/









































































































































































































































































































Автор: Дворкин Л.И. Дворкин О.Л.
Теги: строительные материалы и изделия строительные материалы
ISBN: 978-5-222-10629-7
Год: 2007



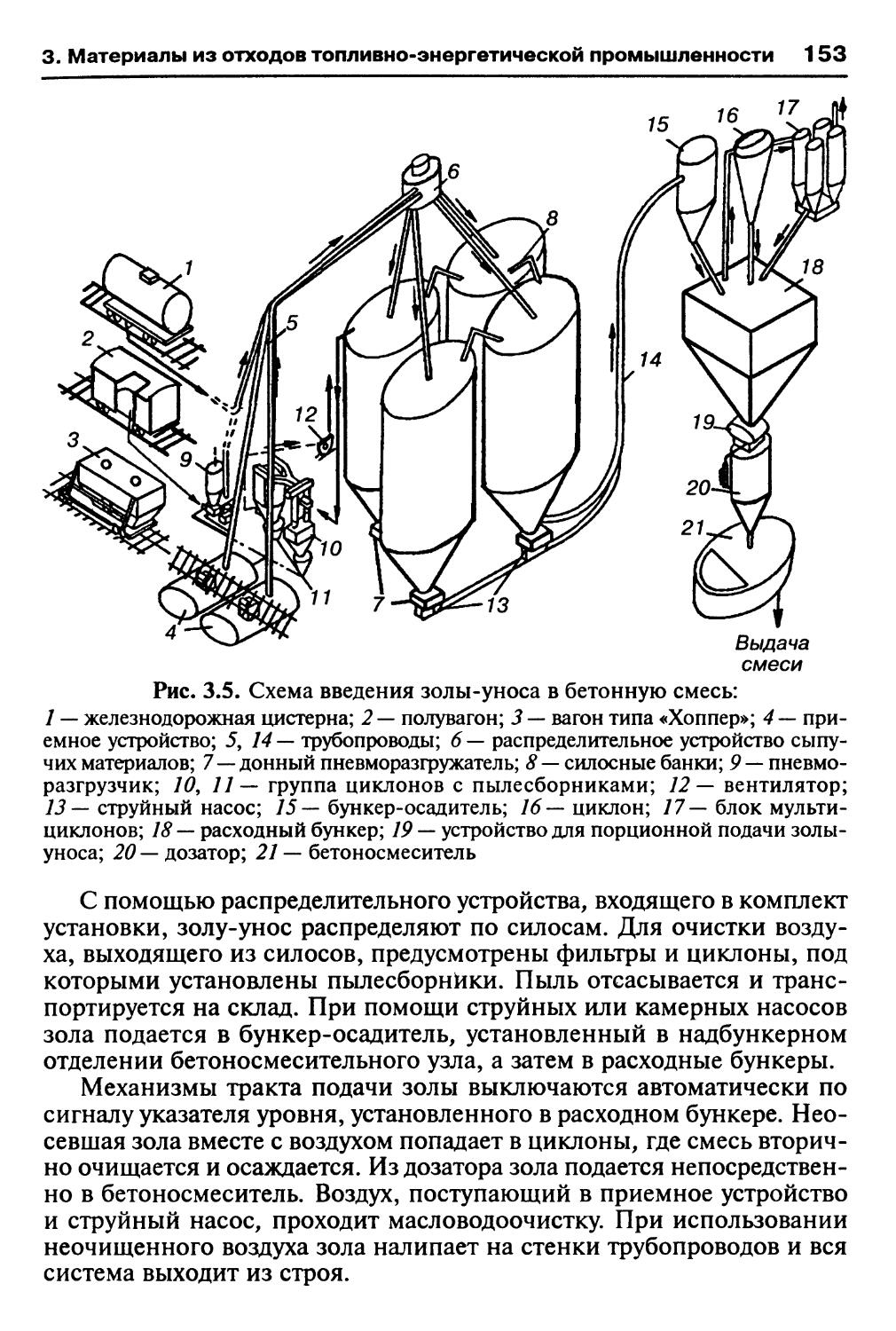
Текст
ТРОИТЕЛЬСТВО
--V ¦' '
Л.И. Дворкин
О.Л. Дворкин
мншиш
мшимы
из отцов
оромышнноши
Строительство
Л.И, Дворкин, О.Л. Дворкин
СТРОИТЕЛЬНЫЕ
МАТЕРИАЛЫ
ИЗ ОТХОДОВ
ПРОМЫШЛЕННОСТИ
Учебно-справочное пособие
Ростов-на-Дону
•«Феникс»
2007
УДК 691
ББК 38.3
КТК 273
Д24
Рецензенты:
В. Н. Деревянко, доктор технических наук, профессор
Приднестровской государственной академии строительства и
архитектуры;
5.//. Калашников, доктор технических наук, профессор
Пензенского государственного университета архитектуры и
строительства.
Дворкин Л.И.
Д 24 Строительные материалы из отходов промышленности:
учебно-справочное пособие / Л.И. Дворкин, О.Л. Дворкин. —
Ростов н/Д: Феникс, 2007. — 368 с. — (Строительство).
ISBN 978-5-222-10629-7
В учебно-справочном пособии рассмотрены основные направления
применения отходов промышленности и городского хозяйства в
производстве эффективных строительных материалов, а также пути экономии
материальных и энергетических ресурсов, за счет использования этого
вида минерального и органического сырья. Проанализирована
эффективность применения в строительном производстве традиционных и
новых строительных материалов на основе вторичных ресурсов —
металлургических шлаков, зол и шлаков тепловых электростанций
(ТЭС), отходов углеобогащения и др. Приведены основные
технологические параметры использования отходов различных отраслей
промышленности и технико-экономические показатели их применения.
Предназначена студентам строительных специальностей высших
учебных заведений как дополнительное учебно-справочное пособие,
которое может быть использовано при изучении строительного
материаловедения и строительно-технологических дисциплин, а также для
широкого круга инженерно-технических работников предприятий
различных отраслей промышленности и строительства.
УДК 691
ББК 38.3
ISBN 978-5-222-10629-7 О Дворкин Л.И., Дворкин О.Л., 2007
О Оформление, изд-во «Феникс», 2007
Предисловие
Бережное и рациональное использование природных ресурсов в
настоящее время приобретает особое значение. Решение этой
актуальной народнохозяйственной проблемы предполагает разработку
эффективных безотходных технологий за счет комплексного
использования сырья, что одновременно приводит и к ликвидации огромного
экологического ущерба, оказываемого «кладбищами» отходов. Само
понятие «отходы производства и потребления» для многих
материальных продуктов становится условным. Они превращаются в ценное,
порой даже дефицитное сырье.
В то же время многие отходы промышленности и городского
хозяйства, представляющие большой практический интерес, остаются
недостаточно востребованными по разным причинам. В этом плане
популяризация возможных направлений применения отходов и
достигаемого при этом эффекта имеет важное значение. Литература по
проблеме промышленных отходов и их применению, в том числе и для
производства строительных материалов, достаточно обширна. В то же
время, по нашему мнению, актуальной является подготовка работ,
имеющих обобщающий характер. К таким работам в определенной
мере авторы относят данную книгу, имеющую характер справочного
пособия.
В данном пособии сделана попытка обобщить основные
направления применения отходов промышленности как ценных
материальных ресурсов в производстве строительных материалов.
Книга базируется на пособиях, подготовленных авторами ранее, в
первую очередь на учебном пособии Л.И. Дворкина и И.А. Пашкова
«Строительные материалы из промышленных отходов» (Киев: Вища
школа, 1989). Одноименный курс авторы в течение ряда лет читают
студентам Национального университета водного хозяйства и
природопользования (Украина).
Авторы отдают себе отчет в том, что в сравнительно небольшой
книге трудно осветить богатейший опыт по использованию
промышленных отходов как техногенного сырья. Этот опыт непрерывно
обогащается и постоянно подтверждает, что абсолютное большинство
4 Строительные материалы из отходов промышленности
отходов промышленного производства и городского хозяйства, в
конечном счете, отходами не являются, поскольку успешно могут
заменить природные ресурсы, а во многих случаях по своим качественным
показателям являются уникальным сырьем.
Авторы благодарны рецензентам — доктору технических наук,
профессору В.Н. Деревянко и доктору технических наук, профессору
В.И. Калашникову за ценные замечания, которые были учтены при
подготовке книги к изданию.
Введение
В проблеме рациональной утилизации промышленных отходов в
единый узел сплелись вопросы охраны окружающей среды и
ресурсосбережения.
В настоящее время на предприятиях горнодобывающей,
металлургической, химической, деревообрабатывающей, энергетической,
строительных материалов и других отраслей промышленности Российской
Федерации ежегодно образуется около 7 млрд т отходов.
Используется же лишь около 2 млрд т, или 28% от общего объема. В связи с этим
в отвалах и шламохранилищах страны накоплено около 80 млрд т
только твердых отходов. Под полигоны для их хранения ежегодно
отчуждается около 10 тыс. га пригодных для сельского хозяйства
земель.
Годовой экономический ущерб от загрязнения окружающей
среды отходами производства и потребления оценивается на уровне 10%
валового внутреннего продукта.
Наиболее рациональным направлением утилизации
промышленных отходов является их использование как техногенного сырья при
получении различного вида продукции и прежде всего
строительного назначения.
Так как строительство потребляет около трети всей массы
продукции материального производства, материальные ресурсы составляют
более половины всех затрат на производство строительно-монтажных
работ.
Решение проблемы ресурсосбережения в строительстве возможно
при комплексном использовании технических, организационных,
экономических факторов и ускорении научно-технического прогресса.
Важнейший резерв ресурсосбережения в строительстве —- это
широкое использование вторичных материальных ресурсов, которыми
являются отходы производства и потребления. Объем промышленных
отходов увеличивается более высокими темпами, чем общественное
производство, и имеет тенденцию к опережающему росту. Только на
удаление их и складирование расходуется в среднем 8—10%
стоимости основной производимой продукции.
Использование промышленных отходов обеспечивает
производство богатым источником дешевого и часто уже подготовленного
сырья; приводит к экономии капитальных вложений, предназначенных
для строительства предприятий, добывающих и перерабатывающих
сырье, и повышению уровня их рентабельности; высвобождению зна-
6
Строительные материалы из отходов промышленности
чительных площадей земельных угодий и снижению степени
загрязнение окружающей среды. Повышение уровня использования
промышленных отходов является важнейшей задачей государственного
значения.
Одно из наиболее перспективных направлений утилизации
промышленных отходов — их использование в производстве
строительных материалов, что позволяет до 40% удовлетворить потребности в
сырье, этой важнейшей отрасли промышленности. Применение
отходов промышленности позволяет на 10—30% снизить затраты на
изготовление строительных материалов по сравнению с производством
их из природного сырья, экономия капитальных вложений при этом
составляет 35—50%.
На основе применения отходов промышленности возможно
развитие производства не только традиционных, но и новых
эффективных строительных материалов. Новые материалы обладают
комплексом улучшенных технических свойств и в то же время характеризуются
наименьшей ресурсоемкостыо как в процессе производства, так и при
применении.
Одним из важнейших материальных ресурсов, необходимых для
производства строительных материалов, является топливо. В
последние годы проблема повышения эффективности использования
топлива, его экономного расходования приобрела особую актуальность
в связи с ростом его потребления на технологические нужды,
увеличением затрат на его добычу.
На производство неметаллических строительных материалов и
конструкций ежегодно расходуется около 50 млн т условного
топлива. Для снижения расхода топлива применяют промышленные
отходы. В ряде, случаев промышленные отходы можно рассматривать как
полуфабрикаты, при получении которых уже затрачен определенный
объем топлива. Так, при получении 1 кг металлургических шлаков
расходуется более 1260 кДж теплоты, топливных зол и шлаков — 600—
840 кДж. Часть промышленных отходов может содержать
значительное количество топливных остатков (например, в золе их содержится
иногда до 20—30%).
Масштабы применения промышленных отходов в производстве
строительных материалов в России, так же как и в других развитых
странах мира, неуклонно увеличиваются. Некоторые виды отходов,
как, например, доменные гранулированные шлаки, пользуются
большим спросом в настоящее время и используются полностью.
Передовые металлургические предприятия перешли практически на
безотвальную работу.
В России накоплен положительный опыт создания
комбинированных производств. Это производства глинозема, содопродуктов и
портландцемента на основе нефелиновых шламов и известняков,
легированного чугуна и глиноземистого цемента и др.
Введение
7
Значительно меньше, чем доменные, используются пока
сталеплавильные шлаки. Объем их использования составляет около 65%.
Незначителен уровень применения шлаков цветной металлургии.
Утилизируется лишь около 15% объема золошлаковых отходов энергетической
промышленности, которые наряду с металлургическими шлаками
можно отнести к наиболее значительным сырьевым ресурсам для
промышленности строительных материалов. Неудовлетворителен пока
уровень использования отходов деревообрабатывающей, химической,
нерудной и ряда других отраслей промышленности.
Развитие и совершенствование производства строительных
материалов, повышение их экономической эффективности на
современном этапе в значительной степени будут определяться
рациональностью использования сырьевых ресурсов, полнотой вовлечения в
производство отходов различных отраслей промышленности.
В основе безотходных производств лежит идея комплексного
использования сырья. Академик А.Е. Ферсман в свое время писал:
«Комплексная идея есть идея в корне экономическая, создающая комплексные
ценности с наименьшей затратой средств и энергии, это идея не
только сегодняшнего дня, это идея охраны наших природных богатств от
хищнического расточения, идея использования сырья до конца, идея
возможного сохранения наших природных запасов на будущее».
Научно-технический прогресс полностью подтверждает исключительную
важность комплексного использования сырьевых материалов.
1
ПРОБЛЕМА ПРОМЫШЛЕННЫХ
ОТХОДОВ И ИХ КЛАССИФИКАЦИЯ
1.1. Развитие промышленности
и накопление промышленных отходов
Особенностью научно-технического прогресса является увеличение
объема общественного производства. В результате развития
производства в хозяйственный оборот вовлекается все большее количество
природных ресурсов. Однако степень их рационального применения в
целом весьма низкая. Ежегодно используется около 10 млрд т
минеральных и почти столько же органических сырьевых продуктов.
Разработка и утилизация большинства важнейших полезных ископаемых
в мире происходят быстрее, чем разведка их запасов. Около 70%
затрат в промышленности стран СНГ приходится на сырье, материалы,
топливо и энергию. И в то же время от 10 до 99% исходного сырья
превращается в отходы, выбрасываемые в атмосферу и водоемы,
загрязняющие землю.
Гигантски возросшее потребление минерального сырья приводит
к накоплению огромных объемов отходов, а их удаление и
складирование перестает быть экономически оправданным. Промышленное
производство растет во всем мире из года в год, и пропорционально
его росту увеличивается количество отходов, возрастая
приблизительно в 2 раза за 8—10 лет. Общий вес твердых отходов, образующихся
ежегодно в США, составляет 3,5 млрд т, т. е. приблизительно 50 кг на
душу населения.
Наиболее интенсивно возрастает потребление энергетических
ресурсов. С начала своего существования человечество использовало
почти 90 млрд т условного топлива.
Рост мирового потребления минерального сырья E—6% в год)
достигает таких размеров, что удвоение его физического объема
должно происходить через каждые 30 лет, а ископаемого топлива — и того
быстрее. Гигантски возросшие масштабы и продолжающийся рост
потребления этих ресурсов требуют все больших затрат на их
воспроизводство. Непрерывно увеличивающийся объем отходов,
образующихся при добыче ископаемого сырья и топлива, их переработке и
использовании, представляет собой один из источников все
большего загрязнения и захламления природной среды. Из года в год расту-
1. Проблема промышленных отходов и их классификация 9
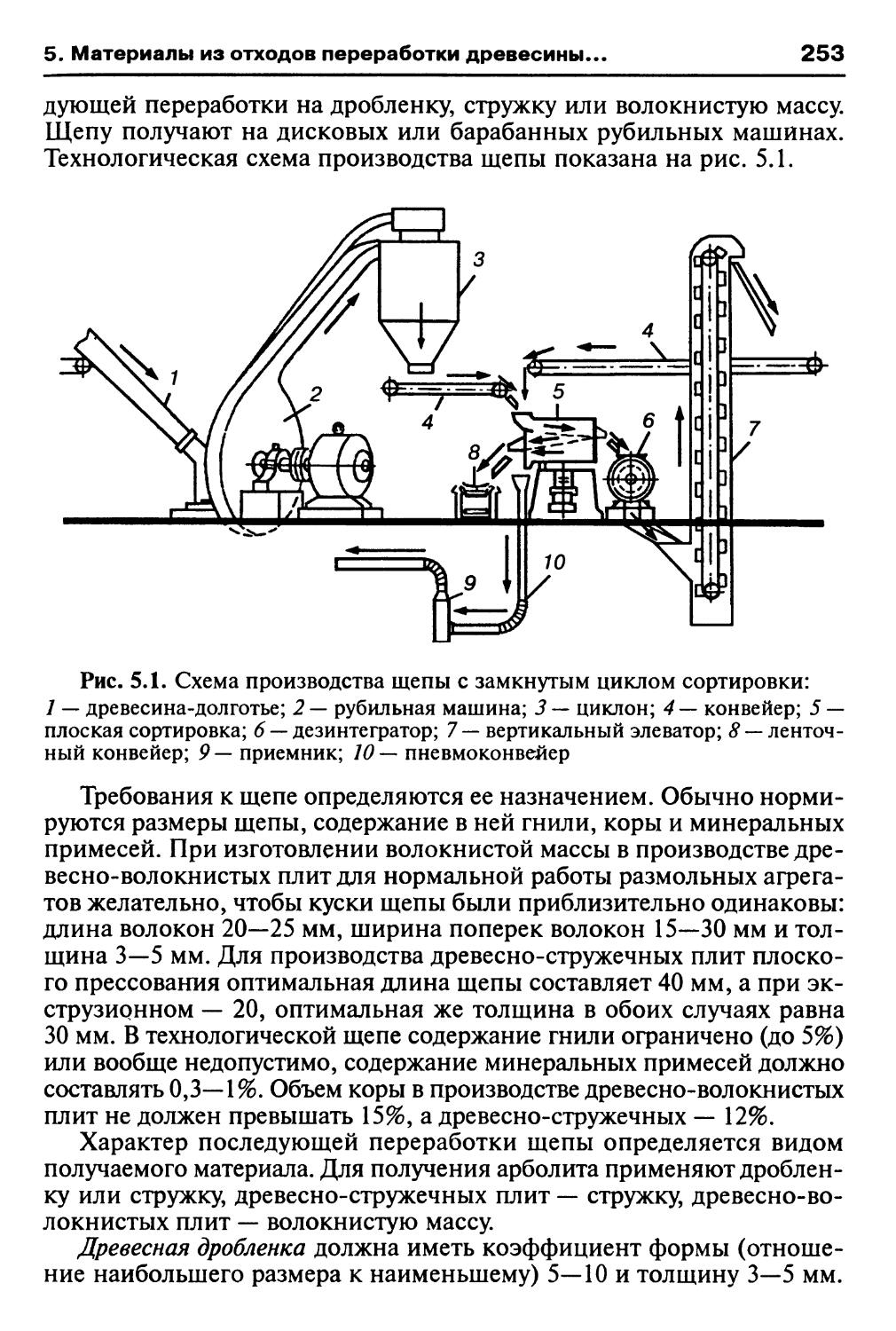
щая масса отходов — один из главных факторов снижения качества
окружающей среды и разрушения природных ландшафтов.
Огромные количества промышленных отходов накоплены в
отвалах. Для складирования отходов отчуждаются огромные площади
земельных угодий. Под отвалы промышленных предприятий заняты
сотни тысяч гектаров земель, пригодных для сельскохозяйственного
производства.
Транспортирование и складирование отходов отвлекают
значительные средства от основного производства. На организацию и
эксплуатацию отвалов, например, предприятий угольной и энергетической
отрасли расходуются средства, составляющие 8—10% стоимости
добываемого угля, производимой энергии и пара.
Промышленные отходы отрицательно влияют на экологические
факторы. Прежде всего это относится к составу воздуха, эдафизичес-
ким, гидрохимическим и гидрофизическим факторам. Эдафизические
факторы включают химический состав и структуру веществ,
циркулирующих в почве; гидрохимические и гидрофизические — объединяют
все факторы, связанные с водой как средой обитания разнообразных
живых организмов.
Наиболее значительны выбросы предприятий энергетической,
химической и металлургической промышленностей. В атмосферу
поступают газообразные и твердые отходы при сгорании топлива, а также
в результате разнообразных технологических процессов. Например, в
зависимости от зольности угля, крупные ТЭЦ выбрасывают в
атмосферу 10—100 т золы, распространяющейся в радиусе нескольких
километров. Кроме того, в отходящих газах тепловых электростанций
ежесуточно поступают в атмосферу десятки тонн серного ангидрида.
Источниками загрязнения атмосферы разнообразной пылью
являются также предприятия по производству строительных материалов,
горно-обогатительные комбинаты и другие предприятия,
технологические процессы которых основаны на дроблении, измельчении и
обжиге больших количеств минерального сырья. При работе,
например, вращающихся печей для обжига цементного клинкера пылевынос
составляет 8—20% сухого сырья. Даже после очистки газовоздушные
выбросы технологических агрегатов цементных заводов содержат 100—
150 мг/м3 пыли. Учитывая, что объем отходящих газов из одной
вращающейся клинкеро-обжиговой печи, зависящий от ее размеров, вида
сырья, топлива и режима обжига, колеблется от 40 до 600 тыс. м3/ч,
количество выносимой в атмосферу пыли даже при хорошей работе
электрофильтров составляет около 100 кг/ч.
Промышленные отходы отрицательно воздействуют не только на
атмосферу, но и на гидросферу (водную среду). Например, один
целлюлозно-бумажный комбинат сбрасывает около 150 тыс. м3 сточных
вод в сутки, т. е. столько же, сколько крупный промышленный город.
В таких стоках содержатся волокна и другие неокисляемые органичес-
10
Строительные материалы из отходов промышленности
кие включения. Большую опасность представляют фенольные
соединения, содержащиеся в сточных водах предприятий лесохимической,
коксохимической, сланцевой, анилинокрасочной промышленности,
а также различных заводов химической обработки
сельскохозяйственного сырья. Сточные воды некоторых химических предприятий
содержат синтетические поверхностно-активные вещества, даже
незначительное количество которых вызывает образование стойкой пены, в
результате чего резко ухудшаются биохимические свойства воды.
Промышленные отходы, сосредоточенные в отвалах, шлаконако-
пителях, хвостохранилищах, загрязняют поверхностный сток в
районах размещения промышленных предприятий. Сброс промышленных
отходов приводит, в конечном счете, к загрязнению вод Мирового
океана, которое вызывает резкое снижение его биологической
продуктивности и отрицательно влияет на климат планеты.
Образование отходов в результате деятельности промышленных
предприятий негативно сказывается и на качестве почвы, в которой
накапливаются избыточные количества губительно действующих на
живые организмы соединений, в том числе канцерогенных веществ.
В загрязненной почве происходят процессы ее деградации и
нарушается жизнедеятельность почвенных организмов.
Высокая загрязненность окружающей среды в результате выбросов
и накопления отходов представляет потенциальную опасность для
естественных экологических систем различного уровня, а также для
здоровья человека. За последние годы выявлен и возник целый ряд
болезней — эндокринных, аллергических, токсических, вызванных
действием химических веществ, выбрасываемых человеком в
окружающую среду.
Рациональное решение проблемы промышленных отходов зависит
от ряда факторов: вещественного состава отходов, их агрегатного
состояния, количества, технологических особенностей и т. д. Снижение
ущерба, обусловленного образованием промышленных отходов,
достигается совершенствованием производства и соблюдением
технологической дисциплины, повышением эффективности шламохвосто-
хранилищ, а также обезвреживанием и рациональным захоронением
отходов.
В соответствии с действующими нормативами все промышленные
отходы делятся на четыре класса опасности:
Класс Характеристика вещества (отходов)
Первый Чрезвычайно опасные
Второй Высокоопасные
Третий Умеренно опасные
Четвертый Малоопасные
Класс опасности промышленных отходов определяется
содержанием в них определенных химических веществ:
1. Проблема промышленных отходов и их классификация 11
— наличие в отходах ртути, сулемы, хромовокислого калия, трех-
хлористой сурьмы, бензапирена, оксида мышьяка и других
высокотоксичных веществ позволяет отнести их к первому классу
опасности;
— наличие в отходах хлористой меди, хлористого никеля, трех-
окисной сурьмы, азотнокислого свинца и других, менее
токсичных веществ дает основание отнести эти отходы ко второму
классу опасности;
— наличие в отходах- сернокислой меди, щавелевокислой меди,
хлористого никеля, оксида свинца, четыреххлористого
углерода и других веществ позволяет отнести их к третьему классу
опасности;
— наличие в отходах сернокислого марганца, фосфатов,
сернокислого цинка, хлористого цинка дает основание отнести их к
четвертому классу опасности.
В зависимости от физико-химических свойств отходов, а также от
их количества применяют различные методы обезвреживания и
переработки: механические, биологические, химические, сорбционные,
термические, а также комбинированные.
Наиболее распространен способ обезвреживания отходов
сжиганием. Сжигание происходит в печах и топках различных конструкций.
