах собирают и сваривают
монтажные блоки, состоящие из одной или нескольких царг
421
22.12. Схема кожуха доменной печи № 5 Череповецкого металлургиче-
ского комбината объемом 5580 м3
1 — швы горна, выполненные электрошлаковой сваркой в проектном по-
ложении; 2 — швы монтажных блоков, выполненные электрошлаковой
сваркой при укрупнении; 3 — швы, выполненные ручной сваркой в про-
ектном положении
422
ВИДА
22.13. Схема укрупнения листов в “скорлупы*1 с применением электро-
шлаковой сварки
/ — листы; 2 — П-образные сборочные скобы; 3 — выводные планки;
4 — направляющий рельс сварочного автомата; 5 —- заходные карманы;
6 — шов
22.14. Схема кожуха воздухонагрева-
теля
1 — днище; 2 — цилиндрический
корпус; 3 — купол; 4 — выносная
камера горения
423
22.15. Схема укрупнения листов в царги и монтажный блок
а — сборка и сварка царги на стенде /; б — то же, на стенде //; в —
сборка и сварка монтажного блока из двух царг на стенде /; / — стенды; 2
и 3 — царги; 4 — швы, выполненные автоматизированной сваркой по-
рошковой проволокой; 5 — шов, выполненный ручной сваркой; б — за-
водской шов
(рис. 22.15). На отдельном стенде собирается и сваривается
купол воздухонагревателя.
Сварку вертикальных соединений царг ведут автомати-
зированным способом порошковой проволокой типа ПЛ-
АН 19С или ПП-АН19Н с принудительным формированием
шва. При толщине металла до 20 мм автоматизированная
сварка производится за один проход по зазору автоматами
типа А-1150У. При больших толщинах сварка ведется по
У- или Х-образной разделке соответственно за один или
два прохода автоматами типа А-1381. Этими же автомата-
ми по У-образной разделке кромок свариваются и меридио-
нальные швы купола воздухонагревателя. (Подобная техно-
логия автоматизированной сварки меридиональных швов с
У-образной разделкой кромок по подварочному шву или на
медной подкладке применяется на монтаже сферических
резервуаров объемом 600 и 2000 м3.)
424
22.16. Схема сварки днища возду-
хонагревателя (цифрами показана
последовательность наложения
швов)
Горизонтальные стыки между царгами (при укрупне-
нии) и монтажными блоками (в проектном положении)
соединяют, как правило, ручной дуговой сваркой. Можно
их сваривать и механизированной сваркой самозащитной
порошковой проволокой и автоматизированными способами
сварки: порошковой проволокой с полупринудительным
формированием шва с помощью установки типа
“Circomatic", под флюсом с использованием автомата типа
“Горизонталь".
Днище воздухонагревателя (рис. 22.16) толщиной до
30 мм собирают в проектном положении, швы 7 и 2 с У-об-
разной разделкой кромок на остающейся подкладке свари-
вают от середины к краям под флюсом автоматами типа
АДФ-1002 или механизированной обратноступенчатой
сваркой самозащитной порошковой проволокой. С целью
уменьшения сварочных деформаций и напряжений сварку
следует выполнять в указанной на рисунке последователь-
ности. Швы 3 и 4 выполняют в последнюю очередь ручной
сваркой электродами типа УОНИ-13/55.
Конструкции вертикальных цилиндрических резервуа-
ров. Резервуары для хранения нефтепродуктов сооружают
объемом от 100 до 100 000 м3 и более из углеродистой и
низколегированной, в том числе высокопрочной стали тол-
щиной от 2,5 мм до 26 мм и более. Резервуары объемом до
20 тыс.м3 обычно монтируют из рулонированных заготовок
корпуса и днища и щитовых заготовок кровли, изготовлен-
ных на заводе. Резервуары большего объема, а также ре-
зервуары в труднодоступных районах сооружают методом
полистовой сборки.
При сооружении резервуаров из рулонных заготовок
425
первоначально монтируют днище, швы которого сваривают
обратноступенчатым способом от середины к краям самоза-
щитной порошковой проволокой или покрытыми электрода-
ми. Затем на сваренное днище устанавливают рулон корпу-
са, разворачивают его, прихватывают к днищу и сваривают
кольцевое тавровое соединение. Замыкающий вертикаль-
ный стык корпуса сваривают встык обратноступенчатым
способом ручной или механизированной сваркой порошко-
вой проволокой или в углекислом газе проволокой сплош-
ного сечения диаметром 1 и 1,2 мм. В последнем случае
сварку можно вести сверху вниз.
При сооружении резервуаров методом полистовой
сборки корпус собирают из отдельных листов. Листы дли-
ной 6 м перед установкой в проектное положение предвари-
тельно укрупняют в блоки длиной 12 м с использованием
автоматической сварки под флюсом. Сварку выполняют ав-
томатом типа АДФ-1002 по подварочному шву на специ-
альном поворотном приспособлении, обеспечивающем по-
стоянное положение шва в нижнем положении с учетом
кривизны свариваемых листов.
Вертикальные соединения корпуса рекомендуется сва-
ривать по щелевому зазору автоматизированной сваркой
порошковой проволокой с принудительным формированием
шва автоматом типа А-1150У. Горизонтальные соединения
с К-образной разделкой кромок — автоматизированной
сваркой порошковой проволокой с полупринудительным
формированием шва с применением установок типа
“Circomatic".
ГЛАВА 23. СВАРКА АРМАТУРЫ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
И ПОДКРАНОВЫХ РЕЛЬСОВ
23.1. ХАРАКТЕРИСТИКА АРМАТУРНОЙ СТАЛИ
И ПРИМЕНЯЕМЫЕ СПОСОБЫ ЕЕ СВАРКИ
Для армирования железобетонных конструкций приме-
няется сталь й^МЙЙЙ^и периодического профиля (сокра-
щенное название арматурная сталь), которая в зависимости
от механических свойств подразделяется согласно
ГОСТ 5781—82* на шесть классов (табл. 23.Г). Сталь
класса A-I изготовляют только круглого профиля; стержни
426
23.1. Механические свойства арматурной горячекатаной стали (по ГОСТ 5721-82*)
Класс стали Диаметр, мм а*—> — **^-^*»- Механические свойства Марка стали
предел текучести сг^ МПа временное сопротивление %, МПа относительное удлинение б5,% изгиб в холодном состоянии, град-
А-1 6-40 235 373 25 180 при С = 0,5d СтЗ КП, ПС И СП Ст5сп, Ст5пс 18Г2С
А-П 10-40 40-80 294 490 19 180 при С = 3d
Ас-П 10-32 (36-40) 294 441 25 180 при С= Id югт
А-Ш 6-10 6-22 392 590 14 90 при С = 3d 35ГС, 25Г2С 32Г2Рпс
А-1 У 10-18 (6-8) 10-32 (36-40) 590 883 6 45 при С = 5d 80С 20ХГ2Ц
А-У (6-8) 10-32 (36-40) 785 1030 7 45 при С = 5d 23Х2Г2Т
А-У1 10-22 980 1230 6 45 при С = 5d 22Х2Г2ЛЮ, 22Х2Г2Р, 20Х2Г2СР
Примечания: 1. Буквой ”С” (при изгибе) обозначена толщина оправки» d — диаметр стержня. 2. Для армирова-
ния применяют проволоку марок В-1 и Вр-1 диаметром 3—5 мм. 3. Арматуру диаметром, приведенным в скобках,
изготовляют по согласованию с потребителем.
23.1. Арматурные стержни
а — круглые; б — периоди-
ческого профиля
остальных классов изготовляют периодического профиля
(рис. 23J) с различным рисунком.
Кроме того, изготовляют пять классов стержней Ат-Ш,
Ат-IV, At-V, At-VI и Ат-VII по ГОСТ 10084-81 термомеха-
нически и термически упрочненных с повышенными меха-
ническими свойствами. Прибавка к обозначению класса
буквы “С“ означает их хорошую свариваемость, например
Ат-ШС, Ат-IVC, а буквы СК — повышенную стойкость к
коррозионному растрескиванию.
Для соединения стержней при изготовлении и монтаже
арматурных конструкций и сборного железобетона
ГОСТ 14098—85 установил следующие типы сварных сое-
динений и их обозначения: крестообразные Кр К2, К3, сты-
ковые от С1 до СЗЗ, нахлесточные от Н1 до Н4, тавровые
от Т1 до Т13. Предусмотрено применение контактной то-
чечной сварки для крестообразных соединений при изготов-
лении арматурных сеток и каркасов; контактной рельеф-
ной сварки для соединения стержней с закладными деталя-
ми; контактной стыковой сварки для стыковых соедине-
ний стержней и соединения их с закладными деталями.
Для стыковых соединений арматуры применяют также
ванную механизированную и одноэлектродную ручную
сварку в инвентарных формах, ваннЫповную сварку на
стальных скобах-накладках, дуговую механизированную
сварку порошковой и голой легированной проволокой на
стальных скобах-накладках, ручную дуговую сварку стыков
стержней диаметром 20—40 мм с предварительной раздел-
кой торцов, механизированную дуговую сварку с накладка-
ми из стержней того же класса, что и основной рабочий
стержень и сварку нахлесточных соединений стержней.
Кроме того, предусмотрено применение ручной и механизи-
рованной сварки стержней с закладными деталями и кре-
стообразные соединения стержней при помощи прихваток.
428
23.2. СВАРКА ПРИ ИЗГОТОВЛЕНИИ АРМАТУРНЫХ
КОНСТРУКЦИЙ
Распространена контактная точечная
сварка крестообразных соединений арматурных сеток
и каркасов при соединении двух (рис. 23.2, а) и трех стер-
жней (рис. 23.2, б), осуществляемая с двусторонним токо-
подводом. Показателями режима сварки являются: свароч-
ный ток /св, время выдержки под током £св и усилие сжатия
электродов Рэ. Размеры электродов принимают в зависимо-
сти от диаметра стержней. Минимальный /св и Рэ определя-
ют по таблице (см. СН 393—78), а /св определяют опытным
путем для получения оптимальной величины осадки h.
Прочность соединения арматуры различных классов харак-
теризуется отношением глубины вмятины h, образующейся
от точечной сварки, к диаметру стержня dH (h/dH); оно не-
одинаково для арматуры различных классов
(см. ГОСТ 14098—85). Допускается прихватка крестооб-
разных соединений — ручной дуговой сваркой покрытыми
электродами определенных типов (см. табл. 23,4), но толь-
ко при положительной температуре (табл. 23.2).
Распространена контактная стыковая сварка мето-
дом непрерывного оплавления или оплавления с предвари-
23.2. Крестообразные соединения арматуры
а — двух стержней; б — трех стержней; Ь' и Ь" — вмятины после сварки;
а — суммарная толщина стержней в месте пересечения после сварки; h и
1ц — вмятины между стержнями после сварки
429
23.2. Прихватка крестообразных соединений
Схема соединений
Класс Марка
армату- стали
ры
< О'
мм I
__L
I b
А-1 Сг5пс2
А-П Ог5сп2
10ГТ
А-Ш 25Г2С
Ат-ШС —
Ат-1 УС —
Ат-1 УК 09Г2С,
10ГС2
Ат-У 20ГС
10-40
10—18
10-28
10-32
10-28
0,5dH,
но не
менее
8 мм
0,3<*н,
но не
менее
6 мм
тельным подогревом. Ее применяют для сварки немерных
кусков арматурных стержней во избежание отходов. При
отсутствии контактных машин используют другие способы
сварки стыковых соединений, аналогично применяемым при
монтаже конструкций.
Сварку арматуры с закладными деталями осуществ-
ляют несколькими способами. Распространена механизиро-
ванная дуговая сварка тавровых соединений под флюсом,
при которой стержень выполняет роль электрода. Сварку
ведут специализированными автоматами ТДФ-2001 и ис-
точниками питания ТДФЖ-2002 или другими автоматами
и полуавтоматами, допускающими применение больших то-
ков. Этим способом приваривают стержни диаметром
8—40 мм к пластине толщиной 4—40 мм. Подготовка к
сварке заключается в обрезке стержня под углом и зачист-
ке на длине 15—20 мм от торца, а также очистке пластины
в месте приварки. Для удержания флюса устраивают спе-
циальную форму в виде стакана без дна. Схемы соединений
приведены на рис. 23.3. Возбуждение дуги осуществляется
автоматом либо вручную, путем отрыва стержня от пласти-
ны, затем начинается сварка, при этом никаких манипуля-
ций стержнем-электродом не производится, а происходит
только осадка стержня.
При наличии контактной сварочной машины применя-
ют контактную сварку сопротивлением по рельефу, анало-
гично показанному на рис. 23.3, б, но без скоса торца стер-
жня. Применяют также контактную сварку непрерывным
оплавлением.
При отсутствии оборудования для указанных выше спо-
430
23.3. Схемы соединения ар-
матуры с закладной пласти-
ной
а — сваркой под флюсом
с прямой пластиной; б —
с пластиной, предварительно
выгнутой; dn — диаметры
стержней; и — углы ус-
тановки стержней и скоса
кромок; g — толщина шва;
R — радиус выгиба; К — вы-
сота выгиба; Dp — диа-
метр выгиба; s — толщина
пластины
23.4. Тавровые соединения
арматуры с подготовленными
закладными пластинами
a — выштамповкой; б — це-
ковкой; в — сверловкой; г —
раззенковкой; д — ванным
способом
431
23.5. Нахлесточные соединения арматуры с закладными пластинами
а — контактной рельефной сваркой; б — протяженными швами; К — вы-
сота рельефа; п — ширина рельефа; т — длина рельефа; / — длина шва;
$ — толщина пластины; b (ширина шва) = 0,5</н, но »8 мм; h (толщина
шва) = 0,25tfH, но *4 мм
собов сварки тавровых соединений широко применяют ме-
ханизированную сварку в СО2 и ручную дуговую сварку
покрытыми электродами. Торцы стержней устанавливают в
отверстия, образованные в пластине путем выштамповки,
цековки, высверловки или вырубки отверстия и раззенков-
ки (рис. 23.4).
Установленные в отверстия вертикальные стержни за-
крепляются кондуктором либо прихватками в двух диамет-
432
рально противоположных точках, после чего механизиро-
ванной сваркой в СО2 соединяют с пластиной. Ручной дуго-
вой сваркой соединяют стержни, установленные в выштам-
пованные или раззенкованные отверстия. Горизонтально
установленные стержни соединяют ванным способом с по-
мощью одноэлектродной ручной сварки в инвентарных фор-
мах (рис. 23.4, д).
Нахлесточные соединения стержней с закладными
пластинами выполняют контактной сваркой по одному или
двум рельефам на пластине или на стержнях (рис. 23.5).
Более распространена ручная дуговая сварка протяженны-
ми швами (рис. 23.5, б), как более мобильная и не требую-
щая специальной подготовки элементов, а также оборудо-
вания.
23.3. СВАРКА АРМАТУРЫ ПРИ МОНТАЖЕ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Строительными нормами и правилами (СНиП
3.0^3.01.87) установлены правила выполнения монтажных
соединений арматурной стали разных классов с применени-
ем механизированных способов сварки (табл. 23.3) и руч-
ной сварки покрытыми электродами (табл. 23.4).
Инвентарные формы для ванной механизированной
сварки изготовляют из меди любой марки (рис. 23.6, а, б,
д) и из графита марок ЭЭГ, ЭТО, ГМЗ или других, реко-
мендуемых для форм под ванную сварку. Стальные скобы-
накладки, применяемые для ванной или дуговой шовной
сварки, изготовляют из листовой стали (рис. 23.6, в, г).
Размеры стальных скоб-накладок приведены в табл. 23.5, а
инвентарных форм — в табл. 23.6 и устанавливаются в за-
висимости от диаметра стыкуемых стержней арматуры.
Концы стержней перед сваркой любым методом должны
быть зачищены на длине 10—15 мм от места соединения.
Выпуски арматурных стержней из бетонных конструкций
должны быть не менее 150 мм. Если зазоры между стыкуе-
мыми стержнями увеличены, допускается применение
вставки длиной не менее 80 мм (рис. 23.7, а), при этом
длина выпусков стержней из бетона должна быть не менее
100 мм. Стыкуемые стержни должны быть соосны; несоос-
ность при механизированной сварке в медной форме допу-
скается не более 0,Ы для стержней диаметром 20—32 мм и
не более 0,05^ для стержней диаметром 36—40 мм. При
других способах ванной сварки несоосность допускается не
433
23.3. Механизированные способы сварки арматуры
Способ сварки Характеристика сварочной проволоки Марки сварочной проволоки Класс арматурной стали
А-1 | А-П | А-Ш
Ванная механизированная Сплошного Св-08А, Св-08АА Рекомендуется Допускается Не допускается
под флюсом в инвентарной форме или на стальной скобе-накладке сечения Св-08 ГА Рекомендуется Допускается Св-О8Г2С, Св-08ГС, Допускается Рекомендуется Св-10Г2, Св-ЮГА
Дуговая механизированная сварка открытой дугой голой проволокой (СОДГП) на стальной скобе-накладке СПЛОЦ1НОГО сечения без дополнительной защиты Св-20ГСТЮА (Э-245), Рекомендуется СВ-15СТЮЦА (Э-439) Допускается
Дуговая механизированная в инвентарной форме или на стальной скобе-накладке Дуговая механизированная протяженными швами Порошковая (само защитная) провлока То же ПП-АНЗ, ПП-АНЗС, ПП-АН11, СП-9, ППТ-9, СП-3 ПП-АН7, ПП-АН19С, СП-3 Рекомендуется
Примечание. При ванной механизированной сварке под флюсом стали классов А-1 и А-П (марки ЮГТ) при темпера-
туре минус 40°С предпочтительней применять проволоку Св-08 А, Св-08 А А или Св-08 ГА.
234. Рекомендуемые типы электродов для ручной сварки
Класс арматуры Ванная, ванно-шов- ная и дуговая мно- гослойными швами стыковых соедине- ний Протяженными швами стыковых и нахлесточных соединений Дуговая руч- ная прихват- ками
А-1 А-П 34: Э50А, 355 2, Э46, Э42А, Э46А Э42А, 346А, Э50А 350А, Э55
А-Ш, Ат-ШС 355, 360
Ат-1 УС 350А, 355, 360
Примечание, Допускается выполнять ванно-шовную и дуговую
многослойную сварку швами стержней класса А-Ш, Ат-ШС, и Ат-1 УС элект-
родами типа Э50А (при отсутствии электродов Э55 или 360).
233. Размеры скоб-накладок (см. рис. 23.6, в)
Размеры скоб, мм Диаметры стержней мм
20 | 22 | 25 | 28 | 32 | 36 ] 40
О 23,5 25,5 28.5 32,5 36,5 41,5 45,5
д 6 8
н в 28 30 33 38 42 47 52
в 3
более 0,2d для стержней диаметром 20—25 мм и не более
0,1с/ для стержней диаметром 28—40 мм. Для подгонки со-
осности разрешается небольшой отгиб стержня с нагревом
до температуры 600—800°С.
Инвентарные формы следует устанавливать в соответст-
вии с размерами, приведенными на рис. 23.6 и 23.7, 6.
Формы закрепляют струбцинами, вязальной проволокой
или другим способом; стальные скобы-накладки закрепляют
прихватками.
Размеры подготовленного к сварке и выполненного
сварного соединения при механизированной под флюсом и
ручной одноэлектродной ванной сварке, а также дуговой
сварке порошковой проволокой в инвентарной форме при-
ведены в табл. 23.7 и 23.8.
435
23.6. Инвентарные формы и стальные скобы-накладки
а — форма для горизонтальных стержней; б — форма для вертикальных
стержней; в — стальная скоба-накладка для горизонтальных стержней;
г — стальная скоба-накладка для вертикальных стержней; д — форма для
вертикальных стержней с прорезью для сгона шлака при сварке
23.7. Схемы сварки стержней ар-
матуры
а — сварка выпусков арматуры
ригеля и колонны: 1 — колонна;
2 — выпуски арматуры; 3 —
вставка; 4 — ригель; б — схемы
установки инвентарных форм и
сварка; 5 — арматурные стерж-
ни; 6 — инвентарные формы;
7 — электроды; dH —- диаметр
арматуры; В - длина формы
436
23.6. Размеры инвентарных форм (см. рис. 23.6)
Диаметр стерж- ня, мм 1 1 1 1 * 1 1 В г я* оризон D тальные i о, гтержн b 1И / ~ьГ~~
1 2 3 4 5 6 7 8 9
20 22 65 70 70 23,5 25,5 32 34 23 15*
25 75 80 28,5 37 35 25
28 80 80 32,5 41
32 85 36,5 46
36 40 90 95 90 90 41,5 45,5 53 57 30 18*
Продолжение табл. 23.6
Диаметр стерж- ня, мм Вертикальные стержни
h *1 п е е К R п
1 10 11 12 13 14 15 16 17
20 40 22 10,5 3
22 42 24 8 3 25 • 11
25 45 27 12
28 50 29 10 4 1-1,5 28 14 4
32 55 34 16
36 60 39 12 5 32 18,5 5
40 65 44 21
* Такие же значения и для вертикальных стержней.
Собираемые в инвентарных формах стержни должны
плотно прилегать к стенкам формы, а образующиеся не-
плотности следует заполнять шнуровым асбестом во избе-
жание протекания металла из ванны. При механизирован-
437
23.7. Сварка горизонтальных стержней
Схема соединений
Класс dH, мм Размеры для всех классов
арма- и диаметров
туры
А-1 da/dH=X5-l=b
=0,5-1; 0 = (10-15)°
12-20
20-40 /1,мм=----------;
12-16
<1.2 dn
/2,мм =5-12;
(0,1-0,15) dH
*1 =------------------
0,05 dH
«1 =90° - 10°; h2 ==
<0,1
0,05
Примечание. Размеры в знаменателе относятся к ручной одно-
электродной сварке.
ной сварке под флюсом горизонтальных стержней реко-
мендуется делать разделку торцов для надежного провара и
для возбуждения дуги между электродом и торцом. При
прямой обрезке торцов следует сперва засыпать в зазор
2—3 г сухой стружки из металла стержня для возбуждения
на ней дуги, что предохраняет от повреждения дугой фор-
мы; при разделке торцов дугу возбуждают на торце, засы-
пав немного флюса. Затем начинают сварку. Флюс посте-
пенно добавляют, поддерживая процесс ванной сварки.
438
Схема соединений Класс арматуры dH, мм Размеры для всех диаметров и классов
A-IU
<0,15 </н
г<0,15</н. Л2--------------
<0,05 dH
Oj =90°- 10°
/3=(10- 15)° /3j = (40 - 50)°
Примечания.!. При сварке одно электродной и порошковой проволокой разделку стержней со скосом нижнего
стержня производить не следует. 2. Разделку с обратным скосом нижнего стержня применять при сварке стержней диамет-
ром >32 мм.
23.8. Манипуляция проволокой при сварке
а — горизонтальных стержней; б — вертикальных стержней; 1 — стерж-
ни; 2 — формы
Манипуляция проволокой показана на рис. 23.8, а; по-
сле образования ванны перемещают конец проволоки по
краям ванны у торцов стержней и при заполнении зазора
заканчивают сварку, двигая проволоку по периметру ван-
ны. При механизированной сварке под флюсом вертикаль-
ных стержней дугу возбуждают на крае торца нижнего
стержня после засыпки порции флюса; затем дугу посте-
пенно перемещают колебательными движениями внутрь
разделки, образуя сварочную ванну (рис. 23.8, б), которую
заполняют, чередуя колебательные движения проволоки с
круговыми движениями по периметру ванны, подсыпая
флюс небольшими порциями. Заканчивают сварку, отводя
круговыми движениями проволоку к краю усиления. При
обратной разделке нижнего стержня дугу зажигают со сто-
роны, удаленной от сварщика. Для выполнения швов с раз-
делкой необходимы тренировка сварщиков и их дополни-
тельные практические испытания.
Для сварки под флюсом применяют проволоку диамет-
440
ром 2 и 2,5 мм марок, согласно табл. 23.3. Основными ха-
рактеристиками режима являются скорость подачи свароч-
ной проволоки, напряжение дуги, сила тока, которые уста-
навливаются в зависимости от диаметров проволоки и стер-
жней. Современные специализированные полуавтоматы
обеспечивают высокую производительность сварки за счет
большой плотности сварочного тока (100—150 А/мм2) и
большой скорости подачи проволоки (до 720 м/ч).
Ванная одноэлектродная сварка в инвентарной форме
осуществляется электродами указанных в табл. 23,4 типов.
При горизонтальном расположении стержней дугу возбуж-
дают на торце одного стержня, а затем другого, образуя на
дне формы ванночку жидкого металла и шлака; затем пе-
ремещают конец электрода вдоль и поперек зазора между
стержнями, поддерживая процесс ванной сварки, и после
заполнения зазора производят спиралеобразные движения
электрода, добиваясь выпуклости поверхности наплавлен-
ного металла не более 0,5—1 мм. При вертикальном распо-
ложении стержней дугу возбуждают на плоскости торца
нижнего стержня и, осуществляя поперечные колебания,
образуют ванну жидкого металла и шлака, после чего кру-
говыми и колебательными движениями электрода проплав-
ляют разделку верхнего стержня и заполняют зазор между
стержнями до уровня, при котором шлак начинает выте-
кать из канавки, вырезанной для этой цели у формы
(см. рис. 23.6, д). Согнав шлак, заканчивают сварку обыч-
ными валиковыми швами. Одноэлектродная сварка менее
производительна, так как допускает небольшую плотность
сварочного тока 10—15 А/мм*
Дуговая механизированная сварка самозащитной по-
рошковой проволокой в инвентарных формах широко при-
меняется вследствие универсальности процесса, простоты
наладки оборудования и отсутствия дополнительного ком-
понента — флюса. Особое внимание уделяют возбуждению
дуги на торцах стержней, избегая ее возбуждения на ин-
вентарной форме. Как правило, применяют разделку тор-
цов, так как сварку ведут не ванным способом, а швами.
Первоначально наплавляют кромки, уменьшая зазор до
2—4 мм, после чего заполняют его швами. Перед сваркой
следующего слоя зачищают от шлака и включений пред-
ыдущий слой. При отсутствии инвентарных форм применя-
ют сварку на остающейся стальной скобе-накладке. Этйм
способом соединяют стержни дуговой механизированной
сваркой порошковой или голой самозащитной легированной
проволокой, ручной ванно-шовной сваркой покрытыми
электродами, дуговой ручной сваркой покрытыми электро-
441
23.9. Сварка на остающейся скобе-накладке
а — горизонтальных стержней; б — вертикальных стержней; J н, ci н —
диаметры стержней; 5—10°; = 30—40°; / = /щ (для стержней
разных классов и диаметров различны); /| — зазор; о — ширина шва
да ми многослойными швами. На рис, 23,9 приведены фор-
мы подготовки кромок и размеры сваренных соединений на
скобе-накладке. Фланговые швы в этих соединениях выпол-
няют после основного шва.
При сварке на остающейся скобе-накладке должно быть
обеспечено хорошее проплавление углов соединения стерж-
ня с накладкой. Необходимо очищать от шлака каждый
слой шва перед сваркой последующего слоя, это особенно
касается сварки порошковой проволокой и покрытыми
электродами. Надо также тщательно очищать от шлака бо-
ковые зазоры между накладкой и стержнями перед сваркой
фланговых швов. Ручную ванно-шовную сварку применяют
для горизонтально расположенных стержней, а вертикаль-
442
23.10. Соединение стержней арматурными няу путями
а — без смещения накладок; б — со смещением; b — с удлиненными на-
кладками
ные стержни соединяют ручной дуговой многослойной свар-
кой. Указанные выше механизированные виды сварки для
этих стержней одинаковы.
