/











































































































































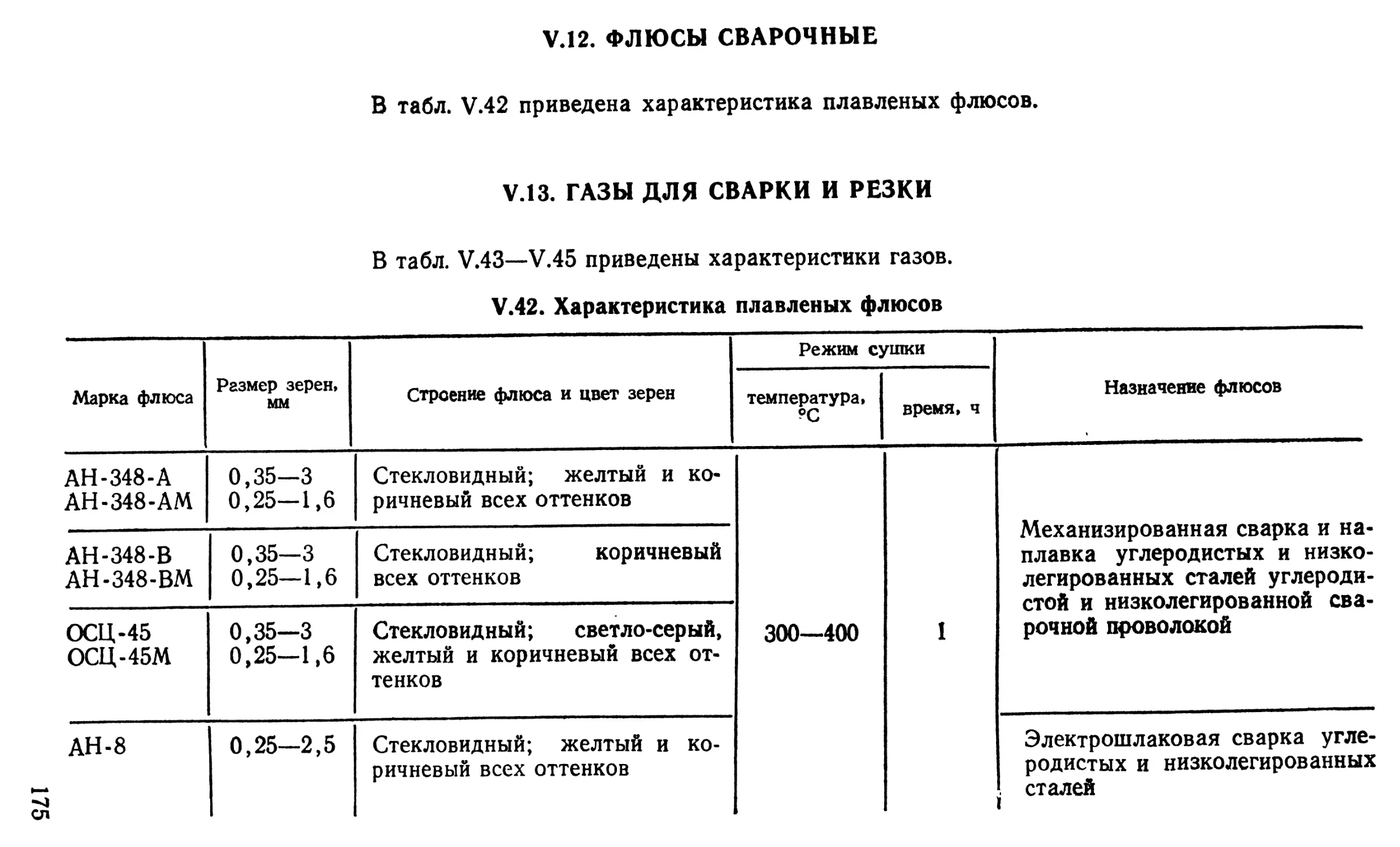


























































































































































































































































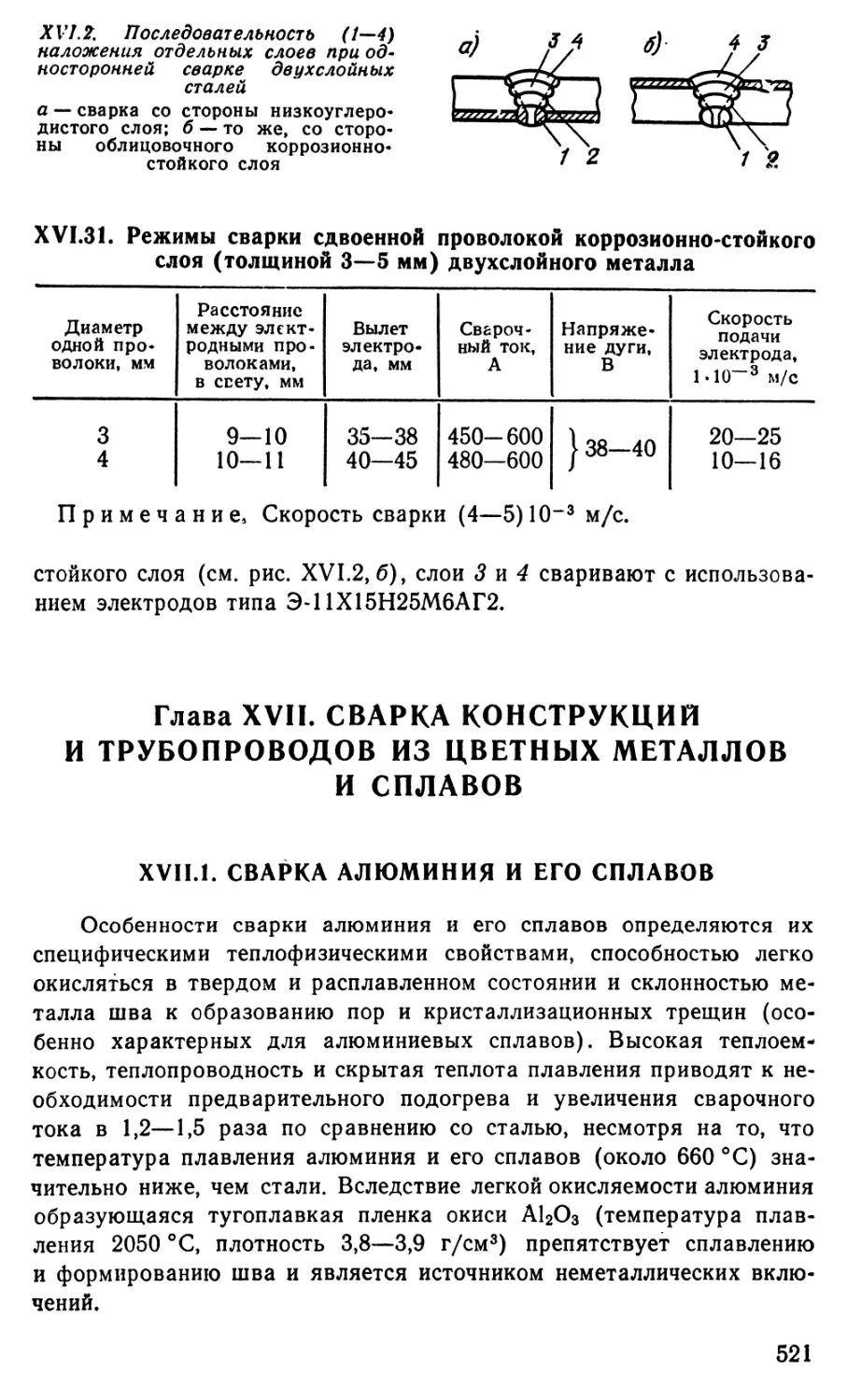









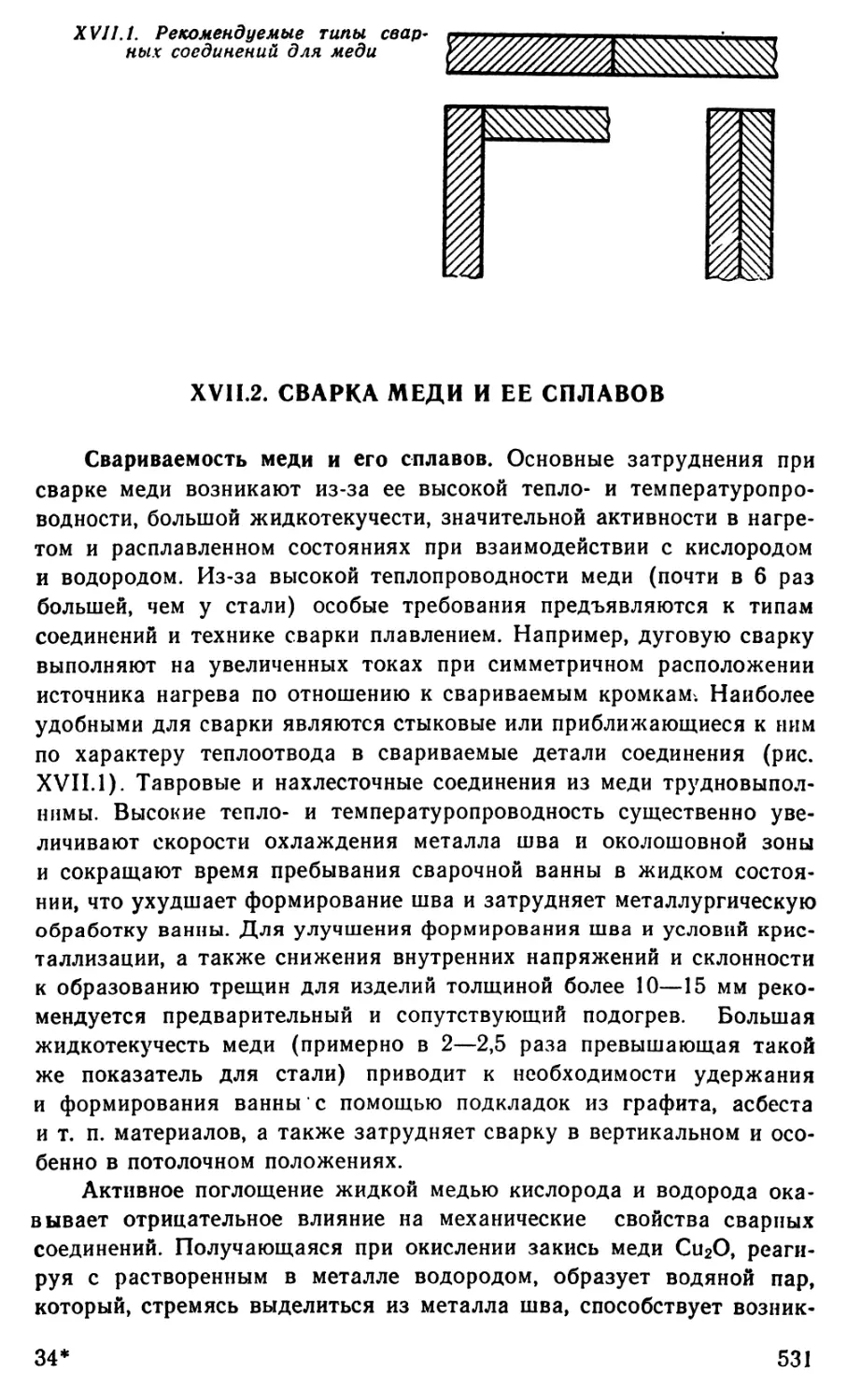









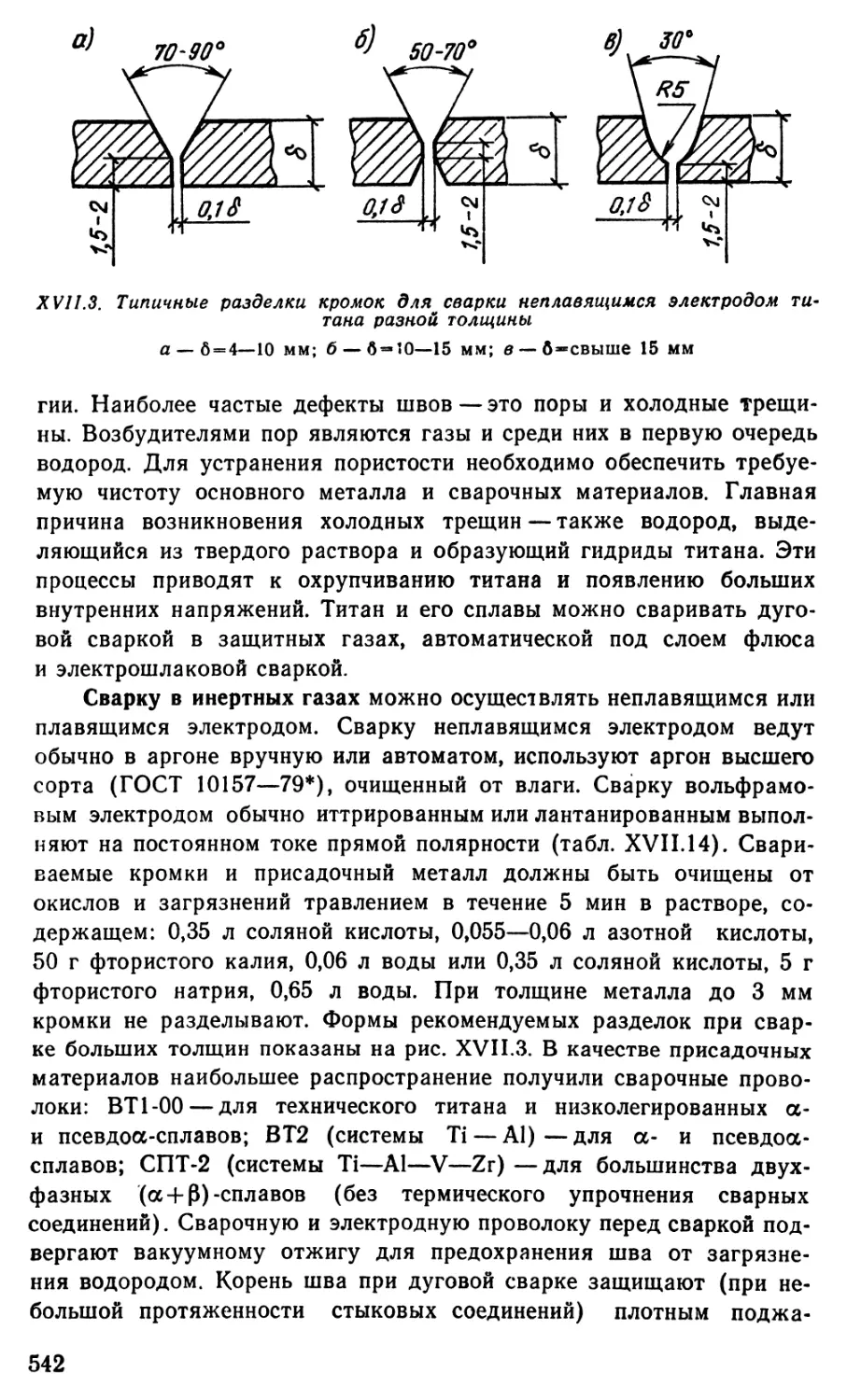













































































































































































































































































































































































Текст
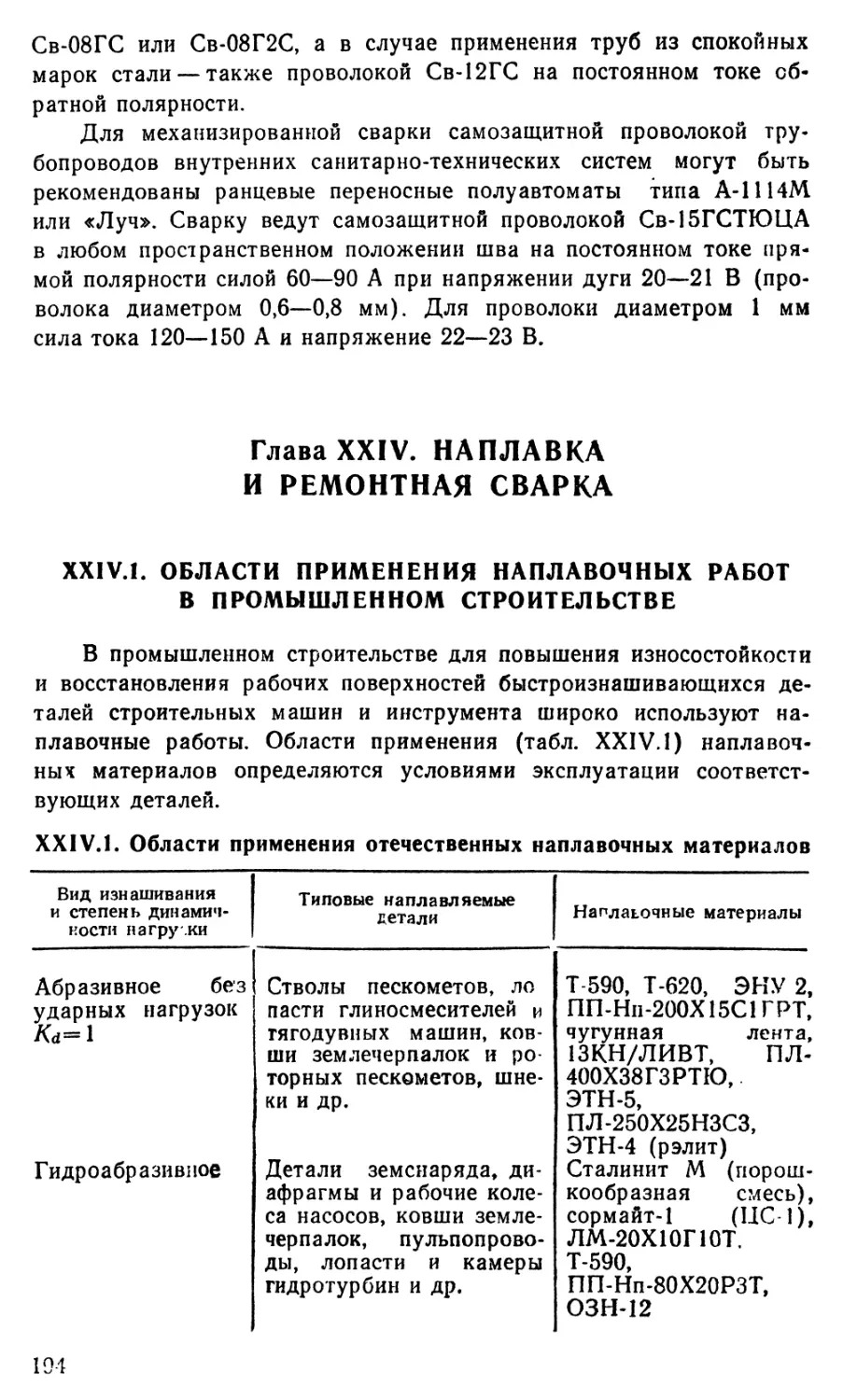
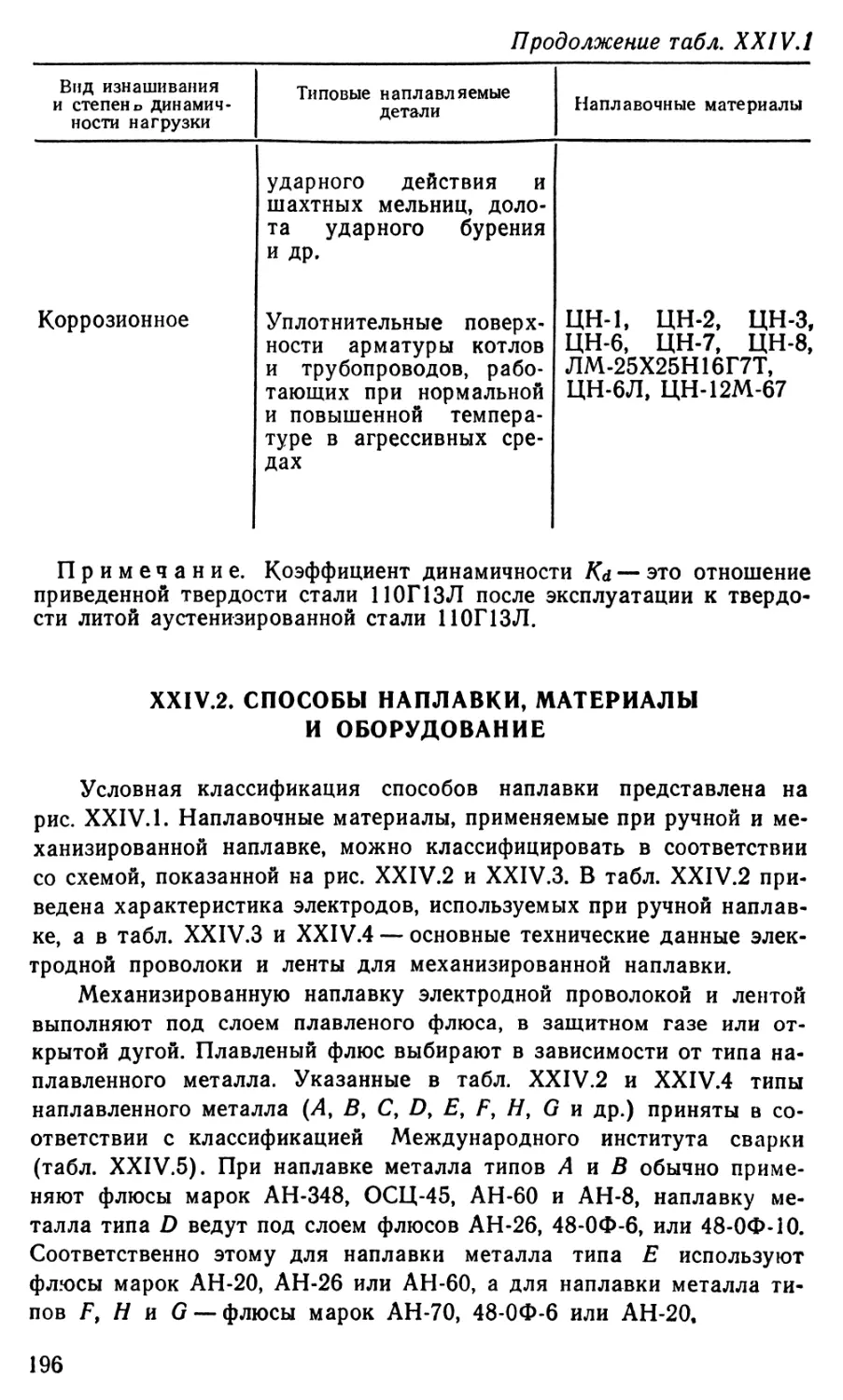
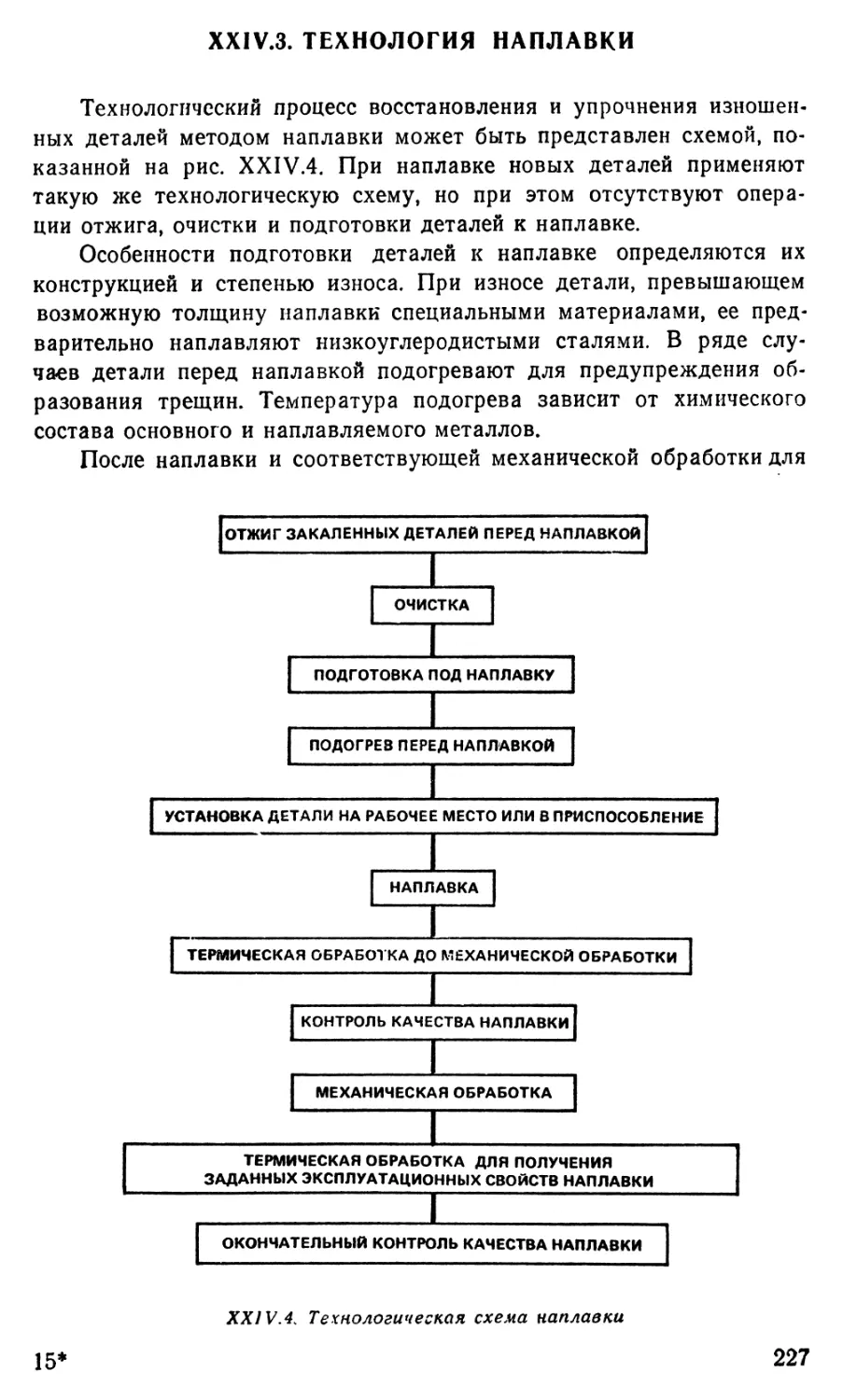
Сварка и резка в промышленном строительстве
Там I
Справочник строителя
Москва
Строинздат
Справочник строителя
Серия основана в 1976 году
Сварка и резка в промышленном строительстве
В двух томах
Под редакцией профессора Б.Д. Малышева
Третье издание, переработанное и дополненное
Том I
Москва Стройиздат 1989
ББК 38.635 С 24 УДК 693.814.25:621.791(035.5)
Авторы: Б. Д. Малышев, А. И. Акулов, Е, К* "Алексеев, |А. Н. Блинор[ , К. И. Зайцев, В. А. Книгель, В. И. Мельник, А. В. Муравьев, Ю. П. Пелевин, Б. А. Смирнов, В. М. Сагалевич, В. В. Шип,
Н. А. Юхин
Рецензенты: академик Г. А. Николаев — председатель секции «Сварка в строительстве» координационного совета по сварке; Б. Ф. Лебедев — д-р техн. наук, начальник отдела сварки в строительстве ИЭС им. Е. О. Патона
Редактор: А. Ф. Тарасова
Сварка и резка в промышленном строительстве. С 24 В 2 т. Т. 1/Б. Д. Малышев, А. И. Акулов, Е. К. Алексеев и др.; Под ред. Б. Д. Малышева. — 3-е изд., перераб. и доп. — М.: Стройиздат, 1989. — 590 с.: ил.—• (Справочник строителя). ISBN 5-274-00854-2
Даны сведения по классификации сварки, терминологии, типам и основам расчета сварных соединений и швов. Приведены справочные данные по материалам, источникам тока, оборудованию и сварочному инструменту, а также по различным видам сварки, используемым в строительстве. Изд. 2-е вышло в 1980 г. в серии «Справочник монтажника».
Для инженерно-технических работников строительно-монтажных организаций.
3308000000-480
С 154-89 ББК 38.635
047(01)—89
ISBN 5-274-00854-2 (Т. 1) ISBN 5-274-00581-0
© Стройиздат, 1977 © Стройиздат, 1989, с изменениями
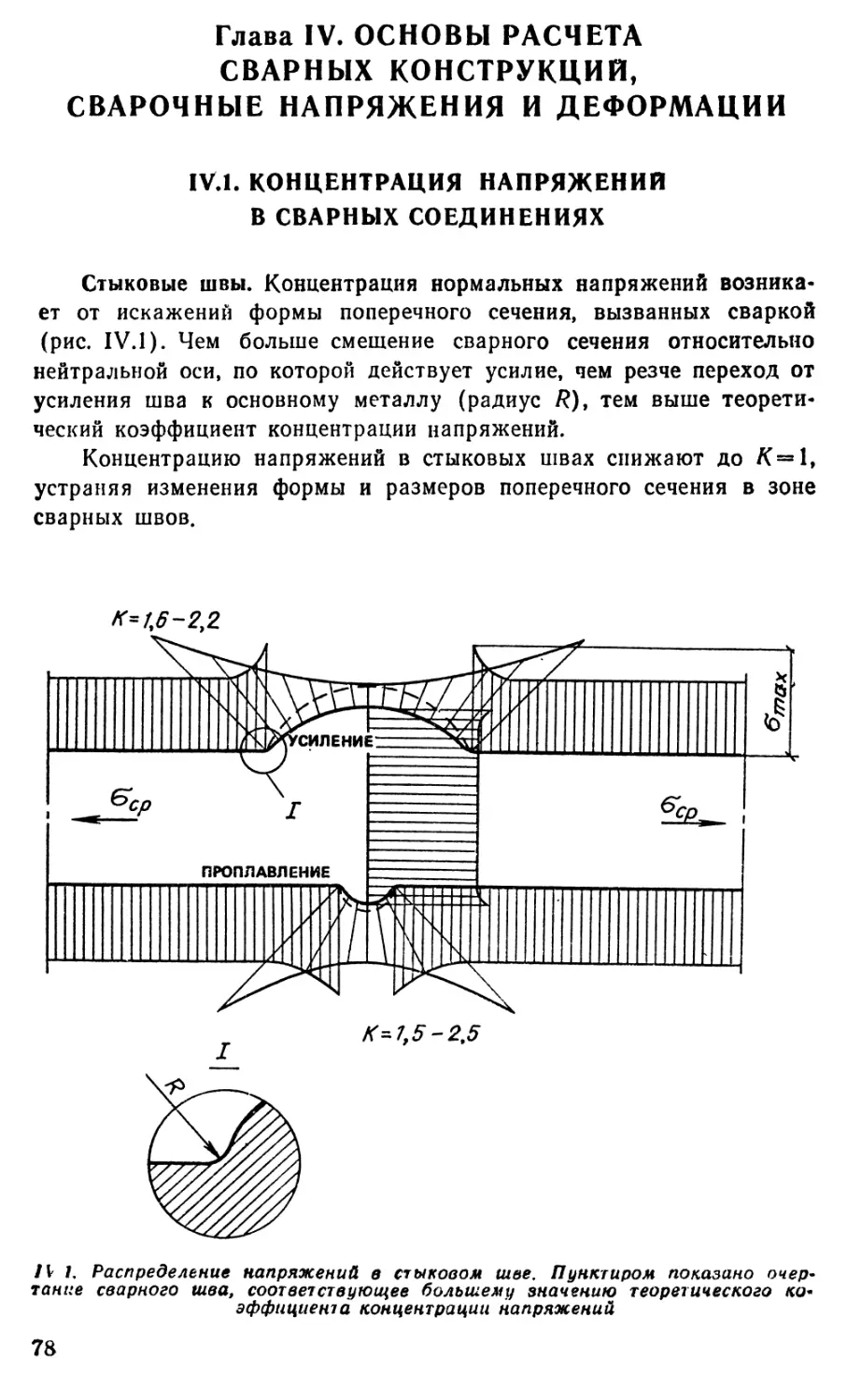
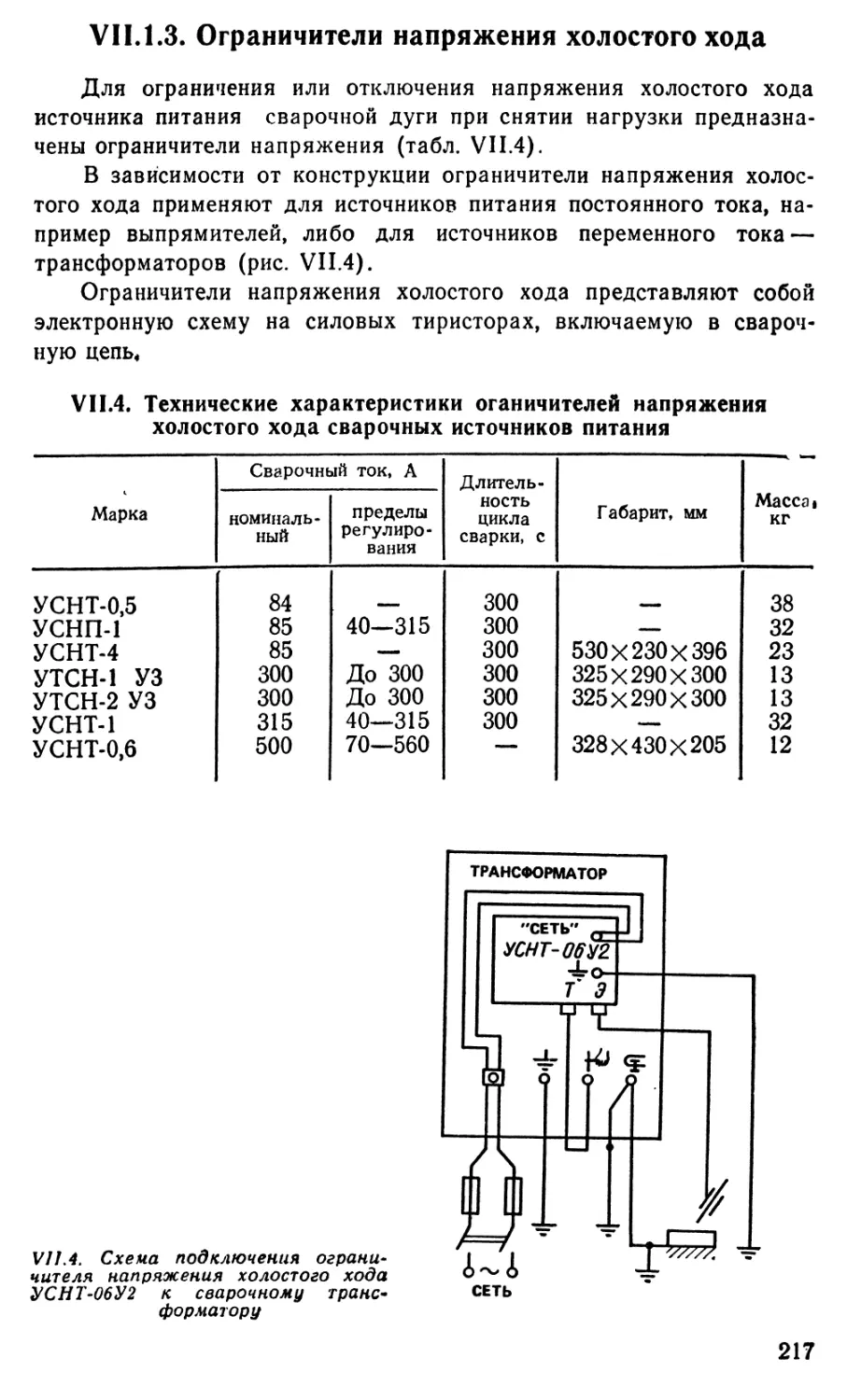
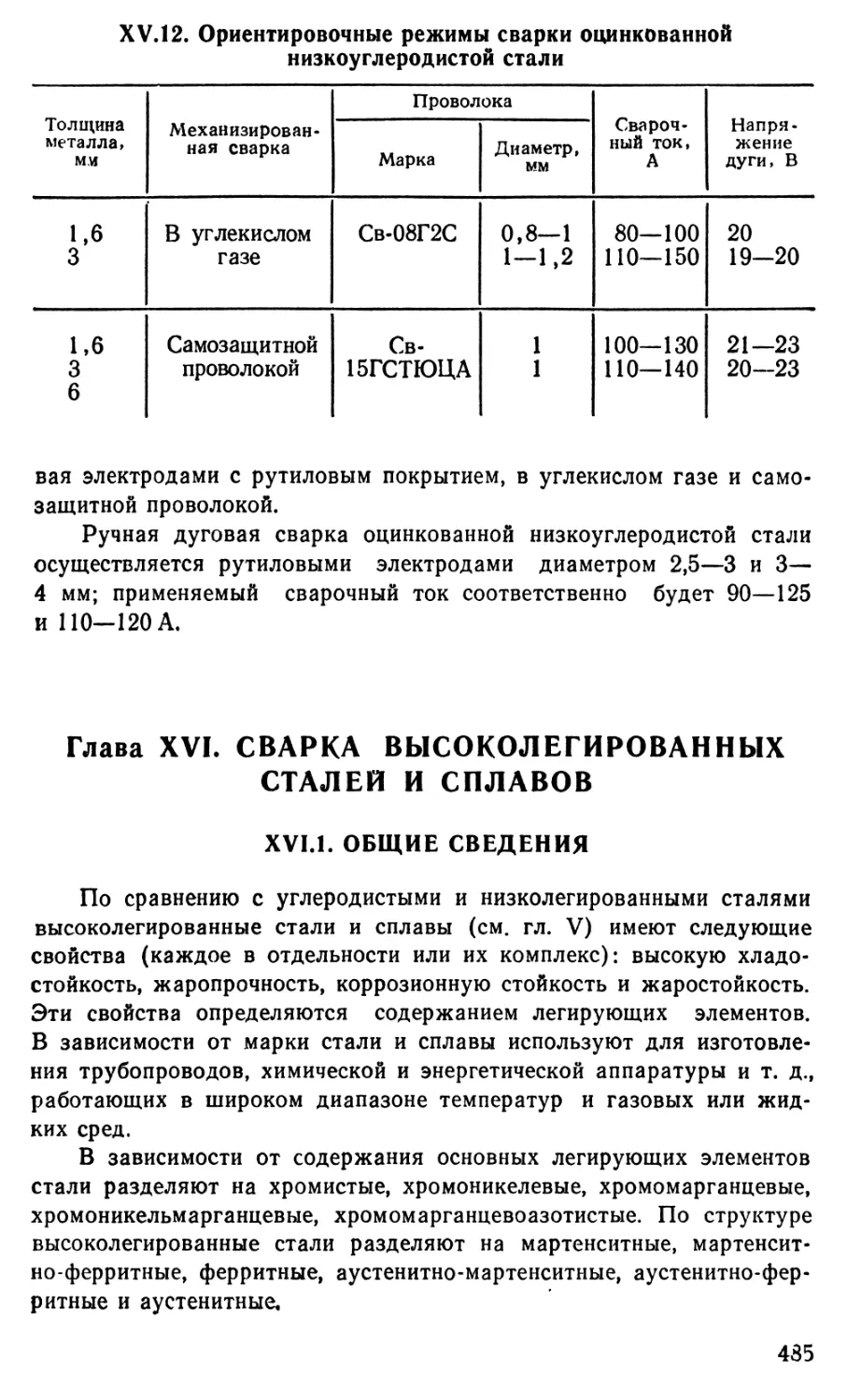
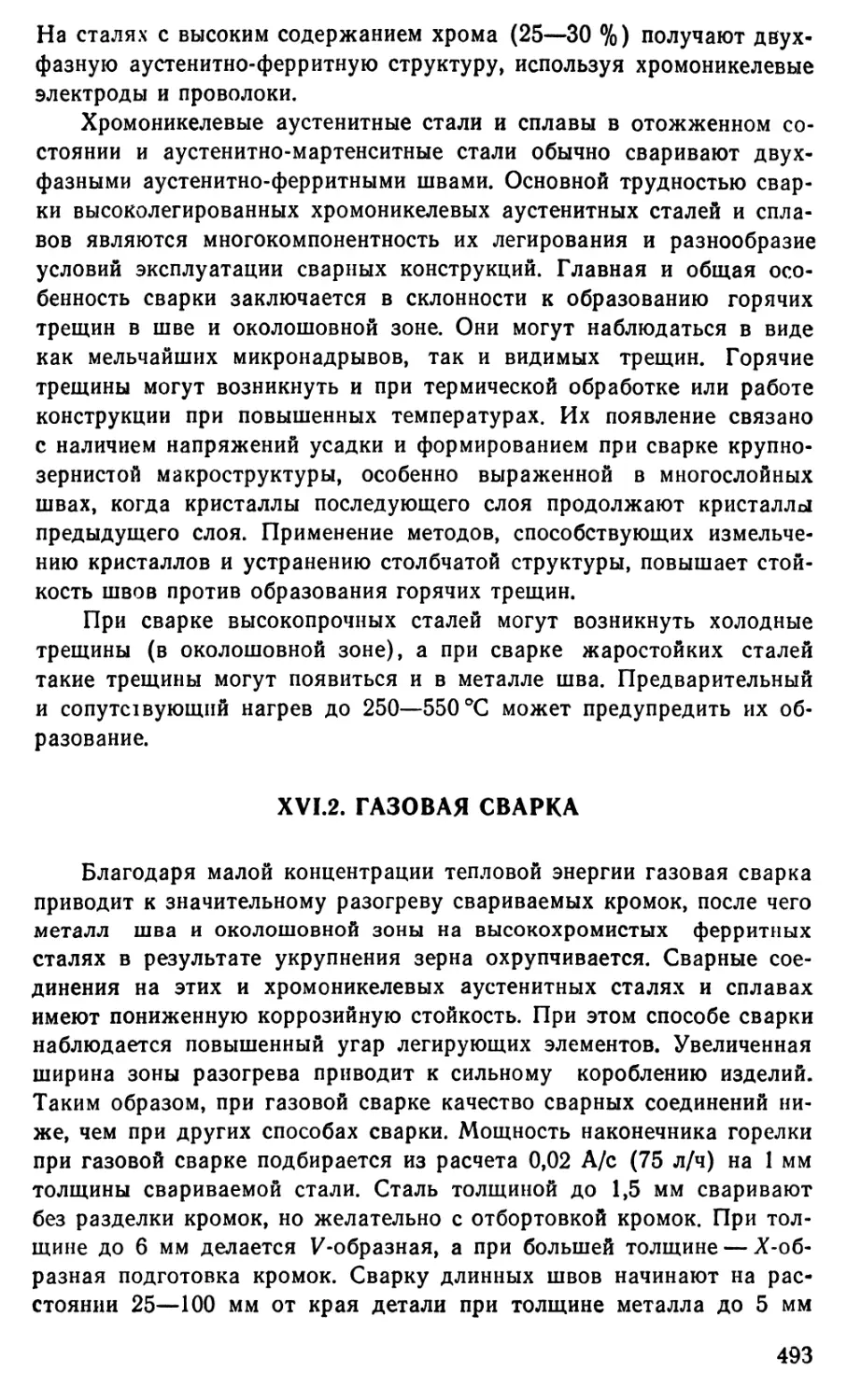
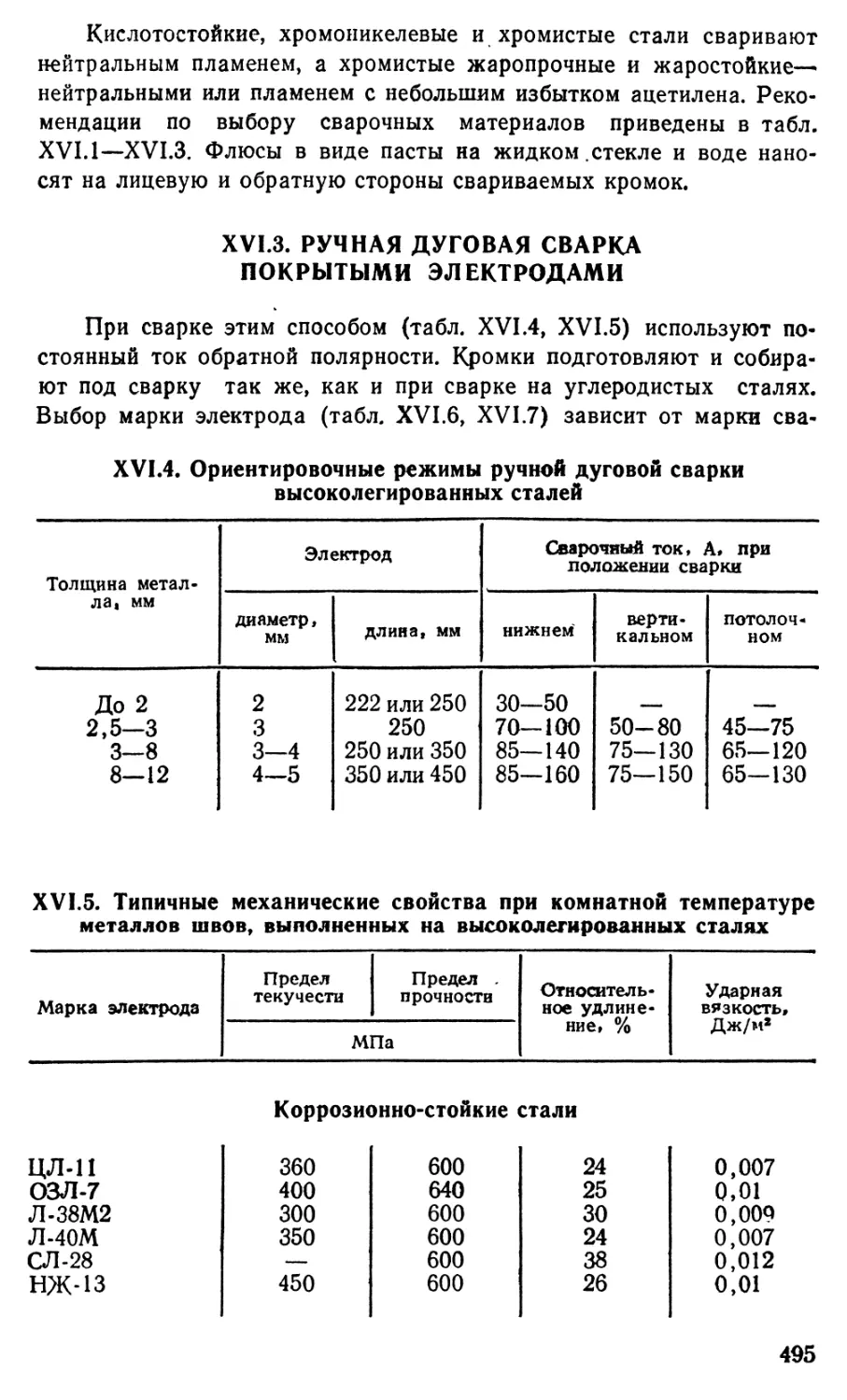
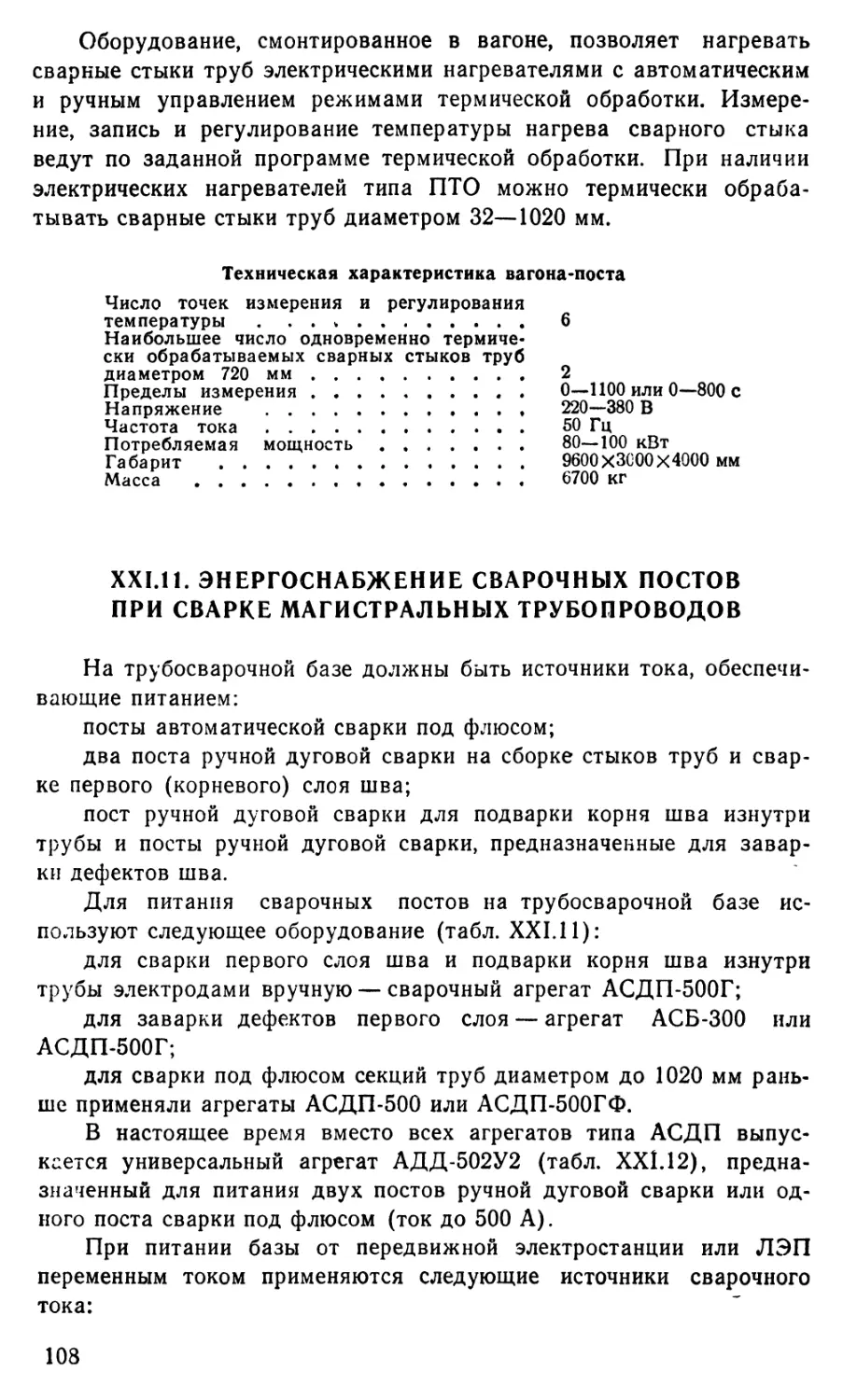
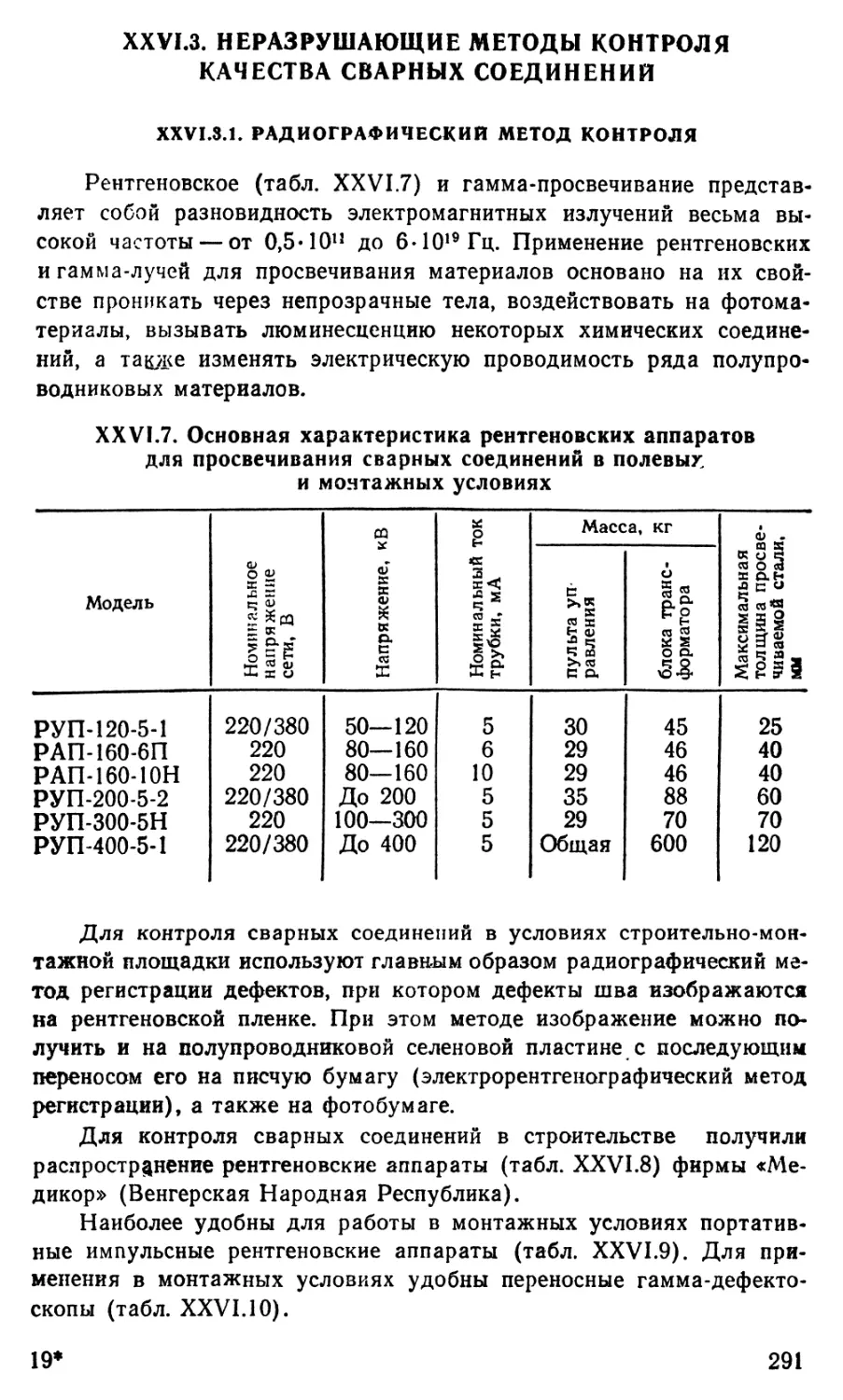
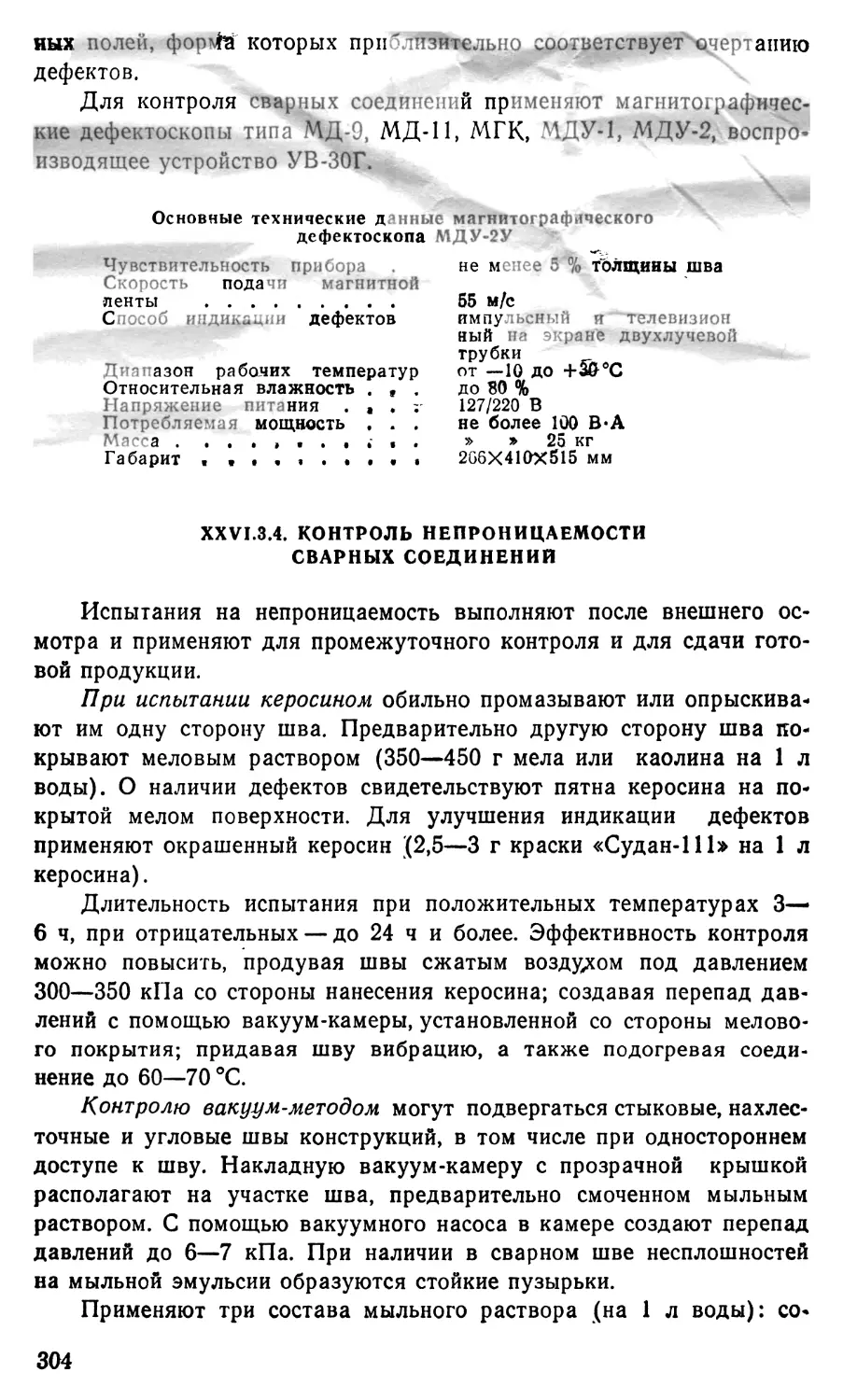
ПРЕДИСЛОВИЕ
В Политическом докладе ЦК КПСС XXVII съезду Коммунистической партии Советского Союза Генеральный секретарь ЦК КПСС товарищ М. С. Горбачев, в частности, отметил: «Техническую реконструкцию мы не сможем осуществить без коренного улучшения капитального строительства». «Нельзя более мириться с низкими темпами строительства, из-за чего замораживаются огромные средства, тормозится научно-технический прогресс в народном хозяйстве»* В этих словах — стратегия развития капитального (в первую очередь промышленного) строительства в нашей стране на ближайшие десятилетия.
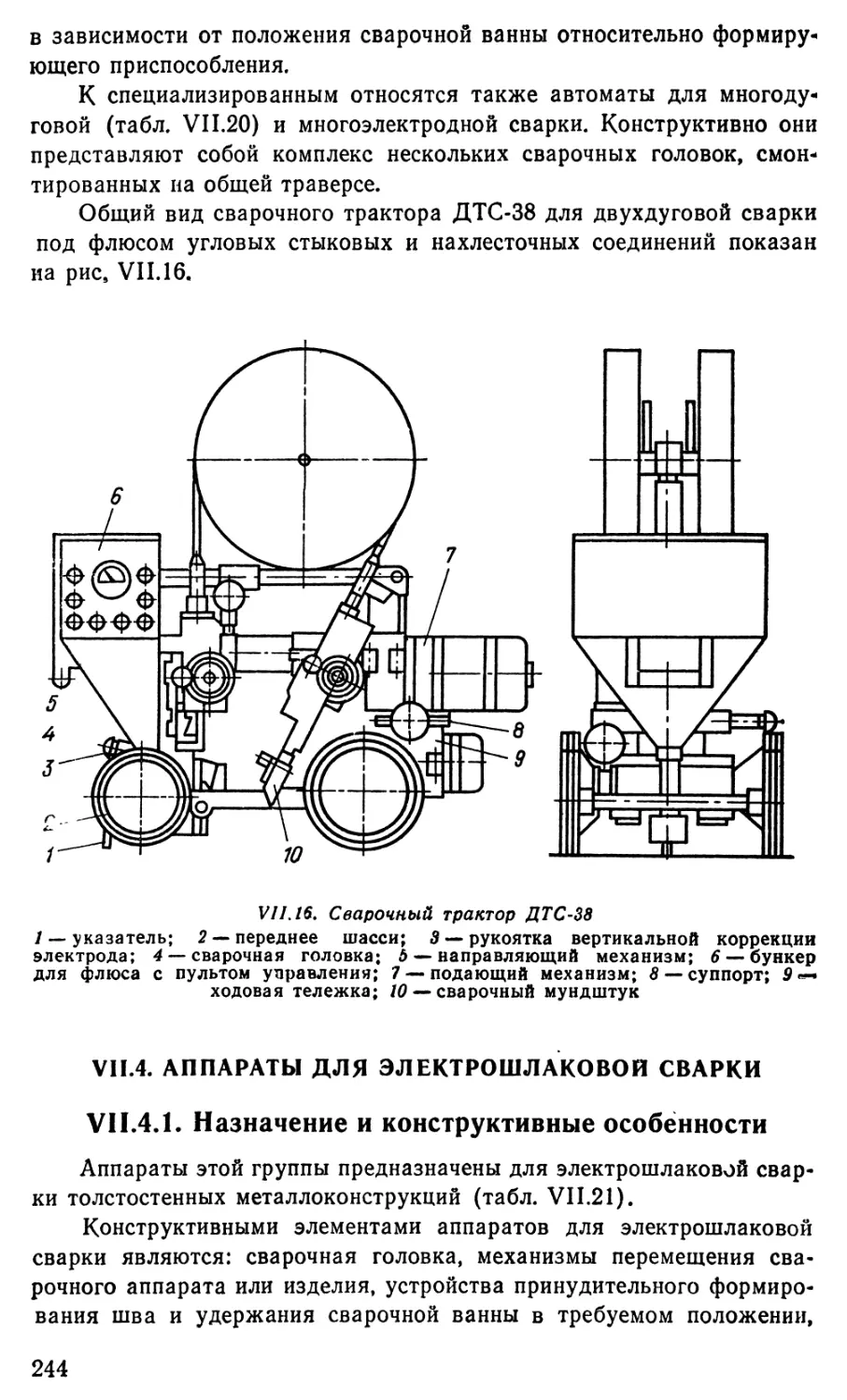
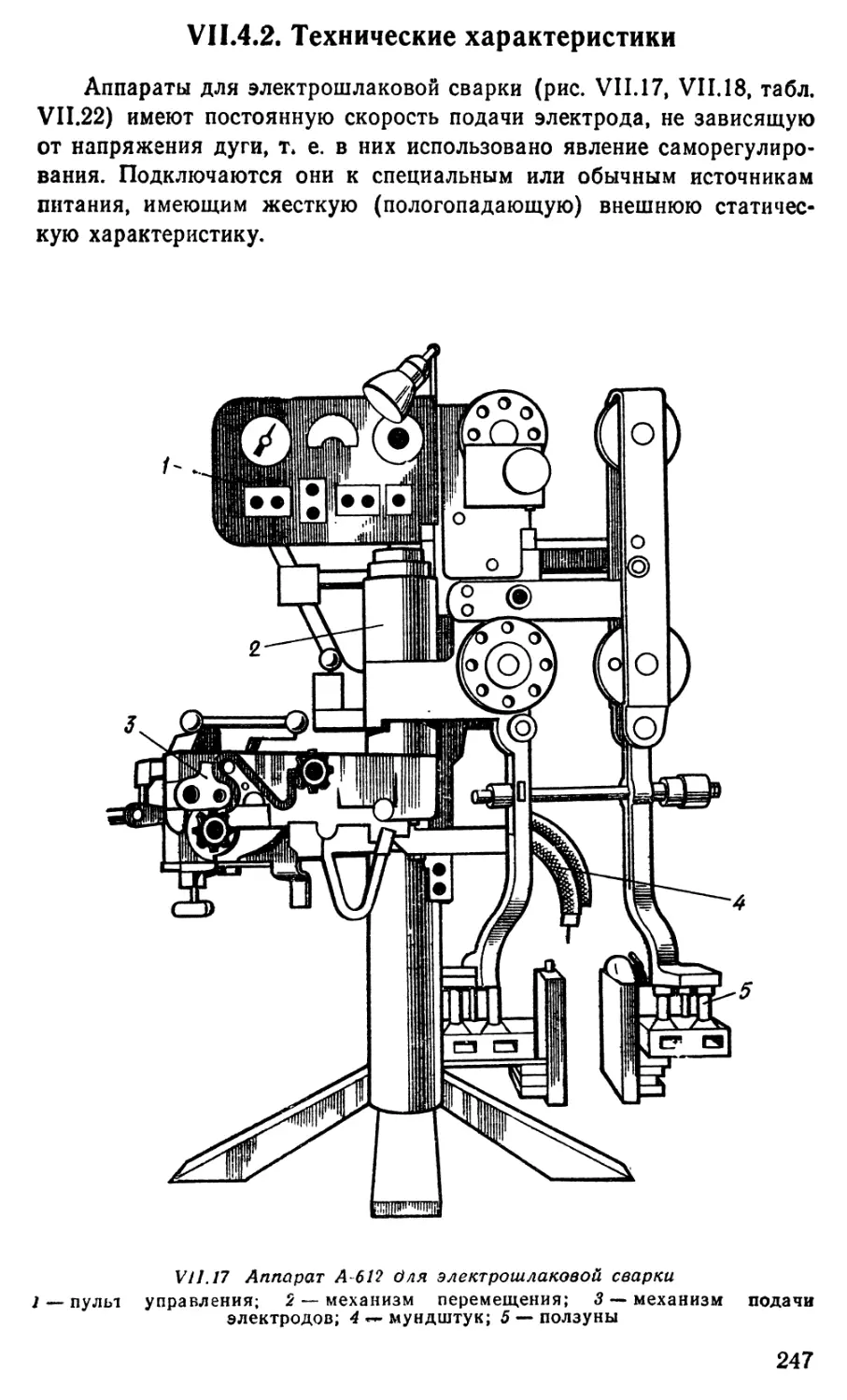
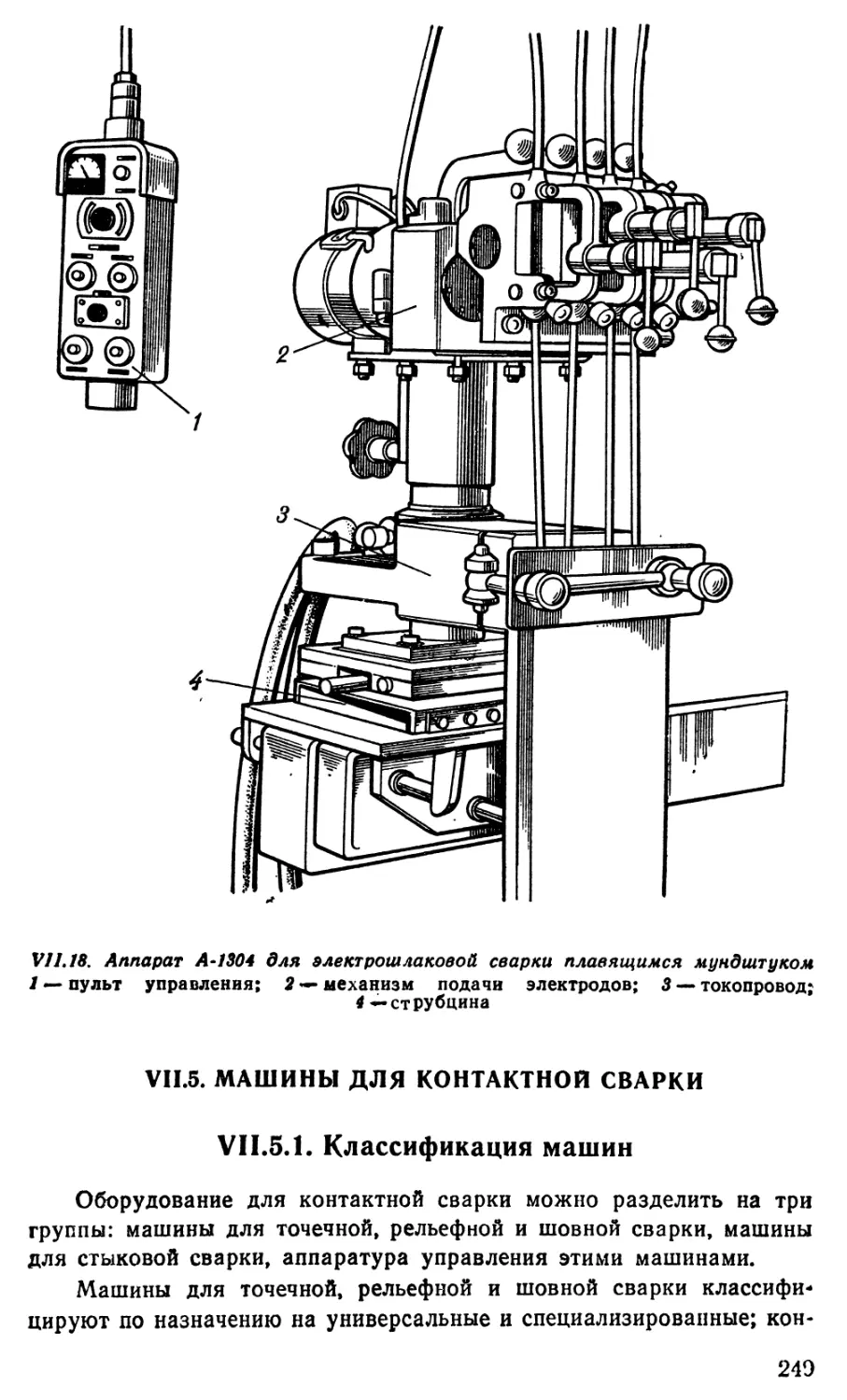
Современное промышленное строительство немыслимо без широкого использования металлопроката, металлических конструкций и трубопроводов. Основным видом неразъемного соединения элементов металлоконструкций и труб в трубопроводы остается сварка во все возрастающем наборе применяемых видов и способов, причем нарастание их количества будет происходить с каждым годом все интенсивнее.
И если основная доля сварных соединений в строительстве выполняется электродуговой сваркой (ручной, механизированной с газовой защитой дуги или порошковой проволокой, автоматической под флюсом и с газовой защитой), то уже сейчас все шире используется электрошлаковая сварка, незаменимая при больших толщинах свариваемых конструкций; постепенно начинают применяться контактная сварка труб, плазменная резка металла, все более распространяются физические методы контроля качества сварных соединений, причем сами методы непрестанно совершенствуются на основе последних достижений науки. Такой же процесс совершенствования характерен и для источников питания сварочной дуги, сварочного оборудования и материалов. Все возрастающие по величинам рабочие параметры (температура, давление) монтируемого технологического оборудования и трубопроводов вынуждают проектировщиков применять сложные по химическому составу стали, а это значительно усложняет их сварку, заставляет чаще прибегать к термической обработке сварных соединений — процессу, еще недавно нехарактерному для строительно-монтажной площадки.
Требования XXVII съезда КПСС к ускорению научно-технического прогресса вынуждают изыскивать новые формы организации сварочного производства в строительстве, совершенствовать основы рационального технического нормирования сварочных работ.
В двух предыдущих изданиях (1977 и 1980 гг.) затрагивались упомянутые проблемы. Однако за прошедшие годы многое измени¬
1*
3
лось, усовершенствовалось и появилось новое в сварке в промышленном. строительстве. В связи с этим материал Справочника коренным образом переработан, в него внесены все необходимые дополнения, делающие книгу современной и полезной на ближайшую перспективу.
Справочник рассчитан на инженерно-технических работников, занятых в промышленном (а отчасти и в гражданском) строительстве* Однако его содержание позволяет рекомендовать его для использования широким кругом лиц, занятых в сварочном производстве вообще, а также работникам проектных, проектно-технологических и конструкторских организаций.
Авторский коллектив Справочника: канд. техн. наук, проф,
Б. Д. Малышев и канд. техн. наук Н. А. Юхин (гл. I, III, VII, VIII,
XXV); канд. техн. наук Б. А. Смирнов (гл. II) и инж. Ю. П. Пелевин (гл. II, XII); д-р техн. наук, проф. В. М. Сагалевич и канд. техн. наук, доц. В. В. Шип (гл. IV); инженеры В. И. Мельник (гл. V, XIX) и А. В. Муравьев (гл. V); инж. В. А. Книгель (главы VI, XVII, XXIII, кроме п. XXIII.4); инж. Е. К. Алексеев (гл. IX, XIII, XIV, XXIX); д-р техн. наук, проф. А. И. Акулов (гл. X, XI, XVI); канд. техн. наук, проф. А. Н. Блинов (гл. XV, XX, XVII и п. XXIII.4); канд. техн. наук, доц. К. И. Зайцев (гл. XVIII, XXI); канд. техн. наук И. Е. Евгеньев (гл. XXII); д-р техн. наук Н. А. Гринберг (гл. XXIV); канд. техн. наук Ю. В. Попов (гл. XXVI) и канд. техн, наук, доц. К. А. Грачева (гл. XXVIII).
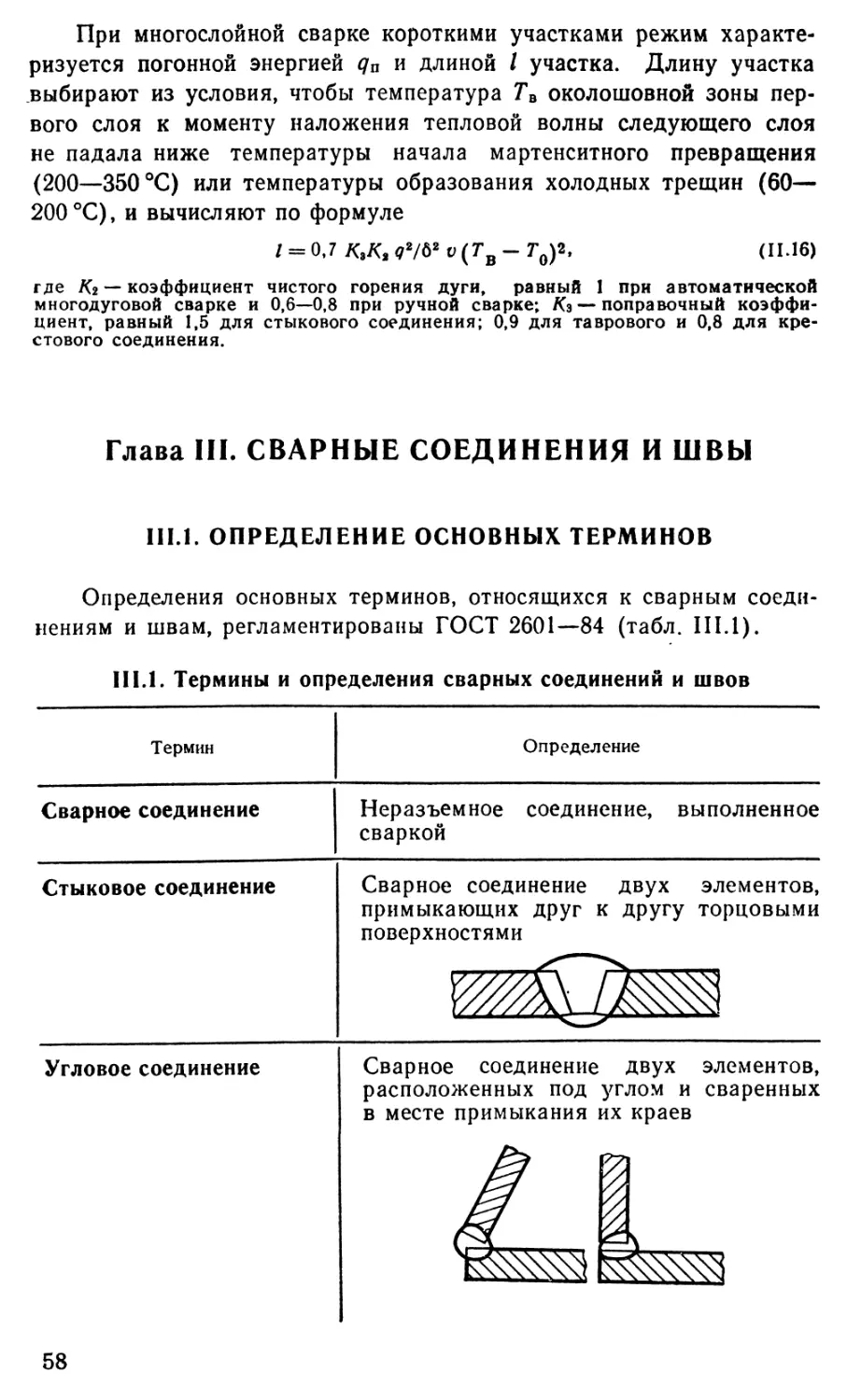
Глава I. СВАРКА МЕТАЛЛОВ. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ПОНЯТИЙ. КЛАССИФИКАЦИЯ СВАРКИ
1.1. ТЕРМИНЫ И
ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ПОНЯТИЙ В ОБЛАСТИ СВАРКИ
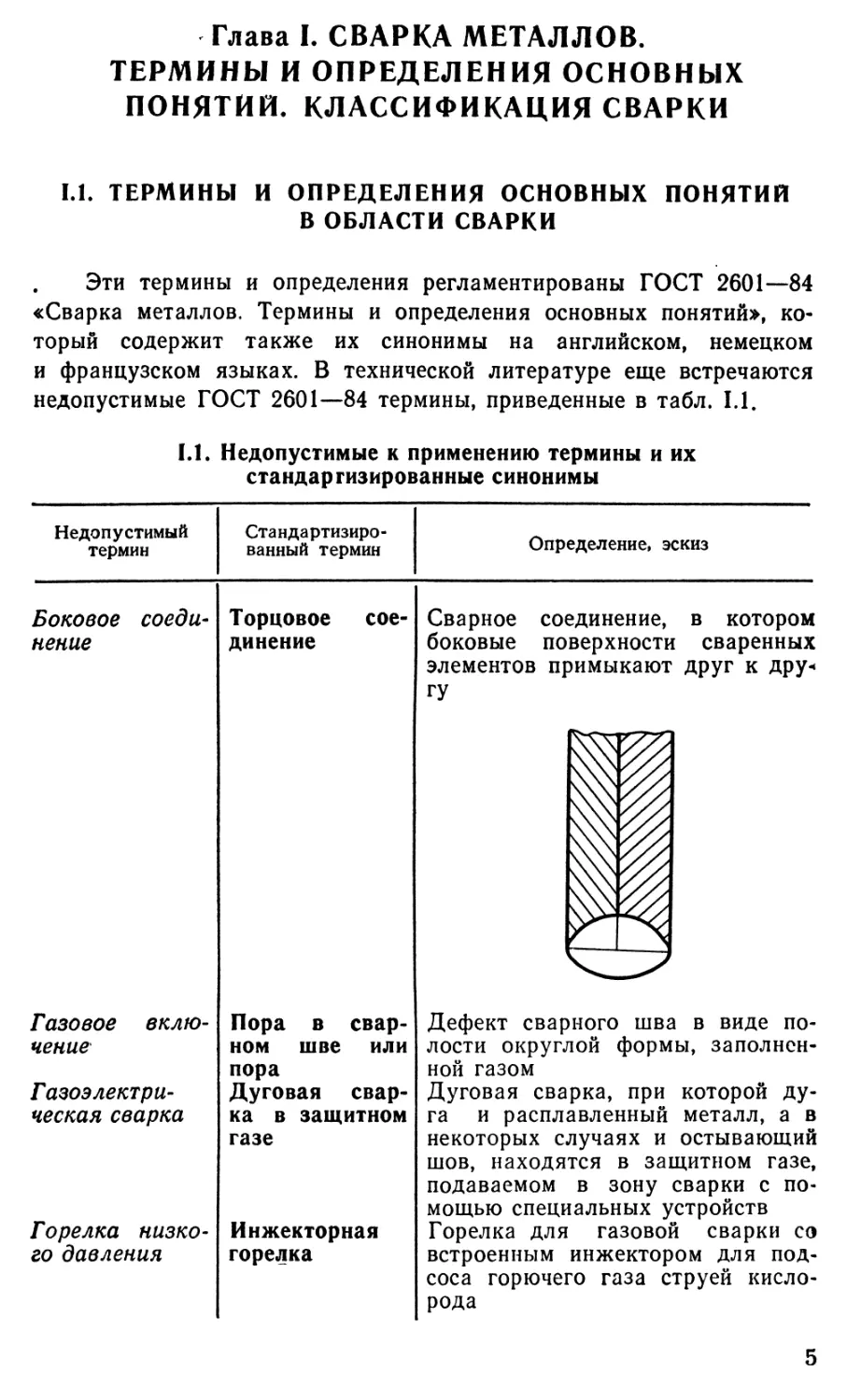
Эти термины и определения регламентированы ГОСТ 2601—84 «Сварка металлов. Термины и определения основных понятий», который содержит также их синонимы на английском, немецком и французском языках. В технической литературе еще встречаются недопустимые ГОСТ 2601—84 термины, приведенные в табл. 1.1.
1.1. Недопустимые к применению термины и их стандаргизированные синонимы
Недопустимый
термин
Стандартизированный термин
Определение, эскиз
Боковое соединение
Торцовое
динение
сое-
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к дру< гу
Газовое включение
Газоэлектрическая сварка
Горелка низкого давления
Пора в сварном шве или пора
Дуговая сварка в защитном газе
Инжекторная
горелка
Дефект сварного шва в виде полости округлой формы, заполненной газом
Дуговая сварка, при которой дуга и расплавленный металл, а в некоторых случаях и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств Горелка для газовой сварки со встроенным инжектором для подсоса горючего газа струей кислорода
5
Продолжение табл. 1.1
Недопустимый
термин
Стандартизированный термин
Определение, эскиз
Горелка высокого давления
Гравитационная сварка
Дуговая свар* ка под водой Обмазка электрода
Ослабление
шва
Переходная зо> на
Полуавтоматическая дуговая сварка
Роликовая
сварка
Безынжекторная горелка
Сварка наклонным электродом
Подводная дуговая сварка Покрытие электрода или покрытие
Вогнутость лового шва
уг-
Зона термического влияния при сварке или зона термического влияния Механизированная дуговая сварка
Шовная контактная сварка или шовная сварка
Горелка для газовой сварки, в. которой горючий газ и кислород поступают в смеситель под одинаковым давлением
Дуговая сварка, при которой покрытый электрод располагается наклонно вдоль свариваемых кромок, опираясь на них, и по мере расплавления движется под действием силы тяжести или пружины, а дуга перемещается вдоль шва
Смесь веществ, нанесенная на электрод для усиления ионизации, защиты от вредного воздействия среды, металлургической обработки сварочной ванны Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Участок основного металла, не подвергшийся расплавлению,
структура и свойства которого изменились в результате нагрева при сварке или наплавке
Дуговая сварка, при которой подача плавящегося электрода или присадочного металла или относительное перемещение дуги и изделия выполняются с помощью механизмов
Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, подводящими ток и передающими усилие сжатия
б
Продолжение табл. 1.1
Недопустимый
термин
Стандартизированный термин
Определение, эскиз
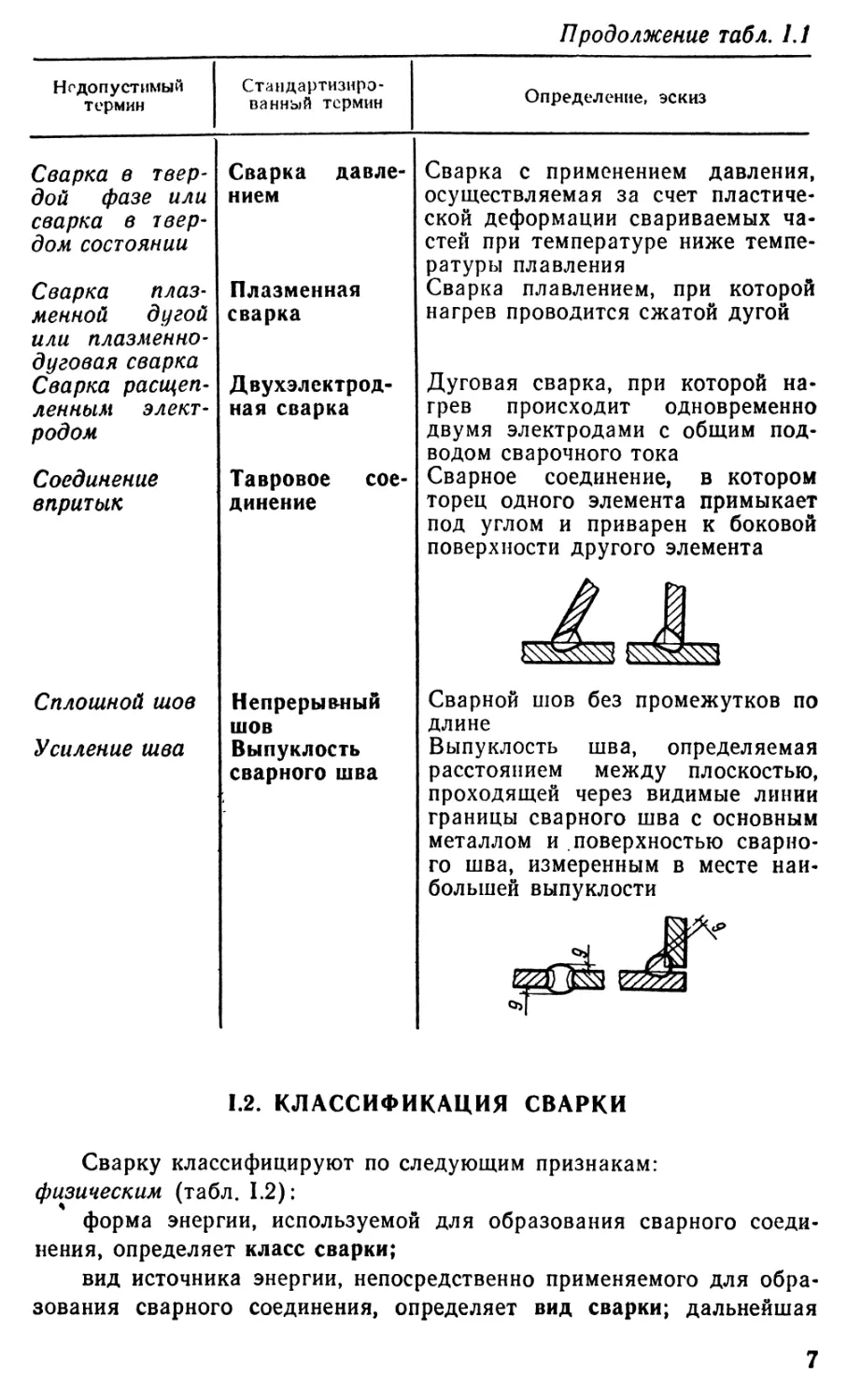
Сварка в твердой фазе или сварка в твердом состоянии
Сварка плазменной дугой или плазменнодуговая сварка Сварка расщепленным электродом
Соединение
впритык
Сплошной шов Усиление шва
Сварка давлением
Плазменная
сварка
Двухэлектродная сварка
Тавровое соединение
Непрерывный
шов
Выпуклость сварного шва
Сварка с применением давления, осуществляемая за счет пластической деформации свариваемых частей при температуре ниже температуры плавления Сварка плавлением, при которой нагрев проводится сжатой дугой
Дуговая сварка, при которой нагрев происходит одновременно двумя электродами с общим подводом сварочного тока Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Сварной шов без промежутков по длине
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
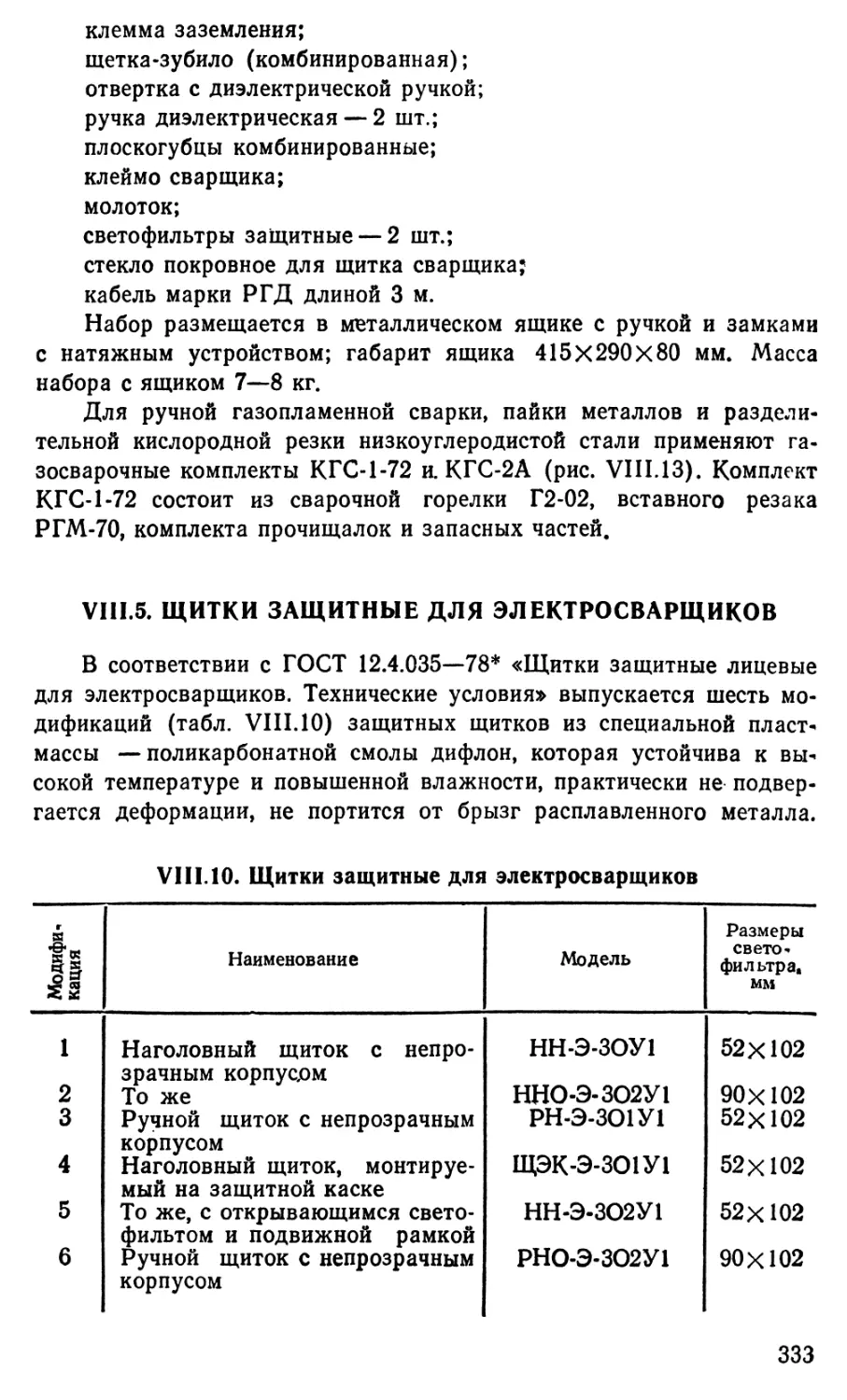
1.2. КЛАССИФИКАЦИЯ СВАРКИ
Сварку классифицируют по следующим признакам: физическим (табл. 1.2):
форма энергии, используемой для образования сварного соединения, определяет класс сварки;
вид источника энергии, непосредственно применяемого для образования сварного соединения, определяет вид сварки; дальнейшая
7
классификация подразумевает способы и методы ведения процесса
сварки;
техническим.\
способу защиты металла в зоне сварки; непрерывности процесса сварки; степени механизации процесса сварки; технологическим, устанавливаемым для каждого вида сварки особо.
1.2. Классификация сварки по физическим признакам
Класс сварки
Вид сварки
Термический
Дуговая, электрошлаковая, электроннолучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная
Т ермомехани4еский
Контактная, диффузионная, индукционно-прессовая, газопрессовая, термокомпрессионная, печная
Механический
Холодная, взрывом, ультразвуковая, трением, магнитно-импульсная
Примечания: 1. Диффузионная сварка может осуществляться с применением большинства источников энергии, используемых при сварке металлов, но выделяется как самостоятельный вид сварки по относительно длительному воздействию повышенной температуры и незначительной пластической деформации. 2. В комбинированных технологических процессах могут одновременно осуществляться разные виды сварки.
Таким образом, виды сварки по классам распределяются по следующим признакам:
термический класс — виды сварки, осуществляемые плавлением, с использованием тепловой энергии;
термомеханический класс — виды сварки, выполняемые с применением тепловой энергии и давления;
механический класс — виды сварки, производимые с использованием механической энергии и давления.
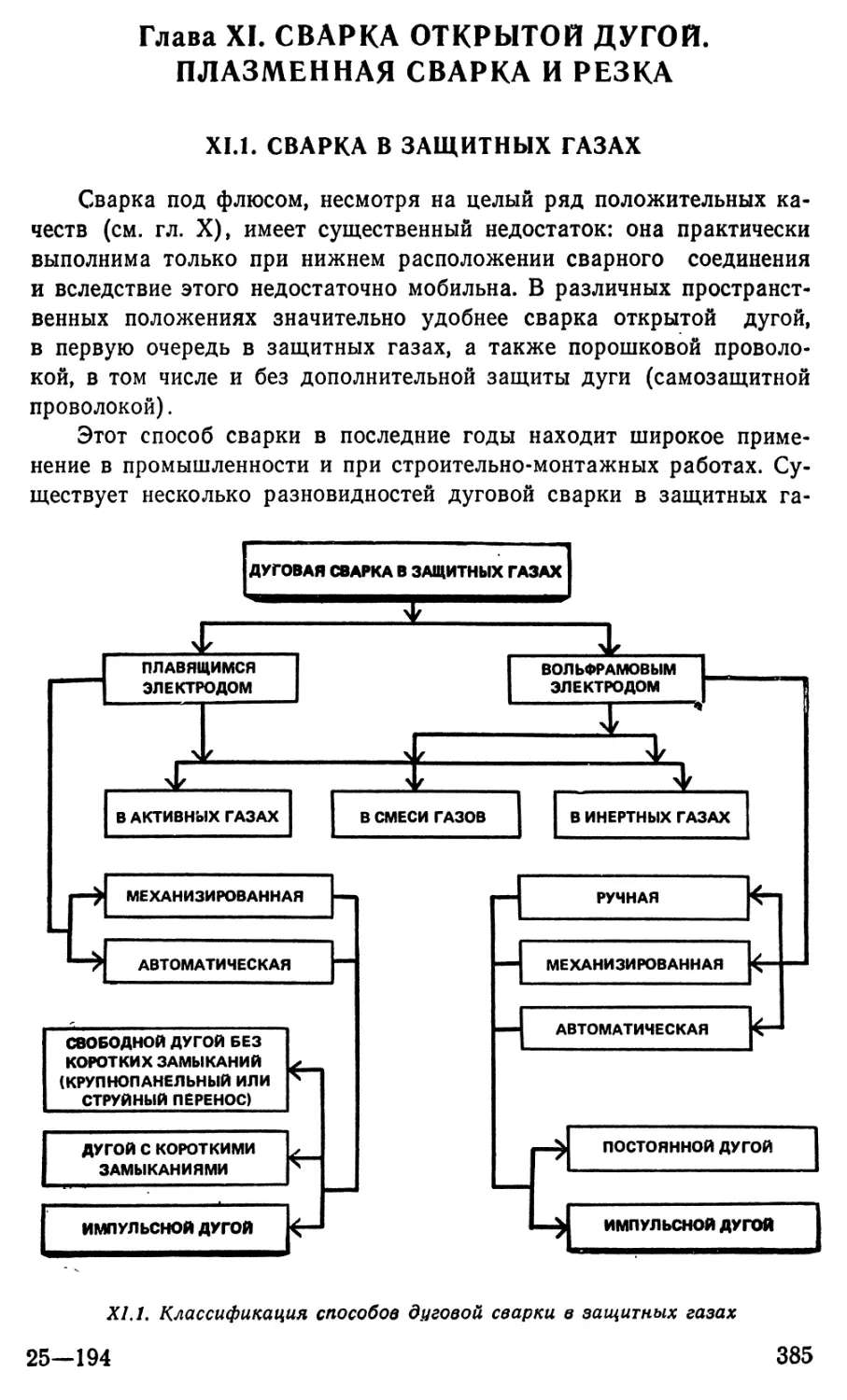
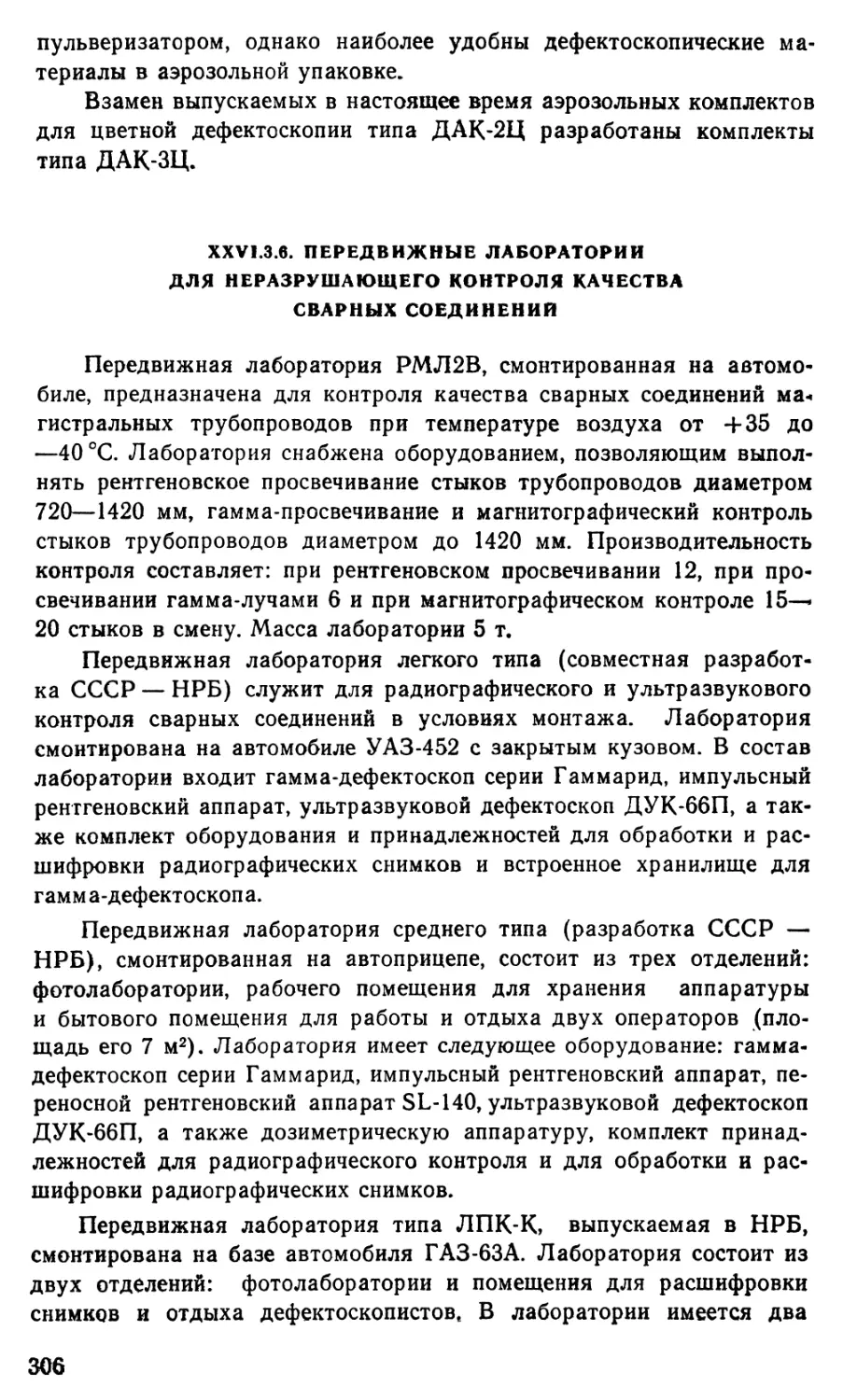
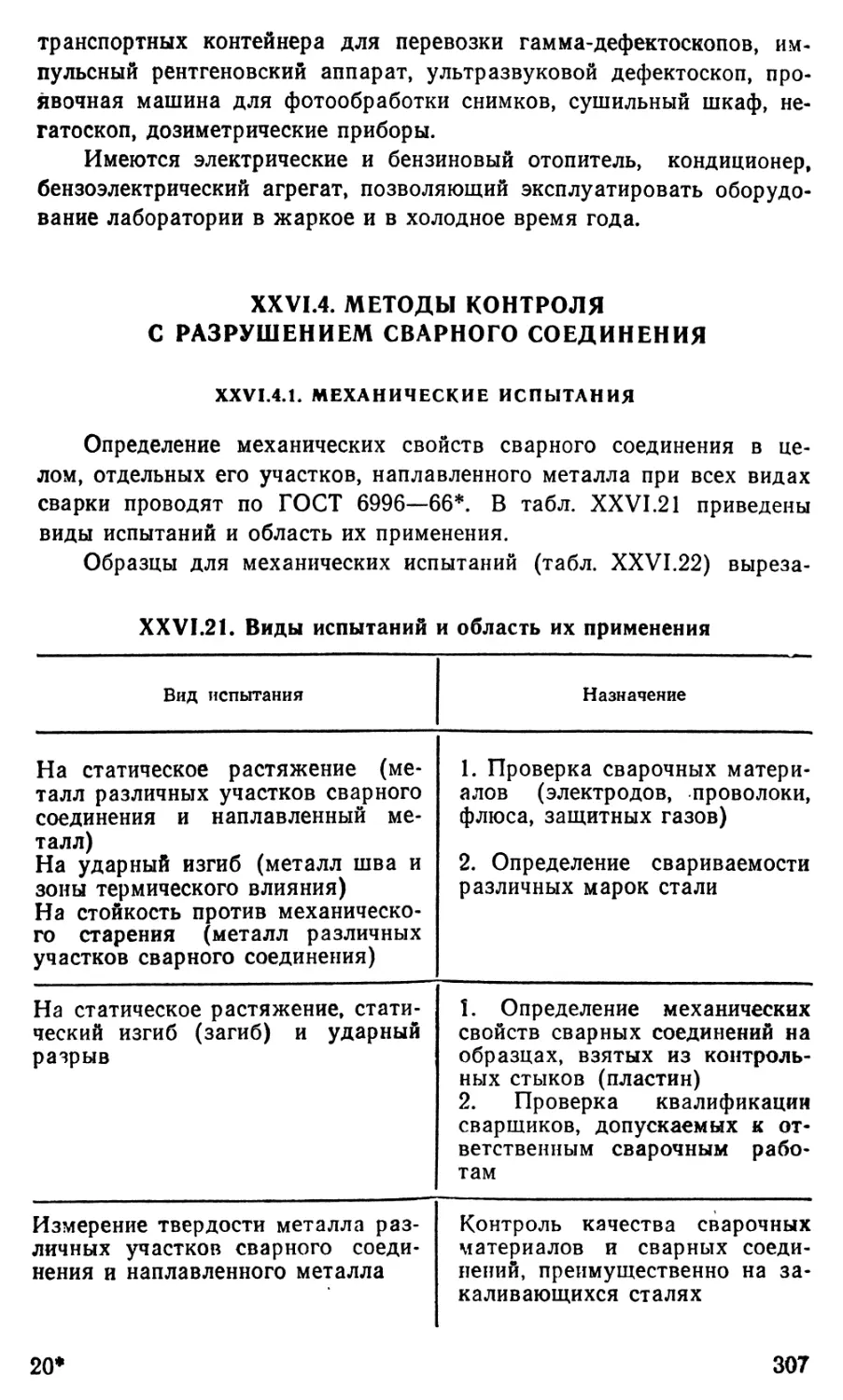
Подразделение современных видов сварки по техническим признакам показано на рис. 1.1.
Классификация сварки по технологическим признакам приведена на рис. 1.2—1.6.
8
ВИДЫ СВАРКИ
ПО СПОСОБУ ЗАЩИТЫ МЕТАЛЛА В ЗОНЕ СВАРКИ
±±±1,1
ПО НЕПРЕРЫВНОСТИ ПО СТЕПЕНИ МЕХАНИЗАЦИИ
Т
ГОЦЕСС/
ПРОЦЕССОВ СВАРКИ
1
ПО ТИПУ ЗАЩИТНОГО ГАЗА
ПО ХАРАКТЕРУ ЗАЩИТЫ МЕТАЛЛА В ЗОНЕ СВАРКИ
В АКТИВНЫХ ГАЗАХ
В ИНЕРТНЫХ ГАЗАХ
т
В СМЕСИ ИНЕРТНЫХ И АКТИВНЫХ ГАЗОВ
СО СТРУЙНОЙ ЗАЩИТОЙ
ПО ВИДУ
АКТИВНОГО ГАЗА ПО ВИДУ ИНЕРТНОГО ГАЗА
В УГЛЕКИСЛОМ ГАЗЕ
В АЗОТЕ
В ВОДОРОДЕ
В ВОДЯНОМ ПАРЕ
В СМЕСИ АКТИВНЫХ ГАЗОВ
В АРГОНЕ
В ГЕЛИИ
I СМЕСИ АРГОНА С ГЕЛИЕМ
ПО НАЛИЧИЮ ЗАЩИТЫ ОБРАТНОЙ СТОРОНЫ СВАРНОГО СОЕДИНЕНИЯ
В КОНТРОЛИРУЕ МОЙ АТМОСФЕРЕ
С ЗАЩИТНОЙ ОБРАТНОЙ СТОРОНЫ СВАРНОГО СОЕДИНЕНИЯ
БЕЗ ЗАЩИТЫ ОБРАТНОЙ СТОРОНЫ СВАРНОГО СОЕДИНЕНИЯ
1.1. Классификация современных видов сварки по техническим признакам
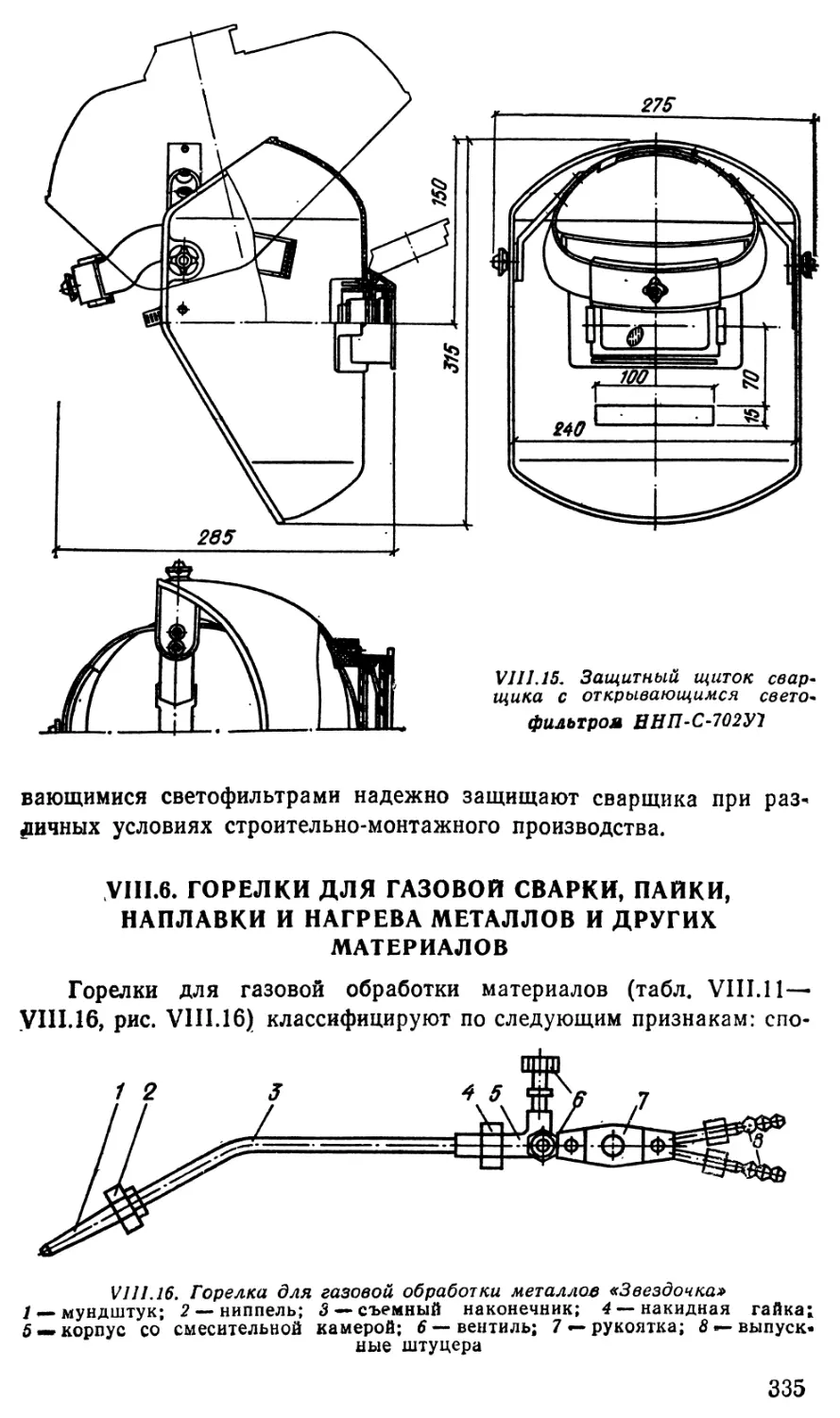
КОНТАКТНАЯ СВАРКА
НО ФОРМЕ СВАРНОГО ПО РОДУ СВАРОЧНОГО
ПО ЧИСЛУ ОДНОВРЕМЕННО СВАРИВАЕМЫХ ТОЧЕК ПО ХАРАКТЕРУ ПРОТЕКАНИЯ ПРОЦЕССА ±=
[одноточечная
п.
Г
Т_
ДНОТОЧЕЧНАя ДВУХТОЧЕЧНАЯ МНОГОТОЧЕЧНАЯ ОПЛАВЛЕНИЕМ СОПРОТИВЛЕНИЕМ
1
ПО ХАРАКТЕРУ ОПЛАВЛЕНИЯ
С ПРЕРЫВИСТЫМ
С НЕПРЕРЫВНЫМ
ОПЛАВЛЕНИЕМ
ОПЛАВЛЕНИЕМ
1.2. Классификация контактной сварки по технологическим признакам
9
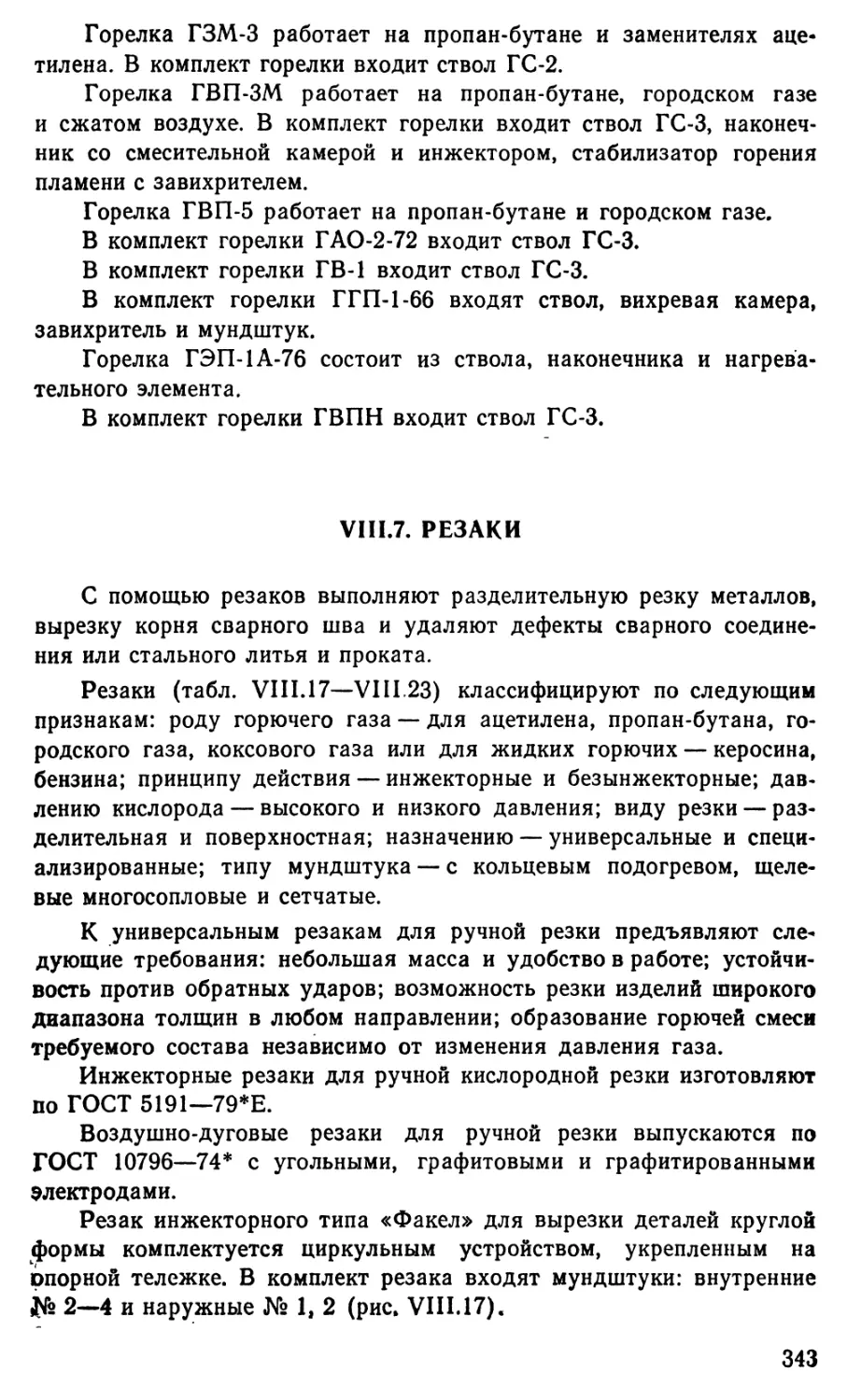
ДУГОВАЯ
ПО ВИДУ ЭЛЕКТРОДА
-JCZZL
* 5 li
И
s§
§§
ss
ПО ВИДУ ДУГИ
rZTZL
ПО ХАРАКТЕРУ ВОЗДЕЙСТВИЯ ДУГИ НА ОСНОВНОЙ МЕТАЛЛ
Её
ПОРОДУ
СВАРОЧНОГО
ТОКА
т
X
I
S
§
г
as
g
Z
в
л
X
X
s
3
X
I
i
t
ОС
g
1
§1
8
£
Ш
С
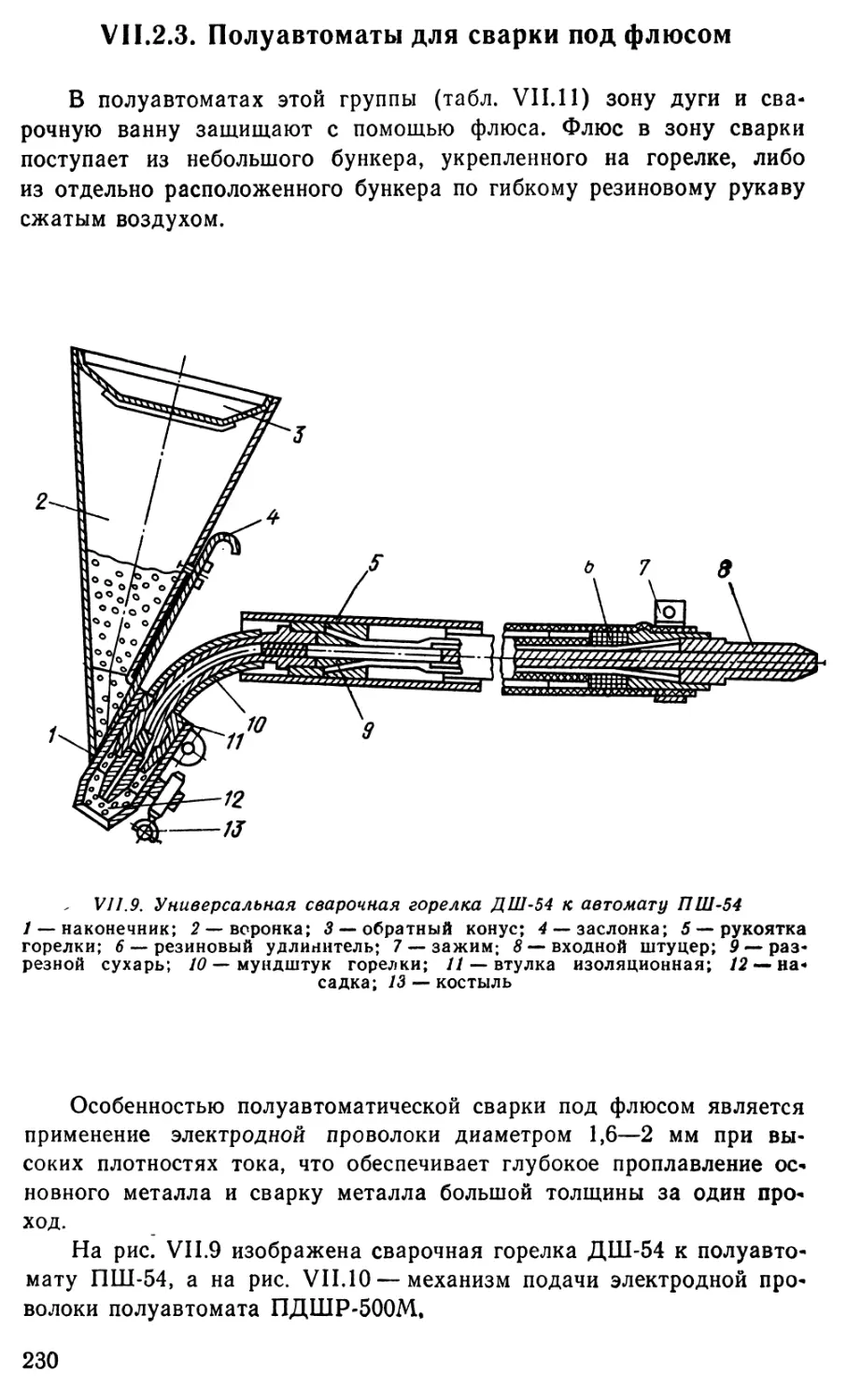
1 g
ПО НАЛИЧИЮ ВНЕШНЕГО ВОЗДЕЙСТВИЯ НА ФОРМИРОВАНИЕ ШВА
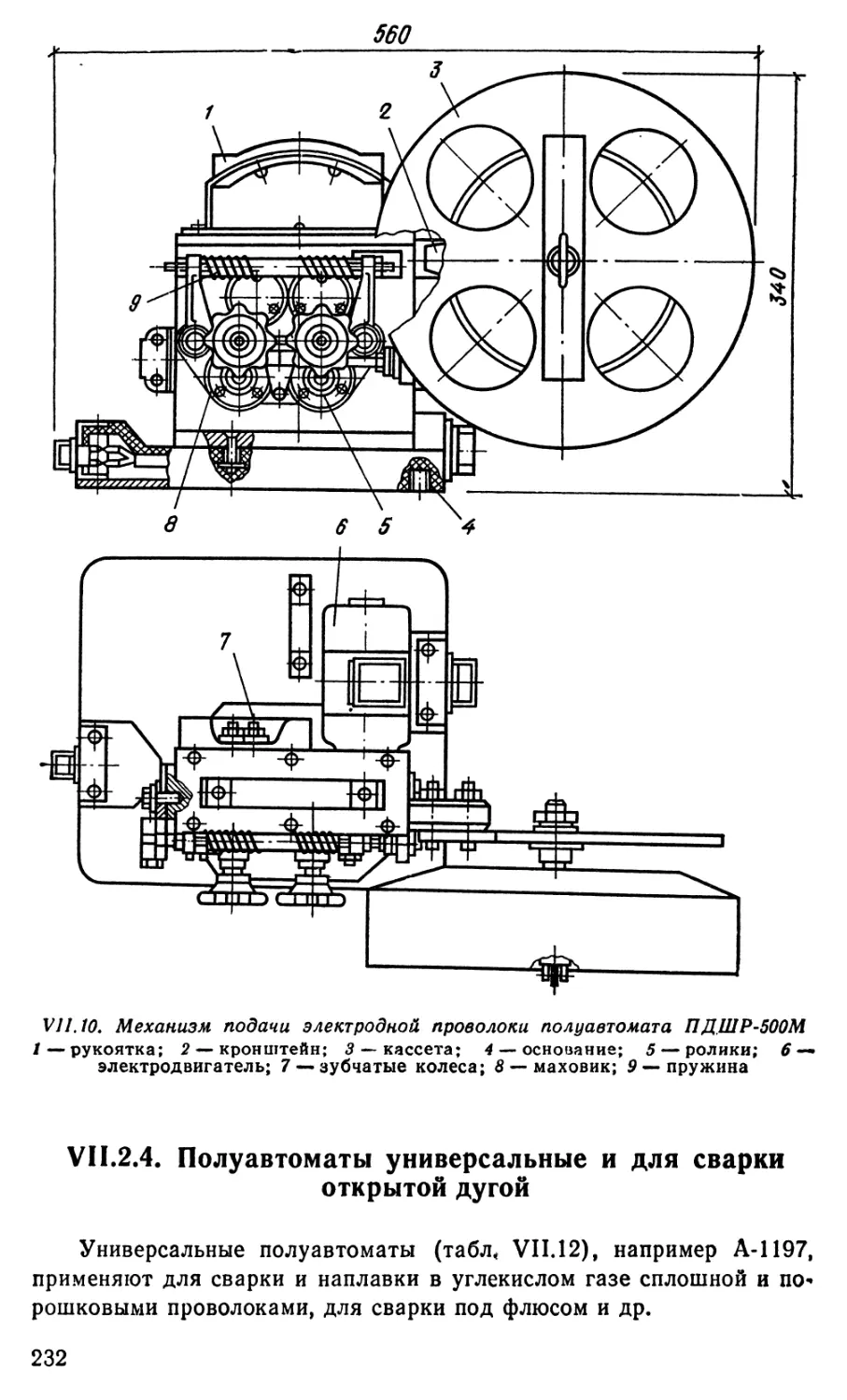
L
i I i
и
A ui
5 5
i<
if
Ш x
li
s s
О E 82
о* £ С о о
ПО ВИДУ ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА
ПО ВИДУ НЕПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА
2
S
2
S
¥
о
*
1
1 s s о
С; S
I 2
§ г
5
ь
2 о
2 iff S 8
ПО ПРИМЕНЕНИЮ ПРИСАДОЧНОГО МЕТАЛЛА 1 □_
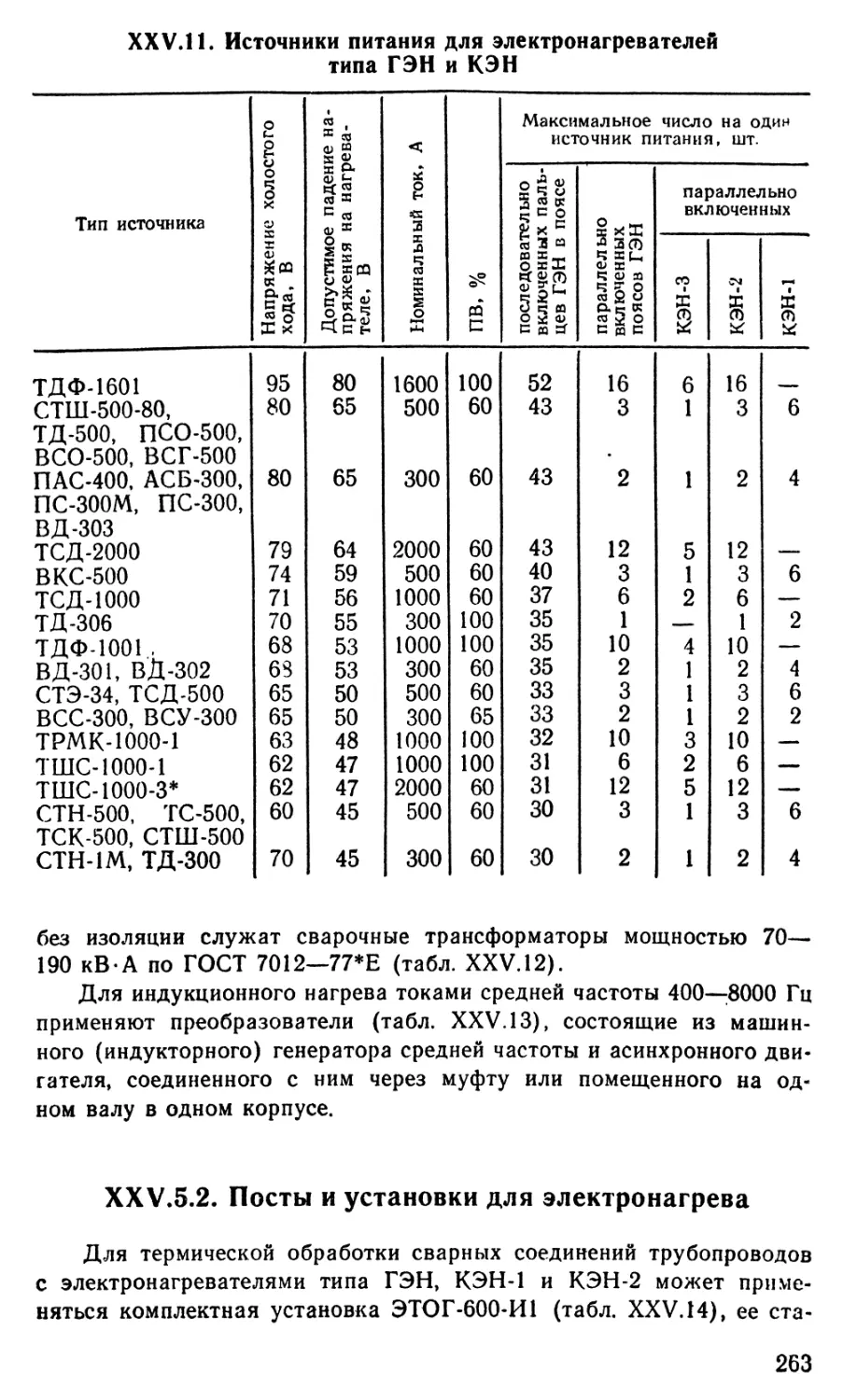
ПО ВИДУ ЛЕНТОЧНОГО ЭЛЕКТРОДА
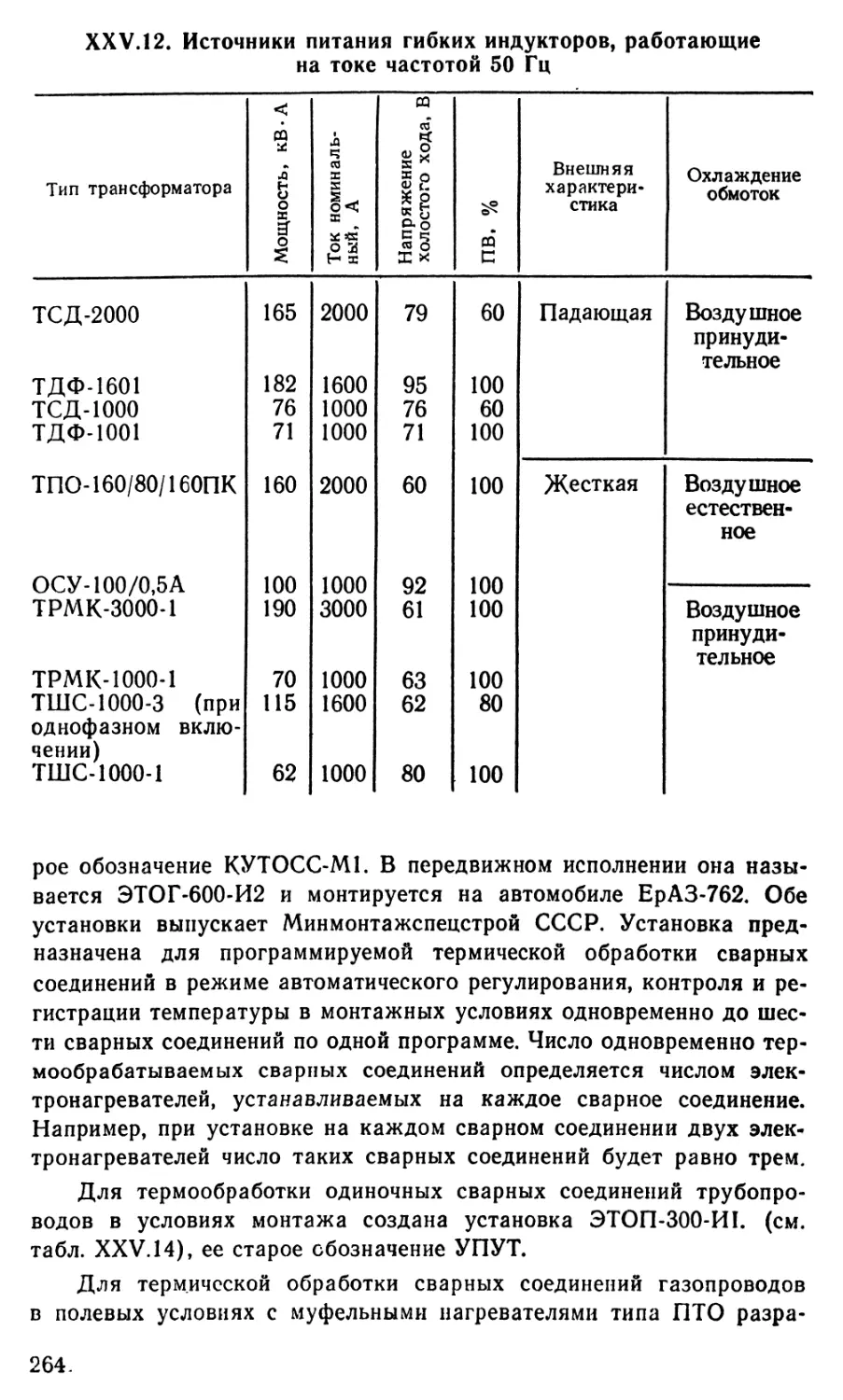
ПО ВИДУ ПРОВОЛОЧНОГО I ЭЛЕКТРОДА
ЛЕНТОЙ СПЛОШНОГО СЕЧЕНИЯ
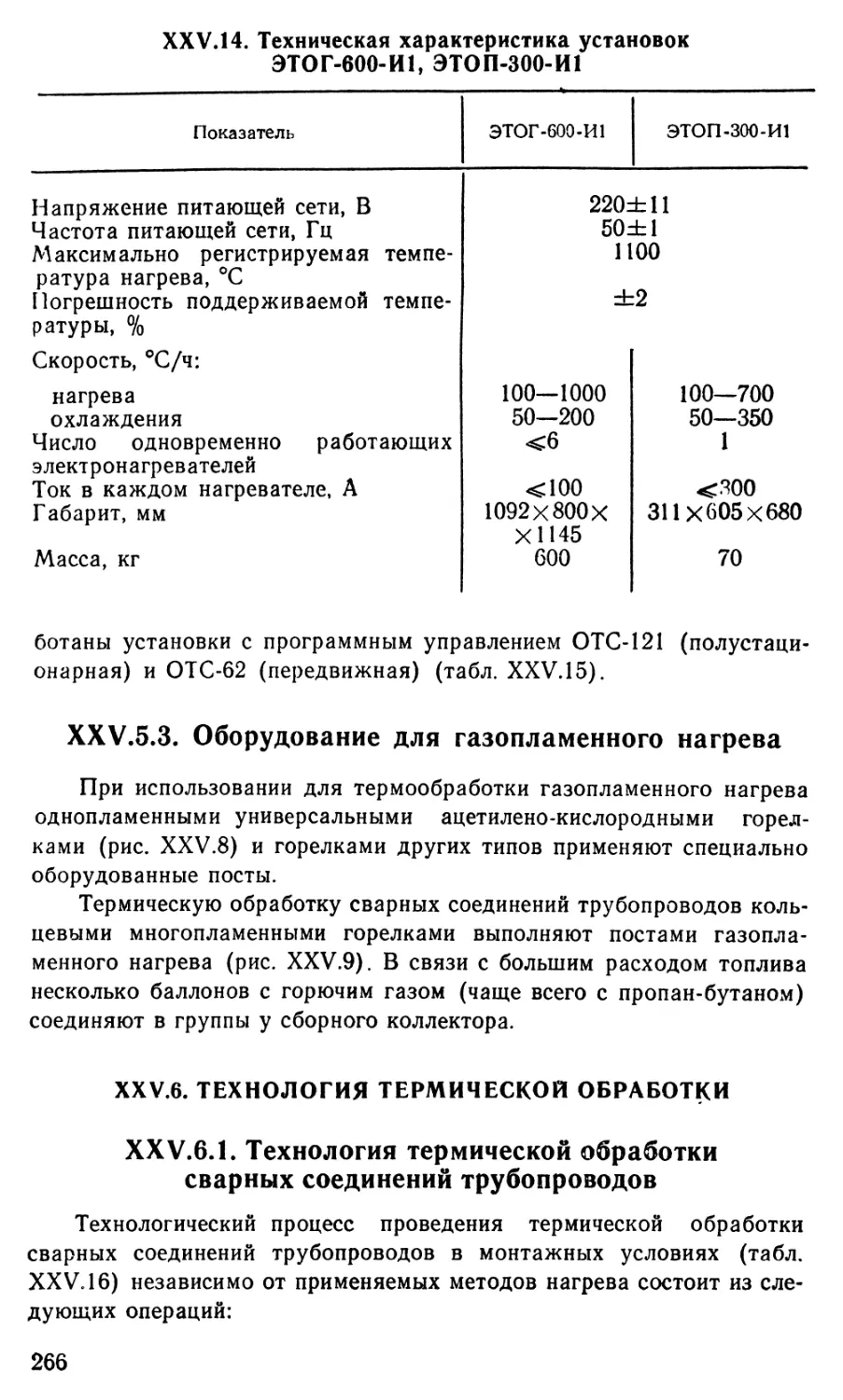
ПОРОШКОВОЙ ЛЕНТОЙ
ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ
ПОРОШКОВОЙ
ПРОВОЛОКОЙ
1.3. Классификация дуговой сварки по технологическим признакам
1.4. Классификация электрощ лаковой сварки по технологическим признакам
10
CSAPKA
ПО ПОЛЯРНОСТИ СВАРОЧНОГО ТОКА
ПО ЧИСЛУ ДУГ с РАЗДЕЛЬНЫМ ПИТАНИЕМ ТОКОМ
ПО ЧИСЛУ ЭЛЕКТРОДОВ С
ОБЩИМ подводом
СВАРОЧНОГО ТОКА
_L
ос
<
X
Ct
о
о.
h
ш
с;
о
О
L.
О
X
S
1
ПО НАЛИЧИИ) И НАПРАВЛЕНИЮ КОЛЕБАНИЙ ЭЛЕКТРОДА ОТНОСИТЕЛЬНО ОСИ ШВА
L.
Л
2S с о
О t X *
Г) UJ ui С
10 о
X
£3
Sg
IB
Is
ii
Ш ос
Si
о 1Д
Ш
If
II
о 1
Ct к
о s 2: х 4 о ш
I 4
UI |ё
* s
о ОС
51
82
ПО СТЕПЕНИ ПОГРУЖЕНИЯ
ПО ЧАСТОТЕ ТОКА
ПО ХАРАКТЕРУ ВНЕШНЕГО ВОЗДЕЙСТВИЯ НА ФОРМИРОВАНИЕ ШВА
X
11
§55 2 *“ s
£ S2
* 1|
5 I с <
О £ о m о с в а
"L
ii,
X I Ш х JO s
255
ess
о ct а.
X £ S
И§2
ПРОВОЛОЧНЫМ
ЭЛЕКТРОДОМ
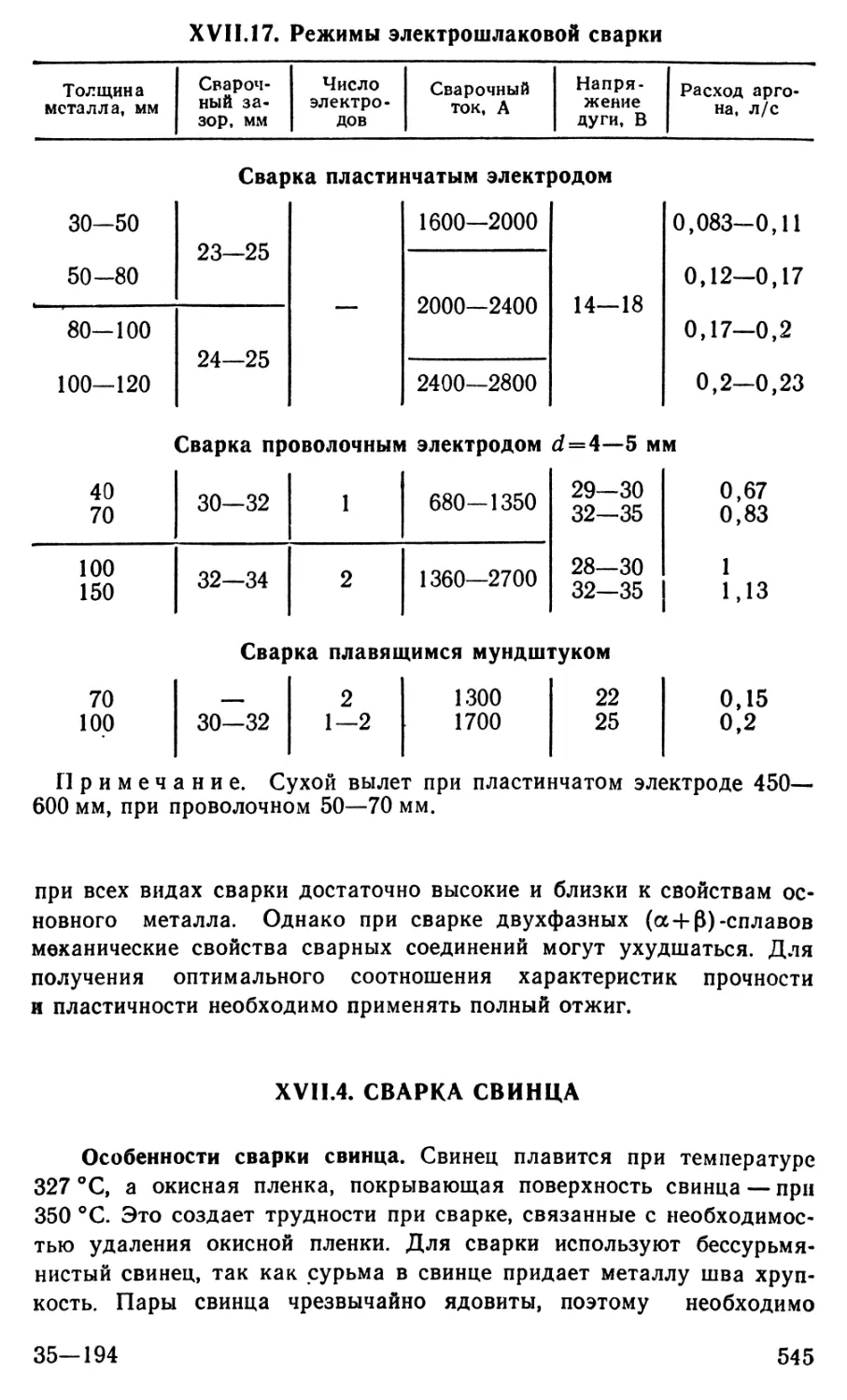
ПЛАСТИНЧАТЫМ
ЭЛЕКТРОДОМ
ПЛАВЯЩИМСЯ
МУНДШТУКОМ
БЕЗ КОЛЕБАНИЙ ЭЛЕКТРОДА
С КОЛЕБАНИЯМИ ЭЛЕКТРОДА
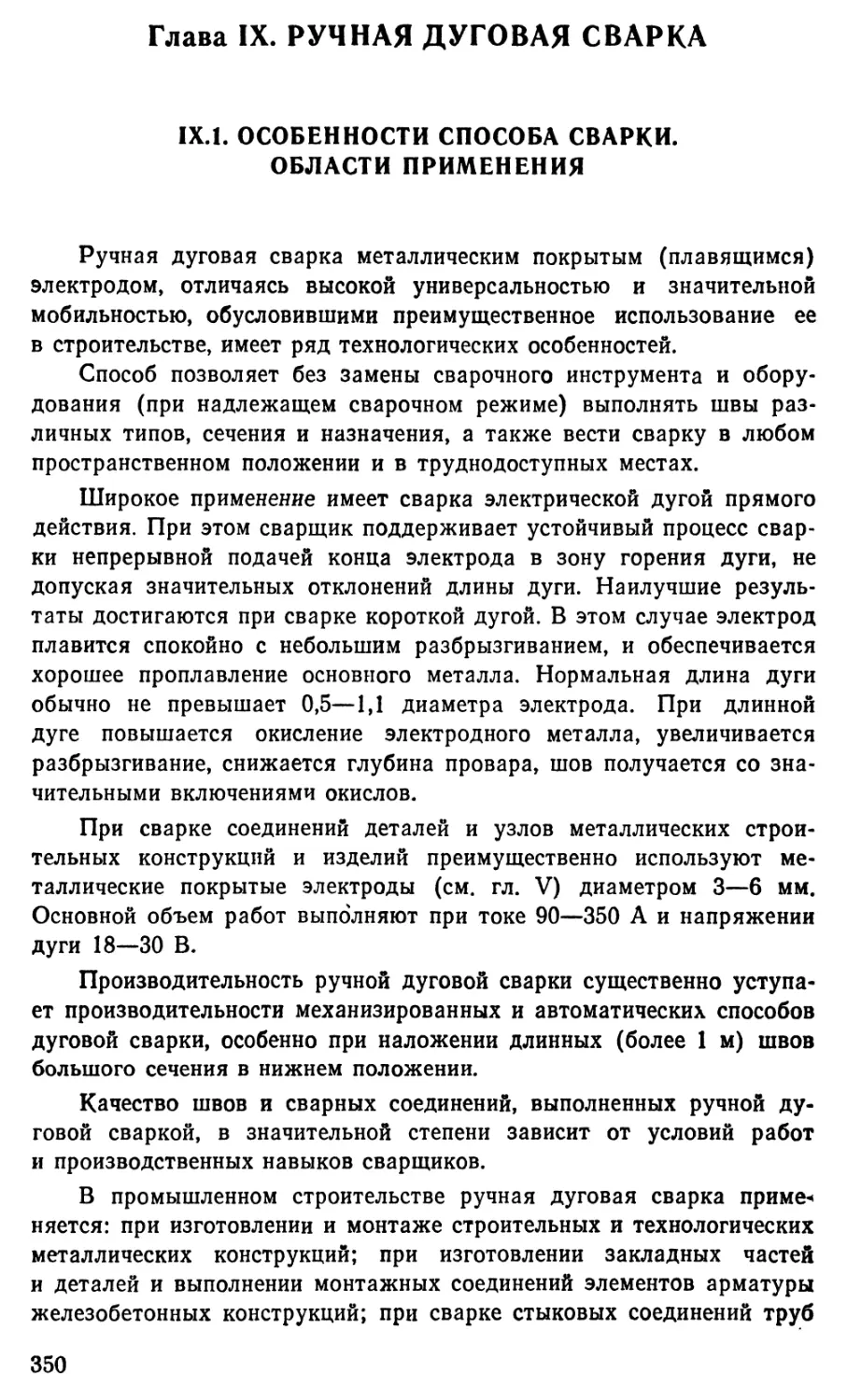
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
ПО ВИД/ ЭЛЕКТРОДА
ПО НАЛИЧИЮ КОЛЕБАНИЙ ЭЛЕКТРОДА
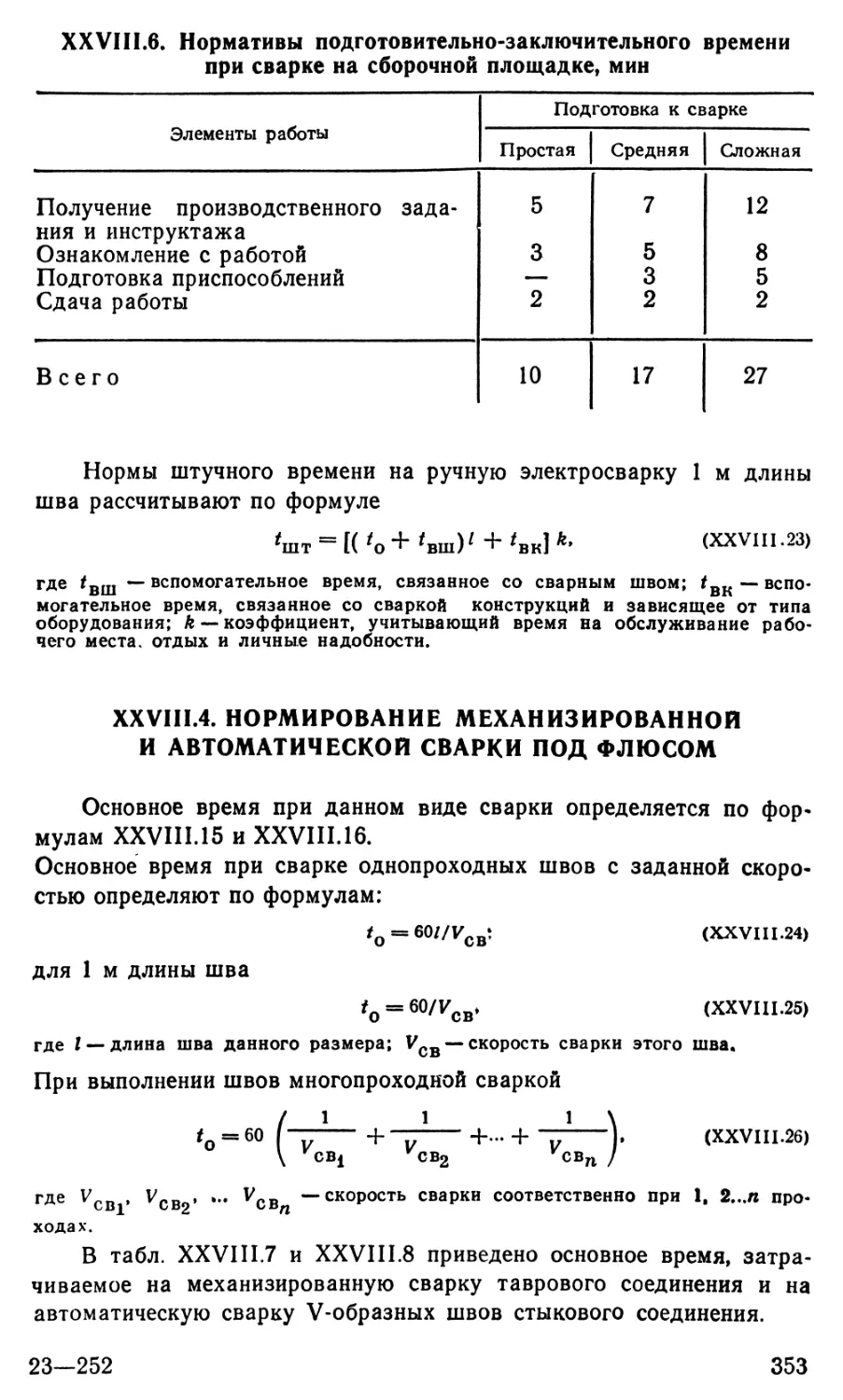
ПО ЧИСЛУ ЭЛЕКТРОДОВ С ОБЩИМ ПОДВОДОМ СВАРОЧНОГО ТОКА
ОДНОЭЛЕКТРОДНАЯ
ДВУХЭЛЕКТРОДНАЯ
1— МНОГОЭЛЕКТРОДНАЯ
11
ГАЗОВАЯ СВАРКА
т
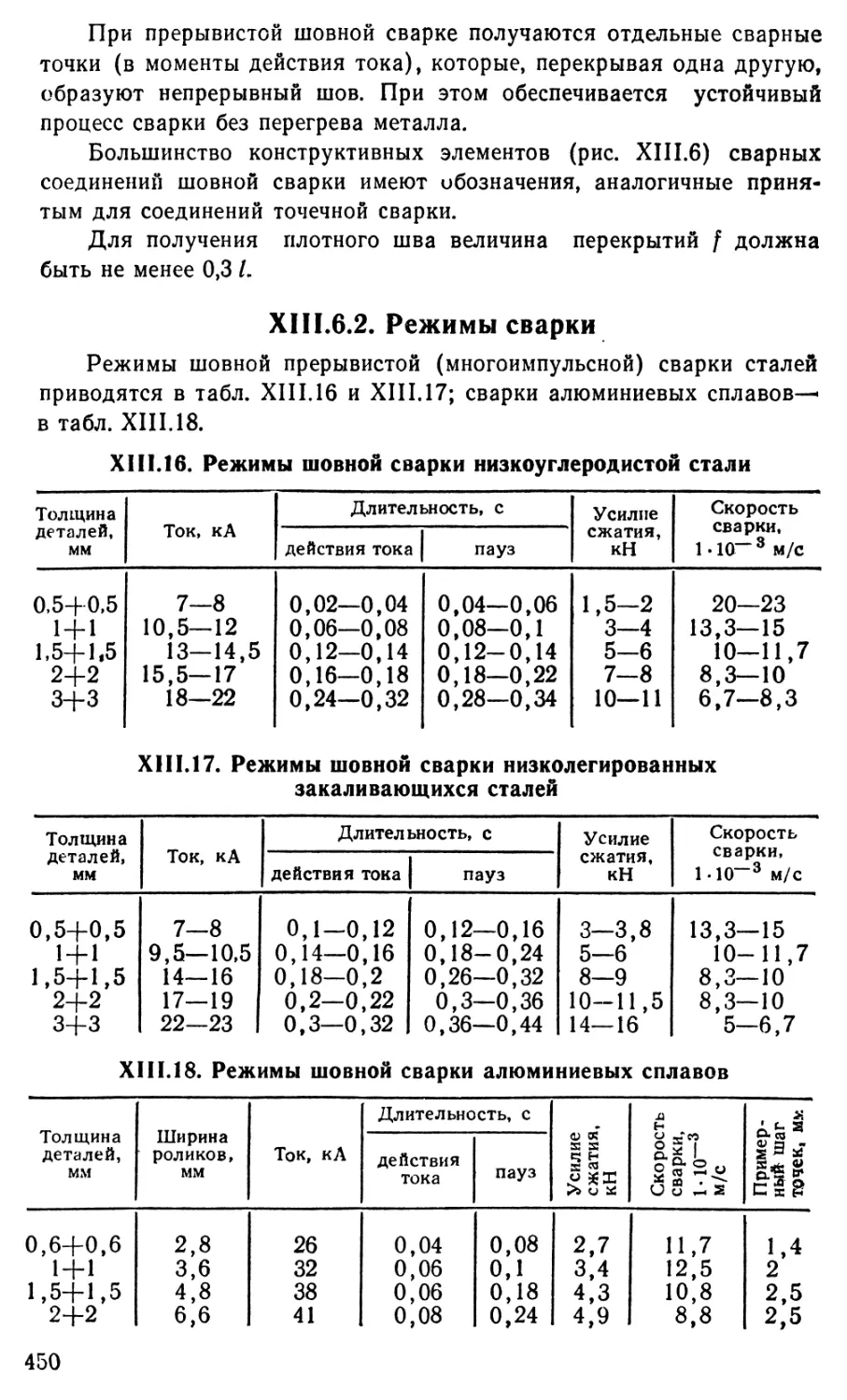
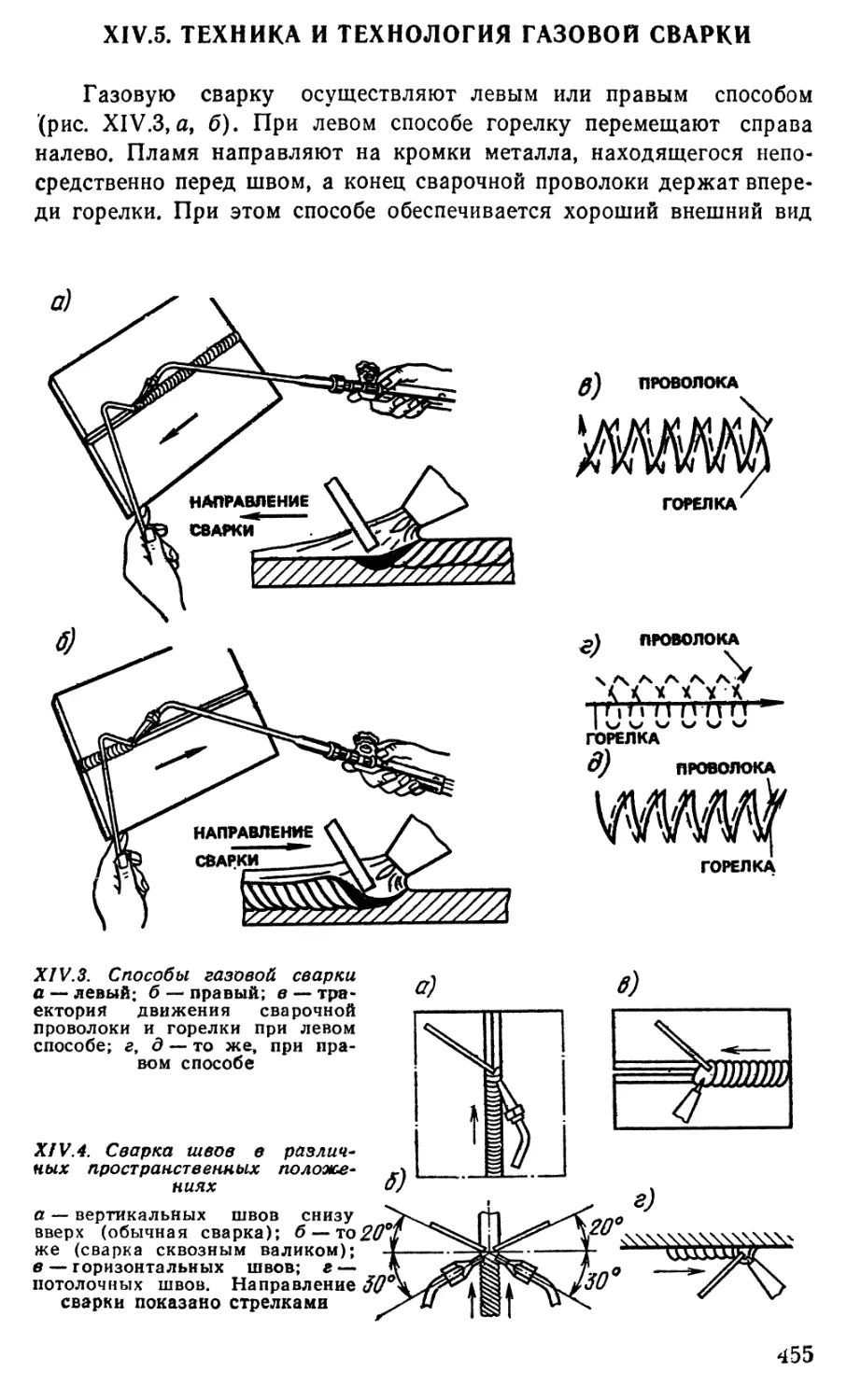
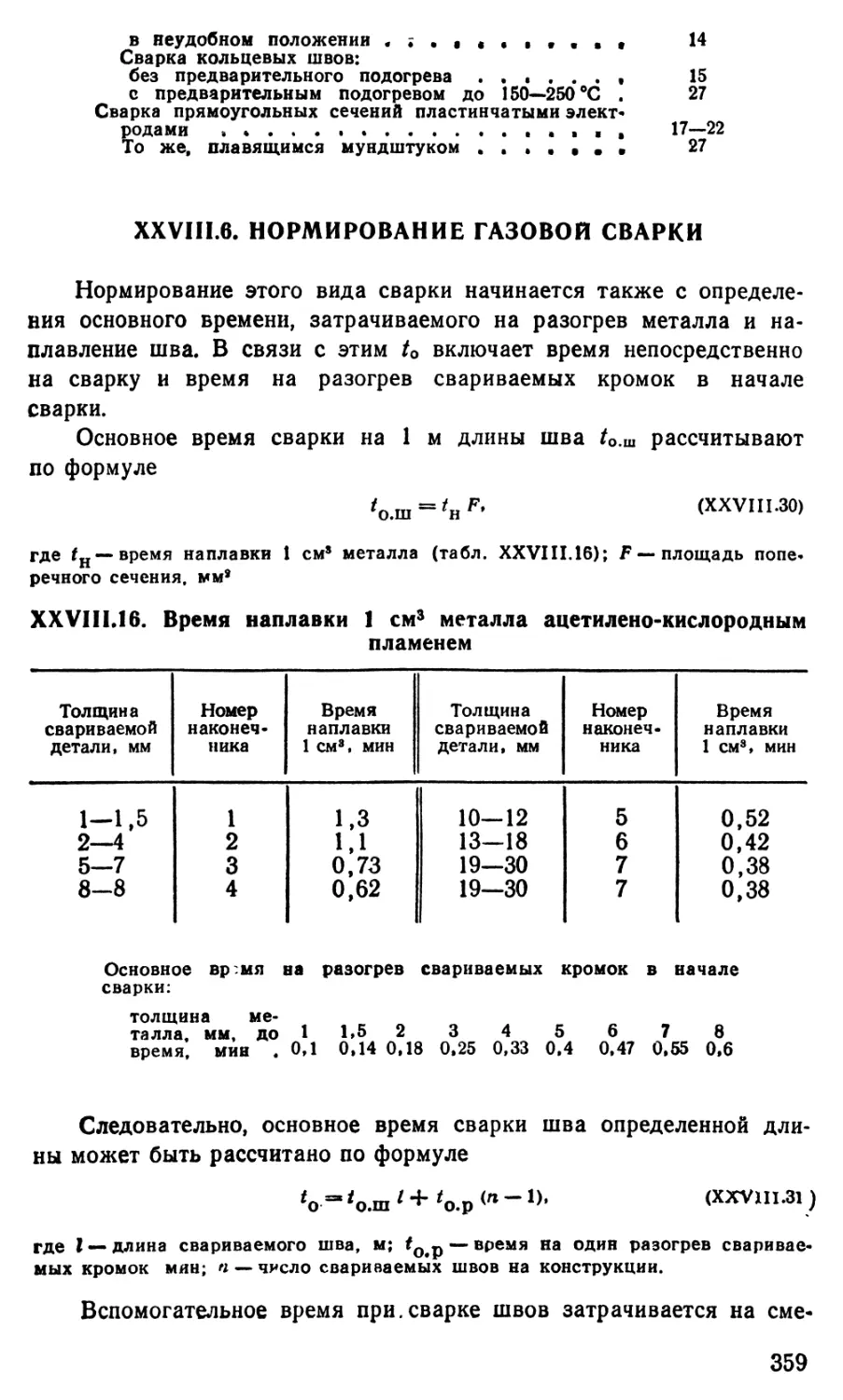
1.5. Классификация газовой сварки по технологическим признакам
УЛЬТРАЗВУКОВАЯ СВАРКА
ПО ФОРМЕ СВАРНОГО СОЕДИНЕНИЯ
ТОЧЕЧНАЯ ШОВНАЯ СТЫКОВАЯ
1.6. Классификация ультразвуковой сварки по технологическим признакам
12
Глава II. СВАРИВАЕМОСТЬ И ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
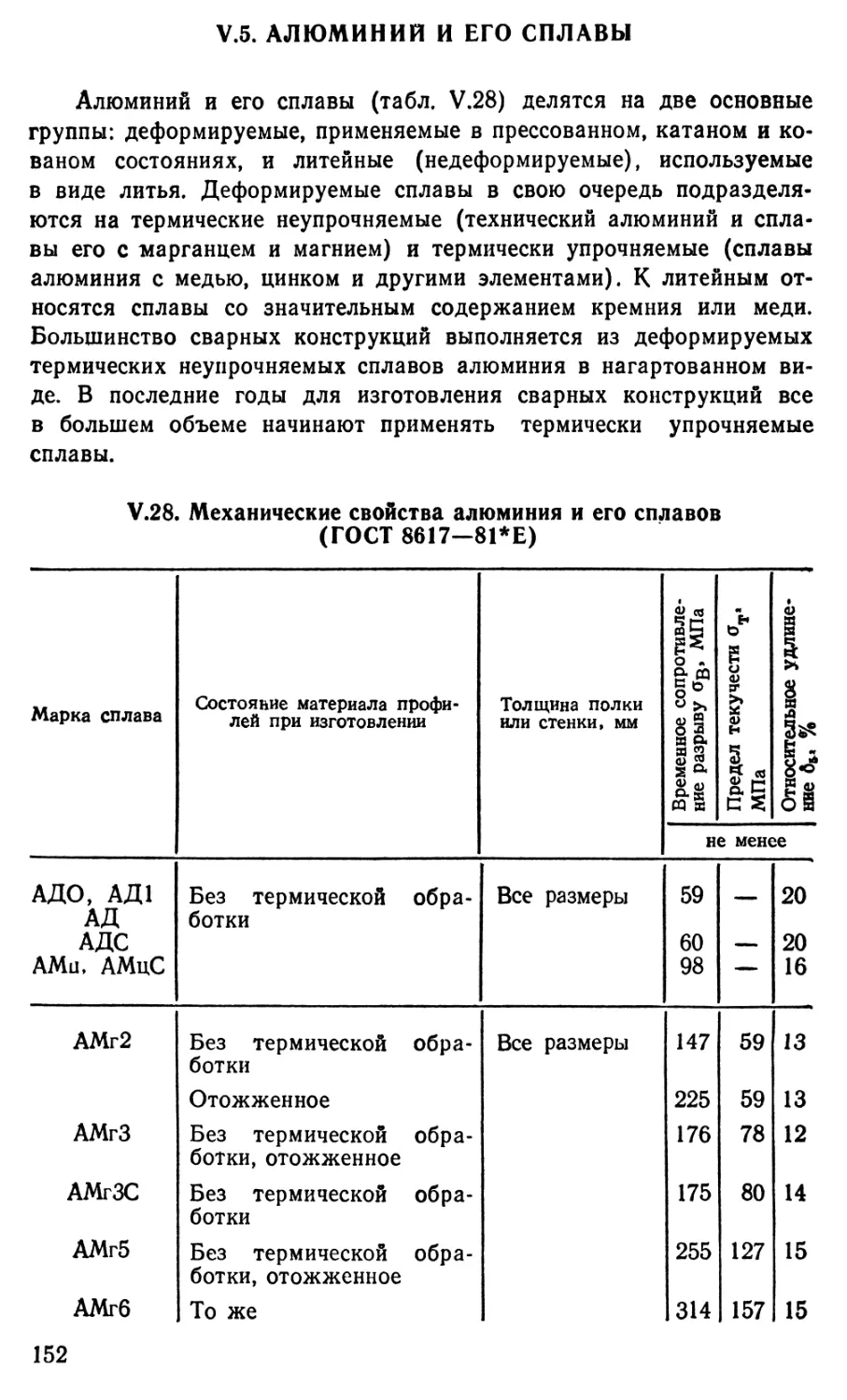
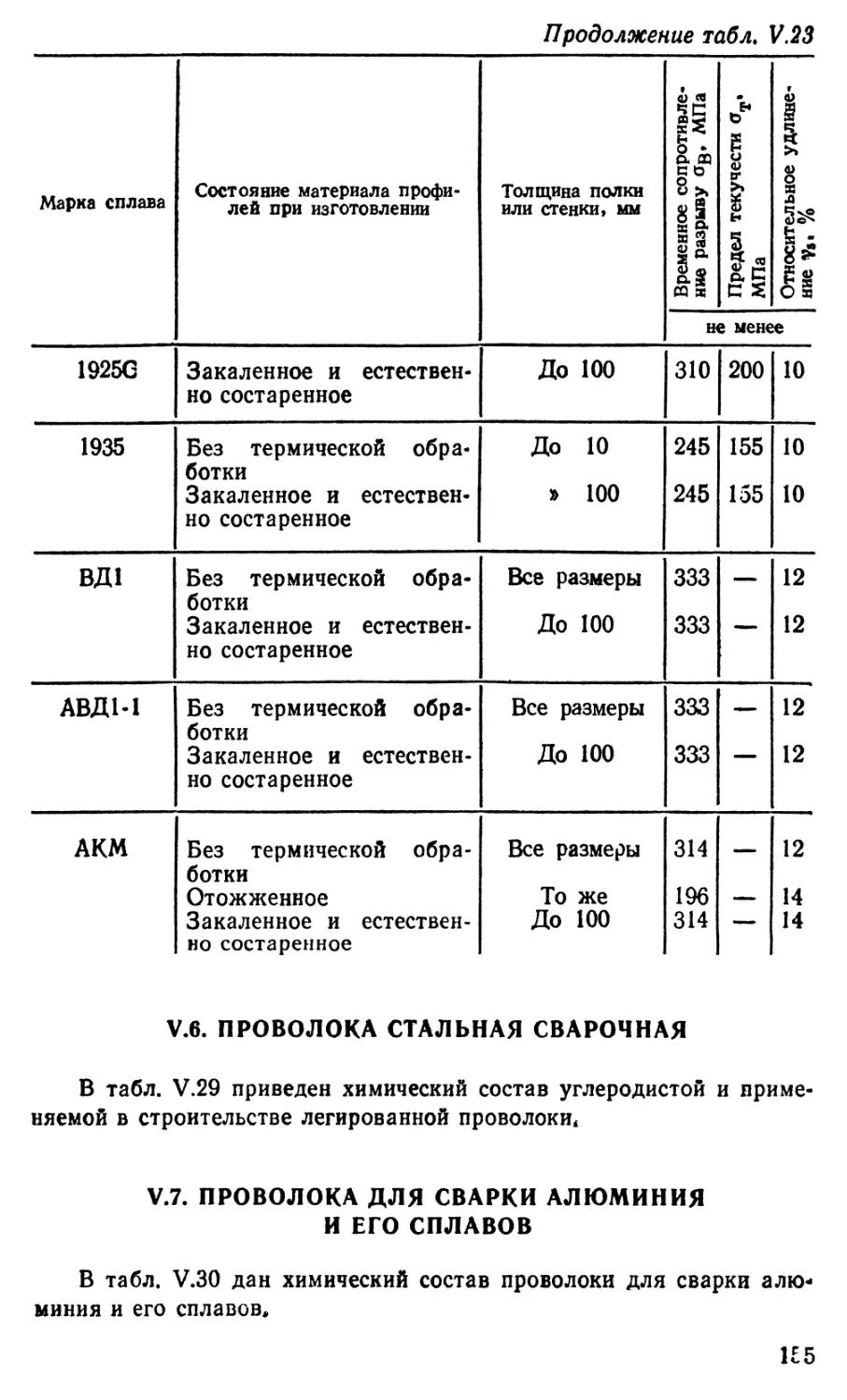
II.1. СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ
II.1.1. Общие понятия
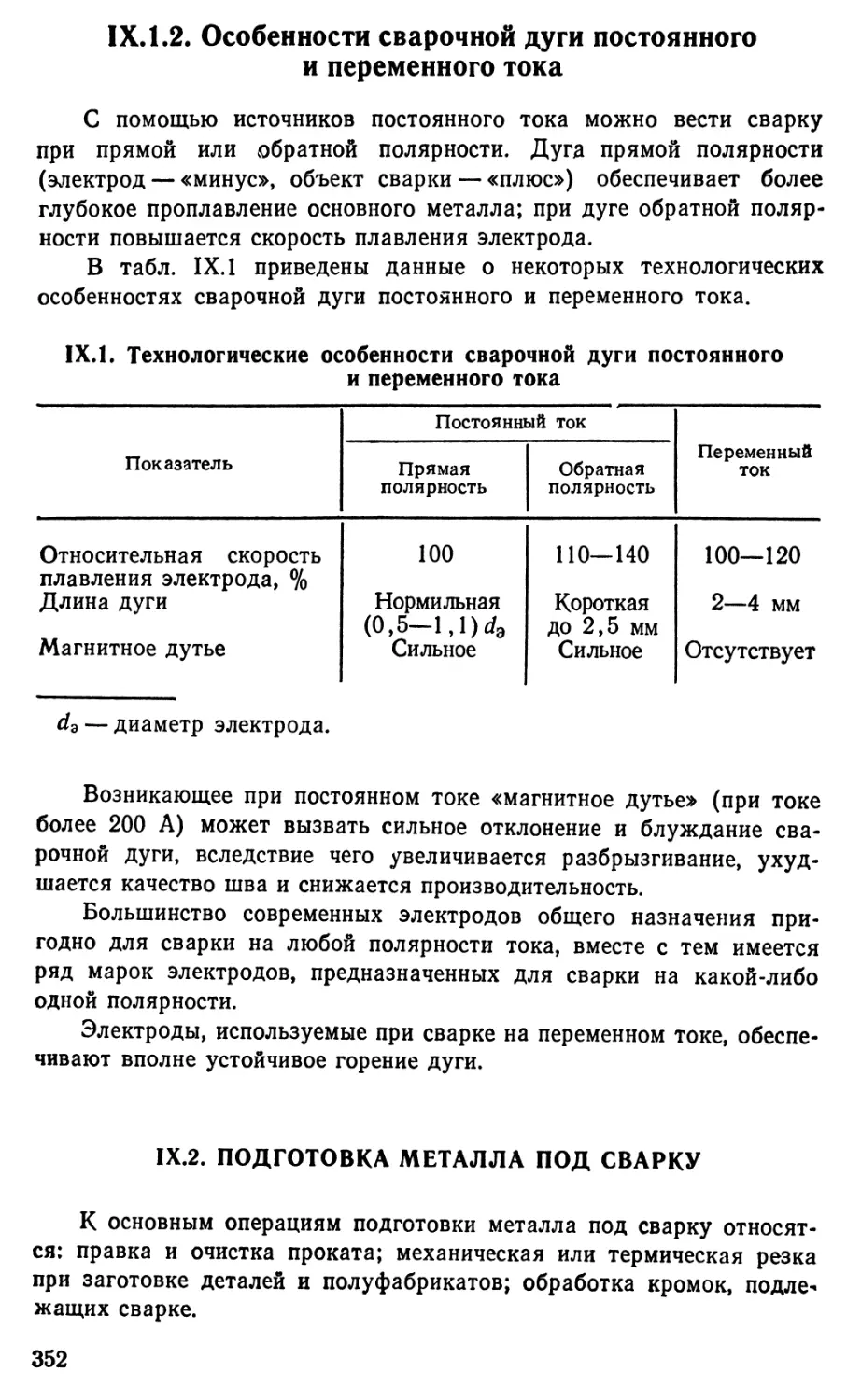
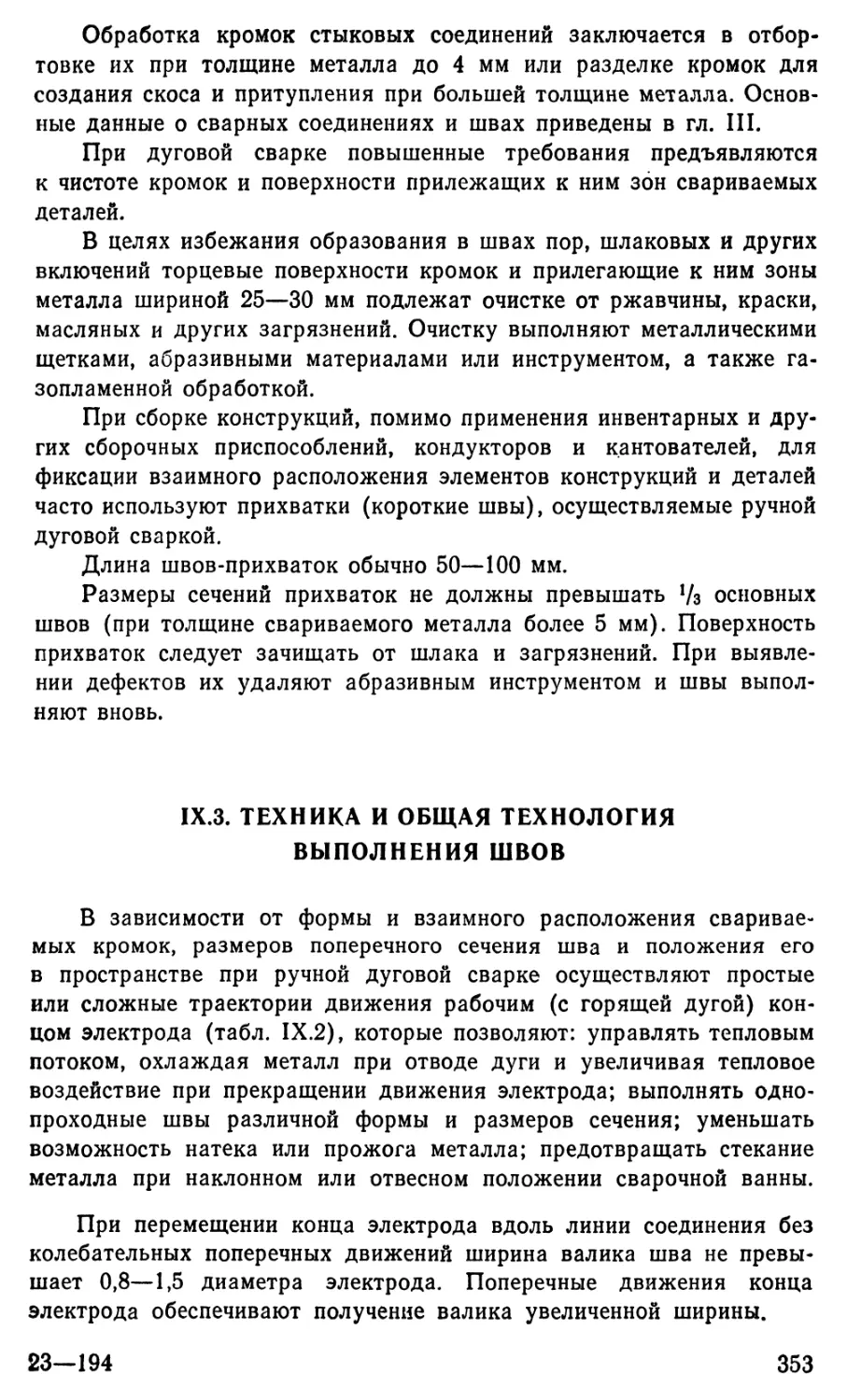
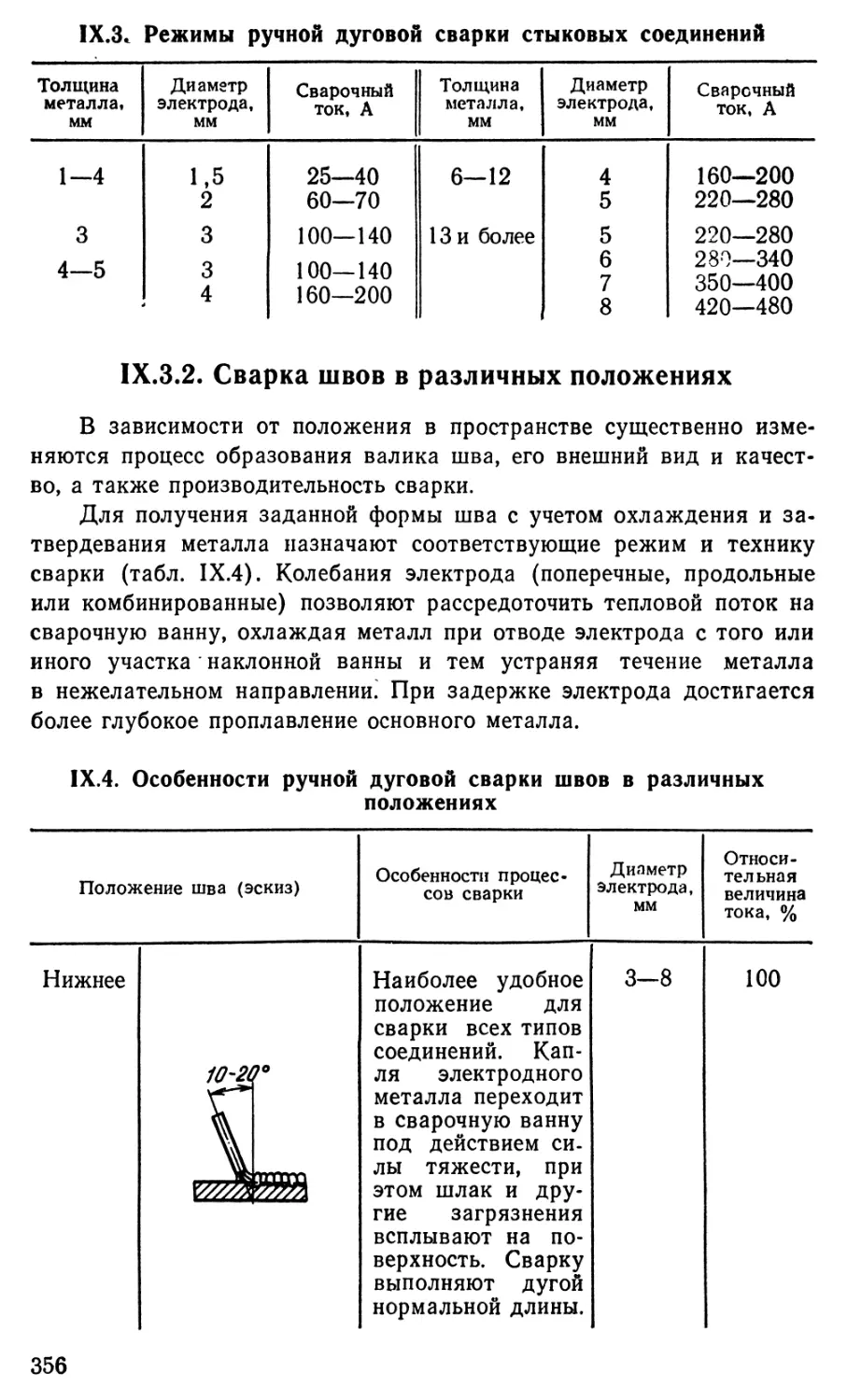
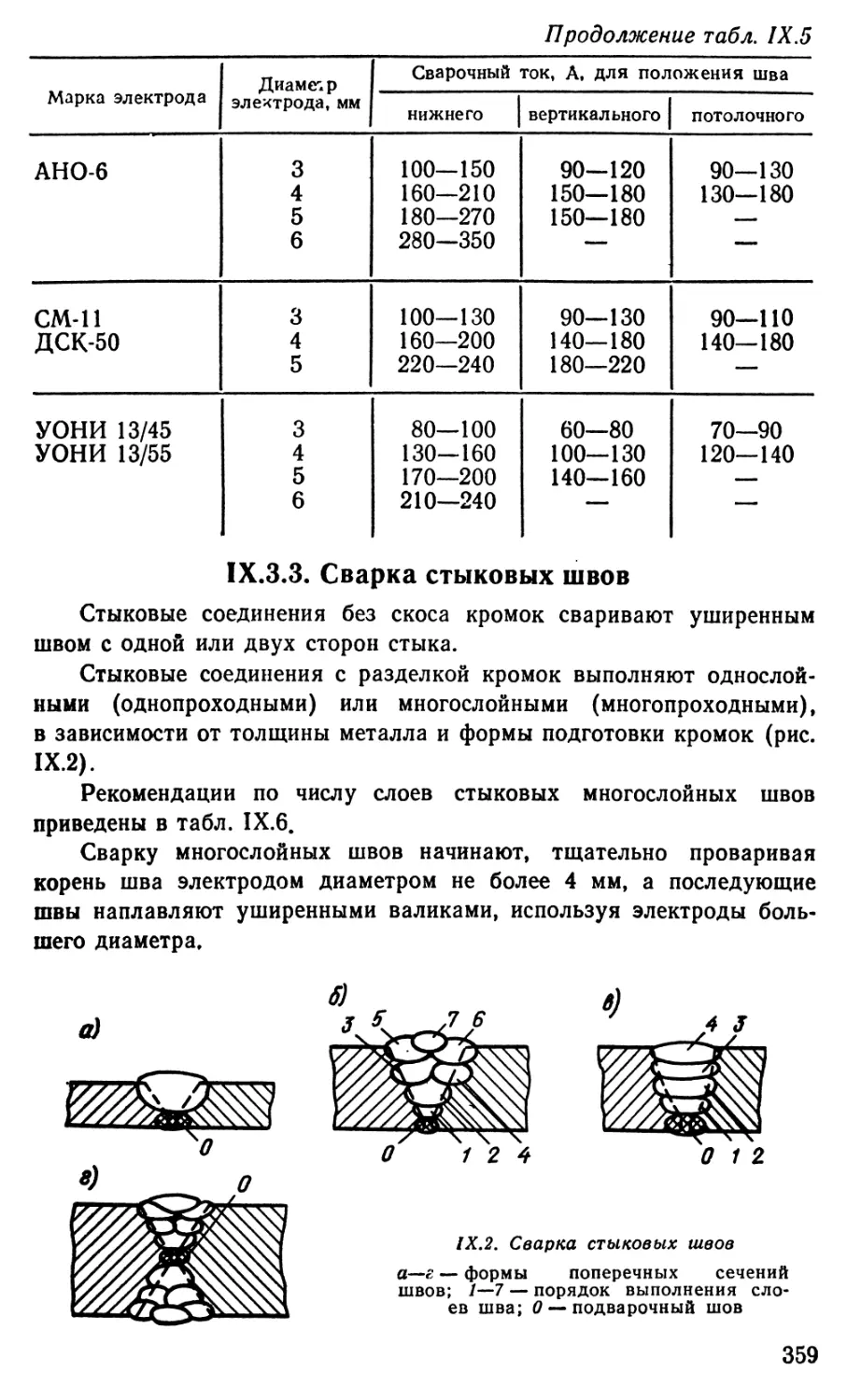
Свариваемость — комплексная технологическая характеристика металлов и сплавов, выражающая реакцию свариваемых материалов на процесс сварки и определяющая техническую пригодность материалов для выполнения заданных сварных соединений, удовлетворяющих условиям эксплуатации*
На свариваемость оказывают влияние различные взаимосвязанные факторы. Их можно разбить на три группы.
Фактор материала — влияние на свариваемость металлов, определяемое их химическим составом, способом выплавки, наличием вредных примесей, степенью раскисления и последующими операциями прокатки, ковки, термообработки.
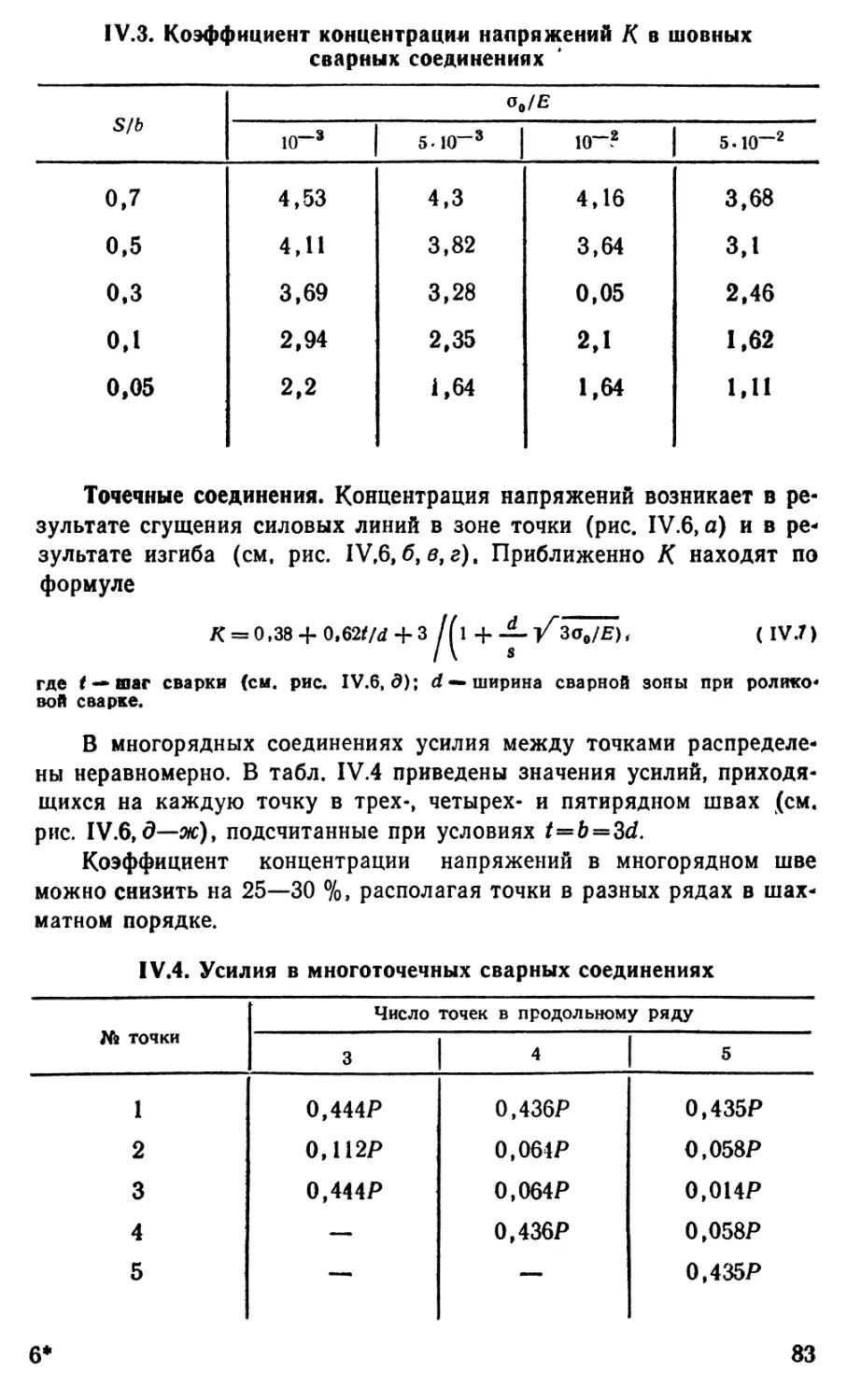
Конструктивный фактор — влияние на свариваемость конструкции сварного соединения, характеризующееся сложностью формы и жесткостью. Сложность формы и жесткость конструкции оцениваются концентрацией сварных соединений, последовательностью их выполнения, состоянием напряженности элементов сварной конструкции перед монтажом, массой и толщиной свариваемых элементов.
Технологический фактор — определяет свариваемость металлов в зависимости от вида сварки, сварочных материалов, параметров режима сварки, достижения определенной степени однородности сварного соединения, раскисления металла шва и термического воздействия на основной металл.
В результате местного нагрева или расплавления в металле сварного соединения протекают физико-химические процессы, которые обусловливают степень неоднородности свойств сварного соединения по сравнению с основным металлом или влекут за собой появление дефектов в виде пор, неметаллических включений, трещин.
Степень свариваемости представляет собой количественную или качественную .характеристику, которая показывает, насколько изменяются свойства металла при сварке и выполнимо ли сварное соединение при определенных условиях. Например, на основе механических испытаний можно установить, насколько изменились прочность, пластичность, ударная вязкость и другие свойства металла под воздействием процесса сварки. Одной из наиболее существенных характеристик свариваемости является отсутствие горячих или холодных трещин в металле шва и околошовном участке.
13
При практической оценке свариваемости следует учитывать следующее: металл, неспособный к образованию сварного соединения одним видом сварки, мржно сваривать другим видом; конструкция сварного соединения и расположение его на изделии выбраны таким образом, что образование сварного соединения исключено, в результате чего данный металл, или вид сварки может быть признан непригодным; сварное соединение, полученное одним и тем же видом сварки, в одном случае может быть признано пригодным, а в другом случае — непригодным для эксплуатации.
II.1.2. Классификация испытаний для оценки свариваемости
В зависимости от требований, предъявляемых к конструкции, и условий ее эксплуатации, а также от свойств металла, из которого она изготовляется, свариваемость оценивают по совокупности характеристик.
Чем сложнее условия эксплуатации конструкций, тем больше число характеристик, по которым оценивают свариваемость. Комплекс испытаний на свариваемость определяют в соответствии с конкретными требованиями, предъявляемыми к сварной конструкции. В указанный комплекс входят следующие испытания сварного соединения:
на технологическую прочность (сопротивляемость образованию горячих и холодных трещин);
на статическое растяжение сварного соединения или металла шва;
на стойкость против искусственного старения;
на ударный изгиб металла шва или околошовного участка;
на выносливость при циклических нагрузках;
на твердость;
на стойкость против коррозии;
на длительную прочность при рабочих температурах.
Кроме того, в комплекс испытаний включают исследования макро- и микроструктуры сварного соединения и химический анализ металлов основного и шва.
II.1.3. Термический цикл при сварке
Теория тепловых процессов при сварке, разработанная Н. Н. Рыкалиным, позволяет с достаточной степенью точности рассчитывать термические циклы для разных сечений сварного соединения в зависимости от метода и режима сварки, толщины свариваемого металла, формы сварного соединения.
Термический цикл (рис. II. 1) характеризуется максимальной температурой Гтах, длительностью нагрева tH при температуре Т и ско-
14
11.1. Схема термического цикла при однопроходной сварке или на• плавке
ростыо охлаждения W0. В зависимости от мощности источника тепла, степени его концентрированности и скорости движения, длительность нагрева и охлаждения зоны термического влияния изменяются от долей секунды до нескольких минут. Таким же образом меняется ее ширина — от 1—3 мм при ручной дуговой и до 10—20 мм при электрошлаковой сварке.
Зона термического влияния ЗТВ характеризуется неравномерным распределением максимальных температур нагрева. В этой зоне можно различать участки (°С): старения 200—300; отпуска 250—650; неполной перекристаллизации примерно 700—870; нормализации 840— 1000; перегрева 1000—1250 и околошовный участок — несколько рядов зерен, непосредственно примыкающих к линии сплавления, от 1250 до температуры плавления. На этом участке наиболее резко изменяется структура металла, понижающая качество сварного соединения.
В период нагрева стали в интервале от 700 до 900 °С феррит и перлит превращаются в аустенит. При температуре около 1000 °С начинаются интенсивный рост зерна аустенита и его гомогенизация. Размер зерна аустенита (средний диаметр) на околошовном участке составляет: при ручной дуговой сварке 0,1—0,15 мм; при однопроходной сварке под флюсом сталей толщиной 15—20 мм — 0,2— 0,3 мм; при электрошлаковой сварке сталей больших толщин (100— 200 мм) — 0,4—0,8 мм. На других участках зоны термического влияния размер зерна постепенно уменьшается, приближаясь к минимальному в зоне температур, близких к 900 °С.
В зависимости от вида сварки и погонной энергии возможны два предельных случая: резкая закалка при быстром охлаждении околошовного участка или перегрев при медленном охлаждении. Скорость охлаждения оценивается в интервале наименьшей устойчивости аустенита (600—500 °С). При малых скоростях охлаждения (электрошлаковая сварка) превращение начинается с возникновения феррита и заканчивается возникновением перлита.
При средних скоростях охлаждения (автоматическая сварка под флюсом) образуются перлит и бейнит. При большой скорости охлаж¬
15
дения образуются бейнит и мартенсит. В случае полного мартенситного превращения происходит резкое повышение внутренних напряжений. При этом могут возникнуть зародыши трещин на границах зерен. Трещины постепенно раскрываются под влиянием остаточных сварочных напряжений в течение минут, часов и даже суток после сварки (замедленное разрушение).
II. 1.4. Классификация методов оценки технологической прочности
При оценке качества сварного соединения исходят из условия двух основных требований: сварное соединение должно быть сплошным без макро- и микротрещин, непроваров, пор, шлаковых включений; совокупность полезных свойств должна удовлетворять требованиям эксплуатации.
Дефекты в виде макро- и микротрещин и непроваров относятся к плоскостным дефектам.
Дефекты в виде пор, шлаковых включений относятся к пространственным дефектам, которые легче поддаются обнаружению и считаются менее опасными. Однако любой дефект сварного соединения, нарушающий его сплошность, повышает склонность к хрупкому и усталостному разрушению.
Дефекты в виде макро- и микротрещин возникают в сварном соединении в определенном температурном интервале. Трещины, которые образуются при высоких температурах выше 800—900 °С, называются горячими трещинами. Холодные трещины возникают при температурах ниже 200—300 °С.
Способность металла сварного соединения сопротивляться образованию горячих и холодных трещин называется технологической прочностью.
Для определения технологической прочности разработаны методы оценки сопротивляемости сталей образованию трещин, которые классифицируют по методам оценки (косвенные и прямые); по характеру показателя (качественные, полукачественные и количественные); по показателям оценки (сравнительные и абсолютные).
Косвенные методы позволяют получать оценку сопротивляемости возникновению трещин расчетным путем без непосредственного испытания металла.
Прямые методы предусматривают испытание сварных соединений или составляющих его металлов в условиях, имитирующих сварочные.
Показатель сопротивляемости образованию трещин выражается через характеристики одного или совокупности изменяющихся факторов, обусловливающих возникновение трещин. Качественные показатели не имеют количественного выражения и оценивают металлы
16
как склонные или не склонные к трещинам. Количественный показатель имеет числовое выражение фактора, влияющего на образование трещин, и однозначно оценивает склонность к трещинам. Если при определении показателей сопротивляемости возникновению трещин одновременно является несколько факторов, один из которых имеет числовую характеристику, то его считают полуколичественным.
Методы, показатели которых пригодны для использования в сопоставлении с аналогичными показателями эталонным металлам, относят к сравнительным. Методы, количественные показатели которых применяют для непосредственного прогнозирования стойкости сварных соединений против трещин, считают абсолютными.
II.1.5. Предварительная оценка свариваемости
Свариваемость металлов можно оценить предварительно расчетным путем, используя сведения о химическом составе, характеристики подлежащих сварке соединений и параметры технологических условий сварки.
Чувствительность сварного соединения к образованию холодных трещин оценивают эквивалентным содержанием углерода свариваемого металла. Эквивалент углерода С*экв» %» определяют по эмпирическим формулам, одна из которых имеет следующий вид: c3KB = c + J + *±v±£L° + _NH1СИ.
экв 6 5 15
Стали, у которых Сэкв0,45 %, считаются не склонными к образованию холодных трещин при сварке. При СЭКв>0,45 % стали становятся склонными к трещинам.
Показателем, указывающим на охрупчивание стали из-за структурных превращений, является твердость зоны термического влияния. Для обычных нелегированных и низколегированных сталей твердость зоны термического влияния должна быть не выше HV350. Возможную максимальную величину твердости определяют расчетным путем на основе химического состава стали
HVmax = 90 + 1050С -f 47si + 75Mn + 30Ni -J- 31Сг. (II.2)
Если предварительная оценка свариваемости указывает на склонность стали к образованию холодных трещин, чаще всего применяют предварительный подогрев свариваемого изделия. Температуру Т, °С, предварительного подогрева рассчитывают по формуле
т = 350 угСоб — 0,25 , (И.3)
где С О0—общий эквивалент углерода, который является суммой эквивалентов углерода Сэкв и Cs ; последний зависит от толщины свариваемой кон¬
струкции мм:
С0б = СЭКВ+СГ <"-4>
С экв — определяется по 1раъненикг~Щ7|Л
< = 0.0055СЭКВ (II.5)
2—194
17
Таким образом,
Соб = сэквО+°’0055>- (IL6)
Чувствительность сварного соединения HCS к образованию горячих трещин можно определить по формуле
нсс_ C[S + P-f Si/25+ Ni/100] 10»
3Mn +Cr-f-Mo + V
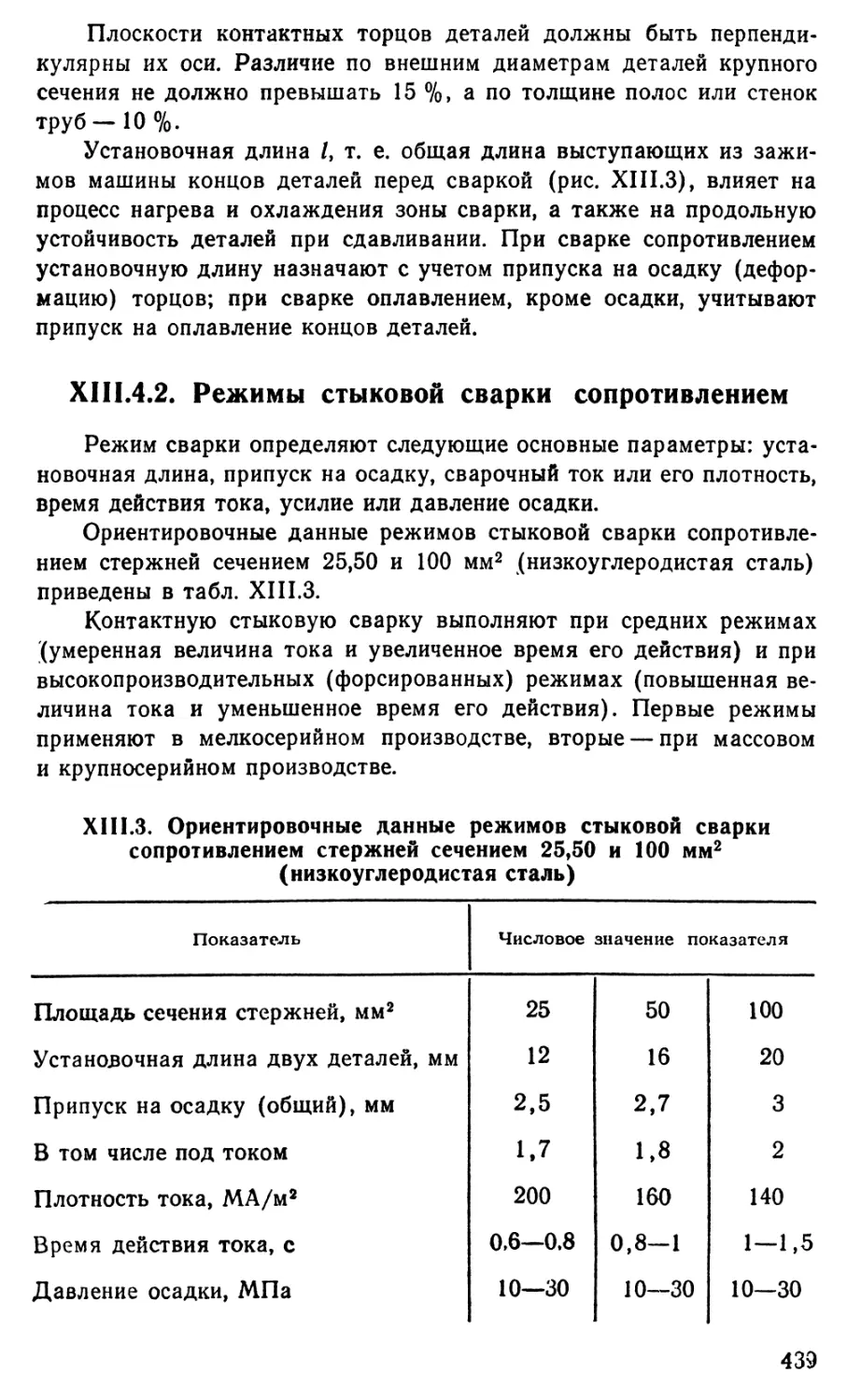
Если HCS <4, горячие трещины в сварном соединении не образуются. Для высокопрочных сталей большой толщины необходимо, чтобы HCS<1,6—2.
II. 1.6. Холодные трещины
Обычно после полного охлаждения сварного соединения визуально наблюдаются холодные трещины. Такие трещины имеют блестящий кристаллически излом без следов высокотемпературного окисления. Холодные трещины могут возникать в металле сварного шва, в зоне термического влияния и, как правило, ориентированы параллельно оси шва или перпендикулярно к ней, а их конфигурация определяется очертанием линии сплавления. Холодные трещины не всегда выходят на поверхность. Они могут быть закрытыми и иметь небольшую протяженность.
На образование холодных трещин в сварном соединениии оказывают влияние три фактора: закалочные явления, присутствие водорода, остаточные растягивающие напряжения.
Закалочные явления чаще всего происходят в зоне термического влияния ближе к границе сплавления. Закалка характеризуется повышением твердости и значительным снижением пластичности в этой зоне. Действие высоких сварочных напряжений в период после сварки в скоростных условиях нагружения приводит к появлению холодных трещин.
Холодные трещины могут возникать и при невысокой степени закалки металла зоны термического влияния в тех , случаях, когда неметаллические включения, вытянутые по направлению прокатки, в результате высокотемпературного нагрева изменяют форму с увеличением размеров, что приводит к уменьшению сцепления включений с металлической основой. Этот вид трещин, имеющий ступенчатую траекторию, ориентированную по слоям прокатки, возникает при развитии в зоне термического влияния изгибной сварочной деформации.
Вторым фактором, способствующим образованию холодных трещин в сталях, является водород, поглощаемый из атмосферы сварочной дуги или из основного металла в результате термодиффузии.
Водород растворяется в жидком металле в атомарном состоянии. Водород, который зафиксирован в зоне сварного соединения,
18
при падении температуры ниже 200 °С переходит из атомарного состояния в молекулярное, что сопровождается высоким давлением газа, которое активно проявляется в области перегрева зоны термического влияния в основном, тогда, когда в ней образуется мартенсит.
Третьим фактором является воздействие растягивающих остаточных напряжений после окончания сварки. Величина этих напряжений зависит от толщины сварного соединения, типа соединения и жесткости свариваемой конструкции.
II.1.7. Методы испытаний на сопротивляемость образованию холодных трещин при сварке
ГОСТ 26388—84 регламентирует машинные и технологические методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением.
Машинные методы испытаний основаны на доведении металла зоны термического влияния или шва до образования холодных трещин под действием растягивающих напряжений от внешней постоянной нагрузки. Для испытаний применяют машины с устройством для длительного поддержания нагрузки по ГОСТ 15533—80 и ГОСТ 7855—84. Средняя скорость нагружения до заданной нагрузки не более 10 МПа/с, нагружение плавное. В течение испытаний (20 ч) нагрузка должна быть постоянной. Образцы после сварки нагружают постоянным усилием в процессе охлаждения в интервале температур 150—100 °С. Испытывают 30 образцов одного типа в такой последовательности: первые три образца нагружают до напряжений, равных 0,5а0>2 основного металла, следующие группы образцов испытывают с увеличением или уменьшением напряжений последовательно на 0,25; 0,15; 0,10<Jo,2 в соответствии с наличием или отсутствием трещин в образцах. За показатель сопротивляемости к образованию холодных трещин при сварке принимают минимальные растягивающие напряжения apmin от внешней нагрузки Р, при которой возникают трещины. К испытаниям допускаются образцы без видимых дефектов.
Машинные методы испытаний приведены в табл. II.1.
Технологические методы (табл. II.2) испытаний основаны на доведении металла зоны термического влияния или шва до образования холодных трещин под действием остаточных сварочных напряжений. После сварки образцы выдерживают при нормальной температуре в течение 20 ч. Испытывают 3—5 образцов одного типа. Образование холодных трещин выявляют путем периодического визуального осмотра сварного соединения. В образцах, не разрушившихся при испытаниях и не имеющих визуально наблюдаемых трещин, выявляют их с помощью неразрушающих методов контроля или металлографического исследования.
2*
19
II. 1. Машинные методы испытаний на сопротивляемость образованию холодных трещин при сварке
плавлением по ГОСТ 26388—84
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротивляемости
Образец — плоский, круглый или восьмигранный для оценки сопротивляемости стыковых соединений толщиной 1—6 мм образованию продольных и поперечных трещин в шве и зоне термического влияния. Ось шва располагают вдоль или поперек направления прокатки. Сьарку образцов выполняют в зажимном приспособлении
а — стыковое соединение без разделки; б — то же, с разделкой. Образец без разделки выполняется из стали s—1—
3 мм, Д)=148 мм, £i = 135 мм, Du = = 100 мм
Образец с разделкой кромок имеет следующие размеры, мм:
-0,12 (-Ь-)'
Р+0,0044
а — максимальные продольные и поперечные напряжения, МПа;
Du — диаметр зоны образца, подвергнутой испытанию, мм; s — толщина образца, мм;
Р — интенсивность распределенной нагрузки, МПа;
Е — модуль упругости низкоуглеродистой стали 21,8*104 МПа.
s
'
s>
Ct
2
3
4
5
6
148
148
168
198
228
135
135
155
182
210
100
100
120
150
180
90
90
60
60
60
1
2
2,5
3
4
Образец — тавровый для оценки сопротивляемости угловых соединений толщиной 8—20 мм образованию продольных трещин в зоне термического влияния вдоль плоскости проката и в корне шва. Сварку образцов выполняют в зажимном приспособлении в положении «в лодочку». Допускается изготовление полки из сталей с меньшим содержанием углерода, марганца, хрома
т
В,
U-А
А-А
1
vV)
Т-
м
Л
1 — стенка из испытываемой стали; 2 — полка из низкоуглеродистой стали; 3 входные и выходные планки из низкоуглеродистой стали
Независимо от толщины испытываемой стали постоянную величину имеют следующие параметры, мм:
L—100, Я—100, 1=100, Lj—150
V777777777777777Z
ср * ° — максимальные порастягивающие напряжения,
изгибающий мо-
а=6-МИзг/1< перечные МПа;
Мизг — номинальный мент, МН*м;
L — длина образца, м;
/Сер — средняя высота катета углового шва, полученная по пяти измерениям, м; МИзг=0,75Н.Р;
Р — усилие, МН.
Продолжение табл. 11.1
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротивляемости
Значения остальных параметров, мм:
S
8
10
12
16
20
S1
8
10
12
16
20
Ъ
1,0
1,5
1,5
2,0
2
К
6
8
8
10
10
III
Образец — плоский прямоугольный для оценки сопротивляемости стыковых соединений толщиной 8—20 мм образованию продольных трещин в зоне термического влияния поперек плоскости проката в шве. Сварку образцов выполняют в зажимном приспособлении без полного заполнения сечения разделки. Перед нагружением образцов удаляют выводные планки наждачным кругом
1 -н / ,
?r t л
J<— if j
i.i
'сФ
fc S
V (-У)
RzbO—
а — б — 1 —
образец под стыковое соединение; общий вид сварного соединения; образец из испытываемой стали; 2
£1.
L<
о=/
12 Es (fm-f0) 2L\ + 2LXL3-Il
- максималь¬
ные растягивающие напряжения при испытании изгибом, МПа;
/—.коэффициент, учитывающий нерав¬
номерность распределения напряжений по сечению, равный 0,65;
IV Образец — плоский прямоугольный для оценки сопротивляемости стыковых соединений толщиной 8— 20 мм образованию поперечных трещин в зоне термического влияния поперек плоскости проката и шве. Сварку образцов выполняют в зажимном приспособлении без полного заполнения сечения разделки
входные и выходные планки из низкоуглеродистой стали. Для всех толщин ширина образца В =100 мм. Образцы, испытываемые растяжением, имеют постоянные значения параметров L=250 и L2=50mm. Значения L, Lb при испытании изгибом ' и остальных параметров
следующие, мм:
S
8
10
12
16
20
L
200
250
250
350
350
к
160
200
200
280
280
Ц
40
40
40
60
60
Ьо
1
2
2
3
3
Ci
5
6
6
8
8
е\
10—20 40—60
40—60 50—80 50-*-J
f
15—40 30—60
30—60 40—80 40—I
h
5
6
6
8
8
I -
A"*l Ip 1/2(L-lp)
A
-J
L> 2 L1 L
F|T/~p
s — толщина образца, м;
L\ — расстояние между опорами на основании, м;
L3 — расстояние между опорами на пуансоне, м;
fm — прогиб в центре образца на базе Lu м;
fo — остаточный прогиб в центре образца на базе L\ после снятия нагрузки, м; Е — модуль упругости низкоуглеродистой стали 21,8* 104 МПа; a=P/F,
а — среднее растягивающее напряжение при испытании растяжением, МПа;
Р — усилие, МН;
F — поперечное сечение образца, м2
Определение показателя сопротивляемости см. для образца типа III
Продолжение табл. 11.1
I1
н о.
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротивляемости
Ширина образца В =100 мм постоянна для всех толщин. Образцы, испытываемые растяжением, имеют постоянные значения параметров L = 250, L2 = 50 мм Значения L, Lx при испытании изгибом и остальных параметров следующие, мм:
s 8 10 12 16 20
200 250 250 350 350
160 200 200 280 280
80— 100—
120 140
100— 100— 100— 140 160 160
Сх 5-6 6—8 8—10 11— 15—
13 17
h 5 6 6 8 8
Образец — цилиндрический диаметром 8 мм для оценки сопротивляемости* стыковых соединений из сталей прочностью до 1000 МПа образованию продольных трещин в зоне термического влияния поперек плоскости проката при наличии острого концентратора напряжений
(40*2)°
ЦИЛИНДРИЧЕСКАЯ
ВСТАВКА
/ 7\
1
. 1*50
•Т
>
' *62.
т
fm
/
ПЛАСТИНА
a==p/Ft а — среднее растягивающее напряжение, МПа;
Р — усилие, МН;
F — поперечное сечение образца в месте надреза, м2
11.2. Технологические методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением по ГОСТ 26388—84
Тип
об¬
Пояснения к испытаниям
Эскиз образца
Схема зажимного устройства, показатель склонности к образованию холодных трещин
разца
VI
Образец — плоский квадратный с дискообразным вварышем в центре с переменным диаметром Di(Du D2, D3) для оценки склонности стыковых соединений толщиной 1—6 мм к образованию продольных и поперечных трещин в зоне термического влияния и шве. Сварку образцов выполняют в зажимном приспособлении. После охлаждения до 150 °С образцы освобождают из зажимного приспособления
а — образец без разделки кромок; б — то же, с разделкой кромок. Размеры образцов, мм:
-Г'/’
а
((ф
%
4
ж
За показатель склонности к образованию холодных трещин принимают диаметр кругового шва £Кр, при котором образуются трещины
S
1
2
3
4
5
6
В
150
150
150
200
200
200
40
50
50
50
50
50
50
60
60
70
70
70
ol
70
80
80
90
90
90
J
90
90
60
60
60
С
1
1,5
2
2
2
b
0,5
0,5
1
1
1
Образцы
без разделки
кромок
собирают
зазором 6=0,5 мм
Образец — крестообразный для оценки склонности угловых соединений толщиной 8—
10 мм к образованию продольных трещин в зоне термического влияния и шве. Сварку образцов выполняют в свободном состоянии в положении «в лодочку». Каждый шов сваривают при одной заданной начальной температуре
За показатель склонности к образованию холодных трещин принимают наличие или отсутствие трещин
СВЯЗУЮЩИЙ шов
1—4 — последовательность швов на образце.
выполнения
Продолжение табл. 11.2
Тип
об¬
разца
Пояснения
к испытаниям
Эскиз образца
Схема зажимного устройства, показатель склонности к образованию холодных трещин
Размеры образцов, мм:
s
К
L
Вс
И
10
12
8
16 20 30 40
10 10 10 10
150 150 150 150 300 300 300
150 150 150 150 300 300 300
75 150 150 150
50 150 150 150
75
50
75
50
75
50
VIII
пря-
об-
Три плоских моугольных разца разной длины Li (Li, L2, L3) для оценки склонности стыковых соединений толщиной 12—40 мм к образованию продольных трещин в зоне термического влияния и шве. Сварку образцов выполняют в зажимном приспособлении. Одновременно сваривают за один проход набор из трех образцов
ожн
различной длины. После сварки образцы оставляют в зажимном приспособлении на весь период испытаний Сварку выполняют, заполняя сечение разделки неполностью
Образец — плоский прямоугольный с продольной прорезью в центре для оценки склонности сварных соединений толщиной 12— 40 мм к образованию продольных трещин в зоне термического влияния и шве. Образцы сваривают в свободном состоянии, заполняя сечение разделки неполностью
змёры образцов,
мм:
S
12
16
20
30
40
и
124
132
140
160
180
и
174
182
190
210
230
Ls
324
332
340
360
380
Н
60
60
60
100
100
ei
40-60
40—60
40—60
50—80
50—80
f
50-60
50—60
50—60
60—80
60—80
К 6 6 6 8 8
h 6 6 6 8 8
Переменное расстояние Е\ между пластинами-концевиками не зависит от толщины образцов и имеет следующие значения: Ех~ = 100, Е2—150, £3=300 мм
Rz40_
*
J
2-3 i
ч 1ш \
2-3
В
Г
ъ-ш
1 з
60
Ьг 80
60
h=6 мм для образцов толщиной s—12, 16, 20 мм, Л=8 мм для образцов s=30, 40 мм
За показатель склонности к образованию холодных трещин принимается максимальная длина LKр свариваемых образцов, в которых образуются трещины
За показатель склонности к образованию холодных трещин принимают наличие или отсутствие трещин. За дополнительный показатель принимают процентное отношение длины трещины LTp к длине шва Lm или минимальную температуру подогрева Ттш> при которой не образуются трещины
II.1.8. Горячие трещины
При высоких температурах в металле шва и зоне термического влияния возникают горячие трещины. Поверхность излома горячих трещин имеет матово-желтоватый цвет, а в случае попадания воздуха в трещину поверхность покрывается окислами коричневато-синеватого цвета.
Главной причиной образования горячих трещин является потеря способности металла к деформации. В процессе сварки кристаллизующийся металл шва находится под воздействием растягивающих напряжений, возникающих и развивающихся в сварном соединении вследствие несвободной усадки шва и охлаждаемых участков неравномерно нагретого основного металла. Под действием этих напряжений металл шва деформируется, а при недостаточной деформационной способности — разрушается. Хрупкое межкристаллическое разрушение (образование горячих трещин) происходит, если напряжения при охлаждении нарастают интенсивнее, чем межкристаллическая прочность металла шва. При менее интенсивном росте напряжений сварные швы не разрушаются.
При кристаллизации металлы проходят стадию твердожидкого состояния. При объеме жидкой фазы, достаточном для свободного ее перемещения в промежутках между растущими кристаллами, пластичность двухфазного металла высока, так как полностью определяется свойствами жидкости. С увеличением объема твердой фазы циркуляция жидкости постепенно затрудняется и после образования каркаса кристаллитов полностью прекращается. Деформация металла в этом состоянии приводит к хрупкому разрушению по межкристаллическим прослойкам, в которых еще не закончен процесс кристаллизации. Пластичность металла падает до малых значений (десятые доли процента), и сопротивление разрушению становится ничтожным.
В процессе дальнейшего охлаждения вязкость и поверхностное натяжение прослоек повышаются, а их прочность возрастает до таких значений, которые оказываются выше критического значения скалывающих напряжений металла кристаллитов. При этом металл деформируется за счет внутрикристаллических сдвигов, вследствие чего пластичность резко возрастает, а характер разрушения вместо межкристаллического становится внутрикристаллическим.
Изменение прочности и пластичности металла при кристаллизации и последующем охлаждении происходит в определенном температурном интервале. Минимальные значения этих показателей соответствуют температурному интервалу хрупкости ТИХ. Наименьшая пластичность металла 6тш в этом интервале температур обычно приходится на завершающую стадию процесса кристаллизации. Разность между наименьшей пластичностью 6mm и линейной усадкой сплава
30
в температурном интервале хрупкостр характеризует запас пластичности А = 6min—8 или запас его деформационной способности. При сварке деформация А металла шва в процессе кристаллизации определяется не только его усадкой е, но и усадкой прилегающих к нему участков основного металла. В зависимости от формы, размеров, жесткости сварного соединения, режимов и технологии сварки, деформация А металла шва к концу процесса кристаллизации может оказаться меньше, равной либо больше 6min. В последних двух случаях образование горячих трещин будет неизбежным.
Таким образом, чувствительность сварного соединения к обра* зованию горячих трещин зависит от трех факторов: температурного интервала хрупкости, пластичности в этом интервале, темпа нарастания деформации.
Чем меньше температурный интервал хрупкости, чем больше ми* нимальная пластичность в этом интервале, чем меньше скорость деформации, тем выше запас деформационной способности сварного соединения и вероятность образования горячих трещин меньше.
II. 1.9. Методы испытаний на сопротивляемость образованию горячих трещин при сварке
ГОСТ 26389—84 регламентирует машинные и технологические методы испытаний на сопротивляемость образованию горячих трещин при- сварке плавлением.
При машинных методах испытаний испытываемый материал шва и зоны сплавления деформируют приложением внешней нагрузки для определения сравнительно-количественных показателей: критического темпа и критической скорости растяжения, при которых образуются трещины.
Для испытаний применяют машины по ГОСТ 15533—80* и ГОСТ 7855—84, обеспечивающие совмещение сварочных процессов с деформированием образцов со скоростью не менее 1*10~2 м/с, податливостью не более Ы0~4 м на каждые 10 кН растягивающего усилия, быстродействие 1 с, скорость перемещения с плавным или ступенчатым регулированием с шагом 5—10% в диапазоне от 1 • 10~5 до 2*10“3 м/с. Необходимо иметь приспособление для нагрева образцов с имитацией термических циклов, прибор класса точности 0,5 для их регистрации с быстродействием 1 с, деформометр для тарировки и контроля скорости деформации и измерения температурного удлинения.
Образцы типов 1—7 закрепляют в захватах испытательной машины и проводят сварку на следующих режимах (табл. II.3).
Испытания проводят сериями. При испытании первого образца задается скорость деформации 2*10“5—4*10~5 м/с. При отсутствии трещин скорость растяжения увеличивают на 40—50 %. Режим свар¬
31
ки сохраняют постоянным. В результате испытаний 10—15 образцов находят две скорости, отличающиеся на 5—10 %. При большей из них образуются трещины, при меньшей — не образуются. В диапазоне между этими скоростями выбирают три минимальных значения, при которых возникали трещины, и определяют среднее арифметическое. Это значение считается критической скоростью растяжения А, его принимают за сравнительный показатель сопротивляемости металла образованию горячих трещин.
Машинные методы испытаний приведены в табл. II.4.
II.3. Рекомендуемые режимы сварки образцов
Параметры испытания
Низколегированные стали
Высоколегированные стали
Вид сварки*
ЙН,
ИНп
УП,
ип
А
РЭ
ИН,
ИНп
УП,
ИП
А
РЭ
Скорость сварки, 1 • 10“3 м/с
3,3
6,6
6,6
2,08
3,3
6,6
6,6
2,08
Время деформирования, с
10
10
15
10
15
15
20
15
Температура солидуса, °С
1450—
•1350
Напряжение при определении Ттгц} МПа
1,5
* Обозначения сварки: А — автоматическая сварка под флюсом,
ИН — сварка неплавящимся электродом в инертных газах, ИНп — сварка неплавящимся электродом с присадкой, ИП — сварка плавящимся электродом в инертных газах, УП — сварка плавящимся электродом в углекислом газе, РЭ — ручная дуговая сварка.
Технологические методы (табл. II.5) испытаний предусматривают изготовление из испытываемого материала типовых сварных узлов, конструкция и технология сварки которых обусловливает повышенные значения темпа высокотемпературных деформаций, приводящих к образованию трещин. Сравнительно-количественную оценку сопротивляемости металла шва и зоны сплавления образованию трещин производят условными показателями: критической скоростью сварки и коэффициентами ширины образца, периодичности трещин, площади трещин и длины трещин.
32
II.4. Машинные методы испытаний на сопротивляемость образованию горячих трещин при сварке
плавлением по ГОСТ 26389—84
Тип
об¬
разца
Пояснения к испытаниям
Эскиз образца
Схема нагружения» показатель сопротивляемости
Образец типа 1а толщиной
1,5—5 мм с прорезью или типа 16 с отверстиями для оценки сопротивляемости металла однослойных швов, выполненных следующими видами сварки: ИН, ИНп, ИП, ЭЛС*, ЛС*. Ось сварного шва должна совпадать с направлением прокатки. Сварку образцов типа 1а начинают и заканчивают за пределами зоны, определенной надрезом, а образцов типа 16 — на технологических планках. Механизм деформирования при сварке образцов типа 1а включают в момент совмещения оси электрода с плоскостью, перпендикулярной оси шва и проходящей через вершину надреза, а типа 16 — после прохождения оси электрода через стык образца с технологической планкой на 20 мм. Сварку выполняют на режиме,
a) Rz20/t л
50 ±1 ( Д2 50*1 VW)
а) -
а, б — захваты с горизонтальным и вертикальным перемещением; в — захват для образцов малых толщин; 1 — образец; 2,3 — пассивный и активный захваты; 4 — платформа;
Продолжение табл. 11.4
Тип
об¬
разца
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротив¬
ляемости
характерном для данного вида сварки из условия полного проплавления, получения шва и обратного валика
Образец толщиной 1,5—5 мм для оценки сопротивляемости металла однослойных швов и зоны сплавления, выполненных следующими видами сварки: ИН, ИНп, ИП, УП, ЛС, ЭЛС. Ось сварного шва перпендикулярна направлению прокатки. Сварку начинают и заканчивают за пределами зоны, определенной надрезом. Механизм деформирования включают в момент совмещения оси электрода с плоскостью, перпендикулярной оси шва и проходящей через вершину надреза. Сварку выполняют из условия полного проплавления, получения шва и обратного валика
/ — пластина с прорезью; 2 — пластина; 3 — пластина с отверстием;
4 — технологическая планка
7 ОН
RiZ0 г*,
*
100
П П
40'[Щ
0(6тЩШщ>1б0
(р/ _ж/
i 2отв.
140
6-6
5 — рычаг; 6 — основание; 7 — губки; 8 — формирующая подкладка При испытании растяжением определяют
B—A/W тих,
где В — критический темп растяжения, м/°С; А — критическая скорость растяжения, м/с; WTWZ — средняя скорость охлаждения в зоне образования трещины, °С/с. Значение А определяют в результате испытаний и принимают среднее арифметическое из трех минимальных значений, при которых возникали трещины Wmx — определяют с помощью записи сварочного цикла Термопару вводят в среднюю часть сварочной ванны на глубину 2—3 мм, а среднюю скорость охлаждения определяют в интервале 100°С, прилегающем снизу к температуре солидуса
Температура солидуса 1450—1350 °С
Образец толщиной 6—20 мм для оценки сопротивляемости металла корневых швов, выполненных следующими видами сварки: А, ИНп, УП, РЭ.
Ось шва располагают вдоль или поперек прокатки. Сварку начинают и заканчивают на технологических планках. Механизм деформирования включают после перемещения оси электрода от стыка образца с технологической планкой на 20 мм. Сварку осуществляют из условия полного проплавления, получения шва и обратного валика
Продолжение табл. II.4
Тип
об¬
разца
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротив¬
ляемости
Образец толщиной 10—20 мм для оценки сопротивляемости металла однослойных швов с конструктивным непроваром, выполненных следующими видами сварки: А, ИП, УП, ИНп, РЭ. Ось шва располагают вдоль или поперек прокатки. Сварку образцов начинают и заканчивают на технологических планках. Механизм деформирования включают после перемещения оси электрода от стыка образца с технологической планкой на 20 мм. Мощность сварочной дуги выбирают из условия получения заданной ширины и высоты шва
1 — пластина; 2 — технологическая планка
а, б — захваты с горизонтальным и вертикальным перемещением; 1 — образец; 2 — опора; 3— корпус; 4 — пуансон; 5 — клин; 6 — рычаг
\
При испытании изгибом критическую скорость растяжения вычисляют по формуле
A=4VZ h/Li
Образец толщиной 10—20 мм для оценки сопротивляемости металла однослойных швов с конструктивным непроваром, выполненных следующими видами сварки: А, ИП, УП, ИНп, РЭ. Ось шва располагают вдоль или поперек направления прокатки. Сварку начинают и заканчивают на технологических планках. Механизм деформирования включают после перемещения оси электрода от стыка образца с технологической планкой на 20 мм. Мощность сварочной дуги выбирают из условия получения заданной ширины и высоты шва
RzWy
Ум
- уголок сварной; 2 — пластина;
• технологическая планка
где V*— критическая скорость перемещения средней опоры по отношению к крайним, м/с; h — расстояние от рабочей кромки средней опоры до вершины трещины, определяемой на поверхности излома, м; L — расстояние между крайними опорами, м Критический темп растяжения вычисляют по формуле
B~A/WrUT
Образец типа 7а толщиной 10—20 мм для оценки сопротивляемости металла однослойных швов, выполненных следующими видами сварки: А, УП, ИП. Образец типа 76 для оценки сопротивляемости металла многослойных швов, выполненных следующими видами сварки: А, УП, ИП, РЭ.
Продолжение табл. II.4
Тип
об¬
разца
Пояснения к испытаниям
Эскиз образца
Схема нагружения, показатель сопротив¬
ляемости
Ось шва располагают вдоль или поперек направления прокатки. Механизм деформирования включают в момент совмещения оси электрода с плоскостью, перпендикулярной оси шва и проходящей через вершину надреза. Мощность сварочной дуги выбирают из условия получения заданной ширины и высоты шва. При испытании образца типа 76 его сварной шов проплавляют неплавящимся электродом на Vs часть его высоты и деформируют изгибом. Скорость переплава 12 м/ч, время деформации 15 с.
о)
Rz20.
