/

























































































































































































































































































































































Автор: Сапожников М.Я.



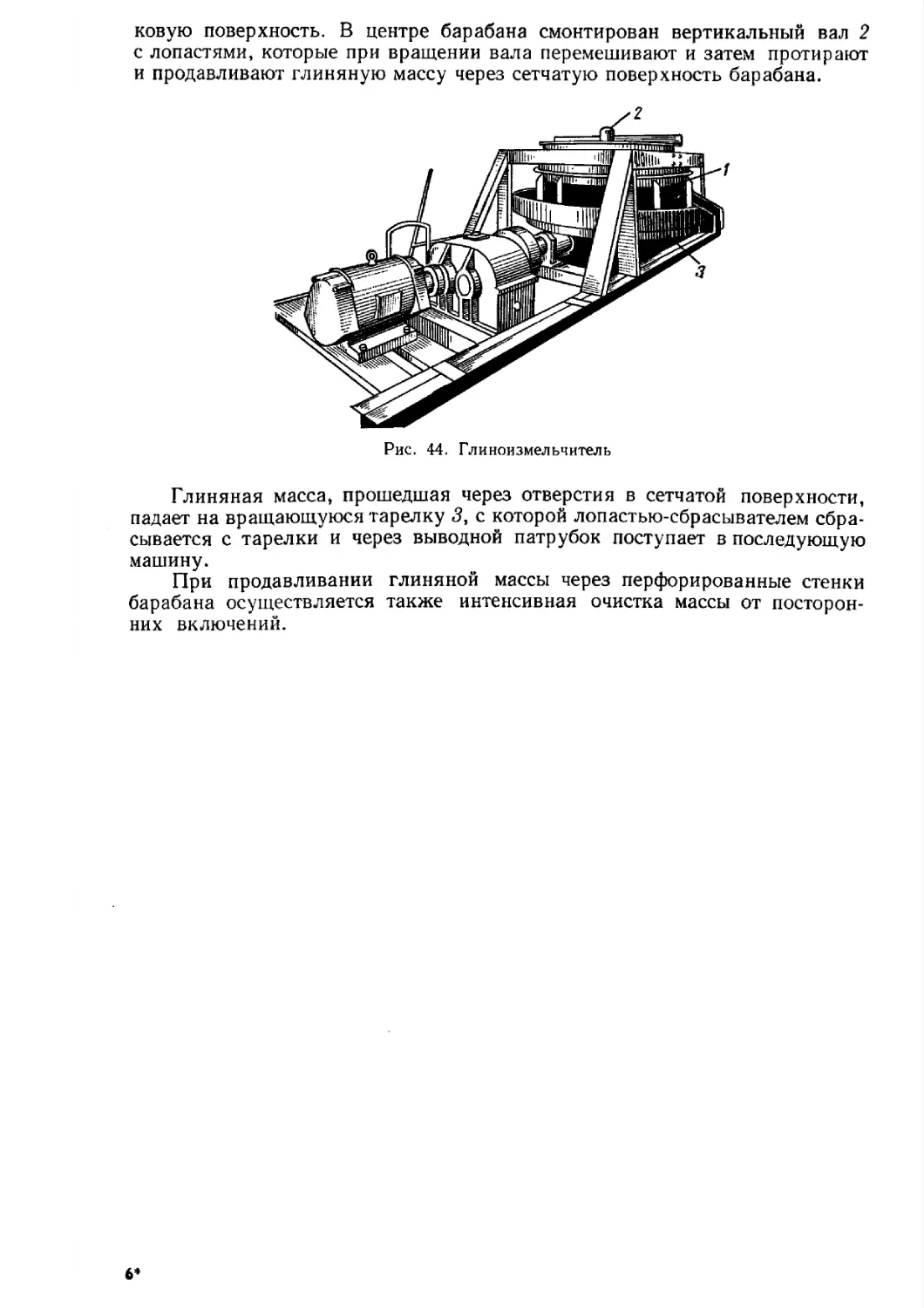
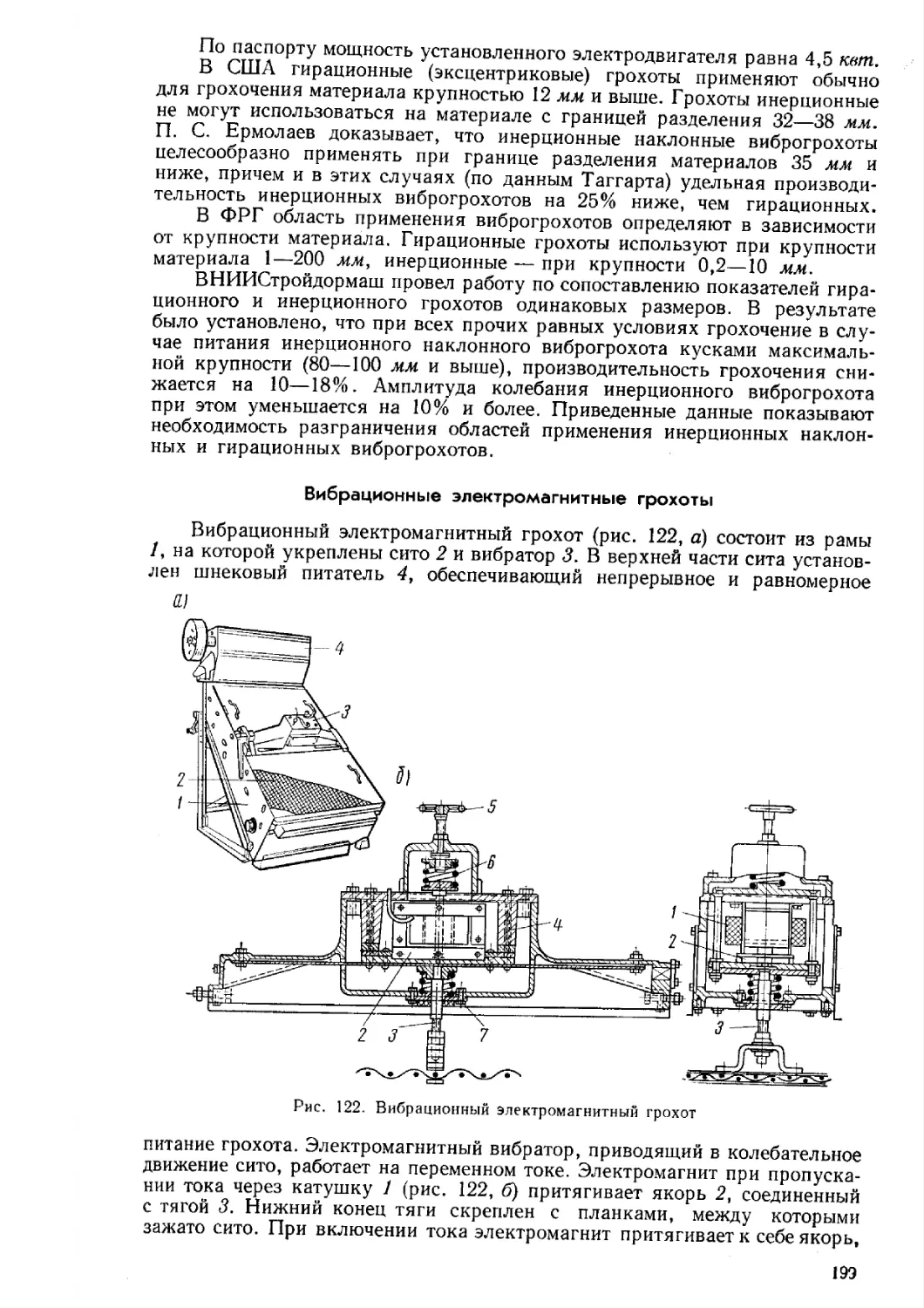
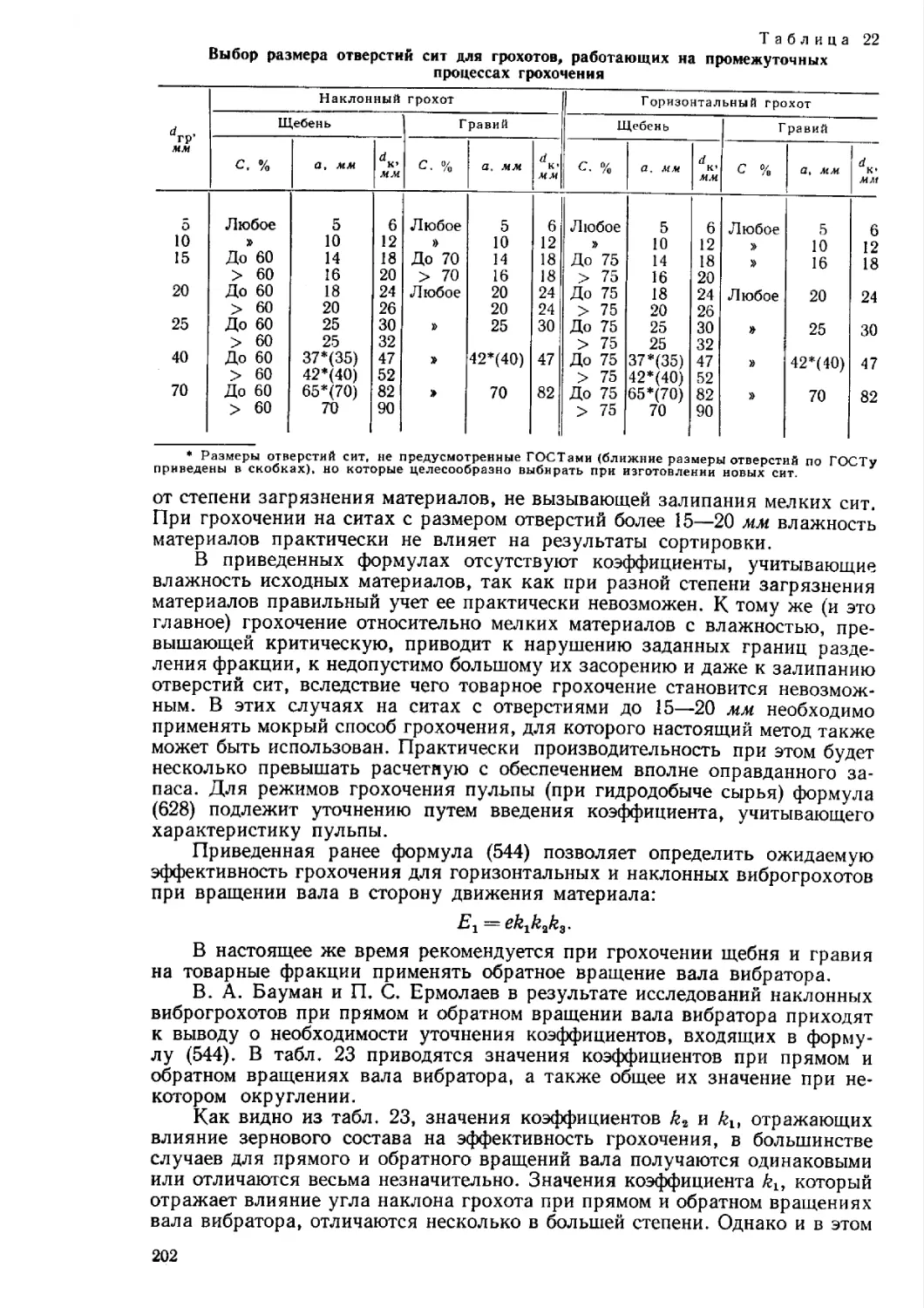
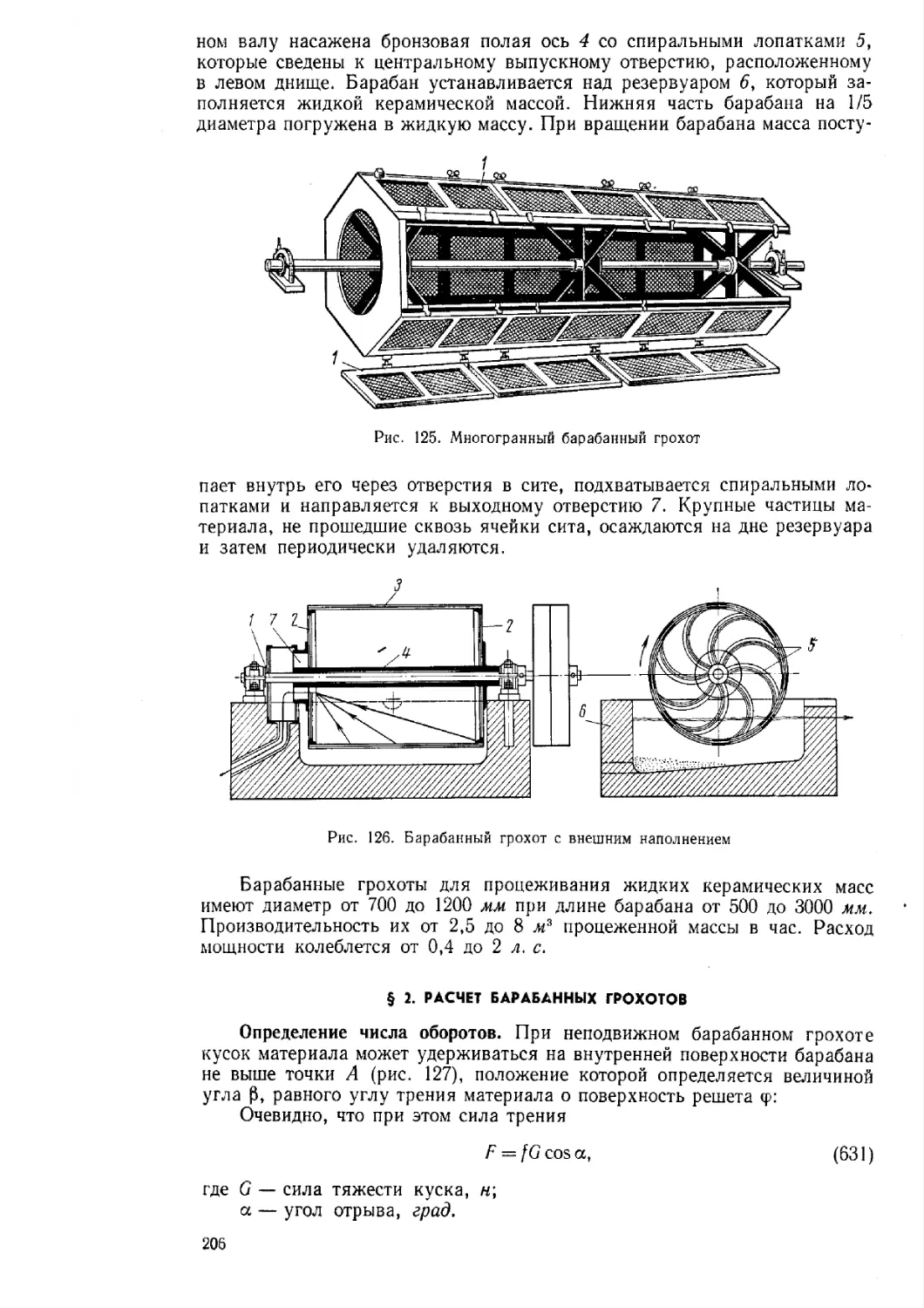
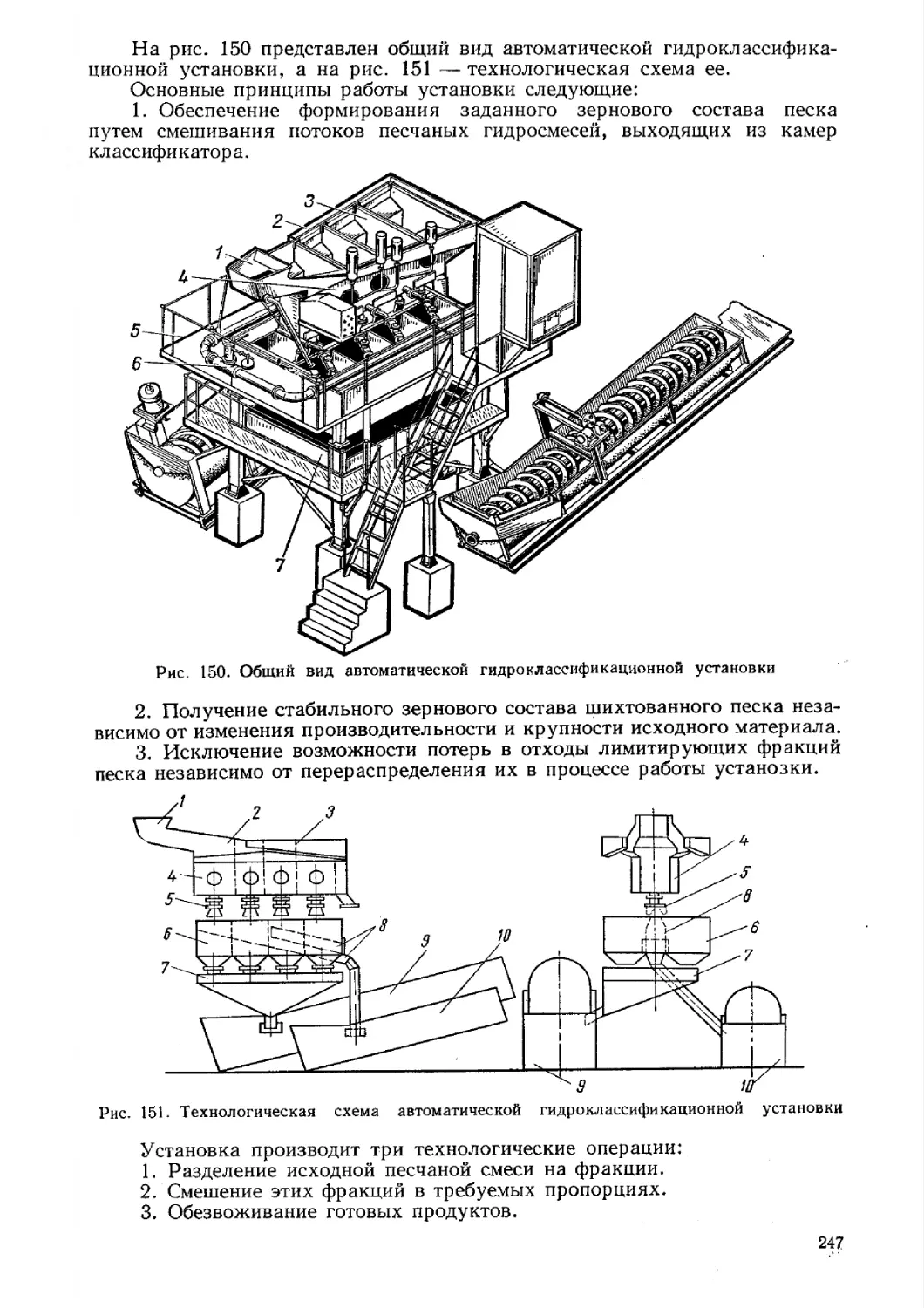
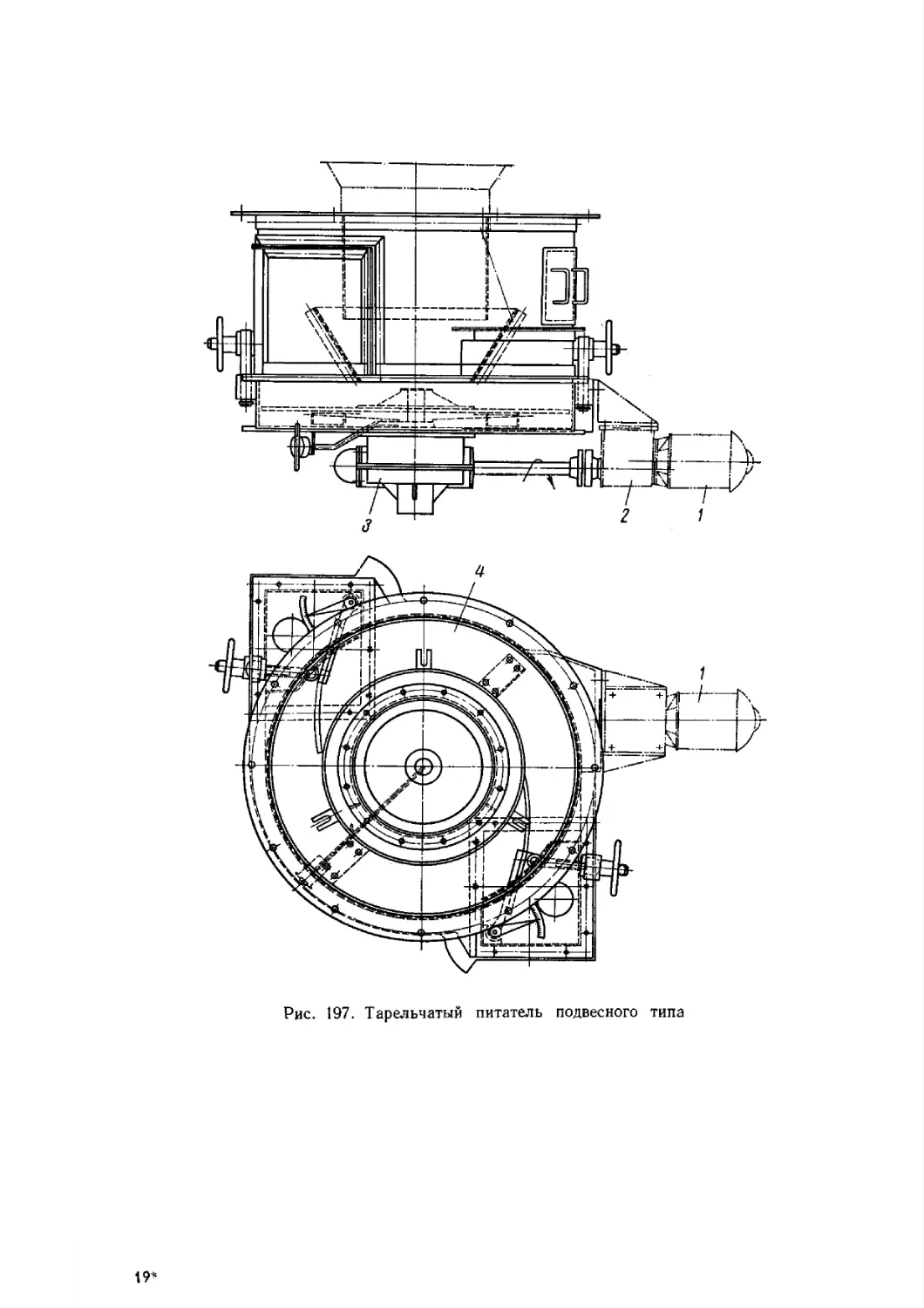
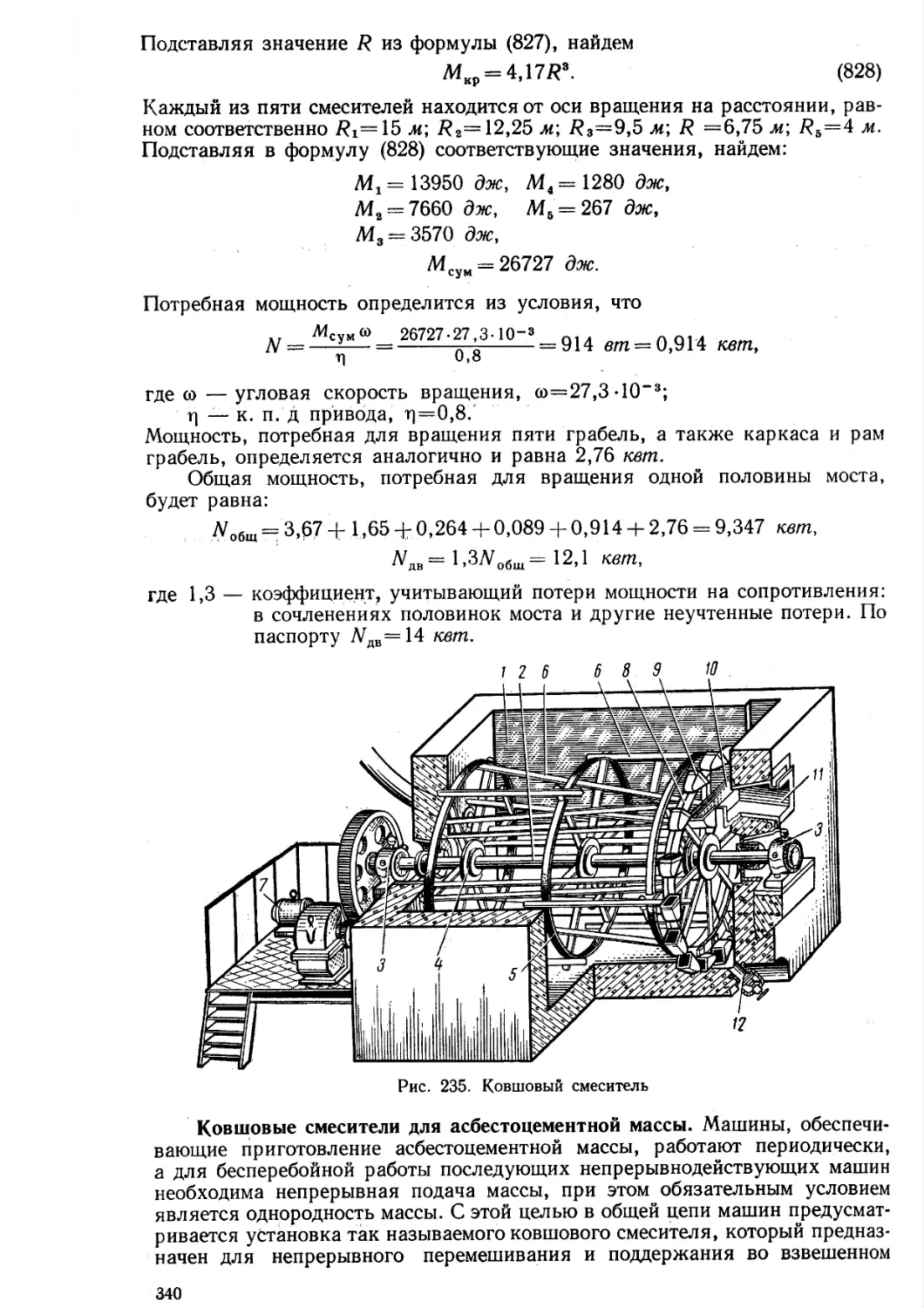
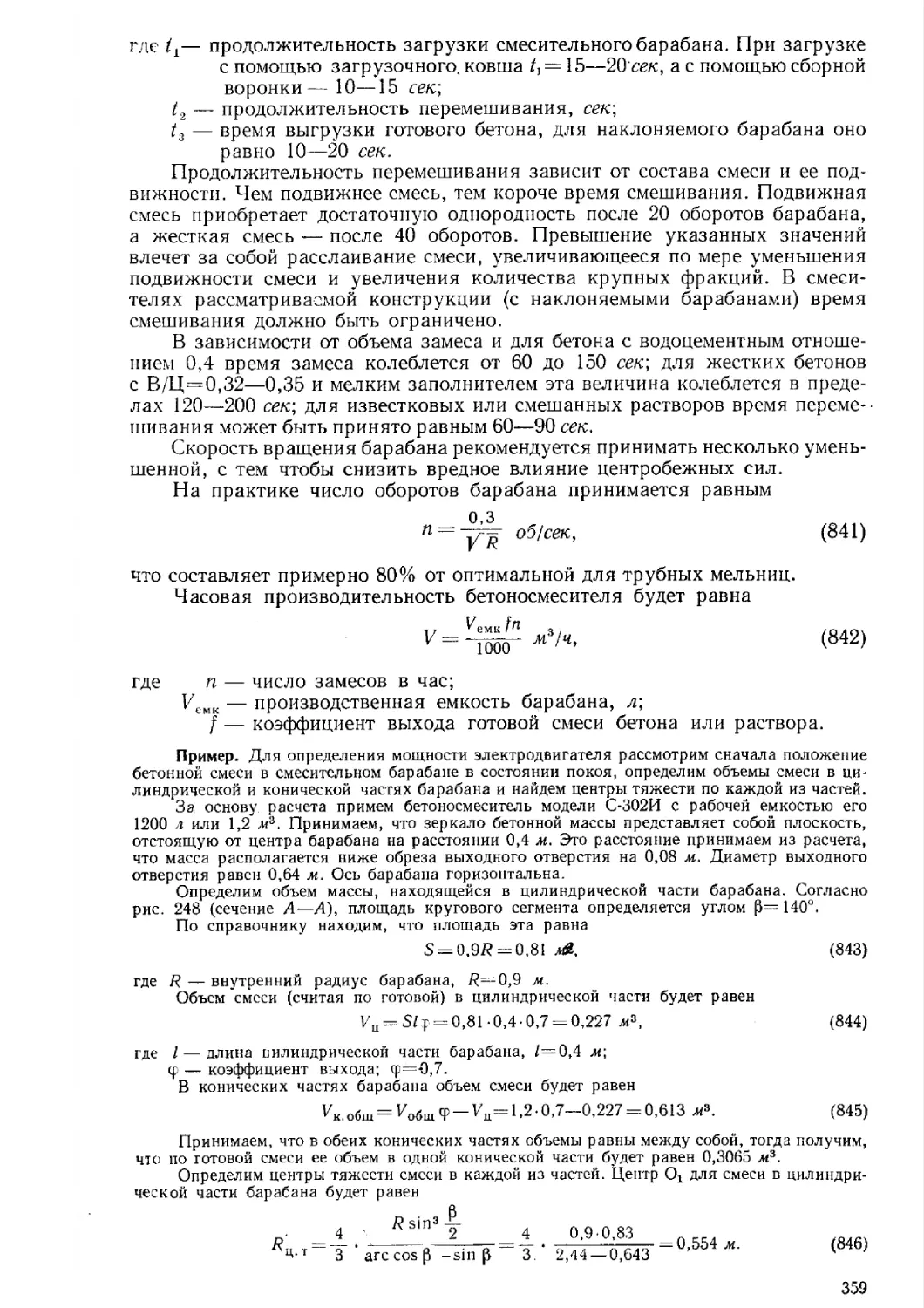
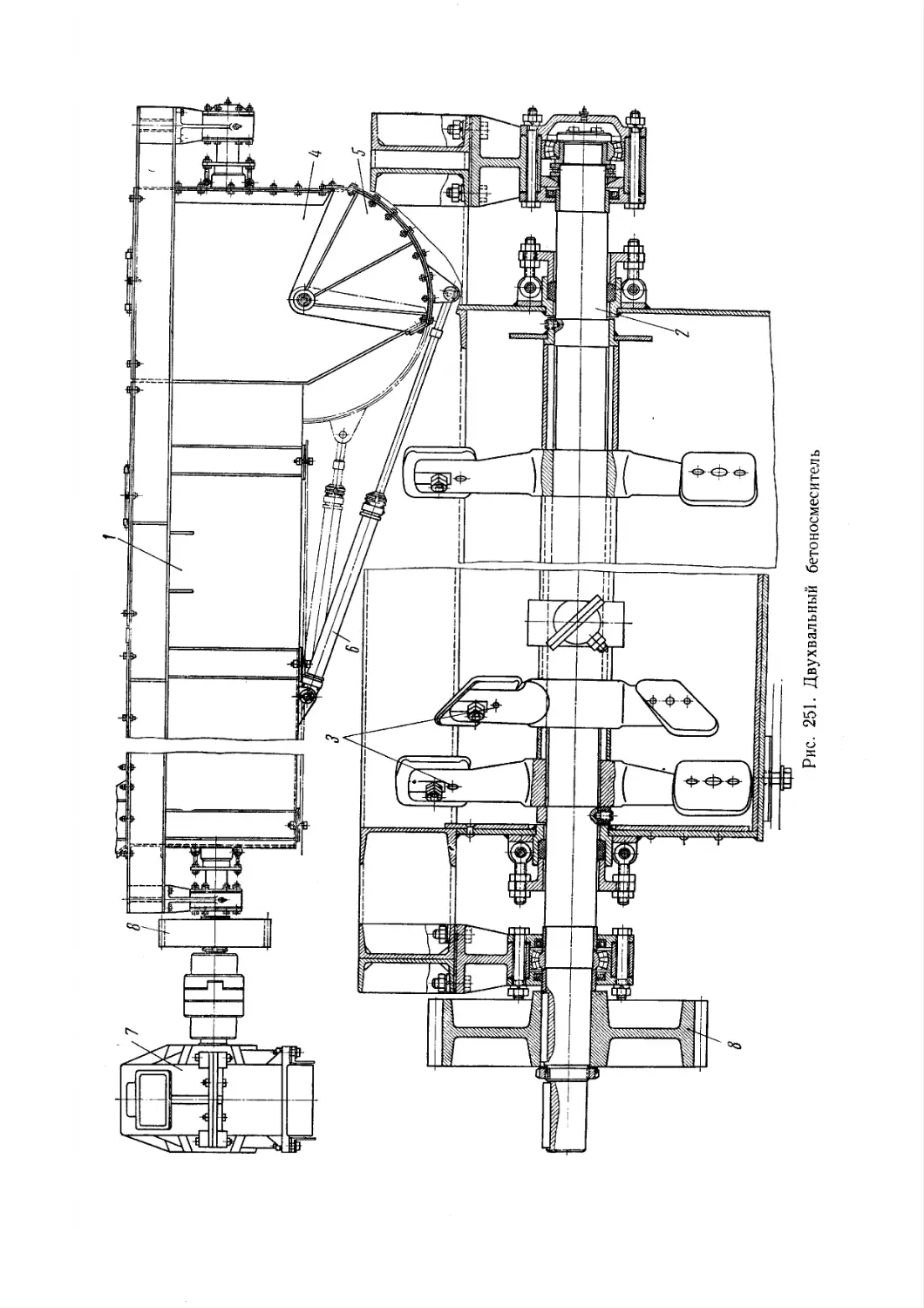
Текст
Раздел 1
ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ ОБ ИЗМЕЛЬЧЕНИИ МАТЕРИАЛОВ
§ 1. НАЗНАЧЕНИЕ И МЕТОДЫ ИЗМЕЛЬЧЕНИЯ
Под измельчением понимается последовательный ряд операций, имею-
щих целью уменьшить размеры кусков твердого материала от начальных
до конечных, необходимых для промышленного использования продукта
измельчения. Так, в цементной промышленности исходное сырье поступает
в кусках размером до 0,7—1,2 м и более, в то время как размеры частиц
конечного продукта — цемента—определяются остатком до 10% на сите
№ 008.
Процесс измельчения материалов принято разделять на две стадии:
дробление и помол. В свою очередь процессы дробления в зависимости от
крупности исходного куска или крупности промежуточного продукта под-
разделяются на крупное, среднее и мелкое дробление. При помоле различают
стадии грубого, тонкого и сверхтонкого помола.
Ранее полагали, что различие между дроблением и помолом состоит
в том, что при дроблении разрушение кусков происходит от приложения
сжимающих усилий, в то время как при помоле имеют место усилия среза.
В действительности, как утверждает Годен [56], различие между дроб-
лением и помолом небольшое. Оно заключается в том, что дроблению под-
вергается материал относительно крупных кусков, а помолу — относительно
мелких. К тому же в ряде машин, применяемых для измельчения материала,
усилия среза не являются единственно действующими усилиями, и они,
возможно, не самые главные.
Фаренвалд [621 в противоположность мнению Годена утверждает, что
помол материала до порошкообразного состояния осуществляется путем
сжатия и истирания; при этом требуется, чтобы мелющие тела тесно сопри-
касались друг с другом. Различие между мельницей и дробилкой состоит
в том, что в мельнице поверхности мелющих тел могут соприкасаться и между
ними размещается измельчаемый материал, тогда как в дробилке эти поверх-
ности по самой конструкции машины отстоят друг от друга.
В силу того, что в промышленности наибольшее практическое значение
имеет размер частиц измельченного материала, становится очевидной целесо-
образность такой классификации дробильно-помольных машин, в основу
которой положены размеры исходного и конечного продуктов.
V Методы измельчения материалов разнообразны. Измельчение может
производиться путем раздавливания, истирания, излома, удара, раскалы-
вания. На практике эти методы могут применяться в различном сочетании.
Ниже приводятся основные методы измельчения:
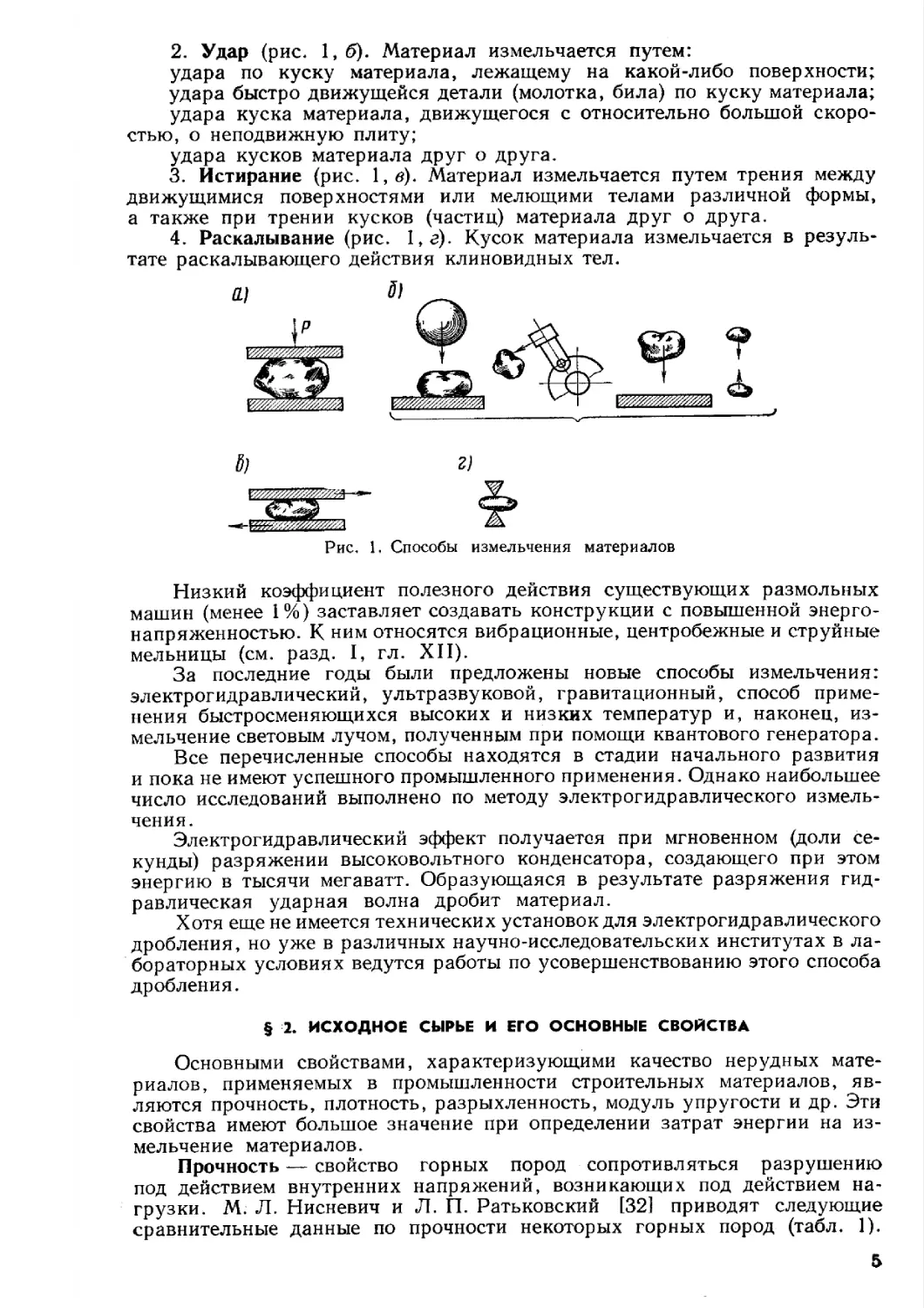
1. Раздавливание (рис. 1,а). При раздавливании кусок материала
зажимается между двумя поверхностями и раздавливается при сравнительно
медленном нарастании давления.
4
2. Удар (рис. 1,6). Материал измельчается путем:
удара по куску материала, лежащему на какой-либо поверхности;
удара быстро движущейся детали (молотка, била) по куску материала;
удара куска материала, движущегося с относительно большой скоро-
стью, о неподвижную плиту;
удара кусков материала друг о друга.
3. Истирание (рис. 1, в). Материал измельчается путем трения между
движущимися поверхностями или мелющими телами различной формы,
а также при трении кусков (частиц) материала друг о друга.
4. Раскалывание (рис. 1,г). Кусок материала измельчается в резуль-
тате раскалывающего действия клиновидных тел.
8)
Рис. 1. Способы измельчения материалов
Низкий коэффициент полезного действия существующих размольных
машин (менее 1%) заставляет создавать конструкции с повышенной энерго-
напряженностью. К ним относятся вибрационные, центробежные и струйные
мельницы (см. разд. I, гл. XII).
За последние годы были предложены новые способы измельчения:
электрогидравлический, ультразвуковой, гравитационный, способ приме-
нения быстросменяющихся высоких и низких температур и, наконец, из-
мельчение световым лучом, полученным при помощи квантового генератора.
Все перечисленные способы находятся в стадии начального развития
и пока не имеют успешного промышленного применения. Однако наибольшее
число исследований выполнено по методу электрогидравлического измель-
чения.
Электрогидравлический эффект получается при мгновенном (доли се-
кунды) разряжении высоковольтного конденсатора, создающего при этом
энергию в тысячи мегаватт. Образующаяся в результате разряжения гид-
равлическая ударная волна дробит материал.
Хотя еще не имеется технических установок для электрогидравлического
дробления, но уже в различных научно-исследовательских институтах в ла-
бораторных условиях ведутся работы по усовершенствованию этого способа
дробления.
§ 2. ИСХОДНОЕ СЫРЬЕ И ЕГО ОСНОВНЫЕ СВОЙСТВА
Основными свойствами, характеризующими качество нерудных мате-
риалов, применяемых в промышленности строительных материалов, яв-
ляются прочность, плотность, разрыхленность, модуль упругости и др. Эти
свойства имеют большое значение при определении затрат энергии на из-
мельчение материалов.
Прочность — свойство горных пород сопротивляться разрушению
под действием внутренних напряжений, возникающих под действием на-
грузки. М. Л. Нисневич и Л. П. Ратьковский [32] приводят следующие
сравнительные данные по прочности некоторых горных пород (табл. 1).
5
Таблица 1
Относительное сопротивление горных пород различным видам деформации
Горные породы Сжатие (условно) Растяжение Изгиб Сдвиг
Граниты 1 ,о 0,02—0,04 0,08 0,09
Песчаники 1,0 0,02—0,05 0,06—0,2 0,1—0,12
Известняки 1,0 0,04—0,1 0,08—0,1 0,15
Прочность горных пород характеризуется пределом прочности при сжа-
тии. Материалы по прочности при сжатии делятся на следующие категории:
мягкие породы — предел прочности при сжатии менее 10 Мн/м2;
породы средней прочности — 10—50 Мн/м2;
очень прочные породы — 350—450 Мн!м2.
Материалы, обладающие большой прочностью, целесообразно измель-
чать раздавливанием и ударом, а вязкие — в сочетании изгиба с истира-
нием.
В табл. 2 приведены значения пределов прочности для некоторых мате-
риалов.
Таблица 2
Значения пределов прочности, плотности, модули упругости для ряда материалов
Материалы Плотность, кг/м3 Пределы прочности (Мн/яг) при Модуль упругости, Мн/м-
сжатии И ЗЛО- ме исти- рании ударе
Мрамор Известняк средней плот- 2690 55—150 21,8 0,145 6,6 5,65-104
ности Особо крепкие известия- 2630 40—100 18,9 0,125 5,24 3,5-104
ки, кварциты, прониты Плотный мергель . . . 3100 200—380 — — — —
— 50—100 — — — —
Мягкий мергель .... 1900 12—30 — — —
Гранит 2630 120—160 22,8 0,015 6,57 (5,15—6,14;-10*
Кварц 2640 80—145 — 0,018 11,7
Песчаник 2280 50—100 — 0,3 1,3 (3,4-5)-104
Диабаз 3080 150—250 30 0,29 36,0 (6,12-6,9)-104
Шлак доменный .... 2700 150 — — — —
Шлак мартеновский . . Необожженная глина: 2800 150 — — — —
влажностью 3 — 9% 1800—2000 2—6 — —™ — —
влажностью 20—25% 1700 0,2—0,3 — — —* —
Красный кирпич . . . 1600—2100 7,5—15 — — — 1
Силикатный кирпич . . . 1700—1800 7,5—15 — — — —
Каменный уголь .... 800—850 1,7—1,5 — —• ——
Шамотные изделия . . . 1700—2100 Ю — -— — —
Динасовые изделия . . . 2000 9—15 — — —
Антрацит 800—950 до 9 — — —
Примечание. 1 «Г/сл<2 = 9,8065-104 н/м2.
Горные породы по твердости классифицируются по шкале проф.
М. М. Протодьяконова. Согласно указанной шкале, горные породы делятся
на 10 категорий, характеризуемых коэффициентом А, который в 107 меньше
предела прочности при сжатии. Так, при осж = 20-107 н/м2 (—2000 кПсм2)
А =20.
Кроме того, приближенно степень прочности может быть определена
по так называемой шкале твердости Мооса (табл. 3).
6
Таблица 3
Шкала твердости Мооса
Характери- стика мате- риала Номер шкалы Материал Примечание
Мягкий 1 Тальк Легко чертится ногтем
2 Гипс Царапается ногтем
3 Известковый шпат Легко царапается ножом
4 Плавиковый шпат С трудом царапается нцйсом
Средний 5 Апатит Не царапается ножом и не чертит стекла
6 Полевой шпат Твердость оконного стекла
7 Кварц Царапает стекло
8 Топаз То же
Твердый 9 Корунд Режет стекло
10 Алмаз То же
По коэффициенту твердости можно определить величину усилий,
потребных для измельчения куска (частицы) материала, но этого совер-
шенно недостаточно для оценки способности материалов к измельчению.
Так, можно подобрать два различных продукта с одинаковой прочностью
на сжатие, однако один из них будет хрупким, а другой нет. Естественно,
что при одних и тех же усилиях, прилагаемых для измельчения, первый
материал будет измельчаться легче, чем второй. Поэтому для оценки спо-
собности материалов к измельчению существует показатель, называемый
коэффициентом размолоспособности — отношение удельного расхода энер-
гии при измельчении эталонного материала к удельному расходу энергии
при измельчении сопоставляемого с ним материала (в воздушно-сухом со-
стоянии) при одинаковой степени их измельчения.
Значение коэффициентов размолоспособности
Таблица 4
Наименование материала Значение коэф- фициента раз- молоспособности
Клинкеры вращающихся печей размалываемости: средней повышенной пониженной Клинкеры шахтных печей: автоматических неавтоматических . Гранулированные доменные шлаки размалываемости: средней повышенной пониженной Трасс Опоки Песок (кварцевый) Известняки и мергели при сухом помоле размалываемости: средней повышенной пониженной Глина сухая Полевой шпат Известь Магнезит Тальк Каменный уголь 1,0 1,1 0,8—0,9 1,15—1,25 1,3—1,4 1,0 1,1 0,8—0,9 0,5—0,6 1,3—1,4 0,6—0,7 1,0 1,1 0,8—0,9 1,51—2,03 0,8—0,9 1,64 0,69—0,99 1,04—2,02 0,7—1,34
7
На основании опытов, проведенных Гипроцементом, установлена шкала,
по которой эталонным измерителем размолоспособности материалов цемент-
ного производства является клинкер вращающихся печей средней размалы-
ваемости, коэффициент размолоспособности которого условно принимается
за 1.
В табл. 4 приводятся значения коэффициентов размолоспособности
различных материалов. Данные составлены на основе шкалы Гипроцемента,
а также практических и литературных источников.
Зная производительность какой-либо помольной машины при измель-
чении того или иного материала и коэффициент размолоспособности, можно
определить производительность этой машины при размоле другого матери-
ала. Допустим известно, что производительность данной трубной мельницы
при размоле в ней известняка составляет 15 кг!сек. Какова будет производи-
тельность этой мельницы при помоле извести? Пользуясь приведенными выше
данными, находим средний коэффициент размолоспособности для извест-
няка — 1,00 и для извести — 1,64. Следовательно, производительность этой
мельницы при помоле извести составит
5
j-QQ • 1,64 = 24,6 кг/сек.
Прочность материала характеризуется пределом прочности исходной
горной породы при сжатии (Л1«/л2).
Прочность — свойство материала сопротивляться разрушению под
действием внутренних напряжений, возникающих в результате нагрузки,
или других факторов.
Твердость материала — способность горных пород сопротивляться
истиранию. Чем выше эта способность, тем более прочен материал.
Хрупкость — способность тел разрушаться при механическом воздей-
ствии без заметной пластической деформации.
Противоположностью хрупкости является пластичность.
Плотность. Горные породы в зависимости от их вида различаются
по плотности в широком диапазоне от 1200 до 3100 кг!мэ. Очевидно, что чем
больше плотность породы, тем больше ее прочность. Так, известняк мягкий
пористый имеет плотность 1200 кг/м3, в то время как у известняков высшей
прочности плотность равна 3100 кг/м3. Очевидно, что прочность породы,
как правило, возрастает с увеличением плотности.
Разрыхляемость грунтов — свойство горных пород увеличиваться в объ-
еме при их добыче или дроблении. Показателем разрыхляемости является
так называемый коэффициент разрыхления.
Коэффициент разрыхления kv— это отношение объема породы в плот-
ном теле к разрыхленному ее объему
где Кр— объем разрыхленной породы, м3;
Кп т— объем породы в плотном теле, м3.
Коэффициент разрыхления скальных пород в зависимости от проч-
ности принимается равным 0,25—0,70.
§ 3. ХАРАКТЕРИСТИКА КАЧЕСТВА ИЗМЕЛЬЧЕНИЯ
Основными технико-экономическими показателями работы дробильно-
помольных машин являются степень измельчения и удельный расход энергии
на измельчение единицы объема готовой продукции.
Степень измельчения определяется как отношение размеров кусков
(зерен) исходного продукта к размеру кусков (зерен) конечного продукта.
8
Степень измельчения показывает, во сколько раз уменьшился размер
куска (зерна) материала при его измельчении:
где Dcp— средневзвешенный размер кусков исходного продукта, м;
dcp— средневзвешенный размер кусков конечного продукта, м.
Средневзвешенный размер куска определяется следующим образом.
Смесь материала конечного (или исходного) продукта с помощью набора
сит или решет разделяют на несколько фракций. В каждой из фракций
определяется средний размер куска как полусумма размеров максимального
и минимального кусков:
= Л, (3)
где dr—средний размер максимального куска, м;
d2— средний размер минимального куска, м.
Затем определяется средневзвешенный размер dcp в куска в конечном
или исходном продукте:
, __ С1^ср 1 + С2^ср 2+С3^ср 3 + • • • + Сл</ср „
ЯСр. в = Ст + Сг + ез+.-.+с» М’
<Зср1. dcp2, dcp3, ...» dCp„—средние размеры кусков каждой фракции, опре-
деляемые по формуле (3), м;
Ci, са, с3, ..., сп— процентное содержание каждой фракции в про-
дукте.
Средний размер отдельного куска определяется по одной из формул:
^ср — }/ctbc м, (6)
где а, Ь, с — геометрические размеры куска, м.
Зерновой состав конечного продукта по крупности не является посто-
янным для одной и той же дробильной машины. Он зависит от вида и фи-
зико-механических свойств исходного продукта, от процентного соотноше-
ния кусков по их размерам в исходном продукте, а также и от конструкции
машины, применяемой для измельчения.
В исходном продукте необходимо знать величину максимального куска
с целью определения размеров загрузочных отверстий дробильных машин.
Определение размеров куска по формулам (3) — (6) возможно в основном
при процессах дробления и грубого помола.
При тонком и сверхтонком помоле качество измельчения характери-
зуется количеством остатков (%) при просеивании на ситах или величиной
удельной поверхности, определяемой как поверхность всех частиц измель-
ченного материала в единице массы (м2/кг или см2/г) или в единице объема
(м21м2 или см2/см2).
При дроблении получить материал высокой степени измельчения не-
возможно, поэтому в ряде случаев приходится процесс дробления произво-
дить в несколько стадий, в двух-трех последовательно установленных
машинах.
По размерам кусков конечного продукта стадии дробления условно
можно разделить на:
крупного дробления —до кусков размером 125—250 мм;
среднего дробления — до кусков размером 20—125 мм;
мелкого дробления — до кусков размером 3—20 мм.
Стадии помола бывают:
а) грубый помол—до зерен (частиц) 3 — 0,1 мм;
9
б) тонкий помол —до зерен (частиц) 0,1—0,05 мм;
в) сверхтонкий помол—до зерен (частиц) 50—1 мкм.
В основу разделения на стадии дробления положены данные, характе-
ризующие величину разгрузочной щели при наибольшем отдалении щек друг
от друга. Так, для щековых дробилок крупного дробления наибольшая
ширина разгрузочной щели в зависимости от типоразмера дробилки колеб-
лется от 125 до 250 мм. У конусных дробилок мелкого дробления ширина
разгрузочной щели в зависимости от типоразмера дробилки колеблется
в пределах от 3 до 20 мм.
Дробление и помол материалов — весьма энергоемкие операции. По-
этому следует по возможности сократить объем материала, направляемого
на измельчение.
В исходном продукте всегда имеются куски (зерна), размер которых
меньше допустимых размеров конечного продукта. Такие куски (зерна)
предварительно целесообразно отделить от исходного продукта различными
сортирующими машинами и устройствами.
Дробильно-помольные машины могут работать в открытом и замкнутом
цикле. При открытом цикле материал проходит через дробильно-помольную
машину один раз; при этом в конечном продукте всегда имеются куски, пре-
восходящие по своей величине заданный размер. При замкнутом цикле ко-
нечный продукт сортируется, при этом отделяются куски (зерна), размер
которых больше заданного, и их снова возвращают в дробильную машину
для повторного дробления.
§ 4. ОСНОВНЫЕ ЗАКОНЫ ИЗМЕЛЬЧЕНИЯ
Удельный расход энергии на единицу получаемой продукции является
одним из основных технико-экономических показателей дробильно-помоль-
ных машин.
Разработка вопросов, связанных с определением затрат энергии на из-
мельчение, представляет весьма сложную задачу, так как затраты энергии
зависят от целого ряда факторов (неоднородности строения куска матери-
ала, наличия трещин, разнообразия форм и т. д.), изменяющихся в процессе
работы и трудно поддающихся учету. Так, при дроблении кусков последние
сначала разрушаются по наиболее слабым сечениям. Полученные мелкие
куски содержат значительно меньше слабых сечений. Следовательно, при
дроблении больших кусков удельный расход энергии должен быть ниже, чем
при дроблении мелких кусков.
При измельчении внешние силы сначала деформируют кусок (зерно),
а затем, когда превзойден предел прочности, вызывают его разрушение на
ряд более мелких кусков.
Для определения энергии, потребной для измельчения, известны четыре
основных и несколько частных законов.
Рассмотрим основные законы измельчения:
1) закон поверхностей, предложенный Риттингером и сформулирован-
ный им в следующем виде: «работа, затраченная при измельчении, про-
порциональна вновь полученной поверхности»;
2) закон объемов, предложенный Кирпичевым и Киком, основанный
на том, что «энергия, необходимая для одинакового измельчения формы
геометрически подобных тел, пропорциональна объемам или массам этих
же тел»;
3) закон Бонда, заключающийся в том, что работа измельчения про-
порциональна среднему геометрическому из объема и поверхности куска;
4) обобщенный закон Ребиндера.
Рассмотрим основные положения закона Риттингера.
При измельчении материалов происходит механическое отделение
одних групп молекул от других, что вызывает затрату энергии на преодоле-
ние межмолекулярных связей.
10
При разрушении куска материала возникают новые поверхности, при
этом слои молекул этих поверхностей приобретают избыточную энергию,
так называемую «поверхностную энергию тела». Эта энергия должна сооб-
щаться телу извне.
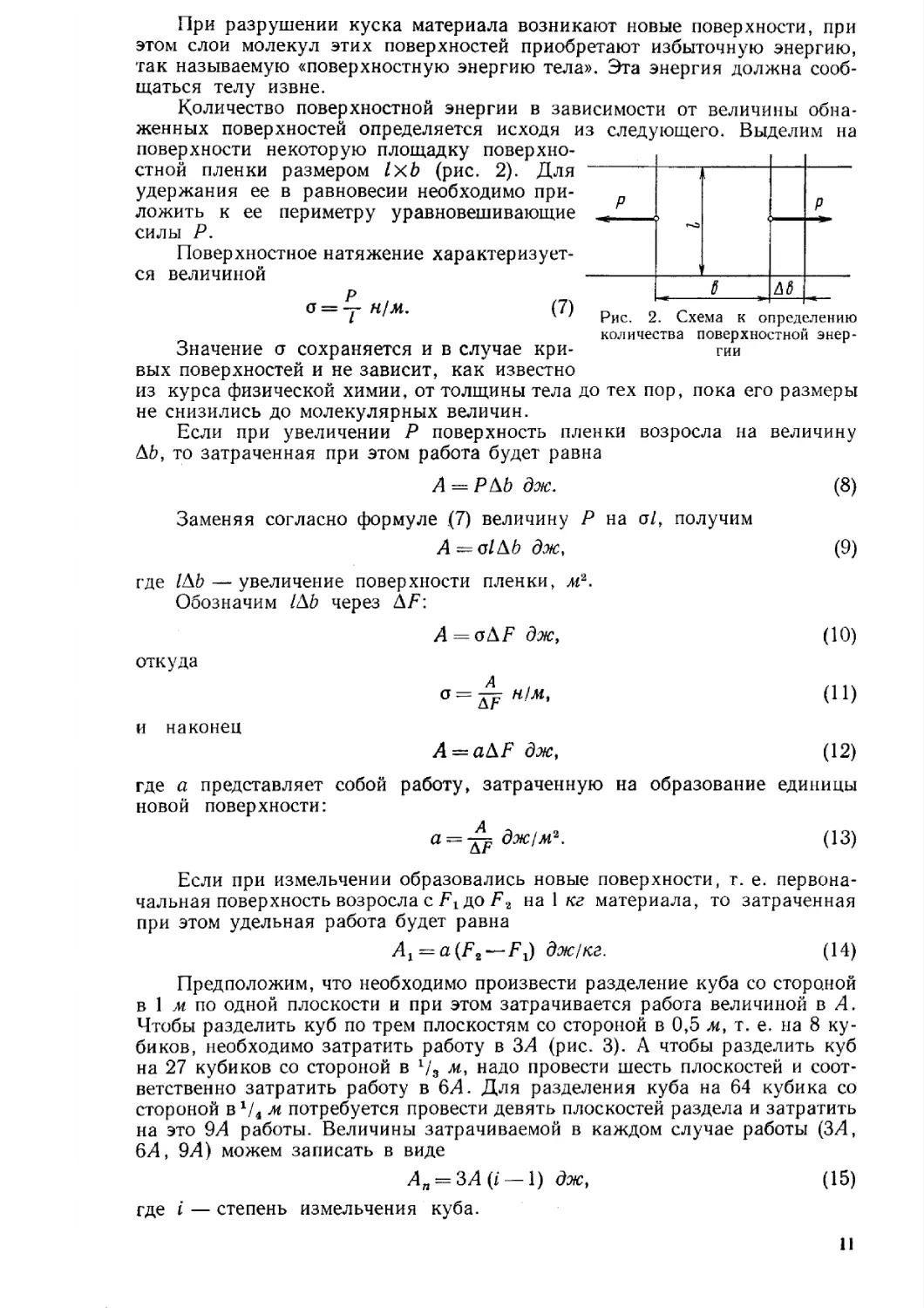
Количество поверхностной энергии в зависимости от величины обна-
женных поверхностей определяется исходя из следующего. Выделим на
поверхности некоторую площадку поверхно-
стной пленки размером Ixb (рис. 2). Для
удержания ее в равновесии необходимо при-
ложить к ее периметру уравновешивающие
силы Р.
Поверхностное натяжение характеризует-
ся величиной
а = — н/м.
(7)
Значение о сохраняется и в случае кри-
вых поверхностей и не зависит, как известно
Рис. 2. Схема к определению
количества поверхностной энер-
гии
из курса физической химии, от толщины тела до тех пор, пока его размеры
не снизились до молекулярных величин.
Если при увеличении Р поверхность пленки возросла на величину
ДЬ, то затраченная при этом работа будет равна
А = РЛЬ дж. (8)
Заменяя согласно формуле (7) величину Р на о/, получим
А~а1ЛЬ дж, (9)
где 1АЬ — увеличение поверхности пленки, м2.
Обозначим 1АЬ через ДЕ:
А = оДЕ дж, (10)
откуда
о^^Рн/м, (11)
и наконец
Л = аДЕ дж, (12)
где а представляет собой работу, затраченную на образование единицы
новой поверхности:
дж!м2- (13)
Если при измельчении образовались новые поверхности, г. е. первона-
чальная поверхность возросла с Ех до Е2 на 1 кг материала, то затраченная
при этом удельная работа будет равна
A1 = a(F2~~Fl) дж/кг. (14)
Предположим, что необходимо произвести разделение куба со стороной
в 1 м по одной плоскости и при этом затрачивается работа величиной в А.
Чтобы разделить куб по трем плоскостям со стороной в 0,5 м, т. е. на 8 ку-
биков, необходимо затратить работу в ЗА (рис. 3). А чтобы разделить куб
на 27 кубиков со стороной в г/3 л*, надо провести шесть плоскостей и соот-
ветственно затратить работу в 6А. Для разделения куба на 64 кубика со
стороной в l/t м потребуется провести девять плоскостей раздела и затратить
на это 9А работы. Величины затрачиваемой в каждом случае работы (ЗА,
6А, 9А) можем записать в виде
А„ = ЗА (I — 1) дж,
где i — степень измельчения куба.
(15)
II
Так, при разделении куба на 64 кубика мы уменьшаем его сторону
в 4 раза, i—D/d—4.
Подставляя в выражение (15) вместо i его значение, получим
Ап = 9А дж. (16)
Для разделения куба на if кубиков со стороной \/1г требуется 3 (А—1)
плоскостей раздела и 3 (г\—1) А работы. При разделении на кубиков со
стороной l/ia требуется 3 (г2—1) плоскостей раздела и 3 (i2—1) А работы.
Рис. 3. Схема измельчения кубика
Следовательно, можно составить два уравнения:
A„ = 3A(t1—1) дж,
АТО = ЗА (ia —1) дж,
откуда получаем отношение
А/п *2 " 1
При больших значениях А и i2 можно пренебречь единицей в числителе
и знаменателе, тогда
(17)
(18)
Впервые закономерность между работой и вновь полученной (обнажен-
ной) поверхностью установил Риттингер.
По закону Риттингера, работа, расходуемая на измельчение материала,
пропорциональна вновь обнаженной поверхности.
Риттингер исходит в основном из концепции, что полезная работа из-
мельчения полностью переходит в поверхностную энергию.
Закон Риттингера может быть записан и так:
А = k дж)кг, (20)
где А — удельная работа, затрачиваемая на измельчение, дж!кг’,
D — размер куска (частицы), ж;
• k — постоянный коэффициент.
Риттингером не было дано экспериментального подтверждения выдвину-
той им гипотезы.
Исследуя возможности применения закона Риттингера, Кискалы [561
в 1955 г. проделал опыты, которыми стремился доказать, что при измельче-
нии до высокой дисперсности в шаровых мельницах удельная работа измель-
чения пропорциональна не удельной вновь образованной поверхности, а ее
квадрату.
Андрисен [521 обнаружил, что для достижения очень высокой тонкости
помола требуется затратить больше энергии, чем это указывает закон Рит-
тингера. Андрисен признает применимость закона Риттингера, но до опреде-
ленных пределов.
12
Свенсон и Мюркес [601 также установили (1957 г.), что после длитель-
ного измельчения увеличение удельной поверхности становится все меньше
и меньше. Однако они подтверждают, что до определенной степени измель-
чения в ряде случаев закон Риттингера справедлив.
Свенсон и Мюркес в результате экспериментов установили, что по мере
измельчения удельная поверхность возрастает пропорционально величине
расходуемой мощности только до тонкости помола, соответствующей удель-
ной поверхности в 10 000 сл<2/сл3.
Принимая объемную массу измельченного клинкера равной, напри-
мер, 2 г/см3, или, иначе, масса 1 сзР равна 2 г, получим, что 10 000 см2/см3
соответствует 10 000 см2 в 2 г или окончательно — величине 10 000 см2/см3
соответствует величина 5000 см2/г.
Таким образом, в пределах, при которых происходит помол строитель-
ных материалов, например по цементу тонкость помола определяется вели-
чиной в 3500—4500 см2/г, закон Риттингера справедлив.
Закон Кирпичева — Кика можно выразить следующей формулой:
А = йпрЛК дж, (21)
где А — работа, затраченная на измельчение, дж;
/г—коэффициент пропорциональности, н/м2;
ЛК — деформированный объем разрушаемого куска, м3.
Закон объемов основан на анализе деформаций, происходящих при раз-
давливании материалов. При приложении сжимающей нагрузки в материале
возникает реакция в виде внутренних напряжений. По мере увеличения
нагрузки внутренние напряжения и деформация материалов соответственно
возрастают. Когда напряжение достигнет величины предела прочности ма-
териала, всякое дальнейшее увеличение нагрузки разрушит его.
Как было сказано выше, энергия, необходимая для одинакового изме-
нения формы геометрически подобных и однородных тел, изменяется про-
порционально объемам или массам этих тел, т. е.
д-п V п М п /091
А V М '
v т, т
Данное положение основано на теореме подобия при упругих явлениях.
По закону Гука, деформация определяется из равенства
Р!
(23)
где А/— деформация тела, м;
Р — сила сжатия, н;
I — начальная длина деформированного тела, м;
F — площадь поперечного сечения тела, м2;
Е — модуль упругости, н/м2.
Работа деформации равна
A=^f дж. (24)
В знаменателе введена цифра 2 исходя из того, что сила сжатия изменяется
от 0 до Ртах, т. е.
р _в Рта*
2
Подставляем в формулу (24) значение А/ из формулы .(23):
Р2/
А = 2ЁЁ дж‘ (25)
Учитывая, что напряжение о, возникающее при деформации, равно
н/м2, (26)
P = oF н, (27)
13
тогда получим
л оЧР a2V д
~ 2Е ~ 2£ &Ж'
(28)
где V — первоначальный объем деформируемого тела, м3.
Практически необходимо в формуле (28) V принимать равным разности
между первоначальным объемом деформируемого куска и его конечным объе-
мом (см. формулу 84).
Обозначив через Vn и Vm объемы двух однородных и геометрически
подобных тел, получим по формуле (28)
Ат т
(29)
Так как работа равна произведению силы на путь, причем в нашем слу-
чае путь S соответствует величине деформации, прямо пропорциональной
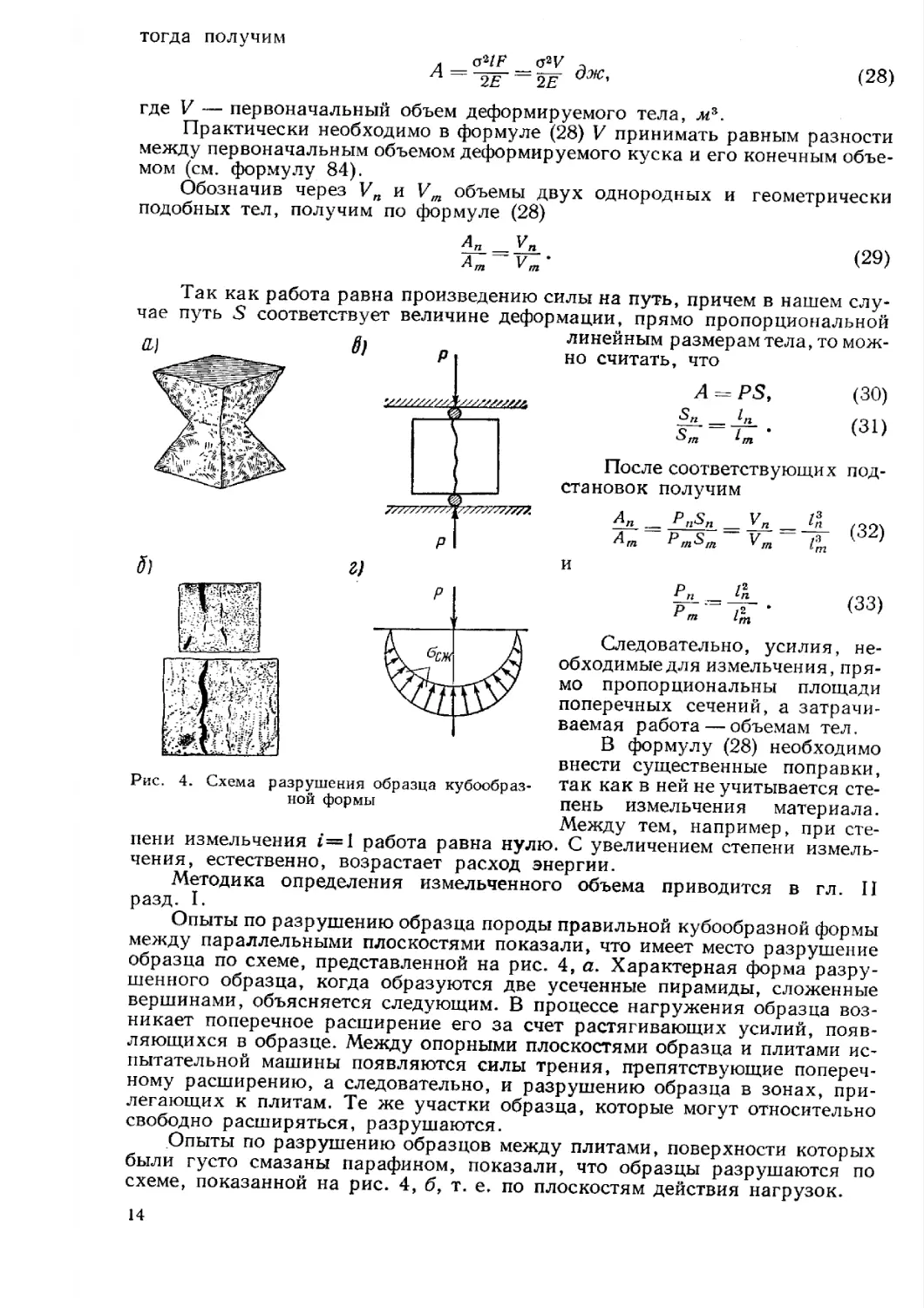
Рис. 4. Схема разрушения образца кубообраз-
ной формы
(30)
(31)
под-
(32)
(33)
линейным размерам тела, то мож-
но считать, что
Л - RS,
__ ^П
S т L т
После соответствующих
становок получим
= PnSn _Vri_
Р)п$1П т
И
= А
Рт 1т
Следовательно, усилия, не-
обходимые для измельчения,пря-
мо пропорциональны площади
поперечных сечений, а затрачи-
ваемая работа — объемам тел.
В формулу (28) необходимо
внести существенные поправки,
так как в ней не учитывается сте-
пень измельчения материала.
Между тем, например, при сте-
пени измельчения 1=1 работа равна нулю. С увеличением степени измель-
чения, естественно, возрастает расход энергии.
Методика определения измельченного объема приводится в гл. II
разд. I.
Опыты по разрушению образца породы правильной кубообразной формы
между параллельными плоскостями показали, что имеет место разрушение
образца по схеме, представленной на рис. 4, а. Характерная форма разру-
шенного образца, когда образуются две усеченные пирамиды, сложенные
вершинами, объясняется следующим. В процессе нагружения образца воз-
никает поперечное расширение его за счет растягивающих усилий, появ-
ляющихся в образце. Между опорными плоскостями образца и плитами ис-
пытательной машины появляются силы трения, препятствующие попереч-
ному расширению, а следовательно, и разрушению образца в зонах, при-
легающих к плитам. Те же участки образца, которые могут относительно
свободно расширяться, разрушаются.
Опыты по разрушению образцов между плитами, поверхности которых
были густо смазаны парафином, показали, что образцы разрушаются по
схеме, показанной на рис. 4, б, т. е. по плоскостям действия нагрузок.
14
В случае замены равномерно распределенных нагрузок сосредоточен-
ными разрушение происходит по плоскости действия нагрузок — рис. 4, в,
т. е. так же, как и по рис. 4, б. В этих случаях в образце (рис. 4, г) возни-
кают радиальные напряжения сжатия асж, вызывающие появление гори-
зонтальных растягивающих усилий, под действием которых образец раска-
лывается по плоскости действия нагрузок.
Напряжения растяжения по плоскости раскалывания образца могут
быть с достаточной для практических целей точностью определены по фор-
муле
= н1м*' (34)
где Р — разрушающее усилие, н;
F — площадь раскалывания, м?.
Закон Бонда может рассматриваться как промежуточный между зако-
нами Риттингера и Кирпичева — Кика. Теорией Бонда предполагается,
что энергия, передаваемая телу при сжатии, распределяется сначала по его
массе и, следовательно, пропорциональна D3, но с момента начала образова-
ния на поверхности трещины эта энергия концентрируется на поверхности
у краев трещины, и тогда она пропорциональна D2. На этом основании
принимается, что работа разрушения тела пропорциональна О2’6 и, следо-
вательно, теория Бонда может быть выражена формулой
А = fenp = knpD2’5 дж, (35)
где А — работа, затрачиваемая на измельчение;
D — линейный размер куска;
knp— коэффициент пропорциональности.
Работа, затрачиваемая на дробление материала, состоящего из кусков
одинакового размера, будет равна
А = ^пр£)2,5п дж,
где п — число кусков данного материала.
Ученые предполагают, что теория Бонда имеет большие возможности
для ее практического применения.
Свенсен и Мюркес [60], анализируя формулу Бонда, придали ей следую-
щий вид:
100\ет__/100\
km/ \ km/
кет ч/т,
(36)
где Е — затраты энергии, необходимой для измельчения, квт-ч!т',
Ео—- фактор пропорциональности;
km— размер ячейки сита, сквозь которое проходит 80% продукта измель-
чения, 1 • 10~6 м;
k —показатель степени, /п=0,8—1,3.
Величина km определяется путем логарифмирования:
lg Ьт - 4 [1g /г80 + 1g k10 + 1g &50 + 1g k.M + 1g fc10].
(37)
В пределах от £во до &10— размеры граничных частиц, меньше которых по
размеру содержится соответственно 90, 70, 50, 30, 10%.
Сравнительная характеристика рассмотренных законов измельчения
по Ф. Бонду [531 приводится в табл. 5.
Анализируя изложенные выше законы, необходимо отметить следую-
щее: закон Кирпичева — Кика учитывает затраты энергии на упругую
и затем пластическую деформацию тела и совершенно не учитывает расхода
энергии на образование новых поверхностей, на преодоление сил внешнего
и внутреннего трений, на потери энергии, связанные с акустическими,
15
электрическими и тепловыми явлениями. Закон Риттингера, наоборот, не
учитывает затрат энергии на упругую и пластическую деформацию тела
и учитывает только затраты энергии для образования новых поверхностей
и связанных с этим явлений.
Таблица 5
Сравнительная характеристика законов измельчения
Показатели Законы измельчения
Кирпичева-Кика Риттингера Бонда
Работа изменяется в зависи- мости от Работа измельчения частиц диаметром D пропорцио- нальна Измеряемая величина Применяется для фракций объема частиц Z»3 диаметр частиц крупной площади обнажен- ной поверхности О2 площадь поверх- ности мелкой длины трещины О2>5 крупность просева всех фракций
Закон Бонда применим в основном для зоны, лежащей между зонами
мелкого дробления и грубого помола, что явствует из того, что работа про-
порциональна D2’5.
При дроблении степень измельчения материалов для подавляющего
большинства машин находится в пределах от 3 до 7 (крупное и среднее дроб-
ление). Естественно, что при указанной степени измельчения образование
новых поверхностей идет медленно. Так, при £>ср = 50 см (условно принимаем
шар) и при с/ср=1Осл/(i = 5) получим F = л;• 502 = 7850 слг2; f=nd2cpi3=n 102-
53=39 250 см2, т. е. поверхность возросла всего в 5 раз.
При размоле же поверхность измельчаемого материала возрастает в сот-
ни раз. Так, при размоле цементного клинкера имеем при £)ср=0,5 см, dcp =
=0,003 см (условно средний размер частицы в стандартном цементе прини-
мается равным 0,003 см) и t=170, F=n .0,5а=0,785 см2, /=л^2ср/=л 0,0032.
•1703 = 138,5 см2, т. е. поверхность возросла в 176 раз.
Отсюда очевидно, что при процессах дробления, когда образование
новых поверхностей практически незначительно, следует применять закон
Кирпичева — Кика. В случае же размола материалов при интенсивном об-
нажении новых поверхностей эта гипотеза (без соответствующего ее разви-
тия) малоприемлема.
При дроблении кусок материала, поступающий в дробилку, подвер-
гается воздействию дробящих органов в основном 2—3 раза (реже 4). Другое
положение мы имеем в мельницах, когда измельчение материала происходит
путем многократного приложения нагрузок.
В первом случае приемлема гипотеза Кирпичева — Кика, поскольку
она исходит в основном из однократного приложения предельной для
данного материала и данного объема нагрузки. Однако это положение не
исключает возможности разрушения куска путем 2—3-кратного приложения
нагрузки, используя каждый раз только часть общего усилия, потребного
для разрушения куска данного объема. При этом, конечно, кусок разру-
шается также частично (часть его объема). При размоле нагрузка должна
прилагаться многократно, разрушая каждый раз кусок материала.
Таким образом, закон Кирпичева — Кика применим при дроблении,
а закон Риттингера — при размоле материалов.
Изменение величины удельного расхода мощности в зависимости от
увеличения удельной поверхности можно установить на основании работ,
проведенных С. Ф. Карякиным и В. В. Товаровым *, по размолу цемент-
* Труды Гипроцемента, вып. XVI. Промстройиздат, 1953.
16
ного клинкера завода «Пролетарий». Результаты опытов представлены
в табл. 6.
Т аб л и ца 6
Изменение удельного расхода мощности в зависимости от увеличения
удельной поверхности
№№ опытов Суммарная продол- жительность размола, мин Удельный расход энергии, вт-сек/кг Удельная поверх- ность, мЧкг Остаток на сите 008, %
1 10,4 17,3 -103 51 78,3
2 20,8 34,9-103 106 57,6
3 31,2 52,5-103 157 32,6
4 41 ,6 69,8-103 208 7,4
5 52,0 87,1-103 252 2,5
6 72,7 122,8-103 320 0,4
Сравнивая результаты, например, пятого и шестого опытов с первым,
получим:
1) по удельному расходу энергии
Afe_ 122,8 _ .
17,3 ~
Н*. .87,1 5 05-
~ 17,3
2) по удельной поверхности
F8 _. 820 _ Г- по
F. ~ 51 “ 6’28’
— — 252 — 4 94
F, ~ 51 ~ 4,У4,
Таким образом, увеличение удельного расхода мощности практически
пропорционально увеличению удельной поверхности.
Выше было указано, что каждый из приведенных законов охватывает
только часть сложных процессов, происходящих при измельчении материа-
лов, и не представляет общей картины процесса измельчения.
В 30-х годах П. А. Ребиндером и его сотрудниками были проведены
работы, связанные с изучением структурообразования и разрушения твер-
дых тел. Эти работы сыграли значительную роль в создании теории так на-
зываемого вибрационного разрушения материалов. П. А. Ребиндер предло-
жил производить разрушение материалов многократным деформированием
тела знакопеременными усилиями, относительно небольшими по своей ве-
личине. Такое деформирование в условиях достаточно длительного воздей-
ствия усилий позволяет осуществлять измельчение с меньшими потерями
энергии на трение, удар, нагревание и т. д., т. е. с более высоким коэффици-
ентом полезного действия.
Основные положения теории Ребиндера следующие: при деформации
твердых тел в период, непосредственно предшествующий его разрушению,
т. е. в период упругих и пластических деформаций, накапливается объемная
энергия, которая при достижении критического значения приводит к разру-
шению твердых тел. Физически этот процесс выражается в образовании
трещин в местах дефектов структуры материала, по которым и происходит
разрушение. Изложенные положения данной теории позволили дать обоб-
щенный закон разрушения твердых тел — закон П. А. Ребиндера, который
математически может быть выражен в следующем виде:
А = Апр. + 2AV дж, (38)
где А — работа, затрачиваемая на разрушение твердого тела, дж;
АпрЛ — коэффициент пропорциональности, н!м;
2 Заказ № 1125
17
AF — вновь образующаяся при разрушении поверхность, м2;
^пр.2 — коэффициент пропорциональности, w/л/2;
ДУ—часть объема тела, подвергшаяся деформации, м3.
Физический смысл величины £пр д определяется следующими положе-
ниями. Молекулы твердого тела находятся под действием сил молекулярного
притяжения. При этом те из них, которые находятся в глубине тела, испы-
тывают одинаковое притяжение со всех сторон. Иное положение в поверх-
ностном слое вещества. Молекулы этого слоя, наоборот, взаимодействуют
только односторонне, а именно с молекулами внутренних слоев тела, и вслед-
ствие этого обладают избытком свободной поверхностной энергии.
Коэффициент &пр 2, определяющий работу упругой и пластической де-
формации, характеризует тот запас потенциальной объемной энергии, кото-
рый приобретает твердое тело под действием тех или иных нагрузок. Вели-
чина энергии под действием внешних сил нарастает до критической, при
которой наступает нарушение межчастичных связей и, как следствие этого,
разрушение твердого тела. Освобождающаяся при этом энергия деформации
рассеивается, переходя в тепло (диссипация энергии).
В тех случаях, когда при разрушении твердых тел интенсивно образу-
ются новые поверхности, т. е. когда степень измельчения материалов
достигает весьма больших значений, а объем измельчаемого тела относи-
тельно невелик, можно без особой погрешности пренебречь вторым членом
в формуле (38). В этом случае работа измельчения будет практически про-
порциональна вновь образованной поверхности.
В тех же случаях, когда степень измельчения невелика, а объем раз-
рушаемого тела достаточно большой и когда вновь образованные поверх-
ности весьма невелики, что имеет место при процессах дробления, мы как
частный случай, пренебрегая первым членом в формуле, получаем
А = 6ПРК (39)
Анализируя вышеприведенные законы, следует отметить, что ни один
из них не дает точного представления о разрушении материала. Закон Рит-
тингера учитывает степень измельчения, обусловленную приростом вновь
образованных поверхностей, но до настоящего времени еще не определена
единичная работа Ао, соответствующая единице прироста поверхности для
различных материалов.
Закон Кирпичева — Кика учитывает работу деформации до момента
получения первой трещины, но не учитывает степени измельчения.
По закону Ребиндера учитываются степень измельчения и работа де-
формации, но не указаны методы определения количества циклов повторе-
ния знакопеременных усилий для полного разрушения материала.
При этом все рассмотренные законы основываются на процессе измель-
чения тел правильной геометрической формы под действием равномерно
распределенных сжимающих нагрузок, фактически же разрушение матери-
ала происходит под действием сосредоточенных нагрузок. Поэтому приме-
нение законов для расчета дробильно-помольных машин затруднено и тре-
бует введения дополнительных поправочных коэффициентов. Необходимо
проводить дополнительные исследования с целью создания обобщенной тео-
рии измельчения материалов.
§ 5. КЛАССИФИКАЦИЯ МАШИН ДЛЯ ИЗМЕЛЬЧЕНИЯ
Многообразие измельчаемых материалов по их свойствам и преследуе-
мым промышленным целям этого процесса приводит к большому количеству
различных конструкций дробильно-помольных машин и установок.
Все применяемые машины для измельчения материалов разделяют на
две группы: дробилки и мельницы. Дробилки — это машины, которые
применяются для дробления сравнительно крупных кусков материала (на-
чальный размер 100—1200 мм), при этом степень измельчения находится
18
в пределах 3—20. Мельницы предназначаются для получения тонкоизмель-
ченного порошкообразного материала, при этом размер начальных кусков
равен 2—20 мм, а размер частиц конечного продукта составляет от 0,1—
0,3 мм до долей микрометра. Нецелесообразно подавать в помольные агре-
гаты куски, как это иногда имеет место, размером более 15—20 мм, так как
в этом случае в начале процесса измельчения мельница должна работать
как дробилка, что снижает эффективность процесса помола. Степень измель-
чения в мельницах, например при помоле клинкера, составляет при Dcp —
= 1 см и rfcp=0,003 см
‘ = ^=ода=333- <4 5°)
При измельчении в мельницах материалов, требующих особо высокой
тонкости помола, степень измельчения доходит до 1000 и более.
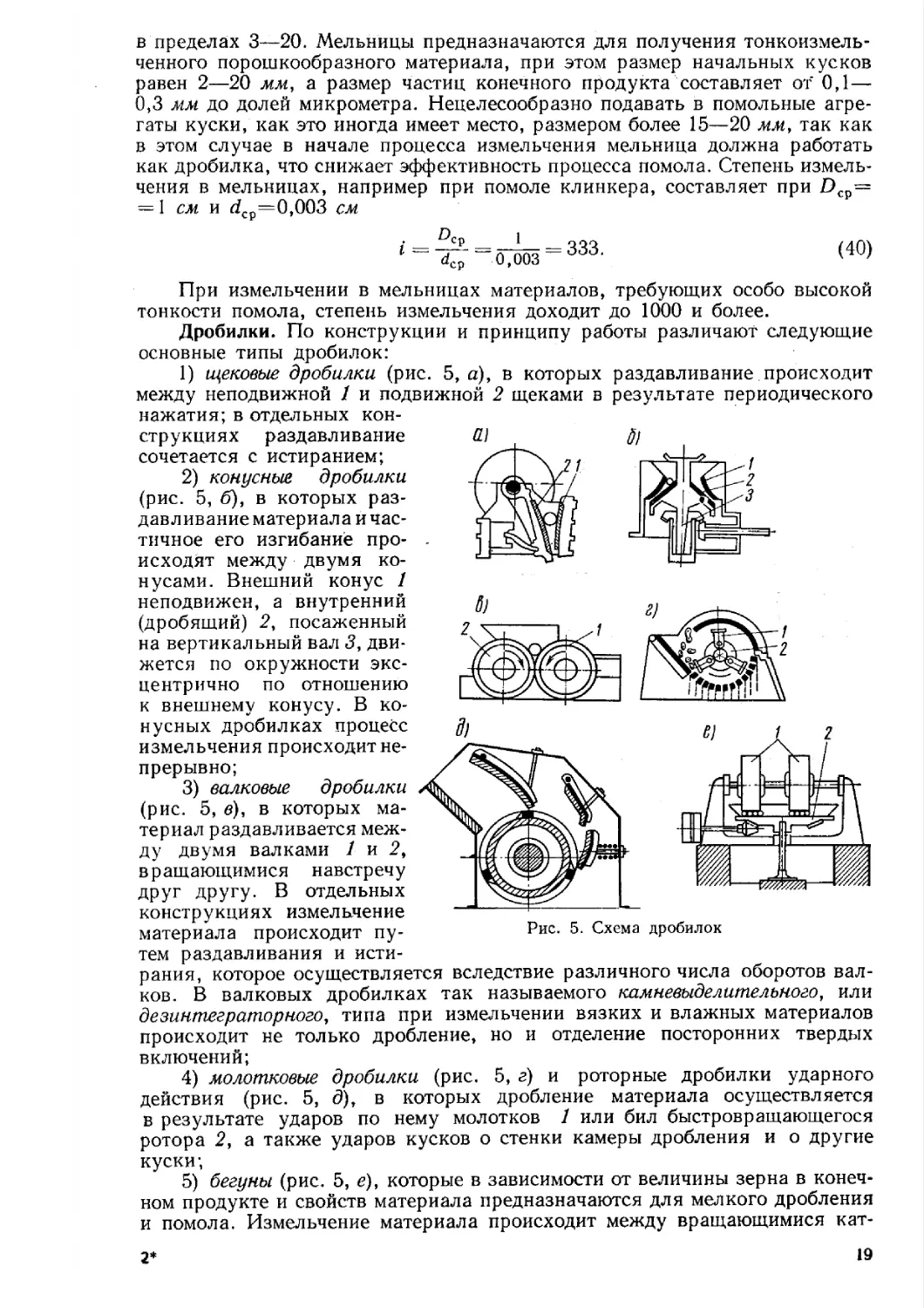
Дробилки. По конструкции и принципу работы различают следующие
основные типы дробилок:
1) щековые дробилки (рис. 5, а), в которых раздавливание происходит
между неподвижной 1 и подвижной 2 щеками в результате периодического
нажатия; в отдельных кон-
струкциях раздавливание
сочетается с истиранием;
2) конусные дробилки
(рис. 5, б), в которых раз-
давливание материала и час-
тичное его изгибание про-
исходят между двумя ко-
нусами. Внешний конус 1
неподвижен, а внутренний
(дробящий) 2, посаженный
на вертикальный вал 3, дви-
жется по окружности экс-
центрично по отношению
к внешнему конусу. В ко-
нусных дробилках процесс
измельчения происходит не-
прерывно;
3) валковые дробилки
(рис. 5, в), в которых ма-
териал раздавливается меж-
ду двумя валками 1 и 2,
вращающимися навстречу
друг другу. В отдельных
конструкциях измельчение
материала происходит пу-
Рис. 5. Схема дробилок
тем раздавливания и исти-
рания, которое осуществляется вследствие различного числа оборотов вал-
ков. В валковых дробилках так называемого камневыделительного, или
дезинтеграторного, типа при измельчении вязких и влажных материалов
происходит не только дробление, но и отделение посторонних твердых
включений;
4) молотковые дробилки (рис. 5, г) и роторные дробилки ударного
действия (рис. 5, б), в которых дробление материала осуществляется
в результате ударов по нему молотков 1 или бил быстровращающегося
ротора 2, а также ударов кусков о стенки камеры дробления и о другие
куски;
5) бегуны (рис. 5, ё), которые в зависимости от величины зерна в конеч-
ном продукте и свойств материала предназначаются для мелкого дробления
и помола. Измельчение материала происходит между вращающимися кат-
2*
19
ками 1 и чашей 2 (подвижной или неподвижной) путем раздавливания и ис-
тирания.
Мельницы. По конструкции и принципу работы различают следующие
основные типы мельниц:
1) барабанные мельницы (рис. 6, а), предназначаемые для тонкого из-
мельчения. Эти мельницы могут работать по принципу удара и частично
истирания свободно падающими дробящими телами 1 (шарами, цилиндрами,
прутками, стержнями и т. п.), находящимися во вращающемся или вибри-
рующем барабане 2 вместе с измельчаемым материалом. Барабанные мель-
ницы без мелющих тел ра-
Рис. 6. Схема мельниц
ботают ударом при частич-
ном истирании крупных
кусков материала о мелкие;
2) роликовые маятни-
ковые мельницы (рис. 6, б),
в которых материал раз-
давливается между непод-
вижным кольцом 1 и бы-
стровращающимися роли-
ками 2, подвешенными шар-
нирно к крестовине 3,
укрепленной на вертикаль-
ном валу 4. Ролики прижи-
маются к рабочей дорожке
неподвижного кольца цент-
робежной силой инерции.
К этому же классу относят-
ся кольцевые мельницы, в
которых дробящие ролики
(один из которых ведущий)
прижимаются к кольцу
пружинами;
3) кольцевые шаровые
мельницы (рис. 6, в), в ко-
торых размол материала
осуществляется методом раздавливания между шарами 1, уложенными на
беговой дорожке с небольшим зазором друг от друга, и вращающимся коль-
цом 2. Шары прижимаются к беговой дорожке нижнего вращающегося
кольца верхним кольцом 3;
4) ударные мельницы (рис. 6, г) предназначены для размола материалов,
при этом в ряде случаев с одновременной подсушкой его. Ударные мельницы
строятся или со свободно подвешенными — шахтные мельницы или с жестко
закрепленными молотками 1 — аэробильные мельницы. Измельчение осуще-
ствляется по принципу удара, отчасти истирания, а также за счет удара
частиц друг о друга;
5) вибрационные мельницы (рис. 6, д) применяются для тонкого и сверх-
тонкого помола материалов. Размол материала происходит в результате
круговых колебаний корпуса 1 мельницы с частотой 154-50 гц. При этом
измельчаемый материал подвергается многократному воздействию загружен-
ных в мельницу небольших шаров 2;
6) мельницы струйной энергии (рис. 6, е), размол в которых происходит
за счет взаимного удара частиц материала, находящихся в турбулентном
воздушном потоке, движущемся с большой скоростью, а также частично за
счет трения материала о стенки размольной камеры.
Глава II
ЩЕКОВЫЕ ДРОБИЛКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
Щековые дробилки в промышленности строительных материалов чаще
всего применяются для крупного и среднего дробления кусковых материа-
лов. Они отличаются простотой и надежностью конструкции и несложны в об-
служивании.
Дробление материала в щековых дробилках происходит между подвиж-
ной и неподвижной щеками путем периодического нажатия подвижной щеки
на материал.
Основными параметрами, характеризующими щековую дробилку, яв-
ляются размеры загрузочного и разгрузочного отверстий. Например, щеко-
вая дробилка СМ-888 имеет следующие размеры загрузочного отверстия:
ширину 1500 мм; длину 2100 мм; ширину разгрузочного отверстия при пол-
ном отходе щеки 180 мм.
Шириной загрузочного отверстия определяется наибольший размер
загружаемых кусков. Размер куска принимается равным 0,8-^0,85 ширины
загрузочного отверстия. От равномерности подачи материала и равномер-
ности распределения его по дли-
не загрузочного отверстия зави-
сит производительность дро-
билки.
Все существующие типы ще-
ковых дробилок можно класси-
фицировать по следующим кон-
структивным признакам:
По методу подвеса подвиж-
ной щеки — на дробилки с верх-
ним подвесом (рис. 7, а, б, г)
и с нижним подвесом подвижной
щеки (рис. 7, в).
При нижнем подвесе наи-
больший размах подвижной щеки
будет вверху, у входного отверс-
тия. Серьезным конструктивным
весом подвижной щеки является то, что самые крупные куски, требующие
наибольшего усилия раздавливания, располагаются на самом большом
от оси подвеса расстоянии. В результате развивается значительный изги-
бающий момент, создающий повышенные нагрузки в частях механизмов,
и конструкция вследствие этого утяжеляется. Кроме того, незначитель-
ный размах подвижной щеки у выходного отверстия может заглушить дро-
билку, особенно при дроблении вязких материалов. Дробилки с нижним
подвесом подвижной щеки в промышленности строительных материалов
распространения не получили, поэтому в дальнейшем они не рассматри-
ваются.
При верхнем подвесе наибольший размах щеки получается внизу, у вы-
ходного отверстия. В дробилках указанного типа качание щеки может быть
как простым, так и сложным.
По конструкции устройства, приводящего в движение подвижную щеку,
различают дробилки с шарнирно-рычажным механизмом (см. рис. 7, а, б)
и дробилки с роликовым (кулачковым) механизмом (см. рис. 7, г). Наиболее
распространенный вид механизма привода — шарнирно-рычажный; он
прост по конструкции и надежен в работе. Роликовые (кулачковые) меха-
низмы в процессе работы быстро изнашиваются, так как давление от кулачка
на ролик передается не по поверхности, а по линии. Поэтому необходимо
Рис. 7. Схема щековых дробилок
недостатком дробилок с нижним
21
Глава II
ЩЕКОВЫЕ ДРОБИЛКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
Щековые дробилки в промышленности строительных материалов чаще
всего применяются для крупного и среднего дробления кусковых материа-
лов. Они отличаются простотой и надежностью конструкции и несложны в об-
служивании.
Дробление материала в щековых дробилках происходит между подвиж-
ной и неподвижной щеками путем периодического нажатия подвижной щеки
на материал.
Основными параметрами, характеризующими щековую дробилку, яв-
ляются размеры загрузочного и разгрузочного отверстий. Например, щеко-
вая дробилка СМ-888 имеет следующие размеры загрузочного отверстия:
ширину 1500 мм; длину 2100 мм; ширину разгрузочного отверстия при пол-
ном отходе щеки 180 мм.
Шириной загрузочного отверстия определяется наибольший размер
загружаемых кусков. Размер куска принимается равным 0,8-4-0,85 ширины
загрузочного отверстия. От равномерности подачи материала и равномер-
ности распределения его по дли-
не загрузочного отверстия зави-
сит производительность дро-
билки.
Все существующие типы ще-
ковых дробилок можно класси-
фицировать по следующим кон-
структивным признакам:
По методу подвеса подвиж-
ной щеки — на дробилки с верх-
ним подвесом (рис. 7, а, б, г)
и с нижним подвесом подвижной
щеки (рис. 7, в).
При нижнем подвесе наи-
больший размах подвижной щеки
будет вверху, у входного отверс-
тия. Серьезным конструктивным
весом подвижной щеки является то, что самые крупные куски, требующие
наибольшего усилия раздавливания, располагаются на самом большом
от оси подвеса расстоянии. В результате развивается значительный изги-
бающий момент, создающий повышенные нагрузки в частях механизмов,
и конструкция вследствие этого утяжеляется. Кроме того, незначитель-
ный размах подвижной щеки у выходного отверстия может заглушить дро-
билку, особенно при дроблении вязких материалов. Дробилки с нижним
подвесом подвижной щеки в промышленности строительных материалов
распространения не получили, поэтому в дальнейшем они не рассматри-
ваются.
При верхнем подвесе наибольший размах щеки получается внизу, у вы-
ходного отверстия. В дробилках указанного типа качание щеки может быть
как простым, так и сложным.
По конструкции устройства, приводящего в движение подвижную щеку,
различают дробилки с шарнирно-рычажным механизмом (см. рис. 7, а, б)
и дробилки с роликовым (кулачковым) механизмом (см. рис. 7, г). Наиболее
распространенный вид механизма привода — шарнирно-рычажный; он
прост по конструкции и надежен в работе. Роликовые (кулачковые) меха-
низмы в процессе работы быстро изнашиваются, так как давление от кулачка
на ролик передается не по поверхности, а по линии. Поэтому необходимо
Рис. 7. Схема щековых дробилок
недостатком дробилок с нижним
21
изготовлять кулачки и ролики из высококачественных легированных мате-
риалов, что удорожает стоимость механизма.
По характеру движения подвижной щеки — на дробилки с простым
(см. рис. 7, а) или со сложным движением (см. рис. 7, б). В дробилках со
сложным движением подвижная щека подвешивается на эксцентриковом
валу и качается не только около оси вала, но и движется вдоль плоскости
щеки.
При анализе кинематических схем щековых дробилок с простым и слож-
ным движением щеки, проведенном Б. В. Клушанцевым, установлено
следующее. Траектории движения точек подвижной щеки у дробилки
со сложным движением (см. рис. 7, б) представляют собой замкнутые кри-
вые, причем в верхней части эта кривая — эллипс, приближающийся к ок-
ружности, в нижней части — эллипс сильно вытянутый. Приняв горизон-
тальную составляющую хода нижней точки щеки равной х, получим гори-
зонтальную составляющую верхней точки равной (1,24-1,5) х; вертикаль-
ные составляющие ходы в нижней точке будут равны 3 х, а в верхней —
(2—2,5) х.
Траектории движения точек подвижной щеки у дробилок с простым
движением представляют собой дуги окружностей с общим центром, нахо-
дящимся на оси подвеса щеки.
При величине горизонтальной составляющей хода нижней точки под-
вижной щеки, равной х, горизонтальная составляющая в верхней точке будет
равна примерно 0,3 х; вертикальная составляющая хода нижней точки под-
вижной щеки будет равна 0,3 х, верхней — 0,14 х.
Срок службы футеровки щек находится в прямой зависимости от вели-
чины вертикальной составляющей хода щеки. Следовательно, срок службы
футеровки у дробилок со сложным движением щеки ниже, чем у дробилок
с простым движением щеки.
§ 2. ЩЕКОВЫЕ ДРОБИЛКИ С ПРОСТЫМ ДВИЖЕНИЕМ ЩЕКИ
Щековая дробилка с простым движением щеки (рис. 8) состоит из сталь-
ной литой станины /, эксцентрикового вала 2, шатуна 3, оси 4, распорных
плит 5.
Станина крупных дробилок состоит из двух частей, соединенных в гори-
зонтальной плоскости болтами. Станины дробилок малых размеров литые
неразъемные. На обоих концах эксцентрикового вала через фрикционные
муфты закреплены маховики 6., один из которых является одновременно при-
водным шкивом, на котором имеются проточки для клиновых ремней. Экс-
центриковый вал устанавливается на подшипниках скольжения, последние
крепятся в выемках боковых стенок станины. Вкладыши подшипников
заливаются антифрикционным материалом (баббитом). Вал 2 в средней части
имеет эксцентричность. Шатун подвешивается на эксцентриковую часть вала2.
В верхней части шатуна имеется головка, которая состоит из корпуса
и крышки, соединенных болтами, в нижней части имеются продольные
пазы с вкладышами, на которые опираются головки передней и задней рас-
порных плит.
На ось 4 подвешивается подвижная щека коробчатого сечения. Перед-
няя поверхность подвижной щеки 7 футеруется броневыми плитами 8 из
марганцовистой стали. Плиты к щеке крепятся болтами.
На задней стенке щеки 7 имеется продольная прорезь, в которую встав-
ляется вкладыш 9, служащий второй опорой передней распорной плиты.
Второй вкладыш задней распорной плиты устанавливается в прорези
задней стенки станины или регулировочного устройства 10.
Передняя поверхность станины, выполняющая роль неподвижной
щеки, футеруется броневой плитой 11.
Распорные плиты изготовляют из чугуна. Во многих конструкциях
задняя плита выполняет также роль предохранительногр устройства. В этом
22
случае она рассчитывается по уменьшенному запасу прочности на сжатие.
Иногда эта плита изготовляется из двух частей, соединенных между собой
заклепками или болтами. Подвижная щека 7 при посредстве пружины 12
и тяги 13 замыкается как одно звено с распорными плитами и шатуном.
В последних конструкциях крупных дробилок распорные плиты яв-
ляются только кинематическими звеньями, а в качестве предохранительных
устройств применяются фрикционные муфты.