Для стержней класса A-I, А-П и А-Ш большого диамет-
ра (20—40 мм) разрешается ручная дуговая сварка покры-
тыми электродами стыковых соединений с предварительной
односторонней или двусторонней разделкой, без каких-либо
дополнительных деталей (накладок и др.).Распространение
получило соединение стыков арматуры при помощи накла-
док из той же стали (рис. 23.10), привариваемых к стерж-
ням протяженными швами. СНиП 3.03.01—87 допускает
применение таких стыков для монтажных соединений арма-
туры класса А-I, А-П, А-Ш, Ат-ШС и Ат-IVC (табл. 23.9).
Эти соединения наиболее надежно работают при статиче-
ских нагрузках, расход стали при этом несколько увеличен,
но сварка значительно упрощена. В заводских условиях со-
единения сваривают в углекислом газе, а в монтажных —
443
23.9. Стыковые соединения арматуры с накладками
Класс ар- с/н, мм матуры Размеры (см. рис. 23.10. а) /, мм 1 /].ММ ' /?. мм 1 //.мм
Л-1 А-П 10-40 А-Ш А-ШС А-1 УС -Л. -L--- 8 <4, 0,5 </н 0.5 </н 0.25 df но 10 но >8 но >4 8 </ц ю<7н
самозащитной порошковой проволокой или вручную покры-
тыми электродами (см. табл. 23.3 и 23.4). ГОСТ 14098—85
допускает соединения с круглыми накладками для стерж-
ней A-IV, A-V, A-VI, Ат-V, At-IVK и Ат-VCK диаметром
10—32 мм. При этом применяют соединения со смещенны-
ми {рис. 23.10, б) и даже удлиненными накладками
{рис. 23.10, в) и определенные марки стали; такие соедине-
ния выполняют в цеховых условиях и по специальной тех-
нологии. На рис. 23.10 стрелками показан порядок выпол-
нения швов, обычно их сваривают в два слоя, второй слой
накладывают после очистки первого и немного отступая от
его начала и конца, на расстоянии примерно (0,5—!)</„•
Допускаются нахлесточные соединения арматуры с дли-
ной нахлестки, приведенной ниже.
Класс арматуры.........А-1
</н, мм ............. 10-40
Длина нахлестки........6 dH
А-П, А-Ш Ат- ШС Ат-1УС
10-25 10 -18 10- 18
8 8<7Н ю dH
В нахлесточных соединениях арматуры класса А-1 и А-
II из стали 10ГТ с двухсторонними швами длина нахлестки
может быть уменьшена до 4JH.
Ванную и дуговую механизированную сварку всех ви-
дов и способов следует выполнять специализированными
полуавтоматами или модернизированными полуавтоматами
общего назначения, с источниками питания постоянного то-
ка с падающей характеристикой, а также со сварочными
трансформаторами на токи до 500 А. Перед сваркой (ван-
ной, многослойными или протяженными швами) места сое-
динения стержней на длину 10—15 мм от шва или стыка
должны быть зачищены от ржавчины, окалины и других
загрязнений. Сварку элементов конструкций следует вы-
444
поднять только в надежно зафиксированном и закреплен-
ном проектном положении.
Контроль качества выполненных сварных
соединений осуществляется в соответствии с
ГОСТ 10922—75, а также с применением неразрушающих
методов согласно ГОСТ 23858—79.
23.4. СВАРКА ПОДКРАНОВЫХ РЕЛЬСОВ.
ТЕРМИТНАЯ СВАРКА
Сварка подкрановых рельсов значительно улучшает ус-
ловия работы кранового оборудования, так как устраняет
удары на стыках рельсов при перемещении крана. Приме-
няют механизированную сварку стыковых соединений по-
рошковой проволокой в медных или графитовых формах.
Первоначально сваривают подошву рельса без формы в не-
сколько слоев. Затем устанавливают форму и сваривают
послойно или ванным способом шейку рельса и головку.
Сварку заканчивают, делая небольшую выпуклость голо-
вки, которую затем срубают и зачищают шлифовальной
машинкой. Перед сваркой необходимо предварительно по-
догреть собранное в форме стыковое соединение до темпе-
ратуры 350—400°С и после сварки медленно охладить.
Перспективной является термитная сварка рельсов,
обеспечивающая высокое качество соединений. Для сварки
применяют термитную смесь, состоящую из 20—25% алю-
миниевого порошка и 75—80% железной окалины. Кроме
того, в термитный порошок добавляют измельченные леги-
рующие добавки (ферросплавы) для улучшения механиче-
ских свойств наплавленного металла и увеличения выхода
стали после сгорания термита.
Как известно термитная сварка основана на использова-
нии тепловой энергии жидкого металла, полученного в ре-
зультате термохимических реакций между алюминиевым
порошком и металлом путем его восстановления согласно
реакциям и выделения значительной тепловой энергии.
Fe2O3 + 2АГ-* А12О3 + 2Ре--* 758 кДж;
3FeO + 2АЬ—А12О3 + 3Fe — 783 кДж;
3Fe3O4 + 8АГ-4А12О3 + 9Fe— 3612 кДж.
445
23.11. Схема термитной сварки рель-
сов
1 — тигель; 2 — шлак; 3 — жидкий
металл; 4 — запорное устройство;
5 — литник; 6 — продувочный ка-
нал; 7 — форма; 8 — зазор для фор-
мирования усиления; 9 — рельс;
10 — выпар; 11 — пространство для
шлака
Для процесса термитной сварки приготовляют форму из
огнеупорных материалов, состоящую из двух половинок и
тигеля, в котором плавится термит; их укрепляют при по-
мощи простейших зажимных приспособлений на стыке
рельса (рис. 23.Л). Стык собирают с зазором от 10 до 16
мм в зависимости от типа рельса. В тигель засыпают тер-
мит, но перед его зажиганием стыки рельсов нагревают че-
рез открытую форму газовой горелкой до температуры
800—1000°С, после чего закрывают форму верхней частью
(на рисунке не показана) и зажигают термит специальной
термитной спичкой, которая в свою очередь воспламеняется
электрозапальным устройством. Предварительный подогрев
стыков уменьшает расход термита и величину последующе-
го облива (прибыли), а также ускоряет процесс сварки. Че-
рез 25—35 с после зажигания термита открывается запор-
ное устройство и образовавшиеся металл и шлак выливают-
ся в форму. В процессе сгорания термита образующийся
металл нагревается до 2000—2400°С и, оплавляя торцы
рельсов, образует качественный шов, так как хорошо защи-
щен от воздуха слоем шлака, содержащего в основном
А12О3. Охлаждение происходит замедленно в форме, что
способствует предохранению от образования закалочных
структур. После остывания прибыль срубают и зачищают
шлифовальной машинкой.
Перспективной является термитная сварка арматурных
446
конструкций для монолитного железобетона- Для сварки
применяют портативные термитные патроны, состоящие из
двух половинок и легко устанавливаемые на горизонталь-
ных и вертикальных стержнях при помощи быстродейству-
ющих зажимов. Сварщик в течение смены заваривает до
100 стыков арматуры диаметром 40 мм, что значительно
превышает производительность ванной сварки. При такой
сварке обеспечивается достаточно высокое качество швов.
ГЛАВА 24. СВАРКА ТЕХНОЛОГИЧЕСКИХ
ТРУБОПРОВОДОВ
24.1. ОБЩИЕ СВЕДЕНИЯ О ТРУБОПРОВОДАХ.
СПОСОБЫ СВАРКИ
К технологическим трубопроводам относятся трубопро-
воды промышленных предприятий, соединяющие между со-
бой технологические установки, аппараты, резервуары, на-
сосы, компрессоры и другие машины, а также отдельные
цехи и производства. По технологическим трубопроводам
транспортируются сырье, полуфабрикаты, готовая продук-
ция, а также материалы, обеспечивающие ведение техноло-
гических процессов и эксплуатацию оборудования (нефте-
продукты, горючие и химически нейтральные газы, кисло-
ты и щелочи, пар, вода, другие жидкие и газообразные
продукты).
Конструкции технологических трубопроводов состоят из
соединенных между собой прямолинейных участков труб,
отводов, тройников, переходов (с одного сечения на дру-
гое), фланцев, запорно-регулирующей арматуры, контроль-
но-измерительной аппаратуры, средств автоматики, опор и
подвесок. Соединения деталей трубопроводов могут быть
сварными, резьбовыми, фланцевыми. На рис. 24.1 пред-
ставлены основные виды сварных соединений трубопрово-
дов. Это, главным образом, односторонние соединения со
проплавлением, выполняемые сваркой на весу,
т.е. без использования подкладок (соединения такого типа
являются наиболее трудно выполнимыми и требуют высо-
кой квалификации сварщика).
Металлические трубопроводы (существуют еще трубоп-
роводы из пластмасс и стекла) изготовляют из низкоуглеро-
дистых, низколегированных, среднелегированных и высоко-
легированных сталей (СтЗпс, 09Г2С, 17ГС, 30ХГСА, 15X5,
у ГУ
447
24.1. Сварные элементы и узлы технологических трубопроводов
а — прямолинейный участок труб; б — отвод; в — тройник; г — переход;
д — участок трубы с фланцем; е, ж — участок отводов с фланцами
12Х18Н12Т, 08Х17Т и др.), меди, алюминия, титана и их
сплавов. Выбор конкретных материалов для изготовления
трубопроводов, а также технология производства сборочно-
сварочных работ зависят от назначения трубопроводов, тер-
риториального расположения, характеристик транспортиру-
емого продукта. В зависимости от свойств и рабочих пара-
метров продукта - давления и температуры — трубопрово-
ды делятся на пять категорий. Наиболее тщательно сбороч-
но-сварочные работы выполняются на трубопроводах пер-
вой категории, по которым транспортируются вредные ве-
щества с высокой степенью опасности и взрыво- и пожароо-
пасные продукты, находящиеся под давлением до 10 МПа и
при высокой температуре. К первой категории относятся
также стальные трубопроводы, перекачивающие любой
продукт при давлении свыше 10 МПа (кроме трубопроводов
систем густой смазки и гидравлики).
Сварку трубопроводов при их изготовлении, монтаже и
ремонте можно осуществлять всеми промышленными спосо-
бами, обеспечивающими требуемое качество сварных сое-
448
динений (табл. 24.1). При изготовлении узлов, секций и
других сборочных единиц трубопроводов в специально обо-
рудованных цехах и мастерских применяются главным об-
разом механизированные и автоматизированные способы
сварки: под флюсом, в углекислом газе, аргоне. Соединение
монтажных сборочных единиц преимущественно выполня-
ют ручной дуговой сваркой покрытыми электродами и арго-
нодуговой сваркой неплавящимся электродом. В ряде слу-
чаев в достаточно заметных объемах используют механизи-
рованную сварку в защитном газе и автоматическую под
флюсом.
Следует отметить, что многие стыковые соединения
трубопроводов выполняются комбинированной сваркой: ко-
рень шва сваривают одним способом, а заполняющие
слои — другим. Это обусловлено тем, что некоторые высо-
коэффективные и пригодные для трубопроводов способы
сварки не могут обеспечить при сварке на весу стабильное
высокое качество корневого шва с требуемой глубиной про-
плавления, что совершенно исключает возможность получе-
ния качественного сварного соединения в целом. Хорошие
результаты при сварке на весу стыковых соединений тру-
бопроводов показывают ручная дуговая сварка покрытыми
24.1. Виды и способы сварки, применяемые при
изготовлении и монтаже технологических трубопроводов
Виды и способы сварки Услов- ное обоз- Область применения
наче- ние
Газовая сварка Г ("варка трубопроводов из углсродис-
Ручная дуговая сварка Р стой стали диаметром до 108 мм и толщиной стенки до 5 мм ("варка трубопроводов из углеродис-
покрытыми эле к гро- ми Ручная аргонодуговая рн тых и легированных сталей (преиму- щественно в монтажных условиях). Сварка корня шва Сварка трубопроводов из средне- и
сварка неплавящимся электродом Автоматическая арго- Ан высоколегированных сталей, ("варка корня шва трубопроводов высокого давления из всех марок сталей Сварка трубопроводов из средне- и
нодуговая сварка не- плавящимся электро- дом Автоматическая ар- Ап высоколегированных сталей Сварка поворотных стыков трубо-
гонодуговая сварка плавящимся электро- проводов из средне- и высоколеги- рованных сталей
дом
449
Продолжение табл, 24,1
Виды и способы сварки Услов- ное обоз- наче- Область применения
ние
Автоматическая сварка под флюсом Аф Сварка поворотных стыков элементов и секций трубопроводов диаметром
219 мм и более и толщиной стенки 7 мм и более
Механизированная сварка в углекислом Сварка трубопроводов из углеродис- тых и низколегированных сталей
газе (в отдельных случаях средне- и высоколегированных сталей). Свар-
ка корня шва
Автоматйческая АсОг Сварка поворотных стыков трубопро-
сварка в углекислом водов из углеродистых и низколеги-
газе рованных сталей (в отдельных случаях средне- и высоколегированных ста- лей)
Механизированная Мп Свака трубопроводов из средне- и вы-
аргонодуговая сварка плавящимся электро- дом соколегированных сталей
Комбинированная сварка Р/Аж См. авюматическую сварку под флю-
(в графе ’’Условное сом
обозначение” показано: в числителе способ р/асо. См. автоматическую сварку в угле-
tnapKw, выполняющий кислом газе
корень шва, в знамена- Р/Ап См. автоматическую аргонодуговую
теле - заполняющие’ сварку плавящимся электродом
слои) Мсо2/ Сварка поворотных стыков трубопро-
/Аф водов преимущественно из углеро- дистых и низколегированных сталей. Диаметр труб 219 мм и более, толщи- на стенки 7 мм и более
’’н/Р Сварка трубопроводов из легирован- ных сталей, (’варка трубопроводов
высокого давления из всех марок ста- лей
Рн/Аф Сварка поворотных стыков трубопро- водов высокого давления из всех ма-
рок сталей. Диаметр труб 21 9 мм и более, толщина стенки 7 мм и более
Рн/Мп Сварка трубопроводов из легирован- ных сталей. Сварка трубопроводов
высокого давления из всех марок ста- лей
Рн/М(О Сварка трубопроводов высокого дав- 2 ления из углеродистых и низколеги-
рованных сталей
П римечанис. Трубопроводы из цветных металлов и сплавов, как
правило, сваривают аргонодуговой сваркой неплавящимся электродом.
450
электродами диаметром не более 3zmm, ручная аргонодуго-
вая сварка неплавящимся электродом с присадочной прово-
локой малого диаметра, механизированная сварка в угле-
кислом газе проволокой диаметром 0,8—1,2 мм.
Конкретный способ сварки и технология его выполне-
ния устанавливаются проектно-технологической документа-
цией, составленной с учетом требований нормативных ма-
териалов и реальных условий производства.
Особенности сварки трубопроводов из легированных
сталей. При сварке трубопроводов из легированных сталей
необходимо тщательно соблюдать дополнительные требова-
ния, связанные со сваркой конструкций из указанных ста-
лей, особенно касающиеся термического цикла сварки. Их
нарушение может привести к снижению механических
свойств сварных соединений и к появлению трещин.
Сварка труб из перлитных, мартенситно-ферритных и
мартенситных легированных сталей должна выполняться с
подогревом (если это требуется), без пере^&Йа; а сварен-
ным стыкам по окончании сварки должно быть обеспечено
медленное и равномерное охлаждение. Свободные концы
труб при сварке должны закрываться во избежание тяги хо-
лодного воздуха.
В трубах из аустенитных сталей перед сваркой каждого
последующего слоя предыдущий слой (или прихваточный
шов) должен полностью остывать на воздухе. Сварку реко-
мендуется вести на минимальных режимах тока при макси-
мально возможных скоростях.
Чтобы избежать возможного появления поверхностных
микротрещин, поверхность труб защищают от попадания на
нее брызг расплавленного металла. Наплавка клейма за-
прещается.
24.2. ПОДГОТОВКА И СБОРКА СТЫКОВ
ТРУБОПРОВОДОВ ПОД СВАРКУ
Разделку свариваемых кромок трубопроводов произво-
дят в соответствии с ГОСТ 16037—80 “Соединения свар-
ные стальных трубопроводов. Основные типы, конструктив-
ные элементы и размеры", ГОСТ 16038—80 “Сварка дуго-
вая. Соединения сварные трубопроводов из меди и медно-
никелевого сплава. Основные типы, конструктивные эле-
менты и размерыдругими нормативными документами.
Наиболее распространенной формой разделки кромок
стальных трубопроводов является У-образная с углом скоса
451
кромок 30 + 3° и притуплением в зависимости от толщины
металла от 0,5 до 2 мм. Стыковые односторонние соедине-
ния с такой разделкой кромок могут быть выполнены боль-
шинством способов сварки.
Обработку (резку и разделку свариваемых кромок) де-
талей трубопроводов можно осуществлять любыми способа-
ми, обеспечивающими необходимую геометрию и качество.
Наиболее предпочтительным является механический способ
обработки режущим или абразивным инструментом на спе-
циальных трубоотрезных станках. Обработка деталей из уг-
леродистых и низколегированных сталей может произво-
диться всеми способами термической резки. Детали из
средне- и высоколегированных сталей могут обрабатываться
плазменной и воздушно-дуговой резкой. С целью удаления
следов термической резки требуется последующая механи-
ческая зачистка мест реза на глубину не менее 2—3 мм.
При обнаружении трещин глубина зачистки увеличивается
до их полного удаления. Обработанные под сварку кромки,
а также прилегающие к ним поверхности металла шириной
не менее 20 мм непосредственно перед сборкой должны
быть очищены от загрязнений до металлического блеска.
Сборка труб и других деталей трубопроводов выполня-
ется после проверки качества подготовки кромок и геомет-
рии стыков. При сборке должны быть обеспечены правиль-
ное фиксированное взаимное расположение стыкуемых де-
талей и свободный доступ к производству сварочных работ.
Правильным расположением считается такое, при котором,
как минимум, выдерживаются в требуемых пределах три
главных параметра сборки: смещение кромок относительно
друг друга, зазор между кромками, соосность (прямолиней-
ность) труб. Конкретные значения данных параметров ре-
гламентируются стандартами и соответствующими ведомст-
венными инструкциями и зависят от назначения трубопро-
вода, марки и толщины металла, способа сварки, формы
разделки кромок. Например, в трубопроводах горючих,
токсичных и сжиженных газов в соответствии с Правилами
Госгортехнадзора Российской Федерации допускаемое сме-
щение кромок не должно превышать 10% толщины стенки
стыкуемых деталей и быть не более 3 мм. Величина зазора
для ручной дуговой сварки и сварки в защитном газе пла-
вящимся электродом стыков толщиной 8—14 мм с У-образ-
ной разделкой кромок, согласно ГОСТ 16037—80, должно
составлять 2 + 1 мм. Допустимое отклонение от соосности,
измеренное на расстоянии 200 мм от стыка, не должно пре-
вышать 1,5 мм (рис. 24.2). Необходимо отметить, что сме-
щение кромок и особенно зазор между ними являются од-
452
24.2. Схема проверки соосности прямых участков трубопровода
/ — труба; 2 — линейка; а — отклонение от соосности
ним из основных факторов, влияющих на качество сварных
соединений, выполняемых на весу, поэтому выдерживать
данные параметры сборки надо особенно тщательно.
Сборку в цеховых условиях осуществляют с помощью
сборочных устройств (стендов, кондукторов, приспособле-
ний), позволяющих не только значительно облегчить опе-
рации по установке и закреплению собираемых деталей, но
и равномерно распределять по окружности стыка возмож-
ное смещение кромок, возникающее из-за погрешностей
размеров и форм собираемых деталей. Для снижения влия-
ния таких погрешностей собираемые под сварку трубы
предварительно сортируют на группы по внутреннему диа-
метру. В одной группе находятся трубы, имеющие расхож-
дения по внутреннему диаметру до 1 %, но не более 2 мм.
На монтаже с целью обеспечения требуемой точности
сборки деталей под сварку концы труб при необходимости
правят в холодном или горячем состоянии. Трубы сравни-
тельно небольших диаметров (до 150 мм), имеющие эллип-
сность и другие отклонения по окружности, калибруют с
применением конусных оправок.
Для сборки стыков труб диаметром до 200 мм исполь-
зуют центрирующие клиновые, эксцентриковые, винтовые
и другие приспособления (рис, 24.3}, Сборку труб диамет-
ром 200 мм и более производят с помощью наружных цент-
раторов звеньевого типа (рис. 24.4). Центратор состоит из
парных звеньевых планок 7, закрепленных шарнирно по
обе стороны стыка на расстоянии 80—100 мм друг от дру-
га, центрирующих роликов 2 шириной также 80—100 мм,
расположенных между парными планками, и стяжного вин-
та 5, на торце которого имеется пята, прижимающаяся к
стыку трубы. При вращении винта происходит натяжение
центратора, выравнивание роликами стыкуемых поверхно-
стей и, как следствие, совмещение кромок собираемых
453
24.3. Приспособление для центровки труб
а — клиновое; б — с цепными эксцентриковыми стяжками; / — труба;
2 — скоба (хомут); 3 — уголок; 4 — клинья; 5 — цепные стяжки; 6 —
эксцентрик
24.4. Наружный центратор для сборки труб
7 — стяжные звеньевые планки; 2 — центрирующие цилиндрические ро-
лики; 3 — стяжной винт
454
24.5. Схема установки нагрева-
тельных устройств при сварке
стыков труб
а — гибких нагревательных
элементов типа ГЭН; б - комби-
нированных нагревательных
элементов типа КЭН; в — гиб-
ких индукторов из целого мед-
ного провода; 7 — труба; 2 —
нагреватели
труб. Звеньевые планки центратора являются съемными,
что обеспечивает разъемность центратора, а также возмож-
ность изменять в пределах нескольких диапазонов длину
окружности, охватываемой роликами центратора.
Собранные под сварку детали трубопроводов закрепля-
ют равномерно в нескольких местах прихватками. При-
хватки рекомендуется накладывать тем же способом сварки
и тем же сварочным материалом, которым выполняется ко-
рень шва. Прихватки должны свариваться с полным (сквоз-
ным) проплавлением кромок стыкуемых элементов. Высота
прихваточных швов определяется толщиной стенки и спосо-
бом сварки и должна быть не менее 2—3 мм при толщине
стенки до 10 мм и 4—8 мм при толщине стенки более
10 мм. Длина одной прихватки составляет в зависимости от
диаметра трубы от 10—20 до 40—50 мм.
Поскольку прихватки часто не удаляются, к их качест-
ву предъявляются такие же требования, как и к основному
сварному шву. Поэтому прихватки должны накладывать
только сварщики, допущенные к сварке стыков труб соот-
455
ветствующей категории. Прихватки, имеющие недопусти-
мые дефекты, удаляются механическим способом.
В зависимости от марки стали, толщины стенки, спосо-
ба сварки и температуры металла в месте стыка сварку вы-
полняют с предварительным, а иногда еще и с сопутствую-
щим подогревом до температуры от 100 до 400°С
(см. табл. 27.3), Подогрев осуществляется газовыми горел-
ками, гибкими пальцевыми нагревателями, нагревателями
комбинированного действия, индукторами (рис. 24.5). Ши-
рина зоны нагрева должна быть не менее 50 мм в каждую
сторону от стыка. Предварительный подогрев производят и
перед постановкой прихваток.
24.3. РУЧНАЯ ДУГОВАЯ СВАРКА
Ручная дуговая сварка применяется преимущественно в
монтажных условиях. Ею можно сваривать трубопроводы
всех категорий из углеродистых и легированных сталей во
всех пространственных положениях шва. Сварка (прихват-
ка) производится постоянным током обратной полярности.
Для трубопроводов IV и V категорий допускается сварка
переменным током. Тип, а иногда и марка покрытого элек-
трода определяется проектом в зависимости от материала и
назначения трубопровода. Так, для сварки трубопроводов
из низкоуглеродистых и кремнемарганцевых низколегиро-
ванных сталей, работающих под давлением до 10 МПа, ис-
пользуют соответственно электроды типа Э42А, Э46А и
Э50А. Для получения требуемого качества прихватки и
корневые слои сваривают электродами малого диаметра —
У^до З-мм. При этом желательно применять специально пред-
назначенные для этого электроды, обеспечивающие хоро-
шее формирование обратной стороны шва (например, элек-
троды типа Э50А марок АНО-9Т и LB-52U (Япония). Свар-
ку заполняющих и облицовочных слоев выполняют элект-
родами диаметром от 3 до 4 мм. Количество слоев в свар-
ном шве зависит от толщины стенки трубы и положения
шва в пространстве. Каждый последующий валик много-
слойного шва накладывается после очистки предыдущего
валика от шлака и брызг металла. Участки с дефектами
сварки в обязательном порядке удаляются до наложения
последующего слоя, кратеры тщательно завариваются.
На рис. 24.6—24.8 показана последовательность сварки
вертикальных и горизонтальных стыков трубопроводов диа-
метром до и более *219 мм. Сварка трубопроводов малых
456
24.6. Последовательность ручной дуговой сварки вертикального непово-
ротного стыка труб одним сварщиком
а— для труб диаметром до 219 мм; б — для труб диаметром более
219 мм; в — схема сварного соединения; г — схема стыка участков шва
(“замка"); 1 — 14 — последовательность наложения участков слоев;
1—IV — слои шва
24.7. Последовательность ручной дуговой сварки вертикального стыка
труб с поворотом на 180°
а — до поворота; б — после поворота на 180°; 1—8 — последовательность
наложения участков слоя (длина участка при сварке труб диаметром более
219 мм не должна превышать 200—250 мм)
457
В)
24.8. Последовательность ручной дуговой сварки горизонтального стыка
труб одним сварщиком
а — для труб диаметром до 219 мм; б — для труб диаметром более
219 мм; 1 — 12 — последовательность наложения участков слоев (длина
участка при сварке труб диаметром более 219 мм не должна превышать
200—250 мм); 1 — 111 — слои шва
диаметров производится напроход, больших диаметров — в
основном обратноступенчатым способом. Как видно из ри-
сунков, швы преимущественно выполняются отдельными
участками. Повышенное внимание в этом случае обращает-
ся на стыки участков (“замки“). В месте стыка каждый по-
следующий участок слоя шва должен перекрывать предыду-
щий на 15—20 мм. При этом “замки“ швов в соседних сло-
ях не должны совпадать и их следует смещать на
20—30 мм.
Наибольшую трудность представляет сварка вертикаль-
ных неповоротных стыков, которая выполняется в нижнем,
вертикальном и потолочном положениях шва при непре-
рывном, в процессе сварки, переходе с одного пространст-
венного положения на другое. Наплавку валиков осуществ-
ляют снизу вверх; в потолочной части стыка сварку начи-
нают, отступив от нижней точки на 20—25 мм. Сварку
труб диаметром до 219 мм ведут напроход участками дли-
ной, равной половине окружности стыка. Сварку первых
трех слоев труб диаметром более 219 мм выполняют обрат-
ноступенчатым способом участками длиной, равной 1/4
окружности стыка, но не более 200—250 мм (длина участ-
ка совпадает с длиной ступени). Длина участков последую-
щих слоев, выполняемых обычно напроход, может состав-
лять половину окружности стыка.