\/Ы)
mu
шп П
% 1,
ШЛИФОВАТЬ
ЛП н
80
\
===
Ё
а
Б-Б L*_ ПЛАСТИНА
1-й шов 2-й ИЮВ 6
• С МОНТАЖНЫЙ
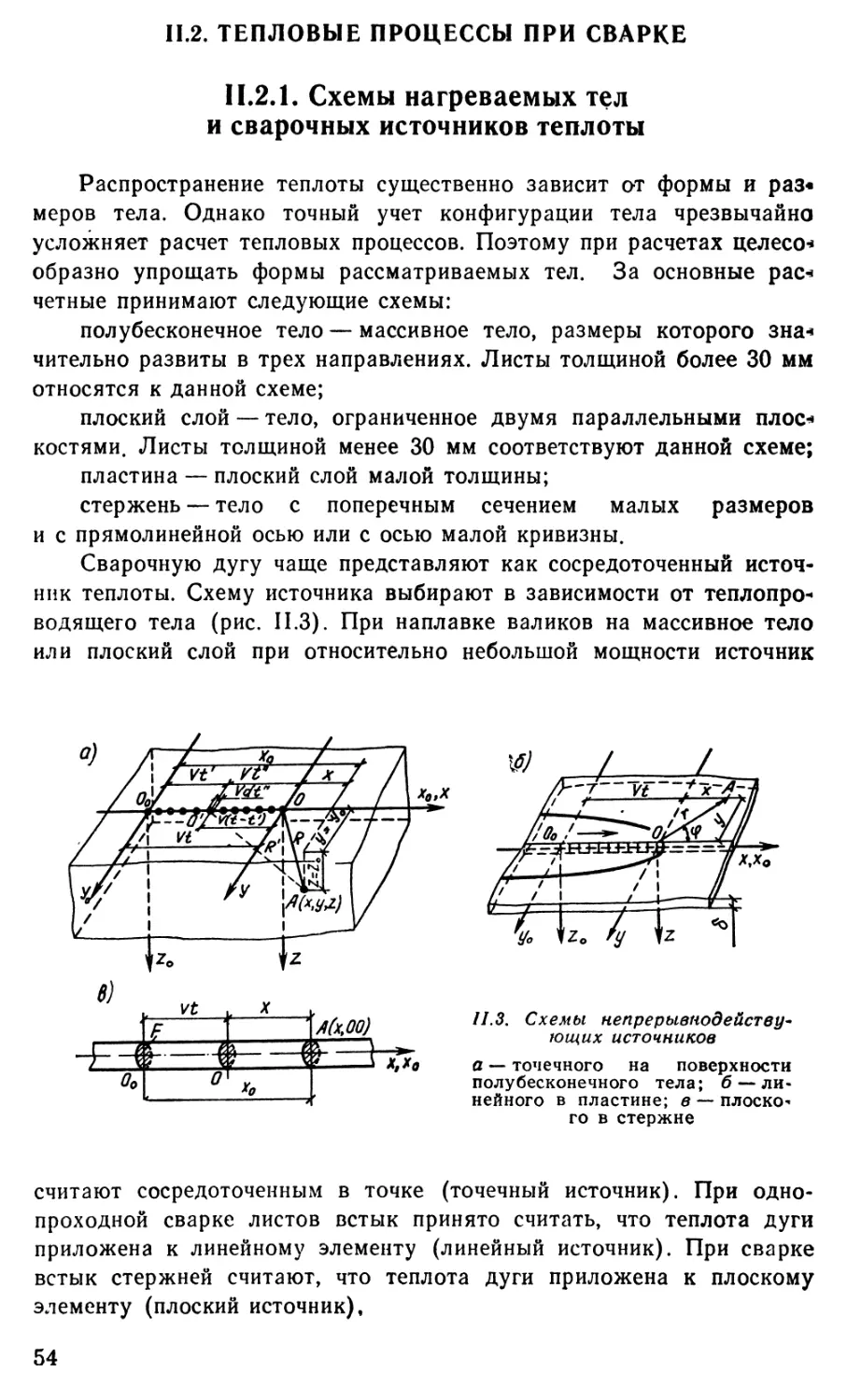
* ЭЛС — электронно-лучевая сварка; ЛС — лазерная сварка; ЭШС — электрошлаковая сварка.
11.1.10. Способы повышения технологической прочности
Существует большое разнообразие способов повышения стойкости сварных соединений к образованию трещин. Но ни один способ не является универсальным. Эффективность каждого способа определяется химическим составом стали, толщиной металла, типом сварного соединения, формой и размерами сварной конструкции, применяемой технологией сварки и т. д.
Химический состав металла шва и состояние поверхности сварочной проволоки оказывают заметное влияние на сопротивляемость образованию трещин. Сварочная проволока, покрытая ржавчиной или другими видами загрязнений, является источником насыщения металла сварного шва водородом. Поэтому перед сваркой электродную проволоку необходимо очистить, флюс и электроды прокалить, защитные газы применять только сварочные, свариваемые кромки очистить и удалить конденсированную влагу прогревом газовым пламенем. Все сварочные работы рекомендуется проводить в производственных помещениях. На монтажной площадке место сварки необходимо оградить от атмосферных воздействий.
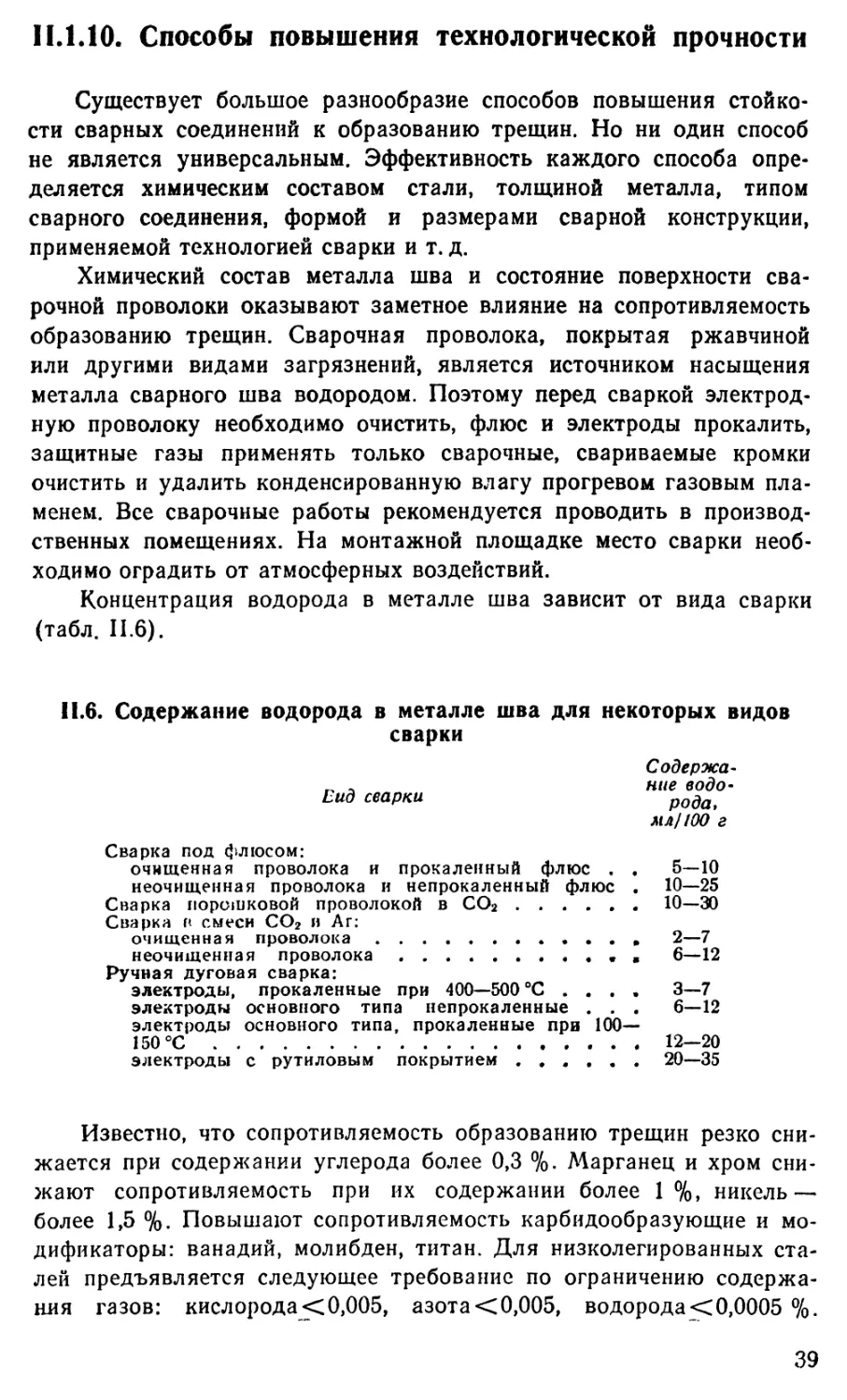
Концентрация водорода в металле шва зависит от вида сварки (табл. II.6).
11.6. Содержание водорода в металле шва для некоторых видов
сварки
Содержать * ние водо-
Lud сварки podQt
мл/ /00 г
Сварка под флюсом:
очищенная проволока и прокаленный флюс . . 5—10
неочищенная проволока и непрокаленный флюс . 10—25
Сварка порошковой проволокой в С02 10—30
Сварка ft смеси С02 и Аг:
очищенная проволока 2—7
неочищенная проволока * * • 6—12
Ручная дуговая сварка:
электроды, прокаленные при 400—500 °С . . . , 3—7
электроды основного типа непрокаленные . . . 6—12
электроды основного типа, прокаленные при 100—
150 °С 12—20
электроды с рутиловым покрытием 20—35
Известно, что сопротивляемость образованию трещин резко снижается при содержании углерода более 0,3 %. Марганец и хром снижают сопротивляемость при их содержании более 1%, никель — более 1,5 %. Повышают сопротивляемость карбидообразующие и модификаторы: ванадий, молибден, титан. Для низколегированных сталей предъявляется следующее требование по ограничению содержания газов: кислорода<0,005, азота<0,005, водорода<0,0005 %.
39
11.5. Технологические методы испытаний на сопротивляемость образо
Тип
образца
Пояснения к испытаниям
9 Образец типа 9а толщиной 1,5—5 мм для оценки сопротивляемости металла однопроходных стыковых швов и зоны сплавления соединений, выполненных следующими видами сварки: ИН, ЛС, ЭЛС, ИП, ИНп, УП. Образец изготовляют в виде квадратной пластины с центральным отверстием и вставленным в него диском. Сварку начинают над прихваткой и ведут до замыкания кругового шва. Сварку ведут на скорости, характерной для данного вида сварки, на мощности дуги, обеспечивающей полный провар кромок и формирование обратного валика. Образец типа 96 толщиной 10—12 мм для оценки сопротивляемости металла многослойных швов и зоны сплавления соединений, выполненных следующими видами сварки: РЭ, ИНп, УП. Образец изготовляют с кольцевой проточкой. Сварку ведут заполнением кольцевой проточки в два слоя, при ручной дуговой сварке — в три слоя. Место начала и окончания сварки должно быть неизменным для всех слоев. Каждый слой накладывают после охлаждения предыдущего до комнатной температуры.
Образец типа 9в толщиной более 25 мм для оценки сопротивляемости металла многослойных швов, выполненных следующими видами сварки: РЭ, ИНп, УП. Образец изготовляют в виде квадратной пластины, составленной из четырех пластин с кольцевой проточкой. Сварку ведут заполнением разделки в один слой. Сварку начинают в позиции 60° и заканчивают в позиции 240°. После охлаждения образца ниже 50 °С сваривают замыкающий шов. Образцы вырезают независимо от направления прокатки
И Образец толщиной 15—30 мм для оценки сопротивляемости металла однопроходных тавровых швов с конструктивным непроваром, выполненных следующими видами сварки: А, РЭ, ИП, УП. Образцы вырезают независимо от направления прокатки. Косынки можно изготовлять из металла, отличающегося по составу от испытываемого. Сварку ведут в два прохода без использования технологических планов на режимах, характерных для данного вида сварки. После сварки удаляют косынки и образец разрушают изгибом с растяжением в корне шва. При отсутствии трещин в первом образце при сварке следующего образца увеличивают скорость сварки и мощность дуги при условии сохранения катета шва до выявления критической скорости сварки, приводящей к образованию трещин
40
ванию горячих трещин при сварке плавлением по ГОСТ 26389—84
Зскиз образца
Показатель сопротивляемости
RziO,
VW)
1 — пластина; 2 —диск; 3 — пластина с кольцевой канавкой; 4 — пластина со шлифованными торцами
< / *
.50 J15
250 -300
*15' МОНТАЖНЫЕ
Определяют следующие показатели:
Кц—Ljji / п ,
где Ка — коэффициент периодичности трещин; м; Lm — длина шва, м; п — число поперечных трещин;
Kf
100%,
где Kf — коэффициент площади трещин; FTp — площадь трещин в изломе шва, м2; Fm — площадь поперечного сечения шва, м2;
Кг-
(■-£)
100%,
где Ki — коэффициент длины трещин; LTP — сумхмарная длина продольных трещин, м. За критическую скорость сварки принимают скорость, при которой появляюгся трещины при условии сохранения постоянной высоты шва
/ — косынка; 2 —стенка; 3— полка
41
Тип
образца
12
Пояснения к испытаниям
Образец толщиной 30—100 мм для оценки сопротивляемости металла многослойных швов, выполненных следующими видами сварки: А, РЭ, ИП, УП, ЭЛС. Образцы вырезают независимо от направления прокатки. Плиту можно изготовлять из металла, отличающегося по составу от испытываемого. Сварку ведут путем наплавки валиков в корень каждой разделки до полного заполнения. Первоначально выполняют первый шов на режиме, характерном для данного вида сварки. Каждый следующий шов осуществляют после остывания предыдущего до комнатной температуры, на режиме, отличающемся от предыдущего по скорости сварки на 20 % и мощности дуги для сохранения высоты шва. Сварку начинают и оканчивают на расстоянии 30 мм от края образца
Образец типа 10а толщиной 1,5—3 мм для оценки сопротивляемости металла первого слоя стыковых швов и зоны сплавления соединений, выполненных следующими видами сварки: ИП, ИНп, ЭЛС, ЛС.
Образец типа 106 толщиной 10—15 мм для оценки сопротивляемости металла первого слоя стыковых швов, выполненных следующими видами сварки: РЭ, А, ИП, УП.
Образец типа Юв толщиной 10 мм и более для оценки сопротивляемости металла стыковых швов, выполненных ЭЛС. Образцы вырезают независимо от направления прокатки. Перед сваркой образец крепят к столу через центральное отверстие. В первую очередь испытывают образец максимальной ширины. Дугу возбуждают на технологической планке и ведут от края к центру с полным проплавлением образца.
После охлаждения образца до 20 °С сваривают второй участок образца от края к центру. При отсутствии трещин на тех же режимах испытывают другие образцы до определения критической ширины образца
42
Продолжение табл. П.5
Эскиз образца
Показатель сопротивляемости
/ — пластина с канавками; 2— жесткая плита
/ — пластина; 2 — технологическая планка
Коэффициент критической ширины образца Kd вычисляют по формуле
где DKp — критическая ширина образца, т. е. максимальная ширина образца, вызывающая образование трещин, м; Da — наибольшая ширина образца, м
Ограничено содержание серы в стали. Между марганцем и серой должно быть соотношение:
( 22 при С=0,06-0, И %;
Mn/S> I 30 при С=0,11—0,13 %;
[ 60 при С=0,15—0,16 %.
Перспективным технологическим способом повышения сопротивляемости образованию трещин является разработка и применение видов сварки, обладающих определенной гибкостью в регулировании термического цикла сварки. Такими видами сварки являются: ручная дуговая сварка «горкой», двух-, многодуговая сварка, сварка с применением порошкового присадочного материала, сварка методом СК. В целях повышения стойкости сварных соединений против образования горячих трещин для стыковых соединений в наиболее опасных зонах появления трещин в начале и конце шва рекомендуется накладывать связи путем приварки технологических планок, жесткого закрепления или заварки концевых участков шва в направлении от центра к краю свариваемых листов. Существенно снижается вероятность появления трещин при сопутствующем подогреве участков металла, параллельных оси шва. Сварку целесообразно выполнять видами с максимальной проплавляющей способностью при наименьшей погонной энергии. Повышается стойкость сварных соединений при устранении концентраторов, вызванных формой шва и подготовкой под сварку. Благоприятная схема кристаллизации шва способствует повышению сопротивляемости образованию трещин. Внешним признаком является округлое очертание изотерм. Прерывистая кристаллизация в случае вибрации и импульсной сварки способствует повышению технологической прочности сварных соединений.
II.1.11. Определение допускаемых режимов дуговой сварки и наплавки
Для выбора технологии и определения режимов сварки существует метод валиковой пробы. Методика испытаний по валиковой пробе регламентирована ГОСТ 13585—68.
Сущность метода заключается в наплавке валиков на сплошные и составные пластины исследуемой стали при различной погонной энергии, т. е. при соответствующей скорости охлаждения W0, и последующем определении ударной вязкости, критической температуры хрупкости, угла изгиба, твердости, микротвердости, микроструктуры и других показателей, присущих околошовной зоне.
Практическая ценность валиковой пробы заключается в том, что она позволяет установить для данной стали оптимальный интервал значений скорости охлаждения Аопт околошовной зоны и опреде¬
44
лить по ним расчетным путем допускаемые режимы сварки и наплавки в зависимости ог типа соединения и толщины стали. Подготовка к испытаниям, проведение испытаний и критерии оценки приведены в табл. II.7.
II.7. Метод валиковой пробы по ГОСТ 13585-68
Подготовка и проведение испытаний
Эскиз
Составные пластины применяют: при испытаниях сталей, в околошовной зоне которых преобладает ферритно-перлитное превращение;
когда значения ударной вязкости околошовной зоны требуется сопоставлять со значениями ударной вязкости основного металла; при иепытаниях стали толщиной >5 мм
1 — валик; 2 — брусок; 3 планка приставная
Длина брусков L, предназначенных для оценки свойств приграничного участка околошовной зоны, принимается равной 220— 250 мм. При определении свойств околошовной зоны длина брусков L принимается в зависимости от скорости охлаждения W0 в интервале наименьшей устойчивости аустенита 500—600 °С: при №о>Ю°С/с —L—250 мм » 1F0=5—10 » —350 »
» №0<5 » — L=450 »
II
С
s — толщина исследуемого листа, мм; Si — толщина составной пластины, мм
Толщина 51 составной пластины определяется расчетом. Бруски из листов вырезают поперек направления прокатки. Зазор между брусками не более 0,05 мм для листов толщиной s<12 мм и не более 0,1 мм для листов толщиной s> 12 мм
1 образец для испытаний на ударный изгиб; 2 — составная пластина = (/t+A—b)-1-
+а-Ьс, где h — глубина проплавления, мм; b — глубина надреза, мм; а — размер грани образца, мм; с — припуск на механическую обработку с обратной стороны надреза 1 мм; А — расстояние между дном надреза и границей проплавления, равное 0—0,5 мм
45
Продолжение табл. II.7
Подготовка и проведение испытаний
Эскиз
Сплошные пластины применяют: при испытаниях сталей, в околошовной зоне которых преобладает бейнитное или мартенситное превращение; когда значения ударной вязкости околошовной зоны не требуется сопоставлять со значениями ударной вязкости основного металла;
при испытаниях литой стали толщиной >12 мм Валики наплавляют при конкретной температуре, соответствующей работе сварной конструкции, без колебательных движений электрода с постоянной скоростью. Составную пластину разбивают на отдельные бруски без снятия усиления, если погонная энергия при наплавке <2,09 МДж/м, и со снятием усиления, если погонная энергия >2,09 МДж/м
400-600
1 — неиспользуемый участок;
2 — участок для изготовления образцов; 3 — валик
Испытания на ударный изгиб
Образцы вырезают методом, не вызывающим нагрев металла. Размеры образцов по ГОСТ 6996—66*. Для определения ударной вязкости околошовной зоны дно надреза располагается по оси валика ниже линии сплавления на расстоянии не более 0,5 мм в сторону основного металла. Местоположение надреза намечается при изготовлении образцов на протравленных гранях, перпендикулярных продольной оси валика. Испытания проводят при различных температурах, как правило, при 20, —20, —40, —60, —80, —100°С. Для определения ударной вязкости на различном удалении от линии сплавления образцы вырезают, как показано на
1 — образец; 2 — наплавленный валик; 3 — брусок; / — расстояние между смежными надрезами
46
Продолжение табл. 11.7
Подготовка и проведение испытаний
Эскиз
эскизе. Расстояние устанавливается градиентом температур в процессе наплавки. Разница температур в местах надрезов не должна превышать 50 °С по кривой максимальных температур. Температура определяется термопарами или расчетом
Испытание на статический изгиб
Образцы вырезают из сплошных пластин поперек валика. Окончательную механическую обработку производят в поперечном по отношению к валику направлении. Длину образца L устанавливают по ГОСТ 6996—66. Кромки образцов в пределах рабочей части L/3 необходимо закруглить радиусом
1,5 мм. Околошовная зона должна находиться в растянутой зоне. Испытание проводят до образования трещины
а)
а — образец для испытаний;
б — схема нагружения образца
Определение твердости
Твердость околошовной зоны устанавливают по Виккерсу (ГОСТ 2999—75*). Нагрузку выбирают с таким расчетом, чтобы размер диагонали отпечатка не превышал 0,7 мм. При этом края отпечатка должны располагаться в пределах 0—0,7 мм от линии сплавления. Твердость за пределами околошовной зоны определяют по Виккерсу, Роквеллу (ГОСТ 9013— 59*), Бринеллю (ГОСТ 9012— 59*). Трассу отпечатков выполняют в соответствии с целями исследований
а)
б) \
1
в)
♦чччч
а — Q — трасса соответственно прямолинейная, сдвоенная, строенная
47
Результаты испытаний обрабатывают в такой последовательности: по окончании механических испытаний определяют интервал режимов сварки, которые обеспечивают получение свойств не ниже основного металла или установленных нормативными документами.
Оптимальный интервал скоростей охлаждения при сварке угле* родистых и низколегироваьных сталей, полученный по методу валиковой пробы, приведен в табл. II.8.
II.8. Оптимальный интервал скоростей охлаждения при сварке сталей (валиковая проба)
Тип стали
Марка стали, исходное состояние
допт.
°С/с
Критерий для оценки свойств
Твердость НВ, МН/м*
Углеродистая об¬
Ст2
6—18
Ян>0,5 МДж/м2
1550—
щего назначения (ГОСТ 380—71*)
Прокат
1,2—12
при —60 °С, 6 = = 20 мм
1700
СтЗкп
Прокат
ян>0,2 МДж/м2 при —50 °С, 6 = = 12 мм
БСтЗ
Прокат
1,4-15
ян>0,5 МДж/м2 при —50 °С, 6 = = 12 мм
1550— 1650
Углеродистая ка¬
40
2,4—5
ян 0,6 МДж/м2
2650—
чественная конструкционная (ГОСТ 1050—74**)
Нормали¬
зация
45
при +20 °С 6 = = 16 мм
2800
Нормализация 850 °С
2-4
ян0,35 МДж/м2 при +20° С, 6 = = 16 мм
2300—
2500
Низколегирован¬
09Г2
1—15
Ян 0,3 МДж/м2
1850—
ная толстолистовая и широкопо¬
Прокат
1-12
при —60 °С, б = = 12 мм
2150
лосная универсаль¬
14Г2
яп0,2 МДж/м2
2250—
ная (ГОСТ 19282—73*)
Прокат
при —70 °С, 6 = =20 мм
2700
16ГС
Прокат
1—12
ян0,2 МДж/м2 при — 60 °С, 6 = = 20 мм
1900— 2250
16ГС
Нормали¬
зация
1—6
ян 0,6 МДж/м2 при +20 °С, 6 = = 20 мм
2350—
2600
16ГС
Нормали¬
зация
1—8,5
ян 0,2 МДж/м2 при —60 °С, 6 = = 12 мм
1700— 2100
17ГС
Нормали¬
зация
10—30
ян 0,4 МДж/м2 при —60 °С, 6 = = 11 мм
2250—
2350
10Г2С1Д
Прокат
1—15
ян>0,2 МДж/м2 при —60 °С, 6 = = 12 мм
1850— 2500
48
Методика испытаний, регламентированная ГОСТ 23870—79, позволяет оценить влияние сварки плавлением на свойства основного металла в околошовной зоне без выполнения сварки (табл. 11.9). В результате испытаний устанавливают зависимости временного сопротивления, относительного удлинения и сужения, предела длительной прочности, ударной вязкости, твердости, величины зерна и содержания структурных составляющих от скорости охлаждения.
II.9. Метод оценки влияния сварки плавлением на основной металл по ГОСТ 23870—79
Подготовка и проведение Эскиз образца, показатель механических
испытаний свойств
Для испытаний изготовляют образцы 1 и 2 с чистотой поверхности 1,25 мкм. При толщине 3 мм и менее изготовляют образцы толщиной равной толщине проката с сохранением шероховатости, соответствующей состоянию проката
60±0,6
ОБРАЗЕЦ 1
60tff.6
3*0.1
ОБРАЗЕЦ 2
Образцы 1, 2 подвергают тепловому воздействию в установке для имитации теплового воздействия сварки по следующим термическим циклам околошовной зоны: наибольшая температура нагрева должна быть равна 0,9 ±0,02 температуры солидуса, средняя скорость нагрева 250± ±12,5°С/с в интервале 700— 900 °С, средняя скорость охлаждения 0,1 ±0,01; 1±0,1; 10± 1; 100± 10 и 600 ±
±60°С/с в интервале 600— 500 °С. Из образцов, подвергнутых тепловому воздействию, изготовляют образцы для механических испытаний.
Для определения временного сопротивления, относительного удлинения и сужения из образца 1 изготов-
ОБРАЗЕЦ 3
15
7>Г i 1в
JO±r
ОБРАЗЕЦ ТИПА П ПО ГОСТ 6994-61
8 ±0,1 О
ОБРАЗЕЦ ТИПА ШЛО ГОСТ 6696-66
4 194
49
Продолжение табл. II.9
Подготовка и проведение испытаний
Эскиз образца, показатель механических свойств
ляют образец 3 и из образца 2 — образец типа II по ГОСТ 6996—66. Для определения предела длительной прочности используют образец 3. Испытание проводят в соответствии с ГОСТ 10145—81. Для определения ударной вязкости используют образцы типов VIII и XI по ГОСТ 6996—66*, которые изготовляют из образца 1. Твердость, величину зерна и содержание структурных. составляющих определяют на среднем участке образца 1
' ,1
(
WL
)
,2zm
Е 8*6110
Ж
f?0,25* QMS'
Фв — Р max/ Р о>
где (Ув — временное сопротивление, Па; Ртах — наибольшая нагрузка, предшествующая разрушению образца, Н; F0 — начальная площадь поперечного сечения образца, м2.
6= 100%,
где б — относительное удлинение; 1о, 1к — расчетная длина до и после испытаний, м.
(f°~FK,). 100%>
Fo
где Y — относительное сужение; F0, Fк — площадь поперечного сечения до и после испытаний, м2.
Предел длительной прочности определяют по зависимости для временного сопротивления. В обозначение вводят верхний индекс — температура испытания в °С, нижний индекс — продолжительность испытания до разрушения в часах. Например, Oiooo— предел прочности за 1000 ч испытания при температуре 700 °С.
KC=K/S0r где КС — ударная вязкость, Дж/м2; К — работа удара, Дж; S0 — площадь поперечного сечения образца в месте концентратора до испытания, м2. Ударную вязкость обозначают сочетанием букв и цифр. Например, KCV-40 50/2/7,5 — ударная вязкость с концентратором вида V при температуре —40°С, максимальная энергия 50 Дж, глубина концентратора
2 мм, ширина образца 7,5 мм
50
II.1.12. Испытание сварного соединения на коррозию
Межкристаллитная коррозия. Испытанию на межкристаллитную коррозию подвергают сварные соединения по методике, изложенной в ГОСТ 6032—84. В зависимости от химического состава стали и технических условий эксплуатации сварной конструкции применяют следующие методы: AM, АМУ, В, ВУ, ДУ, Б. Наиболее распространенным является метод AM. Он применяется для сварных соединений сталей: 20Х13Н4Г9, 08Х18Г8Н2Т, 12Х18Н9, 06Х18НИ,
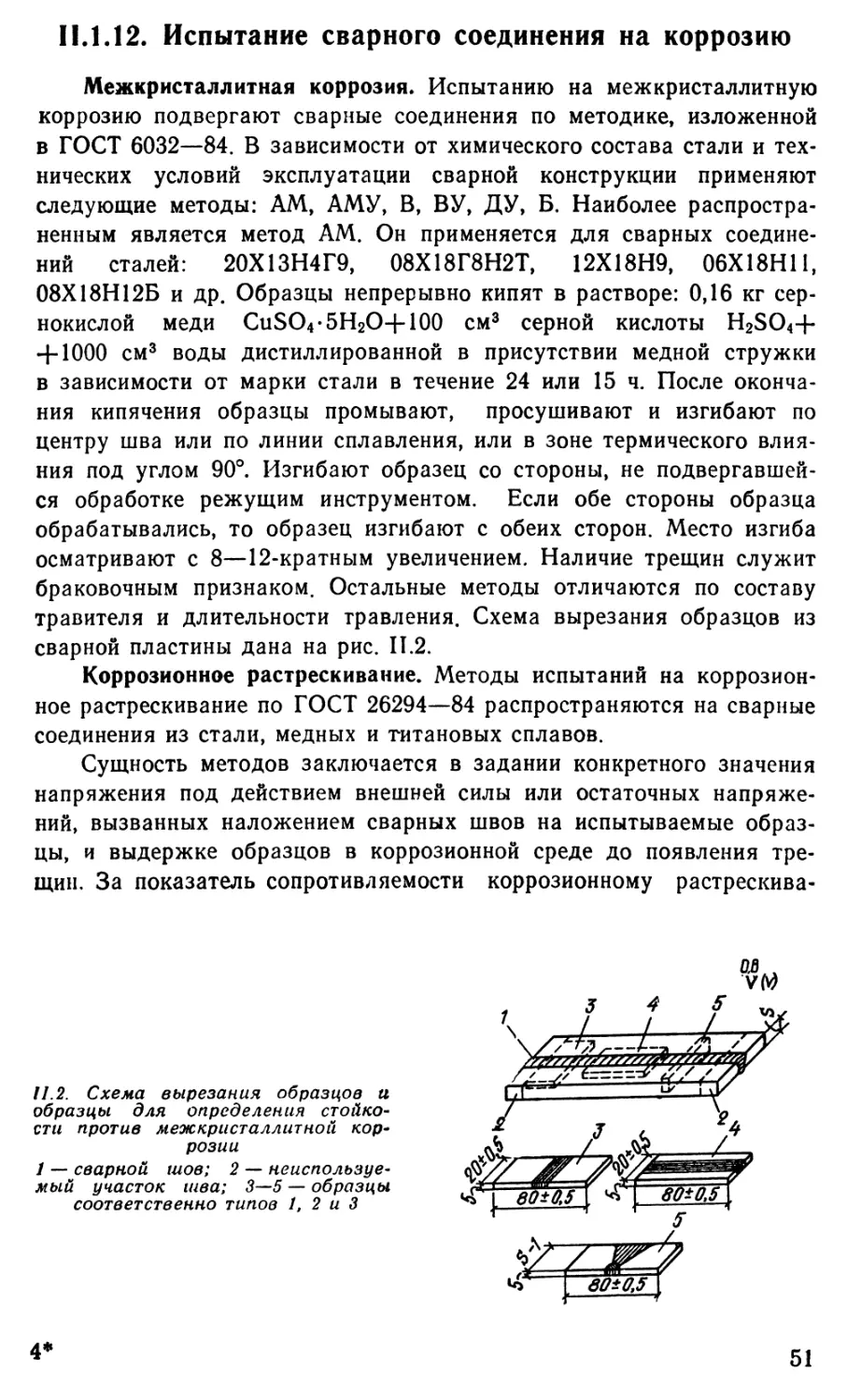
08Х18Н12Б и др. Образцы непрерывно кипят в растворе: 0,16 кг сернокислой меди CuS04*5H20+100 см3 серной кислоты H2S04+ + 1000 см3 воды дистиллированной в присутствии медной стружки в зависимости от марки стали в течение 24 или 15 ч. После окончания кипячения образцы промывают, просушивают и изгибают по центру шва или по линии сплавления, или в зоне термического влияния под углом 90°. Изгибают образец со стороны, не подвергавшейся обработке режущим инструментом. Если обе стороны образца обрабатывались, то образец изгибают с обеих сторон. Место изгиба осматривают с 8—12-кратным увеличением. Наличие трещин служит браковочным признаком. Остальные методы отличаются по составу травителя и длительности травления. Схема вырезания образцов из сварной пластины дана на рис. II.2.
Коррозионное растрескивание. Методы испытаний на коррозионное растрескивание по ГОСТ 26294—84 распространяются на сварные соединения из стали, медных и титановых сплавов.
Сущность методов заключается в задании конкретного значения напряжения под действием внешней силы или остаточных напряжений, вызванных наложением сварных швов на испытываемые образцы, и выдержке образцов в коррозионной среде до появления трещин. За показатель сопротивляемости коррозионному растрескива-
11.2. Схема вырезания образцов и образцы для определения стойкости против межкристаллитной коррозии
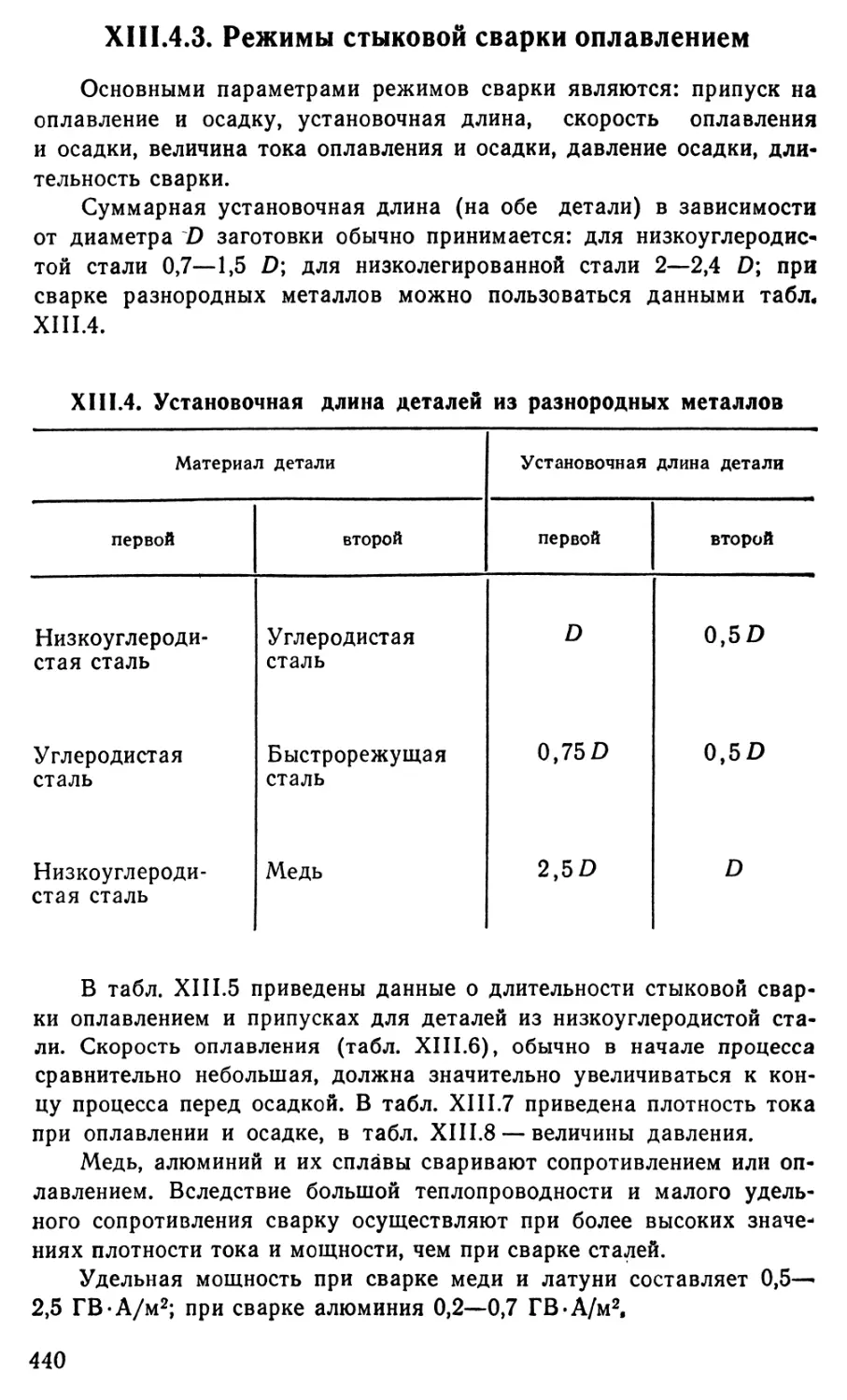
1 — сварной шов; 2 — неиспользуемый участок шва; 3—5 — образцы соответственно типов 1, 2 и 3
51
нию принимают время до появления первой коррозионной трещины при определенном уровне напряжений и уровень максимальных напряжений, при котором не появляются трещины за установленный срок испытаний (табл. II.10).
11.10. Методы испытаний на коррозионное растрескивание по ГОСТ 26294—84
Методы испытаний
Тип образца и схема нагружения
Метод испытаний при постоянной нагрузке
Для испытаний используют образец на статическое растяжение сварного соединения по ГОСТ 6996—66 (гл.
XXVI). Начальное значение напряжения должно составлять не менее 0,8 а0,2 основного металла образца, а для сплавов с повышенной чувствительностью к тепловому воздействию сварки — не менее 0,8 Оь сварного соединения. Продолжительность испытаний, температуру и коррозионную среду назначают из условия эксплуатации конструкции
Метод испытаний при постоянной деформации
Для испытаний используют образец на статический изгиб сварного соединения по ГОСТ 6996—66 (гл. XXVI). Растягивающие напряжения создают со стороны контролируемой поверхности сварного соединения
При трехточечной схеме изгиба fi = a/2/6£*5, где f 1 — стрела прогиба, м; <т — заданные напряжения, МПа; /—расстояние между опорами, м; Е — модуль упругости, МПа; 5 — толщина образца, м.
При четырехточечной схеме изгиба /2=23a/2/108£s, где /2 —стрела прогиба, м
52
Продолжение табл. 11.10
Методы испытаний
Тип образца и схема нагружения
Метод испытаний образцов с остаточными сварочными напряжениями
Для испытаний используют сварные образцы, которые выдерживают в коррозионной среде Напряженное состояние в сварных узлах, содержащих вварки вставок, штуцеров, проплавление по замкнутому контуру и т. д. имитируется на образце-диске.
Напряженное состояние в сварных соединениях, содержащих швы значительной протяженности (листовые конструкции, крупногабаритные сосуды), имитируется на образце-пластине.
Напряженное состояние, возникающее в трубных соединениях, имитируется на образце-патрубке.
Допускается выполнение как обоих, так и одного типа шва (кольцевого или продольного)
ОБРАЗЕЦ-ДИСК
3 мм; Do и Да из условия устойчивости образца; 5=3—6 мм; А)=130 мм; £>ш=40 мм; s>6 мм; D0= = 52у/'s мм; Dm=0,35 D0 мм
ОШМЗЕЦ—ПЛАСТИНА
s<25 мм; Li = 250 мм; 12= = 150 мм; s>25 мм; Li = = 10 s мм; L2=Q s мм
ОБРАЗЕЦ-ПАТРУБОК
s=2—3 мм; D = 55 мм; I— = 110 мм; s>3 мм; D = =20 s мм; /=2 D мм
Метод испытаний при сложнонапряженном состоянии
Сварному узлу, конструкции или их макету задают напряжения, соответствующие напряженному состоянию контролируемой конструкции, при одновременном подведении к ним коррозионной среды, условия контакта с которой соответствуют условиям эксплуатации
За образцы принимают сварные узлы, конструкции или их макеты
53
11.2. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
11.2.1. Схемы нагреваемых тел и сварочных источников теплоты
Распространение теплоты существенно зависит от формы и раз* меров тела. Однако точный учет конфигурации тела чрезвычайно усложняет расчет тепловых процессов. Поэтому при расчетах целесо* образно упрощать формы рассматриваемых тел. За основные рас* четные принимают следующие схемы:
полубесконечное тело — массивное тело, размеры которого зна« чительно развиты в трех направлениях. Листы толщиной более 30 мм относятся к данной схеме;
плоский слой — тело, ограниченное двумя параллельными плос* костями. Листы толщиной менее 30 мм соответствуют данной схеме; пластина — плоский слой малой толщины;
стержень — тело с поперечным сечением малых размеров и с прямолинейной осью или с осью малой кривизны.
Сварочную дугу чаще представляют как сосредоточенный источник теплоты. Схему источника выбирают в зависимости от теплопроводящего тела (рис. II.3). При наплавке валиков на массивное тело или плоский слой при относительно небольшой мощности источник
считают сосредоточенным в точке (точечный источник). При однопроходной сварке листов встык принято считать, что теплота дуги приложена к линейному элементу (линейный источник). При сварке встык стержней считают, что теплота дуги приложена к плоскому элементу (плоский источник),
6)
11.8. Схемы непрерывнодействующих источников
а — точечного на поверхности полубесконечного тела; б—линейного в пластине; в — плоского в стержне
54
При электрошлаковой сварке источник теплоты можно принять объемным, однако чаще всего его заменяют совокупностью линейных или плоских источников теплоты. Газовое пламя обычно считают круговым, нормально распределенным источником теплоты.
В зависимости от длительности действия дуги источники теплоты подразделяют на мгновенные и непрерывно действующие.
Непрерывно действующие источники могут быть неподвижными или перемещаться с определенной скоростью. При расчетах применяют следующие схемы: подвижный и быстродвижущийся источник теплоты.
Подвижной источник теплоты. При расчетах предполагают, что источник перемещается прямолинейно и равномерно. Схема описывает процесс распространения тепла при сварке прямолинейных швов или наплавке валиков.
Быстродвижущийся источник теплоты. Предполагают, что источник перемещается с большой скоростью. Схема описывает процесс распространения тепла при автоматической дуговой сварке.
11.2.2. Расчет тепловых процессов
Расчет тепловых процессов и основных параметров термического цикла при однопроходной сварке или наплавке для некоторых схем распространения тепла приведен в табл. 11.11.
11.11. Расчет тепловых процессов при сварке
Название схемы источника тепла и нагреваемого тела
Температура предельного состояния процесса в заданной точке 7\ °С
Максимальная температура термического иикла
rm. «с
Наплавка валика на массивное тело при действии быст* родвижущегося источника теплоты
Г<>- 2яЫ Х
у'+г'
Xe 4а< (II. 8)
T'm(r) =ql(nl2evc\r*)
(11.9)
Дуговая однопроходная сварка листов встык при действии линейного быстродвижущегося источника теплоты
Пу.п- ,/ х vdV 4nXcyt
-JL —ы Xe ы (11.12)
0,484q TmW~ vcyhty X
x (•-■*£) Ш. i3)
55
Продолжение табл. 11.11
Название схемы источника тепла и нагреваемого тела
Мгновенная скорость охлаждения при данной температуре W0, °С/с
Длительность нагрева выше данной температуры Г*н.с
Наплавка валика на массивное тело при действии быстродвижущегося источника теплоты
(11.10)
qlv
1
О
1 II
Дуговая однопроходная сварка листов встык при действии линейного бысгродвижущегося источника теплоты
Г 2л(Г~Го)3
Г0-2яХс7Х
(11.14)
н /гХ Лсу(Гт-Г0)?
(11.15)
х, у> z — координаты рассчитываемой точки; г= V у2+г2 — расстояние от источника теплоты до точки с координатами у, г, м; t=x/v— время, прошедшее после пересечения дугой плоскости, в которой расположена рассматриваемая точка, с; v — скорость сварки, м/с; е — основание натурального логарифма; А, — коэффициент теплопроводности, Вт/(м*°С); а — коэффициент температуропроводности, м2/с; с — удельная теплоемкость, Дж/(кг*°С); у— плотность тела, кг/м3; су — удельная объемная теплоемкость, Дж/(м3*°С); а — коэффициент теплоотдачи, Вт/(м2-°С) [для углеродистой стали а= = 60 Вт/(м2*°С) при 7'Ср=500—600°С]; q=IUa — эффективная тепловая мощность источника теплоты, Вт; Т0 — начальная температура изделия или температура подогрева, °С; Т — температура в рассматриваемой точке, °С; /2, f% — коэффициенты, которые выбирают в зависимости от в=(Т—Тс)/(Тт—Т0), изменяющейся от 0 до 1 по
2а
номограмме (рис. II.4); Ь= ■ -—коэффициент температуроотда-
чи, с-1.
Значения теплофизических коэффициентов для некоторых металлов приведены в табл. 11.12.
При многослойной сварке длинными участками сталей, склонных к закалке и образованию холодных трещин, проверяют условия охлаждения первого слоя. Последующие слои при одинаковом поперечном сечении, как правило, остывают медленнее первого слоя, поэтому условия их охлаждения можно не проверять.
56
11.12. Теплофизические коэффициенты для некоторых металлов
Материал
о
о
а
о
СЮ
2°.
si
bU
CQ°
О
Cl
s
Q
Низкоугле¬
500—
5—
37,7—
750—
родистые и низколегированные стали
600
5,24
41,9
900
Аустенит-
600
4,73—
25—
530—
ные стали
4,8
33,5
700
Медь
400
3,85—
4
368—
377
9500—
9600
Латунь
350—
400
3,47
117
3400
Алюминий
300
2,72
272
10 000
Технический титан
700
2,85
16,8
600
oJftSrO
цю-
0,15
0,201 IЩ
В>-\
*№■ i 9» 1«*Н
I от
у 010•
н offi 1,00-
1,50-
1,70-
0,9
Ofii
А
-0,05
Ц5
Д4
43-
■ 0,10
0,15 -0,20 0,25 0,30
-0,40 0,50 0,60 070 i
f,00 i 1,501
* I
3 e
b
ze
114. Номограмма для расчета длительности нагрева выше заданной температуры Т при наплавке валика на массивное тело (а) и однопроходной сварке листов встык (б)
Скорость охлаждения первого слоя многослойного шва рассчитывают по соотношению (11.10).
Различные условия теплоотвода учитывают, вводя в расчет вместо истинных значений толщины б свариваемых листов и погонной энергии дуги qn их приведенные значения бР и qnр, которые получают умножением действительных их значений на следующие коэффициенты приведения:
приводимая величина б <7П
наплавка, однопроходная сварка стыкового соединения без скоса кромок 1 1
первый слЛ шва стыкового соединения (угол разделки 60°) 3/2 3/2
первый слой второго шва таврового или нахлесточ-
ного соединения 1 2/3
первый слой четвертого шва крестового соединения 1 1/2
57
При многослойной сварке короткими участками режим характеризуется погонной энергией qn и длиной / участка. Длину участка выбирают из условия, чтобы температура Тв околошовной зоны первого слоя к моменту наложения тепловой волны следующего слоя не падала ниже температуры начала мартенситного превращения (200—350 °С) или температуры образования холодных трещин (60— 200 °С), и вычисляют по формуле
где Кг — коэффициент чистого горения дуги, равный 1 при автоматической многодуговой сварке и 0,6—0,8 при ручной сварке; Кз — поправочный коэффициент, равный 1,5 для стыкового соединения; 0,9 для таврового и 0,8 для крестового соединения.
Глава III. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
III.1. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ТЕРМИНОВ
Определения основных терминов, относящихся к сварным соединениям и швам, регламентированы ГОСТ 2601—84 (табл. III.1).
II 1.1. Термины и определения сварных соединений и швов
/ = 0,7 К,*, q*/b*v(TB-T0)2,
(11.16)
Термин
Определение
Сварное соединение
Неразъемное соединение, выполненное сваркой
Стыковое соединение Сварное соединение двух элементов,
примыкающих друг к другу торцовыми поверхностями
Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
58
Продолжение табл. II 1.1
Термин
Определение
Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации, пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Стыковой шов
Сварной шов стыкового соединения
Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
Прерывистый шов
Сварной
шов с промежутками по длине
Цепной прерывистый шов. Цепной шов
Двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
1 1
59
Продолжение табл. IIIЛ
Термин
Определение
Шахматный прерывистый шов. Шахматный
Двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Подварочный шов
ЛШПП-
Меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
Валик
Металл сварного шва, наплавленный или переплавленный за один проход
Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
КОРЕНЬ ШВА
60
Продолжение табл. 111.1
Термин
Определение
Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
Расчетная высота углового шва. Расчетная высота шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Катет углового шва. Катет шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Ширина сварного шва. Ширина шва
Расстояние4 между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Коэффициент формы сварного шва. Коэффициент формы шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Мягкая прослойка сварного соединения. Мягкая прослойка
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка сварного соединения. Твердая прослойка
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
61
IIL2. ОСНОВНЫЕ ТИПЫ ШВОВ И СВАРНЫХ СОЕДИНЕНИЙ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Перечень стандартов, устанавливающих в зависимости от способа сварки (пайки), вида свариваемого изделия или металла изделия основные типы сварных соединений, конструктивные элементы и размеры, представлен в табл. II 1.2.
II 1.2. Область применения государственных стандартов на основные типы швов и сварных соединений, конструктивные элементы
ГОСТ
Наименование
Область распространения
5264—80
8713-79
11533-75
11534—75
14098—85
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
На соединения из сталей, а также сплавов на железоникелевой и никелевой основах. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037— 80
На соединения из сталей, а также сплавов на железоникелевой и никелевой основах. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037—80 На соединения из углеродистых и низколегированных сталей
На соединения из углеродистых и низколегированных сталей, выполняемые ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно
На соединения арматуры и закладные изделия, выполняемые контактной и дуговой сваркой из стержневой и проволочной арматурной стали диаметром от 3 до 40 мм, а также листового и фасонного проката при изготовлении железобетонных
62
Продолжение табл. II 1.2
гост
Наименование
Область распространения
14771—76*
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
изделий и возведении монолитных и сборных железобетонных конструкций
На соединения из сталей. Стандарт не распространяется на сварные соединения труб
14776—79
Дуговая сварка. Соединения точечные. Основные типы, конструктивные элементы и размеры
Точечные соединения из сталей, медных, алюминиевых и никелевых сплавов
14806—80
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
На соединения из алюминия и алюминиевых деформируемых термически не упрочняемых сплавов при толщине кромок свариваемых деталей от 0,8 до 60 мм включительно
15164—78
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
На соединения из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой
15878—79
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
На соединения из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой. Стандарт не *» распространяется на сварные соединения, осуществляемые контактной сваркой без расплавления металла.
16037—80
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
На соединения трубопроводов из сталей. Стандарт устанавливает основные типы, конструктивные элементы и размеры сварных сое-
63
Продолжение табл. III.3
гост
Наименование
Область распространения
16038—80
16098—80
19249—73*
23518—79
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры
Соединения паяные. Основные типы и параметры
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
динений труб с трубами fir арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления труб из листового и полосового металла
На соединения труб с трубами из меди марок М1р, М2р, МЗр по ГОСТ 859— 78* и медно-никелевого сплава марки МНЖ 5-1, с фланцами из латуни марки Л90 и со штуцерами и ниппелями из бронзы марок БрАМц9-2 или БрАЖНМц 9-4-4-1. Стандарт не распространяется на сварные соединения, применяемые для изготовления труб из листового или полосового металла
На соединения из двухслойной коррозионно-стойкой стали
На соединения паяные, конструктивные элементы паяных швов, их обозначения и параметры
На соединения из сталей и сплавов на железоникелевой и никелевой основах
Указанными стандартами регламентированы для различных толщин металла: тип соединения, форма и размеры подготовленных кромок, характер сварного шва, форма и конструктивные элементы поперечного сечения сварного шва, условное обозначение сварного соединения. Примеры из различных стандартов представлены в табл.
1II.3.
64
at
i
111.3. Некоторые основные типы швов сварных соединений
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
о.
33
0Q
и
сз (V
з*
* S §32
<V
S К
Я к
X (D В
2 з* (У
Тип соединения
подготовленных
кромок
сварного соединения
VO
О
о
и *
Толщи
риваем
талей,
I 1 Г СЗ X
in
По ГОСТ 5264—80
Стыковое
С двумя симметричными скосами кромок
Двусторонний
тт
в
—
8—120
С 25
Угловое
Со скосом кромок
Односторонний
1
1
—
3—60
У9
Двусторонний
1
—
У10
Продолжение табл. III.3
Тип соединения
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
подготовленны х кромок
сварного соединения
о s
si*
Я со <U
3 2 4
О Я со Н О.Н
1в
III
1 s s
2 « к
Т» О 4*
£*3 о
Тавровое
Со скосом одной кромки
Односторонний
Двусторонний
3—60
По ГОСТ 8713—79
Тб
Т7
Стыковое
То же
Двусторонний
шл
Ig»
АФ
14—20
С12
Нахлесточное
Без скоса
Односторонний
АФ
1—20
Н1
Стыковое
кромок
Двусторонний
Ш
По ГОСТ 14771-76*
Со скосом одной кромки
Односторонний
замковый
ПФ
1—20
Н2
ИНп
3—10
ИП
3—10
СП
УП
3—40
ИНп
ИП
0,8—40
Т1
УП
АФ
14—20
АФ
С4
Р
8—20
Р
Тавровое
Стыковое
Без скоса кромок
Односторонний
По ГОСТ 16098—80
Со скосом одной кромки
Двусторонний
Продолжение табл. 1П.З
Тип соединения
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Способ сварки
Толщина свариваемых деталей, мм
Условное
обозначение
соединения
подготовленных
кромок
сварного соединения
Тавровое
Со СКОСОМ одной кромки
Двусторонний
АФ
12—26
тз
АФ
Р
Р
8—26
ШШ/Л
ШМ
W/)
По ГОСТ 15164—78
Стыковое
Без скоса кромок
—
*
щш
шэ
16-450
С1
Угловое
Со скосом двух кромок
—
шэ
16—300
У2
Ч
1
1
Стандарты определяют не только конструктивные элементы подготовленных кромок и возможные отклонения их основных размеров, но и регламентируют размеры швов и предельные отклонения их параметров. Например, ГОСТ 5264—80 определяет для каждого типа сварного шва условное обозначение, предельные толщины свариваемых изделий s, величины и предельные отклонения зазора b, ширину шва е, выпуклость шва g, ее предельные отклонения и др. Такие же параметры определяют ГОСТ 8713—79, 14771—76*,
14776—79, 14806—80, 16037—80, 16038—80, 16098-80, а ГОСТ
16037—80 и 16038—80, кроме того, регламентируют предельные отклонения по толщине стенки свариваемых труб.
Стыковая сварка соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. II 1.4, производится так же, как для деталей одинаковой толщины. Конструктивные элементы подготовленных кромок и размеры шва следует выбирать по большей толщине.
II 1.4. Допустимая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок
гост
Толщина тонкой детали, нм
Разность толщин деталей, мм
5264—80
1—4
1
5—20
2
21—30
3
Св. 30
4
8713—79
2—4
1
5—30
2
31—40
4
Св. 40
6
14771—76*
2—3
1
4-30
2
31—40
4
Св. 40
6
16098—80
4—7
1
8—20
2
21—36
3
Св. 40
л
///./. Допускаемое расположен ие поверхности шва при разной тол* щине свариваемых деталей
Для плавного перехода от одной детали к другой допускается располагать поверхность шва (рис. 111.1) наклонно.
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 111.4 на детали, имеющей большую толщину S|, должен быть сделан скос с одной стороны или с двух сторон до тол« щины тонкой детали s, как показано в табл. III.5. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
111.5. Величина скоса детали, имеющей большую толщину, при стыковом соединении ее с тонкостенной деталью
гост
Односторонний скос
Лвухсторонний скос
5264—80,
8713-79,
14771—76*
16098—80
15±2°
При сварке стыковых соединений деталей (за исключением труб) ГОСТ 5264—80, 8713—79, 14771—76 допускают перед сваркой следующие смещения свариваемых кромок относительно друг друга:
Толщина детали Смещение, мм
До 4 ........... 0.5
4—10 1
10—100 , 0,1s, но не более 3 мм
Св. 100 . «•••••• O.Ols+2, но не более 4 мм
ГОСТ 16098—80 допускает перед сваркой смещение кромок относительно друг друга на г*аличину до 10 % толщины листа, но не более половины толщины плакирующего слоя и не более 3 мм при толщине плакирующего слоя более 6 мм.
На сварке угловых швов ГОСТ регламентирует допустимые значения выпуклости и вогнутости швов (табл. И 1.6).
По ГОСТ 5264—80 при сварке в положениях, отличных от нижнего, допускается увеличение выпуклости не более чем на 1 мм для деталей толщиной до 60 мм и не более чем на 2 мм для деталей толщиной более 60 мм.
II 1.6. Допустимые значения выпуклости и вогнутости сварных
угловых швов
гост
Выпуклость шва
Вогнутость шва
5264-80, 8713—79, 14771—76*
До 30 % размера катета, но не более 3 мм
До 30 % размера катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению расчетного размера катета
16098—80
При сварке в нижнем положении выпуклость шва не должна превышать, мм:
1.5 при К<Ъ мм
2.5 » 5 мм</<<10 мм
3.5 » /<”>10 мм
При сварке в других пространственных положениях допускается увеличение выпуклости на 1 мм
Вогнутость шва не более 3 мм
Размеры катетов углового шва К я К\ по ГОСТ 5264—80 и 8713—79 должны быть установлены при проектировании сварного соединения, но не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной более 3 мм.
Предельные отклонения размеров катетов углового шва /С и /Ci от номинального значения должны соответствовать, мм:
1 при К и /Ci5 мм
2 .... . » К и Кх>6 »
71
Минимальные размеры катетов угловых швов по ГОСТ 5264—80 и 8713—79 приведены в табл. II 1.7.
II 1.7. Минимальные размеры, мм, катетов угловых швов для толщины более толстого из свариваемых элементов
Толщина более толстого из свариваемы* элементов,
мм
Предел текучести свариваемой стели, МПа
8
со
4 до 5
О
Ю
2чО
*8
яя
£
СО
о
3
а *=(
а §
8
До 400
3
4
5
6
7
8
9
10
Ох 400 до 450
4
5
6
7
8
9
10
12
Примечание. Минимальный размер катета не должен превышать 1,2 толщины более тонкого элемента.
111.3. ОБОЗНАЧЕНИЯ ОСНОВНЫХ ПОЛОЖЕНИЙ СВАРКИ ПЛАВЛЕНИЕМ
ГОСТ 11969—79 устанавливает основные положения сварки и их обозначения для сварных швов, выполняемых сваркой плавлением как в один, так и в несколько слоев (табл. Ш.8).
Положение сварки определяется углом наклона продольной оси шва а и углом поворота поперечной оси шва Р относительно их нулевых положений.
При накладывании многослойных швов в разных положениях обозначения основных положений сварки следует относить к каждому слою в отдельности.
Направление сварки обозначается стрелкой после букв, обозначлющих положение сварки. Например, при сварке на спуск острие стрелки направлено вниз, а при сварке на подъем — вверх.
111.8. Обозначения основных положений сварки плавлением
Наименование основных положений
| <и
х
Тип сварного uibi
Предельное отклонит » ±10°
угловой
стыковой
а0
3°
Л1
«В лодочку»
л
Ф
0
0
72
Продолжение табл. И Я
Наименование основных положений
Тип сварного шва
угловой
стыковой
Пред ель нос отклонение ±10°
Нижнее
Н
А
45
Полугоризон-
тальное
Горизонталь¬
ное
Пг
45
90
Полуиерти-
калыюе
Пв
45
Вертикальное
90
73
Продолжение табл. II 1.8
II 1.4. УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ
ГОСТ 2.312—72 регламентирует условные изображения и обозначения сварных соединений в технической документации. Независимо от способа сварки видимый шов на чертеже изображают сплошной линией, а невидимый — штриховой. Видимую сварную точку обозначают знаком « + », невидимую — не обозначают. От изображения шва или гочки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, если изображен видимый шов, и под полкой, если шов невидимый ГОСТ 2.312—72 регламентирует отдельные случаи применения различных обозначений, их упрощения и т. п. Стандартом определены вспомогательные знаки для обозначения сварных швов, наиболее часто используемые из них приведены
74
8 табл. III.9. В табл. ШЛО даны примеры условных обозначений
стандартных швов сварных соединений.
III.9. Вспомогательные знаки для обозначения сварных швов
Вспомогательный
знак
Значение вспомогательного знака
Расположение вспомогательного знака относительно полки линиивыноски, проведенной от изображения шва
с лицевой стороны
с оборотноР стороны
XL
Выпуклость шва снять
-Q.
/
г
■1А2.
Наплывы и неровности шва обработать с плавным переходом к основному металлу
JJJL
/
1
Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения
?
~
/
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60°
/
/
7
Шов прерывистый или точечный с шахматным расположением
•
Z
L
/
/2
О
Шов по замкнутой линии. Диаметр знака от 3 до 5 мм
а
1=3
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
/—
Примечание. За лицевую сторону одностороннего шва сварочного соединения принимают сторону, с которой ведут сварку; соответственно двустороннего шва с несимметрично подготовленными кромками — сторону, с которой накладывают основной шов, и двустороннего шва с симметричной подготовкой кромок — любую сторону.
75
ШЛО. Примеры условных обозначений швов
Характеристика шва
Форма поперечного сечения шва
Условное обозначение шва, изображенного на чертеже
с лицевой стороны
с оборотной стороны
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Выпуклость снята с обеих сторон.
Параметр шероховатости поверхности шва со стороны:
лицевой Rz 20 мкм
оборотной Rz 80 »
Шов углового соединения без скоса кромок, двусторонний, осуществляемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии
ига
ГОСТ /1533-75-У11-Ар
-fOCl526Ь-8Ш£
X
%
1
Г0СТ11533-75-У11-Ар
Шов углового соединения со скосом кромок, накладываемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм
Глава IV. ОСНОВЫ РАСЧЕТА СВАРНЫХ КОНСТРУКЦИИ, СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
IV.1. КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ
Стыковые швы. Концентрация нормальных напряжений возникает от искажений формы поперечного сечения, вызванных сваркой (рис. IV.1). Чем больше смешение сварного сечения относительно нейтральной оси, по которой действует усилие, чем резче переход от усиления шва к основному металлу (радиус R), тем выше теоретический коэффициент концентрации напряжений.
Концентрацию напряжений в стыковых швах снижают до устраняя изменения формы и размеров поперечного сечения в зоне сварных швов.
*=/,6-2,2
/VI. Распределение напряжений в стыковом шве. Пунктиром показано очертание сварного шва, соответствующее большему значению теоретического коэффициента концентрации напряжений
78
Лобовые швы. Концентрация напряжений возникает от смещения линии действия усилия при переходе с одной детали на другую. На рис. IV.2 приведены эпюры нормальных аг, ст0 и касательных Тшах напряжений. Напряжение ттах определяется по формуле
ттах = "f V(°r -Ч)> + • (IV-D
где при 0=45°
т = oh/0f7h — 1,4<т, здесь о — среднее напряжение в листе; h — катет шва.
VvtyL
—т-
//ж
—►
—
—►
/ VIl
—►
/
—►
/ Sir Тге
б
IV.2. Распределение напряжений в лобовом шве при 3*45° а —шов и элемент dF\ б—г — эпюры соответственно оГ, cfq, *тах.
Наибольший теоретический коэффициент концентрации напряжений К при Р=45° равен 3,32.
Величина К зависит от очертания шва (рис. IV.3). Особенно благоприятным является профиль шва Е (рис. IV.3).
а)
1,11т
0,66Т
0,75
0,19т
IV.3 Коэффициенты концентрации напряжений х в зависимости от очертаний
лобовых швов
а — вид соединения; б — очертания швоь, коэффициенты концентрации напряжений
IV.4. Сварные нахлесточные соединения с двумя лобовыми швами а, б — схемы приложения усилий
В нахлесточных соединениях распределение усилий одинаково только в швах одного и того же очертания при равной толщине деталей (рис. IV.4). При увеличении толщины 5 хотя бы одной из деталей коэффициент концентрации напряжений снижается в обоих сварных швах. Отношение усилий в деталях (см. рис. IV.4, а) Ру и Рч связано с толщиной деталей Sj и S2 и длиной нахлестки / следующим соотношением:
* -1 . (н.л;
Р2 5, 0,66/ + 2 S2
Отношение Рх 1Р% в безразмерных параметрах приведено в табл. IV. 1.
IV.1. Отношение усилий Р\/Р2 (см. рис. IV.4, а)
St/S2
St/l
0,05
0,1
0,3
0,5
0,7
0,9
i
2
3
5
1
1
1
1
1
1
1
1
1
1
1
0,9
1,09
1,08
1,05
1,04
1,03
1,03
1,01
1,01
1,01
1,01
0,8
1,17
1,15
1,1
1,08
1,06
1,05
1,05
1,03
1,02
1,01
0,7
1,26
1,23
1,16
1,12
1,1
1,08
1,07
1,04
1,03
1,02
0,6
1,35
1,31
1,21
1,16
1,13
1,11
1,1
1,06
1,04
1,03
0,5
1,43
1,38
1,26
1,2
1,16
1,13
1,12
1,07
1,05
1,03
0,4
1,52
1,46
1,31
1,24
1,19
1,16
1,15
1,08
1,06
1,04
0,3
1,61
1,54
1,37
1,28
1,22
1,19
1,17
М
1,07
1,04
0,2
1,7
1,61
1,42
1,32
1,26
1,21
1,2
1,11
1,08
1,05
0,1
1,78
1,69
1,47
1,36
1,29
1,24,
1,22
1,13
1,09
1,06
0,05
1,82
1,73
1,5
1,38
1,3
1,25
1,23
1,13
1,09
1,06
80
В случае приложения усилий по схеме, показанной на рис. IV,4, б,
1,32/
(IV.3)
Р, 0,66/ + 2S, St
'Фланговые швы. Максимальное усилие qx во фланговом шве на единицу длины при равных сечениях деталей определяется соотношением (рис. IV.5).
qx — аР/4 cih а/. (IV.4)
а)
Ft
6)
О
IV.5. Распределение усилий в соединении с фланговыми швами а — общий вид соединения: б, в — распределение qx по длине шва соответственно при и Fi<F%
6-194
81
При условии
[т] = 0,6 [<T]pt а —У4G/EF; о = 0,38Е теоретический коэффициент концентрации напряжений во фланговом
шве
где I — длина шва.
К — 0,57 у 1/0,7Н
(IV .5)
В табл. IV.2 приведены наибольшие усилия, действующие во фланговых швах.
IV.2. Максимальные усилия, МПа, во фланговых швах ’ в зависимости от длины шва / и параметра а от действующего условного усилия Р± 1
1
/,
ММ
а, мм
10
30
| 50
80
100
150
6,001
0,25
0,083
0,05
0,031
0,025
0ДИ7
0,003
0,25
0,083
0,05
0,031
0,026
0,018
0,005
0,25
0,083
0,05
0,033
0,027
0,02,
0,007
0,25
0,083
0,051
0,034
0,029
0,022
0,01
0,253
0,086
0,054
0,038
0,033
0,028
При неравновеликих площадях Fx и F2 свариваемых элементов (см. рис. IV.5)
_ аР (Ft -f F2) ch а/
2 (Ft + Р2) sh а/
UV.6)
а = / 20 (F, + Fz)/EFt F, ; здесь G и Е — соответственно модули сдвига и нормальной упругости.
Теоретический коэффициент концентрации напряжений К зави« сит от отношения ширины более узкой детали b к длине нахлестки/, Например (см. рис. IV.5), при отношении 6//=0,2 /С=1,45; при Ь/1=* = 1 /(=2,01; при 6//=2 3,37 и при Ь/ЫА /С=6,6Ь
Шовныесоединения. Концентрация напряжений возникает вслед*, ствие неравномерного распределения напряжений в зоне шва по тол-» щине деталей и изгиба деталей при растяжении. Приближенно К рас-» считывают по следующей формуле:
к = 2,3— cth (2,3 —\ Н ,
* b> 1 +
где S — толщина детали; b — ширина шовного соединения.
С увеличением напряжения растяжения <т0 теоретический коэф* фициент концентрации цапряжений уменьшается (табл. IV.3).
82
IV.3. Коэффициент концентрации напряжений К в шовных сварных соединениях
S/b
OJE
КГ*
5-10“3
ю—? |
5 • 10 2
0,7
4,53
4,3
4,16
3,68
0,5
4.11
3,82
3,64
3,1
0,3
3,69
3,28
0,05
2,46
0,1
2,94
2,35
2,1
1,62
0,05
2,2
1,64
1,64
1,11
Точечные соединения. Концентрация напряжений возникает в результате сгущения силовых линий в зоне точки (рис. IV.6, а) и в результате изгиба (см, рис. IV,6, б, в, г), Приближенно К находят по формуле
/С = 0,38 -{- 0,62(/d + 3 Дч-J-/ 3<т0/£), ( IV.7)
где { — шаг сварки (см. рис. IV.6, 5); rf —ширина сварной зоны при ролико* вой сварке.
В многорядных соединениях усилия между точками распределены неравномерно. В табл. IV.4 приведены значения усилий, приходящихся на каждую точку в трех-, четырех- и пятирядном швах (см. рис. IV.6,д—ж), подсчитанные при условиях t=b=3d.
Коэффициент концентрации напряжений в многорядном шве можно снизить на 25—30 %, располагая точки в разных рядах в шахматном порядке.
IV.4. Усилия в многоточечных сварных соединениях
№ точки
Число точек в продольному ряду
3
4
1 5
1
0,444Р
0.436Р
0,435Р
2
0,112Р
0.064Р
0.058Р
3
0,444Р
0.064Р
0.014Р
4
—
0.436Р
0.058Р
5
—
—
0.435Р
6*
83
IV.С. Точечное соединение а — общий вид соединения; б, в — распределение усилий соответственно в про* дольном сечении и по толщине элемента у точки; г — изгиб соединения; о— ж — многорядные соединения
Концентрация напряжений в соединениях на подкладке и двухрядных. Соединения на подкладке могут быть одно- и двухсторонними (рис. IV.7). Такие соединения выполняют с помощью сварки плавлением с присадочным материалом (см. рис. IV.7, а, б) или точечной электросваркой (см. рис. IV.7, в> г). Для случаев, показанных на рис. IV.7, а, б, концентрация напряжений определяется, как в лобовых швах.
84
а/
В точечных соединениях коэффициент концентрации напряжений зависит от взаимного расположения точек в рядах. При несмещенных точках коэффициент концентрации напряжений /Сб.с в опасных местах 1 и 2 подкладки рассчитывают по формуле
«в* - 1+ (“ - *) *-*„/* + (' -1) р - *Я1> )' (IV 8)
где f —шаг между точками; / — длина свободной части детали; диаметр ядра точки; /2— расчетный коэффициент, взятый в середине ядра
точки; А *— расчетный коэффициент, взятый со сменными точками.
Коэффициент концентрации напряжений' в соединениях со смещенными точками Кс.с (т. е. поставленными на противоположных сторонах накладки в шахматном порядке):
*с.с = 1 + (--1) Л‘-“ЯГ- - Л‘-( tp - 0Я1Ч < IV 9>
За счет смещения точек снижаются максимальные напряжения в местах концентрации на величину
/ch(ta)shU(ft+ --)1
"-г „„.ч*1,,;*»)/1 ■
где К — коэффициент концентрации или Ксс)\ h — количество точек;
Ор—среднее растягивающее напряжение вне зоны концентрации; — диаметр ядра сварной точки.
85
При большой ширине подкладки смещение точек будет.мало сказываться на изменении коэффициента Кс.с по; сравнению е/(о с.
Для частных случаев коэффициенты концентрации напряжений Кс.с, Кб.с и Кл (для лобовых соединений) приведены в табл, IV.5,
IV.5. Коэффициенты концентрации напряжений Кб.с и Кс.с
Длина подкладки л» мм
/ , мм т
*с.с
15
1,32
1,26
1,22
20
1,79
1,6
1,42
6
30
2,91
2,37
2,2
40
4,21
3,28
3,08
15
1,31
1,25
1,21
20
1,77
1,58
1,48
8
30
2,85
2,32
2,14
40
4,02
3,15
2*97
15
1,3
1,24
1,2
10
20
1,75
1,58
1*45
30
2,67
2,17
2,01
40
3,95
3,03
2,85
15
1,28
1,23
1,19
20
1,73
1,53
1,41
12
30
2,55
2,12
1,93
40
3,77
2,91
2,72
86
В случае двурядных точечных швов (рис. IV.8) коэффициент концентрации напряжений
в то время как в однорядном шве
дном шве
(iv.ll)
(IV.12)
т. е. снижение рабочих напряжений в двурядном точечном шве (с нахлесточными точками) по сравнению с однорядным составляет всего 26 %.
.ofo
— Р
г t
1
I V.8. Двухрядные соединения
IV.2. ОСНОВЫ РАСЧЕТОВ СВАРНЫХ СОЕДИНЕНИЙ НА ПРОЧНОСТЬ
Статическая прочность. При расчете по предельному состоянию условие прочности имеет вид
ашах<а
где а max — напряжение в опасном сечении элемента: R — расчетное сопротивление, которое принимается в зависимости от временного сопротивления и групп элементов конструкций; а — коэффициент, учитывающий число циклов нагружения; v — коэффициент, определяемый в зависимости от вида напряженного состояния и коэффициента асимметрии цикла.
Условие прочности сварных швов в их основном сечении определяется расчетным сопротивлением на срез, а условие прочности в сечении по основному металлу — расчетным сопротивлением на растяжение. Условие прочности в сечении по шву выражается следующим образом:
р = 1,4/сб [т],
(IV.13)
где Р — усилие, воспринимаемое сварным соединением; К и b — катет шва и ширина элемента; [т] — расчетное сопротивление на срез. Принимается 1т1 «О JR.
87
При условии равнопрочности соединения по отрыву и срезу должно существовать соотношение
* = 6 —= б. (IV.14)
1.4 [т]
При расчете нахлесточных соединений условие прочности записывается в виде
Р =0,7/Ш [Т], (IV.15)
где 2/ —суммарная длина швов.
Основные расчетные формулы для проверки прочности сварйых
стыковых соединений при работе на изгиб те же, что и для проверки
прочности основных элементов, т. е-
о = м/w <R, (IV.16)
где М — изгибающий момент в сечении; W — момент сопротивления соединяемого элемента в месте сопряжения.
Тавровые соединения, выполненные угловыми швами без полного провара, рассчитывают по допускаемым напряжениям на срез
х = М/W' < [т], (IV.17)
где W' — момент сопротивления сечения по швам.
При действии на соединение кроме момента и поперечной силы
касательные напряжения определяют от этой силы и момента,
и прочность соединения проверяют на главные и суммарные напряжения. Например, в случае приварки ребра высотой h угловыми швами напряжения:
от изгибающего момента
Tj = 6Af/l,4*ft*;
от поперечной силы
та = Q/l ,4kh2;
суммарные
х = У т] + < [т]. (IV.18)
В поясных (связующих) швах изгибаемых элементов при наличии поперечных сил появляются касательные напряжения
т = QSJIk*, (IV.19)
где Q — поперечная сила в сечении; S — статический момент полки относительно оси, проходящей через центр тяжести всего сечения; / — момент инерции сечения; k' — суммарная расчетная толщина швов (для двух поясных швов k'—\,4k).
При расчленении соединений на составляющие (рис. IV.9, а)
~ верт.шва гор.шва* (IV.20)
Из формулы (IV.20) определяются требуемая длина и катет шва
0,7 <[т]. (IV.21)
Здесь k — катет шва.
0,7ka (h + k) +
88
б)
IV.9. Схемы расчета прочности соединений по принципам расчленения на составляющие (а) и полярного момента инерции (б)
г)
IV. 10. Соединения (а—г), сваренные угловыми швами по периметру
При расчете по способу полярного момента инерции (см. рис, IV.9, б).
М = (* тdFr. F
Полярный момент инерции
7р = 7г + V
(IV.22)
(IV. 23) (IV .24)
Наибольшее напряжение
тшах “ ,Mrmaac//p*
Для сечений, приваренных по периметру (рис. IV. 10) и работающих на изгиб, касательные напряжения определяют по формуле
т =M/WC < [т], (IV.25)
где с= Ус/|/тах — момент сопротивления; /с —расчетный момент инерции периметра швов, составляющий 0,7 момента инерции сечения швов.
Для круглого поперечного сечения
/Л = 0,7 [л (d + 2/5)</64 - (ж/764)]; j
J(j 0,7 [n (d + 2*)</64 - (JW764)]; max “ (dft) + k.
(IV.26)
89
<0
X
»
~т~ Q* \
5§-
i)
TQ
*Л
Гм
<
г- ||
i i
р
IV. ft. Точечные соединения, работающие на момент (а) и поперечную силу
(б, в)
Среднее напряжение в швах от поперечной силы Q:
т0 = Q/FB = Q/2-0,7khB, (IV.27)
где F в—расчетная площадь вертикальных швов.
При расчете точечных соединений на основании общего расчета конструкции определяют растягивающее усилие Q, по которому в зависимости от расчета [6] устанавливают площадь сечения F:
F — Q/R. (IV.28)
Число односрезных сварных точек получается из условия равнопрочности соединения, т. е.
n = 4Q/nd25i [т], (IV.29)
•расчетное сопротивление срезу в сварной
где диаметр ядра точки; [т] < точке.
При расчете сварной точки на отрыв расчетные нормальные напряжения <7р не должны превышать 0,7 допускаемых R сварного соединения:
0р = 4Q/nd* «6 0,7 [Д]. (IV.30)
При совместном действии отрыва и среза определяется допускаемое усилие на точку, которое должно быть не более 0,5 [РСр]:
■=К;
.2 31а я
>2
отр
pi— + p% <0-5lpcph
(IV.31)
где {Р Ср] [т] — допускаемое усилие при чистом срезе; Р0Тр» РСр
усилия отрыва и среза.
Соединение, сваренное в двух точках, работающее на изгиб (рис. IV.11,а), рассчитывают, определяя усилие по формуле T—M/h с последующим вычислением напряжений среза.
90
Напряжения в точке ттах, наиболее удаленной от нейтральной оси, находят по формуле
. т
W*. <IV32>
Напряжения тп, вызванные поперечной силой (см. рис. IV.11,0, в), вычисляют из уравнения
т. =J AP/nnd1 i (IV.33)
о * я
где п — число точек в вертикальном ряду.
Стыковые сварные швы, работающие на изгиб и срез одновременно, рассчитывают из неравенства
(‘“Г-Йт)*1*1- (IV,34)
где а —напряжение в шве от изгиба; т — то же, от среза.
При расчете сварных балок на изгиб нормальные и касательные напряжения находят из следующих выражений:
а = Л*/ПГ«й1Я]; <IV.35)
т = QS/I6 < [т].
где <? — нагрузка; 5 — статический момент сдвигающейся части сечения относительно нейтральной оси; / — момент инерция; б —толщина стенки балки.
При расчете стенок балок должно выполняться следующее условие:
Y± о‘+3x*(i--L -£)•«]. шт
Где о — наибольшее краевое напряжение в стенке, вычисленное в предположении упругой работы материала.
Напряжения о и т определяют для одного и того же загруженного сечения.
Угловые поясные швы в сварных балках рассчитывают по следующим формулам:
при неподвижной нагрузке (распределенной и сосредоточенной) x==QSJ2(m /«[т]; (IV.37)
при подвижной сосредоточенной нагрузке
т - —у + (— )2 <8 [т], (IV.38)
2(pft) Г , \ . / / \ г )
где — для однопроходной полуавтоматической и автоматической сварки;
3*0,7 г- Для ручной сварки и многопроходной автоматической и полуавтома¬
тической сварки; k — катет шва; S ц—статический момент пояса балки относительно нейтральной оси; я-1,5 — для подкрановых балок в зданиях и сооружениях с тяжелым режимом работы при кранах с жестким подвесом: для
тех же условий, но при кранах с гибким подвесом л**1,3, для прочих подкра¬
новых балок п—1,1; Р —расчетный сосредоточенный груз, равный для подкрановых балок расчетному давлению колеса крана без учета коэффициента динамичности; г—условная длина распределения давления сосредоточенного груза.
9
При подвижной нагрузке
г= С’ У je> . (IV.391
где С — коэффициент распределения давления (С—3,2 для сварных и прокатных балок); /п — сумма моментов инерции пояса балки и кранового рельса (при приварке рельса швами, обеспечивающими совместную работу рельса и пояса); б— толщина полки верхнего пояса.
При непосредственном опирании на верхний пояс поперечной прокатной балки или другой неподвижной конструкции
zsft.f2ft, (IV.40)
где b — ширина полки поперечной балки; h — толщина верхнего пояса балки.
Ниже приведены предельные прогибы изгибаемых балочных конструкций в зависимости от длины пролета балок L.
Подкрановые балки и фермы при кранах:
ручных 1/500
электрических грузоподъемностью, т:
до 50 1/600
60 и более • ««•««««• 1/750
Пути:
кран-балок • 1/500
монорельсовые 1/400
Балки рабочих площадок промышленных зданий при
отсутствии рельсовых путей:
главные . . * 1/400
прочие 1/250
То же, при наличии путей колеи:
широкой ......... 1/600
узкой 1/400
Балки междуэтажных перекрытий:
главные ........ 1/400
прочие 1/250
Балки покрытий и чердачных перекрытий:
главные . 1/250
прогоны . 1/200
Элементы фахверка:
стойки, ригели 1/300
прогоны, остекления (в вертикальной и горизонтальной плоскостях) 1/200
Устойчивость элементов конструкций. Устойчивость стенок балок симметричного сечения, укрепленных поперечными ребрами жесткости, проверяют по формуле
V (0/сг„)+(Т/Т,)« -0 1. (IV.41)
где <г„ =К (W6//1); (IV.42)
здесь N=10e — при размерности, Па; |Л — отношение большей стороны участка
к меньшей; (1Я — меньшая сторона выделенного ребрами жесткости участка
стенки.
92
Коэффициент К для сварных балок принимается* по табл. IV.6 в зависимости от у:
V = с—— I —(IV.44)
где Ь пи б п—ширина и толщина сжатого пояса балки; Ло —высота, 6 — толщина стенки балки; С — величина, принимаемая равной соответственно 0,8 и 2,0 при приложении сосредоточенной нагрузки к растянутому и сжатому поясам балки.
IV.6. Коэффициент К для сварных балок
<0,8
10
30
К
6,3
6,62
7,27
7,32
7,37
7,46
Устойчивость центрально-сжатых элементов проверяется по фор¬
муле
(IV.45)
где ф — коэффициент продольного изгиба, принимаемый по табл. IV.7, явля* ющийся функцией наибольшей гибкости К; F —площадь сечения элемента.
IV.7. Коэффициент <р продольного изгиба центрально-сжатых элементов
Гибкость элементов К
Материал элемента
СтЗ, Ст4
Ст5
14Г2, 15ГС, 09Г2С, 15ХСНД, 10Г2С1
ЮХСНД
0
1
1
1
1
10
0,99
0,98
0,98
0,98
20
0,97
0,96
0,95
0,95
30
0,95
0,93
0,92
0,92
40
0,92
0,89
0,89
0,88
50
0,89
0,85
0,84
0,82
60
0,86
0,8
0,78
0,77
70
0,81
0,74
0,71
0,68
80
0,75
0,67
0,63
0,59
90
0,69
0,59
0,54
0,5
100
0,6
0,5
0,46
0,43
110
0,52
0,43
0,39
0,36
120
0,45
0,37
0,33
0,31
130
0,4
0,32
0,29
0,27
140
0,36
0,28
0,25
0,23
150
0,32
0,25
0,23
0,2
160
0,29
0,23
0,21
0,18
170
0,26
0,21
0,19
0,16
180
0,23
0,19
0,17
0,14
93
Продолжение табл. IV.7
Гибкость элементов К
Материал элемента
СтЗ, Ст4
СтЗ
14Г2, 15ГС, 09Г2С* 15ХСНД, 10Г2С1
10ХСНД
190
0,21
0,17
0,15
0,12
200
0,19
0,15
0,12
0,11
210
0,17
0,14
0,12
0,1
220
0,16
0,13
0,11
0,09
Пр имечание. Гибкость элементов %—Цг, где I — расчетная длина элемента, г — радиус инерции сечения.
Для балок двоякосимметричного двутаврового сечения коэффициент фб для проверки общей устойчивости
фб=(р~" (-7),io>' (,v45)
где h — высота сечения.
Значения <р принимаются по табл. IV.8 как функция от параметра а.
Для прокатных двутавров
а = 1,54 (—V(IV.47)
fy\h )
где / к— момент инерции при кручении; I — расчетная длина балки.
Для сварных двутавров, составленных из трех листов, а также клепаных двутавровых балок
где б»6 — толщина и ширина пояса балки; h — полная высота сечения балки;
rf=0,5ft; б — толщина стенки балки.
IV.8. Коэффициенты ср для двутавровых балок
а
Балки без закреплений в пролете, имеющие нагрузку
Балки, имеющие не менее двух промежуточных закреплений верхнего пояса, делящих пролет на равные части, независимо от места приложения нагрузки
сосредоточенную, приложенную к поясу
равномерно распределенную, приложенную к поясу
верхнему
нижнему
верхнему
нижнему
0,1
1,73
5
1,57
3,81
2,17
0,4
1,77
5,03
1,6
3,85
2,2
1
1,85
5,11
1,67
3,9
2,27
94
Продолжение табл. IV.8
а
Балки без закреплений в пролете, имеющие нагрузку
Балки, имеющие не менее двух промежуточных закреплений верхнего пояса, делящих пролет на равные части, независимо от места приложения нагрузки
сосредоточенную, приложенную к поясу
равномерно распределенную, приложенную к поясу
верхнему |
| нижнему
верхнему
нижнему
4
2,21
5,47
1,98
4,23
2,56'
8
2,63
5,91
2,35
4,59
2,9
16
3,37
6,65
2,99
5,24
3,5
24
4,03
7,31
3,55
5,79
4
'32
4,59
7,92
4,04
6,25
4,45
48
5,6
8,88
4,9
7,13
5,23
64
6,52
9,8
5,65
7,92
5,91
ао
7,31
10,59
6,3
8,58
6,51
96
8,05
11,29
6,93
9,21
7,07
128
9,4
12,67
8,05
10,29
8,07
169
10,59
13,83
9,04
11,3
8,95
240
13,21
16,36
11,21
13,48
10,86
320
15,31
18,55
13,04
15,29
12,48
400
17,24
20,48
14,57
16,8
13,81
Примечание. При одном закреплении балки в середине пролета различают следующие случаи:
сосредоточенная сила приложена в середине пролета, тогда независимо от уровня приложения ф=1,75ф*;
сосредоточенная сила в четверти пролета или равномерно распределенная нагрузка, приложенные к верхнему поясу, тогда <р= = 1,14<р*;
, сосредоточенная сила приложена к четверти пролета к нижнему поясу, при этом <р=1,6<р*;
равномерно распределенная по нижнему поясу нагрузка, тогда ф=1,3ф*; здесь ф*— это значения ф, взятые из последней 1рафы табл. IV.8.
Составные элементы из уголков, швеллеров и т.д., соединенные через прокладки, рассчитывают как сплошностенчатые. Расстояние I между прокладками не должно превышать для сжатых элементов 40г, для растянутых 80г; г — радиус инерции уголка или швеллера относительно оси, параллельной плоскости расположения прокладок.
В пределах сжатого элемента должно быть не менее двух прокладок.
Прочность при переменных нагрузках определяется в том случае, если характер нагрузок повторяется более 1000 раз.
При расчете по методу допускаемых напряжений
0 = p/F « yR. (IV.49)
При расчете по методу предельных состояний
Q/F < (IV.50)
95
где r K/as ~ коэФФициент снижения допускаемых напряжений при переменной нагрузке; аг к — предел выносливости элементов конструкции, определяемый экспериментально при характеристике цикла г и концентраторе К.
Связь между пределами выносливости при различных циклах выражается следующим образом:
О - Г) +1М1 +r), (IV.51)
где предел выносливости основного металла при г——1; г — характеристика цикла; 1, к эффективный коэффициент концентрации;
<7—1, к — предел выносливости при характеристике цикла г=—1 и концентраторе К; Ф—O-.j/tffj — коэффициент свойств материала; ад—предел прочности. Для сталей t|)=0,27—0,34.
Коэффициент y определяется по формуле
V = 1/(0,60 + 0,2) — (0,60 - 0,2) г <1. (IV.52)
При р=1
V = 1/(0,8 — 0,4г). (IV.53)
Для угловых швов и для основного металла у лобовых угловых
швов (без механической обработки) (5=3:
V — 1/(2 — 1,6r). (IV.54)
Для основного металла без концентраторов напряжений
V = 1/(1 — 0,5r). (IV.55)
Для сварных стыковых соединений с механической обработкой
поверхности
V = 1/(1 — 0,6г). (IV.56)
Для сварных стыковых соединений, выполненных косым швом
без обработки поверхности,
V — 1/(1 *3 — 0,8г). (IV.57)
IV.3. ОСОБЕННОСТИ РАСЧЕТА СВАРНЫХ ТРУБОПРОВОДОВ, РЕЗЕРВУАРОВ И СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
При расчете труб, штуцеров и коллекторов с отношением толщины стенки к наружному диаметру не более 0,2 номинальная толщина 6 стенки должна быть
в> -шт-р+с' (IV58»
где р — внутреннее давление; DH —наружный диаметр трубы; п — минималь-* ный коэффициент прочности элемента, ослабленного сварным швом; С=0,26 — увеличение толщины, компенсирующее коррозию и возможное уменьшение толщины по технологическим, монтажным и другим соображениям проектирующих организаций и изготовителей, а также увеличение толщины в местах швов труб и трубопроводов.
При расчете конических переходных участков сварных труб
1-с, (IV.59)
2nR cos a — р
где D — внутренний диаметр большой трубы; a — угол конуса,
96
•Допускаемое давление в коническом переходном участке
[р] = 2л6 [a] cos a/(D + 6). (IV 60)
Толщина стенки б сварных цилиндрических сосудов, изготовляемых из вальцованных или штампованных листов, определяется по формуле
6=—— Ь С. (IV.61)
2nR — р
Для шаровых сосудов
б — +с. (IV.62)
AnR — p
Допускаемое давление [р] в изготовленном сосуде вычисляют по формулам:
для цилиндрических сосудов
[р] = 2бДл/ф + 6). (IV.63)
для сферических сосудов
[р] « 46Rn/(D 4- б). (IV.64)
При расчете выпуклых днищ сосудов номинальная толщина стенки б:
б = -iff8-. + С* (IV.65)
8nhR
где ft —высота выпуклой части днищ по внутренней поверхности.
Допускаемое давление [р] в изготовленном выпуклом днище
[р] = 8tih6R/D (D + 6). (IV.66)
Толщина стенки б плоского днища (крышки) глухого или имеющего центральное неукрепленное отверстие должна быть
е > (К/Ко) D У'р/Л, (IV.67)
где К — коэффициент, учитывающий особенности конструкции днища; для днищ с отбортованными краями, привариваемыми к сосуду кольцевым швом, /С«0,35; для кованых днищ с цилиндрическим участком /С=0,35—0,45; для плоских днищ, привариваемых к обечайке по всей толщине: с обеих сторон /(=0,5, с одной стороны /С*=0,6; Ко — коэффициент: для днищ и крышек без ослаблений (штуцеров, отверстий) /Со“1; для днищ или крышек с отверстием диаметром d: при a/D<0,35 Ко=0,43; при 0,35<rf/Z) 0,75 Ко=0,85.
Допускаемое давление [/?] для плоского днища с известными размерами определяют в случае необходимости по формуле
[Р] = (6/СоДЖ)2 Я (IV.68)
Гладкие цилиндрические элементы, находящиеся под действием бокового или гидравлического давления, рассчитывают из следующих условий:
0,005 «С (б — C)/Dc О 0,2; DQfL 2; а 8%
по формулам:
lkp = i,2d0}/'dc<6-0 г (IV.69)
7—194 97
[pj = — |p; (IV.70)
2
ркр = 2°кр(-1)' <1V-7,)
где DQ —средний диаметр; L, LKp —длина расчетная и критическая; в —
овальность сечения оболочки; | — поправочный коэффициент, определяемый
как наименьшее из двух значений:
| = 0,7 и Ъ = Х (1 + А,),
где
А.= <Уо,2/акр»
Здесь сгКр критическое напряжение: для Lкр
для Z)c/2<L<LKp
где Е — модуль упругости; Оо* — предел текучести.
При расчете вертикальных цилиндрических резервуаров толщину
листа б вычисляют по формуле
6 = р£>/(2Я + Л), (IV.72)
где p=*yh — давление, которое определяется на расстоянии 300 мм от нэкней кромки рассчитываемого пояса (п — расстояние от расчетного уровня залива до низа рассматриваемого пояса; у — плотность жидкости); Л — запас на кор'* розию и неравномерность толщины прокатного металла.
Чем меньше давление р, тем тоньше листы пояса. Наименьшую толщину пояса в резервуарах задают равной 4 мм. Поперечные швы в резервуарах напряжены значительно меньше. При определении толщины стенок по методу предельных состояний допускаемое напряжение в сварном шве [<тСв]?
[*сВ] e Rn/m' (IV 73)
где R — расчетное сопротивление; да — коэффициент условий работы, равный обычно 0,8; т — коэффициент перегрузки; для гидростатического давления
жидкости т—1,1; для избыточного давления газов и вакуума т*1,2; для сне¬
говой нагрузки т*= 1,4.
Сферические и эллиптические оболочки, находящиеся под дейст* вием наружного давления, для которых
/д>77 <в-С) +1,63]/ D0 (6-С),
0,005 «в (в-С)/Ос «0,1, рассчитываются по формулам:
W = “7 £ркР; (IV.74)
РКр = 4,84 g j2 —, для сферических оболочек; .
.98
л _ = 1.21Б f -A15—— 1 '—для эллиптических оболочек;
«Р [ a* J
где /д—длина дуги по меридиану средней поверхности; а, 6 — соответственно большая и малая полуоси эллипса; [р], р ир — допускаемые наружное и критическое давления.
Поправочный коэффициент £ определяется как наименьшее из значений
1 = 0,15 И 1 = V(1 +*,). где Х=а0>2/акр.
Критическое напряжение для оболочек: сферических
°кр =* 1»2Е (б-С)/О0,
эллиптических
акр «= 0.6Е6 (б - С)/а*.
IV.4. МЕХАНИЧЕСКИЕ СВОЙСТВА,
РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ
Характеристиками механических свойств сварных швов и соединений являются: предел прочности ав, предел текучести <гт, относительное удлинение б, коэффициент поперечного сужения ф, угол изгиба а, пределы выносливости а_ь ст0 при различных циклах нагружения. За расчетное сопротивление о при условии достижения металлом конструкции и сварного предела текучести ат принимается
о = ат Ктт (IV.75)
где /С—0,8—0,85 — коэффициент однородности металла; mi, т2 — коэффициенты условий работы соответственно материала и элементов конструкции.
Элементы стальных конструкций тг
1. Сплошные балки и сжатые элементы ферм перекрытий
над залами театров, клубов и кинотеатров, под трибунами и т. п. при массе перекрытий, равной или большей нагрузки 0,9
2. Сжатые основные элементы (кроме опорных) решетки
ферм покрытий и перекрытий (например, стропильных и аналогичных им ферм) при гибкости их к> 60 0,8
3. Сжатые раскосы пространственных решетчатых конструкций из одиночных уголков, прикрепленных к поясам одной полкой с помощью сварных швов:
при перекрестной решетке с совмещенными в смежных
гранях узлами 09
при елочной и перекрестной решетках с несовмещен¬
ными в смежных гранях узлами 0,8
4. Подкрановые балки для кранов грузоподъемностью
более 5 т с режимами работы тяжелым, весьма тяжелым и тяжелым непрерывным 0,9
5. Колонны гражданских зданий и опор водонапорных
башен 0,9
6. Сжатые элементы из одиночных уголков, прикрепляе¬
мых одной полкой (для неравнополочных уголков только узкой полкой), за исключением элементов конструкций, указанных в п 3, и плоских ферм из одиночных уголков • »•••••»•»•••*•• 0,75
7» 99
В табл. IV.9—IV.15 приведены справочные данные по механическим свойствам сварных соединений из различных материалов.
IV.9. Расчетные сопротивления сварных швов в конструкциях при механизированной и ручной сварке, МПа
Сварной
шов
Вид напряженного состояния
Условное обозначение
Сталь СтЗ, Ст4, электроды Э42, Э42А
Сталь 14Г2,. 15ГС, электроды 350А при толщине проката, мм
Сталь
09Г2С,
10Г2С1
Сталь
юхснд
до 20
21—32
электроды 355
Стыковой
Сжатие
Растяжение при сварке: автоматической, полуавтоматической и ручной с применением для контроля качества швов способов:
повышенного (гамма-просвечивание, ультразвук и др.)
обычного (наружный осмотр, измерение швов И др.)
Срез
С
R?
ПСВ
*Чр
ПСВ
*Чр
210
210
210
180
130
290
290
290
250
170
280
280
280
240
170
290
290
290
250
170
340
340
340
290
200
Угловой Сжатие, растяжение и срез
150
200
200
200
240
IV.10. Свойства металла швов в стыковых сварных соединениях
Металл или сварное соединение
°Т 1
ав
6 1
' Ф
МПа
%
МСтЗ без термической обработки, образцы диаметром 6 мм
293
455
367
65,9
Сварное соединение на стали МСтЗ под керамическим флюсом, сварка в три слоя, 6=13 мм, образцы диаметром 6 мм вырезаны поперек шва
324
470
221
62,1
Сталь 15ХСНД без термической обработки
350
500
210
Металл шва, полученный при автоматической сварке в углекислом газе пластин из стали 15ХСНД, 6 = 14 мм
460
650
222
100
IV.И. Механические свойства металла наплавленного, и стыковых сварных соединений
Тип
Металл шва или наплавленный при Va>2.5 мм
Сварное соединение при d9<2,5 мм
электрода
МПа
/Сс, Ю-5 Дж/м*
б, %
ав, МПа
а, град
1
2
3
4
5
6
Э34
340
340
30
Э42
420
8
18
420
120
Э42А
420
14
22
420
180
Э46
460
8
18
460
120
Э46А
460
14,6
22
460
150
Э50
500
6
16
500
90
Э50А
500
13
20
500
150
Э55
550
12
20
550
140
Э60
600
6
16
—
Э60А
600
10
18
—
—
Э70
700
6
12
—
Э85
850*
5*
12*
—
Э100
1000*
5*
10*
—
—
Э125
1250*
4*
6*
—
—
Э145
И50*
4*
5*
—
—
Примечание. Звездочкой обозначены механические свойства металла после термической обработки.
IV.12. Пределы выносливости сварных соединений низколегированных сталей, МПа
Марка стали
—1
Марка стали
14Г2
97
15ГС
108
14ХГС
91
19Р
89
10Г2СД
70
09Г2С
78
10Г2С1
10Г2СД
10ХСНД
150
150
(терми-" чески обработанная сталь)
15ХСИД (горячекатаная)
15ХГ2СМФ
М16С
68
68
80
70
72
70
Примечание. Толщина испытываемых материалов равна 20 мм,
101
IV. 13. Расчетные сопротивления деформируемых алюминиевых сплавов, упрочняемых термической обработкой, МПа
Листы толщиной, мм
Плиты толщиной, мм
Профили толщиной, мм
Марка сплава
Трубы
Поковки
о
1
ю
о
О
7 1
ю
10,1—25
О
3
1
СО
(М
10,1—20
х
в
АД31
70
70
70
70
70
70
70
70
70
АД31-Т1
120
120
120
120
120
120
120
120
120
АДЗЗ-1
95
85
95
95
95
95
95
95
95
АДЗЗ-Т1
160
160
160
160
160
160
160
160
160
АД351-Т
100
100
100
100
100
100
100
100
106
АД35-Т1
190
170
170
170
170
170
190
190
190
АВ-Т
115
100
110
100
100
90
100
100
100
АВ-Т1
175
160
170
170
170
160
170
170
170
В92-Т 1
240
—
190
190
190
190
240
250
260
Д1-Т
185
160
160*
160*
190
180*
185
195
21Q
Д16-Т
230
—
240*
240*
240*
240
150
260
270
В95-Т1
300
300
290
300*
290
290*
300
320
340
АВ-М (без термообработки)
70
70
70
70
70
70
70
70
70
Примечание. Звездочкой отмечены расчетные сопротивления для плакированных листов и плит.
IV.14. Расчетные сопротивления деформируемых алюминиевых сплавов, не упрочняемых термической обработкой, МПа
Сплав
Листы толщиной, мм
Плиты
Трубы
Покоъха
0,5—4
5—10
АД 1-М
25
25
25
25
25
АМц-М
40
40
40
40
40
АМц-П
100
100
100
100
100
АМг-М
70
70
70
70
60
АМгЗ-М
80
80
70
70
60
АМг-П
140
140
120
120
110
АМгЗ-П
140
140
120
120
НО
АМг5-М
130
110
100
130
100
АМгб-М
140
140
140
140
140
АМг61-М
160
160
160
180
160
102
IV. 15. Расчетное сопротивление металла сварных соединений и швов, выполненных аргонодуговой сваркой, МПа
Марка
Сварной шов
стыковой
угловой
присадочного
свариваемого сплава
материала
Сжатие, растя¬
жение, изгиб
Срез
АД1
АД1
25
15
АМц
АМц
40
25
АМг.АМгЗ
АМгЗ, АМг5
70
45
АМг5
АМг5, АМгб
110
65
АМгб
АМгб, АМг7
140
85
АМгб
АМг7, АМг61
160
100
70
40
АД31-Т
70
Св-АК5, Св-АКЗ,
80
50
АД31-Т1
Св-АКЮ,
ЯЛ
—
Св-АК12
Ov
АДЗЗ-Т,
АД35-Т» АВ-Т
100
60
100
АДЗЗ-Т I, АД35-Т1
АВТ1 при толщи¬
не, мм:
Св-АК5, Св-АКЮ,
3
Св-АК12
по
65
по
4—W
60
90
В92-Т при толщи¬
не, мм:
4
С-В92
170
100
160
Св-АК5
90
170
5-12
Св-В92
150
150
150
Св-АК5
150
90
Примечание. В числителе и знаменателе приведены соответственно расчетные сопротивления металла при сварке плавящимся и неплавящимся электродами.
103
IV.5. ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИИ В ЭЛЕМЕНТАХ СВАРНЫХ КОНСТРУКЦИЙ
Напряжения и деформации в сварной конструкции после ее остывания называются остаточными; Поле остаточных Напряжений может быть одно-, двух- и трехосным. Продольные напряжения ох действуют вдоль шва. Перпендикулярно оси шва в плоскости свариваемых пластин действуют поперечные остаточные напряжения ау. Напряжения, действующие в направлении, перпендикулярном плоскости цластин, обозначают а*. Значительные по величине напряжения Gz возникают, как правило, при толщине металла брлее 40— 50 мм, поэтому для большинства строительных конструкций характерны поля одно- и двухосных остаточных напряжений.
Максимальные растягивающие напряжения ох в иизкоуглеррдистых сталях обычно достигают в шве и околошовной зоне значений предела текучести. Далее в зоне термического влияния они уменьшаются, падают до нуля и затем переходят в сжимающие напряжения в основном металле. На рис. IV.12, а и IV.13 показано распределение остаточных напряжений ах и оу в средней части сварной пластины толщиной 8 мм из стали марки СтЗ в направлении, перпендикулярном шву (распределение сг*), и по длине шва (распределение ау). Поперечные напряжения оу по величине меньше напряжений Ох. В начале и конце шва напряжения ау сжимающие, в средней части шва — растягивающие. Характер распределения остаточных напряжений в конструктивных элементах подобен их распределению в пластинах. На рис. IV.12, б показано распределение напряжений ох по ширине полки от продольного двустороннего шва в тавровой балке (размеры полки и стенки 12X200X200 мм, материал — сталь СтЗ), а на рис. IV. 12,в — распределение этих же напряжений по высоте стенки.
В перлитных, аустенитных сталях, титановых и алюминиевых сплавах распределения остаточных напряжений имеют, как правило, одинаковый характер. Однако в титановых сплавах максимальные напряжения ох в шве достигают (0,5—0,8) <гт, а в алюминиевых сплавах — (0,6—0,8) ат. В случае сварки среднелегированных сталей, испытывающих при используемых режимах структурные превращения в низкотемпературной области, знак остаточных напряжений Ох в шве и зоне термического влияния может быть различным. Когда химический состав присадочного и основного металлов совпадает, в шве образуются сжимающие, а в околошовной зоне — растягивающие напряжения ох, переходящие в основном металле в небольшие по величине сжимающие напряжения. В случае сварки этих сталей аустенитным присадочным материалом, позволяющим избежать образования холодных трещин, в шве появляются растягивающие напряжения ох,
104
IV. 12. Распределение напряжений ох а — в пластине; б — в полке балки; в — в стенке балки
(ty, МПа
IV. 13. Распределение напряжений а у в пластине
IV.6. ОСТАТОЧНЫЕ ДЕФОРМАЦИИ СВАРНЫХ КОНСТРУКЦИЙ И ИНЖЕНЕРНЫЕ МЕТОДЫ ИХ РАСЧЕТА
Продольная и поперечная усадка швов, неравномерно распределенная по сечению свариваемых элементов, сжимающие остаточные напряжения, действующие в нежестких конструктивных элементах,
105
IV, 14. Виды (а—е) сварочных деформаций
приводят к возникновению остаточных деформаций сварных конструкций. На рис. IV. 14 показаны некоторые наиболее распространенные виды сварочных деформаций. Продольный шов или газовый рез на кромке полосы приводят к искривлению ее продольной оси (см, рис. IV. 14,а). Неравномерная по толщине свариваемых листов и по сечению шва поперечная усадка вызывает деформации грибовидности (см. рис. IV. 14, б) и углового поворота (см. рис. IV. 14, в). Усадка продольных и поперечных швов в конструкциях типа балочных приводит к значительным изгибным деформациям балок (см. рис. IV. 14,г). От кольцевых и продольных швов в оболочковых и трубчатых конструкциях возникают деформации, показанные на рис. IV. 14, д, е. Кроме указанных видов возможны потеря устойчивости, коробление листовых элементов конструкции под действием сжимающих остаточных напряжений, скручивание балок относительно продольной оси и т. д. Е большинстве случаев, особенно при сварке сложных конструкций, возникает несколько видов остаточных сварочных деформаций.
Определение тепловых параметров процесса сварки. Эффективная тепловая мощность сварочной дуги, если известны параметры режима сварки, определяется по формуле
q = n IU, (IV.76)
где я — эффективный КПД процесса нагрева; / — сварочный ток; U — напряжение дуги.
Погонная энергия сварки в этом случае
qn =<7/wc. (IV.77)
где ос — скорость сварки.
Если режим сварки не известен, но задано поперечное сечение
наплавляемого за один проход металла шва (стыкового или угло¬
вого), погонная энергия да равна:
= <lV*78>
где Q 0 *— коэффициент, определяемый по табл. IV. 16; Рщ—площадь поперечного сечения наплавленного металла шва.
106
1V.16. Значения фг.для различных способов сварки
Способ сварки
Строчные материалы
Дж/мм*
Ручная электродуговая
Электроды:
65
УОНИ 13/45
ЭА395/9, ЭА606/10, ЭА400/10
42
ЭА606/11, 48Н-1
46 '
ЭА981/15
48
Полуавтоматическая
Проволока Св-08ГС
38
в С02
Автоматическая и полу¬
Проволока Св-08А, флюс ОСЦ-
65
автоматическая под флю¬
45
сом
Проволока Св-ЮГСМТ, флюс АН-42
71
При сварке угловых соединений (тавровых, нахлесточных) часть погонной энергии, вводимая в свариваемые элементы, определяется в зависимости от соотношения их толщин. Так, в случае приварки стенки толщиной бс к полке толщиной бп, в результате чего образуется тавровое соединение, погонная энергия, вводимая в полку <7п.п и стенку <7п8с, может быть приближенно вычислена по формулам:
*MeV®V(*n+ec). <IV79>
*п.с = V6c/(26n + 6c)' <IV*80>
Формулы (IV.79) и (IV.80) дают наиболее точные результатыйри бп/6с<1,7. Они справедливы для низкоуглеродистых, низколегйрЪванных и аустенитных сталей, а также для титановых и алюмйнйёвых сплавов толщиной примерно до 16 мм.
Расчет продольной усадочной силы и деформаций от продольный Швов. Действие продольной усадки от продольных швов в балочных конструкциях заменяется действием фиктивной продольной усадочной силы Рус. Усадочная сила пропорциональна площади зоны пластической деформации и прикладывается к центру тяжести этой площади. Величина Рус в общем случае определяется в зависимости Ьт погонной энергии, удельной погонной энергии сварки, жесткости свариваемого конструктивного элемента. Вследствие довольно высокой жесткости балок, применяемых в строительстве, и относительно умеренных удельных погонных энергий, используемых при их сварке, влияние этих двух факторов на Рус в данном случае не очень велико, и Рус может быть вычислена по формуле
рус = QB/vc. (IV.81)
Ниже приведены значения коэффициента В для погонной энергии, выраженной в Дж/мм, при, этом усадочная сила, определяемая по формуле (IV.81), исчисляется .в, ньютонах.
107
Для однопроходных стыковых, нахлесточных и тавровых сварных соединений из низкоуглеродистых и низколегированных сталей В~ 170, для однопроходных соединений листов из сплава АМгб толщиной 5—12 мм £=140—150 — стыковые швы и В = 160—170 — тавровые соединения с одним угловым швом.
Усадочная сила при однопроходной сварке двусторонних продольных швов с одинаковой погонной энергией в тавровых балках определяется по следующей формуле:
<1.3- 1.44) Рув>
где РуС — значение усадочной силы для одностороннего шва, определенное по формуле (IV.81).
Для упрощения инженерных расчетов можно считать, что при многопроходных сварных соединениях, если зона пластических деформаций от последующего прохода частично перекрывает зону пластических деформаций от предыдущих проходов, добавочная Рус от каждого прохода составляет ~15% Рус, вычисленной по формуле (IV.81). Аналогичная схема расчета принимается и для швов, расположенных рядом. Расчетная сила в этих случаях будет равна сумме Рус от всех проходов или швов.
Для прерывистого шва
рус.пр = рус V'- <IV 82>
где t т— длина участка шва; / — шаг прерывистого шва.
При ручной дуговой сварке продольных швов в балках в случаях сварки «на проход» или «вразброс» Рус практически одинакова и может быть получена по формуле (IV.81). Когда сварка выполнена «от середины», Рус на 15—20 % меньше, чем в первых двух случаях.
Продольное укорочение балки от сварки продольных швов Апр вычисляется по формуле
дпр = Рус L/EF. (IV.83)
где L — длина балки; Е — модуль упругости; F — площадь поперечного сечения балки.
Сварка продольных швов вызывает угловой поворот <р концов балки и ее прогиб f, которые определяются по следующим формулам:
Ф = Рус eL/EI, (IV.84)
f = Яус eL/SEI, (IV.85)
где / — момент инерции балки; е — расстояние между точкой приложения усадочной силы и центром тяжести поперечного сечения балки.
В тавровых, двутавровых и коробчатых балках можно считать, что усадочная сила приложена на линии контакта свариваемых элементов, например на линии стыка полки со стенкой.
108
Формулы (IV.81J, (1У.83)—(IV.85) можно использовать для расчета деформаций полос при их газовой вырезке (см. рис.
IV. 14,а). При этом в формулу (IV.81) в качестве погонной энергии q следует подставлять энергию, определенную режимом газовой резки.
В случае одновременной вырезки полосы с двух сторон (двумя резаками) суммарный остаточный изгиб полосы на кромку =0.
При сварке продольных швов в тавровых и нахлесточных соединениях возникают угловые деформации (рис. IV. 15), которые складываются из деформаций изгиба полки р вследствие неравномерного поперечного сокращения металла по толщине полки и поворота полки тавра w как жесткого целого в результате усадки шва в направлении гипотенузы.
При однопроходной односторонней сварке деформация изгиба полки Pi (см. рис. IV. 15) может быть определена по номограмме, представленной на рис. IV. 16, в зависимости от отношения qa.п/б.
В случае однопроходной двусторонней сварки тавровых соединений деформация изгиба полки Ра+2) вычисляется по следующей формуле:
Р<1+2) = 20 + РК'
где Зк~ деформация изгиба от усадки катета шва, определяемая по формуле
0К — ет D,
где е т— относительная деформация, соответствующая пределу текучести металла шва; D — коэффициент (рис. IV.17), зависящий от величины катета /С, толщины полки бд и стенки б с.
Деформация изгиба полки р при однопроходной односторонней и однопроходной двусторонней сварке продольных швов практически постоянна по длине для случаев сварки в С02, под флюсом и ручной дуговой сварки. Угол поворота полки тавра ш зависит от предварительного закрепления полки со стенкой. Если они предварительно сварены ниточным швом, угол w мал и им можно пренебречь. Если элементы балки собраны на прихватках, угол поворота полки от однопроходного одностороннего шва вычисляется по формуле
w =— 2аТх m — 0.0008Х,
где а — коэффициент линейного расширения; Тх — характерная температура, равная для низкоуглеродистых и низколегированных сталей 750—800 °С;
=0,7 — коэффициент, учитывающий сопротивляемость изгибу сборочных швов? X — расстояние от начала шва до сечения, где определяется угловая деформация.
Угол поворота принимается отрицательным, когда соответствующая половина полки пригибается к стенке.
Суммарная угловая деформация полки, вызванная ее изгибом
109
IV. 15. Угловая деформация полки тавра
Арад
vcb312мм/с
t 2 j * S
IV. 16. Номограмма для определения угловой деформации при сварке встык и втавр
IV. 17. Номограмма для определен ния коэффициента D
и поворотом, выражается через углы поворота Yu и Y21 левой и правой половин полки относительно их исходных положений. Из рис.
IV.15 видно, что:
Vn = 1- 0i/2,
Vtt = Щ — PiA
Если элементы балки предварительно сварены ниточными швами, углы Yu и Y21 практически постоянны по длине балки при однопроходной односторонней сварке. Если балка собрана на прихватках, эти углы по длине балки непостоянны, что приводит к винтообразности полки. При однопроходной двусторонней сварке тавровых и двутавровых балок для уменьшения винтообразности полки, вызванной укладкой первого шва, второй продольный шов следует сваривать в том же направлении, что и первый. В противном случае винтообразность полки возрастет.
Расчет поперечной усадки и деформаций от поперечных швов. Поперечные швы в балках, приваривающие различные конструктивные элементы и ребра жесткости на полках и стенках, сваривающие стыки полок, смещены относительно центра тяжести сечения балок. Поперечная усадка таких швов вызывает продольное укорочение сварной балки в направлении ее длины и деформации изгиба балки. При сварке поперечных швов на полках балок основное влияние на поперечную усадку АПОп и прогибы f балок оказывает глубина проплавления полки. Поперечные по отношению к сварному шву элементы жесткости (стенка, ребра) несколько уменьшают АПОп и f. Остаточные напряжения от продольных швов, выполненных до сварки поперечных швов, увеличивают деформацию балок открытого про¬
110
филя от поперечных швов. В ийженерных расчетах деформаций балочных: строительных конструкций можно ограничиться учетом влияния глубины проплавления на ДПоп и f.
При однослойной сварке соединений на пластинах щш на конструктивных элементах балок поперечная усадка Дпоп определяется по формуле
а
су
(IV.86)
где А — безразмерный коэффициент, учитывающий влияние глубины проплав¬
ления на Дг
су — объем зая теплгемкость; б — толщина пластины.
При расчете по формуле (IV.86) поперечной усадки от таврового или нахлесточного сварного соединения необходимо учитывать только ту часть погонной энергии qt которая вводится в рассчитЫва-. емый элемент, т. е. погонную энергию, определяемую по формулам (IV.79) и (IV.80).
Коэффициент А (табл. IV. 17) зависит от способа сварки, погонной энергии <7п, удельной погонной энергии q0.
•- IV. 17. Формулы для определения коэффициента А
Способ сварки
<7Д» Дж/мм
<7о=<?п/б,
Дж/мм2
А
Под флюсом (переменный ток)
5460—5880
<464
>464
0,06+2,02-10-8 <70
1050—2230
<314
>314
0,15+2,72-10—3д9
1400—1460
<84
84—193
>193
0,15+2,72-10—
—0,12+5,83- 10-з щ
В СОг и под флюсом (постоянный ток)
1100—1140
<38
38—168
>168
0,15+2,72- 10-» а, 0,02+5,83-10—80о
860—900 и менее
<12,5
12,5—150
>150
0,15+2,72-10—8 о. 0,12+5,83-10—3
Если погонная энергия, вводимая в рассчитываемый конструк* тивный элемент, находится между указанными в табл. IV. 17 диапа* зонами <7Ш коэффициент А определяется интерполяцией его величия,
111
вычисленных по формулам для соседних диапазонов погонных энергий в зависимости от конкретной величины удельной погонной энергии <7п/6.
При сварке многослойных поперечных угловых швов в балках слои, смещенные на привариваемый конструктивный .элемент, практически не дают приращения поперечной усадки. Приращение поперечной усадки Лп от каждого слоя, смещенного на полку цли стенку, вычисляется по формуле
ДП=(0.5-0.7)ДПОП1. (IV.87)
где Д П0П£ поперечная усадка от первого слоя.
Коэффициент 0,7 относится к стенкам и полкам балок, собранных на прихватках или предварительно сваренных односторонними продольными швами с малым катетом. Коэффициент 0,5 относится к полкам балок, предварительно сваренных двусторонними продольными швами с большим катетом.
Суммарная поперечная усадка от многослойного углового поцеречного шва
лпоп в дпоп1 дп*’ (IV.88)
где k — число слоев, смещенных на полку или стенку; А — приращение усадки от очередного слоя; i — порядковый номер слоя.
При сварке коротких многослойных поперечных швов на узких пластинах или полках балок с увеличением числа слоев значительно возрастает неравномерность распределения поперечной усадки по длине шва. Усадка в начале шва намного больше, чем в конце. Эта неравномерность усадки вызывает изгиб пластины или балки в плоскости свариваемого элемента (пластины или полки) и прогиб при этом может достигать большой величины. Для уменьшения неравномерности поперечной усадки и вызванных ею прогибов в плоско¬
сти свариваемого элемента следует изменять направление сварки последующего слоя по сравнению с предыдущим. При наличии нескольких поперечных швов на полке балки или на узкой пластине целесообразно сваривать рядом расположенные швы в противоположном направлении. Общая кривизна балки при этом уменьшается.
Зная поперечную усадку, можно определить угол излома и прогиб балки от поперечного шва. Так, например, от сварки поперечного шва на полке угол излома балки ср:
ф = ДПОП s//’ <IV*89>
где S — статический момент части сечения, где расположен поперечный шов, т. е. статический момент полки, относительно центра тяжести сечения балки? / — момент инерции поперечного сечения балки.
112
Прогиб балки от поперечного шва f :
/ = <pL(L6-t)/tg. (IV.90>
где L — расстояние от конца балки до поперечного шва; Lq — длина балки.
Если поперечный шов расположен посередине длины балки,
f = <pL6/4. (IV.91)
Прогиб балки f от двух одинаковых поперечных швов, симметрично расположенных относительно середины длины балки и находящихся на расстоянии Lt от ее концов; определится формулой
/ = Ф, (IV.92)
где ф — угол поворота балки от одного шва.
Если таких пар швов несколько, то суммарный прогиб от них
/ = 2 <f>4 Lv (IV.93)
1 * *
где я—*число пар симметрично расположенных швов.
Помимо прогиба балки, по известной величине Апоп можно вычислить продольное укорочение балки Апр от поперечной усадки полки по формуле
пр ~ поп FJFV (IV.94)
где площади поперечных сечений полки и балки.
Суммарные остаточные деформации балки от продольных швов и от различно расположенных поперечных швов определяются методом суперпозиции. При этом продольное укорочение балки находится арифметическим сложением укоррчений от отдельных швов, полученных по формулам (IV.88) и (IV.94), Суммарный прогиб балки
находится геометрическим суммированием прогибов от отдельных
швов, вычисленных по формулам (IV.85), (IV.90)—(IV.93).
Примеры расчета. 1. Требуется определить прогиб тавровой балки из стали СтЗ от сварки одностороннего двухслойного продольного шва катетом 10 мм, соединяющего полку со стенкой. Сварка ведется в СОг, погонная энергия сварки одного слоя 1050 Дж/мм. Размеры поперечных сечений полки и стенки 12x200 мм, длина балки 10 м. Площадь поперечного сечения тавра F=4,8X103 мм2, статический момент поперечного сечения полки относительно центра сечения балки S= 1,27 XI О5 мм8, момент инерции сечения балки /= =2,153ХЮ7 мм4. Расстояние между линией стыка полки со стенкой и центром тяжести поперечного сечения балки е=47мм.
Определяем по формуле (IV.81) фиктивную усадочную силу от первого слоя
рус = 170.1050 = 178500 Н.
8—194
ИЗ
Усадочная сила от двухслойного шва Русг:
/> = 1,15Р „ = 1,15* 178600 5=* 205000 Н.
УСл УО
По формуле (IV.85) находим прогиб балки от одностороннего двух*
слойного продольного шва катетом 10 мм
205000*47.100008
/ 28 мм.
8-2.105.2,153.107
2. Требуется определить прогиб тавровой балки из стали СтЗ от однопроходной сварки продольного двустороннего шва катетом 9 мм, соединяющего полку со стенкой, а также от сварки двух однопро* ходных поперечных швов катетом 9 мм, приваривающих к полке по-* перечное ребро толщиной 9 мм, расположенное посередине балки. Сварка ведется в С02, погонная энергия сварки </п=1500 Дж/мм, Геометрические характеристики балки такие же, как и в примере 1. Определяем по формуле (IV.81) усадочную силу от одного однослойного продольного шва РуС:
рус = 170-1500 = 255000 Н.
Усадочная сила от двустороннего продольного шва Рус*:
РУС2 “ 1,35Рус в 1 *35.255000 = 345000 Н.
По формуле (IV.85) вычисляем прогиб балки /пр от двустороннего продольного шва:
345000 ♦ 47.100002
fnn = 47 мм.
пр 8-2.105.2,153* 107
Определяем по формуле (IV.79) часть погонной энергии, qn.п, приходящуюся на полку при сварке одного поперечного шва катетом 9 мм, приваривающего к полке толщиной 12 мм поперечное ребро толщиной 9 мм
q — 1500 = 1100 Дж/мм.
п,п 2-12 + 9
Удельная погонная энергия
qQ t= 1100 *, 12 = 91,5 Дж/мм*.
По формуле из табл. IV, 17, соответствующей случаю сварки в С02 в диапазоне погонных энергий 1100—1140 Дж/мм, находим коэффициент А:
А = 0,02 -f 5,83.10—?.91,5 = 0,56.
По формуле (1V.86) определяем поперечную усадку полки от одного поперечного шва катетом 9 мм Апощ:
19.10—в
Дмлтт1 = 0,56 91,5 = 0,13 мм.
1ЮП1 4,83.10-8
114
Поперечная усадка полки Апоо от двух поперечных швов кэтетом 9 мм, приваривающих к неб поперечное ребро, будет равна:
Апоп" onl2'0,13*0,26 «■
Угол излома балки от приварки к полке поперечного ребра определяем по формуле (IV.89)
Ф = 0,26 —= 0,00154 рад.
2,153» 107
Прогиб балки от приварки к полке поперечного ребра f0оп, расположенного посередине балки, находим по формуле (IV.91)
0,00154.10000 /поп = J = 3*9 мм
Суммарный прогиб балки от продольных и поперечных швов Ь = 'пр + 'шш ~ 47 + 3‘9 - 50'9 мм-
IV.7. МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Методы уменьшения и устранения остаточных сварочных напряжений и деформаций основаны на трех принципах, которые используют при построении различных технологических приемов:
уменьшение пластических деформаций укорочения на стадии нагрева;
искусственное создание пластических деформаций удлинения на стадии охлаждения или после сварки;
компенсация возникающих .остаточных деформаций за счет создания предварительных обратных деформаций, симметричного расположения швов, рациональной последовательности сборки и сварки.
IV.7.1. Методы снижения остаточных напряжений при сварке
Остаточные напряжения могут быть снижены на 85—90 % применением высокого отпуска сварных конструкций. Операция отпуска состоит из четырех стадий: нагрева, выравнивания температуры по объему детали, выдержки и охлаждения. Продолжительность нагрева выбирают в зависимости от мощности печи и допускаемой скорости возрастания температуры. Для пластичных металлов скорость нагрева может достигать нескольких сотен градусов в 1 ч. Продолжительность выравнивания температуры зависит от размеров детали. Наиболее распространенная температура выдержки 550—680 °С.
8*
115
Продолжительность выдержки выбирают в соответствии с необходимой степенью снижения остаточных напряжений. При высоких температурах отпуска остаточные напряжения эффективно снижаются в процессе нагрева. Для конструкционных сталей снижение одноосных напряжений в процессе нагрева ан может быть описано уравнением
он = w<V <IV-95>
где <J fJ—напряжение после окончания стадии нагрева в момент начала выдержки; N — коэффициент, зависящий от достигнутой температуры нагрева
и марки стали (табл. IV.18); (То — исходное напряжение.
IV. 18. Значения коэффициента N
Марка стали
Температура, °С
500
550
600
650
15Г2СМФ
0,58
0,38
0,27
15ГН4М
—
0,33
0,19
0,13
30Х2ГМТ
—
0,5
0,36
—
МСтЗ (закалка)
0,32
—
—
—
МСтЗ (нормализация)
0,21
—-
_
В процессе выдержки остаточные напряжения снимаются менее интенсивно. Этот процесс можно описать зависимостью
°t= ан('"о)В- (IV .96)
где —напряжение через время t после начала выдержки; / — время выдержки, мин; to—10 мин; В — показатель степени, значения которого приведе* ны в табл. IV.19.
IV.19. Значения показателя степени В
Марка стали
Температура отпуска, °С
500
550 |
600
650
15Г2СМФ 15ГН4МТ 30Х2ГМТ МСтЗ (закалка)
МСтЗ (нормализация)
—0,176
—0,16
—0,073
-0,16
—0,062
—0,08
—0,185
—0,081
—0,12
—0,082
Для большей эффективности и экономичности снижения остаточных напряжений при отпуске целесообразно повышать температуру отпуска, а не увеличивать время выдержки. Независимо от толщины металла достаточно после выравнивания температуры дать выдержку около 3 ч, после чего можно начинать охлаждение.
В табл. IV.20 приведены менее эффективные методы снижения остаточных напряжений.
116
IV.20. Методы снижения остаточных напряжений
Метод
Характеристика метода
Дополнительные
сведения
Местный отпуск
Нагревается часть конструкции в зоне сварного соединения. Необходимо добиваться плавного изменения температуры в зоне перехода от ненагретой к нагретой части детали
После остывания снова возникают остаточные напряжения, меньшие по величине
Поэлементный отпуск
Отпускаются отдельные узлы конструкции, включающие зоны, где необходим отпуск. Отпущенные узлы сваривают между собой швами без резких концентраторов
Необходимо высокое качество технологии сварки
Предварительный и сопутствующий подогревы при сварке
С увеличением температуры подогрева остаточные напряжения снимаются эффективнее. Низкотемпературный подогрев до 200— 250 °С снижает остаточные напряжения в стали не более чем на 30—40 %
Улучшается структура металла
Термомеханиче¬
ский
По обе стороны от шва индукторами или движущимися газовыми горелками создают два пятна нагрева до температур 150—200 °С. Вслед за пятнами нагрева движутся душевые охладители
Снижаются максимальные остаточные напряжения
Проковка металла
Выполняется непосредственно после сварки по горячему металлу или после полного остывания конструкции
В малопластичных металлах возмо* жен наклеп
117
Продолжение табл. IV.20
Метод
Характеристика метода
Допол нител ьные сведения
Прокатка сварного соединения
Зона сварного соединения прокатывается цилиндрическими роликами шириной 5—15 мм. Усилия на ролики передаются приводом от гидравлических и пневматических цилиндров давления
Необходимо сложное специализированное оборудование
Приложение нагрузок к сварным соединениям
Нагрузки прикладываются во время сварки или после полного остывания. Свариваемый элемент растягивается или изгибается с образованием растягивающих напряжений в зонах максимальных остаточных напряжений
Полное снятие ос«* таточных напряжений возможно, если нагрузка вызывает текучесть всего сечения
Вибрация сварной конструкции
Осуществляется на спецн альных ввбростеидах
Применяется для
тонколистовых
конструкций
IV.7.2. Методы уменьшения остаточных сварочных деформаций
Все мероприятия по уменьшению сварочных деформаций можно разделить на три группы в зависимости от того, применяются ли они до сварки, в процессе ее или после сварки.
Мероприятия, применяемые до сварки. Рациональное конструирование сварного изделия. Необходимо назначать минимально допускаемые по расчету сечения швов, использовать сварные соединения и виды сварки, осуществляемые с малыми погонными энергиями. Целесообразно избегать одностороннего расположения поперечных швов в балках. Предпочтительны нахлесточные соединения, допускающие компенсацию возникающих сокращений за счет беспрепятственного перемещения свариваемых элементов. При сварке конструкций, включающих тонколистовые элементы, для уменьшения вероятности потери устойчивости необходимо располагать швы на жестких каркасах, чтобы разгрузить тонкие листы от напряжений сжатия.
Назначение размеров и сборка заготовок с учетом величины и характера ожидаемых деформаций. Возможны использование углового
118
3)
?) ЗОНА НАГРЕВА
ZZZP -
IV. 18. Способы (a—e) уменьшения сварочных деформаций
излома, обратного сварочному (рис. IV. 18, а), сборка листов с переменным зазором по длине для компенсации угловых деформаций в плоскости свариваемых элементов (см. рис. IV. 18, б), раскрой стенки тавра с начальной кривизной (см. рис. IV. 18,в) и т.п. Назначаются увеличенные размеры конструктивных элементов для компенсации их укорочений от продольной и поперечной усадки. Сюда же относятся подогрев листов с целью их удлинения перед сборкой на прихватках, а также натяжение листов перед сваркой, если они могут потерять устойчивость вследствие деформаций укорочения, вызываемых усадкой. Деформации конструктивных элементов, обратные сварочным, могут создаваться и путем пластического деформирования заготовок. Методы расчета величин ожидаемых деформаций были рассмотрены выше.
Создание напряжений растяжения в зоне шва изгибом или растяжением детали в приспособлении. При сварке по растянутому металлу (см. рис. IV.18, г) возникает меньшая усадочная сила. Если прикладываемые начальные напряжения в зоне сварки близки к пределу текучести металла, усадочная сила, а следовательно, и вызываемые ею деформации будут незначительны. При сварке тонкого металла ограничиваются растяжением лишь в зоне шва, упруго изгибая лист в" двух направлениях.
Мероприятия, применяемые в процессе сварки и после нее, представлены в табл. IV.21 и IV.22.
119
IV.21. Методы уменьшения сварочных деформаций во время сварки
Метод
Характеристика метода
Допол нител ьные сведения
Рациональная технология сборки и сварки
1. При сборке — максимальное использование клиновых и центровочных приспособлений, по возможности исключение скрепления деталей прихватками, создающими жесткое закрепление
2. При сварке — выбор последовательности выполнения швов, обеспечивающей минимальные суммарные деформации. Например, в двутавровой несимметричной балке (рис. IV.18, д) сначала собирают и сваривают швы /, 2, а затем швы 5, 4. При сварке листовых конструкций, сначала выполняют поперечные швы отдельных поясов, а затем сваривают пояса между собой
Рациональная по-* следовательность сварки швов устанавливается расчетом ожидаемых деформаций (см. п. IV.6)
Регулирование погонной энергии сварки
1. Уменьшение погонной энергии сварки за счет использования более экономичных режимов и способов сварки
2. Увеличение погонной энергии сварки с целью компенсации деформаций. Например, в балке (см. рис. IV. 18, д) швы 1 и 2 целесообразно сваривать на больших погонных энергиях, чем швы 3 и 4
Предпочтительно применять автоматическую и полуавтоматическую сварку вместо ручной
Использование жестких приспособлений
Изделие во время сварки закреплено в приспособлении. Эффективно уменьшаются временные и частично остаточные деформации
Остаточный прогиб уменьшается незначительно
Проковка сварного соединения
Металл проковывается непосредственно за сваркой. При электродуговой сварке проковка производится молотком, при точечной сварке прикладывается ковочное усилие
Метод эффективен для пластичных металлов
120
IV.22. Методы уменьшения сварочных деформаций после сварки
Метод
Характеристика метода
Дополнительные
сведения
Термическая правка
Осуществляют местный нагрев зон, усадка которых уменьшает или устраняет остаточные деформации (см. рис. IV.18, е). Углеродистые стали нагревают газовым пламенем до 600—800 °С. Зоны нагрева имеют форму кругов, полос, клиньев
Нагрев по возможности должен быть локальным и концентрированным
Высокий отпуск в жестких зажимных приспособлениях
После сварки конструктивный элемент упруго деформируется, приобретает правильную форму и зажимается в приспособлении. После отпуска при 550—650 °С конструкция сохраняет форму, которая была ей придана в приспособлении
Необходимо использовать достаточно жесткие зажимные приспособления
Создание пластических деформаций удлинения в зоне сварного соединения
В зоне шва путем изгиба детали, ее растяжения, проковки, прокатки, осадки создают деформации, противоположные по знаку сварочным
Для тонколистовых конструкций наиболее эффективно применять прокатку сварных соединений
Глава V. МАТЕРИАЛЫ ДЛЯ СВАРКИ И РЕЗКИ, ПРИМЕНЯЕМЫЕ В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
V.I. УГЛЕРОДИСТЫЕ СТАЛИ
Сталь углеродистая обыкновенного качества (ГОСТ 380—71*). В зависимости от назначения и гарантируемых характеристик сталь подразделяется на три группы:
по механическим свойствам — А (табл. V.1); по химическому составу — Б (табл. V.2); по механическим свойствам и химическому составу — В.
В табл. V.3 приведены нормируемые показатели для этих групп с I алей.
121
УЛ. Механические свойства стали группы А (ГОСТ 380—7*)
Марка стали
Временное сопротивление разрыву <тв, МПа
Предел текучести 0"т• МПа, для толщины» мм
Относительное удлинение 6в, %. для толщины, мм
Изгиб на 180°
ДЛЯ ТОЛЩШ1
до 20 мм
до 20
21—40
41—100
св. 100
до 20
9
х
ся
св. 40
не менее
СтО
Не менее
_
_
23
22
20
d=2 а
300
Ст1кп
300—390
—
—
—
—
35
34
32
1
| d—Oa
Ст1пс, Ст1сп
310—410
—
—
—
—
34
33
31
J
Ст2кп
320—410
215
205
195
185
33
32
30
Ст2пс, Ст2сп
330—430
225
215
205
195
32
31
29
СтЗкп
360—460
235
225
215
195
27
26
24
■ d—a
СтЗпс, СтЗсп
370—480
245
235
225
205
26
25
23
СтЗГ пс
370—490
245
235
225
205
26
25
23
СтЗГсп
390—570
—
245
—
—
—•
24
—
Ст4кп
400—510
255
245
235
225
25
24
22
1
j" d— 2 а
Ст4пс, Ст4сп
410—530
265
255
245
235
24
23
21
J
Ст5пс, Стбсп
490—630
285
275
265
255
20
19
17
]
[ d=3a
Ст5Г пс
450—590
285
275
265
255
20
19
17
J
Стбпс, Стбсп
Не менее
315
305
295
295
15
14
12
—
590
Примечания: 1. Допускается превышение верхнего предела временного сопротивления на 50 МПа по сравнению с указанным при условии выполнения остальных норм, а при согласии заказчика — без ограничения верхнего предела. 2. Для листовой и универсальной стали всех толщин и фасонной стали толщиной св. 20 мм значение предела текучести допускается на 10 МПа ниже по сравнению с указанным. 3. Для листовой стали толщиной от 8 до 4 мм допускается снижение относительного удлинения на 1 абс. % на каждый миллиметр уменьшения толщины. Нормы относительного удлинения для листов толщиной менее 4 мм устанавливаются соответствующими стандартами. 4. Допускается снижение относительного удлинения для листовой, универсальной и фасонной стали всех толщин на 1 абс. %. 5. Для арматурной стали периодического профиля марок ВСт5пс, ВСтбсп толщиной до 40 мм предел текучести должен быть не менее 290 МПа. 6. Сталь марки СтЗГсп предназначена для листового проката толщиной 21—40 мм группы В категорий 4У 5, 6. 7. Буквой d обозначен диаметр оправки, мм; буквой а обозначена толщина образца, мм. 8. Для изгиба на 180° при толщине металла св. 20 мм диаметр оправки увеличивается на толщину образца.
122
V.2. Химический состав стали группы Б, % (ГОСТ 380—71*)
Марка стали
Углерод С
Кремний Si
Марганец Мп
БСтО
Не более 0,23
—
—
БСт1кп
0,06—0,12
Не более 0,05
0,25—0,5
БСт1пс
0,05—0,17
БСт1сп
0,12—0,3
БСт2кп
0,09—0,15
Не более 0,07
0,25—0,5
БСт2пс
0,09—0,15
0,05—0,17
0,25—0,5
БСт2сп
0,12—0,3
БСтЗкп
0,14—0,22
Не более 0,07
0,3—0,6
БСтЗпс
0,05—0,17
0,4-0,65
БСтЗсп
0,12—0,3
БСтЗГпс
Не более 0,15
0,8—1,1
БСтЗГсп
0,14—0,2
0,12-0,3
БСт4кп
0,18—0,27
Не более 0,07
0,4—0,7
БСт4пс
0,05—0,17
БСт4сп
0,12—0,3
БСтбпс
0,28—0,37
0,05—0,17
0,5—0,8
БСтбсп
0,15—0,35
БСгбГпс.
0,22—0,3
Не более 0,15
0,8—1,2
БСтбпс
0,38—0,49 ни я: 1. В ста;
0,05—0,17
0,5-0,8 юсфора не более
БСтбсп
П р и м е ч а
0,15—0,35 ш марки БСтО — с
0,07, серы — 0,06%- 2. Во всех марках стали, указанных в таблице, кроме БСтО, фосфора не должно быть больше 0,04 % ; серы — 0,05; хрома, никеля, меди — 0,3 каждого элемента; мышьяка — 0,08 %.
123
V.3. Нормируемые показатели для стали
Группа стали
Категория стали
Марки стали всех степеней раскисления и с повышенным содержанием марганца
Временное сопротивление разрыву Gg
Предел текучести ат
Относительное удлинение 6
Изгиб В ХОЛОДНОМ состоянии
Химиче¬
ский
состав
Ударная
вязкость
оГ
'2 с »
S3
Uto
3
и
2
6
при температуре, °С
после механического старения
+20
«-20
А
1
2
СтО—Стб
+
+
—
+
+
+
3
Ст2—Стб
+
+
+
+
г
1
БСтО—БСтб
+
__
. .
ь
2
БСт1—БСтб
—
—
—
—
+
+
—
—
—
1
ВСт1—ВСт5
+
_
+
+
+
+
2
ВСт2—ВСт5
+
+
+
+
+
+
—
—
—
В
3
ВСтЗ—ВСт4
+
+
+
+
+
+
+
—
—
4
)
+
+
+
+
+
+
—
+
—
5
} ВСтЗ
+
+
+
+
+
+
—
+
+
6
1
+
+
+
+
+
+
—
—
4*
Примечания: 1. Для марки стали БСтО нормируется только содержание углерода, фосфора и серы. 2. Для стали марки Стб изгиб в холодном состоянии не нормируется. 3. Сталь группы В категорий 3—6 выпускается полуспокойной и спокойной. Допускается изготовление кипящих сталей марок ВСтЗ и ВСт4 категории 3, при этом нормы ударной вязкости при -f20°C принимаются для спокойной и полуспокойной стали марок ВСтЗ и ВСт4. 4. Сталь марки ВСтЗГсп выпускается 4—6 категорий. 5. Знаком «+» обозначены нормируемые показатели.
По химическому составу сталь группы В должна соответствовать нормам, указанным для стали группы Б, за исключением нижнего предела по содержанию углерода. Верхний предел массовой доли марганца допускается на 0,2 % выше приведенного в табл. V.2 для всех марок стали, кроме ВСтЗГ (сп, пс), ВСтбГпс.
В стали марки ВСтЗсп категорий 4, 5, 6, предназначенной для листового проката, массовая доля кислоторастворимого алюминия должна быть не менее 0,02 %,
В стали марки ВСтбпс для арматуры периодического профиля диаметром от 10 до 28 мм массовая доля углерода должна быть 0,30—0,39 %, марганца 0,6—0,9 %, а для арматуры диаметром более 28 мм — соответственно 0,28—0,37 и 0,8—1,1 %.
В табл. V.4 приведена ударная вязкость некоторых марок ста-»
лей.
124
Прокат толстолистовой и широкополосный универсальный из углеродистой стали общего назначения (ГОСТ 14637—79). Прокат изготовляют из стали марок всех категорий групп А, Б и В по ГОСТ 380—71* и марки ВСтТ. Химический состав всех марок стали, кроме марки ВСтТ (кп, пс, сп), по ГОСТ 380—71 *л
V.4. Ударная вязкость стали марок ВСтЗпс, ВСтЗсп, ВСтЗГсп категорий 3—6, листовой стали марки ВСтЗГсп категорий 4—5 и стали марок ВСт4пс, ВСт4сп категории 3 (ГОСТ 380—71*)
Марка
стали
Вид проката
Толщина проката, мм
Расположение образца относительно проката
Ударная вязкость, Дж/см2, не менее
при температуре, °С
после механического старения
+20
—20
Листовой
5—9
Поперек
78
39
39
10—25
69
29
29
-
26—40
49
—
—
ВСтЗпс,
Универсаль¬
5—9
Вдоль
98
49
49
ВСтЗсп
ный
10—25 26—40
78
69
29
29
Сортовой и фа¬
5-9
»
108
49
49
сонный
10—25
98
29
29
26—40
88
—
—
Листовой
5—9
Поперек
78
39
39
10-30
69
29
29
31—40
49
—
—
Универсаль*
5—9 .
Вдоль
98
49
49
ВСтЗГпс
ный
10—30
78
29
29
31—40
69
—
—
Сортовой и фа¬
5—9
»
108
49
49
сонный
10—30
98
29
29
31—40
88
—
—
ВСтЗГсп
Листовой
21—40
Поперек
—
29
29
ВСт4пс,
5—9
»
69
ВСт4сп
10—25
59
—
—
26—40
39
—
—
125
Продолжение табл. V.4
1
03
Н
СО
03
to
Ударная вязкость, Дж/см*» не менее
Марка
стали
Вид проката
2
(X
С
л I
О У я
при температуре, °С
« я
к* Н * -
§
I
Распол ца отнс прокат
+20
—20
после
ческогс
рения
ВСт4пс,
Сортовой и фа¬
5—9
Вдоль
98
_
_
ВСт4сп
сонный
10—25
26—40
88
69
—
—
Примечания: 1. Знак «—» означает, что испытание не проводится. 2. Ударную вязкость листовой и универсальной стали толщиной 5 и 10 мм, прокатанной с отклонением на минусовый допуск, определяют на образцах толщиной, равной толщине стали.
В стали марки ВСтТ содержится углерода 0,1—0,21 и марганца— 0,4—0,65 %. Кремния Si в стали марки ВСтТкп содержится не более 0,05 %, в стали ВСтТпс — от 0,05 до 0,15 % и в стали ВСтТсп— от 0,12 до 0,3 %. Марганца Мп в стали марки ВСтТкп от 0,3 до
0,6 %. Содержание остальных элементов по химическому составу должно соответствовать ГОСТ 380—71*.
Механические свойства проката толщиной 10—40 мм из стали марки ВСтТ всех степеней раскисления:
временное сопротивление разрыву ов не менее 430 МПа
предел текучести от • . * * 295 »
относительное • удлинение 6s ... . * * 16 %
ударная вязкость:
при температуре —40°С » » 29 Дж/см2
после механического старения
(+20 °С) » » 29 »
Для проката толщиной 10—16 мм при испытании на изгиб в холодном состоянии на 180° диаметр оправки должен быть равен 2,5 а; для проката толщиной свыше 16 мм — 3 а, где а — толщина листа или полосы.
Допускается снижение ударной вязкости одного образца на 4,9 Дж/см2 по сравнению с нормой, указанной выше.
Прокат из стали углеродистой свариваемой для строительных металлических конструкций. Прокат изготовляют в виде листов, универсальной полосы и фасонных профилей (уголков, швеллеров, балок) из стали (табл. V.5, V.6) марок:
18кп толщиной 4—40 мм
18пс
»
4—16 мм (листовой прокат)
18пс
»
4—20 » (фасонный прокат)
18с.п
»
4—20 »
18Гпс
»
4—30 »
18Гпс
31—40 »
126
V.5. Химический состав углеродистой свариваемой стали
Марка стали
Углерод С
Кремний Si
Марганец Мп
18кп
0,14—0,22
<0,05
0,3—0,6
18пс
0,14—0,22
0,05—0,15
0,5—0,8
18сп
0,14—0,22
0,15—0,3
0,5—0,8
18Гпс
0,14—0,22
<0,15
0,8—1,1
18Гсп
0,14—0,2
0,15—0,3
0,8—1,1
Примечания: 1. В стали марки 18кп серы должно быть не более 0,05 %. 2. Во всех марках сталей содержание фосфора не должно превышать 0,04; серы — 0,045; хрома, никеля, меди — 0,3 % каждого элемента.
V.6. Механические свойства проката листового и широкополосного
универсального
Марка стали
Толщина» мм
Временное сопротивление разрыву о , МПа
Предел текучести сг, МПа т
Относительное удлинение б6, %
Ударн; кость,,
sy §8 31
„ <D S rv
С н
после механи- £ ческого ста- o' а рения
Изгиб на 180° (а—толщина образца, d—диаметр оправки)
не менее
18кп
4—20
363—490
225
26
d=a
21—40
363—490
216
25
—
—
d=--lt5a
18пс
4
372—509
235
25
5—9
372—509
235
25
39
39
10—16
372—509
235
25
29
29
18сп
4
372—539
235
25
5—9
372—539
235
25
39
39
si Л
10—20
372—539
235
25
29
29
а—а
18Гпс
4
372—549
235
25
5—9
372—549
235
25
39
39
10—20
372—549
235
25
29
29
21—30
372—549
225
24
29
29
18Гсп
31—40
392—568
235
24
29
29
d= 1,5 а
d=2a
127
Сталь углеродистая качественная конструкционная (ГОСТ 1050—74*). В табл. V.7 приведен химический состав стали, в табл, V.8 указаны категории стали, в табл, V.9—механические свойства этой стали 2-й категории. Категорию стали обычно указывают в заказе, если в заказе нет такой отметки, то поставляют сталь 2-й категории.
V.7. Химический состав, %, углеродистой качественной конструкционной стали (ГОСТ 1050—74*)
Марка
стали
Углерод С
Кремний si
Марганец Мп
Хром Сг, не более
05кп
Не более 0,06
Не более 0,03
Не более 0,4
од
08кп
0,05—0,11
» » 0,03
0,25—0,5
0,1
08пс
0,05—0,11
0,05—0,17
0,35—0,65
0,1
08
0,05—0,12
0,17—0,37
0,35—0,65
0,1
Юкп
0,07—0,14
Не более 0,07
0,25—0,5
0,15
0пс
0,07—0,14
0,05—0,17
0,35—0,65
0,15
10
0,07—0,14
0,17—0,37
0,35—0,65
0,15
11кп
0,05—0,12
Не более 0,06
0,30—0,5
0,15
15кп
0,12—0,19
» » 0,07
0,25—0,5
0,25
15пс
0,12-0,19
0,05—0,17
0,35—0,65
0,25
15
0,12—0,19
0,17—0,37
0,35—0,65
0,25
18кп
0,12—0,20
Не более 0,06
0,30—0,5
0,15
20кп
0,17—0,24
» » 0,07
0,25—0,5
0,25
20пс
0,17—0,24
0,05—0,17
0,35-0,65
0,25
20
0,17—0,24
0,17—0,37
0,35—0,65
0,25
25
0,22—0,3
0,17—0,37
0,50—0,8
0,25
30
0,27—0,35
0,17—0,37
0,50—0,8
0,25
35
0,32—0,4
0,17—0,37
0,50—0,8
0,25
40
0,37—0,45
0,17—0,37
0,50—0,8
0,25
45
0,42—0,5
0,17—0,37
0,50—0,8
0,25
50
0,47—0,55
0,17—0,37
0,50—0,8
0,25
55
0,52—0,6
0,17—0,37
0,50—0,8
0,25
58(55пп)
0,55—0,63
0,10—0,3
Не более 0,2
0,15
60
0,57—0,65
0,17—0,37
0,50-0,8
0,25
V.8. Категории углеродистой качественной конструкционной стали в зависимости от испытаний механических свойств
Категория
Вид испытаний механических свойств
Материал образца
Размер образца, мм
Вид обработки стали
1
Без испытаний
_
Горячекатаная,
калиброванная
и серебрянка
128
Продолжение табл. V.8
г
Вид испытаний механических свойств
На растяжение и ударную вязкость
На растяжение
На растяжение и ударную вязкость
На растяжение
Материал образца
Термически обработанная заготовка
Нормализованная заготовка
Термически обработанная заготовка (закалка+отпуск)
Нагартованная
или термически
обработанная
заготовка
(отожженная
или высокоот-
пущенная)
Размер образца, мм
25 (диаметр или сторона квадрата) Не более 100
100
Вид обработки стали
Горячекатаная, калиброванная и серебрянка Горячекатаная и калиброванная То же
Калиброванная
V.9. Механические свойства углеродистой качественной конструкционной стали 2-й категории
Марка
стали
Предел текучести ат, МПа
Временное сопротивление разрыву (Jg, МПа
Относительное удлинение 66. %
Относи¬
тельное
сужение
ч>. %
Ударная
вязкость
KCV,
Дж/см2
не менее
08
196
324
33
60
10
206
333
31
55
—
15
225
373
27
55
—
20
245
412
25
55
—
25
274
451
23
50
88
30
294
490
21
50
78
35
314
529
20
45
69
40
333
568
19
45
59
45
353
598
16
40
49
50
373
627
14
40
38
55
382
647
13
35
—
58
314
598
12
28
60
402
676
12
35
—
Примечания: 1. Нормы механических свойств относятся к стали диаметром или толшиной до 80 мм. 2. Ударная вязкость определяется на термически обработанных (закалка+отпуск) образцах типа /.
9—194
129
V.2. ЛЕГИРОВАННЫЕ СТАЛИ
В табл. V.10 приведены условные обозначения химических элементов в марках легированных сталей, а в табл. V.11 показано влия* ние этих элементов на основные характеристики сталей.
V.10. Условные обозначения химических элементов в марках стали
Элемент
Химиче¬
ский
символ
Обозначение в марках стали
Элемент
Химиче¬
ский
символ
Обозначение в марках стали
Углерод
С
У
Титан
Ti
т
Марганец
Мп
Г
Медь
Си
д
Кремний
Si
С
Кобальт
Со
К
Хром
Сг
X
Бор
В
р
Никель
Ni
н
Селен
Se
Е
Молибден
Мо
м
Ниобий
Nb
Б
Вольфрам
W
В
Цирконий
Zr
ц
Ванадий
V
ф
Фосфор
Р
П
Алюминий
А1
ю
Азот
А
А
V.11. Влияние химических элементов на характеристики сталей
Характеристика
с
S1
Мп
р
S
Ni
Сг
Си
V
Мо
Ti
AI
Временное сопротивление
++
+
+
+
—
+
+
+
+
+
+
о
Предел текучести
+
+
+
+
—
+
+
+
+
+
+
О
Относительное
удлинение
=
—
—
=
о
о
о
о
—
—
О.
О
Твердость
_|—1_
+
+
+
—
+
+
о
+
+
+
о
Ударная вязкость
—
=
—
=
—
+
+
о
о
о
—
о
Усталостная
прочность
+
О
О
о
о
о
о
о
++
++
о
о
Свариваемость
—
—
о
—
о
о
о
—
+
+
+
о
Стойкость против коррозии
о
—
+
+
о
+
+
++
+
+
о
о
Холоднолом-
кость
о
о
о
+
о
—
—
—
о
о
о
о
Краснолом-
кпгть
+
+
о
о
+
о
о
о
о
—
о
о
кость
Условные обозначения: Ч повышает; +Н значительно повышает; снижает; =—значительно снижает; О — не влияет.
130
Сталь низколегированная толстолистовая и широкополосная универсальная (ГОСТ 19282—73). В табл. V.12 приведены нормируемые механические свойства стали, в табл. V.13 — химический состав и в табл. V.14 — механические свойства стали.
V.12. Нормируемые механические свойства стали
Категория
Показатель
1
2
3
4
51
6
Н
8
9
10
И
12
13
«1
15
Механические свойства при растяжении и изгиб в холодном состоянии Ударная вязкость при температуре, °С:
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+ 20
—
—
+
—
—
—
—
—
—
—
—20
—
—
—
—
+
—
—
—
—
—
—
—
—
—
—40
—
—
—
—
—
+
—
—
—
—
—
—
—
—
—50
—
—
—
—
—
—
+
—
—
—
—
—
—
—
«
—60
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—70 Ударная вязкость после механического старения и при температуре,
°С:
+
+20
—
—
—
—
—
—
—
—
—
+
—
—
—
—
—20
—
—
—
—
—
—
—
—
—
+
—
—
—
—40
—
—
—
—
—
—
—
—
—
—
—
+
—
—
—50
—
—
—
—
—
—
—
—
—
—
—
—
+
—
—60
+
-70
+
+
Ударная вязкость после механического старения
Примечания: 1. Химический состав определяется для всех категорий стали (с 1-й по 15-ю). 2. Сталь категорий 1—б и 10—12 выпускается без термической обработки, категорий 7—9 и 13—15 — в термически обработанном состоянии (после нормализации или закалки с отпуском). 3. Допускается изготовление стали категорий 1—6 и 10—12 в термически обработанном состоянии. 4. Листы из стали марок 14Г2АФ, 14Г2АФД, 16Г2АФ, 16Г2АФД, 15Г2АФДпс, 18Г2АФпс, 18Г2АФДпс всех толщин, из стали марок 09Г2, 09Г2Д, 10Г2С1 и 10Г2С1Д толщиной более 20 мм, из стали марки 10ХСНД толщиной более 15 мм 4-й—15-й категорий изготовляют в нормали* зованном или улучшенном состоянии. При условии обеспечения ме* ханических свойств допускается изготовление сталей без термиче-
9*
131
Продолжение табл. V.12
ской обработки. Свариваемость стали обеспечивается технологией ее изготовления и химическим составом. Ударная вязкость листовой и универсальной стали при температуре +20 °С после механического старения должна быть не менее 29 Дж/см2.
Сталь низколегированная сортовая и фасонная (ГОСТ 19281— 73). Химический состав стали должен соответствовать нормам, указанным в ГОСТ 19282—73.
В зависимости от нормируемых механических свойств сталь выпускается по категориям, указанным в табл. V.12.
Сталь горячекатаная для армирования железобетонных конструкций (ГОСТ 5781—82*). Сталь горячекатаная круглая гладкого и периодического профиля для армирования обычных и предварительно напряженных конструкций (сокращенное название арматурная сталь) в зависимости от механических свойств подразделяется на шесть классов: А-I—A-VI (табл. V.15).
Стержни арматурной стали класса А-I должны выпускаться круглыми гладкими; стержни классов А-И—A-VI — периодического профиля. Каждому классу арматурной стали (A-II, Ас-Н, A-III— A-VI) должен соответствовать определенный вид периодического профиля (рис, У.1,а—г), установленный ГОСТ 5781—82*,
V.J. Профили арматурной стали
с»—класса A-II и Ас-И; б —класса A-III—A-VI, Ат-Ш, Ат-IV—At-VIIj в —класса Ас-Н; г —класса A-IV—A-VI
Химический состав арматурных углеродистых сталей должен соответствовать ГОСТ 380—71*; низколегированных сталей — нормам, приведенным в табл. V.16.
132
V.13. Химический состав стали, %
Марка стали
Углерод
С
Кремний
Si
Марганец
Мп
Хром Сг
Никель Ni
Медь Си
Ванадий
V
Другие
элементы
09Г2
<0,12
0,17—0,38
1,4—1,8
<0,3
—
09Г2Д
<0,12
0,17—0,37
1,4-1,8
0,15—0,3
14Г2
0,12—0,18
0,17—0,37
1,2-1,6
<0,3
—
—
12ГС
0,09—0,15
0,5—0,8
0,8—1,2
<0,3
—
—
16ГС
0,12—0,18
О
1
о
0,9—1,2
<0,3
—
—
17ГС
0,14—0,2
0,4—0,6
1,0-1,4
<0,3
—
—
17Г1С
0,15—0,2
0,4—0,6
1,1—1,6 1,3—1,7
<0,3
—
—
09Г2С
<0,12
0,5—0,8
<0,3
<0,3
<0,3
—
—
09Г2СД
<0,12
00
О
1
ю
о
1,3-1,7
0,15—0,3
—
—
10Г2С1
<0,12
0,8-1,1
1,3—1,65
<0,3
—
—
10Г2С1Д
<0,12
0,8—1,1
1,3—1,65
0,15—0,3
—
—
15ГФ
0,12—0,12
0,17—0,37
0,9—1,2
<0,3
0,05—0,12
—
15ГФД
0,12—0,18
0,17—0,37
0,9-1,2
0,15—0,3
0,05—0,12
—
15Г2СФ
0,12—0,08
О
45*.
1
О
1,3—1,7
<0,3
0,05—0,1
—
15Г2СФД
0,12—0,18
0 4
1
О
Vi
1,3—1,7
i
0,15—0,3
0,05—0,1
—
Марка стали
Углерод
С
14Г2АФ
0,12—0,18
14Г2АФД
0,12—0,18
16Г2АФ
0,14-0,2
16Г2АФД
0,14—0,2
18Г2АФпс
0,14-0,22
18Г2АФДпс
0,14—0,22
10Г2Б
<0,12
10Г2БД
<0,12
12Г2Б
0,1—0,16
14ХГС
0,11—0,16
10ХСНД
<0,12
15ХСНД
0,12—0,18
15Г2АФДпс
0,12—0,18
10ХНДП
<0,12
Кремний
Si
Марганец
Мп
0,3—0,6
1,2—1,6
0,3—0,6
1,2—1,6
0,3—0,6
1,3—1,7
0,3—0,6
1,3-1,7
До 0,17
1,3-1,7
До 0,17
1,3-1,7
0,17—0,37
1,2—1,6
0,17—0,37
1,2—1,6
0,17—0,37
1,3—1,65
0
1
О
0,9—1,3
0,8—1,1
0,5-0,8
0,4—0,7
0,4-0,7
До 0,17
1,2-1,6
0,17—0,37
0,3-0,6
Хром Сг
<0,4
<0,3
0,5—0,8
0,6—0,9
0,6—0,9 <0,3 0,5-0,8
Продолжение табл. V.13
Никель
Ni
Медь Си
Ванадий V
<0,3
0,07—0,12
0,15—0,3
0,07—0,12
<0,3
0,08—0,14
0,15—0,3
0,08—0,14
<0,3
0,08—0,15
<0,3
0,15—0,3
0,08—0,15
<0,3
—
0,15—0,3
—
<0,3
—
<0,3
—
00
о
1
LO
о
СО
о
1
тГ
О
—
0.3-0,6
0,2—0.4
—
<0,3
0 to
1
о
0,08-0,15
0.3—0,6
0,3-0,5
—
Другие элементы
Азот 0,015—0,025
Азот 0,015—0,03 Ниобий 0,02—0,05 Ниобий 0,02—0,04
Азот 0,015—0,3
Фосфор 0,07—0,12 Алюминий 0,08—0,15
V.14. Механические свойства стали
Марка стали
Толщина проката» мм
Временное сопротивление разрыву
МПа
Предел текучести от, мПа
Относительное удлинение 65, %
Ударная вязкость KCU, Дж/см2, при температуре, °С
+20
—40
—70
09Г2,
До 5
305
09Г2Д
5—10
440
305
21
—
34
—
10—20
305
—
29
—
21—32
295
—
39
—
14Г2
Менее 5
460
335
5-10
460
335
91
—
34
10—20
450
325
Z1
—
29
—
21-32
450
325
—
29
—
12ГС
До 5
315
5-10
460
315
26
—
10
315
—
—
—
16ГС
До 5
490
325
5—10
490
325
59
39
29
10—20
480
315
21
59
29
24
21-32
470
295
59
29
24
33—60
460
285
59
29
24
61-160
450
275
59
29
24
17ГС
До 5
510
345
5—10
510
345
23
—
44
—
10—20
490
335
\
34
17Г1С
До 5
355
5—10
510
355
23
—
44
10—20
345
—
39
—
09Г2С,
ЛПГОГ п
До 5
490
345
иУ1
5—10
490
345
64
39
34
10—20
470
325
59
34
29
21—32
460
305
21
59
34
29
33—60
450
285
59
34
29
61—80
440
275
59
34
29
-
81—100
430
265
59
34
29
135
Продолжение табл. V.14
Марка стали
3
о
а
с
<а
о
О 1) “
X PQ 88»
* Ч >*
[ текучесМПа
V©
|1
Ударная вязкость KCU, Дж/см2, при температуре, °С
в з 3 =
S-
н н
* « СО «S3
lit CQ с а <
1 v
Ё *
о X
+20
—40
—70
10Г2С1,
10Г2С1Д
До 5 5—10
490
490
355
345
64
39
29
10—20
480
335
59
29
24
21—32
470
325
21
59
29
24
33—60
450
325
59
29
24
61—80
430
295
59
29
24
81—100
430
295
59
29
24
15ГФ,
15ГФД
До 5 5—10
510
510
375
375
21
—
39
—
10—20
510
355
29
—
21—32
470
335
—
29
—
15Г2СФ,
15Г2СФД
5—10
10—20
550
550
390
18
—
39
34
—
21—32
550
—
34
—
14Г2АФ.
14Г2АФД
До 5 5-10 10—32
540
540
540
390
20
—
44
39
34
29
33—50
540
—
39
29
16Г2АФ
16Г2АФД
До 5 5—10 10—32 33—50
590
590
590
570
440
440
440
410
20
—
44
39
39
34
29
29
18Г2АФнс,
18Г2АФДпс
До 5 5—10 10—20 21—32
590
440
19
•—
44
39
39
1
34
29
29
136
Продолжение табл. V.14
Марка стали
Толщина проката, мм
Временное сопротивление разрыву
МПа
Предел текучести ат, МПа
Относительное удлинение б5, %
Ударная вязкость KCUt Дж/см2, при температуре, °С
+20
-40
-70
10Г2Б,
До 5
10Г2БД
5—10
510
375
21
—
39
10
—
29
—
12Г2Б
5—10
540
390
19
—
—
—
14ХГС
До 5
.
5—10
490
345
22
—
39
—
10
—
34
—
10ХСНД
До 5
530
_
5—10
530
—
49
34
10—15
530
390
19
—
39
29
16—32
530
—
49
29
33—40
509
—
49
29
15ХСНД
До 5
—
5—10
_
39
29
490
345
21
10—20
—
29
29
21—32
—
29
29
15Г2АФДпс
До 5
—
.
5—10
44
34
540
390
19
10—20
—
39
29
21—32
—
39
29
До 5
10ХНДП
5—10
470
345
20
—
39
—
137
V.15. Механические свойства арматурной стали по классам
Класс арматурной стали
Диаметр стержня, мм
Марка стала
Предел текучести от, МПа
Временное сопротивление разрыву ав, МПа
Относительное удлинение б5, %
испытание на изгиб в холодном состоянии
А-1
6—40
6-18
СтЗкпЗ, СтЗпсЗ, СтЗспЗ, ВСтЗкп2, ВСтЗпс2, ВСтЗсп2 ВСтЗГ пс2
235
373
25
На 180° с = 0.5 d
А-И
10—40
40—80
ВСт5сп2,
ВСт5пс2
18Г2С
294
490
19
На 180° c = 3d
Ac-II
10—32
(36—40)
10ГТ
294
441
2S
На 180°
с = 1 d
А - III
6—40
6—22
35ГС, 25Г2С 32Г2Рпс
392
590
14
На 90° c = 3d
A-IV
10—18
(6-8)
10-32
(36—40)
80С
20ХГ2Ц
•590
883
6
На 45°
c = 5d
A-V
(6-8)
10—32
(36—40)
23Х2Г2Т
785
1030
7
На 45°
с =3i
A-VI
10—22
22Х2Г2АЮ,
22Х2Г2Р,
20Х2Г2СР
980
1230
6
На 45° с = bd
Примечания: 1. Буквой с обозначена толщина оправки, буквой d — диаметр стержня. 2. Диаметры, указанные в скобках, применяют по согласованию потребителя с изготовителем.
138
V.16. Химический состав низколегированных арматурных сталей, %
Марка стали
Углерод С
Кремний Si
Марганец Мп
Хром Сг
Титан Ti
Сера S
| Фосфор Р
не более
10ГТ
Не более 0,13
0,45—0,65
1-1,4
0,015—0,03
0,04
0,03
18Г2С
0,14—0,23
0,6—0,9
1,2—1,6
—
0,045
0,04
32Г2Рпс
0,28—0,37
Не более 0,17
1,3—1,75
Не более 0.3
—
0,05
0,045
35ГС
0,3—0,37
0,6—0,9
0,8—1,2
—
0,045
0,04
25Г2С
0,2—0,29
0
05
1
О
о
1,2-1,6
—
0,045
0,04
20ХГ2Ц
0,19—0,26
0,4—0,7
1,5—1,9
0,9—1,2
—
0,045
0,045
80С
0,74—0,82
0,6—1
0,5—0,9
Не более 0,3
0,015—0,03
0,045
0,04
23Х2Г2Т
0,19—0,26
0,4—0,7
1,4—1,7
1,35—1,7
0,02—0,08
0,045
0,045
22Х2Г2АЮ
0,19—0,26
С*-
о
1
о
1,4-1,7
1,5—2,1
0,005—0,03
0,04
0,04
22Х2Г2Р
0,19—0,26
0,4—0,7
1,5—1,9
1,5—1,9
0,02—0,08
0,04
0,04
20Х2Г2СР
0,16—0,26
0,75—1,55
1,4—1,8
1,4—1,8
0,02—0,08
0,04
0,04
Примечания: 1. Во всех марках стали, указанных в таблице, кроме марки 10ГТ, никеля и меди должно быть не более 0,3 %, а в стали марки 10ГТ — меди Си не более 0,3 %, никеля Ni — 0. 2. Циркония Zr в стали марки 20ХГ2Ц должно быть от 0,05 до ,0,14 %. Алюминия А1 в сталях марок 23Х2Г2Т, 22Х2Г2Р, 20Х2Г2СР должно быть от 0,015 до 0,05 %; в стали марки 10ГТ — от 0,02 до 0,05 %, в стали марки 32Г2Рпс — от 0,001 до 0,015 %; В стали марки 22Х2Г2АЮ —от 0,02 до 0,07 %.
Сталь стержневая арматурная термомеханически и термически упрочненная периодического профиля (ГОСТ 10884—81). Арматурные стержни должны изготовляться из углеродистой и низколегированной стали. Марки стали, химический состав, способ выплавки и режим термической обработки устанавливаются предприятиями-изготовителями. Арматурные стержни в зависимости от механических свойств подразделяют на классы (табл. V.17); их выпускают с профилями, утвержденными для арматуры класса A-III по ГОСТ 5781—82.
В обозначении классов арматурных стержней с повышенной стойкостью к коррозионному растрескиванию под напряжением добавляют букву К: Ат-IVK; из свариваемой стали — букву С: Ат-IVC; из свариваемой стали и с повышенной стойкостью к коррозионному растрескиванию под напряжением— буквы СК: Ат—VCK.
V.17. Механические свойства арматурных стержней по классам (ГОСТ 10884-81)
•S
я
К
1
О
и
и
сз
Марка стали
Температура электронагрева, °С, не менее
1
if
И
Ч О
со
25 3 | н
Временное сопротивление разрыву <Jg, МПа
Условный предел текучести от, МПа
Относительное удлинение после разрыва, а6, %
|
as
х ° 11 |§
Диаметр оправки
5
О О)
2 1
не менее
g * § Snx
Ат-Ш
БСтбсп, БСтбпс
—
10—14
16—40
590
440
15
14
90°
3d
At-IV
25Г2С, 10Г2С, 20ХГС2, 08Г2С
350
10—14
16—40
785
590
10
9
At-V
20ГС, 10ГС2. 20ГС2 08Г2С, 20ХГС2
400
10—14
16—32
980
785
8
7
45°
£ А
At-VI
20ГС, 20ГС2 20ХГС2
350
10—14
16—32
1230
1180
980
7
6
о а
At-VII
—
450
10-14
16-28
1420
1370
1180
6
5
Примечания: 1. Время электронагрева от 1 до 5 мин без выдержки при контролируемой температуре. 2. Временное сопротивление разрыву свариваемых стержней классов Ат-IVC, At-VC, АтVIC должно быть на 49 МПа выше норм, предусмотренных в таблице. 3. Стержни класса A-VII изготовляют из марок стали, согласованных между изготовителем и потребителем.
140
V.18. Состав и механические свойства легированных конструкционных сталей
Марка стали
I
Троцентнсе содержание
основных элементов
Режим контрольной термообработки,
аВ
ат
б
'Ф
S
CJ
*
углерод
С
марганец
Мп
хром Сг
никель
Ni
другие элементы
Т
зак’
°С
ТПттт» °с
отп
МПа
%
Э
О
40Х
40ХФА
30Г2
40Г2
40ХГТР
35ХГФ
Хромистая и хромованадиевая
0,36—0,44
0,5—0,8
0,8—1,1
860, м
500, в (м)
1000
800
10
45
0,37—0,44
0,5—0,8
0,8—1,1
0,1—0.18 V
880, м
650, в (м)
900
750
10
50
Марганцовистая
Хромомарганцевая
Хромокремнистая и хромокремнемарганцевая
60
90
0,26—0,35
1,4—1,8
<0,3
<0,3
880, м
600, вз
600
350
15
45
0,36—0,44
1,4—1,8
<0,3
<0,3
860, м
650, вз
670
390
12
40
0,38-0,45
0,8-1
0,8—*1,1
<0,3
0,03—0,09 Ti
840, м
550, в (м)
1000
800
11
45
0,31—0,38
0,001—0,005 В
0,95—1,25
1,0—1,3
<0,3
0,06—0,12 V
870, м
' 630, в (м)
930
800
14
55
38 ХС
0,34-0,42
0,3—0,6
1,3-1,6
<0,3
1—1,4 Si
900, м
630, м
950
750
12
50
ЗОХГСА
«и
0,28*0,34
0,8-1,1
0 00
1
<0,3
0,9-1,2 Si
880, м
540, в (м)
1100
850
10
45
80
80
70
50
Продолжение табл. V.18
Марка стали
Процентное содержание основных элементов
Режим контрольной термообработки
ав
ат
6
ijj
углерод
С
марганец
Мп
хром Сг
никель
Ni
другие элементы
Т
"С
ОТП
МПа
%
Хромомолибденованадиевая
30ХН2МА
40ХН2МА
18Х2Н4МА
З8ХНЗМФА
Хромоникельмолибденовая
0,27—0,34
0,37—0,44
0,14—0,2
0,33—0,4
0,3-0,6 0,5-0,8 0,25-0,55 0,25—0,5
0,6—0,9 0,6—0,9 1,35-1,65 1,20—1,5
1.25—1,65
1.25—1,65 4—4,4 3—3,5
0,2—0,3 Мо 0,15—0,25 Мо 0,3—0,4 Мо 0,35—0,45 Мо 0,1—0,18 V
ЗОХМА
0,26—0,33
0,4—0*7
0,8—1,1
<0,3
0,15—0,25 Мо
880, м
540, в (м)
950
750
12
50
ЗОХЗМФ
0,27-0,34
0,3—0,6
2,3—2,7
<0,3
0,2—0,3 Мо 0,06—0,12 V
870 м
620 в (м)
1000
850
12
55
Хромоникелевая
40ХН
30XH3A
0,36—0,44
0,27—0,33
0,5—0,8 0,3—0,6
0,45-0,75 0,6—0,9
1—1,4
2,75—3,15
-
820* в (м) 820, м
530 в (м) 530, в (м)
1000
1000
800
800
11
10
45
50
90
100
70
80
860, м
530 вз
1000
800
10
45
80
850, м
620, в (м)
1100
950
12
50
80
860, м
550 м
1050
800
12
50
120
850, м
600, вз
1200
1100
12
50
80
Примечание. Буквенные обозначения, входящие в таблицу:в — вода, м — масло, в(м)—вода или масло, вз — воздух.
Концы стержней каждого класса должны быть окрашены краской: Ат-ШС — белой и синей; At-IV — белой и желтой; At-IVK — зеленой; Ат-V — синей; Ат-VCK — белой и зеленой; At-VK — желтой и зеленой; At-VI — желтой, At-VIK — зеленой и черной; Ат-VII— черной, Нетермообработанные концы стержней должны быть окрашены красной краской.
Сталь легированная конструкционная (ГОСТ 4543—71*) горячекатаная и кованая диаметром или толщиной до 250 мм, калиброванная и сталь со специальной отделкой поверхности применяется в термически обработанном состоянии и изготовляется в виде прутков и полос. В зависимости от химического состава и свойств сталь делится на качественную, высококачественную и особовысококачественную. В зависимости от основных легирующих элементов сталь делится на 13 групп. В табл. V.18 приведены химический состав и гарантируемые механические свойства наиболее распространенных марок легированных конструкционных сталей.
Сталь листовая легированная конструкционная общего назначения выпускается толщиной до 4 мм включительно в листах или рулонах. Механические свойства стали приведены в табл. V.19,
V.19. Механические свойства стали в отожженном или отпущенном
состоянии
Марка стали
Временное сопротивление разрыву (Jg, МПа
Относительное удлинение, %, не менее
6*
10
60Г
550—800
12
14
65Г
600—850
10
12
70Г
650—900
8
10
10Г2, 12Г2
400—580
20
22
25ХГСА
500—700
15
18
ЗОХГС, ЗОХГСА
500—750
14
16
16Г2
500—650
16
18
Листы и рулоны изготовляют из стали марок 60Г, 65Г, 70Г) 20Х, ЗОХ, 35Х, 40Х, 10Г2, 12Г2, 16Г2, 38ХА, ЗОХМ, ЗОХМА, 20ХГСА,
25ХГСА, 30ХГС, 30ХГСА, 35ХГСА и 25ХГФ. Химический состав стали должен соответствовать указанному в ГОСТ 14959—79* и ГОСТ 4543—71*, £ стали марок 12Г2, 16Г2 и 25ХГФ — приведенному в табл. V 20.
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные (ГОСТ 5632—72*). К высоколегированным сталям (табл. V.21) условно отнесены сплавы, которые более чем на
143
V.20. Химический состав стали (ГОСТ 1542—71*), %'
Марка стали
Углерод С
Марганец Мп
Кремний Si
Хром Сг
Никель Ni
Сера S
Фосфор Р
Ванадий
V
не более
0,08—0,17
0,12—0,2
0,23—0,3
1,2—1,6 2—2,4 1 — 1,3
| 0,17—0,37
0,3 0,3 0,6—0,9
| 0,03
| 0,03
| 0,035
0,08—0,2
12Г2
16Г2
25ХГФ
V.21. Химический состав, режимы термической обработки и механические свойства высоколегированных сталей
Содержание основных легирующих элементов, %
<jB
а
5
lb
Марка стали
углерод С
хром Сг
никель
другие элементы
Режим термической обработки
т
Ni
МПа
%
Мартенсктный класс
40X13
30X13
0,36—0,45
12—14
—
—
Закалка при при 600 °С
1050
и отпуск
1140
910
13
0,26—0,35
12—14
Закалка при при 640 °С
1000
и отпуск
960
715
16
Мартенсито-ферритный класс
15Х6СЮ
<0,15
5,5—7
—
1,2—1,8 Si, 0,7—1,1 А1
Закалка при 1020 и отпуск при 660 °С
700
600
20
12X13
0,09—0,15
12—14
Закалка при 1030 и отпуск при 680 °С
740
590
20
14X17Н2
0,11—0,17
16—18
1,5—2,5
Закалка при 1000 и отпуск при 680 °С
750
600
20
32
52
60
66
50
74
78
70
67
56
50
45
55
45
60
60
60
55
60
<0,12 СО, 08 <0,55
0,05—0,09
<0,09
0,06-0,1
<0,08
<0,08
<0,08
<0,12
<0,1
<0,1
<0,1
<0,12
Ферритный класс
0,6—1 Ti (5С—0,9) Ti
Аустенитно-мартенситный класс
Нормализация при 800 °С То же, при 850 °С Отжиг при 750—780 °С
5,0—8
7,0—9,4
4,5—5,5
0,7-1,3 А1
3—3,5 Мо
21—23
5.3—6,3
20—22
5,5—6,5
17—19
1,8—2,8
17—19
16—18
8—10
12—14
13—15
2,8—4,5
13-15
—
17—19
9-11
Закалка при 1000, обработка холодом при —70 °С в течение 2 ч и отпуск при 350 °С
Закалка при 975, обработка холодом при —70 °С в течение 2 ч и 1 ч, старение при 450 °С
Нормализация при 950 °С, обработка холодом при —70 °С в течение 1 ч, 1 ч старение при 450 °С, деформация 70 % итно-срерритный класс
(5С—0,65) Ti Закалка при 1050 °С, де¬
формация 35 %
1,8—2,5 Мо, Закалка при 1050 °С
0,2—0,4 Ti 0,2 0,5 Ti, 7-9 Mn J0 же> при Ю00°С Аустенитный класс
Закалка при 1000 °С То же, при 1050—1080 °С
(5С—0,7) Ti, 3—4Мо
13—15Мп, (5С—0,6) Ti
14—16 Mn, 0,15—0,25 А
(5С—0,8) Ti
Закалка при 1050 °С То же, при 1000 °С » » 1050 °С
45 % состоят из железа, а суммарное содержание легирующих элементов в них не менее 10 %, считая по верхнему пределу, если одного из элементов имеется не менее 8 %—по нижнему пределу.
В зависимости от основных свойств стали и сплавы подразделяют на три группы (7—III):
коррозионно-стойкие (нержавеющие) стали и сплавы, имеющие стойкость против коррозии межкристаллитной, электрохимической и химической (атмосферной, почвенной, щелочной, кислотной, солевой);
жаростойкие (окалиностойкие) стали и сплавы, устойчивые против химического разрушения поверхности в газовых средах при температурах выше 550 °С, работающие в ненагруженном или слабонагруженном состоянии;
жаропрочные стали и сплавы, способные работать в нагруженном состоянии при высоких температурах в течение определенного времени и имеющие при этом достаточную жаростойкость.
По структуре стали подразделяют на классы: мартенситный, мартенситно-ферритный, ферритный, аустенитно-мартенситный, аустенитно-ферритный и аустенитный.
По химическому составу сплавы делятся на два класса (по основному составляющему элементу): на железоникелевой и никелевой основе.
Сталь листовая горячекатаная двухслойная коррозионно-стойкая
изготовляется толщиной 4—60 мм с основным слоем из углеродистой или низколегированной стали и плакирующим слоем из коррозионно-стойких сталей и сплавов никеля и монель-металла (табл. V.22), В табл. V.23 приведены сочетания марок сталей, основного и плакирующего слоев двухслойных листов.
Химический состав стали основного и плакирующего слоев двухслойных листов должен соответствовать нормам действующих стандартов для данной марки.
V.22. Общая толщина листов и толщина коррозионно-стойкого слоя, мм
Толщина листа
Толщина коррозионно-стойкого слоя нормальная | повышенная
4
0,7-1,1
5
0,8—1,2
6
1—1,6
7
1,2—1,8
8, 9
2—3
10, 11, 12/13, 14, 15
2-3
3—4
16, 17, 18, 19, 20, 21
2,5—3,5
3—4
22, 24, 25, 26
3—4
28, 30
3,5—5
—
32, 34, 36, 38, 40, 42, 45,
\ 4 fi
48, 50, 52, 55, 60
)■ 4—О
146
V.23. Марки сталей основного и плакирующего слоев двухслойных листов
Марка металла плакирующего слоя
Марка стали основного слоя
ВСтЗсп
10
20К
09Г2
16ГС
09Г2С
ЮХСНД
10ХГСН1Д
12МХ
12ХМ
ЮХ2М1
1 1 1
+
+
+
1 1 +
+
+
—
—
+
+
—
1 1 1
+
+
+
+
+
+
+
+
+
+
+
+
1 + 1
+
+
+
+
+
1111
+
+
+
+
1111
+
+
+
+
—
1 1 1 1
1 1 1 1
—
—
—
—
+
—
—
—
—
__
—
—
—
+
—
—
—
—
_
—
+
—
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—
—
Сталь:
08X13
08Х17Т
15Х25Т
08Х18Н10Т
12Х18Н10Т
10Х17Н13М2Т
10X17H13M3T
08Х17Н15МЗТ
08Х22Н6Т
06ХН28МДТ
Сплавы:
ХН 65МВ, ХН65МВУ Н70МФВ-ВИ
НМЖМц 28—2,5—1,5 Никель НП-2
+
+
+
+
+
+
+
+
+
+
+
+
Р И М ЭгГ И Я: 1-. 3наком «+* отмечены сочетания марок сталей основного и плакирующего слоев двухслойс потребетадем ХСЛ°ИНЫе ЛИСТЫ с сочетанием слоев, не отмеченные знаком «+», изготовляют по согласованию
V.3. ЧУГУН
В табл. V.24 и V.25 приведены механические свойства серого и высокопрочного чугуна.
V.24. Механические свойства отливок из серого чугуна с пластинчатым графитом (ГОСТ 1412—85)
Марка чугуна
Временное сопротивление разрыву Og, МПа, не менее
Твердость по Бринеллю НВ
счю
100
120—205
СЧ 15
150
130—241
СЧ 18
180
—
СЧ 20
200
143—255
СЧ 21
210
—
СЧ 24
240
—
СЧ 25
250
156—260
СЧЗО
300
163—270
СЧ 35
350
179—290
Примечание. Пример условного обозначения: СЧ 15 ГОСТ 1412—85.
V.25. Механические свойства отливок из высокопрочного чугуна с шаровидным графитом (ГОСТ 7293—85)
Марка чугуна
Временное сопротивление разрыву Og, МПа
Условный предел текучести (Уф2* МПа
Относительное удлинение 6» %
Твердость по Бринеллю НВ
не менее
ВЧ 35
350
220
22
140—170
ВЧ 40
400
250
15
140—202
ВЧ 45
450
310
10
140—225
ВЧ 50
500
320
7
153—245
ВЧ60
600
370
3
192—277
ВЧ 70
700
420
2
228—302
ВЧ 80
800
480
2
248—351
ВЧ 100
1000
700
2
270—360
Примечание. Пример условного обозначения: ВЧ 50 ГОСТ 7293—85»
V.4. МЕДЬ И ЕЕ СПЛАВЫ
В табл. V.26 приведен химический состав меди, в табл. V.27— химический состав сплавов меди.
148
V.26. Химический состав меди
Содержание примесей, %, не более
Марка
меди -J- се¬
сурь¬
мы
Sb
мышь¬
яка
As
кислорода О
меди
ребра Си + + Ag не менее
висмута
Bi
железа Fe
никеля Ni
свинца РЬ
олова
Sn
серы
S
цинка
Zn
фосфора-Р
Слитки и полуфабрикаты
МООб
99,99
0,0005
0,001
0,001
0,001
0,001
0,001
0,001
0,002
0,001
0,001
0,0005
МОб
99,97
0,001
0,002
0,002
0,004
0,002
0,003
0,002
0,003
0,001
0,003
0,002
М1б
99,95
0,001
0,002
0,002
0,004
0,002
0,004
0,002
0,004
0,003
0,003
0,002
М1у
99,9
0,0005
0,002
0,001
0,005
0,002
0,004
0,001
0,004
0,045
0,004
—
Ml
99,9
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,004
0,055
0,004
—
М1Р
99,9
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
0,01
0,005
Св. 0,002
до 0,012
М1ф
99,9
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
—
0,005
» 0,012
» 0,06
М2р
99,7
0,002
0,005
0,01
0,05
0,2
0,01
0,05
0,01
0,01
—
» 0,005
» 0,06
МЗр
99,5
0,003
0,05
0,05
0,05
0,2
0,03
0,05
0,01
0,01
—
» 0,005
» 0,06
М2
99,7
0,002
0,005
0,01
0,05
0,2
0,01
0,05
0,01
0,07
—
—
_ М3 to
99,5
0,003
0,05
0,01
0,05
0,2
0,05
0,05
0,01
0,08
—
—
V.27. Химический состав сплавов меди, %’
Марка сплава
Номер ГОСТ
Медь Си
Железо
Fe
Марганец
Мп
Алюминий
А1
Олово
Sn
Никель 4* + кобальт Ni + Со
Цинк Zn
При¬
меси
ЛбЗ
62—65
—
—
—
—
—
Остальное
0,5
Л90
88—91
—
—
—
—
—
»
0,2
ЛА77-2
76—79
—
—
1,7—2,5
—
—
0,3
ЛАЖ60-1-1
58—61
0,75—1*5
0,1—0,6
0,7—1,5
—
—
»
0,7
ЛЖМц59-1-1
15527—70*
57—60
0,6—1,2
0
сл
1
о
00
0,1—0,4
0,3—0,7
—
У>
0,25
ЛМц58-2
57—60
0,5
1—2
—
—
—
»
1,2
Л060-1
59—61
—
—
—
1—1,5
—
»
1
ЛН65-5
64—67
—
—
—
—
Никеля
5—6,5
»
0,3
ЛК80-3
79—81
—
—
—
—
—
Остальное
1,5
БрА5
БрА7
*
1
Осталь¬
ное
»
—
—
4-6
6-8
—
—
1,1
1,1
18175—78*
5017—74*
492—73*
»
—
1.5—2,5
8—10
—
—
—
1,5
—
1.5—2,5
9—11
—
—
—
1,7
2-4
—
8—13
—
—
—
1,7
»
2—4
1—2
9—11
—
—
—
0,7
»
—
1—1.5
—
—
—
—
1
»
—
0,1—0.4
—
—
Никеля 2,4-3,4
—
0,4
»
—
—
—
6—7
—
—
0,1
—
—
—
3,5—4
—
—
0,1
»
—
—
—
3,5—4
—
N3
Vi
1
со
со
0,2
»
1-1,4
0,3—0,8
—
—
5-6,5
—
0,7
—
1—2
—
—
39—41
—
0,9
27—29
2—3
1,2—1,8
—
—
Остальное
—
0,6
—
—
4,6—5,4
—
—
—
2
Осталь-
ное
1~1,4
00
о
1
со
о
—
—
5—6,5
—
0,7
БрАМц9-2 БрАМцЮ-2 БрАЖ9-4 БрАЖМцЮ-3-1,5 БрКМцЗ-1 БрКН1-3
Бр0Ф6,5-0,15 Бр0Ф4-0,25 БрОЦ4-3 МНЖ5-1 МНМц40-1,5 НМЖМц28-2,5-1,5 НМц5
МНЖКТ5-1-0,20,2
Примечание. В сплавах марок Бр0Ф6,5-0,15 и Бр0Ф4-0,25 кроме указанных элементов должно содержаться фосфора соответственно не более 0,1—0,25 и 0,2—0,3 %, а в сплавах марок JIK80-3, БрКМцЗ-1 и БрКН1-3 должно содержаться кремния соответственно не более 2,5—4; 2,7—3,5 и 0,6—1,1 %.
V.5. АЛЮМИНИЙ И ЕГО СПЛАВЫ
Алюминий и его сплавы (табл. V.28) делятся на две основные группы: деформируемые, применяемые в прессованном, катаном и кованом состояниях, и литейные (недеформируемые), используемые в виде литья. Деформируемые сплавы в свою очередь подразделяются на термические неупрочняемые (технический алюминий и сплавы его с марганцем и магнием) и термически упрочняемые (сплавы алюминия с медью, цинком и другими элементами). К литейным относятся сплавы со значительным содержанием кремния или меди. Большинство сварных конструкций выполняется из деформируемых термических неуирочняемых сплавов алюминия в нагартованном виде. В последние годы для изготовления сварных конструкций все в большем объеме начинают применять термически упрочняемые сплавы.
V.28. Механические свойства алюминия и его сплавов (ГОСТ 8617—81*Е)
Марка сплава
Состояние материала профилей при изготовлении
Толщина полки или стенки, мм
Временное сопротивление разрыву Og, МПа
Предел текучести ат, МПа
Относительное удлинение 6*, % 1
не менее
АДО, АД1 АД АДС АМи, АМцС
Без термической обработки
Все размеры
59
60 98
20
20
16
АМг2
Без термической обработки
Все размеры
147
59
13
Отожженное
225
59
13
АМгЗ
Без термической обработки, отожженное
176
78
12
АМгЗС
Без термической обработки
175
80
14
АМгб
Без термической обработки, отожженное
255
127
15
АМгб
То же
314
157
15
152
Продолжение табл. V.28
Марка сплава
Состояние материала профи* лей при изготовлении
Толщина полки или стенки, мм
Временное сопротивление разрыву tfg. МПа
Предел текучести от, МПа
Относительное удлинение б6, %
не менее
АД 31
Без термической обработки
Все размеры
127
69
13
Закаленное и естественно состаренное
До 100
127
69
13
Закаленное и искусственно состаренное
» 100
196
147
10
Неполностью закаленное и искусственно состаренное
» 100
157
118
8
АДЗЗ
Без термической обработки
Все размеры
176
108
15
Закаленное и естественно состаренное
До 100
176
108
15
Закаленное и искусствен¬
» 10
255
225
6
но состаренное
11—100
265
225
10
АД 35
Без термической обработки
Все размеры
196
108
12
Закаленное и естественно состаренное
До 100
196
108
12
Закаленное и искусственно состаренное
» 100
314
245
8
АВ
Без термической обработки
Все размеры
176
—
14
Закаленное и естественно состаренное
До 100
176
14
Закаленное и искусственно состаренное
» 100
294
225
10
Д1
Без термической обра¬
До 10
333
186
12
ботки
11—20 Св. 20
353
363
196
206
10
10
Отожженное
Все размеры
245
—
12
Закаленное и естествен¬
До 10
333
206
12
но состаренное
11—20
21—100
353
363
216
226
10
10
153
Продолжение табл. V.28
Марка сплава
Состояние материала профи* лей при изготовлении
Толщина полки или стенки, мм
Временное сопротивление разрыву Ojg, МПа
Предел текучести а , МПа
Относительное удлинение 6», %
не менее
Д16
Без термической обра¬
До 5
373
265
10
ботки
6—10 Св. 10
392
402
265
284
10
10
Отожженное
Все размеры
245
—
12
Закаленное и естествен¬
До 5
373
275
10
но состаренное
6—10
11—100
392
412
275
284
10
10
В95
Без термической обра¬
До 10
510
461
6
ботки
Св. 10
520
451
6
Отожженное
Все размеры
275
—
10
Закаленное и искусствен¬
До 10
510
461
6
но состаренное
11—100
530
461
6
АК6
Без термической обработки
Все размеры
353
—
12
Закаленное и естественно состаренное
До 100
353
—
12
Закаленное и искусственно состаренное
» 100
353
12
1915
Без термической обработки
До 12
314
196
10
Отожженное
Все размеры
277
176
12
Закаленное и естественно состаренное
До 100
343
216
10
1925
Без термической обработки
До 12
343
196
9
. Отожженное
Все размеры
294
—
12
Закаленное и естественно состаренное
13-100
343
196
10
154
Продолжение табл. V.23
Марка сплава
Состояние материала профилей при изготовлении
Толщина полки или стенки» мм
Временное сопротивление разрыву МПа
Предел текучести а , МПа
Относительное удлинение V». %
не менее
1925С
Закаленное и естественно состаренное
До 100
310
200
10
1935
Без термической обработки
До 10
245
155
10
Закаленное и естественно состаренное
» 100
245
155
10
ВД1
Без термической обработки
Все размеры
333
—
12
Закаленное и естественно состаренное
До 100
333
12
АВДЫ
Без термической обработки
Все размеры
333
—
12
Закаленное и естественно состаренное
До 100
333
12
АКМ
Без термической обработки
Все размеры
314
—
12
Отожженное
То же
196
—
14
Закаленное и естественно состаренное
До 100
314
14
V.6. ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ
В табл. V.29 приведен химический состав углеродистой и применяемой в строительстве легированной проволоки*
V.7. ПРОВОЛОКА ДЛЯ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
В табл. V.30 дан химический состав проволоки для сварки алюминия и его сплавов*
lib
V.29. Химический состав, %, стальной сварочной проволоки
Марка проволоки
Углерод С
Кремний Si
Марганец
Мп
Хром НиСг кель Ni
не более
Молибден Мо
Титан
Ti
Сера
S
Фосфор
р
не более
0,04
0,04
0,03
0,03
0,02
0,02
0,025
0,03
0,025
0,03
0,03
0,03
0,025
0,03
0,025
0,03
0,025
0,03
0,025
0,03
0,025
0,03
0,025
0,025
0,025
0,025
Прочие элементы
Углеродистая проволока
Св-08
Св-08А
Св-08АА
Св-08ГА
Св-ЮГА
Св-10Г2
Св-08ГС
Св-12ГС
Св-08Г2С
Св-ЮГН
Св-08ГСМТ
Св-15ГСТЮЦА
Не более 0,1 0,1 0,1 0,1 0,12 0,12
Не более 0,03
0,35—0,6
0,15
0,3
0,35—0,6
0,12
0,25
0,35—0,6
0,1
0,25
0,8—1,1
0,1
0,25
1,1—1,4
0,2
0,3
1,5-1,9
0,2
0,3
Не более 0,01 алюминия
Легированная проволока
0,1
0,6—0,85
1,4—1,7
0,2
0,25
0,14
0,6—0,9
0,8—1,1
0,2
0,3
0,05—0,11
0,7—0,95
1,8—2,1
0,2
0,25
Не более 0,12
0,15—0,35
0,9—1,2
0,2
0,9-1,2
0,06-0,11
0,4—0,7
1—1,3
0,3
0,3
0,12—0,18
0,45—0,85
0,6—1
0,3
0,4
0,17—0,23
0,6—0,9
0,9—1,2
0,3
0,4
0,2—0,5 алюминия, 0,05—0,15 циркония, не менее 0,04 церия
Св-20ГСТЮА 0,17—0,23 0,6—0,9 0,9—1,2 0,3 0,4 — 0,1— 0,025 0,025 0,2—0,5 алюминия,
0,2 0,3—0,45 церия
Примечания: 1. В марке проволоки буквы Св означают, что проволока сварочная; цифры, следующие за Св, показывают среднее содержание углерода в сотых .долях процента. 2. Буква А на конце условных обозначений марок углеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. В проволоке марки Св-08АА сдвоенная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой марки Св-08А.
0,2—
0,4
0,05—
0,12
0,05—
0,2
V.30. Химический состав, %, проволок для сварки алюминия и его сплавов
Основные компоненты
Примеси, не более
Марка
проволо¬
ки
алюминий
А1
магний
Mg
марганец
Мп
железо
Fe
кремний
Si
титан Ti
бериллий
Be
■в
1
1й
желеэо
Fe
кремний
Si
цинк Zn
медь Си
магний Mg
прочие
примеси
сумма
примесей
СвА97
Не менее 99,97
-
-
-
-
-
-
0,015
0,015
-
0,005
-
0,01
0,03
Св-А85Т
Осталь¬
ное
—
—*
—
—
0,2—0,5
—
—
0,04
0,04
0,02
0,01
0,01
—
0,08
СвА5
Не менее 99,5
—
0,2—
0,35
0,1—
0,25
—
—
0,015
—
0,05
0,5
СвАМц
Осталь¬
ное
1-*1,5
0,3—0,5
0,2—0,4
*•
-4*
«чв
0,1
0,2
0,05
0,1
1,35
СвАМгЗ
00
со
1
со
0,3—0,6
in-*
0,5—0,8
—
—
0,5
0,2
0,05
—
0.1
0,85
СвАМг4
4-4,8
0»5я*0,8
-
Хром
0,05—
0,25
0,05-*
0,15
§§
ОО
—
0,4
0,4
0,2
0,05
—
0,1
1,15
СвАМг5
00
1
СЛ
00
0,5-0,8
*-
0,1-Ю,2 Хром 0,07—* 0,15
0,002—
0,005
0,4
0,4
0,2
0,05
—
0,1
1,4
Св1557
4,5—5,5
0,2—0,6
fea1
0,002—
0,005
ОО
0,3
0,15
*тт
0,05
—
0,1
0,6
СвАМгб
СП
00
4>
00
0,5-**0,8
-
-
0,1-0,2
0,002—
0,005
-
0,4
0,4
0,2
0,1
-
0,1
1,2
СвАМгбЗ
СЛ
00
I
а>
00
0,5*0,8
«9*
—
0,002—
0,005
0,15—
0,35
0,05
0,05
0,05
0,05
—
0,01
1,15
СвАМгб1
5,5—6,5
0,8—1,1
—
0,0001— 0,0003
0,002-
0,12
0,4
0,4
0,2
0,05
—
0,1
1,15
СвАК5
—4
4,5—6
0,1—0,2
0,6
f-fi
Цинк и олово 0,1
0,2
0,1
1
СвАКЮ
»
—
—
0
1
***
—
0,6
—
0,2
0,1
0,1
0,1
1.1
Св1201
»
Медь 0,6—6,8
0,2—0,4
Ванадий 0,05• 0,15
0,1—0,2
0,0001—
0,0008
ОО
СП,
0,15
0,08
0,05
0,02
0,01
0,3
V.8. ПРОВОЛОКА ДЛЯ СВАРКИ МЕДИ И ЕЕ СПЛАВОВ
Сварочную проволоку и прутки из меди и сплавов на медной основе выпускают по ГОСТ 16130—85 диаметром 0,8—8 мм (табл. V.31).
V.31. Марки сварочной проволоки и прутков для сварки меди и ее сплавов
Материал
Марка
Номер стандарта
Медь
Сварочные проволоки
Ml, М1р MCpl
ГОСТ 16130—85
Сплав медноникелевый
МНЖКТ5-1-0,2-0,2, МНЖ5-1
БрКМцЗ-1, БрАМц9-2
—
Бронза безоловянная
БрХ0,7, БрХНТ, БрНЦр БрАЖМцЮ-3-1,5
ГОСТ 18175—78*
Бронза оловянная
БрОЦ4-3, Бр0Ф6,5-0,15
—
Латунь
Л63, Л060-1
ЛКБ062-0,2-0,04-0,5;
ЛК62-0.5
ГОСТ 16130—85
Медь
Сварочные прутки
М1р, М2р | —
Латунь
ЛМц58-2, ЛЖМц59-1-1 ЛОК59-1-0,3
ГОСТ 16130—85
V.9. ПРУТКИ ЧУГУННЫЕ ДЛЯ СВАРКИ И НАПЛАВКИ
Чугунные прутки (табл. V.32) для газовой сварки, наплавки и пайкосварки чугуна и электродные стержни для дуговой сварки и наплавки чугуна выпускаются диаметром 4, 6 и 8 мм длиной соответственно 250, 350 и 450 мм; диаметром 10, 12, 14 и 16 мм длиной 450, 500, 600 и 700 мм.
По назначению чугунные прутки делятся на следующие марки:
ПЧ1, ПЧ2 — для газовой сварки серого чугуна с перлитной и перлитоферритной структурой и для электродных стержней;
158
V.32. Химический, %* состав чугунных прутков
Примеси, не более
Марка
Углерод С
Кремний Si
Марганец Мп
Иттрий Y
Церай Се
Фосфор Р
Сера S
Хром Сг
ПЧ1
3,3—3,6
1,8-2,2
0,5—0,7
0,02—0,03
0,02—0,03
0,2
0,08
0,08
ПЧ2
3,3—3,6
«О
СО
1
СО
СО
0,6—0,9
0,01—0,03
0,01—0,03
0,15
0,04
0,1
ПЧЗ
3—3,5
3,5—4
0,5—0,8
—
—
0,3—0,5
0,08
0,05
ПЧН1
3,8-4,2
1,2—2
0,2—0,6
—
—
0,2
0,08
0,08
ПЧН2
3,4—3,7
3,5—3,8
0,4—0,8
—
—
0,2
0,03
0,05
ПЧИ
2,5—3
1—1,5
О
Т
о
О)
—
—
0,1
0,05
—
ПЧВ
3—3,8
2,4-3,6
0,2—0,5
0,03—0,15
0,I—0,4
0,2
0,08
0,05
Примечания: 1. Кроме указанных элементов в прутках марки ПЧ2 никеля содержится 0,1—0,6 %,меди — 2,0—2,5 %, бора — 0,01—0,02 %; марки ПЧЗ — никеля не более 0,3 %; марки ПЧН1 —циркония 0,03—0,3 %, стронция — 0,01—0,25 %; марки ПЧН2 —никеля 0,3—0,9 %, алюминия не более 0,03%, титана не более 0,05%; марки ПЧВ —кальция 0,03—0,1 %. 2. Условное обозначение чугунного прутка марки ПЧ1 диаметром 12 мм: Пруток
12ПЧ1 ГОСТ 2671-80.
ПЧЗ — для газовой сварки серого чугуна с ферритной структурой и для электродных стержней;
ПЧН1—для газовой сварки и пайкосварки серого чугуна с перлитной и перлитоферритной структурой;
ПЧН2 — для пайкосварки серого чугуна с ферритной и ферритно-перлитной структурой;
ПЧИ — для износостойкой наплавки серого чугуна;
ПЧВ — для газовой сварки высокопрочного чугуна с шаровидным графитом и для электродных стержней.
V.10. ПРОВОЛОКА ПОРОШКОВАЯ ДЛЯ ДУГОВОЙ СВАРКИ
Порошковая проволока для дуговой сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 900 МПа по ГОСТ 26271—84 подразделяется: по условиям применения.
на газозащитную, используемую для сварки в углекислом газе или газовых смесях — ПГ;
на самозащитную, сварка которой осуществляется без дополнительной защиты — ПС;
по допустимым пространственным положениям сварки и условиями формирования шва: для нижнего — Н;
для нижнего, горизонтального (на вертикальной плоскости)—Г; для нижнего, горизонтального, вертикального—В; для всех — У;
для горизонтального с принудительным формированием—ГП; для вертикального с принудительным формированием — ВП; для всех положений с принудительным формированием — УП; по пределу текучести наплавленного металла на типы:
34; 39; 44; 49; 54; 59; 64; 69;
по температуре испытаний, при которой обеспечивается ударная вязкость наплавленного металла не менее 35 Дж/см2 на уровни: К—( + 20); 0—(0); 1—(—10); 2— (—20); 3— (—30); 4— (—40); 5— (—50); 6—(—60);
по химическому составу наплавленного металла на категории: А — содержание углерода не более 0,15%, серы и фосфора не более 0,03 %; В — 0,15 %, 0,04 % соответственно; С — 0,25 %, 0,03 % соответственно,
Структура условного обозначения порошковой проволоки приведена на рис. V.2. В табл. V.33 даны характеристики порошковых проволок,
160
Y.33. Характеристики порошковых проволок для механизированной сварки
Марка
Технические условия на изготовление
Назначение проволоки по ГОСТ 26271—84
Диаметра мм
Соответствие типу электрода
Произво¬
дитель¬
ность,
кг/ч
Марки свариваемых сталей
ПП-1ДСК
ПП-11
ПП-6КД
ПП-АНЗ
ПП-АН7У
ПП-АН11
ПП-АН23
СП-2
СП-3
ППТ-7
ППТ-9
ППВ-5
ППВ-5К
ТУ36УССР—241 —48 ТУЗб—2747—85 ТУЗб—2529—83
ТУИ—4—982—79 ТУ472—75ИЭС ТУ96—74ИЭС ТУ268—79ИЭС ТУЗб—1830—74 ТУЗб—2516—82 . ТУЗб—2407—81 ТУЗб—2708—85 ТУЗб—1904—76 ТУЗб—2528-83
Самозащитная
2,4 2,2 2,2; 2,4
2,8; 3
2.3 2; 2,4
3
2,4; 2,6 2,2; 2,6
2.3 3
2*2; 2,3 2,2
j Э46 1 Э50А
3-5 5—6 5—9
5—9
4-7 3—7 7—12
6—9
7—11
5-6 5—7 2—7 5-7
j СтЗ, СтЗГпс, 09Г2
СтЗ, СтЗГпс, 09Г2, 09Г2С, } 10ХСНД, 10Г2С1, 14Г2„
1 15ХСНД, 17ГС
СП-5
ТУЗб—2517—82
Самозащиты а я
2,6
Э60
6-9
16Г2АФ, 10ХСНД* 15ХСНД
ПП-АН8
ПП-АН10
ПП-АН18
ПП-АН22
ТУ14—4—1059—80 ТУ14 4 604 75 ТУ98—74ИЭС ТУ 181—78ИЭС
Газозащитная
2,5; 3 2,2 2,2; 2,5 2,2; 2,5
Э50А
8—12
8—12
6—9
8—12
СтЗ* СтЗГпс, 09Г2 09Г2С, 10ХСНД, 10Г2С1, 15ХСНД
ПП-АН20
ТУ204—79ИЭС
2,2; 2,4
Э60
6—9
16Г2АФ, 18Г2АФ, ЮХСНД, 15ХСНД
ПП-АН54
ТУ140-77ИЭС
2,2; 2,5; 3
Э70
7—10
14Х2ГМР, 14ХГНМ, 12ГН2МФАЮ
ПП-АН19С ТУ203—78ИЭС ПП-АН19Н | ТУ221—79ИЭС
} Самозащитная
3
3
Э50А
10—23 I 09Г2, 09Г2С, 16Г2АФ, 6—9 10Г2СД, 10ХСНД, 15ХСНД
12 3k
5 6 7 8
V.2. Условное обозначение порошковой проволоки
/ — марка; 2 —диаметр, мм; 5 —условия применения; 4 —тип; 5 — категория по химическому составу; 6 — уровень по ударной вязкости; 7 — допустимое положение сварки; 8 — обозначение стандарта
Пример условного обозначения порошковой проволоки марки ПП-АНЗ диаметром 3 мм, самозащитной (ПС), по пределу текучести наплавленного металла типа 44, по химическому составу наплавленного металла категории А, обеспечивающей ударную вязкость наплавленного металла не менее 35 Дж/см2 при температуре —20 °С (2), для сварки в нижнем положении (Н):
ПП-АНЗ 3,0 ПС44-А2Н ГОСТ 26271—84.
V.11. ЭЛЕКТРОДЫ МЕТАЛЛИЧЕСКИЕ (ПЛАВЯЩИЕСЯ) ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ И НАПЛАВКИ
Электроды для ручной дуговой сварки классифицируют по назначению (для сварки стали, чугуна, алюминия и т. п.), по виду покрытия, по физико-химическим и механическим свойствам металла шва (табл. V.34—V.37).
Электроды покрытые металлические для сварки и наплавки сталей систематизируют следующим образом: по назначению:
для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа—У (условное обозначение);
для сварки легированных конструкционных сталей с временным сопротивлением разрыву более 600 МПа—Л;
для сварки легированных теплоустойчивых сталей—Т; для сварки высоколегированных сталей с особыми свойствами — В;
для наплавки поверхностных слоев с особыми свойствами—Н;
по толщине покрытия:
тонкое — М;
среднее — С;
толстое — Д;
особо толстое — Г;
по качеству изготовления, состоянию поверхности покрытия, сплошности металла шва, содержанию серы и фосфора на группы
1, 2 и 3;
162
по видам покрытия: '
кислое — А;
основное — Б;
целлюлозное — Ц;
рутиловое — Р;
смешанное — соответствующее двойное условное обозначение; прочее — П;
по допустимым пространственным положениям сварки или наплавки:
для всех положений — 1;
для всех положений, кроме вертикального сверху вниз — 2; для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
для нижнего и нижнего «в лодочку»—-4;
по роду тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц — в соответствии с табл. V.34.
V.34. Классификация электродов по роду и полярности тока
Рекомендуемая полярность постоянного тока
Напряжение холостого хода источника переменного тока, В
Обозначения
номинальное
предельные отклонения
Обратная
—
—
0
Любая
1
Прямая
50
±5
2
Обратная
3
Любая
4
Прямая
70
=10
5
Обратная
6
Любая
7
Прямая
90
±5
8
Обратная
9
Структура условного обозначения электрода приведена на рис.
V.3.
Условное обозначение должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
11
163
/ 2 J 4 5 6
с-?-т Т ?
1 8 9 10 11 11
V.3. Условное обозначение электродов
1 — тип; 2 — марка; 3 — диаметр, мм; 4 —- обозначение назначения электродов; 5 — обозначение толщины покрытия; 6 — группа электродов; 7 — группа индексов, указывающих характеристики наплавленного металла и металла шва по действующим стандартам; 5 —обозначение вида покрытия; 9 — обозначение допустимых пространственных положений сварки или наплавки; 10 — обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; И — ГОСТ . . ,; 12 — обозначение стандарта на типы электродов
V.35. Механические свойства металлов шва, наплавленного и соединения при дуговой сварке металлическими электродами для конструкционных сталей
Тип
электрода
Временное сопротивление разрыву, МПа
Металл шва и наплавленный
Угол загиба для металла соединения, сваренного электрода* ми диаметрами менее 3 мм, град.
Относительное удлинение 6|. %
Ударная вязкость* Дж/см2
Э38
370
14
29
60
Э42
410
18
78
150
Э46
450
18
78
150
Э50
490
16
69
120
Э42А
410
22
147
180
Э46А
450
22
137
180
Э50А
490
20
127
150
Э55
540
20
117
150
Э60
590
18
98
120
Э70
690
14
59
—
Э85
840
12
49
—
Э100
980
10
49
—
Э125
1225
8
39
—
Э150
1470
6
39
V.36. Механические свойства металлов шва и наплавленного при дуговой сварке металлическими электродами для легированных теплоустойчивых сталей
Тип электрода
Временное сопротивление разрыву, МПа
Относительное удлинение 68, %
Ударная вязкость. Дж/см*
Э09М
440
18
98
Э09МХ
450
18
88
Э09Х1М
470
18
88
Э05Х2М
470
18
88
Э09Х2М1
490
16
78
164
Продолжение табл. V.36
Тип электрода
Временное сопротивление разрыву, МПа
Относительное удлинение 66, %
Ударная вязкость, Дж/см2
Э09Х1МФ
490
16
78
Э10Х1М1НФБ
490
15
69
Э10ХЗМ1БФ
540
14
59
Э10Х5МФ
540
14
59
Примечания: 1. В таблице даны механические свойства металла после термической обработки по режимам, регламентированным техническими условиями или паспортами на электроды конкретных марок. 2. Механические свойства соединений, сваренных электродами, диаметр которых меньше 3 мм, должны соответствовать техническим условиям и паспортам на электроды конкретных марок.
V.37. Механические свойства металлов шва и наплавленного при дуговой сварке металлическими электродами для высоколегированных сталей с особыми свойствами
Тип электрода
Временное сопротивление разрыву, МПа
Относительное удлинение б6, %
Ударная вязкость, Дж/см2
Э12Х13
590
16
49
Э06Х13Н
640
14
49
Э10Х17Т
640
—
—
Э12Х11НМФ
690
15
49
Э12Х11НВМФ
740
14
49
Э14Х11НВМФ
740
12
39
Э10Х16Н4Б
980
8
39
Э08Х24Н6ТАФМ
690
15
49
Э04Х20Н9
540
30
98
Э07Х20Н9
540
30
98
Э02Х21Н10Г2
540
30
98
Э06Х22Н9
640
20
—
Э08Х16Н8М2
540
30
98
Э08Х17Н8М2
540
30
98
Э06Х19Н11Г2М2
490
25
89
Э02Х20Н14Г2М2
540
25
98
Э02Х19Н9Б
540
30
118
Э08Х19Н10Г2Б
540
24
78
Э08Х20Н9Г2Б
540
22
78
Э10Х17Н13С4
590
15
39
Э08Х19Н10Г2МБ
590
24
69
Э09Х19Н10Г2М2Б
590
22
69
Э08Х19Н9Ф2С2
590
25
78
Э08Х19Н9Ф2Г2СМ
590
22
78
165
Продолжение табл. V.37
Тип электрода
Временное сопротивление разрыву. МПа
Относительное удлинение бб, %
Ударная вязкость, Дж/сма
Э09Х16Н8ГЗМЗФ
640
28
59
Э09Х19Н11ГЗМ2Ф
570
22
49
Э07Х19Н11МЗГ2Ф
540
25
78
Э08Х24Н12ГЗСТ
540
25
88
Э10Х25Н13Г2
540
25
88
Э12Х24Н14С2
590
24
59
Э10Х25Н13Г2Б
590
25
69
Э10Х28Н12Г2
640
15
49
Э03Х15Н9АГ4
590
30
118
Э10Х20Н9Г6С
540
25
88
Э28Х24Н16Г6
590
25
98
Э02Х19Н15Г 4АМЗВ2
640
30
118
Э02Х19Н18Г5АМЗ
590
30
118
Э11Х15Н25М6АГ2
590
30
98
Э09Х15Н25М6Г2Ф
640
30
98
Э27Х15Н35ВЗГ2Б2Т
640
20
49
Э04Х16Н35 Г6М7Б
590
25
78
Э06Х25Н40М7Г2
590
30
118
Э08Н60Г7М7Т
440
20
98
Э08Х25Н60М10Г2
640
24
118
Э02Х20Н60М15ВЗ
690
15
69
Э04Х10Н60М24
590
15
Э08Х14Н65М15В4Г2
540
20
98
Э10Х20Н70Г2М2В
Э10Х20Н70Г2М2Б2В
640
25
—
Примечание. Механические свойства металлов шва и наплавленного для электродов типов Э12Х13, Э10Х17Т, Э12Х11НМФ, Э12X11 ВМФ, Э14Х11НВМФ, Э10Х16Н4Б, Э08Х24Н6ТАФМ приведены после термической обработки по режимам, регламентированным паспортами или техническими условиями на электроды конкретных марок, а для электродов остальных типов — в состоянии после сварки (без термической обработки).
В табл. V.38 приведен химический состав наплавленного металла и твердость по Роквеллу при сварке электродами для дуговой наплавки поверхностных слоев с особыми свойствами. В табл. V.39— V.41 даны характеристики электродов соответственно для сварки различных сталей, наплавки чугуна, для сварки цветных металлов и их сплавов.
166
V.38. Химический состав наплавленного металла и твердость по Роквеллу при сварке электродами для дуговой наплавки поверхностных слоев с особыми свойствами
Молиб¬
ден
Мо
Вольф-
рам
W
Ти¬
тан
Ti
Твердость по Реквеллу (шкала С)
Тип электрода
Углерод
С
Кремний
Si
Марга¬
нец
Мп
Хром
сг
Никель
N1
Ванадий
V
Прочие
элементы
без термической обработки
после термической обработки
ЭЮГ2
0,08-0,12
До 0,15
2—3,3
.
20—28
«а*
ЭИГЗ
0,08—0,13
» 0,15
2,8—4
—
—
Э-»
28—35
4
Э12Г4
0,09-0,14
» 0,15
3,6—4,5
__
ы—
—
—
9ы»
—
35—40
Э15Г5
0,12—0,18
» 0,15
4,1—5,2
*—
—
—
«—
40—44
Э16Г2ХМ
0,12—0,2
0,8-1,3
1,2—2
0,9—1,3
0,7—0,9
—
*—
—
35—39
Э30Г2ХМ
0,22—0,38
До 0,15
1,5—2
0,5—1
0,3—0,7
—
*—
i
31—41
—•
Э35Г6
0,25—0,45
» 0,6
5,5—6,5
—
—*
—
—*
50—57
Э37Х9С2
0,25—0,5
1,4—2,8
0,4—1
8—11
—
—
—1
I—
*-•
52—58
Э70ХЗСМТ
0,5—0,9
0,8—1,2
0,4—1
2,3—3,2
0,3—0,7
—
До 0,3
м
52-60
Э80Х4С
0,7—0,8
1—1,5
0,5—1
3,5—4,2
—
—
56—62
Э95Х7Г5С
0,8—0,1
1,2—1,8
4—5
6—8
—
а*—
—
25—32
—*
Э65Х11НЗ
0,5—0,8
До 0,3
До 0,7
10—12
2,5—3,5
—
—
—
*
25—33
—
Э24Х12
0,18—0,3
» 0,3
0,4—1
10,5—13
—
—
М
Ь—
1—•
40—48
ям
Э20Х13
0,15—0,25
» 0,7
До 0.8
12—14
До 0.6
РМ
*—
—-г
э—
33-48
Э35Х12Г2С2
0,25—0,45
1,2—2,5
1,6—2,4
10,5-13,5
—
Л-Ъ
—
—
54—62
Э35Х12ВЗСФ
0,25-0,45
1—1,6
До 0,5
10,5-13,5
2,5—3,5
0,5-1
—
<—
50—58
Э100Х12М
0,85—1,15
До 0,5
» 0,5
11—13
►—
0,4—0,6
—>
—
—
—
53—60
Э120Х12Г2СФ
1—1,4
1—1,7
1,6—2,4
10,5—13,5
—
—
м
1-1,5
—
«—
—
54—62
Э300Х28Н4С4
2,5—3,4
2,8—4,2
До 1
25—31
3—5
—
—
—i
48—54
—
Э190К62Х29В5С2
1,6—2,2
1,5—2,6
26—32
4-5
59—65
кобальта
40—50
Примечания: 1. Обозначения типов электродов состоят из индекса Э (электроды для ручной дуговой сварки и наплавка) и следующих за ним цифр и букв. Две или три цифры» следующие за индексом, — это среднее количество углерода в наплавленном металле в сотых долях процента. Химические элементы, входящие в наплавленный металл, обозначены буквами. Цифры, следующие за буквенными обозначениями химических элементов, показывают среднее содержание элемента в процентах. После буквенного обозначения химических элементов, в среднем которых в наплавленном металле не более 2,5 %, цифры не проставлены. При среднем содержании в наплавленном металле кремния до 0,8 и марганца до 1 % буквы С и Г не представлены. 2. Вид и режимы термической обработки наплавленного металла должны соответствовать указанным в паспортах или технических условиях на электроды конкретных марок.
V.39. Характеристика электродов общего назначения для сварки сталей
F-
Режим прокалки
Тип электрода
Марка электрода
Марка сварочной проволоки
Род тока и полярность
Положение сварки
|й
У со .
температура, °С
S _
о S
о. g
у* в
со 2
Э42
АНО-6М
АНО-1
ВСЦ-2
ВСЦ-4
Углеродистые и низколегированные конструкционные стали
Постоянный и переменный
Св-0,8, Св-08А То же
Постоянный
Все положения
8,5
180—
60
200
Нижнее
16
180—
60
200
Все положения
10,5
120—
60—90
160
То же
10
120—
60
160
9,5—
320—
60—90
10,5
360
»
10
350—
60
370
»
10
300—
60
350
»
8,5
250—
60
300
7,5—
180—
60—90
8,3
200
Э42А
СМ-11 УП-1/45 У П-2/45 ОЗС-2
Постоянный и переменный
Постоянный
Э46
АНО-4
Постоянный и
МР-3
ОЗС-4
АНО-12
»
»
>
переменный
8—8,5
8,5—
9,2
8,7-
9,5
150— 180 270— 300 180— 200
АНО-14
ВМ-9
Св-0,8, Св-08А То же
Постоянный
переменный
Все положения То же
8,5—
9.5
8.5
120— 200 180
УОНИ-13/45
Постоянный
7,5-
9,5
350—
400
УОНИ-13/55
СК2-50
ДСК-50
АНО-11
КД-11
ОЗС-18
I Постоянный и | переменный
Постоянный
8.5— 9,5
9.5— 10
9.5— 10 10
9-9,5
9—9,5
350—
400
400—
420
360—
400
350
200—
250
250—
300
Продолжение табл. V.39
н
Режим прокалки
Тип электрода
Марка электрода
Марка сварочной проволоки
Род тока и полярность
Положение сварки
Коэффициеь наплавки, г/А ♦ ч
температура, °С
время,
мин
Э55
УОНИ-13/55У
Постоянный И переменный
Горизонтальные и вертикальные стыки арматуры ванным способом
9,5
350—
400
60— 120
Э60
ВСФ-65У
>
Постоянный
Все положения
9—9,5
300—
350
9G>—
120
Э60А
УОНИ-13/65
»
То же
9
350—
400
60—
120
Э70
ЛКЗ-70
Нижнее
9,5
320—
350
60
90—
АНП-2
>
»
Все положения
9
420—
450
120
Э85
УОНИ-13/85 |
*
»
| То же
9,5
I 350— 1 400
60—
120
Теплоустойчивые стали
Э09М
УОНИ-13/45М
Св-08А
Постоянный
Все положения
9—10
300—
350
60
Э09МХ
УОНИ-13/45МХ
То же
То же
10,5
300—
350
60
ОЗС-11
Постоянный и переменный
8—9
300—
350
60
Э09Х1М
ЦЛ-30-63
Св-08ХМ
Постоянный
Нижнее и вертикальное
10,4
350
60
Э09Х1МФ
ЦЛ-20-63
Св-08ХМФА
Все положения
10,3
330—
350
60
Э10ХЗМ1БФ
ЦЛ-26М-63
То же
То же
10,5
330—
350
60
Коррозионно-стойкие аустенитные и нержавеющие хромистые стали
Э07Х20Н9
03 Л-8
Св-04Х19Н9
Постоянный
Все положения
13
200—
250
60—90
Э08Х20Н9Г2Б
ЦЛ-11
Св-07Х19Н10Б
То же
11
200—
250
60—90
ЦТ-15-1
То же
»
>
12
350—
450
60—90
Э08Х19Н10Г2МБ
ЭА-898/21
>
11,5
320—
350
60—90
Э12Х13
УОНИ-ЮХ13
Св-06Х14
»
Нижнее и вертикальное
11
350—
400
60—90
Э10Х17Т
УОНИ-ЮХ17Т
Св-10Х17Т
>
Все положения
11
350—
400
60—90
Э07Х19Н11МЗГ2Ф
ЭА-400/10У
Св-04Х19Н11МЗ
То же
12
320—
380
60—90
Продолжение табл. V.39
Коэффициент наплавки, г/А ч
Режим
прокалки
Тип электрода
Марка электрода
Марка сварочной приволоки
Род тока и по* лярность
Положение сварки
температура, °С
время,
мин
Жаростойкие стали и сплавы
Э10Х25Н13Г2
ОЗЛ-6
Св-07Х25Н13
Постоянный
Все положения
11,5
200—
250
60—90
Э28Х24Н16Г6
ОЗЛ-9А
Св-30Х25Н16Г7
»
Нижнее и вертикальное
13,5
300
60—90
Э12Х24Н14С2
ОЗЛ-5
Св-10Х20Н15
Все положения
125
300
60—90
ЦТ-17
То же
Жаростойкие
стали и сплавы
То же
10,5
350—
400
60—90
Э09Х16Н8ГЗМЗФ
ЦТ-1
Св-06Х19Н9Т
Постоянный
Все положения
13
350—
450
60—90
Э07Х19Н11МЗГ2Ф
ЦТ-7
Св-04Х19Н11МЗ
ъ
Нижнее
12
350—
400
60—90
КТИ-5-62
То же
>
Все положения
12
300—
350
120—
180
Э28Х24Н16Г6
03 Л-9
Св-13Х25Н18
Двухсло
»
йные стали
То же
13,5
300
60—90
ЭШ25Н13Г2
ЗИО-8
Св-07Х25Н13
Постоянный
Все положения
13,5
зоо-
зго
350—
400
60—90
ЦЛ-9
То же
Нижнее
11,5
60—90
ЦЛ-25
»
Нижнее и вертикальное
10,5
350—
400
60—90
V.40. Характеристика электродов для сварки и наплавки чугуна
Марка
электрода
Коэффициент наплавки, г/А • ч
Режим
прокалки
Материал сердечника
Ток и полярность
Положение сварки
а*
<и „
с л
1£
н н
1.
ag
A 2
Характеристика наплавленного металла
ОМЧ-1
МНЧ-1
МНЧ-2
ОЗЧ-1 \ ОЗЧ-2 /
АНЧ-1
Прутки марки ПЧЗ
НМЖМц 28-2,5—1,5 МНМц 40—1,5
НМЖМц 28-2,5-1,5
Медная проволока (ГОСТ 2112—79*)
Св—04X19Н9 в оболочке из меди М2 или М3
Постоянный, на электроде ( + ) и переменный Постоянный на электроде (+)
То же
Постоянный, на электроде (+)
Нижнее
Нижнее, вертикальное и полупотолочное То же
Нижнее и вертикальное Нижнее и вертикальное
15,2
11—
12
13—
14
13— 14
150— 200
150— 200
150— 200
220
220
300—
350
180— 240
90—
120
90—
120
30
60
60
Серый чугун
Железоникелемедный
сплав
То же
Железомедный сплав
Меднохромоникелевый сплав
ЦЧ-4
ЦЧ-ЗА
Св—08 и Св—08А Св—08Н50
То же
Нижнее
200—
220
200—
220
90—
120
90—
120
Хорошо обрабатывается режущим инструментом Удовлетворительно поддается механической обработке
V.41. Характеристика электродов для сварки цветных металлов и их сплавов
Положе¬
ние
сварки
Коэффициент наплавки» г/А • ч
Режим прокалки
Марка электродов
Материал сердечника
Ток и полярность
температура, °С
время,
мин
Алюминий и его сплавы
ОЗА-1
АФ-4аКр
А-2
ОЗА-2
«Комсомолец-100» МН-5
АНМц/ЛКЗ-АБ
МЗОК
ХН-1
Св-А97 ,
\
6,32
150—200
60
Св-А97
ГОСТ
)
7,5—7,8
150—200
60
Св-АМц или
. 7871—75*
1 Постоянный на
1 Нижнее
7,5—7,8
150—200
60
Св-АК5
I электроде (+)
Св-АК5
I
6,25—6,5
150—200
60
Медная проволока 2112—79)*
Проволока МНЖ5-1 Проволока МНЖКТ5-1-0,2-0,2
Медь и ее сплавы (ГОСТ
Постоянный электроде (+)
Нижнее
НМЖМц28-2,5-1,5 НМц5
Сплавы на основе никеля
Постоянный на электроде (+)
Нижнее
14
12
16,5
13
14
350
150—200
150—200
350
350
60
60
60
60
60
V.12. ФЛЮСЫ СВАРОЧНЫЕ
В табл. V.42 приведена характеристика плавленых флюсов.
V.13. ГАЗЫ ДЛЯ СВАРКИ И РЕЗКИ
В табл. V.43—V.45 приведены характеристики газов.