Рис. 8. Щековая дробилка с простым движением щеки
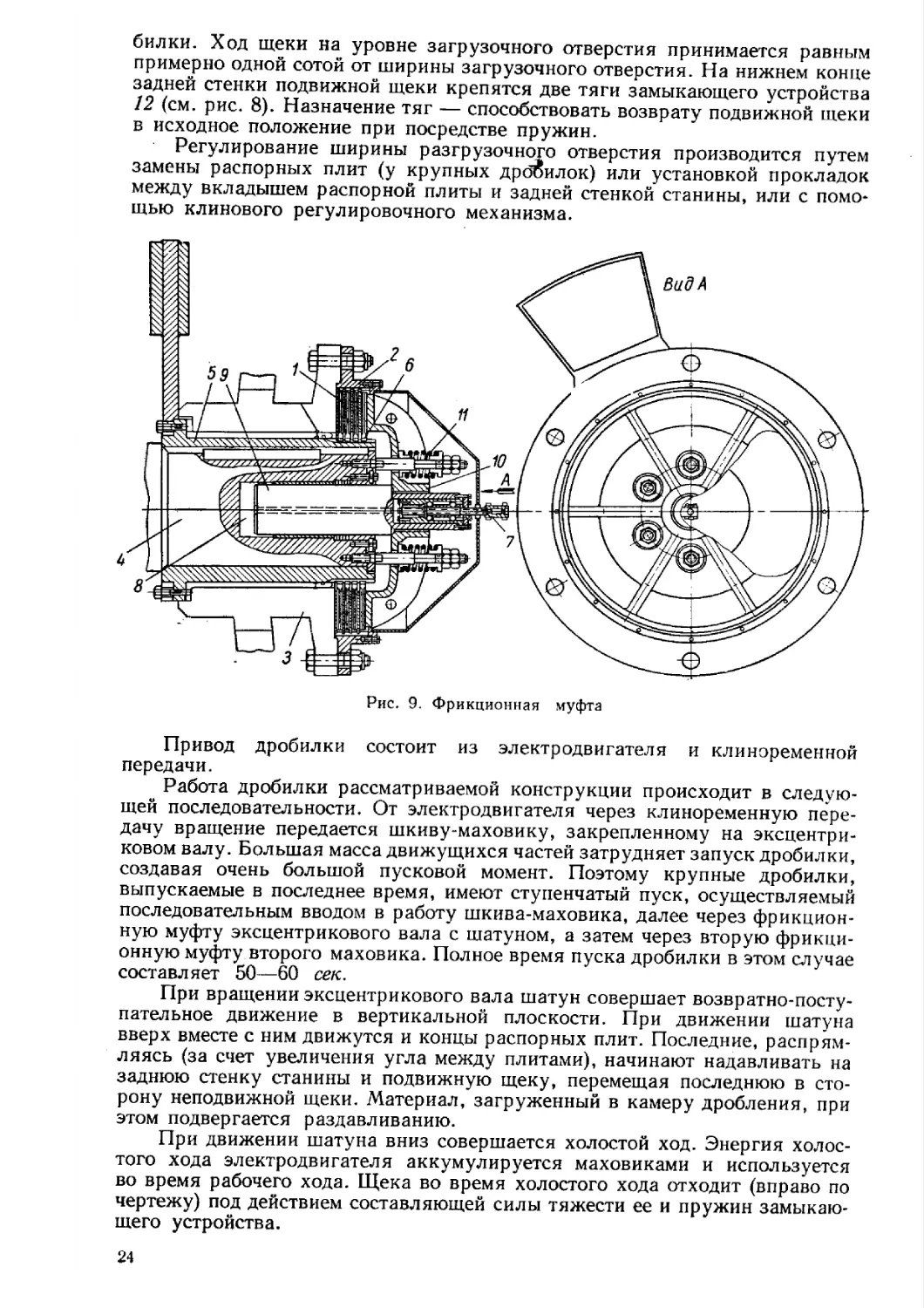
Фрикционная муфта (рис. 9) состоит из дисков 1, которые могут сво-
бодно перемещаться вдоль оси вала по шлицам втулки 2. Втулка 2 соеди-
няется болтами с маховиком 3. На эксцентриковом валу 4 жестко закреплена
шпонкой втулка 5 со шлицами. По шлицам втулки 5 могут перемещаться
диски 6. Для увеличения трения между дисками 1 и 6 на них укреплены
прокладки из ленты ферродо.
Работа муфты происходит в следующей последовательности. Перед
пуском электродвигателя по трубопроводу 7 в гидроцилиндр 8 подается
масло. Поршень 9 начинает перемещаться (вправо по чертежу), надавливая
на крышку 10. При этом пружины 11 сжимаются, крышка отходит вправо
и ослабляет сцепление между дисками 1 и 6. Затем включается электродви-
гатель дробилки. Шкив-маховик 3, а следовательно, соединенные с ним втул-
ка 5 с дисками 6 приводятся во вращение. Диски в это время проскальзы-
вают. Когда маховик достигает-необходимого числа оборотов, прекращается
подача масла в гидроцилиндр, и пружины И надавливают на крышку.
Крышка надавливает на диски и вводит последние в зацепление. Эксцентри-
ковый вал начинает вращаться, при этом ввод дробилки в действие происхо-
дит не рывком, а плавно. Пространство, ограниченное подвижной и непо-
движной щеками (см. рис. 8) и частью продольных стенок станины, назы-
вается камерой дробления. Высота камеры дробления больше ширины
загрузочного отверстия в 24-2,4 раза. Продольные стенки камеры дробления
футеруются высокоуглеродистыми или марганцовистыми стальными пли-
тами. Профиль футеровки подвижной и неподвижной щек может быть раз-
личным (ребристым, волнистым и т. д.), боковые плиты гладкие. Ось под-
веса подвижной щеки обычно выносится примерно на 0,5 ширины загрузоч-
ного отверстия выше верхнего уровня камеры дробления. Этим достигается
увеличение хода подвижной щеки на уровне загрузочного отверстия дро-
23
билки. Ход щеки на уровне загрузочного отверстия принимается равным
примерно одной сотой от ширины загрузочного отверстия. На нижнем конце
задней стенки подвижной щеки крепятся две тяги замыкающего устройства
12 (см. рис. 8). Назначение тяг — способствовать возврату подвижной щеки
в исходное положение при посредстве пружин.
Регулирование ширины разгрузочного отверстия производится путем
замены распорных плит (у крупных дробилок) или установкой прокладок
между вкладышем распорной плиты и задней стенкой станины, или с помо*
щью клинового регулировочного механизма.
Рис. 9. Фрикционная муфта
Привод дробилки состоит из электродвигателя и клиноременной
передачи.
Работа дробилки рассматриваемой конструкции происходит в следую-
щей последовательности. От электродвигателя через клиноременную пере-
дачу вращение передается шкиву-маховику, закрепленному на эксцентри-
ковом валу. Большая масса движущихся частей затрудняет запуск дробилки,
создавая очень большой пусковой момент. Поэтому крупные дробилки,
выпускаемые в последнее время, имеют ступенчатый пуск, осуществляемый
последовательным вводом в работу шкива-маховика, далее через фрикцион-
ную муфту эксцентрикового вала с шатуном, а затем через вторую фрикци-
онную муфту второго маховика. Полное время пуска дробилки в этом случае
составляет 50—60 сек..
При вращении эксцентрикового вала шатун совершает возвратно-посту-
пательное движение в вертикальной плоскости. При движении шатуна
вверх вместе с ним движутся и концы распорных плит. Последние, распрям-
ляясь (за счет увеличения угла между плитами), начинают надавливать на
заднюю стенку станины и подвижную щеку, перемещая последнюю в сто-
рону неподвижной щеки. Материал, загруженный в камеру дробления, при
этом подвергается раздавливанию.
При движении шатуна вниз совершается холостой ход. Энергия холос-
того хода электродвигателя аккумулируется маховиками и используется
во время рабочего хода. Щека во время холостого хода отходит (вправо по
чертежу) под действием составляющей силы тяжести ее и пружин замыкаю-
щего устройства.
24
Рис. 10. Щековая дробилка со сложным движением щеки
В случае попадания недробимого куска в камеру дробления у малых
дробилок происходит излом задней распорной плиты или срез ее шпилек,
а у крупных дробилок происходит пробуксовка фрикционных муфт, сраба-
тывание электрической защиты и остановка дробилки.
В Советском Союзе изготовляются дробилки с размерами загрузочного
отверстия от 400x600 до 1500 x 2100 мм, производительностью 10—450 м?!ч,
с установленной мощностью электродвигателей от 28 до 250 кет и массой
дробилки от 7,5 до 235 т.
§ 3. ЩЕКОВЫЕ ДРОБИЛКИ СО СЛОЖНЫМ ДВИЖЕНИЕМ ЩЕКИ
Щековая дробилка со сложным движением щеки (рис. 10) состоит из
станины 1, эксцентрикового вала 2. На эксцентриковую часть вала подве-
шена подвижная дробящая щека 3.
Футеровка подвижной и неподвижной щек и боковых стенок произво-
дится так же, как и в рассмотренной выше дробилке. В дробилке применена
одна распорная плита 4, которая упирается одним концом во вкладыш
регулировочного устройства 5, а вторым — во вкладыш, установленный
в прорези на задней стенке подвижной щеки. Вращение эксцентриковому
валу сообщается от электродвигателя через клиноременную передачу и шкив-
маховик, закрепленный на валу. Дробилки со сложным движением щеки
могут иметь один или два маховика. Замыкающее устройство 6 состоит из
тяги с пружиной.
За счет сокращения кинематических звеньев конструкция дробилки
значительно упрощается, металлоемкость снижается. В этих дробилках
разрушение материала происходит за счет раздавливания и истирания, что
обусловливается траекторией движения подвижной щеки.
При сложном движении щеки происходит повышенный износ дробящих
плит и образование большого количества мелочи, идущей в отход.
Щековые дробилки со сложным движением щеки для предприятий Пром-
стройматериалов изготовляются размером от 60x100 (лабораторные) до
600 х900 лш. '
§ 4. ЩЕКОВЫЕ ДРОБИЛКИ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ
Рассмотренные выше дробилки не обеспечивают пуска их в работу
под завалом. Поэтому в случае внезапной остановки дробилки необходимо
производить выгрузку материала, оставшегося в камере дробления.
В последнее время для щековых дробилок начато применение гидравли-
ческого привода, обеспечивающего предохранение механизма дробилки при
попадании недробимого тела, запуск под завалом и возможность автома-
тического изменения хода подвижной щеки и величины разгрузочной
щели.
В дробилках с гидравлическим приводом во время рабочего хода
скорость подвижной щеки уменьшается и увеличивается усилие дробления.
Кроме того, в этих дробилках возможно увеличение числа качаний (а следо-
вательно, и производительности) щеки в единицу времени за счет сокраще-
ния рабочего хода.
Ниже рассматривается щековая дробилка с простым движением щеки
фирмы «Ателье-Берже». Дробилка (рис. 11) состоит из станины /, неподвиж-
ной 2 и подвижной 3 щек, главного 4 и вспомогательного 5 гидроцилинд-
ров, насоса 6 и аккумулятора 7. Привод насоса осуществляется от экс-
центрикового вала 8. Поршень 9 насоса является одновременно и золот-
ником.
Работа дробилки происходит в следующей последовательности. Жид-
кость насосом нагнетается в главный и вспомогательный цилиндры и акку-
мулятор. При дальнейшем движении поршня насоса вниз перекрывается
подача жидкости во вспомогательный гидроцилиндр. Затем газ (воздух)
26
в аккумуляторе сжимается до давления, соответствующего усилию дробле-
ния. Дробимый материал разрушается. Затем при движении поршня насоса
вверх за счет вакуума, создающегося в нижней части насоса, жидкость вы-
тесняется из главного гидроцилиндра. При дальнейшем движении поршня-
золотника вверх масло выпускается из вспомогательного цилиндра. Аккуму-
лятор является предохранительным устройством при попадании в зев
дробилки недробимого тела.
Рис. 11. Щековая дробилка с гидроприводом фирмы
«Ателье-Берже»
Ход подвижной щеки регулируется путем перестановки поршня вспо-
могательного гидроцилиндра гайкой и винтом 10. Регулирование ширины
разгрузочной щели производится путем добавления или (выпуска) в систему
жидкости вспомогательным насосом. Вспомогательный цилиндр предназна-
чен для увеличения времени нахождения подвижной щеки в заднем поло-
жении и, следовательно, продолжи-
тельности времени разгрузки дро-
билки.
На рис. 12 представлена ще-
ковая дробилка фирмы «Коперн».
Привод дробилки состоит из кор-
пуса, в котором смонтированы на-
сос и гидравлический цилиндр.
Дробилка работает следующим об-
разом. От электродвигателя через
кривошипно-шатунный механизм 1
поршню 2 насоса сообщается воз-
вратно-поступательное движение.
При движении поршня вниз рабо-
чая жидкость подается в цилиндр 3.
Поршень 4, а следовательно, И сое- Рис. 12. Щековая дробилка с гидроприводом
диненная с НИМ шарнирно подвиж- типа ГолЬДИ (фирма «Копери»)
ная щека 5 перемещаются влево
(по чертежу), совершая рабочий ход. При движении поршня 2 вверх под-
вижная щека посредством замыкающего устройства возвращается в исход-
ное положение (вправо по чертежу).
Во время следующего хода поршня 2 рабочая жидкость направляется
в гидравлический аккумулятор. Далее цикл работы повторяется. Такая
схема дробилки позволяет уменьшить время рабочего хода дробилки, а время
холостого хода дробилки оставить достаточным для выгрузки раздробленного
материала.
27
§ 5. ОСНОВЫ РАСЧЕТА ЩЕКОВЫХ ДРОБИЛОК
Рис. 13. Схема к определению угла захвата
щековых дробилок
Определение угла захвата. Дробление материала в щековых дробилках
возможно в том случае, когда угол между щеками не превышает определен-
ной величины. Как только величина этого угла переходит этот предел, дро-
бимый материал не будет захватываться и начнет выталкиваться вверх.
С другой стороны, очевидно, что при малых значениях угла степень измель-
чения материала будет малой, что отрицательно сказывается на производи-
тельности.
При величине угла между щеками, равной нулю, степень измельчения
будет равна 1, т. е. дробления не будет. Необходимо отметить, что при
оптимальных величинах угла между щеками, чем меньше степень измельче-
ния, тем, очевидно, выше производительность (при той же исходной круп-
ности кусков материала). Однако
это увеличение производительности
происходит за счет увеличения
крупности кусков конечного про-
дукта.
Чтобы определить предельное
значение этого угла, рассмотрим
усилия, действующие в щековой
дробилке.
Угол между щеками при ра-
боте дробилки изменяется (рис. 13)
от а до вследствие качания щеки
относительно линии подвеса. Изме-
нения угла при наибольших удале-
ниях и сближениях незначительны,
поэтому пренебрегаем разностью
а — Or и принимаем угол захвата
равным углу при сближенных
щеках.
При движении подвижной ще-
ки влево (рис. 13, п) на кусок ма-
териала массой М действуют сила
тяжести G материала, сила Р на-
жатия щеки на кусок материала, сила Т трения куска материала о под-
вижную плиту, реакция Pi неподвижной щеки и сила Т, трения куска
материала о плиту неподвижной щеки.
Силой G пренебрегаем, так как она по сравнению с остальными силами
мала.
Силы трения будут равны:
T = fP н, 1
Т1 = fPi н, f
(41)
где f — коэффициент трения материала о щеки.
Составляем условия равновесия относительно осей х и у куска, зажатого
между двумя щеками:
2 х = Р cos а + [Р sin а — Р1 = О,
2 */ = fPi + fP cos о — Р sin ос = 0.
(42)
(43)
Находим Pi из уравнения (42) и подставляем найденное значение в урав-
нение (43):
Pt — Р cos a,-\-fP sin a w,
^y — fP cosa + /2P sina-j-/? cos a—P sina-- 0.
(44)
(45)
28
Разделив все члены уравнения (44) на Р cos а, получим:
f + ^tga-f-f—tg а = 0, (46)
2/ + /Mga—tga = 0, (47)
tga=^TT2- (48)
Коэффициент трения f заменим равной ему величиной тангенса угла ф
трения и получим
+ 2 tg ф
tg а = -—s-х—
° 1 — tg2 ср
(49)
2 tg ф , „
поскольку 2ф,
получим
fg a tg 2ф,
а = 2ср.
(50)
(51)
При а=2ф кусок будет находиться в неустойчивом равновесии, следователь-
но, нужно принимать а<2ф. В этом случае будет устранена возможность
выдавливания кусков дробимого материала
вверх. Коэффициент трения каменных мате-
риалов о сталь /=0,3, при этом ф=16°40',
а=33°20 . На практике с целью полной надеж-
ности работы угол захвата принимают в пре-
делах 18—22°.
При уменьшении ширины разгрузочной
щели, что необходимо при увеличении степени
дробления, угол захвата увеличивается. Из
этого следует, что уменьшение разгрузочной
щели должно производиться таким образом,
чтобы угол захвата был не выше указанных
пределов. Иногда при работе дробилок бы-
вают случаи вылетания кусков материала
вверх. Это происходит тогда, когда (рис. 13, б)
для отдельных кусков угол захвата будет боль-
ше двойного угла трения (ах>2ф).
При определении угловой скорости экс-
центрикового вала примем, что конечный
(дробленый) продукт выпадает из дробилки
через разгрузочное отверстие под действием
силы тяжести. При этом происходит выпада-
ние призмы материала размерами: высотой h,
длиной I и основаниями а и a-|-s (рис. 14).
Допустим, что размер кусков материала,
дающей призмы, меньше a-|-s. При принятых допущениях при полном от-
ходе подвижной щеки из камеры дробления выпадет материал, по объему
равный объему призмы, т. е. за время тэдной половины оборота эксцентри-
кового вала.
Найдем время отхода щеки по формуле
/ п
I — — сек,
со
где <о — угловая скорость эксцентрикового вала (со—2лп) рад/сек\
п — число оборотов эксцентрикового вала, об/сек.
За это же время должна успеть выпасть из камеры дробления призма
материала. Исходя из условия свободного падения
дробилки
находящихся в объеме выпа-
(52)
— при
м,
(53)
29
это время будет равно
(54)
(55)
(56)
(57)
где g — ускорение свободного падения материала, м/сек2;
h — высота призмы, м.
Приравниваем правые части уравнений (52) и (54):
л _ /2/г
То — Г g ’
находим угловую скорость эксцентрикового вала:
со = рад/сек.
Высота h призмы определяется по формуле
, 5
П = 7--------------------------------- ,
tg а
где s — ход подвижной щеки на уровне разгрузочного отверстия, м;
а — угол захвата, град.
Подставив значения h из формулы (57) в формулу (56), найдем
со = а рад/сек (58)
или
« = 4 V об/сек. (59)
Подставляя в формулы (58) и (59) л=3,14, g=9,81 м/сек2, а=19°, tg а—
— 0,3443, получим
о _/9,81 0,3443 4 /СЛ.
со = 3,14 1/ ——/-----==- рад/сек, (60)
г Zs у
поскольку со=2лм, получим
и — - 7— об/сек, (61)
V S
где s — ход подвижной щеки у разгрузочной щели, м.
Величину $ рекомендуется принимать равной (0,03—0,04) В м (меньшие
значения для крупных дробилок, большие — для малых и средних).
ВНИИСтройдормаш рекомендует определять величину хода дробилок
с простым движением щеки по формуле
«пр. AB = 8 + 0,26d мм,
а со сложным ~ '
«сл. дВ = 7Н-0,1с/ мм, (62)
где d — наибольшая ширина разгрузочной щели, мм.
В технической системе единиц формулы (52) и (59) примут вид
. 1 60 30 ол 1/gtgа ,
t = у • ~ = — сек, пг = 30 у об/мин,
где Mi— число оборотов эксцентрикового вала, мин.
В формулах (58), (59), (62), (63) не учитывается влияние сил трения
о броневые плиты камеры дробилки при опускании материала, поэтому
рекомендуется значения со и м принимать на 5—10% меньше. Формулы (61)
и (63) дают близкие результаты к фактическим для дробилок малых и сред-
них размеров. Для дробилок крупных размеров необходимо числа оборотов,
подсчитанные по указанным формулам, принимать ниже исходя из стрем-
ления снизить большие динамические нагрузки, возникающие при работе
крупных дробилок, у которых общее усилие доходит до 1000—1400 т. Для
30
дробилок 1200X1500 мм рекомендуется ввести в формулу коэффициент
= 0,75, а для дробилок 1500x2100 мм коэффициент /<=0,60.
ВНИИСтройдормаш рекомендует подсчитывать число оборотов вала по
формулам
«пп 1250cf—об!мин, 1
"У* дв > 7 ।
псл Д1=9404-0’3 об/мин, I
где d — в мм.
Определение производительности. Принимаем, что разгрузка матери-
ала происходит только при отходе подвижной щеки и за один оборот эксцент-
рикового вала происходит выпадение призмы материала.
Площадь сечения материала, выпадаемого из дробилки (см. рис. 14),
определим по формуле
F h = h м\ (64)
Подставив в формулу (64) значение h из формулы (57), получим
F = !£±2 . (65)
2 tg a v '
Объем призмы выпадаемого материала
y = _L_ L (66)
2 tg а '
где L — длина разгрузочного отверстия, м.
Производительность дробилки определяется по формулам:
Qv м3/сек, (67)
Qp = рка/сек, (68)
где п — число оборотов эксцентрикового вала, об/сек;
/?р— коэффициент разрыхления материала, равный 0,25—0,70 (меньшие
значения коэффициента разрыхления принимаются для крупных
дробилок, большие — для меньших дробилок);
р — удельная масса, кг/м\
Считаем, что при удалении подвижной щеки из дробилки выпадают
куски размером dmin=a, dmax=a+s, тогда средний размер выпадаемых
кусков
Щр 2 2 (69)
Подставив значения V и(/ср. из формул (66) и (69) в формулы (67) и (68),
получим:
Qv = d^aLnkf м^сек> (70)
Q р = dcv Lnkvp кг/сек. (71)
При сс=19°; tg а=0,3443 и/г = формулы (70) и (71) будут иметь вид:
Qv = 1,85dcpL&p м3/сек, (72)
Qp = 1,85dCpL£pp Vs кг/сек. (73)
Подставив значение s, равное (0,03—0,04) В, в формулы (72) и (73),
получим:
Qv = (0,3204-0,370) dcpLkp V~B м3/сек, (74)
Qp = (0,3204-0,370) d.pLkvVВ p кг/сек.
Практически часть кусков, находящихся в объеме выпадающей призмы,
могут иметь размеры меньше минимальной ширины разгрузочного отверстия
31
и разгрузка материала будет происходить не только при отходе, но и при
подходе подвижной щеки. Исходя из этого Б. В. Клушанцев предложил
определять производительность по следующей формуле:
Q = м^сек, (76)
где V — объем камеры дробления, м3;
п — число оборотов эксцентрикового вала дробилки, об/сек-,
th— число оборотов эксцентрикового вала дробилки, за которое про-
исходит разгрузка одного объема всей камеры дробления.
Объем камеры дробления (см. рис. 14) определяется по формуле
7 = g + HL (77)
где В — ширина загрузочного отверстия, м\
L — длина загрузочного отверстия, м\
Н — высота камеры дробления, м\
s — ход щеки на уровне разгрузочного отверстия, м;
а—минимальная ширина разгрузочного отверстия, м.
Высота камеры дробления определяется по формуле
Н = В-(Я+,) 8
tga v '
Тогда, подставив из формулы (78) в формулу (77) значения Н и заменив
л+s через d, получим
^(В+Х~-~ х <79>
На основании исследований дробилок Б. В. Клушанцевым была вы-
ведена следующая зависимость:
ВНtga - Ч /ОГ1.
<8°)
где a — угол захвата, град\
К, — коэффициент, учитывающий размер дробилки и зависящий ат
размеров загрузочного отверстия. Значения коэффициента К
рекомендуется принимать для дробилок с размеров загрузочного
отверстия от 250x400 до 600x900 мм — /<= для дробилок
900x1200 мм — К= 1,1; 1200X1500 мм — /<=1,3; 1500 х
Х2100 мм — /<=1,6;
с — коэффициент кинематики, учитывающей характер траектории
движения подвижной щеки; с= 1 для дробилок со сложным движе-
нием щеки; с=0,84 для дробилок с простым движением щеки;
d — наибольшая величина ширины разгрузочного отверстия, м\
s —величина среднего хода щеки, м\
2—(81)
здесь sB— ход щеки внизу, м\
sB— ход щеки наверху, м.
Значения th из формулы (80), Н из формулы (78) и V из формулы (79)
подставим в формулу (76):
KcsCDLan
<2 =-----2Bi^------ M,/CeK- (82)
Расчеты показали, что в ряде случаев отношение 5 ' — 2 tg 19°, Вы-
полнив эту замену в формуле (82), получим
2KcsCX)Ldn tg 19°
<3=------------------ (83)
32
Угол захвата а=19° является оптимальным углом для щековой дро-
билки. При увеличении угла захвата производительность дробилки пони-
жается, уменьшение угла захвата существенного влияния на производитель-
ность дробилки не оказывает.
Определение мощности электродвигателя. Нагрузка на электродвига-
тель при дроблении в щековых дробилках не является величиной постоян-
ной и зависит от усилия дробления. Усилие дробления при рабочем ходе
достигает максимальной величины, а при холостом ходе равно нулю. Уси-
лие дробления при рабочем ходе также не является постоянной величиной,
а колеблется в значительных пределах в зависимости от степени заполнения
(степени разрыхления) материалом рабочей камеры и неодинаковой твердо-
сти отдельных кусков исходного продукта.
В настоящее время известно несколько расчетных и эмпирических
формул для определения мощности электродвигателя щековой дробилки.
Рекомендуемые расчетные методы определения мощности электродвигателя
основаны на теории Кирпичева — Кика.
Работа А определяется по формуле (28)
о2 V
А=~^~ дж>
сгсж — предел прочности разрушаемого материала на сжатие, н/м2;
V — объем материала, м3;
Е — модуль упругости разрушаемого материала, н/м2.
Л. Б. Левенсон объем предлагает определять по формуле (учитывая
при этом степень измельчения)
V^^-(D2~d2) м3, (84)
L — длина камеры дробления, м;
D — размер куска исходного продукта, м;
d — размер куска конечного продукта, м.
Потребная мощность будет равна
N - ~ вт, (85)
где п — число оборотов эксцентрикового вала, об/сек.
Подставив значения А и V в формулу (85), получим
о2 :iL
= (D2—d2)n вт. (86)
Формула (86) известна как формула Л. Б. Левенсона.
Мощности электродвигателей для щековых дробилок с простым движе-
нием щеки, определенные по формуле (86), сведены в табл. 7. Величина
осж принята равной 250 Мн/м2.
Таблица 7
Мощность электродвигателей, подсчитанная по - формуле (86)
Модель дро- билки мм Мощность, под- считанная по формуле (86), кет Установленная мощность элек- тродвигателя, кет Превышение расчетной мощ- ности над факти- ческой, раз
400x600 103 28 3,68
600X900 300 75 4,0
900X1200 528 100 5,28
1200X1500 945 160 5,9
1500X2100 1660 250 6,65
3 Заказ № 1 125
33
Предел прочности при сжатии известняков высшей крепости, базальтов
и гранитов колеблется от 200 до 400 Мн/м2. Пределы же прочности этих ма-
териалов при изломе, растяжении и сдвиге составляют 0,0835—0,125 от
предела прочности при сжатии.
В процессе разрушения куска материала на него действуют силы
сжатия, и при этом возникают силы, вызьфающие растяжение, излом и сдвиг.
Очевидно, что результирующие силы, требуемые для разрушения куска
материала, должны быть меньше силы сжатия, соответствующей макси-
мальному пределу прочности на сжатие.
Учитывая изложенное (подтверждаемое нижеприводимыми расчетами),
необходимо величину предела прочности на сжатие принимать меньшей, чем
предельная (400 Мн/м2). Как показали расчеты, эту величину для универ-
сального привода необходимо принимать не более 250 М.н!м2.
Профессор Л. Б. Левенсон, предлагая формулу (86), принимал объем
измельчаемого материала исходя из размера наибольшего куска. Этот
объем необходимо признать завышенным по следующим причинам:
а) Л. Б. Левенсон, принимая число кусков, захватываемых дробилкой,
равным L[D, не учитывал, что это отношение является дробным числом
и что, например, у дробилки 1500x2100 мм при наибольшем размере куска,
равном 1300 мм, LID=\£& и, следовательно, в приемное отверстие может
поступить только один кусок размером 1300 мм. Это положение имеет место
и для всех остальных моделей дробилок;
б) практически в дробилку поступает смесь кусков различного размера
и, следовательно, необходимо принимать среднюю величину куска £)ср.
Расчеты показывают, что величина Dcp равняется примерно (0,5—0,52) £)наиб.
Кроме изложенного, необходимо ввести в формулу коэффициент про-
порциональности (см. табл. 8), учитывающий, что с увеличением размера
дробимого куска уменьшается удельный расход энергии. Это объясняется
тем, что с увеличением размера куска его прочность снижается из-за тре-
щиноватости, пористости и неоднородности. Вводя указанные поправки,
получим
/гпп0® nbLn „
N = ----(0ср-dc2p) вт, (87)
где &пр— коэффициент пропорциональности, учитывающий изменение проч-
ности материала с изменением размера кусков;
b— поправочный коэффициент, учитывающий, что число кусков, укла-
дывающихся по длине камеры, не должно быть дробным. Так, для
дробилки, размером 400x600 мм длина камеры равна 600 мм,
а£>ср=0,175л*, при этом А/£>ср=3,43. Фактически могут уложиться
три куска, следовательно,
" = 3^3 = 0’876'
Подсчет мощности электродвигателя по формуле (87) сведен в табл. 8.
Таблица 8
Мощность электродвигателей дробилок
Модель дро- билки ВхЬ» мм Мощность уста- новленного элек- тродвигателя кет Мощность, под- считанная по формуле (87), кет Коэффициент пропорциональ- ности, /гпр
400X600 28 26,8 1
600x900 75 71,6 0,92
900X1200 100 95,0 0,698
1200X1500 160 152,5 0,625
1500x2100 250 238,2 0,555
34
Рис. 15. График зависимости коэффициента пропор-
циональности от размеров кусков, поступающих в дро-
билку
На рис. 15 представлена зависимость коэффициента пропорционально-
сти knp от размеров кусков, поступающих в дробилку.
Физическая сущность процесса разрушения может быть представлена
в следующем виде (по Бонду). Усилия сжатия, передаваемые подвижной
щекой на кусок материала неправильной формы, прилагаются к выступаю-
щим частям куска. Эти участки измельчаются и обнажается контактная по-
верхность, пропорциональная пределу прочности на сжатие. В точках кон-
такта возникают большие контактные напряжения, вызывающие местное
разрушение камня задолго до того, как в поперечном сечении всепт камня
возникнут напряжения, достаточные для его разрушения. Далее, при воз-
растании усилий сжатия кусок материала деформируется и в нем возрастают
напряжения. Материал поглощает энергию, которая распределяется в нем
в соответствии с формой
и структурой кусков.
Если напряжение в ка-
кой-либо части превосхо-
дит разрушающее, то об-
разуется трещина. Энергия
объемно-напряженного со-
стояния превращается в ра-
боту по ее расширению, тре-
щина быстро увеличивает-
ся, и кусок раскалывается
под действием растягиваю-
щих напряжений.
Перемещение энергии
к краям трещины приводит
к концентрации напряже-
ний и в других местах, что
сопровождается появлени-
ем новых трещин и разры-
вов. По Бонду, возникно-
вение первой трещины происходит в результате локального достижения
предельных значений усилия сжатия или сдвига в структуре материала.
Так как предел упругости хрупкого материала практически равен его
пределу прочности, то до образования первой трещины энергия, необходи-
мая для разрушения материала, накапливается в виде энергии упругих на-
пряжений.
П. М. Сиденко [45] указывает, что большинство горных пород при сжа-
тии не дает остаточных деформаций. Кривая сжатия таких пород сначала
плавно поднимается и, когда в материале напряжение достигает разрушаю-
щего значения, круто обрывается и падает вниз. Такие тела абсолютно упру-
гие и для них можно применить известное выражение работы деформации
V
Л — РазР
Л “ 2Е
(88)
ст — разрушающее напряжение при сжатии, н!м2-,
у — объем куска, ма',
Е — модуль упругости, н/м*.
П. М. Сиденко, кроме степени измельчения fcp=D/rfcp, вводит еще поня-
тие объемной степени однократного разрушения a=D^fdlp.
Полагая далее, что кусок материала разрушается в несколько приемов
п, для получения из тела размером Z)cp частиц размером dcp при объемной
степени однократного разрушения а устанавливаем, что:
ч
ia = а'1,
(89)
3*
35
откуда
3 1g i = n Iga,
(90)
или
31gz
Iga
(91)
Поскольку при каждом приеме разрушения теоретически затрачивается
одна и та же работа, а для разрушения куска размером D до размера d тре-
буется п приемов, то, очевидно, общая ра-
бота составит
P3
p4
p’l
Р2
0
Pcp-cosa:
pcp
Рис. 16. Схема к определению мощ-
ности щековой дробилки
(J2 V
Л _ разр
А 2Е
дж,
1g а
где V — объем измельчаемого куска, м3.
Если производительность машины бу-
дет равна Ум Си3/сек), то потребная для
измельчения мощность составит
д/ Зсгразр^м IgJ
2ЕП
’ Пример. Определить мощность электродвига-
теля для щековой дробилки с простым движением
щеки размером 1500Х2100.юипри(Тра3р=250- 106н/л<2,
производительности 400 м3!ч= 0,111 мэ!сек, £'=6,9-
• 1010 н!м\ 1=4,0, а=2, т]=0,85:
вт-
1g а
(92)
(93)
В табл. 9 даны результаты подсчета
мощности электродвигателя по форму-
ле (93).
Таким образом, при расчетах по формуле (93) необходимо вводить по-
правочный коэффициент Ап, учитывающий уменьшение прочности камня
с увеличением его размера и частичное расхождение между подсчитанной
мощностью и установленной. Закономерность
табл. 9 аналогична той, которая установлена
Окончательно получаем
изменения величины &пр по
согласно табл. 8 и рис. 15.
Д? _Оразр Ум
2Ж]
lg t
lg а
вт.
(94)
n =
В. А. Бауман рекомендует определять мощность электродвигателя,
исходя из предположения, что камера дробления загружена кусками мате-
риала, как показано на рис. 16. Тогда полное усилие, необходимое для
Таблица 9
Мощность электродвигателя, подсчитанная по формуле (93)
Модель щековой дробилки ВхЪ, мм Мощность, подсчи- танная по формуле, кет Мощность уста- новленного элек- тродвигателя, кет Рекомендуемый поправочный ко- эффициент. Коэффициент пропорциональ- ности fenp
400x600 22,3 28,0 1,25 1,0
600x900 76,0 75,0 0,988 0,790
900X1200 111,0 100,0 0,903 0,722
1200Х 1500 186,5 160,0 0,862 0,688
1500x2100 354,0 250,0 0,707 0,5э6
36
разрушения кусков материала,убудет равно
+ + н. (95)
Усилие Рг, необходимое для разрушения нижнего куска, определится по
формуле
Pj = = 0,785рп£) I, (96)
где п — число кусков, укладывающихся по длине камеры;
р — коэффициент пропорциональности пределу прочности дробимого
материала. На основании опытных данных ВНИИСтройдормаша
/9=110 Мн/м2.
Учитывая, что
nD, = L, (97)
окончательно получим
P^OJSbpLD^ (98)
Так же определяются усилия /%, Р3 и Р4.
Согласно формулам (95) и (98), получим
Робщ == 0,785рС (Л\+D,D3 + DJ н. (99)
Сумма линейных величин, заключенных в скобки, равна высоте камеры Н:
Н = D3 + D, м (100)
и тогда
Ро6щ = 0,785рР/7 н. (101)
Поскольку камера заполняется не плотным массивом, а разрыхленной мас-
сой, в формулу (101) необходимо ввести коэффициент разрыхления массы
£разр. тогда
Робщ " 0,785p/?pa3pL/7 н, (102)
где &разр— коэффициент разрыхления, равный 0,3.
Величину Робщ можно также определить по формуле В. А. Баумана:
0,31 л3аоа3п
Робщ =----«’ <103)
где аразр— предельная прочность на разрыв, н/м2-,
S — активная площадь дробящей плиты, S=HL.
Подставив в уравнение (102) величины Р=П0 Мн/м2 и &разр=0,3, полу-
чим
Робщ= 260-104СЯ н. (104)
Работа дробления, совершаемая за один ход подвижной щеки, будет равна
Ч = Робщ51 дж, (105)
где st— путь, пройденный щекой в месте приложения силы.
Предполагаем, что точка приложения силы Р находится на середине вы-
соты камеры. Согласно рис. 16, из треугольников OAxBi и 0А2В2 имеем
ОВу
S1 " ОВ2 Sh
где sH— ход щеки по горизонтали у разгрузочного отверстия.
У дробилок с простым движением щеки 3!=(0,57—0,60) sH, а у дробилок
со сложным движением щеки Si=0,9 sH. Работа дробления за один оборот
эксцентрикового вала составляет
А = PCDs. дж,
'-г х
(106)
37
где Рср— среднее значение усилия дпрбления за один оборот эксцентрикового
вала, изменяющееся от Рма1< до 0;
Рср = Р°б^+0 =0,5Робщ н. (Ю7)
Мощность электродвигателя дробилки определится по формуле
0,5Робщ5П cos а
N = ----—------- вт, (108)
где п — число оборотов эксцентрикового вала, сек;
а — угол между щеками, град; при а=20° cos а=0,94;
q — к. п. д. привода.
Подставив значение Робшиз формулы (104) и выразив через sH, окон-
чательно получим
А7 735- l03sKnLH /тих
/V =----— вт, (109)
sH — ход щеки у разгрузочного отверстия? м;
п — число оборотов эксцентрикового вала, сек;
L — длина камеры, м;
Н — высота камеры, м;
q — к. п. д. привода, q=0,85.
Расчеты потребной мощности по формуле В. А. Баумана для щековых
дробилок с простым движением щеки сведены в табл. 10.-
Таблица 10
Мощность электродвигателя, подсчитанная по формуле (109)
Модель дробления вхь Мощность, подсчитан- ная по формуле, кет Мощность установ- ленного электро- двигателя, кет Оптималь- ная вели- чина хода, м Число оборотов вала, сек Площадь LH. Рекомендуе- мый попра- вочный коэф- фициент, 4Г1 Коэффициент пропорцио- нальности, ^пр
400X600 33,2 28,0 0,015 5,0 .0,51 0,845 1,0
600X900 111,0 75,0 0,02 4,6 1,375 0,676 0,805
900X1200 164,0 100,0 0,03 2,83 2,20 0,607 0,720
1200X1500 292,0 160,0 0,036 2,25 4,13 0,549 0,653
1500x2100 488,0 250,0 0,045 1,67 7,50 0,512 0,603
Таким образом, при расчетах по формуле (109) необходимо вводить по-
правочный коэффициент Ап.
Сравнивая данные табл. 8—10, устанавливаем, что зависимость мощ-
ности электродвигателя от размеров наибольших кусков, поступающих
в дробилку, имеет примерно идентичный характер, подтверждающий опре-
деленную закономерность влияния крупности дробимых кусков.
В результате рассмотрения существующих формул для определения
мощности электродвигателя приходим к выводу, что пока наиболее приемле-
мой (до разработки новых) является формула (87), поскольку разница между
мощностью установленного электродвигателя и мощностью, подсчитанной
по формуле (87), является наименьшей в сопоставлении с формулами (93)
и (109).
Для предварительных расчетов мощности для крупных дробилок можно
пользоваться формулой Бонвича [55]
N = квт> (НО)
где А — длина зева дробилки, см;
В — ширина зева дробилки, см.
38
Подсчеты по формуле (110^ показывают, что и в этом случае необходимо
вводить коэффициент пропорциональности для дробилок малых размеров.
Для дробилок средних и крупных формула (110) дает удовлетворительные
результаты.
Определение усилий, возникающих в частях щековых дробилок, и рас-
четы на прочность. В качестве исходной величины для расчета усилий,
действующих в частях механизма дробилки с простым качанием щеки, при-
мем мощность электродвига'реля, определяемую по формулам (87) с введе-
нием в них коэффициента пропорциональности.
С?
Рис. 17. Схемы к определению усилий, возникающих в частях
дробилки
(Hl)
(112)
Начнем с определения усилий в шатуне (рис. 17, а). При перемещении
шатуна из нижнего положения в верхнее подвижная щека приближается
к неподвижной. При этом возникает сопротивление качанию щеки (сопро-
тивление куска раздавливанию), возрастающее от нуля до наибольшей
величины. Приближенно можно считать, что изменение сопротивления Р
происходит по закону прямой линии, тогда
А = Г.наиб + 0 дж^
где А — работа, затрачиваемая на измельчение;
sT— ход подвижной щеки в месте приложения силы Рнаиб
Ранее было указано, что Sj=(0,57-4-0,60) sH, тогда
А = (0,57-4-0,60) sH,
где sH— ход подвижной щеки у разгрузочной щели.
Найдем величину А, зная мощность электродвигателя Удв:
А —---- дж,
п
где т] — к. п. д. дробилки;
п — число оборотов эксцентрикового вала, объект,
Л^Дв— мощность двигателя, вт.
На основании формулы (112) получим
р _____2 A cos а
^наиб— o,585sH w’
(ИЗ)
(114)
raso," — ход щеки в направлении действия силы Р.
Подставляя в формулу (114) значение А из формулы (ИЗ), найдем
_2ЛГдвт| cosa_ 3,42^двт] cos a
^нацб— п-0,585$н — nsH Н’ И15)
где sH— в м, а а — угол захвата, а=20°.
Усилие Тнаиб, действующее по распорной плите (см. рис. 17, а), в момент
максимального нажатия будет равно
= (U6)
где L = 2,7 В (ширины загрузочного отверстия), а Н=1,7 В-,
Р — угол между шатуном и распорной плитой; принимается р~80°;
sin р=0,985,
тогда
Т„„6 = 0,64Р„в6. (117)
Обозначим через Q усилие, действующее в шатуне. Усилие Q, так же
как и сопротивление раздавливанию Рт, будет изменяться от нуля до наи-
большей величины, тогда его среднее значение Qcp будет равно
QQiiaH6 “I- 0 . Фнаиб ., / 1 1 о\
ср =---Н' (И°)
Работа, совершаемая силой Qcp за один оборот эксцентрикового вала,
будет равна
Л = Qcp- 2е дж, (Н9)
где е — эксцентриситет вала, м,
откуда
л
= | «• (120)
Подставляя значение А из формулы (113), получим
’2еУ Н (121)
[в формуле (121) Уд6 в вт, е — в м, п — в об/сек\. Величина наибольшего
усилия в шатуне определится по формуле
ен.,в-2Сср = ^ н. (122)
Чтобы избежать поломок шатуна при попадании твердых посторонних
предметов (стальные обломки буров, зубья экскаватора и т. п.), расчетную
величину QHaii6 рекомендуется принимать на 30—50% больше. В дробилках
со сложным движением щеки усилия будут распределены так, как это по-
казано на рис. 17,6.
Величина наибольшего усилия раздавливания согласно формулам (111)
и (113) будет равна
наиб „Si
Н,
(123)
где Sj — ход подвижной щеки в месте приложения силы Р, принимается
приближенно равным 0,5 sH м (sH— ход подвижной щеки у раз-
грузочной щел и):
1|COSaW <124)
(и—в об/сек, a su—в м).
40
По рис. 17, б при «!=а имеем
Р = Т sin (а+ Р) (125)
= Т cos (а 4 (3) н, (126)
где р — угол между распорной плитой и горизонтальной плоскостью, =
=25°.
Далее определяем
«,.«« = (127)
Подставляя в формулу (127) вместо Р его значение по формуле (126), полу-
чим
*• (128>
Пример. Определить величину усилий, действующих в частях механизма щековой
дробилки с простым движением щеки размером 1500X2100 мм. Ранее было установлено,
что мощность электродвигателя данной дробилки равна 250 квгп, п= 1,67 об/сек-, sH = 0,03 м\
а=20°.
Согласно формуле (115),
D 3,42-250-10’0,65-0,94
/наиб —-------1 67-0 03----= 13,6 Мн, или 1360 т.
Усилие в распорной плите 7фаи(=;—0,61 Р„аиб;'" 8,73 44^=873 т.
Усилие в шатуне
QHaH6 = 25Q 0°38^67°3 -4,23 44н —423 т.
v , иО• 1,0/
Бонвич для данной дробилки приводит следующие цифры: Рнаиб= 1350 m, (?иаиб—
480 т, т. е. весьма близкие к подсчитанным выше.
Расчет маховика. Щековая дробилка является машиной периодического
действия (половина хода рабочего, половина холостого). Во время холостого
хода, когда энергия затрачивается только на преодоление вредных сопротив-
лений, мощность двигателя используется не полностью и, следовательно,
двигатель имеет запас мощности. Для использования этой мощности дро-
билки снабжаются маховиками, назначение которых состоит в том, чтобы
накопить кинетическую энергию во время холостого хода и отдать ее в мо-
мент рабочего хода. При этом угловая скорость изменяется с сотах в начале
рабочего хода до comin в конце рабочего хода. Колебания угловой скорости
рабочего хода ограничиваются так называемой степенью неравномерности
хода б:
g__ ютах ^min (129)
(0Ср
где <оср— средняя угловая скорость,
frt __ ^тах + фпнп / 1 огл
Энергия, накапливаемая маховиком, определяется следующим образом:
Э 2 (®тах “Ь ®min) (®тпах ®min) &Ж.
(131)
(132)
С учетом формул (129) и (130) получим:
Э = /со|р6 = / (2лп)26 = 4/л2п26 дж,
(133)
Из теоретической механики известно, что
1~тР2---®- кем2, (134)
41
где I — момент инерции маховика, кгм2;
т — масса маховика, кг;
R — радиус маховика, м.
Из формулы (134) получаем mD2 = Al кгм2. (135)
Произведение mD2 называется маховым моментом.
Подставляя в формулу (135) вместо / его значение из формулы (133),
получим
= (136)
Величину энергии, накапливаемой маховиком Э, рекомендуется при-
нимать равной половине работы дробления согласно формуле (113), а именно
Э=2=~5Г дж- <137)
Подставляя найденное значение в формулу (136), получим
mD> = ^8' <138)
Для дробильных машин степень неравномерности принимают в пределах
0,01—0,03.
Пример. Определить массу маховика для дробилки СМ-16Б, если Л/дв=75.103 вт,
Т]=0,85, л=4,58 об!сек, 6=0,02:
П2 75-103-0,85 .... 2
mD =2STWTW2= 1655 “-“-
Диаметр маховика для дробилки СМ-16Б равен 1,525 м. Масса маховика составляет
1655 71 к
т=Тй^ = 715
С учетом массы ступицы и спиц масса т1= 1,2 т=855 кг.
Расчет шатуна производится по усилию <2наиб» определенному по фор-
муле (122). Площадь сечения F шатуна определяется из условия
Расчет распорных плит. Наибольшую величину усилия, действующего
вдоль распорной плиты, определяют по формулам (117) или (128).
В большинстве конструкций дробилок распорные плиты являются также
и предохранительным устройством. В этом случае расчет ведут также по
формулам (117) и (128), однако при этом запас прочности принимают 1,5—
2,0. В ряде конструкций распорные плиты составляют из двух частей, сое-
диненных болтами или на заклепках. Соединение делается с таким расчетом,
чтобы болты (заклепки) срезались при возникновении усилий, превышающих
расчетные пределы.
Подвижная щека рассчитывается на изгиб под действием силы Ртц(> как
балка на двух опорах, из которых одна опора шарнирная. Величина силы
Рваиб определяется по формулам (115) и (124).
Эксцентриковый вал рассчитывается на сложное сопротивление от 1) из-
гиба: для дробилок с простым качанием щеки под действием силы Qpac4—
формула (122), а для дробилок со сложным качанием щеки под действием
силы Р — формула (125) и 2) кручения под действием крутящего момента,
определяемого по формуле
/Иип= — нм
«р (й
(140)
(Л7 — в вт).
При расчете вала необходимо также учитывать изгибающее усилие от
натяжения ремней и проверить консольную часть вала, которая подвергается
изгибу и кручению.
Глава III
КОНУСНЫЕ ДРОБИЛКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
поступательное движение (рис. 18, а).
(L) й)
8} г)
Рис. 18. Схемы конусных дробилок
действием собственного веса скользит
В конусных дробилках (рис. 18) раздавливание кусков материала про-
исходит между внешним конусом 1 и внутренним 2 путем нажатия внутрен-
него конуса на материал. Конус при этом или совершает качания относи-
тельно неподвижной точки (тирании) О (рис. 18, б), или перемещается по
круговой траектории, совершая
При указанных движениях внут-
реннего конуса образующие ко-
нусов то сближаются, то удаля-
ются друг от друга. При сбли-
жении конусов материал дро-
бится, а при удалении — опус-
кается вниз.
На рис. 18, в представлена
конусная дробилка среднего
дробления, а на рис. 18, г — дро-
билка мелкого дробления.
Работа конусной дробилки
подобна работе щековой дро-
билки. За первую половину ка-
чания внутреннего конуса, когда
он приближается к внутренней
поверхности наружного конуса,
материал будет дробиться; за вто-
рую половину качания, т. е. при
отходе внутреннего конуса, раз-
дробленный материал будет вы-
падать, в то время как материал,
расположенный на другой сто-
роне, будет подвергаться измель-
чению. Измельченный материал
вниз, к выходному отверстию. Дробление в конусной дробилке происхо-
дит непрерывно при последовательном перемещении зоны дробления по ок-
ружности.
Конусные дробилки классифицируются по следующим признакам.
По технологическому назначению:
дробилки крупного дробления (ККД); максимальный размер поступаю-
щего куска в зависимости от величины дробилки колеблется от 400 до 1200 мм
при ширине выходного отверстия от 75 до 180 мм; производительность при
работе на известняке — от 390 до 2000 т/ч;
дробилки среднего дробления (КСД); максимальные размеры поступаю-
щих кусков в зависимости от величины дробилки — от 65 до 300 мм при
ширине выходного отверстия от 12 до 60 мм; производительность при работе
на известняке — от 32 до 1450 т/ч;
дробилки мелкого дробления (КМД); максимальный размер поступаю-
щего куска в зависимости от величины дробилки — от 38 до 100 мм при ши-
рине выходного отверстия от 3 до 15 мм. Производительность — от 18 до
580 т/ч.
По конструктивному исполнению:
дробилки с подвешенным валом;
дробилки инерционные;
дробилки с консольным валом, которые в свою очередь разделяются на
нормальные, средние и короткоконусные.
43
§ 2. КОНСТРУКЦИЯ КОНУСНЫХ ДРОБИЛОК
Дробилка длинноконусная с подвешенным валом, геометрическая ось
которого описывает коническую поверхность, представлена на рис. 19. На
массивном основании 1 крепится на болтах наружный конус 2. С внутрен-
ней рабочей стороны конус выложен броневыми плитами 3 из марганцови-
стой стали. На конусе укреплена поперечина 4 с головкой 5, в которой уста-
навливается подвесной подшипник главного вала 6. На главный вал, имею-
щий неподвижную точку подвеса в центре поперечины 4, насажен внутрен-
ний дробящий конус 7. Нижний конец вала вставлен в наклонную расточку
втулки 8 с укрепленным на ней коническим зубчатым колесом 9. Это колесо
Рис. 19. Дробилка длинноконусная
находится в зацеплении с шестерней 10, приводимой во вращение от двига-
теля через редуктор и приводной вал 11 (или посредством клиноременной
передачи). При вращении эксцентриковой втулки 8 образующие дробящего
конуса последовательно то приближаются к внутренним стенкам наружного
конуса, то отходят от них. Материал, подлежащий измельчению, подается
в загрузочные окна 12, дробится между конусами и, постепенно опускаясь
вниз, разгружается через камеру 13. Верхняя подвеска подшипника состоит
из опорного кольца 14 и втулки 15, которая опирается своим нижним сре-
занным на конус торцом на опорное кольцо. Втулка 15 вставлена в конусную
44
втулку 16 и может перекатываться по опорному кольцу 14. Для обеспечения
плотного прилегания брони 3 к конусу 2 зазор между ними заливается це-
ментным раствором. Размер дробилки характеризуется шириной загрузоч-
ного отверстия. Так, дробилка модели ККД-900 — конусная дробилка круп-
ного дробления с шириной загрузочного отверстия 900 мм. Размер поступаю-
щего на дробление куска материала не должен превышать 0,8 размера за-
грузочного отверстия.
Рис. 20. Дробилка инерционная
На рис. 20 представлена конусная инерционная дробилка Механобра,
разработанная НИИЦеммашем.
Дробилка состоит из подвесного корпуса 1 с закрепленным в нем не-
подвижным конусом 2. В центральной части дробилки установлены подвиж-
ный конус 3, карданный вал 4, соединенный с электродвигателем 5. Корпус
дробилки подвешен на пружинно-канатных подвесках 6. Подвижной конус
в верхней части опирается на сферическую опору 7, которая с помощью
45
двух электродвигателей и червячных редукторов 8 может перемещаться
по вертикали, чем обеспечивается регулирование ширины выходной щели.
На валу 4 в нижней его части закреплен дебаланс 9, который при вращении
вала 4 создает центробежную силу инерции, обеспечивающую прижатие
подвижного конуса к неподвижному и раздавливание при этом дробимых
кусков материала.
Материал, подлежащий измельчению, поступает в дробилку по течке 10.
Дробилки с консольным валом применяются для мелкого и среднего
дробления, при этом, поскольку размер кусков, поступающих на дробление,
Рис. 21. Конусная дробилка с консольным валом
обычно колеблется в пределах 38—300 мм, ширина загрузочного отверстия
делается значительно меньшей, чем в дробилках крупного дробления. Ука-
занные дробилки применяются в основном для вторичного дробления. Уст-
ройство дробилки следующее (рис. 21). Консольный вал 1 с напрессованным
на него дробящим конусом 2 устанавливается в эксцентриковую втул-
ку 3. При вращении эксцентриковой втулки дробящий конус получает кача-
тельное движение по окружности около неподвижной точки А. Эксцентри-
ковый стакан помещен в нижней части станины, в которую запрессована
бронзовая втулка 4. Опорой эксцентрикового стакана служит подпятник 5,
однако он воспринимает только вес стакана и шестерни. Вес вала и дробя-
щего конуса, а также вертикальные составляющие усилия дробления воспри-
нимаются сферическим бронзовым кольцом 6. Наружный конус 7 с кольцом,
46
Рис. 22. Конусная дробилка с гидравлическим предохранительным устройством и гидрав-
лической регулировкой разгрузочной щели
имеющим по внешней окружности резьбу S, ввертывается в кольцо 9, опи-
рающееся на станину. Наличие резьбы позволяет опускать или поднимать
внешний конус и регулировать тем самым ширину выходного отверстия.
С помощью пружин 10, расположенных по окружности машины, опор-
ное кольцо 9 притягивается к станине. Указанное крепление внешнего
конуса предупреждает поломку машины при попадании посторонних
предметов. В этом случае пружины сжимаются, опорное кольцо вместе
с внешним конусом поднимается и пропускает посторонние предметы.
После этого под действием пружин опорное кольцо с конусом садится
на свое место.
Верхний и нижний конусы имеют съемные рубашки из марганцовистой
стали. Эксцентрик изготовляется из сталистого чугуна, рамы, кольцо и ко-
нус — из стального литья. Материал, подлежащий измельчению, поступает
на тарелку 11, которая равномерно распределяет его по камере дробления.
Материал дробится более однородно, чем в конусных дробилках других ти-
пов. Это достигается тем, что в нижней части камеры дробления имеется зона
параллельности, в которой материал дробится менее одного раза. Размер
дробилки обозначается по величине нижнего диаметра дробящего конуса.
Так, дробилка модели КСД-900 — конусная дробилка среднего дробления
с нижним диаметром дробящего конуса, равным 900 мм.
На рис. 22 представлена дробилка с гидравлическим предохранитель-
ным устройством и гидравлической регулировкой разгрузочной щели. Кон-
струкция и принцип действия устройства следующие. Дробящий конус 1
закрепляется на стакане 2, который может свободно перемещаться вдоль
эксцентрикового стакана 3. Стакан 2 через шаровую опору 4, шток 5 и скал-
ку 6 со сферическими конусами опирается на поршень 7. Пространство между
поршнем 7 и нижней крышкой цилиндра 8 заполняется маслом. Эта полость
трубопроводом 9 соединяется с воздушным баллоном 10, заполненным воз-
духом под высоким давлением. При попадании в дробилку недробимых
тел удельное давление на масло резко повышается и последнее, сжимая воз-
дух, вытесняется в воздушный баллон. Поршень 7 при этом опускается,
обеспечивая тем самым возможность опускания дробящего конуса и вслед-
ствие этого увеличение ширины разгрузочной щели и выпадение посторон-
него предмета. Возврат дробящего конуса в исходное положение обеспечи-
вается тем, что после снятия дополнительной нагрузки находящийся в бал-
лоне воздух начинает вытеснять масло обратно в полость цилиндра, поднимая
при этом поршень.
Рассмотренная выше конусная дробилка запроектирована под руковод-
ством конструкторов Уралмашзавода Д. И. Беренова и А. В. Лобанова
и находится в стадии освоения.
§ 3. КОНСТРУКЦИЯ ОСНОВНЫХ ЧАСТЕЙ КОНУСНЫХ ДРОБИЛОК
Станины дробилок крупного дробления изготовляются из стального
литья, обычно из трех частей (см. рис. 19 и 20): нижней, средней и верхней
(траверсы), которые на месте установки соединяются болтами, предвари-
тельно щагретымц,до 350—400°л Станины дробилок для среднего и мелкого
дробления отливаются из стали в виде массивной отливки, перекрываемой
сверху кольцом, в которое ввинчивается наружный конус.
Дробящий конус у дробилок крупного дробления выполняется удли-
ненным и крутым (угол у основания конуса около 70—80°), как это показано
на рис. 19, 20. Для дробилок крупного дробления дробящая головка вы-
полняется из двух частей: из стального корпуса и защитной футеровки (бро-
ни) из марганцовистой стали, йадеваемой на корпус. Футеровка (броня)
дробящего конуса состоит из двух колен, надеваемых на корпус и затягивае-
мых сверху гайками. Для обеспечения плотного прилегания брони к кор-
пусу зазор между ними заливается цинком. Верхнее кольцо брони, менее
изнашиваемое, можно выполнять из хромистой стали или из отбеленного
48
чугуна; материалом для нижнего кольца, более изнашиваемого, служит вы-
сокомарганцбвистая сталь (12—14%).
Дробящий конус у дробилок среднего и мелкого дробления также вы-
полняется из двух частей: корпуса и брони. Корпус изготовляется сравни-
тельно пологим при угле у основания около 40—42° (см. рис. 21). Броня
изготовляется в виде рубашки, отливаемой из высокомарганцбвистой стали.
Зазор между броней и корпусом заливается цинком. Дробящий конус имеет
сферическое основание, которым опирается на бронзовое кольцо, восприни-
мающее вес вала, дробящего конуса, а также вертикальные составляющие
усилия дробления.
Внешний конус у дробилок крупного дробления является средней ча-
стью станины. Он футеруется броней, состоящей из двух рядов плит, раскли-
ненных по окружности и опирающихся на выступ в нижней части станины.
Для предупреждения сдвига брони вверх под действием выталкивающих
усилии в ней предусматриваются специальные выступы, входящие в соот-
ветствующие впадины станины. Послеустановки брони пространство между
броней и конусом заливается цин-
ком. Внешний конус дробилок сред-
него и мелкого дробления футеруется
литой рубашкой из высокомарганцб-
вистой стали.
^Конусные дробилки среднего и
мелкого дробления различаются по
форме и расположению дробящего и
внешнего конусов и в зависимости от
их назначения бывают трех типов:
нормальные, средние и короткоконус-
ные (рис. 23).
В. коротко конусной дробилке зона
параллельности по сравнению с двумя
другими типами удлинена, что обеспе-
чивает, особенно при щелком дробле-
нии, получение продукта с более рав-
номерными по величине кусками.
Эксцентриковый стакан 8 дроби-
лок крупного дробления (см. рис. 19)
имеет с наружной и внутренней сторон
Короткоконцсный тип
Зини параллель -
Рис.23. Форма и расположение конусов-
дробилок среднего и мелкого дробления
(в рабочей зоне) баббитовую заливку:
по всей длине окружности — с внутренней стороны и на 3/4 длины окруж-
ности— с наружной. Внешний и внутренний слои заливки соединены
между собой при помощи отверстий, заполняемых баббитом. Баббит на теле
стакана дополнительно крепится пазами в форме ласточкиного хвоста, ко-
торые при заливке также заполняются баббитом.
^Эксцентриковый стакан 3 (см. рис. 21) дробилок мелкого и среднего
дробления имеет снаружи и внутри втулки, из которых внутренняя 4 яв-
ляется опорой для вертикального вала. Поскольку обе втулки в процессе
работы воспринимают значительные усилия, они изготовляются из специ-
альных типов бронз, легко прирабатывающихся и удовлетворительно рабо-
тающих при значительных усилиях и скоростях. В качестве материала для
втулок Уралмашзавод применяет свинцово-оловянистые бронзы (свинца до
21% и олова до 8%).
В дробилках крупного дробления от пыли следует особо защищать узел
эксцентрикового стакана. Уплотнение, предупреждающее попадание пыли
в область стакана, а следовательно и подпятника, состоит из двух колец
1 и 2 (см. рис. 24, б). Первое из них закреплено на станине, а второе опи-
рается на кольцо 1 сферической поверхностью. Второе кольцо имеет лаби-
ринтное и войлочное уплотнение. Другим типом уплотнения узла эксцентри-
кового стакана является устройство, представленное на рис. 24, а, состоящее
4 Заказ № 1125
49
из металлического корпуса 1, укрепленного на станине уплотняющего кбль-
ца 2, и нажимного кольца 3, прижимающего уплотняющее кольцо к боковой
поверхности корпуса и к торцу дробящего конуса.
Рис. 24. Устройство защиты эксцентрикового стакана от пыли
В дробилках среднего и мелкого дробления для защиты от пыли области
эксцентрикового стакана, сферической опоры, подпятника и привода при-
меняется гидравлическое уплотнение (см. рис. 24, б).
§ 4. РАСЧЕТ КОНУСНЫХ ДРОБИЛОК
Определение производительности дробилки. Как указывалось выше,
процесс дробления в конусных дробилках подобен дроблению в щековых.
Отличие только в том, что в конусных дробилках он происходит непрерывно.
Таким? образом, приведенные выше для щековых дробилок формулы для
определения производительности, числа оборотов и расхода энергии можно
использовать с соответствующими поправками и для конусных дробилок.
Необходимо, однако; отметить1, что эти формулы применимы при расчете
только тех конусных дробилок, в которых
материал выпадает под действием силы
тяжести. Таким образом, указанные фор-
мулы действительны для первых двух
типов рассмотренных выше конусных
дробилок (длинноконусных). При рас-
чете дробилок третьего типа — с консоль-
ным валом, в которых материал выпа-
дает из дробилки под действием сил тя-
жести и центробежных сил инерции, эти
формулы неприемлемы.
Согласно схеме рис. 25, мы можем
записать
р + рх = а^2ф. (141)
Таким образом, для конусных дро-
билок справедлива та же зависимость
между углом захвата и углом трения,
Рис. 25. Схемы к определению произ-/ ЧТО И ДЛЯ щековых Дробилок. Обычно
водительности щековых дробилок угол захвата В ДЛИННОКОНуСНЫХ Дробил-
ках принимают равным 21—23°.
Для выполнения расчетов по конусным дробилкам вост^яьэуемея схе-
мой, приведенной на рис. 25. В данном случае допускают, что оси вертикаль-
ного вала и дробящего конуса при работе параллельны (как у дробилок с не-
подвижным валом). Для дробилок длинноконусных (рис. 25, а) с подвешен-
ным валом, у которых угол наклона между осью дробящего конуса и осью
вала не превышает 2—3°, погрешность эта будет незначительной.
50
За один оборот вала или дробящего конуса из камеры дробилки выпа-
дает материал сечением
р = .<°+»)±°/, д». (142)
Принимая приближенно средний диаметр кольца выпадающего
материала равным нижнему диаметру дробящего конуса DH, получим объем
материала, выходящего из дробилки за один оборот вала:
V = nD^-^h м3.
(143)
Высоту сечения выпадающего кольца Л определим из-треугольника АВС,
полагая при этом, что углы наклона образующих конусов соответственно
равны р и |3Х, а эксцентриситет г, c—h, tg Р; b=h tg рг, откуда cA~b=s—2r~
=h (tg p+tg px),
и 2r
rt-tgp+tgpI
(144)
Таким образом, формулу (143) можно преобразовать так:
<145>
Подставляя вместо s=2r, получим
у лОн(а-|-г)2г о
V ~ tg p + tg рх м
(146)
Производительность конусной дробилки при п оборотах вала и при коэф-
фициенте разрыхления ср определяется по формуле
tgp + tgPi -^tgp + tgp, м/сек
или
Qs= QvTo6 = 2лPHt(g^t7p?6 ^/сек.. (148)
В формулах (147) и (148) все линейные размеры даны в м, п — в об/сек
уо6— объемная масса материала, кг/м3.
Для дробилок с пологим конусом (рис. 25, б) формула для определения
производительности примет несколько иной вид [см. ниже формулы (150)
и (151)1. Как видно из рис. 25, а, между внешним и дробящим конусами в ниж-
ней их части имеется зона параллельности, благодаря которой обеспечи-
вается значительная однородность (по размеру) выходящего материала.
Это справедливо при условии, что время прохождения этой зоны каждым
куском материала не должно быть меньше времени, потребного для одного
оборота вертикального вала. Однако это не исключает увеличения длины
зоны параллельности для повышения однородности продукта.
Согласно изложенному, объем материала, выпадающего из дробилки
за один оборот вала, определяется по формуле
V = dlnDcp jh3, (149)
где d — диаметр выходящих кусков;
I — длина зоны параллельности;
— средний диаметр дробящего конуса в зоне параллельности, обычно
принимаемый равным нижнему диаметру Dn,
Производительность дробилки при п оборотах вала и коэффициенте
разрыхления ср составит
— Vcpn — dlnD^n м3!сек (150)
или
Q V об = ЗуТоб = кг/сек,
(151)
51
4*
где ср — коэффициент разрыхления, равный 0,25—0,6;
п — число оборотов, об/сек-,
уоб — объемная масса, кг/м2.
Определение скорости вращения вала. Для дробилок длинноконусных
с подвешенным валом число оборотов вала (или дробящего конуса у дроби-
лок эксцентриковых) определяют из условия свободного падения измельчен-
ного материала:
h = e-£; t= ]/?• (152)
За один оборот вала образующая конуса совершает два качания (вправо
и влево), отсюда время, требуемое для одного качания, составит
, 1 0,5
t. = 5- = — сек.
1 2п п
(153)
Для того чтобы условия работы были наиболее благоприятны, необхо-
димо иметь
откуда
t =
0,5
п
сек,
п = 0,5 у об/сек.
(154)
(155)
Подставляя в формулу (153) значение h по уравнению (144) и полагая,
что £=9,81 м/сек2, получим
п = 0,5 1/9,81 (t^+tg Р1) = 0,785
Г л/t •
jZtg p+tgpi
г г
(156)
где г — эксцентриситет, м.
Значение л, полученное по формуле (156), рекомендуется уменьшать на
5—10% с учетом торможения материала за счет трения его о стенки конусов,
и тогда
п = 0,706 -4-0,745
(157)
Для определения числа оборотов вала дробилок с консольным валом
лроф. 3. Б. Канторович рекомендует следующую формулу:
п>2,2}/5'П°^/С°5” «б/аж,
(158)
где а— можно с достаточной степенью точности принять равным углу на-
клона образующей дробящего конуса (см. рис, 25); обычно прини-
мается равным 39—40 ';
f — коэффициент трения материала о поверхность конусов, равный 0,35;
I — длина зоны параллельности, м.
По принятому нами условию, длина зоны параллельности / должна быть
не меньше пути, который должен пройти за один оборот эксцентриковой
втулки выпадающий из дробилки кусок (за одно полное качание конуса
вправо и влево). Соответствующее этому циклу время будет равно
' = !• (159)
Так, для короткоконусной дробилки размером 1200 мм число оборотов п
эксцентриковой втулки равно 4,5 об/сек, тогда
t — Д= = 0,222 сек.
4,5
52
За это время кусок материала, находящийся на поверхности конуса
и двигающийся равномерно ускоренно, пройдет путь
. at2
1==~2~’ (160)
где а — ускорение;
n = g(sina—/coscc) м!сек?. (161)
Полагая, что а=41°, /—0,35 и g=9,81 м/сек2, получим.
г =9,81 (0’656 —0,35 0,?54) 0 222г 0,094 м.
Определяя отношение величины I, найденное по формуле (160), к Z)K,
получим
/ = 0 094 = 0 0784 _ 0,08
Расчетную величину зоны параллельности для всех трех типов дробилок
среднего и мелкого дробления рекомендуется принимать
/расч = 0,08£>н м. (162)
Подставляя в формулы (150), (151) и (158) вместо I его выражение из
формулы (162), получим
— лД-0,08 Dfan м3/сек, (163)
Qv= nd' 0,08 Dfanyo6 кг/сек, (164)
„ о rn/sin a— / cos а 7 Q , /"sin а —/cos а /i
П = 2’2У ' 0,08DH - = 7’8 И ---------К-----• <165>
Пример. Определить производительность дробилки короткоконусного типа при d—
= 0,003 м, DH= 1,2 м, <р= 0,4, /=0,35, а=41°, уоб=2600 кг!м3.
По формуле (165) находим
/"sin 41° —0,35 cos 41°
п = 7,8 1/ --------------------—-------- =4,47 об/сек.
По паспорту число оборотов данной дробилки равно 4,5 об/сек\
Q = n-0,003-1,22-0,4 4,47-2600-0,08 = 5,1-Ю-3 т!сеК1
Q = 3G00-5,1 -10-з= 18,3 т/ч.
По паспорту производительность данной дробилки равна 18 т!ч.
Мощность электродвигателя конусной дробилки может быть подсчитана
по одной из формул (87), (94), (109). Рекомендуется же вести расчет по фор-
муле (87), дающей наиболее близкие результаты к фактическим.
В табл. II приводятся результаты подсчета мощности электродвигателя
для дробилок ККД-
Таблица 11
Мощность электродвигателя для конусных дробилок
крупного дробления
Модель дробилки Мощность, подсчитанная по формуле (8 7>, кет Мощность установлен- ного электро- двигателя, кет Коэффициент пропорций- нальносги, ^пр
ККД-500/75 121,3 125,0 0,96
К КД-900/160 237,5 250,0 0,698
К КД-1200/150 362,8 — 0,625
ККД-1500/180 383,6 400,0 0,555
Изменения величин коэффициента &пр аналогичны ранее рассмот-
ренным.
53
Формулы (87), (97) и (109) пригодны только для конусных дробилок
крупного дробления. Для короткоконусных дробилок среднего и мелкого
дробления они дают заниженные результаты.
Для определения равнодействующей усилий дробления М. В. Егоров *
рекомендует формулу
МЛ н
е sin a cos р ’
(166)
где R — равнодействующая усилий дробления,
— суммарный эквивалентный момент на тихоходном валу, н
i — передаточное отношение зубчатой конической передачи;
т] — к. п. д. зубчатой передачи, эксцентрика и верхнего подвеса конуса;
е — эксцентриситет в расчетном сечении, ж;
а —угол опережения плоскости эксцентриситета;
Р — угол наклона образующей дробящего конуса.
В конусной дробилке ККД-1500/180 при дроблении криворожских руд
при среднем размере кусков дробимой руды, равном 0,5 Онаиб, т. е. равном
600 мм, средняя величина равнодействующей получилась Rcp=300 Т при
угле опережения ею плоскости эксцентриситета а=30°.
Проф. Панкратов С. А. и инженер Ушаков В. С. (университет им.
П. Лумумбы) в статье «Определение нагрузок, действующих на вал-эксцент-
рик конусных дробилок среднего и мелкого дробления» (журнал «Строитель-
ные и дорожные машины», 1968, №7) рассматривают распределение нагрузок
в эксцентриковых узлах конусных дробилок среднего и мелкого дробления
и приводят графики изменения реакции, действующей на цилиндрическую
втулку и углы между ней и плоскостью эксцентриситета, а также график
распределения напряжений по высоте цилиндрической втулки дробилки
КМД-2200/600. Полученные графики могут быть использованы конструкто-
рами при проектировании дробилок.
*М. В. Егоров. Динамика конусных дробилок крупного дробления. Диссерта-
ция на соискание ученой степени. М., 1966.
Глава IV
ВАЛКОВЫЕ ДРОБИЛКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
Валковые дробилки (вальцы) широко применяются в промышленности
строительных материалов, особенно при измельчении вязких и влажных ма-
териалов. Валковые дробилки применяются также для вторичного дробления
твердых пород (известняка, угля, различных руд и т. д.).
Рабочим органом в валковой дробилке являются два цилиндра (валка),
вращающиеся навстречу друг другу и раздвинутые на расстояние, опреде-
ляемое максимальным размером выходящего продукта. Материал, подлежа-
щий дроблению, вследствие трения затягивается между валками и при этом
постепенно измельчается.
Валковые дробилки классифицируют по следующим трем признакам:
по методу установки валков: дробилки с одной парой подвижных
и другой парой неподвижных подшипников; дробилки с подвижно установ-
ленными подшипниками;
по конструкции валков: дробилки с зубчатыми валками; дробилки
с ребристыми валками; дробилки с гладкими валками;
по принципу действия: валковые дробилки, действующие раздавлива-
нием; валковые дробилки, в которых раздавливание сочетается с истира-
нием, раскалыванием или разрыванием материала; валковые дробилки,
действующие раздавливанием и частично ударом.
Валковые дробилки строятся с валками диаметром от 400 до 1500 мм
и более. Ширина валков принимается равной 0,4—1,0 диаметра валков.
Степень измельчения в зависимости от свойств измельчаемого матери-
ала, конструкции валков и принципа действия дробилки принимается:
для твердых пород — до 4, для мягких вязких — до 6—8; при дроблении
в зубчатых валках вязких глинистых материалов — до 11—12 и более.
Производительность валковых дробилок в зависимости от размеров
валков, числа их оборотов и вида измельчаемого материала колеблется от 5
до 100 т/ч и более.
§ 2. КОНСТРУКЦИЯ ВАЛКОВЫХ ДРОБИЛОК
Дробилки с одним подвижным валком (рис. 26, а) наиболее распро-
странены. Почти во всех существующих конструкциях валковых дробилок
один из валков установлен в подвижных под-
шипниках, скользящих по направляющим.
Подшипники удерживаются на месте пружи-
нами, сжимаемыми при помощи специальных
болтов. При попадании посторонних предме-
тов пружины под увеличивающейся при этом
нагрузкой дают осадку, зазор между валками
увеличивается и инородное тело выпадает из
дробилки. Далее, под действием пружин под-
шипники с валком возвращаются в исходное
положение.
В дробилках с подвижно установленны-
ми подшипниками (рис. 26, б) обе пары под-
шипников подвижные, упираются в пружины,
и поэтому при попадании посторонних пред-
метов оба валка раздвигаются и пропускают
инородные тела. Так как валки, расходясь,
Рис. 26. Схемы валковых дро-
билок
движутся в противоположном направлении
с одинаковой скоростью, а возникающие при перемещении валков силы
инерции взаимно уравновешиваются, то дробилки этого типа работают
55
относительно спокойно и их называют уравновешенными. Однако этот тип
дробилок вследствие сложности конструкции и дороговизны не нашел
широкого применения.
Конструкция валковых дробилок весьма проста. Представление о прин-
ципе действия и устройстве валковых дробилок дают кинематические схемы,
показанные на рис. 27. Дробилка состоит из двух валков 1 (рис. 27, а),
вращающихся навстречу друг другу
Рис. 27. Кинематические схемы валковых
дробилок
и закрепленных на валах 2, опираю-
щихся на подшипники. Одна пара
подшипников 3 закреплена на раме
неподвижно, а вторая 4 может пере-
двигаться вдоль рамы. При этЬм кор-
пуса этой пары подшипников посто-
янно прижаты к упорам пружинами 5.
Между упорами и корпусами подшип-
ников ставятся сменные стальные про-
кладки, регулирующие величину за-
зора между валками.
Привод валков осуществляется
от электродвигателя (или трансмис-
сии) через ременную передачу. При
наличии зубчатой передачи (см. рис. 27, а) зубья второй пары делаются
удлиненными по высоте, с тем чтобы можно было обеспечить зацепление
при отходе подвижного валка.
На рис. 27, б представлена схема дробилки с самостоятельным приво-
дом каждого из валков.
Как отмечалось выше, различают гладкие, зубчатые, рифленые и реб-
ристые валковые дробилки.
На рис. 28 представлена конструкция валковой дробилки с гладкими
валками 1 и 2, предназначенной для мелкого дробления глиняных пластич-
ных материалов (величина зерна до 4 мм).
Зубчатые валковые дробилки предназначаются в основном для среднего
измельчения различных пород. Они служат для предварительного измель-
чения глин сланцевых или особо плотных, а также для измельчения хрупких
материалов. Валки дробилок данного типа состоят из чугунного корпуса
(ступицы), на внешней поверхности которого закрепляется рабочая рубаш-
ка с зубьями. Рубашка обычно изготовляется из закаленного чугуна,
углеродистой или марганцовистой стали и может быть цельной или состав-
ленной из сегментов. В ряде конструкций рабочая поверхность составлена
из отдельных колец (рис. 29, а), отливаемых вместе с зубцами.
В керамической промышленности находят применение так называемые
дифференциальные зубчатые валковые дробилки, в которых измельчение
материала происходит в основном вследствие разницы между окружными
скоростями валков. Окружная скорость валков зубчатых дробилок при-
нимается обычно равной 2—3 м/сек. В зубчатых же вальцах дифференциаль-
ного типа один из валков вращается со скоростью 0,3—0,4 м/сек, а второй —
1,2—1,5 м/сек. Ширина валков в среднем равна 0,54-0,7 от диаметра валка.
В дробилках с ребристыми валками (рис. 29, б) вместо зубьев на рабочей
поверхности имеются продольные ребра.
В промышленности строительных материалов широкое распростране-
ние получили так называемые дезинтеграторные вальцы для измельчения
глин и удаления камней. Достоинство этих дробилок — эффективное дроб-
ление глины ударом, раздавливанием и разрыванием при одновременном
частичном удалении твердых включений в виде камней и других посторонних
предметов.
Дезинтеграторные вальцы (рис. 30, а) состоят из двух валков 1 и 2,
из которых валок 1 большего диаметра имеет гладкую поверхность, а дру-
гой, меньшего диаметра, снабжен продольными ребрами высотой 8—10 мм.
Гладкий валок делает 50—60 об/мин, а ребристый — 500—600 об/мин.
56
Подлежащий измельчению материал загружается в приемную воронку 3
и падает на быстровращающийся ребристый валок 2. Под действием удара
ребра комок глины деформируется, вследствие чего поглощается значитель-
ная часть энергии удара и глина с небольшой скоростью отбрасывается на
тихоходный валок и далее за-
тягивается в зазор между вал-
ками. Иное положение будет
при дроблении твердых кам-
ней. В этом случае при отсут-
ствии практически остаточной
деформации камня большая
часть энергии удара обратит-
ся в ускорение движения кам-
ня, который, ударяясь о ти-
хоходный валок, отскакивает
от него и затем попадает в от-
водный лоток.
На рис. 30, б представ-
лены вальцы, обеспечив акт-
рис. 31. Устройство для осевого перемещения валка
щие наряду с измельчением
глины также и выделение из глиняной массы каменистых включений.
Отличие вальцов этого типа от валковой дробилки, показанной на рис. 28,
состоит в том, что в рассматриваемой конструкции дробилки один из вал-
ков 1 выполнен с винтовой поверхностью. Глиняная масса подает-
Рис. 32. Кинематическая схема дырчатой вал-
ковой дробилки
ся в зазор между валками, при
этом относительно крупные ка-
менистые куски не затягиваются
между валками и под действием
винтовой поверхности выводятся
из зоны валков.
Как уже отмечалось, в про-
мышленности строительных ма-
териалов валковые дробилки
применяются в основном для из-
мельчения вязких материалов.
При этом дробление их, как пра-
вило, происходит в две стадии:
предварительное мелкое дробле-
ние, при котором зазор между
валками равен 8—10 мм\ окон-
чательное мелкое дробление —
зазор равен 2—3 мм. Ранее дро-
билки данного типа совершенно
необоснованно назывались в пер-
вом случае дробилками грубого
помола и во втором -— дробил-
ками тонкого помола, что было
неправильно, поскольку речь
идет о дроблении, а не о помоле.
Кинематическая схема валь-
цов предварительного мелкого
дробления представлена на рис.
27, а. Окружная скорость валков
дробилок этого типа равна 1,3—
1,5 м/сек.
Вальцы окончательного мелкого дробления (см. рис. 27, б) отличаются
от Вальцов предварительного дробления тем, что у них нет зубчатых передач
и окружная скорость валка принимается равной 8—10 м!сек, при этом ско-
59
рость одного валка на 15—20% больше скорости другого. Недостатком глад-
ких вальцов является то, что у них валки вырабатываются неравномерно
(преимущественно в средней части). Кроме того, в процессе работы появля-
ются кольцевые выработки. Чтобы частично изжить этот недостаток, начали
применять вальцы, у которых один из валков имеет осевое перемещение
(рис. 31). На конце вала валка закрепляется профилированный кулак 1,
винтовые кольцевые выступы 2 которого заходят в соответствующие впадины,
имеющиеся на детали 3. При вращении вала с кулаком благодаря винтовым
кольцевым выступам валок перемещается в осевом направлении.
ВНИИСтройдормашем сконструированы так называемые дырчатые
вальцы (предложение С. Р. Голубовича), предназначенные для измельчения
массы и выдачи гранул. Дырчатые вальцы (рис. 32, а) состоят из тихо-
злиилрихобины
условно
Рис. 33. Одновалковая дробилка
ходного 1 и быстроходного 2 валков, рамы 3, направляющих 4 для под-
вижных подшипников 5, пружин 6, приемной воронки 7. Глиняная
масса, подлежащая измельчению, подается в приемную воронку и затяги-
вается между двумя валками, вращающимися навстречу друг другу. Имею-
щиеся в глине каменистые включения дробятся, так как давление пружин
на подвижной валок составляет 12—17,5 Т. Глиняная масса, затягиваемая
и измельчаемая валками, продавливается через отверстия 8 внутрь валков
в виде отдельных полосок и далее отводится. Рабочий зазор между валками
устанавливается равным 5 мм.
Привод каждого валка осуществляется от отдельного электродвига-
теля 1 через шестеренчатый редуктор 2 (рис. 32, б). Передача вращения на
тихоходный валок 3 осуществляется через зубчатую пару 4, обеспечивающую
отход валка. Возврат валка 3 в исходное положение осуществляется пру-
жинами.
К группе валковых дробилок относятся также так называемые одновал-
ковые дробилки (рис. 33), применяемые на цементных заводах для измель-
чения вязких пород средней и малой твердости (мергеля). На ступице 1
дробильного валка закрепляются при помощи болтов зубчатые сегменты 2
(или бандаж с зубьями). В передней части дробилки на оси 3 шарнирно под-
вешивается щека 4 с укрепленной на ней дробящей плитой 5. Две тяги 6
с пружинами 7 удерживают щеку в рабочем положении. Наличие тяг и пру-
жин исключает возможность поломки дробилки при попадании в нее посто-
ронних предметов. Степень измельчения в дробилках данного типа доходит
до 15 и более. Валок снабжен зубьями различной высоты: более высокие
зубья захватывают и дробят крупные куски, а зубья меньших размеров
дробят материал уже до требуемого размера.
60
В последнее время для среднего и мелкого дробления начинают приме-
нять щечно-валковые дробилки, представляющие собой сочетание щековой
и валковой дробилок. Здесь материал сначала поступает в щековую дробил-
ку, а затем в валковую. Степень измельчения в таких дробилках достигает
15—18.
§ 3. РАСЧЕТ ВАЛКОВЫХ ДРОБИЛОК
Определение угла захвата в валковых дробилках и соотношения между
диаметром валка и размером поступающего куска. Рассмотрим условия,
при которых возможно втягивание кус-
ка материала и последующее его дроб-
ление. Для простоты расчетов допустим,
что поступающие на дробление куски
имеют форму шара.
В момент втягивания куска валками
действуют следующие силы (рис. 34):
т — масса куска; из-за малой величи-
ны она практически незначительно
влияет на работу вальцов, поэтому
ею можно пренебречь;
Р — давление валков на кусок дроби-
мого материала; Рис. 34. Схема к определению угла
Pf — сила трения (f — коэффициент Тре- захвата и отношения D/d
ния дробимого материала о валки).
Сила Р и вызываемая ею сила Pf действуют в обеих точках касания (для
простоты эти силы показаны на рис. 34 действующими только в одной точке
касания).
Кусок дробимого материала втягивается валками при условии
2Pf cos а 2Р sin а.
(167)
Разделив правую и левую части формулы (167) на 2 Р cos а, получаем
f>tga. (168)
Заменив коэффициент трения f углом трения ф, получим
(169)
откуда
а^ф. (170)
Таким образом, для затягивания материала валками необходимо, чтобы
угол а, называемый углом захвата, был меньше угла трения. Иногда углом
захвата называют угол 0, образуемый касательными к валкам в точках при-
легания куска материала. Нетрудно убедиться, что угол 0 равен 2 а, и тогда
0<С2 ф.
Для определения соотношения между размерами поступающего куска
и диаметром валка также воспользуемся схемой, представленной на рис. 34:
(^ + “2 J C0Sa = “2~ + T ’ (171)
(D + d)cosa = D + а, (172)
где D — диаметр валка;
d — диаметр куска;
а — ширина выходной щели.
Преобразуем уравнение (172), разделив правую и левую части его на d:
-т- -4- 1 cosa = —г- + -г . (173)
\ а * / d a v 1
Учитывая, что степень измельчения в валковых дробилках принимается
в среднем равной 4, можно записать, что a/d=0,25. Сделав необходимые пре-
61
образования в уравнении (173), получим
D __cos а—0,25
d 1 — cos а
(174)
Коэффициент трения f кусков твердых пород (известняка, песчаника,
гранита и т. д.) о поверхность стального валка равен в среднем 0,3, а для
кусков влажной глины — 0,45.
При указанных значениях / предельный угол захвата будет равен соот-
ветственно 16°40' и 24°20'.
Таким образом, отношение Did будет равно:
при дроблении твердых пород
D cos 16°40' —0,25
d 1—cos I6°40'
при дроблении глин карьерной влажности
D cos 24°2(Г —0,25
d 1—cos 24°20'
(175)
(176)
Формулы (175) и (176) выведены при том предположении, что угол
захвата а равен углу трения. Практически же для надежной работы валко-
вой дробилки необходимо полученные значения увеличивать на 20—25%.
Таким образом, гладкие валковые дробилки применимы только для
среднего и мелкого дробления, поскольку даже при очень больших диамет-
рах валков (1500 мм) размер захватываемых твердых кусков не превышает
75 мм. В зубчатых и рифленых валках отношения Did принимаются мень-
шими, так как здесь захват кусков осуществляется не за счет сил трения,
а затягиванием. Практически отношение Did принимают равным 2—6.
Определение производительности валковых дробилок. Практика дроб-
ления^тве_рдых пород показала, что наилучшие результаты дает работа дро-
билок при степени измельчения
i =-£ = 3-е-5.
а
При дроблении кусков влажной глины указанное отношение можно
повысить до 8—10, поскольку при этом условия захвата улучшаются.
Производительность валковых дробилок определяется по формуле
= Bavk мi * 3/сек, (177)
где В — ширина валков, м;
а — зазор между валками, м;
v — окружная скорость валков, м!сек;
k — коэффициент, учитывающий использование ширины валков и сте-
пень разрыхления материала.
Для твердых пород k принимается равным 0,2—0,3, а для влажных вяз-
ких материалов (глин) — 0,5—0,7.
Окружная скорость валков
v^-nDn м!сек, (178)
где п — число оборотов валков, об]сек\
D — диаметр валка, м.
Окончательно получаем
Qv—nkBaDn м31сек, (179)
или в весовых единицах
= nkBaDn уоб кг! сек, (180)
где уоб— объемная масса материала, кг/м\
При измельчении твердых пород под влиянием сопротивлений раздав-
ливанию и при наличии пружин валки несколько раздвигаются, вследствие
62
чего зазор а увеличивается. На основе практических данных зазора!между
валками в этом случае можно принять равным
ах= 1,25а. (181)
Вводя соответствующие поправки в формулы (179) и (180), получаем:
Qv= nkB • l,25aDn м3/сек, (182)
QT = 1,25nkBaDnyo6 кг/сек. (183)
При этом уо6 принимается равным 1600 кг/м3 (объемная масса). При
измельчении глинистых материалов сопротивления раздавливанию относи-
тельно невелики и подвижной валок отходит от неподвижного только при
попадании твердых включений. Вследствие указанного расчет дробилки при
работе на глинах ведется по формулам (179) и (180).
Производительность дырчатых вальцов можно определять по формуле,
рекомендуемой ВНИИСтройдормашем,
Qy= 12flnzFa м3/ч, (184)
где R — радиус валка, м\
п — среднее число оборотов валков, об/сек-,
г — количество отверстий на одном валке;
F — сечение одного отверстия, л/2;
a — угол захвата, град (1 град— около 0,384 рад)-,
а = arctg^t/1; (185)
здесь f — коэффициент трения глины о металл (0,3);
/х— коэффициент трения глины о глину (0,7).
Определение числа оборотов валков. Для работы валковых дробилок
весьма важен правильный выбор числа оборотов валков.
Как показала практика, число оборотов валков не должно превышать
определенного предела, выше которого начинаются недопустимые для ма-
шины колебания.
Проф. Левенсон, учитывая центробежную силу, действующую на ма-
териал, находящийся на вращающемся цилиндре, рекомендует определять
теоретически допустимое число оборотов валков по формуле
^наиб 102,5
об/сек,
(186)
1/ - -
V yo6dD
где f — коэффициент трения материала о валок;
уо6 — объемная масса материала, кг/м3',
d — диаметр поступающего куска, м;
D — диаметр валка, м.
Принимаем 4 = /=0,3; уоб= 2 600 кг/м3.
Практически с целью уменьшения износа рубашки валков окружную
скорость принимаем равной
«практ = (0Л0,7) пнайб об[сек. (187)
Определение мощности, потребляемой валковыми дробилками. Валковые
дробилки применяются как для дробления твердых материалов, так и для
измельчения глиняных пластичных материалов. В основном в промышлен-
ности строительных материалов валковые дробилки применяются для из-
мельчения пластичных глиняных материалов, осуществляя наряду с измель-
чением и пластицирование их.
63
Среднее удельное давление на валок можно определить по формуле [271
К/Л<2; <188)
где k — коэффициент, принимаемый равным 1,15;
ат — предел текучести, н/Л£2;
Лнс — толщина нейтрального слоя, м;
6Т — коэффициент, определяемый по соотношению
«=-+- (189)
ц — коэффициент трения между материалом и валком;
а — угол захвата;
Л/i—линейное обжатие материала, .и;
hK — толщина выходящей ленты материала, м.
Определим среднее удельное давление на валок в дробилке с валками диаметром 0,8 м
и шириной валка 0,6 м при зазоре 0,004 м.
Величину Лн с можно приближенно определить по формуле
Лн.с ~ ОЛ- (190)
где Лн— начальная толщина поступающего материала, равная наибольшему размеру по-
ступающих кусков, лг,
htl — ДЛ + ЛК,
АЛ = 27? (1 —cos а).
Приа=24°20' и /?=0,4 м получим АЛ—2.0,4 (1—0,9)=0,08 м.
Согласно формулам (190) и (191), получим:
Лн = 0,08+ 0,004 = 0,084 л;
Лн.с = К0,084-0,04 = 0,0183 м.
По формуле (189) находим при р,= 0,44-0,45
Предел текучести для пластичных глин изменяется
в пределах (34-5). 106 н!м2.
Подставляя полученные значения в формулу (188),
в зависимости от влажности их
найдем
2-0,0183
(2—1)-0,08
рср= 1,15-4-Юь-
Рис. 35. Схема к определению мощности вал-
ковой дробилки
0,0183 V
0,004 ; —
= 4,2 Afw/jw2.
Площадь, по которой будет действо-
вать это давление, определяется по фор-
муле
F — Bl At2, (192)
где В — ширина валков, м;
I — длина дуги, на которой измель-
чается материал (см. рис. 35);
l — Ra. (193)
где а выражено в радианах.
При х = 24'20' 1= R .0,423.
Подставляя значения В и / в формулу (192),
найдем
F = 0,6 0,4 -0,423 « 0,1 л2.
Окончательно получим, что
7> = = 4,2•10е-0,1 = 420000 я = 0,42 Мн.
Вводя коэффициент, учитывающий использование ширины валков и степень разрыхле-
ния материала, Л=0,6, получим Рср =0,6.420 000= 252 000 н.
Проекция РСр.ф на горизонтальную ось, принимая приближенно, что точка приложе-
ния этой силы находится на половине длины дуги /, будет равна
Рср.ф = РСр. c°s -| = 252-Ю3-0,977 = 246 000 я.
64
Суммарный путь, который проходит точка приложения сил нажатия обоих валков на мате-
риал, есть проекции перемещения точек приложения этих сил. Считая приближенно, что
точка приложения силы Рср ф лежит на половине дуги I, получим величину горизонтального
пути, проходимого точкой приложения этой силы, равной (для обеих сил)
S = 2R ( 1—cos-^ = 2-0,4 (1—0,977) = 0,0184 м.
Работа, совершаемая силами Рср>ф на суммарном пути, будет равна
Д = р' ф5 = 246 000-0,0184 = 4500 нм.
При этом расход мощности составит
Л^ = Дп = 4500-3,3 = 14 850 вт — 14,85 кет,
где п — число оборотов валка, д=3,3 об/сек.
Принимаем, что глиняная масса, поступающая в валковую дробилку,
движется в ней в форме ленты со скоростью, равной окружной скорости вал-
ков. Очевидно, что скорость ленты на выходе больше, чем на входе. При ука-
занном положении имеет место скольжение глиняной массы относительно
поверхности валков и, следовательно, появляется сила трения между мате-
риалом и валком.
Приближенно считаем, что
». = »,£. (194)
'41
Можно доказать, что потребная мощность на преодоление трения мате-
риала о валок равна мощности, затрачиваемой на измельчение, умноженной
на коэффициент трения:
=/Лг1 = 0,45-14850 = 6680 em = 6,68 кет.
Расход мощности на трение в подшипниках валков может быть опреде-
лен исходя из следующего. Подшипники одного валка нагружены силами
тяжести валка и суммарного давления валка на материал Рср.ф. Для боль-
шей надежности расчета примем, что сила Рср.ф направлена горизонтально.
Тогда результирующая сила G будет равна
Q*+Pfp = |/зб803 + 246 0003 = 246 020 «,
где Q — сила тяжести валка, Q=mg (масса на ускорение), н.
При массе валка, равной для рассматриваемой дробилки 375 кг, получим
силу тяжести
Q = 375 9,81 =3680 н.
Расход мощности на трение в подшипниках для двух валков будет равен
M3 = ju+2/Gn = 3,14-0,1-2-0,001-246020-3,3 = 510 вщ = 0,51 кет,
где 'Г— приведенный к валу коэффициент трения качения, /=0,001;
d — диаметр цапфы валка, d=0,l м;
Лг0бщ = Лг1 + ?/2 + ^3= 14,85 + 6,68 + 0,51 =22,04 кет.
Передача от двигателей на шкивы валков клиноременная. Коэффициент
полезного действия клиноременной передачи р=0,95. Тогда получим
^АВ
Л^обш 22,04
_+u- _23,2
т] 0,95
кет.
По паспорту установленная мощность М=24 кет.
Мощность электродвигателя для валковой дробилки при дроблении
крепких пород можно подсчитать по формуле (94)
ЗД^СТр^^^. 1ц I
кт _ 11 разр г t
1 2Е ‘ Igo *
5 Заказ № 1125
65
Принимаем сразр=250-106 н/м2, Ум=0,00667 лР/сек, £=6,9-1010 н/м2, i—3,
а=2, Лп=1 (учитывая малый размер поступающих кусков).
Подставив указанные значения, получим:
Л\ = 16920 вт = 16,92 кет,
JV3 = /Д/1 = 0,3-16,92 = 5,08 кет,
= = 25,9 кет, (195)
где т]=0,85 с учетом потерь в подшипниках и передачи от электродвигателя.
Мощность электродвигателя для дробилки модели Г-80X 50, по парамет-
рам которой произведен расчет, равна 28 кет.
Определение усилий в частях валковой дробилки. Давление, которое
необходимо для дробления материала между валками, создается пружинами,
установленными у подшипников подвижного валка.
Величина потребного давления зависит от целого ряда факторов, учет
которых весьма затруднителен. К числу этих факторов относятся физиче-
ские свойства измельчаемого материала, как-то: твердость, сопротивление
дроблению, степень измельчения, модуль упругости и т. д. Вследствие этого
величина давления, которое должно быть обеспечено нажатием пружины,
может быть определена только приближенно на основе следующего допу-
щения. Предположим, что суммарное давление (распорное усилие) между
валками изменяется от О до £наиб, тогда среднее давление будет равно
Рср = ^±^наиб = Циб н (196)
Площадь, по которой будет действовать это давление, определяется
по формуле
F — BI м2, (197)
где В — ширина валков, м\
I — длина дуги на участке, где измельчается материал, м\
R — радиус валка, м;
а — выражено в радианах.
При сс=16°40' (для твердых пород) получим
1 = R- 0,29 = 0,145 м. (198)
При а=24с20 (для пластичных глин)
I = 0,43/? = 0,215 О (199)
Давление между валками (распорное усилие) составит
p = vFk = (jkB~ н. (200)
Подставляя в формулу (200) значения ~ из формул (198) и (199), по-
лучим
для твердых пород
Р = 0,145о££/) н, (201)
для пластичных глин
Р = 0,215<у£££> «, (202)
где п — предел прочности при сжатии, н/м2-,
k — коэффициент, учитывающий использование длины валков и степень
разрыхления материала; для твердых пород £=0,2—0,3, а для
влажных материалов (глины) £=0,4—0,6.
G6
Подставляя в формулы (201) и (202) значения k, получим:
для твердых пород
Р = 0,145оВВ-0,25 = 0,0362суВО н, (203)
для пластичных глин
Р = 0,215aBD-0,5 = 0,107aBD н, (204)
где В и D — вл/, о — в н/м2.
Нередко силу нажатия пружин относят к единице длины валков. В этом
случае
Р = о'В н, (205)
где о' — предел прочности, н/м.
При дроблении твердых пород о'=(2ч-4) -10е н/м.
При дроблении пластичных влажных глин:
зубчатыми вальцами ст —3*10в н/м\
камневыделительными вальцами ст'—3-10й н/л/;
вальцами окончательного мелкого дробления о'=(3-М) -10й я/л/.
5*
Глава V
БЕГУНЫ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
В промышленности строительных материалов бегуны применяются как
для мелкого дробления (конечный размер зерен 3—8 мм), так и для грубого
помола (до 0,2—0,5 мм) таких материалов, как влажная и сухая глина,
кварц, шамот, бой продукции и т. п.
Все существующие типы бегунов могут быть классифицированы по кон-
струкции, технологическому назначению и способу действия.
По конструкции различают бегуны с неподвижной чашей, по которой
катятся катки, каждый из которых одновременно вращается вокруг своей го-
ризонтальной оси (см. рис. 37); с вращающейся чашей (см. рис. 38), в которой
катки, увлекаемые трением, вращаются только вокруг своей горизонтальной
оси; с верхним приводом (см. рис. 38) и с нижним приводом (см. рис. 37).
В зависимости от материала, из которого изготовлены катки, бегуны
различают с металлическими и каменными катками. Каменные катки приме-
няют в тех случаях, когда в перерабатываемое сырье не должен попадать
металл. В этом случае чаша бегунов облицовывается каменными плитами
(из гранита, кварцита, каменного литья, фарфора и т. д.).
По технологическому назначению различают бегуны для мокрого
измельчения, когда влажность измельчаемого материала превышает 15—
16%; для сухого или полусухого измельчения, когда влажность материала
не превышает 10—11%; смесительные, предназначенные для смешивания
различных составляющих шихты при одновременном измельчении и уплот-
нении материала. Смесительные бегуны применяются для смесей с влажно-
стью не более 10—12%.
По способу действия бегуны могут быть непрерывного и периодического
действия. В последнем случае материал, подлежащий измельчению, загру-
жается в количестве до 1—1,5 т (в зависимости от размера бегунов), пере-
рабатывается в течение 5—15 мин, после чего выгружается. Далее цикл пов-
торяется.
Бегуны характеризуются размером и весом катков. Установлен стан-
дарт на бегуны сухого измельчения с катками размером (диаметр X ширина)
от 600x200 мм до 1800x450 мм, производительностью при глинеот0,5до
10 т/ч, а при полевом шпате — от 0,3 до 4,5 т/ч. Расход энергии на тонну
измельченного материала колеблется от 3,25 до 5,42 л.с/т для бегунов малых
размеров и до 3,91—7,0 л.с.!т для бегунов больших моделей. Масса катков
в зависимости от модели бегунов может доходить до 7 т и более.
Бегуны мокрого измельчения, применяемые в промышленности строи-
тельных материалов, строятся с катками размером от 1200x350 до 1800 X
Х550 мм и более. Масса катков колеблется соответственно от 2 до 7 т. Про-
изводительность бегунов мокрого измельчения колеблется от 10 до 28 т)ч
и более. Расход энергии на тонну сырья 2 л.с./т для малых моделей и 1,6
л.с.!т для бегунов больших размеров.
С экономической точки зрения бегуны сухого измельчения в сравнении
с валковыми дробилками при мелком дроблении менее эффективны, посколь-
ку они расходуют больше энергии на тонну перерабатываемой продукции,
имеют более сложную конструкцию и сложны в ремонте. Поэтому бегуны для
мелкого дробления следует применять только в том случае, когда это вызы-
вается технологическими требованиями. Например, бегуны применять бо-
лее рационально, чем валковые дробилки, при переработке таких материа-
лов, как глина, когда наряду с измельчением особое значение имеют также
уплотнение, растирание и частичное обезвоздушивание массы. При помоле
сухих (полусухих) материалов, когда максимальный размер зерен в конеч-
ном продукте не превышает 0,2—0,5 мм, применять бегуны также выгодно,
68
так как расход энергии на тонну измельченной продукции здесь в несколь-
ко раз меньше, чем в других помольных машинах.
Однако сравнительно низкая производительность бегунов при помоле
зерен до крупности 0,2—0,5 мм ограничивает возможность их ширен
кого применения.
§ 2. КОНСТРУКЦИЯ БЕГУНОВ
Бегуны мокрого измельчения (рис, 36) относятся к типу машин непре-
рывного действия с неподвижной чашей и нижним приводом и предназна-
чены для измельчения глин влажностью более 15—16%. На массивных стой-
ках 1 крепится чаша 2. В нижней части стоек укреплены поперечины 3, на
Рис. 36. Бегуны мокрого измельчения
которых устанавливается стакан 4 пяты вертикального вала 5. На вертикаль-
ном валу, несколько выше поперечины, насажено коническое зубчатое ко-
лесо 6, верхняя части которого изготовлена в виде тарелки. Зубчатое колесо
6 получает вращение от электродвигателя 7 через редуктор 8 и коническую
шестерню 9. В верхней части вертикального вала укреплен хомут с осями
кривошипов 10. Катки И бегунов подвешены на этих кривошипах и могут
подниматься или опускаться при увеличении или уменьшении толщины слоя
массы под катками или при попадании под катки кусков особо твердых по-
69
Рис. 37. Бегуны сухого измельчения
род. Такое крепление катков исключает возможность поломки деталей бе-
гунов и предохраняет вертикальный вал от изгиба. Дно чаши облицовыва-
ется плитами с отверстиями.
Бегуны снабжены скребковыми устройствами, которые предназначены
для равномерной подачи материала под катки, а также для очистки катков
и бортов чаши от налипшей глиняной массы. Глина, измельченная катками,
продавливается через отверстия в плитах чаши и затем поступает на тарел-
ку. Чтобы отверстия в плитах не забивались, их делают коническими, рас-
ширяющимися книзу. Отверстия в большинстве случаев бывают овальные
размером вверху от 6x30 до 12x40 мм в зависимости от требуемой степени
измельчения материала. С тарелки глина при помощи ножа 12 направля-
ется в выходное отверстие и далее в спускной лоток.
Катки бегунов обычно устанавливаются на различном расстоянии от
вертикального вала, чтобы перекрыть возможно большую площадь чаши.
Бегуны сухого измельчения (рис. 37) предназначаются для измельчения
сухих (полусухих) глин, шамота, полевого шпата, кварцита и тому подобных
материалов. Они относятся к числу машин непрерывного действия с враща.-
ющейся чашей и верхним приводом. Катки бегунов, увлекаемые силами трё-
ния о дно чаши, вращаются только вокруг своих горизонтальных осей.
Бегуны состоят из двух катков 1, боковых стоек 2, вертикального вала 3,
на котором укреплена вращающаяся чаша 4, выложенная сплошными пли-
тами (без отверстий), неподвижного поддона 5. На дне чаши по периферии
укладывается кольцевое сито 6. Оси 7 катков соединены между собой состав-
ной муфтой (кареткой), в центре которой свободно проходит вертикальный
вал 3. Свободные концы осей со стороны опорных стоек снабжены ползу-
нами, которые помещены между направляющими 8. Поэтому катки могут
подниматься (вместе с муфтой, осями и ползунами), когда под них попадают
твердые тела и крупные куски или при увеличении толщины слоя измель-
чаемого материала. Бегуны снабжены скребковым устройством, которое
равномерно подает исходный материал под катки, а измельченный продукт
направляет на сита. Размер ячеек сита в зависимости от степени измельче-
ния колеблется в пределах 2—8 мм. Просеянный материал поступает на не-
подвижный кольцевой поддон 5, а материал, не прошедший через сито,
скребки вновь направляют под катки для дополнительного измельчения.
Внутри кольцевого поддона помещается скребок 9. При вращении чаши
скребок сгребает материал, поступивший в неподвижный поддон, и затем
направляет его в выгрузочный лоток. Следовательно, бегуны этого типа —
это машины непрерывного действия с самоотсевом.