На многочисленных производствах с малотоннажным выпуском
продукции, что характерно для крупных промышленных городов,
иногда экономически невыгодно или технически невозможно создать
локальные системы переработки и обезвреживания отходов. В этом
случае промышленные отходы отправляют на специальные полигоны
для централизованного приема и обезвреживания. Основными
методами обработки отходов, как правило, являются термические и физико-
химические. Отходы сложного минерального состава, использовать
которые в настоящее время невозможно, подвергают захоронению под
санитарным надзором.
Вредные вещества, отравляющие атмосферу и водоемы, в
некоторых случаях целесообразно извлекать для получения затем ценных
химических продуктов. Для этого создаются энерготехнологические
комплексы, производящие не только электроэнергию, но и такие
вещества, как сульфат аммония, серный ангидрид и др. Увеличивается
производство серной кислоты на основе серного ангидрида —
одного из основных компонентов отходящих газов многих производств.
На ряде металлургических предприятий освоена технология
регенерации металлов путем переработки шлаков, шламов и др. Каждая
тонна алюминия, извлеченного из отходов, обходится в 10 раз, меди —
в 6, цинка — в 3,5 и свинца — в 2,5 раза дешевле, чем те же металлы,
выплавленные обычным способом — из рудного сырья.
Эффективное решение проблемы промышленных отходов — это
внедрение безотходной технологии. Безотходные производства осно-
12 Строительные материалы из отходов промышленности
ваны на принципиальном изменении технологических процессов,
разработке систем с замкнутым циклом, обеспечивающих
многократное использование продуктов, и комплексном использовании сырья.
При комплексном использовании сырьевых материалов
промышленные отходы или побочные продукты одних производств являются
исходными материалами других. Подобное использование сырья
логически обусловлено потребностями развития народного хозяйства на
современном этапе. Важность комплексного использования сырьевых
материалов можно рассматривать в нескольких аспектах. Во-первых,
утилизация отходов позволяет решать задачи по охране окружающей
среды, освобождать ценные земельные угодья, отчуждаемые под
отвалы и шламохранилища, устранять вредные выбросы в окружающую
среду. Во-вторых, отходы промышленности в значительной степени
покрывают потребность ряда перерабатывающих отраслей в сырье,
причем во многих случаях высококачественном, подвергнутом в
процессе производства первичной технологической обработке
(измельчению, обжигу и т. д.). В-третьих, при комплексном использовании
сырья снижаются удельные капитальные затраты на единицу продукции
и уменьшается срок их окупаемости; снижаются также
непроизводительные расходы основного производства, связанные со
складированием отходов, строительством и эксплуатацией хранилищ для них;
уменьшаются затраты, расход теплоты и электроэнергии на новую
продукцию за счет технологической подготовленности отходов;
увеличивается производительность оборудования.
К настоящему времени, учитывая эффективность применения
многих минеральных и органических отходов в качестве сырьевых
ресурсов, отходами их можно считать лишь по отношению к целевой
продукции предприятий.
В Германии, например, были приняты специальные нормативные
акты, согласно которым металлургические шлаки из категории
отходов были переведены в разряд побочных продуктов производства. Для
каждого вида шлаков (доменного, конвертерного, электроплавильного
и др.) разработан перечень производственных факторов (начиная от
обработки жидких шлаков и заканчивая технологией их переработки
в твердом состоянии), влияющих на их свойства и определяющих
направления, где они могут быть использованы с наибольшей пользой.
Предприятия — поставщики шлаков, обеспечивающие их надлежащее
качество, получают специальный сертификат, указываемый на
отгрузочных документах. Из 25 млн т доменных шлаков, образовавшихся
в 2000 г. в европейских странах, было использовано почти 100%:
около 60% — в производстве цемента, остальное — в других отраслях
строительной индустрии. Из общего объема сталеплавильных шлаков
в отличие от доменных получило использование пока лишь 75%,
остальные хранятся в отвалах.
1. Проблема промышленных отходов и их классификация 13
На Волховском алюминиевом заводе впервые в мировой практике
разработана новая технология получения глинозема, соды, поташа и
портландцемента из нефелинового сырья.
Эксплуатационные затраты на производство глинозема, соды,
поташа и цемента, получаемых из нефелинового сырья, на 10—15% ниже
(при некотором повышении капитальных вложений) затрат на
производство этих продуктов при раздельном получении: глинозема — из
бокситов, соды — аммиачным способом, поташа — из калийсодержа-
щего сырья, цемента — из известняка и глины. Кроме того, с помощью
системы оборотного водоснабжения, обслуживающей глиноземное и
содовое производства, можно исключить сброс производственных
сточных вод. Помимо цемента из отходов основного производства —
нефелинового шлама можно изготовлять другие строительные
изделия (кирпич, блоки, плиты), бетон, огнеупоры, стекло и ситаллы,
порошковый отвердитель и т. д.
Из отраслей-потребителей промышленных отходов, являющихся
побочными продуктами различных производств, наиболее емкой
является производство строительных материалов. Учитывая, что
затраты на материальные ресурсы в сметной стоимости производства
большинства строительных материалов составляют более 55%, очевидно,
можно утверждать, что применение отходов — побочных
промышленных продуктов — это один из путей повышения эффективности
производства строительных материалов.
1.2. Производство строительных материалов
и утилизация промышленных отходов
Промышленность строительных материалов — базовая отрасль
строительного комплекса. Она относится к числу наиболее материа-
лоемких отраслей промышленности. Материалоемкость
определяется отношением количества или стоимости израсходованных на
производство продукции материальных ресурсов к общему объему
продукции. Учитывая, что многие минеральные и органические
отходы по своему химическому составу и техническим свойствам близки
к природному сырью, а во многих случаях имеют и ряд преимуществ
(предварительная термическая обработка, повышенная дисперсность
и др.), применение в производстве строительных материалов
промышленных отходов является одним из основных направлений снижения
материалоемкости этого массового многотоннажного производства.
В то же время снижение объемов разрабатываемого природного
сырья и утилизация отходов имеет существенное
экономико-экологическое значение. В ряде случаев применение сырья из отвалов промыш-
14
Строительные материалы из отходов промышленности
ленных предприятий практически полностью удовлетворяет
потребности отрасли в природных ресурсах.
Первое место по объему и значению для строительной индустрии
принадлежит доменным шлакам, получаемым в качестве побочного
продукта при выплавке чугуна из железных руд. В настоящее время
доменные шлаки являются ценным сырьевым ресурсом для
производства многих строительных материалов и прежде всего
портландцемента. Использование доменных шлаков как активного компонента
цемента позволяет существенно увеличить его выпуск. Европейскими
нормами разрешается вводить в портландцемент до 35% доменного
гранулированного шлака, а в шлакопортландцемент — до 80%. Ввод
доменных шлаков в сырьевую смесь увеличивает производительность
печей и снижает расход топлива на 15%. При использовании доменных
шлаков для производства шлакопортландцемента снижаются
топливно-энергетические затраты на единицу продукции почти в 2 раза, а
себестоимость — на 25—30%. Кроме того, шлак как активная добавка
значительно улучшает ряд строительно-технических свойств цемента.
Доменные шлаки стали сырьем не только для традиционных, но и
для таких сравнительно новых эффективных материалов, как шлако-
ситаллы — продуктов, полученных методом каталитической
кристаллизации шлакового стекла. По прочностным показателям шлакоси-
таллы не уступают основным металлам, существенно превышая
стекло, керамику, каменное литье, природный камень. Шлакоситал-
лы в 3 раза легче чугуна и стали, они имеют прочность на истирание
в 8 раз выше, чем у каменного литья и в 20—30 раз, чем у гранита и
мрамора.
По сравнению с доменными пока значительно в меньшей
степени используются сталеплавильные шлаки и шлаки цветной
металлургии. Они являются большим резервом получения строительного
щебня и могут быть с успехом использованы в производстве минеральной
ваты, портландцемента и других вяжущих материалов, бетонов
автоклавного твердения.
Большим количеством отходов в виде различных шламов
характеризуется глиноземное производство. Несмотря на отличия в
химическом составе шламов, остающихся после выщелачивания А1203 из
природного глиноземсодержащего сырья, все они содержат 80—85%
гидратированного двухкальциевого силиката. После обезвоживания
этот минерал обладает способностью твердеть как при нормальной
температуре, так и в условиях тепловлажностной обработки.
Наиболее крупнотоннажный отход глиноземного производства —
нефелиновый (белитовый) шлам — с успехом используется для производства
портландцемента и других вяжущих, материалов автоклавного
твердения и др. При применении нефелинового шлама в производстве
портландцемента расход известняка сокращается на 50—60%, произ-
1. Проблема промышленных отходов и их классификация 15
водительность вращающихся печей повышается на 25—30%, а расход
топлива снижается на 20—25%.
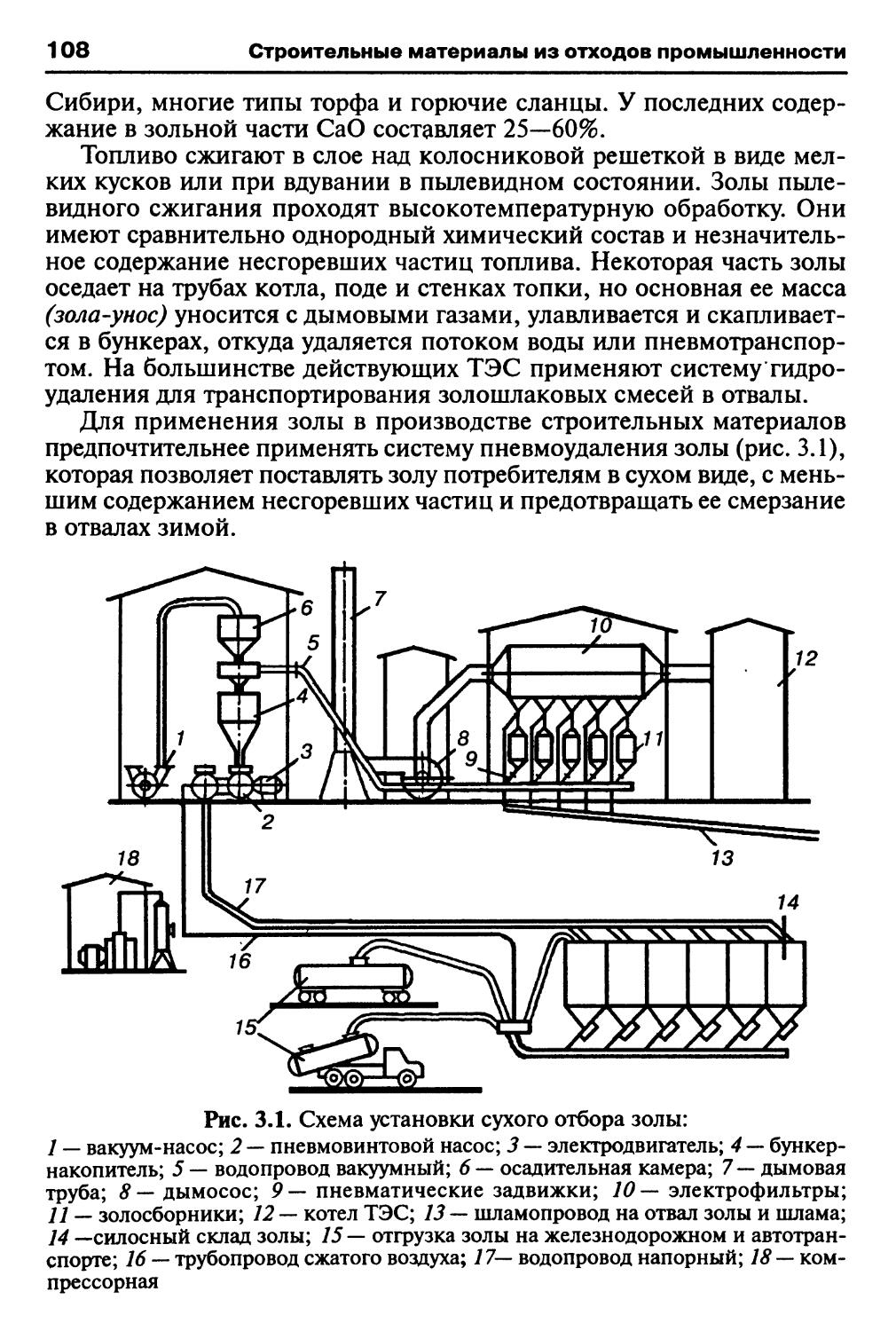
Большое количество отходов в виде золы и шлаков, а также их
смесей образуется при сжигании твердых видов топлива. Их выход
составляет: в бурых углях — 10—15%, каменных углях — 5—40%,
антраците — 2—30%, горючих сланцах — 50—80%, топливном торфе — 2—30%.
В производстве строительных материалов обычно используются золы
сухого удаления и золошлаковая смесь из отвалов. Область
применения золошлакового сырья в производстве строительных материалов
чрезвычайно разнообразна. Наиболее значительными направлениями
использования топливных зол и шлаков являются дорожное
строительство, производство вяжущих, тяжелых и ячеистых бетонов,
легких заполнителей, стеновых материалов. В тяжелых бетонах золы
используют, в основном, в качестве активной минеральной добавки и
микронаполнителя, что позволяет снизить расход цемента на 20—30%.
В легких бетонах на пористых заполнителях золы применяют не
только как добавки, снижающие расход цемента, но и как мелкий
заполнитель, а шлаки в качестве пористого песка и щебня. Золы и шлаки
используются также для изготовления искусственных пористых
заполнителей легких бетонов. В ячеистых бетонах зола применяется как
основной компонент или добавка для снижения расхода вяжущего.
Все большее применение в промышленности строительных
материалов находят отходы угледобычи и углеобогащения. На
углеобогатительных фабриках угольных бассейнов ежегодно образуются
миллионы тон отходов, которые с успехом могут быть использованы для
получения пористого заполнителя и кирпича. Использование отходов
углеобогащения в качестве топливной и отощающей добавки при
изготовлении керамических изделий позволяет сократить расход
условного топлива на 50—70 кг на 1000 шт. кирпича и повысить его марку.
При строительстве дорог отходы угледобычи могут широко
использоваться в конструкции дорожной одежды.
Ценнейшее сырье для промышленности строительных материалов
представляют собой отходы горнорудных предприятий и предприятий
нерудной промышленности. Можно привести немало примеров
эффективного использования вскрышных пород, отходов обогащения
руд, отсевов дробления как сырья для получения вяжущих,
автоклавных материалов, стекла, керамики, фракционированных
заполнителей. Эксплуатационные расходы на получение 1 м3 щебня из отходов
горнорудных предприятий в 2—2,5 раза ниже, чем на добычу его из
карьеров.
Значительным выходом отходов, представляющих интерес для
производства строительных материалов, характеризуется химическая
промышленность. Основными из них являются фосфорные шлаки и фос-
фогипс. Фосфорные шлаки — отходы при возгонке фосфора в
электропечах — перерабатываются, в основном, в гранулированные шлаки,
16
Строительные материалы из отходов промышленности
шлаковую пемзу и литой щебень. Гранулированные электротермофос-
форные шлаки близки по структуре и составу к доменным и так же с
высокой эффективностью могут использоваться в производстве
цементов. На их основе разработана технология шлакоситаллов.
Использование фосфорных шлаков в производстве стеновой керамики
позволяет повысить марку кирпича и улучшить другие его свойства.
Потребности промышленности строительных материалов в
гипсовом сырье практически в полной мере можно удовлетворить за счет
гипсосодержащих отходов промышленности и, в первую очередь,
фосфогипса. К настоящему времени разработан ряд технологий
получения строительного и высокопрочного гипса из фосфогипса,
реализованных пока недостаточно. Этому в определенной мере
способствует существующая ценовая политика на природное сырье, не
поощряющая в полной мере альтернативных вторичных сырьевых
ресурсов. В Японии, где нет собственных запасов природного
гипсового сырья, для получения разнообразных гипсовых изделий фосфо-
гипс используют практически полностью.
Применение фосфогипса эффективно также в производстве
портландцемента, где он не только позволяет, как и природный гипсовый
камень, регулировать сроки схватывания цемента, но, будучи
введенным в сырьевую смесь, выполняет роль минерализатора,
снижающего температуру обжига клинкера.
Большая группа эффективных строительных материалов
изготавливается из отходов древесины и переработки другого растительного
сырья. С этой целью используют опилки, стружку, древесную муку,
кору, сучья, костру и т. д. Все древесные отходы можно разделить на
три группы: отходы лесозаготовительной промышленности, отходы
лесопильного производства и отходы деревообрабатывающей
промышленности.
Из отходов древесины, полученных на различных стадиях ее
переработки, изготовляют древесно-волокнистые и древесно-стружечные
плиты, арболит, ксилолит, опилкобетон, ксилобетон, фибролит, коро-
лит, древесные пластики. Все эти материалы в зависимости от
области применения разделяют на конструкционно-теплоизоляционные,
теплоизоляционные и отделочные.
Применение материалов на основе древесных отходов, наряду с
высокими технико-экономическими показателями, обеспечивает
архитектурную выразительность, хороший воздухообмен и микроклимат
помещений, улучшенные теплотехнические показатели.
Значительный объем отходов, которые могут служить
вторичными сырьевыми ресурсами, образуется на самих предприятиях
строительных материалов. Это, наряду с отходами производства нерудных
материалов, стекольный и керамический бой, цементная пыль,
отходы производства минеральной ваты и др. Комплексное
использование сырья на большинстве предприятий позволяет создавать безотход-
1. Проблема промышленных отходов и их классификация 17
ные технологии, при которых полностью сырьевые ресурсы
перерабатываются в строительные материалы.
Существенные резервы для развития сырьевого потенциала в
производстве строительных материалов представляют отходы
городского хозяйства. В передовых странах мира в составе твердых бытовых
отходов превалируют макулатура, полимерные продукты, текстиль,
стекло. Имеется многолетний опыт производства на базе этих
отходов картона, волокна, строительных пластмассовых изделий и др.
При оценке промышленных отходов как сырья для производства
строительных материалов необходимо учитывать их соответствие
нормам на содержание радионуклидов. Как природное, так и
техногенное сырье включает радионуклиды (радий-226, торий-232, калий-40
и др.), которые являются источниками ^радиоизлучений. При
распаде радия-226 выделяется радиоактивный газ, который поступает в
окружающую среду. По расчетам специалистов, он вносит до 80% в
общую дозу облучения людей.
В соответствии со строительными нормами в зависимости от
концентрации радионуклидов строительные материалы делятся на три
класса:
1-й класс. Суммарная удельная активность радионуклидов не
превышает 370 Бк/кг. Эти материалы используются для всех видов
строительства без ограничений.
2-w класс. Суммарная удельная активность радионуклидов
находится в диапазоне от 370 до 740 Бк/кг. Эти материалы могут быть
использованы для дорожного и промышленного строительства в границах
территории населенных пунктов и зоны перспективной застройки.
3-й класс. Суммарная удельная активность радионуклидов не
превышает 700, но ниже 1350 Бк/кг. Эти материалы можно использовать
в дорожном строительстве за границами населенных пунктов — для
оснований дорог, дамб и др. В границах населенных пунктов их
можно применить для строительства подземных сооружений, покрытых
слоем грунта толщиной более 0,5 м, где исключено длительное
пребывание людей.
Если величина суммарной удельной активности радионуклидов в
материале превышает 1350 Бк/кг, вопрос о возможном применении
таких материалов решают в каждом случае отдельно при
согласовании с органами здравоохранения.
Содержание радионуклидов в промышленных отходах
определяется их происхождением, концентрацией природных радионуклидов в
исходном сырье. Например, в фосфогипсах ряда стран концентрация
радионуклидов по радию-226 находится в пределах 600—1500 Бк/кг,
торию-232 — 5—7Бк/кг и калию-40 — 80—110 Бк/кг. Фосфогипсы
российских и украинских предприятий имеют незначительную
активность, которая не превышает 1005 Бк/кг.
18
Строительные материалы из отходов промышленности
В табл. 1.1 приведены справочные данные о радиоактивности
некоторых видов сырья.
Таблица 1.1
Радиоактивность некоторых материалов
Сырье
Фосфориты:
Флориды
1 Марокко
Того
Апатитовый концентрат (Кольский)
Природный гипс
Радиоактивность, нКи/кг*
расчетная
23,5
25,0
23,0
2,0
—
фактическая
20,0
31,0
20,0
2,0
1,0 |
* Ки — Кюри — стандарт радиоактивности, эквивалентный 3,70 х 1010
актов распада в секунду. НаноКюри (нКи) — одна миллиардная Кюри.
В Европейских нормах запрещается использование в строительстве
материалов с радиационным излучением свыше 25 нКи/кг;
рекомендуется контролировать материалы с радиационным излучением от 10
до 25 нКи/кг и считать нерадиоактивными материалы с
радиационным излучением менее 10 нКи/кг.
Широкая утилизация отходов в производстве строительных
материалов требует решения ряда организационных и научно-технических
проблем. Необходима региональная каталогизация отходов с
указанием их полной характеристики. Требует развития стандартизация
отходов как сырьевых ресурсов в производстве конкретных
строительных материалов. Масштабы утилизации промышленных отходов и
отходов городского хозяйства будут расширяться по мере внедрения
комплекса технических мер по стабилизации их состава, повышению
степени технологической подготовки (снижение влажности,
гранулирование и др.).
Огромное значение имеет экономическое стимулирование,
включающее вопросы ценообразования, финансирования, материального
стимулирования.
1.3. Классификация отходов и терминология
В литературе до настоящего времени нет единых определений
терминов «отходы» и «вторичные ресурсы», «попутные и побочные
продукты», «утиль» и др.
1. Проблема промышленных отходов и их классификация
19
Термин «отходы промышленности» (сельского, городского
хозяйства) применительно к продуктам, представляющим интерес в
качестве сырьевых материалов, часто подвергается критике.
Действительно, в термине «отходы» не акцентируются потребительские свойства
материальной продукции, образующейся в результате хозяйственной
деятельности людей наряду с основной целевой продукцией. Вместе
с тем термин «отходы» является достаточно общим. Отходы
производства и потребления при их рациональной переработке перестают быть
отбросами и становятся ценными исходными материалами и
полуфабрикатами для готовых строительных материалов и изделий.
В соответствии со стандартизированным определением, под
вторичными материальными ресурсами (BMP) следует понимать
совокупность отходов производства и потребления, образующихся в
народном хозяйстве. Используемые BMP считаются вторичным сырьем.
Термин «отходы производства» при этом трактуется как остатки
материалов и полуфабрикатов, образовавшиеся при производстве
продукции и частично или полностью утратившие свои исходные
потребительские свойства. С такой трактовкой понятия «отходы производства» в
общем случае согласиться нельзя. При добыче, например, полезных
ископаемых вскрышные породы можно рассматривать как отходы
производства. Вместе с тем эти отходы имеют определенные
потребительские свойства и могут рассматриваться во многих случаях как
сырьевые ресурсы.
Под вторичными ресурсами часто понимают также
использованные материалы, потерявшие свою первоначальную ценность. На
такое вторичное сырье приходится 7—8% общего количества отходов.
Некоторые отличия, хотя часто весьма условные, могут иметь
также термины «попутные продукты» и «побочные продукты». К первым
обычно относят отходы, которые могут использоваться в народном
хозяйстве без дополнительной переработки, ко вторым — отходы,
требующие дополнительной переработки.
Все более широкое применение находит термин «техногенное
сырье». К нему относят отходы, образовавшиеся в результате
технической деятельности предприятий, которые представляют интерес как
сырьевые материалы для разнообразной продукции. Техногенное
сырье часто имеет ряд технико-экономических преимуществ по
сравнению с обычным. Оно может быть технологически более
подготовленным, чем обычное (частично обожженным, диспергированным и др.).
В группу техногенного сырья не входят, однако, отходы потребления
и, в частности, многие отходы городского хозяйства.
В настоящее время отсутствует всесторонняя классификация
промышленных отходов, что обусловлено их различным химическим
составом, свойствами, технологическими особенностями получения и
условиями образования.
20 Строительные материалы из отходов промышленности
Все отходы промышленности и городского хозяйства можно
разделить на две группы: минеральные (неорганические) и органические.
Наибольшее значение для производства строительных материалов
имеют минеральные продукты, которые составляют большую часть
всех отходов, производимых добывающими и перерабатывающими
отраслями промышленности. Эти продукты в большей мере изучены,
чем органические.
П.И. Боженов предложил классифицировать побочные
промышленные продукты в момент выделения их из основного
технологического процесса на три следующих класса: А — продукты, не
утратившие природных свойств; Б — искусственные продукты, полученные
в результате глубоких физико-химических процессов; В — продукты,
образовавшиеся при длительном хранении в отвалах.
Продукты класса А (карьерные остатки и остатки после обогащения
на полезное ископаемое) имеют химико-минералогический состав и
свойства соответствующих горных пород. Область их применения
обусловлена агрегатным состоянием, фракционным и химическим
составом, физико-механическими свойствами. Преимущественно
минеральные продукты класса А применяются как заполнители бетонов, а
также как исходное глинистое, карбонатное или силикатное сырье для
получения разнообразных искусственных строительных материалов
(керамики, извести, автоклавных материалов и др.).
Продукты класса Б получают в результате физико-химических
процессов, протекающих при обычных или чаще высоких температурах.
Диапазон их возможного применения шире, чем продуктов класса А.
Особенно эффективно использование этих отходов там, где
продуктивно реализуются затраты топливно-энергетических ресурсов и
рабочей силы на их получение. Применение продуктов этого класса
рационально прежде всего при производстве цементов, материалов
автоклавного твердения, где повышенная реакционная способность
исходного сырья дает высокий экономический эффект. Так, при
использовании доменного шлака для изготовления шлакопортландце-
мента почти в два раза снижаются топливно-энергетические затраты
на единицу продукции, а себестоимость уменьшается на 25—30%.
Продукты класса В образуется в результате физико-химических
процессов, протекающих в отвалах (самовозгорание, распад шлаков
и образование порошка и др.). Типичными представителями
сырьевых материалов этого класса являются горелые породы.