V.42. Характеристика плавленых флюсов
Режим сушки
Марка флюса
Размер зерен, мм
Строение флюса и цвет зерен
температура,
?С
время, ч
Назначение флюсов
АН-348-А
АН-348-АМ
0,35—3
0,25-1,6
Стекловидный; желтый и коричневый всех оттенков
Механизированная сварка и наплавка углеродистых и низколегированных сталей углеродистой и низколегированной сварочной проволокой
АН-348-В
АН-348-ВМ
0,35—3
0,25—1,6
Стекловидный; коричневый всех оттенков
ОСЦ-45
ОСЦ-45М
0,35—3
0,25—1,6
Стекловидный; светло-серый, желтый и коричневый всех оттенков
300—400
1
АН-8
0,25-2,5
Стекловидный; желтый и коричневый всех оттенков
Электрошлаковая сварка углеродистых и низколегированных , сталей
Продолжение табл. V.42
Режим сушки
Марка флюса
Размер зерен, мм
Строение флюса н цвет зерен
температура,
время, ч
Назначение флюсов
АН-15М
0,25—2,5
Стекловидный; серый, светлоголубой и светло-зеленый всех оттенков
650—900
1
Механизированная сварка и наплавка высоколегированных и среднелегированных сталей
АН-17М
0,25—2,5
Стекловидный; коричневый всех оттенков и черный
380—450
2
Механизированная сварка и наплавка сталей повышенной и высокой прочности
АН-18
0,35—3
Стекловидный; темно-серый, темно-синий и черный
300—400
2
Механизированная сварка и на¬
АН-20С
АН-20СМ
0,35—3
0,25—1,6
Стекловидный; белый, светлосерый и светло-голубой
380—450
2
плавка высоко- и среднелегированных сталей
АН-22
0,25—2,5
Стекловидный; желтый всех оттенков и светло-коричневый
300—400
2
Электрошлаковая и механизированная сварка и наплавка низко- и среднелегированных сталей
АН-26С
0,25—2,5
Стекловидный; серый всех оттенков и светло-зеленый
300-400
1
Механизированная сварка нержавеющих коррозионно-стойких и жаропрочных сталей
12—194
АН-43
0,25-2,5
Стекловидный; коричневый всех оттенков, черный и зеленый
380—450
2
Механизированная сварка и наплавка сталей повышенной и высокой прочности
АН-47
0,25-2,5
Стекловидный; темно-коричневый всех оттенков и черный
300—400
1
ФЦ-9
0,25— 1,6
Стекловидный; светло-желтый и коричневый всех оттенков
300—400
1
Механизированная сварка и наплавка углеродистых и низколегированных сталей
АН-20П
0,35—4
Пемзовидный; белый и светлосерый
380—450
2
Механизированная сварка и наплавка высоко- и среднелегированных сталей
АН-26П
0,35—3
Пемзовидный; светло-серый
500—600
2
Механизированная сварка и нержавеющих коррозионностойких и жаропрочных сталей
АН-60
0,35—4
Пемзовидный; белый, желтый, светло-коричневый и светло-розовый
380—450
2
Механизированная сварка и наплавка углеродистых и низколегированных сталей
АН-26СП
0,35—3
Смесь стекловидных и пемзовидных зерен; серый всех оттенков и светло-зеленый
500—600
2
Механизированная сварка нержавеющих коррозионно-стойких и жаропрочных сталей
V.43. Технические характеристики горючих газов при 0° С и давлении 0,1 МПа
Газы
гост
Плотность,
кг/м3
Низшая теплотворная способность,
Температура пламени в рабочей зоне, ?С
Соотношение между кислородом и горючим
Пределы взрываемости в смеси. %
Дж/м8
газом в смеси в горелке
с воздухом 1
| с кислородом
Газы:
ацетилен
5457—75*
1,09
52800
3150
1,1-1,7
2,2—82
2,3—93
водород
3022—80*
0,084
10 100
2500
О
1
СО
о
3,3—™81,5
2,6—95
коксовый
0,4-0,55
14 700— 17 600
2000
0,8—0,9
5,6—30,4
—
природный
5542-87
0,7—0,9
35 600
2200
1,7-2,1
4,8—14
3—45
городской
—
0,84—1,05
17 200— 21000
2000
1,5—1,6
3,8—40
8,5—73,6
пропан-бутано** вая смесь
20448—80*
1,95
93000
2100
3,5-4
2,1-9,5
2,4-57
V.44. Характеристика кислорода газообразного технического (ГОСТ 5583—78*)
Показатель
Сорт кислорода
i-й |
| 2-й
3-й
Содержание кислорода, %, не менее Массовая концентрация водяных паров, г/м3, при 20 °С и давлении 0,1 МПа, не более
Содержание водорода, %, не более
99,7
0,05
0,3
99,5
0,07
0,5
99,2
0,07
0,7
У .4 5. Характеристика защитных газов, применяемых для газоэлектрической сварки
Газ
ГОСТ или ТУ
Содержание чистого газа, %
Транспортирование к рабочим жестам
Аргон: высшего сорта 1-го »
ГОСТ 10157—79* То же
99,993
99,987
В баллонах под рабочим давлением 15±0,5 МПа в газообразном виде (может перевозиться в смеси с кислородом, гелием, водородом или азотом в соотношении, предусмотренном ТУ)
Гелий: особой чистоты высокой »
ТУ 51—689—75 То же
99,995
99,985
Азот: высшего сорта
1-го »
2-го » особой чистоты
ГОСТ 9293—74* То же >
»
99,994
99,6
99
99,996
В баллонах под 1 рабочим давлением 15±0,5 МПа в газообразном виде
Водород:
А
Б
( высшего В| сорта 1 1-го сорта
ГОСТ 3022—80* То же »
99,99
99,95
98.5
97.5
Углекислый: высшего сорта
1-го »
2-го »
ГОСТ 8050—85 То же ъ
99.8 99,5
98.8
В баллонах под рабочим давлением 20 МПа в жидком виде
12*
179
Глава VI. ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ
VI.1. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ, ОПРЕДЕЛЯЮЩИЕ ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Различные виды сварочных дуг характеризуются длиной /д, напряжением £/д и током /д. Дуга — нелинейный элемент электрической цепи со статической вольтамперной характеристикой, т. е. зависимостью £/д=/(/д) при /A=const, имеющей три участка (рис. VI.1), наклон которых определяется главным образом физическими явлениями, происходящими в приэлектродных областях и столбе дуги. Приблизительно описать эти явления можно, рассматривая напряжение дуги как сумму падений напряжения в катодной Uк и анодной Uа областях и столбе дуги Uc. Крутопадающая характеристика дуги (участок / см на рис. VI.1)) бывает при плотности тока в дуге не более 12 • 10е А/м2. При таких плотностях тока площади активных пятен дуги на аноде и катоде растут пропорционально току, а падение напряжения Ua и UK остаются практически неизменными, Напряжение дуги изменяется в основном за счет Uc. Но поскольку рост сечения и электропроводности столба дуги в этих условиях опережает рост тока, то при увеличении последнего происходит уменьшение Uc. При дальнейшем увеличении плотности тока (участок//) площади активных пятен и столба дуги продолжают расти пропорционально току, а падения напряжения UK, Ua и Uc остаются практически неизменными и не зависят от тока. Это характерно для дуг с плотностью тока от 12*106 до 80*106 А/м2, т. е. практически во всем диапазоне режимов сварки штучными электродами, неплавящимся электродом и под флюсом. При сварке плавящимся электродом в защитных газах и на форсированных режимах под флюсом, когда плотность тока в дуге более 80-106 А/м2, вследствие ограниченных размеров электрода происходит сжатие дуги у его торца, что приводит к увеличению приэлектродного падения напряжения с ростом тока. На таких режимах статическая характеристика дуги становится возрастающей (участок ///). В реальной сварочной цепи дуга и источник ее питания образуют взаимосвязанную систему, работающую в статическом и динамическом (переходном) режимах. В статическом режиме устойчивость системы источник питания — дуга будет обеспечена при выполнении следующего условия в точке пересечения характеристик:
(dUdldU/dl) >0. (VI. 1)
180
VI.2. Работа системы источник питания — дуга А—рабочие точки устойчивой работы; Б — точка неустойчивой работы; 1 — внешняя характеристика источника питания; 2 — статическая характеристика дуги
VI.3. Характер изменения напряжения и тока дуги в цепи с индуктивным сопротивлением t — напряжение холостого хода источника; 2 — ток дуги; 3 — напряжение дуги; U3— напряжение зажигания дуги; <р — угол сдвига тока по фазе
Это означает, что если форма характеристики дуги соответствует участку /, то характеристика источника питания должна быть более крутопадающей, на участке II — пологопадающей или жесткой, но в меньшей степени, чем характеристика дуги, а на участке /// — жесткой или слегка возрастающей (рис. VI.2), В этом случае внезапное малое отклонение тока дуги, возникшее под влиянием какой-либо случайной причины, будет с течением времени уменьшаться, т. е, нарушение режима будет исчезать, и система вернется вновь в исходное состояние равновесия. Выполнение условия (VI.1) особенно важно при ручной сварке и плазменной резке, когда манипуляции электродом и перемещение анодного пятна в процессе резки приводят к значительным изменениям длины дуги, а режим сварки при этом не должен значительно меняться. В этом случае, чем круче характеристика источника питания, тем более устойчива сварочная дуга, т. е. меньше величина изменения тока при изменении длины дуги. При автоматической и механизированной дуговой сварке плавящимся электродом происходит саморегулирование, при котором длина дуги после ее изменения восстанавливается автоматически за счет изменения скорости плавления электрода, Явление саморегулирования наиболее сильно проявляется при повышении плотности тока в электроде и уменьшении крутизны внешней ха¬
181
рактеристики источника питания. Перечисленные свойства присущи дугам постоянного и переменного тока. Однако особенности дугового разряда на переменном токе в первую очередь определяются периодическим изменением величины и направления тока и напряжения
ДУГИ.
В условиях периодической смены полярности в момент перехода тока через нулевое значение дуга угасает и дуговой промежуток деионизируется. Для повторного зажигания дуги необходимо вновь ионизировать дуговой промежуток, что может быть достигнуто различными способами, основанными на механизмах авто- и термоэлектронной эмиссии. Известно, что при сварке неплавящимся электродом повторное зажигание дуги происходит при напряжении U3 большем, чем напряжение £/д. Величина U3 может быть различна и зависит от материала электрода и изделия, состава среды, в которой горит дуга, и многих других факторов. В общем случае необходимо, чтобы после перехода тока через нулевое значение и угасания дуги, напряжение на электродах как можно быстрее стало равно величине £/3. Практически это достигается повышением напряжения холостого хода источника и включением в сварочную цепь индуктивности, обеспечивающей необходимый сдвиг фаз между сварочным током и напряжением источника (рис. VI.3). Наиболее приемлемыми для обычных условий сварки являются: угол сдвига фаз ср, при котором cos ф=0,35—0,45 и Uxx/Ua равно 1,8—2,5. В последнее время появились источники питания, обеспечивающие надежное повторное зажигание дуги за счет увеличения скбрости нарастания напряжения на электродах до значения UB, получаемого повышением частоты сварочного тока или приближением формы выходного напряжения к прямоугольной. С ростом сварочного тока и разогревом электродов увеличивается термоэлектронная эмиссия, улучшающая условия повторного зажигания, и устойчивость дуги повышается. При уменьшении тока желательно увеличивать напряжение холостого хода источника питания или применять специальные средства, улучшающие повторное зажигание дуги.
В динамическом (переходном) режиме особое значение имеет способность источника питания быстро реагировать на изменения, происходящие в дуге. Динамические свойства источников питания оцениваются:
временем восстановления напряжения при переходе от режима короткого замыкания к рабочему режиму или холостому ходу;
кратностью установившегося значения тока короткого замыкания /к и рабочего тока /Р;
скоростью нарастания тока короткого замыкания.
Первые две характеристики, в основном, используются для оценки динамических свойств источников питания ручной дуговой
182
сварки. Оптимальными значениями являются: время восстановления напряжения до 30 В не более 0,05 с и кратность установившегося тока короткого замыкания рабочему в пределах 1,25</к//Р<2. Скорость нарастания тока короткого замыкания зависит от индуктивности сварочной цепи и характеризует динамику источников питания для сварки плавящимся электродом в защитных газах и в первую очередь в углекислом газе. При большой индуктивности скорость нарастания тока мала* В моменты короткого замыкания происходит сравнительно медленный разогрев конца электродной проволоки на большом участке, который нерасплавленным попадает в сварочную ванну.
Процесс переноса металла в дуге при увеличении индуктивности сварочной цепи становится крупнокапельным, что затрудняет или делает практически невозможной сварку в потолочном, горизонтальном и вертикальном положениях. При малой индуктивности скорость нарастания может быть чрезмерной. В этом случае из-за взрывообразного перегорания перемычки между электродной проволокой и каплей расплавленного металла, переходящей в ванну, увеличивается разбрызгивание и ухудшается формирование шва.
Возможность менять динамику источника питания путем изменения индуктивности сварочной цепи предусмотрена в конструкциях практически всех существующих выпрямителей для сварки в защитных газах. Для этой же цели разработаны специальные стабилизирующие дроссели. Источники питания сварочной дуги должны удовлетворять следующим основным требованиям:
напряжение холостого хода источников питания должно быть достаточным для легкого зажигания и устойчивого горения дуги, но не превышать максимальных значений, указанных в государственных стандартах или в технических условиях на соответствующее оборудование;
источники питания должны быть рассчитаны на работу при периодических коротких замыканиях сварочной цепи, происходящих как в процессе сварки, так и при зажигании дуги. Установившееся значение тока короткого замыкания должно быть в пределах 1,25—2 значений рабочего тока; источники питания для сварки плавящимся электродом в защитных газах должны обеспечивать такую скорость нарастания тока короткого замыкания, при которой процесс сварки идет с минимальным разбрызгиванием;
внешние характеристики источников питания должны быть: а) крутопадающими — для сварки штучным и неплавящимся электродом и плавящимся электродом с зависимой от напряжения дуги скоростью подачи; б) пологопадающими, жесткими или возрастающими — для сварки плавящимся электродом с независимой скоростью подачи*
133
VI.2. ИСТОЧНИКИ ПЕРЕМЕННОГО ТОКА
Широкому применению дуговой сварки на переменном токе в значительной степени способствует простота изготовления и высокая надежность в эксплуатации сварочных трансформаторов (табл. VI.1), В зависимости от применяемого способа регулирования режима сварки и получения падающей внешней характеристики различают трансформаторы с нормальным и повышенным магнитным рассеянием.
У трансформаторов с нормальным магнитным рассеянием вторичная обмотка наматывается на первичную таким образом, что весь магнитный поток, создаваемый первичной обмоткой, охватывает и вторичную обмотку.
Принципиальная конструктивная схема трансформаторов типа СТЭ с отдельной реактивной катушкой-дросселем типа РСТЭ приведена на рис. VI.4, а. Из-за малого магнитного рассеяния, а следовательно, и индуктивного сопротивления обмоток трансформатора внешняя характеристика его жесткая. Для регулирования режима сварки и получения падающей внешней характеристики в сварочную цепь включается отдельная реактивная катушка-дроссель. Индуктивное сопротивление дросселя изменяется регулированием воздушного зазора в его ярме. При уменьшении зазора сварочный ток уменьшается, при увеличении — увеличивается. Недостатком этих источников является неустойчивая работа при сварке на малых токах, из-за вибрации подвижного пакета дросселя, вызываемой значительными электродинамическими усилиями. Эти усилия возникают при замыкании дугового промежутка в моменты перехода капли расплавленного металла с электрода в сварочную ванну.
На рис. VI.4, б показана принципиальная конструктивная схема сварочных трансформаторов типа СТН и ТСД, которые также имеют нормальное магнитное рассеяние, однако у них дроссель для регулирования режима сварки и получения падающей внешней характеристики совмещен с магнитопроводом трансформатора. Преимуществами трансформаторов этого типа по сравнению с трансформаторами типа СТЭ, кроме однокорпусного исполнения, являются меньшие габарит и масса. Однако они не лишены недостатков, присущих трансформаторам с отдельным дросселем.
Трансформаторы типа СТН предназначены для дуговой сварки штучным электродом и снабжены ручным приводом перемещения подвижного пакета дросселя. Трансформаторы типа ТСД рассчитаны для питания автоматических и полуавтоматических установок и снабжены электромеханическим приводом для дистанционного регулирования режима сварки. Сварочные трансформаторы с повышенным магнитным рассеянием, как правило, имеют разнесенные обмотки. Это приводит к тому, что часть магнитного потока первичной обмотки
184
VI.4. Конструктивные схемы (а—ж) сварочных трансформаторов
J — обмотка дросселя; 2 — подвижный сердечник дросселя; 3, 4 — магнитопроводы дросселя и трансформатора; 5—
6 — первичная и вторичная обмотки;
7 — подвижная вторичная обмотки трансформатора; 8, 12 — подвижный и неподвижный магнитный шунт; 9 — охватывающая обмотка; /0—обмотка управления; 11 — секция вторичной обмотки
замыкается помимо контура вторичной, создавая так называемый поток рассеяния. Эти трансформаторы имеют также несколько модификаций, различающихся по способу регулирования режима.
Одной из наиболее распространенных конструктивных схем трансформаторов с повышенным магнитным рассеянием являются трансформаторы типа ТС-ТД (см. рис. VI.4,e). Регулирование режима сварки и получение падающих внешних характеристик у трансформаторов этого типа обеспечивается за счет изменения потока рас-
185
VI.1. Технические характеристики сварочных трансформаторов
Напряжение, В
Сварочный ток, А
Коэффициент
Тип
номиналь¬
ное
холостого
хода
номиналь¬
ный
пределы
регулирова¬
ния
мощности
полезного
действия
Мощность, кВ* А
ПН,
%
Габарит, мм
ь
X
<5
ь
сз
5
Трансформаторы с нормальным магнитным рассеянием и реактивной катушкой*
СТЭ-24
30
65
350
70—500
0,52
0,83
24
65
646 X 314 X 660
140
—
РСТЭ-24
594X320X545
90
СТЭ-34
30
60
500
150—700
0,52
0,85
34
65
690X370X660
200
—
РСТЭ-34
669X320X545
120
СТН-450
30
70—90
450
80—800
0,40
0,85
40
65
840x420x850
320
СТН-500
30
60
500
150—700
0,54
0,85
38,5
65
796X410X840
270
СТН-700
35
60
700
200—900
0,66
0,85
43,5
60
796X429X840
380
ТСД-500-1
40
80
500
200—600
0,55
0,85
48,5
60
950X818X1215
420
ТСД-1000-4
42
69—78
1000
400—1200
0,62
0,87
78
60
950X818X1215
510
ТСД-2000-2*
53
72—84
2000
800—2200
0,64
0,89
186
50
1050X900X1300
675
.ТДР-1601*
39—49
76
1600
1000—1600
—
130
85
663ХЮ53Х1606
1100
Трансформаторы с увеличенным магнитным рассеянием и подвижными катушками
ТС-300
30
63
300
30—395
0,51
0,84
20
60
765x524x1010
180
ТС-500
30
60
500
40—650
0,53
0,85
32
60
845X600X1100
250
ТСК-500
30
60
500
165—650
0,65
0,83
27
60
872X 566X1090
280
ТД-300
30
61—79
300
60—380
0,51
0,86
19,4
50
640X490X715
137
ТД-304
35
61—79
300
60—350
0,6
0,87
19,4
60
640 X 490 X 885
157
ТД-500
30
60—76
500
90—650
0,53
0,87
32
60
720X580X850
210
ТДМ-317*
33
62—80
315
60—360
—
—
—
60
555X585X818
130
ТДМ-401*
36
63—75
400
80—460
—
—
—
60
555X585X848
145
ТДМ-503*
i
65—80
500
90—560
—
—
35
60
555X585X888
170
ТДП-1
ТСП-2
ТД-102
ТД-306
ТД-500-4
26
68
160
55—175
0,5
0,72
11,4
20
435x290x535
30
62
300
90—300
0,6
0,78
19,4
20
510 x 370 x 590
26,4
80
160
60—175
—
—
11,4
20
570x325x530
30
70
250
100—300
—
—
17,5
25
630x365x590
40
80
500
100—560
—
—
32
60
880x580x850
Трансформаторы с увеличенным магнитным рассеянием и подвижным магнитным шунтом
СТАН-0
30
63—83
140
25-150 |
1 0,51
0,83
10
65
698x429x485
СТАН-1
30
60—70
350
60—480
0,52
0,83
24
65
870x520x800
СТШ-250*
25
61
250
80—260
0,57
0,72
15,3
20
420X310X425
СТШ-300
30
63
300
110—405
0,52
0,88
20,5
60
545x720x750
СТШ-500
30
60
500
145—650
0,53
0,9
33
60
670X666X753
СТШ-500-80*
30
60
500
60—800
0,53
0,92
44,5
60
965X762X750
ТДФ-1800*
40 и 70
94 и ИЗ
1800
500—1850
—
0,94
215
100
900x1300x1360
ТС-350*
30
о
1
8
350
60—450
0,52
0,85
24
65
—
ТФД-1001
ТФД-1601*
Трансформаторы с увеличенным магнитным рассеянием и подмагничиваемым магнитным шунтом
44
60
68—71
95—105
1000
1600
400—1200
600—1800
0,87
0,88
82
182
100
100
Трансформаторы с ярмовым рассеянием
ТСМ-250*
25
60
250
92—250
0,55
0,77
16
20
Разряд-250*
30
60
250
90-250
0,59
0,69
—
20
Разряд-315*
35
45
315
60—360
—
—
—
60
ТДЭ-402*
ТДФЖ-2002*
ТСП-1
25—44
32—76
80
Трансформаторы с тиристорным управлением 400 I 80—400 I — I — I 13,6 2000 600—2200 — — 260
60
1200 x 830x1200 1200X 830X1200
418X 360 X400 345 X 300X465
590 x 595 x 820 764x1204x1295
Трансформаторы со ступенчатым регулированием магнитной связи обмоток
25 | 65—70 | 160 | 105—180 | 0,46 | 0,75 | 12 | 20 | 254x424x435
38
65
38
65
191
80
185
44
158
220
323
1100
185
I 740
I 1000
33
55
90
I 180 I 490
| 35
* Трансформаторы рассчитаны на подключение к питающей сети напряжением 380 В. Остальные трансформаторы рассчитаны на подключение к сети 220 или 380 В.
сеяния при изменении расстояния между первичной и вторичной обмотками. Существенным преимуществом трансформаторов этого типа перед трансформаторами типа СТЭ, СТН-ТСД является значительное снижение усилий, действующих на подвижные узлы системы регулирования режима трансформатора. Так, например, если в трансформаторах типа СТЭ, СТН-ТСД на подвижной пакет дросселя действует усилие, достигающее 4—5 кН, то нагрузки на подвижные элементы трансформаторов типа ТС—ТД не превышают 0,4— 0,6 кН. Подвижная обмотка в трансформаторах типа ТС-ТД перемещается вручную с помощью винта с рукояткой. При разведении обмоток сварочный ток уменьшается, при сближении — увеличивается.
Специально для работы в монтажных условиях разработан трансформатор типа ТД-304 с дистанционным регулированием режима сварки» Обмотки у этого трансформатора перемещаются с помощью приставки типа РТД-2 с электромеханическим приводом, соединяемой с винтовым механизмом перемещения обмоток трансформатора. Для расширения диапазона регулирования сварочного тока в трансформаторах типа ТС-ТД предусмотрена возможность переключения катушек вторичной обмотки с последовательного соединения на параллельное.
К трансформаторам с повышенным магнитным рассеянием относятся трансформаторы типа СТАН-СТШ и трансформатор ТС-350, принципиальная конструктивная схема которых показана на рис.
VI.4, г. В этих трансформаторах магнитное рассеяние создается за счет подвижного магнитного шунта, помещенного между стержнями трансформатора. При выдвижении магнитного шунта за пределы магнитопровода рассеяние уменьшается, что приводит к увеличению сварочного тока. Магнитный шуит в трансформаторах типа СТАН— СТШ перемещается вручную с помощью винтового механизма с рукояткой. В трансформаторах типа СТАН шунт выдвигается за пределы магнитопровода в одну сторону.
В трансформаторах типа СТШ шунт, состоящий из двух половин, разводится в обе стороны, что уменьшает габарит трансформатора.
Принцип регулирования режима за счет подмагничивания шунта заложен в основу конструктивной схемы трансформаторов типа ТДФ (см. рис. VI.4, е), предназначенных для питания дуги при автоматической дуговой сварке под флюсом. При увеличении тока подмагничивания магнитное сопротивление шунта возрастает, поток рассеяния уменьшается и сварочный ток увеличивается. На рис. VI.4, ж показана принципиальная конструктивная схема трансформаторов с регулируемой магнитной коммутацией (ТРМК). У этих трансформаторов вторичная обмотка секционирована. Большая часть ее вит-
188
I ст. 180A
U ст. 160А
Щст.
тл
щст. 105 А
VJ.5. Схема сварочного трансформатора ТСП-1
ков (60—70 %) расположена как у трансформаторов с нормальным рассеянием, а около 30—40% витков — между верхним и средним ярма ми трансформатора. Плавная регулировка режима достигается подмагничиванием среднего и верхнего ярма.
Положительной особенностью этих трансформаторов является отсутствие подвижных частей, что повышает надежность их работы, а наличие подмагничиваемого шунта позволяет сделать управление режимом сварки дистанционным. Кроме перечисленных основных типов трансформаторов, находят применение специальные облегченные малогабаритные трансформаторы типа ТСМ-250, «Разряд 250* и ТСП-1, рассчитанные для работы в монтажных условиях при пониженной продолжительности нагрузки (ПН). Они также относятся к группе трансформаторов с повышенным магнитным рассеянием. Режим работы в трансформаторах типа ТСМ-20 регулируется ступенчато путем включения дополнительных витков согласно-встречно со вторичной обмоткой. Плавная регулировка внутри каждой ступени производится намоткой от 1 до 5 витков сварочного провода вокруг корпуса трансформатора (см. рис. VI.4, д).
Режим работы в трансформаторах типа ТСП-1 регулируется ступенчато за счет изменения магнитной связи между его обмотками (рис. VI.5). Минимальный сварочный ток обеспечивается, когда работает только та часть вторичной обмотки, которая расположена на втором стержне, отдельно от первичной обмотки. По мере отключения витков вторичной обмотки, расположенной на втором стержне, и увеличения числа подключаемых витков вторичной обмотки на первом стержне магнитная связь между первичной и вторичной обмотками повышается, магнитное рассеяние и индуктивное сопротивление уменьшаются, в результате чего сварочный ток возрастает.
п
У.П
:г?
и
189
VI.3. источники ПОСТОЯННОГО ТОКА
К источникам постоянного тока относятся одно- и многопостовые генераторы (табл. VI.2) и выпрямители. Генераторы имеют привод от электродвигателя или двигателя внутреннего сгорания. Существующие однопостовые генераторы в зависимости от схемы соединения их обмоток разделяются на три основные группы: с независимым питанием намагничивающей обмотки и последовательной размагничивающей или подмагничивающей обмоткой (рис. VI.6,а); с питанием намагничивающей обмотки от дополнительной щетки (с самовозбуждением) и последовательной размагничивающей или подмагничивающей обмоткой (см. рис. VI.6, б), с самовозбуждением (см. рис. VI.6, в) и с расщепленными полюсами (см. рис. VI.6, г). У всех генераторов результирующий магнитный поток Фоб, определяющий его выходное напряжение, является алгебраической суммой потоков Фн и Фп (см. рис. VI.6).
VI.2. Технические характеристики генераторов постоянного тока
Сварочный ток, А
Напряжение, В
Мощ¬
ность,
кВт
Тип
номи¬
наль¬
ный
пределы
регулирова¬
ния
номиналь¬
ное
холостого
хода
ПН, %
Генераторы однопостовые с падающей характеристикой, независимым возбуждением и последовательной размагничивающей
обмоткой
ГСО-120
120
30—120
25
48—65
65
3
ГСО-ЗООА
300
75—300
30
65
65
9
ГС-300-3
315
115—315
32
90
60
9,6
ГСО-500
500
120—600
40
62—80
65
20
ГС-1000-II
1000
300—1200
45
90
65
45
ГС-1000-III
1000
300—1200
45
90
65
45
ГС-1000-II
1000
300—1000
45
90
100
45
ПГС-300*
300
75—340
30
65
65
9
Генератор однопостовой с жесткой характеристикой, независимым возбуждением и последовательной подмагничивающей обмоткой
I I 40
500 60—500
ГСГ-500-1
16—40
18—42
60
20
Генераторы однопостовые с универсальной характеристикой и независимым возбуждением**
ГД-304
ГД-502
ГСУ-300
300
15—350
32
75—80
65
80—300
16—45
60
500
15—500
40
90
65
—
сл
1
сл
о
60
300
75—300
30
48
65
—
10—35
16—36
60
9,6
20
9
190
Продолжение табл. VI.2
Сварочный ток, А
Напряжение, В
Мощ¬
ность,
кВт
Тип
номи¬
наль¬
ный
пределы
регулирова¬
ния
номиналь¬
ное
холостого
хода
пн, %
ГСУ-500-2
500
120—500
40
65
65_
20
60—500
16—40
60
60
ГСУ М-400
400
100—400
70
100
65
28
—
25—70
Генераторы однопостовые с падающей характеристикой с самовозбуждением от дополнительной щетки
3,12 9,6
7.5
20 3 9
9.6
9.6
9.6
9.6
9.6
16 20
Генераторы однопостовые с падающей характеристикой, с расщепленными полюсами и самовозбуждением от дополнительной
щетки
ГД-101
125
15—135
25
80
60
ГД-303
315
15—350
32
75—80
60
ГД-307
250
100—250
30
—
60
ГД-310
315
60—350
33,6
90
60
ГС-500
500
120—600
40
62—80
65
ГСО-120-2
120
30—120
25
40—85
65
ГСО-ЗОО
300
75—320
30
75
65
гсо-зоом
300
80—300
32
65
65
ГСО-ЗОО-4
300
75—320
30
—
65
ГСО-ЗОО-5
300
100—300
32
52—80
60
ГСО-ЗОО-8
300
100—300
32
52—80
60
ГСО-ЗОО-12
300
100—300
32
90
60
СГП-3-V
400
120—600
40
—
65
СГП-3-VI
400
120—600
40
100
65
СГП-3-VIII
500
120—600
40
80
65
сг-зоо-м
СГ-ЗОО-М-1 СМГ-2М-У1
300
80—340
35
72
65
340
80—380
30
—
65
300
75-340
30
65
65
11,9
9
Генераторы однопостовые с падающей характеристикой, вентильные,
индукторного типа
ГД-308 I
I 315 I
| 40—315 I
1 33 1
1 - 1
1 60 I
I 10,5
ГД-312 1
1 315 1
1 40—350 |
1 32 |
1 85 |
1 60 1
1 Ю,1
Генераторы многопостовые
ГСГМ-500*
500
Два поста до 250А
30
16—35
60
15
ГСМ-500
500
Два поста до 300А
50
55
100
27,5
ГСМ-1000-4
1000
До 6 постов по 300А
60
60
100
60
СГ-1000
1000
То же
60
60
100
60
* Генератор имеет независимое возбуждение от дополнительного источника питания.
** Значения параметров в числителе при падающих в знаменателе при жестких характеристиках.
191
VI.6. Принципиальные схемы (а—г) сварочных генераторов
В генераторах первой группы с последовательной размагничивающей обмоткой Ф0б=Фн—Фп. При постоянном намагничивающем потоке Фн и потоке Фп, зависящем от протекающего по размагничивающей обмотке тока, результирующий поток Фоб, а следовательно, и напряжение на выходе генератора будут уменьшаться с увеличением нагрузки. Характеристика такого генератора будет падающая, причем тем круче, чем больше витков в последовательной обмотке.
У генераторов с последовательной намагничивающей обмоткой Ф0б= = ФН + ФП, а конструктивные элементы этой обмотки выбраны таким образом, что при увеличении тока нагрузки рост падения напряжения в обмотках якоря генератора, снижающий выходное напряжение, компенсируется возрастанием потока Фп. С некоторым приближением можно считать, что напряжение на клеммах генератора зависит в основном от потока Фн. Характеристика такого генератора в зависимости от параметров последовательной обмотки может быть пологопадающей, жесткой или возрастающей. Холостой ход в генераторах этой группы регулируется изменением тока намагничивающей обмотки, а наклон характеристики — секционированием последовательной обмотки.
Генераторы второй группы отличаются от первой только тем, что питание их намагничивающей обмотки осуществляется от одной из основных и дополнительной щеток, напряжение между которыми, благодаря подмагничивающей составляющей реакции якоря, практически не зависит от нагрузки. В остальном принцип действия этих генераторов не отличается от генераторов с независимым возбуждением. Генераторы с расщепленными полюсами являются разновидностью генераторов с самовозбуждением, у которых намагничивающая обмотка питается от одной основной и дополнительной щеток. Однако в отличие от них падающая характеристика в генераторах с рас¬
192
щепленными полюсами создается за счет взаимодействия магнитных потоков поперечных полюсов Ф„ н размагничивающей составляющей реакции якоря Ф*. В генераторах этой группы главные полюса имеют уменьшенное сечение, в результате чего они насыщены. Подмагничивающая (продольная) составляющая реакции якоря ФЦ’ совпадая по направлению с потоком Ф1Н главных полюсов, не сказывается существенно на увеличении общего продольного потока а определяемое им напряжение Uaс между щетками а и с остается постоянным. Размагничивающая составляющая реакции якоря Ф£ направлена встречно потоку поперечных полюсов Ф"б , приводя к значительному ослаблению общего поперечного магнитного потока Ф£б и уменьшению напряжения 1]сь между щетками с и Ъ. В результате при увеличении сварочного тока напряжение на выходе генератора Uab, равное сумме £/ec+£/c, будет уменьшаться, т. е. характеристика генератора будет падающей. Режим генераторов этой группы регулируется изменением тока возбуждения намагничивающей обмотки поперечных полюсов и сдвигом щеток. При сдвиге щеток от нейтрали в сторону вращения якоря увеличивается магнитный поток реакции якоря и напряжение генератора уменьшается, при сдвиге против вращения поток реакции якоря уменьшается, а напряжение увеличивается.
Кроме перечисленных основных типов однопостовых генераторов, следует отметить модификацию генератора ГСГ-500-1, намагничивающая обмо1гка которого питается от главных щеток генератора. Получение необходимой жесткости внешних характеристик обеспечивается за счет последовательной подмагничивающей обмотки и специальной конструкции магнитной системы генератора. Технические характеристики генератора ГСГ-500-1 с самовозбуждением не отличаются от характеристик генератора ГСГ-500-1 с независимым возбуждением.
Однопостовые генераторы типа ГД-308 и ГД-312 представляют собой индуктор повышенной частоты с выпрямительным блоком. Наклон их внешней характеристики обеспечивается благодаря падению напряжения в обмотках и вентильном блоке генератора. Генераторы с универсальными характеристиками так же, как и генераторы первой группы, имеют независимое возбуждение, Падающие и жесткие внешние характеристики этих генераторов получаются при соответствующем подключении витков последовательной обмотки, создающей магнитный поток, направленный встречно или согласно с основным потоком намагничивающей обмотки независимого возбуждения.
Многопостовые генераторы сконструированы по принципу однопостовых генераторов первой группы с последовательной подмагни-
13—194
193
VI.7. Принципиальная схема сварочного выпрямителя а — трехфазная мостовая; б — шеетифазная с уравнительным дросселем
чивающей обмоткой, но с питанием намагничивающей обмотки от главных щеток генератора (см. рис. VI.6, в). Ток на каждом сварочном посту регулируется последовательным включением балластного реостата. Технические характеристики сварочных преобразователей и агрегатов приведены в табл. VI.3 и VI.4.
В настоящее время все более широкое применение в качестве источников питания постоянного тока находят сварочные выпрямители (табл. VI.5—VI.8). Они состоят из трансформатора и блока вентилей. Существующие сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. В сварочных выпрямителях применяют селеновые или кремниевые вентили, собранные по трехфазной мостовой или шестифазной схеме выпрямления (рис. VI.7).
Выпрямители типа ВСС, ВКС и ВД имеют падающие внешние характеристики, создаваемые силовым трехфазным трансформатором с повышенным магнитным рассеянием. Регулирование режима в этих выпрямителях смешанное. При соединении обмоток трансформатора «звезда-звезда» (Л/Л) — диапазон малых токов, при соединении «треугольник-треугольник» (А/Л) — диапазон больших токов. Плавная регулировка внутри каждого диапазона обеспечивается изменением расстояния между первичными и вторичными обмотками трансформатора.
Выпрямители с пологопадающей характеристикой типа ВС и ВЖ-2М имеют трансформаторы с нормальным магнитным рассеянием. Режим регулируется переключением числа витков первичной обмотки трансформатора,
194
Выпрямители типа ВС-200, ВС-300, ВС-500 и ВС-600 имеют дополнительный дроссель, включенный в сварочную цепь. Выпрямители с пологопадающей характеристикой типа ВСК имеют основной трансформатор с нормальным рассеянием и четыре вольтодобавочных трансформатора: один трехфазный и три однофазных. Регулирование режима осуществляется путем различных комбинаций включения обмоток вольтодобавочных трансформаторов — согласно или встречно с основным трансформатором.
Динамические характеристики регулируются включенным в сварочную цепь секционированным дросселем.
Выпрямители типа ИПП так же, как и ВСК, имеют основной и вольтодобавочный трехфазный трансформаторы и дроссель в сварочной цепи. Регулирование режима смешанное: ступенчато — включением обмоток вольтодобавочного трансформатора встречно или согласно со вторичной обмоткой основного трансформатора плавно с помощью трехфазного автотрансформатора, питающего обмотки вольтодобавочного трансформатора.
Выпрямители типа ВДГ с пологопадающей характеристикой имеют трансформатор с нормальным магнитным рассеянием и дроссель насыщения, рабочие обмотки которого включены в плечи выпрямительного блока. Регулирование напряжения выпрямителя смешанное: ступенчатое — переключением числа витков вторичных
обмоток трансформатора и плавное — путем изменения тока подмагничивания дросселя насыщения. Скорость нарастания тока в сварочной цепи регулируется секционированным дросселем.
Выпрямители типа ВСЖ с пологопадающими внешними характеристиками имеют трансформаторы с регулируемой магнитной коммутацией (рис. VI.4, ж). Регулирование напряжения смешанное: ступенчатое — переключением числа витков вторичных обмоток трансформатора и плавное — подмагничиванием среднего и верхнего ярма. Скорость нарастания тока в сварочной цепи регулируется секционированным дросселем.
Универсальные сварочные выпрямители типа ВСУ имеют жесткие и крутопадающие характеристики. Регулирование режима этих выпрямителей также ступенчатое — переключением числа витков первичных обмоток трансформатора и дросселем насыщения. Переход с жестких характеристик на падающие выполняется переключателем, соединяющим рабочие обмотки дросселя насыщения последовательно.
Выпрямители типа ВДУ также являются универсальными. Они состоят из силового трехфазного трансформатора и выпрямительного блока, собранного из тиристоров по шестифазной схеме с уравнительным реактором. Режим регулируется изменением угла открытия тиристоров выпрямительного блока. Скорость нарастания тока в сварочной цепи регулируется дросселем с отпайками.
13*
195
VI.3. Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Тип
Приводной электродвигатель на напряжение сети 220/380 В
Коэффициент
преобразователя или агрегата
генератора
тип
|
§?
частота
вращения,
об/мин
полезного
действия
мощности
Габарит, мм
*
со
о
0
1
Исполнение
ПД-101
ГД-101
АВ2-42-2В
7,5
2910
0,6
806 X490 X 625
220
Однокорпусный,
ПД-303
—
АВ2-51-2
2890
0,6
—
1031 X608x996
331
передвижной, на
ПД-305
—
—
10,4
2890
0,6
—
1300 x600 x 850
295
колесах
ПД-502
—
—
—
2900
0,63
—
1065 X 650 X 935
550
ПС-ЗООМ
СГ-300М
А-62/4
14
1450
0,57
0,87
1200 Х755ХИ80
570
ПС-ЗООМ-1
СГ-300М-1
А-62/4
14
1450
0,57
0,87
1200 x755x1180
590
Однокорпусный, на лапах
ПС-500
ГС-500
А-72/4
28
1450
0,55
0,88
1400 x770x1140
940
Однокорпусный передвижной, на колесах
пс-юо-ш
ГС- 100-П ГС-1000-Ш
АВ-82/74
55
1460
0,69
0,86
1465X770X 910
1600
Однокорпусный стационарный, на
ПС-1000
СГ-1000-П
АВ2-82-4
55
1470
0,69
0,89
1465 X770X910
1600
лапах
ПСО-120
ГСО-120
АВ-42-2
7,2
2900
0,55
0,83
1055 X 550 X730
155
Однокорпусный
псо-зоо
ГСО-ЗОО
АВ2-62-4
14
1450
0,7
0,88
1015 x 590 x980
400
передвижной, на
ПСО-ЗОО-2
—
4АВ-160А4
—
1450
—
—
1069X620X822
435
колесах
ПСО-300-3
ГСО-ЗОО/З
АВ2-61-4
13
1450
—
—
1069 X590 X800
400
ПСО-ЗООА
ГСО-ЗООА
А-62/4
12,5
2890
0,6
—
1020 X608 X996
305
псо-зоом
ПСО-500
ПСГ-500
ПСГ-500/1
ГСО-ЗООМ
ГСО-500
ГСГ-500
ГСГ-500-1
АВ2-71-2
АВ-71-2
АВ2-71-2
14
30
28
30
2920
2930
2900
2930
0,7
0,54
0,65
0,89
0,89
550 x645x1150 1075x650x1085 1055 x 580 x 920 1050X 590 X 870
300
540
500
460
Однокорпусный, передвижной на колесах
ПСМ-100-П ПСМ-1000-4
СГ-100 ГСМ-1000-4
АД-91/4
А2-82/2
75
75
1450
2925
0,74
0,73
0,89
0,9
1520 X 820 X 910 1430x620x820
1600
950
Однокорпусный, стационарный, на лапах
ПСУ-300
ПСУ-500-2
ГСУ-300
ГСУ-500-2
АВ2-52-2
АВ2-71-2
10
30
2890
2930
0,63
0,63
0,83
0,9
1160x490x740
1075x1085x650
300
545
Однокорпусный, передвижной, - на колесах
АСУМ-400
ГСУМ-400
АМ-82-2
2925
0,90
0,84
1860x620 x 920
875
Двухмашинный, стационарный, иг раме
АСО-2000
СГ-1000-II 2 шт.
А101-4
125
1460
0,60
0,89
4000X 935X1190
4000
Трехмашинный, стационарный, на раме
САМ-300
ГСО-ЗООМ
П62М
16
1560
0,68
—
1435x 600x832
635
Двухмашинный, стационарный, на раме
СДАУ-1
ГСГ-500-I
А-71/2
28
2930
“
1950 x 900x1500
1000
Однокорпусный, на раме с двумя полуавтоматами А-547
САМ-400-2
САМ-400-1
сгп-3-v
СГП-3-V
МАФ82-73/4
ПН-290
32
42
1465
1500
—
—
1760 x 650 x 920 1977 X 650X 940
1300
1650
—
VI.4. Технические характеристики агрегатов с бензиновыми и дизельными двигателями
Тип
Приводной двигатель
агрегата
генератора
тип
мощность,
кВт
частота
вращения,
об/мин
Габарит, им
Масса,
кг
Исполнение
АБ-8-АСБ-300М
ПГС-300
407-Д1
14,6
3000
1690 X 810X1080
515
Общая рама с крышей.
АД-301
ГСО-ЗОО-12
Д-37М
29,4
1600
1915 x 895x1250
900
Стенки съемные
АД-302
ГСО-ЗОО-12
Д-22
22
1600
1915x 895x1250
840
АДБ-2502
—
—
—
3000
1526Х950ХП25
510
Общая рама с крышей. Стенки откидные
АДБ-306
ГСО-ЗОО-5
320-01
29,4
2000
1915X895X1250
650
Общая рама с крышей. Стенки съемные
АДБ-3120
—
2000
1870 X 950X1405
670
Общая рама с крышей.
АДБ-3122
—
—
2000
1900 X950X1420
690
Стенки откидные
АДБ-3123
—
—
—
2000
3300x 2010 x 2300
1170
АДБ-318
ГД-312
320-01
29,4
2000
1895x 880x1635
710
Общая рама с крышей. Стенки съемные
АДД-4Х 2501
—
Д-240Л
55,2
2200
6600X 2350X 2740
5000
Общая рама с крышей. Прицеп 4-х колесный
АДД-303
ГСО-ЗОО-12
Д-37Е
29,4
1600
1915x895x1250
900
Общая рама с крышей. Стенки съемные
1 I
1 1
АДД-304
ГД-307
1Р2-10
13,2
1800
1820X 930X1450
850
Общая рама на 2-х колесном прицепе. Стенки съемные
АДД-305
ГД-310
Д-37Е
29,4
1600
1915 x 895x1140
900
Общая рама с крышей. Стенки съемные
АДД-3112
АДД-3114
—
—
—
1600
1800
1860X950X1210 1900x 950x1600
875
750
Общая рама с крышей. Стенки откидные
АДД-4001
АДД-502
—
Д-144-81 Д-37Е-С2
36.8
36.8
1800
1800
2050 X 950X1300 2660X1200X1270
875
1600
Общая рама
АСБ-120
ГСО-120-2
УД-2
6,6
2900
1290 X 645X935
300
Общая рама с крышей
АСБ-ЗООМ
АСБ-300-7
АСБ-300-8
АСБГ-300
ГСО-ЗООМ
ГСО-ЗОО-5
ГСО-ЗОО-8
ГСО-ЗОО-5
408
ГАЭ-320
ГАЭ-320
ГАЭ-320Ж
14,7
29.4
29.4
18.4
3000
2000
2000
2000
1660x1095 x 935 1955x 895x1250 1915x895x1250 1915x895x1655
565
640
640
860
Общая рама с крышей. Стенки съемные
АСД-3-1
СГП-3-VIII
ЯАЗ-М69-204Г
44
1500
2820x1100x2115
2500
Общая рама с крышей. Стенки откидные
АСД-300
АСД-300М
ГСО-ЗОО
ГСО-ЗОО
5П4-44-8.5/11
5П4-44-8,5/11
17.7
17.7
1500
1500
1885 x 875x1470 1885 X 875X1470
980
980
Общая рама с крышей. Стенки съемные
АСДП-500
СГП-3-VIII
ЯАЗ-М20-4Г
44
1500
5380x1930x 2600
4400
Общая рама-к: крышей на 4-х колесном прицепе. Стенки съемные
АДСП-500Г
—
—
44,4
1500
3875x2350x2360
3875
Общая рама с крышей. Прицеп 4-х колесный
200
Продолжение табл. VI. 4
Тип
Приводной двигатель
агрегата
генератора
тип
мощность,
кВт
частота вра щения, об/мин
Габарит, мм
Масса,
KP
Исполнение
АСДП-500Г-ЗМ
АСДП-1000
ГСМ-500
гс-юо-ш
ЯАЗ-М204Г
У1Д-6-02
44
121
1500
1500
6400x2500x2800 6350 x 2250x 2900
5000
6250
Общая рама с крышей. Стенки съемные. Прицеп 4-х колесный
ПАС-400-VI
сгп-3-vi
ЗИЛ-120
47
1500— 1700
2950х 1920x880
1900
Общая рама с крышей. Стенки съемные
ПАС-400-VII ПАС-400-VIII
СГП-3-Vl
СГП-3-Vl
ЗИЛ-164А
ЗИЛ-164А
48
48
1600
1600
2950x1920 x 880 2950x1920 x 880
1900
1900
Общая рама с крышей. Стенки откидные
ПЭГП-2x250
ГСГМ-500
ГАЗ-320
29,4
2000
—
—
Общая рама с крышей на прицепе. Стенки съемные
CAK-2M-V1
CMr-2M-VI
ГАЗ-МК
22
1430
2080 X810X1730
900
Общая рама с крышей. Стенки откидные
СДУ28
ГСО-ЗОО-5
Д-108
79,5
2000
5235X 2460X 3040
13500
Общая рама с крышей на тракторе Т-100М Стенки откидные
СДУ2Б-1
ГСО-ЗОО-5, 2 шт.
Д-108
79,5
2000
5730x 3250x 3040
15 400
То же, на тракторе Т-100МБ
С4УА
I ГСО-ЗОО-5, |4 шт.
Д-108
| 79>5
2000
| 5770X2460X 3040 j
| 14 600
То же, на тракторе Т-100М
ь
о5
V
KJ
й_
210
275
230
530
350
250
47
190
250
350
490
600
650
220
220
72
135
400
180
255
450
850
Ю В.
VI.5. Технические характеристики однопостовых сварочных выпрямителей с пологопадающими и жесткими характеристиками
Сварочный ток» А
пределы
регули¬
рования
Напряжение, В
Ч s SB Зе и >» я S? ® а а> о с 0.0.
if
§:
о
И,-.
.
5е
< к
Коэффициент
О 55 SC о w н q> о
5 е
о <и д к
Индуктивность дополнительного дросселя, мГн
40—300
50—315
50—315
100—700
40—325
40—325
30—200
30—300
50—500
100—500
50—300
50—315
15—200
75—400
50—400
125—675
40—120
50—300
80—500
1001000
15-32
16-~38
16—40 20—40 19—80
19—45
11—29
17—21
20—40
16—41 20—40
17—48
20-65
9-32
9—33
17—23
14—34
15—51
26—<38 14—24
16—40
17—50 20—60
60
66
10—35
10—35
21—40
21—53
21-53
28—63
38—85
18/44
70
70
70
70
25
40
50
66
9
5
24
27
27
4
4
5 5
18
21
69
13
17,3
8,5
31
31
75
92
13
30
65
0,88
0,9
0,95
0,85
0,85
0,78
0.78
0,82
0,82
0,82
0,82
0,94
0,9
0,91
0,92
0,72
0,75
0,73
0,7
0/7
0,75
0,75
0,78
0,78
0,76
0,76
0,67
0,75
0,76
0,73
0,75
0,76
0,81
0,16—0,56
0,16—0,56
0,22—0,26 0,25—0,35 0,25—0,35 0,22—0,43
ы на подключение к питающей сети напряжением 220/380 В; остальные — на -100 %.
lCCflt
170
120
230
220
165
200
348
330
142
235
410
385
420
850
220
180
240
характеристики однопостовых сварочных выпрямителей с падающими
Напряжение, В
Сварочный ток
Мощ¬
ность,
кВт
Коэффициент
Габарит, мм
номиналь¬
ное
холостого
хода
номинальный, ПН-оО %
пределы
регулиро¬
вания
мощности
полезного
действия
25
65—68
125
20—125
9
0,53
0,62
1200X 756 X 830
21—28
64—71
200
30—200
15
—
0,57
716 x 622 x715
32
65—68
300
45—300
21
0,58
0,72
1200 X 756 X 830
32
50—60
300
40—320
21
0,67
0,67
1200 x756x830
22—32
61—70
315
45—315
24
—
—
770X760 X820
36
80
400
50—450
14,4
—
0,69
772 x 770x785
40
65-80
500
50—500
40
810X 550X1077
—
80
500
40—500
42
—
0,78
810 x 560x 950
25
55—65
120**
15—130
9
—
0,73
785 x 628x 953
30
55—65
300
30—340
22
0,65
0,63
785 X628X 953
40
65—74
500
60—550
36
0,74
0,75
785X628X 953
40
78
500
80—550
37
0,65
0,74
870X650X1250
40
78
500
75—595
36
0,75
0,74
870 X 870X1220
40
78
1000
150—1150
65
0,75
0,74
1850 X 870X1220
25-30
58—64
300**
35—350
20,5
—
—
850X 550X972
25
57—63
120**
15—130
8,6
0,58
0,68
805X 630 X 953
30
58—61
300**
40—320
21,5
0,6
0,66
805x630x 953
рассчитаны на напряжение питающей сети 380 В; остальные типы выпрямителей с напряжением 220/380 В.
VI.7. Технические характеристики однопостовых сварочных выпрямителей с универсальными характеристиками
Сварочный ток, А
Напряжение, В
Коэффициент
Тип
номинальный ПН-60 %
пределы регулирования
номинальное
холостого
хода
полезного
действия
мощности
Габарит, мм
Масса, кр
ВДГ-503
500
60—500
50-500
18—50
22—50
—
—
—
920 x 800 x 700
До 300
ВДУ-504
500
70—500
45
72—76
0,82
1275x 816x 940
400
100—500
18—50
18—50
ВДУ-504-1
500
ВДУ«305
500
50—500
22—46
85
0,83
800X 700X 920
300
60—500
18—50
18—50
0,84
ВДУ-506
500
50—500
22—46
85
820x620x1100
310
60—500
18—50
18-50
ВДУ-1001
1000**
300-1000
24—56
56-66
—
—
—
900
ВДУ-1201*
1250
26—80
100
0,83
1350X 800X1250
850
24—66
24—66
ВДУ-1601
1600**
500-1600
26-66
26—66
—
—
—
950
Продолжение табл. VI.7
Сварочный ток, А
Напряжение, В
Коэффициент
Тип
номинальный ПН-60 %
*
пределы регулирования
номинальное
холостого
хода
полезного . действия
мощности
Габарит, мм
Масса, кр
ВДУ-1602*
1600**
—
50
25—90
—
—
—
1550
ВСУ-300
240
40—260
30
60
0,63
0,6?
910x612x960
300
300
50—330
18—35
40—60
0,68
0,72
ВСУ-500
350
50—360
30
67
0,6
0,63
1186 X 953X1017
440
500
100—550
20—40
49—68
0,67
0,75
* Выпрямитель рассчитан на подключение к питающей сети напряжением 380 В; остальные выпрямители — на подключение к сети 220/380 В.
** ПН-100 %,
VI.8. Технические характеристики многопостовых сварочных выпрямителей
Сварзчный ток, А
Напряжение, В
Коэффициент
Тип
номинальный
одного поста
нФминаль-
Х9ЛОСТОРО
полезного
Габарит, мм
Масса,
КР
(ПН-100 %)
число постов
ное
хода
II?
действия
мощности
ВКСМ-1000-1*
1000
300 До 6
60
70
76,5
0*088
0,89
1055 X820X1500
550
ВДМ-1001
100
300 До 6
60
70
—
—
—
—
—
ВДМ-1601
1600
300
По Q
60
70
122
0,88
0,89
1035X820X1630
750
ВДМ-3001
3000
300 До 18
60
70
230
0,88
0,89
2175X835X1650
1750
ВМГ-5000**
ИД ГМ-1001/ 1601***
5000
300 До 30
30; 35; 40; 50; 60
30; 35; 40; 50; 60
317
0,84
—
1850X1150X1880
3200
ВДГМ-1001
1000
200
26
24-28
0,97
1035X820X1630
520
До 9
ВДГМ-1601
1600
300
40
37—43
0,73
1035x820x1630
700
До 9
ВДГМ-1602
1600
250
30
750
До 10
ВДГМ-1602-1
1600
400 До 6
50
—
—
—
—
—
1000
ВД ГМ-1602-2
1600
630 До 4
60
—
—
—
—
—
1000
И107
800 (60 %)
100-400
2
—
—
66
—
—
1000X820X1630
1150
И109
1000(60 %)
80-280
4
30
80
80
—
—
1200X1070X1160
470
* Выпрямитель рассчитан на подключение к питающей сети напряжением 220/380 В, остальные выпрямители — на подключение к сети 380 В.
** Для охлаждения вентилей требуется вода.
*** Состоит из двух выпрямителей ВДГМ-1001 и ВДГМ-1601,
Многопостовые выпрямители имеют силовой трансформатор с нормальным магнитным рассеянием и выпрямительный блок, Внеш< няя характеристика этих выпрямителей жесткая. Ток регулируется на каждом посту: — у выпрямителей типа ВКСМ и ВДМ с помощью балластных реостатов типа РБ;—-у выпрямителей типа ВМГ и ВДГМ — с помощью балластных реостатов типа РБГ и разделительных стабилизирующих дросселей.
VI.4. ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ, ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И ПЛАЗМЕННОЙ РЕЗКИ
Для дуговой сварки плавящимся электродом в защитных газах используют источники питания с жесткими и пологопадающими внешними характеристиками, такие как однопостовые преобразователи ПС Г-500-1, ПСУ-300 и ПСУ-500-2, агрегаты АСУМ-400, АСДП500Г-ЗМ, СДАУ1 и ПЭГП-2-250 (см. табл. VI.2—VI.4), выпрямители ВС-300, ВДГ-301 и др. (см. табл. VI.5, VI.7). Для этой же цели предназначены многопостовые выпрямители ВМГ-5000, ВДГМ-1602 и ИДГМ-1001/1601 (см. табл. VI.8). При сварке вольфрамовым электродом в защитных газах на постоянном токе применяют однопосто* вые источники питания с падающими внешними характеристиками (см. табл. VI.2—VI.4, VI.6) или многопостовые с балластными реостатами типа РБ.
Сварку вольфрамовым электродом в защитных газах на переменном токе рекомендуется выполнять с применением специализированных установок типа УДАР, УДГ и ИПК (см, гл. VII). Для питания электрошлаковых установок в основном используют специальные трансформаторы с нормальным магнитным рассеянием. Регулирование режима этих трансформаторов стуненчатое: переключением обмоток Д/’Аили I/I у трехфазных трансформаторов и изменением числа витков первичной и вторичной обмоток. Трансформаторы типа ТШС-1000-1, ТШС-3000-1, ТШС-1000-3, ТШС-3000-3 допускают
регулировку напряжения в выбранном диапазоне под нагрузкой.
Для электрошлаковой сварки предназначен и трансформатор ТРМК-3000-1 с регулируемой магнитной коммутацией. Регулирование напряжения у этого трансформатора смешанное: ступенчатое — за счет изменения числа витков вторичной обмотки и плавное — подмагничиванием верхнего и среднего ярма магнитопровода. Плавная регулировка напряжения в выбранном диапазоне осуществляется под нагрузкой,
Для плазменной резки разработаны специальные выпрямители с повышенным напряжением холостого хода и крутопадающей внеш* ней характеристикой. Трансформаторы этих выпрямителей имеют нор-
206
о)
3
6)
-ТТТ
cWcWcW
nz
-W-
О
—о
+
VI.8. Принципиальная схема генератора импульсов
а —на конденсаторах; б — на управляемых вентилях; БУ — блок управления поджиганием вентилей: П1 — переключатель напряжения (регулировка амплитуды импульса); П2 — переключатель емкостей (регулировка длительности
импульса)
а)
б)
ГИ
<20
СВ
VI.9. Принципиальная схема подключения генератора импульсов
а — при работе со сварочным генераюром: б — при работе со сварочным выпрямителем; ГИ — генератор импульсов; СГ — сварочный генератор; СВ—сварочный выпрямитель; Д — вентиль
мальное магнитное рассеяние. Режим регулируется с помощью дросселя насыщения. Технические характеристики трансформаторов для электрошлаковой сварки и источников питания для плазменной резки приведены в табл. VI.9 и VI. 10.
При питании дуги от многопостовых источников ток регулируют балластными реостатами типа РБ при сварке штучными электродами й типа РБГ при сварке плавящимся электродом в углекислом газе (табл. VI.ll). Кроме того, при сварке плавящимся электродом в углекислом газе применяют стабилизирующие и разделяющие дроссели (табл. VI. 12) для получения требуемых динамических характеристик источников питания.
На рис. VI.8 показаны принципиальные схемы генераторов импульсов тока для импульсно-дуговой сварки плавящимся электродом, а на рис. VI.9 — схемы их включения для работы со сварочными ге-
207
208
VI.9. Технические характеристики трансформаторов для электрошлаковой сварки
Номиналь¬
Напряжение, В
Тип
Охлаждение
ный фазный ток при ПВ-100%, А
номиналь¬
ное
пределы
регулиро¬
вания
число
ступеней
регулиро¬
вания
Мощность, кВ . А
Габарит, мм
Масса, кг
ТШС-600-3 ТШС-1000-1 ТШС-1000-3
Воздушное,
принудительное
600, 1200 1000 1000, 2000
54
56
56
38—62
38—62
38—62
18
18
18
100, 67 56 170,112
1160ХЮ10Х1382
980x680x1150
1470X900X1715
1160
510
1400
ТШС-3000-1
Водяное
3000
6000
46
23
13—46
13—23
10
138
960X706X780
600
ТШС-3000-3
3000, 6000 10 000
56
8—63
48
500, 340
1360x1335x1505
2200
ТШС-10000-1
28—41
28—41
4
410
1370X1300X900
1050
ТШС-15/1
15000
—
20—65
13
980
1680x1310x1940
2850
ТШП-10-1
10 000
72, 61
40—72,
36—61
4
724, 610
1740X1100X1840
3050
ТШП-15-3
15 000
30
14—50
10
1370
1450X1300X1300
3250
ТШП-20-1
21 000
36
21—54
10
760
1800x1050x1380
3100
А-1006
5125
41—69
—
4
615
1345x1380x1651
2200
ТРМК-3000-1
Воздушное, принудительное |
8000
18-57
—
3
190
1060X1040X1050
1100
Примечание. Обмотки трехфазных трансформаторов могут быть соединены по схеме «треугольник — звезда» или по однрфазнои схеме.
14—194 209
VI.10. Технические характеристики источников питания для плазменной резки*
Тип
Ток, а
Напряжение, В
Мощность, кВ . А
Коэффициент
Габарит, мм
Масса,
кг
номинальный при ПВ-100 %
пределы регулирования
номиналь¬
ное
холостого
хода
полезного
действия
мощности
ВПР-401
400**
100—500
130
180
72
0,86
—
990X1048X1390
1000
ВПР-402
400
100—450
200
300
120
—
—
1049ХЮ60Х1430
1700
ВПР-402М
400
100—500
200
300
120
0*85
—
—
1200
ВПР-602
630
200—700
200
300
190
0,92
0,71
1460X1150X1150
2500
ВПР-602М
630
200—700
200
300
200
0,85
—
—
1900
ИПГ-500-1
500
100—600
200
300
150
0,8
0,75
1128X870X1460
2000
ВПР-1001
1000
250—1200
275
400
400
0,8
—
—
4450
ВПР-1002
1000
200—1200
200
300
400
0,85
—
—
3800
ВПС-801***
800
200—900
80
120
100
0,96
—
—
1165
* В настоящее время выпускают источники питания в совмещенном исполнении с аппаратурой управления **ПВ=60%
*** Источник питания предназначен для сварки сжатой дугой.
VI.11. Технические характеристики балластных реостатов
Сварочный ток, А
Тип
номинальный при (ПН-60 %)
пределы регулирования
Габарит, мм
Масса, кг
РБ-201
200
10-200
550x355x635
30
РБ-300
300
10—300
550X 370X700
38
РБ-301
300
10—300
580 X 410X635
35
РБ-501
500
10—500
580X 465X 635
40
РБГ-301
300
До 315
600x 410x 390
32
РБГ-502
500
До 500
580 X 465X 648
40
VI.12. Технические характеристики стабилизирующих разделительных
дросселей
Тип
Номинальный ток, А
Индук¬
тивность,
мГ
Число ступеней регулирования
Габарит, мм
Масса*
КР
А-780М
450
00
о
1
Ь-
2
810X335X555
217
А *885
400
4,7—0,8
2
670X341X762
192
ДР-301
300
,0,3—0,15
2
400X252X482
47
ОИ-105
315
0,3
1
320 X 234 X 346
43
VI.13. Технические характеристики генераторов импульсов (напряжения сети 380 В)
Тип
Пределы регулирования тока, А
Частота
Длительность
Мощность, кВ • А
Напряжение
Число ступеней регулирования параметров импульса
Габарит, мм
Масса, кг
импульса»
ГЦ
импульса, мс
холостого хода, В
по току
по длительности
ИИП-1
450—850
50
1,5—2
5
84; 96, 105, 117
4
3
470X660X750
95
ИИП-2*
500—1500
50
0,8; 1,2; 2; 1,5; 2
5
96* 100, 124, 138
4
4
825X485X886
235
ГИ-ИДС-1
400—1200
50; 100
—
15,2
—
3
3
520 X 512X 800
160
ГИ-ИДС-2
400—1200
100
1—2,5
—
—
4
1 (плавное)
564X483X700
100
гид-1
450—1200
50; 100
1,8—3,5
42,2
48
3 (плавное)
3 (плавное)
610 X 620 X805
200
* Емкость конденсаторов 5120 мкФ.
VI.14. Технические характеристики осцилляторов и возбудителей-стабилизаторов
Тип
Напряжение, В
*5
Is
Мощность, В . А
Частота, кГц
Данные колебательного контура
Габариты, мм
Масса, кг
первичное
вторичное
ДопуС свароч] ток, А
емкость, пФ
индуктивность, мГ
ОСПЗ-1
65
2500
—
200
250—300
2500 .
—
230 x 340 x 310
14,5
ОСЦВ-2
220
2300
—
80
260
4700—500
—
300x 215x296
16
М-3
40—65
2500
—
150
250
2500
0,17
350 x290 x240
15
ОС-1
65
2500
—
130
250
2500
0,16
350 X290 X240
15
ОСПЗ-2М-1
220
6000
—
20
440
250 000
—
110X176X250
3,8
УПД-1:
06-1948
—
8000
80
—
100
—
—
380x180x150
10,7
06-1948-01
—
4000
315
—
100
—
—
380x180x150
10,7
06-1948-02
—
4000
500
—
100
—
—
380x180x150
10,7
ВСД-01
220,380
60—90
500
—
100
—
—
325X290X140
До 15
нераторами и выпрямителями. Технические характеристики генераторов импульсов, а также осцилляторов и возбудителей дуги для сварки неплавящимся электродом приведены в табл. VI. 13 и VI. 14,
VI.5. ЭКСПЛУАТАЦИЯ ИСТОЧНИКОВ ПИТАНИЯ
Правильный уход за источниками питания и их правильное обслуживание гарантируют длительный срок их работы, хорошее качество сварки и уменьшают затраты на ремонт. Основные правила по уходу и обслуживанию приводятся в соответствующих технических описаниях и инструкциях по эксплуатации, прилагаемых к каждому источнику питания. Приведем наиболее общие рекомендации.
При эксплуатации источников питания необходимо: ежедневно осматривать его для выявления случайных повреждений и проверять состояние и надежность соединения всех контактов в связочной и заземляющей цепях;
один раз в месяц очищать источник питания от грязи и пыли продувкой сухим сжатым воздухом или протиркой чистой ветошью и контролировать состояние и надежность контактных соединений силовых обмоток и цепей управления источника;
один раз в три месяца проверять сопротивление изоляции и состояние контактов пускорегулирующей аппаратуры.
При эксплуатации преобразователей и агрегатов с генераторами дополнительно следует:
проверять состояние коллектора. Протирать коллектор раз в неделю мягкой тряпкой, смоченной в бензине. При появлении следов нагара на коллекторе надо найти и устранить причину его появления и затем прошлифовать коллектор стеклянной шкуркой. При длительной эксплуатации пластины коллектора изнашиваются сильнее, чем слюдяные прокладки между ними. Это приводит к появлению сильного искрения под щетками и ухудшению работы генератора. Для устранения указанной неисправности коллектор необходимо продорожить;
следить за состоянием щеток. Они должны свободно (но без зазоров) передвигаться в щеткодержателях и быть пришлифованы к коллектору по всей поверхности. Щетки, расположенные в одном ряду, должны одновременно сбегать с коллекторной пластины и также набегать на следующую пластину. Раз в неделю проверять величину нажатия щеток на коллектор. Разница в величине нажатия должна быть не более 15%. На одном коллекторе не допускается использовать щетки разных марок;
один или два раза в год промывать и смазывать подшипники.
213
Глава VII. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
VII.1. ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
При ручной дуговой сварке наряду с источниками питания, технические характеристики которых представлены в гл. VI, используется различное оборудование, обеспечивающее улучшение качества сварки, простоту и удобство ведения процесса.
VI 1.1.1. Устройства для зажигания дуги
Осцилляторы (табл. VII.1) предназначены для облегчения зажигания дуги и повышения ее стабильности при переходе сварочного тока через ноль в случае работы на переменном токе. В зависимости от конструкции осциллятор подключается к сварочной цепи параллельно или последовательно источнику питания.
Осцилляторы применяют для ручной дуговой сварки покрытыми электродами с низкими ионизирующими свойствами и дуговой сварки в защитных газах неплавящимся электродом.
Осциллятор (рис. VII. 1) состоит из повышающего трансформатора, преобразователя частоты и устройства ввода высокого напряжения в сварочную цепь. Осциллятор создает ток высокого напряжения — 2—8 кВ повышенной частоты — 150—260 кГц.
VII.1. Технические характеристики сварочных осцилляторов
Марка
Напряже)
£
и
1
Я
са
х я С Р
иие, В
о
и
%
§
к и
Номинальная мощность, кВт
Габарит, мм
Масса, кр
ОСП-3-2М-1
220
8000
0,02
250X176X110
4
ОСП-З-ЗООМ
220
5000
0,04
290X 225X150
7
ОСП-3-2М
220
6000
0,044
250x170x110
6
ОСЦВ-2
220
2300
0,08
300X 215X236
16
М3
65,40
2500
0,08
350 x 240 x 290
15
ОС1
65
2500
0,13
315x215x260
15
М2
220, 110
2600
0,14
300 x 235x265
20
ОСП-3-1
65
2500
0,2
230 x 340x 310
14
ТУ-2
220. 65
3700
0,225
390 X 270X 350
20
ТУ-177
220, 65
2500
0,4
390 x270x 350
20
ОСЦН
220
2300
0,4
390x270x310
35
ТУ-77
220, 65
1500
1,0
390 x270x 350
25
214
VII.1. Принципиальная электрическая схема осциллятора ОСПЗ-2М
Г VI — высоковольтный низкочастотный трансформатор; FV — разрядник; С г — конденсатор; TV2 — трансформатор высокочастотный; Сп — проходной конденсатор; Л — предохранитель; ПЗФ — помехозащитный фильтр; F2 — предохранитель
Т1 "Сг К ГОРЕЛКЕ
VII2. Принципиальная электриче. ская схема возбудителя дуги ВИР101
Rl, R2 — резисторы; С — конденсатор; VSI — динистор; VS2 — тиристор; Т1 — трансформатор; L—дроссель; УД — диод; С н — накопительный конденсатор; FV — разрядник; I-ф — дроссель фильтра; Сф-конаенсатор фильтра; F — предохранитель; Cf—конденсатор
Возбудители дуги (табл. VI 1.2, рис. VI 1.2) предназначены для возбуждения дуги постоянного и переменного тока. Возбудители могут иметь независимое питание от сети или питаться непосредственно напряжением от дуги. Последние возбудители имеют преимущества перед первыми: они не нуждаются в дополнительной питающей цепи, автоматически включаются при подаче на дуговой премежуток и автоматически же прекращают работу после возбуждения дуги.
Основными составными частями возбудителя являются источник высокого напряжения, высокочастотный генератор и устройство ввода высокого напряжения в цепь сварочной дуги.
VII.2. Технические характеристики возбудителей дуги
Показатель
УПД-1
ВИС-501
ВИР-101
Напряжение питания, В
200
60—90
180—300
Номинальный ток дуги, А,
80, 200, 315
500
80
ПН, %
60
—
2
Примечание. В указанных в таблице возбудителях дуги род питающего тока постоянный, род тока дуги постоянный.
VI 1.1.2. Стабилизаторы горения дуги
Для устойчивого горения сварочной дуги при сварке покрытыми электродами переменным током служат стабилизаторы (табл. VII.3). Стабилизаторы классифицируются по частоте создаваемых им-
Д14 ДЮ R11
VII.3. Принципиальная электрическая схема стабилизатора дуги СД-2
пульсов. Стабилизатор СД-2 (рис. VI 1.3) облегчает процесс сварки переменным током, особенно изделий малых толщин электродами срутиловым покрытием (МР-3, АНО-4), и имеет частоту стабилизирующих импульсов 50 Гц. Для повышения стабильности горения дуги при сварке электродами с основным покрытием (УОНИ 13/45, 03Л—8) создан стабилизатор СД-3, имеющий частоту импульсов 100 Гц.
Стабилизаторы представляют собой электронный блок, монтируемый в источнике питания переменного тока, обеспечивающий синхронное поступление импульса тока в момент перехода переменного сварочного тока через ноль.
VII.3. Технические характеристики стабилизаторов дуги
Показатель
СД-2
сд-3
Частота импульсов, Гц
50
100
Габарит, мм
320X190 X 90
340x200x90
Масса, кг
5
7
216
VII.1.3. Ограничители напряжения холостого хода
Для ограничения или отключения напряжения холостого хода источника питания сварочной дуги при снятии нагрузки предназначены ограничители напряжения (табл. VI 1.4).
В зависимости от конструкции ограничители напряжения холостого хода применяют для источников питания постоянного тока, например выпрямителей, либо для источников переменного тока — трансформаторов (рис. VII.4).
Ограничители напряжения холостого хода представляют собой электронную схему на силовых тиристорах, включаемую в сварочную цепь*
VI 1.4. Технические характеристики оганичителей напряжения холостого хода сварочных источников питания
Марка
Сварочт
номиналь¬
ный
лй ток, А
пределы
регулиро¬
вания
Длительность цикла сварки, с
Габарит, мм
Масса*
кг
УСНТ-0,5
84
_
300
_
38
УСНП-1
85
40—315
300
—
32
УСНТ-4
85
300
530 x 230 x 396
23
УТСН-1 УЗ
300
До 300
300
325 X 290 X 300
13
УТСН-2 УЗ
300
До 300
300
325x290x300
13
УСНТ-1
315
40—315
300
—
32
УСНТ-0,6
500
70—560
328 x 430 x 205
12
VI 1.4. Схеиа подключения ограни• чителя напряжения холостого хода УСНТ-06У2 к сварочному трансформатору
217
VII.1.4. Регуляторы сварочного тока
Для корректировки режима сварки и получения необходимой
внешней характеристики от источника питания с естественной жест¬
кой характеристикой применяют балластные реостаты или постовые регуляторы. ,
Балластные реостаты (табл. VII.5), представляющие собой активное сопротивление, включают в сварочную цепь последовательно сварочной дуге и с их помощью ступенчато регулируют сварочный ток.
VI 1.5. Технические характеристики балластных реостатов для сварки
Марка
РБ-201 РБГ-301 РБ-301 У2 РБ-501
VI 1.5. Постовой регулятор УД Г-201
Номинальный сварочный ток, А
Габарит, мм
200
580X
X 355 X
Х648
300
600 X
Х410Х
Х648
315
580 X
Х410Х
Х648
500
580 X
Х465Х
Х648
30
32
35
40
VI 1.6. Технические характеристики постовых регуляторов
Показатель
УДГ-201
ИСТ-160
Назначение
Для аргоно¬
Для сварки
дуговой
покрытыми
сварки
электродами
Диапазон регулирования:
и в аргоне
12—200
тока, А
25—160
напряжения на дуге, В
12—18,
14—40
Продолжительность работы, %
40
75
Напряжение питания, В
60
70—80
Габарит, мм
500X300X
250X350х
Х450
Х400
Масса, кг
50
32
218
Балластные реостаты представляют собой нихромовую проволоку различного поперечного сечения, создающую определенное падение напряжения в каждой из секций. Классифицируют балластные реостаты по номинальному току.
Вместо балластных реостатов во ВНИИЭСО и ВНИИМонтажспецстрое разработаны постовые регуляторы УДГ-201 (рис. VII.5) и ИСТ-160 соответственно, обладающие высоким КПД, низкими потерями электроэнергии (табл. VII.6),
VII.1.5. Модулятор сварочного тока
Модулятор ИОЮ1, разработанный в ИЭС им. Е. О. Патона, предназначен для модулирования переменного сварочного тока при ручлой дуговой сварке покрытыми электродами, он может работать с любым серийным трансформатором на токах до 315 А. Модулятор состоит из корпуса, тиристорного ключа, проволочного резистора, блока управления тиристорным ключом, блока задания длительности стартового импульса.
Модулятор позволяет значительно упростить технику ведения процесса сварки, повысить производительность труда в вертикальном и потолочном положениях, осуществлять сварку тонколистовых конструкций (0,6—0,8) электродами диаметром 3 и 4 мм.
Краткая техническая характеристика модулятора О И101
Номинальное напряжение питающей сети . . 220 В
Частота питающей сети 50 Гц
Ток импульса 315 А
Изменение тока паузы:
ступень I 85—95 А
ступень II 100—120 »
Регулирование времени:
импульса * 0,02—0,5 о
паузы 0,02—0,5 »
стартового импульса . . * 0,5—1,5 »
Габарит 350X216X515 мм
Масса 16 кр
VII.1.6. Установки для ручной дуговой сварки неплавящимся электродом
Сварка неплавящимся электродом может производиться вручную с использованием специальных установок, технические характеристики которых приведены в табл. VII.7. Общий вид сварочной установки УДГ-301 дан на рис. VII.6,
219
ozz
VI 1.7. Технические характеристики установок для ручной дуговой сварки неплавящимся электродом
Марка
Напряжение питающей сети, В
Номинальный сварочный ток, А
Номинальный режим работы, ПВ, %
Диаметр электрода, мм
[Габарит, мм
Масса, кг
шкафа управления
установки
шкафа управления
установки
УДГ-101
380, 220
50
60
0,4—2
940 X 650 X905
—
290
—
УДГ-301
380? 220
300
60
—
900x730x1620
290X45X140
540
0,9
УДГ-301-1-У4
3805 220
315
60
0
00
1
О)
1234 x 868 x953
904x660x434
580
27,5
УДАР-300-1
380
315
60
2—6
722 X710X1670
—
245
—
УДГ-501
380, 220
500
60
2—10
900X730X1620
320 X 60X195
540
1,1
УД Г-501-1
380, 220
500
60
2—10
840X820X1000
520X400X350
380
20
ПРС-ЗМ
65
500
60
.3—5
480x 240 x 225
330x240x225
155
9
УДАР-500
380
500
60
2-10
722 x710x1670
—
290
—
VI 1.6. Сварочная установка УД Г-301
I — горелка; 2 — шкаф управления; 5 — панель управления; 4 —блок для на«
стройки
221
VII.2. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ
VI 1.2.1. Классификация полуавтоматов для дуговой сварки
В соответствии с ГОСТ 18130—79*Е «Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия» (табл. VI 1.8) все существующие полуавтоматы классифицируются по следующим признакам:
способу защиты зоны дуги (полуавтоматы для сварки: Ф — под флюсом, Г — в защитных газах, И — в инертных газах, У — в активных и инертных газах, О — открытой дугой);
способу охлаждения горелки (с естественным, принудительным водяным или газовым охлаждением);
VI 1.8. Основные параметры полуавтоматов для дуговой сварки плавящимся электродом
Номинальный сварочный ток, А
Исполне¬
ние
Вид электродной проволоки
Диаметр проволоки, мм
Скорость подачи проволоки,
1.10~? м/с
200
г,И,У
Сплошная алюминиевая
1,2—2
2,2—8,9
То же, стальная
0,8—1,2
3,3—20
315
Г, И, У
Сплошная алюминиевая
1,6—2
2,2—12,2
То же, стальная
1-1,4 1,2—1,6
3.3—26,7
3.3—26,7
400
Г, о
Порошковая стальная
1—3
2,8—16,7
500
ф
Сплошная стальная
1,6—2
3,3—20
г
1,2—2 | 3,3—20
222
Продолжение табл. VII.8
Номинальный сварочный ток, А
Исполне¬
ние
Вид электродной проволоки
Диаметр проволоки, мм
Скорость подачи проволоки,
1 • 10—2 м/с
Ф
Сплошная сталь¬
1,6—2
3,3—20
630
Г
ная
1,2-2
3,3—20
г, О
Порошковая
стальная
2—3
2,8—16,7
виду электродной проволоки (для сварки сплошной стальной, сплошной алюминиевой и стальной порошковой проволокой);
способу регулирования скорости подачи электродной проволоки (с плавным, ступенчатым и комбинированным регулированием);
способу подачи электродной проволоки (толкающая, тянущая и тянуще-толкающая подача);
конструктивному исполнению (со стационарным или переносным подающим устройством).
VII.2.2. Полуавтоматы для дуговой сварки в защитных газах плавящимся электродом
В полуавтоматах этой группы зону дуги и сварочную ванну защищают активным или инертным газами, а также газовыми смесями.
Основными элементами оборудования этой группы являются1 сварочная горелка, механизм подачи электродной проволоки, газовая аппаратура, газо- и электрокоммуникации, источник питания. В комплект газовой аппаратуры входят баллоны, редукторы, осушители, подогреватели, расходомеры и газовые клапаны.
Полуавтоматы (табл. VI 1.9) для сварки в защитных газах надежны в работе, просты в обслуживании, приспособлены для работы в любых пространственных положениях, позволяют наблюдать за дугой, имеют сравнительно невысокую стоимость.
В полуавтоматах (рис. VII.7), VII.8) для импульсной дуговой сварки (табл. VII. 10) в защитных газах плавящимся электродом на постоянный по значению ток дежурной дуги периодически с частотой в несколько десятков Гц накладываются кратковременные импульсы тока рабочей дуги. Вследствие этого улучшаются условия переноса электродного металла в зону плавильного пространства и повышается качество сварного шва*
223
VI 1.7. Сварочный полуавтомат А-537 I — горелка; 2 — механизм подачи; 3 — баллон с газом; 4 — источник питания
224
VI1.8. Сварочный полуавтомат ПДГ-601 I — блок управления; 2 — горелка; 3 — механизм подачи
VI 1.9. Технические характеристики полуавтоматов для дуговой сварки в защитных газах
Сварочный ток, А
Электродная проволока
л
X
Я
Габарит,
мм
Масса, кг
Марка
номиналь¬
ный
пределы
регулиро¬
вания
диаметр,
мм
и
s -?
з?Г
Р. CU Ц
О есН
а о . о
Тип источи питания
шкафа
управле¬
ния
механизма
подачи
шкафа управления
механизма
подачи
Назначение
Конструктивные
особенности
Передвижные аппараты
А-1234
200
0,81,2
2,5-9,7
ВЖ-2П
364X290X Х130
10
Сварка труб в монтажных условиях
Ступенчатое регулирование скорости подачи с помощью сменных роликов и плавное на каждой ступени
А-825
250
1—1,2
3,3-17,2
ВС-300
680 Х720Х Х965
900 Х660Х Х420
20
Сварка и наплавка сплошной и порошковой проволоками
Плавное регулирование скорости подачи проволоки на каждом диапазоне*.
ПГШ-Юг
300
100—320
1,2—1,4
ВДГ-301
150Х240Х
Х360
7
Сварка в монтажных условиях
Пла вное регулирование скорости подачи проволоки
А-825М
300
80—300
0 00
1 to
3,3-17,2
веж-303
385X170X хзоо
305X175X Х245
15
11
Сварка сплошной и порошковой проволоками
Плавное регулирование скорости подачи проволоки на каждом диапазоне
ПДГ-302-1
300
60—300
0,8-2
3,3-20
ВДГ-301
500 Х500Х Х500
300 X360X хюо
30
5
Сварка в углекислом газе
Плавное регулирование скорости подачи
ПДГ-305
315
СЛ
о
к
сл
0,8—1 *4
3,3—33,3
ВДГ-302
500Х460Х
Х700
362 Х284Х Х153
74
12,5
То же
То же
ПДГ-306 УЗ
315
50—315
0,8-1,4
3,3—33,3
ВДГ-302
500X460X Х700
362X284X Х153
74
12,5
Много постовая сварка в углекислом газе
Плавное регулирование скорости подачи
226
Сварочный ток, А
Марка
о 2
S о.
St.
S.S
Электродная проволока
о
§■§2
SS-
Н К О К К X сс С Н s S Н е
ПДГ-307 УЗ
315
50*315
0,8—1,4
4,4—26,7
ВДГ-302
А-1750
315
60*315
0,8-1,6
2,8—33,3
А-1751
ПДГ-308
315
О
г
ii
о
о
1,2-1,6
3,3-33,3
ВДГ-302
А-929
350
бяд
1-2
3,3—17,2
ПСГ-500
«Гранит 2»
400
100—400
1-1,6
4,2-37,5
ПСГ-500-1
«Гранит 3» УЗ
400
100—400
1-1,6
5,6—33,3
ВДУ-504
ПДГ-502 У4
500
100—500
ВДУ-504-1
ПДГ-503 У4
500
вяЭ
1,2—*2
3,3-33,3
ВДУ-504
ПДГ-504 У4
500
150«500
ВДУ-504
Продолжение табл. VII.9
Габариты, мм
Масса, кг
шкафа управления
механизма
подачи
шкафа управления
механизма
подачи
Назначение
-
380X290X
Х160
-
13
То же
-
-
-
15
Сварка в защитных газах
-
765 Х525Х Х865
-
65
То же
550X200X Х350
305X175X Х245
25
И
Сварка в углекислом газе
570 x425 X Х520
375X245X Х130
50
9
Сварка в углекислом газе в мон¬
340 Х260Х Х170
470 Х245Х Х127
18
9,2
тажных условиях
500 Х460Х Х700
904Х660Х
Х434
74
13
Сварка в защитных газах
—
27,5
500 X460 X Х700
470 Х298Х Х260
74
13
Конструктивные
особенности
Управление полуавтоматом по программе
Плавное регулирование скорости подачи в широком диапазоне
Плавное управление скоростью подачи, наличие дымоотсоса
Плавное регулирование скорости подачи проволоки, наличие переключателя режимов сварки без обрыва дуги
То же
Плавное регулирование скорости подачи проволоки
Скорость подачи стабилизирована
ПДГ-505 У4 ПДГ-507 УЗ
500
500
150-500
160—500
1,2—2
1,6—2
3.3-33,3
3.3-26,7
ВДУ-504
ПСГ-500-1
500 Х460 X Х700
430 Х325Х Х370
470 Х298Х Х260
382 Х463Х Х290
74
30
13
24
Сварка в защитных газах
Плавное регулирование скорости подачи проволоки
ПДГ-508 УЗ
500
150-500
1,6—2
2,8—20,6
ВДУ-504-1
450X304X ХЗЗО
445 Х316Х Х370
30
24
То же
Скорость подачи стабилизирована
ПДПГ-500
500
60—500
0
00
1
3,2-20
ПСГ-500
650Х460Х
Х760
670Х320Х
Х335
80
15
»
А-537
500
100—500
1,6—2
2,2-16,4
ПСГ-500-1
440 Х350Х Х450
330 Х280Х Х325
35
25
Сварка в углекислом газе
—
А-1197 УЗ
500
150—500
1,6—2
3,3-20
ВДУ-504
360X195X Х315
2J
СТ>
XX
СОСО
X
32
40
То же
Плавноступенчатое регулирование скорости подачи проволоки
А-1631
500
0 00
1
ю
3,3-33,3
ВС-500
*—
—
23
Сварка в защитных газах
Плавное регулирование скорости подачи проволоки
ПДГ-601-У4
630
8
1
8
1,2—2,5
3,3-33,3
ВДГ-601
960 х660 X Х434
27,5
То же
Плавное регулирование скорости подачи проволоки на двух ступенях в режиме малых и больших токов
ПДГ-602
630
—
1,2—2,5
3,3-33,3
—
—
—
74
27,5
»
То же
А-1503 У4
630
160-630
1,6—3
2,5-25,6
ВДГ-601
565 Х342Х
Х866
960 Х66Х Х560
58
26
Сварка и наплавка в С02 сплошной и порошковой проволоками
Плавное регулирование скорости подачи проволоки
Переносные аппараты
ПШП-31
120
-
0,4—0,8
8,3-27,8
ГСР-150
-
295Х56Х
Х160
-
0,8
Сварка в защитных газах
Плавное регулирование скорости подачи
227
проволоки
228
Продолжение табл. VII.9
Сварочный ток, А
Электродная проволока
СО
*
£
Габарит, мм
Масса, кг
. Марка
л
4
ю
5 81
3 О,
% U, х
диаметр,
мм
о
Й
о * Г
S
0*
О 1
s S3
_ ТО
с Н
л *
03
«1 «о 2-
* о
h
•sj
СО
“1
«о 52.
х 5
Назначение
Конструктивные
особенности
х х
ti4 CJ G3
can
о §
Н В
а о.
2 к
За
0) о S С
А-547Р
200
50—200
<М
1
со
о
СО
1
ОО
со
ВС-200
390X120X Х250
360 Х90Х Х260
5,5
21
Сварка в углекислом газе
Пл а вноступенча тое регулирование скорости подачи проволоки
А-547У
250
60300
0,8-1,2
4,2—11,7
ВСГ-300
390X300X Х250
360X130X Х260
5,5
21
То же
То же
ПШП-21
300
0,8—2
2,8—27,8
ИПП-300
—
650X180X Х398
—
14,5
Сварка в защитных газах
Скорость подачи проволоки стабилизирована
ПДГ-301-1
315
60-=-315
0,8-а=»1,4
4,426,7
ВДГ-301
500X500X Х500
450X275X Х240
30
5
Сварка в углекислом газе
Плавное регулирование скорости подачи
ПДГ-303
315
60315
0,8*1,2
5—26,7
ВДГ-301
500 Х500Х Х500
450X275X Х240
30
5
проволоки на двух ступенях
ПДГ-303*1
315
60-я»315
CSI
1
СО
О
4,4—26,7
ВДГ-301
500X500X Х500
450Х275Х
Х240
30
5
То же
—
А-1230М У4
315
0,8-=»1,2
3,9—18,6
В ДГ -302
290X130X Х364
15
И
»
Плавноступенчатое регулирование скорости подачи проволоки
Ранцевые аппараты
ПД Г-302
300
60—300
(М
1
оо
о
5,0-20
ПСГ-500
500X500X Х500
380 Х360Х ХбЮ
30
5
»
Плавное регулирование скорости подачи
ПДГ-304-1
315
60~-315
1
оо
о
2,8—26,7
ВДГ-301
500Х500Х
Х500
380 Х330Х хюо
30
5
»
проволоки
VII.10. Технические характеристики полуавтоматов для импульсной
дуговой сварки
Тип
Напряжение питающей сети, м
Сварочный ток, А
Электродная проволока
номиналь¬
ный
пределы
регулиро>
вания
диаметр,
мм
скоростть
подачи,
1. КГ"2 м/с
ПДГИ-101
380
125
40—160
1,2—1,6
3,3-11,7
ПДГИ-301
380
300
—
1,3—2
4,4—26,7
ПДГИ-302
380
315
40—315
1,6—2
3,3—33,3
ПДГИ-303
380
315
40—325
1,2—2
2—26,7
ПДИ-303
380
315
40—325
1,2—2
2—26,4
«Импульс 2»
220
800
300—800
1,2—1,6
2,8—16,7
Продолжение табл. VII. 10
Тип
Габарит, мм
Масса» кг
шкафа управления
механизма
подачи
шкафа
управле¬
ния
механизма
подачи
ПДГИ-101
800X1020X 950
362x284x153
300
12,5
ПДГИ-301
800X1020X 950
—
300
—
ПДГИ-302
800X1020X 950
470X298X260
350
13
ПДГИ-303
700x1020x950
470X298X260
350
13
ПДИ-303
—
—
—
«Импульс 2»
470x 355x 350
265X245X78
60
3,5
229
VI 1.2.3. Полуавтоматы для сварки под флюсом
В полуавтоматах этой группы (табл. VII.11) зону дуги и сварочную ванну защищают с помощью флюса. Флюс в зону сварки поступает из небольшого бункера, укрепленного на горелке, либо из отдельно расположенного бункера по гибкому резиновому рукаву сжатым воздухом.
VI 1.9. Универсальная сварочная горелка ДШ-54 к автомату ПШ-54 1 — наконечник; 2 — воронка; 3 —обратный конус; 4-— заслонка; 5 — рукоятка горелки; 6 — резиновый удлинитель; 7 — зажим; 5 —входной штуцер; 9 — разрезной сухарь; /0 — мундштук горелки; // — втулка изоляционная; /2 —насадка; 13 — костыль
Особенностью полуавтоматической сварки под флюсом является применение электродной проволоки диаметром 1,6—2 мм при высоких плотностях тока, что обеспечивает глубокое проплавление основного металла и сварку металла большой толщины за один проход.
На рис. VII.9 изображена сварочная горелка ДШ-54 к полуавтомату ПШ-54, а на рис. VII.10 — механизм подачи электродной проволоки полуавтомата ПДШР-500М,
230
VII.11. Технические характеристики полуавтоматов для дуговой сварки под флюсом электродной проволокой
диаметром 1,6—2 мм
Тип
Сварочный ток, А
Скорость подачи электродной проволоки,
1 -10—* м/с
Тип
источника
питания
Габарит, мм
Масса, кг
номиналь¬
ный
пределы
регулиро¬
вания
шкафа
управления
механизма
подачи
шкафа
управле¬
ния
механизма
подачи
ПШ-54
500
100—500
2,2—16,7
ПСД-500
750X 530 X635
405 X 330 X 340
80
23
ПДШ-500М
500
125—500
3,3—16,7
—
640X415X762
‘670X320X335
80
15
ПДШС-500 С
500
125—500
3,3—16,7
ПСО-500
—
670X320X335
—
15
ПДШР-500 М
500
125—500
3,3—16,7
ПСО-500
640X415X762
670X320X335
80
15
А-1197 Ф
500
—
3,3—20
ВДУ-504
342x565x866
550 X 300 X 200
58
23
А-1530
500
—
5,6—27,8
ПСГ-500
—
550 X 300 X 230
—
20
ПШ-5-1
630
80-630
2,2—16,7
ТД-500
—
440X300X340
—
20
VI 1.10. Механизм подачи электродной проволоки полуавтомата ПД.ШР-500М I—рукоятка; 2 — кронштейн; 3 — кассета; 4— основание; 5 — ролики; 5 — электродвигатель; 7 — зубчатые колеса; 8 — маховик; 9 — пружина
VI 1.2.4. Полуавтоматы универсальные и для сварки открытой дугой
Универсальные полуавтоматы (табл< VII.12), например А-1197, применяют для сварки и наплавки в углекислом газе сплошной и порошковыми проволоками, для сварки под флюсом и др.
VII.12. Технические характеристики полуавтоматов универсальных и для сварки открытой дугой
1
Диаметр электродной
Габарит, мм
Масса, кг
*
проволоки
Я
8«
£
tr
«0
со
«в „
<
«
«
Тип
3 * Я о
о
в.®
К
S
СО
о.
•а ь ч н
ЛГ
чи
*5
О
о
о
es
I*
шкафа
механизма
С
S»
I
2?«
II
о §
СО
S о
S'S
О
ч
с
и;
1
о.
о
°Г 2 М .
К X _ 03
с н
S я
управления
подачи
№
да
*5
* *
оз со ✓ е* £ О
Ко.
Eft
о
в
О-
н с
3 ч
S В
Полуавтоматы универсальные
450
65
1,6
2,3—3
1,6—16,1
ВС-500
—
900X660X420
—
500
100
1,6—2
1,6-3,5
2,5—25
ВДУ-504
342x565x866
360x660x5680
58
Полуавтоматы для сварки открытой дугой
А-1234
200
60
0,8—1,2
—
2,5—9,7
ВЖ-2П
—
364X290X130
-
10
А-1114 М
350
100
1,6—2
—
3,2—11,9
ПСГ-500
—
364 X 290X130
—
11
А-765 УЗ
450
65
1,6—2
1,6—3
3,2—20,8
ПСГ-500
190 X 350X 360
760X 500X550
23
52
А-1631
500
60
0
00
1
to
—
0,6—33,3
ВС-500
—
—
—
23
А-.1072М
1200
60
—
10
со
1
00
см
2,6-25,7
ПСМ-1000
710X380X420
1132Х560Х
Х1250
170
100
XII.3. ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ
VII.3.1. Классификация автоматов для дуговой сварки плавящимся электродом
Автоматы для дуговой сварки плавящимся электродом осуществляют зажигание дуги, подачу электродной проволоки, флюса или защитного газа в зону дуги, управление процессом сварки в рабочем режиме, перемещение сварочного аппарата и окончание процесса сварки. Автоматы конструктивно выполнены с учетом быстрого реагирования на колебания напряжения питающей электрической сети, изменение скорости подачи электродной проволоки и т. п.
По ГОСТ 8213—75*Е автоматы для дуговой сварки (табл.
VI 1.13) плавящимся электродом классифицируют по следующим признакам:
способу защиты зоны дуги (автоматы для сварки: Ф —под флюсом, Г — в защитных газах, ФГ — в защитных газах и под флюсом);
роду применяемого сварочного тока (для сварки постоянным, переменным, переменным и постоянным током);
способу охлаждения (с естественным охлаждением токопроводящей части сварочной головки и сопла, с принудительным охлаждением — водяным или газовым);
способу регулирования скорости подачи электродной проволоки (с плавным регулированием, с плавно-ступенчатым, со ступенчатым);
способу регулирования скорости сварки (с плавным, плавноступенчатым и ступенчатым регулированием);
способу подачи электродной проволоки (с независимой и с зависимой от напряжения на дуге подачей);
VIIJ3. Основные параметры самоходных автоматов для дуговой сварки
Номиналышй
сварочный ток, А
Номинальаый режим работы ПВ, %
Род сварочного тока
Исполнение
Электрод»
лс
диаметр,
мм
ая прово>ка
скорость, Ы0“ 2 м/с
Скорость
сварки,
1 • 10”* м/о
315
60
Постоянный
Г
0,8-1,4
4,4—26,7
0,3—2,2
500
60
Ф
1,6—2
3,3—20
0,3—3,3
500
60
Г , ФГ
1,2—2
3,3—23
0,3—3,3
630
60
»
ф
1,6-3
3,3—20
0,3—2,2
630
60
Г, ФГ
1,2—3
3,3—20
0,3—3,3
1000
100
»
ф
2—5
1,7—10
0,3—2,2
1000
100
Переменный
ф
3—5
1,7—10
0,3—2,2
1000
100
Постоянный
Г, ФГ
2—5
1,7—10
0,3—3,3
1600
100
ф
3—6
1,7—10
0,3—2,2
1600
100
Переменный
ф
3—6
1,7—10
0,3—2,2
234
расположению автомата относительно свариваемого шва (для сварки внутри колеи, для сварки внутри и вне колеи).
По конструктивному выполнению все автоматы подразделяют на следующие типы: сварочные тракторы, самоходные и подвесные сварочные головки, установки для автоматической сварки.
VII.3.2. Автоматы для дуговой сварки плавящимся электродом в защитных газах
Для сварки ответственных металлоконструкций—корпусов котлов и сосудов, деталей и узлов трубопроводов, различных пространственных металлоконструкций и т. д. — предназначены автоматы для сварки плавящимся электродом в защитных газах (табл. VII. 14,
VII.15).
Эти автоматы имеют специальные горелки, обеспечивающие газовую защиту зоны сварки и водяное охлаждение сопла, а также они оснащены необходимой газовой аппаратурой. Газовая аппаратура состоит из емкостей для газа, предредукторного подогревателя, редуктора, расходомера и газового клапана.
На рис. VII.11 представлен общий вид сварочного трактора АДПГ-500 для сварки на постоянном токе изделий из углеродистой стали.
VJI.11. Сварочный трактор АДПГ-500 / — сварочная горелка; 2 —рукава; 3, 4—механизмы горизонтального и вертикального перемещения горелки; 5—механизм поворота горелки; 6 — пульт управления; 7 — электродвигатель 8 — механизм подачи электродной проволоки; механизм перемещения горелки в поперечном направлении; 10 — те**
лежка
235
236
VI 1.14. Технические характеристики тракторов для дуговой сварки в защитных газах
Марка
Напряжение питающей сети, В
Номинальный сварочный ток, А
Электродная проволока
Скорость сварки, 1-10—2 м/с
Тип источника питания
Габарит, мм
Масса, кг
диаметр, мм
скорость
подачи,
1.10“2 м/с
ТС-49
380
250
0,8—1,2
5,8—8,9
1,4—2,1
ВС-1000
500X230X440
21
АДСП-1
380
400
1—3
2,8—27,8
0,3—3,2
—
710x560x600
39
АДСП-2
380
400
1—2,5
2,8—22,2
0,3—2,2
ВД-302
730x600x1050
63
ТС-42(АДГ-503)
380
500
1,2—3
2,8—27,8
0,3—3,3
ВС-1000
570X310X440
36
АДГ-502 У4
380
500
1,2—2
0,8—20
0,5—5
ВДУ-504-1
845x365x670
55
АДГ-504 У4
380
500
0,8—2
3,3—33,3
0,8—3,3
ВДУ-504-1
1768x910x1350
600
АДПГ-500
380
500
0,2—2
4,2—20
0,4—1,9
ПСГ -500
425x265x570
22
АДПГ-500-1
380
500
0,2—2
4,2—20
0,4—1,9
ПСГ-500-1
425x265x570
22
АДГ-601
380
500
0,2—2
4,2—20
0,4—1,9
ПСГ-500
425x265x570
22
АДС-1000-2 М
380
600
3—5
10
0,4—1,9
—
—
—
АСУ-6У
220
750
1,6—2
1,8—18,3
0,4—1,4
ВС-1000-2
—
36
АСУ-4М
220
750
3
—
0,4-1,4
ПСМ-1000
__
40
АДС-1000-2У
380
1000
1,6—4
8,3
0,4—1,9
—
—
—
VI 1.15. Технические характеристики автоматов для дуговой сварки в защитных газах
Тип
Номинальный сварочный ток, А
Номинальный режим работы ПВ, %
Электрод]
диаметр,
мм
иая проволока
скорость
подачи,
1 • 10-* м/с
Скорость сварки, Ы0“а м/с
Вертикальный ход, мм
Тип
источника
питания
Габарит, мм
Масса, кг
АСП-360М-1
150
1—2
1,4-22,2
110
А-1002
800
100
3—5
2,3—19,4
0,2—3,3
—
—
950x600x180
160
А-1411П
1000
60
2—4
1,4—13,9
0,3—'6,7
500
ВДГ-1001
500x 230 x 440
350
А-1417
1000
100
2-5
0
1
со
0,3—3,3
250
ВДГ-1001
925X740X1560
240
А-1418
1000
100
2-5
1,3—14,1
0,3—3,3
250
—
1405x840x1920
240
VI 1.3.3. Автоматы для дуговой сварки под флюсом
Автоматы этой группы нашли широкое применение при изготовлении конструкций с толщиной стенки от 5 до 30 мм, например резервуаров, балок, листовых металлоконструкций. В основном эти автоматы используют для сварки в нижнем пространственном положении прямолинейных и круглых швов.
В зависимости от конструкции устройства перемещения автоматы (табл. VI 1.16, VI 1.17) классифицируют на сварочные тракторы (рис. VI 1.12, VII. 13), самоходные и подвесные головки, а также сварочные установки.
Большая часть таких автоматов предназначена для сварки стыковых соединений. Некоторые автоматы выпускают в универсальном исполнении для сварки стыковых и угловых соединений. Для перестройки таких автоматов имеются сменные мундштуки различной длины и соответствующие копирные устройства.
Автоматы классифицируют по числу электродов: на одно-, двухи многоэлектродные. Эти автоматы оборудуют соответствующим числом барабанов для электродной проволоки. Двух- и многоэлектродная сварка выполняется одновременно двумя и более электродами с общим подводом сварочного тока.
Автоматическая дуговая сварка под флюсом может быть однои многодуговой, где в процессе сварки участвует одновременно более одной дуги с раздельным питанием их током.
VI 1.3.4. Универсальные сварочные автоматы
Автоматы (рис. VII.14, VII.15, табл. VII.18) этой группы предназначены для дуговой сварки плавящимся электродом в защитных газах и под флюсом стыковых, угловых и нахлесточных соединений, сварки дольцевых швов с наименьшим диаметром 1200 мм.
К конструктивным особенностям этих автоматов относятся независимость скорости подачи электродной проволоки от напряжения на дуге и ступенчатое регулирование скоростей подачи электродной проволоки и режима сварки.
VI 1.3.5. Специализированные автоматы для дуговой сварки плавящимся электродом
К таким автоматам относятся автоматы с принудительным формированием шва (табл. VI 1.19). Отличительной особенностью данной группы автоматов является наличие устройств для удержания сварочной ванны на вертикальной или наклонной плоскости, которые обеспечивают интенсивный отвод теплоты от соприкасающейся с ними поверхности сварочной ванны; устройств для автоматического или ручного регулирования скорости перемещения автомата вдоль шва
237
VIl.t2. Сварочный трактор ТС-17М / — пульт управления; — кассета для электродной проволоки; 3 — бункер для флюса; 4 — электродвигатель; б -«ходовой механизм; 6 — мундштук; 7 — сва* рочная головка; 8 корректировочный механизм
VII. 13. Сварочный трактор АДС-1000-4
I —• пульт управления; 2 — бункер; 3 — электродвигатель; 4 — токоподвод; 5 сварочная головка; 6 — кассета для электродной проволоки
238
VI 1.14. Универсальный сварочный трактор ТС-35 / — бункер для флюса; 2 —механизм подачи электродной проволоки; 3 — сва« рочная головка; 4 — мундштук; 5 — ходовой механизм; 6 — пульт управления; 7 — кассета для электродной проволоки
2
VI 1.15. Универсальный сварочный трактор ТС-42 / — рычаг поджатия электрода; 2 — пульт управления; 3 —кассета с электрод* ной проволокой; 4 «корпус;. 5 — подающий механизм; 6 — направляющее колесо
239
VI 1.16. Технические характеристики сварочных тракторов
Тип
Напряжение | питающей сети, В
Номинальный
Электродная проволока
Скорость
сварки,
1.10“2 м/с
Объем бункера, дм3
Тип
источника
питания
Габарит, мм
Масса, кг
сварочный ток, А
режим работы ПВ, %
диаметр,
мм
скорость
подачи,
1 • 10 2 м/с
АДФ-500
380, 220
500
65
1,6—2,5
4,2—20
0*4—1,9
4
ПСО-500
590 x 265 x425
28
АДФ-501
380
500
60
1,6—2
0,8—20
0,3—3S3
6
ВДУ-504
940 x 365 x670
55
АСУ-5
220
750
2—3
0,5—2,1
0,3-1,3
3
ПСМ-1000
595 x 265 x 345
29
АСУ-5М
220
800
100
2—3
—-
0,3—1,7
—
—
1070 x285 x 350
35
ТС-33
380
800
60
1—4
2,4—18,6
0,2—1
1,6
—
800 x400x465
45
ТС-17М
380 , 220
1000
100
1,6—5
1,4-11,1
0,4—3,5
6,5
ТДФ-1001
640 X 300 X 570
42
ТС-17М-1УЗ
380, 220
1000
100
1,6—5
1,4—11,1
0,4—3,5
6,5
ТДФ-1001
715X 345 X 540
45
ТС-17Р
380, 220
1000
60
1,6—5
1,6—12,1
0,4—3-,5
6,5
ТСД-1000
740 X 300 X 520
42
АД С-1000-2
380
1000
65
3—6
0,8—3,3
0,4—1,9
12
ТСД-1000
1010 x 344 x 662
65
АДС-1000-3
380, 220
1000
100
3—6
0,8—3,3
0,4—1,9
12
ПС-1000
1010x370x665
65
АДС-1000-4УЗ
380, 220
1000
100
2—5
1,7—10
0,3—3,3
12
ТДФ-1001
1010X370X665
65
АДС-1000-5УЗ
380, 220
1000
100
2—5
1,7—10
0,3—3,3
6
ВДУ-1001
1040 x 350x 670
55
АДФ-1001 У4
380
tooo
60
2—5
0,4—10
0,3—3,3
6
ТДФ-1001
1050x365x655
60
АДФ-1002 УЗ
380
1000
100
2—5
1,7—10
0,3—2,2
—
ТДФ-1001
345 X 540 X715
45
АДФ-1003 УЗ
380
1000
60
2—5
0,5—10
0,3—3,3
6
ТДФ-1001
810x310x510
40
АДФ-1004 УЗ
380
1000
60
2—5
0,5—10
0,3—3,3
6
ВДУ-1001
1050 X 365X 655
60
А-1370 (ТС-42)
380
1000
100
2—5
1,7—27,8
0,3—3,3
9
—
700 X 310X450
40
АДФ-1201
380
1250
100
2—6
1,7—10
0,3—3,3
—
ВДУ-1201
1050 x365x 655
70
АДФ-1601
380
1600
100
3—6
0,5—10
0,3—3,3
6
ТДФ-1601
1050 x 365 x655
60
АДФ-1602 УЗ
380
1600
100
3—6
0,5—10
0,3—3,3
6
ВДУ-1601
1050 x 365x655
60
VIM7. Технические характеристики автоматов для дуговой сварки под флюсом
Электродная проволока
Тип
Номинальный сварочный ток, А
диаметр,
мм
Скорость
подачи,
1 ♦ 10“*2 м/с
Скорость
сварки,
1 -10— * м/с
Вертикальный ход, мм
Объем
бунке¬
ра,
дм»
Тип
источника
питания
Габарит, мм
Масса, кг
Самоходные головки
А-1401 У4
1000
2-5
1,5—14,8
0»3—3S3
250
55
ТДФ-1001
1660X870X1160
325
А-1416 У4
1000
2—5
1,4—13,9
0,3—3*3
250
55
ТДФ-1001
1660 X 870X1160
320
А-1425 У4
1000
4—5
1,4—13,9
0,3—3,3
—
—
ТДФ-1601
300X600X1650
500
АБСК У4
1000
3—6
1,2—3,9
0,6—2
200
22
ТДФ-1001
760X710X1750
160
А-1410 У4
2000
2—5
1,5—14,7
0 >3—3*3
250
55
ТДФ-1601
1660 x 870x1160
325
А-1419 У4
2000
2—5
1,4-14,1
0,7-6,7
250
55
ТДФ-2001
1660Х870ХИ60
320
Подвесные головки
А-1423 У4
300
1,6—3
1,3—12,5
ВДУ-504
760X840X1670
210
А-1569
400
2—3
1,4—9,7
—
—
—
ВКСМ-1000
1120X850X1990
260
ГДФ-1001 УЗ
1000
3—5
1,5—14,8
—~
—
ВДУ-1001
1050x1680x2000
298
Установки для автоматической сварки
АДФ-2001 У4
2000
2-5
0,7—6,7
ТДФ-1601
950X1150X1850
АДФ-2002 У4
2000
1
1
1,5
7,5
12
ТДФ-2001
2100x1600x1850
VI 1.18. Технические характеристики универсальных сварочных автоматов
Тип
Напряжение питающей сети, В
Номинальный сварочный ток, А
Электродная проволока
Скорость
сварки,
1 • 10-* м/с
Объем
бункера,
ДМ3
Тип
источника
питания
Габарит, мм
Масса,
кг
диаметр,
мм
скорость подачи,
1 -10—2 м/с
Сварочные тракторы
ТС-35 I
380 I
1000 I
1 1,6—5 1
1,4—11,1 I
0,4—3,51
6 1
ТДФ-1001 I
740X 300 X 520 1
I 42
ТС-35-1 1
380 1
1000 1
2—5 1
1,4—13,9 1
0,3—3,31
— 1
ТДФ-1001 1
1200x830x850 I
| 42
Установки для автоматической сварки
АДФГ-501 |
I 380
I 500
1 1—2.5 I
I 2,5—26,7 I
10,6—1,91
1 25 1
I ПСУ-500-2 I
1 1300x 850x1400
I 400
АДФГ-502 У4 1
1 220
| 500
1 1-3 1
1 1,7-16,7 1
10,6—1,91
— 1
1ВДУ-504-1 1
1 1700x1000 x 200
1 800
VI 1.19. Технические характеристики сварочных автоматов с принудительным формированием шва
Номинальный сварочный ток, А
Электродная проволока
Тип
Режим работы ПВ, %
диаметр, мм
скорость подачи, 1 • 10 8 м/с
Скорость сварки, 1 • 10—2 м/с
Габарит» мм
Масса, кг
ТС-32
«Бриг»
АДФ-1603
Тракторы для сварки в нижнем положении
900
60
2—5
3,8—7,9
0,7-1,4
805X 380X 440
1200
—
3—6
0,4—9,7
0,3—1
1102 x 610 x 800
1600
100
3—6
1,7-10
0,3—1,1
780x530x683
Аппараты для сварки вертикальных швов
45
185
65
А-1237
500
100
3—5
1,4-11,1
0,03—0,3
540 X 325 X 740
85
А-1150У,
500
65
2,5-3,5
5—6,1
0,08—0,3
470 x 280x 875
32
А-1381
500
—
3—4
4,2—8,3
0,1—0,3
800x445x440
50
А-1325
1000
65
3
3,9—7,8
0,4-1,3
853x500x1200
150
VI 1.20. Технические характеристики автоматов для многодуговой сварки
Номинальный сварочный ток, А
Номинальный режим работы ПВ, %
Электродная проволока
Вертикальный ход, мм
<ь
Тип
диаметр, мм
скорость
подачи,
1 • 10““ 8 м/с
Объем буш ра, дм3
Скорость
сварки,
1 • 10”а м/с
Тип
источника
питания
Габарит* мм
Масса, кр
Сварочные тракторы
ТС-41
800
60
2-2,5
3,9—38,9
±30
2
0,3—3,1
—
900X400X770
80
ДТС-38 УЗ
1000
60
2—5
1,6—16,1
±25
15
0
со
1
со
ТДФ-1601
900X400 X 930
90
ДТС-24М
1000
60
1,4—4
1,3—11,4
30
10
0,4—2,4
—
1070X375X 670
62
ДТС-45
1600 x2
100
3,0—5
1,7—10
50
10
0,2—1,3
ВДУ-1601
1360 X 390X1000
150
Сварочные головки
УДФ-1001 У4
1000
80
2,5—3
5,6—14,7
250
—
0,5—1,4
ТШС-1000-3
1050 x650 x2000
580
А-639
1000
60
1,6—5
0,8—6,3
250
55
0»4—3,1
ТСД-1000-3
1430x 630x 2100
322
А-639-1
1000,
100
1,6—5
0,4—6,3
250
22
0,4—3,1
ТДФ-1001
1430 x630x2100
395
А-1156
1500 X2
65
3—5
4,3—18,1
—
—
2,2—6,9
—
3175x820x 820
985
А-1412 У4
1600
100
2—5
1,5—14,8
250
40
0,7—6,7
ТДФ-1601
1405 X890X1920
325
А-1422
1600
100
2—5
1,3—14,1
250
40
0,7—6,7
ТДФ-1601
1405 x 890x1920
390
в зависимости от положения сварочной ванны относительно формирующего приспособления.
К специализированным относятся также автоматы для многодуговой (табл. VI 1.20) и многоэлектродной сварки. Конструктивно они представляют собой комплекс нескольких сварочных головок, смонтированных на общей траверсе.
Общий вид сварочного трактора ДТС-38 для двухдуговой сварки под флюсом угловых стыковых и нахлесточных соединений показан на рис, VII.16.
VII. 16. Сварочный трактор ДТС-38 / — указатель; 2 — переднее шасси; 3 —рукоятка вертикальной коррекции электрода; 4 — сварочная головка; 5 — направляющий механизм; 6 — бункер для флюса с пультом управления; 7 — подающий механизм; 3 —суппорт; 9 м ходовая тележка; /0 — сварочный мундштук
VI 1.4. АППАРАТЫ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
VII.4.1. Назначение и конструктивные особенности
Аппараты этой группы предназначены для электрошлаковой сварки толстостенных металлоконструкций (табл. VII.21).
Конструктивными элементами аппаратов для электрошлаковой сварки являются: сварочная головка, механизмы перемещения сварочного аппарата или изделия, устройства принудительного формирования шва и удержания сварочной ванны в требуемом положении,
244
приборы для регулирования и контроля скорости, перемещения аппарата и положения шлаковой ванны, источник питания, вспомогательные устройства — бункер для флюса, катушки для сварочной проволоки, элементы управления.
Аппараты для электрошлаковой сварки можно классифицировать по следующим признакам:
степени механизации — на автоматические и полуавтоматические; способу перемещения сварочной головки — на рельсовые, безрельсовые и комбинированные;
типу электродов — на аппараты с электродной проволокой, пластинами, трубами, лентами.
VII.21. Назначение и конструктивные особенности аппаратов для электрошлаковой сварки
Марка аппарата
Конструктивные особенности
Область применения
А-820 К,
А-736, А-433 Р, А-1170,
А-И 70-2, А-1170 А
Аппараты рельсового типа
Сварка прямолинейных вертикальных швов
А-820 МК, А-820 М, А-681
То же
Полуавтоматическая сварка прямолинейных вертикальных швов в монтажных условиях
А-372 Р, А-535
Сварка прямолинейных и кольцевых швов
А-401
»
Сварка кольцевых швов
А-535 П
Сварка продольных швов пластинчатыми электродами
А-550, А-550 У
Сварка прямолинейных швов пластинчатыми электродами углеродистой и коррозионно-стойкой сталей, алюминиевых и титановых сплавов
245
Продолжение табл. VI 1.21
Марка аппарата
Конструктивные особенности
Область применения
А-1304, А-1317
Аппараты рельсового типа
Сварка плоским мундштуком прямолинейных и вертикальных швов из-* делий из стали и алюми* ния
А-1517
Аппарат переносного типа
Сварка пластинчатыми электродами в монтаж-* ных условиях
А-501 М
Аппарат перемещается с помощью электромагнитов
Сварка угловых, тавровых и стыковых соединений
А-671 Р
Аппарат передвигается с помощью пружинного механизма. Привод ручной
Механизированная сварка прямолинейных вертикальных швов
А-306 М, А-340 М
Аппараты передвигаются с помощью пружинных механизмов
А-612
Аппарат передвигается по изделию с помощью двух тележек, притягиваемых пружиной
Сварка прямолинейных вертикальных швов стыковых соединений
А-645, А-645 М
Аппараты закрепляют на свариваемом изделии
Сварка прямолинейных и криволинейных швов
А-385
Аппарат подвешивают на сварочной установке
А-532
Аппарат подвешивают над изделием, изделие поворачивают с помощью роликового стенда
Сварка кольцевых швов
А-535 К
Аппарат устанавливают на тележке, изделие поворачивают с помощью роликового стенда
А-1116
Аппарат подвешивают на параллелограмме над суппортом. При сварке перемещается само изделие
Сварка кольцевых и коротких швов
246
VI 1.4.2. Технические характеристики
Аппараты для электрошлаковой сварки (рис. VII. 17, VI 1.18, табл. VII.22) имеют постоянную скорость подачи электрода, не зависящую от напряжения дуги, т. е. в них использовано явление саморегулирования. Подключаются они к специальным или обычным источникам питания, имеющим жесткую (пологопадающую) внешнюю статическую характеристику.
Vi 1.17 Аппарат А -61? Оля электрошлаковой сварки 1 — пулы управления; 2 — механизм перемещения; 3 — механизм подачи электродов; 4 мундштук; 5 — ползуны
247
VII.22. Технические характеристики аппаратов для электрошлаковой сварки
Марка
Вид и разм
еры электрода, мм
Габарит, мм
Толщина
сваривае¬
пластина
Скорость
подачи
Скорость
3
X
К
о
мого ме¬
диаметр
электрода,
сварки,
о<
се
талла» мм
проволоки
тол¬
1 • 10~"2 м/с
1 • 10“"2 м/с
О. -
3
X
Я
s
ширина
щина
Сва
ток.
Нап
ceTt
S
§
Си
I
о
а
a
А-433 Р
10—150
3
—
А-681
14—60
3
А-820 МК
18—50
3
А-820 К
18-70
2,5—3
А-820 М
19—50
2,5—3
„
А-372 Р
20—250
3
-
А-1317
До 140
6
-
А-1170
» 300
5
А-401
» 450
3
А-535
» 450
3
80—200
10
А-741
» 2500
3
—
А-612
20—100
3
А-671 Р
До 50
3
А-501 М
» 100
2,5
А-645
» 80
3
—
—
А-385
16—180
3
А-1116
16—250
3
А-535 К
16—300
3
_
_
А-532
16—400
3
А-1304
До 400
3
—
—
Рельсового типа
1.7—11,7 1,6—16,1 1,6—16,1 1,6—16,1 1,6—16,1
4.2—13,3 0,4—8,5 0,4—13,9
4.2—13,3
1.7—13,3 1,1—4,2
Безрельсового типа
0,07—0,6
750
220/380
392
440
800
75
0,03—0,1
750
380
360
170
240
19
0,1—0,4
700
220/380
350
250
650
20
0,1—0,4
700
220/380
350
250
650
20
0,1—0,4
700
220/380
350
250
650
16
0,03—0,3
1000
380
1200
730
1560
320
0,08—0,8
10000
380
2200
630
3180
1020
0,02—0,2
2000
380
780
510
820
120
0,03—0,3
1000
380
2600
2750
3200
900
0,01—0,3
1000
380
1600
820
1070
380
—
3000
380
2000
2360
1730
250
3.6—12,3 6,9—11,1 2,8—8,3
1.7-4,2
Подвесного типа
4.2—13,9 0,4—13,9 1,8—13,3
4.2—13,9 0,4—8,5
0,01—0,1
0,03*0,3 0,01—0,3
0,01—0,3
0,01—0,3
0,01—0,3
1000
380
1750
370
920
70
700
380
370
150
200
10,5
750
220/380
220
280
420
25
2000
380
380
440
550
35
1000
380
1400
500
1500
1000
380
700
2730
1650
352
1000
380
1600
820
1070
380
1000
380
—
340
9000
220/380
500
400
800
45
VI1.18. Аппарат A-1304 для электрошлаковой сварки плавящимся мундштуком 1 — пульт управления; 2 механизм подачи электродов; 3 — токопровод;
4 — струбцина
VII.5. МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
VII.5.1. Классификация машин
Оборудование для контактной сварки можно разделить на три группы: машины для точечной, рельефной и шовной сварки, машины для стыковой сварки, аппаратура управления этими машинами.
Машины для точечной, рельефной и шовной сварки классифицируют по назначению на универсальные и специализированные; кон¬
249
структивному исполнению — на стационарные, радиальные и прессовые подвесные; типу привода сжатия —на машины с пневматическим, гидравлическим, электромеханическим, рычажным, пружинным и комбинированным приводом; типу источника сварочного тока — на машины переменного, постоянного тока и конденсаторные; способу подвода тока к месту сварки —с одно- и двусторонним токоподводами; числу электродов — двух- и многоэлектродные; направлению движения электродов — с прямолинейным вертикальным или горизонтальным и радиальным ходом электродов; числу одновременно свариваемых точек для точечных и рельефных машин — однои многоточечные.
Машины для шовной сварки можно классифицировать по расположению электродов для сварки продольных, поперечных, кольцевых швов; по перемещению электрода — с непрерывными и прерывистым шаговым перемещением; по конструкции зажимных устройств — с педальным кулачковым, пневматическим и гидравлическим механизмом; по способу питания — с непрерывным и прерывистым включением тока; по характеру привода вращения электродов — с принудительным вращением одного или обоих роликов; по конструкции станины— с горизонтальным, вертикальным и наклонным столами; по типу усилия сжатия — с постоянным и переменным усилием.
Машины для стыковой контактной сварки можно классифицировать по следующим признакам: способу нагрева заготовок — на машины для сварки сопротивлением, непрерывным оплавлением, оплавлением с подогревом и импульсным оплавлением; назначению — универсальные и специализированные; степени автоматизации — на ручные, полуавтоматические и автоматические; типу привода подачи—на машины с пневматическим, гидравлическим, электрическим, рычажным, пружинным и комбинированным приводом; типу зажимных устройств — на машины с пневматическим, гидравлическим, электромеханическим рычажным, эксцентриковым, винтовым, пружинным механизмом зажатия заготовки; типу источника сварочного тока — на машины переменного, постоянного тока и конденсаторные.
VI 1.5.2. Машины для точечной сварки
Технические характеристики и конструктивные особенности стационарных, многоэлектродных и подвесных машин переменного тока для точечной сварки приведены в табл. VII.23—VI 1.29. На рис. VII.19 представлен общий вид машины МТР-1501 для точечной сварки.
В конденсаторных машинах для точечной сварки (табл. VI 1.30, VI 1.31, рис, VI 1.20) технологический процесс осуществляется за счет энергии, накапливаемой в конденсаторных батареях. При разрядке конденсаторов через первичную обмотку трансформатора в свароч-
250
VI 1.23. Технические характеристики машин переменного тока для точечной сварки
Толщина свариваемых деталей, мм, не более
Номинальный
Номинальная потребляемая мощность, кВА
Максимальный вылет машины, мм
Раствор машины, мм
й>
Я
А
Расход, Ы0”"8 м»/с
Марка
малоуглеродистая сталь
углеродистая сталь
алюминий
сварочный ток, кА
длительный вторичный ток, кА
режим работы ПВ, %
Рабочий ход, мм
Номинальное у си л сжатия, кН
Производительное тыс. соединений, 1
сжатого воздуха
охлаждающей 1 воды
МТП-50-7
2,5+2,5
2,5
12,5
150
300
250
50
5
9
5
0,11
МТ-501
0,2+0,2-1+1
0,5+0,5
5
20
9,2
250
250
20
1
9
0,21
0,08
МТ-601
0,2+0,2—2+2 0,2+0,2—2+2
0,8+0,8
—
6,3
20
14,2
250
250
20
2
9
0,44
0,08
МТ-602
—
—
6,3
2.8
20
14,2
250
250
20
2
9
—
0,08
МТ-603
0,25+0,25—3+3
—
—
6,3
—
20
35
—
—
50
4
—
3,3
0,11
МТ-604 У4
0,2+0,2—2+2
—
6,6
—
20
14,8
275
250
20
2
10,8
13,9
0,04
МТ-809
0,2+0,2-3+3
—
8
—
20
20
315
270
20
3
9
2,8
0,07
МТ-810
0,25+0,25—
-3+3
—
—
8
3,6
20
20
315
315
30
3
18
2,8
0,08
МТП-75-9
2,5+2,5
—
12,5
—
20
72
500
—
80
5,4
4,2
5
0,12
МТП-75-11
2,5+2,5
—
12,5
—
20
75
500
—
80
5,4
4,2
5
0,12
МТП-75-15
2+2
1+1
0,6+0,6
12,5
—
20
56
500
210
80
5
3,6
5
0,44
МТ-1202
2,5+2,5
1+1
_
12,5
3,6
32
60
500
—
50
6,3
3
—
МТ-1206
0,5+0,5— —1,6+1,6
—
12,5
—
20
60
500
220
80
5
2,1
5,6
0,05
МТ-1207
0,5+0,5+ +1,6+1,6
—
—
12,5
—
20
54
500
*“■
80
5
12
5,6
0,19
МТ-1208
0,8+0,8-1,8+1,8
—
—
12,5
—
20 '
60
500
—
80
8,8
6,6
7,2
0,19
МТ-1209
0,5+0,5-4+4
—
—
12,5
—
20
50
420
270
30
5
9
7,5
0,12
МТ-1210
0,5+0,5— —1,6+1,6
—
—
12,5
12,5
20
54
500
300
80
5
9
5,6
0,26
МТ-1211
0,5+0,5-5+5
4-6
—
12,5
—
20
56
500
—
80
5
21
5,6
0,17
МТ-1214
0,5+0,5—4+4
12,5
5,6
20
50
420
270
30
5
1,0
7,5
0,12
w
сл
to
Толщина свариваемых деталей, мм, не более
Марка
малоуглеродистая сталь
углеродистая
сталь
алюминий
МТ-1215
МТ-1216
МТ-1217 У4
МТ-1218 МТ-1219 МТ-1220 МТ-1221 У4
МТ-1222 У4 МТ-1223 У4
МТП-150/1200-1М
МТП-150/1200-3
МТ-1602
МТ-1605
МТ-1606
МТ-1607
МТ-1608
МТ-1609
0,5+0,5—
—1,64-1,6 0,5+0,5—1,6+1,6 0,7+0,7—1,5+1,5 0,7+0,7—5+5 0,5+0,5—5+5 0,5- -0,5—5+5 0,7+0,7—1,5+1,5 0,5+0,5-5+5
2,5+2,5 4,0+4,0 5,0+5,0 5,0+5,0 0,8+0,8— -2,5+2,5 0,9+0,9—6,5+6,5 0,5+0,5-4,0+4,0 0,5+0,5—5,0+5,0
1+1
1+1
1+1
1+1 0,5+0,5—2,5+2,5
1,2+1,2 1,2+1,2
0,5+0,5—1,2+1,2
Продолжение табл. VII.23
Номинальный
Номинальная потребляемая мощность, кВ*А
Максимальный вылет машины, мм
Раствор машины, мм
Рабочий ход, мм
Номинальное усилие сжатия, кН
Производительность, тыс. соединений, 1 ч
Расход,
1-10—3 м»/с
сварочный ток, кА
длительный вторичный ток, кА
режим работы ПВ. %
сжатого воздуха
охлаждающей
воды
12,5
5,6
20
56
500
220
80
6,3
12
6,6
0,16
12,5
5,6
20
59
800
220
80
6,3
18
5,6
0,28
12,5
9
50
60
500
370
50
3,2
12
13,3
0,19
12,5
20
60
500
220
80
5
15
5,8
0,17'
12,5
7
32
50
300
150
10
5
15
5
0,11
12,5
7
32
50
300
150
10
6,3
15
5
0,11
12,5
9
—
75
600
470
50
3,2
12
—
0,19
12,5
7
32
60
500
220
30
6,3
22,5
15
0,19
12,5
5,6
50
85
500
300
110
11
9
15
0,19
16
7,2
20
145
1200
300
120
6
1,8
3,3'
0,28
16
7,2
20
150
1200
—
100
14
3,9
. 9,2
0,25
16
—
32
80
500
250
60
6,3
10,8
0,97
0,13
16
—
32
80
500
250
60
6,3
36
0,97
0,13
16
—
20
95
500
220
80
6,3
21
5.6
0,19
16
-
20
86
500
220
80
6,3
12
2,2
0,19
lflf
32
80
500
150
100
6,3
36
—
0,13
16
7,2
20
85
600
300
30
6,3
9
9,7
0,12
МТ-161
0,84-0,8-
-6,54-6,5
-
-
МТ-1613
0,84*0,8—
-6,04-6,0
—
—
МТ-1614 У4
0,54-0,5—
-5,04-5,0
—
—
МТ-1615
0,84-0,8— —6,04-6,0
—
0,54-0,5
МТ-1616
0,84-0,8—
—5,04-5,0
—
0,54-0,5
МТ-1617. У4
0,84-0,8—
-2,34-2,3
—
—
МТ-1618 У4
0,84-0,8—
—2,54-2,5
—
—
МТ-1621 У4
0,84-0,84-
4-2,34-2,3
—
—
МТП-200/1200-3
44-4 '
—
1.24-1,2
МТП-100-3
44-4
1,24-1,2
0.84-0,8
МТ-2002 У4
I4-I—44-4
I4-I-44-4
I4-I—44-4
МТ-2506
I4-I-IO4-IO
—
—
МТ-2507,
14-1—44-4
—
—
МТ-2510
14-1—104-10
—
—
МТ-2517 У4
14-1—44-4
—
—
МТ-2518 У4
—
3—6
—
МТПУ-300
0,54-0,5—34-3
0,54-0,5—
—2,84-2,8
0,34-0,3—
-1.54-1.5
МТ-3201 У4
0,54-0,5—54-5
0,54-0,5—34-3
0,34-0,3—
-1,54-1.5
МТ-4001
3,54-3,5—
-124-12
—
—
МТ-4002
—
Q13—6
—
МТ-4017 У4
2,54-2.5—84-8
24.2-44-4
—
МТ-1927
0,54-0,54-34-3
2—
—
МТ-2827
14-1—2*54-2,5
—
—
МТ-4218
2+2-104-10
16
-
20
93
500
—
80
6,3
21
5,6
0,19
16
-
20
86
500
220
80
6,3
18
3,3
0,19
16
7,2
20
86
500
300
80
6,3
12
9,7
0,12
16
9
32
84
500
150
10
6,3
36
5
0,11
16
9
32
120
500
150
10
6,3
18
5
0,11
16
9
50
100
500
370
50
6,3
12
26,7
0,19
16
9
20
100
500
220
80
6,3
13
30
0,19
16
9
-
120
600
470
50
6,3
12
20
0,19.
20
8,94
20
190
1200
185
120
20
6
2,8
0,38
20
—
20
100
500
—
80
6,7
4,2
6,1
0,19
20
9
—
221
1200
300
130
19,6
7,2
20
0,28
25
—
20
190
500
220
100
16
15
4,7
0,22
25
—
20
170
500
220
100
16
9
4,7
0,22
25
12
20
170
500
300
120
16
9
7,7
0,22
25
14
50
215
500
540
100
12,5
12
50
0,19
25
9
12
110
80
540
—
2,6
3,5
8,3
0,19
32
9
8
300
500
—
100
16
5,4
5,6
0,19
32
10
-
350
500
220
100
16
7,2
23,1
0,22
40
18
20
365
500
220
120
32
2,4
2,4
0,39
40
14
12,5
287
80
55
6,3
3,5
20,3
0,24
40
18
—
365
500
220
120
25
2,5
18,6
0.31
18,2
9
—
105
300
20
25
1.5
—
0,7
27,8
14
—
210
500
—
20
12,5
9,9
—
0.7
42
18
~
400
500*
20
25
4,2
1.1
254
VI 1.24. Конструктивные особенности машин переменного тока для точечной сварки
Марка
Вторичное напряжение. В
Число ступеней регулирования вторичного напряжения
Аппаратура управления
Ход
электрода
Габарит, мм
Масса, кр
МТП-50-7
2,4-4,5
8
Игнитронный контактор, регулятор времени РВЭ-7
Вертикальный
1130 X 470X1670
450
МТ-501, МТ-601
1,25-2,5
8
Регулятор времени РВЭ-7
Радиальный
830x452x1237
210,
215
МТ-602
1,25-2,5
8
Тиристорный контактор, электронный регулятор времени
800x452x1237
215
МТ-603
2,8-5,6
8
—
—
2650X 2515X1530
1318
МТ-604 У4
1,63—2,66
4
Регулятор цикла сварки РЦС301
Радиальный
833X452X1237
200
МТ-809
1,4—2,8
8
Тиристорный контактор, регулятор РВЭ-7-1А
»
1083X 410X1400
325
МТ-810
1
to
ОО
8
Тиристорный контактор КТ-1, регулятор цикла сварки РЦС403
1083X410X1400
325
МТП-75-9,
МТП-75-11
3,1-62
8
Игнитронный контактор типа КИА или игнитронный прерыватель типа ПИТ
—
212X780X1370
650
МТП-75-15
2,4-6,8
8
Игнитронный контактор и регулятор РЭВ
Вертикальный
1830Х470Х1365
400
МТ-1206
2,3-4,6
8
Игнитронный контактор, декатронный регулятор времени
Радиальный
1475X450X2000
430
МТ-1207
2,3—4,6
8
То же
Вертикальный
1400x450x1820
435
МТ-1208
2,3—4,6
8
Радиальный
1475x480x2000
415
МТ-1209
2—4
8
>
1230x380x1538
440
МТ-1210
2,2—4,4
8
Тиристорный контактор декатронный регулятор времени РВЭ-7-1А
Вертикальный
1550X 450X 3000
435
МТ-1211
2,9—5,7
8
То же
Радиальный
1475x480x2000
430
МТ-1213
1,35—2,7
2
—
_
1042X450X1400
225
МТ-1214
2,2-4,4
8
Тиристорный контактор, декатронный регулятор времени
Радиальный
1240 X 430X1575
440
МТ-1215
2,1-4,3
8
—
Вертикальный
1480x450x2000
445
МТ-1216
2,1—4,3
8
Регулятор цикла сварки РЦС502
1480X450X2000.
445
МТ-1217 У4
2,9-4,5
6
Тиристорный контактор КТ-1, регулятор цикла сварки РЦС403
»
1435X490X1810
750
МТ-1218
—
То же
1470Х 490Х 1850
480
МТ-1219
2,3—4,6
8
Тиристорный контактор, регулятор цикла сварки РЦС-502-1
»
1235X447X1695
450
МТ-1220
2,3—4,6
8
Тиристорный контактор, регулятор цикла сварки РЦС-403
»
1235X 447X1645
450
МТ-1221 У4
—
—
Тиристорный контактор
»
1425 x 490x1810
800
МТ-1222 У4
2,3—4,6
8
Тиристорный контактор, регулятор цикла сварки РЦС-403
У>
1370X400X1900
480
МТ-1223 У4
2,8—5,6
8
Тиристорный контактор, блок управления БУ-625
>
1700x500x 2500
1150
МТП-150/1200-1М
4,3—8,5
8
Игнитронный контактор, регулятор времени РВЭ
>
2155X 700X 2200
1100
МТП-150/1200-3
3,3—10,5
16
То же
» '
2150X 772 X 2265
1600
Продолжение табл. VII.24
Марка
Вторичное напряжение, В
Число ступений регулирования вторичного напряжения
Аппаратура управления
Ход
электрода
Габарит, мм
Масса, кг
МТ-1602
3-6
8
Игнитронный контактор типа КИА, регулятор времени РВЭ-7
Вертикальный
1435x470x1695
520
МТ-1605
3-6
8
Игнитронный контактор, регулятор цикла сварки РПС-5
1435x470x1695
520
МТ-1606
2,9-5,7
8
Игнитронный контактор, декатронный регулятор цикла сварки
»
1475 X480X 2000
450
МТ-1607
2,9-5,7
8
Игнитронный контактор
1400X450X1800
450
МТ-1608
3-6
Тиристорный контактор
1435x470x1635
520
МТ-1609
3-6
. 8
—
Радиальный
1340x430x1574
540
МТ-1611
2,9—5,7
8
Тиристорный контактор
1542x480x2000
450
МТ-1613
2,9-5,7
8
Игнитронный контакторг регулятор цикла сварки РЦС-403
1475x480x2000
670
МТ-1614 У4
3—б
8
Тиристорный контактор КТ-01, регулятор цикла сварки РЦС403
1340X430X1575
540
550
550
800
700
860
1650
750
3200
1800
625
615
615
1200
700
1250
850
3-6
8
Тиристорный контактор, регулятор цикла сварки РЦС-502-1
Вертикальный
2,2-4,4
8
То же
3,6—5,9
6
Тиристорный контактор
»
3—6
6
Тиристорный контактор КТ-01, регулятор цикла сварки РЦС403
—
—
Тиристорный контактор
»
5,2—10,4
—
Игнитронный контактор, регулятор времени РВЭ
3,4-6,8
16
—
—
—
—
—
—
—
8
Тиристорный контактор, блок управления БУ-625
Вертикальный
3,4—6,8
16
Игнитронный контактор, декатронный регулятор цикла сварки РЦ-4
3,4—6,8
16
То же
3,4—6,8 ,
16
>
5,4—8,5
6
Игнитронный контактор
2,7-5,4
8.
Тиристорный контактор, регулятор цикла сварки РЦС-502
—
—
Тиристорный контактор
2,3—9,3
16 .
Игнитронный контактор, регулятор времени РВЭ
258
Продолжение табл. VII.24
Марка
Вторичное напряжение, В
Число ступений регулирования вторичного напряжения
Аппаратура управления
Ход
электрода
Габарит, мм
Масса, кг
МТ-3201 У4
—
—
Тиристорный контактор, блок управления БУ-625
Вертикальный
1620x550x2400
700
МТ-4001
4,5—9
16
Тиристорный контактор, блок управления БУ-625
1620X640X2230
1210
МТ-4002
со
4*.
1
О
00
8
Тиристорный контактор, регулятор цикла сварки РЦС-502
1260X600X1990
850
МТ-4017 У4
—
8
Тиристорный контактор, блок управления БУ-5
1750x650x2650
1650
МТ-1927
4—6
6
Тиристорный контактор, аппаратура управления РВИ-801
1430X450X1800
730
МТ-2827
5—8
6
Тиристорный контактор, аппаратура управления на логических элементах РВИ-801
>
1720x550x2290
1100
МТ-4218
8
Тиристорный контактор, аппаратура управления РВИ-801
1650X590X1450
1450
259
VII.25. Технические характеристики машин переменного тока для многоэлектродной точечной сварки
Размера свариваемих деталей, мм
Номинальный
хо
О
а* *
н Л о н о
3
и
§
О
Производи*
тельнОсть,
Расход, 1.10“3 м3/с
Марка
толщина
диаметр
сварочный ток, кА
длительный вторичный ток, кА
режим работы ПВ, %
Номинальная i ляемая мощно кВ* А
Рабочий ход, л
Номинальное у сжатия, кН
о
0*1
тыс. соединений в 1 ч
сжатого воздуха
охлаждающей воды
МТМ-69 У4
4+5
3,2
24,5
...
0,24
0,44
0,53
.VITM-74
—
6±8
3,2
3,2
—
500
40
2,5
—
1,8
—
0,42
МТМС-10Х35 У4
—
Поперечных прутков 3—6, продольных 3— 8
8
2,8
12,5
255
50
2
3,3
5,5
0,33
МТМ-67
2+2
10
1,4
—
90
—
3
—
—
—
—
МТМ-09
—
Прутков 3—10
12,5
5,6
20
160
50
5
10
—
4,2
0,22
МТМК-ЗХ 100
—
4+5-12+25
12,5
5,2
20
300
—
12,5
5
—
16,7
0,33
МТМК-ЗХ100-3
—
4+5-12+25
12,5
5,2
20
270
—
12,5
5
—
16,7
0,33
МТМК-ЗХ100-4 У4
—
Поперечных прутков 4—12 продольных 5— 25
12,5
5,6
12,5
270
40
12,5
5
22,2
0,33
АТМС-14Х75' 7-1 У4
Поперечных прутков 3—10, продольных 3— 12
12,5
3,6
8
1500
50
5
7,5
116,7
6,56
АТМ-14Х75-9
Прутков 3—12
12,5
—
8
500
—
5
7,5
—
—
МТМ-11
1,5+1,5
—-
16
20
1840
4,5
22,8
22,2
1,39
Продолжение табл. VII.25
Размера свариваемых деталей, мм
Номинальный
о
4>
о h
S
а> a § о
Производи¬
тельность,
Расход,
1.10“"* м*/с
Марка
толщина
диаметр
сварочный ток, кА
длительный вторичный ток, кА
режим рабо» ты ПВ, %
Номинальная п ляемая мощно< кВ-А
Рабочий ход, n
Номинальное > сжатия, кН
о
*2
е<п
и
тыс. соединений в 1 ч
сжатого воздуха
охлаждающей воды
МТМ-33 У4
Поперечных прутков класса А — 6—8, класса В —3—8; продольных прутков класса А — 6—18, класса В— 3—10
16
5,5
12,5
100
6,3
■
1,8
6,9
0,19
МТМ-29
3+3
—
16
—
8
830
—
—
—
0,03
29,2
0,63
МТМ-32 У
Поперечных прутков 8—14, продольных — 12-32
20
9
20
1000
60
10
6
15
0,56
МТМ-68
3+3,8
—
21,5
—
—
—
—
12,25
—
0,6
—
—
АТМ-2501
—
3+3—12+12
25
—
—
500
—
16
—
0,6
—
—
МТМ-160
Поперечных прутков 3—10, продольных 3—12
30
3,6
475
——
5
—
"
—
МТМ-166
Поперечных прутков 3—6, продольных — 3—8
15
3,2
20
300
—
2
9
—
—
—
МТМ-35
МТМ-207
Прутки класса AI и AIII
6+12—14+40 Поперечных прутков
4—12, продольных —
5—25
VII.26. Назначение и конструктивные особенности многоэлектродных машин переменного тока для точечной сварки
45
14
20
1000
—
1
2,1
—
2
—
5,6
—
300
—
12,5
—
—
—
Марка
Вторичное напряжение, В
Число
ступеней
регулиро¬
вания
Назначение
Число
сварочных
трансфор¬
маторов,
шт.
Габарит, мм
Масса,
кг
МТМ-69 У4
—
4
Сварка верхних рам фонарных панелей; высота швеллера 130 мм
—
2400X1600X2650
3500
МТМ-74
8
Сварка арматурных каркасов шириной до 2400 мм
12
4600X2500X1600
400
МТМС-10X35 У4
2,8—5,6
8
Сварка арматурных каркасов шириной до ‘ 1200 мм. Число продольных прутков до 20. Расстояние между поперечными прутками 100—300, продольными— 100—250 мм
10
2945x2480x1685
3800
МТМ-67
—
—
Приварка пластин к карданному валу
3
1210x368x885
240
МТМ-09
1,7—7,2
8
Сварка арматурных каркасов шириной до 600 мм Число продольных прутков до 4. Число переменных шагов поперечных прутков 6. Расстояние между поперечными прутками 80—300, продольными 100—570 мм
2
3200X282X1700
3085
мтмк-зхюо
2,3—7,2
16
Сварка арматурных каркасов
3
3500X2000X1500
3000
мтмк-зх юо-з
2,3-7,2
16
То же
3
3400X1340X1970
2700
Продолжение табл. VI 1.26
Марка
Вторичное напряжение, В
Число
ступеней
регулиро¬
вания
Назначение
Число
сварочных
трансфор¬
маторов,
шт.
Габарит, мм
Масса,
кг
МТМК-ЗХ100-4 У4
2,3—7,2
16
Сварка арматурных каркасов шириной до 775 мм. Число поперечных прутков 2, продольных до 6. Расстояние между поперечными прутками 80—400, продольными — 75—725 мм
3
3400X1420X2000
2700
АТМ-14Х75Х9
—
—
Сварка арматурных каркасов
12
6250x2460x1820
5700
МТМ-11
3,1—4,5
6
Сварка панельных радиаторов
16
6425X2000X2700
14500
МТМ-33 У4
3,5—5,6
6
Сварка арматурных каркасов шириной 40—400, длиной 1000—1200 мм. Расстояние между поперечными прутками 100—400 мм
1,0
1420X500X1830
МТМ-29
—
3
Сварка деталей биттера
8
2800x1430x1880
2200
МТМ-32 У4
4»1—5,8
4
Сварка арматурных каркасов шириной до 3050 мм. Число продольных прутков до 16; расстояние между поперечными прутками 100—600, между продольными — 200 мм
5
2740x3580x1960
6000
МТМ-68
—
—
Сварка переплетов цеховых фонарей
—
1400 x700x1900
2500
МТМ-35 У 4
4,8—9,7
8
Сварка арматурных каркасов шириной до 1200 мм. Число продольных прутков 8; число переменных шагов поперечных прутков 2; расстояние между поперечными прутками 100— 600, продольными — 100—1100 мм
8
1500x 2300x2350
4600
АТМ-2501
A frif
—
—
Сварка арматурных каркасов
2
4190x1105x3110
6600
АТМ-3201
То же
2
3000x2100x3512
6000
VI 1.27. Технические характеристики подвесных машин переменного тока для точечной сварки
Размеры свариваемых деталей из малоуглеродистой стали, мм
Номинальный
К
СО
S
О)
п-
Ж
Jg
к
X
6
а
Расход,
1 -10—3 м3/с
Марка
диаметр
стержней
толщина листа
Диаметр
стержней
профилей
периодичес¬
кого
сварочный ток, кА
ST
К
§•
Ё
5 х § °
5
О
о со а § -
Номинальная потребл мощность, кВ • А
S
§
CQ
в
2
5
3*
s s
S «
Рабочей ход, мм
о
о
X
§
о
>1
О)
о
X
иО
я * S
Производительность, i соединений в 1 ч
СО
X
1
со
2
охлаждающей
воды
гладкого
S «2
S 2
С* X
? и
О.С
Sg
2 3
и
СО
*
о
КТ-601
3+3—5+5
___
_
7
12,5
25
20
2,5
1,8
___
— ,
МТП-803 У4
8+20
0,8+0,8—2,5+2,5
—
8
2,8
12,5
30
100
20
2,5
1,1
3,9
0,05
МТП-804 У4
—
0,7+0,7—1,3+1,3
8
3,2
—
150
—
—
—
—
—
—
МТП-805 У4
—
0,7+0,7—1,3+1,3
—
8
3,2
—
150
—
—
—
—
—
—
МТП-806 У4
5+5—10+
+10
0,5+0,5—1,5+1,5
—
8
3,6
50
80
204
15
2,5
7,2
8
0,18
МТП-807 У4
5+5-16+
+16
0,5+0,5—1,5+1,5
—
8
8
50
80
105
15
3,2
7,2
18
0,18
К-264 У4
—
1,2+1,2
8
2,2
15
25
—
7
0,58
2,4
—
0,01
КТ-801
8+20
0,5+0,5—3+3
—
8
—
12,5
30
85
20
2,5
10,2
—
0,12
МТПГ-75-6
5+5—16+ + 16
0,5+0,5—1,5+1,5
8
3,6
20
75
50
30
3,2
4,8
3,9
0,17
264
Продолжение табл. VI 1.27
Размеры свариваемых деталей из малоуглеродистой стали, мм
Номинальный
04
СО
5
V
СЕ
а
г
со
*
6
г
Расход,
1 • 10~3 м3/с
Марка
диаметр
Диаметр
стержней
профилей
<
X
X
е
сг
К
а
1-
X ~ Д *
I
«0
а.
X
ая потребл кВ-А
н
(D
§
01
«
3
X
1
о
я
§
о
>1
(U
о
Л
5
S3,
§ со
СО
X
>>
СП
а
s
«а
1
стержней
толщина листа
периодичес¬
кого
?
X
У
О
5§
II
л
2 2 1 з
X
«г
э*
о
СО
Q.
X
Л
«Е
а*
if s S.
2
a
8
2
§
еа
гладкого
Сх.
со
S
s «
S3
с* X
8«
аС
X §
X г*
5 »• 23
о 2
xg
is
С и
со
*
о
X
о
МТПП-75
5+5-16+
+16
0,5+0,5— 1,5+1,5
—
8
3,6
20
75
150
25
3,2
7,2
3,9
0,17
МТП-1201
—*
1+1-1,4+1,4
6+6—8+8
12,5
—
32
170
60
15
40
0,6
0,25
МТП-1202
3+3—5+5
—
12,5
—
20
170
40
38
4
4,8
—
0,24
МТП-1203 У4
—
0,5+0,5—4+4
—
12,5
3,6
20
170
300
75
25
7,8
4,3
0,31
МТП-1205 У4
—
1 -{-1-—“2 9 5——2,5
—
12,5
5,6
—
210
—
—
—
—
—
—
МТП-1206 У4
—
1+1—2,5+2,5
—
12,5
5,6
—•
210
—
—
—
—
—
—
МТПГ-150-2
18+18
0,5+0,5—4+4
—
12,5
5,6
20
75
300
30
6,3
4,8
2,5
0,19
МТП-1601
6+12—14+
+40
—
6+6—10+10
6+6—16+16
16
—
20
220
350
60
8
3,6
2,5
0,31
К-243 В
14+40—18+ +18
—
—
16
4,8
8
110
—
30
7,5
0,06
0,4
0,002
265
VI 1.28. Конструктивные особенности подвесных машин переменного тока для точечной сварки
Марка
Вторичное напряжение, В
Число ступеней регулирования
Аппаратура управления
Тип сварочных клещей
Вид привода сжатия
Габарит, мм
Масса, кр
КТ-601
3—6,4
—
_
—
—
900X 335 X 315
31
МТП-803 У4
2,5—3,5
6
—
—
Пневмати¬
ческий
710X210X260
290
МТП-804 У4
—
6
—
—
950X600X1200
420
МТП-805 У4
—
6
—
—
»
950X650X1200
520
МТП-806 У4
—
8
Тиристорный контактор КТ1, регулятор цикла сварки РЦС-403
КТП-8
»
800x600x1100
270
МТР-807 У4
—
8
То же
КТГ-8-1, КТГ *8-2
Пневмогид-
равлический
800Х650Х1Ю0
310
К-264 У4
со
со
1
со
ci
6
—
Сварочный
пистолет
—
420X292X125
16
КТ-801
2,5—3,5
9
Логические элементы управления
Пневмати¬
ческий
673X720X850
27
266
Продолжение табл. VII.28
Марка
Вторичное напряжение, В
Число ступеней регулирования
Аппаратура управления
Тип сварочных клещей
Вид привода сжатия
Габарит, мм
| Масса, кг
МТПГ-75-6
4,9—19,5
16
Игнитронный контактор КИА-50-6, регулятор времени РВЭ-7-1А-2
КТГ-75-1,
КТГ-75-3,
КТГ-75-5,
КТГ-75-8
Пневмогид-
равлический
1274X600X2050
433
МТПП-75
4,8—19,5
16
Игнитронный контактор КИА-50, регулятор времени РВЭ-7
КТП-1
Пневмати¬
ческий
1300X660X2050
350
МТП-12011
8,6—13,1
•—
Пневмогид-
равлический
875x535x1135
370
МТП-1202
8,1—12,4
6
Игнитронный контактор
875 x 535x1135
370
МТП-1203 У4
8,6—13,1
Тиристорный контактор
КТГ-12-3, КТГ-12-3-2
»
870x532x1132
370
МТП-1205 У4
—
6
То же
—
1050x650x1300
520
МТП-1206 У4
—
6
»
—
_
2050X700X1300
620
МТПГ-150-2
6,9-27,6
16
Игнитронный контактор КИА-50-6, регулятор времени РВЭ-7-1А-2
Пневмогид-
равлический
1300x 990 x 2080
540
МТП-1601
8,6—13,1
6
—
»
875x535x1135
373
К-243 В
3,1—6,3
Игнитронный контактор
Пневмати¬
ческий
895x235x349
90
267
VII.29. Технические характеристики подвесных клещей для точечной сварки
Марка
Номин
сварочный ток, кА
альчый
режим работы ПН, %
Вылет клещей, мм
Рабочий ход, мм
Усилие сжатия, кН
Габарит, мм
Масса,
кг
КТП-1
8
20
150
25
3,2
512x150x316
10,4
КТП-2
8
20
140
25
2,5
365x296x285
9,8
КТГ-1
7
5
270
45
4,5
445x80x210
9,4
КТГ-75-1
8
20
42
25
2,75
443x 390x120
12,5
КТГ-75-2
8
20
125
30
2
460x325x125
12,5
КТГ-75-3
8
20
140
25
2,6
315x212x255
9
КТГ-75-5
8
20
42
25
3,25
472x 275x100
14,5
КТГ-75-8
8
20
41
25
2,5
530X 404X150
12
КТГ-150-2
—
—
300
30
6,3
—
23,5
КТГ-12-3-1
—
—
150
50
6
420x 370x 520
17
КТГ-12-3-2
—
—
300
75
2,5
635 x 350x 307
21
КТГ-8-1
11
—
205
—
2,5
510x 350x 302
16
КТГ-8-2
11
—
104
—
2,5
560x 380x 235
15
КТГ-8-3
11
—
39
—
3,2
560x 380x235
15
КТГ-8-4
11
37
3,2
640x 380x265
16
VI1.19. Машина MTP-1501 для точечной сварки
/ — корпус; 2 — трансформатор; 3 —кронштейн; 4 — нижний рычаг; 5 —редуктор; 6 — пневматический привод; 7 — пневмораспределитель; 8 — маслораспределитель; 9 — задняя стенка; W — автоматический выключатель; // — переключатель ступеней; 12 —• тиристорный контактор; 13 — фильтр
ную цепь подается кратковременный импульс тока большой мощности. В некоторых машинах разряд производится непосредственно через сварочную цепь.
Машины с выпрямленным током на стороне низкого напряжения относятся к машинам постоянного тока для точечной сварки (табл. VII.32, VIJ.33).
268
269
VI 1.30. Технические характеристики конденсаторных машин для точечной сварки
Толщина свариваемых деталей, мм
Номинальный
К
03
S
о
к
«5
*
Расход, Ы0~3 м*/о
Марка
малоугле¬
родистая.
сталь
легированная
сталь
алюминий
сварочный ток, к А
длительный вторич* ный ток, кА
режим работы ПВ, %
Номинальная потребл мощность, кВ*А
Максимальный вылет машины, мм
Рабочий ход, мм
Номинальное усилиг с тия, кН
Производительность, ч соединений в 1 ч
сжатого воздуха
охлаждающей воды
МТК-5-3
—
—
0,15+0,15— —0,5+0,5
3,2
—
—
5
—
70
4
1,2
1,9
0,03
МТК-1201
—
0,5+0,5
—
12,5
—
—
2
150
6
0,63
7,2
—
—
МТК-1601
0,05+0,05— -0,8+0,8
—
—
16
1,12
—
2
200
5
0,63
3,6
0,27
0,1
МТК-4001
—
—
—
40
—
—
12
350
120
4
1.8
—
—
МТК-5001 У4
—
0,3+0,3— ~1,2+1,2
1,5+1,5
50
8
80
20
600
125
1,6
1,8
7,5
0,22
ПРК-4001 УХЛ4
—
—
—
40
—
—
—
—
85
10
1,8
—
—
МТК-6301
—
0,3+0,3— -1,5+1,5
0,5+0,5— 2+2
63
11,2
80
40
1200
220
2
1,8
20
0,25
МТПГ-4001
0,8+0,8— -2,5+2,5
"
70
40
30
14
3,6
VI 1.31. Назначение и конструктивные особенности конденсаторных машин для точечной сварки
Марка
Напряжение конденсаторов, В
Емкость конденсаторов, мкФ
Назначение
Габарит» мм
Масса, кг
МТК-5-3
400
34 300
Сварка корпусов приборов в защитной контролируемой
1260X1030X1760
750
МТК-1201
500
1920
среде
Точечная и рельефная сварка деталей из черных и цветных металлов
1000X730X1300
200
МТК-1601
500
3200
То же
1000X9000X1350
400
МТК-4001
380
52 500
Сварка деталей из коррозионно-стойкой стали и легких сплавов
470x1730x21400
1160
МТК-5001У4
383
105 000
Сварка деталей из коррозионно-стойкой стали, жаростойкой стали, титана и легких сплавов
246X2400X1000
2700
ПРК-
-4001УХЛ4
—
56 000
Полуавтоматическая сварка корпусов полупроводниковых приборов периметром 50—100 мм
2655x2165x1870
3000
МТК-6301
400
166000
Сварка деталей из коррозионно-стойкой стали, титана и легких сплавов
2370X910X2550
4500
МТК-8001
380
300000
Сварка крупногабаритных конструкций из коррозионностойкой стали, титана и легких сплавов
3200x1100x2500
5600
МТК-75
500
274 000
Сварка деталей из коррозионно-стойкой стали, титана и легких сплавов
319X1260X3820
970
МТК-8804У4
380
300 000
Сварка крупногабаритных конструкций из коррозионностойкой стали, титана и легких сплавов
3500X1200X2700
5700
МТК-2М
400
166 000
Сварка деталей из малоуглеродистой стали
4990X1650X2570
16 720
МТК-5502
—
19 600
1 Сварка изделий из алюминиевых, титановых сплавов и
2140X724X2490
2700
МТК-8501
~
39200
j коррозионно-стойких сталей
3700x1170x2850
6900
VII.32. Технические характеристики машин постоянного тока для точечной сварки
Толщина свариваемых деталей, мн
Номинальный
Марка
малоуглеродистая листовая сталь
легированная сталь и титан
легкие сплавы
сварочный ток, кА
длительный вторичный ток, кА
режим работы ПВ, %
МТПВ-808 У4
0,5+0,5-1,5+1,5
0,3+0,3—0,5+0,5 (титан по 0,8 мм)
—
8
3,6
—
МТПВ-1207 У4
0,5+0,5—1,5+1,5
0,3+0,3—0,5+0,5 (титан по 0,8 мм)
—
12,5
5,6
—
МТВ-1601
—
—
16
50
МТВ-2001 У4
0,4+0,4—4+4
0,3+0,3—1,2+1,2
20
9
—
МТВ-3201
4+4
—
—
32
—
—
МТМВ-67201
4+4
—
—
32
—
—
МТВР-4001 У4
0,3+0 *3-3+3
0,3+0,3—2,5+2,5
0,3+0,3—2,5+2,5
40
40
12,5
МТВ-5001 У4
4+10+4
—
50
—
—
МТВ-5002
4+4—12+12
3+3—8+8
—
50
22,5
—
МТВ-6306
—
—
—
63
—
—
МТВ-6302
4+4—12+12
з+з—8+8
—
63
—
—
МТВ-6303
4+4—12+12
—
—
63
—
32
МТВ-6304
—
0,5+0,5—5+5
0,5+0,5—3+3
63
28
32
МТВ-8001
—
0,8+0,8—5+5
1+1-4,5+4,5
80
—
20
МТВ-80
—
0,8+0,8— 5+5
1+1—4,5+4,5
80
—
20
МТВ-8002 У4
4—12
0,8+0,8—5+5
1+1-4,5+4,5
80
36
—
МТВ-160
—
3+3—8+8
3+3—8+8
160
—
12,5
МТВ-16001
3+3-10+10
—
160
—
12,5
МТВ-16002
—
0,3+0,3—10+10
3+3—8+8
160
56
12,5
МТВ-4801
5+5
4+4
1,5+1,5
48
14
—
МТВР-4801
0,3+0,3—3+3
0,3+0,3—2,5+2,5
0,3+0,3-1,5+1,5
48
14
—
270
Продолжение табл. VII.30
Толщина свариваемых деталей, им
Номинальный
к
со
S
0>
к
CS
S
*
о
3
Расход, Ы0—3 м*/с
Марка
малоуглеродистая сталь
легированная
сталь
алюминий
S
£
8
3
ас
гг
о
CU
0)
о
длительный вторичный ток, кА
1 режим работы ПВ, %
Номинальная потребл; мощность, кВ*А
Максимальный вылет шины, мм
Рабочий ход, мм
Номинальное усилие с тля, кН
Производительность, т соединений в 1 ч
сжатого воздуха
охлаждающей воды
МТК-8001
0,8+0,8— -2,5+2,5
—
—
80
—
80
90
1500
170
1,8
1,8
—
—
МТК-75
0,3+0,3— —2+2
2+2
80
—
80
75
1500
30
4
2,4
—
—
МТК-8804 У4 МТК-15001
0,3+0,3— —2+2
0,5+0,5— —2,5+2,5
80
160
14
70
1500
20
40
30
1,8
0,72
35
0,83
МТК-2М
0,5+0,5— —2+2
—
—
—
— •
1500
15
7 5
1,8
—
—
МТК-2М
0,5+0,5—2+2
—
—
—
40
1700
—
8,5
2,4
—
—
К-461
—
0,11+0,11
—
—
—
2
—
70
0,25
8,1
К-526
0,02+0,3— —1+4
—
—
—
—
0,6
—
—
0,07
—
—
МТК-5502
0,3+0,3— -1,2+1,2
0,3+0,3— -1,5+1,5
55
12,5
—
40
600
—
16
3,6
—
0,8
МТК-8501
0,3+0,3— —2+2
0,5+0,5—2,5+2.5
85
16
—-
70
1500
—
50
4
—
2
18—194
Продолжение табл. VII.32
Марка
Номинальная потребляем мая мощность» кВ* А
Вылет
машины
мм
Раствор
машины,
мм
Рабочий ход, мм
Номинальное усилие сжатия, кН
Производительность, тыс. соединений в 1 ч
Расход, 1
сжатого
воздуха
•1(Г“3 мз/с
охлаждающей
воды
МТПВ-808 У4
110
205
_
12
2,5
9
22,5
0,69
МТПВ-1207 У4
250
300
—
14
2,5
9
30
0,69
МТВ-1601
100
—
—
—
50
0,0012
—
МТВ-2001 У4
165
1200
350
20
100
7,2
24
0,69
МТВ-3201
210
900
700
—
58
0,24
—
МТМВ-67201
—
172
280
220
10
0,3
—
—
МТВР-4001 У4
330
1200
390
12
3,6
50
0,83
МТВ-5001 У4
350
900
700
110
60
0,6
7,5
1
МТВ-5002
300
900
700
150
60
0,24
3
1
МТВ-6306
—
2300
—
270
40
2,4
—
—
МТВ-6302
550
1200
600
50
100
0,72
—
МТВ-6303
600
1200
—
—
125
0,2
—
1,33
МТВ-6304
500
1500
500
20
40
3,6
7
0,89
МТВ-8001
600
1500
—
—
63
1,2
—
МТВ-80
600
1500
600
—
72
1,2
—
МТВ-8002 У4
600
1500
600
215
63
1,2
26,7
1,33
МТВ-160
—
1500
650
—
160
0,6
—
МТВ-16001
—
1500
650
30
250
0,6
—
МТВ-16002
1200
1720
650
15
200
0,6
2
МТВ-4801
350
500
—
60
16
8,1
1,15
2
МТВР-4801
350
1200
—
—
12,5
6
3
VJI.20. Конденсаторная точечная машина МТК-6301
1—3 — шкафы аппаратный, управления и конденсаторный; 4—«привод давления; 5 — верхняя консоль; 6, 7 — верхний и нижний электрододержатели; 5 —
нижняя консоль
VI 1.33. Назначение и конструктивные особенности машин постоянного тока для точечной сварки
Марка
Назначение
Габарит, мм
Масса,.
кг
МТПВ-808 У4
Сварка деталей из малоуглеродистой стали, легированной стали и титана с помощью сварочных клещей
1550Х1300Х
Х600
950
МТПВ-1207 У4
То же
1550Х1300Х
Х600
1050
МТВ-1601
Сварка гибких лент и демп¬
1330х1200х
890
МТВ-2001 У4
феров из меди в вакууме
Х1960
2600
Сварка крупногабаритных конструкций из коррозионно-стойкой стали, жаростойкой стали, титана и легких сплавов
3000ХЮ00Х
Х2400
МТВ-3201
Сварка бортовых балок из холодногнутой малоуглеро¬
3660X1150Х Х3645
6500
дистой стали
6000
МТМВ-7201
То же
3250X1150Х хззоо
274
VII.33
Масса,
кг
2600
6000
6500
7200
8000
4200
8000
7000
13 100
13100
15 000
1550
2500
275
Продолжение табл.
Назначение
Сварка деталей из коррозионно-стойкой, низколегированной стали, титана и легких сплавов
Сварка ферм цеховых фона рей из малоуглеродистой
стали
Сварка решетчатых прогонов из малоуглеродистой
стали
Сварка деталей из малоуглеродистой стали, коррозионно-стойкой стали
Сварка упоров крышек люков из малоуглеродистой
стали
Сварка крупногабаритных конструкций ответственного назначения из коррозионностойкой стали, титана и высокопрочных легких сплавов
Сварка деталей из коррозионно-стойкой и легированной стали, титана и легких сплавов
Сварка крупногабаритных конструкций из коррозионно-стойкой стали, жаростойкой стали, титана и легких сплавов
Сварка деталей из малоуглеродистой стали
Сварка деталей из нержавеющих, жаропрочных сталей, титана и алюминиевых сплавов
Сварка изделий из легких сплавов, нержавеющих, низколегированных и малоуглеродистых сталей и титана
1640X3040X Х900
3100Х1200Х
Х3400
3610Х1250Х
Х3525
3070 XI370 X Х3525
3430ХЮ80Х
Х3300
3660X950X Х2550
3750x1150Х Х3455
3640x1150Х Х3455 3750X1160Х Х3455 5980X1160Х Х3625
3985x1160Х Х3635
1825Х750Х
Х2560
3020X935X X1641
VII.5.3. Машины для рельефной сварки
Машины для рельефной сварки (табл. VII.34, VII.35, рис. VII.21) отличаются от машин для точечной сварки конструкцией электрода. Сварка на них производится с помощью контактных плит, на которые помещают свариваемые заготовки.
Отличаются машины для рельефной сварки от машин для точечной сварки меньшим вылетом, повышенной жесткостью, лучшими динамическими характеристиками.
VII.21. Машина МРК-10001 для рельефной конденсаторной сварки / — привод давления; 2 —камера; 3 —шкаф управления; 4 — окна; 5 —педаль управления; 6 — корпус
276
VII.34. Технические характеристики машин переменного тока для рельефной сварки
Марка
Толщина свариваемой малоуглеродистой стали, мм
Номинальный
Номинальная потребляемая мощность, кВ-А
Вылет машины, мм
Раствор машины, мм
Рабочий ход, мм
Номинальное усилие сжатия, кН
Производительность, тыс. соединений в 1 ч
Расход, 1
. ю—3 м3/с
сварочный ток* к А
длительный вторичный ток, к А
режим работы ПВ, %
сжатого воздуха
охлаждающей ьоды
МР-1607
0 9 8—|—0,8—2,5+2,5
16
_
12,5
70
300
220
80
8
9,8
_
МР-1617
0,5+0,5—2+2
16
—
20
70
300
330
80
8
9,6
1,6
0,19
МРП-150
20
—
20
130
550
225
100
14
3,9
—
МР-2507
0,4+0,4—5+5
25
11,2
20
131
300
120
100
16
9
—
—
МР-2517 У4
0,5+0,5—4+4
25
11,2
20
160
300
330
100
16
2,1
4,1
0,22
МРП-200
—
25
—
20
170
550
225
100
14
3,9
—
МРП-300
32
20
260
550
250
120
33
2,4
МР-3201 У4
6+6
32
—
—
1000
—
—
—
32
0,18
—
МР-4002
4+4
40
—
20
310
200
220
120
32
2,4
—
МР-4017 У4
0,5+0,5 4+4
40
18
20
350
300
230
120
32
4,2
4,1
0,33
МРП-400
—
40
—
20
360
550
250
120
33
2,4
МРП-600
—
44
—
20
350
—
450
150
55
1,8
—
—
МР-6303 У4
0,8+0,8—3+3
63
28
20
600
300
450
200
30
3,6
1,4
0,69
МР-8001
1+1 4+4
80
36
20
800
300
450
200
32
3,6
3,5
0,69
МР-10001
—
100
—
20
1200
300
450
200
32
3,6
—
МР-10002
—
100
45
20
1300
300
450
200
78
3,6
МР-10003
—
100
—
20
1200
300
450
200
80
3,6
10
1,И
МР-3818
0,5+0,5 4+4
38
И
20
160
—
—
—
16
6,6
2,3
0,8
МР-6918
0,5+0,5—4+4
68
18
20
400
300
—
—
25
10,8
3,5
1,2
278
VIJ.35, Конструктивные особенности машин переменного тока для рельефной сварки
Марка
Вторичное
напряжение,
В
Число ступеней регулирования
Аппаратура управления
Габарит, ми
Масса • кг
МР-1607
2,3-4,6
8
Игнитронный контактор КИА-50-13, регулятор цикла сварки РЦ-4-1
1365X450X2000
430
МР-1617
2,2-4,5
4
—
1500x560x2100
450
МР-2507
2,6-5,2
16
Игнитронный контактор
1470X530X2200
615
МР-2517 У4
3,6—5,3
4
Тиристорный контактор, блок управления на логических элементах
1470X531X2200
615
МРП-150
3,1-6,2
16
—
1435x785x2225
980
МРП-200
3,5-7,1
16
—
1435x785 x 2225
1025
МРП-300
4-8
16
—
1610 X 840X 2550
1350
МР-4002
3,5-6,9
16
—
2545 X 640X1695
1200
МР-4017 У4
5-9,8
8
—
1250x 590 x2370
1430
МРП-400
4,5-7
16
—
1610X 840 X 2550
1360
МРП-600
6,3-12,8
16
—
1650X790X2890
2500
МР-6303 У4
2,3-9,1
8
Игнитронный контактор, блок управления на логических элементах
1550x1030 x 3330
3150
МР-8001
2,5-10
16
Игнитронный контактор
1550X1030 X3100
3000
МР-10001
3,2-13
16
—
1600X1030 X3300
3000
МР-10002
3,2-13
16
—
1550x1030 x 3650
3650
МР-10003
3,2-13
16
—
1550x1030x3300
4500
VI 1.5.4. Машины для шовной сварки
Технические характеристики и конструктивные особенности машин переменного и постоянного тока для шовной сварки приведены в табл. VII.36, VII.37. На рис. VII.22 представлен общий вид машины МШ-2201 для шовной сварки.
VII.22. Машина МШ-2201 для шовной сварки / — корпус; 2 — вставка для продолыюй сварки; 3, 4 — роликовые головки; 5 — привод усилия; 6 — карданный вал; 7 — редуктор; 8 — электродвигатель; 9 — пиевмораспределитель; 10 — регулятор скорости вращения роликов; 11 — выключатель; 12 трансформатор; 13 — переключатель ступеней; 14 — тири* сториый контактор
279
VI 1.5.5. Машины для стыковой сварки
Технические характеристики и конструктивные особенности машин для стыковой сварки приведены в табл. VII.38, VII.39. Общий вид машины МС-1604 для стыковой сварки представлен на рис. VII.23.
VI 1.23. Машина МС-1604 для стыковой сварки 1 — регулятор; 2—привод; 3 — механизм зажатия; 4 — пульт управления;
5 — шкаф управления
VI 1.36. Технические характеристики машин
Марка
Толщина свариваемого металла, мм
сварочный ток, к А
X
длительный § вторичный £> ток, кА *
X
Е
режим работы ПВ, %
МШ-1001 У4
0,5+0,5— 1,2+1,2
10
7
50
МШПС-75
0,2+0,2—0,4+0,4
12,5
5,56
20
МШПС-75-1
0,2+0,2 4+4
12,5
—
20
МШПБ-150-13
2+2
15
18
50
МШ-1601 У4
0,5+0,5—1,5+1,5
16
11,25
50
МШП-100
0,5+0,5—1,5+1,5
16
—
50
МШ-2001 У4
0,5+0,5—1,8+1,8
20
14
50
МШ-2001-1 У4
0,5+0,5—1,8+1,8
20
14,5
50
МШ-2002
0,5+0,5—1,8+1,8
20
—
50
МШП-150
2+2
20
50
МШП-150-13(14)
2+2
20
20
МШЛ-150 У4
0,1+0,1—1+1
20
7,1
12,5
МШПБ-150
2+2
20
14,2
50
МШПБ-150-14
2+2
20
14
20
МШПР-300/1200-3
2+2—3+3
25
—
50
МШП-200
2,5+2,5
25
50
МШП-200-5(6)
2,5+2,5
25
20
МШ-32
2,5+2,5
32
—
МШ-3201 У4
0,8+0,8—3+3
32
22,6
50~
МШ-3204-1 У4
0,8+0,8—3+3
32
32
50
МШ-3201
0,8+0,8—3+3
32
МШ-12001
1,5+1,5—5+5
120
56
МШ-3207, МШ-3208
015+0,5—3+3
32
22
50
280
переменного тока для шовной сварки
Номинальная потребляемая мощность, кВ • А
Вылет машины, мм
Рабочий ход, мм
Номинальное усилие сжатия, кН
Производительность, 1 • 10~? м/с
Расход, 1
сжатого
воздуха
• 10—3 м3/с
охлаждающей
воды
31
400
30
2,5
со
00
1
0,2
0,08
/о
86
1,2
0,01—0,09
0,8
0,19
200
600
130
8
1,1—7,7
0,7
0,28
75
400
50
5
1,3-7,5
0,3
0,14
100
800
115
14
0,8—3,2
0,7
0,28
130
800
70
8
0,7—7,5
0,4
0,31
130
800
70
8
0,7—7,5
0,4
0,31
130
800
70
8
0,7—7,5
0,08
0,69
150
800
115
8
0,8—3,2
0,7
0,28
150
800
0,8—3,2
—
—
150
—
4,5
6,7—16,7
0,8
0,17
150
600
130
8
1,1—7,7
0,7
0,28
150
800
130
'8
0,8—3,2
0,7
0,21
300
1200
130
8
1,1—3,3
5,6
0,28
200
800
115
8
0,8—3,2
0,7
0,28
200
800
115
8
0,8—3,2
0,7
0,28
310
800
—
12
0,6—7,5
—
—
310
800
215
12
0,3—13,3
0,08
0,69
250
400
70
12,5
1,3—10
0,6
0,69
346
—
—
14,7
2,2—6,7
—
—
1100
300
290
50
—
—
—
270
800
—
12,5
0,4—6
281
VI 1.37. Технические характеристики машин постоянного тока для шовной сварки
Марка
Толщина свариваемого металла
, мм
Номинальный
малоуглеродистая
сталь
коррозионно-стойкая и легированная сталь, титан
легкие сплавы
сварочный ток, кА
длительный вторичный ток, к А
МШВ-1601 У 4
0,3+0,3-3+3
•-
16
11,2
МШВ-4002 У4
0,8+0,8—3+3
—
—
40
22
МШВ-6301
—
0,3+0,3—2,5+2,5
0,5+0,5—2,5+2,5
63
35,6
МШВ-6301-2 У4
0,5+0,5—3+3
0,5+0,5—3+3
0,5+0,5—3+3
63
36
МШМ-1
0,8+0,8—2,5+2,5
■—
—
63
28
МШВ-10001
—
1,5+1,5—5+5
1,5+1,5—4,5+4,5
100
—
МШВ-12001
—
—
1,5+1,5—5+5
120
56
МШВ-7501
0,5+0,5—3+3
—*
—
75
36
Продолжение табл. VI 1.37
Марка
Номинальная потребляемая мощность, кВ-А
Вылет
машины,
мм
Раствор
машины,
мм
Номинальное усилие сжатия, кН
Производительность, Ы0“2 м/с
Рабочий ход, мм
Расход* 1 •
10~3 м3/с
сжатого
воздуха
охлаждающей
воды
МШВ-1601 У4
133
1500
500
20
0,3—13,3
170
0,6
0,7
МШВ-4002 У4
315
800
—
16
—
50
0,7
1
МШВ-6301
130
1200
300
20
0,3—13,3
215
0,14
М
МШВ-6301-2 У4
630
1200
150
25
0,3—13,3
—
0,14
1,4
МШМ-1
500
1200
—
20
0,3—13,3
80
—
—
МШВ-10001
—
1300
—
40
—
—
—
—
МШВ-12001
—
1300
300
50
—
290
—
—
МШВ-7501
520
1200
—
25
о
т
ОО
—
0,5
0,5
VI1.88. Технические характеристики машин для стыковой сварки
Номинальный
<
s
s
Усилие» кН
38°*
ёЛ
«
£ „
- «со
5 л в *
9
Марка
Размеры свариваемого металла
х 3 Лх<
о.\
£П
Л w А
|1У
£ 0) я
X
«а
S
к
Я
н
§
* 5
со * 22
S л а>
£ сх -
seg
et 03 £
£g§
>8
а
си
03
со
3
о
о
о 5
О К
МС-3
Сечение стали до 9 мм2
1,6
20
3,3
10
0,75
0,18
300
МС-301 У4
Сечение малоуглеродистой стали 50,
3,2
1.1
12,5
5
18
5
1,2
200
меди 20 мм2
12,5
8,5
60
0,8
МС-401
Сечение стали 12—60 мм2
4
1.41
2
—
МС-403
Сечение стали 28 мм2; диаметр заготовок: из стали — 0,5—6, меди—0,4—
4
0,44
7,2
0,63
0,16
240
4,5, алюминия — 0,5—4,5 мм
25
500
500
300
МСО-500
Сечение малоуглеродистой стали
4
28,3
50
500
2000 мм2
18
200
МС-501
То же, 8—78 мм2
5
—
12,5
5
5
2
МС-502
Сечение малоуглеродистой стали 70, меди 50 мм2; диаметр стали 3—100,
5
1,4
8
12,2
18
5
0,7
20
меди 4—10, алюминия 4—12 мм
50
24
16
8
240
МСО-801 У4
Сечение малоуглеродистой стали 160, легированной стали 100 и цветных
6,3
5
*
металлов 50 мм2
24,5
20
25
20
150
МС-802
Сечение малоуглеродистой стали при сварке сопротивлением 120, при свар¬
8
2.8
12,5
ке оплавлением 300 мм2
100
30
125
260
АСГЦ-150-3 У4
Сечение конструкционной и низколегированной стали 380 мм2
11,3
11.2
50
Продолжение табл. VI1.38
Номинальный
s
Усилие, кН
Производительность, тыс. соединений в 1 ч
Марка
Размеры свариваемого металла
сварочный ток, кА
длительный вторичный ток, кА
режим работы ПВ, %
Номинальная
потребляемая
МОЩНОСТЬ, кВ*,
Рабочий ход, ]
зажатия
осадки
МС-1202
Сечение перлитной стали .1500, аустенитной стали 1000 мм2; диаметр заготовок 25—83 мм
12,5
5,6
20
55
40
50
32
100
МСО-1202 У4
Сечение труб из перлитной стали 1500, из аустенитной стали 1000 мм2
14
20
317
60
300
125
40
К-190П УХЛ4
Рельсы Р18—Р75, уголок № 14—22, швеллер № 18—33
16
16
50
170
65
980
490
15
К-190ПА
Сечение стального проката до 18000 мм2
16
16
50
155
85
1800
800
12
МС-1601
Толщина ленты из малоуглеродистой, углеродистой и низкоуглеродистой стали 1—4 мм
16
16,6
12,5
32
125
60
МС-1602
Сечение малоуглеродистой стали при сварке непрерывным оплавлением 1000, с предварительным подогревом 1400 мм2
16
7,15
20
96
40
75
50
60
МС-1604
Сечение углеродистой и легированной стали 1500 мм2
16
20
100
70
100
50
100
МСО-301
Сечение малоуглеродистой стали 100—800, легированной стали 300, цветных металлов 150 мм2
18
12,5
100
50
25
350
285
МС-2002
Сечение аустенитной стали 600, перлитной стали 1000 мм2
20
9
20
150
19
100
63
МС-2008 У4
Сечение малоуглеродистой стали при автоматической сварке с предварительным подогревом 2000, с непрерывным оплавлением 1000 мм2
20
9
20
150
20
100
63
К-617 У4
Сечение малоуглеродистой стали до 4000 мм2
20
9
50
350
100
1600
630
КСО-3201 У4
Сечение углеродистой стали (1—6)Х X (50—500) мм2, легированной и коррозионно-стойкой стали (1—4) X (50— 500) мм2
21
480
800
320
МСО-602 У4
Сечение малоуглеродистой стали 160—2000, легированной стали 200— 800 и цветных металлов 100—400 мм2
25
12,5
250
125
63
К-607 У4
Сечение малоуглеродистой стали 15000, аустенитной стали 8000, титана 6000, алюминия 5000 мм2
25
—
50
350
100
1600
630
МСГУ-500
Сечение стального проката до 8000 мм2
32
—
20
500
140
400
250
МС-3201
Сечение малоуглеродистой стали 6000 мм2
32
14,3
12,5
—
—
350
250
КСО-17001 У4
Сечение легированной стали 9300 мм2
33X2
—
12,5
4000
—
4500
1700
МСЛ-300-2
Сечение малоуглеродистой и легированной стали 3000 мм2
40
—
30
300
—
500
220
МСО-400
Сечение малоуглеродистой стали 4000 мм2
50
50
1000
9
900
400
VI 1.39. Технические характеристики специализированных машин для стыковой сварки
Номинальный
о и* с В
3
3
Усилие кН
О
Расход,
1. КГ-3 м»/с
Марка
Размеры свариваемого материала
сварочный ток, к А
длительный
вторичный,
кА
режим работы ПВ, %
Номинальная требляемая мо ность, кВ*А
Рабочий ход,
зажатия
осадки
Производитель тыс. соединен и в час
сжатого воздуха
охлаждающей БОДЫ
УССК-2Х750
Сечение стали 2000— 4500 мм2
50x2
50x2
80
1400
100
200
400
40
77,8
0,7
МСО-1201 У4
Сечение перлитной стали 1500, аустенитной стали 1000 мм2
50
20
317
10
200
125
40
——
МСО-2501 У4
Сечение малоуглеродистой стали до 2500 мм2
50
—
50
1000
35
500
250
—
—
—
МСО-1203 У4
То же, до 1000 мм2
50
—
—
500
350
250
125
50
—
КСО-8001 У4
Стальные полосы сечением до 9300 мм2, толщиной 1— 6 мм
80
20
1600
1600
800
50
МСО-501
Сечение перлитной стали до 700 мм2, диаметр 25— 45 мм; сечение аустенитной стали до 500 мм2
20
160
125
50
110
МСО-ЮОО
Сечение малоуглеродистой стали 2500 мм2
63
50
50
900
25
200
200
300
22*2
0,4
МСЛ-500-4-1
Сечение малоуглеродистой стали до 4000 мм2
20
500
20
500
220
80
4,4
0.4
VII.5.6. Трансформаторы
Трансформаторы (табл. VII.40), применяемые в машинах для контактной сварки, работают в повторно-кратковременном режиме при токах во вторичной обмотке до 100 кА.
VI 1.40. Технические характеристики сварочных трансформаторов для контактных машин
Марка
Ток ВО ЗТОрИЧНОЙ
обмотке, к А
Напряжение холостого хода, В
Номинальная мощность, кВ-А
Номинальный режим работы ПВ, %
Число ступеней регулирования
Габарит, мм
См
£
СО
Ч
£
ТК-301
5,6
3—5
40
50
4
470X235X184
80
ТК-302
6,4
5—7
63
50
4
560 x 235x184
100
ТК-401
7,1
7—10
100
50
4
695 x 235x184
135
ТК-3208-2эп
32
—
—
—
6
680 x 395 x 528
520
ТКА-16.05-2
16
—
—
20
• 8
476X260X448
117
ОВСК-25/75
25
6,3
75
50
8
436x168x595
110
ТПС-2000
0,25
1
0,8—
7,8
—
40
1 8
240X182 X 335
42
VII.6. ОБОРУДОВАНИЕ ДЛЯ УПРАВЛЕНИЯ КОНТАКТНЫМИ МАШИНАМИ
VI 1.6.1. Аппаратура управления
Для управления сварочным режимом в машинах для контактной сварки применяют регуляторы (табл. VII.41, VII.42) времени, которые по программе задают последовательность, длительность отдель* ных стадий технологического процесса сварки.
287
VII.41. Технические характеристики регуляторов цикла сварки типа РКС
Марка
Пределы регулирования цикла сварки, периоды Сети (0,02 с)
Габарит, мм
Масса, кг
предварительное
сжатие
сжатие
сварка
проковка
пауза
РКС-501
1—99 4—396
1—99
4—396
1—99
4—396
1-99
4—396
1—99
4—396
j 300X200X155
9
РКС-601
РКС-901
1—99
1—30
1—99
1—99
2—198
1—99
1—99
2—198
1—99
1—99
2—198
1—99
1—99
2—198
| 300X200X155 400X300X155
10
И
VI 1.42. Технические характеристики аппаратов для управления циклом сварки контактных машин
Марка
Число отрабатываемых интервалов
Пределы регулирования цикла сварки, с
Глубипа регулирования, %
Габарит, мм
Масса, кг
сварка
прочие цикл»
БУ-5ИПС
6
0,02—2
0,02—2
40—100
490X415X159
25
БУС
7
0,02—2
0,02—2
40—100
345 x 490 x 200
21
РВЭ-7-1А
4
0,03—6,75
0,03—1,05
—
150X325X395
15
РВД-200
5
0,04—6
0,04—1,2
30-100
275x180x340
12
VI 1.6.2. Контакторы и прерыватели
В машинах для контактной сварки для включения и выключения тока в первичной обмотке служат контакторы и прерыватели. Применяются тиристоры (табл. VII.43), игнитронные, электромагнитные и тиратронные контакторы.
VI 1.43. Технические характеристики тиристорных контакторов
Марка
Напряжение питающей сети, В
Эффективный ток А при длительности импульса, с
Максимальный ток А при длительности импульса, с
Ток импульса управления А
Длительность импульса, с
0,5
2
0,5
‘2
КТ-1
220
250
280
2
Св. 0,1
КТ-02
220
850
750
1100
900
0,4
100
КТ-03
380
850
750
1100
900
0,4
20
КТ-04
380
1400
1300
1800
1600
0,4
20
Продолжение табл. VU.43
Марка
Габарит, мм, для типа
Масса, кг,
для типа
открытого
| закрытого
открытого
закрытого
КТ-1
320x300x260
7
КТ-02
430X325X260
650 X 420 X 340
17
20
КТ-03
470x375x265
650x420x340
8
30
КТ-04
470 X 375 X 260
650 X 420 X 340
8
30
VII.7. ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
VI 1.7.1. Оборудование для хранения и транспортирования газов
Баллоны и бачки для газов. Для хранения и транспортирования Сжатых, сжиженных и растворенных газов под давлением при температуре от —50 до +60 °С применяют стальные баллоны (табл< У11.44). Условия хранения баллонов должны соответствовать требованиям ГОСТ 15150—69*.
В зависимости от заполняемого газа баллоны окрашивают в соответствующие цвета по ГОСТ 949—73 (табл. VII.45).
Баллоны для ацетилена изготовляют по ГОСТ 949—73. Давлеjrae газа в баллоне должно быть не более 1900 кПа при температуре 0°С. Места клеймления на баллонах обводят красной краской.
19-194
289
VI 1.44. Основные размеры стальных газовых баллонов по ГОСТ 949—73
Толщина стенки баллона, мм
Длина корпуса баллона,
мм
Д со
§- со
се
S
«
11
из углеродистой стали
из легированной стали
из углеродистой стали
из легированной стали
Н о о У g §
*
О* Н
Давление, МПа
В.
CQ\o
я V X S
10
15
20
15
20
10
15
| 20
1 15
20
5
8
10
12
140
3,1
4,4
5,7
3,1
3,9
460
680
830
975
475
710
865
1020
495
740
900
1060
460
680
830
975
470
700
850
1005
20
25
32
40
50
219
5,2
6,8
8,9
5,2
6
730
890
1105
1350
1660
740
900
1120
1370
1685
770
935
1165
1430
1755
730
890
1105
1350
1660
730
890
1105
1350
1660
VI 1.45. Окраска газовых баллонов
Газ
Цвет
Резьба
баллона
надписи
полосы
Азот
Черный
Желтый
Коричневый
Правая
Аргон технический
»
Синий
Синий
»
То же, чистый
Серый
Зеленый
Зеленый
»
Ацетилен •
Белый
Красный
—
Левая
Бутан
Красный
Белый
—
»
Водород
Зеленый
Красный
—
»
Воздух
Черный
Белый
—
Правая
Гелий
Коричневый
Белый
—
Кислород
Голубой
Черный
—
»
Углекислый
Черный
Желтый
“
»
Баллоны для пропан-бутана выпускают по ГОСТ 15860—84 сварными из спокойной или полуспокойной стали. Вместимость баллонов от 2,5 до 80 л.
Маркировка баллонов содержит: товарный знак изготовителя, номер баллонов, дату изготовления, дату следующего испытания, вид термообработки, давление: Р — рабочее, П — пробное, вместимость в литрах, массу баллона, клеймо ОТК, индексы климатического исполнения.
Бачки для жидкого горючего предназначены для подачи горюче* го под давлением в аппаратуру. Полезная вместимость бачка для
290
VI 1.24. Газовый редуктор ДПП-1-65
1, 2 — манометры высокого и низкого давления; 3—выпускной штуцер; 4 — предохранительный клапан; 5 —корпус; 5 —регулятор; 7 — впускной штуцер
керосина БГ-63 и БГ-68 соответственно 0,0065 и 0,0075 м8, рабочее давление 30 кПа.
Газовые редукторы. Для понижения давления газа, отбираемого из баллона или питающей системы, и автоматического поддержания рабочего давления постоянным, предназначены газовые редукторы (табл. VII.46, рис. VII.24).
Редукторы классифицируются по принципу действия на прямого и обратного действия; по числу камер редуцирования на одно- и двухкамерные; по роду редуцируемого газа на кислородные, ацетиленовые, водородные, для сжатого воздуха, пропан-бутановые, для углекислого газа; по способу установки на баллонные, центральные, рамповые, сетевые.
Кислородные редукторы окрашивают в голубой цвет, ацетиленовые — в белый, пропан-бутановые — в красный.
Газовые коммуникации. Коммуникационные трубопроводы для подачи горючих газов на рабочие места сварочных участков проектируют исходя из рабочего давления, расхода и вида газа, а также расстояния от ввода до потребителя.
В соответствии с ГОСТ 12.2.008—75 для газовых коммуникаций должны применяться следующие материалы:
стальные трубы по ГОСТ 10704—76* и резиновые рукава для кислорода и газов-заменителей ацетилена при рабочем давлении до 2,45 МПа;
стальные трубы по ГОСТ 8734—75* (для кислорода при давлении до 6,28 МПа);
латунные трубы по ГОСТ 494—76* (для кислорода при давлении свыше 6,28 МПа);
стальные трубы по ГОСТ 8734—75* для ацетилена.
19*
291
292
VI 1.46. Технические характеристики газовых редукторов
Тип
Рабочий газ
Число
ступеней
Давление газа, кПа
Расход газа наибольший, м3/с
Габарит, мм
Масса, кг
наибольшее
рабочее
ДАС-66
1
120
10—100
2,8*10—3
160X150X165
1,85
ДАМ-1-70
1
3000
20—100
1,4-10—4
160x172 x260
2,5
ДАП-1-65
Ацетилен
1
3000
10—120
1.4-10-3
260x160x170
2,5
ДАД-1-65
2
3000
10—120
1,4-10-8
265x180x225
3,5
ДАР-1-64
2
3000
20—100
4,2-10—3
400 x240 x 325
14
РД-2 AM
1
2500 •
10—150
1,4-10—3
150x145x300
2,1
Г-70
Гелий
2
20 000
100—700
1,17*10—3
255X 235X190
3,8
У-30
Vr TTPVWP IfLTW
2
10000
100—400
0,5-10—®
485X160X172
4,7
ДЗД-1-59Н
u X ЛСлИСЛЬШ
1
15000
150
0,9
125x145x250
1,9
ДПР-1-64
2
2500
20—300
6,9*10—3
400 x240x325
14,4
ДПП-1-65
гг
1
2500
10—300
1,4-10—3
195x172x170
2
ДПС-66
11ропан-оутан
1
300
150
1,7-10—3
160x150x165
1,85
РД-1БМ
1
1600
5—150
1,4*10—3
220x145x150
1,6
РС-250-58
Пло TT\7V
2
25000
6500
1,4*10—3
200x175x220
2,2
ДВ-70
ооздух
1
25 000
7000
1,9-10—3
215x185x136
3,6
ДВП-1-65
1
20000
100—1500
2,2-10—3
195X160X170
2,3
В-50
Водород
2
20000
100—540
0,8-10—3
255 x 235x190
3,8
РД-55М
1
15000
100—1500
2,8-10—2
200X130X150
2
АР-10 АР-40 АР-150
Аргон
2
2
2
20000
20000
20000
100—900
100—460
100—700
1,7-10-* 0,6-10-8 2,5-10—3
255x235x190 255x235x190 255X 235X190
3.8
3.8
3.8
ДМС-66
Метан
1
300
20—150
9,7-10—3
160X150X165
1,85
А-30
2
20000
100—1500
0.5-10-3
255x235x190
3,8
А-90
Азот
2
20 000
100—3900
1,5-10-s
255x235x190
3,8
ДКД-8-65
2
20 000
50—800
6,9-10—8
180X177 X225
3,3
ДКД-15-65
2
20000
100—1500
16-10-3
180X177X225
3,3
РК-1500М
2
150000
300—1600
4,2-10—1
350X 800X 510
83,5
ДКР-250
2
20000
300—1600
0,7-10—1
320x 245x255
18
ДКР-6000
2
35 000
300—1600
1,7
1000x1300x 500
300
ДКР-600У
2
22 ООО
3000
1,7
840 x 540 x 750
320
РКД-8-61
2
20000
500—800
6,9.10-3
180X170X160
2,4
КРР-61
Кислород
2
15 000
300—2000
6,9-10-?
370X270X165
6,7
ДКС-66
1
1600
10—500
2,8-Ю-3
160x150x165
1.8
ДКМ-1-70
1
20 000
20—300
2,8-10—4
160x172x185
2,3
ДКП-1-65
1
20 000
100—1500
1,7-10-?
195X160X170
2,4
ДКС-66-1
1
1600
500
2,8-10-8
165x160x150
1,85
ДКС-200
—
1600
1200
5,5-10-?
135x165x 265
3,95
ДК-40
1
20 000
4000
1,1-10-?
225X185X136
3,67
Технические характеристики резиновых рукавов- для подвода газа приведены в табл. VII.47. Рукава предназначены для работы при наружной температуре от +50 до —35 °С.
VI 1.47. Технические характеристики резиновых рукавов с внутренним диаметром 6, 9, 12 и 16 мм
Тип
Назначение
Рабочее давление, МПа, не более
Цвет
I
Для ацетилена и городского газа
0,6
Красный
II
Для жидкого топлива (керосин, бензин)
0,6
Желтый
III
Для кислорода
1,5
Синий
Смесители газов (табл. VI1.48) предназначены для смешивания двух или трех газов и автоматического поддержания постоянным заданного состава газовой смеси.
V11.48. Технические характеристики смесителей газов
Марка
Рабочий газ
Состав смеси , %
Давление газа на входе, кПа
Расход
смеси,
м*/с
Габарит, мм
Масса, кг
УКП-1-71
Углекислый
Кислород
70
30
20—100 150—1500
0,3-10—а
165X 84X160
1,65
УКП-1-72
Углекислый
Кислород
70
30
500—800
500—1500
1,7-10-?
980 X 490X290
37
АКУП-1
Аргон
Углекислый
Кислород
70
25
5
100—400
600
600
0,6-10 ®
390X200X175
8
УСТ-16
Углекислый Смесь аргона и кислорода
25
75
200—600
300—600
1,7-10-2
1400x500x660
16й
УСТ-1 А
Углекислый Смесь аргона и кислорода
25
75
200—600
1,7-10-2
1600X930X660
220
294
VII.7.2. Ацетиленовые станции, установки и генераторы
Для производства ацетилена из карбида кальция предназначены ацетиленовые станции, установки и генераторы (табл. VII.49—VII.51). Ацетилен вырабатывается в газообразном, растворенном или одновременно газообразном и растворенном видах.
Ацетиленовые станции состоят из нескольких генераторных установок (рис. VII.25) и служат для централизованного снабжения ацетиленом.
Ацетиленовые генераторы низкого и среднего давления, изготовляют по ГОСТ 5190—78* и классифицируют по системе работы, по способу установки, по давлению вырабатываемого ацетилена.
VII.25. Ацетиленовый генератор АСВ-1,25-4
1 — манометр; 2 —- предохранительный
клапан; 3—-корпус промывателя; 4 — шланг; 5 — уплотнительный винт; 6 — водяной затвор
VI 1.7.3. Установки для газовой сварки, наплавки и резки
Для газовой сварки, наплавки, пайки и немеханизированной резки применяют переносные или передвижные установки и аппараты, в состав которых входят ручные горелки и резаки, регулирующая аппаратура и баллоны с газом (табл. VII.52).
Для работы в условиях строительства широко используют переносные машины и устройства для механизированной кислородной резки металлов (табл. VII.53, рис. VII.26).
При раскрое листов и вырезке фигурных деталей в заготовительных цехах целесообразно использовать стационарные машины с различными системами копирования (табл. VII.54). Машины для газовой резки изготовляют по ГОСТ 5614—74* и подразделяют по следующим признакам: способу установки (стационарные и переносные); конструктивной схеме (П — портальные, Пк — портальноконсольные, Ш — шарнирные); способу резки (К — кислородные, Кф — кислородно-флюсовые, Пл — плазменные, Гл — газолазерные); системе контурного управления или способу движения (Л — линейные, М — магнитные для фигурной резки, Ф — фотокопировальные
295
VI 1.49. Технические характеристики ацетиленовых станций и установок
Марка
Тип
генератора
Произво¬
дитель¬
ность,
М0“3
м3/с
Давление ацетилена, кПа
Температура,
?С
Грануляция карбида, мм
Единовременная загрузка карбида, кг
Расход воды в газообразователе, 1 * 10~м8/с
в генераторе
наибольшее
после ком» прессора
в газообразователе
после компрессора
с использованием осветленной воды
без использования осветленной ВОДЫ
УАС-5
АСК-1-67
1,4
15,0
70
,—
35
40
15—25, 25—80
17
0,02
—
УСН-2-70
—
2,8
150
—
2200
90
35
25—80
25
—
—
УСН-1-56
—
3,3
150
70
2200
90
35
15—25, 25—80
90
—
—
УСН-20-3
ГНД-20
5,6
8,0
10
2300
80
36
15—25 , 25—80
250
0,11
0,14
АС-20Г
ГОД-20
5,6
4,4
70
—
—
30
15-25
240
0,14
0,28
УАС-20
ГНД-20
5,6
4,4
70
—
—
30
15—25, 25—80
240
0,14
0,28
УАС-20Р
ГНД-20
5,6
4,4
—
2200
80
30
25-80
240
0,07
0,14
УАС-40ГР
ГНД-20Х2
11,1
4,4
—
2200
80
30
—
240
0,14
0,28
УАС-80
—
22,2
8,0
10
—
—
—
15 -25 , 25—80
300
—
—
УАС-80ГР
ГНД-80
22,2
5,0
6,0
—
—
—
15-25, 25-80
300
—
—
УАС-160ГР
ГНД-80Х2
44,4
8,0
10
—
—
—
15-25, 25-80
600
—
—
для фигурной резки, Ц — цифровые программные для фигурной резки); способу движения переносных установок (Р — по разметке, П — по циркулю, Н — по направляющим, Г — по гибкому копиру).
VI 1.26 Машина АСШ-70 для кислородной резки 1 — колонна; 2 — шарнирная рама; 3— копир; 4 — резаки; 5 — разрезаемый
лист; 6 — стол
VI 1.50. Технические характеристики компрессорных установок
Показатель
Марка
" УКА-20 |
УКА-40
Производительность, 1 • 10—3 м3/с Рабочее давление на ступенях, кПа:
5,6
11,2
1
270
270
2
1150
1150
3
2300
2300
Расход воды, МО-3 м3/с Температура ацетилена, °С:
0,16
3,2
при сжатии
90
90
при выходе
35
35
Мощность электродвигателя, кВт
13,5
13,5
Частота вращения вала комппрессора, мин-1 Габарит, мм
80
160
2685x2200x2500
2210x1960x1800
Масса, кг
2000
1780
297
VI 1.51. Технические характеристики ацетиленовых генераторов
Марка
Производи*
тельность,
1.10—3 м8/с
Система
работы*
Единовре¬
менная
загрузка
карбида,
кг
Грануляция карбида, мм
Давление ацетилена, кПа
Объем генератора, м3
Габарит, мм
Масса, кг
рабочее
наиболь¬
шее
АСК-05
0,14
вв
1,3
25-80
10—30
150
0,024
0285x600
9,5
АНР
0,14
ВВ
0,5
25-80
25
4,4
0,018
0230x 500
9
ГВЗ-08
0,22
вв
4
25—80
2
7
0,055
0285x805
15
АНВ-1,25-72
0,35
вк. вв
5
25—80
3,5
10
0,146
0446X1350
42
АНВ-1,25-68
0,35
вк, вв
4
25-80
2,5—3
10
0,146
0446X1175
42
АНВ-1,25-73
0,35
вк, вв
5
25—80
3,5
15
0,146
0 446X1120
42
ACM-1,25
0,35
вв
2,2
25—80
10—70
150
0,04
0295X 845
18
ACM-1-58
0,35
вв
2,2
25—80
10—33
150
0,036
0295 X795
20
АСВ-1,25-4
0,35
вв
3
25—80
10—70
50
0,04
380X400X905
19
АСВ-1,25
0,35
вв
3
25—80
10—70
50
0,04
0 295x855
7
ГМВ-1,25
0,35
вк
4
25—50, 50—80
3
11
0,146
0446X1120
42
АНДП 1 la-1,25
0,35
—
4
25—80
3
10
0,146
■0 446X120
37
ГВР-1.25М
0,35
—
4
15—25 , 25—80
8—15
70
—
1000X480
50
АСП-1
0,35
—
3,5
25—80
20—70
150
—
420X 380X 960
21
МГ-5И
0,55
ВК
5
15—25, 25—80
3,5
8
—
0590X1140
65
ГВР-3
0,83
ВК, ВВ
8
25—50, 50—80
30
70
—
0630X1260
110
АСК-1
1,4
ВК, ВВ
17
15—25, 25—80
15—40
70
—
1525 X900X1540 212X123 X 784**
170
14**
АСК-1-67
1,4
ВК
16
15—25, 25-80
15—30
70
0,04
1570x1525 x900
176
ГРК 10-68
2,8
ВК
50
25-80
10—70
150
1
535X1460X 2210
630
ГРК 10
2,8
ВК
25
25—80
70
150
1
1320x1400
480
АСК-3-74
2,8
ВК, ВВ
50
15—25 , 25—80
70
150
—
1850Х1360Х Х1715 900X 240X152**
485
27**
АСК-4-74
2,8
ВК, ВВ
50
25—80
15—40
70
—
900x240x152**
506**
АСК-3
2,8
—
50
25-80
70
150
—
900><240x152**
27**
АСК-4
2,8
ВК, ВВ
50
25—80
15—40
70
—
2350Х1350Х ' Х1715 900x240x152**
505
27**
ГРК 10-50
3,3
ВК
25
25—50
70
150
1
1300Х1400Х
Х2100
520
* Система работы: ВК — вода на карбид; ВВ — вытеснение воды.
** Размеры и масса влагосборника.
300
VII.52. Технические характеристики переносных и передвижных установок для ручной газовой сварки, пайк
и резки
Наимено¬
вание,
Назначение и область
Толщина
обрабатывае¬
Расход, 1 •
10 3 м8/с
Масса, кг
Комплектация
Примечание
тип
применения
мого металла,
установки
мм
I
кислорода
1 горючего
ПГУ-3
Сварка и пайка низ¬
До 4 при
До 0,23
До 0,067
22
Редуктор ДКП-
Вместимость
коуглеродистых ста¬
сварке,
при сварке.
пропан-бу¬
1-65, горелка
кислородного
лей и цветных метал¬
до 12 при
до 0,83
тана
ГЗМ-2-62М,
баллона 5 л,
лов; резка при мон¬
резке
при резке
вставной резак
пропан-бутано-
тажных и аварийных
РГМП-1-67, ре¬
вого 4 л
работах
гулятор давления
«Балтика»
ПУРС
Резка низкоуглеродистой стали при аварийных работах
До 12
0,56—0,84
0,084—2,2
ацетилена
Установки —65, ящиков с баллонами —140
Длина реза без перезарядки баллонов не менее 5 м
Газосва¬
Сварка, наплавка,
0,5—7
До 0,4
До 0,11
1,7
Горелка
—
рочный
пайка и нагрев дета¬
при сварке,
пропан-бу¬
ГЗУ-2-62-1 с
комплект
лей и черных и цвет¬
ДО 1,6
тана
наконечниками
КГС-1-72
ных металлов (кроме
при нагреве
№ 1, 2, 3 и 4;
меди)
ГЗУ-2-62-11 с
наконечниками № 5, 6, 7
КГФ-3
Высокотемпературная пайка и сварка меди, никеля и их сплавов, наплавка медно-цинковых сплавов; .для пазофлюсовых процессов
45
Флюсопитатель ФГФ-3-71, осушитель ОАФ-371; сварочная горелка ГС-3
Вместимость флюсопитателя 7,1 л
УРХС-5
УФР-5
БУРП-61
Для кислородно-флюсовой резки высоколегированных хромистых и хромоникелиевых сталей
Для кислородно-флюсовой и порошковокопьевой резки железобетона и других неметаллических материалов
Для кислородной резки низкоуглеродистой стали под водой на глубине до 30 м
10—200
1,4—11,1
При резке резаком, до:
300
1,7
При резке копьем, до:
1500
5—100
34
4,8 режущего, 5,2 подогревающего
0,17—0,5
ацетилена
До 0,7 пропан-бутана при резке резаком До 3 сжатого воздуха 2,2 г/с бензина
17,34
72
140
Возможна комплектация машинным резаком
Баллоны
бензина
для
Скорость резки— (12,6— 2,33) • 10“3 м/с; вместимость флюсопитателя— 20 кг; расход флюса до 5 г/с Расход флюса при резке резаком до 10 г/с, копьем до 16,6 г/с
VI 1.53. Технические характеристики переносных машин и установок для кислородной резки стали
Марка
Назначение
Толщина обрабатываемого листа, мм
Скорость
перемещения
резака,
1.10—2 м/с
Число
резаков
Потреб¬
ляемая
мощность,
Вт
Габарит, мм
Масса ходовой части машины,
KP
«Спутник-2»
Для резки труб перпендикулярно образующей или со скосом кромки и вырезки колец
5-50
0.33—1,133
1—2
80
555X430X300
18
«Радуга»
Для прямолинейной резки листов и вырезки фланцев
5—100
0,15—2,66
1—2
90
405X250X245
16
ПМР-1000
Для резки низкоуглеродистой и высоколегированной стали кислородом низкого давления
300—1000
0,067—0,167
1
100
370
VI 1.54. Технические характеристики машин для кислородной резки
Марка
Мощность, кВт
Система контурного управления
Класс точности
Расход, 1*10 3 м3/с
Давление,
кПа
Число резаков
Скорость, резания, 1. lO—з м/с
Габарит» мм
Масса, кг
Масштаб
копирования
ацетилена
кислорода
ацетилена
кислорода
АСШ-70
0,1
м
1
1
8,3
120
1000
3
1,7—27
1810x1500x1750
380
АСШ-70-74
0,1
м
1
1
10
120
800
3
1,7—21,6
950X1910X1800
345
—
АСШ-В
0,1
м
1
0,47
5,8
30
1760
3
1,1—27
950X1910X1800
350
—
СГУ-1-60
0,45
м
1
0,6
11
120
1000
4
1,4—66
10650X4970X1770
1866
«Черномор»
0,7
л
2
1
20
120
1200
6
0,8—33
11600X 4260X1650
920
—
ПкК-2-4Ф-2
1
Ф
2
0,25
—
13
1000
4
0,8—27
5400X2015
670
1:1
«Днепр-2, 5К2»
2
л
2
1,32
20
120
1200
6
1,7—33
4060X 2400X1650
1500
«Днепр-8К2»
2,5
л
2
2
40
120
1200
12
1,7—33
10160X2400X1530
3300
—
«Кристалл ТК-3,2»
2,5
ц
1
—
—
—
—
3
66
1500X 3810X750
900
—
«Кристалл ТК-2,5»
2,5
ц
1
—
—
—
—
3
66
1500 x 3810x700
800
«Юг-2,5 К 1,6»
3
Ф
2
0,17X2
3,3X2
120
1200
2
1,7—27
4660X3544X750
1900
5:1, 10:1
ПКФЗ,5-1,6-10
3
ф
2
8,3
6,6
100
1000
2
1,1—27
2000 x5500x10120
2700
5:1, 10:1
ПКФ2,5-1,6-10
3
ф
2
0,83
8,3
120
1200
2
1,1—27
2000Х4300ХЮ120
2600
5:1, 10:1
ПКФ2,5-1,6
3
ф
2
0,44
6,6
200
1000
2
—
2000 X4300X10120
2500
5:1, 10:1
ПКФ-8-4
3
ф
2
0,88
13,3
100
1000
4
1,1—66
2000X10500X12126
4000
5:1, 10:1
«Одесса»
3,2
ф
—
2,16
18,9
40
1500
6
33
4700X3000X12000
1900
-п
«Зенит-2»
3,5
ф
—
0,94
15,5
—
—
3
1,7—15
3800X1520X 880
900
10:1
«Кристалл ТК-7»
3,5
ц
1
—
—
—
—
6
66
3150X 9295X1495
4000
«Юг-8 К4»
4
ф
2
0,66
13,3
120
1200
4
1,7—66
10160x2400x1570
3716
10:1, 20:1
VII.8. ОБОРУДОВАНИЕ ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ
VII.8.1. Установки для плазменной резки
Плазменная резка — это термическая резка электрической дугой, столб которой сжат с помощью сопла горелки, потока газа или внешним электромагнитным полем. За счет высокой концентрации тепловой энергии плазменная резка обеспечивает более высокое качество вырезаемых заготовок и большую производительность, чем при других способах резки.
Классифицируют плазменную резку по способу перемещения плазмотрона — на ручную и механизированную; по способу получения плазмы — на плазменную резку дугой прямого действия и плазменную резку дугой косвенного действия (плазменной струей); по способу сжатия дуги — с аксиальной подачей плазмообразующего газа, с тангенциальной и с дополнительной фокусировкой сжатой дуги; по роду тока — постоянным, переменным, трехфазным, импульсным током и др.
Оборудование для плазменной резки (табл. VII.55—VII.57) состоит из плазмотрона (режущий инструмент), источника питания электрической дуги, блока управления процессом, газового хозяйства, системы охлаждения, механизма перемещения плазмотрона вдоль линии реза.
Конструкция плазмотрона состоит из двух основных узлов — электродного и соплового. Эти узлы снабжены устройствами для подачи рабочей среды и подвода тока, а также системами охлаждения, регулирования электрода, крепления плазмотрона и т. д.
Источники питания для плазменной резки имеют повышенное напряжение холостого хода от 170 до 500 В при крутопадающей внешней статической характеристике.
Блок управления процессом резки содержит приборы для включения тока и его регулирования, для управления подачей газа, для контроля водоохлаждения, для измерения параметров резки и т. д.
Газовое хозяйство состоит из баллонов с плазмообразующим газом, редукторов, ротаметров, газовых коммуникаций.
Система охлаждения содержит водозапорную, водоразборную арматуру, коммуникации и др.
Аппараты для плазменной резки изготовляют по ГОСТ 12221—79в ях подразделяют на следующие типы: ПлР — для ручной резки, ПлП — для полуавтоматической, ПлА — для автоматической.
VII.55. Технические характеристики установок для плазменной разделительной резки
Наибольшая
Напряжение, В
Скорость
Тип установки
Плазмо¬
трон
толщина разрезаемого металла, мм
Рабочий ток, А
рабочее
холостого
хода
Рабочий газ
резки,
1 -10—3 м/с
Источник
питания
Для ручной резки:
УПР-202 УХЛ4
—
40—50 сталь
200
350
500
Воздух
—
—
УПР-203 УХЛ4
—
40—50 сталь
200
200
300
—
• —
Для механизированной резки:
УПРП-201 УЗ
50 черные металлы, алюминий
200
180
220
>
АПР-401
80 черные, цветные металлы и их сплавы
До 400
200
300
0,67—
66,7
УВПР «Киев»
ВПР-9
60 алюминий, 50 сталь
До 300
—
До 320
Воздух
—
СТШ-500
АПР-404 УХЛ4 для комплектации машин с программным .управлением
—
100 медь,
130 черные металлы и алюминий
400
200
285
—
—
0 УРПД-67 с ручным
1 резаком 3
УРДП-67
60 алюминий, 50 сталь,
30 медь
До 450
80—lit)
150
ПС0-50О
УРПД-67 с машинным резаком
УРДП-67
80 алюминий, 60 сталь,
30 медь
До 500
80—110
До 180
Аргон, водород, азот, воздух
33,3
ПСО-500
ППД-1-65 (полуавтомат)
—
100 сталь
До 500
75—120
180
Кислород, водород, азот
0,67—
66,7
—
«Алтай» (полуавтомат)
—
80 алюминий, 60 сталь,
30 медь
До 500
70—130
—
Аргон 9 водород, азот
—
—
УГР-2 ручная
—
50 сталь
До 500
—
150
То же
—
—
УПР-503
ГПР-501
100 сталь
До 600
—
300
Аргон, водород + азот
—
—
УПР-601
ГПР-601
160 алюминий, 100 сталь
До 700
200
300
Аргон, водород, азот+воздух
0,8—80
ВПР-602
ОПР-62М
со
о
сл
РПР-6
РПМ-6
220 сталь 60 сталь
750
450
—
300
180
Аргон, азот+ +воздух
—
—
306
VI 1.56. Технические характеристики машин для плазменной резки
Марка
Номинальный ток, А
Наибольшая толщина разрезаемого маталла, мм
Потребляемая мощность, кВ-А
Число
реза¬
ков
Скорость резки, ыо-2 м/с
Габарит, мм
Масса,
кг
пвп-в
200
20 сталь
1
0,066—6,6
560x500x150
130
ПВП-1
250
20 алюминий
—
1
0,066—6,6
560 x 500x150
130
ПкПл 2-6Ф-2
300
50 сталь 60 алюминий
73
16,66—1000
5650x10400x 2000
3200
«Юг-2,5» Плб
300
50 сталь 60 алюминий
3*
1
0,16—10
4060X2400X1570
1900
ППлЦ 3,5-6 У4
400
100 сталь, алюминий
123
1
8,33—1000
12 120X 5500X2100
4500
ППлФ 2,5-6 У4
400
100 сталь, алюминий
123
1
8,33—1000
10350X 4350X2100
4600
ППлЛ 2,5-10-10 У4
400
100 сталь, алюминий
120
11,66—1666
10 350X6675X1980
4300
ПРП-2
400
80 алюминий
—
1
0,066—6,6
560X500X1500
130
«Кристалл ТПл-2,5»
500
25 сталь,
28 алюминий, 30 медь
198,5
1
0,16—6,6
1500X 3810 X700
800
«Кристалл ТПл-3,2» ОПР-6-2М
500
То же
198,5
1
0,16—6,6
1500x4510x700
900
700
220 алюминий
73
1
0,16-10
1800X850X1750
1200
* Мощность машины дна без источника питания.
VI 1.57. Технические характеристики источников питания плазменной дуги
Марка
Сварочный ток, А
ПВ. %
Напряжение, В
Габарит, мм
Масса, кг
номинальный
пределы
регулиро¬
вания
рабочее
холостого
хода
ВПР-80 УЗ
80
30—100
60
—
180
500X700X1120
310
ВПР-401
400
100—500
60
130
180
990X1048X1390
1000
ВПР-403
400
100—450
100
200
300
920X 948X1445
1200
ВПР-402
400
100—450
100
200
300
1050X1060X1430
1700
ИПГ-500-1
500
100—600
100
200
300
1128X 870X1462
2000
ВПР-602
630
200—700
100
200
300
1460X1150X1150
2500
VI 1.8.2. Установки для плазменной сварки и наплавки
Плазменная сварка применяется при монтаже металлоконструкций из нержавеющих, никелевых и других труднообрабатываемых сталей. Плазменная сварка обладает более высокой проплавляющвй способностью и классифицируется по характеру взаимодействия плазмы и расплавленного металла сварочной ванны — на сварку проникающей дугой для металлов толщиной свыше 3 мм и непроникающей дугой; по способу формирования шва —с присадочной проволокой и без нее. В остальном плазменная сварка классифицируется по тем же признакам, что и плазменная резка.
VI 1.27. Установка УПС-301 для плазменной сварки 1 — блок настройки; 2 — панель управления;. 3 « электросиловая часть
308
VI 1.58. Конструктивные особенности и назначение установок для
плазменной сварки и наплавки
Марка
Конструктивные особенности
Назначение
АПА-301
УПСР-300-3
УПС-301 УХЛ4
УПС-503 УХЛ4
УПС-804 г
УПН-302 УХЛ4
УПН-303
УХЛ4
УПН-602
УХЛ4
В комплект установки входят: станок с двумя
сварочными головками, устройство зажатия заготовки, источник питания В комплект установки входят: сварочный выпрямитель ВА-303, пульт управления и сварочная горелка
В комплект установки входят: шкаф и блок управления, плазматрон, сварочная головка, газовый редуктор
В комплект установки входят: источник питания ВДУ-504-1, подвесная сварочная головка, аппаратный блок
В комплект установки входят: два блока управления, направляющая балка, плазматрон
В комплект установки входят: источник питания, блок управления и поворотная колонна с головкой
В состав оборудования входят: источник питания, блок управления, установка
Сварка токосъемных узлов
Сварка коррозионностойкой стали толщиной
1—5 мм
Ручная сварка на постоянном токе меди и ее сплавов толщиной 0,5— 5 мм (на токе прямой полярности), алюминия и его сплавов толщиной 1—8 мм (на токе обратной полярности) Механизированная сварка на постоянном токе прямой полярности углеродистой и коррозионностойкой сталей цветных металлов, на токе обратной полярности сварка алюминия и его сплавов Механизированная сварка углеродистой, низколегированной, коррозионно-стойкой сталей толщиной 6—12 мм, меди толщиной 4—10 мм, алюминия толщиной 8—20 мм Для механизированной плазменной наплавки постоянным током электронейтральной проволокой антифрикционных и коррозионно-стойких покрытий Для механизированной наплавки порошковыми материалами износо-, термо- и коррозионностойких покрытий Для механизированной наплавки двумя токоведущими присадочными проволоками антифрикционных и коррозионно-стойких покрытий
309
VI 1.59. Технические характеристики установок для плазменной сварки и наплавки
Сварочный ток, А
Напряжение, В
Марка
>минальный
пределы регулирования
0 1
о
U,
е
и
О св
ч к
ас
о.
X X
S*
“й"
ll
§
о.
s
о»
I
Габарит, мм
шкафа управления
установки
Масса, кг
S
Я
а «о 3 о.
Установки для сварки
АПА-301
150
100—150
_
_
_
1,6-22,2
2250x1560x1540
1000
УПСР-300-3
300
50—300
80
—
—
—
755x 700 x 700
—
250
У ПС-301 УХЛ4
315
4—315
40
80
25,5
—
380X 340X 500
320
УПС-503 УХЛ4
500
100—500
80
80
70
1,4-28
636X460X1600
3450x2000x 2200
400
1970
УПС-804
800
300—800
90
180
105
1,4—28
1200x1350x 850
800x 865x445
950
164
Установки для наплавки
УПН-302 УХЛ4
315
50—315
70
45
0,03—5,6
636x460x1600
3450x2000 x 2800
390
УПН-303 УХЛ4
315
50—315
70
40
0,06—5,6
636X460X1600
3450 x 2000 x 2800
390
УПН-602 УХЛ4
630
70
100
0,06—5,6
636X460X1600
3450x 2000x 3100
390
Установка для плазменно-механической обработки деталей
УПМО-401 УХЛ4
400
200—500
270
320
150
245X630X450
1500X1150X825
1970 2820 3640
(790
Отличительной особенностью оборудования для плазменной сварки является наличие источника питания с пониженным напряжением холостого хода (60—80 В) по сравнению с процессом плазменной резки, Внешняя статическая характеристика источника питания для плазменной сварки — крутопадающая, лучше «штыковая» (источника тока).
Конструктивные особенности, назначение и технические характеристики установок для плазменной сварки и наплавки приведены в табл. VI1.58, VII.59. На рис. VII.27 изображена установка УПС-301 для плазменной сварки.
VI 1.9. МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
К механическому относится оборудование для установки и перемещения свариваемых изделий при ручной, механизированной, автоматической, электрошлаковой и контактной сварке, при наплавке, термической резке, сборке сварных узлов, отделке, при выполнении контрольных операций. Механическое оборудование служит для размещения изделий в наиболее удобное положение для осуществления технологических операций.
В настоящее время большая часть механического оборудования стандартизирована:
ГОСТ 19140—84. Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры;
ГОСТ 19141—84. Вращатели сварочные вертикальные» Типы, основные параметры и размеры;
ГОСТ 19142—84. Кантователи сварочные двухстоечные с подъемными центрами. Основные параметры и размеры; ГОСТ 19143-84. Вращатели сварочные универсальные* Типы, основные параметры и размеры;
Основными разновидностями оборудования для перемещения свариваемых изделий являются вращатели (табл. VII.60—VII.62), кантователи (табл. VI 1.63).
На рис. VI 1.28 дан общий вид вращателя карусельного типа, и на рис. VII.29 изображен цепной кантователь для сварки.
В группу оборудования для размещения свариваемых изделий при работе в закрытых помещениях входят столы сварщика (табл.
VII.64),
3
VI 1.60. Технические характеристики универсальных вращателей для сварки
Марка
Грузоподъемность, кг
Наибольший крутящий момент, Н■ м
Диаметр свариваемых изделий, мм
Угол наклона планшайбы, град
Допустимый сварочный ток, А
Габарит, мм
Масса, кг
на оси шпинделя
относительно
опорной
плоскости
планшайбы
Ml 1020
63
63
100
125—630
135
1000
700x882x630
192
Ml 1030
125
160
250
160—800
135
1000
1000X815X755
450
Ml 1050
500
1000
1600
250—1500
135
1000
1310X1260X950
735
Ml 1051
500
1000
1600
250—1500
135
1000
1310x1260x950
Ml2050*
500
1000
1600
До 2100
135
1000
1395x1200x1390
1126
Ml 1060
1000
2500
4000
До 1500
135
1000
1536X1500X1150
—
T25M
1000
4000
250—900
90
-
1200X1200X 860
1530
MAC-1
1000
—
—
250—900
120
—
1650x1500x1050
2450
MAC-2
1500
—
—
500—1200
120
—
1750x1650x1600
3855
Ml 1070
2000
6300
10000
До 2000
135
2000
1610x1500x1190
1985
MAC-3
3000
—
—
1200—3000
120
—
2350X2000 X 2160
7400
Ml 1080-1
4000
16000
25 000
500—2500
135
2000
2300x2025х 1590
5050
MAC-4
5000
50 000
3000—7000
90
4220X 3650X 3200
26 000
У-191
16000
64 000
2 000 000
2000—4000
105
—
3300x3150x2515
2000
У-117
50000
150 000
1 000000
3000—7000
100
—
8000x8000x5480
100000
* Вращатель с подъемным столом; высота подъема 500 мм.
VI 1.61. Технические характеристики вращателей для сварки
Марка
Грузо¬
Наибольший
крутящий
Наибольшая длина сва¬
Высота
Диаметр
Допустимый сва¬
Габарит, мм
Масса, кг
подъем¬
момент на
риваемых
центров,
свариваемых
рочный
ность, кг
оси вращения, Н-м
изделий, мм
мм
изделий, мм
ток, А
Горизонтальные вращатели
мзюзо
250
160
2500
800
60—800
1000
3600X1250X1425
633
ВГМ-0,25
250
160
—
800
—
630
—
—
ВГМ-0,5
500
400
—
800
—
1000
—
—
ВГМ-1
1000
1000
5000
1000
До 1800
1000
. .
М31051
1000
1000
4000
1000
100—1350
1500
6062X1600X1800
М31050
1000
1000
4000
1000
100—1350
1500
6062x1600x1800
1979
М31060
2000
2500
6300
1000
До 2000
1600
9100X1600X1800
2730
ВГМ-2
2000
2500
—
1000
—
1250
—
—
М31070
4000
6300
6300
1250
500—2500
2000
9100X 2000 X2250
3898
М31071
4000
6300
6300
1250
500—2500
2000
9100x2000x2250
—
Вертикальные вращатели
М21030
250
160
60—800
1000
1000x1000x450
295
М21050
1000
1000
—
100—2000
1500
1000X1000X630
550
М21060
2000
2500
—
До 1500
1000
1612x1612x800
1190
М21070
4000
6300
500—2500
2000
1
1260x1260x1000
1225
VI 1.62. Технические характеристики роликовых вращателей для
сварки
Марка
Грузоподъемность, КР
Диаметр, км
Масса, кр
роликов
свариваемых
изделий
70СД-1
11350
400
400—5000
2550
Т-ЗОМ
12 000
410
•300—4000
1780
70СД
12260
400
400—4000
2230
70СДА
13650
400
400—4000
1703
60СД-1
19400
400
500—4800
3197
VIL63. Технические характеристики кантователей для сварки
4“
« S3
I* JE
3 В
н
1
я
с.
X
Марка
и
• « я “ftO
1П ж as
?1
|о<
Габарит, мм
со
if
па
О
0
1
Кантователи с подъемными центрами
КП-4
4000
6300
1250
—
580x1080x1400
950
КДП-4
4000
6300
630—2130
1250
—
—
КДП-8
8000
16 000
630—2430
1600
—
—
Кантователи со стационарными центрами
КДС-0,5
500
1000
—
—
—
—
КДС-1
1000
2000
—
—
—
—
КДС-2
2000
2500
—
—
—
—
К-2
2000
2500
1000
—
850X750X1200
620
К-4
4000
6300
1000, 1250
—
850X 750X1360
700
К-8
8000
16 000
; 1250
—
800x1060x1650
950
314
VI 1.28. Манипулятор консольного типа
1 — планшайба; 2 — штанга; 3 —
пульт управления; 4 — станина
VJ1.29. Сварочный цепной кантователь
1*— стойка; 5 —рабочая цепь; привод
VI 1.64. Технические характеристики неповоротных столов сварщика с высотой рабочей части стола над полом 750 мм
Марка
Размеры рабочей части стола (длинах ширина), мм
Допустимая масса свариваемых изделий» кВт
Мощность двигателя вентилятора, кВт
Сварочный ток, А
Габарит, мы
Масса, кг
CI0020
800X800
63
1,5
500
940x1010x1550
239
С10021
800X 800
63
—
500
940x1010x1550
185
С10040
1250X800
100
2,2
630
1357X1010X1750
305
С10041
1250X800
100
—
630
1357ХЮ10Х1750
250
315
Глава VIII. СВАРОЧНЫЙ ИНСТРУМЕНТ
VIII.1. ЭЛЕКТРОДОДЕРЖАТЕЛИ ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Основные параметры (табл. VIII. 1) и технические требования, предъявляемые к электрододержателям (рис. VIII. 1), маркировка, методы испытания их установлены ГОСТ 14651—78*Е.
Конструкция электрододержателей должна обеспечивать замену электрода в течение не более 4 с и закрепление электрода в одной плоскости не менее чем в двух положениях: перпендикулярно и под
VII 1.1. Основные параметры электрододержателей с продолжительностью цикла сварки 300 с и относительной продолжительностью ПВ 60 %
Типы
электродо¬
держателей
Сварочный ток, А
Максимальный сварочный ток, А, не более
Диаметр электрода, мм
Масса, кг, не более
ПВ-100 %
ПВ—35 %
ЭД-12
125
100
160
1,6—3
0,35
ЭД-20
200
160
250
2,5—4
0,4
ЭД-25
250
200
315
3—5
0,45
ЭД-31
315
250
400
4—6
0,5
ЭД-40
400
315
500
5—8
0,65
ЭД-50
500
400
630
6—10
0,75
VIIIЛ. Электрододержси ели пассатижного и защелочного типов
316
углом, а также надежное присоединение одножильных кабелей с медными жилами сечением:
16 и 25 мм2 — для электрододержателей типа ЭД-12 25 и 35 » — » » » ЭД-20
35 и 50 * — » » » ЭД-25 и ЭД-31
50 и 70 » — » * » ЭД-50
При этом не должно быть повреждений жилы кабеля или ее выдавливания из-под крепежных деталей. Изолирующие детали электродо держателей, расположенные в области крепления электрода, должны быть изготовлены из материала, стойкого к термическому воздействию сварочной дуги.