В выше рассмотренных бегунах число оборотов вертикального вала
колеблется от 0,3 для больших моделей до 0,5—0,6 об/сек для малых моде-
лей. Увеличение числа оборотов для бегунов рассматриваемой конструкции
ограничивается тем, что при значительных оборотах центробежная сила
будет отбрасывать материал к стенкам чаши. В бегунах с неподвижной ча-
шей и катками, вращающимися вокруг вертикальной оси, центробежные
силы стремятся сбросить катки с их горизонтальных осей. Это также огра-
ничивает возможность увеличения числа оборотов вертикального вала.
Эти обстоятельства, а также сравнительно низкая производительность
описанных бегунов побудили конструкторов создать новую конструкцию
бегунов сухого измельчения с вращающейся чашей, из которой измельчае-
мый материал выгружается под действием центробежной силы. На рис. 38
показаны бегуны фирмы «Риддель». Чаша этих бегунов имеет вид плоской
плиты. Число оборотов чаши доходит до 0,9 об/сек при окружной скорости
по периферии до 5—6 м/сек. Материал под действием центробежной силы
отбрасывается к бортам чаши. Между чашей 1 и бортом 2 имеется зазор 3,
ширина которого регулируется в зависимости от степени измельчения ма-
териала. Достаточно измельченные частицы материала выбрасываются
центробежной силой за пределы чаши и собираются под бегунами в специ-
альном бункере. Крупные частицы, не прошедшие через зазор 3, направ-
71
ляются скребками под катки. Из-за значительного веса катков (5,0—6,5 т)
материал измельчается весьма интенсивно. Достоинством бегунов рассмат-
риваемого типа, помимо высокой их производительности (в больших моде-
лях доходит до 75 т/ч) и сравнительно малого расхода энергии (1—
1,2 л.с.!т), является то, что они могут работать на глинах влажностью до
12—14%, так как у них нет сит, которые могут замазываться.
Особенность конструкции бегунов данного типа — метод подвески
катков 4. Посредством тяг 5 оси 6 катков соединены с поперечиной 7. Между
Рис. 38. Бегуны с центробежной разгрузкой
поперечиной и балкой 8, в отверстия которой свободно проходят тяги, уста-
навливаются пружины 9. Катки подвешиваются с таким расчетом, чтобы
между ними и дном чаши оставался зазор в 8—10 мм. Когда тарелка запол-
нена материалом, катки приподнимаются, полностью освобождая пружины
от нагрузки. Такая система подвески катков снижает пусковой момент бе-
гунов и уменьшает нагрузку на оси катков.
Бегуны описываемой конструкции в нашей промышленности распро-
странения не получили, хотя они имеют определенные достоинства.
72
Рис. 39. Бегуны с пружинным нажатием на катки
Смесительные бегуны предназначены для одновременного помола и пе-
ремешивания смесей материалов; кроме того, они должны обеспечить одно-
родность материала по влажности и зерновому составу.
В смесительных бегунах обрабатываемый материал подается порциями
весом до 1 т, перемешивается, увлажняется и измельчается в течение 5—
15 мин, после чего выгружается (периодическая работа).
Чаша смесительных бегунов представляет собой глубокую тарелку, дно
которой облицовано сменными сплошными плитами; здесь нет сита, которое
имеется в бегунах сухого измельчения. Этим в основном и различаются
конструкции указанных бегунов. Выгрузка материала из чаши произво-
дится специальным разгрузочным скребковым устройством. В момент раз-
грузки скребок опускают на дно вращающейся тарелки. Материал, набегая
на неподвижный, наклонно установленный скребок, выбрасывается через
борт чаши наружу. В отдельных конструкциях выгрузка материала произ-
водится через специальные люки в дне чаши, которые открывают в момент
выгрузки. Вес катка в смесительных бегунах на 26—30% меньше, чем в бе-
гунах сухого измельчения соответствующего размера. Производительность
смесительных бегунов конструкции Уралмашзавода с катками 1600x450 мм
и весом в 3,1 т доходит до 4 м3/ч при расходе мощности 11 л.с./т готовой
продукции.
Интенсивность размалывания материала в бегунах повышается с уве-
личением веса катков. Между тем всякое увеличение веса катков утяжеляет
конструкцию и повышает расход энергии на тонну готовой продукции. Это
положение привело к созданию таких конструкций бегунов, в которых пре-
дусматривается дополнительное нажатие на катки.
Устройство для дополнительного нажатия на катки бегунов может быть
пружинное, гидравлическое или пневматическое.
На рис. 39 представлена конструкция бегунов модели СМ-21 Б с регули-
руемым пружинным нажатием на катки. Эти бегуны по своей конструктив-
ной схеме отличаются от рассмотренных выше бегунов мокрого измельче-
ния только тем, что имеют специальное устройство для дополнительного
пружинного нажатия на катки. Конструкция и принцип действия устройст-
ва следующие. В верхней части вертикального вала 1 крепится поперечина
2, на швеллерах 3 которой закреплены оси 4. На осях 4 свободно насажены
кривошипы 5, на которых в свою очередь смонтированы катки 6. При такой
подвеске катков они при встрече с недробимым материалом или при увели-
чении слоя обрабатываемой глины могут сво-
бодно подниматься. Сила нажатия катков на
глину регулируется путем увеличения или
уменьшения затяжки рессор 7 посредством
пружин 8. Для ограничения опускания кат-
ков служат упоры 9.
В заграничной практике получили рас-
пространение бегуны с гидравлическим или
пневматическим нажатием на катки.
Бегуны с гидравлическим или пневмати-
ческим нажатием (рис. 40) устроены следую-
щим образом. К стойкам / в точке 3 шарнирно
присоединяются рычаги 2. В рычагах кре-
пится ось, на которую насажен каток 4. Вто-
[ со штоком 5. При подаче под давлением в ци-
линдр 6 воды или сжатого воздуха поршень 7 вместе со штоком стремится
опуститься, нажимая при этом на рычаг.
К достоинствам бегунов рассматриваемой конструкции, помимо умень-
шения веса катка, относится и возможность регулирования давления кат-
ков на материал (до 9—10 т). При этом получается материал требуемого
зернового состава без повышенного содержания мелких фракций.
Рис. 40. Бегуны с гидравличе-
ским или пневматическим нажа-
тием на катки
рой конец рычага 2
74
§ 3. КОНСТРУКЦИЯ ОСНОВНЫХ ДЕТАЛЕЙ БЕГУНОВ
Катки 11 бегунов (см. рис. 36) состоят из ступицы 13 и бандажа 14. В
процессе работы бандаж изнашивается, поэтому в конструкции катка дол-
жна быть предусмотрена возможность быстрой замены бандажа. Внутренней
поверхности бандажа придается коническая форма, при этом диаметр де-
лается несколько больше наружного диаметра ступицы. В образовавшийся
зазор вставляются клинья 15, стягиваемые болтами; бандаж удерживается
от проворачивания силами трения.
Ступица катка и бандаж отливаются из чугуна, при этом для уменьше-
ния износа рабочей поверхности бандажа целесообразно наплавлять ее
твердым сплавом.
Ширина катка b находится в следующем соотношении с диаметром катка
DK и диаметром чаши D4 (для бегунов мокрого измельчения):
DK = (3,25 -ь 3,65) Ь м, D4 = 56. (206)
Диаметр чаши принимается по днищу.
Конструкция оси катков зависит от того, вращается ли каток вокруг
вертикального вала или нет. При вращении чаши, т. е. при катках, враща-
ющихся только вокруг гори-
зонтальных осей, ось катков
изготовляется составной из
двух частей, соединяемых
между собой муфтой (см.
рис. 36).
В бегунах с неподвижной
чашей и катками, вращающи-
мися вокруг вертикального
вала, ось катка имеет криво-
шип (см. рис. 37). Это обеспе-
чивает подъем и опускание
катков при изменении толщи-
ны слоя материала под катка-
ми или при попадании под
катки кусков особо твердых
пород или посторонних пред-
метов.
Плиты чаши бегунов су-
хого измельчения с самоотсе-
вом или с центробежной раз-
грузкой изготовляются сплош-
ными. Плиты бегунов мок-
рого измельчения, а в отдель-
ных конструкциях и бегунов
сухого измельчения имеют от-
Рис. 41. Схемы к расчету бегунов:
а — для определения угла захвата; б — для определения
соотношения между диаметром катка и размером измель-
чаемого куска; в — для определения скорости скольжения
катка
верстия, через которые из-
мельченный материал продавливается катками. Как правило, отверстия
имеют продолговатую форму, ширина их соответствует максимальному раз-
меру зерна в конечном продукте (обычно 6—12 мм).
§ 4. РАСЧЕТ БЕГУНОВ
Определение угла захвата и соотношения между диаметром катка и
размером измельчаемого куска. Дробление кусков материала в бегунах воз-
можно в том случае, если угол а захвата между касательной ТТ (рис. 41, а)
и горизонтальной осью не будет превышать определенной величины. Для
определения условий захвата рассмотрим усилия, действующие в бегунах.
Давление Р на кусок материала направлено перпендикулярно к касатель-
75
ной, проведенной через точку контакта, и вызывает в этой точке силу тре-
ния fP, направленную по касательной. В точке соприкосновения дробимого
куска с поверхностью чаши возникают реакция Рх от давления Р на кусок
материала и вызываемая ею сила трения fP} (весом куска вследствие его не-
значительности пренебрегаем).
Кусок будет захватываться при условии
Р sin а fPt + fP cos а. (207)
Проектируя все силы на вертикальную ось, получаем
Pt— Pcosa— /Psina = 0 (208)
или
Pj = Р (cosa + / sin a). (209)
Подставляя в формулу (207) вместо Рх его значение из формулы (209),
получим
Р sin a^fP (cos а + /sin а) + /Р cos а. (210)
Разделив левую и правую части на Р cos а, получим:
tga</(l +/tga) + /, ]
tga^2/ + /2tga, I (2H)
Заменяя коэффициент трения f через tgq? (ф — угол трения), получим
1 g rl't'W=lg 2ф’ (212)
«<2<р. (213)
Таким образом, получена такая же зависимость, как и для щековой
дробилки, т. е. угол захвата а должен быть меньше двойного угла трения ф.
Чтобы определить соотношение между размером поступающего куска
и диаметром катка, рассмотрим схему, представленную на рис. 41, б (D —
диаметр катка, d — размер куска):
(т + т) cosa = "2—Т» (214)
откуда
__1 Т~cos a zq i к \
d “1 — cos a ’
Принимая согласно формуле (213) сс=2ф, получим для твердых пород
(а=16°40')
D = 1+0,835_ ..
d “ 1 — 0,835“ И’
(216)
для глин карьерной влажности (ос = 24°20')
£_5
d “°'
(217)
Для того чтобы создать запас, необходимый для надежной работы кат-
ков, отношения D/d, полученные по уравнениям (216) и (217), необходимо
увеличить на 10—20%.
Катки бегунов мокрого измельчения монтируются на различном рас-
стоянии от оси центрального вала. Так, в бегунах мокрого измельчения типа
СМ-268 один каток отстоит от центральной оси (считая до центральной плос-
кости катков) на расстоянии 785 мм, а второй — 1025 мм. Объясняется это
стремлением обслужить катками большую площадь под чаши. Катки уста-
навливаются с таким расчетом, чтобы дополнительно обкатываемая площадь
76
составляла 45—60% от основной. Если обозначить через Rt расстояние от
середины внутреннего катка, то R2 — расстояние до середины внешнего
катка можно определить по формуле
#2 = (1,45 4-1,6)^ л. (218)
В описанной установке катков, вращающихся вокруг центральной оси,
возникают центробежные силы инерции, которые должны быть уравнове-
шены:
2
Л = (219)
Р, = н, (220)
где т — масса катка, кг;
и v2 — скорости движения катков, м/сек;
R{, R2 — радиусы круга, описываемого катком, м.
Для обеспечения равенства центробежных сил необходимо, чтобы
/ООП
/?2 '
Выражая линейную скорость v через 2nRn, получим
Z?i R2 ’
Окончательно mJ^-m^Rz. (223)
Так, для бегунов СМ=268 при массе внутреннего катка 7100 кг R1 =
=785 мм и #2=1025 мм, пользуясь формулой (223), получим
т
т‘ R,
7100-785
1025
= 5715 кг.
Определение числа оборотов для бегунов с вращающейся чашей и само-
отсевом. Бегуны с вращающейся чашей и самоотсевом могут работать
при условии, что материал не будет отбрасываться к бортам чаши и прижи-
маться к ним под действием центробежных сил, возникающих при вращении
чаши (если это специально не предусматривается, как, например, в конст-
рукции бегунов с центробежной разгрузкой).
Обозначим через R радиус катания катков, п — число оборотов чаши
в секунду, т — массу материала, лежащего на дне чаши, f — коэффициент
трения материала о дно чаши.
Для соответствия указанному выше условию необходимо, чтобы
г гпгл
(224)
где v — окружная скорость, а ----центробежная сила.
По уравнению (224) можно записать
VlgR м/сек, (225)
но
v = 2л#п м/сек, (226)
откуда
п 0,5 д/'об/сек. (227)
При измельчении твердых пород /=0,3, а при измельчении вязких ув-
лажненных глин f=0,45. Отсюда:
для твердых пород
об/сек,
(228)
77
для глин
. 0,33
п oojceK,.
(229)
Для обеспечения надежности работы полученные результаты рекомен-
дуется уменьшить на 10%. Тогда окончательно получим:
для твердых пород
О 9е!
п = -—=? об! сек., (230)
г
для глин
об] сек..
(231)
Учитывая, что материал в бегунах уплотняется под катками и, следова-
тельно, появляется общая связность массы, радиус круга катания рекомен-
дуется принимать равным радиусу средней точки внутреннего катка (по
его ширине). Так, для бегунов СМ-268 средний радиус катка равен 0,785 м,
тогда при работе бегунов на глинах
п — = 0,338 об I сек.
0,785 '
Определение производительности бегунов. Производительность бегунов
зависит от ряда факторов, до настоящего времени не поддающихся учету:
характера и физических свойств измельчаемого материала, величины кус-
ков, поступающих на дробление, и выходящего продукта, размера и веса
катков, диаметра чаши и числа ее оборотов (или вертикального вала). Поэ-
тому теоретических формул, позволяющих подсчитать производительность
тех или иных бегунов, не существует.
Заслуживают внимания приводимые ниже эмпирические зависимости.
Первая формула дает возможность определить производительность бегунов
мокрого измельчения глин с чашей, дно которой выложено перфорирован-
ными плитами. Формула построена при том предположении, что каток бе-
гуна при каждом проходе продавливает сквозь отверстия перфорированной
плиты порцию материала:
Qv=nlS мэ1сек, (232)
где п — число оборотов вертикального вала бегунов, об/сек,\
I — длина глиняного прутка, продавливаемого сквозь отверстие в плите
при каждом набегании катка, м;
S — площадь одного отверстия в плите, м2;
а — число отверстий, перекрываемых наружным катком за один его
оборот вокруг вертикального вала;
b — число отверстий, перекрываемых внутренним катком за один его
оборот вокруг вертикального вала.
Длина I глиняного прутка изменяется в зависимости от влажности и
пластичности глиняной массы: с увеличением влажности и пластичности
глины длина прутка возрастает; с уменьшением размеров отверстий сокра-
щается длина прутка, так как увеличиваются сопротивления, возникающие
при продавливании глины. Практически величину I при работе на обычных
кирпичных глинах со средней пластичностью и с влажностью 20—22% мож-
но принимать равной 20—25 мм.
Производительность бегунов при работе на твердых породах и высу-
шенных глинах рекомендуется подсчитывать по следующей эмпирической
формуле, предложенной инж. Е. В. Шейманом*:
= 2,15тОц кг/ч, (233)
* «Химическое машиностроение», 1936, № 2.
78
где п — число оборотов вертикального вала (или чаши), об/сек\
D — диаметр чаши, м\
т — масса катка, кг.
Пример. Определить производительность бегунов СМ-21А-СХ при следующих пара-
метрах: п~0,45 об/сек, т—2000 кг, £>—1,2 м.
(?7 = 2,15-2000 1,2-0,45 = 2320 кг/ч.
По паспорту 2400 кг/ч. Расхождение весьма незначительное.
Мощность, потребляемая бегунами, затрачивается на перекатывание
катков, преодоление трения скольжения катков и преодоление трения
скребков.
Мощность, расходуемая на перекатывание катков, определяется из ус-
ловия, что сила тяги, необходимая на перекатывание одного катка,
P^Gp, н, (234)
где G — давление (вес) катка на дно чаши, н\
р — коэффициент тяги; р=0,054-0,10.
Зная силу Р, можно определить мощность, затрачиваемую на перека-
тывание катков,
Nl = kPv = kGn-2^Rn вт, (235)
где k — количество катков;
v — средняя окружная скорость качения катков (принимаем радиусы
качения обоих катков одинаковыми), м/сек-,
R — средний радиус качения, м;
п — число оборотов катков, об/сек.
Мощность, затрачиваемая на преодоление трения скольжения катков,
N2 = kGvCK f вт, (236)
где k — количество катков;
G — давление одного катка на дно чаши, «;
[ — коэффициент трения катка о материал; для сухих и твердых пород
/=0,3; для влажных и вязких /=0,45;
цск — средняя скорость скольжения, м/сек.
Для определения t?CK рассмотрим скорости движения различных точек
катка; внешней — а, внутренней — г и средней — б (см. рис. 41, в).
Скорости указанных точек будут равны:
оа = 2лгап; vs=2nr6n; ог = 2лггп. (237)
Средняя точка б катка катится без скольжения, все остальные точки —
со скольжением тем большим, чем дальше они находятся от средней плоскос-
ти катка.
Разность между скоростями точек а, биг определяет величину макси-
мального скольжения:
v'ck = v а — v6 = v6—иг, (238)
= 2лг„п — 2лгт = 2лглп — 2лг,п.
Обозначив ширину катка через Ъ (м), получаем
иск = 2лп ~ — лпЬ. (239)
Таким образом, абсолютная величина скольжения тем больше, чем шире
каток. Следовательно, с увеличением ширины катка истирающая способ-
ность бегунов повышается.
По формуле (239) можно определить максимальную величину скольже-
ния. Скорость скольжения возрастает от нуля в средней точке катка до мак-
79
(240)
симума по краям. Таким образом, средняя скорость скольжения будет равна
О+лЬп лЬп ,
^ск --= — М!сек’
Подставляя в формулу (236) значение уск, получим
Ма = 1,57kGfbn вт.
Мощность, расходуемая скребками,
N3 = P,iv3f1 = P'i2nRcvnfi вт,
(241)
(242)
где р' — сила нажима скребков на тарелку; обычно принимается Р = 1000 н;
i — количество скребков;
v3 — скорость относительного движения скребков (равна скорости ка-
чения катков);
— коэффициент трения скребка о тарелку, Д=0,2.
Потребная мощность двигателя определится по формуле
у
д® п
(243)
Где г] — коэффициент полезного действия установки (потери в приводном
устройстве).
Пример. Определить мощность двигателя бегунов СМ-268 исходя из следующих дан-
ных: среднее давление катка G= 64 000 н; Л?ср=0,9 м; />=0,55 м; п=0,322 об/сек-, k—2-,
р= 0,075; /=0,45; i=2; /х=0,2; д=0,75.
На основании формул (235), (241), (242) и (243) получим:
Л/1 = 64 000-0,075.0,9-2л-0,322-2= 17 300 вт,
(V2= 1,57-2'64 000-0,45-0,55-0,322 = 15 750 вт,
N3 = 2л-1000• 0,2 • 0,9 2 -0,322 = 726 вт,
Nдв = 45 200 вт = 45,2 кет.
ди
Расчет основных деталей. Приводим расчет основных деталей бегунов
мокрого измельчения.
Более нагруженным является кривошип катка, расположенного даль-
ше от оси вертикального вала. Кривошип изготовляется составным (рис. 42),
однако части его затягивают конусом достаточно
прочно, поэтому мы можем считать его как одну
целую деталь.
Мощность N, потребляемая наружным кат-
ком, складывается из мощности М1Г затрачивае-
мой на перекатывание катка, и мощности М3,
затрачиваемой на преодоление трения скольже-
ния катка:
N = Л\ + N.2 вт, (244)
Mi и N2 подсчитываются по формулам (235)
и (241), принимая в них /г=1. Зная величину N,
можно определить величину крутящего момента,
потребного для вращения наружного катка:
Рис. 42. Схема к расчету /V W
кривошипа бегунов кр ~ оГ ~ 2лп НМ' (^45)
Окружное усилие катка будет равно
= % Н, (246)
де R — расстояние от центра катка до центра крепления кривошипа.
80
Окружное усилие Рк создает изгибающий момент в горизонтальной
плоскости
Мг—РКР нм.
В момент перекоса, когда каток своей внешней гранью опирается на
твердый кусок породы, вертикальная нагрузка на внутреннюю втулку оп-
ределяется из равенства
= (247)
Изгибающий момент кривошипа в вертикальной плоскости в сечении
Б — Б (см. рис. 42) будет
Мв = /?2 (£-&). (248)
Результирующий изгибающий момент
Мр - М2Г+М2В. (249)
Зная величину результирующего момента, легко определить диаметр
кривошипа в сечении А — А (Б — Б). Моментом трения на оси катка
ввиду его незначительности можно пренебречь.
Вертикальный вал рассчитывается по суммарному моменту кручения
Л4кр (определяемому по Мдв) и изгиба Л1В по формуле (248).
6 Заказ № 1125
Глава VI
СТРУГАЧИ И ГЛИНОИЗМЕЛЬЧИТЕЛИ
§ 1. СТРУГАЧИ
Стругач, или так называемая ножевая глинорезка, применяется для
предварительного измельчения сухих и влажных глин, не содержащих твер-
дых включений, а также как питатель. Стругач (рис. 43) служит для полу-
чения из глины стружки в среднем шириной 50 мм и толщиной 1—5 мм.
Рис. 43. Стругач
Конструкция и принцип действия стругача сводятся к следующему.
На станине 1 в подпятнике 2 смонтирован вертикальный вал 3, на котором
закреплены режущий диск 4, нижняя часть которого является сборной та-
релкой — зубчатым колесом. Подлежащая переработке глина загружается
в коробку 5 с лопастями 6. При вращении режущего диска 4 ножи 7 выстру-
гивают стружку, поступающую на сборную тарелку, с которой она затем
сбрасывается плужковым сбрасывателем 8.
§ 2. ГЛИНОИЗМЕЛЬЧИТЕЛЬ
Глиноизмельчитель (рис. 44) служит для измельчения с одновременным
перемешиванием глинистого материала. Глиняная масса, подлежащая пе-
реработке, поступает в металлический, вертикально установленный бара-
бан. Боковые стенки барабана 1 перфорированы и образуют сетчатую бо-
82
ковую поверхность. В центре барабана смонтирован вертикальный вал 2
с лопастями, которые при вращении вала перемешивают и затем протирают
и продавливают глиняную массу через сетчатую поверхность барабана.
Рис. 44. Глиноизмельчитель
Глиняная масса, прошедшая через отверстия в сетчатой поверхности,
падает на вращающуюся тарелку 3, с которой лопастью-сбрасывателем сбра-
сывается с тарелки и через выводной патрубок поступает в последующую
машину.
При продавливании глиняной массы через перфорированные стенки
барабана осуществляется также интенсивная очистка массы от посторон-
них включений.
6*
Глава VII
ДРОБИЛКИ УДАРНОГО ДЕЙСТВИЯ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
Дробилки ударного действия применяются для дробления пород мягкой
и средней твердости (известняка, мела, гипса, асбестовой руды, угля и т. п.).
Необходимо отметить, что в последнее время за рубежом начинают кон-
струировать дробилки с тяжелыми молотками для дробления твердых
пород.
Измельчение в дробилке ударного действия происходит вследствие уда-
ра быстро вращающихся молотков непосредственно по кускам материала и
ударов кусков друг о друга; удара материала о дробящие плиты, на которые
он отбрасывается молотками; измельчения материала между молотками и
дробящей плитой, а также между молотками и колосниками.
По конструктивным признакам все существующие типы дробилок удар-
ного действия могут быть разделены на следующие типы: молотковые дро-
билки с шарнирно подвешенными молотками; роторные дробилки с жестко
закрепленными билами.
Молотковые дробилки различаются по количеству валов на одноваль-
ные и двухвальные.
Размеры молотковых дробилок определяются диаметром окружности,
описываемой концом молотка, и длиной ротора.
Недостаток молотковых дробилок: быстрый износ молотков, особенно
при дроблении абразивных материалов; при влажности материала более
15% дробилки замазываются; при попадании в дробилку кусков металла
возможна авария; непригодность молотковых дробилок для дробления очень
твердых пород.
Производительность молотковых дробилок в зависимости от размера
машины, величины поступающих кусков, степени измельчения и твердости
материала колеблется в значительных пределах — от 3 до 600 т/ч.
Расход мощности в однороторных многорядных молотковых дробилках
при дроблении материалов средней твердости (известняка) колеблется от
1,36 до 2,7 л. с.1т продукции при степени измельчения 8—12. В двухротор-
ных молотковых дробилках при дроблении известняка и степени измельче-
ния 25—30 расход энергии колеблется от 1,77 до 2,45 л. с.1т.
В группу дробилок ударного действия входят также одно- и двухротор-
ные дробилки, получившие общее название роторных дробилок.
§ 2. КОНСТРУКЦИЯ МОЛОТКОВЫХ И РОТОРНЫХ ДРОБИЛОК УДАРНОГО ДЕЙСТВИЯ
Одновальная (однороторная) многорядная молотковая дробилка (рис. 45)
имеет сварной корпус (из листовой стали или чугуна), состоящий из осно-
вания 1 и верхней части 2, скрепленных между собой болтами. Ротор дро-
билки состоит из стальных пластин 3 (или дисков), насаженных на шпонке
на горизонтальный вал 4. Между пластинами (дисками) устанавливаются
промежуточные кольца для фиксации расстояний между пластинами. Через
отверстия в пластинах пропускаются оси 5, на которые шарнирно подвеши-
ваются молотки 6 (в промежутках между пластинами). Горизонтальный
вал 4 устанавливается в роликоподшипниках 7. Колосниковая решетка со-
стоит из двух частей 8 и 9, опирающихся своими концами на опорные балки
10. Последние в верхней части подвешены на осях И. Затяжка колосников
производится болтами 12.
Двухвальная (двухроторная) многорядная молотковая дробилка (рис.
46) имеет два ротора, вращающихся навстречу друг другу. В двухроторных
дробилках имеется приемная колосниковая лирообразная решетка 1, со-
ставленная из колосников, между которыми свободно проходят молотки 2.
84
Рис. 45. Многорядная молотковая дробилка
Таким образом, приемная полость является своеобразной камерой предва-
рительного дробления. Куски материала размером до 800—1000 мм посту-
пают в приемную полость дробилки и измельчаются молотками до размеров,
соответствующих зазору между верхними колосниками. После этого куски
падают в основную камеру дробилки, где измельчаются окончательно. Раз-
дробленный материал выходит из дробилки через щели между нижними ко-
лосниками, величиной которых и определяются размеры кусков конечного
продукта. Ширину разгрузочной щели как у двухроторных, так и у одноро-
торных дробилок можно изменять, устанавливая соответствующие колосни-
ки. Наличие камеры предварительного дробления в сочетании с двумя ро-
Рис. 46. Двухроторная молотковая дробилка
торами позволяет загру-
жать дробилку кусками
большого размера. Этим
обеспечивается высокая
(25—30) степень измель-
чения.
Молотки изготовля-
ют литыми из стали или
стальными коваными.
Чтобы увеличить срок их
службы, молотки обычно
наплавляют твердыми
сплавами.
скорость. Далее куски
материала на пути
И)
4
Z
6
Рис. 47. Схема бесколосниковых роторных дроби-
лок:
а — крупного дробления, б — среднего и мелкого дроб-
ления
За последние годы
начат выпуск роторных
бесколосниковых дроби-
лок. Конструкция и принцип действия бесколосниковой роторной дро-
билки (рис. 47) следующие. Вращающийся в корпусе 1 со скоростью
до 25 об!сек ротор 2 снабжен 4—8 билами 3. При ударе бил по кус-
кам материала они отбрасываются на отбойные (отражательные) плиты 4
и 5, вследствие чего происходит интенсивное измельчение материала,
выходящего затем из дробилки через разгрузочное отверстие 6. При вра-
щении барабана окружная скорость его доходит до 70 м!сек (уменьшается
с увеличением размеров поступающих кусков). Куски материала при ударе
по ним бил частично измельчаются, приобретая при этом кинетичес-
кую энергию и значительную "
своего полета встречают отра-
жательные плиты, ударяясь о
которые, дополнительно раз-
рушаются и, теряя скорость,
падают на ротор й снова
под действием удара бил из-
мельчаются. Материал разру-
шается также и при ударе
о заднюю стенку корпуса дро-
билки.
Роторные инерционные;
дробилки могут дробить мате-
риал кусками размером до
1300 мм при степени измель-
чения, доходящей до 50.
На рис. 48 показана ро-
торная одноваЛьная дробил-
ка. Материал, подлежащий измельчению, поступает через приемное отверс-
тие 1 в камеру дробилки. Ударами бил 2 ротора 3 куски материала
измельчаются и отбрасываются на отбойно-колосниковую плиту 4. Куски
материала размером более 3—5 мм падают в зону действия ротора и из-
мельчаются повторно. Прошедший через колосники 4 материал падает на
86
колосники 5, дополнительно измельчается и далее выходит из камеры дро-
билки. Расстояние между колосниками и ротором можно регулировать
устройством, состоящим из тяги 6, пружины 7 и гайки 8.
Рис. 48. Роторная одновальная дробилка
На рис. 49 представлена конструкция двухроторной дробилки удар-
ного действия.
§ 3. ОСНОВЫ РАСЧЕТА МОЛОТКОВЫХ ДРОБИЛОК
При ударе била о кусок материала играет роль только относительная
скорость обоих тел, поэтому мы можем рассматривать одно из тел как
бы находящимся в покое и наблюдать движение только второго уда-
ряющего тела. В момент касания обоих тел можно в точке соприкосно-
вения их провести плоскость, касательную к обоим телам. Прямая, перпен-
дикулярная к этой плоскости и проходящая через точку соприкосновения
тел, называется линией, или нормалью, удара. Если линия удара проходит
через центр тяжести обоих тел, то удар называется центральным, в каждом
другом случае — внецентренным.
При ударе двух тел нельзя эти тела считать абсолютно твердыми. При
ударе различают два периода. Первый период начинается с момента касания
тел; происходит сплющивание касающихся поверхностей. К концу первого
периода сплющивание тел, следовательно, и сближение их достигает мак-
симума, точки соприкосновения тел имеют одинаковую скорость. С этого
момента начинается второй период, во время которого сплющивание исче-
зает или полностью, или частично. Этот период длится до момента расхож-
дения тел.
Сила удара Р действует в очень короткое время и возрастает до макси-
мума в течение первого периода и падает до нуля во время второго
периода.
87
Вид А
Ось Sana ротора
Рис. 49. Роторная двухвальная дробилка
Действия мгновенной силы измеряются ее импульсом:
I = ^Pdt, (250)
о
где t — время удара.
Обозначая скорости тел перед началом удара через и и2, массы тел
через mi и т2, скорость тела в момент наибольшего взаимного давления че-
рез v и, наконец, скорости к концу удара через и v2> получим по закону
количество движения
mrvx + m2v2 — (тг + т2) v = 4- m2v2> (25Г)
В первый период удара
/1=mt(v,—v) = m2(v — v2). (252)
Во второй период удара
l2 = m1(v—Vi) = m2(v2 —v). (253)
Частное = p называется коэффициентом удара; его величина зави-
сит от свойств тел.
Предельные значения коэффициента удара: для совершенно неупругих
тел &у=0 и для удара вполне упругого &у=1.
Кусковая руда по стали........................... 0,224
Кусковой базальт по стали........................ 0,293
Литые базальтовые шары по стали....................0,710
Полный импульс за все время удара равен
/ ^гН1+ fey)
mi + т2 '
Потерянная при ударе кинетическая энергия, равная величине
определяется по формуле
Т __ т _
1 2 2(/П] + /п2)
Потерянная ударяющим телом кинетическая энергия расходуется на
разрушение куска материала.
Принимая, что работа разрушения равна
А =
разр 2Е ’
получим, что для разрушения куска материала должно быть соблюдено ус-
ловие
(256)
Скорость, при которой начинается разрушение, может быть определена
следующим образом.
Кинетическая энергия удара должна быть больше энергии, затрачи-
ваемой на измельчение материала, а именно,
2
(257)
где G — сила тяжести разрушаемой частицы, н;
g — ускорение силы тяжести, м/сек2;
уразР ~ скорость разрушения, м/сек;
(254)
удара,
(255)
89
В, — коэффициент восстановления;
V — объем частицы, л/3;
vp ° V EG (1 —I2) м?сек-
(258)
Рис. 50. Схема к расчету роторной
дробилки
Так, для разрушения куска материала с условным диаметром 1,3 м при
а—250.10е, £=6,9 ДО10 н/м2 и §=0,5;G = — (р —объемная масса материа-
ла); цр^6,9 м!сек.
Очевидно, что окружную скорость молотка необходимо принимать ис-
ходя в первую очередь из потребной производительности дробилки, и поэ-
тому скорость, подсчитанная по формуле
(258), должна быть соответственно увели-
чена. Обычно окружная скорость молотка
принимается в зависимости от производи-
тельности в пределах 20—70 м!сек.
Исследуя работу роторных дробилок
ударного действия, кандидат технических
наук В. А. Стрельцов [46] установил, что
производительность дробилок по готовому
продукту зависит от того, как происходит
питание дробилки материалом. По мере
увеличения подаваемого в дробилку мате-
риала все большее количество его задер-
живается у поверхности, образуемой дви-
жущими билами ротора, и, наконец, над
поверхностью ротора образуется скопле-
ние материала с плотностью, близкой к
насыпной объемной массе. Этот материал
под действием сил тяжести проникает в зо-
ну действия бил на некоторую глубину h (рис. 50), срезается билами и из-
мельчается.
Каждое било выносит из зоны порцию материала объемом
V = ABh, (259)
где А — горизонтальная проекция рабочей дуги ротора;
В —длина ротора.
В общем виде максимальная производительность дробилки определя-
ется по формуле
Мэ/сек., (260)
где £пр — коэффициент пропорциональности, зависящий от прочности ма-
териала, разрыхления материала в объеме ABh, ширины выход-
ной щели, крупности поступающих в дробилку кусков мате-
риала, положения отбойной плиты, формы и размера бил;
п — число оборотов ротора, сек\
2 — число бил.
В развернутом виде с учетом влияния перечисленных выше факторов
формула (260) имеет вид
Qmax Qo
(261)
где Qo—производительность при v=l, 6р=1, 2 = 1, В=1, Р=0; для ро-
торных дробилок моделей СМ-624, СМ-643, С-687, С-790 рекомен-
дуется принимать Qo = 1500-н 1900 м3/ч-,
В — длина ротора, выражается безразмерной величиной как отношение
длины ротора к его диаметру, принятому за единицу;
90
6р — относительный диаметр ротора, выраженный в долях диаметра
ротора, принятого за единицу; обычно за единицу принимается
диаметр ротора, равный 1 м;
v — безразмерная величина; показывает, во сколько раз скорость
ротора (м/сек) больше скорости, равной 1 м/сек;
х — показатель при 6р, находится в пределах 1«<2; рекомендуется
принимать х=1,5;
z — число бил;
q — показатель степени при z; q лежит в пределах 0<7<1; рекомен-
дуется принимать 7=0,68;
т — показатель степени при v; находится в пределах 0<7п<1; тх
«0,35;
1—0,493 sin р+4,72sin2P при О<0<65°;
Р — угол, определяющий положение нижнего конца отбойной плиты
(см. рис. 50);
kr—1—7,9 р при 0<р<0,03;
г — радиус закругления рабочей кромки била;
Dp — диаметр ротора;
k3= 1 + 1,9% при 0<% <0,15,
где
s — ширина выходной щели (см. рис. 50);
(262)
где 6К —относительный размер поступающих кусков, 6К — р ,
у — находится в пределах 1 2;
kD = 1—3,376 при 6 <0,02;
при 0 < с8 < 170,
где с6 — критерий прочности,
Г
8 Т^р’
6р — предел прочности при растяжении, кГ/см2;
у — плотность, е/смл.
Для дробилок моделей СМ-624, С-643, С-687, С-790 рекомендуется при-
нимать х=1,5, /п=0,35, 7=1,5, 7=0,68.
А. И. Косарев для ориентировочного расчета энергии, затрачиваемой
на разрушение при единичном ударе, рекомендует формулу
mu2
Зра3р = МЧ’ (263)
где т — масса камня размером DK и объемом V;
ир — скорость ротора;
kp — показатель, учитывающий физико-механические свойства дроби-
мого материала и особенности ударного процесса разрушения;
т|— энергия разрушения, выраженная в долях энергии разрушения
при центральном ударе;
kap — вероятность проникновения камня в зону удара.
91
Величина г| определяется по формулам:
для 0,5 йшах<г
n = (Окупах)2 , (264)
для 0,5 /гтах>г
Ч “ о-^Ь {0’66 + [1 - + (0,5^~Г);] (0.5Л„а, - Г)}, (265)
где hmax — максимальная глубина проникновения камня в зону ротора;
Р — радиус ротора;
г — радиус круглого отверстия, через которое проходит камень,
взятый по средней величине фракции.
Степень измельчения при единичном ударе может быть определена по
формуле
(/-1)=:-^, £66)
где DK — диаметр куска объемом V, DK=2r;
W — энергетический показатель дробимого материала;
mvn
ЭР = ~т kvpf (267)
Ниже приводятся значения Р2, kp, W:
(268)
где b—толщина била, М‘,
z — число бил;
£)р— диаметр ротора,
kv=\-k\
k — коэффициент восстановления при соударении со стальной плитой
шлифованного шарика;
h — высота отскока;
Н — высота бросания
(для известняка k=0,37-^-G,6; для гранита £=0,5-?0,7);
W — энергетический показатель.
Значения W приводятся ниже:
Известняк щуровский W = 31400 м сек/м2 ос>к — 20,5 Мн/м2
Известняк турбейский 47 = 68400 м-сек/м2 осж=121 Мн/м2
Гранит черный W — 146000 м сек/м2 Осж=164 Мн/м2
Кирпич силикатный 47=16200 м-сек/м2 °сж= 1° Л4н/Ла
Глава VIII
ИЗБИРАТЕЛЬНОЕ ДРОБЛЕНИЕ
Качество заполнителей, применяемых при изготовлении железобетон-
ных изделий, имеет весьма большое значение.
Очевидно, что щебень и гравий, используемые при приготовлении бе-
тонной смеси, должны иметь высокую и при этом достаточно однородную
прочность. Между тем минеральное сырье, используемое, например, при
изготовлении щебня, в большинстве своем состоит как из прочных, так и из
мягких и слабых пород, а также загрязняющих примесей (глины, мергелей
и т. п.). Таким образом, в целях получения однородного и достаточно проч-
ного щебня необходимо удалить из исходного сырья мягкие и слабые поро-
ды, а также все примеси.
Известно, что степень измельчения прочных и слабых пород неодина-
кова. В процессе измельчения слабые породы, а также загрязняющие при-
меси разрушаются значительно интенсивнее, чем прочные. При этом слабые
породы и примеси получаются в виде мелких фракций. Если последующим
грохочением удалить из полученного после дробления продукта мелкие
(слабые) зерна, то мы будем иметь более или менее однородные по прочности
крупные фракции материала. Последующее дробление выделенных таким
образом крупных прочных фракций позволяет получить в результате мел-
кий прочный щебень.
Процесс дробления, основанный на неодинаковой степени измельчения
прочных и слабых пород, получил название избирательное дробление.
Избирательное дробление может быть осуществлено и при одностадий-
ном измельчении, особенно в тех случаях, когда в качестве дробильной ма-
шины применяются дробилки ударного действия, обеспечивающие большую
степень измельчения по сравнению со щековыми и конусными дробилками.
Для избирательного дробления как у нас, так и за рубежом находят
применение дробилки ударного действия и барабанные дробилки.
Барабанные дробилки по типу мельницы, представленной на рис. 65,
работают по принципу самоизмельчения. В дробилках этого типа, предна-
значенных для измельчения только слабых пород, куски материала низкой
прочности при их свободном падении самоизмельчаются, при этом куски
твердых пород играют роль мелющих тел по отношению к слабым породам
и способствуют их измельчению.
В СССР образцы машин избирательного дробления (МИД) барабанного
типа разработаны институтом «Донгипроуглемаш». Эти машины предназна-
чены для дробления продукта с размерами поступающих кусков 0,4—0,6 м
(в зависимости от размера модели) и крупностью подрешетного продукта
13—24 мм для модели МИД-3 и 75—100 мм для модели МИД-4.
Производительность машины МИД-3 по исходному материалу 85—
135 т/ч, а МИД-4—120—240 т!ч.
По техническому заданию НИИжелезобетона Донгипроуглемашем раз-
работан проект барабанной дробилки для избирательного дробления не-
рудных строительных материалов со следующими техническими данными:
Крупность исходного материала, мм ............. 150
Крупность подрешетного продукта (в зависимости от размера
отверстий решета), мм ..........................10; 20; 30
Производительность по исходному продукту, м3/ч ....... 75
Внутренний диаметр барабана, м ............... 2,1
Рабочая длина барабана, м ....................... 5
Число оборотов барабана, об/сек ............... 0,403 .
Мощность электродвигателя, кет ................. 20
Необходимо отметить, что с увеличением диаметра барабана повыша-
ется интенсивность измельчения слабых пород, а с увеличением длины его
повышается эффективность обогащения за счет увеличения времени пребы-
вания материала в дробилке.
Глава IX
МЕЛЬНИЦЫ ШАРОВЫЕ
§ 1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
Измельчение материалов в порошок осуществляется операциями помола
в различных помольных агрегатах: в шаровых, стержневых, трубных мель-
ницах, среднеходовых роликовых или валковых мельницах, ролико-маят-
никовых, аэробильных, шахтных, вибрационных, струйных, мельницах
бесшарового измельчения.
Назначение процесса помола, например, в цементной промышленно-
сти — увеличение поверхности материала с целью повышения его реак-
ционной способности в процессах
клинкерообразования, ускорение
реакций сгорания угля, применяе-
мого для обжига клинкера, дости-
жение требуемых физико-техничес-
ких свойств цемента, характери-
зующихся определенной удельной
поверхностью цемента.
Значение измельчения в эко-
номике страны весьма большое. Это
становится очевидным, если учесть,
что измельчению подвергаются сот-
ни миллионов тонн сырья (в основном в цементной и горнорудной промыш-
ленности). Между тем техника помола находится на низкой ступени. Энер-
гия, расходуемая непосредственно на помол, составляет менее 1% от из-
расходованной, а остальная теряется в виде тепла, звука и т. д. Поэтому
любой прогресс в этой еще очень эмпирической области может явиться
источником значительной экономии.
Все существующие типы шаровых и трубных мельниц могут быть клас-
сифицированы по следующим основным признакам:
по принципу работы — на периодические (рис. 51, а) и непрерывно
действующие (рис. 51, б, в, г, д, е, ж);
по способу помола — на мельницы сухого или мокрого помола;
по конструкции и форме барабана — на цилиндрические однокамерные
(см. рис. 51, а, б, в, г), многокамерные (см. рис. 51, е, ж) и конические
(см. рис. 51, д);
по способу загрузки и разгрузки — на мельницы с загрузкой и раз-
грузкой через люк (см. рис. 51, а);
с периферийной разгрузкой (см. рис. 51, в,);
с центральной загрузкой и разгрузкой через пустотельные цапфы (см.
рис. 51, б, г, д, е, ж);
по конструкции привода—с периферийным (шестеренчатым) приводом
и с центральным приводом;
по схеме работы — с открытым или замкнутым циклом.
В шаровых мельницах отношение длины барабана L к его диаметру D
не превышает 1—2, в то время как в трубных это отношение равно 3—6.
От того, по какой из схем работает помольная установка, во многом
зависят ее производительность, удельный расход энергии, однородность
готового продукта по величине частиц, а также стоимость эксплуатации по-
мольной установки.
При работе мельницы по открытому циклу (рис. 52, а) весь измельчае-
мый материал пропускается через барабан один раз. У этих мельниц отсут-
ствуют дополнительные устройства, обеспечивающие промежуточный отбор
готового продукта. Это снижает эффективность помола, поскольку готовый
продукт, не удаленный своевременно из мельницы, затрудняет измельчение
94
частиц неразмолотого материала. Все это снижает производительность мель-
ницы и увеличивает удельный расход энергии на помол. Одновременно имеет
место относительно повышенная неоднородность готового продукта, в ко-
тором часть материала переизмельчается, а другая недоразмалывается, бу-
дучи окружена тонкой пылью.
Необходимо, однако, отметить, что установки, работающие по открытому
циклу, просты по конструкции и менее сложны в эксплуатации в сравнении
с мельницами, работающими по замкнутому циклу.
При замкнутом цикле помола материал выходит из мельницы частично
недоизмельченным и затем при помощи сепараторов (см. разд. II) при сухом
способе помола (рис. 52, б, в), грохотов или гидроциклонов (см. гл. II разд.
II) при мокром помоле (рис.
52, г, д) разделяется на гото-
вый продукт и крупку, ко-
торая вновь направляется
в мельницу на домол.
При работе мельницы
по схеме, показанной на
рис. 52, б, измельчаемый
материал подается в загру-
зочный конец барабана 1,
продвигается в процессе по-
мола вдоль барабана по
направлению к разгрузоч-
ному концу, выпадает из
него и элеватором 2 подает-
ся в сепаратор 3, где про-
исходит разделение мате-
риала на готовый продукт
и крупку, которая вновь
направляется в мельницу
Рис. 52. Схемы работы шаровых мельниц:
/ — барабан мельницы; 2 — элеватор; 3 — сепаратор; -> —сито:
5 — гидроциклон
для последующего совместного помола с новой порцией материала. Гото-
вый продукт транспортируется в силосы.
При работе мельницы по схеме, приведенной на рис. 52, в, измельчае-
мый материал отводится в средней части мельницы через специальные от-
верстия в стенке барабана и при посредстве элеватора направляется в сепа-
ратор, откуда готовый продукт направляется в силосы, а крупка загружает-
ся в мельницу, в среднюю часть ее или частично в загрузочную часть.
Мельницы, работающие с сепаратором, называются сепараторными.
На рис. 52, г показана мельница мокрого помола, работающая в ком-
плекте с ситами 4, а на рис. 52, д — с гидроциклонами 5. Как в том, так и в
другом случае крупка направляется в загрузочную часть мельницы. На
рис. 52, е показана схема мельниц, ранее работавших в открытом цикле и
переоборудованных для работы в замкнутом цикле.
В процессе измельчения по замкнутому циклу материал совершает от
3 до 6 проходов через мельницу.
Непрерывное выделение из размалываемого материала готового продук-
та ускоряет процесс измельчения, повышая при этом производительность
мельницы на 15—20% при сухом способе помола.
§ 2. ШАРОВЫЕ МЕЛЬНИЦЫ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Мельницы периодического действия применяются на керамикоплиточ-
ных и фаянсовых заводах.
Шаровая мельница периодического действия (рис. 53) весьма проста по
конструкции и представляет собой сварной барабан 1, вращающийся на двух
подшипниках 2. Привод осуществляется от индивидуального электродви-
гателя 3 через редуктор 4, фрикционную муфту 5 и зубчатую передачу 6.
95
Фрикционная муфта обеспечивает плавное включение мельницы и предо-
храняет электродвигатель от кратковременной, но значительной перегрузки.
В шаровых мельницах периодического действия отношение диаметра
к длине обычно приближается к единице.
Описываемые мельницы работают по мокрому способу.
Для работы по сухому способу эти мельницы не используются из-за
больших затруднений, возникающих при их разгрузке. Количество мате-
Рис. 53. Шаровая мельница периодического
действия
риала, загружаемого в мельницы
периодического действия, колеб-
лется от 0,40 до 0,45 т!мг емкости.
Мельница футерована фарфоровы-
ми или кремневыми плитами. В ка-
честве мелющих тел используются
кремневые (галька) или фарфоро-
вые шары. Футеровка и шары,
изготовленные из фарфора, изнаши-
ваются быстрее кремневых, стоят
дороже и потому применяются срав-
нительно редко.
В шаровых мельницах для про-
изводства специальных керамиче-
ских масс материал футеровки и
шаров имеет состав, сходный с со-
ставом загружаемой в мельницу
шихты — это шары и футеровки из
высокоглиноземных (корунд), цирконовых и других материалов. Больший,
чем у кремневых или фарфоровых, объемный вес корундовых и цирконовых
шаров (достигающий 3,5) способствует повышению производительности
шаровых мельниц, а высокая их твердость обеспечивает длительный срок
службы шаров и футеровочных плит. Износ корундовых шаров составляет
всего лишь около 2 кг/т продукта высокой твердости, в то время как рас-
ход кремневых шаров при размоле глинозема составляет около 12 кг/т ма-
териала. Вес кремневых шаров должен быть равен весу загружаемого
материала.
Производительность шаровой мельницы периодического действия оп-
ределяется продолжительностью рабочего цикла, который складывается из
времени на загрузку, размол и разгрузку.
Продолжительность размола в шаровых мельницах определяется раз-
мерами мельницы, величиной зерен загружаемого материала, его размоло-
способностью и требуемой тонкостью помола..Так, в зависимости от твер-
дости полевого шпата, кварца и размеров шаровой мельницы размол до
прохождения через сито 0063 с остатком 1—2% продолжается 5—8 ч.
При размоле обожженного кварца вместе с необожженным полевым
шпатом шаровые мельницы имеют следующие показатели производительности:
Объем мельницы, л*3
1,0
1,2
1,4
3,9
7,2
Производительность, кг/ч
около 110
» 120
» 130
» 300
» 400—450
Такие результаты получены при крупности загружаемого материала
не свыше 1 мм и размоле его до остатка на сите 0063 не более 2%.
Крупным недостатком мельниц периодического действия является боль-
шая потеря энергии на работу мельницы в конце цикла измельчения, когда
в ней остается ничтожное количество недомолотого материала., Вследствие
этого периодические мельницы мокрого помола постепенно вытесняются
непрерывнодействующими.
S6
§ 3. ШАРОВЫЕ МЕЛЬНИЦЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ С РАЗГРУЗКОЙ
ЧЕРЕЗ ПОЛУЮ ЦАПФУ
Шаровая мельница с загрузкой и свободным выходом измельченного
материала через полые цапфы — непрерывнодействующая мельница прос-
тейшей конструкции, применяемая в силикатной промышленности. Она со-
стоит из цилиндрического барабана 1 (рис. 54) и двух днищ 2, отлитых вместе
Pirc. 54. Шаровая мельница с загрузкой и выходом измельченного
материала через полые цапфы
с полыми цапфами 3. К правой загрузочной цапфе прикреплен комбиниро-
ванный питатель 4, с помощью которого грубо дробленый материал и вода
зачерпываются из расположенного рядом с мельницей корыта и подаются
внутрь барабана. При работе мель-
ницы по сухому способу материал
загружается лотком через загрузоч-
ную цапфу. Мельница приводится в
движение через зубчатую и клиноре-
менную передачи от электродвигате-
ля. Мельница футеруется стальными
плитами для работы со стальными ша-
рами или кремневыми плитами для
размола кварца, шпата и других ма-
териалов.
Непрерывнодействующие мельни-
цы мокрого помола работают в комп-
лекте с гидроклассификатором по схе-
ме, показанной на рис. 55. Измель-
ченный и взмученный в воде материал
свободно сливается через разгрузоч-
ную полую цапфу 1 и направляется
в гидравлический классификатор 2.
Рис. 55. Шаровая мельница с гидроклао
сификатором
Крупные частицы материала, требую-
щие дальнейшего измельчения, оседа-
ют на дне желоба 3 и с помощью ка-
чающихся скребков направляются в мельницу через улитковый питатель 4
вместе с вновь поступающим материалом и водой.
Непрерывнодействующие мельницы сухого помола работают с воздуш-
ными сепараторами.
7 Заказ № 1125
97
Следует отметить, что
чем больше подается в мель-
ницу материала, тем быст-
рее он продвигается к вы-
ходу и, следовательно, тем
короче период измельчения
и крупнее помол. Для полу-
чения более мелкого про-
дукта следует уменьшить
загрузку, что в свою оче-
редь вызывает снижение
производительности мель-
ницы.
Производительность
мельницы со свободным
центровым выходом про-
дукта при сухом измельче-
нии ниже, чем при мокром,
так как в последнем слу-
чае вода облегчает удале-
ние мелкой фракции из раз-
малываемого материала.
Кроме того, вода и раство-
ренные в ней поверхностно-
активные вещества благо-
даря расклинивающему их
действию в микротрещинах
как это доказано работами
академика П. А. Ребинде-
ра облегчают тонкий раз-
мол материалов.
§ 4. ШАРОВЫЕ МЕЛЬНИЦЫ
С РЕШЕТЧАТОЙ ДИАФРАГМОЙ
В описанных выше
мельницах со свободной
разгрузкой через полую
цапфу, как уже отмеча-
лось, уровень материала
расположён выше сливного
отверстия и поэтому часть
шаров работает малоэффек-
тивно. Материал медленно
перемещается к разгрузоч-
ной цапфе, так как раз-
ность уровней заполнения
мельницы у загрузочной и
разгрузочной частей незна-
чительна.
В мельницах с решет-
чатой диафрагмой эти недо-
статки устранены. В них
разгрузочная цапфа / (рис.
56) отделена от рабочего
пространства мельницы ра-
диальными решетками 2.
Отверстия в решетках, че-
98
рез которые разгружается материал, расположены ниже загрузочной цапфы.
Решетки собраны из стальных колосников, образующих расширяющиеся
к выходу отверстия и легко заменяемых по мере износа. Размолотый мате-
риал, проходящий через решетку 2, радиальными ребрами 3 («лифтерами»)
поднимается, затем падает на конус 4 и через полость цапфы удаляется
из мельницы. Вследствие интенсивного продвижения материала удельная
производительность (на 1 квт-ч) мельниц с диафрагмой более высокая,
чем мельниц с центральной разгрузкой. Это преимущество в наибольшей
мере выявляется при крупности зерен готового продукта выше 0,15 мм.
С увеличением тонины помола разница в удельной производительности сни-
жается.
§ 5. ШАРОВЫЕ МЕЛЬНИЦЫ С ПЕРИФЕРИЙНОЙ РАЗГРУЗКОЙ
Шаровые мельницы с периферийной разгрузкой применяются для раз-
мола шамота, извести, клинкера и сухих глин. Такие мельницы обычно
изготовляют с короткими барабанами. Как правило, барабан мельницы с пе-
риферийной разгрузкой (рис. 57) состоит из стальных или чугунных плит /,
соединенных с двумя торцовыми дисками 2 и 3, внутренняя поверхность ко-
торых облицована броневыми стальными плитами. Плиты 1 располагаются
уступами в направлении вращения, причем между отдельными плитами ос-
таются щели для прохождения мелкого материала. В местах, подверженных
наибольшему износу, броневые плиты толще. В тонкой части плит сделаны
отверстия диаметром 45 мм, через которые просыпается измельченный ма-
териал. Во избежание забивания отверстия материалом они расширяются
в сторону наружной поверхности плит.
Измельченный материал проходит через отверстия в броневых плитах
и поступает на два последовательно расположенных сита. Внутреннее сито
4 с отверстиями диаметром 3 мм предназначено для задержки наиболее круп-
ных частиц, которые через щели между плитами возвращаются в мельницу
для повторного измельчения. Помимо этого, оно предохраняет от чрезмер-
ной нагрузки и преждевременного износа наружное сито 5, имеющее от-
верстия, величина которых определяется требуемой тонкостью помола. Ча-
стицы материала, не прошедшие через наружное сито, возвращаются для
повторного измельчения в барабан через щели во внутреннем сите и между
плитами. Размолотый материал собирается в нижней части кожуха 6, ко-
торый охватывает барабан мельницы. Материал поступает через загрузоч-
ную воронку 7 в цапфу 8. Последняя имеет внутри направляющие лопасти
9, с помощью которых материал подается в мельницу.
Диаметр шаров в зависимости от величины кусков загруженного мате-
риала колеблется от 60 до 120 мм. При работе по открытому циклу материал
измельчается до 0,5 мм. Для получения более тонкого продукта мельницы
работают в замкнутом цикле с воздушным сепаратором.
§ 6. КОНИЧЕСКИЕ МЕЛЬНИЦЫ
Конические мельницы применяются для мокрого и сухого размола раз-
личных материалов. В силикатной промышленности их используют главным
образом на заводах тонкой керамики для размола отощающих материалов —
кварца, полевого шпата, пегматита, а также на специальных размольно-
обогатительных заводах.
Как видно из рис. 58, корпус конической мельницы состоит из трех час-
тей: конического днища 1 с углом у вершины около 120° и полой цапфы 2
для загрузки породы, цилиндрической части 3 длиной 0,25—0,8 диаметра,
конической части 4 с углом у вершины в 60° и с разгрузочной полой цап-
фой 6.
В мельницах, работающих с кремневыми шарами, длина цилиндричес-
кой части иногда равна диаметру мельницы. Форма конической мельницы
7*
99
Рис. 57. Шаровая мельница с периферийной разгрузкой
соответствует оптимальным условиям измельчения. При работе мельницы
более крупные шары за счет центробежной силы инерции, как обладающие
большей массой, отжимаются в цилиндрическую часть мельницы, а мелкие
шары вытесняются в ко-
ническую часть к разгру-
зочной цапфе. Поэтому
крупные частицы материа-
ла, поступающие в цилинд-
рическую часть мельницы,
измельчаются более круп-
ными шарами, обеспечива-
ющими большую энергию
удара. Измельчение мелких
частиц происходит в кони-
ческой части мельницы
главным образом за счет
истирания материала при
небольшой высоте подъема
шаров.
Энергия падающих ша-
Рис. 58. Коническая мельница
ров у загрузочной цапфы
мельницы в 20 раз с лишним превосходит энергию малых шаров вблизи
разгрузочной цапфы. Удельная поверхность шаров, наоборот, увеличи-
вается к разгрузочной части мельницы примерно в четыре раза.
Загрузка материала производится обычно комбинированным питателем
5, укрепленным на полой цапфе.
Разгружать мельницу можно через полую цапфу 6 разными способами.
При мокром размоле и замкнутом цикле измельченный материал сливается
в корыто классификатора, где
крупные частицы отделяются от
тонких и направляются обратно
в коническую мельницу вместе
с вновь загружаемым материа-
лом. При сухом размоле тонкая
фракция либо выходит через по-
лую цапфу и затем механичес-
ким транспортом подается в воз-
душный сепаратор, либо уда-
ляется из мельницы пневматиче-
ским способом.
В конической мельнице 1 с
пневматической разгрузкой (рис.
59) в расширенную пустотелую
цапфу 2 вставляется специаль-
ное сопло 3, через которое на-
гнетается воздух вентилятором 4.
Внутри сопла установлена труба
5, по которой размолотый мате-
риал увлекается воздушным по-
током из мельницы в сепаратор
6. В сепараторе крупная фрак-
ция выделяется из воздушного
Рис. 59. Коническая мельница с пневматической
разгрузкой
потока и возвращается в мель-
ницу по трубе 7 на дополнитель-
ный помол, а тонкая фракция,
т. е. готовый продукт, осаждается в циклоне 8. Воздух в циклоне, освобож-
даясь от измельченного материала, подается вентилятором через сопло в
коническую мельницу.
Пневматическая разгрузка мельницы повышает ее производительность
и в этом преимущество описываемого метода по сравнению с механической
разгрузкой мельницы через полую цапфу. Однако для принудительного
отбора материала требуется большая скорость воздуха, что связано со зна-
чительным расходом энергии.
§ 7. СЕПАРАТОРНЫЕ ШАРОВЫЕ МЕЛЬНИЦЫ
На цементных заводах для подсушки и размола угля, сжигаемого во
вращающихся печах, применяются однокамерные мельницы, работающие
в комплекте с сепараторами. Сварной барабан 1 мельницы (рис. 60) имеет
литые конические днища 2 и 3 с цапфами, опирающимися на подшипники.
Во вращение барабан приводится от привода через венцовую зубчатую шес-
терню 4. У загрузочного конца барабан мельницы радиальными перегород-
ками разделен на пять секций длиной по 1 м. Поступающий в мель-
ницу уголь попадает в секции, в которых интенсивно омывается горячими
Рис. 60. Однокамерная сепараторная мельница
газами, подсушиваясь при этом. Горячие газы поступают по трубе 5. В слу-
чае необходимости для регулирования температуры газов по трубе 6
подается холодный воздух. Подлежащий измельчению уголь подается по
течке 7. В эту же течку поступает для последующего домола и крупка, от-
деленная в сепараторе. У разгрузочного конца мельницы монтируется ре-
шетка 8 с отверстиями для прохода измельченного угля. Центральное от-
верстие решетки закрыто сеткой 9. Перегородки, отливаемые вместе с сек-
торами решетки поднимают измельченный уголь, который затем при -падении
подхватывается потоком газов и выносится по трубопроводу 10 в сепаратор.
Инструкцией Минпромстройматериалов предусматривается, что темпе-
ратура газов при поступлении в мельницу должна быть равна 250—350°,
на выходе — 70—100° и перед вентилятором — 50—70°.
Уголь должен подаваться в мельницу в кусках не более 20 мм. При тон-
кости помола, соответствующей остатку 10—12% на сите 0090, мельница
размером 2,18x4,37 м обеспечивает производительность в 8—9 т/ч. Мощ-
ность электродвигателя 190 кет.
§ 8. ТРУБНЫЕ МЕЛЬНИЦЫ
Трубные мельницы в промышленности строительных материалов при-
меняются в основном на цементных заводах. Наиболее распространены
трубные мельницы размером 2,2X 13, 2,55х 13, 3,2X8,5 и 3,2X 15 м. Готовы
к серийному выпуску мельницы размером 4х 13,5 м и 4,5х 16 м. Мельницы
размером 2,2X 13 и 2,55х 13 м в последние годы не выпускаются.
102
Рис. 61. Двухкамерная трубная мельница
На рис. 61 показан общий вид двухкамерной трубной мельницы разме-
ром 3,2 X 15 м с центральным приводом. Эти мельницы предусмотрены как
для мокрого, так и для сухого помола и могут работать как в открытом, так
и в замкнутом циклах.
На рис. 62 представлен разрез мельницы (без приводного устройства).
Принцип работы мельницы сводится к следующему: материал, подлежащий
измельчению, при посредстве дозаторов подается в приемную воронку 1 и
через питатель 2 в трубошнек 3, установленный в полой цапфе загрузочного
днища 4, и далее в первую камеру мельницы. По мере измельчения материал
продвигается к межкамерной перегородке 5 и через щели в ней, а затем через
отверстия 6 поступает в сборный кожух 7. Собирается в нижней его части,
откуда при посредстве элеватора подается в сепараторы.
Рис. 62. Продольный разрез двухкамерной трубной мельницы
Выделенные в сепараторах тонкие фракции по аэрожелобам поступают
в пневматические камерные насосы, которыми подаются в силосы.
Недоизмельченный материал (крупка) при посредстве аэрожелобов по-
дается во вторую камеру мельницы, через приемный патрубок 8 и затем при
посредстве лопастей 9 поднимается, ссыпаясь потом на конус 10, который
направляет материал во вторую камеру. При перегрузке материалом второй
камеры часть крупки может быть направлена снова в первую камеру.
В процессе работы мельницы при ударе шаров о материал происходит
интенсивное выделение тепла и вследствие этого нагревание клинкера и вы-
деление паров воды, что вызывает замедление процесса помола. С целью
предупреждения указанного нежелательного явления мельницу непрерывно
аспируют путем отсоса из нее нагретого запыленного воздуха, который за-
тем очищается в циклонах и фильтрах.
В случае необходимости рассматриваемая мельница может быть приспо-
соблена для работы по открытому циклу. С указанной целью отверстия 6
закрываются крышками и материал направляется через отверстия в пере-
городке 5 во вторую половину кожуха, откуда посредством лопастей 9 и ко-
нуса 10 направляется во вторую камеру. По мере измельчения материал
выходит из мельницы через отверстия в решетке 11 и с помощью радиальных
лопастей 12 и конуса 13 направляется в полую цапфу 14 разгрузочного уст-
ройства. Далее готовый материал поступает в разгрузочный патрубок 15
и затем через окна 16 падает на сито 17. Раздробленные мелющие тела за-
держиваются на сите и отводятся затем по патрубку 18, а готовый цемент
через патрубок 19 направляется к месту складирования.
Пустотелый цилиндрический барабан мельницы изготавливается из
стальных листов, соединенных между собой сваркой. Внутренняя поверх-
ность барабана облицована футеровочными бронеплитами, отлитыми из мар-
ганцовистой стали или из отбеленного чугуна. С торцов корпус закрыт ли-
тыми стальными днищами, центральные части которых выполнены в виде
цапф; последними барабан опирается на подшипники, охлаждаемые водой.
104
Удельное давление, создаваемое силами тяжести барабана и соединен-
ных с ним деталей, а также центробежными силами инерции, не должно пре-
вышать 1,6 Мн!м2. Цапфовые подшипники заливаются низкооловянистыми
баббитами или безоловянистыми
цинково-алюминиевыми спла-
вами.
Мельница на 28—32% объ-
ема барабана загружается мелю-
щими телами: шарами в первых
камерах и цилиндриками (циль-
пебсом) в последней камере.
Цапфы выходного днища че-
рез разгрузочный патрубок соеди-
нены с валом (через шлицевые
муфты), а последний — с одно-
ступенчатым редуктором (см.
рис. 61).
Во вращение барабан мель-
ницы приводится от тихоходного
синхронного двигателя мощно-
стью в 2000 кет при числе обо-
ротов 1,67 об1сек. В приводном
узле мельницы, кроме основного
двигателя, предусмотрен вспо-
могательный электродвигатель
(см. рис. 61), который через ре-
дуктор соединяется с быстро-
Рис. 63. Бронефутеровочные плиты мельниц:
а — ступенчатая; б — плиточная с болтовым крепле-
нием; в — плиточная с безболтовым креплением; г —
со ступенчатыми (Каблуковыми) плитами
ходным валом редуктора. Вспо-
могательный двигатель мощностью 2,8 кет обеспечивает медленный пово-
рот мельницы при ремонтах и при пуске.
Рис. 64. Схема установки сепараторной мельницы
10S
При мокром помоле сырья работа может производиться как по откры-
тому, так и по замкнутому циклам. В последнем случае в установку допол-
нительно вводятся виброгрохот и гидроциклон или только гидроциклон
(см. рис. 52, г, д).
Дляоблицовки внутренней поверхности барабанауиельницы 3,2x15 м
в первой камере предусматривается установка фасонных плит, а во второй —
плоских.
На рис. 63 представлены различные типы бронефутеровочных плит.
Плиты j/кладываются на .резиновые звукоизолирующие прокладки.
В мельнице 3,2 X 15 м для футеровки первой камеры применяются толь-
ко каблуковые плиты.
Фасонные плиты позволяют несколько снизить число оборотов барабана
за счет обеспечиваемого ими увеличения высоты подъема загрузки.
На рис. 64 дана принципиальная схема установки сепараторной мель-
ницы. Материал из бункера весовым ленточным дозатором 1 подается в при-
емную воронку 2 и через загрузочное днище 3 в барабан 4. По выходе из пер-
вой камеры, как указывалось ранее, материал поступает по аэрожелобам
в элеваторы 5 и затем подается в сепараторы 6. Готовый продукт из сепара-
торов при посредстве аэрожелоба 7 (рис. 64) направляется к пневматическим
камерным насосам, а крупка поступает на последующий домол во вторую
камеру мельницы через ворон-
ку 8 сборника 7 (см. рис. 62)
или в случае необходимости
частично в приемную воронку
2 (рис. 64). Запыленный аспи-
рационный воздух, отсасывае-
мый из мельницы, направляет-
ся по трубопроводам 8 в цик-
лоны 9, а затем в рукавные
фильтры 10. Очищенный от
пыли воздух удаляется в ат-
мосферу.
§ 9. БАРАБАННЫЕ МЕЛЬНИЦЫ
ДЛЯ БЕСШАРОВОГО
ИЗМЕЛЬЧЕНИЯ
Рис. 65. Барабанная мельница без мелющих тел
Работа мельниц без мелю-
щих тел основана натом,цто
для измельчения материала
применяются куски этого же
материала, т. е. происходит
так называемое самодробле-
ние.
Компания «Аэрофол-Мил»
(США) выпускает барабанные
мельницы без мелющих тел,
предназначенные для дробле-
ния и помола материалов на
предприятиях асбестовой, ке-
рамической, металлургичес-
кой, гипсовой, тальковой и
других отраслей промышленности. Мельница работает в замкнутом цикле
с сепаратором. Материал в мельницу загружается в кусках размером
до 450 мм и размалывается до сравнительно высокой тонины помола.
Мельница «Аэрофол» (рис. 65) имеет следующую конструкцию. Барабан
1 мельницы большого диаметра (5—8 м) по торцам имеет днища 2, централь-
ная часть которых выполнена в виде цапф 3, которыми барабан опирается
на подшипники 4. Барабан мельницы приводится во вращение от электро-
106
Рис. 66. Барабанная мельница мокрого самоизмельчения
двигателя через редуктор и венцовое зубчатое колесо 5. С внутренней сто-
роны барабан выложен броневыми плитами, при этом в боковых плитах
имеются треугольные выступы, которые обеспечивают отбрасывание круп-
ных кусков к центру, предупреждая тем самым разделение в последующем
кусков по крупности. Барабан вращается с числом оборотов, составляющим
85—90% от критического (см. гл. VIII, § 2), при этом материал непрерывно
поднимается и обрушивается. Крупные куски материала при падении дро-
бятся сами и измельчают меньшие по размерам.
Необходимо, однако, отметить, что для ряда материалов чистое «само-
измельчение» не всегда дает желаемый эффект, вследствие того что в бараба-
не накапливается большое количество кусков так называемого критического
размера (12—25 мм}, т. е. таких, которые сами не могут обеспечить эффек-
тивного размола и в то же время имеющиеся крупные куски измельчают их
недостаточно интенсивно. Для предупреждения этого рекомендуется добав-
лять в барабан мельницы небольшое количество металлических шаров (при-
мерно 2,5% от объема барабана).
В мельнице может измельчаться материал влажностью до 3—4,5% без
понижения производительности. При применении продувки горячими га-
зами влажность материала может доходить до 12 %. По данным фирмы «Аэро-
фол-Мил», производительность мельницы диаметром 5,2 м и длиной 1,56 м
при помоле талька составила 12,5 т!ч по готовому продукту, в котором час-
тицы размером менее 44 ммк. составляли 91,5%. Удельный расход мощности
был равен 44 квт-ч!т.
Мельницы для бесшарового измельчения эффективны в тех случаях,
когда нежелательно наличие в готовом продукте металлических частиц, по-
являющихся вследствие износа шаров.
В Советском Союзе впервые мельницы бесшарового измельчения нашли
применение в горнорудной промышленности. Уральский завод тяжелого
машиностроения изготовил и принял участие в монтаже на Центральном
горно-обогатительном комбинате Криворожского железорудного бассейна
промышленной мельницы сухого самоизмельчения со следующей техничес-
кой характеристикой:
Производительность (паспортная), т/ч ................ 150
Внутренний диаметр барабана, м .............. 5,7
Длина барабана, м ................................ 1,85
Число оборотов барабана, об/сек...................0,217—0,30
Мощность электродвигателя, кет...................... 705
Сызранский завод тяжелого машиностроения изготовил промышленную
мельницу диаметром 7,2м для мокрого измельчения, работающую в замкну-
том цикле с классифицирующими аппаратами. Материал в мельницу (рис. 66)
загружается при помощи питателя 1 с вибратором 2 и через пустотелую
цапфу поступает в барабан 3. Куски материала специальными лифтерами,
а также за счет центробежной силы инерции поднимаются при вращении
барабана и затем, падая и соударяясь друг с другом и с футеровкой, раз-
рушаются. Измельченный продукт проходит через разгрузочную цапфу в
барабанный конический грохот 4.
Привод барабана мельницы во вращение осуществляется от электро-
двигателя 5 через редуктор и зубчатое венцовое колесо 6.
Техническая характеристика мельницы:
Внутренний диаметр барабана, м ............. 7,0
Длина барабана, м .................... 2,2
Ориентировочная производительность, т/ч ....... 130
Пределы регулирования числа оборотов, об/сек . 0,163—0,232
Крупность поступающих кусков, м................ 0,3
Мощность электродвигателя, кет................. 750
Глава X
ТЕОРИЯ ПОМОЛА В ШАРОВЫХ МЕЛЬНИЦАХ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Основы теории помола в шаровых мельницах были заложены в работах
Е. В. Девиса [11]. Л. Б. Левенсон, применяя несколько иную методику,
упростил и значительно развил теорию помола в шаровой мельнице, пред-
ложенную Е. В. Девисом.
В дальнейшем вклады в развитие данной теории внесли 3. Б. Канторо-
вич и С. Е. Андреев. Значительные исследования были проведены В. А. Олев-
ским, Н. П. Нероновым, П. М. Сиденко и др.
Принцип действия шаровых мельниц основан на том, что материал,
находящийся во вращающемся барабане мельницы, подвергается воздей-
ствию свободно падающих мелющих тел. При вращении барабана мелющие
Рис. 67. Схемы движения паров в мельнице
тела (в подавляющем большинстве металлические шары) поднимаются на
определенную высоту, а затем, отрываясь от стенки барабана при свободном
падении, измельчают материал. Материал в мельнице измельчается ударом
и частично истиранием благодаря перекатыванию шаров и их скольжению.
При относительно малой угловой скорости вращения барабана шары
и материал делают поворот в сторону вращения на некоторый угол
(рис. 67, а) и далее при той же скорости вращения барабана остаются в этом
положении. Шары и материал, непрерывно циркулируя, движутся вверх
по концентрическим круговым траекториям и затем скатываются парал-
лельными слоями, измельчая материал раздавливанием и истиранием.
С'увеличением скорости вращения барабана угол поворота загрузки
{шары и материал) увеличивается и шары поднимаются все выше, затем
в некоторой точке, называемой точкой отрыва, покидают круговые траек-
тории и далее как тела, брошенные под некоторым углом к горизонту, пе-
реходят на параболические траектории в конце своего пути, встречаясь с со-
ответствующей круговой траекторией (рис. 67, б). Измельчение материала
при этом режиме работы происходит за счет удара и частично истирания.
При дальнейшем увеличении угловой скорости вращения барабана
шары и материал под действием центробежной силы инерции все с большей
силой будут прижиматься к стенке барабана и, наконец, наступит момент,
когда величина центробежной силы инерции превзойдет силу тяжести шара
и он (следовательно, и загрузка) будет вращаться вместе с барабаном, не
отделяясь от его внутренней поверхности (рис. 67, в).
Исходя из изложенного, наиболее эффективным с точки зрения процесса
измельчения материала, является режим работы, при котором шар, двигаясь
вначале по круговым траекториям, переходит затем на параболические,
производя в конце своего пути измельчение материала.
Необходимо, однако, отметить, что шары разных слоев,движущиеся
по круговым траекториям разных радиусов, имеют и различные линейные
109
скорости, уменьшающиеся с уменьшением радиуса круговой траектории.
Чем меньше скорость шара, тем на меньшую высоту он поднимается и, сле-
довательно, обладает в начале движения по параболической траектории
меньшей потенциальной энергией и, как следствие этого, обладает в конце
своего пути меньшей ударной силой. Шары крайнего внутреннего слоя
имеют повышенную тенденцию к скатыванию, и поэтому они работают с
повышенной степенью истирания.
Скорость вращения барабана, при которой шары внешнего слоя при-
жимаются к поверхности его, называется критической. Нетрудно уста-
новить, что если для внешнего слоя при определенном числе оборотов бара-
бана возникает критическая скорость, то это отнюдь не значит, что скорость
движения шаров по круговой траектории для слоев, прилегающих к внеш-
нему слою, будет критической, поскольку с уменьшением расстояния от
центра шара до оси барабана линейная скорость движения шаров умень-
шается и, следовательно, они обладают меньшей величиной центробежной
силы инерции, прижимающей шары последующего слоя к предыдущему.
Следовательно, возможен такой режим работы, при котором шары слоев,
приближающихся к центру барабана, будут осуществлять работу измель-
чения при критической скорости для внешнего ряда шаров.
Необходимо также учитывать и то, что величина критической скорости
должна была быть принятой с учетом скольжения загрузки относительно
облицовки барабана и за счет перекатывания шаров. Однако на практике
скольжением и скатыванием шаров в большинстве случаев пренебрегают.
Из изложенного очевидно, что скорость вращения барабана шаровой
мельницы должна быть ниже критической. При скорости вращения барабана
ниже критической, как указывалось, шары сначала перемещаются по круговой
траектории, переходя затем после точки отрыва на параболическую и далее
движутся как свободные тела, брошенные с некоторой скоростью под углом
к горизонту. Очевидно, что чем больше скорость шара, тем больше даль-
ность его полета по параболической траектории и высота его падения. Все
это было бы правильно, если бы форма барабана мельницы была бы не ци-
линдрической. При этом, если дальность полета превзойдет некоторый пре-
дел, высота падения шара будет уменьшаться.
Следовательно, должна существовать такая скорость вращения бара-
бана мельницы, при которой с учетом цилиндричности высота падения
шара была бы наибольшей, а следовательно, и наибольшей была кинетиче-
ская энергия шара, расходуемая на дробление материала.
§ 2. КРИТИЧЕСКАЯ И НАИВЫГОДНЕЙШАЯ СКОРОСТИ
ВРАЩЕНИЯ БАРАБАНА МЕЛЬНИЦЫ
Предельное число оборотов барабана мельницы, при котором окружная
скорость становится критической, определяется из условий равновесия силы
тяжести шара и центробежной силы инерции, действующей на шар, приле-
гающий к внутренней поверхности барабана.
В точке А верхнего квадранта (рис. 68) на шар действуют сила тяжести
(7 и центробежная сила инерции, равная
<269)
где т — масса шара, кг;
G — сила тяжести шара, равная mg, н;
v — окружная скорость барабана, м/сек;
g— ускорение силы тяжести, м/сек2;
R — расстояние от центра шара до центра барабана, м.
Сила тяжести и центробежная сила инерции приложены к центру шара,
поэтому правильней было бы принимать в формуле (269) расстояние от цент-
ра шара до центра барабана равным R — г, где г — радиус шара. Практи-
110
чески величина г по сравнению с 7? незначительна и в дальнейшем, без за-
метной погрешности, вместо R — г будем принимать R.
Центробежная сила Р направлена по радиусу под углом а к гори-
зонту (см. рис. 68). Угол а между вертикальным диаметром барабана и ра-
диусом, соединяющим центр барабана с точ-
кой А, называется углом отрыва, а точка А,
в которой шар покидает круговую траекто-
рию,— точкой отрыва.
Силу тяжести G разложим
ставляющие:
ную Q:
касательную Т
на две со-
нормаль-
Т = G sin ос н,
Q = G cos ос н.
противодействующая
инерции Р, достигает макси-
величины при cos а=1, т.
(270)
(271)
центро-
Сила Q,
бежной силе
мальвой
при сс=О°.
Критическая же скорость, при кото-
рой шары начинают не отрываться от внут-
ренней поверхности барабана, будет достиг-
нута в том случае, когда центробежная
сила инерции станет большей или равной
максимальной величине силы Q,
На основании изложенного можем
c.
Рис. 68. Схема к определению ско-
рости вращения барабана мельницы
т. е. равной или большей силы G.
записать:
и
Gv2 mv2
Sr>G' ~R>a<
где G — сила тяжести, равная mg, н.
Заменяя величину окружной скорости v выражением
v = 2л Rn,
получим
m4n2R2n2
----о----
(272)
(273)
(274)
Откуда получим, что критическая скорость будет достигнута при числе
оборотов барабана, равном
0,5 0,705 - 42,4 _ е
« = -Д • обсек = —об мин, (275)
кр /7? Vd Vd! ’
где D — внутренний диаметр барабана, м.
Для шара, находящегося в точке А, его отрыв от стенки барабана и пе-
реход на параболическую траекторию возможен только при условии, что
Q = G cos а Д Р (276)
или, согласно формуле (269), ~ . Gv2 G cos а Д , gR (277)
откуда _ v2 4 л2 п2 R2 . cos а Д 5; —Б— < - gR gR Z cos а (278)
и далее
, /"cosа 0,5 ./---—-
п~- I/ ----=—-|/соза. (279)
1 4Р V R '
Согласно формуле (275), критическая скорость равна лкр=
=0,5/р об/сек.
111
Заменяя 0,5/У/? в формуле (279) через пкр, получим
п = Пкр Vcos а-
(280)
Скорость вращения барабана мельницы принято определять в долях
критической скорости. Из формулы (280) устанавливаем, что эта доля ф
равна величине Kcosa, т. е.
ф = У cos а,
п = фпкр.
(281)
Наивыгоднейшая скорость вращения барабана, а следовательно и наи-
выгоднейшее число его оборотов, будет при наибольшей высоте падения ша-
ров при заданных условиях, поскольку в этом случае живая сила удара по
куску материала наибольшая.
Точка В (см. рис. 68), в которой падающий шар встречается с барабаном
мельницы, называется точкой падения.
Согласно формуле (279), наивыгоднейшее число оборотов барабана бу-
дет при данном радиусе барабана R, при котором угол отрыва шаров а
будет также наивыгоднейшим.
§ 3. ТРАЕКТОРИЯ ДВИЖЕНИЯ ШАРОВ И КОНТУР ЗАГРУЗКИ БАРАБАНА МЕЛЬНИЦЫ
изменяется
ном п угол а отрыва
*8
точ-
Рис. 69. Движение материальной
ки в поперечном сечении барабана
мельницы
Анализируя формулу (278) cos а=4А?п2, устанавливаем, что при задан-
с изменением расстояния R какого-либо
слоя загрузки от оси барабана. Очевид-
но, что с уменьшением R угол а уве-
личивается и, следовательно, шары по-
кидают круговую траекторию раньше.
Таким образом, для каждого слоя
шаров существует свой наивыгоднейший
угол отрыва, увеличивающийся по мере
приближения слоя шаров к оси ба-
рабана.
Как отмечалось ранее, шар, отде-
лившийся в точке А от барабана, в
дальнейшем двигается самостоятельно
по параболической траектории, встре-
чаясь с поверхностью барабана в точке
падения В. Для простоты в дальней-
шем будем рассматривать движение не
шара, а материальной точки.
Примем точку А (рис. 69) за нача-
ло координат. Определим сначала орди-
нату точки В, которая лежит на пересечении круговой и параболической
траекторий.
Траектория движения шара по параболе определится уравнениями:
х = vt cos а,
y — vt sin а
(282)
(283)
Величина t определяет время с начала полета шара.
По уравнению (282) находим
(284)
t = .
v cos а
Подставив значение t по формуле (284) в формулу (283), получим
« (285>
112
Согласно уравнению (278), имеем:
у 2
cos а v2 = gR cos а. (286)
О Л '
Подставив найденное значение v2 в формулу (285), получим
X2
n = xtga—------х—. (287)
& 27? cos3 a ' >
Найдем уравнение круговой траектории движения шаров в той же сис-
теме координат.
Известно, что уравнение окружности с началом координат в центре ок-
ружности имеет вид
x2 + i/2 = R2. (288)
По рис. 69 находим
Х — х— R sin а, (289)
Y = у + R cos a. (290)
Подставив значение X и У в формулу (288), получим
х2 + У2—2/?xsina4-2Rz/cosa = 0. (291)
Подставив в формулу (291) значение у (287) и учитывая, что
„ , + „ 2xtgax2 . х4 /nnni
</2 = x2tg2a—--------Ьт™----(292)
27 ° 27? cos3 a 47?2cos6a 4 f
(квадрат разности двух чисел), получим
х2 + №tg2 а
2х3 tg а
27? cos3 a
х4
47?2 cos6 a
— 2Rx sin a + 2Rx cos a tg a
27?x2 cos a___n
27? cos3 a
(293)
После преобразования и сокращения подобных членов будем иметь
D * а— {-тг>—Х -2-sin a) = 0. (294)
7? cos4a 47? cos2 a / v '
Корни Х^Ха^Хз, соответствующие пересечению круговой и парабо-
лической траектории в точке А, т. е. в начале координат, равны 0.
Остается решить уравнение
То-----5-----sin a = 0.
47? cos2 a
(295)
Значение четвертого корня Хд, соответствующего абсциссе точки В
падения шара на круговую траекторию, находим по уравнению (295):
Хв = 4R sin a-cos2 a. (296)
Подставляя полученное для абсциссы значение в формулу (287), найдем:
YB = 4R sin a cos2 a tg a
16/?2 sin3 a cos4 a
27? cos3 a
YB = 4R sinacosa — 8R sin2 a cos a,
YB = —4R sin2 a cos a.
(297)
(298)
Знак минус указывает, что ордината YB направлена вниз от абсциссы.
Формулы (296) и (298) позволяют точно определить положение точки
падения В.
Очевидно, что с изменением величины угла отрыва а изменится положе-
ние точек А и В и шар каждого ряда будет иметь свою параболическую тра-
екторию.
8 Заказ № 1125
113
Найдем координаты точки В по отношению к осям ОХг и OYt, парал-
лельным прежним, но с началом в центре О окружности радиуса R.
По рис. 69 находим:
Х± = Хв—Rsina = 4R sin a cos2 а — R sin а, (299)
Yi = YB — R cosa = 47? sin2 a cos а—7? cos a. (300)
В формуле (300) у значения YB знак минус отбрасываем, поскольку
Ух и YB отмериваются в одном и том же направлении:
. п У. 47? sin2 сс-cos ос.— R cos а /от\
sin Р = . (301)
Заменяя sinaa через 1—cos3a и сокращая 7?, получим
sin р — 4 cos a (1 —cos2 a) — cos a = 4 cos a—4 cos3 a — cos a =
= —(4 cos3 a — 3cosa). (302)
Из тригонометрии известно, что 4cos3 a—3cosa=cos3a.
Таким образом, известно
sin |3 = —cos За — cos (180 — За).
Заменяя sin р через cos (90—(3), получим cos (90—P)=cos(180—За), от-
куда 90—р=180—За, и окончательно
Р = 3а—90.
(303)
Таким образом, для нахождения точки падения В при известной точке
отрыва А или соответственно угле а нам необходимо отложить угол р =
у =3а—90 от горизонтального диаметра
Рис. 70. Схема к определению траек-
тории движения шаров и контура ша-
ровой загрузки
ВНИЗ.
На рис. 69 через Н обозначена об-
щая высота подъема шара, равная
Н YB 4-/1- (304)
В начале своего движения по пара-
болической траектории шар после от-
рыва в точке А поднимается на высоту h,
а затем опускается на ту же величину.
Таким образом, энергия, приобре-
таемая шаром за время падения на ве-
личину h, предварительно расходуется
для подъема шара на эту же высоту. Сле-
довательно, расчетная высота падения
при ударе шара в точке падения В бу-
дет равна Yв.
Точки отрыва А и точки падения В
при данном числе оборотов п для каж-
дого слоя шаров будут различны. Также
различны будут величины углов отрыва
а и углов падения р.
Найдем геометрическое место точек отрыва шаров для каждого слоя
шаровой загрузки.
Уравнение (278), определяющее величину угла а при заданных п, R
и cos a=47?n2, можно записать в следующем виде:
R _ 1
cos a 4/z2 *
(305)
Н4
Очевидно, что правая часть уравнения в рассматриваемом случае есть
величина постоянная. Обозначим ее через 2р, тогда
Р = да (306)
и
“ = 2р; K = 2pcosa. (307)
Выражение R—2pcos а является уравнением окружности, отнесенное
к полярным координатам.
Таким образом, кривая АгА2 (рис. 70) есть дуга окружности радиуса
р, величина которого подсчитывается по формуле (306). Окружность радиу-
са р описывается из центра С, лежащего на оси ОУ на расстоянии р от центра
мельницы.
Определив геометрическое место точек отрыва шаров, мы можем пост-
роить траектории движения шаров, находящихся на разном расстоянии R
от оси барабана мельницы.
Геометрическое место точек падения шаров может быть построено ис-
ходя из того, что угол падения £ согласно формуле (303) равен 0=3а—90.
Величина угла а для каждого слоя определяется по уравнению (278):
cosa = 4n27?, cosax = 4n27?v
где 7? — радиус центра тяжести шаров, внешнего слоя;
7?! — радиус центра тяжести шаров внутреннего слоя.
Таким образом, определив в заключение величины углов падения Р и
Pi, мы можем построить контур шаровой загрузки (см. рис. 70).
§ 4. НАИВЫГОДНЕЙШИЙ УГОЛ ОТРЫВА ШАРОВ
Согласно формуле (298), высота падения шара от точки А до точки В
равнялась
Ув = —47? sin2 a cos а м.
Поскольку знак минус указывает, что ордината Ув направлена вниз от
оси абсцисс, мы его отбрасываем, так как нам необходима только абсолют-
ная величина падения.
Скорость шара в момент падения его в точку В будет максимальной при
у
л max'
Приравнивая первую производную
находим этот максимум:
dv d
(47? sin2 a-cos а).
drj da v 1
Дифференцируя, получим
dy
— =8R sin a - cos2 а — 47? sin3 а= 47? sin а (2 cos2 а—sin2 а) = 0.
Очевидно, что угол отрыва а не равен нулю, так же как и радиус 7?.
Следовательно,
2cos2cc — sin2cc = 0. (308)
Преобразовывая уравнение (308), получим 2—tg2 а=0, tg2ot=2,
откуда угол отрыва
а =54'40'. (309)
8*
115
Угол отрыва ct=54°4O' является наивыгоднейшим для любого слоя ша-
ров, а не только для внешнего, и при этом будет производиться наибольшая
работа измельчения.
Зная наивыгоднейший угол отрыва, мы сможем определить также и наи-
выгоднейшую скорость.
Согласно формуле (280), имеем
п = пкр Vcos а = пкр V cos 54°40' — пкр 0,758,
п = 0,758нкр об/сек.
Согласно формуле (275),
(ЗЮ)
0,5 0,705
пко = — _= об)сек.
Подставляя это значение пкр в формулу (310), окончательно получим
0,378 0,534 ,, 32,4 ,.
«наии = -р^- = у5 об/сек---^ об/мин. (311)
При расчете величину D необходимо принимать равной
D = DX — 26 л/, (312)
где Ог — внутренний диаметр мельницы без учета футеровки, м\
6 —толщина футеровки, м.
Формула (311) позволяет определить теоретическое наивыгоднейшее
число оборотов барабана мельницы.
Согласно формуле (281), имеем /г=ф/?кр об!сек.
Отсюда
п_ О 532 ]/~Р =
Y лкр /0 0,705
п = 0,758пкр об/сек.
А. И. Боганов на основе опыта эксплуатации шаровых мельниц на це-
ментных заводах приходит к следующим выводам.
Необходимо в практических условиях при определении рабочего числа
оборотов учитывать следующее:
1. При размоле материала, поступающего в мельницу при относитель-
но малых по размеру кусках, требуется меньшая скорость, чем при
крупных кусках.
Таблица 12
Теоретические и рабочие числа оборотов барабанов мельниц
Завод-изготовитель (фирма)
Элементы характери-
стики Волгоцемтяжмаш, Сибтяжмаш и другие Завод Цементанлагенбау
отечественные заводы им Тельмана (ГДР)
Диаметр бараба
на, м . ... . 2 2,2 2,55 3,2 3,2 4,5 2,2 2,4 2,6 3
Длина барабана, м 10,5 13,0 13,0 8,5 15,0 16,0 13,0 13,0 13,0 14,0
Толщина футеров-
ки, м . ... , 0,060 0,065 0,075 0,100 0,100 0,140 0,065 0,070 0,070 0,075
Диаметр барабана
мельницы в све-
ту, м 1,88 2,07 2,40 3,0 3,0 4,22 2,07 2,26 2,46 2,85
Теоретическое чис-
ло оборотов,
об/мин .... 23,4 22,2 20,4 18,0 18,0 15,4 22,2 21,3 20,4 18,9
Рабочее число обо-
ротов, об/мин . . 21,0 22,0 20,0 18,67 16 15,2 21,4 20,0 19,5 18,5
Примечание. Число оборотов приводится соответственно паспорту в минутах.
116
2. Мельница, предназначенная для выпуска продукта с повышенной
тонкостью помола, должна работать с меньшим числом оборотов.
3. Для размола мягких материалов также требуется меньшая скорость,
чем для твердых.
4. При выпуклой форме футеровочных плит, также и при каблуковых
плитах число оборотов должно быть несколько ниже, чем при глад-
ких плитах.
5. При замкнутом способе работы мельницы ее число оборотов должно
быть несколько большим, чем при открытом.
В табл. 12 приводятся сравнительные данные по теоретическим и рабо-
чим числам оборотов мельниц, применяемых в цементной промышленности.
Для мельниц, футерованных каблуковыми плитами, рекомендуется
определять рабочее число оборотов барабана мельницы по формуле (313):
О 33
праб = об/сек. (313)
Проф. С. Е. Андреев рекомендует определять величины угла отрыва а
и угла падения |3 с учетом отношения внутреннего радиуса загрузки R%
(см. рис. 70) к внешнему
-^=*. (314)
При степени заполнения мельницы шарами ср и постоянной скорости
вращения барабана п по формуле (278) можем записать:
по внешнему слою
cos а, =- 4n2/?t, (315)
по внутреннему слою cos а2 = 4п3/?2, (316)
откуда cos а2 ^2 cos ал (317)
Полагая cos а2 _ , _ /?2 cos at ~ ’ (318)
получим /?2 = /г/?. (319)
и cos а2-/г cos аг. (320)
Согласно формуле (281), получим
соьа^ф2, (321)
соза2^/гф2, (322)
Анализируя формулы (321) и (322), устанавливаем, что угол отрыва
шара внешнего слоя ах зависит только от скорости вращения барабана мель-
ницы. Величина же угла отрыва шара внутреннего ряда сс2 зависит и от ско-
рости ф и от величины k. С изменением степени заполнения барабана шарами
ср изменяется также и радиус Т?2 внутреннего ряда шаров, а следовательно,
и величина k.
§ 5. ЧИСЛО ЦИКЛОВ ДВИЖЕНИЯ ЗАГРУЗКИ
За один оборот барабана мельницы период движения загрузки, за ко-
торый шары проходят путь по круговой и параболической траекториям,
называется циклом движения шаров.
Проф. Л. Б. Левенсон предлагает определять число циклов по следую-
щей методике. Циклы движения для каждого слоя шаров различны. Как мы
117
увидим ниже, число циклов для каждого слоя увеличивается по мере удале-
ния слоев, считая от внешнего слоя.
Общее время Т движения шаров данного ряда суммируется из времени
7\, затрачиваемого на прохождение пути от точки В до точки А по круговой
траектории, и времени 7\, за которое шары движутся по параболической
траектории:
Т=7\+7\сек. (323)
Центральный угол А^ОВ^ соответствующий прохождению шаром пара-
болической траектории, согласно рис. 70 равен
+90° +(324)
Согласно формуле (303), угол падения равен З04 —90°.
Следовательно,
©^с^ + ЭО^З»!— 90° = 4аг (325)
Угол ©2, соответствующий прохождению шаром круговой траектории,
соответственно будет равен
©г = 360° —4at. (326)
При п об/сек продолжительность одного оборота будет равна ~ сек.
На круговой траектории шары движутся со скоростью, соответствую-
щей скорости вращения барабана (скольжением шаров пренебрегаем).
Таким образом,
'г 1 360° — 4аг 90 — аг f 327’1
1 п 360 ~ 90л С К-
Полагая величину а1=54°40' (наивыгоднейший угол отрыва), получим
90° — 54°40' 0,392
----хх-----= —------сек
(328)
Время движения шара на горизонтальном пути Хв (см. рис. 69) будет
равно
Т2 =-----~— сек.
* V COS
(329)
Заменяя Хв его значением по формуле (296), будем иметь
Л
47? sin оз cos2
V cos 03
сек.
Заменяя v известным выражением v=2n,Rn, получим
у, __47? sin at cos2 aL_0,319 sin 2a
2 2л/?л cos ax n
При ax = 54°40' окончательно будем иметь
m 0,3
T2 = — сек.
2 п
(330)
(331)
Следовательно, полный цикл движения шаров любого слоя, для кото-
рого а1=54°40', составит
0,392 , 0,3 0,692
—-----р — = —— сек.
п п п
(332)
В общем виде при а, имеющем другую величину, согласно формулам
(327) и (330), имеем
90 — а + 28,6 sin 2а
Т =--------2---------сек. (333)
90л 4 ’
118
Из всего времени цикла согласно формуле (332) количество шаров, дви-
жущихся по круговой траектории, составляет
1ООНЙ=56’6%-
а по параболической — соответственно
100 <w=43’4'/«-
Число циклов Ц, которое совершит за один оборот барабана слой шаров
с углом отрыва 54°40', будет равно
Ц = ±:°-^ = Ы§2=1,44. (334)
Для проведения дальнейших расчетов по определению энергии, потреб-
ляемой мельницей, целесообразно заменить все слои шаровой загрузки,
движущиеся по круговым траекториям,
одним фиктивным (редуцированным) сло-
ем, движущимся на расстоянии радиуса
инерции Ло от центра мельницы (рис. 71):
(335)
В соответствии с формулой (314) можем
записать
R„ = )/(12+W л- (336)
Проф. С. Е. Андреев дает табл. 13
значений k в зависимости от скорости ф
и величины коэффициента заполнения
мельницы шарами ф.
Наибольшая производительность Рис. 71. Схема к определению реду-
при наименьшем расходе энергии, как цированного слоя шаровой загрузки
показала практика эксплуатации боль-
шого числа трубных шаровых мельниц на цемзаводах, достигается при
загрузке мелющими телами ф=0,26—0,32, т. е. в среднем 0,3. Эту вели-
чину ф будем принимать при дальнейших расчетах.
Таблица 13
Значение параметра k для различных скоростей ф и заполнения мельницы шарами ср
ф и>. %
70 75 80 85 90 95 100
30 0,635 0,700 0,746 0,777 0,802 0,819 0,831
35 — 0,618 0,683 0,726 0,759 0,781 0,797
40 — 0,508 0,606 0,669 0,711 0,740 0,760
45 — — 0,506 0,600 0,656 0,694 0,721
50 — — —• 0,508 0,592 0,644 0,676
При коэффициенте загрузки барабана мелющими телами ф=0,3 и гр =
=0,786 после интерполяции получим £=0,707.
Таким образом,
= # jZ= 0,8667? м, (337)
где 7? — радиус отфутерованного барабана мельницы («в свету»).
119
Величину угла отрыва а0 для фиктивного (редуцированного) слоя со-
гласно формулам (278) и (311) получим равной
лп 4/?0,866-0.3783 п спо
cosctn = 4/?пи2 =---——--------- 0,501, сс0 = 60 .
Таким образом, согласно формулам (327) и (330), получим:
т _ 90 — «!__ 90 — 60 _ 0,333
1 1~ 90л ~ 90л “ л ’
т _ 0,319sin 2а 0,319-0,866 1,275
2 Л Л Л ’
Т — Т I Т „0»333 0,275 _ 0,608
1 3 л 1 л л
Следовательно, число циклов фиктивного слоя будет равно
= у : 4^=1,644. (338)
При этом по круговой траектории будет двигаться
1ПП 0,333 сс0,
100'0^08 = 55 /о загрузки.
3. Б. Канторович нашел, что число циклов всей шаровой загрузки мож-
но определять по формуле
При принятых величинах k — 0,707 и ср = 0,3
q g 1,66. (339)
Сравнивая уравнения (338) и (339), устанавливаем, что различие между
числами циклов сравнительно малое и расчет можно вести по любому способу.
§ 6. ОПРЕДЕЛЕНИЕ МАССЫ МЕЛЮЩИХ ТЕЛ
Величина <р коэффициента заполнения объема барабана при неподвиж-
ной мельнице равна отношению площади загрузки F к рабочей площади ба-
рабана:
ф = л^2 = л(7?б—б)2 ’ (340>
где F — внутренний радиус футерованного барабана, принимается равным
0,944-0,95 радиуса барабана мельницы;
R6 —диаметр барабана, м;
6 — толщина футеровки, м.
Полная масса загрузки tn барабана мелющими телами будет равна
m = tp|iy^jR2£ (341)
где р — коэффициент разрыхления загрузки;
у — плотность мелющих тел, кг!м?;
L — длина барабана за вычетом толщины межкамерных перегородок, м.
Коэффициент разрыхления загрузки р принимают для шаров 0,575, а
для цильпебса — 0,55. Приведенный коэффициент разрыхления для мель-
ниц, загруженных шарами и цильпебсом, рекомендуется принимать равным
0,565. Плотность мелющих тел у—7800 «г/л/3.
Подставляя величиныр и у в формулу (341) при ф=0,3, получим
m =- 4150/<-L кг. (342)
120
§ 7. МОЩНОСТЬ, РАСХОДУЕМАЯ МЕЛЬНИЦЕЙ
Произведя все предшествующие расчеты, в основу которых были поло-
жены работы Е. В. Девиса, проф. Л. Б. Левенсона, проф. 3. Б. Канторови-
ча, проф. С. Е. Андреева и других, не представляется сложным определить
мощность, потребную для работы мельницы.
В шаровой мельнице энергия расходуется на подъем мелющих тел, со-
общение им кинетической энергии и на преодоление вредных сопротивле-
ний, которые будем учитывать коэффициентом полезного действия мель-
ницы.
Работа А, необходимая для подъема шаров (цильпебса) на определенную
высоту, начиная с которой они движутся по параболической траектории,
будет равна
А1 = GY в дж, (343)
где G — сила тяжести шаров, н;
YB — высота подъема шаров от точки отрыва до точки падения, м.
Работа, потребная для сообщения шарам кинетической энергии, равна
rmfl Gv?
А2 = ^- = ~дж, (344)
где v0 — скорость движения шаров редуцированного (фиктивного) слоя на
.круговой траектории, м/сек;
т. — масса шаров, кг.
Высота подъема шаров редуцированного слоя подсчитывается по фор-
муле (298):
Yв = —47?О sin2 an cos ос0 м,
где Ro — радиус инерции {см. формулу (337)], м;
аи — угол отрыва шаров для редуцированного слоя.
Знак минус в дальнейшем отбрасываем, так как он указывает на направ-
ление ординаты.
Величина Ro согласно формуле (337) равна 0,866 R.
Величина YB для угла отрыва шаров редуцированного слоя, равного,
как было подсчитано ранее, 60°, составит
YB = 4/?0 sin2 осо cos ос0 = 4 • 0,8667? • 0,8662 • 0,5 = 1,3R. (345)
Следовательно,
Аг = 1,307? нм. (346)
Заменяя в формуле (344) через 2л7?оп, 7?„ через 0,866 7? и п через
0,378
-, получим
ти^ бг?2
=Oto3.0,866^0,37ffl = 0|2|4flR (347)
Общая величина работы за один цикл будет равна
+ Аа = 1,307? + 0,21407? = 1,51407? дж. (348)
За один полный оборот мельницы при определенном ранее числе циклов
1,644 [см. формулу (338)1 получим
Ао6щ = 1,514G7? • 1,644 = 2,49G7? дж. (349)
121
Расход мощности составит
А, An 2,49Gfln
N j = — — -i——- вт, (350)
где G — сила тяжести мелющих тел, н;
R — внутренний радиус барабана, м;
п — число оборотов барабана, об/сек",
ц — к. п. д. привода; т]=0,9—0,94.
Учитывая, что сила тяжести размалываемого материала составляет
14% от силы тяжести мелющих тел, окончательно получим
N = 2,49.!,^^ = адЗОКа- gm
П т] v '
Для дальнейших расчетов нам необходимо преобразовать формулу
(351), выразив G в т, а п — в об!мин. После соответствующих подсчетов
получим
0,462G/?n
дг -------- кет. (352)
Формула (352) была выведена при величине коэффициента заполнения
<р=0,3, практически принятой для подавляющего большинства мельниц,
установленных на цементных заводах, и при скорости, составляющей 75,8%
от критической.
Проф. 3. Б. Канторович, определяя расход мощности по той же прин-
ципиальной схеме, которая была рассмотрена выше, но по несколько иной
методике, приводит нижеследующую формулу:
= 0,5 (9(1-^)—1,75(1-^)] л. с. (353)
В табл. 14 приводятся значения 1 — &4и 1 — ke при различной степени
заполнения мельницы <р.
Таблица 14
Показатели Значения к 1—k* и I — k*
Ф=0,2 ф = 0,2 5 ф = 0,30 ф = 0,35 Ф = 0,40
k 0,834 0,771 0,707 0,620 0,524
1—fe4 0,517 0,643 0,750 0,853 0,925
1 — fee 0,664 0,790 0,875 0,994 0,980
В формуле 3. Б. Канторовича скорость вращения барабана принята
равной ф=75,8% от критической.