458
24.4. РУЧНАЯ АРГОНОДУГОВАЯ СВАРКА
Ручная аргонодуговая сварка неплавящимся электродом
применяется при соединении стыков труб и других ответст-
венных трубопроводов из всех марок сталей. Сварка ис-
пользуется в двух технологических вариантах:
ручной аргонодуговой сваркой выполняются все сечения
шва (рис, 24,9, а). Этот вариант предпочтительнее приме-
нять при сварке трубопроводов с толщиной стенки не более
4 мм;
ручной аргонодуговой сваркой выполняется только кор-
невой слой шва (рис, 24.9, б), последующие слои выполня-
ются ручной дуговой сваркой покрытыми электродами или
механизированными способами сварки (в защитном газе,
под флюсом).
Ручную аргонодуговую сварку неплавящимся электро-
дом выполняют постоянным током прямой полярности с ис-
пользованием в качестве электрода вольфрамового прутка
диаметром 2—3 мм. При сварке применяют присадочную
проволоку диаметром 1,6—2 мм, марка которой выбирается
по марке свариваемой стали и условиям работы тру-
бопровода.
Повышенное внимание, особенно при сварке деталей
трубопроводов в условиях строительно-монтажной площад-
ГОИЭОИТАЛЬНЫЙ СТЫК
24.9. Схема трубных стыковых соединений, выполненных ручной аргоно-
дуговой сваркой неплавящимся электродом (слои, выполненные аргоно-
дуговой сваркой, заштрихованы)
а — сварка всего сечения шва; б — сварка корня шва (комбинированная
сварка)
459
24.10. Схема установки заглушек в трубах для поддува аргона
1 — свариваемые трубы; 2 — заглушки; 3 — соединительные тросики
ки, необходимо уделять тщательному ограждению зоны
сварки от ветра и сквозняков, способных нарушить качест-
венную защиту расплавленного металла аргоном. При свар-
ке стыков трубопроводов из высоколегированных сталей
следует обеспечить защиту от воздуха обратной стороны
корня шва. В качестве средств защиты можно использовать
поддув аргона внутрь трубопровода или флюс-пасту, напри-
мер марки ФП8-2.
С целью экономии аргона этим газом заполняют не всю
полость трубопровода, а только прилегающий к сварному
шву объем. Для этого до сборки стыка в конце стыкуемых
труб устанавливают заглушки (рис. 24.10). Флюс-пасту на-
носят на свариваемые кромки (рис. 24.11) до постановки
прихваток при положительной температуре в защищенном
от атмосферных осадков месте. Нанесенную на кромки
флюс-пасту просушивают не менее 15—20 мин.
шт
2 /
*
24.11. Схема нанесения флюс-пасты на свариваемые кромки
1 — свариваемые трубы; 2 — флюс-паста
460
24.2. Ориентировочные режимы аргонодуговой сварки трубопроводов из
аустенитных и аустенитно-ферритных сталей с применением
флюс-пасты ФП8-2
Толщи- на стен- ки гру- бы. мм г -- - Диаметр, мм воль- ириса- фра мо- домной вого прово- элек гро-локи ' да j Сила сварочного тока, А Напряже- ние дуги, В I Расход газа j (в сварочной | горелке), } л/мин
на пер- । в ом слое на после- дующих слоях
* — — - . - -6 - - - - - •
1 1,5 1 1,2 90 - 95 9 10 6 8
2 2 1,6 2 100 120 9 10 Ь 8
4 14 3 1.6- 2.5 100 120 120 140 10 12 6 10
Высота (толщина) слоя или валика, выполняемого руч-
ной аргонодуговой сваркой, составляет 2—2,5 мм. Порядок
наложения слоев при сварке вертикальных и горизонталь-
ных стыков трубопроводов практически такой же, как при
ручной дуговой сварке покрытыми электродами аналогич-
ных по диаметру стыков труб (см. рис. 24.6—24.8). Ориен-
тировочные режимы аргонодуговой сварки стыка труб из
высоколегированных сталей приведены в табл. 24.2.
Улучшение ведения процесса ручной аргонодуговой
сварки, особенно при соединении труб малых диаметров,
может ’быть достигнуто за счет использования импульсной
дуги. Импульснодуговую сварку выполняют от специализи-
рованных источников питания, например источника ТИР-
300 ДМ-1, имеющего следующие основные технические ха-
рактеристики: пределы регулирования сварочного тока
Ю—300 А; ток паузы — 25 и 50 А; напряжение холостого
хода 65 В; номинальное рабочее напряжение 30 В; время
импульса, паузы 0,5—3 с; потребляемая мощность 25 кВ А;
габариты 1230x620x1000 мм; масса 500 кг (источник пред-
назначен для сварки неплавящимся электродом постоянным
и переменным током в непрерывном и импульсном режи-
мах, а также для ручной дуговой сварки покрытыми элект-
родами) .
461
24.5. МЕХАНИЗИРОВАННАЯ И АВТОМАТИЧЕСКАЯ
СВАРКА
Механизированная и автоматическая сварка трубопро-
водов может выполняться различными способами: в защит-
ном газе, под флюсом, порошковой проволокой. Наиболее
широкое применение, особенно в монтажных условиях, где
большой объем работ связан со сваркой неповоротных сты-
ков труб, получили способы сварки в защитном газе, в час-
тности механизированная сварка в углекислом газе. Пре-
имущественно при изготовлении широко используется авто-
матизированная сварка под флюсом.
Механизированная сварка в углекислом газе. Сваркой
в углекислом газе соединяют главным образом трубы и дру-
гие детали трубопроводов из углеродистых и низколегиро-
ванных сталей. При использовании тонкой проволоки (диа-
метром 0,8—1,2 мм) сварку можно выполнять во всех про-
странственных положениях шва, т.е. сваривать как пово-
ротные, так и неповоротные стыки труб (неповоротные сты-
ки можно сваривать также проволокой диаметром 1,6 и
2 мм). В связи с хорошим формированием корня шва меха-
низированная сварка в углекислом газе тонкой проволокой
широко используется при выполнении корневых слоев в
комбинированных способах сварки (последующие слои на-
кладывают под флюсом или порошковой проволокой).
Прихватку собранных стыков следует производить свар-
кой в углекислом газе. Допускается выполнять прихватки
ручной дуговой сваркой покрытыми электродами соответст-
вующего типа, или ручной аргонодуговой сваркой. Непос-
редственно перед сборкой для улучшения формирования
обратной стороны корня шва рекомендуется на свариваемые
кромки наносить флюс-пасту ФП8-У.
Механизированную сварку трубопроводов из углероди-
стых и низколегированных сталей следует вести в соответ-
ствии с общими положениями, изложенными в гл. 10, с ис-
пользованием широко применяемых в строительстве стан-
дартных сварочных материалов и оборудования. При сварке
на открытых площадках в условиях неблагоприятного воз-
действия ветра скоростью более 2 м/с на газовую защиту
расплавленного металла, необходимо устанавливать в месте
сварки ветрозащитные устройства или применять специаль-
ную технологию, обеспечивающую получение качествен-
ных сварных соединений при скоростях ветра до 10 м/с
без использования дополнительных мер по защите зоны
сварки от сносящего потока воздуха. При скорости ветра от
462
24.3. Ориентировочные режимы механизированной сварки в углекислом газе стыков труб
из умеродистых и низколегированных сталей
Толщина стенки Номер слоя Диаметр проволоки, мм Сила свароч- ного гока. А Напряжение дуги. В Вылет элект- рода (про- волочки), мм Скорость снар- ки, м/ч Расход газа, л/мин
1,6-2 Первый 0,8-1 60-80 17-19 6-8 12 14 6-8
2,5-4 0.8-1,2 80-100 18-20 8-10 10-12 8-10
5-8 Первый 1-1,2 90-100 18-20 8 10 10 12 8-10
Последующий 1-1,6 100-120 18- 20 10 12 8-10 8-10
10-32 Первый 1-1,2 100-120 18-20 8-10 10 12 8-10
Последующий 1-1,6 120-280 20-28 10-16 8-12 8-14
2 до 3 м/с допускается вести сварку по обычной техноло-
гии, но с увеличенным в 1,5 раза расходом углекислого га-
за.
Последовательность механизированной сварки в угле-
кислом газе неповоротных вертикальных и горизонтальных,
а также поворотных вертикальных стыков труб в принципе
такая же, как и при ручной дуговой сварке покрытыми
электродами или в аргоне. Вместе с тем в отличие от руч-
ной сварки при обратноступенчатой сварке в углекислом
газе труб диаметром более 219 мм длина свариваемых уча-
стков (ступеней) может быть увеличена до 350—400 мм.
Высота слоев (валиков)должна составлять 4—6 мм. Воз-
можна также сварка первого прохода вертикальных стыков
труб способом сверху вниз, что улучшает формирование
корня шва и повышает производительность. В последнее
время сварку деталей трубопроводов производят в пульси-
рующем режиме, что облегчает ведение процесса сварки
некоторых вертикальных стыков и позволяет применять
электродную проволоку большого диаметра — до 1,6 мм.
Ориентировочные режимы сварки трубопроводов приве-
дены в табл. 24.3. Сварку потолочных участков шва непо-
воротных стыков выполняют на режимах, установленных
по нижнему пределу.
Автоматическая сварка под флюсом. Этот способ свар-
ки применяют при изготовлении в заводских условиях уз-
лов, секций и других сборочных единиц трубопроводов из
всех марок сталей. Его используют также при укрупнении
сборочных единиц в монтажные блоки на строительно-
монтажной площадке. Сваркой под флюсом сваривают по-
воротные вертикальные стыки труб и деталей трубопрово-
дов диаметром 219 мм и более при толщине стенки не ме-
нее 7 мм.
При автоматической сварке под флюсом стальных тру-
бопроводов выполняют общие требования к сборке и сварке
конструкций, изложенные в гл. 11. Исходя из специфиче-
ских условий процесса и конструктивных особенностей тру-
бопроводов сварку под флюсом труб и трубных деталей ре-
комендуется производить по предварительно наложенному
подварочному шву (корневому слою), т.е. применять ком-
бинированный способ сварки. При этом корневой слой (и
прихватки) можно выполнять ручной дуговой сваркой по-
крытыми электродами или в аргоне (при сварке всех марок
сталей), механизированной сваркой в углекислом газе (при
сварке преимущественно углеродистых и низколегирован-
ных сталей). Толщина корневого слоя (или слоев) должна
464
24.12. Установка электрода при автомати-
зированной сварке под флюсом поворот*
ных стыков труб
быть не менее 6 мм, в противном случае при последующей
сварке под флюсом может получится прожог.
Сварка под флюсом трубопроводов осуществляется с по-
мощью сварочного вращателя (манипулятора), обеспечива-
ющего равномерное перемещение сварочной ванны со ско-
ростью, равной скорости сварки. Мундштук стандартного
сварочного автомата типа ТС-17МУ, АБСК, АДФ-1002,
АДФ-1202 или другого сварочного механизма устанавлива-
ется таким образом, чтобы электрод (сварочная проволока)
был смещен от верхней вертикальной точки в сторону, об-
ратную направлению вращения труб (рис. 24.12). Это сме-
щение а зависит от диаметра труб и равно 15—20 мм и
24.4. Ориентировочные режимы автоматизированной сварки под флюсом
поворотных стыков труб из углеродистых и низколегированных
кремнемарганцевых сталей (по подварочному шву)
олщина-Диаметр . Номер генки jпрово- | слоя ('ила свароч- ного тока, А j Напряжение | Дуги, В Скорость сварки, м/ч
рубЫ, ‘ЛОКИ, мм I
IM !
_. 1
4 1 450-475 30-34 34-36
2 600-630 34 36 37-40
5 1 500- 525 38-40 28-32
2 675-700 38-40 30-32
4 1 450-475 30 34 34-36
2 650-700 36-38 36-38
0 5 1 500-525 38-40 28-32
2 700-750 38*40 30-32
4 1 450-475 30-34 34-36
2 700-750 36-38 36-38
2 5 1 500-525 38-40 28-32
2 750-800 38-40 30-32
465
30—50 мм для труб диаметром соответственно 219—400 и
480—800 мм.
Слой флюса в месте сварки должен быть не менее
40—50 мм. С целью удержания флюса на цилиндрической
поверхности трубы применяют специальные устройства, на-
пример открытые снизу и сверху флюсовые коробки.
Марку флюса и сварочной проволоки подбирают в зави-
симости от марки свариваемой стали и требований к свар-
ным соединениям трубопроводов (для сварки трубопроводов
из углеродистой стали применяют сварочную проволоку
Св-08А или Св-08ГА и флюс типа АН-348-А и АНЦ-1).
Сварку ведут переменным или постоянным током обратной
полярности на режимах, приведенных в табл, 24.4.
ГЛАВА 25. СВАРКА ПРИ
ЭЛЕКТРОМОНТАЖНЫХ
И САНТЕХНИЧЕСКИХ РАБОТАХ
25.1. ХАРАКТЕРИСТИКА ЭЛЕКТРОМОНТАЖНЫХ
СВАРОЧНЫХ РАБОТ
Сварка занимает важное место в электромонтажных ра-
ботах, так как имеет значительные преимущества по срав-
нению с другими способами соединения коммуникационных
устройств (пайкой, болтовыми соединениями и др.). Свар-
кой производятся быстрое и надежное соединение шин,
изолированных и голых проводов из различных металлов,
конструктивное оформление узлов ответвлений коммуника-
ционных жил, изготовление переходных деталей, соедине-
ние конструкций заземляющих устройств и т.п. При этом
обеспечиваются прочность соединений, надежный контакт и
минимальные потери в соединениях, а также повышение
производительности труда монтажников.
Указанные электротехнические конструкции и детали
изготовляют из меди марок МО66, Ml, из алюминия и его
сплавов марок АДО, А5, АД1, АД31 и других, провода и
кабели из алюмомеди и сталеалюминия, а заземляющие ус-
тройства из низкоуглеродистой стали. Для сварки конструк-
ций из этих металлов применяют газовую, термитную, ар-
гонодуговую, механизированную импульсно-дуговую свар-
ку, сварку угольным электродом. Возможно применение
сварки под флюсом, сварки в СО2, электрошлаковой сварки
466
толстых шин и плазменной сварки. Сварочные работы про-
водятся в мастерских электромонтажных организаций при
укрупнении и подготовке к монтажу электротехнических
конструкций, а значительная их часть выполняется непос-
редственно на рабочих местах при монтаже.
25.2. СВАРКА СОЕДИНЕНИЙ, ОКОНЦЕВАНИЙ
И ОТВЕТВЛЕНИЙ АЛЮМИНИЕВЫХ
ИЗОЛИРОВАННЫХ ПРОВОДОВ И КАБЕЛЕЙ
Стыковые соединения изолированных
алюминиевых проводов и кабелей (рис, 25.1, а) сваривают
газовой и термитной сваркой. Подготовку концов к стыко-
вой сварке выполняют при помощи сварочных инструмен-
тов, входящих в специальный набор НСПУ, изготовляемый
организациями строительно-монтажных и специальных ра-
бот. В него входят охладители всех типоразмеров с приспо-
соблениями для крепления на стыках, сварочная горелка со
сменными двухфакельными наконечниками, кислородный и
газовый редукторы, контейнеры с малолитражными баллон-
чиками для газов, а также вспомогательные инструменты
для зачистки концов проводов и кабелей, сборки, сварки и
пайки, заполнения малолитражных баллончиков кислоро-
дом и крепления проводов в процессе сварки.
Охладители необходимы для предохранения изоляции
при сварке, а весь комплект НСПУ удобен для использова-
ния при сварке проводов и кабелей в условиях мастерских,
строительных площадок и в полевых условиях.
Для пайки применяется пропано-воздушная, а для свар-
ки пропано-кислородная смесь.
Для пропан о-к ислородной сварки
стыковых соединений концы жил, проводов и кабелей очи-
щают от изоляции до металлического блеска и наносят на
них и на присадочную проволоку тонкий слой разведенного
водой до пастообразного состояния флюса ВАМИ или АФ-
4А. Сборку стыкового соединения осуществляют в разбор-
ных стальных сварочных формах типа ФС, размеры кото-
рых позволяют сваривать жилы общим сечением от 16 до
1500 мм2; всего таких типоразмеров 9 (табл. 25.1). Соби-
раемые концы жил закрепляют в формах при помощи
клиньев (рис. 25.1, б). Внутреннюю поверхность формы
предварительно смазывают разведенным в воде мелом до
пастообразного состояния и просушивают. Устанавливают
467
J
25.1. Сварка стыковых соединений изолированных проводов
а — схемы стыковых соединений; б — сборка соединения; в — сварка со-
единения; I — форма; 2 — сборочные клинья; 3 — провод; 4 — асбесто-
вый экран; 5 — охладители; б — горелка; 7 — присадочный пруток; 8 —
мешалка
на оголенных частях кабеля охладители. Затем производят
разогрев концов жил через стальную форму при помощи
двухфакельного наконечника горелки, расплавление жил,
подачу присадочного материала и сварку (рис. 25.1, в). По-
сле охлаждения форму снимают, при этом образуется каче-
ственное соединение.
Для термитной сварки стыковых соединений концы жил
проводов и кабелей подготовляют так же, как для пропано-
кислородной сварки. Для сварки используют термитные
патроны марки ПА. Эти патроны имеют 16 типоразмеров от
ПА-16 до ПА-800, предназначенных для сварки жил общим
сечением от 16 до 800 мм2. Зачистка концов жил, нанесе-
ние на них флюса аналогично тому, как это делается для
подготовки к пропано-кислородной сварке. Кроме того, на
концы свариваемого кабеля надевают алюминиевые кол-
пачки. Затем надевают на жилы алюминиевую втулку и
термитный патрон так, чтобы литник патрона находится в
зазоре между стыками жил. Закрепляют охладители, зажи-
гают термитной спичкой термит и тут же подают в литник
присадку и затем мешалкой помогают процессу размешива-
ния расплава и всплыванию шлака (рис. 25.2). После окон-
чания сварки удаляют зубилом кокиль, шлак и алюминие-
вую втулку, после чего откусывают клещами прибыль.
468
25.1. Перечень форм для сварки стыковых соединений, сварки по торцам,
сварки окольцеваний и ответвлений изолированных алюминиевых
проводов и кабелей
Площадь. Наименование форм
сечения. ... .... т - - —] — . —
мм тип ФС { тип ФО для сварки* по торнам для сварки
i I ответвлений
- - — — — — - -4 - .1. _ . — —
10 -
25 ФС1 — —
35 -- 1 = 25.(Г= g —
50 ФС2 / = 50 -
70 ФО1 <7 = 12 -
95 ФСЗ --
120 ФО2 / = 35,</ = 16 —
150 ФС4 / = 35.</ = 18
185 ФС5 ФОЗ 1 = 35, </=20 -
240 ФС5 ФОЗ 1 = 55.(1=22 —
300 —
400 ФС6 ФО4 — —
500 — —
625 — —
800 ФС7 ФО5 — ФА1. ФА2
1000 ФС8 ФО6 — ФА2
1500 ФС9 ФО7 ФАЗ
* См. рис. 25.3, в; тип ФС ~ формы для сварки стыков, тип ФО формы
для оконцевания сваркой с алюминиевой пластиной; тип ФА- формы для
сварки ответвлений.
25.2. Термитная сварка
а, б, в, г — последовательность операций; / — провод; 2 — экран; 3 —
кокиль; 4 — асбестовый уплотнитель; 5 — присадка; 6 — втулка; 7 —
термитная шашка; 5 — охладитель; 9 — термитная спичка; /0 — мешал-
ка; 11 — зубило; 12 — молоток; 13 — отвертка
469
25.3. Соединение алюминиевых жил по торцам
а — соединение сваркой по торцам; б — специальная насадка на сопло
горелки; в — сварка по торцам в форме; / — электрод; 2 — жилы; 3 ~
форма; 4 — асбестовое уплотнение; 5 — асбестовый экран; 6 — охлади-
тель (стрелка указывает последовательность сварки)
Соединение алюминиевых жил по
торцам (рис. 25.3, а) осуществляется газовой сваркой
и контактным разогревом графитизированным электродом.
Торцы соединения скруткой однопроволочных проводов при
суммарной площади до 20 мм2 сваривают пропано-воздуш-
ной горелкой, при площади до 35 мм2 сваривают контакт-
ным разогревом пропано-кислородной горелкой со специ-
альной насадкой (рис. 25.3, б). Многопроволочные провода
и кабели сечением до 250 мм2 сваривают контактным разо-
гревом графитизированным электродом в специальных
стальных формах диаметром 8, 12, 16, 18, 20 и 22 мм с
толщиной стенки 4 мм (рис. 25.3, в). Аналогично сварива-
ют торцы соединения скруткой однопроволочных жил, но
без стальных форм.
470
25.4. Оконцевание алюминиевых жил
а — виды оконцевании: 1 — наконечниками; 2 — стержневое и сварные
соединения; б — приварка наконечника типа Л: 1 — наконечник; 2 — эк-
ран; 3 — электрод; 4 — присадочный пруток; 5 — форма; 6 — сварочная
ванна; 7 — жила; 8 — охладитель; 9 — аргонодуговая горелка
Оконцевание многожильных алю-
миниевых проводов и кабелей может
быть стержневым или специальными наконечниками
(рис. 25.4, а). Стержневое оконцевание сплавлением конца
провода в монолитный стержень осуществляется в стальных
формах, как это делают для соединения стержней сваркой
по торцам (см. рис. 25.3, в). При сварке используют леги-
рующие добавки проволоками марки СвАК5, АМг5 и други-
ми; аналогично этому выполняют оконцевание жил прово-
471
25.5. Ответвление алюминиевых изолированных проводов пластиной
и кабелем
1 — сварное соединение; 2 — пластина; 3 — ответвляемый кабель
дов наконечниками типа ЛС. Сварку производят в формах
типа ФС при помощи наконечника пропано-кислородной
горелки (см. рис. 24.1, б).
Оконцевание проводов наконечниками Л производят ар-
гонодуговой механизированной или ручной сваркой. Ис-
пользуют также сварку графитизированным электродом с
флюсом ВАМИ (рис. 25.4, б). Конец жилы тщательно зачи-
щают до металлического блеска и надевают на него нако-
нечник, затем устанавливают экран и форму из графитизи-
рованного угля. Сварку графитизированными электродами
выполняют постоянным током прямой полярности; приса-
дочную проволоку покрывают флюсом, замешанным на во-
де, и хорошо высушивают. Лучшие результаты дает меха-
низированная аргонодуговая сварка плавящимся электро-
дом или ручная аргонодуговая сварка неплавящимся элект-
родом.
Ответвление алюминиевых жил и
золированных проводов и кабелей
(рис. 25.5} осуществляют пропано-кислородной сваркой по
торцам в стальных формах аналогично тому, как сваривают
соединения проводов и кабелей сваркой по торцам
(см. рис. 25.3, в}. Тавровые соединения магистрального ка-
беля с ответвлением сваривают при помощи пластины или
ответвляющего кабеля аналогично сварке стыковых соеди-
нений в различных формах (см. рис. 25.1, б}. Для жил ка-
белей сечением 800—1500 мм2 используют стальные разъ-
емные формы типа ФА и газовую пропано-кислородную
сварку.
472
25.3. СВАРКА СОЕДИНЕНИЙ ГОЛЫХ
АЛЮМИНИЕВЫХ, СТАЛЕАЛЮМИНИЕВЫХ
И МЕДНЫХ ПРОВОДОВ И ШИН
Стыковые соединения голых про-
водов воздушных сетей, алюминиевых марки А и ста-
леалюминиевых марки АС сваривают термитными патрона-
ми с осадкой при помощи специальных клещей. Применяют
термитные патроны 14 типоразмеров — ПАС-16, ПАС-25 и
т.д. до ПАС-600 для сварки проводов сечением от 16 до
600 мм2. Сварку выполняют без флюса и присадки и после
расплавления термитной смеси и оплавления концов прово-
дов производят осадку.
Стыковые соединения многопроволочных медных прово-
дов воздушных электросетей также сваривают при помощи
термитных патронов. Концы проводов сечением от 25 до
150 мм2 помещают в медные гильзы и разогревают их тер-
митными патронами, добавляя медно-фосфористый припой,
после чего производят осадку.
Ответвление голых алюминиевых
и сталеалюминиевых проводов сечени-
ем 95—600 мм2 осуществляют пропано-кислородной свар-
кой в стальных разъемных формах типа ФС. Порядок сбор-
ки и сварки показан на рис. 25.6. Стальные жилы магист-
рального провода при сварке не расплавляются, так как
процесс идет при низкой температуре, достаточной только
для расплавления алюминия.
Шины из алюминия и его сплавов
можно соединять между собой и с ответвлениями различ-
ных сечений аргонодуговой механизированной сваркой пла-
вящимся электродом, импульсно-дуговой и ручной сваркой
вольфрамовым электродом; это обеспечивает наиболее на-
дежное качество сварных соединений. Тонкие шины толщи-
ной до 5—6 мм рекомендуется сваривать вольфрамовым
электродом; при большей толщине лучше применять арго-
нодуговую сварку плавящимся электродом, обеспечиваю-
щую более высокую производительность. Для сварки при-
меняют типовые полуавтоматы и горелки (см. гл. 12); для
присадки применяют проволоку марки Св-АК5 или других
марок; технология сварки изложена в гл. 12.
Сварку угольной дугой выполняют с флюсом ВАМИ. На
рис. 25.7 показаны некоторые соединения алюминиевых
шин.
Медные ш и н ы также рекомендуется соединять
аргонодуговой сваркой плавящимся или вольфрамовым
473
25.6. Ответвление голых проводов пропано-кислородной сваркой
а — сборка в форме; б — сварка; в — готовое соединение; 1 — форма; 2
— асбестовое уплотнение; 3 — магистральный кабель; 4 — ответвление; 5
— мешалка; 6 — присадка; 7 — стальной проволочный сердечник
электродом. Возможна ручная дуговая сварка покрытыми
электродами, угольной дугой, механизированная под флю-
сом и азотнодуговая сварка. Сварку стыковых соединений
выполняют без разделки кромок для шин толщиной
4—6 мм. При большей толщине делают скос с общим углом
70—90°. Ввиду большей жидкотекучести расплавленной
меди ее сварка осуществляется на подкладках из графити-
зированного угля, асбеста или на флюсовой подушке. Мате-
риал подкладки должен быть хорошо прокален для удале-
ния влаги. Сварка выполняется с предварительным подогре-
вом дугой или горелками до температуры 250—350°С, а с
увеличением толщины шины температуру поднимают до
600—800°С. Ручную сварку выполняют электродами К-
100. При сварке угольной дугой применяют флюс, состоя-
щий из прокаленной буры и борной кислоты, и присадоч-
ную проволоку МО, Ml или БрКМцЗ-1. Сварку ведут по-
стоянным током прямой полярности удлиненной дугой.
Сварка под флюсом выполняется проволокой МО или Ml с
использованием флюса марки АН-26С, АН-348А или др.
Такая сварка обеспечивает высокие качества соединения.
Наиболее прогрессивной является аргонодуговая и азот-
474
25.7. Сварные соединения алюминиевых шин
а, б полосчатых; в — коробчатых; г — трубчатых
нодуговая механизированная сварка, обеспечивающая высо-
кие механические и физические свойства наплавленного
металла медных шин.