Электрододержатели должны соответствовать требованиям безопасности ГОСТ 12.2.007.8—75*, при этом сопротивление изоляции токопроводящих частей электрод о держателей при нормальных климатических условиях должно быть не менее 5 МОм; изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В частотой 50 Гц; превышение температуры наружной поверхности рукоятки над температурой окружающего воздуха на участке, охватываемом рукой сварщика, при номинальном режиме работы не должно быть более 40 °С.
Электрододержатели серии ЭП (рис. VIII.2) пассатижного типа предназначены для использования при сварочных токах 250 и 500 А. Усилием цилиндрической пружины электрод зажимается между нижней губкой, по которой к нему подводится электрический ток, и рычагом. Канавки в зажиме, расположенные под различными углами, позволяют закреплять электрод под двумя углами к продольной оси электрододержатели. Огарок освобождается нажатием на рычаг. Сварочный кабель подсоединяется к электрододержателю путем механического зажатия кабеля с расклиниванием конца его между корпусом нижней губки и конусом втулки.
6 S
VIIt.2. Конструкция алектрододержателя серии ЭП
/ — защитный колпачок пружины; 2 — пружина; 3 —рычаг с верхней губкой; 4 — теплоизоляционная защита; 5«-нижняя губка; конус резьбовой втулки
317
Электрододержатели серии ЭД также пассатижного типа, рассчитанные на токи до 500 А, позволяют закреплять электрод нажатием рычага в положениях, удобных сварщику в процессе работы. Огарок удаляется аналогично описанному выше, сварочный кабель присоединяется через кабельный наконечник, изоляционные детали сделаны из термостойких полимерных материалов.
Электрододержатели серии ЭДС защелочного типа предназначены для работы на токах 125, 300 и 500 А.
Электрододержатели серии ЭУ («Луч») также защелочного типа; модель ЭУ-300 рассчитана для работы на токах до 315 А, а модель ЭУ-500 — на токах до 500 А. В электрододержателях этой серии электрод вставляется в отверстие и поворотом на требуемый угол (три положения) фиксируется в держателе. Усилие прижатия создает размещенная в изолированном корпусе цилиндрическая пружина, расположенная по оси рукоятки и корпуса держателя.
Технические характеристики электрододержателей приведены в табл. VHI.2.
УГГ1.2. Технические характеристики электрододержателей для ручной электродуговой сварки плавящимся электродом
Марка электрододержатели
Показатель
ЭП-2
ЭП-3
ЭД-125-1
1
1
S
О
Щ
ъ
ЭУ-500
Допустимый сва¬
250
500
125
300
500
315
500
рочный ток, А Диаметр металли¬
До 5
00
1
СО
со
1
со
2-6
Г
о
3-6
5—8
ческого стержня электрода, мм Сечение сварочно¬
50
70
25
50
70
50
70
го кабеля, подсоединенного к держателю, мм2 Габарит, мм: длина
250
325
250
266
293
198
198
ширина
40
37
32
36
40
42
42
высота
80
95
74
84
92
80
80
Масса, кг
0,43
0,8
0,32
0,48
0,67
0,4
0,42
VIII.2. ГОРЕЛКИ И ДЕРЖАТЕЛИ ДЛЯ СВАРКИ В ЗАЩИТНОМ ГАЗЕ
Ручная и механизированная сварка в защитном газе осуществляется как плавящимся, так и неплавящимся электродом. Для этих способов сварки применяется рабочий инструмент — горелки и держатели — разной конструкции.
318
VIII.2.1. Горелки и держатели
для сварки плавящимся электродом
Сварочные горелки (табл. VII 1.3) предназначены для подвода к месту сварки электродной проволоки, тока и защитного газа. Сварочная горелка — сменный инструмент, конфигурация, размеры и устройство которого должны соответствовать типоразмеру свариваемого изделия. При сварке в СОг на токах до 500 А обычно применяют горелки без охлаждения и только при сварке на больших токах — горелки с водяным охлаждением. Водяное охлаждение горелок на токи 400—500 А, особенно для механизированной сварки, повышает срок эксплуатации сопла и токоподвода.
VII 1.3. Технические характеристики горелок для автоматической дуговой сварки плавящимся электродом в защитных газах
Марка
Сварочный ток, А
Диаметр электродной проволоки, мм
Охлаждение
Размеры, мм
Масса,
кг
диаметр
высо¬
та
ГПА 160-100 ГПА 160-140 ГПА 160-180
160
0,6—1,6
Воздушное
14; 16
100
140
180
0,356
0,415
0,455
ГПА 315-140 ГПА 315-180 ГПА 315-220
315
1,6—3
Водяное
16; 18 16; 18 16; 18
140
180
220
0,47
0,54
0,625
Горелка для сварки в С02 тонкой проволокой (рис. VIII.3, а) имеет две медные трубки, вставленные одна в другую с зазором, по которому подается газ в сопло. Для надежной подачи тонкой проволоки необходимо, чтобы внутреннее отверстие спирали было в 1,5—2 раза больше диаметра проволоки.
Для получения стабильного процесса и небольшого разбрызги* вания необходимо обеспечивать постоянным вылет электрода и исключить прихватывание проволоки к токоподводу. Для поддержания постоянного вылета электрода следует обеспечить надежный контакт проволоки с токоподводом. Этого достигают за счет пружинящих свойств самой проволоки или специальными пружинами. Для надежного контакта проволоки с прямыми токоподводами оси отверстий в токоподводе и горелке смещают относительно друг друга (см. рис. VIII.3, б).
Надежность газовой защиты в значительной степени определяется конструкцией горелки. Струя газа должна истекать из сопла сплошным равномерным потоком. Для этого в горелке для сварки
319
VI11.3. Горелка для сварки в С02 на малых (а) и больших (б) токах 1 — токоподвод; Я —газовое сопло; 5 отверстие выхода газа; 4 —изолятор; 5 — корпус; 6 — водяное охлаждение; 7 —сменная спираль или трубка; 8 и кольцевые втулки; /0 — гайка; И — мундштук; 12 — распылитель газа
VIII.4. Конструкция горелки для механизированной сварки плавящимся электродом в защитных газах 1 — наконечник*; 2 — сопло; 3 — переходная втулка с каналами для подачи защитного газа; 4 —рукоятка; 5 — пусковая кнопка; б —щиток
320
тонкой проволокой отверстия для выхода газа в сопло располагают равномерно по окружности перпендикулярно к оси горелки. На пути газа в сопло устанавливают рассекатели или сеточки. Сопла горелок изолируют от токоподводящих частей.
Держатели для механизированной сзарки плавящимся электродом в защитных газах соединяют с механизмом подачи проволоки гибким шлангом, по которому подают к держателю проволоку, защитный газ и ток. Конструкция держателя для механизированной сварки плавящимся электродом показана на рис. VIII.4. Сварочная проволока подается в корпус через наконечник и спираль, затем выходит из мундштука.
Защитный газ поступает в рукав через штуцер, а через отверстия во втулке —в полость корпуса и через сопло —в зону сварки. Кроме защиты сварочной дуги и ванны газ отводит тепло от корпуса и токоведущих проводов.
VII 1.4. Технические характеристики шланговых держателей для механизированной сварки
Марка держателя
Максимальный ток, А
Диаметр
электродной
проволоки,
мм
Длина шлангового провода, м
Масса, кг
А-547
150
0,8—1
1,5
0,15
А-547 УМ
315
1—1,4
2,5
0,25
А-825 М
300
1-1,4
2,5
0,35
А-1231-5-Г1
250
1—1,2
2,5
0,6
А-1231-4-Г2УЗ,
400
1,6—2
3
5,4*
А-12Э1-4-02УЗ
А-1231-5-ГЗУЗ
500
2-3
3
5,6*
А-1231-5-02УЗ
500
1,6—2
3
5*
А-1231-5-03УЭ
500
2—3
3
5*
А-1231-5-Ф2УЗ
500
1,6—2
3
5,5*
ИГД-401
400
1,2-1,6
3
4,7*
ИГД-402
400
1,2—1,6
3
4,172*
ИГД-501, ИГД-504
500
1,4—2
3
4,72*
ИГД-502
500
1,4—2
3
4,192*
ИГД-507
500
2-3
3
4,192*
ГДПГ-101-8,
160
0,8—1,2
2
0,45
ГДПГ-101-9,
ГДПГ-101-10
ГДПГ-301-6,
315
1,2—1,4
3
0,6
ГДПГ-301-8
ГДПГ-301-7
315
0,8—1,4
1
0,6
ГДП Г-501-4
500
1,6—2
3
0,7
ГДП Г-603
630
1,6—2,5
3
0,7
* Масса держателя со шлангом»
21—194 .
321
Промышленность серийно выпускает держатели (табл. VII 1,4) вместе с гибкими шлангами на токи 150—630 А.
В серийно выпускаемых держателях испольэуют гибкие шланги трех типов.
1. У шланга типа А-547 УМ токоведущая часть набрана из не* скольких медных плетенок, натянутых на стальную спираль, внутри которой помещена сменная спираль для подачи электродной проволоки. Токоведущая часть, провода управления от кнопки «Пуск» и газовая трубка помещены в общий резиновый шланг. Этот шланя гибкий и легко ремонтируется.
2. Составной шланг включает в себя канал типа КН для подачи проволоки, токоведущую часть, изготовляемую из сварочного кабеля типа ПРГ, провода управления от кнопки «Пуск» и газовую трубку.
Все эти элементы соединены гибкими хомутами-стяжками, расположенными один от другого на расстоянии 200 мм по длине. Шланг гибкий.
VII 1.5. Технические характеристики сменных каналов
Сменные каналы
Значения
параметров
Для стальных электродных проволок
Диаметр электродной проволоки, мм:
0,8; 1,2; 1,6
наименьший
наибольший
1; 1,4;2
Диаметр сменной спирали, мм:
1,6; 2,5; 3,2
внутренний
наружный
3,6; 4,9; 5,2 0,8; 1; 1
Диаметр проволоки для спирали, мм
Внутренний диаметр спирали, мм
4,7; 6; 6
Для алюминиевых электродных проволок
Диаметр электродной проволоки, мм
1,25; 1,6; 2
Диаметр полиамидного канала, мм:
1,5; 2; 2,5
внутренний
наружный
5
Внутренний диаметр каркасной спирали, мм
6
3. Шланг, изготовленный на базе кабеля шлангового типа КПЭС сечением 30 и 50 мм2. В центре этого кабеля имеется армированное отверстие для сменной спирали, по которой подается электродная проволока. В кабеле есть три провода управления сечением 1— 1,5 мм2. Газоподводящая трубка расположена отдельно рядом с кабелем и скреплена с ним гибкими стяжками.
В современных шлангах применяют сменные каналы для подачи проволоки, что позволяет в 2 раза увеличить срок службы свароч¬
322
ных горелок со шлангами при своевременной замене канала. Одновременно упрощается очистка тракта подачи проволоки. Шланги такого типа содержат каркасную спираль для размещения сменного канала. В качестве сменных каналов (табл. VII 1.5) могут быть использованы спирали из стальной проволоки, а также пластмассовые трубки.
Для подачи электродной проволоки из алюминиевых сплавов и коррозионно-стойких сталей используют также направляющие каналы из других неметаллических материалов: тефлона, полиэтилена, нейлона и пр.
При сварке в защитном газе плавящимся электродом образуются брызги расплавленного металла, которые прилипают к мундштуку и соплу и могут привести к закорачиванию сварочной цепи. Во избежание этого целесообразно применять керамические сопла, составные с изоляционной прокладкой, металлокерамические или . металлические водоохлаждаемые, а также защитные смазки, например силиконовые, при нанесении которых на защищаемую поверхность брызги, попавшие на нее, легко удаляются.
VIII.2.2. Горелки и держатели для сварки неплавящимся электродом
Горелки для сварки неплавящимся электродом можно разделить на две группы: для автоматической (табл. VII 1.6) и ручной (табл. VIII.7) сварки.
Горелки для автоматической дуговой сварки неплавящимся электродом, у которых электрод с цангой вынимается вверх, могут быть с воздушным и с водяным охлаждением не только корпуса, но и сопла. Горелка, изображенная на рис. VIII.5, с водяным охлаждением без осевого перемещения электрода, цанга и электрод вынимаются вверх, подвод тока, воды и газа раздельный. Корпус и сопло горелки паяные из латуни с раздельным водяным охлаждением. Эти горелки позволяют осуществлять сварку на токах до 1000 А. Горелки для автоматической сварки неплавящимся электродом, у которых электрод с цангой вынимается вниз, также могут быть с воздушным и водяным охлаждением.
Для ручной дуговой сварки неплавящимся электродом в защитных газах разработаны и серийно выпускаются держатели типа ЭЗР (рис. VIII.6). Поворотом колпачка втягивается наружная цанга держателя электрода и фиксирует сопло. Одновременно наружная цанга сжимает внутреннюю цангу, которая закрепляет вольфрамовый электрод концентрично относительно сопла. На пластмассовой рукоятке расположен вентиль регулировки подачи газа. Имеются держатели с водяным и воздушным охлаждением. Держатели типа ЭЗР рассчитаны для работы на постоянном и переменном токе.
21*
323
1 — гайка;
VIII.5. Конструкция сварочной горелки 1ГНА-1000
— цангодержатель; 3 — корпус; 4 — цанга; 5 — распылитель; 6 гайка; 7 — изолятор; 8 — сопло
324
VIII.6. Общий вид электрододержателя ЭЗР-5-2
1 — колпачок; 2 — газовый вентиль; 3 — корпус; 4 — газо- и токоподводящке коммуникации: 5 — наконечник
VII 1.6. Технические характеристики горелок для автоматической дуговой сварки неплавящимся электродом в защитных газах
Сварочный ток, А
Диаметр электрода, мм
Размеры, мм
Марка
Охлаждение
высо¬
та
диа¬
метр
Масса,
кг
1ГНА-040
40
0,8—2
100
6;8
0,115
1ГНА-160-100 1ГНА-160-140 1ГНА-160-180 2ГНА-160-140 2ГНА-160-180
160
1,5—4
Воздушное
100
140
180
140
180
9;12
0,156
0,236
0,317
0,21
0,236
1ГНА-315-140 1ГНА-315-180 1ГНА-315-220 2ГНА-315-140 2ГНА-315-180 2ГНА-315-220
315
2—6
Водяное
140
180
220
140
180
220
12;16
0,583
0,788
0,998
0,398
0,47
0,54
1ГНА-630-1
1ГНА-630-Н
1ГНА-1000-220 1ГНА-1000-280
630
630
1000
1000
4—10
4—10
6—12
6-12
Корпуса— водяное, сопла — воздушное Корпуса и сопла — водяное То же »
220
220
220
180
16;20
16;2
20;28
20;28
0,978
1,2
1,6
2
325
VIII. 7. Технические характеристики горелок и держателей для
ручной дуговой сварки неплавящимся электродом в защитных газах
Марка
Сварочный ток, А
Диаметр
электрода,
мм
Охлаждение
Габарит, мм
Масса без шлангов,
КР
ЭЗР-5-2
80
1; 1,5
Воздушное
210X18X120
0,18
ЭЗР-З-66
150
1,5; 2; 3
260x35x110
0,78
РГА-150
150
0,8—3
Водяное
260x30x85
0,296
ГНР-160
160
0,8; 1; 2; 3
323 X 30 X 30
0,212
ЭЗР-З-58
200
2—4
Воздушное
350X80X150
0,68
ГРСТ-1
200 на фазе
1—4
Водяное
285x95x45
0,65
ГНР-315
315
3; 4; 5
345x35x35
0,305
РГА-400
400
4—6
270X34X105
0,43
ЭЗР-4
500
4—6
235x120x140
0,7
VIII.3. СВАРОЧНЫЕ КАБЕЛИ. МУФТЫ И КЛЕММЫ
В сварочном производстве при строительно-монтажных работах применяют кабели (табл. VIII.8, VIII.9) марок КРТП, КРПГ, КРНПГН, КРПТН ТУ 16.К73-05-88, а также марок РГД, РГДО и РГДВ ТУ 16.К73-03-88. Это гибкие кабели с медными жилами, заключенными в резиновую изоляцию и оболочку, рассчитанные для подключения к электрическим сетям на номинальное напряжение до 660 В частотой 400 Гц или на постоянное напряжение до 1000 В
ТУ 16.К73-05-88, или до 220 В при частоте 50 Гц, или постоянное
напряжение ТУ 16.К73-03-88. Длительно допускаемая температура жил не должна превышать 65 °С.
Сечение сварочного кабеля подбирают в зависимости от сварочного тока. Для наиболее распространенных при ручной электродуговой сварке токов ниже приведены рекомендуемые площади сечений сварочных кабелей (по данным Международного института сварки):
сварочный ток, А. . . . 240 300 400 500
площадь сечения кабеля,
мм? . • ♦ 25 35 50 70
Кабели должны выпускаться намотанными на деревянные барабаны (ГОСТ 5151—79*Е) или в виде бухт, перевязанных не менее чем в трех местах. Не допускается намотка кабеля на барабан с ск> лаблениями и перепутыванием витков, марок или длощади сечения,
326
а также с числом отрезков, большим трех. Концы кабеля должны быть защищены от проникновения влаги. Масса бухты не должна превышать 50 кг,
VII 1.8. Основные характеристики кабелей ТУ 16.К73-05-88 и ТУ 16.К73-03-88
Марка
Изоляция
Радиус изгиба не менее диаметров кабеля, мм
Температура окружающей среды, ?С
Дополнительные
сведения
КРПТ
Резиновая в резиновой оболочке
8
От—40 до+50
—
КРПГ
, То же
5
t Os—50 ДР+50-
—
КРПТН
КРПГН
8
Or—30 до+50
Безопасно попадание на оболочку масла, бензина.
»
5
От—30 до+50
Оболочка маслостойкая не распространяющая-- горения
РГД
: Резиновая в рези-
»новой оболочке
РГДО,
• Резиновая, обла-
РГДВ
- дающая защитны¬
ми свойствами, об¬
легченная
3
От— 5а
до+50'
3
i От —50
до+50
Не должны подвергаться воздействию раздавливающих или ударных нагрузок, должны быть защищены от попадания на оболочку брызг расплавленного металла, бензина и других нефтепродуктов
На барабане шш на ярлыке, прикрепленном к бухте, должна быть следующая информация: товарный знак эавода-изготовителя; марка кабеля? числа жил и номинальная площадь сечения, мм2; длина кабеля, м; масса брутто, кг; номер барабана зав«гд*а-изготовителя; дата выпека (год и месяц); номер стандарта.
Для разъемного соединение сварочных проводов' между собой иряиетжот соединительные муфты, а для неразъемного—соединителя, заменившие существующие «скрутки» проводов. Работать с соединительными муфтами и соединителями можно при температуре окружающей среды от —40 до +50 °С. Соединение сварочного провода с муфтой (полумуфтой), а также полумуфт между собой долж-
327
но выполняться быстро и без больших усилий. Муфты и соединители должны иметь надежную электро- и теплоизоляцию, высокую механическую прочность.
Соединительная быстроразъемная муфта марки МС-2 (рис,
VII 1.7) состоит из двух полумуфт, соединяют и разъединяют которые вручную поворотом одной из полумуфт относительно другой. Сварочный ток с токоподвода одной полумуфты без существенных потерь переходит на токоподвод другой полумуфты, и цепь замыка* ется. Место контакта надежно закрыто теплостойким электроизоля* ционным материалом. К каждой полумуфте крепится отрезок сва-* рочного кабеля сечением 35, 50 или 70 мм2, конец которого с распу* щенными жилами вводится в зазор между конусом и резьбовой гайкой и затем этой гайкой плотно и прочно зажимается.
VII 1.9. Номинальные наружные диаметры кабелей, мм
О)
Кабель марки КРПТ, КРПТН
Кабель марки
° Ч Л я
« £ со
S’S
и м 21»
<> * 022
o*SS О 3 2 1
Л * о 2 а
0**2 ° 3 2 §
о
0Q
о Set
IP
й к
m Й S * g
К е S Ю К
sills
t- X Ж со X
5
а
g
S
си
25
15,5
28
28
29,6
30,4
13,4
11,9
14,8
35
16,5
30
30
31,7
34,6
15,7
13,7
15,5
50
18,4
35,8
35,8
37,8
38,9
17,4
15,3
18
70
22,8
43,6
43,6
46,1
47,5
19,8
17,8
19,7
95
24,6
47,2
47,2
50,1
51,5
22
—
22 г4
120
27,6
51,2
51,2
54,4
56
25,2
—
23,5
150
26,8
—
26,2
Неск.олько другую конструкцию представляет собой соединительная быстроразъемная муфта МСБ-2 (рис. VIII.8). В ней сварочный кабель к полумуфтам присоединяют с помощью винтов, имеющих сферическую торцевую поверхность и прижимающих оголенное сечение кабеля к токоподводу.
Для неразъемных соединений сварочных кабелей можно использовать соединитель ССП-2 (рис. VIII.9), состоящий из токоподвода, укрытого изоляционным материалом, и винтов, крепящих сварочный кабель сечением 35, 50 и 70 мм2 при токах до 500 А. Масса соедини теля ССП-2 — 0,4 кг.
Соединительные муфты и соединители МСБ-2 и ССП-2 изготовь ляют предприятия Минмонтажспецстроя СССР*
Сварочный кабель к источнику питания сварочной дуги может присоединяться с помощью присоединительной муфты МС-3, одна из полумуфт которой аналогична полумуфте МС-2 или МСБ-2, а другая вместо конца провода имеет выходную деталь с отверстием, надева* емую на контактный болт источника питания.
328
VJII.7, Соединительная быстроразъемная муфта МС-2
1 — корпус из теплостойкого изоляционного материала; 2 — гайка; 3, 4—. полумуфты; 5 — конус
VIII.8. Быстроразъемная муфта МСБ-2
1 — зажимной винт; 2 — токоподвод; 3 — гайка; 4 —корпус из теплостойкого электроизоляционного материала
Клемма заземления предназначена для присоединения сварочного провода к заземляемому предмету. Широкое применение в системе Минмонтажспецстроя СССР нашла клемма заземления КЗ-2. Она выполнена в виде пассатижей с подпружиненными ручками (рис.
VIII.10), за счет чего заземляемый предмет толщиной до 40 мм за** жимается между губками клеммы. Сварочный кабель подсоединен к клемме через наконечник и болт. Губки соединены гибким, плете* ным из медных жил стержнем для обеспечения перехода тока через них.
329
Удобна в эсплуатации при сварке вращающихся деталей и узлов поворотная клемма заземления КЗП-12 (рис. VIII.11), разработанная организациями Минмонтажспецстроя СССР. Конструктивно эта клемма выполнена таким образом, что обеспечивает надежный кон* такт по границе соприкасания скобы и подпружиненной соединитель* ной муфты.
VIII. 10. Клемма заземления КЗ-2
1 — проушина; 2 — стержень; 3 — наконечник; 4 —болт; 5, 7 — губки; 6 — заземляемый предмет
VIIIЛи Поворотная клемма зазем«■ ления КЗП-12
1 — скоба; 2 — муфта соединительная концевая МК-500; 3 — пружи-
VIII.4. НАБОРЫ ИНСТРУМЕНТА ДЛЯ СВАРЩИКА
Для ручной электродуговой сварки покрытыми электродами успешно применяют наборы инструментов. Созданы три типа комплектов инструментов электросварщика-ручника (в зависимости от пре-
330
дельного тока): КИ-125, КИ-315 и КИ-500. В комплект входят: муфта соединительная марки М-315 (КИ-125 и КИ-315) или М-500 (КИ-500);
электрододержатель ЭД-125, ЭД-315 и ЭД-500, соответствующий типу комплекта, с отрезком сварочного кабеля; электрододержатель без кабеля; запасные части к электрододержателю; стекла и светофильтры для защитного щитка; зажимы контактные; ш л акоотдел ите л ь; металлическая щетка.
*/ •
VIII. 12. Набор инструмента типа ЭН И для сварщика
331
VIII.13. Газосварочный комплект КГС-2А
1 запасные части; 2 —ручка; 3 —футляр; 4 — вставной резак; 5 —ствол го¬
релки; 6 —наконечник горелки; 7 — комплект прочищалок; « — ключ
Инструменты уложены в ящике, габарит которого 385 X 340 X IX115 мм; масса инструмента с ящиком в зависимости от типа комплекта 6,5; 7 и 9 кг.
Предприятиями Минмонтажспецстроя СССР и других ведомств используются разработанные ВНИИмоитажспецстроем наборы инструментов типа ЭНИ-300 и ЭНИ-300/1 (рис. VIII.12). В каждом наборе имеется:
электрододержатель и запасные части к нему; соединительная муфта;
332
клемма заземления; щетка-зубило (комбинированная); отвертка с диэлектрической ручкой; ручка диэлектрическая — 2 шт.; плоскогубцы комбинированные; клеймо сварщика; молоток;
светофильтры защитные — 2 шт.; стекло покровное для щитка сварщика; кабель марки РГД длиной 3 м.
Набор размещается в металлическом ящике с ручкой и замками с натяжным устройством; габарит ящика 415x290x80 мм. Масса набора с ящиком 7—8 кг.
Для ручной газопламенной сварки, пайки металлов и разделительной кислородной резки низкоуглеродистой стали применяют газосварочные комплекты КГС-1-72 и. КГС-2А (рис. VIII.13). Комплект КГС-1-72 состоит из сварочной горелки Г2-02, вставного резака РГМ-70, комплекта прочищалок и запасных частей.
VIII.5. ЩИТКИ ЗАЩИТНЫЕ ДЛЯ ЭЛЕКТРОСВАРЩИКОВ
В соответствии с ГОСТ 12.4.035—78* «Щитки защитные лицевые для электросварщиков. Технические условия» выпускается шесть модификаций (табл. VIII. 10) защитных щитков из специальной пласт* массы —поликарбонатной смолы дифлон, которая устойчива к высокой температуре и повышенной влажности, практически не подвергается деформации, не портится от брызг расплавленного металла.
VIII. 10. Щитки защитные для электросварщиков
Модифи¬
кация
Наименование
Модель
Размеры
свето¬
фильтра.
мм
1
Наголовный щиток с непрозрачным корпусам
НН-Э-ЗОУ1
52x102
2
То же
НН0-Э-302У1
90Х102
3
Ручной щиток с непрозрачным
РН-Э-301У1
52X102
4
KupiiytuM
Наголовный щиток, монтируемый на защитной каске
ЩЭК-Э-301У1
52X102
5
То же, с открывающимся светофильтом и подвижной рамкой
НН-Э-302У1
52 х 102
6
Ручной щиток с непрозрачным корпусом
РН0-Э-302У1
90x102
333
VI11.14. Ручной защитный щиток сварщика РН-С-701У1
В конструкции щитков отсутствуют металлические выступающие детали, что предотвращает возможность поражения сварщика электрическим током. По сравнению с фибровыми масками новые защитные щитки имеют литой бесшовный корпус. Он надежен, долговечен и эстетичен, сохраняет механическую прочность при температуре окружающей среды от +50 до — 100 °С. Конструкция нового щнтка модели НН-Э-301У1 на 10—15 % уменьшает вероятность попадания вредных аэрозолей в зону дыхания сварщика.
Новые наголовные и ручные щитки (рис. VIII. 14, VIII. 15) с увеличенными светофильтрами (размером 90x102 мм), наголовные щитки, монтируемые на защитной каске, и щитки с подвижными откиды-
334
вающимися светофильтрами надежно защищают сварщика при различных условиях строительно-монтажного производства.
VIII.6. ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ, ПАЙКИ, НАПЛАВКИ И НАГРЕВА МЕТАЛЛОВ И ДРУГИХ МАТЕРИАЛОВ
Горелки для газовой обработки материалов (табл. VIII.l 1—• УШ.16, рис. VIII.16) классифицируют по следующим признакам: спо-
VI 11.16. Горелка для газовой обработки металлов «Звездочка»
/ _ мундштук; 2 — ниппель; 3 —съемный наконечник; 4 — накидная гайка; 5 _ корпус со смесительной камерой; €—вентиль; 7*-рукоятка; 8»— выпуск*
ыые штуцера
335
VIII.ll. Технические характеристики горелок для газопламенной обработки металлов
Марка
Номер
наконеч¬
ника
Толщина обрабатываемого металла, мм
Расход, 1 -10 3
м»/с
Давление, кПа
Длина, мм
Масса,
кг
кислоро¬
да
ацетилена
пропан¬
бутана
кислорода
ацетилена
пропанбутана
«Звезда»
1
0,5—1,5
0,0153
0,043
100—400
404
0,56
2
1—2,5
0,036
0,033
150—400
440
0,58
3
2,5—4
0,07
0,064
200—400
1
475
0,59
4
4—7
0,12
0,11
515
0,65
5
7—11
0,2
0,18
553
0,76
6
10—18
0,32
0,28
580
0,78
7
17—30
0,53
0,47
618
0,85
«Звездочка»
0
0,2—0,7
0,0178
0,0165
50—400
)
315
1
0,5—1,5
0,037
0,034
50—400
350
__
2
1—2,5
0,071
0,065
150—500
1 О
> 1,0
383
3
2,5-4
0,123
0,11
200—400
)
425
0,54
«Малютка»
0
0,2—0,7
0,0018
350
0,45
1
0,5-1,5
—
0,034
2
1—2,25
—
0,065
—
50—400
1—50
_
3
2,5—4
—
0,11
_.
4
4—7
—
0,21
470
0,51
«Москва»
1
)
0,036
I 0,034
0,034
I I
415
I 0,88
2
1
0>034
1 0,065
0,065
| 1
3
4
5
6 7
0*5—3,0
0,12
0,21
0,32
0,53
0,86
0,11
0,2
0,28
0,45
0,78
—
400
1
—
635
1,13
ГС-2
0
0*25—0,6
0,0178
0,0165
50—400
310
1
0,5—1,5
0,037
0,033
100—400
1
_.
2
1—2,5
0,072
0,064
150—400
1
0,53
3
2,5-4
0,123
0,11
200-400
425
—
ГС-2А
0
0,2—0,7
0,21
0,18
]
340
0,39
1
0,5-1,5
0,036
0,033
1
2
1,5—2
0,071
0,065
[ 4UU
1
3
2,5—4
0,123
0,11
J
450
0,43
ГЗМ-З
1
0,3—1
0,071
0,021
\
396
0,58
2
1—2,5
0,15
—
0,042
| 400
3
430
0,6
3
1,7—3
0,23
—
0,081
1
470
0,65
ГС-3
1
0,5—1,5
0,0153
0,034
100—400
1
400
2
1—2,5
0,036
0,065
—
150—400
1
—
—
—
3
2,5—4
0,066
0,11
4
4—7
0,123
0,21
—
—
0,83
5
7—10
0,22
0,20
—
. 200—400
1
—
6
10—17
0,32
0,45
—
—
7
17—30
0,52
0,78
—
J
—
600
—■
338
Продолжение табл. VIII. 11
Марка
Номер
наконеч¬
ника
Толщина обрабатываемого металла, мм
Расход, 1-10 3
м8/с
Давление, кПа
Длина, мм
Масса,
кг
кислорода
ацетилена
пропан¬
бутана
кислорода
ацетилена
пропан-
бутача
ГС-ЗА
1
0,5-1,5
0,037
0,034
—
370
0,64
2
1-2,5
0,08
0,066
—
—
—
3
2,5—4
0,123
0,11
—
—
—
4
4—7
0,21
0,2
—
400
1
—
—
5
7—11
0,32
0,28
—
—
—
6
10—18
0,53
0,45
—
—
—
7
17—30
0,86
0,78
—
—
600
0,9
ГЗУ-2-62
1
0,5-1,5
0,08
0,020
100—400
2
1—2,5
0,15
—
0,039
150—400
—
—
3
2,5—4
0,23
0,067
4
4—7
0,39
0,11
1
540
0,7
5
—
0,58
—
0,178
> 200—400
—
10
—
—
6
—
1,1
0,28
—
-—
7
1,6
0,47
)
585
1,5
ГЗМ-2-62М
0
0,27—0,7
0,037
0,011
50—150
1
0,5—1,5
0,08
0,02
50—250
1
2
1—2,5
0,153
0,042
150—400
1
—
3
2,5-4
0,23
0,064
200-700
450
1,06
гвп-зм
1
2
0,178
0,417
—
—
100
100
485
592
0,75
0,91
ГВП-5
1
2
3
) -
—
—
0,178
—
—
100
395
460
470
0,95
0,95
0,95
ГАО-2-72
—
—
0,58
0,55
—
400
10
—
1290
2,04
ГВ-1
1
2
3
} -
—
—
0,23
0,35
0,47
) -
—
150
800
825
855
1,2
1.3
1.4
ГВПН
—
—
—
—
0,33
—
—
150
630
1,5
ГЗУ-З
1
2
3
4
0,3-1,5 1—2,5 1,7-4 3—7
0,08
0,153
0,23
0,42
—
0,02
0,042
0,064
0,11
400
—
3
427
462
494
538
0,73
0,76
0,8
0,84
ГЗУ-4
5
6 7
—
0,58
1
1,62
—
0,18
0,29
0,47
| 400
—
2
536
570
605
0,36
0,9
0,95
собу подачи газа и образованию горючей смеси — инжекторные и безынжекторные; назначению — универсальные, специализированные, ручные и машинные; роду горючего газа — кислородно-ацетиленовые, пропан-бутановые и др. По конструктивным особенностям горелки подразделяют на одно- и многопламенные. Однопламенные универсальные горелки изготовляют по ГОСТ 1077—79* Е. Горелки типа Г1 относят к безынжекторным и применяют для горючих газов
VIII. 12. Техническая характеристика горелки ГЗЗ-З-72
Ширина мундштука и обрабатываемой поверхности, мм
Расход, 1 •
10-3 м3/с
пропан-бутаиа
кислорода
45
0,31
1,1
55
0,41
1,4
60
0,44
1,55
65
0,49
1,7
75
0,56
2
85
0,66
2,3
95
0,73
2,6
100
0,8
3,1
VI 11.13. Техническая характеристика горелки ГАЛ-2
Номер
наконеч¬
ника
Толщина, мм
Расход, 1 •
10 ~3 м’/с
Масса, кг
обрабатываемой детали
слоя наплавки
кислорода
ацетилена
3
2,5—4
0,1—2
0,07—0,12
0,064—0,11
0,94
4
4—7
0,2—3
О
Т
о
0,11—0,21
0,47
6
10—18
0,3—4
0,32—0,53
0,28—0,49
1.1
Примечание. В горелках ГАЛ-2 давление кислорода 200—400, ацетилена 10—25 кПа.
VIII.14. Техническая характеристика горелки ГКР-1
Номер
мундштука
Расход керосина, л/с
Расход газа, М0~3 мз/с
Давление кислорода, кПа
1
0,083—0,176
0,14—0,28
300—400
2
0,14—0,29
0,2—0,4
300-500
3
0,19—0,42
0,31—0,64
300—500
4
0,33—0,64
0,47—0,89
400—500
Примечание. В горелках ГКР-1 давление кислорода 150— 300 кПа.
340
VIII.15. Техническая характеристика закалочного наконечника НАЗ-2-72
Ширина мундштука и обрабатываемой поверхности, мм
Расход, 1 •
10_3 м*/с
ацетилена |
кислорода
45
0,31—0,54
0,33—0,56
55
0,47—0,78
0,52—0,86
65
0,47—0,78
0,52—0,86
75
0,64—1,05
0,7—1,15
85
0,64—1,05
0,7—1,15
100
0,88—1,25
1,1-1.4
VIII. 16. Область применения горелок для газовой обработки материалов
Марка
Назначение горелки
«Звезда», «Звездочка», «Малютка», «Москва», ГС-2, ГС-3, ГС-2А, ГС ЗА
Для ручной ацетиленокислородной сварки наплавки, пайки деталей из черных и цветных металлов
ГЗУ-2-62,
ГЗМ-2-62М,
ГЗМ-З
Для ручной газовой сварки, пайки, наплавки и нагрева деталей
ГЗЗ-З-72
Для поверхностной термической обработки изделий линейного профиля с нагревом пропанокислородным пламенем
ГЗУ-З
Для газовой сварки, пайки, наплавки черных и цветных металлов (кроме меди)
ГЗУ-4
Для правки металлоконструкций после сварки, предварительного нагрева деталей перед сваркой, наплавки твердых и цветных сплавов, сварки чугуна и цветных металлов (кроме меди), пайки высокотемпературными припоями
ГЗМ-З
Для ручной газовой сварки, наплавки, пайки и нагрева черных и цветных металлов (кроме меди)
jhm-зм
Для пайки и нагрева деталей твердыми и мя«ч кими припоями
341
Продолжение табл. VIII. 16
Марка
Назначение горелки
ГВП-5
Для пайки твердыми и мягкими припоями и нагрева деталей
ГАЛ-2
Для ручной наплавки фасонных и плоских изношенных поверхностей и заварки дефектов чугунного литья
ГКР-1
Для газовой сварки и наплавки изделий из черных и цветных металлов и их сплавов
ГАО-2-72
Для очистки пламенем поверхности металла от ржавчины, окалины и старой краски
ГВ-1
Для газовоздушного нагрева до 300 °С черных и цветных металлов, оплавления битумных материалов
ГГП-1-66
Для газовой сварки в смеси пропан-бутана с воздухом с присадочным прутком изделий из термопластичных материалов
ГЭП-1А-76, ГЭП-2
Для сварки деталей из термопластичных материалов газовым теплоносителем (воздух, азот и другие газы) с присадочным прутком
ГВПН
Для оплавления гидроизоляционных материалов и низкотемпературного нагрева деталей перед сваркой
низкого давления, инжекторные горелки типов Г2, ГЗ и Г4 — для газов высокого давления.
Горелки ГЗУ-2-62, ГЗМ-2-62М, ГЗМ-З работают на городском газе и пропан-бутане.
Горелка ГЗУ-2-62 в первом исполнении выпускалась с односопловыми наконечниками, подогревателями и подогревающими камерами, во втором исполнении — с сетчатыми наконечниками № 5—7 без подогревателей и подогревающих камер.
В комплект горелки ГЗЗ-З-72 входят восемь сменных наконечников с мундштуками различной ширины. Каждый наконечник состоит из мундштука со смесительной камерой, двух разбрызгивателей и охлаждающей пластины.
В комплект горелок ГЗУ-З, ГЗУ-4 входит ствол ГС-3.
342
Горелка ГЗМ-З работает на пропан-бутане и заменителях ацетилена. В комплект горелки входит ствол ГС-2.
Горелка ГВП-ЗМ работает на пропан-бутане, городском газе и сжатом воздухе. В комплект горелки входит ствол ГС-3, наконечник со смесительной камерой и инжектором, стабилизатор горения пламени с завихрителем.
Горелка ГВП-5 работает на пропан-бутане и городском газе.
В комплект горелки ГАО-2-72 входит ствол ГС-3.
В комплект горелки ГВ-1 входит ствол ГС-3.
В комплект горелки ГГП-1-66 входят ствол, вихревая камера, завихритель и мундштук.
Горелка ГЭП-1А-76 состоит из ствола, наконечника и нагревательного элемента.
В комплект горелки ГВПН входит ствол ГС-3.
VIII.7. РЕЗАКИ
С помощью резаков выполняют разделительную резку металлов, вырезку корня сварного шва и удаляют дефекты сварного соединения или стального литья и проката.
Резаки (табл. VIII. 17—VI 11.23) классифицируют по следующим признакам: роду горючего газа — для ацетилена, пропан-бутана, городского газа, коксового газа или для жидких горючих — керосина, бензина; принципу действия — инжекторные и безынжекторные; давлению кислорода — высокого и низкого давления; виду резки — разделительная и поверхностная; назначению — универсальные и специализированные; типу мундштука — с кольцевым подогревом, щелевые многосопловые и сетчатые.
К универсальным резакам для ручной резки предъявляют следующие требования: небольшая масса и удобство в работе; устойчивость против обратных ударов; возможность резки изделий широкого диапазона толщин в любом направлении; образование горючей смеси требуемого состава независимо от изменения давления газа.
Инжекторные резаки для ручной кислородной резки изготовляют по ГОСТ 5191—79*Е.
Воздушно-дуговые резаки для ручной резки выпускаются по ГОСТ 10796—74* с угольными, графитовыми и графитированными электродами.
Резак инжекторного типа «Факел» для вырезки деталей круглой формы комплектуется циркульным устройством, укрепленным на опорной тележке. В комплект резака входят мундштуки: внутренние jfs 2—4 и наружные № 1, 2 (рис. VIII.17).
343
VIII. 17. Технические характеристики резаков для кислородной резки
Расход газа, 1-10 3
м3/с
Давление газа, кПа
Марка
Толщина разрезаемого металла, мм
кислорода
ацетилена
пропан-бутана
кислорода
аце¬
тиле¬
на
про¬
пан-
бутана
Габарит, мм
Mdcca,
КГ
РПК-2 РПА-2 РПА-2-72 РАП-1 с мунд¬
—
20.83
20.83 5—20,83
1,527—2,083
0,334
0,334
0,25
0,416—0,55
—
1200
800—1200
800—1200
400—600
1
1
1
—
1350x170x150
1350X170X150
1400X260X200
640X72X120
2,5
2,4
2,53
1,2
штуком № 1 РАП-1 с мунд¬
2,5—5
0,416—0,55
400—600
1
—
640X72X120
1,2
штуком № 2
РПК-2-72
РАП-62
2—5
5—20,83
2,5—5
4,16—5,55
—
800—1200
100—600
1
=
1400x 260x200 690x120x70
2,53
1,2
с мундштуком №2
РАП-62 с мунд¬
2—6
1,53—2,08
0,416—0,55
_
100-600
1
690X120X70
1,2
штуком № 1
РАЗ-55
РГМ-70
«Факел»
«Пламя 62»
РАР-66
«Маяк 1»
«Маяк 2»
РАЛ-1
РЗЛ-1
РЗР-2
0 37 3—50 3—300 3—300 3—300 3—350 3—350 50-300 100—400 300-800
1,194—2,027
0,83—2,22
0,83—11,1
0,83—11,6
8,88
0,5—11,1
0,69—11,1
2,8—11,1
4,16—13,8
12,2-31,9
0,138—0,194
0,083—0,167
0,11—0,33
0,16—0,33
0,334
0,11-0,36
0,33
0,194
0,083—0,22
0,445—0,55
0,694—1,94
450
300—500
300—1200
390—1400
1500
300—1200
1400
400—1200
350—1200
500—750
5
1
1
1
1
1
1
1
20
330
50
370 (длина) 262x160x43 535 x72x159 550 X 64X160 650 (длина) 550 (длина) 500 (длина) 863 (длина) 813 (длина) ,100X470X195
0,6
0,54
1.05
1.5 1,2 1,78
1.25
1.25 1,2
5.5
VII 1.18. Технические характеристики вставных газовых резаков
Марка
Тип
горелки
Толщина разрезаемого металла, мм
Расход, М0~3 м3/с
Давление, кПа
Длина резака, мм
Масса, кг
ацетилена
кислорода
ацетилена
кислорода
РАТ-70
ГС-3
2—20
0,083—0,11
0,55-0,83
1
200—300
302
0,61
РГМ-70
ГС-2
3—50
0,083—0,16
0,83—2,2
1
300—500
262
0,60
РГ-70
ГС-3
3—70
0,11-0,16
0,83—2,7
1
300—600
282
0,61
РГС-70
ГС-3
3—70
0,11—0,16
0,83—2,7
1
300—600
282
0,57
РАО-70
ГС-3
5—50
0,083—0,16
0,83—2,2
1
300—500
290
0,68
РАО-55
—
5—50
0,11—0,25
0,83—1,95
10
380—800
370
0,7
РАЗ-70
—
0,11—0,16
1,1—2,7
5
300—600
333
0,62
VII 1.19. Технические характеристики кислородно-керосиновых резаков
Марка
Номер
мундш¬
тука
Толщина разрезаемого металла, мм
Расход, 1
• КГ-3 мз/с
Давление, кПа
Габарит, мм
Масса, кг
керосина
| кислорода
керосина
| кислорода
РК-62
1
2
3
4
До 20 20—50 50-100 100-200
0,25
0,27
0,36
0,54
1,6
2,7
5,4
10
300
300
300
300
500
700
900
900
560X170X90
1,66
РК-71
1
3—10
0,22
0,78
150
300
2
10—30
0,22
1,6
150
400
3
30—60
0,25
3,2
150
400
560X160X70
1,57
4
60-120
0,33
4,8
150
500
5
120-200
0,42
7,8
150
600
VII 1.20. Технические характеристики воздушно-дуговых резаков
Номинальный режим работы ПВ, %
Сжатый воздух
Марка
Рабочий ток, А
расход, Ы0 3 м*/с
давление,
кПа
Размеры электрода, мм
Габарит, мм
Масса, кг
РВД-315
480
400
315
60
80
100
| 5,4
400—630
6-10
310x100
0,8
РВДм-315
480
400
315
60
80
100
J 5,4
400—630
6—10
310X100
0,8
РВД-4А
500
350
60
90
} 5,4
400—600
6—12 (длина круглых); 6X12, 8x12 (плоские)
0 130
0,7
РВДу-4А
500
60
5,4
400—630
6—12 (длина круглых); 6x12, 8x12 (плоские)
285x130
0,7
РВДл-1000
1500
1000
50
100
} 10,8—13,5
400-600
250 (длина)
8600X107X50
18,5
VI11.21. Технические характеристики машинных резаков
Марка
Толщина разрезаемой стали, мм
Расход,
Ы0—3 м»/с
Давление
кислорода,
кПа
в
8
0
1
кислорода
ацетилена
РМ-З-И-265
5—50
0,54—2,2
0,083—0,21
600
0,9
РШМ-3-И-395
5—100
0,54—3,6
0,083—0,21
800
1,3
РМ-0-РД-450
5—300
0,55—7,6
0,138—0,334
1200
1,25
РМ-З-И-450
5—300
0,55—7,6
0,083—0,334
1200
1,25
РМ-2-И-330
5—300
0,55—7,6
0,083—0,334
1200
1
VI 11.22. Технические характеристики плазматронов
Рабочий ток, А
Рабочее напряжение, В
Расход, 1*10
3 м*/с
и
W
Марка
газа
воды
Габарит, мм
03
о
и
СЗ
S
Машинные резаки
6ЭД.394.199
20-315
20—36
0,29
0,041
0 35Х129
ПВР-101У4
100
1,4
0,035
—
ВПР-11МА
100—300
120—180
0,49—0,69
0,083
0 40x 300
6ЭД.394.220
120—250
24—26
0,27
0,038
0 30x83
ПВР-202
250
100—250
2,2
—
—
ПВР-402
400
100-250
2,2
0,083
0 90x235
ПВР-401
400
—
1,6
0,071
—
Плазматроны для ручной резки
0,5
0*9
1.5
3
1
РДП-2
250
180
0,3—0,54
—
140X130
РДП-1
400
180
0,3—0,54
0,089
140x130
УПРД-67
450
110
0,54—1,08
—
—
347
VIII.23. Область применения резаков
Марка
Назначение резака
«Факел»
Для ручной резки углеродистой и низколегированной стали
«Пламя 62», «Ракета-1»
Для ручной разделительной резки малоуглеродистой и низколегированной стали
«Маяк 1», Маяк 2»
Для ручной разделительной резки малоуглеродистой и низколегированной стали
РАП-62, РАП-1
Для удаления корневых сварных швов и небольших дефектов в стальном литье
РПК-2, РПК-2-72, РПА-2-72
Для удаления местных дефектов на стальных слитках, фасонном литье, устранения дефектов сварных швов и подготовки кромок листов под сварку
РАЛ-1, РЗЛ-1
Для ручной разделительной резки сталей из углеродистой и низколегированной стали
РЗР-2
Для ручной разделительной резки кислородной струей
РПА-2
Для удаления кислородной струей местных дефектов на стальных слитках, устранения дефектных участков сварных швов и подготовки кромок листов под сварку
РГС-70, РГМ-70
Для ручной кислородной малоуглеродистой стали
РАТ-70
То же, труб с наименьшим диаметром 45 мм
РАО-70
Для вырезки отверстий
РАЗ-70
Для срезания вручную головок заклепок
РК-62, РК-71
Для прямо- и криволинейной резки стали
РВД-315, РВДм-315, РВД-4А, РВДу-4А, РВДл-1000
Для поверхностной и разделительной резки черных и цветных металлов, обработки литья, подготовки кромок под сварку
348
VI 11.17. Газовый резак «Факел»
/ — головка; 2 — кислородный аентиль подогревающего кислорода: 3 — вен¬
тиль кислорода; 4 — ацетиленовый вентиль; 5 — рукоятка ствола; <? — кисло* родный штуцер; 7 — ацетиленовый штуцер
Для перемещения резака «Ракета-1» в процессе работы и поддержания постоянного расстояния между мундштуком и разрезаемым металлом предусмотрены опорная тележка с двумя роликами и циркульное устройство для резки по окружности. В комплект резака входят мундштуки: внутренние № 2—5 и наружные № 1, 2.
В комплект резака «Маяк 1» входит внутренний мундштук № 2 и наружный № 1, а также четыре внутренних и два наружных мундштука. В комплект резака «Маяк 2» входят четыре внутренних и один наружный мундштук.
Резак РАП-1 по конструкции аналогичен конструкции резака «Маяк 1». В комплект резака входят мундштуки № 1 и № 2.
Вставные резаки присоединяют к сварочным горелкам вместо сменных наконечников. Вставной резак состоит из корпуса с вентилем для кислорода, смесительной камеры, головки с мундштуком и присоединительного узла.
В комплект резака РК-71 входят внутренние мундштуки № 1—5 и наружные № 1, 2.
Для комплектования газорежущих машин применяют машинные резаки, технические характеристики которых даны в табл. VIII.21.
В состав оборудования для плазменной резки входят плазмотроны (рис. VIII.18, VIII.19).
VIП. 18. Плазмотрон ПВР-202
1 — корпус; 2 — кнопка включения; 3 — сопло
VIII. 19. Плазмотрон ПВР-402 1 — штуцеры; 2 — корпус; 3 — сопло
Глава IX. РУЧНАЯ ДУГОВАЯ СВАРКА
IX.I. ОСОБЕННОСТИ СПОСОБА СВАРКИ. ОБЛАСТИ ПРИМЕНЕНИЯ
Ручная дуговая сварка металлическим покрытым (плавящимся) электродом, отличаясь высокой универсальностью и значительной мобильностью, обусловившими преимущественное использование ее в строительстве, имеет ряд технологических особенностей.
Способ позволяет без замены сварочного инструмента и оборудования (при надлежащем сварочном режиме) выполнять швы различных типов, сечения и назначения, а также вести сварку в любом пространственном положении и в труднодоступных местах.
Широкое применение имеет сварка электрической дугой прямого действия. При этом сварщик поддерживает устойчивый процесс сварки непрерывной подачей конца электрода в зону горения дуги, не допуская значительных отклонений длины дуги. Наилучшие результаты достигаются при сварке короткой дугой. В этом случае электрод плавится спокойно с небольшим разбрызгиванием, и обеспечивается хорошее проплавление основного металла. Нормальная длина дуги обычно не превышает 0,5—1,1 диаметра электрода. При длинной дуге повышается окисление электродного металла, увеличивается разбрызгивание, снижается глубина провара, шов получается со значительными включениями окислов.
При сварке соединений деталей и узлов металлических строительных конструкций и изделий преимущественно используют металлические покрытые электроды (см. гл. V) диаметром 3—6 мм. Основной объем работ выполняют при токе 90—350 А и напряжении дуги 18—30 В.
Производительность ручной дуговой сварки существенно уступает производительности механизированных и автоматических способов дуговой сварки, особенно при наложении длинных (более 1 м) швов большого сечения в нижнем положении.
Качество швов и сварных соединений, выполненных ручной дуговой сваркой, в значительной степени зависит от условий работ и производственных навыков сварщиков.
В промышленном строительстве ручная дуговая сварка приме* няется: при изготовлении и монтаже строительных и технологических металлических конструкций; при изготовлении закладных частей и деталей и выполнении монтажных соединений элементов арматуры железобетонных конструкций; при сварке стыковых соединений труб
350
и присоединений деталей и узлов технологических, теплотехнических и магистральных трубопроводов; а также при производстве электромонтажных и санитарно-технических работ.
IX.1.1. Электрическая сварочная цепь
На процесс дуговой сварки существенное влияние оказывают протяженность и состояние электрической сварочной цепи (рис. IX.1), а также организация рабочего места сварщика (см. гл. XXVII).
На заводах и в мастерских рабочее место сварщика преимущественно стационарное. Для размещения свариваемого изделия небольшого габарита в удобное для сварки положение используется рабочий стол (см. рис. IX.1), к которому присоединен один из проводов электрической сварочной цепи. Вместо рабочего стола часто пользуются сборочно-сварочными приспособлениями (кондукторы, кантователи и др.), в которых размещают свариваемые детали или конструкции.
На строительно-монтажных площадках рабочее место сварщика нестационарно и меняется по мере перехода от сварки одной конструкции к другой.
Протяженность сварочных проводов при этом может достигать 50 м и более. Падение напряжения в такой цепи, превышающее допустимые пределы (4—5 %), будет оказывать отрицательное влияние на технологические свойства сварочной дуги. В таких случаях увеличивают сечение проводов сварочной цепи или устанавливают источники тока на более близком расстоянии от места работы сварщика. Для этих целей наиболее рационально использовать применяемые для строительно-монтажных условий специальные малогабаритные передвижные помещения контейнерного типа — машинные залы, в которых размещают сварочное оборудование (см. гл. VIII). Обычно в машзалах устанавливают один источник постоянного тока и один — переменного или один многопостовой (на 3—6 постов) сварочный выпрямитель.
1Х.1. Электрическая цепь при ручной дуговой сварке
1 — рабочий стол; 2 — свариваемое изделие; 3 — электрод; 4 — электрододержатель; 5 — изолированный сварочный провод; 6—источник пи* тания дуги; 7 — сварочный провод; 8 —• струбцина
351
IX. 1.2. Особенности сварочной дуги постоянного
и переменного тока
С помощью источников постоянного тока можно вести сварку при прямой или обратной полярности. Дуга прямой полярности (электрод — «минус», объект сварки — «плюс») обеспечивает более глубокое проплавление основного металла; при дуге обратной полярности повышается скорость плавления электрода.
В табл. IX. 1 приведены данные о некоторых технологических особенностях сварочной дуги постоянного и переменного тока.
IX.1. Технологические особенности сварочной дуги постоянного и переменного тока
Показатель
Постоянный ток
Переменный
ток
Прямая
полярность
Обратная
полярность
Относительная скорость
100
110—140
100—120
плавления электрода, %
Длина дуги
Нормильная
Короткая
2—4 мм
(0,5 1 ,l)dg
до 2,5 мм
Магнитное дутье
Сильное
Сильное
Отсутствует
йэ — диаметр электрода.
Возникающее при постоянном токе «магнитное дутье» (при токе более 200 А) может вызвать сильное отклонение и блуждание сварочной дуги, вследствие чего увеличивается разбрызгивание, ухудшается качество шва и снижается производительность.
Большинство современных электродов общего назначения пригодно для сварки на любой полярности тока, вместе с тем имеется ряд марок электродов, предназначенных для сварки на какой-либо одной полярности.
Электроды, используемые при сварке на переменном токе, обеспечивают вполне устойчивое горение дуги.
IX.2. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
К основным операциям подготовки металла под сварку относятся: правка и очистка проката; механическая или термическая резка при заготовке деталей и полуфабрикатов; обработка кромок, подлежащих сварке.
352
Обработка кромок стыковых соединений заключается в отбортовке их при толщине металла до 4 мм или разделке кромок для создания скоса и притупления при большей толщине металла. Основные данные о сварных соединениях и швах приведены в гл. III.
При дуговой сварке повышенные требования предъявляются к чистоте кромок и поверхности прилежащих к ним зон свариваемых деталей.
В целях избежания образования в швах пор, шлаковых и других включений торцевые поверхности кромок и прилегающие к ним зоны металла шириной 25—30 мм подлежат очистке от ржавчины, краски, масляных и других загрязнений. Очистку выполняют металлическими щетками, абразивными материалами или инструментом, а также газопламенной обработкой.
При сборке конструкций, помимо применения инвентарных и других сборочных приспособлений, кондукторов и кантователей, для фиксации взаимного расположения элементов конструкций и деталей часто используют прихватки (короткие швы), осуществляемые ручной дуговой сваркой.
Длина швов-прихваток обычно 50—100 мм.
Размеры сечений прихваток не должны превышать /з основных швов (при толщине свариваемого металла более 5 мм). Поверхность прихваток следует зачищать от шлака и загрязнений. При выявлении дефектов их удаляют абразивным инструментом и швы выполняют вновь.
IX.3. ТЕХНИКА И ОБЩАЯ ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ШВОВ
В зависимости от формы и взаимного расположения свариваемых кромок, размеров поперечного сечения шва и положения его в пространстве при ручной дуговой сварке осуществляют простые или сложные траектории движения рабочим (с горящей дугой) концом электрода (табл. IX.2), которые позволяют: управлять тепловым потоком, охлаждая металл при отводе дуги и увеличивая тепловое воздействие при прекращении движения электрода; выполнять однопроходные швы различной формы и размеров сечения; уменьшать возможность натека или прожога металла; предотвращать стекание металла при наклонном или отвесном положении сварочной ванны.
При перемещении конца электрода вдоль линии соединения без колебательных поперечных движений ширина валика шва не превышает 0,8—1,5 диаметра электрода. Поперечные движения конца электрода обеспечивают получение валика увеличенной ширины.
23—194
353
1Х.2. Основные виды траекторий движения рабочего конца электрода при ручной дуговой сварке
Вид траектории
Характеристика и назначение
Прямолинейное движение без поперечных колебаний для наложения узких (ниточных) валиков шва. Применяется при сварке тонкого металла, сварке первого слоя многослойного шва и подварке дефектов
Возвратно-поступательные движения. Короткие колебания, используемые для некоторого увеличения ширины шва, способствуют дегазации ванны и улучшению внешнего вида шва. Длинные колебания необходимы при сварке в потолочном и вертикальном положениях
/WWVW
AVWWV
Движения, используемые для увеличения ширины шва. Применяются при сварке в нижнем положении стыковых соединений без разделки кромок и при наплавке
rYVYYY>
пгптпг
Движения, способствующие прогреву одной из кромок, например при сварке металла разной толщины
Движения, обеспечивающие усиленный прогрев корня шва
Движения, способствующие усиленному прогреву кромок и корня шва. Используются при сварке стыковых соединений со скосом двух кромок и угловых соединений в нижнем и вертикальном положениях
wswr
Движения, дающие возможность сильно прогреть обе кромки. Применяются при сварке угловых швов
VAWV
АЛЛЛЛЛ/
* 99 W 99 99 09 99
Движения, обеспечивающие хороший прогрев кромок. Используются при сварке стыковых и угловых швов за один проход
354
При уширенном валике в расплавленном состоянии находится значительное количество металла, который застывает медленнее, чем при узком шве. Это существенно влияет на газонасыщенность металла шва, а также на структуру шва и зоны термического влияния. Наилучшие результаты получаются при ширине валика шва, равной
2—3 диаметрам электрода.
IX.3.1. Основные параметры режима ручной дуговой сварки
Такими параметрами являются: ток /св и скорость vCb-
Величина тока в наибольшей степени определяет тепловую мощность дуги. С увеличением тока возрастают длина и ширина сварочной ванны, а также глубина проплавления металла. При назначении тока учитывают толщину свариваемого металла, диаметр электрода, кип шва и положение его в пространстве, род и полярность тока.
Диаметр электрода подбирают с учетом толщины металла:
толщина металла, мм 1—2 3 4—5 6—12 13 и более
диаметр электрода,
мм ....... . 1*5—2 3 3-4 4-5 5-8
Величину тока можно подсчитать, пользуясь эмпирическими формулами:
или
/св = (2°±м9)<г8.
где -—диаметр электрода, мм; К — коэффициент, зависящий от диаметоя электрода и имеющий следующие значения;
диаметр электрода,
мм 2 3 4 5 6
К 1 25—30 30—45 35—50 40—55 45-60
Напряжение дуги при ручной дуговой сварке изменяется в узких пределах (20—36 В) и при расчетах режима не регламентируется. Скорость сварки
vcn=aHrcJFv-
где а н—коэффициент наплавки, г/А»ч; F —площадь поперечного сечения однопроходного шва, мм2; v — плотность наплавленного металла, г/см3.
В табл. IX.3 приведены ориентировочные данные режимов ручной дуговой сварки стыковых соединений (в нижнем положении) металла различной толщины.
23*
355
IX.3. Режимы ручной дуговой сварки стыковых соединений
Толщина
металла,
мм
Диаметр
электрода,
мм
Сварочный ток, А
Толщина
металла,
мм
Диаметр
электрода,
мм
Сварочный ток, А
1—4
1,5
2
25—40
60—70
6—12
4
5
160—200
220—280
3
4—5
3
3
4
100—140
100—140
160—200
13 и более
5
6
7
8
220—280
280—340
350—400
420—480
IX.3.2. Сварка швов в различных положениях
В зависимости от положения в пространстве существенно изменяются процесс образования валика шва, его внешний вид и качество, а также производительность сварки.
Для получения заданной формы шва с учетом охлаждения и затвердевания металла назначают соответствующие режим и технику сварки (табл. IX.4). Колебания электрода (поперечные, продольные или комбинированные) позволяют рассредоточить тепловой поток на сварочную ванну, охлаждая металл при отводе электрода с того или иного участка наклонной ванны и тем устраняя течение металла в нежелательном направлении. При задержке электрода достигается более глубокое проплавление основного металла.
IX.4. Особенности ручной дуговой сварки швов в различных положениях
Положение шва (эскиз)
Особенности процессов сварки
Диаметр
электрода,
мм
Относительная величина тока, %
Нижнее
10-21
7°
гтоа-п
Наиболее удобное положение для сварки всех типов соединений. Капля электродного металла переходит в сварочную ванну под действием силы тяжести, при
ОО
1
со
100
этом шлак и другие загрязнения всплывают на поверхность. Сварку выполняют дугой нормальной длины.
356
Продолжение табл. IX.4
Положение шва (эскиз) «
Особенности процессов сварки
Диаметр
электрода,
мм
Относительная величина тока, %
Шов имеет мелкочешуйчатую поверхность. Качество швов наилучшее, производительность наибольшая
Верти¬
кальное
J
Процесс сварки затруднен, так как капля расплавленного металла стремится стечь вниз. Сварку ведут короткой дугой. Используются два способа: сварка снизу вверх, обеспечивающая глубокое проплавление кромок, и получение швов большого сечения. Применяется при сварке металла средней и большой толщины; сварка сверху вниз, создающая неглубокое проплавление кромок. Используется при сварке первого слоя шва и при тонком металле (до 3 мм)
Не более 4
85—90
Горизон¬
тальное
Процесс сложнее сварки в вертикальном положе¬
Не более 4
85—90
нии из-за наклонного состояния сварочной ванны и возможности подреза верхней кромки. Сварку ведут короткой дугой.
357
Продолжение табл. IX.4
Положение шва (эскиз)
Особенности процессов сварки
Диаметр электрода, мм
Относительная величина тока, %
1
.
При стыковом соединении скос кромки обычно делают у верхнего элемен. та.
При нахлесточном соединении процесс упрощается, так как сварочная ванна удерживается кромкой нижнего элемента
Не более 4
85-90
Потолоч¬
ное
Процесс наиболее сложный для выполнения. Для уменьшения объема сварочной ванны и предотвращения вытекания из нее • металла сварку осуществляют максимально короткой дугой. Производительность процесса минимальная
То же
80—85
Ш,|
у
“*15-20°
Для различных положений шва в пространстве режим сварки назначают с учетом марки применяемого электрода (табл. IX.5).
IX.5. Режимы ручной дуговой сварки швов в различных положениях
Марка электрода
Диаметр электрода, мм
Сварочный ток, А, для положения шва
нижнего
вертикального
потолочного
АНО-3
3
100—140
90—110
100—120
АНО-4
4
170—200
140—160
140—170
5
200—270
150—170
—
6
270—320
—
358
Продолжение табл. IX.5
Марка электрода
Диаметр электрода, мм
Сварочный ток, А, для положения шва
нижнего
вертикального
потолочного
АНО-6
3
100—150
90-120
90—130
4
160—210
150—180
130—180
5
180—270
150—180
6
280—350
—
СМ-11
3
100—130
90—130
90—110
ДСК-50
4
160—200
140—180
140—180
5
220—240
180—220
—
УОНИ 13/45
3
80—100
60—80
70—90
У ОНИ 13/55
4
130—160
100—130
120—140
5
170—200
140—160
—
6
210—240
—
IX.3.3. Сварка стыковых швов
Стыковые соединения без скоса кромок сваривают уширенным швом с одной или двух сторон стыка.
Стыковые соединения с разделкой кромок выполняют однослойными (однопроходными) или многослойными (многопроходными), в зависимости от толщины металла и формы подготовки кромок (рис.
IX.2).
Рекомендации по числу слоев стыковых многослойных швов приведены в табл. IX.6.
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие швы наплавляют уширенными валиками, используя электроды большего диаметра.
359
В ответственных конструкциях корень шва удаляют вырубкой зубилом или газовым резаком для поверхностной резки (см. гл. VIII), а затем накладывают подварочный шов.
IX.6. Число слоев при сварке стыковых и угловых швов
Толщина свариваемого металла, мм Число слоев в швах:
1—5
6
8
10
12
14
16
18—20
стыковых
1
2
ю
1
со
Tt«
1
со
4
4—5
5-6
5—6
угловых
1
1
1
2
2—3
3-4
5
5—6
IX.3.4. Сварка угловых швов
Наилучшие результаты при сварке угловых швов обеспечиваются при установке плоскостей соединяемых элементов в положение «в лодочку» (рис. IX.3, а) у т. е. под углом 45° к горизонтали. При этом достигается хорошее проплавление угла и стенок элементов без опасности подреза или непровара, а также создается возможность наплавлять за один проход швы большого сечения. Однако не всегда можно установить соединяемые элементы в положение «в лодочку». В ряде, случаев соединяемые элементы занимают иное (см. рис.
IX.3, б— г) положение в пространстве. Сварка таких угловых швов сопровождается дополнительными сложностями, так как возможны непровары вершины угла соединения или горизонтальной стенки, а так же подрезы стенки вертикального элемента. В этих случаях катеты однослойного углового шва не должны превышать 8 мм. Швы с катетами свыше 8 мм выполняют в два слоя и более (см. табл. IX.6).
Угловые швы таврового соединения с двумя симметричными скосами одной кромки (см. рис. IX.3, г) сваривают в один слой или в несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки угловых швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов со скосом кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3—4 мм.
При сварке угловых швов нахлесточных соединений нельзя допускать излишнего проплавления (подреза) кромки верхнего элемента и наплыва металла (при недостаточном сплавлении) на плоскость нижнего элемента.
360
JX.3. Сварка угловых швов
а—г — формы поперечных сечений швов и положение деталей при сварке; 1—4 — порядок выполнения слоев шва
/
IX.3.5. Сварка тонколистового металла
При дуговой сварке на весу стыковых соединений из металла толщиной 0,5—3 мм возможно сквозное проплавление дугой кромок с образованием отверстий, трудно поддающихся последующему исправлении Вместе с тем из-за ограниченной возможности регулирования тепла дуги прямого действия помимо прожогов в таких швах обнаруживаются непровары, шлаковые включения и другие дефекты.
Для обеспечения необходимого качества сварки тонколистовой стали применяют отбортовку кромок, временные теплоотводящие подкладки, остающиеся стальные подкладки или расплавляемые элементы, электроды со специальным покрытием, специальное сварочное оборудование.
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе металлическим или угольным электродом. Хорошие результаты достигаются при установке кромок в наклонное положение (45—65°) и при сварке на спуск.
Для подбора диаметра металлического электрода и тока при сварке стыковых соединений из тонколистовой стали можно пользоваться данными табл. IX.7. При сварке нахлесточных соединений ток увеличивают на 10—15, при сварке тавровых соединений — на 15—
Угольный электрод применяют диаметром 6—10 мм, сварочный ток должен быть 120—140 А, полярность прямая.
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты (бруски). Сборку осуществляют без зазора, обеспечивая плотное прилегание свариваемых листов к подкладке.
Для стыковых соединений применяют стальную остающуюся подкладку, если это допускается проектом. Сварку ведут с проплавлением элементов из тонколистовой стали и приваркой их к стальной подкладке. Применяют также присадочный пруток или стальную
20 %.
361
полосу, укладываемые вдоль свариваемых кромок, которые расплавляют дугой вместе с кромками основного металла.
Для сварки на малых токах используют электроды со специальным покрытием (марок ОМА-2, МТ-2 и др.) и постоянный ток обратной полярности. При этом применяют источники питания дуги с повышенным напряжением холостого хода, допускающие регулирование малых токов (например, преобразователь ПСО-120, выпрямители ВКСГ-30, ВД-101 и др.).
IX.7. Режимы ручной дуговой сварки стыковых соединений из тонколистовой стали
Толщина
металла,
мм
Диаметр
электрода,
ММ I
Сварочный ток, А
Толщина
металла,
мм
Диаметр эл ектрода, мм
Сварот ный ток, А
0,5
1
10—20
2
2,5
50—65
1
1,6—2
30-35
2,5
2,5—3
65—100
1,5
2
35-45
IX.3.6. Сварка швов различной протяженности
По протяженности швы делят на короткие (250—350 мм), средние (350—1000 мм) и длинные (свыше 1000 мм).
а) б)
7 5 3 1 2 4 S в
г)
1а 2а За 4а 10 Л Ж
/
[««««((««(«««СМ
IX.4. Сварка швов различной протяженности а —короткий шов; б —средний шов; в—длинные швы; I, // — слои шва? 1—10 — порядок и направление сварки участков шва;. А — общее направление
сварки
862
Короткие швы сваривают напроход, т. е. при неизменном направлении сварки, от одного конца шва к другому (рис. IX.4,а); швы средней длины —от середины соединения к концам (см. рис.
IX.4,б); длинные швы — обратноступенчатой сваркой, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном приращению шва (см. рис. IX.4,в). Длина ступени (участка) принимается в пределах 100—350 мм, причем более короткие ступени назначают при сварке тонкого металла и более длинные — при сварке толстого металла.
Обратноступенчатая сварка ведется преимущественно при общем направлении А от середины к концам и может выполняться одним или двумя сварщиками (см. рис. IX.4, г, участки 1 и 1а, 2 и 2а и т.д.).
При многослойных швах (см. рис. IX.4, д) также используется обратноступенчатая сварка, при этом смежные участки вышележащих слоев выполняют в направлении, обратном сварке нижележащих швов. Концы швов смежных участков должны быть смещены относительно друг друга на 25—30 мм.
IX.3.7. Сварка металла большой толщины
С увеличением толщины металла (20 мм и более) в сварных соединениях заметно возрастают объемные сварочные напряжения, которые создают опасность возникновения и развития в швах трещин. Во избежание указанных явлений швы толстолистовой стали выполняют следующими способами (рис. IX.5) :
двойным швом, при котором на участке длиной 250—300 мм наплавляют первый слой шва, немедленно очищают его от шлака и по неостывшему (не ниже 150—200 °С) первому слою наплавляют второй слой. В такой же последовательности выполняют шов на последующих участках соединения;
блоками, при котором многослойный шов выполняют отдельными участками на полное его сечение;
каскадом, при котором каждый последующий участок многослойного шва перекрывает весь предыдущий его участок или его часть.
Каждый из указанных способов может осуществляться с разбивкой на секции по длине шва.
При каскадной сварке длину секций назначают: для стыковых соединений со скосом кромок — 200—300 мм; с двумя симметричными скосами кромок — 500—800 мм. При этом каждый слой секции делят на ступени длиной 150—200 мм и выполняют их обратноступенчатой сваркой. С увеличением толщины металла длину секций уменьшают.
363
1Х.5. Сварка металла большой толщины
а — двойным слоем; б —блоками; в — каскадом; I—III — участки шва; 1—8— последовательность и направление сварки слоев шва
Металл толщиной 30 мм и более наиболее целесообразно сваривать одновременно с двух сторон соединения, для чего свариваемые элементы должны находиться в вертикальном положении.
Сварку вертикальных стыковых соединений с двумя симметричными скосами кромок начинают с верхней части (рис. IX.6, а, б). При работе двух сварщиков один выполняет первый способ секции шва на своей стороне, после чего с обратной стороны соединения производят вырубку корня этого шва. Затем оба сварщика одновременно выполняют (с обеих сторон) все слои данной секции. В таком же порядке сваривают все последующие слои шва. Сварку ведут по горячему (неостывшему) предыдущему слою с предварительной очисткой его от шлаков и загрязнений.
Горизонтальные швы большой протяженности (см. рис. IX.6, г, д)у при подготовке кромок (два симметричных скоса одной кромки, обычно верхней) делят на участки с таким расчетом, чтобы два сварщика могли сваривать двусторонний шов на таком участке в течение одной смены.
IX.4. СПОСОБЫ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
Сварка электродами с повышенным коэффициентом наплавки.
При увеличении в рутиловом покрытии электродов содержания железного порошка с 20 до 50—60 % (см. гл. V) производительность сварки в нижнем положении возрастает примерно в 1,5—2 раза. К таким электродам относятся АН-1, ОЗС-З, ЗРС-1 и др., использование которых существенно повышает производительность сварочных работ.
Сварка с глубоким проплавлением. При этом способе (табл. IX.8) сварку ведут при опирании козырьком покрытия электрода на кром*
2св 1св
2св 1св
IX.6. Последовательность сварки вертикальных (а—в) и горизонтальных (г, д) швов большой толщины
1св, 2св — первый и второй сварщики; /'— 4' — прокладки; 1—3 и 1а—За — порядок выполнения слоев шва
2св
ки свариваемого металла (рис. IX.7), используют электроды (например, марки ОЗС-З) с повышенной толщиной покрытия. Масса покрытия 60—80 % массы стержня при отношении диаметра электрода к диаметру стержня 1,5—1,6.
Положение электрода при сварке угловых и стыковых швов приведено на рис. 1Х.7,а, б. Наклон электрода к линии шва под
365
IX.7. Схемы сварки а, б—с — глубоким проплавлением; в — трехфазной дугой
углом 70—80° обеспечивает вытеснение жидкого металла из сварочной ванны в сторону валика давлением дуги, давая возможность тепловому потоку дуги воздействовать на более глубокие слои основного металла. В результате глубина проплавления возрастает, уменьшается доля электродного металла в металле шва, чем и обеспечивается повышение производительности.
IX.8. Характеристика сварки с глубоким проплавлением стыковых соединений без скоса кромок
Вид сварки
Толщина
металла,
мм
Зазор, мм
Диаметр электрода, мм
Глубина проплавления, мм
Ток, А
Односторон¬
4
1
5
4—5
200
няя
6
1,5
6
8
250
8
2
6
6
350
Двухсторонняя
8
1
6
5—7
380—420
12
1,5—2
6—7
7—9
450—550
16
1,5—2,5
6—7
9—12
450—550
Процесс позволяет выполнять одностороннюю сварку стыковых соединений без разделки кромок металла толщиной до 8—10 мм и двустороннюю сварку металла толщиной до 16—18 мм.
Сварка трехфазной дугой. Такая сварка (рис. IX.7, в) заключается в том, что к двум электродам и свариваемому металлу подво¬
366
дится ток от трех фаз источника переменного тока. В процессе сварки действуют три одновременно горящие сварочные дуги: две между электродами и основным металлом и одна между электродами. Количество выделяемого при этом тепла и соответственно производительность возрастают по сравнению со сваркой однофазной дугой в 2—3 раза.
Для сварки трехфазной дугой используют электроды, состоящие из двух параллельно расположенных стержней с общим покрытием. Конструкция электрододержателей обеспечивает подвод тока раздельно к каждому стержню электрода.
Ниже приведены диаметр электрода и сила тока, используемые при сварке стыковых и тавровых соединений трехфазной дугой:
толщина свариваемого металла, мм 10 25—30 Более 30
диаметр электродов, мм . 5—5 6—6 8—8
сварочный ток на один
электрод, А ...... . 200—250 390—350 380—400
Сварку выполняют ручным и механизированным способами. Металл шва имеет достаточно хорошие механические свойства. Питание трехфазной дуги осуществляют от двух обычных трансформаторов, соединенных в треугольник, либо от трех однофазовых трансформаторов (см. гл. VI).
Сварка наклонным электродом. При этом способе дуговой сварки покрытый электрод располагают наклонно вдоль свариваемых кромок, опираясь на них козырьком (втулкой) рабочего конца, и по мере расплавления электрода под действием силы тяжести или пружины дуга перемещается по линии шва.
Простейшее приспособление (штативного типа) для этой цели состоит (рис. IX.8) из стойки, электрически изолированной от свариваемого металла, и обоймы с прикрепленным к ней проводом от источника сварочного тока. Обойма свободно скользит по стойке.
Обычно дугу возбуждают замыканием металлического стержня электрода со свариваемым металлом с помощью угольного электрода,. после чего горение дуги и плавление электрода происходит без участия сварщика.
При этом способе сварки применяют также пружинные приспособления или комбинированные устройства. Для фиксирования базы штанги или пружинного приспособления используют струбцины или постоянные магниты.
Электроды имеют следующие размеры: при диаметре 4—8 мм длину 450—1000 мм; при диаметре 6—10 мм длину 700—1200 мм.
Угол наклона электрода при штативном приспособлении 25—30°, при пружинном 5—10°. Сварочный ток подбирают из расчета 40— 45 А на 1 мм диаметра электрода.
367
IX. 8. Схема сварки наклонным
электродом
/ — шов; 2 —дуга; 3 —электрод; 4 — обойма; 5 — стойка
IX.9. Схема сварки лежачим электродом
I — шов; 2 — дуга; 3 — электрод;
4 — контакт; 5 — слой бумаги 6 — медная облицовка накладки; 7 — стальная накладка
Длинномерные швы выполняют несколькими приспособлениями, установленными вдоль свариваемых кромок.
Один сварщик может одновременно обслуживать до 4 постов, при этом производительность по сравнению с ручной сваркой возрастает в 2,5—3 раза.
Сварка лежачим электродом. При этом способе (рис. IX.9) покрытый плавящийся электрод укладывают вдоль свариваемых кромок. Дуга зажигается дополнительным угольным электродом или другим способом. Устойчивое горение дуги обеспечивается за счет явления саморегулирования электрического режима в сварочной цепи (см. гл. VI). По мере плавления электрода образуется сварной шов.
Применяемые при этом способе электроды состоят из металлического стержня, нанесенного на него слоя покрытия и наружной неэлектропроводящей оболочки круглой или другой формы с продольным пазом, служащим для стабилизации процесса. При диаметре электрода 4 и 8 мм толщина покрытия составляет соответственно
1,5 и 3 мм, длина электродов 700—900 мм.
Ток подводится с помощью контактов, устанавливаемых через каждые 500—800 мм. В местах установки контактов на электродах зачищают слой покрытия. Для получения длинных швов стержни электродов соединяют между собой металлическими вставками.
Многослойную сварку выполняют, укладывая три электрода или более (см. рис. IX.9, в) в разделку кромок или в угол при положении «в лодочку». Ток к электродам подается от нескольких источник ков. Для устойчивости процесса электроды покрывают стальной накладкой, облицованной слоем листовой меди, под которую укладывают слой бумаги, предохраняющий накладку от подгорания. При сварке одиночными электродами со стандартным покрытием также необходимо пользоваться указанными накладками*
368
Лежачим электродом можно вести сварку под флюсом, для чего электродную проволоку укладывают вдоль свариваемых кромок на слой флюса толщиной 3—6 мм с последующей засыпкой слоем флюса нормальной толщины. Ток подводят к проволоке с помощью контактных устройств.
Сварка лежачим электродом позволяет сварщику обслуживать одновременно несколько постов, чем обеспечивается повышение производительности труда.
Глава X. ЭЛЕКТРОДУГОВАЯ МЕХАНИЗИРОВАННАЯ И АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ
Х.1. СУЩНОСТЬ СПОСОБА
При этом способе сварки (рис. Х.1) электрическая дуга горит между концом электродной (сварочной) проволоки и свариваемым металлом под слоем гранулированного флюса. Ролики специального механизма подают электродную проволоку в дугу. Сварочный ток, переменный или постоянный прямой или обратной полярности от источника подводится скользящим контактом к электродной проволоке и постоянным контактом — к изделию. Сварочная дуга горит в газовом пузыре, образованном в результате плавления флюса и металла и заполненном парами металла, флюса и газами. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва. Флюс засыпается впереди дуги из бункера слоем толщиной 40—80 и шириной 40—ЮО мм (чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слоя флюса). Масса флюса, идущего на шлаковую корку, обычно равна массе расплавленной сварочной проволоки. Нерасплавившаяся часть флюса собирается специальным пневмоотсосом в бункер и повторно используется. Потери металла на угар и разбрызгивание при горении дуги под флюсом значительно меньше, чем при ручной дуговой и сварке в защитных газах.
Расплавленные электродный и основной металлы в сварочной ванне перемешиваются и при кристаллизации образуют сварной шов.
В промышленности преимущественное применение находит способ сварки проволочными электродами (сварочной проволокой)< Однако в некоторых случаях сварку и особенно наплавку целесообразно выполнять ленточными или комбинированными электродами (рис. Х.2). Лента, применяемая для этих электродов имеет толщину до 2 мм и ширину до 40 мм. Дуга, перемещаясь от одного края лен-
24-194
369
Х.1. Схема сварки под флюсом
/ — источник сварочного тока; 2 — скользящий контакт (токоподвод); 3 —по** дающие ролики; 4 — электродная проволока; 5 —газовый пузырь; 6 — флюс; 7 — расплавленный флюс; 8 — затвердевший шлак; 9 — свариваемый (основной) металл; 10 — сварочная ванна; —сварочная дуга; под» исв — скорости подачи электродной проволоки и сварки; ft —глубина проплавления основного металла
а)
б)
г).г«
'—1 is—о
СЕЗСЭ £3 623
Х.2. Схемы ленточных (а—) и (г) — комбинированного (проволока и гнутая лента) электродов и поперечных сечений швов, выполненных этими электродами
370
ты к другому, равномерно оплавляет ее торец и расплавляет основной металл. Изменяя форму ленты, можно изменить и форму поперечного сечения шва, достигая повышенной глубины проплавления по его оси (см. рис. Х.2, б) или получая более равномерную глубину проплавления по всему сечению шва (см. рис. Х.2, в). Ленточный электрод целесообразно использовать при сварке корневых швов стыковых соединений на весу при зазорах свыше 1 мм, при сварке последних слоев широкой части разделки, при сварке толстого металла. При сварке корневых швов по отношению к оси стыка лента может располагаться под углом от 30 до 90° в зависимости от зазора между кромками.
Для повышения производительности сварки стыковых с разделкой кромок и угловых швов, где требуется повышенное количество наплавленного металла, в разделку до начала сварки или в процессе сварки специальным дозирующим устройством засыпают рубленую сварочную проволоку (крупку). Сварку с порошковым присадочным металлом ППМ см. в гл. XV и XIX. Длина кусков крупки не превышает диаметра проволоки, из которой ее изготовляли. Этой же цели служит и сварка с увеличенным до 10Q мм вылетом электрода. Это позволяет на 50—70 % увеличить количество наплавляемого металла. Однако при этих способах сварки снижается глубина проплавления основного металла.
Наиболее часто сварку ведут одним электродом или одной дугой. Для расширения технологических возможностей способа и повышения производительности сварки можно использовать две одновременно горящие дуги и более. При двухэлектродной сварке (сварке сдвоенным, расщепленным электродом) применяют две электродные проволоки (рис. Х.З, а) у одновременно подаваемые в зону сварки обычно одним механизмом подачи. Питание дуг сварочным током производится от одного источника. При расстоянии между электродами до 20 мм две дуги горят в одном газовом пузыре, образуя единую сварочную ванну. Электроды могут располагаться поперек (см. рис. Х.З, б) у вдоль стыка кромок или занимать промежуточное положение. В первом случае возможна сварка при увеличенных за* зорах в стыке между кромками, при сварке отдельных слоев многослойных швов, при наплавке. При последовательном расположении электродов глубина проплавления увеличивается.
При двухдуговой сварке (см. рис. Х.З, в) каждый электрод при* соединен к отдельному источнику постоянного, переменного тока или дуги питаются разнородными токами. Образовавшиеся две дуги могут гореть в одном газовом пузыре. Электроды располагаются перпендикулярно свариваемой поверхности (углы <xj = а* =*■ 90°) или наклонно в плоскости, параллельной направлению сварки. При отклонении первой дуги на угол аг растет глубина проплавления, опреде-
24*
371
6)
Х.З. Схемы двухэлектродной (а) и двухдуговой (в) сварки под флюсом и расположение электродов при двухэлектродной сварке относительно стыка кромок (б). Стрелками указано направление сварки
ляемая этой дугой; при отклонении второй дуги на угол <Х| увеличивается ширина шва, определяемая этой дугой, благодаря чему можно избежать подреза по кромкам шва (подробнее см. ниже). Сварка по такой схеме дает возможность резко повысить скорость, а значит производительность процесса. При увеличенном расстоянии между электродами дуги горят в раздельные сварочные ванны. Обычно в таком случае электроды располагаются перпендикулярно поверхности изделия. Сварка по этой схеме позволяет уменьшить вероятность появления закалочных структур в металлах шва и околошовной зоны при сварке закаливающихся сталей и толстого металла. Это объясняется тем, что первая дуга не только формирует шов, но и выполняет как бы предварительный подогрев, который уменьшает скорость охлаждения металлов шва и околошовной зоны, после прохода второй дуги. Вторая дуга частично переплавляет первый шов и термически обрабатывает его. Варьируя необходимым сварочным током для каждой дуги и расстоянием между ними, можно получать требуемый термический цикл сварки и таким образом регулировать структуры и свойства металла сварного соединения. Сварка под флюсом может выполняться автоматически или механизированно.
Х.2. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ СВАРКИ ПОД ФЛЮСОМ
Сущность процесса сварки под флюсом определяет его особенности по сравнению с ручной дуговой сваркой.
Производительность по сравнению с ручной сваркой увеличивается в 5—12 раз. При сварке под флюсом ток по электродной прово-
372
Ж. 4. Зависимость количества на* уловленного электродного металла *чч
от силы сварочного тока и диаметра электрода dQ 21
18
15
12
9
6
hoo 400 600 800 1000 1200 За, Л
локе проходит только в ее вылете (место от токоподвода до дуги)*. Йоэтому можно использовать повышенные (25—100 А/мм2) по сравнению с ручной дуговой сваркой (10—20 А/мм2) плотности сварочного тока без опасения значительного перегрева электрода в вылете и отслаивания обмазки, как в покрытом электроде. Использование больших сварочных токов (табл. Х.1) резко повышает глубину проплавления основного металла и появляется возможность сварки металла повышенной толщины без разделки кромок. При сварке с разделкой кромок уменьшается угол разделки и увеличивается величина их притупления, т. е. уменьшается количество электродного металла, необходимого для заполнения разделки. Металл шва обычно состоит приблизительно на % из переплавленного основного металла (при ручной дуговой сварке соотношение обратное). В результате вышесказанного растут скорость и производительность сварки Хрис. Х.4). Под флюсом сваривают металл толщиной 2— 60 мм при скорости однодуговой сварки до 0,07 км/ч. Применение многодуговой сварки позволяет повысить ее скорость до 0,3 км/ч.
Высокое качество металлов шва и сварного соединения достигается за счет надежной защиты расплавленного металла от взаимодействия с воздухом, его металлургической обработки и легирования
Х.1. Значения сварочного тока при сварке под флюсом
Диаметр электродной проволоки, мм
2
3
4
5
6
Пределы сварочного тока, А
200—400
300—600
400—800
700—1000
700—1200
£73
расплавленным шлаком. Наличие шлака на поверхности шва умень* шает скорость кристаллизации металла сварочной ванны н скорость охлаждения металла шва. В результате металл шва не имеет пор, содержит пониженное количество неметаллических включений. Улучшение формы шва и стабильности его размеров, особенно глубины проплавления, обеспечивает постоянные химический состав и другие свойства на всей длине шва. Сварку под флюсом применяют для изготовления крупногабаритных резервуаров, строительных конструкций, труб и т.д. из сталей, никелевых сплавов, меди, алюминия, титана и их сплавов.
Экономичность процесса определяется снижением расхода сварочных материалов за счет сокращения потерь металла на угар и разбрызгивание (не более 3 %, а при ручной сварке достигают 15%), отсутствием потерь на огарки. Лучшее использование тепла дуги при сварке под флюсом по сравнению с ручной сваркой уменьшает расход электроэнергии на 30—40 %. Повышению экономичности способствует и снижение трудоемкости работ по разделке кро** мок под сварку, зачистке шва от брызг и шлака. Сварка выполни* ется с применением специальных автоматов или полуавтоматов. Условия работы позволяют сварщику обходиться без щитков для защиты глаз и лица. Повышаются общий уровень и культура производства.
Недостатками способа является повышенная жидкотекучесть расплавленного металла и флюса. Поэтому сварка возможна только в нижнем положении при отклонении плоскости шва от горизонтали не более чем на 10—15°. В противном случае нарушится формирование шва, могут образоваться подрезы и другие дефекты. Это одна из причин, почему сварку под флюсом не применяют для соединения поворотных кольцевых стыков труб диаметром менее 150 мм. Кроме того, этот способ сварки требует и более тщательной сборки кромок под сварку и использования специальных приемов сварки. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
Х.З. ВЛИЯНИЕ ОСНОВНЫХ ПАРАМЕТРОВ РЕЖИМА СВАРКИ НА РАЗМЕРЫ И ФОРМУ ШВА
От геометрических размеров шва в большой степени зависят его свойства. Обычно рассматриваются размеры шва, указанные на рис. Х.5. Площади FH и Fnp являются условными, так как металл шва образуется кристаллизацией расплавленного металла единой сварочной ванны. Форма сварного шва оказывает большое влияние на вероятность возникновения в нем кристаллизационных трещин и дру-
374
Fnp
г*
Ш?£/
V„,од,-км/ч 0,15
Х.5. Основные размеры шва в поперечном сечении
а — высота усиления; Ь — ширина шва; Л —глубина проплавления; FH я Fnp — площади шва, образованные за счет расплавления электродного и проплавления основного металлов
1200 W
Х.6. Зависимость скорости подачи электродной проволоки от силы сварочного тока. Флюс АН-348А, сварочная проволока марки Св-08. Вылет электрода 50 мм, напряжение дуги 40—42 В
гих дефектов, на прочность и другие свойства металла шва. Например, при коэффициенте формы провара ф=//*= 1,3—1,6 вероятность появления в шве кристаллизационных трещин уменьшена. Отношение nFnp/Fa+Fap (доля основного металла, участвующая в формировании всего шва) дает некоторое представление о свойствах шва. Например, при сварке высокоуглеродистой стали низкоуглеродистой электродной проволокой при увеличении п в шве будет повышаться содержание углерода, а значит и возрастать его прочность.
Размеры и форма шва характеризуются режимом сварки, т. е. совокупностью факторов (параметров), определяющих условия проведения процесса сварки. Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в специальных таблицах режимов сварки или в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии вышеназванных данных параметры определяются экспериментальным путем. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги. Для этого определенной силе сварочного тока
375
т Zct,A 303* 16 42 48 UM02 0,04 0,08 VMMftSO 100 ти,ш
ш то аоз nos во т
ГХП Г-С7-1
Х.7. Влияние силы сварочного тока /св (а)> напряжения дуги i/д (б), скорости сварки VCB (в) и вылета электрода L (г) на основные размеры шва
Х.8. Положение электрода и изделия при сварке
а, б — сварка углом назад и вперед; в, г—-сварка на подъем и спуск; а — угол наклона электрода; V св — направление сварки
должна соответствовать определенная скорость подачи электродной проволоки (рис. Х.6). Скорость подачи должна повышаться с увеличением вылета электрода. При постоянном вылете электрода увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
На рис. Х.7 и Х.8 показано влияние изменения основных параметров сварки на основные размеры шва. Закономерности (см. рис. Х.7) относятся к случаю наплавки, когда глубина провара не превышает 0,8 толщины основного металла При большей глубине провара ухудшение теплоотвода от нижней части шва приводит к резкому росту провара вплоть до прожога. Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см. рис. Х.7, а) интенсивно повышаются глубина проплавления и высота усиления шва, а его ширина возрастает незначительно. В результате интенсивно уменьшается коэффициент формы шва “ф. Это повышает вероятность образования в шве кристаллизационных трещин, ухудшает условия дегазации металла сварочной ванны, что способствует появлению в шве пор. Образующийся резкий переход от усиления шва к основному металлу снижает работоспособность сварного соединения, особенно при динамических нагрузках, Ухуд¬
376
шаются отделение шлаковой корки и внешний вид шва. Доля ос-* новного металла в металле шва п интенсивно увеличивается.
При сварке на спуск (см. рис. Х.8, г) металл сварочной ванныф подтекая под дугу, уменьшает глубину проплавления. Поэтому по* является опасность образования несплавлений и шлаковых включений.
Диаметр электродной проволоки оказывает значительное влияние на форму и размеры шва особенно на глубину проплавления. Как видно из данных табл. Х.2, при отсутствии источников, обеспечивающих необходимый сварочный ток, требуемая глубина проплавления, может быть достигнута при уменьшении диаметра используемой электродной проволоки.
Х.2. Значения сварочного тока, А, при которых достигается одинаковая глубина проплавления шва при различных диаметрах электродной проволоки
Диаметр электродной проволоки, мм
Глубина проплавления, мм
3
4
5
6
8
10
12
5
450
500
550
600
725
825
930
4
375
425
500
550
675
800
925
3
300
350
400
500
625
750
875
2
200
300
350
400
500
600
700
Примечание. Использовались флюс АН-348А и проволока марки Св-08.
Однако резкое возрастание при этом глубины проплавления при одновременном уменьшении ширины шва снижает и коэффициент формы провара; вероятность образования кристаллизационных трещин возрастает.
Род и полярность тока также оказывают существенное влияние на глубину провара. По сравнению с постоянным током прямой полярности сварка на постоянном токе обратной полярности на 40— 50, а на переменном токе на 25—30 % увеличивает глубину проплавления. Изменение температуры изделия в пределах от —60 до +350° С практически не влияет на размеры и форму шва. При подогреве изделия до более высокой температуры возрастают глубина и особенно ширина шва. Увеличение угла разделки кромок и зазора между ними уменьшает долю участия основного металла в формировании шва п. Состав флюса, его насыпная масса также оказывают влияние на форму и размеры шва. Использование флюсов с меньшей насыпной массой (например, пемзовидных) уменьшает глубину проплавления и увеличивает ширину шва.
377
ХА ПОДГОТОВКА КРОМОК ДЕТАЛЕЙ И СБОРКА КОНСТРУКЦИИ ПОД СВАРКУ
Подготовка деталей и сборка конструкции для сварки под флюсом должны выполняться особенно тщательно. Это вызвано жидкотекучестью расплавленного металла и флюса, глубоким проваром. Поэтому требуется соблюдать высокую точность размеров разделки кромок и равномерности зазора между ними. Тип разделок кромок и их размеры, а также условия их сборки и сварки зависят от конструкции сварного соединения, состава (марки) свариваемого мате* риала, условий сварки и т. д. и обычно указываются в технических условиях на изготовление конструкций или должны соответствовать ГОСТ 8713—79*. После разметки деталей их вырезают, используя механические способы, газовую или плазменную резку. После этого, если необходимо, разделывают кромки согласно чертежу. Иногда операции вырезки детали и подготовки кромок совмещают. Кромки подготовляют также механическими способами, газовой или плазменной резкой. Перед сборкой деталей свариваемые кромки зачищают по всей длине на ширину 25—30 мм металлическими щетками, шлифовальными кругами и т. д. от грата, масла и других загрязнений до металлического блеска. Влага и образующийся при пониженных температурах конденсат должны удаляться подогревом или обдувкой горячим воздухом. Особенно тщательно следует зачищать торцы свариваемых кромок, предупреждать попадание в зазор между кромка-* ми остатков шлаковой корки, грязи и др. При сборке соединения под сварку используют струбцины, скобы и другие приспособления для фиксации кромок в требуемом положении. Для сборки стыка на прихватках их длина должна быть 50—80 мм, а сечение должно быть около V» сечения шва, но не более 25—30 мм2. Расстояние между прихватками 300—800 мм. i
Прихватки можно заменять сплошным швом небольшого сече* ния («беглым» швом), выполняемым вручную электродом хорошего качества или механизированно в защитных газах или под флюсом. Сварку желательно начинать со стороны, обратной «беглому» шву. После сварки поверхность прихваток и «беглого» шва, а также кромок зачищают и осматривают. Не допускаются подрезы и трещины, которые следует исправлять выплавкой или вырубкой и подваркой. При сварке прихватки и «беглый» шов должны полностью перевариваться.
В начале шва, где возможен непровар, и в его конце, где образуется кратер, если они находятся на краю изделия, устанавливают заходные и выходные планки размером до 100x150 мм с толщиной, равной толщине свариваемого металла. При сварке с раз¬
378
делкой кромок в заходной и выходной планках кромки также разделывают. Требуемый режим сварки необходимо проверять сваркой опытных образцов и контролем размеров полученного шва.
Перед началом автоматической сварки желательно на холостом перемещении автомата проверить правильность направления электрода относительно свариваемых кромок, В процессе сварки положение электрода корректируют с помощью указателей или копиров.
При механизированной сварке различных типов сварных соединений держатель полуавтомата может находиться на весу или опираться костылем на изделие. Поперечные колебания электрододержателем позволяют получить уширенные швы, но глубина провара при этом уменьшается. Качество шва зависит от умения сварщика равномерно перемещать электрододержатель со скоростью, обеспечивающей необходимые размеры шва,
Х.5. ТЕХНИКА СВАРКИ СТЫКОВЫХ ШВОВ
Односторонняя сварка представляет сложную задачу, так как проплавление металла на всю толщину может привести к вытеканию сварочной ванны и образованию прожога. Для предупреждения этого предусматривают специальные меры, При двусторонней сварке задача облегчается тем, что глубина провара в каждом шве меньше толщины металла и расплавленный металл от вытекания из сварочной ванны удерживается нерасплавившейся частью кромок. Однако при этом необходима кантовка изделия для сварки второго шва, что не всегда возможно.
Сварка на весу (рис. Х.9, а), широко используемая при ручной сварке, редко применяется при сварке под флюсом из-за прожогов или неполного провара кромок в нижней части.
Сварка тонколистового металла на медной подкладке (см. рис.
Х.9, б), удаляемой после сварки, весьма распространена. Подкладку необходимо плотно поджимать к стыку, а для провара корня шва из-за интенсивного теплоотвода и формирования обратного валика в подкладке следует сделать канавку, В этом случае затрудняется установка стыка вдоль формирующей подкладки. Для улучшения формирования обратного валика и предупреждения подплавления в канавку предварительно засыпают флюс. Подкладка может быть неподвижной или скользящей. В некоторых случаях можно использовать остающуюся стальную подкладку (см. рис. Х.9,в). Ее толщина составляет до 40 % толщины свариваемого металла (но не более 4—5 мм) при ширине 30—50 мм. Образующийся сварной шов должен частично проплавлять и подкладку, Зазор между подкладкой (медной или стальной) и кромками не должен превышать 1 мм,
379
б)
в)
г)
u2j
Х.9. Схема сварки односторонних стыковых швов а — на весу; б — на медной подкладке; в — на остающейся подкладке; г — по подварочному шву
Х.11. Схема раскладки проходов при сварке с щелевой разделкой кромок (в слое 3 валика)
1—6 — порядок раскладки проходов
ХЛО. Схемы сварки на флюсовой подушке
а — сварка полотнищ; б — сварка кольцевого шва; / — свариваемые листы (обечайки); 2— флюсовая подушка; 3— брезентовый рукав; 4 — лоток; 5 —ременная передача; Р — усилие прижатия листов к стеллажу
т, е. необходима тщательная сборка стыка под сварку, Стальную подкладку под стыком обычно закрепляют на прихватках, а это требует кантовки изделия, Кроме того, увеличивается расход металла. Зазор между подкладкой и деталью может служить причиной появления трещин в шве при переменных нагрузках.
Технологически более удобной является сварка с предварительной подваркой корня шва (см. рис. Х.9,г). Подварочный шов может выполняться вручную покрытыми электродами или плавящимся электродом в защитном газе. Глубина провара достигает /з толщины свариваемого металла. При этом требование к равномерности зазора по длине стыка может быть понижено.
Сварка на флюсовой подушке (рис. ХЛО, а) допускает меньшую точность сборки стыка под сварку, чем сварка на подкладке. Свариваемые листы укладывают на стеллаж, в котором смонтирована флюсовая подушка. Воздух, подаваемый в брезентовый рукав, поджимает лоток с флюсом. Поджатие может осуществляться с помощью эксцентриков, рычагов и т. д. Для предупреждения отжатия свариваемых кромок от стеллажа на листы укладывают грузы или используют электромагниты, устанавливаемые снизу вместе с флю-
38Q
соподжимающим приспособлением. При сварке кольцевых швов изнутри флюс снаружи поджимается ременной передачей (см. рис. ХЛО, б), движение которой обеспечивается за счет трения о поверхность изделия. Высокое качество шва обеспечивается при плотном поджатии флюса. Если поджатый флюс лежит неплотно, то в шве образуются протеки и прожоги.
Есть рекомендации по применению вместо флюсовой подушки, подушки из рубленой проволоки (крупки) такой же, которую засыпают перед сваркой в разделку кромок для повышения производительности, Изготовляют крупку из сварочной проволоки диаметром 0,8—2 мм, В этом случае отпадает необходимость в использовании заходных и выходных планок в начале и в конце шва. Возбуждение дуги и окончание сварки осуществляют на слое крупки, который насыпают в начале и в конце шва на 5—10 мм выше плоскости свариваемых листов. Применение подушки из крупки, усиливая теплоотвод снизу ванны, изменяет и схему ее кристаллизации.
В последнее время получают распространение самоклеящиеся гибкие флюсонесущие ленты, ленты из стекловолокна и т5д. Применяют также съемные подкладки одно- или многоразового пользования из спрессованного флюса или другого формирующего материала.
Подкладки закрепляют с помощью эксцентриков, рычажных, винтовых поджимов и другими способами. При недостаточно хорошем формировании обратного валика при сварке на весу или съемных подкладках корень шва вырубают или выплавляют и заваривают подварочным швом*
Основным способом получения стыковых швов высокого качества является двусторонняя сварка. При этом режим сварки обоих слоев обычно одинаков и обеспечивает равную глубину проплавления, составляющую 60—70 % толщины основного металла. При сварке на весу зазор между кромками не должен превышать 1 мм. При повышенных зазорах следует применять флюсовые подушки или подварку вручную электродами или механизированным способом в защитных газах. Подварочный шов при сварке основного слоя должен полностью перевариваться.
Металл повышенной толщины обычно сваривают с разделкой кромок многослойными швами с одной или двух сторон. При сварке с одной стороны наибольшую сложность представляет собой первый проход, техника сварки которого аналогична технике сварки одностороннего однослойного шва. Режим сварки последующих слоев должен обеспечивать почти полную переплавку первого слоя. Сварка первого слоя многослойного двустороннего шва проще, так как он, по существу, является подварочным слоем и при сварке последующих слоев с этой стороны должен полностью перевариваться*
381
При сварке первых двух слоев электрод должен быть направлен точно по оси разделки во избежание подрезов. Последующие слои сваривают со смещением электродов с оси так, чтобы каждый последующий слой перекрывал предыдущий на % ширины.
Значительное повышение производительности сварки при соединении металлов большой толщины (до 300 мм) достигается при выполнении сварки в узкий зазор (щелевая разделка, рис. Х.11). Зазор между свариваемыми кромками находится в пределах 16—36 мм* Сварка по этой схеме позволяет избежать подрезов и общей слабины шва по центру,, уменьшить деформации и остаточные напряжения в швах. Однако повышаются требования к точности сборки кромок, особенно величины зазора б между ними. Сварку осуществляют с раскладкой по 2 или 3 валика в каждом слое проволокой диаметром 2 или 3 мм на режимах, которые подбирают в зависимости от ширины зазора» марки стали и т. п.
Х.6. ТЕХНИКА СВАРКИ УГЛОВЫХ ШВОВ
Техника сварки угловых швов в некоторых случаях оказывается более сложной, чем стыковых швов, так как установка подкладки для формирования корня шва затруднена. В зависимости от площади поперечного сечения шва и положения сварки угловые швы можно сваривать без скоса или со скосом одной из кромок с одной или двух сторон как однопроходными, так и многопроходными швами. Сварку можно выполнять (рис. Х.12) в положении «в лодочку» или наклонным электродом. При сварке «в лодочку» можно получить однослойный шов или каждый шов в многослойном шве большого сечения, чем при сварке наклонным электродом, где возможен подрез по вертикальной стенке или на верхнем листе. Однако сварка «в лодочку» ведется практически на весу, так как применение медных подкладок и флюсовых подушек затруднено. Поэтому зазор между деталями не должен превышать 1,5 мм. При сварке наклонным электродом зазор может быть повышен до 3 мм. При увеличенных зазорах выполняют ручную или механизированную подварку швом, который переплавляется при сварке основного шва. При по ложении «в лодочку» техника сварки не отличается от сварки стыковых швов с разделкой кромок; за один проход можно сварить шов с катетом до 4 мм.
Возможность образования подреза при сварке наклонным электродом ограничивает получение шва с катетом более 6 мм. В этом случае необходимо особенно точно направлять электрод в разделку кромок, Для обеспечения провара при различной толщине свариваемых элементов сварку можно осуществлять в несимметричную «лодочку» или несимметрично наклонным электродом. Для предупреж-
382
Х.12. Схемы сварки угловых швов
а, д — вертикальным электродом соединений таврового «в лодочку» и нахлестного; б, в — наклонным электродом таврового и нахлестного соединения; г — последовательность (/, 2) сварки многопроходных швов; е — установка под** кладки П в угловом соединении
дения подреза при сварке наклонным электродом его смещают как показано на рис, Х.12, б, в. Последовательность сварки многопроходных швов указана на рис. Х.12, г. В нахлесточных соединениях при толщине верхнего листа до 8 мм сварку можно вести вертикальным электродом с оплавлением верхней кромки (см. рис. Х.12, д). Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (рис. Х.12, е) или с самоклеящимися гибкими флюсонесущими лентами.
Х.7. ТЕХНИКА СВАРКИ ЭЛЕКТРОЗАКЛЕПОК, ПРОРЕЗНЫХ ШВОВ И ПРИВАРКИ ШПИЛЕК
На электрозаклепках обычно выполняют соединения внахлестку, втавр, угловые и прорезные. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм, Электрозаклепки можно сваривать с предварительно полученным отверстием в верхнем листе толщиной до 10 мм (рис. Х.13, а) или с проплавлением верхнего листа толщиной до 10 мм (см. рис,
Х.13, б). При сварке с отверстием диаметр электрода должен быть равен 74—х/ь диаметра отверстия. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естест¬
383
венного обрыва дуги. В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором — специальные электрозаклепочники. При сварке электрозаклепками на полуавтоматах держатель перемещают от одной точки к другой рывком без выключения подачи и сварочного тока.
а)
ХАЗ. Схемы электрозаклепок
а, б — выполненных через отверстие в верхнем листе и с проплавлением верхнего листа; в, г —прорезные швы; Я —медная подкладка
Х.14. Схема приварки шпилек 1 — шпилька; 2 — флюсовая шайба
Прорезные швы также могут выполняться с предварительно полученными отверстиями удлиненной формы или при проплавлении верхнего листа при его толщине до 10 мм. К тому же типу швов можно отнести и швы, показанные на рис. X. 13, в, г. По существу сварка прорезных швов является сваркой на остающейся подкладке. Общим недостатком рассмотренных типов швов является трудность контроля их качества, и в частности провара нижнего листа* Для приварки шпилек (рис. Х.14) используют специальные установки и флюсовые шайбы высотой 6—10 мм с наружным диаметром 15—20 мм. При диаметре шпильки более 8 мм для облегчения возбуждения дуги привариваемый конец затачивают на угол 90°. При приварке шпилек в вертикальном и потолочном положениях силу сварочного тока снижают на 25—30 % по сравнению со сваркой в нижнем положении. После обрыва дуги и образования достаточной сварочной ванны шпилька быстро подается до упора.
384
Глава XI. СВАРКА ОТКРЫТОЙ ДУГОЙ. ПЛАЗМЕННАЯ СВАРКА И РЕЗКА
XI.1. СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Сварка под флюсом, несмотря на целый ряд положительных качеств (см. гл. X), имеет существенный недостаток: она практически выполнима только при нижнем расположении сварного соединения и вследствие этого недостаточно мобильна. В различных пространственных положениях значительно удобнее сварка открытой дугой, в первую очередь в защитных газах, а также порошковой проволокой, в том числе и без дополнительной защиты дуги (самозащитной проволокой).
Этот способ сварки в последние годы находит широкое применение в промышленности и при строительно-монтажных работах. Существует несколько разновидностей дуговой сварки в защитных га-
XI. 1. Классификация способов дуговой сварки в защитных газах 25—194 385
XI.2. Схемы сварки в защитных га* зах
а, б — неплавящимся, плавящимся электродом; / — сварочная дуга?
2 — электрод; 3 — защитный газ; 4 —газовое сопло (горелка); 5 — присадочная проволока
зах, классификация которых приведена на рис. XI. 1.
Сущность способа. Сварку можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом (рис. XI.2). В первом случае сварной шов получается за счет расплавления кромок изделия и, если необходимо, подаваемой в зону дуги присадочной проволоки. Плавящийся электрод в процессе сварки расплавляется и участвует в образовании металла шва. Для защиты применяют три группы газов: инертные (аргон, гелий); активные (углекислый газ, азот, водород и др.); смеси газов инертных, активных или первой и второй групп. Выбор защитного газа (табл. XI. 1) определяется химическим составом свариваемого металла, требованиями, предъявляемыми к свойствам сварного соединения; экономичностью процесса и другими факторами.
Смесь инертных газов с активными рекомендуется применять и для повышения устойчивости дуги, увеличения глубины проплавления и изменения формы шва, металлургической обработки расплавленного металла, повышения производительности сварки. При сварке в смеси газов повышается переход электродного металла в шов (см. табл. XI.5).
Смесь аргона с 1—5 % кислорода используют для сварки плавящимся электродом низкоуглеродистой и легированной стали. Добавка кислорода к аргону понижает критический ток, предупреждает возникновение пор, улучшает форму шва.
Смесь аргона с 10—25 % углекислого газа применяют при сварке плавящимся электродом. Добавка углекислого газа при сварке углеродистых сталей позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла.
Смесь аргона с углекислым газом (до 20%) и с не более 5% кислорода используют при сварке плавящимся электродом углеродистых и легированных сталей. Добавки активных газов улучшают стабильность дуги, формирование швов и предупреждают пористость.
386
XI.1. Способы сварки, защитный газ и род тока, выбираемые в зависимости от свариваемых металлов и их толщин
Сварив эемый металл
Ориенти¬
ровочная
толщина
металла,
мм
Наибочее распространенная область применения в строительстве и монтаже
Сварка
Защитный газ
Род тока
Углеродистые
Более 1
Решетчатые и листовые конструкции, трубопроводы и монтажные швы негабаритной аппаратуры
Автоматическая, механизированная плавящимся электродом
Углекислый газ. Смесь углекислого газа с кислородом (до 20 %). Смесь аргона с углекислым газом (до 25 %). Аргон 1-го сорта
Постоянный обратной полярности
И nnoJVUJlCl Ири-
ванные стали
0,5—3
Тонколистовые конструкции и трубы
Автоматическая, механизированная плавящимся электродом и ручная угольным электродом
Углекислый газ
Постоянный прямой полярности
Нержавеющие и жаропрочные стали
1 и более
Листовые конструкции из материала толщиной до 3 мм, трубопроводы
Ручная и Механизированная неплавящимся электродом
Нержавеющие: аргон 1-го сорта, гелий высокой чистоты, смесь аргона и гелия
Жаропрочные: аргон 1-го сорта, гелий высокой чистоты
Постоянный прямой полярности и переменный
388
Продолжение табл. XI. 1
Свариваемый
металл
Ориенти¬
ровочная
толщина
металла,
мм
Наиболее распространенная область применения в строительстве и монтаже
Сварка
Защитный газ
Род тока
Нержавеющие и жаропрочные стали
1 и более
Листовые конструкции, трубопроводы и монтажные швы негабаритной аппаратуры
Автоматическая и механизированная плавящимся электродом
Нержавеющие: аргон 1-го сорта, гелий высокой чистоты, углекислый газ, смесь аргона и углекислого газа (90+10 %)
Жаропрочные: аргон 1-го сорта, гелий высокой чистоты
Постоянный обратной полярности
Медь и ее
0,5 и более
Листовые конструкции и трубопроводы
Ручная и механизированная неплавящимся электродом
Аргон 1-го сорта и гелий высокой частоты
Постоянный прямой полярности V переменный
сплавы
3 и более
Автоматическая и механизированная плавящимся электродом
Аргон 1-го сорта, гелий высокой чистоты, азот, смесь аргона и азота (20-30 %)
Постоянный об ратной полярности
Алюминий и его сплавы
0,5—15
Решетчатые и листовые конструкции, трубопроводы и монтажные швы негабаритной аппаратуры
Ручная и механизированная неплавящимся электродом
Аргон высшего сорта
Переменный
2 и более
Автоматическая и механизированная плавящимся электродом
Аргон высшего и 1-го сорта. Смесь аргона и гелия (35+65 %)
Постоянный обратной полярности
Титан и его сплавы
0,5 и более
Листовые конструкции, трубопроводы и монтажные швы негабаритной аппаратуры
Ручная и механизированная неплавящимся электродом
Аргон высшего сорта
То же, прямой полярности
3 и более
Листовые конструкции, монтажные швы негабаритной аппаратуры
Автоматическая и механизированная плавящимся электродом
Аргон высшего и 1-го сорта
То же, обратной полярности
НАПРАВЛЕНИЕ СВАРКИ 4-
24 J"
НАПРАВЛЕНИЕ СВАРКИ
XJ.3. Схемы подачи защитного газа в зону сварки
а — центральная; б — боковая; в — двумя концентрическими потоками; г в подвижную камеру (насадку); 7—электрод; 2 —защитный газ; 9, 4~ наружный и внутренний потоки защитных газов; 5 —насадка; 6 — распределитель»
ная сетка
Смесь углекислого газа с кислородом (до 20 %) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
В зону сварки защитный газ может подаваться центрально (см* рис. XI.2 и XI.3,а, в), а при повышенных скоростях сварки плавящимся электродом — сбоку (см. рис. XI.3,б). Для экономии расхода дефицитных и дорогих инертных газов используют защиту двумя раздельными потоками газов (см. рис. XI.3, в)\ наружный поток —обычно углекислый газ. При сварке активных материалов для предупреждения контакта воздуха не только с расплавленным, но и с нагретым твердым металлом применяют удлиненные насадки на сопла (подвижные камеры, см. рис. XI.3, г). Наиболее надежная защита достигается при размещении изделия в стационарных камерах, заполненных защитным газом. Для сварки крупногабаритных изделий используют переносные камеры из мягких пластичных обычно прозрачных материалов, устанавливаемых локально над свариваемым стыком. Теплофизические свойства защитных газов оказывают большое влияние на технологические свойства дуги, а значит на форму и размеры шва. При равных условиях дуга в гелии по сравнению с дугой в аргоне является более «мягкой», имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Углекислый газ по влиянию на форму шва занимает промежуточное положение.
Преимущества и недостатки способа. Широкий диапазон применяемых защитных газов обусловливает большое распространение этого способа как в отношении свариваемых металлов, так и их толщин (от 0,1 мм до десятков миллиметров). Основными преимуществами рассматриваемого способа сварки являются следующие:
высокое качество сварных соединений на разнообразных метал-
390
лах и их сплавах разной толщины, особенно при сварке в инертных газах из-за малого угара легирующих элементов;
возможность сварки в различных пространственных положениях;
отсутствие операций по засыпке и уборке флюса и удалению шлака;
возможность наблюдения за образованием шва, что особенно важно при механизированной сварке;
высокая производительность и легкость механизации и автоматизации процесса;
низкая стоимость при использовании активных защитных газов. К недостаткам способа относятся: необходимость применения
защитных мер против световой и тепловой радиации дуги; возможность нарушения газовой защиты при сдувании струи газа движением воздуха или при забрызгивании сопла; потери металла на разбрызгивание, при котором брызги прочно соединяются с поверхностями шва и изделия; наличие газовой аппаратуры и в некоторых случаях необходимость водяного охлаждения горелок.
Подготовка кромок и их сборка под сварку. Способы подготовки кромок под сварку (механические, газовые и т. д.) такие же, как и при других способах сварки. Вид разделки кромок и ее геометрические размеры должны соответствовать ГОСТ 14771—76 или техническим условиям на изготовление изделия. При механизированной сварке плавящимся электродом можно получить полный провар без разделки кромок и без зазора между ними при толщине металла до 8 мм. При зазоре или разделке кромок полный провар достигается при толщине металла до 11 мм. При автоматической сварке стыковых соединений производительность процесса значительно возрастает при использовании разделки без скоса кромок (щелевой разделке см. рис. Х.11). При толщине металла до 40 мм зазор между кромками в нижней части стыка до 10 мм. Для обеспечения постоянства зазора в зоне сварки из-за поперечной усадки при сварке каждого прохода выполняют шарнирное закрепление деталей с углом раскрытия кромок, зависящим от толщины свариваемого металла.
При сварке в углекислом газе многослойных швов на сталях перед наложением последующего слоя поверхность предыдущего слоя следует тщательно очищать от брызг и образующего шлака. Для уменьшения забрызгивания поверхности детали из углеродистой стали ее покрывают специальными аэрозольными препаратами типа «Дуга». Сварку можно вести при непросохшем препарате. Детали собирают с помощью струбцин, клиньев, скоб или на прихватках. Прихватки лучше выполнять в защитных газах тем же способом*, которым будет проводиться и сварка. Прихватки перед сваркой осматри* вают, а при сварке переваривают.
391
XI.4. Схемы газовых подушек а, б — односторонняя и двусторон* няя сварка-; / — защитный газ; 2 — медная подкладка
XI.5. Влияние скорости сварки на эффективность газовой защиты а—в — сварка соответственно на
малой, средней и очень большой
а)
б)
о.
в) е)
Д А
Х1.6. Схемы (а—г) расположения границы струи защитного газа при сварке различных типов соединений
Общие рекомендации по технике сварки. Ручную и механизированную сварку обычно ведут на весу. Автоматическую сварку можно осуществлять так же, как и при сварке под флюсом, на остающихся или съемных подкладках и флюсовых подушках. Однако во многих случаях наиболее благоприятные результаты достигаются при использовании газовых подушек (рис. XI.4). Они улучшают формирование корня шва, а при сварке активных металлов способствуют и защите нагретого твердого металла от воздействия с воздухом. Подаваемые в подушку газы по составу могут быть аналогичными применяемым для защиты зоны сварки.
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, конструкции сварного соединения, скорости сварки, состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.5. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20—30 % повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали. При сварке на повышенных скоростях полезно также наклонять горелку углом вперед, а при автоматической сварке применять боковую по¬
дачу газа (см. рис. XI.3,6). Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис. XI.6, в, г, необходим повышенной расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа. При равных условиях расход гелия благодаря его меньшей плотности должен быть увеличен по сравнению с аргоном или с углекислым газом.
Техника сварки неплавящимся электродом. В настоящее время в качестве неплавящегося электрода используют преимущественно стержни из чистого вольфрама с активирующими присадками лантана, циркония, цезия, бария, иттрия, которые облегчают зажигание и поддерживают горение дуги, повышают стойкость электрода (табл. XI.2). Повысить силу сварочного тока и уменьшить расход электрода позволяет применение композиционного электрода. Уменьшения контактного сопротивления в месте зажатия электрода в цанге и улучшения теплоотвода от него достигают за счет напрессовки на вольфрамовый электрод медной трубки. Функцию защитных в этих случаях выполняют инертные газы и их смеси или смеси инертных газов с азотом и водородом. Не допускается использовать газы, содержащие кислород, из-за окисления вольфрама и его быстрого разрушения. При сварке в аргоне допустимая сила сварочного тока выше, чем при сварке в гелии. При сварке в углекислом газе неплавящимися электродами могут служить угольные или графитовые стержни. Но этот способ сварки находит ограниченное применение из-за низкой производительности.
XI.2. Выбор диаметра вольфрамового электрода в зависимости от силы (Л) и рода сварочного тока (защитный газ — аргон)
Марка
Род тока
Диаметр электрода, мм
электрода
2
3
4
5
6
7
ЭВЧ
(чистый воль, фрам)
Постоянный прямой полярности
50
170
370
470
560
—
То же, обратной полярности
30
40
55
65
85
110
Переменный
20
50
80
220
260
310
ЭВЛ (вольфрам с окислами лантана)
Постоянный прямой полярности
150
250
500
710
1000
—-
То же, обратной полярности
35
45
60
80
100
125
Переменный
100
160
1220
280
340
410
393
XI.3. Характеристика свариваемости в зависимости от рода тока для
дуговой ручной и механизированной сварки вольфрамовым
электродом
Материал
Переменный ток
Постоянный ток
прямой
поляр¬
ности
обратной
полярно¬
сти
Низкоуглеродистая сталь
У
X
Н
Низко- и среднелегированная сталь
У
X
н
Коррозионно-стойкая хромоникеле¬
У
X
н
вая сталь
Жаропрочные хромоникелевые спла¬
У
X
н
вы
Алюминиевые и магниевые сплавы
X
X*
н
Медь и сплавы на ее основе, сереб¬
н
X
н
ро
Титан и сплавы на его основе, цирко¬
У
X
н
ний, молибден, тантал и другие ак¬
тивные металлы
Примечания: 1. В таблице использованы следующие буквенные оозначения: X и У — хорошая и удовлетворительная свариваемость; Н — не рекомендуется. 2. Звездочкой отмечен род тока, который не рекомендуется применять при ручной сварке.
XI.4. Расход вольфрамовых электродов на 100 м шва, г
Свариваемый
материал
Толщина
материала,
мм
Диаметр
электрода,
мм
Ручная
сварка
Механизи¬
рованная
сварка
Конструкционные,
1
1,5
8,3
3,9
нержавеющие и
2
2
23,4
10,9
жаропрочные спла¬
3
3
83,3
39
вы
4
4
132,2
125
5 и более
5
165
156
Алюминиевые и
2
2
23,4
10,9
магниевые сплавы
4
3
83,3
39
5—6
4
132,2
125
7 и более
5
165
156
При сварке вольфрамовым электродом в зависимости от типа свариваемого металла используют постоянный или переменный ток (табл. XI.3). При сварке на переменном токе рабочий конец электрода затачивают в виде полусферы. При сварке на постоянном токе конец электрода затачивают под углом 60° на длине 2—3 диаметров или в виде четырехгранной пирамиды. Работа с активированными
394
XI.7. Асимметрия сварочного тока при сварке на переменном токе вольфрамовым электродом в за* щитных газах
а)
XI.8. Схема сварки в защитных газах вольфрамовым электродом погруженной дугой
а — выход плазмы на обратную сторону соединения; б — бочкообразная форма шва; 1 — расплавленный металл сварочной ванны; 2 — защитный газ; 3 — основной металл; 4 — дуговая плазма. Стрелкой указано направление сварки
XI. 9. Схемы изменения силы и напряжения сварочного тока при импульсной сварке вольфрамовым электродом (а) и изменения формы шва в плоскости (б) и продольном сечении (в)
электродами и их хранение должны учитывать требования санитарных правил работы с радиоактивными веществами.
Расход вольфрамовых электродов невелик ( табл. XI.4). Для его уменьшения подачу защитного газа следует начинать до возбуждения дуги, а заканчивать через 5—10 с после обрыва дуги для охлаждения электрода в струе газа. Для предупреждения загрязнения вольфрамового электрода и оплавления его дугу возбуждают, используя осцилляторы или разряд конденсаторов, без касания концом электрода изделия.
Технологические свойства дуги зависят от рода тока. При прямой полярности тока на изделия выделяется около 70 % тепла, что и обеспечивает более глубокое проплавление основного металла, чем при токе с обратной полярностью, где наблюдается повышенный разогрев электрода, и поэтому допустимая сила сварочного тока уменьшена (см. табл. XI.2). При использовании переменного тока изза физических особенностей электропроводимость дуги неодинакова
395
в различные полупериоды полярности переменного тока. Она выше, когда катод на электроде (прямая полярность), и ниже, когда катод на изделии (обратная полярность). В соответствии с этим и сила сварочного тока (рис. XI.7) больше при прямой и меньше при обратной полярности, т. е. проявляется выпрямляющий эффект сварочной дуги, связанный с различными теплофизическими свойствами электрода и изделия.
Для повышения глубины проплавления можно использовать следующие способы:
сварка по окисленной поверхности. Наличие окислов уменьшает блуждание дуги по основному металлу, что повышает эффективность выделения тепла в дуге и на изделии. Глубина проплавления возрастает на 15—30 %, однако размер окисной пленки должен быть в пределах 20—200 мкм;
сварка по слою флюса толщиной до 0,25 мм, состоящего из галогенидов и некоторых окислов (для сварки титана флюсы АНТ-15А, АНТ-17А, АНТ-19А, АНТ-23А). Глубина проплавления увеличивается благодаря концентрации тепловой энергии в активном пятне на изделии, повышению эффективной мощности дуги. За счет уменьшения ширины шва и зоны термического влияния снижаются коробления сварных конструкций;
сварка с активированной присадочной проволокой. Активатор (фтористый кальций) можно наносить на поверхность присадочной проволоки в количестве 3 мг на 1 см шва или вводить в присадочную проволоку при ее изготовлении в виде сердечника — фитиля (АП-АН11);
сварка с добавкой к защитному газу десятых долей процента газообразных галогенидов (фториды BF3, WF6, SF6 и хлориды SiCl4, СС14), которые способствуют повышению эффективности тепловой мощности дуги.
При сварке с щелевой разделкой, когда первые слои сваривают в нижней части кромок, используют автоматы и специальной конструкции цанги и газовые сопла, обеспечивающие сварку в глубокую разделку.
Одной из разновидностей сварки вольфрамовым электродом является сварка погруженной дугой (рис. XI.8). При увеличении расхода защитного газа дуга обжимается, а ее температура повышается. Давление защитного газа и дуги, оттесняя из-под дуги расплавленный металл, способствует заглублению дуги в основной металл. В результате глубина провара резко увеличивается. При толщине металла до 10 мм поток плазмы создает в металле отверстие и может выходить на обратную сторону соединения. Металл, оплавленный на передней кромке, перемещается в хвостовую часть ванны и, кристаллизуясь, образует шов. Благодаря горению дуги ниже верх-
396
XI. 10. Схема расположения горелки и присадочной проволоки при ручной сварке вольфрамовым электродом в защитном газе
/ — присадочная проволока; 2—защитный газ; 3— сопло горелки; 4— электрод
XI. 11. Схема расположения присадочной проволоки относительно сварочной ванны
1 — присадочная проволока; 2 — сварочная ванна; 3 —электрод; 4 — границы струи защитного газа. Стрелкой указано направление сварки
ai
б)
==Щ
/
ЭЛЕКТРОД
XI. 12. Схема подачи присадочной проволоки при сварке тонко- (а) и толстолистового металла с разделкой кромок (б). Стрелкой указано направление сварки
XI. 13. Схема наложения отдельных валиков в многослойном шве
1—8 — последовательность валиков
сварки
ней поверхности основного металла шов имеет бочкообразную форму (см. рис. XI.8, б).
Этим способом без разделки кромок за один проход можно сваривать металл толщиной до 50 мм при зазоре между кромками 6—10 мм. При сварке вольфрамовым электродом дуга может гореть как при практически постоянной силе сварочного тока, так и по определенной программе — импульсная дуга (сварка пульсирующей дугой). Этот способ находит применение при сварке тонкого металла толщиной от долей миллиметров до 3—4 мм. В этом случае требуется небольшая сила сварочного тока, при которой дуга неустойчива. Повышение тока увеличивает и размеры сварочной ванны, что часто приводит к прожогам. Использование тока, по величине достаточного для стабильного горения дуги и включаемого периодически, импульсами (рис. XI.9) с частотой до 25 имп/с уменьшает размеры сварочной ванны, образующейся из отдельных точек (см. рис. XI.9, б). В перерыве между импульсами тока сварочная ванна успевает частично закристаллизоваться, что снижает вероятность прожогов. Однако при
397
больших перерывах между импульсами /п дуговой промежуток деионизируется и повторное возбуждение дуги затрудняется. Для предупреждения этого в паузах между импульсами поддерживается дежурная дуга уменьшенным сварочным током /деж. Регулируя соотношение между /св и /Деж, tn и /св, а также скорость сваркя» изменяют форму и размеры шва. Этот способ позволяет сваривать стыковые соединения на весу во всех пространственных положениях.
Для улучшения свойств металла шва можно применить электромагнитное перемешивание (ЭМП) расплавленного металла сварочной ванны. Это достигается с помощью внешних магнитных полей, создаваемых обычно специальными соленоидами. ЭМП улучшает дегазацию металла сварочной ванны, измельчает структуру металла шва, способствует разрушению пленки окислов при сварке алюминиевых сплавов.
Дуговой сваркой вольфрамовым электродом можно сваривать все типы соединений в различных пространственных положениях. Этот способ обычно целесообразен для соединения металла толщиной до 5—6 мм. Однако его можно использовать и для металла большей толщины. Сварка выполняется без присадочного металла, когда шов формируется за счет расплавления кромок, и с присадочным металлом, подаваемым в зону дуги в виде сварочной проволоки (рис. XI. 10). Как правило, сварку ведут при напряжении дуги 22— 34 В, при этом длина дуги должна быть 1,5—3 мм. Вылет конца электрода из сопла не должен превышать 3—5 мм, а при сварке угловых швов и стыковых с разделкой — 5—7 мм.
При соединении металла толщиной до 10 мм вручную сварку выполняют справа налево (см. рис. XI. 10). Поток защитного газа должен надежно охватывать всю область сварочной ванны и разогретую часть сварочной проволоки. При уменьшении толщины свариваемого металла угол между горелкой и изделием уменьшают. Для сварки материала толщиной свыше 10 мм следует применять правый способ сварки, а угол между горелкой и изделием должен быть близким к 90°. Такое положение горелки относительно изделия рекомендуется и при сварке угловых соединений. Сварочную проволоку вводят не в столб дуги, а сбоку (рис. XI.11) возвратно-поступательными движениями при сварке тонколистового металла (рис. XIЛ2,а). При механизированной и автоматической сварке электрод располагают перпендикулярно поверхности изделия. Угол между ним и сварочной проволокой приближается к 90°. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (рис. XI. 13).
При сварке вертикальных швов на спуск при значительных размерах сварочной ванны расплавленный металл может, подтекая под электрод, уменьшить глубину проплавления и привести к закорачи¬
398
ванию дуги. Дугу следует обрывать понижением сварочного тока, а при ручной сварке — ее постепенным удлинением. Особенные трудности, приводящие к нарушению формирования шва при сварке стыковых соединений тонколистового металла толщиной до 2,5 мм, возникают из-за деформации кромок. Для их предупреждения применяют клавишные прижимные приспособления, сборку соединения под углом 7—10 ° или местный отгиб кромок в сторону подкладки.
При сварке толстолистового металла толщиной до 60 мм и более целесообразно использовать многослойную сварку в щелевой зазор. Для этого кромки соединения подготовляют без скоса (под 90° к поврехности) и собирают с зазором 6—8 мм. Первый слой сваривают на медной съемной подкладке или на остающейся подкладке. Диаметр активированного электрода 2,5—4 мм, сварочный ток до 400 А. При таких размерах щели и электрода достигается равномерное оплавление обеих кромок соединения. Качество соединения можно повысить, если применить электрод с отогнутым рабочим концом и в процессе сварки сообщить ему вращательные движения в щели от одной кромки к другой. Для улучшения сплавления между слоями сварочную проволоку рекомендуется подавать в сварочную ванн за дугой. Зону сварки защищают аргоном или смесью из равных долей аргона и гелия. При горении дуги в щели улучшается использование ее тепла для плавления металла.
Техника сварки плавящимся электродом. Наибльшее распространение находит сварка одним электродом (однодуговая сварка). Однако для повышения производительности можно применять сварку сдвоенным электродом. Схема подачи электродов и подвода к ним сварочного тока показана на рис. Х.З.
В зависимости от свариваемого материала, его толщины и требований, предъявляемых к сварному соединению, в качестве защитных газов используют инертные, активные газы или смеси защитных газов (см. табл. XI.1). Благодаря более высокой стабильности дуги процесс идет преимущественно на постоянном токе обратной полярности от источников с жесткой внешней характеристикой. Помимо параметров режима на стабильность горения дуги, форму и размеры шва большое влияние оказывает характер расплавления и переноса электродного металла в сварочную ванну. Характер переноса элекродного металла зависит от материала и диаметра электрода, состава защитного газа и ряда других факторов.
Рассматривая процесс сварки в углекислом газе можно отметить, что при малых диаметрах электродных проволок {до 1,6 мм) и небольших сварочных токах при короткой дуге с напряжением до 22 В процесс идет с периодическими короткими замыканиями, во время которых электродный металл переходит в сварочную ванну. Частота замыканий достигает 450 в 1 с. При этом потери на разбрызгивание
399
v,%
Ф1Л
02
Ф7.2-
'"///?2/.
100 200300 400 6 500 За, л
XI. 14. Зависимость потерь метал* ла на разбрызгивание от силы сва• рочного тока и диаметра электродной проволоки. Сварка в углекислом газе
обычно не превышают 8% (область А на рис. XI.14). При значительном возрастании сварочного тока и увеличении диаметра электрода (область В на рис. XI. 14) процесс идет при длинной дуге с образованием крупных капель, без коротких замыканий. Область Б является переходной, в которой возможно появление крупных капель и их переход с короткими замыканиями и без них. При сварке на режимах областей Б и В обычно ухудшаются технологические свойства дуги и, в частности, затрудняется переход электродного металла в сварочную ванну при сварке в потолочном положении. Дуга недостаточно стабильна, а разбрызгивание повышено.
Расход сварочной проволоки с учетом потери на разбрызгивание приведен в табл. XI.5. В качестве базы для определения нормативов расхода принят критерий расчета площади поперечного сечения наплавленного металла шва по номинальным, а также по номинальным со средними допусками размерам конструктивных элементов подготовленных кромок и шва согласно действующим стандартам.
XI.5. Технологические потери, %, проволоки Св-08Г2С при сварке в С02 и Св-09Г2СЦ при сварке в смеси С02+02
Диаметр проволоки, мм
Диапазон силы тока, А
Св-08Г2С
Св-09Г2СЦ
0,8
60—120
3—4
2—3
1
60—140
4—5
2—3
1,2
100—180
4—6
2—3
180—250
5—7
3—5
1,4
120-200
4—6
2—4
200—280
6—8
4—6
1,6
180—260
7—9
5-7
280—380
8-10
6—8
2
180—260
10—12
6—8
280—450
10—14
8—10
400
УподМ
UnB тп т..
0,4
0>г
о
40 80 120160 200 240 280 0CJ
XI. 16. Схема изменения сварочного тока и напряжения при импульсное
дуговой сварке
чи упоД электродной проволоки от ее диаметра d9Jl и силы сварочного тока /св. Сварка в аргоне, по-
XI.15. Зависимость скорости пода-
/И’ — ток и напряжение во вре¬
мя импульса;/п, С/п —то же, во время паузы; 7, Гд—время* им¬
пульса и паузы; t — время
стоянный ток обратной полярности.
Сварочная проволока типа Х18Н9.
Кружочками обозначен критический сварочный ток
Несколько иная картина наблюдается при сварке в аргоне. Увеличение тока при данном диаметре электрода сверх определенной величины (выше критического) приводит к мелкокапельному (струйному) переносу электродного металла (рис. XI. 15). При этом резко повышаются стабильность дуги в различных пространственных положениях и глубина проплавления по оси шва. Критический ток уменьшается при активировании электрода легкоионизирующимися элементами, увеличении вылета электрода и при добавке к аргону до 5 % кислорода.
При сварке в углекислом газе или его смесях с кислородом повышение стабильности дуги за счет получения мелкокапельного переноса электродного металла и уменьшения поэтому разбрызгивания достигается применением активированных сварочных проволок (АП-АН2, АП-АН4 и др.). Проволока состоит из металлической основы и тонкого сердечника — фитиля, содержащего поверхностно* активные редкоземельные элементы и флюсовые добавки. Активирующие вещества могут наноситься и на поверхность проволоки. Сварка выполняется на постоянном токе как обратной, так и прямой полярности.
При плавящемся электроде часто используют импульсно-дуговую сварку. Сущность ее заключается в периодическом принудительном изменении по определенной программе мощности дуги. Программное управление процессом предусматривает изменение основных параметров процесса — напряжения и тока дуги. Возможно изменение и других параметров — скорости подачи или вылета электрода, скорости сварки и т. д. Изменение основных параметров режима преследует две технологические цели.
26—194
401
Для получения управляемого мелкокапельного переноса электродного металла применяют импульсный сварочный ток с частотой более 25 им п/с с малой их амплитудностью (около нескольких миллисекунд, рис. XI. 16). При увеличении тока во время импульса резко возрастающие электродинамические силы сбрасывают каплю с торца электрода. Импульсы могут быть одиночными или составлять группу. Их форма также может быть различной.
Амплитуда, длительность и частота следования импульсов являются определяющими в процессе плавления и переноса электродного металла.
Второй технологической целью импульсов сварочного тока являются воздействие на процессы кристаллизации металла в сварочной ванне и термический цикл с целью улучшения свойств сварных соединений. Частота импульсов в этом случае не менее 25 имп/с. Рассмотренная выше сварка вольфрамовым электродом пульсирующей дугой относится к этой группе.
Основными параметрами режима сварки являются сила и полярность сварочного тока, напряжение дуги, диаметр и скорость подачи электродной проволоки, расход и состав защитного газа, вылет электрода и др. Расстояние от сопла горелки до изделия во избежание ухудшения защиты и повышенного разбрызгивания должно выдерживаться в пределах 8—15 мм. Токоподводящий наконечник должен находиться на уровне краев сопла или утапливаться в сопло на глубину до 3 мм. При сварке угловых швов и стыковых с глубокой разделкой токоподводящий наконечник может выступать из сопла на 5—10 мм. Стабильность горения дуги достигается соответствием скорости подачи электродной проволоки и силы сварочного тока (см. рис. XI.15).
Расход углекислого газа с учетом режима сварки в зависимости от диаметра сварочной проволоки приведен в табл. XI.6.
Тонколистовой материал толщиной до 4 мм в инертных газах сваривают короткой дугой с периодическими короткими замыканиями. Металл большей толщины сваривают на токах выше критичес* ких при струйном переносе электродного металла.
При сварке в углекислом газе используют режимы, обеспечивающие минимальное разбрызгивание электродного металла и повышенную стабильность дуги.
Для повышения производительности процесса вылет электрода может быть увеличен до 40—60 мм при электродных проволоках диа* метром 1,2 и 1,6 мм соответственно. Рост производительности может быть достигнут и применением металлических добавок (рубленой проволоки и т. д.), засыпаемых предварительно или в процессе сварки в разделку. Сила тока регулируется скоростью подачи электрод-* ной проволоки. Напряжение дуги (обычно перед сваркой) устанавли-*
402
вается примерно равным напряжению холостого хода источника тока. Закономерности изменения формы и размеров шва в зависимости от основных параметров режима примерно такие же, как и при сварке под флюсом (см. рис. Х.6).
XI.6. Расход углекислого газа
Диаметр проволоки, мм
Диапазон сварочного тока, А
Расход газа, л/мин
Диаметр проволоки, мм
Диапазон сварочного тока, А
Расход raia, Л/мин
0,8
60—120
8—9
1,6
160—260
14—15
1
60—140
8—9
270—380
15—18
1,2
80—220
9—12
2
180—300
15—18
1,4
150—320
12-15
320—450
18—20
Поперечные колебания электрода при механизированной сварке расширяют технологические возможности способа, позволяя улучшить формирование корня шва при сварке на весу и получить уширенные валики. Характер поперечных колебаний электрода зависит от толщины металла и формы разделки, а также от навыков сварщика (рис. XI. 17).
Механизированная сварка в нижнем положении может выполняться правым и левым способами. При сварке слева направо держатель отклоняется от вертикали на 5—15 °. Для предупреждения прожогов при механизированной сварке соединения из тонколистового материала рекомендуется периодически кратковременно обрывать дугу. Во время перерывов часть металла сварочной ванны кристаллизуется.
Положение электрода и изделия при автоматической сварке в нижнем положении стыковых и угловых швов такое же, как и при сварке под флюсом. Минимальная толщина свариваемого металла 1—1,5 мм. Тонкий металл предпочтительнее сваривать в наклонном или вертикальном положении на спуск электродными проволоками диаметром до 1,2 мм. Вертикальные угловые и стыковые швы с разделкой кромок можно сваривать снизу вверх с поперечными колебаниями электрода. Качество швов, выполняемых в вертикальном и потолочном положениях, выше при сварке со струйным переносом электродного металла или с короткими замыканиями. Изменение наклона электрода, как и при сварке под флюсом, изменяет форму и размеры шва, а при сварке швов на вертикальной плоскости может способствовать удержанию расплавленного металла сварочной ванны от стекания. Подтекание металла под дугу при сварке вертикальных швов на спуск резко уменьшает глубину проплавления. При их сварке на подъем глубина провара наоборот резко возрастает. При сварке гори-
26*
403
XI. 17. Схемы перемещения конца электрода при механизированной сварке плавящимся электродом
XI. 18. Типы газовых насадок для сварки электрозаклепок 1 — электрод; 2 — газ
зонтальных швов электрод для удержания расплавленного металла от стекания располагают снизу и перемещают по шву с поперечными колебаниями.
Техника сварки электрозаклепок. Сварку электрозаклепок можно вести в любом пространственном положении. Для получения нахлесточного соединения хорошего качества необходимо обеспечить плотное прилегание листов с зазором не более 0,5 мм. Места сварки следует тщательно зачищать, так как вероятность образования в заклепке пор и трещин повышена. Для предупреждения прожога в нахлесточных соединениях с обратной стороны можно установить медные подкладки. Электрозаклепки можно сваривать вольфрамовым или плавящимся электродом. Состав защитного газа зависит от типа электрода и состава металла (см. табл. XI.1). Размеры электрозаклепки и ее свойства зависят главным образом от силы сварочного тока, напряжения и времени горения дуги. При сварке вольфрамовым электродом используют сварочные пистолеты, конструкция которых позволяет поджать верхний лист к нижнему. Хорошее качество сварки заклепок достигается при толщине верхнего листа до 2 мм. Во избежание загрязнения рабочего конца электрода дугу возбуждают с помощью осциллятора. При увеличении сварочного тока и времени горения дуги глубина проплавления и диаметр заклепки растут.
Для обеспечения хорошей защиты зоны сварки применяют различные типы газовых насадок (рис. XI. 18). Время протекания сварочного тока регулируют с помощью реле. Образование подрезов, трещин и пор в заклепке предупреждают повторным кратковременным возбуждением дуги и плавным уменьшением тока*
404
При использовании плавящегося электрода заклепки сваривают без пробивки отверстия в нижнем положении при толщине верхнего листа до 6 мм, а в вертикальном и потолочном положениях рекомендуется вести с короткими замыканиями импульсно-дуговым способом. Размеры заклепок регулируют, изменяя силу сварочного тока и напряжение дуги, диаметр электрода и время горения дуги. Для увеличения размеров точки сварку можно выполнять с круговым перемещением электрода. Наиболее целесообразно сварку вести полуавтоматами с реле времени, регулирующими время подачи электродной проволоки. Для сварки следует использовать сопла, как и при сварке вольфрамовым электродом (см. рис. XI. 18), но с отверстиями для выхода газа. В процессе сварки металла толщиной свыше 2 мм рекомендуется изменять ток и напряжение дуги ( к концу сварки ток уменьшают и увеличивают напряжение дуги).
XI.2. СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ И ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ БЕЗ ДОПОЛНИТЕЛЬНОЙ ЗАЩИТЫ ДУГИ
Сущность первого способа. Применение сварки под флюсом затруднено ограниченностью положения шва в пространстве (преимущественно нижнее) и невозможностью наблюдения за образованием шва. При сварке в защитных газах надежность защиты может нарушаться воздействием движения воздуха и засорением газового сопла брызгами. Сварка порошковыми проволоками в значительной степени сочетает положительные стороны механизированных и ручного способов сварки. Конструкция порошковой проволоки определяет некоторые особенности ее расплавления. Сердечник проволоки на 50—70 % состоит из неметаллических, неэлектропроводных материалов, поэтому проволока плавится дугой, горящей и перемещающейся по металлической оболочке. Ввиду этого плавление сердечника может отставать от плавления оболочки, и он может частично переходить в сварочную ванну в нерасплавленном состоянии, особенно при касании сердечником поверхности сварочной ванны, что может привести к образованию в металле шва пор и засорению его неметаллическими включениями. Малая жесткость порошковых проволок требует применения специальных механизмов подачи с двойным приводом и малым давлением поджатия.
Металлургические особенности процесса сварки порошковыми проволоками определяют повышенную чувствительность металла шва к образованию пор при отклонении напряжения дуги и вылета электрода от рекомендуемых.
405
В настоящее время в СССР налажен промышленный выпуск проволок больших диаметров (2,6 мм и выше), требующих повышенной силы сварочного тока, что затрудняет их использование для сварки в вертикальном и потолочном положениях. Однако многие организации ведут работы по созданию порошковых проволок для сварки во всех пространственных положениях, что резко повысит удельный вес их применения, особенно в условиях строительно-монтажного производства. Промышленностью выпускаются проволоки для сварки без дополнительной защиты (самозащитные) или с дополнительной защитой углекислым газом. В зависимости от типа проволоки (рутилорганический, карбонатно-флюоритовый и др.) используется постоянный ток прямой или обратной полярности от источника с крутопа* дающей или жесткой внешней характеристикой.
Техника сварки. Выпускаемая проволока должна иметь сертификат завода-изготовителя, без которого ее применение недопустимо. В сертификате указывают марку и диаметр проволоки, коэффициент заполнения, механические свойства и другие ее характеристики. Обычно сварка ведется полуавтоматами, но может выполняться и автоматами. Ввиду возможности наблюдения за формированием шва техника сварки порошковыми проволоками мало отличается от сварки плавящимся электродом в защитных газах. Однако появление на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками впереди шва, затрудняет провар корня шва и может привести к непроварам кромок. Необходимо следить за равномерным покрытием всей сварочной ванны шлаком. При многослойной сварке поверхность предыдущих швов рекомендуется тщательно очищать от шлака.
Подготовка кромок, их очистка и сборка под сварку осуществляются теми же способами, что и при других способах сварки. Прихватки делают вручную покрытыми электродами или механизированно порошковой проволокой. Перед началом сварки следует проверить полярность тока и исправность аппаратуры, а также установить параметры режима применительно к изделию. При заправке проволоки в рукав конец ее должен быть завальцован, наконечник с мундштука снят, а рукав не должен иметь перегибов. После этого на отдельной пластине наплавляют короткий шов для расплавления конца проволоки, где шихта при заправке могла высыпаться. В процессе сварки необходимо следить за равномерностью расплавления проволоки.
При сварке стыковых швов проволока должна быть перпендикулярна поверхности изделия или расположена углом назад с отклонением от вертикали до 15°. При сварке угловых швов «в лодочку» или наклонным электродом угол между электродом и поверхностью изделия должен быть 45—60°. Проволоки рутил-органического типа
406
(ПП-АН 1, ПП-2ДСК) имеют удовлетворительные сварочно-техноло* гические свойства, мало чувствительны к изменению напряжения дуги. Однако сварка на большом токе и при низком напряжении на повышенной скорости может привести к образованию в швах подрезов. Вылет электрода должен быть 15—20 мм. Проволоки карбонатно-флюоритового типа (ПП-АНЗ, АП-АН7, ПП-АН11, СП-2) чувствительны к изменению напряжения дуги и более чем проволоки рутил-органического типа, — к загрязнению кромок. Для надежного возбуждения и горения дуги и предупреждения в швах пор вылет электрода должен устанавливаться в пределах 25—30 мм.
Увлажнение сердечника при хранении проволоки может привести к появлению в шве пор. Для предупреждения этого проволоку следует прокаливать при 230—250 °С в течение 2—3 ч. После прокалки уменьшается жесткость проволоки и требуется тщательная настройка механизма ее подачи.
Для сварки в углекислом газе рекомендуются порошковые проволоки: рутиловые (ПП-АН8, ПП-АН 10) и рутил-флюоритовые (ППАН4, ПП-АН9, ПП-АН57). Применение этих проволок повышает производительность сварки по сравнению с ручной в 2—4 раза, а со сваркой проволокой сплошного сечения марки Св-082ГС — на 10 — 15 %. При сварке в углекислом газе себестоимость наплавленного металла возрастает на 20—25 % по сравнению со сваркой без внешней защиты, что частично компенсируется снижением трудозатрат на очистку поверхности швов и деталей от брызг металла.
Расход порошковых проволок некоторых марок, определенный по такой же методике, как и данные табл. XI.5:
Коэффициент
Марка проволоки расхода порош-
ковых проволок
ПП-АН19С, ПП-АН24, ПП-АН24С, ПП-АН57 1,07—1,1
ПП-АН8, ПП-АН 10, ПП-АН15, ПП-АН21,
ПП-АН25, ПП-АН31, ПП-АН54, ПП-АН55 . . 1,15—1,2
СП-3, ППТ-7, ПП-АН4, ПП-АН5, ПП-АН9,
ПП-АН19, ПП-АН20, ПП-АН22, ПП-АН29,
ПП-АНЗО, ПП-АН31, ПП-2ДСК 1,25
ПП-АН1, ПП-АНЗ, ПП-АНЗС, ПП-АН7,
ПП-АН11, ПП-АН45, ППВ-5. ПП-АН19Н . . 1,3-1,35
Находит некоторое практическое применение и сварка проволокой сплошного сечения без дополнительной газовой или другой защиты дуги. Введение в состав проволок (Св-20ГСТЮА и Св15ГСТЮЦА) раскислителей и элементов, снижающих растворимость азота в жидком металле, позволяет обеспечить требуемое качество шва. Техника сварки этими проволоками такая же, как и в защитных газах. Ограничивают их использование пока высокая стоимость и недостаточная стабильность качества сварного соединения, выполненного этими проволоками.
407
XI.3. СУЩНОСТЬ И ТЕХНИКА СВАРКИ И РЕЗКИ ПЛАЗМЕННОЙ ДУГОЙ
Дуговую плазменную струю для сварки и резки получают по двум схемам (рис. XI. 19). При резке электродами могут, как и при сварке, служить вольфрамовые стержни или специальные охлаждаемые водой медные электроды с запрессованными в их рабочий торец циркониевыми или гафниевыми вставками. В этом случае плазмообразующими газами являются аргон, азот, смеси аргона с водородом и азотом, азота с водородом и т. д. При работе медными электродами со вставкой обычно применяют воздух (воздушно-плазменная резка). Резку металлов выполняют дугой прямого действия,
XI. 19. Схемы получения плазменной дуги прямого (а) и косвенного (б) действия
1 — источнид тока; 2 — электрод;
3 — газ; 4-сопло плазмотрона; 5— плазменная струя
XI.7. Ориентировочные данные о скорости воздушно-плазменной резки (типоразмер аппарата Плм 60/300)
Разрезаемый
металл
Толщина металла, мм
Скорость резки, Ы(Г“8, м/с
Ширина реза, мм
Низкоуглеро¬
6—15
83-42
3—3,5
дистая сталь
15—25
42—4
3,5—4
25—40
4—1,3
4—4,5
40—60
1,3-0,5
4,5—5,5
Высоколегиро¬
5—15
92—43
3
ванная сталь
10—30
42—1,7
4
типа 18—8
30—50
1,7—0,5
5
Медь
10—20
5—4
3—3,5
30—40
1,2—0,83
4—4,5
50—60
0,67—0,5
5,5—6,5
Алюминий
5—15
3,3-1,7
3
30—50
2—1
7
408
неэлектропроводных материалов—дугой косвенного действия. При воздушно-плазменной резке содержание азота в поверхностных слоях реза в 10—12 раз больше, чем в основном металле. Это вызывает опасность старения кромок конструкций. В сварных швах содержание азота вследствие разбавления их электродным металлом ниже, но все равно вдвое больше, чем в основном металле. Из-за этого в металле шва могут образовываться нитриды, снижающие его пластичность.
Плазменная резка характеризуется высоким качеством реза и экономичностью. При резке даже углеродистых сталей она во многих случаях более экономична, чем газокислородная, благодаря повышению скорости резки в 6—8 раз (табл. XI.7).
Глава XII. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
XII.1. ОСОБЕННОСТИ ПРОЦЕССА, ЕГО РАЗНОВИДНОСТИ, ОСНОВНЫЕ ДОСТОИНСТВА И НЕДОСТАТКИ
Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса ЭШС в его начале (см. п. XII. 2.3) и дальнейшем протекании, когда сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочного металлов, а также постоянно поступающего в ванну специального флюса. Ванна расплавленного шлака за счет меньшей, чем у расплавленного металла плотности, постоянно находясь в верхней части расплава, исключает воздействие окружающего воздуха на жидкий, металл и очищает капли электродного металла, проходящие через шлак, от вредных примесей.
Разработано несколько способов электрошлаковой сварки (рис. ХИЛ). Наибольшее практическое применение имеет ЗШС проволочным электродом (одним или несколькими) с колебаниями или без колебаний, пластинчатым электродом большого сечения, плавящимся мундштуком.
ЭШС имеет следующие технико-экономические достоинства: высокую устойчивость процесса, мало зависящую от рода тока, и нечувствительность (благодаря тепловой энергии шлаковой ванны) к кратковременным изменениям тока и даже его прерыванию; электрошлаковый процесс устойчив при плотностях тока 0,2—300 А/мм2 и возможен при использовании проволочных электродов диаметром
1,6 мм и менее и пластинчатых электродов сечением 400 мм2 и более;
409
а)
S)
6)
XI 1.1. Схема процесса и разновидности электрошлаковой сварки
а — одним проволочным электродом с неподвижной осью или с колебанием электрода; б — двумя проволочными электродами с их колебанием; в — пластинчатыми электродами; г — плавящимся мундштуком; / — свариваемая деталь; 2 — ванна расплавленного шлака; 3 — электрод; 4 — расплавленные электродный и основной металлы; 5 — сварной шов; 6 — пластинчатый электрод; 7 — мундштук; 8 — медные пластины
высокую производительность. По скорости плавления присадочного металла электрошлаковая сварка вне конкуренции. Она позволяет допускать нагрузку на электрод до 10 000 А;
высокую экономичность процесса. На плавление равных количеств электродного металла при ЭШС затрачивается на 15—20 % меньше электроэнергии, чем при дуговой сварке. Расход флюса меньше, чем при дуговой сварке, в 10—20 раз и составляет около 5 % расхода электродной проволоки;
отсутствие необходимости в специальной подготовке кромок свариваемых деталей и малую чувствительность их к качеству обработки;
410
высокое качество защиты сварочной ванны от воздуха; недефицитность и сравнительно низкую стоимость сварочных материалов;
возможность получения за один проход сварных соединений теоретически любой толщины.
Недостатками электрошлаковой сварки являются: производство сварки только в вертикальном или в близком к вертикальному положению (отклонение от вертикали не более 30°) свариваемых плоскостей;
недопустимость остановки электрошлакового процесса до окончания сварки. В случае вынужденной остановки в сварном шве возникает дефект. В таком случае сварной шов подвергают ремонту или полностью удаляют и вновь заваривают;
крупнозернистая структура в металле шва и зоне термического влияния и связанная с этим низкая ударная вязкость металла сварного соединения при отрицательных температурах;
необходимость изготовления и установки перед сваркой технологических деталей (планки, «стартовые карманы», формирующие устройства и др.).
Электрошлаковая сварка применяется при сварке прямолинейных, криволинейных и кольцевых швов. Минимальная толщина деталей, образующих стыковое соединение при ЭШС без технологических затруднений, находится в пределах 25—30 мм. Экономически целесообразнее использовать ЭШС при изготовлении толстостенных конструкций, а также при изготовлении конструкций из низко- и среднеуглеродистых, низко-, средне- и высоколегированных сталей, чугуна и цветных металлов (алюминия, титана). Кроме того, ЭШС применяют для наплавки различных сплавов на низкоуглеродистые и низколегированные стали.
XI 1.2. ТЕХНОЛОГИЯ СБОРКИ И СВАРКИ
XII.2.1. Типы, конструктивные элементы и размеры ева{шых соединений
Электрошлаковой сваркой могут быть выполнены стыковые, угловые и тавровые соединения с конфигурацией шва: прямолинейной, кольцевой, переменного сечения, переменной кривизны.
Самым распространенным и простым с точки зрения техники сварки является стыковое соединение. Угловые и тавровые соединения встречаются реже, поскольку по технологическим или конструктивным соображениям их заменяют стыковыми соединениями.
411
412
XI1.1. Основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ЭШС
Условные
обозначения
соединений
Конструктивные элементы
подготовленных кромок свариваемых деталей
сварного соединения
Способ
сварки
s1( мм
Ьр, мм
<7, мм
Стыковых:
С1
ШЭ
16-30
30—80
80—450
ШМ
Св. 30
22
25
28
20+8Л
З±23
5±2
С2
Я
II
шп
30—800
20+бп+ +0,005 I
10±2
СЗ
21 ?
Ъ
zoVjt
ШЭ
30—200
ШМ
30—200
28
20+6w
5±2
Угловых:
У1
У2
16—30
S*
22
шэ
30—80
S*
25
80—450
80*
28
шм
30—80
S*
20+бм
Св. 80
80*
шэ
16—300
S
28
шм
Св. 30
S
20+8м
16—30
S*
22
шэ
30—80
S*
25
80—450
80*
28
шм
30-80 Св. 80
S*
80*
20+6м
1ТТП
30—80
1,5s*
20+6„+
Hill
80—800
120*
+0,005/
3±з2
5±2
3±з
5±2
10±2
414
Продолжение табл. XI 1.1
Условные
обозначения
соединений
Конструктивные элементы
Способ
сварки
S, мм
s1( мм
b р, мм
q, мм
подготовленных кромок свариваемых деталей
сварного
соединения
Угловых:
У4
Р
ш
10*-г
\Ър
ШЭ
16—30
30—80
80—450
S*
S*
80*
22
25
28
3±з
шм
30—80 Св. 80
S*
80*
20+6м
5±2
Тавровых:
Т1
-I
V
1
||
За>
шэ
16—30
30-80
80-450
S*
S*
80*
22
25
28
—
Примечания: 1. В таблице приняты следующие обозначения: ШЭ — электрошлаковая сварка проволочным электродом; ШМ —то же, плавящимся мундштуком; ШП — то же, электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства; бп — толщина электрода, сечение которого соответствует по форме поперечному сечению сварочного пространства; бм — толщина плавящегося мундштука; — расчетный зазор; / — длина сварного шва. 2. Звездочкой отмечены значения s, которые должны приниматься не менее с5 указанных в таблице.
Основные типы, конструктивные элементы и размеры сварных соединений из сталей в соответствии с ГОСТ 15164—78 приведены в табл. XII.1.
Для соединения С2, УЗ толщиной до 80 мм и соединений ТЗ толщиной 16—30 мм, выполняемых способом ШЭ, ширина подкладки т=60+5 мм, толщина 40+5 мм. Для указанных соединений больших толщин принято: т=80+5 мм, п=60+5 мм.
Для соединений СЗ, изготовляемых способом ШЭ, размер 6 = =*14+0*5 мм, для способа ШМ 6= [(20+6м)/2] мм.
Для соединений Т размер L при сварке способом ШЭ должен быть не более 450 мм, при сварке ШМ этот размер не имеет ограничений.
XI 1.2.2. Подготовка деталей к сборке и сварке
Пригодность деталей к ЭШС в основном определяется чистотой обработки торцевых поверхностей свариваемых кромок и состоянием боковых поверхностей кромок, по которым будут перемещаться устройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности кромок подготовляют газорезательными машинами. Величина отдельных гребешков и выхватов не должна превышать 2—3 мм, а максимальное отклонение от прямоугольности реза должна быть не более 4 мм. При толщинах металла свыше 200 мм, а также для кольцевых швов и деталей из легированных сталей в большинстве случаев применяют механическую обработку.
Боковые поверхности деталей, выполненных из проката, обычно зачищают от ржавчины и окалины наждачными кругами. Боковые поверхности литых и кованых деталей подвергают механической обработке на ширину 60—80 мм от торца кромки с чистотой R 80— R 40. В тех случаях, когда применяют для сварки неподвижные формирующие устройства (медные водоохлаждаемые или стальные привариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение кромок (депланация) не должно превышать 2—3 мм. При сварке деталей разной толщины перед сборкой более толстую кромку сострагивают или на тонкую кромку устанавливают по всей длине стыка выравнивающую планку, которую после сварки сострагивают. При сварке деталей разной толщины используют специальные ступенчатые ползуны. Случайные смещения кромок не должны превышать 1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Максимальная разность диаметров стыкуемых деталей не должна превышать ±0,5 мм, а наибольшее смещение кромок при сборке должно
416
XI 1.2. Сборочные приспособления для электрошлаковой сварки
а, б — сборочные скобы (скоба а предусматривает сварку с обратным ползуном); в —концевая скоба и выводные планки; г — входная планка
быть не более 1 мм. При сварке кольцевых швов цилиндрических изделий большого диаметра с малой толщиной стенки, свальцованных из проката без механической обработки кромок, смещение кромок не должно превышать 3 мм.
При сборке под сварку для уменьшения депланации листов обычно используют шайбы-пластины с двумя круглыми отверстиями или другие приспособления. Эти пластины пропускают в зазор между листами, а в отверстия (диаметром «40 мм) забивают цилиндрические клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и заменять закрепляющими устройствами, которыми чаще всего служат скобы, привариваемые с тыльной сторЬны стыка (рис. XII.2, а, б). При большой толщине листов, когда скорость сварки невелика, вместо скоб можно применять пластины, привариваемые односторонними Швами с лицевой стороны и удаляемые в процессе сварки, фиксирующие скобы или пластины устанавливают через 500—800 мм. Пластины приваривают так, чтобы шов заканчивался за 60—80 мм от торцевой поверхности кромок.
Для получения точных размеров готового сварного изделия необходимо собирать детали с зазором, учитывающим деформации соединяемых деталей при сварке. Следует различать расчетный, сварочный и сборочный зазоры. Сварочный зазор обычно принимают на 1—12 мм больше расчетного (табл. XII.2).
В действительности изделие собирают с большим так называемым сборочным зазором. Сборочный зазор в нижней части стыка равен сварочному зазору. В верхней части стыка сборочный зазор следует увеличивать на 2—4 мм на каждый метр длины стыка.
27—194
417
XI 1.2. Зазоры при сборке деталей под электрошлаковую сварку, мм
Наименование
Толщина свариваемого металла, мм
зазора
16-30
30—80
80—500
500-1000
1000—2000
Расчетный
Сварочный
20 20—21
24
26-27
26
28—32
30
36—40
30
40—42
Электрошлаковые швы формируют с помощью водоохлаждаемых ползунов или медных подкладок, а также приваривающимися подкладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пределы сварного соединения используют входной карман и рыходные планки (см. рис. XII.2, в, г).
XI 1.2.3. Возбуждение электрошлакового процесса
Возбуждение электрошлакового процесса заключается в расплавлении флюса и нагреве образовавшейся шлаковой ванны до рабочей температуры. /
В производстве находят применение следующие способы наведения шлаковой ванны: «твердый старт», когда сварочный флюс вначале плавится теплом электрической дуги во входной планке, а затем шунтируется подсыпаемым и расплавляющимся флюсом, и «жидкий старт», когда в пространство, образуемое свариваемыми деталями и формирующими водоохлаждаемыми устройствами, заливают жидкий флюс, который предварительно расплавляют в отдельной печи.
При «твердом старте» желательно принимать более высокое сварочное напряжение (в процессе горения дуги), чем при стабильном электрошлаковом процессе. Для более легкого возбуждения дуги на дно входной планки засыпают металлический порошок, стружку, термитные смеси или устанавливают металлические вставки.
ХН.2.4. Сварочные материалы и оборудование
Флюсы для электрошлаковой сварки должны удовлетворять следующим требованиям:
быстро и легко устанавливать электрошлаковый процесс в широком диапазоне напряжений и сварочных токов;
обеспечивать достаточное проплавление кромок основного металла и удовлетворительное формирование поверхности шва без подрезов и наплывов;
418
расплавленный флюс не должен вытекать в зазоры между кромками и формирующими шов устройствами при существующей точности сборки и отжимать ползуны от свариваемых кромок;
образовывать шлак, легко удаляющийся с поверхности шва;
способствовать предотвращению пор, неметаллических включений и горячих трещин в металле шва.
Для ЭШС применяют плавленые флюсы. Лучшими технологическими свойствами при сварке углеродистых и низколегированных сталей обычной прочности обладают флюсы АН-8, АН-8М, АН-22. Флюсы ФЦ-7 и АН-348-А мало пригодны для сварки швов большой протяженности. Процесс с применением этих флюсов характеризуется меньшей устойчивостью при повышенных скоростях подачи электродной проволоки. Положительные результаты при сварке углеродистых сталей дает флюс АН-348-В, обладающий большей электропроводимостью и меньшей температурой плавления по сравнению с флюсом АН-348-А. Устойчивый электрошлаковый процесс и качественные швы на таких же сталях обеспечивает флюс АН-47.
Для сварки легированных сталей повышенной прочности типа 25ХНЗМФА, 20Х2М и других применяется флюс АН-9. Легированные и высоколегированные стали сваривают под флюсом АНФ-1, АНФ-7, 48-ОФ-6. Хорошие результаты получаются при сварке коррозионностойких и углеродистых сталей с использованием флюса АН-45.
Для начала электрошлакового процесса применяют флюс АН-25. Он электропроводен в твердом состоянии и имеет высокую электропроводимость в расплавленном состоянии.
Электрошлаковую сварку и наплавку чугуна ведут на флюсах АНФ-14 и АН-75.
Флюс перед употреблением прокаливают в электрической печи согласно требованиям паспорта или технических условий при 300— 700 °С в течение 1—2 ч. Толщина слоя флюса 80—100 мм.
При ЭШС электродным металлом может быть проволока, пластина, труба и лента. Как правило, используют проволоку сплошного сечения диаметром 3 мм, но можно применять проволоку и других диаметров (1—2 или 5—6 мм).
Химический состав электродного металла выбирают в соответствии с основным металлом и требованиями к служебным характеристикам металла шва. Лучшим вариантом ЭШС считается такой, когда металл шва и основной близки по химическому составу и механическим свойствам. Такая однородность сварного соединения обеспечивает наилучшие условия для изготовления сварного изделия и его эксплуатации.
Наиболее просто это достигается применением в качестве электродного металла пластин или стержней по химическому составу, аналогичных основному металлу.
27*
419
При сварке плавящимся мундштуком, когда мундштуки представляют собой набор трубок из низкоуглеродистой стали, металл шва легируют, используя проволоку соответствующего состава.
Благодаря большой хорошо перемешивающейся ванне расплавленного металла электрошлаковую сварку возможно вести несколькими электродами, которые значительно отличаются один от другого по химическому составу, и получать металл заданного состава.
При ЭШС иногда применяют дополнительно присадочные металлические материалы, подаваемые в шлаковую ванну (см. п. XII. 2.7.1), Они расплавляются за счет теплоты в шлаке и попадают в металлическую ванну, участвуя в образовании шва. Дополнительное легирование металла шва возможно через покрытие плавящегося мундштука.
Для электрошлаковой сварки используют комплекс оборудования (табл. XI 1.3), включающий сварочную аппаратуру и вспомогательное оборудование. Такой комплекс называется сварочной установкой. Установки для ЭШС подразделяют на универсальные и специальные. На монтаже в основном применяют универсальные установки. Для каждого способа ЭШС существуют различные установки, которые укомплектованы сварочным аппаратом и источником сварочного тока.
XI 1.3. Аппараты для электрошлаковой сварки
Тип аппарата
Электрод
Марка аппарата
Рельсовый
Проволочный
А-535, А-820К, А-820М, А-433, А-671Р, А-681
Многопрово¬
лочный
А-790, А-1170, А-372Р, А-535
Безрельсовый
Проволочный
А-612, А-501М, А-304, А-1150, А-340М
Многопрово¬
лочный
А-501М
Подвесной
Многопрово¬
лочный
А-385, А-532, А-1116
Стационарный
Плавящийся
мундштук
А-645, А-1304, А-741, А-1374
Пластина большого сечения
А-5504, А-535, А-372Р, А-828
420
Для ЭШС используют:
трансформаторы ТШС-1000-1, ТШС-1000-3, ТШС-3000-1,
ТШС-3000-3, ТШС-10000-1, ТШП-10-1, ТШП-15-3, ТРМК-1000-1, ТРМК-3000-1, ТШН-15/1;
преобразователи ПСГ-500, ПСМ-1000, ПС-1000; выпрямители ВС-600, ВС-1000, ВКСМ-1000-1, ВДМ-3001, ВДМ1601, ВМГ-5000.
Характеристики аппаратов и источников тока приведены в гл. VI, VII.
XII.2.5. Технология основных способов ЭШС
XII.2.5.1. ЭЛЕКТРОШЛАКОВАЯ СВАРКА ПРОВОЛОЧНЫМИ ЭЛЕКТРОДАМИ (ШЭ)
Электродная проволока — наиболее распространенный тип электродов. Ее применяют при сварке стыковых соединений толщиной до 500 мм. Соединения толщиной до 50 мм выполняют одним неподвижным электродом; толщиной 50—150 мм — одним электродом с колебательным'движением; толщиной 100—300 мм — двумя электродами и толщиной 150—450 мм — тремя электродами.
Расстояние между электродами d, мм (см. рис. ХИЛ, б) определяют из соотношения
(s + At~2A2)/rt, (XII.l)
где Ai —17—18 мм; А2-4—5 мм при глубине канавки в ползунах 2,5 мм в Аг—О при глубине канавки 8—10 мм; п — число электродов.
Обычно d не превышает 160 мм.
Скорость сварки и напряжение в зависимости от толщины свариваемого металла находят по графической зависимости (рис. XII.3)-
\с,М0'Ц
fc Uc,
1,1
50-1
0,025
• 45 -
0,55
40-
0,275
35-
0
30-
200 т ,т
XI 1.3. Зависимость скорости сварки и напряжения от толщины свариваемого металла 1 — скорость сварки; 2 — напряжение
С,%
0,46
0,38
0,30
0,22
0,1k
Орд
TPEI
ШИН
Ы
HET
ТРЕ
ЦИН
'0,550,8313 1fi 1JS5 V31-10~3M/CHa 1мМ,
XII.4. Критическая скорость подачи электродной проволоки в зависимости от содержания углерода в основном металле
421
Скорость подачи электродной проволоки м/с, находят из соотношения
V*=VCFnj*Fr <XII-2>
где Vc*- скорость сварки, м/с: — площадь сечения наплавленного металла, мм2; SFg—суммарная площадь электродных проволок, мм2.
Допускаемая скорость подачи электродной проволоки покаэана на рис. XII.4.
Сварочный ток, А, на одном электроде при заданной скорости подачи проволоки определяют из выражения
/ =э 7920 V9 + 90. (XI 1.3)
По величине сварочного тока выбирают источник питания.
Параметры режима сварки, к которым относятся глубина шлаковой ванны hm> сухой вылет электрода U, скорость поперечных колебаний электрода VKt длительность остановки электродов у ползунов i, не зависят от толщины свариваемых деталей и соответственно равны: Нш=40—50 мм, /с=60—в0 мм, VK= 11* 10“”3 м/с, i—4—5 с.
Режимы сварки ШЭ для прямолинейных стыков приведены в табл. XII.4.
XI 1.4. Режимы сварки ШЭ сталей для прямолинейных стыков
Марка стали
Скорость подачи проволоки диаметром 3 мм,
1 • 10~3 м/с
Марка электродной проволоки ,
Марка флюса
Подогрей до температуры, °С
М16С, СтЗ, 20, 16ГС, 22К, 25Л, 09Г2
69
Св-10Г2,
Св-08Г2
АН-8М, АН-8
—
25ГС, 25ГСЛ,
ЮХСНД,
10ХГСНД
69
Св-08ХГ2СМ
АН-8М, АН-8, АН-22, ФЦ-7
—
35, 35Л, Ст5
62
Св-08ХГ2СМ
АН-8М, АН-8, АН-22
200
20Х2МА,
14ГХ2ГМР
62
Св-08ХЗГ2СМ
АН-8, АН-22
350
14ХМНДФР
55
Св-10ХГН2МЮ
АН-8, АН-8М, АН-22
Кольцевые стыки толщиной до 150 мм сваривают одним электродом, толщиной 100—250 — двумя электродами и толщиной 150—-
422
450 мм — тремя электродами. Для формирования обратного- валика применяют медное кольцо, охлаждаемое проточной водой, остающиеся стальные подкладки (кольцо шириной 80—100 и толщиной 25— 30 мм) и обратные ползуны.
Кольцевой стык под сварку готовят со сборочным зазором в точках I—III (рис. XI 1.5) для углеродистых и низколегированных сталей согласно табл. XII.5.
XII.5. Сборочные зазоры кольцевого стыка, мм
Толщина свариваемого металла, мм
СборочныА зазор в точках
Г
II
ш
20—50
25
29
27
50-100
28
32
30
100—150
30
34
32
150—200
32
35
34
200—250
за
37
35
250-300
34
38
36
300-450
36
41
38
XII.5. Схема расположения кармана и дистанционных прокладок
I—1U — точки контроля сборочного зазора
XI 1.6. Схема процесса сварки кольцевого шва а — сварка начальной Аасти шва; б, в — сварка замыкающей части шва
423
Цикл сварки кольцевого шва состоит из трех этапов. На первом этапе (рис. XI 1.6, а) сваривают начальный участок шва или большую часть кармана до подъема уровня металлической ванны до уровня оси кольцевого стыка при подъеме аппарата без вращения изделия, .а конец кармана сваривают при неподвижном аппарате и вращении изделия. После наведения шлаковой ванны по мере заполнения кармана электроды раздвигают и увеличивают амплитуду их колебаний.
На втором этапе процесс сварки ведут так же, как при сварке прямолинейных швов. После поворота изделия на 7з окружности газовой резкой вырезают карман по шаблону и готовят данный участок к замыканию шва.
На третьем этапе выполняют сварку замыкающего участка стыка. Вращение изделия прекращают и включают подъем аппарата, когда прямолинейная часть начала шва займет вертикальное положение (см. рис. XII.6,б). По мере сужения сварочного пространства мундштуки сближают, сохраняя неизменной величину Ai (см. рис.
XII.1,6). После заварки вертикальной части замыкающего участка (см. рис. XII.6, в) подъем аппарата прекращают и включают вращение изделия, постепенно уменьшая амплитуду колебания электрода. При амплитуде колебания 30 мм выводят из работы нижний электрод и сварку заканчивают одним электродом.
XII.2.5.2. СВАРКА ПЛАВЯЩИМСЯ МУНДШТУКОМ (ШМ)
При сварке мундштук устанавливают в зазоре неподвижно. Плавящийся мундштук представляет собой тонкостенную трубку или набор пластин или стержней, снабженных каналами для подачи электродной проволоки. Наибольшее применение получили конструкции мундштуков, показанные на рис. XII.7.
Мундштук состоит из расплавляемой и нерасплавляемой частей. Длина расплавляемой части определяется длиной стыка с учетом входного кармана и выходных планок. Нерасплавляемая часть мундштука используется многократно для крепления мундштука и присоединения сварочного кабеля.
Число электродов п определяют из соотношения
( — 40)/(d 1), (XI 1.4)
гед s — толщина свариваемого металла, мм; d — расстояние между электрод дамн, мм.
Оптимальные и максимальные значения d в зависимости от толщины мундштука бм приведены в табл. XI 1.6.
424
XI 1.7. Конструкции плавящихся
мундштуков
VcJ-Юм/с
Ус. В 0J65 50 г
Ш °>11
ouV nt-DM
20 ojm0 20Q400 ею eoommm ,мм
XI 1.8. Зависимость скорости сварки и напряжения от толщины металла
1 — скорость сварки; 2 — напряжение при толщине мундштука 5 мм; 3 — напряжение при толщине мундштука 10 мм
XI 1.6. Оптимальное и максимальное расстояние между электродами, мм
6м
со
1
8—10
12—14
18—20
d
50—110
90—120
120—150
150—180
max
I 120
I 130
160
I 200
Широкое распространение имеют мундштуки толщиной 5 и 10 мм. Сварочный ток /:
I = (7920э + 90) п + 4320VC 6М Ьм, (XII.5)
где VQ п Vc — соответственно скорости подачи электрода и сварки, м/с; б м и толщина и ширина мундштука, мм.
Скорость сварки и напряжение можно определить из графической зависимости (рис. XII.8).
Скорость подачи электрода
vb~vc(fb
(XII.6)
где FM — сечение мундштука, мм2.
Значение скорости подачи электрода не должно превышать критического значения в пределах (28—40) 10-3 м/с при сварке толщин металла более 100—150 мм.
XII.2.5.3. СВАРКА ЭЛЕКТРОДАМИ БОЛЬШОГО СЕЧЕНИЯ (ШП)
Сварку электродами большого сечения применяют при изготовлении изделий из меди, алюминия, титана, коррозионно-стойких и жаропрочных сталей.
425
Изделия толщиной до 200 мм сваривают одним электродом, изделия большей толщины — двумя или тремя электродами. Оптимальная толщина электродов 10—12 мм при зазоре между кромками 28— 32 мм. Ширина электрода практически равна толщине свариваемого металла, при сварке двумя и тремя электродами зазор между ними 12—16 мм.
Длина электрода
Н = 1Ь/6П+ /к, (XII.7)
где I — длина шва с учетом входного кармана и выходных планок, мм; Ъ — сварочный зазор, мм; 6П—толщина пластинчатого электрода, мм; /к —величина, учитывающая конструкцию зажима электрода, равная 500—600 мм.
Размеры электродов и их число для ряда толщин свариваемого металла приведены в табл. XI 1.7. Для сварки стыка длиной 1000 мм требуется электрод длиной 3600 мм.
XI 1.7. Размеры пластинчатых электродов
Толщина свариваемого металла, мм
Число электродов
Размеры электрода
толщина
ширина
30
1
8—10
30
100
1
2
8-10
100
42—43
1
200
200
2
10-12
92-94
3
82—86
400
122—125
500
3
10—12
153—155
800
256—258
Сварочный ток
/-4320(+0,21)6, (ХИЛ)
где Гс — скорость сварки, м/с; Vn —скорость подачи пластины, м/с; 6П
и Ьц — толщина и ширина пластинчатого электрода, мм.
Оптимальная скорость подачи пластинчатого электрода (0,33—
0,97) 10~3 м/с. Скорость сварки ориентировочно можно выбрать из графической зависимости (см. рис. XII.8).
426
XI 1.2.6. Особенности сварного соединения,
выполненного ЭШС
При электрошлаковой сварке обеспечивается равнопрочность металла шва и сварного соединения после сварки и термической обработки (табл. XII.8).
Ударная вязкость металла шва и участка перегрева околошовной зоны после сварки при комнатной температуре находится на нижнем уровне требований, предъявляемых к основному металлу, а прр отрицательных температурах обычно не удовлетворяет этим требованиям. Это связано с образованием крупнозернистой видманштеттовой структуры сварного соединения, имеющей пониженную ударную вязкость. Ударная вязкость основного металла достигает первоначального значения только после нормализации сварной конструкции. Для повышения ударной вязкости сварного соединения применяют ЭШС с пониженной погонной энергией, ЭШС с сопутствующей нормализацией газовым или индукционным нагревом, а также термическую обработку в интервале температур 750—950 °С.
Для предотвращения образования видманштеттовой структуры при ЭШС используют также основной металл с наследственно мелким аустенитным зерном или легированный элементами, снижающими способность стали к перегреву. Все сказанное выше в значительно меньшей степени относится к ЭШС с ППМ (см. п. 2.7.1).
Наиболее распространенные дефекты при ЭШС — это горячие трещины в металле шва и в околошовной зоне (отколы). Встречаются также шлаковые включения, непровары.
Для обеспечения высокой стойкости металла шва образованию горячих трещин с увеличением содержания углерода в основном металле должна снижаться скорость подачи электродной проволоки (см. рис. XII.4).
Для предупреждения отколов применяют предварительный подогрев начального участка или всего шва до температуры 150— 200 °С, уменьшают скорость сварки или используют высокий отпуск сразу же после сварки. Образованию пор при ЭШС способствуют толстый слой окалины на кромках изделия, большая влажность и загрязненность флюса, снижение в металле шва содержания марганца и кремния при применении несоответствующих электродных проволок. Шлаковые включения и непровары при ЭШС обычно связаны с нарушениями режима сварки. Непровары обычно являются следствием низкого напряжения сварки.
427
428
ХИ.8. Зависимость механических свойств металла шва от содержания углерода в стали и химсостава сварочной проволоки (толщина металла 60 мм, флюс АН-8)
Содержание углерода в свариваемом металле, %
Марка
проволоки
Предел
текучести
Временное сопротивление разрыву
Относительное
Ударная вязкость металла центра шва, МДж/м2, при температуре, °С
удлинение, %
сужение,
%
—20
| +20
—20
1 +20
—20 |
+20
после сварки
после отпуска
после нормализации с отпуском
МПа
До 0,14
Св-08
220
380
24
55
0,15
0,7
0,15
0,7
0,5
1,4
Св-10Г2
260
420
26
55
0,15
0,8
0,15
0,8
0,6
1,4
0,15—0,2
Св-08
230
400
24
55
0,15
0,7
0,15
0,7
0,4
1,2
Св-10Г2
270
440
22
50
0,15
0,7
0,15
0,7
0,5
1,2
0,21—0,26
Св-08
260
420
23
55
0,1
0,45
0,1
0,45
0,35
0,8
Св-10Г2
300
480
22
50
0,1
0,5
0,1
0,5
0,4
1
0,27—0;32
Св-10Г2
330
540
20
45
0,05
0,3
0,1
0,3
0,3
0,7
0,33—0,4
Св-10Г2
340
570
18
40
0,05
0,2
0,05
0,2
0,25
0,6
XI 1.2.7. Технологические приемы выполнения ,■
электрошлаковой сварки
XII.2.7.1. ЭЛЕКТРОШЛАКОВАЯ СВАРКА С ПОРОШКООБРАЗНЫМ ПРИСАДОЧНЫМ МЕТАЛЛОМ (ППМ)
В качестве ППМ обычно используют рубленую сварочную проволоку, близкую по составу свариваемому металлу, диаметром 1—2 мм, причем длина крупки обычно равна ее диаметру.
Достоинством способа является то, что он позволяет повысить производительность более чем в 2 раза и улучшить качество сварного соединения. Сварку ведут на стандартном сварочном оборудосании, комплектуемом приставками для дозирования и подачи ППМ. Режимы приведены в табл. XII.9.
XII.9. Режимы ЭШС с ППМ
Толщина металла, мм
Сварочный зазор, мм
Скорость подачи электродной проволоки диаметром 4 мм, 1 -10 3 м/с
Сварочный ток, А
Напряжение, В
Расход ППМ, г/с
Я
*
О.
СО
со
о о 2 ■° coi
н
л 2 § о
30
25
43—45
5—6
1,6
40
26
44
900—1000
48—50
6,7
1,25
50
26—27
52
1000—1100
50—52
6,7-7,5
1,25
60
27—28
52—54
7,5—8,4
1,1
ППМ подается непосредственно в шлаковую ванну, в зону вхождения в нее электрода (рис. XII.9, а), или на электрод за пределами сварочного зазора (см. рис. XII.9, б). В первом случае ППМ может быть как с ферромагнитными свойствами, так и без них. Второй вариант предназначен только для ферромагнитного ППМ. Для транспортирования ППМ используют магнитное поле, существующее вокруг электрода.
Отличительной особенностью способа сварки с ППМ по сравнению с обычной ЭШС является улучшение термического цикла, заключающееся в повышении скорости нагрева и охлаждения, уменьшении длительности перегрева металла сварного соединения, снижении температуры перегрева металлической ванны. Это приводит к улучшению структуры и механических свойств соединения.
429
XI 1.9. Принципиальная схема ЭШС с ППМ
а — подача ППМ в зону вхождения электрода в шлаковую ванну; б — подача ППМ на электрод за пределами сварочного зазора; / — бункер для ППМ; 2 — приводное колесо для подачи ППМ; S — направляющая трубка; 4 — изоляционная втулка; 5 — формирующие ползуны; 6 — подающие ролики
XI 1.10. Ударная вязкость сварного соединения, выполненного ЭШС с ППМ, МДж/м2
Марка стали
Толщина
Исследуемая
Температура,
°С
стали, мм
зона
+20
—20
—40
09Г2С
60
Центр шва
Околошовная
зона
1,18
1,02
0,44
0,47
0,25
0,25
16ГС
50
Центр шва
Околошовная
зона
1,22
0,98
0,44 ;
0,4
0,36
0,25
ЮХСНД
40
Центр шва
Околошовная
зона
1,04
0,95
0,49
0,34
0,26
0,27
430
Ударная вязкость по сравнению с обычной ЭШС при отрицательных температурах возрастает (табл. XII. 10), что позволяет для некоторых низколегированных сталей рекомендовать ЭШС с ППМ без последующей нормализации, которая выполняется при обычной сварке.
Деформации при ЭШС с ППМ (поперечные) на 60—80 % меньше, чем при обычной сварке.
XII.2.7.2. СВАРКА ПРОВОЛОКОЙ ДИАМЕТРОМ 5 мм
Техника выполнения сварки проволокой диаметром 5 мм аналогична технике сварки проволокой диаметром 3 мм. Проволоку большого диаметра подают в зазор между свариваемыми кромками без ввода мундштука в зазор под углом 90° ±5 к поверхности шлаковой ванны. Данный процесс характеризуется высокой надежностью, простотой, уменьшением стоимости сварки и повышением скорости в 1,3-
1,5 раза.
Ориентировочные режимы сварки на переменном и постоянном токе обратной полярности низколегированных сталей 16ГС, 22К, 09Г2С приведены в табл. XII.11 при глубине шлаковой ванны 45— 50 мм, скорости поперечных колебаний (20—22)10-3 м/с и времени выдержки у ползунов 6—7 с.
XII.11. Режимы ЭШС проволочным электродом диаметром 5 мм прямолинейных стыков
Толщина свариваемого металла, мм
Сварочный зазор, нм
Напряжение,
В
Скорость подачи электрода, МО"*3 м/с
Скорость сварки, МО-3 м/с
40—60
100—120
18—20
20—22
44—48
50-55
42—69
36—55
0,83—0,97
0,42-0,55
XII.2.7.3. СВАРКА НА ПОВЫШЕННОМ ВЫЛЕТЕ ЭЛЕКТРОДА
Увеличение сухого вылета до 200—220 мм значительно снижает точность направления проволоки в зазор между кромками. Для осуществления сварки применяют специальный мундштук, у которого ниже токоподвода крепится неэлектропроводная керамическая направляющая трубка длиной 150—160 мм. При сварке конец трубки должен находиться на расстоянии 40—50 мм от поверхности шлаковой ванны. Из керамической трубки проволока выходит нагретой выше 1000 °С и у нее утрачены упругие свойства. В связи с этим отпала необходимость в корректирующих устройствах, и конструкция
431
мундштука упростилась. Техника сварки на повышенном вылете электрода не отличается от обычной. Напряжение сварки в связи с уменьшением сварочного тока на 20—30 % и увеличением скорости сварки повышают на 4-5 В по сравнению с обычной сваркой.
XII.2.7.4. СВАРКА С ДОЗИРОВАННОЙ ПОДАЧЕЙ МОЩНОСТИ В ЗОНУ СВАРКИ
Дозированную подачу мощности можно применять при ЭШС проволочным электродом, плавящимся мундштуком, электродами большого сечения. В процессе сварки при непрерывной подаче электрода периодически отключают источник сварочного тока. Изменение теплового баланса позволяет уменьшить провар кромок, регулировать и получить благоприятные условия кристаллизации металла шва.
При сварке с дозированной подачей мощности напряжение сварки выше на 3—5 В по сравнению с обычной. Глубина шлаковой ванны 50—60 мм. При ЭШС проволочными электродами дозировку мощности осуществляют по циклу: импульс 0,8—1,2 с, пауза 0,2—0,3 с. При сварке плавящимся мундштуком импульс 0,8—1,5 с, пауза 0,3— 0,6 с.
Применение дозированной мощности увеличивает скорость сварки в 1,5—2 раза и позволяет получить механические свойства сварного соединения для некоторых марок сталей без высокотемпературной обработки.
Глава XIII. КОНТАКТНАЯ СВАРКА
XIII.1. ОСОБЕННОСТИ СПОСОБА СВАРКИ
Контактную сварку (табл. XIII.1, рис. XIII.1) осуществляют с применением нагрева и давления, при этом для нагрева используют тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
XII 1.1. Отличительные особенности основных видов
контактной сварки
Вид контактной сварки
Особенность сварки
Стыковая
В том числе: оплавлением
сопротивлением
Свариваемые части соединяют по поверхности стыкуемых торцов
Нагрев металла осуществляется с оплавлением стыкуемых торцов
То же, без оплавления стыкуемых торцов
432
Продолжение табл. XII 1.1
Вид контактной сварки
Особенность сварки
Точечная
Сварное соединение образуется между торцами электродов, подводящих ток и передающих усилие сжатия
Рельефная
Соединение свариваемых деталей создается на отдельных участках их геометрической формы, в том числе по выступам
\
Шовная
Соединение свариваемых частей происходит между вращающимися роликовыми электродами, подводящими ток и передающими усилие сжатия
XIII. 1. Схемы основных процессов и сварных соединений контактной сварки в —стыковая; б— точечная; в —шовная; / — сварной стык; 2 —литое ядро точки; 8 — периферийная зона; 4 —литая зона шва
28—194
433
Надлежащее качество сварных соединений для большинства видов контактной сварки (кроме стыковой сопротивлением) достигает* ся нагревом металла в зоне сварочных контактов до расплавления, а прилегающих к этой зоне участков металла — до пластического состояния, обеспечивающего необходимую деформацию их под действием усилия сжатия.
Количество тепла Q, выделяемого в зоне сварки, можно определить по формуле Ленца — Джоуля
Q — I2 Rt,
где 1 — сварочный ток, A; R — общее активное сопротивление зоны сверив, Ом; t — время действия тока, с.
Сопротивление R в зоне сварки обычно незначительно. Время действия тока t назначают минимальным (секунды, доли секунд), с тем чтобы избежать излишних тепловых потерь. Нагрев при контактной сварке достигается применением в сварочной цепи тока I больших значений (150 кА и более) при этом напряжение обычно не превышает 30 В.
Контактная сварка отличается высокой производительностью, возможностью широкой механизации и автоматизации рабочих процессов, а также существенным снижением расхода основных и вспомогательных материалов. Указанные преимущества этого способа сварки с наибольшей эффективностью проявляются при массовом и крупносерийном производстве однотипных изделий в стационарных условиях работы (в цехах, мастерских).
К особенностям контактной сварки, затрудняющим применение ее в условиях строительства, следует отнести большие установочные мощности контактных машин (до 1000 кВ*А и более), вызывающие необходимость подключения их к отдельному фидеру электрической сети; узкая специализация машин по видам сварных соединений (стыковые, точечные и др.); необходимость в большинстве случаев доставки к машинам заготовок изделий или конструкций; сложность контроля качества сварных соединений.
XIII.2. ОБЛАСТИ ПРИМЕНЕНИЯ КОНТАКТНОЙ СВАРКИ В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
Примерный перечень металлопродукции с соединениями, выполняемыми различными видами контактной сварки, приведен в табл. XII 1.2.
В настоящее время в промышленном строительстве контактную сварку применяют при изготовлении в стационарных условиях сеток,
434
XI11.2. Перечень металлопроката с соединениями, осуществляемыми контактной сваркой
Вид сварки
Свариваемые металлы
Перечень металлопроката (низкоуглеродистая сталь), размеоы свариваемых сечений или толщин металла
Стыковая:
сопротивле¬
нием
Сталь, алюминий, медь, сплавы меди и алюминия
Стержни с площадью сечения до 300 мм2, трубы диаметром до 40 мм (с газовой защитой), проволока диаметром от 6 до 8 мм
непрерывным
оплавлением
Сталь низкоуглеродистая, углеродистая, низколегированная и легированная, алюминий, медь, сплавы меди и алюминия
Стержни, рельсы, толстостенные трубы с площадью сечения до 3000 мм2. Профильный и листовой прокат, тонкостенные трубы с площадью сечения до 6000 мм2 и выше
прерывистым
оплавлением
То же
Профильный прокат, рельсы, трубы и т. д. Площадь сечения этих элементов в мелкосерийном производстве более 300, в массовом производстве более 1000 мм2
Точечная (однои многоточечная)
Сталь низкоуглеродистая, углеродистая, низколегированная, легированная, цветные металлы и сплавы
Листовой прокат толщиной до 20 мм, крестообразные соединения арматуры железобетона
Шовная
То же
Листовой прокат толщиной до 3+3 мм
каркасов и других арматурных изделий железобетонных конструкций. Точечную сварку используют при изготовлении конструкций из открытых профилей стального проката с толщиной стенок до б мм. Стыковой сваркой соединяют короткоразмерные элементы из отходов проката для последующего его применения в конструкциях. Рельефная сварка осуществляется редко.
При изготовлении алюминиевых конструкций и изделий преду¬
28*
435
смотрена стыковая сварке угловых соединений рам окон и витражей из профильных элементов. Стыковой сваркой соединяют медные и алюминиевые провода (кабели) при электромонтажных работах.
В дальнейшем представляется целесообразным (с учетом использования существующего сварочного оборудования) более широкое распространение основных видов контактной сварки в промыт* ленном строительстве для выполнения следующих работ:
стыковая сварка — угловые соединения рам окон, витражей и каркасов дверей из стальных и алюминиевых профилей; стыковые соединения различных труб; соединение стержневых элементов из профильного металла, включая использование их короткоразмерных отходов; производство режущего инструмента из разнородных ста* лей и сплавов;
точечная сварка — приварка листовых элементов из сталей или алюминиевых сплавов к окаймляющим каркасам трехслойных стеновых панелей; соединение элементов стальных несущих и ограждающих решетчатых конструкций (секции ферм, мачт, башен и др.) при толщине металла каждого элемента до 16 мм; приварка листовых элементов к каркасам лестниц и площадок;
шовная сварка — выполнение плотно-прочных швов при изготовлении секций тонкостенных труб, газовоздуховодов и других изделий из листового металла толщиной до 3 мм.
XIII.3. ПОДГОТОВКА ЭЛЕМЕНТОВ К КОНТАКТНОЙ СВАРКЕ
Перед сваркой обрезают, правят и взаимно подгоняют соединяемые элементы, а также очищают поверхности металла от ржавчины, окалины, смазки и других загрязнений.
Для стыковой сварки сопротивлением необходима тщательная обработка и подгонка торцов перпендикулярно оси заготовок без местных зазоров. При сварке труб торцы их совместно фрезеруют одной дисковой фрезой с последующей зачисткой напильником.
Для стыковой сварки оплавлением допускается менее тщательная подготовка торцов. Элементы можно нарезать на пресс-ножницах, механической пилой или кислородной резкой, после чего поверхности реза очищают от окалины и шлака.
Обработка элементов для точечной и шовной сварок обычно заключается в обрезке кромок (при наличии неровностей), правке и сгоистке листового металла в зоне соединения.
Очистку металла под контактную сварку осуществляют металлическими щетками (ручными или приводными), песко- или дробеструйными аппаратами, а также травлением в растворах кислот с после¬
436
дующей нейтрализацией в щелочной среде и промывкой в проточной воде.
При подготовке элементов, подлежащих стыковой сварке, очищают торцевые поверхности и участки металла в местах закрепления В зажимах сварочной машины. Листовые элементы перед точечной и роликовой сваркой очищают с двух сторон на ширине не менее 30—50 мм в местах расположения сварных точек или швов.
При недостаточно очищенной поверхности металла заметно снижается качество сварных соединений и одновременно резко повышается износ электродов машин.
Во избежание возникновения дефектов, при сборке листовых элементов под точечную или шовную сварку, следует обеспечивать плотное взаимное прилегание их, не допуская зазоров более 0,5 мм на длине 100 мм.
XIII.4. СТЫКОВАЯ КОНТАКТНАЯ СВАРКА
XIII.4.1. Особенности техники и технологии сварки
Техника и технология стыковой сварки в зависимости от применяемого способа сварки — сопротивлением или оплавлением, в том числе непрерывным и прерывистым оплавлением (с подогревом) —существенно отличается.
При сварке сопротивлением вначале приводят в соприкосновение торцы свариваемых деталей с приложением небольшого давления и после этого включают электрический ток. Давление в процессе нагрева остается без изменения, к концу нагрева его повышают для создания необходимой пластической деформации и сварки. Достигаемая широкая зона нагрева позволяет вести сварку при сравнительно низком давлении.
Сварку непрерывным оплавлением осуществляют, приводя в соприкосновение детали, находящиеся под напряжением сварочной цепи, при этом возбуждают и поддерживают процесс непрерывного оплавления торцов, сближая детали с постоянной или возрастающей скоростью. После необходимого нагрева прилежащих к торцам слоев металла сдавливают (осаживают) контактные зоны деталей/При этом расплав с окислами выдавливается из плоскости соединения, а перегретый металл околостыковой зоны деформируется, образуя усяление и грат '(окислы и капли расплавленного металла).
При сварке с прерывистым оплавлением детали предварительно подогревают периодическими короткими замыканиями после достижения высокой температуры концы деталей оплавляют и сжимают '(осаживают). Предварительный подогрев, расширяя зону нагрева
437
металла, позволяет уменьшить потребляемую электрическую мощность, сократить припуски на оплавление, а также снизить скорость осадки и давление.
Конструктивное оформление концов деталей, подготовленных к контактной стыковой сварке (рис. XIII.2), должно обеспечивать равномерный нагрев их по сечению в плоскости соединяемых торцов и в прилежащих зонах; оптимальные оплавления и пластическую деформацию нагретых зон деталей, а также наиболее благоприятные условия для удаления окислов из сварного соединения.
а)
□
Izzi
Г
Н
□О
XIII,2. Подготовка деталей к стыковой сварке
а — стержней, отличающихся диаметром; б — стержня с плитой; в — трубы со стержнем; г. д — трубы с фланцем н заглушкой; е —стержней с торцами, обработанными на конус; длина обрабатываемой части
ш
Л Л
Ш_ Ш
.и . h
УМ
i
a/z
а/2
XIII.3. Схемы установки стержней при стыковой сварке
а — сопротивлением; б — оплавлением; / — суммарная установочная длина; U, h — установочная длина для каждой детали; а% Ь припуски на осадку и
оплавление
438
Плоскости контактных торцов деталей должны быть перпендикулярны их оси. Различие по внешним диаметрам деталей крупного сечения не должно превышать 15 %, а по толщине полос или стенок труб — 10 %.
Установочная длина /, т. е. общая длина выступающих из зажимов машины концов деталей перед сваркой (рис. XII 1.3), влияет на процесс нагрева и охлаждения зоны сварки, а также на продольную устойчивость деталей при сдавливании. При сварке сопротивлением установочную длину назначают с учетом припуска на осадку (деформацию) торцов; при сварке оплавлением, кроме осадки, учитывают припуск на оплавление концов деталей.
XII 1.4.2. Режимы стыковой сварки сопротивлением
Режим сварки определяют следующие основные параметры: установочная длина, припуск на осадку, сварочный ток или его плотность, время действия тока, усилие или давление осадки.
Ориентировочные данные режимов стыковой сварки сопротивлением стержней сечением 25,50 и 100 мм2 (низкоуглеродистая сталь) приведены в табл. XIII.3.
Контактную стыковую сварку выполняют при средних режимах (умеренная величина тока и увеличенное время его действия) и при высокопроизводительных (форсированных) режимах (повышенная величина тока и уменьшенное время его действия). Первые режимы применяют в мелкосерийном производстве, вторые — при массовом и крупносерийном производстве.
XII 1.3. Ориентировочные данные режимов стыковой сварки сопротивлением стержней сечением 25,50 и 100 мм2 (низкоуглеродистая сталь)
Показатель
Числовое
значение показателя
Площадь сечения стержней, мм2
25
50
100
Установочная длина двух деталей, мм
12
16
20
Припуск на осадку (общий), мм
2,5
2,7
3
В том числе под током
1,7
1.8
2
Плотность тока, МА/м2
200
160
140
Время действия тока, с
0,6—0.8
0,8—1
1—1,5
Давление осадки, МПа
10—30
О
СО
1
О
10—30
439
XI11.4.3. Режимы стыковой сварки оплавлением
Основными параметрами режимов сварки являются: припуск на оплавление и осадку, установочная длина, скорость оплавления и осадки, величина тока оплавления и осадки, давление осадки, длительность сварки.
Суммарная установочная длина (на обе детали) в зависимости от диаметра D заготовки обычно принимается: для низкоуглеродистой стали 0,7—1,5 D; для низколегированной стали 2—2,4 D; при сварке разнородных металлов можно пользоваться данными табл«
XIII.4.
XII 1.4. Установочная длина деталей из разнородных металлов
Материал детали
Установочная длина детали
первой
второй
первой
второй
Низкоуглеродистая сталь
Углеродистая
сталь
D
0,5 D
Углеродистая
сталь
Быстрорежущая
сталь
0,75 D
0,5 D
Низкоуглеродистая сталь
Медь
2,5 D
D
В табл. XII 1.5 приведены данные о длительности стыковой сварки оплавлением и припусках для деталей из низкоуглеродистой стали. Скорость оплавления (табл. XIII.6), обычно в начале процесса сравнительно небольшая, должна значительно увеличиваться к концу процесса перед осадкой. В табл. XII 1.7 приведена плотность тока при оплавлении и осадке, в табл. XII 1.8 — величины давления.
Медь, алюминий и их сплавы сваривают сопротивлением или оплавлением. Вследствие большой теплопроводности и малого удельного сопротивления сварку осуществляют при более высоких значениях плотности тока и мощности, чем при сварке сталей.
Удельная мощность при сварке меди и латуни составляет 0,5—
2,5 ГВ-А/м2; при сварке алюминия 0,2—0,7 ГВ-А/м2,
44 0
XI11.5. Длительность стыковой сварки оплавлением и припуски (на обе детали)
Показатель
Сварка оплавлением
непрерывным
1
прерывистым
Диаметр деталей, мм
5
10
15
20
30
40
15
20
30
40
50
70
90
Время, с:
на подогрев
3
5
8
20
30
70
120
на оплавление
2
3
6
10
20
40
4
6
7
8
10
15
20
Припуск, мм:
общий
6
8
13
17
25
40
9
11
16
20
22
26
32
на подогрев
. 6,5
7,5
12
14,5
15,5
29
24
на оплавление
4,5
6
10,5
14
21,5
35,5
на осадку
1,5
2
2,5
3
3,5
4,5
2,5
3,5
4
5,5
6,5
7
8
XI11.6. Скорости оплавления и осадки, 1 • 10—3 м/с
Материал свариваемых деталей
Средняя скорость оплавления
Скорость осадки
непрерывного
прерывистого
Сталь:
низкоуглеродистая
низколегированная
высоколегированная
0,5—1,5 2,5—3,5
1.5—2,5
3.5-4,5
50—60
80—100
XII 1.7. Ориентировочные значения плотности тока оплавления
и осадки
Плотность тока,
МА/ма
Деталь
Материал сваривае¬
оплавления -
мых деталей
средняя
макси¬
мальная
осадки
Высокопроизводительные (жесткие) режимы
Полоса и труба толщиной 2—6 мм,
Сталь:
низкоуглероди¬
15—10
20—15
60—40
пруток диаметром 6—30 мм
стая
хромистая
20—15
25—20
55—35
Сплавы:
алюминиевые
35—20
45—25
170—130
медные
40—25
50—30
300—200
Номинальные (мягкие) режимы
Полоса, труба, пруток
Сталь:
низкоуглероди¬
2—4
6—8
25—30
стая
хромистая
6-8
12—15
50—40
Сплавы:
алюминиевые
5—12
10—20
80—60
медные
20—15
15—25
200—100
XII 1.8. Ориентировочная величина давления при стыковой сварке оплавлениему МПа
Металл
Процесс оплавления
непрерывный
прерывистый
Сталь:
низкоуглеродистая
80—100
40—60
среднеуглеродисгая
100—120
40—60
высокоуглеродистая
120—140
40—60
низколегированная
100—120
40—60
Алюминиевые сплавы
150—200
—
Медь
250—400
442
XIII.5. ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
XIII.5.1. Особенности техники и технологии сварки
При точечной контактной сварке соединение создается между торцами электродов, подводящих ток и передающих усилие сжатия.
Точечной сваркой выполняют нахлесточные соединения листовых элементов одинаковой или разной толщины, соединения накладных деталей из стержневого или профильного проката с листовыми элементами, соединение пересекающихся стержней и др.
Конструктивное оформление узлов, конструкций и изделий, предназначаемых для точечной сварки, должно давать легкий а свободный доступ электродов машин к зоне сварки щри наиболее простой конфигурации составляющих элементов. Не допускается введение больших ферромагнитных масс в сварочный контур машин, что имеет особо важное значение при использовании машин переменного тока. Сварку точек необходимо производить в последовательности, обеспечивающей наименьшую деформацию изделия.
Примеры наиболее распространенных типов сварных соединений на контактной точечной сварке приведены на рис. XII 1.4.
При сварке элементов из низкоуглеродистой стали с толщиной каждой детали s не более 6 мм можно пользоваться следующими ориентировочными значениями основных конструктивных элементов точечного соединения (рис. XII 1.5,а, б):
диаметр литого ядра точки ...... d = 2,5 — 4 s
расстояние между центрами точек ... t п® расчету
проплавление одной детали , ft «=0,2—0,8 s
глубина вмятины .......... Л0 = До 0,2 s
расстояние от центра точки до края нахлестки h = 0,5J3
расстояние между осями соседних рядов точек:
при цепном их расположении .... С = 3,5 — Ad
при шахматном их расположении . . —
число рядов точек п (по расчету)
нахлестка:
при цепном расположении точек . . . В = 2и-}-С(п— 1)
при шахматном расположении . . . . Вх = -2 и + Сх{п —»1)
При отношении толщины деталей s/si>2 минимальная величина нахлестки В и расстояние между осями соседних рядов точек С следует увеличить в 1,2—1,3 раза. При этом допускается увеличение глубины вмятин до 0,3 толщины деталей.
Размер и структура сварной точки, определяющие прочность сварного соединения, в значительной степени зависят от формы контактной 1(рабочей) поверхности электродов (см. рис. XIII.5, в, г). При сварке низкоуглеродистой стали преимущественно используют электроды с плоской рабочей поверхностью. Высокоуглеродистые и легированные стали, а также медь, алюминий и их сплавы сваривают электродами со сферической поверхностью.
413
а)
XI11.4. Типы точечных соединений
а—г — нахлесточные; д—ж — с отбортовкой; a — крестообразное соединение стержней
XIII.5. Конструктивные элементы точечных (а, б) соединений и форма (в, г) контактных поверхностей (плоская и сферическая) электродов
В зависимости от числа свариваемых точек, схемы подвода тока к электродам и свариваемым деталям применяют следующие основные способы точечной сварки:
одноточечная двусторонняя (два электрода, питаемые от одного источника тока, расположены соосно с двух сторон свариваемых деталей);
444
двухточечная односторонняя (два электрода, питаемые от одного источника тока, расположены с одной стороны свариваемых деталей) ;
двухточечная двусторонняя (с каждой стороны свариваемых деталей соосно расположены по два электрода, питаемые от отдельных источников тока);
многоточечная односторонняя (несколько пар электродов, питаемые от отдельных источников тока, расположены с одной стороны свариваемых деталей).
Наиболее универсальным является способ одноточечной двусторонней точечной сварки, обеспечивающей возможность сваривать элементы строительных конструкций при толщине металла до 30+ +30 мм. Приводимые ниже данные (табл. XIII.9—XIII.15) относятся к этому способу точечной сварки.
В зависимости от толщины свариваемых деталей и вида металла применяют различные технологические циклы сварки одной точки, отличающиеся характером изменений во времени действия тока / и давления Р.
XII 1.9. Наиболее распространенные циклы контактной точечной сварки
Кв
цикла
Характеристика
сварки
Циклограмма
процесса
Свариваемый металл
I
Одноимпульсная при давлении: постоянном
%Р
)
Cf
ж
Р
ь
Низкоуглеродистая сталь толщиной до 6 мм
II
переменном
у л 1
f
X
Низкоуглеродистая сталь толщиной свыше 6 мм, алюминиевые сплавы толщиной до 1,5 мм
III
повышенном в начале и конце
—1
и
ш
гг.
Низкоуглеродистая сталь толщиной более 10 мм, сталь повышенной прочности
IV
ЯГ:
Двухимпульсная для сварки и термической обработки с постоянным или переменным давлением
о
У ь» lib
Закаливающиеся стали толщиной до 6 мм (при постоянном давлении) и толщиной более 6 мм (при переменном давлении)
445
Продолжение табл. XIII.9
№
цикла
Характеристика
сварки
Циклограмма
процесса
Свариваемый металл
V
Многоимпульсная с удалением током окалины и предварительным подогревом, с переменным давлением
э
IfV,
Низкоуглеродистые стали большой толщины (до 30 мм)
vi ;
Импульсы меняющегося тока с переменным давлением
3
р
мх.<
Алюминиевые сплавы толщиной более 1,5 мм
Примечание. В таблице приняты следующие обозначения:
I — сварочный ток; /т.о — ток термической обработки; /0 — ток удаления окалины; /п —ток подогрева; Р — усилие сжатия; t — время.
XII 1.10. Размеры контактных частей электродов для точечной сварки
Свариваемые детали
Толщина
каждой
детали,
мм
углеродистые и высоколегированные стали
алюминий, медь и их сплавы
*э |
1 1
1 *
R
0,5
4
12
25—50
16
50
1
5
12
70-100
16
75
2
8
20
100—150
20
100
3
10
25
150—200
25
100—150
4
12
25
200—250
32
200
5
12—14
25
200—250
32
200
XIII.S.2. Режимы точечной сварки
Основными параметрами режима точечной сварки являются: сварочный ток / (или плотность тока /, длительность действия импульсов тока /; усилие сжатия или давления электродов Р; диаметр плоской контактной поверхности электрода da (см. рис. XIII.5, в, г) или радиус закругления R сферической поверхности электрода диаметром А».
В табл. XI 11.10 даны размеры контактных частей электродов для точечной сварки деталей толщиной до 5 мм.
При расплавлении ядра точки жидкий металл удерживается от вытекания слоями, нагретыми до температуры пластического состоя-
446
ния. Чрезмерная выдержка под током может привести к перегреву ядра, образованию внутреннего или внешнего выплеска металла и продавливанию электродами наружных слоев детали, что приведет к снижению прочности соединения.
XIII.11. Режимы точечной сварки низкоуглеродистой стали
Толщина каждой детали, ми
Диаметр контактной поверхности электрода, мм
Режимы сварки
Минимальный диаметр литого ядра, мм
средний
форсированный
Усилие
сжатия,
кН
Ток, кА
Время сварки, с
Усилие
сжатия,
кН
Ток, кД
Время сварки, с
1
5
1,5
7,5
0,4
1,5
9,5
0,2
4
2
7,5
3,5
10,5
0,6
3,5
12,5
. 0,44
6
2,5
8
3,5
11,5
0,8
3,5
13,5
0,5
7
4
12
4
И
3
8
15
2
10,5
5
13
5
12
4
10
16,5
3
12,5
6
15
6
13,5
4,5
12
18
3,7
14
7
17
7
14,5
5
14
19
4
15
8
18
8
15
6
15
20
5
16
Х111.12. Режимы точечной сварки углеродистых сталей
Толщина
каждой
детали,
мм
Длительность, с
Усилие
сжатия,
кН
Диаметр/
Ток, кА
Число импульсов
действия
тока
паузы
радиус
сферы
электрода,
мм
4
6
26,6
28,2
6
10
0,5
0,47
0,15
17
23
30/150
00 о
22
34
14
15
0,44
0,62
0,15
32
35
30/250
Х111.13. Режимы точечной сварки закаливающихся низколегированных сталей
Толщина каждой детали, мм
Сварка
Термическая обработка
03
*
V
0> X
5 К О £
>. н
Ток, кА
Длительность, с
Ток, кА
Время действия тока, с
действия
тока
паузы
1
6,2—6,7
0,42—0,5
0,6-0,7
4,8—5,5
0,68—0,78
4
1,5
8,7—9,2
0,52—0,64
0,8—1,1
6,2—7,4
0,68—0,96
6
2
10—11
0,74—0,84
1—1,4
7—8
1,1 —1,3
8
2,5
11,5—12,5
1-1,1
1,1—1,5
8—9
1,3—1,9
10
3
13—14
1,2-1,4
1,3—1,6
9-10
1,8-2,2
11
147
XI11.14. Режимы точечной сварки трех деталей из низкоуглеродистой стали
Толщина свариваемых деталей, мм
Диаметр электрода, мм
Продолжительность технологических операций, с
Ток, кА, при ‘ операциях
сжатия
электро¬
дов
удаления
окалины
1
прогрева
сварки
охлажде¬
ния
проковки
удаление
окалины
прогрева
сварки
6+12+6
18
2
3—4,5
3,5
5,5
3
2,5
12
18
37
8+16+8
22
2
3—4,5
5
7,5
5
3,5
18
28
44
10+20+30
30
2
4—5,5
6,5
8,1
6
4,5
20
37
62
Примечание. Давление при сварке 100 МПа, при остальных операциях 200 МПа.
В ответственных конструкциях (изделиях) рекомендуется одновременно сваривать не более двух деталей. При этом их толщины не должны отличаться более чем в 3 раза.
Точечной контактной сваркой можно одновременно сваривать несколько деталей, однако с увеличением числа деталей качество сварного соединения снижается. Во всех таблицах режимов точечной сварки, кроме оговоренных случаев (см. табл. XIII.14), предусматривается соединение двух деталей.
В табл. XIII. 11 приведены данные о точечной сварке низкоуглеродистой стали двумя режимами (средним и форсированным).
В табл. XIII.12—XIII.14 сведены данные о режимах (средних) точечной сварки углеродистых сталей, в табл. XIII.15 — точечной сварки алюминиевых сплавов.
XIII.15. Режимы точечной сварки алюминиевых сплавов
Алюминиевый
сплав
Толщина каждой детали, мм
Ток, к*А
Время сварки, с
Усилие сжатия электродов, кН
Магниевый
0,8
20
0,1
3
1
24
0,12
4
1,5
27
0,14
5
2
30
0,18
7
Типа АМг
0,5
18
0,1
1,9
1
22
0,12
2,5
1,5
27
0,14
3,5
2
32
0,18
5,0
448
XIII.6. ШОВНАЯ КОНТАКТНАЯ СВАРКА
XII 1.6.1. Технологические особенности процесса
Шовная сварка во многом подобна точечной и отличается тем, что в качестве электрода используют вращающиеся ролики, обеспечивающие возможность последовательной сварки точек без снятия давления с электродов. При вращении роликов и перемещении между ними деталей сваривается последовательно сплошной ряд точек, перекрывающих одна другую и образующих сплошной шов.
Шовной сваркой наиболее часто выполняют нахлесточные соединения (см., рис. XIII.4, а) и по отбортовке (см. рис. XIII.4, д—ж) аналогично применяемым при точечной сварке.
Для шовной сварки используют дисковые (роликовые) электроды диаметром от 40 до 400 мм с плоскоцилиндрической рабочей поверхностью при сварке сталей и со сферической поверхностью при сварке цветных и легких металлов и их сплавов.
Шовной сваркой выполняют протяженные швы следующими основными способами:
непрерывной сваркой — при непрерывном вращении роликов (электродов) и непрерывном действии сварочного тока;
прерывистой сваркой — при непрерывном вращении роликов и прерывистым (импульсным) действием сварочного тока;
шаговой — с периодической остановкой роликов после поворота их на заданный угол и подачей тока в моменты остановки.
Первые два способа обеспечивают возможность получения герметических швов.
Процесс непрерывной шовной сварки весьма неустойчив, так как по мере действия тока происходит возрастающий разогрев металла, сопровождающийся глубоким внедрением в него роликов. Способ используется для сварки металла толщиной до 1 мм.
XIII.6. Основные конструктивные элементы шовных соединений
d—ширина литой зоны шва; / — длина литой зоны шва; f — величина перекрытий литых зон шва; и— расстояние от оси шва до края нахлестки; В — величина нахлестки
29—194
449
При прерывистой шовной сварке получаются отдельные сварные точки (в моменты действия тока), которые, перекрывая одна другую, образуют непрерывный шов. При этом обеспечивается устойчивый процесс сварки без перегрева металла.
Большинство конструктивных элементов (рис. XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки.
Для получения плотного шва величина перекрытий f должна быть не менее 0,3 I.
XIII.6.2. Режимы сварки
Режимы шовной прерывистой (многоимпульсной) сварки сталей приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов—• в табл. XIII.18.
XI 11.16. Режимы шовной сварки низкоуглеродистой стали
Толщина
деталей,
мм
Ток, кА
Длительность, с
Усилие
сжатия,
кН
Скорость сварки, ыа~8 м/с
действия тока | пауз
0,5+0,5 1 + 1 1,5+1,5 2+2 3+3
7—8
10.5—12 13—14,5
15.5—17 18—22
0,02—0,04
0,06—0,08
0,12—0,14
0,16—0,18
0,24—0,32
0,04—0,06
0,08—0,1
0,12-0,14
0,18—0,22
0,28—0,34
1,5—2
3—4
5-6
7—8
10—11
20—23 13,3—15 10—11,7 8,3—10 6,7—8,3
XIII.17. Режимы шовной сварки низколегированных закаливающихся сталей
Толщина
деталей,
мм
Ток, кА
Длительность, с
Усилие
сжатия,
кН
Скорость сварки, 1-10-3 м/с
действия тока
пауз
0,5+0,5 1 + 1 1,5+1,5
2+2
3+3
7—8
9,5—10,5
14—16
17—19
22—23
0,1—0,12
0,14—0,16
0,18—0,2
0,2—0,22
0,3—0,32
0,12—0,16
0,18-0,24
0,26—0,32
0,3—0,36
0,36—0,44
3—3,8
5—6
8—9
10—11,5
14—16
13.3—15 10-11,7
8.3—10
8.3—10 5—6,7
XI 11.18. Режимы шовной сварки алюминиевых сплавов
Толщина
деталей,
мм
Ширина
роликов,
мм
Ток, кА
Длительность, с
Усилие
сжатия,
кН
Скорость
сварки,
1 - ю—3 м/с
3
£3*
s*e й о* 5?
cSg
действия
тока
пауз
0,6+0,6
2,8
26
0,04
0,08
2,7
11,7
1,4
1+1
3,6
32
0,06
0,1
3,4
12,5
2
1,5+1,5
4,8
38
0,06
0,18
4,3
10,8
2,5
2+2
6,6
41
0,08
0,24
4,9 1
8,8
2,5
450
Глава XIV. ГАЗОВАЯ СВАРКА И ТЕРМИЧЕСКАЯ РЕЗКА
XIV.1. ОСОБЕННОСТИ ПРОЦЕССОВ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ
Газовая сварка и кислородная (газовая) резка относятся к группе процессов газопламенной обработки, при которых металлы нагреваются или плавятся высокотемпературным газовым пламенем, образующимся при сгорании горючих газов или паров в технически чистом кислороде.
В качестве горючих газов (см. гл. V) при газопламенной обработке металлов используют ацетилен, водород, природные газы, бутан, пропан, их смеси и другие газы, а также пары бензина и керосина.
К видам газопламенной обработки металлов, применяемых в промышленном строительстве, кроме указанных (газовая сварка и кислородная резка), относятся: пайка (гл. XXIII), термическая обработка без изменения и с изменением структуры металла (гл. XXV), а также очистка поверхностей металлов от окалины, краски, ржавчины и других загрязнений.
XIV.2. ОСОБЕННОСТИ ПРОЦЕССА ГАЗОВОЙ СВАРКИ
Температура сгорания горючих газов в кислороде достигает 2100—3200 °С. Сварочное пламя, расплавляя металл, образует вокруг жидкой ванны газовую зону, защищающую от взаимодействия с кислородом и азотом воздуха. В процессе сварки регулируют в широких пределах количество тепла, вводимого в изделие, что обеспечивает незначительное выгорание легирующих элементов и дает возможность сварки тонкого металла. Вместе с тем менее концентрированный (чем при дуговой сварке) нагрев металла и более обширная зона теплового воздействия, создают повышенные сварочные напряжения и деформации.
В строительстве газовую сварку применяют в основном при соединении стыков стальных труб малых и средних диаметров, сварке стыковых соединений стальных элементов толщиной до 6—8 мм, сварке цветных металлов, алюминия и свинца и ремонтной сварке Чугуна.
Особенности газового пламени. При газовой сварке часто пользуются ацетиленокислородным пламенем, которое в зависимости от соотношения в смеси количеств составляющих газов может быть нормальным, окислительным или науглероживающим (табл. XIV.1).
29*
451
XIV.1. Характеристика видов ацетиленокислородного пламени
Еид пламени
Соотношение
кислород
0=
ацетилен
Краткая характеристика пламени и отличительные признаки
Основная область применения
Нормальное
(восстано¬
вительное)
1,’ —1,3
Четко очерченные ядро пламени, восстановительная зона и факел. Длина восстановительной зоны до 20 мм в зависимости от номера наконечника. Максимальная температура на расстоянии 2— 6 мм от конца ядра. Пламя восстановительное
Сварка стали всех марок, меди, бронзы и алюминия
Окисли¬
тельное
Более 1,3
Укороченное, заостренное ядро с нечетким очертанием. Пламя имеет бледную окраску, окисляет свариваемый металл
Сварка латуни 0=1,4)
Науглеро¬
живающее
Менее 1,1
Ядро увеличенное расплывчатого очертания, на конце его образуется зеленый венчик. Восстановительная зона почти сливается с ядром. Пламя имеет желтую окраску, науглероживает свариваемый металл
Сварка чугуна (с небольшим избытком ацетилена)
Газовую сварку большинства металлов и сплавов выполняют нормальным (восстановительным) ацетиленокислородным пламенем.
Распределение температур в таком пламени приведено на рис. XIV.l,a. Для сравнения (см. рис. XIV.1,6, в) дано распределение температур в метанокислородном и пропанобутанокислородком пламени. - 01
В зависимости от угла а наклона мундштука горелки (рис; XIV.2) к поверхности свариваемого металла эффективность передачи тепла сварочным пламенем изменяется, достигая наибольшего значения при угле наклона 90°.
452
XIV.1. Распределение температур по зонам сварочного пламени
а — нормального ацетиленокислородного; б — метанокислородного; в — пропан-бутан-кислородного; / — ядро; 2 — восстановительная зона; 3 — факел; 4—свариваемый металл; I — длина ядра
XIV.2. Рекомендуемые углы наклона мундштука горелки при сварке металла различной толщины ацетиленокислородным пламенем
XIV.3. ПОДГОТОВКА МЕТАЛЛА К СВАРКЕ
К подготовке металла для газовой сварки предъявляются примерно такие же требования, как и при дуговой сварке. Во избежание образования в швах пор и шлаковых включений торцевые поверхности кромок и прилегающие к ним участки металла шириной 25— 30 мм должны быть перед сваркой зачищены от ржавчины, масла, краски и других загрязнений. Зачистку выполняют механическим путем или газопламенной обработкой. В последнем случае пользуются обычными сварочными горелками или специальными горелками для очистки металла. При быстром нагреве газовой горелкой поверхности детали имеющаяся на ней окалина отслаивается, ржавчина обезвоживается, краска и масляные загрязнения сгорают. Остатки окислов и других загрязнений удаляют металлической щеткой.
При сборке элементов конструкций и изделий неизменное положение соединяемых кромок обычно фиксируют наложением коротких швов (прихваток).
.453
В зависимости от вида изделия, толщины металла и протяженности швоз длина прихваток и расстояние между ними могут быть приняты по табл. XIV.2. Высота прихваток должна быть 0,5—0,7 толщины свариваемых деталей.
XIV.2. Размеры прихваток и расстояния между ними, мм
Характеристика собираемых деталей
Длина пр ихваток
Расстояние между прихватками
Несложная конфигурация деталей из
Не более 5
50—100
стали толщиной до 3 мм
Детали толщиной 3—4 мм и более
20—30
300—500
при значительной протяженности
швов
XIV.4. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
При газовой сварке применяют в основном стыковые соединения и значительно реже угловые. Тавровые соединения используют преимущественно при сварке деталей толщиной до 3 мм.
Газовой сваркой (табл. XIV.3) выполняют стыковые соединения металла толщиной до 6 мм без разделки кромок двусторонним швом.
XIV.3. Конструктивные элементы кромок основных видов стыковых соединений при газовой сварке
Форма подготовленных кромок
Толщина свариваемых деталей, мм
Угол
скоса
одной
кромки,
град
Притупление, мм
Зазор,
мм
Выполн яемый шов
С отбортовкой кромок
0,5—1
—
—
0,1
Односторонний
Без скоса кромок
1—5
—
—
0,5—2
То же
5-6
——
1—2
Двусторонний
Со скосом кромок
6—15
35—45
1,5—3
2—4
Односторонний
С двумя симметричными скосами одной кромки
5—10
60—70
1—2
1,5-3
Двусторонний
С двумя симметричными скосами кромок
15-25
35—45
2—4
2—4
454
XIV.5. ТЕХНИКА И ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Газовую сварку осуществляют левым или правым способом (рис. XIV.3, а, б). При левом способе горелку перемещают справа налево. Пламя направляют на кромки металла, находящегося непосредственно перед швом, а конец сварочной проволоки держат впереди горелки. При этом способе обеспечивается хороший внешний вид
g) ПРОВОЛОКА
\ /\ Л Л Л лУ
Ч к urn . I Г» Л м Ггптг1
| V V \J KJ
ГОРЕЛКА
д)
ПРОВОЛОКА
шщщ
ГОРЕЛКА
X1V.3. Способы газовой сварки а — левый; б — правый; в — траектория движения сварочной проволоки и горелки при левом способе; г, д — то же, при правом способе
XIV.4. Сварка швов в различных пространственных положениях
а — вертикальных швов снизу вверх (обычная сварка); б — то же (сварка сквозным валиком); в — горизонтальных швов; г — потолочных швов. Направление 50 сварки показано стрелками
V*-
гм-, r.-”iysrrrrnnrrr
455
шва, так как пламя не препятствует наблюдению за его формированием. Траектория движения (см. рис. XIV.3, в) горелки и прутка зигзагообразные, встречнопересекающиеся. Этот способ применяют для сварки металла толщиной до 4—5 мм.
При правом способе горелку перемещают слева направо, а сварочной проволокой следуют за горелкой. Пламя направляют на шов, благодаря чему обеспечивается медленное его остывание и более высокое качество. Сварочная ванна закрыта пламенем горелки, что затрудняет наблюдение за формированием шва. Этим способом сваривают детали толщиной более 5 мм.
Сварку ведут при прямолинейном движении горелки и спиральном перемещении сварочной проволоки (см. рис. XIV.3, г) или при совместном зигзагообразном их движении (см. рис. XIV.3, д).