Преобразуем формулу 3. Б. Канторовича, подставив значения 1 —k*
и 1 — Л6 по табл. 14 и <р=0,3; получим
N= 12,3G \R л. с. = 9,05G \R кет. (354)
Умножим и разделим на п (об/мин), подставив при этом в знаменателе
22,7
вместо п его значение, т. е. , окончательно получим
N = 0,4GRn кет. (355)
Отметим, что 3. Б. Канторович при выводе формулы не учитывал массы
размалываемого материала.
С учетом же указанной массы получим
N = 0,456G/?n кет, (356)
122
Проф С. Е. Андреев для расчета мощности рекомендует формулу в об-
щем виде при различных (риф:
G . Г9
А = 3,46Д-^/Оф [2ф2(1-^) —|фв(1_
(357)
В данной формуле G — в m, a D — в м.
По формуле С. Е. Андреева получим при ф=0,3, ф=0,758, подставив
значения 1 — и 1 — ke по табл. 14,
N = 6,58G VD кет.
(358)
32
Вводя в формулу (358) величину п = ——
об[мин. и заменяя D через
2R, окончательно получим
м - 6,586 УDn. У D
™ ~ —-----До----— = °’4IGRn кет
и/
(359)
С учетом же массы размалываемого материала будем иметь
N = 0,467G7?n кет. (360)
Сравнивая формулы (352), (356), (360), устанавливаем, что при <р=0,3
и ф=0,758 все они идентичны.
При расчете мощности, потребляемой мельницами, работающими в
промышленности стройматериалов, необходимо пользоваться формулой
(351). При расчете мощности для мельниц, у которых ср=£Ю,3, рекомендуется
формула 3. Б. Канторовича. При ф#=0,3 и ф#7 0,7 58 применяется формула
С. Е. Андреева.
Рис. 72. Схема к определению влияния скольжения на мощность мель-
ницы
При выводе формул для определения мощности, затрачиваемой на ра-
боту барабанной мельницы, не учитывалось скольжения мелющих тел и
материала относительно внутренней поверхности барабана. Между тем прак-
тика работы барабанных мельниц на цементных заводах показывает, что
износ футеровки достигает величины в 1 кг/т готового цемента и более. Из-
нос футеровки является доказательством наличия скольжения всей загруз-
ки относительно поверхности барабана.
Для выяснения влияния скольжения на мощность, потребную для ра-
боты мельницы, рассмотрим действующие силы, принимая, что футеровка
гладкая.
На внутреннюю поверхность барабана действуют силы нормального
давления, вызываемые центробежной силой Рц и радиальной составляющей
с илы тяжести загрузки Gp (рис. 72). Эти силы, умноженные на коэффициент
123
трения загрузки о поверхность барабана, создают силу трения Т, стремя-
щуюся удержать загрузку от скольжения.
Тангенциальная составляющая силы тяжести 6Т стремится повернуть
загрузку в сторону, противоположную направлению вращения.
Центробежная сила Ра, возникающая от мелющих тел и материала,
находящихся на круговой траектории, будет равна
= (361)
где m — масса мелющих тел, кг;
у0 — окружная скорость фиктивного (редуцированного) слоя, м/сек;
Ro — радиус дуги фиктивного слоя; согласно формуле (337),
/?0=0,866 R, м;
v0 = 2л/?0п м/сек,
где п — число оборотов барабана, об/сек;
р 0,55(6+0,140)^ 0,6270-4^.0,3782 Г1 ™ и
р“=--------л-------='= ' ’ (362)
где 0,627G — сила тяжести мелющих тел и материала, находящихся на кру-
говой траектории, н.
Направление центробежной силы Рц находим исходя из следующего
(при коэффициенте заполнения ср=0,3). В соответствии с формулой (278)
находим, что угол отрыва а0 для шаров фиктивного слоя равен 60°, а угол
падения р=90° [см. формулу (303)1.
По рис. 72, а находим, что центробежная сила инерции направлена под
углом @/2=60° к вертикальной оси:
6 = 360 — 4ct0 = 120°; 0/2 = 60° (363)
Радиальная составляющая силы тяжести будет равна
6р= 0,6276 сой 60е- 0,312G н. (364)
Тангенциальная составляющая силы тяжести
6Т = 0,6276 cos 30е = 0,5456 н. (365)
Сила трения будет равна (при f — 0,35)
Тв0= (0,3126+ 0,3566)/ = 0,2346 н, (366)
где f — коэффициент трения между загрузкой и внутренней поверхностью
барабана. Коэффициент / находится в пределах 0,30+0,35 (при
гладкой футеровке).
Очевидно, что при найденных величинах GT и Т60 загрузка при гладкой
футеровке должна скользить в направлении, противоположном вращению
барабана.
Рассмотрим случай, когда центробежная сила Рц будет направлена под
углом 30° по отношению к вертикальной оси (рис. 72, б).
В этом случае
Рц = 0,356 mG, (367)
где m — коэффициент, учитывающий, какая доля общей загрузки участ-
вует в создании центробежной силы и силы тяжести:
6р = m 0,6276 cos 30°= 0,5456 m н, (368)
6Т — ш 0,6276 cos 60° = 0,136 m н. (369)
Сила трения в рассматриваемом случае будет равна
Тао = (0,356т6 + 0,545mG) / = 0,303т6 к. (370)
124
Следовательно, и в этом случае сила трения меньше тангенциальной
составляющей силы тяжести.
На основании изложенного видно, что при коэффициенте заполнения
<р=0,30 при гладкой футеровке будет иметь место скольжение загрузки от-
носительно поверхности барабана.
Рассмотрим случай, когда коэффициент заполнения барабана равен
ср =0,4 и ф=0,758. Повторяя приведенные выше расчеты, приходим к выво-
ду, что и в этом случае положение не изменится, т. е. будет иметь
место скольжение загрузки при гладкой футеровке.
Очевидно, что с увеличением величины ф возрастает центробежная сила
инерции. Принимая, например, ф=0,90, будем иметь согласно формулам
(281) и (275)
а ла 0,5 0,450 /о*71 \
п = ф/гко = 0,90 —7= = 7—„. (371)
О 378
Подставив в формулу (362) вместо +=- величину п, найденную по
Г ^0
, 0,45
формуле (371): п= >—-, получим
Рц = 0,505С н. (372)
Сила трения при угле между направлением центробежной силы и вер-
тикалью, равном 60°, будет
Тв0 = (Ср+ РЦ)/=(0,312 +0,505) G/ = 0,257G н, (373)
GT = 0,54G.
При угле в 30° будем иметь:
7+= (0,54 + 0,505) Gf = 0,314G н, (374)
GT = 0,312G н. (375)
Таким образом, в зоне угла в 30°, где согласно формуле (375) GT=
=0,312 G, скольжение загрузки прекратится, и загрузка, начиная с этого
участка, будет подпирать предшествующую.
Учитывая, что в промышленности стройматериалов, в частности в це-
ментной, величина ф принимается равной 0,758, имеет место скольжение
загрузки. При работе барабанных мельниц при гладкой футеровке как
внешнего слоя, так и последующих возникает вращение шаров вокруг гео-
метрической оси их.
При фасонной бронефутеровке, например каблуковой, связь между за-
грузкой и броней будет характеризоваться уже не коэффициентом трения /,
а коэффициентом сцепления р, который по величине, естественно, больше
Роже Гийо [37] считает, что в такой динамической машине, как мель-
ница, величина р должна быть больше 0,55, с тем чтобы избежать скольже-
ния. Коэффициент сцепления р можно существенно изменять, применяя
различные формы брони.
В общем виде для предупреждения скольжения загрузки должно быть
выполнено следующее условие (считая последовательно по зонам):
f (Л\ + Nz + N3 + ... + Nn) > GTi + GT2 + GTa + ... + GTft, (376)
где У2, N3 и т. д. равны соответственно Gp+Pu (см. рис. 72).
Подъем мелющих тел в мельнице с гладкой футеровкой из-за малого
сцепления загрузки с последней происходит при повышенном скольжении.
Величине скольжения пропорциональны потери мощности привода.
Таким образом, необходимо в мельницах применять фасонные футеров-
ки с профилем, обеспечивающим достаточное сцепление с загрузкой при оп-
тимальном числе оборотов барабана.
125
А. И. Иванов в диссертации «Исследование влияния профиля футеровой
на их износостойкость и эффективность процесса измельчения материалов в
шаровых мельницах» приходит к выводу: 1) при различных числах оборотов
наименьшее скольжение загрузки имеет место при клинчатой футеровке;
2) с увеличением размера шаров скольжение их возрастает; 3) увеличение
степени заполнения загрузкой барабана мельницы уменьшает скольжение;
4) при мокром помоле скольжение значительно увеличивается, особенно для
футеровок с гладкой поверхностью.
Пример. Определить мощность электродвигателя для трубной мельницы размером
DXL = 3,2X 15 м при коэффициенте загрузки (р=0,3;ф= 0,758.
Внутренний диаметр футерованной мельницы обычно принимается равным
Овн = (0,94 4- 0,95) D = 3,0 м,
где £>вн— диаметр мельницы «в свету».
Массу мелющих тел определим по формуле (342):
т = 4150 140 т.
Сила тяжести загрузки будет равна
G ~ mg~ 1 370 000 н.
Определим число оборотов барабана при гладкой футеровке по формуле (311):
О Ч7Я
п = _= 0,309 об/сек.
К R
Мощность электродвигателя при гладкой футеровке определим по формуле (351):'
_ 2,83-1 370 000-1,5-0,309
~ 0,92
— 1 960 000 вт = 1960 кет.
При каблуковой футеровке п согласно формуле (313) равно
О 33
п = =0,268 об/сек
и тогда мощность электродвигателя получится равной 1710 кет.
Расход мощности на работу вентиляторов, сепараторов и элеваторов составляет при-
мерно 10—12% от мощности, расходуемой мельницей.
§ 8. ПРОИЗВОДИТЕЛЬНОСТЬ ТРУБНЫХ МЕЛЬНИЦ
Производительность трубных мельниц, как и шаровых, зависит от це-
лого ряда факторов: конструкции мельницы, схемы размола (замкнутый или
открытый цикл), способа питания, величины загрузки барабана мелющими
телами и их размеров. Но в первую очередь производительность зависит от
свойств материала, подлежащего измельчению; крупности поступающих
на измельчение кусков; равномерности питания мельницы; прочности и
влажности материала и, наконец, от тонкости помола и вида помола (сухой
или мокрый).
Так как производительность мельницы зависит от целого ряда факторов,
трудно поддающихся учету, до настоящего времени отсутствуют теорети-
чески обоснованные формулы для подсчета производительности мельницы.
Для приближенного определения производительности «Нормами тех-
нологического проектирования цементных заводов» рекомендуется нижесле-
дующая формула: \J
Q = 6.A5VrD^°”qks, т/ч, (377)
где D — диаметр мельницы «в свету», м;
№ — масса мелющих тел, т;
V — полезный объем мельницы, м3;
q — поправочный коэффициент на тонкость помола (табл. 15);
/гуд — удельная производительность, mlкет-ч.
Для клинкера вращающихся печей величина йуд принимается равной
0,035—0,040, а для известняка трудноразмалываемого — 0,050.
126
Таблица 15
Значения поправочного коэффициента на тонкость помола q
Остаток на сите № 0080 Значения q Остаток на сите № 0080 Значения <?
2 0,59 И 1 ,04
3 0,65 12 1,09
4 0,71 13 1,13
5 0,77 14 1,17
6 0,82 15 1,21
7 0,86 16 1,25
8 0,91 17 1,29
9 0,95 18 1 ,34
10 1,00 19 1,38
20 1,42
Большое значение для производительности мельницы имеет регуляр-
ность подачи размалываемого материала и количество его в мельнице. Конт-
роль степени загрузки мельницы и автоматическое регулирование подачи
материала обеспечиваются электроакустическим регулятором, состоящим из
электродинамического микрофона, устанавливаемого вблизи стенки первой
камеры. В зависимости от силы и частоты звуков от микрофона через усили-
тель подается команда на автоматический потенциометр, который управляет
электродвигателем тарельчатого питателя. Тарелка питателя, вращаясь с
большей или меньшей скоростью, обеспечивает увеличение или уменьшение
подачи материала в мельницу.
В процессе работы в мельнице происходит выделение тепла, вследствие
чего имеющийся в ней воздух нагревается и при этом увеличивается коли-
чество водяных паров, наличие которых отрицательно отражается на интен-
сивности помола материала.
Введение аспирации мельницы позволяет удалить нагретый воздух
вместе с парами воды, вследствие чего, как показала практика, производи-
тельность мельницы повышается на 15—20%.
При работе мельницы в замкнутом цикле с сепараторами или гидроцик-
лонами (см. разд. II) производительность мельницы или повышается при
сухом помоле на 15—20% при неизменной тонкости помола в сравнении с
той же мельницей, но работающей в открытом цикле, или остается неизмен-
ной, но при значительном повышении тонкости помола.
Применение гидроциклонов при размоле сырьевых материалов позво-
ляет повысить производительность сырьевых мельниц на 10—15%.
Мельница, работающая на помоле сырья при мокром способе измель-
чения, по сравнению с той же мельницей, но измельчающей клинкер (су-
хой помол), имеет производительность на 40 и более процентов выше.
§ 9. РАСЧЕТ ДЕТАЛЕЙ ТРУБНЫХ МЕЛЬНИЦ
На прочность рассчитывают основные детали мельницы, к которым от-
носятся барабан (корпус) мельницы, болты, соединяющие корпус с днища-
ми, цапфы, днища, детали приводного устройства.
Такие детали мельниц, как барабан, днища, цапфы и др., испытывают
на воздействие как статических, так и динамических нагрузок, вызываемых
массой тел, центробежными силами. Эти детали испытывают также на удар-
но-вибрационные и тепловые воздействия. Все это наряду с абразивным дей-
ствием измельчаемого материала требует учета при выборе запасов проч-
ности и качества материала.
Барабан мельницы рассчитывается как пустотелая балка кольцевого
сечения, свободно лежащая на двух опорах. На барабан действуют стати-
ческие силы, приложенные в виде сосредоточенных и равномерно распреде-
127
ленных нагрузок, и динамические нагрузки, возникающие от воздействия
падающих масс мелющих тел и материала.
Сила тяжести вращающихся частей мельницы равна
Собш = + 0,55 (0а + 0,14G2) + 2G3-f-GaG6 н, (378)
где Gi — сила тяжести барабана, «;
G2 — сила тяжести мелющих тел, w;
0,14 G3 — сила тяжести измельчаемого материала, н;
G3 — сила тяжести каждого из двух днищ, н;
G4 — сила тяжести футеровки и перегородок, н;
G5 — сила тяжести муфты и половины приводного вала при цент-
ральном приводе, н.
Центробежная сила, возникающая при вращении барабана мельницы
от мелющих тел и материала, находящихся на круговой траектории, будет
равна согласно формуле (362)
Pu = 0,356G н.
Направление центробежной силы Рц, как
было установлено ранее, составляет с верти-
кальной осью угол в 60°.
Равнодействующая Q (рис. 73) центро-
бежной силы Ри и силы тяжести мелющих
тел и материала GM, находящихся на круго-
вой траектории, будет равна:
Q = ]/Рц+ G’T —2PUGM cos 120° н,
cos 120° = cos (90° + 30°) =
= —sin 30°=—0,5, (379)
Q = ]/ ^+G^+PuGMT h,
где GMT=0,627 G2 (см. рис. 72).
Равнодействующая <2равн силы Q и силы
веса 6об1ц вращающихся частей мельницы со-
гласно рис. 73 будет равна
Qpa„ = ]/'Q, + GSSa1-2QGotacosl60“ «. (380)
Угол между силами находим, пользуясь теоремой синусов или строя
треугольник из сторон, пропорциональных величинам сил:
Q2 +Go6m+0,684QGo6uj н,
(381)
cos 160°=— sin 20° = 0,342.
Проекция QpaBH на вертикальную ось при угле между ними, равном 5°
(соответственно графическому построению), будет равна
Фрез = <2раВн cos 5° = 0,996QpaBH w. (382)
На барабан мельницы воздействуют изгибающий момент Л1ИЗГ от силы
<2рез, являющейся суммой нагрузок, распределённых по длине барабана
(рис. 74).
Приближенно полагаем, что Qpe3 приложена в средней части барабана,
тогда
Л1ИЗГ - нм, (383)
128
где L — расстояние между центрами опор и крутящий момент.
Мк„ = ~2^Г нм’ (384)
где /V — мощность электродвигателя, вт;
п — число оборотов барабана, об!сек.
Приведенный момент будет равен
^„, = 5/м;зг + м;р Н-М. (385)
Напряжения, возникающие в барабане под действием Л4кр, равны
° = ^2’ (386)
где W—момент сопротивления трубы;
лР; (387)
R„— внешний диаметр барабана, м;
— внутренний диаметр барабана, м;
0,8 — коэффициент, учитывающий ослабление барабана вырезами и от-
верстиями для болтов.
9 Заказ № 1125
129
Второй точный метод расчета состоит в том, что строятся эпюры распре-
деления сил по длине барабана, изгибающих моментов и перерезывающих
сил (см. рис. 74), а затем подсчитываются все нагрузки по методам, изло-
женным в курсе «Сопротивление материалов».
Расчет болтов, соединяющих днища с фланцами корпуса. Наиболее
нагружены болты со стороны приводного устройства. Соединение с болтами
Рис. 75. Схема к расчету бол-
тов, соединяющих днища с флан-
цами корпуса
выполнено «под развертку» с предваритель-
ной затяжкой их. Болты работают на срез
и растяжение.
Срез болтов происходит под действием
равнодействующей Рр веса вращающихся час-
тей мельницы и центробежной силы инерции,
а также окружного усилия, создаваемого кру-
тящим моментом, который передается от дви-
гателя. Момент трения, вызванный затяж-
кой болтов, как правило, в расчет не прини-
мается .
Равнодействующая Рр определяется по
методике, изложенной также при расчете
барабана мельницы. Окружное усилие Рокр,
приложенное по окружности, проходящей
через центры болтов, направлено по каса-
тельной к этой окружности:
, МКр д/
где Л4кр — крутящий момент, нм;
/к6 — радиус окружности центров болтов, н;
N — мощность двигателя с учетом к. п. д. передачи, вт;
п — число оборотов мельницы, об/сек.
Суммарная сила среза будет равна
Р... = Р н.
(388)
(389)
Величина напряжения в болтах под действием суммарной силы среза
составит
Н1М‘’ (390)
где тср— напряжение среза, н/м*;
т — число болтов, плотно пригнанных к развернутым отверстиям;
F — сечение болта, м2.
Допускаемое напряжение среза принимается равным
тср=:(0’2 — 0,3) от н/м2, (391)
где ат — предел текучести, для стали Ст. 3 ат=240 Мн/м2.
Усилие, вызывающее растяжение болтов, возникает от действия изги-
бающего момента и силы затяжки болтов (рис. 75).
Растягивающее усилие Q от действия изгибающего момента будет равно
Q - ^ИЗГР = Tr4°V «. (392)
0,75т/?б 0,75т/?б v ’
где Л4ИЗГ — изгибающий момент, нм;
0,75 т — количество равномерно затянутых болтов; принимается, что
только 75% болтов затянуты равномерно;
т — общее количество болтов;
R6 — радиус окружности центров болтов, м;
Qo — реакция опоры, н;
I — расстояние от вертикальной оси подшипника, проходящей через
его середину, до плоскости разъема, м.
130
Усилие затяжки болта равно
Т = ^затЛ «»
где озат—напряжение затяжки, н/м?;
Fx — сечение нарезанной части болта, м2.
Напряжение затяжки принимается равным
оэат- (0,4-4-0,5) стт,
где от — предел текучести; для стали Ст. 3 от=240 Мн/м2.
Суммарная величина растягивающего усилия Qp равна
Qp kQ \-гГ н, (393)
где k — коэффициент, учитывающий упругость болта и соединяемых де-
талей (&=0,2—0,3).
Крутящий момент, необходимый для затягивания болта, равен
Wi нм* (394)
где d6 — диаметр стержня болта, м;
kl — коэффициент запаса, k= 1,2.
Касательные напряжения, возникающие в нарезанной части болта,
определяются по уравнению
н/м2’ <395>
то же в его стержне
т —/396)
с 0,2rf3 V '
где dH—диаметр нарезанной части, ж;
dc —диаметр стержня болта, м.
Суммарные (приведенные) напряжения будут равны:
<тн. пр = + Зтн н/ж2, (397)
^с.пр^]/4(Тс+3тс2 «/№. (398)
Величины стн пр и оспр принимаются по пределу текучести от с коэффи-
циентом запаса, равным 1,3-4-2,5.
Следовательно,
°н- "р = ГдпУгд» ’ Стс- пр = 1,3 ч- 2,5 (399)
Величины оНЛ1Р и ос пр по пределу прочности оп пр будут равны с коэф-
фициентом запаса 2,5—4:
°Ъ. пр стп. пр
ан.пр= 2,5 — 4 ’ °с- пр ~ 2,5 — 4 ( 0)
Расчет цапф мельницы. Как показала практика эксплуатации шаровых
мельниц, опасным сечением днищ является место перехода цилиндричес-
кой части (цапфы) в коническую (собственно днище), т. е. в сечении В — В
(см. рис. 75), где могут быть скрытые литейные пороки.
Изгибающий момент в сечении В — В равен
MH3r = Qoa нм. (401)
Приведенный момент Л4пр определяется из уравнения
Мпр = /м^зг + м2р нм. (402)
9*
131
Напряжение от изгиба цапфы будет равно
о„г = -jr- «Л*2. (403)
где W—момент сопротивления изгибу;
pl__ п4
Г = 0,8-нр вн м3, (404)
где /?н — внешний диаметр цапфы, м;
RBH — внутренний диаметр цапфы, м.
При расчете цапфы допускаемое напряжение принимается не выше
10 Мн!м2.
Расчет муфт. Соединение приводного вала мельниц с центральным при-
водом, с редуктором и днищем барабана осуществляется посредством шли-
цевых или зубчатых муфт.
В шлицевых муфтах расчету подвергаются шлицы, которые рассчиты-
ваются на изгиб, срез и смятие от действия окружного усилия:
^^расч “ ^'1^'22^кр Н-М, (405)
где kr — коэффициент запаса, &i=l,2;
/г2 — коэффициент, учитывающий тяжелые условия работы муфты,
^2-1,4;
Мкр — крутящий момент, нм.
Окружное усилие определяется по уравнению
= (406)
где /?ср — средний диаметр шлицевой муфты, м.
Проверка шлиц на смятие, изгиб и срез осуществляется по уравне-
ниям:
СТсм== W/A*2’ <407)
гг _ . МРасч _рР (^н — -Rbh) w/m2 МПо\
а«зг г ” (408)
т« = н^' <409)
где А?н — наружный диаметр муфты, м\
/?вн — внутренний диаметр муфты, м\
I — длина шлица, м;
z — число шлицев;
k„ — коэффициент, учитывающий, что не все шлицы работают одно-
временно, £н=0,75;
b — ширина шлица, м.
Расчетные величины напряжений на смятие, изгиб и срез должны быть
меньше или равны соответствующим допустимым напряжениям.
Глава XI
СРЕДНЕХОДНЫЕ МЕЛЬНИЦЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Среднеходные мельницы получили свое название вследствие того, что
их основные рабочие органы приводятся во вращение со средней скоростью
1,67—5 об/сек. Они предназначаются для размола таких материалов, как
уголь, каолин, сухие глины, мел, тальк, известь и т. п. средней прочности.
Размол в мельницах осуществляется раздавливанием и частично исти-
ранием.
Существующие типы среднеходных мельниц подразделяются на шаро-
вые с одно- или двухрядным расположением шаров, валковые, ролико-
маятниковые.
§ 2. ШАРОВЫЕ СРЕДНЕХОДНЫЕ МЕЛЬНИЦЫ
Рис. 76. Шаровая среднеходная мель-
ница
Шаровые среднеходные мельницы (рис. 76) напоминают шарикопод-
шипник, в котором на нижнем кольце 1 почти вплотную друг к другу укла-
дываются металлические шары 2 диа-
метром 190—275 мм в зависимости от
размера мельницы. Нижнее кольцо при-
водится во вращение от электродвига-
теля через редуктор 3. Шары прижима-
ются к кольцу за счет веса верхнего коль-
ца 4 и дополнительного нажима пру-
жин 5, давление которых на шар меня-
ется от 1,8 до 6,0 Кн в зависимости от
сорта размалываемого материала.
При двухрядном по высоте распо-
ложении шаров приводным является
среднее кольцо.
Материал, подлежащий измельче-
нию, подается питателем 6 и по течке 7
направляется на нижнее кольцо, где раз-
малывается шарами. Измельченный ма-
териал под действием центробежных сил
инерции выбрасывается за кольцо и под-
хватывается потоком воздуха, посту-
пающим со скоростью 25—30 м/сек че-
рез патрубок 8. Материал воздушным
потоком направляется в сепаратор 9,
где разделяется на готовый продукт и
крупку. Готовый продукт выносится
вверх через патрубок 10, а крупка па-
дает вниз и поступает на домол.
Окружная скорость нижнего коль-
ца подбирается с таким расчетом, чтобы
под действием возникающих центробеж-
ных сил инерции из кольца не выбрасывались бы частицы, размер которых
значительно превышает наибольший допустимый для готового продукта.
Диаметр шара подбирается исходя из размеров кусков, поступающих
на помол. Определение соотношения между диаметром шара Рш и диаметром
куска dK определяется углом захвата а по той же методике, что и при расчете
бегунов:
а 2q>,
где ф — угол трения; tg <р=/ (коэффициенту трения).
133
По той же методике расчета было определено
Рш _ 1 + cos ст
dK I—cos а
При / = 0,3 получим, что угол <р=16°40' и а = 33°20':
— 1+0.835 _ । J ..
dK 1— 0,835 ~11‘ Vй1'
Указанное соотношение рекомендуется принимать на 10% ниже и
окончательно
(410)
^-=10. (412)
Давление пружин должно выбираться в зависимости от твердости
измельчаемого материала. Рекомендуется принимать величину давления
на шар равной
р = 6000 — 1500& , (413)
где &разм — коэффициент размолоспособности.
Так, при размоле талька, коэффициент размолоспособности которого
в среднем равен 1,53, давление на шар будет равно
Рш = 6000—1500-1,53 = 3700 н.
Очевидно, что при помоле мягких пород давление на шар должно быть
меньше, чем для твердых.
Затяжку пружин, число которых у мельницы равно 3—4 (в зависимо-
сти от размера мельницы), т. е. нагрузку на каждый шар, необходимо
производить с учетом того, что излишнее давление ведет к быстрому износу
шаров и кольца, а недостаточное — к проскальзыванию шаров по размоль-
ному кольцу, образованию лысок, разогреву шаров и кольца и быстрому
выходу их из строя.
Скорость вращения кольца должна выбираться исходя из того, что
при чрезмерной величине ее будет иметь место выброс измельченных частиц
под действием центробежной силы инерции.
Необходимо, чтобы центробежная сила инерции была меньше сил со-
противления движению частиц, находящихся на размольном кольце. Силы
сопротивления —это силы трения, возникающие за счет силы тяжести ча-
стиц и формы поверхности кольца.
Частицы придут в движение в радиальном направлении, начиная с мо-
мента, когда
p-=m^5) (414)
н
где 7?н — наименьший радиус, при котором начинается движение ча-
стиц, лц
т — масса частицы, кг\
v — окружная скорость кольца, м/сек-,
fs — некоторая величина, эквивалентная коэффициенту трения.
По формуле (273) находим
_(2я^п?=^ (4U)
п = J/ об/сек. (416)
Принимая приближенно /?К=2А?Н, где Рк — радиус кольца, получим
п = 0,5 1/тй- об!сек- (417)
Г Кк
Величина fs принимается равной: а) при гладкой тарелке с учетом на-
личия бортового кольца и повышенной сцепляемости материала с металлом
134
^=0,4; при вогнутом кольце, при котором сопротивление радиальному
движению материала резко возрастает, fs—3.
При вогнутом лотке размольного кольца согласно формуле (417)
1,22 1,72
п = г---- = ,----,
ик = лОкн 5,32 У DK м/сек.
(418)
(419)
Производительность Q мельницы определяется по формуле
Q — J- 3600yo6S/wMz ке/ч, (420)
«ц
где ku — кратность циркуляции материала при размоле; в зависимости
от прочности материала ku колеблется в пределах от 10 до 15;
уоб — объемная масса материала, кг/м\
S — дуга охвата шара; при вогнутом кольце величина S обычно при-
нимается равной (0,78-4-0,87)£/ш;
h — высота слоя материала, проходящего под шаром; приближенно
эта величина колеблется в пределе от 0,005 до 0,006 м\
ум — скорость набегания материала под шар; принимается равной
половине скорости кольца, им=0,5ок м/сек (DK колеблется в за-
висимости от размера мельницы в пределах 0,5—2 м);
z — число шаров.
§ 3. ВАЛКОВЫЕ СРЕДНЕХОДНЫЕ МЕЛЬНИЦЫ
В валковых среднеходных мельницах (рис. 77) измельчение материала
осуществляется раздавливанием и частично истиранием между вращающей-
ся тарелкой 1 и валками 2.
Валки сидят на неподвиж-
ных осях, закрепленных на
рычагах <?, и прижимаются
к вращающейся тарелке
пружинами 4. Давление
пружин в зависимости от
размера мельницы колеб-
лется от 2,0 до 500 Лн на
ролик. При вращении та-
релки валки за счет тре-
ния приводятся во враща-
тельное движение, при этом
подаваемый на тарелку ма-
териал затягивается между
ней и валками и измель-
чается. Количество валков
обычно принимается рав-
ным двум. Скорость враще-
ния тарелки 3 м/сек. Диа-
метр валка составляет око-
ло 0,7 от диаметра тарелки,
а ширина равна 0,2 диа-
метра тарелки.
При холостом ходе
между валками и тарелкой
Рис. 77. Валковая среднеходная мельница
имеется зазор примерно
1,25 мм. При рабочем ходе за счет слоя материала, лежащего на тарелке,
валки (ролики) несколько приподнимаются, создавая необходимое давление
на материал.
135
Измельченный материал подхватывается потоком воздуха или горячих
газов, поступающих через кольцевой канал 5, и выносится вверх в сепаратор,
монтируемый над мельницей. Осажденные в сепараторе крупные частицы
материала возвращаются вновь в мельницу на домол. Тарелка приводится
в движение электродвигателем через редуктор 6.
Валковые и шаровые среднеходные мельницы в сравнении с шаровыми
барабанными более эффективны при размоле материалов средней и малой
прочности. Так, по данным Всесоюз-
ного теплотехнического института, при
помоле углей удельный расход энер-
гии составляет 13—18 квт-ч на 1 т,
т. е. примерно в 2 раза ниже, чем
в шаровых барабанных мельницах.
Валковые мельницы изготовляют-
ся с диаметром тарелки от 0,65 до
1,7 м при диаметре (среднем) валков
от 0,48 до 1,2 м и длине валков соот-
ветственно от 0,125 до 0,315 м; число
оборотов тарелки соответственно при-
веденным размерам — от 1,5 до 0,75
об/сек. Давление валков от 45 до
450 Кн. Мощность электродвигателя
от 20 до 240 кет, производительность
мельницы при помоле материалов
средней прочности и остатке 10% на
сите № 008 от 1,6 до 22 т/ч в зависи-
Рис. 78. Схема к определению числа обо- МОСТИ ОТ размера мельницы.
ротов тарелки мельницы Число оборотов тарелки должно
подбираться с таким расчетом, чтобы
центробежная сила инерции, действующая в радиальном направлении,
уравновешивалась бы силой трения, возникающей на площади диаметра
(рис. 78, а). Это необходимо для обеспечения наилучшего подвода материала
под валки.
В связи с изложенным можем записать:
п —
4^“ = =0’705 У^ — об! сек,
(421)
(422)
где т — масса материала, кг;
v — окружная скорость тарелки на радиусе /?ср, м/сек-,
Р, — расстояние от центра тарелки до валка, м;
g— ускорение силы тяжести, м/сек2-,
f — коэффициент трения материала о тарелку при скольжении мате-
риала в радиальном направлении;
п — число оборотов тарелки, об/сек.
В связи с тем что у горизонтальных тарелок по окружности имеется
подпорная стенка, с помощью которой регулируются толщина и наклон
слоя, следует при расчете оборотов тарелки исходить из равновесия частиц
на наклонной плоскости.
При высоте подпорной стенки, равной обычно 0,1 длины валка, создает-
ся угол подъема а=6°.
Для определения влияния подпорной стенки рассмотрим действие сил
на наклонной плоскости (рис. 78, б):
(Р sin а + mg cos а) / + sin а — Р cos а = 0.
(423)
136
Учитывая, что
__mo2____т (2л/?срч т)3
= т- 4л2пт2/?1,
и решая уравнение (423) относительно /гт, получим
0,705
Mg а '
п
(424)
Поскольку угол а=6°, будем иметь tg а=0,1 и при /=0,3 окончательно
получим
0.45 Л,
нт = об сек.
К Dj
(425)
Число оборотов валка. Полагая, что окружная скорость валка пв незна-
чительно отличается от скорости тарелки пт (за счет скольжения) и пренебре-
гая этим, можем записать
= (426)
Учитывая, что найдем, применяя формулу (425), что
I», = nD1 = 1,41К£\ м/сек. (427)
г D\
Учитывая формулу (427), скорость тарелки г?т по наружной кромке
равна
И1=^=1.41КО,>.
1,41£)т
t*T = т.
(428)
Величину сТ рекомендуем принимать равной 1/3 м/сек. Тогда согласно
формуле (428) получим )/£)1=0,47 От.
„ 0,45 0,96 _
Таким образом, п.г = п * = об/сек. (429)
Ширина валка будет равна
в==рт О1 (4з0)
Производительность мельницы определим по формуле
Q = -±- 3600vBLahyz кг/ч, (431)
где kn — кратность циркуляции; рекомендуется принимать в пределах,
10—15;
ав — окружная скорость валка, равная окружной скорости тарелки,
v.=3 м/сек\
LB — ширина валка, принимается равной 1/3£)в м',
h — толщина слоя материала под валком, м\
уоб — объемная масса материала, кг/м3',
г — число валков.
Высота слоя материала h прямо пропорциональна диаметру валка DB.
h = mDB, где m=0,03. (432)
Диаметры валков крупных агрегатов колеблются в пределах от 0,6 до 0,8 м:
h = 0,03 (0,6 4- 0,8) м, (433)
h - 0,018 0,024 м. (434)
137
Мощность, потребляемая мельницей, складывается из Л\ — мощности
на обкатывание валков по материалу, TV2 — мощности, расходуемой на пре-
одоление сил трения, вызываемых скольжением материала под валком и
проскальзыванием валка, JV3 — мощности, расходуемой на преодоление
сопротивлений трения в подшипниках вала валка:
ЛГХ = Рцог вт, (435)
где Р — давление валка на материал, н;
р,— коэффициент сопротивления качению валка; р—0,05ч~0,1;
v — скорость валка, считая по среднему радиусу валка, м/сек;
z — количество валков;
= zPfvCK вт, (436)
где Р — давление валка на материал, к;
f — коэффициент трения металла о материал; /=0,3;
иск — скорость скольжения материала под катком, м/сек;
z — количество валков.
По аналогии с бегунами (см. гл. V, § 4) можем записать
vCK — м/сек,
где В — ширина валка, м;
пТ — число оборотов тарелки, об/сек;
N3 = ATpnB вт, (437)
где Лтр — работа трения, дж;
пв — число оборотов валка, об/сек;
Лтр = Pfnd дж, (438)
где Р — давление на валок, н;
f — коэффициент трения качения;
d — диаметр вала валка, м;
М3 = PfndnBz, (439)
где z — число валков.
Потребная мощность двигателя
N = —~ • вт, (440)
где г| — к. п. д. привода.
§ 4. РОЛИКО-МАЯТНИКОВЫЕ МЕЛЬНИЦЫ
При производстве строительных изделий применяется ролико-маятни-
ковая мельница (рис. 79), предназначенная для измельчения мягких и
средней прочности материалов (глина, каолин, гипс, мел, тальк, графит).
Мельница имеет следующую конструкцию. На вращающемся вертикаль-
ном валу 1 закреплена крестовина 2, на которой шарнирно подвешиваются
четыре маятника 3 с роликами 4 на нижнем конце. При вращении верти-
кального вала за счет центробежной силы инерции маятники расходятся,
прижимаясь своими роликами к неподвижному размольному кольцу 5,
измельчая при этом материал, попадающий между роликами и кольцом.
Материал подается в мельницу питателем 6. Измельченный материал пото-
ком воздуха (газов), поступающим через кольцевой коллектор 7 в корпус
мельницы, подхватывается и выносится в сепаратор, устанавливаемый над
мельницей. Отвеянные в сепараторе крупные частицы материала выпадают
вниз в мельницу, где и домалываются, а отвеянный продукт поступает
в циклон, где осаждается и затем отводится. Воздух через циклон частично
138
направляется обратно в мельницу, а частично проходит через рукавный
фильтр, очищается и затем выбрасывается в атмосферу.
Ролико-маятниковые мельницы изготовляются с диаметром тарелки
от 600 до 1800 мм при диаметре роликов от 300 до 700 мм. Мощность элек-
тродвигателей мельницы и вентилятора от 4,5 до 235 кет. Производитель-
ность при помоле материалов средней прочности при остатке 10% на сите
№ 008 колеблется от 0,2 до 12 т]ч в зависимости от размера мельницы и
вида материала. Вентиляционная установка потребляет от 25 до 35%
от количества энергии, расходуемой мельницей.
Рис. 79. Ролико-маятниковая мельница
Ролико-маятниковые мельницы могут работать как размольный, так
и сушильный агрегаты. В этом случае воздух подогревается до необхо-
димой температуры.
На рис. 80 показаны силы, действующие в мельнице.
Сумма моментов, создаваемых действующими силами, как известно,
равна нулю:
2Л4 = —GZsina—Р/г+Рц/ = 0, (441)
где G — сила тяжести валка и маятника, приведенная к центру валка, н;
I — расстояние от центра подвески до центра тяжести валка, м;
а—-угол отклонения маятника при работе, град\
Р — реакция кольца и материала, или (что то же самое) давление
на материал, н;
h — плечо силы Р, м;
Рц — центробежная сила инерции, н.
139
Преобразуем формулу (441), заменив величины G через mg; Рп через
m<t)2R, тогда получим
р__ ml (со3/? cos а—gsina)
н.
(442)
h
Рис. 80. Схема дейст-
вия сил в ролико-маят-
никовой мельнице
Анализируя формулу (442), устанавливаем, что с уменьшением вели-
чины а увеличивается сила нажатия валка на материал. В пределе при
а=0 получим, что l—h, и тогда
Р = mwR н, (443)
т. е. Р равно величине центробежной силы Рц.
Как правило, угол а в ролико-маятниковых мельницах принимается
равным нулю.
Число оборотов вертикального вала мельницы подбирается исходя из
обеспечения необходимого давления ролика на материал. Давление валка
принимается с учетом того, что каждая порция материала подвергается
многократному нагружению, в то время как валковые машины нагружа-
ются один раз. В данном случае измельчение может проводиться отно-
сительно малыми импульсами, учитывая большое чис-
ло воздействий.
Исходя из вышесказанного, давление валка при-
нимается равным (0,1-4-0,25) 10й н/м (на погонный
метр длины валка) в зависимости от прочности мате-
риала и размера мельницы. Меньшие величины при-
нимаются для мельниц малых размеров при помоле
мягких пород, а большие — для мельниц крупных
при помоле пород средней твердости.
Давление, создаваемое валком, обеспечивается
за счет центробежной силы инерции, развиваемой
при вращении валка с маятником вокруг оси цент-
рального вертикального вала.
Как отмечалось, а — угол отклонения маятника
с валком, как правило, принимается равным нулю
и тогда по формуле (443) получим
Р = тсо2/? = -|-о)2/? = -^-(2лп)2 R, (444)
где т — масса валка и рабочей части маятника, кг;
со — угловая скорость вращения, рад/сек;
R — расстояние от оси вращения до оси маятника, м;
G — сила тяжести рабочей части маятника и валка, н;
g — ускорение силы тяжести, м/сек2;
п — число оборотов вертикального вала, об/сек.
При давлении валка
Р = (0,1 -4-0,25) 106Л н (445)
(L — длина валка, м).
Учитывая формулу (444), можем записать
Р = (0,1 4- 0,25). 10eL = 4л2/га£ я,
откуда
,/(0,1 + 0,25)- 106Lg ,1К_ ,/ L ,,
"= V -----O^R----------=(157- 25°) V GR06'^-
(446)
Так, например, для ролико-маятниковой мельницы модели СМ-493А, у которой вели-
чина /?=0,35 м; L—Q,2 м и G—4000 н, получим при помоле обожженной извести (модель
140
мельницы — малая)
0,2
" 157 V 4000-0.35
= 1,86 об/сек.
По паспорту п— 1,83 об/сек.
Производительность мельницы определяется по формуле
Q = 4- • 3600увЛвЛуобг кг/ч, (447)
«ц
где £ц — коэффициент, учитывающий кратность циркуляции материала
в мельнице; £ц=10—15;
ув — окружная скорость валка, равная скорости вращения на ра-
диусе — от центра вертикального вала до кольца, м/сек;/
LB — ширина валка; принимается равной 0,5 его диаметра, м\
h — толщина слоя материала под валком; принимается равной 0,03 DB,
м;
Тоб — объемная масса материала; принимается уоб=1600 кг/м3;
z — число валков.
Мощность, потребляемая мельницей, складывается из мощности
на обкатывание валков по материалу; мощности N2, расходуемой на преодо-
ление сил трения, вызываемых проскальзыванием валка; мощности AG,
расходуемой на преодоление сил трения в подшипниках вала маятника
с валком:
= PyivBz вт, (448)
где Р —давление валка [см. формулу (445)], я;
р, — коэффициент сопротивления качению валка; ц—0,05—0,1;
— окружная скорость валка, м/сек;
z — число валков;
Ni = PfvCKz вт, (449)
где Р—давление валка на материал, н;
f — коэффициент трения между металлом валка и материалом, /==0,3;
vCK — скорость скольжения, рекомендуется принимать
цск=(0,0954-0,098)ув м/сек;
z — количество валков;
W8 = ATpnB вт, (450)
где 4тр— работа трения для одного валка, нм;
JVB — число оборотов валка, об/сек;
Ajp= Pfad дж, (451)
где Р — давление на валок, н;
f — коэффициент трения скольжения; /=0,1;
d — диаметр вала валка, м;
jV3 = Pfndnaz вт, (452)
где z— число валков.
Глава XII
БЫСТРОХОДНЫЕ ЦЕНТРОБЕЖНЫЕ МЕЛЬНИЦЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
В цементной и рудной промышленности расход электроэнергии на по-
мол материалов достигает 50—60% от общей затраты ее.
В рассматриваемых выше трубных мельницах, применяемых в цемент-
ной промышленности, энергия, расходуемая непосредственно на помол,
составляет менее 1%, а остальная теряется в основном в виде тепла.
Отмеченное вызывает необходимость всестороннего совершенствования
процесса измельчения за счет модернизации существующего помольного
оборудования и создания нового, более эффективного.
Одним из путей является интенсификация процесса помола за счет
повышения энергонапряженности измельчителей. Определенный интерес
в этом отношении представляют быстроходные центробежные мельницы.
При упругой деформации в деформируемом теле за счет дефектности струк-
туры всегда возникают микротрещины, общая поверхность которых пропор-
циональна работе деформации. При снятии напряжений микротрещины
смыкаются, возвращая энергию. В целом процесс является обратимым
до тех пор, пока не произойдет значительного увеличения размеров трещин
и не наступит разрушение тела.
Необходимо отметить, что в процессе измельчения, особенно при помоле
с уменьшением размера кусков (частиц), число слабых мест, по которым
при нагружении появляются микротрещины, уменьшается и прочность
частиц резко возрастает.
Академик П. А. Ребиндер установил, что слабые места в структуре де-
формируемого материала обладают способностью «самозалечиваться», смы-
каться под действием молекулярных сил сцепления за счет части энергии
упругих деформаций. Такого смыкания не будет, если воздействие на ча-
стицу осуществляется достаточно часто, т. е. когда период между воздей-
ствиями на частицу будет меньше времени, потребного для смыкания микро-
трещины.
Высокочастотные воздействия создают периодически возникающие на-
пряженные состояния, каждое из которых может быть ниже необходимого
для разрушения куска, но вся совокупность их расшатывает структуру,
увеличивает имеющиеся дефекты, создавая при этом новые, и в результате
происходит разрушение тела.
Необходимо отметить, что смыкание микротрещин, образованных в теле
при его деформации, возможно предотвратить адсорбцией поверхностно-
активных веществ. Это явление получило название «эффекта Ребиндера».
Сущность этого эффекта сводится к адсорбционному проникновению в тре-
щины молекул поверхностно-активных веществ (ПАВ), которые экранируют
молекулярные силы, стремящиеся сомкнуть трещины, вследствие чего по-
следние смыкаются не полностью. При следующем цикле нагружения тела
напряжение в трещинах возрастает, что приводит к их увеличению и в свою
очередь способствует дальнейшей миграции ПАВ. Наконец наступает раз-
рушение тела. Это особенно заметно при мокром помоле материалов, когда
производительность одной и той же мельницы значительно повышается
по сравнению с сухим помолом.
Рассмотренный механизм разрушения материалов свидетельствует, что
при высокочастотном (высокоскоростном) воздействии необходимо ожидать
высокоэффективной работы быстроходных центробежных мельниц с повы-
шенной скоростью движения мелющих тел.
За последнее время сконструированы и исследуются быстроходные
центробежные мельницы конструкции московского нефтяного института
им. Губкина, НИИЦеммаша, Механобра.
142
§ 2. КОНСТРУКТИВНЫЕ СХЕМЫ БЫСТРОХОДНЫХ ЦЕНТРОБЕЖНЫХ МЕЛЬНИЦ
Мельница конструкции нефтяного института им. Губкина (рис. 81)
состоит из корпуса 1, по центру которого установлен вал 2 с закрепленными
на нем лопатками 5; последние при вращении вала увлекают шары, распо-
ложенные по высоте в несколько рядов. Поступающий через воронку 4
материал последовательно подвергается измельчению за счет многочастот-
ного воздействия шаров, прижимаемых к материалу (и к внутренней поверх-
ности корпуса), а также центробежных сил инерции. Измельченный мате-
риал выгружается из нижней части мельницы под действием собственного
веса.
Рис. 82. Быстроходная цент-
робежная шаровая мельница
ВНИИЦеммаша
Рис. 81. Быстроходная центробежная
мельница института им. Губкина
Испытание мельницы при измельчении руд и клинкера показало срав-
нительно высокую ее эффективность. Однако привод мелющих тел лопат-
ками сопряжен с трением скольжения мелющих тел и приводит к относи-
тельно быстрому износу последних и рабочих поверхностей. Все это требует
значительного совершенствования конструкции мельницы.
Быстроходная центробежная шаровая мельница ВНИИЦеммаша
(рис. 82) незначительно отличается от мельницы конструкции института
им. Губкина. Разница между ними только в конструктивном оформлении.
Недостатком этой мельницы является, как и у мельницы конструкции
института им. Губкина, то, что шары 1 приводятся во вращение вокруг
центральной оси 2 при посредстве лопаток 3, которые сравнительно быстро
изнашиваются.
143
Центробежная многокаскадная роликовая мельница «Механобра» отли-
чается от двух описанных выше тем, что измельчение материалов осущест-
вляется не шарами, а роликами. На вертикальном валу мельницы установ-
лены поводковые рычаги с шарнирно прикрепленными к ним роликами,
' Рис. 83. Центробежная многокаскадная роликовая
мельница Механобра
которые расположены в шахматном порядке. При вращении вертикального
вала ролики под воздействием центробежных сил инерции прижимаются
к внутренней стенке корпуса, измельчая при этом материал, находя-
щийся между роликом и стенкой
Рис. 84. Схема многокаскадной роликовой
мельницы ВНИИЦеммаша
корпуса.
Оригинальной по конструкции
является центробежная мельница
со свободно перемещающимися
кольцами, разработанная в Болга-
рии (рис. 83). Под действием цент-
робежных и возмущающих сил, со-
здаваемых эксцентриковым деба-
лансным устройством 1, кольца 2
последовательно прижимаются к
боковой стенке корпуса 3 и друг
к другу, при этом измельчая нахо-
дящийся между ними материал.
Центробежная многокаскадная
роликовая мельница ВНИИЦем-
маша представлена на рис. 84
(условно показан только один
ролик).
Частота воздействий на мате-
риал в этой мельнице в 1,5 раза
превышает таковую в мельнице института «Механобр» при удельном дав-
лении в 0,3 Мн/м2.
Мельница ВНИИЦеммаша со свободно посаженными роликами имеет
определенные достоинства и является перспективной.
Глава XIII
МОЛОТКОВЫЕ МЕЛЬНИЦЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Размол материала в молотковых быстроходных мельницах основан
на ударе быстродвижущегося била (молотка).
Область применения молотковых мельниц — грубый помол мягких
пород (гипса, асбеста, мягких каменных углей, глины и т. п.), подаваемых
в мельницу кусками размером до 10—20 мм.
Пропуская через камеру дробления молотковых мельниц подогретый
воздух или газы, можно вести помол влажных материалов, производя
одновременно подсушку их. В гипсовой промышленности молотковые мель-
ницы применяют для одновременного помола и дегидратации его.
Воздух или газы, необходимые для сушки, поступают в мельницу или
под напором дутьевыми вентиляторами или при разрежении отсасываются
вытяжными вентиляторами. Частично воздух (газы) прогоняется через
камеру за счет вентилирующего действия ротора мельницы.
Молотковые мельницы подразделяются на три группы: аэробильные
мельницы с жестко закрепленными билами; шахтные мельницы со свободно
подвешенными молотками; дезинтеграторы с жестко закрепленными билами
(пальцами).
§ 2. ШАХТНЫЕ МЕЛЬНИЦЫ
За последние годы в промышленности строительных материалов все
большее применение находят так называемые шахтные мельницы. Подлежа-
щий измельчению материал подается по трубе 1 (рис. 85) в шахту 2, уста-
новленную над мельницей. Материал вводится в по-
мольную камеру по направлению вращения ротора 3,
при этом готовые мелкие фракции, всегда имеющиеся
в измельченном материале, подхватываются потоком
газов, поступающих в корпус по специальным прием-
ным каналам 1 (см. рис. 86). Частицы материала,
измельчающиеся ударами бил 2, при этом подсуши-
ваются. Процесс сушки в основном заканчивается в \
мельнице. Подсушенные и измельченные частицы по
ступают в шахту, в которой отвеиваются под дейст- /
вием гравитационных сил. Частицы, скорость вита-
ния которых менее скорости потока, уносятся в оса-
дительные устройства, где собирается готовый про-
дукт. Частицы же, для которых скорость потока-
недостаточна, выпадают из него и поступают обратно рис 85. Схема шахт-
в мельницу для домола. Таким образом, шахта выпол- ной мельницы
няет роль сепаратора. При изменении скорости воздуха
в шахте изменяется также тонкость помола jC уменьшением скорости воздуха
тонкость помола^ювышается и, нарборот.
Как отмечалось ранее, молотковые мельницы рассмотренной конструк-
ции применяются также для одновременной сушки и помола различных
материалов, а также для совмещенного обжига (дегидратации) и помола
гипса. В указанном случае к корпусу мельницы подводятся от специаль-
ного подтопка горячие газы с температурой до 300—400°.
Шахтные мельницы характеризуются диаметром и длиной ротора.
Так, ШМА-800/391 означает: аксиальная шахтная молотковая мельница
с ротором диаметром 800 мм и длиной 391 мм. Шахтные мельницы выпу-
скаются с роторами диаметром от 800 до 1 600 мм и длиной ротора от 391
до 2004 мм. При вращении ротора в помольной камере создается разре-
Ю Заказ № 1125
145
Рис. 86. Шахтная мельница
жение, чем обеспечивается засос воздуха через приемные каналы 1 (см.
рис. 86).
Размол материала в шахтной молотковой мельнице происходит за счет
удара молотков о частицы материала; повторного удара материала о броне-
вые плиты, которыми облицована внутренняя поверхность камеры; исти-
рания материала молотками при протаскивании его в нижней зоне камеры
и, наконец, истирания материала о материал.
Вновь поступающий материал и возврат из шахты скользят вдоль стен-
ки камеры в верхней ее части и заполняют пространство между стенкой и
билами. Вращающиеся молотки срезают прилегающую к ним часть мате-
риала, протаскивают ее и затем выбрасывают в шахту (см. рис. 85). После
удара молотка о материал он несколько отклоняется от своего радиального
положения. В процессе работы мельницы в ней имеется определенное
количество материала, который частично находится в помольной камере
и в большей части — в шахте.
Количество материала q, выбрасываемого молотками в шахту за каж-
дый удар, можно подсчитать исходя из следующего.
При п об/сек время одного оборота ротора будет равно 1/п сек. При про-
изводительности мельницы, равной Q кг/ч, получим за время t сек произво-
дительность по общему выбросу материала за один оборот ротораг
я = ® кг/°б- <453)
При числе молотков г и кратности циркуляции материала оконча-
тельно получим
Qtk„ Qku
ЗбОбГ = ЗбООпг ^!удар. (454)
В. П. Ромадин, приводя данные лабораторных исследований, рекомен-
дует определять количество угля, выбрасываемого молотком, по формуле
<7 = cpyo6/zs2 кг/удар, (455)
где ср — поправочный коэффициент;
уоб — объемная масса, т/м?\
ФУо6—250 кг/ж3;
h — толщина срезаемого молотком слоя, см\
s — ширина молотка, см.
Для шахтной мельницы размеромDXB= 1300X944 мм при производительности ее по
углю, равной в среднем 10 т/ч, при п— 12,3 об/сек. г=56, при &ц=5 получим согласно фор-
муле (454) производительность по общему выбросу материала за один удар молотка:
10 000-5 пло , л
’- 3600-12.3 56 -°-02 кг/удар- <456)
Производительность шахтной мельницы по выбросу материала молот-
ками ротора при величине q, подсчитанной по формуле (456), будет равна
= ЗбОО^иг кг/ч, (457)
где п — число оборотов ротора, об/сек\
z — число бил.
Производительность мельницы по готовому продукту будет равна
= 360°?пг (458)
«ц
Мощность, потребляемая шахтной мельницей, расходуется на удар
молотка о слой материала и следующих за этим ударов частиц материала
о броню и друг о друга Л/уд; преодоление сил трения при движении молотка
по слою материала и трения между слоями материала Утр; расход мощности
10*
147
на работу ротора как вентилятора AfueHT; преодоление сопротивления тре-
ния в подшипниках вала ротора Л/п; потери в приводном устройстве — учи-
тывается к. п. д. привода.
Полагая удар била о материал неупругим, получим величину живой
силы удара, равную
= 9ж, (459)
где q — масса материала, выбрасываемого молотком за один удар, кг;
v — скорость молотка при ударе, м/сек.
Затраты энергии на удар всеми молотками z ротора при вращении их
с числом оборотов п (об/сек)
Л/уд = РкПг = nz вт- (460)
При вращении ротора молотки продвигают измельчаемый материал по
направлению к выходу. Под действием центробежной силы инерции молот-
ков материал дополнительно разрушается и уплотняется. Продвижение
материала происходит со скоростью, равной окружной скорости молотков,
при этом имеет место скольжение материала по материалу и частичное сколь-
жение молотков относительно материала.
Центробежная сила инерции, создаваемая материалом, будет равна
(461)
Продвижение материала происходит по дуге I, ограниченной углом
a (pad) (R — радиус ротора):
I = а7? м.
Угол а принимаем равным л, тогда
I = м. (462)
Возникающая при работе сила трения будет равна
= (463)
Работа трения определится по уравнению
А„ = Р,^ = ^^ дж. (464)
Мощность, затрачиваемая на преодоление сил трения,
.Мтр = Лтрп? вт, (465)
Nтр = qv2fzmz вт. (466)
Коэффициент трения материала о материал с учетом трения и о молотки
принимаем равным /=0,5.
Потери на трение в подшипниках вала ротора составят
Мтр = Gfpi dn, (467)
где G — давление па подшипники от силы тяжести ротора, н;
Д — приведенный коэффициент трения качения, = 0,004;
d — диаметр вала, м;
п — число оборотов вала, об/сек.
Расход мощности на работу ротора как вентилятора будет равен
Q/7(l
Л^вент вт, (468)
где Q — количество воздуха, продуваемого через мельницу, м*/сек\
Н — напор, создаваемый ротором, н/м2 (1 мм вод. ст. =9,81 н/м1)\
kn — кратность циркуляции топлива, ku--5;
143
|i — концентрация пыли по готовому продукту, кг)кг\
т] — к. п. д. ротора как вентилятора, т} = 0,55.
Обычно Л/вент принимают равной 50% от мощности, потребляемой
мельницей.
Для предварительных (ориентировочных) расчетов можно пользоваться
формулой
Л/сум = (74-8)£)£/г кет, (469)
где Л/Сум — полный расход мощности, кет-,
D — диаметр ротора, м;
L — длина ротора, м;
п — число оборотов ротора, об/сек,’,
7-4-8 — меньшая величина для малых и средних мельниц.
§ 3. АЭРОБИЛЬНЫЕ МЕЛЬНИЦЫ
Представленная на рис. 87 аэробильная молотковая мельница завода
«Комега» состоит из следующих основных узлов и механизмов: тарельчатого
питателя 1, ротора с билами 2, вентилятора 3, сепаратора 4. Ротор 2 имеет
Рис. 87. Аэробильная мельница
диск 5, снабженный по окружности жестко закрепленными билами 6.
Подлежащий измельчению материал тарельчатым питателем равномерно
подается через загрузочные рукава 7 в центральную часть мельницы (через
отверстия в торцовых стенках).
149
Измельчение происходит как при ударе бил о куски материала, так
и в дальнейшем при ударе материала о броню мельницы, а также за счет
истирания материала билом и материала о материал. Ротор, вращающийся
с окружной скоростью около 80 м/сек, выбрасывает измельченный материал
в трубу над горловиной мельницы. Вентилятор 3, соединенный трубой 8
с воздушным сепаратором 4, создает в системе разрежение и вызывает тем
самым интенсивный ток воздуха (газов) вверх от мельницы к воздушному
сепаратору (см. разд. II). В сепараторе происходит отделение крупных
частиц материала от мелких. При этом крупные частицы по трубе 9 воз-
вращаются обратно в мельницу, а мелкие вместе с отработанным воздухом
(газами) отсасываются вентилятором 3 и далее направляются в пылеосади-
тельные устройства.
Аэробильные мельницы выпускаются двух типов: А и Б производитель-
ностью соответственно 2,5 и 5 т/ч при тонкости помола по углю Rea~-12%.
Мощность электродвигателей 50 и 90 кет.
До настоящего времени отсутствуют сколько-нибудь точные формулы
для расчета производительности и потребляемой аэробильными мельницами
мощности.
Затрату мощности на помол, зная производительность мельницы,
можно определить по приближенной формуле
= кет, (470)
где Q — производительность мельницы, т/ч\
Nуд — удельный расход энергии на измельчение единицы эталонного
продукта, квт-ч/т.
Удельный расход энергии определяется лабораторными исследованиями
по материалу, коэффициент размолоспособности которого равен единице.
Эта величина колеблется обычно в пределах от 10 до 12 квт-ч/т для мате-
риалов средней прочности при помоле до тонкости, соответствующей остат-
ку 12% на сите № 008.
В каждом конкретном случае в формулу (470) необходимо вносить по-
правки, учитывающие размолоспособность измельчаемого материала и тон-
кость помола его, тогда
У =Q^ln~0 кет, (471)
р я,, /? х '
где k — коэффициент размолоспособности измельчаемого материала;
. 100
In -----поправки на тонкость помола;
R — остаток на сите № 008, %.
Естественно, что, зная мощность, потребляемую мельницей, можно
по формуле (471) определить производительность ее.
§ 4. ДЕЗИНТЕГРАТОРЫ
Конструкция. Среди молотковых мельниц по конструкции выделяется
мельница корзинчатого типа—дезинтегратор. Дезинтеграторы приме-
няются для измельчения комьев глины, трепела, мела и других мягких
материалов, малоабразивных.
Конструкция дезинтеграторов следующая (рис. 88). На приводных
валах 1 и 2 насажены прикрепленные к ступицам 3 и 4 диски 5 и 6. По ок-
ружности дисков расположены три концентрических ряда стальных паль-
цев. Концы пальцев 7 каждого ряда скреплены между собой кольцами 8.
Диски с пальцами, называемые корзинами, вращаются навстречу друг другу.
Корзины заключены в кожух из листовой стали, в верхней части (съемной)
которого имеется загрузочная воронка. Машина смонтирована на чугунной
массивной плите. На ней установлены стойки 9 и 10, на которых покоятся
подшипники, несущие валы. На стойке 10 закреплен винт 11 с маховичком 12.
150
К плите крепится гайка 13. При вращении маховичка 12 выдвигается стой-
ка 10, а вместе с ней вал 2 с закрепленной на нем корзиной. Такое устройст-
во позволяет легко и просто сменять быстроизнашивающиеся пальцы и
корзины.
Рис. 88. Корзинчатая мельница
Материал, подлежащий измельчению, подается через воронку 14 в цент-
ральную часть корзин. Встречаясь с первым рядом быстровращающихся
пальцев внутренней корзины, куски материала разбиваются и под дейст-
вием центробежной и тангенциальной сил направляются к последующим
концентрическим рядам пальцев, которые
производят дальнейшее их измельчение.
Расчет кольца дезинтегратора. Коль-
цо дезинтегратора нагружается усилиями,
создаваемыми центробежными силами масс
пальцев и массы кольца.
Профессор 3. Б. Канторович [18] при
определении центробежной силы, создавае-
мой пальцами, рекомендует учитывать
только половину массы пальца, тогда
Рц=у/лог’Р «, (472)
где т — масса пальца, кг;
(д — угловая скорость, рад!сек\
R — радиус кольца по центрам паль-
Рис. 89. Схема к расчету кольца
корзинчатой мельницы
цев, м.
Таким образом, кольцо будет нагружено системой радиальных сил
(рис. 89).
Известно, что в кольце, на которое действуют две равные, противопо-
ложно направленные радиальные силы в сечении, расположенном под уг-
лом а к диаметру, проходящему через данные силы, возникают изгибающий
момент Л4И31. и растягивающее усилие
1 /2 \
Мизг “^РдР —— sina \ н-м, (473)
Л\ = Рц sin а н. (474)
151
В сечении, отстоящем от диаметральной вертикальной плоскости на
угол 2а, возникают:
МаИзг= — sin2a) н'м' (475)
АС Рц sin 2а н (476)
£
и т. д.
Принимая число пальцев равным 2 k, получим в сечении, отстоящем
на угол (k—1)а:
Mfe.j = у Т’цТ? —sin (k— 1)aj н-м, (477)
A/ft_1 = yPusin(^—l)a«. (478)
Следовательно, результирующие усилия будут равны:
Д4 — -1. Рпр <*& А?-[sin a+ sin 2a+ . . . + sin (k— 1) a] J- н-м, (479)
N — -A. p [sin a + sin 2a 4- ... + sin (k — 1) aj h. (480)
Выражение
. ka (k—I) a
sm у-sin------
sm a+ sin 2a+ ... + sin (k— 1) a=------------------. (481)
. CX
sln^-
B рассматриваемом случае
ka = л
ka л .
Sin у Sin *2 = 1
и
Ik— 1) a a
Sin -—y— = cos ~2
Поскольку
cos a
sin a
etga,
можем записать
(482)
(483)
sin a 4- sin 2a+ ... + sin (£ — 1)a = etg. (484)
После подстановки в уравнения (479) и (480) получим:
Л4 = Рця(о,318 4 —(485)
N = ^P^-ig~ н. (486)
Усилие, создаваемое массой кольца в его сечении и действующее на еди-
ницу его поверхности, равно
(487)
где ууд — удельный вес кольца, h/m\
h — высота кольца, м;
v — окружная скорость кольца, м/сек.
При этом удельное напряжение, как это известно из теории упругости,
будет равно
PD yhv2<2R 2,2
= 2Л_ Н/М ’ <488)
152
Полное напряжение в материале кольца составит
О = 4?- + 4- + уи2 н/м2, (489)
XV 1
где W — момент сопротивления кольца, jw3;
(490)
где b—толщина кольца, м;
h — высота кольца, м;
d — диаметр кольца, м\
F — живое сечение кольца, м2;
F = b(h—d) м2.
Пример. Определить величины о, М и N для дезинтегратора, имеющего следующую
характеристику: диаметр наружной корзиныD— 1,25 м; число оборотов корзины п— 11 об/сек-,
Yo6~7,8- 104 h/jw3; k— 10 пар пальцев; а = ^= 18°; Ь = 0,03 ж; Л —0,1/4; d — 0,03 Л4, т — 1 кг.
\ ' v = nRn-='2A,§ м/сек-,
Ра — ^-тш2Р = ~ т 4л2л27? = 1510 н,
уо2 = 3620 н/м?,
M = P^R (0,318 k — Ictg -^Л=2700 н-м,
A/_±PuA!ctg^- = 1348rt,
r-0,Q3(Q61o,r0r33U50 •,0'e^
^ = 0,03 (0,l3—0,033) = 2Ь10-4 Л42.
Подставляя полученные значения в формулу (489), получим
9700 IЧ4Я
° = 50П0^ + 2ГП0^ + 3620 = 54’6
Глава XIV
МЕЛЬНИЦЫ ДЛЯ СВЕРХТОНКОГО ИЗМЕЛЬЧЕНИЯ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Работами советских ученых, особенно работами академика П. А. Ре-
биндера и его учеников, доказано исключительно большое значение сверх-
тонкого измельчения частиц в деле интенсификации и коренного изменения
технологических процессов производства в различных отраслях промыш-
ленности.
Имеющийся опыт показывает, что увеличение тонкости помола цемент-
ного клинкера с доведением его удельной поверхности с 2500—3000 до
4000—5000 см21г позволяет повысить предел прочности цемента с 300—400
до 600—800 кГ/см2. Благодаря этому значительно сокращается расход
цемента в растворах и бетонах. С другой стороны, повышение удельной по-
верхности позволяет получить быстротвердеющие цементы и тем самым
обеспечивает значительное упрощение и ускорение технологического про-
цесса производства.
5)
Рис. 90. Вибрационные мельницы:
а — инерционная: б — гирационная
Сверхтонкий помол должен найти весьма широкое применение в про-
мышленности строительных материалов при производстве железобетонных
деталей, керамики, стекла, асбестоцементных изделий и т. ,д.
В промышленности стройматериалов сверхтонкое измельчение может
осуществляться в вибрационных мельницах — инерционных и гирационных
(эксцентриковые) и мельницах струйной энергии. В инерционных мельни-
цах (рис. 90, о) вибрация корпуса 1 вызывается центробежными силами
инерции, возникающими при вращении дебаланса, установленного эксцен-
трично по отношению к оси вращения. В гирационных мельницах (рис. 90, б)
корпус мельницы монтируется на эксцентриковом валу и при вращении
последнего совершает круговые качания. Траектории, по которым движется
154
каждая из точек корпуса инерционной мельницы, имеют форму эллипса,
траектории же точек корпуса гирационной мельницы представляют окруж-
ности с радиусом, равным эксцентриситету вала.
Мельницы для сверхтонкого измельчения в отдельных случаях могут
применяться и для обычного тонкого измельчения, однако в этом случае
их эффективность немногим превышает эффективность, например, обычных
шаровых мельниц.
В тех случаях, когда вибрационные мельницы предназначаются для
сверхтонкого измельчения, например при получении готового продукта
с частицами размером менее 1Н-10 мк., эффективность их в 5—30 раз выше
эффективности шаровых мельниц при значительно меньшем удельном рас-
ходе мощности.
Вибрационные мельницы применяются как для сухого, так и для мо-
крого размола материалов.
Мельницы струйной энергии (см. рис. 96—100) предназначаются для
сверхтонкого сухого размола различных материалов путем соударения ча-
стиц, находящихся в турбулентном воздушном потоке.
§ 2. ИНЕРЦИОННЫЕ И ГИРАЦИОННЫЕ ВИБРАЦИОННЫЕ МЕЛЬНИЦЫ
Рис. 91. Схема к определению
направления вращения в вибра-
ционной мельнице
Общие сведения. Вибрационная мельница инерционного типа показана
на рис. 90, а. В корпусе /, загруженном шарами примерно на 80% объема,
на подшипниках качения устанавливается дебалансный вал 2. Корпус мель-
ницы опирается на пружины 3. Вращение дебалансного вала осуществляется
от электродвигателя 4, соединенного с валом при посредстве гибкой муфты
5, исключающей передачу вибрации от мель-
ницы к электродвигателю.
Наличие пружинной опоры, а также дере-
вянных подкладок, на которых устанавли-
вается вибрационная мельница, почти пол-
ностью исключает передачу вибрации на осно-
вание. Специального фундамента под мель-
ницу не требуется: она может быть установ-
лена на земляном, асфальтированном или бе-
тонированном полу.
При вращении дебалансного вала с часто-
той, колеблющейся в пределах 20—50 и более
в секунду, корпус мельницы с шарами и мате-
риалом приводится в качательное движение
по эллиптической, приближающейся к круго-
вой траектории. При этом шары оказывают
интенсивное воздействие на материал и измель-
чают его. Особенность вибрационных мельниц
состоит в том, что материал, подлежащий измельчению, подвергается мно-
гократному воздействию шаров, поскольку число ударов частиц друг о дру-
га в вибрационной мельнице в тысячи раз больше, чем, например, в шаро-
вой. Измельчение осуществляется небольшими по величине импульсами
при большой частоте их.
В процессе работы мельницы шары и материал вращаются в сторону,
противоположную направлению вращения дебалансного вала. Это явление
объясняется следующим (рис. 91). Возьмем шар, находящийся в точке А
на боковой стенке корпуса мельницы. При движении точки А вниз по кру-
говой или близкой к ней траектории А — Б с ускорением, во много раз
превосходящим ускорение свободно падающего шара, стенка корпуса будет
отрываться от шара. При возвращении точки А в исходное положение стен-
ка будет двигаться навстречу падающему шару. При встрече происходит
удар, который вызывает движение шара (шаров при массовой загрузке)
в направлении, обратном вращению дебалансного вала,
155
Шаровая загрузка движется тем интенсивнее, чем больше коэффициент
трения между шарами и стенкой корпуса. Опыт показывает, что при сма-
занных шарах движение практически прекращается и, наоборот, при гум-
мированных внутренних стенках корпуса циркуляция загрузки увели-
чивается.
Гирационная мельница (см. рис. 90, б) отличается от инерционной тем,
что она имеет эксцентриковый вал 1, устанавливаемый на опорных подшип-
никах качения 2. Корпус 3 мельницы в свою очередь монтируется на эк-
сцентриковом валу на подшипниках качения 4. Вращению корпуса препят-
ствуют пружины 5, на которые он опирается. В гирационных мельницах
для уравновешивания системы на эксцентриковом валу монтируются проти-
вовесы 6. Необходимо отметить, что в процессе работы вследствие меняю-
щихся условий весьма трудно отбалансировать систему, и это отрицательно
сказывается на работе машины (особенно на опорных подшипниках).
Практически при балансировке гирационной мельницы с учетом ме-
няющихся режимов работы (особенно по загрузке) будет иметь место по-
грешность не менее чем ±5%. Подсчитаем величину появляющихся дина-
мических сил при следующих данных: число оборотов эксцентрикового
вала п—50 об/сек, масса корпуса с загрузкой щ=450 кг, амплитуда коле-
баний е—0,002 м. Величина динамической неуравновешенной силы опре-
делится по формуле
РДИ1| = ± ktntffe н, (491)
где k— коэффициент погрешности при балансировке; £±5%;
т — масса корпуса с загрузкой, кг\
со — угловая скорость, со—2лп рад/сек;
п — число оборотов вала; п=50 об/сек,
РаяИ = ± 0,05 • 450 • 4л2 • 502 • 0,002 = + 4500 н.
Учитывая, что значительная по величине динамическая сила весьма
часто меняет свое направление, становится понятным, почему при работе
гирационных мельниц появляются столь большие разрушающие нагрузки
Рис. 92. Вибромельница М200
на фундамент и части здания. При установке гирационной мельницы на
пружинных опорах можно несколько уменьшить влияние неуравновешенных
динамических нагрузок, однако это происходит за счет значительного
сокращения амплитуды колебаний.
Конструкция вибромельниц. Вибромельница конструкции бывшего
института ВНИИТИСМ (рис. 92) состоит из корпуса 1, вибратора 2, опорной
рамы 3, охлаждающего устройства 4, упругой соединительной муфты (шлан-
га) 5 и электродвигателя 6. В случае измельчения материалов, не допуска-
156
ющих примеси железа, корпус мельницы с внутренней стороны, а также
вибратор изготовляются с резиновым покрытием 7. Шары при этом изго-
тавливаются из каменного литья, фарфора и т. п.
Корпус мельницы посредством угольников 8, приваренных в нижней
части, опирается на пружины 9. В рассматриваемой конструкции принята
многоопорная система. Существуют и малоопорные конструкции (4—6
пружин).
В мельнице конструкции ВНИИТИСМ вибратор в зависимости от на-
значения машины изготовляется для работы при частоте 25 или 50 кол!сек.
Вибратор служит для создания круговых колебательных движений корпуса
вибрационной мельницы.
Рис. 93. Вибратор
Вибратор для мельницы с 25 пол/сек состоит из наружной 10 и внутрен-
ней 11 труб, между которыми оставлен зазор для циркуляции воды, ох-
лаждающей трубы и подшипники. Дебалансный вал, выполненный в виде
эксцентрикового вала, устанавливается на двух роликоподшипниках. Ви-
братор закрепляется в корпусе мельницы при помощи двух разрезных ко-
нусных колец.
На рис. 93 представлен вибратор на 50 кол!сек, который является взаи-
мозаменяемым с вибратором на 25 кол/сек. Вибратор на 50 кол/сек, отличается
от вибратора на 25 кол/сек тем, что в нем дебаланс 1 разрезной и состоит
из трех частей, которые соединены между собой посредством самоустанав-
ливающихся шлицевых валиков 2. Выходной вал 3 соединяется с электро-
двигателем при помощи упругого соединительного шланга (муфты) 4, за-
крепленного на выходном валу стяжным разъемным хомутом 5. Каждый
из дебалансов устанавливается на двух роликовых сферических подшип-
никах 6. Всего, таким образом, в вибраторе на 50 кол/сек имеется шесть
подшипников. Поскольку нагрузка в корпусе вибратора равномерно рас-
пределяется на шесть подшипников, мельница может выдерживать большие
напряжения и отличается высокой работоспособностью.
Внутреннее кольцо каждого подшипника напрессовано на шейку де-
баланса, а наружное запрессовано в обойму 7. Обоймы поджимаются друг
к другу через крайние 8 и промежуточные 9 кольца, внутренняя кониче-
ская поверхность которых давит, как клин, на наружные конуса обойм.
Наружная поверхность колец прижимается к внутренней поверхности трубы.
Рассмотренная мельница предназначается как для сухого, так и для
мокрого помола материалов при непрерывном или периодическом процессе
измельчения.
При непрерывном измельчении вибрационная мельница работает в за-
мкнутом цикле (рис. 94) с отбором измельченного материала снизу мель-
157
ницы. Материал из бункера 1 элеватором 2 загружается в бункер 3 и далее
питателем 4 по трубе 5 подается в вибрационную мельницу 6. Измельчен-
ный материал самотеком выгружается из мельницы и через патрубок 7
Рис. 94. Схема агрегата, работающего в замкнутом
цикле с вибромельницей (первый вариант)
направляется в вертикаль-
ную трубу 8. Вентилятор 9
создает в трубе 8 воздуш-
ный поток, который под-
хватывает материал, посту-
пивший в трубу из мель-
ницы. В сепараторе 10 (кон-
струкцию сепаратора см.
в разд. II) крупные час-
тицы выпадают и по трубе
11 возвращаются в мельни-
цу на домол. Тонкая фрак-
ция из сепаратора посту-
пает в циклон 12, где и
осаждается. Отработанный
воздух из циклона по тру-
бе 13 возвращается к вен-
тилятору. В схеме преду-:
смотрен частичный сброс
воздуха по трубам 14 че-
рез циклон с мигалкой 15.
На рис. 15 показан вто-
рой вариант установки для
непрерывного помола с от-
бором измельченного мате-
риала из верхней части кор-
пуса мельницы. Материал, подлежащий измельчению, подается в бункер
1, под которым установлен барабанный (ячейковый) питатель 2, дозиру-
ющий материал, подаваемый в мельницу 3. Вентилятор 4 нагнетает в корпус
мельницы воздух, кото-
рый, выходя через трубу 5,
уносит с собой частицы из-
мельченного материала, на-
ходящиеся в верхней части
корпуса. Смесь воздуха и
пылевидных частиц посту-
пает в сепаратор 6 проход-
ного типа, где происходит
отделение крупных частиц
от мелких. Крупные части-
цы возвращаются по трубе
7 в мельницу на домол,
а мелкие направляются по-
током воздуха в приемный
патрубок циклона 8. Зона
подачи материала в мель-
ницу отделяется от зоны
продувки перегородкой 9.
Производительность
вибрационных мельниц в
зависимости от тонины по-
мола и свойств материала
колеблется в значительных
Рис. 95. Схема агрегата, работающего в замкнутом
цикле с вибромельницей (второй вариант)
пределах. Так, при работе в непрерывном цикле на домоле цемента мель-
ница М200 при 50 кол! сек дает. в . час 0,7—0,8 т цемента со средним раз-
158
мером зерна в 15—20 мк при остатке 3—4% на сите № 0060. Эта же мель-
ница при периодической работе на помоле красителей до тонины, при ко-
торой в конечном продукте зерен размером до 1 мк должно быть не ме-
нее 97—98%, дает 2,5—3,0 кг/ч.
Производительность мельницы модели М400 вдвое превышает произво-
дительность мельницы М200.
При работе мельницы с различной частотой колебаний, но при одина-
ковом потреблении энергии, производительность мельницы не меняется.
Так, при работе мельницы М200 с 25 кол/сек, амплитуде около 3,5 мм и
потребляемой мощности около 20 кет ее производительность совпадает
с той, которую дает эта же мельница при 50 кол/сек, амплитуде 2 мм и по-
требляемой энергии также в 20 кет.
Основы расчета вибромельниц. Рассмотрим вибрационную мельницу
инерционного типа.
При вращении дебалансного вала возникает центробежная сила инерции
Pu = mi(x)2‘R н, (492)
где Рц — центробежная сила инерции, н;
гщ — масса дебаланса, кг\
со — угловая скорость, рад/сек-,
R — расстояние от оси вращения до центра тяжести дебаланса, м.
Центробежная сила инерции будет вызывать вибрацию корпуса мель-
ницы (с его содержимым). Сила, действующая на приводимые в вибрацию
массы по горизонтальной оси х — х, определяется по формуле
г, dv d2x
^вибр — dt2 (493)
где т2 — масса вибрирующих частей мельницы, кг-,
ах — ускорение по горизонтальной оси х — х, м/сек2-,
х — проекция пути движения вибрирующих масс на ось х — х, м.
Уравнение движения при гармонических колебаниях можно записать
в виде
х — — е sin (со/ + а) м. (494)
где е — амплитуда колебаний, м;
ах^^-~~еа>2 sin (ч4 -|-а). (495)
Соответственно получим по оси у — у
~ — есо2 соз(со/+ «). (496)
Результирующее ускорение а будет равно:
а ~ Яу = V(ecn2)2 [sin2 (со/ + а) + cos2 (со/ + а) , (497)
а — есо2 |/sin2 (со/ 4- а) + cos2(co/ 4-ос) = ею2 м/сек2. (498)
Окончательно из формулы (493) получаем
Рвибр = т2а = т2ет2 н. (499)
Центробежная сила инерции, помимо вибрации колеблющихся масс,
вызывает также и сжатие пружин в пределах амплитуды колебаний.
Обозначим жесткость пружины через с. Под жесткостью понимается
сила, необходимая для сжатия (растяжения) пружины на единицу длины.
Таким образом,
Рпр = сен. (500)
Учитывая, что 7>ц^=/;’вибр4-Рпр, можем записать
m^R = т2е<а2 -+- се и. (501)
159
Суммарная жесткость пружин для вибрационных мельниц колеблется
обычно в пределах 0,5—1,5 Мн!м. При амплитудах, равных в среднем
2,5 мм, величина силы Рпр составит 1250—3750 н. Величина же Рви6р в де-
сятки раз больше, поэтому без особой погрешности величиной силы Рпр
можно пренебречь и тогда формулу (501) можно записать так:
т1(о2/? — т2е(д2 н. (502)
Разделив правую и левую половины равенства на со2, получим
mrR = т2е кГм. (503)
Выражаем массу через силу тяжести G и ускорение:
R = е кГм (504)
или
GrR = G2e нм, (505)
где GiR — дебалансный момент МА вибратора, который можно выразить
через силу тяжести колеблющихся масс и амплитуду:
Мл = G2e н • м, (506)
G2 — сила тяжести качающихся масс: корпуса с рамой и вибратором
мелющих тел (расчетная), материала (расчетная), н;
е — амплитуда колебаний, м.
Необходимо отметить, что в процессе работы вибрационной мельницы
большая часть загрузки находится во взвешенном состоянии.
Поэтому вводится поправочный коэффициент k, называемый коэффи-
циентом присоединения загрузки. На основе формулы (506), принимая,
что G2=G3+G44G6, получим
Мд = е (G3 + #(G4 + G5)] н-м, (507)
где G3 — сила тяжести корпуса и вибратора, н;
G4 — сила тяжести шаров, н;
G- — сила тяжести материала, н.
При сухом помоле и /г=50 кол!сек #=0,1—0,15; при ц=25 кол/сек
#=0,25—0,4. При мокром помоле и п=50 кол! сек. #=0,2—0,4, при
/2=25 кол/сек #=0,6—0,8.
Пример. Определить для мельницы М200 величину амплитуды при G3=3400 н, G4=
= 7400 н, G5=800 н, средней величине А=0,33 (л=25 кол I сек — сухой помол).
При Л4Д=17 нм получим
е —
^з + k (G4-j-G5)
= 0.0027 м.
Под действием общей силы тяжести G корпуса мельницы с вибратором
и присоединенной загрузкой статическая осадка пружины будет равна
«„ = 4- • (508)
где с — жесткость пружин.
Период Тс собственных упругих колебаний груза и пружин, как из-
вестно, определяют из равенства
Тс = 2л У , (509)
где тгр — масса груза.
Частота колебаний
f _J_ МО
1 ~~ Тс 2л ’
(510)
160
где (dc— круговая частота собственных упругих колебаний системы, опре-
деляемая по формуле
(511)
Под действием центробежной силы дебаланса в системе возникают вы-
нужденные колебания с амплитудой е:
/П2 («с-“в2ын)
(512)
где сос — частота собственных колебаний;
соВын— частота возмущающей силы (вынужденные колебания).
Наблюдения за работой вибрационных машин показали, что при пере-
ходных режимах пуска и остановки возникают биения, т. е. колебания
с переменной амплитудой, значительно превышающей амплитуду колеба-
ний при установившемся движении. Отмеченное явление возникает вслед-
ствие того, что одновременно имеют место свободные и вынужденные коле-
бания. Свободные колебания системы вследствие потерь энергии — сопро-
тивления воздуха, трения в пружинах и т. д.— постепенно затухают, после
чего в системе устанавливается режим вынужденных колебаний.
В рассматриваемом случае можно без особой погрешности ограничиться
рассмотрением вынужденных колебаний, амплитуда которых определяется
по формуле (512).
Если (овын незначительна по сравнению с сос и ею можно пренебречь, то
т2(о2
(513)
Подставляя значение (ос из формулы (511), получим
е =; р = се. (514)
т2с ц v 7
Сравнивая формулу (512) с формулой (514), дающей статическую осадку
пружин под действием силы тяжести, приходим к важному выводу, что в тех
случаях, когда частота возмущающей силы незначительна по сравнению
с частотой собственных колебаний пружины, имеет место сжатие (растяже-
ние) ее под действием центробежной (возмущающей) силы Рц, приложенной
как бы статически.
В тех же случаях, когда частота вынужденных колебаний совын значи-
тельно меньше <ос, а последняя велика, величина ~~ будет стремиться
к нулю, и амплитуда колебаний будет исчезающе мала.
При больших значениях совын по сравнению с сос получим, пренебрегая
о>с,
т. е. движение мельницы будет в противофазе с центробежной (возмущающей)
силой.
Наконец, если (овын будет равна сос, будем иметь е-»оо, т. е. возникает
резонанс.
Мощность, потребляемая мельницей, может быть определена по фор-
муле
Nобщ -^загр Н- ^вибр (515)
где W3arp — мощность, расходуемая на движение загрузки;
WBH6 — мощность, теряемая в подшипниках вибратора.
11 Заказ № 1125
161
Инж. А. Д. Лесин рексмсндует Азагр подсчитывать по формуле
¥
*7 I О.3Л1д2ЙЦ /Ct-TX
/V „,гп -= —гг—гут-,—аге (о 17)
загр э gG
КТ [1+02(14-н2)1 ’ v ’
где — экспериментальный коэффициент, зависящий от частоты коле-
баний мельницы, формы корпуса и степени его заполнения;
« — угловая скорость, сек~г;
Л1Д — момент вибратора, н-л*;
q — коэффициент, зависящий от частоты колебаний, вида мелющих
тел и характера измельченного материала;
g — ускорение силы тяжести, м/сек2;
р — относительная масса загрузки;
(5J8)
Сгкт
где 0м т — сила тяжести мелющих тел, н;
GM — сила тяжести материала в мельнице, я;
(1КТ — сила тяжести колеблющихся частей (без загрузки), н.
Мощность, теряемая в подшипниках вибратора, может быть подсчитана
исходя из следующего.
За один оборот вала вибратора работа сил трения будет равна
А^ = /Р^йдж, (519)
где f — приведенный коэффициент трения качения;
Ри — центробежная сила инерции, я;
d — диаметр внутреннего кольца подшипников качения, м.
Центробежная сила инерции определяется по формуле
= m^R -А—--------= 4Л4дп2 (520)
&
где тя — масса дебаланса, кг-,
Ga — сила тяжести (вес) неуравновешенной части дебаланса, н;
Мя— момент вибратора; Мд=бд7? н-м;
п — число оборотов вала вибратора, сек;
R — расстояние от центра тяжести дебаланса до оси вращения, м.
При п об/сек расход мощности определяется из равенства
Л^вибр = Ар п вт.
(521)
Потери в пружинной опоре вибромельницы составляют не более 0,01%
от общих и поэтому не учитываются.
В табл. 16 приведены числовые значения коэффициентов q, k3, /и ц,
полученные опытным путем во ВНИИТИСМ.
Значения коэффициентов q, k3, f и n
Таблица 16
Модель мельницы Число оборотов, бб/сек Значение коэффициентов
Q % f к
М200 24 0,4 1 ,о 0,010 2,41
48,7 0,3 1,2 0,006 2,28
М400 24 0,4 1 ,0 0,013 3,12
48,7 0,3 1,2 0,017 3, 12
162
Пример. Определить мощность электродвигателя вибрационной мельницы М200»
приняв /Ид—17 н-м:
0к. м = 3400 н,
150»-172-0 4-2 41
Л^загр = 1.0 9)81.з4оо [ 1 +0,42 (1 + 2,412)]= 965° вт'
^ибр = 0,01.4-П-243.0,08л-2380 вт>
Л7 9650 + 2380 ...
Аобщ =----о%----= 14 200 — 14,2 кет,
где 0,85 — к.п.д. электродвигателя.
§ 3. СТРУЙНЫЕ МЕЛЬНИЦЫ
Общие сведения. Работами советских ученых, особенно работами
П. А. Ребиндера и Акунова В. И., доказано исключительно большое зна-
чение сверхтонкого измельчения частиц в деле интенсификации и коренного
изменения технологических процессов производства в различных отраслях
промышленности (стройматериалов, химической и др.). При этом одно из
главных требований к мельницам — минимальное загрязнение измельча-
емого материала продуктами износа (износ мелющих тел и футеровок кор-
пусов мельниц), которое в ряде случаев определяет самую возможность
применения таких тонкоизмельченных материалов.
Перспективность применения нового типа мельниц в различных обла-
стях техники тонкого измельчения очевидна. Так, к. п. д. современной
шаровой мельницы меньше 1%, т. е. практически вся энергия, потребляемая
мельницей, затрачивается вхолостую, переходя в тепло и рассеиваясь в про-
странстве. Твердость мелющих тел меньше твердости измельчаемых мате-
риалов, что приводит к неоправданно высокому износу и уменьшению
долговечности мельницы. Кроме того, скорости воздействия мелющих тел
на измельчаемый материал малы по сравнению с оптимальными, ввиду того
что по условиям долговечности и усталостной прочности конструкционных
материалов, применяемых в мельницах, динамические нагрузки в них долж-
ны быть небольшими.
Совокупность вышеуказанных факторов ограничивает удельную про-
изводительность мельниц (шаровая мельница 0,03 кг/сек, на тонну веса мель-
ницы), что увеличивает габариты, вес, стоимость мельницы и низкую эко-
номичность.
Принцип высокоскоростного самоизмельчения позволяет устранить
перечисленные недостатки. Высокие скорости измельчения (до нескольких
сотен метров в секунду) легко достигаются при условии ускорения частиц
в струях сжатого воздуха пара или инертного газа). В результате увеличи-
вается долговечность мельницы и уменьшаются удельный износ мелющих
тел и загрязнение измельченного материала продуктами износа. Кроме
того, во много раз повышается удельная производительность мельниц,
уменьшаются их размеры, появляется возможность использовать для фу-
теровки высокопрочные материалы, которые из-за их высокой стоимости
и крупности не могли быть использованы в обычных мельницах.
Развитие современного машиностроения показывает, что комплексу
изложенных требований в большей степени отвечает мельница, не имеющая
движущихся частей. К таким мельницам, в частности, относятся мельницы
струйной энергии.
Конструкции струйных мельниц. Струйные мельницы классифицируются
по следующим признакам:
по технологическому назначению: с последовательным измельчением
и разделением и с совмещенным измельчением и разделением, осуществляе-
мыми одновременно в одной камере;
по виду энергоносителя: воздухоструйные (работающие на сжатом воз-
духе), пароструйные (работающие на перегретом паре) и газоструйные (ра-
ботающие на инертном газе);
11*
163
Рис. 96. Струйная мельница с
вертикальной трубчатой помоль-
ной камерой
по конструктивному признаку, мельницы с вертикальной трубчатой
камерой для сверхтонкого измельчения материалов (средний размер полу-
чаемых частиц менее 1 мкм)-, мельницы с плоской помольной камерой для
сверхтонкого измельчения материалов (средний размер получаемых частиц
менее 10 мкм)', мельницы с противоточной (эжекторной) камерой для тон-
кого измельчения материалов (средний размер получаемых частиц менее
60 мк).
На рис. 96 показана схема струйной мельницы с вертикальной трубча-
той помольной камерой. Частицы материала ленточным питателем 1 подают-
ся в загрузочную воронку 2, откуда материал по питающему трубопроводу 3
поступает в зону диффузора 4. Далее материал подхватывается воздухом,
поступающим по патрубку 5 и 7 и подается
в зону измельчения А помольно-разделитель-
ной камеры 6.
Энергоноситель — сжатый воздух, пере-
гретый пар или инертный газ — поступает
по трубопроводу в коллектор 8 и далее че-
рез систему сопел 9 в нижнюю часть помоль-
но-разделительной камеры. Сопла располага-
ются в два ряда попарно таким образом, что
каждая пара струй пересекается в вертикаль-
ной плоскости на некотором удалении от про-
тивоположной стенки трубы. Кроме того,
сопла повернуты в вертикальной плоскости
на определенный угол склонения, чтобы выз-
вать циркуляцию газа, заключенного в ка-
мере.
Измельчение происходит в результате
столкновения частиц в точках пересечения
струй и в вихрях, возникающих между ними
(турбулентный воздушный поток). Разделение
осуществляется при взаимодействии центро-
бежных и центростремительных сил, возникающих на резких поворотах
потока в коленах Б и В. При этом более крупные частицы отбрасываются
к внешней стенке трубы и, спускаясь по вертикальному стволу, снова
попадают в зону измельчения. Более легкие частицы, движущиеся в области,
прилегающей к внутренней стороне трубы, попадают в поток энергоноси-
теля, отсасываемого из мельницы через жалюзи 10 инерционного раздели-
теля. Принцип действия последнего заключается в том, что крупные
частицы материала, обладающие относительно высокой кинетической энер-
гией, сталкиваясь с лопатками разделителя, отражаются от них и отбрасы-
ваются в газовый поток, циркулирующий в камере. Более мелкие частицы
не претерпевают существенного отражения и увлекаются потоком Г, отса-
сываемым из мельницы. Частицы измельчаемого материала выводятся на-
ружу лишь при достижении определенного размера. Для улавливания гото-
вого продукта применяют центробежные циклоны и тканевые рукавные
фильтры.
Схема струйной мельницы с плоской помольной камерой представлена
на рис. 97. Энергоноситель поступает по трубопроводу 1 в распределитель-
ный коллектор 2, откуда через сопла 3 струи газа со скоростью звука ис-
текают в помольно-разделительную камеру 4. Оси сопел расположены
относительно соответствующих радиусов камеры под углом а. Пересека-
ющиеся друг с другом струи образуют многоугольник с центром на верти-
кальной оси камеры. В центральной части камеры располагается центро-
бежный пылеосадитель, образованный двумя трубами: большого диаметра 5,
соединяющей помольную камеру с приемником 6 готового продукта, и
малого диаметра 7, отводящей отработанный энергоноситель. Измельчаемый
материал подается в помольную камеру по трубе 5.
164
Частицы, увлеченные круговым движением газа, движущегося в камере»
подсасываются струями и ускоряются в них. В точках пересечения струй
частицы сталкиваются друг с другом и измельчаются. Кроме того, измель-
чение происходит в вихрях, образующихся в полос-
тях пониженного давления между струями и при
обтекании их.
На частицы материала в камере действуют
центробежная и центростремительная силы. В про-
цессе измельчения частицы материала центробеж-
ная сила уменьшается быстрее центростремитель-
ной. При достижении определенного размера час-
тицы величина центростремительной силы превы-
шает центробежную; частица, увлеченная потоком
газа, движется от периферии к центральной части
камеры и попадает в щель, образованную трубами
5 и 7. Высокие скорости потока и значительные
тангенциальные составляющие ее приводят к об-
разованию в трубе 5 мощного нисходящего вихря,
осаждающего частицы измельчаемого материала.
Прижатые к внутренней поверхности трубы час-
тицы выбрасываются вихрем в приемник 6. Около
80% измельчаемого материала попадает в этот при-
емник, остальные 20% уносятся отработанным
энергоносителем. Из них 15—17% улавливаются
вторичным центробежным пылеосадителем, осталь-
ные 3—5% улавливаются при очистке отработав-
шего энергоносителя посредством матерчатого филь-
тра. Таким образом, при помоле получаются про-
Рис. 97. Струйная мель-
ница с плоской помоль-
ной камерой
дукты трех различных дисперсностей.
Общий вид помольной камеры представлен на рис. 98. Энергоноситель
поступает по трубе 1 в распределитель 2 и по двенадцати соплам 3 в помоль-
ную камеру 4, которая снабжена износостойкими футеровочными вклады-
шами 5, защищающими верхнюю 6 и нижнюю 7 крышки и сопловое кольцо 8
Рис. 98. Помольная камера струйной мельницы
помольной камеры. Камера крепится винтовым устройством 9. В централь-
ной части камеры размещены трубы 10 и 11 пылеосадительного устройства.
Нижняя труба, ведущая к приемнику продукта, может перемещаться по
вертикали и фиксируется винтом 12. Для регистрации положения трубы
в камере имеется мерное устройство 13. Камера монтируется на опоре 14.
В камере при работе создается давление порядка 0,4—0,5 Мн/м2. Люки
с пробками 15 служат для замены сопел.
165
Эжекторная струйная мельница показана на рис. 99. Основной частью
мельницы является противоточная помольная камера, которая состоит
из бункеров 1, эжекторов 2, разгонных труб 3, укрепленных в держателях 4,
напорных сопел 5 с устройством для перемещения их по горизонтальной
оси, корпуса 6, футерованного броневыми плитами 7, крепежных фланцев
8 и 9 и смотровых люков 10.
Рис. 99. Эжекторная струйная мельница
Энергоноситель по трубе 11 подается в цилиндрические сопла 5 под
давлением 0,4—0,8 Мн/м* (сжатый воздух с температурой 293° К или пере-
гретый пар с температурой 573° К), затем энергоноситель с измельченным
материалом поступает в разгонные трубы 3, оттуда в помольную камеру 12,
где происходит измельчение материала за счет сооударения частиц во встреч-
ных потоках. Далее измельченный материал с отработанным энергоноси-
телем направляется в классификатор, после чего готовый продукт поступает
Рис. 100. Схема установки с труб-
чатой помольной камерой
в пылеосадитель, а грубая фракция воз-
вращается на повторный помол в камеру.
Схемы помольных установок. Общий
вид установки с мельницей, имеющей труб-
чатую помольную камеру, представлен на
рис. 100. Исходный материал подается из
бункера 1 шнековыми питателями 2 в загру-
зочную воронку 3 питающего эжектора 4
и попадает в нижнюю часть помольной
камеры 5. Энергоноситель из коллектора 6
по трубкам 7 и 8 подается на сопла каме-
ры и эжектора 4. Энергоноситель и измель-
ченный материал циркулируют в камере,
состоящей из' участков вертикальных А,
Б и подковообразных В, Г. В последних
осуществляется разделение материала на
фракции. Тонкая фракция, являющаяся
готовым продуктом, отсасывается по трубо-
проводу 9 в пылеосадитель 10. Далее про-
дукт выгружается из бункера 11 разгруз-
чиком 12. Отработанный энергоноситель
отводится по патрубку 13 в рукавный фильтр или при работе на перегретом
паре — в скруббер-конденсатор.
Схема установки с мельницей, имеющей плоскую помольную камеру
и работающей на перегретом паре, показана на рис. 101. Источником энерго-
носителя служит паровой котел 1 с регулируемым расходом пара. Перегре-
тый пар поступает в помольную камеру мельницы 2 и в питающий эжектор 3,
в который подается также измельченный материал из бункера 4 посредством
питателя 5. Продукт / поступает в приемник 6. Продукт II, осажденный
в пылеосадителе 7, попадает в приемник 8, а отработавший пар поступает
в первичный конденсатор 9. Здесь основная часть пара (примерно 75%)
406
охлаждается водой, нагнетаемой насосом 10', конденсат стекает в отстой-
ник 11. Остатки пара (примерно 25%) попадают в пластинчатый конденса-
тор 12 с внешним водяным охлаждением; здесь конденсируется еще 15%
пара, а остаток 10% выбрасывается в атмосферу.
Для предотвращения загрязнения теплообменных устройств конден-
сатора 12 твердыми остатками на эти устройства насосом 10 подается вода,
которая вместе с конден-
сатом поступает в отстой-
ник 11. Образующийся в
системе избыток воды сли-
вается. При работе полу-
чаются три продукта помо-
ла: продукт в прием-
нике камеры, продукт II—
в приемнике пылеосадителя
и продукт III в виде осад-
ка — в отстойнике 11.
Общий вид установки
с противоточной помольнсй
камерой приведен на рис.
102. Измельчаемый мате-
риал вертикальным элева-
тором 1 подается в бун-
кер 2. Далее тарельчатыми
питателями 3 материал на-
Рис. 101. Схема установки с плоской помольной ка-
мерой
правляется в загрузочные
воронки 4 помольной камеры 5, соединенной стояком 6 с пылеразделите-
лем 7. Отделившаяся в последнем грубая фракция по трубам возврата 8
направляется на домол.
Рис 102. Установка с противоточной помольной камерой
Для разбавления запыленного потока через клапаны 9 в стояк из атмо-
сферы подсасывается воздух. Сжатый воздух или перегретый пар подаются
на эжекторы по трубам 10 от распределителя с контрольным манометром.
Подключение установок к магистрали производится вентилем 11. Тонкая
167
фракция — готовый продукт — выводится из пылер азделителя по трубо-
проводу 12 в циклон 13, откуда поступает в бункер 14. Из циклона по трубо-
проводу 15 частично запыленный энергоноситель поступает в скруббер 16,
где очищается и затем при посредстве вентилятора 17 выбрасывается в ат-
мосферу.
Расчет противоточных струйных мельниц сводится в основном к опре-
делению конструктивных размеров помольной камеры.
Выбор энергоносителя производится исходя из требований минимума
стоимости помола, которая с достаточной для практики точностью может
приниматься равной удвоенной стоимости энергии, затраченной для полу-
чения данного энергоносителя.
Стоимость сжатого воздуха давлением 0,44-0,8 MhIm? при температуре
293° К составляет в промышленных условиях 5—10 py6.jm. Следует учесть,
что при повышении температуры воздуха до 673—773° К при условии сохра-
нения указанного давления удельный расход его снижается вдвое. Поэтому
при наличии дешевого топлива или использовании отходов тепла стоимость
горячего воздуха может быть снижена до 3—6 руб./т.
Температура воздуха определяется обычно тепловыми характеристиками
измельчаемого материала. При измельчении легкоплавких материалов воз-
дух следует охлаждать.
Стоимость второго вида энергоносителя — перегретого пара при давле-
нии 0,6—0,8 Мн]м2 и температуре 623—673° К — составляет 2—3 py6.jm.
Обычно предприятия располагают насыщенным паром, который необхо-
димо перегреть, чтобы повысить его энергетические качества и предотвратить
конденсацию. Во всех случаях, когда это не противопоказано какими-либо
технологическими соображениями, следует отдавать предпочтение пере-
гретому пару.
За основу при определении удельного расхода энергоносителя принимают
экспериментально установленные В. И. Акуновым удельные расходы сжа-
того воздуха Р=0,64-0,8 Мн/м2 и температуру /=293° К и перегретого
пара Р=0,64-0,8 Мн/м2, /=6234-673° К при измельчении кварцевого песка
с основным содержанием частиц 0,2 мм, максимальным размером частиц
1 мм и получением продукта с дисперсностью, характеризуемой остатком
1—5% (на сите № 0060). Для описанного случая удельные расходы состав-
ляют: при /=293° К 2 т воздуха на 1 т продукта, при /=673° С 1 т воз-
духа на 1 т продукта, 0,5 т перегретого пара на 1 т продукта.
При получении такого продукта на обычной шаровой мельнице удель-
ные энергозатраты примерно составляют А =360 Мдж/пг.
Если известны удельные энергозатраты А на измельчение данного мате-
риала в промышленных условиях на мельнице с мелющими телами, то можно
определить удельные расходы при помоле того же материала на струйной
мельнице.
При изменении дисперсности готового продукта соответственно изме-
няются удельные энергозатраты. Если для двух дисперсностей и 62
соответствующие удельные энергозатраты составляют Ai и А2, то из условия
/11
А2 6.г
. , б2
следует, что А2 = AL у ;
(522)
(523)
соответственно удельные затраты энергоносителя изменяются на эту вели-
чину.
Выбор исходной дисперсности измельчаемого материала определяется
условиями оптимального предварительного дробления. Обычно рекомен-
дуется измельчать материал с частицами не более 5—6 мм.
Выбор скорости столкновения частиц определяется экспериментально
и лежит в л ределе 200—400 м)сек.
168
Определение размеров разгонных трубок. Необходимо, чтобы длина
разгонной трубки была больше длины пути разгона частицы, т. е. L >5
Длина разгонной трубки Лт должна удовлетворять условиям максимального
отбора струи энергоносителя, что определяется взаимоотношением
£ = 6 4- 10, (524)
где — диаметр разгонной трубки.
Обычно принимается
LT=(6-e-7)dT. (525)
Диаметр разгонной трубки dr определяется на основании эксперимен-
тально установленных значений k{, связанных с производительностью Q
зависимостью
kT = — • -j- кг/ч мм2. (526)
Для случая тонкого измельчения кварцевого песка на струйной мель-
нице при работе на сжатом воздухе
kT — 0,234 кг/ч мм2. (527)
Эта величина соответствует приведенным затратам энергии при помоле
на шаровой мельнице того же материала Л1=360 Мдж/т. При переходе
на другой материал, помол которого характеризуется удельными энерго-
затратами А г, величина kT изменится в соотношении А^/Ар.
k"=^A2, (528)
соответственно изменится диаметр разгонной трубки:
/~2 0~
• (529)
кт
Полученное значение диаметра должно одновременно удовлетворять
требованиям
(530).
Если это условие не выполняется и длина разгонной трубки недоста-
точна, необходимо уменьшить исходную крупность измельчаемого мате-
риала.