М е д н о-a люминиевые переходные
пластины и наконечники соединяют стыковой кон-
тактной сваркой оплавлением с ударной осадко. Для сварки
этих изделий из двух металлов приспосабливают контакт-
ные машины МСМУ-150, М С-2006 и др.
Сталеалюминиевые троллейные
планки соединяют сваркой угольной дугой. Перед
сваркой стальные детали зачищают абразивным инструмен-
том и покрывают тонким слоем флюса ВАМИ, после чего
алитируют погружением в расплавленный алюминий. При
сварке дугу направляют на алюминиевую деталь, кромки
которой расплавляются, натекают на алитированную де-
таль, разогревают алитированную поверхность и соединя-
ются с ней, образуя шов.
Металлические конструкции электротехнических уст-
ройств и заземлений изготов пяют из низкоуглеродистой
или низколегированной стали и сварка их осуществляется
методами, изложенными в гл. 9 и 16.
475
25.4. СВАРКА ПРИ МОНТАЖЕ САНИТАРНО-
ТЕХНИЧЕСКИХ КОНСТРУКЦИЙ
К санитарно-техническим конструкциям в основном от
носятся трубопроводы внутренних сетей отопления, горячсг
и холодной воды и газовоздуховоды.
Санитарно-технические трубопроводы изготовляют из
стальных и пластмассовых труб. Размеры стальных труб
небольшие, обычно диаметром до 40—50 мм со стенками
толщиной до 3 мм. Трубы изготовляются из низкоуглероди-
стой или низколегированной стали и в том числе оцинко-
ванные. <
Соединения труб такого диаметра и толщины в основ-
ном выполняются газовой сваркой либо при помощи нарез-
ных муфт, переходников и тройников. При наличии покры-
тых электродов малого диаметра (не более 3 мм) эти соеди-
нения выполняют ручной дуговой сваркой, что значительно
производительней газовой сварки. Перспективной является
механизированная сварка в СО? тонкой проволокой (0,8—1
мм) марки Св-08 Г2С или Св-12ГС, а также самозащитной
голой проволокой марки Св-15ГСТЮЦА диаметром 1 мм.
При изготовлении трубных заготовок в мастерских мон-
тажных организаций применяют различные центрирующие
и поворотные механизированные приспособления, при этом
использование механизированной сварки наиболее целесо-
образно.
Для пластмассовых санитарно-технических трубопрово-
дов применяют трубы диаметром до 50 мм. Такие трубы
обычно сваривают враструб с помощью трубосварочных
клещей контактным тепловым нагревом (см. гл. 20).
Сварные газовоздуховоды изготовляют из тонкой листо-
вой углеродистой или нержавеющей стали и из тонкой пла-
стмассы. Они могут быть круглого или прямоугольного се-
чения, так как работают под небольшим давлением. При
изготовлении воздухопроводов применяют соединения с от-
бортовкой кромок, нахлесточные и стыковые. Учитывая,
что сваривают в основном тонкий металл (0,8—2,2 мм),
чаще применяют сварку по отбортовке или нахлесточные
соединения. При изготовлении прямых частей в мастерских
применяют автоматизированную сварку с использованием
флюсовых, флюса-медных, медных или стальных подкла-
док. Соединения фасонных частей выполняют механизиро-
ванной сваркой в СО2 и ручной сваркой покрытыми элект-
родами. При наличии контактной машины возможно соеди-
476
нснис прямых частей воздухопровода шовной контактной
сваркой.
Пластмассовые воздухопроводы изготовляют из винип-
ласта толщиной 3—6 мм. Соединение листов пластмассы
толщиной до 3 мм можно выполнять контактной сваркой
проплавлением; при большей толщине возможна стыковая
сварка нагретым газом, для чего свариваемые кромки ска-
шивают под острым углом, нагревают и сдавливают
(см. рис. 20.У, г). Весь процесс сварки нагретым газом мо-
жет быть механизирован, что при большом объеме работ
обеспечит высокую производительность. При монтаже пла-
стмассовых воздухопроводов поперечные стыки между тру-
бами сваривают также газовым теплоносителем (см.
рис. 20.1).
ГЛАВА 26. РЕМОНТНАЯ СВАРКА.
СВАРКА ЧУГУНА
26.1. ОБЩИЕ СВЕДЕНИЯ
Ремонтная сварка представляет собой технологический
процесс устранения путем сварки и наплавки недопустимых
дефектов, образовавшихся при изготовлении конструкций
или при их эксплуатации. В первом случае ремонтная свар-
ка является частью общего процесса производства сварных
конструкций и связана с исправлением дефектов сварных
соединений. Во втором — ремонтная сварка является само-
стоятельным производственным процессом, проводимым с
целью восстановления конструкций, поврежденных под
действием эксплуатационных нагрузок. В настоящей главе
рассматривается ремонтная сварка при восстановительных
работах (собственно ремонтная сварка), сварка при исправ-
лении дефектов сварных соединений дается в гл. 28.
Восстановление поврежденных конструкций может осу-
ществляться с применением различных способов сварки и
наплавки. Главное условие при выборе оптимального вари-
анта — выполнение необходимых технических требований
и высокое качество. При высоком качестве работ отремон-
тированные конструкции могут не отличаться от новых, ес-
ли при этом основной металл обладает достаточно хорошей
свариваемостью.
Ремонтная сварка производится по специально разрабо-
танной проектно-технической документации.
477
Предварительно устанавливаются как минимум три
фактора:
марка и фактическое состояние основного материала —
с целью определения ожидаемого его поведения при сварке;
причины повреждения конструкций — для устранения
их возможного повторного проявления в будущем;
отсутствие непосредственно в месте сварки недопусти-
мых для проведения ремонтных работ нагрузок (усилий) —
с целью предупреждения изменения формы и потери устой-
чивости нагреваемых при сварке конструктивных элемен-
тов.
26,2. РЕМОНТ СВАРКОЙ СТАЛЬНЫХ
КОНСТРУКЦИЙ
При ремонте стальных строительных конструкций, обо-
рудования и трубопроводов применяется практически все
способы сварки, используемые в строительстве. Основными
из них являются: ручная дуговая сварка покрытыми элект-
родами и в аргоне, механизированная сварка в углекислом
газе и порошковой проволокой, автоматизированная элект-
рошлаковая сварка > под флюсом. При ремонтной сварке
указанными способами тщательно выполняют все изложен-
ные ранее и относящиеся к данному процессу технические
требования, касающиеся подготовки сварочных материалов
и оборудования, сборки и технологии сварки.
Наиболее распространенными ремонтно-сварочными ра-
ботами являются: исправление трещин, вварка заплат в
стенки резервуаров, емкостей и других подобных листовых
конструкций, сварка поломанных деталей и элементов тех-
нологического оборудования, машин и механизмов.
Трещины всех видов и размеров ликвидируют пу-
тем их предварительной разделки и заварки. Перед раздел-
кой концы трещины засверливают для предупреждения ее
распространения во время последующей обработки и свар-
ки. Сквозные отверстия диаметром 4—8 мм сверлят на рас-
стоянии 15—20 мм от каждого конца трещины в направле-
нии возможного ее распространения. Затем отверстия тща-
тельно осматривают и убеждаются в отсутствии трещин на
их внутренних поверхностях, примыкающих к здоровому
металлу. После этого находящийся между просверленными
отверстиями дефектный металл удаляют — с одновремен-
ной разделкой кромок — механическим способом (фрезеро-
ванием, строганием, пневматической рубкой, механизиро-
478
ванной шлифовкой абразивным инструментом). Допускает-
ся удаление дефектного участка производить кислородной,
дуговой и плазменной резкой чаще всего с обязательной
последующей зачисткой поверхности реза механическим
способом. При механической обработке должны быть уда-
лены наплывы, грат, выступы и трещины. На подготовлен-
ные таким образом кромки накладывают сварные шва с по-
следующим контролем качества сварных соединений. При
проведении ремонтно-сварочных работ должны строго вы-
полняться все мероприятия, направленные прежде всего на
максимальное снижение склонности выполняемых сварных
соединений к появлению повторных трещин. В качестве та-
ких мероприятий, в частности, используются: предвари-
тельный подогрев, сварка материалами, обеспечивающими
получение металла с высокой пластичностью, применение
секционного, каскадного и других способов сварки, снижа-
ющих сварочные напряжения.
Вварка заплат производится следующим обра-
зом. Поврежденное место вырезают термическим или меха-
ническим способами, придавая проему форму круга, овала
или прямоугольника с закругленными углами. По контуру
полученного проема вырезают заплату, часто со слегка вы-
пуклой формой для компенсации усадки расплавляемого и
нагреваемого при сварке металла. По кромкам проема
и/или заплаты снимают фаски с углами разделки и при-
туплением, соответствующими принятому способу сварки.
Технология сварки заплаты определяется ее размерами,
маркой и толщиной свариваемой стали, характеристикой
конструкции. При ручной дуговой сварке заплаты из тол-
столистового металла периметр сварного соединения разби-
вают на отдельные участки (секции) длиной 500—800 мм
(рис. 26.1). При этом обращают внимание на то, чтобы
границы секций не попадали на углы заплаты. К сварке по-
следующей секции приступают после завершения сварки
предыдущей. Каждую секцию сваривают обратноступенча-
тым способом или каскадом. При вварке заплаты в стенки
емкостей сначала сваривают секции вертикальных швов,
затем горизонтальных. Сварку могут одновременно выпол-
нять два или четыре сварщика.
При ремонте конструкций со стенками толщиной не бо-
лее 8—10 мм заплаты можно ставить внахлестку. В этом
случае заплата вырезается больших размеров, чем завари-
ваемый проем. Величина нахлестки должна быть не менее
пятикратной толщины листа. Сварка заплаты по периметру
осуществляется угловым швом с обеих сторон нахлесточно-
го соединения.
479
26.1. Схема вварки заплаты в стенку емкости ручной дуговой сваркой
(цифрами показан порядок сварки секций одновременно двумя
сварщиками;
Сварку поломанных деталей произ-
водят, как правило, по технологии, принятой для сварки
стали, из которой изготовлена деталь. При ремонте деталей
из трудно свариваемых сталей в ряде случаев возникает не-
обходимость производства работ по специальной технологии
с использованием термической, обработки и оригинальных
способов и приемов сварки.
26.3. РЕМОНТ НАПЛАВКОЙ СТАЛЬНЫХ ДЕТАЛЕЙ
Наплавка — это процесс нанесения на поверхность
детали слоя металла при помощи сварки. Она применяет-
ся как при изготовлении новых деталей, так и при восста-
новлении изношенных и поврежденных деталей (ремонтная
наплавка). В первом случае наплавкой создается слой ме-
талла, резко отличающийся по своим свойствам от основно-
го металла, например, слой, защищающий основной металл
от воздействия агрессивной внешней среды или твердосп-
лавный слой, значительно повышающий износостойкость
рабочих поверхностей изделий. Во втором случае обычно
стремятся приблизить металл наплавленного слоя по твер-
дости, механическим свойствам и другим эксплуатацион-
ным характеристикам — к металлу, подвергаемому наплав-
ке. Им может бать как основной металл, из которого собст-
венно изготовлена ремонтируемая деталь, так и металл ра-
нее нанесенного на деталь поверхностного слоя, обладаю-
щего особыми свойствами.
480
Для ремонтной наплавки в монтажных условиях пре-
имущественно применяют ручную дуговую наплавку по-
крытыми электродами. Для наплавки в условиях цеха или
мастерских широко используют механизированные и авто-
матизированные процессы.
Материалы. При всех видах дуговой наплавки нужные
свойства наплавленного металла получают, в первую оче-
редь, за счет правильного подбора наплавочных материа-
лов: покрытых электродов, флюсов, порошковых проволок,
электродных лент. Именно эти материалы, главным обра-
зом, обеспечивают требуемое легирование наплавленного
металла соответствующими элементами и, как следствие,
его эксплуатационные характеристики. (В формировании
химического состава наплавленного слоя принимает уча-
стие и основной металл, расплавляемый при наплавке. До-
ля участия основного металла регулируется режимами на-
плавки.) При восстановлении только основного металла ре-
монтируемой детали, как правило, применяются обычные
сварочные материалы, используемые при дуговой сварке
сталей и сплавов. При восстановлении же поверхностного
слоя с особыми свойствами применяются специализирован-
ные наплавочные материалы, существенно отличающиеся в
своем большинстве от сварочных. Материалы для сварки
сталей и сплавов подробно изложены ранее. Поэтому в на-
стоящей главе рассматриваются материалы, функционально
предназначенные в основном для производства наплавоч-
ных работ.
Основными характеристиками специальных покры-
тых электродов, применяемых для ручной дуговой
наплавки, являются химический состав и твердость наплав-
ленного металла в рабочем состоянии. Именно по этим по-
казателям наплавочные электроды классифицируются
ГОСТ 10051—75 на типы. Например, тип Э15Г5 показыва-
ет, что наплавленный электродами этого типа металл со-
держит в среднем 0,15% (0,12—0,18) углерода и 5%
(4,1—5,2) марганца, твердость по Роквеллу (HRC3) —
41,5—45,5). Каждому типу может соответствовать несколь-
ко марок электродов, отличающихся составом стержня, по-
крытия и сварочно-технологическими свойствами. В
табл. 26.1 представлены некоторые марки электродов для
наплавки поверхностных слоев с особыми свойствами, вы-
пускаемые промышленностью. Наплавку большинством
электродов производят в нижнем положении постоянным
током обратной полярности. Общие технические требова-
ния к электродам для’дуговой наплавки (как и для сварки)
регламентированы ГОСТ 9466—75.
481
482
26.1. Характеристики некоторых марок покрытых электродов, предназначенных
для ручной дуговой наплавки
Марка электро- да Тип Твердость наплавлен- ного метал- ла, HRC3 1 - '— - - —1 Область применения j Коэффици- ент наплавки, г/А-ч (для диаметра 4 мм)
ОЗН-ЗООМ — НВ 250-350 Детали из углеродистой и низколегированной стали, 10,5
ОЗН-400М — работающие в условиях трения металла о металл и ударных нагрузок 10,5
ОЗШ-З Э-37Х9С2 53-59 Штампы горячей и холодной штамповки, другие 9,5
ОЗИ-З Э90Х4М4ВФ 59-64 быстроизнашивающиеся детали машин 9,5
ОЗИ-5 Э-10К18В11М10ХЗСФ 63-67 Металлорежущий инструмент, другие детали, работаю- щие в особо тяжелых температурно-силовых условиях 10,5
Т-620 Э-320Х23С2ГТР 56-63 Детали, работающие в условиях абразивного износа 9
ЦН-6Л Э-О8Х17Н8С6Г 29.5-39 Уплотнительные поверхности арматурных деталей 14
ЦН-12М-67 Э-13Х16Н8М5С5Г4Б 39.5-51,5 котлов, трубопроводов и нефтеаппаратуры 13,5
Для наплавки под флюсом и в защитных газах приме-
няют стандартную сварочную проволоку
сплошного сечения по ГОСТ 2246—70
(см. гл. 6) и специализированную наплавочную проволоку
Нп-30, Нп-65Г, Нп-45Х2В8Г и др, по ГОСТ 10543—82.
Для наплавки слоя бронзы на сталь используют прово-
локу БрАЖМц-10-3-1,5 или БрАМц 9-2 по
ГОСТ 16130—85.
В последнее время наиболее широко применяется при
производстве ремонтных наплавочных работ порошковая
проволока по ГОСТ 26101—84, предназначенная для меха-
низированной и автоматизированной наплавки поверхност-
ных слоев с особыми свойствами. Наплавку порошковой
проволокой выполняют тремя способами: под флюсом, в уг-
лекислом газе, открытой дугой, т.е. без дополнительной за-
щиты зоны сварки флюсом или газом. Способ наплавки и
соответствующую ему марку порошковой проволоки (ПП-
НП-18Х1Г1М, ПП-Нп-30Х5Г2СМ, ПП-Нп-250Х10Б8С2Т и
т.д.) выбирают исходя, главным образом, из требований
технологического процесса и условий службы рабочих по-
верхностей наплавляемых деталей. Перед сваркой проволо-
ку прокаливают при температуре 250—280°С в тече-
ние 2 ч.
Близким к порошковой проволоке наплавочным матери-
алом является порошковая лента, применяе-
мая для автоматизированной наплавки широкими валика-
ми. Согласно ГОСТ 26467—85 порошковая лента, состоя-
щая из металлической оболочки и порошка-наполнителя
(шихты), выпускается шириной 12—18 мм и толщиной
3—3,8 мм. В большинстве случаев оболочка состоит из од-
ной или двух тонких (0,3—0,5 мм) лент из низкоуглероди-
стой стали. Наплавку порошковыми лентами чаще всего
производят без защиты или с дополнительной защитой
флюсом. При этом применяют, главным образом, постоян-
ный ток обратной полярности. Лентами ПЛ-Нп-
500Х40Н40С2РЦ и ПЛ-Нп-120Х22РЗГЗС можно осуществ-
лять наплавку как открытой дугой, так и под флюсом.
Автоматизированную наплавку под флюсом износостой-
ких,термостойких и коррозионностойких сплавов также вы-
полняют с использованием спеченных электродных
(м ет алл о керам и чески х) л ент по
ГОСТ 22366—77. Электродная лента изготовляется холод-
ной прокаткой порошкообразной шихты с последующим ее
спеканием в печи в атмосфере защитных газов при темпе-
ратуре 1200—1300°С. Порошкообразная шихта состоит из
железного порошка с добавками легирующих элементов в
483
виде порошков металлов, ферросплавов, графита. Спечен-
ная таким образом лента толщиной 0,8—1 мм при ширине
30—100 мм обладает достаточно высокими прочностью и
пластичностью. Применение электродных лент из спечен-
ных порошков позволяет получать для наплавки материал
практически любого химического состава. В качестве при-
мера можно привести спеченную электродную ленту марки
ЛС-08Х21Н9Т, предназначенную для многослойной на-
плавки деталей, работающих в агрессивных средах при
обычных и повышенных температурах (фланцы, патрубки
и сосуды энергетической, химической и нефтехимической
аппаратуры)- Твердость наплавленного металла HRC
52—58, коэффициент наплавки 14,5 г/Ач. Сварка произ-
водится постоянным током обратной полярности.
Как видно из вышеизложенного, автоматизированная
наплавка под флюсом может осуществляться в различных
вариантах, в частности с применением проволоки сплошно-
го сечения, порошковой проволоки, порошковой и металло-
керамической лент. В качестве флюса при указанных про-
цессах применяют стандартные сварочные плавленые флю-
сы типа АН-348-А, АНЦ-I, ОСЦ-45, АН-20С, АН-26, АН-
60 и ФЦ-18, а также специализированные наплавочные
плавленые флюсы АН-28, АН-46, АН-70 и АН-90 и кера-
мические флюсы АНК-18, АНК-19 и АНК-40. Как и при
сварке, качество наплавленного слоя во многом определяет-
ся правильным выбором типа и состава флюса. Так, на-
плавку порошковой проволоки ПП-Нп-18Х1Г1Н рекомен-
дуется выполнять под флюсом АН-348-А, а наплавку по-
рошковой лентой 500Х40Н40С2РЦ под флюсом АН-20С.
Оборудование. Ремонтную наплавку изношенных и по-
врежденных деталей осуществляют при помощи обычного
сварочного оборудования, а также с использованием специ-
ализированных автоматов и установок, предназначенных
для выполнения определенных технологических приемов. К
такому специализированному оборудованию, в частности,
относятся: самоходный автомат подвесного типа А-1235 для
наплавки плоских и цилиндрических деталей под флюсом
или порошковыми проволокой и лентой, автомат А-1640
для двухдуговой наплавки под флюсом или порошковыми
проволоками и лентами рабочих поверхностей конусов и
чаш засыпных аппаратов доменных печей, автоматическая
установка (станок) У653 для наплавки под флюсом и по-
рошковой проволокой наружных и внутренних цилиндриче-
ских и конических поверхностей деталей, станок У654 для
наплавки под флюсом и порошковой проволокой наружных
484
поверхностей изделий типа колес и катков (станки У653 и
У654 комплектуются наплавочным автоматом А-1406), ус-
тановка УД365 для наплавки одной или двумя порошковы-
ми проволоками в защитном газе или под флюсом уплотни-
тельной поверхности деталей запорной арматуры.
Следует отметить, что использование автоматов и уста-
новок, позволяющих осуществлять процесс с поперечным
колебанием электрода или одновременно несколькими
электродами, дает возможность, как и наплавка ленточным
электродом, значительно увеличить ширину наплавляемого
за один проход валика (рис. 26.2) и, как следствие, сущест-
венно повысить производительность особенно при наплавке
больших поверхностей. ’
Ручную наплавку покрытыми электродами выполняют
от источников питания с крутопадающей характеристикой,
механизированную и автоматизированную — с жесткой
или пологопадающей характеристикой. Источники питания,
как правило, не отличаются от источников питания, приме-
няемых при сварке.
Технология. Технологический процесс ремонта сталь-
ных деталей методом наплавки состоит из следующих по-
следовательно выполняемых операций:
отжиг закаленных деталей перед наплавкой;
очистка наплавляемой поверхности и подготовка ее под
наплавку (очистка производится для удаления масла, жира,
окалины, ржавчины и других загрязнений. При подготовке
под наплавку удаляют часть металла для улучшения усло-
вий наплавки);
подогрев перед наплавкой (температура подогрева опре-
деляется химическим составом основного и наплавляемого
металлов и выбранным способом наплавки);
наплавка;
предварительная термическая обработка (операция про-
водится для обеспечения возможности механической обра-
ботки наплавленного слоя, который непосредственно после
наплавки может иметь слишком высокую для обработки
твердость и малую пластичность);
контроль качества наплавки (при контроле выявляют
наличие недопустимых дефектов в виде трещин, раковин,
пор, шлаковых включений, непроваров);
механическая обработка ремонтируемой детали;
термическая обработка для получения заданных экс-
плуатационных свойств наплавляемой поверхности;
окончательный контроль качества наплавки (при этом
контроле проверяют твердость, прочность, однородность
485
26.2. Схема наплавки под флюсом
а — одним проволочным электродом; б — многоэлектродная; в — попе-
речными колебаниями электрода; г — электродной лентой; 1 — восста-
навливаемая деталь; 2 — электрод; 3 — наплавляемый слой; в — ширина
наплавляемого валика
структуры, химический состав, износоустойчивость, а так-
же отсутствие недопустимых внешних дефектов и деформа-
ций. Допустимость характера и количество дефектов регла-
ментируются техническими условиями на данное изделие
или другим нормативным документом).
Приведенный технологический процесс ремонтной на-
плавки носит общий характер и в ряде случаев выполнение
отдельных операций, например отжига закаленных деталей
486
26.3, Схема наплавки на цилиндрическую деталь
а — по винтовой линии; б — кольцевыми валиками с прерывистым сме-
щением на шаг; в — широкими валиками с использованием электродной
ленты или проволочного электрода с поперечными колебаниями
и термической обработки наплавленного слоя, не требуется.
Выявленные при контроле качества наплавки дефекты дол-
жны быть удалены с последующим повторением всех необ-
ходимых операций.
Способ и технологию наплавки выбирают в соответст-
вии с конструктивными особенностями ремонтируемых де-
талей. По этому признаку детали можно разделить на ци-
линдрические (тела вращения), плоские и сложной формы.
Ремонт цилиндрических (рис. 26.3) и плоских, особенно
крупногабаритных, деталей целесообразно производить с
применением автоматизированных способов наплавки, по-
зволяющих вести процесс широкими валиками электродной
лентой, с поперечными колебаниями электрода. Автомати-
зированную наплавку самозащитной порошковой лентой
ПЛ-Нп-500Х40Н40С2Р4 выполняют на следующих режи-
мах: сила тока 700—800 А, напряжение дуги 28—32 В,
скорость наплавки 30—40 м/ч. Наплавку спеченными
электродными лентами шириной 60 мм выполняют при си-
ле сварочного тока 480—1000 А, напряжении дуги 28—33
В, скорости наплавки 16—30 м/ч. Наплавку в обоих спо-
собах ведут постоянным током обратной полярности. Для
ремонта деталей сложной формы рационально использовать
ручную или механизированную наплавку в углекислом газе
или самозащитной порошковой проволокой, поскольку эти
способы наплавки обеспечивают возможность необходимой
в этом случае маневренности процесса и непосредственного
визуального наблюдения за дугой.
487
26.4. СВАРКА ЧУГУНА
К чугунам относятся сплавы железа с углеродом, содер-
жание которого составляет более 2%. Чугун является од-
ним из основных конструкционных материалов. Он отлича-
ется хорошими литейными свойствами, пониженной чувст-
вительностью к концентраторам напряжений, высокой из-
носоустойчивостью, хорошей обрабатываемостью. Простой
и дешевой является технология изготовления чугунных из-
делий. Вместе с тем чугун присущ ряд недостатков, основ-
ными из которых являются плохая свариваемость и низкая
пластичность. Поэтому сварка чугуна применяется как иск-
лючительная мера для устранения дефектов чугунного
литья и при ремонте вышедшего из строя оборудования и
восстановлении изношенных деталей. Прежде чем присту-
пить к рассмотрению существующих способов сварки чугу-
на, целесообразно ознакомиться с основными причинами
его плохой свариваемости и особенностями сварки.
Находящийся в чугуне углерод не весь находится в рас-
творенном в железе состоянии. Значительная его часть при-
сутствует в структуре чугуна в виде включений, состоящих
из цементита (Ре3С) или чистого графита. При этом вклю-
чения самого графита могут существенно различаться по
форме и быть пластинчатыми, хлопьевидными или шаро-
видными. Тип и форма этих включений оказывают сущест-
венное влияние на механические и технологические свойст-
ва чугуна.
Белый чугун (имеет в изломе белый цвет) содержит
включения углерода в виде цементита. Цементит является
очень хрупкой и твердой структурной составляющей, что и
определяет высокую твердость и повышенную хрупкость
белого чугуна. Он практически не обрабатывается ре-
занием.
Серый чугун (имеет в изломе серый цвет) содержит
включения углерода в виде пластинчатого графита. Он ме-
нее хрупкий и твердый по сравнению с белым чугуном и
хорошо обрабатывается резанием. Большинство отливок из-
готовляется из серого чугуна,
Ковкий чугун содержит включение углерода в виде гра-
фита хлопьевидной формы. Он получается путем длитель-
ного отжига белого чугуна, в процессе которого происходят
распад цементита и выделение углерода в свободном состо-
янии. Ковкий чугун по сравнению с серым чугуном облада-
ет более высокой пластичностью и вязкостью.
Высокопрочный чугун содержит включения углерода в
488
виде шаровидного графита. Такой чугун имеет высокие
прочностные характеристики и заметную пластичность.
Все перечисленные чугуны имеют плохую сваривае-
мость, особенно белый чугун. Наиболее широко сварка при-
меняется при ремонте и восстановлении изделий из серого
чугуна. Это обусловлено как распространенностью серого
чугуна, так и наличием способов его сварки, позволяющих
получать сварные соединения с приемлемыми характери-
стиками. Поэтому дальнейшие рассуждения будут отно-
ситься, в основном, к сварке деталей из серого чугуна.
Основной причиной плохой свариваемости чугуна явля-
ется его высокая склонность к образованию трещин при
сварке, которая обусловлена появлением в шве и зоне тер-
мического влияния твердых и хрупких закалочных струк-
тур — цементита и мартенсита (происходит так называе-
мое отбеливание чугуна). Такие структуры неизбежно воз-
никают при нагреве до высоких температур и быстром ох-
лаждении чугуна со скоростями, свойственными процессам
сварки. Дополнительно трещинообразованию способствует
низкай пластичность чугуна, а также сварочные и струк-
турные напряжения.