Сварка швов в различных пространственных положениях. Наи« более простой является сварка швов в нижнем положении. Пламя горелки направляют с таким расчетом, чтобы кромки свариваемого металла находились в восстановительной зоне на расстоянии 2—6 мм от ядра пламени. Конец сварочной проволоки держат также в вое* становительной зоне сварочного пламени или в ванне расплавленного металла.
Швы в вертикальном положении выполняют, ведя сварку сверху вниз при толщине металла до 3 мм, левым способом. Горелку рас* полагают под углом 45—60° к шву, а проволоку — под углом 90е к пламени. При толщине металла более 3—4 мм вертикальные швы сваривают снизу вверх правым способом (рис. XIV.4, а) с зигзагообразным движением горелки и сварочной проволоки (см. рис. 3) или применяют сварку сквозным (двойным) валиком (см. рис. XIV.4,б). В последнем случае элементы собирают с зазором, равным половине толщины металла. Сварку начинают проплавлением отверстия, нижнюю часть которого заплавляют (используя сварочную проволоку) на всю толщину свариваемого металла. Затем оплавляют верхнюю кромку отверстия и наплавляют металл на нижнюю кромку и таким способом выполняют весь шов. Усиление образуется с обеих сторон стыка. При толщине металла более 6 мм сварку ведут одновременно два сварщика.
Горизонтальные швы (см. рис. XIV.4, в) сваривают правым способом, препятствующим стеканию жидкого металла на нижнюю кромку за счет давления газов пламени.
Потолочные швы (см. рис. XIV.4, г) выполняют тоже правым способом, так как при этом давление газов пламени удерживает ванну жидкого металла от стекания. Сварочную проволоку при этом держат наклонно к оси шва.
Режим газовой сварки зависит от толщины и физических свойств свариваемого металла и определяется в основном мощностью сва¬
456
рочного пламени (по расходу горючего газа) и углом наклона мундштука горелки. Диаметр сварочной проволоки (применяется не более 6—8 мм) подбирают в зависимости от толщины s свариваемого металла.
Расчетная формула мощности V пламени, при использовании ацетилена и основных его заменителей, приведена в табл. XIV.4*
XIV.4. Мощность пламени газовой горелки в зависимости от применяемого горючего газа
Способ
сварки
Формула
расчета
мощности
пламени
Удельный расход газа к на 1 мм толщины металла, л/с
Диаметр
сварочной
проволоки,
мм
ацетилен
метан
пропан¬
бутан
Левый
Правый
V=ks
0,028
0,042
0,07
0,021
0,028
s/2-1-1 s/2
При ацетиленокислородном пламени коэффициент k для различных свариваемых металлов имеет следующие значения, л/с-мм:
низкоуглеродистая сталь . 0,028—0,035
высоколегированные стали и чугун . . . 0,021—0,028
алюминий , • 0,028—0,042
медь и ее сплавы 0,042—0,062
XIV.6. ТЕРМИЧЕСКАЯ РЕЗКА
К процессам резки металлов относятся кислородная (газовая) резка и дуговая резка (оплавление), а также плазменная резка (см. гл* XI).
X1V.6.1. Кислородная (газовая) резка
Эта резка, основанная на свойстве некоторых металлов, нагретых до высокой температуры, интенсивно окисляться (сгорать) в кислороде, позволяет делать сквозные разрезы (разделительная резка)
или создавать углубления в виде канавок на поверхности металла (поверхностная резка). При этом нагрев металла до температуры его воспламенения обеспечивается подогревающим пламенем газового резака. В качестве горючих газов обычно используют ацетилен и его заменители, а также пары керосина и бензина.
Процесс имеет большую мобильность и позволяет выполнять разделительную резку углеродистой стали толщиной до 1000 мм и более без применения сложного и дорогостоящего оборудования.
437
В промышленном строительстве кислородную резку используют при разделительной, прямолинейной и фигурной резке листового металла; раскройной прямолинейной резке листового металла на полосы; прямолинейной резке концов труб различных трубопроводов; фигурной резке концов труб для угловых соединений трубчатых конструкций; одно- и двусторонней разделке кромок; зачистке корня шва и вырезке дефектных участков швов. Кислородной резкой обрабатывают металлы, имеющие следующие основные свойства: температурой сгорания (интенсивного окисления) металла и образующихся при резке окислов и шлаков ниже температуры плавления металла;
тепловыделением при образовании окислов, обеспечивающим надлежащий прогрев глубинных слоев металла;
высокой жидкотекучестью окислов и шлаков, что способствует удалению их из полости реза динамическим действием режущей струи кислорода;
невысокой теплопроводностью металла, что обусловливает быстрый местный нагрев до высоких температур.
Указанными свойствами в значительной степени обладает низкоуглеродистая сталь.
С повышением в стали содержания углерода кислородная резка усложняется. При резке конструкционных сталей, наиболее распространенных в строительстве, следует учитывать следующее:
низкоуглеродистая сталь с содержанием 0,2—0,25 % углерода режется хорошо, без технологических ограничений;
среднеуглеродистая сталь с содержанием углерода 0,25—0,5 % режется удовлетворительно, но возможна подкалка кромок или появление на них трещин. Такую сталь режут с предварительным или сопутствующим подогревом до 300 °С.
X1V.5. Влияние примесей в стали на процесс кислородной резки
Наименование
элемента
Процесс резки при содержании примеси, %
нормальный |
затруднен
невозможен
Углерод
1—1,25
Марганец
} До 0,4
Св. 0,4
14
Кремний
J
Св. 4
Хром
До 5
—
» 5
Никель
» 7—8
Св. 8
—
Молибден
» 0,25
—
—
Глубина зоны термического влияния при резке зависит от содержания углерода и толщины металла. При резке низкоуглеродистой стали толщиной 5 мм зона термического влияния составляет 0,1— 0,3 мм, а толщиной 100 мм—от 1,5 до 2 мм. Глубина этой зоны при
458
резке углеродистой стали (0,5—1 % С) для тех же толщин будет соответственно 0,3—0,5 мм и 2,5—3 мм.
Содержание в стали углерода и легирующих примесей существенно влияет на процесс кислородной резки (табл. XIV.5). Для высоколегированных сталей, чугуна и цветных металлов этот процесс не применяется.
Приближенная оценка пригодности стали для кислородной резки может быть определена по величине эквивалентного содержания углерода Сэк:
Сэк = С + 0,155 (Сг + Мо) +0,14 (Mn + V) +0.11 S1 +0,045 (Ni +Си),
где вместо символов элементов подставляют процентное содержание их в стали.
Условное подразделение конструкционных и инструментальных сталей (в зависимости от Сэк) по их пригодности для кислороной резки и данные об особенностях процесса резки приведены в табл.
XIV.6.
XIV.6. Пригодность конструкционных и инструментальных сталей для кислородной резки
Особенности процесса резки
До 0,54 Резка без технологических ограничений. Зимой при
вырезке деталей сложной конфигурации применяют предварительный или сопутствующий подогрев до 150 °С
0,54—0,7 Предварительный или сопутствующий подогрев до
150—250 °С; охлаждение на воздухе 0,7—0,94 Предварительный подогрев до 250—350 °С; последу¬
ющее медленное охлаждение (за счет уменьшения теплоотдачи)
Более 0,94 То же, до температуры не ниже 350 °С, последующее
медленное охлаждение в печи
Кислородная разделительная резка. Основными параметрами режима кислородной ручной (табл. XIV.7) и механизированной разделительной резки являются: мощность подогревательного пламени и продолжительность подогрева; давление и расход режущего кислорода; скорость резки, ширина реза.
Механизированная кислородная разделительная резка, осуществляемая при равномерном перемещении резака, обеспечивает высокую точность вырезаемых деталей и заготовок и хорошее качество поверхности реза (рис. X1V.5). Радиус оплавления г верхней кромки не должен превышать 2 мм.
439
XIV. 5. Параметры реза
а—в — отклонение от вертикально" сти; г — шероховатость реза; Д-* отклонение от перпендикулярности; е — шероховатость (высота высту* пов); В — ширина реза; г — ради у о оплавления верхней кромки
XIV.7. Средние значения показателей режима ручной кислородной разделительной резки низкоуглеродистой стали
Показатель
Среднее
значение
показа¬
теля
Толщина разрезаемого металла, мм
Характеристика
показателя
Мощность подогревательного пламени, IX Х10“3 м3/с
0,08-0,4
3-300
Определяется расходом горючего газа
Продолжительность предварительного подогрева, с
5-10
7—25
25—40
10—20
20—100
100-200
Зависит от толщины металла и чистоты поверхности
Давление режущего кислорода, МПа
0,3—1,5
3-300
Зависит от толщины металла, чистоты кислорода и формы режущего сопла
Объемный расход режущего кислорода, ЫО”3 м3/с
0,84-11,7
3—300
—
Скорость резки, 1X ХЮ"3 м/с
9,2—1,3
3—300
Зависит от толщины разрезаемого металла и чистоты кислорода
Ширина реза, мм
3—10
5—300
Увеличивается с повышением толщины металла '
Показатели точности и качества поверхности реза (ГОСТ 14792—80) деталей и заготовок, вырезаемых механизированной кислородной резкой из листов углеродистой стали обыкновенного качества толщиной 5—100 мм, приведены в табл. XIV.8 и XIV.9,
460
XIV.8. Классы точности и предельные отклонения размеров вырезаемых деталей и заготовок
Класс
точности
Толщина листа, мм
Предельные отклонения (±) при номинальных размерах вырезаемых заготовок, мм
до 500
св. 500 до 1500
св. 1500 до 2500
св. 2500 до 5000
1
5—30; 31—60
1
1,5
2
2,5
61—100
1,5
2
2,5
3
5—30
2
2,5
3
3,5
2
31—60
2,5
3
3,5
4
61—100
3
3,5
4
4,5
5—30
3,5
3,5
4
4,5
3
31—60
4
4
4,5
5
61—100
4,5
4,5
5
5,5
Примечание. Детали и заготовки следует измерять с погрешностью не более 0,5 мм.
XIV.9. Показатели качества поверхности реза при кислородной резке
Показатель
Класс
качества
Норма при толщине разрезаемого металла, мм
5-12 |
13-30
31—60
61-100
Отклонение от
1
0,2
0,3
0,4
0,5
перпендикулярно¬
2
0,5
0,7
1
1,5
сти
3
1
1,5
2
2,5
Шероховатость
1
0,05
0,06
0,07
0,085
2
0,08
0,16
0,25
0,5
3
0,16
0,25
0,5
1
XIV.10. Средняя ширина реза при кислородной резке стали
Толщина металла, мм
Ширина реза,
мм, при резке
механизированн ой
ручной
5—25
2,5—3
3—4
25—50
3—4
4—5
50—100
4—5
5—6
100—200
5—6,5
6—8
250—300
6,5-8 I
8—10
461
Качество поверхности реза определяется сочетанием показателей: отклонения поверхности реза от перпендикулярности и шероховатостью (высотой выступов) поверхности реза (см. табл. XIV.9).
Ширина реза при механизированной кислородной резке меньше, чем при ручной (табл. XIV. 10); скорость резки значительно выше (табл. XIV.11).
Безгратовая резка. При высокой скорости механизированной резки углеродистой стали на нижних кромках реза образуется грат, представляющий собой приваренные шлаки, состоящие из основного металла и окислов. На удаление грата затрачивается значительное время, составляющее 20—70 % машинного времени резки, что существенно снижает эффективность процесса.
Для получения резов без грата на нижних кромках при резке стали толщиной до 100 мм применяют кислород чистотой не ниже
99,5 %.
XIV.11. Скорость механизированной кислородной резки при различных видах работ, 1>10~3 м/с
Вид работы
Толщина металла, мм
5
10
30
50
100 |
150
200
Заготовительная
10 '
10
7,5 1
6
4
3
2,5
прямолинейная
резка
Вырезка фасонных
9,8
9
6,7
5,4
3,4
2,7
2,2
деталей с припуском
Чистовая резка: прямолинейная
8,5
7,9
5,9
4,7
3,2
2,3
1,8
криволинейная
7,4
6,7
5
4
2,7
2
1,7
XIV.12. Режимы безгратовой механизированной кислородной резки
и
Размеры отверстий в мундштуке, мм
Давление
режущего
Объемный
1. ю—3
[ расход, 1 м8/с
Скорость
резки,
1.10~8 м/с
Толщш
талла,
горло¬
вого
выход¬
ного
кислорода, МПа
кислорода
ацетилена
5
0,7
0,7
1,8
0,28—0,31
0,07—0,1
7—9,2
10
0,95
0,95
2
0,47—0,5
6—7,8
20
1
1,3
6,5
1,06—1,1
4,7—6,1
30
1,3
1,7
5,5
1,47—1,53
0,08—0,11
4,2—5,5
40
1,3
1,7
7
1,78—1,83
3,8-5
60
1,8
2,3
5
2,47—2,53
3,3—4,5
80
1,8
2,3
6,5
3—3,1
о
Г
о
ю
3—4,2
сЛ о о
1,8
2,3
8
3,6—3,7
2,8—3,8
В табл. XIV.12 приведены режимы резки стали без образования грата.
Резка кислородом низкого давления осуществляется при увели-* ченных размерах сечений сопла резака и проходных отверстий в кислородном редукторе, а также в рукавах (9—12 мм), в результате чего давление кислорода перед резаком снижается до 0,05—0,2 МПа, а эффективность использования режущей струи кислорода возрастает (табл. XIV. 13). Способ наиболее производителен при резке металла большой толщины, а также при пакетной резке.
Пакетная резка отличается тем, что несколько листов, уложен* ных один на другой и стянутых струбцинами или другими стяжными приспособлениями в пакет, разрезают одновременно (за один проход), чем обеспечивается значительное повышение производительности. Число листовых элементов в пакете может составлять при толщине отдельных листов: 4 мм — от 12 до 25; 10 мм — от 8 до 12; 20 мм — от 3 до 6.
XIV. 13. Режимы резки низкоуглеродистой стали кислородом низкого давления
Толщина
металла,
мм
Диаметр выходного отверстия сопла, мм
Давление
кислорода,
МПа
Расстояние от сопла до поверхности металла, мм
Скорость
резки,
1 • 10~3 м/с
20
1,7
0,08—0,1
8
3,3—3,8
30
2,5
0,09—0,1
9
3—3,3
50
2,5
0,13—0,15
10
2,5—2,8
100
2,5
0,14—0,17
10
2,2—2,5
Пакетную резку выполняют кислородом низкого давления. При этом способе допускается наличие зазоров между отдельными листами до 3—4 мм.
Ниже приводятся ориентировочные данные о режимах пакетной резки кислородом низкого давления:
толщина листов, мм . . . число листов в пакете . . давление режущего кислорода, МПа
скорость резки, I * 10 3 м/с
4
10
20
30
15
8
4
3
0,1 — 0,11
0,1—0,11
0,12—0,4
ОЛЗ—0,15
3,3
2,8
2,8
2,7
Смыв-процесс — прогрессивный способ высококачественной прямолинейной кислородной резки — обеспечивает высокое качество реза, не требующего последующей механической обработки кромок. При этом процессе, кроме основной режущей струи кислорода, параллельно ей и ближе к разрезаемому металлу, подаются две дополнительные струи кислорода, направленные под острым сс углом (по направлению хода резки) к поверхности обрабатываемой детали.
463
ОВАЛЬНАЯ КАНАВКА ПЛОСКАЯ КАНАВКА 10-3Q ,12-50.
XIV.6. Схема смыв-процесса
/ — мундштук резака; 2 — каналы зачищающих (смывающих) струй кислорода; 3 — канал основной режущей струи кислорода. Направление резки показано стрелкой
ГРУБАЯ РЕЗКА ЧИСТАЯ РЕЗКА
МгШяЫт?/,
XIV.7. Схема поверхностной кислородной резки и формы выплавлявмых канавок
Дополнительные струи кислорода создают благоприятные условия для удаления шлака с обеих кромок реза. Смыв-процесс применяют для механизированной прямолинейной резки углеродистой и низколегированной стали толщиной до 50 мм с использованием для подогревательного пламени ацетилена или его заменителей.
Схема смыв-процесса и расположение на торце резака отверстий для режущей и дополнительных струй кислорода представлены на рис. XIV.6. Отличительными параметрами являются: а=25°; 4—
5 мм; А=4,1 мм; Б=4,3 мм. Режимы резки смыв-процессом, где горючим газом служат заменители ацетилена, приведены в табл. XIV.4.
XIV.14. Режимы резки смыв-процессом
Расход газов, л/с
Толщина металла, мм
Скорость резки, 1.10—? м/с
кислорода
природного
газа
пропан-
бутана
6—15 15-25 25—35 35—50
21,8—12,5 12,5—8,4 8,4—6,3 6,3—4,5
2.8—4,2
3.9—6,1 5,6—7,5
6.9—8,9
0,36—0,45
0,45—0,5
0,5—0,61
0,61—0,73
0,14—0,17
0,17-0,19
0,19—0,25
0,25—0,28
Примечание. Чистота кислорода 98,5—99
Поверхностная кислородная резка используется для снятия слоя металла с поверхности обрабатываемой детали с помощью режущей струи кислорода, направленной под углом 10—30° к этой поверхности. ч*
464
Поверхностная (табл. XIV. 15, рис. XIV.7) и разделительная резка осуществляются при действии подогревающего пламени резака. Струя режущего кислорода имеет меньшую скорость, чем при разделительной резке. Этим обеспечивается сгорание только поверхностных слоев металла. В зависимости от перемещения резака можно получить выплавку отдельных канавок или снятие слоя со всей обрабатываемой поверхности. Способ применяется при вырезке дефектных участков шва, разделке корня шва, обработке поверхности деталей.
XIV.15. Ориентировочные режимы поверхностной резки стали
№ мундштука резака
Давление
кислорода,
МПа
Скорость резки, Ы0_3 м/с
Расход газов, л/с
Размеры канавок, мм
кислоро¬
да
ацетилена
шири¬
на
глу¬
бина
1
0,3—0,6
0,025—0,13
5—11
)
15—30
2—12
2
0,3—0,6
0,025-0,17
5,6—13,3
} 0,25-0,28
18—35
2—16
3
0,35—1
0,025—0,17
8,3—20,8
1
30—50
2—20
Кислородно-флюсовая резка. Высоколегированные хромистые и хромоникелевые стали, чугун и цветные металлы не поддаются обычной кислородной резке. При окислении указанных сталей образуются тугоплавкие и густотекучие окислы, зашлаковывающие зону резки и затрудняющие доступ кислорода к поверхности обрабатываемого металла. Температура плавления чугуна ниже температуры его воспламенения, а появляющиеся тугоплавкие окислы кремния препятствуют нормальному процессу резки. Цветные металлы не режутся в связи с высокой температурой плавления образующихся окислов и значительной теплопроводностью.
XIV.16. Режимы разделительной кислородно-флюсовой резки хромистой и хромоникелевой стали
Толщина
металла,
мм
Скорость резки, 1 -10—3 м/с
Расход на 1 м длины реза
Массовый расход флюса, 1•10 * кг/с
прямоли¬
нейной
фигурной
кислорода,
м8
ацетилена, л
10
12,6
7,9
0,2—0,3
20—30
2,5—4,2
20
9,4
5,8
0,35—0,5
25—40
3,3—5,8
40
6,8
4,2
0,65—1,05
40—65
5—8,4
80
5,5
3,5
0,95—1,5
60—75
6,7—10
100
4,5
2,8
1,5—1,85
65—105
7,5—12,5
30—194
465
Для резки перечисленных металлов применяют кислородно-флюсовой способ (табл. XIV. 16), сущность которого состоит в том, что в струю режущего кислорода подается порошкообразный флюс (см. гл. V), интенсивно окисляющийся или плавящийся в реакционной зоне и разжижающий появляющиеся при резке окислы и шлаки.
Способ используют для разделительной и поверхностной резки хромистых и хромоникелевых сталей, а также разделительной резки чугуна, меди, бронзы и латуни.
XIV.6.2. Дуговые способы резки
Резку (оплавление) осуществляют теплом электрической дуги, горящей между обрабатываемым металлом и концом плавящегося или неплавящегося электрода.
Дуговая резка стальным электродом или проволокой сплошного сечения. Ручную дуговую резку (табл. XIV.17) ведут электродами с тугоплавким покрытием повышенной толщины. Обрабатываемую поверхность или кромки устанавливают (преимущественно) в вертикальное или наклонное положение. Процесс начинают в верхней части элемента, а затем перемещают дугу по лобовой стенке по мере выполнения реза. Образовавшиеся при этом капли расплавленного металла удаляют из полости реза козырьком покрытия электрода. Способ применяется для грубой разделки металла.
Дуговая механизированная резка под флюсом является высокопроизводительным процессом проплавления (резки) металла мощной электрической дугой, горящей под флюсом.
В частности, при резке этим способом нержавеющей стали толщиной 20 мм, проволокой Св-08 диаметром 4 мм под флюсом АН-348А, при токе 1200 А и напряжении дуги 42—44 В скорость резки достигала 8-10~3 м/с.
XIV. 17. Ориентировочные режимы дуговой резки стальным электродом
Металл
Диаметр
электрода,
Сила тока, А
Скорость резки, 1 • 10“3 м/с, при толщине металла, мм
мм
6
12
25
Низкоуглероди¬
2,5
140
3,4
2
0,3
стая сталь
3
190
3,8
2,2
1
4
220
4,2
2,6
1,2
5
325
5,7
3,6
1,9
Нержавеющая
2,5
130
3,3
1,2
0,83
сталь
3
195
5,2
2,4
1,25
4
220
5,3
2,8
1,5
5
300
5,3
3,2
1,56
466
XIV.8. Схема воздушно-дуговой pednu. Положение электрода и троектории его движения
а — при резке металла толщиной до 20 мм-, б — то же, толщиной более 20 мм; в — при выплавке широких канавок. Направление резки показано стрелками
Способ применяется для разделительной резки листового металла.
Воздушно-дуговая резка. При этом способе резки (табл. XIV. 18, рис. XIV.8) металл расплавляется дугой» горящей между неплавящимся электродом (обычно угольным или графитизированным) н обрабатываемой деталью, а жидкий расплав из зоны реза удаляется непрерывной струей сжатого воздуха (схема резака приведена в гл. VIII).
Способ используют для разделительной резки углеродистых и высоколегированных сталей, цветных металлов и чугуна при толщине элементов от 5 до 25 мм, а также поверхностной резки-вырезки дефектных участков швов, пробивки отверстий и др.
Резаки для воздушно-дуговой резки рассчитаны на ток от 300 до 1500 А при давлении воздуха до 0,8 МПа. Электродами служат омедненные угли диаметром от 6 до 12, длиной 300 мм.
При резке углеродистой и нержавеющей стали применяют преимущественно постоянный ток обратной полярности, при резке цветных металлов — постоянный ток прямой полярности или переменный
30*
467
ток (с осциллятором). Резку ведут ручным или механизированным способом.
Недостатками этого способа является: науглероживание металла на поверхности кромок реза, большой удельный расход электроэнергии, необходимость применения повышенного напряжения холостого хода источника тока.
XIV. 18. Режимы воздушно-дуговой резки сталей
Толщина металла, мм
Диаметр
электрода,
мм
Сварочный ток, А
Скорость резки стали, 1-10 * м/с
низкоуглеродистой
нержавеющей
5
6
8
270—300
360—400
16,6—17,2 7,2—7,8
17,4—18 8,3—8,9
10
10
450—500
8,3—8,9
8,9—9,4
12
12
540—600
6,2—6,7
6,7-7
20
10
12
450-500
540—600
2,8—3,3 3,3—3,9
3,3—3,9 3,9-4,2
25
14
630—700
2,7—3,1
3,3—3,6
Кислородно-дуговая резка. При этом способе (табл. XIV. 19) между электродом и обрабатываемым металлом возбуждают электрическую дугу, которая нагревает поверхность металла до расплавления. Одновременно на нагретый участок подают струю технически чистого кислорода, который выдувает расплавленный металл и окисляет нагретый. Продукты сгорания и неокисленный расплавленный металл удаляют из зоны реза струей кислорода.
Резку ведут трубчатыми стальными и тугоплавкими неметаллическими электродами, а также обычными стальными покрытыми электродами.
Для резки покрытыми стальными электродами используют резак, в головке которого расположены кислородный наконечник и направляющая втулка для электрода. Пуск кислорода осуществляется рычажным устройством кислородного клапана, который расположен на рукоятке резака. Для резки применяют покрытые электроды марок ЦМ-7, ОММ-5, МЭЗ и др.
Процесс резки идет на постоянном или переменном токе; могут использоваться ручные и механизированные способы.
468
XIV.19. Режимы кислородно-дуговой резки низкоуглеродистой стали
Толщина металла, мм
Диаметр
электрода,
мм
Сварочный ток, А
Расход кислорода на 1 м длины реза, м3
Скорость резки, 1-10—3 м/с
10
100
0.1
8,7
15
4
170
0,13
7,7
20
180
0,16
7,2
30
220
0,29
6
40
5
240
0,37
4,7
50
260
0,4
3,3
Глава XV. СВАРКА НИЗКОУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
XV.1. ОБЩИЕ СВЕДЕНИЯ. ОБЛАСТИ ПРИМЕНЕНИЯ. КЛАССИФИКАЦИЯ
К низкоуглеродистым конструкционным относятся стали, в которых содержится до 0,25 % углерода. Кроме того, в них присутствуют постоянные примеси, их количество обычно не превышает 0,8 % Мп; 0,35 % Si; 0,04 % Р; 0,05 % S, а также некоторого остаточного водорода и азота.
К низколегированным относятся стали, легированные одним или несколькими элементами, если содержание каждого из них не превышает 2 %, а суммарное количество легирующих не превышает 5 %. Низколегированные стали, применяемые для изготовления сварных конструкций, делятся на низколегированные, низко- и среднеуглеродистые, низколегированные теплоустойчивые (табл. XV.l).
XV.1. Области применения наиболее распространенных в строительстве низкоуглеродистых и низколегированных сталей
Группа стали
Примеры
Области использования
Низкоуглероди¬
В18Гпс, ВСтЗсп, ВСтЗпс, ВСтЗГпс, ВСтЗкп
Строительные металлические конструкции, воздуховоды, технологические конструкции
стые
Ст08, СтЮ, Ст20, ВСт2сп, ВСт2кп, ВСтЗсп, ВСтЗпс, ВСтЗкп
Трубопроводы различного назначения, включая паро- и теплопроводы
469
Продолжение табл. XV.I
Группа стали
Примеры
Области использования
09Г2С, 10Г2С1, 14Г2, 15ХСНД
Строительные металлические конструкции
10ХНДП (типа «Кортен»)
Строительные металлические конструкции, работающие в слабоагрессивных средах
Низколегированные низкоуглеродистые
14Г2АФ, 15Г2АФД, ЮХСНД, 16Г2АФ, 18Г2АФпс, 12Г2СМФ, 14ГСМФР
Строительные металлические конструкции
14Х2ГМР
Мостовые конструкции
09Г2С, 09Г2, 18ХГ, 14ХГС, 15ГС, 16ГС
Трубопроводы различного назначения, включая паро- и теплопроводы
Низколегированные теплоустойчивые
12ХМ, 15ХМ, 12Х1МФ,
15Х1М1Ф
Трубопроводы, работающие при высокой температуре среды и высоком давлении
Низколегированные среднеуглеродистые
ЗОХМ
Трубопроводы, работающие при высокой температуре среды и высоком давлении
XV.2. СВАРКА НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Низкоуглеродистые стали относятся к хорошо свариваемым сталям. Технологию их сварки обычно выбирают из условий равнопрочности сварного соединения основному металлу и отсутствия в нем дефектов. При этом сварное соединение должно быть стойким к переходу в хрупкое состояние, а деформации конструкций при сварке должны находиться в допустимых пределах. Металл шва при сварке низкоуглеродистых сталей отличается по составу от основного металла более низким содержанием углерода и несколько повышенным содержанием марганца и кремния.
Влияние скорости остывания на механические свойства металла шва в наибольшей степени проявляется при сварке однослойных угловых, а также многослойных стыковых и угловых швов, поэтому
470
для повышения пластических свойств наплавленного металла в этих случаях следует сечение углового шва или слоя при многослойной сварке назначать в зависимости от толщины свариваемого металла, выбранного вида и способа сварки.
Металл околсшовной зоны при сварке низкоуглеродистых сталей незначительно упрочняется в зоне перегрева. Необходимо учитывать, что при сварке кипящих и полуспокойных низкоуглеродистых сталей наблюдается снижение ударной вязкости на участке рекристаллизации околошовной зоны. При этом металл околошовной зоны охрупчивается более интенсивно при многослойной сварке, чем при однослойной, за счет интенсификации процессов старения.
Для снятия сварочных напряжений конструкции из низкоуглеродистых сталей (в первую очередь толстостенные) могут подвергаться термической обработке после сварки (высокому отпуску). Для выравнивания свойств и улучшения структуры используют нормализацию (с температурой 900—940 °С) с последующим высоким отпуском. Во всех случаях необходимость термической обработки указывается в проектно-технологической документации на изготовлямые конструкции. Подробнее о термической обработке см. в гл. XXV.
Для сварки низкоуглеродистых сталей в строительстве применяют ручную дуговую сварку, автоматическую и механизированную сварку под флюсом и в углекислом газе, сварку порошковой проволокой (самозащитной и в углекислом газе), электрошлаковую и в меньшей степени газовую сварку. В некоторых случаях, например при сварке корневых швов трубопроводов высокого давления, используют аргонодуговую сварку неплавящимся электродом. При сварке трубопроводов широкое распространение получили комбинированные способы сварки (см. гл. XX).
В табл. XV.2 приведены данные по выбору сварочных материалов для сварки строительных металлоконструкций из низкоуглеродистых сталей.
Наиболее широко при сварке металлоконструкций из низкоуглеродистых сталей применяют электроды типа Э46 (МР-3, АНО-3,
АНО-4) с рутиловым покрытием и электроды типа Э42А и Э50А с фтористо-кальциевым покрытием марок УОНИ-13/45, СМ-11 и УОНИ 13/55.
Для высокопроизводительной сварки вертикальных швов способом сверху вниз рекомендуются электроды АНО-9 (тип Э50А). Для сварки металла толщиной до 5 мм, а также корневых швов при многослойной сварке толстого металла применяют электроды диаметром не более 3 мм, при толщине металла до 10 мм и более — электроды диаметром соответственно 4 и 5 мм.
При сварке угловых швов на толстом металле, а также при сварке первого слоя многослойных швов (при толщине свариваемого ме-
471
472
XV.2. Рекомендуемые сварочные материалы для сварки строительных металлоконструкций
из низкоуглеродистых сталей
Температура окружающего воздуха при сварке, °С
Тип покрытых электродов для ручной дуговой сварки
Сварка под флюсом
Марка проволоки
Электрошлаковая
сварка
Область применения сварки
марка сварочной проволоки
марка
флюса
для сварки в углекислом газе
порошковой
марка сварочной проволоки
марка
флюса
Выше 0
Э42А, 346А
Св-08А,
Св-08ГА
АН-348А
Св-08Г2С
ПП-АНЗ,
ПП-АН8,
ПП-2ДСК»
СП-2
Св-08ГА,
Св-10Г2
АН-8, ФЦ-7
Для сварки конструкций, не подвергающихся воздействию вибрационных и динамических нагрузок, разрешается применять электроды Э42 и Э46, проволоки Св-08 для сварки под флюсом и Св-08ГС — в углекислом газе
Ниже 0
Э42А,
Э5ЭА
Св-ЮНМА
АН-43,
АН-47
Св-08Г2С
ПП-АНЗ,
ПП-АН8,
ПП-2ДСК
СВ-08ГА,
СВ-10Г2
АН-8,
ФЦ-7
Для сварки конструкций, работающих под воздействием динамических и вибрационных нагрузок, и конструкций перекрытий и покрытий
Ниже 0
342А,
Э50А
Св-ЮНМА,
СВ-08ХНЛ1
АН-348А, АН-43, АН-47
Св-08Г2С
ПП-АНЗ,
ПП-АН8,
ПП-2ДСК»
СП-2
Св-08ГА,
Св-10Г2
АН-8,
ФЦ-7
Для сварки конструкций, не подвергающихся воздействию динамических или вибрационных нагрузок, и вспомогательных конструкций
талла свыше 30 мм) рекомендуется предварительно подогревать свариваемые кромки до температуры 120—150° во избежание появления кристаллизационных трещин.
Автоматическую и механизированную сварку (табл. XV.3, XV.4) металлических конструкций осуществляют сварочной проволокой диаметром соответственно 3—5 и 0,8—2 мм.
Для интенсификации процесса автоматической сварки под флюсом металлоконструкций рекомендуется способ сварки с порошкообразным присадочным металлом (ППМ). В качестве ППМ применяют крупку (сечку), приготовляемую из сварочной проволоки диаметром 0,8—2 мм с размером гранул 0,5—2 мм. Интенсификация процесса до( гигается за счет лучшего использования тепла сварочной дуги. Сварка с ППМ позволяет выполнять стыковые соединения на листовой стали толщиной до 50 мм без скоса кромок за два прохода при двусторонней сварке, кроме того, отпадает операция зачистки корня после наплавления первого шва, в среднем в 2 раза уменьшается расход флюса и в 1,5 раза — расход электроэнергии, повышаются качество и производительность сварки (в 2 раза). Экономический эффект от применения 1 т ППМ составляет около 450 руб. Сварку с ППМ используют при автоматической сварке под флюсом стыковых и тавровых соединений металлоконструкций, корпусов вращающихся обжиговых печей, сферических резервуаров и т. д. ППМ можно подавать в зону сварки тремя способами: вводить в разделку кромок предварительно перед сваркой. Рекомендуется при двусторонней сварке стыковых соединений толщиной 20—50 мм без разделки кромок, а также при сварке тавровых соединений «в лодочку»;
ППМ с ферромагнитными свойствами подают на вылет электрода со стороны хвостовой части сварочной ванны. Рекомендуется для сварки кольцевых швов в поворотном положении, а также плоских стыковых соединений толщиной металла 3—20 мм;
комбинация из первых двух способов. Рекомендуется при сварке стыковых и тавровых соединений с большими сечениями шва, требующими большого количества наплавленного металла и высокого качества сварного соединения.
При автоматической сварке под флюсом стыковых соединений практически отсутствуют угловые деформации, а поперечные деформации уменьшаются в среднем на 80 %.
Для сварки низкоуглеродистых сталей толщиной до 4 мм, а также поворотных и неповоротных стыков труб в углекислом газе (табл. XV.5) применяют сварочную проволоку диаметром 0,5—1,2 мм, для сварки металла больших толщин — проволоку диаметром 1,4—
2 мм.
При сварке в углекислом газе используют также порошковые
473
XV.3. Типичные режимы автоматической сварки под флюсом стыковых швов металлоконструкций
на флюсЬвой подушке
Толщина
металла,
мм
Тип шва и Подготовка кромок
Зазор, мм
Диаметр проволоки, мм
№ слоя
Сварочный ток, А
НагфяЖейй
перемейный
ТОК
t Дуги, Ь
постоянный ток (обратная полярность)
CRopoCTb сварки. Ы0—3 м/с
10
Односторонний без
2-4
5
. .
700—750
34—38
30—32
7,8—8,3
разделкй кромок
14
4—6
5
—
850—900
36-40
30-34
7—7,5
16
5—7
5
—
900—950
28—42
30—34
5,6—6,1
10
Двусторонний без
2—4
5
700—750
7,8—8,3
разделкй кромок
14
2—4
4
—
675—725
• 36—40
30—34
7,8-8,3
16
2—4
5
—
725—775
7,5—8,1
Более 17
Многослойный,
3-1
4—5
750—800
36—38
одно- и двусторон¬
33-35
5,6—6,1
ний, с У- и Х-об-
3—1
4—5
2 и
825—875
38—40
разной подготов*
после¬
КОЙ кромок
дующие
XV.4. Типичные режимы сварки под флюсом угловых швов металлоконструкций «в лодочку»
Напряжение дуги,, В
Катет шва, мм
Диаметр проволоки, мм
Сварочный ток, А
переменный ток
постоянный ток (обратная полярность)
Скорость
сварки*
1 • 10_3 м/с
6
2
4
360—39Q 575—600
32-34
34-36
30-32
72—7,8 14,2.—1,5;
8
2
4
5
420—440
575—625
675—725
32—34
34—36
34—36
32—34
6,1—7
8.3—8,9
8.3—8,9-
10
2
4
5
420—440
650—700
725—775
31—36 34—3634—зе
32—34
3.3—4,2
6.4—7
6.4—7
12
2
4
5
420—440
600—650
775—825
34—36
34-36
36—38
32—34
2,2-2,8 5—5,6 5—5,6
XV.5. Примерные режимы сварки в углекислом газе угловых швов металлических конструкций
cd
а
51
Диаметр сварочной проволоки, мм
Число слоев
Сварочный ток, А
Напряжение дуги. 3
Вылет электрода, мм
Расход газа на один слой, л/с
1,2-2
0,6
1
60—70
18-20
8—10
0,08-0,1
1,2—3
0,8
1
80—120
1.8—22
8—12
0,1—0,13
2—4
1,2
1
90—180
20—24
10.-15
0,13—0,17
5—6
1,6
1
230—360
26—35
16—25
0,27—0,3
5—6
2
1
250 -380
’ 2 7—35
20—30
0,27—0,3
7—9
2
1
320—380
30—36
20—30
0,3—0,33
£-11
2
2
320—380
30—36
20—30
0,3—0,33
11—13
2
. 3
320 -380
30—36
20—30
0,3—0,33
Примечание. При сварке в положениях, отличных от нижнего, диаметр сварочной проволоки не более 1,4 мм; значения тока и напряжения дуги минимальные.
475
проволоки, в частности марок ПП-АН4 и ПП-АН8 диаметром 2; 2,3 и 3 мм. Сваривают нижние и наклонно расположенные швы на постоянном токе обратной полярности от источников с жесткой внешней характеристикой, а с проволокой ПП-АН8 диаметром 3 мм сварку ведут на переменном токе. При диаметрах проволоки 2 и 2,3 мм сварочный ток колеблется от 180 до 500 А при напряжении дуги 25—47 В, а при диаметре проволоки 3 мм сварочный ток находится в пределах от 400 до 600 А при напряжении дуги от 25 до 38 В.
Режимы электрошлаковой сварки для каждой конструкции устанавливают в зависимости от толщины металла, конфигурации стыка и способа электрошлаковой сварки (одно-, многоэлектродная, плавящимся мундштуком и т. д.). Применение ППМ при электрошлаковой сварке позволяет интенсифицировать процесс, повысить механические свойства сварного соединения, в особенности ударную вязкость, и отказаться в некоторых случаях от последующей нормализации.
Особенности и режимы сварки трубопроводов из иизкоуглеродистых сталей изложены в гл. XX и XXI.
XV.3. СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Низколегированные низкоуглеродистые стали содержат углерода не более 0,23 % > в качестве легирующих элементов — марганец, хром, кремний, ванадий, молибден, никель и др. Эти стали используют для изготовления сварных конструкций, которые подвергаются действию вибрационных и динамических нагрузок.
В отличие от низкоуглеродистых сталей указанные стали имеют несколько большую склонность к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. При увеличении погонной энергии сварки количество мартенсита, бейнита и остаточного аустенита резко снижается. При повышении доли закалочных структур в металле шва и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения ухудшаются. Поэтому режим сварки большинства низколегированных низкоуглеродистых сталей (табл. XV.6) должен быть ограничен более узкими значениями по погонной энергии.
Равнопрочность металла шва основному металлу обеспечивается за счет легирования его элементами, переходящими из основного металла и вводимыми через сварочные материалы. Так как низколегированные стали имеют меньшую стойкость против образования кристаллизационных трещин, чем низкоуглеродистые, необходимо Применять сварочную проволоку с пониженным содержанием углерода и серы, соблюдать последовательность выполнения сварных швов, в некоторых случаях применять термическую обработку, а также предварительный и сопутствующий подогревы.
476
XV.6. Рекомендуемые сварочные материалы для сварки строительных металлоконструкций из низколегированных низкоуглеродистых конструкционных сталей
Марка стали
Тип покрытых электродов для ручной дуговой сварки
Сварка под флюсом
Сварка в углекислом газе
Сварка порошковой проволокой
Электрош л акова я сварка
Дополнител ьные сведения
марка проволоки
марка
флюса
марка
проволо¬
ки
марка
флюса
марка проволоки
09Г2С, 09Г2, 10ГС1, 14Г2, 15ХСНД, ЮХСНД, ЮХНДП
Э46А,
Э50А
Св-ЮНМА,
Св-08ХМ
АН-43,
АН-47
Св-08Г2С,
Св-08Г2СЦ
ППАН8,
ПП2ДСК,
СП-2
СВ-08ГС,
СВ-10Г2
АН-8
Для конструкций, работающих при статической нагрузке, в районах, кроме I*, 12, И2 и П3, разрешается использовать электроды Э46 и Э50
18Г2АФпс,
16Г2АФ,
15Г2СФ,
14Г2АФ,
15Г2АФпс
Э50А,
Э60А
Св-ЮНМА,
Св-08ХМ
АН-47,
АН-17М
Св-08Г2С,
Св-08Г2СЦ,
Св-08ХГСМА,
Св-ЮХГ2СМА
Св-
ЮНМА
АН-8
То же, электроды Э50 и Э60
12ГН2МФАЮ,
10Г2СМФ
Э70А
Св-08ХН2ГМЮ
АН-17М
Св-10ХГ2СМА
—
—
—
—
14Х2ГМР
АНП-2
Св-
10ХГ2Н2МЮ
АН-17М
Св-
10ХГСН2МЮ
- 1 -
- |
Примечание. Проволоку Св-08ХМ применяют только в сочетании с флюсом АН-47.
При ручной дуговой сварке низколегированных низкоуглеродистых сталей используют в основном электроды с фтористокальциевыми покрытиями для предотвращения образования кристаллизационных трещин при достаточно высокой пластичности наплавленного металла. Рекомендуемые марки электродов: УОНИ 1-3/45, СМ-11, АНО-8 (тип Э42А), УОНИ 13/55, ДСК-50, СК-2-50, АНО-7, ВСН-3 (тип Э50А), УОНИ 13/65 (тип Э60А).
Подготовка кромок, режимы сварки и порядок наложения швов практически не отличаются от используемых при сварке низкоуглеродистых сталей. Прихватки выполняют теми же электродами, что и ceapigr, и накладывают их только в тех местах, где накладывают шов. Зажигать дугу, а также выводить кратеры на поверхность свариваемых деталей (дне кромок) запрещается.
Технология и режимы сварки низколегированной стали под флюсом практически не отличаются от сварки низко углеродистой стали. При сварке под флюром микролегированных сталей сварочными проволоками Св-08ХМ и Св-ЮНМА в сочетании с флюсом АН-47 стойкость металла швов против образования трещин снижается, поэтому сварку рекомендуется -выполнять «с предварительным подогревом.
Металлоконструкции из низколегированных сталей сваривают в углекислом газе сварочной проволокой Св-08Г2С или порошковыми проволоками Ш1-АН4 и ПП-АН8, технология и режимы идентичны со сваркой низкоуглеродистых сталей.
Низкоуглеродистые теплоустойчивые стали — жаростойки, имеют повышенную механическую прочность при высоких температурах » при длительных постоянных нагрузках (табл. XV.7).
Наиболее широкое применение эти стали находят в теплоэнергетике. Характерными легирующими элементами для этой группы сталей являются хром, молибден и вольфрам,
XV.4. СПЕЦИФИКА СВАРКИ КОНСТРУКЦИЙ И СТАЛЕЙ ВЫСОКОЙ ПРОЧНОСТИ
Эффективность металлических конструкций определяется, в частности, удельным расходом металла на единицу полезной нагрузки. Для снижения удельного веса конструкций, их металлоемкости в строительстве увеличивается объем применения сталей высокой прочности, сочетающих высокую прочность с достаточной пластичностью, вязкостью, усталостной прочностью и свариваемостью. Примерами таких сталей являются сталь 1х6Г2АФ с минимальным пределом текучести 4,5 МПа и сталь 14Х2ГМР с минимальным пределом текучести 6 МПа. Высокие механические свойства в стали 16Г2АФ достигаются использованием в качестве легирующих элемен-
478
XV.7, Рекомендуемые сварочные материалы для сварки некоторых низколегированных теплоустойчивых
сталей
Марка стали
Тип электродов для ручной дуговой сварки
Сварка под флюсом
Марка проволоки для сварки 8 углекислом газе
Дополнительные сведения
маркд сварочной
ПРОВОЛОКИ
Марка флюса
12ХМ 15ХМ
эмх
СЭ-08ХМ
АН-17М
СВ-ЮХГ2СМД
Необходим предварительный подогрев до 250—300 °С, для ручной дуговой сварки стали 12ХМ — до 200 °С
12Х1МФ,
15Х1М1Ф
ЭХМФ
СВ-08ХМФА.
Св-08ХГСМФА
АН-17М
Св-08ХГСМФА
При ручной дуговой срарке и сварке в углекислом газе требуются предварительный и сопутствующий подогревы до 250—350 °С, при сварке под флюсом — предварительный прдогрев
тов ванадия и азота (нитридное упрочнение), а в стали 14Х2ГМР — бора.
Технология сварки сталей высокой прочности должна предупреждать образование холодных трещин в сварном соединении, обеспечивать наименьшие возможные снижения пластичности и ударной вязкости металла шва и околошовной зоны вследствие роста зерна, а также уменьшение прочности основного металла в зоне термического влияния. Наиболее опасный дефект сварных соединений этих сталей — возникновение холодных трещин в процессе мартенситного превращения, которому способствует растворенный в металле водород. Исходя из этого при разработке технологии сварки этих сталей следует уменьшать скорость охлаждения металла шва и околошовной зоны и принимать меры к сокращению количества растворенного водорода в металле.
Кроме того, для ограничения роста зерна в металле шва и околошовной зоне и разупрочнения металла в зоне термического влияния необходимо увеличивать скорость охлаждения металла при сварке. Оптимальными значениями мгновенных скоростей охлаждения на границе сплавления при температуре 500—600 °С являются: для стали 16Г2АФ интервал 4,5—30°С/с, а для стали 14Х2ГМР интервал 3,5—13,5 °С/с.
Для обеспечения хорошего качества сварных соединений высокопрочных сталей используются две группы технологических мероприятий:
подогрев свариваемых кромок, просушка и прокалка сварочных материалов, применение окислительных флюсов, тщательная очистка поверхности основного металла и сварочной проволоки (для предупреждения образования холодных трещин);
увеличение числа проходов при сварке, использование легированных сварочных проволок, ППМ и других способов модификации металла шза, уменьшение погонной энергии сварки (для ограничения роста зерна в околошовной зоне).
Для выполнения прихваток, а также для ручной дуговой сварки стали 16Г2АФ рекомендуются электроды типа Э60А-Ф (УОНИ 13/65) и Э50А-Ф (УОНИ 13/55, АНО-Ю). Для сварки под флюсом следует применять сварочную проволоку Св-ЮНМА и флюсы АН-47, АН-17, а в качестве ППМ — рубленую сварочную проволоку марки Св-ЮНМА или Св-08Г2С.
Для сварки в углекислом газе используют сварочную проволоку марки Св-08Г2С, а для выполнения прихваток, поясных швов, а также для приварки ребер жесткости — порошковую проволоку марки ПП-АН8. Электрошлаковую сварку ведут проволокой Св-ЮНМА с флюсом АН-8М. Допускаются и другие сварочные материалы, обеспечивающие необходимые свойства сварных соединений. При этом
480
прокаливают в течение 2 ч: порошковую проволоку при 240—250, флюс при 350—380 и электроды при 400—450 °С. Сварочные материалы должны подаваться на рабочее место в специальной упаковке (например, флюс — в бидонах, электроды — в термосах) в количествах, дающих возможность сварщикам работать непрерывно 2—4 ч. Неиспользованные к концу смены сварочные материалы необходимо возвращать на повторную прокалку.
Кромки деталей должны быть обработаны под сварку механическим путем или машинной газовой или плазменной резкой. Кромки и поверхность стыкуемых деталей должны быть тщательно очищены на расстоянии не менее 20 мм от ширины шва.
Детали под сварку фиксируют с помощью прихваток и различных сборочных приспособлений. Приварки сборочных приспособлений к изделию рекомендуется по возможности избегать. В противном случае нужно тщательно зачищать поверхность основного металла в местах приварки приспособлений, перед зачисткой необходим подогрев до 120—160 °С. Временные крепления должны быть сняты преимущественно механическим путем, категорически запрещается делать эго посредством ударов. После удаления временных креплений места их приварки зачищают шлифовальной машинкой заподлицо с поверхностью основного металла. Если при снятии временных креплений остались выщерблины на основном металле, то их заплавляют с предварительным подогревом и последующей зачисткой.
Ручную дуговую многослойную сварку (табл. XV.8) конструкций
XV.8. Ориентировочные режимы многослойной ручной дуговой сварки стыковых соединений
Марка электрода
Диаметр электрода, мм
Сварочный ток, А
Длина валика, выполняемого одним электродом, мм
УОНИ 13/45
4
130—160
120—160
УОНИ 13/55
5
170—200
200—250
из стали 16Г2АФ толщиной более 16 мм рекомендуется выполнять с использованием так называемой «мягкой прослойки». При этом первые слои наплавляют электродами УОНИ 13/45, а последующие — электродами УОНИ 13/55 или УОНИ 13/65. При двусторонней сварке стыковых соединений первый шов следует накладывать со стороны, противоположной прихваткам, в этом случае при обязательной подрубке корня шва прихватки удаляют.
При сварке металла толщиной свыше 16 мм необходимы предварительный и сопутствующий подогрев свариваемых кромок до 120—160 °С. Для улучшения термического режима и избежания со¬
31—194
481
путствующего и предварительного послойного подогрева ручную дуговую сварку стали 16Г2АФ должны вести одновременно несколько сварщиков.
Сварку под флюсом элементов больших толщин осуществляют с увеличенным числом проходов; для повышения сопротивления сварного соединения образованию холодных трещин многослойную сварку деталей толщиной свыше 40 мм можно выполнять с «мягкой прослойкой», для чего первые слои наплавляют сварочной проволокой марки Св-08ГА. Предварительный подогрев перед сваркой на металле толщиной свыше 20 мм обязателен.
В табл. XV.9 приведены ориентировочные режимы автоматической сварки под флюсом стали 16Г2АФ.
XV.9. Ориентировочные режимы двусторонней сварки под флюсом стыковых соединений из стали 16Г2АФ
Толщина
свариваемых
деталей»
мм
Вид разделки кромок
Число проходов с каждой стороны
Сварочный ток» А
Напряжение ДУГИ В
Скорость
сварки*,
1 • 10~3 м/с
10
i/i
650—700
36-40
10
16
Без разделки
i/i
800—850
36—40
7,8
20
i/i
850—900
38—42
6,4
25
i/i
30
40
X-образная
2/2
3/3
* 850—900
. 38—42
5
50
5/5
Примечание. Используется проволока диаметром 5 мм; ток постоянный обратной полярности.
Применение ППМ при автоматической сварке под флюсом (табл.
XV. 10) обеспечивает повышение производительности процесса и более благоприятный тепловой режим, что позволяет в ряде случаев отказаться от предварительного подогрева.
Механизированная сварка стали 16Г2АФ осуществляется при толщине деталей до 16 мм по обычной технологии (диаметр проволоки 2 мм, сварочный ток 430—450 А, напряжение дуги 30—34 В); при сварке деталей толщиной более 16 мм требуется предварительный, а в необходимых случаях (многослойная сварка с полным- остьдоани* ем каждого слоя) сопутствующий подогрев свариваемых кромок до 120—160 °С.
При многослойной двусторонней сварке в углекислом газе первый слой следует накладывать со стороны, противоположной при-
482
XV.10. Ориентировочные режимы двусторонней сварки под флюсом с применением ППМ стыковых соединений из стали 16Г2АФ
Диаметр
прово¬
локи
Толщина металла
Зазор
Сварочный ток, А i
Напряжение дуги, В
Скорость сварки, Ы0-8 ; м/с j
Расход ППМ, кг, на 1 м шва
мм
10
4
550—650 ‘
39—41
13,8
0,22
20
6
800—'900
42—45
9,7
0,5
4
30
7
850—950
42—46 1
5,3
0,8
40 *
8 .
850—950 .
43—48
3,9
1,2
50
9
1100—1.200 1
44—49
3,9 ,
1,6
10
5
800—825
38—40
13,8
0,2
20
6
850—950 ;
40—44
9,7
0,5
5
30
7
650—950
42—45 '
5,4
0,8
40
8
1200-1300
43—48 •
4,5
1,2
50 ■
9 j
1300—1400
44—48 ,
3,9
1,6
Примечание. Сборка стыка — без скоса кромок с зазором.
хваткам, которые в этом случае удаляют при подрубке корня шва.
При механизированной сварке в углекислом газе нерасчетных угловых швов {табл, XV.11) необходимо периодически яа образцах
XV.I1. Условия сварки в углекислом газе угловых нерасчетных швов конструкций из стали 16Г2АФ
Катет шва, мм
Значение наибольшей толщины из свариваемых деталей, яри «княдоФ'
не требуется дополнительных мер предосторожности
дополнительно проверяют ударную вязкость в около* шовной зоне при — 40° С <
необходим предварнтел1лшй подогрев до 120 или 160° С
6
10
а
12
13—17
18—22
10
—
23—26
27—32
12
—
33—39
40—50
контролировать ударную вязкость металла в около шовной зоне лри геми<деатуре —40 °С либо предварительно подогревать металл до температуры 120—160 DC.
Сварные соединения из стали 16Г2АФ, выполненные любым из перечисленных выше способов, особенно соединеиия больших толщин или жестких конструкций, непосредственно после сварки рекоменду¬
31*
433
ется подогревать в течение 1 ч, не давая шву и околошовной зоне остывать до температуры ниже 200 °С.
Электрошлаковая сварка стали 16Г2АФ осуществляется проволокой Св-ЮНМА с флюсом АН-8. Режимы устанавливают конкретно для каждой конструкции. Так, при сварке кожуха доменной печи из стали 16Г2АФ толщиной 45 мм были приняты следующие режимы: диаметр проволоки 3 мм, зазор между кромками 20 мм, скорость подачи проволоки (94—107) 10~3 м/с, ток постоянный 450—480 А обратной полярности.
Сталь 14Х2ГМР сваривают с соблюдением всех мер предосторожности, описанных выше для стали 16Г2АФ.
Ручную дуговую сварку рекомендуется вести электродами марки АНП-2, которые перед сваркой следует прокаливать при 430— 480 °С. Автоматическая и механизированная сварка осуществляется под флюсом АН-17М проволокой Св-10ХГ2Н2МЮ, сварка в углекислом газе (или в смесях газов) —проволокой Св-10ХГСН2МЮ. Разрешается использовать также и другие сварочные материалы, обеспечивающие заданные свойства сварных соединений, при условии их предварительной проверки. Режимы дуговых способов сварки сталей 14Х2ГМР и 16Г2АФ аналогичны.
XV.5. СПЕЦИФИКА СВАРКИ ОЦИНКОВАННЫХ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Оцинкованную сталь широко используют в строительстве для изготовления труб, профилированного настила, закладных деталей, листов, а также конструкций, в том числе крупногабаритных. Оцинкованная сталь выпускается толщиной до 50 мм, однако наибольшее применение имеет сталь толщиной 0,8—8 мм.. Толщина цинкового покрытия колеблется от 30 до 120 мкм.
Основные трудности при сварке оцинкованной стали (табл.
XV. 12) возникают из-за токсичности паров цинка, выделяющихся при сварке (меры предосторожности см. в гл. XXIX), а также из-за возникновения дефектов (пор и трещин) в сварном соединении при попадании цинка в сварочную ванну.
Чтобы избежать образования дефектов, необходимо свариваемые кромки на расстоянии 10—20 мм от шва (в зависимости от толщины металла) тщательно очищать от цинкового покрытия (механическим или термическим способом). Так как следы цинка после очистки все еще остаются, следует увеличивать зазор при сборке для повышёния объема электродного металла в сварочной ванне, сварку вести с колебаниями электрода вдоль 1пва, а также снижать содержание кремния в металле шва для увеличения его стойкости против образования трещин. Поэтому из всех видов сварки рекомендуются ручная дуго-
484
XV.12. Ориентировочные режимы сварки оцинкованной
низкоуглеродистой стали
Толщина
металла,
мм
Механизирован • ная сварка
Проволока
Сварочный ток, А
Напряжение дуги, В
Марка
Диаметр,
мм
1,6
В углекислом
Св-08Г2С
о
00
80—100
20
3
газе
1-1,2
110—150
19-20
1,6
Самозащитной
Св-
1
100—130
21—23
3
проволокой
15ГСТЮЦА
1
110—140
20—23
6
вая электродами с рутиловым покрытием, в углекислом газе и самозащитной проволокой.
Ручная дуговая сварка оцинкованной низкоуглеродистой стали осуществляется рутиловыми электродами диаметром 2,5—3 и 3—
4 мм; применяемый сварочный ток соответственно будет 90—125 и 110—120 А.
Глава XVI. СВАРКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ
XVI.1. ОБЩИЕ СВЕДЕНИЯ
По сравнению с углеродистыми и низколегированными сталями высоколегированные стали и сплавы (см. гл. V) имеют следующие свойства (каждое в отдельности или их комплекс): высокую хладостойкость, жаропрочность, коррозионную стойкость и жаростойкость. Эти свойства определяются содержанием легирующих элементов. В зависимости от марки стали и сплавы используют для изготовления трубопроводов, химической и энергетической аппаратуры и т. д., работающих в широком диапазоне температур и газовых или жидких сред.
В зависимости от содержания основных легирующих элементов стали разделяют на хромистые, хромоникелевые, хромомарганцевые, хромоникельмарганцевые, хромомарганцевоазотистые. По структуре высоколегированные стали разделяют на мартенситные, мартенситно-ферритные, ферритные, аустенитно-мартенситные, аустенитно-ферритные и аустенитные.
435
Высоколегированные сплавы делятся на две группы, сплавы на железоникелевой (суммарное содержание железа и никеля более 65 %) и никелевой (содержание никеля более 55 %) основах. Они имеют стабильно аустенитную структуру.
Содержание хрома и углерода оказывает решающее влияние на структуру хромистых сталей. При содержании в стали хрома 12— 13 % и углерода более 0,06—0,08 % она относится к мартенситному классу. При содержании хрома 13—16 % сталь относится к мартенситно-ферритному классу, а при содержании хрома более 16 % — к ферритному классу. При повышении концентрации углерода в стали ее структура изменяется в сторону сталей мартенситного класса. Введение в сталь других элементов изменяет ее структуру и может привести сталь к переходу из одного класса в другой.
Стали с содержанием хрома 10,5—12 % при легировании молибденом, вольфрамом, ниобием и ванадием обладают повышенным сопротивлением ползучести при работе под напряжением при повышенных температурах и поэтому используются как жаропрочные при температурах до 600 °С В зависимости от термической обработки и температуры эксплуатации изменения в структуре стали могут сделать ее хрупкой. Хромистые ферритные стали при некоторых видах термического воздействия приобретают склонность к межкристаллит* ной коррозии.
При сварке сталей мартенситного и мартенситно-ферритного класса в околошовной зоне, а при составе шва, близком к составу основного металла, и в шве могут создаваться закалочные мартекситные структуры, имеющие высокую твердость и малую пластичность. При определенных условиях это может привести к появлению в шве и околошовной зоне холодных трещин. Образование трещин исключается предварительным и сопутствующим подогревами до 200— 450 °С, снижением содержания в металле шва водорода и применением последующего высокого отпуска. Для получения высокой прочности сварного соединения да и во время сварки соединение подвергают предварительному и сопутствующему подогревам. При невозможности подогрева, а иногда и при его наличии после сварки осуществляется соответствующая термическая обработка. При отсутствии по каким-либо причинам подогрева и последующей термической обработки используют сварочные материалы, дающие металл шва с аустенитной структурой.
Сварка ферритных сталей, помимо возможности образования холодных трещин, затрудняется укрупнением зериа в околошовной зоне и в металле сварного шва. Рост зерна увеличивается е повышением погонной энергии сварки и уменьшением тепловой сосредоточенности источника сварочного тепла. Подобная реакция этих сталей на нагрев осложняет применение сопутствующего или предварительного подо¬
486
грева и последующего отпуска для предотвращения появления холодных трещин.
Аустенитные стали и сплавы (см. табл. V.21) классифицируют по системе легирования, структурному классу, свойствам и служебному назначению. По системе легирования они делятся на два основных типа: хромоникелевые и хромомарганцевые. Существуют также хромоникельмолибденовые и хромоннкельмарганцевые стали. В зависимости от основной струтуры, получаемой яря охлаждении на воздухе, различают следующие классы сталей: аустенигяо-маргенситные, аустенитно-ферритные, аусгенитные. Сплавы на железоникелевой (при содержании никеля более 30 %) и никелевой основах по структуре являются стабильно аустенитными и не имеют структурных превращений при охлаждении на воздухе. В настоящее время используют также аустеяитно-боридные и высокохромнстые аустеяитные стали и сплавы, основная структура которых содержит аустенит и борндную или хромоникелевую фазу соответственно.
При сварке аустенитных сталей и сплавов в металле шва и око* лошовноб зоне могут возникнуть горячие трещины. Их предотвращение достигают несколькими путями. Создание в шве двухфазной структуры, сяособствуя ее измельчению, повышает стойкость швов к горячим трещинам. В большинстве случаев для этого в структуре шва достаточно иметь 2—3 % первичного 6-феррита, что обеспечивается легированием шва ферритообразующими элементами (титаном, молибденом, кремнием и др.).
Двухфазность структуры в стабильно аустенитных сталях и сплавах создается за счет выделения в металле шва карбидов или боридов. Для получения аустенитно-карбидной структуры шов легируют углеродом и карбидообразующими элементами—ниобием или титаном. Однако углерод резко повышает склонность швов к межкристаллитной коррозии, Поэтому этот способ применим при сварке только жаропрочных и жаростойких сталей. Получение аустенитноборидной структуры достигается легированием шва 0,2—0,7 % бора. При больших содержаниях бора в швах могут образовываться холодные трещины, для предупреждения которых требуется предварительный или сопутствующий подогрев до 250—300 °С. При сварке чисто аустенитных швов в них ограничивают содержание вредных примесей (сера, фосфор, висмут) и других элементов, способствующих появлению легкоплавких эвтектик (кремний, титан, алюминий и ниобий). Положительное действие оказывает легирование их молибденом, вольфрамом, танталом и замена части никеля марганцем.
Измельчение структуры швов на высоколегированных сталях и сплавах достигается использованием для сварки фторидных флюсов и электродов с фтористо-кальциевым покрытием. Большое влияние на возможность возникновения в швах горячих трещин оказывают
487
техника и режимы сварки, определяющие форму шва и характер кристаллизации его металла. Увеличение коэффициента формы шва (см. гл. X), малые, непроверенные зазоры между кромками повышают вероятность появления горячих трещин. Сварка электродными проволоками малого диаметра (до 2 мм) и умеренные режимы сварки повышают стойкость швов к горячим трещинам. Состав и структура стали определяют склонность основного металла к образованию в околошовной зоне горячих трещин, возникающих в процессе длительной эксплуатации при температурах 550—770 °С (локальных разрушений). Зависит она также от металлургического способа ее получения.
При работе изделия в интервале температур от 350 до 500 °С в ферритных и аустенитно-ферритных швах, содержащих 15—20 % сложнолегированного феррита, может появиться 475-градусная, или тепловая, хрупкость. Она не сопровождается заметными структурными изменениями. Предотвращение охрупчивания швов подобного типа достигается ограничением в металле феррита. Выдержка аустенитных и аустенитно-ферритных сталей при температурах 550—875 °С приводит к охрупчиванию в результате выпадения a-фазы, представляющей собой интерметаллид. Предупреждение этого вида охрупчивания достигается закалкой при 1050—1100 °С, а при двухфазных аустенитно-ферритных швах ограничением первичного феррита (менее 20 %). В аустенитных швах следует также снижать содержание молибдена, ванадия, хрома, кремния и вольфрама и повышать концентрацию углерода и азота.
Необходимо отметить, что из-за высокого коэффициента теплового расширения значительно возрастает суммарная пластическая деформация металла шва и околошовной зоны при сварке высоколегированных сталей. В результате самонаклепа на жестких соединениях (при многослойных швах) количество феррита в металле может повышаться. При длительной эксплуатации сварное соединение стареет в результате выделения по границам зерен карбидов и интер* металлидов. Для уменьшения старения следует снижать содержание в металле углерода. Этому же служит термическая обработка с нагревом выше температур распада карбидов и интерметаллидов (выше 900—950 °С).
Большинство высоколегированных сталей и сплавов широко используется и как коррозионно-стойкие материалы. Однако под действием агрессивной среды в сварных соединениях могут наблюдаться различные виды коррозионного разрушения. Под действием критических температур (500—800 °С) по границам зерен из твердого раствора могут выпадать карбиды, обогащенные хромом. Обеднение в результате этого пограничных слоев зерен хромом ведет к потере ими стойкости к действию агрессивной среды и появлению межкрис-
488
таллитной коррозии (см. гл. II). В металле, пораженном этим видом коррозии, наблюдается потеря механической связи между отдельными зернами или кристаллитами. Межкристаллитная коррозия может происходить в металле шва, захватывая его весь или частично, в металле околошовной зоны различной протяженности или в узкой зоне на границе оплавления (ножевая коррозия). Появление ножевой коррозии может быть связано с условиями эксплуатации изделия в интервале названных выше температур. При сварке околошовная зона какое-то время находится под действием критических температур. Увеличение этого времени при сварке многослойных или перекрещивающихся швов, при смене электрода и т. д. повышает вероятность появления межкристаллитной коррозии сварных соединений.
Предупреждение склонности металла к межкристаллитной коррозии достигается:
снижением в нем содержания углерода и легированием сильными карбидообразующими элементами — титаном и ниобием, имеющими большее сродство с углеродом, чем хром. Обычно должно выдерживаться соотношение Ti>(C—0,02)5 и Nb>10C;
получением двухфазной аустенитно-ферритной структуры с содержанием феррита до 20—25 %;
термической обработкой (закалка для сталей типа 18—10, температура 1050—1100°С или стабилизирующий отжиг 2—3 ч при температурах 850—900 °С для сталей типа 18—10 и при 700—780 °С для хромистых сталей). При нагреве под закалку карбиды растворяются и при быстром охлаждении углерод фиксируется в твердом растворе (аустените). Однако повторный нагрев может вызвать снова межкрист аллитную коррозию шва. При стабилизирующем отжиге происходит более полное выпадение карбидов и выравнивание концентрации хрома по объему зерна. Однако практическое использование термической обработки иногда бывает затруднено.
Предотвращение ножевой коррозии обеспечивается приемами, снижающими перегрев металла в околошовной зоне (сварка короткой дугой, ускоренное охлаждение и др.).
Для уменьшения общей коррозии, когда металл химически растворяется в агрессивной среде, следует применять технику и технологию сварки, при которых получаются идентичные химические составы шва и основного металла.
Коррозионное растрескивание наблюдается в сварных соединениях на аустенитных сталях под совместным действием агрессивной среды и растягивающих напряжений. Снижение уровня остаточных растягивающих напряжений и образование двухфазной аустенитноферритной или аустенитно-боридной структуры — один из способов борьбы с этим видом разрушений сварных соединений.
Высокая коррозионная стойкость сталей при повышенных темпе¬
489
ратурах в газовых средах (жаростойкость) определяется возможностью образования и сохранения на их поверхности плотных и прочных пленок окислов. Это достигается их легированием кремнием и алюминием. Требуемую жаростойкость металла шва обычно получают за счет максимального приближения химических составов шва и основного металла.
Общие указания по свариваемости. Указываемые стали сваривают следующими способами сварки: газовой, ручной дуговой покрытыми электродами, дуговой под флюсом и в защитных газах плавящимся и неплавящимся электродом, электрошлаковой сваркой. Небольшой объем сварочных работ выполняется с использованием контактной сварки. В последние годы находят применение и сварка лучом лазера, а для ответственных конструкций и электронно-лучевая сварка.
Характерные для высоколегированных сталей и сплавов теплофизические свойства определяют следующие особенности их сварки: высокое удельное электросопротивление рассматриваемых сталей по сравнению с углеродистыми требует применения уменьшенных вылетов проволоки при механизированных способах сварки, укороченных электродов и меньшей плотности сварочного тока при ручной дуговой сварке;
пониженная теплопроводность увеличивает глубину проплавления и коробления изделий. Для снижения коробления следует использовать способы, режимы и технику сварки, обеспечивающие максимальную концентрацию тепловой энергии;
для уменьшения угара легирующих элементов (титана и ниобия как карбидообразующих в коррозионно-стойких швах; хрома, кремния, молибдена и других как ферритизаторов) ручную сварку необходимо вести короткой дугой без поперечных колебаний, а при сварке в защитных газах принимать меры, предупреждающие подсос воздуха в зону сварки;
насыщение металла шва водородом при сварке высокохромистых мартенситных и мартенситно-ферритных сталей может привести к образованию холодных трещин и во всех случаях сварки высоколегированных сталей — к появлению в швах пор. Для предупреждения этого требуется не допускать попадания влаги и загрязнений на свариваемые кромки и удалять влагу из газов, флюсов и покрытий электродов. Электроды и флюсы прокаливают при 450 °С в течение 2 ч не ранее чем за 2—3 ч до сварки. Использование постоянного тока обратной полярности, фторидных флюсов и электродов с фтористокальциевым покрытием служит этой же цели;
применение сварочных проволок из стали вакуумного или электрошлакового переплава, содержащих минимальное количество вредных примесей, снижает вероятность образования в шве горячих
490
трещин при сварке стабильно аустенитных сталей. Этому же способствует использование режимов и приемов сварки, снижающих долю участия основного металла в металле шва;
остатки шлака на поверхности и повреждение основного металла в результате попадания брызг, возбуждения дуги, подгара от подводимого кабеля, плохо заваренных кратеров и другое может привести к появлению коррозии. Следует избегать подобных повреждений;
остающиеся подкладки и непровары в конце шва, обращенном к агрессивной среде, могут быть очагами коррозии, что недопустимо при изготовлении коррозионно-стойкой аппаратуры. Поэтому при использовании для подготовки кромок кислородно-флюсовой и плазменной резки для изготовления кислотостойкой аппаратуры необходимо следить за тщательным удалением грата в местах реза. Образующаяся при этих способах подготовки и при применении шлифовальных кругов зона нагрева или термического влияния может снизить коррозионную стойкость сварного соединения. Ввиду науглероживания кромок недопустима воздушно-дуговая резка для подготовки кромок и удаления дефектов шва;
для предупреждения появления различных видов коррозии в сварных соединениях при сварке коррозионно-стойких сталей следует принимать меры для уменьшения перегрева, при многослойной сварке перед последующим проходом охлаждать сварное соединение до температуры окружающего воздуха;
высоколегированные стали и сплавы имеют широкий комплеко положительных свойств. Поэтому одна и та же марка стали может применяться для изделий, работающих в различных условиях (коррозионно-стойкая, жаропрочная и т.д.). Однако в этих случаях требования, предъявляемые к сварному шву, а значит, и технология сварки (сварочные материалы, режимы сварки и др.) не будут одинаковы.
Высокохромистые стали можно сваривать покрытыми электродами в защитных газах и под флюсом. Выбор способа сварки, сварочных материалов и режимов сварки зависят от условий эксплуатации изделия. Следует учитывать, что даже после высокого отпуска небольшие отклонения состава металла шва, особенно на жаропрочных сталях, могут привести к значительному снижению их служебных характеристик. При использовании аустенитного и аустенитноферритного присадочного металла необходимо учитывать долю основного металла, участвующую в формировании шва, а значит влияющую и на его структуру. Сварочные материалы для дуговой сварки высокохромистых сталей рекомендуется выбирать в зависимости от условий эксплуатации изделия. Для обеспечения жаростойкости и коррозионной стойкости сварных соединений применяют сварочные материалы, обеспечивающие в металле шва структуру, по¬
491
добную основному металлу, а также аустенитно-ферритную структуру на основе высоколегированных хромоникелевых сталей. Жаропрочность сварных соединений на уровне основного металла обеспечивается при составе металла шва, идентичном составу основного металла.
Особенности сварки различных сталей и сплавов определяются их составом и структурой. Металл сварных швов на высокохромистых сталях мартенситного и мартенситно-ферритного типа под действием термического цикла сварки может закаливаться с образованием мартенсита. Это может повести к появлению холодных трещин. Поэтому их сваривают по двум вариантам.
При первом варианте используют сварочные материалы, обеспечивающие максимальное сходство химических составов металла шва и основного. Такое сварное соединение является структурно однородным и после соответствующей термической обработки имеет свойства, приближающиеся к свойствам основного металла. Для предупреждения высокой вероятности образования холодных трещин сварку выполняют с предварительным или сопутствующим подогревом до 200—450 °С.
Температура подогрева тем выше, чем выше в стали содержание углерода, жесткость узлов и толщина металла (подогрев не требуется при электрошлаковой сварке). Обычно не позже чем через 2 ч после сварки необходим высокий отпуск при 750—860 °С (в зависимости от химического состава стали).
При сварке в условиях, когда невозможен подогрев или последующий отпуск, применяют сварку по второму варианту со сварочными материалами, дающими в шве хромоникелевый металл аустенитного или аустенитно-ферритного класса. В этом случае металл шва имеет высокие пластические свойства, но сварное соединение структурно неоднородно. Неоднородность увеличивается с течением времени, когда изделие эксплуатируется при повышенных температурах. При этом не достигается и равнопрочность сварочного соединения.
При сварке высокохромистых ферритных сталей основная трудность— интенсивный рост зерна в околошовной зоне, вызывающий хрупкость и снижение ударной вязкости. Сварка таких сталей также возможна по двум рассмотренным выше вариантам. При сварке по первому варианту хрупкость может наблюдаться и в металле шва. Этого можно частично избежать, применяя сварку по второму варианту и получая металл шва с мартенситно-ферритной структурой, легируя его аустенитообразующими элементами (никель, марганец, углерод). Если допустима пониженная пластичность сварного соединения, для предупреждения холодных трещин сварку выполняют с предварительным и сопутствующим подогревом до 120—180 °С.
492
На сталях с высоким содержанием хрома (25—30 %) получают двухфазную аустенитно-ферритную структуру, используя хромоникелевые электроды и проволоки.
Хромоникелевые аустенитные стали и сплавы в отожженном состоянии и аустенитно-мартенситные стали обычно сваривают двухфазными аустенитно-ферритными швами. Основной трудностью сварки высоколегированных хромоникелевых аустенитных сталей и сплавов являются многокомпонентность их легирования и разнообразие условий эксплуатации сварных конструкций. Главная и общая особенность сварки заключается в склонности к образованию горячих трещин в шве и околошовной зоне. Они могут наблюдаться в виде как мельчайших микронадрывов, так и видимых трещин. Горячие трещины могут возникнуть и при термической обработке или работе конструкции при повышенных температурах. Их появление связано с наличием напряжений усадки и формированием при сварке крупнозернистой макроструктуры, особенно выраженной в многослойных швах, когда кристаллы последующего слоя продолжают кристаллы предыдущего слоя. Применение методов, способствующих измельчению кристаллов и устранению столбчатой структуры, повышает стойкость швов против образования горячих трещин.
При сварке высокопрочных сталей могут возникнуть холодные трещины (в околошовной зоне), а при сварке жаростойких сталей такие трещины могут появиться и в металле шва. Предварительный и сопутствующий нагрев до 250—550 °С может предупредить их образование.
XVI.2. ГАЗОВАЯ СВАРКА
Благодаря малой концентрации тепловой энергии газовая сварка приводит к значительному разогреву свариваемых кромок, после чего металл шва и околошовной зоны на высокохромистых ферритных сталях в результате укрупнения зерна охрупчивается. Сварные соединения на этих и хромоникелевых аустенитных сталях и сплавах имеют пониженную коррозийную стойкость. При этом способе сварки наблюдается повышенный угар легирующих элементов. Увеличенная ширина зоны разогрева приводит к сильному короблению изделий. Таким образом, при газовой сварке качество сварных соединений ниже, чем при других способах сварки. Мощность наконечника горелки при газовой сварке подбирается из расчета 0,02 А/с (75 л/ч) на 1 мм толщины свариваемой стали. Сталь толщиной до 1,5 мм сваривают без разделки кромок, но желательно с отбортовкой кромок. При толщине до 6 мм делается У-образная, а при большей толщине — -образная подготовка кромок. Сварку длинных швов начинают на расстоянии 25—100 мм от края детали при толщине металла до 5 мм
493
и на 100—150 мм при большей толщине. Оставшиеся участки заваривают в последнюю очередь.
В процессе сварки не следует перемешивать расплавленный металл сварочной проволокой. Металл толщиной до 5 мм рекомендуется сваривать правым способом. При сварке сталей (кроме мартенситных и мартенситно-ферритных) необходимы меры, увеличивающие скорость охлаждения металла сварных соединений, например массивные медные подкладки, накладка мокрого асбеста, обрызгивание или полив металла водой и т. д.
XVI.1. Состав флюсов для газовой сварки, %
Сталь
Бура
Борная кислота
Двуокись
титана
Плавиковый
шпат
Фтористый
натрий
Феротитан
Феррохром
Двуокись
кремния
Ферромарга¬
нец
Хромоникелевая
50
35
15
—
—
—
75
25
—
—
—
—
Хромистая
—
—
—
80
—
20
—
—
—
55
5
5
5
10
10
10
XV 1.2. Диаметр сварочной проволоки в зависимости от толщины
стали, мм
Толщина стали
До 1,5
1,5—2,5
2,5—3
3—5
6 и более
Диаметр сварочной проволоки
1,5
1,5—2,5
2,5-3
2,4
5-6
XVI.3. Состав присадочного металла при газовой сварке в зависимости от марки стали
Марка стали
Рекомендуемые марки сварочной проволоки (ГОСТ 2246-70*)
08Х18Н10
Св-01 Х10Н9, Св-04Х19Н9
12Х18Н9Т
Св-06Х19Н9Т, Св-04Х19Н9
08Х18Н12Б
Св-07Х19Н10Б, Св-04Х19Н9
10Х17Н13М2Т,
Св-04Х19Н11МЗ, Св-04Х19Н9
J0X17H13M3T
36Х18Н25С2
Св-04Х19Н9С2
45Х14Н14В2М
Св-06Х19Н9Т, Св-07Х19Н10Б
20Х23Н13
Св-07Х25Н13, Св-06Х19Н9Т
10Х23Н18
Св-13Х15Н18, Св-06Х19Н9Т
12X13, 14Х17Н2, 20X13,
Св-06Х14, Св-12X13,
30X13, 40X13
Св-06Х19Н9Т
494
Кислотостойкие, хромоникелевые и хромистые стали сваривают нейтральным пламенем, а хромистые жаропрочные и жаростойкие— нейтральными или пламенем с небольшим избытком ацетилена. Рекомендации по выбору сварочных материалов приведены в табл. XVI.1—XVI.3. Флюсы в виде пасты на жидком .стекле и воде наносят на лицевую и обратную стороны свариваемых кромок.
XVI.3. РУЧНАЯ ДУГОВАЯ СВАРКА ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
При сварке этим способом (табл. XVI.4, XVI.5) используют постоянный ток обратной полярности. Кромки подготовляют и собирают под сварку так же, как и при сварке на углеродистых сталях. Выбор марки электрода (табл. XVI.6, XVI.7) зависит от марки сва-
XVI.4. Ориентировочные режимы ручной дуговой сварки высоколегированных сталей
Толщина металла мм
Электрод
Сварочный ток, А, при положении сварки
диаметр,
мм
длина, мм
нижнем
верти¬
кальном
потолоч¬
ном
До 2
2
222 или 250
30—50
2,5—3
3
250
70—100
50-80
45—75
3—8
3—4
250 или 350
85—140
75—130
65—120
8—12
4-5
350 или 450
85—160
75—150
65—130
XV 1.5. Типичные механические свойства при комнатной температуре металлов швов, выполненных на высоколегированных сталях
Марка электрода
Предел
текучести
Предел . прочности
МПа
Относительное удлинение, %
Ударная
вязкость,
Дж/м*
Коррозионно-стойкие стали
ЦЛ-11
360
600
24
0,007
ОЗЛ-7
400
640
25
0,01
Л-38М2
300
600
30
0,009
Л-40М
350
600
24
0,007
СЛ-28
—
600
38
0,012
НЖ-13
450
600
26
0,01
495
Продолжение табл. XV 1.5
Предел
Предел
Марка электрода
текучести
прочности
МПа
Относительное удлинение, %
Ударная
вязкость,
Дж/м2
Жаростойкие стали
К ТИ-9*
600
750
56
0,005
КТИ-10*
600
750
56
0,005
ОЗЛ-5
- 350
600
25
0,006
ОЗЛ-6
£50
570
33
0,01
ЦЛ-32*
600
750
40
0.С04
ОЗЛ-9-1
500
650
12
0,005
Примечание. Звездочкой отмечены электроды, при сварке которыми металл шва приобретает указанные свойства после соответствующей термической обработки.
XVI.6. Некоторые марки покрытых электродов для сварки высокохромистых сталей
Марка свариваемой стали и ее класс
Тип электрода
Марка электрода
Марка сварочной проволоки электродного стержня
Ферритная 08X13, мартенситно-ферритная 12X13, мартенситная 20X13
Э12Х13
УОНИ13/1Х13
Св-12Х13
Мартенситные: 15Х11МФ 14X11В2МФ
Э12Х11НМФ
Э14Х11НВМФ
КТИ-9
ЦЛ-32
Св-12Х11НМФ
Св-lOXll-
НВМФ
Мартенситно-фер-
ритные:
15Х12ВНМФ,
18Х12ВМБФ
14Х17Н2
Э12Х11НМФ
Э08Х19Н10Г-
2МБ
КТИ-10
ЭА-898/12
Св-lOXll-
НВМФ
Св-07Х19Н10Б
Ферритная
ОХ12НДЛ
Э06Х13Н
ЦЛ-41
Св-06Х14
496
Продолжение табл. XV 1.6
Марка свариваемой стали и ее класс
Тип электрода
Марка электрода
Марка сварочной проволоки электродного стержня
Аустенитные:
АНВ-31
20Х25Н20С2
Тип Х25Н20 СЗР1 (ТУИЭС) 321-81)
риваемой стали и конкретных условиях эксплуатации конструкции.
При сварке высоколегированных сталей и сплавов основное легирование наплавленного металла обеспечивается за счет металла электродного стержня. Некоторое дополнительное его легирование осуществляется введением необходимых легирующих компонентов в покрытие электрода.
XVI.4. СВАРКА ПОД ФЛЮСОМ
При изготовлении изделий из металлов толщиной 5—50 мм этот способ сварки (табл. XVI.8—XVI. 12) является ведущим. Постоянство глубины проплавления по всей длине шва, а значит, и состава металла шва, отсутствие кратеров, вызванных сменой электродов, и чешуйчатости поверхности швов, их благоприятная форма являются большим преимуществом сварки под флюсом по сравнению с ручной дуговой сваркой покрытыми электродами. Однако применение этого способа сварки затруднено при предварительном или сопутствующем подогреве и при сварке кольцевых стыков труб диаметром менее 250 мм. Подготовка и сборка кромок под сварку, а также техника их сварки незначительно отличаются от этих же операций при сварке низкоуглеродистых сталей (см. гл. X и XV).
При остальных идентичных условиях из-за более низкой температуры плавления и теплопроводности для получения одинаковой глубины проплавления при сварке высоколегированных сталей и сплавов сварочный ток должен быть уменьшен на 10—30 %. Из-за повышенного электросопротивления, а поэтому и нагрева электрода его вылет уменьшают в 1,5—2 раза по сравнению со сваркой низкоуглеродистой стали. Поскольку для предупреждения образования горячих трещин сварку желательно выполнять швами небольшого сечения, рекомендуется использовать электродную проволоку диаметром 2—3 мм. При использовании фторидных флюсов сварку под фторидными флюсами ведут на постоянном токе обратной полярности, при высокоосновных бесфтористых флюсах — токе прямой полярности.
32—194
497
XVI.7. Некоторые марки электродов для сварки высоколегированных сталей и сплавов
Стали и сплавы
Марка
электрода
Тип электродов
Наплавленный металл, структура
Требования к металлу по стойкости и МКК
08Н18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б, 08Х22Н6Т и им подобные, работающие в агрессивных средах
Коррозион*
ЦЛ-11
АНВ-35
ю-стойкие стали
Э04Х20Н9,
Э07Х20Н9
Э08Х19Н10Г2Б
Аустенитно-ферритная с 2,5—7 % а-фазы
Предъявляются
ОЗЗЛ-7
Э02Х19Н9Б
с 6—10 % а-фазы
Предъявляются жесткие требования
То же, работающие при температурах до 600 °С в жидких агрессивных средах
10Х17Н1ЗМ2Т, 10Х17Н1ЗМЗТ, 08Х18Н12Б, 08X21Н6М2Т и им подобные, работающие при температурах до 700 9С
12Х18Н9, 12Х18Н10Т, 08Х18Н12Т, работающие, .при температурах до 800 °С
Л38М С Л-28
Э02Х19Н9Б
Э08Х19Н10Г2МБ, Э09Х19Н10Г2М2Б
с 3—5 % а-фазы с 4—5 % а-фазы
Предъявляются
НЖ-13
Жаропр
ЦТ-26
Э09Х19Н10Г2М2Б
ючные стали
Э08Х16Н8М2, Э08Х17Н8М2 I
с 4—8 % а-фазы I с 2—4 % а-фазы
Предъявляются жесткие требования
66»
10Х23Н18 и ей подобные, работающие при температурах выше 850 °С
ОЗЛ-4, ОЗЛ-6
Э10Х25Н13Г2
Аустенитно-ферритная с ферритом не менее 2,5 %
—
Жаростойкие стали
20Х20Й14С2, 08Х20Н14С2, 20Х25Н20С2, работающие при температурах 900—1100 °С
ОЗЛ-5
Э12Х24Н14С2
Аустейитно-ферритная с 3—10 % феррита
—
20Х25Н20С2** 36Х18Н25С2*, работающие при температурах До 1050 °С
ОЗЛ-9-1
Э28Х24Н16Г6
Аустени1*но-кар-
бидная
—
АНВ-31
(по ТУ ИЭС 321-81)
Аустенитно-борид-
ная
—
Х25Н38ВТ, ХН75МБТЮ и другие работающие при высоких температурах
ЭА981-15,
ЭАЗМ6
309X15Н25М6Г2Ф
Аустенитная
—
П р и ме ч а н и е. Звездочкой отмечена сталь, при сварке которой к металлу шва предъявляются требования по жаростойкости и жаропрочности.
XVI.8. Ориентировочный сварочный ток и напряжение дуги при сварке под флюсом
Диаметр электродной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
2
180—300
26—30
3
250—350
28—35
4
350—450
30—36
XVI.9. Флюсы для электродуговой и электрошлаковой сварки высоколегированных сталей
Назначение
Марка флюса
Метод изготовления
Автоматическая электродуговая сварка сталей:
аустенитно-ферритными швами с небольшим запасом аустенитности аустенитно-ферритными швами
с большим запасом аустенитности чисто аустенитными швами
АНФ-14,
АНФ-16
48-0Ф-10
К-8
АН-26
АНФ-5
ФЦК
Выплавка
Спекание
Выплавка
Выплавка Спекание при 750 *С
Автоматическая электродуговая и электрошлаковая сварка сталей с большим запасом аустенитности чисто аустенитными швами Электрошлаковая сварка сталей с большим запасом аустенитности чисто аустенитными швами
48-0Ф-6
АНФ-1,
АНФ-6,
АНФ-7, АН-29, АН-292
Выплавка
Грануляция
минерала
Выплавка
XVI.10. Ориентировочные режимы автоматической сварки под флюсом аустенитной стали 12Х18Н9Т (сварка без разделки кромок, сварочная проволока диаметром 5 мм)
Толщина ме/галла, мм
Максимальный зазор между кромками, мм
Сварочный ток, А
Напряжение Дуги, В
Скорость сварки, м/о
Односторонняя сварка
6
1,5—2
650—700
34—38
0,011
8
2—3
750—800
36—38
0,013
10
2,5—3,5
750—900
38—40
0,0089
12
500
3—4
900—900
38—40
0,007
Продолжение табл. XVI. 10
Толщина металла, мм
Максимальный зчзор между кромками, мм
Сварочный ток, А
Напряжение Дуги, В
Скорость
сварки, м/с
Двусторонняя сварка
6
1-1,5
400—500
30-34
0,011
8
1,5
500—600
32—34
0,013
10
1,5
600—650
34—36
0,012
12
1,5
650—700
36—38
0,01
16
2
750—800
38—40
0,0089
20
3
850—900
30—42
0,007
30
6-7
850—900
38—40
0,0038
40
8—9
1050—1150
40—42
0,0033
Примечания: 1. Одностороннюю сварку выполняют на флюсомедной подкладке. 2. Сварку первого слоя шва при двусторонней сварке осуществляют на флюсовой подушке.
XVI. 1. Режим механизированной сварки под флюсом аустенитной стали 12Х18Н9Т (сварочная проволока диаметром 2 мм)
Толщина металла, мм
Скорость подачи проволоки, м/с
Сварочный ток, А
Напряжение дуги, В
4—6
0,028
200—220
30—32
8
0,043
280—300
32—34
10
0,07
340—360
34—36
12
0,104
400—420
36—38
XVI. 12. Некоторые марки сварочной проволоки для электродуговой и электрошлаковой сварки высоколегированных сталей
Марка свариваемой стали и характеристика
LLB3
Марка по ГОСТ 2246—70*
Коррозионно-стойкие стали
Высокохромистые стали марок 08X13, 12X13, 20X13, 14Х17Н2, 15Х25Т у др.
12Х18Н9, 08Х18Н10, 04Х18Н10,
12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т и подобные, когда к металлу шва предъявляются требования стойкости к межкристаллитной коррозии
Св- 12X13, Св-20Х13
Св-06Х14, Св-08Х14ГНТ,
Св-10Х17Т, Св-13Х25Т,
Св-08Х20Н9Г7Т
Св-01 Х19Н9, Св-04Х19Н9,
Св-06Х19Н9Т,
Св-07Х 18Н9ТЮ,
Св-04Х19Н9С2,
Св-15Х19Н9ФЗС2
501
Продолжение табл. XV 1.12
Марка свариваемой стали и характеристика шва
Марка по ГОСТ 2246—70*
12Х18Н10Т, 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б и подобные, работающие при температурах выше 350 СС или в условиях, когда к металлу шва предъявляются требования стойкости к межкристаллитной коррозии 08Х16Н1ЗМ2Б, 1 ОХ 17Н1ЗМ2Т,
10Х17Н1ЗМЗТ, 08Х17Н15МЗТ,
04Х18Н10, 08Х18Н12Б и подобные, когда к металлу шва предъявляются жесткие требования стойкости к межкристаллитной коррозии 12Х18Н9, 08Х18Н10, 12Х1Ш10Т,
12Х18Н9Т и подобные при сварке в углекислом газе, когда к металлу шва предъявляются требования стойкости к межкристаллитной коррозии
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
Св-ОбХ 19Н1ОМЗТ, Св-06Х20Н11МЗТБ
Св-08Х20Н9С2БТЮ,
Св~08Х25Н13БТЮ
Жаропрочные стали
Высокохромистые стали марок 15X11МФ, 15X11МБФ, 14Х12В2МФ и др.
12Х18Н9 с аустенитно-ферритными швами
08X18Н9Б, 12Х18Н12Т и другими
аустенитно-ферритными швами Сплав ХН77ТЮР
Св-15Х12ГНМВФ,
Св-15Х12НМВФБ
Св-04Х19Н9
Св-07Х19Н10Б
ХН77ТЮР
Жаростойкие стали
20Х23Н13, 08Х20Н14С2 и подобные
20Х23Н18, 36Х18Н25С2 и подобные, работающие при 900—1100°С, ХН35ВТЮ, 20Х25Н20С2 и подобные, работающие при температурах до 1200°С
Св-07Х25Н13 Св-06Х25Н12ТЮ Св-08Х25Н 1ЗБТЮ, Св-08Н50
XV 1.5. ЭЛЕКТРОШЛ АКОВАЯ СВАРКА
Специфические особенности этого способа сварки (малая скорость перемещения источника нагрева и характер кристаллизации металла сварочной ванны) понижают вероятность образования в шве горячих трещин и уменьшают угловые коробления изделия. Однако увеличенная ширина околошовной зоны, длительное пребывание ее и металла шва при повышенных температурах приводят к необратимым изменениям в структуре и свойствах сварных соединений. В ре-
502
аультате снижаются прочностные и пластические свойства металла, а на теплоустойчивых сталях в околошовной зоне могут возникать локальные разрушения. При сварке коррозионных сталей в околошовной зоне может наблюдаться ножевая коррозия, для предотвращения которой следует выполнять термическую обработку изделий (закалку или стабилизирующий отжиг). Применение флюсов не предупреждает угара легирующих элементов, поэтому в ряде случаев необходимо поверхность шлаковой ванны обдувать защитным газом. Короткие швы на толстом металле рекомендуется сваривать пластинчатым электродом, а протяженные швы — проволочным. Некоторые данные о сварочных материалах, режимах сварки и свойствах сварных соединений приведены в табл. XVI. 13—XVI. 15.
XVI. 13. Длительная прочность сварных соединений на высоколегированных сталях и сплавах
Марка стали или сплава
Способ сварки
Марка сварочной проволоки
Температура испытания, °С
Постоянное напряжение, МПа
Время до р?зрушения, ч
12Х18Н9Т
Под флюсом В аргоне В углекислом газе
Св-01 Х18Н9
600
300
1,5
3
4
12Х18Н9Т
Под флюсом В аргоне В углекислом газе
Св-06Х19Н9Т
600
300
35
21
218
12XI8H9T
Под флюсом В аргоне В углекислом газе
Св-07Х19Н10Б
600
300
33
86
820
12Х18Н9Т
Электрошлаковая пластинчатым электродом
Св-06Х19Н9Т
700
180
42
ХН77ТЮР
Под флюсом
ХН77ТЮР
700
400
47—79
503
Продолжение табл. XVI. 13
Марка стали или сплава
Способ сварки
Марка сварочной проволоки
Температура испытания, °С
Постоянное напряжениз, МПа
Время до разрушения, ч
ХН77ТЮР*
Электрошлаковая пластинчатым электродом
ХН80ТЮ
700
400
116
ХН80ТБЮ**
Аргонодуговая
вольфрамовым
электродом
750
210
125— 161
Примечания: 1. Одной звездочкой отмечен сплав, сварное соединение которого подвергалось следующей термической обработки: при 1080 °С в течение 8 ч на воздухе, старение при 700 °С в течение 16 ч на воздухе. 2. Двумя звездочками отмечен сплав, сварное соединение которого имело следующий режим термической обработки: при 1050 °С в течение 15 мин на воздухе, старение при 700 °С в течение 16 ч на воздухе.
XVI.14. Типовой режим электрошлаковой сварки высоколегированных сталей и сплавов
Толщина металлов, мм
Вид электрода
Марка флюса
Глубина шлаковой ванны, мм
Скорость подачи электрода, м/с
Сварочный ток, А
Напряжение, В
Зазор, мм
100
Проволока 0
АНФ-7
25—
0,093
600—800
40—
28—
3 мм
35
42
32
Пластина, мм:
100
10X100
АНФ-7
15—
0,0069
1200—
24—
28—*
20
1300
26
32
200
12X200
АНФ-1
15—
0,0061
3500—
22—
38—
20
4000
24
40
200
12X200
АНФ-6
15—
0,0061
1800—
26—
38—
20
2000
28
40
504
XVI.6. ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Сварка в инертных газах отличается минимальным угаром легирующих элементов, что важно для сварки высоколегированных сталей. Состав применяемых защитных газов приведен в гл. XI. При этом способе сварки вероятности изменения состава металла шва более ограничены, чем при других способах сварки. Они возможны при выборе соответствующей марки сварочной проволоки, изменении долей участия основного и электродного металлов в формировании шва и использовании смеси газов, содержащих химически активные газы. Сварка в защитных газах возможна в различных пространственных положениях.
Сварку плавящимся электродом выполняют на постоянном токе обратной полярности, а сварку вольфрамовым электродом — на постоянном токе прямой полярности (за исключением сталей, содержащих повышенное количество алюминия, тогда сварку ведут на переменном токе). Состав сварочных проволок можно выбирать по табл. XVI. 12.
Сварку вольфрамовым Электродом осуществляют преимущественно в инертных газах или их смесях, она целесообразна для материала толщиной до 5—7 мм. Хорошее формирование обратного валика позволяет рекомендовать вольфрамовый электрод для сварки корневых швов на сталях повышенных толщин (остальные валики могут выполняться под флюсом, покрытыми электродами или плавящимся электродом в защитных газах). Сварку можно вести непрерывно горящей или импульсной дугой, вручную, механизированно или автоматически на режимах, приведенных в табл. XVI. 16 (см. также гл. XI).
Сварку плавящимся электродом выполняют полуавтоматически или автоматически в инертных, активных газах или смесях газов. При сварке сталей, содержащих легкоокисляющие элементы (алюминий, титан и др.), в качестве защитного газа рекомендуется использовать аргон. Для сварки в инертных газах необходимо выбирать силу тока, обеспечивающую струйный перенос электродного металла (табл. XVI.17, XVI.18 и гл. XI), что особенно полезно при сварке в вертикальном и потолочном положениях. Однако при этом на тонколистовом материале могут образоваться прожоги.
При использовании смесей аргона с кислородом и углекислым газом наблюдается повышенный угар легкоокисляющихся легирующих элементов (титан до 50 %) и возможно науглероживание металла шва. Вредное действие науглероживания на коррозионно-стойких сталях нейтрализуется увеличением содержания в металле шва титана, ниобия и ферритизаторов (кремний, алюминий, хром). Рекомендуется выбирать режимы, обеспечивающие минимальное разбрызгп-
505
506
XVI.15. Кратковременные механические свойства при температуре 20 °С металла шва и сварных соединений на высоколегированных сплавах
Марка сплава
ТоЛ-
‘щина,
Марка сварочной проволскй
Вид сваркЬ
Испытуемый
образец
Предел
текучести
Предел
прочности
Относительное удлинение, %
ММ
МПа
12X13***
10
Св-12X13
560
690
17
12X17
10
Св-10Х17Т
330
540
24
20X13***
10
Св-06Х14 Сё-12X13
Плавящимся электродом в углекислом газе
Металл шва
560
541
700
740
19
23,6
14Х17Н2***
8
Св-06Х14
Св-08Х18Н2ГТ
613
608
750
790
17
21
15Х25Т
10
СВ-13Х25Н18
420
650
36
08X13
08X13***
08X13
—
Св-12X13 Св- 12X13 Св-07Х25НЗ
Под флюсом АН-26
to же
920
550
323
1060
670
670
9
18
29,6
507
20X13***
Св-08Х14Т
Св-07Х25Н13
Ручная дуговая
580
342
735
702
18
21,5
1Х17Т
—
Электроды марки ЦЛ-9
380
680
30
ХН65МВ*
13
ХН65МВ
Электродуговая под флюсомАНФ-5
»
665
797
5,9
ХН35ВТ**
ХН35ВТ
—
Х15Н35Г7М9Т
Х15НЗЗГ7М9Т
То же, АНФ-17
»
463
474
654
784
24.7
15.8
ХН77ТЮР*
100
ХН77ТЮР
Электрошлаковэя пластинчатом электродом под флюсом АНФ-7
»
587
762
18
ХН78Т
125
ХН78Т
То же, под флюсом АНФ-1
»
288
638
17,4
ХН80ТБЮ
ХН80ТБЮ
0,9
1,7
ХН80ТРЮ ХН80ТБЮ -
Аргонодуговая
вольфрамовым
электродом
Сварное соединедае
—
822
855
27
9
Примечания: 1. Одной звездочкой отмечен сплавы, металл шва которых подвергался термической обработке (аустенизация при }080°С в течение 2 ч на воздухе и старение при 70Q°C в течение 16 ч на воздухе). 2. Двумя звездочками отмечен сплав, металл шва которого подвергался следующей термической обработке: старение при 800 °С в течение 10 ч на воздухе. 3. Тремя звездочками отмечены сплавы, металл шва которых подвергался отпуску при 700 °С в течение 3 ч.
XV 1.16. Примерные режимы аргонодуговой сварки вольфрамовым
электродом высоколегированных сталей
Толщина металла, мм
Тип соединения
Сварочный ток, А
Расход аргона, л/с
Скорость
сварки,
1 • 10~8 и/с
Ручная сварка
1
2
3
С отбортовкой
35—60
75—120
100—140
0,06-0,07
0,08—0,1
0,1—0,12
1
Стыковое без разделки с присадкой
40—70
80—130
120—160
0,06-0,07
0,08—0,1
0,1—0,12
Автоматическая сварка
1
2
4
Стыковое с присадкой
80—140
140—240
200—280
0,07
0,1—0,12
0,12—0,14
8,9—18 5,5-8 3,8—8,9
1
60—120
0,07
10—18
2,5
То же, без при¬
110—200
0,1—0,12
7—8,9
4
садки
130—250
0,12—0,14
7—8,9
Примечание. Диаметр сварочной проволоки 1,6—2 мм, ток постоянный прямой полярности.
вание расплавленного металла. Недостатком швов, выполненных в углекислом газе, является образование на их поверхности прочной пленки окислов. В табл. XVI.19—XVI.21 приведены режимы дуговой сварки, а в табл. XVI.22 и XVI.23 — некоторые свойства металла шва.
XVI.7. ДРУГИЕ СПОСОБЫ СВАРКИ
В строительстве при сварке листовых и строительных конструкций, технологических трубопроводов из высоколегированных сталей находит некоторое применение и контактная сварка, выполняемая обычно в цеховых условиях. Свойства рассматриваемых металлов и характер их изменения в процессе сварки определяют основные требования к параметрам режима. При точечной сварке повышенный коэффициент линейного расширения повышает коробление изделия. Коррозионно-стойкие стали, не стабилизированные титаном или ниобием, для предупреждения межкристаллитной коррозии целесообраз-
508
XVI.17. Режим сварки сталей типа 18—8 плавящимся электродом в аргоне
Толщина металла, мм
1
св
CQ
3
н
Я
Тип соединения
Зазор, мм
Характеристика горения дуги
Защитный газ
Диаметр элект» рода, мм
Сварочный ток, А
Напряжение дуги, В
Взлет электрода, мм
Расход газа, л/с
1,5—2
2—3
Стыковое и угловое без разделки кромок
0+0.5
ИДС
КЗ
1-1,2
0,8
65—130
60—90
18—20
19—20
8-12
0,6-0,72
3—4
3-4
0+°*5
ИДС
Стр
1,2—1,6 0,8—1
90—170
130—190
19—22
20—23
12—16
0,72—1,08
5-8
4—6
Стыковое с V-
0+°’5
ИДС
Аргон
1,6—2
160—300
20—25
образной раз¬
Стр
1,2-1,6
230—300
22—26
16—20
1,08—1,2
делкой, угловое
без разделки,
однопроходной
шов
Кз
Гелий
1-1,6
160—300
24—30
10—16
| 0,66—1
12—25
Стыковое с V-
0+1
Стр
Аргон
1,6-2
280—400
25—28
16-30
0,5—0,66
образной раз¬
»
3—4
350—550
22—26
25-40
0,66—0,75
делкой
Гелий
1,6—2
280—450
30—40
16—30
1—1,33
Примечания: 1. В таблице использованы следующие буквенные обозначения: ИДС — импульсно-дуговая сварка; Кз— сварка с короткими замыканиями; Стр — сварка со струйным переносом металла. 2. Стали типа 18—8 сваривают на постоянном токе обратной полярности.
XVI.18. Сварочный ток, А, при сварке плавящимся электродом стали марки 12Х18Н9Т в смесях аргона с 5 % 02
Диаметр электрода, мм
Характеристика горения дуги
Диаметр электрода, мм
Характеристика горения дуги
КР
Стр
ИДС
КР
Стр
ИДС
0,8
50-140
145—190
40—150
2
110—280
280—530
100—300
1
60—170
170—240
50-175
3
160—330
330—600
150—350
1,2
75—180
180—300
60—200
4
180—380
380—700
180—390
1,6
90—230
230—430
70-250
Примечание. Сварку ведут на токе обратной полярности; Кр — сварка с крупнокапельным переносом, остальное см. в табл. XVI. 17.
XVI.19. Ориентировочные режимы механизированной аргонодуговой сварки плавящимся электродом стыковых соединений из высоколегированных сталей в нижнем положении
Толщина металла, мм
Подготовка кромок
Число слоев
Диаметр сварной проволоки, мм
Сварочный ток, А
Расход аргона, л/с
1,5
Без разделки
1
0,8-1
90—110
0,1—0,14
2,5
1
1
140—180
0,1—0,14
3
1
1-1,6
150—260
0,1—0,14
4
1
1—1,6
160—300
0,12—0,16
6
С V-образной разделкой
1,2
1,6—2
220—320
0,16-0,2
8
2
1,6-2
240—360
0,2—0,25
10
2
2
290—300
0,2-0,3
510
XVI.20. Ориентировочные режимы автоматической аргонодуговой сварки плавящимся электродом стыковых соединений из высоколегированных сталей в нижнем положении
Толщина металла, мм
Подготовка кромок
Число слоев
Диаметр сварочной проволоки, мм
Сварочный ток, А
1
ч
е *
S.1
а
Расход аргона, л/о
1
1
0,5
30—40
8,9—13
0,1
2
Без раздел¬
1
1
200—210
2
0,14—0,16
3
ки
1
1
220—230
16—18
0,14—0,16
4
1
1
230—240
15
0,14—0,16
5
С V-образ-
1
1
260—275
13
0,14—0,16
6,5
кой раздел¬
1
1
250—280
9,1
0,14—0,16
8
кой под
2
2
300—380
4,4—8,9
0,2—0,25
10
углом 50°
2
2
330—440
4,4—8,9
0,15—0,3
XV 1.21. Ориентировочные режимы сварки без разделки кромок плавящимся электродом в углекислом газе
Толщина металла, мм |
Тип шва
Диаметр сварочной проволоки, мм
Вылет электрода, мм
Сварочный ток, А
Напряжение, В
Скорость сварки, Ы0~3 м/с
Расход аргона, л/с
1
Односто¬
1
80
16
22
0,16
3
ронний
2
15
230—240
24—28
13—15
0,2
0,25
6
2
15
250—260
28—30
8,9
0,2—0.25
3
15
350—360
30—32
—
—
8
Двусто¬
2
15—20
380—400
30—32
8,9
0,2—2,5
ронний
3
20—25
430—450
33—35
—
—
10
2
15—20
420—440
30—32
8,9
0,2—2,5
У
3
25—30
530 -560
34—36
—
—
511
XVI.22. Механические свойства металла швов, выполненных сваркой в углекислом газе на хромоникелевых высоколегированных сталях (средние значения),
Сталь
Толщина
металла,
Сварочная проволока
Температура
ат 1
ав
а
ф
ан
мм
испытаний, мм
МПа
%
Дж/м2
12X28 АН
2
Св-08Х20Н9СБТЮ
Св-08Х20Н9Г7Т
554
423
781
683
37
39
57
58,6
0,0051
0,0102
08Х21Н5Т
10
Св-08Х20Н9СБТЮ Св-05Х20Н9ФБС Св-06Х20Н7БТ, ЭП-500
448
454
442
708
714
817
24.3 22,1
33.3
49
51,2
33
0,0092
0,0076
0,0117
08Х18Н2Г8Т
8
Св-08Х20Н9СБТЮ
20
390
719
42,9
35
0,008
08Х18Н10Т
12
Св-08Х20Н9СБТЮ
Св-05Х20Н9ФБС
Св-08Х20Н9Г7Т
412
443
392
687
724
621
38,9
28,6
47,1
47.4
52.4 57,8
0,0086
0,01
0,0113
08Х17Н5Г9АБ
10
Св-08Х20Н9СБТЮ
Св-05Х20Н9ФБС
449
495
749
791
30.3
38.4
45
43,8
0,0082
0,0071
Х14Г14НЗТ
-196
285
821
50
46,2
0,0174
443
1120
20
23,6
0,079
10Х14Г14НЗТ
12
04Х15Н9АГ6
20
300
680
54
56,3
0,018
—196
480
1200
40
38
0,0128
Св-04Х19Н9
20
0,0121
—196
_ •
——
0,0033
16Х17АГ14
13Х17АГ14
20
534
.'928
1
42,1
34,1
0,0072
10X17H13M3T
Св-06Х20Н11МЗТБ
362
680
28
46
0,01
Св-01Х19Н18Г10АМ4
329
588
45,5
49,8
0,0105
08X21Н6М2Т
10
Св-06Х20Н11МЗТБ
500
722
21,4
55,5
0,0102
Св-06Х19Н10МЗТ
20
420
700
40,4
56,2
0,012
08Х17Н15МЗТ
Св-01Х19Н18Г10АМ4
362
600
41,5
62
0,0143
XVI.23. Механические свойства швов, сваренных плавящимся электродом на аустенитных сталях и сплавах
Сталь
Сварочная
проволока
Температура испытаний, °С
°т
ав
о
ф
аН'
Дж/м2
МПа
%
08Х18Н10Т
Св- 05Х20Н9ФБС
20
480
780
24,2
48,6
0,0084
Св-08Х20Н9Г7Т
20
362
624
48
58
0,0124
03Х18Н11
02Х18Н10
20
284
520
45,3
52,3
0,0167
—196
460
944
21,1
16,8
0,0094
06Х23Н28МЗДЗТ
06Х23Н28МЗДЗТ
20
346
530
24,1
40,3
0,0164
03Х20Н16АГ6
01Х19Н18Г10АМ4
20
448
663
34
41,3
0,0215
—196
909
1369
35
44
0,0079
-253 .
1100
1280
15,5
__
0,007
—269
1240
1550
22
—
36Н
36НГТ, ЭП-802
20
450
0,016
—196
—
770
—
0,009
—253
—
870
—
—
0,007
36НХ
36НГТ
20
—
420
0,02
—196
—
740
—
0,012
—253
—
900
—
—
0,009
15Х17АГ14
ПП-Х17АГ14
20
510
905
49,3
39,4 I
0,0074
Св-08Х20Н9Г7Т
20
366
714
50t5
59,8
0,0089
но сваривать на жестких режимах. При сварке оплавлением образующиеся вязкие окислы затрудняют их удаление из зоны сварки при осадке.
Точечной и шовной сваркой соединяют детали толщиной до 6 мм. Зазоры между соединяемыми деталями должны быть минимальными. Свариваемые поверхности тщательно зачищают механическим путем или очищают с помощью химического травления. Размеры электродов, режимы сварки и некоторые свойства сварных соединений приведены в табл. XVI.24—XVI.27. Стыковая сварка оплавлением (табл.
XVI.28) обеспечивает хорошее качество соединений при интенсивном
XVI.24. Рекомендуемые размеры, мм, электродов для точечной и шовной сварки жаростойких и коррозионно-стойких сталей (материал Бр НБТ)
Толщина
заготовок
Ширина
Диаметр
Радиус
рабочей
поверхности
ролика
рабочей
поверхности
электрода
рабочей
поверхности
0,5+0,5
6
4
12
4
25—50
1+1
10
5
5
75—100
1,5+1,5
12
7
16
7
100—150
2+2
15
8
20
8
2,5+2,5
18
9
9
150—200
3+3
20
10
25
10
XVK25. Расчетные режимы сварки деталей из аустенитной стали
Толщина деталей, мм
Сварочный ток, кА
Усилие сжатия, Н
Время сварки, с
Точечная сварка
0,5
4,1
230
0,08
0,6
4,7
300
0,1
0,8
5
370
0,12
1
6
460
0,14
1,2
6,5
550
0,16
1,6
7,5
660
0,18
2
8
910
0,24
2,5
9,5
1150
0,3
3
10
1500
0,36
33*
515
Продолжение табл. XVT.25
Толщина деталей, мм
Сварочный ток, кА
Усилие сжатия, Н
Время сварки, с
Шовная сварка
0,5
7,5
0,6
8,5
0,8
9,5
1
11
1,2
12
1,6
13,5
2
15
2,5
17
3
19,5
310
0,02
400
0,02
500
0,04
620
0,06
750
0,08
900
0,1
1250
0,12
1400
0,16
2000
0,24
XVI.26. Режимы прерывистой шовной сварки аустенитной стали
Толщина
деталей,
мм
Ширина контактной поверхности, мм
Усилие сжатия, Н
Время включения тока, с
Приблизительное число прерываний
Скорость сварки, м/о
Сварочный ток, кА
Примерный шаг точек, мм
в секунду
на 1 м шва
0,1+0,1 0,24-0,2
3
600
800
0,02
25
1000
0,25
2—2,5
1
0,3+0,3 0,4+0,4
4
1000
1200
0,04
16
12,5
640
3—3,5
1,5
0,54-0,5
5
1500
10
500
0,2
4
2
0,6+0,6 0,84-0.8
6
1800
200
0,06
600
4,2—4,5
1,6
1 + 1 1,2+1,2
7
2700
3500
0,08
8,3
6,2
500
370
0,17
5—6
2
2,7
XVI.27. Средние разрушающие усилия на срез сварных точек для соединений из стали 12Х18Н9Т
Толщина тонкой детали, мм
Средний диаметр ядра, мм
Разрушающее усилие, Н
Толщина тонкой детали, мм
Средний диаметр ядра, мм
Разрушающее усилие, Н
0,3
3
1400
1,2
5,5
9500
0,5
3,5
2400
1,5
6,5
13800
0,8
4
4850
2
7,7
19 300
1
4,5
7000
3
9,7
30 500
516
-- XV 1.28. Режимы сварки оплавлением полос из стали 12Х18Н9Т сечением 700x900 мм
Толщина,
мм
2/о
Допл
Дос
лос.т
"х.х’ в
"опл’ км/ч
мм
1,5
15
8
2
1
8—10
1,1—1,45
5
38
18
5
3
10—12
0,9-1,25
10
45
20
7
4
12—14
0,9-1,1
Примечание. /0 — установочная длина; А0пл — припуск на оплавление; Дос — припуск на осадку; Аос.т — припуск на осадку под током; и*.* — напряжение холостого хода источника; УОПл —- скорость оплавления.
оплавлении перед осадкой и больших скорости и давлений осадки. Сварка непрерывным оплавлением обеспечивает более стабильное качество соединений, чем сварка с подогревом. Сварные соединения аустенитной стали характеризуются наличием зоны повышенной травимости, обусловленной деформацией зерен или наличием а-фазы. Стойкость к межкристаллитной коррозии соединений из сталей, не содержащих энергичные карбидообразователи, снижается и восстанавливается лишь после аустенизации. Жаропрочность сварного соединения большинства сталей близка к основному металлу.
Лучевые способы сварки (электронным, лазером) обычно используют при изготовлении ответственных конструкций, так как позволяют получать сварные соединения высокого качества. Однако ввиду сложности оборудования и процесса сварки применяют эти способы в основном в заводских условиях.
XVI.8. СВАРКА ДВУХСЛОЙНЫХ (ПЛАКИРОВАННЫХ) СТАЛЕЙ
Двухслойные стали позволяют резко уменьшить потребление дефицитных высоколегированных сталей без снижения работоспособности конструкций. Эти стали обычно используют для изготовления аппаратуры, работающей в коррозионной среде. Для облицовочного коррозионно-стойкого слоя, находящегося в контакте с агрессивной средой, толщина которого может достигать 12 мм, применяют высоколегированные хромоникелевые аустенитные (12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б и др.) и хромистые ферритные и мартенситио-ферритные (0X13, 12X13 и др.) стали. Основной слой толщиной до 150 мм и более воспринимает силовые нагрузки и изготовляется
517
XVIJ. Подготовка кромок (а) и последовательность (б—в) наложения слоев (7—5) при сварке двухслойных сталей
из низкоуглеродистых или низколегированных сталей (ВСтЗ, 20К, 15ХМ и др.). Сварные соединения на этих сталях должны отвечать следующим требованиям:
облицовочный слой должен быть однородным, при этом его коррозионная стойкость в месте сварки не должна быть пониженной;
в сварном шве между облицовочным и основным слоями не должны образовываться комплексные сплавы с пониженными механическими свойствами. Достигается это выбором способа сварки и его режима, соответствующих сварочных материалов, разделки кромок и последовательности выполнения сварки.
Основные типы и конструктивные элементы формы подготовки кромок в зависимости от способа сварки регламентированы ГОСТ 16098—80. Слои сваривают раздельно, используя-различные сварочные материалы. В последнюю очередь обычно следует сваривать облицовочный слой для предупреждения его повторного нагрева. Сварка основного слоя обычно не представляет трудностей и выполняется в первую очередь с использованием соответствующих сварочных проволок, флюсов, электродов и т. д. (см. гл. VI).
Наибольшую трудность представляет сварка перехода от основного слоя к легированному. Разбавление легированного слоя металлом основного нелегированного слоя резко снизит его коррозионные свойства. Поэтому при его сварке (слой 1 на рис. XVIЛ) применяют сварочные проволоки и электроды с повышенным содержанием никеля и хрома, компенсирующим разбавление металла шва основным металлом (табл. XVI.29, XVI.3G).
Следует также применять технологические приемы, обеспечивающие уменьшение проплавления основного металла (см. гл. X), fa* кие, как сварка ленточным и сдвоенным электродом (табл. XVI.31), сварка на спуск, углом вперед и др. При сварке толстого металла для предотвращения трещин в переходном слое (слой 1 на рис. XVI.1) его сваривают низкоуглеродистой проволокой Св-08 в сочетании
518
XVI.29. Материалы для выполнения разделительного и плакирующего слоев шва при сварке двухслойных сталей
Марка сталей (коррозионностойкий слой)
Марка сварочной проволоки
Марка
флюса
Назначение шва
08Х18Н10Т
12XI8H10T
12Х18Н9Т
Св-07Х25Н 12Г2Т, Св-08Х25Н 1ЗБТЮ. СВ-06Х25Н12ТЮ
Разделительный и плакирующий
Св-06Х19Н9Т,
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
АН-26,
АН-45
Плакирующий
коррозионно-
стойкий
10Х17Н13М2Т 10X17H13M3T 1
Св-07Х25Н 12Г2Т,
Св-08Х25Н13БТЮ,
Св-06Х25Н12ТЮ
Разделительный
Св-0Х30Н40М6ТБ, Св-06Х20Н11M3TJO,
АН-45,
АН-26
Разделительный и плакирующий
Св-08Х19Н10МЗБ
АН-18
Плакирующий
06ХН28МДТ
Св-06Х20Н11МЗТБ
АН-45, АН-18
Разделительный
Св-01Х23Н28МЗДЗТ
АН-18
Плакирующий
08X13, 12X13
Св-10Х16Н25АМ6
АН-45,
Ан-18
Разделительный и плакирующий
с флюсом АН-348 или ОСЦ-45. В некоторых случаях переходной слой, наоборот сваривают проволокой (Св-10Х16Н25АМ6) или электродами типа Э-11Х15Н25М6АГ2, имеющими повышенное содержание хрома и никеля.
Институт электросварки им. Е. О. Патона при соединении двухслойных сталей толщиной 16—36 мм без подварки переходного слоя для сварки облицовочного слоя из сталей ОХ18НЮТ и 12Х18Н10Т рекомендует использовать порошковую ленту ПЛ-АНВ-54, а облицовочного слоя из сталей 10Х17Н13М2Т, 07X17H13M3M и
08Х17Н15МЗТ — порошковую ленту ПЛ-АНВ-69. Сварку ведут на постоянном токе обратной полярности в сочетании с флюсом АН-18 или АН-26.
При односторонней ручной сварке с заполнением разделки со стороны основного низкоуглеродистого слоя (рис. XVI.2, а) слой 1, а при сварке с заполнением со стороны облицовочного коррозионно-
519
520
XVI.30. Марка и тип покрытых электродов для сварки высоколегированного слоя двухслойного металла
Марка
Тип электрода
Наплавленный металл
Марка (тип) высоколегированного
электрода
по ГОСТ 10052-78
Тип |
Структура
слоя и характеристика металла шва
ЗИО-7
Э10Х25Н13Г2Б
08Х24Н13Б
Аустенитно - ферритная; до 2,5 % а-фазы
(18—10), когда к металлу шва предъявляются требования по стойкости к межкристаллитной коррозии
СЛ-25
Э10Х25Н13Г2
09Х25Н12Т,
09Х25Н12ТЮ
То же, 4—5 % а-фазы
12Х18Н10Т, 08X13, когда к металлу шва не предъявляются требования по стойкости к межкристаллитной коррозии. Сварка неаустенитных сталей с аустенитной 12Х18Н10Т, а также хромистой 18X13
ЗИО-8
Э10Х25Н13Г2
07Х24Н12
То же, 2,5—5 % а-фазы
(18—10), когда к металлу шва не предъявляются требования по стойкости к межкристаллитной коррозии. Сварка ненагруженных конструкций из стали 08X13 без последующей термической обработки, а также сварка сталей 12Х18Н10Т с низкоуглеродистыми неаустенитными сталями
ЦЛ-9
Э10Х25Н13Г2Б
12Х21Н11Б
То же, более 2,5 % а-фазы
12Х18Н10Т, 08X13 и им подобные, работающие в агрессивных средах, когда к металлу шва предъявляются требования по стойкости к межкристаллитной коррозии. Используются для сварки стали 15Х25Т и ей подобные
XV 1.2. Последовательность (1—4) наложения отдельных слоев при односторонней сварке двухслойных сталей
а — сварка со стороны низкоуглеродистого слоя; б — то же, со стороны облицовочного коррозионностойкого слоя
3 4 б) 4 3
XVI.31. Режимы сварки сдвоенной проволокой коррозионно-стойкого слоя (толщиной 3—5 мм) двухслойного металла
Диаметр одной проволоки, мм
Расстояние между электродными проволоками, в свету, мм
Вылет электрода, мм
Сварочный ток, А
Напряжение дуги, В
Скорость подачи электрода, 1•10—8 м/с
3
4
9—10
10—11
35—38
40—45
450-600
480—600
} 38—40
20—25
10—16
Примечание, Скорость сварки (4—5) 10~3 м/с.
стойкого слоя (см. рис. XVI.2, б), слои 3 и 4 сваривают с использованием электродов типа Э-11Х15Н25М6АГ2.
Глава XVII. СВАРКА КОНСТРУКЦИЙ И ТРУБОПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
XVII.1. СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Особенности сварки алюминия и его сплавов определяются их специфическими теплофизическими свойствами, способностью легко окисляться в твердом и расплавленном состоянии и склонностью металла шва к образованию пор и кристаллизационных трещин (особенно характерных для алюминиевых сплавов). Высокая теплоемкость, теплопроводность и скрытая теплота плавления приводят к необходимости предварительного подогрева и увеличения сварочного тока в 1,2—1,5 раза по сравнению со сталью, несмотря на то, что температура плавления алюминия и его сплавов (около 660 °С) значительно ниже, чем стали. Вследствие легкой окисляемости алюминия образующаяся тугоплавкая пленка окиси А1203 (температура плавления 2050 °С, плотность 3,8—3,9 г/см3) препятствует сплавлению и формированию шва и является источником неметаллических включений.
521
Основным источником образования пор при сварке алюминия и его сплавов принято считать водород, содержащийся во влаге и жировых загрязнениях на свариваемых кромках. Кристаллизационные трещины наиболее характерны для алюминиевых сплавов систем:
А1—Мп (АМц), А1—Mg (2АМг2), А1—Zn—Mg—Си (В 95), А1—Си— Mg-Mn (Д 16).
Эти трещины устраняют соответствующим подбором сварочных материалов и другими технологическими мероприятиями. При сварке алюминиевых сплавов, легированных Zn и Mg, для предотвращения холодных трещин применяют предварительный подогрев изделия (или зоны расположения швов) до 250—400 °С. Подогрев также эффективен для снижения затрат погонной энергии, особенно при сварке массивных деталей.
Подготовка под сварку. Алюминий и его сплавы сваривают практически всеми способами сварки плавлением, при этом качество сварных соединений в значительной степени определяется подготовкой поверхности свариваемых кромок и электродной проволоки. Независимо от способа сварки поверхность металла на ширине 100—150 мм от кромки должна быть очищена от консервирующей смазки и обезжирена растворителем (ацетон, авиационный бензин, уайт-спирит, специальные смывки). Пленку окислов удаляют по всей длине шва на ширину не менее 30 мм механической зачисткой или химическим способом. Механическую зачистку рекомендуется делать шабером или металлической щеткой из проволок диаметром не более 0,5 мм (предпочтительна проволока из нержавеющей стали). Химический способ удаления пленки окислов предусматривает: травление в течение 30—60 с в 5 %-ном растворе натрия едкого технического, промывку в проточной воде, нейтрализацию (осветление) в 15—30 %-ном растворе азотной кислоты в течение 60—120 с, повторную промывку в проточной, а затем в горячей воде и сушку теплым воздухом до полного испарения влаги. Обезжиривание и травление рекомендуется делать не более чем за 3 ч до сварки.
В процессе сварки остатки пленки окислов удаляют под действием флюсов или покрытий, а при дуговой сварке в инертных газах на переменном токе (и постоянном обратной полярности) —за счет эффекта катодного распыления.
Листовой металл толщиной до 5 мм сваривают без разделки кромок. При толщине металла до 15 мм применяют U-образную разделку кромок и при толщине свыше 15 мм выполняют Х-образную раз* делку с углом раскрытия кромок в обоих случаях от 60 до 90°. При толщине металла до 2 мм используют отбортовку кромок высотой 1—1,5 6. Размеры и форма подготовки кромок изделий из алюминия или его сплавов в зависимости от толщины и способа сварки регламентированы ГОСТ 14806—80 и ГОСТ 23792—79. Детали толщи¬
522
ной до 10—25 мм сваривают без предварительного подогрева, а при большей толщине рекомендуется детали предварительно подогревать до 300—400 °С, литые силуминовые детали подогревают до 250— 300 °С.
Для предупреждения протекания жидкого металла сварочной ванны в зазор и «проваливання» шва применяют остающиеся или съемные подкладки. Остающиеся подкладки делают из материала, аналогичного свариваемому. Их размеры выбирают исходя из конструктивных соображений и технологических особенностей способа сварки. Для изготовления съемных родкладок рекомендуются углеграфитовые материалы, можно использовать нержавеющие или углеродистые стали. Форму и размеры канавок в этих подкладках выбирают исходя из обеспечения требований ГОСТ 14806—80. Сборочно-сварочные приспособления должны обеспечивать свободную усадку сварных швов. Массивные части приспособлений не должны увеличивать теплоотвод от шва. Прихватку (длиной до 80 мм) выполняют такой же сварочной проволокой или электродом, что и сварку. После прихватки поверхность деталей следует зачистить от окислов. В процессе сварки прихватки полностью переплавляются.
Газовую сварку выполняют с использованием ацетилена или его заменителей нормальным пламенем при незначительном избытке ацетилена 0= 1,1—1,2). При выборе горелки исходят из расхода примерно 0,028 л/с ацетилена на 1 мм толщины основного’ металла. Номер наконечника и диаметр присадок выбирают в зависимости от толщины свариваемого металла:
толщина металла, мм
1—1,5
2—4 4-6
7-9
10—12
14—16
номер наконечника (для ацетилена)
1
2 3
4
5
6
диаметр присадочного прутка, мм . .
1,5-2
1
СО
1
4—4,5
4,5-5,5
6
при сварке применяют флюсы (см. гл. V и табл. XVII.1).
При сварке тонких листов применяют отбортовку кромок, а при сварке листов толщиной более 8—10 мм — общий или местный подогрев до 250—300 °С. Остатки флюса удаляют промывкой теплой или подкисленной (2 %-иый раствор хромовой кислоты) водой. Угольным или графитовым электродом пользуются в основном для сварки электротехнических шин, которые при'эксплуатации не должны испытывать больших нагрузок (см. гл. XXIII).
Газовую сварку выполняют «левым» способом. На длинных швах делают прихватки с шагом от 15 мм (при толщине металла 1—1,5 мм) до 30—40 мм (при толщине металла 4—5 мм). Форма и конструктивные размеры разделки приведены в табл. XVII.2.
Ручную сварку покрытыми электродами (табл. XVI 1.3) также применяют главным образом прн изготовлении малонагруженных кон-
523
XVI 1.1. Состав, %, некоторых покрытий и флюсов для сварки алюминия и его сплавов
Компонент
Марка
хлористый
фтористый
крио¬
лит
Na
1 к
1 U
Ва
Na
1 к
Li
Са
NasAlFa
Электродные
покрытия
литиевые:
9
А1
19
33
—
6
**
—-
—
33
АФ1Т
—
—
—
—
—
—
—
35
МВТУ2
—
20
24
—
17
39
—
—
<—
А1Ф
19
32
9
—
5
—
—
—
33
безлитиевые:
ЗЭ
30
ЭА-1
40
ЭА-11Ф1
15
50
35
МАТИ-23
40
39
22
N14
6
64
Флюсы
для газовой сварки:
70
15
АН-А201
—
15
—
—
—
К? 1
33
45
15
—
—
—
—
—
К? 28
19
29
—
48
—
—
—
—
—
Кг 3
41
51
—
—
8
—ь
—
—
—
для дуговой сварки:
угольным электродом:
50
К® 1
—
50
—
—
—
—
—
—
Ко 25
16
79
—
—
—
—
—
—
—
К? 3*
—
—
—
—
—>
—
30—35
Ко 4
8
65
27
—
—
—
—
—
Ко 55
30
45
15
—
3,5
—
3,5
—
К» 6
30
35
15
—
10
—
—
—
К» 7
25,4
45,5
12,7
—
7,3
—
—
—
9,1
по флюсу:
28
7,5
АН-А43
57
_
—
—
«...
48-АФ-1®
—
47
_
47
_
2
—
-—
МАТИ-1а
—
47
8
—
42
—
—
—
3
МАТИ-10
—
30
—
С8
—-
—
—
—
2
под флюсом:
ЖА-647
17
43
—
—»
—
—
—
36
ЖА-64А7
15
38
—
—
—
—
—
3
43
ЖА-72П7
14— —17
34— —40
—
—
—
3—5
36—46
для электрошлаковой сварки:
АН-301, АН-302; АН-304
20—
—60
10—
—40
5— 30
2—
20
Примечания: 1. Другие компоненты: 1 — флюс АФ-4А;
2 — ферросилиций; 3 — фтористый алюминий; 4 — хлористый магний; 5 — кислый сернокислый калий; 6 — окись хрома и фторцирконат калия по 2 %; 7 — песок кварцевый; 8 —фтористый кальций. 2. В состав покрытий МАТИ-2 вводится однохлористая медь в количестве 0,1 % массы шихты.
струкций из технического алюминия, алюминиевых сплавов типа АМц и АМг, содержащих до 5 % магния, а также изделий из силумина. Способ рекомендуется для сварки металла толщиной 4 мм и бо-
524
XVI 1.2. Подготовка кромок стыковых соединений алюминия при газовой сварке
Подготовка кромок
Толщина листа, мм
Угол разделки, град.
Притупление, мм
Зазор, мм
Расход присадки, г на 1 м длины шва
Без разделки кромок с отбортовкой
1,5
2
—
—
1
1,5
49
64
Без разделки кромок
3
4
—
—
2
117
145
5
6
70
1,5
2
176
216
Односторонняя U-образная разделка кромок
7
8 9
70
2
2,5
267
318
396
10
90
3
3
564
Двусторонняя Х-образная разделка кромок
12
14
3
2,5
3
583
737
16
18
20
90
4
3.5
3.5 4
908
1070
1448
XVI 1.3. Ориентировочные режимы ручной дуговой сварки алюминия и его сплавов покрытыми электродами
Толщина металла, мм
Диаметр
электрода,
мм
Сварочный ток, А
Напряжение дуги, В
Расход электродов, г на 1 м длины шва
6
5
280—300
132
8
6
300—320
30—34
171
10
6—7
320—380
247
12
350—450
288
14
8
400—450
451
16
400—450
685
32—36
18
о m
450—500
916
20
о—1U
500—550
1178
525
лее. Металл толщиной 10 мм и выше предварительно подогревают. Температуру подогрева выбирают в зависимости от толщины металла в интервале 100—400 °С. Сварку ведут на постоянном токе обратной полярности, как правило, без колебаний конца электрода. Сварочный ток при выборе режима сварки принимают из расчета 60А на 1 мм диаметра электрода. Электроды используют диаметром 4— 10 мм. С увеличением толщины свариваемого изделия увеличивается и диаметр электрода. Металл толщиной до 20 мм сваривают без разделки кромок. В отличие от сварки угольным электродом зазор в стыке не должен превышать 0,5—I мм. Сварку осуществляют, как правило, с двух сторон. Угловые швы имеют катеты не менее 6Х Хб мм, что вызвано трудностями сварки электродами малого сечения (менее 5 мм) вследствие высокой скорости их плавления. В тавровых и нахлесточных соединениях швы накладывают при режимах, рекомендуемых для данной толщины металла при двусторонней стыковой сварке. При сварке в вертикальном положении сварочный ток уменьшается на 15—20 % по сравнению с током, применяемым для нижнего положения.
Прихватку кромок следует выполнять после подогрева их до 200—250 °С. При смене электрода кратер выводят в сторону, а последующее зажигание дуги осуществляют на уложенном шве. При многослойных швах поверхность первого слоя тщательно зачищают от окислов и шлака. Для сварки алюминия и его сплавов рекомендуются следующие марки покрытых электродов:
Электрод (марка Свариваемый сплав
покрытия)
ЭА-1, ЭА-11Ф1, ОЗА-1 . технический алюминий
ВАМИ, А1, АФ1 . . . сплавы типа АМг и АМц
МАТИ-1, МАТИ-2,
ОЗА-2 . литейные сплавы Ал2, Ал4, Алб,
Ал9, Ал 11
МВТУ сплавы типа АМц
AI, А1Ф сплавы типа АМц, силумин
Для изготовления покрытых электродов, присадки, а также в качестве электродной проволоки при сварке алюминиевых сплавов рекомендуется применять проволоки следующих марок:
Проволока Свариваемый сплав
А85Т, СвА97 АД00
СвА1*, А85Т, СвА97 АД0, АД1
СвАМц . АМц
СвАМгЗ, СвАМгб - . АМГ2. АМгЗ
СвАМгб, СвАМгб, Св1557 .... АМг4, АМг5
СвАМгб, СвАМгб 1 АМгб
СвАКб. СвВ92* В92
СвАК5, Св1557 АД31, АДЗЗ, АВ
СвАМгб, СвАМг, бЦв.ч., Св1557 1915
С в АМгб 1 АМг*
СвАКб Ал2, Ал4, Алб
* Поставляется по специальным техническим условиям.
526
Кроме указанных марок сварочной проволоки, в качестве присадки или стержней для покрытых электродов могут быть использованы пруток и стержни из первичного или вторичного алюминия марок А7, А6, АК, Ал, а также силумина. Толщину покрытия выбирают в зависимости от диаметра электрода:
диаметр
мм
толщина
мм
ал ектрода, покрытия,
4
1—1,1
S
1,1—1,2
6
1,2-1,4
8
1,4-1,6
Автоматическая сварка по флюсу (полуоткрытой дугой) наиболее экономична и производительна для соединения толстолнстового алюминия и его сплавов и применяется при толщинах изделий S— 35 мм. Сварка может выполняться одной электродной проволокой или расщепленным электродом (табл. XVI 1.4), т. е. двумя сварочны-
XVI 1.4. Ориентировочные режимы автоматической сварки алюминия по флюсу
Толщина
Диаметр
Расстояние
Сварочный ток, А
Скорость
гпяТЖи
Слой флюса, мм
металла,
мм
электрода, мм
между электродами, мм
woo
1 • 10 3 м/с
высота
ширина
Сварка одним электродом
4—6
1—1,3
140—160
7
8
8—10
1,4—1,6
—
200—250
6
9
12—14
1,8—2,3
—
280—300
5
10
16—20
2,5—3
—
370—450
4
12
22—25
3,2—3,7
2
470—550
3
16
25
27
29
40
46
Сварка расщепленным электродом
12
14
16
20
1,6
7—9
320—360
5
И
30
1,8
8—10
340—400
4
16
36
2
8—10
400—450,
4
12
42
2,5
9—12
460—500
3,5
16
46
ми проволоками, одновременно подаваемыми в сварочную ванну. Проволоки имеют общий подвод тока и расположены поперек оси шва. Расщепленным электродом можно сваривать одно или двусторонние сварные соединения без стальной подкладки, обязательной в подобных случаях лри сварке одной электродной проволокой. Помимо этого сварка расщепленным электродом дает возможность повысить стойкость металла шва против образования лор. Расщепленный электрод рационально использовать при сварке стыковых соединений металла толщиной более 12 мм и двусторонними однопро ходными швами. Сварка ведется на постоянном токе обратной полярности. Кромки под сварку собирают без зазора я скоса на при¬
527
хватках. При автоматической сварке алюминия количество флюса, подаваемого в зону дуги, должно быть строго лимитировано, с тем чтобы при расплавлении он покрывал шов тонким слоем. В начале и конце шва во избежание образования пор и трещин рекомендуется применять выводные планки, привариваемые вручную с подогревом. Сварочная проволока по составу должна соответствовать основному металлу. Главный недостаток этого способа — необходимость удалять шлак после сварки, поэтому в основном этим способом сваривают стыковые соединения.
Сварку под флюсом (закрытой дугой) выполняют расщепленным электродом переменным или постоянным током обратной полярности (табл. XVII.5).
XVI 1.5. Ориентировочные режимы автоматической сварки алюминия под флюсом
Толщина металла, мм
Диаметр
электрода,
мм
Сварочный ток, А
Напряжение Дуги, В
Скорость
сварки,
1.10—3 м/с
14
3
550—620
28—34
34
2,5
1100—1200
32—36
о А
40
3
1400—1500
34-38
50
3
1800—1900
36—38
62
3,6
1900—2100
36—42
2,2
Электрошлаковая сварка алюминия в настоящее время находится в стадии опытно-промышленной проверки способа, отработки режимов и оборудования. По предварительным оценкам этот способ будет наиболее перспективен для соединения изделий из алюминия и его сплавов толщиной от 50 мм и более.
Сварка в инертных газах. Алюминий и его сплавы в инертных газах сваривают неплавящимся вольфрамовым или плавящимся электродом. Сварку вольфрамовым электродом выполняют со сварочной проволокой или без нее. Состав электродной или сварочной проволоки принимается близким к составу свариваемого металла. В качестве защитного газа используют в основном аргон или его смеси с гелием. Питание дуги при сварке вольфрамовым элекародом осуществляют от источника переменного тока, обеспечивающего разрушение окисных пленок. Сварку вольфрамовым электродом (табл. XVII.6) выполняют вручную или автоматом.
Для ручной сварки используют меньшие значения тока, сварку ведут в один, два и более проходов в зависимости от толщины металла. При сварке в гелии напряжение повышается на 7—10 В, сила тока снижается на 10—15 %, расход газа увеличивается в 1,8—2,2
528
XVI 1.6. Режимы однопроходной автоматической аргонодуговой сварки стыковых соединений алюминиевых сплавов вольфрамовым
электродом
S
Диаметр, мм
Скорость, 1
• 10“3 м/с
Толщина металла, м
вольфра¬
мового
электрода
сварочной
проволо¬
ки
Сварочный ток, А
подачи
проволо¬
ки
сварки
Расход аргона, л/с
1
2
—
40—70
—
7—14
0,1
1,5
2
4
2
80—100
100—120
11—12
4—5,5
0,13
3
150-170
10—11
2,8—4
0,2—0,27
5
6
2
240—260
8,3-10
2,8—3,9
0,2—0,27
8
10
14
15
10
2—3
480—490
480—520
550—600
640-660
2
3,3
2,5
1.7
1.7
0,47—0,5
раза. В настоящее время при сварке вольфрамовым электродом до* биваются наиболее высоких механических свойств сварных соединений. Так, например, временное сопротивление разрыву сварного соединения сплава АМгб достигает (30—32) 107 Па, что соответствует коэффициенту прочности 0,9—0,95. Металл толщиной более 4 мм сваривают плавящимся электродом. Сварку (табл. XVII.7) ведут на постоянном токе обратной полярности на подкладке полуавтоматом или автоматом.
При сварке в горизонтальном, потолочном положениях ток уменьшается на 10%. При сварке полуавтоматом ток понижается на 15— 20 %. Для сварки в различных пространственных положениях импульсы тока заданных параметров накладывают на основной сварочный ток. При этом процесс сварки устойчив и происходит при относительно малом среднем значении тока, составляющем 75—80 % значений, приведенных в табл. XVII.7.
Специальные методы сварки плавлением. При сварке неплавящимся электродом тонколистовых алюминиевых сплавов применяют импульсную сварку от специальных источников или используют флюсы-пасты на основе хлористых и фтористых соединений щелочных и щелочно-земельных металлов. Для интенсификации катодной очистки ванны от окисной пленки весьма эффективна сварка асимметричным переменным током, которую можно совместить с управлением
34—194
529
XVI 1.7. Режимы автоматической аргонодуговой сварки стыковых
соединений из алюминиевых сплавов плавящимся электродом
Подготовка
кромок
Толщина
металла,
мм
Сварочный ток, А
Диаметр проволоки, мм
Скорость сварки, 1-10-8м/с
Расход
аргона,
л/с
Число
слоев
Без разделки
4
140—200
1,6—2
5,6—10
0,14
1
6
140—200
1,6—2
5,6—10
0,17
1
4—5
190—220
1,5—1,6
12—13
0,1
1
6-8
200-240
1,5—1,7
8—11
0,12
1
V-образная
9—10
210—240
1,5-2
3,6—6,1
0,13
1
11—12
210—270
1,5-2
4,2-5,5
0,15
1-2
13—15
250—300
1,7-2,5
3,3—4,7
0,2
2
Х-образная
20 Более 20
290—390
300—420
2—3
4.2—5,8
2.2—5
0,26
3—4
2—3
дуги аксиальным магнитным полем. Повышение производительности процесса сварки толстолистовых изделий достигается с помощью трехфазной дуги и сварки погруженным электродом. При сварке плавящимся электродом наиболее эффективен импульсно-дуговой способ. Перспективной является сварка сжатой дугой ручная или механизированная. Алюминиевые сплавы необходимо сваривать сжатой дугой с питанием дуги переменным током. С помощью слаботочной сжатой дуги (микроплазмы) можно сваривать алюминиевые сплавы толщиной 0,2—1,5 мм при силе тока 10—100А. Плазмообразующим и защитным газом в этом случае служат аргон, гелий. Сварку ведут вольфрамовыми лантанированными электродами диаметром 0,8 — 1,5 мм.
Обработка сварных швов. После газовой и дуговой сварки электродами с покрытиями или с применением флюсов сварные швы подвергают последующей обработке. Оставшийся после сварки на поверхности швов шлак способен интенсивно разъедать металл, поэтому его необходимо тщательно удалять промывкой горячей водой с помощью волосяной щетки. Для создания на поверхности шва и околошовной зоны искусственной защитной пленки шов после сварки промывают 5 %-ным раствором азотной кислоты с хромпиком (2%), нагретым до 50 60°С, или 10 %-ным раствором холодной серной кислоты с последующей промывкой и просушкой. Поскольку полностью удалить остатки флюса и шлака из зазоров нахлесточных соединений практически невозможно, такие соединения не рекомендуется сваривать с флюсами.
530
XVII.2. СВАРКА МЕДИ И ЕЕ СПЛАВОВ
Свариваемость меди и его сплавов. Основные затруднения при сварке меди возникают из-за ее высокой тепло- и температуропроводности, большой жидкотекучести, значительной активности в нагретом и расплавленном состояниях при взаимодействии с кислородом и водородом. Из-за высокой теплопроводности меди (почти в 6 раз большей, чем у стали) особые требования предъявляются к типам соединений и технике сварки плавлением. Например, дуговую сварку выполняют на увеличенных токах при симметричном расположении источника нагрева по отношению к свариваемым кромкам. Наиболее удобными для сварки являются стыковые или приближающиеся к ним по характеру теплоотвода в свариваемые детали соединения (рис.
XVII.1). Тавровые и нахлесточные соединения из меди трудновыполнимы. Высокие тепло- и температуропроводность существенно увеличивают скорости охлаждения металла шва и околошовной зоны и сокращают время пребывания сварочной ванны в жидком состоянии, что ухудшает формирование шва и затрудняет металлургическую обработку ванны. Для улучшения формирования шва и условий кристаллизации, а также снижения внутренних напряжений и склонности к образованию трещин для изделий толщиной более 10—15 мм рекомендуется предварительный и сопутствующий подогрев. Большая жидкотекучесть меди (примерно в 2—2,5 раза превышающая такой же показатель для стали) приводит к необходимости удержания и формирования ванны с помощью подкладок из графита, асбеста и т. п. материалов, а также затрудняет сварку в вертикальном и особенно в потолочном положениях.
Активное поглощение жидкой медью кислорода и водорода окавывает отрицательное влияние на механические свойства сварных соединений. Получающаяся при окислении закись меди Си20, реагируя с растворенным в металле водородом, образует водяной пар, который, стремясь выделиться из металла шва, способствует возник-
34*
531
новению в нем пор и мелких трещин («водородная болезнь»). Кроме того, Си20, растворяясь в меди, образует в ней эвтектику с температурой плавления 1068 °С, т. е. более низкой, чем у меди. Эвтектика при кристаллизации располагается по границам зерен шва и околошовной зоны и может вызвать охрупчивание и растрескивание металла сварного соединения. Примеси, присутствующие в меди, и в первую очередь такие как сурьма, висмут, сера и свинец, также образуют с металлом легкоплавкие эвтектики, которые снижают прочность сварного соединения. Поэтому в меди, предназначенной для сварных конструкций, содержание примесей ограничивают: Ог — до 0,03, Bi — до 0,003; Sb — до 0,005, S — до 0,01, РЬ — до 0,003 %. Для ответственных и особо ответственных изделий содержание вредных примесей и особенно кислорода должно быть еще ниже.
Сварка латуни затрудняется испарением цинка, что приводит к изменению химического состава шва, увеличению размеров возникающих пор и ухудшению санитарных условий труда. Вследствие токсичности паров цинка сварку латуни необходимо вести в респираторах. Бронза в зависимости от системы легирования может быть хорошо свариваемой (кремнистая, хромистая, марганцовистая) или трудно свариваемой (свинцовая, оловянная). Выгорание примесей бронзы может приводить к появлению пор и изменению состава шва. Трудно свариваемой является также литейная бронза. Медь и ее сплавы сваривают электродуговой сваркой угольным и плавящимся покрытым электродом, под флюсом и в защитных газах, а также газовой сваркой.
Дуговую сварку угольным (графитовым) электродом выполняют на постоянном токе прямой полярности и используют преимущественно для сварки изделий, не испытывающих в дальнейшем значительных нагрузок. При сварке меди в качестве сварочной применяют проволоку — марок Ml, М3, М2, М1р, М2р, МЗр, БрКМцЗ-1, литые стержни из латуни Л90 и бронзы Бр0Ф4-0,25, Бр0Ф6,5-0,4. Бр0Ф9-0,3. При сварке латуни пользуются проволокой и прутками из латуни ЛК60-0,5, ЛК62-0,5, ЛК-80-3, ЛМц40-4,5, ЛМц58-2. Диаметры проволоки или прутков зависят от толщины металла:
толщина металла,
мм <1,5
диаметр присадочной проволоки или прутка, мм ... Ь5
Для бронзы применяют литые стержни диаметром 5—12 мм того же состава, что и основной металл. Флюсы (см. гл. V и табл. XVI 1.8) наносят на присадочную проволоку или засыпают в разделку. Латунь во избежание выгорания цинка сваривают погруженной дугой. При толщине металла до 5 мм стыковые соединения меди и ее
1,5—2,5 2,5-4 4—8 8-10 >10
2 3 5 8 10
532
XVI 1.8. Состав флюсов для сварки меди и ее сплавов, %
Компонент
Номер флюса для сварки
угольным электродом
газовой
.1
1 2
3
4
Бура (прокаленная)
68
70
34
Борная кислота
10
30
33
Кислый фосфорнокислый нат¬
15
—
—
—
рий
Кремниевая кислота
15
—
—
—
Поваренная соль
—
20
—
33
Древесный уголь
2
2
—
—
Магний металлический
68
сплавов сваривают с отбортовкой и без разделки кромок, при большей толщине с V-образной разделкой кромок или зазором, равным толщине, и подогревом до 200—300 °С. Угловые и тавровые соединения сваривают в положении «в лодочку». В процессе сварки электрод наклоняют углом вперед на 10—20 0 к вертикали. Соединения во избежание разупрочнения и появления трещин следует сваривать за один проход. Ориентировочные режимы сварки приведены в гл. XXIII. Возможна автоматическая сварка угольным электродом под флюсами АН-348А, ОСЦ-45 и др., применяемыми для сварки стали (см. гл. V).
Дуговую сварку покрытыми электродами (см. гл. V и табл.
XVI 1.9) осуществляют преимущественно на постоянном токе обратной полярности, так как на переменном токе повышается разбрызгивание металла. Для электродов используют стержни, по составу идентичные основному металлу, или такие же, как при сварке угольным электродом. Толщину покрытия б электродов в зависимости от диаметра его стержня d можно принять из соотношения б =(0,1— 0,12) d. После нанесения покрытия электроды просушивают при комнатной температуре в течение 4—6 ч, а затем прокаливают 3—4 ч при 200—400 °С. Металл толщиной до 4 мм сваривают без подогрева и разделки кромок. При толщине металла 5—10 мм его предварительно подогревают до 250—300 °С и выполняют одностороннюю разделку кромок под углом 60—70° и притупление кромок 1,5— 2 мм. При больших толщинах для меди рекомендуется Х-образная, а для латуни — рюмкообразная разделка кромок. При толщине меди более 20 мм ее следует подогревать до 700—750 °С. Сварку ведут короткой дугрй электродами диаметром 6—4 мм без колебаний конца электрода. Сварочный ток назначают из соотношения ICB=50 ddn для меди и /св=\(30—40) dbл— для бронзы и латуни. Для сварки
533
534
XVII.9. Состав некоторых электродных покрытий для сварки меди и ее сплавов, %
Марка или номер покрытия для сварки
меди
латуни
бронзы
меди со сталью
латуни со сталью
Компонент
«Комсомол ец100»
31'
ММЗ-22
оловянной
алюми¬
ниевой
СтЗ
08Х18Н10Т
СтЗ
08Х18Н10Т
латуни с медью
БрЛ/ЛИВТ
Ц6-13
1
2*
3
4*
5
Плавиковый
шпат
10
32
30
17
—
10
6
6
10
10
Полевой шпат
12
—
14
—
—
14
10
10
12
14
Ферросилиций
8
32
—
5
—
18
—
—
—
8
Ферромарга¬
нец
50
—
—
55
—
26
26
34
40
28
Г рафит серебристый
—
16
8
6
9
—
—
—
Алюминий в порошке
—
2,5
—
2
—
—
—
—
—
—
Кремнистая
медь
—
—
—
—
—
12
18
30
8
20
Криолит
—
—
—
10
16
—
—
—
—
—
Жидкое стекло
20
55—60 % массы сухой шихты
20
20
20
20
20
Примечание. Другие компоненты: 1 — марганцевая руда — 17,5; 2 — симанал (сплав Si, Mn, Al) — 43;
3 —хлористый калий—21; мрамор — 38; гранит—16; 4 — феррованадий — 4; ферромолибден — 16; б —ферротитан— 10 %.
меди толщиной до 15 мм без подогрева или с невысоким (до 250— 400 °С) подогревом металла больших толщин разработаны специальные электроды АНЦ-1 и АНЦ-2, сварочный ток для которых выбирают из соотношения /Св=(85—100) при UA—45—50 В. Механические свойства соединений из меди при сварке покрытыми электродами достаточно высоки, однако электрическая проводимость шва составляет лишь 20—22 % такого же показателя для основного металла.
Сварку под флюсом металлическим электродом выполняют на постоянном токе обратной полярности с применением плавленых флюсов АН-20С, АН-26С, АН-348А и ОСЦ-45 (см. гл. V). При сварке под этими флюсами меди толщиной 4—10 мм затруднений не возникает. При большей толщине металла рекомендуется применять смесь флюсов АН-26С и АН-20С в соотношении 80 и 20 % соответственно или специальные флюсы, например АН-М13. Хорошие результаты дает использование керамического флюса ЖМ-1 следующего состава, %: мрамор — 28; полевой шпат — 57,6; плавиковый шпат — 8; древесный уголь — 2,2; борный шлак — 3,5; порошок алюминия — 0,8. Для обеспечения хороших теплофизических свойств и снижения электросопротивления сварных соединений рекомендуется применять флюс АН-Ml (MgF2 — 55, NaF — 40 и BaF2 — 5%).
Медь сваривают нагартованными электродными проволоками из бескислородной или раскисленной меди и бронзы БрКМц-3-1, БрОЦ4-3, БрХ0,7, БрХТ0,6—0,5, БрАЖМц 10-3-1,5. Сварку (табл. XVI 1.10) рекомендуется выполнять за один проход с полным проплавлением стыкуемых кромок.
Сварку латуни выполняют под флюсом АН-20С проволоками из латуни ЛК80-3 и бронзы БрКМцЗ-1, Бр0Ц4-3 на пониженных напряжениях дуги. После сварки рекомендуется провести низкотемпературный (300 °С) отжиг для снятия внутренних напряжений и предупреждения растрескивания шва. При сварке бронз применяют проволоку, соответствующую по составу основному металлу, и флюс АН-20С крупной грануляции (2,3—3 мм). Для улучшения формирования шва следует ограничивать высоту слоя флюса до 25—30 мм.
Дуговую сварку в защитных газах выполняют неплавящимся и плавящимся электродами. В качестве защитных газов для сварки служат аргон, гелий, азот и их смеси. При сварке неплавящимся (вольфрамовым) электродом используют присадочную проволоку и прутки из раскисленной меди, медно-никелевого сплава МНКЖТ5-1-0,2-0,2 и бронзы БрКМцЗ-1, БрОЦ4-3. Сварку ведут на постоянном токе прямой полярности. Без предварительного подогрева сваривают металл толщиной до 4—6 мм в аргоне и до 6—8 мм— в гелии и азоте. Для сварки металла большей толщины требуется предварительный подогрев до 800 °С. Медь толщиной до 5—6 мм
535
XVII.10. Ориентировочные режимы сварки меди под флюсом
Подготовка
кромок
Толщина металла, мм
Диаметр электродной проволоки, мм
Расстояние между электродами, мм
Сварочный ток, А
Напряжение дуги, В
Скорость сварки, 1ХНГ-3 м/с
Без раздел¬
2
1,4
__
140—160
7
ки кромок
4
2
—
250—280
—
5,5
5-6
4
—
500—550
38—42
12,6-11,2
8
4
—
600—620
40—42
И
10—12
5
—
700—820
42—44
6,4—4,5
16—20
4-5
12
850—1100
44—46
3—2,2
22
4—5
18
1200—1250
46—48
2,6
U-образная разделка
25-30
3540
4—5
20—24
100—1100
1200—1400
45—50
48—55
8-6
6—4
кромок
можно сварить без разделки кромок (табл. XVII.11). Для металла больших толщин применяют V- или Х-образную разделку с углом раскрытия 60—70°.
Для сварки латуни используют проволоку из бронзы Бр0Ц4-3, БрКМцЗ-1 и латуни ЛК62-0.5. Режимы сварки практически не отличаются от рекомендуемых для меди (см. табл. XVII.И). Предварительный подогрев необходим лишь при сварке латуни толщиной более 12 мм. Для сварки бронз присадочный материал должен быть идентичен основному металлу.
Сварку плавящимся электродом ведут на постоянном токе обратной полярности. Этот способ сварки рекомендуется для соединения металла толщиной 4 мм и более. Медь сваривают проволокой марки БрКМцЗ-1, латунь и бронзы — аналогичными рекомендованным для сварки неплавящимся электродом. Для металла толщиной более 10 мм выполняют предварительный и сопутствующий подогрев. Рекомендуемые режимы и формы разделок при сварке меди приведены на рис. XVII.2 и в гл. XXIII.
Сварка сжатой дугой (табл. XVII. 12) имеет ряд преимуществ при соединении изделий из меди и ее сплавов больших толщин: возможность осуществления больших тепловложений в свариваемые кромки, сварка стыковых соединений без разделки кромок, минимальный объем механической обработки до и после сварки. В качестве плазмообразующего газа используют смесь аргона с гелием (20—15 % Аг и 80—85 % Не). Для защиты сварочной ванны от взаи*
536
XVII.11. Орнеитиревочкыережимы аргонодуговой свармимеди
вольфрамовым электродом
Подготовка
кромок
Толщина металла, мм
Диаметр электро* да, мм
Число проходов, включая подварочный шов
Диаметр присадочной проволоки, мм
Сварочный ток, А
Расход аргона, л/с
Без разделки кромок
1,2
2,5—3
1
1,6
120—130
0,12-0,14
1,5
2
140—150
2
3—4
2-3
200—230
2,5
2,5—3
220—230
0,13—0,16
3
230—250
4
260—300
V-образная
разделка
6
3—4
2
2,5—3
250—350
0,13—0,16
10
4—5
4
3-6
200—400
0,12—0,13
12
5
250—450
0,13—0,17
16
5
300—400
Х-образная
разделка
19
5-6
6
3-6
250—550
0,17—0,2
25
8
250—600
0,2—0,23
модействия с атмосферой и хорошего формирования шва сварку ведут по флюсу (например АН-26С). Для устранения склонности шва к образованию кристаллизационных трещин и повышения деформационной способности сварных соединений применяют специальную порошковую проволоку марки ПП Бр7ХТ-12-2.
Газовая сварка. Кромки для газовой сварки меди подготовляют так же, как и при сварке малоуглеродистой стали. При одновременной сварке двумя горелками металла толщиной более 10 мм используют только Х-образную разделку кромок. Мощность пламени горелки выбирают из расчета 0,42—0,49 л/с ацетилена на 1 мм толщины при сварке металла толщиной до 4 мм и 0,49—0,63 л/с на 1 мм толщины
537
Зсв»
ул/т1
XVII.2. Рекомендуемые режимы
сварки меди плавящимся электро¬
дом
XVII. 12. Ориентировочные режимы плазменной сварки хромовой бронзы
а>
2
5 1
СВ
2
Напряжение дуги, В
а
д s
Н „СО
Расход, л/с
Тип шва
Толщш
талла,
Свароч) ток, А
о? 1
дз*
аргона
гелия
Односто¬
20
850-000
44—46
0,9-1,1
0,08
0,33
ронний
30
1100—1150
50—52
0,62—0,68
0,08
0,35—
0,36
40
1150—1200
50—54
0,56—0,62
0,1— 0,12
0,38
Дву сто ронний
40
1050
48—52
0,8—0,9
0,8
0,35—
0,36
60
1250—1300
50—54
0,5—0,56
0,1-
0,12
0,38
80
1350
52—56
0,34—0,4
0,17
0,45
Примечание. Применительно к сварке меди приведенные в таблице значения тока и расхода газа следует увеличить на 10— 15%.
для металла толщиной до 10 мм. Для больших толщин рекомендуется применять две горелки одновременно, при этом расход в горелке для подогрева составляет 0,42—0,56 л/с, а в горелке для сварки 0,28 л/с на 1 мм толщины. Сварку меди и бронзы выполняют нормальным пламенем (р= 1—1,10), латуни — окислительным (Р —1,2—
538
1,4) для снижения интенсивности испарения цинка. Сварка должна проводиться только в один слой с максимальной быстротой во избежание образования пор и роста зерна. Рекомендуется сварку вести на графитовой или стальной подкладке с формирующей канавкой. В качестве присадочного материала при сварке металла толщиной до
5 мм применяют прутки из меди марок Ml, М2, М3. При сварке металла большой толщины следует использовать медную проволоку, содержащую 0,2 % фосфора и 0,15—0,3 % кремния. Наиболее распространенные флюсы для сварки меди, латуни и бронзы приведены в гл. V и табл. XVI 1.8, режимы в табл. XVI 1.13.
XVII.13. Ориентировочные режимы газовой сварки меди и латуни
Толщина
Номер
Расход, л/с
Метод сварки
металла, mv
наконеч¬
ника
ацетилена |
кислорода
1,5- ,5
2—3
0,06—0,07
0,06—0,08
Один сварщик
3—4
4-5
0,13—0,2
0,13—0,2
То же
5-6
5
0,29—0,42
0,31—0,44
Два сварщика (один подогревает, другой сваривает)
8—10
6—7
0,56—0,78
0,58—0,84
Два сварщика (по одному с каждой стороны)
XVII.3. СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Особенности сварки титана и его сплавов связаны со значительными трудностями из-за их высокой активности по отношению к кислороду, азоту, водороду и углероду, которые отрицательно влияют на свариваемость. Для обеспечения хорошего качества сварки необходимо ограничивать содержание вредных примесей в свариваемом и присадочном материале до следующих значений, %, кислорода 0,12—0,15, азота 0,04—0,05, водорода 0,01—0,015 и углерода 0,1. При св'арке плавлением необходима надежная защита от атмосферы не только металла сварочной ванны, но также металла околошовной зоны и обратной стороны шва, нагретого до температуры >400 °С. Дополнительным затруднением при сварке является склонность титана и его сплавов к росту зерна при нагреве до высоких температур (выше 880 °С). Рост зерна усугубляется низкой теплопроводностью титана, увеличивающей время пребывания металла сварного соединения при высоких температурах. Для преодоления указанных трудностей сварку выполняют при минимально возможной погонной энер-
539
540
XVI 1.14. Ориентировочные р<.жимы аргонодуговой сварки титана вольфрамовым электродом
Толщина
металла,
мм
Диаметр присадочной прсволоки, мм
Расход аргона, л/с
Сварочный ток, А
Напряжение Дуги, В
Скорость сварки, 1ХЮ~3 м/с
в горелке
для защиты обратной стороны шва
Число или номер проходов
1
40—60
1Л \л
2
70-90
1U—14
3
120-130
10—15
4
130-140
5
140—160
11-15
ю
160—200
Ручная сварка 1,2-1,5
1,5-2
2-2,5
2—3
0,08—0,13
0,03—0,04
2—3
10—14
Механизированная сварка
1
60—80
8—10
7—8,4
0,17—0,25
0,02—0,04
2
120—160
8—10
5,6—7
0,3-0,4
0,05—0,07
1
3
200—240
10—12
4,2—5,6
0,4—0,55
0,07—0,08
Гч
180—210
9-11
2,8—3,6
1-й
О
200—240
13—15
3,6—4,2
2,5
0,47—0,58
0,07—0,1
2-й и 3-й
6
180—210
10—12
2,8—4,2
—
1-й
220—250
11—13
2,5
0,08—0,13
2-й и 3-й
8
190-240
10—12
1,7-2,8
—
0,52—0,64
1-й
240—290
11-13
2,5
2-й и 3-й
Примечание. Диаметр вольфрамового электрода выбирают в зависимости от сварочного тока с учетом допустимой токовой нагрузки на электроды.
XVI 1.3. Типичные разделки кромок для сварки неплавящимся электродом титана разной толщины
а — 6 = 4—10 мм; б — б=*10—15 мм; в — б—свыше 15 мм
гии. Наиболее частые дефекты швов—это поры и холодные трещины. Возбудителями пор являются газы и среди них в первую очередь водород. Для устранения пористости необходимо обеспечить требуемую чистоту основного металла и сварочных материалов. Главная причина возникновения холодных трещин — также водород, выделяющийся из твердого раствора и образующий гидриды титана. Эти процессы приводят к охрупчиванию титана и появлению больших внутренних напряжений. Титан и его сплавы можно сваривать дуговой сваркой в защитных газах, автоматической под слоем флюса и электрошлаковой сваркой.
Сварку в инертных газах можно осуществлять неплавящимся или плавящимся электродом. Сварку неплавящимся электродом ведут обычно в аргоне вручную или автоматом, используют аргон высшего сорта (ГОСТ 10157—79*), очищенный от влаги. Сварку вольфрамовым электродом обычно иттрированным или лантанированным выполняют на постоянном токе прямой полярности (табл. XVII.14). Свариваемые кромки и присадочный металл должны быть очищены от окислов и загрязнений травлением в течение 5 мин в растворе, содержащем: 0,35 л соляной кислоты, 0,055—0,06 л азотной кислоты, 50 г фтористого калия, 0,06 л воды или 0,35 л соляной кислоты, 5 г фтористого натрия, 0,65 л воды. При толщине металла до 3 мм кромки не разделывают. Формы рекомендуемых разделок при сварке больших толщин показаны на рис. XVI 1.3. В качестве присадочных материалов наибольшее распространение получили сварочные проволоки: ВТ1-00 — для технического титана и низколегированных аи псевдоа-сплавов; ВТ2 (системы Ti — А1)—для а- и псевдоасплавов; СПТ-2 (системы Ti—AI—V—Zr) —для большинства двухфазных (ос + Р) -сплавов (без термического упрочнения сварных соединений). Сварочную и электродную проволоку перед сваркой подвергают вакуумному отжигу для предохранения шва от загрязнения водородом. Корень шва при дуговой сварке защищают (при небольшой протяженности стыковых соединений) плотным поджа-
542
тием кромок к медной или стальной подкладке, подачей инертного газа в подкладку с отверстиями или изготовленную из пористого материала. При сварке сосудов или труб инертный газ подают внутрь изделий (поддувают). Вместо поддува аргона можно применять специальные флюсы-пасты для защиты обратной стороны шва. При сварке изделий сложной конфигурации осуществляют общую защиту сварного соединения и изделия в камерах (типа ВКС-1', ВУАС-1, УСБ-1 и др.) с контролируемой атмосферой и в специализированных боксах (в обитаемых камерах) с обеспечением в них условий для работы сварщиков.
Использование фтористых флюсов — паст (АНТ-17А, АНТ-23, ФАН-1) при аргонодуговой сварке титановых сплавов позволяет значительно снизить погонную энергию сварки (в 1,4—1,6 раза) по сравнению с аргонодуговой сваркой без флюса. Стыковые, тавровые, нахлесточные соединения из металла толщиной более 4 мм сваривают в нижнем положении плавящимся электродом. Сварку выполняют на постоянном токе обратной полярности (табл. XVII. 15).
XVI 1.15. Режимы сварки титана плавящимся электродом в аргоне (без разделки кромок)
Толщина
металла,
мм
Сварочный ток, А
Напряжение дуги, В
Скорость
сварки,
1хЮ“3
м/с
Вылет
элект¬
рода,
мм
Расход газа, л/с
Диаметр электрода, мм
3—8
350—450
22—28
7—11
20—25
0,33—0,5
1,6
4—8
150—250
22—24
8,3—11
10—14
0,33—0»5
0,6-
0,8
8-12
340—520
30—34
5,5—7
20—25
0,6—0,75
1,6-2
14—34
480—750
32—34
5-6
30—35
0,67—0,83
3
16—36
630—920
32—36
4,5—5
35-40
0,83—1
4
16—36
730—1200
34—38
4—4,5
40—45
0,83—1
5
При сварке в гелии напряжение дуги увеличивают по сравнению с данными табл. XVII.15 на 8—12 В, расход газа — в 1,5—2 раза. Способы защиты, материалы, сварочная оснастка те же, что и при сварке вольфрамовым электродом.
Сварка под флюсом. Основным преимуществом является высокая производительность процесса. Этим способом можно сваривать стыковые, угловые и нахлесточные соединения при толщине металла 3 мм и более (табл. XVII. 16).
Обратную сторону шва защищают с помощью флюсомедной подкладки или флюсовой подушки. Ток постоянный обратной полярности. Используют флюсы марок АНТ-1, АНТ-3, АНТ-7. Флюс перед
543
XVII.16. Ориентировочные режимы автоматической сварки
стыковых швов титана под флюсом
Диаметр
Скорость, 1x10 * м/с
Толщина
электрод¬
Сварочный
Напря¬
металла,
ной про¬
ток, А
жение
подачи
мм
волоки,
Дуги, В
электродной
сварки
мм
проволоки
Односторонняя сварка на остающейся подкладке
2,5
2
180-200
42—47,6
3
2,5
240—260
30—32
4
270-290
47,6—53—2
Односторонняя сварка на медной подкладке
4
5
3
340—360
370-390
32—34
40,6—43,4
44,8—47,6
12,6—15,4
6
390—420
47,6-50,4
30—32
12,6—14
8
4
590—600
25,2—28
Двусторонняя сварка
8
350—380
44,8—47,6
12,6—14
10
12
3
440-460
450—500
32—34
50,4—53,2
53,2—56
12,6—15,4
16
18—20
4
590—600
600-610
30—32
32—34
25,2—28
11,2—12,6
употреблением необходимо тщательно высушить при 200—300 °С. Высота слоя флюса должна быть не меньше вылета электрода.
Электрошлаковую сварку применяют для соединения заготовок (поковок) и деталей толщиной свыше 40 мм. Сварку можно выполнять электродными проволоками диаметром 3—5 мм, пластинчатым электродом толщиной 8—14 мм и шириной, равной ширине свариваемого металла, или плавящимся мундштуком. Сварочную ванну защищают тугоплавкими фторидными флюсами АНТ-2, АНТ-4, АНТ-6 и дополнительно (поверх шлаковой ванны) аргоном. Сварку ведут на переменном токе минимальной погонной энергии, обеспечивающей устойчивый электрошлаковый процесс и необходимое проплавление свариваемых кромок (табл. XVII. 17).
Механические свойства сварных соединений однофазных сплавов
544
XVII. 17. Режимы электрошлаковой сварки
Толщина
Свароч¬
Число
Сварочный
Напря¬
Расход арго¬
металла, мм
ный за>
электро¬
ток, А
жение
на, л/с
зор, мм
дов
дуги, В
Сварка пластинчатым электродом
30-50
1600-2000
0,083-0,11
23—25
50-80
0,12—0,17
—
2000-2400
14—18
80-100
0,17—0,2
24—25
100-120
2400—2800
0,2-0,23
Сварка проволочным электродом d=4—5 мм
40
70
30—32
1
680—1350
29—30
32—35
0,67
0,83
100
150
32—34
2
1360—2700
28—30
32—35
1
1,13
Сварка плавящимся мундштуком
70
100
30—32
2
1—2
1300
1700
22
25
0,15
0,2
Примечание. Сухой вылет при пластинчатом электроде 450— 600 мм, при проволочном 50—70 мм.
при всех видах сварки достаточно высокие и близки к свойствам основного металла. Однако при сварке двухфазных (а+ р)-сплавов механические свойства сварных соединений могут ухудшаться. Для получения оптимального соотношения характеристик прочности и пластичности необходимо применять полный отжиг.
XVII.4. СВАРКА СВИНЦА
Особенности сварки свинца. Свинец плавится при температуре 327 °С, а окисная пленка, покрывающая поверхность свинца — при 350 °С. Это создает трудности при сварке, связанные с необходимостью удаления окисной пленки. Для сварки используют бессурьмянистый свинец, так как сурьма в свинце придает металлу шва хрупкость. Пары свинца чрезвычайно ядовиты, поэтому необходимо
35—194
545
любой процесс сварки вести в респираторе. Свинец сваривают электродуговой сваркой угольным электродом и газовой сваркой.
Сварка угольным электродом. Непосредственно перед сваркой кромки металла следует зачищать шабер скребком до металлического блеска на ширину не менее 30 мм от оси шва. В качестве флюсов, защищающих свинец от окисления в процессе сварки, применяют стеарин, смесь стеарина с канифолью в равных частях или воск. Флюсом натирают зачищенные кромки и поверхность присадочного металла. При сварке с флюсами качество швов лучше, особенно при небольшой толщине свариваемого металла. Присадочным материалом служат полоски и прутки из основного металла толщиной или диаметром, равным толщине основного ме1алла, но не более 8 мм. При сварке без флюсов окисную пленку необходимо снимать в процессе сварки механическим путем (стальным крючком). Сварку выполняют на постоянном токе прямой полярности и на переменном токе (табл. XVI 1.18).
XVII.18. Режимы дуговой сварки свинца угольным электродом
Толщина свинца, мм
Диаметр электрода, мм
Сварочный ток, А
Длина дуги, мм
1—5
5—10
6—12
10—15
25—40
40—65
6—8
10—12
15-30
15-20
65-95 95 100
8—12
Сварочный ток не должен превышать 100 А во избежание прожогов. Листы толщиной до 10 мм сваривают без разделки кромок. При толщине металла более 5 мм сварка многопроходная. При сварке с присадочным металлом, укладываемым на стык, дугу направляют на него и свариваемые листы проплавляют вместе с присадочным металлом на всю толщину. Во время сварки концом электрода короткими перемещениями вперед сгоняют пленку окиси и при этом сообщают электроду небольшие колебательные движения поперек шва. При сварке со сварочной проволокой, подаваемой в шов, ее перемещают по шву вслед за электродом и располагают под углом 30—40 ° к направлению сварки. При сварке методом касания угольный электрод, заточенный лопаточкой, прижимают к свариваемым кромкам и перемещают вдоль них. Расплавление происходит за счет контактного сопротивления, а также от нагретой поверхности электрода.
Газовая сварка. Применяется ацетиленокислородная и водород¬
546
нокислородная газовая сварка. Вместо ацетилена можно использовать газы-заменители. Флюсы, присадочные металлы, разделка и подготовка кромок к сварке такие же, как при сварке угольным электродом. Мощность нормального ацетиленокислородного пламени принимается из расчета 0,36 л/с, где б — толщина металла, мм. Для полного проплавления кромок сварку стыковых соединений металла толщиной 10—12 мм необходимо вести с зазором 2 мм на подкладках. Прочность стыковых соединений при дуговой и газовой сварке практически не ниже прочности основного металла.
Глава XVIII. СВАРКА КОНСТРУКЦИЙ И ТРУБОПРОВОДОВ ИЗ ПЛАСТМАСС
XV1II.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Пластмассы фактически являются смесями, свойства которых, в том числе и свариваемость, определяет их основа — полимер.
В полимер с различной целью могут вводиться добавки: стабили* заторы, пластификаторы, пигменты, наполнители и др. Пластификаторы обычно благоприятно влияют на свариваемость.
В зависимости от поведения при нагревании полимеры и пластические массы на их основе делятся на две группы: термопластичные (термопласты) и термореактивные (реактопласты).
Термопласты при нагревании размягчаются (плавятся), т. е. переходят в вязкотекучее состояние. При многократном нагреве до оплавления они не претерпевают заметных химических изменений.
При нагреве реактопластов в них происходят реакции образования трехмерных структур, что исключает их повторное размягчение.
Важнейшей характеристикой полимера является зависимость деформации от температуры—термомеханическая кривая. Она позволяет оценить, при каких температурах полимер находится в стеклообразном, высокоэластичном и вязкотекучем (расплавленном) состоянии.
У ряда полимеров макромолекулы образуют не только ближний, но и дальний порядок. Такие полимеры получили название кристаллических. Атомы макромолекул в полимерах связаны между собой прочными химическими связями при расстояниях между ними 0,1—0,15 нм. Между макромолекулами действуют более слабые силы, проявляющиеся на расстояниях 0,3—0,5 нм (силы Ван-дер-Ваальса). Способность макромолекул под воздействием напряжений изменять форму обеспечивает протекание в полимерах релаксационных процессов.
35*
547
XVIII.2. МЕХАНИЗМ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ
В основе сварки пластмасс лежит процесс взаимодействия мак* ромолекул в зоне контакта свариваемых деталей вследствие реализации сил Ван-дер-Ваальса и водородных связей либо химических (радикальных связей). В зависимости от этого различают сварку способами плавления (реологодиффузионную) или химическую.
Сварка плавлением основана на свойстве полимерных материалов при нагреве выше определенных температур или в набухшем состоянии (при введении растворителя) переходить в вязкотекучее состояние, которое при наличии плотного контакта соединяемых деталей способствует возникновению межмолекулярного взаимодействия.
Для обеспечения плотного контакта свариваемых поверхностей и удаления из зоны сварки прослоек, препятствующих взаимодействию макромолекул, необходимо, помимо нагрева или введения растворителя, прикладывать усилие. При этом в зоне контакта протекают реологические (перемешивание расплава, ориентация и др.) и диффузионные процессы, которые в значительной степени определяют качество сварного соединения. Поэтому сварку плавлением еще называют реологодиффузионной.
Основными параметрами режима сварки принято считать температуру и время нагрева свариваемых деталей, а также давление при сварке и время его действия.
Режимы сварки определяют путем варьирования температуры нагрева в интервале выше температуры текучести, но ниже температуры деструкции при различной продолжительности и удельном давлении.
Согласно развиваемой во ВНИИСТе реологической концепции механизма образования сварного соединения термопластов интенсивность реологических процессов в зоне контакта соединяемых деталей зависит главным образом от вязкости расплава, прилагаемого давления и формы контактной поверхности.
Вязкость расплава, отражая химическую природу полимера (молекулярную массу, молекулярное распределение, разветвленность молекул и др.), зависит от температуры.
Таким образом, язкость полимера связывает основные параметры сварки (температуру нагрева деталей, время нагрева, давление при сварке, скорость приложения давления) с физико-химической природой полимера.
Поэтому в основу определения свариваемости термопластов может быть заложена характеристика изменения вязкости расплава в интервале вязкотекучести (рис. XVIII.1), т. е. в интервале от температуры плавления до температуры заметного разложения (деструкции).
548
XVIII. 1. Изменение вязкости расплава термопласта в интервале вязкотекучего состояния
Г-температура; Гпл, ГДестр температура плавления и деструкции; АТ — интервал температур; Amin *“ минимальная вязкость
S
В связи с этим количественными параметрами, характеризующими свариваемость, являются ширина температурного интервала (от температуры плавления до температуры деструкции ДГ), минимальное значение вязкости в этом интервале тшт и градиент вязкости dr\ldT.
Чем шире температурный интервал Д7\ меньше в нем вязкость и больше градиент, тем лучше и проще сваривается данный термопласт.
В соответствии с указанным все термопласты по свариваемости могут быть разделены на несколько групп;
хорошо сваривающиеся, у которых минимальная динамическая вязкость расплава ниже 102—103 Па-с, эффективный интервал вязкотекучего состояния до деструкции превышает 50—60 °С, а градиент падения вязкости в этом интервале не менее 10 Па-с на 10 °С;
удовлетворительно сваривающиеся термопласты, у которых энергия активации вязкого течения меньше, чем энергия химических связей, температурный интервал вязкотекучего состояния не превышает 50 °С, а градиент вязкости не менее 5 Па-с на 10 °С, вязкость расплава не выше 105 Па*с (это, например, полиамиды, плавкие фторлоны);
ограниченно сваривающиеся термопласты, у которых энергия активации вязкого течения меньше, чем энергия химических связей макромолекул, но температурный интервал вязкотекучего состояния не превышает 50 °С, вязкость расплава не выше 10е Па*с, в связи с чем необходимы меры по искусственному снижению вязкости в процессе сварки; сюда же могут быть отнесены ориентированные пластики (в качестве примера можно назвать поливинилхлориды, полиэтилентерефталатную пленку);
трудносваривающиеся — это термопласты, энергия активации вязкого течения которых выше энергии химических связей и вязкость расплава которых 107—1011 Па • с. Такие термопласты практически не могут быть переведены в вязкотекучее состояние (например, фторлон 4, фторлои 26, поливинилацетат). Для их сварки необходимы специальные способы.
549
Ширину интервала вязкотекучего состояния, минимальную вязкость, градиент вязкости определяют с помощью пластометра, температуру разложения (деструкции) — на дериватографе, а инкубационный период до деструкции при данной температуре — на ИКспектографе.
Нагрев предпочитают вести до температуры, близкой к температуре минимальной вязкости, но ниже температуры деструкции.
При сварке под воздействием нагрева и прилагаемых усилий осадки, в процессе охлаждения в шве и околошовной зоне возникают местные напряжения и могут образоваться трещины. Поэтому сварные швы нерационально подвергать нагрузкам сразу же после сварки. Однако спустя некоторое время (обычно 10—20 ч) собственные напряжения релаксируются. Процесс релаксации может быть ускорен термической обработкой стыка.
Этим способом сварки соединяют термопласты и эластотермопласты.
Химическая сварка. В основе химической сварки лежит процесс реализации химических связей между макромолекулами. Она может быть осуществлена за счет функциональных групп свариваемых полимеров или с помощью мостикообразующих веществ, вводимых в сварной шов. Например, дополнительным нагревом до температур, превышающих температуру отверждения, заставляют прореагировать между собой оставшиеся в поверхностных слоях деталей реакционноспособные группы реактопластов на основе фенолоформальдегидных, анилиноформальдегидных и других смол.
Присадку в виде резольной смолы добавляют при сварке пластмасс на основе эпоксидных полимеров. Нагрев осуществляют токами высокой частоты (ТВЧ) или ультразвуком. Способ применяют для соединения отвержденных реак гоп ластов, резин, термопластов с поперечными связями и некоторых термопластов кристаллической и ориентированной структуры.
Сшитый поливинилхлорид (ПВХ), в котором поперечные связи получены с участием триаллилцианурата, может химически свариваться с помощью теплового воздействия либо с присадкой диаминов, наносимых в растворителях, вызывающих набухание поливинилхлорида.
Химическая сварка эффективна при соединении ориентированных термопластичных пленок и волокон, сварные швы которых должны сохранять исходные физико-механические свойства основного материала, утрачиваемые при плавлении.
В таком случае для соединения, например полиамидных пленок, присадочными реагентами являются многоосновные кислоты и их хлорангидриды. В качестве присадки при соединении полиэтилентерефталатной пленки используют ангидриды многоосновных кислот или
550
а)
6)
в)
г)
60-70°
60-70°
J5*
а — без разделки; б, в — соответственно с У- и X-образной разделкой; г — разделка кромок углового соединения; д, е — то же, таврового
XVII 1.2. Подготовка кромок деталей перед сваркой
соединения
органические перекиси, наносимые на свариваемые поверхности из раствора в кетоне или в смеси с низкомолекулярным полиэфиром из раствора в полиметиленхлориде.
Химическая сварка-сшивка может быть выполнена и без присадки в результате действия нейтронного или рентгеновского излучения.
В основу классификации способов сварки плавлением положен способ нагрева свариваемых деталей.
Сварка нагретым газом — способ, при котором тепло на свариваемые поверхности подают нагретой струей газа. Сварку газовым теплоносителем можно вести с присадочным материалом и без него. Присадочный материал при сварке листов может быть в виде прутка круглого (0 2—6 мм) или другого сечения, а при сварке пленок— в виде ленты шириной 10—15 мм.
Присадочный материал обычно содержит 3—10 % пластификатора. Жесткие пластины толщиной менее 2 мм могут свариваться без разделки кромок и без зазора. Более толстые пластины сваривают с разделкой кромок, угол раскрытия которых обычно 45—70°, зазор— 0,5—1,5 мм (рис. XV1II.2).
Листы и трубы толщиной 4 мм и более сваривают прутком за несколько проходов (несколькими слоями). Необходимо подваривать корень разделки с обратной стороны, предупреждая этим непровар (рис. XVII 1.3). В качестве газа-теплоносителя чаще всего используют воздух. Можно ирименять азот, углекислый газ и аргон. Основ-
XVIIL3. СПОСОБЫ СВАРКИ ПЛАСТМАСС
551
*)
3 S 1
e)
20-25°
XVI11.3. Схема сварки термопластов горячим газом а — присадка — сварочная проволока; 6 — присадка в виде ленты; в — сопло горелки с подогревом прутка и разделки; г, д — порядок (/—7) наложения проволоки при У- и Х-образной разделке; е — сварное соединение без присадочного материала
XV111.4. Горелка для сварки пластмасс с электроподогревом газовой струей
1 — сопло; 2 — нагреватель; 3—корпус; 4 — рукоятка; 5, 6 — воздухои токоподводы
552
ными параметрами режима сварки газовым теплоносителем являются температура газа на выходе из сопла, его расход, а также связанные с этим скорость сварки и давление на присадочный пруток.
Температура газовой струи на выходе из сопла определяется по формуле Г=7,Пл+(50—100) °С (табл. XVIII.1). Давление газовой
XVII 1.1. Режимы сварки нагретым газом
Термопласт
Расход газа, л/с
Температура газа на выходе из сопла, °С
Винипласт
0,66
200—270
Ударопрочный ПВХ
0,5—0,6
250-280
Перхлорвиниловая смола
0,8
280-325
Полиэтилен:
низкого давления
1,1
250—320
высокого давления
1,3
220—270
Полипропилен
0,58
250—300
Полибутен
0,5
450—480
Полиамид-12
0,3
230—400
Ударопрочный полистирол
0,65
210—290
Полиметил метакрилат
0,65
220—380
струи в зависимости от скорости сварки составляет 0,04—0,09 МПа. Скорость сварки однослойного шва равна (2,5—4,2) 10“3 м/с. Усилие, действующее на пруток, 8—15 Н для полиамидов и полиолефинов и 15—20 Н для жесткого ПВХ.
Мягкий пруток прикатывается дополнительно роликом с усилием 15—30 Н.
Для повышения производительности пользуются прутками треугольного или квадратного сечения по площади, близкой к площади сечения разделки, а также сдвоенным прутком. Эффективно применять предварительный подогрев прутка и разделки. Специальный наконечник горелки (см. рис. XVII 1.3, в) позволяет увеличить скорость сварки в несколько раз (табл. XVIII.2).
XVII 1.2. Режимы сварки нагретым газом с предварительным подогревом присадочного прутка и разделки
Показатель
Полиэтилен
Полипро¬
Вини¬
Полифор-
нд
ВД
пилен
пласт
мал ьлегид
Температура газа, °С
Скорость сварки, см/с
250±10
0,5±0,1
220±10
0,6±0,1
260± 10 0,6±0,1
250±10 0,6±0,1
230±150
0,4±0,1
553
Многие технологические приемы, используемые при дуговой сварке металлов, в значительной степени приемлемы и при этом способе сварки пластмасс. Например, порядок укладки слоев при сварке стыков с Х-образной разделкой см. на рис. XVIII.3, г, д. Для сварки с присадочным прутком созданы специальные сварочные горелки (табл. XVIII.3).
XVI 11.3. Технические характеристики сварочных горелок
Показатель
Марка горелки
ГГП-1
| ГГК-1
| ГЭП-2
Г аз-теплоноситель
Продукт
горения
Любой
Рабочее давление газа-теплоносителя, МПа Расход газа, л/с:
0,01—0,1
До 0,5
0,015—0,5
пропана
0,42—0,67
2
—
городского газа
0,5—2
6
—
Рабочее напряжение на спирали, В
*—■
36
Мощность, кВт
—
—
0,750
Диаметр присадочного прутка, мм
3—5
3-5
3—5
Габариты, мм
260X70X85
260X70X85
200x180x40
Масса, кг
0,6
0,85
0,75
В СССР был освоен крупносерийный выпуск горелок типа ГЭП-2 с электрическим нагревом газовой струи (рис. XVIII.4). Ранее выпускались горелки с нагревом газосгорающими смесями, так называемые косвенного действия ГГК-1 и горелки прямого действия ГГП-1. Для сварки прямолинейных швов в нижнем положении в СССР были разработаны полуавтомат ПГП-1 и сварочный автомат «Пчелка» (табл. XVII 1.4).
Прочность сварных соединений, выполненных газовым теплоносителем с присадочным прутком, составляет для винипласта 0,4—0,6, полиметилметакрилата 0,3—0,4, полистирола 0,4—0,5 прочности основного материала. С помощью газового теплоносителя без присадочного материала сваривают преимущественно нахлесточные соединения из пленок и листов из мягких термопластов.
Для механизированной сварки термопластичных пленок газовым теплоносителем могут применяться машины МСП-5М и СПК-М (см. табл. XVII 1.4).
Имеется положительный опыт сварки листов толщиной до 16 мм из винипласта, этот процесс полностью механизирован. Поверхность скошенных под острым углом кромок листов (см. рис.
554
XVI11.4. Технические характеристики полуавтоматов и машин
Показатель
ПГП-1
«Пчелка»
МСП-5М
СПК-М
Напряжение, В:
220
питающей сети
220
220
380
нагревателя горелки
36, 30, 24
—
36
36
тележки
24
Максимальная потребляемая мощность, кВт
0,75
1,2
1,5
2
Максимальная толщина свариваемого материала
4
4
0,2
0,2
Скорость сварки, м/с
0,0016
0,028
0,013—
0,18
0,01—0,08
Минимальное давление воздуха, МПа
0,05
0,06
0,06
Минимальный расход воздуха, м3/с
0,0003
0,00024
0,00024
Расстояние между срезом сопла горелки и поверхностью свариваемого материала, мм
10
350
5
Максимальная температура воздуха, °С Масса, кг:
500
350
полуавтомата
14
—
280
1200
источника питания
30,5
Габарит полуавтомата, м
0,19х
Х0,31х
Х0,05
1,2х
XI,IX XI,35
3,19X1.75х XI.66
XVIII.3, в) нагревается струей горячего газа, поступающего из щелевого сопла, до оплавления. Кромки сдавливаются роликами, при этом один лист перекрывает другой на ширину, зависящую от толщины свариваемых листов и угла скоса, но не менее чем на 16—18 мм.
Скорость механизированной сварки листов из ПВХ (4,2—5,6) 10~8 м/с. Щелевые горелки (см. рис. XVIII.3, б) широко применяют для сварки тары из пленок в различных упаковочных автоматах. При этом можно получать как прерывистые, так и непрерывные швы.
В настоящее время сварку нагретым газом эффективно используют при изготовлении и монтаже конструкций из нетканых синтетических материалов (НСМ). Поскольку НСМ представляет собой материал типа кошмы, изготовляемый чаще всего из полиамида (отходы производства капронового, нейлонового и других синтетических волокон), то его сквозной прогрев и пропрессовка приводят к монолитизации материала в шве. Шов становится жестким, ломким и по
555
своим свойствам значительно отличается от свойств основного материала.
Поэтому полотнища из НСМ свариваются внахлестку, с прогревом газовой струей сопрягаемых поверхностей нахлестки на полную ширину, но на глубину не более одной трети от толщийы свариваемых деталей. Нагрев нахлестки производится изнутри с помощью щелевых сопел горячим воздухом, нагреваемым до 300—350 °С либо открытым пламенем газовой горелки или паяльной лампы. Для получения качественного соединения необходимо его подвергнуть прокатке. При соблюдении технологического режима сварной шов получается эластичным и вместе с тем достаточно прочным.
Контактная тепловая сварка (сварка нагретым инструментом). Это способ подразделяется на два вида; сварку оплавлением и проплавлением. В первом случае нагреватель соприкасается непосредственно со свариваемыми поверхностями, во втором — тепло к свариваемым поверхностям поступает сквозь толщу деталей, а нагреватель контактирует с внешней поверхностью свариваемых деталей. Первым способом сваривают детали значительной толщины, вторым— тонкие листы и пленки, образующие нахлесточное соединение. При этом используют различные схемы нагрева свариваемых деталей (рис. XVII 1.5). Нагреватели могут быть в виде пластин, полос, дисков, профилированных планок, нитей и игл.
Температурное поле в зоне нагрева изменяется со временем. При оплавлении кромок плоским нагревателем зона проплавления имеет параболическую форму (рис. XVIII.6, а, б). Наибольшая глубина проплавления наблюдается в поверхностных слоях вследствие тепла, идущего от выступающих кромок нагревателя (теплоизлучение и конвекция), и вытекания перегретого расплава в грат.
При сварке проплавлением температурное поле в зоне сварки нарастает постепенно (см. рис. XVIII.6, д).
Механические свойства шва отличаются не только от свойств основного материала, но и разнятся по сечению швов (см. рис. XVIII.6, в, г). Причем если в сварном стыковом шве, выполненном контактной сваркой оплавлением, максимальная прочность соответствует центральной части шва, то при сварке нахлесточного соединения в центре она минимальна (см. рис. XVIII.6, е).
Реологические процессы, протекающие в шве, имеют решающее значение в получении шва высокого качества. Эти процессы зависят не только от свойств материала, геометрических параметров, но и от режима сварки. Режим сварки некоторых термопластов приводится в табл. XVIII.5. Начальное давление нагревателя по мере оплавления неровностей на кромках свариваемого материала должно снижаться (рис. XVIII.7), чтобы уменьшить количество вытекающего из зоны контакта расплава. После нагрева и осадки охлаждение по
556
а)
д)
1\тЧЧЧЧЧ\\\
0
* ш
ШУ//Л
tssssssaas f 111
1 P {
ПК
K)
r*
ш
шз
XVI1I.5. Основные схемы контактной сварки
а—е — оплавлением; ж, з — проплавлением: и. к —с закладным нагревателем; 1 — нагреватель; 2, 3 — свариваемые детали; 4 — прикатывающие ролики
557
XVII1.6. Анизотропия тепловых полей и механических свойств сварных швов, выполненных контактной сваркой а — форма зоны проплавления при нагреве плоским инструментом; б — схема формы сварного стыкового шва, полученного оплавлением; в — изменение прочности по сечению стыкового шва; г — изменение твердости по поперечному сечению шва (пики по линии проплавления); д — схема изменения теплового поля при сварке проплавлением; е —- изменение прочности нахлесточного соединения, полученного проплавлением; m —■ ширина зоны проплавления шва; Н — твердость; а — прочность; Т — температура; t — время; о — толщина свариваемых деталей; Q — радиационный тепловой поток; 1,2 — свариваемые детали; 3 — нагреватель; 4 — грчт; 5 — линия проплавления; 6 — граница грата
с поверхностью
всей площади сварки должно происходить равномерно под постоянным давлением.
Трубы диаметром более 50 мм с толщиной стенки более 2 мм обычно соединяют стыковым швом, трубы диаметром менее 50 мм сваривают враструб.
Торцы труб, соединяемые стыковыми швами, нагревают плоским нагревателем, имеющим форму диска — для труб малых диаметров и форму кольца — для труб большого диаметра (более 200—250 мм). Эти нагреватели в зависимости от конструкции могут нагреваться газовыми горелками, в муфельных печах либо встроенными нагревателями (обычно электроспираль, стальная лента большого омического сопротивления или трубчатые электронагревательные элементы— ТЭНы).
Электрическая мощность нагревателей зависит от диаметра труб и составляет 600 Вт для труб диаметром до 100 мм и до 10 кВт для труб диаметром более 1000 мм. Нагреватель, как правило, снабжают терморегуляторами, обеспечивающими стабильную температуру с погрешностью не более ±5 °С.
558
XV'111. 7. Обобщенная диаграмма изменения основных параметров режима стыковой контактной тепловой сварки оплавлением деталей из термопластов при двухступенчатом изменении давления при оплавлении Тн — температура нагревателя; Р0П1- Р0П2' Рос-давления
оплавления начального, последующего и давление осадки; Sonr Son2’ ‘ос ускорения при начальном и последующем оплавлении и при осадке; Уоп1>
оп2* ос ““ СК°Р°СТИ начального и последующего оплавления и скорость осадки; *ОП1« 0П2— время оплавления начального и +/2
последующего;
+/ос ~вРемя время выдержки;
ос ос осадки;
*выд
■время сварки
XVII 1.5. Ориентировочные параметры режима сварки термопластов
Время, с
Термопласт
Температура нагревателя, °С
СО
Ш
<У
а
с-
2
выдержки после сварки
Давление осадки, МПа
Полиэтилен, стабилизированный сажей: низкого давления
220—250
25—30
30—40
0,1—0,2
(ПЭНД)
высокого давления
200-220
20—25
30—40
0,1—0,15
(ПЭВД) Полипропилен (ПП)
240 -260
30—50
30
0,2
Полиизобутилен
250
30
30
0,15-0.2
Полиэтилентерефталат (лавсан)
Поливинилхлорид (вини¬
320
20—25
30
0,15—0,2
240—250
40—50
30
0,4—0,5
пласт)
Полиамид:
400—440
15
30
0,8—1
6
440
15-20
40
0,8—1
6—6
160—180
25—30
30—60
0,2—0,25
Полистирол
280—300
25
30—60
0,1-1
Полиметилметакрилат СТ-1-
240—280
25
35—30
0,6—0,8
Полиметилметакрилат
(пластифицированный)
СОЛ
280—300
20—30
30
0,2
ABC
250-300
20 -50
506
0.1—0,2
Поливинилхлорид (пласти¬
220
20—30
30
0,15—0,2
фицированный)
559
XVIII.6. Характеристика нагревателей с диапазоном регулирования температуры 20—250 °С для контактной сварки труб оплавлением
Максимальный диаметр свариваемых труб, мм
Мощность,
кВт
Напряжение рабочее, В
Габарит, мм
Масса, кг
110
0,45
36
165x280
1,3
160
1
220
210x170
2
225
1,6
36
360X 280
5,4
В табл. XVII 1.6 приведена характеристика дисковых нагревателей конструкции Киевского филиала ВНИИМонтажспецстроя (КФ ВНИИМСС).
При сварке винипласта иногда применяют нагреватели, имеющие ребристую поверхность; высота и шаг пилообразных ребер 2,5—
4,5 мм.
Технологический цикл получения хорошего качества сварного соединения труб складывается из следующих операций:
точной центровки концов труб, чтобы была устранена их эллипсность и смещение кромок не превышало 10 % толщины стенок труб;
механической обработки кромок с целью удаления окисленных и загрязненных слоев материала, а также обеспечения параллельности кромок, подлежащих нагреву и сварке. Разность по зазору в стыке не должна превышать 0,8—1,5 мм;
оплавления кромок нагревателем. Температура и время оплавления зависят в основном от материала, геометрических параметров труб. По характеру они должны соответствовать указанному на рис. XV111.7;
удаления нагревателя и осадки;
выдержки после осадки для обеспечения остывания кромок под давлением, предупреждающим снижение качества стыка при протекании релаксационных процессов после осадки. Ориентировочные параметры режима контактной стыковой сварки труб приведены в табл. XVIII.7.
Все эти операции осуществляют с помощью сварочных устройств и трубосварочных машин (табл. XVIII.8).
Трубосварочные машины состоят, как правило, из следующих главных сборочших единиц: основания или станины, на которой крепятся захваты или наружные центраторы, предназначенные для закрепления концов труб; нагревателя с температурным датчиком, терморегулирующим устройством и таймером. Один или оба захвата подвижны, их привод может быть механическим, гидравлическим
560
XVIII.7. Технологические параметры контактной стыковой сварки оплавлением труб диаметром 100—500 мм
Материал труб
Толщина
стенки,
мм
Давление, МПа
Время оплавления, с
Температура нагревателя, °С
Технологическая пауза. с
Время охлаждения стыка, мин, при температуре окружающей среды, °С
при оплавлении
осадки
-20
0
+20
+40
пэнд
2—6
0,02—0,03
0,12—0,13
45±15
2
3
4
4
5
7—10
0,04—0,05
0,14—0,16
90±25
3
5
6
8
10
11-15
0,06
0,18—0,2
120±25
240±10
5
8
10
11
12
16—25
0,06
0,15—0,2
250=Ь25
5
—
—
—
пэвд
2-6
0,02—0,03
0,12—0,13
35±15
2
3
4
4
5
7—12
0,04—0,05
0,14—0,17
60±15
220±10
3
5
6
8
10
14—18
0,05
0,15
120±15
3
5
6
8
10
Полипропилен
2,5—5
0,03
0,12
45
240±10
3
3
4
4
5
2—8,5
0,04
0,14
55
3
5
6
9
10
Винипласт
7-10
0,06
0
1
о
сл
30—40
240—260
2
10
12
не реко-
Фторопласт-4
2-10
0,08
0,5—0,8
60—90
340—380
) Без
> мендует-
Охлаждение
10—20
0,09
1,5-1,8
90—100
90—100
/ паузы
см
под давле¬
нием до
температуры
300 °С
в течение
90—120 с
XVI11.8. Технические характеристики трубосварочных устройств
Устройства
Диаметр свариваемых труб, мм
Привод для осадки
Тип нагревателя и его мощность. кВт
Усилие осадки, Н
Габарит, м
Масса, кг
разработчик— ка лько держатель
Трубосварочные клещи УСПМ-110
25—75 50—110
Ручной и рычажный
Инвентарный,
0,6
300
550
0,42х Х0,115х
X 0,168
0,64х0,45х
Х0.145
3.2 (без вкладышей)
6.3 (без вкладышей)
КФ ВНИИМонтажспецстроя
УСПМ-225
СА-56
140—225 50—110
Ручной и рычажный с пружиной
Инвентарный,
1,5
Инвентарный
0,25
1500
500
0.486Х Х0.475Х Х0.49 0,5x0,4х Х0.56
14,5 (без вкладышей)
7
Киевский отдел ОКБ ВНИИМонтажспецстроя
ниикимт
СА-59
140-160
Ручной
Инвентарный
0,3
800
0,5х0,5х
Х0.56
10
ниикимт
УКСПТ-12
60 —90
Ручной и рычажный с пружиной
Инвентарный,
0,3
400
0.65Х Х0,34X0,25
12,5
ВНИИСТ
УКСПТ-13
90-160
Ручной
Инвентарный,
0,6
800
0,56х Х0,22x0,52
20
УСП-69
50—325
Ручной и рычажный
Инвентарный,
1,5
600
1,2х0,6х
Х0,55
40
УСПТ-7 (с программным управлением)
140—355
Г идравлический
Встроенный 2,2
3500
1,8х 1,15х
XI,18
820
—
УСКП-6
430—630
Гидравлический с ручным приводом
Встроенный 3,8
6000
0,87Х Х0,76x1,3
60
ВНИПИтранспрогресс, ВНИИСТ
ОБ2418
(УСТТ-110)
ОБ2373
(УСТТ-225)
ОБ2419
(УСТТ-400)
63—110
125—225
250—400
Ручной и рычажный’
Ручной
Рычажный
Инвентарный, 1
Инвентарный, 2
800
3000
10000
0,426х Х0,25Х X0,755 0,83Х Х0,4Х 1,2 1,6Х0,64Х XI,04
45
100
250
ИЭС им. Е. О. Па-
тона
НПО «Пластик»
ОБ2290
(УСТТ-630)
ОБ2346
(УСТТ-900)
ОБ2553
(УСТТ-1200)
450—630
710—900
1000—
1200
Ручной и рычажный
Инвентарный, 4 Инвентарный, 6 Инвентарный, 8
15 000 20000 ; 35000
1,145х Х0,94Х 1,2 1,32 X1,4 X XI ,52 2,3X2,15Х
XI,82
380
890
1950
НПО «Пластик», ИЭС им. Е. О. Патона
Продолжение табл. XVIII.8
Устройства
Диаметр свариваемых труб, мм
Привод для осадки
Тип нагревателя и его мощность, кВт
Усилие осадки, Н
Габарит, м
Масса,
кг
разработчик— калькодержатель
3721А
160—315
Электрический
\ Встроенный, 1,5
2800
2.87Х XI,07X1,85
965
СКВ Мосстроя
3971А
355—630
Гидравличе¬
ский
2500
3x3,0x2,4
1950
—
55644
710— 1200
Встроенный, до 5
3320
1,8x0,26Х
XI,8
2600
Установки треста Строймеханизации
110—225
Гидронасос с ручным
Инвентарный,
1,5
1500
О.ЗЗХО.ЗХ
Х0,4
42
Трест Строймеханизация Чуваш¬
250—400
То же
Инвентарный,
3,5
3500
0.54Х
Х0,64Х0,7
90
ского территориального строитель¬
450—630
Механизированный гидропривод
Инвентарный, 5
5000
0,85х Х0,98x1,3
110
ства
Мобильная установка
80—200
Г идронасос с ручным приводом
Инвентарный с нагревом газовым факелом
1500
1,17 X
Х0,6Х0,9
113
—
XV111.8. Сварочная установка УСКП-6 конструкции ВНИИСТа и ВНИПИтранс-
прогресса
I __ электропривод; 2— механическая фреза; 3 —кронштейн; 4 — пульт управления; 5 — направляющие; 6 — рукоятка насоса; 7 — насос; 8 — роликовые опоры; 9 — свариваемая труба; 10--несущие ребра; 11 — гидроцилиндр; 12 — зажимной центратор; 13 — шток; 14 — ручка; 15 — свариваемая труба; 16 — подвижный центратор; 17, 18 — маховички; 19 — электронагреватель; 20 — винтовой зажим; 21, 22 — верхний и нижний полухомуты
XVIII.9. Передвижная установка УСПТ-7 М с программным управлением конструкции ВНИИСТа для сварки пластмассовых труб диаметром 140—355 мм
1 — рама основания; 2— бак для масла; 3 — кронштейны для крепления дышла-водила; 4, 7 — подъемные ролики для корректировки зазора при сборке; 5— разъемные цанговые центраторы со сменными вкладышами; 6 —летающая фреза для обработки кромок тоуб; 8 — пульт управления для настройки программы работы установки в автоматическом режиме; 9 — пневмобаллоны;
10 — гидропульт; И — нагреватель
565
или пневматическим. Для сварки труб при обсадке скважин захваты располагают по вертикальной оси.
На станине сварочной установки или отдельно от нее располагают пульт управления, в станине находятся моторы, насосы, ресиверы и разводка.
На рис. XVIII.8 показана установка для сварки трубопроводов в полевых условиях. Установку УСКП-6 перемещают вручную по свариваемому трубопроводу. Сварочная установка УСТП-7, обеспечивающая полуавтоматический нагрев и осадку, передвигается на четырехколесном пневмоходу вдоль трубопровода (рис. XVIII.9); ее также можно использовать для полустационарной сварки. Производительность установки при сварке труб диаметром 100—355 мм составляет обычно 4—6 стыков в 1 ч.
При контактной сварке труб враструб одновременно оплавляются внутренняя поверхность раструба и наружная поверхность конца трубы.
После оплавления на заданную глубину конец трубы быстро вдвигается в раструб. Сварку враструб выполняют на таких же установках, что и стыковую сварку. Однако нагреватель в этом случае состоит из двух элементов: гильзы для оплавления конца трубы и дорна для оплавления внутренней поверхности раструба. Дорн и раструб могут иметь цилиндрическую или слегка коническую поверхность (конусность 1/16—1/12). Разность между диаметром гильзы и дорна у цилиндрического инструмента должна сосгавлять 0,5—1 мм. Режим сварки враструб приведен в табл. XVII 1.9.
Сварку закладными нагревателями осуществляют путем нагрева свариваемых поверхностей током, пропускаемым по металлическому
XVII 1.9. Основные технологические параметры сварки враструб полиэтиленовых труб
Показатель
ПЭВД с цилиндрическими поверхностями
ПЭВД с конусными поверхностями
Температура сварки, °С
Время оплавления, с, при толщине
стенки, мм:
300±20
250—270
до 4
5—10
7—12
» 5
6—15
10—15
» 8
8—18
15—20
св. 8
10—20
—
Примечания: 1. Технологическая пауза—не более 2 с. 2. Время выдержки под осевой нагрузкой до частичного отвердения оплавленного материала 5—15 с.
566
XVII 1.10. Схема сварки труб закладным электронагревательным элементом
1. 4 — свариваемые трубы; 2 —
электронагреватель; 3 — литая муфта
/ 1ШШ
йш /
1
1
XV 111.11. Конструкция малоинерционного нагревателя для контактной
сварки нахлесточных соединений пленок
1 — нагревательная лента; 2 — ох-' лаждающий канал; 3 — упругая прокладка; 4 — свариваемая пленка;
5 — антиадгезионная прокладка; 6— рабочая среда; 7, 8 — ложе и оболочка мягкой подушки
XVI 11.12. Типы сварных соединений
армированных пленок а — нахлесточное; б—д — с накладками; е — рантовое (Т-образное)
а)
в)
7 6
в)
е)
Л
проводнику. Усилие в зоне плавления, необходимое для сварки, создается вследствие теплового расширения нагреваемого и расплавляемого материала.
Этим методом очень удобно сваривать трубы (раструбные соединения) в труднодоступных местах.
Для сварки труб спираль из проволоки повышенного электрического сопротивления располагается в раструбной части фасонной детали (муфты тройника, угольника и т. д., рис. XVIII.10). Спираль заделывают при формировании или отливке фитингов.
Режим нагрева можно регулировать изменением напряжения на концах проводника. Для сварки закладным нагревателем труб диаметром 25—110 мм КФ ВНИИМССа создано переносное устройство, питающееся от сети переменного тока напряжением 220 В. Потребляемая мощность 750 Вт, ток до 30 А, рабочее напряжение на закладной спирали 5—28 В, время нагрева регулируется в диапазоне 20— 400 с. Размеры всей установки 450X250X260 мм, масса 20 кг. |
567
При контактной сварке проплавлением детали могут нагреваться с одной стороны или одновременно с двух сторон. При двустороннем нагреве скорость сварки увеличивается. Проплавлением сваривают нахлесточные соединения из пленки и листов толщиной не более 3 мм. Пленки перед сваркой очищают от загрязнений на шероховальных станках. При сварке толстых мягких пленок давление 0,5—
1,5 МПа.
При сварке тонких пластмасс давление еще выше. Поэтому их сварку ведут на прессах, снабженных нагревателями сопротивления, стальными лентами, нитями либо плитами со встроенными ТЭНами. На прессах сварку выполняют циклически, поэтому длина шва обычно получается равной длине нагревателя. Равномерное давление по длине рабочей части нагревателя обеспечивается эластичными и упругими подкладками, располагающимися под нагревателями. Прокладкой мажет быть силиконовая резина, наполняемый воздухом
XVIII. 10. Режим контактной сварки термопластичных пленок
Мятериал пленки
Толщина,
мкм
Температура
нагревателя,
«С
Давление,
МПа
Время сварки, с
пэвд
30—45
60—80
150—200
300—500
600—800
130—140
140-160
160—180
0,05—0,06
2—8
3—5
5-10
пэнд
50-150
150—180
200-600
200—220
160—170
170—180
0,06—0,08
0,08—0,09
0,08-0,09
2-3
Полипропилен
60-150
150—300
230—240
180—200
До 0,01 0,09
2—3
Сополимер этилена с пропиленом СЭП-10
60—150
200—600
200-220
160—170
0,06—0,08
0,08—0,09
2—3
Полиамид
60-150
130—200
185—200
210—220
0,06—0,08
0,04—0,05
5-6
10—15
Фторопласт-4
100-200
390-400
0,02—0,05
120—150
150—180
568
(жидкостью) рукав или подушка из резинотканевого материала (рис. XVIII.11). Во избежание прилипания нагревателей к свариваемомуматериалу между ними располагают антиадгезионную прокладку из фторопласта, целлофана или ацетатной пленки толщиной 0,1 мм. Для исключения деформаций околошовной зоны при нагреве вокруг нагреваемого участка предусматривают зону охлаждения, так называемый холодный замок. Шов должен охлаждаться под давлением. Это предупреждает деформацию шва.
Режим контактной сварки некоторых термопластичных пленок приводится в табл. XVIII. 10.
Для соединения пленок из полиолефинов, полиамидов и других материалов толщиной менее 100 мкм используют термоимпульсную сварку — разновидность контактной сварки проплавлением. В этом случае нагреватель, имеющий малую теплоемкость, получает кратковременный импульс тока. Проплавление происходит за счет выделившегося тепла, а охлаждение — за счет теплоотвода в подложку и в тело электрододержателя.
Армированные пленки соединяют на сварочных прессах, как правило образуя только нахлесточные соединения (рис. XVIИ. 12). Для изготовления сварных оболочковых конструкций из армированных пленок (пневматические здания, резервуары, бассейны, контейнеры,
XVIII.11. Технические характеристики прессов для контактной сварки термопластичных пленок
Показатель
Марка прессов
ПС-1,5 |
ПС-4
| ПС-12
ССП-2
| ССП-5
Условия работы
Стационарные (цех)
Нестационарные
Максимальная
1500
4000
12 000
(на мс 300
>нтаже)
550
длина шва за цикл, мм Ширина шва, мм
До 70
До 50
До 50
До 30
До 30
Давление, МПа
0,3
0,3
0,4
2
5
Суммарное усилие
35
180
300
4,2
4,5
на рабочих поверхностях, кН Максимальная
230
230
230
230
230
температура на рабочих поверхностях, °С Напряжение на
60
60
60
36
36
токоподводе, В Габарит, мм
1800Х
4830Х
13 500 X
590 X
940 X
Х2250Х
X 2130 X
X 3600 X
Х435Х
Х470Х
Х650
Х980
XI300
Х80
Х90
Масса, кг
350
4000
11000
12
28
569
XVI11.12. Машины для термоконтактной
L)
н
О
СО
Свариваемые пленки и армированные материалы
1
Марка
Нагрев
Перемещение риала (или yci ства)
Напряжение н вателя, В
наименование
максимальная толщина, мкм
Ширина шва,
М6-АП-2С
МСП-5М
МСП-15
МСП-17
Односто¬
ронний
Двусто¬
ронний
Односторонний или двусторонний
Шаго¬
вое
Непре¬
рывное
Шаго¬
вое
0—36
36
До
20
25
Полиолефины
Полиолефины, ПВХ, фторлоны и др. Полиолефины
Полиолефины, фторлоны и др.
До
250
500
500
500
ДоЗ
3—6
3—20
3—20
УСПП-2
Односто¬
ронний
Непре¬
рывное
36
Полиолефины,
ПВХ
200
5—7
Полуавтомат ПСП- 11
Полуавтомат ПСП-15 Полуавтомат ПСП-16
Двусто¬
ронний
Односто¬
ронний
6—15
30
36
Полиолефины, ПВХ пластифицированные Полиолефины
200
300
100
5—8
5—8
5—8
Настольная
установка
МСП-17
Двусто¬
ронний
Шаго¬
вое
25
Фторлоны
500
5
Примечание. Напряжение сети 220 В.
цистерны, речные плотины и т. д.) применяют стационарные консольные и портальные сварочные прессы (табл. XVIII.11, рис. XVIII. 13, XVIII. 14). В качестве нагревателя на этих прессах служат ленты толщиной 0,5—0,8 мм из нержавеющей или жаропрочной стали, располагающиеся на гидравлической подушке. Наличие малоинерционных нагревателей позволяет вести сварку практически с любым термическим циклом от импульсного (при сварке пленок малых толщин 400—500 мкм) до длительного (при сварке толстых и резинонаполненных пленок толщиной 2—5 мм, в которых должны за-
570
сварки полимерных пленок
Максимальные
Вид соединения
потребляемая мощность, кВт
температура
нагревателя,
°С
давление,
МПа
длина шва за один проход, м
Габарит, м
Масса,
кг
Нахлесточное,
Т-образное
0,8
450
0,4
0,5
1,02X0,75х
Х0,8
62
Нахлесточное,
Т-образное
прямолинейное
1,6
400
0,5
1,2x1,IX XI,3
280
То же, криволинейное
1
250
0,3
0,5
2X1,8Х
XI,7
200
0,5
400
0,2
0,2
1,03х2х X1,5
234,5
Нахлесточное,
Т-образное
прямолинейное
0,8
250
0,15
—
1,4x1,1Х XI,3
235
Нахлесточное,
Т-образное
200
0.416Х
Х0.065Х
Х0.180
4,25
Т-образное
300
—
—
—
0,4х0,11х
Х0.16
5,5
Нахлесточное,
Т-образное,
100
0.48Х
Х0.055Х
Х0.013
3,8
Нахлесточное, Т-образное, прямолинейноя н криволинейное
500
0,70х Х0,42x0,7
вершаться вулканизационные процессы). Для сварки пленок в монтажных условиях применяют переносные прессы (струбцины) типа ССП (рис. XVIII.15).
В Литовской ССР выпускают прессы М6-АП-2С с ножным приводом для термоимпульсной сварки пленок (табл. XVIII. 12). Пресс имеет сменный рабочий орган — нагреватель в виде ленты или проволоки, обеспечивающий сварку и одновременно резку пленки. Короткие швы единичных изделий можно сваривать ручными клещами, позволяющими получить за цикл шов длиной 100—200 мм.
571
XV 111 13. Портальный пресс для сварки армированных полимерных пленок и резинотканевых материалов
/ — фундамент (основание пресса);
2 — нижний нагреватель на гидроподушке; 3 — верхний нагреватель; 4 — штоки рабочих цилиндров, несущие верхний нагреватель; 5 — рабочая площадка оператора-сборщика; 6 — валики для облегчения протяжки свариваемой пленки; 7 — пульт управления прессом; 8 — портал; 9— пружина возврата верхнего нагревателя в исходное положение после сварки; 10 — шпуля для намотки сваренных полотнищ
XVIII. 14. Схема консольного пресса ПСТП
/ — основание; 2 — аппаратура упдавления гидроприводом; 3, 5 —
траверсы нижняя и верхняя; 4 — стол для сборки деталей под сварку; 5 — нижний нагреватель на гидравлической подушке; 6 — прижимы для фиксации пленки при сварке; 7 — верхний ленточный нагреватель; 9 — подвижная консоль;
10 — шток гидроцилиндра; // — гидроцилиндр; 12 — неподвижная часть стойки; 13 — технологический выем
Для непрерывной сварки неармированных пленок могут применяться роликовые нагреватели, которые используют при ручной сварке (см. табл. XVIII.12).
Для полуавтоматической сварки созданы переносные и стационарные сварочные полуавтоматы ленточного типа, которые имеют
572
7\_7
XV и 1.16. Полуавтомат ПСП-15 1 — нагреватели; 2— рачаг разведения нагревателей; 3 — охладители; 4 — замкнутые ленты; 5 — корпус
XVII 1.17. Сварочный полоз конструкции ВНИИСТа I — натяжной ролик; 2 — регулировочный винт; 3 — нагревательная лента (двойная); 4 — компенсационная пружина; 5 — рукоятка; 6—корпус; 7 — токоподводящий кабель;
8 — свариваемые пленки
573
XVII 1.18. Схема сварки термопластов экструдируемой присадкой at б — экструзионная и контактно-экструзионная сварка; 1 — кассета со сварочной проволокой; 2 — корпус; 3 —экструдат; 4 —сварной шов; 5 —свариваемые детали; 6 — ролик для прикатки
две ленты, непрерывно движущиеся навстречу друг другу. Пленки зажимают и сваривают между лентами.
В полуавтомате ПСП-15 (рис. XVIII.16) использован двусторонний контактный нагрев. Две замкнутые металлические ленты, натянутые на четыре ролика и приводимые в движение электродвигате-. лем ДР-1,5Р, перемещают свариваемый материал последовательно между двумя нагревателями и двумя гребенчатыми охладителями.
Сварочное давление осуществляется тарированными пружинами. Скорость сварки плавно регулируется в пределах 0,03—0,083 м/с.
При ручной шаговой сварке тонкой пленки может быть использован сварочный полоз конструкции ВНИИСТ (рис. XVIII. 17).
Сварку экструдируемой присадкой выполняют по двум схемам; расплавленный присадочный материал (расплав) непрерывно поступает в зону соединения из сопла экструдера, находящегося на некотором расстоянии от свариваемых кромок или нагретое сопло касается кромок, добавочно нагревая их. Это так называемая контактноэкструзионная сварка (рис. XVIII. 18). Может быть использована сварка литьем: присадочный материал подают в зону соединения непосредственно из литьевой машины. Таким образом например, сваривают заранее отштампованные скорлупы в собранном виде в форме, которая имеет каналы, расположенные вдоль линии разъема. По этим каналам продавливается расплав. Часть тепла расплавленного присадочного материала передается свариваемым деталям, в резуль*
574
тате чего они плавятся и соединяются по линии разъема. Этот способ целесообразно использовать для сварки пластмасс, имеющих сравнительно невысокую температуру плавления (полиэтилен, полипропилен, пластифицированный поливинилхлорид, полистирол и др.).
В первых двух случаях экструдируемой присадкой можно сваривать стыковые, нахлесточные и угловые соединения. При сварке стыковых соединений можно применять Y- и Х-образные разделки.
При сварке полиолефинов угол раскрытия кромок составляет при Y-образной разделке 70—100°, при Х-образной разделке 60—80 ; зазор 0,5—1,5 мм, диаметр струи расплава 3—4 мм, температура присадочного материала должна быть 220—280 °С. Прочность сварного соединения увеличивается при сопутствующей прикатке формируемого шва роликом. Усилие прикатки должно быть 10—80 Н.
В табл. XVIII. 13 приведен расход присадочного материала, который зависит от толщины свариваемого материала и разделки кромок.
XVIII.13. Расход присадочного материала при экструзионной сварке
Толщина свариваемых деталей, мм
Тип разделки кромок
Расход присадочного материала на 1 мм шва, г
Без разделки
7,7
2
3
Y-образная
14,8
23
Х-образная
13,2
22
Для сварки экструдируемой присадкой полиолефинов разработаны полуавтоматы типа ПСП-39, ПСП-4 и ПСП-5. Наиболее типичный для этой серии полуавтомат ПСП-5 имеет ручной пистолет массой 1,5 кг, подсоединенный к переносному пульту управления электрическим кабелем.
К корпусу пистолета крепится катушка с присадочным прутком. Пистолет выдавливает плавящийся конец присадочного прутка, непрерывно подаваемый с помощью роликов, приводимых в движение электродвигателем МН-145, расположенным в рукоятке пистолета. Цилиндр пистолета обогревается электроспиралью. Производительность полуавтомата ПСП-5-7,8-10~5 кг/с (0,28 кг/ч).
Донецким ПромстройНИИпроектом для экструзионной сварки листов и пленок толщиной не менее 0,4 мм созданы ручной пистолет РЭСУ-500 и сварочный трактор ПЭСУ-2000 (табл. XVIII. 14).
Сварка трением. Механическая энергия трения деталей относительно друг друга переходит в тепловую, за счет которой детали свариваются. В зависимости от кинематики различают три схемы про-
575
XVIII.14. Технические характеристики РЭСУ-500 и ПЭСУ-2000
Показатель
РЭСУ-500
РЭСУ-2000
Напряжение блока питания, В Потребляемая мощность, кВт Производительность, кг расплава в 1 ч
Диаметр присадочного прутка, мм Скорость сварки, м/с Масса, кг
220 До 0,5 0,5
220 До 1 1,8—2
4
0,006-0,01
1,5
0,028—0,03
2,5
цесса сварки трением: вращение свариваемых деталей или вставки между ними; вибрация свариваемых деталей или промежуточного элемента; комбинация этих двух схем.
Для сварки массивных деталей необходимо, чтобы соединяемые поверхности имели сферическую или коническую форму. Скорость вращения деталей относительно друг друга зависит от геометрических размеров свариваемых поверхностей и составляет 1,3—33 м/с. Рабочее давление (давление при трении) равно 0,1—1,5 МПа, время от начала контакта до окончания вращения занимает 3—25 с.
Перед сваркой труб трением их концы обрабатывают механически способом для выравнивания кромок и удаления фаски. Далее концы труб центрируют, приводят в соприкосновение и включают устройство для вращения одной из труб, обеих труб или вставки между ними. Требуемая температура сварки косвенно может определяться по изменению цвета околошовной зоны на ширине 1—1,5 мм в стороны от поверхности контакта. Прилагаемое давление увеличивается постепенно, достигая перед остановкой максимума. После остановки, которая должна произойти мгновенно, сваренный стык должен остывать под осевым давлением в течение 5—8 мин.
При сварке вибротрением свариваемым деталям, находящимся в плотном контакте, сообщается возвратно-поступательное движение низкой частоты с определенной амплитудой. Частота колебаний при вибротрнии составляет 50—400 Гц, амплитуда—1—2 мм при давлении 1,5—1,6 МПа.
Вибротрением сваривают пластмассовые детали, не имеющие форму тел вращения.
Сваркой трением соединяют термопласты, вязкость которых выше температуры плавления меняется плавно. Обычно это полиолефины, поливинилхлорид жесткий, полиацетали, акриловое стекло, по* листирол и его модификации.
Сварку током высокой частоты (ТВЧ) осуществляют в перемен¬
576
ном электромагнитном поле высокой частоты. С этой целью свариваемые детали помещают между пластинами конденсатора, на которые подается напряжение высокой частоты.
В свариваемой зоне выделение тепла обусловлено в основном током поляризации, возникающим за счет смещения в ограниченных пределах макромолекул и их ассоциаций. Поэтому в поле ТВЧ нагреваются только полярные пластмассы.
Способность пластмасс к нагреву в поле ТВЧ характеризуется произведением =tg6e, называемым фактором диэлектрических потерь. Чем он выше, тем интенсивнее разогрев.
Интенсивность теплообразования при высокочастотной сварке может быть повышена за счет увеличения частоты либо напряжения. Однако во избежание пробоя свариваемого пакета напряжение на конденсаторе не должно превышать 60—70 % пробивного напряжения материала.
Частота тока определяется характеристикой генератора и физическими свойствами свариваемого материала. Чем меньше фактор диэлектрических потерь пластмассы, тем выше должна быть частота тока.
При сварке пленок для уменьшения интенсивности теплоотвода в электроды применяют прокладки из термоизоляционного материала, например прессшпана.
Продолжительность сварки зависит от длины свариваемого шва и толщины пакета. При толщине пленки из пластифицированных ПВХ 0,1; 0,3; 1 мм площадь шва составляет 20, 25, 50 см2, время их сварки 3—12 с, давление 0,1—0,5 МПа. Сварка пленки совмещается обычно с обрезкой готовых деталей. Для этой цели используют электроды различной формы (рис. XVIII. 19).
Поперечные стыки труб из винипласта при толщине стенок не более 6—8 мм сваривают на частотах 40—75 МГц путем нагрева стыков кольцевыми индукторами до температуры 150—160 °С, но не выше во избежание значительного снижения прочности винипласта. Вследствие этого напряженность электрического поля не следует поднимать выше 1,4—1,5 В/м при удельной мощности 1—6 Вт/мм2. Время сварки (разогрева) 0,2—10 с. Продольные швы труб из винипласта длиной не более 1000—12000 мм также можно сваривать на прессах ТВЧ за один цикл на тех же режимах, образуя нахлесточное соединение.
При сварке ТВЧ материалов из полиамидов термомеханический режим необходимо выдерживать в узких пределах потому, что интервал вязкотекучего состояния полиамидов составляет 3—5 °С. Расширяют рабочий температурный диапазон сварки добавкой в зону шва пластификатора, например трикрезола.
Установки для сварки ТВЧ (табл. XVIII. 15) состоят из конденса-
37—194
577
XV 111.19. Электроды для сварки ТВЧ а — плоский; 6 — фигурный для сварки и одновременно разрезания; в — кольцевой; 1,3 — верхний и нижний электроды; 2 — свариваемые детали; 4 — предохранительная прокладка
X VIП.20. Схема устройства для ультразвуковой сварки пластмасс с односторонним подводом энергии '—корпус магнитостриктора; 2—магнитостриктор; 3 — трансформатор (усилитель); 4 — волновод (инструмент); 5—свариваемые детали; 6 — опора
тора и механизма привода. Их конструктивное оформление и кинематическая схема могут быть различными, они обеспечивают работу с ограничением по зазору между электродами к концу цикла сварки либо постоянное давление на протяжении всего цикла. Имеются сварочные машины, у которых давление изменяется по определенной программе в зависимости от термического цикла.
Область применения сварки ТВЧ расширяется за счет повышения электрического поля до уровня сверхвысоких частот (около 2000—3000 МГц) —сварка СВЧ. Токами СВЧ могут свариваться пленки из фторлонов: Ф-2М, Ф-ЗБ, Ф-30, Ф-40, Ф-40ЛД, Ф-42, Ф-4НА.
Сварочная установка для сварки СВЧ состоит из генератора на основе магнетронов и из сварочного устройства, состоящего из протяжного механизма для перемещения свариваемой пленки.