Оптимальное расстояние между срезами разгонных трубок /т в помоль-
ной камере определяется условиями оптимального взаимодействия двух
встречных запыленных потоков, которое связано с диаметром сопла раз-
гонной трубки соотношением
ZT = 4,44dT. (531)
Толщина футеровки разгонных трубок бт фут определяется износостой-
костью футеровки, абразивностью измельчаемого материала и расчетным
сроком службы. Так, при тонком измельчении кварцевого песка на струй-
ной мельнице при толщине футеровки 8—10 мм срок службы комплекта
для металлокерамики В Кб составляет 750 ч, для минералокерамики С8—
3000 ч.
Футеровка набирается из колец высотой 10—200 мм. Остальные кон-
структивные размеры эжекторов определяются по известным методам расче-
та струйных эжекторов.
Размеры помольной камеры являются функциями диаметра разгонных
трубок. Экспериментально установлены следующие оптимальные соотно-
16»
шения:
диаметр камеры DK = (3 4- 4) dT м, (532)
. длина камеры LK = 2,5Z)K м, (533)
длина трубки, соединяющей помольную камеру с разделителем,
LTP^(5- 10)Г»кж, (534)
диаметр трубки подсоса газа Dn — DK м, (535)
диаметр течки возврата £)т возвр = 0,8Е>к. (536)
Толщина футеровки помольной камеры при ее изготовлении из хро-
мистого или бористого чугуна
бк.Фут = 30 4- 50 мм. (537)
Толщина плит-ограничителей
огран = 50 мм. (538)
Расчет трубчатых вертикальных мельниц и мельниц с плоской помоль-
ной камерой из-за значительных трудностей, связанных с эксперименталь-
ными исследованиями, сводится к определению необходимых конструктив-
ных параметров по эталонной (действующей) модели мельницы. При этом
учитывается коэффициент пропорциональности £пр, который равняется
отношению диаметра проектируемой помольной камеры мельницы к диамет-
ру эталонной камеры:
km. = (539)
Тогда, учитывая, что производительность и расход энергоносителя про-
порциональны &пр, получим:
производительность Qnp=&npQs кг!ч, (540)
расход пара Gnp = ^пРСэ кг/ч, (541)
расход воздуха GB = feBG9 кг/ч, (542)
где Qnp и Q3 — производительности проектируемой и эталонной каме-
ры, кг/ч;
Gnp и Сэ — расходы пара проектируемой и эталонной камер, кг/ч;
GB и G3 — расходы воздуха проектируемой и эталонной камер, кг/ч.
Длина проектируемой камеры и другие геометрические размеры мель-
ницы определяются в сравнении с эталлонной конструкцией мельницы и
.с учетом коэффициента пропорциональности /?пр.
Раздел II
МАШИНЫ ДЛЯ СОРТИРОВКИ МАТЕРИАЛОВ
(ГРОХОЧЕНИЕ, СЕПАРАЦИЯ, КЛАССИФИКАЦИЯ)
Глава I
ОБЩИЕ СВЕДЕНИЯ
$ 1. НАЗНАЧЕНИЕ СОРТИРОВКИ
Сырье, применяемое для изготовления различных строительных мате-
риалов, в большинстве случаев неоднородно и состоит из различных по ве-
личине кусков, зерен или пылевидных частиц. Между тем при обработке
материалов возникает необходимость разделения (сортировки) смеси на от-
дельные сорта (фракции), в каждом из которых размеры кусков (зерен,
частиц) не выходили бы за определенные пределы. В ряде случаев нужно
также выделить из обрабатываемого материала посторонние примеси или
включения.
Сортировка может иметь самостоятельное значение, если требуется
приготовить продукты определенного сорта, или вспомогательное, когда
отсортированный материал предназначается для последующих технологи-
ческих операций.
Назначение сортировки:
выделить из материала, предназначенного для дробления, куски, вели-
чина которых превышает максимально допустимые для данной машины раз-
меры;
отделить куски, размеры которых меньше требуемых на данной стадии
обработки;
выделить из измельченного продукта частицы, размеры которых выше
требуемых;
разделить измельчаемый материал по крупности на несколько сортов,
что бывает необходимо при составлении смеси (шихты) в определенной про-
порции из частиц разной крупности;
удалить из полезного ископаемого посторонние примеси, увеличивая
тем самым содержание ценной части сырья. Например, при добыче каолина
его обрабатывают, удаляя зерна кварца, полевого шпата и других минера-
лов, снижающих его качество. Этот процесс называется обогащением сырья;
выделить из сырья включения, наличие которых или снижает качество
продукции, или вредно отражается на работе машины.
§ 2. СПОСОБЫ СОРТИРОВКИ И КЛАССИФИКАЦИЯ МАШИН
Грохочение, сепарация и классификация материалов могут осущест-
вляться механическим, воздушным, гидравлическим и магнитным способами.
Механическая сортировка (грохочение) осуществляется при помощи
машин, снабженных ситами, решетами, колосниками. Применяют грохоче-
171
ние для получения двух или нескольких сортов зерен, различающихся
по крупности. Число получаемых сортов зависит от количества решет (сит),,
через которые был пропущен обрабатываемый материал. Так, если коли-
чество решет п, то сортов получается п+1.
Последовательность механической сортировки (грохочения) материала
зависит от расположения решет и сит. Различают грохочение от мелкого
к крупному, от крупного к мелкому и комбинированное.
При грохочении от мелкого к крупному (рис. 103, а) исходный материал
подается на решето (сито) с самыми маленькими отверстиями, затем на решето-
с отверстиями средних размеров и, наконец, на решето с самыми большими
~~ мелкому (рис. 103, б) верхнее
сито имеет самые большие от-
верстия, а нижнее — самые ма-
ленькие. При комбинирован-
ном грохочении (рис. 103, в}
сортируемая смесь подается
сначала на решето с отверс-
тиями среднего размера. Кус-
ки (зерна), прошедшие через
отверстия в первом решете
поступают на расположенное
под ним решето с самыми ма-
ленькими отверстиями, в то
время как куски больших раз-
\-V-' /До меров поступают на второе
решето с самыми большими
отверстиями.
Рис. юз. Схемы грохочения Схема грохочения от мел-
кого к крупному с эксплуа-
тационной точки зрения достаточно проста, так как позволяет без особых
затруднений направлять рассортированный материал по соответствующим
бункерам. Упрощается при этом обслуживание грохота и его ремонт. Боль-
шим недостатком рассматриваемой схемы является то, что самые большие
куски поступают на решето с самыми маленькими отверстиями; т. е. на
наименее прочное, и вызывают быстрый его износ. Кроме того, при подаче
смеси на решето с самыми маленькими отверстиями крупные куски, пере-
крывая часть отверстий, затрудняют выделение мелких фракций.
Просеивание по второй, наиболее распространенной в промышленности
строительных материалов схеме дает лучшие результаты, так как в этом
случае крупные куски материала не мешают выделению средней и мелкой
фракций. Недостатком этой схемы является то, что она требует дополни-
тельных желобов и течек, направляющих отдельные сорта в бункеры.
Комбинированная схема по своим преимуществам и недостаткам зани-
мает промежуточное положение.
Куски материала, подлежащего грохочению, могут пройти через от-
верстия в решете или сите только в том случае, если их размеры меньше
размеров отверстий или приближаются к ним. В большинстве случаев гро-
хоты устанавливают с некоторым наклоном в направлении движения мате-
риала. Это еще больше уменьшает размеры частиц, которые могут пройти
через отверстия решета или сита.
.. Все частицы материала, прошедшие через отверстия в сите, представ-
ляют собой продукт так называемого нижнего класса, а все частицы, не про-
шедшие через сито,— продукт верхнего класса.
Совершенной сортировку можно считать тогда, когда все частицы, раз-
мер которых несколько меньше размеров отверстий в сите, просеиваются
через него. Однако практически часть кусков нижнего класса всегда задер-
живается на сите и уходит вместе с продуктами верхнего класса. Показате-
лем эффективности сортировки может служить отношение количества про-
172
дукта нижнего класса, полученного при грохочении, к фактическому коли-
честву частиц в исходном продукте, размер которых меньше размера отвер-
стий в сите. Отсюда коэффициент качества грохочения ц грохота будет равен
(543)
104. График оптимального отноше-
d!dTp и эффективности грохочения:
Рис.
НИЯ
I — щебень; 2 — гравий; с — содержание фрак-
ций нижнего класса в исходном материале;
сплошные линии 1 и 2 — при засорении ниж-
него продукта до 5%; штриховые линии 1 и 2 —
при равном засорении продуктов
где А — фактическое количество частиц нижнего класса в исходном про-
дукте;
Б — количество частиц нижнего класса, прошедших через сито.
Одним из основных условий, обеспечивающих наименьшее засорение
фракций продуктами другого класса, является правильный выбор размера
отверстий сит. Исходными данными
для выбора требуемого размера отвер-
стий сит являются граница разделе-
ния фракций (размер граничного зер-
на drp), зерновой состав исходного
материала, вид материала (щебень, гра-
вий и т. п.) и тип грохота (наклон-
ный, горизонтальный).
На рис. 104 представлен график,
позволяющий по взаимному засорению
или допустимому засорению нижнего
продукта определить отношение раз-
мера квадратного отверстия d сита к
размеру drp и значение эффективности
грохочения.
Соответственно эффективности
грохочения по приведенному графику
определяют отношение d к drp и ожи-
даемые значения засоренности продук-
тов грохочения.
Значение ожидаемой эффективнос-
ти грохочения В. А. Бауман и П. С. Ер-
молаев* рекомендуют определять по
формуле
E2 = ek1k2k3, (544)
где е — эталонное значение эффектив-
ности грохочения (для сред-
них условий), при котором
kt, k2, k3 равны 1;
kt — коэффициент, учитывающий угол наклона грохота;
k2 — коэффициент, учитывающий пропускное содержание зерен нижнего
класса в исходном материале;
k3 — коэффициент, учитывающий процентное содержание в нижнем
классе зерен, меньших половины размера отверстия сита.
Значения величин е; kt.; k2; ks приводятся в табл. 17.
В случае определения (или уточнения) требуемого размера отверстий
сит в производственных условиях величину Е2 можно определить более
точно (непосредственно по данным рассева проб) по формуле
Д__ Д
С (ЮО — С)
ЮО?о,
(545)
* В. А. Бауман, П. С. Ермолаев. Комплексный метод расчета параметров
вибрационных грохотов. «Строительные и дорожные машины», 1966, № 1.
173
где С — содержание фракций нижнего класса в исходном материале (опре-
деляется пробным рассевом исходного материала на лабораторном
сите, имеющем размеры и форму отверстий идентичными ситу про-
мышленного грохота), %;
А — вес отобранной пробы продукта верхнего класса;
Аг — вес пробы верхнего продукта после отсева из нее зерен нижнего
класса.
Значение при этом определяется как среднее из рассева не менее
трех проб, отобранных в разное время работы грохота.
Таблица 17
Значения параметров е; k^, k2\ k3; С
Параметры Горизонтальный гро- хот с прямолиней- ными колебаниями Наклонный грохот с круговыми колебаниями
щебень гравий щебень гравий
е, % 89,0 91,0 86,0 87,0
Угол наклона, град 0 1 9 1,07 12 1,05 15 1,03 18 1,0 21 0,96 24 о,88
С, % /г2 20 0,86 30 0,90 40 0,95 50 0,97 60 1,0 70 1,02 80 1,03
Содержание в нижнем классе зерен, меньших 1/2 размера от- верстий сита k3 20 0,90 30 0,95 40 0,98 50 1 60 1,01 70 1,03 80 1,04
При пользовании графиком, представленным на рис. 104, значения £2
откладывают на ординате графика, затем проводят горизонтальную линию
через эту точку до пересечения ее с линией, соответствующей заданному
значению С — содержанию фракций нижнего класса в исходном материале,
% (например, С=50%). Точка пересечения определяет на абсциссе процент
ожидаемой засоренности продуктов грохочения (5%).
При ситах с другими формами отверстий (не квадратными) необходимо
вводить поправочные коэффициенты и вместо d принимать:
для сит с круглыми отверстиями: при грохочении щебня — 1,25 d,
при грохочении гравия — 1,15 d;
для сит с прямоугольными отверстиями (с отношением сторон 1 : 5)
при грохочении и щебня и гравия — 0,8 d.
Необходимо также отметить, что на качество (эффективности) грохо-
чения сказываются:
влажность материала — с повышением влажности эффективность гро-
хочения в большинстве случаев снижается;
толщина слоя материала на сите — чрезмерная толщина слоя и, наобо-
рот, недостаточная его толщина снижают качество грохочения;
амплитуда колебаний, которая должна подбираться с таким расчетом,
чтобы при встряхивании происходило интенсивное разделение материала.
С увеличением крупности материала амплитуда должна возрастать.
К качеству сортировки перерабатываемых в нерудной промышленности
материалов, как отмечалось ранее, предъявляют особо высокие требования.
Допустимые пределы засорения фракции для щебня и гравия не более 5%.
Такое разделение материалов на грохотах можно обеспечить только при
условии правильного использования современных виброгрохотов, оснащен-
ных ситами высокого качества. Процессы грохочения, например, при пере-
работке щебня, гравия и песка носят разнообразный характер. По техно-
логическому признаку их можно разделить на три основных вида: предва-
рительное, промежуточное и товарное грохочение.
174
Предваршпельное грохочение производят с целью выделения из исходной
горной массы относительно мелких кусков, не требующих дальнейшего-
измельчения в первичных дробилках, при этом к качеству грохочения не
предъявляющих высоких требований.
Промежуточное грохочение в современных дробильно-сортировочных
установках производят с целью распределения дробленых и других куско-
вых материалов по различным технологическим линиям. В этих процессах
обычно используются грохоты тяжелого типа, чаще всего эксцентриковые
(описываются ниже).
Товарное грохочение осуществляется с целью разделения кусковых и
сыпучих материалов на фракции. Для получения относительно крупных
фракций щебня и гравия используют средние инерционные и эксцентрико-
вые грохоты (описание их см. ниже).
Воздушная сепарация материала по крупности основана на сортировке
материала в воздушном потоке: частицы выпадают под влиянием сил тя-
жести или центробежных сил или же совместного действия тех и других.
Гидравлическая сортировка материалов по крупности основана на
различных скоростях падения зерен (частиц) неодинаковой величины и
удельного веса, находящихся во взвешенном состоянии в водной среде.
Магнитная сортировка служит для выделения из обрабатываемого-
материала железосодержащих примесей, загрязняющих продукт, или для
отделения металлических предметов, случайно попавших в перерабаты-
ваемое сырье. Магнитная сортировка основана на притяжении к магниту
металлических частей, попавших в зону магнитного поля.
Машины для грохочения и сортировки, применяемые в промышлен-
ности строительных материалов, классифицируют следующим образом:
1) грохоты: а) плоские неподвижные; б) плоские подвижные, которые
в свою очередь разделяют на качающиеся и вибрационные; в) вращающие-
ся — барабанные или призматические;
2) воздушные сепараторы: а) с горизонтальной струей воздуха; б) с вер-
тикальной струей воздуха; в) с движением частиц под действием восходящей
струи воздуха и центробежной силы;
3) машины и аппараты для гидравлической сортировки: а) классифи-
каторы конусные, камерные, гидромеханические; б) сотрясательные столы;
4) магнитные сепараторы: а) электромагнитные сухие и б) электромаг-
нитные мокрые.
Глава II
ГРОХОТЫ ПЛОСКИЕ
§ 1. РЕШЕТА И СИТА
Рабочей частью грохота является решето или сито, через которое про-
сеиваются материалы, подлежащие грохочению.
По конструкции решета могут быть колосниковыми, применяемыми
для крупного грохочения, и листовыми со штампованными отверстиями —
для среднего и мелкого грохочения.
Колосниковые решета изготовляют из стальных полос (колосников),
расположенных параллельно на некотором расстоянии друг от друга.
Величину этого расстояния определяет размер куска, который должен прой-
ти сквозь решето.
Рис. 105. Листовые решета и проволочные сита
Листовые решета (рис. 105, а) изготовляют обычно с круглыми или
со щелевидными, прямоугольными или квадратными отверстиями, проби-
ваемыми на дыропробивных прессах. Применяют их для среднего и мелкого
грохочения. Отверстия в большинстве случаев бывают расположены в шах-
матном порядке. Это создает лучшие условия для просеивания. Круглые
отверстия в решетах дают возможность получить более однородный мате-
риал, к тому же штамповать круглые отверстия проще. Чтобы куски мате-
риала не застревали, толщина решета всегда должна быть меньше диаметра
отверстий.
Проволочные сита (рис. 105, б) применяют обычно для мелкого и тонкого
грохочения. Изготовляют их плетением из калиброванной проволоки. До-
стоинства проволочных сит: относительно большая «живая» площадь гро-
хочения (общая площадь отверстий сита) — 70% общей площади сита;
возможность самого мелкого грохочения (размер отверстия «в свету» ко-
леблется от 2,5 мм до 40 мк).
Металлические сита, применяемые на дробильно-сортировочных заво-
дах для сортировки мелких фракций щебня и гравия, как правило, имеют
относительно низкую стойкость к абразивным и ударным нагрузкам и под-
вержены интенсивному залипанию пылевидным и глинистым материалом,
особенно на дробильно-сортировочных заводах, перерабатывающих карбо-
натные породы. Это приводит к значительному снижению эффективности
грохочения и ухудшению гранулометрического состава готовой продукции.
176
Куйбышевским филиалом института «Оргэнергострой» совместно с
«Главэнергостройпромом» в 1967 г. начаты работы по созданию и внедрению
на дробильно-сортировочных заводах нерудных строительных материалов
резиновых сит. На основе предварительного анализа имеющихся конструк-
ций резиновых сит, используемых в угольной и горнорудной промышлен-
ности, были приняты резиновые сита струнного типа, заменяющие наиболее
изнашивающиеся металлические сита с размерами ячеек 5x5, 10X10 и
20x20 мм.
В основу конструкции резиновых сит струнного типа был положен
принцип поперечного (относительно большой оси грохота) расположения
струн на коробе. К каждому из бортов грохота крепится металлический
уголок, горизонтально расположенная полка которого по всей длине рабо-
чей части короба имеет два ряда отверстий, предназначенных для крепле-
ния концов резиновых струн. Расстояние между центрами отверстий в каж-
дом из рядов выбирается из расчета требуемой ширины щели между смеж-
ными струнами.
Поверх поперечных связей короба параллельно большой его оси на рас-
стоянии 250—300 мм друг от друга привариваются или крепятся на хомутах
планки промежуточного крепления струн, имеющие по одному ряду отвер-
стий с тем же шагом, что и в уголках бортового крепления. После натяже-
ния резиновых струн они закрепляются в бортовых уголках. Натя-
жение струн в зависимости от нагрузки задается в пределах 20—30%
по длине.
Экспериментальные образцы резиновых сит струнного типа с поперечным
расположением струн проходят испытания на двух виброгрохотах СМ-653
в цехе сухого обогащения Жигулевского дробильно-сортировочного завода,
где они установлены взамен плетеных проволочных сит с размерами отвер-
стий 6x6 мм. При изготовлении струнных сит был использован шнур диа-
метром 6,5 мм из резины ИР-52 производства Бобруйского завода РТИ.
При сортировке материала, особенно склонного к комкованию даже
при незначительном повышении влажности, два виброгрохота СМ-653,
оборудованные металлическими ситами с размером ячеек 6x6 мм, не справ-
лялись с нагрузкой (производительность цеха по исходному питанию
90—95 м3/ч) и эффективность грохочения на них была крайне низка.
Замена металлических сит струнными резиновыми ситами с расстоя-
нием между струнами 5 мм позволила значительно увеличить эффективность
грохочения. Так, при сортировке в сухую погоду на металлических ситах
эффективность грохочения по нижнему классу (—5 мм) составляла в сред-
нем 34,5, а при грохочении на резиновых струнных ситах — 97,7%. В дожд-
ливую погоду эффективность на металлических ситах была 27,2, а на рези-
новых — 97,6%.
В результате возбуждения дополнительной частоты колебаний струн
увеличилась и удельная эффективность грохочения почти в два раза.
Необходимо отметить, что даже при залипании, вызванном значитель-
ным повышением влажности сортируемого материала, резиновые сита легко
очищаются путем слабого постукивания по струнам любым деревянным
предметом, очистка же металлических сит в этих условиях практически
невозможна.
Ввиду высокой точности разделения материалов на резиновых ситах
необходимость в дополнительной очистке получаемого продукта на грохотах
ГУП-П отпадает.
Другим важным преимуществом резиновых струнных сит по сравнению
с металлическими является их стойкость по отношению к абразивным и
ударным нагрузкам, возникающим в процессе сортировки материала. Так,
за 8-месячный период опытной эксплуатации резиновых сит на Жигулев-
ском карьере при переработке 350 тыс. м3 песчано-щебеночной смеси на
двух виброгрохотах СМ-653 потребовалось заменить около 15% струн об-
щим весом 7,5 кг и стоимостью 8 руб. За такой же период 1966 г. на этих
12 Заказ № 1125
177
грохотах было израсходовано около 280 м2 металлических плетеных сит
с размером ячеек 6x6 мм и стоимостью 1500 руб.
Приведенные данные не могут в полной мере характеризовать сравни-
тельную износостойкость резиновых и металлических сит (для этого тре-
буется проведение специальных долговременных испытаний при переработ-
ке материала различной абразивности). Однако по полученным результатам
выполненных исследований установлено, что стойкость струнных сит из ре-
зины типа ИР-52 в среднем в 10 раз выше, чем у эквивалентных им по круп-
ности разделения металлических сит, а годовой экономический эффект
от внедрения резиновых сит составит около 1000 руб. на один виброгрохот
при значительном улучшении качества продукции.
Таблица 18
Характеристика сит
Русская система Германская система Англо-американская система
Номер сетки Сторона от- верстия, мк Номер сита Сторона от- верстия, мк Число отвер- сти й. см 2 Число .меш Сторона от- верстия, мк
2,5 2500 1 6000 1 4 5330
2,0 2000 3 2000 9 10 1980
1,0 1000 6 1002 36 20 890
05 500 12 490 144 40 400
025 250 24 250 576 60 230
016 160 40 150 1600 80 160
01 100 60 102 3600 120 110
009 90 70 88 4900 180 85
008 80 80 75 6400 200 70
0071 71 90 66 8100 — —'—•
0063 63 100 60 10 000 240 60
005 50 — — — — —.
004 40 — — — — —
Существуют три различные системы, характеризующие размеры от-
верстий в ситах;
1) русская система, по которой сито характеризуется размером стороны
отверстия «в свету», выраженным в микронах. Так, ситу № 009 соответ-
ствует отверстие со стороной в 90 мк;
2) германская система, по которой сито характеризуется числом от-
верстий на 1 см2 и при этом номер сита определяется числом отверстий
в 1 см. Так, сито № 70 имеет 70 отве} с-
Рис. 106. Схема к определению ско-
рости частицы
тий в 1 см при числе отверстий 4900
на 1 см2;
3) англо-американская система, по
которой сито характеризуется числом
«меш», соответствующим количеству от-
верстий в одном линейном дюйме. Так,
сито с числом меш, равным 180, озна-
чает, что в 1 дюйме имеется 180 отверс-
тий, а в 1 см — приблизительно 72 от-
верстия. Это соответствует примерно си-
ту с 4900 omelcM2 по германской системе
и № 009 по русской системе.
Наиболее удобной является русская система, по которой можно сразу
определить размер зерен, проходящих через то или иное сито.
В табл. 18 приведена сокращенная характеристика трех указанных
систем.
Для просеивания материала необходимо, чтобы он перемещался по ситу.
До определенного момента увеличение скорости движения улучшает качест-
во грохочения и, наоборот, начиная с какой-то критической скорости, ка-
178
чество грохочения уменьшается вследствие того, что частицы проскакивают
мимо отверстий в ситах.
При движении со скоростью v по ситу частицы шарообразной формы
диаметром d (рис. 106) можно записать, принимая траекторию 001 движения
зерна за параболу,
x=vt;y = ^-, (546)
где согласно чертежу
x = D-|; (547)
У = 4; 2" = d. (548)
Время свободного падения частицы, как известно, равно
а.
esbna
Рис. 107. Схема к опре-
делению наибольших раз-
меров зерен, проходящих
через сито
Подставляя значения х ,й t в формулу (546), получим
v=(D~4)/f. (550)
Естественно, что при D—d частица не сможет пройти через отверстие.
Опыт показывает, что через отверстие размером D сможет пройти частица
размером, примерно равным 0,8 D’.
0,8D; D = £-8. (551)
Подставляя в формулу (550) найденное для D
значение, получим
v = — -н-5) ]/ 4 = 2,36 J^d м/сек. (552)
В табл. 19 приводятся предельные величины
скорости в зависимости от размера частицы.
Формула (552) выведена для горизонтального
сита. При наклонных ситах скорость, естественно,
должна быть меньше, так как при этом размер час-
тиц, проходящих через отверстия в сите, умень-
шается.
Наибольший размер частицы, которая может пройти через отверстие
наклонного сита, определяют из следующего уравнения (рис. 107):
\fd = Dcosa — esina, (553)
где d — наибольший размер частицы;
D — размер отверстия;
е — толщина листа (проволоки), обычно принимается равной 0,625 D;
а — угол наклона решета (сита).
Таблица 19
Предельные скорости частицы в зависимости от ее размера
rf, м и, м/сек d, м V, мосек
1 10“4 0,0236 2-Ю-3 0,105
2,5-Ю-4 0,0375 5-Ю-3 0,167
510-4 0,0530 0,01 0,236
1-ю-3 0,0747 0,05 0,530
0,1 0,747
12*
179
Рис. 108. Подвижный колосниковый грохот-питатель
4-
Рис. 109. Колосниковый грохот инерционного типа
Так, при угле наклона в 15°, при диаметре отверстия D= 1 мм, при 0,625 мм размер
частицы должен быть уменьшен до
d— 1 - cos 15° — 0,625-1 - sin 15° = 0,803 мм,
т. е. примерно на 20%. В этом случае предельная скорость снизится с 0,0747 (см. табл. 18)
до 0,067 м/сек, т. е. на 12%.
§ 2. КОЛОСНИКОВЫЕ ГРОХОТЫ
Колосниковые грохоты разделяются на неподвижные и подвижные.
Неподвижный колосниковый грохот состоит из отдельных параллельно
установленных колосников и служит или для грохочения при установке
его наклонно под углом 30—50°, или выполняет роль решеток, задержи-
вающих особо крупные куски материала.
Подвижный колосниковый грохот-питатель с качающимися колосни-
ками (рис. 108) состоит из двух отдельных колосниковых систем 1 и 2, под-
вешенных на тягах 3 и 4. Движение колосники получают от эксцентриков
5 и 6, насаженных на приводной вал 7 под углом 180° один к другому.
Таким образом, каждая из колосниковых систем совершает возвратно-по-
ступательное движение, чем и обеспечивается грохочение.
Колосниковый грохот устанавливается наклонно под углом в 15—20°
по направлению движения материала.
Изготовляют колосниковые грохоты производительностью от 25 до
300 т/ч при ширине щели между колосниками соответственно от 2 до 100 мм.
Потребляемая мощность при производительности в 300 т/ч составляет
18 кет.
Рис. 110. Вибровал
В промышленности строительных материалов колосниковые грохоты-
питатели применяются главным образом на цементных заводах, где они
выполняют функции питателей для крупных щековых дробилок и одновре-
менно грохотов, отделяя куски, размер которых меньше размера выходной
щели дробилки.
Вибрационный колосниковый грохот инерционного типа модели СМ-690,
представленный на рис. 109, предназначен для сортировки материала, по-
ступающего в дробилку. Применение колосникового грохота целесообразно
в тех случаях, когда направляемый в дробилку материал содержит свыше
25—30% кусков, размер которых меньше ширины выходной щели дроби-
182
лок. Грохот состоит из короба 1, имеющего с внутренней стороны футе-
ровку 2. Вибровал 3 грохота монтируется в пыленепроницаемой трубе 4,
которая является поперечной связью короба. Концы трубы служат корпу-
сами для роликоподшипников 5, на которых установлен вибровал 3 со смон-
тированными на нем дебалансами 6 й шкивом 7. Короб снабжен четырьмя
кронштейнами 8, которыми он опирается на пружины 9. Колосники 10
закрепляются на опорных балках 11.
Грохот может устанавливаться под углом от 0 до 30° к горизонту. .
Размер полотна грохота рассматриваемой модели равен 1,5x3 м. Ширина
щели 0,075—0,2 м. Наибольший размер поступающего куска 1 м.
На рис. ПО показан вибровал 1 с закрепленными на нем дебалансами 2
и шкивом 3.
Возмущающая сила Р, создаваемая дебалансами, равна
P = maPR н, (554)
где т — масса обоих дебалансов, кг;
со — угловая скорость, рад!сек;
R — расстояние от оси вращения до центра тяжести неуравновешенной
части дебаланса, м.
Потребный кинетический момент дебалансов равен
А4 = (?в ме н-м, (555)
где 6В-М — сила тяжести вибрирующих масс (короб с вибровалом и мате-
риалом), н;
е — амплитуда колебаний, м.
§ 3. ВАЛКОВЫЕ ГРОХОТЫ
Валковый грохот (рис. 111) состоит из рамы /, на которой размещены
валки 2 с жестко закрепленными на них дисками/На одном из концов всех
валков (кроме первого) установлены парные звездочки 3, связанные между
Рис. 111. Валковый грохот
собой цепями 4. Один из валков является приводным. Привод обеспечивает-
ся от электродвигателя через редуктор и ременную передачу. Все валки
вращаются в одном направлении. Между дисками валков и самими валками
образуются щели, через которые проваливается мелкая фракция. Круп-
ность фракции определяется размерами щелей, т. е. расстоянием между
валками и дисками.
В процессе работы диски ворошат материал, чем облегчают просеива-
ние требуемой фракции. Диски бывают круглые, но устанавливаемые эк-
сцентрично, или треугольной формы.
183
Валковые грохоты применяют для крупнокусковых материалов. Они
имеют высокую производительность, устойчивы в работе и не создают ди-
намических нагрузок, что позволяет устанавливать их в верхних этажах.
§ 4. ПЛОСКИЕ КАЧАЮЩИЕСЯ ГРОХОТЫ
Рис. 112. Схема к определению
наибольшего ускорения
Работа плоских качающихся грохотов основана на взаимодействии
сил тяжести с силами инерции и трения. При возвратно-поступательном
движении решета (сита) кусок материала, находящийся на решете, может
или находиться в состоянии относительного покоя (при движении решета
с малым ускорением), или, .наоборот, перемещаться по грохоту (при доста-
точном по величине ускорении решета). Естественно, что если нет отно-
сительного перемещения куска по решету, то
и не будет никакой сортировки. Следователь-
но, грохот должен двигаться с некоторым
ускорением, при котором может иметь место
относительное перемещение. Ускорение гро-
хота передается куску материала только до
тех пор, пока сила инерции куска, вызывае-
мая этим ускорением, не будет равна силе тре-
ния куска о решето. Поэтому необходимое
ускорение, которое может быть передано куску, определяется следующим
образом.
Рассмотрим движение куска, лежащего на горизонтальном сите
(рис. 112). Инерционное усилие Ри, действующее на кусок, будет равно
Рл = та н, (556)
где т — масса куска, кг;
а — ускорение сита, м/сек2.
Величина силы инерции, которая может быть передана куску, опреде-
ляется силой трения F между куском материала и решетом:
F=Gf=mgf, (557)
где f — коэффициент трения покоя;
G — сила тяжести куска, н.
Следовательно,
Ри-= та = F = mgf, (558)
откуда
a — fg. (559)
Таким образом, уравнение (559) определяет то минимальное значение
ускорения грохота, ниже которого кусок материала не будет иметь отно-
сительного перемещения. Но как только величина ускорения грохота пре-
высит это значение, кусок отделится от грохота и станет двигаться само-
стоятельно, т. е. начнется процесс грохочения.
• Плоские качающиеся грохоты, применяемые в промышленности строи-
тельных материалов, можно разделить на следующие виды: с продольным
качанием и с круговым качанием в вертикальной плоскости. Несмотря на то
что в последнее время грохоты рассматриваемого ниже типа не выпускаются,
определенный интерес представляет механика этих грохотов.
Грохоты с продольным качанием разделяют на два типа: с качанием
вдоль наклонной плоскости и с качанием под углом к наклонной плоскости.
Грохот с качанием вдоль наклонной плоскости, с симметричным эк-
сцентриковым механизмом (рис. 113, я) состоит из рамы 1 с бортами и решет-
чатым дном 2. Рама подвешивается на тягах 3 и приводится в движение
вдоль плоскости решета эксцентриками 4, закрепленными на приводном
валу, который получает вращение от электродвигателя через ременную
передачу.
181
Согласно формуле (559), величина критического ускорения для гори-
зонтального грохота a=fg.
Найдем критические ускорения ах и а2, необходимые для относитель-
ного перемещения куска материала вверх и вниз по наклонному грохоту.
Рис. 113. Схемы к определению критических ускоре-
ний плоских качающихся грохотов:
а — вверх; б — вниз
Для движения материала вверх по грохоту (см. рис. 113, а)
б/соза + б since, (560)
где б — сила тяжести материала, н,
но
Рл = тах = а,Gf cos а + G sin а, (561)
о
откуда
ai == g(f co3a-\-sma), (562)
где а — угол наклона решета (доходит до 20°);
/ — коэффициент трения, в среднем /=0,3, для мелких и влажных
частиц /=0,6.
Для движения материала вниз по грохоту соответственно получим
a2 = g(/:cosa —sina). (563)
Определим величины ах и а2 для грохота, установленного с наклоном
в 10°, при f=0,3:
движение вверх — ах — 9,81 (0,3-0,985-|-0,174) = 4,61 м/сек2',
движение вниз — п2 = 9,81 (0,3-0,985 — 0,174)= 1,2 м/сек2.
Следовательно, критическое ускорение для движения материала вниз
по грохоту а2 меньше, чем ускорение ах для движения материала вверх.
Таким образом, в грохоте с продольным качанием вдоль наклонной пло-
скости при наличии симметричного эксцентрикового механизма материал
будет двигаться вниз по уклону. Угол наклона грохота во избежание сколь-
жения материала вниз всегда должен быть меньше угла трения:
а < ф. (564)
185
Для подъема куска материала вверх по наклонному ситу (рис. 113, б)
необходимо, чтобы
Ри F + G sin а, (565)
где Рк — сила инерции куска, вызываемая ускорением, создаваемым эк-
сцентриковым механизмом;
F — сила трения;
' а = о2 г = 4л2п2г, (566)
где г — эксцентриситет;
п — число оборотов вала, об!сек.
Следовательно, при массе куска, равной т, Ра определяется по формуле
Pw = та = 4ггт2п2г. (567)
Сила трения при коэффициенте трения / равна
F = G/cosa«. (568)
Подставляя полученные значения Ри и F в формулу (565) и заменяя G
через mg, найдем
4mn2nV mg(f cos a 4- sin a), (569)
откуда для движения материала вверх
1 ,/7 cos a4-sin a
'----г ----об[сек, (570)
где г — эксцентриситет, м.
Материал будет двигаться вниз при условии, что
Ри 4-G sin a G/cos а. (571)
Необходимо учитывать при этом, что ускорение сита а будет направлено
в сторону, противоположную движению материала, а Рп будет направле-
но в сторону движения материала.
Подставляя в формулу (571) значение Ри из формулы (567), получим
выражение для движения материала вниз
n>-y- j//cnsCT~sina об!сек. (572)
Величина п при движении материала вниз должна быть меньше значе-
ния п, получаемого по формуле (570). Поэтому для движения материала
вниз будем иметь
1 f f cos a-|-sin a 1 1 Г/ cos a—sin a ze7q\
_ j/ ___> П > -у |/ ——- — . (о/о)
Грохот с качанием под углом а к наклонной плоскости решета
(рис. 113, б) по конструкции лишь незначительно отличается от рассмот-
ренного выше. Однако в этом грохоте сила инерции Ри направлена не вдоль
решета, а под углом а к нему, что дает переменные составляющие Ри, и РИ2:
Ри, =P„sina; РИг = Ри cos a. (574)
При движении материала вниз должно быть соблюдено условие
Ри2 = G sin /(Geosa—РИ1), (575)
Ри cos a + G sin a f (G cos a— PK sin a). (576)
Подставляя значение Pu из формулы (567) в формулу (576), деля пра-
вую и левую части на cos а и заменяя G на mg, получим
4n2r (1 +/tg a) / — tga. (577)
Учитывая, что /=tg ср (где ф — угол трения), получим
4п2г -Д-у—tg (ф — а). (578)
14- tg ф tg а & '
186
Окончательно
у у/~—— об/сек.
Соответственно для подъема материала вверх получим
п у об/сек.
(579)
(580)
При PKlt>G cos а кусок будет подбрасываться. Подставляя вместо PKi
его значение из формулы (576), определим число оборотов вала, при кото-
ром материал будет подбрасываться:
0,5 „
«1 > об/сек‘ (581)
Практически число оборотов "'Нала всегда значительно ниже, чем вы-
численное по этой формуле, при этом кусок не подбрасывается. Однако
составляющая РИ1 силы инерции встряхивает материал, что значительно
улучшает его сортировку.
Мощность, потребляемую при работе пдрских грохотов, можно опреде-
лить следующим образом. х
Работа в рассматриваемо^ случае затрачивается на сообщение кинети-
ческой энергии качающимся массам ц на преодоление вредных сопротивле-
ний. Как указывает проф. Л. Б. Лейенсон, теоретически работа, затрачен-
ная в первой половине хода, полностью возвращается массам во второй
половине хода. Однако, как показал опыт, Происходит диссипация сил (рас-
сеивание) и расходование их на преодоление различных сопротивлений.
Поэтому целесообразно вести расчет без учета возврата кинетической энер-
гии во второй половине хода. Таким образом, затраченная работа может
быть выражена так: ?
А = 2 = 4тл2г2п2 дж. (582)
Расход мощности определяется по формуле
N = Ап вт, (583)
N == 4тл;2г2/гэ вт. (584)
Или, заменяя т на G/g, получим
М = 4Gr2/i3 вт,г (585)
где G — сила тяжести качающихся масс, н;
г — эксцентриситет, м;
п — число оборотов вала, об/сек',
N = Ап = 4тл2п3г2 вт, (586)
где т — масса материала, кг.
§ 5. ВИБРАЦИОННЫЕ ГРОХОТЫ
Вибрационные грохоты подразделяются на гирационные (эксцентри-
ковые), инерционные и электромагнитные.
Грохоты гирационные (эксцентриковые) с круговым качанием
На рис. 114 представлен быстроходный двухситный вибрационный
грохот гирационного (эксцентрикового) типа модели СМ-572. Разделение
материала на фракции (классы) происходит при перемещении его по на-
187
клон но установленным ситам, которые вместе с коробом 1 совершают кру-
говые колебания в вертикальной плоскости. Колебания коробу сообщаются
от эксцентрикового вала 2, проходящего точно в центре тяжести колеблю-
щейся массы. Короб опирается на четыре пары цилиндрических пружин 3,
расположенных на расстоянии радиуса инерции от центра тяжести. Центро-
бежные силы инерции качающихся масс и материала уравновешиваются
посредством двух маховиков с противовесами.
Привод виброгрохота осуществляется от электродвигателя 4 через кли-
ноременную передачу. Короб устанавливается на неподвижной раме 5,
которая при посредстве подпружиненных подвесок 6 крепится к металло-
конструкции или к балкам перекрытия, однако при условии особо точной
балансировки системы.
Грохот рассматриваемого типа может ]быть также смонтирован и на
фундаменте. На неподвижной раме устанавливаются корпуса роликопод-
шипников 7 приводного вала 2 и цилиндрические пружины 3. В коробе
с помощью специальных захватов устанавливаются два яруса сит и, по-
скольку разделение предусматривается от крупного к мелкому, верхнее
сито имеет более крупные ячейки, чем нижние. Ячейки верхнего сита, а
также и нижнего — квадратные со сторонами соответственно 55, 80, 90 и
26, 35 и 42 мм. К боковым стенкам короба крепятся четыре кронштейна 8,
при посредстве которых рама опирается на пружины. Под средней частью
кронштейна установлены резиновые демпферы 9, служащие для гашения
резонансных колебаний, возникающих при пуске и остановке грохота.
Подвески 6 имеют винтовые стяжки, с помощью которых можно легко
устанавливать требуемый угол наклона просеивающих поверхностей.
Загрузочная течка должна обеспечить равномерную подачу материала
на верхнее сито по всей ширине его с целью обеспечения наиболее полного
использования площади сита и предупреждения неравномерного износа его.
На рис. 115 показан эксцентриковый вал 1 в сборе, установленный
в роликоподшипниках 2. На эксцентриковой части вала посажена вторая
пара роликоподшипников 3. При помощи специальных косынок к корпу-
сам подшипников 3 подвешивается короб грохота. При вращении вала 1
(от электродвигателя через клиноременную передачу) корпуса роликопод-
шипников 3 перемещаются по круговой траектории (без вращения), а вместе
с ними также по круговой траектории движется и короб с ситами. Вал за-
щищен от пыли и ударов по нем кусков материала трубой.
Чтобы исключить вибрации опорных подшипников 2 и связанной с ними
неподвижной рамы, вызываемые центробежной силой инерции, на валу
устанавливаются два маховика 4 с противовесами 5. Вес противовесов опре-
деляют исходя из того, что центробежная сила инерции качающихся масс
должна быть уравновешена центробежной силой инерции маховиков с про-
тивовесами, а именно:
m^r --- m2w2R н,
mxr — m2Rt (587)
где — масса качающихся частей и материала, кг;
т2— масса противовеса, кг;
г — эксцентриситет вала, м;
R — расстояние от центра тяжести противовеса до оси вращения, м.
Регулировка установки противовесов на маховиках, которая необхо-
дима при замене сит, а также при изменении количества загружаемого ма-
териала предусматривается бесступенчатая.
Противовесы 1 (рис. 116) установлены в пазах маховика 2. На внутрен-
ней стороне противовесов имеются зубья, в зацепление с которыми входит
коническая шестерня 3. При вращении шестерни противовесы или расхо-
дятся в разные стороны, как указано стрелками, или, наоборот, сходятся,
вследствие чего изменяется величина центробежной силы инерции, созда-
ваемой противовесами.
189
Рис. 115. Эксцентриковый вал в сборе
Расчет гирационных (эксцентриковых) грохотов сводится к определению
оптимального числа оборотов эксцентрикового вала, производительности
и потребляемой мощности.
На куски (зерно) материала (рис. 117, а) действуют сила тяжести G,
центробежные силы инерции Рп и сила трения Т:
Р* = тсо2г н, (588)
где m — масса куска, кг;
<0 — угловая скорость, рад!сек;
г — эксцентриситет вала, м.
Раскладываем силу тяжести G на ее со-
ставляющие G cos а и G sin а, из них сила
G cos сс прижимает кусок к ситу, а сила Gsintz
стремится сдвинуть его вниз. В свою очередь
сила Р„ cos р стремится оторвать частицу от
сита, а сила Ри sin р — сдвинуть вниз.
Сила трения Т препятствует движению
куска материала вниз:
Т = (Geos а — P„sinP)/, (589)
где f — коэффициент трения куска о сито.
Для обеспечения движения материала
вниз необходимо, чтобы
(G sin а + Рисоэ Р) > (Gcosa—/’„sinp)/. (590)
Рис. 116. Механизм регулировки
установки противовесов
При направлении действия силы Ри под углом Р во II квадранте
(рис. 117, б) для обеспечения движения вниз необходимо, чтобы
G sin а > Т + cos (180 —р),
G sina> [(G cos а —Ри cos (р — 90)] /4-P„cos(180 — р).
(591)
(592)
Очевидно, что, когда сила Р* находится в I и IV квадрантах, сила
G sin а складывается с силой Рк cos р. Сила, вызывающая движение куска
вниз, будет наибольшей при Р=0, так как в этом случае величина
ТС cos В~Р„, т. е. максимальная.
И и '
Рис. 117. Схема к расчету гирационных грохотов
Во II квадранте, также и в III составляющая сила от Ри вычитается
из составляющей веса. Наименьшее значение общей силы, вызывающей
движение вниз, будет при р=180°, так как в этом случае величина силы
Ря cos (180—Р), стремящейся задержать движение вниз, будет максимальной.
Проанализируем условия движения материала вниз при различных
положениях.
191
1. При fJ—О
Р„ cos р = Ря — ти)2г. (593)
Сила трения возникает только от действия силы тяжести и будет равна
Т ~ Gf cos а. (594)
В этом случае получим:
G sin а + Рн > /Geosа, (595)
Gsina 4-т<о2т > /Geosа, (596)
откуда
fG cos а — G sin а
со2 > '-------------------------------------- . (597)
пгг '
Заменяя m на Gig и сокращая G в правой части, получим
(/ cos a —sin g)g
(598)
Заменяя со на 2л/г (п — число оборотов вала, об/сек), получим:
4л2п2 > (/cos a—-sin a)g
г
f (f cos a — sin a) g
Г 4л2л
cos a— sin a
об/сек.
Заменяя / на tg ср (ср — угол трения), получим
1 ,/ tg фcos a—sin a
У V г
(599)
(600)
(601)
(602)
Заменяя tg ср на sin cp/cos ср, после преобразования получим
п > -1- 1/ S‘n (<p~a) об/сек. (603)
2 i г cos ф ' '
При этом числе оборотов вала материал будет двигаться вниз.
2. При (3=180° имеем Рн cos (180°—₽)=/>„ и Р„ cos (180°—90°)=0,
при этом направление силы Рк противоположно G sin а, тогда
G sin a—Рн > /G cos a,
Gsina— truiPr > fG cos a. (604)
Заменяя m на G/g, после преобразования получим
Заменяя со на 2лп и решая неравенство относительно п, получим по ана-
логии с предшествующим
п < 11/ об/сек. - (606)
2 V г cos ф ' ’
Формула (604) показывает, что при р=180° (формула выведена для
(3=180°) движение материала по ситу возможно только в том случае, когда
угол наклона сита будет больше угла трения, а число оборотов вала удов-
летворяет выражению (606). В противном случае материал будет двигаться
вверх.
Аналогично получим:
при 0=90°
л > i л/~sin (ф"а} об/сек , (607)
2 I r sin ф ’ ' ’
1S2
при р = 270э
1 Гsin (а — ср)
2r г sin <р
об/сек.
(608)
Для обеспечения подбрасывания материала на сите должно быть со-
блюдено условие
> G. (609)
При этом материал будет подбрасываться при
,, , G4n2n2r
G cos а < mco2r <---------
g
откуда
, / cos а
у об/сек.
(6Ю)
(611)
Мощность электродвигателя расходуется на сообщение кинетической
энергии качающимся массам и на преодоление вредных сопротивлений.
Теоретически энергия, затрачиваемая на сообщение массам кинетической
энергии, расходуется только в первой половине рабочего хода, целиком
возвращаясь в течение второй половины хода. Однако следует, как показал
опыт, принять для надежности, что вся энергия, затрачиваемая в первой
половине хода, не возвращается двигателю, а расходуется на преодоление
неучтенных сопротивлений, на преодоление сопротивления воздуха, сопро-
тивлений в пружинах, трения материала о сито и т. п. Поэтому целесооб-
разно вести расчет без учета возврата кинетической энергии во второй по-
ловине хода. Таким образом, затрачиваемая работа А может быть выражена
так:
А — 2 — 4тп2г2п2 дж. (512)
Потребная мощность электродвигателя будет равна:
N = Ап вт,
N — 4тл3г2н3 вт.
Заменяя т на Gig, получим
N — AGrbi^etn, _
где G — сила тяжести качающихся масс, н;
г — эксцентриситет, м\
п — число оборотов вала, об/сек.
(613)
(614)
(615)
Пример. Определить мощность электродвигателя для гирационного грохота модели
СМ-572. Данные для расчета: размер сита 1,5x3,75 м; эксцентриситет 0,004 м; число оборо-
тов вала 14,6 об/сек-, производительность 250 л3/ч; наибольшая крупность кусков 0,4 м\
сила тяжести колеблющейся массы 49 300 н:
4-49 300-42- Ю-6-3112
= 12 300 вт — 12,3 кет,
(0,8 — к. п. д. привода).
По паспорту мощность электродвигателя 14 кет.
Вибрационные инерционные грохоты
Вибрационные инерционные грохоты бывают с эллиптической траек-
торией качания или с направленными колебаниями.
Инерционный вибрационный грохот с эллиптической траекторией ка-
чания короба (модель С-740) предназначен для грохочения нерудных ма-
13 Заказ № 1125
193
1
Рис. 118. Вибрационный инерционный грохот
териалов с крупностью кусков до 100 мм (рис. 118). Грохот подвешивается
на пружинных подвесках 1 и может устанавливаться под углом в 8—25°.
Грохот двухъярусный и состоит из короба 2, внутри которого размещен
дебалансный вал 3, установленный на двух роликоподшипниках 4. С обеих
сторон вала на шпонках закреплены шкивы 5 с де-
балансами 6, установку которых можно регули-
ровать бесступенчато. Дебалансный вал защищен
от проникновения пыли трубой 7. В коробе 2 ус-
танавливаются два яруса сит, крепление которых
осуществляется при помощи деревянных клиньев 8
и растяжек.
В отдельных конструкциях пружинная подвес-
ка осуществляется с применением резинового демп-
фера (рис. 119), состоящего из коуша /, канатов 2,
клинового зажима 3, плиты 4, пневмобаллона 5,
играющего роль демпфера.
Общая величина дебалансного момента Мд оп-
ределяется по формуле
Mn = Ga н-м, (616)
где G — сила тяжести качающихся масс, н\
а — амплитуда колебаний, м.
Общая возмущающая сила, срздаваемая обо-
ими дебалансами, равна
Р = тсо2а = т4л2п3а н, (617)
где т — масса качающихся частей и присоединен-
ная масса материала, кг;
со — угловая скорость, рад /сек;
п — Число оборотов дебалансного вала, об/сек.
Мощность электродвигателя определяется из
учета, что энергия расходуется на преодоление
сопротивлений трения в роликоподшипниках.
Работа трения А определяется по формуле
А = }РрЛдж, (618)
где f — приведенный коэффициент трения для
роликоподшипников;
d — диаметр цапфы вала, м.
Потребная мощность определяется по формуле
., Ап
N — — вт.
Г) -
Рис. 119. Резиновая
демпферная подвеска
(619)
Пример. Определить мощность электродвигателя для инерционного грохота модели
С-740 при следующих данных: масса колеблющихся частей 2300 кг', амплитуда колебаний
0,003 я; число оборотов вала 20 об/сек\ диаметр цапфы вала 0,12 я; /-0,014-0,0025 (справоч-
ник «Машиностроение», том III, стр. 597).
Возмущающая сила будет равна
Р = 2300-4л2-202-0,003= 108 000 «,
4 = 0,00625-108 000л-0,12 = 254 дж.
Величина / принята средней, т. е. 0,00625.
Л/= =5320 в/п = 5,32 кет,
0.94 ’
где 0,94 — к. п. д. клиноременной передачи.
195
Неучтенные потери, перечисленные выше, можно оценить коэффициентом 1,25 и тогда
N=6,78 кет. Мощность установленного двигателя (по паспорту) равна 7 кет.
Вибрационный инерционный грохот с направленными колебаниями
им
(рис. 120) состоит из горизонтально установленного короба 1, опирающегося
на четыре пружины 2. В случае необходимости грохот может быть подвешен
на пружинной подвеске 3.
Опорные пружины устанав-
ливаются на фундамент. В
отдельных конструкциях
опорные пружины 2 уста-
навливаются под углом в
35° к горизонтальной плос-
кости. Грохот двухъярус-
ный.
Вибрация грохота
обеспечивается вибратором
4, смонтированным на ко-
робе. Привод грохота сос-
тоит из электродвигателя
5, тормоза 6 и клиноремен-
ной передачи. Электродви-
гатель устанавливается на
отдельной площадке рам-
ной конструкции.
Грохот может иметь два
или три сита. В последнем
случае на верхнем ярусе
устанавливаются два сита
с различными ячейками.
Вибратор (рис. 121, а)
состоит из корпуса 1, в ко-
тором на роликоподшипни-
ках установлены два деба-
лансных вала 2 таким обра-
зом, что линия, соединяю-
щая центры этих валов, рас-
положена под углом в 55° к
горизонту. Первый деба-
лансный вал получает вра-
щение от электродвигателя
через клиноременную пе-
редачу 3. Второй дебаланс-
ный вал приводится во вра-
щение от первого через зуб-
чатую передачу 4, чем обес-
печивается полная синхро-
низация работы дебаланс-
ных валов (число зубьев
сбеих шестерен одинаково).
При вращении одного
дебалансного вала развива-
ется постоянная по вели-
чине центробежная сила
инерции
Ри — m<o2r н, (620)
Рис. 120. Вибрационный инерционный грохот с направ-
ленными колебаниями
где т — масса дебаланса,
кг;
196
to — угловая скорость вала, рад/сек-,
г — расстояние от центра тяжести неуравновешенной части дебаланса
до центра вращения, м.
При этом направление силы изменяется от 0 до 360° в плоскости враще-
ния дебаланса.
Иное положение мы имеем при двойной дебалансной системе, схема
которой представлена на рис. 121, б. Как отмечалось выше, линия, соеди-
няющая центры валов, расположена под углом 55° к горизонту. Таким
Рис. 121. Вибратор:
а — общий вид; б — схема двойной дебалансной системы
образом, линия, перпендикулярная линии центров, располагается под углом
35° к горизонту. Из схемы по рис. 121, б устанавливаем: при положениях
/ и III центробежные силы инерции взаимно уравновешиваются; при поло-
жении II они складываются, достигая величины 2РЯ, и действуют вправо
(по чертежу) под углом 35° к горизонту; при положении IV они также скла-
дываются, но направлены влево. При любом другом положении дебалансов,
например при положении V, проекции Ря центробежных сил инерции на
плоскость, в которой расположены линия А А, будут равны, т. е.
РИг = Ри cos 35°, (621)
а в сумме
2РИг = 2РИ cos 35°. (622)
197
В общем виде
2РИа = 2РИ cos а, (623)
где а — угол между линией ААг и вектором центробежной силы инерции.
При этом вторые составляющие силы Рц, т. е. силы РИ1 и Р„г, взаимно
уравновешиваются.
Из рис. 121, б устанавливаем, что колебания короба грохота будут
переменной величиной и всегда направлены по линии АА (влево или вправо).
Расчет мощности электродвигателя вибратора С-861 рассматриваемого
типа сводится к определению затрат энергии на преодоление сопротивлений
трения в роликоподшипниках вибратора; потери в зубчатой передаче;
потери в клиноременной передаче; перемещение материала; потери в пру-
жинной опоре; сопротивление воздуха и т. д.
Каждый дебалансный вал развивает при своем вращении центробежную
силу инерции, равную
PH=Wo2r н, (624)
где m — масса одного дебаланса, т=98,1 кг-,
w — угловая скорость, со—2лп;
г — расстояние от центра тяжести неуравновешенной части дебаланса
до оси вращения, г—0,0566 м;
п — число оборотов вала, и=12,5 об/сек',
Ри — гп4-л2п2г н, 1
Ри = 98,1-4лМ2,52-0,0566-34 200 я. J (62э)
Работа, затрачиваемая на трение в роликоподшипниках одного деба-
лансного вала, будет равна
А — fP^nd дж, (626)
где f — приведенный к валу коэффициент трения качения для роликопод-
шипников;
d — диаметр цапфы, </=0,012 м.
В грохотах с направленными колебаниями, как отмечают Л. Б. Левен-
сон и П. М. Цигельный [см. формулу (624)], центробежная сила инерции
каждого из двух дебалансов передается на соответствующий вал и на его
подшипники полностью, расшатывая их, прижимая цапфы вала к подшип-
никам и вызывая относительно повышенный расход энергии. Поэтому в
расчетах целесообразно принимать величину коэффициента трения по верх-
нему допускаемому пределу /=0,01:
Л = 0,01 •34 200-л-0,12= 128,5 дж.
Затрачиваемая мощность составит
N = Ап= 128,5-12,5= 1605 вт. (627)
С учетом к. п. д. зубчатой передачи т]=0,96 получим для первого де-
балансного вала
# = 1675вт.
Для второго дебалансного вала соответственно будем иметь 1605 вт.
Для обоих дебалансов получим
N = — = 3480 em —3,48 кет,
где 0,94 — к. п. д. клиноременной передачи.
Неучтенные потери, как и в случае гирационного грохота, оцениваем
коэффициентом 1,25. Таким образом, общий расход мощности составит
7Уобщ = 1,25 • 3480 = 4350 вт = 4,35 кет.
198
По паспорту мощность установленного электродвигателя равна 4,5 кет.
В США гирационные (эксцентриковые) грохоты применяют обычно
для грохочения материала крупностью 12 мм и выше. Грохоты инерционные
не могут использоваться на материале с границей разделения 32—38 мм.
П. С. Ермолаев доказывает, что инерционные наклонные виброгрохоты
целесообразно применять при границе разделения материалов 35 мм и
ниже, причем и в этих случаях (по данным Таггарта) удельная производи-
тельность инерционных виброгрохотов на 25% ниже, чем гирационных.
В ФРГ область применения виброгрохотов определяют в зависимости
от крупности материала. Гирационные грохоты используют при крупности
материала 1—200 мм, инерционные — при крупности 0,2—10 мм.
ВНИИСтройдормаш провел работу по сопоставлению показателей гира-
ционного и инерционного грохотов одинаковых размеров. В результате
было установлено, что при всех прочих равных условиях грохочение в слу-
чае питания инерционного наклонного виброгрохота кусками максималь-
ной крупности (80—100 мм и выше), производительность грохочения сни-
жается на 10—18%. Амплитуда колебания инерционного виброгрохота
при этом уменьшается на 10% и более. Приведенные данные показывают
необходимость разграничения областей применения инерционных наклон-
ных и гирационных виброгрохотов.
Вибрационные электромагнитные грохоты
Вибрационный электромагнитный грохот (рис. 122, а) состоит из рамы
1, на которой укреплены сито 2 и вибратор 3. В верхней части сита установ-
лен шнековый питатель 4, обеспечивающий непрерывное и равномерное
Рис. 122. Вибрационный электромагнитный грохот
питание грохота. Электромагнитный вибратор, приводящий в колебательное
движение сито, работает на переменном токе. Электромагнит при пропуска-
нии тока через катушку 1 (рис. 122, б) притягивает якорь 2, соединенный
с тягой 3. Нижний конец тяги скреплен с планками, между которыми
зажато сито. При включении тока электромагнит притягивает к себе якорь,
199
а вместе с ним тягу и сито. При движении якоря вверх он ударяется об от-
бойники 4. Это вызывает резкий толчок, подача тока в катушку прекращает-
ся, и якорь отжимается пружиной вниз. Таким образом, колебания пере-
даются только ситу, а рама остается неподвижной. При помощи маховичка 5
регулируют величину зазора между якорем и отбойником, а следовательно,
и величину амплитуды вибраций сита. При вращении маховичка, подтяги-
вающего или освобождающего пружины 6 и 7, изменяется зазор между яко-
рем и отбойником.
Достоинство электромагнитных вибрационных грохотов — отсутствие
механического привода с трущимися частями.
Недостатки рассматриваемого грохота: необходимость установки спе-
циального генератора; неравномерный и относительно быстрый износ сита,
неодинаковая амплитуда ко-
лебаний — большая в средней
части и меньшая по краям,
что создает неравномерную
работу сита.
В последнее время начали
применяться пневматические
опоры для виброгрохотов раз-
личных типов. Пневматичес-
кие опоры, получившие рас-
пространение в отечественной
и зарубежной практике, об-
ладают рядом достоинств по
_ „ сравнению с пружинными: хо-
Рис. 123. Грохот с пневматической двухполост- .. ,
ной опорой рошеи упругостью (в сочета-
нии с демпфирующей способ-
ностью), универсальностью, компактностью, долговечностью и бесшум-
ностью в работе, антикоррозийностью.
Максимальные динамические нагрузки, передающиеся на поддержи-
вающие конструкции, примерно на 15—20% меньше, чем при использова-
нии пружин, а длительность их воздействия (в зоне резонансных частот)
при остановке и пуске грохота в 2—3 раза короче.
Особого внимания заслуживает свойство пневмоопор менять свою жест-
кость в зависимости от внутреннего давления, что позволяет применять
один тип пневмобаллонов на грохотах различных размеров. Пневмобаллоны
имеют нелинейную характеристику зависимости их деформации от прила-
гаемой нагрузки. В настоящее время промышленностью выпускаются
двухполостные пневмобаллоны И-01. Эти баллоны, если у них заглушить
одну полость (рис. 123), могут быть использованы как однополостные, пока-
затели которых лучше, чем двухполостных баллонов.
Давление в однополостных баллонах не превышает 4 ати. Примерно
через каждые 1000 ч пневмобаллоны подкачиваются.
§ 6. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ВИБРАЦИОННЫХ ГРОХОТОВ
Производительность Q вибрационных грохотов В. А. Бауман и П. С. Ер-
молаев рекомендуют определять по формуле
Q = mqFkJ^kz, (628)
где т — коэффициент, учитывающий возможную неравномерность питания
и зернового состава материала, форму зерен и тип грохота (значе-
ния tn приведены в табл. 20);
q — удельная производительность сита площадью 1 м2, мя/ч;
F — площадь сита грохота, м2;
k± — коэффициент, учитывающий угол наклона грохота;
200
k2 — коэффициент, учитывающий процентное содержание фракций ниж-
него класса в исходном материале;
k3 — коэффициент, учитывающий процентное содержание в нижнем
классе зерен, меньших половины размера отверстий сита.
Таблица 20 Значения коэффициента т лица 21
Тип вибратора Значения коэффициента т для
гр авия щебня
Горизонтальный Наклонный Значения коэффициенте 0,8 0,6 В Qf 0,65 0,5 Т аб 3
Параметры Размеры квадратных отверстий сит в свету, мм
5 7 10 14 16 18 20 25 35 37 40 42 65 70
q для горизон- тальных грохо- тов при угле на- клона 18° 12 16 23 32 37 40 43 46 56 60 62 64 80 82
*1 Значения коэффициентов от угла наклона сита, град.
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
0,45 0,5 ),56 0,61 0,67 0,73 0,8 0,92 1,0 1,08 1,18 1,28 1,37 1,46 1,54
Значения коэффициентов от зернового состава исходного материала, град
10 20 30 40 50 60 70 80 90
0,58 0,66 0,76 0,84 0,92 1,0 1,08 1,17 1,25
^3 Значения содержания в нижнем классе зерен, меньших 1/2 размера отверстий сита, %
10 20 30 40 50 60 70 80 90
0,63 0,72 0,82 0,91 1,0 1,09 1,18 1,28 1,37
Примечание. Для горизонтального грохота с направленными колебаниями At=l.
Формула (628) предназначена для определения производительности
одного сита грохота. Естественно, что производительность двух- или трех-
ситных грохотов следует определять по лимитирующему, чаще нижнему
ситу, учитывая, что исходным материалом для него будет нижний продукт
верхнего сита. Проверочный расчет необходимо выполнять и по другим
ситам.
Настоящий метод может применяться и для расчета грохотов, рабо-
тающих на промежуточных процессах грохочения. В этом случае выбор
размеров отверстий сит рекомендуется производить упрощенным способом
по данным табл. 22.
Рассматриваемый метод предназначен для расчета технологических
параметров вибрационных грохотов при сухой сортировке на товарные
фракции щебня и гравия с влажностью в среднем до 3—6% в зависимости
201
Таблица 22
Выбор размера отверстий сит для грохотов, работающих на промежуточных
процессах грохочения
drp’ мм Наклонный грохот — Горизонтальный грохот
Щебень Гравий Щебень Г равий
С, % а, мм dK. ММ С. % а, мм d К’ мм с. % а. мм d К’ мм С % а, мм d К’ мм
о 10 Любое 5 10 6 12 Любое » 5 10 6 12 Любое » 5 10 6 12 Любое » 5 10 6 12
15 До 60 60 14 16 18 20 До 70 > 70 14 16 18 18 До 75 75 14 16 18 20 » 16 18
20 До 60 60 18 20 24 26 Любое 20 20 24 24 До 75 75 18 20 24 26 Любое 20 24
25 До 60 60 25 25 30 32 » 25 30 До 75 75 25 25 30 32 25 30
40 До 60 60 37*(35) 42*(40) 47 52 42*(40) 47 До 75 75 37*(35) 42*(40) 47 52 » 42*(40) 47
70 До 60 60 65*(70) 70 82 90 » 70 82 До 75 75 65*(70) 70 82 90 » 70 82
* Размеры отверстий сит, не предусмотренные ГОСТами (ближние размеры отверстий по ГОСТу
приведены в скобках), но которые целесообразно выбирать при изготовлении новых сит.
от степени загрязнения материалов, не вызывающей залипания мелких сит.
При грохочении на ситах с размером отверстий более 15—20 мм влажность
материалов практически не влияет на результаты сортировки.
В приведенных формулах отсутствуют коэффициенты, учитывающие
влажность исходных материалов, так как при разной степени загрязнения
материалов правильный учет ее практически невозможен. К тому же (и это
главное) грохочение относительно мелких материалов с влажностью, пре-
вышающей критическую, приводит к нарушению заданных границ разде-
ления фракции, к недопустимо большому их засорению и даже к залипанию
отверстий сит, вследствие чего товарное грохочение становится невозмож-
ным. В этих случаях на ситах с отверстиями до 15—20 мм необходимо
применять мокрый способ грохочения, для которого настоящий метод также
может быть использован. Практически производительность при этом будет
несколько превышать расчетную с обеспечением вполне оправданного за-
паса. Для режимов грохочения пульпы (при гидродобыче сырья) формула
(628) подлежит уточнению путем введения коэффициента, учитывающего
характеристику пульпы.
Приведенная ранее формула (544) позволяет определить ожидаемую
эффективность грохочения для горизонтальных и наклонных виброгрохотов
при вращении вала в сторону движения материала:
E1 = ek1k2k3.
В настоящее же время рекомендуется при грохочении щебня и гравия
на товарные фракции применять обратное вращение вала вибратора.
В. А. Бауман и П. С. Ермолаев в результате исследований наклонных
виброгрохотов при прямом и обратном вращении вала вибратора приходят
к выводу о необходимости уточнения коэффициентов, входящих в форму-
лу (544). В табл. 23 приводятся значения коэффициентов при прямом и
обратном вращениях вала вибратора, а также общее их значение при не-
котором округлении.
Как видно из табл. 23, значения коэффициентов k2 и klt отражающих
влияние зернового состава на эффективность грохочения, в большинстве
случаев для прямого и обратного вращений вала получаются одинаковыми
или отличаются весьма незначительно. Значения коэффициента klf который
отражает влияние угла наклона грохота при прямом и обратном вращениях
вала вибратора, отличаются несколько в большей степени. Однако и в этом
202
Таблица 23
Значения коэффициентов klr k„, fts при прямом и обратном вращениях вала вибратора
Параметры Угол наклона грохота, град.
12 15 18 21 24
прямое вращение 1,05 1,03 1,0 0,96 0,88
kt обратное вращение 1,02 1,01 1,0 0,97 0,92
принято общее значение 1,03 1,02 1,0 0,96 0,90
Значение С, % 20 30 40 50 60 70 80
прямое вращение 0,86 0,9 0,95 0,97 1 1,02 1,03
обратное вращение 0,86 0,89 0,93 0,97 1 1,01 1,02
принято общее значение 0,86 0,90 0,94 0,97 1 1,015 1,02
Значение С, % 20 30 40 50 60 70 80
прямое вращение 0,90 0,95 0,98 1,00 1,01 1,03 1,04
обратное вращение 0,89 0,94 0,98 1,00 1,01 1,015 1 ,02
принято общее значение 0,90 0,94 0,98 1,00 1,01 1,02 1,03
случае признано целесообразным принять общее усредненное значение
коэффициента в целях упрощения расчета.
Эталонные значения е эффективности грохочения, полученные при сред-
них условиях, тоже представляется возможным обобщить. Ранее принима-
лись раздельные значения для случая грохочения на каждом типе грохота
гравия и щебня. Причем разница значений е для гравия и щебня не пре-
вышала 1—2%. Общие (средние) значения е будут отличаться от частных
не более чем на ±1%. Такая величина лежит в пределах случайного варьи-
рования получаемых значений эффективности грохочения.
Средние обобщенные значения принимаются следующими (см. табл. 24).
Таблица 24
Средние обобщенные значения
Тип грохота
Значение
е. %
Наклонный с круговыми колебаниями при пря-
мом вращении вала вибратора..................
Наклонный с круговыми колебаниями при обрат-
ном вращении вала вибратора .................
Горизонтальный виброгрохот с прямолинейными
колебаниями .................................
87
92
90
Полученные значения е, fei, k3 позволяют уточнить и несколько упро-
стить определение эффективности грохочения по формуле (544), а также
распространить разработанный ранее метод расчета качественных показа-
телей грохотов на наклонные грохоты с обратным вращением вала виб-
ратора.
Расчет качественных показателей грохотов особенно важен при осу-
ществлении сортировки, т. е. при разделении материалов на товарные
фракции.
Хорошая эффективность грохочения достигается при ускорениях, обе-
спечивающих подбрасывание кусков (частиц) материала на высоту, равную
203
примерно Ц размера отверстия сита, при я происходит самоочищение
сита. Величину ускорения сита ВНИИСтройдормаш рекомендует принимать
в pi до 85 м|сек\
Значение начальной скорости ц полета частиц в зависимости от высоты
к (л) их подбрасывания над плоскостью сита определяется по формулам:
для горизонтального грохота с направленными колебаниями
Нф л|ж,
для наклонных гирационных н инерционных грохотов
Л “А*
Пр(Дк л/л
Глава III
БАРАБАННЫЕ ГРОХОТЫ
§ 1. КОНСТРУКЦИИ БАРАБАННЫХ ГРОХОТОВ
В барабанных грохотах рабочей частью является решето, согнутое
по цилиндрической или конической поверхности, или многогранное барабан-
ное сито. Сортируемый материал по решету барабанного грохота передви-
гается почти без встряхивания и перемешивания, что отрицательно сказы-
вается на качестве грохочения, так как значительная часть мелких частиц
располагается в верхних слоях. Использование рабочей площади грохота
незначительно и составляет 12—20% от общей величины ее.
Основное достоинство барабанных грохотов — медленное и равномерное
вращение и отсутствие толчков в работе. Это дает возможность устанавли-
вать их в верхних этажах зданий и в передвижных установках.
При вращении цилиндрических, многогранных или конических бара-
банных грохотов сортируемый материал под действием сил трения подни-
мается на некоторую высо-
ту, после чего начинает
скользить вниз, переме-
щаясь при этом вдоль про-
сеивающей поверхности к
выходу вследствие наклона
оси или конусности бара-
бана.
Барабанные грохоты
классифицируют: по конст-
рукции барабана — на ци-
линдрические, многогран-
ные, конические; по типу
опор, поддерживающих ба-
рабан,- грохоты на валу Рис. 124 Барабанный
грохот
(цапфах) или на ролико-
опорах.
При разделении материала в барабанных грохотах на три и более
классов применяют способ сортировки от мелкого к крупному. На рис. 124
показан барабанный грохот, установленный на роликоопорах 1. Барабан
приводится во вращение от электродвигателя через ременную передачу
и пару зубчатых конических колес или от электродвигателя через редуктор.
Со стороны загрузки, концентрично по отношению к основному барабану,
установлен второй барабан 2 с натянутой на него сеткой. Второй барабан
нужен для того, чтобы весь материал, поступающий на сортировку, вначале
подавался на более прочное решето, увеличивая тем самым стойкость сита
наружного барабана.
Роликовые опоры применяются для больших и тяжелых барабанных
грохотов с диаметром цилиндров от 900 до 2000 мм при общей длине бараба-
на от 4,5 до 12 м. Более легкие машины строятся с центральным валом,
к которому крепятся держатели каркаса барабана.
Барабаны грохотов устанавливаются с наклоном до 7°.
Многогранные барабанные грохоты, или, как их нередко называют,
бураты (рис. 125), применяются для просеивания порошковых глиняных
масс, кварца, шпата, шамота и других материалов. Бураты имеют сита 1
и обеспечивают энергичное просеивание с ударом.
Для процеживания жидких керамических масс применяются барабан-
ные грохоты с внешним наполнением. Такой грохот (рис. 126) представляет
собой вал 1 с закрепленными двумя торцовыми днищами 2, по окружности
которых на угольниках натягивается плетеное медное сито 3. На централь-
205
ном валу насажена бронзовая полая ось 4 со спиральными лопатками 5,
которые сведены к центральному выпускному отверстию, расположенному
в левом днище. Барабан устанавливается над резервуаром 6, который за-
полняется жидкой керамической массой. Нижняя часть барабана на 1/5
диаметра погружена в жидкую массу. При вращении барабана масса посту-
Рис. 125. Многогранный барабанный грохот
пает внутрь его через отверстия в сите, подхватывается спиральными ло-
патками и направляется к выходному отверстию 7. Крупные частицы ма-
териала, не прошедшие сквозь ячейки сита, осаждаются на дне резервуара
и затем периодически удаляются.
Рис. 126. Барабанный грохот с внешним наполнением
Барабанные грохоты для процеживания жидких керамических масс
имеют диаметр от 700 до 1200 мм при длине барабана от 500 до 3000 мм.
Производительность их от 2,5 до 8 м3 процеженной массы в час. Расход
мощности колеблется от 0,4 до 2 л. с.
§ 2. РАСЧЕТ БАРАБАННЫХ ГРОХОТОВ
Определение числа оборотов. При неподвижном барабанном грохоте
кусок материала может удерживаться на внутренней поверхности барабана
не выше точки А (рис. 127), положение которой определяется величиной
угла Р, равного углу трения материала о поверхность решета <р:
Очевидно, что при этом сила трения
F = /Geos а, (631)
где G — сила тяжести куска,
а — угол отрыва, град.
206
При вращении барабана возникает центробежная сила инерции куска ма-
териала, определяемая по формуле
Ри = т©2/?, (632)
где т — масса куска, кг;
со — угловая скорость вращения, рад/сек\
R — радиус барабана, м.
Вызываемая ею сила трения Ли будет, очевидно, равна
Яи = Ри/ = Дпм2/?. (633)
Вследствие суммирования сил F и FK при вращении барабана кусок
материала поднимается до точки Б. При этом положение куска весом G
определится из условия
G sin а = fmaFR + /G cos а. (634)
Заменяя коэффициент трения f на tg гр = ,
G на mg и to на 2лп, получим после преобра-
зования
^2
sin (а — ср) = р— • sin = An2R sin tp, (635)
'о
откуда
п —
Рис. 127. Схема к определе-
нию числа оборотов барабан-
ного грохота
(636)
Практически угол а при нормальной работе грохота принимается рав-
ным 40—45°. Угол трения <р определяется из расчета, что коэффициент тре-
ния куска о поверхность решета из-за наличия в нем отверстий увеличи-
вается до 0,7:
tp = arctg 0,7 = 35°.
Подставляя значения а и ср в формулу (636), получим
_ 1 / sin 5° . 1 Г sin 10° ~ 0,167 0,25 -
“2 V R sin 35° : 2 V R sin 35°
(637)
Для технических расчетов число оборотов барабанного грохота при-
нимается равным
0,2
п — об/сек, (638)
где R — в м.
Окружная скорость барабана составляет 0,7—1 м/сек.
Определение производительности барабанных грохотов. Материал пере-
мещается вдоль грохота тогда, когда его ось наклонена к горизонту под
углом р. При вращении барабана по направлению, указанному стрелкой
на рис. 128,а, кусок материала, находящийся в точке А, поднимается до точ-
ки Б, определяемой углом а, после чего начинается скольжение куска в
точку Д1 по линии наибольшего ската, составляющей с вертикальной пло-
скостью угол у. При малых углах наклона барабана р и угле а, равном 45°,
можно приближенно принять у=р. При дальнейшем вращении барабана
кусок материала поднимается из точки Аг до точки Бх и, двигаясь таким
образом по винтовой линии АБАгБъ будет перемещаться к выходному концу
барабана. Угол 0 подъема винтовой линии будет равен
0 = P + Vz=2p. (639)
Развернув на плоскость цилиндрическую поверхность решета вместе
с винтовой линией, получим прямоугольник АБВГ (рис. 128, б), одна сто-
207
рона которого АВ=ВГ^=Ь, т. е. равна длине барабана, а вторая АГ=БВ=
= 2nRn, где п — число оборотов барабана за отрезок времени, в течение
которого кусок материала, двигающийся по винтовой линии, пройдет всю
длину барабана.
Длина пути S куска материала будет равна
sin 0 sin 2р
(640)
За одну секунду кусок материала пройдет по окружности барабана
путь, которому будет соответствовать путь куска по оси барабана:
(641)
I = v tg 2р.
Рис. 128. Схема к определению производительности
барабанного грохота
Поскольку путь I кусок проходит за одну секунду, то эта величина
будет соответствовать средней скорости движения куска вдоль барабана v0:
v0 = / = ctg2p. (642)
Заменяя v выражением 2nRn, получим
v0=^2nRn tg 2(3 = 6,28Д?/г tg2|3 м/сек. (643)
Производительность барабанного грохота определится по формуле
<2 = 360(Ч/\уоб.н кг/ч, (644)
где Fi — площадь сечения слоя материала, находящегося в грохоте, м2;
Уоб.н — объемная масса материала, кг/м2-,
Площадь сечения Fx материала можно приближенно определять по
формуле (рис. 128, в)
F\ = 4afl’ (645)
О
где h — высота слоя материала, м.
По рис. 128, в находим
у = ]/R2-(R—hy = ]/'2Rh—h2, (646)
или, пренебрегая величиной Л2, получим
а = 2(Ш (647)
208
После соответствующих подстановок в формулу (644) и преобразований
получим
Q = 432OOYo6.Hntg20/W, (648)
где R и h даны в м, уо6 „ — в т/м*, п — в об/сек.
Определение расхода мощности. Мощность, потребляемая барабанным
грохотом на роликоопорах, расходуется на преодоление трения качения
бандажей барабана по роликам, трения скольжения цапф валов опорных
роликов в подшипниках, трения скольжения сортируемого материала о по-
верхность решета при скольжении материала вниз и на подъем сортируемого
материала.
Суммарный момент
52м = М1 + Л42 + М3 + Л44-(/?1+г) к-х
X 4. f #iP . щ fGR + g н (649)
COS гр ‘ г COS ф 2 м м ' '
где Мг — момент трения качения бандажей по роликам, нм;
М2 — момент трения скольжения цапф опорных роликов в подшипни-
ках, нм;
М3 — момент трения скольжения материала о решето, н-м;
Мц — момент, возникающий при подъеме материала, н -м;
— радиус бандажа, м;
г — радиус ролика, м;
ft — коэффициент трения качения, м;
Gf, — сила тяжести барабана, н;
GM — сила тяжести материала, н;
fx — коэффициент трения скольжения цапф роликов;
р — радиус цапфы;
ф — угол между вертикальной осью барабана и линией центров бара-
бана и ролика (рис. 128, г);
f2 — коэффициент трения материала о решето;
Н — высота подъема материала, м.
Высота подъема сортируемого материала может быть приближенно
определена по рис. 128, в:
Н = R (1 — cos а) (650)
При а =-45° H^0,3R. (651)
Мощность электродвигателя будет равна
(652)
где т| — к. п. д. механизма, равный 0,7;
со — угловая скорость, рад/сек.
Точно так же получим расход мощности для барабанных грохотов
с центральным валом:
+ (653)
где Мг — момент трения цапф вала в подшипниках;
М2 — момент трения материала о поверхность решета;
М3 — момент, обеспечивающий подъем материала;
2 м = (G6 + О J + l,GMR + 0,3G,R н м. (654)
Потребная мощность двигателя
= (655)
где w — угловая скорость, рад/сек.
14 заказ № 1125
Глава IV
ДУГОВОЙ ГРОХОТ
В последние годы в отечественной и зарубежной цементной промыш-
ленности для обеспечения работы сырьевых мельниц мокрого помола в зам-
кнутом цикле с успехом начали применять дуговые грохоты.
По сравнению с вибрационными дуговые грохоты обладают рядом пре-
имуществ, а именно: отсутствием движущихся частей, относительно низкой
металлоемкостью при большой производительности, меньшими габаритами,
простотой обслуживания, обеспечивают высокий съем готового продукта
с 1 м2 рабочей поверхности и т. д.
На рис. 129 показана схема дугового грохота, конструкция которого
разработана во ВНИИЦеммаше под руководством П. И. Миронова. Грохот
состоит из корпуса /, внутри которого
размещена дуговая колосниковая реше-
тка 2. Подлежащий классификации це-
ментно-сырьевой шлам подается под
давлением в патрубок 3, проходное сече-
ние которого может изменяться при по-
мощи клапана 4, что позволяет форми-
ровать поток и регулировать его ско-
рость. Мелкие фракции шлама, размер
частиц которых меньше проходных се-
чений решетки 2, под действием цент-
робежных сил инерции выходят во внеш-
нюю зону корпуса /; при этом та часть
их, которая прошла через отверстия в
решетке в левой (по чертежу) зоне, от-
водится через патрубок 5, а остальная
часть — через патрубок 6. Крупные час-
тицы шлама, не прошедшие через реше-
тку, увлекаются потоком и отводятся
через патрубок 7 для последующего до-
мола в мельнице.
На рис. 130 представлен общий вид грохота.
Классифицируемый шлам влажностью 32—39% подается в грохот под
давлением в 1,5—2 ат по касательной к решетке.
Проведенные ВНИИЦеммашем испытания грохота рассматриваемой
конструкции показали, что производительность сырьевой мельницы, рабо-
тающей в замкнутом цикле с дуговым грохотом, увеличивается примерно
на 40% в сравнении с работой в открытом цикле. Удельный расход энергии
на тонну продукта снизился на 29%. Качество готового продукта характе-
ризуется остатком в 10% на сите № 008.
Испытания показали, что через отверстия классифицирующей решетки
проходят частицы, размер которых в 1,5—2 раза меньше ширины щели.
На рис. 131 представлены схемы различных типов дуговых грохотов,
сконструированные Днепропетровским горным институтом и институтом
Укрнииуглеобогащение совместно с Луганским заводом им. Пархоменко.
В этих грохотах шлам, подлежащий классификации, подводится сверху
через питающие коробки 1 с направляющими поверхностями 2; положение
их регулируется с целью обеспечения оптимальной скорости потока. Ча-
стицы шлама, размер которых меньше размеров отверстий решетки 3, про-
ходят во внешнюю зону корпуса 4, а крупка, оставшаяся над решеткой,
отводится через желоб 5. Готовый продукт отводится из бункера 6 через
патрубок 7.
Просеивающая поверхность решетки набирается из колосников тре-
210
угольного сечения, расположенных поперек движения потока, или создается
при посредстве сита.
В. И. Паршенков и В. Н. Корытный* указывают, что скорость дви-
жения шлама по длине дуговой поверхности изменяется незначительно и
ее можно считать величиной постоянной и равной начальной скорости подачи
шлама.
Минимальное значение скорости определяется по формуле
Vo min = V Rg м/сек,
(656)
где R — радиус дуговой поверхности, м;
g — ускорение силы тяжести, м/сек2.
Рис. 130. Общий вид дугового грохота
Практически начальная скорость должна быть выше минимально до-
пустимой для обеспечения необходимого давления потока на колосниковую
решетку, необходимого для эффективной работы дугового грохота.
По данным практики, скорость подачи шлама должна быть в пределах
у0 5,8 4- 13 м/сек. (657)
Необходимо отметить, что с увеличением скорости подачи шлама хотя
и увеличивается производительность грохота, однако повышается интен-
сивность износа рабочих граней решетки.
Эффективность г| классификации дуговых сит при работе на цементно-
сырьевом шламе составляет
Т) = А = о,27 -н 0,46 да 0,36, (658)
где А — фактическое количество частиц нижнего класса в исходном про-
дукте;
Б — количество частиц нижнего класса, прошедших через решетку.
Однако даже при такой относительно низкой эффективности класси-
фикации установка дуговых сит экономически выгодна.
* Труды ВНИИЦеммаша, вып. VII, 1968.
14*
211
Наибольшая величина граничного зерна drp будет в начале потока,
а наименьшая — в конце:
dpp = —(659)
+ У 2Л
где а — ширина шели, м;
R — радиус решетки, м\
h — толщина слоя шлама на решетке, м.
Обозначим толщину слоя в начале решетки через hu а в конце — через
й2, тогда отношение /г, к /г2 будет равно
Qi __211
Q, /г2
где Qt — количество исходного продукта, поступающего на грохот;
Q2 — количество продукта, сходящего с грохота.
Рис. 131. Схемы различных типов дуговых грохотов
Производительность дугового грохота по готовому продукту может быть
определена по формуле
Ф = (/ц—h2) Bvvk 3600 м?1ч, (661)
где В — рабочая ширина решетки, м\
к0 — скорость движения шлама, м\
k — коэффициент, учитывающий точность разделения и конструктив-
ные особенности рабочей поверхности;
(662)
где г] — коэффициент, в среднем равный 0,36 [см. формулу (658)];
b — коэффициент, учитывающий содержание крупной фракции в ис-
ходном материале;
где рк— содержание крупной фракции в исходном материале, %.
Глава V
МАШИНЫ ДЛЯ ВОЗДУШНОЙ сепарации
§ 1. ОБЩИЕ СВЕДЕНИЯ
При сортировке сухих порошкообразных материалов, когда из обшей
смеси частиц требуется выделить тонкий продукт, размер частиц в котором
не должен превышать I мм, применять грохоты экономически нецелесооб-
разно. В этом случае прибегают к воздушной сепарации материалов.
Воздушной сепарацией называется разделение сыпучих материалов
в воздушном или газовом потоке на фракции (классы) по величине частиц.
Этот метод разделения особо широко используется при работе помольных
агрегатов в замкнутом цикле с воздушными сепараторами,Материал из мель-
ницы непрерывно отбирается в сепаратор, где происходит его разделение
на две фракции: грубую, возвращаемую на домол, и топкую, являющуюся
конечным продуктом измельчения.
Применением воздушных сепараторов удается улучшить технологиче-
ские свойства измельченных материалов за счет получения порошков более
равномерного гранулометрического (зернового) состава, увеличить произ-
водительность помольного агрегата и снизить удельные энергозатраты на
измельчение. Выигрыш в производительности и энергозатратах тем больше,
чем выше дисперсность готового продукта.
В случае необходимости для пневмотранспорта материала из мельницы
в сепаратор либо внутри сепаратора могут быть использованы горячий
воздух или отходящие газы печей, что позволяет совместить в едином агре-
гате процессы помола, сортировки и сушки материалов.
§ 2. ТЕОРИЯ ВОЗДУШНОЙ СЕПАРАЦИИ
Разделение сыпучих материалов в воздушном потоке на фракции (клас-
сы) по величине частиц основано на взаимосвязи величины частицы и скоро-
сти ее витания. При этом под скоростью витания понимается установившая-
ся скорость осаждения частицы в покоящейся среде или, что практически
то же самое, скорость воздушного потока, поддерживающая частицу в по-
токе во взвешенном состоянии.
Для успешного протекания процесса воздушной сепарации необходимо
соблюдение следующих четырех условий разделения.
1. Воздушный поток должен иметь однородное поле скоростей.
2. Силы, действующие на каждую частицу, должны находиться в раз-
личной функциональной зависимости от ее размера и иметь противополож-
ное направление.
3. Для частиц одного какого-либо размера, называемого границей
разделения, во всей зоне сепарации должно устанавливаться динамическое
равновесие. Частицы других размеров должны выноситься из зоны сепара-
ции в различных направлениях: меньшие границы разделения — в одну
сторону, большие — в другую.
4. Величины сил, действующих на частицу любого размера, должны
поддаваться регулированию в широких пределах. /
Эти условия являются идеальными и не могут быть полностью обеспе-
чены ни в одном из реальных сепараторов. Однако чем полнее они удовлет-
воряются, тем совершеннее тип и конструкция сепаратора.
Принципиальные схемы зон осаждения и разделения частиц в воздуш-
ных сепараторах приведены на рис. 132.
В большинстве конструкций сепараторов обычно сочетаются несколько
зон разделения и осаждения частиц, выполненных по различным принци-
пиальным схемам. Но одна из них (главная зона разделения) как правило,
оказывает преобладающее влияние на процесс сепарации в' целом.
213
В зоне разделения на частицу действуют следующие силы: сила давления
потока, пропорционально от 1-й до 2-й степени диаметра частицы и сила
тяжести (рис. 132, а, б, в, г), либо центробежная сила (рис. 132, д, е, ж, з),
которые пропорциональны массе частицы, т. е. 3-й степени ее диаметра.
Гравитационные силы
Центробежные силы
Седимента -
ция
а)
Центрифугальная зона
Седиментационная зона
,НН1
Разделение
противоточ-
ное
НI н
дертикальнопоточная зона
Противоточная зона
Осаждение
поперечнопо-
точное
8)
Циклонная зона
Гооизонтально - камер-
ная зона
г)
Разделение
поперечнопо-
точное
Горизонтальнопоточ-
ная зона
Поперечнопоточная
зона
Рис. 132. Принципиальные схемы зон осаждения и разде-
ления в воздушных сепараторах
Из аэродинамики известно, что сила давления потока определяется
по формуле
(664)
ИЛИ
Р = cF V = k*C " 8g н' (б65)
jrd2
где F ---------миделево сечение, т. е. проекция частицы на плоскость,
перпендикулярную к направлению относительной скорости
потока, м2;
с — коэффициент аэродинамического сопротивления;
рв — плотность воздуха (газа), кг/м2’,
у0 — относительная скорость потока воздуха (газа), т. е. ско-
рость обтекания частицы потоком, л/сек;
d — приведенный диаметр частицы, ж;
g — ускорение силы тяжести, м/сек2',
у — удельный вес частицы, н/м?',
214
— коэффициент формы частиц, величину его можно прини-
мать в следующих пределах: для шаровидных — 1,00;
для округленных — 1,10; для угловатых — 1,53; для про-
долговатых — 1,76; для пластинчатых частиц — 3,80.
Коэффициент аэродинамического сопротивления зависит от формы
частицы, что обычно учитывается коэффициентом формы /г^, и главным
образом от числа Рейнольдса, величина которого для частицы шаровидной
формы определяется по формуле
Re = ^, (666)
где v — кинематическая вязкость воздуха (газа), м3/сек.
Значение коэффициента сопротивления с может быть найдено из эк-
спериментальных графиков или для частиц шаровидной формы определено
по следующим эмпирическим формулам:
а) для области 0<Re<l
24 _ 24v .
С Re uod ’
б) для области 10<Re<1000
13 , г. -1 f v
г__ = 13 I/ —7
/Re ' М
в) для области l<Re<1000
(667)
(668)
(669)
В связи с громоздкостью вычислений формулой (669) следует пользо-
ваться только в области l<Re<10;
г) для области 1000<Re<200 ООО
с ~ 0,48. (670)
Выведем расчетные соотношения и проведем анализ зон разделения, прин-
ципиальные схемы которых приведены на рис. 132.
Вертикальнопоточная гравитационная зона разделения (рис. 132, б).
На частицы здесь действуют сила тяжести G, направленная вниз, и сила
давления потока Р, направленная вверх. Траекторией движения частицы
под совместным воздействием этих сил в идеальных условиях является
вертикальная прямая.
Мелкие частицы, для которых P>G, будут потоком выноситься вверх
из зоны разделения и образовывать так называемый тонкий продукт.
Крупные частицы, для которых P<.G, будут удаляться из зоны разде-
ления, оседая вниз, навстречу потоку и образовывать грубый продукт.
Частицы граничного размера, для которых P=G, будут неподвижно
зависать в потоке и удаляться из зоны разделения вверх или вниз из-за
случайных причин: столкновения с мелкими или крупными частицами,
турбулентных завихрений среды, пристенного трения и др. Размер этих
частиц, вероятность попадания которых как в тонкий, так и в грубый про-
дукты одинакова, а следовательно, и содержащихся в обоих продуктах
поровну, называется границей разделения 6.
Подставим значение Р из формулы (664) в условие равновесия P^-G
и, учтя, что
где рм — плотность материала частиц, кг/м3-,
— объем шаровидной частицы граничного размера, м3,
215
получим
лб3
g Рм^>»
, в
^фс g
где g — ускорение силы тяжести, м/сек*.
Отсюда граница разделения 6 при заданной скорости восходящего потока
vB составит
6 = (671)
4 Ф Рм g
и скорость витания для любой частицы с размером d
• Т-' (г • 7 м/сек' ,672>
' ° «ф Ро t
При P=£G скорость витания и относительная скорость потока являются
понятиями тождественными:
^ = ^вит^в—Or,
откуда
Оч= ов овит, (673)
где сч — скорость частицы, м/сек.
Таким образом, предельная установившаяся скорость движения любой
частицы ич, находящейся в вертикальном потоке, равняется разности между
скоростью воздуха (газа) и скоростью ее витания.
Произведем преобразование формул (671) и (672), подставив в них
значение коэффициента сопротивления с по соответствующей зависимости
от числа Рейнольдса.
Для области 0<Де<Д подставляем формулу (667):
О
3 ,2^
4 Ф Рм увб ё
откуда граница разделения при заданной скорости восходящего потока ив
6=1/ I8k^vv^ м (674)
’ Рм ь
и скорость витания для частицы с размером d
= <675>
Для области 10<CRe<;1000 подставляем формулу (668):
откуда граница разделения при заданной скорости восходящего потока
R 4 /V39 РО V V /С-7С,
у тйфгЧ <676>
г X Рм / 6
и скорость витания для частицы с размером d
3 /4 1 о \ 2 л*2
Увит = d у (39 -Ц- • V м!сек- (677)
Для области l<Re<1000 подставляем формулу (669):
216
откуда граница разделения при заданной
скорости восходящего потока
Хотя формула (678) и последующие формулы (684) и (688) охватывают
весьма важную область KRc-<10, для инженерных расчетов они неудобны.
Поэтому до Re<4 с достаточной для практики точностью можно пользо-
ваться формулами (674), (682) и (686), выведенными для области 0<Re<ll,
а с Re^4 — формулами (676), (683) и (687), выведенными для области
10<Re<1000.
Для области 1000<Re<;200 ООО подставим значение с по формуле (670).
Граница разделения при заданной скорости восходящего потока
3 о
° h Ро _________Е___
4 *Рм S
0,366*-^ • - м
Ф Рм g
(679)
и скорость витания для частицы с размером d
yBHT~ 3 Лф Ро ‘ • р” gd м/сек. (680)
Пределы применимости формул границы разделения найдем по крайним
значениям числа Рейнольдса, подставив в формулу (666) ц0=увит, из
соответствующих формул (675), (677) или (680).
В расчетах примем: форма частиц шаровидная, £ф=1, кинематическая вязкость воз-
духа V— 1,5.10~5 м2/сек., плотность воздуха при нормальных условиях р0= 1,22 кг/м3, плот-
ность материала (кварцевый песок) рм — 2650 кг/м3.
Для области 0 < Re < 1
Це -_=1- d < 1 1 Рм V = 1
v К18 кф р0 V / V
откуда
]/ У 5-10~5 34 = 0.05 Л4.м.
f Рм & Г 4ODV У,О1
Таким образом, формула (674) применима при сепарировании материалов с размером
частиц не более 50 мк.
Для области 10<Re<1000
Re=10; Re=1000
£вит1=^2 / 4 . J_ . Рм у^.= 10 или 1000
v v Г \39 /?ф р0 У v
Сделав подстановки величин, аналогичные предыдущим, определим значения dmin и
«0,1 мм и dmaKx 1 мм.
Таким образом, формула (677) применима при сепарировании материалов с размером
частиц от 0,1 до 1 мм.
Дл я обл асти 1000 < R е < 200 000
Re =1000; Re = 200 000
Ро
~—------=1000 или 200 000.
Сделав подстановки величин, аналогичные предыдущим, определим значения dmin ж
«1,6 мм и с(тах;^55л4Л4. Воздушная сепарация для разделения материалов с такими разме-
рами частиц не применяется. Поэтому область Re> 1000 в дальнейшем не рассматривается.
Анализ вертикальнопоточной гравитационной зоны (рис. 132, б) по че-
тырем условиям разделения показывает, что здесь неполностью выполняется
последнее условие, так как сила тяжести нерегулируема. Вследствие этого
217
гравитационные сепараторы малопроизводительны, особенно при получении
высокодисперсных порошков.
Горизонтальнопоточная гравитационная зона разделения (рис. 132,г).
На частицы здесь действуют сила тяжести G, направленная вертикально
вниз, и сила давления потока Р, направленная горизонтально. Траекторией
частицы под совместным воздействием этих сил до тех пор, пока движение
не станет установившимся, является парабола.
Горизонтальная составляющая скорости уч г частицы быстро возрастает
и при установившемся движении становится равной скорости воздуха (газа):
^'Г.Г. ^В-
Вертикальная составляющая скорости оч в частицы также быстро воз-
растает до некоторой постоянной величины, определяемой как скорость ее
витания, т. е. как установившаяся скорость осаждения частицы в покоя-
щейся среде: пч.в = увит.
Обозначим глубину зоны разделения через h. Частица граничного раз-
мера опустится на эту глубину за время tB и сместится за это же время в го-
ризонтальном направлении на расстояние /. Так как крупные частицы осе-
дают быстрее мелких, очевидно, что за время tB они сместятся на меньшее
расстояние I—и образуют грубый продукт. Мелкие частицы за время
/в сместятся на большее расстояние /+Л/МК и образуют тонкий продукт.
Границей разделения ё здесь является размер частиц, смещающихся в гори-
зонтальном направлении за время tB на расстояние I.
Для упрощения считаем, что частица движется равномерно; при этом
горизонтальная и вертикальная составляющие скорости постоянны в любой
точке пути:
ич. г = const;
Время падения частицы
ич.в = const.
h.
Время горизонтального смещения частицы
на цв,
h
откуда vBHT = vBy.
Граница разделения определится при L=l из соотношения
t = t
В г
Заменяем цЧЛ5 через уЕИТ и пЧ1Г
тогда
h __ I
увит ув
Так как сБИТ — вертикальная составляющая скорости, ее можно выра-
зить по формуле (672), подставив вместо d границу разделения б, получим
Л
I
Отсюда граница разделения б при заданной скорости горизонтального
потока vB
ё-^А: ж. (681)
4 ф рм g \ I /
Преобразуем это выражение, подставив в него значение коэффициента
сопротивления с по соответствующей зависимости от числа Рейнольдса.
Преобразования значительно упрощаются, если заметить, что формула (681)
218
отличается от формулы (671) на величину
, где h и I — глубина и про-
тяженность зоны разделения.
Для области 0<Re<l подставляем формулу (667) и после преобразова-
ний получим
6 = 4
(682)
Для области IQcReClOOO подставляем формулу (668) и после преоб-
разований получим
(683)
Для области 1 < Re < 1000 подставляем формулу (669) и после пре-
образований получим
Анализ горизонтальнопоточной гравитационной зоны (см. рис. 132,а)
по четырем условиям разделения показывает, что здесь неполностью выпол-
няются второе, третье и четвертое условия: второе — потому что действую-
щие на частицу силы не являются противоположно направленными, третье—
потому что частицы разных размеров выносятся из зоны хотя и в разных, но
не в противоположных направлениях, четвертое — потому что сила тяжести
нерегулируема.
Вследствие этих недостатков горизонтальнопоточная гравитационная
зона применяется в сепараторах лишь как вспомогательная в сочетании
с другими зонами разделения.
Противоточная центробежная зона разделения (рис. 132, е). На частицы
граничного размера здесь действуют центробежная сила направленная
по радиусу к периферии, сила давления
потока Р, направленная по радиусу к
центру, и сила тяжести G, направленная /7 /
вниз. /у
Экспериментально установлено, что // /
траектория движения потока чистого f// /
воздуха в зоне близка к логарифмичес- ! I/// 7 [f ~^\\ \\ \ \\
кой спирали, для которой -^- = const, twVA \V /I i/l I u
а траектория потока воздуха с частица- ’Х / г S1
ми сепарируемого материала в ряде /J/ /I
случаев близка к архимедовой спирали, ///^
для которой щ—const и v^R=const, где ______уУ
и — соответственно радиальная и ____
тангенциальная составляющие скорости ----
потока, R — текущий радиус, на кото-
Рис. 133. Силы и скорости в противо-
П Щ A.kJ1 1 V Л х Qv 1 ГЛ u о 1 *
Мелкие частицы, для которых ТОЧНОИ центробежной зоне разделения
будут увлекаться потоком
к центру и, выйдя из зоны разделения, образуют тонкий продукт. Крупные
частицы, для которых Р<РЦ, под действием центробежной силы будут дви-
гаться к периферии и, выйдя из зоны разделения, образуют грубый продукт.
Частицы граничного размера, для которых Р=РЦ, будут двигаться по
окружности и удаляться из зоны разделения в направлении к центру, или
от центра из-за случайных причин. Размер этих частиц, которых должно
219
содержаться поровну в тонком и грубом продуктах, и будет границей разде-
ления в противоточной центробежной зоне.
Схема действия сил и направления составляющих скорости потока
в зоне разделения приведены на рис. 133. Спиралями S показана траектория
потока. Частица А, для которой Р = находится в динамическом равнове-
сии и поэтому движется по окружности К со скоростью, определяемой вели-
чиной касательной составляющей сс скорости потока vn.
В зоне разделения, помимо сил Р и Рц, на частицы действует и гравита-
ционная сила G. Под действием этой силы некоторые частицы, размер кото-
рых близок к границе разделения, кроме случайных попаданий в тонкий
либо грубый продукт, могут осесть на вращающуюся нижнюю стенку зоны
разделения раньше, чем они долетят до центрального выхода из зоны. Эти
частицы будут сброшены с нижней стенки в грубый продукт, в результате
чего содержание в нем тонкой фракции несколько повысится, что отразится
на величине границы разделения. Учет этого явления довольно сложен,
ошибка же в определении величины границы разделения невелика. Поэтому
при инженерных расчетах действием гравитационной силы здесь можно
пренебречь.
Сила давления потока на частицу граничного размера может быть опре-
делена по формуле (664), при этом следует принять =
Центробежная сила, действующая на ту же частицу при ее движении
по окружности, будет
дфЗ
7Эц = ШЛи — g Рм^ц’
У?
гдеац = -^—нормальное или центробежное ускорение, характеризующее
быстроту изменения направления скорости.
Приравнивая силу давления потока и центробежную силу по условию
динамического равновесия Р=Р^ частицы, получим
л62р0Д
g Рм^н'
Отсюда граница разделения
2
« = 4*Ф“ (685)
гм иц
Преобразуем это выражение, подставив в него значение коэффициента
сопротивления с по соответствующей зависимости от числа Рейнольдса.
Для области OCRed подставляем формулу (667) и после преобразова-
ний получим
6= ]/ (686)
Для области 10<Re<1000 подставляем формулу (668) и после преобра-
зований получим
С 4 /~ ( 39 t Ро \2 V
& = VR V о ~ М- (687)
Для области KReClOOO подставляем формулу (669) и после преобразо-
ваний получим
1
2
I"1 1
2
1/3
R
аИ
3
1 А Ро 1
81 %и ’ v
б -
\ Ф Рм «ц.
1 А Ро
81 ** рм
1.
v ’ «ц
Л!.
(688)
220
Анализ противоточной центробежной зоны (см. рис. 132,е) по четырем
условиям разделения показывает, что здесь они удовлетворяются наиболее
полно.
Поперечнопоточная центробежная зона разделения (см. рис. 132, з).
Частицы здесь вращаются с потоком и на них действуют центробежная сила
Рп, направленная горизонтально по радиусу к периферии, сила давления
потока Р, направленная вертикально вверх, и сила тяжести G, направлен-
ная вниз.
Траекторией движения частицы под совместным воздействием этих сил
является коническая спираль.
Радиальную составляющую ич R скорости частицы при установившемся
движении найдем из соотношения
(689)
в котором сила сопротивления, действующая на частицу при ее переме-
щении в радиальном направлении,
*4.R — g ’
и центробежная сила, действующая на частицу,
tTtCL^ = 6 рмцц.
Подставим эти выражения в соотношение (689):
nd3 , nd2p0n\ R
5 Рм Ai к-ф/Т g >
откуда
v4,R V v * Ы о ’ (690)
Вертикальную составляющую скорости частицы при установившемся
движении найдем из соотношения (673)
Цч. в Цвят,
где ув — вертикальная скорость потока;
Увит — скорость витания частицы, определяемая по формуле (672).
Обозначим высоту зоны разделения через h.
Частица граничного размера поднимается на эту высоту за время /в и
сместится за это же время в горизонтальном направлении на расстояние I.
Так как крупные частицы поднимаются медленнее мелких либо вообще
опускаются вниз, преодолевая силу давления потока, они за время tB сме-
стятся в горизонтальном направлении на расстояние, большее I, и при-
жмутся к вертикальной стенке зоны разделения. Здесь пв = 0 и частицы под
собственной тяжестью будут смещаться вниз, образуя грубый продукт.
Мелкие частицы за время tB поднимутся на высоту, большую h, и будут
вынесены потоком вверх из зоны разделения, образуя тонкий продукт.