Приведенная выше классификация требует обязательного учета
химических характеристик побочных продуктов. В зависимости от
преобладающих в их составе химических соединений минеральные
отходы можно разделить на следующие группы: силикатные,
карбонатные, известковые, гипсовые, железистые. В пределах каждой
группы возможна более подробная классификация. Например,
силикатные отходы можно разделить на основные и кислые в зависимости от
1. Проблема промышленных отходов и их классификация
21
процентного содержания основных и кислых оксидов, карбонатные —
на кальциевые и магниевые. В некоторых случаях при химической
характеристике ведущее место отводится соединениям, содержащимся
в сравнительно небольшом количестве, но имеющим решающее
значение при выборе способа утилизации (например, щелоче-, цинко-,
алюминийсодержащим и др.).
Большая часть природных и искусственных минеральных отходов
промышленности состоит преимущественно из кремнезема,
силикатов и алюмосиликатов кальция и магния. Это объясняется тем, что
они являются отходами добычи и переработки природных
силикатных материалов, на долю которых приходится 86,5% массы земной
коры. Силикатные отходы промышленности можно разделить на
четыре группы в зависимости от структуры и химического состава.
Первую группу составляют минеральные сырьевые материалы, в
которых кремнезем связан в силикаты или алюмосиликаты кальция,
находящиеся преимущественно в стекловидном состоянии. Они
обладают гидравлической активностью при щелочной и сульфатной
активации. В зависимости от содержания СаО и А1203 такие
материалы твердеют в нормальных условиях или при тепловлажностнои
обработке. При высокотемпературном обжиге с карбонатом кальция
из них можно получить портландцементный клинкер. Типичными
представителями этой группы являются гранулированные доменные
и фосфорные шлаки, а также топливные шлаки, образуемые при под-
шихтовке угля известняком.
К второй группе принадлежат отходы, в которых кремнезем связан
в силикаты или алюмосиликаты, находящиеся в кристаллическом
состоянии. Они не проявляют активности при нормальных темпера-
турно-влажностных условиях. В эту группу входят, например,
медленно охлажденные отвальные металлургические шлаки и электротермо-
фосфорные шлаки, а также побочные продукты горнодобывающей
промышленности.
В отходах, относимых к третьей группе, кремнезем находится
преимущественно в свободном состоянии в виде кварца.
Представителями этой группы силикатных продуктов являются хвосты обогащения
различных руд, сырья для химической промышленности, вскрышные
породы.
Отходы второй и третьей групп утилизируются в строительстве в
качестве нерудных строительных материалов, как сырье для
производства автоклавных материалов, керамики, стекла.
В четвертую группу можно выделить сырье, содержащее в
основном силикаты кальция как в негидратированном, так и в гидратиро-
ванном состоянии, например шламы металлургических производств
(нефелиновые, бокситовые, сульфатные, белые и др.). Эти побочные
продукты применяют для производства так называемых шламовых
цементов, портландцемента, изделий автоклавного твердения.
22 Строительные материалы из отходов промышленности
Более подробные классификации разработаны для отдельных
силикатных продуктов, в особенности шлаков и зол. Например,
А.В. Волженским эти продукты в зависимости от условий
образования делятся на группы: быстрого и медленного охлаждения в
результате твердофазовых реакций и взаимодействия твердых фаз с
расплавом. В свою очередь, каждая группа в зависимости от химического и
минералогического состава делится на отдельные разновидности.
Такая классификация позволяет прогнозировать рекомендуемые
условия твердения вяжущих на основе ^шлаков и зол, а также
оптимальный способ их активизации.
Для систематического рассмотрения отходов промышленности и
городского хозяйства удобна их классификация в зависимости от
отрасли промышленности, где они, в основном, образуются. По этому
принципу можно выделить следующие группы:
1. Отходы металлургии: доменные, ферросплавные и
сталеплавильные шлаки; шлаки, образующиеся при плавке руд цветных
металлов; продукты обогащения руд; нефелиновые и другие шла-
мы и др.
2. Отходы тепловой энергетики и топливной промышленности: зола,
топливные шлаки, золошлаковые смеси, шахтные породы,
отходы углеобогащения и др.
3. Отходы химической промышленности: железистые, известь- и
гипсосодержащие отходы; соле- и гидроксидсодержащие шла-
мы и содопродукты; фосфорные шлаки, вторичные полимерные
продукты и др.
4. Отходы горнодобывающей промышленности: вскрышные и
попутно добываемые породы.
5. Отходы производства строительных материалов: пыль
различного химического состава, керамический и стеклянный бой,
отсевы, образуемые при дроблении и др.
6. Отходы переработки древесины и другого растительного сырья:
кора, обрезки, стружки, опилки, лигнин и др.
7. Отходы городского хозяйства: изношенные автопокрышки,
тряпье, бумажная макулатура, строительный мусор,
использованные полимерные материалы и др.
1.4. Выбор направления утилизации
промышленных отходов
Выбор направления использования отходов как техногенного
сырья преследует цель достижения максимальной экономии ресурсов и
энергосберегающего эффекта с улучшением при этом экологической
обстановки. При принятии решения о возможности применения тех
1. Проблема промышленных отходов и их классификация 23
или иных техногенных продуктов необходимо использовать систему
критериев, разработанных с учетом возможной области их
применения. Одна из возможных схем оценки промышленных отходов как
сырья в производстве вяжущих материалов приведена на рис. 1.1. Она
предлагает последовательный анализ химического состава,
экологических характеристик, минерального состава и реакционной
способности техногенного сырья.
При экологической оценке учитываются данные о концентрации
тяжелых металлов, токсичных веществ и значений активности
естественных радионуклидоз. При невысоком содержании тяжелых
металлов допускается использование отходов в обжиговых технологиях при
условии образования в массе достаточного для консервации
расплава. Экологически опасные отходы без предварительной очистки не
могут быть использованы и направляются на захоронение.
К числу важнейших технико-экономических показателей,
учитываемых при выборе направления утилизации отходов, относятся:
степень их возможного использования, экономия природного сырья и
материальных ресурсов, экономия топливно-энергетических ресурсов,
качественные показатели продукции, ее востребованность и
конкурентоспособность на рынке, однородность состава отходов,
склонность их к технологической подготовке и переработке, наличие
транспортных коммуникаций и радиус перевозок.
ОДним из основных критериев при выборе направления
использования промышленных отходов является достигаемый экономический
эффект. В производстве строительных материалов экономический
эффект утилизации 1 т твердых отходов Эуд определяют как разность
суммарных удельных приведенных затрат на изготовление
аналогичных материалов из традиционного сырья и эксплуатацию отвалов и
затрат на производство аналогичных материалов из отходов
промышленности (городского хозяйства):
Эуд = (щ/а) (С, + п2С2 - С3) + Ен (К, + п2К2 - К3), A.1)
где Cj и С3 — себестоимости строительных материалов
соответственно из традиционного и утилизируемого сырья; С2 — ежегодные
затраты на содержание отвалов и транспортировку побочных продуктов;
п, — коэффициент, учитывающий долю затрат на данный вид
материала в общих затратах на сырье и материалы в себестоимости
конструкции; п2 —- коэффициент, учитывающий частичную или полную
ликвидацию отвалов, п2 = 0,3—1; К! и К3 — удельные капитальные
вложения на производство соответственно строительных материалов
из традиционного и утилизируемого сырья; К2 — капитальные
вложения на сооружения отвалов; Ен — нормативный коэффициент
окупаемости капитальных вложений; а — удельный расход
утилизируемого сырья на единицу продукции.
24
Строительные материалы из отходов промышленности
Техногенный материал
I — химический состав
i —
II — экологические характеристики
III — минеральный состав
г
IV — реакционная способность
Термические
превра
. ч
щения
>
г
Термические
взаимодействия
с отдельными
компонентами
сырьевой шахты
1
г
Клинкерообразование
при обжиге сырьевой
смеси заданного
состава
<—
*-•
s
юбж
юсоб подачи т
и
Гидратационная активность
4-
Затворители
zjz—;
Активизаторы
Способ смешения, условия
твердения
Строительно-технические характеристики вяжущего вещества
V — физико-механические свойства
VI — технико-экономические показатели
Вяжущие вещества
Рис. 1.1. Одна из возможных схем оценки техногенных материалов
для использования в производстве вяжущих веществ
1. Проблема промышленных отходов и их классификация
25
По отдельным предприятиям (или мероприятиям) экономическая
эффективность Э от использования отходов производства
определяется как отношение прибыли, получаемой в результате использования
отходов, к капиталовложениям:
Э = (Ц-С)/К, A.2)
где Ц — стоимость годового выпуска продукции на основе отходов;
С — себестоимость годового выпуска продукции из отходов; К —
капиталовложения на осуществление оргтехмероприятий для
переработки отходов.
Коэффициент общей экономической эффективности отдельных
мероприятий по использованию отходов рекомендуется определять
отношением прибыли к затратам на мероприятия (капитальным и
текущим):
Р = -тт—, A.3)
где Р — коэффициент общей экономической эффективности
использования вторичных материальных ресурсов (по прибыли); Ц —
стоимость годового выпуска продукции из отходов в оптовых ценах
предприятия (без налога с оборота), руб.; С — себестоимость годового
выпуска продукции из отходов, руб.
Показатель полной прибыли, являясь производным от действующей
оптовой цены на продукцию и от индивидуальных издержек
производства, достаточно полно отражает результаты рационального
использования ресурсов и служит основой для исчисления чистой прибыли,
которая представляет один из конечных показателей хозяйственной
деятельности предприятия и служит источником пополнения его
поощрительных фондов. Поэтому выделение доли прибыли,
образующейся в результате осуществления мероприятия по использованию
отходов,— обязательное условие определения его фактической
эффективности.
Прирост чистой прибыли предприятия (ДРо) в результате
комплексного использования отходов определяется по формуле
АРо=Х[Ц01-(Со,+01К' О-4)
i=l
где U0i — отпускная (оптовая) цена продукции, изготовляемой с
использованием заменяемого — i-ro вида (i = 1, 2, 3,... п) —
материального ресурса, руб. за ед.; C0i — себестоимость производства единицы
аналогичной продукции, изготовленной с использованием отходов,
руб.; Dj — сумма фиксированных платежей в бюджет с учетом
льготных скидок за использование вторичных материальных ресурсов, руб.
за ед.; Aqj — дополнительный (сверх ранее производимого) натураль-
26
Строительные материалы из отходов промышленности
ный объем реализованной товарной продукции, изготовленной с
использованием отходов, ед.
Материалоемкость товарной или нормативной чистой продукции
предприятия характеризует суммарный (по массе или стоимости)
расход сырья, топлива, энергии, материалов и полуфабрикатов,
приходящийся на единицу измерения товарной или нормативной чистой
продукции, натуральный, объем которой изменяется в связи с
использованием вторичных материальных ресурсов.
Показатель материалоемкости продукции предприятия по
стоимости (Мс) устанавливает долю материальных затрат в составе
стоимости товарной продукции либо величину материальных затрат,
приходящихся на единицу нормативной чистой продукции, и определяется
по формуле:
IX
Мв=- 14 , A.5)
2^т(нч); 'iAOi + Ai)
i=l
где M3i — материальные затраты (тыс. руб.) на ресурсы /-го вида,
меняющиеся по годам расчетного периода; CT(H4)i — стоимость единицы
измерения товарной или нормативной чистой продукции,
изготовленной с использованием материальных ресурсов /-го вида, тыс. руб. на
единицу натурального объема продукции каждого вида; Aqj, Aj —
физический объем реализованной товарной продукции, изготовляемой
из материального ресурса /-го вида соответственно с использованием
и без использования вторичных материальных ресурсов.
Показатели материалоемкости продукции помогают изучать
динамику материальных затрат предприятия в зависимости от
интенсивности использования на нем вторичных материальных ресурсов и
осуществлять мероприятия по комплексному использованию отходов
производства в общей системе ресурсосберегающих мер.
При использовании отдельных видов отходов взамен первичного
сырья необходимо учитывать степень взаимозаменяемости продуктов,
изготовленных на основе первичного сырья и с использованием
отходов. Поскольку продукты из первичного (кондиционного) сырья
могут отличаться по потребительским свойствам от продуктов,
изготовленных из отходов, эти показатели должны быть приведены к
сопоставимому виду.
Базой для приведения показателей потребительских свойств
продукции из отходов и из первичного сырья к сопоставимому виду
являются показатели свойств аналогичной продукции из первичного
сырья.
1. Проблема промышленных отходов и их классификация 27
За основу для сравнения следует принимать такие свойства
продукции, как прочность, надежность, массу, долговечность,
теплопроводность, теплоту сгорания и др.
С этой целью вводится понятие коэффициента эквивалентности
потребительских свойств (/), который может быть представлен в виде
отношения:
где Qa — количество продукции из первичного (традиционного)
сырья (материала), равноценное по потребительским свойствам
количеству продукции из отходов Q0, т; Q0 — количество продукции из
отходов или с частичным использованием отходов в виде добавки, т.
Коэффициент / устанавливается на основе опытного изучения
качественных показателей использования сравниваемых изделий в
зависимости от условий их применения.
Если определенный вид отхода может быть использован для
получения различных видов продукции, то для выбора оптимального
направления рекомендуется определять экономию приведенных затрат
для каждого варианта получения продукции из отхода по сравнению
с вариантом этой продукции из первичного сырья.
Интенсивность деятельности предприятия по вовлечению в
процесс производства вторичных материальных ресурсов измеряется,
помимо показателей прироста чистой прибыли и изменения
(сокращения) материалоемкости продукции, другими производственными
показателями, на которые оказывают воздействие мероприятия по
комплексному использованию отходов. К ним относятся: прирост
объемов выпускаемой продукции; рост фондоотдачи; рост
производительности труда; снижение себестоимости продукции; приращение
полной прибыли; повышение рентабельности.
Полный расчет эконрмического эффекта утилизации побочных
продуктов возможен при учете дополнительного эффекта от
снижения ущерба, причиненного ими в биосфере, АУ, так как отпадает
необходимость в площадях для складирования отходов АУВ, а также
сокращаются выбросы в воздушный и водный бассейны ДУб:
АУ=АУв + АУб. A.7)
Первое слагаемое АУВ в формуле A.7) определяется по формуле:
АУВ = = Ц81/ГВ,
где Ц — цена 1 га земли, руб.; SB — территория, высвобождаемая из-
под отходов, га; Тв — время, в течение которого разрабатываются
отвалы, лет.
Второе слагаемое АУб определяет снижение ущерба сельскому,
лесному, водному и другим хозяйствам.
28
Строительные материалы из отходов промышленности
Определяя направление утилизации отходов промышленности
(городского хозяйства), наряду с достигаемым экономическим
эффектом, необходимо учитывать и ряд других факторов: сумму капитальных
вложений в утилизационные установки и механизмы по переработке
сырья и их эффективность; потребительскую стоимость
изготавливаемой продукции; производственную структуру данного региона и др.
Важнейшими свойствами сырьевых материалов, определяющими
методы переработки, являются их химический состав,
физико-механические, токсикологические, пожаро- и взрывоопасные
характеристики.
В ряде случаев побочные продукты, являющиеся
промышленными отходами, характеризуются неоднородностью состава и свойств.
Например, химический состав золы может значительно отличаться
даже при сжигании одного и того же топлива на одной электростанции.
Колебания состава должны учитываться при выборе направления
переработки сырья. Так, большая часть побочных продуктов,
образующихся при обогащении и сжигании углей основных месторождений
нашей страны, по химическому составу соответствует требованиям
технологии аглопоритового щебня. Для производства аглопоритово-
го гравия диапазон допустимых колебаний содержания отдельных
оксидов в исходном сырье сужается, в частности ограничивается
количество легкоплавких компонентов. При колебаниях химического
состава существенно изменяется гидравлическая активность зол. Так,
кислые золы, как активная минеральная добавка в цементы и
бетоны, могут применяться при содержании Si02 не менее 40% и S03 не
более 2%.
Для стабилизации состава и свойств промышленных отходов
применяют ряд технологических приемов. В частности, золы со
стабильными свойствами получают при отборе определенных фракций, для
чего на тепловых электростанциях устанавливают системы
золоулавливания.
При транспортировке отходов на другие предприятия
целесообразна их предварительная обработка. Например, производят
гранулирование шлаков, при котором приобретается не только товарная
форма, но и значительно улучшаются технические свойства продукта. Для
пастообразного сырья (фосфогипс) необходимыми условиями
применения являются предварительное высушивание и гранулирование.
МАТЕРИАЛЫ
ИЗ ОТХОДОВ МЕТАЛЛУРГИИ
2.1. Общая характеристика отходов
Металлургические шлаки. Основная масса отходов
металлургических процессов образуется в виде шлаков.
Шлаки — это продукты высокотемпературного взаимодействия
компонентов исходных материалов (топлива, руды, плавней и
газовой среды). Их химический состав и структура изменяются в
зависимости от состава пустой породы, вида выплавляемого металла,
особенностей металлургического процесса, условий охлаждения и др.
Шлаки могут быть получены в результате следующих процессов: без
появления расплава при сжигании низкокалорийных видов топлива
и при алюминотермических процессах; при частичном расплавлении
исходных компонентов в процессе сжигания топлива; при полном
расплавлении исходных компонентов (в большинстве
металлургических процессов). В последнем случае шлаки почти однородны по
составу и содержат стекловидную фазу. Восстановительная среда в
металлургических печах способствует образованию в шлаках закисных
соединений железа, марганца, а также сульфидной серы.
Металлургические шлаки подразделяют на шлаки черной и цветной
металлургии.
В зависимости от характера процесса и типа печей шлаки черной
металлургии делят на следующие виды: доменные; сталеплавильные
(мартеновские, конвертерные, бессемеровские и томасовские,
электроплавильные); производства ферросплавов; ваграночные.
Наибольшим является выход доменных шлаков, на 1 т чугуна он составляет
0,6—0,7 т. При выплавке стали выход шлаков на 1 т значительно
меньше: при мартеновском способе — 0,2—0,3 т, бессемеровском и тома-
совском — 0,1—0,2; при выплавке стали в электропечах — 0,1—0,04 т.
Количество шлаков ферросплавного производства и ваграночных
шлаков сравнительно невелико.
Выход шлаков в цветной металлургии зависит от содержания
извлекаемого металла в исходной шихте. При плавке в отражательных
печах медных концентратов с содержанием меди 10—15% выход шлака
составляет 10—20 т на 1 т металла, при плавке в шахтных печах
медных руд с содержанием меди 1—2% —50—100, при шахтной плавке
окисленной никелевой руды — 100—200 т.
2
30
Строительные материалы из отходов промышленности
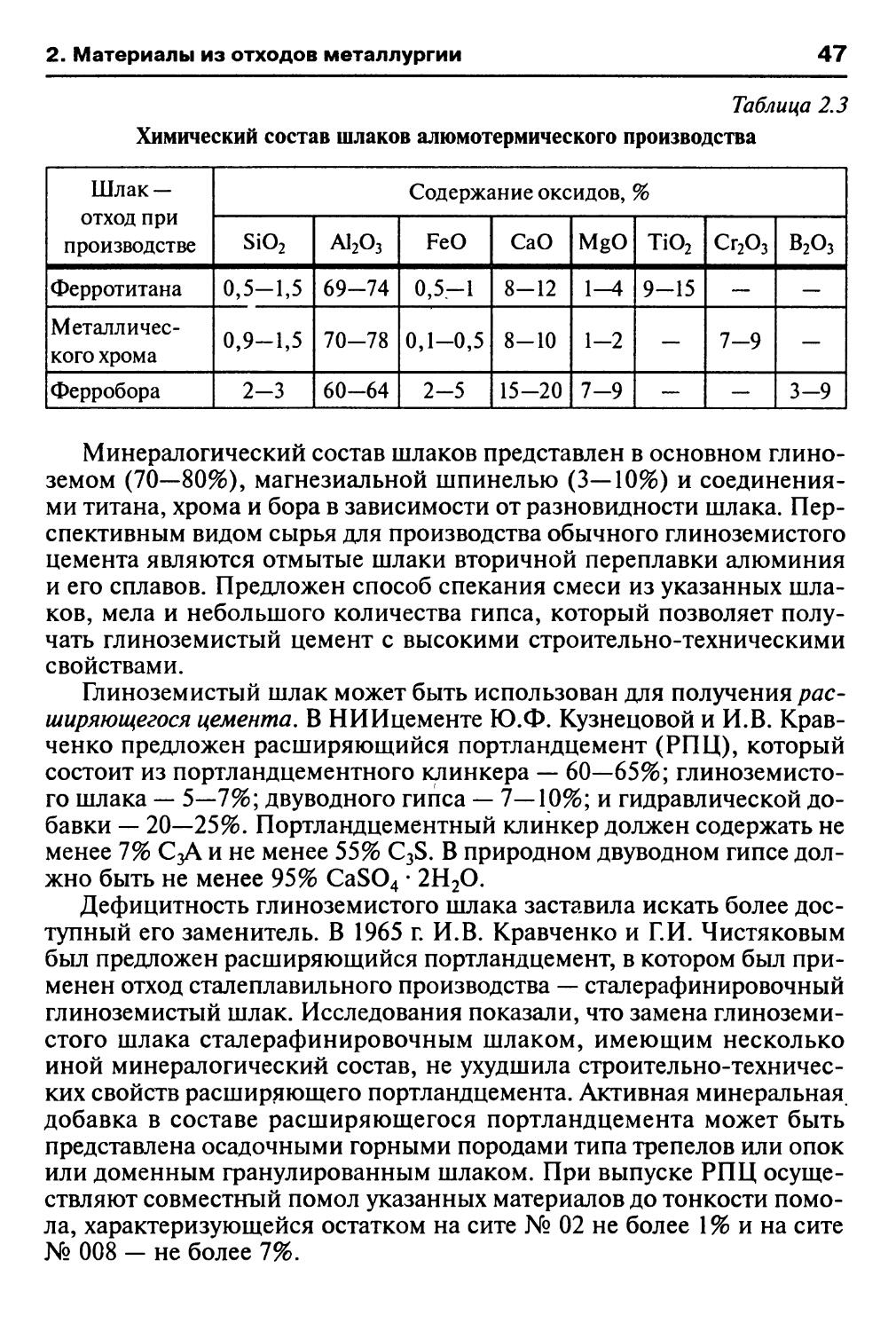
Химический состав доменных шлаков представлен в основном
четырьмя оксидами: СаО B9-30%), MgO @-18%), А1203E-23%) и
Si02 C0—40%). В небольшом количестве в них содержатся оксиды
железа @,2—0,6%) и марганца @,3—1%), а также сера @,5—3,1%).
Сталеплавильные шлаки характеризуются более высоким
содержанием оксидов железа (до 20%) и марганца (до 10%).
Для шлаков цветной металлургии характерны пониженное
содержание СаО + MgO G—13%) и высокое содержание FeO B1—61%).
Кроме основных компонентов шлаки цветной металлургии могут
содержать в небольших количествах неизвлеченные металлы — медь,
цинк, свинец, никель и др.
При оценке шлаков как сырья для строительных материалов
важной характеристикой их химического состава является соотношение
в них основных и кислотных оксидов — модуль основности:
М0 = (СаО + MgO) /(Si02 + A1203), B.1)
при М0 > 1 шлаки относятся к основным, при М0 < 1 — к кислым.
Химический состав значительно влияет на физические свойства
шлаковых расплавов, структуру и свойства затвердевших шлаков. Так,
увеличение содержания оксида кальция в шлаках обусловливает
повышение температуры их плавления и понижение текучести.
При высокой температуре (более 1300 °С) наличие СаО снижает
вязкость расплава, а при низкой — резко повышает. Уменьшают
вязкость шлакового расплава при содержании в определенных пределах
MgO, MnO, FeO, S03. К увеличению вязкости расплавов приводят
повышение в них содержания кремнезема выше 40%, а также рост
содержания оксида алюминия А1203. Понижают вязкость расплава
газовые включения.
Оксиды, входящие в шлаки, образуют разнообразные минералы.
В результате анализа диаграмм состояния соответствующих систем
окдидов установлена возможность существования в шлаках до
сорока двойных и тройных соединений, ведущее место среди которых
занимают силикаты, алюмосиликаты, алюминаты и ферриты.
В медленно охлажденных кислых доменных шлаках основными
минералами являются анортит CaOAl203-2Si02> диопсид CaOMgO-2Si02, в
нейтральных и основных — геленит 2CaOAl203Si02, окерманит
2CaOMgO-2Si02, мервинит 3CaOMgO*2Si02, двухкальциевый силикат
2CaOSi02, твердые растворы окерманита и геленита — мелилиты и др.
Фазовый состав сталеплавильных шлаков более сложен чем доменных.
Такие компоненты шлаков, как оксиды железа и марганца, сера и др.
образуют твердые растворы с основными минералами, а при
значительном содержании могут выделяться в виде самостоятельных фаз —
железистых, сульфидных, марганцевых соединений.
При медленном охлаждении шлаков наряду с образованием
минералов могут происходить и их полиморфные превращения, что при-
2. Материалы из отходов металлургии
31
водит к распаду и самопроизвольному превращению кусков шлака в
порошок. Известны силикатный, железистый и другие виды распада
шлаков.
Силикатный распад является следствием полиморфного
превращения C-2CaOSi02 в Y-2CaOSi02 при температуре ниже 525 °С,
сопровождающегося увеличением объема примерно на 10%. Эта форма
распада наблюдается при содержании оксида кальция в шлаках,
превышающем 44—46%. Предотвратить его можно быстрым
охлаждением шлаков и их грануляцией.
Железистый и марганцевый распады вызываются увеличением
объема при взаимодействии сульфидов железа или марганца с водой и
образованием гидроксидов. Так распадаются шлаки, содержащие
более 3% FeO и 1% сульфидной серы.
Рассыпание шлаков возможно в результате гидратации свободных
СаО и MgO (известковый и магнезиальный распады).
Практически во всех металлургических шлаках в том или ином
количестве наряду с продуктами кристаллизации содержится
стекловидная фаза. В отвальных медленно охлажденных основных шлаках
количество стекла незначительно, а в гранулированных доменных
достигает 98%. Стекло является термодинамически неустойчивой
фазой, оно в значительной мере определяет химическую активность
шлаков. Установлено, что шлаковые стекла взаимодействуют с водой
значительно интенсивнее, чем кристаллы минералов.