Сварку ультразвуком (УЗ) ведут на токах частотой 20—50 кГц, создаваемых ультразвуковым электрическим генератором. Электромагнитные колебания в специальном устройстве (рис. XVIII.20) с помощью магнито- или электростриктора преобразуются в механические колебания сварочного инструмента — волновода и вводятся в сва-
578
XVIII. 15. Технические характеристики некоторых высокочастотных установок (рабочая частота 2,7±0,27 МГц), разработанных ВНИИТВЧ им. В. П. Вологдина
Показатель
ВЧДЗ-1,6/27
ВЧД2-4/27
ВЧД6-4/27
ВЧД9-4/27
ВЧД10-4/27
ВЧД6-10/27
134 Д 7-10/27
Мощность, кВт: потребляемая
4,1
10
9,5
7,7
7,7
Не более 25
25
высокой частоты
1,6
4±0,4
4±0,4
4±0,4
4±0,4
10
10
Рабочее усилие при
3000
12000—14000
2000-15000
2000—
500—5000
100 000
100000
сварке Н
Длина сварного шва
3000
3500
15000
3500
3500
10000
при ширине 2 мм, мм Время, с: сварки
2-10
10
2—10
2—10
5—6
выдержки после
2—10
10
2—10
—
—
2—10
1—3
сварки Размеры рабочего
200X300
800x1000
500x 600
500x600
500x600
1200x1603
—
стола, мм
Расстояние между
25-27
25-1G5
20—250
20—250
50—150
—
плитами, мм Давление в гидро¬
1—3,5
0,3—2
0,4—0,5
0,4—0,5
системе, МПа Производительность
120
300
180
(сварок в 1 ч) Габарит, мм
1565Х2160Х
3500X1600Х
_
1700X2000X
1700Х1700Х
4200 XI970 х
3440X3725X
Масса, кг
Х900
530
Х2360
3675
—
Х2100
1730
X1500 1000
Х2500
2500
X1980 3000
Примечание. Для предупреждения повреждения сварочных электродов установки снабжены быстродействующей защитой, обеспечивающей мгновенное отключение анодного напряжения при электрическом пробое.
XVI11.21. Конструкция волновода для сварки полиэтилена
а — точечного (экспоненционного); б — контурного; / — резьбовое соединение; 2 — стержень; 3 —- канал для охлаждения; 4 — ножка; 5 — демпфирующая мас¬
са; 6 — рабочий торец
ФЮ
0107,5
риваемый материал, где часть энергии механических колебаний переходит в тепловую. Для увеличения амплитуды колебаний, создаваемых магнитостриктором, к нему подсоединяется трансформатор упругих колебаний.
Для большинства пластмасс оптимальной амплитудой смещения конца волновода является 30—40 мкм. Амплитуда регулируется изменением коэффициента усиления и настройки генератора на собственную частоту системы «волновод — магнитостриктор» подбором напряжения на обмотке преобразователя.
Давление волновода на свариваемые детали обеспечивает не только акустический контакт, но и формирование сварного соединения. Время сварки (время пропускания ультразвука) также влияет на прочность сварных соединений.
Магнитострикционные преобразователи изготовляют из ферромагнитных материалов: никеля, пермендюра, альфера, а волноводы— из упругих материалов с малой плотностью: титана, алюминия. Волноводы могут быть для точечной и контурной сварки (рис. XVIII.21). КПД ультразвуковой установки повышается, если к магнитостриктору подсоединяется два трансформатора с волноводами.
В зависимости от способности рассеивать ультразвуковую энергию различают три группы пластмасс, каждую из которых характеризует коэффициент затухания УЗ-колебаний р.
Первая группа включает пластмассы с малым коэффициентом затухания р<0,35. Это полистирол, оргстекло, сополимеры СНП, СН-28, и др., т. е. пластмассы, имеющие высокую жесткость (Е> >3-103 МПа) и хорошо проводящие ультразвуковые волны, вследствие чего сварные соединения могут образоваться вдали от волновода (рис. XVIII.22).
Ко второй группе относятся полужесткие термопласты (2»103< <£<3*103 МПа), полипропилен, полиэтилентерефталат, аминопла-
580
XVIII 22. Ультразвуковая дистанционная сварка жестких термопластов
XVIII 23. Типы (а—в) разделки кромок под ультразвуковую сварку
сты, поликарбонаты и другие, коэффициент затухания у которых 0,35<р<0,55 см-1.
Третья группа включает мягкие пластмассы (£<1,5* 103 МПа)* коэффициент затухания которых р >0,55 см-1. Это полиэтилен высокого и низкого давления, поликапроамид (капрон), фторопласт, пластифицированный поливинилхлорид и др. Последние в значительной степени рассеивают ультразвуковую энергию, поэтому их можно сваривать в виде листов и пленок толщиной не более 1—2 мм. Эти термопласты можно сваривать только ультразвуковым методом на прессах. С помощью контактной ультразвуковой сварки получают точечные, прямолинейные и замкнутые швы различного контура в зависимости от конфигурации волновода.
Оптимальный диаметр точки составляет 10 мм, длина прямолинейных швов, сваренных за один шаг, — 240 мм. Максимальный периметр в случае квадратного или фигурного электрода может быть 200—240 мм.
При сварке изделий из пленки и синтетических тканей можно получать непрерывные швы за счет перемещения волновода или свариваемого изделия. При сварке пленок повышенной толщины во избежание продавливания пленки ведут сварку с фиксированным зазором.
Перед сваркой жестких термопластов необходима правильная подготовка кромок на месте сопряжения (рис. XVIII.23). Подготовка
581
582
XVI11.16. Технические характеристики некоторых ультразвуковых установок
Марка
установки
Привод
Продолжительность сварки изделия. с
Производительность сварки, м/с
Максимальная толщина свариваемого пакета, мкм
Сварочное усилие, Н
Мощность преобразователя, кВт
Частота
преобра¬
зователя,
кГц
Расход воды охлаждения , л/с
Масса,
кг
УП-20
Ручной
0,5—5
—
100
0-500
1,6
19,6
85
УПТ-14
Пневматиче¬
ский
0,8—8
—
—
50—2000
1,2
19,6
250
УПК-15М1
Механический
0,05—16
—
—
10-700
2—3
19
0,33
200
МТУ-0,4, МТУ-1,4
Пневматиче¬
ский
1
—
—
60—600
0,4
22
76
АУС-1,5
Пневмо- и электропривод
1
—
—
450
1,5
22
—
УПШ-12
(шовная)
УПШ-19
Механический
,
0,14—0,17
0,028—0,17
200—1000
60—100
0—300
0—300
0,4
0,9
22
19,5
0,33
32
80
РУСУ-28.
РУСУ-50,
РУСУ-50,3
Ручной пистолет
—
0,17
0,17
200
20
0—150
0,08
0,02—0,03
28
50
—
1,5
0,8
XV111.24. Схема сварки инфракрасным лучом а — сварка пленки проплавлением; б — то же, оплавлением; в —нагрев листов оплавлением; / — источник света; 2 — рефлектор; 3, 4 — свариваемые детали; 5 — прокладка; 5 — опорная плита; 7 — прижимные ролики
XVIII.25. Переносный двухламповый аппарат типа «Пилад-220» для сварки линолеума в монтажных условиях
1 — основание корпуса; 2 — ребра радиатора; 3 — рефлектор; 4 — рукоять; 5 — тумблер; 6 — токоподводящий кабель
кромок увеличивает точность геометрических размеров сваренной детали, повышает прочность сварного шва и облегчает процесс сварки. При оптимальном режиме ультразвуковой сварки жестких термопластов (полистирола, полиметилметакрилата и др.) амплитуда смещения конца волновода составляет 25—30 мкм, усилие прижатия— 150—200 Н, продолжительность сварки — 2 с.
Синтетические ткани сваривают ножевыми и точечными волноводами экспоненциальной и катетоидальной формы из алюминиевых сплавов, стали 45 и титана.
Прочность при ультразвуковой сварке во многих случаях выше, чем при термоимпульсной.
Оборудование для ультразвуковой сварки, разработанное отечественными организациями, приведено в табл. XVIII.16.
Сварка светом. Соединяемые кромки нагревают инфракрасными ИК или когеррентными лучами, получаемыми от мощного электрического источника.
Различают два метода сварки И К-излучением: проплавленнем [(рис. XVIII.24, а) и оплавлением (рис. XVIII.24, б). В качестве ис¬
583
точника ИК-излучения при сварке термопластов используют силитовые стержни (керамический материал, содержащий карбид кремния) либо трубчатые кварцевые лампы с вольфрамовой нитью, например КГ-220-1000 пластины или кольца из хромоникелевой стали (для сварки труб).
Достоинством этого способа сварки является бесконтактный нагрев свариваемых деталей, вследствие чего при непрерывной сварке не требуется антиадгезионных прокладок.
Для сварки пленок ИК-излучением созданы отечественные установки МСП-5у, СПК-М, МП-2 и др.
На установке МСП-5у, сварочная головка которой имеет силитовый стержень длиной 250 мм, скорость сварки пленок толщиной 45—60 мкм составляет около 0,05—0,07 м/с, а пакета толщиной 2—
2,5 мм — 0,085 м/с. Сварка пленок из полиолефинов толщиной 4— 60 мкм занимает 2—4 с, а пленок толщиной 2—2,5 мм — 20—30 с. Время сварки пленки из фторопласта-3 при толщине ее 60 мкм составляет 10—12 с.
Для сварки стыковых соединений линолеума из ПВХ в монтажных и заводских условиях в СССР разработано устройство типа «Пилад-220» (рис. XVIII.25).
В Ждановском металлургическом институте сконструированы автоматизированные установки для сварки ИК-излучением пластмассовых труб диаметром до 100 и 300 мм (табл. XVIII.17). На этих установках ввод излучателя между кромками труб, его вывод и осадку выполняют по заранее установленной программе.
XVIII.17. Характеристика установок для сварки труб ИК-излучением
Показатель
Числовые значения
Диаметр свариваемых труб, мм Температура излучателя, °С Скорость осадки, м/с Усиление осадки, Н Габарит, мм Масса, кг
До 100 700—1100 0,015—0,03 800
760x518x444
22
До 300 700—1100 0,2 16 800 960x800x1300 76
Осадку осуществляют тарированной пружиной, удержание нагревателя между кромками труб — электромагнитом, а отбрасывание — пружиной. На этих установках можно сварить косые стыки и тройники. '
Для сварки труб диаметром до 100 мм применяют прямоугольные, для труб больших диаметров — кольцевые нагреватели (табл.
584
XVIII.26. Схема сварки полимерных пленок лучом лазера
1 — отклоняющее зеркало; 2 — луч;
3 — лазер; 4 — фокусирующая линза; 5, б—ролики прижимной и транспортирующий; 7 — свариваемые пленки
XVIII.18). При сварке труб на режимах, указанных в табл. XVIII. 19, прочность и ударная вязкость сварных соединений составляет не менее 0,9 тех же показателей основного материала.
XVI 11.18. Параметры кольцевых излучателей
Диаметр труб, мм
Диаметр излучателя, мм
Потребляемый ток, А
внутренний
| наружный
125
100
156
120—150
150
112
173
120—250
200
186
242
130—150
250
254
294
130—250
300
290
330
90—190
XVI 11.19. Технологические параметры режима сварки труб ИК-излучением
Показ атель
пэвд
пвх
Температура излучающей поверхности, °С
900
850
Зазор между нагревателем и кромками, мм
10
10
Время нагрева, с
19
27
Глубина проплавления, мм
2
2
Давление осадки, МПа
0,2
0,15
Технологическая пауза, с
<3
<3
Холодная сварка. Сущность способа состоит в обеспечении взаимного течения и перемещения свариваемого материала в зоне контакта за счет приложения соответствующего давления.
Этим способом можно сваривать лишь термопласты, имеющие повышенную пластичность при температуре окружающей среды, например пластифицированные поливинилхлориды. Основным типом
585
соединения в этом случае является нахлесточное. Перед сваркой не более чем за 10—80 мин с поверхностей деталей в зоне шва строжкой удаляют слой пластмассы (окисленный и загрязненный) толщиной 100—200 мкм.
Для увеличения текучести в зону контакта вводят растворители или присадочный материал того же типа, но содержащий большее количество пластификатора или растворителя.
Сварка лазером. Пластмассы этим способом сваривают с помощью молекулярных лазеров мощностью более 1 кВт при КПД =15— 20 %. Эффективно используется этот вид сварки для соединения пленок с высокими скоростями (рис. XVIII.26). Пленки из полиолефинов толщиной 50—160 мкм свариваются в С02 лазером со скоростью 33—67 м/с. Пленки из ПВХ лазером свариваются плохо вследствие деструкции поверхностных слоев в фокусе луча.
ОГЛАВЛЕНИЕ
Предисловие * » * 3
Глава I. Сварка металлов. Термины и определения основных понятий Классификация сварки ... ... 5
1.1. Термины и определения основных понятий в области сварки 5
1.2. Классификация сварки 7
Глава II. Свариваемость и тепловые процессы при сварке 13
11.1. Свариваемость металлов и сплавов .... 13
11.1.1. Общие понятия 13
11.1.2. Классификация испытаний для оценки свариваемости . 14
11.1.3. Термический цикл при сварке 14
II. 1.4. Классификация методов оценки технологической прочности 16
11.1 5. Предварительная оценка свариваемости .... 17
II. 1.6. Холодные трещины 18
II. 1.7. Методы испытаний на сопротивляемость образованию
холодных трещин при сварке 19
II. 1.8. Горячие трещины . 30
II. 1.9. Методы испытаний на сопротивляемость образованию горячих трещин при сварке 31
11.1.10. Способы повышения технологической прочности . . 39
11.1.11. Определение допускаемых режимов дуговой сварки
и наплавки 44
11.1.12. Испытание сварного соединения на коррозию . . 51
II.2. Тепловые процессы при сварке 54
11.2.1. Схемы нагреваемых тел и сварочных источников теплоты 54
11.2.2. Расчет тепловых процессов 55
Глава III. Сварные соединения и швы . 58
III.1. Определение основных терминов 58
II 1.2. Основные типы швов и сварных соединений, конструктивные
элементы ... 62
II 1.3. Обозначения основных положений сварки плавлением . . 72
III.4. Условные изображения и обозначения сварных швов . . 74
Глава IV. Основы расчета сварных конструкций, сварочные напряжения и деформации 78
IV 1 Концентрация напряжений в сварных соединениях ... 78
IV.2. Основы расчета сварных соединений на прочность ... 87
IV.3. Особенности расчета сварных трубопроводов, резервуаров
и сосудов, работающих под давлением 96
IV.4. Механические свойства, расчетные сопротивления ... 99
IV.5. Особенности распределения остаточных напряжений в элементах срарных конструкрий 104
IV.6. Остаточные деформации сварных конструкций и инженерные методы их расчета 105
IV.7. Методы уменьшения сварочных напряжений и деформаций 115
IV.7.1. Методы снижения остаточных напряжений при сварке 115
IV.7.2. Методы уменьшения остаточных сварочных деформаций 118
Глава V. Материалы для сварки и резки, применяемые в промышленном строительстве 121
V.I. Углеродистые стали . . 121
V.2. Легированные стали . . . 130
V.3. Чуун ... ... 148
V.4. Медь и ее сплавы ... . . 148
V.5. Алюминий и его сплавы ... . . . 152
V.6. Проволока стальная сварочная .... . 155
V.7. Проволока для сварки алюминия и его сплавов . . 155
V.8. Проволока для сварки мечи и ее сплавов . . 158
V.9. Прутки чугунные для сварки и наплавки . . 158
V.10. Проволока порошковая для дуговой сварки .... 160
V.11. Электроды металлические (плавящиеся) для ручной дуговой
сварки и наплавки 162
V.12. Флюсы сварочное « 175
V.13. Газы для сварки и резки 175
587
Глава VI. Источники электропитания • *.»*»*.
VI. 1. Электрические свойства сварочной дуги, определяющие требования к источникам питания для электродуговой сварки
VI.2. Источники переменного тока
VI.3. Источники постоянного тока ... .
VI.4 Источники питания для дуговой сварки в защитных газах, электрошлаковой сварки и плазменной резки
VI.5. Эксплуатация источников питания . . *
Глава VII. Оборудование для сварки и резки ...»
VII.1. Оборудование для ручной дуговой сварки . ,
VI 1.1.1. Устройства для зажигания дуги
VII.1.2. Стабилизаторы горения дуги «
VI 1.1.3. Ограничители напряжения холостого хода VI 1.1.4. Регуляторы сварочного тока ....
VI 1.1.5. Модулятор сварочного тока
VII. 1.6. Установки для ручной дуговой сварки неплавящимся
электродом
VI 1.2. Оборудование для механизированной дуговой сварки VII.2.1. Классификация полуавтоматов для дуговой сварки VI 1.2.2. Полуавтоматы для дуговой сварки в защитных газах
плавящимся электродом
VI 1.2.3 Полуавтоматы для сварки под флюсом .
VI 1.2.4. Полуавтоматы универсальные и для сварки открытой
дугой . .
VI 1.3. Оборудование для автоматической дуговой сварки
VI 1.3.1. Классификация автоматов для дуговой сварки плавящимся электродом
VII 3.2. Автоматы для дуговой сварки плавящимся электродом
в защитных газах
VI 1.3.3. Автоматы для дуговой сварки под флюсом
VI 1.3.4. Универсальные сварочные автоматы
VII.3.5. Специализированные автоматы для дуговой сварки плавящимся электродом
VI 1.4. Аппараты для электрошлаковой сварки
VI 1.4.1. Назначение и конструктивные особенности
VI 1.4.2. Технические характеристики
VI 1.5. Машины для контактной сварки
VI 1.5.1. Классификация машин .......
VI 1.5.2. Машины для точечной сварки .....
VII.5.3. Машины для рельефной сварки
VII.5.4. Машины для шояной сварки
VI 1.5.5. Машины для стыковой сварки
VII.5.6. Трансформаторы
VI 1.6. Оборудование для управления контактными машинами
VII.6.1. Аппаратура управления
VI 1.6.2. Контакторы и прерыватели
VI 1.7. Оборудование для газовой сварки и резки .
VI 1.7.1. Оборудование для хранения и транспортирования газов
VI 1.7.2. Ацетиленовые станции, установки и генераторы VII.7.3. Установки для газовой сварки, наплавки и резки VI 1.8. Оборудование для плазменной обработки .
VII.8.1. Установки для плазменной резки .
VI 1.8.2. Установки для плазменной сварки и наплавки • •
VI 1.9. Механическое оборудование для сварки .....
Глава VIII. Сварочный инструмент
VIII.1. Электрододержатели для ручной электродуговой сварки
плавящимся электродом
VIII.2. Горелки и держатели для сварки в защитном газе
VII 1.2.1. Горелки и держатели для сварки плавящимся электродом
VIII.2.2. Горелки и держатели для сварки неплавящимся электродом .
VIII.3. Сварочные кабели. Муфты и клеммы
VIII.4 Наборы инструмента для сварщика
VII 1.5. Щитки защитные для электросварщика
VII 1.6. Горелки для газовой сварки, пайки, наплавки и нагрева металлов и других материалов
VIII.7. Резаки ....
Глава IX. Ручная дуговая сварка
IX. 1. Особенности способа сварки. Области применения
588
18Э
180
184
190
206
213
214
214
214
215
217
219
219
219
222
222
223
230
232
234
234
235
237
237
237
244
244
247
249
249
250
276
279
280
287
287
287
289
289
289
295
295
303
303
308
311
316
316
318
319
323
326
330
333
335
343
350
350
IX.1.1. Электрическая сварочная цепь 351
IX 1.2. Особенности сварочной дуги постоянного и переменного гока . . 352
IX.2. Подготовка металла под сварку 352
IX.3. Техника и общая технология выполнения швов . . . 353
IX.3.1. Оснорные параметры режима ручной дуговой сварки 355
IX.3.2. Сварка швов в различных положениях . . . 356
IX.3.3. Сварка стыковых швов ....... 359
IX.3.4. Сварка угловых швов 360
IX.3.5. Сварка тонколистового металла 361
IX.3.6. Сварка швов различной протяженности .... 362
IX.3.7. Сварка металла большой толщины 363
IX.4. Способы повышения производительности при ручной дуговой
сварке 364
Глава X. Электродуговая механизированная и автоматическая сварка
под флюсом 369
X.1. Сущность способа - 369
Х.2. Преимущества и недостатки сварки под флюсом . . . 372
Х.З. Влияние основных параметров режима сварки на размеры
и форму шва 374
Х.4. Подготовка кромок деталей и сборка конструкций под сварку 378
Х.5. Техника сварки стыковых швов * 379
Х.6. Техника сварки угловых швов ........ 382
X.7. Техника сварки электрозаклепок, прорезных швов и приварки шпилек 383
Глава XI. Сварка открытой дугой. Плазменная сварка и резка , 385
XI.1. Сварка в защитных г?зах 385
XI.2. Сварка порошковой проволокой и проволокой сплошного сечения без дополнительной защиты дуги ....... 405
XI.3. Сущность и техника сварки и резки плазменной дуги . . 408
Глава XII. Электрошлаковая сварка 4(9
XII.1. Особенности процесса, его разновидности, основные достоинства и недостатки 409
XII.2. Технология сборки и сварки 411
XII.2.1. Типы, конструктивные элементы и размеры сварных
соединений 411
XI 1.2.2. Подготовка деталей к сборке и сварке , 416
XI 1.2.3. Возбуждение электрошлакового процесса . . , 418
XI1.2.4. Сварочные материалы и оборудование . . , 418
XII.2.5. Технология основных способов ЭШС .... 421
XI 1.2.5 1. Электрошлаковая сварка проволочными электродами (ШЭ) 4*21
XII.2.5 2. Сварка плавящимся мундштуком (ШМ) . 4‘24
XI 1.2.5.3. Сварка электродами большого сечения (ШП) . 425
XII.2.6. Особенности сварного соединения, выполненного ЭШС 427
XII.2.7. Технологические приемы выполнения электрошлако-
вой сварки 429
XI 1.2.7.1. Электрошлакопая сварка с порошкообразным присадочным металлом (ППМ) 429
XI 1.2.7.2. Сваока проволокой диаметром 5 мм ... 431
XII.2.7.3. Сварка на повышенном вылете электрода . . 431
XII.2.7.4. Сварка с дозированной подачей мощности в зону сварки 432
Глава XIII. Контактная сварка » . « 432
XII 1.1. Особенности способа сварки 432
XIII 2. Области применения контактной сварки в промышленном
строительстве
XII 1.3. Подготовка элементов к контактной сварке XII 1.4. Стыковая контактная сварка
XII 1.4.1. Особенности техники и технологии сварки
XIII.4.2. Режимы стыковой сварки сопротивлением XII 1.4.3. Режимы стыковой сварки оплавлением
XIII.5. Точечная контактная сварка ....
XIII.5.1. Особенности техники и технологии сварки
XIII.5.2. Режимы точечной сварки ....
XIII.6. Шовная контактная сварка
XIИ.6.1. Технологические особенности процесса
XIII.6.2. Режимы сварки • » • • .
434
436
437 437
439
440 443 443 446 449
449
450
589
Г <ава XIV. Газовая сварка и термическая резка ♦ * . 451
XIV.1. Особенности процессов газопламенной обработки металлов 451
XIV.2. Особенности процесса газовой сварки 451
XIV.3. Подготовка металла к сварке 453
XIV.4 Виды сварных соединений 454
XIV.5. Техника и технология газовой сварки 455
XIV.6 Термическая резка 457
XIV.6.1. Кислородная (газовая) ргзка 457
XIV.6.2. Дуговые способы резки 465
Глава XV. Сварка низкоуглеродистых и низколегированных сталей 469
XV. 1. Общие сведения. Области применения. Классификация . . 469
XV.2. Сварка низкоуглеродистых сталей 470
XV.3. Сварка низколегированных сталей 476
XV.4. Специфика сварки конструкций из сталей высокой прочности 478
XV.5. Специфика сварки оцинкованных низкоуглеродистых сталей 484
Глава XVI. Сварка высоколегированных сталей и сплавов , 485
XVI.1. Общие сведения « 485
XVI.2. Газовая сварка , 493
XVI.3. Ручная дуговая сварка покрытыми электродами . . 495
XVI.4. Сварка под флюсом , . 497
XVI.5. Электрошлачовая с.вапка . 502
XVI.6. Дуговая сварка в защитных газах ... . 505
XVI.7. Другие способы сварки . 508
XVI.8. Сварка двухслойных (плакированных) сталей . . . 517
Глава XVII. Сварка конструкций я трубопроводов из цветных металлов и сплавов 521
XVI 1.1. Сварка алюминия и его сплавов • .... 521
XVI 1.2. Сварка меди и ее сплавов . « .... 531
XVI 1.3. Сварка титана и его сплавов 539
XVII.4. Сварка свинца 545
Глава XVIII. Сварка конструкций и трубопроводов из пластмасс 547
XVIII 1. Основные определения 547
XVII 1.2. Механизм образования сварного соединения 548
XVII 1.3. Способы сварки пластмасс . , , * 551
ВНИМАНИЮ СПЕЦИАЛИСТОВ И ОРГАНИЗАЦИИ
Предлагаем Вашему вниманию инструктивно-нормативную литературу Стройиздата:
СНиП 1.04.03—85. Нормы продолжительности строительства и задела в строительстве предприятий, зданий и сооружений. 1987. — 3 р. 90 к.
Содержат общие положения с приложениями расчетов и таблиц и по разделам: промышленное строительство, сельскохозяйственное и водохозяйственное строительство, транспортное строительство, строительство предприятий связи, объекты обустройства геологии, торговля и общественное питание, материально-техническое снабжение и сбыт, непроизводственное строительство.
Подготовлены к утверждению Главтехнормированием Госстроя СССР, отделом норм и нормативов Госплана СССР, сводным отделом капитальных вложений Госплана СССР при участии Главгосэкспертизы Госстроя СССР.
С введением в действие норм продолжительности строительства и задела в строительстве предприятий, зданий и сооружений СНиП 1.04.03—85 утрачивают силу СН 440—79. Высылаются наложенным платежом.
Заказы направляйте по адресу: 113509, Москва,
ул. Красного Маяка, д. 11, корп. 1. Отдел «Книга — почтой» магазина № 115 Москниги.
БЛАНК —ЗАКАЗ ДЛЯ ОРГАНИЗАЦИЙ
(наименование организации, предприятия)
просит выслать наложенным платежом
№
п/п
Название издания
Заказываемое количество экз. комплектов
Цена
Сумма
1.
СНиП 1.04.03—85. Нормы продолжительности строительства и задела в строительстве предприятий, зданий и сооружений
3 р. 90 К.
Место печати: Распорядитель кредита
Главный бухгалтер
Адрес
(почтовый индекс указывать обязательно)
Справочное иядачие
СВАРКА И РЕЗКА В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ Том 1
Малышев Борис Дмитриевич, Акулов Александр Иванович, Алексеев Евгений
Константинович. | Блинов Алексей Николаевич, | Зайцев Конкордий Иванович,
Книгель Владимир Августович, Мельник Владимир Иосифович, Муравьев Алексей Владимирович, Пелевин Юрий Павлович, Смирнов Борис Алексеевич, Сагалевич Валерий Михайлович, Шип Владимир Викторович, Юхин Николай
Александрович
Мл. редачтор Л. А. Козий Художественный редактор Г. А. Сафонова Технический редактор М. Г. А н г е р т Корректор Е. А. Степанова
И Б № 40099
Сдано в набор 02.11.88. Подписано в печать 12.06.89. T-11713. Формат 84X108742. Бумага тип. № 2. Гарнитура «Литературная». Печать высокая. Уел. печ. л. 31,08. Уел. кр.-отт. 31,08. Уч.-изд. л. 35,27. Тираж 79.000 экз. Изд. № АХ.1614. Заказ № 194. Цена 2 р. 10 к.
Строй из дат, 101442, Москва, Каляевская, 23а Владимирская типография Госкомитета СССР по печати. 600000, г. Владимир, Октябрьский проспект, д. 7
Справочник
строителя
Москва Стройиздат
Справочник строителя
Серия основана в 1976 году
Сварка и резка в промышленном строительстве
В двух томах
Под редакцией профессора Б.Д. Малышева
3-е издание, переработанное и дополненное
Том II
Москва Стррйиздат 1989
ББК 38.635 С 24
УДК 693.814.25:621.791(035.5)
Авторы: Б. Д. Малышев, Е. К. Алексеев, А. Н. Блинов, К. А. Грачева, Н. А. Гринберг, И. Е. Евгеньев, К. И. Зайцев, В. А. Книгель, В. И. Мельник, А. В. Муравьев, Ю. В. Попов, Н. А. Юхин
Рецензенты: академик Г. А. Николаев — председатель секции «Сварка в строительстве» координационного совета по сварке; Б. Ф. Лебедев — д-р техн. наук, начальник отдела сварки в строительстве ИЭС им. Е. О. Патона.
Редактор: А. Ф, Тарасова
Сварка и резка в промышленном строительстве. С 24 В 2 т. Т. 2/Б. Д. Малышев, Е. К. Алексеев, А. Н. Блинов и др.; Под ред. Б. Д. Малышева. — 3-е изд., перераб. и доп. — М.: Стройиздат, 1989. — 400 с.: ил. — (Справочник строителя). ISBN 5-274-00855-0
Приведены справочные данные по технологии сварки различных строительных конструкций и трубопроводов, наплавочным работам, термической обработке и контролю качества сварных соединений, а также по организации труда, техническому нормированию, охране труда при сварке, резке и наплавке. Изд. 2-е вышло в 1980 г. в серии «Справочник монтажника»
Для инженерно-технических работников строительно-монтажных организаций.
3308000000—479
с Л<ч/Лп 154—89 ББК 38.635
047(01)—89
ISBN 5-274-00855-0 (Т. 2) ISBN 5-274-00581-0
(Б) Стройиздат, 1977 @ Стройиздат, 1989, с изменениями
Глава XIX. СВАРКА СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИИ
XIX.!. ГРУППЫ СТАЛЬНЫХ КОНСТРУКЦИЙ ЗДАНИЙ И СООРУЖЕНИЙ,
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ ДЛЯ ИХ СВАРКИ
В табл. XIX. 1 приведены характеристики и перечни сварных стальных строительных конструкций, в табл. XIX.2 — материалы для сварки стальных конструкций, в табл. XIX.3 — материалы для сварки угловых швов.
При соответствующем технико-экономическом обосновании для сварки конструкций разрешается использовать сварочные материалы (проволоку, флюсы, защитные газы), не приведенные в табл. XIX.2. При этом показатели механических свойств металла шва должны быть не ниже тех же показателей, обеспечиваемых материалами, указанными в табл. XIX.2.
XIX.1. Характеристика групп стальных конструкций (по СНиП 11-23-81)
№
группы
Характеристика конструкций
Примерный перечень
1
Сварные конструкции либо их элементы, работающие в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок
Подкрановые балки, балки рабочих площадок; элементы конструкций бункерных и разгрузочных эстакад, непосредственно воспринимающих нагрузку от подвижных составов; фасонки ферм; пролетные строения и опоры транспортных галерей; сварные специальные опоры больших переходов линий электропередачи (BJI) высотой более 60 м; элементы оттяжек мачт и оттяжечных узлов; балки под краны гидротехнических сооружений и т. п.
2
Сварные конструкции либо их элементы, работающие при статической нагрузке, а также конструкции и их элементы группы 1 при отсутствии сварных соединений
Фермы; ригели рам; балки перекрытий и покрытий; косоуры лестниц; опоры ВЛ, за исключением сварных опор больших переходов; опоры ошиновки открытых
3
Продолжение табл. X1XJ
№
группы
Характеристика конструкций
Примерный перечень
распределительных устройств подстанций (ОРУ); опоры под выключатели ОРУ; элементы комбинированных опор антенных сооружений; трубопроводы ГЭС и насосных станций; облицовки водоводов; закладные части затворов и другие растянутые, растянуто-изгибаемые и изгибаемые элементы
3
Сварные конструкции либо их элементы, работающие при статической нагрузке, а также конструкции и их элементы группы 2 при отсутствии сварных соединений
Колонны; стойки; опорные плиты; конструкции, поддерживающие технологическое оборудование; опоры под оборудование ОРУ, кроме опор под выключатели; элементы стволов и башен антенных сооружений; колонны бетоновозных эстакад, прогоны покрытий и другие сжатые и сжато-изгибаемые элементы
4
Вспомогательные конструкции зданий и сооружений, а также конструкции и их элементы группы 3 при отсутствии сварных соединений
Связи, элементы фахверка, лестницы, трапы, площадки, ограждения, металлоконструкции небольших каналов, второстепенные элементы антенных сооружений и т. п.
Примечания: 1. Группы стальных конструкций не распространяются на стальные конструкции специальных сооружений: магистральные и технологические трубопроводы, резервуары специального назначения, кожухи доменных печей и воздухонагревателей и т. п. 2. К конструкциям, подвергающимся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, относятся конструкции либо их элементы, подлежащие расчету на выносливость или рассчитываемые с учетом коэффициента динамичности.
4
XIX.2. Материалы для сварки стальных конструкций, соответствующих маркам стали (СНиП И-23-81)
Группы конструкций в климатических районах
Марки стали для сварных конструкций
Материалы для сварки
под флюсом
в углекислом газе (ГОСТ 8050—85)
покрытыми
электродами
Марки
Тип электродов по ГОСТ 9467—75
флюсов по ГОСТ 9087—81
сварочной проволоки по ГОСТ 2246—70*
2 и 3 во всех районах, кроме 1ь Ь, П2 и Н3
18сп, 18пс, 18кп, 18Гсп, 18Гпс, ВСтЗсп, ВСтЗпс, ВСтЗкп, ВСтЗГпс, 20, ВСтЗТпс
АН-348-А,
АН-60
Св-08А,
Св-08ГА
Св-08Г2С,
Св-08Г2СЦ
Э42, Э46
09Г2С, 09Г2, 10Г2С1, 14Г2, 15ХСНД, 10ХНДП, 10ХСНД
АН-47, АН-43,
АН-17М,
АН-348-А*
Св-ЮНМА,
Св-08ХМ,
Св-10Г2**
Св-08ГА**
Св-ЮГА**
Э46, Э50
18Г2АФпс, 16Г2АФ, 15Г2СФ, 15Г2АФДпс, 14Г2АФ
Св-ЮНМА,
Св-08ХМ***
Св-08Г2С, Св-08 Г2СЦ, Св-08ХГСМА, Св-10ХГ2СМА
Э50, Э60
1 во всех районах;
2 и 3 в районах 1ь Ь, Иг и И3
18сп, 18Гпс, 18Гсп, ВСтЗсп, ВСтЗпс, ВСтЗГпс, 20, ВСтЗТпс
АН-348-А
Св-08А,
Св-08ГА
Св-08 Г2С, Св-08Г2СЦ
Э42А, Э46А
о
Продолжение табл. XIX.2
Группы конструкций в климатических районах
Марки стали для сварных конструкций
Материалы для сварки
под флюсом
в углекислом газе (ГОСТ 8050—85)
покрытыми
электродами
Марки
Тип электродов по ГОСТ 9467—75
флюсов по ГОСТ 9087—81
сварочной проволоки по ГОСТ 2246—70*
1 во всех районах;
2 и 3 в районах 1ь 12, И2 и Из
09Г2С, 09Г2, 10Г2С1» 14Г2, 15ХСНД, 10ХНДП, 10ХСНД
АН-47, АН-43, АН-348-А*
Св-ЮНМА,
СВ-08ХМ***
Св-08Г2С,
Св-08Г2СЦ
Э46А, Э50А
18Г2ПАпс, 16Г2АФ, 15Г2АФДпс, 14Г2АФ
АН-47, АН-17М, АН-348-А*
Св-08Г2С, Св-08 Г2СЦ, Св-08ХГСМА, Св-10ХГ2СМА
Э50А, Э60
12ГН2МФАЮ, 12Г2СМФ
АН-17М
Св-08ХН2ГМЮ
Св-10ХГ2СМА
Э70
* Применение флюса АН-348А требует проведения дополнительного контроля механических свойств металла шва при сварке соединений элементов всех толщин в конструкциях, предназначенных для климатических районов 1ь Ь, Н2 и Из» и толщин элементов более 32 мм в конструкциях для остальных климатических районов.
** Не использовать в сочетании с флюсом АН-43.
*** Применять только в сочетании с флюсом АН-47,
XIX.3. Материалы для сварки угловых швов стальных конструкций с заданными нормативными
и расчетными сопротивлениями швов (СНиП II-23-81)
Металл шва
Марка проволоки для сварки
Марка порошковой проволоки по ГОСТ 26271—84
Нормативное временное сопротивление, МПа
Расчетное сопротивление срезу, МПа
Типы электродов по ГОСТ 9467—75
под флюсом по ГОСТ 2246—70*
в углекислом газе по ГОСТ 2246—70*
410
180
Э42, Э42А
Св-08, Св-08А
—
—
450
200
Э46, Э46А
Св-08ГА
—
—
490
215
Э50, Э50А
Св-ЮГА
Св-08Г2С,
Св-08Г2СЦ
ПП-АН8, ПП-АНЗ.
590
240
Э60
Св-10Г2,
Св-ЮНМА
Св-08Г2С**,
Св-08Г2СЦ**
—
685
280
Э70
Св-08ХН2ГМЮ
Св-10ХГ2СМА
835
340
Э85
—
—
—
** Только для швов с катетом <8 мм в конструкциях из стали с пределом текучести 440 МПа и более
XIX.2. СВАРОЧНЫЕ РАБОТЫ В УСЛОВИЯХ ЦЕХА
Большую часть строительных металлических конструкций изготовляют с помощью сварки. Основным способом сварки является дуговая. Широко применяют автоматическую сварку под флюсом, механизированную в защитном газе и порошковой проволокой. Используют также дуговую ручную, контактную и электрошлаковую сварку.
Элементы стальных строительных конструкций собирают на заводах из обработанных прокатных профилей стали. Поступающий на завод стальной прокат разгружают в цехе подготовки металла, рассортировывают по маркам стали, профилям, размерам и укладывают в штабеля. Металлопрокат, если необходимо, предварительно правят на вальцах, кулачковых или горизонтальных прессах и огрунтовывают.
Затем металл поступает в цех обработки, где выполняют разметку, резку и обработку деталей для последующей сборки элементов стальных конструкций. На современных заводах получили распространение автоматические поточные линии по обработке деталей без предварительной разметки. После обработки детали поступают на склад полуфабрикатов, а затем в сборочные и сварочные цеха.
Элементы конструкций собирают и сваривают из полуфабрикатов на специально оборудованных стеллажах, кондукторах, стендах, вращателях, манипуляторах, сборочно-сварочных поточных линиях и автоматизированных установках.
Для сборки конструкций, кроме обычных молотков, ключей, кувалд, ломиков, пневматических молотков, оправок и т. п. широко применяют инвентарные сборочные приспособления, различного рода струбцины, клинья, упоры, эксцентриковые зажимы, стяжные уголки, домкраты, клиновые стяжные приспособления, винтовые распорки, пневматические и магнитные фиксаторы, скобы и т. п.
Для сварки конструкций используют разнообразное сварочное оборудование.
Из обЩего объема сварочных работ, выполняемых на заводах, значительная часть приходится на сварку элементов листовых конструкций.
XIX.2.1. Технология изготовления рулонных заготовок и других листовых конструкций
Рулонные заготовки для днищ и корпусов вертикальных цилиндрических резервуаров вместимостью до 5000 м3 собирают и сваривают из отдельных листов на двухъярусной установке (рис. XIX.1).
Это одна из первых двухъярусных установок для изготовления рулонных заготовок, она оборудована электромагнитами для поджа-
8
/ — готовые рулоны; 2 — сворачивающее устройство; 3 — контрольная площадка; 4 —стеллаж второго яруса; 5 — монорельс; € — кантовочный барабан;
7 —стенд первого яруса; 8 — магнитный захват; 9 —стеллаж для готовых рулонов; 10 — железнодорожная платформа
XIX.2. Схема высокопроизводительного двухъярусного стана
I—X — рабочие участки стана; / — станина; 2 — кран-листоукладчик; 3, 4 — продольный и боковой толкатели; 5 — верхняя поперечная тележка; б —сварочные автоматы; 7 — боковой толкатель; 8— полотнище; 9 — кантовочный барабан; 10 — приямок для контроля качества; И — сворачивающее устройство
тия кромок листов к медной планке, что обеспечивало нормальное проплавление при автоматической сварке стыков под флюсом. В дальнейшем при обеспечении более точной обработки кромок на новых станках и качественной правки листов отказались от применения магнитов и медных планок. Листы полотнища корпуса или днища резервуара укладывают с помощью магнитных захватов тельфера на стеллаже нижнего яруса, где выполняют прихватку стыков и автоматическую сварку под флюсом на неполную толщину листа. Затем собранную и сваренную часть полотнища перекантовывают через кантовочный барабан на верхний ярус, где сваривают швы с другой стороны. На нижнем ярусе продолжают сборку следующей части полотнища, его сварку и пристыковку к предыдущей части. Процесс сборки, сварки и перекантовки продолжается до готовности полотнища необходимого размера. На контрольной площадке проверяют качество и огрунтовывают полотнище, после чего наматывают его на шахтную лестницу резервуара или инвентарные кольцевые каркасы. Диаметр колец каркаса для резервуаров вместимостью 1000 м3 и более — 2660 мм, для резервуаров меньшей вместимости — 2000 мм.
Стыковые и нахлесточные швы на этой установке сваривают сварочными тракторами под флюсом проволокой диаметром 4—5 мм. При сварке первого шва стык проваривают на глубину не менее 0,7 толщины металла для обеспечения прочности швов при кантовке через барабан. Второй шов с другой стороны обеспечивает проплавление корня и монолитность сечения. В начале и конце поперечных швов устанавливают выводные планки. Примерные режимы сварки даны в табл. XIX.4 для проходов с одной и другой стороны.
Применяется также двухэлектродная автоматическая сварка под флюсом, особенно для металла большой толщины.
На установке указанного типа можно изготовлять и рулонировать полотнища шириной до 12 м, что соответствует высоте резервуара вместимостью 5000 м3. Для изготовления заготовок резервуаров и газгольдеров большей высоты и массы, а также механизации ряда трудоемких процессов сборки и сварки полотнищ был создан высокопроизводительный двухъярусный стан (рис. XIX.2).
На этом стане на верхнем ярусе собирают листы и сваривают стыки с одной стороны, после чего полотнища перекантовывают на нижний ярус, где сваривают стыки с другой стороны, проверяют качество, выполняют огрунтовку и затем сворачивают готовое полотнище в рулон.
Все операции механизированы: сборку ведут с помощью листоукладчика с пневмоприсосками, продольного и бокового толкателей и пневмоприжимных установок, обеспечивающих достаточное прижатие стыков к медным подкладкам. Скоростную сварку под флю¬
10
сом АН-60 выполняют двухдуговыми сварочными аппаратами типа А-1316 со скоростями от 16-10~3 до 33-10~3 м/с.
На установках этого типа изготовляют рулонную заготовку для резервуаров и газгольдеров объемом до 50 ООО м3. Кроме того, на двухъярусной установке и механизированном стане изготовляют конструкции параболических бункеров, изотермических резервуаров, оболочки труб большого диаметра, конструкции мембранного типа и другие, которые целесообразно изготовлять рулонами.
Негабаритные листовые конструкции цилиндрической, плоскостной или параболической формы из стали толщиной более 18 мм (эле-
XIX.4. Рекомендуемые режимы автоматической одноэлектродной сварки под флюсом стыковых соединений С7 и С29 (ГОСТ 8713—79*)
Толщина листа, мм
Диаметр электрода, мм
Сваропный ток, А
Напряжение дуги. В
Скорость, 1-10 8 м/с
почато
проволоки
сварки
4
3
250—280 320—380
35—38
17.5
17.5
20,7
20.6
12,1
11,2
13.1
12.1
5
3
280—320 350—400
6
4
5
400—450
500—550
32—34
14.5—15,6
14.6—14,5
11,1—11,8
13,1—13,9
8
4
5
500—550
450—600
20,6—20,8
13,6—14,5
10,3—11,1
11,9—13,3
10
4
5
550—600
650—700
36—38
34—36
22.5—23
15.6—15,8
8,1-9,7 11,1—13,3
12
4
5
580—630
700—750
36—38
23—24,2
17,2—17,8
8,1—8,9 10—10,6
14
4
600—650
36—38
26,4
8,1—8,3
5
730—780
38—40
17,8—19,2
8,9—9,7
16
4
5
700—750
750—800
38—40
20,6—20,8
28,2—30
7.8—8,9
6.9—7,8
18
4
5
700—750 800—850
38—40
28,2—30
22,5—23
6,9-7,8 7,8—8,3
Примечание. Сварку ведут на постоянном токе обратной полярности при вылете электрода 35—40 мм с одним проходом с каждой стороны шва.
11
менты кожуха доменной печи, воздухонагревателей, пылеуловителей, мокрых газгольдеров и т. п.) изготовляют отдельными габаритными частями, состоящими из одного, двух или трех листов. Листы предварительно обрабатывают, состыковывают между собой, сваривают автоматами на флюсовой подушке и вальцуют. Свальцованные и обработанные элементы с помощью сборочных приспособлений подвергают контрольной сборке, в процессе которой у их кромок приваривают уголковые фиксаторы. При монтаже фиксаторы обеспечивают точную сборку конструкций.
Рекомендуемые режимы автоматической сварки под флюсом элементов конструкций приведены в табл. XIX.5—XIX.7.
Негабаритные конструкции сферической, конической, плоскостной формы, а также различные трубные переходы и трубы изготовляют и собирают отдельными габаритными частями и подгоняют монтажные стыки путем контрольной сборки. Сварку этих частей конструкций выполняют механизированным способом в углекислом газе или самозащитной порошковой проволокой. Режимы сварки приведены в табл. XIX.8—XIX. 10.
XIX.5. Рекомендуемые режимы одноэлектродной автоматической сварки под флюсом стыковых соединений С25, С38 (ГОСТ 8713—79*)
s'
, х 1
Число
Диаметр электрода, мм
Сварочный ток, А
Напряжение дуги, В
Скорость, 1 •
10 3 м/с
S »
fg f- ч
проходов с каждой стороны
подачи
проволоки
сварки
20
4
6
700—750
830-880
36—38
38—40
28,6—30 23,1—24
6,4—6,9 6,7—7,8
22
1
4
5
870—920
900-950
38—40
40—42
38,6—39
26—28,6
6,4—6,9 5,8—6,9
24
4
5
780-830
900—950
36—38
40—42
30—30,9
26,4—28,6
5.3—6,4
6.3—6,1
26
4
5
830—860
900—950
36—38
40-42
33,3—34,2
26—28,6
5—5,6 4,4—5,3
30
2
4
5
850—900
850—900
38—40
40-42
34,2—37,5
23,1—24
4,4—5,3 5—5,6
40
3
2
4
5
900—950
900—950
40—42
40—42
39.4-45,6
26.4—28,6
4,4-5,8 4,2—5
50
3
4
5
900—950
900—950
40—42
40—42
39.4—45,6
26.4—28,6
5,4—5,8 4,2—5
Примечание. Сварку ведут на постоянном токе обратной полярности при вылете электрода 35—45 мм.
12
XIX.6. Рекомендуемые режимы одноэлектродной автоматической сварки под флюсом
стыковых соединений с применением ППМ
Эскиз соединения
Толщина, мм
Диаметр
Сварочный ток.
Напряжение дуги, В
Скорость, Ы0 3 м/с
электрода, мм
А
подачи проволоки |
сварки
22
4
5
780—830
880—930
36—38
38—40
30—30,8
25,8—27
6,4—6,9 6,7—6,9
24
4
5
830—860
880—930
36—38
38—40
33,3—34,2
25,8—27
5,3—6,1 5,8—6,4
26
4
5
850—900
880—930
38—40
38—40
35.8—37,5
25.8—27
5,3—6,1 5,6-6,1
28
4
5
840—900
900—950
38—40
40—42
35,8—37,5
27,5—28,6
5,3—6,1 5—5,6
30
4
5
870—920
1050—1100
40—43
40—42
38,6—39,4
27,5-30
4,2-4,4 5—5,3
32
4
5
870—920
1050—1100
40—43
42—44
38,6—39,4
27,5—30
4,2-4,4 5—5,3
36
4
5
870—920
1050—1100
40—42
42—44
38,6—39,4
27,5—30
3,3-4,2 3,2—4
Примечание. Сварку ведут на постоянном токе обратной полярности при вылете электрода 35—45 мм..
XIX.7. Рекомендуемые режимы автоматической двухдуговой сварки под флюсом стыковых соединений
Эскиз
соединения
Толщина металла, мм
Первая дуга
Вторая дуга
Скорость сварки, 1-10-3 м/с
о-о s 5 3
СВ 0) » §§§
сварочный ток, А
напряжение дуги, В
скорость подачи проволоки, 1-10-* м/с
а
Р1
СО V »
сварочный ток, А
напряжение дуги, В
скорость подачи проволоки,
1 • I0-3 м/с
20
4.
5
840—890
900—1000
36—38
36—40
38.6-39,4
30.6—36,1
4
5
870—920
800—850
40—44
36—42
38,6-39,4
22,5—23
13,9—15,3
16,7—18,1
24
4
5
840—890
900—1000
36—38
36—40
38.6—39,4
30.6—36,1
4
5
870—920
800—850
40—44
38—42
38,6—39,4
22,5—23
11,9—13,1
12,5—13,9
28
4
5
1000—1050
1000—1100
36—38
38—42
39,4—44,4
34,7—40,3
4
5
870—920
900—950
40—44
38—42
38,6—39,4
26,4—28,6
10,3—11,1
11,1—12,5
32
4
5
1050—1100
1100—1200
40—44
40—44
44.4—47,2
37.5—43,1
4
5
1000—1050
900—950
42—46
40—44
39.4—44,4
26.4—28,6
6,9—8,3 8,3—9,7
36
4
5
1250—1300
1300—1400
42—46
40—44
52,8—58,3
44,4—50
4
5
1000—1050
950—1000
42—46
44—46
39,4—44,4
38,6—30,6
5,6—6,9 6,9—8,3
40
4
5
1350—1450
1400—1500
42—46
40—49
61,1-66,7
48,6—55,6
4
5
1000—1050
950—1000
42—46
42—46
39,4—44,4
28,6—30,6
4,2—5,6 6,1—7,5
40
4
5
1250—1300
1150—1250
42—46
35-40
52,8—58,3
41,7—47,2
4
5
1000—1050
900—1000
42—46
44—46
39,4—44,4
34,7—40,3
3.3—4,4
4.4-5,8
50
4
5
1350—1450
1300—1450
42-46
50—45
61.1—66,7
47.2—52,8
4
5
1000—1050
900—1000
42—46
44—46
39,4—44,4
34,7—40,3
3.3—3,9
3.3—5
Примечания: 1. Сварку на первой дуге ведут на переменном токе, на второй дуге — на постоянном токе обратной полярности. 2. Углы наклона электродов от горизонтали: для первого электрода 100—105° углом назад, для второго электрода 55—65° углом вперед. 3. Расстояние между электродами 30—60 мм. 4. Вылет электродов 50—60 мм.
XIX.8. Рекомендуемые режимы механизированной сварки стыковых соединений в С02, С02+02, Аг+25 % С02 проволокой Св-08Г2С (в нижнем положении)
Толщина металла, мм
Эскиз
соединения
Зазор b, мм
Число
проходов
Диаметр
проволоки,
мм
Сварочный ток, А
Напряжение дуги, В
Скорость
сварки,
1 • 10~3 м/с
Расход газа, л /мин
3
0—1,5
1
1,2—1,4
200—300
23—25
6,9—11,1
8-11
3—4
0—1,5
2
1,2-1,6
200—350
25—32
6,9—20,8
8—15
6
6
0,5—2
2
1,2-2
250—420
25—36
6,9—16,7
10-16
9—10
*
0,5-2
2
1,2-2,5
300-450
28—38
5,6—13,9
12-16
12
1—3
1
2
1
1,2—2,5
СО
00
0
1
сл
g
33—42
4,2—8,3
12—16
Примечание. Сварку ведут на постоянном токе обратной полярности.
XIX.9. Рекомендуемые режимы механизированной многопроходной сварки в защитном газе
Условное обозначение шва сварного соединения
Первый проход
Второй и последующие проходы
Положение шва в пространстве
по ГОСТ 14771-76* для проволоки сплошного сечения
по ГОСТ 5664—80 для порошковой проволоки
Диаметр электрода, мм
сварочный ток, А
напряжение дуги, В
скорость подачи проволоки,
1 -10— 3 м/с
сварочный ток, А
напряжение дуги, В
скорость подачи проволоки, 1 • 10 3 м/с
С8, С12
С8, С12
1,2
170—190
22—24
102,8—105,6
310—330
26—28
220,8—223,6
С15, С17
С15, С17
1,4
180—200
24—26
77,8-80,6
310—330
24—26
169,4—172,2
Нижнее
С19, С21
С21, С25
1,6
260—280
26—28
98,6—101,4
370—390
26—30
154,2—156,9
С25* У 7
У7, У8
2
280—300
28—32
66,7—69,4
О
0
1
СЛ
о
32—34
100—105,6
У8, У10
У10
2,2
280—320
26—28
72,2—77,8
400—450
32—34
105,6—116,7
1.2
140—160
21—23
66,7—72,2
160—180
22—24
83,3—88,9
Вертикаль¬
ное
1,4
140—160
22—24
52,8—55,6
160—180
23—25
61,1—72,2
Примечание. Сварку ведут на постоянном токе обратной полярности.
XIX. 10. Рекомендуемые режимы механизированной многопроходной сварки
самозащитной порошковой проволокой
Условное обозначение шва сварного соединения по ГОСТ 5264—80
Первый проход
Второй и последующие проходы
Положение
шва
Диаметр электрода, мм
сварочный ток. А
напряжение дуги. В
скорость подачи проволоки, Ы0—3 м/с
сварочный ток, А
напряжение дуги, В
скорость подачи проволоки, 1-10—3 м/с
С8, С12, С15, С17, С21, С25, У7, У8, У10
2
2,2
150—200
150—200
20—21
21—24
39,4
42,8
200—250
280—320
22—24
26—30
58.3
65.3
Нижнее
2.4
180—200
22—24
24,4
400—500
27—31
82,8
2,6
200—250
23—25
39,4
500—530
30—35
120,8
3
250—300
24—28
24,4
450—500
26—30
106,1
Вертикаль¬
С8, С17
1.8
150—180
21-24
49,4
150—180
21—24
49,4
ное
2
140—170
20—21
39,4
180—200
21—24
52,2
Примечание. Сварку ведут на постоянном токе обратной полярности.
СХЕМА СБОРКИ ГАЗГОЛЬДЕРА НАПРАВЛЕНИЕ Г
СБОРКИ
“Ф
•а—л
XIX.4. Схема стенда с роликовым кантователем
1, 2 — пневмоприжимные скобы; 3 — роликоопоры; 4 — правляющая лента
электромотор; 5 — на*
18
Габаритные конструкции цилиндрической фомы — горизонтальные резервуары со стенками небольшой толщины (4—б мм) изготовляют на заводах методом наворачивания полотна корпуса на кольцевые жесткости и днища.
Трубы, цилиндрические газгольдеры и резервуары со стенками большей толщины собирают методом полистовой сборки из свальцованных листов.
Сначала собирают в вертикальном положении обечайки на плоском стенде (рис. XIX.3) и закрепляют стыки прихватками. Затем на стенде (рис. XIX.4), оборудованном роликовым кантователем с пневматической или гидравлической скобой, передвигающейся по рельсовому пути между роликами, направляющей лентой и упорами, собирают элемент трубы или цилиндрический резервуар. Первую обечайку устанавливают на кантователе до упора, вторую ставят рядом, после чего с помощью скобы и направляющей ленты горизонтальным пневмоприжимом прижимают ее к первой обечайке и вертикальным пневмоприжимом подгоняют стык между ними, постепенно поворачивая обечайки на кантователе и закрепляя стык прихватками. Так же монтируют все обечайки.
При наличии сферических днищ их предварительно собирают с первой и последней обечайкой в вертикальном положении. Сборку резервуара начинают на стенде с первой обечайки, при этом последнюю обечайку, соединенную с днищем, подгоняют с помощью горизонтального прижима скобы и стяжных приспособлений.
Швы сваривают на этом же кантователе или при необходимости переносят собранный резервуар на другой роликовый кантователь. Сначала сваривают продольные швы обечаек, а затем — поперечные кольцевые швы. Сварку выполняют автоматами под флюсом по ручной подварке, на флюсовой подушке или по механизированной подварке в углекислом газе. В указанном порядке сваривают швы сначала внутри резервуара или трубы, а затем снаружи.
Габаритные конструкции с плоскими гранями ([бункера, течки и др.) обычно собирают на горизонтальном стенде в вертикальном положении из плоских элементов и листов и стыки закрепляют прихватками. Стыки сваривают полуавтоматами в углекислом газе порошковой проволокой или проволокой сплошного сечения (см. табл. XIX.8—XIX. 10).
XIX.2.2. Технология сборки и сварки решетчатых конструкций
К решетчатым конструкциям относятся плоские (стропильные и подстропильные фермы, плоскости пространственных решетчатых
2*
19
XIX.5. Кондуктор длч сборки ферм
/ — пневматический прижим; 2 — карманы; 3 — винтовой прижим; 4 — прижимы-фиксаторы раскосов; 5 — фиксаторы поясов
XIX Кантователь для сварки ферм 1 — опора; 2 — привод; 3 — планшайба; 4 — рама; 5 — захваты на 2 фермы
конструкций, фонари и т. п.) и пространственные конструкции (опоры линии электропередач, решетчатые колонны, мачты, башни и т. п.).
Плоские решетчатые конструкции собирают с помощью кондукторов или копиров. Используют специализированные кондукторы наиболее распространенных типов для сборки ферм или инвентарные кондукторы, состоящие из универсальных сборочных элементов для фиксации стержней и деталей ферм. Универсальные сборочные элементы можно легко перестроить на строганой поверхности стеллажа для сборки ферм того или иного типа.
Для сборки ферм типа «Молодечно» применяют кондуктор со специальными пневматическими и винтовыми прижимами, фиксаторами и карманами, которые устанавливают на сборочной плите. Пояса ферм, рагее собранные с фланцами, укладывают на кондуктор, закрепляют пневматическими фиксаторами (рис. XIX.5) и пробками через отверстия в плите. Затем раскладывают с ориентацией по карманам раскосы и прижимают их к поясам пневмоприжимами. Дополнительно винтовыми прижимами фиксируют положение поясов. Производят прихватку соединений, освобождают прижимы и пере¬
20
носят ферму в кантователь для сварки, конструкция которого предусматривает возможность сварки одновременно двух ферм (рис. XIX.6). Сварку ведут в защитном газе или порошковой самозащитной проволокой механизированным способом. Перспективным является изготовление ферм из одиночных уголков с применением точечной дуговой сварки (табл. XIX.11). Схема участка механизированной сборки и сварки таких ферм представлена на рис. XIX.7, а сварной узел фермы — на рис. XIX.8. Полуфермы собирают в тележке-кондукторе с помощью пневмоприжимных закрепляющих приспособлений. Затем тележку-кондуктор передвигают в зону сварки к сварочным автоматам для сварки узлов.
XIX.11. Режимы точечной дуговой сварки проволокой диаметром 5 мм стропильных ферм
Суммарная толщина пакета, мм
Сварочный ток, А
Напряжение дуги, В
Время сварки, с
20
1400—1500
36—38
5-6
24
1500—1600
38—40
6—7
26
1600—1700
40—42
6—7
Все операции по перемещению сварочной установки и наводке электродов в точки свариваемого узла, подъем нижнего и опускание верхнего электродов, сварка в течение установленного времени, выдержка нижнего электрода для кристаллизации ванны, дальнейшее перемещение установки для сварки следующей точки полностью автоматизированы; управление осуществляют операторы с двух пультов. Для устранения брака (прожоги, отсутствие сквозного провара) предусмотрен сварочный пост. Данная технология является опытной и подлежит доработке в производственных условиях.
Пространственные решетчатые конструкции, как правило, собирают в кондукторах-кантователях (рис. XIX.9). Конструкции с параллельными поясами собирают, начиная с поясных уголков, которые укрепляют фиксаторами в планшайбы кондуктора, затем с помощью подъемного копира укладывают элементы решетки и закрепляют их прихватками. Конструкции пирамидальной формы обычно собирают в два приема. Сначала на копире монтируют две боковые плоскости (фермы), а затем в специальный кондуктор-кантователь укладывают собранные плоскости и соединяют их решеткой. Собранные на прихватках конструкции подают на сварочный стеллаж для сварки в углекислом газе.
Элементы решетчатых трубных конструкций с фланцевыми соединениями собирают в кондукторе, обеспечивающем точную фик-
21
XIX.7. Схема механизированного участка сборка и сварки стропильных ферм из одиночных уголков
1 — сварочный пост; 2 — места складирования полуфабрикатов; 3—место и аппаратура контроля качества полуферм; 4—место складирования готовых полуферм; 5 — блоки пневмоавтоматики; 6 — сварочные установки для точечной дуговой сварки; 7 — пульты управления; 8 — тележка-кондуктор; 9—механизм доводки; /0 — сварочные выпрямители; // — рельсовый путь
сацию положения фланцев и труб. После прихватки собранные элементы подают на сварочный манипулятор, где сваривают фланцы и трубы в углекислом газе,
22
XIX 9. Кондуктор-кантователь для сборки пространственных решетчатых конструкций
/ — опора с редуктором; 2 —планшайба; 3 —стойка; 4 — передаточный вал; 5 —станина; 6 — подвижная опора; 7 — электропривод; 8 — копир; 9 — фиксатор; 10 — воздушный цилиндр
XIX.2.3. Технология сборки и сварки балок и колонн сплошного сечения
Эти конструкции могут иметь двутавровое, крестовое и коробчатое сечения из листовой или широкополосной стали. Наиболее распространенную конструкцию балок и колонн составного двутаврового и крестового сечения изготовляют на механизированных поточных линиях. На поточной линии стыкуют и сваривают листовую заготовку для стенок и полок балок. Стыковые односторонние швы сваривают под флюсом автоматами на флюсовой подушке без разделки кромок при толщине детали до 10 мм, с V-образной разделкой при толщине до 24 мм, при этом обеспечивается полный провар и формирование обратного валика. При большей толщине предусмотрена автоматическая кантовка листов для двусторонней сварки под флюсом. Участок сборки и сварки листов помимо флюсовых подушек снабжен электромагнитными и пневматическими прижимами, обеспечивающими сборку хорошего качества и поджатие листов к флюсовой подушке. После сварки листы по рольгангам поступают на обрезку и роспуск по требуемым размерам, после чего выполняют правку листов и строжку кромок. Затем заготовки попадают на участки сборки, сварки, правки и фрезерования торцов балок.
Стыковые швы сваривают однодуговыми автоматами типа ТС-17, а поясные — двухдуговыми. Поточные линии (рис. XIX.10)
23
УЧАСТОК ОБРАБОТКИ УЧАСТОК УЧАСТОК СВАРКИ УЧАСТОК ДОДЕЛКИ
СТЕНОК И ПОЛОК СБОРКИ БАЛОК БАЛОК
XIX.10. Схема поточной линии для изготовления балок
/ — станки для обрезки торцов стенок балок; 2 — автоматы для сварки и под-» варки стыков стенки; S — рычажные кантователи; 4 — листоправильные машины; 5 —дисковые ножницы; 5 —очистка стенок и полок; 7 — мостовой кран;
8 — сборочный стан; 9 — питатель; 10 — установка для очистки шлака; 11 — электромагнитный кантователь; 12 — подъемник; 13 — сварочные многодуговые установки; 14 — шлепперы; 15 — рольганг; 16 — машины для правки грибовидности полок; 17 — торцефрезерные станки; 18 — продольные рольганги
1900*
XIX. 11. Винтовой кондуктор для сборки двутавров:
1 г- балки; 2 — вертикальные винты; 3— упоры; 4 — листы полок балки; 5— лист стенки балки; 6 — швеллеры; 7 —диафрагма; 8 — горизонтальные винтовые прижимы
оснащены значительным числом сборочно-сварочных приспособлений.
Ребра, консоли, фасонки и подобные детали приваривают к балкам и колоннам в отдельном кондукторе или на стеллажах, где устанавливают и прихватывают указанные детали, а затем приваривают их полуавтоматами в углекислом газе.
В небольших цехах балки собирают в кондукторах (рис. XIX. 11), а сваривают в кантователях.
Поточные линии сборки и сварки элементов конструкции внедрены на заводах. К таким автоматизированным линиям относятся: поточная линия стыковки стального листа, в которой механизирована подача листов, их обрезка газорезательными машинами, сборка, автоматическая сварка под флюсом на флюсовой подушке, кантовка и сварка с другой стороны;
24
поточная линия сборки и сварки стержней для конструкций типа «Кисловодск»;
поточная линия сборки и сварки двутавровых балок из готовых (выправленных, обрезанных, сваренных и отфрезерованных) листов; линия изготовления сварных прямоугольных труб; поточная линия сборки и сварки оконных переплетов из прямоугольных труб и другие.
XIX.3. СВАРОЧНЫЕ РАБОТЫ НА МОНТАЖНОЙ ПЛОЩАДКЕ
Сварке на монтажной площадке присущи следующие особенности:
сварку выполняют в разных пространственных положениях; сварку ведут при различной температуре окружающего воздуха;
сварочные работы выполняют на открытой монтажной площадке. При монтаже стальных конструкций распространены следующие способы сварки:
ручная дуговая плавящимся электродом;
механизированная дуговая плавящимся электродом (в защитных газах, порошковой проволокой);
автоматическая дуговая плавящимся электродом под флюсом, с принудительным формированием шва порошковой проволокой, в защитных газах;
ручная дуговая неплавящимся электродом.
Вследствие особенностей сварочных работ на монтажной площадке ручная дуговая сварка плавящимся электродом продолжает оставаться основным способом соединения элементов строительных конструкций. Однако вышеуказанные автоматические и механизированные способы сварки ИЭС им. Е. О. Патона и отраслевые институты постепенно внедряют в практику монтажных работ,
XIX.3.1. Технология сварки стальных конструкций промышленных зданий и сооружений
Наиболее распространенными конструкциями являются балки, ригели, колонны двутаврового сечения, стыки (рис. XIX. 12) которых сваривают при укрупнении конструкций либо в проектном положении. Порядок сварки стыка балки составного сечения при ее укрупнении приведен на рис. XIX.12,1. Как видно из рисунка, для сварки стыка в наиболее удобных положениях балку дважды кантуют (рис, XIX. 12, б, в), при этом в первую очередь сваривают стык стенки, затем стыки полок и в последнюю очередь поясные швы, ко-
25
ж
500500
Ж
/
ж
У
г/1
1 и
1Р\
XIX. 12. Схемы (I—VI) сварных стыков двутавровых балок
а—д — положения балки при сварке; /— 7 — последовательность сварки
торые на заводе недоваривают для облегчения сборки стыка и уменьшения сварочных напряжений. На рис. XIX. 12, II, г, д приведен порядок сварки стыка при одной кантовке. На рис. XIX. 12, III показан порядок сварки стыка балки, установленной в проектное положение. При небольших размерах и небольшой толщине металла последовательность сварки стыков, указанная на рис. XIX. 12,1—III, не имеет существенного значения, следует только сваривать в последнюю очередь поясные швы. При больших размерах и толщине элементов 25—40 мм сначала рекомендуется сваривать стыки стенки. Однако этот порядок также может меняться, что видно из рис. Х1Х.12, IV: при высоте стенки, значительно превышающей ширину поясов, в первую очередь сваривают стыки поясов (см. рис, XIX.12, IV). При этом первым сваривают стык нижнего, обычно растянутого пояса. Во всех случаях перед сваркой стыков полок устанавливают в начале и в конце шва выводные планки для обеспечения качественного провара шва на всем протяжении. Стыки сваривают ручной дуговой или механизированной сваркой плавящимся электродом (порошковой проволокой, в углекислом газе). Применяют также сварку стыков стенки с принудительным форми*
26
ки
I *- токопровод; 2 — двухэлектродный мундштук; 3 — корпус подаю* щего механизма; 4 — подающая шестерня; 5 — порошковые проволоки; 6 — корректирующее устройство; 7 — направляющие токосъемвые трубки; 8 — медные пластины
XIX. 14. Схема сварки нижнего пояса фермы
1—4 — последовательность сварки
рованием шва порошковой проволокой. На рис. XIX. 12, V показана последовательность сварки; для прохода автомата в верхней полке сделана вставка, которую устанавливают и приваривают после сварки стыка стенки. Стыки полок и поясные швы сваривают порошковой проволокой. На рис. XIX.12, VI приведена схема подготовки стыка мощной балки. В связи с тем, что предстояло сварить значительное число стыков этой балки (высота 3200—3800 мм, ширина пояса 600— 1000 мм, толщина 32 — 40 мм), оказалось целесообразным при укрупнении балки сваривать стыки поясов автоматической дуговой сваркой с принудительным формированием шва. Для прохода ползуна автомата в стенке делали сегментный вырез; использовали автомат А-1150У с модернизированным устройством для подачи в зону сварки одновременно двух порошковых проволок (рис. XIX. 13), что обеспечивало сварку за один проход, при этом разделки кромок не требовалось. Зазор в стыке стенки 2—2,5 мм после сварки поясов становился близким к нулю, что позволяло выполнить сварку стыков стенки автоматом АДФ-1002 под флюсом на весу сначала с одной стороны, а затем после кантовки балки — с другой. Поясные недоваренные на заводе швы, а также швы ребер жесткости сваривали механизированным способом порошковой проволокой. Сегментный вырез в стенке способствовал уменьшению сварочных напряжений в месте соединения стенки с поясом. Для сварки стыка стенки на всю длину перестроили ходовую часть трактора АДФ-10С2, после чего мундштук располагался на уровне передних колес, а флю¬
27
совый бункер сняли. Сварку с принудительным формированием вели на токе 700—750 А при напряжении дуги 32—36 В; автоматическую сварку под флюсом — на токе 650—700 А со скоростью от 8,3* 10*“8 до 11,1 •10~8 м/с. Механизация сварки стыков этих мощных балок обеспечила снижение трудоемкости примерно в 5—6 раз по сравнению с ручной сваркой.
Стропильные фермы, поставляемые на монтажную площадку половинками, обычно собирают в простейшем кондукторе на складе металлоконструкций или непосредственно в пролете монтируемого здания и соединяют стыки поясов (рис. XIX. 14) ручной дуговой сваркой или механизированной сваркой порошковой проволокой. Примерно такая же последовательность соблюдается при сварке соединений верхнего пояса. Фермы небольшого пролета (24—30 м) чаще собирают в горизонтальном положении, что дает возможность сваривать швы в нижнем положении при одной кантовке фермы. Операция кантовки должна быть выполнена осторожно, при необходимости с постановкой временных жесткостей для предупреждения деформации фасонок при кантовке. Сборка ферм в вертикальном положении не требует кантовки для сварки, обеспечивает соблюдение проектной формы фермы, но часть сварных швов должна быть выполнена в неудобном потолочном положении. Технология сборки и сварки более крупных ферм, особенно собираемых из отдельных элементов, должна быть в каждом случае разработана в зависимости от применяемых профилей, средств монтажа и сварки.
При сооружении одноэтажных зданий значительной площади широко используют прогрессивный конвейерный метод монтажа конструкций покрытия. Конвейер, расположенный недалеко от строящегося корпуса, имеет несколько постов — стоянок на передвигающихся по рельсовому пути тележках, где собирают блоки покрытия, состоящие из 3—4 ферм с кровлей и начинкой межферменного пространства технологическими коммуникациями. Готовые блоки подают к месту монтажа на тележке и устанавливают мощным краном в проектное положение. Большим преимуществом конвейерного метода является производство всех работ по сборке и сварке конструкций не на высоте, а внизу на тележках конвейера, что позволяет широко применить механизированную сварку конструкций. Увеличивается также производительность труда монтажников и безопасность их работы.
При сварке соединений типовых конструкций ферм, подкрановых балок, колонн, связей и сопряжений элементов следует пользоваться типовой технологией, изложенной в «Руководстве по сварке типовых узлов при монтаже стальных конструкций производственных зданий и сооружений», разработанном ВНИПИ Промстальконструкция (ЦБНТИ, 1980 г.).
28
XIX.3.2. Сварка конструкций доменных цехов
Конструкции доменного цеха состоят из кожуха доменной печи, воздухонагревателей, пылеуловителей, скрубберов, электрофильтров, галерей подачи материалов, бункерной эстакады, литейного двора и других сооружений.
Кожух современной доменной печи (рис. XIX. 15) достигает высоты более 50 м при диаметре горна до 20 м и толщине стенок до 60 мм из высокопрочной стали 16Г2АФ-Ш (электрошлакового переплава) и в некоторой части — из низколегированной стали 10Г2С1Д-12 и 09Г2С-12. Листы кожуха обрабатывают на заводе, где затем их вальцуют и соединяют по два листа в габаритные «скорлупы». На монтажной площадке для уменьшения длины горизонтальных швов и наибольшего укрупнения монтажных элементов эти скорлупы собирают на стендах в «карты» (рис. XIX. 16) и соединяют швы между скорлупами электрошлаковой сваркой. Затем из карт собирают в проектном положении горно печи и сваривают его вертикальные швы, протяженностью около 12 м каждый. На других, хорошо выверенных, радиальных стендах собирают последовательно из карт или скорлуп царги кожуха, сваривают их вертикальные швы и устанавливают в проектное положение. Все вертикальные соединения выполняют электрошлаковой сваркой проволокой Св-ЮНМА под флюсом А-8М с порошковым присадочным металлом (ППМ) автоматом А-820, приспособленным для подачи ППМ. При сборке стыков приварку деталей сборочных приспособлений, скоб, направляющих и выводных планок для электрошлаковой сварки осуществляют с предварительным подогревом мест приварки до 120—160 °С, что необходимо из-за склонности стали 16Г2АФ к закалке и образованию трещин при сварке. Кромки листов, подлежащих сварке, а также примыкающие к ним полоски ширииой 20 мм зачищают до чистого металла. При толщине стали 40—60 мм устанавливают зазор 26—28 мм; сваривают током 800—900 А при напряжении 44—46 В электродом диаметром 4 мм; скорость подачи проволоки 36,7 • 10“3 м/с; скорость сварки от 0,61 • 10~3 до 0,69 • 10“3 м/с.
Горизонтальные стыки кожуха обычно соединяют ручной дуговой сваркой. Сварку ведут одновременно с внутренней и внешней стороны кожуха 7—8 пар сварщиков, равномерно расставленных по стыку. Сваривают секциями длиной 600 мм в несколько слоев с каждой стороны обратноступенчатым способом. Перед сваркой первой секции подогревают металл в месте сварки до 120—140 °С. Первые три слоя каждой секции сваривают электродами УОНИ 13/45, последующие слои — электродами УОНИ 13/55. Корень шва с внешней стороны зачищают абразивными кругами после сварки первых трех корневых слоев шва изнутри. К сварке следующей секции
29
N
С
\
/7
\
\
XIX./5. Схема кожуха доменной печи
1 — швы, свариваемые на стендах;
2 — швы, свариваемые на стендах при укрупнении конструкций в монтажные блоки; 8 — кольцевые швы. осуществляемые в проектном положении; 4 — вертикальные швы горна, выполняемые в проектном положении
XIX. 16. Схема укрупнения «скорлуп» в «гкарты»
1 — «скорлупы» или листы заводского изготовления; 2 —скобы для прохода ползунов автомата; 3 — выводные планки; 4 — направляющий уголок (ставится со стороны, противоположной скобам): 5—входные карманы
вида
сварщики приступают только после окончания сварки предыдущей* В случае перерывов в работе предварительный подогрев возобновляют в месте продолжения сварки.
Горизонтальные стыки кожуха можно соединять автоматической сваркой порошковой проволокой с полупринудительным формированием шва автоматами типа Л-1325 или порошковой проволокой с дополнительной защитой углекислым газом автоматами типа «Цирко* матик», однако она еще не получила широкого распространения.
30
Кожух воздухонагревателя имеет высоту более 50, диаметр Ю—13 м и стенки из низколегированной стали 09Г2С-15 толщиной до 40 мм. Для крупных доменных печей воздухонагреватели строят с выносной камерой горения. На заводе обрабатывают листы из стали 09Г2С и укрупняют по 2—3 листа в скорлупы с применением автоматической сварки под флюсом.
Из доставленных на строительную площадку «скорлуп» на стендах собирают монтажные блоки —царги кожуха воздухонагревателя. Вертикальные швы монтажных блоков сваривают с принудительным формированием автоматами типа А-1150У для листов толщиной до 20 мм и автоматами типа А-1381М для листов толщиной более 20 мм. Сварку ведут порошковой проволокой ППВ-2ДСК; можно использовать проволоки марок ППАН-19Н, ППАН-24с или СП-2. Стыки толщиной до 20 мм сваривают за один проход без разделки кромок с зазором 12—14 мм. При толщине 25 мм делают V-образную разделку кромок и сваривают за один проход на формирующих ползунах. При толщине 30 мм выполняют несимметричную Х-образную разделку, а при большей толщине — симметричную и сваривают с двух сторон, сперва изнутри цилиндра, а затем снаружи. Первый шов формируется ползуном и водоохлаждаемой трубкой, устанавливаемой в корне шва с обратной стороны. Купол и днище камеры горения сваривают ручной дуговой сваркой; можно их сваривать и автоматом А-1381М порошковой проволокой с принудительным формированием шва. Горизонтальные стыки между монтажными блоками соединяют ручной дуговой сваркой секциями одновременно с внешней и внутренней стороны цилиндра четыре пары сварщиков электродами УОНИ 13/55. Аналогично сваривают стыки пылеуловителя: вертикальные с принудительным формированием, горизонтальные — ручной дуговой сваркой. Режимы (ориентировочные) сварки с принудительным формированием шва следующие: ток 400—430 А, напряжение 28—32 В, сухой вылет электрода 30—35 мм, сварка постоянным током обратной полярности; их уточняют для каждой толщины стыка.
Днище камеры насадки воздухонагревателя (рис. XIX. 17) из стали 09Г2С-15 толщиной до 30 мм собирают в проектном положении и швы 1 и 2 сваривают автоматами под слоем флюса на остающейся подкладке. Сварку ведут проволокой Св-08ГА с добавкой ППМ на режимах, приведенных в табл. XIX.6. Для обеспечения наименьших деформаций и напряжений при сварке следует соблюдать указанную последовательность. Участки А и Б выполняют в последнюю очередь ручной дуговой сваркой электродами УОНИ 13/55 диаметром 4 и 5 мм. Сначала сваривают участок >4, а затем участок Б. При сварке конструкций доменного цеха соблюдаются повышенные требования к качеству сборки под сварку, чистоте сва-
31
к-ж
XIX. 17, Схема сварки днища воздухонагревателя
Л*»600 мм, Б=1000 мм —участки, свариваемые в последнюю очередь; 1—4 очередность сварки
риваемых кромок, качеству электродов, порошковой проволоки и флюса, которые перед сваркой подвергаются прокалке.
Сварку стыковых швов конструкций с принудительным формированием, обеспечивающую высокую производительность процесса и требуемое качество, применяют при монтаже во всех случаях, когда позволяют конструктивные особенности сооружения. При сооружении телевизионной башни высотой 350 м, ствол которой удерживался тремя опорными подкосами из листовой стали 09Г2С-12 толщиной 25 и 30 мм, конструкции подкосов представляли собой габаритные свальцованные листы длиной 7,8 м, из которых требовалось образовать подкос длиной 90 м и диаметром 1,7 внизу и 10 м наверху. Секции подкосов собирали на выверенных стеллажах из 4—8 элементов заводской поставки в вертикальном положении, стыки закрепляли скобами и сварку вели автоматом А-1150У, приспособленным для сварки двумя порошковыми проволоками ППВ-2ДСК диаметром 2,35 мм. Всего на объекте было выполнено около 2000 м швов с принудительным формированием. Этот способ сварки применяют также при сооружении сферических резервуаров и ряда других конструкций.
32
XIX.3.3. Сварка конструкций
различных сооружений и зданий
Корпуса вращающихся цементных и обжиговых печей могут иметь длину до 230 и диаметр до 7 м (рис. XIX. 18). Корпус печи диаметром до 3,6 м изготовляют на заводе в виде готовых отдельных монтажных элементов (обечаек), которые потом собирают. При большем диаметре невозможно транспортировать готовые обечайки корпуса, поэтому их изготовляют из трех частей (третинок) либо не заваривают один продольный стык обечайки и сворачивают ее до габаритного диаметра. Последний способ возможен при толщине корпуса не более 30 мм.
На монтажной площадке собирают из третинок обечайки в вертикальном положении и выполняют швы сваркой с принудительным формированием шва либо кантуют обечайки и автоматами сваривают под флюсом швы в нижнем положении. Затем готовые обечайки собирают в зоне действия козлового крана большой грузоподъемности в монтажные блоки и на роликовом стенде сваривают кольцевые стыки под слоем флюса по ручной подварке. Если конструкции поставляют обечайками, свернутыми на заводе до габаритных размеров, их разворачивают на монтажной площадке и сваривают продольный шов автоматом. Затем в вышеуказанном порядке собирают обечайки в монтажные блоки и сваривают их. Готовые монтажные блоки вместе с бандажами монтируют на опорах и затем автоматами сваривают стыки между блоками под слоем флюса по ручной подварке. Стыки бандажей, поставляемых половинками, соединяют электрошлаковой сваркой.
Галереи трактов подачи материалов в металлургическом и других производствах иногда сооружают в виде трубных оболочек, диаметром до 10 м со стенками толщиной 6—14 мм, с внутренними кольцами жесткости. Оболочки галереи изготовляют на заводах рулонами длиной 12 м. На монтажной площадке рулоны разворачивают и собирают трубы, накатывая на полотнища блоки из внутренних колец жесткости, соединенных балками, и прихватывая полотно к жесткостям. Собранную секцию галереи переносят на роликовый стенд, где механизированной сваркой порошковой проволокой заваривают нахлестсчный продольный шов трубы, кольцевые швы полубандажей на концах секции и швы колец жесткости. Дальнейшее укрупнение секций в монтажные блоки зависит от условий строительной площадки и наличия механизмов.
Г азовоздухопроводы большого диаметра на монтаж также поставляют рулонами. Из-за отсутствия внутренних колец жесткости трубы из развернутого полотнища формируют с помощью инвентарного барабана и лебедок (рис. XIX.19). Сформированную секцию трубы освобождают от барабана и переносят на роликовый стенд,
3—252
33
НАПРАВЛЕНИЕ ПОДАЧИ МОНТАЖНЫХ БЛОКОВ
17000
НАПРАВЛЕНИЕ МОНТАЖА
S00J700
1
I
2400
1800
800
1600
2200
22.00
ют
'J '
ihUt
1
JHL ft
i
И
шш\
XIX. 18. Конструктивная схема корпуса цементной печи с разбивкой на моя* тажные блоки (размеры блоков даны в см)
/// '//// М/S М/ //У/ //// 77//ЯР ЯРЯ>
XIX. 19. Формирование секции трубы из рулона
/ — лебедки; 2 — стальной канат; 3— боек; 4, 5 —рядовой и приводной диски барабана; 6 — разворачиваемая рулонная заготовка трубы
где соединяют замыкающий нахлесточный шов механизированной сваркой порошковой проволокой или другим способом, а также собирают готовую секцию со следующей и сваривают кольцевые стыки. Монтажные соединения газовоздухопроводов обычно выполняют на полубандажах.
Автоматическая и механизированная сварка порошковой самозащитной проволокой постепенно завоевывает все большее место при монтаже сварных конструкций из-за высокой производительности, качества и простоты процесса, не требующего дополнительной газовой аппаратуры, флюса и газа. Их применяют при сооружении многих объектов, насыщенных листовыми конструкциями при их укрупнении и монтаже. Олимпийские спортивные комплексы в Крылатском, на проспекте Мира, многие промышленные объекты соору* жены с помощью этих способов.
34
XIX.3.4. Сварка конструкций резервуаров
Вертикальные цилиндрические резервуары низкого давления (до 2 кПа) с конической крышей для хранения «темных» нефтепродуктов изготовляют вместимостью от 100 до 5000 м3. Со сферической крышей выпускают резервуары вместимостью 10 000—50 000 м3. Для уменьшения потерь от испарения «светлых» продуктов сооружают резервуары с понтонами и с плавающими крышами (рис. XIX.20). Предполагается сооружение резервуаров вместимостью до 100 000 м3.
Резервуары сооружают, в основном, из рулонных заготовок днища, корпуса и полотна плавающей крыши и щитовой кровли.
Метод рулонирования широко распространен в СССР для резервуаров вместимостью до 50 000 м3, у которых нижние листы корпуса из стали 16Г2АФ имеют толщину до 18 мм. При большей вместимости растет толщина стенок корпуса, что ограничивает его рулонирование.
Резервуары, расположенные в труднодоступных местах, сооружают полистовой сборкой. При полистовой сборке резервуара листы днища укладывают от центра к краям основания резервуара полосами, перекрывающими друг друга (нахлесточные соединения), и закрепляют сборочными приспособлениями или прихватками.
Днище резервуаров объемом до 5000 м3 имеет прямые окрайки, а днище резервуаров большего объема — сегментные окрайки. Окрайки располагают по размеченной на основании окружности.
Соединения листов несегментных окраек должны быть частично переделаны из нахлесточных в стыковые с подкладкой путем вырезки «лыски» в нижнем листе на расстоянии 250—400 мм от края днища (рис. XIX.21). Эти стыки заваривают на длине 200 мм от края и зачищают шлифовальной машинкой усиление шва в местах опирания первого пояса, после чего монтируют листы первого пояса и сваривают участки вертикальных стыковых швов, примыкающие к днищу на высоту 150—200 мм. Днище полистовой сборки сваривают в следующем порядке: сварка поперечных швов; сварка продольных швов, не доходя до окрайков на 700—800 мм; сварка кольцевого уторного шва, соединяющего днище с первым поясом (сварку ведут 2—4 пары сварщиков или автоматом); окончание сварки стыковых и нахлесточных швов окрайков; сварка замыкающего контура — сначала всех поперечных швов между окрайками и полотном, затем незаваренных участков продольных швов.
Все швы выполняют ручной дуговой сваркой в два слоя или механизированной сваркой порошковой проволокой ПП-АНЗ, или автоматами Н-2, а тавровые швы — автоматами Т-2 (разработаны ВНИИМонтажсиецстроем на базе трактора ТС-35) тоже порошковой проволокой.
3»
35
ДЛИНА ШВА L ПО МЕСТУ, НО НЕ МЕНЕЕ 200 ММ
XIX.20. Схема резервуара вместимостью 50 ООО мъ с плавающей крышей
1 — плавающая крыша, верхнее положение; 2 —стенка; 3 —короб; 4 — днище; 5 — плавающая крыша, нижнее положение; 6 — стойка
ПО МЕСТУ, НО НЕ МЕНЕЕ 250 ММ
XIX.21. Схема полистовой сборки днища резервуара
Вертикальные швы стенки резервуара полистовой сборки выполняют ручной дуговой, механизированной и автоматической сваркой порошковой проволокой. Швы сваривают с двух сторон с обязательной зачисткой корня шва перед сваркой с другой стороны. Горизонтальные швы сваривают ручной дуговой, а также механизированной сваркой порошковой проволокой или автоматической с использованием установки «Циркоматик». В целях уменьшения протяженности монтажных швов, выполняемых в неудобных вертикальном и горизонтальном положениях, применяют укрупнение конструкций стенки по 2—4 листа со сваркой их швов автоматами на стендах-качалках.
При рулонном способе сооружения резервуаров объем сварочных работ при их монтаже в 7—8 раз меньше, чем при полистовом способе, так как основной объем сварки выполняют заводы, изготовляющие рулонную заготовку на механизированных установках.
36
XIX.22. Форма подготовки кромок монтажных стыков резервуаров при полистовой сборке
а —для уторного шва; б. в — для горизонтальных швов; г, д — для вертикальных швов; е — то же, при сварке с принудительным формированием; ж — то же, для замыкающих швов корпуса резервуара вместимостью до 5000 м9
включительно
На монтажной площадке сваривают швы между развернутыми из рулонов полотнищами днища; вертикальные замыкающие швы стенки; тавровые швы, соединяющие стенку с днищем; соединительные швы щитов кровли; а в случае сооружения резервуара с понтоном или плавающей крышей — швы, соединяющие полотнища с понтонами; швы крыши, а также другие вспомогательные швы понтонов, горизонтальных площадок, жесткостей, лестницы и т. п.
Полотнища днища соединяют нахлесточными швами ручной дуговой сваркой или другими способами (автоматической под флюсом, механизированной порошковой проволокой, автоматами Н-2). Сварку ведут от центра к краям, начиная со среднего монтажного шва, при этом недоваривают около 2 м до окрайков для облегчения последующей их сборки с полотном и уменьшения деформации днища. Сварку швов днища автоматом Н-2 ведут в один проход порошковой проволокой СП-2 диаметром 2,5 мм при сварочном токе 440— 460 А, напряжении 32 В, скорости подачи проволоки 106» 10-3 и скорости сварки 4,3 • 10~3 м/с.
В окрайках резервуаров вместимостью до 5000 м3 включительно, поставляемых заводами отдельно от рулонов, делают «лыску» так же, как при полистовой сборке, и сваривают стыки на остающейся подкладке на длину 200 мм от края. Окрайки собирают между собой и с полотнищем днища на временных прихватках. В резервуарах большего объема стыковой шов на остающейся подкладке
37
между сегментными окрайками выполняют также длиной 200 мм от края. Стык сегментных окрайков собирают с зазором 4 мм у края и до 10—12 мм к центру резервуара. Это необходимо в связи с тем, что после сварки таврового шва зазор значительно уменьшится от усадки. Сегментные окрайки собирают с полотнищем днища на временных прихватках. Затем разворачивают рулоны стенки резервуара, собирают вертикальные стыки стенки и соединение стенки с днищем с помощью сборочных приспособлений. Вертикальные соединения стенки у резервуаров вместимостью до 5000 м3 делают нахлесточными. Перед сваркой уторного шва заваривают участки вертикального стыка первого пояса, примыкающие к днищу, на высоту 200—300 мм. Уторный шов выполняют ручной или механизированной сваркой одновременно несколько пар сварщиков, расположенных по обе стороны стенки равномерно и движущихся в одном направлении. Сваривают обратноступенчатым способом со ступенями длиной 600—650 мм в несколько слоев. Так же, как при полистовой сборке, можно применять автомат Т-2 с порошковой проволокой СП-2. Вертикальные стыки стенки сваривают с двух сторон нахлестки сплошными швами с общим направлением снизу вверх, а в пределах каждого пояса сверху вниз обратноступенчатым способом ручной дуговой сваркой. У резервуаров вместимостью 10 000 м3 и более монтажные соединения стенки делают стыковыми. При толщине листов 6 мм и более делают V-образную разделку, обращенную внутрь резервуара, а при толщине 12 мм и более — Х-образную (рис. XIX.22). Стык собирают особенно тщательно, не допуская отклонений формы резервуара в месте стыка. Ручную сварку стыка выполняют одновременно 2—3 сварщика, для чего стык разделяют на равные по наплавленному металлу участки и устраивают подмости, предохраняющие работающего внизу сварщика от искр металла. Сварку ведут обратноступенчатым способом с общим направлением сверху вниз в пределах участка, выделенного сварщику. Заварив шов с внутренней стороны, вырубают или вышлифовывают корень шва с внешней стороны и сваривают нодварочный шов. В резервуаре вместимостью 50 000 м3 замыкающий вертикальный стык разделяют на 4 участка, сварку которых выполняют секциями одновременно 4 сварщика обратноступенчатым способом со ступенями длиной 200—220 мм; общее направление сварки на каждом участке сверху вниз; разделка V-образная с раскрытием внутрь; корневой слой сваривают изнутри, зачищают его снаружи и выполняют наружный шов, после чего заваривают внутренние слои шва. Стыки первых восьми поясов стенки из стали 16Г2АФ сваривают без подогрева при температуре выше5°С, при более низкой температуре применяют предварительный подогрев до 120—160°С. Для лучшего сохранения тепла и предотвращения возникновения пор при сварке корневого шва стык закрывают с наружной стороны уголком.
38
XIX. 23. Схема горизонтального разворачивания рулона
1, 4—канаты к лебедкам или трак* торам; 2 — стенд; 3 — рулон; 5 — устройство для разворачивания
XIX.24. Схема двухзвенного газгольдера
7 —кровля; 2 —ролики; 3 — направляющие; 4 — колокол; 5 — телескоп; 6 — резервуар; 7 — днище
/ 2
Нахлесточные соединения щитового покрытия резервуаров сваривают вручную либо автоматом Н-2.
Автоматическую сварку шва с катетом 4 мм выполняют порошковой проволокой СП-2 диаметром 2,5 при токе 440—460 А, напряжении 28—30 В, скорости подачи проволоки 133 • 10~3 м/с, вылете 30 мм, скорости сварки 13,9* 10~3 м/с.
Щиты купольных покрытий резервуаров вместимостью от 10 000 до 30 000 м8 предварительно укрупняют в сфероцилиндрические «лепестки» длиной 17—20 м из 2—3 частей и сваривают швы между ними. По мере разворачивания стенки таких резервуаров к верхней кромке с внутренней стороны укрепляют на сварке блоки опорного кольца и в центре днища устанавливают стойки с центральным щитом; «лепестки» покрытия устанавливают на опорное кольцо и центральный щит. Понтоны или плавающие крыши собирают и сваривают на днище резервуара.
39
При монтаже резервуаров вместимостью 50 ООО м3 одновременно с разворачиванием стенки монтируют верхнее кольцо жесткости в виде площадки и элементов промежуточных жесткостей — сварных двутавров. Имеется опыт разворачивания рулонов стенки этого резервуара в горизонтальном положении (рис. XIX.23) на стенде, установленном на днище. Размеры стенда обеспечивают размещение на нем полотнища длиной около 30 м. Затем на развернутой части стенки резервуара устанавливают и приваривают верхнюю площадку и промежуточные кольца жесткости и вместе с каркасом стенда ставят ее в проектное положение, освобождают каркас стенда и собирают на нем следующую часть стенки. Это перспективный способ для сооружения более крупных резервуаров (вместимостью до 100 ООО м3).
Мокрые газгольдеры (рис. XIX.24) предназначены для хранения газообразных продуктов. Они представляют собой емкости с переменным объемом газа, что достигается подъемом или опусканием подвижных частей газгольдера (колокола и телескопа). Газгольдеры объемом до 30 000 м3 монтируют из рулонных заготовок днища, корпуса резервуара, стенок телескопа и колокола. Корпус газгольдеров большего объема сооружают методом полистовой сборки, однако не исключено применение рулонного метода и для более крупных газгольдеров.
Днища газгольдера монтируют так же, как при полистовой или рулонной сборке днища резервуара. Рулоны корпуса, телескопа и колокола можно разворачивать поочередно или параллельно. По мере разворачивания монтируют опорные конструкции и затворы. Затем устанавливают перекрытие колокола, собирают крышу, направляющие и другие конструкции. Крышу монтируют и сваривают из отдельных листов в полосы или секторы на стеллаже, сооруженном на карнизе резервуара. Готовые полосы или секторы надвигают на перекрытие и сваривают между собой, образуя нахлесточные соединения. Возможен также рулонный метод монтажа крыши.
В сухих газгольдерах все конструкции — днище, корпус, днище шайбы монтируют из рулонных заготовок и сваривают аналогично резервуарам. Каркас крыши собирают внизу на днище и поднимают целиком. Кровлю монтируют листами или картами и сваривают вручную и автоматами Н-2. Возможен подъем крыши, собранной на днище, давлением воздуха.
Бункера могут иметь прямоугольное и круглое сечения, они предназначены для хранения сыпучих материалов. Прямоугольные бункера монтируют плоскостями, собранными и сваренными из отдельных листов. Конусные части круглых бункеров монтируют из отдельных листов, цилиндрические части (если сооружается на одной монтажной площадке значительное их число) собирают из рулонных заготовок или укрупненными на стендах монтажными блоками. 40
Силосы и декомпозеры по конструкции аналогичны круглым • бункерам.
Сферические резервуары (табл. XIX. 12) для хранения продукта под давлением в сжиженном или газообразном состоянии изготовляют объемами 600 и 2000 м3. Оболочка резервуаров состоит из штампованных или свальцованных элементов-лепестков. В зависимости от метода изготовления раскрой оболочки меняется (рве. XIX.25). Подготовка кромок лепестков оболочки зависит от способа их сварки (табл. XIX.13). Оболочку собирают из отдельных лепестков, блоками из нескольких лепестков и полушариями. При сооружении единичных резервуаров применяют поэлементную сборку оболочки. Для сборки устанавливают опоры резервуара, а в центре временную тумбу, на которой укладывают днище. На днище укрепляют монтажную стойку из трубы, удерживающую тяжами из уголков монтируемые элементы. Затем собирают последовательно листы первого и других поясов, закрепляя стыки монтажными приспособлениями. По окончании монтажа и выверки оболочки выполняют швы ручной дуговой сваркой в последовательности, указанной на рис. XIX.26.
XIX.12. Основные технические данные оболочек сферических резервуаров
Объем,
м8
Внутреннее
давление,
МПа
Марка стали
Внутренний диаметр, м
Толщина
оболочки,
мм
Протяженность сварных швов, м
600
0,25
09Г2С
12
0,6
09Г2С
16
1,0
09Г2С
10,5
22
205
1,8
09Г2С
34
1,8
16Г2АФ
28
2000
0,25
0,6
09Г2С
16
16
22
600
Швы сваривают одновременно два сварщика секциями, а при Х-образной разделке — двусторонними секциями. При толщине стенок 28 мм и более применяют предварительный подогрев до 120— 160 СС.
Другие способы сборки и сварки оболочек предусматривают предварительное укрупнение лепестков в блоки, что позволяет организовать работы в закрытом помещении и вести их широким фронтом (рис. XIX.27).
41
XIX.25. Схемы сферических резервуаров
а — резервуар объемом 600 м* под давлением 60 Па; б—г — раскрой оболочки меридиональный, параллельно-меридиональный и экваториально-меридиональный; / — оболочка; 2 — молниезащита; 3 — площадки; 4 — лестница; 5 —опорные стойки
I щ
XIX. 13. Рекомендации по выбору способа сборки и сварки сферических резервуаров
Метод сварки и сборки
Рекомендации по применению
Ручная сварка покрытыми электродами. Сооружение оболочки в проектном положении из лепестков
При единичном (1—2 шт.) сооружении сферических резервуаров объемом 600 и 2000 м3
Автоматическая сварка под флюсом со сборкой оболочки из лепестков для вращения на манипуляторе
При значительном числе сооружаемых резервуаров объемом 600 м3 с организацией поточного изготовления оболочек резервуаров
Механизированная сварка в защитном газе с периодическим поворотом оболочки при сборке
При единичном (2—4 шт.) сооружении резервуаров объемом 600— 2000 м3
Автоматическая сварка самозащитной порошковой проволокой с принудительным формированием шва. Сооружение оболочки в проектном положении
При сооружении на одной площадке парка из четырех — шести сферических резервуаров объемом 600—2000 м3
42
Продолжение табл. XIX. 13
Метод сварки и сборки
Рекомендации по применению
Автоматическая сварка в защитном газе методом СК. Сооружение оболочки в проектном положении из отдельных листов или блоков
При сооружении резервуаров объемом 600—2000 м3 из сталей повышенной и высокой прочности толщиной 10—50 мм. При сооружении крупных резервуаров из листов или блоков в проектном положении
Вертикальный стык между элементами собирают с помощью приспособлений и после выверки сваривают прерывистым корневым швом, а затем сплошным швом электродами УОНИ 13/55. В таком же порядке собирают горизонтальный стык. Вертикальные и горизонтальные стыки блоков могут быть выполнены ручной дуговой сваркой или механизированной сваркой в углекислом газе, а также порошковой проволокой. Механизированную сварку (табл. XIX. 14) первого корневого шва производят с наружной стороны, затем зачищают шов с обратной стороны шлифовальной машинкой и выполняют многослойный вертикальный и горизонтальный швы, при этом горизонтальный шов сваривают одновременно два сварщика от середины шва к краям.
При сборке блоков оболочки вместимостью 2000 м3 применяют для вертикальных швов сварку автоматом А-1381 с принудительным формированием шва, а также сварку способом СК автоматом СК-4 для швов с V* и Х-образной разделками. Способ СК (рис. XIX.28) и автомат СК*4 разработаны ВНИИМонтажспецстроем. Сварку этим способом стыковых швов с V-образной разделкой выполняют за один проход с формированием обратного усиления медной прокладкой; сварку Х-образных швов ведут за два прохода, перед сваркой первого прохода устанавливают с противоположной стороны в разделку медный пруток. Примерный режим сварки способом СК приведен в табл. XIX.14.
Сборку оболочки полушариями осуществляют на горизонтальном стенде, начиная с двух противоположных блоков (лепестков), при этом верхнее и нижнее полушария собирают на одном и том же стенде для обеспечения совпадения замыкающего кольцевого стыка. Стыки между блоками полушарий соединяют корневым швом ручной или механизированной сваркой. Затем нижнее полушарие перекантовывают и устанавливают на манипулятор или на временную тумбу для дальнейшей сборки с верхним полушарием и сварки всех швов.
43
XIX. 26. Схема ручной сварки обо* лочки резервуара с параллельномеридиональным раскроем
1—6 последовательность сварка
XIX. 27. Сборка блоков а, б — из двух и трех лепестков; / — собранные лепестки блока
При применении высокопроизводительной сварки оболочек под флюсом на манипуляторах различной конструкции необходимо предварительно выполнить подварочный шов во всех стыках оболочки для обеспечения прочности оболочки при вращении на манипуляторе и для удержания сварочной ванны при автоматической сварке. Такая технология сварки целесообразна при организации поточного изготовления резервуаров, сооружаемых на одной площадке в значительном количестве. Опыт такой организации выявил основные положения технологии поточного монтажа. Блоки оболочек резервуаров собирают из трех-четырех лепестков и сваривают их корневые швы. Оболочку собирают из блоков на временном инвентарном опорном кольце (рис. XIX.29), соединяя блоки корневыми швами; переносят оболочку на манипулятор и закрывают пневматическим укрытием (ОУС-600/2000) весь сварочный пост, включая манипу-
44
4
3
XIX. 28. Схема сварки способом С К
а —схема начала сварки; б —схема техники сварки; /—медная пластина; 2 — свариваемые листы? 3 — заходные валики; 4 — электродная проволока
XIX.29. Сборка оболочки на временном опорном кольце
1—8 — последовательность сборки
лятор с оболочкой и сварочной площадкой, сварочное оборудование и т. п., затем все швы оболочки соединяют автоматической сваркой под флюсом, выполняют врезку и приварку люков, патрубков, опорных стоек, контроль качества швов и исправление дефектов, после чего демонтируют пневматическое укрытие и переносят резервуар на фундамент козловым краном. Таким образом, все работы по подготовке блоков, сборке оболочек, их сварке и монтажу на проектную отметку производятся параллельно, что обеспечивает ввод в эксплуатацию резервуарного парка в короткий срок.
При механизированной сварке оболочек резервуаров вместимостью 600 и 2000 м3 с периодическим поворотом организуют работу по укрупнению элементов оболочки в монтажные блоки одновременно со сборкой и сваркой оболочки. Укрупняют лепестки с постановкой их на ребро и сваривают в углекислом газе вертикальные и горизонтальные швы так же, как это было указано выше. Оболочки из нескольких блоков собирают тоже с горизонтальной ориентацией лепестков; таким образом соблюдается единообразие процесса сварки, применяемого, оборудования и материалов, что улучшает специализацию сварщиков, повышает производительность и качество работ. Для осуществления этого способа устанавливают на фундамент опорные стойки с кронштейнами для подмостей. На двух диаметрально противоположных стойках укрепляют гнезда для осей вращения оболочки. Центральную стойку собирают с днищем и куполом и приваривают к ним блок из двух полностью сваренных лепестков. К наружной поверхности днища и купола приваривают фланцы с осями вращения. Эту конструкцию устанавливают на стойки, со-
45
o>
XIX.14. Примерные режимы сварки оболочек сферических резервуаров
1
с5
X
Диаметр проволоки, мм
Марка
Сварочный ток, А
Напряже*
Скорость, МО-3
м/с
Частота
колебания
Вылет
Расход С02, л/ч
X
я
1
проволоки
ние дуги, В
подачи
проволо¬
ки
движения электрода по разделке
сварки
электрода, кол /мин
электрода, мм
16—22
1,2
Св-08Г2С
Механизированная сварка блоков в С02
150—180
21—25
50—57,5
10—12
500—600
Сварка стали 16Г2АФ способом СК в С02
28
1,2
Св-08Г2С
190—210
21—23
50—63,7
3,6
0,4—0,5
35
22
2,35
ППВ-2ДСК
Сварка автоматом А-1381 по ручной подварке
390—400
29—30
97
1,1
20
Сварка автоматом А-1381 на медной подкладке
16
2,35
ППВ-2ДСК
350-370
35—36
1,1—1,7
вмещая оси вращения с гнездами, блок при этом должен быть обращен выпуклостью вниз. Для облегчения поворота оболочки внизу между стойками сооружают круглый бак с водой, на оболочку опускают первый блок. Затем к этому блоку по порядку присоединяют и приваривают следующие блоки, поворачивая конструкции так, чтобы стыки были в горизонтальных положениях при сборке и сварке. При монтаже оболочки усилия на поворотные опоры уменьшаются за счет плавучести конструкции.
Для применения автоматической сварки швов оболочек с принудительным формированием, без вращения на манипуляторе оболочки резервуаров вместимостью 600 или 2000 м3 собирают из блоков непосредственно на фундаменте в проектном положении. Экваториальные стыки блоков, собираемых с установкой на ребро, сваривают автоматами А-1381 самозащитной проволокой ППВ-2ДСК в вертикальном положении; горизонтальные стыки, имеющие при толщине до 22 мм V-образную разделку раскрытием с наружной стороны и зазором 2—4 мм, подваривают с внутренней стороны оболочки в два слоя электродами УОНИ 13/45. Затем собирают оболочку из блоков, предварительно оборудовав катучие подмости внутри нее и снаружи. Блоки соединяют также с внутренней стороны ручной сваркой в два слоя. Таким образом, для автоматической сварки с принудительным формированием остаются только меридиональные швы между блоками, так как экваториальные сваривают при укрупнении. Меридиональные швы сваривают с внешней стороны оболочки автоматами А-1381 (см. табл. XIX. 14). Начальный участок стыка длиной 50—100 мм так же, как кольцевые стыки оболочки с днищем и куполом, сваривают вручную электродами УОНИ 13/45.
Сварка с принудительным формированием может быть также выполнена без предварительной ручной подварки. Для этого на монтажных стыках собранной в проектном положении оболочки устанавливают и приваривают с внутренней стороны скобы, необходимые для закрепления стыков при сварке, а с внешней стороны устанавливают направляющие для автомата А-1381. К тележке автомата прикрепляют резак от аппарата «Радуга» или другого типа, при движении тележки по направляющей производят резку кромки лепестка для получения V-образной разделки меридиональных стыков. При толщине металла 16 мм угол раскрытия разделки должен быть 42°, а зазоры в стыках 6±2 мм. С внутренней стороны оболочки устанавливают медную подкладку для обратного формирования шва. Автоматическую сварку выполняют на режиме, приведенном в табл. XIX. 14.
При сооружении оболочки резервуара из стали 16Г2АФ толщиной 28 мм, с применением способа СК для сварки меридиональных
47
швов, оболочку монтируют на фундаменте из подготовленных блоков, стыки которых сварены этим же способом (см. выше). После подгонки Х-образных стыков между блоками с требуемым зазором 4±1 мм устанавливают и приваривают с внутренней стороны скобы и укрепляют в разделке стыка медный пруток для уменьшения подсоса воздуха и лучшего формирования шва. Один блок не монтируют до окончания сварки с внешней и внутренней сторон и удаления из оболочки скоб, всех лестниц и приспособлений, кроме лестниц, необходимых для сварки швов последнего блока. Сначала сваривают все меридиональные швы с внешней стороны, а затем (после удаления медного прутка, зачистки шлифовальной машинкой корня шва и разделки, удаления скоб) с внутренней стороны. Режим сварки такой же, как при сварке швов блоков (см. выше). Перед началом сварки производят предварительный подогрев до 120— 160 °С начального участка стыка на длине 250—300 мм; в дальнейшем подогрев при сварке не требуется.
Сферические резервуары из двухслойной стали собирают методами, аналогичными рассмотренным. Сборочные приспособления приваривают только с внешней стороны оболочки, чтобы не повредить плакирующий слой. Сварные соединения могут быть выполнены ручной или автоматической сваркой. Обычно делают Х-образную разделку стыков. При ручной дуговой сварке несущий слой из низколегированной стали 16ГС сваривают в первую очередь электродами УОНИ 13/55, после чего сваривают плакирующий слой из стали 08Х17Н15МЗТ или 10X17H13M3T; сварку начинают с переходного слоя, выполняемого электродами марки КБ-ЗМ с повышенным запасом аустеничности, а затем сваривают облицовочный слой электродами НЖ-13, СЛ-28 или аналогичными им. При автоматической сварке первоначально сваривают электродами УОНИ 13/55 со стороны плакировки первые 1—2 слоя основного черного металла, чтобы при дальнейшей автоматической сварке основного слоя брызги металла не загрязняли плакирующий слой. Затем автоматической сваркой под флюсом сваривают с внешней стороны оболочки основной слой полностью, применяя проволоку Св-08ГА и флюс АН-348А. В последнюю очередь выполняют автоматическую сварку плакирующего слоя под флюсом АН-26 проволокой марки Св-08Х19Н11МЗ по слою однофазного металлического порошка марки Х65Н18М13 (рис. XIX.30). Таким способом достигается хорошее качество плакирующего шва без сварки переходного шва. Вместо порошка можно использовать порошковую проволоку марки СП-ХНМФ диаметром 3,2—3,6 мм для сварки под флюсом АН-26, для чего требуется незначительное приспособление трактора ТС-35 или ТС-17М под порошковую проволоку.
48
■252
XIX.15. Допустимая температура стали для ручной и механизированной сварки металлоконструкций без предварительного подогрева, °С
Металлоконструкции
Толщина металла, мм
До 16 вкл.
>16 до 25 вкл.
>16 до 30 вкл.
>25
>30 до 40 вкл.
>40
Из углеродистой стали:
решетчатые
—30
—
-30
—
—10
0
листовые объемные и сплошностенчатые
Из низколегированной стали с пределом текучести <390 МПа:
-30
—20
—10
0
решетчатые
—20
—
—10
—
0
5
листовые объемные и сплошностенчатыё
То же, >390 МПа
—20
0
5
10
решетчатые
—15
0
—
При любых температурах
—
—
листовые объемные и сплошностенчатые
—15
0
предварительный подогрев до 120—160° С
XIX.30. Схема сварки плакирующего слоя
1 — металлический порошок; 2 — флюс; 3 — электродная проволока
XIX.4. СВАРКА ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
При низких температурах окружающей среды ручная и механизированная сварка металлоконструкций должна выполняться в соответствии с рекомендациями табл. XIX. 15.
Если сварку приходится выполнять при температуре окружающего воздуха ниже —50 °С, организация, ведущая сварочные работы, должна предусмотреть специальные укрытия типа тепляков или пневмонадувных оболочек, внутри которых температура не превышала бы значений, указанных в табл. XIX.15, или была бы положительной*
При необходимости подогрев конструкций (перед сваркой —предварительный или в процессе ее — сопутствующий) выполняют с использованием оборудования и приспособлений, описанных в гл. XXV.
Глава XX. СВАРКА СТАЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
XX.1. ОБЩИЕ СВЕДЕНИЯ О ТРУБОПРОВОДАХ. КЛАССИФИКАЦИЯ. НОРМАТИВНЫЕ ДОКУМЕНТЫ
К технологическим относятся трубопроводы промышленных предприятий, служащие для транспортировки сырья, полуфабрикатов и готовой продукции, материалов, обеспечивающих ведение технологических процессов и эксплуатацию оборудования (пар, вода, топливо, реагенты), отработанных промежуточных продуктов и отходов производств.
Выбор материалов для изготовления трубопроводов и технология производства сборочно-сварочных работ зависят от назначения трубопроводов, характера транспортируемой по ним среды, территориального расположения и рабочих параметров, в первую очередь давления, температуры.
В СН 527-80 по рабочим параметрам транспортируемого продукта технологические трубопроводы делятся на пять категорий (табл. ХХ.1) и на три группы в зависимости от свойств продукта. Наиболее тщательно необходимо выполнять сборочно-сварочные работы на трубопроводах I категории.
50
XX.I. Классификация технологических трубопроводов по СН 527-80
Категория трубопроводов
Групп*
среды
Наименование среды
I
II
Ш
IV
V
А
Вредная по ГОСТ 12.1.005—76 и ГОСТ 12.1.007—76:
а) класс опасности / и 2
б) класс опасности 3
Независимо Св. 1,6 Св. 300
До 1,6
До 300
—
—
—
Б
Взрыво- и пожароопасная по ГОСТ 12.1.004—85: а) взрывоопасные вещества (ВВ), горючие газы (ГГ),
включая сжиженные
Св. 2,5 Св. 300
До 2,5 До 300
б) легковоспламеняющиеся жидкости (ЛВЖ)
Св. 2,5 Св. 300
Св. 1,6 до 2,5 Св. 120 до 300
До 1,6 До 120
—
—
в) горючие жидкости (ГЖ), горючие вещества (ГВ)
Св. 6,3
Св. 2,5 до 6,3
Св. 1,6 до 2,5
До 1,6
Св. 350
Св. 250 до 350
Св. 120 до 250
До 120
В
Трудногорючие (ТГ), негорючие (НГ)
Св. 6,3
Св. 2,5 до 6,3
Св. 1,6 до 2,5
До 1,6
Св. 350 до 450
Св. 250 до 350
Св. 120 до 250
До 120
Примечание. Над чертой дано рабочее давление в МПа, под чертой — рабочая температура в °С.
Конструкции технологических трубопроводов состоят из соединенных между собой прямых участков труб, деталей, запорно-регулирующей арматуры, контрольно-измерительной аппаратуры, средств автоматики, опор, подвесок и прокладок. Участки труб с деталями и арматурой могут образовывать неразъемные (сварные) либо разъемные соединения (на фланцах, резьбе, байнонетные и т. д.).
Вне зависимости от назначения, сложности конструкции любой технологический трубопровод состоит из следующих частей:
линия — участок трубопровода, предназначенный для транспортировки продукта с постоянными рабочими параметрами. Линия соединяет между собой трубопроводы, аппараты, цехи и установки и может состоять из труб одного и нескольких типоразмеров. Длина линий может быть от нескольких до сотен метров, каждой линии в проекте присваивают отдельный индекс;
деталь (рис. XX. 1)—элементарная часть трубопровода; отрезок трубы, отвод, переход, тройник, седловина, фланец, заглушка, а также отдельные изделия, входящие в конструкцию трубопровода;
XX. /. Приварные детали стальных трубопроводов / — патрубок (отрезок трубы); 2 —фланец плоский под приварку; 3 — отвод крутоизогнутый; 4 — заглушка приварная; 5, 6 — переходы концентрический и эксцентрический; 7 — фланец, привариваемый встык; в —седловина; 9, 10 — тройник равнопроходный и неравнопроходный
52
элемент (рис. ХХ.2) — две и более сваренные между собой детали, причем все швы лежат в параллельных плоскостях, что позволяет сваривать их механизированными способами с одной установки на вращателе;
ХХ.2, Классификация трубопроводов Т — труба; Д — деталь
ГРУППА I (Т-Д)
ХХ.З. Типы сварных соединений, применяемых при изготовлении трубопроводов
1, 2 — кольцевые швы, соответственно стыковой (наиболее распространенный), угловой; 3—фасонный шов
Е
ГРУППАМ (Д-Т-Д)
ГРУППА III (Д-Д)
ГРУППА 1У (Т-Д-Т)
Е*ЁЭ£НЬеэ-
ГРУППА У (Д-Д-Т)
-§Е—1
ГРУППА УI (Д-Д-Д)
узел (сборочная единица) — часть линии, состоящая из нескольких элементов, собранных между собой на разъемных или неразъемных (сварных) соединениях. Размеры узлов ограничены возможностями транспортировки и монтажа. Узлы подразделяют на плоские и пространственные. В плоских узлах оси элементов расположены в одной плоскости, в пространственных — в двух и более плоскостях;
секция — прямолинейная часть трубопровода, состоящая из нескольких сваренных между собой труб одного диаметра. Длина секции зависит от типа сварочного стенда и возможностей транспортировки, но обычно она не превышает 36 м;
53
плеть — несколько сваренных между собой секций непосредст« венно на месте монтажа.
Большинство деталей, входящих в состав технологических тру-» бопроводов, стандартизовано или нормализовано, число их типораз* меров строго ограничено. В соответствии с «Инструкцией по проектированию технологических стальных трубопроводов на Ру до 10 МПа» (СН 527-80), утвержденной Госстроем СССР, число типоразмеров труб, применяемых для изготовления и монтажа технологических трубопроводов, значительно ограничено, что уменьшило общее число типоразмеров сварных соединений на трубах (рис. ХХ.З).
Основные марки стали, из которых изготовляют стальные тех** нологические трубопроводы:
низкоуглеродистые
феррито-перлитные .
мартенситные
мартенситно-ферритные
ферритные
аустенитные
СтЮ, Ст20, ВСт2сп, ВСт2пс, ВСтЗсп, ВСтЗпс
10Г2, 15ГС, 17ГС, 12МХ,
17Г2СФ, 12Х1МФ
15X5, 15Х5М, 15Х5ВФ, 12Х8ВФ
12X13, 12Х11В2Мкр
08X13. 15X25
08Х18Н10Т, 12X18H10T, 08Х18Н12Б, 10X17H13M3T, 10Х23Н18
Наиболее распространены низкоуглеродистые стали.
Технологические трубопроводы проектируют в соответствии с требованиями «Инструкции по проектированию технологических стальных трубопроводов Ру до 10 МПа» (СН 527-80) Госстроя СССР, эталонов выполнения рабочих (монтажных) чертежей технологических трубопроводов, а также действующих нормативных документов (см. ниже).
Деталировочные чертежи (рис. ХХ.4) трубопроводов КТД разрабатывают для централизованного изготовления их узлов с применением механизированных способов сварки и в соответствии с эталоном. В состав деталировочных чертежей входят пояснительная записка, перечень чертежей на блок, сводная спецификация труб и деталей, ведомость трубопроводов по линиям. Линию разбивают на узлы, исходя из возможностей транспортировки и монтажа. Узлы и элементы делят таким образом, чтобы максимальное число сварных соединений в узле было выполнено механизированными способами.
При изготовлении и монтаже стальных технологических трубопроводов, включая заготовительные, сборочно-сварочные и контрольные операции, должны соблюдаться условия, предусмотренные рядом нормативных документов (табл. ХХ.2).
54
XX.4. Деталировочный чертеж трубопровода, выполненный в соответствии
с эталоном
цифры без кружков — номера сварных соединений (стыков); цифры в малых кружках — номера деталей в соответствии со спецификацией; цифры в больших кружках — номера элементов и узлов
ХХ.2. ПОДГОТОВКА ТРУБ ПОД СВАРКУ.
ПРИМЕНЯЕМЫЕ ВИДЫ И СПОСОБЫ СВАРКИ
Для обеспечения хорошего качества сборки и сварных соединений концы труб, а также присоединительные части деталей трубопроводов и приварной запорной арматуры должны быть разделены (табл. ХХ.З) в соответствии с ГОСТ 16037—80 в зависимости от толщины стенок труб и вида сварки.
55
ХХ.2. Перечень основных действующих нормативных документов общего назначения на изготовление и монтаж стальных технологических трубопроводов (сварочные работы)
Нормативный документ
Краткая характеристика, что регламентируется
индекс
наименование
СНиП 3.05.05—84
Технологическое оборудование и технологические трубопроводы; утверждены Госстроем СССР
Обязательны для капитального строительства. Содержат общие требования к подготовке и производству работ, выполнению сварочных работ на технологических трубопроводах, порядок контроля и оценки качества сварных соединений
СН 527-80
Инструкция по проектированию технологических стальных трубопроводов Ру до 10 МПа; утверждена Госстроем СССР
Обязательна для капитального строительства. Содержит классификацию трубопроводов, основные общие требования к проектированию, расчету на прочность, защите от коррозии и тепловой изоляции трубопроводов, а также рекомендации по выбору материалов
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды; утверждены Госгортехнадзором СССР, согласованы с ВЦСПС и Госстроем СССР
Обязательны для всех министерств и ведомств. Определяют требования к устройству, изготовлению, монтажу, эксплуатации и освидетельствованию трубопроводов, транспортирующих водяной пар давлением более 0,07 МПа (0,7 кгс/см2) или горячую воду с температурой выше 115 °С. Регламентируют применяемые материалы, вопросы проектирования, изготовления и монтажа, включая сварку, термическую обработку и контроль качества сварных соединений
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением; утверждены Госгортехнадзором
Обязательны для всех министерств и ведомств. Определяют требования к устройству, изготовлению, монтажу, ремонту и эксплуатации сосудов, работающих под давлением, в том числе на обвязочные трубопроводы сосудов, работающих под давлением, на участке от сосуда до первого запорного отклю-
СССР, согласованы с ВЦСПС и Госстроем СССР
чающего устройства (арматуры), а также на трубопроводы трубчатых печей. Регламентируют применяемые материалы, требования к конструкции, вопросы изготовления и монтажа, включая сварку, термическую обработку и контроль качества сварных соединений, требования к арматуре и приборам КИП, а также регистрацию и освидетельствование
ПУГ-69
Правила устройства и безопасной эксплуатации трубопроводов для горючих, токсичных и сжиженных газов; утверждены Госгортехнадзором СССР, согласованы с ВЦСПС и Госстроем СССР
Обязателен для всех министерств и ведомств. Регламентирует ются на проектирование, монтаж и эксплуатацию стальных технологических газопроводов, транспортирующих нейтральные мало- и среднеагрессивные горючие газы в пределах рабочих давлений от 1 кПа (0,01 кг/см2) абсолютных до 250 МПа (2500 кгс/см2) избыточных включительно и рабочих температур от —150 до 700 °С. Регламентируют, в том числе, требования, предъявляемые к трубам и деталям трубопроводов, запорной арматуре, вопросы проектирования, монтажа, сварки и испытания смонтированных газопроводов, а также приемки их в эксплуатацию. Содержат рекомендации по выбору сварочных материалов в зависимости от материала труб
ГОСТ 16037—80
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры; утвержден Госстандартом СССР
I
Обязателен для всех министерств и ведомств. Регламентирует основные типы швов сварных соединений всех видов трубопроводов. Приводятся все типы конструктивных элементов, встречающихся на трубопроводах, виды и способы сварки в зависимости от диаметра толщины стенки труб и подготовки кромок. Даются типы и размеры подготовки кромок под сварку, допуски на обработку, а также размеры наложенных швов и предельные отклонения по ним
Продолжение табл. ХХ.2
Нормативный документ
индекс
наименование
Краткая характеристика что регламентируется
ОСТ 36-39-80
Трубопроводы стальные технологические на давление Ру до 9,81 МПа. Ручная дуговая сварка покрытыми металлическими электродами. Типовой технологический процесс; утвержден Минмонтажспецстроем СССР
Обязателен для организаций и предприятий Минмонтажспецстроя СССР. Регламентирует технические требования к материалам, оборудованию, квалификации сварщиков, устанавливает типовой технологический процесс ручной сварки, а также требования к контролю качества сварных соединений, выполненных ручной дуговой сваркой, и технике безопасности при производстве работ
ОСТ 36-50-81
Трубопроводы стальные технологические. Термическая обработка сварных соединений. Типовой технологический процесс; утвержден Минмонтажспецстроем СССР
Обязателен для организаций и предприятий Минмонтажспецстроя СССР. Регламентирует все вопросы, связанные с термообработкой сварных соединений технологических трубопроводов
ОСТ 36-57-81
Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа. Ручная аргонодуговая сварка. Типо-
Обязателен для организаций и предприятий Минмонтажспецстроя СССР. Содержит технологические требования к основным и сварочным материалам, сварочному оборудованию и квалификации сварщиков, устанавливает типовой технологи-
вой технологический процесс; утвержден Минмонтажспецстроем СССР
ческий процесс сварки, определяет требования к качеству и к безопасности процесса сварки
ОСТ 36-79-83
Трубопроводы стальные технологические из углеродистых и низколегированных сталей на Ру до 10 МПа. Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типовой технологический процесс; утвержден Минмонтажспецстроем СССР
Обязателен для организаций и предприятий Минмонтажспецстроя СССР. Регламентирует требования к подготовке производства, устанавливает порядок процесса сварки, включая выбор режимов, определяет требования к контролю качества и безопасности работ
ВСН 362-76/ ММСС СССР
Инструкция по изготовлению, монтажу и испытанию технологических трубопроводов различного назначения с условным давлением до 10 МПа (100 кгс/см2); утверждена Минмонтажспецстроем СССР
Регламентирует все вопросы, связанные с изготовлением и монтажом (включая сварку, термическую обработку и контроль качества сварных соединений) технологических трубопроводов из стальных труб, труб из цветных металлов и их сплавов, а также футерованных. Распространяется на технологические трубопроводы общего назначения, а также на трубопроводы холодильных установок, гуммированные и футерованные винипластом или полиэтиленом, вакуумные
ХХ.З. Основные виды разделки кромок труб и деталей трубопроводов под сварку по ГОСТ 16037—80
«я Д 5
Я 2 = >883!
° со §
Я 3 «
2 Э о 5 «
« «и
4 = 2 О ф о >> о* я
Конструктивные элементы подготовленных кромок-
со
II
со
S
Ef
О s н S
Зазор bt мм
с О
Притупление с, мм
Дополнительные сведения
С-1
2—4
0,5
4—6
2-3
1—1,6
2—3
1,5
0,5
1
+0,5
+0,5
+0,3
±0,3
±0,5
Г }
Для ручной дуговой и полуавтоматической сварки в защитных газах плавящимся электродом
Для сварки под флюсом
Для сварки неплавящимся электродом в защитных газах
Для газовой сварки
С-6
3-5
6-8
+0,5
+1
0,5
0,5
+0,5 +0,5 j
Для сварки ручной дуговой плавящимся электродом в за-
9—10 12-20
2
2
+1
+1,6
1
1
±0,5 j ±0,5 |
щитных газах и комбинированной (ручная+механизированная)
3
0
+0,3
0,5
+0,5
Для сварки неплавящимся электродом в защитных газах
4—14
0
+0,5
0,5
+0,5
Для комбинированной сварки, при которой корень шва проваривается сваркой неплавящимся электродом в защитных газах
4
1
±0,5
1
±0,5
5-6
2
±0,5
1
±0,5
Для гач*овой сварки
7
2
±0,5
1,5
±0,5
Разностенность и смещение кромок при сборке допускаются следующие:
1) в технологических трубопроводах в соответствии со СНиП 3.05.05-84:
толщина стенок стыкуемых элементов, мм . . допускаемые разностенность и смещение кромок, мм ......
3—4,5 5—6 7—8 9—14 15 и более
1,5 2 2,5
2) в трубопроводах пара и горячей воды в соответствии с Правилами Госгортехнадзора СССР:
до 3 3—6 6—10 10—12 более 20
толщина стенок стыкуемых элементов, мм . . допускаемые разностенность и смещение кромок, мм . . : . 0,2 O.IS-f 0,155 0.05S-J-1 0,1 S, но
-1-0,3 не более
3 мм
3) в трубопроводах горючих, токсичных и сжиженных газов в соответствии с Правилами Госгортехнадзора СССР (ПУГ-69) допускаемые разностенность или смещение кромок не должны превышать 10 % толщины стенок стыкуемых элементов и не быть более 3 мм.
Если разностенность свариваемых деталей превышает величины, указанные выше, то должен быть обеспечен плавный переход от более толстой детали к более тонкой одно- или двусторонней механической обработкой конца детали с более толстой стенкой. При этом конусность расточки (перехода) должна быть не более 15 %.
При разнице в фактической толщине стенок трубы менее 30 % (но не более 5 мм) и при равенстве внутренних диаметров свариваемых деталей допускается осуществление указанного плавного перехода за счет наклонного расположения поверхности сварного шва без дополнительной обработки кромок.
Трубы и детали трубопроводов подготовляют и обрабатывают под сварку любыми способами, обеспечивающими необходимую форму, размеры, качество кромок и сохранность структуры металла. Наиболее предпочтительным способом подготовки является механическая резка.
Резку труб рекомендуется выполнять с соблюдением двух основных условий:
торец трубы должен быть чистым, без внешних и внутренних заусенцев и грата;
отклонение от перпендикулярности (заданного угла) плоскостей торцевых срезов к оси прохода труб не должно превышать следующие величины:
62
толщина стенок труб, мм
отклонение, мм
0,6
1
1.5
Кроме механических способов резки используют газопламенную (преимущественно для низкоуглеродистых сталей), а также кислородно-флюсовую и плазменно-дуговую резку (в первую очередь для легированных сталей). При этом кромки реза необходимо зачищать механическим способом (шлифовальными кругами). После газопламенной резки труб из низкоуглеродистых и низколегированных сталей следы резки тщательно зачищают, после кислородно-флюсовой резки следы ее зачищают на глубину не менее 0,6 мм от максимальной впадины реза, а после плазменно-дуговой — на глубину не менее 0,2 мм.
Если трубы из среднелегированных сталей (в первую очередь мартенситного класса) подготовляют к сварке газопламенной или воздушно-дуговой резкой, следы резки зачищают на глубину не менее 3 мм, а затем любым доступным способом (травление, цветная дефектоскопия и т. д.) проверяют, нет ли трещин. При наличии трещин их зачищают механическим способом по всей окружности трубы до полного удаления.
Механическую резку труб можно осуществлять на специализированных станках.
На трубозаготовительных предприятиях большой производительности (свыше 3 тыс. т в год) рекомендуется применять специализированные трубоотрезные станки, одновременно отрезающие трубы и снимающие фаски и заусенцы. Ниже приведены типоразмеры станков для резки труб с различным наружным диаметром.
Для трубозаготовительных баз следует использовать трубонарезные станки, на которых можно отрезать трубу, сделать фаски, а также нарезать резьбу (например, для трубопроводов высокого давления). Станки этого типа 9Н14С и 1983М предназначены для обработки труб с условным диаметром соответственно 30—190 и 70—290 мм.
Для отрезки водогазопроводных и бесшовных труб без фаски гладкими дисками диаметром 10—76 мм служит станок типа ВМС35, а абразивными дисками — станок ПМС-80.
Станок СТ 100-350 может быть рекомендован для отрезки труб и снятия фасок на трубах с условным диаметром 108—377 мм вклю-
Типоразмеры
Диаметр трубы,
мм
91А38
91А53
21А15
10—114
30—150
50—250
114—380
160—530
63
чительно. Станок закрепляют на трубе, резку осуществляют вращающейся двухрезцовой головкой.
Механическую резку труб можно выполнять ручными и приводными труборезами и ножовками, а также шлифовальными машинками с абразивными дисками.
При механической машинной резке следует учитывать, что из-за некоторой овальности и разностенности труб, в особенности, диаметром более 159 мм, трудно получить необходимое притупление кромок. Поэтому возникает потребность в дополнительной зачистке кромок шлифовальным кругом после резки.
Отверстия в трубах из легированных сталей рекомендуется вы« резать на вертикально-сверлильных станках с помощью фрезерной головки или специальных сверл.
Для газопламенной резки труб в стационарных цеховых условиях следует применять полуавтоматическую установку УРТ-630, позволяющую осуществлять прямую и фасонную резку труб диаметром 80—630 мм газовым резаком (низкоуглеродистые стали) или плазмотроном (легированные стали), и станок РС-2, выполняющий прямую и фасонную резку (газовым резаком и плазмотроном) труб диаметром 300—1200 мм с одновременным снятием фаски.
Для вырезки отверстий под штуцера диаметром от 50 до 400 мм в трубах диаметром от 150 до 500 мм без предварительной разметки используют специальную головку (переносную или стационарную).
Механизированную газопламенную резку невращающихся труб диаметром более 194 мм (в том числе в монтажных условиях) осуществляют переносной машиной типа «Спутник».
Инжекторные резаки, а также резаки «Пламя-62», «Факел», «Ракета», универсальные резаки РУ-66 и РУ-70, а также вставное резаки РАТ-70 к горелкам «Звезда» и ГС-3 могут быть рекомендованы для ручной газопламенной резки труб.
Для машинной плазменно-дуговой резки разрешается применять любые аппараты типа Плм по ГОСТ 12221—79, а для ручной резки— аппараты ГДП-1, УРПД-67, ОПР-7, РДМ-2-66 и КДП-2 (первые два можно использовать в цеховых условиях и для машинной резки, последний рекомендуется для ручной резки при монтаже).
Кислородно-флюсовая разделительная резка выполняется установкой УРХС-5, а ручная воздушно-дуговая — резаком типа РВД-4А.
Во всех случаях перед резкой труб их поверхность должна быть очищена от консервационного масла, краски, грунтовки и загрязнений, а при разметке мест реза следует учитывать припуск на ширину реза, величина которого зависит от толщины стенки трубы и способа резки.
При изготовлении, монтаже и ремонте технологических трубопроводов сварку можно выполнять всеми промышленными способа¬
64
ми, обеспечивающими хорошее качество сварных соединений с учетом требований ГОСТ 16037—80, действующих нормативных документов и производственных инструкций. При этом должно быть обеспечено максимальное использование механизированных видов и способов сварки (табл. ХХ.4).
Выбор вида сварки, порядок контроля, режимы и способы термической обработки должны устанавливаться соответствующими производственными инструкциями или технологическими картами, разработанными заводами-изготовителями или монтажными организаниями за исключением случаев, особо оговоренных в рабочих чертежах трубопроводов.
Качество сварных стыковых соединений трубопроводов во многом определяется качеством корневого шва. При сварке трубопроводов корневой шов должен быть надежно проварен, не должен иметь каких-либо включений. Для обеспечения надежного провара корневого шва на трубопроводах используют различные способы сварки, основные из которых следующие:
1. Ручная дуговая сварка корневого шва на весу штучными электродами диаметром не более 3 мм. Способ является наиболее распространенным.
2. Ручная аргонодуговая сварка корневого шва на весу неплавящимся электродом с присадочной проволокой малого (0,8—1,2 мм) диаметра. Способ более надежен, чем первый, так как аргон, применяемый в качестве защитного газа, благоприятно влияет на формирование корневого шва, увеличивая поверхностное натяжение расплавленного металла сварочной ванны.
3. Механизированная сварка корневого шва на весу плавящимся электродом в защитных газах. Способ широко распространен при сварке в углекислом газе трубопроводов из низкоуглеродистых и низколегированных сталей. Сварка выполняется проволокой диаметром 0,8—1,2 мм.
4. Автоматическая аргонодуговая сварка неплавящимся электродом корневого шва на весу. Сварку ведут с присадочной сварочной проволокой или без нее (в зависимости от размера труб), влияние аргона то же, что и при ручной аргонодуговой сварке.
В первых трех случаях применения сварки на весу требуется высокая квалификация сварщика, а в последнем — очень высокое качество сборки стыка под сварку.
5. Комбинированная сварка, когда корень шва выполняется на весу одним из перечисленных выше способов, а стык заполняется другими видами и способами сварки (см. табл. ХХ.4).
6. Сварка на съемных, остающихся и расплавляемых подкладках.
б—252
65
ХХ.4. Наиболее распространенные виды и способы сварки, используемые при изготовлении и монтаже технологических трубопроводов
Наименование видов и способов сварки
Условное обозначение
Область применения
Газовая сварка
Г
Сварка трубопроводов из низкоуглеродистых сталей диаметром до 108 мм с толщиной стенки труб до 5 мм
Ручная дуговая сварка
р
Сварка трубопроводов из низкоуглеродистых и легированных сталей в монтажных условиях, сварка неповоротных стыков в цеховых условиях
Ручная дуговая сварка неплавящимся электродом в защитном газе (преимущественно аргонодуговая)
Рн-3
Сварка трубопроводов из средне- и высоколегированных сталей. Сварка корневых швов трубопроводов высокого давления, в том числе и из низкоуглеродистых сталей
Автоматическая сварка: аргонодуговая неплавящим ся электродом
Ан-3
Сварка трубопроводов из средне- и высоколегированных сталей, в том числе и неповоротных стыков. Сварка корневых швов трубопроводов высокого давления, в том числе и из низкоуглеродистых сталей
иод флюсом
А-Ф
Сварка поворотных стыков секций трубопроводов диаметром от 219 мм и более
дуговая плавящимся электродом в защитных газах
А-3
Аргонодуговая сварка поворотных стыков трубопроводов из средне- и высоколегированных сталей. Сварка в углекислом газе поворотных стыков трубопроводов из низкоуглеродистых и низколегированных сталей, в отдельных случаях сварка средне- и высоколегированных сталей
Механизированная сварка: дуговая плавящимся электродом в защитных газах
П-3
То же, что и для сварки А-3. Кроме того, сварка неповоротных стыков (при высокой квалификации сварщика) и корневых швов трубопроводов
под флюсом
П-Ф
Сварка поворотных стыков элементов трубопроводов диаметром от 219 мм и более
Р/А-Ф, Р/П-Ф
Сварка поворотных стыков трубопроводов преимущественно из низкоуглеродистых и низколегированных сталей. Диаметр труб от 219 мм и более, толщина стенки 7 мм и более
Комбинированная сварка
Р/А-3
Сварка поворотных стыков трубопроводов преимущественно из низкоуглеродистых и низколегированных сталей. Диаметр труб от 108 до 219 мм
П-З/А-Ф,
П-З/П-Ф
Сварка поворотных стыков трубопроводов преимущественно из низкоуглеродистых и низколегированных сталей (для П-3 — в углекислом газе). Диаметр труб от 219 мм и более, толщина стенок 7 мм и более
Продолжение табл. XX 4
Наименование видев и способоь сварки
Условное обозначение
Область применения
Комбинированная сварка
Рл-З/Р
Сварка трубопроводов из легированных сталей, сварка трубопроводов высокого давления, в том числе из низколегированных сталей
Р„-3/А-Ф,
Рн-3/П-Ф
Сварка поворотных стыков трубопроводов высокого давления, в том числе из низкоуглеродистых сталей. Диаметр труб 219 мм и более, толщина стенки 7 мм и более
Рн-З/П-3
Сварка трубопроводов из низкоуглеродистой (высокого давления) и легированной стали
Ан-З/Р
Сварка трубопроводов из средне- и высоколегированных сталей, сварка трубопроводов высокого давления из низкоуглеродистых и низколегированных сталей
Ан-З/А-З,
Ан-З/П-З
Сварка трубопроводов из средне- и высоколегированных сталей
тьЛ-остальныхИслоев коминиРованно® сваРке перед чертой дано условное обозначение корневого шва, после чер-
СВАРИВАЕМЫЕ ТРУСЯ
ПРОТОЧКА
ПОДКЛАДКА
XX. 5. Схема сборки стыка трубопровода на остающейся подкладке
XX.6. Подкладные расплавляющиеся кольца а — для труб с толщиной стенок до
4 мм; б — для стыков с V-образной подготовкой кромок; в —схема стыка, собранного с применением подкладного расплавляющегося кольца
а)
в)
Съемные подкладки редко используют при изготовлении и монтаже технологических трубопроводов. Они находят применение при сварке магистральных трубопроводов (см. гл. XXI).
Остающиеся подкладки (рис. ХХ.5) предусмотрены ГОСТ 16037—80 и другими нормативными документами, однако конструкция стыка в этом случае такова, что щелевой зазор между внутренней поверхностью стенки трубы и остающейся подкладкой в случае динамических нагрузок на трубопровод или наличия в нем агрессивных сред может привести к образованию трещин или интенсивной коррозии.
Подкладные расплавляющиеся кольца (рис. ХХ.6) служат для получения обратного валика на внутренней поверхности трубы и обеспечивают центровку собираемых труб. При сварке кольца полностью расплавляются, исключая при этом непровар корневого шва и повышая прочность сварного соединения и его коррозийную стойкость. Материал кольца должен соответствовать материалу труб. Стык с подкладным расплавляющимся кольцом необходимо собирать особенно точно — заплечики кольца должны плотно прилегать к внутренней поверхности трубы, зазор в замке кольца (оно является разрезным) не должен превышать 0,5 мм, а замок в собранном стыке должен быть смешен с зенита трубы во избежание прожога кольца. Расплавляющиеся кольца применяют преимущественно при сварке труб из средне- и высоколегированных сталей.
7. Сварка с поддувом защитного газа (в частности, аргона). Защитный газ подают в полость трубы к обратной стороне соединяемых частей, при этом он защищает их при сварке от воздействия воздуха и способствует формированию обратного валика при сварке
69
корневого шва на весу. Используется, в основном, при сварке трубопроводов из средне- и высоколегированных сталей.
8. Сварка на весу с применением флюса-пасты ФП-8 (ВСН 304-74/ММСС СССР) трубопроводов из аустенитных коррозионностойких сталей. Пасту наносят на внутреннюю поверхность свариваемых кромок в соответствии с указанной инструкцией, она способствует надежному формированию корневого шва.
9. Сварка на флюсовой подушке (подкладке в виде приспособления, заполненного флюсом) и на флюсомедной подкладке (подкладке с канавкой, наполненной флюсом). Способ используют, главным образом, при сварке трубопроводов большого диаметра.
I.0. Подварка корневого шва изнутри трубы. В этом случае сварной шов выполняют снаружи трубы на весу любыми доступными способами, затем механическим путем (шлифовальными машинками с дисковыми абразивными кругами, пневмозубилом и т. д.) подрубают корень шва и подваривают. Этот способ применим при сварке трубопроводов диаметром свыше 700 мм.
II. Сварка на съемных эластичных неметаллических подкладках из жаропрочных композиционных (неметаллических) материалов. Подкладку прикрепляют (приклеивают) к собранному стыку изнутри трубы и снимают после окончания сварки. Подкладки могут быть одно- и многоразового использования.
ХХ.З. ИЗГОТОВЛЕНИЕ И МОНТАЖ ТЕХНОЛОГИЧЕСКИХ
ТРУБОПРОВОДОВ ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Основным методом организации производства сборочных единиц технологических трубопроводов является централизованное поточное их изготовление в специально оборудованных цехах (мастерских) с применением механизированных и автоматических способов сварки (рис. ХХ.7).
Сборка труб и деталей трубопроводов в элементы, а затем элементов в сборочные единицы должна выполняться в соответствии с ГОСТ 16037—80, СНиП 3.05.05—84 и другими нормативными документами. Если смещение кромок при сборке превышает допустимые значения, то концы труб правят одним из следующих способов:
а) для бесшовных труб и деталей из низкоуглеродистых сталей марок 10 и 20:
подбивкой (подкаткой) кромок в холодном состоянии или с нагревом до 850—900 °С;
применением центраторов, совмещающих кромки путем изменения формы концов стыкуемых труб и деталей без изменения их периметра;
предварительной калибровкой концов труб и деталей или совме-
70
ХХ.7. Схема трубозаготовительного цеха 7 — линия изготовления сборочных единиц (узлов) с условным диаметром 200— 600 мм; / — то же, с условным диаметром 50—150 мм; /// — промежуточный склад готовой продукции; / — механизированный склад труб с конвейером подачи труб в цех; 2 — станок УРТ-630 для резки труб; 3 — наклонный стол с огсекзтелями; 4 — установка дли правки концов труб с роликовым конвейером; 5 — тележка для подачи патрубков; 6 — поворотный консольный кран; 7 — сварочный автомат АДК 500-6; 8 — сварочный манипулятор Т-25М; 9 — сварочный пост с фрикционным вращателем и сварочной головкой ТСГ-7 м; 10 — приспособление для вырезки отверстий в трубах; // — стенд для сборки элементов; 12, 14 — стенды для сборки плоских и пространственных сборочных единиц; 13 — транспортная приводная тележка; 15 — стеллаж для сварки сборочных единиц; /б —стенд для монтажа сборочных единиц с арматурой: 17 — насос для гидрсиспытания сборочных единиц; 18. 19 — трубонарезные станки 9Н14С и ВМС-35; 20 — станок для холодного гнутья труб ТГМ-38-159; 21 — трубоотрезной станок СТ100 350 для резки нержавеющих сталей: 22 — кранбалка грузоподъемностью до 3 т
шением их кромок с помощью холодного обжима или раздачи. При этом максимальные местные деформации металла не должны превышать 5 %. При больших деформациях сварные соединения должны термически обрабатываться (высокий отпуск);
горячей калибровкой обжимом или раздачей с нагревом до 850— 900 °С;
б) для бесшовных труб и деталей из легированных сталей аустенитного, мартенситного и перлитного классов любым из указанных в п. «а» способов, за исключением подбивки (подкатки), при этом, если правка связана с пластическим деформированием концов труб и деталей, последние должны подвергаться термической обра* ботке перед сваркой;
в) для сварных прямошовных труб и сварных деталей из сталей марок Ст2 и СтЗ любым из указанных в п. «а» способов, за исключением холодной раздачи концов труб и деталей;
г) для сварных прямошовных труб и деталей из легированных сталей аустенитного, мартенситного и перлитного классов любым из указанных в п. «б» способов, за исключением способов, связанных с холодным пластическим деформированием.
Для повышения качества сборки, а также для увеличения производительности труда элементы монтируют на сборочных стендах с использованием приспособлений, отличающихся конструкцией и се¬
71
рийно не выпускаемых. Основными видами элементов в технологических трубопроводах, определяющих конструкцию приспособлений, являются элементы 1 в II группы (см. рис. ХХ.2), занимающие 80— 90 % общего числа элементов. Самые распространенные сочетания в них следующие: «труба — отвод», «труба — фланец плоский под приварку», «труба — фланец, приварной встык». От 6 до 14% составляют элементы III группы, в том числе сочетания «отвод—фланец».
Сборочные стенды с приспособлениями должны закреплять и фиксировать патрубки и детали в заданном положении и позволять выполнять необходимую регулировку для правильной взаимной установки стыкуемых кромок в пространстве. В качестве зажимных и фиксирующих устройств при установке коротких патрубков и отводов могут служить планшайбы с кулачковыми зажимами, при установке фланцев — электромагниты. На сборочных стендах осуществляют также прихватку собранных стыков элементов.
Собранные стыки элементов сваривают, как правило, механизированными способами. При диаметре труб до 159 мм включительно наиболее распространена механизированная (табл. ХХ.5) и автоматическая сварка в углекислом газе плавящимся электродом (П-3 и А-3). Эти способы находят также применение и на трубах большого диаметра, но преимущественно при сравнительно небольших толщинах стенок (10—12 мм). Сварку ведут сварочной проволокой Св-08Г2С или Св-08ГС диаметром 0,8—1,2 мм в поворотном положении на постоянном токе обратной полярности полуавтоматами А-547У, А-547Р, серии ПДГ (например, ПДГ-301, ПДГ-502У4) и ПДПГ (ПДПГ-500, ПДПГ-500-1) или автоматами, в том числе с колеблющимся электродом (типа ТСГ).
ХХ.5. Ориентированные режимы механизированной сварки труб из низкоуглеродистой стали в углекислом газе
Толщина стенки трубы, мм
I
1
СО
СО
Номер прохода
Диаметр проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Вылет электрода, мм
Расход СОа, л/с
5
1—1,5
1
2
1-1,2
90—110
100—120
18—20
8—10
10—12
0,13—0,17
1
1-1,2
100—120
18—20
8—10
0,13—0,17
10
1—1,5
2
1-1,2
110—130
20—22
10—12
0,13—0,17
3
1,2-1,4
140—200
22—24
12—14
0,17-0,2
72
При сварке элементов диаметром от 219 мм и более рекомендуется применять комбинированную сварку (табл. ХХ.6) типа Р/А-Ф, Р/П-Ф, П-З/А-Ф. Сварку под флюсом ведут полуавтоматами ПШ-54, ПДШМ-500, А-936 и др., автоматами ТС-17М, ТС-35 и сварочными головками ПТ-56 и т.п. При этом используется проволока Св-08 или Св-08ГА диаметром 2 и 3 мм и флюс АН-348А. При толщине стенки труб до 6 мм сварка под флюсом ведется в один проход, до 12 мм — не менее чем в два прохода, свыше 12 мм — в три прохода и более.
ХХ.6. Ориентировочные режимы сварки труб из низкоуглеродистых сталей под флюсом по ручной подварке корневого шва
Толщина стенки трубы, мм
Диаметр сварочной проволоки, МЛ
Номер прохода
Сварочный ток, А
Напря жение дуги, В
Скорость
сварки,
Ы0 8 м/с
Вылет электрода, мм
7—8
2
1
2
400—480
440—480
40—42
42—45
9,7—10,5
30—35
8-9
2
1
2
400—450
400—480
42—45
48—50
10,5—11,1
30—35
11—12
3
1
2
580-650
680—750
46—48
48—50
15,3—16,7
13,9—15,3
40—50
Примечание. Приведены данные для проволоки Св-08ГА, флюса АН-348, диаметра труб более 325 мм, марки стали 20, смещения дуги с зенита 50—100 мм.
Вращение элементов трубопроводов при сварке осуществляется вращателями или манипуляторами (рис. ХХ.8). Наиболее распространены манипуляторы фрикционный УВТ-1 и торцевой Т-25М.
При монтаже элементов трубопроводов из низкоуглеродистых сталей в узлы, а также при их монтаже основным видом сварки является ручная дуговая. Тип электродов Э42, Э42А и Э50А указывается в чертежах в зависимости от назначения, диаметра и толщины стенки трубопровода. Наиболее распространенными марками электродов для этих целей являются МР-3, УОНИ 13/45 и УОНИ 13/55. Прихватка и сварка первых слоев должны выполняться электродами диаметром не более 3 мм, последующих слоев — электродами диаметром 3 и 4 мм, Число слоев в сварном шве зависит от толщины стенки трубы, положения шва в пространстве и колеблется от 1 до
2 при толщине стенки трубы 3—6 мм, от 3 до 4 — при толщине стенки 10—12 мм, от 12 до 16 —при толщине стенки 28—32 мм. Каждый слой шва при многослойной сварке должен быть перед наложением
73
I \
XX.8. Схема работы вращателей и манипуляторов а—* вращатель роликового типа; б, в — манипуляторы торцевого и фрикционного типов
следующего слоя очищен от шлака и брызг металла, кратеры должны быть тщательно заварены, замыкающие участки швов не должны совпадать друг с другом, при замыкании кольцевых швов начало шва перекрывается на 20—30 мм.
При сварке горизонтальных стыков начало наплавляемых валиков должно быть смещено друг относительно друга на */4 длины окружности стыка. При сварке вертикальных неповоротных стыков наплавку валиков следует вести снизу вверх со смещением начала сварки отдельных валиков. В потолочной части стыка сварку нужно начинать, отступив на 10—30 мм от нижней точки.
При ручной дуговой сварке стыков труб диаметром более 219 мм необходимо применять способ уравновешивания деформаций, для чего длина каждого участка первых трех слоев шва должна быть равна у4 окружности стыка и не должна превышать 200 мм (для труб диаметром 300 мм и более — 250 мм). Длина участков последующих слоев шва должна составлять 1/2 окружности стыка.
Стыки трубопроводов с толщиной стенки до 12 мм можно сваривать с поворотом труб на 360 или 180°. Угол поворота зависит от диаметра трубы и в среднем равен 70—90°.
Прихватку и сварку стыков трубопроводов (в первую очередь при монтаже) при температуре воздуха ниже 0°С следует выпол* нять о соблюдением условий, приведенных в табл. ХХ.7,
74
Особенности сварки труб при сооружении магистральных трубопроводов в условиях отрицательных температур см. гл. XXI.
ХХ.7. Допускаемая температура окружающего воздуха при сварке трубопроводов
Марка стали труб
Толщина стенки трубы, мм
Минимальная температура окружающего воздуха, при которой разрешается сварка, °С
Температура подогрева, °С
СтЮ, Ст20, ВСтЗ, 16ГС, 17ГС, 10Г2
До 16
—35
Без подогрева
Св. 16
100—150
15ХМ, 12МХ
До 12
—5
Без подогрева
Св. 12
250—300
До 12
-15
90-110
Св. 12
250—300
12Х1МФ, 15Х1МФ, 15Х1М1Ф
Без ограничения
—10
250—300
12Х5М, 15X5, 12Х8ВФ
350—400
08X13
200—300
15X25; 08X17
До 12
60—80
Св. 12
100—150
Хромоникелевые аустенитные стали (08Х18Н10Т,
12Х18Н12Т и т.д.)
До 16
—20
Без подогрева
Св. 16
—10
90—100
Св. 16 | —20 | 110—200
ХХ.4. ИЗГОТОВЛЕНИЕ СЕКЦИЙ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Секции являются составной частью технологических трубопроводов и наиболее широко применяются при прокладке межцеховых трубопроводов (сварку секций магистральных трубопроводов см. в гл. XXI).
75
Секции изготовляют преимущественно на установках — стендах с помощью механизированных способов сварки. На стендах сварочные работы организуют по двум принципам: «сварщик к стыку»
и «стык к сварщику». В первом случае свариваемая секция только вращается, а сварщик переходит от стыка к стыку, передвигая при этом сварочную головку. Во втором случае предусматривается вращение свариваемой секции и поступательное перемещение ее к месту сварки.
Принцип «сварщик к стыку» осуществляется в передвижных сборно-разборных стендах (рис. ХХ.9), применяеемых, когда объем работ по изготовлению секций на данном объекте невелик, а перевозить их к месту монтажа от стационарных стендов технически невозможно (например, по условиям местности) либо неэкономично.
Принцип «стык к сварщику» заложен в стационарных стендах (рис. XX. 10), сооружаемых в местах сосредоточения значительного объема работ по прокладке трубопроводов (нефтеперерабатывающие, нефтехимические и газоперерабатывающие заводы и т. д.); производительность стационарных стендов 5—10 тыс. т секций в год при одно-полуторасменной работе.
На передвижных стендах трубы подают на сборочный стеллаж, где их собирают в секции, стыки прихватывают, при комбинированных способах сварки (в основном ручной дуговой) здесь же сваривают корневой шов. Чтобы уменьшить объем работ по подгонке концов труб, применяют так называемую селективную сборку, при которой трубы на складе перед сборкой в секции отбирают в партии в зависимости от периметра окружности торцов.
Собранная секция поступает на сварку, в процессе которой она вращается на роликоопорах, установленных на сборно-разборной раме, с помощью торцевого вращателя, имеющего продольное перемещение вдоль оси рамы в пределах 1—2 м (для подвода вращателя). Сварочная головка подвешена на канате и может передвигаться по нему на роликовой подвеске вдоль свариваемой секции. Питание головки осуществляется от сварочного агрегата по сварочному кабелю, также подвешенному к канату. Сваренную секцию сбрасывают с роликоопор, изготовленных для этой цели поворотными. Наиболее распространенным способом сварки в этом случае является комбинированная сварка Р/А-Ф, или Р/П-Ф. Сварку ведут сварочными тракторами любого типа или сварочной головкой типа ПТ-56, используют также шланговые подающие механизмы.
К достоинствам передвижных стендов относятся простота конструкции, сравнительно небольшая стоимость и высокая мобильность '(собрать или разобрать стенд можно в течение рабочего дня). Недостатками его являются: применение торцевого вращателя, что вызывает угловые деформации вращаемой секции (скручивание), сопро-
76
XX. 9. Передвижной сборно-разбор* ный стенд для изготовления секций трубопроводов диаметром 159 мм и более. Стрелками показано направление потока 1 — сборочный стеллаж; 2 — сбор* но-разборная рама; 8 — роликоопора; 4 — канат; 5 —сварочная головка; 6 — собранная секция; 7 — торцевой вращатель; 8 — сварочный агрегат
ТРУБЫ
алии7-ю
7 8'
15
XX.10. Схема стационарного стенда для изготовления секций трубопроводов / — стеллаж накопитель; 2 — упоры-отсекатели; 3, 12 — сбрасыватели; 4, И — приемные роликовые конвейеры; 5 — подъемный ролик; 6 — ролик для опирания вращающейся секции; 7 — центратор-вращатель; в —сварочная головка; 9 —* пульт управления стендом; 10 —* операторская; 13 — стеллаж; 14 — погрузочное устройство; 15 — автомобиль-плетевоэ
вождаемые проскальзыванием стыка при сварке, и большой удельный вес вспомогательных операций (закрепление вращателя, переходы сварщика, перемещение сварочного оборудования и т. д.).
На стационарном стенде трубы поступают на приемный стеллажнакопитель, имеющий небольшой (до 5°) уклон, благодаря чему трубы перекатываются по нему под действием собственной массы. Упоры-отсекатели служат для остановки труб и регулирования их поступления на приемный роликовый конвейер и механически связаны со сбрасывателями, подающими трубы на роликовый конвейер.
Приемный роликовый конвейер оборудован подъемными роликами продольного перемещения трубы с индивидуальными приводами и роликами для опирания вращающейся секции, которые подают трубы к центратору-вращателю. Последний выполняет центровку труб при их стыковке с помощью трех или четырех пар центрирующих роликов и их вращение при сварке. Собранный и зажатый в центраторе-вращателе стык сваривают с одной установки сварочной
77
головкой. Наиболее часто применяемыми видами и способами сварки секций на стационарных стендах являются А-3 (в углекислом газе) с головками ТСГ-7 и ТСГ-7М; Р/А-3 (для труб диаметром до 219 мм), а также Р/А-Ф, Р/П-Ф, П-З/П-Ф (для труб диаметром 219 мм и более).
Сваренная секция поступает на другой приемный рольганг (также оборудованный подъемными роликами и роликами опирания вращающейся секции), с которого сбрасывателем перекладывается на приемный стеллаж, где контролируют качество сварных соединений. Затем готовые к отправке на монтаж секции погрузочным устройством укладывают на специально оборудованные автомобили-плетевозы.
Центратор-вращатель, сварочное оборудование и пульт управления стендом размещают в закрытом помещении — операторской, из которой осуществляют централизованно все управление механизмами стенда. Помещение операторской обеспечивает хороший обзор сварщику-оператору, позволяет сваривать секции независимо от климатических условий.
ХХ.5. СПЕЦИФИКА СВАРКИ ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ
Технологические трубопроводы изготовляют из легированных сталей более чем 40 марок. Обработка и сварка труб из этих сталей затруднена из-за легирующих элементов. Поэтому для получения сварного соединения хорошего качества необходимо правильно выбрать вид и способ сварки (табл. ХХ.8), сварочные материалы, режимы сварки, предварительный и сопутствующий подогрев, а также термическую обработку (табл. ХХ.8).
Кроме ручной дуговой сварки, при изготовлении и монтаже трубопроводов из легированной стали применяют также сварку под флюсом (табл. ХХ.9), аргонодуговую и в углекислом газе.
Марки сварочной проволоки, используемой при аргонодуговой сварке труб из легированных сталей:
Марка стали
10Г2, 17ГС ,
17Г2СФ, 15ГС, 16ГС 1РХ5М, 15X5. 15Х5ВФ .........
15X1МФ, 15XM, 15МХ, 12МХ * . . . .
12Х1МФ 08X13 08X17 ....
15X25T 12Х18Н10Т, 12Х18НПТ, 03Х19Н10Т . . .
10X17H13M2T, 08X17H15M3T ......
Марка сварочной проволоки
Св-08Г2С
Св-12ГС
CB-10X5M
СВ-08МХ
Св-08ХМФА
СВ-07Х25Н13
Св -06Х25Н12Т Ю
Св-13Х25М18
СВ-06Х19Н9Т
Св- 06X19Н10M3T
78
ХХ.8. Данные для выбора электродов для ручной дуговой сварки трубопроводов из легированных сталей
в соответствии с ОСТ 36-39-80
Предварительный подогрев при
Марка стали
Тип электродов (примеры марок)
газопламенной резке
сварке
Термическая обработка после сварки
10Г2, 16ГС, 17ГС, 17ГЛС
Э50А (УОНИ 13/55)
Не требуется
На 100—150°С при толщине стенки трубы свыше 21 мм
Не требуется*
12МХ
Э09МХ (ОЗС-11)
Необходим
Не требуется при толщине стенки трубы до 6 мм
На 250—300 °С при толщине св. 6 мм
Необходима
12Х1МФ
Э09ММФ (ЦЛ-20)
То же
На 300—350 °С при любых толщинах стенки
То же
ЭХМФ (ТМЛ-1), ЭХМ (ТМЛ-2)
То же
Необходима, кроме прямых участков трубопроводов, не подвергающихся водородной коррозии
15Х5М
Э10Х5МФ (ЦЛ-17)
То же
На 350—400 °С при любых толщинах стенки
Необходима
Продолжение табл. XX.8
Предварительный подогрев при
Марка стали
Тип электродов (примеры марок)
газопламенная резке
сварке
Термическая обработка после сварки
15Х5М
08Х24Н40М7Г2
(АНЖР-2)
Необходим
На 150—200 °С при любых толщинах стенки
Не требуется
Э10Х25Н13Г2
(ОЗЛ-6)
»
То же
э
08X13
Э12Х13
»
На 100—150 °С при толщине стенки св. 14 мм
Необходима
15X25
Э02Х20Н14 Г2М2 (ОЗЛ-20)
>
То же
Не требуется
12Х18Н10Т
Э04Х20Н9
(03 Л-8, ОЗЛ-12),
Э08Х20Н9Г2Б
(ОЗЛ-7)
Не требуется
Не требуется
Не требуется**
10X17H13M3T
Э07Х19Н11МЗГ2Ф (ЭЛ-400/10У)
То же
То же I
То же
* — кроме трубопроводов на рабочее давление 10 МПа и выше.
** — кроме случаев, оговоренных особо.
ХХ.9. Примеры выбора сварочных материалов для механизированного
способа сварки под флюсом труб из легированных сталей
Марка стали
Марка сварочный проволоки
Марка флюса
10Г2, 09Г2С 15ХМ 12Х1МФ 15Х5М
СВ-08Г2С
Св-ЮХМ*
Св-08ХМФ*
Св-10Х5М*
Св-10Х20Н15
АН-348А АН-15, АН-22 АН-22 АН-15
АНФ-6, 48-0Ф-6
08X13
СВ-10Х13*
АН-70, АНФ-14, АН-26
Св-10Х17Т
АНФ-6, 48-0Ф-6, АН-70
08Х17Т
Св-08Х18Н10Б*
АНФ-6, 48-0Ф-6, АН-70, АНФ-14, АН-26
15Х25Т
Св-13Х25Н18
АНФ-6, 48-0Ф-6
Св-07Х25Н13,
Св-08Х25Н12Т*
АН-70
08Х18Н10
Св-04Х19Н9
АН-26, ФЦЛ-2
12Х18Н10Т
Св-07Х 19Н9ТЮ
АН-26, АНФ-16
08X21Н5Т
Св-07Х18Н9ТЮ,
Св-08Х19Н10Б*
АНФ-6, АН-26
10X17H13M3T
Св-ОбХ 19Н1ОМЗТ
АН-26
Св-0Х20Н11МЗТБ
АН-26, АНФ-16
* После сварки необходима термическая обработка.
6—252 84
Марка сварочной проволоки, применяемой для механизирован¬
ной сварки в углекислом газе труб из легированных сталей:
Марка стали Марка сварочной проволоки
10Г2, 09Г2С 10ХМ . . . 12Х1МФ
08Х18Н10, 12Х18Н10Т 08X21Н5Т Св-08Г2С, Св-08Г2СЦ Св-08Г2СМ, Св-08ГСМА Св-08Г2С (корневой шов), Св-08ХГСМФ (остальные слои), Св-04Х19Н9, CB-06X19H9T Св-06Х19Н9Т Св-08Х19Н10Б
При ручной дуговой сварке труб из легированных сталей число слоев сварного шва (табл. XX. 10) зависит от толщины стенки трубы и от расположения шва в пространстве.
ХХ.10. Число слоев сварного шва в зависимости от толщины стенки трубы
Положение оси
Толщина стенки трубы,
мм
трубы
3—6
6—10
10—13
13—16
| 17—22
23—27
28-32
Горизонтальное
Вертикальное
to
1 1 со to
2—3
4-5
3—4
5-6
4—5
6-7
5—8
7—9
8—12
9-14
12-16
14-18
Первые два слоя накладывают электродами диаметром до 3 мм, последующие слои — электродами диаметром 4 мм. Сварочный ток при сварке поворотных стыков для аустенитных электродов диаметром 3 мм — 80—100 А, диаметром 4 мм—110—120 А; для перлитных электродов диаметром 3 и 4 мм — соответственно 100—120 и 120—160 А. При сварке неповоротных стыков сварочный ток должен быть меньше примерно на 15%. Сварку ведут, как правило, на постоянном токе обратной полярности при короткой дуге.
Режимы сварки поворотных стыков под флюсом подбирают исходя из диаметра свариваемых труб, толщины их стенки и свойств свариваемых материалов. Сварку выполняют на постоянном токе обратной полярности. У труб с толщиной стенки до 20 мм все слои шва должны свариваться на одном режиме; при толщине стенки более 20 мм после заполнения разделки скорость сварки должна уменьшаться на 60—70 %.
Коррозионно-стойкие стали (хромоникелевые и хромистые) следует сваривать на минимальных режимах тока при максимально возможных скоростях. Диаметр сварочной проволоки при сварке под флюсом легированных сталей не должен превышать 2 мм. Трубы с толщиной стенки до 2,5 мм рационально соединять аргонодуговой сваркой неплавящимся электродом (или выполнять сварку корневого шва при комбинированной сварке); при толщине стенок трубы более 2,5 мм рекомендуется использовать сварку плавящимся электродом.
82
При ручной аргонодуговой сварке неплавящимся электродом диаметры вольфрамового электрода и присадочной сварочной проволоки должны примерно быть равны толщине стенки трубы (до 4 мм) или притуплению (при комбинированной сварке). Сварочный ток (А) в этом случае будет примерно равен 40 диаметрам неплавящегося электрода (мм). Сварку ведут на переменном и постоянном токах прямой полярности с помощью любой серийной сварочной горелки.
Для аргонодуговой сварки поворотных стыков труб применяют серийные автоматы типа АСДП, АДПГ, АДСВ с плавящимся электродом, полуавтоматы типа ПШП-10, ПДА-300 и др.; сварка неповоротных стыков может осуществляться на автоматах типа АТВ, АТ, ТАМ, ОКА и других с неплавящимся электродом.
В углекислом газе можно сваривать хромоникелевые аустенитные стали (в основном, жаропрочные), некоторые средне- и низколегированные стали. Сваривать трубы в углекислом газе можно автоматами типа ТСГ и полуавтоматами типа А-547У, ПДПГ-300, ПТВ, ПДПГ-500 плавящимся электродом диаметром 0,5—1,2 мм на постоянном токе обратной полярности. При механизированной сварке швы могут накладываться во всех пространственных положениях.
При толщинах стенок труб 4—8 мм и диаметре сварочной проволоки 0,8—1,2 мм сварочный ток (для поворотных стыков) составляет 90—130 А при напряжении 18—22 В для аустенитных сварочных проволок, при сварке неаустенитными проволоками сварочный ток на 10 % выше.
При сварке труб из легированных сталей любыми способами необходимо учитывать следующие технологические особенности:
трубы из перлитных, мартенситно-ферритных и мартенситных сталей должны свариваться без перерывов. При вынужденных пере* рывах следует обеспечить медленное и равномерное охлаждение металла, изолируя его любыми термоизоляционными материалами. Свободные концы труб при сварке должны закрываться во избежание образования тяги воздуха;
сваренные стыки труб из легированных (кроме аустенитных) сталей должны остывать медленно;
в трубах из аустенитных сталей перед сваркой каждого последующего слоя предыдущий слой (или прихватка) должен полностью остыть на воздухе;
в процессе сварки поверхность труб должна быть защищена от попадания брызг расплавленного металла любым надежным способом, а по окончании сварки стыки труб очищают от шлака, брызг и окалины. Наплавка клейма запрещается.
При производстве сварочных работ при отрицательной температуре окружающего воздуха следует руководствоваться данными табл. ХХ.7,
б* 83
ХХ.11. Рекомендуемые электроды для сварки труб из разнородных сталей
Марка стали
СтЮ, Ст20, Ст2, СтЗ
10Г2
16ГС, 17ГС, 17Г1С
12Х1МФ. 15Х1МФ» 15Х1М1Ф
СтЮ, Ст20
Э42А
Э42А*
Э42А***
Ст2, СтЗ
Э50А
10Г2
Э42А
Э42А
Э09МХ**
Э50А
Э50А
Э09МХ1**
16ГС, 17ГС 17Г1С
Э42А
Э42А
Э50А**
Э50А
Э50А
12Х1МФ, 15Х1МФ 15Х1М1Ф
Э42А*
Э9МХ**
Э50А**
Э9МХ1**
15Х5М, 12Х8ВФ
Э42А***
Э42А***
Э42А***
Э10Х25Н13Г2*
08X13
Э10Х25Н13Г2
Э10Х25Н13Г2
Э09МХ**, Э10Х25Н13Г2
Э09Х1МФ**
08X17Т. 15Х25Т
ЭЮХ25Н13Г2
Э10Х25Н13Г2,
Э08Х24Н6ТАФМ**
Э10Х17**, Э10Х25Н13Г2
Э10Х25Н13Г2*
Э08Х24Н6ТАМФ
08X18H10T, 10Х17Н13МЗТ
Э10Х25Н13Г2 Э11X16Н 25М6А Г2, 1 Э09Х19Н10Г2М2В
Э10Х25Н13Г2
08ХЦЩЩ7Г2
Продолжение табл. ХХ.11
Марка стали
15Х5М, 12Х8ВФ
03X13
08Х17Т» 15Х25Т
08Х18Н10Т, 10X17H13M3T
СтЮ, Ст20 Ст2, СтЗ
Э10Х25Н13Г2
Э10Х25Н13Г2
ЭЮХ25Н13Г2**
Э10Х25Н13Г2
10Г2
Э42А***
Э10Х25Н13Г2
Э10Х25Н13Г2
Э11X16Н25М6АГ2
Э08Х24Н6ТАФМ**
Э09Х19Н10Г2М2В
16ГС, 17ГС 17Г1С
Э42А***
Э09МХ**
Э10Х17Т**
Э10Х25Н13Г2
Э10Х25Н13Г2*
Э10Х25Н13Г2
12Х1МФ, 15Х1МФ 15Х1М1Ф
Э10Х25Н13Г2*
Э09ХТМФ**
Э10Х25Н13Г2* Э08Х24Н6Т АМФ
08Х24Н40М7Г2
15Х5М, 12Х8ВФ
Э10Х5МФ***,
Э10Х25Н13Г2**
Э10Х5МФ***,
Э10Х25Н13Г2**
Э10Х25Н13Г2*,
Э11X15Н25М6АГ2*
08X13
Э10Х25Н13Г2*
Э12Х13**,
Э10Х25Н13Г2*
Э10Х25Н13Г2Б
08Х17Т, 15Х25Т
Э10Х5МФ***,
Э10Х25Н13Г2**,
Э12Х13**,
Э10Х25Н13Г2*
Э10Х25Н13Г2,
Э12Х13**
08Х18Н10Т, 10X17H13M3T
Э10Х25Н13Г2*,
Э11Х15Н25М6АГ2*
Э10Х25Н13Г2
Э12Х13*,
Э10Х25НЗГ2
* — предварительный подогрев:
** — подогрев и последующая после сварки термообработка;
сл *** — предварительный и сопутствующий подогрев с последующей термообработкой.
В последнее время в практике строительства встречается сварка труб из разнородных сталей (табл. ХХ.11), при которой-соединяют между собой различные по составу и структурному состоянию стали или сталь и металл шва, отличающиеся по структуре. Применение аустенитных электродов для сварки неаустенитных сталей без последующей термической обработки допустимо при толщине стенок труб до 14 мм. Прихватка и сварка первых слоев, подварочного шва и облицовка кромок должны выполняться электродами диаметром не более 3 мм. Сварку следует проводить на умеренных режимах сварочного тока: при диаметре электрода 3 мм — 60—80 А, при диаметре электрода 4 мм — 100—120 А на возможно корвткей длине дуги. Стали, кромки которых должны перед сваркой подогреваться, необходимо медленно охлаждать после сварки, а также при вынужденных перерывах в работе.
Глава XXI. СВАРКА МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
XXI.1. СПЕЦИФИКА ПРОИЗВОДСТВА СВАРОЧНО-МОНТАЖНЫХ РА ВОТ
Магистральные трубопроводы (МТ) прокладывают для транспортировки нефти, газа, воды и других продуктов от мест их добычи крупным потребителям. МТ сооружают из цельнокатаяых или сварных труб диаметром 200—1420 мм, изготовляемых из мизкоуглеродистых или низколегированных сталей с пределом прочности 570—720 МПа. Максимальное давление в магистральном нефтепроводе 6,5, в газопроводе — 7,5—10 МПа.
В СНиП 2.05.06—85 определены четыре категории участков МТ по условиям их работы, конструкции и местоположению. В зависимости от категории устанавливают требования, предъявляемые к сварным стыкам труб, и назначают условия их испытания и проверки.
По сложившейся в СССР схеме производства сварочно-монтажных работ при строительстве МТ, трубы, прибывающие с заводов в порт или на железнодорожную станцию, вывозят сначала на полустационарные трубосварочные базы, где собирают и сваривают механизированными способами в секции длиной 24—48 м. В этом случае дуговую сварку ведут в нижнем положении, для чего секции вращают, т. е. сваривают поворотные стыки.
Готовые секции доставляют непосредственно на трассу и соединяют там в нитку сваркой неповоротных стыков дуговыми способами или с помощью контактной сварки оплавлением.
86
К св-зрке стыков МТ могут быть допущены сварщики не моложе 18 лет и имеющие разряд не ниже 5-го после сдачи экзамена” в соответсгики с Правилами испытания электросварщиков Госгортехнадзора СССР и получения удостоверения и допуска к сварочным работам. Прихвагку и сварку первого слоя шва неповоротных стыков труб из сталей повышенной прочности (550 МПа и выше) должны выполнять сварщики б-го разряда. К сварке заполняющих слоев шва неповоротных стыков труб допускают сварщиков 5-го разряда, к сварке поворотных стыков — сварщиков не ниже 5-го разряда. Сварщик, впервые приступающий к сварке стыков магистральных трубопроводов или имеющий перерыв в работе более 3 мес, независимо от наличия удостоверения должен заварить допускной стык в условиях, тождественных тем, в которых ведется сварка трубопровода. Если применены новые сварочные материалы, оборудование, трубы других диаметров или из новых марок сталей, сварщик также должен заварить допускной стык. Допускной стык подвергают контролю в соответствии с ВСН 006—89 Миннефтегазстроя. Каждому сварщику присваивают шифр (клеймо), которым он должен маркировать сваренные им стыки.
При сооружении МТ используют электроды, проволоку, флюсы и защитные газы, рассчитанные на сварку низкоуглеродистых или низколегированных сталей (см. гл. V).
XXI.2. ПОДГОТОВКА КРОМОК ПОД СБОРКУ И СВАРКУ
Форма кромок труб в основном определяется способом их сварки и толщиной стенок (табл. XXI. 1). Перед сборкой внутреннюю полость труб тщательно очищают.
Дефектные концы труб, поврежденные при перевозке, следует выправить и при необходимости обрезать. Вмятины глубиной до 50 мм и деформированные концы труб из сталей с пределом прочности 550 МПа и более правят только разжимными приспособлениями С обязательным местным подогревом трубы до 100—200 °С. Вмятины глубиной более 50 мм, резкие вмятины любой глубины, а также вмятины с надрывами вырезают. Перед электродуговой сваркой кромки труб и прилегающие к ним поверхности зачищают до металлического блеска на ширину не менее 10 мм. Под контактную сварку на трубах зачищают пояс шириной 100 мм для контактных башмаков.
Стыки сварных труб соединяют так, чтобы продольные швы были смещены относительно друг друга не менее чем на 100 мм.
При сборке труб, у которых продольный шов сварен с двух сторон, а также при сборке спирально-шовных труб, концы заводских швов можно не смещать. В табл. XXI.2 приведены зазоры между
87
кромками свариваемых труб в зависимости от толщины стенки труб и способов сварки.
XXI.1. Форма кромок, применяемая при сварке стыков магистральных трубопроводов
Конструкция кромок
Диаметр труб!»], ММ
Толщина стенки трубы, мм
Способы сварки
30°:
, V
5°
'-в°
720—1220
7,5-26
Ручная и автоматическая под флюсом
N
4*
с\|
16°tfo
1420
16,5'и выше
CZZXHC
720—1020
7,5-11
ту
3s
720—820
Св И до 18
Jg°«r
35°t2,5‘
720—820
Св. 18 до 21
Двусторонняя автоматическая под флюсом поворотных стыков
88
Продолжение табл. XX 1.1
Конструкция кромок
Диаметр трубы , мм
Толщина стенки трубы, мм
Способы сварки
22,51 t|
'tzs°
1020-1420
Св. 11 до 21
Двусторонняя автоматическая под флюсом поворотных стыков
\
- - - |i
*
L
JS?
и9 36.50
1020-1410
Св. И до 21
Автоматическая неповоротных стыков в защитных газах
XX 1.2. Зазоры между кромками труб при сборке, мм
Диаметр
электрода,
мм
Толщина стенки трубы, мм
Способ сварки
до 8
8—10
И и более
Сварка электродами типа:
фтористо-кальциевого
3—3,25
9-М
—0
2.5±о
з±Г
органического
4
1,5±Г
I.5+J
I.5+J
Механизированная и автоматическая порошковой проволокой со свободным формированием шва
1,6—2
ай
2±0
Автоматическая сварка в защитном газе изнутри трубы
1,2—1,6
—
—
1.5±1,6
89
XXL3. Рекомендуемые режимы сварки труб
Диаметр трубы, мм
Толщина стенки, мм
Диаметр электродной проволоки,
Слой
Сварочный ток, А
Напряже¬
Скорость
Вылет
Смещение
ние дуги,
сварки,
электро¬
электро¬
В
1 • 10“3 м/с
да, мм
да, мм
Угол наклона электрода «вперед»
Ы0“2 рад град
Автоматическая сварка под флюсом по предварительно сваренному корню шва
529
7—8
2
Первый
Второй
400—480
400—480
40—42
42—45
8.3—10
8.3—9
30—35
40—45
30—40
—
—
720
8—9
2
Первый
Второй
400—450
400—480
42—45
48—50
11—12
11—12
30—35
60—80
40—50
—
—
2
Первый
Второй
400—480
480—500
40—45
48—50
9—12
11—12
60—80
40—50
—
820
9
3
Первый
550—650
46—48
17—18
40
40—60
—
—
Второй
680—750
48—50
15—18
30—40
—
1020
11—12
2
Первый
Второй
400—420
500—580
45—47
48—50
8.3-9
12—13
30—35
60—80
40—50
—
3
Первый
580—650
46—48
15—17
40
50—80
—
Второй
680—750
48—50
13—15
40—60
—
—
1020
11—12
3
Первый
Второй
750—800
800—850
44—46
48—50
18—19
15—17
40
60—80
40—60
До 50
До 30
1220
12,5
2
Первый
Второй
400—420
500—550
44—48
48—50
8,3—9
9—12
30—35
60—80
40—70
—
—
3
Первый
Второй
540—580
560—600
44—48
48-52
12—13
9—12
80—100
60—80
До 8
До 5
3
Первый
Второй
750—800
800—850
44—46
48—50
18—19
15—17
40
80—100
60—80
50
30
1220
15
3
Первый
640—720
42—46
13—14
80—100
8
с
Второй
Третий
700—750
750—800
44—48
48—52
13—14
12—13
80—100
60—80
о
1420
17—20,5
3
Первый Второй и последующие Облицовочный
750—800
800—850
850—900
44—46
45—47
46—48
13—15
13—15
13—14
40—50
40—50
40—50
60—100
40—80
40—80
До 50
До 30
Двусторонняя сварка под флюсом
1420
17 и более
3
Первый Второй и последующие Третий (изнутри)
800—850
750—800
700—750
43—45
45—47
40—46
12—13
12—13
8,8—9
40—50
40—50
40—45
60—80
60—80
15-25
До 25 25
11
До 15 15
10
Кромки при сборке совмещают так, чтобы смещение их не превышало 25 % толщины стенки труб (но не было более 3 мм) на участке менее */4 длины окружности стыка. Трубы, разность в толщине стенок которых значительна, необходимо соединять путем вварки между ними переходников. Стыкуемые трубы при дуговых способах сварки фиксируют с помощью прихваток, число которых зависит от диаметра трубы:
диаметр трубы, мм 529 720 820 1020 1220 1420
число прихваток . . 4 5—G 6—7 8—10 9—11 10—12
Прихватки располагают равномерно по периметру стыка. Длина прихваток 60—80 мм, толщина не менее 4 мм. В условиях низких температур длина прихватки не должна быть меньше 100 м.и.
XXI.3. ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ СТЫКОВ ТРУБ ПОД ФЛЮСОМ
При этом способе сварки стык труб при толщине стенки до 12,5 мм соединяют минимум в два слоя; при большей толщине — не менее чем в три слоя, не считая подварочного.
Во избежание стекания жидкого металла и расплавленного флюса конец электрода смещают с зенита стыка в сторону, противоположную направлению вращения секции трубы.
Рекомендуемые режимы сварки поворотных стыков труб различных диаметров приведены в табл. XXI.3. Эффективным способом соединения поворотных стыков труб диаметром 1420 мм является автоматическая двусторонняя сварка с V-образной разделкой кромок и большим их притуплением. Для двусторонней сварки стыки собирают без зазора на внутреннем центраторе.
Автоматическую сварку труб из дисперсионно-твердеющих сталей выполняют проволокой Св-08ХМ и Св-08МХ под флюсом АН-47.
XXI.4. ТЕХНОЛОГИЯ РУЧНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ
Ручную дуговую сварку неповоротных стыков ведут поточнорасчлененным методом, отличающимся тем, что каждое звено сварщиков сваривает один (определенный) участок всех слоев шва. При этом сварщики не регулируют режим сварки.
Диаметр электродов с фтористо-кальциевым покрытием (табл. XXI.4) для сварки первого слоя 3 и 3,25 мм, для сварки заполняющих слоев и облицовочного 4 и 5 мм.
92
XX 1.4. Сварочный ток, применяемый для сварки электродами с фтористо-кальциевым покрытием, А
Диаметр электрода, мм
Пространственное положение сварного шва
нижнее
вертикальное
полупотолочное и потолочное
3—3,25
140—160
150—170
120—150
4
180—220
160—180
140—160
5
200-260
200—230
Сварку не ведут
Сварку этими электродами ведут снизу вверх. Сварщики выполняют сварку, начиная с надира трубы, противоположных полуокружностей периметра трубы.
Первый (корневой) слой сваривают сверху вниз электродами диаметром 4 мм с органическим покрытием. Ток в зависимости от пространственного положения шва составляет 120—170 А.
XXI.5. СВАРКА СТЫКОВ ТРУБ В УСЛОВИЯХ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР
Трубы разрешается сваривать при температуре воздуха до минус 50 °С при соблюдении условий их предварительного подогрева.
Необходимость и условия применения предварительного подогрева зависят от химического состава материала трубы (эквивалента углерода Сэкв), толщины ее стенки, типа электродов, а также и от температуры окружающего воздуха (рис. XXI. 1).
ТОЛЩИНА СТЕНКИ ТРУБЫ, ММ
ТОЛЩИНА СТЕНКИ ТРУБЫ, ММ
иг’'%=щч.!Ещаа531
лФШШИШ!
шштшттш
ттшттж
2*8
I?»'?
I«*fc
шшзшшша
шшшш
iFiipiHm
Mil
ilp
liiili
11111
WMmmmmmm
ШМШШШШШШШШт
XXI. 1. Схема для определения необходимого предварительного подогрева и температуры подогрева при сварке первого слоя а — электродами диаметром 3 мм с фтористо-кальциевым покрытием; б — электродами с газозащитным покрытием; А — подогрев не нужен при температуре воздуха до —50 °С; Б —- необходим подогрев до 100 °С при температуре воздуха ниже I °С; В — требуется подогрев при любой температуре воздуха; У, II— области температур соответственно 150 и 100 °С; III—V — то же, соответственно 200, 150 и 100 °С
93
Независимо от этих данных при температуре воздуха 5 °С и ниже обязательной является просушка стыков труб с нормативным пределом прочности 550 МПа и выше посредством нагрева на температуру 20—50 °С. Если необходимы просушка и подогрев, то проводится только последняя операция.
Предварительный подогрев труб из низколегированных сталей марок 12Г2С, 09Г2С, 17ГС и других, им аналогичных, и обеспечение мероприятий, направленных на снижение скорости охлаждения стыка и уменьшение времени между сваркой первого (корневого) и заполняющего слоев шва, определяются из условия расчета эквивалента углерода по сокращенной формуле
сэкв=с + <Мп/6>‘
XXI.6. СВАРКА СТЫКОВ ТРУБ ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СТАЛЕЙ
Стали, имеющие микродобавки ванадия, ниобия, титана, азота, которые образуют упрочняющие сталь карбиды или карбонитриды, относят к дисперсионно-твердеющим. Эти особенности химического состава накладывают ряд ограничений на технологию сборки и сварки стыков магистральных трубопроводов.
Трубы диаметром 530 мм и более необходимо собирать только с помощью внутренних центраторов. Перед сваркой кромки труб больших диаметров из этих сталей, как правило, требуют подогрева.
Параметры предварительного подогрева определяют в зависимости от эквивалента углерода, подсчитанного по формуле МИС (см. рис. XXI.1):
„ , Мп , Сг + Mo -f V . Ni 4- Си
С8„в=С + — + g + — .
При наличии в стали титана и ниобия последние рассматривают как аналоги ванадия с учетом коэффициента Vs.
Только после полной заварки корневого слоя снаружи и изнутри трубы центратор перемещают к следующему стыку. Внутренний подварочный шов должен иметь усиление высотой не менее 1 и не более
3 мм, а ширину шва 8—10 мм. Любые видимые дефекты в подварочном шве не допускаются. При сборке секций или отдельных труб в непрерывную нитку газопровода необходимо использовать специальные инвентарные опоры. Нельзя устраивать снежные и земляные холмики, так как вследствие их проседания в стыках, сваренных одним (первым) слоем, могут образоваться трещины и надрывы.
94
XX 1.7. СВАРКА СТЫКОВ В ЗАЩИТНОМ ГАЗЕ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
Технология сварки в С02 поворотных стыков. Прихватку и сварку первого слоя стыка ведут сверху вниз углом назад с опиранием газового сопла полуавтомата на кромки. Механизированную сварку выполняют электродной проволокой типа Св-08Г2С диаметром 1,2 мм на обратной полярности тока в следующем режиме:
тип полуавтомата А-547У (или ему
подобные)
сварочный ток . . « • . ...... 120—220 А
напряжение дуги . . 20—24 В
вылет электрода 12—15 мм
давление газа по манометру 0,1—0,25 МПа.
При соединении трехтрубных секций одновременно сваривают два стыка двумя полуавтоматами. Толщина накладываемого слоя должна быть не менее 4 мм.
При автоматической сварке в С02 корневой слой шва может накладываться с наружной стороны труб автоматом АСП; изнутри труб сварочной головкой ИК-6.
Последующие слои в этих случаях накладывают снаружи под слоем флюса.
Объемный расход углекислого газа при сварке в трассовых условиях обычно выше, чем в цеховых, и в среднем составляет (41—69) • 10-5 м3/с (1500—2500 л/ч).
Режимы сварки корневого слоя поворотных стыков в С02 на сварочных установках ИК-6 и АСП:
ИК-6 АСП
диаметр электрода, мм . . . . . 1.2 1,2
сварочный ток, А 290—340 280—320
напряжение, В 32—35 24—28
скорость сварки, Ы0~3 м/с » . . 14—15 13—14
колебания электрода:
амплитуда, мм 4—6 0—6
частота, мин”-1 . 150—240 180—200
вылет электрода, мм 15 15
смещение конца электрода:
с надира по вращению, мм . . 150—250 —
с зенита на угол от вертикали,
град — 50—55
Технология сварки в С02 неповоротных стыков труб. Сварку выполняют специализированными сварочными головками, автоматически перемещающимися вдоль неподвижного стыка по цепи либо по жестко укрепленной стальной ленте.
Перед сборкой кромки трубы подвергают механической обработке специальными переносными устройствами, снабженными многорезцовыми головками, позволяющими получить кромку сложной конфигурации. Кромки трубы одновременно обрабатывают с обоих ее торцов.
95
После обработки на одну из кромок по шаблону надевают стальной разъемный пояс, в дальнейшем служащий направляющей для движения наружных сварочных головок. Затем трубу пристыковывают и центрируют в нитку с помощью внутреннего центратора. Центратор имеет встроенные сварочные головки, каждая из которых сваривает лишь определенную часть стыка. Снаружи на стальном поясе закрепляют две сварочные головки, которые сваривают кор-* невой слой при движении их сверху вниз без колебания конца электрода. Каждая головка, таким образом, сваривает половину периметра стыка (весь сварочный комплекс называется «Дуга»).
После сварки по одному слою снаружи и изнутри внутренний центратор перемещается, и первое звено сварщиков с автосварочными головками переходит к следующему стыку. При этом сварочные головки (масса которых 16—18 кг) снимают с направляющего пояса. Однако пояс остается на месте. К стыку, сваренному только что снаружи и изнутри первым слоем, подходит второе звено сварцрковавтоматчиков. Они надевают на,пояс также две автосварочные головки и сваривают второй слой, после чего снимают автоматы и идут с ними к следующему стыку. На смену им приходит третье звено, которое надевает свои автоматы и сваривает третий слой, и т. д.
При сварке каждого последующего слоя увеличивается амплитуда колебаний электрода. Каждая пара сварочных головок настроена на свой режим работы (табл. XXI.5).
XXI.5. Режимы автоматической сварки неповоротных стыков труб диаметром 1420 мм в защитных газах
Слой
Свароч¬
ный
Напряжение ДУГИ, В
Скорость
сварки,
1•1<Г“8 м/с
Частота колебаний электрода
Объем¬
ный
расход
СО*
ток, А
с1
мин—1
1 • 10“5 м*/с
Корневой внутренний
180-240
21—30
8,3—14
До 2
До 100
66
Наружный
190—230
22—24
8,3-11
—
—
—
Заполняющий
150—200
21—24
3,6—6,3
До 2
80—120
83
Облицовочный
130—150
19—21
2,5-3,5
» 1
70
83
96
В качестве защитной среды применяется углекислый газ (высший или 1-й сорт) по ГОСТ 8050—85. Для повышения устойчивости горения дуги и стабильности процесса сварки к углекислому газу добавляют 25—30 % аргона высшего или 1-го сорта по ГОСТ 10157—79*.
Автоматическую сварку неповоротных стыков порошковой проволокой с принудительным формированием шва используют для соединения труб диаметром более 530 мм. Стык с нормальной или специальной разделкой кромок собирают на внутреннем центраторе, имеющем медный обод, состоящий из двух кольцевых половинок. Разделение его на две половинки позволяет обеспечить плотность прилегания прокладки даже в случае смещения кромок свариваемых труб на 2—3 мм. Обод является охлаждающей подкладкой. При свар* ке первого слоя по разделке стыка перемещается охлаждаемый медный ползун со скоростью формирования слоя. В полость между ползуном и разделкой подается порошковая проволока. Самозащитная порошковая проволока двухслойной конструкции марок: ПП-АН 24 (ТУ 88 УССР 085-347-83) применяется для сварки труб из сталей с ав<549,2 МПа, а проволоки ПП-АН 24с (ТУ 88 УССР 085-348-83) и ПП-АН 19 — для сварки труб из сталей с <тв<588,7 МПа.
Стык сваривают двумя головками снизу вверх, начиная с потолочного участка. Каждая головка сваривает половину периметра стыка.
После сварки первого слоя охлаждаемый ползун меняют на другой, который дает возможность сваривать второй слой.
Режим двухслойной сварки неповоротных стыков труб диаметром 1420 мм порошковой проволокой с принудительным формированием шва (комплексом «Стык»):
Сварочный ток, А:
потолочный ,
на вертикали
Напряжение дуги, В Скорость сварки, 1 • 10 3 м/с . ,
При сварке неповоротных стыков порошковой проволокой с принудительным формированием шва по первому (корневому) слою, сваренному ручной сваркой электродами с покрытиями целлюлозного либо основного вида, должны соблюдаться режимы, приведенные в табл. XXI.6.
При этом толщина корневого слоя должна быть не менее 5 мм. По корневому слою в зависимости от толщины стенки труб автоматами накладывают два или три слоя, в том числе последний слой — облицовочный.
Первый _ „
(корневой) Второй
слой слои
280—300 280—300
300—320 300—360
24—25 24—25
16-22 16-19
7—252
97
XXI.6. Режимы автоматической сварки стыков труб
порошковой проволокой
Марка
проволоки
Диаметр
проволоки,
мм
Тол дина стенки трубы, мм
Слой
Сварочный ток, А
Напряжение дуги, В
До 16
Облицовочный
280—350
26—28
ПП-АН 19
2,4
17—22
Заполняющий
Облицовочный
260—300
280—350
25—27
26—28
23—25
Первый заполняющий
Второй заполняющий Облицовочный
260—300
280-320
300—350
25—27
26—28 26—28
До 16
Облицовочный
280-40
26—31
ПП-АН 24, ПП-АН 24с
2,4
17—22
Заполняющий
Облицовочный
1-й заполняющий
2-й заполняющий
Облицовочный
280—350
280—450
280—350
300—400
300-450
26—28
26—32
26—30
26—31
26—32
ПП-АН 24
2
16-19
Заполняющий
Облицовочный
250—280 289—32Э
24—25
25—27
2,6
22—25
Заполняющий
Облицовочный
300—400
400-500
27—31.
29—33
XXI.8. КОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ
Трубы в секции сваривают на полустационарных контактносварочных установках (рис. ХХ1.2, табл. XXI.7), длинномерные секции или отдельные трубы — в непрерывную нитку трубопровода на передвижных установках (табл. XXI.7).
Передвижная установка для сварки труб диаметром 114—325 мм представляет собой трубоукладчик, буксирующий передвижную электростанцию, на его стреле подвешена платформа, на ней установлены сварочная и зачистная машины и несколько роликов, на которые укладывают свариваемые трубы.
В состав бригады по обслуживанию полустационарных установок ТКУС-1А и ПЛТ-321 входят сварщик-оператор контактных уста-
98
/
XXI.2. Схема полу стационарной контактной трубосварочной установки
1 — приемный стеллаж; 2 — отсекатель; 3 — зачистные машинки; 4 — сбрасыватель; 5 —остановы; 6 — перегружатели-отсекатели; 7 — склад для упаковки и хранения готовых секций; 8 — Рольганг; 9, И — наружный и внутренний гра* тоснчматели; /0 —сварочная машина; 12 — зачищенные трубы
XXI.7. Техническая характеристика установок для контактной сварки труб
Показатель
Установки
ТКУС-1А
ПЛТ-321
ТКУП-321 | «Север-1»
Тип сварочной машины
СГ-1
СГ-2
К-584М
К-584М
К-700-1
Наружный диаметр свариваемых труб, мм Мощность, кВА:
114—219
273—377
114—325
114-325
1420
электростанции
125
250
250
250
1000
трансформатора Напряжение трансформатора, В:
125
250
180
180
820
первичное
380
380
380
380
400
вторичное
4; 5; 6
5; 6; 7
7
7
7,4
Максимальное давление в гидросистеме сварочной машины, МПа Скорость, мм/с:
4,9
5,9
12,25
12,25
15,7
оплавления
0,2-1
0,2—1
0,2—1
0,2-1
0,2—1,5
осадки
25
25
25
25
40
7*
99
Продолжение табл. XX 1.7
Показатель
Установки
ТКУС-1А
ПЛТ-321 |
ТКУП-321 ('
* Север-1»
0,45
0,45
0,45
0,08
0,08
0,03
—
100
75
80
40
25
52x22
55x25
54x25
—
1,4X11,6 (сварочная машина)
25
34
30
25,4 (сварочная машина)
Скорость подачи труб, м/с: по рольгангу установочная Число стыков, свариваемых за смену Габарит, м
Масса установки, т
новок б-го разряда, машинист электростанции контактных установок 5-го разряда и два слесаря 3-го разряда. В бригаду по обслуживанию передвижных установок ТКУП-321 дополнительно входит еще помощник сварщика-оператора 4-го разряда.
XXI.9. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗАЦИИ СВАРКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
Для сборки и сварки магистральных трубопроводов помимо сварочного оборудования общего назначения (см. главы VI, VII) разработано и применяется специализированное оборудование в зависимости от вида сварки и схемы производства работ. Как правило, выпускают целые комплексы оборудования для сборки и сварки в полустационарных условиях (на базах) и для сборки и сварки труб в нигку непосредственно на трассе (табл. XXI.8).
Техническая характеристика автосварочных установок
Диаметр свариваемых труб, мм . . . Длина свариваемых
секций, м Сварочный ток, А . Напряжение дуги, В Диаметр электродной проволоки, мм . . . Габарит, мм:
длина ширина ....
высота Масса полная, кг ,
ПАУ-502
ПАУ -601
ПАУ-602
ПАУ-1GOU ПАУ‘1001В
325—820
325—630
720—1220
1020—1420
до 36
до 36
до 36
500
600
1000
до 50
до 50
до 50
2—3
2—3
3—4
42 000
42 000
50 000
4000
2000
8000
45 000
3500
3500
6500
5700
6795
27 000
100
XXJ.3. Схема трубосварочной базы типа ПАУ j—стеллаж для подготовки труб к сборке и сварке; 2—блок питания; лебедки; 4 — сборочный кондуктор или сборочно-сварочный стенд типа ССТ; 5 — промежуточный стеллаж; 6 — рабочие места сборки стыка и сварки его корневого слоя; 7 — роликоопоры для поворотной сварки под флюсом; о — торцевой или роликовый вращатель; 9 — стеллаж для готовой продукции
XXL8. Специализированное оборудование для сборки и сварки магистральных трубопроводов
Условия и способы сварки
Тип оборудования
Диаметр свариваемых труб, мм
Сборка и сварка поворотных стыков в полустационарных условиях
Автоматическая под флюсом
сварка
Электродуговая ручная сварка, автоматическая сварка под флюсом
Сочетание механизированных дуговых спосо: бов сварки
Контактная сварка
Полевые автосварочные установки ПАУ-601, ПАУ 602, ПАУ-502, ПАУ-1001
ПАУ-1001В
Механизированные трубо сварочные линии МТЛ-121 МТЛ-141
Механизированные трубо сварочные базы БТС-142 БТС-142В, БТС-143
Стационарные контактно сварочные установки ТКУ С 1А, ПЛТ-321
325—1420
720—1420
720—1420
114—377
101
Продолжение табл. XX 1.8
Условия и способы сварки
Тип оборудования
Диаметр свариваемых труб, мм
Сборка и сварка труб в нитку трубопровода
Ручная дуговая сварка электродами
Центраторы звенные ЦЗ Центраторы наружные эксцентриковые ЦНЭ
529—1340
89—436
Механизированная сварка в защитных газах
Центраторы внутренние ЦВ Устройство для механизированной обработки кромок
смк
Сварочный комплект «Дуга»
325—1420
720—1420
1420
Сварка порошковой проволокой с принудительным формированием шва
Сварочный комплект «Стык»
1420
Контактная сварка
Передвижные установки ТКУП-321, «Север-Ь
114—325,
1420
В комплекс ПАУ (рис. XXI.3) включаются головки для автоматической сварки под флюсом одного из трех типов (СГФ-601, СГФ-1004, ГДФ-1001 УЗ), торцевые вращатели типа ВТ-61 или ВТ-121 (первые — для вращения секций из труб диаметром 325— 630 мм, вторые — для секций из труб диаметром 720—1220 мм), комплект опрокидывающихся роликовых опор типа ОР-61 и ОР-121.
Для вращения секций из труб диаметром 720—1420 мм непосредственно роликовыми опорами выпускается роликовый вращатель СВР-142.
На кондукторе комплекта ПАУ для сборки и сварки труб диаметром не более 1020 мм крепят тяговую лебедку типа ЛТ ЗВ или JIT 2В-1, усилие на стальной канат которой не более 3 т. Он снабжен манипуляторами, которые обеспечивают механизированную укладку и снятие секций со стенда.
Для очистки и намотки электродной (в том числе омедненной) проволоки диаметром 1,2—5 мм в кассеты и катушки диаметром до 350 и 700 мм выпускают (для всех трубосварочных баз) соответстьенно машинки МОН-51 и МОН-52.
К установке ПАУ можно подсоединять стенд ОСТ-141, который служит для сборки и сварки корневого слоя шва труб диаметром 1020—1420 мм с применением внутренних центраторов и манипуляторов.
102
Стягивание труб осуществляется лебедкой ЛТ ЗВ; зазор устанавливается электромеханическими манипуляторами; кромки со* вмещаются самоходным гидравлическим внутренним центратором СЦВ.
Механизированные трубосварочные линии МТЛ-121, МТЛ-141 предназначены для сборки труб диаметром соответственно 1020— 1220 и 1220—1420 мм длиной 10—12 м в трехтрубные секции и ручной дуговой сварки первого (корневого) слоя шва поворотных стыков.
Техническая характеристика механизированных трубосварочных линий типа MTJI
МТЛ-121 МТЛ-141
Диаметр свариваемых труб, мм 1020—1220 1220, 1420
Длина свариваемых труб, м . 10—12 10—12
Число труб в секции .... 3 3
Скорость продольного перемещения труб, м/с 0,6 0,7
Окружная скорость, 1*10~3м/с 5,5—14 б—50
Максимальная потребляемая
мощность, кВт 40 47
Масса, кг *.••••• 20 700 22 500
Сменное оборудование, изготовляемое по требованию заказчика, позволяет использовать линию для сборки и сварки труб диаметром 720, 820 мм в трех- и четырехтрубные секции.
На линиях МТЛ-121 и МТЛ-141 можно выполнять все наружные слои шва автоматической сваркой под флюсом на одном рабочем месте. В практике строительства трубопроводов линии МТЛ-121 и МТЛ-141 работают в комплексе с автосварочными установками типа ПАУ.
В случае автоматической сварки под флюсом изнутри трубы (подварки) на трубосварочных базах между сборочно-сварочным стендом ОСТ-141 или линиями типа МТЛ и автосварочными установками типа ПАУ располагается дополнительный стенд с роликовым вращателем.
Для внутренней подварки стыков сваркой под флюсом используют сварочный трактор ТС-17М.
Для односторонней автоматической сварки под флюсом кольцевых стыков труб диаметром 325—820 мм выпускаются трубосварочные базы БНС-81, состоящие из трубосборочной линии ЛСТ-81 и автосварочной установки ПАУ-502. Линия ЛСТ-81 состоит из роликов роликового конвейера, двух наружных (для труб диаметром 325— 530 мм) или внутренних центраторов (для труб диаметром 530— 820 мм), отсекателя, выгружателя и манипуляторов для регулирования зазора в стыках при сборке труб в секции. Сборка и сварка корневого слоя шва трехтрубной секции на линии ЛСТ-81 проводится в закрытых помещениях, представляющих собой две будки.
103
XXI.4. Схема механизированной трубосварочной базы БТС-142 В 1— приемный стеллаж; 2 — отсекатель; 3— станок подготовки кромок (тип СПК.-141); 4 — пост обработки кромок; 5 — ролик приводной рольганга; 6 — перегружатель; 7, 12 — посты внутренней и наружной сварки; 8 — система слежения при сварке изнутри трубы; 9 — роликоопора холостая; приводная для сварки двухтрубной секции; 10— гидроперехват штанги; 11, 13 — головки наружной и внутренней сварки; 14 —> роликоогюры для регулирования зазора в стыке; 15 — центратор; 16 — штанга; 17 — покаты готовых секций; 18, 19 — роликоопоры приводные для сварки трех- и двухтрубной секций; 20 — блок
питания
Техническая характеристика сборочно-сварочной линии J1CT-81
Диаметр свариваемых труб 325—820 мм
Длина свариваемых труб 10,5—11,8 м
Число труб в секции 3
Длина свариваемых секций до 36 м
Скорость продольного перемещения труб . . 0,1 м/с
Габарит:
длина . 60 500 мм
ширина 12 000 »
высота 3500 »
Масса . 27 000 кг
Механизированные трубосварочные базы БТС-142, БТС-142В БТС-143 предназначены для автоматической двусторонней сварк поворотных стыков труб диаметром 1020—1420 мм. Для сбор» и сварки двухтрубных секций служит база БТС-142, а для двухи трехтрубных — БТС- 142В (рис. XXI.4) и БТС-143.
Стыки под двустороннюю сварку должны иметь специальную разделку со значительным притуплением. Кромки труб обрабатывают одновременно двумя станками СПК-121 и СПК-141.
Техническая характеристика трубосварочных баз типа БТС БТС -142 БТС-142В БТС-143
Диаметр свариваемых труб, мм . . . 1020—1420 1020—1420 1020—1420
Длина свариваемых
секций, м до 24 до 36 до 36
Производительность на трубе диаметром 1420 с толщиной стенки 16,5 мм,
стык/ч 3,5 3,2 б
104
Диапазон регулирования сварочного тока, А Диаметр электродной проволоки при сварке. мм:
снаружи .... изнутри .... Число обслуживающего персонала, чел. Максимальная одновременно потребляемая мощность, кВт Масса оборудования, т . БТС-/42
600-1000
3-5
3—4
10
260
180
Диаметр обрабатываемых труб
мм Толщина стенки, мм . . . Частота вращения планшайбы
с-1 Подача планшайбы, мм/об . Скорость быстрого перемеще ния планшайбы, 1*10 3 м/с
Наибольшая длина хода план
шайбы, мм/мин Производительность, кромок/ч Напряжение питания, В .
Давление в гидросистеме цент
ратора, МПа Число:
фиксирующих рядов в цент
раторе жимков в ряду . . .
Расстояние между рядами, мм
Габарит, мм:
длина ширина . . .
высота Масса, кг * БТС-142В
Б ТС-143
600 —1200
600—1200
3-5
3-5
3-4
3-4
8
14
260
260
90
145
гика станков СПК
СПК• 121
СПК-141
1220, 1020
1420
7,5—21
7,5-21
0,4
0,33
0,11
0 13
0,45
0,45
100
100
7-8
5-6
80, трехфазный переменный
ток частотой 50 Гц
9,8
9,8
2
2
12
16
1300
1500
3215
352Э
1450
1650
2020
2250
3650
4990
XXI.10. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ТРУБ В НИТКУ ТРУБОПРОВОДОВ
В комплекс оборудования, предназначенного для сварки неповоротных стыков труб, входят центраторы внутренние типа ЦВ (табл. ХХ.9) и наружные центраторы, которые подразделяются на два типа: эксцентриковые ЦНЭ и звенные ЦЗ (табл. XXI. 10).
Преимущество внутренних центраторов перед наружными состоит в равномерном распределении разности периметров торцов по всему стыку и приведении торцов к форме правильной окружности, а также в том, что стык, оставаясь полностью открытым, позволяет вести сварку непрерывно и использовать сварочные автоматы и полуавтоматы.
105
XX 1.9. Техническая характеристика внутренних центраторов
Показатель
ЦВ-58
ЦВ -81
UB-102
ЦВ-Г21
ЦВ-142
Диаметр стыкуемых труб,
529
720, 820
1020
1220
1420
ММ
Число жимков В ОДНОМ ря¬
6
9
12
16
16
ду
Общее усилие на один то¬
41
60
47,6
60
78
рец, 1•104 Н
Время разжатия одного
5
7
7
9
9
центрируемого ряда, с Размеры (без штанги), мм: длина
1700
2380
1950
2900
2930
диаметр
500
800
1000
1200
1400
Масса, кг:
центратора без штанги
280
760
564
1450
1785
штанги
95
95
95
95
95
Примечания: 1. Число центрирующих рядов для всех центраторов равно 2. 2. Длина штанги перечисленных в таблице центраторов 37 м.
XX 1.10. Основные данные по эксцентриковым ЦНЭ и звенным ЦЗ центраторам
Марка
центратора
Диаметр стыкуемых труб, мм
Масса центратора, кг
Марка
центратора
Диаметр стыкуемых труб, мм
Масса центратора, кг
НЦЭ-8-15
89—159
7
ЦЗ-71
720
40
ПНЭ-16-21
168—219
11,7; 14,7
ЦЗ-81
820
45
ПНЭ-27-32
273—325
13,9; 17,7
ЦЗ-101
1020
50
ПНЭ-37-42
377—426
15,5; 19,3
ЦЗ-121
1220
74
ЦЗ-51
529
25
ЦЗ-141
1420
92
Внутренние центраторы имеют электрогидравлический привод. Центрирующие элементы разжимают независимо один от другого.
При работе в различных климатических зонах и погодных условиях сварочные бригады применяют передвижные энергетические агрегаты типа АЭП-51, блоки подготовки сварочных материалов.
Передвижной энергетический агрегат АЭП-51 служит для сварки неповоротных стыков труб при строительстве магистральных тру« бопроводов в различных климатических зонах.
В агрегате используют единый источник питания — генератор переменного тока, который обеспечивает электроэнергией сварочные посты, инструменты для подготовки кромок и очистки шлака, су¬
106
шильный шкаф для сушки электродов, электрообогреватель блока питания, электролампы на рабочих местах при ведении сварочных работ на трассе.
В состав агрегата входят: электростанция переменного тока, смонтированная на гусеничном тракторе; блок питания, в котором размещены аппаратура управления электростанцией, выпрямитель, сварочные посты и вспомогательное оборудование; палатка с электрическим освещением для работы сварочной бригады в ночное время.
Агрегат АЭП-51 можно применять для питания сварочных автоматов при сварке неповоротных стыков труб, а также комплекса механизмов, обеспечивающих механизацию вспомогательных работ.
Блок подготовки сварочных материалов предназначен для прокалки флюса и электродов, очистки и намотки проволоки, кроме того, в нем хранят флюс, электроды и проволоку.
Электроэнергией блок питается от промышленной сети переменного тока напряжением 220/380 В или от дизельной электростанции.
Блок размещают в специальном вагоне или вагоне-домике типа КУНГ, который перевозят на специальных санях, автомобиле КрАЗ или Ходовой части (тележках) вагона-домика Таллиннского машиностроительного завода.
В блок входит следующее оборудование: машина МОН-51 или МОН-52 для очистки и намотки сварочной проволоки диаметром от 1*2 до 5 мм; электропечь типа СШО для прокалки электродов диаметром 3—5 мм, максимальная температура в которой достигает 350 °С; электрофлюсосушилка типа СНО объемом 0,125 м3, рабочая температура в ней 350 °С, а максимальная 400 °С; два электрокалорифера ПЗТ 10 2; электроточило Н-138А.
Блок имеет сушильный отсек для одежды, габарит которого 1500X2280X1860, мм, температура воздуха 50 °С, число электронагревателей в нем 12.
Передвижной вагон-пост служит для проведения в полевых условиях термической обработки сварных стыков трубопроводов.
Техническая характеристика АЭП-51
База Мощность электростанции Напряжение Частота тока Тип сварочного тока Число питаемых сварочных постов .
Сварочный выпрямитель Укрытие трактор T-100M 50 кВт 380 В 50 Гц
трехфазный
4
вксм-юоо
разборная палатка
500 кг 1150Х7450Х Х3500 мм 16 400 кг
Грузоподъемность Габарит агрегата в рабочем положении
Масса
107
Оборудование, смонтированное в вагоне, позволяет нагревать сварные стыки труб электрическими нагревателями с автоматическим и ручным управлением режимами термической обработки. Измерение, запись и регулирование температуры нагрева сварного стыка ведут по заданной программе термической обработки. При наличии электрических нагревателей типа ПТО можно термически обрабатывать сварные стыки труб диаметром 32—1020 мм.
Техническая характеристика вагона-поста
Число точек измерения и регулирования
температуры . . . 6
Наибольшее число одновременно термиче* ски обрабатываемых сварных стыков труб
диаметром 720 мм 2
Пределы измерения 0—1100 или 0—800 с
Напряжение 220—380 В
Частота тока 50 Гц
Потребляемая мощность 80—100 кВт
Габарит 9600x3000x4000 мм
Масса 6700 кг
XXI.11. ЭНЕРГОСНАБЖЕНИЕ СВАРОЧНЫХ ПОСТОВ ПРИ СВАРКЕ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
На трубосварочной базе должны быть источники тока, обеспечивающие питанием:
посты автоматической сварки под флюсом;
два поста ручной дуговой сварки на сборке стыков труб и сварке первого (корневого) слоя шва;
пост ручной дуговой сварки для подварки корня шва изнутри трубы и посты ручной дуговой сварки, предназначенные для заварки дефектов шва.
Для питания сварочных постов на трубосварочной базе используют следующее оборудование (табл. XXI.11):
для сварки первого слоя шва и подварки корня шва изнутри трубы электродами вручную — сварочный агрегат АСДП-500Г;
для заварки дефектов первого слоя — агрегат АСБ-300 или АСДП-500Г;
для сварки под флюсом секций труб диаметром до 1020 мм раньше применяли агрегаты АСДП-500 или АСДП-500ГФ.
В настоящее время вместо всех агрегатов типа АСДП выпускается универсальный агрегат АДД-502У2 (табл. XXI. 12), предназначенный для питания двух постов ручной дуговой сварки или одного поста сварки под флюсом (ток до 500 А).
При питании базы от передвижной электростанции или ЛЭП переменным током применяются следующие источники сварочного тока:
108
XXI.11. Технические характеристики источников питания постоянного тока, применяемых на трубосварочных базах
Показатель
ВД-301 или ВД-303
ВД-306
ВДМ-1001
ВДМ-1601
ВДУ-1'201
ВДУ-1601
псо-зоо-
2У-2
П Х>-500
Тип генератора Напряжение, В:
—
—
—
—
—
—
гсо-зоо
ГСО-500
номинальное рабочее
32
32,6
60
60
24—66
26—66
30
40
холостого хода
70
70
70
70
10Э
100
60
60
питающей сети
380, 220
380
380
•■80
380
380
380, 220
380, 22С
Мощность при ПР=100 %, кВт
—
21
74
120
120
155
14
28
Номинальный ток, д
300
312
100Э
1600
1250
1600
300
500
А
Вольтамперная
характеристика
Падающая
Жесткая
Универсальная
Падающая
Пределы регулирования тока, А
125-310,
45—125
—
315—1200
315—1700
300—1250
500—1600
75—320
60—500
КПД, %
73
70
90
90
83
84
Регулирование режима сварки*
Б
В
Г
Г
Д
д
Е
Е
Габарит, мм
765 X Х735х Х772
1100Х700Х
Х900
1050X850X X1650
1150Х900Х X1850
Масса, кг
230
170
420
770
850
950
430
540
* Б — за счет изменения индуктивности рассеяния; В — переключением со звезды на треугольник и изменением расстояния между катушками трансформатора; Г—балластными реостатами; Д — тиристорной схемой; Е — реостатом обмотки возбуждения.
XXI.12. Технические характеристики сварочных агрегатов для ручной дуговой сварки
Показатель
АСДП-500Г,
АСДП-500Г-В
АДД-502- У 2
АСДП-500Г-ЗМ, АСДП-500Г -ЗМ-В
АД Д-305
АДД-ЗЛ
Число сварочных постов
2
2
3
1
1
Мощность двигателя, кВт
44
37
44
—
—
Тип генератора
ГСМ-500
—
ГСМ-500
гсо-зоо
гсо-зоэ
Вольт-амперная характеристика
Жесткая
Падающая
Жесткая
Падающая
—
Напряжение холостого хода, В, не более
55
—
55
80
80
Пределы регулирования сварочного тока, А
60—300
120—500
120—600
60—350
—
Регулирование тока
Балластными
реостатами
Реостатом в обмотке статора
Балластными
реостатами
—
—
Габарит, м
6,1 х2,35х Х2,82
6,1 х2,35х Х2,67
6,35x2,78x2,35
—
—
Масса, кг
4500
3400
5000
900
850
Примечание. Индекс «В» в названии агрегата АСДП-500Г означает наличие в составе агрегата компрессора.
XXI.13. Технические характеристики самоходных сварочных установок
Показатель
СДУ-2Б
СДУ-2Б-1
СДУ-4Б
УС-43
УС-21
УС-22
СЧУ-А
СЧУ-4Б
УС-41
УС-42
Число сварочных постов
2
2
2
4
2
2
4
4
4
4
Тип базового трактора
Т100М
Т100МБ
Т-130ОБР-1
Т-100МГ
Т-Ю0-МГ
Т-100-
МГБ
T-i30
Т-130
Т-130Г-2
Т-130. БГ-1
Приводной двигатель
Мощность* кВт:
Д108
ДЮ8
Д130
ДЮ8
ДЮ8
ДЮ8
Д130
ДП0
Д160
Д160
двигателя
80
80
103
80
80
80
103
103
118
118
генератора переменного тока
5,5
5,5
9,6
6,9
6,9
6,9
9,6
9,6
6,9
6,9
Тип компрессора Габарит, м:
СО-7А
СО-7А
СО-7А
—
—
—
СО-7А
СО-7А
—•
—
длина
5,23
5,73
5,75
6,52
6,52
7,01
5,5
5,75
6,64
7,3
ширина
2,46
3,25
3,26
2,46
2,46
3,25
2,46
3,26
2,47
3,20
высота
3,04
3,04
3,03
3,55
3,55
3,5
3,05
3,06
3,675
3,68
Масса, кг
13 500
15 400
16 500
15050
14 600
16700
15700
16 800
16 400
18100
для сварки под флюсом — выпрямители ВДМ-1001 и ВДМ-1601 с выбором балластных реостатов типа РБ (РБ-201, РБ-301, РБ:5й1) или ВДУ-1201 с тиристорным управлением, а также преобразователи ПСО-500 (два преобразователя ПСО-500 включаются параллельно) ;
для ручной дуговой сварки первого слоя шва и для подварки дефектов корня шва — выпрямитель ВД-301 или преобразователь ПС-300.
Для удобства потребителя трубосварочные базы комплектуют блоками питания, в состав которых входят все необходимые источники питания для сварки.
Электропитание при ручной дуговой сварке электродами осуществляется от передвижных и самоходных сварочных агрегатов, как общего назначения АСБ-300, АСПД-500Г, АДД-502, так и специализированных (табл. XXI. 13).
Глава XXII. СВАРКА АРМАТУРЫ ЖЕЛЕЗОБЕТОНА
ХХН.1. ОБЩИЕ СВЕДЕНИЯ
Сварку (табл. XXII. 1) применяют при изготовлении сварных арматурных и закладных изделий, при монтаже арматурных изделий, а также при монтаже сборных железобетонных конструкций. Сварочные работы осуществляют в соответствии с действующими нормативными документами по сварке соединений арматуры и закладных изделий железобетонных конструкций.
При изготовлении арматурных и закладных изделий в заводских условиях, кроме основных материалов, перечисленных в табл.
XXI 1.2, применяют следующие вспомогательные материалы для изготовления электродов сварочных машин: специальные медные сплавы марок ЭВ, БрНБТ, Брх-0,5, МЦ-2 — МЦ-4.
При монтаже арматурных изделий и сборных железобетонных конструкций сварке подвергают стали, указанные в табл. XXII.2. Материалом для изготовления инвентарных форм при ванной сварке служит медь марок М-1—М-3. Вместо медных можно применять графитовые и керамические формы.
В качестве сварочных материалов при дуговой сварке используют стандартные электроды (табл. XXII.3) и сварочные проволоки (табл. XXII.4). Кроме того, при механической ванной сварке пользуются флюсами марок АН-348А, АН-8, АН-14, АН-22 и ФН-7, Флюс
112
XXI 1.1. Рекомендуемые способы сварки и области их применения
№ п. п.
Способ сварки и его характеристика
Назначение
Положение арматурных стержней при сварке
Вид
нагрузки
Изготовление арматурных изделий: плоских, рулонных сеток и пространственных каркасов
Горизонтальное и вертикальное
Соединение отдельных стержней арматуры по длине
Горизонталь¬
ное
Статическая, динамическая и многократно повторяющаяся
Изготовление закладных изделий:
Вертикальное
соединение одиночных стержней с плоскими элементами втавр и внахлестку
Горизонталь¬
ное
Статическая,
динамическая
Место выполнения
7
8
9
10
Механизированная контактная
Точечная стержней: двух трех
пересекающихся
Стыковая стержней:
одинакового и разного диаметров
одинакового диаметра с последующей механической обработкой места сварки то же, с предварительной обработкой концов свариваемых стержней
непрерывным оплавлением
Рельефная:
сопротивлением
по одному рельефу на пластине
по двум рельефам на пластине по двум рельефам на стержне
Арматурные цехи заводов стройиндустрии и метизной промышленности
Арматурные цехи заводов стройиндустрии
Продолжение табл. XXI 1.1
№ п. п.
Способ сварки и его характеристика
Назначение
Положение арматурных стержней при сварке
Вид
нагрузки
Место выполнения
11
12
13
14
15
16
17
18
19
20
Дуговая и ванная
Под флюсом без присадочного металла:
механизированная под углом к плоскости пластины то же, под углом к торцу пластины
ручная (тавровые соединения) механизированная (тавровые соединения)
механизированная по элементу жесткости (тавровые соединения)
С присадочным металлом (тавровые соединения): механизированная в С02 в выштампованное отверстие то же, в цилиндрическое отверстие
то же, в цикованное отверстие ручная в выштампованное отверстие
то же, в раззенкованное отверстие
В инвентарных формах:
Изготовление закладных изделий: соединение одиночных стержней с плоскими элементами в тавр и внахлестку
Статическая,
динамическая
Вертикальное
Статическая, динамическая и многократно повторяющаяся
Арматурные цехи заводов стройиндустрии
механизированная ванная под флюсом
то же, порошковой проволокой ручная ванная одноэлектродчая
На стальной скобе-накладке: механизированная порошковой проволокой
то же, открытой дугой голой легированной проволокой
(СОДГП)
ручная ванно-шовная то же, многослойными швами Без формующих элементов: ручная многослойными швами
то же, протяженными швами с накладками
то же, протяженными швами без дополнительных технологических элементов
то же, прихватками
Соединение выпусков одиночных и спаренных стержней арматуры в местах сопряжения арматурных изделий и железобетонных конструкций
Соединение выпусков одиночных стержней арматуры в местах сопряжения арматурных изделий и сборных железобетонных конструкций
Изготовление арматурных изделий: плоских и пространственных
Горизонтальное и вертикальное
Г оризонтальное
Вертикальное
Горизонтальное и вертикальное
Статическая,
динамическая
Строительно-монтажные площадки
Примечания: 1. Ванную одноэлектродную сварку (поз. 23) применяют также при изготовлении закладных изделий для соединения одиночных горизонтальных стержней с плоскими элементами. 2. Соединения спаренных стержней арматуры, а также арматурных стержней с плоскими элементами способом сварки, указаным в поз. 27, могут быть использованы только при статической и динамической нагрузках.
XXII.2. Основные виды сварных арматурных и закладных изделий и стали, применяемые для их изготовления
Арматура
Сталь углеродистая общего назначения
Наименование
изделий
Характеристик а изделий
Класс
Марка стали
Диаметр стержней, мм
Вид
проката
Марка по ГОСТ 380—88, ГОСТ 6718—86 и ГОСТ 19281—73*
Сетки по ГОСТ 8478—81
Плоские и рулонные
Вр-1
Определяется заводом -изготовителем стали по ГОСТ 380— 71*
3—5
3—5
Не применяется
A-III
35ГС, 25Г2С, 32Г2Рпс
6-8
Сетки по ГОСТ 24279—85
Тяжелые, плоские с рабочей арматурой:
в продольном направлении
A-III
35ГС, 25Г2С
12—40
6—16
Не применяется
32Г2Рпс
12—22
6-16
Ат-ШС
БСт5пс, БСтбсп
12-28
10—16
в обоих направлениях
в поперечном направлении
A-II1
35ГС, 25Г2С
12—25
6—16
32Г2Рпс
12—22
6—16
Ат-ШС
БСтбпс, БСт5сп
12—25
10—16
А-Ш
35ГС, 25Г2С
12—25
32Г2Рпс
12—22
Ат-ШС
БСтбпс, БСтбсп
12—25
A-II
Ас-Н
ВСт5сп2, ВСт5пс2 10ГТ
10—16
A-I
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2, ВСтЗГпс2
6—16
Продолжение табл.. XXII.2
Арматура
Сталь углеродистая общего назначения
Наименование
изделий
Характеристика
изделий
Класс
Марка стали
Диаметр стержней, мм
Вид
проката
Марка по ГОСТ 380—88, ГОСТ 6718—86 и ГОСТ 19281—73*
Сетки по ГОСТ 23279—85
Легкие, плоские и рулонные
Вр-1,
В-1
Определяется заводом -изготовителем по ГОСТ 380—88
3—5
3-5
Не применяется
А-III
35ГС, 25Г2С, 32Г2Рпс
6-10
6—10
A-I
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2, ВСтЗГ пс2
6—10
Каркасы
Плоские и пространственные
Вр-1,
В-1
Определяется заводом-изготовителем стали по ГОСТ 380— 88
3—5
Не применяется
А-III
35ГС, 25Г2С, 32Г2Рпс
6—40
6—22
Ат-IIIC
A-II
Ас-И
A-I
A-IVC
At-IVK
At-V
Отдельные стержня со сварными стыковыми соединениями по длине
Прямолинейные заданной длины, гнутые
А-Ш
Ат-ШС А-И
БСтбпс, БСтбсп
10—28
БСтбсп2, ВСт5пс2 18ГС2
10ГТ
СтЗспЗ, СтЗпсЗ,
СтЗкпЗ, ВСтЗсп2,
ВСтЗпс2, ВСтЗкп2
ВСтЗГпс2
25Г2С, 28С
10—40
40
10—32
6—40
6—18
10—28
10ГС2, 08Г2С
20ГС, 20ГС2, 10ГС2, 08Г2С
10—18
10—28
35ГС, 25Г2С 32Г2Рпс
10—40
Не применяется
10—22
БСтбпс, БСтбсп
ВСтбсп2, ВСтбпс2
10—28
10—40
Продолжение табл.. XXII.2
Наименование
изделий
Арматура
Сталь углеродистая общего назначения
Характеристика
изделий
Класс
Марка стали
Диаметр
стержней,
мм
Вид
проката
Марка по ГОСТ 380—88, ГОСТ 6718—86 и ГОСТ 19281—73*
Отдельные стержни со сварными сты¬
Прямолинейные заданной длины, гнутые
A-II
18Г2С
40
ковыми соединениями по длине
Ас-И
10ГТ
10—32
A-I
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2
10—40
ВСтЗГпс2
10—18
At-IVC
25Г2С, 28С
10—28
At-iVK
20ХГС2, 10ГС2
10-18
а-iv
20ХГ2Ц
10-22
Не применяется
Ат-V
20ГС, 20ГС2, 10ГС2,1 08Г2С 1
I 10-28
A-V
Ат-VCK
A-VI
Закладные изделия
Тавровые соединения арматурных стержней
A-III
Ат-II 1C
A-II
A-I
23Х2Г2Т
10—32
20ХГС2
10—28
20Х2Г2СР.
10—22
22Х2Г2ГАЮ,
22Х2Г2Р
35ГС, 25Г2С
6—40
32Г2Рпс
6—22
БСтбпс, БСтбсп
10—22
ВСт5сп2, ВСт5пс2
10—40
18Г2С
40
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2
6—40
Лист,
полоса.