Граница разделения таким образом определится из соотношения
Подставляя в эти соотношения формулы (673), (690), (674) и заменив d на 6,
получим уравнение
__________Л__________________J__________
V — \/ — • — • Рм . 1/ А . 1_ Рм ’
' 3 Ро Св г 3 Аф р 0 с$
22J
Сводная таблица формул границы разделения в различных зонах
Таблица 25
Принципиальная схема зоны разделения Обобщенная формула Область 0 < Re < 1 Область 10 < Re < 1000
Вертикальнопоточная гравитационная зона п к! _ Р е| а <2-| о. ’б' СО |-ф II «о
б = 1/ 18&ф—-V- — f Рм g X l/P9 U Po\ б-ув у 4 -Ч-рм J <* 1 to
Г оризонтальнопоточная гравитационная зона О II со »* ? ч s |® 0С1 8 W Sr to
? = j E <2-| Q. •& -ce CO 1 1 II <ю „ h з / ( 39 t p0 6 —t’B X у ( '4' ьэ
Противоточная центробежная зона О> II со ЙГ S | = »1 е к |лэы r гм иц A , -! / f 39 Ь M у \ * Pm / 2 2L a2 Ц
Поперечнопоточная центробежная зона S _ 3 , Ро I2 vl °- 4 Чо / , г *\з рм ( 11/ _L+ft 1/ ^l) \ ‘ бв > cR) — —
П родолжение таблицы 25 Область 1 < Re < 1000
Вертикальнопоточная гравитационная зона б=: ?(^ф Po_.v.2il \ ф Рм g 1 \ 2 L1 + L _L / 1 о 1 V3 \ 2 "1 3 Г 1 1 о 1 У3 \ (1--«п-Ч — “1 + *—Щ--Ч-— \ 81 ф рм V g J J L < 81 ф рм v g j 1 1 3 2-3^2
Горизонталыюпоточная гравитационная зона С» II со *^| Sr 1 ф рм g J 1L 1Ь -|? £|е- ^е- QO "г" 1 1 + -|ео со ' -р о. ОО 1 1 3 \ 2 \ 2 I 3)2 J g ) 1
Противоточная центробежная зона 6 = 3 \ Рм йц / 1 2 1+( 11 113 ,j_._lrr+ Arri2 8i ч Pm v j -q* 8i ч Pm v йц ; J f
где св и cR — коэффициенты аэродинамического сопротивления при пе-
ремещении частицы соответственно в вертикальном и ра-
диальном направлениях.
Отсюда граница разделения 6 при заданной вертикальной скорости
потока составит
и
(691)
При преобразованиях этого выражения за относительную скорость
v0 в числе Рейнольдса следует принимать:
при определении св — скорость витания увит по формуле (672);
при определении cR — радиальную составляющую скорости частицы
по формуле (690).
Анализ поперечнопоточной центробежной зоны (см. рис. 132, з) по четы-
рем условиям разделения показывает, что здесь удовлетворяются первое и
четвертое условия, а второе и третье, как и в горизонтальнопоточной грави-
тационной зоне, выполняются лишь частично.
В заключение необходимо отметить, что формулы (674), (676), (678),
(679), (682), (683), (684), (686), (687), (668) и (691) устанавливают связь между
границей разделения 6, плотностью сепарируемого материала рм и воздуха
(газа) р0, кинематической вязкостью v, схемой и размерами h, I, R, зон раз-
деления, а также скоростью воздуха (газа) ов, vR и ускорением gt частицы
в сепараторах любых конструкций.
Недостатком формул является то, что из-за сложности вопросов физики
двухфазного потока в них не учтен ряд факторов, оказывающих существен-
ное влияние на границу разделения и точность сепарации.
В табл. 25 приводятся формулы границ разделения в различных зонах.
§ 3. ТОЧНОСТЬ РАЗДЕЛЕНИЯ
Точность разделения является одним из важнейших показателей,
характеризующих работу сепаратора. Она зависит от рода обрабатываемого
материала, его влажности, формы частиц, концентрации, т. е. стесненности
потока, непостоянства границы разделения в различных точках объема
зоны, местных турбулентных завихрений в потоке и потерь напора при его
вращении, требуемой дисперсности выдаваемого продукта, конструктивной
схемы, т. е. типа сепаратора и ряда других факторов.
В идеальных условиях сепарируемый материал должен был бы точно
разделяться на фракции (классы) по границам разделения. Если, например,
фракций две, то тонкая должна состоять только из частиц, размер которых
меньше границы разделения, а грубая — из частиц, размер которых больше
границы разделения. Частиц же, размер которых равен границе разде-
ления, в обоих фракциях должно быть поровну.
В реальных условиях такое точное разделение получить невозможно и
всегда тонкий продукт оказывается «загрязненным» крупными частицами,
что ухудшает его технологические качества, а грубый продукт содержит
значительное количество мелких частиц, что отражается на экономичности.
Точность разделения в сепараторах может характеризоваться различ-
ными показателями. <Наиболее употребительны коэффициент полезного дей-
ствия, эффективность и кривая классификации.
Коэффициент полезного действия — отношение веса одного из продук-
тов (обычно тонкого) к весу продукта такого же состава, содержащегося
в исходном материале:
и = Ю0 = --^-4-100°'
1 п а с— b °’
Ут. и
(692)
223
где 7Г и 7Т.И — соответственно производительность по тонкому продукту
и продукту такого же состава, находящемуся в исходном
материале кг/ч;
а, Ь, с — содержание «минуса»* соответственно в исходном мате-
риале, грубом и тонком продуктах, % (по весу).
С помощью к. п. д. легко определить производительность сепаратора.
Однако формула к. п. д. не учитывает загрязнения тонкого продукта круп-
ными частицами и может получиться, что сепаратор при высоком к. п. д.
будет выдавать продукт, непригодный по техническим условиям.
Эффективность, или степень разделения, определяется по формуле
|<”= l0,«(W-abA (693)
где 7т и qn — производительность по «минусу» соответственно в тонком
продукте и исходном материале;
Gt и Gh — производительность по «плюсу» соответственно в тонком
продукте и исходном материале.
Этот показатель хорошо отражает точность разделения, учитывая
«загрязнение» тонкого продукта крупными частицами. Однако с помощью
эффективности нельзя определить, какое количество тонкого продукта вы-
дает сепаратор.
По промышленным данным, к. п. д. сепараторов в среднем составляет
65% (максимум 80%), а эффективность в среднем — 55%(максимум 70%).
Наиболее полно работу сепаратора характеризует кривая классифика-
ции, которая строится на основании экспериментального исследования
по данным дисперсионного анализа [39].
§ 4. КОНСТРУКЦИЯ ВОЗДУШНЫХ СЕПАРАТОРОВ
Воздушные сепараторы по технологическому признаку подразделяются
на две группы: проходные и циркуляционные сепараторы.
Проходные сепараторы. Отличительной особенностью проходных се-
параторов является то, что исходный материал в них поступает в виде аэро-
смеси, а тонкий продукт вместе с воздухом (газом) отводится в автономные
пылеосадительные устройства, например циклон и фильтр.
Проходные сепараторы обычно применяются с вентилируемыми мельни-
цами, из которых измельченный материал выносится воздушным потоком,
например с шахтными, аэробильными, пневматическими, молотковыми, ро-
лико-маятниковыми и струйными, а также с мельницами относительно не-
высокой производительности, например вибрационными. В цементной про-
мышленности эти сепараторы применяются довольно редко.
Главным недостатком проходных сепараторов является повышенное
энергопотребление на пневмотранспорт материала из мельницы в сепаратор.
По принципу действия, т. е. принципиальной схеме основной зоны
разделения, проходные сепараторы можно разделить на следующие под-
группы:
1. Сепараторы, в которых разделение материала происходит преиму-
щественно под действием силы тяжести (см. рис. 132, б)-. Представителем
этой подгруппы является, например, шахтный сепаратор, применяемый
в установках с шахтными мельницами (см. рис. 85).
2. Сепараторы, в которых поток воздуха закручивается с помощью
тангенциально установленных направляющих лопаток. Здесь разделение
прсисходит под действием центробежной силы в комбинации с силой тяжести
(см. рис. 132, е и з).
* Под «минусом» понимается фракция, размер частиц в которой меньше границы раз-
деления, а под «плюсом» — больше границы разделения.
224
Представителем этой подгруппы является, например, сепаратор Цент-
рального котлотурбинного института им. И. И. Ползунова, выпускаемый
Черновицким механическим заводом (рис. 134). Воздух с исходным материа-
лом поступает снизу в пространство между наружным 1 и внутренним 2
кожухами. Здесь вследствие расширения резко падает скорость воздушного
потока, из него выпадают наиболее крупные частицы материала и сползают
вниз, в патрубок выхода грубого продукта 3. Тонкие частицы, для которых
центробежная сила меньше силы давления потока, выносятся воздухом из
Воздух с тонким
продуктом
л воздух с исходным
материалом
Рис. 134. Проходнс$ сепаратор с на-
правляющими лопатками
Рис. 135. Проходной отбойно-вихревой се-
паратор
сепаратора через патрубок 4 в пылеосадитель. Регулирование границы раз-
деления осуществляется за счет изменения угла поворота лопаток 5 с по-
мощью механизма поворота 6 или дросселированием воздушного потока на
выходе из сепаратора.
Применяется этот сепаратор главным образом для угольного пылепри-
готовления, а также используется в промышленности строительных материа-
лов для обеспыливания песка и может быть рекомендован для получения
тонких продуктов, характеризуемых остатком от 20 до 10% на сите № 0090.
Диаметр выпускаемых сепараторов этого типа от 1,5 до 5,5 м, расход
воздуха составляет соответственно от 4 до 360 тыс. м?/ч.
3. Сепараторы, в которых'поток воздуха закручивается с помощью вра-
щающихся крыльчаток (ротора). Здесь разделение происходит главным об-
разом под действием центробежной силы (см. рис. 132, е из) .'Представителем
этой группы является, например, отбойно-вихревой сепаратор Специального
конструкторского бюро ВНИИ новых строительных материалов (рис. 135).
Основная зона разделения в этом противоточном сепараторе выполнена по
схеме рис. 132, е. Воздух с исходным материалом по патрубку 1 поступает
в нижнюю часть сепаратора, где поток резко расширяется и из него выпа-
дают наиболее крупные частицы. Далее поток воздуха с материалом подни-
мается вверх и закручивается вращающимся ротором 2 с прямыми лопат-
ками. Под действием центробежной силы средние частицы отбрасываются
15 Заказ Л? 11 25
225
к периферии и по стенке кожуха 3 сползают вниз, в патрубок 4, где, смеши-
ваясь с крупными частицами, образуют грубый продукт. В верхней части
находится основная зона разделения. Здесь окружная скорость лопаток
ротора, а следовательно, и потока наибольшая и поэтому лишь для самых
тонких частиц центробежная сила оказывается меньше силы давления
потока. Эти частицы выносятся воздухом в улитку 5, а затем в пылеосади-
тель. Ротор приводится во вращение электродвигателем 6 через клиноре-
менную передачу 7.
Регулирование границы разделения осуществляется за счет изменения
скорости вращения ротора или дросселированием воздушного потока на
выходе из сепаратора. Последний способ менее выгоден, так как снижает
производительность.
Применяется этот сепаратор главным образом с вибрационными и струй-
ными мельницами для выдачи тонкого продукта, характеризуемого остатком
от 15 до 0% на сите № 0063, но он может выдавать и более тонкие продукты.
Диаметр выпускаемых сепараторов этого типа 0,5—1,2 м, расход воздуха
составляет соответственно от 0,8 до 7 тыс. мэ/ч.
Преимущество проходных сепараторов 3-й подгруппы по сравнению
с 'сепараторами 2-й подгруппы заключается в том, что точность разделения
здесь более высокая, а также они могут выдавать более тонкие продукты.
Однако сепараторы 2-й подгруппы более просты по конструкции, и поэтому
они получили большее распространение.
Циркуляционные сепараторы. Отличительной особенностью циркуля-
ционных сепараторов является то, что в них вентилятор для создания воз-
душного потока, распылитель для образования пылевоздушной смеси, сепа-
рирующие и пылеосадительные устройства объединены в одном агрегате.
Исходный материал в сепараторы этой группы, как правило, подается
механическим путем.
Циркуляционные сепараторы по сравнению с проходными имеют в 2—4
раза меньшее энергопотребление, более удобны и точность разделения в них
несколько выше. Благодаря этим преимуществам циркуляционные сепара-
торы получили преимущественное распространение в высокопроизводитель-
ных установках промышленности строительных материалов, в частности при
производстве цемента, при обогащении полезных ископаемых и др.
По принципу действия, т. е. принципиальной схеме основной зоны раз-
деления, циркуляционные сепараторы можно разделить на следующие под-
группы:
1. Сепараторы с разбрасывающим диском (или дисками) без крыльчатки,
в которых разделение материала происходит в основном под действием силы
тяжести и в небольшой степени центробежной силы. К ним относятся, на-
пример, сепараторы «Рема» (Англия) и «Пфейффер» (встречающийся на неко-
торых наших старых заводах промышленности обогащения). Принципиаль-
ная схема основной зоны разделения этих сепараторов приведена на
рис. 132, б и рис. 132, г.
2. Сепараторы с разбрасывающим диском и крыльчаткой, в которых
разделение материала происходит под действием центробежной силы, на-
правленной перпендикулярно или под углом к радиальной составляющей
скорости потока. Принципиальная схема основной зоны разделения этих
сепараторов приведена на рис. 132, з. Представителями этой подгруппы яв-
ляются, например, сепараторы НИИЦементного машиностроения, выпускае-
мые заводом «Волгоцеммаш» и «Полидор» модели «Симплекс» (ГДР), отечест-
венный сепаратор «Механобр», американский двухтурбинный «Рай-
монд» и др.
Схема сепараторов НИИЦементного машиностроения и «Полидор» мо-
дели «Симплекс» показана на рис. 136. На вертикальном вращающемся валу
1 укреплены вентиляторное колесо 2, тарельчатый питатель-диск 3, верхняя
4 и нижняя 5 крыльчатки. Исходный материал через загрузочный патрубок 6
подается на диск и веером сбрасывается с него под действием центробежной
226
Рис. 136. Циркуляционный сепаратор
НИИЦементного машиностроения (СССР)
и «Полидор» модель «Симплекс» (ГДР)
во внутренний кожух и
силы. Происходит первый отбор наиболее крупных частиц, которые под дей-
ствием силы тяжести выпадают вниз или центробежной силой отбрасываются
к стенке внутреннего кожуха 7 и сползают по ней в патрубок выхода грубого
продукта 8. Засасываемый вентиляторным колесом 2 и нижней крыльчаткой
5 воздух пересекает веер материала,
подхватывает средние и мелкие части-
цы и увлекает их вверх через основ-
ную зону разделения а, выполненную
по схеме рис. 132, з. Здесь под дей-
ствием центробежной силы происходит
отделение средних частиц, которые
также отбрасываются к стенке внут-
реннего кожуха 7 и сползают вниз в
патрубок 8 выхода грубого продукта.
Воздух с мелкими частицами венти-
ляторным колесом 2 направляется в
полость между внутренним 7 и на-
ружным 9 кожухами, которая явля-
ется зоной осаждения и выполнена
по схеме рис. 132, ж. Здесь окружная
скорость воздушного потока макси-
мальна и поэтому центробежная сила,
действующая на частицы, также имеет
наибольшее значение. Под ее влиянием
частицы отбрасываются к периферии,
ударяются о стенку, и, теряя живую
силу, по спиральной траектории спол-
зают вниз, в патрубок выхода тонкого
продукта 10. Очищенный воздух, за-
мыкая цикл, возвращается между на-
правляющими лопатками жалюзи 11
сползающий вниз грубый продукт, извлекая из него случайно захваченные
тонкие частицы. Таким образом, на выходе из жалюзи имеется вспомога-
тельная зона разделения 6, выполненная по схеме рис. 132, е.
Регулирование границы разделения осуществляется за счет изменения
радиального положения лопастей крыльчатки 4 (выдвигание их повышает
дисперсность тонкого продукта) либо за счет уменьшения количества лопа-
стей, что загрубляет продукт.
Диаметр сепараторов этого типа, выпускаемых заводом «Волгоцем-
маш»,—2,8; 3,2; 4 и 5 м. Удельное энергопотребление находится в пределах
1,35—1,9 квт-ч!т, а удельная нагрузка составляет 1,2—1,5 т/ч-м2.
3. В сепараторах с разбрасывающим диском и крыльчаткой разделение
материала происходит под действием центробежной силы, направленной
навстречу радиальной составляющей скорости потока. Принципиальная
схема основной зоны разделения этих сепараторов приведена на рис. 132, е.
Представителями этой подгруппы являются, например, сепаратор
КЦ-5000, разработанный Специальным конструкторским бюро ВНИИ новых
строительных материалов (рис. 137), и сепаратор «Стюртевант», занимающий
первое место по распространению в цементной промышленности США
(рис. 138). Исходный материал из загрузочного патрубка 1 поступает
на разбрасывающий диск 2, который находится на одном вал)' с венти-
ляторным колесом 3 и сепарирующей крыльчаткой 4. Последователь-
ность разделения и осаждения материала в циркулирующем воздушном
потоке здесь такая же, как в описанном ранее сепараторе «Полидор». Прин-
ципиальное отличие заключается в том, что основная зона разделения а
выполнена по противоточной схеме (см. рис. 132, е). С этой целью сепари-
рующая крыльчатка 4 сделана высокой, так что поток воздуха с материалом
может пройти через нее только в горизонтальном направлении. Регулирова-
15
227
Рис. 137. Циркуляционный противоточный се-
паратор КЦ-5000 Специального конструкторского
бюро ВНИИ новых строительных материалов
Рис. 138. Циркуляционный сепаратор «Стюртевант»
(США)
ние границы разделения осуществляется на ходу за счет дросселирования
воздушного потока на входе в вентилятор с помощью шиберных заслонок 5.
В отличие от сепаратора «Стюртевант» в сепараторе КЦ-5000 для повы-
шения эффективности вспомогательной зоны разделения в направляющие
лопатки жалюзи 6 сделаны подвижными и могут быть установлены на тре-
буемый угол с помощью механизма поворота. Кроме того, напротив жалюзи
поставлен кольцевой щиток 7 (на рис. 138 он не показан), предохраняющий
опускающийся по стенке тонкий продукт от вовлекающего воздействия
воздушного потока. В обоих сепараторах тонкий продукт выходит через
патрубок 8, а грубый — через патрубок 9. Удельное энергопотребление
в этих сепараторах находится на уровне 1,45 квт-ч/т (при получении про-
дукта, характеризуемого остатком 5% на сите № 0075) и удельная нагруз-
ка — до 2,6 т/ч м*.
Главным преимуществом циркуляционных сепараторов 3-й подгруппы
является то, что эффективность разделения здесь более высокая, так как
наиболее полно удовлетворяются четыре условия разделения.
Рис. 139. Циркуляционный сепаратор с внешним вентилятором и вынесенной зоной
осаждения
Конструктивно циркуляционные сепараторы различных подгрупп и
типов отличаются друг от друга соотношением основных размеров в зонах
разделения и осаждения, дополнительными устройствами в виде различных
крыльчаток, отражателей, стабилизаторов и завихрителей потока, устрой-
ствами для регулирования границы разделения, центральной или боковой
загрузкой исходного материала на вращающийся диск.
Большие отличия имеют конструкции механизмов привода. В качестве
двигателей применяют электродвигатели постоянного тока с изменяемым
для рёгулирования границы разделения числом оборотов, или, если электро-
двигатели асинхронные, то устанавливают многоступенчатые коробки ско-
ростей, а в последнее время — механические вариаторы скорости. При
небольшой установочной мощности применяют клиноременные передачи со
ступенчатыми шкивами.
229
Теоретически и экспериментально показано, что для регулирования
границы разделения полезно иметь постоянное число оборотов вентилятор-
ного колеса и изменяемое число оборотов сепарирующей крыльчатки с раз-
брасывающим диском. Это влечет за собой повышение точности разделения
и снижение общей установочной мощности и удельных энергозатрат. С этой
целью некоторые типы сепараторов выполнены с двумя различными приво-
дами и автономными электродвигателями на вентиляторном колесе и сепа-
рирующей крыльчатке, например сепаратор «Фив-Лиль» (Франция), уста-
новленный на одном из наших цементных заводов.
Особое внимание в конструкциях сепараторов обращается на износо-
стойкость, так как большинство сепарируемых материалов обладает высокой
абразивностью. С этой целью разбрасывающий диск часто покрывают рези-
ной или специальной пластмассой. Вентиляторное колесо, а также лопатки
крыльчаток и жалюзи выполняют из износостойких марганцовистых сталей.
В местах наиболее интенсивного износа корпуса устанавливают бронефу-
Рис. 140. Внешний вид циркуляционного се-
паратора «Ведаг» (ФРГ)
теровку.
4. Сепараторы с внешним вентилятором и внешней зоной осаждения.
По принципиальной схеме основной зоны разделения их можно отнести ко
второй подгруппе (см. рис. 132, з), так как разделение материала в них
происходит под действием центробежной силы, направленной под углом
к радиальной составляющей скорости потока.
Примером такого сепаратора является сепаратор «Ведаг» (ФРГ), устрой-
ство которого показано на рис. 139, а внешний вид — на рис. 140. Основны-
ми взаимосвязанными частями сепаратора являются внешний вентилятор /,
сепарационная камера 2 и циклоны 3, расположенные вокруг сепарационной
камеры. Исходный материал через загрузочный патрубок 4 поступает в сепа-
рационную камеру на разбрасыва-
ющий диск 5, который находится
на одном валу с сепарирующей
крыльчаткой 6. Под действием
центробежной силы материал вее-
ром сбрасывается с диска в воз-
душный поток, создаваемый внеш-
ним вентилятором. Наиболее круп-
ные частицы под действием силы
тяжести выпадают вниз либо цент-
робежной силой отбрасываются к
стенке и сползают по ней в патру-
бок выхода грубого продукта 7.
Средние и мелкие частицы подхва-
тываются воздухом и увлекаются
им вверх через основную зону раз-
деления а, выполненную по схеме
рис. 132, з. Под действием центро-
бежной силы, возникающей вслед-
ствие вращения крыльчатки 6,
средние частицы отбрасываются к периферии и по стенке сползают вниз, так
же как и крупные. Мелкие частицы через распределительную головку 8 выно-
сятся в циклоны 3, где они осаждаются, образуя тонкий продукт. Очищенный
воздух из циклонов через коллектор и воздуховод 9 засасывается вентиля-
тором и вновь нагнетается в камеру сепарации через кольцевые щели 10,
при этом дополнительно извлекаются мелкие частицы из осаждающегося
грубого продукта. Таким образом, здесь имеется вспомогательная зона раз-
деления в, выполненная по схеме рис. 132, з. Регулирование границы
разделения осуществляется на ходу с помощью дросселя, устанавливаемого
на перепускном воздуховоде, либо путем изменения числа оборотов крыль-
чатки с разбрасывающим диском.
Достоинства этого сепаратора: к. п. д. внешнего вентилятора значи-
230
тельно выше, чем к. п. д. вентилятора, встроенного в обычный сепаратор;
износ вентилятора намного меньше, так как он установлен на линии очищен-
ного воздуха; вынесенные циклоны могут быть выполнены в оптимальных
форме и размерах, а поэтому степень очистки в них значительно выше. За
счет этого стало возможным увеличить удельную нагрузку в камере сепара-
тора и сократить ее размеры. Сепараторы этой подгруппы являются новей-
шими и появились в последние годы.
§ 5. РАСЧЕТ СЕПАРАТОРОВ
Процесс движения частиц в двухфазном потоке теоретически и экспери-
ментально мало изучен из-за его сложности. Строгой методики расчета
воздушных сепараторов различных типов не имеется. Поэтому после выбора
принципиальной схемы сепаратора определение типоразмера и разработку
конструкции следует производить на основании имеющихся эксперимен-
тальных данных и опыта эксплуатации сепараторов сходных конструкций,
а расчет параметров — по приближенным теоретическим формулам, вводя
поправочные коэффициенты, которые могут быть получены в результате
испытаний модели или опытного образца сепаратора.
На первой стадии проектного расчета, после выбора типа сепаратора,
необходимо, задавшись производительностью, определить его диаметр. Это
можно сделать по следующей эмпирической формуле:
D = pG“, (694)
где D — диаметр сепаратора, м;
G — производительность сепаратора, т/ч;
а — коэффициент, постоянный для сепараторов с одинаковой схемой
основной зоны разделения (см. рис. 132) и не зависящий от кон-
структивных особенностей сепаратора;
р — коэффициент, который для сепараторов с одинаковой схемой
основной зоны разделения зависит главным образом от дисперс-
ности тонкого продукта, а также вида обрабатываемого мате-
риала, его влажности и формы частиц.
Так, при получении цемента, характеризуемого остатком 7—10% на
сите № 0090, у циркуляционных сепараторов с поперечнопоточной зоной
разделения (см. рис. 132, з) а=0,375 и [1=1,194-1,20, а с противоточной
центробежной зоной разделения (см. рис. 132, е) а=0,31 и [3=1,5.
В табл. 26 приведены некоторые эксплуатационные данные сепараторов
«Раймонд» и «Стюртевант», применяемых в цементной промышленности США.
Таблица 26
Техническая характеристика сепараторов «Раймонд» и «Стюртевант»
Характеристика сепаратора Исходный материал: 65% фракции < 7 5 мк Тонкий продукт: 97% фракции < 7 5 мк Исходный материал: 60% фракции < 75 мк Тонкий продукт: 90% фракции < 7 5 мк
диаметр, •И.М число оборотов. об/мин производитель- ность, т/ч потребляемая мощность, кет производитель- ность. т/ч потребляемая мощность кет
1219 400 0,77 8,8 1,35 5,5
1829 350 1,84 11,0 2,7 7,4
2438 270 4,60 18,4 8,1 11,0
3048 250 7,67 29,4 10,8 18,4
3658 225 11,52 36,8 16,2 22,1
4267 200 15,35 55,2 23,4 26,8
4878 185 23,03 73,6 33,3 55,2
5486 165 29,20 92,0 43,2 73,6
231
Ориентируясь на эти данные, можно по заданной производительности
выбрать диаметр сепаратора и число оборотов ротора, а затем сделать кор-
ректировочный пересчет, используя следующие зависимости, справедливые
в общем случае для геометрически подобных сепараторов (~ знак пропор-
циональности):
G ~ D3n и /V Dbn3
(694')
где G — производительность, т/ч;
п — число оборотов ротора, об/мин-,
N — потребляемая мощность, кет.
Расчет основных параметров циркуляционных противоточных сепара-
торов рекомендуется вести в следующей последовательности:
1. Определяется требуемый выход материала из мельницы
Си = ^цС
где Си — количество материала, поступающего из мельницы в сепаратор,
кг/сек-,
G — производительность по тонкому продукту, заданная техническими
условиями, кг/сек;
/гц — кратность циркуляции, значения которой для сепараторных
мельниц лежат в пределах от 3 до 5.
2, По техническим условиям на тонкий продукт и опытным технологи-
ческим данным устанавливается предельно допустимый размер наибольшей
частицы в тонком продукте.
3. Определяется требуемый расход воздуха:
Q = м3/сек
где с — предельно допустимая концентрация тонкого продукта в воздухе
(газе); рекомендуется принимать с«0,33 кг/мл. До этого значения
с влиянием на процесс сепарации взаимодействия частиц друг
с другом можно пренебречь.
Опыт эксплуатации помольных агрегатов замкнутого цикла показы-
вает, что лучшие результаты работы достигаются, когда в материале, посту-
пающем из мельницы в сепаратор, содержится 20—30% тонкого продукта.
4. Определяется основной расчетный параметр — граница разделения.
По данным В. Р. Рыбина [2], имеется следующая экспериментальная зави-
симость между размером наибольшей частицы в тонком продукте и границей
разделения (табл. 27).
Таблица 27
Экспериментальная зависимость между размером наибольшей
частицы в тонком продукте и границей разделения
Граница разделения, мк
Размер наибольшей частицы
в тонком продукте, мк
2а 100
100—25
25—3
/2 6
26
лб
Под размером наибольшей частицы понимаемся средний размер макси-
мальных частиц, содержание которых в тонком продукте составляет не более
0,2—0,1% (по весу). В случае, если техническими условиями на готовый
продукт задана величина удельной поверхности, для определения границы
разделения необходимо знать функциональную зависимость между удельной
поверхностью и границей разделения.
232
5. Расчет основной зоны разделения, т. е. зоны крыльчатки над разбра-
сывающим диском, ведется по формуле [3]
(695)
где 6 — граница разделения в основной зоне сепарации, м;
h — высота лопаток крыльчатки, м;
Йл — радиус крыльчатки по внутренним кромкам лопаток, м\
п — скорость вращения ротора с крыльчаткой, об [мин-,
х — коэффициент увлечения воздуха во вращение лопатками крыль-
чатки, он зависит от числа лопаток, длины их и радиуса распо-
ложения и находится в пределах от 0,6 до 0,8.
Диаметр диска крыльчатки обычно выбирается равным 0,6£> наружного
кожуха сепаратора.
Из формулы (695) определяется высота лопаток крыльчатки. По этой
формуле можно вести расчет не только циркуляционных, но и проходных
противоточных сепараторов с вращающимся ротором.
6. По обычной методике производится расчет вентилятора. Величина
напора в предварительном расчете берется в пределах 90н-100 мм вод. ст.:
р — 3,22 -10 4п2 (£>|—D*) мм вод. ст, (696)
где Dt и D2 — соответственно внутренний и наружный диаметры по кром-
кам лопаток вентилятора, м.
Рекомендуется устанавливать лопатки под углом в сторону, противо-
положную вращению.
7. Расчет зоны осаждения тонкого продукта ведется по наименьшей
улавливаемой частице. В расчетной формуле в отличие от формулы для цик-
лонов учитывается скорость вращения воздуха и частиц на выходе из вен-
тилятора:
Н = 232 1/(k Рр-УД- . , (697)
У \ ф Рм/ D% — D* ^min
где Н — высота зоны осаждения, м:
Du — диаметр наружного кожуха сепаратора, м;
— диаметр внутреннего кожуха сепаратора, обычно принимается
£>в=0,8 Da, м.
dmin — диаметр наименьшей улавливаемой частицы, м.
Из формулы (697) находится требуемая высота зоны осаждения.
8. Расчет вспомогательной зоны разделения в области жалюзи произ-
водится по формуле [31
6„ = 8,4ЛЖ У (*ф &)\ м. (698*)
где бж — граница разделения на жалюзи, м;
— радиус жалюзийной решетки по внутренним кромкам лопаток, м;
hM — высота лопаток жалюзи, м;
р — угол между радиусом, проведенным к внутреннему концу ло-
патки жалюзи, и продолжением лопатки внутрь.
Из конструктивных соображений выбирается 7?ж и подсчитывается влия-
ние Р на величину границы разделения при различных значениях /гж, кото-
* Формулы (695) и (698) выведены С. Я- Бокштейном из формулы (689), в которую
подставлены
Q лп п
Ufi 2nRh И ~ 30
233
рые выбираются из условия: что значение должно быть близко к зна-
чению 8 в основной зоне сепарации.
По формуле (698) также можно вести расчет проходных сепараторов
с тангенциально установленными направляющими лопатками, Следует
отметить, что вследствие неизученности сопротивлений при перемещениях
вращающегося потока определение потерь напора приходится производить
по аналогии с расчетом движения воздуха в трубах, что часто влечет за собой
значительные погрешности. Поэтому потери напора уточняются при испыта-
ниях модели или опытного образца сепаратора, после чего производится
корректировка вентилятора.
Глава VI
АППАРАТЫ ДЛЯ ОЧИСТКИ ВОЗДУХА И ГАЗОВ ОТ ПЫЛИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
В пылевоздушной смеси, выходящей из воздушных сепараторов, а также
в отходящих газах из тепловых агрегатов (вращающиеся печи, сушильные
барабаны и пр.) содержатся пылевидные частицы, являющиеся ценным мате-
риалом, который необходимо выделить. Вместе с тем при измельчении обра-
зуется много пыли, которую также необходимо отделить от воздуха и газов
во избежание засорения ею окружающего воздуха.
Для отделения пыли от воздуха (газов) применяются следующие методы:
механическая сухая очистка, при которой частицы выделяются под дей-
ствием центробежных сил и сил тяжести; механическая очистка осущест-
вляется в так называемых центробежных циклонах;
очистка смеси с помощью матерчатых фильтров, задерживающих взве-
шенные в газе (воздухе) твердые частицы;
электрическая очистка газов (воздуха) путем осаждения твердых частиц
в электрическом поле высокого напряжения; электрическая очистка произ-
водится в электрофильтрах, коэффициент полезного действия которых до-
стигает 99—99,5%;
мокрая очистка газов.
§ 2. ЦЕНТРОБЕЖНЫЕ ЦИКЛОНЫ
Циклоны предназначаются для улавливания из пылевоздушной смеси
частиц сухой пыли.
Циклон (рис. 141) выполнен в виде цилиндрического корпуса 1, к ниж-
ней части которого крепится конус 2 с пылеотводящим патрубком 3. Пыле-
Рис. 142. Группа
циклонов
воздушная смесь вводится в циклон через патрубок 4, расположенный таким
образом, чтобы смесь поступала в циклон по касательной к его окружности.
Крышка 5 циклона, согнутая по винтовой линии, имеет шаг, равный высоте
235
входного патрубка, и длину, соответствующую одному обороту винтовой
линии. Пылевоздушная смесь, поступающая в циклон через входной патру-
бок по касательной к окружности циклона, начинает вращаться, опускаясь
при этом вниз по винтовой линии. Под действием возникающих центробеж-
ных сил частицы материала отбрасываются к стенкам корпуса циклона.
Пыль, попавшая на стенки корпуса, опускается в конус 2 и через выходной
патрубок 3 и пылевой затвор (мигалку), предупреждающий подсос (выбива-
ние) воздуха, периодически удаляется из циклона. Очищенный воздух (газ)
отводится из циклона через выходной патрубок 6.
Для достижения более высокой эффективности рекомендуется выбирать
циклоны возможно меньшего диаметра. Нередко для обеспечения требуемой
производительности и высокого качества очистки устанавливают группу
из нескольких циклонов с общим подводом и отводом газа и общим бункером
пыли (рис. 142).
Скорость пылевоздушной смеси на входе в циклон обычно принимается
в пределах 16—25 м/сек.
Качество работы циклона характеризуется коэффициентом очистки
UBX
где 0вх — весовое количество пыли, поступившей в циклон;
СВых — весовое количество пыли, уносимой из циклона (не улавли-
ваемой).
Коэффициент очистки в циклонах колеблется в пределах 70—90%.
С более высоким коэффициентом очистки работают групповые циклоны.
Гидравлическое сопротивление циклона (или группы их) определяется
по формуле:
ДР = е к— V* мм вод. ст.,
2g rt
(699)
где е — коэффициент аэродинамического сопротивления, отнесенный к ус-
ловной скорости. Для циклонов НИИОГаза величину в прини-
мают: для циклона марки ЦН-15 равной 105; ЦН-15у—100;
ЦН-24—60; ЦН-11—180. Для групповых циклонов эти зна-
чения принимают на 10% больше;
v — условная скорость газа в поперечном сечении цилиндрической
части циклона в м/сек. Обычно принимают v в пределах
3—3,5 м/сек;
g — ускорение силы тяжести, м/сек?,
yt — удельный вес очищенного газа при температуре входа в цик-
лон, t кг/м*.
Гидравлическое сопротивление циклона на участке от входа газов до их
выхода можно также определить по формуле треста «Гипрогазоочистка»
Др = 0,082^?удК- мм в0$ ст , (700)
где К — коэффициент гидравлического сопротивления;
ууд — удельный вес газа (воздуха), кг/м3;
V — объем газа (воздуха), проходящего через циклон, мэ/сек;
D — диаметр циклона, м.
Величину коэффициента сопротивления К «Гипрогазоочистка» рекомен-
дуется принимать: для циклона типов ЦН-15—К=105; ЦН-24—К=60;
ЦН-11—К=180. Для группы циклонов гидравлическое сопротивление по-
вышается на 10%.
Циклоны диаметром до 1000 мм предназначаются в основном для очистки
газов при запыленности смеси до 200—400 г/м3. Диаметр улавливаемых ча-
стиц составляет при этом 5—10 мк. Циклоны диаметром 2—4 м имеют про-
изводительность до 65000 м3/ч (считая по пылевоздушной смеси) и обычно
применяются в помольных установках.
236
§ 3. МАТЕРЧАТЫЕ ФИЛЬТРЫ
В матерчатых фильтрах пылевоздушная смесь пропускается через пере-
городки, изготовляемые из толстых тканей (шерстянки, миткали, муслина,
бумазеи, байки и т. п.). Производительность матерчатых фильтров состав-
ляет 2—5 мЧмин с 1 м2 поверхности ткани (по воздуху).
Коэффициент качества очистки в матерчатых фильтрах достигает
98—99% при запыленности смеси ПО—450 г/м3. Общее сопротивление
фильтра составляет 70—120 мм вод. ст.
Сопротивление фильтрующих тканей определяется по формуле
= (701)
где &т — коэффициент, зависящий от сорта ткани, для муслина при дли-
тельном пользовании он равен 24, для бумазеи — 7,6;
v — средняя скорость прохождения воздуха (газа) через ткань;
и — показатель степени, зависящий от сорта ткани, для муслина
п =1,46, для бумазеи п=1,83.
Для очистки газов, разъедающих ткань и имеющих температуру выше
100°, необходимо использовать специальные ткани (стеклянные, перхлор-
виниловые и т. д.).
Различают матерчатые фильтры рамного или рукавного типа. В рамных
фильтрах материя натягивается на рамки, и газовый поток, содержащий
пыль, проходит через фильтрующую ткань. Более
совершенны по конструкции и надежны в работе
фильтры рукавного типа. Газ пропускают через
ткань, сшитую в виде рукава, один конец которого
открыт (для входа газов), а другой закрыт.
Схема рукавного фильтра представлена на рис.
143. В закрытом металлическом корпусе 1 подвеши-
ваются матерчатые рукава 2 цилиндрической фор-
мы. Рукава (по 8—12 шт.) собраны в секции. Сек-
ции разделены перегородками на отдельные каме-
ры. Нижние концы рукавов открыты для входа
газов. Запыленный газ по трубопроводу 3 подво-
дится в нижнюю часть 4 фильтра, откуда направ-
ляется в нижние открытые отверстия рукавов. Про-
ходя через поры ткани, газ очищается, оставляя
пыль на внутренних стенках рукавов. Очищенный
газ собирается в верхней части металлического
кожуха, затем отводится через трубу 5 в общий
трубопровод 6. Через матерчатые фильтры газ про-
сачивается при помощи вентиляторов, которые мо-
гут нагнетать их в фильтр или отсасывать через
последний. В первом случае установка работает
под давлением, во втором — под разрежением.
Фильтр, представленный на рис. 143, работает под разрежением.
Во избежание загрязнения ткани частицами пыли, оседающими на
внутренней поверхности рукавов, их периодически встряхивают. Пыль при
этом падает в нижнюю часть кожуха, из которого отводится винтовым тран-
спортером 7. Рукава каждой секции подвешены к планке 8, которая соеди-
нена со встряхивающим механизмом 9, работающим от электродвигателя.
В момент встряхивания рукавов камера отсоединяется от сборного трубо-
провода 6 заслонкой 10 (в отдельных конструкциях вместо заслонки
применяют клапан, действующий от механизма встряхивания). Для лучшей
очистки от пыли ткань продувают воздухом в направлении, обратном основ-
ному движению газов. Рукава каждой камеры встряхивают в течение
18—20 сек, затем клапаны продувочного воздуха закрывают, а заслонку 10
открывают, и секция вновь включается в работу. Диаметр рукавов обычно
237
равен 180—210 мм, длина 2—3,5 м. Степень очистки газа 97—99%. Сопро-
тивление фильтра в среднем равно 25—35 мм вод. ст. Однако при увеличении
остаточной запыленности ткани сопротивление может возрасти в 2—3 раза.
Рукавные фильтры имеют следующие основные недостатки. В них не-
возможно без замены обычных тканей специальными очищать газы, темпе-
ратура которых выше 100°. При
очистке влажных газов на филь-
трующей ткани конденсируются
пары воды и ткань поэтому за-
мазывается. Кроме того, при
встряхивании из фильтра удаля-
ется не вся пыль, вследствие чего
рукава необходимо очищать в
среднем через каждые три меся-
ца. Рукава фильтров работают
до 3000 ч. Для предупреждения
конденсации на ткани паров воды
фильтры необходимо устанавли-
вать в отапливаемых помещениях
и изолировать их вместе с трубо-
проводом. В зимние месяцы сле-
дует продувать камеры фильтра
подогретым воздухом. Для на-
блюдения за работой фильтров
рекомендуется устанавливать
V-образные манометры и тер-
мометры. По показаниям мано-
метров можно судить о работе
фильтра: повышение сопротив-
ления свидетельствует о том, что
фильтрующая ткань начала за-
мазываться, а понижение — о
разрыве ткани.
Для очистки газов, имею-
щих температуру 300—350°, при-
меняются секционные унифици-
рованные фильтры (рис. 144) с
рукавами из стеклоткани.
Фильтр может состоять из одной
или более двухкамерных секций
в зависимости от потребной пло-
щади фильтрующей поверхности.
Запыленный газ подается сверху
в камеру 1, 2 и распределяется
по рукавам 3. Из внутренней
полости рукавов газ просасыва-
ется через ткань, при этом пыль
задерживается на внутренней
поверхности рукава, а очищен-
ный газ через клапанную короб-
Рис. 144. Секционный унифицированный фильтр Ку выбрасывается дымососом в
атмосферу.
По мере нарастания слоя пыли на внутренней поверхности рукавов
растет сопротивление фильтра, поэтому производится периодическая очистка
ткани от пыли (регенерация). При применении рукавов из стеклоткани
очистка фильтра при помощи встряхивания невозможна, так как при этом
происходят разрывы и изломы стеклоткани. В этом фильтре применена
очистка ткани при помощи обратного пульсирующего потока газа, суть ко-
238
торой состоит в следующем. От реле времени дается команда на исполни-
тельный механизм 5, который закрывает один из клапанов 6, при этом ра-
зобщается дымосос с одной из камер секции и одновременно открывается
канал для поступления продувочного газа, который подается через проду-
вочный клапан 7. Последний многократно открывается и закрывается,
благодаря чему создается пульсирующий поток продувочного газа, что
в свою очередь вызывает многократную деформацию рукавов. При деформа-
ции рукавов слой пыли (корка) разрушается и пыль осыпается вниз, в бун-
кер 8. Пыль из бункера удаляется ячейковым питателем 9. Затем продувоч-
ный клапан автоматически закрывается, клапан 6 открывается, и камера
включается в работу, т. е. соединяется со всасывающим патрубком
дымососа.
§ 4. ЭЛЕКТРОФИЛЬТРЫ
Рис.
145. Схема элект-
рофильтра
Электрический метод очистки является наиболее совершенным. Степень
очистки газов в электрофильтрах доходит до 99—99,5%. Расход мощности
в электрофильтрах составляет 0,15—1,1 л. с. на 100 м3 газа. Потеря напора
не превышает 30 мм вод. ст. В них можно очищать
химически агрессивные газы и газы с относительно
высокой температурой.
Электрофильтры делятся на две группы: труб-
чатые и пластинчатые. Последние могут быть верти-
кальными и горизонтальными.
Принцип действия электрофильтров. Если про-
пускать воздух (газ) со взвешенными в нем частицами
пыли через электрическое поле, созданное двумя элект-
родами, то происходит его ионизация. Взвешенные час-
тицы получают при этом электрический заряд, за счет
которого они с определенной скоростью перемещаются
по направлению к электроду, заряд которого имеет
противоположный знак.
Под ионизацией понимается процесс распада
электрически нейтральной молекулы на положитель-
но и отрицательно заряженные частицы (ионы).
Электрическое поле может быть создано между
электродами в виде двух концентрических цилинд-
ров (полый цилиндр и стержень — проволока
внутри него) или в виде плоскости и цилиндров
(стержни или проволока и плоская пластинка между
ними).
При появлении ионного разряда вокруг поверхности проволоки
(стержня) 1 (рис. 145) возникает слабое голубоватое свечение, показывающее
зону образования положительно и отрицательно заряженных ионов. Это
свечение называется «короной», а соответствующий ионный разряд —
«коронным разрядом». Провод, вокруг которого образовалась корона, носит
название коронирующего электрода. Электрофильтры питаются постоянным
током. Осадительный электрод 2 присоединяется к положительному полюсу,
а к коронирующему электроду через проходной изолятор 3 подводится по-
стоянный ток отрицательного знака, потому что отрицательно заряженные
ионы, например воздуха, движутся со скоростью в 1,37 раза больше, чем
положительные. Опыт показывает, что при этом улучшаются условия для
выделения из газа пыли и степень очистки может достигать 99—99,5%.
Положительно заряженные электроды имеют заземление 4. При подводе
к коронирующему электроду постоянного тока положительного знака сте-
пень очистки составляет 99%, а при подводе переменного тока—-всего
71—72%.
239
Объем и сечение камеры электрофильтра определяют исходя из следую-
щего. Практически время пребывания газа в камере принимают равным
2—3,5 сек. Такая продолжительность считается достаточной для осаждения
пыли на осадительном электроде. Это означает, что частицы пыли, получив
заряд, достигают осадительного электрода и, отдав ему свой заряд, оседают
на нем.
Очищенные га.зы,отпво-
вяишеся В дымовую
трубу
Условные обозначения:
Газы с пылью
"*•- газы очищенные от пыли
<3= Пыль
t- газы аз
/ печи
Рис. 146. Вертикальный пластинчатый электрофильтр
Л*
\ я
''распыли на.
чпотранспорт
Пневматический возврат
пыли л устройства
загрузни, б печь
В так называемых пластинчатых электрофильтрах осадительные элект-
роды имеют вид пластин, между которыми размещаются коронирующие
электроды. В зависимости от направления движения газов пластинчатые
электрофильтры бывают горизонтальные и вертикальные.
В институте «Гипрогазоочистка» для очистки дымовых газов разрабо-
таны горизонтальные трех- и четырехпольные электрофильтры типов ПГД
и ПГДС.
В электрофильтрах ПГД применяют осадительные электроды в виде
пластин, составленных из наклонно расположенных желобов (под углом 83°
к направлению движения газов) W-образной формы; В электрофильтрах
ПГДС применяют С-образные односторонние и двусторонние осадительные
электроды в паре с коронирующими электродами штыкового сечения или
игольчатого типа.
На рис. 146 представлен четырехпольный ^горизонтальный электро-
фильтр для очистки от пыли газов, отходящих от вращающейся печи.
Фильтр имеет четыре поля (электрических) (рис. 146). Электрофильтр со-
стоит из стального корпуса, внутри которого установлены осадительные
1 и коронирующие 2 электроды. Запыленные газы поступают в дымовую
камеру 3 вращающейся печи. В камере происходит частичное осаждение
пыли. Газы из камеры направляются в корпус электрофильтра, где про-
исходит выделение пыли, собирающейся в бункерах 4. Пыль из бункеров при
помощи шнека 5, а также частично пыль из дымовой камеры направляется
к загрузочному устройству печи. Очищенные от пыли газы при помощи дымо-
соса 6 поступают в дымовую трубу.
По направлению движения газов электрофильтры подразделяются на
вертикальные и горизонтальные. Новейшие мощные электрофильтры выпу-
скаются обычно горизонтальными.
Скорость движения газов в новейших конструкциях доходит до
2—2,2 м/сек.
Глава VII
МАШИНЫ ДЛЯ ГИДРАВЛИЧЕСКОЙ классификации
И ОБОГАЩЕНИЯ МАТЕРИАЛОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Гидравлическая классификация применяется:
при мокром измельчении материалов с целью выделения частиц требуе-
мой тонкости помола; гидроклассификаторы в этом случае обычно работают
в замкнутом цикле с помольными агрегатами, например с сырьевыми мель-
ницами, применяемыми для мокрого измельчения цементно-сырьевого
шлама;
для получения мелкого заполнителя бетона — песка стабильного зер-
нового состава по заданному модулю крупности;
для повышения качества нерудных строительных материалов, приме-
няемых при переработке минерального сырья при производстве щебня, гра-
вия и песка и путем их обогащения. Обогащение нерудных строительных
материалов имеет особенно большое значение для получения высококачест-
венных заполнителей бетона при изготовлении эффективных сборных же-
лезобетонных конструкций;
для обогащения сырья, потребляемого при производстве стекла, кера-
мики, асбеста, каолина, талька и других материалов.
Роль гидроклассификации становится очевидной, если учесть, что, на-
пример, при работе сырьевых мельниц на помоле цементно-сырьевого шлама
производительность мельниц повышается на 30—40%. Применение в бетоне
классифицированного песка, обогащенного путем удаления загрязняющих
примесей (глинистых, пылевидных и т. д.), позволяет снизить расход це-
мента на 15—20%, улучшить качество изделий из бетона и железобетона
(прочность, морозостойкость, долговечность).
Процессы классификации и обогащения материалов могут быть осущест-
влены следующими методами:
классификацией по крупности, позволяющей разделить исходный
материал на требуемые классы (фракции). Эта операция осуществляется на
рассмотренных выше грохотах (сухое и мокрое грохочение) или путем гидрав-
лической классификации (в водной среде);
промывкой, позволяющей повысить качество минерального сырья пу-
тем удаления из него загрязняющих примесей;
гравитационным методом классификации (обогащения), основанным
на различии объемной массы зерен материала;
под действием центробежных сил;
обогащением материала по упругости и трению.
В процессе классификации (обогащения) получают готовый продукт
и отходы. Эффективность обогащения оценивают выходом готового про-
дукта из общего количества классифицируемого материала, а также сте-
пенью извлечения готового продукта.
Выход готового продукта подсчитывается по формуле
Кг.„р = -^-100’/а, (702)
где то6 — масса обогащенного материала, кг;
тксх — масса исходного продукта, кг.
Выход обогащенного материала может быть также определен по фор-
муле
КР.„ = ^|-100»/„, (703)
где А — содержание готового продукта в исходном сырье, %;
16 Заказ К» 1125
241
Б — содержание готового продукта в обогащенном материале, %;
Р — содержание готового продукта в отходах, %.
Степень извлечения 13 определяется как отношение количества готового
продукта в обогащенном материале к его количеству в исходном сырье:
Л = (704)
Качество готового продукта оценивается содержанием в нем готового и
некондиционного продуктов, а именно:
с = 4, (705)
где с — степень обогащения.
Так, имеем в качестве исходного продукта известняк, в котором содержится 60%
кондиционного материала. После обогащения получаем, что в готовом продукте содержится
90% кондиционного материала, а в отходах — 5% .
Выход обогащенного продукта согласно формуле (703) будет равен
*r.np=^->oo=^-io°=6V%-
Степень извлечения согласно формуле (704) составит
Б 90
Ч=4-7 = 60б4’7 = 97%-
Степень обогащения равна
Для обогащения и промывки, например песков в стекольной промыш-
ленности, применяют специальные устройства. Процесс обогащения и про-
мывки основан на том, что частицы песка промываются в потоке воды, при
этом тяжелые зерна песка оседают, а посторонние, более легкие примеси
(пылевидные частицы кремнезема, глинистые частицы, органические примеси
и т. п.) остаются взвешенными в воде. Если предупредить осаждение этих
частиц, своевременно сливая воду, то в осадке будут содержаться лишь тя-
желые, более крупные частицы кремнезема (готовый продукт).
При гидравлической классификации могут быть осуществлены про-
цессы собственно гидравлической классификации; промывки и оттирки
материалов; обогащения материалов. Процесс классификации может быть
осуществлен как чисто гидравлическим, так и гидромеханическим способом
в специальных устройствах, называемых классификаторами.
§ 2. ОСНОВЫ ТЕОРИИ ГИДРАВЛИЧЕСКОЙ КЛАССИФИКАЦИИ
Гидравлическая классификация основана на том, что жидкие системы,
включающие твердые тела, склонны к разделению под действием силы
тяжести. Если весовая плотность жидкой системы меньше плотности частиц,
то последние оседают на дно сосуда.
Скорость оседания частиц зависит от их размера, удельного веса и
формы. Таким образом, в конечном счете гидравлическая классификация
основана на различной скорости падения частиц. Размеры частиц в указан-
ной зависимости имеют решающее значение, так как они могут меняться
в широких пределах, в то время как плотности их различаются не столь уж
значительно.
При падении тела в жидкости возникают два вида сопротивлений:
сопротивление трения, вызываемое вязкостью жидкости, и сопротивление
сил инерции (динамическое сопротивление).
Первый вид сопротивления является преобладающим при относительно
малой скорости падения частиц (при ламинарном потоке среды) размером
менее 175 мк (для зерен кварца). При оседании частиц размером в 1,5 мм
242
и более сопротивление трения резко уменьшается и главенствующим стано-
вится динамическое сопротивление, при этом поток среды приобретает тур-
булентный характер.
Определим условия падения в жидкости частиц малого размера (до
175 мк по кварцу), т. е. при учете сил трения:
G = mg; т = уудУ; G = уудИ^ н, (706)
где т — масса тела, кг;
g — ускорение силы тяжести, м/сек2;
ууд — удельная масса тела, кг/м3;
V — объем тела, м3;
G — сила тяжести тела, н.
Активный вес находящегося в жидкости тела, под действием которого
частица стремится опуститься, определяется из равенства
°а = ^(Туд—7)g Ъ (707)
где у — плотность жидкости, кг/м3.
Возникающие при этом сопротивления тормозят опускание частицы.
Сопротивление трения Рср жидкой среды падению шарообразного тела,
выведенное Стоксом, равно
Рср = Злр dv н, (708)
где р — коэффициент вязкости, н-сек/м2;
d — диаметр частицы, м;
v — скорость падения частицы, м/сек.
Условие равновесия частицы
ma = Ga —Рс? = У(ууд — y)g— 3npcfo н, (709)
где та — сила инерции частицы при ускорении, равном а.
При шарообразном теле будем иметь у =
6
тогда та= ^(ууд —-y)g~ Злцсйл (710)
Согласно формуле (706), имеем
m = = (711)
Подставляя найденное значение т в формулу (710), получим
= (Ууд— y)g — Znpdv. (712)
Согласно формуле (706), т = ууд V = .
Подставляя найденное значение т в формулу (710), получим
aVyA-6- = -6-(TyA—
Разделив левую и правую части на ууд, получим
—^^LM/ceKz^ (713)
Туд & ^Туд V 7
Из формулы (713) устанавливаем, что с увеличением скорости падения
величина а уменьшается. Поэтому при достижении определенного значения
скорости ускорение а будет равно нулю и тело будет двигаться с постоянной
скоростью. В этом случае будем иметь
= (714)
Туд и гуд
16*
243
откуда конечная скорость падения частицы
d2 (Туд —Y)g
18 р.
м/сек.
(715)
При падении в жидкости частиц размером в 1,5 мм и более основным
видом сопротивления является динамическое.
При падении частицы равновесие сил будет иметь место при условии
₽a«» = P»h + (G,-G»)«. (716)
где Рдии — динамическое сопротивление частицы;
Рин — сила инерции частицы;
G4—GB — разность масс частицы и вытесненной ею жидкости.
Динамическое сопротивление среды, согласно квадратичному закону
Ньютона о динамическом сопротивлении, равно
Pwn = cFV2y н, (717)
где с — коэффициент, зависящий от формы частицы;
v — скорость падения частицы;
у — плотность жидкости;
F — проекция частицы на горизонтальную плоскость; при частице
шарообразной формы
F~ 2d
(V — объем частицы).
Сила инерции частицы при ускорении, равном а, определяется по фор-
муле
Рия —та н. (718)
Выражение (G4—GB) можно преобразить так:
G4 — GB = g(m — mJ н. (719)
Учитывая, что m=yyilV, получим
G4 — GB=g(yyaV~ yV) н. (720)
Подставляя найденные значения в формулу (716), получим
Ц Vv2T + gV (ууд — у),
= Vy«o + g(V„- V).
(721)
(722)
отсюда
(723)
Зга2у (Ууд ?)
a=2^d~g~~^------
^гуд и гуд
Наибольшая конечная скорость ик будет при условии п=0. Вели-
чина с для шарообразных частиц в большинстве случаев колеблется в преде-
лах 0,33+0,4 (в среднем 0,365).
При падении тела в воде величина у=1. В этом случае формула (723)
примет вид
vK-41,8j/d(T„-l). (724)
В общем виде формулу (724) можно представить в следующем виде:
= Л + d (725)
Коэффициент А принимается равным: для шарообразных частиц 41,8-г
-4-42,2; для угловатых — 35,8; для продолговатых — 33,4; для пластинча-
тых — 22,7.
244
откуда конечная скорость падения частицы
(Туд —v)g
18ц
м/сек.
(715)
При падении в жидкости частиц размером в 1,5 мм и более основным
видом сопротивления является динамическое.
При падении частицы равновесие сил будет иметь место при условии
P,„. = P.,k + (G4-G,)«. (716)
где Рат — динамическое сопротивление частицы;
Рин — сила инерции частицы;
G4—GB — разность масс частицы и вытесненной ею жидкости.
Динамическое сопротивление среды, согласно квадратичному закону
Ньютона о динамическом сопротивлении, равно
^ДИн = cFv'2y н, (717)
где с — коэффициент, зависящий от формы частицы;
v — скорость падения частицы;
у — плотность жидкости;
F — проекция частицы на горизонтальную плоскость; при частице
шарообразной формы
77 ЗУ
F ~ 2d
(V — объем частицы).
Сила инерции частицы при ускорении, равном а, определяется по фор-
муле
Рин-=/77Ц н. (718)
Выражение (G4—GB) можно преобразить так:
G4 —GB = g (т — mJ н. (719)
Учитывая, что т=уудУ, получим
G4—GB=g(yyjlV —уУ) н. (720)
Подставляя найденные значения в формулу (716), получим
^^2Т = Туд^ + ^ (Туд —V)’ (721)
Yy.+ + gf(YyA- Y), (722)
отсюда Зси2у (Туд Y) 2?уд 4 Туд (723)
Наибольшая конечная скорость пк будет при условии а=0. Вели-
чина с для шарообразных частиц в большинстве случаев колеблется в преде-
лах 0,33+0,4 (в среднем 0,365).
При падении тела в воде величина у = 1. В этом случае формула (723)
примет вид
— 41,8F'd(Tya—О (724)
В общем виде формулу (724) можно представить в следующем виде:
vK = А )/ feJ d . (725)
Коэффициент А принимается равным: для шарообразных частиц 41,8-ь
-т-42,2; для угловатых —35,8; для продолговатых —33,4; для пластинча-
тых — 22,7.
244
§ 3. ГИДРАВЛИЧЕСКИЕ КАМЕРНЫЕ И КОНУСНЫЕ КЛАССИФИКАТОРЫ
Широкое применение при гидравлической сортировке песков и шламов
находят камерные и конусные классификаторы.
Классификатор камерного типа (рис. 147) представляет собой деревян-
ный ящик (корыто) 1, в нижней части которого имеются карманы 2, где и
оседают зерна. Под каждым карманом крепится чугунный цилиндр 3 с кони-
Рис. 147. Классификатор камерного типа
ческой нижней частью. Для предупреждения уплотнения материала служат
вертикальные полые валы 4 с лопастями, приводимые во вращение от общего
горизонтального вала 5 через червячные редукторы 6. Число оборотов верти-
кального вала — 14-3 об/мин. Внутри вертикальных полых валов 4 проходит
стержень с пробкой на нижнем конце, запирающей выпускное отверстие.
Через указанное отверстие подается восходящий поток воды, который под-
водится через специальные насадки 7 по касательной, чем обеспечивается
вращательное движение воды, улучшающее классификацию. Более тяжелые
зерна оседают в карманах, удаляются, а более легкие примеси отводятся
с отходящей водой.
Производительность стандартного классификатора 20 т/ч при расходе
500—550 л воды на тонну материала.
Конусный классификатор с непрерывной разгрузкой представлен на
рис. 148. Пульпа, подаваемая по желобу 1, через приемник 2, снабженный
трубой 3, поступает в металлический конус 4. Крупные, более тяжелые ча-
стицы материала оседают в нижней части конуса. Мелкие, более легкие
частицы удаляются вместе со сливом через кольцевой лоток 5. Крупные
частицы материала непрерывно разгружаются через патрубок 6 и сифонную
трубку 7. Для задержания таких материалов, как щепа, тряпки и т. д,,
в трубе 3 предусматривается сетка 8.
Конусный классификатор с автоматической разгрузкой, представлен-
ный на рис. 149, предназначается для классификации песка. Классификатор
245
состоит из корпуса 1, загрузочного цилиндра 2, диафрагмы 3, поплавка 4,
тяги 5, верхнего рычага 6, тяги 7, нижнего рычага 8, шарового клапана 9
и сборного желоба 10. Смесь воды и песка (пульпа), поступая в загрузочный
цилиндр 2 на диафрагму 5, равномерно распределяется по поверхности
верхней части конуса 1. Крупные, более тяжелые зерна выпадают вниз, а
мелкий продукт вместе с водой сливается через верхний край конуса в от-
водной сборный желоб. Поплавок 4 по мере заполнения конуса пульпой
всплывает. При этом с помощью соединенных с ним тяг и рычагов 5, 6, 7
и 8 шаровой клапан 9 опускается и открывает выпускное отверстие в нижней
части конуса, через которое разгружается песок. Пружина И и противовес
12 позволяют регулировать прижатие шарового клапана 9.
Рис. 148. Конусный классификатор
с непрерывной разгрузкой
Рис. 149. Конусный классификатор с авто-
матической разгрузкой
Как видно из рисунка, поплавок заключен в цилиндр 13, нижняя часть
которого выполнена в виде усеченного конуса. При увеличении подачи
пульпы она не переливается через края конуса, а заполняет цилиндр 13.
Вследствие этого всплывает поплавок и предельно раскрывается выпускное
отверстие.
Рассмотренные выше камерный и конусный гидроклассификаторы как
по качеству готовой продукции, так и по производительности не удовлет-
воряют высоким требованиям, предъявленным, например, к песку, приме-
няемому в качестве заполнителя для бетонов. Кроме того, указанные гидро-
классификаторы не предназначены для получения фракционированных по
зерновому составу песков. Между тем при использовании фракционирован-
ных составов песков прочность бетона повышается на (304-40) • 10s «/л«2;
при этом уменьшается возможность усадочных и температурных деформа-
ций, возрастает морозостойкость и водонепроницаемость, снижается расход
цемента на 30—40 кг на 1 л3 бетона и т. д.
ВНИИСтройдормаш, учитывая изложенное, запроектировал стацио-
нарные автоматизированные гидроклассификационные установки камер-
ного типа производительностью в 50 и 100 tn/ч, а также на их основе и пере-
движную установку производительности 50 т/ч. Эти установки позволяют
получать шихтованную смесь стабильного зернового состава с требуемым
модулем крупности песка.
246
На рис. 150 представлен общий вид автоматической гидроклассифика-
ционной установки, а на рис. 151 — технологическая схема ее.
Основные принципы работы установки следующие:
1. Обеспечение формирования заданного зернового состава песка
путем смешивания потоков песчаных гидросмесей, выходящих из камер
классификатора.
Рис. 150. Общий вид автоматической гидроклассификаццонной установки
2. Получение стабильного зернового состава шихтованного песка неза-
висимо от изменения производительности и крупности исходного материала.
3. Исключение возможности потерь в отходы лимитирующих фракций
песка независимо от перераспределения их в процессе работы установки.
Рис. 151. Технологическая схема автоматической гидроклассификационной установки
Установка производит три технологические операции:
1. Разделение исходной песчаной смеси на фракции.
2. Смешение этих фракций в требуемых пропорциях.
3, Обезвоживание готовых продуктов.
247
Аппаратом для разделения песка на фракции служит четырехкамерный
гидроклассификатор.
Песок крупностью меньше 5 мм подается в пульпообразователь 1 гидро-
классификатора (см. рис. 151), где он смешивается с водой в соотношении
Т : Ж= 1 • 1 (до 1 : 1,5). В пульпообразователь также может подаваться
пульпа с указанным соотношением Т :Ж- В этом случае он будет выполнять
функцию приемного лотка.
Образовавшаяся пульпа по лотку пульпообразователя поступает в на-
правляющий желоб 2, расширяющийся по направлению лотка, где происхо-
дит разделение частиц по крупности на четыре фракции. Желоб тремя
перегородками 3 разделен на четыре части. Окончательное разделение песка
на фракции происходит в классификационных камерах 4 при режиме стес-
ненного падения в восходящих потоках воды. Вода под давлением подается
снизу в камеры, проходит через щели решетки (см. ниже рис. 152). и, под-
нимаясь вверх, выносит частицы песка, скорость падения которых меньше
скорости восходящих потоков воды.
Получение фракций требуемых размеров производится путем регули-
рования подачи количества воды в классификационные камеры.
Разгрузка песка из классификационных камер 4 (см. рис. 150 и 151)
происходит при постоянной заданной плотности пульпы, что обеспечивает
выход продукта из камер со стабильным зерновым составом и плотностью.
Принцип работы автоматических разгрузочных устройств, выдающих
четыре фракции песка стабильной гранулометрии с постоянной обводнен-
ностью, позволяет применить объемное дозирование этих фракций непо-
средственно после классификации. Для этого под классификационными
камерами устанавливается шихтующее устройство, состоящее из распреде-
лительных механизмов 5, дозировочных бункеров 6 и смесительной ка-
меры — лотка 7.
Распределительные механизмы направляют продукты классификации
в соответствующий дозировочный бункер. Дозировочные бункера состоят
из восьми емкостей, расположенных в два ряда.
В нижней части каждый бункер имеет горловину и фланец для крепления
разгрузочного клапана. Между двумя рядами бункеров расположен наклон-
ный лоток 8, по которому отводятся излишки всех фракций. Внутри лотка
имеются вваренные пальцы и козырьки, дающие возможность помещать
внутрь дополнительный лоток для получения из излишков двух фракций
песка.
На внешних вертикальных стенках бункеров 6 по высоте имеются отвер-
стия для установки датчиков сигнализатора уровня, фиксирующих опреде-
ленный объем собираемого продукта. Датчики на бункерах устанавливаются
так, чтобы обеспечить пропорциональность объемов дозируемых гидросме-
сей заданным соотношением соответствующих фракций в требуемой шихте.
Ряды дозировочных бункеров работают поочередно. Из камер классифи-
катора отдельные фракции песка с помощью распределительных механиз-
мов направляются в соответствующий дозировочный бункер работающего
ряда.
При наполнении материалом одного из бункеров до фиксируемого дат-
чиком уровня его распределительный механизм автоматически переводит
поворотную воронку в среднее положение и затем направляет данную фрак-
цию по наклонному лотку в спиральный классификатор немодулировэнного
песка для обезвоживания. При наполнении следующего бункера до задан-
ного уровня его поворотная воронка также переходит в среднее положение
и излишки этой фракции поступают в спиральный классификатор немодули-
рованного песка. После наполнения последнего бункера работающего ряда
независимо от очередности их наполнения распределительные механизмы
всех камер переходят в следующее рабочее положение — на заполнение
второго ряда дозировочных бункеров. Начинается новый цикл. Одновре-
менно открываются клапаны выпускных отверстий первого ряда бункеров,
248
Рис. 152. Схема классификационной камеры
и гидропесчаная смесь поступает в смесительный лоток 7, где она переме-
шивается и равномерно направляется в спиральный классификатор 9 для
обезвоживания готовой шихтованной смеси' Излишки подаются в спираль-
ный классификатор 10. В спиральных классификаторах как шихтованная
смесь, так и излишки по фрак-
циям окончательно перемеши-
ваются, обезвоживаются до
12—18% и выдаются по назна-
чению.
Весь процесс обогащения
песка на установке происхо-
дит автоматически и управля-
ется с одного пульта, распо-
ложенного в кабине опера-
тора. На пульте управления
имеется пневматическая схе-
ма (табло) с сигнальными
лампочками, позволяющая
контролировать весь техноло-
гический процесс получения
смеси песка требуемого зерно-
вого состава. Автоматическое
управление предусматривает
необходимую блокировку ме-
ханизмов при нарушении про-
цесса.
Для измерения плотности
пульпы в каждой классифи-
кационной камере 1 (рис. 152)
устанавливается гидростатическая трубка 2. По мере накапливания
взвешенных частиц в камере плотность пульпы увеличивается и вслед-
ствие этого поднимается уровень воды в гидростатической трубке.
Рис. 153. Распределительный механизм
На каждой гидростатической трубке установлено по датчику индук-
ционного типа. Датчик имеет верхнее 3 и нижнее 4 кольца с обмотками и
плавающий внутри трубки поплавок 5 с ферритовой пластинкой. Когда
уровень воды в гидростатической трубке дойдет до верхнего датчика, через
249
систему реле подается сигнал на открытие разгрузочного отверстия класси-
фикационной камеры. По мере разгрузки плотность пульпы в камере умень-
шается, уровень воды, а также поплавок, находящийся внутри гидростати-
ческой трубки, опускаются. Как только поплавок дойдет до нижнего кольца
датчика, система автоматического управления дает команду на закрытие
разгрузочного отверстия. Начинается новый цикл работы камеры.
Меняя расстояние между верхним и нижним кольцами датчика на гидро-
статической трубке и расположение их по высоте трубки, можно менять
продолжительность цикла работы камеры и плотность разгружаемой пульпы.
Рис. 154. Разгрузочный клапан
Приборы настраиваются так, чтобы плотность разгружаемой пульпы была
примерно одинакова для всех камер и равна соотношению Т : Ж—1 : 1-
Излишки воды вместе с частицами песка размером меньше граничного зерна
последней камеры переливаются через боковые проемы и задний борт же-
лоба классификатора, а затем через сливные карманы отводятся из класси-
фикатора.
В нижней части камеры установлены решетка 6 и разгрузочный
клапан 7.
Каждый распределительный механизм (рис. 153) состоит из армирован-
ного металлической спиралью 1 рукава, внизу которого шарнирно подве-
шена поворотная воронка 2, и пневмоцилиндра 3 с рычажной системой.
Пневмоцилиндр разделен на две части и имеет два поршня, что обеспечивает
три фиксированных положения поворотной воронки.
Разгрузочный клапан дозировочного бункера состоит из корпуса 1
(рис. 154), внутри которого проходит труба 2 для подачи сжатого воздуха
в пневмоцилиндр 3. Шток 4 с поршнем 5 закреплен неподвижно во фланце
крепления клапанного устройства и имеет сверление для подачи воздуха.
Пневмоцилиндр 3 на верхнем конце имеет клапан 6, служащий затвором.
Скорость восходящей струи в камерах классификации принимается
равной скорости стесненного падения, отнесенной к общей площади камеры.
250
И. Н. Качан рекомендует определять скорость восходящей струи по формуле
^*стр (Y 1) (^гр ^о) j h мм/сек, (726)
где drv — размер граничного зерна, см;
у — плотность частиц материала, г/см3;
k — коэффициент разрыхления (содержание по объему в камере
жидкой фазы в долях единицы), его следует принимать рав-
ным 0,725;
d и du — постоянные величины для материалов данной крупности,
определяются по табл. 28.
Таблица 28
Значения d и d0
Крупность зерен drp, см d rfo
0,077 15,35 0,036
0,065 8,58 0,08
Производительность гидроклассификатора для каждой камеры можно
определить по формуле
Q = т/ч,
пр
(727)
где — удельная производительность, для данной границы разделе-
ния, т/м2 • ч;
Fx — площадь осаждения для данной камеры, м2;
^г.пР — выход готового продукта [см. формулу (702)].
Производительность классификатора по выпуску готового продукта
может быть также определена по формуле
FiVCtp Y 3600 (1 — /гр)
Q =----------ДЛТ---------- ^/Ч,
(728)
Ю*ФР
где Fr — площадь осаждения для данной камеры, м2;
истр — скорость восходящей струи, мм/сек;
у — плотность частиц, г/см3;
£фр — выход фракции, осаждающейся в данной камере, %;
/гр — коэффициент разрыхления, &р=0,725.
§ 4. ГИДРАВЛИЧЕСКИЕ КЛАССИФИКАТОРЫ ВЕРТИКАЛЬНОГО ТИПА
С ВОСХОДЯЩЕЙ СТРУЕЙ ВОДЫ
Существуют гидравлические классификаторы вертикального типа, в ко-
торых пульпа подается навстречу восходящему потоку воды; перпендику-
лярно восходящему потоку и в одном с ним направлении.
Необходимо отметить, что наиболее рациональной является работа
классификатора с восходящим потоком воды. В этом случае прямоточное
движение струй воды способствует снижению турбулентности и вихреобра-
зования.
Схема гидроклассификатора с восходящим потоком воды, разработан-
ная НИИЖелезобетоном, представлена на рис. 155. Этот гидроклассифи-
катор предназначен для разделения песка на две фракции (класса). Если
количество фракций требуется увеличить, устанавливается последовательно
несколько классификаторов. Гидроклассификатор состоит из бака-дозатора
1, сечение выпускного отверстия которого можно регулировать при
посредстве конуса 2, трубы 3 для слива избытка гидросмеси. Пульпа посту-
251
пает из бака-дозатора в диффузор 4, предназначенный для гашения кинети-
ческой энергии исходной гидросмеси. В нижней части диффузора установлен
распределитель гидросмеси 5, направляющий пульпу на поплавок 6, кото-
рый обеспечивает плавный переход нисходящего потока гидросмеси в вос-
ходящий. Далее пульпа поступает в приемно-разделительную камеру 7.
Двигаясь вверх по кольцевому пространству камеры 7, пульпа приобретает
скорость, при которой мелкая фракция выносится из классификатора и отво-
дится по сливной трубе 8,
а крупная осаждается.
Навстречу осаждающим
зернам крупной фракции
поступает чистая вода, по-
даваемая по кольцевому
трубопроводу 9. Скорость
восходящего потока воды
рассчитывается на клас-
сификацию материала по
принятому граничному
зерну.
Рис. 155. Схема гидроклассификатора конструкции
НИИЖелезобетона
В приемно-раздели-
тельной камере установле-
ны ребра-успокоители 10,
назначение которых — предупреждать возникновение турбулентных пото-
ков в зоне разделения песка. Окончательная классификация песка осущест-
вляется в классификационной камере//. Крупные частицы песка осаждаются
в камере 12 и удаляются из нее через регулируемое разгрузочное устрой-
Рис. 156. Схема гидроклассификатора конструкции ВНИИГС
ство 13. Чистая вода подается по трубопроводу 14 и поступает в кольцевой
трубопровод 9. Для регистрации уровня слоя песка в разгрузочной камере
12 служат датчики 15 и блок автоматики привода 16 затвора.
Фракционированный песок после классификатора необходимо обезво-
живать, причем обезвоживанию мелкой фракции должна предшествовать
операция сгущения, т. е. удаления из мелкой фракции шлама и избытка
воды.
На рис. 156 представлены общий вид и схема гидроклассификатора,
разработанного Всесоюзным научно-исследовательским институтом гидро-
технических и санитарно-технических работ (ВНИИГС). Данный классифи-
252
катор предназначен для фракционирования песка и песчано-гравийных
смесей по граничному зерну от 0,5 до 3 мм. Принцип действия классифика-
тора основан на классификации по крупности предварительно обогащенного
в самом классификаторе материала в восходящем винтовом потоке воды.
Основное разделение происходит в классификационной камере. Пульпа,
подлежащая классификации, подается под напором через трубопровод 1
в диффузор 2, при этом в последнем скорость пульпы снижается до величины
в 0,4—0,6 м/сек, при которой еще обеспечивается вынос из диффузора наи-
более крупных фракций. Из диффузора пульпа поступает в обогатительную
камеру 3, диаметр которой значительно больше верхнего диаметра диффу-
зора, вследствие чего скорость движения пульпы резко уменьшается и круп-
ные зерна, превышающие по размеру величину граничного зерна, оседают
и попадают в камеру классификации 4, которая представляет собой кольцо,
заключенное между диффузором и корпусом классификатора. В нижнюю
часть классификационной камеры через трубопровод и водяной коллектор 5
подается чистая вода. Из коллектора через специальные окна вода поступает
в классификационную камеру винтовым потоком. В этом потоке осущест-
вляется окончательная — чистовая — классификация по заданному гра-
ничному зерну. Часть воды, поступающей в коллектор, расходуется на
гидроклассификацию, а часть — на гидротранспорт крупного продукта,
отводимого через патрубок 6.
Как отмечалось выше, первое разделение материала происходит в обо-
гатительной камере 3, при этом из нее удаляется через сливной коллектор 7
значительная часть мелкой фракции, отделенной в этой камере, и плюс мел-
кая фракция, поступающая из классификационной камеры.
В верхней части камеры 3 установлен отбойный щиток 8.
Прямоточный гидроклассификатор, поскольку пульпа подается снизу,
является напорным аппаратом, рассчитанным на давление до 3 ат на уровне
сливного коллектора.
§ 5. ГИДРОЦИКЛОНЫ
В рассмотренных выше гидравлических классификаторах процессы раз-
деления материала на фракции протекают под действием гравита-
ционных сил.
Гидравлические классификаторы, работа которых основана на действии
гравитационныхг сил, успешно применяются при классификации песков
с граничным размером зерен от 0,5 до 3 мм. Иное положение мы имеем при
разделении материалов по малым величинам граничных зерен, поскольку
силы сопротивления среды, пропорциональные поверхности зерна, возра-
стают значительно быстрее гравитационных сил, определяемых массой ча-
стицы, чем затрудняется процесс классификации. С повышением концентра-
ции мелких зерен разделение еще более ухудшается вследствие возрастания
вязкости среды.
Процессы разделения мелких твердых частиц могут быть значительно
улучшены при осуществлении их под действием центробежных сил инерции.
В последние годы для разделения жидких смесей в поле центробежных
сил инерции широкое применение получили так называемые гидроциклоны.
Они широко используются для классификации твердых частиц с размерами
10—500 мк и для сгущения шламов.
В промышленности строительных материалов гидроциклоны нашли
применение при помоле сырьевых цементных материалов при работе сырье-
вой мельницы в замкнутом цикле.
Гидроциклон, представленный на рис. 157, состоит из металлического
корпуса 1, внутренняя поверхность которого футерована износостойкими
материалами. Нижняя часть корпуса имеет форму конуса, а верхняя —
цилиндра. Материал, подлежащий классификации, подается через патру-
бок 2, ось которого расположена тангенциально к цилиндрической части
253
корпуса. Таким образом, шлам, поступающий в гидроциклон, приобретает
вращательное движение, в результате которого возникают центробежные
Рис. 157. Гидроциклон:
а — общий вид; б — внутренняя часть циклона, футерованная резиной;
в — внутренняя часть циклона, футерованная каленым литьем
силы инерции. Под действием гослздних относительно крупные твердые ча-
стицы отбрасываются к стенкам корпуса и движутся по спиральной траек-
тории вниз к выходному патрубку 3 для отвода нижнего продукта. Более
мелкие частицы и большая часть жидкости
движутся во внутреннем спиральном пото-
ке, направленном вверх к патрубку 4 для
отвода верхнего продукта.
Крупные частицы возвращаются в
мельницу на домол, а мелкие — в шлам-
бассейны.
Чем выше давление на входе в гидро-
циклон, тем больше вращательная скорость
движения потока и тем больше центробеж-
ная сила инерции, но меньше граница раз-
деления.
Для получения наиболее крупного сли-
ва с частицами до 0,5—0,7 мм величина
давления принимается равной 0,3—0,5 ат
Рис. 158. Схема движения шлама О ат=9,8 • 10 4 н/м ), а для получения
1 в гидроциклоне наиболее тонкого слива давление на входе
должно быть не менее 1,5—1,7 ат.
На рис. 158 представлена схема движения шлама в гидроциклоне. Под
действием центробежных сил инерции, как отмечалось, твердые частицы дви-
жутся от оси гидроциклона к его периферии. Их движению препятствует
сопротивление среды.
254
Для частиц граничного размера на определенном расстоянии от центра
циклона центробежные силы инерции уравновешиваются силами, действую-
щими со стороны жидкости, и тогда скорость осаждения частиц этого раз-
мера становится равной нулю. Частицы, размер которых меньше размера
граничного зерна, перемещаются к оси гидроциклона и затем удаляются
в слив, а частицы большего размера направляются к периферии, опускаются
и удаляются через разгрузочный патрубок.
С.З. Качан («Химическая промышленность», 1956, № 6) рекомендует
подсчитывать объемную производительность гидроциклона по формуле
Q = DdoV2g{H1— Н,2) л!мин,
где р, — коэффициент расхода;
dlt — диаметр питающего патрубка, см;
D — диаметр цилиндрической части гидроциклона, см;
d0 — диаметр отводящего патрубка, см;
g — ускорение силы тяжести, см)сек2;
Н± — напор в питающем патрубке, кГ/см2;
Н2 — напор в отводящем патрубке, кГ/см2.
Если принять, что коэффициент расхода р — величина постоянная, то
выражение в скобках для геометрически подобных циклонов будет постоян-
ной безразмерной величиной. Обозначив это выражение через k, получим
Q = kD d(J}^ 2g (Н}—Н2) л/ мин, (729)
Q = 44,5&Ddo У~Нг—Н2 л/мин. (730)
По опытным данным, для гидроциклонов диаметром от 1,25 до 60 см
с углом конусности в 38° величина 44,5 k равна 0,524. С уменьшением угла
конусности эта величина возрастает и ее значение должно быть определено
опытным путем.
М. Г. Михальченко, В. Д. Бесполов, В. Н. Гуревич рекомендуют под-
считывать объемную производительность по формуле
Q = 15,7dddo К Н л/мин, (731)
где d„ — приведенный диаметр питающего отверстия, см;
d6 — диаметр отводящего патрубка, см;
Н — напор в питающем патрубке, кГ/см2.
В табл. 29 приводятся ориентировочные данные для выбора гидроцик-
лонов с углом конусности 20° .
Таблица 29
Ориентировочные данные для выбора гидроциклонов
Диаметр гидроцикло- на D, мм Диаметр отводящего патрубка, доли от D Диаметр питаю- щего отверстия, доли от do Диаметр выход- ного патрубка для песка, доли от d, Производитель- ность при Н= 1 кГ/смг. л! мин Верхний предел круги ности слива ^тах
75 0,2—0,5 1—0,5 0,2—0,7 60—125 22—60
125 0,2—0,4 1—0,5 0,2—0,7 125—250 26—80
150 0,2—0,4 1—0,5 0,2—0,7 200—350 23—95
250 0,2—0,4 1—0,5 0,2—0,7 450—850 37—135
350 0,2—0,4 1—0,5 0,2—0,7 850—1500 44—180
500 0,2—0,4 1—0,5 0,2—0,7 1500—3000 52—240
750 0,2—0,4 1—0,5 0,2—0,7 3500—6500 73—340
1000 0,2—0,4 1—0,5 0,2—0,7 6200—10000 —
255
Размер граничного зерна, по которому происходит классификация
в гидроциклоне, рассчитывается по формуле
drp = 0,9
оУ>т
dn VН (р —ро)
(732)
где D — диаметр гидроциклона, см;
dn — диаметр выходного патрубка для песка, см;
Т — содержание твердых частиц в питании, %;
d0 — диаметр отводящего (шламового) патрубка, см;
Н — давление на входе в гидроциклоне, кГ/см2;
р — плотность твердой фазы, г/смэ;
р0 — плотность жидкой фазы, г}см?.
§ 6. ГИДРОМЕХАНИЧЕСКИЕ КЛАССИФИКАТОРЫ
Работа гидромеханических классификаторов основана на том, что мате-
риал классифицируется в потоке воды при одновременном механическом
его взмучивании.
Реечный классификатор, устанавливаемый наклонно, представлен на
рис. 159. Классификатор состоит из желоба /, через торцовую стенку 2
Рис. 159. Реечный классификатор
которого по лотку 3 происходит слив. Разгрузка песков происходит через
верхний открытый конец 4 желоба. Внутри желоба подвешен гребковый
механизм (рейки) 5. Рама 6 гребкового механизма подвешена на серьгах 7 и 8
к рычагам 9 и 10, связанным между собой тягами 11. Основной рычаг 10
при помощи кулачка 12 приводится в качательное движение, вследствие
чего обеспечивается подъем и опускание гребковой рамы. Возвратно-посту-
пательное движение гребковому механизму сообщает кривошип 13 через
шатун 14, шарнирно соединенный со стойками рамы. Сочетание указанных
движений заставляет гребковую раму взмучивать материал и продвигать
крупные, осевшие на дно желоба частицы по направлению к выходному
концу 4. Взмученные мелкие частицы материала отводятся вместе с водой
через сливной лоток 3.
Необходимо отметить, что уровень воды в желобе устанавливается
с таким расчетом, чтобы верхняя часть дна желоба была сухой. Вследствие
256
этого песок, передвигаемый гребковым механизмом вверх, выходит из зоны,
заполненной водой, и отчасти обезвоживается.
Реечные классификаторы в зависимости от числа реек (гребковых меха-
низмов) бывают одно-, двух- и четырехреечные. Производительность класси-
фикатора по пескам колеблется в пределах от 3,6 до 24 т/ч на 1 м ширины его
при размерах зерен в сливе соответственно не более 70—89 мк.
Чашевый классификатор (рис. 160) применяется для выделения в слив
материала с размером зерен 60 мк и менее. Чашевый классификатор представ-
ляет собой сочетание реечного классификатора со сгустителем чашевого типа.
Реечная часть ничем не отличается от описанного выше классификатора.
Чаша сгустителя представляет собой цилиндрический сосуд 1 с кони-
ческим днищем. Над чашей расположена ферма, к которой подвешен греб-
ковый механизм 2 с приводом 3 и подъемным устройством 4. Чаша установ-
лена над нижним концом реечного классификатора с таким расчетом, чтобы
центральное отверстие чаши приходилось над рейками.
Рис. 160. Чашевый классификатор
Исходный материал подается в центральную часть чаши. Мелкие взве-
шенные в воде частицы переносятся потоком воды к периферии чаши, пере-
ливаются через край и отводятся по сливному кольцевому желобу. Крупные
частицы оседают на дно чаши и гребками передвигаются к центральному
отверстию 5, через которое падают в желоб реечного классификатора, где
происходит их дальнейшая классификация.
Чашевые классификаторы строятся с чашами диаметром от 1,8 до 8,5 м.
Производительность на 1 м2 поверхности чаши составляет:
Крупность зерен, мк
200
150
100
75
60
Производительность, ш
204-40
15-4-35
104-30
5-4 20
2,54-8
17 Заказ № 1I25
257
Спиральный классификатор. Основной рабочей частью спирал ьного
классификатора (рис. 161) является спиральное (винтовое) устройство /,
установленное в коробе 2. При вращении спирали происходит взмучивание
пульпы. Слив с мелкими частицами материала отводится с нижней стороны
короба, а крупные частицы материала винтовой спиралью направляются
Рис. 161. Спиральный классификатор
к верхнему выходному окну 3. Нижний конец спирали с помощью подъемного
механизма 4 может подниматься или опускаться. При поднятии нижнего
конца спирали слив получается более грубым.
Спиральные классификаторы строятся со спиралями диаметром 300—
1800 мм.
Для определения производительности Q по пескам можно пользоваться
эмпирической формулой
Q = 338D3n т!Ч, (733)
где D — диаметр спирали, м;
п — число оборотов спирали, сек.
Спиральный классификатор обеспечивает также и обезвоживание
песка.
Сотрясательные столы относятся к группе машин, в которых сортировка
и обогащение песков происходят одновременно. Работа сотрясательных
столов основана на совместном действии воды и сил инерции.
Сотрясательный стол (рис. 162) состоит из неподвижной рамы 1, на
которой устанавливается подвижной стол 2 на ползунах или роликах всегда
с наклоном в поперечном направлении, а иногда с незначительным уклоном
и в продольном (со стороны загрузки). На столе, покрытом линолеумом,
набиты деревянные рейки 3 шириной 6 мм и высотой до 15 мм. Высота
реек к разгрузочному концу уменьшается до 1,5 мм. Расстояние между
рейками 30—40 мм. Набиваются они или параллельно продольной стороне
стола, или в отдельных конструкциях машин по диагонали. Длина реек
различна; более короткие устанавливаются с загрузочного конца, посте-
пенно увеличиваясь по длине к противоположной стороне. Движение столу
передается от эксцентрикового механизма 4, связанного тягами с рамой
стола. Песок с водой подается в загрузочный ящик («выгородку») 5 и отсюда
через продольную щель в нижней части ящика на стол. Направляющие 6
разбивают смесь воды и песка на отдельные струи, равномерно распределяя
ее по столу. Зерна песка в дальнейшем совершают движение под действием
двух сил: силы давления воды, перемещающей зерна в поперечном направ-
258
5
Рис. 162. Сотрясательный стол
Рис. 163. Флотационная машина
лении, и силы инерции, действующей в продольном направлении. При
движении стола вперед зерна, лежащие на поверхности стола, также
перемещаются вместе с ним; при обратном движении стола происходит
относительное перемещение зерен. Следовательно, стол должен двигаться
с некоторым ускорением. Минимальное ускорение а стола, при котором
начинается перемещение зерен, определяется по формуле
a = /g, (734)
где f — коэффициент трения;
g — ускорение силы тяжести.
Как только величина ускорения стола превысит значение, определяе-
мое формулой (734), зерно песка отделится от поверхности стола и начнет
самостоятельно двигаться вперед. Если же ускорение стола не будет превы-
шать величины, определяемой формулой (734), зерно не будет перемещаться,
что и необходимо при обратном ходе стола. Таким образом, сотрясательный
стол должен работать от дифференциального механизма, который обеспечи-
вает сравнительно большую скорость поступательного движения стола и
уменьшенную скорость его обратного движения.
Наивыгоднейшее число оборотов приводного вала сотрясательного стола
рекомендуется определять по формуле
п — 20 у/'об/сек, (735)
где f— коэффициент трения песка о поверхность стола;
R — эксцентриситет, мм.
Зерна песка при движении в поперечном направлении под действием
воды распределяются между рейками, которые замедляют их продвижение.
При этом зерна с большим удельным весом (из-за наличия окислов железа),
а также более крупные оседают в первых рядах реек. Наиболее легкие
зерна уносятся к противоположной стороне. Поскольку сила инерции тяже-
лых зерен больше, чем легких, они быстрее движутся в продольном направ-
лении. При соответственно подобранных скоростях и количестве подаваемой
воды все поле стола, занятое зернами песка, можно разделить на отдельные
участки, в каждом из которых будут находиться зерна определенного веса.
Рассортированный таким образом песок поступает в отдельные приемники,
расположенные вдоль нижней кромки стола.
В стекольном производстве сотрясательные столы предназначены для
удаления из песка кварцевых зерен, содержащих окислы и железо и имею-
щих поэтому большой удельный вес. Эти зерна располагаются в передней
части стола — у загрузочного конца, весьма заметно выделяясь своей ок-
раской. Обычно до подачи на сотрясательный стол пески промывают от гли-
нистых веществ.
Столы изготовляют шириной 1—2 м при длине 2—4,85 м. Производи-
тельность их достигает 20 т/ч. Потребная мощность двигателя от 0,75 до
1,5 л. с. Расход воды до 5 м? на 1 м3 песка.
§ 7. ФЛОТАЦИОННЫЕ МАШИНЫ
Флотация представляет собой процесс обогащения, основанный на
свойстве минералов различно смачиваться водой. В стекольной промышлен-
ности флотационные машины применяются для обогащения песков. При этом
одновременно происходит три процесса: флотация, оттирка песка от загряз-
нений, промывка.
На рис. 163 представлена флотационная машина «Пена-5», состоящая
из последовательно расположенных камер 1. Смесь воды и песка (пульпа)
подается в загрузочную коробку 2 и проходит одну камеру за другой. В каж-
дой камере установлен вертикальный вал 3, на нижнем конце которого за-
креплен резиновый ротор 4. При вращении он интенсивно взмучивает пульпу.
261
В загрузочной коробке к пульпе добавляется сырое сульфатное мыло
для пенообразования. В камере через специальные каналы, сделанные в по-
лых вертикальных валах, подается воздух.
Песок обогащается при прохождении через пульпу воздушных пузырь-
ков, к которым прилипают посторонние минералы. Пузырьки всплывают,
увлекая с собой минералы, и образуют при этом пену, которая, переливаясь
через борт камеры, уносит с собой посторонние примеси. Пульпа переходит
из камеры в камеру по пути, отмеченному на рис. 163 стрелками, при этом
происходит постепенное обогащение песка.
Обогащенный песок отводится через выгрузочную коробку 5,
Производительность по песку флотационной машины «Пена-5» состав-
ляет в среднем около 80 т/сут при расходе воды 5 м3/м3 материала.
Производительность машины может быть определена по формуле
Q =- 14,4 кг/ч,
(736)
где V — объем пульпы в камере, м3;
п — число камер;
у — плотность пульпы, кг/м3’,
k — содержание в пульпе твердого вещества, % по массе;
t — время флотации, мин.
При соотношении твердого вещества и жидкого 1 : 1,5 производитель-
ность может быть определена по формуле
Q = 32 — т/ч.
(737)
§ 8. ОБОГАЩЕНИЕ В ТЯЖЕЛЫХ СУСПЕНЗИЯХ
Принцип классификации в тяжелых суспензиях заключается в том,
что при погружении кусков (зерен) материала в жидкую среду повышенной
плотности зерна материала, имеющие относительно высокую плотность,
тонут и оседают на дне сосуда, в то время как менее плотный материал всплы-
вает в жидкой среде. Таким образом, плотность жидкой среды должна быть
выше плотности легкой фракции и ниже тяжелой. В качестве тяжелых сред
могут быть применены водные растворы солей, некоторые органические
жидкости и, наконец, водные взвеси (суспензии) твердых веществ.
Практически наиболее приемлемыми являются суспензии, полученные
путем очень тонкого измельчения твердого материала (суспензоида).
При обогащении гравия и щебня плотности разделяемых материалов
практически почти одинаковы и отличаются они только по объемной массе,
обладая различной пористостью. Так, пористость известняков колеблется от
0,08 до 39,5%, а объемная масса — от 1,61 до 2,64 т/м3 (известняки Рождест-
венского карьера).
Плотность тяжелой среды может быть определена следующим образом:
Объем V суспензии должен быть равен
V = — + т.
У
(738)
т1 — масса суспензоида;
у — плотность суспензоида;
т2 — масса воды в данном объеме.
Далее можем записать
т1 + т2 = YiV = Yi
(739)
где Yj — искомая плотность среды.
262
Отсюда искомая плотность будет равна
----/Ил
У
(740)
Учитывая, что крупность зерен (кусков) классифицируемого материала
во много больше крупности частиц суспензоида, представляется возможным
закономерности разделения материала принять такими же, как в жидкостях
соответствующей плотности.
Скорость движения в среде зерен размером более 1,5 мм зависит от вели-
чины результирующей силы Р, равной —
Р = ±(6-Рдин), (741)
где G — сила тяжести;
Рдин — динамическое сопротивление среды;
=----6-(Yo6 — Y)£, (742)
nd2 угУ2
' ~2~
ДИ и
(743)
Тоб — объемная масса зерна;
у — плотность среды;
d — диаметр зерна;
результирующая сила будет
Рис. 164. Конусный сепаратор
v — скорость движения зерна;
с — коэффициент, учитывающий форму зерна.
Очевидно, что при G большем, чем Рдин,
положительной и зерно будет опускать-
ся и, наоборот, при G меньшем Рлия,
зерно будет подниматься.
Необходимо, однако, отметить, что
при малом размере зерен обогащаемого
материала скорость разделения резко сни-
жается и процесс становится малоэффек-
тивным.
Ускорение процесса разделения малых
по размеру зерен может быть обеспечено
путем воздействия на зерна центробежных
сил инерции (в гидроциклонах, сепараторах
и т. д.).
На рис. 164 представлен конусный се-
паратор фирмы «Сайнамид». Сепаратор со-
стоит из конического корпуса 1 с установ-
ленной по его оси трубой 2 воздушного
подъемника (эрлифта). Труба 2 заключена
в перфорированную трубу 3, по которой
подается суспензия. Труба 3 приводится во
вращение, обеспечивая также вращение
прикрепленных к ней лопастей 4.
Подлежащая разделению суспензия
подается через загрузочную воронку 5 в
зазор между трубами 2 и 3 и далее через отверстия 6 в трубе 3 поступает в
классификационную камеру, где перемешивается лопастями 4. Число
оборотов лопастей равно 0,067—0083 об/сек.
На рис. 165 представлен сепаратор барабанного типа конструкции
Механобра. Барабан 1 своими бандажами 2 опирается-на ролики 3. Барабан
устанавливается с наклоном в 2—5°. Для предупреждения аксиального пе-
263
ремещения барабана служат упорные ролики 4. Скорость вращения барабана
равна 0,083 об[сек. Внутри барабана установлены спиральные лопасти 5,
назначение которых — перемещать тяжелые фракции к выходному концу
барабана, где они при помощи кольцевого элеватора 6 поднимаются и на-
Рис. 165. Сепаратор барабанного типа
правляются в разгрузочный желоб 7. Суспензия подается в барабан по трубе
8, а исходный материал — по лотку 9. После разделения легкая фракция
удаляется с потоком суспензии через окно 10.
§ 9. ОБОГАЩЕНИЕ МАТЕРИАЛОВ ПО УПРУГОСТИ И ТРЕНИЮ
В последнее время начинает внедряться метод обогащения материалов
по упругости и трению.
Обогащение по упругости и трению основано на том, что отскок при паде-
нии на какую-либо плоскость кусков породы, прочной или слабой, вследствие
различной упругости их будет различен;
также различны для них коэффициенты
трения скольжения.
Н. К- Тимченко (Механический
классификатор известнякового щебня.
«Механизация и автоматизация произ-
водства», 1959 № 7) предложил класси-
фикатор, конструкция которого пред-
ставлена на рис. 166. Щебень из бункера
1 вибрационным питателем 2 подается в
направляющую воронку 5, которая на-
правляет щебень в заданное место на
барабане-распределителе 4. Подачу ма-
териала регулируют соответствующей
установкой угла наклона вибропита-
теля при посредстве винтового устройст-
1
Рис. 166. Классификатор конструкции ва 5. Установка воронки 3 осуществля-
Н. К. Тимченко ется винтовым механизмом 6. Барабан
вращается со скоростью около 10 м/сек.
Высота падения щебня 0,5 м. Прочные зерна (более упругие) отскаки-
вают в сторону, противоположную вращению барабана, и отводятся
по течке 7. Слабые зерна отбрасываются в сторону вращения барабана и за
счет сил трения отводятся к течке 8. Прочный и слабый щебень отводятся
ленточными конвейерами 9 и 10.
Испытание данного классификатора на Рождественском карьере пока-
зало, что в обогащенном щебне (фракции 5—40 мм) содержание слабых зерен
снизилось с 30 до 10%.
264
§ 10. МАШИНЫ ДЛЯ ПРОМЫВКИ ГРАВИЯ И ПЕСКА
Гравий и песок промываются в тех случаях, когда они загрязнены
вредными примесями.
В песке встречаются следующие вредные примеси:
глинистые, илистые и пылевидные частицы (размером менее 0,15 мм)-,
особенно вредны глинистые примеси, которые обволакивают зерна песка,
препятствуют, например, в бетонах сцеплению их с цементом;
слюда, листочки которой слабо соединяются с цементным раствором;
органические примеси (гумусовые и др.), разрушающие цемент.
Для промывки песка и гравия применяются драговые пескомойки,
гравиемойки-сортировки, гравиемоечные барабаны, лопастные гравиемойки,
Рис. 168. Гравиемоечный барабан
265
в которых промывка происходит в процессе перемешивания материала.
В тех случаях, когда содержание вредных примесей в материале относи-
тельно невелико, его можно промывать на обычных грохотах.
Рис. 169. Гравиемойка-сорти-
ровка
Драговая пескомойка (рис. 167) представ-
ляет собой металлический корытообразный кор-
пус 7, в котором размещен скребковый транс-
портер 2. На ролико-пластинчатых цепях по-
следнего закреплены скребки 3. Смесь воды и
песка, непрерывно подаваемая в горизонталь-
ную часть корпуса, интенсивно взмучивается
скребками движущегося транспортера. Мелкие
частицы и посторонние легкие примеси всплы-
вают и затем отводятся через патрубок 4. От-
классифицированный и промытый песок скреб-
ками перемещается по наклонной части кор-
пуса, частично при этом обезвоживается и вы-
водится из классификатора через отвер-
стие 5.
Производительность драговых пескомоек ко-
леблется от 8 до 20 м3[ч.
Гравиемоечный барабан. Для промывки
сильно загрязненного гравия и щебня от посто-
ронних примесей применяются моечные барабаны
(рис. 168). Барабан 1 бандажами 2 опирается на
ролики 3, сидящие на горизонтальном валу 4,
приводимом во вращение от электродвигателя 5
через редуктор 6. Барабан изготовляется из
листовой стали, для предупреждения износа
футеруется стальными броневыми плитами. Ма-
териал подается по загрузочному лотку 7 внутрь
барабана и при посредстве наклонно поставлен-
ных угольников 8 продвигается вперед, пере-
мешиваясь при этом. Вода для промывки по-
дается по трубе 9. Промытый материал отводит-
ся из барабана через конусный патрубок 10 и
отводной лоток 11. Производительность бара-
банов диаметром 2000 мм составляет 100 м31ч.
Мощность электродвигателя 2,7 кет.
Гравиемойка-сортировка. При промывке гра-
вия и щебня от сравнительно легко отделяемых
примесей и при необходимости разделения мате-
риала по крупности на несколько сортов при-
меняют гравиемойки-сортировки.
На рис. 169 представлена гравиемойка-сор-
тировка барабанного типа, отличающаяся от
рассмотренного выше барабанного грохота (см.
рис. 124) только тем, что у нее имеется дополни-
тельная секция 1 со сплошными стенками. Пред-
назначенный для промывки и сортировки мате-
риала по лотку 2 поступает в первую секцию,
где происходит основная его промывка. В этой
секции имеются кольцевые пороги 3, несколько
тормозящие продвижение материала вперед. В
секциях 4, 5 и 6 материал окончательно промы-
вается и сортируется.
Производительность гравиемоек-сортировок колеблется от 9 до 45 мА/ч,
мощность электродвигателя — от 2,7 до 7,3 кет.
Лопастная гравиемойка. Для промывки сильно загрязненных мате-
266
Рис. 170. Лопастная гравиемойка
'j «й on ий! ий йий И иод ий ок й
•омоно afa I tai .taw i иий ю 'паиюй
ли Ш![ mb । ий MtaMiedi йплц
'! Ил ойй oitataM к j taW ‘Ил Ли
•зйи ай [ иойЙие и в1й юйми (Ив
йог и и ияи1ж о я мви й ийаи / шй
•01 Ш0ВШ1И ittj '(щ Й) (МИЙ ним ия
Й 'ИЙ !01ИЙ И1Й1ЙШОII ляи имй 'иSlid
1
Глава VIII
ОБОРУДОВАНИЕ ДЛЯ МАГНИТНОЙ СОРТИРОВКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
том, что материал про-
При этом железосодер-
Рис. 171. Схема действия
электромагнитного сепа-
ратора
Магнитная сортировка материалов применяется для отделения из мате-
риалов во избежание поломки машины тел, обладающих сильно выражен-
ными магнитными свойствами (железо, сталь, чугун, никель, кобальт и
некоторые сплавы), и для отделения железосодержащих примесей, ухуд-
шающих качество получаемой продукции.
Принцип магнитной сортировки заключается в
пускается через зону с сильным магнитным полем,
жащие минералы и отдельные куски металла при-
тягиваются к магниту и затем отводятся, в то время
как материалы, не обладающие магнитными свой-
ствами или имеющие весьма слабую магнитную
восприимчивость (глины, каолины, гипс, кварц, до-
ломит, известняк и т. д.), не подвергаются действию
электромагнита.
На рис. 171 представлена схема действия
электромагнитного сепаратора. Материал подается
лотковым питателем / или каким-либо другим спо-
собом на вращающийся барабан 2, внутри которого
установлена неподвижная магнитная система 3.
Магнитное поле, создаваемое электромагнитом,
охватывает участок А. В зоне магнитного поля
все ферромагнитные включения, притягиваясь к
наружной поверхности барабана, совершают вместе
с ним путь до нижней границы магнитного поля,
указанные частицы под действием сил тяжести отделяются от барабана
и отводятся в специальный бункер 4. Очищенный же от железистых включе-
ний материал поступает в бункер 5.
Все существующие типы электромагнитных железоотделителей можно
классифицировать следующим образом:
по технологическим признакам — сухие и мокрые;
по конструкции — сепараторы шкивного или барабанного типа;
по принципу действия — сепараторы электромагнитные и индукцион-
онные.