Из всех видов металлургических шлаков в производстве
строительных материалов наиболее широко применяются доменные шлаки, что
обусловлено их ведущим положением в общем балансе шлаков, а
также близостью их состава к цементным смесям, способностью при
быстром охлаждении приобретать гидравлическую активность и др.
Основную массу доменных шлаков получают при выплавке
передельных и литейных чугунов.
Доменные шлаки являются продуктами взаимодействия флюсов
(карбонатов кальция и магния) с пустой породой железной руды и
золой кокса. Различия в составах железных руд и кокса в разных
регионах страны обусловливают соответствующие различия в составе
шлаков. Металлургические заводы южных и центральных районов
производят шлаки с низким содержанием А1203 F—10%) и
сравнительно высоким содержанием СаО (до 50%) и сульфидной серы (до
3—4%). В металлургии Урала и Кузнецкого бассейна, применяющей
железные руды, богатые глиноземом, и малосернистый кокс,
выплавляют шлаки с содержанием А1203 до 20% и сульфидной серы — до 1%.
Для шлаков первой группы М0 > 1, второй — М0 < 1, что объясняет
существенные различия в их гидравлической активности и других
свойствах.
В общем случае основные шлаковые стекла имеют большую
гидравлическую активность, чем кислые.
32
Строительные материалы из отходов промышленности
Химическая активность шлака определяется коэффициентом
качества К, устанавливаемым по следующим формулам:
при содержании MgO до 10%
CaO + A1203 + MgO
К =
Si02 + TiO
при содержании MgO более 10% —
К =
CaO + A12Q3 + Ю
B.2)
B.3)
Si02 + TiO + (MgO -10)
Наиболее распространенным способом переработки шлаков
является грануляция, сущность которой заключается в резком охлаждении
шлаковых расплавов водой, паром или воздухом и образовании в
результате этого стекловидных зерен размером до 10 мм. Применяют два
способа грануляции: мокрый и полусухой.
Мокрая грануляция заключается в резком охлаждении
расплавленного шлака обычно в железобетонных резервуарах объемом до 800 м3,
наполненных водой, и диспергировании его образующимся паром, а
также газами, выделяющимися из расплава. Установки мокрой
грануляции несложны (рис. 2.1), имеют высокую производительность, а
выполнение технологического процесса требует небольших затрат
труда. Однако шлаки мокрой грануляции имеют высокую влажность
A0—30%), что приводит к смерзанию их в зимнее время, повышению
стоимости транспортирования, вызывает необходимость
значительных затрат тепла на их сушку.
Рис. 2.1. Центральная барабанная грануляционная установка:
1 — направляющий желоб для расплавленного шлака; 2 — приемная
передвижная ванна; 3 — устройство для подачи воды; 4 — нижний грануляционный желоб;
5 — барабан; 6 — канавы для слива излишков воды; 7— склад гранулированного
шлака; 8 — мостовой кран; 9 — защитная стенка
2. Материалы из отходов металлургии
33
Более эффективна полусухая грануляция, основанная на
комбинированном охлаждении шлаков: сначала водой, а затем воздухом.
Конечная влажность гранулированного шлака при этом достигает 4—7%.
Из многочисленных установок для полусухой грануляции
наиболее прогрессивны в настоящее время гидрожелобные (рис. 2.2),
которые можно сооружать как вне доменного цеха, так и
непосредственно у доменной печи. В таких установках расплав первоначально
поступает в приемную ванну, а затем на наклонный желоб, где
охлаждается водой, подаваемой под давлением 0,7—0,8 МПа. Гранулирован-
Рис. 2.2. Гидрожелобная установка для полусухой грануляции шлаков:
/ — шлаковозный ковш; 2 — приемная ванна; 3 — наклонный желоб; 4—
центробежный насос
ный шлак отбрасывается водой на расстояние до 20 м и выносится в
приемник пульпы, а затем по трубопроводам поступает в систему
обезвоживающих бункеров, откуда подается на склад. Гранулировать
шлак полусухим способом можно также на барабанных, гидроударных
установках и в грануляционных мельницах.
Максимальное содержание стеклофазы наблюдается в шлаках
мокрой грануляции, полученных на бассейновых и желобных установках
из сильно перегретых расплавов (температура более 1600 °С). Такие
шлаки имеют и наиболее высокую химическую активность. При
полусухой грануляции шлаковых расплавов происходит замедленное
охлаждение расплава с соответствующим уменьшением количества
2 Заказ №4087
34
Строительные материалы из отходов промышленности
стекла и химической активности. Химическую (гидравлическую)
активность шлаков характеризуют количеством СаО в мг, поглощенным
1 г шлака в течение 28 сут. У гранулированных доменных шлаков она
может достигать обычно около 100 мг СаО на 1 г шлака.
Способ переработки и режим охлаждения шлаков влияют на их
физико-механические свойства. В табл. 2.1 приведены основные
физико-механические характеристики доменных шлаков
металлургических заводов Сибири по данным Н.И. Федынина и М.И. Диаманта.
Меньшая механическая прочность гранулированных шлаков по
сравнению с отвальными объясняет их лучшую размалываемость. На
Таблица 2.1
Основные физико-механические характеристики доменных шлаков
Предприятие
Кузнецкий
комбинат
Западно-
Сибирский
завод
Шлак
Гранулированный:
полусухим
способом
мокрым
способом
Отвальный
Гранулированный:
мокрым
способом
Отвальный
Плотность,
г/см?
2,92
2,91
2,95
2,85
2,98
Насыпная
плотность,
кг/м3
1340
ИЗО
1550
650
1470
Межзерновая
пустот-
ность, %
37,1
45,9
40,6
36,5
40,4
Внутри-
зерновая
пористость, %
17,1
15,5
6,8
33,5
10,4
Прочность
в цилиндре
фракции
5—10 мм,
КПа
1850
1270
2840
440
2580
тонкое измельчение гранулированных шлаков требуется в 1,3—1,5 раза
меньше энергии, чем на измельчение отвальных шлаков.
В большинстве стран гранулируют в основном доменные шлаки.
Основная масса гранулированных доменных шлаков поступает в
производство шлакопортландцемента. Их применяют также для
получения местных бесклинкерных вяжущих, шлакощелочных бетонов,
минеральной ваты, шлакоситалловых изделий, в качестве заполнителя
в цементных и асфальтовых бетонах.
Сталеплавильные шлаки характеризуются высоким модулем
основности, поэтому при их охлаждении они практически полностью кри-
2. Материалы из отходов металлургии
35
сталлизируются и почти не содержат стекла. Эти шлаки не
гранулируются, а сливаются в отвалы, где медленно остывают.
Мартеновские шлаки обычно содержат включение металла A—3%),
поэтому их не гранулируют, а сливают в отвалы. Для мартеновских
шлаков характерна высокая основность, что способствует их полной
кристаллизации. Этот вид шлаков имеет плотную или ноздреватопо-
ристую структуру.
Основные шлаки, находясь в отвалах, распадаются на куски
вследствие известкового распада. Прочность мартеновских шлаков 80—
150 МПа, они выдерживают более 200 циклов испытаний на
морозостойкость. Конвертерные и электроплавильные шлаки обычно содержат
продукты распада. Кусковые шлаки имеют плотную структуру,
среднюю плотность 3100—3400 кг/м3. Прочность при сжатии 60—130 МПа.
При плавке литейного чугуна в вагранках образуются ваграночные
шлаки, модуль основности которых довольно низкий и, как правило,
не превышает 0,8. В этих шлаках, как гранулированных, так и в
отвальных, присутствует стекло. Из шлаков производства ферросплавов
наибольший интерес представляют шлаки от выплавки феррохрома и
феррованадия, имеющие высокий модуль основности A,6—1,8), а
также кислые ферромолибденовые шлаки. В основных ферросплавных
шлаках преобладает ортосиликат кальция в у-модификации, и они
обычно при охлаждении рассыпаются в шлаковую муку. Шлаки
ферросплавов содержат остаточные количества соответствующих
элементов (Сг, V, Мо и т. п.) в виде металлов, оксидов или других соединений.
Более 60% сталеплавильных шлаков составляют шлаки
мартеновского производства и более 35% — конвертерного. Перерабатывается
около 30% сталеплавильных шлаков, а также шлакоб
ферросплавного производства, из которых получают в основном щебень, шлаковая
мука используется в качестве минерального удобрения. Из шлаков
производства ферросплавов для производства строительных
материалов наибольший интерес представляет феррохромовый шлак,
получаемый при производстве феррохрома, применяемого для раскисления
и легирования стали. Этот шлак представляет собой
порошкообразный материал с высокой дисперсностью, вследствие распада при
полиморфном Р <г- у превращении двухкальциевого силиката.
Исследования показали, что использование феррохромового шлака в качестве
алюмосиликатного и окрашивающего компонента сырьевой шихты
позволяет получить портландцементный клинкер зеленого цвета, что
существенно снижает себестоимость цветного цемента.
Из шлаков цветной металлургии наибольшее значение для
строительства имеют медеплавильные и никелевые шлаки. Отвальные
медеплавильные шлаки имеют черный цвет. Они не подвержены распаду.
Средняя плотность шлаков составляет 3300—3800 кг/м3, водопоглощение
0,1—0,6%, предел прочности при сжатии 120—300 МПа. Никелевые
шлаки обладают такими же высокими показателями физико-механи-
36
Строительные материалы из отходов промышленности
ческих свойств, как и медные. По химическому составу они относятся
к кислым. Никелевые гранулированные шлаки, несмотря на
стекловатое строение, практически не обладают гидравлической активностью.
При переплавке алюминиевых сплавов получают алюминиевые
(вторичные) шлаки. Химический состав их следующий: КС1 — 38—
59%, NaCJ- 11,4-34,1, СаС12 - 3,0-4,2, MgO - 6,2-7,2, А1203 -
6,5—12,6, Si02 — 1,8—3,5%. Водорастворимые соединения в шлаке
составляют 75—85% массы. При длительном нахождении шлаков в
воде водорастворимые соединения выщелачиваются. Средняя
плотность шлаков 1800—2000 кг/м3. Предел прочности их 40—45 МПа.
Шлаки цветной металлургии применяют пока в небольшом
количестве при производстве цемента в качестве железистого компонента
и активной минеральной добавки, а также при получении
минеральной ваты и литых изделий. Потенциально шлаки цветной
металлургии являются перспективной базой различных строительных
материалов. Их выход в 10—25 раз превышает выход цветных металлов.
Шламовые побочные продукты. При производстве алюминия и ряда
других металлов в больших количествах образуются отходы в виде
водных суспензий дисперсных частиц — шламы. Для производства
строительных материалов промышленное значение имеют
нефелиновые, бокситовые, сульфатные, белые и монокальциевые шламы.
Объем только нефелиновых шламов, пригодных для использования,
составляет ежегодно свыше 7 млн т. По содержанию оксидов СаО,
Si02, А12Оэ, Fe203 они занимают промежуточное место между
портландцементом, доменным шлаком и глиноземистым цементом.
Минералогический состав шламов, кроме монокальциевого,
характеризуется преобладанием двухкальциевого силиката E0—90%), а
также наличием алюминатов и ферритов кальция. Наличие в шламах
значительного количества воды приводит к частичной гидратации
минералов и образованию гидросиликатов, гидроалюминатов и
гидроферритов.
Нефелиновый (белитовый) шлам получают при извлечении
глинозема из нефелиновых пород. Минерал нефелин представляет собой
алюмосиликат натрия (KNa3[AlSi04]4). В процессе переработки
нефелиновый концентрат обжигается во вращающихся печах в смеси с
известняком при температуре около 1300 °С. Образующийся спек
состоит из C-двухкальциевого силиката и щелочных алюминатов,
который подвергают измельчению и выщелачиванию. При этом
отделяют от осадка щелочные алюминаты, которые перерабатываются в
глинозем (полуфабрикат для производства алюминия) и содопродук-
ты. Осадок после промывки представляет собой грубодисперсную
суспензию — нефелиновый шлам, химический состав которого
следующий (%): Si02- 26-30; А1203 - 2,2-6,5; Fe203 - 2,1-5,5; СаО -
52—59; MgO — 0,2—1,8; Na20 + K20 — 1—2,5; потери при
прокаливании — 1—5,5. Из минералов нефелиновый шлам содержит частич-
2. Материалы из отходов металлургии
37
но гидратированный белит C-2СаО • Si02 (80—85%), в небольшом
количестве двухкальциевый феррит 2СаО • Fe203, трехкальциевый
гидроалюминат, алюмосиликаты кальция и натрия и карбонат кальция.
При извлечении глинозема из нефелиновых пород на каждую тонну
готовой продукции получают 7—8 т нефелинового шлама,
являющегося ценным сырьем для производства портландцемента и
бесклинкерного нефелинового цемента, а также изделий автоклавного
твердения.
Бокситовый (красный) шлам получают как отход переработки
основного сырья для производства алюминия-боксита. Рудными
минералами боксита являются гидроксиды алюминия, а основными
примесями — кремнезем Si02, оксиды железа и титана. Глинозем из
боксита получают мокрым щелочным способом или способом
спекания. Оба способа заключаются в получении алюмината натрия
Na20 • А1203 который гидролизуется в воде с выделением
кристаллического осадка А1(ОНK. Последний промывается, сушится и
прокаливается для удаления гидратной влаги и получения чистого
глинозема.
Характерная особенность бокситовых шламов — это высокое
содержание оксидов железа и алюминия. Химический состав (%): Si02 —
10-18; А1203 - 10-18; Fe203 - 24-45; СаО - 15-40; Na20- 4-7.
В отличие от нефелиновых бокситовые шламы содержат значительно
меньше белита, но включают большее количество ферритов и алюмо-
ферритов кальция, алюминатов, алюмосиликатов и ферритов натрия.
В настоящее время основная масса бокситовых шламов сливается в
отвалы. Высокое содержание оксидов железа не позволяет применять
их в качестве основного сырья для производства цемента. Бокситовые
шламы применяют в качестве корректирующей добавки при
производстве портландцементного клинкера, а также как активную
минеральную добавку. Разработаны технологии производства керамического и
силикатного кирпича с использованием бокситовых шламов. Сухой
бокситовый шлам используют как наполнитель красок, мастик,
пластмасс.
Сульфатные шламы получают при замене соды на сульфат натрия
Na2S04 в производстве глинозема способом спекания. Они
характеризуются наличием соединений, содержащих серу различной
степени окисления.
Так же, как и нефелиновые, сульфатные шламы могут
применяться в качестве компонентов портландцементных сырьевых смесей, для
изготовления местных шламовых вяжущих и материалов автоклавного
твердения.
При изготовлении глинозема из алюмосиликатных пород методом
спекания высокощелочной шихты в качестве отходов образуется мо-
нокальциевый шлам. На 1 т глинозема получают около 4 т такого
шлама. В монокальциевых шламах содержание СаО значительно меньше,
38 Строительные материалы из отходов промышленности
чем в белитовкх C5—38%), при этом отношение CaO:Si02 близко к
единице. Этот вид побочных продуктов может рассматриваться как
кремнеземистый компонент сырьевой смеси в производстве портланд-
цементного клинкера.
На металлургических заводах образуется значительное количество
различных железосодержащих пылей и шламов. Они с успехом могут
применяться в качестве железистой корректирующей добавки в
производстве портландцементного клинкера. Железосодержащие
добавки используются также при получении керамзита для улучшения
вспучивания и спекания глинистого сырья.
Тонкодисперсные отходы производства ферросилиция более чем на
90% состоят из частиц аморфного диоксида кремния с диаметром
менее 1 мкм. Эта пыль при введении в бетоны в сочетании с
пластифицирующей добавкой позволяет существенно увеличить прочность
или соответственно снизить расход цемента. Установлена
эффективность добавки отходов производства ферросилиция также при
изготовлении силикатного кирпича и ячеистых бетонов.
2.2. Вяжущие материалы на основе
металлургических шлаков
В настоящее время основным потребителем доменных шлаков
является цементная промышленность. Для цементной
промышленности также перспективными являются некоторые другие виды
металлургических шлаков: феррохромовый, позволяющий получать цветной
портландцементный клинкер; никелевые и медные, применяемые в
качестве железистого компонента сырьевой цементной смеси и
активной минеральной добавки; шлаки алюмотермического производства
ферросплавов и вторичной переплавки алюминия и его сплавов — как
сырье для производства глиноземистого цемента и сверхбыстротвер-
деющего портландцемента; сталерафинировочные шлаки, пригодные
для получения расширяющихся цементов. Для получения шлаковых
вяжущих автоклавного твердения возможно применение как
гранулированных, так и медленно охлажденных сталеплавильных шлаков и
шлаков цветной металлургии.
Шлакосодержащие вяжущие можно подразделить на следующие
основные группы: портландцемент и шлакопортландцемент,
сульфатно-шлаковые, известково-шлаковые, шлакощелочные вяжущие. Из
них наиболее важное значение для строительства имеют
портландцемент и шлакопортландцемент, объем производства которых
превалирует в общем выпуске цемента. Высока и технико-экономическая
эффективность использования бесклинкерных шлаковых вяжущих,
характеризующихся низкой себестоимостью, несложной технологией
2. Материалы из отходов металлургии
39
изготовления и сравнительно высокими строительно-техническими
свойствами.
Портландцемент. В соответствии с европейскими нормами
цементы общестроительного назначения разделяют в зависимости от вида
и содержания добавок на пять типов. В группу портландцементов
относят портландцемент I типа, содержащий до 5% активных
минеральных добавок, и портландцемент II типа, содержащий от 6 до 35%
минеральных добавок.
Цемент III типа — шлакопортландцемент. Он может содержать от
36 до 80% доменного шлака. Цементы IV и V типов —
соответственно пуццолановый и композиционный цементы. Первый содержит от
21 до 55% пуццолановых добавок, второй — 36—80% композиции
добавок, в которую как одна из добавок вводится обязательно доменный
гранулированный шлак.
Доменный шлак в производстве цементов на основе клинкера
применяют как компонент сырьевой смеси и как активную минеральную
добавку. Экономическая эффективность применения
гранулированного шлака в качестве активной минеральной добавки в цемент в
несколько раз выше, чем в качестве сырьевого компонента. Как
сырьевой компонент целесообразнее применять отвальные шлаки, ресурсы
которых весьма велики. По химическому составу в качестве
компонента портландцементной сырьевой шихты пригодны также и
сталеплавильные шлаки.
Химический состав доменных шлаков позволяет использовать их
вместо глинистого и части карбонатного компонентов в составе
сырьевых смесей при производстве клинкера. Для доведения
силикатного модуля сырьевых смесей до обычных пределов при низком
содержании в шлаках А1203 E—7%) в них вводят соответствующие
корректирующие добавки.
Шлаки можно рассматривать как в значительной мере
подготовленное сырье. В их составе СаО связан в различных химических
соединениях, в том числе и в виде двухкальциевого силиката — одного
из минералов цементного клинкера. Высокий уровень подготовки
сырьевой смеси при применении доменных шлаков обеспечивает
повышение производительности печей и экономию топлива. Замена
глины доменным шлаком позволяет снизить на 20% содержание
известкового компонента, уменьшить при сухом способе производства
клинкера удельный расход сырья и топлива на 10—15%, а также
повысить производительность печей на 15%.
Для заводов сухого способа производства, эксплуатирующих
печные агрегаты с циклонными теплообменными устройствами,
наиболее рациональным представляется использование шлаков в качестве
компонента сырьевой смеси с организацией совместного измельчения
всех исходных материалов.
40
Строительные материалы из отходов промышленности
Практикой доказана эффективность использования шлаков в
составе сырьевой смеси и при мокром способе производства.
Установлено, что при использовании шлакового шлама производительность
вращающихся печей увеличивается на 13—20%, расход сырьевых
материалов на 1 т клинкера снижается примерно на 12%, удельный
расход топлива — на 10—15%. Для предохранения шлаковых шламов от
загустения, расслоения и схватывания целесообразно в их состав
вводить добавки поверхностно-активных веществ (ПАВ) и применять
интенсивное перемешивание.
Значительный прирост производства клинкера можно получить
при двухстороннем питании вращающихся печей. Разработаны и
применяются технологические схемы подачи молотого шлака в печь с ее
горячего конца (рис. 2.3), а также дополнительного питания печей
путем введения доменного шлака за цепную завесу и в зону
декарбонизации. При этом производительность печей повышается на 20—
25%, а удельный расход топлива снижается на 10—15%.
Аспирационный
воздух
Шлак
i.
—tWt^/
Воздух
от компрессора
Шлам
Рис. 2.3. Схема подачи шлака в печь с горячего конца
при производстве портландцементного клинкера:
1 — мельница; 2 — винтовой насос; 3 — бункер молотого шлака; 4 — шнек;
5 — эжектор; 6 — расходомерная шайба для замера воздуха; 7 — шлаковая
форсунка; #— топливная форсунка; 9— печь; 10— рукавный фильтр; // — вентилятор
Представляют практический интерес способы получения
портландцементного клинкера обогащением шлакового расплава
необходимыми добавками. Опробованы конвертерный и электротермический
способы химического обогащения жидких доменных шлаков, при
котором тепловым агрегатом служит соответственно стационарный
2. Материалы из отходов металлургии
41
конвертер и электродуговая печь. В последнем случае достигается
высокий тепловой КПД G0—80%) и технологическая маневренность,
позволяющая при изменении электрического режима печи
регулировать температурные условия плавки. Технико-экономическая
эффективность указанных способов заключается в том, что
металлургическое производство непосредственно кооперируется с цементным, что
позволяет снизить капитальные затраты.
Технологическая схема применения техногенных продуктов в
составе сырьевой смеси должна разрабатываться в зависимости от
принятого способа приготовления этой смеси на каждом конкретном
предприятии с учетом особенностей его сырьевой базы и
типоразмеров печного агрегата. Так, для мокрого способа производства
наиболее эффективна организация дополнительного питания печей
шлаками. На основании разработок Южгипроцемента, подтвержденных в
промышленных условиях, показана целесообразность использования
для этой цели неразмолотых компонентов. При совместном мокром
помоле с гранулированным доменным шлаком влажность сырьевого
шлама существенно снижается. Однако при таком способе
приготовления сырьевой смеси производительность сырьевых мельниц
уменьшается более чем на 30%, а шлакосодержащий шлам склонен к загу-
стеванию и осаждению в бассейнах.
Использование неразмолотого шлака для дополнительного питания
печей мокрого способа производства клинкера требует раздельного
приготовления шлама с последующим смешением его со шлаком
перед подачей в печь в отдельном смесителе или же непосредственно в
рабочем объеме печи. При организации подачи шлака со шламом
необходимо учитывать реологические свойства шлама и его
способность транспортировать шлак.
При применении маложелезистых шлаков — доменных и ферро-
хромовых (разновидность шлаков ферросплавного производства) —
при создании восстановительных условий плавки в электропечах
возможно получение белых цементов. При окислении металлического
хрома, содержащегося в феррохромовых шлаках, получают клинкеры
с ровной и стойкой зеленой окрадкой.
В портландцемент с минеральными добавками при измельчении
клинкера допустимо введение до 35% доменного шлака. При этом
практически без изменения активности цемента расход клинкера
снижается на 14—16%, а расход топлива уменьшается на 17—18%. По
сравнению с бездобавочным цементом наблюдается некоторое
понижение прочности на сжатие и изгиб в ранние сроки твердения,
увеличивается усадка и повышается водоотделение. Коррозионная стойкость
портландцемента с добавкой шлака выше, чем для бездобавочного
цемента как при нормальном твердении, так и после тепловлажност-
ной обработки.
42
Строительные материалы из отходов промышленности
Портландцемент с добавкой доменных шлаков обладает
достаточно высокой морозостойкостью. Он надежно защищает стальную
арматуру в бетоне от коррозии.
Использование добавки шлака в портландцементе является
эффективным средством предотвращения вредного влияния щелочных
оксидов, что особенно важно при использовании реакционноспособных
заполнителей, а также для борьбы с высолообразованием. Хорошие
результаты достигаются при использовании в портландцементе
смешанной добавки, содержащей доменный шлак и активную
минеральную добавку осадочного происхождения.
Шлакопортландцемент — это гидравлическое вяжущее вещество,
твердеющее в воде и на воздухе, получаемое совместным тонким
измельчением клинкера, требуемого количества гипса и доменного
гранулированного шлака C5—80%) или тщательным смешиванием тех же
материалов, измельченных раздельно.
Гранулированные доменные шлаки в производстве шлакопорт-
ландцемента, так же как и портландцемент применяют не только как
активную минеральную добавку, но и в качестве сырьевого
компонента цементного клинкера. Вместо доменных шлаков при получении
шлакопортландцемента можно применять электротермофосфорные
шлаки.
Шлакопортландцемент является одним из наиболее эффективных
видов вяжущих, так как при его производстве значительная часть
клинкера заменяется более дешевым гранулированным шлаком. При
использовании доменных шлаков для производства
шлакопортландцемента топливно-энергетические затраты на единицу продукции
снижаются в 1,5—2 раза, а себестоимость — на 25—30%. Например, при
производстве шлакопортландцемента марки М400 расход топлива в
среднем на 36% ниже, чем при производстве бездобавочного
портландцемента той же марки. Расход электроэнергии сокращается на 12, а
затраты на содержание и эксплуатацию оборудования — на 10—15%.
При обычной температуре измельченные шлаки без активирующих
добавок практически не обладают способностью твердеть, что
объясняется отсутствием или низким содержанием в них достаточно
активных фаз. Практически единственным компонентом шлаков,
способным хотя и медленно, но твердеть при нормальной температуре,
является Р-двухкальциевый силикат. Ряд других минералов
приобретает гидравлические свойства лишь в условиях повышенной
температуры и давлении водяного пара, а также введении активизаторов.
Интенсивнее, чем кристаллы, взаимодействуют с водой шлаковые
стекла. Гидравлическая активность шлакового стекла зависит от
температуры выпускаемого из печи расплава, его химического состава,
характера и скорости грануляции.
Важно, особенно для формирования начальной прочности
цементов, чтобы условия грануляции обеспечивали получение шлака с
плотной стекловидной структурой.