уголок
швеллер
ВСтЗкп2, ВСтЗпс2, ВСтЗГ пс5 ВСтЗспб, 09Г2, 09Г2С, 10ХСМД, 14Г2, 10Г2СП
ВСтЗГпс2
6—18
Продолжение табл. XXII..2
Арматура
Сталь углеродистая общего назначения
Наименование
изделий
Характеристика
изделий
Класс
Марка стали
Диаметр стержней, мм
Вид
проката
Марка по ГОСТ 380—88, ГОСТ 6718—86 и ГОСТ 19*281—73*
Закладные изделия
Нахлесточные соединения ар¬
A-III
35ГС, 25Г2С
10—40
Лист,
полоса,
ВСтЗкп, ВСтЗпсб
матурных стержней, выполненные дуговой шовной сваркой
32Г2Рпс
10—22
уголок,
швеллер
Ат-ШС
БСт5пс, БСтбсп
10—18
А-И
ВСт5сп2, ВСт5пс2
10—40
18Г2С
40
A-I
СтЗспЗ, СтЗпсЗ, СтЗкпЗ, ВСтЗсп2, ВСтЗпс2, ВСтЗкп2
10—40
ВСтЗГпс2
10—18
A-IV
20ХГ2Ц
10—22
At-IVC
25Г2С, 28С
л
At-IVK
20ХГС2
i 10—28
Ат-V
20ГС
Ат-VCK
20ХГС2
1
Ат-VI
20Х2Г2СР,
22Х2Г2ТАЮ,
22Х2Г2Р
10—22
Примечания: 1. Арматура классов В-I и Вр-1 (ГОСТ 6727—80*)—проволока низкоуглеродистая, соответственно гладкая и периодического профиля. 2. Арматура класса A-I— горячекатаная гладкая, классов A-II, A-III, А IV и A-VI — горячекатаная периодического профиля (ГОСТ 5781—82*). 3. Арматура классов Ат-ШС, At-IVC, At-IVK, Ат-V, Ат-VCK — термомеханически или термически упрочненная периодического профиля (ГОСТ 10884— 81). В обозначении классов арматуры с повышенной стойкостью к коррозионному растрескиванию под напряжением добавлен индекс «К»; свариваемой—индекс «С», свариваемой и коррозионно-стойкой — индекс «СК». 4. Арматуру из стали всех перечисленных марок используют в сварных изделиях при расчетной температуре до минус 30 °С включительно. При минус 30°С</40°С не допускается применять кипящие стали и сталь марки ВСт5пс2 диаметром 18—40 мм. При 40°С</<55°С, кроме того, не допускается использовать сталь марок СтЗпсЗ, ВСтЗпс2, ВСт5сп2, ВСт5пс2, 35ГС, 32Г2Рпс, БСт5пс, 20ХГ2Ц, 25Г2С, а также арматуру классов A-VCK, A-VI и Ат-VI марки 20ГС. При 55°С</<70°С можно применять арматурную сталь только марок ВСтЗсп2 и 10ГТ. 5. Листовой, полосовой и фасонный прокат по ГОСТ 380—88, ГОСТ 6713—75*, ГОСТ 19281—73* идет на изготовление закладных изделий, работающих в условиях низких температур (до минус 40°С включительно), за исключением стали марки ВСтЗкп2, изделия из которой эксплуатируют только при 30 °С и только при статической нагрузке. 6. Независимо от температурных условий плоские элементы закладных изделий, работающих на динамические и многократно повторяющиеся нагрузки, должны изготовляться, соответственно из стали марки ВСтЗпсб и стали марок ВСтЗГпс5, ВСтЗспб (ГОСТ 380—88). 7. В числителе указаны диаметры продольных, в знаменателе — поперечных стержней. 8. При изготовлении закладных изделий с нахлесточными соединениями, выполняемыми контактной сваркой по рельефам, применимы арматурные стали только классов А-I—A-III и Ат-ШС.
XXI 1.3. Рекомендуемые типы электродов для дуговой сварки арматуры
Класс арматурной стали
Способы сварки
ванная и многослойными швами
швами в раззенкованное протяженными швами и штампованное
отверстия
прихватками
Типы соединений по табл. XXI1-5
7, 8, 9. 10. 11, 1*2, 29 | 13, 14, 15 | 23, 26 | 3
A-I
Э42, Э46, Э42А, Э46А
А-И
Э50А, Э55
Э42А, Э46. Э50А
Э50А, Э55
А-III, А-ШС
Э55, Э60
A-IV, A-V. A-VI
—
Э50А, Э55, Э60
—
Ат- IVC. At-IVK
—
Э50А, Э55, Э60
At-V
—
At-VCK
—
—
XXI 1.4. Рекомендуемые и допускаемые марки сварочной проволоки
для механизированной дуговой сварки арматуры
СпосоЗ сварки
Jyfe соединения по табл. XXI 1.5
Характеристика сварочной проволоки
Марки
сварочной
проволоки
Классы арматурной стали
A-I
A-II
A-III
- Ат-ШС
At-IVC
Ванная под флюсом в инвентарных формах
7, 8, 9
Сплошного сечения для сварки под слоем флюса и в углекислом газе
СВ-08А,
СВ08-АА
Рекомен¬
дуется
Допус¬
кается
Не допускается
СВ-08ГА
Рекомендуется
Допус¬
кается
Не допускается
СВ-08ГС,
СВ-08Г2С
Допускается
СВ-10ГА,
СВ-10Г2
Допус¬
кается
Рекомендуется
В углекислом газе
23, 24, 25
СВ-08ГС,
СВ-08Г2С
Рекомендуется
Не допускается
Продолжение табл. XXI 1.4
Способ сварки
В соединениях по табл. XXI 1.5
Характеристика сварочной проволоки
Марки
сварочной
проволоки
Классы арматурной стали
А-I A-1I
А -III Ат-IIIC
At-IVC
Многослойными швами на стальных скобах-накладках
10, 11
Сплошного сечения без дополнительной защиты
СВ-20ГСТЮА,
СВ-15ГСТЮЦА
Рекомендуется
Допускается
В инвентарных формах
7, 8, 9
Порошковая самозащитная проволока
ПП-АНЗ,
ПП-АНЗС
То же
Не допускается
На стальных скобах-накладках
10, 11
ПП-АН11,
СП-3,
ПП-2ДСК,
ПП-АН7
Допускается
Примечание. При ванной сварке под флюсом стали классов А-1 и А-И марки 10ГТ при температуре ниже минус 40 °С предпочтительно применять проволоку СВ-08А, СВ-08АА или СВ-08ГА.
марки АН-348А применяют и при сварке без присадочного металла элементов закладных изделий.
Основные типы и конструктивные элементы сварных соединений арматуры приведены в табл. XXII.5.
Последующую или предварительную механическую обработку стержней вблизи сварных стыковых соединений JSfe 5 и 6 (см. табл. XXI 1.5) производят с целью повышения выносливости соединений при воздействии на них многократно повторяющихся нагрузок.
Размеры стальных скоб-накладок, используемых как дополнительные несущие элементы и для ограничения плавильного пространства при сварке соединений № 10 и 11 (табл. XXII.5), указаны в табл. XXI 1.6.
Смещение круглых накладок в стыковых соединениях (№ 13 в табл. XXI 1.5) обеспечивает более высокую стойкость соединения против хрупких разрушений.
Для круглых накладок используют арматурную сталь, одинаковую по классу и диаметру с арматурной сталью свариваемых стержней.
XXI 1.2. СВАРОЧНОЕ ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
Контактную стыковую сварку стержней арматуры выполняют на сварочных машинах, технические характеристики которых приведены в гл. VII.
Наиболее рациональна безотходная контактная стыковая сварка арматуры. В этом случае сварочная машина входит в состав специализированной линии, укомплектованной станком для резки арматуры, а также подающим, отмеривающим и приемным устройствами. На линии вся стержневая арматура проходит стыковую сварку (табл. XXI 1.7) в непрерывную плеть, которая тут же разрезается без остатков на стержни требуемой длины.
XXI 1.5. Основные типы и конструктивные элементы сварных
R
55
X
№ способа
Форма элементов соединения
ф
X
сварки по
Обозначе¬
5
табл.
ния, ука¬
Ф
XXII.1
занные на
8
(тип сое¬
до сварки
после сварки
эскизе
1
динения)
1,2
(кресто¬
образ¬
ное)
dHf мм
h/da
при
dj
1
0,5
0,33
0,25
h/dH при монтажной прочности
hv мм
31
(кресто¬
образ¬
ное)
to
у мм
/, мм
Ь, мм
3—5
(стыко¬
вое)
еЫэ
Д
f-4-
Щ
и
а
128
соединений арматуры по ГОСТ 14098—85
A-I
А-И
A-III
Ат-ШС
At-IVC
6—40
10—40
6—40
10—28
10—28
0,25—0,50
0,21—0,45
0,18—0,40
0,16—0,35
0,33—0,60
0,28—0,52
0,24—0,46
0,22—0,42
0,40—0,80
0,35-0,70
0,30—0,62
0,28-0,55
0,40—0,60
0,35—0,46
0,30—0,46
0,28—0,42
0,12
0,17
0,2
30—90°
hi 2
10-40
10—32
10—28
0,5 dH, но не менее 8
0,3 dH, но не менее 6
10—40
10—28
10—28
—
>1,2 dH
—
da—0,2
—
(1-1,5) dH
—
(1,8-2,2) dH
(90±10)с
9—252
(90±3)°
129
о:
sa
№ способа
Форма элементов соединения
<v
сварки по
Обозначе¬
s
табл.
ния, ука¬
3
XXII. 1
занные на
8
(тип сое¬
до сварки
после сварки
эскизе
*
динения)
130
Продолжение табл. XXII.5
0,85—1
20—40
—
—
0,5—1
—
—
<1,5 d„; (cl ,2 dH)
—
—
12—20; (12—16'
—
—
5—12
—
—
(0,1—0,15) dH; (0,05 d„)
—
— ‘
<0,2 dH; (<0,05 dH)
—
—
О
s
i
о
О
0°
—
—
О
о
J_
СЛ
о
—
—
20—40
—
—
0,5—1
—
—
<2 d„
—
—
5—15; (3-10)
—
—
8—20
—
—
80°-90°
—
—
0
0
1
СЛ
—
—
О
£
1
О
О
—
—
20'—2Г>°
—
—
<0,15 dH; (<0,5 dH)
—
—
<25; (<15)
—
—
<0,15 du
—
—
№ способа сварки по табл. XXII.1 (тип соединения)
Форма элементов соединения
до сварки
после сварки
Обозначения, указанные на эскизе
21—23 (стыковое)
йй
h,. L nh »,7lK?l5l
10
24—26 (стыковое)
И
М-4
к
I, Ь, б
Ьг
11
24, 25, 27 (стыковое;
V4,
а
б
132
Продолжение табл. XXII.5
А-I
A* 11
A-III
Ат-1IIC
Ат-1 VC
—
—
32—40
—
—
—
—
1,3 dH
—
—
—
—
12—18
—
—
—
—
12—16
—
—
—
—
1,2 dH
—
-
—
—
(0,1-0,15) dH
—
—
—
—
<0,2 du
—
—
—
—
О
8
1
о
О
СО
—
—
—
—
>200
—
—
20—40 20—28
0,5—1
0,8—1
8—12; 12—15; 10—20
См. табл. XXI 1.6 (0,35—0,40) rfH
0,05 d„
20—40
20—28
0,5—1
0 00
1
6-8
80°—90° 30°—40°
0,15 d„
См табл. XXII. 6 (0,35—0,40) d„
0,05 da
133
№ способа сварки по табл. XXII.1 (тип соединения)
Форма элементов соединения
до сварка
после сварки
Обозначения, указанные на эскизе
12
28
(стыко¬
вое)
djd,
H/UH
а
Pi
13
29
(стыко¬
вое)
Ш\
14
30
(нахлес¬
танное)
134
Продолжение табл. XXII.5
A-I
A-II
A-III
At-IIIC
At-IVC
20—40
—
—
0,5—1
—
—
3—4
—
—
53°—57J
—
—
108°—112°
—
—
138°—142°
—
—
23—27'
—
—
(0,05-0,1) d„
—
—
<0,05 dH
—
—
О
rf
1
О
10—28
6 dH
8dH
10 da
0,5 dHi но >10
0,5 rfH, но >8
0,25 dH, но >4
10—40
10-25
00
I
10-20
6 dH
8 dH
10 dH
0,5 dH, но >8
0,25 dHt но >4
135
jvfe способа сварки по табл. XXII.1 (тип соединения)
Форма элементов соединения
до сварки
после сварки
Обозначения, указанные на эскизе
15
30
(нахлес-
точное)
ЦЙЙ-
16
8
(нахлес-
точное)
hi
136
Продолжение табл. XXII.5
A-I
A-II
A-III
Ат-1IIC
Ат-1 VC
10—40
10—28
0,3 dH, но >4
0,4 dn> но > 5
3 dH
4 dH
5 d„
0,5 dUt но >8
0,25 dHt но >4
6—16 10—16
6—16
—
—
1,4 dH
1,6 d„
—
—
0,4 djj
1 ~
1,8
2 dH
- r-
/+10
i -
(0,1—0,15) dH
—
—
>4
—
—
75°—90°
—
—
12—16
—
1,4 dH
1.6d„
—
0,4 d„
—
1,8
2 dn
—
/+10
—
(0,1—0,15)
—
>4
—
87°—93°
137
138
Продолжение табл. XXII.5
A-I
A-II
A- III
Ат-1IIC
Ат-1 VC
8—16
10—16
8—16
—
—
14 dn
16 dH
-
—
0,35 d„
0,4 dH
—
—
1.7 dn
1,8 dH
—
—
1,8 da
1.9 dn
—
—
(0,1—0,15) dH
4—6
370—930
8-16
18—25
10—16
18—25
8-16
18—25
—
—
25°—85° 60°—85°
—
—
00
СЛ
0
1
<JD
0
0
—
—
15°
—
—
(1,5—2) d„
—
—
3—6 I —
—
>4 >6 | —
—
8—16
10-16
8—16
—
—
5°—25°
85°—90° <15° (1.5—2) dn
>0,5 | >0,55 | >0,65 | — | —
139
К
2?
№ способа
Форма элементоБ соединения
Ф
сварки
Обозначе¬
s
по табл.
ния, указан¬
XXII.1
ные на
с
сj
(тип сое¬
до сварки
после сварки
эскизе
%
динения)
21
13, 14 (тавровое)
\т„
dH
D
S/dH
D
22
15
(тавро¬
вое)
n
tms
d»
S/dH
D,
К
140
Продолжение табл. XXII.5
A-I
A-II
A-III
At-IIIC
Ат-1 VC
8—40
10—25,
28—40
8—25,
28—40
10—18 Ws 14 табл. XXII. 1)
—
0,5
0,55,
0,7
0,65,
0,75
0,65
—
>4
>6
—
СП
1
Jft.
—
3—10
-
С15°
—
85°—90°
-
8—25
10-25
8—25
10—18
-
0,4
0,5
—
ilf5—2 )d„
(2—2,5 )dn
5—15
(2-2,5) dH
0,4 dH
<20° 85°—Э0°
141
№ способа сварки по табл. XXII.1 (тип соединения)
Форма элементов соединения
до сварки
после сварки
Обозначения, указанные на эскизе
23
16, 19
(тавро¬
вое)
S/dn
*пр
24
25
17
(тавро¬
вое)
18
(тавро¬
вое)
ПРИХВАТКА I L bW/t\
Щ
4
к
D
S/dH
142
Продолжение табл. XXII.5
A-I
A-II
A-III
Ат-1IIC
Ат-1 VC
10-36
10—22
—
2
—
da+( 1-3)
—
0,3
—
0,5
0,6 dH
0,7 dH
0 JdH
—
>4
—
0,5</н+0.8 S
0,6dH+Q,8 S
0,7 dH+0,8 5
—
12
14
16
18
20
22
25
12
14
16
18
—
8
8
8
10
10
12
12
8
8
8
10
—
1
1
1
2
2
2
2
1
1
1
2
—
1
СЛ
4—5
4—5
5—6
5—6
5—6
5—6
4—
5
4—
5
4—
5
4—5
—
22—
26
26—
30
28—
c2
30—
35
35-
42
38—
44
46—
48
24-
26
26-
30
28-
32
30—
35
—
dH+2
—
Di+10
—
>0,5
143
к
s
JSTs способа
Форма элементов соединения
X
b
сварки
Обозначе¬
sc
по табл.
ния, указан¬
<
XXII .1
ные на
о
(тип сое¬
до сварки
после сварки
эскизе
динения)
26
20
(тавро¬
вое)
D
Dt
S/dH
M
К при du> 12
27
6
(тавро¬
вое)
1
7
1
1
1
S/du
144
Продолжение табл. XX II.5
Л-1
A-II
A-III
Ат-II 1C
At-IVC
8—40
10—40
8—40
10—18
—
>6
>8
>6
>8
—
dH+2S
—
du-\-\
—
4
СЛ
о
1
СЛ
СЛ
о
—
0,5
0,65
0,75
—
>2 S
—
1—3
—
<2
—
4±\
—
10—20
10—20 22—40
0
1
ю
to
—
>4
>6 для Ас-И5 >12
>6
—
>1,2 dH
>1,3 dH
—
>0,4
>0,5
—
<15°
—
85°—90°
—
—252
145
№ способа сварки по табл. XXIIЛ (тип соединения)
Форма элементов соединения
до сварки
после сварки
28
7
(тавро¬
вое)
29
23
(тавро¬
вое)
tk
Примечания: 1. Номинальный диаметр арматуры периодичеклассов A-IV и A-VI для соединений № 4—6, 13 и 15 равен 10— остальные данные совпадают с данными, приведенными для арматуи Ат-IVK для соединений № 1—3, а также арматуры класса At-VCK совпадают с данными, указанными для арматуры класса At-IVC. говой сварке прихватками (соединение № 3) допускается применять дуговой сварке прихватками (соединение № 3) можно использовать 10ГТ; A-III — 25Г2С; Ат-У-20ГС. 5. При контактной стыковой сварна быть только марки 20ХГС2, а арматуру класса Ат-V можно сва6. Для соединений № 7 и 8 вторые значения, указанные в скобках,
146
Продолжение табл. XXI 1.5
A-I
A-II
A-III
At-IIIC
At-IVC
6—20
10—20
6—20
—
—
>4
>4
>6
—
—
1,4 dH
1,5 dlx
1,6 d„
—
—
2,0 d„
2,2 dH
—
—
2,0 d„
2,2 dH
—
—
0,4 dH
0,5 dn
—
—
0,2 dH
—
—
0,5 d„
0,6 dH
0,7 dH
—
—
16; 18; 20; 22; 25; 28; 32; 36; 40
—
—
«1н
<0,8 dH
<0,5 dfi
—
—
10—16
—
—
30; 32; 34; 41; 44; 52; 57; 61
—
—
24; 27; 29; 31; 33; 38; 44; 47; 52
—
—
2—3
—
—
О
О
<N
1
Ю
—
—
>0,5
1 ~ 1
—
ского профиля обозначен dH. 2. Номинальный диаметр арматуры 22 мм, а арматуры класса А-V для этих же соединений— 10—32 мм; ры класса At-IVC. 3. Номинальный диаметр арматуры классов At-V для соединений № 4—6, 13 и 15 равен 10—28 мм; остальные данные 4. При контактной точечной сварке (соединения № 1 и 2) и при дуарматуру класса Ат-IVK марок 08Г2С и 10ГС2. Кроме того, при арматуру следующих марок по классам: A-II — Ст5пс2, Ст5сп2,
ке (соединения № 4—6) арматура классов Ат-IVK и At-VCK должривать только с применением локальной термической обработки, относятся к ручной одноэлектродной сварке, а для соединения
10* 147
Продолжение табл. XXI 1.5
№9 — к случаю, когда сварной шов заполняет полностью сечение двухрядной арматуры. 7. При сварке ручной одноэлектродной и механизированной порошковой проволокой разделку нижних стержней со скосом (соединение № 8) производить не следует. Кроме того, разделку с обратным скосом нижнего стержня (соединение № 8) применяют при сварке стержней диаметром 32 мм и более. 8. Соединения № 13 арматуры классов A-IV—A-VI, At-IVK, At-VCK и Ат-V должны выполняться со смещенными накладками. Двусторонние швы длиной 4d„ допускаются только для арматуры классов А-I — А-III. 9. В соединениях № 13 и 15 допускается арматура класса Ат-IVK только из стали класса 20ХГС2, а арматура класса Ат-V — только из стали 20ГС. 10. В соединении № 14 допускаются двусторонние швы длиной 4dH для арматуры класса А-I и класса A-II из стали марки 10ГТ. 11. Для крестообразных соединений № 1 и 2 арматуры классов В-I и Вр-1 необходимы следующие данные: с/н = 3—
5 мм;h/ = 0,35—0,5 при dH/c/H=l; h/d'H =0,28—0,45 при d'H/dH~
= 0,5; й/н = 0,24—0,4 при dH/dH=Q,33 и h/d'u=0,22—0,35 при dj
/</„ = 0,25; а=30°—90°.
XXI 1.6. Размеры стальных скоб-накладок для дуговой сварки стыковых соединений, мм
Номинальный
диаметр
свариваемых
стержней
Толщина заготовки 6
Ширина
заготовки
Ь
Длина заготовки для стержней /
Внутренний диаметр накладки (стержни периодического профиля)
гладких
периодического профиля
20
50
60
65
23,5
22
6
50
60
65
23,5
25
60
75
80
28,5
28
65
80
90
32,5
32
75
100
110
36,5
36
8
80
105
115
41,5
40
90
115
125
45,5
Примечания: 1. В таблице приведены данные для соединений № 10 и 11 из табл. ХХИ.5, выполняемых порошковой проволокой, ванно-шовной сваркой и сваркой многослойными швами. 2. При сварке ОДГП ширину заготовки следует увеличить на величину dH, а при сварке арматуры классов Ат-ШС и At-IVC — на величину 2ан.
3. Указанная в таблице ширина заготовок соответствует минимальным зазорам между торцами стержней, приведенными в табл. XXII.
4. Для сварки с большими зазорами ширину заготовок соответственно увеличивают. 5. Внутренний диаметр накладок для гладких стержней равен dн+2. 6. Ширина и длина заготовок округлена до значений, кратных 5 мм. 7. Стальные скобы-накладки для сварки стыковых соединений вертикальных стержней выполняют с одной скошенной стороной (рис. XXII. 1).,
148
XXIl.t. Конструкция стальных скобподклад->к для сварки порошковой проволокой стыковых соединений вертикальных стержней При dH“20—25 мм 6-5, /(-25, Я•=45. D—dH+3,5; при (1ная2—32 мм <*«6, /(=28, Я=52, D=dH+4,5; при </н=36—40 мм 6=6, /(-33, Я=60,
£>=dH +5,5
XXII.7. Зависимость между мощностью контактных стыковых машин, классом и диаметром свариваемой арматуры
Номинальная мощность машины, кВ-А
Максимальный диаметр, мм, стыкуемых стержней арматуры классов
A-I
A-II
A-III
Ат-II 1C
A-IV
Ат-IVC
At-IVK
A-V
At-V
Ат-VCK
A-VI
75
25
22
22
20
100
32
28
28
25
20
20
20
20
—
16
16
150
40
40
40
28
22
28
28
32
28
28
22
При выборе оборудования для контактной точечной сварки арматурных сеток и каркасов необходимо учитывать объемы сварочных работ, номенклатуру арматурных изделий и технические возможности сварочных машин.
При больших объемах работ широкие плоские и рулонные сетки, а также плоские каркасы наиболее целесообразно сваривать на специализированных многоточечных машинах (табл. XXII.8) автоматического действия, входящих в поточные линии (табл. XXII.9). При сравнительно небольших объемах работ и незначительной ширине арматурных изделий разнообразной номенклатуры, как правило, используют одноточечные сварочные машины (табл. XXI 1.10) общего назначения. Эти машины применяют и для контактной рельефной сварки элементов закладных изделий.
Контактную точечную сварку пространственных каркасов осуществляют на серийных подвесных сварочных машинах (табл. XXII.11) в комплекте с механическими устройствами, обеспечивающими перемещение изделий в вертикальной или горизонтальной плоскости, а также поворот изделий вокруг продольной оси.
В состав оборудования и приспособлений, необходимых для дуговой сварки, входят источники питания дуги (табл. XXI 1.12), специальные установки, серийные полуавтоматы и формующие элементы (накладки — табл. XXII.6, рис. XXII.1; инвентарные формы — табл. XXII.13, рис. XXI 1.2). Специальной установкой при дуговой
149
XXI 1.8. Тип и технические возможности серийных специализированных многоточечных машин для контактной точечной сварки плоских сеток и каркасов
Конструктивные параметры арматурных изделий
Машины для сварки сеток
Машины для сварки каркасов
МТМ-160
МТМС-10Х35
МТМ-166
МТМ-32
мтмк-зх
Х100
MTM-207
МТМ-35
Максимальная ширина, мм
3800
2000
2650
3050
775
800
1450
Максимальная длина, мм
12000
7200
7200
—
—
—
—
Число продольных стержней
До 36
До 20
До 30
До 16
До 6
До 8
До 8
Шаг стержней: продольных
поперечных
100—300
100—250
100—250
100—250
100 (кратно 50)
ЮО-400
50—300
200
100. 200, 300, 600
75—725
100—400
100—750
50—400
100—1100
100—600
Число переменных шагов между поперечными стержнями
3
2
3
Класс свариваемой арматуры
В-I, Вр-1 А-I. А-Ш
В-I, Вр-1, А-1
B-L Вр-1, А-1
А-I. А-И, А-Ш
В-I, Вр-1, А-I, А-11, А-Ш
В-1, Вр-1, А-I, А-И, A-II1
А-1, А-И, A-1II
Диаметр стержней, мм:
продольных, d поперечных, di
3—12
3—10
3—8
3—6
3—8
3—6
12—32
8—14
5—25
4—12
5—25
4—12
12—40
6—14
Длина свободных концов продольных стержней
30—150
50—175
>25
(dJ2) + d> 20
>25
(d1/2) + + d> 20
Примечания: 1. Длина свободных концов поперечных стержней при сварке на всех указанных в таблице машинах составляет (d/2) +di>20. 2. Машину МТМ-160 выпускают вместо машин типа АГМС-14Х75; машины МТМ-166 и МТМ-207 заменяют соответственно машины МТМС-10Х35 и МТМК-ЗХЮО. 3. Машина МТМ-160 позволяет изготовлять сетки с укороченными поперечными стержнями.
XX11.9. Состав и принцип выполнения технологических операций при сварке плоских сеток
и каркасов на специализированных поточных линиях
Тип сварочной Мишины, входящей в линию
Наименование технологических операций
МТМ-160
МТМС-Юх
Х35
МТМ-166
МТМ-32
МТМК-Зх
Х100
МТМ-207
МТМ-35
Правка стержней: продольных
А
—
А
—
—
А — из бухт
—
поперечных
А
—
А
—
—
—
—
Подача стержней: продольных
А —из бухт Р-стержней мерной длины
Р-стержней
мерной
длины
А — из бухт Р-стержней мерной длины
Р-стержней
мерной
длины
А — из бухт Р-стержней мерной длины
А — из бухт
Р-стержней
мерной
длины
поперечных
А — из бухт
А — из бункера
А— из бухт
А — из бункера
Поперечный рез изделий
А
А
—
А
А
—
Пакетирование изделий
А
Р
А
Р
А
А
А
Примечания: 1. В таблице приняты следующие условные обозначения: А — операция выполняется автоматически; Р — то же, вручную. 2. Сварка и перемещение изделий в процессе сварки во всех случаях осуществляются автоматически.
XXI1.10. Диаметры, мм, арматурных стержней при сварке плоских сеток, каркасов и закладных изделий
одноточечными машинами типа МТ
Класс стали арматурных стержней
МТ-2023, МТ-1222
МТ-1818,
МТ-1927
МТ-2102
МТ-2827
МТ-4218
В сетках и каркасах:
поперечных, d\: В-1
5
5
5
_
А-1
6-28,
6—18, 6—10
6—28, 6—22,
6—32,
6—25
8—40
12—40
продольных, d2:
А-I, A-II, A-III, Ат-Шс,
6-22,
6—36, 6—40
6—28, 6—40
6—32,
6—40
8—40
12—40
At-IVc
поперечных, d\\ Вр-1
5
5
5
A-II, A-III, Ат-ШС
6-14,
6—10, 6—8
6—18, 6—14, 6—10
6—20,
6—10
6—16,
6—25, 6—20
10—40
продольных, d2: Вр-1
5
5
5
A-II, A-III, Ат-ШС,
6—14,
6—20, 6—28
6—18, 6—28, 6—40
6—20,
6-28,
6—25, 6—40
10—40
At-IVC
6—40
В закладных изделиях: А-1
6—14
6—16
8—16
12—16
A-II, A-III, Ат-ШС
6—10
6—14
—
6—16
10—16
Примечания: 1. Отношение диаметров d\/d2 во всех случаях должно быть не менее 0,25. 2. Ширина (габа¬
ритная) изготовляемых изделий на машине МТ-2102 не более 1200 мм, а на остальных машинах 500 мм. 3. При сварке арматурных изделий с поворотом на 180° их ширина может быть увеличена в 2 раза. 4. Длина арматурных изделий, число в них продольных и поперечных стержней, а также число анкерных стержней в закладных изделиях не зависят от типа сварочной машины. 5. Все машины, кроме МТ-1222, изготовляет ленинградский завод «Электрик» им. Н. М. Шверника, машину МТ-1222 — Каховский завод ЭСО.
XXII.11. Диаметры, мм, стержней при сварке сеток или каркасов подвесными машинами типа МТП
Тип машины
Класс стали арматурных стержней
Максимальный диаметр тонкого стержня в соединениях при djdz
Максимальный размер ячейки, мм, при пользова¬
тонкого, йх
толстого, d2
» 1
0.5
0,33
0,25
нии клещами типа
МТП-1110
А-I, Вр-1
16
10
6
5
КТП-8-1, 150x200 \ МТПКТП-8-2, 60X100 ) ШО
МТП-1111
Bp-I, А-И, A-III, Ат-ШС
8
8
5
4
КТГ-8-1, 150X200 , КТГ-8-2, 70X120 МТПКТГ-8-3, 60X100 mi КТГ-8-4, 60х 100 J
МТП-1409
А-I, В-1
14
12
10
8
КТГ 12-3-1,250X300 КТГ 12-3-2,120X150
Bp-I, A-II, A-III, Ат-ШС
А-I, В-1, Вр-1, А-И, А-Ш. Ат-ШС, Ar-IVC
12
10
6
5
МТП-809
А-I, В-1
14
1 ю
6
1 5
120X150
Bp-l, А-И, A-III, Ат-ШС
12
8
5
4
К-243В
А-I, В-1
28
20
1 14
10
75X75 (в вертикальной плоскости)
75X120 (в горизонтальной плоскости)
(клещи со встроенным трансформатором)
А-И, A-III, Ат-ИС, Вр-1,
22
18
14
10
Примечание. Машины МТП-1110, МТП-1111 изготовляет ленинградский завод «Электрик» им. Н.М. Шверника, машины МТП-1409, МТП-809 и К-243В — Каховский завод ЭСО.
XXI 1.12. Данные для выбора источника питания, применяемого при дуговой сварке соединений арматуры и элементов закладных
изделий
Способ сварки
Область применения
Характеристика рекомендуемых источников питания
Механизированная и ручная под флюсом
Сварка тавровых соединений элементов закладных изделий в заводских условиях
Выпрямители, а также трансформаторы с напряжением холостого хода 100 В, обеспечивающие номинальное значение /«>1000 А
Механизированная в углекислом газе
Выпрямители и генераторы универсальные или с жесткой характеристикой, обеспечивающие номинальное значение /св>500 А
Механизированная ванная под флюсом в инвентарных формах
Сварка выпусков арматуры или стыковых соединений отдельных стержней при монтаже арматурных изделий и сборных железобетонных конструкций
То же, а также трансформаторы, обеспечивающие номинальное значение /св500 А
Механизированная порошковой проволокой и СОДГП
То же, и сварка протяженными швами закладных и соединительных изделий при монтаже железобетонных конструкций
Выпрямители и генераторы универсальные или с жесткой характеристикой, обеспечивающие номинальное значение /Св>5000 А
Ручная ванная в инвентарных формах, ванно-шовная, многослойными швами и другие способы при сварке одиночным электродом
То же, с падающей характеристикой, а также трансформаторы, обеспечивающие номинальное значение /св>500 А
155
XXII.13. Размеры, мм, инвентарных медных форм (см. рис. XXII.2) для механизированной и ручной сварки стыковых соединений одно- и двухрядных горизонтальных стержней Положение стержней в пространстве
Диаметр
стыкуе¬
мых
стержней,
мм
Я
Dt
К
Горизонтальное
(однорядные
стержни)
20
22
25
28
32
36
40
65
70
75
80
85
90
95
70
80
90
80
90
23.5
25.5
28.5
32.5
36.5
41.5
45.5
32
34
37
41
46
53
57
35
23
25
30
15
18
Вертикальное
(однорядные
стержни)
20
22
25
28
32
36
40
80
80
90
85
95
100
100
110
110
65
70
75
80
85
95
105
23.5
25.5
28.5
32.5
36.5
41.5
45.5
15
18
40
42
45
50
55
60
65
22
24
27
29
34
39
44
25
28
32
10.5 11 12
14
16
18.5 21
Г оризонтальное
(спаренные
стержни)
32
36
40
110
110
120
120
120
130
140
38
42
46
Примечание. При изготовлении инвентарных форм из графита размеры А и В следует увеличить на 25—30
40
44
48
40
42
46
50
20
XXII.2. Констрииия
инвентарных медных форм
с—-для механизированной сварки одлорядных вертикальных стержней; б — для механизированной и ручной сварки горизонтальных однорядных стержней; в — для механизированной и ручной сварки двухрядных стержней
сварке под флюсом элементов закладных изделий служат серийные автоматы типа АДФ-2001 или полуавтоматические устройства кустарного изготовления.
Механизированную сварку в инвентарных формах и с применением желобчатых накладок следует выполнять с помощью специализированного полуавтомата типа ПДФ-502. Для этих же целей могут служить и полуавтоматы типов А-1114М, А-537 или А-765, ПШ-54, ПДШР-500, ПШ-5, А-547У или ПДГ-302.
Наиболее приемлемыми при механизированной сварке арматуры являются универсальные держатели или держатели типов А-792М и А-793М, поставляемые к полуавтомату А-765.
XXII.3. ПОДГОТОВКА К СВАРКЕ
При выполнении арматурных работ подготовка к сварке включает следующие операции:
по заготовке и предварительной обработке арматуры и плоских элементов закладных изделий (правка, резка, очистка, выштамповка рельефов, разделка концов стержней);
по сборке элементов арматуры и закладных изделий под сварку (подача под электроды машин для точечной сварки, закрепление в электродах сварочных машин и держателях, установка и закрепление медных форм, прихватка стержней и накладок).
Правку и резку арматурной стали, поступающей в бухтах, осуществляют механическим способом на правйльно-отрезных автоматических станках или в соответствующих устройствах поточных линий. Отдельные стержни арматуры, как правило, не требуют правки. При необходимости их выправляют с помощью станков для гнутья, прессов и вручную в холодном состоянии или с подогревом. Стержни режут на механических станках или газовыми резаками.
Очистке от отслаивающихся окалины и ржавчины, а также от минеральных и органических загрязнений подлежат:
торцы и боковые поверхности стержней на длине 30—100 мм от торца перед сваркой контактной стыковой, ванной и дуговой;
участки плоских элементов проката в местах соединения с анкерными стержнями. Размер очищаемого участка должен быть на 10—15 мм больше размеров швов или участков сплавления;
вспомогательные элементы; накладки из стержней — по всей длине, стальные скобы-накладки — по внутренней поверхности;
боковые поверхности стержней по всей длине швов перед дуговой сваркой протяженными швами.
Торцы стержней при тавровых соединениях, выполняемых под флюсом и ванным способом, должны очищаться и от окисных пленок, образующихся после газовой резки.
Рельефы на плоских элементах закладных изделий выштамповывают с помощью прессов, развивающих усилие не менее 500 кН, с использованием штампов, дающих возможность получить необходимые размеры рельефа (см. табл. XXI 1.5).
Концы стержней разделывают газовыми резаками. Резка электрической дугой не допускается. Форма и размеры разделок должны соответствовать указанным в табл. XXI 1.5.
При сборке элементов арматуры и закладных изделий под сварку необходимо обеспечивать:
заданные проектом размеры и расположение элементов относительно друг друга;
соосность стержней в контактных губках стыкосварочных машин; требуемые (см. табл. XXI 1.5) технологические зазоры. Если зазор превышает максимально допустимый, например при монтаже арматурных изделий или сборных железобетонных конструкций, сборку стыкуемых стержней под сварку ванную и дуговую можно выполнять с применением промежуточной вставки (отрезка арматурного стержня длиной не менее 150 мм из той же стали и того же диаметра, что и основные стержни). Вставки могут слу¬
158
жить и для того, чтобы был доступ к стыкам стержней нижних рядов. При использовании вставок необходимо учитывать возможность установки форм или накладок двух стыков;
симметричное относительно торцов стержней расположение инвентарных форм и накладок (за исключением сварки со смещенными накладкам из стержней);
доступность и удобство выполнения прихваток.
XXII.4. РЕЖИМЫ СВАРКИ
Основными параметрами режима контактной стыковой сварки (табл. XXI 1.14) арматуры являются:
установочная длина /уСТ — размер выступающего из электрода конца стержня;
величина оплавления /опл и осадки /ос — длина участков стержня, расходуемого соответственно на оплавление (преимущественно способом оплавления с подогревом) и на осадку;
сварочный ток /св, соответствующий конкретной ступени трансформатора и дающий возможность устойчиво вести процесс сварки;
усилие осадки Р0с, обеспечивающее необходимые пластические деформации металла в околошовных зонах.
К основным параметрам режима контактной точечной и контактной рельефной сварки арматуры относятся: сварочный ток /св (табл. XXII. 15); время выдержки под током tcв*, усилие сжатия электродами стержней Рэ (табл. XXII. 16) и диаметр рабочей части электродов £>э:
диаметр стержня с большей площадью поперечного сечения, мм . 3—8 10—20 22—40
диаметр рабочей части электродов,
мм 25 40 60
В случае контактной точечной сварки режим определяют для более тонкого из свариваемых стержней при отношении его диаметра к диаметру стержня с большей площадью поперечного сечения до 1 :3.
Сварочный ток, соответствующий данной ступени трансформатора сварочной машины, получают опытным путем, используя выражение
'св = VE2’
где U — ток в первичной цепи машины, замеренный, например, клещами типа Ц91; Vx — напряжение электросети 220 или 380 В; Е% — вторичное напряжение, указанное в табличке, прикрепленной к машине.
Кроме того, значение /с в может быть замерено амперметрами
(см. примеч. к табл. XXII. 14). Расчетный или замеренный ток /св
должен быть равен или несколько больше значения /Cbi выбранного
по табл. XXII. 15.
159
XXII. 14. Ориентировочные значения параметров режима контактной стыковой сварки арматуры
Диаметр свариваемых стержней, мм
Показатель
10
12
14
16
18
20
22
25
28
ЗЬ
40
Установочная длина /уст, мм
15
18
21
24
27
30
33
37
42
48
54
60
Длина участка стержня /ОПл, расходуемого на оплавление, мм: непрерывное
7
7
7
8
8
9
9
10
10
11
12
13
с подогревом
—
—
5
6
6
7
8
9
10
11
12
13
Длина участка стержня /ос, расходуемого на осадку, мм: под током
0,7
0,8
1
1,2
1,2
1,5
1,6
1,8
, 2
2,2
2,4
без тока
1
1,3
1,4
1,6
1,9
2
2,3
2,4
2,7
3
3,2
3,6
Усилие, кН, осадки Рос для стержней арматуры классов:
A-I
2,4
3,4
4,6
6
7,6
9,4
11,5
14,5
18,5
24
30
38
A-II, A-III, At-IIIC
3,2
4,5
6,2
8
10
12,5
15
20
24,5
32
41
50
А-IV, A-V, A-Vl, At-IVC,
4,7
6,8
9
12
15
19
23
29
37
48
—
—
Ат-IVK, At-V, At-VCK Сварочный ток /св, кА
2,8
3,7
4,8
5,8
7
7,7
9
11,5
12,5
13,7
15,5
17
Примечания: 1. Сварочный ток на каждой из ступеней трансформатора машины может быть замерен импульсными амперметрами сварочного тока АСТ-2 или АСУ-1. 2. Если сварочный ток на последней ступени трансформатора меньше значения, указанного в таблице, рекомендуется провести пробную сварку с подогревом при увеличенной на 20—25 % осадке под током.
11—252
XXII.15. Минимальный сварчный ток для контактной точечной и рельефной сварки арматуры, кА
Класс арматуры меньшего диаметра
Соотношение
диаметров
стержней
Диаметр меньшего стержня
3
4
5
Ь
ч
10
12
14
1
1,7
2
2,45
3,1
3,8
4,9
6
6,9
0,5
2
2,4
3
3,7
4,8
6
7,2
8,4
А-I, В-1
0,33
2,9
3,4
4,25
5,3
6,5
8,6
10,2
11,8
0,25
3,7
4,4
5,4
6,8
8,4
И
—
—
1
3
3,5
4,2
5
7
8
9,8
11,5
А-ll, A-III,
0,5
3,7
4,5
5,2
6,3
8,8
10,2
12,5
14,3
Вр-1
0,33
4,5
5,4
6,4
7,6
10,7
12,4
15
17,2
0,25
5,3
6,2
7,3
8,8
12,2
14
—
—
1
—
10
11,8
14,2
0,5
—
10,2
12,5
14,3
Ат-ШС
0,33
—
—
—
—
—
12,4
15
17,2
0,25
—
—
—
—
14
—
—
Продолжение табл. XXII. 15
Класс арматуры меньшего диаметра
Соотношение
диаметров
стержней
Диаметр меньшего стержня, мм
16
18
20
22
25
28
32
36
40
1
7,7
8,9
9,8
10,9
12,3
13,8
15,8
17,8
19,7
0,5
9,2
10,7
11,8
14
16,5
19,5
22,5
А-I, В-1
0,33
13,1
14,6
—
—
—
—
—
—
0,25
—
—
—
—
—
—
—
—
1
13,2
14,8
16,5
18
19,6
23
26
29,5
33
A-II, A-III,
0,5
16
18,2
20,6
22,6
25
28,5
32,5
—
—
Вр-1
0,33
19,8
22,4
—
—
—
—
—
—
—
0,25
—
—
—
—
—
—
—
—
—
1
17,5
22
—
—
—
0,5
17,5
22
—
—
—
—
Ат-ШС
0,33
19,8
—
—
—
—
—
—
—
—
0,25
—
~
—
—-
—
XXII.16. Усилия сжатия, Я, электродами двух пересекающихся стержней для контактной точечной
и рельефной сварки арматуры
Класс арматуры меньшего диаметра
Соотношение
диаметров
стержней
Диаметр меньшего стержня, мм
3
4
5
6
8
10
12
14
16
18
20
22
25
28
32
36
40
А-I, В-1, A-II, A-III, Вр-1, Ат-ШС
1
1
1,4
1.8
2,4
4,1
5,3
7,6
8,8
И
12,3
14
16
18
21
24
27,5
30,5
0,5-0,25
1
1
1
1,2
2
2,5
4
4,4
5,5
6
7
8
9
10,5
12
—
—
Время выдержки под током /св устанавливают также опытным путем. Оптимальным будет значение /св, прп котором обеспечивается относительная осадка стержней h/da в пределах, указанных в табл. XXI 1.5.
Режим сварки под флюсом тавровых соединений элементов закладных изделий включает следующие регулируемые параметры: сварочный ток /св, который удобно настраивать по току короткого замыкания /к.3;
начальный дуговой промежуток при отрыве конца стержня от плоского элемента Е\
продолжительность горения дуги /св при неподвижном стержне t\ и при подаче стержня t2> св = Л + 2; машинную осадку стержня
WOC = W-+(ftCK/»)•
где Я —высота наплавки на плоский элемент, мм; hCR —высота скоса (разделки) конца стержня, мм;
глубина погружения торца стержня в наплавленный металл Л; продолжительность осадки стержня под током t3; время выдержки стержня в расплавленном металле U.
Ток короткого замыкания устанавливают соответствующей настройкой источника питания (табл. XXII. 17), остальные параметры режима даны в табл. XXII.18.
В табл. XXII. 19 приведены параметры режимов механизированной сварки тавровых соединений элементов закладных изделий в С02 и их рекомендуемые значения. Ориентировочные режимы различных способов сварки арматуры приведены в табл. XXII.20—
XXII.25.
XXII.17. Рекомендуемые значения тока короткого замыкания /к,0» кА
Диаметр стержня dH* мм
Длина расплавленной части стержня
'опл1 ““
Сварка на переменном токе с максимальным напряжением холостого хода
Сварка на постоянном токе обратной полярности
8-12
20—15
1,25—1,8
0,9—1,6
14—16
20—15
1,5—2,5
1,1—1,8
18—25
25—15
2—3,2
1,1-2,1
28—32
30—20
—
1,4—2,1
36—40
26—24
—
1,9-2,1
164
XXI 1.18. Ориентировочные значения параметров режима дуговой сварки под флюсом элементов закладных изделий
Диаметр стержней dH, мм
Начальный дуговой промежуток Е, мм
Продолжительность горения
*св’ с
Машинная осадка стержня ос, мм
Минимальная продолжительность выдержки стержня в ванне расплавленного металла Л* с
Глубина погружения стержня в ванну расплавленного металла h, мм
Максимальная высота венчика расплавленного металла Н, мм
при неподвижном стержне tx
при подаче стержне t2
8
1
1,5
18
2
6
3
10
1,5
2
—
18
2
6
3
12
2
2,5
—
16
2
5
4
14
2,5
3
—
14,5
2,5
4,5
5
16
3
4
—
13,5
2,5
4
5,5
18
3,5
3
2
13
2,5
4
6
20
4
4
2
13
3
4
6
22
5
5
2,5
12
3,5
3,5
6,5
25
6
6
3,5
И
4
3
7
18
6,5
7
7,5
15
7
2
7
32
7
10
12
14,5
10
2
7,5
36
7,5
12,5
18,5
18,5
15
2
7,5
40
8
16
24
18,5
20
2
7,5
Примечания: 1. Величины Е приведены для случаев, когда торец стержня перпендикулярен его оси. При скошенных торцах из величины Е следует вычесть половину высоты скоса торца стержня (йск/2). 2. В данном случае .продолжительность осадки стержня под током /=0,5—J с.
XXI 1.19.Режимы механизированной сварки стержней с плоскими элементами закладных изделий в С02
Диаметр стержня dH, мм
Толщина
Сварочный ток
'св' А
Напря¬
жение
Скорость, м/с
пластины 6, мм
дуги Уд, В
подачи электродной проволоки
наплавки при настройке полуавтомата
12—16
7—12
380—400
32—34
0,094—0,11
0,012—0,009
ОО
1
ND
СЛ
10-18
400—440
34—36
0,11—0,125
0,009—0,008
Примечание. Сварку ведут на постоянном токе обратной полярности электродной проволокой сплошного сечения диаметром 2 мм.
165
XXI 1.20. Режимы механизированной ванной сварки под флюсом
стыковых соединений горизонтальных и вертикальных стержней
(применительно к автоматам ПДФ-502)
Диаметр стержней dR, мм
Напряжение дуги Уд, В
Сварочный ток. А
Глубина шлаковой ванны, мм
Л
и
/,
Доза флюса, г
20
22
25
34—38
180—200
350—400
550—600
60
28
32
36—40
200—220
10—15
36
40
38—42
220—250
400—450
75
Примечание. /1—/3 — значения сварочных токов, соответствующие первой, второй и третьей скоростям подачи сварочной проволоки.
XX 11.21. Режимы механизированной сварки стыковых соединений стержней порошковой проволокой марки ПП-АНЗ, диаметром 3 мм
Диаметр стыкуемых стержней, мм
Сварочный ток /, Л
Скорость подачи проволоки, м/с
Напряжение дуги Vд, В
Вылет электродной проволоки, мм
20-28
32—40
250—300
350—400
0,058—0,065
0,082-0,093
25-26
26—30
30 -40 40—50
Примечание. Режимы сварки порошковой проволокой других марок и диаметров следует подбирать опытным путем.
XXI 1.22. Ориентировочные режимы механизированной ванной сварки под флюсом стыковых соединений однорядных горизонтальных и вертикальных стержней
Диаметр, мм
Скорость подачи провоки, м/с
Начальное напряжение дуги, В
Сварочный ток, А
Длина сухого вылета электрода, мм
Глубина шлаковой ванны, мм
Доза флюса, г
стерж¬
ней
прово¬
локи
20—25
0,07—0,086
38—42
300—400
30-60
28—32
2
0,1-0,11
40—44
350—450
30—80
10—15
60
36—40
0,12—0,14
42—46
400—500
40—80
75
20-25
0,05—0,06
40—42
400—450
30—60
28—32
2,5
0,07—0,075
42—44
440—480
30—80
10—15
60
36—40
0,086—0.094
44—46
460—500
40—80
75
166
XX 11.23. Ориентировочные режимы ручной одноэлектродной ванной
сварки стыков
Диаметр, мм
Сварочный ток. А, для стержней, расположенных
стержней
электрода dQ
горизонтально
вертикально
20—28
5
220—250
200—220
32—40
5—6
260—300
220—240
Примечание. При применении электродов большего диаметра ток может быть определен из выражения /=(50—55)d9.
XX 11.24. Ориентировочные режимы механизированной сварки открытой дугой многослойными швами соединения стержней на стальной скобе-накладке
Диаметр, мм
Сварочный ток, А
Напряжение дуги, В
Сварочный ток, А
Напряжение дуги, В
стержней
сварочной
проволоки
Горизонтальные
Вертикальные
стержни
стержни
25—40
1,6
240—260
32-34
180—200
25—26
25—40
2
220—260
32—34
180—220
25—26
50—80
1,6
240—280
34—36
200—260
26—28
50—80
2
240—300
34—36
240-280
26—39
XX 11.25. Ориентировочные режимы ручной сварки протяженными многослойными швами
Диаметр
стержней,
мм
Положение швов в пространстве
Число слоев в шве стыковых соединений
Номер
слоя
Диаметр электрода, мм
Сварочный ток, А
До 20 включ.
Нижнее или вертикальное
1
1
4
150—175
22—32
Нижнее
1
1
5
220—225
36—40
То же
2
1
4
200
2
2x4
300
45—80
2
1
5
250
2
2x5
400
22—80 | Вертикальное
1 | 1 | 5 1 175
167
XXII.5. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Необходимое качество сварных соединений арматуры и элементов закладных изделий должно обеспечиваться следующими видами контроля:
качества основных (арматурной стали, листового, полосового или профильного проката) и сварочных (электродов, сварочной проволоки, флюса) материалов;
состояния сварочного оборудования, инструментов и приспособлений;
текущего;
приемочного выборочного.
Качество материалов и состояния оборудования, инструментов и приспособлений контролируют до начала сварочных работ. При этом устанавливают:
соответствие материалов требованиям государственных стандартов и технических условий на них, а также требованиям нормативных документов по технологии сварки арматуры и элементов закладных изделий;
возможность выполнения с помощью оборудования, инструментов и приспособлений заданной технологии сварки.
Текущий контроль осуществляют на всех этапах сварки соединений, он включает проверку:
качества подготовки арматуры и плоских элементов закладных изделий, подлежащих сварке;
точности сборки элементов сварных соединенеий арматуры и закладных изделий, свариваемых при изготовлении и монтаже арматурных изделий, а также при монтаже сборных железобетонных конструкций;
правильности выбранного режима сварки;
качества соединений элементов арматуры и закладных изделий в процессе их сварки.
Качество подготовки и точность сборки элементов сварных соединений проверяют внешним осмотром и соответствующими замерами перед выполнением стыковых и нахлесточных соединений различными способами ванной и дуговой сварки.
Сварка разрешается, если соблюдены следующие условия: чистота элементов, зазоры между ними, разделка концов стержней, размеры и размещение накладок и форм, число и место расположения прихваток соответствуют требованиям действующих норм;
оси стержней, образующих стыковое соединение, расположены в пределах допусков на несоосность, параллельность или вертикальность осей стержней;
все элементы соединений вблизи мест сварки сухие.
168
Правильность выбора режима сварки определяется:
проверкой настройки сварочного оборудования на выбранный режим;
внешним осмотром пробных образцов сварных соединений, выполненных при выбранном режиме;
по результатам механических испытаний на прочность пробных образцов сварных соединений при удовлетворительных данных их внешнего осмотра.
Изготовляют не менее трех пробных образцов из делового материала и подвергают механическим испытаниям в соответствии с требованиями ГОСТ 10922—75.
При неудовлетворительных результатах механических испытаний следует изменить режим сварки, изготовить новые образцы и вновь подвергнуть их внешнему осмотру и испытанию на прочность.
Проверку качества материалов, состояния сварочного оборудования и текущий контроль должны осуществлять инженерно-технические работники, непосредственно руководящие сварочными работами, с привлечением лабораторий. Правила контроля качества материалов, состояния оборудования и текущего контроля регламентируются нормативными документами по технологии сварки соединений арматуры и закладных изделий.
Приемочный выборочный контроль проводят в соответствии с ГОСТ 10922—75.
Качество сварных соединений однорядных стержней из стали классов A-II и A-III диаметром 20—40 мм, выполненных дуговой сваркой в инвентарных формах, с применением стальных скобнакладок, а также без использования формующих элементов, следует контролировать неразрушающим методом (ультразвуком) в соответствии с ГОСТ 23858—79.
Ультразвуковой метод контроля позволяет выявить внутренние дефекты в сварных соединениях без расшифровки их характера и координат расположения. При этом критерием качества стыковых соединений стержней служит значение разности амплитуд в децибелах опорного сигнала (сигнала, полученного при прохождении ультразвуковой волны от излучателя к приемнику в бездефектном испытательном образце сварного соединения) и наименьшего сигнала на контролируемом деловом соединении.
Приемку соединений производят партиями. Партия стыковых соединений включает соединения стержней арматуры одного класса прочности и одинакового диаметра, выполненные по единой технологии, одним сварщиком. Объем партии не должен превышать 200 соединений.
Объем выборки от партии соединений колеблется от 3 до 15 шт. в зависимости от их типа (стыковое в инвентарных формах, на стальной скобе-накладке)*
169
Качество стыковых соединений оценивают по трехбалльной системе: балл 1—негодные (подлежат вырезке); балл 2— ограниченно годные (подлежат исправлению); балл 3 — годные.
Глава XXIII. СВАРКА И ПАЙКА ПРИ ЭЛЕКТРОМОНТАЖНЫХ, САНТЕХНИЧЕСКИХ И ВЕНТИЛЯЦИОННЫХ РАБОТАХ
XXIII.1. СВАРКА ПРИ ЭЛЕКТРОМОНТАЖНЫХ РАБОТАХ
При выполнении указанных в названии главы работ одним из важнейших технологических процессов является сварка. Пайка используется реже. Способы, технология сварки и оборудование для нее, применяемые при этих работах, различны, но они повторяют и классические, уже описанные ранее. Здесь описаны оригинальные способы, свойственные только данному виду работ.
XXIII. 1. Назначение отдельных видов сварки
Область применения
Вид сварки
Соединение алюминиевых и алюмомедных жил, изолированных проводов и кабелей: однопроволочных (алюминиевых и алюмомедных), в скрутке
одно- и многопроволочных, стыковое
многопроволочных, по торцам
Оконцевание алюминиевых жил изолированных проводов и кабелей наконечниками типа:
Л
ЛС
Оконцевание алюминиевых жил изолированных проводов и кабелей:
пластинами из алюминиевого сплава АД31Т1
сплавлением в монолитный стержень
Контактный разогрев. Газовая пропано-воздушная (ПВС) и пропано-кислородная (ПКС) сварка
Термитная. Газовая ПКС
Контактный разогрев. Газовая ПКС
Аргонодуговая: механизиро¬
ванная, ручная вольфрамовым электродом. Ручная угольным (графитовым) электродом Газовая ПКС
Газовая ПКС То же
170
Продолжение табл. XXI11Л
Область применения
Ответвление алюминиевых жил изолированных проводов и кабелей:
по торцам
от неразрезанной магистрали кабелем или шиной Соединение голых, алюминиевых, сталеалюминиевых и медных проводов
Ответвление голых алюминиевых и сталеалюминиевых проводов ОРУ
Соединение шин:
алюминиевых и из алюминиевых сплавов
медных
Изготовление переходных деталей:
медно-алюминиевых
сталеалюминиевых
Соединение стальных полос и стержней заземляющих устройств
Изготовление конструкций:
электрических из стали
строительных из алюминия и его сплавов
Вид сварки
Контактный разогрев. Газовая ПКС
Газовая ПКС Термитная. Газовая ПКС
Газовая ПКС
Аргонодуговая: механизиро¬
ванная с импульсным генератором или без него, ручная вольфрамовым электродом. Ручная угольным (графитовым) электродом Аргонодуговая: механизиро¬
ванная с импульсным генератором или без него, ручная вольфрамовым электродом. Плазменная. Ручная угольным (графитовым) электродом
Стыковая оплавлением с ударной осадкой. Холодная. Трением. Взрывом
Стыковая оплавлением с ударной осадкой. Сварко-пайкой с использованием ручной сварки угольным (графитовым) электродом или аргонодуговой вольфрамовым электродом Ручная. Термитная
Ручная, в углекислом газе, под флюсом, контактная Аргонодуговая: механизиро¬
ванная или вольфрамовым электродом. Контактная
171
XXI11.1. Характерные виды соединений, оконцеваний и ответвлений алюминиевых жил проводов и кабелей а, б — соединение стыковое; в, <? —соединение по торцам; г, з, и — ответвление сваркой соответственно по торцам, пластиной и кабелем; ж — оконцевание наконечниками типа JI; е—оконцевание наконечниками типа ЛС или пластиной из сплава АД31Т1; к — стержневое оконцевание; / — жила провода или кабеля; 2 — сварное соединение; 3 —пластина; 4 — монолитный стержень
Применяемые материалы. При электромонтажных работах используют шины из меди марок МО и Ml, из алюминия и его сплавов марок АЕ, А5, А7, АД О, АД1 и АД31; проводы и кабели с жилами из алюминия, меди, алюмомеди и сталеалюминиевые; ленты для компенсаторов изготовляют из алюминия и меди; полосы и прутки для заземляющих устройств — из стали марки СтЗ. Кроме того, для изготовления различных электромонтажных изделий применяют прокат из черных металлов, алюминия и его сплавов. В качестве сварочных материалов используют аргон, азот, углекислый газ, кислород и пропан-бутан и их смеси, сварочную проволоку — из алюминия, меди £ стали, флюсы керамические, плавленые и в виде порошков из галоидных щелочных металлов, а также вольфрамовые и угольные (графитовые) электроды, термитные патроны.
Основные области применения отдельных видов сварки при электромонтажных работах приведены в табл. XXIII.1. Характерные виды соединений, оконцеваний и ответвлений алюминиевых жил проводов и кабелей показаны на рис. XXIII.1.
Термитная сварка выполняется с помощью патронов марки ПА (табл. XXIII.2). При сварке стыковых соединений жил используют набор принадлежностей типа НСПУ (табл. XXIII.3).
172
XXI11.2. Патроны для термитной и формы для газовой (ПКС) сварки стыковых соединений алюминиевых жил
Площадь сечения жил, мм2
Марка
термитного
патрона
Типоразмер сварочной формы*
Плещ»Дк сечения жил, мм2
Марка
термитного
патрона
Типоразмер сварочной формы*
16
ПА-16
ФС1
I 240
ПА-240
ФС5
25
ПА-25
ФС1
300
ПА-300
ФС6
35
ПА-35
ФС2
400
ПА-400
ФС6
50
ПА-50
ФС2
500
ПА-500
ФС6
70
ПА-70
ФСЗ
300
ПА-300
ФС6
95
ПА-95
ФСЗ
625
ПА-625
ФС7
120
ПА-120
ФС4
800
ПА-800
ФС7
1500
ПА-150
ФС4
1000
—
ФС8
185
ПА-185
ФС5
I 1500
—
ФС9
* Сварочные формы типа ФС изготовляет горьковский завод электромонтажных инструментов Главэлектромонтажа Минмонтажспецстроя СССР.
XXII 1.3. Комплект основных принадлежностей набора НСПУ*
Наименование
Коли¬
чество
Назначение
Охладители для жил сечением, мм2:
16—240 300—1500 Штатив раздвижной с соединительной планкой Горелка для газовой сварки типа ГЗ со сменным наконечником № 3 и специальным двухфакельным наконечником со сменными мундштуками и комплектом рукавов Комплект редуционио-измерительной аппаратуры
Контейнер с малолитражными баллонами типа 1—5 для пропана и типа 2-150J1 для кислорода
Комплект специальных вспомогательных инструментов и принадлежностей
Защита изоляций от перегрева при сварке
Закрепление охладителей
Нагрев при пайке и сварке жил
Снижение давления пропанбутана и кислорода до рабочего
Для сварки и пайки при монтаже кабелей сечением до 240 мм2 в полевых условиях
Для сборки, сварки и пайки соединений и заполнения малолитражных баллонов кислородом
* Набор НСПУ изготовляет московский опытный завод электромонтажной техники Главэлектромонтажа Минмонтажспецстроя СССР.
173
Технические характеристики набора НСПУ
Очение обрабатываемых жил: алюминиевых газовой сваркой . глюминиевых термитной сваркой медных пайкой ...... .
16—1500 мм2 16—800 » 4-625 »
Расход газа: пропана кислорода
230—2800 л/ч 25Э—3100 »
Давление газа на входе в горелку:
пропа на кислорода Габарит набора (в контейнере) .
до 0,3 МПа » 0,6 »
1000x500x510 мм 60 кг
Масса
Жилы кабелей, соединяемые в герметичных свинцовых или эпоксидных муфтах, сваривают с флюсом АФ-4А, при сварке проводов используют флюс ВАМИ. Перед сваркой выполняют следующие операции: покрывают внутреннюю поверхность стального кокиля термитного патрона мелом, разведенным водой до пастообразного состояния, и просушивают; снимают с концов жил изоляцию, маслоканифольный состав (при необходимости) и зачищают жилы до металлического блеска; наносят на концы жил и присадку тонкий слой флюса, разведенного водой до пастообразного состояния; насаживают на концы жил алюминиевые колпачки (втулки), входящие в комплект патрона; надевают термитный патрон на жилы таким образом, чтобы их стык находился в центре литникового отверстия патрона; уплотняют кокиль патрона шнуровым асбестом и закрепляют на оголенных участках жил охладители. Последовательность технологических операций при сварке показана на рис. XXIII.2. Присадку из сварочной проволоки Св-АК5 или проволок жилы вводят в литник термитного патрона до или немедленно после начала его горения и подают до заполнения литника расплавом алюминия. Расплав перемешивают мешалкой для удаления шлаков и равномерного расплавления жил по всему сечению.
Газовая пропано-воздушная и пропано-кислородная сварка. При монтаже сетей освещения скрутки однопроволочных проводов суммарной площадью сечения до 20 мм2 соединяют пропано-воздушной сваркой с помощью горелки ГПВМ-0,07 из набора ОГК-19. Скрутки проводов суммарной площадью сечения до 35 мм2 соединяют контактным разогревом с помощью пропано-кислородной горелки из набора НПГ-2М. Провода в сухих помещениях сваривают с флюсом АФ-4А, разведенным водой до пастообразного состояния; в сырых помещениях применяют флюс ВАМИ. Скрутка оплавляется до образования на ее торце шарика из расплавленного металла (рис. XXII 1.3). Жилы проводов и кабелей площадью сечения от 16 до 1500 мм2 собирают в стыковые соединения пропано-кислородной сваркой с помощью набора типа НСПУ и сварочных форм типа ФС. Перед сваркой выполняют операции, сходные с операциями при подготовке к термитной сварке стыковых соединений, но не применяют
174
XXI11.2. Последовсп ельность операций при термитной сварке стыков жил а — поджигание термитной шашки; б, в —плавление жил и присадки с перемешиванием ванны; г —скалывание сгоревшей термитной шашки; д — удаление кокиля; е — откусывание литниковой прибыли; / — соединяемые жилы?
2 — экран из листового асбеста; 3 — стальной кокиль; 4 — уплотнение из шнурового асбеста; 5 —присадка; 6 — алюминиевая втулка; 7 — шашка термитного патрона; 8 — охладитель: 9 —термитная спичка; 10 — мешалка; // — зубило; 12 — молоток; 13 — отвертка; 14 — режущие губки клещей
XXII 1.3. Соединение скруток однопроволочных проводов контактным разогревом с помощью пропано-кислородной горелки а — схема процесса; б — насадка в разрезе; / — пропано-кислородная горелка; 2 — насадка; 3 — скрутка проводов; 4 — вставка из вольфрама. Стрелками показаны движения в процессе сварки
175
XXII 1.4. Последовательность операций (в схемах) при пропано-кислородной сварке стыков жил
а, б —установка разъемной формы; в — нагрев формы и жил; е — подогрев с введением присадки; д — перемешивание ванны; е — готовое соединение перед разборкой; / — соединяемые жилы; 2 — разъемная стальная форма; 3 — клин; 4 — охладитель; 5 — экран из листового асбеста; 6 — газовая горелка; 7 — присадка; S — мешалка
XXIII.4. Размеры форм для ПКС соединений, ответвлений и оконцеваний алюминиевых жил
хчххчУЧЧУЧУ
!
Размер сварочной формы, мм
Площадь сечения жил, мм2
|
1
Соединение и ответвление жил сваркой по торцам
32
25
8
50, 70, 95
30
12
120
35
16
155
18
205
20
250
22
Стержневое оконцевание жил
16, 25, 35
35
8
50, 70
40
12
95, 120
45
16
150, 185
55
18
240
22
176
В)
XXIП.5. Последовательность операций (в схемах) при соединении жил сваркой по торцам контактным оазогревом а — подготовка к соединению; б, в — разогрев и расплавление жил с подачей присадки; 1 — угольный электрод; 2 — соединяемые жилы; 3 — стальная или угольная форма; 4 — уплотнение из асбестового шнура; 5 — экран из листового асбеста, 6 —■ охладитель-токоподвод
г)
XXfll.6. Соединение однопроволочных жил сваркой по торцам, контактным
разогревом
а —угольным электродом; б — аппаратом ВКЗ-1; в — двухэлектродными клешами; г —в обойме, разогреваемой двухэлектроаными клещами; / — держатель электрода; 2 — угольный электрод; 3 — соединяемые жилы; 4 — охладитель-токоподвод; 5 — угольный электрод с коническим углублением; £ — стальные обоймы
колпачков (втулок). Концы жил укладывают в разъемную сварочную форму, половинки которой плотно стягивают клиньями. Технологическая последовательность операций при сварке показана на рис. XXII1.4. При соединении жил газовой сваркой по торцам применяют горелку, газоаппаратуру и охладители из набора НСПУ. Сварку выполняют в стальных формах (табл. XXI1I.4). Технология подготовки и сварки жил по торцам такая же, как при стыковом соединении.
12—252
177
7 2 д V S
XXI 11.7. Оконцевание жил пла* стиной из алюминиевого сплава АД31Т1 пропано-кис дородной сваркой
1,3 — экраны из листового асбеста; 2 — охладитель; 4 — жила; 5 —- разъемная стальная
форма; £ —литниковое отверстие; 7 — пластина из сплава АД31Т1; 8 — клинья
а)
6)
XXII 1.8. Оконцевание жил наконецником типа Л а — дуговой сваркой угольным
электродом; б — механизированной аргонодуговой сваркой; 1 — наконечник; 2 — экран из листового асбеста; 3 — угольный электрод; 4 — присадка; 5 — разъемное кольцо из графитированного угля; 6 — сварочная ванна; 7 —жила; 8 — охладите ль-токопровод; 9 — сварочная горелка
Сварка методом контактного разогрева. Сварка осуществляется за счет выделения теплоты в месте контакта угольного электрода и свариваемых жил (или в месте контакта угольных электродов) при прохождении тока от трансформатора. Этот вид сварки наиболее целесообразно применять при соединении жил по торцам или в скрутке, как это показано на рис. XXII 1.5 и XXII 1.6.
Оконцевание алюминиевых жил изолированных проводов и кабелей. Газовая ПКС. Этим способом выполняют оконцевание жил наконечниками типа Л С по ГОСТ 7387—82, пластинами из алюминиевого сплава АД31Т (рис. XXII 1.7), а также стержневое оконцевание с добавкой легирующих присадок. Оконцевание жил площадью сечения 1000 и 1500 мм2 наконечниками типа Л С выполняют в формах типа ФС. Оконцевание пластинами из алюминиевого сплава АД31Т1 используют для жил, площадь сечения которых 50—1500 мм2. Сварку ведут в стальных сварочных формах типа Ф0. Технология сварки аналогична технологии сварки стыковых соединений жил в формах ФС. Сварочные формы для оконцевания жил пластинами из сплава АД31Т1 выбирают по приведенным ниже данным:
178
Площадь сечения жил, мм2
50, 70
95,
120
150,
185, 240
300, 400, 500
625,
800
1000
1500
Тип формы ДЛЯ оконцевания: продольного
Ф01
Ф02
ФОЗ
Ф04
Ф05
Ф06
Ф07
флажкового
Ф08
Ф09
Оконцевание алюминиевых жил сплавлением их конца в монолитный стержень с добавкой легирующих присадок выполняют с помощью форм (см. табл. XXIII.4). В качестве легирующих добавок используют проволоку марок Св-АК5, Св-АМ5 и АД35 из алюминиевых сплавов. Технология сварки не отличается от технологии сварки соединений жил по торцам. Дуговую сварку применяют при оконцевании жил наконечниками типа Л. Для этой цели используют аргонодуговую механизированную или ручную сварку вольфрамовым электродом, а также ручную сварку угольным электродом с флюсом ВАМИ. Наконечник надевают на зачищенную жилу, на его венчик устанавливают формирующее приспособление, состоящее из двух полуколец, изготовленных из графитированного угля (рис. XXIII.8). При сварке дугу перемещают по окружности от венчика наконечника к центру жилы.
Ответвление алюминиевых жил изолированных проводов и кабелей. Для этой операции используют газовую ПКС по торцам с помощью форм (см. табл. XXIII.4) для жил площадью сечения до 240 мм2, а жилы кабелей площадью сечения 800, 1000 и 1500 мм2 ответвляют газовой ПКС в стальных разъемных формах, выбираемых по табл. XXIII.5.
Технология сварки ответвлений по торцам и в разъемных формах аналогична применяемой для стыковых соединений жил.
XXII 1.5. Типоразмер сварочных форм для ПКС ответвлений алюминиевых жил
Площадь
Ответвление
сечения магистральной жилы, мм2
кабелем площадью сечения, мм2
пластиной размером, мм
800 |
1000
1500
ЮХ8'Х150 |
10X100X170
800
ФА1
—
—
—
—
1000
ФА2
—
ФА4
—
1500 |
1 -
ФАЗ I
I —
ФА5
12 * 179
Соединение голых сталеалюминиевых, алюминиевых и медных проводов. Алюминиевые и сталеалюминиевые провода в петлях воздушных сетей и линий электропередач, площадь сечения которых 16—600 мм2, соединяют термитной сваркой с осадкой с применением патронов марки ПАС (табл. XXIII.6) и клещей (табл. XXIII.7).
XXII 1.6. Марки термитных патронов для соединения голых алюминиевых и сталеалюминиевых проводов
Марка провода
Марка патрона
Марка провода
Марка
патрона
А-16, АС-16
ПАС-16
АС-185
ПАС-185
А-25
ПАС-25
АС-240
ПАС-240
А-35, АС-35
ПАС-35
АС-300, АСУ-300
А-50, АС-50
ПАС-50
АСО-ЗОО
ПАС-300
А-70, А-95, АС-70
ПАС-70
АС-400, АСУ-400
ПАС-400
А-120, АС-95
ПАС-95
АСО-500
ПАС-500
А-150, АС-120
ПАС-120
АСО-600
ПАС-600
А-185, АС-150
ПАС-150
XXII 1.7. Тип клещей для термитной сварки голых алюминиевых, сталеалюминиевых и медных проводов
Тип клещей
Масса, кг
Назначение
АТСП50-185
3,5
Сварка алюминиевых и сталеалюминиевых проводов площадью сечения до 185 мм2 и медных проводов—до 150 мм2
АТСП240-600
Г)
Сварка алюминиевых и сталеалюминиевых проводов площадью сечения от 240 до 600 мм2
ПТСП
5 J
ПСП-3
5
Сварка алюминиевых и сталеалюмнниевых проводов площадью сечения до 600 мм2 и медных проводов — до 150 мм2
Сварку выполняют без флюса и присадки. Многопроволочные голые медные провода воздушных электросетей площадью сечения от 25 до 150 мм2 соединяют медно-фосфористым припоем в медных гильзах, разогреваемых термитными патронами (шашками) с осадкой в клещах (см. табл. XXII 1.7). Ниже приведены марки термитных патронов (шашек) для соединения голых медных жил:
180
Марка провода
М-25, М-35 I
М-50
М-95
М-120
М-15Э
Марка патрона (шашки)
М-35
М-50
М-70
М-120
М-150
Ответвление голых алюминиевых и сталеалюминиевых проводов гибкой ошиновки ОРУ. Гибкая ошиновка ОРУ при площади сечения проводов от 95 до 600 мм2 может ответвляться пропано-кислородной сваркой без флюса с помощью набора НГО. Сборка проводов под сварку и последовательность операций при сварке показаны на рис.
XXIII.9. Сварка ведется так же, как при соединении проводов в стальных формах типа ФС. Стальные проволоки не расплавляются, так как они защищены расплавом алюминия.
Шины из алюминия и его сплавов можно соединять следующими способами: механизированной аргонодуговой сваркой с применением импульсного генератора или без него; ручной аргонодуговой сваркой вольфрамовым электродом; ручной сваркой угольным электродом с флюсом ВАМИ. Типы сварных соединений плоских шин распределительных устройств, токопроводов коробчатого и трубчатого профилей показаны на рис. XXIII. 10—XXIII. 12. Коробчатые токопроводы собирают из корытного профиля или профиля «двойное Т». Электротехнические шины из алюминия и его сплавов рекомендуется соединять аргонодуговой сваркой, не требующей применения флюсов и обеспечивающей высокое качество соединения. Шины толщиной 6 мм и более следует сваривать полуавтоматом, а толщиной менее 6 мм — ручной сваркой вольфрамовым электродом. Сварку полуавтоматами типа ПРМ ведут при питании дуги от однопостового источника постоянного тока с жесткой или пологопадающей внешней характеристикой. Для повышения производительности и качества сварки необходимо параллельно источнику питания подключать генератор импульсов (см. гл. VI). Сварку выполняют на токе обратной полярности электродной проволокой Св-АК5. Технология аргонодуговой механизированной и ручной сварки вольфрамовым электродом приведена в гл. XI и XVII справочника. Алюминиевые шины толщиной от 3 до 30 мм можно сваривать угольным электродом только в крайних случаях, т. е. при невозможности использовать аргонодуговую сварку. Для сварки шин толщиной от 30 мм и более разрешается наряду с другими способами сварки применять сварку угольным электродом. Однако запрещается соединять шины любых размеров из сплава АД31Т1 дуговой сваркой угольным электродом. Сварку угольным электродом (табл. XXIII.8) ве-
181
XXIII.9. Последовательность операций (в схемах) при ответвлении проводов ОРУ пропано кислородной сваркой а, б —сборка проводов под сварку, я, г—нагрев и расплавление алюминневых проволок; д, е — перемешивание расплава и введение присадки; ж — готовое ответвление; / — стойка с зажимами; 2 —струбцина; 3 — стальная разъемная форма; 4 — магистральный провод; 5 — ответвляемый провод; 6 — уплотнение из асбестового шнура; 7 —стальная проволока; в —расплав алюминия;
9 — присадка
182
О)
ШЩК
XXII 1.10. Схемы сварных соединений плоских прямоугольных шин между собой и с проводами
а—в, д, е — шины с шиной; г — шин с ленточным компенсатором; ас—к — шин
с проводами
дут с флюсом ВАМИ (см. гл. XVII) на постоянном токе прямой полярности.
Приспособления для сварки шин на монтаже показаны на рис.
XXIII. 13. Для сварки алюминиевых шин толщиной от 60 мм и более и пакетов из них в настоящее время разрабатывается процесс электрошлаковой сварки неплавящимся графитовым электродом автоматами типа АШ.
Шины из меди соединяют одним из следующих способов: ручной сваркой угольным электродом; механизированной сваркой под сло-
183
XXlll.lt. Сварные соединения коробчатых токопроводов
а—ж— из корытиого профиля; з—к — из профиля «двойное Т»; 1 — коробчатая шина; 2 — остающаяся подкладка; 3 — сварной шов; 4 —ленточный компенсатор
184
5
о/о ft XX U 1.12. Сварные соединения
э °1У трубчатых токопроводов
а — стыковое соединение; б, в— соединение с компенсатором; г — поворот токопровода; д— ж — ответвление; з, ы —оконцевание; 1 — труба; 2 — проволочный компенсатор; 3 — обойма компенсатора; 4 —плоская шина; 5 — переходная пластина
XXIII.8. Режимы сварки алюминиевых шин угольным электродом
1
2
S
Диаметр, мм
<
е
Расход на 100 мм шва. г
Размеры канавки в подкладке, мм
Толщина, 1
£§
Л
О.*
Si
се о. СО *
электрода
присадоч¬
ного
прутка
«
3
X
о
а
СО
Ю
и
присадки
флюса
ширина
глубина
3
_
12
5
150
9
1—2
10
1
4
12
5
200
10
2—3
10
1
5
15
5
200
18
3—5
12
2
6
15
8
250
25
4—6
12
2
8
18
10
300
35
5—8
12
2
10
20
12
350
46
7—10
12
3
12
20
12
400
57
9—12
14
3
20
10
20
15
600
120
11 — 13
15
3
29
18
25
18
800
280
12—15
20
3
35
20
25
20
900
330
13—16
25
3
185
Продолжение табл. XXII 1.8
Толщина, мм
Зазор между кромками шин, мм
Диаметр, мм
Сварочный ток, А
Расход на 100 мм шва, г
Размеры канавки в подкладке, мм
электрода
присадоч¬
ного
прутка
присадки
флюса
ширина
глубина
50
25
30
23
1300—
480
17—20
25
4
1700
60
28
35
25
1500—
600
23—25
25
4
2000
70
35—
35
30
1900—
720
25—30
35
5
40
2100
Примечания: 1. Присадочные прутки, нарезанные из шин или листов, должны иметь квадратное сечение со стороной квадрата, равной диаметру круглого прутка, указанного в таблице. В случае применения прутков, отливаемых в виде уголка и имеющих в поперечнике форму треугольника, размер стороны должен быть равен двойному диаметру круглого прутка. 2. Сварку ведут на постоянном токе прямой полярности.
ем флюса; механизированной аргонодуговой сваркой с применением импульсного генератора и без него; плазменной сваркой. Медные шины в основном сваривают в нижнем положении. Ручной сваркой угольным электродом соединяют шины толщиной от 3 до 30 мм (табл. XXIII.9).
XXII 1.9. Режимы сварки медных шин угольным электродом
Толщина шин, мм
Зазор между кромками шик, мм
Диаметр
Сварочный ток. А
Расход на 100 мм шва, г
электрода, мм
присадочного прутка, мм
присадки
флюса
3
10(8)
4
250
29
1—2
4
—
12(8)
4
300
35
2—3
5
2
12(8)
6
350
65
3—5
6
3
14 (10)
6
350
105
4—6
8
3
16(10)
8
400
150
5—8
10
4
1 3(12)
8
500
210
7—9
12
6
20(15)
10
600
290
9—11
20
15
25 (20)
15
1000
450
12—14
30
20
30 (25)
18
1500
620
13— 16
Примечания: 1. Сварку ведут на постоянном токе прямой полярности. 2. В скобках указан диаметр графитового электрода.
186
XXIII. 13. Приспособления дая сварки шин на монтаже а, б — одиночных шин; в — пакета шин; 1 — сжимное приспособление; 2, 3 — бруски и подкладка из графитированного угля
Сварку выполняют на подкладке из графитированного угля. В начале и конце шва устанавливают бруски из графитированного угля. Кромки соединяемых шин подогревают сварочной дугой. Кромки шин толщиной до 12 мм не скашивают, при большей толщине делается односторонний скос кромок под углом 25—30°. Для сварки шин толщиной 30 мм и шириной 200 мм кромки скашивают под углом 15—20° и оставляют притупление 5—8 мм. Для сварки используют флюс «борный шлак» (см. гл. XVII), который насыпают на соединяемые кромки перед сваркой. После окончания сварки швы следует немедленно охладить водой. Механизированой сваркой под флюсом соединяют шины толщиной до 14 мм (табл. XXIII.10).
Сварку выполняют на площадке из графитированного угля, шины толщиной 10 мм и более перед сваркой подогревают. При сварке применяют флюсы ОСЦ-45, АН-348А, АН-26, АН-10 или АН-5 и электродную проволоку диаметром 2 мм из меди марки Ml Т. Механизированной аргонодуговой сваркой за один проход соединяют шины толщиной до 10 мм (табл. XXIII.11).
При этом нет необходимости в разделке кромок, зазор между кромками должен быть равен толщине шины. Перед сваркой шин толщиной более 6 мм следует предварительно подогревать кромки. Сварку выполняют на подкладке из графитированного угля электродной проволокой диаметром 1,6—2 мм из меди Ml Т.
187
XXI11.10. Режимы механизированной сварки медных шин под
флюсом
Размер шин, мм
Сварочный ток, А
Напряжение Дуги, В
Скорость подачи электродной проволоки,
м/с
Расход на один стык, г
электродной
проволоки
флюса
40X4
250
26—30
0,055
14
50
50x5
270
29—31
0,057
17
70
60x6
320
31—32
0,065
27
100
80X8
350
33—34
0,07
48
120
100x10
400
35—37
0,08
66
150
120X14
500
40—42
0,094
230
300
300x12
500
40—42
0,094
400
500
Примечание. Сварку ведут на постоянном токе обратной полярности.
XXIII.11. Режимы аргонодуговой механизированной сварки мерных
шин
Толщина шин, мм
Сварочный ток, А
Напряжение Дуги, В
Скорость подачи электродной проволоки, м/с
Расход на 100 мм шва
электродной проволоки, г
аргона, л
3
240—280
37—39
0,060—0,075
12
50
4
230—320
38—40
0,075—0,084
22
55
5
320—360
39—41
0,084—0,092
33
60
6
360—400
40—42
0,092—0,1
47
65
7
400—440
41—43
0,100—0,11
64
70
8
440—480
42—44
0,110—0,12
84
75
9
430—52Э
43—45
0,120—0,125
106
80
10
520-560
44—46
0,125—0,13
130
85
Примечание. Сварку ведут на постоянном токе обратной полярности.
Механизированной импульсно-дуговой сваркой в аргоне электродной проволокой диаметром 1—1,2 мм можно соединять одиночные шины толщиной до 12 мм при вертикальном и горизонтальном положениях шва (табл. XXIII.12).
Шины толщиной до 4 мм собирают под сварку без разделки кромок, при толщине шин 5 мм и более необходим односторонний скос кромок под углом 30° с притуплением около 2 мм. Зазор между кромками не должен превышать 3 мм. Шины перед сваркой подогревают. Первый проход выполняют «ниточным» швом снизу вверх.
188
XXIII. 12. Режимы механизированной аргонодуговой импульсной
сварки медных шин
Сварочный ток, А
Напряжение Дуги, В
Скорость
Параметры импульса
Номер
прохода
подачи электродной проволоки, м/с
амплитуда, А
длительность, мс
1
2 и последующие
130—140
120—130
26—27
24—26
0,092—0,11
0,075—0,092
| 400—500
1,8—2,2
Примечание. Сварку ведут на постоянном токе обратной полярности.
Последующие проходы также осуществляют снизу вверх, но с поперечными колебаниями горелки. Облицовочный шов можно сварить сверху вниз. Шины толщиной до 16 мм соединяют за один проход плазменной сваркой, технология которой подобна технологии сварки угольным электродом, но без флюсов. В качестве защитного газа может быть применен аргон или азот.
Сварка разнородных металлов. Медно-алюминиевые переходные изделия: пластины и наконечники изготовляют стыковой контактной сваркой оплавлением с ударной осадкой. Пластины сваривают па специально переоборудованной машине МСМУ-150, медно-алюминиевые наконечники — на машине типа МС-2006. Приварку пакета алюминиевых лент к стальным блюмсам электролизеров алюминия выполняют также стыковой сваркой оплавлением с ударной осадкой на машинах типа МС-3201 и К-607.
Сталеалюминиевые троллейные планки изготовляют ручной сваркой угольным электродом на постоянном токе. Стальные пластины перед сваркой алитируются погружением на 1—4 мин в расплав алюминия, нагретый до 750—800 °С. Перед алитированием стальные пластины зачищают наждачным кругом и покрывают тонким слоем флюса ВАМИ, разведенного водой. При сварке дугу направляют только на кромку алюминиевой детали. Стальная пластина должна нагреваться натекающим на нее расплавом алюминия.
Заземляющие устройства сваривают ручной дуговой (см. гл. IX) или термитной сваркой в песчано-смоляных формах. При любом виде сварки стальных полос и стержней заземляющих устройств выполняется нахлесточное соединение. Характерные типы соединений, осуществляемых термитной сваркой в песчано-смоляных формах, показаны на рис. XXIII.14, а последовательные стадии сварки— на рис. XXIII.15. Места соединения полос или стержней перед сваркой зачищают напильником. На дно тигля укладывают стальной кружок диаметром 19 и толщиной 1 мм, который расплавляется под
189
е)
st
10
ж)
XX! 11.15. Последовательность операций (в схемах) при соединении заземляющих устройств термитной сваркой
а — сборка соединения под сварку; б, в — поджигание и горение термитной смеси; г, д — пролив жидкой стали в изложницу и сплавление стержней; е, ж — готовое соединение; 1 — сжимное приспособление; 2 — стержень заземляющего устройства; 3 — песчано-смоляная форма; 4 — термитная спичка: 5 — термитная смесь; 6 — стальная пластина; 7 — крышка; 8 — расплавленная сталь; 9 — шлак; 10 — литниковая прибыль
190
воздействием температуры жидкой стали, выплавленной из термитной смеси. Горение термита и образование сварного соединения происходят за несколько секунд. Через 4—5 мин после окончания горения термита молотком скалывают тигель и сбивают прибыль со сварного соединения.
XXII 1.2. ОСОБЕННОСТИ МЕТОДОВ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПРИ ВЫПОЛНЕНИИ ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
Основным методом контроля является внешний осмотр соединений, который выполняют после удаления шлака, бызг металла и остатка флюса. Поверхность сварных швов соединений шин должна быть равномерно чешуйчатой без наплывов с плавным переходом к основному металлу. Швы не должны иметь трещин, прожогов, иепроваров длиной более 10 % длины шва, но не более 30 мм, незаплавленных кратеров и подрезов глубиной, превышающей 0,1 толщины шины, но не более 3 мм. Сварные соединения компенсаторов также не должны иметь подрезов и непроваров на лентах основного пакета. Дефекты сварки шин из алюминия и сплава АД31 устраняют подваркой. Соединения медных шин с дефектами разрезают и заваривают вновь. Если качество швов вызывает сомнение или механические свойства металла шва должны отвечать повышенным требованиям, сваривают образцы-свидетели на тех же режимах и в тех же условиях, при которых сваривают токопроводы для проведения механических испытаний.
В особых случаях для испытаний вырезают образцы из готовых соединений. После исправления дефектов соединения принимают повторно. При термитной и газовой сварке жил сварное соединение считается удовлетворительным, если отсутствуют подплавление или пережог проволочек наружной навивки, изломы при перегибах, раковины в монолитной части соединения глубиной более 2—3 мм. Прилегающие к соединению проволоки наружного повива не должны иметь следов подплавления и пережога и ломаться при перегибах. Качество сварки контролируют также при выполнении операции перемешивания плавки в сварочной форме или кокиле термитного патрона. При этом следует убедиться в том, что концы жил при стыковом соединении расплавились на участке, равном диаметру литникового отверстия патрона, а при сварке по торцам — на глубину не менее 5—8 мм,
XXIII.3. ПАЙКА ПРИ ЭЛЕКТРОМОНТАЖНЫХ РАБОТАХ
При выполнении электромонтажных работ пайку применяют для соединения, оконцевания и ответвления медных и алюминиевых жил проводов и кабелей. Медные жилы соединяют пайкой, как правило,
191
оловянисто-свинцовыми припоями типа ПОС в медных соединительных гильзах по ГОСТ 23469.1—82. Ответвления жил пайкой осуществляют в гильзах по ГОСТ 23469.4—83. Место соединения нагревают газовой горелкой или паяльной лампой. В качестве флюса при пайке используют канифоль или раствор канифоли в спирте. Зачищенные жилы вставляют в предварительно облуженную гильзу, на жилы по краям гильзы устанавливают экраны, защищающие изоляцию кабеля или провода от пламени. При пайке жил площадью сечения 120 мм2 и более на оголенные участки жил за гильзой дополнительно устанавливают охладители, предохраняющие изоляцию жил от перегрева. Припой вводят через прорезь в гильзе. Оконцевание медных жил медными наконечниками выполняют пайкой по такой же технологии, как и при соединении жил в гильзах. Алюминиевые жилы соединяют пайкой с применением припоев (табл. XXIII. 13), которые сплавляют в специальные стальные разъемные формы.
XXII 1.13. Характеристика припоев для пайки алюминиевых жил
Наименование припоя
Марка
Температура плавления, °С
Содержание элементов (по массе), %
олово
цинк
медь
алю¬
миний
Оловянно-медно¬
А
400—425
40
58—58,5
1,5-
цинковый
2
Цинкооловяни-
ЦО-12
500—550
12
88
стый
Цинкоалюминие¬
ЦА-15
550—600
—
85
15
вый
Концы жил разделывают ступенями или обрезают под углом 55°, после чего зачищают до металлического блеска и облуживают припоем А. Полудку осуществляют натиранием нагретой поверхности проволок жилы палочкой припоя. Облуженные концы жил укладывают в форму, которую скрепляют бандажами. После установки защитных экранов и охладителей (для жил площадью сечения 120 мм2 и более) выполняют пайку сплавлением припоя в форму. Расплавленный припой перемешивают для удаления шлаков. После застывания припоя форму удаляют. При соединении пайкой алюминиевых жил между собой, а также с медными жилами в медных соединительных гильзах используют припой типа ПОС. Алюминиевые жилы перед пайкой облуживают припоем А. Технология пайки та же, что и при соединении медных жил,
192
XXIII.4. СВАРКА ПРИ САНИТАРНО-ТЕХНИЧЕСКИХ РАБОТАХ
Технология сварки при изготовлении и монтаже трубопроводов внешних водо- и газопроводных сетей, а также сетей теплоснабжения, включая монтаж насосных станций, бойлерных установок, котельных и газораспределительных пунктов, не имеет принципиального отличия от технологии, принятой при изготовлении и монтаже технологических трубопроводов (см. гл. XX). Трубопроводы внутренних сетей отопления, горячего и холодного водоснабжения, а также газоснабжения составляют особую группу вследствие специфичности конструкций, размеров применяемых труб, условий монтажа и сварки. Для этих трубопроводов в основном используют трубы малых диаметров (до 40 мм) из низколегированных сталей, в том числе оцинкованные, с малыми толщинами стенок (до 3 мм), рассчитанными на небольшие рабочие давления.
До последнего времени самым распространенным видом сварки этих трубопроводов была газовая (см. гл. XIV), отличающаяся низкой производительностью. В связи с увеличением производства электродов малых диаметров 2,5—3 мм ручная дуговая сварка вытесняет газовую, производительность труда при этом возрастает на 30— 50 % с одновременным улучшением качества сварного соединения. Сварку выполняют электродами типа Э42 или Э42А рутиловыми или фтористо-кальциевыми диаметром не более 3 мм (см. гл. V).
Перспективными видами сварки при изготовлении и монтаже внутренних санитарно-технологических систем являются механизированная сварка в углекислом газе (табл. XXI 11.14) и самозащитной проволокой (см. гл. X и XI).
XXIII.14. Ориентировочные режимы механизированной сварки в углекислом газе трубопроводов внутренних санитарно-технических
систем
Толщина стенки трубы, мм
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Вылет электрода, мм
1
0,7
70
17
8-10
1,5
0,7
95—100
18—19
8—10
2,5
0,7
150
20—22
8—10
2
1
140—180
20—22
10—14
4
1
180—270
22—28
10—12
Механизированную сварку в углекислом газе осуществляют с помощью ранцевых переносных сварочных полуавтоматов типа ПРМ, «Луч» или полуавтомата А-547У сварочной проволокой марок
13—252
193
Св-08ГС или Св-08Г2С, а в случае применения труб из спокойных марок стали — также проволокой Св-12ГС на постоянном токе обратной полярности.
Для механизированной сварки самозащитной проволокой трубопроводов внутренних санитарно-технических систем могут быть рекомендованы ранцевые переносные полуавтоматы типа А-1114М или «Луч». Сварку ведут самозащитной проволокой Св-15ГСТЮЦА в любом пространственном положении шва на постоянном токе прямой полярности силой 60—90 А при напряжении дуги 20—21 В (проволока диаметром 0,6—0,8 мм). Для проволоки диаметром 1 мм сила тока 120—150 А и напряжение 22—23 В.
Глава XXIV. НАПЛАВКА И РЕМОНТНАЯ СВАРКА
XX1V.I. ОБЛАСТИ ПРИМЕНЕНИЯ НАПЛАВОЧНЫХ РАБОТ В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ
В промышленном строительстве для повышения износостойкости и восстановления рабочих поверхностей быстроизнашивающихся деталей строительных машин и инструмента широко используют наплавочные работы. Области применения (табл. XXIV. 1) наплавочных материалов определяются условиями эксплуатации соответствующих деталей.
XXIV.1. Области применения отечественных наплавочных материалов
Вид изнашивания 1
Типовые наплавляемые
Наплаьочные материалы
и степень дииамич- I
детали
кости нагру .ки |
Абразивное без ударных нагрузок Ка— 1
Гидроабразивное
Стволы пескометов, ло пасти глиносмесителей и гягодувных машин, ковши землечерпалок и ро торных пескометов, шнеки и др.
Детали земснаряда, диафрагмы и рабочие колеса насосов, ковши землечерпалок, пульпопроводы, лопасти н камеры гидротурбин и др.
Т-590, Т-620, ЭКУ 2, ПП-Нп-200Х 15С1Г РТ,
лента,
ПЛ-
чугунная 13КН/ЛИВТ, 400Х38ГЗРТЮ,
ЭТН-5,
ПЛ-250Х25НЗСЗ, ЭТН-4 (рэлит) Сталинит М (порошкообразная смесь), сормайт-1 (IIC 1), ЛМ-20Х10Г10Т.
Т-590
ПП-Нп-80Х20РЗТ,
ОЗН-12
Продолжение табл. XXIV.1
Вид изнашивания и степень динамичности нагрузки
Типовые наплавляемые детали
Наплавочные материалы
Схватыванием:
1-го рода
2-го рода
Окислительное
Осповидное
Абразивное при ударной нагрузке: незначительной 1,1-1,25
умеренной, Kd— = 1,25—1,5
интенсивной, Кб> 1,5
Ковшовые цепи экскаваторов, проушины траков гусеничных машин, задние оси конических роликов и рабочих колес земснарядов и др.
Гильзы автотракторных машин, штамповый инструмент, штампы горячей штамповки, подшипники скольжения и др.
Рабочие поверхности измерительных инструментов
Ведущие шестерни бурильных машин, бандажи валковых дробилок, концы рельсов и др..
Отвалы бульдозеров, лопатки грунтосмесительных машин, ковши землечерпалок, ножи бурильных машин, детали грязевых насосов и др.
Зубья экскаваторов, козырьки черпаков, ножи автогрейдеров, скреперов и фрезерных канавокопателей, била для размола сланца, зубья кирковщиков и др.
Резцы машин для мерзлых грунтов, зубья роторных машин с большой скоростью резания, зубья ковшей экскаваторов, била дробилок
03H-400,
ЭН-40
ЦН-5,
ОЗШ-З, У0НИ13/ИЖ, 034-3, ОЗШ-6, 034-5, ОЗН-6, ОЗШ-7, ОЗИ-6
ЭН-60М, 13КН/ЛИВТ
03H-250, ОЗН-ЗООМ, 03H-400M, ЦН-350
ПП-100Х4Г2АР,
СЛ-100Х7ГР,
ЭН-60М, ВСН-8, ПП-Нп-25Х5ФМС, ВИСХОМ-9, ВИСХОМ-Ю,
ЭТН-2
ОЗИ-1, сормайт-1,
ПЛ-ЗООХЗОГЗТЮ,
ПЛ-250Х25ГЗФ2РН,
ПЛ-250Х25НЗСЗ,
03H-400, ВСН-6,
ГН-1, ЦН-5, ЦН-11,
ЛМ-70ХЗМН
ОМГ (для 110Г13Л), ОМГ-Н,
ПЛ-250Х25ГЗФЗ, ЦН-10, ЭТН-1,
12АН/ЛИВТ
13*
195
Продолжение табл. XXIV.1
Вид изнашивания и степейх> динамичности нагрузки
Типовые наплавляемые детали
Наплавочные материалы
ударного действия и шахтных мельниц, долота ударного бурения и др.
Коррозионное Уплотнительные поверх¬
ности арматуры котлов и трубопроводов, работающих при нормальной и повышенной температуре в агрессивных средах
ЦН-1, ЦН-2, ЦН-3, ЦН-6, ЦН-7, ЦН-8, Л М-25Х25Н16Г7Т, ЦН-бЛ, ЦН-12М-67
Примечание. Коэффициент динамичности Kd — это отношение приведенной твердости стали 110Г13Л после эксплуатации к твердости литой аустенизированной стали 110Г13Л.
Условная классификация способов наплавки представлена на рис. XXIV. 1. Наплавочные материалы, применяемые при ручной и механизированной наплавке, можно классифицировать в соответствии со схемой, показанной на рис. XXIV.2 и XXIV.3. В табл. XXIV.2 приведена характеристика электродов, используемых при ручной наплавке, а в табл. XXIV.3 и XXIV.4 — основные технические данные электродной проволоки и ленты для механизированной наплавки.
Механизированную наплавку электродной проволокой и лентой выполняют под слоем плавленого флюса, в защитном газе или открытой дугой. Плавленый флюс выбирают в зависимости от типа наплавленного металла. Указанные в табл. XXIV.2 и XXIV.4 типы наплавленного металла (Л, В, С, Д Е, F, Н, G и др.) приняты в соответствии с классификацией Международного института сварки (табл. XXIV.5). При наплавке металла типов Л и В обычно применяют флюсы марок АН-348, ОСЦ-45, АН-60 и АН-8, наплавку металла типа D ведут под слоем флюсов АН-26, 48-0Ф-6, или 48-0Ф-10. Соответственно этому для наплавки металла типа Е используют флюсы марок АН-20, АН-26 или АН-60, а для наплавки металла типов F, Н и G — флюсы марок АН-70, 48-0Ф-6 или АН-20.
XXIV.2. СПОСОБЫ НАПЛАВКИ, МАТЕРИАЛЫ И ОБОРУДОВАНИЕ
196
ЭЛЕКТРОДУГОВАЯ
РУЧНАЯ
МЕХАНИЗИРОВАННАЯ
АВТОМАТИЧЕСКАЯ
h
и
о
si£ujS ififgl
g i III
н о * * M
° a
22 ш о
5» -Q
HiSy
H < s со < Lw x ffi 2 X
*>» < UICI
5S
ОС к
• ц
о 32
5. 2 5к
I- d
о§
ОС S
< 1 I x < х%\г
4SI
ш «
|<
Is
25
2
; < о X * 5
II
2?
2£
Sls
5§1 №
5
11
;=*
22
i|i
l£uJ
xbs
IS
2§
П
Г
-§ в Cl
52
ЭЛЕКТРОДНОЙ ПРОВОЛОКОЙ ПОД ФЛЮСОМ «ОТКРЫТОЙ ДУГОЙ)
ПРОВОЛОКОЙ
ПОРОШКОВОЙ
СПЛОШНОГО СЕЧЕНИЯ
ПРОВОЛОКОЙ
НИЗКОУГЛЕРОДИСТОЙ ПРОВОЛОКОЙ ПОД КЕРАМИЧЕСКИМ ФЛЮСОМ
ЛЕГИРОВАННОЙ
ПРОВОЛОКОЙ
ПОД ПЛАВЛЕННЫМ
ФЛЮСОМ
XXIV. I. Условная классификация способов наплавки
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
ГРУППА I
ЛИТЫЕ ИСПЕЧЕННЫЕ КАРБИДЫ И СПЛАВЫ
О О
I I
3
о Я
Ш2 2 ct fcg
н о
р
*8
Й
II
ss
*7
S S
цс
22
§1
£|
is
ГРУППА I
ЛИТЫЕ ТВЕРДЫЕ СПЛАВЫ
Ч-
1ДЕТ
CDXU
Ш t
so
SC
sc со
I*
<m
<<< 82 g
SI* 3 §
ЦД
ГРУППА Ж
ПОРОШКООБРАЗНЫЕ
МАТЕРИАЛЫ
ш _
< 2Е _
5||
Ш
1 | 5§|
<n s Б 2Ё
535
X ?
<С 5
3 *£
1 = 1 О со s
сш ш
ш с: о- s
1|2|
|iS2
2§xS
Sis
§*5
ГРУППА Ж
ПОРОШКООБРАЗНЫЕ
СМЕСИ
I
ГРУППА Г
СТЕРЖНЕВЫЕ ЭЛЕКТРОДЫ С ЛЕГИРУЮЩИМ ПОКРЫТИЕМ
1 ГРУППА Ш
ТРУБЧАТЫЕ
ЭЛЕКТРОДЫ
XXIV.2. Условная классификация износостойких наплавочных материалов для ручной наплавки
199
XXIV.3. Условная классификация износостойких наплавочных материалов для механизированной наплавки
200
XXIV.2, Характеристика типичных материалов для ручной наплавки (группы составлены по области применения)
g
и
Тип электрода (обозначение МИО
Марка
электрода
Твердость наплавленного металла Н
Микроструктура
Условия эксплуатации
Детали, подвергаемые наплавке
Э-65Х25ПЗНЗ Э-65Х11НЗ(Е) Э-175Б8Х6СТ Э-100Х6Г6СЗРАФ Э-260Х15НЗМ2
ЦНИИН-4 ОМГ-Н ЦН-16, ОЗН-7, ВСН-И
250—310 250—330 520—570 520—570 450—500
1 Аустенит с / карбидами Аустенит, мартенсит и карбиды
Износ, смятие и интенсивные ударные нагрузки, /(<*>1,5
Изношенные поверхности деталей из высокомарганцовистой стали типа 110Г13Л (цепи дробилок, железнодорожные крестовины, элементы драг)
Э-11ГЗ(А)
Э-5Г5(А)
Э-30Г2ХМ(А)
ОЗН-ЗООУ**
ОЗН-400У**
НР-70
250—350
350—450
300—390
Сорбит
Троостосорбит
Сорбит
Износ, смятие и интенсивные ударные нагрузки, /Cd>l,5
Концы рельсов, оси, автотранспортные детали и др. Железнодорожные крестовины, паровозные и вагонные детали, оси и др. Концы рельсов, железнодорожные крестовины из углеродистых сталей
Ill
Э-40Х10С2(Е)
Э-70ХЗСМТ
ОЗШ-З**
ЭН-60М
520—580 520—600
Троостомартенсит и аустенит
Мартенсит, остаточный аустенит, немного мелких карбидов
Износ и умеренные ударные нагрузки до температуры 400 °С, /Си-1,25—1,5
Вырубные штампы холодной и горячей штамповки. Все виды штампов
Э-22Х12НО(Е)
УОНИ 13/
нж**
400—480*
После термической обработки мартенсит и троостит
IV
Э-95Х7Г5С(В)
12АН/ЛИВТ
250—330
Аустенит
Интенсивные ударные нагрузки, высокое давление и абразивный износ, /Cd> 1,5
Молотки дробилок, детали земснарядов
V
Э-10Х38Н10М2
Э-16Г2ХМ
ОЗШ-6**
ОЗШ-1
260—370, 520—600* 320—365
Феррит+аустенит остаточный Перлит и сорбит
Интенсивный износ, ударные нагрузки при повышенных температурах, /Cd> 1,5
Бойки ковочных машин, штампы горячей штамповки, ножи горячей резки
Продолжение табл. XXIV.2
Группа I электрода
Тип электрода (обозначение МИС)
Марка
электрода
Твердость наплавленного металла Н
Микроструктура
Условия эксплуатации
Детали, подвергаемые наплавке
VI
Э-ЮК15В7М5ХЭСФ Э-10К18В11М10ХЗ Э-100X4B2M7CT(F) Э-40Х11С2М(С)
ОЗИ-4
ОЗИ-5
ОЗИ-6
ОЗШ-7
620—600
620—660
>620*
520—560
Остаточный
аустенит
Износ при повышенных температурах (до 600—650 °С)
Кузнечно-прессовый и режущий инструмент, штампы горячей штамповки в тяжелых условиях (садка, вытяжка, прошивка)
VII
Э-10Х14В13Ф2
ВСН-6
500—550
Аустенит, мартенсит и карбидная эвтектика
Интенсивный абразивный износ с ударными нагрузками (до —50°C),/Cd=l,5—2
Детали из углеродистых и марганцовистых сталей (зубья роторных экскаваторов, резцы машин для мерзлого грунта)
Э-ЗООХ28
H4C4(G)
ЦС-1
(сормайт-1)
480—540
Карбиды и ледебурит
Интенсивный абразивный износ с умеренными ударными нагрузками, /Cd=
= 1,25—1,5
Ножи автогрейдеров и др.
203
Э-320Х23С2ГТР (G) Э-320Х25С2ГР (G)
3-80X4C(G)
Т-620
С-59Э
13КН/ЛИВТ
550—620 570—630
500—600
Карбиды, карбобориды и ледебурит Мартенсит с участками троостита
Интенсивный абразивный износ и незначительные ударные НагруЗКИ, Ad = 1,1 — 1,25
Била мельниц, щеки камнедробилок, зубья ковшей экскаваторов и др. Лопатки дымососов, рабочие колеса дымососов Ножи дорожных машин, зубья черпаков
Vlli
3-0X17C5H8(D)
ЦН-6Л**
280—370*
После термической обработки
Интенсивные ударные нагрузки и износ, Kd> 1,5
Износ при температуре 570 °С и давлении 78 МПа
Молотовые и высадочные штампы, для подслоя всех штампов Уплотнительные поверхности арматуры котлов и др.
Э-13Х17С4Н8М6Г4
Э-90Х4М4ВФ(Н)
ЦН-12М*
67**
ОЗИ-З
380—500*
430—480
580—630
Аустенит с карбидами, после термической обработки мартенсит
То же, до 600 °С и высоком давлении То же, до 500—550 °С
То же, для энергетических установок Штампы из легированных сталей для горячего прессования. Детали горно-металлургического оборудования
Примечание. Одной звездочкой отмечена твердость наплавленного металла, полученная после его термической обработки, двумя звездочками отмечены электроды, выпускаемые по ТУ МОСЗ Минчермета СССР.
XXIV.3. Краткая характеристика наплавочной проволоки по ГОСТ 10543—82
Марка проволоки (обозначение МИС)
Твердость наплавленного металла, Н
Типичные объекты наплавки
Нп-25 (А) Нп-30 (А)
160—220
Нп-35 (А)
Оси, шпиндели, валы
Нп-40 (А)
170—230
Нп-45 (В)
Нп-50 (В)
180—240
Натяжные колеса, скаты тележек, опорные ролики
Нп-65 (В)
220—300
Опорные ролики, оси
Нп-80 (В)
260—340
Коленчатые валы, крестовины карданов
Нп-ЮГ (А)
180—240
Оси, шпиндели, ролики, валы
Нп-50Г (В)
200—270
Натяжные колеса, опорные ролики гусеничных машин
Нп-65Г (В)
230—310
Крановые колеса, оси опорных роликов
Нп-ЮГЗ (А)
250—330
Железнодорожные бандажи, крановые колеса
Hn-ЗОХГСА (А)
220—300
Обжимные прокатные валки, крановые колеса
Нп-НСГ (А) Нп-19СГ (А)
240—260
300—310
Трефы прокатных валков, детали автосцепки, шлицевые валы
Нп-30Х5 (А)
370—420
Прокатные валки сортопрокатных станов
Нп-20Х14 (Е)
320—380
Уплотнительные поверхности задвижек для пара и воды
Нп-30Х13 (Е)
380—450
Плунжеры гидравлических прессов, шейки коленчатых валов, штампы
204
Продолжение табл. XXJV.3
Марка проволоки (обозначение МИС)
Твердость наплавленного металла, Н
Типичные объекты наплавки
Нп-40Х13 (Е) Нп-35Х6М2 (Е)
450—520 480—540
Опорные ролики тракторов и экскаваторов, детали конвейера
Нп-ПЗА (С)
230—270
Крестовины рельсов
Нп-ЗОХЮГЮТ
Нп-12Х12Г12С
Нп-Х15Н60
НП-Х20Н80Т
Нп-03Х15В5Г7М8Б
180—200
При высокой температуре, выхлопные конуса и др. Корпуса сосудов высокого давления
Нп-40ХЗГ2ВФМ (В) Нп-40Х2Г2М (В)
380—440
540—560
Тяжелонагруженные крановые колеса, ролики роликового конвейера
Детали, испытывающие удары и абразивный износ
Нп-ЗОХНМ
Нп-ЗОХФА
400—500
Штампы горячей штамповки, валки ковочных машин
Нп-35В9ХЗСВ (Н)
440—500
Валки листо- и сортопрокатных станов, штампы горячей штамповки
Нп-45В9ХЗСФ (Н)
440—500
Ножи для резки горячего металаа, прессовый инструмент
Нп-45Х2В8Т (Н) Нп-45Х4ВЗГФ (Н)
Нп-35ХНФМС (В)
400—600
380—450
420—480
Валки трубо- и сортопрокатных станов, штампы горячей штамповки
Шлицевые валы, коленчатые валы двигателей внутреннего сгорания
Нп 105Х (В) Нп-50ХЗСТ (В)
320—380
450—510
Обрезные штампы холодной штамповки, валы смесителей
205
205
XXIV.4. Назначение наплавочных порошковых просолок и лент (ГОСТ 26101—84, 22366—77*)
Марка проволоки или ленты
Тип наплавленного металла (обозначение МИС)
Микростру кту pa
Твердость
после
наплавки
Н
Способ наплавки (Ф—под флюсом, О-открытой дугой)
Флюс
Типичные объекты наплавки
ПП-Нп-30Х4Г2М
ПП-Нп-30Х4В2М2ТС
ПП-Нп-30Х5ГЭСМ
ПП-Нп-ЗОХЗСТ
30Х4Г2М (А) 30Х4В2М2ФС 25ХЗИМС(В) ЗОХЗСТ
Троостосорбит,
мартенсит
420—480
470—510
500—560
460—510
Ф
О
О
О
АН-348А
Ролики роликовых конвейеров, тормозные шкивы, ролики, нитки и натяжные колеса гусеничных машин, посадочные места различных валов, восстановление размеров других деталей из углеродистых сталей
ПП-Нп-80ГЗН4
80Г13Н4(С)
Аустенит
160—240
О
Крестовины стрелочных переводов, восстановление размеров и исправление пороков литья деталей из стали 110Г13Л
ПП-Нп-10Х17Н9С5
10X17H9C5rT(D)
f
То же
250—340
Ф
АН-28, 48-0Ф-10, АН-20
Уплотнительные поверхности энергетической арматуры, работающей при 500*-*
207
540 °С и высоком давлении
ПП-НП-10Х14Т
10Х14Т(Е)
Мартенсит и феррит
420—480
0
Уплотнительные поверхности газовой и нефтяной арматуры, эксплуатируемой при температуре до 450 °С; плунжеры гидросистем
ПП-Нп-)0Х15Н2
10Х15Н2 (Е)
Феррит
220—250
0
Рабочие колеса, камеры проточного тракта гидротурбин и другие детали, подвергающиеся кавитационной эрозии. Возможна наплавка на вертикальные поверхности
ПП-Нп-200Х12М
ПП-Нп-200Х12ВФ
200Х12М(Е) 200Х12ВФ (Е)
Аустенит и карбиды
400—400
ф
АН-20
Ножи холодной резки металлов, рабочие элементы смесителей и другие детали, испытывающие абразивный износ и ударные нагрузки
208
Продолжение табл. XXIVА
Способ
Марка проволоки или ленты
Тип наплавленного металла (обозначе¬
Микроструктура
Твердость
после
наплавки
наплавки (Ф—-под флюсом.
Флюс
Типичные объекта наплавки
ние МИС)
Н
О—открытой дугой)
ПП-Нп-200Х15СГРТ
200X15CTP(G)
Карбиды в ле¬
420—480
О
Зубья, козырьки и
ПП-НП-350Х10Б6Т2
дебурите
стенки ковшей экска¬
350X10B6T2(Q)
То же и бори-
ДЫ
500—560
О
ваторов, колосники грохотов, ножи грейдеров и бульдозеров, била дробилок, грунтозацепы звеньев и звездочки ходовой части гусеничных машин, лопасти дымососов и другие детали, работающие в абразивной среде. Наплавка износостойкого слоя на детали из стали 110Г13Л
ПП-Нп-80Х20РЗТ
80Х20РЗТ (G)
Карбиды и бориды в ледебу¬
580—600
О
—
Рабочие колеса и улитки грунтовых на¬
ПП-Нп-150Х15РЗГ
150X15P3r(G)
рите
500—580
О
—
сосов и рабочие органы землеройных машин при эксплуатации на песчаных грун-
тах, козырьки многоковшовых экскаваторов, драги и другие детали, испытывающие интенсивный аб* разивный износ без сильных ударов
ПЛ -Нп- 400Х25СЗН2Г2, ГОСТ 26467—85
400Х25СЗН2Г2
Карбиды в ледебурите
500—550
О, Ф
АН-15М
Валки дробилок, била, футеровка конусных дробилок, броневые плиты течек, рештаки конвейеров, плиты скипов, ножи бульдозеров, гильзы насосов винтовых конвейеров и другие детали, работающие в условиях абразивного износа при нормальных и повышенных температурах. Возможна наплавка на сталь 110Г13Л
ПЛ-У25Х25, ГЗФ2РН
250Х25ГЗФРН (G)
Карбиды икарбобориды в ледебурите
520—560
Ф
АН-20,
АН-70
Ножи бульдозеров, автогрейдеров и другие детали, испытывающие абразивный износ с умеренными ударными нагрузками
Продолжение табл. XXIV.4
Марка проволоки или ленты
Тип наплавленного металла (обозначение,, МИС)
Микроструктура
Твердость
после
наплавки
Н
Способ наплавки (Ф—под флюсом, О—открытой дугой)
Флюс
Типичные объекты наплавки
ПЛ-250X25ГЗР2РН ПП-Нп-120Х10АГЗФ
250Х25ГЗФ2РН (G) 120Х10АГЗФ
Аустенит и эвтектика
480—520
400—500
Ф
Ф
АН-20,
АН-70
АН-60
Ножи торфокопателей, била дробилок и другие детали, подвергающиеся абразивному износу с сильными ударными нагрузками. То же и при отрицательных температурах
Карбиды в ледебурите
П Л-Нп-250Х 10В8С2Т ПЛ-Нп-250Х 15В8РТ
250X10B8C2T(G) 250X15В8РТ
500—580
Ф
АН-20
АН-70
Винтовые конвейеры, ковши землечерпалок и др., испытывающие интенсивный абразивный износ без ударов
ЛС-70ХЗМН
70ХЗМН(В)
Троостомартенсит, осг аточный аустенит
540—580
Ф
АН-60
Сухари рессор, катки и ножи бульдозеров и грейдеров, подвергающиеся абразивному износу и умеренным ударным нагрузкам
ПП-Нп- 12Х12Г12СФ
ЛС-20Х10Г10Т
ЛС-1Х14НЗ
12Х12Г12СФ
20Х10Г10Т
30X17H3
Аустенит
280—300
320—480
300—400
Ф
Ф
Ф
АН-20
Плунжеры гидропрессов, лопасти гидротурбин, камеры насосов и др., испытывающие гидроабразивный износ
ЛС-10Х12Н2В2Ф
10Х12Н2В2Ф(Е)
Аустенит
410—450
Ф
АН-20
Тормозные шкивы, штампы холодной и горячей штамповки и другие детали, работающие при трении металла по металлу
Л С-25Х25Н16Г7Т
25Х25Н16Г7Т (Д)
Мартенсит, карбиды и остаточный аустенит
280—350
Ф
АН-28
Детали химического и нефтехимического, а также кузнечно-прессового оборудования, работающие в условиях коррозии и износа
ПП-Нп-35Х6М2
ЛС-5Х4В2М2ФС
ЛС-5Х4ВЗФС
ПП-Нп-45В9ХЗСФ
35Х6М2(Е)
50Х4В2М2ФС
50Х4ВЗФС
45В9ХЗСФ
Карбиды и остаточный аустенит
480—540
460—580
480—580
480—600
Ф
Ф
Ф
Ф
АН-20
ПП-АН131 —рабочие элементы смесителей, ЛС — валики прокатных станов, работающие в условиях циклической термической нагрузки и износа
Продолжение табл. XXIV.4
Марка проволоки или ленты
Тип наплавленного металла (обозначение МИС)
Микроструктура
Твердость
после
наплавки
Н
Способ наплавки (Ф—под флюсом, О—открытой Дугой)
Флюс
Типичные объекта наплавки
ПЛ-У40Х38ГЭРТЮ
40Х38ГЗРТЮ-52(G)
Карбиды и карбобориды в лебурите
500—540
Ф
АН-60
Лопатки дорожных фрез, козырьки ковшей, испытывающие интенсивный абразивный износ без сильных ударных нагрузок
ПП-Нп-100Х4Г2Р
ЛС-У10Х7ГР1
ПП-Нп-100Х4Г2АР
100Х4Г2Р-60(Е)
100Х7ГР-60(В)
100Х4Г2АР
Мартенсит, аустенит с карбидами
Аустенит с карбидами
560—620
580—620
480
О
ф
ф
АН-60 АН-60
Ножи бульдозеров, зубья экскаваторов и другие детали, подвергающиеся абразивному износу и умеренным ударным нагрузкам.
То же, при температурах 90—50 °С
ПЛ-УЗОХЗОГЗТЮ
ЗООХЗОГЗТЮ(О)
Карбиды в лебурите
560—600
ф
1
АН-60
1
Ножи бульдозеров и скреперов, испытывающие интенсивный абразивный износ с умеренными ударными нагрузками
XXIV.5. Классификация наплавочных материалов по химическому составу наплавленного металла, принятая международным институтом сварки (МИ С)
Тип сплава
(U
Я
si
Содержание элементов, %
К 3 О-Т! a jj У *
0,0 S
3 2 2 я
II
Мп
Сг
W
V
Мо
Ni
Прочие
о о 3
5 < J S 5 0,0 в
sail
•— tr о. о
Нелегированные или низколегированные стали с содержанием С, %:
0—1
0—3
400
менее 0,4
А
<0,4
0,5—8
0—3
—
—
—
более 0,4 Аустенитные стали:
В
>0,4
0,5—3
0—5
—
—
1—1
0—3
—
600
высокомарганцовистые
С
0,5—1,2
11—16
0—1
—
—
0—1
0—3
—
500
хромоникелевые
D
<0,3
1—8Ni
13—30
5—25
0—1 Ti 0—l,5Nb
400
Хромистые стали
Е
0,2—2
0,3—1,5
5—30
0—1,5
0—0,5
0—1
0—5
—
450
Быстрорежущие стали
F
0,6—1,5
<0,5
4—6
1,5—18
0—3
0—10
—
—
620
Высокохромистые специальные чугуны
G
1,5—5
0—6
25—35
0—5
0—1
0—3
0—4
0—1,5 Ti 0—1,5 В
600
Хромовольфрамовые теплостойкие стали
Н
0,2—0,5
<1
1—5
1—10
0,15—1,5
0—4
0-5
450
Кобальтовые сплавы с хромом и вольфрамом Никелевые сплавы:
N
0,7—3
<0,4
25—33
3—25
0—3
0—3
<6Fe
400
с хромом и бором
Qa
<1
—
8—18
—
—
65—85
2—5 В 2—5 Si
550
с молибденом
Qs
<0,12
—
0—18
0—20
0,2—0,6
8—35
60-80
4—7 Ft
нв 300
Карбидные сплавы зернистые и спеченные
Р
<3
<2
45
_
о70
XXIV.6. Характеристика наплавочных материалов, и ударных нагрузок (размеры и общетех
Группа и подгруппа
ГОСТ или ТУ
Тип электрода (обозначение МИС)
Марка
элект¬
рода
Твердости
наплав¬
ленного
металла
Н
I. Высоколегированные специальные чугуны
1. Хромборидные
ГОСТ 10051—75 ТУ 14-4-633—75
Э-320Х23С2ГТР
Э-350Х15ГЗР1
Т-620
ЭНУ-2
550—620
>570
2. Хромистые
Э-300Х25Т
Т-268
580—6J0
3. Вольфрамовые
ТУ мктс № 596—65
Э-200В30 Трубчатые (Р)
ЭТН-4
600—630
4. Хромоникелевые
ТУ 14-168-51— 83 MOC3
Э-130X12Н2АТР(Е)
ОЗН „ -9
вен
450—570
ТУ ВНИИСТ
Э-260Х15НЗМ2
ВСН-11
450—500
214
применяемых в условиях абразивного износа» нические требования по ГОСТ 8436—75)
Микроструктура
Условия эксплуатации
Детали, подвергаемые наплавке
Дополнительные
сведения
Карбиды и карбориды в ледебурите
Интенсивный абразивный износ с незначительными ударными нагрузками, Kd — 1,1 — 1,25
Ковши землечерпалок, винтовые конвейеры, козырьки ковшей экскаваторов
К 1-й подгруппе относятся электроды Т-590, ЭТН-5, наплавочные смеси КБХ, БХ, 115ФС, порошковые проволоки и ленты АН 125, АН 170, ПЛ-АН102, ПЛ-АН171, ПЛ-400Х38ГЗРТЮ
Карбиды в ледебурите
Интенсивный износ с незначительными ударными нагрузками, Kd — = 1,1—1,25
Ковшовые цепи экскаваторов, козырьки черпаков, отвалы и ножи бульдозеров
Ко 2-й подгруппе относятся ленты ПЛ-250Х25ГЭФЗ, ПЛ-300Х30ГЭТЮ
То же
Интенсивный абразивный износ без ударных нагрузок, Kd= I
К 3-й подгруппе относятся наплавочные смеси рэлит-ТЗ, рэлит-3
Аустенит, карбоборидная эвтектика, карбонитриды
Аустенит, и ледебурит
Интенсивный абразивный износ со средними ударными нагрузками до —60 °С, /Cd = 2 Интенсивный абразивный износ и ударные нагрузки, Kd = = 1,5
Наконечники рыхлителей навесного оборудования бульдозеров, била молотковых дробилок
К 4-й подгруппе относятся электроды ЦС-1 (см. табл. XXI V.2), прутки С-27, наплавочная смесь сормайт-1, порошковая проволока ПП-АН101 и др.
215
Группа и подгруппа
ГОСТ или ТУ
Тип электрода (обозначение МИС)
Марка
элект¬
рода
Твердость
наплав¬
ленного
металла
Н
5. Хромомарганцевые
ГОСТ 10051— 75
Э-225Х10Г10С
ЦН-11
450—500
ТУМОСЗ
Э-100Х6Г6СЗ
РАФ
ОЗН-7
520—570
6. Хромониобиевые
ГОСТ 10051— 75
Э-175Б8Х6СТ
ЦН-16
520—570
II. Высоколегированные хромовольфрамовые стали
ГОСТ 10051— 75, ТУ 14-16350—88 МОСЗ
Э-80В18Х4Ф
ОЗИ-1,
ОЗИ-6
540—580
ГУ 14-4-779—76 (изм. 1) МОСЗ
Э-120В13Х7Р
ВСН-8
600—640
216
Продолжение табл. XXIV.6
Микроструктура
Условия эксплуатации
Детали, подвергаемые -выплавке
Дополнительные
сведения
Аустенит и ледебурит
Аустенит, карбоборидная эвтектика, карбонитриды
Абразивный износ и удары средней интенсивности, /Cd = = 1,25—1,5 Абразивный износ и удары средней интенсивности, /(<* = = 1,25—1,5
Восстановление деталей из стали 110Г13Л (черпаки драг и др.)
Упрочнение деталей из стали 110Г13Л и среднемарганцевых сталей. Ножи бульдозеров и грейдеров, ковши экскаваторов и драг и др.
К 5-й подгруппе относятся электроды ЦН-5, ЭТН-2, смесь сталинит и др.
Аустенит, мартенсит и карбиды
Абразивный износ и удары средней интенсивности, Ка— = 1,25—1,5
Детали, изготовленные из стали марки 110Г13Л (черпаки драг, зубья одноковшовых экскаваторов)
Абразивный износ и средние удары. Износ при температурах до 450 °С, Kd = 1,25—1,7
Ножи автогрейдеров, зубья роторных экскаваторов, штампы калибровочные (до температуры 450 °С), режущий инструмент
Мартенсит, аустенит, карбидоборидная эвтектика
Абразивный износ и незначительные удары, /(* = 1,1
Лопатки дорожных фрез, резцы машин для мерзлых грунтов с подслоем электродами ВСН-6
Ко II группе относятся также электроды ОЗН-6 и ОЗШ-7
217
Группа и подгруппа
ГОСТ или ТУ
Тип электрода (обозначение МИС)
Марка
элект¬
рода
Твердость
наплав¬
ленного
металла
Н
III. Высоколегированные аустенитные стали, упрочняющиеся при наклепе
ГОСТ 10051— 75
Э-250Г20
ЦН-10
350—430
IV. Высоколегированные хромистые стали с легирующими добавками
ТУ ВНИИСТ
Э-60Х14НЗМЗ
ВСН-10
350—450
ТУ 14-168-51— 83 МОСЗ
Э-130Х12Н2
АТР
озн Л
-9
вен
450—510
V. Среднелегированные стали
ГОСТ 10051 — 75
Э-30Х5В2Г2СМ
(Е)
TK3-H
300—too
Примечание. Звездочкой отмечена твердость наплавленного 218
Продолжене табл. XXIV. 6
Микроструктура
Условия эксплуатации
Детали, подвергаемые наплавке
Дополнител ьиые сведения
Аустенит и карбиды
Абразивный износ, смятие и большие ударные нагрузки,
/(<*>1,5
Восстановление изношенных деталей из '’марганцовистых сталей типа 110Г13Л (зубья одноковшовых экскаваторов, рейки роторных экскаваторов и др.)
К III группе относятся электроды марок 12АН/ЛИВТ (см. табл. XXIV.2)
Аустенит и карбиды
Абразивный из- ( нос, смятие, удары при нормальных и отрицательных температурах до —60 °С, Kd> 1,5
Опорная часть наземных трубопроводов, колеса ходовой части машин в северном исполнении
К IV группе относятся электроды марок ОМГ-Н, ЦН-5;: ЭН-Х12М (см; табл. XXIV.2), порошковая проволока ПП-АН106 и лента
ЛС-10Х12Н2В-
2Ф
Аустенит, карбидная эвтектика, карбонитриды
Абразивный износ, и большие ударные нагрузки при нормальных и отрицательных температурах до —60 °С, Kd< 2
Наконечники рыхлителей навесного оборудования бульдозеров, била молотковых дробилок, буровые долота и др.
Сорбит, остаточный аустенит
Умеренный абразивный износ и удары средней интенсивности,
<1,7
Диски винтовых конвейеров
К V группе относятся электроды марок ЭН-60М, 13КН/ЛИВТ, ЛС-У10Х7ГР, ЛС-70ХЗМН, ПП-АН131
металла, полученная после его термической обработки.
219
220
XXIV.7. Химический состав, %, керамических флюсов серии КС
Составляющие флюса
КС-Х12Т
КС-Х12М
КС-Х14Р
КС-ЗХ2В8
КС-Р18Б
КС-РЭБ
СаС03
40—43
38—42
37—40
40—43
25—28
31,5—33,5
CaF
5—6
5—5
8—10
*—9,5
8,5—9
8—10
Ti02
5—б
5—6
13,5—14,5
8,5—9,8
8—9
Si02
8,6—10
8,6—10
8,6—10
3—5
—5
4—5,5
МаО
12—14
_
Na20
1,5—1,7
1,5—1,7
1,5—1,7
1,5—2
1,5—2
1,4—1,6
С
2,3—3
2—2,4
2—2,3
0,4—0,55
1,2—1,4
1,5—1,8
Si
0,7
0,7
2,1—2,4
2—2,5
0,7
0,7
Mn
0,7
0,7
0,7
0,7—1
0,7
0,7
Сг
16,5—18
16,5—18
17—18,5
3—3,6
4,9—6,2
4,9—6,2
W
10—12
20—22,5
13—15
V
—
—
—
0,4-0,7
2,2—3
4—5,5
Mo
0,8—1,4
_
A1
о,7-1,1
0,7—1,1
—
0,2—0,3
0,6—0,9
0 о>
1
о
<о
Ti
3,5—4
3,5—4
1—1,5
0,7—1
0,7—1
S
0,1
0,1
0,1
0,1
0,15
0,15
P
0,1
0,1
0,1
0,1
0,15
0„15
Карбид бора
—
—
2,8-3
—
0,7—0,8
0,3—0,4
(из ферросплавов) Fe
14—19
14—19
7—10
10—14
17,5-19
17—20
Характеристика материалов, применяемых для повышения износостойкости деталей, эксплуатируемых в условиях абразивного изнашивания и ударных нагрузок, представлена в табл. XXIV.6.
Иногда рабочие поверхности деталей строительных машин наплавляют электродной проволокой марки Св-08 под слоем легирующего наплавленного флюса. В этом случае легирование наплавленного металла выполняют за счет компонентов, входящих в его состав. Наиболее совершенный тип легирующих флюсов — это керамический (табл. XXIV.7).
Основным оборудованием, используемым для наплавочных работ, являются одно- и многодуговые наплавочные аппараты автоматического и полуавтоматического действия (табл. XXIV.8—XXIV.11).
Питание наплавочных аппаратов осуществляется от сварочных трансформаторов, преобразователей и выпрямителей, технические данные которых приведены в гл. VI, а по трехфазным трансформаторам для сварки наплавки — в табл. XXIV. 12.
XXIV.8. Основные технические данные многодуговых аппаратов для наплавочных работ
Сварочный ток в одном электроде, А
Диаметр электродной проволоки, мм
Скорость, 1 • 10~3 м/с
Тип аппарата
подачи электродной проволоки
наплавки
Род сварочного тока
Трехэлектродный самоходный А-330
До 1500
3—5
17—83
11—33
Двухэлектродный
подвесной:
А-382
» 1500
3—5
17—83
Переменный или постоянный
ТФД-1000
400—1200
3—4
65—175
5—14
Универсальный двухдуговой трактор:
АДСД-500
До 500
1,6—2
42—166
2—11
Перемен¬
ный
ТЭФ-УЗТМ
» 1000
3—5
56—175
2—18
221
XXIV.9. Основные технические данные наплавочных аппаратов
Диаметр
Скорость, 1
[ • 10—3 м/с
СП
Тип
Сварочный ток, А, до
электродной проволоки (ширина ленты), мм
подачи электродной проволоки (ленты)
наплавки
Масса апп рата, кг
Назначение
А-384
1000
3—5
(20—100)
8—63
—
135
А-409
400
1,5—2
22—166
—
60
Универсальные головки для наплав¬
А-580
600
1—3
13—114
—
84
ки
А-513
1500
2—4
8—42
—
270
А-482
500
1,6—2
26—89
5—10
72
Двухдуговая наплавка гребней бандажей железнодорожных колес
А-674
600
(40—70)
8—72
2—3
25
Наплавка лентой концов железнодорожных рельсов
А-511
—
—
—
6—11
—
Наплавка железнодорожных колес
АНД-500
600
3—6
8—33
4—14
400
Наплавка кольцевых поверхностей стальных деталей
МА-7
500
1,6—2
10—27
2—12
20
Наплавка гребенкой электродов (6 проволок)
Примечания: 1. Род сварочного тока для аппаратов всех типов постоянный. 2. Аппарат типа АНД-500 разработан ВНИИЭСО, МА-7 — ЦНИИ МПС, остальные аппараты, указанные в таблице, созданы в Институте электросварки им. Е. О. Патона.
222
XXIV.10. Техническая характеристика сварочных подвесных головок для однрдуговой наплавки
Показатель
А-80
СГ-б
УСА-2
А
АБ
АГЭ-25
АГЭ-4
АГЭ-5-2
ь
г
в
Допустимый сварочный ток, А
350—
1000
300—
1500
500—
1000
350—
2000
350—
2000
До 1500
500—
2000
До 1200
300—
1300
300—
2000
600—
3000
Допустимый диаметр сварочной проволоки, мм
5—6
5—6
5—6
2—6
2—6
8
14—12
6
3—6
3—8
6—10
Скорость подачи проволоки, 1Х10”3 м/с
10—28
6—45
4—33
8—63
12—42
14—42
И—42
14—42
5—28
10—80
8—33
Поперечное корректирование, мм
Наклон мундштука к вертикали, град:
±30
±75
±100
±75
±75
±30
±30
±20
±75
поперек шва
±45
±45
± ,5
3:45
±45
—
—
—
—
—
—
вдоль шва
—
35—60
—
60
60
—
—
—
—
—
—
Вертикальная настройка, мм
Правильный механизм
160
Нет
200
Есть
230
Нет
200
Есть
200
Нет
Ес
:ть
224
Продолжение табл. XXIV. 10
Показатель
А-80
СГ-6
УСА-2
А
АБ
АГЭ-25
АГЭ-4
АГЭ-5-2
Б
г
в
Копирное устройство
Hi
ет
Е
iCTb
Нет
Ес
ть
Нет
Есть
Способ настройки на заданную скорость подачи проволоки
СР
СШ
СР
СШ
СШ
А (ТУ)
А
А
ЭДШ
MB
MB
Тьп электродвигателя
Асинхронный
Пост, тока 4-х полюсы.
Пост.
тока
ГБТ-454
УМ-22
коллект.
ДТЗФ.
асин¬
хронный
И-194,
асин¬
хронный
Частота вращения,
МИН1
—
1460
1460
1450
1450
600
—
—
250—
2250
1450
1450
Мощность, Вт
—
100
100
100
100
70
70
65
55
100
250
Примечание. Для краткого написания способа настройки на заданную скорость подачи проволоки в таблице использованы следующие условные обозначения: СР — сменными роликами, СШ — сменными шестернями, А (ТУ) — автоматически (тиратронное управление), А — автоматически, ЭДШ — изменением частоты вращения электродвигателя и парой сменных шестерен, MB — механическим вариантом.
15—252 225
XXIV.11. Техническая характеристика однодуговых тракторов, используемых для наплавочных работ
Показатель
У T-1200
УТ-1250-1
УТ-1500
УТ-2000
УТ-200-М-1
ссг-з
МАГ-2
ОГРЭС
Допустимый сварочный ток, А
300-
1200
300—
1250
300—
1500
300-2000
300—2000
300—
1000
300—
1100
300—700
Диаметр сварочной прово¬
3-6
2,5—6
3—6
3—8
3—8
3—6
3—5
3—5
локи, мм
Скорость, 1-10*3 м/с:
подачи проволоки
5,3—28
8,3—50
10—80
10—80
9,25—77
8,3—50
15—45
До 50
наплавки
1,66-23
3,6—23
2,8—22,2
2,8—89
2,8—23,3
2,8—16,7
4,18—25
4,18—13,9
Способ настройки на заданную скорость:
подачи проволоки
эдш
MB
MB
MB
МВШ
MB
зд
ЭД
наплавки
СШ
MB
MB
МВШ*
MB
MB
эд**
эд
Вертикальная настройка, мм
Масса, кг:
—
150
170
—
390
30
—
85
флюса в бункере
9
9
9
9
9
8
—
2,5
проволоки, заряжаемой в
8-12
10
10
8—12
18
6
12
9
катушку
135
75
130
трактора без флюса и про¬
44
80
32
81
70
волоки
Число электродвигателей
2
2
2
2
2
1
2
2
Электродвигатель головки:
тип
УМ-22
(коллек¬
торный
Асин¬
хронный
МАФ
(асин¬
хронный)
ДТЗФ
(асинхрон¬
ный)
ДТЗФ
(асинхрон¬
ный)
Асин¬
хронный
частота вращения, мин*”1
950-2250
2800
1450
1450
1400
2800
—
—
мощность, Вт
55
75
100
100
250
100
—
226
Продолжение табл. XXIV. 11
Показатель
УТ-1200
УТ-1250-1
У Т-1500
У Т-2000
УТ-200-М-1
ссг-з
МАГ-2
ОГРЭС
Электродвигатель каретки: тип
ШО/4
(асин¬
хронный)
Асин-
хронный
МАФ
(асин¬
хронный)
ДТЗФ
(асинхрон¬
ный)
Асинхрон¬
ный
—
—
—
частота вращения, мин~!
1450
2800
1450
1450
1400
—
—
—
мощность, Вт
250
75
100
100
250
—
—
—
* МВШ — механический вариатор со сменными шестернями. ** ЭД — изменение частоты вращения электродвигателя.
XXIV.12. Техническая характеристика трехфазных трансформаторов для сварки и наплавки
Тип
Напряжение, В
Номинальный ток в фазе, А
Предель, регулирования вторичного тока в фазе, А
Номинальн я первичная мощность, кВ* А
КПД
cos ф
первич¬
ное
вторич¬
ное
номинальное первичное
номинальное вторичное
первич¬
ный
вторич¬
ный
ТТСД-ЮОО
380
69—78
60
42
196
1000
400—1200
150
0,9
0,67
ТТС-400
380
60
50
30
68
400
130—550
52
0,86
0,57
3-СТ
220, 380
50—68
60
30
210—440
100—500
45
0,85
0,7
СТ-2Д
380
74
50
—
—
680
200—800
100
—
—
XXIV.3. ТЕХНОЛОГИЯ НАПЛАВКИ
Технологический процесс восстановления и упрочнения изношенных деталей методом наплавки может быть представлен схемой, показанной на рис. XXIV.4. При наплавке новых деталей применяют такую же технологическую схему, но при этом отсутствуют операции отжига, очистки и подготовки деталей к наплавке.
Особенности подготовки деталей к наплавке определяются их конструкцией и степенью износа. При износе детали, превышающем возможную толщину наплавки специальными материалами, ее предварительно наплавляют низкоуглеродистыми сталями. В ряде случаев детали перед наплавкой подогревают для предупреждения образования трещин. Температура подогрева зависит от химического состава основного и наплавляемого металлов.
После наплавки и соответствующей механической обработки для
15*
XXIV.4. Технологическая схема наплавки
227
получения заданных эксплуатационных свойств детали подвергают термической обработке. Объемной термической обработке, как правило, подвергают детали, прошедшие восстановительную наплавку, при которой состав основного и наплавленного металлов практически одинаков.
Иногда для повышения износостойкости поверхностного слоя используют закалку с иагревом деталей токами высокой частоты. При наплавке деталей высоколегированными сплавами термическую обработку осуществляют очень редко. При разработке технологии термической обработки учитывают разнородные свойства основного и наплавленного металлов и зоны их соединения.
Способ и технологию наплавки выбирают в соответствии с конструктивными особенностями наплавляемых изделий (рис. XXIV.5), по которым изделия можно разделить на цилиндрические (тела вращения), плоские и сложной формы.
В ряде случаев тела вращения наплавляют вручную штучными электродами или на полуавтоматах открытой дугой. Более производительны и рациональны механизированные способы наплавки, их ведут по винтовой линии или кольцевыми валиками. Для деталей небольшого диаметра (менее 100 мм) следует применять наплавку по винтовой линии самозащитными проволоками либо наплавку в защитных газах. При среднем диаметре деталей (100—300 мм) наплавку выполняют самозащитной проволокой или проволокой под флюсом с поперечными колебаниями электрода, а при диаметре 300 мм и более — электродной лентой. Трудность наплавки тел вращения обусловлена главным образом опасностью стекания сварочной ванны. Широкослойная наплавка (многоэлектродная, лентой, поперечным колебанием электрода) дает короткую сварочную ванну и меньшее проплавление основного металла.
При восстановительной наплавке тел вращения малого диаметра успешно используют вибродуговую наплавку. Сравнительно небольшие тепловложения позволяют избежать деформаций изделий. При вибродуговой наплавке в струе жидкости возможны дефекты в виде мелких пор и трещин. Разработаны и внедрены следующие разновидности вибродуговой наплавки: под флюсом, в защитных
газах, водяного пара и в потоке воздуха.
При восстановлении и упрочнении плоских поверхностей наплавку осуществляют проволокой и лентой под флюсом, иногда выполняют наплавку открытой дугой. При необходимости наплавки большого объема металла пользуются электрошлаковой наплавкой, ее применяют для плоских изделий и для тел вращения.
При наплавке деталей сложной формы большое значение имеет возможность непосредственного наблюдения за дугой. Поэтому, несмотря на ряд технических преимуществ наплавки под флюсом, от-
228
КРУГИ КАТАНИЯ, МЕХАНИЗМЫ ПОВОРОТА АВТОКРАНОВ
ю
ю
<£>
XXIV.5. Классификация деталей промышленного строительства по конструктивным особенностям
дают предпочтение наплавке самозащитными проволоками и лентами или в защитных газах. При особо сложной конфигурации детали выполняют ручную дуговую наплавку штучными электродами.
Особенности технологии наплавки различных сплавов в большой мере определяются составом наплавленного металла, который разделен на типы в соответствии с проектом классификации МИС.
Для восстановления размеров деталей и образования подслоя при последующей наплавке износостойкими сплавами в качестве наплавленного металла применяют низколегированные стали типа А. Типичные составы наплавленного металла: 15ХГ2С, 20Х2Г2М, 25ХЗГ2, 08Г, 08ГС и 15Г2С; способы наплавки при этом следующие: ручная дуговая, механизированная под флюсом и в защитных газах. При наплавке на среднеуглеродистые стали во избежание появления кристаллизационных трещин следует добиваться минимального проплавления и тщательно регулировать скорость охлаждения. Повышенная скорость охлаждения вызывает образование мартенситных участков в околошовной зоне и наплавленном слое, пониженная скорость охлаждения приводит к образованию перлита, что уменьшает износостойкость наплавленного слоя. Массивные детали при наплавке обычно подогревают.
Среднелегированные наплавочные материалы типа В используют при восстановлении и упрочнении деталей ходовой части гусеничных машин, а также для наплавки посадочных мест различных валов. Типичные составы наплавленного металла: 45Х5Г, 70ХЗМН, 80Х4СГ. При наплавке металла этого типа во избежание появления трещин рекомендуют предварительный подогрев до 350—400 °С. Аустенитный высокомарганцевый металл типа С обычно наплавляют на стали того же состава, работающие при изнашивании и сильных ударах, вызывающих мартенситное превращение аустенита. Твердость в деформированной зоне возрастает до Н500; соответственно этому повышается стойкость. Для обеспечения аустенитной структуры наплавленного слоя процесс наплавки следует вести с минимальными тепловложениями: малые силы тока и напряжения дуги, узкие валики, повышенная скорость наплавки и т.д. При этом обеспечивается большая скорость охлаждения и не происходит охрупчивания металла, т. е. распада аустенита с выделением цементитных карбидов по границам зерен. Применяют следующие способы наплавки: ручную дуговую, механизированную самозащитной проволокой или под флюсом.
Для повышения износостойкости деталей пользуются высоколегированными сталями: хромистыми типа £ и хромовольфрамованадиевыми типа F. Типичные составы наплавленного металла: 120В13Х14Ф, 80В18Х4Ф, Х12ВФ и др. Эти сплавы широко применяют при абразивном изнашивании в сочетании с ударными нагрузка¬
230
ми. Хромовольфрамовые наплавочные материалы, кроме того, используют для изготовления биметаллического режущего инструмента. Высоколегированные стали при наплавке на средне- и низколегированные стали склонны к образованию холодных и кристаллизационных трещин. Во избежание появления трещин наплавку необходимо вести с минимальным проплавлением, с подогревом до 400—500 °С и медленным охлаждением.
Часто для повышения износостойкости деталей применяют сплавы типа G — специальные легированные чугуны. Типичные составы наплавленного металла: 300Х28С4Н4, 300Х20Р, 200X15М и др. Наплавленный металл этого типа склонен к возникновению холодных трещин; скорость охлаждения практически не влияет на температуру образования трещин. При абразивном изнашивании без ударных нагрузок для некоторых деталей можно использовать наплавленный слой с трещинами. Предварительный подогрев до 400—600 °С и последующее медленное охлаждение в печи устраняют опасность появления холодных трешин, однако это приемлемо лишь для небольших деталей. Использование подслоя из низколегированной стали с малым пределом текучести способствует уменьшению числа холодных трещин в слое чугуна. Наплавку сплавов типа G следует вести с минимальным проплавлением, электродом с поперечным колебанием или лентой (см. табл. XXIV. 13 и XXIV.14).
XXIV.13. Режимы механизированной наплавки
Вид наплавочного материала
Диаметр, размеры сечения электрода, мм
Сварочный ток, А
Напряжение, В
Скорость наплавки, 1 • 1(Г”3 м/с
Типичный коэффициент наплавки, мН/А • ч
Порошковая про¬
волока:
самозащитная
2,5
200—250
22—24
ПП-Нп-
200X15С1ГРТ
ПП-Нп-
2,8
220—300
22—25
100Х4Г2АР
ПП-Нп-10Х14Т
3
300—350
24—28
6—8
200—230
ПП-Нп-90Г13Н4
3,6
380—400
28-32
под флюсом
2,5
210—280
22—24
(ПН131, 110Г13
2,8
200—350
22—25
и др.)
3
350—400
24—28
6—8
150—170
3,6
320—420
28—32
231
Продолжение табл. XXIV. 13
Вид наплавочного материала
Диаметр, размеры сечения электрода, мм
Сварочный ток, А
Напряжение, В
Скорость наплавки, 1 • 10~3 м/с
Типичный коэффициент наплавки, мН/А • 4J
Порошковая лента:
самозащитная
(21—28)4
800—850
30—35
5-7
20—28
(Пл-Нп-
45X4
900—1000
30—35
4—5
400Х25СЗН2Г2 и др.)
под флюсом
45X4
1000
26—28
3—4,4
230—300
(У40Х38ГЭРТЮ, УЗОХЗОГЗТЮ, У25Х25ГЗФ2РН и Др )
Спеченная лента: ЛС-70ХЗНМ (АБ) ЛС-100Х7Г2Р ЛС-5Х4ВЗФС
Ширина
30
50
60
200—600
360—900
480—1000
28—33
4,4—8
300—360
80
100
800 и выше 900 и выше
Примечание. Для данных режимов механизированной на плавки используют постоянный ток обратной полярности.
XXIV.14. Режимы ручной наплавки
Марка электрода
Диаметр электрода, мм
Сварочный ток, А
Род тока
Типичный коэффициент наплавки, г/А • ч
ОЗН-ЗОО М.
4
140—160
10,5
03H-400 М ОЗН-6
5
5
160—180 1 0—180
Постоянный полярности и
обратной
перемен-
11
11
омг, омг-н
4
5
120—140
160—180
ный
9
ЭН-60М
4
110—140
Постоянный
обратной
8,5
УОНИ 13/НЖ
5
140—180
полярности
11
232
Продолжение табл. XXIV. 14
Марка электрода
Диаметр электрода, мм
Сварочный ток, А
Род тока
Типичный коэффициент наплавки, г/А ♦ ч
ОЗШ-З
4
5
130-150
160—180
9,5
ЦН-6Л
4
5
110—130
180—200
Постоянный
обратной
14
ЦН-12М-67
4
5
120—140
160-190
полярности
13,5
ОЗИ-З
4
5
120—160
160—240
9,5
13КН/ЛИВТ
4
5
140—150
190-200
6,5
Т-590, Т-620
4
5
200—220
250—270
Постоянный обратной полярности и переменный
9
ЭН4-2
4
5
210—240
240—270
9
12КН/ЛИВТ
4
5
150—160
200—210
Постоянный
полярности
обратной
8,1-8,3
ЦС-1
6
7
180—200
200-220
Постоянный
лярности
прямой по-
—
ОЗИ-5
4
5
140—200
180—250
Постоянный
полярности
обратной
10,5
XXIV.4. КОНТРОЛЬ КАЧЕСТВА НАПЛАВКИ
Качество наплавки зависит от качества исходных материалов, исправности наплавочной арматуры, выбранного режима наплавки и квалификации наплавщика. Поэтому при наплавочных работах осуществляют предварительный, текущий и последующий контроль.
Предварительному контролю подвергают: исходные материалы, соответствие наплавленного металла металлу изделия и условиям эксплуатации, исправность наплавочной аппаратуры и приспособлений, установленный режим наплавки, температуру предварительного
233
234
XXIV.15. Разрешающая способность и область применения различных методов контроля качества наплавки
Метод контроля
Способ наплавки
Выявляемые дефекты
Примерные размеры выявляемых дефектов
Рекомендуемая область применения
Внешний осмотр
Любой
Дефекты формирования наплавленного материала, подрезы, наружные трещины и поры, прожоги
0,3—0,5 мм и выше
Проверка всех наплавленных деталей
Проверка размеров наплавленного металла
Плавлением
Недостаточная или излишняя толщина слоя, его смещение
Согласно техническим условиям
Контроль расчетных наплавок деталей машин
Люминесцентный метод
Любой
Наружные трещины, поры и рыхлости
По высоте шва 0,03—0,04, по ширине 0,01 мм
Контроль высоколегированных аустенитных наплавок, меди и ее сплавов, алюминиевых сплавов
Технологические пробы на излом, загиб и скручивание; контроль швов засверловкой
Любой
Внутренние макродефекты швов (трещины, несплавления, поры, шлаковые включения, непровары и др.)
0,3—0,5 мм
Проверка квалификации наплавщиков, выбранной технологии (режима) наплавки, наплавочных материалов
Механические испытания наплавленных образцов на различные виды нагрузок
Внутренние макродефекты наплавленного слоя
Согласно техническим условиям
Металлографические исследования структуры наплавленного металла
Испытание коррозионной стойкости наплавленных образцов
Магнитогр афический
Просвечивание наплавленных материалов рентгеновскими, гамма-лучами радиоактивных изотопов
Ультразвуковой
Электром агнитный
Плавлением
Плавлением и точечный электроконтактный
Плавлением
Внутренние микро- и макродефекты наплавленного слоя. Структурная неоднородность в шве или околошовной зоне
Степень стойкости наплавки против коррозии
Наружные и внутренние трешины, непровары, подрезы и др.
Внутренние макродефеквы (трещины, непровары, подрезы, поры, шлаковые включения)
Внутренние трещины, непровары, газовые поры и шлаковые включения
Непровары, цепочки газовых пор и шлаковые включения
По макроструктуре — дефекты более 0,5 мм, микроструктуре—более мелкие дефекты, неоднородность строения
Согласно техническим требованиям
Макротрещины, дефекты глубиной 3—5 % толщины
наплавки
1—3 % толщины наплавки
3—5 % толщины
наплавки
Около 10 % толщины наплавки
Проверка технологии (режима) наплавки и последующей термической обработки. Проверка сварочных материалов
Проверка квалификации наплавщиков, сварочных материалов и технологии наплавки
Сплошной или выборочный контроль наплавленных деталей
Сплошной или выборочный контроль качества наплавки деталей ответственного назначения
Сплошной или выборочный контроль плоских наплавленные деталей
подогрева, наличие деформации в изделии, подготовку изделия под наплавку.
При текущем контроле, выполняемом в процессе наплавки, проверяют режим и технологию наплавки, размеры наплавленного слоя, характер плавления присадочного металла, наличие видимых дефектов, отделимость шлака, перегрев изделия.
При последующем контроле (после наплавки) проверяют наличие внешних и внутренних дефектов (раковин, шлаковых включений, пор, трещин, недоливов, непроваров и др.), деформацию, твердость, прочность, однородность структуры, химический состав, износостойкость.
Допустимость гого или иного дефекта регламентируется техническими условиями для данного изделия. В табл. XXIV. 15 даны сведения о методах контроля качества наплавки, их разрешающей способности и области применения.
XX1V.5. РЕМОНТНАЯ СВАРКА СТАЛЬНЫХ ИЗДЕЛИЙ
Для ремонта стальных изделий применяют разнообразные способы сварки, важнейшие из которых дуговая ручная, электрошлаковая, автоматическая и механизированная в углекислом газе и под флюсом, ацетилено-кислородная.
Наиболее распространенными ремонтно-сварочными работами являются: заварка трещин и вварка заплат в стенки сосудов, котлов и различных стальных конструкций, сварка поломанных деталей машин (коленчатых валов, спиц шкивов и маховиков и др.), элементов строительных и подъемно-транспортных машин и т.д.
Способ ремонта сваркой определяется в каждом конкретном случае с учетом технологического признака ремонтируемой детали и вида дефекта. Главные условия при выборе способа сварки — высокая производительность процесса и выполнение требований технических условий на ремонт.
Трещины в стенках котлов, сосудов, резервуаров и тому подобных емкостях предварительно подготовляют к заварке. Концы трещин засверливают на 2/3 толщины металла сверлом диаметром 4— 6 мм и вырубают на всю глубину засверловки; после этого трещину заваривают. Во всех случаях, если это возможно, заваренную трещину необходимо проварить с противоположной стороны, предварительно вырубив подтеки и шлак.
Кромки трещин разделывают механическими способами (фрезерованием, строганием, рубкой пневматическим или ручным зубилом, проточкой на станках) и способами разделительной и поверхностной резки (кислородной, воздушно-дуговой, дуговой плазменной, элект¬
236
рической дугой). Наиболее удобна кислородно-газовая резка, выполняемая обычно резаками типа РР-53, «Пламя», РВП и др.
Для вварки заплат поврежденное место вырезают газовым резаком, придавая отверстию форму круга, овала или прямоугольника с закругленными углами. По кромке выреза снимают фаски с раскрытием их в удобную для сварки сторону. Заплату-вставку вырезают точно по контуру подготовленного отверстия с фасками по кромкам. Вставке придают слегка выпуклую форму для компенсации усадки наплавленного металла.
При ремонте сосудов со стенками толщиной менее 8—10 мм заплата может со стенкой образовать нахлесточное соединение. В этом случае заплату вырезают с таким расчетом, чтобы нахлестка была не менее пятикратной толщины листа. Заплата по периметру должна обвариваться угловым швом с двух сторон.
Для ремонта плоских деталей используют следующие способы наплавки: электродуговой под флюсом порошковыми проволоками, лентами, трубчатыми электродами, электрошлаковой. При ремонте сваркой цилиндрических деталей целесообразна наплавка автоматическая под флюсом, в углекислом газе, в водяном паре и электроимпульсным способом. Детали сложной формы ремонтируют преимущественно ручной наплавкой (для обеспечения необходимого визуального наблюдения за дугой). Из механизированных способов в этом случае наиболее приемлема сварка порошковой проволокой с внутренней защитой, в защитных газах.
Для ремонтной сварки применяют электроды (см. гл. V), выпускаемые для сварки углеродистых сталей. Как правило, этими же электродами ремонтируют детали строительных машин из углеродистых и низколегированных сталей. Детали дорожных и строительных машин из легированных сталей восстанавливают электродами, характеристика которых приведена в табл. XXIV.6. Так, например, для восстановления деталей из стали 110Г13Л используют электроды марок ОМГ, ОМГ-Н и др.
Ремонтные работы можно осуществлять и стандартным сварочным оборудованием. Для сварки на переменном токе наиболее удобны трансформаторы СТЭ-24 и СТЭ-34 с отдельной дроссельной катушкой. Можно применять также трансформаторы ТС-300, ТС-500, ТСК-300, ТСК-500 и СТН-500. При ремонте деталей из легированных сталей, а также при использовании электродов с покрытиями типа Ф сварку ведут с помощью полупроводниковых сварочных выпрямителей ВСС-300 и ВСС-500 или сварочных преобразователей ПС-300, ПС-500; ПСО-500, ПСО-800 и др. Для сварки тяжелых изделий пользуются сварочными многопостовыми преобразователями ВСКМ-1000 и ПСМ-1000.
Изделия большой толщины (50 мм и более) и жесткости из ста¬
237
ли с содержанием углерода более 0,23 % сваривают, как правило, с общим или местным подогревом до 200—450 °С. Подогрев может быть индукционным (пальцевыми нагревателями), осуществляться в электропечах, или многоплазменными горелками при толщинах до 8—10 мм.
При ремонте сваркой различных изделий необходимо предупреждать появление новых трещин от усадочных напряжений, создавая облегчающие усадку металла условия. Например, при заварке лопнувшей спицы стального шкива следует в разделанную трещину вбить стальной клин для разведения трещины на 2—3 мм. При заварке трещины клин проваривается, а его выступающая часть срезается заподлицо со спицей. Разводку трещины перед заваркой можно выполнить нагревом соседних спиц и частей обода жаровней, горелками и т. п. Можно разводить трещины домкратом, который после заварки убирают.
Уменьшения внутренних напряжений и коробления при ремонтной сварке стальных изделий большой толщины и жесткости достигают:
накладывая многослойные швы «каскадом» или «горкой» при их наклонном или вертикальном расположении;
применяя двустороннюю разделку кромок (особенно при вертикальном положении шва) и сварку «горкой» одновременно двумя дугами одинаковой мощности;
выполняя сварку за один тепловой цикл;
используя послойную проковку (чеканку) металла шва.
XXIV.6. СВАРКА ЧУГУННЫХ ИЗДЕЛИЙ
Чугун бывает серый, белый, ковкий, высокопрочный и легированный. В машиностроении наиболее часто применяют серый чугун, в котором углерод находится в виде пластинчатого графита и наблюдается серый излом. Серый чугун (см. гл. V) хорошо обрабатывается резанием. Серый чугун, подвергающийся длительному воздействию высокой температуры, кислот, пара и т.д., практически сварке не подлежит. Изделия из серого чугуна часто неоднородны по химическому составу и структуре: за счет разной толщины частей изделия и соответственно разной скорости охлаждения могут появиться хрупкие слои отбеленного чугуна, что затруднит его сварку.
Белый чугун чрезвычайно хрупок и более тверд, чем серый. Он содержит углерод в виде цементита (РезС) и имеет белый излом.
Ковкий чугун получается при отжиге белого чугуна с расположением графита в виде хлопьев. Этот чугун хорошо обрабатывается резанием и более пластичен, чем серый чугун.
238
Высокопрочные чугуны (см. гл. V) содержат обычно углерод в виде шаровидного графита. Такой чугун имеет высокий предел прочности (400—600 МПа) и значительную пластичность.
Легированный чугун содержит в своем составе один или несколько легирующих элементов и имеет специальные свойства.
В зависимости от химического состава чугун может быть крупнозернистый и мелкозернистый, последний сваривается значительно легче.
Применяются различные способы сварки чугунов. Чугун можно сварить дуговой сваркой, металлическими или угольными электродами, газовой сваркой, термитной сваркой и заливкой жидким чугуном.
Различают два способа сварки чугуна: холодный и горячий. Холодную сварку выполняют без подогрева свариваемых деталей, полу горячую — при подогреве до температуры 300—400 °С, горячую при нагреве до температуры 600—800 °С. Эти способы разделяют на отдельные группы в зависимости от вида сварки и применяемых сварочных материалов (рис. XXIV.6).
Сварку чугунов применяют при изготовлении новых деталей в ограниченном количестве. Обычно чугун сваривают при ремонтнО-восстачовительных работах и при исправлении дефектов в чугунных отливках. При ацетилено-кислородной сварке в качестве присадочного металла используют чугунные прутки марок Л и б. Дета'Ли сложной формы с тонкими стенками из металла мелкозернистой структуры рекомендуется сваривать прутками марки А диаметром 6—10 мм. Для тяжелых тонкостенных деталей, подвергающихся длительному нагреву, следует применять прутки марки Б диаметром 8—16 мм. В качестве флюса употребляют техническую безводную буру, флюс ФН4-1 и др.
Для изделий, требующих получения особо плотного шва с гарантированным отсутствием пор в наплавленном металле, рекомендуется использовать газообразные флюсы БМ-1, БМ-2 и т.п.
При газовой сварке чугуна по способу, разработанному ВНИИАвтогенмашем (низкотемпературная сварка), флюс изготовляют в виде пасты. Пасту предварительно подогревают до 700 °С и наносят на участок сварки. Присадочный пруток также покрывают пастой. Паста очищает свариваемый участок детали от окислов, загрязнений и обеспечивает соединение основного металла, не доведенного до состояния плавления, с расплавленным металлом чугунного прутка. Этот способ позволяет получить сварные соединения удовлетворительной плотности, небольшие внутренние напряжения и почти полное отсутствие трещин.
Электродуговую сварку чугуна выполняют специальными электродами (табл. XXIV. 16) с подогревом до 400—600 °С (горячая свар-
239
to
О
XXIV.6. Классификация способов сварки чугуна
XXIV.16. Характеристика материалов для сварки и наплавки чугуна (размеры и общие технические требования по ГОСТ 9466—75)
Тип наплавленного металла
Марка электрода
Твердость
наплав¬
ленного
металла
НВ
Обрабатываемость
наплавленного
металла
Назначение
Применение
У35С4Г, остальное Fe
ОМЧ-l (пруток марки Б с покрытием)
180—200
Хорошо обрабатывается режущим инструментом
Для сварки и наплавки изделий из чугуна с предварительным подогревом до 400—600 °С
Ремонт чугунных изделий, заварка дефектов литья методом горячей дуговой сварки
Д35ГЖЭ, остальное Ni-j-Co
МНЧ-2 (проволока марки НМШМц с покрытием), монель-металл
130—140
Для сварки и наплавки чугуна без подогрева
Для ремонта и сварки чугунных изделий, когда допускается наличие разнородных материалов (чугуна и медно-никелевого сплава)
Д89ЖП
ОЗЧ-6 (пруток из меди марок МТ, М-1)
<200
Возможна обработка инструментом из твердого сплава и абразивным
Холодная дуговая заварка трещин на изделиях, требующих герметичности швов при малой толщине стенок (до 15— 20 мм)
100Н49Ж50
ОЗЖН-1
180—210
То же
Для сварки и наплавки серого и высокопрочного чугуна
Холодная сварка чугуна
Продолжение табл. XXIV. 16
Тип наплавлен« ного металла
Марка электрода
Твердость
наплав-
ленвого
металла
НВ
Обрабатываемость
наплавленного
металла
Назначение
Применение
10Х5НЗ, остальное Си + Fe
АНЧ-1 (проволока Св-04Х19Н9 или Св-04Х19Н9Т в оболочке меди и с покрытием)
Хорошо обрабатывается режущим инструментом
Для сварки серого чугуна без подогрева
Заварка дефектов
10Ф10, остальное Fe
ЦЧ-4 (проволока Св-08 или Св-08А с покрытием)
160—190
Возможна обработка инструментом из твердого сплава
Для сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также этих чугунов со сталью
Холодная сварка поврежденных деталей и заварка дефектов в отливках
Ж99
034-2
150—200
Хорошо обрабатывается режущим инструментом
Для сварки и наплавки серого и ковкого чугуна
—
30С5Н50, ос* тальное Fe
ЦЧ-ЗА (проволока Св-08Н50 с покрытием)
Н99
ОЗЧ-З (стержень НП-2)
150—180
У40СЗМ1
ППЧ-2
160—200
20ЖД, осталь¬
ОЗЧ-4 (стержень
ное Ni
НП-2)
Хорошо обрабатывается режущим инструментом
Для сварки высокопрочного магниевого чугуна со сфероидальным графитом и серого чугуна с пластинчатым графитом
Холодная сварка поврежденных деталей и заварка дефектов в отливках
Для сварки серого и высокопрочного чугуна
Для сварки и наплавки изделий из чугуна
Ремонт изделий из чугуна, заварка дефектов литья методом горячей дуговой сварки
Для наплавки серого и высокопрочного чугуна
Наплавка последнего слоя при истирании, подслой ОЗЧ-З
ка) или без подогрева (холодная сварка). Режимы сварки и наплавки этими электродами приведены в табл. XXIV. 17.
Раковины или трещины в ковком чугуне более целесообразно заваривать в исходном состоянии до отжига (томления) отливок из белого чугуна в печи. При этом можно применять газовую и дуговую горячую сварку металлическими или угольными электродами. Изделие после сварки отжигают. Ковкий чугун после отжига заваривают
XXIV.17. Режимы сварки и наплавки чугуна
Марка электрода
Диаметр электрода, мм
Сварочный ток, А
Род тока
Дополнительные сведения
ОМЧ-1*
6
250—350
Переменный и
Сварку ведут с подогре¬
8
350—450
постоянный ток
вом до 400—600 °С ко¬
10
450—550
обратной по¬
роткими валиками дли¬
лярности
ной 85—30 мм и шири¬
ной, равной 2—3 диамет¬
рам электрода, с пере¬
крытием на 0,5 ширины
предыдущего валика
МНЧ-2
3
90—110
ОЗЧ-2
4
120—140
5
160—190
Сваривают предельно ко¬
Постоянный
роткой дугой, небольши¬
ток обратной
ми участками с послой¬
ОЗЧ-6
3
80—100
полярности
ным охлаждением до
4
140—160
60 °С и проковкой
5
180—200
J
АНЧ-1
3,5
100—120
То же
Сварку выполняют ко¬
роткими участками с
проковкой в горячем со¬
стоянии сразу же после
обрыва дуги; перед за¬
варкой следующего
участка деталь охлаж¬
дают до 20—50 °С
ЦЧ-4
3
60-80
Переменный
Сварку ведут короткими
4
90—110
ток и постоян¬
участками 25—35 мм с
5
120—150
ный ток пря¬
послойным охлаждением.
мой полярности
Рекомендуется наплав*»
ленный металл проко¬
вывать
244
Продолжение табл. XXIV. 17
Марка электрода
Диаметр электрода, мм
Сварочный ток, А
Род тока
Дополнительные сведения
ОЗЧ-4
4
110—130
Сваривают короткой ду¬
ЦЧ-ЗА
5
140—160
гой участками 30—60 мм
ОЗЖН-1
4
5
130—150
160-180
Постоянный ток обратной полярности
с послойным охлаждением до 60 °С. В горячем состоянии рекомендуется металл проковывать
ППЧ-2
3
250—280
Сварку выполняют в углекислом газе. Для изделий большой жесткости с подогревом
* Электродом ОМЧ-1 сваривают и наплавляют швы в нижнем положении, остальными электродами — швы в нижнем и вертикальном положениях.
газовой горелкой или электрической дугой электродами из медно-никелевого сплава или УОНИ 13/55.
Горячую сварку чугуна можно вести угольными электродами (табл. XXIV. 18) с присадочным металлом в виде чугунных прутков типа А или Б. Для шлакования в качестве флюсов применяют следующие виды буры: кристаллическую, обезвоженную, с борной кислотой в соотношении 1 : 1 и буру с содой в соотношении 1:1.
XXIV. 18. Режимы сварки угольными электродами
Толщина металла, мм
Диаметр угольного электрода, мм
Сварочный ток, А
6—10
8—10
280—350
10-20
10—12
300—400
20—30
12—16
350—500
30 и более
16—18
350—600
245
При автоматической и механизированной сварке порошковой проволокой (метод разработан ИЭС им. Патона) используют проволоку марок ПП4-1 и ПП4-2.
Электрошлаковую сварку выполняют пластинчатыми электродами из серого чугуна и чугунными плавящимися мундштуками, через которые подается стальная проволока. Сварочную ванну заполняют металлом, образуемым при расплавлении обычной стальной проволоки. Для получения нормальной структуры металла сварного шва необходимо увеличить содержание углерода и кремния в металле мундштука. Для электрошлаковой сварки чугуна (табл, XXIV. 19) применяют фторсодержащие флюсы, а также флюсы марок АН-22 и АН-10.
XXIV.19. Режимы электрошлаковой сварки чугуна
Толщина, мм
iff
Способ сварки
свариваемого
металла
пластины
Зазор, мм
Сварочный ток, А
Ё
к
g
1
ОБ
а
с
«0
X
Глубина шлаковой ванны, мм
Пластинчатым электродом из серого чугуна
30—50
16—
17
36—
40
600—900
34—
36
25—
30
55—65
17—
18
35— 42
850—900
46—
47
30—
35
100—105
16—
18
37—
40
700—1050
34—
36
25—
30
130-135
16—
18
37—
40
1600—2000
45—
46
30—
35
Плавящимся
мундштуком
60
18
38—
40
900—950
45—
47
—
Примечание. При сварке плавящимся мундштуком использу-* ют проволоку Св-ЮГС.
246
При холодной сварке чугуна, выполненной различными методами, в переходной зоне образуется разнородная структура. Слои чугуна, прилегающие к зоне шва, сильно отбеливаются; переходная зона шва делается твердой и хрупкой, склонна к растрескиванию и отслаиванию, с трудом обрабатывается режущим инструментом. Поэтому при холодной сварке стальными электродами часто свариваемый участок усиливают с помощью шпилек и анкеров. В ряде случаев рекомендуется минимальное проплавление. Например, при сварке высокопрочного чугуна с шаровидным графитом и серого чугуна электродами марок ПЧ-4 и НЧ-ЗА минимальное проплавление необходимо для избежания отбеливания в зоне силавления. С этой же целью применяют комбинированную сварку или наплавку двумя видами электродов. Первый и второй слои сваривают электродами марки МНЧ-1 с высоким содержанием никеля, а последующие — электродами марки ОЗЧ-1. Используют также предварительную наплавку чугуна в один-два слоя электродами ЦН-4 с последующей наплавкой электродами ЦЧ-4 и т. д.
При холодной сварке чугуна электродами из никелевых сплавов металл сварного шва имеет повышенную пластичность. Никель не образует карбидов и хорошо сплавляется с железом, в зоне шва не появляется хрупких составляющих.
Прочность сварного соединения ниже, чем после сварки стальными электродами, но возможна механическая обработка поверхности шва (отсутствует отбеленная прослойка).
Медными электродами сваривают изделия, работающие при незначительных статических нагрузках, а также изделия, требующие плотных швов. Выполненный медными электродами сварной шов обрабатывают режущим инструментом. Этот способ сварки можно применять для заварки мелких дефектов в отливках и ремонте малогабаритных деталей.
Медными электродами можно варить на постоянном токе обратной полярности. Сварку электродами из монель-металла применяют в тех случаях, когда от сварного соединения не требуется большой прочности. Например, для заварки дефектов литья, расположенных в неответственных местах отливки. Сварной шов хорошо обрабатывается режущим инструментом.
247
Глава XXV. ТЕРМИЧЕСКАЯ ОБРАБОТКА
СВАРНЫХ СОЕДИНЕНИЙ
XXV.1. ОБЩИЕ ПОЛОЖЕНИЯ.
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, ИСПОЛЬЗУЕМЫЕ ПРИ СТРОИТЕЛЬНО-МОНТАЖНЫХ РАБОТАХ
В ряде случаев, главным образом при сварке высоко- и низколегированных сталей, а также некоторых других материалов (сплавы титана и пр.) в условиях строительно-монтажной площадки приходится прибегать к термической обработке сварных соединений. Основной целью термической обработки сварных соединений является снижение (либо полная ликвидация) остаточных напряжений и сварочных деформаций (см. гл. IV).
Из всего многообразия видов термической обработки, известных в настоящее время, при строительно-монтажных работах используют три основных вида: высокий отпуск, нормализацию и аустенизацию, а также два запасных: термический отдых и стабилизирующий отжиг.
Высокий отпуск заключается в нагреве сварного соединения до температур, близких к нижней критической точке диаграммы «железо— углерод» свариваемой стали Aci (—650—750 °С, в зависимости от марки), выдержке его при этой температуре в течение 1—5 ч и последующем медленном охлаждении. При этом уменьшается и выравнивается поверхностная твердость, повышаются пластичность и ударная вязкость. Уровень остаточных напряжений снижается на 70— 80 % либо они исчезают.
Нормализация включает нагрев сварного соединения до температур выше критической точки Асз (~900—950 °С для углеродистой и низколегированной стали), небольшую выдержку и охлаждение на воздухе. При нормализации удается получить более мелкое зерно металла шва, снизить остаточные напряжения, а также улучшить механические свойства сварного соединения: повысить прочность, пластичность и ударную вязкость.
Аустенизация (закалка на аустенит) проводится для сварных соединений из аустенитных сталей. При аустенизации сварное соединение нагревают до 1075—1125°С, выдерживают при этой температуре около 1 ч и затем быстро охлаждают. Аустенизация приводит к повышению пластичности сварного соединения, выравниванию структуры шва и околошовной зоны, улучшению эксплуатационных свойств.
Термический отдых заключается в нагреве до 250—300 °С с последующей выдержкой в течение нескольких часов. После такой термической обработки уменьшается содержание водорода в сварных
248
швах, а также снижается уровень остаточных сварочных напряжений. Отдых обычно применяют для сварных соединений толстостенных конструкций, для которых трудно выполнить термическую обработку по режиму высокого отпуска.
Стабилизирующий отжиг проводится при нагреве до 950—970 °С, выдержке в течение 2—3 ч и охлаждении на воздухе. Стабилизирующий отжиг приводит к снижению остаточных сварочных напряжений на 70—80 %, обеспечивает стабильную структуру металла, повышает коррозионную стойкость. Этот вид термообработки применяют для сварных соединений из высоколегированных сталей аустенитного класса, заменяя им аустенизацию.
XXV.2. СПОСОБЫ НАГРЕВА СВАРНЫХ СОЕДИНЕНИЙ
При выполнении работ на строительно-монтажной площадке сварные соединения подвергают термической обработке следующими способами нагрева: электронагревателями сопротивления, индукционным, электронагревателями комбинированного действия, газопламенным и термохимическим.
Нагрев электрическими нагревателями сопротивления относится к радиационному способу. В этом случае теплоносителем является нагретый воздух. Тепло, выделяемое при прохождении тока пс нихромовой ленте или проволоке, нагревает сварное соединение.
Индукционный способ термообработки заключается в нагреве сварного соединения на изделиях цилиндрической формы электрическим током, индуцируемым в металле переменным электромагнитным полем. Индукционный нагрев выполняется токами промышленной частоты 50 Гц и средней частоты — 400—8000 Гц. Нагрев током 50 Гц целесообразно применять для термообработки по режиму высокого отпуска сварных соединений труб с толщиной стенки более 40 мм. Нагрев токами средней частоты более экономичен и менее трудоемок.
Термообработка электронагревателями комбинированного действия как бы синтезирует оба названных способа, т. е. нагрев гибкими нагревателями сопротивления и индукционным током 50 Гц.
Газопламенный способ нагрева относится к радиационному методу и заключается в нагреве соединения за счет тепла, выделяющегося при сгорании газовой смеси. В качестве горючего газа применяют ацетилен, пропан-бутановую смесь и другие, к которым добавляют кислород или воздух.
При термохимическом способе нагрева тепло, необходимое для нагрева, образуется при сгорании пакетов из экзотермических смесей,
249
устанавливаемых на сварное соединение. Эти смеси, в состав которых входят окислы алюминия, соединения серы и фосфора, дают при сгорании большое количество тепла.
XXV.3. НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для термической обработки сварных соединений и подогрева трубопроводов и аппаратов под сварку используют различные нагревательные устройства (рис. XXV.1).
Гибкие электронагреватели сопротивления (ГЭН) наряду с электронагревателями комбинированного действия (КЭН) наиболее удобны для термической обработки сварных соединений в монтажных условиях (табл. XXV. 1, рис. XXV.2).
К электронагревателям сопротивления также относятся разъемные муфельные нагреватели (печи) (табл. XXV.2), представляющие собой составной (две полуцарги) металлический кожух, футерованный легкой огнеупорной изоляцией из асбестовой и кремнеземной ткани (нагреватели Миннефтегазстроя СССР типа ПТО). На внутренней поверхности футеровки закреплен нагревательный элемент из нихромовой проволоки или ленты.
Индукционный электронагреватель представляет собой соленоид, выполненный из меди. Известно несколько типов индукторов: гибкие,
XXV.1. Техническая характеристика нагревателей ГЭН (ТУ 36-1837—82)
Условное обозначение секций ГЭН
Диаметр труб сварных соединений, мм
Длина с тоководом, мм
Длина по пальцам, мм
Число пальцев, шт.
Масса, кг
Напряжение, В
Мощность, кВт
ГЭН 416.20,5 В.108
108
446
416
13
3,63
20,5
2,05
ГЭН 512.24,0 В. 133
133
542
512
16
4,18
24
2,4
ГЭН 576.26,0 В. 159
159
606
576
18
4,66
26,3
2,63
ГЭН 608.27,5 В.168
168
638
608
19
4,84
27,5
2,75
ГЭН 640.28,6 В. 180
180
670
640
20
5,06
28,6
2,86
ГЭН 704.31,0 В.194
194
734
704
22
5,46
31
3,1
ГЭН 768.22,0 В.219
219
798
768
24
5,87
33
3,3
ГЭН 864.36,6 В.245
245
894
864
27
6,45
36,6
3,66
ГЭН 896.37,8 В.260
260
926
896
28
6,67
37,8
3,78
ГЭН 928.39,0 В.273
273
958
928
29
6,85
39
3,9
ГЭН 1024.42,4 В.300
300
1054
1024
32
7,48
42,4
4,24
ГЭН 1088.44,7 В.325
325
1110
1088
34
7,88
44,7
4,47
250
XXV. 1. Классификация нагревательных устройств, применяемых при 'термической обработке и нагреве при сварке
XXV 2. Гибкий пальцевый нагреватель сопротивления
1 to керамические изоляторы, соответственно основной и фасонный: 2 —
нихромовая перемычка; 3 — нихромовая плоская спираль; 4 —скоба для крепления пояса на втулке нагревателя; 5 — пояс для крепления нагревателя и мата на трубе; 6 — втулка из стали марки СтЗ; 7 — винт JV18X16; о, 9 керамические изоляторы для контактной муфты и для выводов
жесткие, с изоляцией и без нее, с воздушным и водяным охлаждением.
На практике широкое применение нашли воздухоохлаждаемые гибкие индукторы типа М из медного провода без изоляции по ГОСТ 839—80Е или типа МГ.
Гибкие индукторы из медного провода без изоляции, работающие на токе с частотой 50 Гц, наматывают на сварное соединение, как правило в один слой с 6—12 витками, с зазорами между ними 15—20 мм (рис. XXV.3).
Электронагреватели комбинированного действия типа КЭН (табл. XXV.3) изготовляют в виде индуктора, состоящего из нихромовой
252
XXV.3. Гибкие медные индукторы
а — из провода МГ с естественным воздушным охлаждением; б — водоохлаждаемый конструкции ЦНИИТМАШ
1 — асбестовая изоляция;
2 — нагреваемая труба;
3 — медный кабель; 4 — пожарный рукав; 5—охлаждающая вода; 6 —
клеммы индуктора
б)
2 J
/ /
/
о:о:о:ссо:о:о:оххо:о:о:о
проволоки марки Х20Н80-Н или Х20Н80 диаметром 3,6 мм, на которую надеты керамические изоляторы серии ИКН.
Для термообработки стыков трубопроводов диаметром 1020— 1420 мм и толщиной стенки до 30 мм применяют электронагреватели комбинированного действия КЭН-4 (табл. XXV.4).
Газопламенная горелка представляет собой устройство для смешения горючего газа с воздухом или кислородом и подачи полученной газовой смеси в место горения. В зависимости от размеров термообрабатываемых конструкций применяют однопламенные универсальные ацетилено-кислородные горелки, кольцевые многопламенные горелки и нагревательные газопламенные устройства, входящие в состав установок для полной термической обработки аппаратов.
253
XXV.2. Технические характеристики электрических муфельных
нагревателей типа ПТО
Макси¬
Габарит, мм
Модель
Диаметры обрабатываемых труб, мм
Максимальный потребляемый ток, А
мальная
потреб¬
ляемая
мощность,
кВт
диаметр
ширина
Масса, кг
ПТО-161
89, 108, 114, 159, 168
365
11
736
270
34
ПТО-211
219
380
13
788
270
38
ПТО-321
273, 325
750
22
885
255
53,1
ПТО-421
377, 426
730
26
985
255
54,8
ПТО-521
529
760
28,2
1120
250
69,7
ПТО-721
720
1200
39
1205
320
84
ПТО-1021
1020
1600
51,8
1550
330
153,9
Примечание. Диапазон рабочих температур этих нагревателей 550—760 °С.
XXV.3. Техническая характеристика электронагревателей КЭН с максимальной температурой нагрева 1000 °С
Показатель
КЭН-1
К - Н-2
кэн-з
Рабочий ток, А
50—60
100—120
250—300
Падение напряжения на элект¬
12,5—15
23—27,5
37,5—45
ронагревателе, В
0,63—0,9
Мощность, кВт
2,3—3,3
9,4—13,5
Поперечное сечение нихромо-
10
20
50
вой проволоки, мм2
Тип керамических изоляторов
ИКН-202
ИКН-202
ИКН-302
Размеры обрабатываемых
труб, мм:
диаметр
25—325
108—426
219—620
толщина стенки
До 25
До 40
До 70
Длина, м
2,3
4,3
6,6
Масса, кг
1,8
4,5
11,4
Для нагрева как предварительного, так и сопутствующего сварке и термической обработке сварных соединений трубопроводов малого и среднего диаметров используют универсальные ацетиленокислородные горелки средней мощности типа ГЗ и большой мощности типа Г4 по ГОСТ 1077—79*Е. К горелкам средней мощности относятся горелки «Москва», «Звезда», ГС-3 (рис. XXV.4).
В табл. XXV.5 приведены технические характеристики многопламенных кольцевых горелок (рис. XXV.5).
254
XXV.5. Кольцевая многопламенная горелка конструкции треста Востокметал-
л у ремонт аж
/ ■— корпус; 2«—■ газоподводящая труба; 3 — воздушная заслонка; 4 — ниппель
255
XXV.4. Техническая характеристика электронагревателей КЭН-4 с максимальной температурой нагрева 1000 °С Показатель
КЭН-4-1
КЭН-4-2
КЭН-4-4
Рабочий ток, А
360
360
360
Падение напряжения на электронагревателе, В
49
57
65
Мощность, кВт
17,7
20,5
23,4
Поперечное сечение нихромовой проволоки, мм2
60
60
60
Тип керамических изоляторов Размеры обрабатываемых труб, мм:
ИКН-302
ИКН-302
ИКН-302
диаметр
1020
1220
1420
толщина стенки
30
30
30
Длина, м
7
8,4
9,6
Масса, кг
12,7
14,7
19,6
Примечание. Поперечное сечение нихромовой проволоки в этих электронагревателях 60 мм2, в них используются керамические изоляторы ИКН-302.
XXV.5. Техническая характеристика многопламенных кольцевых
горелок
I Номер горелки 1
Наружный диаметр труб, мм
Размер корпуса горелки, мм
Давление горючего газа, МПа
Масса, кг
Организация— изготовитель горелок
я
X
X
а
К
Э
«
I *
S а>
а 2 са к * **
при нагреве до 650—750 °С
при
выдержке
1
2
3
4
5
До 70 108—159 194—219 245—273 327—377
100
120
120
140
150
300
450
484
550
599
0,06—0,08 0,08—0,1
0,02—0,03
16
24
42
44
50
Трест Мосэнергомонтаж Минэнерго СССР
0,08—0,12
0,02—0,04
1
108
132
295
0,06—0,08
А АО Л AQ
15
Трест Восток-
2
133, 159
132
366
0,08—0,1
22,5
металлургмон-
3
219
174
468
26
гаж Минмон-
4
245, 273
174
536
0,08—0,12
0,02—0,04
27
тажспецстроя
5
325
195
565
36
СССР
Для подогрева кромок труб диаметром 1020—1420 мм при сварке в полевых условиях при температуре окружающего воздуха до —40 °С разработан в СКВ Газстроймашина Миннефтегазстроя СССР
256
комплект подогревателя ПС (табл. XXV.6). Комплект состоит из агрегата питания, теплопровода, двухсекционного разъемного подогревателя и двух резинотканевых рукавов для подачи газа к секциям.
XXV.6. Техническая характеристика подогревателей типа ПС
Показатель
ПС-1022
ПС-1221
ПС-1421
ПС-1424
Диаметр подогреваемых
1020
1220
1420
1020,
труб, мм
1220,
1420
Номинальная тепловая мощ¬
4,2*108
5,6-108
8,8-108
8,§108
ность, Дж/ч
8
8,8
10
10
Масса одной секции подо¬
гревателя, кг
9,6
12
19
Расход топлива, кг/ч
19
Масса, кг:
23
23
пропана в одной емкости
23
680
оборудования
265
280
280
2220
Габарит, мм
1200X780X1300
3280x1940 x 2030
XXV.4. МАТЕРИАЛЫ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Проволоку и ленту с высоким омическим сопротивлением выпускают по ГОСТ 12766.1—77* и 12766.2—77* и используют при изготовлении нагревательных элементов в нагревателях сопротивления и комбинированного действия (табл. XXV.7).
XXV.7. Техническая характеристика проволоки и ленты с высоким омическим сопротивлением
Марка сплава
Рабочая температура нагревательного элемента, °С
Вид материала и его размеры, мм
предель¬
ная
оптималь¬
ная
Лента
Проволока
толщина
ширина
диаметр
Х15Ю5
1120
1050
0,2—7,5
Х23Ю5
1200
1150
0,2—3,2
6-80
0,3—7,5
Х2ТО5Т
1200
1150
0,3—7,5
Х27Ю5Т
1300
1250
0,5-5,5
Х15Н60
1000
950
0,3—7,5
Х15Н60-Н
1120
1050
0,1—3,2
6—250
0,1—7,5
Х20Н80-Н
1175
1125
0,1—7,5
Х20Н80
1100
1050
0,1—7,5
17—252
257
Для изготовления электронагревателей типа ГЭН и КЭН применяют керамические нагревательные изоляторы типа ИКН-202У2, ИКН-302У2, ИКН-402У2 и ИКН-702У2 по ТУ 16-528.101—76. Изоляторы, изготовляемые из керамического материала ВК 94, имеют хорошую теплопроводность.
Для подключения электронагревателей к источникам питания служат электрические кабели и провода марок КРТП, ПС, ПРГ, ПРГД и ПРГДО (табл. XXV.8, а также гл. VIII).
XXV.8. Электрические кабели и провода, применяемые при термической обработке
Число ж к л
Сечение кабеля или провода, мм2
Марка
Характеристика
гост
X
а
X
0)
о
О)
1*
8х
основных
жил
жил заземления
КРПТ
Переносной гибкии кабель с медными жилами с резиновой изоляцией в резиновой оболочке
ТУ К73— 05—88
1
2
3
2
3
1
1
35—120
35-120
35—120
35—120
35—120
10—35
10—35
ПС
Провод медный одножильный в оплетке, пропитанный противогнилостным составом
ТУ К73— 03—88
1
120—240
РГД
Гибкий кабель с резиновой изоляцией, в резиновой оболочке
!
—
6—120
—
РГДО
Г ибкий кабель в изоляционно-защитной резиновой оболочке, облегченный
1
—
35—70
—
При газопламенном нагреве используют следующие горючие газы и жидкости: ацетилен, городской газ, пропан, бутан, пропано-бута« новую смесь, а также пары керосина и бензина (табл, XXV.9),
258
XXV.9. Основные свойства горючих газов и жидкостей
Газы и жидкости
Температура пламени при сгорании, °С
Плотность,
Теплотворная способность при 20 °С и давлении 0,1 МПа
Коэффи¬
циент
Количество кислорода, подаваемого в горелку м*
в кислороде
в воздухе
кг/м5
кДж/м3
кДж/кг
замены
ацетилена
на 1 м3 горючего
на 1 кг горючего
Ацетилен
3150—3200
2325
1,09
52 900
—
1
1-1,3
—
Городской газ
2100—2200
1850
0,7—0,9
35 440
—
1,6—1,8
1,5—1,6
—
Пропан
2750
1925
1.88
87 400
—
—
3,5
—
Бутан
2500
—
2,54
116 800
—
-
4
—
Пропано-бутановая смесь (содержание пропана 85 %)
2100
—
1,92
89000
—
0,6
3—3,5
—
Керосин
2400—2450
1930
—
—
44 500
1,0—1,3
—
1,7—2,4
Бензин
2500—2600
1970
—
—
42 000
1,4
—
1,1-1,4
XXV.10. Характеристика теплоизоляционных материалов
Масса, кг
1 Л л а
Цо
Нормативный документ
Материал
1 м*
1 М2
1е°.
* - я
cd 0*
S'f
Кремнеземные ткани:
КТ-11
КТ-11-ТО КТ-11-ТОА
КТ-11-3/02
—
0,34
0,31
0,3
0,18
1300
11001 1100 /
1100
ОСТ 6-11-376—74 ТУ 6-11-175—77 ТУ 6-11-224—77
Асбестовые материалы:
ткани (6 — толщина, мм):
АТ-3 6=2,5 АТ-4 5=3,1 АТ-5 6 = 2,2 АТ-7 6=2,4 АТ-8 6=3,3 АТ-8 6=2 АТ-13 6=4,4 АТ-14 6=4,2 АСТ-1 6=1,8
—
1,3
1.5
1.35 1,53 2,1 1,15
2.6
2.35 1,05
400
400
400
450
450
450
400
400
500
—
картон:
КАОН-1, КАОН-2 Шнуры типа ШАОН, ШАИ-1, ШАИ-2, ШАПТ, ШАВТ
1000—1400 0,09—0,26 для 1м длины
—
500
ГОСТ 2850—80* ГОСТ 1779—83
Маты:
теплоизоляционные МРПК-2 минераловатные прошивные 1М, 2М высокотемпературные МВТ
76—125
250
4,5
1100
600
1100
ТУ 6-11-388—75 ГОСТ 21880—76 ТУ 36-1846—77
Материалы каолинового состава:
вата ВКР-1 (1-го и 2-го сорта) мат ВКМ
| 100—150
—
1100
ТУ 6-11-245—77
260
XXV.б. Высокотемпературный теплоизоляционный мат МВТ
/ — кремнеземная ткань; 2 —рулонный материал; 3 — пуговицы из кремнеземной ткани
Теплоизоляционные материалы, свойства которых указаны в табл. XXV. 10, применяют при термической обработке для уменьшения потерь тепла при нагреве и обеспечения безопасности персонала термистов.
При нагреве электронагревателями типа ГЭН и КЭН пользуются высокотемпературными матами МВТ. Маты (рис. XXV.6) изготовляют методом обшивки рулонированного материала каолинового состава марки ВКР-1 кремнеземной тканью марки КТ-11-ТО или КТ-11 с последующей простежкой кремнеземной нитью марки К-11 -Сб-180 и пришивкой пуговиц из той же ткани.
XXV.5. ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для термической обработки сварных соединений используют электрические источники питания, посты и установки для электронагрева и оборудование для газопламенного нагрева (рис. XXV.7).
XXV.5.1. Электрические источники питания
Источниками питания для термической обработки сварных соединений с электронагревателями типа ГЭН и КЭН являются сварочные трансформаторы мощностью 15—30 кВ*А (табл. XXV.11).
Источниками питания при индукционном нагреве токами частотой 50 Гц с использованием гибких индукторов из медного провода
го
CD
to
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА (СМ. РИС. ХХУ.1) ИСТОЧНИКИ ПИТАНИЯ
*
о Ss о < х ~
§i § ? < s §
О
L.
S
х х 2 х о ш £ О t- с; 2
x * 2 i
X <
5 о i о §h xo
Ш 00
3 ш
S<|h
lip
III*
S . ш
=J< 3 ™
v о 3 -
Г Ш X J3
СИ, ш H
xf О о
£ < С Ь-
S х о < У
It
И
со
<
U
ш
о
£
е
21 М
§1 ® н о X « < ft. а. < I- X ш
Р
Р О % ш
CD Х
о о
>s
о
is
Tui в < ?* 3° о
О ш
J*
ОО
д-
X
«
=г
<
ПОСТЫ УПРАВЛЕНИЯ И КОНТРОЛЯ
i«S8g
ь5§1|
ё<Ё9“>?
S2| §2 S 8“8
ч s
к
11 13
о 2
I*
х <
S X 1
X о
UJ Ю i§ is
X
<
Ц
п
з с х ю
Е?
о *
| i,s § 85|S
=* Ю I iSf з х £ н
“ St
У
Is
I*
S: Ш £ * X CD < с о *
u «
IS
|5
1°
о H n G
Ш
u 5
o S S ш
Ч1
X QQ У < > Q. 0- С U >*
=1
о s
со Ш < -0 L. LO
X
<
О S S Ш CIS
iL
iS
l£
с
о >*
XXV.7. Классификация оборудования для термической обработки
XXV.11. Источники питания для электронагревателей типа ГЭН и КЭН
2
е
СО .
Я *
си са
ч
со * С со
Л, =
Максимальное число на один источник питания, шт.
Тип источника
о
§
X
о
е
2
Ssl
О М-,
параллельно
включенных
Напряжен* хода, В
Допустимо» пряжения теле, В
X
д
4
со
X
X
5 о Е
и
с
я 2 ® ffl S — oxl
е 2U О Е- £0
С П Я
параллелы включении: поясов ГЭ1
КЭН-3
КЭН-2
КЭН-1
ТДФ-1601
95
80
1600
100
52
16
6
16
СТШ-500-80, ТД-500, ПСО-500, ВСО-500, ВСГ-500
80
65
500
60
43
3
1
3
6
ПАС-400, АС Б-300, ПС-300М, ПС-300, ВД-303
80
65
300
60
43
2
1
2
4
ТСД-2000
79
64
2000
60
43
12
5
12
—
В КС-500
74
59
500
60
40
3
1
3
6
ТСД-1000
71
56
1000
60
37
6
2
6
—
ТД-306
70
55
300
100
35
1
—
1
2
ТДФ-1001,
68
53
1000
100
35
10
4
10
—
ВД-301, ВД-302
6S
53
300
60
35
2
1
2
4
СТЭ-34, ТСД-500
65
50
500
60
33
3
1
3
6
ВСС-300, ВСУ-300
65
50
300
65
33
2
1
2
2
ТРМК-1000-1
63
48
1000
100
32
10
3
10
—
ТШС-1000-1
62
47
1000
100
31
6
2
6
—
ТШС-1000-3*
62
47
2000
60
31
12
5
12
—
СТН-500, ТС-500, ТСК-500, СТШ-500
60
45
500
60
30
3
1
3
6
СТН-1М, ТД-300
70
45
300
60
30
2
1
2
4
без изоляции служат сварочные трансформаторы мощностью 70— 190 кВ А по ГОСТ 7012—77*Е (табл. XXV.12).
Для индукционного нагрева токами средней частоты 400—8000 Гц применяют преобразователи (табл. XXV.13), состоящие из машинного (индукторного) генератора средней частоты и асинхронного двигателя, соединенного с ним через муфту или помещенного на одном валу в одном корпусе.
XXV.5.2. Посты и установки для электронагрева
Для термической обработки сварных соединений трубопроводов с электронагревателями типа ГЭН, КЭН-1 и КЭН-2 может применяться комплектная установка ЭТОГ-600-И1 (табл. XXV. 14), ее ста-
263
XXV. 12. Источники питания гибких индукторов, работающие на токе частотой 50 Гц
Тип трансформатора
Мощность, кВ*А
Ток номинальный, А
Напряжение холостого хода, В
пв. %
Внешняя
характери¬
стика
Охлаждение
обмоток
ТСД-2000
165
2000
79
60
Падающая
Воздушное
принуди¬
тельное
ТДФ-1601
182
1600
95
100
ТСД-1000
76
1000
76
60
ТДФ-1001
71
1000
71
100
ТПО-160/80/160ПК
160
2000
60
100
Жесткая
Воздушное
естествен¬
ное
ОСУ-100/0,5А
100
1000
92
100
ТРМК-3000-1
190
3000
61
100
Воздушное
принуди¬
тельное
ТРМК-1000-1
70
1000
63
100
ТШС-1000-3 (при
115
1600
62
80
однофазном вклю¬
чении)
ТШС-1000-1
62
1000
80
100
рое обозначение КУТОСС-М1. В передвижном исполнении она называется ЭТОГ-600-И2 и монтируется на автомобиле ЕрАЗ-762. Обе установки выпускает Минмонтажспецстрой СССР. Установка предназначена для программируемой термической обработки сварных соединений в режиме автоматического регулирования, контроля и регистрации температуры в монтажных условиях одновременно до шести сварных соединений по одной программе. Число одновременно термообрабатываемых сварных соединений определяется числом электронагревателей, устанавливаемых на каждое сварное соединение. Например, при установке на каждом сварном соединении двух электронагревателей число таких сварных соединений будет равно трем.
Для термообработки одиночных сварных соединений трубопроводов в условиях монтажа создана установка ЭТОП-ЗОО-Ш. (см. табл. XXV. 14), ее старое обозначение УПУТ.
Для термической обработки сварных соединений газопроводов в полевых условиях с муфельными нагревателями типа ПТО разра-
264-
265
XXV.13. Преобразователи для индукционного нагрева токами средней частоты
Тип
преобразователя
Рабочая частота тока, Гц
Генератор
Мощность электродвигателя, кВт
КПД преобразователя,
%
Охлаждение
агрегата
Расход воды, м3/ч
Габарит (длинах высота), мм
Масса, кг
А
о
В f1?
напряжение,
В
сила тока, А
ПВ-50/2500
2650
50
750/375
74/148-
60
75
Воздушно-при¬
нудительное
—
1120X1040
2100
ПВС-100/2500 ПВБ-100/2500
2650
2700
100
750/375
148/296
125
75
74
Воздушно-при¬
нудительное
Воздушно-во¬
дяное
5
1495x1040
1616ХП00
3000
4000
ВПЧ 30-2400 ВПЧ 50-2400 ВПЧ 100-2400
2400
2400
2400
30
50
100
400/200
800/400/200
800/400/200
83/166
69/139/273
139/278/556
41
76
138
75
Воздушно-во¬
дяное
1,8
2,1
2,4
972x660
1306x860
1555x855
800
1660
2440
ПВВ-100/8000
8000
100
750/375
148/296
120
75
Водяное
5
1616x1150
4000
ВПЧ 20-8000 ВПЧ 30-8000
8000
8000
20
30
400/200
400/200
55/111
83/166
30
41
74
Воздушно-во¬
дяное
1,5
1,8
1092x660
870
1030
ВПЧ 50-8000
8000
8000
50
400/200
800/400
139/278
69/139
76
74
2,1
1391x860
1870
ВПЧ 100-8000
8000
8000
100
800/400
400/200
139/278
278/556
138
74
2,4
1555x855
2240
2365
XXV.14. Техническая характеристика установок ЭТОГ-600-И1, ЭТОП-ЗОО-И!
Показатель
ЭЮГ-600-И1
ЭЮП-300-И1
Напряжение питающей сети, В
220±11
Частота питающей сети, Гц
50±1
Максимально регистрируемая темпе¬
НОО
ратура нагрева, °С
Погрешность поддерживаемой темпе¬
±2
ратуры, %
Скорость, °С/ч:
нагрева
100—1000
100—700
охлаждения
50—200
50—350
Число одновременно работающих
<6
1
электронагревателей
Ток в каждом нагревателе, А
<100
<300
Габарит, мм
1092х800х
311x605x680
XI145
Масса, кг
600
70
ботаны установки с программным управлением ОТС-121 (полустационарная) и ОТС-62 (передвижная) (табл. XXV.15).
XXV.5.3. Оборудование для газопламенного нагрева
При использовании для термообработки газопламенного нагрева однопламенными универсальными ацетилено-кислородными горелками (рис. XXV.8) и горелками других типов применяют специально оборудованные посты.
Термическую обработку сварных соединений трубопроводов кольцевыми многопламенными горелками выполняют постами газопламенного нагрева (рис. XXV.9). В связи с большим расходом топлива несколько баллонов с горючим газом (чаще всего с пропан-бутаном) соединяют в группы у сборного коллектора.
XXV.6. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
XXV.6.1. Технология термической обработки сварных соединений трубопроводов
Технологический процесс проведения термической обработки сварных соединений трубопроводов в монтажных условиях (табл. XXV.16) независимо от применяемых методов нагрева состоит из следующих операций:
266
XXV. 15. Технические характеристики установок ОТС-121 и ОТС-62
Показатель
ОТС-121
ОТС-62
Максимальное число независимо управляемых секций, одновременно подключаемых к оборудованию
12
6
Максимальное напряжение на клеммах, В
Максимальный ток в секции, А
36
400
Максимальная температура термообработки, °С
1050
Базовая конструкция блока уп¬
Вагон-столовая
Металлический ку¬
равления
ВС-20 с подкат-
зов шасси автомо¬
ными тележками
биля КрАЗ*255Б с
Пульт управления:
лебедкой
тип
ПУН-1
количество точек контроля и регулирования температуры
1
6
число пультов Сварочный трансформатор:
2
1 1
тип
ТД-500
число
14
1 6
Максимальное расстояние от блока управления до обрабатываемого стыка (по длине силового кабеля), м
50
Максимальная скорость передвижения установки, км/ч
20
До 40
Габарит, м
11,1 ХЗ, 17Х Х2,68
5X2,75X3,71
Масса, кг
9740
16050
установки на сварное соединение термоэлектрических термометров, нагревательных устройств и термоизоляции;
включения термоэлектрических термометров в измерительную цепь автоматического самопишущего потенциометра;
соединения нагревательного устройства с источником питания; нагрева, выдержки и охлаждения сварного соединения; демонтажа теплоизоляции, нагревательного устройства и термоэлектрических термометров.
267
XXV.8. Пост с нагревом однопламенной ацетилено-кислородной горелкой
/ — кислородный баллон; 2 — кислородный редуктор; 3 —рукава для подачи кислорода; 4 — однопламенная универсальная ацетилено-кислородная горелка? б —воронка; 6 — сварное соединение; 7 — рукава для подачи ацетилена; 5 — ацетиленовый редуктор; 9 — ацетиленовый баллон
XXV.9. Пост с нагревом кольцевой многопламенной горелкой
1 — разборный коллектор; 2—пробковый кран; 3 — сборный коллектор; 4 — маслобензостойкие резиновые рукава; 5 — баллонные редукторы; 6 — баллоны с горючим газом; 7 — кольцевые многопламенные горелки; 8 — отборники горючего газа; 0 — запорные вентили
XXV.6.1.1. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЭЛЕКТРИЧЕСКИМИ УСТРОЙСТВАМИ СОПРОТИВЛЕНИЯ
Термообработку сварных соединений радиационным способом с помощью гибких проволочных электронагревателей и муфельных печей сопротивления следует применять при толщине стенок труб не более 60 мм. В случае нагрева труб со стенкой толщиной более 25 мм следует внутри трубы на расстоянии 300—500 мм от шва ус-
268
XXV. 16. Режимы термообработки сварных соединений трубопроводов в монтажных условиях
Марка сталей и их сочетание между собой
Толщина элементов, мм
Температура обработки, °С. ±15 °С
Длительность выдержки, мин, не более
СтЮ, 15, 20, 15Л, 20Л
Св. 36
| 575
60
15ГС, 16ГС, 25Л, 20ГСЛ
» 32
11—20
)
60
12МХ, 15ХМ, 20ХМС
21—45
715
120
Св. 45
J
180
11—20
)
60
12Х1МФ, 20ХМФЛ
21—45
} 725
120
Св. 45
1
180
11—20
)
60
12Х1МФ, 15Х1М1Ф, 20ХМФЛ,
21—60
} 735
180
15Х1М1ФЛ
Св. 60
1
300
Сочетания 10, 20, 20Л, 25Л
21—60
| 700
120
15ГС, 16ГС, 20ГСЛ + 12МХ
Св. 60
180
15ХМ, 12Х1МФ
Сочетания 12МХ, 15ХМ
11—20
)
60
20ХМЛ+ 12Х1МФ, 15ХМ1Ф
21—45
725
120
20ХМФЛ
Св. 45
J
180
танавливать тепловые заглушки или использовать нагреватели увеличенных размеров (с большей площадью нагрева), а также строго соблюдать требования к равномерности нагрева и измерения температур.
Основным типом электронагревателей сопротивления являются гибкие пальцевые электронагреватели типа ГЭН. Для правильного выбора длины и числа поясов ГЭН в зависимости от диаметра трубы следует руководствоваться рекомендациями табл. XXV. 17.
После присоединения поясов ГЭН к источнику питания на сварное соединение устанавливают теплоизоляцию. Общая ширина теплоизоляционного участка должна быть на 800—1000 мм больше ширины зоны нагрева. Толщина слоя теплоизоляции на нагреваемой зоне должна быть не менее 40 мм, на участках трубопровода, прилегающих к нагреваемой зоне, — не менее 20 мм. Теплоизоляцию следует крепить металлическими лентами.
При определении длины теплоизоляционных матов в зависимости от диаметра труб необходимо пользоваться данными табл. XXV 18.
269
XXV.17. Технические данные поясов ГЭН в зависимости от диаметра труб сварного соединения
Наружный диаметр трубопровода, мм
Длина пояса ГЭН (по пальцам), мм
Число секций в поясе ГЭН
Число пальцев в секции ГЭН
Общее число пальцев в поясе
108
416
13
13
133
512
16
16
159
576
18
18
168
608
19
19
180
648
20
20
194
704
1
22
22
219
768
24
24
245
864
27
27
260
896
28
28
273
928
29
29
300
1022
32
32
325
1086
34
34
377
1280
20
40
426
1408
22
44
465
1536
2
24
48
530
1728
27
54
630
2048
32
64
720
2364
18
72
820
2668
4
21
84
1020
3328
26
104
XXV.18. Данные для выбора длины теплоизоляционных матов в зависимости от диаметра труб
Наружный диаметр трубопровода, мм
Длина, мм, теплоизоляционного мата, устанавливаемого
Наружный диаметр трубопровода, мм
Длина, мм, теплоизоляционного мата, устан авливаемого
на ГЭН или КЭН-3
на трубу
на ГЭН или КЭН-3
на трубу
108
650
450
300
1250
1050
133
740
540
325
1315
1115
159
800
600
377
1505
1305
168
835
635
426
1635
1435
180
865
665
465
1760
1560
194
930
730
530
2020
1820
219
1005
805
630
2375
2175
245
1090
890
720
2530
2330
260
1120
920
820
2844
2644
273
1153
953
1020
3786
3586
270
XXV.6.1.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЭЛЕКТРОНАГРЕВАТЕЛЯМИ КОМБИНИРОВАННОГО ДЕЙСТВИЯ
Основными нагревателями комбинированного действия являются электронагреватели типа КЭН-1—КЭН-4. Для проведения термической обработки секции КЭН необходимо установить в положение, указанное в табл. XXV. 19 и XXV.20.
Выбор электрических параметров нагрева при использовании элементов КЭН должен проводиться в зависимости от требуемой скорости нагрева и характеристики источника питания в соответствии с рекомендациями табл. XXV.21.
XXV.6.1.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА
В монтажных условиях для выполнения подогрева и термической обработки сварных соединений применяют индукционный нагрев (табл. XXV.22, XXV.23) токами частоты 50 Гц и средней частоты 2500—8000 Гц.
XXV.7. ОРГАНИЗАЦИЯ РАБОТ ПО ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Работы по термообработке возглавляет производитель работ или мастер (в зависимости от объема и сложности работ). В группу термообработки входят термисты-операторы 2—5-го разряда на передвижных установках, слесари-электромонтажники 3—5-го разряда и электрослесари 5—6-го разряда. На монтаже сложных объектов в штат группы термообработки входит электрослесарь 5—6-го разряда по контрольно-измерительным приборам. Количественный состав группы термообработки на монтажном участке устанавливает его руководство, исходя из объемов работ и сложности монтируемого оборудования (табл. XXV.24).
Основополагающим документом, определяющим организацию и технологию работ по термообработке на монтажной площадке, является проект производства работ (ППР) на монтажные работы, разработанный в соответствии с существующими руководящими и нормативными документами.
При организации и выполнении работ по термообработке сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности.
Для обеспечения стабильного режима нагрева стыков при термообработке необходимо источники электропитания подсоединять
271
XXV.19. Схемы установки секций КЭН на вертикальных сварных соединениях
Размеры сварного соединения трубопроводов, мм
Диаметр
Толщина
стенки
Ескиз
Размер, мм, не более
КЭН-1
КЭН-2
кэн-з
Д
Е
Ж
Д
Е
Ж
И
д
Е
Ж
И
20
-
-
—
—
—
—
—
—
—
—
20
20
-
-
-
-
-
-
-
-
-
-
-
-
20
20
-
-
-
-
-
-
25—50
30—40
-
-
—
—
—
—
—
—
-
-
-
-
25—50
-
-
25—50
-
-
-
-
-
-
-
-
-
-
25—50
30—40
-
-
-
-
50—60
-
-
50—60
-
-
-
-
-
-
-
-
60—70
-
50—60
-
-
-
-
-
-
-
-
-
-
60—70
-
-
~ 1
1 “
-
-
-
-
—
60—70
50-60
До 108 114-219
245—325
377—426
465—480
До 25 » 25 * 40
» 25 » 40 41—70
До 40
1
41—70
КИЗВИ
До 40
41-70
J—252 273
530—630
820—1020
1220
1420
До 40 41—70
До 40 41—70 До 40 » 40
65—70
65—70
75—80
Продолжение табл. XXV.19
Размеры сварного соединения трубопроводов, мм
Диаметр
Толщина
стенки
Эскиз
Размер, мм, не более
КЭН-4
КЭН-4-1
КЭН-4-2
КЭН-4-3
ж I
1 и
Е
1 ж
И
Е
Ж
1 и
-
-
-
-
-
-
-
-
-
-
-
-
-
5 И - 0)
S’ а О к» 2
До 108 114—219
До 25 » 25 > 40
250
250
400
274
Продолжение табл. XXV. 19
Размеры сварного соединения трубопроводов, мм
Диаметр
Толщина
стенки
Эскиз
Размер, мм, не более
КЭН-4
a ES
КЭН-4-1
КЭН-4-2
КЭН-4-3
§s2:
Ж
И
Е
Ж
И
Е 1
I ж |
1 И
250
-
-
-
-
-
-
-
400
-
-
-
-
-
-
-
-
650
-
-
—
-
-
-
—
400
-
-
-
-
-
-
-
650
-
-
-
-
-
-
-
400
-
—
-
-
-
650
-
-
-
-
-
-
-
—
400
-
-
-
-
-
-
-
-
650
85-100
90—110
90—105
85-100
—
90—105
а
j[
о
о
—
400
-
90-110
-
85-100
-
-
00
СП
1
§
-
' 650
—
—
—
95-110
100—115
100-115
о
0
1
—
400
—
•—
—*
—
105—120
110—130
400
245—325
377—426
465—480
530—630
820—1020
1220
1420
До 25 » 40 41-70
До 40 41—70 До 40 41—70
До 40 41-70
До 40 41-70
До 40 * 40
XXV.20. Схема установки секций КЭН на горизонтальных сварных соединениях
Размеры сварного соединения трубопровода, мм
VCiHJ 1
ХГОЫ-О 1
1 vat-I-3 1
КЭН-4
L
КЭН-4-1
I КЭН-4-2 |
I КЭН-4-3
Общая ширина мамотки КЭН, мм, не менее
Диаметр
Толщина
стенки
Эскиз
количе¬
ство
размер К, мм, не более
количе¬
ство
размер /С, мм, не более
количе¬
ство
размер К> мм, не более
количе¬
ство
размер /С» мм, не более
количе¬
ство
размер К, мм, не более
количе¬
ство
*
о. и S * V
СП - с;
я S О O.SO
До 108
До 25
н < х ш
S3 V.I-
ь
1
10-15
_
_
_
250
==
114-219
» 25
,Л :
... J
—
1—2
10—15
,
250
400
» 40
1-х X л
и*
-
j
1—2
10—15
-
-
-
—
—
—
ЦЕНТР / ШВА
К
I
245-325
» 25
щ
и
2—3
10—15
-
-
-
-
-
-
-
-
-
—
250
» 40
\
2
10—15
1
10—15
400
650
41—70
iS '
Ш L.
4~
-
-
-
1—2
10—15
-
-
-
—
—
—
а.
~ 1
I
377-426
До 40
х m
Щ
ц
-
-
3
10—16
1—2
16—20
-
-
-
. -
-
-
400
. V.--i-
41—70
Л
ш )С
ш
и
L-
“
2
15—20
—
—
650
Л
—-
i
to
“'I
о
Продолжение табл. XXV.20
Размеры сварного соединения трубопровода, мм
Диаметр
Толщина
стенки
465—480
До 40 41-70
530—630
До 40 41—70
820—1020
До 40 41-70
1220
До 40
1420
» 40
Эскиз
КЭН-1
я р гс з*
* а
а>
I S §
Си so
О. а;
* 4)
КЭН-2
§8
*
о.
<и
1»-
3.1,8
СХй>
<U X (V
a .8
кэн-з
5 2
td О
*
О. а>
2 * « S и
л S § 0.20
КЭН-4
КЭН-4-1
5 в
сх а>
USO
S а)
КЭН-4-2
18
О.0)
Ф S ф 2 U « “ Ч л S о o-so
КЭН-4-3
!<
О. а>
О) я 0) S <и
п « ч
я S О OuS>0
Я К «
йЛ g
a s я
К * й> 11“ О я S
2
2—3
3
3—4
15—20
15—20
15—20
15—20
3—4
4
15—20
15—20
2—3
3
3-4
3—4
15—20
15—20
20—25
20—25
2—3
3
2—3
3—4
15—20
15-20
20-25
20—25
XXV.21. Выбор оптимального значения тока и определение удельного падения напряжения для секций КЭН
Характер нагрева
Допустимый ток, А
Падение напряжения на 1 м длины секции КЭН, В
КЭН-1
КЭН-2
кэн-з
КЭН-1
КЭН-2
КЭН 8
Длительный (с небольшой скоростью, при выдержке и др.)
50
100
250
5,7
5,5
5,8
Ускоренный
55
110
275
6,2
6
6,4
Быстрый кратковременный (подогрев для сварки и др.)
60
120
300
6,8
6,6
7
к отдельным силовым трансформаторам, не загруженным другими потребителями.
Сечение провода для подсоединения поста термообработки к сети источника питания следует подбирать согласно рекомендациям табл. XXV.25.
Место термообработки необходимо оградить от ветра, сквозняков и атмосферных осадков и обеспечить первичными средствами для тушения пожара.
К работам по термообработке сварных соединений допускаются термисты-операторы, прошедшие специальную подготовку, сдавшие соответствующие испытания и имеющие удостоверение на право производства указанных работ в монтажных условиях. Термисты-операторы должны сдать испытания не ниже чем на вторую квалификационную группу по технике безопасности, а также по противопожарным мероприятиям. Термисты-операторы ежегодно проходят повторную проверку знаний, о чем должна делаться соответствующая отметка в удостоверении.
К руководству работами по термообработке сварных соединений допускаются инженерно-технические работники, производственные и контрольные мастера, изучившие правила Госгортехнадзора СССР, рабочие чертежи, действующие нормативные документы. Специальные знания инженерно-технических работников в области термической обработки и других вопросов (см. выше) должны быть проверены комиссией, назначаемой приказом руководителя предприятия, выполняющего термообработку. Знания инженерно-технических работников следует проверять перед началом работ на данном объекте, а при постоянной работе в области термообработки — не реже одного раза в 3 года.
Общие требования по допуску ИТР и рабочих к работам по тер-
277
278
XXV.22. Электрические режимы термической обработки сварных
соединений трубопроводов с использованием индукционного нагрева токами частотой 50 Гц
Размеры сварных соединений трубопроводов, мм
Число одновременно термообрабатываемых соединений
Размеры гибкого индуктора из голого медного проЬЬда
Электрические параметры нагрева
Допустимое расстояние между сварными соединениями при групповой термообработке, мм
Диаметр
Толщина
стенки
Поперечное сечение провода, мм2
Число витков на одно сварное соединение
Сила тока, А
Напряжение на индукторе, В
108-159
Любая
1
180—240
10—12
1000—1100
25—30
—
5—6
120—180
6—7
1200—1300
65—75
2—3
194—325
До 30
1
180—240
10—12
1100—1200
40—45
—
Более 30
1
240
10—12
1300—1400
45—50
—
377—465
Любая
2—3
180—240
8—9
1200—1300
65—75
3—4
530—630
До 30
1
240
8-9
1200—1300
65—70
—
Более 30
1
240
10—11
1300—1400
55-60
—
Примечание. Расстояние между трансформатором и сварными соединениями не должно превышать 50 м.
ш
XXV.23. Электрические режимы термической обработки сварных соединений трубопроводов
с использованием индукционного нагрева токами средней частоты 2500 Гц
Размеры сварных соединений трубопроводов, мм
Число сварных соединений, подвергаемых одновременной термооб работке
Наибольшее расстояние, м, между
Число витков индуктора на одно сварное соединение
Пппепеч*
Электрические параметры нагрева
Диаметр
Толщина
стенки
установкой и сварными соединениями
сварными соединениями при групповой термообработке
X lUlICpv**
ное сечение витков индуктора, мм*
Напряжение на зажимах генератора, В
Сила тока в цепи генераториндуктор, А
Емкость
конден¬
саторов,
мкФ
108—168
11—36
1
5-6
12—25
150
100—120
60—80
3—4
1—2
18—20 \ 10—12 6—9 J
35—50
140—170
180—210
230—260
150—180
180—200
210—230
70—80
30—40
15—25
194—325
Более 10
1
4—6
100—120
60—80
5—6
14—16
10—12
35—50
50—70
160—190
230—260
170—190
200—220
60—70
15-25
377—530
» 10
1
2—3
100—120
60—80
7—10
12—14
9—10
35—50
50—70
180—210
220—250
1S0—200 200—220
55—65
20—30
630—720
» 10
1
2
100—120
60—80
10
10—12
7—9
35—50
50—70
180—210
230—260
180—200
210—230
50—60
30—40
820—1020
> 10
i
100—120
—
9—10
70—95
300—330
240-270
35—40
XXV.24. Состав группы термообработки
Общее
Термисты-
Слесари-
Электро¬
Монтируемое оборудование
количество пер¬
операторы 2—5-го
электромон¬
тажники
слесари 5-го раз¬
сонала
разряда
3—5-го
ряда
разряда
Котлы производительностью 220 т/ч и менее Энергоблоки мощностью, МВт:
5—8
1—2
3—4
1—2
50—150 с котлами производительностью 320—500 т/ч
12—15
2—4
5—7
2—3
200
15—18
4—5
7—8
3—4
300
18—21
5—6
9—10
3—4
500
21—24
6—7
10—11
4—5
800
24—28
7—8
11—13
5—6
1200
25—30
7—8
12—14
5—7
XXV.25. Данные для выбора подсоединительного провода
Источник питания
Сечение медного провода* мм, для подсоединения к сети напряжением, В
220
' 380
Сварочные трансформаторы, преобразователи или выпрямители с максимальным током, А: до 300 (ТС-300, ТД-300, ПС-300,
ПСО-ЗОО, ВСС-300, ВДУ-315, ВСУ-300 и т. д.)
до 500 (ТД-500, ТС-500, ТСД-500,
ПС-500, ПСГ-500, ВСУ-500, ВКС-500, ВДУ-504, ВСС-500 и др.) до 1000 (ТСД-1000, ТДФ-1001,
ПСМ-1000, ВКСМ-1000, ВДУ-1001) Преобразователи средней частоты (для термообработки сварных соединений): ВПЧ-50, ПВ-50 ВПЧ-100, ПВВ-100, ПВС-100
16
10
35
16
70
50
50
—
70
* Для алюминиевого провода сечение должно быть примерно в 1,5 раза больше.
мообработке подробно изложены в ОСТ 36-50—86 «Трубопроводы стальные технологические. Термическая обработка сварных соединений. Типовой технологический процесс».
Твердость металла шва испытывают для проверки качества тер-
280
мообработки сварных соединений. Твердость металла шва измеряется переносными твердомерами на зачищенных до металлического блеска участках поверхности шва. На каждом сварном шве должно быть выполнено не менее трех измерений в разных местах по периметру стыка.
Результаты замера твердости металла шва после высокого отпуска оценивают по нормам, приведенным в табл. XXV.26. Средняя твердость металла шва после нормализации и высокого отпуска должна соответствовать нормам, приведенным в табл. XXV.27.
XXV.26. Допустимые средние значения твердости металла шва после высокого отпуска
Металл шва
Допустимая твердость, НВ, металла шва при толщине стенки, мм
20 и менее для стыковых соединений
более 20— для стыковых соединений, 20 и менее для угловых соединений
более 20— для угловых соединений
09X1М
135—240
135—230
135—220
12Х1МФ
140—250
140—240
140—230
09X1МФ
150—250
150—240
150—230
12Х11НВМФ
180—280
180—275
180—270
XXV.27. Допустимые средние значения твердости металла шва после нормализации и высокого отпуска
Сталь труб (элементов, деталей)
Допустимая средняя твердость, НВ, металла шва при толщине стенки, мм
до 20 мм включительно
более J0
15ХМ, 20ХМЛ
135—230
135—220
12Х1МФ, 20ХМФЛ
135—240
135—230
15Х1М1Ф, 15Х1М1ФЛ
150—240
150—230
12Х2МФСР
145—250
—
12X11В2МФ (ЭИ-756)
180—260
—
XXV.8. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
При эксплуатации электронагревателей сопротивления и индукционных установок следует соблюдать «Правила технической эксплуатации электроустановок потребителей», «Правила устройства электроустановок» и «Инструкцию по технике безопасности при эксплуа¬
281
тации установок для термообработки токами средней частоты с машинным преобразователем».
При проведении работ с электронагревателями сопротивления необходимо соблюдать следующие правила техники безопасности:
различные установочные и ремонтные работы проводить только при отключенном источнике питания;
работу с горячими электронагревателями (снятие с труб при достижении 300 °С после окончания термообработки и др.) выполнять в спецодежде (костюмы из плотной ткани и рукавицы);
на рабочих местах повесить предупредительные плакаты.
С теплоизоляционными матами следует работать в спецодежде (костюм из плотной ткани, ботинки и рукавицы); на лицо необходимо надевать респиратор «лепесток» или марлевую повязку; глаза защищать очками со светлыми стеклами.
Все металлические конструктивные части индукционных установок должны быть заземлены. Заземляющие проводники должны иметь минимальную длину, не должны создавать замкнутых контуров. Последовательное включение в заземляющий проводник нескольких заземляющих частей установки запрещается.
Взаимное расположение элементов установки (конденсаторов и индуктора) должно обеспечивать наименьшие длины токопроводов резонансных контуров для уменьшения потерь мощности. Рекомендуемое расстояние от постового устройства до индуктора не более 5 м.
Эксплуатация установки термообработки разрешается только при наличии устройств, автоматически отключающих напряжение в случаях: замыкания на землю проводов линии электропередачи или индуктора; обрыва электрической цепи генератор — индуктор; превышения в цепи генератор — индуктор номинальных значений тока.
Ток срабатывания автоматического устройства, отключающего установку при соединении одной из фаз с землей, не должен превышать 5 мА. Время срабатывания автоматического устройства не должно превышать 0,2 с.
Глава XXVI. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИИ
XXVI.1. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
К дефектам сварных соединений относится каждое отдельное несоответствие их характеристик требованиям, установленным нормативной документацией. Дефекты могут быть явными, скрытыми, зна-
282
XXVI. 1. Дефекты сварных соединений, выполненных сваркой плавлением и способы их выявления
Дефе кт
Характеристика дефекта
Способ выявления
В форме шва
Занижение сечения шва уменьшает его прочность. Чрезмерная выпуклость шва увеличивает внутренние напряжения
Внешний осмотр и измерения швов с применением мерительного инструмента, в том числе шаблонов
Незаваренные
кратеры
Появляются при обрыве дуги. Могут служить концентраторами напряжений и очагами образования трещин
Внешний осмотр
Подрезы
, Уменьшают сетешее ша, вызывают концентра» цшо напряжений, могут быть причиной разрушения швов
Внешний осмотр, металлографические исследовамя
Прожоги
Могут возникать при сварке тонкого металла и при сварке первого прохода многослойного шва
Внешний осмотр
Поры
Поры могут быть в виде' скоплений, цепочек, а также единичными. Поры снижают прочность и могут нарушать герметичность сварного соединения
Внешний осмотр поверхности и излома шва, просвечивание рентгеновскими или гамма-лучами, ультразвуковая дефектоскопия, магнитография
Шлаковые
включения
Макроскопические включения вызывают концентрацию напряжений и снижают прочность сварных соединений. Микроскопические включения в виде нитридов, фосфидов, легкоплавких эвтектик, окиси железа снижают пластические свойства сварных швов
Внешний осмотр излома шва, металлографические исследования, просвечивание рентгеновскими и гамма-лучами, ультразвуковая дефектоскопия, магнитные методы контроля
283
Продолжение табл. XXVI.1
Дефект
Ха рактеристика дефекта
Способ выявления
Непровары
Местные несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков. Создают концентрацию напряжений, снижают прочность шва
Внешний осмотр, просвечивание рентгеновскими и гамма-лучами, магнитография, ультразвуковая дефектоскопия
Трещины
Трещины могут быть макро- и микроскопическими, продольными и поперечными. Резко увеличивают концентрацию напряжения и ухудшают пластические свойства сварных соединений
Внешний осмотр, просвечивание рентгеновскими и гамма-лучами, магнитные методы контроля, ультразвуковая или цветная дефектоскопия, металлографические исследования
Вогнутость
корня
Углубление на поверхности обратной стороны одностороннего сварного шва. Уменьшает сечение шва
Внешний осмотр, рент* геновское и гамма-просвечивание с использованием специальных имитаторов
Свищи
Несквозное углубление в сварном шве. Ослабляют сечение шва
Внешний осмотр
Брызги металла
Затвердевшие капли металла на поверхности сварного соединения
То же
Наплывы
Натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним. Являются концентраторами напряжений
Внешний осмотр, магнитные методы, цветная дефектоскопия
Неплавное сопряжение
Резкий переход поверхности шва к основному металлу. Приводит к концентрации напряжений
Внешний осмотр
XXVI.2. Дефекты соединений, выполненных контактной сваркой
Дефект
Внешние признаки дефекта
Способы выявления
Перегрев, пережог
Стыковая сварка
Чрезмерный разогрев детали (определяется по зоне цветов побежалости); окислы и трещины на поверхности соединения; раковины, трещины и крупнозернистая структура поверхности излома
Внешний осмотр
Непровар
Расслоение в виде полоски на выдавленном металле; малая зона нагрева; пленка окислов по поверхности излома стыка
Внешний осмотр, ультразвуковая дефектоскопия, металлографические исследования
Трещины и рыхлоты
Пережог
Кольцевые и продольные трещины, выходящие на поверхность и скрытые
Точечная и шовная св
Большая и глубокая вмятина, значительная зона цветов побежалости, губчатая поверхность, сильное окисление, краевой наружный выплеск, раковины, трещины, выплески; укрупненное зерно на поверхности излома
Внешний осмотр, магнитные методы, ультразвуковая дефектоскопия, металлографические исследования
арка
Внешний осмотр, металлографические исследования
Непровар
Отсутствует или слишком малая зона цветов побежалости, отсутствует вмятина
Внешний осмотр, ультразвуковая дефектоскопия, рентгеновское просвечивание с применением контрастирующих веществ
Трещины (при сварке закаливающихся сталей)
Во вмятине видны трещины, расходящиеся в виде паутины от середины точки или в виде серпа по окружности точки
Внешний осмотр, магнитная и ультразвуковая дефектоскопия
28S
XXV 1.3. Методы контроля в зависимости от контролируемого объекта
Объект контроля
Метод контроля
Основной металл и сварочные материалы: электроды, сварочная проволока; флюс, защитные газы. Свариваемость и качество металла свариваемых деталей
Испытания на свариваемость с определением технологических свойств материалов; механические испытания; металлографические исследования макро- и микроструктуры сварного соединения; проверка стойкости металла шва против межкристаллитной коррозии; определение сплошности металла шва физическими методами контроля
Квалификация сварщиков
Механические испытания; металлографические исследования; проверка сплошности сварных соединений, сваренных пробных образцов физическими методами контроля
Сварные соединения: качество подготовки и сборки изделий под сварку; исправность сварочного оборудования; правильность режима сварки и соблюдение технологии сварки сплошность металла шва
контрольные стыки, вырезанные из готового изделия
Осмотр и измерения собранных стыков: внешний осмотр и измерения сварных швов
Радиационные, ультразвуковой и магнитографический методы Механические испытания на растяжение, изгиб и т. д.; испытания на коррозионную стойкость сварных соединений на вырезанных образцах
Плотность сварных соединений (герметичность швов)
Испытания швов на плотность керосином, вакуумметбдом, галоидным или гелиевым течеискателем; пневматическое или гидравлическое испытание сварных резервуаров, трубопроводов, аппаратов и других объектов
286
чительными, малозначительными, исправимыми и неисправимыми. Дефекты в сварных соединениях приводят к уменьшению прочности, нарушению герметичности и снижению эксплуатационной надежности сварных конструкций.