Таким образом, для снижения склонности чугуна к тре-
щинообразованию должны быть введены в технологический
процесс сварки меры, которые бы по возможности предуп-
реждали появление указанных закалочных структур в свар-
ном соединении, такими мерами, нашедшими применение в
промышленности, являются предварительный подогрев чу-
гуна перед сваркой (горячая сварка) и, наоборот, сварка с
минимально возможным нагревом основного металла (хо-
лодная сварка). При горячем процессе создается благопри-
ятный для чугуна термический цикл сварки с замедленной
скоростью охлаждения сварного соединения, способствую-
щей получению малонапряженной структуры, лишенной
закалочных образований. Горячая сварка позволяет полу-
чать металл шва с химическим составом и свойствами,
близкими к основному металлу. При холодном процессе чу-
гун практически не нагревается до температуры структур-
ных превращений и структура основного металла в целом
не претерпевает заметных изменений. Это достигается
сваркой на самых малых режимах с охлаждением детали
после наложения каждого валика. В качестве сварочных
материалов применяют металлы, способные давать пла-
стичный шов, который бы сам не подвергался закалке при
больших скоростях охлаждения. Широко распространенны-
ми материалами являются сплавы на основе никеля
и (или) меди.
489
Следует отметить, что существует еще ряд факторов!
затрудняющих сварку чугуна. Это, в частности, высокая
жидкотекучесть и быстрый переход из твердого состояния в
жидкое, что исключает сварку чугуна в потолочном поло-
жении; грубая структура чугуна, содержащая крупные гра-
фитные включения и повышенное количество фосфора и
серы, что способствует появлению при сварке горячих
трещин.
Широко применяемые в производстве способы ремонт-
ной сварки чугуна приведены в табл. 26.2. Выбор конкрет-
ного способа сварки и сварочного материала зависит от тре-
бований, предъявляемых к чугунным изделиям, размера и
места расположения дефектных участков, а также условий
производства ремонтных работ. Например для сварки в
нижнем и вертикальном положениях шва, наплавки и исп-
равления дефектов литья из серого, ковкого и высокопроч-
ного чугуна, а также для сварки соединений, к которым
предъявляются повышенные требования по чистоте повер-
хности после механической обработки, рекомендуется при-
менять холодную ручную дуговую сварку покрытыми элек-
тродами МНЧ-2 со стержнем из проволоки НМЖМц 28-2,5-
1,5 (монель-металла).
Холодную ручную и механизиро-
ванную сварку чугуна выполняют в большинстве
случаев по обычной, общепринятой для производства сва-
рочных работ технологии с учетом особенностей сварки, из-
ложенных в табл. 26.2.
Пайкосварку чугуна латунными припоями ве-
дут с использованием флюсов, состоящих из буры или буры
и борной кислоты (по 50%). Свариваемые кромки металла
нагревают до температуры 700-850°С, посыпают флюсом и,
наплавляя на них латунь, облуживают их. Затем посте-
пенно заполняют латунью всю разделку, посыпая жидкий
металл флюсом и перемешивая его концом присадочной
проволоки.
Процесс горячей сварки чугуна значи-
тельно сложнее холодной. Для горячей сварки следует тща-
тельно разделать дефектное место так, чтобы обеспечить
доступ электрода или газовой горелки с присадочным прут-
ком в любое место разделки. Затем дефектное место под-
вергается формовке для удержания ванны расплавленного
металла и предупреждения его вытекания (рис. 26.4). Фор-
му просушивают с постепенным повышением температуры
до 110—130°С. Подогрев заформованной детали перед
сваркой производят 6 термических печах, горнах, газовыми
490
26.2. Промышленные способы сварки чугуна
Вид сварки Способ сварки Сварочный материал Положение шва при сварке Особенности сварки
Горячая Ручная дуговая Покрытые электроды со стержнями Нижнее Температура подогрева перед свар-
сварка Механизирован- из чугунных прутков диаметром 6- 12 мм (ОМЧ-1.ВЧ-3) Самозащитная порошковая проволо- кой 600-7 00°С. Скорость охлажде- ния по окончании сварки не более 50-100 град/ч Температура подогрева перед свар-
ная дуговая Г азовая ка ПП-АНЧ2, ПП-АНЧ5 диаметром 3 мм Чугунные прутки. Флюсы, содержа- ээ кой 300—350°С (для ПП-АНЧ2) и 400-7 00°С (для ПП-АНЧ5). Охлаж- дение после сварки замедленное Температура подогрева перед свар-
Холодная сварка Ручная дуговая щие буру Покрытые электроды со стержнем: из медной проволоки (ОЗЧ-2, Нижнее, вер- кой 700-800°С. Охлаждение после сварки замедленное Сварка ведется валиками длиной
Механизирован- ОЗЧ-6) из никелевой проволоки (ОЗЧ-З, 0344) из медно-никелевой проволоки (МНЧ4) из стальной проволоки (ЦЧ4) Самозащитная проволока на нике- тикальное То же Нижнее 30—50 мм с поваликовым охлажде- нием до температуры 60°С (для ОЗЧ-2) и 100°С (для ОЗЧ-6) То же, с охлаждением до температу- ры 606С То же, с длиной валика 20—30 мм То же, с длиной валика 25—35 мм Сваркаведется валиками длиной 30—5Q6 мм с легкой проковкой сварного соединения Соединенным при пайке кромкам
Пайко- ная дуговая Газовая левой основе (ПАНЧ-11) диаметром 1,6 мм Латунные прутки, флюсы, содержа-
сварка щие буру придается форма, подобная раздел- ке кромок при сварке плавлением
26.4. Схема горячей ручной дуговой сварки чугуна покрытыми
электродами
1 — свариваемые детали; 2 — формовочная масса; 3 — графитовая или
угольная пластина; 4 — покрытый электрод
горелками или специальным подогревающим устройством.
Сварку ведут на высоких режимах, создавая большую ван-
ну жидкого металла, что обеспечивает хорошие условия
для удаления из расплава газов и неметаллических включе-
ний. По окончании сварки деталь засыпают сухим песком
или древесным углем, укрывают асбестом и охлаждают
вместе с печью или другим нагревательным приспособлени-
ем. Охлаждение, в зависимости от массы и формы детали,
длится от нескольких часов до нескольких суток.
ГЛАВА 27. СВАРКА ПРИ ОТРИЦАТЕЛЬНЫХ
ТЕМПЕРАТУРАХ
27.1. ВЛИЯНИЕ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР
НА СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ
И ОСОБЕННОСТИ СВАРКИ ПРИ НИЗКИХ
ТЕМПЕРАТУРАХ
В предыдущих главах книги (5, 16, 17) было отмечено
влияние скорости охлаждения на качество сварного соеди-
нения. Низкая температура окружающего воздуха и, как
следствие, свариваемого металла существенно увеличивают
скорость охлаждения. Это увеличение для многих легиро-
ванных сталей и цветных металлов весьма значительно
влияет на образование закалочных структур и трещин в пе-
492
риод охлаждения металла и происходящих в нем структур-
ных изменений.
Особенно сильно проявляется влияние скорости охлаж-
дения при отрицательных температурах. Сварка при отри-
цательных температурах отражается на механических свой-
ства даже хорошо свариваемой низкоуглеродистой стали
(см. гл. 6). Для большинства легированных сталей сварка
при отрицательной температуре без подогрева вообще не-
возможна, так как приводит к образованию трещин в
шве и ЗТВ.
Весьма характерной является работоспособность свар-
ных соединений при низкой температуре. В ГОСТах она
оценивается нормами ударной вязкости, установленными
для сталей при температурах —20, —40 и —70°С. Эти ве-
личины температур характеризуют критическую темпера-
туру хрупкости стали, ниже которой хрупкость растет, а
ударная вязкость резко падает. Величина критической тем-
пературы хрупкости зависит от содержания в стали углеро-
да, вообще от химического состава и степени легирования,
от очистки стали от вредных примесей, ее раскисления и
удаления О2, Н2 и избыточного N2.
Образование в сварных соединениях трещин и хрупкое
разрушение при работе конструкций может произойти при
отрицательной температуре из-за наличия дефектов, вызы-
вающих концентрацию напряжений. Этими дефектами мо-
гут быть непровары, резкие переходы от основного металла
к наплавленному, скопления и пересечения швов, подрезы,
включения и т.п. Эти концентраторы напряжений при низ-
кой температуре могут развиваться в трещины и вызвать
разрушение. Следовательно, при сооружении сварных кон-
струкций при отрицательной температуре или конструк-
ций, предназначенных для эксплуатации при низкой тем-
пературе, необходимо избегать концентраторов напряже-
ний.
Имеет значение работоспособность и внимательность
сварщиков, работающих при низких температурах, на от-
крытых площадках. Они должны быть хорошо и тепло оде-
тыми в зимнюю спецодежду и иметь возможность периоди-
чески обогреваться в теплых помещениях, расположенных
вблизи рабочих мест.
493
27.2. МЕТОДЫ БОРЬБЫ С ОТРИЦАТЕЛЬНЫМИ
ВОЗДЕЙСТВИЯМИ НИЗКИХ ТЕМПЕРАТУР
НА СВАРИВАЕМЫЙ МЕТАЛЛ
Для борьбы с отрицательными воздействиями низких
температур и обеспечения требуемого качества сварных со-
единений Строительными нормами и правилами (СНиП)
установлены правила сварки конструкций в зависимости от
примененной стали, температуры, толщины элементов и
вида сварки. Этими правилами установлено, что ручную и
механизированную сварку строительных конструкций раз-
решаемся выполнять без подогрева при температуре окру-
жающего воздуха, приведенной в табл. 27.1. При более
низкой температуре требуется предварительный местный
подогрев стали до 120—160°С в зоне шириной 100 мм с
каждой стороны соединения. Автоматическую сварку под
флюсом разрешается производить без подогрева при темпе-
ратуре окружающего воздуха, приведенной в табл. 27.2.
При температуре, ниже указанной в табл. 27.2, сварку
следует выполнять с предварительным местным подогревом
до 120—160°С. Автоматическую электрошлаковую сварку
независимо от толщины элементов разрешается применять
без предварительного подогрева при температуре воздуха
до минус 65°С. Правилами установлена также необходи-
мость подогрева до 120—160°С мест механизированной вы-
шлифовки, кислородной и воздушно-дуговой поверхностей
резки участков сварных швов с дефектами и заварки вос-
станавливаемого участка при температуре, указанной в
табл. 27.1, для конструкций, возводимых или эксплуатиру-
емых в районах с расчетной температурой ниже минус
40°С и до минус 65°С. Меры обеспечения качества сварных
соединений, выполняемых при пониженной температуре в
конструкциях из высокопрочных легированных и тепло-
устойчивых сталей, приведены в гл, 16, из высоколегиро-
ванных — в гл. 17.
Для соединения арматурных стержней ручной или ме-
ханизированной сваркой при низкой температуре от 0 до
—30°С необходимо выполнять следующие правила:
увеличивать сварочный ток на 1 % при понижении тем-
пературы воздуха от 0 на каждые 3°С;
подогревать перед сваркой стержни арматуры до
200—250°С на длину 90- 100 мм от стыка газовым пламе-
нем. Подогрев осуществлять после закрепления стержня
инвентарной формой, стальной скобой или круглыми на-
494
27Л. Правила ручной и механизированной сварки конструкций при низкой температуре
Толщина свариваемых элементов, мм Минимально допустимая температура окружающего воздуха, °C, при сварке конструкций
решетча- тых I 1 ! листовых, ! решетча- • листовых, решетчатых и листовых объемных и j тых ; объемных и сплошностей-i i сплошностей- : чатых | чатых j
из стали углеродистой » низколегированной с пределом текучести, МПа [ <390 j >390
До 16 -30 -30 -20 —20 -16
Св.16 до 25 — — — 0
Св. 16 до 30 -30 -20 -10 0 : При толщине более 25 мм предвари-
Св. 30 до 40 -10 -10 0 0 * тельный местный подогрев производит-
Св. 40 0 0 5 10 J ся независимо от температуры окружа- ющего воздуха
Примечание. При сварке стали с пределом текучести?390 МПа (16Г2АФ и др.) следует руководствоваться уточнен-
ными режимами подогрева, указанными в гл. 16.
27.2. Правила автоматической сварки под флюсом при низкой
температуре
Толщина сваривае- мых элементов, мм Минимально допустимая температура окружающего воздуха, °C, при сварке конструкций из стали углеродистой | низколегированной
До 30
Св. 30
-30
-20
-20
-10
кладками без разборки кондукторов, закрепляющих монти-
руемые конструкции;
снижать скорость охлаждения соединений стержней,
выполненных ванным способом, посредством обмотки их
асбестом; инвентарные формующие элементы (формы) сни-
мать после охлаждения выполненного соединения до темпе-
ратуры 100°С и ниже.
Сварка стержней при температуре от —31 до —50°С
27.3. Температуры подогрева стыков технологических
трубопроводов из различных сталей
Марки стали труб Толщи- на стен- ки труб, мм Температура окружающе- го воздуха, °C, при кото- рой разрешается сварка Температура подогрева, °C
ВСгЗсп, 10, ВСгЗпс, 20 До 16 От 0 до минус 35 Без подогрева
16ГС, 17ГС, Св. 16 100-150
17Г1С, 10Г2 15ХМ, До 12 От 0 до минус 5 Без подогрева
12МХ Св. 12 От 0 до минус 5 90-110
От минус 6 до минус 10 250-300
12X1 МФ, 15Х1МФ, 15Х1М1Ф Любая От 0 до минус 10 250-350
15Х5М, 15X5, 12Х8ВФ Любая От 0 до минус 10 350-400
08X13 Любая От 0 до минус 10 200-300
15X25, 08X17 До 12 Св. 12 От 0 До минус 10 60-80 100-150
08Х18Н10Т, 12Х18Н12Т, До 16 От 0 до минус 10 Без подогрева
10X17H13M3T, Св. 16 От 0 до минус 10 90-100
08Х18Н12Б, 08Х22Н6Т От минус 11 до минус 20 110-200
Примечание. При более низких температурах сварку следует
производить в тепляках, палатках и т.п. с контролируемой внутри тем-
пературой.
496
27.4. Потребность в подогреве металла при сварке корневых швовстыков труб электродами основного типа
Толщина стены труб, мм
10—11 11-12 12-13 13-14 14-15 15-16 16-17 17-18 18-19 19-20 20-26
С -----------------------------*--------------------------------------------------------------------
э Температура, при которой нужен подогрев до 100°С
0,37—0,41 Подогрев не нужен —30 -25 -15 —10 0 При любой
0,42-0,46 Ненужен -35 -15 0 При любой температуре
0,47-0,51 -20 0 При любой температуре При любой температуре подогрев до 150°С
__________________ Мп (Сг + Мо) (V + Nb + Ti) (Ni + Cu)
Примечание. С определяется по формуле С - С +----------+------------+-------------+------------.
э э 6 5 5 15
допускается только по специальной технологии, разрабо-
танной в проекте производства работ.
В соединениях стержней с накладками или внахлестку
и с элементами закладных деталей, свариваемых при отри-
цательной температуре, удаление дефектных участков шва
и последующее его восстановление сваркой следует произ-
водить после подогрева исправляемого участка до темпера-
туры 200—250°С.
Требования к подогреву стыков технологических тру-
бопроводов приводятся в табл. 27.3. Эти требования могут
служить ориентировочным руководством, так как с изуче-
нием процесса свариваемости теплоустойчивых и других
легированных и высоколегированных сталей в последние
годы вносятся коррективы в уровень требуемых температур
подогрева, что особенно видно на примере теплоустойчиво-
сти стали (см. гл. 16).
Сварка магистральных трубопроводов при отрицатель-
ных температурах также производится с ограничениями,
которые устанавливаются в зависимости от химического со-
става применяемой стали по эквиваленту С. В табл. 27.4
перечислены минусовые температуры, при которых для
стыков труб с указанной толщиной стенки требуется подо-
грев до 100°С и до 150°С (для труб с Сэ = 0,47—0,51) при
выполнении корневых швов электродами с основным по-
крытием. Если корневые швы выполняются электродами с
целлюлозным покрытием, то режим подогрева ужесточается
и требуется уже для труб из стали с Сэ « 0,32—0,36, а
для труб из стали сСэ = 0,37—0,41 нужен, начиная с тол-
щиной 9—10 мм, и т.д.
ГЛАВА 28. КОНТРОЛЬ И ПРИЕМКА
СВАРОЧНЫХ РАБОТ
28.1. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Эксплуатационная надежность и экономичность свар-
ных конструкций в значительной мере определяется каче-
ством сварных соединений. Наличие в них дефектов может
привести к снижению служебных характеристик конструк-
ций (уменьшению прочности, нарушению герметичности и
т.д.), а при определенных обстоятельствах вызвать их
аварии.
498
В общем случае под сварочными дефектами следует по-
нимать те допустимые и недопустимые несплошности и по-
роки, которые образуются в металле шва, зоне сплавления
и основном металле при выполнении сварного соединения.
Сварочные дефекты можно классифицировать по многим
признакам: по месту расположения (поверхностные, внут-
ренние), величине (мелкие, средние, крупные), массовости
(единичные, цепочки, скопления), форме и остроте (протя-
женные, плоскостные, объемные, с надрезом, округлые'
и др.
Для каждого класса и вида сварки свойственны свои ти-
пы дефектов. Для сварных соединений строительных конст-
рукций, выполняемых в подавляющем большинстве метода-
ми сварки плавлением, характерны дефекты, связанные с
дефектами формы и геометрии шва, несплавлением, пори-
стостью, шлаковыми включениями, трещинами. Основными
из них являются:
несоответствие размеров выпукло-
сти (усиления) и катета швов запро-
ектированным — дефект связан с занижением и /
явным превышением расчетных и технологических сечений
швов по сравнению со значениями, предусмотренными про-
ектом, стандартом и другими нормативными документами
(рис. 28.1, а);
вогнутость корня шва — дефект в виде
углубления на поверхности обратной стороны односторон-
него сварного шва (рис. 28.1, б) ;
прожог сварного шва (прожог) — де-
фект в виде сквозного отверстия в сварном шве, образовав-
шегося в результате вытекания части металла сварочной
ванны (рис. 28.1, в);
свищ в сварном шве (свищ) — дефект в
виде воронкообразного углубления в сварном шве
(рис. 28.1, г);
незаваренны й кратер сварного
шва (кратер) — дефект в виде раковины, образовав-
шейся при обрыве дуги в результате усадки металла шва в
условиях отсутствия питания жидким металлом (рис. 28.1,
8). На дне кратера может присутствовать сетка мел-
ких трещин;
подрез зоны сплавления (подрез) —
дефект в виде углубления по линии сплавления сварного
шва с основным металлом (рис. 28.1, е);
наплыв на сварном соединении
(наплыв) — дефект в виде стекания металла шва на
499
28.1. Дефекты соединений, выполненных дуговой сваркой
а — несоответствие размеров выпуклости и катета швов запроектирован-
ным; б — вогнутость корня шва; в — прожог; г — свищ; д — кратер; е —
подрез; ж — наплыв; з — непровар в корне шва; и — непровар по кром-
кам и слоям; к — трещина продольная; л — трещина поперечная; м —
трещина ламелярная; н — пора; о — шлаковое включение; п — смещение
кромок
500
поверхность основного металла без сплавления с ним
(рис. 28.1, ж);
непровар — дефект в виде несплавления в свар-
ном соединении вследствие неполного расплавления кромок
или поверхностей, ранее выполненных валиков сварного
шва. Непровар образуется в корне стыковых и угловых
швов (рис. 28.1, з), а также по кромкам и между слоями
многослойных швов (рис. 28.1, и);
трещина сварного соединения (тре-
щина) — дефект сварного соединения в виде разрыва в
сварном шве и (или) прилегающих к нему зонах. Трещины
могут быть продольными (рис. 28.1, к) и поперечными
(рис. 28.1, л), т.е. ориентированными соответственно вдоль
и поперек оси сварного шва. Трещины, обнаруживаемые
при пятидесятикратном и более увеличении, называются
микротрещинами. Особое место занимают так называемые
ламелярные (слоистые) трещины. Эти трещины имеют сту-
пенчатую форму и располагаются параллельно поверхности
проката (рис. 28.1, м);
пора в сварном шве — дефект сварного
шва в виде полости округлой формы, заполненной газом.
Поры могут быть единичными и\гаиде скоплений или цепо-
чек (рис. 28.1, н);
шлаковое включение сварного шва
(шлаковое включение) — дефект в виде вкраплений шлака
в сварном шве (рис. 28.1, о). Такими вкраплениями могут
быть нитридные, фосфидные и оксидные включения, про-
слойки легкоплавких эвтектик и т.д.;
брызги металла — дефект в виде затвердев-
ших капель на поверхности сварного соединения;
Смещение сваренных кромок (сме-
щение кромок) — неправильное положение сваренных кро-
мок друг относительно друга (рис. 28.1, п).
Причиной возникновения рассмотренных дефектов, как
правило, является одновременное действие нескольких фак-
торов, в частности, связанных с неправильной подготовкой
и сборкой конструкций под сварку, нарушением режимов и
техники сварки, низкой квалификацией сварщика, некаче-
ственными сварочными и основными материалами. Так, на-
пример, причинами непровара могут быть неправильная
подготовка кромок и сборка стыка под сварку, заниженные
режимы сварки, недостаточная квалификация сварщика и
его небрежность, плохая очистка кромок и поверхности ра-
нее выполненных валиков, недостаточное удаление металла
в корне двустороннего шва перед наложением слоев с об-
501
ратной стороны, магнитное дутье дуги. При автоматической
сварке непровар может быть также следствием смещения
электрода на одну из кромок и повышенной скорости свар-
ки. Конкретные причины образования дефектов устанавли-
ваются на месте производства работ.
28.2. ВЛИЯНИЕ ДЕФЕКТОВ
НА РАБОТОСПОСОБНОСТЬ СВАРНЫХ
СОЕДИНЕНИЙ
Bte дефекты отрицательно влияют на те или иные ха-
рактеристики сварных соединений. Сквозные дефекты на-
рушают герметичность и непроницаемость. Поры, шлако-
вые включения, непровары, вогнутости стыковых швов ос-
лабляют рабочее сечение сварных соединений и этим сни-
жают его прочностные свойства. Такие дефекты во многих
случаях можно нормировать по размерам или по площади
уменьшений ими сечения шва. Более опасными являются
трещиноподобные дефекты (трещины, непровары с надре-
зом, подрезы, кратеры с сеткой трещин и т.п.), поскольку
они не только ослабляют сечение сварного соединения, но
и, являясь концентраторами напряжений, могут значи-
тельно снижать уровень допускаемых нагрузок и приводить
к преждевременной потере работоспособности сварных кон-
струкций.
При оценке реальной опасности дефектов следует учи-
тывать не только их вид и тип, но также и ряд конструк-
тивно-эксплуатационных факторов, которые способны сни-
жать или усиливать влияние дефектов на работоспособ-
ность соединений. К таким факторам относятся: свойства
металла (прочность, пластичность, хрупкость), тип сварно-
го соединения (стыковые, угловые швы), схема нагружения
(одно-, двух-, трехосное напряженное состояние), вид на-
грузки (статические, динамические, малоцикловые), рабо-
чая температура. В качестве примера можно отметить рез-
кое усиление отрицательного влияния дефектов на прочно-
сть сварных соединений при минусовых температурах, а
также при переменных нагрузках.
Принимая во внимание потенциальную опасность от-
дельных дефектов в условиях действующих конструктор-
ско-эксплуатационных факторов, в сварных соединениях
ответственных строительных конструкций не допускаются
трещины, фактически являющиеся началом разрушения
502
сварного соединения, незаваренные кратеры, наплывы, про-
жоги, неполномерные стыковые и угловые швы, перерывы в
швах, резкие переходы от основного металла к наплавлен-
ному. Вместе с тем такие дефекты, как поры и шлаковые
включения, а в ряде сварных конструкций непровары и
подрезы, допускаются. Однако их размеры, количество и
характер расположения строго регламентируются соответст-
вующими нормативными документами. Так, действующими
нормами в спарных соединениях воздухонагревателей до-
менных печей допускаются в определенных пределах следу-
ющие дефекты: отдельные поры или шлаковые включения
размером по диаметру не более 10% толщины свариваемого
металла, но не свыше 3 мм; поры или шлаковые включе-
ния, расположенные цепочкой вдоль шва при суммарной
их длине, не превышающей 200 мм на 1 м шва; скопление
пор и шлаковых включений в количестве не более 5 шт.
на 1 см^ площади шва при диаметре одного дефекта не бо-
лее 1,5 мм; подрезы в вертикальных, меридиональных и
кольцевых швах глубиной не более 0,5 мм; смещение кро-
мок не более 0,1 толщины свариваемого металла и не более
3 мм.
28.3. СПОСОБЫ ИСПРАВЛЕНИЯ ДЕФЕКТОВ
Исправлению подлежат все обнаруженные в процессе
или после сварки дефекты, наличие которых в сварных сое-
динениях не допускается проектом или техническими усло-
виями, главами СНиПов, стандартами. При обнаружении
дефектов в процессе сварки — трещин, пор, непроваров и
других — сварку прекращают и не возобновляют до выяс-
нения причин их образования. Недопустимые дефекты исп-
равляют по указанию ответственного за производство сва-
рочных работ, при этом исправление сложных дефектов
производится по специально разработанной технологиче-
ской документаций на ремонтную сварку.
Практически во всех случаях процесс исправления де-
фектов, требующий заварки, начинается с удаления дефек-
тных участков до чистого металла (на всю длину дефектно-
го места плюс 10—15 мм с каждой стороны). Удаление осу-
ществляют механизированной шлифовкой абразивным инс-
трументом (высокооборотными машинами с армированными
кругами) или механизированной рубкой (пневматическими
рубильными молотками с крейцмейселями и зубилами).
Допускается удалять дефекты сварных соединений кисло-
родной, дуговой и плазменной резкой при обязательной по-
503
следующей зачистке поверхности реза абразивным инстру-
ментом на глубину 1—3 мм. Подготовленные к последую-
щей заварке участки должны иметь ровную поверхность
без выступов, наплывов, грата и'трещин. При необходимо-
сти делают разделку кромок. На подготовленные таким об-
разом поверхности накладывают сварные швы с применени-
ем электродов и электродных проволок малого диаметра на
минимальных сварочных режимах. Для устранения некото-
рых дефектов бывает достаточным произвести только меха-
низированную обработку дефектного участка. Ниже даются
способы исправления наиболее распространенных дефектов.
Неполномерность швов — исправляется
наплавкой дополнительно одного или нескольких слоев.
Чрезмерная выпуклость сварных швов,
резкие переходы от основного метал-
ла к наплавленному — устраняются механи-
зированной шлифовкой или рубкой.
Незаваренные кратеры, свищи, по-
верхностные поры — исправляются расчисткой
металла на дефектных участках с последующей заваркой
образовавшихся впадин.
Подрезы — устраняются путем зачистки дефект-
ных мест, последующей заварки, а также механизирован-
ной шлифовки заваренных швов, обеспечивающей плавный
переход от основного металла к наплавленному.