2. Материалы из отходов металлургии
43
Качество доменных шлаков при производстве цементов
характеризуется коэффициентом качества и процентным содержанием
оксидов: А1203, MgO, Ti02, MnO. Доменные гранулированные шлаки как
компоненты цементов подразделяют на три сорта (табл. 2.2).
Таблица 2.2
Параметры качества доменных шлаков
Показатель
Коэффициент качества, не менее
А1203, %, не менее
MgO, %, не менее
ТЮ2, %, не менее
MnO, %, не менее
Сорт
1
1,65
8
15
4
2
2
1,45
7,5
15
4
3
3
1,2
Не нормировано
15
4
4
Шлакопортландцемент с содержанием шлака 25—40% обычно
применяют в тех же условиях, что и обычный портландцемент. Цементы,
содержащие 40—80% шлака, используются как низкотермичные в
массивных гидросооружениях и в сооружениях, подвергающихся
действию агрессивных вод, а также для изготовления изделий при теп-
ловлажностной обработке.
Оптимальные свойства шлакопортландцемент приобретает при
выборе рационального состава, структуры и соотношения шлакового
и клинкерного компонентов цемента, а также их дисперсности.
Установлено, что на строительно-технические свойства шлакопортланд-
цемента и бетонов на его основе основные шлаки влияют
благоприятнее, чем кислые.
Росту прочности шлакопортландцемента содействует также
применение клинкера с повышенным содержанием наиболее активных
минералов (C3S + С3А = 65—75%). При этом для кислых шлаков
желательно применять алитовые среднеалюминатные клинкеры (C3S =
= 60—70%; С3А < 8%). Положительный эффект достигается при
использовании в сочетании с доменными шлаками
низкотемпературного клинкера, содержащего до 5% свободного СаО, который служит
щелочным активизатором.
В процессе гидратации и твердения шлакопортландцемента
участвуют шлаковая и клинкерная составляющие. В начальный период
процесса гидратации в результате гидролиза минералов-силикатов
образуется пересыщенный раствор Са(ОНJ, который в сочетании с
гипсом оказывает активизирующее влияние на взаимодействие с
водой шлакового стекла. Наряду с обычными продуктами при
твердении шлакопортландцемента образуются гелеобразные гидратные
соединения с преобладанием низкоосновных гидросиликатов кальция.
44
Строительные материалы из отходов промышленности
Затвердевший шлакопортландцементный камень характеризуется
меньшим содержанием кристаллического Са(ОНJ, частично
связанного зернами шлака, и более плотной гидросиликатной гелевой
структурой. Этими особенностями структуры объясняются высокая
водонепроницаемость и устойчивость к агрессивным средам, что и
определяет область применения шлакопортландцемента.
Технологическая схема производства шлакопортландцемента
(рис. 2.4) предусматривает сушку гранулированного шлака до
остаточной влажности 1—2% и совместное измельчение его с клинкером.
Известняк 4 т-—х—х—х ГХ
1 2
ff^P
Клинкер
1 Клинкер
ТТ ГипсШлак8
' j t j
7™Ht±3|
Рис. 2.4. Схема производства шлакопортландцемента:
/ — дробилка; 2 — сушильный барабан; 3 — мельница; 4 — смесительные сило-
сы; 5— смесительный шнек; 6— вращающаяся печь; 7— клинкерный склад;
8— цементные силосы; 9 — упаковочная машина
В зависимости от сравнительной сопротивляемости клинкера и
шлака измельчению возможны две схемы помола. По первой
клинкер предварительно измельчают сначала в первой мельнице, а затем
уже во второй совместно со шлаком. Такая схема рациональна при
более низкой размалываемости шлака, чем клинкера. Она позволяет
обеспечить более тонкий помол клинкера, что ускоряет твердение
шлакопортландцемента. При примерно одинаковой
размалываемости шлака и клинкера рационален их совместный помол.
Одностадийный совместный помол недостаточно эффективен при применении
кислых шлаков. Для повышения активности шлакопортландцементов
возможен также мокрый помол шлаков и последующее смешивание
шлакового шлама в бетономешалке с портландцементом. Положи-
2. Материалы из отходов металлургии
45
тельный эффект также достигается при введении в процессе помола
шлакосодержащих цементов добавок—пластификаторов и
ускорителей твердения.
Цементная промышленность выпускает обычный, быстротверде-
ющий и сульфатостойкий шлакопортландцементы.
При производстве сулъфатостойкого шлакопортландцемента
используют клинкер с содержанием С3А не более 8% и шлак с
содержанием А1203 не более 8%.
Для получения быстротвердеющего шлакопортландцемента
рационален двухстадийный помол, т. е. предварительное измельчение
клинкера с последующим совместным помолом клинкера и шлака до
удельной поверхности не менее 4000 см2/г. Двухстадийный помол
обеспечивает более тонкое измельчение клинкерных зерен; он
целесообразен при использовании основных шлаков, по размалываемости близких
к клинкеру. Конечная прочность и другие свойства
шлакопортландцемента улучшаются также и при более тонком измельчении шлака.
Исследования на ряде цементных заводов показали, что при
содержании в быстротвердеющем шлакопортландцементе шлака 30—40%
и удельной поверхности 3500 см2/г достигается прочность через 2—
3 сут 25—30 МПа при марке цемента 500. При удельной поверхности
4000 см2Д прочность цемента при сжатии через 1 сут составляет 15—
20 МПа. При одном и том же расходе цемента на 1 м3 бетона быстро-
твердеющий шлакопортландцемент позволяет на 10—30% сократить
продолжительность тепловлажностной обработки железобетонных
изделий, причем в большинстве случаев прочность после пропарива-
ния составляет 70—90% марочной прочности. После
тепловлажностной обработки бетоны, приготовленные на быстротвердеющем
шлакопортландцементе, продолжают интенсивно набирать прочность.
Шлакопортландцемент не оказывает корродирующего действия на
стальную арматуру в железобетонных изделиях и прочно сцепляется
с ней.
Строительно-технические свойства шлакопортландцемента
характеризуются рядом особенностей по сравнению с портландцементом:
более низкой плотностью B,8—3 г/см3); несколько замедленным
схватыванием и нарастанием прочности в начальные сроки твердения.
Изготавливают следующие марки шлакопортландцемента: М300;
М400; М500. Быстротвердеющий шлакопортландцемент через 2 сут
имеет прочность на сжатие не менее 15 МПа. Марка его должна быть
не менее М400. Для сульфатостойкого шлакопортландцемента
установлены марки М300 и М400.
Для строительства массивных сооружений, работающих в водной
среде, кроме высокой стойкости шлакопортландцемента к
химической агрессии, важно его пониженное тепловыделение, достигающее
к 3-м и 7-м суткам твердения примерно 141 — 197 кДж/кг.
46
Строительные материалы из отходов промышленности
Особенностью шлакопортландцемента, важной для заводского
производства сборного железобетона, является интенсивный рост его
прочности при пропаривании, особенно в области высоких
температур. Наиболее интенсивно растет прочность при изгибе.
Одновременно повышаются морозо-, соле- и трещиностойкость. Характерно, что
эффективность шлакопортландцемента при тепловлажностной
обработке повышается по мере увеличения количества шлака в цементе,
что обусловлено образованием при повышенной температуре и ще-
лочно-сульфатной активизации дополнительного количества
гидросиликатов кальция и формированием плотной мелкопористой
структуры цементного камня.
Пониженное содержание в шлакопортландцементе свободного
гидроксида кальция объясняет его более высокую стойкость против
агрессивного воздействия мягких и сульфатных вод, а также к
повышенным температурам.
Морозостойкость шлакопортландцемента несколько ниже
морозостойкости портландцемента; она уменьшается с увеличением
содержания шлака. Бетоны на шлакопортландцементе обычно
выдерживают 50—100 циклов попеременного замораживания и оттаивания.
Существенно повысить морозостойкость бетонов на
шлакопортландцементе можно введением воздухововлекающих веществ.
Шлакопортландцемент -г универсальный вяжущий материал, его
можно эффективно применять для бетонных и железобетонных
конструкций, наземных, подземных и подводных сооружений. С
применением шлакопортландцемента возведены крупнейшие
гидроэлектростанции на Днепре, Енисее и др., он был широко использован для
строительства предприятий черной металлургии и других отраслей
тяжелой индустрии в Донбассе, на Урале, в Сибири, Закавказье.
Шлакопортландцемент успешно применяют для производства сборных
железобетонных конструкций и изделий с применением пропарива-
ния. Имеется положительный опыт применения
шлакопортландцемента для строительства дорог и аэродромов.
Цементы специального назначения. Кроме шлакосодержащих
цементов на основе портландцементного клинкера, широко применяемых во
всех областях строительства, металлургические шлаки являются
сырьевыми материалами для ряда вяжущих, обладающих специальными
свойствами.
Некоторые виды шлаков и в частности отвальные шлаки алюмо-
термического производства могут использоваться для получения г/ш-
ноземистого цемента — высокопрочного быстротвердеющего
вяжущего, основные свойства которого определяются преобладанием в его
составе низкоосновных алюминатов кальция.
Отвальные шлаки алюмотермического производства ферросплавов
имеют следующий химический состав (табл. 2.3).
2. Материалы из отходов металлургии
47
Таблица 2.3
Химический состав шлаков алюмотермического производства
Шлак —
отход при
производстве
Ферротитана
Металлического хрома
Ферробора
Содержание оксидов, %
Si02
0,5-1,5
0,9-1,5
2-3
А1203
69-74
70-78
60-64
FeO
0,5—1
0,1-0,5
2-5
СаО
8-12
8-10
15-20
MgO
1-4
1-2
7-9
Ti02
9-15
—
—
Cr203
—
7-9
—
В203
—
—
3-9
Минералогический состав шлаков представлен в основном
глиноземом G0—80%), магнезиальной шпинелью C—10%) и
соединениями титана, хрома и бора в зависимости от разновидности шлака.
Перспективным видом сырья для производства обычного глиноземистого
цемента являются отмытые шлаки вторичной переплавки алюминия
и его сплавов. Предложен способ спекания смеси из указанных
шлаков, мела и небольшого количества гипса, который позволяет
получать глиноземистый цемент с высокими строительно-техническими
свойствами.
Глиноземистый шлак может быть использован для получения
расширяющегося цемента. В НИИцементе Ю.Ф. Кузнецовой и И.В.
Кравченко предложен расширяющийся портландцемент (РПЦ), который
состоит из портландцементного клинкера — 60—65%;
глиноземистого шлака — 5—7%; двуводного гипса — 7—10%; и гидравлической
добавки — 20—25%. Портландцементный клинкер должен содержать не
менее 7% С3А и не менее 55% C3S. В природном двуводном гипсе
должно быть не менее 95% CaS04 * 2Н20.
Дефицитность глиноземистого шлака заставила искать более
доступный его заменитель. В 1965 г. И.В. Кравченко и Г.И. Чистяковым
был предложен расширяющийся портландцемент, в котором был
применен отход сталеплавильного производства — сталерафинировочный
глиноземистый шлак. Исследования показали, что замена
глиноземистого шлака сталерафинировочным шлаком, имеющим несколько
иной минералогический состав, не ухудшила
строительно-технических свойств расширяющего портландцемента. Активная минеральная,
добавка в составе расширяющегося портландцемента может быть
представлена осадочными горными породами типа трепелов или опок
или доменным гранулированным шлаком. При выпуске РПЦ
осуществляют совместный помол указанных материалов до тонкости
помола, характеризующейся остатком на сите № 02 не более 1% и на сите
№ 008 - не более 7%.
48
Строительные материалы из отходов промышленности
На основе металлургических шлаков предложен ряд тампонажных
вяжущих и растворов для тампонирования нефтяных и газовых
скважин. В процессе цементирования существенное значение имеют
структурно-механические свойства тампонажных растворов.
Интенсивное загустевание цементных суспензий часто является причиной
серьезных осложнений при цементировании. Шлаковые растворы в
течение длительного времени после затворения не подвергаются за-
густеванию. Однако существенным недостатком шлаковых растворов
является большая водоотдача. Снижение водошлакового отношения
способствует повышению вязкости растворов и ускоряет их
схватывание.
Весьма важным свойством шлакового тампонажного цемента
является коррозионная стойкость камня, находящегося в контакте с
агрессивными пластовыми водами. Коррозионным процессом для
портландцемента и цементно-бентонитовых смесей в основном является
выщелачивание извести. Наиболее интенсивно этот процесс протекает
в первые три месяца твердения. В условиях высоких температур
вследствие ускорения проницаемости портландцементного камня
последний еще больше подвергается коррозии. При температуре 100 °С в
камне из чистого портландцемента в агрессивной среде через один год
количество извести уменьшилось на 21,44% по сравнению с
первоначальным ее содержанием. Шлаковый камень, твердеющий при
высоких температурах и давлениях, ведет себя иначе. С повышением
температуры даже в условиях агрессивной среды гидратационная
активность шлакового цемента и прочность камня возрастают.
Концентрация извести в его составе уменьшается на 4—6% по сравнению
с исходной. Поэтому в агрессивной среде в условиях высоких
температур и давлений шлаковый цемент имеет существенное
преимущество перед портландцементом.
Отмеченные выше свойства характеризуют шлаковый цемент как
тампонажный материал, удовлетворяющий основным требованиям
цементирования высокотемпературных скважин. Однако при
введении активаторов шлаки могут быть применены при температурах
значительно ниже 120 °С. В качестве активирующего компонента
наиболее эффективным является портландцемент.
Медленно схватывающиеся шлаковые растворы при введении в
них незначительного количества тампонажного цемента
приобретают почти те же сроки схватывания, что и тампонажные растворы.
Шлакопортландцементные растворы являются хорошим тампонаж-
ным материалом, дающим камень высокой плотности. При
добавлении к шлаку 10—20% портландцемента сроки схватывания раствора
при температуре 22 °С сокращаются почти в 10 раз (с 50—60 до 6—7 ч).
При высоких температурах незначительные добавки
портландцемента к шлаку приводят к более резкому ускорению сроков схватывания.
2. Материалы из отходов металлургии
49
Так, при введении 10% портландцемента в шлак, начало схватывания
раствора при 75 °С наступает в 25—30 раз быстрее.
Регулирование сроков схватывания количеством добавляемого
портландцемента не всегда эффективно. В качестве ускорителей
сроков схватывания шлакопортландцементных растворов могут быть
применены хлористый кальций или хлористый натрий.
В основном, шлакопортландцемент в «холодных» скважинах
применяется для повышения коррозионной стойкости камня при
изоляции агрессивных пластовых вод.
Шлакопесчаный цемент приготавливается путем совместного
помола шлака с песком. При этом получаются тампонажные материалы с
гаммой разнообразных свойств, обеспечивающие необходимое
качество цементирования скважин при различных условиях.
Несмотря на то, что молотый песок обладает большей удельной
поверхностью, чем песок естественной крупности, шлаковые растворы,
приготовленные с добавлением молотого песка, в отличие от
аналогичных цементно-песчаных растворов, не подвергаются интенсивному
загустеванию в течение длительного времени после их приготовления.
Это обстоятельство имеет большое значение при прокачивании
раствора в скважину
Введение молотого песка в шлаковый раствор не только
позволяет увеличивать сроки схватывания, но и положительно влияет на
физико-механические свойства камня. Сроки схватывания раствора и
прочность камня зависят от содержания песка и тонкости его
помола. С увеличением дозировки песка сроки схватывания возрастают.
Добавка песка в шлак в количестве 20—60% в смеси повышает
прочность камня. Такая же дозировка песка обеспечивает снижение его
водо- и газопроницаемости.
На основе некоторых видов шлаков и, в частности, феррохромо-
вого можно получать цветные цементы и пигменты.
Поскольку состав феррохрома строго нормируется, колебания
химического состава феррохромового шлака незначительны, что
гарантирует стабильность технологического процесса получения цементов
и пигментов на основе феррохромового шлака.
Феррохромовый шлак представляет собой серый
порошкообразный материал с высокой дисперсностью, которая объясняется
полиморфным превращением C-двухкальциевого силиката в у-модифика-
цию, сопровождающимся увеличением объема. При этом удельная
поверхность шлака равна 2500—2800 см2Д. Данные седиментацион-
ного анализа показали, что содержание тонких фракций (размером
менее 40 мкм) составляет более 70%.
Учитывая близость химического состава феррохромового шлака к
портландцементу, наличие в нем ряда модифицирующих элементов и
оксида хрома — сильного хромофора, этот вид шлака можно
использовать в качестве основного компонента сырьевой смеси для получе-
50
Строительные материалы из отходов промышленности
ния цветных цементов, в частности, для получения зеленого цемента
и пигментов широкой цветовой гаммы. По своим характеристикам
зеленый цемент на основе феррохромового шлака полностью отвечает
требованиям ГОСТ. При этом температура обжига цементного
клинкера значительно ниже температуры обжига декоративных цементных
клинкеров, выпускаемых цементными заводами.
Бесклинкерные шлаковые вяжущие — это продукты тонкого
измельчения шлаков, содержащие добавки активизаторов их твердения.
Шлаки способны самостоятельно твердеть при нормальных
условиях лишь при существенном содержании в них гидравлически
активных фаз, например, (З-двухкальциевого силиката. Содержание таких
фаз в шлаках обычно незначительно и они при нормальных условиях
или при пропаривании в условиях атмосферного давления не
твердеют или твердеют очень медленно и характеризуются невысокой
прочностью. При использовании гранулированных шлаков с высоким
содержанием стекла их твердение можно вызвать введением добавок —
активизаторов, способствующих проявлению потенциальных
вяжущих свойств шлакового стекла. Различают щелочную, сульфатную и
комбинированную активизацию шлаков.
В качестве щелочных активизаторов шлака используют известь, а
также натриевые и калиевые щелочные соединения. При сульфатной
активизации в шлаки вводится добавка сульфата кальция обычно в
виде гипса или ангидрита.
Введение добавок-активизаторов нарушает термодинамически
неустойчивое равновесие шлакового стекла, способствует его
перестройке с образованием гидросиликатов, гидроалюмосиликатов, что
сопровождается твердением и синтезом искусственного камня. При повышенном
содержании щелочной добавки, характерном для шлакощелочных
вяжущих, возможно образование щелочных гидроалюмосиликатов,
способствующих твердению шлаков.
Сульфатная активизация шлаков приводит к образованию в
твердеющей системе «шлак — сульфат кальция — вода» гидросульфоалю-
минатов кальция. Комбинированная — щелочно-сульфатная
активизация шлаков характерна в композиции их с портландцементом,
содержащим гипс, и образующим в результате гидролиза клинкерных
минералов гидроксид кальция.
Активизаторы тщательно смешивают со шлаком при их
совместном измельчении (сульфатно-шлаковые, известково-шлаковые
вяжущие) или затворении водными растворами (шлакощелочные
вяжущие).
Сульфатно-шлаковые цементы — это гидравлические вяжущие
вещества, получаемые совместным тонким измельчением доменных
шлаков и сульфатного возбудителя твердения (гипса или ангидрита)
с небольшой добавкой щелочного активизатора (извести,
портландцемента или обожженного доломита).
2. Материалы из отходов металлургии
51
Широкое распространение из группы сульфатно-шлаковых
получил гипсошлаковый цемент, содержащий 75—85% шлака, 10—15 дву-
водного гипса или ангидрита, до 2% оксида кальция или 5% портланд-
цементного клинкера. Высокая активизация обеспечивается при
использовании ангидрита, обожженного при температуре около
700 °С, и высокоглиноземистых основных шлаков. По мере
уменьшения основности шлаков целесообразно увеличение концентрации
извести (от 0,2 г/л СаО для основных шлаков до 0,4—0,5 г/л для кислых).
Разновидностью этой группы цементов является также шлаковый
бесклинкерный цемент, состоящий из 85—90% шлака, 5—8%
ангидрита и 5—8% обожженного доломита. Степень обжига доломита
зависит от основности шлаков. При использовании основных шлаков
обжиг ведут при температуре 800—900 °С до частичного разложения
СаС03, а кислых — при температуре 1000—1100 °С до полной
диссоциации СаС03 (рис. 2.5).
Рис. 2.5. Схема производства сульфатно-шлакового цемента
при использовании доломита:
I — склад доломита; 2 — склад гипса; 3 — вагонетка; 4— подъемник печи;
5 — шахтная печь для обжига доломита; 6 — дробилка; 7 — бункер обожженного
доломита; 8 — бункер ангидрита; 9 — бункер гипса; 10 — склад мокрого шлака;
II — вагонетка; 12 — приемный бункер сушильного барабана; 13— сушильный
барабан; 14 — склад сухого шлака; 15 — грейферный кран; 16 — бункер шлака над
мельницей; 17— шнек; 18— питатель; 19— бункер добавок; 20— шаровая
мельница; 21 — элеватор; 22 — силосы сульфатно-шлакового цемента
52 Строительные материалы из отходов промышленности
Активность сульфатно-шлаковых цементов существенно зависит от
тонкости измельчения. Высокая удельная поверхность вяжущих
D000—5000 см2Д) достигается с помощью мокрого помола. При
высокой тонкости измельчения и рациональном составе прочность этих
цементов не уступает прочности портландцемента. Однако
недостатком сульфатно-шлаковых цементов является быстрое снижение
активности при хранении; характерным для них является связывание
повышенного количества воды при гидратации, что вызывает в
бетонах значительный сдвиг оптимальных В/Ц в сторону больших
значений (до 0,5—0,65). Пониженная пластичность сульфатно-шлаковых
цементов обусловливает существенное снижение прочности бетонов
на их основе по мере отощения, т. е. увеличения содержания
заполнителей.
Оптимальная температура твердения этих цементов 20—40 °С, при
более низких температурах или более высоких прочность снижается.
Как и другие шлаковые вяжущие, сульфатно-шлаковые цементы
имеют небольшую теплоту гидратации к 7 сут, что позволяет
применять их при возведении массивных гидротехнических сооружений.
Этому способствует также их высокая стойкость к воздействию
мягких и сульфатных вод. Химическая стойкость сульфатно-шлаковых
цементов выше, чем шлакопортландцемента, что делает их
применение целесообразным в различных агрессивных условиях.
Сульфатно-шлаковые вяжущие твердеют сравнительно медленно.
Их марки М150—М300. В течение первых 2—3 недель твердения
бетоны на этих вяжущих необходимо предохранять от высыхания.
В противном случае поверхностный слой конструкций становится
недостаточно прочным.
Для изготовления сульфатно-шлаковых вяжущих целесообразно
применять основные доменные шлаки с повышенным A0—20%)
содержанием глинозема. Для кислых шлаков желательно, чтобы модуль
основности был не менее 0,8 и модуль активности не ниже 0,45.
Арматура в бетонах на сульфатно-шлаковых вяжущих при повышенной
влажности подвергается коррозии.
Известково-шлаковые цементы — это гидравлические вяжущие
вещества, получаемые совместным помолом доменного
гранулированного шлака и извести (рис. 2.6). Их применяют для изготовления
строительных растворов и бетонов марок не более М200. Для регулирования
сроков схватывания и улучшения других свойств этих вяжущих при
их изготовлении вводится до 5% гипсового камня. Цементы более
высокого качества можно получить, применяя основные шлаки с
повышенным содержанием глинозема и негашеную известь, содержание
которой 10—30%.
Известково-шлаковые цементы по прочности уступают сульфатно-
шлаковым. Их марки: М50, Ml00, Ml50, М200. Начало схватывания
должно наступать не ранее чем через 25 мин, а конец — не позднее
2. Материалы из отходов металлургии
53
тп~„ Гипс
Шлак , Известь
Рис. 2.6. Схема производства известково-шлакового цемента:
/ — сушильный барабан; 2 — мельница; 3 — цементные силосы; 4 —
упаковочная машина
чем через 24 ч после начала затворения. При снижении температуры,
особенно после 10 °С, нарастание прочности резко замедляется и,
наоборот, повышение температуры при достаточной влажности
среды способствует интенсивному твердению. Твердение на воздухе
возможно лишь после достаточно продолжительного твердения A5—
30 сут) во влажных условиях. Для известково-шлаковых цементов
характерны низкая морозостойкость, высокая стойкость в
агрессивных водах и малая экзотермия.
Шлаковые вяжущие для бетонов автоклавного твердения — это
продукты тонкого измельчения мартеновских, ваграночных и некоторых
других низкоактивных при нормальном твердении шлаков с активи-
заторами твердения, которыми служат цемент или известь A0—20%)
и гипс C—5%). Их активность особенно проявляется при тепловлаж-
ностной обработке в автоклавах под давлением 0,8—1,5 МПа при
температуре 170—200 °С. Прочность при сжатии автоклавированных
образцов из пластинных растворов состава 1:3 достигает 20—30 МПа и
более. Получают их, в основном, так же как известково- и сульфатно-
шлаковые цементы. До дробления и помола из шлаков отделяют с
помощью магнитных сепараторов металлические включения.
Размалывают вяжущие вещества до остатка на сите № 008 не более 10—15%.
Способностью интенсивно твердеть при автоклавной обработке
обладают не только тонкоизмельченные гранулированные, но и
отвальные металлургические шлаки. Последние состоят в основном из
кристаллических фаз, неспособных твердеть при 20—100 °С. При
более высоких температурах они взаимодействуют с водяным паром и
образуют гидратные соединения, что сопровождается твердением
шлаков. Твердению отвальных шлаков в автоклавах способствует
добавка к шлакам химических активизаторов, а также механическая
активизация — тонкое измельчение на бегунах, в шаровых и
вибрационных мельницах и т. д.
54
Строительные материалы из отходов промышленности
Обширные исследования по получению и применению
автоклавных материалов на основе металлургических шлаков проведены в
Московском инженерно-строительном институте под руководством
А.В. Волженского. Было показано при использовании шлаков
различных заводов, что если значения прочности образцов нормального
твердения находятся в пределах от 0,8 до 5,8 МПа, то прочность ав-
токлавированных образцов изменяется от 12,2 до 36,1 МПа.
Некоторые из этих результатов применительно к шлаку Челябинского
металлургического завода приведены в табл. 2.4.