Пройдя границу поля,
§ 2. КОНСТРУКЦИИ ЭЛЕКТРОМАГНИТНЫХ СЕПАРАТОРОВ
Сепаратор шкивного типа (рис. 172) предназначен для извлечения из
неметаллических полезных ископаемых случайно попавших стальных и
чугунных предметов. Магнитная система сепаратора, насаженная наглухо
на вал /, представляет собой стальную отливку 2, в кольцевые пазы которой
заложены катушки 3. Сверху пазы накрывают кольцами 4 из немагнитного
материала (латуни), создавая при этом гладкую рабочую поверхность шкива.
Концы проводов от катушек через отверстие внутри вала выводятся наружу
к контактной коробке 5 и через щетки и кольца соединяются с питающими
проводами. При включении сепаратора в электросеть постоянного тока
в нем возникает магнитное поле. Немагнитный материал свободно сходит
с ленты, огибающей барабан, и поступает в соответствующий бункер (или
машину). Магнитный же материал притягивается к ленте в зоне магнитного
поля, по выходе из него отделяется от холостой ветви ленты и поступает
в специальный бункер.
Сепараторы шкивного типа работают на постоянном токе напряжением
110—220 в.
Сепаратор барабанного типа (рис. 173) предназначен для отделения по-
сторонних стальных и чугунных предметов, а также для сухого обогащения
ОСО
Рис. 172. Сепаратор шкивного типа
1
Рис. 173. Сепаратор барабанного типа
Рис. 174. Подвесной электромагнит
Рис. 175. Переносные электромагнитные сепараторы
материалов. Принципиальное различие между электромагнитными железо-
отделителями шкивного и барабанного типов состоит в том, что в первом
магнитная система вращается вместе со шкивом, а в барабанном она не-
подвижна. В железоотделителях барабанного типа нет ленты, и материал,
подаваемый лотковым питателем /, поступает непосредственно на латунный
барабан 2 с помещенной внутри него неподвижной магнитной системой 3.
Для защиты размольно-дробильных машин от попадания в них случай-
ных стальных и чугунных предметов нередко применяются подвесные
электромагниты (рис. 174), уста-
навливаемые над транспортером,
подающим материал (при толщине
слоя не более 100 мм).
При необходимости очистки
шликеров и глазурей от частичек
железа применяют специальные
электромагниты переносного типа.
Переносные электромагнитные
сепараторы показаны на рис. 175.
В металлической латунной коробке
1 (рис. 175, а) монтируются ка-
тушки, к которым подводится ток.
Масса или глазурь пропускается
по желобу, в котором устанавлива-
ется электромагнит. Гребенка
электромагнита разбивает поток
массы на отдельные струи, омываю-
щие ее наконечники, которые соз-
дают очень плотный магнитный
поток и извлекают частицы железа
из массы. Гребенку периодически
очищают от металлических частиц.
Если электромагнит по какой-либо
причине перестает работать, об
этом сигнализирует электрическая Рис' 176’ Электромагнитный фильтр-сепаратор
лампа 2—она гаснет. Для более эф-
фективной очистки массы в желобе устанавливают несколько электромагнитов.
Электромагнит второго типа (рис. 175, б) представляет собой металли-
ческий корпус 1, в пазах которого помещаются катушки 2. При включении
электромагнита в сеть постоянного тока намагничиваются железные планки
3. Жидкая масса или глазурь направляется в ящик электромагнита через
воронку 4. Проходя через систему намагниченных планок, масса очищается,
оставляя в выдвижной коробке 5 частицы железа. Периодически, по мере
накопления металла, коробку 5 из ящика вытягивают и очищают.
В последние годы на предприятиях керамической промышленности
внедряются электромагнитные фильтр-сепараторы (рис. 176), имеющие сле-
дующее устройство. В корпусе 1 монтируются катушки 2 электромагнита.
Внутрь корпуса вставляется приемная воронка 3, оканчивающаяся трубой.
Между внутренней частью корпуса и трубой монтируется пакет решеток 4.
Шликер, очищаемый от железистых включений, заливается в воронку 3 и,
следуя по пути, отмеченному стрелками, поступает в зону решеток. На этом
участке катушка 2 создает магнитное поле, металлические примеси задержи-
ваются решетками 4, а очищенный шликер поступает в сливной лоток 5
и отводится из фильтр-сепаратора. Для периодической очистки решеток от
металла сначала прекращают подачу шликера и выключают ток, а затем
открывают спускной пробковый кран 6 и струей воды промывают решетки.
При этом магнитные примеси удаляются.
Производительность электромагнитных фильтр-сепараторов — от 5 до
60 л!мин, считая по жидкой массе.
Раздел III
ЗАТВОРЫ, ПИТАТЕЛИ И ДОЗАТОРЫ
Глава I
ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
На технологических линиях по производству различных строительных
материалов имеются машины, работающие как в периодическом, так и в не-
прерывном циклах.
Очевидно, что для обеспечения высокой производительности линии
необходимо иметь должный запас материала как перед, так и после периоди-
чески действующих машин. Отмеченное вызывает необходимость создания
Рис.
177. Схемы бункеров
перед машинами (а в от-
дельных случаях и после)
емкостей для запаса мате-
риала.
Так, при подаче по-
роды в автосамосвалах или
вагонетках к дробильным
машинам выгрузка породы
осуществляется в бункеры
(приемники) соответствую-
щей емкости.
Бетоносмесители пери-
одического действия (в
комплекте с дозаторами)
и средства непрерывной
подачи компонентов бетон-
ной смеси работают сов-
местно благодаря наличию
промежуточных бункеров.
Последние обычно служат
для кратковременного хра-
нения материалов и поэто-
му имеют сравнительно не-
большие размеры в отли-
чие от силосов, в которых
длительно хранятся боль-
шиеколичестваматериалов.
Бункеры в зависимости
от их назначения изготов-
ляются различной формы (круглые, прямоугольные, квадратные) с цент-
ральной или боковой разгрузкой (рис. 177).
Равномерное истечение материалов из бункеров возможно при доста-
точно больших углах наклона стенок бункеров, однако при очень больших
углах наклона возникает опасность появления сводов и прекращения выхода
272
материала. Для обеспечения хорошего истечения материала из бункера углы
наклона стенок обычно принимают на 5—10% больше угла естественного
откоса материала, при этом предусматривают установку на стенках бункера
побудителей в виде вибраторов. В ряде случаев применяют днища с пори-
стыми плитками, через которые подается воздух для насыщения порошко-
образного материала капиллярно распределенным воздухом, вследствие
чего материал приобретает текучесть.
Для предупреждения самопроизвольного выхода материала из бункера
применяются так называемые затворы различной конструкции. Бункерные
затворы выполняются в виде задвижек, секторов, лотков, клапанов.
Для равномерной подачи материалов в машины, на транспортирующие
установки, в дозирующие аппараты и т. д. служат устройства, получившие
название питателей. Питатели обеспечивают возможность достижения вы-
сокой производительности обслуживаемых машин вследствие бесперебой-
ности подачи сырья, позволяют (совместно с дозаторами) механизировать и
автоматизировать процессы производства.
Питатели классифицируются:
по характеру движения рабочего органа; с непрерывным линейным дви-
жением — ленточные, пластинчатые, цепные; с колебательным движе-
нием — лотковые, вибрационные; с вращательным движением — винто-
вые, дисковые, секторные;
по способу установки', подвижные, стационарные;
по конструкции', пластинчатые, ленточные, лотковые, маятниковые,
тарельчатые, барабанные, шнековые.
При составлении шихт и различных масс из отдельных компонентов
требуется весовое или объемное дозирование их. В тех случаях, когда не
предъявляются особые требования к точности дозировки, могут применяться
и питатели. Однако при необходимости точной дозировки находят приме-
нение так называемые дозаторы. От качества дозирования составляющих
зависит качество смеси и экономия в расходовании исходных материалов.
Дозирование может быть осуществлено двумя методами: по объему и
весу. Дозирование по объему не требует такого сложного оборудования,
как дозирование по весу. Однако точность дозирования по объему значи-
тельно ниже, так как оно зависит от ряда факторов, вызывающих изменение
объемного веса: от влажности исходного материала, зернового состава, плот-
ности укладки материала и т. д. Колебания веса одного и того же материала
в зависимости от его физико-механических свойств весьма значительны.
Например, объемная масса песка может колебаться от 1200 до 2000 кг/м^,
щебня — от 1500 до 2000 кг/м3. Точное отмеривание в таких дозаторах тре-
бует постоянства условий их работы. Такие, например, факторы, как раз-
личная интенсивность наполнения емкостей дозатора, изменение высоты,
с которой материал подается в тару, степень уплотнения его, могут вызвать
значительные колебания в весе отмеренной порции.
Дозаторы классифицируются:
по конструкции', объемные или весовые непрерывно действующие или
порционные (цикличные);
по характеру управления: с ручным управлением, полуавтоматические,
автоматические.
Весовые дозаторы обеспечивают точное отвешивание составляющих
смеси, так как ни влажность, ни плотность насыпанного материала, ни дру-
гие факторы не влияют на результаты дозирования.
Более совершенны из весовых дозаторов автоматические, хотя они и
сложнее других по конструкции; они имеют преимущества в отношении точ-
ности дозирования, сокращения цикла взвешивания и легкости управления,
что обеспечило им широкое применение, например, в бетоносмесительных
и растворосмесительных цехах заводов железобетонных изделий.
18 Заказ № 1125
Глава II
ЗАТВОРЫ
Рис. 178. Откидной клапанный затвор
Затворы, назначение которых перекрывание выпускных отверстий
и регулирование подачи материалов из бункеров, могут быть различны как
по принципу устройства, так и по конструкции.
Основными требованиями, которым должен удовлетворять затвор,
являются: небольшое усилие, потребное для открывания и закрывания зат-
вора; незначительное время, за-
трачиваемое на открывание и
закрывание; плотность и невоз-
можность самопроизвольного от-
крывания; возможность регули-
рования выхода материала, ком-
пактность и минимальный вес.
Простейшим видом затвора
является откидной клапанный
затвор (рис. 178), который при-
меняется преимущественно для
выгрузки материала из бункера
за один прием. Конструкция
данного затвора и принцип дейст-
вия его сводятся к следующему.
Груз 1 прижимает клапан 2 к вы-
пускному отверстию бункера.
При оттягивании за рукоятку <3
троса, укрепленного снизу, кла-
пан поворачивается на шарнире и в конечном положении устанавливается
в одной плоскости с нижней частью бункера, являясь как бы его продолже-
нием. Материал при этом высыпается из бункера.
На рис. 179 представлена схема прижимного клапанного затвора.
Клапан 1 удерживается защелкой 2, прижатой грузом 3. При
груза клапан оттягивается вруч-
ную за трос, перекинутый через
блок, и под дополнительным дав-
лением материала на клапан
открывается, выпуская содер-
жимое бункера. По опорожнении
бункера клапан под действием
силы тяжести перекрывает вы-
пускное отверстие. Клапанные
затворы применяются в основном
для сыпучих материалов.
Подпорный затвор лотково-
го типа (рис. 180) позволяет
перекрывать выпускное отверс-
тие под нагрузкой. К выпускной
наклонной течке 1 бункера шар-
нирно крепится подпорный лоток 2. При полном открытии затвора
лоток устанавливается в положение, указанное пунктиром. Для прекраще-
ния выпуска материала лоток поворачивается на шарнире, приподнимается
вверх, материал начинает располагаться на лотке под углом естественного
откоса, при этом выход его из бункера замедляется. При горизонтальном
или несколько приподнятом положении лотка выпуск материала пре-
кращается. Лоток уравновешивается противовесом 3. Открывание и закры-
вание затвора производится вручную при небольших бункерах или меха-
нически при более емких бункерах, Возможность устанавливать лоток под
отжимании
Рис. 179. Прижимной клапанный затвор
274
различными углами позволяет регулировать скорость выхода материала из
бункера.
Подпорные затворы лоткового типа применяются для различных
материалов.
Шиберные затворы (задвижки)
часто и хорошо работают при молотых
Шиберный затвор может быть с руч-
ным управлением (рис. 181, а) или с
механическим—реечным (рис. 181, б).
Шиберы могут устанавливаться в
горизонтальном, наклонном или вер-
тикальном положениях.
Секторные затворы. На рис. 182, а
представлены два типа секторных
затворов — ручной прямой и ручной
обратный, а на рис. 183 — двух-
секторный с пневматическим управ-
лением.
Секторные затворы применяют
как для сыпучих материалов, так и
для пластичных масс — бетонов и
(рис. 181) применяются довольно
и небольшой крупности материалах.
растворов.
Двухсекторный затвор с пневматическим управлением (рис. 183) состоит
из двух секторов /, связанных друг с другом при посредстве зубчатых сек-
торов 2, Шток 3 пневмоцилиндра 4 соединен с одним из секторов. При втя-
гивании шток обеспечивает поворот одного из секторов, а от него через зуб-
чатое секторное зацепление и другого сектора.
Рис. 181. Шиберные затворы
Рис. 182. Секторные затворы
Усилия, действующие на затвор и стенки бункера, могут быть опре-
делены исходя из следующего. Если мы загрузим сыпучий материал в какой-
либо бункер, то стенки и днище бункера будут нагружаться за счет возникаю-
щего при этом давления на них. Рассмотрим, что произойдет, если удалить
какую-либо из вертикальных стенок бункера. Очевидно, что в этом случае
(рис. 184) часть массы на этом участке обрушится и расположится под углом
естественного откоса <р. Очевидно, что обрушение должно произойти по
18*
275
плоскости be, где точка с делит сторону ad треугольника abd на две равные
части, поскольку для заполнения треугольника Ьсе сыпучей массой необ-
ходима равновеликая площадь треугольника abc.
1
Рис. 183. Двухсекторный затвор
Рис. 184. Схема расположения мате-
риала у подпорной стенки и угол об-
рушения:
а — расположение материала у подпорной
стенки; б — угол обрушения материала
Плоскость, проходящая по линии Ьс перпендикулярно плоскости черте-
жа, будет плоскостью, по которой произойдет обрушение, а угол р, составля-
емый с горизонталью, будет углом обрушения.
Плоскость обрушения Ьс будет располагаться между плоскостью bd,
которая возникла бы при свободном насыпании материала (плоскость естест-
венного откоса), и стенкой ab.
Угол обрушения р при условии удаления вертикальной стенки будет
равен
P q !,----= 45 + . (744)
Поскольку в этом частном случае плоскость обрушения Ьс делит угол
abd между плоскостью стенки и углом естественного откоса пополам, сыпучая
масса, находящаяся в клине, давит на стенку с силой N. Обозначив силу
тяжести массы, находящейся в клине abc, через G, реакцию давления массы
на плоскость обрушения Ьс через Т, силу трения массы о плоскость обруше-
ния Ьс через fT, составим уравнение равновесия действующих сил:
G = T cosp + fTsinp, (745)
N = Т sin р — fT cosp, (746)
откуда
r-cosp+Tsi-t>- <747>
G Si-n (748)
COS Р4-/ sin p v '
Заменяя коэффициент трения f через угол трения tg ср, получим
N = G G tg (Р —Ф)- (749)
Давление на шиберы, горизонтальные лотки, горизонтально установлен-
ные клапаны в неглубоких бункерах и с большим выходным сечением мало
чем отличается от силы тяжести материала, находящегося в бункере.
Г л а в a III
ПИТАТЕЛИ
§ 1. ЦЕПНЫЕ ПИТАТЕЛИ
Цепной питатель (рис. 185) применяется для равномерной подачи куско-
вых материалов большой и средней крупности из бункеров и загрузочных
воронок в дробилки, на конвейеры и другие транспортирующие устройства.
Цепной питатель состоит из барабана 1 со свободно висящими на нем в не-
сколько рядов бесконечными тяжелыми цепями 2, расположенными над
лотком 3. Цепи создают завесу, которая препятствует высыпанию материала
из бункера при остановке питателя. Цепи отделены друг от друга дистанци-
онными распорками. При вращении барабана цепи приводятся в движение
с таким расчетом, чтобы нижние ветви их двигались в направлении движе-
ния материала.
Рис. 185. Цепной питатель
Барабан состоит из двух дисков, соединенных между собой стальными
брусками квадратного сечения, которые закреплены на дисках на расстоя-
нии, равном шагу цепи. Барабан устанавливается по высоте с таким расче-
том, чтобы цепи в нерабочем положении ложились на дно лотка 3.
В процессе работы и при остановке происходит некоторое просыпание
материала между цепей, что затрудняет пуск дробилок и является недостат-
ком питателя. К достоинствам цепных питателей относятся надежность ре-
гулирования подачи материала, компактность устройства, простота обслу-
живания и небольшой расход энергии.
Низ лотка питателя выполняется или в виде сплошного днища, или
набирается из колосников. В последнем случае через щели между колосни-
ками просыпаются куски материала, размер которых не превышает размера
кусков, выходящих из дробилки, облегчая условия работы дробилки.
Высота бортов лотка принимается равной двум размерам наибольшего
куска в подаваемом материале. Угол наклона днища лотка должен быть
несколько больше угла трения материала о лоток или равным ему. Если
убрать цепь, материал может свободно спускаться по лотку вниз.
277'
§ 2. ПЛАСТИНЧАТЫЕ ПИТАТЕЛИ
Пластинчатые питатели применяются для равномерной подачи материа-
лов в камнедробилки, в дробильные вальцы и т. п. машины.
Различают питатели тяжелого типа, предназначенные для подачи ма-
териала в кусках размером до 1300 мм, и нормального типа для подачи кусков
размером до 400—500 мм. Питатели тяжелого типа допускают падение на
них материала со сравнительно большой высоты.
Пластинчатый питатель (рис. 186) представляет собой непрерывную
ленту из звеньев 1 с бортами 2 в звеньях, соединенных между собой стяжками
(пальцами) 3, на концах которых установлены ролики 4, входящие во впа-
дины приводных 5 и натяжных 6 звездочек. Лента натягивается при посред-
стве двух винтов 7 и поддерживается верхними 8 и нижними 9 барабанами.
Привод питателя состоит из электродвигателя, клиноременной пере-
дачи, редуктора, цепной передачи, передающей вращение звездочке 10
и далее через зубчатую цилиндрическую передачу 11 приводному валу 12.
Питатели устанавливаются наклонно, при этом стандартный угол при-
нят равным 15°. Бункер для питателя изготовляется с таким расчетом, чтобы
задняя его стенка имела угол наклона в 55°, а боковые стенки — 48°. Ве-
личины углов могут несколько отклоняться от указанных с тем, однако,
условием, чтобы угол пересечения задней и боковой стенок был бы не меньше
угла естественного откоса.
Основными размерами пластинчатого питателя являются ширина ленты
и высота бортов.
Выбор размеров ленты производится с учетом потребной производитель-
ности и объемной массы материала, величины рабочей скорости, размеров
кусков материала, степени равномерности питания и зависящего от нее
коэффициента заполнения сечения ленты.
Рабочая скорость ленты принимается для питателей тяжелого типа
в пределах 0,05—0,25 м/сек, а для питателей нормального типа — 0,025—
0,15 м/сек.
Производительность пластинчатого питателя с бортами подсчитывается
по формуле
Q =-- 3600В/шуобф кг/ч, (750^
где В — расстояние между бортами, м\
h — высота бортов, м;
v — скорость движения ленты, м/сек-,
уоб — объемная масса материала, кг/м?\
ф — коэффициент заполнения сечения ленты, ф=0,75—0,8.
При выборе ширины ленты необходимо учитывать величину наибольшего
размера поступающих кусков. Если количество особо крупных кусков не
превышает 10% от общей массы, то рекомендуется ширину ленты принимать
равной примерно 1,8—2,5 размера наибольших кусков.
Высота бортов практически принимается равной (0,06—0,09) В.
Суммарное тяговое усилие на пластинчатом питателе равно
^общ=^+^+и73 «, (751)
где — сопротивление движению груженой ветви, к;
U^2 — сопротивление движению холостой ветви, н;
№3 — сопротивление движению при перегибе цепей на приводных
и натяжных роликах.
Для наклонно установленного питателя получим
№ 1 = (<7i + <7г) L (cos ₽ sin Р) (752)
где q1 — сила тяжести материала, приходящаяся на 1 пог. м ленты,
н/м-,
q2 — сила тяжести 1 пог. м ленты, н/м\
278
Рис. 186. Пластинчатый питатель
L
P
0)
— длина питателя, м\
— угол установки питателя, град\
— коэффициент тяги;
м=Лй+2е,
(753)
k — коэффициент, учитывающий сопротивление движению от трения
реборд роликов о направляющие, fe—1,5;
f — коэффициент трения скольжения в ступице ролика, /=0,25;
d — наружный диаметр втулки ролика, м;
ц — коэффициент трения качения роликов по направляющим,
ц=0,001 м.
D — диаметр ролика, м\
= q.L со (cos Р ± sin р) «, (754)
W. = 0,15 (Гх + №г) н.
Мощность электродвигателя будет равна
= (755)
где v — скорость движения ленты, м/сек*,
1] — к. п. д. привода.
Второй тип пластинчатого питателя — ящичный подаватель, применя-
емый на керамических заводах для приема глины из автосамосвалов или
вагонеток и последующей равномерной подачи ее в перерабатывающие ма-
шины,— представлен на рис. 187. Он состоит из пластинчатой ленты
280
ящичного корпуса 2, ведущего 3 и натяжного 4 валов, вала 5 с билами у
приводного устройства. Корпус питателя представляет собой сварной каркас
прямоугольной формы, обшитый с внутренней стороны металлическими
листами. В вертикальных направляющих корпуса установлены шиберы б,
разделяющие корпус на три отсека.
В каждый из отсеков подается по одному компоненту (глина, песок,
опилки и т. п.). Шиберы по высоте устанавливаются с таким расчетом, чтобы
нижний обрез его вместе с лентой образовывал окно для прохода материала.
При этом учитывается, что первое по ходу окно должно пропустить опреде-
ленное количество массы из первого отсека, второй шибер устанавливается
так, чтобы в образованное им окно прошла вся масса, поступающая из пер-
вого отсека, плюс порция из второго отсека и т. д.
Пластинчатый транспортер состоит из двух бесконечных тяговых пла-
стинчато-роликовых цепей, к которым приварены плоские поперечные пла-
стины 7. Для предотвращения просыпания массы пластины расположены
таким образом, что перекрывают друг друга, а вдоль корпуса подавателя
укреплены резиновые полосы, перекрывающие зазор между лентой и корпу-
сом. На ведущем и натяжном валах закреплены по две звездочки для тяговых
цепей.
Для разбивания крупных комьев глины служат билы 8.
Привод ящичного питателя осуществляется от электродвигателя через
редуктор, клиноременную передачу 9, зубчатую передачу 10 и кулисно-
храповой механизм 11. В новейших конструкциях привод выполняется без
кулисно-храпового механизма.
Ящичные питатели изготовляются с расстоянием между центрами при-
водного и натяжного валов в 3,5 и 5 м.
Производительность ящичного питателя подсчитывается по формуле
V = nDnbh 3600 м3/ч, (756)
или V = vbh -3600 м3/ч, (757)
где D — диаметр начальной окружности ведущей звездочки, м\
п — число оборотов вала ведущей звездочки, об/сек\
b — ширина ящика питателя, м\
h — высота подъема последнего шибера, м;
v — скорость пластинчатого транспортера, м/сек.
При работе ящичного питателя энергия расходуется на преодоление
сопротивлений: движению рабочей и холостой ветвей пластинчатой ленты;
трению материала о боковые стенки ящика; шиберов; потери в приводном
устройстве; потери на звездочках.
Суммарное тяговое усилие будет равно
^обш = + ^2 + (758)
где Wx — сопротивление движению груженой ветви;
W2 — сопротивление движению холостой ветви;
W3 — сопротивление от трения материала о стенки ящика;
W4 — сопротивление от шиберов;
WA — сопротивление вращению бил;
V7e — сопротивление движению при перегибе цепей на приводных и
натяжных звездочках;
W^^ + qJLa н, (759)
qA — сила тяжести материала, приходящаяся на пог. м ленты, н/м\
q2 — сила тяжести 1 пог. м ленты, н/м\
L — длина питателя, м\
со — коэффициент тяги;
(760)
281
где k — коэффициент, учитывающий сопротивление движению от трения
роликов о направляющие, £=1,5;
f — коэффициент трения скольжения в ступице ролика, /=0,25;
d — наружный диаметр втулки ролика, м;
ц — коэффициент трения качения роликов по направляющим,
=0,001 м\
D ~ диаметр ролика, м\
W2 = q2L<n>H. (761)
Считаем, что давление материала на борта ящика распределяется по
гидростатическому закону, тогда
W,=2^Lf£H, (762)
где уоб —объемная масса материала, уоб=1600 кг/м3\
h — высота слоя выходящего материала, м;
L — длина питателя, м\
— коэффициент трения материала о стенки ящика /г=0,4;
g — ускорение силы тяжести, g=9,81 м/сек2',
— принимается равным 0,2 (IFi4-W2) для каждого шибера;
W5 — принимается равным 0,2 (ITj + W2);
W*— принимается равным 0,15 (U7i+IF2).
Пример. Определить мощность электродвигателя для ящичного подавателя модели
СМ-664. Длина транспортера 5 м; ширина ленты 0,9 м; емкость ящика 2,2 м3; наибольшая
скорость движения ленты транспортера 0,07 м/сек; производительность 35 м3/ч.
Сила тяжести материала в ящике, приходящаяся на 1 пог. м ленты, будет равна
L 5
где V — объем материала в ящике, V=2,2 м3;
Y0(j— объемная масса материала, уоб=1600 кг/м3;
g — ускорение силы тяжести, м/сек2.
Сила тяжести 1 пог. м ленты равна 887 н.
По формуле (760) находим
Ш = ЬМ+2Ц= ,15 0'25 0'»3 + 2 0'01 =0.168.
L) UrUo
Согласно формулам (759) и (761), получаем:
W t = (qx + q2) Lo = (6900 + 887) .5-0,166 = 6450 н.
W2 = q2L(i> = 887 0,166-5 = 738 н.
По формуле (762) находим
U73 = yo6 1600 0,154а-5• 0,4• 9,81 =747 н.
Высоту h подъема шибера найдем по формуле
. V _ 35
об-3600 0,07-0,9-3600 »1Ь4Л-
Г4=0,2 (Г1 + Г2)-3= 0,2(6450+ 738)-3= 4313 я (где 3 — число шиберов).
Г5= 1440 н.
¥Г6=0,15 (Г1+Га)=1074 я.
Гобщ= 12762 я.
Мощность электродвигателя определим по формуле
.. и7о6що 12762 0,07 1Q_. ,
Л = ——щ =----=-=>-= 1276 вт Ki 1,28 кет,
т) 0,7
где q — к. п. д. привода.
§ 3. ЛЕНТОЧНЫЕ ПИТАТЕЛИ
Ленточные питатели по своему устройству близки к пластинчатым
и заменяют последние при подаче мелкого сыпучего материала.
На рис. 188 представлен ленточный питатель, состоящий из рамы 1,
к которой подвешен короткий ленточный транспортер 2. На раме смонти-
282
Рис. 188. Ленточный питатель
рована приемная воронка 3. Резиновая лента питателя огибает приводной 4
и натяжной 5 барабаны. В связи с тем, что при работе питателя требуются
малые скорости, регулируемые по величине, в качестве привода применен
храповой механизм, состоящий из храпового колеса 6 и качающегося рычага
7 с двумя храповиками 8. Качание рычага осуществляется шатунно-криво-
шипным механизмом, приводимым в действие от приводного вала 9. Длину
кривошипа 10 можно регулировать путем поворота серьги 11 вокруг паль-
ца 12. Рычаг 7 соединен с кривошипом посредством шатуна.
При вращении приводного вала рычаг 7 начинает качаться, при этом
при качании в одну сторону храповики заходят в зубья храпового колеса
и поворачивают его, а вместе с ним и приводной барабан. При обратном ходе
храповики скользят по зубьям храпового колеса, не вызывая его поворота.
Регулирование выхода материала из воронки и поступления его на ленту
транспортера осуществляется при посредстве двух шиберов — вертикаль-
ного 13 со штурвалом 14 и горизонтального 15 со штурвалом 16.
Производительность ленточного питателя подсчитывается по той же
формуле, что и для ящичных питателей.
§ 4. ЛОТКОВЫЕ КАЧАЮЩИЕСЯ ПИТАТЕЛИ
Лотковые питатели применяются для подачи материалов мелкой и
средней крупности.
Рис. 189. Лотковый питатель
Лотковый питатель (рис. 189) состоит из рамы 1, на которой смонтированы
приводное устройство и подвесной лоток 2. Приводное устройство состоит
из электродвигателя 3, редуктора 4, двух кривошипов 5 с шатунами 6,
которые присоединены к лотку 2. Лоток опирается на две пары роликов 7,
по которым при возвратно-поступательном движении он обкатывается.
Оси роликов установлены в косынках 8, которые закреплены на раме.
На выходной части лотка установлен шибер 9, подъем или опускание
которого осуществляется при посредстве штурвала 10. Шибер позволяет
регулировать выход материала из лотка.
Второй тип качающегося лоткового питателя представлен на рис. 190.
Питатель состоит из воронки 1 и подвижного лотка 2, подвешенного к ней.
Механизм, сообщающий лотку возвратно-поступательное движение, состоит
из электродвигателя 3, редуктора 4 и кривошипного консольного вала 5
284
с шатуном 6. Палец кривошипа может быть установлен в четырех положениях
относительно оси вала, чем можно изменять эксцентриситет, а следовательно,
и величину хода лотка, которой пропорциональна производительность пи-
тателя. Производительность питателя можно дополнительно регулировать
соответствующей установкой секторного затвора 7, определяющего толщину
слоя материала, сходящего с лотка.
Производительность питателя подсчитывается по формуле
Q = 36005Z/myo^ кг ч, (763)
I — длина хода, м;
h — толщина слоя материала на лотке у секторного затвора, м;
п — число полных ходов лотка, об/сек.',
уо6 — объемная масса материала, кг/м?',
k — коэффициент, учитывающий разрыхление материала на лотке
и заполнение его.
Наибольшая допустимая крупность материала при ширине лотка:
ширина лотка, м
0,76
1,0
1,2
крупность материала, м
0,35
0,475
0,575
Работа лоткового питателя осуществляется следующим образом: при
поступательном движении лотка часть материала выносится из зоны питаю-
щей воронки, а при обратном ходе материала сбрасывается с лотка.
На рис. 191 представлен лотковый питатель с электровибрационным
приводом. Питатель состоит из лотка 1 и электровибратора 2.
285
Питатель подвешивается под бункером на четырех пружинных подвесках
5, при этом угол установки лотка может изменяться до 20°. Вследствие ви-
брации лотка частицы материала, поступающего из бункера, начинают
также вибрировать, образуя текучую зернистую массу.
Лотковые питатели с электровибрационным приводом предназначены
для подачи мелкокусковых и зернистых материалов.
Рис. 191. Лотковый питатель с электровибрационным приводом
Электромагнитное устройство работает следующим образом. При
прохождении тока через катушку каждого электромагнита они попеременно
притягивают или опускают якорь, вследствие чего он начинает колебаться
(с частотой в 50 гц), а вместе с ним и лоток. Лоток в процессе колебаний под-
брасывает лежащий на нем материал вперед (поскольку лоток установлен
под углом до 20°), перемещая его к выходному концу. Производительность
питателя регулируется изменением напряжения, подаваемого на обмотку
электромагнитов.
Напряжение изменяется при посредстве специального дросселя насыще-
ния, который включается в цепь питателя электромагнитов и управляется
системой автоматического регулирования.
§ 5. МАЯТНИКОВЫЙ СЕКТОРНЫЙ ПИТАТЕЛЬ
Для подачи материалов с крупностью кусков не более 50 мм можно
использовать маятниковый питатель секторного типа.
Питатель (рис. 192), подвешиваемый под бункером, состоит из воронки 1,
выходное отверстие которой перекрывается секторным затвором 2, подвешен-
ным на оси. Сектор совершает качательное движение, которое он получает
1
Рис. 192. Маятниковый секторный питатель
от кривошипного уст-
ройства 3 через шатун
4, связанный с кри-
вошипом. Кривошип
приводится во враще-
ние от электродвига-
теля 5 через редуктор
6. Конструкция кри-
вошипа позволяет из-
менять величину экс-
центриситета, а сле-
довательно, и ход
сектора.
Питатель уста-
навливается под бун-
кером так,чтобы сек-
тор был всегда под
загрузкой материала.
286
При движении сектора в сторону от привода из воронки выходит порция
материала, которая сбрасывается при обратном ходе сектора. Высота слоя
материала, выходящего из воронки, регулируется с помощью передвижного
шибера 7, установленного на стенке воронки.
Производительность маятникового питателя регулируется величиной
хода сектора, что достигается изменением величины эксцентриситета и вы-
сотой слоя материала, регулируемой шибером.
§ 6. БАРАБАННЫЕ ПИТАТЕЛИ
Барабанные питатели предназначаются для равномерной выгрузки
из бункеров и подачи в перерабатывающие машины сыпучих материалов
с крупностью кусков не более 30 мм, а также для порошковых материалов.
Рис. 193. Барабанный питатель
Барабанный питатель (рис. 193) состоит из швеллерной рамы 1, на ко-
торой закреплена воронка 2. К раме также крепятся барабан 3 и приводное
устройство, состоящее из электродвигателя, редуктора и приводного вала 4,
на конце которого установлен кривошип 5, соединенный шатуном 6 с двупле-
чим рычагом 7. На концах последнего шарнирно закреплены храповики 8,
которые работают в паре с храповым колесом 9, жестко закрепленным на
валу барабана 3. Ход шатуна можно изменять путем поворота кривошипа
287
в эксцентрично расточенной втулке. В зависимости от величины хода ша-
туна храповое колесо, а вместе с ним и барабан питателя поворачиваются
несколькими зубьями. Питатель имеет
на угол, определяемый одним или
Рис. 194 Барабанный дозатор с храповым
приводным механизмом
секторную заслонку 10, перемещаемую
при посредстве винта со штурвалом 11.
При помощи заслонки регулируется
толщина слоя материала, поступающе-
го в барабан питателя. Заслонка под-
пружинена с тем, чтобы при попадании
крупных кусков произошло ее отжа-
тие и выпадание куска.
На рис. 194 представлен барабан-
ный дозатор другого типа, в котором
поворот барабана осуществляется так-
же при помощи храпового устройства,
однако регулирование поворота про-
изводится перестановкой конца шату-
на 1, цапфа которого входит в отверс-
тия рычага 2. Если цапфа установлена
в нижних отверстиях, то при посто-
янном ходе шатуна угол поворота
рычага, а следовательно, барабана
будет большим и, наоборот, при установке цапфы шатуна в верхних отвер-
стиях угол поворота будет наименьшим и подача материала уменьшится.
На рис. 195дана конструкция барабанного питателя ячейкового типа.
288
Производительность барабанных питателей определяется по формулам
(764) и (765).
При гладком барабане
Q = 3600n£>nBsyo6tp кг/ч, (764)
где D — диаметр барабана, лт,
п — число оборотов барабана, об/сек\
В — ширина барабана, м.\
s — толщина слоя материала на барабане, ж;
уоб — объемная масса материала, в кг/м3’,
<р — коэффициент разрыхления материала, <р=0,8.
При ячейковом барабане
Q = 3600Утфуоб кг/ч, (765)
где V — объем ячейки, м3-,
i — количество ячеек в барабане;
п — число оборотов барабана, об/сек\
Ф — коэффициент разрыхления материала:
уоб — объемная масса материала, кг!м3.
§ 7. ТАРЕЛЬЧАТЫЕ ПИТАТЕЛИ
Тарельчатые (дисковые) питатели применяются для непрерывной подачи
мелкодробленого материала в машины, а также для объемной дозировки
порошкообразных материалов.
Тарельчатый питатель (рис. 196) состоит из цилиндрической трубы 1,
укрепляемой под бункером с сыпучим материалом, и горизонтального
диска 2, приводимого в движение от электродвигателя через зубчатую или
червячную передачу 3. Зернистый или порошкообразный материал высыпает-
ся из бункера на диск в форме конуса, размеры которого определяются углом
естественного откоса данного материала и расстоянием от питающей трубы
до диска. При вращении диска питателя часть находящегося на нем материа-
ла сбрасывается в разгрузочный лоток ножом 4. Количество подаваемого
материала за один оборот диска можно регулировать следующими двумя
способами. По первому способу (рис. 196, б) регулирование производится
подъемом или опусканием подвижной обоймы 5, надетой на трубу 1. Под-
нимая с помощью маховичка 6, винта 7 и рычажной вилки 8 обойму вверх,
можно увеличить на диске конус материала, а следовательно, и его подачу;
опуская обойму, можно уменьшить конус материала и свести подачу до
минимума.
Сбрасывание материала с диска осуществляется посредством ножа 4
(рис. 196, а), установленного под углом. При каждом обороте диска 2 нож
срезает и сбрасывает в приемник кольцо материала, равное объему усечен-
ного конуса, за вычетом объема цилиндра, определяемого нижним диаметром
обоймы 5. Регулируя установку ножа, можно регулировать ширину кольца
сбрасываемого материала, а следовательно, и производительность питателя.
Требуемая установка ножа производится при посредстве маховика 9 с винтом
и рычагом 10.
На рис. 197 представлен тарельчатый питатель подвесного типа, при-
меняемый на цементных и других заводах. Этот питатель приводится в дей-
ствие от электродвигателя 1 со встроенным 2 и червячным редукторами 3.
Масса подается на диск 4.
Количество оборотов диска тарельчатого питателя определяется по
соотношению силы трения материала о тарелку питателя и центробежной
силы, которая стремится сбросить материал с тарелки при достижении кри-
тической окружной скорости.
19 Заказ № 1125
289
Рис. 196. Тарельчатый питатель
Рис. 197. Тарельчатый питатель подвесного типа
19’
Центробежная сила не должна превышать силу трения:
mv2 , г /п4л2/?2па . £.
< mgf; —
(766)
где т — масса материала, кг;
v — скорость вращения тарелки, м/сек,-,
g — ускорение силы тяжести, равное 9,81 м/сек2-,
R — наибольший радиус конуса материала на тарелке, м\
п — число оборотов тарелки, об/сек\
/ — коэффициент трения материала о поверхность тарелки.
Принимая /=0,3, получим
0,275
V’R
или п
0,386
Vd ’
(767)
п
Производительность питателя, зависящая от числа оборотов тарелки
и объема материала, срезаемого за один оборот ножом 4 (см. рис. 196, б),
определяется по следующей формуле:
Q = ^.^ + r2-pRr}-nr2h -3600Vo6n,
(768)
где h — высота кольца материала, м-,
R — наружный радиус основания кольца материала, срезаемого
скребком, м\
г — радиус верхней кромки снимаемого кольца материала, м\
п — число оборотов тарелки, об/сек-,
уоб — объемная масса материала, кг/м\
Мощность на валу тарелки, необходимая для привода питателя, незна-
чительна и определяется по следующей формуле:
N == Pvk (1 +cos Р)-Ц вт, (769)
где Р — сила трения, развивающаяся при движении материала по диску, н;
v — скорость движения сбрасываемого материала, м/сек-,
k — коэффициент дополнительных сопротивлений;
р — угол сбрасывания материала скребком;
— коэффициент трения материала о поверхность скребка.
Сила трения Р определяется по формуле
Р = PSyo6f2g н, (770)
где F — площадь поперечного сечения материала, перемещаемого на
тарелке и сбрасываемого скребком, м2\
S — путь перемещения материала при сбрасывании, м\
уо6 — объемная масса материала, кг/м3-,
/2 — коэффициент трения материала о поверхность тарелки;
g — ускорение силы тяжести, g—9,81 м/сек2.
§ 8. ШНЕКОВЫЕ ПИТАТЕЛИ
Шнековые питатели применяются для равномерной подачи мелкокуско-
вых или порошковых материалов (цемента и т. п.).
Питатель (рис. 198) состоит из металлического цилиндрического корпуса
Рис. 198. Шнековый (винтовой) питатель
/, внутри которого вращается
вал 2 с закрепленными на нем
лопастями 3.
Производительность шне-
кового питателя подсчитыва-
ется по формуле
V = 3600-^ Snip м3/ч, (771)
292
Рис. 199. Тонкослойный загрузчик (питатель) стекольной шихты:
а — общий вид; б — уровнемер-регулятор
где D — диаметр винта, м\
S — шаг винта, м\
п — число оборотов вала, об[сек\
ф — коэффициент заполнения корпуса, при подаче кусковых материа-
лов ф=0,2—0,33, при подаче цемента с подпором ф=1.
§ 9. ТОНКОСЛОЙНЫЙ ЗАГРУЗЧИК СТЕКОЛЬНОЙ шихты
Тонкослойный загрузчик (питатель) применяется для грядовой или
сплошной загрузки шихты и боя — тонким слоем по всей ширине бассейна
в варочной части печи.
Загрузчик (рис. 199, а) имеет два качающихся стола 1, установленных
на общей откатывающейся станине 2. Каждый стол имеет отдельный привод 3.
Качательно-поступательное движение столов загрузчика осуществляется
от электродвигателей мощностью 1,1 кет с числом оборотов 1450 об/мин
через вариаторы, угловые редукторы, эксцентриковый вал и шатуны.
Характер качательного движения стола регулируется положением
опорных роликов 4 и длиной качающегося звена 5 таким образом, что стол
в конце хода в направлении печи дает изменение наклона до 10° к горизонту,
способствуя этим сбрасыванию порции шихты. На передней стенке 6 загру-
зочного бункера 7 расположен шибер 8 швеллерного сечения, регулирую-
щий толщину слоя шихты, поступающей на стол. С внешней стороны шибер
снабжен регулируемым наклонным щитком для уменьшения количества
шихты, поступающей в печь с боковых сторон загрузочного кармана.
Поступательный ход стола составляет 150 мм. Число ходов стола регу-
лируется механическим вариатором в пределах от 0,9 до 5,4 в минуту.
Производительность загрузчика от 30 до 300 т/сут.
Технологическим преимуществом конструкции загрузчика является
большое перекрытие поверхности стекломассы загружаемой шихтой. Так,
при ширине загрузочного кармана 7000 мм суммарная ширина двух столов
загрузчика составляет 3180x2=6360 мм. Загрузчик работает плавно,
пыления шихты не наблюдается. Загрузчик сблокирован с уровнемером
регулятором, при этом остановка стола загрузчика возможна только в по-
ложении, выдвинутом из кармана. Для этой цели в крайнем положении
стола установлен блокирующий конечный выключатель.
Уровнемер-регулятор (рис. 199, б) работает следующим образом. Вер-
тикальное перемещение шамотного поплавка /, плавающего в стекломассе 2,
через охлаждаемый водой рычаг 3 передается на рычажную систему 4 дат-
чика. Сердечник 5 перемещается в индукционной катушке 6; одновременно
замыкаются или размыкаются командно-сигнальные контакты 7. Сердечник 8
в индукционной катушке 9 вторичного прибора повторяет перемещение
сердечника датчика и через систему тяг 10 вызывает поворот пера 11 указа-
теля самопишущего прибора.
Один датчик может обслуживать одновременно два вторичных прибора
этого типа (указывающий и самопишущий).
Командно-сигнальные контакты включают сигнальные лампы или маг-
нитный пускатель привода загрузочного устройства (тонкослойного загруз-
чика) для питания печи шихтой.
При установке уровнемера характер работы загрузчика несколько
меняется, так как в этом случае его привод осуществляется от электродви-
гателя переменного тока, периодически выключаемого по достижении уровня
стекломассы, несколько превышающего нормальный. Привод включается
лишь после падения уровня ниже нормального.
Уровнемер-регулятор описанного типа обладает весьма высокой чув-
ствительностью и реагирует на изменение уровня в пределах десятых долей
миллиметра.
294
Весовую производительность Q тонкослойного загрузчика можно опре-
делить по формуле
Q — Bhsrtffуо6 кг/сек, (772)
а при нескольких лопатах
Q = Bhsnqyo6 i кг/сек, (773)
где В — ширина слоя шихты, лс;
h — высота слоя шихты, /1=0,084-0,17 м\
s — ход стола (в одну сторону) за один оборот вала, м;
п — число оборотов вала, об/сек:,
(р — коэффициент, учитывающий разрыхление материала и полноту
загрузки лопат;
уо6 — объемная масса материала, кг/м?\
i — число лопат.
Мощность электродвигателя тонкослойного загрузчика расходуется
на преодоление статических сопротивлений и сил инерции при движении
стола. Совершая возвратно-поступательные движения, стол нагружается
материалом и испытывает также давление столба материала, находящегося
в бункере.
Сопротивление движению при ходе вперед
+ + н, (774)
при обратном ходе
^ = (<?1 + Са + /’3)<о1 + (С1 + Р3)/ н, ,(775)
где Gr — вес материала на столе и лопате, н\
G2 — вес всех движущихся деталей питателя, н;
Р3 — давление столба шихты, находящейся в бункере, на стол, опре-
деляемое по приближенной эмпирической формуле:
Л = 4 T.F «. (776)
где ун — насыпной вес, н/м?’,
F — площадь выходного отверстия бункера, м2-,
о» — коэффициент, учитывающий сопротивления передвижению стола
по направляющим роликам и шихты при проталкивании ее кон-
цом лопаты в печь, 0=1,2;
о)1 — коэффициент сопротивления передвижению стола по направляю-
щим роликам, (01=0,12;
f — коэффициент трения материала по столу, для большинства сыпу-
чих материалов f=0,3.
Расчетное среднее тяговое усилие Р при равных периодах движения
вперед и назад С=/2=/ сек составит
Р = (777)
Мощность на валу кривошипа, необходима для преодоления статических
сопротивлений,
Na = P-vem, (778)
где v — скорость движения стола, м/сек.
Приближенное значение мощности на валу кривошипа, необходимой
для преодоления сил инерции движущихся масс,
#ДЙН = вт, (779)
где М=0,1—0,2.
295
fell in ж
л
*
№|И ЙЯ фИК 1И1 ф
и ij, яр«Ьр 1 j[,, Ц6,
Глава IV
ДОЗАТОРЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
В промышленности строительных материалов дозаторы применяются
для приготовления бетонных смесей требуемого состава и жесткости, на за-
водах силикатного кирпича для дозирования извести и песка, на стекольных
заводах для приготовления шихты и т. д.
Наибольшее применение дозаторы находят при дозировании компонен-
тов (цемента, заполнителя, воды) бетонной смеси. Точность дозирования
при этом не должна выходить (по весу) за пределы ±1% для воды и цемента
и 2% для заполнителей.
Дозаторы по методу дозирования бывают цикличного или непрерывного
действия, а по способу дозирования — объемные, весовые и смешанные
(объемно-весовые).
Весовые дозаторы конструктивно сложнее объемных, однако точность
дозирования в весовых дозаторах более высокая при дозировании цемента
и заполнителей. Наоборот, при дозировании воды (жидкостей) объемная
дозировка более точная. При весовом дозировании, как правило, исключается
влияние таких факторов, как крупность материала, объемный вес, интенсив-
ность и высота подачи, степень уплотнения материала и т. д.
По способу управления различают дозаторы с ручным, дистанционным
и автоматическим управлением. Автоматические весовые дозаторы циклич-
ного действия для приготовления бетонной смеси выпускаются в комплекте
АДУБ (автоматические дозаторы установок бетона) в составе дозаторов для
жидких материалов — АВДЖ, дозаторов цемента — АВДЦ, дозаторов для
заполнителей — АВ ДИ.
Дозаторы непрерывного действия выпускаются одно- или двухагрегат-
ные. Одноагрегатные автоматические дозаторы непрырывного действия пред-
назначены для весового дозирования заполнителей (песок, гравий, щебень)
и сходных по характеристике материалов.
Двухагрегатные автоматические весовые дозаторы непрерывного дей-
ствия предназначаются для дозирования заполнителей и состоят из двух
машин: питателя и весового дозатора. Применяются электромагнитные
вибрационные питатели, барабанные и шнековые, которые обеспечивают
непрерывную и равномерную подачу материала на ленту весового дозатора.
В одноагрегатных весовых дозаторах непрерывного действия регули-
рование подачи материала и его взвешивание осуществляются в одном агре-
гате.
Производительность таких дозаторов регулируют или путем изменения
высоты слоя (веса) дозируемого материала на ленте, или путем изменения
скорости ленты.
В двухагрегатных весовых дозаторах их производительность изменяют
или от сигнала взвешивающего устройства ленточного конвейера, или от
сигнала взвешивающего устройства расходного бункера.
§ 2. ЦИКЛИЧНЫЕ ОБЪЕМНЫЕ ДОЗАТОРЫ
Цикличные объемные дозаторы применяют для отмеривания материа-
лов, идущих для приготовления растворов.
Мерный сосуд дозатора (рис. 200) состоит из двух емкостей: нижней 1
и верхней 2, соединенных между собой посредством болтов 3. Регулируя
установку по высоте нижней части, изменяют объем материала в обеих
частях. Установка нижней части производится по шкале с делениями, смонти-
рованной на мерном сосуде. Приемная воронка 4 снабжена секторным затво-
ром 5, который управляется при помощи рычага 6 и тяги 7. Низ емкости
297
перекрыт клапаном 8, открывание (или закрывание) которого осуществляется
при помощи рукоятки 9 и рычагов 10 и 11.
Материал подается питателем, который отключается после заполнения
дозатора до требуемого объема.
Рис. 200. Объемный дозатор для заполнителей
Дозаторы воды цикличного действия до последнего времени применя-
лись в виде водомерных баков сифонного действия, которые в настоящее
время сняты с производства. Их заменили дозаторы другого типа, в частности
турбинные.
Рис. 201, Автоматический дозатор воды
Ленинградским филиалом ВНИИСтройдормаша разработан автомати-
ческий дозатор для воды турбинного типа с дистанционным управлением
к бетоносмесителям емкостью 1200 и 2400 л. Данный дозатор имеет высокую
точность дозирования при относительно небольших его размерах.
298
На рис. 201 дан общий вид автоматического дозатора воды, состоящего
из индукционного датчика 1 расхода воды, исполнительного устройства 2
и пульта управления 3.
Индукционный датчик (рис. 202) состоит из корпуса /, внутри которого
под действием потока проходящей воды вращается турбинка 2. На лопастях
турбинки закреплены стальные
пластинки, а в корпусе над турбин- >
кой установлен стакан 3 из немаг-
нитного материала, внутри кото-
рого находится магнит с катушкой
4. При вращении турбинки каждая
пластинка проходит вблизи полю-
сов постоянного магнита, в резуль-
тате чего в катушке возникают
импульсы электродвижущей силы.
Принцип действия датчика ос-
нован на пропорциональности чи-
сла оборотов турбинки водомера
количеству проходящей через него
воды.
Диаметр корпуса, конструкция
турбинки и количество стальных
пластинок подобраны так, что каж-
дому импульсу электродвижущей
силы соответствует 1 л воды, про-
ходящей через сечение корпуса.
Пульт управления представ-
ляет собой дискретное счетное уст-
ройство на полупроводниках. Оно
предназначено для счета импуль-
сов, поступающих от индукцион-
ного датчика расхода воды, срав-
нения получаемого числа импуль-
сов с заданным числом и выдачи
сигнала в момент их совпадения.
Счет импульсов осуществляется по-
лупроводниковым счетчиком.
Установка заданного числа импульсов, размер дозы воды осуществляют-
ся при помощи переключателей, расположенных на передней панели пульта.
Переключателями можно устанавливать любую дозу от 1 до 399 д через каж-
дый литр.
При совпадении числа поступающих с датчика импульсов с числом,
установленным переключателями, срабатывает специальное реле, приводя-
щее в действие исполнительное устройство, которое обеспечивает пуск
или перекрытие поступающей воды в бетоносмеситель.
Работа дозатора происходит следующим образом. Пульт управления
подключается к сети. Переключателями устанавливается требуемая доза
воды. Кнопкой «пуск» дозатор включается в работу, и вода начинает посту-
пать в бетоносмеситель.
В момент совпадения полученных импульсов от датчика с числом, за-
данным переключателями, автоматически прекращается поступление воды.
После слива отмеренной порции воды система автоматически подготов-
лена к очередному дозированию.
Другой тип дозатора воды и жидких добавок с автоматическим управле-
нием представлен на рис. 203. Дозаторы этого типа предназначаются для
объемного дозирования воды и жидких добавок в бетоносмесители, объем
готовых замесов которых составляет 330 и 800 л. Управление дозаторами
электропневматическое.
299
Дозатор состоит из цилиндрического металлического бака 1, в который
опущены подвешенные на электроизоляционной панели две группы электро-
дов 2 и 3 по десять штук в каждой группе. Электроды попеременно в зависи-
мости от заданной дозы находятся под действием электрического тока.
Нижние концы группы длинных электродов установлены с таким расче-
том, чтобы каждый конец очередного электрода был выше предшествующего
Рис. 203. Дозатор для воды и добавок с
автоматическим управлением АВДЖ-425/1200
на высоту, соответствующую объе-
му воды в баке в количестве 20 л.
Короткие же электроды установле-
ны с превышением каждого после-
дующего электрода на высоту,
соответствующую 2 л воды.
Снаружи бака установлены
впускной клапан 4, электромагнит
5 с пневмораспределителем 6 впуск-
ного клапана. Для предупреждения
попадания в бак посторонних твер-
дых включений предусмотрена сет-
ка 7.
Работа дозатора происходит в
следующей последовательности.
Дистанционно с пульта управления
при помощи специального переклю-
чателя подается ток на электроды,
соответствующие заданному объему
воды. Включение в цепь электродов
дает сигнал на открытие затвора
впускного клапана, и вода начина-
ет поступать в бак. Как только
уровень воды в баке достигнет
конца короткого электрода, находящегося под напряжением, электри-
ческая цепь замкнется; при этом возникнет сигнал, подающий команду на
закрытие затвора впускного клапана. Дозатор подготовлен к сливу воды,
который произойдет по получению сигнала о готовности бетоносмесителя
к приему воды. По этому сигналу поддействием электромагнита 8 с пневмо-
распределителем 9 произойдет открывание затвора сливного клапана 10.
Например, заданы дозы в 128 л воды. Под напряжение вводится длинный
электрод, соответствующий порции воды в 120 л (т. Д) и короткий электрод
с отметкой 8 л (т. С). Как только напряжение поступит на оба электрода,
будет подан сигнал на открытие затвора впускного клапана. Уровень воды
в баке начнет повышаться, и по достижении конца короткого электрода,
находящегося под напряжением, произойдет замыкание цепи и будет дана
команда на закрытие затвора впускного клапана. При сливе затвор выпуск-
ного клапана перекроется при достижении уровнем воды нижнего обреза
электрода в 120 л.
§ 3. ЦИКЛИЧНЫЕ ВЕСОВЫЕ ДОЗАТОРЫ
Цикличные весовые дозаторы бывают как с ручным, так и с автомати-
ческим управлением.
В связи с тем, что работа на дозаторах с ручным управлением сравни-
тельно тяжела и при этом цикл взвешивания продолжителен, они в настоя-
щее время сняты с производства и заменены дозаторами с автоматизированным
управлением.
Для дозирования воды, цемента и заполнителей для бетонных
автоматизированных заводов и для бетоносмесительных цехов заводов
железобетонных изделий применяют комплекты дозаторов серии АДУБ —
автоматические дозаторы установок бетона.
зоо
Рис. 204. Весовой дозатор для заполнителей АВДИ-425 с ртутно-магнитными контактами
В каждой серии имеются по три дозатора: марки АВДИ — для инертных
материалов, АВДЦ — для цемента и АВДЖ—для воды (жидкостей).
Комплекты данных дозаторов выпускаются для бетоносмесителей емкостью
по загрузке в 425, 1200 и 2400 л.
Рассмотрим конструкцию дозаторов на примере дозаторов, предназна-
ченных для обслуживания бетоносмесителей с емкостью по загрузке в 425 л.
Дозатор марки АВДИ-425 (рис. 204) предназначается для последова-
тельного взвешивания двух фракций, подаваемых в бункер дозатора
электровибрационными питателями. На раме 1 смонтированы две воронки 2
с секторными затворами 3, открывание и закрывание которых обеспечивается
от пневмоцилиндров 4. Снизу рамы установлены весовые рычаги 5 и 6
рычажной весовой системы, выходная сторона последней при помощи тяги 7
соединена с циферблатным указателем 8. Приемный весовой бункер 9 под-
вешен на весовых рычагах 5 и 6. Весовой бункер в нижней части имеет
выпускной клапан 10, который вводится в действие пневмоцилиндром 11
через систему рычагов. Управление работой пневмоцилиндров4 обеспечивает-
ся электропневматическими клапанами 12, а пневмоцилиндра 11 — клапа-
нами 13.
Дозатор цемента марки АВДЦ конструктивно решен так же, как и до-
затор АВДИ, отличаясь от него тем, что подача цемента двух марок из
расходных бункеров в весовой производится при помощи шнековых пита-
телей.
Дозатор жидкостей марки АВДЖ повторяет в основном конструкции
рассмотренных выше дозаторов и предназначается для последовательного
взвешивания воды и добавок.
Все три комплекта дозаторов АД УБ 425, 1200, 2400 л отличаются друг
от друга только размерами, являясь одинаковыми по конструкции. Отли-
чительной особенностью дозаторов серии АД УБ является отсутствие весовых
шкафов, имеющихся в старых конструкциях. Их заменила в первых кон-
струкциях система автоматики, работающая от ртутно-магнитных контактов,
установленных в циферблатном указателе 8.
Циферблатный указатель (рис. 205) состоит из корпуса 1 со шкалой 2.
В корпусе установлены рамка 3, в центре которой находится ось 4 со стрел-
кой 5. На оси посажена шестерня 6, находящаяся в зацеплении с зубчатой
рейкой 7, соединенной с горизонтальным мостиком 8. Мостик связан шар-
нирно с рычагами 9 и 10. На осях рычагов подвешены грузы И. Две гибкие
стальные ленты 12 своими нижними концами закреплены на рычагах 9,
а верхними — на корпусе циферблатного указателя. Одни концы нижних
стальных лент 12 закреплены на грузоприемных рычагах 10, другие же кон-
цы соединены между собой тягой 13 при помощи траверсы 14. Тяга проходит
через масляный затвор 15, предохраняющий механизм от проникновения
влаги и пыли.
Вес взвешиваемого груза через весовую рычажную систему восприни-
мается тягой 13, передающей его через траверсу 14 и стальные ленты 12
на грузоприемные рычаги 10. Под воздействием этого усилия рычаги 9,
начинают поворачиваться вокруг своих осей (левый — по часовой стрелке
правый — против часовой стрелки). Малые опорные рычаги 9 при этом
вместе с горизонтальным мостиком 8 и зубчатой рейкой 7 поднимаются вверх,
заставляя поворачиваться шестерню 6, а вместе с ней и стрелку 5. Грузы-
противовесы 11 также поворачиваются при этом. Стрелка 5 перемещается
до тех пор, пока вся система не придет в состояние равновесия. Показания
стрелки при этом соответствуют весу материалов, находящихся в весовом
бункере.
Внутри корпуса циферблатного указателя со стороны задней крышки
смонтированы элементы автоматики, позволяющие взвешивать порции
материала с пульта управления (дистанционно). На ось циферблатного ука-
зателя (рис. 206) параллельно с основной стрелкой, регистрирующей вес
взвешиваемого материала по шкале 1, установлена специальная стрелка 2,
302
оканчивающаяся стальной пластинкой 3. Внутри корпуса по его периферии
закреплено кольцо 4, на котором смонтированы при посредстве держателей 5
ртутные контакты 6 и постоянные магниты 7,
Рис. 205. Циферблатный указатель
Рис. 206. Схема автоматики циферблат-
ного указателя
Для установления заданных доз взвешиваемых материалов ртутно-маг-
нитные контакты перемещают по кольцу 4 и закрепляют в требуемых поло-
жениях. На кольце размещают семь ртутно-магнитных контактов, шесть из
которых служат для взвешивания шести различных доз материала, а седь-
мой установлен на нуле — его задача дать сигнал в систему автоматики
о том, что дозатор готов к взвешиванию.
При установке на пульте управления переключателя в положение
«пуск» включается шнековый питатель цемента и срабатывают электропневма-
тические клапаны, сжатый воздух поступает в пневмоцилиндры, управляю-
щие открыванием впускных затворов дозаторов. Материал начинает посту-
пать в весовой бункер. Стрелка 2 со стальной пластинкой 3 начинает
поворачиваться до тех пор, пока не подойдет к ртутно-магнитному контакту,
определяющему желаемую дозу взвешивания. Постоянные магниты ртутно-
магнитных контактов держат последние в разомкнутом положении. По до-
стижении, стрелкой требуемого положения цепь замыкается и дается сигнал
на закрытие впускного затвора.
После того как будут взвешены заданные дозы всех материалов, после-
довательно срабатывают электропневматические клапаны выпускного зат-
вора жидкостного дозатора, а затем клапаны дозаторов цемента и заполни-
телей и вся масса материала поступает в бетоносмеситель.
В связи с тем что опыт эксплуатации дозаторов серии АДУБ с ртутно-
магнитными контактами показал их недостаточную надежность, потребо-
валось создание новой системы автоматики. ВНИИСтройдормаш разработал
новую систему фотоэлектронной автоматики, изменив по сравнению с рас-
смотренной выше системой только конструкцию циферблатного указателя.
Серия АДУБ с фотоэлектронной автоматикой маркируется так же,
как и серия с ртутно-магнитными контактами, с тем, однако, различием,
что добавляется буква Ф, а именно: АВДИФ, АВДЦФ, и т. д.
Циферблатный указатель (рис. 207) состоит из корпуса 1 с крышкой 2.
Внутри корпуса на кольце 3 в держателях 4 размещены осветительные лам-
пы 5. Они находятся внутри металлических закрытых патронов, с одного
303
торца которых сделано небольшое круглое отверстие для прохода пучка
света от электролампы. В зависимости от дозы взвешиваемого материала
патроны с лампами можно устанавливать в любое положение по окружности
циферблатного указателя. Система уравновешивания взвешиваемой дозы,
находящаяся внутри циферблатного указателя, такая же, как указано ра-
нее. Стрелка 6 имеет на конце фотосопротивление 7, изготовленное из такого
материала, который изменяет свое электрическое сопротивление при попада-
нии на него света. Сигнал уменьшения сопротивления, проходя через
электронный блок, усиливается и передается электропневматическому кла-
пану впускного затвора дозатора. Чтобы на фотосопротивление не попадал
посторонний свет, внутри циферблатного указателя предусмотрен защитный
экран 8. Для фиксации нулевого положения стрелки и подачи сигнала о
начале взвешивания имеется ртутный контакт 9 с постоянным магнитом.
Трансформатор 10 служит для получения электрического тока заданного
напряжения, а демпфер (успокоитель) 11 —для быстрого гашения колеба-
тельных движений стрелки и весовой системы.
1
Рис. 207. Циферблатный указатель
На дозаторе цемента с фотоэлектронным датчиком установлен аэрацион-
ный питатель вместо шнекового. Аэрационный питатель представляет собой
наклонную камеру прямоугольного сечения, герметически закрываемую
с торцов затворами, имеющими общий привод от пневмо цилиндра. Входная
сторона питателя сообщается с расходным бункером, а выходная — с весо-
вым. Дно камеры выложено микропористой плиткой, через поры которой сво-
бодно проходит воздух. Под микропористой плиткой имеется еще малая ка-
мера, куда подается сжатый воздух. При открывании затворов и одновре-
менной подаче сжатого воздуха под микропористую плитку цемент переходит
из расходного в весовой бункер. Сжатый воздух, проникая через поры плит-
ки, взвешивает цемент, чем обеспечивается его высокая подвижность.
304
Основными преимуществами аэрационного питателя по сравнению со
шнековым являются простота обслуживания дозатора, улучшение условий
труда, а также предотвращение смешивания различных марок цемента при
переходе от одной марки цемента к другой.
Материалы дозируют следующим образом. Дистанционно с пульта
управления в цепь включают одну или две (в зависимости от количества
фракций) осветительные лампы, соответствующие заданным дозам материа-
лов. Свет лампы, проходя через небольшое отверстие в торце патрона, обра-
зует узкий направленный пучок. Стрелка 6 по мере накопления материала
в весовом бункере перемещается по шкале циферблатного указателя в на-
правлении вращения часовой стрелки. Когда стрелка с фотосопротивлением
дойдет до пучка света, отбрасываемого лампой, подается сигнал на электрон-
ный блок усиления и впускной затвор дозатора закрывается. Таким образом
взвешивается первая фракция заполнителя.
Вторую фракцию взвешивают таким же способом вслед за первой.
После получения сигнала о том, что остальные дозаторы закончили взве-
шивание и бетоносмеситель готов принять материалы, происходит автомати-
ческая разгрузка весовых бункеров и закрытие выпускных затворов. Доза-
торы готовы к следующему циклу.
Дозаторы с фотоэлектронными датчиками имеют следующие преимущест-
ва перед дозаторами с ртутно-магнитйыми контактами: исключена возмож-
ность несвоевременного срабатывания дозатора при значительной вибрации
строительных конструкций; исключено влияние магнитного потока на пока-
зания; упрощается наладка дозатора на заданные дозы и сокращается разрыв
между двумя соседними дозами до 2 кг; достигается эксплуатационная надеж-
ность дозатора.
Широко распространенные дозаторы серий АДУБ и АДУБФ не обеспе-
чивают дистанционную передачу указаний и работу системы в полностью
автоматическом режиме. Любое изменение рецепта смеси вызывает остановку
дозировочного отделения не менее чем на 30 минут. В связи с указанным
ВНИИСтройдормаш в последнее время разработал конструкции унифици-
рованных указателей с задающими стрелками и универсальных указателей
с подвижным диском.
Комплект унифицированных указателей с задающими стрелками по-
зволяет получать системы автоматического управления дозированием сы-
пучих и жидких материалов с: а) местной (на дозаторах) установкой значений
порций и местным отсчетом показаний; б) местной установкой значений
порций и дистанционным (до 100 м) отсчетом показаний; в) дистанционной
установкой значений порций, местным и дистанционным отсчетом показаний.
Дозаторы, оснащенные унифицированными указателями, позволяют,
например, последовательно отвешивать заранее заданными порциями ком-
поненты смеси и разгружать ковш после каждого взвешивания, заранее
устанавливать несколько значений порций для дозируемого материа-
ла и дистанционно переходить с одного значения порций на другое, что
требуется на бетоносмесительных заводах, выпускающих бетон различных
марок.
Унифицированные указатели с задающими стрелками выполнены в виде
квадратных (весовых) и дистанционных циферблатных головок. Данные
указатели пригодны для установки не только на новых, но и на весовых
циферблатных дозаторах всех типов и назначений.
Унифицированные квадратные указатели УЦК представляют собой
стандартные циферблатные весовые головки, оснащенные дополнительным
задатчиком веса порций.
Конструкция задатчика порций (рис. 208) для всех приборов унифици-
рована. Задатчик устанавливается с лицевой стороны циферблатного ука-
зателя. Весовая стрелка 1 закреплена на удлиненной оси (на рис. не пока-
зана)., проходящей через отверстие 2. На оси закреплен флажок (экран) 3.
При движении стрелки 1 флажок 3 проходит через рабочий зазор 4 бескон-
20 Заказ № 1125
315
тактных электронных датчиков 5. Задающие стрелки 6 (их может быть шесть)
переставляются с помощью рукояток 7, закрепленных на оси 8 снаружи
задней крышки указателя.
При вращении каждой из рукояток поворачивается соответствующая
шестерня 9, находящаяся в зацеплении с одним из зубчатых дисков 10, на
которых закреплены задающие стрелки 6 с датчиками 5.
Рис. 208. Задатчик порций для
унифицированных указателей
Рис. 209. Указатель с подвижным
диском
Универсальные указатели с подвижным диском используются в тех
случаях, когда многократно необходимо автоматически изменять рецептуру,
например на заводах товарного бетона, выпускающих свыше десяти различ-
ных марок бетона в любой желаемой последовательности.
Работа указателей происходит следующим образом. При заходе флажка
3 в рабочий зазор того датчика 5, который поставлен под загрузку, происхо-
дит значительное ослабление воздействий магнитного потока коллекторной
обмотки генератора на базовую, что приводит к «срыву» колебаний генера-
тора и появлению сигнала, управляющего работой затвора.
Универсальный указатель с подвижным диском, как отмечалось, ис-
пользуется в тех случаях, когда необходимо многократно изменять рецеп-
туру бетона. Указатель позволяет вводить поправки на физико-механические
свойства, состав или состояние дозируемых материалов или конечных про-
дуктов на бетонных заводах в зависимости от влажности песка или подвиж-
ности бетонной смеси, ликвидирует влияние веса тары и колебаний тарной
нагрузки (установки для автоматической загрузки цемента по весу нетто),
регистрирует вес железобетонных изделий.
На рис. 209 представлена схема указателя с подвижным диском 1, на
котором крепятся бесконтактные датчики 2, взаимодействующие со стрелкой
3 циферблатного указателя стандартного типа. Диск 1 закреплен соосно со
стрелкой 3 на оси 4, смонтированной на плите 5, служащей также основа-
нием для крепления электродвигателя 6, тормоза 7, а также датчиков раз-
личного типа для получения сигнала, пропорционального углу поворота
диска 1.
Передача вращения от электродвигателя на ось 3 подвижного диска 1
осуществляется с помощью шестерни 8 и зубчатого колеса 9. Передаточное
отношение их позволяет получить угловые скорости диска в пределах от
0,028 до 0,244 об!сек. С зубчатым колесом 9 находится в зацеплении шестерня
10, установленная на оси тормоза 7, а также шестерня 11, предназначенная
для передачи перемещения диска 1 на подвижную часть датчика, контроли-
30G
рующего угол поворота диска. В качестве конечных выключателей, преду-
преждающих поворот диска 1 на угол более 360°, используются микроперек-
лючатели 12.
После отклонения стрелки весов под действием нагрузки включается
электродвигатель 6, вращающий одновременно диск и колесо, зубцы которого
взаимодействуют с датчиком. Каждый импульс датчика соответствует опре-
деленной доле деления шкалы циферблата. Число импульсов, полученное
при перемещении датчика от исходного положения стрелки до положения,
которое он занимает под действием нагрузки, подсчитывается электронным
счетчиком и регистрируется стандартной цифропечатающей машинкой.
§ 4. ВЕСОВЫЕ ДОЗАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Весовые дозаторы непрерывного действия бывают одно- и двухагрегат-
ными. В последнем случае дозирующий комплект состоит из питателя того
или иного типа и собственно дозатора.
5
Рис. 210. Одноагрегатный весовой дозатор непрерывного действия для заполнителей
Одноагрегатный весовой дозатор (рис. 210) предназначен для непрерыв-
ного дозирования заполнителей. Применяется на бетонных заводах и уста-
новках производительностью 30 и 60 м3/ч. Дозатор состоит из рамы /,на
которой смонтированы весовой транспортер 2, редуктор 3, цепной пластин-
чатый вариатор 4, электродвигатель и приемная воронка 5 с заслонкой 6.
Весовой ленточный транспортер имеет приводной 7 и натяжной 8 барабаны,
которые огибает резиновая лента. Весовой транспортер подвешивается к
20*
307
приемной воронке на двух опорных призмах. Ось качания транспортера
вместе с весовой системой проходит через осевую линию приемного
Рис. 211. Кинематическая схема одноагрегатного весового до-
затора непрерывного действия для заполнителей:
1 — весовая система; 2 — бункер; 3 — заслонка; 1 — регулировочное
коромысло с грузами; 5 — ленточный транспортер; 6 — вариатор;
7 — электродвигатель: 8 — исполнительный механизм
бункера, что должно исключать влияние тяжести материала на точность
дозирования. Весовые рычаги имеют коромысло 9 с передвижными гру-
зами 10, что обеспечивает возможность уравновешивания весовой
системы дозатора при рабо-
те вхолостую.
Производительность
дозатора регулируют путем
поддерживания заданного
веса материала на ленте и
изменения при помощи ва-
риатора скорости движения
ленты.
Датчиком веса являет-
ся сам транспортер, кото-
рый связан через систему
рычагов с заслонкой 6, ре-
гулирующей толщину слоя
материала на ленте. При
большем заданному поступ-
лении материала правая (по
чертежу) сторона транспор-
Рис. 212. Дозатор непрерывного действия для запол-
нителей
тера опускается, вызывая
тем самым опускание и
заслонки, и, наоборот, при
недостаточном количестве
материала заслонка поднимается.
Регулирование скорости движения ленты осуществляется при посредстве
тахометра, который через систему автоматических устройств и исполнитель-
ного механизма доводит скорость движения ленты до необходимой.
308
Рис. 213. Схема ленточного весового дозатора
В процессе работы ленточный транспортер находится в горизонтальном
положении, слегка покачиваясь. При длительном отклонении (более 10 сек)
транспортера от горизонтального положения, свидетельствующем о несоот-
ветствии фактического дозирования заданному, дозатор при помощи двух
ртутных выключателей
останавливается путем
выключения кулачковой
муфты.
На рис. 211 пред-
ставлена кинематичес-
кая схема рассматрива-
емого дозатора.
Дозатор для запол-
нителей, показанный на
рис. 212, имеет более
простую систему авто-
матического регулиро-
вания производитель^
ности.В нем отсутствуют
исполнительный меха-
низм, тахогенератор и
кулачковая муфта с
электромагнитом. Доза-
тор состоит из рамы /,
подвешенной через рычажную систему 2 к строительной конструкции,
ленточного транспортера 3, приемной воронки 4, электродвигателя, цеп-
ного вариатора 5, редуктора 6 электродвигателя, рычажной весовой систе-
мы 2 и заслонки 7.
Производительность регулируют, изменяя скорость движения ленты
и высоту слоя материала.
В цементной промышленности применяется весовой дозатор (рис. 213)
ленточного типа с регулируемой скоростью движения ленты. Дозатор состоит
из рамы 1, на которой
смонтированы ленточ-
ный транспортер 2
(пластинчатая стальная
или резиновая лента) и
закрытый барабан 3, в
котором размещены
электродвигатель посто-
янного тока 4, вариато-
ры 5 и 6, редуктор 7 и
звездочка 8 цепной пе-
редачи. Дозатор подве-
шен на оси 9, располо-
женной в нижней части
бункера 10, и может
свободно качаться на
этой оси.
Назначение дозато-
ра — подача мелкокус-
ковых сыпучих матери-
алов размером до 50 мм.
количестве, чем задано,
правая его часть (по чертежу) несколько опускается, и в результате воздей-
ствия вариатора 6 скорость ленты уменьшается.
Толщина слоя материала, поступающего на ленту, регулируется за-
слонкой 11. Вес подаваемого материала устанавливается с помощью вариа-
тора 5, а при изменении объемной плотности материала правый конец тран-
спортера перемещается вокруг оси 9 от воздействия вариатора 6. Скорость
ленты должна быть такой, чтобы произведение этой скорости на силу тя-
жести 1 л материала было бы постоянным при любом изменении объемной
плотности материала.
Общее количество клинкера, поданного, например, в трубную мельницу,
учитывается специальным счетчиком.
Двухагрегатный весовой дозатор для заполнителей (рис. 214) состоит
из электромагнитного питателя и собственно дозатора. Дозатор представляет
собой раму /, на которой на системе весовых рычагов 2 подвешены ленточный
транспортер 3 и приводное устройство, состоящее из электродвигателя,
редуктора и цепной передачи.
Весовые рычаги связаны с весовым шкафом 4, в котором имеется весовое
коромысло с большой и малой шкалами, с передвижными гирями.
Рычаги, соединенные между собой стальной гибкой лентой, имеют пере-
движные каретки для регулирования длины плеч рычагов. Когда передвиж-
ные гири установлены в нулевой отметке, что при незагруженном транспор-
тере он находится в горизонтальном положении. Перемещая гири, устанав-
ливают требуемую производительность по весу.
Весовой механизм имеет датчик, подающий сигнал в систему автоматики
дозатора, а также гидравлический демпфер, гасящий колебания дозатора.
Дозируемый материал электромагнитным питателем подается на ленту
дозатора. Заданная производительность поддерживается автоматически.
Рис. 215. Двухагрегатный весовой дозатор непрерывного действия для цемента
Если на ленту транспортера подается большее или меньшее заданного
количество материала, то нарушается равновесие системы, вместе с этим
соответственно изменяется и напряжение постоянного тока, подаваемое на
катушки электромагнита питателя. При снижении против заданного веса
материала, находящегося на ленте, напряжение, подаваемое на обмотки
электромагнита, повышается и, следовательно, повышается частота колеба-
ний лотка питателя, а значит и подача материала на весовой транспортер. Это
будет происходить до тех пор, пока не будет обеспечена подача заданного
количества заполнителей. При увеличении же подачи материала против
требуемого напряжение снижается и подача заполнителей уменьшается.
На рис. 215 представлен двухагрегатный дозатор для цемента, состоящий
из шнекового питателя и ленточного весового дозатора. Весовой дозатор
имеет раму /, на которой подвешена рычажная система 2 с весовым транспор-
тером 3. Весовой механизм имеет одно коромысло 4, которое связано с ин-
дуктивным датчиком системы автоматического регулирования. Коромысло
имеет передвижные гири (грузы), перемещением которых по шкале коромысла
устанавливают требуемую производительность (по весу) дозатора.
.410
tai рри ии pin и
ИЯ и ре И И ( ив
ж
hi ив и и i фиии^вичв
I BfllJ ври 1lltl ПИЙ ||И, 1Д'
рий рж шв а
Раздел IV
МАШИНЫ ДЛЯ ПЕРЕМЕШИВАНИЯ МАТЕРИАЛОВ
Глава I
ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ ПЕРЕМЕШИВАНИЯ
И КЛАССИФИКАЦИЯ СМЕСИТЕЛЬНЫХ МАШИН
§ 1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ ПЕРЕМЕШИВАНИЯ
При изготовлении различных видов строительных материалов шихта
(смесь), как правило, подбирается из различных компонентов.
Так, при изготовлении бетонных изделий составляющими шихты являют-
ся цемент, заполнители (песок, щебень, гравий) и вода. При производстве
силикатных изделий смесь готовится из песка, извести, воды. Сырьем для
производства цемента являются мергели с добавлением глинистых примесей
и т. д.
Очевидно, что качество готовых изделий во многом зависит от тщатель-
ности подготовки сырья, его однородности во всех частях по минералоги-
ческому и зерновому составу и влажности.
Известно, что химические реакции в массах сложного состава протекают
тем интенсивнее и полнее, чем равномернее распределены в общем объеме
отдельные компоненты и чем больше поверхность их контакта.
Для жидких масс после достижения однородности весьма важно сохра-
нить ее и предотвратить расслаивание смеси, что также осуществляется
путем ее непрерывного перемешивания.
Вяжущие вещества (цемент, известь, гипс) и вода являются активными
составляющими. Именно в результате их химического взаимодействия
получается искусственный камень. Очевидно, для того чтобы качество
камня было высоким, необходимо, чтобы частицы вяжущего были равномерно
увлажнены и обволакивали частицы заполнителя.
Для перемешивания материалов, составляющих смесь, применяются
различного вида смесительные машины.
§ 2. КЛАССИФИКАЦИЯ МАШИН ДЛЯ ПЕРЕМЕШИВАНИЯ МАТЕРИАЛОВ
По принципу действия и по конструкции смесительные машины разде-
ляются на следующие основные группы:
1. Смесители для перемешивания порошкообразных масс с последую-
щим их увлажнением. Эти смесители могут быть как непрерывного, так
и цикличного (периодического) действия. К их числу относятся одновальные
и двухвальные лопастные смесители непрерывного действия (прямоточные
или противоточные); смесительные бегуны, смесители с z-образными валами,
смесители принудительного перемешивания планетарного противоточного
действия. Машины этой группы работают циклично.
2. Смесители для перемешивания жидких масс (шлама, шликера, гла-
зурей, жидких керамических масс, асбестоцементной массы, гипсовой массы).
Смесители данной группы бывают как непрерывного, так и цикличного
312
действия. К числу этих машин относятся крановые, шламовые и грабельные
мешалки непрерывного действия; пропеллерные, планетарные, грабельные,
лопастные мешалки периодического действия.
3. Смесители для приготовления пластичных материалов (растворов,
бетонных смесей, керамических масс). Эти машины бывают как непрерывного,
так и цикличного действия. Смесители этого типа по способу перемешивания
материалов подразделяются на машины как с принудительным перемешива-
нием, так и с перемешиванием при свободном падении материалов.
В машинах первого типа (с принудительным перемешиванием) материал
приготовляется: а) в смесительном корыте путем принудительного перело-
пачивания при помощи лопастей (одновальные и двухвальные смесители,
растворосмесительные машины и т. д.); б) во вращающемся смесительном
барабане при одновременном встречном вращении лопастей (планетарные
смесители, бетоносмесительные машины с принудительным перемешиванием
и т. д.).
В машинах второго типа (гравитационных) материалы смешивают во
вращающемся барабане, на внутренней поверхности которого укреплены
лопасти. При вращении барабана лопасти несколько раз поднимают и сбра-
сывают в£шз материалы, составляющие смесь, тем самым перемешивая их.
Эти машины применяются для приготовления смесей с крупными заполни-
телями, так как при наличии в материалах смеси крупных кусков (зерен)
лопасти, вращающиеся в неподвижном барабане (корыте), быстро изнаши-
ваются, а нередко и ломаются. Представителями машин этого типа являются
бетоносмесители цикличного действия с наклоняющимся барабаном и бетоно-
смесители непрерывного действия с горизонтально установленным бараба-
ном.
Смеси наиболее быстро равномерно и тщательно смешиваются в смеси-
телях принудительного перемешивания. Однако, как отмечается выше,
работа их на смесях с фракциями твердых материалов крупных размеров
неудовлетворительна. Поэтому машины с принудительным перемешиванием
лучше работают при приготовлении смесей без крупных включений или
включений, размер которых не превышает 20—40 мм.
В смесителях, работающих по принципу свободного падения материалов,
крупные куски не заклиниваются. Эти машины применяют для приготовле-
ния бетонных смесей с крупными заполнителями с размером кусков до 120—
150 мм. Машины хорошо смешивают подвижные бетоны, но не обеспечивают
получения в течение сравнительно короткого времени необходимого качества
смеси при изготовлении растворов и жестких бетонных смесей.
К числу машин для приготовления жестких бетонных смесей относятся
появившиеся за последнее время вибрационные бетоносмесители, в которых
смесь цемента, заполнителей и воды под воздействием многочастотных коле-
баний подвергается интенсивному перемешиванию. В этих смесителях можно
приготовить смесь высокого качества.
Глава II
СМЕСИТЕЛИ ДЛЯ ПЕРЕМЕШИВАНИЯ ПОРОШКОВЫХ МАСС
§ 1. ЛОПАСТНЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Для перемешивания различных порошковых масс, например при про-
изводстве керамических изделий по методу сухого прессования, при произ-
водстве силикатных изделий, при подготовке шихты в стекольных произвол-
Рис. 216. Одновальный винтовой смеситель
ствах и т. д., нашли широкое применение одновальные и двухвальные ло-
пагтные смесители непрерывного действия.
Одновальный смеситель, представленный на рис. 216, применяется
для перемешивания сухих, предварительно измельченных компонентов
1
Рис. 217. Одновальный смеситель непрерывного действия
с последующим транспортированием их в другой смеситель, где однородная
по составу смесь увлажняется. Данного типа смесители находят применение
в случаях, когда различные материалы из нескольких бункеров и дозирую-
314
щих аппаратов требуется тщательно перемешивать и подавать для дальней-
шей обработки (например, в установке для приготовления капсюльной массы
в производстве облицовочных плиток).
Смеситель состоит из металлического корыта 1, в котором установлен
вал 2 с винтовыми лопастями 3. Смесь размолотой глины и каолина переме-
шивается с мелким и крупным шамотом, поступающим из отдельных бун-
керов. Вал смесителя приводится во вращение от электродвигателя через
ременную или цепную передачу 4 и далее через зубчатую передачу 5.
Одновальный смеситель непрерывного действия, показанный на рис. 217,
предназначается для перемешивания сухих порошков, при этом в мешалки
этого типа может быть добавлена вода. В этом случае сначала перемешивание
производится всухую, а затем смесь увлажняется водой. Смеситель состоит
из корыта 1 с размещенным в нем валом 2, на котором по винтовой линии
закреплены лопасти 3, установленные под определенным углом. Привод
мешалки осуществляется от электродвигателя через ременную и зубчатую
передачи. В последних моделях привод осуществляется непосредственно от
электродвигателя через редуктор. Рассматриваемый одновальный смеситель
используется также и для перемешивания пластичных материалов. Одно-
ъальные смесители этого типа вытесняются двухвальными смесителями.
Двухвальный смеситель непрерывного действия предназначается как
для сухого перемешивания глины при полусухом производстве керамических
изделий, так и при пластичном формовании изделий.
Двухвальный смеситель (рис. 218) представляет собой металлический
корытообразный корпус 1, в котором установлены два вращающихся на-
встречу друг другу вала 2 с закрепленными на них по винтовой линии ло-
пастями 3. Вращение валам передается от электродвигателя 4 через фрик-
ционную муфту 5, редуктор 6 и зубчатую передачу 7. Лопасти, как показано,
установлены по винтовой линии под углом к плоскости, перпендикулярной
оси вала. Крепление лопастей на валу осуществлено так, что можно менять
угол установки их. При увеличении угла наклона увеличивается шаг вин-
товой линии и вследствие этого скорость продвижения массы повышается.
Очевидно, что при этом увеличивается производительность смесителя, однако
качество перемешивания снижается.
Уменьшение угла наклона приводит к обратным результатам: удлиняется
срок пребывания массы в смесителе, уменьшается производительность, но
улучшается качество перемешивания. Оптимальный угол установки лопастей
в каждом конкретном случае должен подбираться’для обеспечения относи-
тельно высокой производительности при высоком качестве перемешивания.
Для увлажнения порошковой массы над смесителем устанавливают
водопроводные трубы с мелкими отверстиями в них, через которые подается
вода в виде тонких струй.
Наиболее эффективным методом увлажнения является так называемое
пароувлажнение масс, осуществляемое как при сухом, так и при пластичном
способах производства. При пароувлажнении происходит прогрев массы,
чем обеспечивается повышение качества изделий при последующей обработке.
Глина увлажняется насыщенным паром низкого давления, который прогре-
вает массу и затем, конденсируясь, увлажняет ее.
В смесителях с парообогревом днище корпуса состоит из стальных
листов 8, чешуйчатое расположение которых обеспечивает проход пара
к массе. В нижней части корпуса приварены конденсационные цилиндры 9.
Пар подводится по трубе 10. Для уменьшения потерь тепла нижняя часть
корпуса защищена термоизоляционным кожухом 11, заполненным минераль-
ной ватой. Верх корпуса закрывается крышкой 12. В случае необходимости
дополнительного увлажнения водой она может подаваться по трубе 13. По-
дача массы осуществляется через загрузочный люк 14, а отвод — через раз-
грузочный люк 15.
Во избежание быстрого износа рекомендуется внутреннюю поверхность
корпуса футеровать сменными накладками.
315
Рис. 218. Двухвальный смеситель непрерывного действия
Двухвальный противоточный смеситель непрерывного действия, пред*
ставленный на рис. 219, применяется в случаях, когда требуется особо тща-
тельное перемешивание массы. Лопасти / на валу 2 этих смесителей устанав-
ливают с таким расчетом, чтобы они, перемешивая, продвигали массу по
направлению к разгрузочному люку 3, а лопасти 4 на валу 5 продвигали бы
массы в обратном направлении. Вследствие того, что вал 2 вращается с более
высоким числом оборотов, чем вал 5, смешиваемая масса движется возвратно-
поступательно, при этом обеспечивается высокое качество перемешивания.
Привод смесителя осуществляется от электродвигателя через ременную
передачу или редуктор, при этом вращение быстроходному валу 2 передается
от тихоходного 5 через зубчатую передачу 6.
Рис. 219. Двухвальный противоточный смеситель непрерывного действия
Расчет лопастных смесителей. Производительность лопастных смеси-
телей может быть определена, исходя из следующего:
каждая лопасть за один оборот продвигает вперед массу на расстояние,
равное проекции лопасти (установленной над углом а к вертикальной пло-
скости) на горизонтальную плоскость.
Все лопасти смесителя за один оборот вала продвигают всю массу ма-
териала на то же расстояние. Последняя лопасть выдает за один оборот
вала объем массы, равный
Vi = /L(£)2— 42) 6 sin а,
(781)
где D — диаметр окружности, описываемой концом лопасти, м\
d — диаметр вала, м\
b — средняя ширина лопасти, лг, t
а—угол наклона лопасти, принимается в пределах 12—15°.
Общая производительность одновального смесителя может быть подсчи-
тана по формуле
''7
= 3600(D2 — rf*) 6 sin осфп&З М31ч, (782)
где ф — коэффициент заполнения корпуса смесителя; его рекомендуется
принимать равным в среднем 0л5;
п — число оборотов вала смесителя, об/сек-,
Р — коэффициент, учитывающий частичный возврат массы при ее
перемешивании; его рекомендуется принимать равным 0,75-j-0,8;
k — коэффициент, учитывающий неравномерность подачи сырья и его
разрыхленность в смеситель, £«0,6.
317
Пример. Определить производительность одновального смесителя со следующей ха-
рактеристикой: D=0,6 м, с£:—0,1 м; 6=0,08 м, п=0,5 об/сек..
У = 3600^ (0,62 — 0,12)0,08 0,233 0,5 0,5-0,6 0,75 = 20,8 мя/ч.
Определение потребной мощности. В глиносмесителях мощность за-
трачивается на:
а) преодоление сопротивления трения глиняной массы о стенки корыта;
б) транспортирование массы;
в) разрезание глиняной массы в процессе перемешивания;
г) потери в приводном устройстве.
Сопротивления по пунктам а) и б) определяются по формуле для расчета
винтовых конвейеров:
квт, (783)
где V — производительность глиносмесителя,
уо6 — объемная масса, кг/м*-,
L — длина корпуса, м\
w— общий коэффициент сопротивления (для глиняной массы равен
4—5,5).
Мощность, расходуемая на разрезание глиняной массы, определяется
исходя из следующего: в процессе работы глиносмесителя каждая из ло-
пастей разрезает глиняную массу по периметру, соответствующему проекции
лопасти на горизонтальную плоскость. При угле поворота лопасти, равном
а (по отношению к вертикальной плоскости), проекция лопасти на горизон-
тальную плоскость будет равна
F =/6 since, (784)
где I — длина рабочей части лопасти, м\
b — ширина лопасти, м.
Сопротивление, возникающее при погружении лопасти в глиняную
массу, по мере углубления будет возрастать, пока не достигнет величины,
при которой начнется процесс разрезания глины. Начало этого процесса
наступает в момент, когда глиняная масса будет уплотнена усилием, при
котором удельная нагрузка на массу будет
равна величине k—удельного сопротивления
глины разрезанию.
Величина k для глиняной массы при влаж-
ности ее 17—20% составляет 2,5-105 н/м2.
Таким образом, наибольшее усилие, не-
обходимое для разрезания глиняной массы
при работе одной лопасти, будет равно
Р Pk Ibk sin а н.
Для i лопастей
Т’общ = sin а н-
(785)
(786)
Работа резания за один оборот вала будет
Рис. 220. Схема к расчету мощ- равна
ности лопастного смесителя
(787)
Л = дж,
где S — путь резания за один оборот вала.
Длина этого пути определяется исходя из следующего. Заполнение
глиняной массой корпуса смесителя обычно равно 50%. Таким образом,
каждая из лопастей в процессе работы разрезает массу на длине пути, рав-
ной полуокружности.
Выделим на лопасти площадку длиной dp и шириной, соответствующей
проекции ширины b лопасти на горизонтальную плоскость, на расстоянии р
318
от оси вращения (рис. 220):
dF --= bdp sin а. (788)
Рабочий путь S, проходимый лопастью за один оборот вала (путь ре-
зания), будет равен
S-лр. (789)
Усилие, необходимое для резания глиняной массы одной лопастью,
dP — dFk = bdpk sin а н. (790)
Для i лопастей
dPo6ul Mp&t sin a h. (791)
Работа резания определяется из условия
dA = dPo6lltS — nbpdpki sin a дж. (792)
Интегрируя в пределах от г до R, где г — расстояние от центра враще-
ния до начала лопасти, R — радиус окружности, описываемой концом ло-
пасти, получаем
R
А = bkin sin a pdp дж, (793)
Г
откуда
D2__г2
Л 6/г/л sin сс—дж. (794)
Мощность, расходуемая на разрезание глины, будет равна
Р2__г2
= bkizin sin a —— em> (795)
где линейные размеры даны в м, а k — в н/м2.
Мощность электродвигателя составит
N = вт, (796)
где т] — к. п. д. привода, т]=0,8.
Приме»'. Определить мощность, потребляемую глиномешалкой. Расчетные данные:
длина рабочей части корпуса 2,44 м, средняя ширина лопасти 0,08 м, удельное сопротивление
резанию 2,5-10й н/Д2, число лопастей 30, расстояние от центра вращения до рабочей части
лопасти г~0,065 м, радиус окружности, описываемой концом лопасти, /?=0,3 м, число обо-
ротов вала лопастей 0,5 об!сек, производительность 20 м2!ч, объемная масса 1600 кг/м3.
Пользуясь формулами (783) и (795), получим:
VyLw 20-1600-2,44-5,5 1)А_ ,
N1 = ------ — 1165 вт = 1,165 кет,
оо/ _ оо/
„ ик- • я2 — г2 0,08-2,5-105-30л 0,233 Ой_п Q_
N i — bktnn sin a---—--------—с>---------(0,32— 0,0652) = 9850 щп = 9,85кет,
.. 1,1654-9,85 1QQ
N — —— :— = 13,9 кет.
0,о
§ 2. СМЕСИТЕЛИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Двухвальный лопастный смеситель с Z-образными лопастями, представ-
ленный на рис. 221, состоит из корыта 1 и двух коленчатых валов 2, связан-
ных зубчатой передачей 3 и вращающихся в корыте навстречу друг другу.
Корыто обшито броней из стальных листов. Привод смесителя состоит из
электродвигателя 4 и редуктора 5. Муфтой он соединяется с одним из смеси-
тельных валов. Сбоку смесителя установлено устройство 6, с помощью которо-
го поворачивается корыто мешалки при ее разгрузке. Части агрегата смон-
тированы на раме из швеллеров.
319
Машины этого типа, подобно непрерывно действующим смесителям,
применяются как для сухого смешивания порошкообразных материалов,
так и для увлажнения. По окончании перемешивания корыто смесителя
поворачивается и из него высыпается масса.
Рис. 221. Двухвальный лопастной смеситель
Профиль корыта и форма смесительных коленчатых валов подобраны
таким образом, что весь материал интенсивно перемешивается.
Недостатки описанных смесителей — периодический цикл работы и свя-
занная с этим небольшая производительность при высокой металлоемкости
и значительном расходе рабочей силы на обслуживание. Кроме того, при
увлажнении тонкокерамических масс образуются комки с повышенной влаж-
ностью, вследствие чего масса получается не вполне однородной.
Продолжительность смешения устанавливается обычно в пределах
20—30 мин в зависимости от требуемой однородности массы, а время, затра-
чиваемое на загрузку и разгрузку смесителей, определяется степенью меха-
низации и другими местными условиями.
Противоточный бегунково-лопастный смеситель применяется для при-
готовления керамических масс при сухом смешении, для смешения порошко-
образных масс с последующим увлажнением, как, например, в производстве
320
штампованного изоляционного фарфора, облицовочных плиток и ковровой
мозаики.
Бегунковые смесители изготовляются трех типов: с тремя перемешиваю-
щими лопастями, с двумя лопастями и одним катком (рис. 222, а), с двумя
лопастями и двумя кат-
ками (рис. 222, б). В
производстве керамичес-
ких масс с высоким со-
держанием глины и као-
лина, например для
штамповки изоляцион-
ного фарфора, облицо-
вочных плиток, где
нужно получить массу
без комков, равномерно
увлажненную и с мини-
Рис. 222. Перемешивающий механизм бегункового сме-
сителя;
а — с одним катком; б — с двумя катками
мальным содержанием
воздуха, целесообразно
использовать смеситель
с двумя катками (бегун-
ками) и двумя лопастя-
ми, механизм которого показан на рис. 222, б. Рабочие органы смесителя —
катки 1 и лопасти 2 — закреплены на вращающихся крестовинах 3, оси
которых расположены эксцентрично по отношению к оси тарелки, вра-
щающейся в противоположном направлении. Таким образом, обеспечивается
большая скорость пере-
до б) мешения лопаток и бе-
гунков относительно сме-
шиваемой массы. Экс-
центричное расположе-
ние осей тарелки и
перемешивающего меха-
низма дает довольно
сложные траектории
движения рабочих орга-
нов, многократно пере-
секающиеся и обеспечи-
Рис. 223. Схема перемешивания в бегунковом смесителе: Бающие интенсивное пе-
а — двухроторном; б — однороторном ремешивание материала.
Кроме вращающихся
лопастей 1 (рис. 223, а),в мешалке имеются неподвижные лопасти 2, подаю-
щие материал к лопастям 1 и каткам при вращении тарелки. Схемы переме-.
шивания материала неподвижными и вращающимися лопастями в двухро-
торном и однороторном смесителях показаны на рис. 223, а и б.
Эксцентричное расположение осей ротора относительно центра враще-
ния тарелки способствует интенсивному перемешиванию материала.
Бегунковые смесители являются машинами периодического действия.
Материал загружается в бункер 2 (рис. 224), а затем на вращающуюся та-
релку 3 мешалки в установленном количестве с помощью скипового подъем-
ника, представляющего собой ковш /, перемещающийся по направляющим
и опрокидывающийся в загрузочный бункер. Смеситель приводится в дей-
ствие от электродвигателя 4 через редуктор 5. По окончании процесса смеши-
вания с помощью рукоятки 6 открывается отверстие, находящееся в центре
тарелки, и масса высыпается в воронку транспортного устройства или аппа-
рата для последующей ее обработки. Чтобы устранить пыль, неизбежно
выделяющуюся при работе быстроходного смесителя, весь его механизм
закрывается герметическим кожухом с патрубком 7 для присоединения
к аспирационной системе. Загрузочный ковш поднимается вверх канатной
21 Заказ № 1125
321
лебедкой 8, приводимой в движение от общего электродвигателя мешалки
при включении промежуточной передачи.
Смесители емкостью до 250 л снабжены одним смесительным механизмом,
а емкостью 500 л и выше—двумя. Механизмы сдвоенного смесителя (рис. 225)
приводятся в движение от
электродвигателя через шкив
1 или редуктор, общий вал 2
и конические зубчатые пере-
дачи 3 и 4. Рукояткой 5 отк-
рывают разгрузочный люк 6.
Производительность бе-
гунковых смесителей опреде-
ляется их емкостью и продол-
жительностью процесса сме-
шения. Перемешивание сухих
материалов длится около 2—
— 3 мин, а перемешивание с
последующим увлажнением
(водой или глинистым шлике-
ром) — 4—5 мин. Таким об-
Рис. 224. Загрузочное устройство и привод бегун- разом, В зависимости ОТ требо-
кового смесителя ваний к однородности массы
полный цикл при двойном
(сухом и мокром) смешении продолжается от 6 до 8 мин. Приводимые в
каталогах данные о часовой производительности мешалок необходимо
уточнять в соответствии с установленным для данной массы циклом смеше-
ния и временем на загрузку и разгрузку мешалки.
Рис. 225. Сдвоенный бегунковый смеситель
При увлажнении и смешении керамических порошкообразных материа-
лов равномерная влажность массы, разрушение в ней комков и ускорение
процесса смешения обеспечиваются не только интенсивной работой смеси-
теля, но и хорошим распылением подаваемой в нее влаги. Лучше всего вода
распыляется форсунками, при этом влага распределяется в массе бодее рав-
номерно и устраняется возможность появления комков.
Пневматический гомогенизатор. При приготовлении известково-песча-
ной смеси для производства крупноразмерных силикатных изделий особое
требование предъявляется к качеству вяжущего, входящего в состав смеси.
322
Необходимо отметить, что поступающая в производство молотая известь
не всегда однородна по своему составу и активности. В целях усреднения
вяжущего в последнее время начинают внедряться аппараты, получившие
название гомогенизаторов.
Гомогенизатор (рис. 226) представляет собой металлический сварной
(или железобетонный) резервуар 1 диаметром 3 мм и высотой 10 м. Внутри
резервуара вращается вертикальный вал 2 с четырьмя рядами лопастей <?.
Рис. 226. Гомогенизатор
Для фиксации вертикального положения вала возле второго и третьего ряда
лопастей предусматривается установка подшипников 4 вала. Верхняя часть
вертикального вала смонтирована в двух подшипниках, установленных
в стакане 5, который крепится своим фланцем к крышке 6 гомогенизатора.
Привод вала гомогенизатора состоит из электродвигателя 7, клиноременной
передачи, редуктора 8 и зубчатой конической пары. Днище резервуара гомо-
генизатора имеет уклон в 15° в сторону выгрузочного отверстия 9. Днище
образовано 36 специальными кассетами 10.
Кассеты (рис. 227) выполнены в виде сварной металлической коробки 1
с воздухоподводящим патрубком 2. В коробке закрепляется на поддерживаю-
21*
323
щих решетках крышка 3 из пористого материала — хлопчатобумажной ткани
«бельтинг», обработанной 30%-ным раствором сульфитно-спиртовой барды.
Крышка состоит из четырех слоев «бельтинга», укладываемых на под-
держивающую решетку 4. Сверху накладывается защитная решетка 5.
Внутри коробки на рамке натягивается один слой ткани «бельтинг», пред-
назначенный для более равномерного распределения воздуха под крышкой.
Для контроля усреднения извести гомогенизатор снабжен тремя пробо-
отборниками 11 (см. рис. 226), установленными по высоте резервуара. Пробо-
отборник состоит из пневмоцилиндра, на конце штока которого закреплена
гильза. Последняя периодически вводится в резервуар, забирает пробу
и затем выводится наружу.
Рис. 227. Кассета гомогенизатора
Принцип работы гомогенизатора основан на том, что при пневмомеха-
ническом перемешивании вся масса, находясь во взвешенном состоянии,
интенсивно перемешивается.
Рабочий процесс происходит в следующей последовательности. Сначала
в предварительно опорожненный резервуар загружается молотая известь.
Затем в резервуар нагнетается воздух в количестве, необходимом для при-
ведения массы во взвешенное состояние. Одновременно с подачей воздуха
включается в работу вертикальный вал с лопастями. Совместное действие
лопастей и нагнетаемого воздуха обеспечивает переход материала во взве-
шенное состояние.
Переход материала во взвешенное состояние начинается при определен-
ной скорости поступления воздуха. Для молотой извести с удельной поверх-
ностью в 2500—3000 см2/г скорость поступления воздуха для обеспечения
устойчивого взвешенного состояния равна 0,012 м/сек. При этом объем ма-
териала увеличивается примерно на 30% по сравнению с объемом неподвижно
лежащей извести.
Перемешивание материала осуществляется за счет возникающего
восходящего движения частиц материала в центре и нисходящего по перифе-
рии, а также горизонтального перемещения частиц под действием лопастей.
С целью интенсификации процесса гомогенизации и достижения высокой
степени однородности материала в последующем скорость подачи воздуха
увеличивается до 0,06 м/сек-, при этом воздух подается поочередно в каждую
из четырех секций днища.
Регулируя скорости подачи воздуха, обеспечивают интенсивный мас-
сообмен на счет создания в одном объеме взвешенных слоев различной плот-
ности. Давление подаваемого воздуха не превышает 1 ати.
Отклонение величины активности извести после окончания цикла го-
324
фф I ф ф
Рис. 228. Помольно-смесительные бегуны
могенизации не превышает ±0,5%, т. е. в 10—12 раз меньше, чем обычно
до усреднения.
Выгрузка готового материала осуществляется через специальный дон-
ный разгружатель.
Помольно-смесительные бегуны (рис. 228) предназначаются для из-
мельчения и смешивания глины и других пластичных материалов при
производстве керамических изделий и огнеупорного кирпича. Бегуны состоят
из станины /, чаши 2 и двух катков 3. Чаша закреплена на валу 4, вращение
которому передается от электродвигателя 5 через клиноременную передачу
и далее через коническую и цилиндрическую зубчатые передачи 6. Каток
состоит из ступицы, на которой закреплен бандаж. На осях 7, соединяющих
колонны бегунов, смонтирована сварная рама 8, на которой укреплены под-
веска катков и рессора 9 с двумя стяжками. Чаша состоит из литой тарелки,
на которой уложены бронеплиты. Такими же плитами футерован борт
чаши. Перемешивание массы и подача ее под катки осуществляется двумя
скребками 10, укрепленными на осях 7 подвески катков. Третий скребок
направляет массу от центра к периферии чаши.
Чаша разгружается посредством разгрузочного скребка. Механизм
разгрузочного скребка состоит из электродвигателя //.червячного редукто-
ра 12 и стержня 13, на конце которого укреплен разгрузочный скребок.
Рассматриваемые бегуны являются машиной периодического действия.
Загружаемая в бегуны масса измельчается катками и перемешивается скреб-
ками, после чего на дно чаши опускается разгрузочный скребок и масса
выгружается через борт чащи в выгрузочную течку.