Непровары, внутренние поры, шла-
ковые включения, прожоги — исправля-
ются путем удаления металла на всю глубину залегания
дефекта, последующей разделки кромок и заварки подго-
товленных участков.
Трещины — устраняются по технологии, изло-
женной в гл. 26.
Ожоги поверхности основного металла
сварочной дугой — исправляются зачисткой дефектного ме-
ста абразивным инструментом на глубину 0,5—0,7 мм.
Все исправленные участки сварных соединений в обяза-
тельном порядке должны быть вновь проконтролированы.
28.4. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
С целью предотвращения брака и удостоверения требу-
емого качества сварных соединений используют специаль-
ные методы контроля, позволяющие с достаточной надеж-
504
ностью выявлять недопустимые дефекты, образующиеся
при производстве сварочных работ. В зависимости от того,
нарушается или не нарушается целостность сварного соеди-
нения при контроле, различают неразрушающие и разру-
шающие методы контроля.
Неразрушающие методы контроля. К неразрушающим
методам контроля качества сварных соединений, применяе-
мым в промышленном строительстве, относятся: внешний
осмотр и измерение, цветной, радиографический, ультра-
звуковой, магнитографический, капиллярный, пузырько-
вый, вскрытие.
Внешний осмотр и измерение явля-
ются основным методом контроля качества сварных соеди-
нений, предназначенным для выявления поверхностных де-
фектов, т.е. дефектов, расположенных или выходящих на
поверхность металла. К таким дефектам относятся: несоот-
ветствие размеров швов проектным, вогнутость корня шва,
прожоги, свищи, кратеры, ожоги, подрезы, наплывы, не-
провары в корне одностороннего шва, поверхностные тре-
щины, поверхностные поры, смещение кромок и др. Внеш-
нему осмотру подвергается 100% сварных швов независимо
от вида сварки и свариваемого материала. Перед осмотром
сварной шов и прилегающий к нему металл очищают от
шлака и брызг. Осмотр производят невооруженным глазом
при хорошем освещении: в сомнительных местах применя-
ют лупу с 4—10-кратным увеличением. При проверке об-
меряют швы специальными шаблонами {рис. 28.2) и мери-
тельным инструментом, имеющим точность измерения
0,1 мм. Таким же инструментом определяют размеры выяв-
ленных дефектов. Все обнаруженные внешним осмотром
недопустимые дефекты исправляются непосредственно по-
сле проведения контроля. Только после этого разрешается
подвергать сварные соединения другим методам контроля
качества.
Цветной метод контроля предназначен
для выявления невидимых или слабо видимых невооружен-
ным глазом поверхностных, особенно трещиноподобных,
дефектов. Метод основан на капиллярном проникании де-
фектоскопических жидкостей в дефекты и их контрастном
изображении. На очищенную и обезжиренную (ацетоном)
контролируемую поверхность сварного соединения наносят
слой индикаторной окрашенной в красный цвет жидко-
сти — пенетранта (керосин — скипидар — краситель» Су-
дан! V), которая под действием капиллярных сил заполняет
полости поверхностных дефектов. После выдержки в тече-
505
28.2. Схема проверки размеров швов шаблоном
а, б — стыковых швов; в, г — угловых; / ~ шаблон; 2 —- набор шабло-
нов; д — выпуклость шва; е — ширина; к — катет
ние 3—15 мин избыток жидкости удаляют, поверхность на-
сухо вытирают, затем наносят тонкий слой проявителя бе-
лого цвета (водный или спиртовой раствор каолина). За
счет диффузионных явлений оставшаяся в полостях дефек-
тов жидкость выходит на поверхность и ее следы красного
цвета ярко выделяются на белом фоне проявителя. Для
проведения контроля промышленностью выпускаются аэро-
зольные комплекты ДАК-2Ц и ДАК-ЗЦ, в состав которых
входит пенетрант, проявитель и очиститель. Простота цвет-
ного метода позволяет легко применять его в монтажных
условиях.
Радиографический метод контроля
предназначен для выявления внутренних дефектов, т.е. де-
фектов, не выходящих на поверхность сварного соединения:
непроваров по кромкам и в корне шва двусторонних соеди-
нений, внутренних трещин, пор и шлаковых включений.
Этот метод контроля позволяет также обнаруживать недо-
пустимые для внешнего осмотра поверхностные дефекты
(например, непровары в корне односторонних стыковых
швов технологических трубопроводов).
Радиографический контроль основан на свойстве опре-
деленных электромагнитных излучений проникать через
металл и при этом поглощаться металлом с разной интен-
506
28.3. Принципиальная схема радиографического контроля
1 — источник электромагнитного излучения; 2 — контролируемое сварное
соединение; 3 — дефектное место (пора); 4 — изменение интенсивности
излучения, прошедшего через контролируемое соединение; 5 — детектор
(рентгеновская пленка)
сивностью в зависимости от его толщины и плотности. При
просвечивании толстый металл и металл с высокой плотно-
стью поглощают излучение в большей степени. И наоборот,
дефектные места сварных соединений, отличающиеся пони-
женной толщиной или плотностью, поглощают излучение в
меньшей степени и поэтому через дефектные места прохо-
дит излучение большей интенсивности, чем через сплошной
металл (рис. 28.3). Регистрация такого изменения интен-
сивности излучения за просвечиваемым сварным соедине-
нием дает основание судить о наличии (или отсутствии) в
нем дефектов. В качестве регистрирующего устройства (де-
тектора) при радиографическом контроле используется
главным образом рентгеновская пленка. Дефекты сварных
соединений (кроме вольфрамовых включений), поглощаю-
щие излучение в меньшей степени, выделяются на пленке
в виде темных точек, полос или линий. Для сокращения
времени экспозиции и при просвечивании металла большой
толщины применяют усиливающие флюоресцирующие и
металлические экраны, которые располагают в кассете по
обе стороны рентгеновской пленки. Изображение может
быть получено и на полупроводниковой селеновой пластине
с последующим переносом его на писчую бумагу при помо-
щи специальных электрографических аппаратов ЭРГА-П2 и
АРЕКС-2 (так называемый электрорадиографический метод
регистрации).
507
При радиографическом контроле качества сварных со<
динений применяют главным образом рентгеновское (toj:
мозное) и гамма-излучение с длиной волны соответственн
6 10—13—6 10—9 и 1.10-13—4 10-1.2 м.
Источником рентгеновского излучения служит рентге
новская трубка, в которой излучение возникает в результа
те резкого торможения вольфрамовым анодом (пластиной
разогнанных до высоких скоростей электронов. Электрон*
разгоняются электрическим полем напряжением от 50 д<
400 кВ. Ретгеновские трубки являются основной частьк
применяемых для радиографирования рентгеновских аппа
ратов, в которых в общем случае, кроме трубки в защит-
ном кожухе, находятся высоковольтный генератор и пулы
управления. В практике радиографической дефектоскопии
находят применение рентгеновские аппараты двух типов —
с постоянной нагрузкой и импульсные. На монтаже широ-
кое применение нашли импульсные аппараты благодаря
значительно меньшим габаритам и массе (табл. 28.1).
Радиографический контроль с применением рентгено-
вского излучения обеспечивает выявление дефектов, со-
ставляющих 0,5—3% толщины просвечиваемого металла.
Источником гамма-излучения, применяемого для конт-
роля сварных соединений, является искусственно изготов-
ленные радиоактивные изотопы Тулий-170, Селен-75, Ири-
28.1. Рентгеновские аппараты для контроля качества сварного
соединения
Тип аппа-! Марка аппарата рата - i Напряже- ние на аноде, кВ Макси- мальная толщина просвечи- вания (по стали), мм Масса, кг <
пульта управле- ния блока транс- । форма- тора
С постояв- РУП-120-5-1 50-120 25 30 45
ной на- РАП-160-6П 50-160 40 29 45
грузкой РУП-200-5-2 70-200 60 35 ' 88
РУП-300-5Н 100-300 70 29 70
РУП-400-5-1 .До 400 120 Общая 600
Импульс- РИНА-2Д 150 20 12
ные МИРА-1Д 100 5 10
МИРА-2Д 150 10 т» 15
МИРА-ЗД 200 20 22
НОРА 240 20 18
Примечание. При использовании флюоресцирующих экранов
(в случае применения импульсных аппаратов) максимальная толщина
стали, доступная для просвечивания, удваивается.
508
28.2. Гамма-дефектоскопы для контроля качества
сварных соединений
Марка дефекто- скопа Изотоп Толщина просвечи- ваемой стали, мм Масса । радиаци- онной голов- КВ, кг 1 Привод
1
Гаммарид-17 0/400 Иридий-192, Турий-170. Селен‘7 5 1-40 6 Ручной
Гаммарид-192/40Т ИридиЙ-192 До 6 0 13 э»
Гаммарид-192/120 Цезий-137 До 80 16
Сгапель-5М Иридий-192 До 40 8 99
Г аммарид-60/40 Кобальт-60 30-200 145 Электромеха- нический и ручной
Примечание. Дефектоскоп Гаммарид-60/40 - передвижной, все
остальные - переносные.
дий-192, Цезий-137, Кобальт-бб. Изотопы, заключенные в
металлический ампулы, помещают в специальные устройст-
ва, называемые гамма-дефектоскопами. Эти устройства за-
щищают операторов от опасных для здоровья излучений и
позволяют манипулировать источниками при проведении
радиографического контроля. Современные гамма-дсфекто-
скопы могут обеспечивать направленное (фронтальное) из-
лучение, панорамное излучение и могут быть универсаль-
ными. В универсальных шланговых гамма-дефектоскопах
типа Гаммарид, нашедших широкое распространив, ампула
с радиоактивным изотопом подается в зону контроля из ра-
диационной головки по ампулопроводу на расстояние до
12 м. Причем подача ампулы осуществляется дистанционно
с помощью ручного или электромеханического привода
(табл. 28.2).
Гамма-дефектоскопы хранятся в специально оборудо-
ванных хранилищах, имеющих звуковую или световую сиг-
нализацию. Транспортировка гамма-дефектоскопов воздуш-
ным, железнодорожным, водным и автомобильным транс-
портом производится в транспортных упаковках, защищаю-
щих их от механических повреждений и снижающих гам-
ма-фон, имеющийся на поверхности контейнера дефекто-
скопа. Перевозка в пределах строящихся объектов осущест-
вляется на специально оборудованной автомашине. На рас-
стояние до 50 м дефектоскопы можно переносить с по-
мощью специальных ручек длиной не менее 1 м.
Радиографический контроль с применением гамма-из-
лученийГ имеет меньшую, по сравнению с рентгеновским
509
28.4. Схема просвечивания при радиографическом контроле стыковых
(а), нахлесточных (б), угловых (в), тавровых (г) сварных соединений и
стыковых соединений труб (д)
1 — источник излучения; 2 — кассета с пленкой
излучением, разрешающую способность. Размер выявляе-
мых дефектов составляет 2—5% толщины просвечиваемого
металла. Это, а также более вредное воздействие гамма-из-
лучения на здоровье человека позволяет отдавать предпоч-
тение — при прочих равных условиях — рентгеновскому
излучению.
На рис, 28,4 приведены некоторые схемы просвечива-
ния сварных соединений различных типов.
Ультразвуковой метод контроля
предназначен для выявления в сварных соединениях внут-
ренних и труднообнаруживаемых внешним осмотром де-
фектов: трещин, непроваров, наплывов, пор и шлаковых
включений, расслоений в листах и др. Метод контроля ос-
нован на способности ультразвуковых колебаний прямоли-
нейно распространяться в металле и отражаться от границы
раздела сред, имеющих разные акустические свойства (уль-
тразвуковые колебания представляют собой механические
колебания упругой среды с частотой колебаний свыше
20 000 Гц).
В дефектоскопии для получения ультразвуковых коле-
баний используется, пьезоэлектрический эффект, при ко-
тором электрические колебания высокочастотного генерато-
ра, приложенные к пластине из пьезоэлектрического мате-
510
28.5. Схема ультразвукового контроля качества сварных соединений
а — эхоимпульсный метод; б — теневой метод: 1 — электронно-лучевая
трубка; 2 — усилитель отраженных сигналов; 3 — высокочастотный гене-
ратор электрических импульсов; 4 — пластина из пьезоэлектрического
материала; 5 — направление введенного и отраженного ультразвуковых
импульсов; б — контролируемое сварное соединение; 7 — искатель; 8 —
перемещение искателя; 9 — излучающий искатель (пластина); 10 —
приемный искатель (пластина)
риала (кварца, цирконата титана, титаната бария и т.д.),
превращаются в механические. И наоборот, механиче-
ские — в электрические. Возбужденные в пластине ультра-
звуковые колебания вводятся в контролируемое сварное со-
единение с помощью.специального устройства — искателя,
изготовленного в виде призмы из плексиглаза или капрона.
Для обеспечения контакта между искателем
и сварным соединением используют минеральные масла,
технический глицерин, наносимые на тщательно очищен-
ную контролируемую поверхность.
Основной метод ультразвуковой дефектоскопии — эхо-
импульсный (рис. 28.5. а). При этом методе введенный ис-
511
кателем (пластиной) ультразвуковой импульс при наличии
в контролируемом соединении какого-либо дефекта не про-
ходит через него, а отражается и попадает на тот же иска-
тель, в котором преобразуется в электрические колебания.
Эти колебания через усилитель подаются на электронно-
лучевую трубку, на экране которой появляется “всплеск44
(импульс от дефекта). Ультразвуковые колебания вводятся
в сварное соединение отдельными кратковременными им-
пульсами, отраженные сигналы возвращаются на искатель
в перерывах между импульсами. (Эхоимпульсный метод
контроля напоминает радиолокацию.) В процессе контроля
искатель перемещают рядом со швом поперечным и про-
дольным движением. Основными измерительными характе-
ристиками дефектов являются: амплитуды эхосигнала, ус-
ловная протяженность дефекта, высота, координаты дефек-
тов по сечению и длине шва. Амплитуда эхосигнала от де-
фекта и глубина его расположения позволяют судить о так
называемой эквивалентной площади дефекта.
Применяют еще теневой метод ультразвуковой дефек-
тоскопии, при котором два искателя — излучающий и
приемный — располагаются с противоположных сторон
контролируемого объекта (рис, 28.5, б). Наличие дефекта
фиксируется по ослаблению импульса ультразвуковых ко-
лебаний, прошедших через объект.
Ультразвуковой контроль обеспечивает, по сравнению с
радиографией, контроль металла практически неограничен-
ной толщины (от 4 до 5000 мм), возможность автоматиза-
ции процесса контроля и дефектоскопии всего сварного сое-
динения только с одной стороны, высокую производитель-
ность, безопасность проведения работ. Применяемое при
контроле оборудование отличается компактностью и малой
массой (табл. 28.3}. К существенным недостаткам ультра-
звуковой дефектоскопии можно отнести отсутствие на
практике устройств для регистрации выявленных дефектов,
сложность установления вида и расшифровки дефекта,
трудность контроля швов малых сечений и сталей аусте-
нитного класса, ограниченность или невозможность контро-
ля в условиях отрицательных температур.
Ультразвуковой контроль широко применяется в про-
мышленном строительстве как основной вид контроля и как
предварительный с последующим радиографированием
сварных соединений в местах с признаками дефектов.
Магнитографический метод конт-
роля предназначен для выявления поверхностных и
внутренних дефектов типа несплошностей (трещин, непро-
512
28.3. Ультразвуковые дефектоскопы для контроля качества
сварных соединений
Марка дефекто-
скопа
Максимальная
глубина про-
звучивания
(по стали),
мм
Рабочие частоты, МГц Масса, кг, не
более
ДУК-66ПМ, 2500
УД-15П 1000
УЗД-МВТУ 500
ЭХО-2 250
УД-10У А 5000
1,25; 2,5; 5; 10 10
2,5; 5 6
0,5-12,5 6
2,5; 5 7
1,5-6 28
варов, пор, шлаковых включений) в стыковых сварных сое-
динениях из ферромагнитных материалов толщиной до
20—25 мм. Чувствительность (разрешающую способность)
метода составляет в среднем 5% толщины контролируемого
металла. Магнитографическая дефектоскопия сварных сое-
динений основана на обнаружении полей рассеяния, возни-
кающих над металлом в местах расположения дефектов
при намагничивании контролируемых изделий (рис. 28.6).
Поля рассеяния от дефектов фиксируются на мастичном
магнитоносителе — магнитной ленте, плотно прижатом к
поверхности шва. Полученная на ленте магнитограмма
сварного соединения с отпечатками полей дефектов воспро-
изводится с помощью специального считывающего устрой-
ства — дефектоскопа. При этом осуществляется расшиф-
ровка полученных сигналов.
Для магнитографического контроля применяют магнит-
ные ленты МК-1 и МК-2, намагничивающие устройства ти-
па ПНУ, УНУ и МУН и универсальные дефектоскопы
28.6. Схема магнитографического контроля качества сварных соединений
/ — сварное соединение; 2 — дефект; 3 — магнитный поток; 4 — элект-
ромагнит; 5 — магнитная лента; 6 — опорные диамагнитные ролики
513
МДУ-2У, МГК-1 и МД-10ИМ с импульсной (в виде кри-
вой) и телевизионной индикацией дефектов.
Капиллярный и пузырьковый ме-
тоды контроля предназначены для выявления
сквозных дефектов сварных соединений, ухудшающих не-
проницаемость и герметичность сварных конструкций. Ме-
тоды контроля позволяют обнаруживать места течей.
К капиллярному методу контроля относится контроль
смачиванием керосином^ основанный на большой проника-
ющей способности керосина под действием капиллярных
сил. Керосин обладает низкой вязкостью и растворяет
пленки жира и пробки в неплотностях. Для испытания ке-
росином швы с одной стороны окрашивают водно-меловым
раствором, а с другой обильно промазывают или опрыски-
вают керосином. Проникающий в мельчайшие неплотности
шва керосин через некоторое время выходит на окрашен-
ную мелом поверхность, оставляя в местах выхода на бе-
лом фоне красные пятна (для улучшения индикации де-
фектов керосин подкрашивают красным красителем типа
Судан). Длительность испытания при положительных тем-
пературах до 3—6 ч, при отрицательных — до 8—24 ч.
К пузырьковым методам контроля качества, основан-
ным на регистрации локальных течей по регистрации обра-
зующихся пузырьков, относятся: пневматический, пневмо-
гидравлический и вакуумный.
При пневматическом контроле испытываемую свар-
ную конструкцию наполняют сжатым воздухом либо обду-
вают швы струей сжатого воздуха. С обратной стороны
шва смазывают пенообразующей жидкостью, например вод-
ным раствором мыла. По появлению пузырьков судят о на-
личии дефекта.
При пневмогидравлическом контроле сварные изделия
сравнительно небольших размеров погружают в заполнен-
ную водой ванну. Затем в нее нагнетается воздух. При на-
личии неплотностей в шве воздух начинает выделяться из
воды пузырьками.
Схема вакуумного контроля показана на рис. 28.7. На-
кладную вакуум-камеру с прозрачной крышкой располага-
ют на участке шва, предварительно смазанном пенообразу-
ющим веществом. С помощью вакуумного насоса в камере
создают перепад давлений в пределах 0,02—0,08 МПа. Че-
рез прозрачную крышку наблюдают за появлением пузырь-
ков воздуха и фиксируют дефекты. Вакуумную дефектоско-
пию широко применяют для контроля сварных соединений,
к которым возможен доступ только с одной стороны.
514
5
28.7/ Схема вакуумного контроля качества сварных соединений
/ — сварное соединение; 2 — металлическая рамка вакуумной камеры; 3
— губчатая резина-уплотнитель; 4 — оргстекло; 5 — трехходовой кран; 6
— вакуумметр; 7 — слой пенообразующего вещества
Вс к р ы т и е (рис. 28.8) сварного
шва производится с целью выявления, в основном, внут-
ренних дефектов сварного соединения: непроваров, трещин,
пор, шлаковых включений. Для вскрытия применяется фре-
за или сверло диаметром на 4—6 мм больше ширины шва с
таким расчетом, чтобы был захвачен металл околошовной
зоны. При необходимости полученный таким образом мак-
рошлиф сварного соединения подвергается травлению. По-
сле проведения контроля вскрытый участок сварного шва
зачищается и заваривается. Данный метод контроля приме-
няется при невозможности проведения контроля качества
сварных соединений другими, более рациональными мето-
дами.
В табл. 28.4 приведена относительная выявляемость де-
28.8. Схема контроля качества
сварного соединения методом
вскрытия сварного шва
515
28.4. Относительная выявляемое™ дефектов сварных соединений
различными неразрушающими методами контроля, %
общего числа дефектов
Метод контроля п ! Поверх-; постные трещи- ны : Шлако- f Поры Непровары вые । ।— вклю- > в кор- ; по чения |не { кром- 1 шва кам L 1 1
Радиографический: рентгеновским из- 2 100 100 65 65 лучением гамм-излучснием 0 85 90 30 28 Ультразвуковой 10 45 85 45 95 Цветной 100 0 0 0 0 Магнитографический 98 0 0 0 0
фектов сварных соединений некоторыми рассмотренными
выше неразрушающими методами контроля.
Разрушающие методы контроля. К методам контроля
качества с разрушением сварных соединений, широко при-
меняемым в строительстве, относятся: механические испы-
тания, металлографические исследования, химический
анализ.
Механические испытания проводят
для проверки соответствия механических свойств сварных
соединений требованиям проекта, нормативных докумен-
тов. Основными видами испытаний, выполняемых в соот-
ветствии с требованиями ГОСТ 6996—66, являются: стати-
ческое растяжение (с определением временного сопротивле-
ния разрыву, предела текучести, относительного удлинения
и сужения), статический изгиб (с определением угла
изгиба соединения), ударный изгиб при нормальной и отри-
цательных температурах (с определением ударной вязкости
металла шва, зоны сплавления и зоны термического влия-
ния) , измерение твердости металла различных участков
сварного соединения.
Образцы для механических испытаний вырезаются не-
посредственно из проверяемой конструкции или контроль-
ных сварных соединений, специально сваренных для этой
цели при таких же условиях и режимах, что и контролиру-
емая конструкция.
Если проверка механических свойств показывает отри-
цательные результаты, т.е. несоответствие требованиям
норм, то качество сварных соединений считается неудов-
летворительным. Такие сварные соединения либо выреза-
ются и свариваются вновь, либо — по решению проектной
516
организации — усиливаются дополнительными конструк-
тивными элементами.
Металлографические исследова-
ния проводятся на специально приготовленных образцах,
вырезанных из сварного соединения, — макрошлифах и
микрошлифах. Исследования на макрошлифах проводятся с
целью определения размеров и формы сечения сварного
шва и выявления внутренних и некоторых поверхностных
дефектов: трещин, непроваров, пор, шлаковых включений,
подрезов и др. При исследовании микрошлифов выявляются
микротрещины, различные включения, влияющие на ха-
рактеристики сварного шва.
Химический анализ металла шва и основ-
ного металла осуществляется для проверки содержания ря-
да элементов (углерода, марганца, серы, фосфора и др.), а
также для установления причин появления в сварных сое-
динениях недопустимых дефектов (например, горячих тре-
щин) или снижения механических свойств.
28.5. КОНТРОЛЬ ПРОИЗВОДСТВА СВАРОЧНЫХ
РАБОТ
Важнейшими условиями обеспечения высокого качества
сварных конструкций являются не только прогрессивная
технология, -рациональная организация работ, но и пра-
вильная система контроля качества.
Одного контроля качества сварных соединений, каким
бы эффективным он ни был, недостаточно, поскольку он
только фиксирует брак, практически не предупреждая его
появления. Данные анализа причин появления недопусти-
мых дефектов в монтажных сварных соединениях свиде-
тельствуют о том, что 38—40% брака вызвано некачест-
венной сборкой и подготовкой кромок под сварку,
20—22% — низкой квалификацией и небрежностью свар-
щиков, 26—28% — некачественными сварочными материа-
лами. Поэтому в сварочном производстве, в том числе при
изготовлении и монтаже строительных конструкций, в дей-
ствующей системе контроля должны предусматриваться ме-
ры, направленные на предупреждение образования дефек-
тов в сварных соединениях. Такими мерами, в частности,
являются предупредительные этапы контроля на стадии
подготовки и в процессе производства сварочных работ.
В целом контроль производства сварочных работ в про-
мышленном строительстве предусматривает три этапа:
517
входной (предварительный), операционный (производствен-
ный), приемочный (окончательный).
Входной контроль включает:
проверку качества основного материала и поступивших
на сборку (монтаж) и сварку элементов конструкций (на-
личие сертификатов, соответствие размеров и разделок кро-
мок требованиям проекта, отсутствие при внешнем осмотре
трещин, расслоений и других дефектов);
проверку качества сварочных материалов, условий их
хранения, прокалки и подготовки к сварке. При отсутствии
сертификатов, длительном хранении в неприспособленном
помещении, неудовлетворительном внешнем виде и других
случаях по указанию ответственного за производство сва-
рочных работ проводится контроль поступившей партии
сварочных материалов по всем показателям, установлен-
ным для данного вида материалов;
проверку состояния сварочного и вспомогательного обо-
рудования и источников питания, а также надежности обес-
печения заданных режимов сварки;
контроль квалификации сварщиков (наличие правильно
и своеовременно оформленных удостоверений на право про-
изводства данного вида сварочных работ, практические на-
выки сварки);
квалификацию технологии сварки. Эта операция за-
ключается в проверке предусмотренной проектом новой
технологии сварки в условиях, максимально приближенных
к производственным. Сварка выполняется в присутствии
представителей разработчиков технологии и производствен-
ной организации с полным соблюдением всех требований
технологии и режимов сварки. После проведения механиче-
ских испытаний и других исследований составляется отчет-
сертификат, разрешающий применение технологии сварки
в деловых конструкциях;
контроль подготовки и сборки элементов конструкций
под сварку.
Операционный контроль производится
в процессе производства сварочных работ. Он заключается
в систематической (не реже одного-двух раз в смену) про-
верке правильности выполнения заданного технологическо-
го процесса сварки и общих технологических указаний
(проверяются используемые сварочные материалы, род тока
и его полярность, режимы сварки, порядок наложения сло-
ев и пр.). Проверяется также выполнение требований тех-
ники безопасности.
Приемочный контроль предусматривает
518
внешний осмотр и измерение всех выполненных сварных
соединений с последующим их контролем физическими ме-
тодами (радиографирйванием, ультразвуковой дефектоско-
пией и т.п.) в соответствии с проектом или техническими
условиями.
Выявленные при контроле недопустимые дефекты свар-
ных соединений исправляются и повторно контролируются
теми же методами контроля.
ГЛАВА 29. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
СВАРОЧНЫХ РАБОТ
29Л. ОРГАНИЗАЦИЯ СВАРОЧНЫХ РАБОТ
ПРИ ИЗГОТОВЛЕНИИ КОНСТРУКЦИЙ
Изготовление сварных строительных конструкций для
объектов народного хозяйства страны производится на заво-
дах, где организовано поточное и крупносерийное произ-
водство. Поточное производство организовано на специаль-
ных автоматических линиях или установках для изготовле-
ния массовых однотипных конструкций, как, например,
сварных рулонных заготовок резервуаров, стеновых и фо-
нарных переплетов, балок составного сечения, легких
структурных конструкций и т.п. Крупно- и мелкосерийное
производство охватывает большую номенклатуру конструк-
ций ферм, балок, колонн, опор, перегородок, площадок и
т.д. Часть мелкосерийных конструкций изготовляют мон-
тажные организации в своих заводах и мастерских. Органи-
зации, монтирующие технологическое оборудование, тру-
бопроводы, электротехнические и другие специальные кон-
струкции, имеют свои заводы и мастерские по изготовле-
нию монтажной оснастки, сборке и сварке монтажных уз-
лов конструкций, укрупнению трубопроводов различного
назначения, изготовлению сантехнических и вентиляцион-
ных устройств. На заводах и в мастерских сборочно-свароч-
ное производство конструкций часто совмещают в одном
цехе, пролете, однако на больших заводах сварочный про-
лет может быть выделен в самостоятельный участок.