Таблица 2.4
Прочность шлаковых вяжущих в зависимости от условий твердения
(по А.В. Волженскому)
Шлак
Отвальный
Челябинского
завода
Гранулированный того
же завода
Состав вяжущего, % от массы
Шлак
100
90
80
85
100
90
80
85
Известь
негашеная
—
10
20
10
—
10
20
10
Гипс
двуводный
—
—
—
5
—
—
—
5
Предел прочности
при сжатии, МПа
После
автоклавной
обработки
при 0,8 МПа
C + 8 + 3)
8,4
18,7
25,8
21,9
28,3
17,3
15,3
31,8
После
твердения
над водой
28 сут
5,4
3,5
3,0
4,8
3,0
4,8
3,3
10,8
В условиях автоклавного твердения приобретают способность
твердеть немолотые шлаки, саморассыпающиеся в результате перехода
минерала 2CaOSi02 из C- в у-ф°РмУ- Особенностями шлаковых
вяжущих автоклавного твердения являются пониженные усадка на
воздухе и набухание во влажной среде, высокая стойкость по отношению
к мягким и сульфатным водам.
Шлакощелочные вяжущие — это гидравлические вяжущие вещества,
получаемые измельчением гранулированных шлаков совместно со
щелочными компонентами или затворением молотых шлаков
растворами соединений щелочных металлов (натрия или калия), дающих
щелочную реакцию (рис. 2.7).
2. Материалы из отходов металлургии
55
\~k^=rf
Рис. 2.7. Схема производства шлакощелочного вяжущего:
/ — склад; 2 — сушильный барабан; 3 — вальцы; 4, 5 — расходные бункеры шлака
и активной минеральной добавки; 6 — расходный бункер щелочного компонента;
7 — дозаторы; 8 — вальцы для измельчения щелочного компонента; 9 — склад
щелочного компонента; 10 — мельница; 11 — склад вяжущего
Шлакощелочные вяжущие предложены и исследованы под
руководством В.Д. Глуховского в Киевском национальном университете
строительства и архитектуры.
Для получения шлакощелочных вяжущих применяют
гранулированные шлаки — доменные, электротермофосфорные, цветной металлургии.
Необходимое условие активности шлаков — это наличие стекловидной
фазы, способной взаимодействовать со щелочами. Тонкость помола
должна соответствовать удельной поверхности не менее 3000 см2/г.
В качестве щелочного компонента применяют каустическую и
кальцинированную соду, поташ, растворимый силикат натрия и др.
Обычно используют также попутные продукты промышленности:
плав щелочей (содовое производство); содощелочной плав
(производство капролактама); содопоташную смесь (производство глинозема);
цементную пыль и т. п. Использование щелочесодержащих отходов
позволяет получать значительные объемы шлакощелочных вяжущих.
Оптимальное содержание щелочных соединений в вяжущем в
пересчете на Na20 составляет 2—5% массы шлака.
56 Строительные материалы из отходов промышленности
Для шлаков с модулем основности (М0) больше единицы могут
применяться все щелочные соединения или их смеси, дающие в воде
щелочную реакцию, для шлаков с М0 < 1 только едкие щелочи и
щелочные силикаты с модулем 0,5—2, несиликатные соли слабых
кислот и их смеси могут быть использованы только в условиях тепловлаж-
ностной обработки.
Высокая активность соединений щелочных металлов, по
сравнению с соединениями кальция, дает возможность получить быстро-
твердеющие, высокопрочные вяжущие. Наличие щелочей
интенсифицирует разрушение и гидролитическое растворение шлакового стекла,
образование щелочных гидроалюмосиликатов и создание среды,
способствующей образованию и высокой устойчивости низко<эсновных
кальциевых гидросиликатов. Малая растворимость новообразований,
стабильность структуры во времени являются решающими
условиями долговечности шлакощелочного камня.
Начало схватывания этих вяжущих не ранее 30 мин, а конец — не
позже 12 ч от начала затворения.
По пределу прочности при сжатии через 28 сут шлакощелочные
вяжущие подразделяют на марки от МЗОО до Ml200. Для ускорения
набора прочности и уменьшения деформативности в вяжущее вводят
добавку цементного клинкера B—6%, масс). Предел прочности при
сжатии быстротвердеющего шлакощелочного вяжущего в возрасте
3 сут для марок М400 и М500 составляет не менее 50% марочной
прочности, а для марок М600—М1200 — не менее 30 МПа.
Шлакощелочные вяжущие восприимчивы к действию тепловлаж-
ностной обработки. При температуре пропаривания 80—90 °С цикл
обработки может быть сокращен до 6—7 ч, активная часть режима
составляет 3—4 ч. Можно значительно снизить и максимальную
температуру пропаривания, а также использовать ступенчатые и пиковые
режимы обработки.
Контракция шлакощелочных вяжущих в 4—5 раз меньше, чем у
портландцемента, вследствие чего они имеют более низкую
пористость, что обеспечивает их высокую водонепроницаемость,
морозостойкость, относительно низкие показатели усадки и ползучести.
Несмотря на интенсивный рост прочности в ранние сроки твердения,
тепловыделение у них невысоко (в 1,5—2,5 раза меньше, чем у
портландцемента).
Шлакощелочные вяжущие обладают высокой коррозионной
стойкостью и биостойкостью. Щелочные компоненты выполняют роль
противоморозных добавок, поэтому вяжущие интенсивно твердеют
при отрицательных температурах.
Исследованиями В.Д. Глуховского, П.В. Кривенко, Е.К. Пушкаре-
вой, Р.Ф. Руновой и др. разработан ряд специальных шлакощелочных
вяжущих: высокопрочных, быстротвердеющих, безусадочных, корро-
зионностойких, жаростойких, тампонажных.
2. Материалы из отходов металлургии
57
Экономическая эффективность их высока. Удельные
капиталовложения на производство этих вяжущих в 2—3 раза меньше, чем при
производстве портландцемента, так как отсутствуют фондо-, капита-
ло- и материалоемкие технологические операции: не нужны
разработка месторождений, подготовка сырья, дробление, обжиг и др.
Например, сравнивая затраты на производство шлакощелочных вяжущих
марок М600—М1200 и портландцемента марки М600, увидим, что их
себестоимость ниже в 1,7—2,9 раза, удельный расход условного
топлива—в 3—5, электроэнергии — в 2, приведенные затраты — в 2—
2,5 раза меньше, чем при производстве портландцемента.
2.3. Заполнители из металлургических шлаков
Металлургические шлаки являются значительным резервом
обеспечения строительной индустрии заполнителями для бетонов.
Шлаковые заполнители по величине насыпной плотности могут быть
тяжелыми (ро > 1000 кг/м3) и легкими (р0 < 1000 кг/м3), а по крупности
зерен — мелкими (< 5 мм) и крупными (> 5 мм).
Шлаковый щебень. Шлаковый щебень получают дроблением
отвальных металлургических шлаков или специальной обработкой
огненно-жидких шлаковых расплавов (литой шлаковый щебень). Для
производства щебня в основном применяют отвальные шлаки,
сталеплавильные (приемлемые для переработки в щебень), а также
медеплавильные, никелевые и другие шлаки цветной металлургии.
К эффективным видам тяжелых заполнителей бетона, не
уступающих по физико-механическим свойствам продуктам дробления
плотных природных каменных материалов, относится литой
шлаковый щебень. При производстве этого материала огненно-жидкий шлак
из шлаковозных ковшей сливается слоями толщиной 250—500 мм на
специальные литейные площадки или в трапециевидные
ямы-траншеи (рис. 2.8). При выдерживании в течение 2—3 ч на открытом
воздухе температура расплава в слое снижается до 800 °С и шлак
кристаллизуется. Затем его охлаждают водой, что приводит к развитию
многочисленных трещин. Шлаковые массивы на линейных
площадках или в траншеях разрабатываются экскаваторами с последующим
дроблением и грохочением.
Физико-механические свойства литого шлакового щебня:
Средняя плотность кусков, кг/м3 ... . . 2200—2800
Истинная плотность, кг/м3 2900—3000
Предел прочности на сжатие, МПа 60—100
Водопоглощение, % масс 1—5
Насыпная плотность щебня, кг/м3 1200—1500
58
Строительные материалы из отходов промышленности
Рис. 2.8. Схема производства литого щебня траншейным способом:
/ — шлаковозный ковш; 2 — траншея для шлаковых расплавов; 3 — грохот; 4 —
бункеры; 5 — дробилка; 6 — бункеры для готовой продукции (шлакового щебня)
Литой шлаковый щебень характеризуется высокими морозо- и
жаростойкостью, а также сопротивлением истиранию. Стоимость его
почти в 2 раза меньше, чем щебня из природного камня. Для
изготовления бетонных и железобетонных изделий применяют
фракционированный литой шлаковый щебень крупностью 5—70 мм.
Несортированный материал используется в дорожном строительстве и в
производстве минеральной ваты, а отсев может служить
заполнителем жароупорных бетонов и частично заменять гранулированный
шлак в производстве шлакопортландцемента. Для получения литого
плотного шлакового щебня кристаллической структуры
применяются «малогазистые» огненно-жидкие шлаки, в которых при
охлаждении образуется минимальное число пор, а средняя плотность кусков —
не менее 2200 кг/м3.
Необходимым условием получения заполнителей из
металлургических шлаков является устойчивость их к различным видам
распада. Особенно опасен силикатный распад, характерный для высоко-
кальциевых, маломарганцевых и малоглиноземистых шлаков.
2. Материалы из отходов металлургии
59
Полиморфное превращение ортосиликата кальция — основная
причина, вызывающая эту форму распада, может возникнуть при
медленном остывании шлаков. Поэтому основным способом стабилизации
шлаков, склонных к силикатному распаду, является быстрое их
охлаждение (термическая стабилизация); например, слив шлаковых
расплавов тонким слоем с откоса шлаковой горы или грануляция.
Кроме термической, разработаны также способы химической и
кристаллохимической стабилизации, основанные на введении в
расплав добавок, способствующих образованию устойчивых соединений.
При химическом способе в расплав вводятся обычно добавки (глина,
песок), связывающие оксид кальция и способствующие
кристаллизации устойчивых минералов (геленита, окерманита и др.). Сущность
кристаллохимического способа заключается в стабилизации C-C2S
введением некоторых добавок в шлаковый расплав. К эффективным
стабилизаторам, при введении которых образуется устойчивая
решетка ортосиликата кальция, относятся щелочи, оксиды фосфора, бора
и др. Опасен также железистый распад, вызываемый увеличением
объема (почти на 38%) при воздействии воды на сульфид железа и
образованием гидроксида железа.
Распад шлаков начинается в процессе их охлаждения и
завершается в отвалах в течение 2—3 месяцев. Шлаки, пролежавшие в
отвалах длительное время и не имеющие признаков распада, считаются
устойчивыми.
Для ускоренной оценки стойкости шлаков к силикатному распаду
пробу подвергают пропариванию над кипящей водой или в
автоклаве при давлении 0,2 МПа. Шлаковый щебень считается стойким к
силикатному распаду, если потеря массы для испытываемой фракции
не превышает 5%. Склонность к силикатному распаду можно
определить, облучая шлаки ультрафиолетовыми лучами (люминесцентный
метод). Шлаки, склонные к силикатному распаду, отличаются желтым
или золотистым свечением, а устойчивые — фиолетовым различных
оттенков.
Стойкость против железистого распада устанавливается
выдерживанием шлакового щебня в дистиллированной воде в течение 30 сут.
Потеря массы при этом так же, как и при испытании на силикатный
распад, не должна превышать 5%.
Для предотвращения известкового и магнезиального распада в
шлаках, перерабатываемых на заполнители, не допускаются
свободные оксиды кальция и магния.
Предварительную оценку устойчивости структуры доменного
шлака производят, зная его химический состав. Устойчивую структуру
имеют шлаки, в которых содержание оксида кальция (%) равно или
меньше величины, вычисленной по формуле
CaO = 0,92SiO2 + A1203 + 0,2MgO. B.4)
60
Строительные материалы из отходов промышленности
В зависимости от крупности зерен щебень делится на фракции: 5—
10, 10—20, 20—40, 40—70, 70—120 мм. Зерновой состав шлакового
щебня, как и других видов заполнителя, подбирается для обеспечения
минимальной пустотности. Минимальная насыпная плотность
щебня каждой из фракций составляет 1000 кг/м3. Содержание зерен
пластинчатой (лещадной) и игловатой формы, должно быть для щебня:
кубовидного — не более 15%; улучшенного — 25; обычного — 35%.
Длина таких зерен в три и более раза превышает их толщину или
ширину.
Прочность шлакового щебня характеризуется его маркой. Для
щебня из доменного шлада, применяемого в качестве заполнителя
тяжелого бетона, установлено пять марок по прочности:
Марка щебня по прочности
Потеря в массе после
испытаний, %
1200
До 15
1000
15-25
800
25-35
600
35-45
300
45-55
Щебень марки Ml200 может быть использован при изготовлении
бетона марки М400 и выше, М1000 — марки МЗОО, М800— марки
М200 и М600 — ниже М200. Щебень низких марок применяется
также при изготовлении бетонов более высокой прочности, но после
соответствующей проверки и технико-экономического обоснования.
В зависимости от числа циклов, которые выдерживает щебень при
испытании, устанавливают его марки по морозостойкости (табл. 2.5).
Таблица 2.5
Марки шлакового щебня по морозостойкости
Испытания
Непосредственное замораживание:
число циклов
потеря массы после испытания, %,
не более
Марка щебня по морозостойкости
F15
15
10
F25
25
10
F50
50
5
F100
100
5
F150
150
5
F200
200
5
F300
300
5
Содержание в шлаковом щебне отмучиваемых пылевидных и
глинистых частиц должно быть не более 3% для слабоактивного и
неактивного шлаков. Для активных и высокоактивных шлаков содержание
отмучиваемых примесей не нормируется. Недопустимо содержание в
щебне примесей топливных шлаков, золы, колошниковой пыли.
2. Материалы из отходов металлургии
61
Содержание глины в комках в щебне из шлаков всех видов не
должно быть более 0,25% по массе.
В металлургических шлаках содержится сера, вызывающая
коррозию арматурной стали. В щебне из доменного шлака ее содержание
не должно превышать 2,5% по массе. Наличие серы необходимо
учитывать в производстве преднапряженных железобетонных
конструкций, где возможность использования шлакового щебня должна быть
обоснована специальными исследованиями.
Наряду с плотными отвальными шлаками для производства
щебня используют пористые шлаки, образуемые из расплавов с большим
газонасыщением, вспучиванием пузырьками выделяющихся газов.
Прочность пористых отвальных шлаков 2,5—40 МПа; средняя
плотность в куске составляет 400—1600 кг/м3, что позволяет обеспечить
насыпную плотность щебня 800 кг/м3 и менее и применять их для
производства легких бетонов.
Физико-механические свойства шлакового щебня изменяются в
более широком интервале, чем щебня из горных пород (табл. 2.6), что
обусловлено колебаниями качества сырьевых материалов и
технологических параметров.
Таблица 2.6
Физико-механические свойства шлакового щебня на различных шлаках
Вид шлака
или породы
Гранит
Шлак:
доменный
плотный
пористый
мартеновский
конвертерный
медеплавильный
фосфорный
Истинная
плотность,
кг/м3
2650
2950
2940
3200
3100
3500
2950
Средняя
плотность,
кг/м3
2650
2820
2300
3030
2800
3430
2850
Водо-
поглоще-
ниепо
массе, %
0,2
1,5
7,3
2,3
4,0
0,4
0,9
Предел
прочности при
сжатии,
МПа
120
104
62
110
76
140
135
Показатель
дроби-
мости, %
11
19
44
17
39
6
12
Шлаковый щебень применяется не только как заполнитель
цементных бетонов, но также в дорожном строительстве для укрепления
оснований и устройства асфальтобетонных покрытий. В зависимое-
62
Строительные материалы из отходов промышленности
ти от структурных особенностей, сопротивления истиранию и дроби-
мости шлаковый щебень делится на марки:
Марка щебня по истираемости
Потеря массы при испытании, %
И1
<25
ИИ
25-35
иш
35-45
MIV
45-60
Марка щебня из металлургического шлака как заполнителя
асфальтовых бетонов зависит от вида смесей. Она должна быть,
например, для смесей марки I:
— для горячих и теплых асфальтобетонов типов А, Б и В
соответственно 1200, 1000 и 800;
— холодных — типов Бх и Вх — 800 и 600;
— пористых — 800.
Шлакоминеральные смеси. К шлакоминеральным смесям относятся
каменные материалы, укрепленные гранулированным доменным
шлаком и предназначенные для устройства оснований автомобильных
дорог. Для активизации шлаков и твердения смесей в их состав
вводят добавки гашеной извести A—3%) или портландцемента C—5%).
Шлакоминеральные смеси, активированные гашеной известью,
медленно схватываются и твердеют, что позволяет делать разрывы в
несколько суток между приготовлением смеси и ее укладкой в основания.
Шлакоминеральные смеси, активированные цементом,
схватываются быстрее и позволяют вести строительные работы в течение 6—8 ч.
Шлакоминеральные смеси, уложенные в слое основания,
практически не требуют специального ухода и позволяют открыть движение
сразу после уплотнения. Они допускают укладку асфальтобетонных
покрытий сразу после уплотнения основания. При устройстве
оснований из шлакоминеральных смесей на дорогах высших категорий
можно использовать не только местные малопрочные каменные
материалы, но и песчано-гравийные смеси.
Шлакоминеральное основание более жестко по сравнению с битумо-
минеральным, однако оно гораздо гибче и деформативнее оснований,
устроенных из цементированных материалов, в том числе из бетона.
По трещиностойкости шлакоминеральное основание уступает би-
тумоминеральному и поперечные трещины в нем возникают при
перепадах температур. В южных районах и при достаточно толстых слоях
асфальтобетонного покрытия трещинообразования в шлакоминераль-
ном основании можно избежать.
В дорожно-строительной практике хорошо зарекомендовали себя
составы шлакоминеральных смесей, в которых расход
гранулированного шлака изменяется от 10 до 20%.
Минеральная часть смесей подбирается по кривым плотных
смесей, рекомендованным для битумоминеральных смесей.
Физико-механические свойства шлакоминеральных смесей приведены в табл. 2.7.
2. Материалы из отходов металлургии
63
Таблица 2.7
Физико-механические свойства шлакоминеральных смесей
Смеси
Щебеночные и гра-
вийно-песчаные,
шлак
гранулированный 10-20%
и 1—2% извести
Щебеночные и гра-
вийно-песчаные,
шлак
гранулированный 5-10%
и цемент:
3%
5%
Песчаные, шлак
гранулированный
10-20%
и цемент 3%
Шлак
гранулированный 10%
и цемент 5%
Предел прочности
при сжатии водонасы-
щенных образцов,
МПа в возрасте
7сут
-
0,5
0,8
0,4
0,5
28сут
0,2-0,3
1,0
2,0
1,0-1,5
2,0
бОсут
0,5-0,6
—
-
-
Предел прочности
при раскалывании,
МПа в возрасте
28сут
-
0,2-0,3
0,5
0,1-0,2
0,2
бОсуг
0,1
—
-
-
Предел прочности
при сжатии после
25 циклов
замораживания —
оттаивания в возрасте
28суг, МПа
Не нормируется \
0,8
1,5
0,8-1,0
1,5
Шлакоминеральные смеси, затворенные 8—9% воды, хорошо
перемешиваются и легко уплотняются. Асфальтобетонное покрытие,
уложенное на шлакоминеральное основание, хорошо объединяется с
ним.
Дорожное строительство является наиболее материалоемкой
областью применения шлакового щебня. Требования, предъявляемые к
шлаковому щебню, зависят от слоя дорожной одежды, где он
используется. Так, материал, укладываемый в подстилающий слой, должен
обладать водоустойчивостью и морозостойкостью, щебень для
оснований — шероховатой поверхностью. В утрамбованном состоянии
материал для строительства дорог должен обладать высокой
прочностью на сдвиг. Для обеспечения движения с установленной скоростью
покрытия должны иметь высокую износостойкость и сохранять
ровность. Одним из основных требований к щебню для дорожного стро-
64 Строительные материалы из отходов промышленности
ительства является его способность не дробиться при укладке и
уплотнении.
В дорожных насыпях и подстилающих слоях применяют щебень из
несортированных отвальных шлаков. Нефракционированный
шлаковый щебень пригоден также для устройства упорных призм плотин и
дамб, укрепления их откосов, подверженных волновым
воздействиям. Щебень из доменных и сталеплавильных шлаков легко
укатывается в основаниях дорог, цементируется и образует монолитный слой
особенно в смеси со щебнем из слабых известняковых пород. Щебень
из мартеновских шлаков успешно применяется для расклинивания
оснований из гранитного щебня, плохо поддающегося укатке.
Наиболее экономичны конструкции с использованием
сталеплавильных шлаков крупностью до 40 мм. При эксплуатации модуль
упругости слоев в основании медленно возрастает вследствие
наращивания прочности. Применение шлаков с активизатором (хлористым
кальцием) дает возможность вести дорожные работы в зимнее время.
Отвальные шлаки и минеральный порошок из сталеплавильных
шлаков успешно используют при приготовлении асфальтобетона для
верхних слоев дорожных одежд. Асфальтобетонные покрытия со
шлаковым заполнителем характеризуются высокой прочностью,
устойчивостью к истиранию, большим коэффициентом сцепления, отсутствием
сдвиговых деформаций. Также эти покрытия отличаются
повышенным сопротивлением ударным нагрузкам при положительных и
отрицательных температурах, большей теплостойкостью, чем
асфальтобетоны на природных минеральных заполнителях. При длительном
контакте с водой поры шлакового материала прорастают кристалло-
гидратными новообразованиями, что предотвращает в последующем
доступ в них воды и приводит к повышению морозостойкости
асфальтобетона.
Недостатком шлаковых асфальтобетонных смесей является их
высокая средняя плотность, на 15—25% превышающая плотность
смесей из природных материалов.
Шлаковый наполнитель. Из сталеплавильных шлаков получают
высококачественный минеральный порошок, являющийся важным
структурообразующим компонентом (наполнителем) асфальтобетона.
На долю минерального порошка приходится 90—95% суммарной
поверхности минеральных зерен, входящих в состав асфальтобетона.
Основное его назначение — это перевод битума в пленочное
состояние, а также заполнение пор между крупными частицами, в
результате чего повышаются плотность и прочность асфальтобетона.
Минеральному порошку из сталеплавильных шлаков свойственна более
развитая поверхность, чем у порошка из карбонатных материалов и,
как следствие, более высокое набухание его в смеси е битумом.
Требования к минеральному порошку из измельченных основных
металлургических шлаков приведены в табл. 2.8.
2. Материалы из отходов металлургии
65
Таблица 2.8
Требования к минеральному порошку для асфальтовых бетонов на основе
металлургических шлаков
Показатель
| Зерновой состав, % по массе, не менее:
|мельче 1,25 мм
1 » 0,315 мм
1 » 0,071мм
1 Показатель битумоемкости, г, не более
Содержание водорастворимых соединений, % по массе,
не более
Пористость, % по объему, не более
Влажность, % по массе, не более
Набухание образцов из смеси минерального порошка
с битумом, % по объему, не более
Содержание оксидов щелочных материалов (Na20+ K20),
% по массе, не более
Потери при прокаливании, % по массе, не более
Коэффициент водостойкости образцов из смеси порошка
с битумом, не более
Содержание свободного оксида кальция СаО, % по массе
Нормы
100
90
70
100
Не нормируются
40
1
2,5
Не нормируются
-«-
0,7
0 1
Минеральный порошок повышает прочность асфальтобетона, но
вместе с тем увеличивает его хрупкость, поэтому его содержание в
смеси должно быть предельно минимальным, достаточным лишь для
придания асфальтобетону нормативной плотности и прочности.
Повышение массовой доли минерального порошка в смеси сверх
необходимого минимума понижает трещиностоикость покрытий и резко
снижает их сдвигоустойчивость.
Тонкоизмельченные шлаки, обладающие гидравлической
активностью, т. е. способностью химически связывать Са (ОН) 2 уже при
нормальной температуре, являются эффективными наполнителями
(микронаполнителями) в цементных бетонах.
Цементный камень, по определению В.Н. Юнга, можно считать
«микробетоном». Значительная часть цементных зерен гидратирует-
ся не полностью и выполняет роль своеобразных наполнителей
цементного камня. Глубина гидратации отдельных клинкерных
минералов не одинакова и, как следует из данных Ю.М. Бутта (табл. 2.9), даже
3 Заказ №4087
66
Строительные материалы из отходов промышленности
Таблица 2.9
Глубина гидратации клинкерных материалов, мкм
Минерал
C3S
C2S
С3А
C4AF
Зсут
3,5
0,6
10,7
7,7
Гидратация в течение
7сут
4,7
0,9
10,4
8,0
28суг
7,9
1,0
11,2
8,4
Змее
14,5
2,6
13,8
12,2
бмес
15,0
2,7
14,5
13,2
в 6 мес. не превышает для наиболее активного минерала C3S 15 мкм,
а наименее активного C2S — 2,7 мкм.
Многочисленными исследованиями показано, что кроме
«естественных» наполнителей, которыми служат ядра большей части
клинкерных частиц, в цементы и бетонные смеси могут быть с успехом
введены «искусственные» наполнители — тонкомолотые,
практически не растворимые в воде неорганические вещества, состоящие из
частиц размером менее 150 мкм.
Обладая высокой удельной поверхностью, наполнители, наряду с
прямым химическим воздействием, влияют на физико-химические
процессы у поверхности раздела фаз. В соответствии с учением Гибб-
са—Фольмера энергия образования зародышей кристаллов
значительно уменьшается при наличии центров кристаллизации, которыми
могут служить частицы наполнителя.
Уменьшая радиус зерен наполнителя и поверхностное натяжение
на границе «кристалл — жидкая фаза», можно значительно повысить
вероятность зарождения новой фазы. При оптимальной
концентрации и дисперсности наполнителя образуется мелкозернистая
структура связующего, что благоприятно отражается на технических
свойствах искусственного камня. При введении наполнителя в систему
«цемент — вода» скорость твердения и прочность возрастают до тех
пор, пока все зерна наполнителя остаются окруженными продуктами
гидратации. Для кремнеземистых частиц степень наполнения можно
определить по количеству СаО, которое может связать 1 г
наполнителя. Степень наполнения, рассчитанная таким образом, колеблется
от 5 до 10% массы цемента.