Производительность помольно-смесительных бегунов зависит от вре-
мени измельчения и перемешивания массы, которое устанавливается в соот-
Рис. 229. Центробежный смеситель
ветствии со свойствами материала и
требованиями к его переработке.
Центробежный смеситель (рис.
229) находит широкое применение в
промышленности пластических масс.
Материал из бункера / поступает во
вращающийся вместе с валом 2 конус
3. Масса, находящаяся в конусе, при
значительной окружной скорости его
принимает форму параболодида вра-
щения и, пересыпаясь через края ко-
нуса, попадает в пространство между
корпусом 4 и конусом 3. При этом
масса пересекает зону, захватываемую
лопастями 5, свободно подвешенными
на крышке корпуса. Вращающийся
в конусе материал передает часть
своей кинетической энергии лопастям
5, которые при этом начинают вра-
щаться с угловой скоростью, значи-
тельно меньшей, чем угловая скорость
материала. Угловая скорость лопастей
снижается также при помощи тормозного устройства 6, размещенного на кры-
шке смесителя. Таким образом, в кольцевом пространстве за счет разности
окружных скоростей лопастей и материала обеспечивается интенсивное пе-
ремешивание материала. Часть опускающегося вниз материала возвращается
через специальные окна в конус 3. Смесь выгружается через патрубок в дни-
ще аппарата. Кратность циркуляции материала регулируется скоростью
вращения приводного вала и торможением подвесной мешалки.
Кроме описанных выше аппаратов для смешения материала, в которых
этот процесс происходит при непосредственном воздействии на перемеши-
ваемый материал различного рода механизмов, начинают применять сме-
326
сители, в которых кована кинетическая энергия воздуха ш инерт-
ных газов,
Такие ш работают по прищилу создания «кипящего сю
или псевдоожиженного слоя поркообразных материалов, широко приме-
няемых в промышленности для проведения различных физико-химических
процессов, Для перевода порошковых материалов в псевдоожиженное со-
стояние необходимо через их слои, лежащие на перфорированном днище
аппарата, пропускать воздух )газ) в направлении снизу вверх.
Глава III
СМЕСИТЕЛИ ДЛЯ ПЕРЕМЕШИВАНИЯ ЖИДКИХ МАСС
§ 1. СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Глиноболтушки применяют при мокром способе производства цемента.
Посредством болтушек глина, предварительно измельченная в валковых
дробилках, отмучивается в воде и равномерно перемешивается. Глинобол-
тушка в определенной мере является и измельчителем, поскольку в нее
поступают крупные куски мела и глины. Влажность глиняного шлама,
полученного в болтушках, равна 40—60%, мелового — 35—40%. Твердые
составляющие (галька, песок и т. п.) оседают на дно и периодически уда-
ляются.
Глиноболтушка (рис. 230) состоит из железобетонного резервуара /,
на котором монтируется мост 2 с установленным на нем приводным устройст-
вом, состоящим из электродвигателей 3, редукторов 4 и зубчатой передачи 5,
от которой получает вращение стакан 6 с закрепленной на нем траверсой 7.
Центральная стойка 8 является опорой для вращающихся частей. В стойке 8
установлен и закреплен болтами чугунный стакан 9 с осью 10, служащей
направляющей для стакана 6.
На траверсе 7 свободно на цепях подвешиваются бороны 11 со сменными
стальными зубьями. При вращении траверсы зубья бороны разбивают ма-
териал, при этом происходит его перемешивание с водой.
Измельченный и перемешанный с водой материал выходит из болтушки
через боковую решетку разгрузочного отверстия в нижней части резервуара.
При работе глиноболтушки основная часть мощности электродвигателя
расходуется на разрушение крупных кусков глины (мела) и перемешивание
твердых составляющих с водой. Потери на трение в приводном устройстве
и в деталях механизма составляют 15—20% от общей мощности.
Сопротивление Р жидкой среды движущемуся в ней телу, как известно,
равно
р = су Н, (797)
где с — безразмерный коэффициент, зависящий от формы движущегося
тела и среды;
у — удельный вес жидкой смеси, н/м3\
F — площадь проекции движущегося тела на плоскость, перпендику-
лярную направлению движения тела, л/2;
v — скорость движения тела, м/сек.
Сопротивление Р целесообразно подсчитывать исходя из мощности
установленного электродвигателя, а последнюю выбирать на основе практи-
ческих данных.
Основными усилиями, возникающими в процессе работы болтушки,
являются центробежная сила, приложенная к боронам, и сопротивление
шлама движению в нем борон.
Центробежная сила определяется по формуле
Рц = т-^- н, (798)
где tn — масса бороны, кг-,
v — скорость движения бороны, м/сек-,
R — расстояние от оси вращения до центра тяжести бороны, м.
Хотя борона, будучи погружена в жидкость, теряет в своем весе, ре-
комендуется принимать для надежности расчета ее полную массу, так как
нередко болтушка работает при частичном заполнении.
328
Рис. 230. Глиноболтушка
Цепи при работе болтушки испытывают напряжения от действия цент-
робежной силы и силы тяжести бороны, т. е.
Л = Рц+G2 н,
(799)
где Pt— сила, действующая на цепи, я;
G — сила тяжести бороны, н.
Поскольку сила Plt определяемая по формуле (799), является равнодей-
ствующей всех сил сопротивления шлама
движению бороны, можно записать
г г
Рх0 = J dxP,
(800)
где х0 — расстояние от оси вращения до
точки приложения силы Р, и далее
hdxci-x2
2g
(801)
G г,
где hdx=dF — площадь проекции движу-
щегося тела на плоскость,
перпендикулярную направ-
лению движения (рис. 231);
О
Рис. 231. Схема к расчету мощности
гл и н обол ту ш ки
сох=1» — окружная скорость, м/сек\
со — угловая скорость, рад/сек.
Заменяя Р в формуле (800) ее выражением по формуле (801) и преобра-
зовывая, получим
гг
Г 2
xcyhdx<sfix2
х0 =
(802)
cyhdxuPx2
После интегрирования получим
__cyu>2h (гг —Н) '3
° cyoi2h(rl — г?) -4
(803)
и окончательно
х0 = 0,75 4-4. (804)
г2~~Г1
Если мощность электродвигателя равна У, то для двух борон получим:
N = 2Pv = 2Рл2хоп вт,
N = 47’х0ли вт,
(805)
(806)
отсюда
(807)
где п — число оборотов траверсы с боронами, об/сек.
Коррекционные шламбассейны предназначены для корректирования
и периодического перемешивания сырьевой смеси и целью сохранения по-
стоянного состава ее, что обеспечивает получение (наряду с другими процес-
сами) клинкера высокого качества.
Коррекционный бассейн представляет собой вертикальный железобе-
тонный или металлический корпус, в котором осуществляется корректиро-
вание путем перекачки различного по составу шлама центробежными
4лхоп
шламовыми насосами из одного бассейна в другой до получения однородного
по составу (модулям или титру) шлама.
Шлам в бассейне перемешивается сжатым воздухом, поступающим по
центральной трубке, доходящей почти до дна бассейна.
Откорректированный шлам по шламопроводам спускают в горизонталь-
ные бассейны-мешалки кранового типа, в которых во избежание расслоения
шлам непрерывно перемешивают.
Расход воздуха, потребного для перемешивания шлама, может быть
определен по формуле
Vu = Ftvya м3, (808)
где VB — общий расход воздуха, мэ;
F — поверхность шлама в бассейне, Л£2;
t — время перемешивания, сек;
vy!l — удельный расход воздуха на 1 м* поверхности шлама в сек,
пуд=0,66 -10“4-М,7 -10"4 аР/м* -сек.
Давление воздуха, необходимое для перемешивания, составит
Р = fiy^g +(1 + 2 5) + Р, к/м\ (809)
где Н —• высота столба перемешиваемой жидкости, м;
уш — плотность шлама, кг/м?;
g — ускорение силы тяжести, м^сек?;
у0 — плотность воздуха, кг/лО;
v — скорость воздуха в центральной трубке; обычно принимается
равным 20—40 м!сек;
— сумма коэффициентов трения и местных сопротивлений воздухо-
вода;
Ро — давление над поверхностью шлама, н/м*.
Крановые пневмомеханические смесители имеют бассейны прямоуголь-
ного или круглого сечения.
Шламовые бассейны оборудуются трубопроводами для транспортиро-
вания шлама, а также пневматическими и механическими устройствами
для его перемешивания.
На рис. 232 представлен крановый смеситель с бассейном прямоуголь-
ного сечения. Конструкция смесителя в основном сводится к следующему.
Металлический мост 1, снабженный двумя парами скатов 2, устанавливается
на рельсах, уложенных по верху железобетонного бассейна вдоль одной
пары параллельных стенок. Мост перемещается вдоль стенок бассейна с по-
мощью электродвигателя 3, от которого через редуктор и цепную передачу
приводятся во вращение колеса ближайшего к нему ската. Второй противо-
положный скат приводится в движение от первого через горизонтальный вал
4, идущий поперек бассейна. Мост смесителя совершает возвратно-поступа-
тельное движение путем переключения фаз электродвигателя. Переключение
фаз осуществляется автоматически, посредством концевых переклю-
чателей.
Снизу моста подвешены три вертикальных вала 5 с закрепленными на
них лопастями 6. Вертикальные лопастные валы приводятся во вращение
от электродвигателя 7 через редуктор 8, горизонтальный вал 9 и три пары
зубчатых конических передач 10.
Все три смесителя заключены в решетчатую ферму, подвешенную кмосту.
Между нижними растяжками фермы установлены подшипники для нижних
концов вертикальных валов.
Перемешивание шлама осуществляется как механически, посредством
указанных лопастных мешалок, так и пневматически — сжатым воздухом,
который поступает в бассейн по вертикальным воздухопроводам 11. В верх-
ней части воздухопроводы соединены горизонтальной трубкой, в которую
331
кониэээед шчнчиолЛоивёц э Ч1гэ1иээнэ иимээьинвхэиоиаэни И1чаонес1){ ggg -oud
sim
воздух от компрессора поступает через резиновые шланги. Шланги при дви-
жении моста или наматываются на барабан 12, или сматываются с него.
Пневматические смесители с возвратно-поступательным движением
моста обладают рядом конструктивных недостатков: подвешенная к мосту
система не имеет достаточной жесткости; при большой ширине бассейна даже
небольшая разница в диаметре колес, появляющаяся в результате неравно-
мерного износа их, приводит к перекосу моста; длинный прорезиненный
шланг и троллейные провода для подвода тока к электродвигателю создают
неудобства при обслуживании смесителя и небезопасны для обслуживающего
персонала.
Указанные недостатки во многом устранены в крановых пневматических
смесителях, имеющих не прямоугольный, а круглый бассейн.
На рис. 233 показан крановый смеситель, установленный в шламбас-
сейне, который служит для хранения и усреднения находящегося в нем
шлама. Шламбассейн представляет собой цилиндрический железобетонный
резервуар 1 диаметром 35 м с дном, имеющим уклон к центру 3°30'. Уклон
способствует более интенсивному перемещению шлама к месту выгрузки.
В центре бассейна установлена железобетонная цилиндрическая колонна 2.
Она несет на себе центральную опору 3, вокруг которой вращается мостовая
конструкция 4 крановой мешалки.
Крановый смеситель имеет два моста: основной 5 и дополнительный 6.
Основной мост опирается одним концом на центральную опору, а дополни-
тельный сочленяется с ним шарнирно. Шарнирное соединение обеспечивает
свободное перемещение дополнительного моста в вертикальной плос-
кости .
Противоположные концы мостов опираются по диаметру бассейна на
ходовые колеса 7, движущиеся по круговому рельсовому пути. Рельс уложен
на жесткое основание — металлическую пластину, закрепленную на бетоне
анкерными болтами.
Мосты приводятся во вращение от двух одинаковых приводов, передаю-
щих движение ходовым колесам посредством цепной передачи.
Каждый мост имеет по 5 лопастных смесителей 8 с вертикальной осью
вращения и индивидуальным электроприводом 9. Угол наклона перемешива-
ющих лопаток может регулироваться от 0 до 90°.
Позади лопастей, по ходу движения моста, расположены грабли.
Скребки граблей установлены под углом к направлению движения. Этим
обеспечивается перемещение загустевшего шлама от периферии к центру
бассейна — месту выгрузки. В случае накопления осадка на дне бассейна
возможна регулировка скребков по высоте.
По специальным трубкам в шлам подается от компрессоров сжатый
воздух, которой способствует более интенсивному перемешиванию. Наличие
на смесителе собственных компрессоров позволяет сооружать шламбассейны
непосредственно на карьерах и обходиться без заводской компрессорной.
В бассейн шлам подается по трубопроводу через приемный бак, установ-
ленный на центральной колонне мешалки. От приемного бака вдоль обоих
мостов отходят наклонные трубопроводы с вертикальными течками, равно-
мерно распределяющими шлам по бассейну.
Для подвески шлампровода, кабелей энергопитания и для проведения
работ по очистке бассейна и ремонту мешалки предусмотрена неподвижная
ферма 10 (мост тельфера), опирающаяся на центральную колонну моста
и строительные конструкции шламбассейна. При проведении ремонтных
работ по монорельсу, укрепленному на ферме, перемещается тельфер грузо-
подъемностью 5 Т. Для очистки дна бассейна на тельфер навешивается
грейфер.
Смеситель рассчитан для работы на открытом воздухе при температуре
до —30°.
Пуск и выключение механизмов можно осуществлять как с моста сме-
сителя, так и с центрального щита.
333
Рис. 233. Крановый пневмомеханический смеситель с круглым бассейном
9
4
Рис. 233 (продолжение)
Высокие экономические показатели данного кранового смесителя, на-
дежность и простота работы позволяют эффективно использовать ее для пе-
ремешивания и усреднения шлама.
Мощность, потребляемая крановым смесителем, в основном расходуется
на вращение лопастей мешалки и на вращение моста.
Мощность электродвигателя каждого из десяти лопастных смесителей
затрачивается на преодоление сопротивлений вращению:
лопаток, установленных под углом 45° к горизонтальной плоскости;
Рис. 234. Схемы к расчету крановой
мешалки:
а — элемент лопасти, б— схема мешалки
стержня, на котором закреп-
лены лопатки;
воздухораспределителя.
Гидродинамическое сопротив-
ление среды движущемуся в ней те-
лу определяется по формуле Нью-
тона — Кармана:
P = L.^FV2 н> (810)
где Р — гидродинамическое соп-
ротивление, н;
с — коэффициент сопротив-
ления;
ууд — удельный вес, н/м2\
g — ускорение силы тяжести,
м/сек2-,
F — площадь проекции тела
на плоскость, перпен-
дикулярную направле-
нию вращения (миделево
сечение), м2-,
v — скорость движения тока,
м/сек.
Лопатка, установленная под
углом а, вращается со скоростью
v. Выделим элемент миделевой по-
верхности, равной h dx, на расстоя-
нии х от оси вращения (рис. 234 а).
Давление на выделенный эле-
мент, согласно формуле (810), будет
равно
dP = у • ’—hdx sin cttA (811)
Заменив v на сох, где со — уг-
ловая скорость /рад/сек), получим
dP — • — hdx sin сссо2х2.
2 g
(812)
Интегрируя полученное выражение в пределах от г до R, получим
к
Р = <о2/г s in ct С x2dx ,
2 g J
(813)
откуда
с Ууд<о2^ sin а
(814)
Точка приложения силы Р расположена на расстоянии х0 от оси вращения.
336
В соответствии с формулой (804) получим
„ _3(Л?4-г4)
° 4(#з_г3)-
(815)
Окружная скорость в точке приложения силы Р будет равна
з (Л4—г4) /О1~
v^(ox0 = T<o^i—(816)
Мощность, потребная для вращения одной лопасти, будет равна
= Pv вт. (817)
Подставляя значения Р и v из формул (814) и (816), после преобразования
получим
(£>3h sin a (R4 — г4) вт. (818)
о
При расположении на одном валу п лопастей найдем общую мощность
потребную для мешалки:
N = tiNx вт, (819)
где п — количество лопастей, п= 12.
Величина коэффициента сопротивления с для прямоугольной пластинки
равна 1,28 (Техническая энциклопедия, т. 1, стр. 839, 1934 г.).
Иногда в формуле (810) двойка в знаменателе отбрасывается и тогда
величина с принимается равной половине указанного выше значения.
На рис. 232, б представлена схема вала с лопастями крановой мешалки f
0 35 м. Согласно схеме, имеем R—2,25 м, г=1,45 м, высота лопатки h —
=0,4 м. Число оборотов вертикального вала мешалки равно 0,0887 об/сек,
угол наклона лопаток равен 45°, число лопаток л=12; удельный вес шлама
7уд= 16000 н/м\ о)=2л/г=0,566 рад/сек.
Согласно формулам (818) и (819), потребная мощность после подстанов-
ки цифровых величин будет равна
1,28-12-16 000-0,5663-0,4-0,707(2,254 —1,454) ОООЛ
N =---------------g-g-81--------------- = 3380 вт.
Вводя коэффициент 1,5 на неучтенные потери (сопротивление вращению
стержней лопастей, сопротивление вращению воздухораспределителей,
сопротивление вращению вертикального вала и др.) и учитывая коэффициент
полезного действия привода т]=0,8, окончательно получим
Л\в =^-^ = 6,32 кет. (820)
По паспорту Л/’дв=7 кет.
Мощность, расходуемая на вращение каждой из половин моста, затра-
чивается на:
преодоление сопротивлений трения на внешней опоре;
преодоление сопротивления трения на внутренней опоре;
преодоление гидродинамических сопротивлений вращению всех частей,
подвешенных к мосту и погруженных в шлам (рам, мешалок, грабель и др.).
Мощность Ni, расходуемая на преодоление сопротивлений трений на
внешней опоре, подсчитывается по формуле
= вт, (821)
где Q — нагрузка на ходовые колеса, Q=324 000 н;
v — скорость движения моста у внешней опоры, и=0,485 м/сек',
w — коэффициент сопротивления движению;
w=k^^, (822)
22 Заказ № 1125 337
где k — коэффициент, учитывающий неровности пути (перекосы, загрязнен-
ность пути), £=2,5—3,0;
р, — приведенный коэффициент трения качения в роликоподшипниках
колеса р=0,03 (А. Е. Евневич);
d — диаметр цапфы, <2=0,20 м",
[— коэффициент трения качения колеса по пути, /=0,0005 м\
D — диаметр колеса, £)=0,90 м;
о 0,03 0,204-2-0,0005 1п_4
и, = 3 ------0,90------= 234 10 .
324000-234 0,485 Q с~
JVj =------—-— = 3670 вт = 3,67 кет.
Колесо катится по кольцевому пути. Очевидно, что при этом средняя точка
колеса движется без скольжения (проскальзывания), в то время как все
остальные точки колеса движутся со скольжением, тем большим, чем дальше
они находятся от средней плоскости колеса.
Максимальная величина скольжения определяется по формуле (см.
разд. I, гл. V, § 4)
лЬп л-0,2-0,162 /
уск = = —2— = 0,0510 м/сек,
где b — ширина колеса, £=0,2 м’,
п — число оборотов колеса, /1=0,162 об/сек.
Расходуемая при этом мощность будет равна
Л/г - QvcJx = 324 000 • 0,0510 0,1 = 1650 вт, (823)
где Q — нагрузка на ходовое колесо, Q=324 000 н;
/х — коэффициент трения скольжения, /х=0,1.
Для центральной опоры получим
jV2 = Qxoj 1и1 вт, (824)
где Qj — нагрузка на колесо, Qx=344 000 н\
— скорость движения моста у центральной опоры, ох=0,0347 м/сек;
Dx—диаметр колеса, £Эх=0,70 м;
—диаметр цапфы, </=0,16 м;
W, = 3.0.03.0.16+72.0,0005 ^221 |Q.,
344000 221 А 034 7 = em = 0,264 квт.
а 104
Потери от проскальзывания колеса будут равны 89 вт.
Мощность, расходуемая на преодоление гидродинамических сопротив-
лений вращению лопастных мешалок каркаса, рам, граблей вокруг цент-
ральной колонны. Для определения гидродинамических сопротивлений,
возникающих при вращении моста, отыщем сначала суммарное миделево
сечение всех лопаток. С указанной целью спроектируем лопатки на плоскость
М — М (см. рис. 232, б) и получим, что проекции лопаток 1 и 7 будут равны
между собой.
Проекции лопаток 2, 8, 6 и 12, расположенных под углом 30° к плоскости
М — М, также будут равны между собой. Соответственно проекции лопаток
3, 9, 5 и 11, расположенных под углом 60° к плоскости М — М, будут равны
между собой.
Найдем суммарное миделево сечение Fx для лопаток 1 и 7, расположен-
ных под углом 30° к плоскости М — М, учитывая при этом, что лопатки
повернуты под углом 45° к направлению движения:
fx = h cos 45°/со*0°-2 = 0,4-0,707-0,8 1-2 = 0,453 м2,
338
где h — высота лопасти, А=0,4 м;
I — длина лопасти, /=0,8 м.
Суммарное миделево сечение F2 для лопаток 2, 8, 6 и 12 будет равно
F2 = h cos 45°Z cos 3 0° • 4 — 0,4 • 0,707 0,8 • 0,866 4 - 0,78 м2.
Суммарное миделево сечение F3 для лопаток <3, 9, 5, 11, расположенных под
углом в 60°, будет равно
F3 = 0,4• 0,707• 0,8 0,5 4 = 0,453 At2.
Торцовые плоскости лопаток 4 и 10 с некоторым допущением будут равны
F4=M-2 = 0,4 0,06-2 = 0,048 м2,
где h — высота лопатки, 71=0,4 м;
b — толщина лопатки, 6=0,06 м;
Л + F2 4- Fa + Г4 = 1,734 At2.
Соответствующие подсчеты площадей цилиндрических стержней, на которых
закреплены лопатки по формуле
Fcr = dCTZCT cos ап At2,
где dCT —диаметр стержня, d=0,133 м,
ZCT cos а — проекция длины стержня на плоскость М — М,
п — количество стержней (2 или 4, в зависимости от расположения
лопаток),
показывают, что Гст.сум =1,3 м2.
Миделево сечение оси лопастной мешалки будет равно
F - DH = 0,325 -6,2 = 2,02 At2,
где 7)— диаметр оси, £>=0,325 м;
Н — высота оси, /7=6,2 м.
Для воздухораспределителя Fpacnp =0,536 At2.
Суммарная площадь для одной лопастной мешалки будет равна
Гсум = 1,734 + 1Д + 2,02 + 0,536 = 5,590 At2.
Гидродинамическое сопротивление Р вычислим по формуле (811):
'rF^vi н- <825>
Величина с для лопатки была принята равной 1,28. Эта же величина для
цилиндра равна 1,2. Интерполируя, получим приведенную величину с,
равную 1,23. Скорость v перемещения лопастей мешалки определится из
условия
v = 2nRn м/сек,
где R — расстояние оси мешалки от оси вращения;
п — число оборотов моста, п=0,00434 об/сек.
Подставляя значение у в формулу (825), после преобразования получим
Р = | ~ Рс,л Wn> = 2сТуа FcyM R‘n‘. (826)
О
Подставляя цифровые значения, получим
Р = 2 • 1,23 • 16000 • 5,590 • 1,88 • 10 “Б • R2 = 4,17R2.
Крутящий момент относительно центральной колонны будет равен
MKV = PR. (827)
339
22*
Подставляя значение 7? из формулы (827), найдем
Л4кр = 4,17/?8. (828)
Каждый из пяти смесителей находится от оси вращения на расстоянии, рав-
ном соответственно Ri= 15 м; /?2= 12,25 м; 7?3=9,5 м\ R =6,75 м\ R&=4 м.
Подставляя в формулу (828) соответствующие значения, найдем:
= 13950 дж, М4= 1280 дж,
Л42 = 7660 дж, Л45 = 267 дж,
Л43 = 3570 дж,
Мс =26727 дж.
Потребная мощность определится из условия, что
,т Мсумю 26727-27,3-10-3 П1 л ЛП1.
М =—-— =------------------= 914 em = 0,914 кет,
Г| 0,8 ’
где со — угловая скорость вращения, <о=27,3-10-3;
т] — к. п. д привода, т]=0,8.
Мощность, потребная для вращения пяти грабель, а также каркаса и рам
грабель, определяется аналогично и равна 2,76 кет.
Общая мощность, потребная для вращения одной половины моста,
будет равна:
Мобщ = 3,67+ 1,654-0,264 + 0,089 + 0,914 + 2,76 = 9,347 кет,
Мдв= 1,ЗМобщ= 12,1 кет,
где 1,3 — коэффициент, учитывающий потери мощности на сопротивления:
в сочленениях половинок моста и другие неучтенные потери. По
паспорту Мдв=14 кет.
Рис. 235. Ковшовый смеситель
Ковшовые смесители для асбестоцементной массы. Машины, обеспечи-
вающие приготовление асбестоцементной массы, работают периодически,
а для бесперебойной работы последующих непрерывнодействующих машин
необходима непрерывная подача массы, при этом обязательным условием
является однородность массы. С этой целью в общей цепи машин предусмат-
ривается установка так называемого ковшового смесителя, который предназ-
начен для непрерывного перемешивания и поддержания во взвешенном
340
состоянии асбестоцементных частиц, а также для последующей непрерывной
подачи асбестоцементной массы в приемные устройства формовочных машин.
Ковшовый смеситель (рис. 235) представляет собой резервуар /, в ко-
тором установлен перемешивающий механизм, состоящий из вала 2, смон-
тированного в подшипниках 3. На валу (на шпонках) закреплены ступицы
4 с крестовинами 5, к которым прикреплены лопасти 6. Перемешивающее
устройство приводится во вращение от электродвигателя 7 через редуктор
и зубчатую передачу. На валу 2 имеется также колесо 8 с закрепленными
по его окружности ковшами 9.
При вращении колеса ковши захватывают перемешанную асбестоцемент-
ную массу и затем, при переходе крайнего верхнего положения, сливают
свое содержимое в лоток 10, из которого по желобу 11 масса отводится к
формующим машинам.
При необходимости очистки смесителя, а также при ремонтах содержи-
мое резервуара может быть выпущено через люк 12, закрепленный при работе
загл ушкой.
Объемная производительность V ковшового смесителя может быть под-
считана по формуле
V = 3600£Ш<р м3/ч, (829)
где g — емкость 1 ковша, м3;
п — число оборотов вала смесителя, об/сек', ,
i — число ковшей на колесе;
Ф — коэффициент заполнения ковша, обычно ф=0,8.
Гипсосмеситель непрерывного действия применяется при производстве
гипсовой сухой штукатурки. В нем одновременно осуществляются процессы
насыщения гипса водой и тщательное перемешивание с непрерывной выдачей
готовой массы.
Гипсосмеситель, показанный на рис. 236, состоит из следующих основ-
ных частей: корпуса гипсосмесителя, рамы, механизма подъема крышки
и течки для подачи гипса. Корпус 1 смесителя сварной конструкции. С на-
ружной стороны корпуса приварены бобышки 2, служащие для крепления
рычагов 3, прижимающих крышку 4 и днище 5 к корпусу 1. В корпусе встав-
лено литое алюминиевое кольцо 6. В центре корпуса расположен вертикаль-
ный пустотелый вал 7, вращающийся в двух опорах. Крышка смесителя,
выполненная из листовой резины, с наружной стороны усилена угольником 8,
имеющим форму кольца, к которому приварены две проушины, служащие
для присоединения к подъемному механизму. В средней части крышки за-
креплен резиновый рукав 9 конической формы. Верхняя часть рукава
закрепляется хомутом на корпусе верхнего подшипника мешалки. К рукаву
приклепан загрузочный патрубок 10, выполненный из листовой резины.
В нижней части вала закреплены четыре лопасти 11, выполненные из нержаве-
ющей стали. На концах лопастей расположены лопатки 12, предназначенные
для перемешивания раствора. Над лопастями находится диск 13, служащий
для равномерного распределения сухого гипса по рабочей полости смесителя.
Внутри пустотелого вала 7 смесителя помещена труба 14 с вырезами в ниж-
ней части. В нижнем конце вала имеются отверстия. Отверстия А сообщаются
с полостью, расположенной над лопастями, а отверстия Б — с полостью,
расположенной под лопастями. В верхний открытый конец вала через саль-
ник входит патрубок 15, служащий для подачи воды. Гипсовое тесто выходит
через патрубок 16.
Механизм подъема предназначен для подъема или одной крышки, или
крышки с корпусом. Он имеет два зубчатых сектора 1 (см. кинематическую
схему), которые укреплены на валу 2. На секторах закреплены одним кон-
цом цепи 3; вторые концы цепей крепятся к крышке. Поворот секторов 1
и, следовательно, наматывание на них цепей производятся при посредстве
рычага 4.
341
Рис. 236. Гипсосмеситель
Гипсовое тесто приготовляется следующим образом. Вода, подаваемая
через центральный патрубок 15, попадает в полый вал 7 смесителя и по цен-
тральной трубе 14, вставленной внутри вала, подводится к отверстиям
(Л и Б), имеющимся в нижней части вала. При выходе из отверстий вода
разбрызгивается в полости смесителя над и под лопастями 11, где встречается
с поступающим через загрузочное устройство 10 сухим гипсом, разбрасы-
ваемым вращающимся диском 13. При вращении лопастей с лопатками вода
и гипс интенсивно перемешиваются. Готовое гипсовое тесто выливается не-
прерывным потоком на ленту конвейера. Производительность гипсосмеси-
теля — до 10 т/ч. Установочная мощность электродвигателя — до 28 кет.
Рис. 237. Лопастной гипсосмеситель
Лопастной гипсосмеситель, показанный на рис. 237, применяется при
производстве гипсовых блоков. Гипсосмеситель состоит из корпуса, вала
с лопастями, приемника гипсовой массы, привода и устройства для подачи
воды. Корпус смесителя представляет собой основание 1 с крышкой 2,
соединяемых при посредстве шарниров 3. Крышка закрепляется откидными
болтами 4. В крышке корпуса смонтирован приемник гипсовой массы 5,
а в основании корпуса имеется патрубок длявыпуска гипсового теста в формы
карусельной машины. Внутри корпус облицован листовой нержавеющей
343
сталью 6. Вал 7 с лопастями 8 установлен на двух подшипниках 9. Лопасти
крепятся винтами к коромыслам, жестко закрепленным на валу смесителя.
Лопасти изготовлены из нержавеющей стали, а коромысла — из ла-
туни. Для очистки вала от гипсового теста служат два очистных кольца 10.
Вал смесителя приводится в движение от электродвигателя через клиноре-
менную передачу. В приемнике 5 устанавливается пустотелое кольцо, на
внутренней стенке которого вырезана щель по всей окружности. Через эту
щель подается вода, смачивающая гипс до поступления его в смеситель.
§ 2. СМЕСИТЕЛИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ ДЛЯ ЖИДКИХ МАСС
Лопастные горизонтальные смесители (рис. 238), применяемые преиму-
щественно в производстве тонкокерамических изделий, монтируются в бе-
тонном или стальном, футерованном плитами резервуаре. Вал 1 с лопастя-
ми 2, укрепленными на крестовинах 3, вращается в двух подшипниках 4,
смонтированных на раме 5. Там, где вал проходит через торцевые стенки сме-
сителя, устроены сальники 6 для герметического уплотнения. Крестовины
смесителя изготовляются из чугунного литья или сварными, состоящими
из двух частей, соединенных болтами. Смеситель приводится в действие от
электродвигателя 7 через клиноременную передачу 8, редуктор 9 и зубчатую
передачу 10. Лопасти смесителя изготовляются из дубовых брусьев или
стали. Стальные лопасти медленнее изнашиваются, но их можно применять
лишь при разбалтывании пластичных глин и каолинов, не содержащих круп-
ного песка. При перемешивании песчанистых глин износ стальных лопастей
резко увеличивается. Это может привести также к загрязнению массы и появ-
лению на изделиях мелкой мушки.
Чтобы сделать нагрузку на электродвигатель более равномерной (при
индивидуальном приводе) и предупредить поломки лопастей, смеситель сле-
дует загружать постепенно, небольшими порциями материала с таким расче-
том, чтобы количество неразболтанной глины не превышало 1/5 полной за-
грузки смесителя.
Лопастные смесители работают с периодической загрузкой и разгруз-
кой. Готовую глинистую суспензию сливают через пробковый кран 11, рас-
положенный в торцевой части корпу-
са. Периодическая очистка смесителя
от накапливающихся крупнозернис-
тых материалов производится через
люк 12.
Производительность смесителей
зависит от их объема и продолжитель-
ности разбалтывания глины. Плас-
тичные глины распускаются в воде
медленнее каолинов. Подсушенный
каолин и малопластичные глины,
пронизанные мелкими трещинами,
распускаются быстрее — в течение
1,5—2 ч. Для ускорения этого про-
цесса воду в смесителях подогревают
паром.
Планетарные смесители для жид-
кой массы. Для предупреждения
Рис. 239. Планетарный смеситель (мешалка) осаждения твердых частиц в жидкой
керамической массе или глазури при-
меняются так называемые планетарные смесители, устройство которых по-
казано на рис. 239. Комплект планетарного смесителя состоит из двух кон-
сольно подвешенных рам 1, валы которых вращаются в подшипниках 2,
закрепленных на траверсе 3. На валах рам посажены зубчатые колеса 4,
обкатывающиеся прй вращений траверсы 3 вокруг неподвижной шестерни 5,
344
1500
Рис. 238. Лопастной горизонтальный смеситель (мешалка)
укрепленной на стойке 6. Таким образом, рамы / вращаются одновременно
вокруг своих осей и стойки 6. В небольших круглых бассейнах устанавли-
вается один комплект планетарного смесителя, в больших овальных бассей-
нах — два комплекта, а в еще больших (квадратных) — по четыре комплекта.
Планетарные смесители могут работать лишь при небольших скоростях,
так как в противном случае резко увеличивается нагрузка на подшипники
и последние быстро изнашиваются.
Основной недостаток тихоходных лопастных смесителей — их большой
вес и размеры при сравнительно невысокой производительности.
При смене износившихся частей и текущем ремонте смесителя резервуар
полностью очищают, что является трудоемкой работой. Производство ре-
монтных работ внутри мешалки также сопряжено с известными неудобства-
ми. Мешалка заполняется глиной и водой примерно на 3/4 емкости. Произ-
водительность при разбалтывании каолина составляет около 800 кг/ч
на 1 м3 полного объема мешалки.
Потребная для привода смесителя мощность складывается из расхода
энергии на перемешивание массы жидкости, перемещение твердых кусков
и отделение их от слежавшейся на дне мешалки массы.
Необходимую пусковую мощность можно приближенно определить
по формуле
N (830)
,п 4-75т]2^ ’ '
где <р — коэффициент сопротивления (безразмерная величина);
у — плотность массы, кг/м3',
h — высота лопасти, м;
to — угловая скорость вращения лопасти, рад/сек\
t\ — внутренний радиус вращения лопасти, м;
г2 — наружный радиус вращения лопасти, м;
ц — к. п. д. привода;
g — ускорение силы тяжести, м/секг\
z — число лопастей.
Коэффициент <р имеет разные значения при переменном отношении
ширины лопасти Ь=г2—к ее высоте h:
bth 1 2 4 10 18 > 18
Значения ср 1,10 1,15 1,2 1,29 1,4 2,0
При выборе электродвигателя следует учитывать, что мощность, необ-
ходимая для работы мешалки, составляет 20—50% установочной мощности,
обусловленной большим пусковым моментом.
Пропеллерные смесители применяют для перемешивания компонентов
керамической массы в жидком виде, а также для приготовления суспензий
из пластичных материалов:— глины и каолина.
Пропеллерные смесители просты по устройству, имеют небольшой вес
и удобны в эксплуатации, что обусловило их широкое применение на пред-
приятиях тонкой керамики.
Перемешивающий механизм пропеллерного смесителя представляет
собой трехлопастный винт 1 (рис. 240), закрепленный на валу 2. Смеситель
приводится в действие от электродвигателя 3 через зубчатую передачу 4.
Электродвигатель смонтирован на двух швеллерных балках, укрепленных
на железобетонном или деревянном резервуаре. Отличительной особенностью
редуктора (рис. 241) является нижнее расположение конической шестерни
/, благодаря чему уровень масла в ванне 2 устанавливается ниже верхнего
края центральной втулки 3, что исключает попадание в керамическую массу
346
масла, загрязненного частицами металла. Винт 4 фиксируется на валу 5
шпонкой и гайкой. 6.
При вращении винта образуется непрерывный поток жидкости, направ-
ленный посередине смесителя вниз, а у периферии — вверх. Куски каолина
Рис. 240. Общий вид пропеллерного смесителя (мешалки)
или глины увлекаются струей воды, ударяются о лопасти винта и о дно
мешалки и постепенно диспергируются до жидкой суспензии. Наибольший
эффект работы смесителя получается при ударе кусков глины и каолина о
дно мешалки. Для устранения вращательного движения массы резервуарам
придают шести- или восьмигранную форму.
В зависимости от диаметра винта и назначения смесителя винт вращается
со скоростью 3,33—8,24 об/сек. Для перемешивания готовой жидкой суспен-
зии и поддерживания частиц ее во взвешенном состоянии применяют смеси-
тели с небольшим числом оборотов (2,5—4,17 об/сек).
При диспергировании пластичных глин необходимо применять смеси-
тели с большим числом оборотов, а материал подавать в виде тонкой сухой
стружки.
Диспергирование влажных глин и каолинов ускоряется после предвари-
тельного дробления их в глинорезке, которую следует устанавливать над
пропеллерным смесителем; в этом случае тонкая стружка не слипается
в комки, а сразу попадает в жидкость и быстро размывается водой. Пропел-
лерные смесители с диаметром винта от 100 до 300 мм обычно изготовляются
с редуктором, смонтированным в корпусе электродвигателя, или с винтом,
закрепленным непосредственно на оси электродвигателя, который устанавли-
вается вертикально.
347
Для перемешивания глазури и жидкой массы в небольших бассейнах
применяются переносные винтовые смесители, закрепляемые в любом поло-
жении на стенках резервуара с помощью кронштейна с зажимным винтом.
Рис. 241. Разрез пропеллерного смесителя (мешалки)
При проектировании резервуара для пропеллерных смесителей, приме-
няемых в керамической промышленности, обычно принимается следующее
отношение диаметра к высоте:
£> =1,5 Н.
(831)
В зависимости от назначения смесителя и диаметра пропеллера послед-
нему сообщают от 2,5 до 8,25 об/сек.
Число оборотов пропеллера-смесителя определяется по следующей
эмпирической формуле:
п = об/сек, (832)
где п — число оборотов, об/сек-,
D — диаметр винта, м.
Скорость восходящего потока в зоне пропеллера можно определить
по формуле
v — cos2 р м/сек, (833)
где Нх — шаг винта лопасти, м‘,
Р — угол подъема винтовой линии; принимается р=20—45°.
Количество жидкости, перемещаемой пропеллером, составит
Q = 0,4n^2vy кг/сек, (834)
348
где R — радиус окружности, описываемой крайней точкой лопасти, м\
у — плотность жидкости, кг/м3.
Шаг винта Нх рассчитывается по формуле
= 2лЛ> tg (3 лг (835)
Мощность, потребная для вращения вала пропеллерного смесителя,
может быть подсчитана по формуле
enit (836)
где g — ускорение силы тяжести, м/сек?-,
k — коэффициент, учитывающий проскальзывание жидкости, &=0,7ч-
4-0,8;
у — плотность жидкости, кг/м3',
R — радиус окружности, описываемой крайней точкой лопасти, м\
— шаг винта, м;
р — угол подъема винтовой линии, град-,
со — угловая скорость, (о==2л/г;
Л — к. п. д., т]=0,75;
п — число оборотов вала, об/сек.
Пример. Рассчитать мощность электродвигателя для пропеллерного смесителя при
диаметре винта 0,5 м и угле подъема винтовой линии, равном 25°, плотности материала
1,3 кг/м?.
Рис. 242. Газобетоносмеситель (мешалка)
Число оборотов винта по формуле (832) будет равно
2,25 п
п — - д— = 4,50 об/сек
Шаг винта, согласно формуле (835),
H = 2n.R tg р = 2л-0,25 0,466 — 0,72 м.
349
Мощность электродвигателя
., 2 • 0,75 1,3 • л • 0,252 0,723 8 • л3 4,5s 0,656 О7СЛ
л =--------------------------------=2760 вт.
0,75
По паспорту М-2,8 кет.
Газобетономешалка самоходного типа предназначена для приготовле-
ния ячеистой массы, последующей подачи ее к формам и заливки массы
в формы, установленные в типовых унифицированных пролетах (УТП-1)
технологической линии по производству газобетонных или газосиликатных
изделий.
Газобетономешалка (рис. 242) представляет собой самоходную порталь-
ную установку, состоящую из портала /, опирающегося на ходовые тележки.
На портале смонтирован бункер, верхняя часть которого 2 выполнена в виде
усеченного конуса, а нижняя 3 — в виде двух усеченных конусов, каждый
из них заканчивается сливным патрубком с затворами 4.
Подача компонентов смеси производится через воронки 5, установлен-
ные в крышке корпуса.
К наружной цилиндрической части корпуса приварены пояса с ребрами
жесткости, образующие замкнутую коробку 5, к которой крепятся вибра-
торы 7. По вертикальной оси корпуса смесителя устанавливается приводной
вал с закрепленным на нем трубчатым лопастным валом 8. Лопасти 9 уста-
новлены под углом 45°. В нижней части лопастного вала закреплена пропел-
лерная лопасть 10.
С целью повышения интенсивности перемешивания внутри корпуса
в два ряда установлены контр-лопасти (отражатели) 11.
После того как на пульт управления поступит сигнал о готовности ма-
шины к загрузке, ее оператор включает привод лопастного вала. Далее
подают в смесители требуемое количество шлама и воды, а затем вяжущее.
С момента подачи вяжущего происходит автоматическое включение вибра-
торов и затем, по истечении 1 мин, в смесь вводится алюминиевая суспензия.
После этого газобетономешалка при включенном лопастном вале и вибра-
торах начинает перемещаться в сторону форм и занимает исходное положе-
ние над формой. Оператор нажатием кнопки «вперед» включает привод
передвижения, открывая при этом затвор 4. Газобетономешалка, передвига-
ясь над формами, осуществляет раномерное заполнение их.
После заполнения массой форм газобетономешалка возвращается в ис-
ходное положение под загрузку.
Глава IV
СМЕСИТЕЛИ ДЛЯ ПРИГОТОВЛЕНИЯ РАСТВОРОВ, БЕТОНОВ И
ПЛАСТМАСС
§ 1. ОБЩИЕ СВЕДЕНИЯ
Растворосмесители предназначаются для приготовления цементных,
известковых и других растворов (кроме быстросхватывающегося), используе-
мых в каменной кладке, штукатурных работах и при изготовлении строи-
тельных изделий на растворосмесительных установках и заводах.
При приготовлении строительных растворов применяются смеситель-
ные машины — растворосмесители с принудительным перемешиванием
материалов в неподвижном барабане. Основным показателем этих машин
является емкость их смесительных барабанов (производственная емкость),
определяемая суммарным объемом сухих составляющих смеси, которые
загружаются в барабан в количествах, необходимых для приготовления
одного замеса.
Растворосмесители могут быть периодического (цикличного) и непрерыв-
ного действия, могут быть как стационарными, так и передвижными.
Бетоносмесители используются для приготовления бетонов в бетоно-
смесительных установках. Они бывают с принудительным перемешиванием
массы и с перемешиванием ее при свободном падении как периодического, так
и непрерывного действия.
Основным показателем, характеризующим бетоносмесительные машины,
является производственная емкость их барабанов.
Смесители для приготовления пластмасс применяются на заводах
по производству строительных изделий из пластических масс с целью при-
готовления однородных смесей из двух и более компонентов.
§ 2. РАСТВОРОСМЕСИТЕЛИ
Отечественными заводами выпускаются растворосмесители со смеси-
тельными барабанами следующих емкостей (по загрузке): 80, 150, 325, 750
и 1500 л.
Растворосмесители могут быть непрерывного и периодического действия.
Растворосмесители периодического действия емкостью до 325 л могут быть
как стационарными, так и на колесном ходу (передвижными). Растворосме-
сители емкостью свыше 325 л выполняются только стационарными.
Смесь в растворосмесителе емкостью 325 л (рис. 243) перемешивается
в барабане 1 полуцилиндрической формы под действием винтовых лопастей,
укрепленных на вращающемся валу. Смесительный барабан раствороме-
шалки неподвижно смонтирован на раме 2. Лопастный вал вращается в под-
шипниках 3, укрепленных в боковых стенках барабана, и приводится в дви-
жение от электродвигателя 4 через клиноременную передачу 5 и редуктор 6.
Материал в барабан загружается ковшом 7, который поднимается при помощи
специального механизма.
Передача к механизму подъема загрузочного ковша — цепная от звез-
дочки 1 (см. кинематическую схему), сидящей на валу редуктора привода
барабайа. Поворотом рычага управления механизмом подъема освобождают
тормозную ленту и вводят в сцепление конусную фрикционную муфту 2.
Это заставляет вал 3, на котором посажены два барабана 4, вращаться,
и тросы 5, наматываясь на барабаны, поднимают загрузочный ковш 6.
Механизм подъема ковшей автоматически выключается рычагом 7 при за-
нятии ковшом крайнего верхнего положения.
Для отмеривания и подачи в смесительный барабан воды на растворо-
мешалке установлен дозировочный бак.
351
Рис. 243. Растворосмеситель емкостью 325 л
23 Заказ № 1125
Рис. 244. Растворосмеситель емкостью 750 л
со
сл
со
Готовый раствор выгружается через разгрузочное отверстие в боковой
стенке барабана с крышкой.
Крышка может открываться и закрываться как вручную с помощью
рычагов, так и при помощи воздушного цилиндра. Последний способ при-
меняется на автоматизированных установках, где имеется сжатый воздух.
Растворосмесители стационарного действия со смесительным барабаном
емкостью 750 л показаны на рис. 244. Внутри открытого сверху барабана 1
враптяется вал 2 с двумя винтообразными лопастями 3, обеспечивающими
не только круговое перемещение в вертикальной плоскости, но и аксиальное.
Разгрузочное отверстие в нижней части барабана открывается при по-
мощи затвора с пневмоуправлением. Затвор (рис. 245) состоит из крышки 1,
Рис. 245. Затвор растворомешалки
к наружной поверхности которой болтами прикреплена рамка 2; между
крышкой и рамкой зажато резиновое уплотнение 3, которое дает возможность
плотнее закрывать выгрузочное отверстие барабана. Затвор шарнирно под-
вешен к корпусу растворосмесителя на оси 4. Пневмоцилиндр 5 также шар-
нирно укреплен на корпусе растворосмесителя, вилка 6 штока соединена
с рычагом 7 вала 8, который посредством рычага 9, вилки 10 и муфты 11
связан с крышкой затвора. При закрытом положении затвора шток
пневмоцилиндра устанавливается в верхнее крайнее положение, а рычаг
9, вилка 10 и муфта 11 должны находиться в положении, при котором угол
между осевой линией вилки с муфтой и центровой линией рычага 9 равен
0—3°. Последнее достигается регулированием положения вилки 6 штока
путем ее вращения перед соединением с рычагом 7. После этого вращением
муфты 11 и последующим поджатием (по необходимости) винтов 12 регули-
руется плотность прилегания затвора.
Растворосмеситель непрерывного действия входит в состав автоматизи-
рованной растворосмесительной установки производительностью 5 м?1ч
и предназначен для приготовления цементных, известково-песчаных раство-
ров на молотой извести-кипелке и других растворов, а также беспесчаного
керамзитобетона.
354
Растворосмеситель (рис.
246) состоит из рамы 7, кор-
пуса 2 корытообразной фор-
мы, смесительного вала 3 с
лопастями 4, подшипников 5
и привода (от электродвига-
теля через редуктор и цеп-
ную передачу).
Корпус изготовлен из
листовой стали с крышкой в
верхней части. Внутри кор-
пуса вдоль его продольной
оси в шарикоподшипниках 5
вращается смесительный вал
3, на котором по винтовой
линии установлены на резь-
бовых соединениях лопасти 4.
Каждая лопасть представля-
ет собой в плане трапецию,
меньшая сторона которой на
конце имеет хвостовик с резь-
бой. Угол поворота лопастей
по отношению к оси вала мож-
но менять, регулируя произ-
водительность растворосмеси-
теля и время нахождения
материалов в корпусе. Под-
шипники для предохранения
от проникновения раствора
имеют сальниковые уплотне-
ния с отбойными конусами.
Отмеренные в требуемом
соотношении сыпучие мате-
риалы (песок, цемент) непре-
рывным потоком поступают в
верхнюю часть растворосме-
сителя. После прохождения
материалами зоны сухого сме-
шивания в растворосмеситель
непрерывным регулируемым
потоком подаются вода и при
необходимости известковое
молоко. При дальнейшем пе-
ремещении в корпусе мате-
риалы окончательно смешива-
ются и через нижнее отверс-
тие выдается готовая смесь.
В последнее время для
приготовления растворов при-
меняются также вибросмеси-
тели, описание которых при-
водится далее.
Рис. 246. Растворосмеситель непрерывного действия
§ 3. БЕТОНОСМЕСИТЕЛИ
Классификация бетоносмесителей. Бетоносмесители, применяемые для
приготовления бетонов, различаются по следующим показателям:
По способу перемешивания — смесительные машины с принудительным
355
перемешиванием и с перемешиванием при свободном падении материала
(гравитационные).
В машинах с принудительным перемешиванием смешивание массы осу-
ществляется при помощи лопастей, вращающихся в металлическом горизон-
тально установленном корпусе. Обычно смесители этого типа выполняются
двухвальными.
Второй тип машины с принудительным перемешиванием — противо-
точные смесители планетарного действия. В смесителях этого типа принуди-
тельное смешивание осуществляется в вертикально установленном и враща-
ющемся барабане при посредстве вращающихся вокруг вертикальной оси
лопастей.
* В бетоносмесителях, в которых смешивание осуществляется при сво-
бодном падении, вращающиеся барабаны на внутренних стенках имеют
лопасти. В процессе работы лопасти захватывают материал, поднимают его
и затем сбрасывают. Операция подъема осуществляется несколько раз.
Таким образом, компоненты смеси интенсивно перемешиваются между
собой, создавая достаточно однородную смесь.
Третий тип бетоносмесителей — вибрационные. В машинах этого типа
перемешивание материалов осуществляется в горизонтально установленном
барабане, получающем круговые колебания при относительно небольших
амплитудах, но при большом числе колебаний.
По характеру работы различают бетоносмесители непрерывного или
циклического (периодического) действия.
Смешивание компонентов смеси в бетоносмесителях цикличного дейст-
вия осуществляется отдельными порциями (замесами) после выгрузки
из барабана смесителя предшествующей порции материалов.
В смесительных машинах непрерывного действия компоненты смеси
подаются в барабан (корпус) смесителя непрерывно. Так же непрерывно
происходит выгрузка готовой смеси.
По конструкции различают: а) бетоносмесители с ненаклоняемыми
барабанами, которые конструктивно выполняются в виде вертикально уста-
новленной чаши цилиндрической формы, вращающейся вокруг вертикальной
оси, совпадающей с геометрической осью чаши; это планетарные противо-
точные смесители с принудительным перемешиванием периодического
действия; б) бетоносмесители с горизонтально установленным барабаном,
вращающимся непрерывно вокруг горизонтальной оси, совпадающей с гори-
зонтальной геометрической осью барабана; это машины непрерывного дей-
ствия с перемешиванием при свободном падении материала; в) бетоносмеси-
тели с наклоняемыми барабанами (обычно двухконусными); это бетоносме-
сители периодического действия с перемешиванием при свободном падении
материалов; г) по способу установки бывают бетоносмесители стационарного
типа или передвижные.
Бетоносмесители стационарного типа применяются на постоянно дейст-
вующих заводах, а вторые — на автобетосмесительных установках.
Бетоносмесители периодического действия характеризуются производ-
ственной емкостью смесительного барабана и временем, необходимым для
приготовления замеса. Производственная емкость определяется суммой
объемов сухих компонентов смеси, расходуемых для приготовления одного
замеса. Объем получаемой готовой смеси всегда меньше суммарного объема
компонентов, так как при перемешивании частицы их укладываются более
плотно за счет заполнения мелкими частицами пустот между крупными зер-
нами смеси.
Объем готовой смеси при приготовлении бетонов равен 0,65—0,70
суммарного объема сухих компонентов.
Бетоносмеситель цикличного действия с наклоняемым барабаном.
Стационарный бетоносмеситель цикличного действия с наклоняемым бара-
баном осуществляет перемешивание компонентов смеси при свободном
(гравитационном) падении их. Машины этого типа имеют производственную
356
схема.
Рис. 247. Бетоносмеситель цикличного действия с наклоняющимся барабаном
емкость от 100 до 4500 л и применяются на заводах по производству бетонов
и железобетонных изделий.
Конструкция бетоносмесителя в основном сводится к следующему:
на раме 1 (рис. 247, а) на подшипниках устанавливается траверса 2 с ролика-
ми 3 и 4. Траверса может поворачиваться в подшипниках, которые смонти-
рованы на стойках 5.
На траверсе, опираясь на ролики 3, устанавливается смесительный бара-
бан 6, состоящий из двух усеченных конусов, соединенных цилиндрической
обечайкой. На обечайке монтируется зубчатый венец 7, который находится
в зацеплении с шестерней (см. кинематическую схему), приводящей барабан
во вращение. На траверсе установлены три пары роликов 8, фиксирующих
положение барабана и предупреждающих аксиальное смещение его.
Выгрузка готовой смеси производится путем наклона барабана, осу-
ществляемого при посредстве пневмоцилиндра 9, шток которого шарнирно
соединен с рычагом поворота 10.
Двухконусный наклоняемый барабан 1 (рис. 247, б) состоит из двух
конусов 2, соединенных между собой цилиндрической обечайкой 3. На обе-
чайке смонтирован обод 4 с закрепленным на нем зубчатым венцом 5. Внут-
ренняя поверхность барабана футерована стальными листами, защищающи-
ми барабан от износа.
Перемешивание массы осуществляется посредством лопастей 6, закреп-
ленных на внутренней поверхности барабана.
Во избежание быстрого износа лопастей рабочие кромки их наплавляют-
ся сталинитом. Лопасти расположены по винтовой линии, при этом часть
лопастей имеет правое направление (у разгрузочного конуса), а лопасти
загрузочного конуса — левое, что способствует приближению бетона к цен-
тральной цилиндрической части барабана и улучшению вследствие этого
перемешивания всей смеси.
Обод барабана имеет три проточенные поверхности — две торцовые
и одну в цилиндрической части для опорных и фиксирующих роликов, уста-
новленных на траверсе.
Барабаны рассмотренной конструкции применяются для бетономеша-
лок емкостью от 425 до 4500 л.
Производительность бетоносмесителя рассматриваемой конструкции
рассчитывается исходя из производственной емкости барабана и общей про-
должительности одного рабочего цикла. Производственная емкость барабана
смесителя определяется, как указывалось ранее, суммой объемов сухих
материалов, загружаемой в барабан для одного замеса.
Отношение объема готового бетона к производственной емкости барабана
характеризуется коэффициентом выхода, величина которого определяется
отношением объема готового бетона к производственной емкости смесителя:
f = (837)
к емк
где Vr — объем готового бетона;
VeMK — производственная емкость смесителя.
Величина /, зависящая от зернового состава смеси и объема пустот,
принимается для бетонов в пределах от 0,65—до 0,7, а для раствора — от
0,85 до 0,95.
Объемы готового бетона или раствора, приготовляемых смесителем за
1 замес, будут соответственно равны:
для бетона (0,65 4- 0,7) V мк, (838)
для раствора Vr = (0,85 4- 0,95) VeMK. (839)
Время, затрачиваемое на приготовление 1 замеса, равно
сек,
(840)
где /1— продолжительность загрузки смесительного барабана. При загрузке
с помощью загрузочного ковша ty = 15—20 сек, а с помощью сборной
воронки— 10—15 сек;
t2 — продолжительность перемешивания, сек-,
t3 — время выгрузки готового бетона, для наклоняемого барабана оно
равно 10—20 сек.
Продолжительность перемешивания зависит от состава смеси и ее под-
вижности. Чем подвижнее смесь, тем короче время смешивания. Подвижная
смесь приобретает достаточную однородность после 20 оборотов барабана,
а жесткая смесь — после 40 оборотов. Превышение указанных значений
влечет за собой расслаивание смеси, увеличивающееся по мере уменьшения
подвижности смеси и увеличения количества крупных фракций. В смеси-
телях рассматриваемой конструкции (с наклоняемыми барабанами) время
смешивания должно быть ограничено.
В зависимости от объема замеса и для бетона с водоцементным отноше-
нием 0,4 время замеса колеблется от 60 до 150 сек-, для жестких бетонов
с В/Ц=0,32—0,35 и мелким заполнителем эта величина колеблется в преде-
лах 120—200 сек; для известковых или смешанных растворов время переме-
шивания может быть принято равным 60—90 сек.
Скорость вращения барабана рекомендуется принимать несколько умень-
шенной, с тем чтобы снизить вредное влияние центробежных сил.
На практике число оборотов барабана принимается равным
0,3
п об/сек, (841)
что составляет примерно 80% от оптимальной для трубных мельниц.
Часовая производительность бетоносмесителя будет равна
ТЛ ^емк fn
“ iodo м (842)
где п — число замесов в час;
Уемк — производственная емкость барабана, л;
f — коэффициент выхода готовой смеси бетона или раствора.
Пример. Для определения мощности электродвигателя рассмотрим сначала положение
бетонной смеси в смесительном барабане в состоянии покоя, определим объемы смеси в ци-
линдрической и конической частях барабана и найдем центры тяжести по каждой из частей.
За основу расчета примем бетоносмеситель модели С-302И с рабочей емкостью его
1200 л или 1,2 ж3. Принимаем, что зеркало бетонной массы представляет собой плоскость,
отстоящую от центра барабана на расстоянии 0,4 м. Это расстояние принимаем из расчета,
что масса располагается ниже обреза выходного отверстия на 0,08 м. Диаметр выходного
отверстия равен 0,64 м. Ось барабана горизонтальна.
Определим объем массы, находящейся в цилиндрической части барабана. Согласно
рис. 248 (сечение А-—Д), площадь кругового сегмента определяется углом р—140°.
По справочнику находим, что площадь эта равна
5 = 0,97? =0,8! и£, (843)
где R — внутренний радиус барабана, R= 0,9 м.
Объем смеси (считая по готовой) в цилиндрической части будет равен
Уц — SZp= 0,81-0,4-0,7 = 0,227 л3, (844)
где I — длина цилиндрической части барабана, /=0,4 м;
ср — коэффициент выхода; <р=-0,7.
В конических частях барабана объем смеси будет равен
Ук.общ = Иобщ(р-Уц=1,2-0,7-0,227 = 0,613 м3. (845)
Принимаем, что в обеих конических частях объемы равны между собой, тогда получим,
что по готовой смеси ее объем в одной конической части будет равен 0,3065 м3.
Определим центры тяжести смеси в каждой из частей. Центр Ог для смеси в цилиндри-
ческой части барабана будет равен
R sin3 —
4 ' 2 4 0 9 0 83
= 3 = 3 • ОТЦЙз =ода - <846>
359
Центр тяжести смеси, находящейся в конической части барабана, будет лежать на
пересечении медиан на расстоянии одной трети от каждой из сторон. В рассматриваемом
случае при длине стороны а, равной 0,5 м, получим
/?ц т =0,33-0,5 + 0,4 = 0,565 м.
Число оборотов барабана будет равно
0 3
п = ’ = 0,285 об/сек.
К R
По паспорту п= 0,283 об/сек.
При вращении барабана смесь поднимается на некоторую высоту под действием лопа-
стей и центробежной силы инерции и в точке отрыва А отделяется и падает вниз.
Рис. 248. Схема к расчету мощности электродвигателя
бетономешалки с наклоняющимся барабаном
В процессе подъема смеси некоторая часть может сползти с лопасти, начиная с того
момента, когда смесь на лопасти расположится под углом естественного откоса. Однако, учи-
тывая влияние центробежных сил инерции, под действием которых масса прижимается
к стенке барабана, можно без особой погрешности допустить, что влияние сползания мало
и его можно не учитывать.
Экспериментально установлено, что угол отрыва смеси в бетономешалке составляет
42—48°. Принимаем а=48°. Высота подъема hr в цилиндрической части, считая от горизон-
тального диаметра, будет равна
/Г =ЯЦ Т sin 48° = 0,554-0.743 = 0,52 м. (847)
Общая высота подъема смеси, считая по центру тяжести массы, для цилиндрической
части будет равна
= 0,52 + 0,554 = 1,074 м. (848)
Для конических частей получим:
h" = R"u,Tsin 48° = 0,565-0,743 = 0,42 м, (849)
Я" = А" + /?"Ц т = 0,4 + 0,565 = 0,965 м. (85Q)
360
Работа, затрачиваемая на подъем бетонной смеси, будет равна
A = G'H' дж, (851)
где G'— сила тяжести смеси в цилиндрической части, н;
G"— сила тяжести смеси в обеих конических частях, н;
G'^m'gH, (852)
где т'— масса смеси в цилиндрической части, /сг;
g — ускорение силы тяжести, м/сек2-,
т' = Ун7об = 0,227-2500 = 568 «а; (853)
Уоб— объемная масса смеси, кг/м'1-,
G' = 568-9,81 =5580 н, (854)
G" — m"gH, (855)
6" = УК.общ Той £ = 0,613-2500-9,81 = 15 000 н. (856)
Подставив полученные значения в формулу (851), получим
А = 5580 1,074 + 15 000 0,965 = 20 580 дж.
Мощность Л\, затрачиваемая на подъем смеси, будет равна
#! = Ап = 20 580-0,285 = 5950 вт, (857)
где п — число оборотов барабана, п= 0,285 об/сек.
Мощность N2, расходуемая на преодоление трения качения бандажа барабана по ро-
ликам, равна
= (R, + г) L . + Gm) п (858)
г cos ф
где У?!— радиус бандажа, м\ A?L= 0,95 ж;
г — радиус ролика, м; г= 0,2 м\
f — коэффициент трения качения, /’=0,01 м;
G$— сила тяжести барабана, к;
п —число оборотов барабана, п= 0,285 об/сек\
GM — сила тяжести смеси, я;
ф— угол установки роликов; ф=36°;
G6 = m(}g = 3050 • 9,81 = 29 800 «,
где — масса барабана равна, тд =3050 кг\
N2 = (0,95 + 0,2) - • (298^t)g1 400) -0,285 =1170 вт.
Мощность Л';|, расходуемая на трение в цапфах осей опорных роликов, составит
/V3 = /г + п вт, (859)
г cos ф
где Ц— приведенный коэффициент трения качения, /1=0,01;
гх—радиус цапфы, т-^0,05 м\
,, ...0,95 0,05 129 800 + 21 400)..., „
Л'» = 0'01--СЛ-----------ода--------0,285 = 44 am.
Общая мощность, расходуемая на работу рассматриваемого бетоносмесителя, равна
Лтобщ = Л'1~^2 + Л'3 = 10 220 вт = 10,22 кет, (860)
где 1] — к. п. д., т)=0,7 (с учетом потерь в боковых роликах).
В подсчитанной мощности не учитываются затраты на подъем загрузочного ковша.
Коэффициент заполнения барабанов бетоносмесителей у нас обычно принимается рав-
ным <р=0,25, а за рубежом величина ф принимается в пределах 0,35—0,43. Опыт работы
бетоносмесителей на строительствах Кременчугской, Цимлянской и Киевской ГЭС показал,
что имеется полная возможность повышения ср на 25%, т. е. довести <р до 0,313 (по данным
Ор гэ нер гостр оя).
Бетоносмеситель непрерывного действия с ненаклоняемым барабаном
(рис. 249) относится к числу машин, в которых перемешивание осуществляет-
ся при свободном (гравитационном) падении. Эти бетоносмесители предназна-
361
чены для приготовления подвижных бетонных смесей с наибольшей круп-
ностью заполнителей 80—150 мм. Их применяют на заводах производитель-
ностью 60, 120, 150 м3!ч.
Рис. 249. Бетоносмеситель непрерывного действия
Рис. 250. Схема к расчету мощ-
ности электродвигателя бетоносме-
сителя непрерывного действия
Смесительный барабан 1 (рис. 249) имеет форму полого цилиндра, уста-
новленного на двух парах опорных роликов 2. Для предупреждения ак-
сиального перемещения барабана предусмотрены упорные ролики 3.
Барабан выполнен сварным из листовой стали. Внутренняя поверхность
барабана имеет сменную облицовку, защищающую барабан от износа. На
внутренней поверхности барабана по винтовой линии расположены лопасти
4, предназначенные для подъема, перемешивания и транспортирования смеси
к выгрузочному концу барабана. Лопасти выполнены из стали. Рабочая
поверхность лопасти наплавляется твердыми сплавами. На внешней поверх-
ности барабана на прокладках крепится зубчатый венец 5, являющийся
одновременно бандажом. Второй бандаж 6 крепится со стороны разгрузоч-
ного конца барабана. Компоненты смеси подают в барабан смесителя через
загрузочную воронку 7, рабочая часть которой облицована стальными ли-
стами. Вода, необходимая для замеса, пода-
ется по трубе 8, имеющей на конце струйно-
распылительное устройство которое равно-
мерно распределяет воду по сечению бара-
бана. Вращение барабана осуществляется
от электродвигателя 9 через редуктор 10 и
подвенцовую шестерню 11.
Мощность, затрачиваемая на работу
бетоносмесителя, расходуется на подъем
смеси Nx\ на преодоление сопротивлений
трения при качении бандажа по роликам М2;
на преодоление сопротивлений трений в
цапфах роликов N3:
Af,to = A'1 + ^ + Af3 (861)
Пример. По паспорту в бетономешалке модели
С-314-А масса т смеси в барабане составляет 4400 кг.
Сила тяжести будет равна
GCM = т£= 4400-9,81 =43200 н. (862)
Высота подъема смеси Н (рис. 250) определяется по формуле
/7= Рц т (1 + sin 45°) = 1,365 л*. (863)
т с достаточной степенью точности можно принять равным 0,866 7?б; /?б=0,8 м.
362
Работа, затрачиваемая на подъем смеси, равна
А = GCM Н = 43 200 • 1,365 = 59 000 дж. (864)
Число оборотов барабана по паспорту 0,333 об!сек.
Потребная мощность
7V1 = Дп = 59 000-0,333 = 19700 вт. (865)
Мощность М2, затрачиваемая на преодоление сопротивлений трения при качении бан-
дажей по роликам, определяется по формуле
N2 = (/?г + г) .J. . _<£б + Ссм) п 8б6)
г cos ф ' 7
где R, — радиус бандажа; Л?х= 0,875 .w;
г — радиус ролика, г=0,2 м\
f — коэффициент трения качения, /=0,01 м;
— сила тяжести барабана, Gq = 61 000 н;
GCM— сила тяжести смеси, GCM=43 200 н;
п — число оборотов барабана, п~=0,333 об/сек;
ф — угол установки роликов, ф=3б°. \[
Подставив в формулу (866) цифровые значения, получим /V2=2200 вт.
Мощность М3, затрачиваемая на преодоление сопротивлений трения в цапфах осей
роликов,
Л’з = Л п вт (867)
г cos ф
где — радиус цапфы, гх=0,05 м.
f — коэффициент трения.
Подставив цифровые значения, получим М3=93,2 вт.
Общий расход мощности составит
19 700 + 2200 + 93,2 '
Лобщ —--------0~8--------= 27 500 вт — 27,5 кет.
Горизонтальные двухвальные лопастные бетоносмесители непрерывного
действия с принудительным перемешиванием предназначены для приготов-
ления жестких и подвижных бетонных смесей, а также штукатурных и кла-
дочных растворов. Они входят в состав оборудования бетоносмесительных
установок производительностью 5—60 мА/ч.
Двухвальный бетоносмеситель (рис. 251) состоит из металлического кор-
пуса 1, монтируемого на раме из швеллерных балок (рама на чертеже не
показана). В корпусе установлены два вала 2 с закрепленными на них ло-
пастями 3, расположенными по винтовой линии. На концах лопастей поса-
жены сменные лопатки.
Лопатки по мере износа концов можно выдвигать для обеспечения над-
лежащего зазора между концом лопатки и корпусом. С целью увеличения
срока службы рабочие грани лопаток наплавляются сталинитом. Корпус
смесителя в нижней половине его облицован стальными листами с целью
предохранения от износа. Сверху корпус закрыт крышкой.
Готовая смесь поступает в копильник 4, при этом она может или накап-
ливаться в нем, или при открытом затворе 5 выходить из бетоносмесителя
непрерывно. Емкость копильника около 0,4 м3. Затвор копильника откры-
вается при посредстве пневмоцилиндра 6.
Привод бетоносмесителя состоит из двигателя, от которого через клино-
ременную передачу и далее редуктор 7 приводится во вращение один из ва-
лов. Второй вал получает вращение от первого через зубчатую передачу 8.
1 Цикличные планетарно-роторные и роторные бетоносмесители с при-
нудительным смешиванием материалов. Цикличные противоточные бето-
носмесители планетарного действия предназначены в основном для приго-
товления бетонной смеси с заполнителем крупностью не более 60—70 мм.
Они применяются для приготовления малоподвижных умеренно жестких
и жестких бетонных смесей на заводах и полигонах сборного железобетона.
Первые конструкции бетоносмесителей во многом повторяли рассмот-
ренные быстроходные противоточные бегунко-лопастные смесители (см.
363
Рис. 251. Двухвальный бетоносмеситель
гл. Ill, § 3), применяемые с успехом для приготовления сухих керамических
смесей, силикатных смесей и стекольной шихты.
Более чем десятилетний опыт эксплуатации бетоносмесителей этого типа
для приготовления бетонных смесей показал, что в этом случае они обладают
рядом существенных недостатков, к числу которых относятся следующие:
большие габариты и вес, сложные кинематические цепи. Как правило, сме-
сители этого типа на заводах железобетонных изделий подвергаются рекон-
струкции. Особенно много переделок претерпевают перемешивающие устрой-
ства, разгрузочный затвор и ряд других узлов, крайне недолговечных в ра-
боте.
Рис. 252. Бетоносмеситель С-951
Отмеченное вызвало необходимость создания новых конструкций сме-
сителей этого типа. Основное отличие бетоносмесителей нового типа от старых
заключается в том, что они имеют неподвижную вертикально установленную
чашу и вращающийся внутри нее лопастный механизм.
На рис. 252 представлен бетоносмеситель модели С-951, состоящий из
рамы, вертикально установленной чаши, мотор-редуктора, траверсы с ло-
пастями, разгрузочного устройства с пневмоцилиндром. Чаша состоит из
внешнего цилиндра /, внутри которого концентрично по отношению к нему
расположен второй цилиндр 2. Внутренний цилиндр предназначен для пре-
дупреждения образования «мертвой зоны» около вертикальной стойки 3.
Оба цилиндра, таким образом, вместе с днищем создают кольцевое простран-
ство, в котором и происходит перемешивание массы. Днище и боковые ра-
бочие поверхности цилиндров облицованы стальными износоустойчивыми
листами. Сверху чаша закрыта откидными крышками, в одной из которых
имеется загрузочный патрубок 4, а в другой — смотровой люк. Крышки
установлены на резиновых прокладках и прижимаются к чаше с помощью
специальных замков. В днище чаши имеется секторный затвор 5, раскрыва-
емый с помощью пневмоцилиндра 6 и рычага 7. Над чашей имеется мотор-
редуктор 8. Вращение от вала мотора-редуктора передается гибкой муфте 9,
которая на болтах закреплена на траверсе 10, приводя последнюю во вра-
щение.
365
Траверса вращается вокруг неподвижно закрепленного на вертикальной'
стойке 3 зубчатого колеса 11, обеспечивая обкатывание вокруг него шестер-
ни 12, от которой через паразитные шестерни приводится во вращение ло-
пастный вал 13 с лопастями 14, установленными в два ряда по высоте. Та-
ким образом, смесительные лопасти, вращаясь вокруг центральной оси,
одновременно вращаются вокруг собственных осей, совершая планетарное
движение.
На траверсе смонтированы подгребающая лопасть 15 и очистные ло-
пасти 16 для внутреннего и наружного цилиндров. Назначение подгребаю-
щей лопасти — непрерывная подача смешиваемого материала под смешиваю-
щие лопасти. Назначение очистных лопастей — очистка вертикальных сте-
нок цилиндров от налипающего материала. Наружная очистная лопасть
имеет пружинный амортизатор. Вода в смеситель подается из дозатора по
специальному трубопроводу.
Производительность бетоносмесителя рассматриваемого типа выше
производительности старых смесителей. Если на бетоносмесителях старого
типа время смешивания составляло 80—ПО сек, то на новых — 60—80 сек
за счет увеличения окружных скоростей рабочих органов с 1,2—1,5 до
2—3 м/сек. Емкость замеса по загрузке 1200 л.
Рис. 253. Бетоносмеситель С-773
Конструкция нового бетоносмесителя роторного типа модели С-773
с емкостью по загрузке 500 л представлена на рис. 253. Так же как и в рас-
смотренном выше бетоносмесителе, он имеет чашу, состоящую из двух
цилиндров: внешнего 1 и внутреннего 2, создающих кольцевую зону, в кото-
рой осуществляется перемешивание материала. Основной рабочей частью
машины является шестистержневой ротор 3. На концах ротора закреплены
пять рабочих лопастей и два очистных скребка. Рабочие (смешивающие)
лопасти расположены на разных расстояниях от центра вращения с таким
расчетом, чтобы они перекрывали все кольцевое пространство смесителя.
Ротор приводится во вращение от мотора-редуктора 4, на выходном валу
366
которого смонтирована вал-шестерня, приводящая во вращение зубчатое
колесо 5, закрепленное на валу 6\ на нижнем конце вала на шпонке крепится
корпус ротора 3.
Для выгрузки готовой смеси на периферийной части днища предусмот-
рен секторный люк с затвором, открываемый с помощью пневмоцилиндра.
Для предупреждения поломок держателей и лопастей смешивающего
механизма предусмотрены пружинные амортизационные устройства, которые
срабатывают при попадании крупных недробимых предметов между лопастя-
ми и днищем чаши.
Рис. 254. Ротор бетоносмесителя С-773
На рис. 254 в плане показан ротор бетоносмесителя С-773, где / — рабо-
чие лопасти; 2 — внешний очистной скребок; 3 — внутренний очистной
скребок.
Мощность электродвигателя бетоносмесителя модели С-773 расходуется
на преодоление сил трения, возникающих между призмой материала, нахо-
дящегося перед лопастью, и днищем чаши, а также на преодоление сил тре-
ния между продвигаемой лопастью, призмой материала и остальной частью
его.
Точного расчета указанных сопротивлений до сих пор нет, поэтому
при расчетах для практических целей рекомендуется пользоваться упро-
щенным способом, дающим вполне хорошие результаты. Основой этого спо-
соба является предположение, что сопротивление движению лопасти в
смешиваемой среде зависит от фронтальной поверхности лопастей и их поло-
жения, скорости движения лопастей, высоты смешиваемого слоя (гидроди-
намический напор) и свойств среды.
Момент, необходимый для вращения лопасти, определяется по формуле
Л4 = pF г cos a cos (3 н-м, (868)
где р — удельное сопротивление бетонной смеси на 1 м2 площади лопасти,
н/м2',
F — площадь лопасти, ,ч2;
г — расстояние от центра лопасти до центра вращения ротора, м\
а — угол наклона лопасти в горизонтальной плоскости, град\
Р — угол наклона лопасти в вертикальной плоскости, град.
В табл. 30 приводятся параметры бетоносмесителя модели С-773.
367
Параметры бетоносмесителя С-773
Таблица 30
№ лопасти Площадь лопасти, М2 Угол накло- на в гори- зонтальной плоскости, град Угол накло- на в верти- кальной плоскости, град Расстояние центра лопа- сти от оси вращения» м Момент враще- ния, нм
1 0,0218 45 24 0,70 576,8
2 0,0200 45 24 0,60 453,6
3 0,0172 52 24 0,35 180,6
4 0,0218 52 24 0,30 196,2
5 0,0200 45 24 0,20 151,2
Наружный очистной скребок 0,0330 15 0 0,9 1750,0
Внутренний очистной скре-
бок 0,0400 15 0 0,3 698,0
Итого . . . 4008
При определении момента, необходимого для вращения ротора, величина
р принимается равной 6-104 н/м2. Необходимо отметить, что величина р
зависит от скорости перемещения лопастей, от реологических свойств смеси
и величины погружения лопасти в смесь.
При глубине погружения на полную ее высоту коэффициент, учитыва-
ющий изменение величины р, равен 1, а при погружении лопасти на глуби-
ну, равную полуторной ее высоте, этот коэффициент равен 2.
К. М. Королев (отчеты НИИЖБ) рекомендует принимать величину
р=3-104 н/м2. С учетом же полуторного погружения лопасти величина по-
лучается равной 6-104 н/м2.
Суммарный момент равен Л4сум=4008 нм.
Мощность электродвигателя составит
® МСуМ 2л п
г) “ И
(869)
где (о — угловая скорость, рад/сек',
п — число оборотов ротора, п=0,5 об!сек\
т| — к. п. д. привода;
»т 4008-2л-0,5 Тосси ю сс
/V = —Q-g2----— 13650 em= 13,65 кет.
По паспорту М=14 кет..
Вибрационный бетоносмеситель цикличного действия. В последние
годы для приготовления растворов и жестких бетонных смесей начали при-
менять вибрационные бетоносмесители, в которых за счет воздействия не-
больших по величине импульсов, но при достаточно большой частоте колеба-
ний корпуса смесителя осуществляется интенсивное перемешивание цемента
с заполнителем.
При вибрационном воздействии на перемешиваемую бетонную смесь
зерна цемента и заполнителей совершают вынужденные колебания со ско-
ростью, зависящей от параметров вибрационного режима и массы частиц.
Смесь при этом разрыхляется и понижается ее вязкость. В связи с отмечен-
ным при вибрировании жесткие бетонные смеси становятся подвижными,
что облегчает процесс их перемешивания. Вибрирование способствует
вместе с тем более тесному контакту между цементом, водой и заполнителем.
Представленная на рис. 255 схема вибрационного бетоносмесителя в
основном повторяет рассмотренную в § 2 гл. XIV разд. I вибрационную мель-
ницу с тем лишь отличием, чтоб ней отсутствуют мелющие тела. В процессе
перемешивания смесь совершает многочастотные колебательные движения,
368
24 Заказ № 1125
Рис. 256. Керамзитобетоносмеситель
одновременно вращаясь всей массой в сторону, противоположную направ-
лению вращения дебалансного вала.
Промышленные конструкции вибрационных смесителей пока не созда-
ны. Проводятся исследования по созданию эффективных машин этого типа.
Смесительные машины цикличного действия для приготовления керам-
зитобетона применяются на заводах сборного домостроения. В процессе
приготовления смеси происходит также частичное истирание и окатывание
крупных фракций керамзита и превращение ее в более мелкую, что обеспечи-
вает приготовление керамзитобетона высокого качества.
Рис. 255. Вибрационный смеситель
Смеситель (рис. 256) состоит из рамы 1, на которой смонтирована чаша 2.
Днище и стенки чаши облицованы износоустойчивыми стальными листами.
В центре чаши внутри стойки 3 вращается вертикальный вал 4. Навертикаль-
ном валу в верхней его части закреплены два водила 5 с осями 6. На осях 6
на роликоподшипниках установлены два катка 7. Каток выполнен из двух
Рис. 257. Шнековый планетарный
смеситель
4 3
Рис. 258. Смеситель с передвиж-
ной чашей
дисков 5, соединенных поперечными стержнями 9. Зазор между катками
и днищем чаши можно регулировать при посредстве болтов 10, упирающихся
в водило. В процессе работы катки обкатываются вокруг вертикального
вала, при этом одновременно за счет возникающих сил трения вращаются
на своих осях. В смесителе предусмотрены лопасти 11, которые обеспечи-
вают подгребание смеси под катки и при этом поворачивают ее. Исходные
материалы подаются в чашу через люк 12. Выгрузка готовой смеси осущест-
370
вляется через выгрузочный люк, затвор которого перемещается при посред-
стве пневмоцилиндра 13.
Привод катков во вращение производится от электродвигателя через
редуктор и зубчатую коническую передачу.
Необходимо отметить, что для приготовления керамзитобетона с успе-
хом могут быть применены цикличные планетарно-роторные и роторные
смесители, рассмотренные выше.
Рис. 259. Двухступенчатый турбосмеситель
Смесительные машины для приготовления пластических материалов.
При производстве строительных изделий из пластических (вязких)
масс подготовка сырья может быть осуществлена как в двухвальных /-об-
разных смесителях (см. разд. IV, гл. II, § 2), так и в рассматриваемых
ниже смесителях.
В шнековом смесителе планетарного действия (рис. 257) шнеки 1 вра-
щаются как вокруг вертикальной оси конического корпуса 2, так и вокруг
свэей оси. При этом перемешиваемый материал при посредстве шнека
поднимается вверх, а затем падает под действием сил тяжести, интенсивно-
перемешиваясь при этом. В смесителе можно смешивать вещества, имеющие
различную плотность и размер зерен. Рассматриваемый смеситель комбини-
рованный и состоит из двух смесительных шнеков, корпуса которых частич-
но перекрывают друг друга. Возможна работа смесителя одинарного при
одном шнеке.
Для получения полихлорвиниловых и других паст применяются сме-
сители с передвижной чашей (рис. 258), состоящие из станины 1 с выдвижной
стойкой 2, на которой смонтирован электродвигатель 3 с редуктором 4.
Выходной вал редуктора при посредстве системы зубчатых передач соединен
с вертикально установленными лопастями 5 и зачистным ножом 6. Лопасти,
24*
371
нож и находящаяся над ними крышка 7 могут подниматься при выдвижении
вертикальной стойки 2, чем обеспечивается возможность откатки передвиж-
ной чаши 8 (это положение и указано на рисунке).
Перед началом работы крышка и лопасти опускаются в рабочее поло-
жение, включается электродвигатель, после чего осуществляется загрузка
смеси в чашу через воронку 9. После приготовления замеса происходит
подъем крышки, лопастей и ножа, чаша откатывается, а на ее место устанав-
ливается другая.
Недостатком рассмотренных двух конструкций смесителей является
образование комков и стекание смеси. Указанные недостатки могут быть
устранены в смесителях турбинного типа одно- или двухступенчатых. На
рис. 259 представлен двухступенчатый турбосмеситель, который состоит
из двух самостоятельных смесителей 1 и 2, соединенных между собой пере-
ходным патрубком 3. Верхний смеситель имеет обогревательную рубашку
(теплоносителем является масло), а нижний - охладительную, охлаждаемую
водой.
Принцип работы турбосмесителя основан на гидродинамической цирку-
ляции смеси с теплообменным эффектом.
Корпус верхнего смесителя снабжен крышкой 4, которая открывается
и закрывается при посредстве гидроцилиндра 5. Внутри первого смесителя
размещены лопастный двухрогий диск 6, турбинка 7 и направляющая ло-
патка 8. Диск и турбинка закреплены на вертикальном валу 9, получающим
вращение от электродвигателя через клиноременную передачу. Направляю-
щая лопатка придает смеси требуемое направление движения. Лопатка при
помощи рычага 10 может устанавливаться в желаемом положении.
Приготовленная в первом смесителе масса при открывании с помощью
пневмоцилиндра 11 затвора 12 по патрубку 3 переходит во второй смеситель,
в котором продолжается смешивание при посредстве двухлопастного ро-
тора 13. Двухлопастный ротор приводится во вращение от электродвигателя
14 через клиноременную передачу и червячный редуктор. Направление дви-
жения смеси обеспечивается соответствующей установкой лопатки 15.
Выгрузка готовой смеси происходит при открывании затвора 16 с помощью
пневмоцилиндра /7,
Глава V
ТУРБОСМЕСИТЕЛИ И ГИДРОРАСПУШИТЕЛИ АСБЕСТОЦЕМЕНТНОЙ
МАССЫ
В последние годы в заготовительных отделениях отечественных асбесто-
цементных предприятий начали внедряться установки для распушки асбеста
и приготовления асбестоцементной суспензии с применением турбосмеси-
телей и гидрораспушителей.
Рис. 260. Гидрораспушитель асбеста
На рис. 260 представлена установка для гидрораспушки асбеста.
Гидрораспушитель состоит из металлического сварного корпуса 1, по центру
которого установлен вертикальный вал 2 с закрепленной на нижнем его
конце турбинкой (пропеллером) 3. Вертикальный вал приводится во враще-
ние от электродвигателя 4 через клиноременную передачу 5. В конусном
днище корпуса вварена труба 6, соединяющая гидрораспушитель с всасываю-
щей полостью насоса 7. В верхней части корпуса закреплен приемник 8,
на дне которого установлена пластина 9 с продольными треугольными на-
сечками. В крышке корпуса имеются приемное отверстие для загрузки ас-
беста, патрубок для подачи воды и смотровой люк.
Гидрораспушитель работает в следующем порядке (рис. 261). В корпус 1
смесителя сначала подается из рекуператора порция осветленной воды.
Затем загружается асбест, предварительно обмятый в бегунах, включается
турбосмеситель и начинается интенсивное перемешивание массы. Подача
воды и асбеста может производиться постепенно, несколькими порциями.
Время перемешивания регулируется при посредстве реле времени. В про-
цессе приготовления суспензии насос перекачивает ее из корпуса смесителя
по трубе 2 в приемник 3. На конце трубы установлена конусная насадка 4,
служащая для преобразования кинетической энергии жидкости в энергию
давления, что способствует лучшей распушке асбеста на выходе суспензии
из насадка. Суспензия ударяется далее о пластинку с насечками 5, что также
373
способствует распушке асбеста. Суспензия подается насосом под давлением
в 2,3 -105 н/м2. На нагнетающем трубопроводе 2 установлен секторный пе-
реключатель 6. При установке переключателя в положение / асбестовая
суспензия перекачивается насосом
из нижней части корпуса в при-
емник 3 и далее вновь в корпус сме-
сителя. Циркуляция асбестовой
суспензии продолжается до того
момента, пока реле времени не по-
дает команду на поворот переклю-
чателя в положение II, при котором
готовая асбестовая суспензия нач-
нет поступать в трубопровод 7,
соединяющий гидрораспушитель с
турбинным смесителем.
Выпуск асбестовой суспензии
производится обычно при отклю-
ченной мешалке, с тем чтобы не
нарушать показаний датчиков
уровня.
Турбосмеситель (рис. 262) имеет
унифицированную с гидрораспу-
шителем конструкцию и отличается
от последнего тем, что у него от-
сутствует приемник-распушитель.
Рис. 261. Схема действия гидрораспушителя Турбосмеситель предназначается
асбеста для тщательного перемешивания с
цементом асбестовой суспензии,
приготовленной в гидрораспушителе. Асбестовая суспензия подается в
верхнюю часть корпуса 1 турбосмесителя через впускной клапан 2, при-
водимый в действие при посредстве электродвигателя 3. Впускная труба
4 вварена в корпус тангенциально. Порция цемента, необходимая для
приготовления асбестоцементной суспензии, подается через приемную во-
Рис. 262. Турбосмеситель для приготовления асбестоцементной массы
374
и
ронку 5. В верхней части корпуса смесителя вварено второе устройство с
выпускным клапаном, предназначаемое для подачи воды на разжижение
суспензии и на промывку крышки и корпуса смесителя, В нижней части
конического днища 8 вварен выпускной патрубок 1 с запорным клапаном
8, который соединен с насосом 8.
Турбосмеситель работает в следующей последовательности. Через
загрузочный клапан 2 из гидрораспушителя подается порция асбестовой
суспензии, после чего включается в работу турбинка и затем начинается
загрузка цемента. Процесс перемешивания всей массы продолжается в те-
чение 1 и, считая с окончания загрузки цемента, после чего открывается
запорный клапан 8 и асбестоцементная суспензия начинает перекачиваться
насосом в ковшовую мешалку (см. рис. 235). К концу выгрузки турбинка
выключается и после полного опорожнения корпуса смесителя в него по-
.дается примерно 1 f воды для слива остатков. Насосом эта вода перека-
чивается также в ковшовую мешалку. Работа турбосмесителей полностью
автоматизирована.
ЛИТЕРАТУРА
1. А к у н о в В. И. Струйные мельницы. Машгиз, 1965.
2. Андреев С. Е. [и др.]. Дробление, измельчение и грохочение полезных ископаемых.
«Недра», 1966.
3. Б а н и т Ф. Г., Н е с в и ж с к и й О. А. Механическое оборудование цементных за-
водов. Машгиз, 1967.
4. Барабашкин В. П. Молотковые и роторные дробилки. Госгортехиздат, 1963.
5. Б а у м а н В. А. Развитие конструкций дробильно-обогатительного оборудования -
в СССР. Симпозиум. М., 1964.
6. Бауман В. А. Экспериментальные исследования и разработка основ теории дроб-
ления камня в роторных дробилках ударного действия. НИИИнфстройдоркоммунмаш,
1966.
7. Б а у м а н В. А. Некоторые результаты исследования щековых дробилок. Механизация
строительства, 1954, № 7.
8. Б е р е н о в Д. И. Дробилки, мельницы, питатели. Машгиз, 1948.
\/ 9. Б о г а н о в А. Н. Механическое оборудование цементных заводов. Машгиз, 1961.
10. Б о к ш т е й н С. Я-, Моргу л ис М. Л. Воздушные классификаторы, применяе-
мые в промышленности строительных материалов. Сборник № 2. ВНИИСтроймаш,
1964.
11. Д е в и с Э. Тонкое дробление в шаровых мельницах. ГНТИ, 1932.
12. Д е ш к о Ю. И. [и др.]. Измельчение материалов в цементной промышленности.
Стройиздат, 1964.
13. Д я д е ч к о Д. И. О расчете порционных бетономешалок принудительного переме-
шивания. Саратовский политехнический институт, 1964.
14. Е г о р о в Г. Г. Теория дробления и тонкого измельчения. ГОИТП, 1938.
15. Е р о м о л а е в П. С. Исследование механических параметров горизонтального ви-
брогрохота. ВНИИСтройдормаш, XXXII, 1963.
16. Е р м о л а е в П. С. Об эквивалентности размеров квадратных отверстий сит и круг-
лых отверстий решет при грохочении щебня и гравия. НИИИнфстройдоркоммунша,
1966.
17. Захарова Т. А. О влиянии переменных условий классификации на результаты
работы многокамерного гидроклассификатора. Труды ВНИИСтройдормаша, XXXII,
1963.
18. К а и т о р о в и ч 3. Б. Размольно-дробильные машины и грохоты. ОНТИ, 1937.
19. К а н т о р о в и ч 3. Б. Машины химической промышленности. «Машиностроение»,
1965.
20. К л у ш а н ц е в Б. В. Щековые дробилки. ЦИНТИ, 1962.
21. Кол оба ев Е. Н., Рыбин В. Р. Некоторые вопросы расчета и конструиро-
вания воздушных циркуляционных сепараторов, вып. 3. Труды ВНИИЦеммаша,
1964.
22. К о с а р е в А. И. Влияние производительности на зерновой состав продукта дроб-
ления роторной дробилки. НИИИнфстройдоркоммунмаш, 1966.
376
23. Королев К-M. Исследование потребляемой двигателем принудительного бетоно-
смесителя мощности Машгиз, 1968.
24. Королев К- М., Огневич В. А. Машинист автоматических дозаторов бето-
носмесителей и бетоносмесительных установок. «Высшая школа», 1965.
25. Левенсон Л. Б. Машины для обогащения. Госмашметиздат, 1933.
26. Л е в е н с о н Л. Б., П р е й г е р с о н Г. И. Дробление и грохочение полезных
ископаемых. Гостоптехиздат, 1940.
26. Левенсон Л. Б., Цигельный П. М. Дробильно-сортировочные машины
и установки. Госстройиздат, 1952.
27. Лукач Ю. Е., Рябинин Д. Д., Метров Б. Н. Валковые машины для
переработки пластмасс и резиновых смесей. «Машиностроение», 1967.
28. Лурье Ю. С. Портландцемент. Госстройиздат, 1963.
29. Мейбом Р. В. Машины для дробления и сортировки материалов. Машгиз, 1963.
30. Муйземнек Ю. А. Усилия и нагрузки в конусных гирационных дробилках.
«Машиностроение», 1964.
31. Неронов Н. П. Анализ теории шаровой мельницы, вып. 3. ЛГИ, 1964.
32. Нисневич М. Л., Ратьковский Л. П. Обогащение нерудных строитель-
ных материалов. Госстройиздат, 1963.
33. Олевский В. А. Конструкция, расчет и эксплуатация дробилок. Металлург-
издат, 1958.
34. О л е в с к и й В. А. Размольное оборудование обогатительных фабрик. Госгортех-
издат, 1963.
35. Ребиндер П. А., Шрейнер Л. А., Ж и г а ч Л. И. Показатели твердости
пород при бурении. Изд. АН СССР, 1941.
36. Р у н д к в и с т А. К. Общая формула законов дробления. Бюллетень ин-та Мехя-
нобр. 1956, № 2.
37. Р о ж е Г и й о. Проблема измельчения материалов и ее развитие. Стройиздат, 1934
38. Р о м а д и н В. П. Пылеприготовление. Госэнергоиздат, 1963.
39. Рыбин В. Р., Бокштейн С. Я. Исследование отбойно-вихревых классифика-
торов, вып. 3. Труды ВНИИ новых строительных материалов, 1960.
40. Сапожников М. Я., Булавин И. А. Машины и аппараты силикатной про-
мышленности. Промстройиздат, 1955.
41. Сапожников М. Я. Машины и аппараты промышленности строительных мате-
риалов. Атлас конструкций. Машгиз, 1961.
42. Сапожников М. Я., Дроздов Н. Е. Справочник по оборудованию заводов
строительных материалов. Госстройиздат, 1959.
43. Сапожников М. Я. Механическое оборудование для производства строительных
материалов и изделий. Машгиз, 1962.
44. С е в р о в К- П. [и др.]. Дорожно-строительные машины. «Машиностроение», 1965.
45. С и д е н к о П. М. Измельчение в химической промышленности. «Химия», 1968.
46. Стрельцов В. А. Расчет производительности роторных дробилок НИИИнфстрой-
дор комму нмаш, 1966.
47. Таггарт А. Ф. Справочник по обогащению полезных ископаемых, т. 1, Металлург-
издат, 1950.
48. Таггарт А. Ф. Основы обогащения руд. Металлургиздат, 1958.
49. Товаров В. В. Метод расчета производительности мельничных агрегатов в цемент-
ной промышленности. Труды Гипроцемента, вып. IX. Промстройиздат, 1948.
V50. Ходоров Е. И. Печи цементной промышленности. Промстройиздат, 1951.
51. Ясюкевич С. М. Обогащение руд. Металлургиздат, 1953.
52. Andreasen. On the relation between air permeability and fineness of granular material.
Proceedings of the International Simposium of the teactivity of solids, Gothenberg, 1952.
53. В о n d F. C. Standart grindability test tabulated A.I.M.M.E., 1949.
54. В о n d F. C. The Third Theory of Comminution Mining Eng. May, 1952.
55. В о n w e t c h A. Antriebsverhaltnise und Kraftespiel und Brachen Streibrechern, Ber-
lin, 1933.
56. G a u d i n A. M. Principles of mineral dressing, 1939.
57. К i esk a 1 t. Neue Engebnisse der Feinzerkleinerung Ver. Dent. Ing., Vol 97, 1955.
58. К i c k F. Des Gesetz der proportionalen Wiederstande, Leipzig, 1885.
377
Я. I Шел ger Р, R. Lehrbuch der AuWtskunde, Ю,
60. S v е n s s о n, М i г к е s. Ап empirial relatiotf | Йи Wk eopnt and pride
distribution before and after griding lost Min. Dress. Cong. Stockholm, 1951
fl. Sommer H, Beilrag zik Berechnung wo Backen imd Kreiselbrechern. Wberetag
Moi № 11, I960.
62. Farenwald A. W. Some line grinding tadamentals. Trans. А.1.М.М.Е., 1934.
(J. Tpp европейского совещания no измельчению. Строниздат, IB.
СОДЕРЖАНИЕ
Стр.
Предисловие................................................................. 3
Раздел I. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ
Глава 1. Основные сведения об измельчении материалов........................ 4
§ 1. Назначение и методы измельчения.................................. 4
§ 2. Исходное сырье и его основные свойства........................... 5
§ 3. Характеристика качества измельчения.............................. 8
§ 4. Основные законы измельчения..................................... 10
5. Классификация машин для измельчения.............................. 18
Глава II. Щековые дробилки................................................. 21
§ 1. Общие сведения и классификация.................................. 21
§ 2. Щековые дробилки с простым движением щеки...................... 22
§ 3. Щековые дробилки со сложным движением щеки..................... 26
§ 4. Щековые дробилки с гидравлическим приводом..................... 26
§ 5. Основы расчета щековых дробилок................................. 28
Глава Ш. Конусные дробилки................................................. 43
§ 1. Общие сведения и классификация.................................. 43
§ 2. Конструкция конусных дробилок................................... 44
§ 3. Конструкция основных частей конусных дробилок................... 48
§ 4. Расчет конусных дробилок........................................ 50
Глава IV. Валковые дробилки................................................ 55
§ 1. Общие сведения и классификация.................................. 55
§ 2. Конструкция валковых дробилок................................... 55
§ 3. Расчет валковых дробилок........................................ 61
Глава V. Бегуны......................................................... 68
§ 1. Основные сведения и классификация............................... 68
§ 2. Конструкция бегунов............................................. 69
§ 3. Конструкция основных деталей бегунов............................ 75
§ 4. Расчет бегунов.................................................. 75
Глава VI. Стругачи и глиноизмельчители..................................... 82
§ 1. Стругачи........................................................ 82
§ 2. Глиноизмельчитель............................................... 82
Глава VII. Дробилки ударного действия...................................... 84
§ 1. Основные сведения и классификация............................... 84
§ 2. Конструкция молотковых и роторных дробилок ударного действия . . 84
§ 3. Основы расчета молотковых дробилок............... 87
Глава VIII. Избирательное дробление........................................ 93
Глава IX. Мельницы шаровые................................................ 94
§ 1. Общие сведения и классификация................................. 94
§ 2. Шаровые мельницы периодического действия ....................... 95
379
§ 3. Шаровые мельницы непрерывного действия с разгрузкой через полую
цапфу................................................................... 97
§ 4. Шаровые мельницы с решетчатой диафрагмой.......................... 98
§ 5. Шаровые мельницы с периферийной разгрузкой........................ 99
§ 6. Конические мельницы............................................... 99
§ 7. Сепараторные шаровые мельницы.................................... 102
§ 8. Трубные мельницы ................................................ 102
§ 9. Барабанные мельницы для бесшарового измельчения.................. 106
Глава X. Теория помола в шаровых мельницах.................................. 109
§ 1. Общие сведения................................................... 109
§ 2. Критическая и наивыгоднейшая скорости вращения барабана мельницы 110
§ 3. Траектория движения шаров и контур загрузки барабана мельницы 112
§ 4. Наивыгоднейший угол отрыва шаров................................. 115
§ 5. Число циклов движения загрузки................................... 117
§ 6. Определение массы мелющих тел.................................... 120
§ 7. Мощность, расходуемая мельницей.................................. 121
§ 8. Производительность трубных мельниц............................... 126
§ 9. Расчет деталей трубных мельниц................................... 127
Глава XI. Среднеходные мельницы............................................. 133
§ 1. Общие сведения................................................ 133
§ 2. Шаровые среднеходные мельницы.................................... 133
§3. Валковые среднеходные мельницы................................... 135
§ 4. Ролико-маятниковые мельницы..................................... 138
Глава XII. Быстроходные центробежные мельницы............................... 142
§ 1. Общие сведения................................................... 142
§2. Конструктивные схемы быстроходных центробежных мельниц........... 143
Глава XIII. Молотковые мельницы............................................. 145
§ 1. Общие сведения................................................... 145
§ 2. Шахтные мельницы ............................................... 145
§ 3. Аэробильные мельницы............................................. 149
§ 4. Дезинтеграторы........................................... . 150
•
Г л а в а XIV. Мельницы для сверхтонкого измельчения........................ 154
*§ 1. Общие сведения.................................................. 154
§ 2. Инерционные и гирационные вибрационные мельницы ................. 155
§ 3. Струйные мельницы ............................................... 163
Раздел II. МАШИНЫ ДЛЯ СОРТИРОВКИ МАТЕРИАЛОВ (ГРОХОЧЕНИЕ, СЕПАРАЦИЯ,
КЛАССИФИКАЦИЯ)
Глава I. Общие сведения.................................................. 171
§ 1. Назначение сортировки.......................................... 171
§ 2. Способы сортировки и классификация машин ...................... 171
Глава II. Грохоты плоские................................................ 176
§ 1. Решета и сита.................................................. 176
§ 2. Колосниковые грохоты........................................... 182
§ 3. Валковые грохоты............................................... 183
§ 4. Плоские качающиеся грохоты..................................... 184
§ 5. Вибрационные грохоты........................................... 187
§ 6. Расчет производительности вибрационных грохотов............. . 200
Глава III. Барабанные грохоты............................................ 205
§ 1. Конструкции барабанных грохотов............................ 205
§ 2. Расчет барабанных грохотов..................................... 206
Глава IV. Дуговой грохот................................................. 210
380
Глава V. Машины для воздушной сепарации.................................... 213
§ 1. Общие сведения................................................ 213
§ 2. Теория воздушной сепарации...................................... 213
§ 3. Точность разделения............................................. 223
§ 4. Конструкции воздушных сепараторов............................... 224
§ 5. Расчет сепараторов.............................................. 231
Глава VI. Аппараты для очистки воздуха и газов от пыли..................... 235
§ 1. Общие сведения................................................ 235
§ 2. Центробежные циклоны........................................... 235
§ 3. Матерчатые фильтры.............................................. 237
§ 4. Электрофильтры.................................................. 239
Глава VII. Машины для гидравлической классификации и обогащения материалов 241
§ 1. Общие сведения................................................. 241
§ 2. Основы теории гидравлической классификации...................... 242
§ 3. Гидравлические камерные и конусные классификаторы............... 245
§ 4. Гидравлические классификаторы вертикального типа с восходящей струен
воды................................................................. 251
§ 5. Гидроциклоны.................................................. 253
§ 6. Гидромеханические классификаторы................................ 256
§ 7. Флотационные машины............................................. 261
§ 8. Обогащение в тяжелых суспензиях................................. 262
§ 9. Обогащение материалов по упругости и трению..................... 264
§ 10. Машины для промывки гравия и песка.............................. 265
Глава VIII. Оборудование для магнитной сортировки...................... 269
§ 1. Общие сведения.................................................* 269
§ 2. Конструкция электромагнитных сепараторов........................ 269
Раздел III. ЗАТВОРЫ, ПИТАТЕЛИ И ДОЗАТОРЫ
Глава I. Общие сведения и классификация................................ 272
Глава II. Затворы...................................................... 274
Глава III. Питатели.................................................... 277
§ I. Цепные питатели................................................. 277
§ 2. Пластинчатые питатели- ........................................ 278
§ 3. Ленточные питатели............................................. 282-
§ 4. Лотковые качающиеся питатели ................................... 284
§ 5. Маятниковый секторный питатель................................. 286
§ 6. Барабанные питатели............................................. 287
§ 7. Тарельчатые питатели........................................... 289
§ 8. Шнековые питатели............................................. 292
§ 9. Тонкослойный загрузчик стекольной шихты......................... 294
Глава IV. Дозаторы......................................................... 297
§ 1. Общие сведения.................................................. 297
§ 2. Цикличные объемные дозаторы..................................... 297
§ 3. Цикличные весовые дозаторы...................................... 300
§ 4. Весовые дозаторы непрерывного действия.......................... 307
Раздел IV. МАШИНЫ ДЛЯ ПЕРЕМЕШИВАНИЯ МАТЕРИАЛОВ
Глава I. Общие сведения о процессах перемешивания и классификация смеси-
тельных машин............................................................. 312
* § 1. Общие сведения о процессах перемешивания........................ 312
§ 2. Классификация машин для перемешивания материалов................ 312
Глава II. Смесители для перемешивания порошковых масс...................... 314
§ 1. Лопастные смесители непрерывного действия....................... 314
§ 2. Смесители периодического действия............................... 319
381
'лиг III, Снести и перемешивания щш масс,....................................9
j 1, Смесители непрерывного рм........................................... 9
j I Смесители периодического дегая для жидких масс......................Ш
’ л а в а IV. Смесители для приготовления растворов, ta и иш ., И
j 1, Овде сведения.
j 2, Расшесм,..,
1111
I I I 4
j 3, Бетоносмесители ...................
ива I Турбосмесителн и гидрораспушнтели асбестоцеметной массы.,,. 373
Литература .........
I 4 I 4 I I I I 4 I I I I I I • * • * ' 1 * С 4
й