Сварка конструкций выполняется по типовым техноло-
гическим процессам или по разработанным специально и
оформленным в виде типовых технологических карт на уз-
лы и конструкции в целом. Сварочцые посты располагают-
ся в цехе в местах, где стоят сборочно-сварочное оборудо-
519
вание и устройства. В крытых цехах заводов и мастерских
широко внедрена автоматизированная сварка под флюсом и
механизированная сварка в СО2. Сварочное оборудование
этих постов размещают вблизи них. Вообще для оборудова-
ния отводятся места между колоннами, не мешающие пере-
мещению конструкций вдоль пролета. На некоторых заво-
дах внедрено централизованное размещение оборудования в
машинном помещении с разводкой сварочного тока шинами
по постам. На всех заводах снабжение цехов газами (кис-
лородом, углекислым газом и др.) централизованно и осу-
ществляется по трубопроводам. В небольших цехах мастер-
ских газами пользуются от баллонов, которые размещают
снаружи у стен здания в специальных металлических шка-
фах. Через стену проводят короткую трубку, соединяющую
баллон с редуктором, который находится внутри цеха; та-
кое расположение баллонов с горючим газом и кислородом,
находящимися под давлением, предохраняет их от возмож-
ного загорания и взрыва. Каждый цех или мастерская име-
ет инструментальную кладовую и склад, где хранятся
электроды, проволока, флюс, запаенные части, переносные
сварочные приспособления и т.п. Там же должна быть ор-
ганизована прокалка электродов и флюса, а также прокал-
ка и намотка в кассеты сварочной проволоки.
Сварочные работы выполняются под руководством мас-
тера по сварке, а в небольших сборочно-сварочных це-
хах — под руководством сменного мастера, имеющего соот-
ветствующую подготовку и знания по сварочному произ-
водству. Сварщики работают отдельно в сварочных брига-
дах (при непрерывных процессах сварки), либо чаще вклю-
чаются в состав сборочно-сварочных бригад с оплатой труда
за конечную продукцию с учетом коэффициента трудового
участия.
29.2. ОРГАНИЗАЦИЯ СВАРОЧНЫХ РАБОТ
НА МОНТАЖНОЙ ПЛОЩАДКЕ
На крупных объектах строительства с. большим объемом
сварочных работ, например при сооружении парка негаба-
ритных резервуаров, при сварке кожухов доменных печей и
других листовых конструкций доменного комплекса, соору-
жении горно-обогатительных и химических предприятий с
большим количеством негабаритных сварных аппаратов и
трубопроводов и т.п., обычно создается специализирован-
ный сварочный участок. На этом участке сосредоточивают-
520
ся наиболее квалифицированные кадры рабочих-сварщиков,
необходимы сварочное оборудование, приспособления и ма-
териалы.
Для выполнения сварочных рабоу на указанных объек-
тах предварительно разрабатывается проект производства
сварочных работ (ППСР), в котором определяются потреб-
ность в сварочном оборудовании и его размещение на мон-
тажной площадке, потребность в сварочных материалах,
необходимость в коммутации сварочного тока, кислорода,
воздуха, защитных газов, потребность в сварщиках, график
выполнения работ. Кроме того, в ППСР включается проект
технологического процесса или технологическая инструк-
ция. Руководство сварочным участком поручается старшему
прорабу по сварке и сменным мастерам, являющимся ква-
лифицированными специалистами по сварке. Рабочие свар-
щики объединяются в бригады по объектам, в состав брига-
ды включается 5—6 чел. сварщиков и более в зависимости
от объема сварочных работ на объектах комплекса строи-
тельства. Оплата труда производится за конечную продук-
цию с учетом определенной заранее трудоемкости свароч-
ных работ и фонда заработной платы за сварку объекта.
Оплата труда каждого сварщика зависит также от коэффи-
циента трудового участия, определяемого советом бригады с
участием мастера по сварке. При определении фонда зара-
ботной платы учитываются также нормы времени и расцен-
ки за данную работу.
На рядовых объектах монтажа, реконструкции и ремон-
та зданий и сооружений, где объем сварочных работ неве-
лик, сварщики, как правило, включаются в состав монтаж-
ных бригад. Оплата труда сварщика производится так же,
как и монтажника, за конечную продукцию с учетом опре-
деленного заранее фонда заработной платы; при определе-
нии зарплаты сварщика учитывается коэффициент его тру-
дового участия.
Сварочными работами на объекте руководит прораб или
мастер по монтажу конструкций, имеющий звания в обла-
сти сварочного производства. Обычно в монтажных управ-
лениях, имеющих в своем составе 30—40 сварщиков, руко-
водство сваркой поручено старшему инженеру по сварке.
При количестве сварщиков в организации 150—200 чел. и
более сварочные работы в организации возглавляет главный
сварщик. В задачу этих руководителей входят своевремен-
ное обеспечение объектов монтажа нормативно-технологи-
ческой документацией, контроль за применением в проек-
тах конструкций прогрессивных видов сварки, обеспечение
подготовки специалистов по сварке, плановое обеспечение
521
сварочных работ оборудованием, материалами и кадрами
сварщиков, планирование уровня механизации сварочных
работ, руководство строительно-монтажной сварочной лабо-
раторией, организация контроля за качеством сварочных
работ.
29.3. НОРМЫ РАСХОДА СВАРОЧНЫХ
МАТЕРИАЛОВ
Для бесперебойного обеспечения сварочных работ необ-
ходимыми материалами (электроды, проволока, флюс, га-
зы) необходимо своевременное заключение договоров с по-
ставщиками и, следовательно, определение потребности в
этих материалах.
Нормы расхода материалов, как правило, являются ук-
рупненными, так как при большом разнообразии конструк-
тивных решений невозможно точно подсчитать массу на-
плавленного металла на предстоящий для выполнения объ-
ем работ по изготовлению и монтажу конструкций; кроме
того, допуски в размерах разделок и швов часто искажают
правильность такого подсчета. Такой подсчет практически
возможен только для отдельных четко скомплектованных
конструкций объектов.
Однако для определения потребности в сварочных мате-
риалах необходимо знать, хотя бы приближенно, массу на-
плавленного металла и по ней определять потребность. Та-
кой приближенный подсчет сделан на основе средних ста-
тистических данных о количестве наплавленного металла
на 100 т металлоконструкций, взятых из общей массы кон-
струкций, изготовляемых и монтируемых специализирован-
ными организациями. По данным института “ Прометаль-
конструкция“, масса наплавленного металла Мн при монта-
же сварных стальных конструкций определяется по форму-
ле
Мн ~ (0,002 — 0,003)Мк,
где Мк — масса конструкций; (0,002 — 0,003) — коэффициент, опреде-
ляемый опытным путем в зависимости от характера конструкций.
Из этой формулы следует, что на 100 т конструкций
приходится от 200 до 300 кг наплавленного металла. Ана-
логично определяется масса наплавленного металла при из-
готовлении конструкций и монтаже сборного железобетона,
но с другими коэффициентами.
522
29.1. Расход электродов на 1 кг наплавленного металла
Марка электрода Расход,} Марка электрода кг : । г 1 1 Расход, кг
МР-3, СМ-11, ЦЛ-11 1,7 ОЗС-18 1,5
УОНИ-13/45, УОНИ- 1,6 КД-11 1,55
13/55У, ОЗС-4. АНО-4, ДСК-50 ОЗЛ-6,ОЗЛ-8 1,6
Для определения по полученной величине наплавленно-
го металла потребности в электродах необходимо знать их
расход на единицу наплавленного металла (табл. 29.1).
Приведенный в табл. 29.1 расход электродов подсчитан
в лабораторных условиях и не учитывает потерь прй прак-
тической работе на производственных и монтажной пло-
щадках. Массу потребных электродов можно определить по
формуле
Мэ » 1,9Мн.э,
а расход сварочной проволоки по формуле
Мл » 1,5Мн.п,
где Мэ — масса электродов; Мн.э — масса металла, наплавляемого с при-
менением электродов; Мн.п — масса металла, наплавляемого с примене-
нием сварочной проволоки; Мл — масса сварочной проволоки.
29.2. Нормы расхода материалов на 100 т металлоконструкций
и 100 м3 сборного железобетона
Наименование процесса Наименование материалов Расход, кг
Изготовление Электроды 1358
металл о кон стру к ций Проволока голая для сварки под флюсом 785
То же, для сварки в СО^ 815
Самозащитная порошковая прово- лока 1086
Монтаж металлоконст- Электроды 400
рукций Проволока голая для сварки под флюсом или в СО2 240
Самозащитная порошковая прово- лока 320
Монтаж сборных Электроды 106
железобетонных конст- Проволока голая для сварки под 64
рукций флюсом или в СО^
Самозащитная порошковая про- 85
волока
523
Аналогичным методом определяется расход сварочных
материалов при монтаже сборных железобетонных конст-
рукций и при изготовлении стальных конструкций
(табл. 29.2).
Расход газов на 100 т монтируемых металлоконструк-
ций: кислорода — 195 м3; пропан-бутана — 59 кг.
Для других видов конструкций, магистральных и техно-
логических трубопроводов, шаровый резервуаров и т.п. ук-
рупненные нормы расхода материалов и количества на-
плавленного металла меняются. Необходимо учитывать,
что нормы, приведенные в табл. 29.2, могут меняться в за-
висимости от типа применяемых массовых конструкций.
29.4. ПОДГОТОВКА И АТТЕСТАЦИЯ
СВАРЩИКОВ
Система подготовки рабочих сварочной профессии и их
аттестация предназначена для пополнения народного хо-
зяйства страны кадрами квалифицированных сварщиков, а
также для ежегодного повышения квалификации и аттеста-
ции работающих сварщиков; это обеспечивает выполнение
сварочных работ и их высокую производительность. Подго-
товка молодых рабочих сварщиков осуществляется в про-
фессионально-технических училищах, учебных комбинатах
или на специализированных курсах. По окончании подго-
товки производится аттестация обученных рабочих, кото-
рая заключается в проверке их теоретических знаний и
практических навыков по сварке. Аттестуемый рабочий
должен уметь управлять сварочным оборудованием, прове-
рять правильность подготовки соединений к сварке, выпол-
нять сварные швы на заданном режиме и, если требуется, в
различных пространственных положениях, подбирать тре-
буемые по проекту сварочные материалы (электроды, про-
волоку и т.п.), соблюдая при этом технологические прави-
ла, обеспечивающие качественный провар и минимальные
напряжения и деформации в конструкции; он должен уметь
выявлять видимые дефекты шва и исправлять их. Аттеста-
ционные испытания проводятся по правилам Госгортехнад-
зора Российской Федерации. Аттестуемый рабочий завари-
вает в присутствии членов аттестационной комиссии конт-
рольные образцы, которые затем подвергаются механиче-
ским испытаниям. Результаты испытаний должны соответ-
ствовать правилам испытания сварщиков. В зависимости от
524
знаний и умения выполнять сварные соединения рабочему
присваивается тарифный разряд. На производстве и в стро-
ительных организациях аттестация работающих сварщиков
производится по правилам Госгортехнадзора повторно, не
реже одного раза в год. Перед проведением аттестации
сварщики проходят краткосрочную учебную подготовку по
повышению квалификации в учебных комбинатах или пун-
ктах. При неудовлетворительных результатах испытаний
сварщик может быть допущен к повторным испытаниям не
ранее, чем через месяц. Если сварщик непрерывно работает
в организации и качественно выполняет сварные швы, что
подтверждается результатами испытаний контрольных об-
разцов, он может быть освобожден от повторной аттеста-
ции, но нс более трех лет подряд.
ГЛАВА 30. ОХРАНА ТРУДА И ПОЖАРНАЯ
БЕЗОПАСНОСТЬ ПРИ СВАРКЕ И РЕЗКЕ
ЗОЛ. ПРАВОВЫЕ И ОРГАНИЗАЦИОННЫЕ
ПОЛОЖЕНИЯ ПО ОХРАНЕ ТРУДА
Охрана труда — это система законодательных актов,
социально-экономических, организационных, технических,
гигиенических и лечебно-профилактических мероприятий и
средств, обеспечивающих безопасность труда, сохранение
здоровья и работоспособности человека в процессе произ-
водственной деятельности.
Безопасность труда гарантируется строгим соблюдением
инженерно-техническими работниками и рабочими требо-
ваний действующих стандартов по безопасности труда, са-
нитарных норм и правил, правил пожарной безопасности.
Государственный контроль за выполнением норм и правил
по технике безопасности осуществляет инспекция Госгор-
технадзора Российской Федерации, за соблюдением сани-
тарных условий труда — Государственная санитарная инс-
пекция, за нормами пожарной безопасности — Государст-
венная инспекция пожарной охраны.
Ответственность за организацию и состояние охраны
труда в пределах всей стройки несут ее руководители, в
трестах и строительно-монтажных управлениях — админи-
стративно-технический персонал этих подразделений, на
строительно-монтажных участках — начальники, произво-
дители работ, мастера, инженеры по технике безопасности.
525
Обязанностью каждого работающего является твердое зна-
ние и неуклонное выполнение требований по безопасным
методам работ, а также соблюдение правил пожарной без-
опасности.
Одной из важнейших задач техники безопасности и по-
жарной безопасности в строительстве является предупреж-
дение возможных аварий при производстве строительно-
монтажных работ.
30.2. ФАКТОРЫ И ПРИЧИНЫ ТРАВМАТИЗМА
ПРИ ПРОИЗВОДСТВЕ СВАРОЧНЫХ РАБОТ
Выполнение сварки и резки связано с эксплуатацией
оборудования и использованием веществ, которые при неу-
мелом обращении или грубом нарушении правил работы
могут послужить причиной травм и аварийных ситуаций,
источником отравляющего действия на организм работаю-
щего и загрязнений окружающей среды, пожаров. Чтобы
работа была безопасной как для лиц, непосредственно за-
нятых в ней, так и для окружающих, необходимо знать
возможные поражающие и вредные факторы, причины их
возникновения и уметь пользоваться приемами предотвра-
щения опасности.
Основными поражающими и вредными факторами и их
причинами при производстве сварочных и резательных ра-
бот являются: поражение электрическим током, 'вредное
воздействие лучистой энергии дуги и газового пламени, от-
равление образующимися при сварке и резке вредными га-
зами и аэрозолями, поражение и воспламенение от взрыва
газов, ожоги от действия высоких температур, воспламене-
ние огнеопасных материалов и веществ.
Поражение электрическим током
возникает при прикосновении человека к находящимся под
напряжением неизолированным электрическим проводам и
частям оборудования. Электрическое поражение человека
(временное лишение двигательных способностей, речи, по-
верхностные ожоги, смерть) возникает при прохождении
через организм электрического тока силой более 0,05 А.
Сопротивление человеческого тела непостоянно. При
сухой коже оно достигает 8000-20 000 Ом, в этом случае
будет опасным напряжение 400—1000 В. Однако при
влажной коже или одежде, что в производственных услови-
ях обычно и наблюдается, сопротивление тела составляет
всего 400—1000 Ом и опасное напряжение снижается до
526
20—100 В. Сопротивление еще более уменьшается при бо-
лезненном состоянии и в состоянии алкогольного опья-
нения.
Особенно велика опасность электрического поражения
при выполнении сварки в тесных замкнутых металлических
конструкциях, а также в положении лежа, при котором
резко падает сопротивление прохождению тока через тело.
Вредное воздействие излучений
электрической дуги и газового пла-
мени. Электрическая дуга излучает мощные видимые
световые, невидимые ультрафиолетовые и инфракрасные
лучи. Воздействие излучений дуги на незащищенные глаза
в течение 10—20 с в радиусе до 1 м вызывает сильные бо-
ли, слезотечение и светобоязнь. Длительное воздействие
способствует ослаблению и общей потере зрения. Облуче-
ние дугой кожного покрова человека в течение 60—180 с
вызывает ожог, подобный солнечному. Наиболее сильное
облучение наблюдается при аргонодуговой сварке и плаз-
менной резке. Вредное воздействие излучений дуги распро-
страняется в радиусе до 10 м, затем оно резко ослабляется.
Действие лучистой энергии газового пламени значи-
тельно слабее, однако производить газовую сварку и резку
без защитных очков не допускается.
Отравление вредными газами и аэ-
розолями. При сварке и резке в окружающую среду
практически всегда выделяется значительное количество га-
зообразных продуктов (оксида углерода, оксидов азота, озо-
на, соединений фтора), а также взвешенной мелкодисперс-
ной пыли, состоящей в основном из оксидов металлов: мар-
ганца, титана, хрома, никеля, магния и др. При газовой
сварке и резке рабочая зона дополнительно загрязняется
ацетиленом, другими горючими газами и продуктами их
сгорания. Конкретный состав образующихся при сварке и
резке газов и аэрозолей зависит от способа сварки, приме-
няемых основного и сварочных материалов, режима сварки.
Все образующиеся при сварке выделения являются вредны-
ми для здоровья человека. Наиболее вредные — оксиды
марганца и газообразные соединения фтора. При сварке
цветных металлов особую опасность представляют пары
цинка и свинца.
Ожоги возможны от облучения дугой и горячих
брызг расплавленного металла и шлака, попадающих на
одежду и особенно на плохо закрытые участки тела свар-
щика. Ожоги возможны также при воспламенении горючих
газов, материалов и других огнеопасных веществ.
527
Поражение и воспламенение о'
взрыва газов. Объектами взрыва могут быть: бал
лоны со сжатыми газами (вследствие их нагрева, падения i
ударов), ацетиленовые генераторы (при обратных удара>
пламени), баллоны с кислородом (при соприкосновение
кислорода с маслом или жиром), бачки с жидким горючим
(во время резки, при нагреве бачка или разрыва рукава-
шланга), замкнутые пространства (из-за образования взры-
воопасных смесей горючих газов с воздухом или кислоро-
дом, вследствие незакрытых вентилей на горелках или ре-
заках, неплотных соединений на рукавах и т.п.).
Воспламенение огнеопасных материалов и веществ воз-
никает при выполнении в недопустимой близости от них
сварочных работ методом плавления. Непосредственной
причиной могут быть попадания на легковоспламеняемые
материалы и вещества брызг расплавленного металла и
шлака, горячих огарков электродов, открытого огня и газо-
вого пламени.
При выполнении сварочных работ в монтажных услови-
ях появляется дополнительный фактор травматизма, свя-
занный с опасностью падения рабочего с вы-
соты (что может иметь место при работе без предохра-
нительного пояса и без соответствующих ограждений).
303. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПРИ ВЫПОЛНЕНИИ ЭЛЕКТРОСВАРОЧНЫХ,
ПЛАЗМЕННЫХ И ГАЗОПЛАМЕННЫХ РАБОТ
Безопасное выполнение сварочных и резательных работ
в промышленном строительстве может быть надежно обес-
печено только при полном и комплексном выполнении — с
учетом особенностей строительно-монтажного производства
— требований и мероприятий, направленных на предотвра-
щение и нейтрализацию действия поражающих и вредных
факторов. Такие мероприятия и требования изложены в ря-
де нормативных документов: главе СНиП Ш-4-80 “Техни-
ка безопасности в строительстве", ГОСТ 12.3.003—86
“ССБТ. Работы электросварочные. Требования безопасно-
сти", ГОСТ 12.1.004—85 "ССБТ. Пожарная безопасность.
Общие требования", ГОСТ 12.1.010—76 "ССБТ. Взрывобе-
зопасность. Общие требования", Санитарных правилах при
сварке, наплавке и резке металлов, утвержденных б. Мини-
стерством здравоохранения СССР, Правилах пожарной без-
528
опасности при выполнении сварочных и других огневых ра-
бот на объектах народного хозяйства, утвержденных б. ГУ-
ПО МВД, Правилах аттестации сварщиков, утвержденных
Госгортехнадзором, ОСТ 36-60-81 “Сварка при монтаже
стальных строительных конструкций. Основные поло-
жения
Согласно требованиям действующих стандартов к вы-
полнению сварочных работ могут быть допущены лица не
моложе 18 лет, прошедшие обучение и инструктаж (ввод-
ный и на рабочем месте) и проверку знаний требований
безопасности, включая пожарную безопасность.
При работе на высотной отметке одним из главных по-
ражающих факторов становится падение с высоты. В связи
с этим сварочные работы на высоте 1,5 м и более от повер-
хности земли или перекрытия должны проводиться с лесов,
подмостей, навесных люлек или приставных лестниц, име-
ющих огражденные рабочие площадки с настилом из несго-
раемых (трудносгораемых) материалов. При невозможности
или нецелесообразности установки указанных средств под-
мащивания сварочные работы можно производить с ранее
смонтированных конструкций, имеющих ограждения или
обеспечивающих возможность закрепления предохрани-
тельных поясов с огнестойкими страховочными фалами.
Для допуска к монтажным сварочным работам, проводи-
мым на высоте более 5 м (когда основным средством, пре-
дохраняющим от падения, является предохранительный по-
яс), работающие должны пройти специальное медицинское
освидетельствование, обучение методам верхолазных работ
и иметь разряд сварщика не ниже III. Следует отметить,
что женщины к сварке на верхолазных работах не допуска-
ются. Не допускаются они и к ручной дуговой сварке и
плазменной обработке металлов, а также к сварке замк-
нутых емкостей.
При одновременной работе на различных высотных от-
метках монтируемого объекта должны быть предусмотрены
ограждающие устройства (щиты, настилы и т.п.) для защи-
ты персонала, работающего на нижних отметках, отбрызг
металла, случайного падения кусков проволоки, электродов
и других предметов. Резка деталей, временных приспособ-
лений, балок, ферм и т.д. может производиться только по-
сле принятия мер к тому, чтобы отрезанные элементы не
могли обрушиться на работающих или вызвать падение ра-
ботающих с высоты.
На всех, в том числе нулевой, отметках места выполне-
ния сварочных работ, а также размещения сварочного обо-
529
рудования и баллонов с газами в радиусе не менее 5 м дол-
жны быть очищены от горючих материалов, а от легковосп-
ламеняющихся и взрывоопасных материалов — нс менее
10 м. При этом сварочные кабели, рукава, а также прово-
да, подключенные к сварочным аппаратам и источникам
питания, должны быть надежно защищены от возможных
воздействий высокой температуры, активных химических
веществ, механических повреждений.
Баллоны с газами должны быть предохранены от ударов
и защищены от действия прямых солнечных лучей, брызг
расплавленного металла, источников тепла, особенно с от-
крытым огнем (расстояние до сварочных горелок или реза-
ков должно быть по горизонтали не менее 5 м). Баллоны
следует перемещать на специально приспособленных те-
лежках** или носилках, а поднимать на высоту с помощью
грузоподъемных механизмов, гарантирующих устойчивое и
безопасное положение баллонов при транспортировке. При
эксплуатации баллонов на высоте они должны находиться в
контейнерах (будках), обеспечивающих их надежное креп-
ление и исключающих всякую возможность падения балло-
нов с высоты и попадания на них падающих предметов.
Самое серьезное внимание следует обращать на прове-
дение сварочных работ внутри замкнутых и труднодоступ-
ных пространств (емкостей, колодцев, трубопроводов и
т.д.). Замкнутыми пространствами считаются пространства,
ограниченные поверхностями, имеющими люки или лазы, с
размерами, препятствующими свободному и быстрому про-
ходу через них работающих и затрудняющими естествен-
ный воздухообмен. Труднодоступными пространствами счи-
таются такие, в которых ввиду малых размеров затруднено
выполнение работ, а естественный воздухообмен недо-
статочен.
Работа в замкнутых и труднодоступных пространствах
выполняется в условиях одновременного действия поражаю-
щих факторов, основными из которых являются: поражение
электрическим током и отравление вредными газами и
аэрозолями. Замкнутые объемы также мешают оказанию
работающим своевременной помощи при получении ими
травм. Поэтому сварочные работы в замкнутых и труднодо-
ступных пространствах относятся к особо опасным и прово-
дятся по наряду-допуску при соблюдении ряда требований.
В частности в работах должно участвовать не менее двух
рабочих, при этом один рабочий должен иметь квалифика-
ционную группу по технике безопасности не ниже тр^тбей^к
и неотступно находиться снаружи для обеспечения безопас-
530
ного ведения работ. Сварку можно выполнять только при
открытых люках и лазах и эффективной приточно-вытяж-
ной вентиляции, исключающей накопление вредных ве-
ществ в воздухе свыше предельно допустимых концентра-
ций. При сварке внутри трубопровода (сварка разрешается
при диаметре не менее 1020 мм) у торца трубопровода для
страховки должны находиться двое рабочих, поддерживаю-
щих сигнальную связь с находящимся внутри сварщиком.
Сварщики и вспомогательный персонал при работе с от-
крытой электрической дугой и газовым пламенем должны
пользоваться стандартными щитками или защитными очка-
ми закрытого типа и светофильтрами. Для защиты от со-
прикосновения с влажной холодной землей и снегом, хо-
лодным или горячим металлом сварщики должны быть
обеспечены влагонепроницаемыми подстилками, матами,
лежаками, наколенниками и подлокотниками из огнестой-
ких материалов. Для защиты головы от механических по-
вреждений и повреждения электрическим током сварщики
должны применять каски из токонепроводящих материалов.
Одним из наиболее важных мероприятий при производ-
стве сварочных и резательных работ, особенно в условиях
цеха, мастерских или других закрытых помещений, являет-
ся предупреждение опасности отравления выделяющимися
при сварке газами и аэрозолями. Эта опасность существует
не только для рабочих, непосредственно занятых сваркой и
резкой, но и для лиц, не связанных с этими процессами
(сборщиков, слесарей, обслуживающего технического пер-
сонала), поскольку загрязнения распространяются в окру-
жающую среду, где они длительно и устойчиво существуют.
Эффективными мерами техники безопасности являются ме-
стная, общеобъемная и смешанная вентиляция, обеспечива-
ющая доведение содержания вредных веществ до предельно
допустимых концентраций. Рациональной схемой представ-
ляется смешанная вентиляция, при которой рабочие места
оборудуются системами местной вентиляции, и в помеще-
нии дополнительно предусматривается общеобъемная при-
точно-вытяжная вентиляция, рассчитанная на удаление не-
уловленных местными отсосами веществ.
При сварке и резке на постоянных рабочих местах ре-
комендуется использовать неподвижные боковые и нижние
отсосы. При работе на нефиксированных рабочих местах и
при больших габаритах свариваемых конструкций применя-
ют местную вытяжную вентиляцию с подвижными отсоса-
ми. Последний может представить собой гибкий тонкостен-
ный армированный проволокой рукав диаметром
531
100—250 мм с побудителями тяги в виде эжектора. Для
механизированной и автоматизированной сварки в углекис-
лом газе в настоящее время разработана серия местных от-
сосов, встроенных непосредственно в сварочную горелку
(например, установка “Метелица" конструкции ВНИКТИ-
стальконструкция, предназначенная для механизированной
сварки). Создаваемая местными отсосами скорость движе-
ния воздуха у источника выделения вредных веществ jrC
I должна превышать: при ручной дуговой сварке покрытыми
электродами — 0,5, при кислородной резке — 1, при плаз-
менной .резке — 3^ м/с. I( t?