В табл. XXV 1.1—XXVI.6 приведены основные дефекты сварных соединений и способы их выявления, методы контроля в зависимое* ти от объектов контроля, неразрушающие методы контроля, применяемые в монтажных условиях, пример относительной выявляемости дефектов методами неразрушающего колтроля, качественная оценка информативности некоторых методов неразрушающего контроля.
Балл 4 для магнитного и капиллярного методов означает, что эти методы обеспечивают выявление лишь поверхностных дефектов.
XXVI.2. ПРЕДВАРИТЕЛЬНЫЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ
Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, сборки и подготовки стыков под сварку; нарушением технологии сварки, низкой квалификацией сьарщика и другими причинами. Задачей предварительного и операционного контроля является выявление возможных причин появления брака и предупреждение его.
При предварительном и операционном контроле проверяют качество:
основного материала (наличие сертификатов и заводской маркировки материалов; для специальных сталей, кроме того, — наличие легирующих элементов методом стилоскопирования), соответствие показателей механических свойств и химического состава требованиям стандартов и технических условий при отсутствии сертификатов; выявление внешним осмотром расслоений, трещин и других дефектов;
сварочных материалов (наличие сертификатов на сварочные материалы, бирок или этикеток на упаковочных коробках, ящиках, баллонах, пачках. В случае их отсутствия партия сварочных материалов подлежит контролю по всем показателям, установленным для данного вида материалов; правильность их хранения);
заготовок и их сборки под сварку (размеры заготовок и разделку кромок, очистку кромок от грязи, ржавчины, окалины и других загрязнений, зазор между кромками, притупление и угол раскрытия для стыковых соединений, ширину нахлестки и зазор между листами для нахлесточных соединений, угол и зазор между свариваемыми деталями, угол скоса кромок для тавровых и угловых соединений);
сварочного оборудования и приборов (исправность контрольноизмерительных приборов, надежность контактов и изоляции, правиль-
287
XXVI.4. Неразрушающие методы контроля качества сварных соединений
Характеристики выявленных трещин
Толщина
материала,
мм
Метод
контроля
минимальная
глубина
минимальное
раскрытие
Основные достоинства
Важнейшие недостатки
Просвечивание:
рентгенов¬
ское
гамма-лучами
2% ТОЛЩИНЫ контролируемого изделия
3% толщины контролируемого изделия
В зависимости от ориентации по отношению к направлению пучка излучения от 0,1 мм и более
То же
Высокая чувствительность метода и четкость снимков; возможность определения характера дефектов и их размеров; наличие документа о качестве контролируемого изделия
Широкая область применения в строительно-монтажных условиях в связи с портативностью и маневренностью аппаратуры, независимость от источников электропитания. Возможность выявления характера дефектов и их размеров, наличие документа о качестве контролируемого соединения
Вредность рентгеновских лучей для человека; громоздкость аппаратуры (за исключением импульсных рентгеновских аппаратов); зависимость от источников электропитания; значительная трудоемкость и стоимость работ
Вредность гамма-лучей для человека; ограниченная чувствительность при выявлении трещин и узких непроваров; трудоемкость и высокая стоимость работ, выполняемых этим методом
До 40—60 (по стали) для портативных аппаратов, до 100 для стационарных аппаратов
До 60—80 (по стали) для портативных гамма-дефектоскопов
Ультразвуко¬
вой
0,1 мм
0,001 мм
Возможность контроля деталей больших толщин
Трудность или невозможность контроля аустенит-
До 500— 1000
19—252 289
и определения глубины залегания дефектов; высокая производительность, особенно для механизированного контроля; отсутствие вредных излучений
ных сталей и материалов с крупнозернистой структурой; затруднения при контроле металла малой толщины (менее 6— 8 мм) и стыков труб малого диаметра; трудность определения характера и размера дефектов; отсутствие документальной записи результатов при ручном контроле
Магнитогра¬
фический
5—10% толщины контролируемого изделия
Высокая производительность и низкая стоимость; хорошая чувствительность при выявлении узких непроваров, поверхностных и подповерхностных трещин и других дефектов
Малый диапазон контролируемых толщин; трудность контроля швов с грубой чешуйчатостью, зависимость выявляемости дефекта от глубины его залегания; возможен контроль только ферромагнитных материалов
До 16
Цветной
0,02 мм
0,002 мм
Высокая чувствительность выявления поверхностных дефектов, достаточно высокая производительность при использовании материалов в аэрозольной упаковке
Трудность контроля швов с грубой чешуйчатостью; возможность выявления только поверхностных дефектов
Не ограничена
XXV 1.5. Относительная выявляемость дефектов сварки различными методами дефектоскопии, % от общего числа дефектов
, з
. s
Непровары
Метод контроля
П £
a v £■
<и н
ё * С х
Неметалли ческие вкл чения
Раковины
по скосам
в корне щва
Просвечивание:
рентгеновское
2
100
100
65
65
гамма-лучами
0
85
90
28
30
Ультразвуковой
10
45
85
95
45
Магнитный порошковый
98
0
0
0
0
Капиллярный (цветной)
100
0
0
0
0
XXV 1.6. Оценка, балл информативности методов неразрушающего
контроля
Метод контроля
Качество информации о дефектах
Чувствительность по толщине
Место расположения
с
f
Форма
Размеры
Ориентация
Ультразвуковой
1
1
4
3
4
3
Радиографический
2
2
1
1
2
2
Магнитный
4
1
3
4
2
4
Капиллярный (цветной)
4
1
1
2
2
2
Примечание. 1 балл — качество очень высокое, 2 балла — высокое, 3 балла — среднее, 4 балла — низкое.
ность подключения сварочной цепи, исправность защитных устройств, электр од о держателей, сварочных горелок, редукторов, проводов и т. д., а также надежность обеспечения заданных режимов сварки);
технологии сварки (используемые марки и диаметры электродов и электродной проволоки, марки флюса или род защитного газа, род сварочного тока и его полярность, напряжение, скорость сварки, вылет электродной проволоки, число слоев в многослойном шве и порядок их наложения, тщательность зачистки слоев от шлака и т. д.).
290
XXVI.3. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
XXVI.3.1. РАДИОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ
Рентгеновское (табл. XXVI.7) и гамма-просвечивание представляет собой разновидность электромагнитных излучений весьма высокой частоты — от 0,5*10” до 6-1019Гц. Применение рентгеновских и гамма-лучей для просвечивания материалов основано на их свойстве проникать через непрозрачные тела, воздействовать на фотоматериалы, вызывать люминесценцию некоторых химических соединений, а тада изменять электрическую проводимость ряда полупроводниковых материалов.
XXVI.7. Основная характеристика рентгеновских аппаратов для просвечивания сварных соединений в полевых и монтажных условиях
Модель
Номинальное напряжение сети, В
Напряжение, кВ
Номинальный ток трубки, мА
Масса, кг
Максимальная толщина просвечиваемой стали, мм
пульта уп равления
блока трансформатора
РУП-120-5-1
220/380
50—120
5
30
45
25
РАП-160-6П
220
80—160
6
29
46
40
РАП-160-10Н
220
80—160
10
29
46
40
РУП-200-5-2
220/380
До 200
5
35
88
60
РУП-300-5Н
220
100—300
5
29
70
70
РУП-400-5-1
220/380
До 400
5
Общая
600
120
Для контроля сварных соединений в условиях строительно-монтажной площадки используют главным образом радиографический метод регистрации дефектов, при котором дефекты шва изображаются ка рентгеновской пленке. При этом методе изображение можно получить и на полупроводниковой селеновой пластине с последующим переносом его на писчую бумагу (электрорентгенографический метод регистрации), а также на фотобумаге.
Для контроля сварных соединений в строительстве получили распространение рентгеновские аппараты (табл. XXVI.8) фирмы «Медикор» (Венгерская Народная Республика).
Наиболее удобны для работы в монтажных условиях портативные импульсные рентгеновские аппараты (табл. XXVI.9). Для применения в монтажных условиях удобны переносные гамма-дефектоскопы (табл. XXVI. 10).
19*
291
XXVI.8. Характеристика рентгеновских аппаратов фирмы «Медикор»
Модель
Напряжение, кВ
Номинал ьный ток трубки, мА
Угол
раствора
пучка,
град
Масса
блока
трансфор¬
матора,
КР
Максимальная толщина просвечивав* мой стали, мм
SL-141
50—140
2—5
38
35
40
ВХ-150
10—150
2—5
40
48
40
КХ-160
60—160
2—5
40, 360
55
45
MX-150
30—150
1—5
37
16
40
МХ-200
70—200
1—8
40
20
60
Примечание. Аппараты SL-141, ВХ-150, КХ-160 снабжены пультом управления XR-1 (масса 20 кг). Аппараты MX-150, МХ-200 имеют пульт управления MXR-2 (масса 16 кг).
XXVI.9. Характеристика портативных импульсных аппаратов
Модель
Амплитуда импульса на трубке, кВ
Потребляемая мощность, В* А
Максимальная толщина просвечиваемой стали, мм
Масса аппарата, кр
МИРА-1Д
100
300
10
10
МИРА-2Д
150
400
20
15
МИРА-ЗД
200
600
40
22
МИРА-4Д
300
800
60
65
Примечания: 1. Ресурс излучателя составляет 5 • 106 импульсов для аппаратов МИРА-1Д, МИРА-2Д и 10* импульсов для аппарата МИРА-ЗД. 2. В таблице указана предельная толщина просвечивания стали при использовании флуоресцирующих экранов.
В табл. XXV 1.11 указана область применения основных источников гамма-излучения, в табл. XXVI.12 — основные характеристики рентгеновских пленок, а в табл. XXVI. 13 — область использования их, в табл. XXVI.14 — характеристика флуоресцирующих экранов.
Для сокращения времени экспозиции при просвечивании материалов большой толщины пользуются усиливающими флуоресцирующими экранами, но при этом понижаются контрастность и четкость снимков. Флуоресцирующие усиливающие экраны целесообразно применять в сочетании с экранными пленками.
Металлические усиливающие экраны улучшают качество снимка и сокращают время экспонирования пленки в 1,5—3 раза.
Рекомендуемая толщина свинцовой фольги усиливающих металлических экранов в зависимости от энергии излучения:
292
Толщина
Источники излучения фольги,
мм
Рентгеновские лучи, кВ:
100—300 0,06—0,09
гв. 300 0,09—0,16
Тулий-170 0,09—0,16
Селен-75 0,16—0,2
Иридий-192 0,16—0,2
Цезий-137 0,2-0,5
Кобальт-60 0,5—1
XXVL10. Основная характеристика переносных гамма-дефектоскопов
Источник излучения
О) *
Тип
дефектоскопа
Изотопы
Мощность экспозиционной дозы на расстоянии 1 м А/кг (Р/с)
Размер активной части источника, мм
Масса радиацк онной головки, кг
Толщина npoci чиваемой стал* мм
Гаммарид-
170/400
Иридий-192 Тулий-170 Селен-75
3,87-Ю-8 (1,5-10—4)
3.1-10-8 (1.2-10-4)
1.2-10—7 (4,66-10—4)
0,5X0,5 9X7 11,5X11
6
6
6
1—40
1—40
1—40
Гаммарид-
192/4
Иридий-192
1,29-10-» (5-10—*)
1X1
6
До 40
Гаммарид-
192/40Т
То же
1,29-10-в
(5-10-3)
3X3
13
» 60
Гаммарид-
192/120
»
Цезий-137
3,87-10- (1,5-10-?) 1,61-Ю-7 (6,2-10-*)
4X4 6,6x6,5
16
ОО
о
Стапель-5М
Иридий-192
3,87•10—7 (1,5-10-3)
1,5X1,5
8
» 40
Стапель-20М
То же
1,29-10-» (5-10-3)
зхз
18
» 60
Для оценки чувствительности радиографического контроля применяют проволочные (табл. XXVI. 15), канавочные (табл. XXVI. 16) или пластинчатые (табл. XXI. 17) эталоны чувствительности, которые изготовляют из того же материала, что и просвечиваемое изделие.
293
XXVI. 11, Область применения основных источников гамма-излучения
Источник
гамма-излучения
Период
полураспада
Энергия излучения, мэВ
Толщина просвечиваемого материала, мм
железа
титана
алюминия
Тулий-170
127 дней
0,084
1—20
2—40
3—70
Селен-75
127 дней
0,136;
5—30
7—50
20—200
0,265
Иридий-192
74,4 дня
0,296;
5—80
10—120
40—350
0,486
Цезий-137
33 года
0,661
10—120
20—150
50—350
Кобальт-60
5,37 лет
1,17;
30—200
60—300
200—500
1,33
XXVI. 12. Основная характеристика рентгеновских пленок
Марки пленки
Чувствительность, Р-1
Коэффициент
контрастности
Оптическая
плотность
Содержание серебра в 1*000 м пленки
вуали
шириной 35 нм
Безэкранные пленки
РТ-1
25
3,2
0,2
630—860
РТ-1Д
25
3,2
0,2
728
РТ-6М
О
О
Т
о
3
0,2
1750
РНТМ-1
13
3,5
0,12
875
(РНТМ-1Д)
РТ-СШ
10
3
0,15
875
РТ-4М
5
3,5
0,1
840
РТ-5
3
4
0,1
756
(РТ-5Д)
Экранные пленки
РТ-2
450
3
560
РМ-6
1400
3,5
630
РМ-В
650
3
’ 0,2
455
РМ-1
400
2,8
409
РМ-1Т
400
2,8
521
Примечание. Пленки с индексом «Д» предназначены для машинной обработки.
Чувствительность радиографического контроля определяется в миллиметрах или в процентах по изображению на снимке одного из! эталонов чувствительности,
294
XXVI.13. Область использования рентгеновских пленок в зависимости от энергии излучения и толщины просвечиваемого материала
Напряжение на рентгеновской трубке, кВ
В
Н о
50-80
80—120
120—150
150—180
180—200
200—400
400-1300
1—5
РТ-1
РТ-СШ
РТ-4
РТ-5
РТ-1
РТ-2
РТ-СШ
РТ-4
РТ-СШ
РТ-4
РТ-5
РТ-4
РТ-5
РТ-4
РТ-5
РТ-4
РТ-5
_
5—10
РТ-1
РТ-2
РТ-СШ
РТ-1
РТ-СШ
РТ-4
РТ-1
РТ-СШ
РТ-4
РТ-4
РТ-5
РТ-4
РТ-5
РТ-4
РТ-5
РТ-4
РТ-5
10-20
РТ-2
РТ-1
РТ-2
РТ-СШ
РТ-1
РТ-3
РТ-СШ
РТ-4
РТ-СШ
РТ-4
РТ-5
РТ-4
РТ-5
РТ-4
РТ-5
20—40
РТ-2
РТ-2
РТ-1
РТ-2
РТ-СШ
РТ-1
РТ-СШ
РТ-1
РТ-СШ
РТ-4
РТ-СШ
РТ-4
РТ-5
РТ-1
РТ-СШ
РТ-4
РТ-5
40—80
РТ-2
РТ-2
РТ-1
РТ-2
РТ-1
РТ-2
РТ-СШ
РТ-)
РТ-СШ
РТ-4
РТ-1
РТ-СШ
РТ-4
РТ-5
80—100
—
—
РТ-2
РТ-2
РТ-1
РТ-2
РТ-1
РТ-2
РТ-СШ
РТ-1
РТ-СШ
РТ-4
РТ-5
Пр имечание. Вместо пленки РТ-2 можно применять пленки типа РМ-1, РМ-2 и РМ-6, РМ-В.
Чувствительность контроля в миллиметрах равна наименьшему диаметру выявляемой на снимке проволоки проволочного эталона, наименьшей глубине выявляемой на снимке канавки канавочного эталона или наименьшей толщине пластинчатого эталона, при которой ра снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона. Чувствительность контроля в процентах определяется по формуле
295
ОТНОШЕНИЕ t/T ДЛЯ ДАННОГО ИЗОТОПА
XXV 1.1. Относительное изменение активности радиоактивных источников излучения со временем
Qo, Qf —соответственно начальная и спустя время t активность источника; Г —период полураспада изотопа; / — время действия источника (прошедшее)
©*
1~%П
ПЛЕНКА
г{—о.
ПЛЕНКА
1
ПЛЕНКА
w°
ПЛЕНКА
ПЛЕНКА
XXVI.2. Схемы (1—8) просвечивания различных сварных соединений
296
К = /С/S. 100%,
где К — чувствительность, мм; S — толщина просвечиваемого металла, мм.
Экспозицию при радиографическом просвечивании определяют по специальным номограммам или подбирают опытным путем; при гамма-просвечивании необходимо учитывать снижение активности источников излучения во времени (рис. XXVI.1).
Некоторые схемы просвечивания сварных соединений различных типов показаны на рис. XXVI.2.
Для экспонированных пленок применяют проявители, рецепты
XXVI.14. Основная характеристика некоторых флуоресцирующих
экранов
Тип экрана
Количество люминофора на экране, Мг/см
Коэффициент усиления для энергии
переднем
заднем
Еэфф=50 кэВ
£эфф-150 кэВ
ЭУ-В2 (стандарт)
60
60
10
10
ЭУ-Б (СБ)
70
70
18
12
УС
30
110
30
15
ЭУ-ВЗ (УФДМ)
40
120
18
19
ВП-1
80
120
20
30
ВП-2
120
180
25
44
УФД
200
200
30
45
XXVI.15. Диаметры проволок проволочного эталона чувствительности, мм
Номер
эталона
Диаметр проволок эталона
dt
d2
1
i *
d5
dй
d7
1
0,2
0,16
0,125
0,1
0,08
0,063
0,05
2
0,4
0,32
0,25
0,2
0,16
0,125
0,1
3
1,25
1
0,8
0,63
0,5
0,4
0,32
4
4
3,2
2,5
2
1,6
1,25
I
XXVI.1 в. Глубина канавок канавочного эталона чувствительности
Номер
эталона
Глубина канавок, мм
Толщина эталона h, мм
Л*
а,
Лз
Л4
Л*
hA
1
0,6
0,5
0,4
0,3
0,2
0,1
2
2
1,75
1,5
1,25
1
0,75
0,5
4
3
4
3,5
3
2,5
2
1,5
6
297
XXVI.17. Основные размеры, мм, пластинчатых эталонов чувствительности с отверстиями
МЕСТО МАРКИРОВКИ
/
Номер
эталона
h
D
d
С
L
1
0,1
0,2
0,1
2
0,2
0,4
0,2
3
0,3
0,6
0,3
10
25
4
0,4
0,8
0,4
5
0,5
1
0,5
6
0,6
1,2
0,6
7
0,75
1,5
0,75
12
36
8
1
2
1
9
1,25
2,5
1,25
10
1,5
3
1,5
11
2,0
4
2
14
45
12
2,5
5
2,5
XXVI.18. Рецепты проявителей для рентгеновской пленки, г на 1 л
проявителя
Номер проявителя
Ментол
Сульфит натрия кристаллический
Фенидон
Гидрохинон
Натрий углекислый кристаллический
Калий бромистый
Бензотриазор
1
3,5
120
_
9
108
3,5
2
2
180
—
8
118
5
3
—
75
0,5
8
50
2
0,3
Примечание. Проявитель N° 2 рекомендуется для проявления пленок типа РТ-1, РТ-2 и РМ-1.
298
которых приведены в табл. XXVI. 18; можно исгаользовать и другие составы проявителей.
Рецепты фиксажей, приведенные ниже, рассчитаны на 1 л фиксажа. В жаркую погоду, когда температуру раствора не удается понизить до 20 °С, следует применять кислый дубящий фиксаж № 6,
Фиксаж № 1
Гшосульфит, р . * 250
Фиксаж № 2
Гипосульфит, г 40®
Сульфид натрия кристаллический, г . * 30
Борная кислота, р . 40
Фиксаж Л® 3
Гипосульфит, г 400
Сульфид натрия кристаллический, г . 50
Серная кислота концентрированная, см3 . 5
Фиксаж М 4
Гипосульфит, г 400
Сульфид натрия кристаллический, г 50
Уксусная кислота 30 Уо-нэя, см3 . . 40
Фиксаж Л§ 5
Гипосульфит, г 260
Аммоний хлористый, г . 50
Натрий мета бисульфат, г 16
Фиксаж № 6
Гипосульфит, г , 2S9
Сульфид натротя кристаллический, г ....... . 40
Уксусная кислота 30 %-ная, см8 . 45
Квасцы алюшжалиевые, 15
На основании рентгеновских и гамма-снимков составляют заклю* чение, в котором указывают характер, размеры и число дефектов*
Сварные соединения классифицируют по результатам. радиографического контроля. В зависимости от предельных размеров дефектов и их суммарной длины соединения относят к одному из семи классов. Класс сварного соединения должен устанавливаться нормативно-технической документацией. В классах 1—3 ке допускаются непровар ы.
Допустимость непроваров для сварных соединений 4—7-х классов должна указываться в нормативно-технической документации на контроль.
В СНиП 3.05.05—84 «Технологическое оборудование и технологические трубопроводы» принята многобалльная оценка качества сварных соединений по суммарному баллу, который определяется сложением наибольших баллов, полученных при раздельной оценке качества соединения по величине и количеству непроваров и включений в швах*
299
Расшифровке подлежат только снимки, качество которых удовлетворяет требованиям ГОСТ 7512—82.
Чувствительность контроля не должна превышать значений, указанных в табл. XXVI.19 (для установленного нормативной документацией класса чувствительности).
XXVI.19. Чувствительность радиографического контроля, мм
Толщина контролируемого металла (в месте установки эталона чувствительности)
Класс чувствительности
1
2 1
3
До 5
0,1
0,1
0,2
Св. 6—9 вкл.
0,2
0,2
0,3
» 9—12 »
0,2
0,3
0,4
> 12—20 »
0,3
0,4
0,5
» 20—30 »
0,4
0,5
0,6
» 30—40 »
0,5
0,6
0,75
» 40—50 »
0,6
0,75
1
» 50—70 »
0,75
1
1,25
» 70—100 »
1
1,25
1,5
В соответствии с ОСТ 36-59—81 «Контроль неразрушающий, Сварные соединения трубопроводов и конструкций» при просвечивании сварных соединений трубопроводов через две стенки указанные в табл. XXVI. 19 значения чувствительности следует удваивать.
Электрорентгенографический способ получения рентгенограмм — это процесс получения рентгеновских снимков при просвечивании изделий и сварных соединений, при котором в качестве фоточувствительного материала используется не фотопленка, а полупроводниковый слой. Проявление и фиксирование изображений представляют собой чисто физические процессы. При применении электрорентгенографии не требуется затемненного помещения, водоснабжения и химикатов; значительно сокращается время изготовления снимка и в 5—7 раз снижается его стоимость.
В настоящее время разработано несколько типов электрорентгенографических аппаратов для промышленного просвечивания, которые изготовлялись в единичных экземплярах. Селеновые электрорентгенографические пластины ПЭР-2-ЗП чувствительностью 150 обратных рентген предназначены для просвечивания стали толщиной до 20 мм. Для использования в монтажных условиях разработан портативный электрорентгенографический аппарат Арекс-2М массой не более 10 кг, в нем применяют пластины 120X320 мм.
300
XXVI.3.2. УЛЬТРАЗВУКОВОЙ МЕТОД КОНТРОЛЯ
Метод ультразвуковой дефектоскопии (табл. XXVI.20) основан на способности ультразвуковых колебаний прямолинейно распространяться в металле и отражаться от границы раздела сред, имеющих разные акустические свойства.
XXVI.20. Основная характеристика некоторых ультразвуковых дефектоскопов для контроля сварных соединений в условиях строительно-монтажной площадки
Тип
дефектоскопа
Максимальная глубина прозвучивания (по стали), мм
Рабочие частоты, мГц
Потребляемая мощность, Вт
Масса, кг, не более
ДУК 66 пм
2500
1,25; 2,5;
5; 10 1,25; 2,5; 5; 10
10 (40)
10
УД-11ПУ
180
12 (30)
7 (без источника питания)
УД-13П*
100
2,5
(7,5)**
1,5
УД-15П
’1000
2,5; 5
12(55)
6
УЗД-МВТУ
500
0,5—12,5
10(15)
6
ЭХО-2
250
2,5; 5
8(40)
7
УД-10УА
5000
1,5—6
(130)
28
Примечания: 1. В скобках указана потребляемая мощность В*А при питании дефектоскопов от сети переменного тока. 2. Одной звездочкой отмечен дефектоскоп, у которого вместо электронно-лучевой трубки в качестве индикатора используется стрелочный прибор. 3. Двумя звездочками отмечено, что дефектоскоп может питаться от б гальванических элементов типа «Салют-1» или «Прима».
Для получения ультразвуковых колебаний используется пьезоэлектрический эффект, при котором электрические колебания, приложенные к пьезометрической пластине, превращаются в механические.
Ультразвуковые колебания в контролируемое изделие вводятся с помощью плоских или призматических искателей через слой жидкости, необходимый для обеспечения акустического контакта искателя с металлом проверяемого соединения. Применяют искатели, рассчитанные на частоту 0,6—10 мГц.
Дефектоскопию швов сварных соединений осуществляют эхоимпульсным, теневым или эхотеневым методами. Наиболее распространен эхоимпульсный метод, при котором в шов посылают кратковременные импульсы ультразвуковых колебаний, а в паузах между ними отраженные от дефектов колебания поступают на приемный пьезоэлемент, усиливают их усилителем дефектоскопа и подают на элек-
зог
тронно'лучевую трубку, на экране которой наблюдают импульсы от дефектов.
Основными измеряемыми характеристиками дефектов при заданной чувствительности дефектоскопа являются: амплитуда эхосигнала, условная протяженность дефекта, условное наименьшее расстояние между дефектами, а также число дефектов на определенной длине шва и расположение их по длине, высоте и ширине шва.
Основные параметры контроля измеряют и дефектоскоп настраивают на заданную чувствительность с помощью специальных эталонных образцов. К основным параметрам контроля относятся частота ультразвуковых колебаний, чувствительность контроля, угол ввода ультразвукового луча в металл сварного соединения, стрела искателя, точность работы глубиномера, разрешающая способность в направлении прозвучивания и размеры преобразователя в искателе.
Выбор параметров контроля и методика его проведения регламентируются специальными инструкциями по ультразвуковому контролю, которые разрабатываются для отдельных видов сварных соединений, толщин проверяемого металла или для конкретных изделии.
Швы сварных соединений лучше проверять в нижнем положении. Для контроля швов на вертикальных стенках и в потолочном положении необходимо применять более вязкую контактную жидкость. Скорость ручного ультразвукового контроля обычно составляет 0,5—1,66 м/с (2—6 м/ч).
Существенное повышение производительности контроля обеспечивают автоматизированные ультразвуковые дефектоскопы. Автоматизированный ультразвуковой дефектоскоп типа УД2С-93 предназначен для выявления дефектов в стыковых сварных соединениях листовых конструкций из низкоуглеродистых и низколегированных ферромагнитных сталей с толщиной листов 8—20 мм в заводских и монтажных условиях при температуре окружающей среды от 5 до 50 °С.
Дефектоскоп снабжен регистратором дефектов, позволяющим получить от 3 экземпляров дефектограмм (с применением обычной бумаги) , дефектоотметчиком, световым индикатором наличия дефектов,
Механизм перемещения акустических преобразователей снабжен движителем с магнитными колесами и позволяет контролировать сварные соединения в различных пространственных положениях. Имеется автоматическая система направления механизма перемещения вдоль шва. Система подачи контактной жидкости работает во всех пространственных положениях.
Дефектоскоп выполнен в виде трех блоков: электронной стойки, механизма перемещения и пульта управления,
302
Основные технические хааяперистики дефектоскопа УД2С-93
Частота ультра звуковых колебаний . 2,5 мГц
Условная чузствительность .... 55 мм
Диапазон контролируемых толщин . 8—20 »
Скорость контроля . 0*0166 (1)
м/с (м/мин)
Минимальный радиус кривизны контролируемых
повеностей 2 м
Расход контактной жидкости (воды) ... 5 л/ч
Масса:
пульта управления * . . , 1,7 кр
механизма перемещения 25 кр
электронной стойки 180 »
Питание от сети переменного тока: напряжение ...... 40 В
потребляемая мощность . 800 В-А
XXVI.3.3. МАГНИТОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ
Сущность метода состоит в фиксации на магнитной ленте полей рассеяния, возникающих над дефектными участками шва при его намагничивании, с последующим воспроизведением этих полей с помощью магнитографической аппаратуры.
Магнитографический метод может применяться для контроля сварных соединений листовых конструкций и трубопроводов из ферромагнитных материалов при толщине основного металла до 16 мм.
Поля рассеяния от дефектов записываются в процессе намагничивания сварного соединения, на которое наложена магнитная лента. Используются магнитные ленты типа И2607-35 и И2607-70.
Магнитографическому контролю могут подвергаться сварные соединения с небольшой чешуйчатостью при высоте валика усиления они ве более 3—4 ми. Ниже приведены назначение и типы намагничивающих устройств для магнитографического контроля сварных соединений.
Для плоских листовых конструкций . ПНУ
Для труб диаметром» мм:
325—1020 ПНУ-1М
2*9-325 ПНУ-2М
102-168 ПНУ-ЗМ
168—1200 и листовых конструкций . . . ♦ УНУ
57-89 НВ
820—1420 и листовых конструкций а . . . МУН-1
(«Шатун»!
Импульсное устройство ИНУ-1 позволяет намагничивать протяженный участок шва (600—700 мм) или весь периметр шва трубы.
Записи нолей от дефектов воспроизводят с помощью магнитографических дефектоскопов с импульсной или телевизионной индикацией дефектов.
При импульсной индикации о характере и размере дефекта судят по форме и амплитуде импульсов при отклонении луча на экране электронно-лучевой трубки образуется видимое изображение магнит-
333
ных полей, фор которых приблизительна сдотьетствуетЧертаиию дефектов.
Для контроля сварных соединений применяют магнитографические дефектоскопы типа МД-9, МД-11, МГК, МДУ-1, МДУ-2, воспроизводящее устройство УВ-ЗОГ.
Основные технические данные магнитографического дефектоскопа МДУ-2У
Чувствительность прибора Скорость подачи магнитной
ленты Способ индикации дефектов
Диапазон рабочих температур Относительная влажность . f . Напряжение питания . * . ; Потребляемая мощность . . . Масса .
Габарит « .........
не менее 3 % толщины шва 65 м/с
импульсный и ~телевизион ный на экране двухлучевой трубки от —10 до +°С до ВО %
127/220 В
не более 100 В*А » » 25 кг
206X410X515 мм
XXVI.3.4. КОНТРОЛЬ НЕПРОНИЦАЕМОСТИ СВАРНЫХ СОЕДИНЕНИИ
Испытания на непроницаемость выполняют после внешнего осмотра и применяют для промежуточного контроля и для сдачи готовой продукции.
При испытании керосином обильно промазывают или опрыскивают им одну сторону шва. Предварительно другую сторону шва покрывают меловым раствором (350—450 г мела или каолина на 1 л воды). О наличии дефектов свидетельствуют пятна керосина на покрытой мелом поверхности. Для улучшения индикации дефектов применяют окрашенный керосин '(2,5—3 г краски «Судан-111» на 1 л керосина).
Длительность испытания при положительных температурах 3— 6 ч, при отрицательных — до 24 ч и более. Эффективность контроля можно повысить, продувая швы сжатым воздухом под давлением 300—350 кПа со стороны нанесения керосина; создавая перепад давлений с помощью вакуум-камеры, установленной со стороны мелового покрытия; придавая шву вибрацию, а также подогревая соединение до 60—70 °С.
Контролю вакуум-методом могут подвергаться стыковые, нахлесточные и угловые швы конструкций, в том числе при одностороннем доступе к шву. Накладную вакуум-камеру с прозрачной крышкой располагают на участке шва, предварительно смоченном мыльным раствором. С помощью вакуумного насоса в камере создают перепад давлений до 6—7 кПа. При наличии в сварном шве несплошностей на мыльной эмульсии образуются стойкие пузырьки.
Применяют три состава мыльного раствора (на 1 л воды): со*
304
став А содержит 50 г туалетного мыла, состав Б — 50 г 65 %-ного хозяйственного мыла, состав В-15 г экстракта лакричного корня.
Для работы при отрицательных температурах в состав В добавляют 100—300 г хлористого калия или хлористого натрия.
Сжатым воздухом испытывают сварные швы сосудов и сварные стыки трубопроводов различного назначения. Наличие дефектов определяется следующим образом:
при испытании сосудов и трубопроводов — по падению давления при выдержке 10—100 ч. Испытательное давление— 1—1,2 рабочего;
при испытаниях уложенного в траншею трубопровода — по звуку выходящего через неплотности воздуха или по запаху добавляемого в воздух одоранта, который вводится в трубопровод в процессе закачки воздуха;
нанесением на сварной шов индикатора (100 г хозяйственного мыла на 1 л воды);
добавкой в воздух небольшого количества галоидных газов под малым избыточным давлением и выявлением утечки с помощью галоидных течеискателей.
Крупногабаритные изделия можно испытывать струей сжатого воздуха, продуваемого через шов под давлением не менее 400 кПа, перпендикулярно шву при расстоянии до конца рукава до поверхности шва не более 30 мм. Неплотности шва определяются по пузырькам в пенном растворе, покрывающем обратную сторону шва.
Гидравлические испытания проводят для проверки плотности и частично прочности сварных соединений. Испытания гидростатическим давлением (наливом воды) выполняют для открытых сосудов и резервуаров. Время выдержки изделия, заполненного водой, от
1—2 ч до начала осмотра и более. Утечка воды обнаруживается по струйкам и отпотеванию, а также по снижению уровня воды. При испытании струей воды швы обливают из рукава. Неплотности определяют по появлению капель, струй или намокания швов с обратной стороны. Гидравлические испытания плотности и прочности сварных швов проводят под давлением 1,1—1,5 наибольшего рабочего давления.
XXVI.3.5. ЦВЕТНАЯ ДЕФЕКТОСКОПИЯ
При этом методе на контролируемую поверхность наносят слой окрашенной жидкости. После выдержки в течение нескольких минут поверхность промывают и протирают, затем покрывают ее тонким слоем проявителя, например каолина. После просушки проявителя выделившаяся из дефектов красящая жидкость окрашивает проявитель в ярко-красный цвет, Материалы можно наносить кистью или
20—252
305
пульверизатором, однако наиболее удобны дефектоскопические материалы в аэрозольной упаковке.
Взамен выпускаемых в настоящее время аэрозольных комплектов для цветной дефектоскопии типа ДАК-2Ц разработаны комплекты типа ДАК-ЗЦ.
XXVI.3.6. ПЕРЕДВИЖНЫЕ ЛАБОРАТОРИИ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Передвижная лаборатория PMJI2B, смонтированная на автомобиле, предназначена для контроля качества сварных соединений ма« гистральных трубопроводов при температуре воздуха от +35 до —40 °С. Лаборатория снабжена оборудованием, позволяющим выполнять рентгеновское просвечивание стыков трубопроводов диаметром 720—1420 мм, гамма-просвечивание и магнитографический контроль стыков трубопроводов диаметром до 1420 мм. Производительность контроля составляет: при рентгеновском просвечивании 12, при просвечивании гамма-лучами 6 и при магнитографическом контроле 15—* 20 стыков в смену. Масса лаборатории 5 т.
Передвижная лаборатория легкого типа (совместная разработка СССР — НРБ) служит для радиографического и ультразвукового контроля сварных соединений в условиях монтажа. Лаборатория смонтирована на автомобиле УАЗ-452 с закрытым кузовом. В состав лаборатории входит гамма-дефектоскоп серии Гаммарид, импульсный рентгеновский аппарат, ультразвуковой дефектоскоп ДУК-66П, а также комплект оборудования и принадлежностей для обработки и расшифровки радиографических снимков и встроенное хранилище для гамма-дефектоскопа.
Передвижная лаборатория среднего типа (разработка СССР — НРБ), смонтированная на автоприцепе, состоит из трех отделений: фотолаборатории, рабочего помещения для хранения аппаратуры и бытового помещения для работы и отдыха двух операторов (площадь его 7 м2). Лаборатория имеет следующее оборудование: гаммадефектоскоп серии Гаммарид, импульсный рентгеновский аппарат, переносной рентгеновский аппарат SL-140, ультразвуковой дефектоскоп ДУК-66П, а также дозиметрическую аппаратуру, комплект принадлежностей для радиографического контроля и для обработки и расшифровки радиографических снимков.
Передвижная лаборатория типа ЛПК-К, выпускаемая в НРБ, смонтирована на базе автомобиля ГАЗ-бЗА. Лаборатория состоит из двух отделений: фотолаборатории и помещения для расшифровки
снимков и отдыха дефектоскопистов, В лаборатории имеется два
306
транспортных контейнера для перевозки гамма-дефектоскопов, импульсный рентгеновский аппарат, ультразвуковой дефектоскоп, проявочная машина для фотообработки снимков, сушильный шкаф, негатоскоп, дозиметрические приборы.
Имеются электрические и бензиновый отопитель, кондиционер, бензоэлектрический агрегат, позволяющий эксплуатировать оборудование лаборатории в жаркое и в холодное время года.
XXVI.4. МЕТОДЫ КОНТРОЛЯ С РАЗРУШЕНИЕМ СВАРНОГО СОЕДИНЕНИЯ
XXVI.4.1. МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
Определение механических свойств сварного соединения в целом, отдельных его участков, наплавленного металла при всех видах сварки проводят по ГОСТ 6996—66*. В табл. XXVI.21 приведены виды испытаний и область их применения.
Образцы для механических испытаний (табл. XXVI.22) выреза-
XXVI.21. Виды испытаний и область их применения
Вид испытания
Назначение
На статическое растяжение (металл различных участков сварного соединения и наплавленный металл)
На ударный изгиб (металл шва и зоны термического влияния)
На стойкость против механического старения (металл различных участков сварного соединения)
1. Проверка сварочных материалов (электродов, проволоки, флюса, защитных газов)
2. Определение свариваемости различных марок стали
На статическое растяжение, статический изгиб (загиб) и ударный разрыв
1. Определение механических свойств сварных соединений на образцах, взятых из контрольных стыков (пластин)
2. Проверка квалификации сварщиков, допускаемых к ответственным сварочным работам
Измерение твердости металла различных участков сварного соединения и наплавленного металла
Контроль качества сварочных материалов и сварных соединений, преимущественно на закаливающихся сталях
20*
307
XXVI.22. Типы наиболее часто применяемых образцов для механических испытаний
Вид испытания
Эскиз образца
Свойства металла, определяемые при испытании
Испытание металла различных участков сварного соединения и наплавленного
На статическое растяжение
На ударный изгиб образцы по ГОСТ 6996—66*: а — на образце типа IX
б — на образце типа VI
На стойкость против механического старения (деформация растяжением заготовки из расчета получения 10±0,5 % остаточного удлинения; нагрев в течение
1 ч при 250 °С с последующим охлаждением на воздухе: а — заготовка б—образцы для испытаний Измерение твердости
о)
-3-
tit?
[==1 В
I
Предел текучести, временное сопротивление разрыву, Па.
Относительное удлинение и сужение, %, после разрыва
Ударная вязкость, Дж/м2
Изменение ударной вязкости металла, подвергнутого старению, по сравнению с ударной вязкостью металла в исходном состоянии
Твердость металла шва, околошовной зоны и основного металла
308
Продолжение табл. XX VI.22
Свойства металла,
Вид испытания
Эскиз образца
определяемые при испытании
Испытание сварного соединения
На статическое растяжение (образцы по ГОСТ 6996—66*): а — типа XII б— > XIII
На статический изгиб: а — вдоль шва б — поперек шва
На ударный разрыв (для стыковых соединений листов толщиной до 2 мм)
4
с::т I □
s)
а)
I ~~1 0
0
I
Прочность наиболее слабого участка стыкового или нахлесточного соединения.
Прочность металла шва в стыковом соединении
Пластичность соединения, характеризуемая углом изгиба до появления первой трещины в растянутой зоне образца
Сопротивление ударному разрыву, Дж/м3
Испытание труб малого диаметра
На сплющивание: а — продольного шва
б — поперечного (кругового) шва
Пластичность соединения, характеризующаяся просветом между сжимаемыми поверхностями при образовании первой трещины
ют непосредственно из проверяемой конструкции или контрольных сварных соединений, специально сваренных для этой цели теми же сварщиками при таких же условиях и режимах, что и контролируемая конструкция. Заготовки для образцов вырезают ножницами или применяют кислородную и электродуговую резку. Образцы из заготовок изготовляют только механическим способом.
Контрольные соединения правке не подлежат. Стрела прогиба (рис, XXVI.3) на длине 200 мм не должна превышать 10 % толщины
30
XXV 1.3. Прогиб (а) и несовпадение q) плоскостей (б) контрольного соеди*
нения
металла, но быть не более 4 мм. Величина несовпадения плоскостей листов в стыковых соединениях допускается до 15 % толщины листа, но не более 4 мм.
XXVI.4.2. МЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ
Такие исследования проводят при проверке технологии сварки режимов последующей термической обработки, качества свароч ных материалов. Металлографические исследования выполняют также при выборочном изучении контрольных образцов, в которых определяют:
по виду излома наличие пор, шлаковых включений, непроваров, трещин, флокенов и пластичность или хрупкость металла шва;
при проверке макроструктуры (макроанализ)—границы зон сварного соединения, ширину зоны термического влияния, строение металла шва и околошовной зоны, внутренние дефекты, скопления серы и фосфора в металле;
при контроле микроструктуры (микроанализ) — микроструктуру сварного шва и дефекты сварки: микропоры, микротрещины, нитридные и кислородные включения, перегрев, пережог.
Образец для изготовления макрошлифа вырезают таким образом, чтобы в него входили все зоны сварного соединения. После обработки образца режущим или абразивным инструментом его шлифуют наждачной бумагой (№ 120—270), затем протирают ватой, смоченной спиртом, просушивают фильтровальной бумагой и травят специальными реактивами (табл. XXVI.23).
Микроструктуру контролируют на образцах, обработанных по одному из методов, приведенных в табл. XXVI.24. Отполированной образцы изучают под микроскопом. При этом определяют наличие дефектов (поры, трещины, пережог) и неметаллических включений. Для выявления более мелких дефектов и структуры шлифы, предварительно промытые и обезжиренные, травят специальными реактивами (табл. XXVI.25).
Методы отбора проб для химического и спектрального анализов установлены в ГОСТ 7122—81,
310
XXVI.23. Состав и назначение реактивов для обработки макрошлифов
Состав реактива
Условия травления
Назначение
Водный раствор азотной кислоты: 10 %-ный
25 %-ный
Погружение на 1—2 мин при комнатной температуре
Выявление границ шва и зоны термического влияния, расположение слоев и валиков в швах, характера кристаллизации, дефектов на углеродистых и низколегированных сталях То же, для среднелегированных сталей
На 1 л воды 53 г хлористого аммония Н4С1 и 85 г хлористой меди СиСЬ
Погружение на 30—60 с при комнатной температуре (затем смыть слой меди)
Определение характера кристаллизации шва, перегрева околошовной зоны; выявление дефектов на углеродистых и среднелегированных сталях
Концентрированная соляная кислота: НС1—50 мл, вода — 50 мл
Погружение на 15—25 мин для углеродистых и низколегированных сталей, на 25—30 мин для среднелегированных сталей при 60—70 °С
Глубокое травление для определения кристаллизации в швах и выявления мелких дефектов
Концентрированная соляная кислота—200 мл, концентрированная азотная кислота— 20 мл, двуххромовокислый калий — 50 г, воды — 20 мл
Погружение на 5— 40 мин при 60— 70 °С
Выявление границ шва и слоев шва, границ зоны термического влияния, характера кристаллизации, дефектов на аустенитных и ферритных нержавеющих сталях
Азотная кислота— 10 мл, соляная кислота — 30 мл, (готовят за 24 ч до употребления)
Погружение и натирание тампоном в течение 5—60 с и более
Выявление макроструктуры сварных швов высоколегированных и нержавеющих сталей аустенитного класса, а также сплавов на основе никеля
311
XXVI.24. Примерная последовательность операций подготовки микрошлифов Метод
Материал
ускоренный
нормальный
особокачест-
венный
Сталь: углеродистая и низколегированная высоколегированная
гш-эп
тш-эп-оп
ТАП
тш-оп,
ЭП-ТАП
тш-оп.
ТАП
тш-оп.
ГАП-ТАП
ТШ-ГАП.
ОП-ТАП
Алюминий и его сплавы
ТШ-ГАП-
эп
тш-пп-оп
ТШ-ГАП-
ТАП-ОП
Примечание. В таблице использованы следующие буквенные обозначения: ГШ — грубая шлифовка (до № 3); ТШ — тонкая шлифовка (мельче № 3); ПП — полировка на пасте; ГАП, ТАП — грубая и тонкая алмазная полировка; ОП — полировка на окислах; ЭП — электролитическая полировка.
XXVI.25. Реактивы и методы выявления микроструктуры сварных соединений
Состав реактива
Метод травления
Назначение
4 %-ный раствор азотной кислоты в этиловом спирте
Погружение образца в раствор на время от нескольких секунд до минуты
Для выявления микроструктуры сварных швов на низкоуглеродистых, низколегированных, среднелегированных сталях и чугунах
Азотная соляная 200, вода
кислота—*10, кислота — — 200 мл
Погружение образца в кипящий раствор
Для выявления микроструктуры аустенитных сталей и особенно для хромоникелевых сталей с карбидообразующими элементами
Медный купорос — 40 г, соляная кислота и вода по 200 мл
Погружение образца в раствор на время от 30 с до нескольких минут
Для выявления микроструктуры на никелевых сталях
312
Глава XXVII. ОРГАНИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
XXVII.1. ПЛАНИРОВАНИЕ И УЧЕТ СВАРОЧНОГО ПРОИЗВОДСТВА
Развитие сварочного производства в строительстве регламентируется следующими плановыми показателями: объемом производства сварных конструкций; строительством и вводом в действие новых, реконструкцией и расширением действующих предприятий по производству сварных конструкций;
объемом производства основных и сварочных материалов (электроды, порошковая проволока, инертные газы и смеси газов, флюсы и т. д.), а также исходных компонентов для их изготовления;
объемом применения эффективных профилей проката для изготовления сварных конструкций; объемом сварных конструкций; объемом наплавочных работ;
уровнем комплексной механизации и автоматизации сварочных работ;
заданиями по разработке, изготовлению и испытанию опытных образцов и внедрению нового основного и вспомогательного оборудования для производства сварочных работ, а также оборудования для изготовления сварочных материалов, в частности электродов;
перечнем и сроками выполнения важнейших научно-исследовательских и опытно-конструкторских работ в области сварки, включая фундаментальные исследования, направленные на разработку новых технологических процессов и способов сварки, наплавки и пайки, новых методов расчета и типов сварных конструкций, а также контроля качества сварных соединений.
Объем производства сварных конструкций исчисляется по их массе в тысячах тонн, при этом учитывается масса блоков и деталей всех машиностроительных, строительных и других металлоконструкций и изделий, при изготовлении и монтаже которых используется сварка. При этом принимается в расчет масса только тех частей конструкций и изделий, которые соединялись сваркой. Применительно к строительству в объем производства сварных конструкций включается масса:
сварных строительных металлоконструкций, трубопроводов различного назначения, изготовляют и монтируют которые с помощью сварки;
313
сварных вентиляционных систем и воздуховодов, саарных электроконструкций;
арматуры, свариваемой при изготовлении железобетонных конструкций и изделий.
Строительные организации, изготовляющие и монтирующие сварные конструкции на строительной площадке, учитывают их массу только 1 раз в размере массы смонтированных конструкций. Промышленные предприятия стройиндустрии, имеющие свой баланс, отчитываются самостоятельно. Масса трубопроводов определяется без массы оборудования, опор и запорной арматуры, если они не соединяются с трубопроводами сваркой.
Наплавочные работы планируют в тоннах наплавленного металла, при этом принимают во внимание наплавку, выполненную для повышения износостойкости изделий, восстановления размеров изношенных деталей, а также устранения дефектов литья и механической обработки.
Расход сварочных материалов планируют и учитывают по их видам, в том числе покрытых электродов для сварки и наплавки, сварочной проволоки для наплавки и сварки в углекислом газе, под флюсом и открытой дугой, а также порошковой проволоки для сварки и наплавки.
В число учитываемых прогрессивных материалов, применяемых при изготовлении сварных конструкций, входит прокат из высокопрочных сталей, алюминия и его сплавов, а также гнутые профили проката.
Интегральными показателями, отражающими технический уровень и эффективность сварочного производства, являются показатели механизации и автоматизации сварки, определяемые в соответствии с методикой, утвержденной Государственным комитетом СССР по науке и технике.
В состав утвержденных показателей механизации и автоматизации входят коэффициенты (уровни) механизации и автоматизации:
сварочных работ;
труда сварщиков.
При этом сварочные работы разделяются на три группы способов сварки: ручные, механизированные и автоматизированные. К ручным относятся такие, которые выполняет сварщик, держащий и перемещающий вручную исполнительную часть технического устройства (ТУ) относительно свариваемого изделия, устанавливающий и сменяющий электроды и прилагающий для выполнения указанных операций необходимые усилия (к примеру, ручная дуговая и газовая сварка).
Механизированные способы сварки отличаются тем, что подача электродного материала в зону сварки, создание усилия, необходи¬
314
мого для сварки, происходят за счет энергии неживой природы, остальные же операции (в том числе перемещения ТУ относительно свариваемого изделия) выполняет сварщик. К примеру, сварка шланговыми аппаратами для дуговой сварки под флюсом или в защитных газах.
К автоматизированным относятся способы сварки, при которых подача электродных материалов в зону сварки, перемещение ТУ относительно свариваемого изделия (или наоборот), а также управление процессом сварки (полностью или частично) происходят за счет энергии неживой природы. Простейший пример — сварка под флюсом с использованием сварочных тракторов.
Коэффициент (уровень) механизации и автоматизации сварочных работ (КР) представляет собой отношение объема работ, выполненных механизированными и автоматизированными способами сварки, к общему объему сварочных работ. При этом объемы выполненных работ могут измеряться их нормативной трудоемкостью или массой наплавленного металла (в том случае, когда это возможно, т. е. преимущественно для дуговых и электрошлаковых способов сварки). Коэффициент (уровень) автоматизации сварочных работ (/Сра) отличается тем, что при его расчете учитывается объем работ, выполненных только автоматизированными способами сварки, по отношению к общему объему.
Таким образом, уровень механизации и автоматизации сварочных работ подсчитывается следующим образом:
%Ttnt + 2 ТаПа
к_= — — 100%. (XXVII.1)
у n р m
2rini+ 2ГаПа+ 2 i=l a=l /=1
В то же время, уровень автоматизации 2Г«яа
К_а — 100 %, <XXVII .2)
ул n р m
2 Tini + 2Г«Л« + 2 Tin)
,=1 а= 1 /=1
В формулах (XXVI 1.1) и (XXI 1.2):
* —1...Л — число механизированных способов сварки; а=1...р — число автоматизированных способов сварки; /-1.../П — число ручных способов сварки; Т., Та. Тj — объем работ соответственно по £-му, a-му и /-му способам сварки, выраженный полной нормативной трудоемкостью; П Па, П jкоэффициенты приведения нормативной трудоемкости сварочных работ соответственно по i-му, a-му и /-му способам сварки к нормам времени по базовому способу сварки.
Нормативная трудоемкость выполнения работ при подсчете Tit
315
Та, Tj принимается равной штучному времени, т. е. нормам времени, принятым по сборникам Единых норм времени и расценок, местным нормам, технологическим картам и расчетным нормам.
Коэффициенты приведения (П) для каждого конкретного способа сварки определяются по формуле
Л = *б/*, (XXVII.3)
где tQ — штучное время сварки 1 м сварного шва-представителя или I шт. изделия-представителя базовым способом (в нормо-часах); t — то же, конкретно одним из способов сварки (в нормо-часах).
Таким образом, коэффициенты приведения показывают, насколько производительность данного способа сварки больше или меньше базового. Особое значение приобретает правильный выбор шва или изделия-представителя, т. е. наиболее отвечающего данному способу сварки. В зависимости от характера производства представителей может быть один или несколько.
За базовый способ во всех случаях принимают ручную дуговую сварку на оптимальных режимах покрытыми электродами с коэффициентом наплавки Лн=8,5 г/А*ч.
Коэффициенты (уровни) механизации и автоматизации по наплавленному металлу (/Ср и /(Ja) рассчитывают следующим образом:
2 0г+ 2<?а
К\ — — 100 %, (XXVII.4)
р п р т
2 2 Q>
t=l а=1 /=1
Р
2<?а
/<1 = — 100%. (XXVII.5)
pa п р т
t=I a=l /= 1
Принимая Q = MB, где М — масса израсходованных электродных и присадочных материалов, а В — коэффициент их перехода в наплавленный металл шва, имеем
2*! а,+ 2 м«в«
/<’ = — — 10Э%, (XXVII.6)
р п р т
2 Ml Bi + 2MaBa+ 2
i=1 a=l /=1
где значения i\ а и / те же, что и в формулах (XXVII.1 и XXVII.2); Q.* Q t; Qj — масса металла наплавленного соответственно *-ми, a-ми и /-ми способа* ми сварки.
316
р
2B«M«
к’ ! 100%. (XXVII .7)
ра п р т
2M«Ba+ 2Mt
i=l а=\ /=1
Значения коэффициента В
Ручная сварка:
дуговая покрытыми электродами 0,58
газовая ...» 0,9
Сварка сплошной проволокой . 0,96
Сварка в углекислом газе:
сплошной проволокой 0,88
порошковой проволокой 0.8
Сварка самозащитной проволокой:
сплошной 0,93
порошковой .«»..«•• 0,75
Величины расхода сварочных материалов принимают по данным статистического отчета № 2-СН-М.
Коэффициент (уровень) механизации и автоматизации труда сварщиков
п р
Кт — — 100 %, (XXVI 1.8)
р
£=1 а=1 /=1
а коэффициент (уровень) автоматизации труда сварщиков
р
КТЙ — 100%, (XXVII.9)
а п р m
S9£+S Ча + ЪЧ)
i—\ а—\ /= 1
где значения I, а, / аналогичны значениям, используемым в формулах (XXVII.! и XXVII.2); Ч., Ча, 4j — численность (среднесписочная сварщиков, занятых соответственно на i-x а-х и /*х способах сварки.
Системой государственной отчетности предусмотрен годовой отчет по форме № 1-НТ — «сварка», который представляет организация (предприятие) и местные органы ЦСУ СССР и в свою вышестоящую организацию.
XXVII.2. АТТЕСТАЦИЯ СВАРЩИКОВ
К введению ответственных сварочных работ допускаются сварщики, соответствующие по квалификации выполняемой работе, прошедшие аттестацию и получившие удостоверение. Разряд работы, а следовательно, и квалификация (разряд) сварщика (табл. XXVII. 1)
317
XXVII.1. Примеры зависимости разряда сварщиков от вида свариваемых конструкций
Электросварщик на машинах
31
аа
со со
СО CQ
a 3
автоматических
механизиро¬
ванных
Электросварщик ручной дуговой сварки
Г азосварщик
Сварщик
на машинах контактной сварки
термитной сварки
Свариваемые конструкции
3-й
А.ппараты, сосуды и емкости из углеродистой стали, работающие без давления
Трубопроводы технологические V категории
Простые конструкции строительные и технологические из углеродистых сталей (стойки, бункерные решетки, площадки, лестницы, перила, обшивка и т. д.)
Трубы дымовые высотой до 30 м и вентиляционные из листовой углеродистой стали. Трубопроводы безнапорные для воды (кроме магистральных). Трубопроводы на ружных и внутренних сетей водоснабжения и теплофикации (сварка в цеховых условиях)
Трубы вентиляционные. Трубопроводы безнапорные для воды (кроме магистральных)
Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации (сварка в цеховых условиях)
Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации Трубопроводы технологические V категории
4-й
Колонны, бункера, балки, эстакады и т. п. Блоки строительных и технологических металлоконструкций из листового металла (воздухонагреватели, скрубберы,
Аппараты, емкости из углеродистой стали, работающие без давления. Каркасы промышленных печей и котлов типа ДКВР. Резервуары для нефтепродуктов вместимостью менее 1000 м3. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации (сварка на монтаже)
Трубопроводы наружных и внутренних сетей водопровода и теплофикации (сварка на монтаже). Трубопроводы технологические
Г азопроводы низкого давления. Технологические трубопроводы III и IV категории. Трубопроводы пара и воды
Кабели электрические и провода линий электропередач
кожухи доменных печей, реакторы, газоходы и т. п.)
Г азопроводы низк (сварка в цеховь Трубопроводы техн категории Колонны, бункера, фермы, балки, эстакады. Пылегазовоздухопроводы, узлы топливоподачи и электрофильтров
ого давления ■IX условиях), ологические V
фахверки, связи, фонари, прогоны, монорельсы
V категории Газопроводы низкого давления (сварка в цеховых условиях)
III и IV категории
5-й
Балки рабочих площадок мартеновских цехов, бункерные и разгрузочные эстакады черной металлургии, балки подкрановые под краны тяжелых режимов работы Газгольдеры и резервуары вместимостью свыше 1000 м3 (сварка на стане)
Аппараты и сосуды из углеродистых сталей, работающие под давлением, из легированных сталей, работающие без давления. Арматура несущих железобетонных конструкций
Блоки строительных и технологических конструкций из листового металла (воздухонагреватели, скрубберы, кожухи доменных печей, реакторы, газоходы и т. п.) Газонефтепродуктопроводы (сварка на стеллаже)
Колонны, бункера, фермы, балки, эстакады
Радиомачты, телебашни, опоры ЛЭП
Резервуары для нефтепродуктов вместимостью свыше 1000 и менее 5000 м3 (сварка на монтаже)
Трубки импульсные КИП и автоматики
Г азопроводы низкого давления (сварка на монтаже)
Наружные газопроводы среднего и высокого давления (сварка на монтаже) Трубопроводы технологические, а также пара и горячей воды III и IV категории Трубы свинцовые
Сетки арматурные особо ответственных конструкций Г азопроводы среднего и высокого давления
Трубопроводы технологические, а также пара и горячей воды I и II категории
Провода электрические (сварка в зоне высокого напряжения) .
Провода линий электропередач (сварка на высоте)
Продолжение табл, XXVI1.1
Разряд
сварщика
Электросварщик на машинах
Электросварщик ручной дуговой сварки
Газосварщик
Сварщик
автоматических
механизированных
на машинах контактной сварки
термитной
сварки
5-й
1
Емкости, колпаки, сферы и трубопроводы криогенные Конструкции из алюминиево-магниевых сплавов Конструкции из двухслойной стали и других биметаллов
Пролетные строения металличесских мостов Трубопроводы технологические, а также пара и воды I—IV категории
Стыки выпусков арматуры элементов несущих сборных железобетонных конструкций (сварка на монтаже)
Г азопроводы низкого давления (сварка на монтаже)
Газопроводы среднего и высокого давления (сварка в цеховых условиях)
Трубопроводы технологические, а также пара и воды III и IV категории
Шины, ленты, компенсаторы из цветных металлов
Блоки разделения воздуха — трубопроводы и детали из цветных металлов
6-й
Балки рабочих площадок мартеновских цехов, бункерные и разгрузочные эстакады черной метал-
Проводки импульсные турбин и котлов
лургии, подкрановые балки с тяжелыми режимами работы Газгольдеры и резервуары вместимостью 5000 м3 и более (сварка на монтаже)
Газонефтепродуктопроводы магистральные (сварка на монтаже) Емкости, колпаки, сферы и трубопроводы криогенные Емкости и покрытия сферические и каплевидные
Радиомачты, телебашни и опоры ЛЭП (сварка на монтаже) Конструкции из двухслойных сталей и других биметаллов Ванная сварка стержней арматуры железобетонных конструкций Пролетные строения металлических и железобетонных конструкций
Пролетные строения металлических и железобетонных мостов Напорные трубопроводы и камеры спиральные и рабочего колеса турбин гидроэлектростанций Газопроводы среднего и высокого давления (сварка на монтаже) Трубопроводы технологические, а также пара и воды I и II категории
Газопроводы среднего и высокого давления (сварка на монтаже) Трубопроводы технологические, а также пара и воды I и II категории
i
устанавливаются согласно «Единым тарифно-квалификационным справочником профессий» (ЕТКС), утвержденным Государственным комитетом СССР по труду и социальным вопросам.
Квалификация сварщика устанавливается решением квалификационной комиссии, создаваемой в организации (предприятии) под председательством главного инженера. Порядок присвоения очередного разряда рабочему следующий: сварщик подает на имя председателя квалификационной комиссии заявление с визой — ходатайством начальника участка (цеха). По решению председателя комиссии сварщик допускается к сварке пробы (в соответствии с разделом ЕТКС «должен уметь» и «примеры конструкции»), которая выполняется им при соблюдении следующий условий: сварка ведется в условиях производства (на рабочем месте сварщика) в присутствии не менее двух членов комиссии, сварщик должен уложиться в норму времени при высоком качестве сварного соединения. Если признано, что проба выполнена удовлетворительно, сварщик допускается к сдаче теоретического экзамена (раздел ЕТКС «должен знать») квалификационной комиссии. В случае успешной сдачи теоретического экзамена сварщику присваивается соответствующий квалификационный разряд, о чем издается приказ и делается запись в трудовой книжке.
К выполнению сварочных работ при изготовлении, монтаже и ремонте объектов котлонадзора, газового надзора и подъемных сооружений допускаются сварщики, прошедшие аттестацию в порядке, установленном «Правилами аттестации сварщиков», утвержденными Госгортехнадзором СССР. Указанными Правилами предоставлено право министерствам и ведомствам распространять их действие на сварщиков, допускаемых к проведению сварочных работ на других объектах (технологические трубопроводы, несущие конструкции зданий и сооружений и т. д.), что практически выполняется и предусматривается действующими нормативными документами на производство ответственных сварочных работ почти во всех отраслях промышленности и строительства.
«Правила аттестации сварщиков» устанавливают требования, предъявляемые к теоретической и практической подготовке сварщиков, порядок образования аттестационных комиссий и проведения аттестации, объем и методы контроля качества контрольных сварных; соединений, порядок и нормы оценки их качества, формы протокола заседания квалификационной комиссии и удостоверения сварщика. Правилами предусмотрена повторная проверка комиссиями знаний и практических навыков сварщиков периодически, не реже одного раза в 12 мес; при перерыве в работе по своей специальности свыше 6 мес; перед допуском к работе после временного отстранения сварщика за нарушение технологии и низкое качество работ, Кроме
322
того, Правилами определен дополнительный контроль знаний и навыков сварщика при переходе на новые для него способы сварки или виды работ, а также при сварке изделий из новых материалов или при существенном изменении технологии сварки.
При допуске сварщиков к ответственным сварочным работам и их аттестации должны совместно учитываться требования «Правил аттестации сварщиков» и ЕТКС, так как первые предусматривают только возраст, образование и стаж работы, а вторые, как указывалось выше, кроме того, и квалификацию сварщика,
XXVI 1.3. МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
Фонды на сварочные материалы выделяют органы Госснаба СССР на основании представляемых министерствами и ведомствами заявок с обоснованными расчетами. Между предприятиями и организациями фонды распределяют главные управления материальнотехнического снабжения. Количество материалов, сроки доставки и изготовители определяются утверждаемым министерством или ведомством планом материально-технического снабжения. При этом обеспечение электродами и сварочной проволокой для сварки конструкций и трубопроводов из нержавеющих сталей, цветных металлов, их сплавов, а также из других специальных материалов лежит на обязанности организаций и предприятий-заказчиков. Во всех остальных случаях электроды и сварочная проволока, а также флюсы и защитные газы для сварки доставляются организациями, ведущими строительно-монтажные работы.
Потребность в сварочных материалах определяется укрупненным или детальным методами расчета. Расчет ведут по укрупненному методу в зависимости от массы изготовляемых изделий или конструкций либо от объема промышленного производства и строительно-монтажных (подрядных) работ (как правило, исходя из расхода на 1 млн. руб.). При этом за норму принимают удельный фактический годовой расход сварочных материалов с учетом изменения структуры производства и заданного снижения норм расхода.
При детальном методе расчета нормой является максимально допустимый расход материалов на изготовление единицы готовой продукции установленного качества с учетом организационно-технических условий производства. Расчет ведут в соответствии с действующими государственными и ведомственными нормативными документами, заданиями по снижению материалоемкости и планами разработки и внедрения новой техники, имея в виду применение прогрессивных технологических процессов, материалов и методов расчета. При детальном методе расчета потребности в сварочных материалах следует руководствоваться «Инструкцией по нормированию
21*
323
расхода материалов в машиностроении», разработанной научно-исследовательским институтом планирования и нормативов (ВНИИПИН) Госплана СССР, учитывая при этом специфику строительно-монтажного производства.
Нормы расхода сварочных материалов определяют по формуле
H = QyK, (XXVII.10)
где Qy~удельное количество наплавленного металла; /(—поправочный ко* эффидиент.
Нормы расхода сварочных материалов могут быть составлены (по условиям производства и виду сварных конструкций) на различные показатели, например, на 1 т металлоконструкций, на 1 т трубопроводов, на 1000 м2 сварных воздуховодов, на одно конкретное изделие (кран, трайлер, резервуар и др.) и т. д. В соответствии с выбранным показателем подсчитывают удельное количество наплавленного металла Qy. Значение поправочного коэффициента К зависит от вида сварки.
Так, для газовой и ручной дуговой сварки штучными электродами
(XXVII.И)
где /(, — коэффициент перехода сварочных материалов в сварной шов (по массе). Для высокопроизводительных электродов с железным порошком в по* крытии /Ci = 1,7, для остальных электродов с толстым покрытием /Ci—2, для газовой сварки К\ = 1,07—1,08; /Сг — коэффициент, учитывающий условия произ* водства. Для промышленных предприятий и баз строительно-монтажных организаций К%—1, для условий строительной площадки /(2*1,1—1,2; Кг — коэффициент, учитывающий положение свариваемого шва в пространстве. Для сварки в нижнем положении /Сз*1, в наклонном — /Сз**1,05, в вертикальном — /(3=1,1, в потолочном —/Сз* 1,2.
Для механизированных видов дуговой сварки плавлением
/< = /с4 /с2. (XXVII. 12)
Коэффициент К\ для автоматической и механизированной сварки под флюсом составляет 1,03; для сварки порошковой проволокой— 1,22—1,27, для сварки сплошной проволокой в углекислом газе—1,1. Коэффициент /(2 для механизированных видов дуговой сварки плавлением и ручной сварки одинаков.
Коэффициент К для аргонодуговой сварки неплавящимся электродом с присадочным металлом приведен в табл. XXVI 1.2. Нормы расхода вольфрамовых электродов на 100 м шва для этого случая указаны в табл. XXVII.3.
Норму расхода флюса рассчитывают по формуле (XXVII. 10) в зависимости от удельного количества наплавленного металла. При этом К—1,2 при сварке без флюсоудерживающих приспособлений, /(=1,35 при сварке на флюсовой подушке и /(=1,3 при сварке на флюсо-медной подкладке.
Годовые ресурсы (Р) сварочных материалов определяют по формуле
Р = Л+ 3-0, (XXVII.13)
324
где П — потребность, рассчитанная на основе нормативов на годовой объем работ; 3 — нормативный переходящий запас; О — фактические остатки материалов на начало планируемого года;
3 = ДПВС, (XXVI 1.14)
где Дн — нормативный переходящий запас, учитывающий период подготовки производства, текущий и страховой запас, дни; — среднедневный расход материалов.
XXVI 1.2. Значение коэффициента К для аргонодуговой сварки неплавящимся электродом
Свариваемый материал
Сварка
автомати¬
ческая
механизиро¬
ванная
ручная
дуговая
Сталь
1,08
1,1
1,15
Алюминий и его сплавы
1,23
1,25
1,3
Медь и ее сплавы
1,15
XXVII.3. Нормы расхода вольфрамовых электродов на 100 м шва, г
Толщина свариваемого металла, мм
Диаметр электрода, мм
Сва
ручная дуговая
рка
механизированная
1; 1,5
1,5
8,3
3,9
2
2
23,4
10,9
3
3
83,3
39
4
4
132,2
125
5 и более
5
165
156
XXVI 1.4. УПРАВЛЕНИЕ СВАРОЧНЫМ ПРОИЗВОДСТВОМ
Техническое руководство сварочным производством на предприятиях и в организациях (включая министерства и ведомства) осуществляет главный сварщик. Указанную должность вводят в штатное расписание предприятий и организаций, изготовляющих в год 20 тыс. т и более сварных конструкций или имеющих в своем списочном составе 200 и более сварщиков.
В обязанности главного сварщика предприятия или организации, как правило, входит работа по повышению технического уровня сварочных работ и внедрению новой техники, организации контроля за качеством сварки, участие в согласовании технической и технологической документации, касающейся сборки и сварки, осуществление связи с научно-исследовательскими, проектными и конструкторскими организациями, а также подготовка сварочного производ¬
325
ства. Конкретные права и обязанности главных сварщиков определены инструкциями, утверждаемыми в установленном порядке.
Типовыми штатами строительно-монтажных и специализированных предприятий предусмотрена организации в их составе сварочных лабораторий, в обязанности которых, кроме контроля качества сварки и аттестации сварщика, может входить также решение вопросов, связанных с технологической подготовкой производства. Аналогичные лаборатории создают также на промышленных предприятиях, изготовляющих сварные конструкции. Сварочные лаборатории находятся в оперативном подчинении у главных сварщиков.
На промышленных предприятиях соответствующие подразделения или отдельные специалисты имеются в заводских конструкторских бюро и отделах главного технолога.
Производительность труда и качество сварочных работ во многом предопределяют организация и управление работой слесарейсборщиков и сварщиков. На практике используют несколько форм организации труда, основными из которых являются следующие: высококвалифицированные сварщики-одиночки входят в состав монтажных участков и выполняют сварку по мере подготовки для них фронта работ монтажными бригадами. Начальник участка (производитель работ) определяет их рабочие места и выдает задание, он же принимает законченную работу. Каждый сварщик имеет индивидуальный наряд на выполнение работ. Это наиболее распространенная форма организации труда при производстве монтажных работ на объектах со сравнительно небольшими объемами или при недостаточном фронте ответственных сварочных работ;
высококвалифицированные сварщики объединены в сварочные бригады, подчиненные мастеру по сварке, который принимает собранные под сварку конструкции, обеспечивает сварщиков рабочими местами и принимает законченные сварочные работы. Работа оплачивается по бригадному наряду. Указанную форму организации труда применяют при выполнении большого сосредоточенного объема ответственных сварочных работ;
высококвалифицированные сварщики включены в состав комплексных монтажных бригад и работают по бригадному наряду. Такой вариант оправдывает себя, главным образом, на монтаже ответственных линейных сооружений, в частности, трубопроводов. В этом случае необходимо принимать за основу при расчете состава комплексных бригад время сварки стыков с тем, чтобы не допускать выполнения сварщиками работ, связанных с физическими нагрузками, кроме сварочных, так как иначе не может быть гарантировано качество сварки;
в состав монтажных бригад включены сварщики сравнительно низкой (не выше 4-го разряда) квалификации, осуществляющие при¬
326
хватку и сварку (как вариант некоторые слесари — монтажники в бригаде имеют вторую квалификацию сварщика). Работы ведут по бригадному наряду. Это наиболее распространенная форма организации труда при монтаже неответственных конструкций;
высококвалифицированные сварщики монтажного управления объединены в составе специализированного сварочного участка, выполняющего сварочные работы на всех объектах данного управления. Руководят сварочными работами инженерно-технические работники, имеющие специальное образование. Сварочный участок ведет работы по принципу ввнутреннего субподряда у монтажных участков. Планирование объемов работ и взаимные расчеты сварочного участка с монтажными осуществляются по нормативам. Сварочные участки организуются при больших объемах ответственных сварочных работ на отдельных объектах (например, сооружение комплекса доменной печи) и в целом в монтажных управлениях;
специализированный сварочный участок является ответственным исполнителем сборочных и сварочных работ на объекте; в состав сварочного участка включают монтажные бригады или монтажный участок, который выступает как внутренний субподрядчик сварочного, находясь у него в оперативном подчинении. Эта форма организации производства может быть рекомендована на монтаже ответственных объектов с особыми требованиями, предъявляемыми к качеству сварных соединений (например, комплекс трубопроводов высокого давления, химических и крупномонтажных производств аммиака).
Выбор той или иной формы организации труда и управления сварочными работами зависит от конкретных объема и условий производства, а также характера сварочных работ и решается в составе ППР перед началом строительства объектов либо определяется руководителями монтажного управления (треста).
XXVII.5. ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКИХ ЭФФЕКТИВНОСТИ И ЭФФЕКТА
Одним из важнейших этапов в подготовке и организации сварочного производства является определение экономической эффективности различных организационно-технических мероприятий по его совершенствованию, включая внедрение новой техники, изобретений и рационализаторских предложений. Расчеты и обоснования экономической эффективности в строительстве должны выполняться в соответствии с «Инструкцией по определению экономической эффективности использования в строительстве новой техники, изобретений и рационализаторских предложений» (СН 509-78), утвержденной Госстроем СССР 13 декабря 1978 г.
327
Применительно к производству сборочно-сварочных и газорезательных работ в строительстве указанной Инструкцией следует руководствоваться при подсчете эффективности различного рода поточных линий, сборочно-сварочных стендов, комплексной механизации и автоматизации сварочных процессов, при использовании новых сварочных материалов и оборудования, внедрения новых технологических процессов и сварных конструкций, а также при других мероприятиях, направленных на повышение производительности труда и качества, снижение себестоимости сварочных работ, сокращение продолжительности строительства и улучшение условий труда. Положения этой Инструкции следует соблюдать при расчете премий за создание и внедрение новой техники, а также вознаграждений за изобретения и рационализаторские предложения.
Экономическую эффективность рассчитывают на основе сопоставления значений приведенных затрат по двум или нескольким вариантам. При этом вариант заменяемой техники называется базовым (или эталонным)* Годовые приведенные затраты подсчитывают по формуле
3. = С. + Еп Kv (XXVII. 15)
где 3. — приведенные затраты по t-му варианту на единицу работ (продукции); Сi —себестоимость единицы по f-му варианту; Ен —нормативный коэффициент эффективности капитальных вложений, равный 0,15; К — суммарные удельные капитальные вложения в производственные фонды на единицу работы (продукции) по i-му варианту.
При сопоставлении вариантов наиболее эффективным признают тот, по которому приведенные затраты минимальны. В случае равенства приведенных затрат предпочтение отдают варианту, обеспечивающему получение социального эффекта (снижение уровня ручного труда, улучшение условий труда).
Приведенные затраты определяют, как сказано выше, на единицу работ или продукции (например, на 100 тыс. руб, строительномонтажных работ, на 1 т сварных конструкций, на 1 кг наплавленного металла, на 1 сварочный автомат и т. д.).
В дальнейшем методика расчета экономической эффективности будет рассматриваться применительно к сварочным работам.
Выбор базового варианта при определении сравнительной экономической эффективности зависит от следующих показателей:
на стадии разработки новой техники — от показателей лучшей техники, спроектированной в СССР, или лучшей зарубежной техники;
на стадии принятия решения о внедрении новой техники в производство— от показателей лучшей применяемой отечественной техники или зарубежной техники, которая может быть закуплена в необходимом количестве или изготовлена в СССР по лицензиям;
328
на стадии освоения и использования в строительстве новой техники — от показателей заменяемой техники.
Таким образом, если конструкторское бюро разрабатывает автомат для сварки стыков труб, то для базового варианта принимают показатели наиболее производительного и эффективного автомата аналогичного назначения, спроектированного в СССР или имеющегося за рубежом. Когда расчеты выполняют для решения вопроса о серийном выпуске указанного автомата, за эталон принимают показатели лучшего автомата, выпускаемого в СССР. Одновременно должна быть установлена возможность закупки за рубежом аналогичного оборудования или организации его производства в СССР на лицензионной основе. При расчете фактического или ожидаемого экономического эффекта от внедрения того же автомата в строительно-монтажных организациях, сваривавших ранее трубы вручную, за базовый вариант принимают показатели ручной дуговой сварки.
Основные показатели, используемые в расчете экономической эффективности, определяют следующим образом.
Величину Ci в формуле (XXVI 1.15) подсчитывают как сумму прямых затрат и накладных расходов. Для получения прямых затрат по эталонному варианту пользуются производственными калькуляциями, составленными исходя из условий работ в данной организации, или фактическими показателями, если они ниже затрат, предусмотренных калькуляциями. При расчетах могут быть также применены единичные расценки, привязанные к местным условиям. Для определения прямых затрат по варианту новой техники пользуются либо производственными калькуляциями, составленными с учетом ожидаемых показателей новой техники (для предварительных расчетов), либо калькуляциями, в основе которых лежат фактические результаты внедрения (для уточненных расчетов). Производственные калькуляции включают следующие статьи прямых затрат: основная заработная плата рабочих, затраты на материалы, детали, полуфабрикаты и конструкции, расходы по эксплуатации машин и прочие прямые затраты. Основную заработную плату рабочих исчисляют по Единым нормам времени и расценкам с учетом территориальных коэффициентов, местным нормам, утвержденным в установленном порядке, а в случае предварительных расчетов — по расчетным нормам, разработанным применительно к данному мероприятию.
Затраты на материалы, детали, полуфабрикаты и конструкции определяют на основе производственных норм их расхода и плановорасчетных цен франко-приобъектный склад, включающих отпускную цену промышленности, наценки сбытовых и снабженческих организаций, транспортные, погрузочно-разгрузочные, заготовительно-складские расходы, затраты на тару и реквизит.
Расходы по эксплуатации строительных машин и оборудования
329
получают на основе производственных нормативов числа машино-ча« сов работы отдельных машин, а также установленных стоимостей машино-смены, ставок арендной платы или планово-расчетных цен на их эксплуатацию. Расходы по эксплуатации стационарных машин в оборудования подсчитывают по производственным калькуляциям,
Прочие прямые затраты включают расходы по перевозке строительных материалов, деталей и конструкций от приобъектного склада до места их установки.
Расчет экономии накладных расходов на основе расчетов по статьям или по факторам, от которых зависят накладные расходы по отдельным организационно-техническим мероприятиям, довольно сложен, поэтому предусматривают вариант упрощенного расчета накладных расходов, который сводится к следующему.
Сокращение затрат на основную заработную плату рабочих уменьшает накладные расходы в размере 15 % суммы этих сокращений.
Снижение трудоемкости строительно-монтажных работ приводит к уменьшению накладных расходов из расчета 0,6 руб. на 1 чел.день.
При подсчете Ki в формуле (XXVII. 15) учитывают стоимость всех видов строительных и монтажных работ, стоимость технологического, энергетического, подъемно-транспортного и другого оборудования, предусмотренного сметами на строительство; стоимость инструмента и инвентарь, включенных в сметы строек и зачисляемых в основные фонды; стоимость машин и оборудования, не входящая в сметы строек, если эти машины и оборудование приобретаются за счет капитальных вложений; затраты на проектные и прочие капитальные работы.
Затраты на оборудование и средства механизации и автоматизации определяют по инвентарно-расчетной и балансовой стоимости. Если оборудование изготовляет или модернизирует сама организация или предприятие, то затраты определяют по сметам или фактическим затратам этих организаций и предприятий.
Когда необходимо найти наиболее экономичный вариант комплексной механизации сварочного производства с использованием комплекта различных сварочных машин и вспомогательного сварочного оборудования, формула (XXVI 1.15) принимает следующий вид:
где текущие затраты (себестоимость работ) по f-му варианту; Фj — балансовая стоимость /-й машины комплекта, принятого по f-му варианту; TQj — число смен (часов) работы /-й машины комплекта, принятого по f-му варианту; Trj —годовое число смен (часов) работы /-й машины по нормативу; /г — число машин в комплекте.
п
(XXVII. 1C)
зао
Годовой экономический эффект, ожидаемый от применения новой технологии, новых технологических процессов, механизации и автоматизации производства, передовой организации производства и труда, если при этом конструктивные и объемно-планировочные решения заданий и сооружений не изменяются, рассчитывают по формуле
Э = (Зг-Зг)Аг, (XXVII.17)
где 3» и 32 - приведенные затраты на единицу объема работ (продукции) соответственно базового варианта и новой техники; Л2 — годовой объем работ (внедрения).
Годовой экономический эффект от создания и применения новых сварных строительных конструкций определяют по формуле
3 = [(3t + 3С1) Н + Ээ - (32 + 3С2)] А2. (XXVI 1.18)
где 3С1 и 3С2 — приведенные затраты по монтажу конструкций соответственно базовой и новой техники; SQ —экономия при эксплуатации конструкций; Л2 — годовой объем применения новых строительных конструкций в натуральных единицах; Н — коэффициент, учитывающий изменения срока службы новых строительных конструкций по сравнению с базовым вариантом
Н » (Pj + Ен)/(Ра + £н). (XXVII.19)
где Р\ и Рг — доли сметной стоимости строительных конструкций в расчете на один год их службы по базовому варианту и новой технике.
При равной долговечности конструкций коэффициент В табл. XXVII.4 приведены значения суммы (Р+£н) и величины Р в зависимости от срока службы (Гс).
XXVI 1.4. Коэффициенты реновации
Р
Р+Ен
Р
Р+Ен
1
1
1,15
11
0,054
0,204
2
0,4762
0,6262
12
0,0468
0,1968
3
0,3021
0,4521
13
0,0408
0,1908
4
0,2155
0,3655
14
0,0357
0,1857
5
0,1638
0,3138
15
0,0315
0,1815
6
0,1296
0,2796
20
0,0175
0,1675
7
0,1054
0,2554
25
0,0102
0,1602
8
0,0874
0,2374
30
0,0061
0,1561
9
0,0736
0,2236
40
0,0026
0,15226
10
0,0627
0,2127
50
0,00086
0,15086
Экономию (Ээ) в сфере эксплуатации конструкций за срок их службы определяют по формуле
= (и1 - иг) - £н(К2 - *1>/(Р, + Ен> (XXVII-20)
где Ии И3 — годовые издержки в сфере эксплуатации на единицу конструктивного элемента по сравниваемым вариантам (капитальный ремонт, ежегодные
331
затраты на текущий ремонт и обслуживание, и т. д.); Кi и /С2 — сопутствующие капитальные вложения в сфере эксплуатации конструкций (без стоимости самих конструкций) в расчете на единицу конструктивного элемента.
Годовой экономический эффект (Э) от производства и использования в строительстве новых средств труда (машин, механизмов и оборудования в том числе сварочного) рассчитывают по формуле
Э = Н + ЭС~32 j'V (XXVII.21)
где 3t и 32 — приведенные затраты на изготовление единицы соответственно базового и нового оборудования. При использовании серийного оборудования вместо приведенных затрат может приниматься его балансовая стоимость; Ву и Я2 — годовые объемы работ, выполняемые сравниваемыми средствами труда, в натуральных показателях (т. е. производительность базового варианта и новой техники); Н — коэффициент, учитывающий долговечность средств труда, определяется по формуле XXVII.19 с использованием данных табл.
XXVII.4; Зс— экономия в строительном производстве на расходах по эксплуатации оборудования и другим статьям затрат определяется по формуле.
Эс - КИ1 - .) - £н (■*2 - *1)) 2 + £н)’ (XXVII.22)
где Ki и /Сг — сопутствующие капитальные вложения в строительном производстве при использовании базового и нового средства труда (в расчете на единицу объема работ); И\ и 2 —удельные годовые эксплуатационные издержки в строительстве при применении базового и нового средства труда; Р2+£?н — по табл. XXVII.4; А2 — годовой объем внедрения новых средств труда в строительстве в натуральных единицах.
Годовой экономический эффект (Э) от производства и использования в строительстве новых предметов труда (материалов), в том числе и сварочных, рассчитывают по формуле
•Э =(3j -pi + Эи - 32 ) Аг, (XXVII.23)
где Зь 32 — приведенные затраты на изготовление единицы соответственно базового и нового материалов (при отсутствии таковых у потребителя может приниматься балансовая стоимость); У,, У2 — удельные расходы базового и нового материала (на единицу продукции) при использовании их в строительстве в натуральных единицах; Л2 — годовой объем применения в строительстве новых материалов; Зи —экономия, полученная на эксплуатационных издержках при применении новых материалов
(И - И )-Е (К2-Кг)
Зи = - у — * (XXVI1-24)
где И1, 2 — затраты на выполнение работ с применением соответственно базового и нового материалов (на единицу продукции); К\ и Кч — сопутствующие капитальные вложения в строительстве при использовании базового и нового материалов (на единицу продукции).
Экономическую эффективность сокращения сроков строительства в результате применения новой техники, изобретений и рационализаторских предложений определяют по формуле
Эт = Эу + Эф, (XXVII.25)
где Эу — эффект от сокращения условно-постоянной части расходов строительной организации; Зф —эффект в сфере эксплуатации от функционирования объекта за период досрочного ввода.
В свою очередь
Эу = Н 0 - Т2)/Т1> (XXVII.26)
332
где Н — условно-постоянные расходы при продолжительности строительства Т\\ Ti, Т2 — продолжительность строительства по сравниваемым вариантам, г.
Величину Я можно подсчитать осредненно, принимая 1 % от
статьи «Затраты на материалы» плюс 15 % от статьи «Затраты на
эксплуатацию машин и механизмов», плюс 50 % от статьи «Накладные расходы»,
Значение Эф может быть рассчитано по формуле
Эф = ЕНф(Т1~Т2) (XXVII.27)
или
Эф = Пр(Т1-Т2), (XXVII.28)
где Ф —стоимость основных фондов, досрочно введенных в действие; р — среднегодовая прибыль за досрочный ввод объекта в действие.
Экономический эффект может быть расчетным (или предварительным), т. е. определяться на стадии принятия решения и проведения научно-исследовательских и опытно-конструкторских работ или приобретения нового оборудования, технологии или материалов. В этом случае расчет приведенных затрат основывается преимущественно на теоретических расчетах (расчетных данных).
Экономический эффект может быть фактическим (уточненным). В этом случае расчет производится на основе фактически применяемых на производстве норм и нормативов, т. е, после внедрения новой техники.
Соответственно экономическая эффективность также может быть расчетной и фактической. Ниже приводятся два примера определения экономического эффекта. Первый выполнен как расчетный (статьи затрат определены в базовом и новом варианте расчетно), второй — как фактический.
Пример 1. Определить расчетный экономический эффект от замены ручной дуговой сварки (базовый вариант) автоматизированной под флюсом (новая техника) при изготовлении в условиях монтажной площадки полотнищ из листовой стали (ВСтЗсп) толщиной 20 мм. Сварку выполняют в нижнем положении на остающейся подкладке, зазор при сборке — 2,5—3 мм, масса наплавленного металла на 1 м шва — 2,4 кг. Ручная дуговая сварка осуществляется электродами УОНИ 13/45 постоянным током обратной полярности от выпрямителя ВС-500, автоматизированная — проволокой Св-08А с флюсом АН-348 с помощью сварочного трактора АДФ-1001 переменным током от трансформатора ТДФ-1000. Протяженность сварных швов — 780 м.
Расчет производится в соответствии с формулами (XXVII. 13,
XXVII.15) на 1 кг наплавленного металла. Расчет текущих затрат представлен в табл. XXVI 1.5,
333
XXVII.5. Расчет текущих затрат (пример 1),
в
в
2
Показатель
Базовый
вариант
Новая
техника
Обоснование
Исходные данные
1
Сварочный оптимальный
150
750
Справочные
ток, А
данные
2
Напряжение дуги, В
22
37
3
Коэффициент наплавки,
9,5
16
г/А-ч
4
Коэффициенты:
расхода сварочного
1,73
1,04
материала
5
горения дуги
0,65
0,65
Данные ИЭС
6
полезного действия
0,7
0,55
им. Е. О. Пато-
оборудования
на
7
использования обору¬
0,75
0,75 ,
дования
8
Годовой плановый фонд
2024
2024
работы оборудования, ч
9
Стоимость, руб.:
Прейскуранты:
1 кг электродов УОНИ
0,51
01-20
13/45 0 4 мм
10
1 кг проволоки свароч¬
—
0,22
01-17
ной Св-08А 0 4 мм
11
1 кг флюса АН-348
—
0,195
06-02
12
выпрямителя ВС-500
410
—
15-06
13
автомата АДФ-1001
—
880
15-06
14
трансформатора
—
1000
15-06
ТДФ-1000
15
Разряд сварщика
4
3
16
Тарифная часовая став¬
0,885
0,784
ЕТКС с/С=1,12
ка, руб.
Расчетные ,
данные
17
Время наплавки 1 кг ме¬
талла, ч:
ЮОО/п.1 Хп.ЗХп.5
1,08
0,13
18
Основная заработная
0,955
0,102
плата рабочих пЛбХ
Хп.17, руб.
19
Стоимость, руб.:
электродов, п.4 Xп.9
0,88
—
20
сварочной проволоки,
—
0,23
п.4Хп.10
21
флюса, п.4Хп.11
—
0,2
Расход флюса
принят равным
расходу прово¬
локи
334
Продолжение табл. XX VI 1.5
с
Базовый
Новая
Обоснование
с
2
Показатель
вариант
техника
22
электроэнергии, 1000Х ХП.2Х0,02/1000Х
0,1
0,09
1000 Вт= 1 кВт
1000 г— 1 кг
Хп.ЗХп.5Хп.6
0,02 руб.—стоимость
23
Амортизационные отчисления — 34,4% и затраты на текущий ремонт и обслуживание оборудования 20 %. Всего эксплуатация оборудования — 54,4 %. Для базового варианта: П.12Х X п. 17 X 0,544/п.7 X п.8,
0,16
1 кВт-ч
24
руб.
0,16
То же, для новой техники:
(п.13+п.14) Хп.17Х
Х0,544/п.7Хп.8, руб.
0,14
0,03
25
Накладные расходы от основной зарплаты —
п.18х0,15, руб.
0,08
0,014
26
Накладные расходы от трудоемкости — П.17Х
X 0,6/8, руб.
2,315
0,826
Всего текущих затрат С,
п. 18 + ... +п.26
руб.
Удельные капиталовложения рассчитывают по формуле
Ki ==фг T0i/Tri (XXVII.29)
где Фi—стоимость оборудования; Т— время, в течение которого выполняется данная работа (в нашем случае —п. 17 табл. XXVII.5); 7*г. —годовой плановый фонд времени работы оборудования (п. 8); 0 — коэффициент использования оборудования (п. 7)
Для базового варианта
к, = 410*1,08/2024*0,75 = 0,29 руб.
Для новой техники
К2 = (880 + 1000) .0,13/2024.0,75 = 0,162 руб.
Приведенные затраты для базового варианта 3, =* (2,315 + 0,15).0,29 = 2,358 руб.
То же, для новой техники
32 = (0,826 + 0*15).0.162 = 0,850 руб.
335
XXVI 1.6. Расчет текущих затрат (пример 2)
Jfe
п.п.
Показатель
Базовый
вариант
Новая
техника
Обоснование
Исходные данные
Прейскуранты:
Стоимость, руб.:
0,51
1
1 кг электродов УОНИ
—
01-20
13/45 0 4 мм
0,22
2
сварочной проволоки Св-08А 0 4 мм
01-17
3
флюса АН-348
—
0,195
06-02
4
выпрямителя ВС-500
410
—
15-06
5
автомата АДФ-1001
—
880
15-06
6
трансформатора
ТДФ-1000
Стоимость 1 маш.-ч, руб.:
1000
15-06
7
8
выпрямителя ВС-500 автомата АДФ-1001
1,1
1,48
1 Сборник
9
трансформатора
ТДФ-1000
0,25
1 сметных цен
Расход, кг:
4,15
10
11
электродов на 1 м шва сварочной проволоки
2~5
1 Нормы рас-
12
флюса
—
2,5
1 хода
Расчетные данные
13
Время сварки 10 м шва, ч
18,2
2,4
§ 22-1-2, Зз, К-1,4
§ 22-1-15, Зж
14
Расценка (основная зар¬
14,3
1,68
§ 22-1-15, Зж
плата), руб.
Стоимость, руб.:
15
электродов
21,2
—
п.1 Хп.Ю
16
сварной проволоки
—
5,5
п.2Хп.11
17
флюса
—
4,9
п.ЗХп.12
18
эксплуатации выпрямителя ВС-500
14,52
п.13Хп.7
19
автомата АДФ-1001 и
трансформатора
ТДФ-1000
2,29
(п.8 + п.9) X Хп.13
20
Накладные расходы от зарплаты, руб.
2,14
0,25
п.14X0,15
21
То же, от трудоемкости, руб.
1,38
0,18
Всего текущих затрат,
53,54
14,75
п. 14 + ... +п.20
руб.
336
Эффективность перехода на автоматизированную сварку под флюсом (на 1 кг наплавленного металла) составит
34 — 3,= 2,358 — 0,850 = 1,508 руб.
Общий объем наплавленного металла по условиям задачи А2 = 2,4-730 = 1872 кг.
Экономический эффект на весь объем работ
э = (3i — 32) А2 = 1872.1,508 = 2823 руб.
Пример 2. При соблюдении условий, тождественных изложенным в примере 1, определить фактический (уточненный) экономический эффект.
Расчет выполняется на 10 м сварного шва, используя «Единые нормы времени и расценки на строительные, монтажные и ремонтностроительные работы» — Сб. 22. «Сварочные работы и «Сборник сметных цен машино-смен монтажных машин и механизмов».
Расчет текущих затрат представлен в табл. XXVI 1.6.
Удельные капиталовложения рассчитывают по формуле (XXVII. 29). Для базового варианта
Kt =410-13,2/2024*0,75 = 3,56 руб,
Для новой техники
Kt = (880 4- 1000) 1,9/2024-0,75 = 2,35 руб.
Приведенные затраты для базового варианта
3, =53,54 + 0,15-3,56 = 54,07 руб.
То же, для новой техники
3* = 14,75 4-0,15-2,35 = 15.1 руб.
Эффективность перехода на автоматизировванную сварку под флюсом (на 10 м шва) составит
3j — 32 = 54,07 — 15,1 = 38,97 руб.
Экономический эффект на весь объем работ
780
э={31 — Зг) А2 = 38,97 —- = 3040 руб.
Расхождение между результатами расчетов в примерах 1 и 2 объясняется тем, что в первом случае были допущены некоторые условности, в частности основной показатель — время наплавки — рассчитывался чисто теоретически.
22—252
337
Глава XXVIII. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
СВАРОЧНЫХ РАБОТ
XXVIII.1. НОРМЫ ТРУДА И ИХ ХАРАКТЕРИСТИКА
В задачи нормирования труда (работ) входит установление необходимых затрат и результатов труда, а также оптимальных соотношений между численностью работников различных групп и количеством единиц оборудования. В условиях социалистического производства нормирование труда является основой планирования и организации сварочного производства, оплаты труда, стимулирования роста производительности труда и эффективности производства сварных конструкций, организации социалистического соревнования; основой управления как производственными, так и социальными процессами. Общегосударственный подход к нормированию труда отражен в Конституции СССР (ст. 14, 15 и 21).
Система норм труда характеризует различные стороны трудовой деятельности работников, поэтому охватывает нормы времени, выработки, обслуживания, численности, управляемости и нормированные задания.
Нормы времени (трудоемкость операции)’ — необходимые затраты времени одного работника или бригады на выполнение единицы работы (продукции) в человеко-мин. (чел.-ч).
Нормы выработки — количество единиц продукции определенного вида, которое должно быть изготовлено одним работником или бригадой за данный отрезок времени (час, смену) в натуральном выражении (штуках сварных деталей, метрах шва, массе наплавленного металла и т. д.).
Норма обслуживания — требуемое количество оборудования, рабочих мест, единиц производственной площади и других производственных объектов, закрепленных для обслуживания за одним работником или бригадой.
Норма численности — численность работников, необходимых для выполнения запланированного объема сварочных работ или для обслуживания одного и нескольких автоматов (агрегатов, единиц оборудования) .
Норма управляемости — количество работников, которое должно быть непосредственно подчинено одному руководителю.
Нормированное задание — необходимый ассортимент и объем работ, которые должны быть выполнены одним работником или бригадой за определенное планируемое время (смену, сутки, месяц). Оно характеризует, как и норма выработки, результаты деятельности работников, Однако в данном случае результаты исчисляются не
338
только в натуральном выражении, но и в нормо-ч, нормо-руб. Этим отличается нормированное задание от нормы выработки. Перечисленные виды норм устанавливают исходя из необходимых затрат времени на выполнение операций, технологических процессов, различных видов работ и входящих в них элементов. В связи с этим предъявляются высокие требования к качеству норм труда — к точности и достоверности установленных затрат рабочего времени: подготовительно-заключительного *п.э основного /0, вспомогательного tB, оперативного /опер, обслуживания рабочего места /0бсл на отдых и личные надобности (регламентированные перерывы в работе) ta.
Особенность /п.з в том, что оно определяется на весь объем работ (на всю обрабатываемую партию). В массовом и крупносерийном производстве /п.з в норме штучного времени /Шт весьма мало и поэтому не учитывается.
*шт = *о + *в.н + 'обе + *п (xxviii.i)
или
<шт = <опер(1+-А)' (XXVIII.2)
где в,н— вспомогательное время, не перекрываемое машинным временем; а, Ъ — соответственно проценты, которые составляют f0gc и fп от оперативного времени, определяемого по формуле
*опер = *о + 'в.н (XXVIII
В единичном и серийном производстве сварных конструкций из-за частых переналадок оборудования в результате широкой и переменной их номенклатуры /п.з составляет значительную величину и учитывается в норме времени, называемой штучно-калькуляцион*
НЫМ, tmT.K.'
+ «п.э/п)- (XXVII 1.4 )
где п — число сварных деталей (заготовок) в партии или число стыков, участ* ков шва, приходящихся на партию сварных элементов.
Норма времени на партию
*парв/штп + *п.з. (XXVIII.5)
В серийном производстве
*пар = *шт.к п *п.з* (XXVII 1.6)
В единичном и мелкосерийном сварочном производстве величи¬
на /п.8 особенно велика (20—10 % времени смены), поэтому в этих условиях она часто нормируется в минутах на смену, а в норму времени включается через коэффициент подготовительно-заключительного времени ka.9.
*п.» = 1 - [('см - *п.в)/'см1: (XXVIII.7
*шт.к в *шт п.з ~ *шт f1 р \ (XXVII 1.8)
V см '
где FCM —рабочее время за смену (ее продолжительность 492 мин).
22*
339
Величина /п.з для повторяющихся сварочных работ устанавливается по нормативам, а для оригинальных — на основе данных фотографии рабочего дня. Основными путями уменьшения /п.з являются: совмещение времени выполнения части подготовительно-заключительных работ с протеканием основного машинного времени; централизация доставки на рабочее место материалов, приспособлений, средств механизации и автоматизации и т. д. до начала работ, осуществление наладки, подналадки и перенастройки оборудования в обеденные и межсменные перерывы.
Основное (технологическое) время рассчитывают с учетом целевого назначения и характера операций (техпроцессов), вида оборудования, режимов его работы и паспортных данных по приведенным ниже формулам с использованием нормативов времени, разработанных ЦБНТ и НИИтруда.
Вспомогательное время, затрачиваемое на установку, закрепление, раскрепление и снятие заготовок (деталей, узлов), управление оборудованием, изменение режимов его работы, контроль за ходом техпроцесса и качеством продукции, нормируют по нормативам; при их отсутствии — путем изучения фактических затрат времени на рабочем месте методом хронометража. В том и другом случае необходимо достигать уменьшения доли tB в структуре /опер. Сказанное заслуживает особого внимания при скоростных режимах работы оборудования, обусловливающих резкое сокращение машинного времени (tM). При этом остается без изменения или уменьшается незначительно. Важным также является увеличение в структуре h перекрываемого вспомогательного времени (/в.п); должно быть соблюдено условие
В зависимости от типа производства U устанавливается: в единичном и мелкосерийном производстве на типовую технологию сварки (сборки-сварки) отдельных изделий; в серийном производстве tB определяется на комплекс приемов (переход), обрабатываемую поверхность; в массовом производстве — на единицу изделия, одну операцию в с, мин, ч.
Время обслуживания рабочего места определяется по нормативам или по данным фотографии рабочего дня. Величина /0бс зависит прежде всего от производственных условий, систем обслуживания рабочих мест, уровня механизации и автоматизации. В единичном и серийном производстве t0oc укрупненно выражается формулой
'овс = а<опер/100- (XXVII 1.9)
В массовом и крупносерийном производстве определяют время тех-
340
XXVIIIЛ. Типовые режимы труда и отдыха при обеденном перерыве в середине смены
Виды работ
Перерыв
Отдых
Работа, связанная с незначительными физическими усилиями и умеренным нервным напряжением
Два перерыва по 5 мин в течение смены: через 2 ч после начала работы и за 1,5 ч до ее окончания
Производственная гимнастика 2 раза в день
Работа, связанная со средним физическим усилием и средним нервным напряжением
Два перерыва по 10 мин в течение смены: через 2 ч после начала работы и за 1,5 ч до ее окончания
То же
Работа, не требующая значительных физических усилий, но неблагоприятная по монотонности, рабочей позе и темпу работы
Четыре перерыва по 5 мин в течение смены через каждые 1,5 ч работы
Производственная гимнастика 2 раза в день, остальные 2 перерыва для отдыха в удобной позе и при легкой разминке
Работа, связанная с большими физическими усилиями и повышенным нервным напряжением
Три перерыва по 10 мин в течение смены
Отдых в спокойном состоянии или легкие разминочные упражнения
Работа, требующая большого напряжения при высоком темпе и неблагоприятных условиях (загрязненность воздуха, вибрация)
Перерывы в течение каждого часа, из них первые два по 10 мин, остальные по 3—5 мин
Производственная гимнастика 2 раза в день и отдых в спокойном состоянии.
Работа, связанная с очень большими физическими усилиями не в благоприятных условиях
Перерывы по 8—10 мин в течение смены или 3 перерыва в течение смены по 15— 20 мин, из них два— во второй половине смены
Отдых в спокойном состоянии в специально для этого отведенном помещении
341
Продолжение табл. XXVII 1.1
Виды работ
Перерыв
Отдых
Работа, выполняемая в неблагоприятных условиях при высоком темпе и повышенном нервном напряжении
Перерывы по 4—5 мин в течение каждого получаса
Отдых в спокойном состоянии в специально для этого отведенном помещении
Работа, требующая больших физических усилий в особо неблагоприятных условиях
Перерывы по 12—15 мин в каждом рабочем часу
То же
Работа, выполняемая при благоприятных условиях среды, но со значительным напряжением внимания
Три перерыва по 5 мин
Упражнения типа дыхательной гимнастики
Работа, связанная со значительным умственным напряжением
Гимнастика, 5-минутные физкультурные паузы в первой и второй половинах рабочего дня
Упражнения, включающие работу всей мускулатуры
нического (/обе.тех) и организационного обслуживания (/обс.орг) рабочего места по формулам
WTexe6V100; (XXViiMO)
обс.орг ~ бопер00, (XXVIII.11)
где а, б, в — соответственно проценты, которые составляют время обслуживания рабочего места от *опер. время технического его обслуживания от tQ и организационного обслуживания от *опер.
При определении указанного времени необходимо выделять перекрываемое (/обс.п) и неперекрываемое (/обс.н), так как в норму времени включается только /обс.н.
Время на отдых и личные надобности (регламентированные перерывы) укрупненно определяют в % от /опер. Причем время на
личные надобности предусматривается нормативами в размере 20 % от /опер или 10 мин на рабочую смену (табл. XXVIII.1). В основу нормирования времени на отдых должна быть положена разработанная НИИтруда методика, согласно которой на работоспособность
342
оказывают влияние следующие факторы: физические усилия, нервное напряжение, темп работы, рабочее положение, монотонность работы, температура, влажность, тепловое излучение в рабочей зоне, загрязненность воздуха, производственный шум, вибрация, толчки, освещение. По каждому из перечисленных и других факторов установлено время На ОТДЫХ В % ОТ /опер.
XXVIII.2. МЕТОДЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
Метод нормирования — совокупность определенных приемов установления норм труда. Наиболее характерными из них являются: анализ трудового процесса, проектирование рациональной технологии и организации труда, расчет норм. При выборе метода нормирования труда учитывают прежде всего характер нормируемых работ и условия их выполнения.
Основным методом нормирования сварочных работ является аналитический метод. А именно — аналитически-расчетный, для которого базой определения норм являются нормативные материалы и математические зависимости (формулы). Этот метод нормирования применяют преимущественно в серийном и крупносерийном производстве.
Более точным и объективным методом нормирования является аналитически-экспериментальный (исследовательский) метод, для которого исходная информация, используемая при определении норм, получается с помощью хронометража и фотографии рабочего дня. Рассматриваемый метод нормирования связан с немалыми затратами времени и средств, поэтому применение его целесообразно в массовом и крупносерийном сварочном производстве.
В единичном и мелкосерийном производстве используют преимущественно опытно-статистический или сравнительно-расчетный метод. В этом случае сварочные работы (операции) делятся на укрупненные элементы, продолжительность выполнения которых сопоставляется с продолжительностью выполнения таких же элементов аналогичных работ и операций. Сравнение проводят по типовым нормам времени, статистическим данным, графикам и номограммам.
Из изложенного следует, что точность и прогрессивность норм труда, установленных с применением каждого из указанных методов нормирования, предопределяются в равной мере как совершенством способов расчета, так и новизной, достоверностью исходных обобщенных и справочных материалов (норм и нормативов). Они должны разрабатываться с учетом комплекса технических, экономических, психофизиологических, санитарно-гигиенических, социальных и правовых факторов. При анализе взаимосвязей затрат труда и рабоче¬
343
го времени с факторами, влияющими на их величину, к числу приоритетных факторов должны быть отнесены: параметры и режимы технологических процессов (операций), приемы и режимы труда, режимы работы оборудования, технического и организационного обслуживания его (рабочего места). Роль этих факторов резко возрастает в связи с переходом на интенсивный путь развития.
Исходным объектом нормирования при определении основного времени на сварку является обычно участок (1 м длины) прямолинейного шва, выполненного в нижнем положении. Поэтому t0 должно уточняться в зависимости от вида, положения и протяженности швов изготовляемой сварной конструкции.
Для уточнения основного времени на сварку вводят поправочные коэффициенты kn (табл. XXVIII.2).
XXVII 1.2. Значения поправочных коэффициентов
Характер отклонений от
*П
Характер отклонений от
исходного объекта нормиро¬
исходного объекта нормиро-
КП
вания
1 вания
Положение сварных
Сварка труб диаметром
швов:
I до 2 м:
нижнее
1
неповоротные стыки:
1
1,1
0,85
вертикальное
горизонтальное
потолочное
1,25
1,3
1,6
вертикальные горизонтальные поворотные стыки Сварка и резка:
Сварные швы с поворотом конструкции:
1
в стационарных условиях на сварочных площадках
1
продольные
непосредственно на мон¬
1,1
кольцевые
1,1
таже (строительном
кольцевые без поворо¬
1,35
участке) с переходами
та конструкции
и перемещениями ап¬
Длина сварных швов,
паратуры
на подвесных устрой¬
1,5
мм:
ствах (люльках)
1,2
200—300
1,1
с подмостей и лестниц
менее 200
1,2
в согнутом положении
1,25
и при выполнении работ лежа
При расчете норм времени на электросварку часто применяют укрупненные нормативы, которые учитывают неполное /штк на сварку 1 м длины шва. Для расчета полного /шт.к.п необходимо время, приводимое в таблицах нормативов, умножить на коэффициенты, учитывающие различные положения швов в пространстве, марки электродов, условия выполнения работы и вид свариваемого шва (табл. XXVIII.3, XXVIII.4).
В условиях интенсификации сварочного производства резко по-
344
XXVIII.3. Зависимость коэффициента от марки электрода
Электрод
Коэффициент
Электрод
Коэффициент
УОНИ 13
1
ЦМ-7
0,7
АН-1
1,14
ЦМ-7С
0,5
ОМА-2
1,33
ОЗЦ-4
1,11
ОЗЦ-1
1,45
ОЗС-2
1,37
ОММ-5
0,9
ВН-48
1,04
XXVII 1.4. Зависимость коэффициента, используемого при расчете /шт.к.п для ручной, автоматической и механизированной сварки, от вида свариваемого шва
Вид шва
Длина шва, i
а, до
0,05
0,1
0,25
0,5
0,5
короткометражный кольцевой, свариваемый автоматической сваркой: поворотный неповоротный Кольцевой, свариваемый ручной и механизированной сваркой: криволинейный прерывистый Кольцевые и короткометражные*:
1,3
1,25
1.05 •И
1.05 1,1
1*2
1,1
1
поворотные
1,37
1,31
1,26
1,15
1,05
неповоротные
1,43
1,37
1,32
1,21
1,1
* Здесь приведены общие коэффициенты, учитывающие сварку указанных швов.
вышаются требования к точности, технической обоснованности и прогрессивности норм времени на операции, процессы (работы), связанные с изготовлением сварных конструкций и входящих в них элементов. Эти требования в значительной мере выполнимы при автоматизации расчетов режимов и технических норм времени на сварочные операции.
Автоматизированная подсистема, будучи самостоятельным звеном АСУТП, предназначается для расчета режимов и технических норм времени на выполнение ручной электродуговой, механизированной, автоматической сварки; контактной точечной, шовной и других способов сварки.
Применение этой подсистемы позволяет успешно решать задачи роста производительности труда, повышения эффективности исполь-
345
Ц°> <2J|
JL.. 41
щ
вм
1~ || 0
н
0
м
0
Л
лц
ПУ
XXVIII.1. Структура автоматизированной подсистемы технического нормирования сварочных операций
вования сварочного оборудования, рациональной организации оплаты труда, обеспечения достоверными исходными данными техникоэкономическое и оперативное планирование.
Структура автоматизированной подсистемы по данным [2] может быть представлена в виде схемы (рис. XXVIII.1), где 1 — исходные данные для расчетов на ЭВМ;
2—4 — соответственно данные о сварной конструкции, технологической операции, об условиях ее выполнения;
5 — массив информации о паспортных данных оборудования;
346
XXV111.2. Ориентировочная блок-схема управляющего алгоритма расчета режимов и технических норм времени сварочных операций
6 — управляющий алгоритм и функциональные блоки;
7 — массив информации об инструменте и приспособлении;
8—массив информации о сварочном материале;
9 — математическое обеспечение подсистемы;
10 —массив информации о нормативах режимов сварки;
11 — массив информации о конструктивных элементах шва и раз¬
делки кромок;
12 — массив информации для расчета норм времени;
13 — результаты расчета на ЭЦВМ;
14—17 — соответственно параметры режимов сварки, составляющие нормы времени, технологические карты, технико-нормировочные карты.
Управляющий и функциональные алгоритмы, информационные массивы и математическое обеспечение являются главными составными частями автоматизированной подсистемы расчета режимов и технических норм времени сварочных операций.
347
На рис. XXVIII.2 представлена в общем виде блок-схема управляющего алгоритма, который представляет собой директивное предписание о необходимости выполнения комплекса вычислительных операций для решения поставленной задачи. В комплексной программе определения режимов и норм времени может быть поставлена задача установить только параметры режима сварки. Алгоритм должен предусматривать возможность реализации такого задания.
Функциональные блоки представляют собой алгоритмы определения отдельных этапов расчета режимов и норм времени сварочных работ. Такими блоками могут быть алгоритмы расчета основного времени на сварку, вспомогательного времени, штучного времени, площади наплавленного металла и т. д.
Информационные массивы — это формы представления и накопления нормативно-справочной информации для расчета режимов сварки и норм времени сварочных работ. Эти массивы подразделяются на постоянные — информация о паспортных данных оборудования, сварочных материалов, элементах разделки кромок, сварного шва и переменные массивы — нормативно-справочная информация расчета режимов и технических норм времени сварочных операций.
Математическое обеспечение — это совокупность (библиотека) стандартных программ, предназначаемых для реализации отдельных блоков и для работы с данными из массивов. Здесь применена блочная методика построения алгоритмов, состоящих из ряда отдельных частных блоков. Каждому способу сварки присуще множество блоков (выполненных на переход, операцию). Реализация блоков осуществляется в определенной последовательности. Каждый блок служит для расчета соответствующего параметра: числа проходов, силы сварочного тока, диаметров электродов, скорости сварки, площади наплавленного металла и т. д. (всего на электродуговую ручную сварку 16 блоков). Блочный метод построения алгоритмов имеет следующие преимущества: простоту построения управляющих алгоритмов решения отдельных задач, возможность использования одних и тех же блоков для решения различных функциональных задач, внесения дополнений или корректировок в какие-либо программы; сравнительно короткие сроки программирования и отладки программ; достижение значительной эффективности при адаптации программы к конкретным условиям сварочного производства.
На рис. XXVIИ.З в качестве примера представлен алгоритм расчета вспомогательного времени на смену электродов.
Алгоритмы и программы базируются на методе дифференцированного нормирования трудовых действий, движений, приемов, что обеспечивает высокое качество расчетов и возможность анализа трудового процесса. Рабочими программами на ЭВМ предусматривается определение, кроме режимов сварки и норм времени, ряда вели-
348
( тск )
; Т
/ МЭ, Fjf F2, dj, ct2y if> 3* Ьщ.) TUJ
ВЫБРАТЬ КОЭФФИЦИЕНТ ПЕРЕХОДА МЕТАЛЛА ЭЛЕКТРОДА В ШОВ J3
ПЛОЩАДЬ НАПЛАВЛЕННОГО МЕТАЛЛА Fi = 2Fj
12
L
г'с э
ПЛОЩАДЬ
ДЛЯ ПОСЛЕДУЮЩЕГО ПРОХОДА РАВНА О?
[МАССА ЭЛЕКТРОДА —J ДЛЯ ПОСЛЕДУЮЩИХ 1пРОХОДОВ РАВНА О?
[диаметр ЭЛЕКТРОДА —I ДЛЯ ПОСЛЕДУЮЩИХ 1пРОХОДОВ РАВЕН О?
(последняя цифра -J КОДА ТИПА ШВА
Ipabha 2?
~1*А Ьсэ = 0,11 fAL-Гу ZzlL)
/ 10 Ji К Сэ, [_ 0Эг /
( останов
XXVII 1.3. Алгоритм расчета вспомогательного времени на смену электродов
чин, используемых при расчетах норм расхода сварочных материалов, сменной производительности, расценок на операцию и т. д.
Экономическая эффективность от применения программ для автоматизации технического нормирования сварочных операций (про цессов и работ) должна определяться на стадии технологической подготовки производства и при осуществлении производственного процесса.
Экономия на стадии технологической подготовки Зт.п достигается за счет снижения затрат на расчеты в результате сокращения численности ИТР, обусловленной ростом производительности инженерного труда, а также повышения отдачи высвободившихся квалифицированных специалистов при использовании их на творческих работах по созданию прогрессивных качественно новых техпроцессов.
349
При осуществлении производственного процесса экономия (Эп.п) достигается за счет оплаты труда рабочих по технически обоснованным нормам, установленным с помощью программ на ЭВМ.
Общая экономия (Э0б) представляет собой сумму указанных величин:
*об = *т.п + *п.п- (XXVIII.12)
Затраты на технологическую подготовку сварочного производства зависят от сложности сварных конструкций и объема их выпуска (Ст.п)
Ст.п= 2 Ci3Nij' (XXVIIII.13)
;=i
где — затраты на расчет вручную режимов и технических норм времени £-го техпроцесса /-й сложности; Nj — число t-ых техпроцессов /-й сложности; п — число проектируемых техпроцессов.
Определение режимов сварки и технических норм времени с помощью ЭВМ связано с выполнением следующих работ: занесением
исходных данных в специальный бланк; подготовкой и вводом
в ЭВМ исходных данных; перфорацией исходных данных с бланком на перфоленту (перфокарту); контролем перфорации и решением задач на ЭВМ.
Исходя из сказанного затраты на техническое нормирование с помощью ЭВМ (См.а) могут быть определены по формуле
См.э = 2 (<4 + Сперг + сщ) Nf (XXVIII.14)
<=1
где затраты на заполнение бланка исходных данных техпроцесса;
ДМ>i *~затРаты на перфорацию исходных данных и контроль перфорации f-ro техпроцесса; См.— затраты, связанные с использованием машинного времени ЭВМ при нормировании i-го техпроцесса; N. — число f-ых техпроцессов.
Применение ЭВМ для технического нормирования целесообразно при Ст.п>См.э и когда достигается наибольшая разность между указанными величинами, т. е.
ст.п~см.э-*тах‘
XXVIII.3. НОРМИРОВАНИЕ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Расчет норм при этом виде сварки, как и других рассмотренных ниже, начинается с определения основного времени t0 (ч или мин), в течение которого происходит образование сварного шва путем наплавления электродного металла
t Fly/Iан (XXVIII.15)
350
или
tQ = 60F/V//otH, (XXVIII.16)
где F — площадь поперечного сечения наплавленного металла; / — длина шва; V — плотность наплавленного металла; / — сварочный ток; ан — коэффициент наплавки; F, I, у — масса наплавленного металла шва G.
Массу наплавленного металла определяют также по формуле
G = ault, (XXVIII.17)
где / — время горения дуги.
Площадь поперечного сечения наплавленного металла F может быть определена путем разделения его на простые геометрические фигуры и подсчета их площадей, а также по таблицам нормативов времени на сварку. Плотность наплавленного металла шва у принимается равной плотности основного металла.
Силу тока / при ручной дуговой сварке устанавливают в соответствии с маркой и диаметром электрода, толщиной металла, видом шва и положением его при сварке.
Коэффициент наплавки ан(г/А*ч)—это масса металла в граммах, наплавленного за 1 ч горения дуги, отнесенная к силе тока на 1 А. На величину ан оказывают влияние: род сварочного тока, его
полярность и плотность, свойство электродной проволоки и покры¬
тий электрода и марки флюса
а н = (?///. (XXVIII.18)
Блияние указанных выше факторов на ан характеризуют в общем виде данные табл. XXVIII.5.
XXVII 1.5. Коэффициенты наплавки
Электрод
Положение шва при сварке
Ток
ан, г/А-ч
Без покрытия
Вертикальное, кольцевое и нижнее
Постоянный
10
С меловым покрытием
То же
Переменный
8,2
Горизонтальное и потолочное
Постоянный
Переменный
5,6
6,2
Основное время, мин, на сварку шва длиной 1 м за один проход tQ « 60vF//aH. (XXVIII.19)
При многопроходной сварке основное время, мин, на I м длины шва определяется соответственно по формуле
351
(XXVI11.20)
где 1, 2...Л— (в индексе) число проходов (слоев).
Правильный и рациональный режим сварки предопределяется прежде всего типом и диаметром электрода, величиной сварочного тока. Диаметр электрода подбирают по толщине металла свариваемых элементов и форме сечения сварного шва, а тип электродов по данным их паспорта и изготовителя.
Ориентировочные соотношения между толщиной и диаметром электрода:
При толщине свариваемых элементов свыше 6 мм швы выполняют многопроходной сваркой.
Вспомогательное время при сварке конструкций тратится на смену электродов (/э), на зачистку швов и кромок (/3), определяемое по приведенным ниже формулам, а также на очистку швов от шлака и брызг расплавленного металла, измерение и клеймение швов, на установку, повороты, закрепление и снятие сварных конструкций, перемещение сварщика с инструментами и т. д.
где — время на смену одного электрода; Уэф —эффективный объем одною электрода.
где / — длина шва; п —число слоев при многопроходной сварке.
Время на очистку промежуточного слоя составляет 1—2 мин на 1 м длины шва, время на очистку 1 длины шва последнего слоя —
0,6 мин. Время на установку клейма принимается равным 0,03 мин на один знак. Время на измерение и осмотр шва определяется умножением длины его на 0,35 для нижнего, вертикального и горизонтального швов и на 0,5 для потолочного шва. Время на обслуживание рабочего места составляет примерно 3—5 % оперативного времени (/опер). Время на отдых и личные надобности может быть принято в размере 5—15 % оперативного времени. Подготовительно-заключительное время в серийном производстве составляет примерно 2—4 % оперативного времени. В единичном производстве для определения этого времени можно воспользоваться данными табл.
Толщина, мм Диаметр, мм
1—2 3—5 4—10 12—24 30—60
2-я-З 3-*4 4—5 5—6 6—7
(XXVIII.21)
(XXVIII.22)
XXVIII.6.
352
XXVII 1.6. Нормативы подготовительно-заключительного времени при сварке на сборочной площадке, мин
Элементы работы
Подготовка к сварке
Простая
Средняя
Сложная
Получение производственного зада¬
5
7
12
ния и инструктажа Ознакомление с работой
3
5
8
Подготовка приспособлений
—
3
5
Сдача работы
2
2
2
Всего
10
17
27
Нормы штучного времени на ручную электросварку 1 м длины шва рассчитывают по формуле
*шт в К *о + /вш)/ + *вк] k> (XXVIII.23)
где *вш — вспомогательное время, связанное со сварным швом; *вк — вспомогательное время, связанное со сваркой конструкций и зависящее от типа оборудования; k — коэффициент, учитывающий время на обслуживание рабочего места, отдых и личные надобности.
XXVIII.4. НОРМИРОВАНИЕ МЕХАНИЗИРОВАННОЙ И АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
Основное время при данном виде сварки определяется по формулам XXVIII.15 и XXVIII.16.
Основное время при сварке однопроходных швов с заданной скоростью определяют по формулам:
tQ = 60//Гсв! (XXVIII.24)
для 1 м длины шва
*ов60/1св* (XXVIII.25)
где / — длина шва данного размера; VCB —скорость сварки этого шва.
При выполнении швов многопроходной сваркой
*о - 60 (1Г + +- + “ГГ V (XXVIII.26)
\ vCBt св2 ксвп /
где vcbit VCB2’ овп — скорость сварки соответственно при 1, 2...л проходах.
В табл. XXVIII.7 и XXVIII.8 приведено основное время, затрачиваемое на механизированную сварку таврового соединения и на автоматическую сварку V-образных швов стыкового соединения.
XXVIII.7. Основное время на механизированную сварку под флюсом швов таврового соединения без скоса кромок (одно- и двусторонних)
Катет шва, мм
Число
проходов
Диаметр
электрода,
мм
Сила тока, А
Напряжение дуги, В
Скорость
Сварки,
м/ч
Время на 1 м длины шва, мин
3
1
1,6
220—230
24—26
40
1,5
4
1
1,6
280—290
26—28
30
2
3—4
1
2
280—320
28—30
50—60
1
5—6
1
2
300—340
30—32
25—30
2
7
1
2
340-380
30—32
20—25
2,4
8-10
1
2
380—420
30—32
18—20
3
12
2
2
380—420
32—34
20—25
4,8
Примечание. Сварку ведут на постоянном токе обратной полярности.
XXVII 1.8. Основное время на автоматическую сварку стыковых соединений V-образных со скосом двух двусторонних кромок
Толщина
металла,
мм
Число
проходов
Диаметр электрода, мм
Сила тока, А
Напряжение дуги, В
Скорость
сварки,
м/ч
Время на 1 м длины шва, мин
5
1
3
440—450
32—34
50—60
1
6—8
1
4—5
550—600
32—34
35—40
1,5
10—14
1
4
700—990
36—38
35—40
1,5
Вспомогательное время при автоматической сварке нормируется, как и при ручной дуговой сварке, с использованием нормативов или данных хронометражных наблюдений. Однако структура tB имеет определенные отличия. Они обусловлены зависимостью tB от сварного шва (/в.ш), сложности сварных конструкций и типа оборудования (/в.к):
'вв'в.ш + *в.и (X XVIII .27)
Время /„.ш расходуется на осмотр и зачистку свариваемых кро-
XXVII 1.9. Время на зачистку 1 м длины свариваемых кромок перед сваркой, мин
Толщина металла, мм
Стыковой, угловой, тавровый шов
6ej скоса кромок |
| со скосом кромок
До 20
0,3
0,4
» 30
0,4
0,5
Св. 30
0,5
0,6
354
мок (табл. XXVII 1.9), насыпку флюса в бункер полуавтомата, сбор флюса, очистку швов от шлака, их осмотр, измерение и т. д.
В зависимости от толщины свариваемого металла, вида соединений и сварных швов tB.ш может колебаться в широком диапазоне '(от 1,5 до 25 мин на 1 м длины шва при изменении толщины металла от 3 до 50 мм).
Вспомогательное время /в.к предназначается для установки головки полуавтомата в начале шва, перемещения сварщика с полуавтоматом и инструментом (от шва к шву); установки, закрепления, поворота и снятия конструкций, а также для клеймения шва, заправки кассет '(/З.к.) и т.д. (табл. XXVIII.10—XXVIII.12).
XXVI 11.10. Вспомогательное время tBK на установку в приспособление или на рабочее место конструкций, поворот и снятие их краном
Масса
Установка или поворот
| Снятие и транспортировка
конструкции, кг,
Длина конструкции,
м, до
До
4
6
8
10 j
1 4
6
8 1
10
100
1,7
1,9
2
2,1-2,2
1,2
1,3
1,5
1,6—1,7
200
1,9
2
2,2
2,3-2,4
1.4
1,6
1,8
2,9—2
300
2
2,1
2,3
2,4—2,5
1,6
1,8
2
1,1—2,2
500
2,3
2,5
2,6
2,8—2,9
1,9
2,1
2,3
2,4—2,5
XXVI 11.11. Время /в.ш на механизированную электросварку под флюсом 1 м длины шва, мин
Содержание работы
Шов
многопро¬
Шов однопроходной и завершающий проход многопроходной сварки
ходной
сварки
стыковой
угловой
сплошной
точечный
Сбор флюса со шва, засыпка его во флюсосборник
0,3
0,3
0,3
0,2
Очистка шва от шлака
1
0,2
0*35
0,3
Осмотр и измерение шва
0,1
0,1
0,2
0,1
Удаление остатка проволоки полуавтомата и ее подача в головку, смена кассеты
0,1
0,1
0,1
0,1
Время на заправку кассет (/З.к) определяют по формуле
'в.н-'о.з0н/°пр‘ (XXVII 1.28)
где *о.з“ время на одну заправку кассеты; Он — масса 1 м длины шва; <?пр — масса электродной проволоки, заправляемой в одну кассету.
23* 355
XXVII 1.12. Время на одно перемещение сварщика с инструментом
Расстояние перемещения, м
Время на одно перемещение, мин
Расстояние перемещения, м
Время на одно перемещение, мин
До 2
0,3
До 8
0,75
» 4
0,4
» 10
0,9
» 6
0,6
» 12
0,1
XXVIII.13. Время на обслуживание рабочего места, на отдых и личные надобности при автоматической сварке в удобном положении
Оборудование
Время на обслуживание рабочего места
Время на отдых и личные надобности
Коэффициент к оперативному времени
% от оперативного времени
Стационарные установки
5
4
1,09
Переносные автоматы
6
5
mi
Разного назначения
8; 9
10; 12
00
XXVIII.14. Время на обслуживание рабочего места, на отдых и личные надобности при механизированной сварке
Условия выполнения
Время на обслуживание рабочего места
Время на отдых и личные надобности
Коэффициент к оперативному времени
% от оперативного времени
В удобном положении
7
6
1,13
В неудобном положении
9
11
1,2
В закрытых свободных или полуоткрытых тесных емкостях
12
18
1,3
Сварка конструкций с использованием переносных лестниц высотой более 3 м
15
20
1,35
Сварка крупногабаритных объемных и полуобъемных конструкций с помощью кондукторов и кантователей
18
27
1,45
Время обслуживания рабочего места /обе складывается из времени на регулирование заданного режима, включение и выключение оборудования и механизмов, раскладку и уборку инструмента, ус га-
356
новку и смену кассеты с электродной проволокой, засыпку флюса в начале смены и удаление его после окончания работы, промывку и продувку рукава при механизированной сварке, уборку рабочего места и т.д. Это время и время на.отдых и личные надобности рассчитывают с использованием нормативов, приведенных в табл.
XXVIII.13 и XXVIII. 14.
Нормативы для определения подготовительно-заключительного времени даны в табл. XXVIII.15.
Подготовительно-заключительное время для простых и сложных работ может быть определено соответственно в размере 2—6 % от оперативного времени.
Норма штучного времени на сварку 1 м длины шва определяется для рассмотренных видов сварки по формуле XXVII 1.23.
XXVI 11.15. Укрупненные нормативы подготовительнозаключительного времени, мин
Работа
Содержание работы
простая*
средней**
сложно¬
сти
слож¬
ная***
Получение производственного зада¬
3
3
3
ния
Получение инструктажа и указаний
3
4
6
Ознакомление с работой, технологи¬
3
4
6
ей, чертежами
Подготовка приспособлений — уста¬
3
5
новка кассет с проволокой, засыпка
6
6
6
флюса в бункер Выбор режима сварки: силы тока
2,8
2,8
2,8
скорости сварки и подачи проволоки: перестановкой сменных шестерен
9
9
9
изменением положения рукоят¬
0,2
0,2
0,2
ки
заменой подающего ролика
1,3
1,3
1,3
заменой ходовых бегунов
5,5
5,5
5,5
Сдача и оформление работ
3
4
5
* Простая работа — сварка и наплавка малоответственных конструкций в нижнем положении и «в лодочку», прямолинейных швов при толщине свариваемого металла до 16 мм.
** Работа средней сложности — сварка ответственных конструкций в нижнем положении и «в лодочку», прямолинейных и криволинейных швов длиной до 4 м при толщине свариваемого металла до 40 мм, когда сварщику приходится знакомиться с чертежами и технологией, подготовлять приспособление.
*** Сложная работа — сварка ответственных конструкций в различном положении при толщине свариваемого металла более 40 мм и длине шва более 4 м.
357
XXVI11.5. НОРМИРОВАНИЕ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
Основное время при электрошлаковой сварке затрачивается на расплавление кромок свариваемой конструкции и присадочного материала, а также на формирование шва свариваемого соединения. Это время, мин, на 1 м длины шва определяется по формуле
tо = 60/о св* (XXVIII.29)
где усв — скоРость сварки, рассчитываемая с учетом конструктивной характеристики шва и вида электрода.
Некоторые нормативы вспомогательного времени, времени на обслуживание рабочего места, отдых, личные надобности и подготовительно-заключительного времени при этом виде сварки приведены ниже.
Вспомогательное время на 1 м длины шва, мин: зачистка свариваемых кромок от окалины, шлака ржавчины вручную, зубилом и щеткой .... обмазка медных подкладок огнеупорной глиной*
асбестом в удобном положении 2
то же. в неудобном положении 3,5
зачистка шва от шлака, глины, асбеста после сварки вручную зубилом и щеткой; осмотр швов 0,1
передвижение аппарата в исходное положение для сварки прямолинейных швов, корректировка положения мундштука в зазоре по длине шва ... 1
Вспомогательное время, зависящее от конструкции и работы оборудования, мин:
установка направляющей рейки с аппаратом на свариваемую конструкцию и снятие их после сварки 12
размещение, крепление и снятие стойки, штанги и внутреннего ползуна при сварке кольцевых швов 50
установка и закрепление пластинчатого электрода плавящегося мундштука в зазор с постановкой изолятора по длине шва и гибкого рукава с проволокой „ 12—20
зарядка аппарата электродной проволокой, поперечная корректировка мундштука по зазору . . 2,5
установка концевика возвратно-поступательного
движения по зазору 2,2
размещение и крепление медных подкладок для
сварки прямолинейных швов 5—8
установка кармана и двух выходных планок, прихватка их 7,5
опробование схемы работы оборудования в соответствии с инструкцией 7
Подготовительно-заключительное время на 1 м длины шва, мин:
получение производственного задания и инструмента 6
ознакомление с работой 5
получение и сдача инструмента ........ 4
размещение мундштука на аппарате и снятие
с него , 3,5
смена на аппарате кронштейна подвески ползунов 18
сдача работы 2
Время на обслуживание рабочего места, отдых и личные надобности, % от оперативного времени:
Сварка прямолинейных швов проволочными электродами:
в удобном положении Ю
358
в неудобном положении ••••••••«.• 14
Сварка кольцевых швов:
без предварительного подогрева 15
с предварительным подогревом до 150—250 °С . 27
Сварка прямоугольных сечений пластинчатыми электродами » * 17—22
То же. плавящимся мундштуком ....... 27
XXVIII.6. НОРМИРОВАНИЕ ГАЗОВОЙ СВАРКИ
Нормирование этого вида сварки начинается также с определения основного времени, затрачиваемого на разогрев металла и наплав ление шва. В связи с этим to включает время непосредственно на сварку и время на разогрев свариваемых кромок в начале сварки.
Основное время сварки на 1 м длины шва /0.ш рассчитывают по формуле
*o.idhF' (XXVIII.30)
где *н — время наплавки 1 см* металла (табл. XXVIII.16); F — площадь попе* речного сечения, мм*
XXVI 11.16. Время наплавки 1 см3 металла ацетилено-кислородным
пламенем
Толщина свариваемой детали, мм
Номер
наконеч¬
ника
Время наплавки 1 см8, мин
Толщина свариваемой детали, мм
Номер
наконеч¬
ника
Время наплавки 1 см3, мин
1-1,5
1
1,3
10—12
5
0,52
2—4
2
1,1
13-18
6
0,42
5—7
3
0,73
19—30
7
0,38
8-8
4
0,62
19-30
7
0,38
Основное вр:мя на разогрев свариваемых кромок в начале
сварки:
толщина металла, мм, до 1 1*5 2 3 4 5 6 7 8
время, мин . 0,1 0,14 0,18 0,25 0,33 0,4 0,47 0,55 0,6
Следовательно, основное время сварки шва определенной длины может быть рассчитано по формуле
*0 ~ *0.1111 + *о.р *>• (XXVIII.31)
где I — длина свариваемого шва, м; f0 p — время на один разогрев свариваемых кромок мян; п — число свариваемых швов на конструкции.
Вспомогательное время при.сварке швов затрачивается на сме¬
359
ну присадочной проволоки, приварку прутка к огарку в процессе сварки, осмотр и очистку кромок шва, на его измерение.
Вспомогательное время при сварке конструкции затрачивается на установку, закрепление, снятие ее, на перемещение сварщика, клеймение шва. Вспомогательное время устанавливают по таблицам нормативов в зависимости от вида стыковых соединений и массы конструкции.
Время на обслуживание рабочего места предназначается для раскладки инструмента в начале работы и уборки его после работы, зажигания, прочистки, тушения горелки, установки и смены баллонов, подключения и отключения рукавов, поддержания режима сварки и т. д. При укрупненных расчетах время на обслуживание рабочего места принимается в размере 10 %, а время на отдых и личные надобности — 7 % оперативного времени. Подготовительно-заключительное время составляет примерно 2—4 % оперативного времени. Норма штучного времени определяется суммированием перечисленных выше затрат времени
'шт [<'о + 'в.ш) ' + А>.р + 'в.к] (XXVIII.32)
где /в>ш — вспомогательное время на сварку шва; / — длина шва; /в к—вспомогательное время на сварку конструкции; k — коэффициент, учитывающий затраты времени на обслуживание рабочего места, перерывы на отдых и личные надобности (Л—1,11—1,24).
XXVIII.7. НОРМИРОВАНИЕ КОНТАКТНОЙ СВАРКИ
Норма штучного времени на контактную сварку (точечную, роликовую, стыковую) включает также основное и вспомогательное время, время на обслуживание рабочего места, на отдых и личные надобности. Основное время /о зависит от продолжительности прямого и обратного хода электрода. Оно состоит из времени на опускание и сближение электродов, их сжатие, протекание тока, выдержку электрода при повышенном давлении и возвращение электрода в исходное положение. Основное время определяется по формулам XXVIII.33-—XXVIII.36 или по таблицам нормативов, разработанным для отдельных видов контактной сварки (табл. XXVIII. 17,
XXVIII, 18).
Основное время шовной сварки, мин:
'o.mW* (XXVIH.33)
где /ш —длина шва; w — скорость сварки.
Основное время стыковой сварки, мин:
/0.с = + *в.к' (XXVIII4M)
где л —число рабочих ходов электродов в минуту; /в>к —время включения рабочего хода.
360
XXVIII.l7. Основное время точечной сварки на машинах автоматического и неавтоматического управления
Число ходов в минуту
Время на 1 точку или ход» мин
Число ходов в минуту
Время на 1 точку или ход, мин
10
0,1
50
0,02
12
0,084
60
0,017
14
0,072
72
0,014
17
0,059
86
0,011
20
0,05
100
0,01
24
0,042
120
0,0082
29
0,035
140
0,0071
35
0,029
170
0,0059
42
0,024
200
0,005
XXVIII. 18. Основное время, мин, стыковой сварки (на 1 стык) оплавлением низкоуглеродистой стали
Площадь сечения стыка, мм2
Номинальная мощность машины, кВ • А
Сварка деталей
с подогревом
без подогрева
сплошного сечения
с развитым периметром
сплошного сечения
с развитым периметром
30
10
0,05
_
50
10
0,06
0,16
80
10
0,08
0,18
120
30
0,1
0,2
150
30
0,12
0,23
200
30
0,15
0,25
250
60
0,17
0,28
300
60
0,19
0,13
0,31
0,21
400
60
0,21
0,14
0,34
0,22
500
100
0,25
0,17
0,4
0,29
600
100
0,28
0,2
0,46
0,34
700
100
0,31
0,22
0,52
0,38
800
100
0,34
0,24
0,58
0,46
1000
250
0,39
0,28
0,72
0,53
1200
250
—
0,34
—
0,6
2000
250
—
—
0,68
Основное время точечной сварки, мин:
*о.т “ (1/п) + ( /в.к/т)’ (XXVIII.35)
где ш —число свариваемых точек за одно включение машины.
Основное время роликовой сварки, мин:
t0.p==l/Vt (XXVIII.36)
где v — скорость сварки, м/мин.
361
Вспомогательное время при контактной сварке предназначается на установку и снятие элементов конструкции, закрепление, открепление, повороты и перемещение их на шаг, на зачистку электрода при сварке алюминиевых сплавов и нержавеющих сталей.
В массовом производстве вспомогательное время может быть определено по нормативам, приведенным в табл, XXVII1.19—
XXVIII.21.
XXVIII.19. Вспомогательное время, мин, на установку детали на стол, в приспособление или кондуктор при точечной и роликовой сварке
Масса детали, кг, до
Способ установки
свободно без фиксации
с выверкой по одной плоскости
с выверкой по двум плоскостям
по контуру, риске
по штырю
2
0,043
0,073
0,12
0,047
0,063
3
0,048
0,08
0,13
0,052
0,069
5
0,053
0,088
0,14
0,057
0,076
7
0,058
0,097
0,16
0,063
0,084
10
0,064
0,11
0,17
0,069
0,092
15
0,07
0,12
0,18
0,076
0,1
XXVI 11.20. Время, мин, на закрепление и открепление детали при точечной, роликовой и стыковой сварке
Время на
Тип зажимного приспособления 1 зажим,
мин
Пневматический или пневмогидравлический 0,016
Эксцентриковый . . * * 0,02
Рычажный или откидная планка . г . . • 0,053
XXVI 11.21. Вспомогательное время, мин, при стыковой сварке сплошного сечения
Площадь свариваемого сечения, мм2
Гидравлические, пневматические, механические эджимы
Ручные рычажные винтовые зажимы
100—200
0,6
0,7—0,8
200—600
0,7
0,8—1
600—1000
0,75
1,0-1,2
1000—1500
0,8
1,2—1,4
1500-2500
1
1,4—1,7
Время обслуживания рабочего места определяется по данным фотографии рабочего дня, установленным нормативами и в виде укрупненных коэффициентов к оперативному времени (табл. XXVIII.22),
362
XXVI11.22. Время, % от /опер на обслуживание рабочего места, отдых и личные надобности
Сварка
Оборудование
Рабочая
поза
Обслужи¬
вание
рабочего
места
Отдых и личные надобности
Коэффи¬
циент
*опер
Точечная
Стационарная
СИДЯ
4
6
1,1
машина
Стоя
4
7
1,11
Клещи
»
5
7
1,12
Пистолет
5
7
1,12
Ролико¬
вая
Стационарная
машина
Стоя
4
7
1,11
Стыковая
Машина с пневматическим управлением
6
7
1,13
Машина с автоматическим управлением
»
7
17
1,14
На подготовительно-заключительное время /п.3, затрачиваемое на получение задания, ознакомление с работой, на установку клещей, пистолета и их снятие, на настройку машины и сдачу готовой продукции, отводится б—10 мин на партию при выполнении работы на стационарной машине (клещах); при применении пистолета соответственно 5 мин.
Нормы штучного времени рассчитывают для рассмотренных видов сварки по следующим формулам:
'шт.т“( *о'+'в)* (XXVIII.37)
*шт.р = ( (XXVIII.38)
*шт.с=( *о + 'в)*’ (XXVIII.39)
где i — число точек, свариваемых за данную операцию; I — длина свариваемого шва, м; t в — вспомогательное время, связанное со свариваемым швом и свариваемыми изделиями; k — коэффициент, учитывающий время для обслуживания рабочего места, отдыха и личных надобностей.
363
XXVI11.8. НОРМИРОВАНИЕ ГАЗОВОЙ РЕЗКИ МЕТАЛЛА
Основное время газовой резки to.газ — это время, в течение которого под действием струи кислорода и подогревательного пламе¬
ни осуществляется резка металла
'«.«e-V +ЧЛП' (XXVIII.40)
где *oi 0011081106 вРемя резки 1 м; I - расчетная длина реза на одну деталь? *02— основное время на один подогрев в начале реза; —число подогревов в начале резки на одну деталь.
Причем на 1 м длины реза
*о, = Viy (XXVIII.41)
где Dp—скорость резки, устанавливаемая по паспортным данным оборудовав ния и аппаратуры.
Основное время непосредственно резки t0lu на один подогрев металла t02может быть определено по нормативам (табл. XXVIИ.23)
XXVI 11.23. Основное время механизированной фигурной резки малоуглеродистой стали
Толщина металла, мм, до
Скорость резки, мм/мин
Время на 1 м длины реза, мин
Время на 1 подогрев
в начале резки, мин
Резка от кромки листа
Резка в замкнутом контуре листа
Ацетилен
Городской газ
Ацетилен
Городской
газ
5
645
1,55
0?095
0,15
0,23
0,37
10
585
1,71
0,12
0,19
0,28
0,45
15
515
1,94
0,135
0,22
0,34
0,54
20
490
2,04
0,145
0,23
0»39
0,62
25
455
2,2
0,155
0,25
0,44
0,7
30
435
2,3
0,17
0,27
0,48
0,77
35
410
2,44
0,18
0,29
0,52
0,83
40
390
2,56
0,30
0,3
0,58
0,93
Основное время, рассчитанное по таблицам нормативов, корректируется с помощью коэффициентов, учитывающих чистоту кислорода, род горючего, вид стали, класс качества поверхности реза и положение линии реза в пространстве (табл. XXVIII.24).
Вспомогательное время, как и при сварке, подразделяется на время, зависящее от длины реза (время на корректировку движения резака, на очистку загрязнений на металле, осмотр и проверку качества отрезаемых кромок деталей, на зачистку их от шлака), и время, зависящее от изделия и типа оборудования (время на под-
364
вод суппорта с резаком к листу, установку его в исходное положение и отвод, установку и выверку копира, передвижение резчика и т. д.). Некоторые нормативы вспомогательного времени на газовую резку приведены в табл. XXVII 1.25.
XXVI 11.24. Поправочные коэффициенты к основному времени газовой резки
Чистота кислорода, %:
99,9 .«ш,., 0,92
99.5 1
99,2 1,06
99 , . 1,11
98.5 ..«..«г.,.,.,.., 1,19
98 . 1,25
Стали:
углеродистые и малолегированные, содержащие углерода до 0,4% 1,1
марганцовистые среднелегированные, содержащие
ванадий и молибден (углерода до 0.7 . 1,2
хромоникелевые и высоколегированные ...... 1.3
Положение линии реза в пространстве:
нижнее наклонное ««•••• 1
вертикальное (сверху вниз) . . , * . « 1.05
горизонтальное М
XXVI 11.25. Вспомогательное время, мин, зависящее от изделия и оборудования
Установка резака под углом 0,3
Подвод суппорта с резаком к месту, отвод, установка
в исходное положение, выверка листа 3,5
Клеймение 0,1
Перевод машины от одной детали к другой 0,5
Передвижение резчика и перестановка направляющего пути переносной машины при перемене направления реза .4
Установка и выверка копира 0,5
Установка резака и циркуляция на заданный размер при резке по окружности 0*6
Время обслуживания рабочего места зависит от типа оборудования, условий выполнения работы и толщины разрезаемого металла; составляет при машинной резке 4—6 и при ручной резке 3—12 % оперативного времени. Время перерывов на отдых и личные надобности при машинной резке занимает 5—6 и при ручной резке 7— 10 % оперативного времени.
Подготовительно-заключительное время по элементам работ приведено в табл. XXVII 1.26.
При укрупненных расчетах подготовительно-заключительное время принимают в размере 2—6 % от fonep.
Норма штучного времени /шт.газ определяется по формулам:
'шт.газ = К '°, + W ' + '»,» + 'в. и. о! * (XX VIII.42)
'шт.га3“[(Ч*п + 'в.р'+'о,+'в.н]‘' (XXVIII.43)
где вспомогательное время на 1 м реза, зависящее от длины реза;
/в я о -L вспомогательное время, связанное с конфигурацией изделия и работой оборудования; /( — коэффициент, учитывающий время на обслуживание рабо-
365
XXVII 1.26. Подготовительно-заключительное время, мин, при газовой резке металла
Получение задания и инструктажа , , . . •
Ознакомление с работой
Получение, сдача инструмента Установка и снятие копира, шаблона при машинной резке Установка и снятие циркуля Подключение рукавов к резаку, магистрали, баллонам и отключение их .
Установка:
давления газов скорости резки Подготовка к работе:
резака ••.•■•«■•(•«••i керосинореза Установка и снятие катков к резаку • • • •
Сдача работы * чего места, отдых и личные надобности; kn — коэффициент, учитывающий чистоту кислорода, род горючего и вид стали; *о2“” основное время на подогрев металла в начале реза на одну деталь; *в н — вспомогательное время, зависящее от конфигурации изделия.
время,
, мин,
3
3,0
2
2,0
2
2,0
6,2
5,2
1
1,0
Ю
1
СО
3-5
0,8
0,8
0,2
0,2
0,8
0,8
1.5
1,5
0,4
2
XXVIII.9. НОРМЫ ВРЕМЕНИ НА УСЛОВНО ПРИНЯТЫЕ ВЕЛИЧИНЫ В СТРОИТЕЛЬНО-МОНТАЖНОМ ПРОИЗВОДСТВЕ
Нормы времени в строительно-монтажном производстве, как следует из табл. XXVIИ.27—XXVIИ.38, приведенных в качестве примеров и для практического использования, устанавливаются на оп-
XXVI 11.27. Нормы времени, мин, на ручную электродуговую сварку 10 м стыковых соединений без скоса кромок
Положение шва
Толщина свариваемой стали, мм.
ДО
2
3
1 4
5
6
Нижнее
2,2
2,7
2,8
2,6
2,4
Вертикальное
2,8
3,6
4,6
4,1
3,7
Потолочное и горизонтальное
3,6
4,2
6
5,7
5,1
XXVIИ.28. Нормы времени, мин, на ручную электродуговую сварку 10 м стыковых V-образных соединений со скосом двух кромок
при угле раскрытия 60° Положение шва
Толщина свариваемой стали, мм, до
8
10
12
14
16
18
20
22
24
26
3,5
4,5
5,8
7
8,5
10
12
14
16
18,5
6,5
7,9
9,4
11,5
14
17
20
24
28
32
7,1
10,5
12,5
16
19
22
26
31
36
41
Нижнее Вертикальное Потолочное и горизонтальное
366
ределенное количество метров длины шва (10 м) соответственно на 10 стыков и на 10 резов и т.д. Поэтому при определении норм штучного времени указанные в этих таблицах параметры должны быть откорректированы.
Общая характеристика затрат труда на стоимостные и весовые измерители строительно-монтажных работ дана в табл. XXVI 11.39
14
Нормы времени по видам сварки, применяемым при выполнении строительно-монтажных работ, приведены в [3].
XXVI 11.29. Нормы времени, мин, на ручную электродуговую сварку 10 м стыковых Х-образных соединений при угле раскрытия 60°
Положение шва
Толщина свариваемой стали, мм,
* ДО
12
14
16
18
20
22
24
26
28 32
36
40
Вертикальное
7,2
8,7
10
12,5
14,5
17
19
22
25130
36
44
XXVI 11.30. Нормы времени, мин, на ручную электродуговую сварку 10 м нахлесточных, тавровых и угловых соединений без скоса кромок
Высота накладываемого шва по катету, мм, до
Положение шва
5
7
8
10
12
14
16
18 |
| 20
22
Нижнее горизонтальное
1,5
1,75
2,1
2,8
3,5
4,6
5,8
7,1
8,6
9,8
Вертикальное
2,7
3
3,3
4,3
6
7,9
10
12,5
15,5
17,5
Потолочное
3,2
3,7
4,4
6,2
8,7
И ,5
15
18,5
23
26
XXVIII.31. Нормы времени, мин, на механизированную сварку 10 м шва под флюсом Типы швов
Толщина стали или высота по катету, мм
IIO виду соединений
8
10
12 |
1 14
16
20
10
Стыковые Нахлесточные и тавровые
1,35
2,2
2,9
3,5
4,3
6,4
2?1
XXVI 11.32. Нормы времени, мин, на автоматическую сварку 10 стыков, стальных трубопроводов в С02 Наружный диаметр труб, мм
38-
-45 j
| ' 57—60 |
1
70—83
Режим сварки
Толщина стенки, мм, до
4
6
1 4
6
4
6
1 8
Обычный
0,77
0,91
0,88
1
1,05
1,35
1,75
Особый
1,05
1,25
1,20
1,5
1,4
1,8
2,4
367
XXVIII.33. Нормы времени, мин, на ручную электродуговую сварку 10 стыков V-образных соединений труб
со скосом двух кромок при угле раскрытия 60°
Наружный диаметр трубы, мм
Место
Положение
15 |
| ДО 20 |
ДО 30 |
38—45 |
57-
•60 |
70-
-83 |
89—102
сварки
стыка
Толщина стенки, мм,
до
-
2
3
2 1
1 3 1
1 2 1
3 1
4 |
1 • |
1 4
.6 1
4
6
8
4 1
6
8
10
На месте монтажа
Вертикальное:
поворотный
неповорот¬
ный
0,15
0,21
0,3
0,42
0,2
0,28
0,41
0,57
0,31
0,43
0,64
0,9
1,2
1,7
1,45
2
1,4
1,95
1,8
2,5
1,7
2,4
2,1
2,9
2,8
3,9
2
2,8
2.4
3.4
3,1
4,3
4
5,6
Горизонталь¬
ное:
неповорот¬
ный
0,3
0,6
0,4
0,82
0,62
1,28
2,4
2,9
2,8
3,6
3,4
9,2
5,6
4
4,8
6,2
8
На сборочной площадке
Вертикальное:
поворотный
неповорот¬
ный
0,135
0,189
0,27
0,38
0,18
0,25
0,37
0,51
0,28
0,39
0,58
0,81
1,1
1,5
1,3
1,8
1,25
1,75
1,6
2,3
1,5
2,1
1,9
2,7
2.5
3.5
1,8
2,5
2,2
3
2,8
3,9
3,6
5
Горизонталь¬
ное:
неповорот¬
ный
0,27
0,54
0,36
0,74
0,56
1,15
2,2
2,6
2,5
3,2
3
3,8
5
3,6
4,4
5,6
7,2
24—252 369
XXVIII.34. Нормы времени, мин, на сварку 10 стыков труб
Наружный диаметр труб, мм
Место сварки
2620
2820
Положение стыка
Толщина стенки, мм,
ДО
6 1
: 8 1
1 10 1
1 12
14 |
1 16 1
1 6 |
1 8 1
1 10
12
1 14
1 16
На месте монтажа
Вертикальное:
поворотный
37
42
56
70
82
93
40
45
60
76
87
100
неповоротный
52
59
79
98
115
130
56
63
84
105
120
140
Горизонтальное:
неповоротный
74
84
110
140
165
185
80
90
120
150
175
200
На сборочной пло¬
Вертикальное:
поворотный
33
38
50
63
78
83
36
41
54
68
78
90
щадке
неповоротный
87
53
71
88
105
115
50
57
75
95
110
125
Горизонтальное:
неповоротный
66
76
100
125
150
165
72
82
110
I
135
155
180
XXVI11.35. Нормы времени, мин, на автоматическую сварку под флюсом 10 стыков труб установкой ПАУ-500 со сварочной головкой типа ПТ-56
2 S
Наружный диаметр труб, мм
Толщш стенок труб, м
325
377
426
476
529
630
720
820
1020
7—10
6
м
L?
/\9
8,1
9,3
9,6
10,5
4,95
5,4
6
6,3
6,6
7,5
8,1
8,7
До 12
7,2
8,1
9
м
10,2
11,4
12
13,2
14,7
6,3
6,9
7,5
8,4
8,7
9,9
10,5
11,4
12,6
» 16
16
3,5
16,2
14,4
18
16,2
» 20
17.4
15.5
18,6
16,8
21
18,9
Примечание. Над чертой приведена норма времени для одного стыка в звене, под чертой — большего числа стыков.
XXVII 1.36. Норма времени, мин, на автоматическую сварку 10 стыков стальных труб диаметром 2820 мм в С02
Режим сварки
Толщина стенки, мм
, До
6
8
10 |
12
14
16
Обычный
23
27
35
44
52
58
Особый
31
36
48
60
70
79
XXVIII.37. Нормы времени, мин, на ручную аргонодуговую сварку 10 стыков медных труб
Место сварки
Положение стыка
Наружный диаметр труб, мм
38—45 | 70
Толщина стенки, мм, до
4
6
4
6
8
На месте монтажа
Вертикальное:
поворотный
неповорот¬
ный
0,86
1,2
1,1
1,55
1,05
1,50
1,35
1,9
1,9
2,5
370
Продолжение табл. XXVII 1.37
Место сварки
Положение стыка
Наружный диаметр труб, мм
38—45 | 70
Толщина стенки* мм, до
4
6
4
6 | 8
Горизонталь¬
ное:
неповорот¬
ный
1,7
2,2
2S1
2,7
3,6
На сборочной площадке
Вертикальное:
поворотный
неповорот¬
ный
0,72
1,06
1
1,4
0,93
1,39
1,25
1,7
1,6
2,3
Горизонталь¬
ное:
неповорот¬
ный
1,5
2
1,9
2,5
3,2
XXVI 11.38. Нормы времени, мин, на ручную газовую резку труб без скоса кромок (на 10 перерезов)
Наименование
работ
Наружный диаметр труб, мм
1820
| 2020
| 2220
Толщина стенки, мм
6—12
14—16
6—12
| 14—16
6—12
14—16
Резка трубы:
поворотной
4,8
5,3
5,3
5,8
5,8
6,3
неповорот¬
5,5
6,1
6,1
6,7
6,7
7,3
ной
Вырезка конца
В нижнем и боковом положениях
патрубка с гне¬
здом для него
и со снятием
10
11
11
12
12
13,5
фасок
В потолочном положении
12
13,5
13,5
14,5
14,5
16
24*
371
Продолжение табл. XXVIII.38
Наименование
работ
Наружный диаметр труб, мм
2420
2620
2820
Толщина стенки, мм
6—12 |
14—16
6—12 |
[ 14—16
6—12
14—16
Резка трубы:
поворотной
6,3
6,9
6,8
7,4
7,3
8
неповорот¬
7,3
7,9
7,8
8,5
8,4
9,2
ной
Вырезка конца
В нижнем и боковом положениях
патрубка с гне¬
здом для него
и со снятием
13,5
14,5
14,5
15,5
15,5
17
фасок
В потолочном положении
16
1 17 1
| >7,5
18,5
18,5 |
2°
XXVI 11.39. Укрупненные нормы затрат труда на сварочные работы,
Виды работ
На 1 млн. руб. строительно-монтажных работ
На 1 тыс. т стальных конструкций
На 1 т наплавленного металла
Монтаж технологического оборудования и трубопроводов:
10,8
56,1
8,4
для автоматического управления производственными процессами
для предприятий металлургической и химической промышленности
14,8
16,7
3,9
для предприятий химической промышленности Монтаж:
22,2
18,4
5
металлоконструкций и сборного железобетона
15,4
9,4
2,8
гидротехнических сооружений и водоводов
10,3
12,3
5,2
сантехнического оборудования, трубопроводов и вентиляционной системы
22,7
30,1
7,7
Примечание. Зарплата на один нормо-ч объема сварочных работ составляет 0,7 руб.
372
Глава XXIX. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ СВАРКЕ И ТЕРМИЧЕСКОЙ РЕЗКЕ
XXIX.1. ОСНОВНЫЕ ВРЕДНЫЕ ФАКТОРЫ СВАРОЧНОГО ПРОИЗВОДСТВА
Вредные и опасные производственные факторы (табл. XXIX.1), сопутствующие процессам сварки и термической резки, могут явиться причинами травматизма и профессиональных заболеваний, приводящими к временной потере трудоспособности, а при неблагоприятном стечении обстоятельств — к более тяжелым последствиям.
Следует учитывать отдельные особенности возникновения и воздействия некоторых производственных факторов, приведенных в табл. XXIX. 1.
Повышенное напряжение электрической цепи создает опасность поражения электрическим током, степень тяжести которого зависит в основном от величины напряжения и условий включения человека в электрическую цепь. Электрический ток, протекающий через человеческий организм, обратно пропорционален его сопротивлению (расчетное значение 1000 Ом) и общему сопротивлению участка цепи (по закону Ома).
Электрический ток до 0,05 А вызывает боль, ток от 0,05 до 0,1 А является опасным, а ток 0,1 А и более — может привести к смертельному исходу.
Наибольшую опасность представляет включение человека в двухфазную электрическую цепь, когда на организм действует полное напряжение, а общее сопротивление цепи минимально. Менее опасным является включение в однофазную цепь, при котором замыкание происходит через землю или воздух.
Повышенная яркость видимой части спектра лучей сварочной дуги в тысячи раз превышает величину физиологически переносимую незащищенными глазами человека. Кратковременное воздействие их в радиусе до 1 м от дуги приводит к воспалительному заболеванию глазного яблока (электроофтальмия), при длительном воздействии— к поражению клетчатки глаз (коньюктивит). Инфракрасные коротковолновые лучи могут вызвать хроническое заболевание— помутнение хрусталика глаза (катаракта).
Вредные действия лучей сварочной дуги на органы зрения сказываются в радиусе до 10 м. Яркость лучей дуги возрастает при сварке в защитных газах. При импульсно-дуговой сварке в защитных газах неплавящимся электродом отмечается повышенная утомляемость сварщика и нарушение зрительных функций, возрастающие с увеличением сварочного тока.
373
XXIX.1. Характеристика вредных факторов сварочного производства и возможные их последствия (ГОСТ 12.0.003—74*)
Производственные
факторы
Основные причины
Возможные
последствия
Виды сварки и резки
Повышенное
напряжение
электрической
цепи
Протекание электрического тока через человеческий организм. Электрические удары и травмы
Поражение внутренних органов (сердца, дыхания), нервной системы. Ожоги, ушибы и др.
Все виды сварки и резки с использованием электроэнергии
Повышенные яркость света и уровни ультрафиолетовой и инфракрасной радиации
Действие лучистой энергии сварочной дуги и газового пламени на незащищенные органы зрения и кожный покров
Воспалительное заболевание глаз (электроофтальмия), при длительном воздействии — коньюктивит, катаракта. Ожоги кожного покрова
Все виды сварки и резки открытой дугой, газовая сварка
Повышенное содержание сварочной пыли и газов в зоне дыхания и в рабочей зоне
Воздействие на организм токсичных и раздражающих веществ сварочного аэрозоля, вредных * газов и паров
Хронические профессиональные заболевания (бронхит, пневмокониоз), острые отравления, зависящие от химического состава, концентрации и длительности воздействия
Дуговая сварка покрытыми электродами, под флюсом, в защитных газах. Сварка и резка плакированных и цветных металлов
Наличие систем (емкостей): находящихся под давлением, не равным атмосферному
Ударные воздействия при неправильной транспортировке или эксплуатации; перегрев
Взрывы и их последствия
Сварка газовая и в защитных газах, термическая резка
374
Продолжение табл. XXIX.1
Производственные
факторы
.
Основные причины
Возможные
последствия
Виды сварки и резки
Наличие систем (емкостей):
с газообразным горючим
для хранения горючих веществ
Образование взрывчатых смесей с воздухом и кислородом ацетилена и его заменителей; обратные удары в газовой сети Образование в замкнутом пространстве смесей воздуха с парами горючих веществ
Взрывы и их последствия
То же, при воздействии высоких температур или открытого пламени
Сварка газовая и в защитных газах, термическая резка
Все виды сварки и резки с высокотемпературным нагревом или открытым пламенем
Искры, брызги и выбросы расплавленного металла и шлака
Наличие и состояние жидкой ванны металла при сварке плавлением, особенно в положениях, отличающихся от нижнего. Бурное окисление металла при термической резке
Ожоги разной степени незащищенных частей тела, травмирование органов зрения. Повышенная пожарная опасность
Все виды сварки плавлением, термическая резка
Пониженная или повышенная температура, относительная влажность, движение воздуха, осадки
Отрицательное влияние на организм пониженных или повышенных температур, сильных воздушных потоков и осадков
Переохлаждение или перегрев организма, простудные заболевания, тепловые удары
Сварка и термическая резка на открытых строительных площадках
375
Продолжение табл. XXIX. 1
П рои зводственные факторы
Основные причины
Возможные
последствия
Виды сварки и резки
Расположение рабочего места на значительной высоте относительно поверхности земли
Опасность падения с высоты при работе без предохранительного пояса или без соответствующих ограждений
Последствия падения с высоты
Все виды сварки и термической резки
Статические и динамические перегрузки организма
Излишняя масса сварочного инструмента и приспособлений, длительная работа в неудобной позе. Излишние переходы при работе и переносы тяжестей
Нервно-мышечные заболевания, переутомление
То же
Повышенное содержание сварочной пыли и газов в зоне дыхания сварщика (резчика). В зависимости от свариваемого или разрезаемого металла в твердой фазе сварочного аэрозоля (пыли) могут присутствовать оксиды металлов, их компонентные соединения, растворимые фториды и органические соединения, а в газовой фазе — фтористый водород, оксид углерода, оксиды азота, озон. Длительное воздействие сварочного аэрозоля и газов сопряжено с опасностью возникновения острых интоксикаций (отравлений) и хронических профессиональных заболеваний, что вызывает необходимость применять средства индивидуальной защиты, а также местную и общеобменную вентиляцию.
Системы, находящиеся под избыточным давлением. В сварочном производстве широко используют металлические баллоны с газообразным кислородом под высоким давлением, горючими и защитными газами, при транспортировке, хранении и эксплуатации которых существует опасность взрывообразования. Взрывоопасны химические соединения ацетилена с медью, серебром и ртутью. Представляют опасность обратные удары в газовой сети ацетилена низкого давления.
Пониженная и повышенная температура воздуха и другие неблагоприятные условия труда. Работы сварщиков (резчиков) на от¬
376
крытых строительных площадках часто осуществляются при температурах воздуха до минус 15 °С и ниже или до плюс 30 °С и выше*
В ряде случаев работы ведутся вблизи действующих строительных машин и механизмов, а также на большой высоте от поверхности земли, на временных подмостях и лесах, в котлованах и траншеях, в стесненных условиях, при значительных статических и динамических перегрузках организма.
Указанные в табл. XXIX. 1 вредные производственные факторы могут воздействовать совместно, чем увеличивается опасность возникновения тяжелых случаев травматизма и профессиональных заболеваний.
XXIX.2. МЕРЫ ОБЕСПЕЧЕНИЯ ЭЛЕКТРОБЕЗОПАСНОСТИ
1. Необходимо надежно заземлять корпуса сварочных машин, аппаратов и установок, зажимы вторичной цепи сварочных трансформаторов, служащие для подключения обратного провода, а также свариваемые изделия и конструкции.
2. Не следует касаться голыми руками (без диэлектрических перчаток) токонесущих частей сварочных установок, а также проводов без изоляции или с поврежденной изоляцией.
3. Перед началом работ необходимо проверять исправность изоляции сварочных проводов, сварочного инструмента и оборудования, а также надежность всех контактных соединений сварочной цепи,
4. При длительных перерывах сварочного процесса источник сварочного тока следует отключать.
5. Применять в качестве обратного провода сварочной цепи металлические конструкции и трубопроводы (без горячей воды или взрывоопасной среды) только в случаях, когда их сваривают в процессе строительства. Запрещается использовать в качестве обратного провода сварочной цепи контуры заземления, трубы санитарнотехнических устройств, металлоконструкции законченных зданий и технологического оборудования.
6. При прокладке сварочных проводов и при каждом их перемещении не допускать: повреждения изоляции; соприкасания проводов с водой, маслом, стальными канатами, рукавами (шлангами) и трубопроводами с горючими газами и кислородом, а также с горячими трубопроводами.
7. Гибкие провода электроуправления сварочной установки при значительной их протяженности. должны находиться в резиновых или брезентовых рукавах. Следует защищать сварочные провода от повреждений и при необходимости дополнительно обматывать их брезентовой лентой,
377
8. Необходимо надежно заземлять металлический корпус осциллятора, конструкция которого должна обеспечивать автоматическое выключение тока при открывании его дверцы.
9. Нельзя ремонтировать сварочное оборудование и установки, находящиеся под напряжением,
10. При сварке в особо опасных условиях (внутри металлических емкостей, трубопроводов, в тоннелях, на понтонах) необходимо:
оснащать электросварочные установки устройством автоматического отключения напряжения холостого хода или ограничения его до напряжения 12 В с выдержкой не более 0,5 с;
выделять подсобного рабочего, который должен находиться вне замкнутого пространства для наблюдения за безопасностью работы сварщика. Сварщик должен быть снабжен поясом с веревкой, конец которой длиной не менее 2 м должен быть в руках подсобного рабочего;
сварщикам (резчикам) использовать диэлектрические перчатки, коврики, галоши.
11. При сварке или резке с использованием электрического тока не допускается работать в мокрых рукавицах, обуви и спецодежде.
12. Шкафы, пульты и станины контактных сварочных машин, внутри которых расположена аппаратура с открытыми токоведущими частями, находящимися под напряжением, должны иметь блокировку, обеспечивающую снятие напряжения при их открывании.
13. Педальные пусковые кнопки контактных машин необходимо заземлять и контролировать надежность верхнего ограждения, предупреждающего непроизвольные включения.
14» При поражении электрическом током необходимо:
срочно отключить ток ближайшим выключателем или отделить пострадавшего от токоведущих частей, используя сухие подручные материалы (шест, доску и др.), после чего положить его на теплую подстилку и по возможности согреть;
немедленно вызвать медицинскую помощь, учитывая, что промедление свыше 5—6 мин может привести к непоправимым последствиям;
при бессознательном состоянии пострадавшего следует освободить от стесняющей одежды, очистить рот от посторонних предме* тов (включая съемные зубные протезы), принять меры против западания языка и немедленно приступить к искусственному дыханию, продолжая его до прибытия врача или восстановления нормального дыхания.
378
XXIX.3. ЗАЩИТА ОТ СВЕТОВОЙ РАДИАЦИИ
1. Для защиты глаз и лица электросварщиков (резчиков) от световой радиации и других вредных воздействий технологических процессов применяют защитные ручные или наголовные щитки (ГОСТ 12.4.011—87), например щитки с креплением на каске, с непрозрачным корпусом. В прямоугольные смотровые отверстия щитков помещают стеклянные светофильтры размерами 52x102, 69X121 и 90X102 мм. Светофильтры (табл, XXIX.2) используют типа «(J» из стекла ТС-3 с квалификационным номером 13, а также типа «Э» из темного стекла ТС-3 с квалификационным номером 9.
2. Применение в защитных очках светофильтров при газовой сварке и резке и для вспомогательных рабочих сварочного произьодства должно соответствовать:
В-1 для работ на открытых площадках при ярком солнечном освещении;
В-1 и В-2— для вспомогательных рабочих при электросварке в цехах;
В-3 и Г-1 для газосварщиов (при маломощном пламени) и вспомогательных рабочих на открытых площадках;
Г-2 и Г-3 — для газосварщиков соответственно при средней и большой мощности пламени.
3. При электрошлаковой сварке следует применять очки со светофильтрами, используемыми при газовой сварке. Контактную сварку можно выполнять, пользуясь очками со светофильтрами для вспомогательных рабочих.
4. Окружающих работников от световой радиации дуги защищают устройством кабин для сварщиков в цехах; переносными щитами или ширмами из несгораемых материалов при непостоянном месте работы сварщика.
5. Для ослабления контраста между яркостью сварочной дуги и освещенностью помещения стены и оборудование цехов (участков) необходимо окрашивать в серый, желтый или голубой тона с рассеянным отражением света*
6. При заболевании глаз от световой радиации необходимо немедленно обратиться к врачу, а при невозможности получения быстрой медицинской помощи следует делать примочку глаз слабым раствором питьевой соды.
379
380
XXIX.2. Стеклянные фильтры, применяемые при основных видах сварочных работ и различных значениях тока, А
Вид сварки
Тип светофильтра
С-1 I
С-2
с-з |
С-4 |
| С-5
С-6
С-7 |
\ С-8 |
С-9 |
| С-10
Дуговая сварка плавящимся электродом:
открытой дугой
в инертных газах:
15—30
30—60
60-150
150—275
275-350.
350—600
600—700
700—900
стали
—
—
20-30
30—50
50-80
80—100
100—200
200—350
350—500
500—700
легких сплавов
—
—
—
15—30
30—50
50—90
90—150
150—275
275—350
350—600
Дуговая сварка в инертных газах вольфрамовым электродом
10—15
15—20
20—40
40—80
80-100
100—175
175—275
275—300
Дуговая сварка в СОг
30-60
60—100
100—150
150—175
175—300
300—400
400—600
600—700
700-900
900 и выше
Плазменная
сварка
30—50
50—100
100—175
175—300
300—350
350—500
Примечание. Дуговая сварка плавящимися электродами при светофильтрах: Э-1, Э-2, Э-3, Э-4, Э-5 выполняется на токах соответственно 30—75, 75—200, 200—400, 400—500, 500 А и выше.
XXIX.4. ЗАЩИТА ОТ ВРЕДНЫХ ВЫДЕЛЕНИИ ГАЗОВ И АЭРОЗОЛЕЙ
1. При работах в закрытых помещениях необходимо обеспечивать снижение действия на организм сварщиков (резчиков) вредных газовых и аэрозольных выделений, применяя местную и общеобменную вентиляцию и менее токсичные материалы и процессы.
2. При сварке и резке на постоянных рабочих местах изделий средних размеров рекомендуется использовать местную вентиляцию с неподвижным боковым воздухоприемником (рис. XXIX.1). При работах на нефиксированных рабочих местах и при большом габарите изделий применяют местную вытяжную вентиляцию с подвижным воздухоприемником (рис. XXIX.2).
3. При сварке мелких и средних изделий на постоянных рабочих местах рекомендуется использовать вытяжной шкаф (рис. XXIX.3), вертикальную или наклонную панель равномерного воздухоприема. (рис. XXIX.4) или наклонный панельно-щелевой воздухоприемник (рис. XXIX.5), а также рабочие столы с нижним подрешетчатым воздухоприемником и др.
При пользовании кондукторами, контователями и другими сборочно-сварочными приспособлениями их также следует оснащать соответствующей местной вентиляцией.
4. Создаваемая местными отсосами скорость движения воздуха, м/с, у источника выделения вредных веществ должна быть в пределах приведенных ниже данных.
Виды работ Скорость движе¬
ния воздуха, м/с
Сварка:
ручная дуговая плавящимися электродами 0,5
в С02 , . не более 0,5
в инертных газах » » 0,3
Резка низкоуглеродистых и низколегированных сталей:
кислородная 1
плазменная . . . 2,2
Плазменная резка высоколегированных
сталей и алюминиево-магниевых сплавов 3
5. При работах в закрытых помещениях необходимо предусматривать приточно-вытяжную вентиляцию с подачей (в основном на несварочные участки) свежего воздуха с подогревом его в холодное время.
Скорость движения воздуха в рабочей зоне должна быть 0,3—
0,9 м/с при ручной дуговой сварке и наплавке и при других видах сварки — не более 0,5 м/с.
» 6. При общеобменной вентиляции расход воздуха, м3, необходимого для растворения в атмосфере цехов (мастерских) вредных веществ до предельно допустимой концентрации, определяют исходя из расчета на 1 кг потребляемых сварочных материалов (табл.
XXIX.3).
При выполнении одновременно различных видов сварочных работ расход воздуха определяют с учетом удельного веса использованных сварочных материалов каждого типа.
Ниже приведено количество воздуха, м3, в цехах, необходимое для растворения вредных веществ при контактной и газовой сварке и термической резке,
381
XXI Х.1. Неподвижный боковой воздухоприемник (высота решетки 500—600 мм)
XXIX. 2. Подвижный воздухоприемник с двухшарнирным сочленением
1 — заборная воронка; 2 — гибкий рукав; 3 — шарнирные сочленения
XXIX.4. Наклонная панель равно* мерного воздухоприема (расстояние нижней кромки от поверхности сварочного стола 200 мм)
XXIX.5. Наклонный панельно-ще• левой воздухоприемник
882
Контактная сватка стали:
стыковая (на 75 кВ-A номинальной мощности машины) 120Q
точечная (на 50 кВ*А номинальной мощности машины) 150
Газовая сварка стали:
ацетилено кислородным пламенем (на 1 кг ацетилена) 4400
с использованием пропан-бутановых смесей (на 1 кг
газовой смеси) 3000
Кислородная и кислородно-флюсовая резка сталей (на
1 м длины реза металла толщиной 1 мм):
углеродистых и низколегированных .•!••••. 30
высокомаргачцевистых 300
7. При работах в замкнутых и полузамкнутых пространствах (резервуары, баки, трубы, отсеки листовых конструкций и т.д.) необходимо применять местный воздухоотборник на гибком рукаве для вытяжки вредных веществ непосредственно от места сварки (резки) или обеспечивать общеобменную вентиляцию. При невозможности осуществить* местное или общее вентилирование чистый воздух принудительно подают в зону дыхания рабочего в количестве (1,7—2,2)ХЮ“3 м3 в 1с, используя для этой цели щиток спе« циальной конструкции.
8. Для обезжиривания металла и сварочных материалов от масленых загрязнений не следует применять трихлорэтилен, дихлорэтан и другие хлорированные углеводороды, так как при соединении их с озоном, присутствующим в атмосфере при дуговой сварке, может образоваться удушливый газ (фосген).
Необходимо предусматривать меры предосторожности при воздействии на работающих повышенной концентрации вредных веществ (табл. XXIX.4).
XXIX.5. ПРЕДУПРЕЖДЕНИЕ ВОЗМОЖНЫХ ВЗРЫВОВ
1. Карбид кальция необходимо хранить в сухих, проветриваемых, несгораемых складах с легкой водонепроницаемой кровлей.
2. При перевозке предохранять барабаны с карбидом от толчков, ударов и накрывать брезентом, а при разгрузке с транспортных средств осторожно снимать или скатывать по наклонно уложенным доскам (бревнам). При погрузке и разгрузке барабанов с карбидом курение не допускается. Для раскупорки барабанов следует пользоваться латунными молотком и зубилом во избежание искрообразования. Стальной инструмент применять запрещается.
3. Передвижные газогенераторы устанавливают преимущественно на открытом воздухе, стационарные — в специальных помещениях.
4. Перед началом работы каждой смены следует контролировать техническое состояние газогенераторов. Проверять и заряжать газогенератор должен сварщик (резчик) или специально обученный подсобный рабочий под наблюдением сварщика (резчика).
5. Загружать газогенератор карбидом допускается только той грануляции, которая предусматривается паспортом генератора.
Не допускается работа генератора с неисправным водяным затвором или без затвора.
6. В процессе работы газосварщикам (резчикам) запрещается:
оставлять газогенератор, баллоны, бачки с горючим без надзора;
работать несколькими горелками (резаками) от однопостного газогенератора;
383
XXIХ.З. Ориентировочный расход воздуха при общеобменной вентиляции (на 1 кг израсходованных сварочных материалов)
Сварочные работы
Сварочные материалы
Норма расхода воздуха, м3
Ручная дуговая сварка: углеродистых и низколегированных сталей
теплоустойчивых сталей
нержавеющих и жаростойких сталей
Электроды с покрытием: рутилового и рутилокарбонатного типа (АНО-1, ОЗС-З, МР-3, ЗРС-З, РБУ-4 и др.) фтористо-кальциевого типа (УОНИ 13/45, УОНИ 13/55, СК2-50) руднокислого и ильменитового типа (ЦМ-7, ОММ-5, СМ-5 и др.) Электроды ЦЛ-17, ЦЛ26М и др.
Электроды ОЗЛ-14, НЖ13 и др.
2500—8500
• 2600—5100
8500—11 800*
7600—12 400 27 800—46000
Механизированная дуговая сварка низкоуглеродистой стали: в С02
порошковой проволокой
Проволока Св-08Г2С, Св-10Г2Н2СМТ Проволока самозащитная марок: ПП-ДСК-1, ПСК-3, ЭПС-15/2
2500 2100—4000*
Автоматическая и механизированная сварка низкоуглеродистой стали под флюсом
Плавленый флюс (АН348, ОСЦ-45М) Керамический (К-11, АНК-18 и др.)
40—400
80—300
Сварка алюминия и его сплавов:
ручная дуговая
аргонодуговая механизированная под флюсом
Электроды ОЗА-1, 03 А2/АК и др.
Проволока (Д-20, АМЦ, АМГ-6Т и др.) Плавленный флюс АН-А1
Керамический флюс ЖА-64
10 000—14 000* 3800—14 000* 15600 150
* В данных случаях необходимо дополнительно применять респиратор или подавать очищенный воздух под маску сварщика*
384
XXIX.4. Меры защиты от повышенной концентрации вредных веществ, образующихся при сварке и резке
Вредные вещества.
Признаки и послед¬
Меры предосторожности,
вид работ
ствия воздействия
рекомендации
Оксиды марганца
Сварка и резка марганцовистых сталей, сварка электродами с руднокислым покрытием
Фтористые соединения
Сварка под флюсом ОСЦ-45, сварка электродами с фтористокальциевым покрытием
Оксид углерода
Газовая сварка пламенем с избытком ацетилена, сварка в С02 в замкнутых пространствах
Оксид цинка
Сварка и резка медноцинковых сплавов и оцинкованной стали
Оксид свинца
Сварка (пайка) свинца, резка металла, покрытого свинцовыми красками
1 -я стадия — головная боль, сонливость, головокружение, боли в конечностях, изжога; 2-я и 3-я стадии— хроническое состояние начальных форм органического поражения центральной нервной системы
Сладкий привкус во рту, головокружение. После окончания работы озноб, повышение температуры, иногда тошнота, рвота
Повышенная утомляемость, головная боль, тошнота, рвота, потеря сознания
Сладковатый привкус во рту, потеря аппетита, жажда, повышенная утомляе¬
мость, сухой кашель, озноб, повышение
температуры, тошнота, рвота
Металлический привкус во рту, отрыжка, потеря аппетита, упадок сил. Появление свинцовой (лилово-серой) каймы вокруг десен. При тяжелой форме — колики, сильные головные боли
Эффективная вентиляция рабочих пространств. Применение электродов с рутиловым покрытием.
Применение флюсов АН-348А, ФЦ-9 и др. Усиленная вентиляция рабочих пространств
Усиленная вентиляция рабочих пространств. Подача чистого воздуха в зону дыхания сварщика
Использование проволоки из сплава АК62-05. Усиленная вентиляция, применение респираторов. Сварка оцинкованной стали рутиловыми электродами или в С02
Усиленная вентиляция, удаление краски в зонах нагрева. Соблюдение чистоты кожи, рта, одежды. Прием пищи и курение в нерабочих местах
25—252
385
располагать баллоны, бачки с горючим и резиновые рукава вблизи электрических приборов и нагретых предметов, а также оставлять без наблюдения горящие горелку или резак.
7. Газогенераторы, кислородные и ацетиленовые баллоны надлежит устанавливать на расстоянии не менее 10 м от рабочих мест газосварщиков (резчиков). На таком же расстоянии от указанного оборудования не допускается разводить открытый огонь, зажигать спички и курить.
8. Транспортировать кислородные баллоны следует на автомобилях или повозках, снабженных рессорами. При перевозке на вентилях баллонов должны быть заглушки и предохранительные колпаки, Укладывать баллоны следует поперек кузова на деревянные рамы с овальными гнездами, обитыми войлоком или другим мягким материалом. Запрещено перевозить кислородные баллоны вместе с горючими газами и другими горючими веществами,
9. При разгрузке с транспортных средств не допускается сбрасывать баллоны, ударять их друг о друга, а также переворачивать их вентилями вниз. Переносить баллоны на небольшие расстояния следует с помощью специальных носилок или тележек.
10* Хранить баллоны необходимо в специальных помещениях или под навесом в вертикальном положении и закрепленном состоянии. Запрещено хранить вместе баллоны кислородные и с горючими газами.
Нельзя допускать нагрева баллонов солнечными лучами и дру* гими источниками тепла.
11» Запрещено пользоваться редукторами с неисправными маг нометрами или с истекшим сроком их проверки. Следует особо тщательно предохранять редукторы, клапаны и вентили кислородных баллонов от загрязнения их маслом и жирами,
12* Газовую сварку и резку в колодцах, резервуарах, трубах и других замкнутых пространствах можно допускать, только убедившись в отсутствии в них взрывоопасных газов.
13. Запрещается сварка и термическая резка при ремонте сосудов, находящихся под избыточным внутренним давлением.
14. Ремонтировать емкости, используемые под горючие жидкости, допускается только после двух-трехкратной промывки их водным раствором каустической соды или тринатрийфосфата, кипячения или продувки острым паром.
Ремонт емкостей после хранения в них авиационного бензина или керосина (даже с остатками горючего) допускается при условии создания в них взрывобезопасной газовой среды путем заполнения емкости углекислым газом, азотом или аргоном под давлением не более 0,01 МПа с таким расчетом, чтобы содержание кислорода в такой газовой среде не превышало 5 %.
15. В зимнее время надлежит помещать переносный газогенератор в утепленную будку на полозьях или укрывать от замерзания теплым чехлом. Для залива водяного затвора можно пользоваться незамерзающими до минус 40 °С жидкостями, например 60 %-ным водным раствором этиленгликоля (по объему) или 30 %-ным водным раствором хлористого кальция (по массе).
При замерзании воды в затворе, газогенераторе или рукавах отогревать их следует только чистой горячей водой, не допуская наличия открытого огня на расстоянии менее 10 м.
При воспламенении газогенератора огонь необходимо тушить песком или сухим огнетушителем,
386
XXFX.6. МЕРЫ БЕЗОПАСНОСТИ ОТ ТЕПЛОВЫХ ОЖОГОВ
1. Во избежание тепловых ожогов электросварщик должен работать в брезентовых спецодежде и рукавицах. Ботинки носить с боковыми застежками, брюки (без отворотов) носить только навыпуск. Карманы куртки закрывать клапанами, концы рукавов рекомендуется завязывать тесьмой. Голову укрывать обычным головным убором (желательно без козырька) или фибролитовой каской.
2. При потолочной дуговой сварке следует пользоваться асбестовыми нарукавниками и плотно завязывать их у кистей рук.
При горячей сварке чугуна необходимо использовать асбестовый фартук, а также закрывать асбестом нагретые части изделия, кроме места сварки.
3. Обязательно следить за состоянием спецодежды, учитывая, что нормами ее выдачи электросварщикам, газосварщикам и резчикам предусматриваются определенные сроки носки. Сварочные работы должны вестись в костюмах из брезентовой парусины с комбинированной пропиткой.
4. Следует соблюдать осторожность при обращении с нагретым металлом, шлаком, огарками электродов. При сбивании шлаковой корки (при сварке под флюсом) необходимо защищать глаза очками с простыми стеклами.
5. Не допускать перегрева электрододержателей и горелок, а также другого сварочного инструмента, находящегося под током.
6. При электрошлаковой сварке во избежание возможных выбросов и вытекания жидкого металла и шлака должны строго следить за уровнем ванны и состоянием системы охлаждающей воды, Во время сварки категорически запрещается находиться под ползуном, накладкой или формой.
7. При контактной сварке для защиты от ожогов следует применять фартук, рукавицы и очки со стеклами для вспомогательных рабочих. Для защиты от искр и брызг расплавленного металла при стыковой сварке оплавлением сварочные машины должны быть оборудованы соответствующими щитами.
XXIX.7. ОБЩИЕ НОРМАТИВНЫЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ СВАРКЕ И ГАЗОПЛАМЕННОЙ ОБРАБОТКЕ МЕТАЛЛОВ
При выполнении работ по сварке и газопламенной обработке металлов необходимо соблюдать требования: главы СНиП III-4-80 «Техника безопасности в строительстве», утвержденной Госстроем СССР; ГОСТ 12.3.003—86 «ССБТ. Работы электросварочные. Требования безопасности»; «Санитарных правил при сварке, наплавке и резке металлов», утвержденных Минздравом СССР; «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов», утвержденных ЦК профсоюза рабочих машиностроения, а также «Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», утвержденных ГУПО МВД СССР.
25*
387
XXIX.8. ОСОБЕННОСТИ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ ТРУДА НА СТРОИТЕЛЬНО-МОНТАЖНЫХ ПЛОЩАДКАХ
1. Сварщики (резчики) должны выполнять работы в фибролитовых касках и при необходимости пользоваться брезентовыми наплечниками для защиты шеи и плеч.
2. Для переноски инструмента, электродов и других сварочных материалов, а также сбора электродных огарков следует применять специальные инструментальные ящики или цилиндрические пеналы из несгораемого материала. Не допускать разбрасывания электродных огарков.
3. При работе на высоте 1,5 м и более от поверхности земли или перекрытия электрогазосварщикам и резчикам следует пользоваться предохранительными поясами, которыми они должны закрепляться к неподвижным и прочным элементам конструкций.
4. Выполнять работы по сварке и резке на высоте следует с лесов, подмостей и люлек только после проверки этих устройств мастером или прпоизводителем работ. Леса и подмости должны быть сплошными, шириной не менее 1 м с прочными и устойчивыми огграждениями.
Как исключение, допускается выполнять кратковременные работы с приставных лестниц, с упорами в виде металлических шипов, резиновых наконечников и других устройств. Верхние концы лестниц следует закреплять к прочным неподвижным конструкциям, а также предусматривать меры против случайного сдвига лестниц проходящими людьми и перемещающимися механизмами (грузами).
5. При производстве работ в несколько ярусов необходимо предусматривать устройство навесов или настилов для защиты работающих внизу от капель расплавленного металла и шлака, а также от падения инструмента и других предметов.
6. Во время дождя работы на открытом воздухе, сварку (резку) можно вести только при наличии соответствующих защитных устройств (навесы, козырьки и т. д.).
7. Не разрешается выполнять работы по сварке и термической резке на открытом воздухе при температуре ниже минус 30 °С, а также нельзя их вести на высоте при гололедице или ветре более 6 баллов,
8. В зимнее время сварщики и резчики, работающие на строительно-монтажных площадках, должны иметь возможность обогрева в непосредственной близости от рабочих мест. При температурах от минус 20 до минус 25 °С сварщику можно обогреваться в течение 10 мин через каждый час работы.
XXIX.9. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
1. О предстоящих работах по сварке и резке на строительной площадке необходимо заблаговременно сообщать лицу, ответственному за пожарную безопасность.
2. Рабочие места сварщиков (резчиков) следует предварительно очистить от древесных стружек, пакли, сгораемого мусора в радиусе не менее 10 м, а также удалить из этой зоны другие взрывоопасные и огнеопасные вещества.
3. Необходимо соблюдать осторожность при перемещении сварочных проводов. Особую опасность при этом представляет собой
388
искрение проводов (при недостаточной или нарушенной их изоляции) в местах, удаленных от сварщика или недоступных его наблюдению*
4. Не допускать перемещений рабочего с зажженной горелкой или резаком за пределами его рабочего места, а также подъем его по лестницам, лесам и т. п.
6. Запрещается выполнять газопламенные работы в замкнутых и полузамкнутых пространствах при использовании жидких горючих (керосин, бензин, их смеси).
6. При ведении работ по сварке и резке в опасных зонах следует предусматривать специальные пожарные посты.
7. При длительном или концентрированном воздействии искр и капель расплавленного металла, образующихся при сварке и резке, необходимо защищать деревянные настилы или подмости от возгорания листовым железом или асбестом, а в жаркое время поливать их водой.
8. По окончании смены нужно тщательно проверять рабочую зону и не оставлять открытого огня, нагретых до высоиой температуры предметов, а также тлеющих сгораемых материалов, мусора и т, д.
9. При тушении керосина, бензина и нефти, загоревшихся электрических проводов, а также помещений, где находится карбид кальция, запрещается применять воду и пенные огнетушители. В таких случаях необходимо пользоваться песком и углекислотными или сухими огнетушителями.
XXIX.10. ОСНОВНЫЕ МЕРЫ ПО ОХРАНЕ ТРУДА СВАРЩИКОВ И РЕЗЧИКОВ
1. Существующее законодательство по вопросам охраны труда сварщиков и резчиков, так же как и других рабочих, предусматривает комплекс правовых, технических и санитарно-гигиенических мероприятий, направленных на обеспечение здоровых и безопасных условий труда.
Ответственность за организацию и состояние охраны труда в строительно-монтажных управлениях и трестах лежит на административно-техническом персонале этих подразделений. На строительно-монтажных участках ответственность за технику безопасности несут начальники, производители работ, мастера, а также специальные работники по технике безопасности.
2. Государственный контроль за выполнением норм и правил по охране труда осуществляют инспекция Госгортехнадзора СССР, инспектора по технике безопасности ЦК профсоюза рабочих строительства и промышленности строительных материалов и общественные инспектора. За соблюдением санитарных условий труда следит Государственная санитарная инспекция, за нормами пожарной охраны — Государственная инспекция пожарной охраны.
3. Важнейшей задачей техники безопасности и пожарной безопасности в строительстве является предупреждение возможных аварий при производстве строительно-монтажных работ.
4. В соответствии с действующими положениями к сварочным работам всех видов допускаются лица не моложе 18 лет. Для обучения этой специальности в школах и училищах принимаются лица в возрасте 17 лет.
5. К сварке и резке допускаются рабочие, прошедшие специ¬
389
альное обучение с дополнительной проверкой знаний по правилам техники безопасности и оформлением результатов указанной проверки в журнале установленной формы.
Повторный инструктаж должен проводиться администрацией ежеквартально и перед каждой новой работой.
6. Для рабочих, занятых на сварке и термической резке, советским законодательством предусмотрены дополнительные отпуска по вредности различной длительности в зависимости от конкретно выполняемой работы.
7. Согласно «Единым нормам выдачи спецодежды и спецобуви рабочим, занятым на строительных и монтажных работах», утвержденным Госстроем СССР и ВЦСПС, сварщикам и резчикам бесплатно выдаются спецодежда и спецобувь, а также предохранительные приспособления.
8. К сварке и резке на высоте допускаются рабочие, прошедшие дополнительный медицинский осмотр и специальное обучение методам верхолазных работ.
Женщины к производству сварочных работ на высоте, в замкнутых пространствах и труднодоступных местах, а также к плазменной обработке металлов не допускаются.
9. Сварщики, работающие в замкнутых пространствах или занятые сваркой цветных металлов, должны ежегодно проходить медицинский осмотр с обязательной рентгенографией грудной клетки и соответствующими лабораторными исследованиями.
10. Обязанностью каждого сварщика (резчика) является твердое знание и неуклонное выполнение существующих требований по безопасным методам работы, а также соблюдение норм и условий пожарной безопасности*
СПИСОК ЛИТЕРАТУРЫ
1. Адаменко А. А., Валевич М. И. Радиационный неразрушающий контроль сварных соединений. — Киев: Техника, 1981. — 155 с.
2. Акулов А. И., Бельчук Г. А., Деменцевич В. П. Технология и оборудование сварки плавлением. — М.: Машиностроение, 1977. — 432 с.
3. Алексеев Ю. Е., Кушнарев JI. Н. Оборудование для дуговой сварки под флюсом. — Л.: Энергия, 1977. — 127 с.
4. Алексеев Е. Км Мельник В. Н. Сварка в промышленном строительстве. — М.: Стройиздат, 1977. — 360 с.
5. Артемьева И. Н. Алюминий в строительстве. — Л.: Стройиздат,
1985. — 288 с.
6. Бирюков Ю. С., Быков Б. Ф., Книгель В. А. Монтаж контактных соединений в электроустановках. — М.: Энергия, 1980. — 183 с.
7. Блинов А. Н., Лялин К. В. Организация <и производство сварочно-монтажных работ. — М.: Стройиздат, 1988. — 339 с.
8. Бондарь В. X., Шкуратовский Г. Д. Справочник сварщика-строителя. — Киев: Буд1вельник, 1982. — 235 с.
9. Бондарь Е. П. Техника безопасности при монтаже строительных конструкций. — М.: Стройиздат, 1985. — 96 с.
10. Векслер М. Ф., Елагин А. В. Сварочные материалы и их применение в строительстве. — М.: Стройиздат, 1976. — 241 с.
11. Виноградов В. С. Технологическая подготовка производства сварных соединений. — М.: Машиностроение, 1981. — 223 с.
12. Винокуров В. А., Григорьянц А. Г. Теория сварочных деформаций и напряжений. — М.: Машиностроение, 1984.— 280 с.
13. Владимиров Е. В., Стрельцов А. И. Автоматизация проектирования
норм труда на сварочные работы. — Киев: Наука и техника, 1976. — 55 с.
14. Ворновнцкнй И. Н. Электроды для сварки оборудования тепловых электростанций. — М.: Энергоатомиздат, 1983. — 96 с.
15. Выборнов Б, И. Ультразвуковая дефектоскопия. — М.: Металлургия, 1985. —258 с,
390
16. Гитлевич А. Д., Этингоф JI. А. Механизация и автоматизация сварочного производства. — М.: Машиностроение, 1979.—280 с.
17. Гольдштейн М. И., Грачев С. В., Векслер Ю. Г. Специальные стали. — М.: Металлургия, 1985.—408 с.
18. Гончаров Ю. Г. Неразрушающий контроль труб для магистральных нефтегазопроводов. — М.: Металлургия, 1985. — 247 с.
19. Горбачев В. И. Ксерорадиографический метод дефектоскопии. — М.: Атомиздат, 1973. — 123 с.
20. Гривняк И. Свариваемость сталей: Пер. с чеш. — М.: Машиностроение, 1984. — 215 с.
21. Гуревич С. М. Справочник по сварке цветных металлов. — Киев: Наукова думка, 1981. — 609 с.
22. Евсеев Р. Е., Евсеев В. Р. Сварка при производстве электромонтажных работ. — Л.: Энергия, 1978. — 296 с.
23. Зайцев К. И., Мацюк Л. Н. Сварка пластмасс. — М.: Машиностроение, 1978. - 224 с.
24. Зайцев К. И. Сварка пластмасс при сооружении объектов нефтяной и газовой промышленности. — М.: Недра, 1984. — 224 с.
25. Зайцев К. И. Теоретические основы сварки термопластов//Сварка полимерных материалов в трубопроводном строительстве: Тр. ин-та/ВНИИСТ. — М., 1985. - С. 3—27.
26. Ивочкин И. И., Малышев Б. Д. Сварка под флюсом с дополнительной присадкой. — М.: Стройиздат, 1981.— 175 с.
27. Инструкция по полуавтоматической сварке порошковой проволокой монтажных соединений стальных конструкций производственных зданий и сооружений ВСН 433-82/ММСС СССР. — М.: ЦБНТИ Минмонтажспецстроя СССР, 1983. - 44 о.
28. Инструкция по проектированию технологических стальных трубопроводов Ру ДО Ю МПа. СН 527-80. — 46 с.
29. Инструкция по определению экономической эффективности использования в строительстве новой техники, изобретений и рационализаторских предложений. СН 609-78. — 64 с.
30. Инструкция по сварке цветных металлов в электромонтажном производстве. ВСН 369-85/ММСС СССР. — М.: Энергоатомиздат, 1986. — 100 с.
31. Кабанов Н. С. Сварка на контактных машинах.—М.: Высш. школа, 1985. — 271 с.
32. Каган Д. Ф. Трубопроводы из пластмасс. — М.: Химия, 1980. — 296 с.
33. Китаев А. М., Китаев Я. А. Справочная книга сварщика. — М.: Машиностроение, 1985. — 256 с.
34. Кондратьев А, И., Местечкина И. М. Охрана труда в строительстве. — М.: Высш. школа, 1985. — 191 с.
35. Корольков П. М. Термическая обработка сварных соединений трубопроводов и аппаратов, работающих под давлением. — М.: Стройиздат, 1987. — 232 с.
36. Лебедев Б. Д. О терминологии в области механизации и автоматизации//Сварочное производство. — 1982. — № 4. — С. 40—41.
37. Макаров Э. А. Холодные трещины при сварке легированных сталей. — М.: Машиностроение, 1981. — 247 с.
38. Машины, установки и аппаратура для газопламенной обработки металлов: Каталог./ЦИНТИХИМНЕФТЕМАШ. — М., 1982. — 101 с.
39. Методические указания по определению твердости монтажных сварных соединений после термической обработки с использованием прибора Польди. — М.: ЦБНТИ Минмонтажспецстроя СССР, 1984. — 29 с.
40. Наплавочные материалы стран — членов СЭВ: Каталог/Международ. центр науч -техн. информ. — Киев, М., 1979. — 290 с.
41. Нейман А., Рихтер Е. Сварка, пайка, склейка и резка металлов и пластмасс: Пер. с нем. — М.: Металлургия, 1985. — 480 с.
42. Некрасов Ю. И. Справочник молодого газосварщика и газорезчика. — М.: Высш. школа. 1984. — 162 с.
43. Николаев Г. А., Куркин С. А., Винокуров В. А. Сварные конструкции.— М.: Высш. школа. 1982. — 272 с.
44. Новожилов Н. М. Основы металлургии дуговой сварки в газах. — М.: Машиностроение, 1979. — 254 с.
45. Нормативы для планирования работ по термообработке сварных соединений трубопроводов и подогреву зон сварки трубопроводов и металлоконструкций/ЦБНТИ Минмонтажспецстроя СССР. — М., 1983. — 40 с.
46. Нормирование труда/Под ред. Б. М. Генкина. — М.: Экономика,
1985. — 270 с.
47. Поповский Б. В., Дикун В. Н. Изготовление и монтаж крупногабаритных листовых конструкций. — М.: Стройиздат, 1983. — 110 с.
48. Порошковые проволоки для электродуговой сварки: Каталог/Наукова думка. — Киев, 1980. — 180 с.
49. Потапьевский А. Г. Сварка в углекислом газе. — М.: Машиностроение, 1984. - 80 с.
391
50. Применение ЭВМ при расчете норм труда: Метод. рекомендации/НИИ труда. — М., 1980. — 110 с.
51. Прох Л. Ц.* Шпаков Б. М., Яворская Н. М. Справочник по сварочноному оборудованию. — Киев: Техника, 1983. — 207 с.
52. Разработка нормативных материалов для нормирования труда рабочих: Метод. рекомендации/НИИ труда. — М., 1983. — 194 с.
53. Ройтенберг С. М, Термическая обработка сварных соединений трубопроводов. — М.: Энергоиздат, 1981. — 148 с.
54. Рощупкин Н. П., Бирюков В. А., Забавский А. Н. Опыт внедрения горелок для полуавтоматической сварки с отсосом аэрозоля на заводах металлоконструкций//Сварочное производство. — 1985. — № 3. — С. 43—44.
55. Руководство по сварке типовых узлов при монтаже стальных конструкций производственных зданий и сооружений/ЦБНТИ Минмонтажспецстроя СССР. — М., 1980. — 76 с.
56. Румянцев С. В., Штань А. С., Гольцев В. А. Справочник по радиационным методам неразрушающего контроля/Под ред. С. В. Румянцева. — М.: Энергоатомиздат, 1982. — 240 с.
57. Румянцев С. В., Добромыслов В. Ам Борисов О. И. Типовые методики рациональной дефектоскопии и защиты. — М.: Атомиздат, 1979. — 200 с.
58. Сварка в машиностроении: Справочник. В 4 т. — М.: Машиностроение, 1978-1979. — Т. 1-4.
59. Соколов М. П. Сварочное оборудование, изготовляемое предприятиями Министерства электротехнической промышленности//Сварочное производство. — 1985. — № 9. — С. 30—31.
60. Проектирование, строительство и эксплуатация трубопроводов из полимерных материалов: Справочник/Под ред. А. Н. Шестопала, В. С. Ромейко — М.: Стройиздат, 1985. — 304 с.
61. Справочник сварщика/Под ред. В. В. Степанова. — М.: Машиностроение, 1983. — 560 с.
62. Сущук-Слюсаренко И. И. Основные и сварочные материалы для электрошлаковой сварки. — Киев: Наукова думка, 1981. —112 с.
63. Тавастшерна Р. И. Изготовление и монтаж технологических трубе* проводов: Учеб. для техникумов. — 2-е изд. — М.: Стройиздат, 1986. — 287 с.
64. Технология и оборудование контактной сварки/Под ред. Б. Д. Орлова. — М.: Машиностроение, 1975. — 536 с.
65. Тылкин М. А. Повышение долговечности деталей металлургического оборудования. — М.: Металлургия, 1981. —608 с.
66. Федорова И. Г., Безменов Ф. В. Высокочастотная сварка пластмасс. —• Л.: Машиностроение, 1980. — 89 с.
67. Фоминых В. П., Яковлев А. П. Ручная дуговая сварка.— М., 1986.— 288 с.
68. Ханапетов М. В., Иоффе И. С. Сварка порошковой проволокой в строи** тельстве. — М.: Стройиздат, 1984. — 122 с.
69. Чвертко А. И., Патон В. Е., Тимченко В. А. Оборудование для меха»
низированной дуговой сварки и наплавки. — М.: Машиностроение, 1981.—-
264 с.
70. Чулошников П. Л. Контактная сварка.—М.: Машиностроение,
1987. — 176 с.
71. Электроды для ручной дуговой сварки в строительстве: Каталог/Моск. опытный сварочный з-д. — М., 1982. — 136 с.
72. Электроды специального назначения для сварки и наплавки: Ката* лог/Моск. опытный сварочный з-д. — М., 1984. — 88 с.
73. Электрошлаковая сварка и наплавка/Под. ред. Б. Е. Патон а. — М.: Машиностроение, 1980.— 511 с.
74. Янковский В. Л., Кольдерцев И. С. Новые средства защиты и инструменты электросварщика//Сварочное производство. —* 1983. — № 1, —С. 38—40.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматы двухэлектродные I 237 для сварки плавящимся электрод дом I 234
под флюсом I 235
многоэлектродные I 237 одноэлектродные I 237 Агрегаты сварочные I 196, 198 Алюминий 1 152 Аппараты для электрошлаковой сварки
I 244, 420
плавящимся мундштуком
I 249
— наплавочных работ II 221, 222 рентгеновские II 291, 292
Аустенизация II 248 Ацетиленовые станции и установки I 295
Базы механизированные трубосва-
рочные II 101
Балки (расчет) I 87, 91
Баллоны и бачки для газов I 289
Блок подготовки сварочных мате-
риалов II 107
Бункера II 40
Вентиляция замкнутых и полузамкнутых пространств II 383
местная и общеобменная II 381 Взрывобезопасность, предупреждение I 383 Виды
сварных арматурных и закладных изделий II 116—123 электрошлаковой сварки I 409 Возбудитель дуги I 214 Возбуждение процесса электрошлаковой сварки I 418 Воздействие токсичных веществ II 385
Вращатель I 311, 313 Время
на отдых и личные надобности
II 342
— обслуживание рабочего места II 356
основное II 340 Выпрямители сварочные I 194, 201 Выпуклость и вогнутость сварных угловых швов I 71 Высокий отпуск II 248
Газгольдеры мокрые II 40 сухие II 40 Газовые коммуникации I 291 Газовые редукторы I 291 Газовые смеси защитные I 386 Газы горючие I 178 защитные I 179 плазмообразующие I 408 Галереи трактов подачи II 33 Гамма-дефектоскопы II 293 Генераторы импульсов I 207 постоянного тока I 190 Гибкость элементов I 93
Главные сварщики, права и обязанности II 325
Головки сварочные самоходные и подвесные I 243 Горелки газопламенная I 335 кольцевая многопламенная для термообработки I 340 Горелки и держатели для сварки неплавящимся электродом I 323 Группа конструкций II 3 термообработки II 271
Держатели для механизированной сварки I 318
Дефекты, выявляемость II 283, 284 Дефектоскопы ультразвуковые II 301
Дефектоскоп ультразвуковой автоматизированный II 302 Дефектоскопия цветная II 305 Допускаемое давление I 93 напряжение I 82 Допускаемых напряжений метод
I 89
Дроссели разделители стабилизирующие I 210 Дуга
длина нормальная и короткая
I 350
импульсная при вольфрамовом электроде I 397
импульсная при плавящемся электроде I 401
погруженная электрическая I 396
Единый тарифно-квалификационный справочник (ЕТКС) II 317, 322
Зазор при электрошлаковой сварке I 417 Затраты приведенные II 328 прямые, расчет II 329 Защита
от вредных газовых выделений и аэрозолей II 381
— световой радиации II 379
Изоляторы керамические II 258 Инвентарные формы для сварки стыковых соединений арматуры
II 156
Индукторы гибкие II 252 Испытания механических свойств II 307 на коррозионное растрескивание
I 51
— сопротивляемость образованию трещин I 19, 31
Источники излучения II 293 Источники питания для дуговой сварки арматуры
II 155
— плазменной резки I 209
— сварки в защитных газах I 206
— электрошлаковой сварки I 208 электрические для термообработки II 261
393
сварки I 180
Кабели сварочные I 326 Каналы сменные I 322 Карбид кальция I 295 Кислород (газообразный) I 179 Классификация испытаний на свариваемость I 14 методов оценки технологической прочности I 16 сварки по признакам: физическим I 8 техническим I 7—9 технологическим I 9—12 Клемма заземления I 330 Клещи для термитной сварки II 180 Кожух воздухонагревателя II 31 доменной печи II 29 Комплекты газосварочные I 332 Комплекс для контактной сварки магистральных трубопроводов II 98
— электродуговой сварки магистральных трубопроводов II 100
Конвейерный метод монтажа II 28 Кондуктор сборочный II 24 Конструктивные элементы сварных соединений I 62 Конструкции листовые II 8
рещетчатые пространственные
II 20
— плоские II 19
Контактор и прерыватель сварочного цикла I 289 Контроль качества сварки арматуры II 168 непроницаемости II 304 неразрушающими методами II 291 предварительный и операцион* ный II 287 Концентрация напряжений I 78 Коррозия межкристаллитная I 51, 489 ножевая I 489 Коррозионное растрескивание I 489 Коэффициент концентрации напряжений I 79 наплавки II 351 продольного изгиба I 93 Коэффициенты поправочные к основному времени газовой резки II 365
при нормировании сварки и резки JI 344
Кровля резервуара плавающая II 36
Лаборатории передвижные II 306 Линии поточные II 24 трубосварочные II 103 «Лыска» на окрайках II 37
Магнитографический метод II 303 Материалы сварочные для ЭШС I 418 теплоизоляционные II 260 Машины
для контактной сварки, классификация I 249
— рельефной сварки I 276
— точечной сварки II ИЗ конденсаторные I 269 постоянного тока I 272
394
для стыковой сварки I 280
— шовной сварки переменного и постоянного тока I 281, 282
Медь I 148 Меры
безопасности от тепловых ожогов
II 387
защиты от повышенной концентрации вредных веществ II 381 противопожарные II 390 Металлографические исследования
II 310
Механизм подачи электродной проволоки I 223
Механические свойства металла наплавленного I 101 основного I 100 Модулятор сварочного тока I 219 Муфты соединительные I 329
Набор инструментов электросварщика-ручника I 330 Набор принадлежностей для газовой и термитной сварки и пайки проводов и кабелей II 173
— сварки проводов контактным разогревом II 174, 178
Нагрев
газопламенный II 249, 253, 266 индукционный II 249, 253, 271 термохимический II 249 Нагреватель индукционный II 253 Накладки желобчатые стальные, размеры II 148
Накладные расходы, расчет II 380 Наконечники для оконцевания проводов и кабелей II 178 Наплавка абразивный износ II 194, 195 износостойкость II 194, 230 коэффициент динамичности II 196 материалы наплавочные II 194, 198-220, 241
микроструктура II 200—203, 206— 212, 215-219
наплавленный металл II 228, 230 ударные нагрузки II 195 Напряжения в сварных швах касательные I 78 нормальные I 78 остаточные I 19 Нормы расхода сварочных материалов II 324 Нормы времени II 338, 353
— на сварку труб II 369
— на автоматическую сварку
II 354
— в строительно-монтажном производстве II 366
выработки II 33 обслуживания II 338 подготовительно-заключительного времени II 353, 357 управляемости II 338 численности II 338 Нормализация II 248 Нормированное задание II 338
Области применения способов свар* ки арматуры II 113—115 Оболочки резервуара II 41—48 Образцы для механических испы« таний II 307, 308
Ограничитель напряжения холостого хода I 217
Оконцевание проводов и кабелей
II 172, 178 Окрайки II 35
Основное время механизированной резки стали II 364 Особенности подготовительно-за-* ключительного времени II 339 Остаточные деформации I 105 Осцилляторы и возбудители дуги
I 214, 215
Ответвление проводов и кабелей
II 171, 172, 179 Охрупчивание швов I 488
Пайка соединений проводов и ка« белей II 191
Патрон термитный для сварки соединений проводов и кабелей II 172, 173 Печи
вращающиеся обжиговые II 33 муфельные II 250, 254 Плазма, схемы получения I 408 Плазматрон, конструкция I 303, 349 Планки выводные II 10 Плиты контактные I 276 Подготовка микрошлифов II 310, 312
Показатели точности и качества кислородной резки I 460, 461 Покрытие купольное II 39 щитовое II 35, 37 Полуавтоматы для сварки классификация I 222 конструкция I 223 Порошок однофазный металличе** ский II 48
.Поточно-расчлененный метод сварки II 92
Предел выносливости I 101 Предельных состояний метод I 95 Преобразователи сварочные I 196 Прессы для сварки пленок I 570 Приемы технологические при ЭШС I 429
Припои для пайки алюминиевых жил проводов и кабелей II 192 Проволока для свапки алюминия и его сплавов I 155
меди и ее сплавов I 158
порошковая для дуговой сварки
I 160
стальная сварочная I 156 Прогиб поперечного шва I 113 Прокат
— стали углеродистой свариваем мой для строительных конструкций I 126
— толстолистовой и широкополосный универсальный 1 125
Прочность сварных соединений статическая I 87 технологическая I 16 устойчивость I 92 Проявители II 298, 299 Прутки
для сварки меди и ее сплавов
I 158
чугунные I 158, 160
Радиографический метод И 291 Разворачивание рулонов в горизонтальном положении II 10 Разрушение внутрикристаллнческое I 30 межкристаллическое I 30 Расчет сварных соединений лобовых I 79 точечных I 83 фланговых I 81 Расчетное сопротивление I 99 Реактивы для обработки макрошлифов II 310, 311 микрошлифов II 310, 312 Реактопласты I 547 Регулятор постовой I 218 цикла сварки I 288 Режимы резки воздушно- и кислородно-дуговой
I 467, 468
кислородной, безгратовой I 462
— , поверхностной I 464
кислородно-флюсовой I 465 смыв-процессом I 463 Режимы сварки арматуры II 159 ручной газовой I 456
— дуговой I 356 контактной стыковой сопротивлением и оплавлением I 439, 440 точечной I 446 шовной I 450 пластмассовых труб I 561 под флюсом труб большого диаметра II 90, 91
электрошлаковой с ППМ I 429 Режимы термообработки II 269 Режимы труда и отдыха, типовые
II 341 Резаки воздушно-дуговые I 346 вставные I 345
кислородно-керосиновые I 345 Резервуары вертикальные цилиндрические
II 35
из двухслойной стали, сферические II 48 сферические II 41 Резиновые рукава I 294 Резка безгратовая I 462 кислородная низкого давления I 463
кислородная нормального давления, разделительная I 459 пакетная I 463 плазменной дугой 408 термическая I 457 Реостаты балластные I 206, 218 Ресурсы, расчет II 324 Рулонные заготовки II 8
Сборка полистовая II 35 полушариями II 43 Свариваемость меди и ее сплавов
I 531 Сварка алюминия, газовая I 523
особенности, подготовка под
395
сварку I 521, 522 покрытыми электродами I 524 по флюсу I 527 под флюсом I 528 в инертных газах I 528 арматуры подготовка II 157 способы II 113—115 высоколегированных сталей и сплавов в защитных газах I 505 газовая I 493 другие способы I 508 общие указания I 485 под флюсом I 497 покрытыми электродами I 495 электрошлаковая I 502 двухслойных сталей I 517 дисперсионно-твердеющих сталей
II 94
дуговая под флюсом двухдуговая I 371 двухэлектродная I 371 одноэлектродная I 369 заземляющих устройств, термитная II 189
импульсной дугой I 397, 401 меди и ее сплавов в защитных газах I 535 газовая I 537 под флюсом I 535 покрытыми электродами I 533 особенности I 531 сжатой дугой I 536 угольным электродом I 332 методом СК II 43 многодуговая I 237, 371 на манипуляторе II 44 открытой дугой в защитных газах I 385 вольфрамовым электродом I 393 плавящимся I 399 плазменной дугой I 408 пластмасс оплавлением I 548. 556 проплавлением I 557, 568 пленок лазером I 586 ИК-лучом I 583 током высокой чястоты I 576 ультразвуком I 578 погруженной дугой I 396 порошковой проволокой и сплошного сечения без дополнительной защиты I 405 проводов и кабелей газовая II 174
контактным разогревом II 178 термитная II 172 разнородных металлов II 189 ручная дуговая в различных пространственных положениях I 356 стыковых швов I 359 глубоким проплавлением I 364 лежачим и наклонным электродами I 368, 367
металла большой толщины
I 363
тонколистового металла I 361 трехфазной дугой I 366 угловых швов I 360 швов различной длины I 362 с порошкообразным присадочным
396
металлом I 473, 476 с мягкой прослойкой I 481 свинца газовая I 547 особенности I 545 угольным электродом I 546 стыков труб неповоротных II 92, 93 поворотных II 90—92 Титана и его сплавов в инертных газах I 542 особенности I 539 под флюсом I 543 электрошлаковая I 544 трубопроводов при отрицательных температурах II 93 шин
алюминиевых II 181, 185 медных II 183, 186, 188, 189 электрозаклепок в защитных газах I 404 под флюсом I 383 электрошлаковая достоинства, недостатки, сущность I 409 Сварные соединения армированных пленок I 567, 569 типы, конструктивные элементы I 62, 411
Сварные стыки балок II 25, 26, 27 Свойства сварочной дуги I 180 Себестоимость, расчет II 329 Скорость механизированной кислородной резки I 462
оплавления и осадки при контактной стыковой сварке I 442 «Скорлупы» II 29—31 Скос кромок I 69, 70 Соединение проводов и кабелей
II 170
Соединитель I 327 Сплавы алюминия I 152
жаростойкие и жаропрочные I 143
коррозионно-стойкие I 143 меди I 148 Стабилизирующий отжиг II 249 Сталь аустенитная I 145 высоколегированная I 144 горячекатаная двухслойная (планированная) коррозионно-стойкая
I 146
горячекатаная для армирования железобетонных конструкций
I 132
для изготовления арматурных и закладных изделий, классы, мар* ки I 132, II 116-123 легированная конструкционная
I 143
легированная конструкционная общего назначения I 143 низколегированная сортовая и фа* сонная I 132
низколегированная толстолисто* вая и широкополосная I 131 системы легирования I 130 ' стержневая арматурная термоме* ханически и термически упроч* ненная I 140
углеродистая качественная конст»
рукционная I 128
— обыкновенного качества I 121 Стабилизатор горения дуги I 215 Стан двухъярусный II 8—10 Стол сварщика I 311 Струбцины для сварки пластмассо* вой пленки I 571
Структура автоматической подсистемы II 346 Схемы
воздушно-дуговой резки I 467 нагреваемых тел I 34 основных процессов и сварных соединений контактной сварки I 433
поверхностной кислородной резки I 464
резки смыв-процессом I 464 сварочных источников теплоты I 54
установки стержней при контактной стыковой сварке I 439 циклов контактной точечной сварки I 445
Твердость металла шва II 281 Тепловые параметры сварки I 57 Термины основных понятий в сварке I 5 сварных соединений и швов I 58 Термический отдых II 248 Термопласты анизотропия сварных швов I 558 вязкость расплава I 548 сварка химическая I 550 сварка газовым теплоносителем I 551
свариваемость (классификация) I 549
свойства, общая характеристика
I 547
нагреватели для контактной тепловой сварки I 560 машины трубосварочные I 560 пистолеты для сварки расплавом
I 575 Типы
машин для сварки арматуры
II 149
проволок для сварки арматуры
II 125, 126
соедйнений арматуры крестообразных II 128 нахлесточных II 134—138 стыковых II 128—134 тавровых II 138—146 электродов для сварки арматуры
II 124
Травматизм, виды, причины II 373— 377
Трактор сварочный I 236 для наплавочных работ II 225 Трансформаторы сварочные I 184, 287, II 226 «Третинка» II 33 Трещины горячие I 30 холодные I 18 Траектории движения конца электрода при ручной дуговой сварке I 354 сварочной горелки и проволоки
I 455 Трубопроводы
деталировочные чертежи II 54, 55 правка концов труб II 70 провар корневого шва II 65 резка II 62 сборка II 70, 72 сварные соединения II 53 уравновешивание деформаций при сварке II 74
Углы наклона газовой горелки
I 456
Укрупненные нормы затрат труда на сварочные работы II 372 Укрытие пневмонадувное II 44 Ультразвуковой метод II 301 Уровень механизации и автоматизации
сварочных работ II 315 труда сварщиков II 317 Уровень автоматизации сварочных работ II 315 труда сварщиков II 317 Усадочная сила I 107 Установки двухъярусные II 8—10 для резки газовой I 295
плазменной I 303
комплектная для термообработки
II 263, 266 Установочная длина деталей при контактной стыковой сварке I 439 Устранение сварочных деформаций и напряжений I 115
Фактор конструктивный I 13 материала I 13 технологический I 13 Фиксажи II 299
Флюсы сварочные плавленые I 175 Формы для газовой сварки ответвлений проводов и кабелей II 176,
Характеристики видов ацетиленокислородного пламени I 452
Центраторы внутритрубные II 106 наружные (звенные, эксцентриковые) II 105, 106 Цикл термический I 14
Чувствительность контроля II 300 Чугун высокопрочный I 148 серый I 148
Шланги гибкие I 322
Щитки защитные I 333
Эквивалент углерода I 17 Экономический эффект от применения
новых материалов II 332
— машин и механизмов II 332
— строительных конструкций
II 331
— технологических процессов
II 331
Экраны усиливающие II 297 Эксплуатация электронагревателей
II 281
3Q7
Электроды для сварки сталей I 168 *— — и наплавки чугуна I 173
— контактных точечных машин, размеры I 446
— ручной дуговой сварки, подбор диаметра I 355
— сварки цветных металлов и их сплавов I 174
металлические (плавящиеся) для дуговой сварки и наплавки, типы I 164-167
Электро до держатели для сварки покрытыми электродами I 316 Электро н агрев атели комбинированного действия II 271 сопротивления II 268 Электроафтальмия II 373, 379 Электрорентгенографический способ И 300
Элементы сварных соединений арматуры, размеры II 128—147 Эталоны чувствительности II 294, 297
ОГЛАВЛЕНИЕ
Глава XIX. Сварка стальных строительных конструкций .
XIX. 1. Группы стальных конструкций зданий и сооружений, при меняемые материалы для их сварки
XIX.2. Сварочные работы в условиях цеха » . * *
XIX.2.1. Технология изготовления рулонных заготовок и других
листовых конструкций XIX.2.2. Технология сборки и сварки решетчатых конструкций XIX.2.3. Технология сборки и сварки балок и колонн сплошно
го сечения *
XIX.3. Сварочные работы на монтажной площадке *
XIX.3.1. Технология сварки стальных конструкций промышлен
ных зданий и сооружений *
XIX.3.2. Сварка конструкций доменных цехов . . »
XIX.3.3. Сварка конструкций различных сооружений и зданий XIX.3.4. Сварка конструкций резервуаров .....
XIX.4. Сварка при низких температурах
Глава XX. Сварка стальных технологических трубопроводов , *
XX.1. Общие сведения о трубопроводах. Классификация. Норматив ные документы
ХХ.2. Подготовка труб под сварку. Применяемые виды и способь
сварки » » .
ХХ.З. Изготовление и монтаж технологических трубопроводов и
низкоуглеродистых сталей ХХ.4. Изготовление секций стальных трубопроводов .
XX.5. Специфика сварки трубопроводов из легированных и разно
родных сталей *
Глава XXI. Сварка магистральных трубопроводов • • . •
XXI. 1. Специфика производства сварочно-монтажных работ •
XXI.2. Подготовка кромок под сборку и сварку ,
XXI.3. Технология автоматической сварки стыков труб под флюсом XXI.4. Технология ручной сварки неповоротных стыков XXI.5. Сварка стыков труб в условиях отрицательных температу XXI.6. Сварка стыков труб из дисперсионно-твердеющих сталей XXI.7. Сварка стыков в защитном газе и порошковой проволокой
XXI.8. Контактная сварка трубопроводов .....
XXI.9. Оборудование для механизации сварки магистральных тру
бопроводов *
XXI. 10. Оборудование для сварки труб в нитку трубопроводов
XXI.И. Энергоснабжение сварочных постов при сварке магист ральных трубопроводов «..?«»••••
Глава XXII. Сварка арматуры железобетона
XXII.}. Общие сведения ».*».*•
XXII.2. Сварочное оборудование и приспособления
XXI 1.3. Подготовка к сварке XXII.4. Режимы сварки
XXII.5. Контроль качества сварных соединений •
898
Глава XXIII. Сварка и пайка при электромонтажных, сантехнических и вентиляционных работах XX1II.1. Сварка при электромонтажных работах' ....
XXIII.2. Особенности методов контроля качества сварных соедине ний при выполнении электромонтажных работ . . . «
XXIII.3. Пайка при электромонтажных работах *
XXII 1.4. Сварка при санитарно-технических работах « • •
Глава XXIV. Наплавка и ремонтная сварка ...**.
XXIV. 1. Области применения наплавочных работ в промышленном
строительстве XXIV.2. Способы наплавки, материалы и оборудование . .
XXIV.3. Технология наплавки • •
XXIV.4. Контроль качества наплавки . » • •
XXIV.5. Ремонтная сварка стальных изделий , , а
XXIV.6. Сварка чугунных изделий ...•»•
Глава XXV. Термическая обработка сварных соединений , . ,
XXV.1. Общие положения. Виды термической обработки, использу
емые при строительно-монтажных работах XXV.2. Способы нагрева сварных соединений XXV.3. Нагревательные устройства для термической обработки XXV.4. Материалы для термической обработки * ,
XXV.5. Оборудование для термической обработки • »
XXV.5.1. Электрические источники питания .... XXV.5.2. Посты и установки для электронагрева . , •
XXV.5.3. Оборудование для газопламенного нагрева * ,
XXV.6. Технология термической обработки » ,
XXV.6.1. Технология термической обработки сварных соедине
ний трубопроводов XXV.6.I.1. Термическая обработка электрическими устройст
вами сопротивления XXV.6.1.2. Термическая обработка электронагревателями ком
бинированного действия XXV.6.1.3. Термическая обработка с использованием индук
ционного нагрева . * ,
XXV.7. Организация работ по термической обработке * •
XXV.8. Требования техники безопасности , ,
Глава XXVI. Контроль качества сварных соединений . • .
XXVI. 1. Дефекты сварных соединений .... *
XXVI.2. Предварительной и операционный контроль .
XXVI.3. Неразрушающие методы контроля качества сварных соеди нений XXVI.3.1. Радиографический метод контроля .... XXVI.3.2. Ультразвуковой метод контроля .... XXVI.3.3. Магнитографический метод контроля XXVI.3.4. Контроль непроницаемости сварных соединений .
XXVI.3.5. Цветная дефектоскопия XXVI.3.6. Передвижные лаборатории для неразрушающего конт роля качества сварных соединений XXVI.4. Методы контроля с разрушением сварного соединения
XXVI.4.1. Механические испытания XXVI.4.2. Металлографические исследования сварных соединений
Глава XXVII. Организация сварочного производства * ,
XXVI 1.1. Планирование и учет сварочного производства XXVI 1.2. Аттестация сварщиков
XXVI 1.3. Материально-техническое обеспечение . . . ,
XXVI 1.4. Управление сварочным производством ....
XXVI 1.5. Определение экономических эффективности и эффекта
Глава XXVIII. Техническое нормирование сварочных работ • .
XXVIII. 1. Нормы труда и их характеристика .... *
XXVIII.2. Методы технического нормирования . . . ,
XXVII 1.3. Нормирование ручной электродуговой сварки
XXVIII.4. Нормирование механизированной и автоматической свар
ки под флюсом XXVIII.5. Нормирование электрошлаковой сварки •
XXVII 1.6. Нормирование газовой сварки ..*•». XXVII 1.7. Нормирование контактной сварки •
XXVIII.8. Нормирование газовой резки металла XXVII 1.9. Нормы времени на условно принятые величины в строи тельно-монтажном производстве • !»•••••
399
Глава XXIX. Техника безопасности при сварке и термической резке . 373
XXIX. 1 Основные вредные факторы сварочного производства . , 373
XXIX.2. Меры обеспечения электробезопасности . 377
XXIX.3. Защита от световой радиации , , 379
XXIX.4. Защита от вредных выделений газов и аэрозолей . * 381
XXIX.5. Предупреждение возможных взрывов , , 383
XXIX.6. Меры безопасности от тепловых ожогов * . * 387
XXIX.7. Общие нормативные требования безопасности при сварке
и газопламенной обработке металлов 387
XXIX.8. Особенности обеспечения безопасности труда на строительно-монтажных площадках , 388
XXIX.9. Противопожарные мероприятия .*.♦»». 388
XXIX. 10. Основные меры по охране труда сварщиков и резчиков » 389
Список литературы ..»«•».•••», 390
Предметный указатель , . , » . . • • • • 393
Справочное издание
СВАРКА И РЕЗКА В ПРОМЫШЛЕННОМ СТРОИТЕЛЬСТВЕ,
Том 2.
Малышев Борис Дмитриевич, Алексеев Евгений Константинович, Блинов Алек* сей Николаевич, Грачева Клавдия Андреевна, Гринберг Нинель Аркадьевна, Евгеньев Игорь Евгеньевич, Зайцев Конкордий Иванович, Книгель Владимир Августович, Мельник Владимир Иосифович, Муравьев Алексей Владимирович, Попов Юрий Васильевич, Юхин Николай Александрович
Мл. редактор Л. А. Козий Художественный редактор Г. А. Сафонова Технический редактор М. Г. А н г е р т Корректоры Г. Г. Морозовская, И. В. Медведь
ИВ № 40099
Сдано в набор 25.01.89. Подписано в печать 02.08.89. Т-11783. Формат 84Х1081/зг. Бумага тип. № 1. Гарнитура «Литературная». Печать высокая. Уел. печ. л. 21,00. Уел. кр.-отт. 21.00. Уч.-изд. л. 24,03. Тираж 79 000 экз. Изд. № АХ. 1614. Заказ 252. Цена 1 р. 50 к.
Стройиздат, 101442, Москва, Каляевская, 23а Владимирская типография Госкомитета СССР по печати. 600000, г. Владимир, Октябрьский проспект, д. 7