При избытке наполнителя с высокой дисперсностью зерен
возникают участки самонапряжения, что по мере роста кристаллов может
привести к образованию трещин и другим нарушениям
однородности микроструктуры.
Наполнитель должен обеспечить максимальную адгезионную
прочность между связующими и заполнителем и когезионную проч-
2. Материалы из отходов металлургии
67
ность связующего, минимальную пустотность за счет вытеснения
цементного теста в контактную зону и общую пустотность бетона в
целом. При этом степень наполнения должна быть такой, чтобы на
начальной стадии формирования структуры были обеспечены заданные
реологические параметры смеси.
Легкие шлаковые заполнители. Гранулированный шлак применяют в
бетонах как мелкий заполнитель. По зерновому составу он
соответствует крупному песку. Примерно 50% его массы составляют зерна
крупностью более 2,5 мм. Насыпная плотность гранулированного
шлака зависит от свойств шлакового расплава и технологии
грануляции и составляет 600—1200 кг/м3. Гранулы, образующиеся при
быстром охлаждении шлакового расплава водой или паровоздушной
смесью, характеризуются высоким содержанием стекловидной фазы и
пористостью.
Гранулированный шлак является эффективным заполнителем
обычных и мелкозернистых бетонов, может служить укрупняющей
добавкой для обогащения природных мелких песков. Пористые
разновидности гранулированного шлака применяют как заполнители
легких бетонов.
Шлаковая пемза — один из наиболее эффективных видов
искусственных пористых заполнителей. Ее получают поризацией шлаковых
расплавов в результате их быстрого охлаждения водой, воздухом,
паром, а также воздействием минеральных газообразователей.
Возможны следующие механизмы поризации расплава: вспучивание
подъемом газовых пузырьков в расплавленной массе; вспучивание путем
смешивания расплава с поризующими газами.
Особенности структуры шлаковой пемзы зависят от свойств и
состава поризуемого расплава, а также от природы газов и их
количества. Исходные расплавы могут иметь разнообразный химический
состав, однако должны быть устойчивы ко всем видам распада.
Температура расплава, поступающего на поризацию, не менее 1250 °С,
вязкость при этом не должна превышать 5 Пас.
Поризация расплава происходит при перенасыщении его газами,
которое наступает вследствие понижения их растворимости и
кристаллизации расплава.
Освоено производство шлаковой пемзы следующими способами:
брызгально-траншейным, бассейновым, вододутьевым и
гидроэкранным.
Наиболее простым и высокопроизводительным является брызгалъ-
но-траншейный способ. Однако его недостатками являются
неравномерная пористость получаемого материала, неоднородность, а также
необходимость выделения больших площадей под траншеи.
Вододутьевой (струйный) способ заключается в дроблении шлака и
перемешивании его с водой в аппаратах специальной конструкции с
помощью сжатого воздуха или пара.
68
Строительные материалы из отходов промышленности
При использовании бассейнового способа шлаковый расплав
выливается в стационарный или опрокидной металлический бассейн, в
который через перфорированное днище под давлением 0,4—0,6 МПа
подается вода. Под воздействием образуемого пара и выделяемых
газов происходит вспучивание расплава. Образуемые глыбы пористого
материала дробятся и рассеиваются на фракции. Стационарные и
опрокидные установки различны по способу выгрузки: в первых она
выполняется с помощью экскаваторов или скреперов, а во вторых —
опрокидыванием бассейна.
Наиболее эффективным в настоящее время является
гидроэкранный способ (рис. 2.9), основанный на резком охлаждении шлакового
расплава в системе последовательно установленных гидрожелобов,
состоящих из желобов и гидромониторных насадок 3, 5, через
которые подается вода. Между гидрожелобами установлен экран.
Рис. 2.9. Схема гидроэкранного устройства:
/ — воронка; 2 — первый желоб; 3 — первая гидромониторная насадка; 4 — экран;
5— вторая гидромониторная насадка; 6— второй желоб; 7— перегружатель
Вспучивающийся шлаковый расплав с желоба 2 струями воды
выбрасывается на экран 4, отразившись от которого, попадает на
желоб 6, откуда водой выносится на конвейерный перегружатель 7 для
последующего охлаждения и дробления.
2. Материалы из отходов металлургии
69
Шлаковую пемзу выпускают в виде щебня трех фракций E—10,
10—20 и 20—40 мм) и песка (рядового с зернами крупностью менее
5 мм, мелкого — менее 1,25 и крупного—1,25—5 мм). Для каждой
фракции щебня, а также мелкого и крупного песка нормируется
зерновой состав.
В зависимости от насыпной плотности (кг/м3) шлаковую пемзу
делят на марки: для щебня — 400, 450, 500, 550, 600, 650, 700, 750, 800,
850, 900; песка - 600, 700, 800, 900, 1000.
Между прочностью щебня и его маркой по насыпной плотности
существует определенная зависимость:
Марка щебня
по насыпной
плотности
Прочность
при сдавливании
в цилиндре,
МПа, не менее
400
0,3
450
0,35
500
0,40
550
0,45
600
0,55
650
0,65
700
0,70
750
0,90
800
1,1
850
1,3
900
1,5 ;
Марку щебня из шлаковой пемзы по морозостойкости
определяют по числу циклов попеременного замораживания и оттаивания, при
котором потеря массы исследуемой пробы не должна превышать 8%.
Морозостойкость щебня из шлаковой пемзы должна составлять не
менее 15 циклов.
Размер пор шлаковой пемзы зависит от способа получения и
равен 0,04—4,5 мм, пористость составляет 52—78, водопоглощение—
10—55%. Перспективной является гравиеподобная шлаковая пемза,
имеющая плотную остеклованную оболочку зерен. Ее прим^ 1ение
позволяет уменьшить расход цемента и снизить среднюю пло юность
легких бетонов.
При получении гравиеподобной шлаковой пемзы частицы
расплава с воздушного гранулятора направляют на экран, где они
объединяются в более крупные куски. Во вращающемся барабане с
продольными лопастями происходит дополнительное вспучивание и окатывание
зерен с приданием им гравиеподобной формы. Показатели качества
такой шлаковой пемзы в 2—3 раза выше, чем пористого шлакового
щебня.
Шлаковая пемза применяется как заполнитель легких бетонов с
широким диапазоном по средней плотности и прочностным
показателям. Ее используют как пористый заполнитель для конструкционно-
теплоизоляционных легких бетонов с плотностью 1300—1600 кг/м3 и
прочностью 5—7,5 МПа и конструкционных бетонов с плотностью
1500—1800 кг/м3 и прочностью 10—20 МПа. При использовании
шлаковой пемзы для армированных и в особенности преднапряженных
70
Строительные материалы из отходов промышленности
конструкций должна быть проверена стойкость арматуры, коррозия
которой возможна за счет содержащийся в шлаке серы.
Затраты на изготовление 1 м3 этого материала в 5 раз меньше,
производительность труда в 4—5 раз выше, чем при производстве других
пористых заполнителей. На выпуск шлаковой пемзы практически не
расходуется технологическое топливо. Расход электроэнергии на
производство 1 м3 щебня и песка из шлаковой пемзы составляет 6,2 кВт • ч,
а на производство 1 м3 керамзитового гравия — 24, аглопорита —
47,4 кВт • ч.
В НИИСМ им. С.А. Дадашева разработана технология получения
искусственных пористых заполнителей — азеритов из стекловатных
шлаков металлургического и химического производств и других
неорганических отходов промышленности. Она позволяет получать
заполнители с насыпной плотностью 430—765 кг/м3 и пределом
прочности при сжатии в цилиндре 3,7—13,8 МПа. При этом снижается
температура вспучивания сырьевых гранул с 1150—1180 до 850—
1000 °С. На базе изготавливаемых легких заполнителей можно
получить высокопрочные легкие, бетоны марок МЮО—М500 (классов
В7,5—В40) для несущих конструкций зданий и сооружений.
2.4. Бетоны на основе металлургических шлаков
В настоящее время разработаны и применяются в строительстве
разнообразные виды бетонов с применением как вяжущих, так и
заполнителей на основе металлургических шлаков. Стоимость изделий
из шлаковых бетонов на 20—30% меньше, чем традиционных.
В зависимости от вида шлаковых заполнителей изготавливают
бетоны с различной средней плотностью: особо тяжелые (р0 > 2500 кг/м3)
на некоторых шлаках сталеплавильного производства и цветной
металлургии; тяжелые (р0 = 1800—2500 кг/м3) на литом и отвальном
шлаковом щебне, песке и гранулированном шлаке; легкие (р0 < 1800 кг/м3)
на шлаковой пемзе (крупный заполнитель) и гранулированном
шлаке (мелкий заполнитель). Параллельно с крупнозернистым
используют мелкозернистые шлаковые бетоны, где заполнителем является
гранулированный шлак.
В зависимости от структуры различают обычные плотные,
крупнопористые и ячеистые шлаковые бетоны. Последние являются
особенно эффективными.
По назначению шлаковые бетоны делятся на: конструкционные
или общего назначения; конструкционно-теплоизоляционные,
применяемые при возведении ограждающих конструкций;
гидротехнические; дорожные; теплоизоляционные; кислото- и жаростойкие.
21 Материалы из отходов металлургии
71
Твердение шлаковых бетонов возможно при обычных условиях,
однако их качество значительно повышается при тепловлажностной
обработке (пропаривании и особенно автоклавном твердении).
Тяжелые бетоны. Применяя обычные или шлаковые вяжущие в
сочетании со шлаковыми заполнителями, можно получить тяжелые
бетоны всех классов по прочности на сжатие. При этом для
пропаренных бетонов достигается прочность 10—30 МПа, а для бетонов
автоклавного твердения — 30—60 МПа. Замена в тяжелых бетонах
крупного заполнителя из плотных горных пород шлаковым щебнем,
полученным дроблением плотных металлургических шлаков,
практически не снижает, а иногда несколько повышает прочность бетона за
счет их более развитой и активной поверхности.
Бетоны на шлаковом щебне имеют более высокую прочность при
растяжении и изгибе, чем на гранитном.
Применение Шлакового песка-отсева вместо обычного
кварцевого повышает водопотребность бетонной смеси, в результате чего
происходит определенный перерасход цемента. Поэтому эффективность
применения шлакового песка как мелкого заполнителя бетона,
возрастает при введении пластифицирующих добавок и в смеси с
имеющим меньшую водопотребность заполнителем (кварцевым песком,
гранулированным шлаком и др.).
Интенсивность твердения шлаковых вяжущих зависит от
температурного фактора. Если для портландцемента повышение
температуры твердения более 80 °С при достаточной изотермической
выдержке малоэффективно, то шлаковые вяжущие и бетоны на их основе
необходимо обрабатывать при температуре около 100 °С и выше.
Бетоны на шлаковых вяжущих пропаривают обычно при температуре
90—95 °С, а автоклавную обработку (запаривание) выполняют при
давлении 0,8—1,2 МПа и температуре 174—190 °С.
Удобоукладываемость шлаковых бетонных смесей зависит от водо-
потребности заполнителя. Обычно бетоны на шлаковом щебне более
жесткие и менее удобоукладываемые, чем на гранитном.
Морозостойкость бетонов на шлаковых вяжущих и крупном
плотном заполнителе ниже, чем обычных цементных, и составляет 50—100
циклов, кроме бетонов на шлакощелочных вяжущих, где она
значительно выше. Повышение морозостойкости может быть достигнуто
как общими для всех бетонов технологическими приемами (например,
снижением В/Ц, смягчением режима тепловой обработки,
введением воздухововлекающих добавок), так и применением вместо пропа-
ривания автоклавной обработки.
Деформативные свойства шлаковых бетонов и сцепление их с
арматурой аналогичны свойствам цементных бетонов на плотных
заполнителях, что позволяет изготавливать из пропаренных и автоклавных
бетонов на шлаковых вяжущих и заполнителях разнообразные несу-
72
Строительные материалы из отходов промышленности
щие железобетонные конструкции промышленного и гражданского
строительства.
Мелкозернистые бетоны. В строительстве накоплен положительный
опыт применения тяжелых и легких мелкозернистых шлаковых
бетонов. В роли вяжущего используют бесклинкерные шлаковые вяжущие
и шлакопортландцемент, а заполнителями служат шлаковый песок и
гранулированный шлак.
По данным А.В. Волженского, прочность на сжатие
мелкозернистых бетонов на бесклинкерных шлаковых вяжущих составляет 10—
40 МПа и выше. Она зависит от таких факторов: активности
цемента; вида используемого шлака; состава бетона; зернового состава
песка; условий уплотнения бетонной смеси; температуры и
продолжительности тепловлажностной обработки и др. Активность
шлаковых вяжущих резко возрастает с увеличением тонкости измельчения,
а также при сочетании высокой удельной поверхности вяжущих и
интенсивных способов уплотнения смеси, например прессования,
вибрирования с пригрузом и др. Применение дробленых крупных
шлаковых песков, имеющих высокоразвитую активную поверхность,
обеспечивает оптимальное сцепление частиц заполнителя с
цементным камнем. Прочность возрастает на 40--60% по сравнению с
прочностью бетонов на обычных мелких песках.
При выборе состава мелкозернистых шлаковых бетонов важно
подобрать оптимальное водосодержание бетонной смеси для
достижения высокой удобоукладываемости и полноты физико-химических
процессов, протекающих при тепловлажностной обработке.
При использовании бесклинкерных шлаковых вяжущих
наилучшие физико-механические свойства обеспечиваются при автоклавной
обработке мелкозернистых бетонов под давлением 0,9—1,6 МПа. При
давлении 0,9 МПа оптимальная длительность запаривания
составляет 6—8 ч, а с повышением давления она сокращается.
Характерные особенности мелкозернистых бетонов на
бесклинкерных шлаковых вяжущих следующие: сравнительно высокая прочность
на осевое растяжение @,09—0,1211^) и растяжение при изгибе @,15—
0,ЗЯсж); большая деформативность, чем у обычных тяжелых бетонов.
Разработана технология изготовления мелкозернистого
шлакобетона прочностью 30—100 МПа со средней плотностью 1800—2300 кг/м3,
где в качестве вяжущего используют шлакопортландцемент, а
заполнителями служат гранулированный и отвальный доменные шлаки. Эта
технология предусматривает оптимизацию зернового состава
заполнителя, выбор рациональной консистенции цементно-шлаковой
смеси, интенсивное ее перемешивание в смесителях принудительного
действия, применение эффективных способов уплотнения и пропа-
ривание при температуре 90—100 °С.
Гранулированный шлак предварительно дробят. Форма зерен и
величина их поверхности в значительной степени определяются спо-
2. Материалы из отходов металлургии
73
собом дробления. Целесообразно дробить шлак в аппаратах ударного
и ударно-истирающего действия (например, в молотковых дробилках,
шаровых мельницах и др.). Зерновой состав шлакового заполнителя
должен обеспечивать минимальную водопотребность смеси. Следует
учитывать, что с уменьшением отношения цемент:шлак оптимальное
содержание мелких фракций в шлаке увеличивается, так как они
являются микрозаполнителем, способствующим улучшению структуры
и строительно-технических свойств бетонов. При производстве еыс о-
копрочных мелкозернистых бетонов целесообразно использовать
смесь дробленого и недробленого гранулированного шлака, которая
обеспечивает оптимальный зерновой состав заполнителя.
Оптимальный зерновой состав шлака для мелкозернистых шлак э-
вых бетонов с прочностью на сжатие 30—100 МПа определяется по
формуле
J = 100д/с1х /(D - 5) + 3(п - 1), B.5)
где J — количество шлака, %, прошедшего через сито с диаметром
отверстия jc; dx — наибольший размер зерен, соответствующий диаметру
отверстий х, мм; D — максимальная крупность зерен, мм, D = 10; п —
отношение шлакового заполнителя к цементу, n = 2—6.
Легкие бетоны. Шлаковые цементы и заполнители широко
применяют для производства легких бетонов со средней плотностью 1200—
1600 кг/м3 и прочностью на сжатие 5—25 МПа. Для легких шлаковых
бетонов характерны общие свойства, присущие легким бетонам,
такие как достижение максимальной прочности при расходе воды,
обеспечивающем минимальный выход бетонной смеси, а также при
использовании фракционированных пористых заполнителей; рост
прочности с увеличением расхода вяжущего до определенного предела
и др. Особенностями легких шлаковых бетонов на бесклинкерных
шлаковых вяжущих являются большая деформативность и несколько
меньшее сцепление с арматурой, чем у бетонов на портландцементе.
Легкими заполнителями шлаковых бетонов служат: шлаковая
пемза с насыпной плотностью р0 = 500—800 кг/м3, гранулированный
доменный шлак (р0 = 700—1000), доменные поризованные отвальные
шлаки (р0 = 800—1000). Средняя плотность легких бетонов
колеблется в зависимости от марки и вида заполнителей. В табл. 2.10
приведены данные, характеризующие среднюю плотность легких шлаковых
бетонов, на различных заполнителях.
Структуры шлаковой пемзы и гранулированного доменного
шлака характеризуются преобладанием стекловидной фазы, что объясняет
меньшую теплопроводность шлаковых бетонов, чем легких бетонов,
имеющих одинаковую среднюю плотность на заполнителях
кристаллического строения (например, керамзите, аглопорите и пр.).
Легкие бетоны на шлаковой пемзе отличаются сравнительно
высокой прочностью на осевое растяжение и, подобно бетонам на при-
74
Строительные материалы из отходов промышленности
Таблица 2.10
Средняя плотность легких шлаковых бетонов на различных заполнителях, т/м3
Заполнитель
Шлаковая пемза
Гранулированный
доменный шлак
Доменные
отвальные шлаки
Прочность на сжатие легкого бетона, МПа
1,5
0,9-1,3
1,3-1,6
1,1-1,35
3,5
1,1-1,4
1,5-1,7
1,35-1,55
7,5
1,2-1,52
1,6-1,9
1,5-1,75
15
1,45-1,75
—
1,6-1,9
родных заполнителях вулканического происхождения, имеют
повышенный модуль упругости. По сравнению с другими видами легких
бетонов шлакопемзобетон отличается максимальной предельной
растяжимостью, что повышает трещиностойкость конструкций. Шлако-
пемзобетоны имеют высокую морозостойкость, что обусловлено
особенностями структуры шлаковой пемзы, способствующей резкому
снижению исходного водоцементного отношения бетонной смеси из-
за быстрого поглощения заполнителем воды затворения и
соответственно образованием низкой капиллярной пористости цементного
камня. Повышенной морозостойкости шлакопемзобетона
способствуют хорошая деформативность заполнителя, гасящего значительную
часть возникающего внутреннего давления, и прочная контактная
зона шлакопемзового щебня с матрицей (растворной частью).
Возможно получение конструкционного шлакопемзобетона
морозостойкостью до 600 циклов и более.
Плотный и поризованный шлакобетоны применяют при
производстве стеновых панелей (рис. 2.10, 2.11), других ограждающих и
несущих конструкций.
Легкие бетоны на пористых шлаковых заполнителях являются
наиболее эффективными. Удельные капитальные вложения в
производство конструктивно-теплоизоляционного шлакопемзобетона такие
же, как и керамзитобетона, однако приведенные затраты в первом
случае на 20—25% ниже, чем во втором.
Ячеистые бетоны отличаются от других видов искусственных
каменных материалов равномерно распределенными порами в виде
сферических ячеек диаметром 1—3 мм. Изготавливаются из
вяжущего, кремнеземистого компонента, порообразователя и воды (рис. 2.12).
В производстве ячеистых бетонов, обычно твердеющих при автоклавной
обработке, широко применяют шлаковые вяжущие, гидравлическая
активность которых особенно проявляется с повышением температуры и
давления водяного пара. Это прежде всего известково-шлаковые вяжу-
2. Материалы из отходов металлургии 75
Рис. 2.11. Схема производства стеновых панелей
из пористого шлакопемзобетона:
1 — бункеры для сырья; 2 — весовые дозаторы; 3 — приемная воронка; 4 — бак
для воды; 5 — смеситель для приготовления водноалюминиевой суспензии;
6 — бетоносмеситель; 7 — ленточный конвейер; 8 — бетоноукладчик; 9 —
форма; 10— виброплощадка; 11 — заглаживающее устройство; 12— мостовой кран;
13 — пропарочная камера; 14 — пост распалубки; 15 — конвейер отделки панелей
76 Строительные материалы из отходов промышленности
Рис. 2.12. Схема производства стеновых панелей
из автоклавного газошлакобетона:
I — шлаковозный ковш; 2 — грануляционный барабан; 3 — скреперная
установка; 4— бункер с решеткой; 5 — сушильный барабан; 6 — известь; 7— гипс;
8 — дробилка для извести и гипса; 9 — тарельчатые питатели; 10 — мельница;
II — силосный склад для известково-шлакового порошка; 12 — расходные
бункеры; 13 — пневмотрубопровод; 14 — бак для воды; 75 — дозаторы; 16 — бак для
ПАВ; 17 — весы для алюминиевой пудры; 18— растворосмеситель; 19—
смеситель-раздатчик; 20 — вагонетка с формой; 21 — автоклав; 22 — место распалубки
изделий; 23 — мостовой кран; 24 — участок отделки изделий; 25 — склад готовой
продукции
щие на гранулированных доменных шлаках. Отвальные шлаки
применяют, если величина их модуля основности составляет не менее 0,6,
а модуля активности (процентное отношение А1203 к Si02) — не
менее 0,4.
Известково-шлаковый цемент начинает схватываться не позднее чем
через 2 ч после затворения, его удельная поверхность должна
составлять не менее 4000 см2/г, количество активного СаО — не менее 10%.
В производстве ячеистых бетонов эффективно также применение
шлакопортландцемента.
Гранулированные и отвальные шлаки, измельченные до удельной
поверхности 1500—3500 см2/г, могут служить не только
компонентами вяжущего, но и активными наполнителями ячеистых бетонов
наряду с другими тонкодисперсными кремнеземистыми материалами.
2. Материалы из отходов металлургии
77
Прочность ячеистых бетонов на шлаковых материалах
изменяется в зависимости от средней плотности. Так, теплоизоляционный га-
зозолошлакобетон с р0 = 400—500 кг/м3 имеет прочность на сжатие
0,6—2 МПа, а конструктивно-теплоизоляционный (р0 = 600—1200) —
3—12,5. Максимальная прочность ячеистых бетонов достигается при
соотношении между шлаковым вяжущим и кремнеземистым
компонентом в пределах 1:0,5—1:1,2 в зависимости от особенностей сырьевых
материалов. На прочность также влияет тонкость помола шлаковых
материалов. Так, при увеличении удельной поверхности шлакового
вяжущего от 3500 до 6500 см2/г его прочность возрастает на 50—60%.
Показатели прочности и других свойств значительно улучшаются при
понижении водотвердого отношения до 0,25—0,35, что достигается
виброобработкой при приготовлении ячеистой смеси и на стадии
формования. Вибрационное воздействие, разжижая смесь и
увеличивая поверхность взаимодействия сырьевых компонентов, способствует
интенсификации процессов газовыделения и гидратации, тем самым
повышая прочность на 25—35% и снижая усадочные деформации на
15—20%. Кроме комплексной виброактивизации смесей, для
снижения водотвердого отношения применяют длительное перемешивание
и вводят пластифицирующие ПАВ.
Трещиностойкость и несущая способность конструкций из
ячеистых бетонов зависят от величины усадочных деформаций. Усадка
автоклавных ячеистых бетонов на основе шлаковых материалов
составляет 0,45—0,7 мм/м, безавтоклавных — 2 мм/м и более. Деформации
набухания достигают 0,4—1,6 мм/м. Для снижения деформаций
усадки и набухания в ячеистобетонные смеси вводят структурообразующие
компоненты в виде крупных заполнителей, таких как шлаковая пемза,
доменный гранулированный шлак и др. Например, замена 20—25%
объема кремнеземистого компонента крупным пористым заполнителем
уменьшает усадочные деформации ячеистых бетонов на 50—70%.
Ячеистые (шлаковые) бетоны оптимальных составов обладают
сравнительно высокой морозостойкостью и выдерживают 100—
150 циклов попеременного замораживания и оттаивания, т. е. их
морозостойкость практически не ниже, чем бетонов на клинкерных
бездобавочных цементах. Однако морозостойкость снижается с увеличением
открытой пористости бетонов.
Для ячеистых бетонов характерны сравнительно высокие значения
сорбционной влажности, паро- и воздухопроницаемости. Они в 5—
10 раз больше, чем для тяжелого бетона, что обусловливает
необходимость применения защитных покрытий в ограждающих
конструкциях для предохранения ячеистых бетонов от увлажнения.
Ячеистые бетоны не способны пассивировать сталь. Это в
сочетании с высокой проницаемостью вынуждает принимать специальные
меры по защите арматуры в конструкциях из ячеистых бетонов, в
частности использованию защитных покрытий арматуры типа цемент-
78 Строительные материалы из отходов промышленности
но-казеиновых с ингибиторами, цементно-латексных, битумных и
полимерных. Конструкции из ячеистых бетонов, особенно
изготовленные с применением отходов промышленности, обладают
высокими технико-экономическими показателями. Так, стены из ячеистых
шлакобетонных панелей в 1,3—2 раза легче стен из керамзитобетона
при более низкой стоимости первых. Удельные капиталовложения в
производство конструкций из автоклавного шлакобетона на 30—40%
ниже, чем в производство аналогичных конструкций из других видов
бетона.
Жаростойкие бетоны. Шлаковые материалы широко используют в
производстве жаростойких бетонов в качестве вяжущих,
заполнителей, тонкомолотых добавок и отвердителей. Вяжущие на основе
металлургических шлаков по жаростойкости превосходят
портландцемент, что объясняется сравнительно низким содержанием в шлаковом
цементном камне гидроксида кальция. Применяя шлакопортландце-
мент, можно получить жаростойкие бетоны, пригодные для
эксплуатации до 1200 °С.