В условиях повышенного загрязнения воздуха, при
сварке некоторых цветных металлов и сплавов и стали с
цинковым покрытием, а также при невозможности осуще-
ствления местной вытяжной вентиляции предусматривают
принудительную подачу чистого воздуха под маску сварщи-
ка в количестве 6—10 м3/ч. В холодный период года воз-
дух подогревается калориферами до температуры 18—20°С.
Выпускаемые за рубежом специальные маски исключают
при подаче очищенного воздуха в подмасочное пространст-
во возможность подсоса аэрозоля из зоны сварки.
Следует отмстить, что использовать вытяжную венти-
ляцию необходимо с учетом требований охраны окружаю-
щей среды. Отсасываемый из мест сварки и резки воздух с
газами и аэрозолями должен поступать в очистительные
фильтры.
Перечисленные выше требования являются общими и
распространяются на все виды сварочных и резательных ра-
бот, применяемых в строительстве. Вместе с тем электро-
сварочные, плазменные и газопламенные работы имеют
свои дополнительные требования, обусловленные особенно-
стями процесса.
Электросварочные и плазменные
работы. Одним из главных требований является обяза-
тельное заземление металлических частей основного и
вспомогательного оборудования (сварочных трансформато-
ров, преобразователей, выпрямителей и агрегатов, ограни-
чителей напряжения, печей для прокалки сварочных мате-
риалов и т.д.), нормально не находящихся под напряжени-
ем, а также свариваемых изделий, труб и конструкций на
все время проведения работ. Для подвода сварочного тока к
электрододержателям, горелкам, плазмотронам необходимо
применять изолированные гибкие кабели (провода) и рука-
ва, способные обеспечить надежную защиту при макси-
мальных электрических нагрузках. Соединять сварочные
532
кабели (провода) следует с помощью специальных зажи-
мов, соединителей и муфт, а также сварки, пайки, опрес-
совки с последующей тщательной элсктроизоляцией мест
соединения. Подключать кабели к сварочному оборудова-
нию необходимо через кабельные наконечники.
Электросварщики должны быть аттестованы на квали-
фикационную группу по технике безопасности нс ниже II.
Однако это не дает им право присоединять и отключать от
сети электросварочное и вспомогательное оборудование, а
также выполнять ремонтные и профилактические работы.
Такого рода работы должен производить только электротех-
нический персонал, имеющий квалификационную группу
по технике безопасности не ниже III.
Размещение электросварочного оборудования должно
обеспечить свободный и безопасный доступ к нему. При од-
новременном использовании нескольких однопостовых сва-
рочных трансформаторов, выпрямителей и преобразовате-
лей их следует устанавливать не ближе 1 м один от
другого.
При производстве работ на открытом воздухе источники
питания сварочной дуги следует размещать в передвижных
машинных помещениях (машзалах), оборудованных пуско-
регулирующей аппаратурой, а над сварочными установками
и постами должны быть сооружены навесы из несгораемых
материалов. При отсутствии машинных помещений и наве-
сов над рабочими местами и электросварочным оборудова-
нием сварочные работы во время дождя или снега должны
быть прекращены.
При выполнении сварочных работ в условиях повышен-
ной опасности поражения электрическим током (сварка
внутри замкнутых и труднодоступных емкостей, влажных
конструкций и т,п.) электросварщики кроме обычной спе-
цодежды обязаны использовать диэлектрические перчатки,
галоши и коврики. Применяемое сварочное оборудование
должно иметь устройства автоматического отключения на-
пряжения холостого хода при разрыве сварочной цепи или
ограничения его до напряжения 12 В не позже, чем через 1
Хпосле погасания сварочной дуги.
Газопламенные работы. Дополнительные
требования, относящиеся к проведению газопламенных ра-
бот, в основном, касаются предупреждения взрывов балло-
нов со сжатыми газами и ацетиленовых генераторов. Так,
запрещается хранить в одном помещении карбид кальция,
баллоны с горючими газами и кислородом, а также краски
и смазочные материалы.
533
При хранении и эксплуатации кислородных баллонов,
редукторов и рукавов должны быть предусмотрены меры
против их соприкосновения со смазочными материалами,
жирами, промасленной одеждой, ветошью.
Совместная транспортировка кислородных баллонов и
баллонов с горючими газами не допускается (за исключе-
нием транспортировки к рабочему месту двух баллонов на
специальной тележке или контейнере).
Длина рукавов, подающих к месту сварки и резки кис-
лород и горючие газы, не должна превышать 30 м. Приме-
нение рукавов большей длины при производстве строитель-
но-монтажных работ допускается с разрешения руководите-
ля работ. Запрещается применять керосинорезы при выпол-
нении работ в замкнутых и труднодоступных пространст-
вах.
30.4. ПЕРВАЯ ПОМОЩЬ ПРИ ТРАВМАХ
Профилактика производственного травматизма включа-
ет в себя не только мероприятия по технике безопасности и
устранению причин, пораждающих травматизм, но также и
своевременно оказанную первую помощь. Такую помощь
пострадавшему при несчастных случаях следует оказывать
в следующем порядке:
освободить пострадавшего от дальнейшего действия по-
ражающего фактора (электрического тока, вредных ве-
ществ, высоких температур и т.д.), вынести на открытую
площадку, где имеется приток свежего воздуха, расстегнуть
пуговицы, пояс;
при обнаружении места травмы остановить кровотече-
ние, наложить повязку, шину, провести искусственное ды-
хание и т.д.;
вызвать скорую медицинскую помощь. В случае отсут-
ствия такой возможности транспортировать пострадавшего
в ближайшее лечебное учреждение любым транспортом или
на носилках, соблюдая все меры предосторожности.
В качестве примера рассмотрим оказание первой помо-
щи пострадавшему от действия электрического тока, что
можно сделать следующим образом: отключить соответству-
ющие части электроустановки, перерубить провода топором
или другим инструментом с деревянной рукояткой, оття-
нуть пострадавшего от токоведущей части, взявшись за его
одежду (если она сухая), отбросить от пострадавшего элек-
трический провод деревянной палкой.
534
Если пострадавший в сознании, но до этого был в обмо-
роке или продолжительное время находился под током, ему
необходимо обеспечить полный покой до прибытия врача.
При отсутствии сознания, но сохранившемся дыхании,
следует ровно и удобно уложить пострадавшего на мягкую
подстилку, расстегнуть пояс и одежду, обеспечить приток
свежего воздуха, давать нюхать нашатырный спирт, обрыз-
гивать водой, растирать и согревать тело.
При отсутствии признаков жизни следует делать искус-
ственное дыхание и массаж сердца, иногда в течение
3—4 ч, пока пострадавший нс придет в сознание. Искусст-
венное дыхание и массаж сердца должны быть начаты не-
медленно после освобождения пострадавшего от действия
тока и выявления его состояния. О восстановлении деятель-
ности сердца у пострадавшего судят по появлению у него
собственного, нс поддерживаемого массажем, регулярного
пульса.
Список литературы
Блинов А.Н., Лялин К.В. Организация и производство сварочно-мон-
тажных работ: Учеб, для техникумов. — М.: Стройиздат, 1988. — 383 с.
Гуревич С/М. Справочник по сварке цветных металлов. — Киев: На-
укова думка. — 1981. — 608 с.
Дуговая сварка стальных трубных конструкций /И.А. Шмелева»
М.З. Шейкин, И.В. Михайлов, Э.В. Островский. — М.: Машинострое-
ние, 1985. — 232 с.
Оборудование для дуговой сварки: Справочное пособие /Под ред.
В.В. Смирнова. — Л.: Энергоатомиздат. Ленингр. отд-ние, 1986. — 656 с.
Пешкове кий О.И. Технология изготовления металлических конструк-
ций: Учеб, для техникумов. — М.: Стройиздат, 1978. — 316 с.
Сварочные материалы для дуговой сварки: Справочное пособие:
в 2-х т. — Т. 1. Защитные газы и сварочные флюсы /Под ред. Н.Н. Пота-
пова. — М. Машиностроение, 1989. — 544 с.
Технология и оборудование контактной сварки: Учебник для маши-
ностроительных вузов /Под ред. Б.Д. Орлова. — М.: Машинострое-
ние, 1986. — 352 с.
Технология и оборудование сварки плавлением: Учебник для
вузов /Под ред. Г.Д. Никифорова. — М.: Машиностроение, 1986. — 320 с.
Технология электрической сварки металлов и сплавов плавле-
нием /Под ред. Б.Е. Патона. — М.: Машиностроение, 1974. — 768 с.
Руководство по сварке типовых узлов при монтаже стальных конст-
рукций производственных зданий и сооружений /ЦБНТИ Минмонтажс-
пецстроя СССР. — М., 1980. — 76 с.
Сварка и резка в промышленном строительстве: в 2-х т. /Под ред.
Б.Д. Малышева. — М.: Стройиздат, 1989. — 990 с. — (Справочник строи-
теля).
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматы для сварки 171
-------в защитном газе 226, 230
-------в углекислом газе 206,208
-------под флюсом 179
-------порошковой проволокой
197
-------электрошлаковой 211
Алюминий и его сплавы 353
Ацетилен — см. газы горючие
Баллоны 81, 271
Газовое пламя 280
Газы горючие 264
Генератор ацетиленовый 267
Горелка для дуговой сварки 150,
225, 227
-----газовой сварки 276
Дефекты сварных соединений
(498):
влияние на свойства 502
способы исправления 503
Деформации сварочные:
возникновение 389
местные 394
общие 394
способы уменьшения 395
Дуга косвенного действия 26, 36
— прямого действия 26, 28, 36
— сварочная — см. сварочная дуга
— сжатая 35
Затвор предохранительный 269
Зона термического влияния 55
— сплавления 55
Источники питания для дутовой
сварки:
требования 83
агрегаты 103, 109
внешняя характеристика 84
выпрямители 104, ПО
инверторы 106
преобразователи 100, 108
трансформаторы 89, 95
установки для сварки в защит-
ном газе 225
— — плазменной резки 311
----электрошлаковой свайки
96
Кантователь 412
Катодное распыление 361
Квалификация технологии сварки
518
Кислород 265
Классификация процессов сварки:
виды 13
классы 12
способы 14, 16
Кондуктор сборочный 408, 409
Контроль качества:
вакуумный 514
внешний осмотр и измерение
505
вскрытие 515
входной 518
капиллярный 514
магнитографический 512
металлографическое исследова-
ние 517
механические испытания 516
неразрушающие методы 505
операционный 518
приемочный 518
пузырьковый 514
радиографический 506
разрушающие методы 516
химический анализ 517
ультразвуковой 510
цветной 505
Коэффициент наплавки 82
— потерь 82
— расплавления 82
— формы проплавления 190
----шва 124
Кристаллизация металла шва 52
Легирование металла шва 52
Ликвация 53
Магнитное дутье 33
Машины для кислородной резки
292
----плазменной резки 314
----точечной сварки 256
----стыковой сварки 260
Медь и ее сплавы 366
Микротрещины 501
Мощность дуги тепловая полная
32
----— эффективная 32, 43
537
Наплавка:
материалы 481
оборудование 484
технология 485
Напряжения сварочные:
влияние на качество 395
классификация 391
способы уменьшения 396
Никель и его сплавы 376
Ограничитель напряжения холо-
стого хода 99
Окисление при сварке 46
Осциллятор 98
Перенос электродного металла 36
Плазмотрон 310
Пластмассы 378
Полуавтоматы для сварки 144
-------в защитном газе 229
-------в углекислом газе 160
-------порошковой проволокой
146
Полярность тока обратная 26
----- прямая 26
Подогрев предварительный 64,
334, 336, 341
— сопутствующий 64, 336, 341
Приспособления сборочные 407
Прихватки 119
Прокалка сварочных материалов
78, 324, 333, 359
Разрсзаемость стали 286
Раскисление металла шва 48
Рафинирование 49
Редуктор газовый 273
Резак для кислородной резки 287
-----воздушно-дуговой резки 306
-----плазменной резки 311
Резка термическая
воздушно-дуговая 305
кислородная 284
кислородно-флюсовая 302
неплавящимся электродом 303
плавящимся электродом 304
плазменная 307
поверхностная 300
разделительная 287
режимы 296, 305, 307, 316
смыв-процесс 300
Режимы сварки автоматической
190, 194, 199, 204, 337
-----аргонодуговой 232
-----газовой 280
-----контактной 247, 252
-----механизированной 154, 157,
168, 235
-----ручной дуговой 134
-----электрошлаковой 214
Ремонт сваркой 478
— наплавкой 480
Рукава газовые 275
Саморегулирование дуги 87, 173
Сборка контрольная 406
— общая 406
Свариваемость сталей 57
Сварка:
сущность процесса 4
алюминия и сплавов — см.
алюминий и его сплавы
автоматизированная 15, 169
автоматическая 16, 169
— горизонтальных швов 192,
197, 206
— вертикальных швов 199, 208
аргонодуговая 218
арматуры при изготовлении 429
-----монтаже ж/б конструк-
ций 433
в защитном газе 17, 218
в углекислом газе 18, 158, 205
--------на открытых площад-
ках 166
газовая 20, 263
газопрессовая 23
двухслойных сталей 351
диффузионная 23
импульсно-дуговая 39, 140, 222
инфракрасными лучами 387
контактная 21, 237
— рельефная 239
— стыковая 240
— точечная 21, 239, 242
— шовная 240
меди и сплавов — см. медь и ее
сплавы
механизированная 15, 144
многодуговая 16, 177
многоэлектродная 16, 177
наклонным электродом 143
никеля и сплавов — см. никель,
и его сплавы 1
плазменная 13, 35, 144
538
пластмасс — см. пластмассы
по флюсу 360
под флюсом 19» 175
подкрановых рельсов 445
поперечной горкой 142
порошковой проволокой 18,
147, 195
при отрицательных температу-
рах 492
проводов и шин 467» 473
разнородных сталей 349
ремонтная — см. ремонт свар-
кой
ручная дуговая покрытыми
электродами 15, 17, 124
с полупринудительным форми-
рованием шва 195, 197
с принудительным формирова-
нием шва 16, 195
сталей — см. стали
строительных конструкций при
изготовлении 411
----при монтаже 414
----------производственных
зданий 415
----------доменных цехов
421
----------вертикальных ре-
зервуаров 425
термитная 21, 445, 468
титана и сплавов — см. титан и
его сплавы
трубопроводов автоматизирован-
ная 462
— аргонодуговая 459
— механизированная 462
— ручная дуговая 456
трением 25, 387
ультразвуковая 25, 386
холодная 24, 365, 370
чугуна горячая 489
— холодная 489
электронно-лучевая 21
электрошлаковая 19, 39, 210
Сварочная ванна 5, 40
Сварочная дуга:
длина 29
свойства магнитные 33
— тепловые 32
— электрические 29
статическая вольт-амперная ха-
рактеристика 30
Сварочные материалы:
газы защитные 17, 51, 81
— активные 18, 51
— инертные 18, 51
покрытые электроды 71, 128
порошковый присадочный ме-
талл 178, 215
проволока сварочная стальная
66, 186
из алюминия и сплавов
69
— порошковая 76
флюсы 77, 186, 266
флюс-паста 460
Сварочные роботы 216
Сварочный пост 124, 224, 267
------передвижной 125
Соединения сварные 114
Способы выполнения швов 138
Стабилизаторы горения дуги 97
Стали:
высоколегированные 57, 339
легированные конструкционные
336
низколегированные 57, 329
низкоуглеродистые 319
среднеуглеродистые 326
строительные конструкционные
404
теплоустойчивые 337
Термический цикл 41
Термообработка сварных соедине-
ний 64
Типы покрытых электродов 71, 73,
74, 482
Титан и его сплавы 371
Трещины:
горячие 60
холодные 61
исправление 488
Шов сварной 113
— монтажный 119
— подварочный 118
— стыковой 116
— точечный 116
— угловой 116
Электрододержатели 127
Электроды вольфрамовые 227
— для точечной сварки 248, 257
— покрытые — см. сварочные ма-
териалы
— угольные 306
Ядро сварной точки 242
539
ОГЛАВЛЕНИЕ
Предисловие.................................................
Глава 1. Общие сведения о сварке............................
1.1. Сущность процесса сварки. Образование сварного
соединения..................................................
1.2. Краткий обзор развития сварки..........................
1.3- Перспективы развития сварочного производства
в строительстве........................................... Ю
Глава 2. Классификация процессов сварки.................. 12
2.1 «Признаки классификации.............................. 12
2.2. Способы сварки, применяемые в строительстве......... 16
Глава 3. Сварочная дуга. Электрошлаковый процесс..........26
3.1. Физическая сущность и процессы, протекающие
в сварочной дуге......................................... 26
3.2. Строение и свойства дуги............................ 28
3.3. Плавление и перенос металла при дуговой сварке...... 36
3.4. Электрошлаковый процесс............................. 39
Глава 4. Физико-металлургические процессы при
сварке стали............................................. 40
4.1. Термическое воздействие на металл
в процессе сварки........................................ 40
4.2. Тепловой баланс при сварке.......................... 43
4.3. Особенности металлургических процессов при сварке.... 45
4.4. Основные физико-химические процессы при сварке стали — 48
4.5. Кристаллизация металла шва. Образование
неметаллических включений................................. ^7*
4.6. Строение и структура сварного соединения............ 54
Глава У Свариваемость металлов............................ 57
5.1. Понятие о свариваемости металлов..................... 57
5.2. Оценка свариваемости стали........................... 68
5.3. Горячие и холодные трещины в сварных соединениях..... ^0
5.4. Меры термического воздействия на металл
для обеспечения требуемых свойств сварных соединений..... 64
Глава 6. Сварочные материалы............................ 66
6.1. Основные сварочные материалы, применяемые
в строительстве.......................................... 66
6.2. Сварочная проволока................................. 66
6.3. Электроды покрытые металлические для ручной
дуговой сварки......................................... 71
6.4. Порошковая проволока.............................. 76
6.5. Сварочные флюсы..................................... 77
6.6. Газы для сварки 44-рваки металлов.................... '
Ь.1. Производительность процесса дуговой
сварки................................................... 81
Глава 7. Источники питания для дуговой
и электрошлаковой сварки................................
7.1. Основные требования к источникам питания
сварочной дуги..........................................
7.2. Источники питания дуги переменным током............
540
7.3. Вспомогательные устройства источников питания
переменного тока......................................... 97
7.4. Источники питания душ постоянным током.............. 100
Глава 8. Сварные соединения и швы.....?.................... 1В
8.1. Основные определения. Характеристика свтриых
соединений................................................ ИЗ
8.2. Конструктивные элементы и размеры сварных
соединений и швов, требования к ним...................... 116
8.3. Основные и подварочные швы; сварной узел
и конструкция; прихватки; монтажные швы.................. 118
8.4. Классификация швов.................................. 119
Глава 9. Ручная дуговая сварка. Оборудование,
материалы и технология................................... 124
9.1. Виды ручной дуговой сварки и ее применение
в строительстве.......................................... 124
9.2. Оборудование и инструмент......................... 125
9.3. Марки сварочных электродов.......................... 128
9.4. Подготовка металла к сварке, требования к сборке.... 132
9.5. Технология сварки покрытыми электродами. Способы
и режимы сварки.......................................... 132
9.6. Техника сварки швов................................. 136
9.7. Импульсно-дуговая сварка............................ 140
9.8. Способы повышения производительности ручной
дуговой сварки........................................... 141
Глава 10. Механизированная дуговая сварка.
Оборудование, материалы и технология..................... 144
10.1. Общие сведения.................................... 144
10.2. Сварка порошковой проволокой....................... 147
10.3. Сварка в умекислом газе............................ 1^8
10.4. Сварка в углекислом газе на открытых площадках..... 166
Глава 11. Автоматическая сварка. Оборудование,
материалы и технология....................................169
11J. Общие сведения.......................................169
11.2. Автоматическая сварка под флюсом................... 175
11.3. Автоматическая сварка порошковой проволокой........ 195
11.4. Автоматическая сварка в углекислом газе............ 205
11.5. Автоматическая электрошлаковая сварка.............. 210
11.6. Промышленные роботы для сварки..................... 216
Глава 12. Сварка в защитных (инертных) газах.
Оборудование, материалы и технология..................... 218
12.1. Характеристика процессов сварки в защитных
(инертных) газах......................................... 218
12.2. Оборудование и материалы, применяемые при сварке
строительных конструкций неплавящимся электродом......... 222
12.3. Оборудование для механизированной
и автоматической сварки плацИщимся электродом........... 229
12.4. Технология ручной дуговой сварки неплавящимся
электродом............................................. 231
12.5. Технология механизированной сварки
плавящимся электродом.................................... 234
12.6. Технология автоматической сварки................. 236
Глава 13. Контактная сварка.............................. 237
13.1. Общие сведения..................................... 237
541
13.2. Технология контактной точечной сварки.............. 242
13.3. Технология контактной стыковой сварки.............. 249
13-4. Оборудование для контактной сварки................. 254
Глава 14. Газовая сварка. Материалы, оборудование
и технология............................................. 263
14.1. Характеристика газовой сварки. Области применения
в строительстве.......................................... 263
14.2. Материалы.......................................... 264
14.3. Оборудование и аппаратура.......................... 266
14.4. Технология газовой сварки.......................... 279
Глава 15. Термическая резка металлов. Оборудование,
материалы и технология.................................. 2 84
15.1. Кислородная резка.................................. 284
15.2. ‘Кислородно-флюсовая резка......................... 302
15.3. Дуговая резка...................................... 303
15.4. Плазменная резка................................... 307
Глава 16. Сварка углеродистых и легированных сталей........ 319
16.1. Характеристика низкоуглеродистой стали. Способы
ее сварки................................................ 319
16.2. Технология сварки низкоуглеродистой стали.......... 323
16.3. Характеристика средне- и высокоуглеродистой
стали.................................................... 326
16.4. Технология сварки среднеуглеродистой стали......... 328
16.5. Характеристика легированных сталей. Особенности
их сварки................................................ 329
16.6. Технология сварки низколегированных строительных
сталей................................................... 333
16.7. Технология сварки высокопрочной конструкционной
легированной стали....................................... 336
16-8. Технология сварки теплоустойчивых сталей........... 337
Глава 17. Сварка высоколегированных сталей............... 339
171. Характеристика высоколегированных сталей;
их назначение............................................ 339
17.2. Сварка мартенситных, мартенситно-ферритных
и ферритных высокохромистых сталей....................... 340
17.3. Сварка аустенитных сталей и сплавов................ 344
17.4. Сварка разнородных сталей.......................... 349
17.5. Сварка двухслойных сталей.......................... 351
Глава 18. Сварка алюминия и его сплавов.................. 353
18.1. Характеристика алюминия и его сплавов.............. 353
18.2. Металлургические и технологические особенности
сварки алюминия и его сплавов............................ 356
18.3. Газовая сварка..................................... 358
18.4. Ручная дуговая сварка.............................. 359
18.5. Автоматизированная дуговая сварка с использованием
флюса.................................................... 360
18.6. Дуговая сварка в защитных (инертных! газах......... 361
18.7. Другие способы сварки.............................. 364
Глава 19. Сварка цветных металлов и сплавов.............. 366
19.1. Сварка меди и ее сплавов.......................... 366
19.2. Сварка титана и его сплавов..................... 371
19.3. Сварка никеля и его сплавов........................ 376
Глава 20. Сварка пластических масс....................... 378
542
20.1. Характеристика пластмасс, применяема»
в строительстве...............................-.......... ^7®
20.2. Сварка пластмасс внешним источником нагрела....... Эв01
20.3. Сварка пластмасс с применением внутреннего
тепла................................................ 38$
Глава 21. Напряжения и деформации при сварке............ 389
21.1. Возникновение напряжений и деформаций
при сварке............................................... 389
21.2. Классификация сварочных напряжений
и деформаций............................................. 391
21.3. Способы уменьшения сварочных напряжений
и деформаций............................................. 395
Глава 22. Сварка стальных строительных конструкций....... 404
22.1. Общие сведения о строительных конструкциях........ 404
22.2. Технологический процесс изготовления строительных
конструкций.............................................. 405
22.3. Сборка и сварка конструкций при изготовлении........ 406
22.4. Особенности монтажной сварки строительных
конструкций.............................................. 414
22.5. Сборка и сварка при монтаже конструкций
производственных зданий и сооружений.................... 415
Глава 23. Сварка арматуры железобетонных конструкций
и подкрановых рельсов.................................... 426
23.1. Характеристика арматурной стали и применяемые
способы ее сварки........................................ 426
23.2. Сварка при изготовлении арматурных конструкций....... 429
23.3. Сварка арматуры при монтаже железобетонных
конструкций.............................................. 433
23.4. Сварка подкрановых рельсов. Термитная сварка....... 445
Глава 24. Сварка технологических трубопроводов........... 447
24.1. Общие сведения о трубопроводах. Способы
сварки................................................... 447
24.2. Подготовка и сборка стыков трубопроводов
под сварку............................................... 451
24.3. Ручная дуговая сварка.............................. 456
24.4. Ручная аргонодуговая сварка........................ 459
24.5. Механизированная и автоматизированная сварка....... 462
Глава 23. Сварка при электромонтажных
и сантехнических работах................................. 466
25.1. Характеристика электромонтажных сварочных
работ.................................................... 466
25.2. Сварка соединений, оконцеваний и ответвлений
алюминиевых изолированных проводов и кабелей............. 467
25.3. Сварка соединений голых алюминиевых,
сталеалюминиевых и медных проводов и шин................. 473
25.4. Сварка при монтаже санитарно-технических
конструкций.............................................. 476
Глава 26. Ремонтная сварка. Сварка чугуна................ 477
26.1. Общие сведения.................................... 477
26.2. Ремонт сваркой стальных конструкций................ 478
26.3. Ремонт наплавкой стальных деталей.................. 480
26.4. Сварка чугуна...................................... 488
543
Глава 27. Сварка при отрицательных температурах..........
27.1. Влияние отрицательных температур на свойства
сварных соединений и особенности сварки при низких
температурах............................................ 492
27.2. Методы борьбы с отрицательными воздействиями
низких температур на свариваемый металл................. 494
Глава 28. Контроль и приемка сварочных работ............ £98
28.1. Дефекты сварных соединений.........................
28.2. Влияние дефектов на работоспособность сварных
соединений...............................................
28.3. Способы исправления дефектов...................... 503
28.4. Методы контроля качества сварных соединений....... 504
28.5. Контроль производства сварочных работ............. 517
Глава 29. Организация производства сварочных работ....... 519
29.1. Организация сварочных работ в условиях цеха....... 519
29.2. Организация сварочных работ на монтажной
площадке................................................ 520
29.3. Нормы расхода сварочных материалов................ 522
29.4. Подготовка и аттестация сварщиков................. 524
Глава 30. Охрана труда и пожарная безопасность
при сварке и резке...................................... 525
30.1. Правовые и организационные положения
по охране труда............................................ 525
30.2. Факторы и причины травматизма при производстве
сварочных работ............................................ 526
30.3. Требования безопасности при выполнении
электросварочных, плазменных и газопламенных
работ...................................................................... 528
30.4. Первая помощь при травмах............................................ 534
Список литературы.................................................................. 536
Предметный указатель....................................................... 537