В портландцементные жаростойкие бетоны вводят тонкомолотую
добавку, содержащую активный кремнезем и реагирующую при 800—
1000 °С с СаО. В роли таких добавок наряду с шамотом,
золой-уносом и другими кремнеземистыми материалами при максимальной
температуре службы бетона 700 °С применяют тонкоизмельченные
доменные шлаки. Степень измельчения шлаков должна быть такой,
чтобы сквозь сито № 008 проходило не менее 70% взятой пробы, а
модуль основности был не более 1. Необходимость введения
тонкомолотой добавки при замене портландцемента шлакопортландцемен-
том определяется величиной остаточной прочности бетона. Если она
не ниже 40% после нагревания бетона до 700 °С, то тонкомолотую
добавку можно не вводить.
Заполнителями для жаростойких бетонов могут служить
гранулированные и отвальные металлургические шлаки, а также шлаковая
пемза. Максимальная рабочая температура шлаковых жаростойких
бетонов на портландцементе и шлакопортландцементе достигает 700—
800 °С. При более высоких температурах прочность бетона резко
уменьшается из-за размягчения стекловидной фазы в шлаковых
заполнителях.
Качество жаростойких бетонов характеризуется следующими
параметрами: прочностью на сжатие; термической стойкостью;
деформацией под нагрузкой при высоких температурах; усадкой и
термическим расширением. Начальная прочность на сжатие тяжелых
шлаковых бетонов достигает 30 МПа, снижаясь при 700—800 °С в 2—
2,5 раза. Жаростойкие бетоны на шлаковых заполнителях имеют
сравнительно низкую термическую стойкость, что обусловлено
повышенным коэффициентом термического расширения шлаков. Шлаковые
бетоны выдерживают в среднем около 7 теплосмен при водном охлаж-
2. Материалы из отходов металлургии
79
дении и 20 воздушных теплосмен после нагрева образцов до 800 °С.
Более высокой термической стойкостью отличаются мелкозернистые
бетоны на шлаковых заполнителях и шлакопортландцементе.
При статических нагрузках в области высоких температур
жаростойкие бетоны характеризуются возникновением деформаций при
0,2 МПа. Предельная температура службы этих бетонов
определяется температурой, при которой наблюдается сжатие образцов на 4%.
Некоторые разновидности шлаков (самораспадающиеся феррохро-
мовые и марганцовистые) применяют как отвердители при
изготовлении жаростойкого бетона на жидком стекле. Активность шлаковых
отвердителеи жидкого стекла зависит от их химического состава и
тонкости измельчения.
Возможно получение жаростойких бетонов на доменных шлаках с
повышенной степенью кристаллизации и температурой применения
до 1000 °С. В качестве тонкомолотой добавки применяют ферромо-
либденовый шлак.
Используя вяжущие и заполнители, полученные из шлаков
сталеплавильного и ферросплавного производства, разработаны
жаростойкие бетоны, работающие при 800—1700 °С.
Основным критерием пригодности доменных шлаков для
использования в жаростойких бетонах является модуль основности, который
должен быть не более 1.
Бетоны на заполнителях из отвального доменного шлака и
вяжущем из шлакопортландцемента или из портландцемента с
тонкомолотой добавкой гранулированного доменного шлака имеют
следующие показатели:
Плотность, кг/м3 2300—2400
Максимальная прочность на сжатие, МПа 30—35
Остаточная прочность после нагревания до 700 °С, % 40
Максимальная температура применения, °С 700
Добавка молотого гранулированного доменного шлака не
приводит к снижению прочности гидратированного глиноземистого
цемента при нагревании в интервале 100—1000 °С.
Составы и физико-механические свойства жаростойких бетонов на
заполнителях из доменных шлаков по данным УралНИИстройпроекта
приведены в табл. 2.11 и 2.12.
Применение шлаковой пемзы и глиноземистого цемента позволяет
получить легкие жаростойкие бетоны с плотностью 1440—1600 кг/м3 и с
максимальной температурой службы 800—1000 °С.
В качестве заполнителей и тонкомолотых добавок для
жаростойких бетонов могут быть использованы такие шлаки цветной
металлургии. В частности, установлено, что на отвальных никелевых и медных
шлаках с применением вяжущих из шлакопортландцемента и порт-
80 Строительные материалы из отходов промышленности
Таблица 2.11
Составы жаростойких бетонов на заполнителях из доменных шлаков
Составляющие
Глиноземистый цемент марки 500
Портландцемент марки 500
Тонкомолотый ферромолибденовый шлак
Отмытый песок из отвального доменного шлака
фракции 0—5 мм
Щебень из доменного шлака фракции 5—10 мм
с повышенной степенью кристаллизации
Песок из доменного шлака "фракции 0—5 мм
с повышенной степенью кристаллизации
Вода
Содержание, кг/м3,
для бетонов состава
1
—
470
200
1350
—
—
260
2
400
—
—
1580
—
—
270
3
370
—
—
—
935
935
180
Таблица 2.12
Физико-механические свойства жаростойких бетонов
на заполнителях из доменных шлаков
Показатель
Плотность после сушки
при 110 °С, кг/м3
(Прочность на сжатие, МПа:
1 после сушки при 110 °С
1 после нагревания до 800 ° С
после нагревания до 1000 °С
Огневая усадка после
нагревания до 1000 °С, %
Термостойкость при 800 °С,
[водные теплосмены
Температурный коэффициент
линейного расширения
в интервале 20—1000 °С
Огнеупорность, °С
Температура разрушения
под нагрузкой 0,2 МПа, °С
Содержание, кг/м3, для бетонов сосгава
1
2200
43
23
12
0,47
10
E,8-9,8)-10^6
1200
1200
2
2200
26
19
14
0,17
9
G,5-10) • 10~6
1290
1280
3
2240
30
17,5
18
0,15
11
C,5-10)-10-6
1320
1320
2. Материалы из отходов металлургии
81
ландцемента с тонкомолотыми добавками гранулированных шлаков
можно получить бетоны, которые по основным свойствам не
уступают бетонам на доменных шлаках и могут быть использованы для
строительства тепловых агрегатов с температурой службы 800—1000 °С.
Некоторые шлаки после измельчения и} введении при
необходимости добавок могут выполнять роль вяжущих для жаростойких бетонов.
Из домолотых до удельной поверхности 3000—3500 см2Д
распадающихся мартеновских шлаков с добавкой 5% двуводного гипса можно
получить гидравлическое вяжущее марок 100—150. Оно сохраняет
свои свойства в затвердевшем состоянии до 600 °С, а с введением в
качестве добавки тонкомолотого шамота до 1200 °С. При
определенных условиях возможно получение сталеплавильных шлаков, которые
по составу близки к глиноземистому цементу и имеют прочность при
сжатии через сутки твердения 20—60 МПа. В гидратированном
состоянии они сохраняют 60—80% исходной прочности при 1000 °С,
после 1200 °С при частичном спекании их прочность возрастает.
Шлакощелочные бетоны. К бетонам этого вида относят бетоны,
приготовленные на основе шлакощелочных вяжущих.
Ориентировочный состав шлакощелочных тяжелых бетонов (%):
молотый гранулированный шлак—15—30; щелочной компонент —
0,5—1,5; заполнители — 70—85.
При твердении таких бетонов щелочи взаимодействуют не только
со шлаком, но и с заполнителями, в первую очередь, с глинистыми и
пылеватыми частицами, образуя нерастворимые щелочные
гидроалюмосиликаты — аналоги природных цеолитов, способствующие
уплотнению и повышению прочности материала. В связи с этим
требования к заполнителям для шлакощелочных бетонов значительно
снижаются. Помимо традиционных заполнителей (щебня, гравия,
песка) для этой цели могут быть использованы многие дисперсные
природные материалы и попутные продукты различных отраслей
промышленности.
Из природных материалов широко используют многие местные
грунты и рыхлые горные породы, такие как мелкие пески, супеси,
лессы, гравийно-песчаные и глино-гравийные смеси, которые из-за
высокой дисперсности и загрязненности недопустимы для
приготовления цементных бетонов. Содержание глинистых частиц может
достигать 5%, а пылеватых — 20%. Недопустимо применение
заполнителей, содержащих зерна гипса и ангидрита.
В качестве заполнителей для тяжелых и легких шлакощелочных
бетонов из промышленных отходов можно применять различные
шлаки, золы и золошлаковые смеси ТЭС, горелые породы, отходы кам-
недробления и камнепиления, в том числе известняковые, дисперсные
органические отходы растительного происхождения и др.
82
Строительные материалы из отходов промышленности
Технология изготовления шлакощелочных бетонов позволяет
использовать серийное оборудование. Молотый шлак перемешивают с
заполнителем, а сухую смесь затворяют водным раствором
щелочного компонента с плотностью 1100—1300 кг/м3. Мелкозернистые
бетонные смеси перемешивают в бетоносмесителях принудительного
действия. При приготовлении бетонных смесей щелочной компонент
способствует значительному пластифицирующему эффекту.
Рекомендуемые методы формования изделий — это вибрирование,
вибропрессование, прокат и др. При изготовлении монолитных
конструкций применяют виброуплотнение, трамбование,
торкретирование. Для создания оптимальных условий твердения в монолитных
конструкциях поверхность свежеуложенного бетона защищают от
высыхания защитными покрытиями на основе битумных или других
эмульсий, пленками, матами и др.
Показатели прочности тяжелого бетона на сжатие
характеризуются диапазоном значений 20—140 МПа. В зависимости от
гарантированных значений прочности на сжатие установлены классы от В15 до
В60 (параметрический ряд классов может быть продолжен от В70 до
В110). Прочность на растяжение составляет 1/10—1/15, а прочность
на изгиб — 1/6—1/10 прочности на сжатие.
Прочность пропаренных изделий достигает 100% и более
марочной прочности. Автоклавная обработка активизирует рост
прочности, в связи с чем продолжительность тепловлажностной обработки
может быть значительно сокращена по сравнению с цементобетонны-
ми изделиями. Рекомендуемая продолжительность выдержки изделий
до тепловой обработки 2—3 ч.
Коэффициент размягчения шлакощелочных бетонов составляет
0,9—1,0, а иногда превышает 1,0.
Модуль упругости этих бетонов на крупном, заполнителе такой же,
как у цементных, предельная сжимаемость составляет 1—2 мм/м,
предельная растяжимость — 0,15—0,3 мм/м.
Истираемость шлакощелочных бетонов равна 0,2—1,2 г/см2, что
соответствует показателям истираемости горных пород типа гранитов
и плотных песчаников.
Структура шлакощелочного камня характеризуется наличием
мельчайших замкнутых пор округлой формы, что является
следствием повышенного поверхностного натяжения щелочного раствора до
затвердения. Такая структура предопределяет высокую
водонепроницаемость и морозостойкость шлакощелочных бетонов. Для
шлакощелочных бетонов характерны марки по водонепроницаемости W4—
W30, морозостойкости F200—F1000.
Достаточная плотность шлакощелочных бетонов и постоянная
щелочная среда обеспечивают высокую сохранность стальной арма-
2. Материалы из отходов металлургии
83
туры. Стабильный водородный показатель среды (рН > 12) и хорошее
сцепление бетона с арматурой позволяют изготовлять армированные
конструкции из шлакощелочного бетона, в том числе и
предварительно напряженные.
Для изделий из шлакощелочных бетонов характерна повышенная
коррозионная стойкость, так как в продуктах их твердения нет
высокоосновных гидроалюминатов кальция, вызывающих сульфатную
коррозию цементов, а также отсутствует свободная известь,
выщелачивание которой приводит к разрушению цементного камня в мягких
водах. Вследствие этого по стойкости в среде с низкой
гидрокарбонатной жесткостью, минерализованных сульфатных и магнезиальных
водах шлакощелочные бетоны превосходят бетоны не только на
портландцементе, но и на сульфатостойком цементе. Кроме того, они
являются стойкими против действия бензина и других
нефтепродуктов, концентрированного аммиака, растворов сахара и слабых
растворов органических кислот; отличаются также высокой биостойкостью.
Опыт применения шлакощелочных бетонов для зимнего
бетонирования показал, что шлакощелочные бетонные смеси не замерзают
и твердеют при температурах до —10...—15 °С.
При введении соответствующих добавок и заполнителей на
основе шлакощелочных вяжущих получают бетоны с повышенной
жаростойкостью.
При выборе определенных шлаков и заполнителей изготавллвают
декоративные материалы.
Шлакощелочные бетоны могут быть использованы как
конструкционные материалы в промышленном и гражданском строител >стве,
а с учетом их особых свойств — и в других областях строите] ьства
(например, гидротехническом, водохозяйственном, дорожном,
сельском, транспортном). Разработаны составы специальных раствс ров и
бетонов: коррозионностойких, жаростойких^ тампонажных,
отделочных, для зимнего бетонирования и др.
Шлакощелочные бетоны экономически эффективны благодаря
сравнительно низкой стоимости исходных материалов, малым
удельным капитальным вложениям в производственную базу и
транспортным расходам, экономии топлива, повышенной долговечности
конструкций из них.
Расширение объема производства шлакощелочных бетонов
сдерживается дефицитов щелочных растворителей.
Применение в бетонах металлургической пыли и горелой земли. В
металлургических производствах образуется значительное количество
пылей, которые необходимо улавливать и утилизировать с целью
извлечения содержащихся в них металлов и поддержания необходимого
уровня охраны окружающей среды. Для улавливания тонкодисперсных
84 Строительные материалы из отходов промышленности
пылеватых частиц применяются системы сухого и мокрого
пылеулавливания; в результате этого в последующие процессы переработки
поступают сухие пыли или шламы
В настоящее время в производстве металлов используется большая
часть колошниковой пыли, шламов фабрик окомкования,
агломерационных фабрик и часть пылей и шламов систем газоочистки
доменных и сталеплавильных цехов, значительная же доля шламов
газоочистки с высоким содержанием железа (до 50—60%), а также цинка и
свинца, поступает в шлаконаполнители и не перерабатывается.
Проблема использования шламов затруднена также из-за
нестабильности их химического и гранулометрического составов и высокой
влажности, что при любом способе утилизации вызывает необходимость
их предварительной сушки.
Кроме оксидов железа, цинка и свинца пыли и шламы содержат
оксиды марганца, магния, кальция, а некоторые, кроме того, оксиды
хрома, никеля, кадмия и других металлов. Эти примеси можно
отделить от Fe — содержащей части, утилизировать и использовать. Это
целесообразно осуществлять тогда, когда содержание таких металлов
сравнительно велико и процессы их выделения не сопровождаются
большими затратами.
Вместе с тем химический состав и высокая дисперсность
металлургических пылей и шламов обусловливает перспективность их
использования как сырьевых материалов и в особенности как
корректирующих и модифицирующих добавок в производстве вяжущих, керамики
и других строительных материалов.
Особое место занимают пыли и шламы ферросплавного
производства. Отходящие газы ферросплавных печей очищаются, как
правило, в установках мокрого типа. Концентрация пыли в отходящих
газах этих печей составляет 10—30 г/м3, а в очищенном газе —
30—50 г/м3. На печах открытого типа применяют сухую очистку с
тканевыми фильтрами и циклонами. При среднем содержании пыли в
отходящих печных газах 3—4 г/м3 выбросы ее составляют около 20 т/сут
от одной печи.
Сухая пыль ферросплавных печей представляет большой
практический интерес как микрокремнеземистая активная добавка в цементные
бетоны. Этот продукт состоит в основном из аморфного кремнезема
(85—95% Si02) в виде частиц диаметром порядка 0,1 мкм и менее.
Благодаря значительной дисперсности A5 000—20 000 см2/г) пыль
ферросплавных печей обладает высокой реакционной способностью.
Для предотвращения возможного при этом повышения водопотреб-
ности в бетонные смеси должны вводиться добавки
суперпластификаторов. При обычно рекомендуемом количестве добавки 10—15%
2. Материалы из отходов металлургии
85
массы цемента и использовании суперпластификаторов повышение
прочности бетонов составляет 30—60%, а экономия цемента —
100 кг/м3 и более. Например, введение 15—20% добавки
ферросплавной пыли на ДСК г. Харькова в сочетании с модифицированными лиг-
носульфонатами позволило снизить расход цемента на 35%, сократить
изотермический прогрев с 6 до 1 ч или уменьшить его температуру с
85 до 50 °С.
При использовании отхода производства ферросплавов в
количестве 10—20% массы цемента прочность бетонов при сжатии из
подвижных смесей с добавкой суперпластификатора увеличивается в 1,5—
2 раза при неизменном В/Ц и может достигать в возрасте 28 сут до
100—150 МПа при умеренных расход цемента рядовых марок.
Удельный вклад ферросплавной пыли в прочность бетона оценивается в 2—
5 раз больше, чем портландцемента.
Формочные и стержневые смеси служат для изготовления
песчаных литейных форм для изделий. В зависимости от вида металла,
толщины и массы стенок отливок в состав формовочных смесей входят
в определенной пропорции неорганические (кварцевый песок,
огнеупорная глина и др.) и органические материалы (опилки,
каменноугольная пыль и др.).
Регенерация горелой земли, образовавшейся после отливки изделий,
состоит в удалении пыли, мелких фракций и глины, потерявшей
связующие свойства под влиянием высокой температуры при
заполнении формы металлом. Существуют два основных способа регенерации
горелой земли: мокрый и сухой.
При регенерации земли мокрым способом формовочная и
стержневая смеси поступают в систему последовательных отстойников с
проточной водой. Песок на дне бассейна оседает, а мелкие фракции
уносятся проточной водой. Затем песок просушивают и вновь
пускают в производство. Мокрая регенерация применяется, как правило,
в сочетании с гидравлической очисткой литья. Сухой способ
регенерации состоит из двух операций: обдирания от зерен песка
связующих веществ и удаления пыли и мелких частиц, что достигается
продуванием воздуха в закрытом барабане с последующим отсосом
воздуха с пылью.
Разработан и получил применение электрокоронный метод
регенерации горелой земли, основанный на пропускании горелого песка
через поле коронного разряда напряжением до 100 000 В.
Регенерация формовочных смесей позволяет получить
качественный песок, который можно вновь использовать в литейном
производстве, а также в производстве разнообразных строительных материалов.
86
Строительные материалы из отходов промышленности
2.5. Материалы из шлаковых расплавов
К основным направлениям переработки металлургических шлаков
наряду с производством вяжущих, заполнителей и бетонов на их
основе относится получение материалов из шлаковых расплавов —
шлаковой ваты, литых материалов, стекла и шлакоситаллов. Эти
строительные материалы объединяют общность сырьевой базы, включающей
шлаки черной и цветной металлургии, стекловидная или стеклокри-
сталлическая структура, возможность изготовления их
непосредственно из шлаковых расплавов.
Шлаковая вата — это разновидность минеральной ваты,
занимающей ведущее место среди теплоизоляционных материалов как по
объему выпуска, так и по строительно-техническим свойствам.
Примерно 80% минеральной ваты производится из доменных
шлаков. Производительность печей для получения минерального расплава
из металлургических шлаков на 24% выше, чем на природном сырье,
а себестоимость значительно ниже.
Для получения минеральной ваты наряду с доменными шлаками
применяются также ваграночные, мартеновские и шлаки цветной
металлургии.
Химический состав шихты подбирается в соответствии с
условиями достижения оптимальной величины вязкости расплава.
Рекомендуется такой состав шихты, при котором вязкость расплава не
превышала бы 0,5 Пас при 1500 °С и 1,5 Пас при 1400 °С. При такой
вязкости обеспечиваются достаточная текучесть и необходимые
условия получения кондиционного минерального волокна. Вместе с тем
при чрезмерно низкой вязкости затрудняется вытягивание длинных
волокон. Условия раздува расплава, диаметр и длина волокон зависят
также от скорости нарастания вязкости при снижении температуры
и отношения вязкости к силам свободной энергии поверхности
расплава, т. е. от поверхностного натяжения.
Основным критерием качества шлаков, как сырья для
производства минеральной ваты, является значение модуля кислотности Мк —
величины, обратной модулю основности. Минеральная вата марки 100
по средней плотности имеет Мк> 1,4, а марки 75 — Мк > 1,5.
Требуемое соотношение кислотных и основных оксидов в шихте
обеспечивается применением кислых шлаков. Кислые шлаки более
устойчивы против распада, недопустимого в минеральной вате.
Повышение содержания кремнезема расширяет температурный
интервал вязкости, т. е. разность температур, в пределах которых
возможно волокнообразование. Модуль кислотности шлаков корректируется
введением в шихту кислых или основных добавок. В качестве кислых
добавок обычно применяют бой глиняного или силикатного
кирпича, золу теплоэлектростанций, различные кремнеземистые горные
породы, а основными являются доломиты и известняки.
2. Материалы из отходов металлургии
87
Для шлаков, содержащих повышенное количество оксидов
железа и марганца, дополнительной качественной характеристикой
является коэффициент насыщения, представляющий собой отношение
суммы процентного содержания Si02 + A1203 к суммарному
процентному содержанию прочих оксидов. Этот коэффициент при плавке
шихты в вагранках составляет 1,5—2.
Технологический процесс производства шлаковой ваты (рис. 2.13),
как и других разновидностей минеральной ваты, состоит из двух
основных стадий: получения расплава и переработки его в волокно. Из
шлаковой ваты с помощью органических и неорганических вяжущих
^Щ
Рис. 2.13. Схема производства минеральной ваты
из огненно-жидких шлаков:
1 — бункер для песка; 2 — питатель; 3 — наклонный шнек; 4— тарельчатый
питатель; 5 — сушильный барабан; 6— конвейер; 7— тельфер; 8— шнек-питатель;
9 — копер для пробивки шлаковой корки; 10 — шлаковый ковш; 11 — желоб для
слива шлака в печь-шлакоприемник; 12 — печь-шлакоприемник; 13 —
печь-питатель; 14— камера волокноосаждения; 75— дымосос с системой очистки
воздуха от пыли
88
Строительные материалы из отходов промышленности
или без них изготавливают разнообразные теплоизоляционные
изделия и материалы.
Для получения шлаковых расплавов применяют печи шахтного
типа (вагранки) и ванные печи. При использовании вагранок в
верхнюю их часть периодически загружается газопроницаемая шихта.
Оптимальная величина кусков шлака и кокса составляет 50—70 мм.
Шихта^ опускаясь вниз, расплавляется. Продукты горения топлива
поднимаются вверх и передают тепло расплавляемому материалу.
Наиболее выгодным шлаковым сырьем является литой шлаковый
щебень. Использование его вместо несортированных шлаков
повышает производительность вагранок на 30%.
В последние годы для плавления шлаков применяют ванные печи,
тепловой КПД которых составляет 35—45%, в то время как у
вагранок он 16—25%.
Наиболее эффективным способом производства ваты является ее
получение непосредственно из первичных шлаковых расплавов
доменных печей. Расплавленный шлак подогревается в ванных печах до
требуемой температуры; здесь же корректируется его состав.
Производство минеральной ваты из огненно-жидких шлаков на 30—50%
экономичнее, чем из холодных при плавке в вагранках. Затраты
условного топлива на получение 1 т продукции из жидких шлаков в 4—
7 раз ниже, чем при плавлении шихты из горных пород.
Шлаковый расплав превращают в минеральное волокно,
воздействуя на него потоком пара, воздуха или газа (дутьевой способ) или
центробежной силой (центробежный способ). Дутьевой способ
получения шлаковой ваты заменяется на центробежный и
комбинированный способы, позволяющие получить длинноволокнистую вату с
плотностью до 100 кг/м3 и минимальным содержанием
неволокнистых включений.
Вату в зависимости от назначения изготавливают трех типов: для
производства плит повышенной жесткости из гидромассы, плит
горячего прессования, полусухого прессования марки 200 и других
изделий на синтетическом связующем — А; плит марок 50, 75, 125, 175,
цилиндров, полуцилиндров на синтетической связующем, матов,
шнуров и волокна — Б; плит на битумном вяжущем — В.
Технические показатели ваты указаны в табл. 2.13. Содержание
органических веществ в вате должно быть не более 2%. Допустима
изоляция поверхностей с температурой не более 700 °С.
На основе минеральной ваты изготавливают изделия различной
формы с использованием в качестве связующих синтетических
полимеров, битумов, эмульсий и паст. Основными видами изделий
являются мягкие, полужесткие и жесткие плиты, цилиндры,
полуцилиндры. Физико-механические свойства изделий из минеральной ваты
приведены в табл. 2.14. Основная масса изделий применяется для теп-
2. Материалы из отходов металлургии 89
Таблица 2.13
Качественные показатели шлаковой ваты
Показатель
Водостойкость, рН, не более
Модуль кислотности, не менее
Средний диаметр волокна, мкм, не более
Плотность, кг/м3, не более
Теплопроводность, Вт/ (м°С), не более,
при температуре °С:
25 ±5
125 ±5
300 ± 5
Содержание неюлокнистых включений размером
[свыше 0,25 мм, %, не более
Влажность, %, не более
Тип
А
5
1,4
7
80
0,045
0,064
0,105
12
1
Б
7
1,2
8
100
0,045
0,065
0,112
20
1
В
7
1,2
12
100
0,050
25
2
Таблица 2.14
Физико-механические свойства изделий из минеральной ваты
Виды изделий
Маты прошивные
Маты вертикально-
слоевые
Плиты на битумном
связующем
Плиты на
синтетическом связующем
Цилиндры и
полуцилиндры на
синтетическом связующем
Средняя
плотность,
кг/м3
85-135
50-125
75-250
35-350
75-225
проводность
при 25±5 °С,
Вт/м-°С
0,044
0,047-0,057
0,046-0,064
0,044-0,066
0,048-0,052
Предел
прочности
при
растяжении,
МПа,
не менее
—
-
0,075-0,008
0,008-0,01
0,015-0,025
Сжимаемость под
нафузкой
0,002 МПа,
не более, %
30-40
2-5
4,5-5,5
4-15
-
Предельная
температура
применения,
°С
-180...+ 600
-120...+ 300
-100...+ 60
-100...+ 400 I
-100...+ 400
90
Строительные материалы из отходов промышленности
ловой изоляции ограждающих конструкций, трубопроводов,
звукоизоляции.
Шлаковое литье. Огненно-жидкие шлаки металлургической
промышленности представляют собой ценное сырье для получения
различных литых шлаковых материалов и изделий (мелкоштучных,
крупноразмерных фасонных изделий и труб и др.). Технология их производства
проста и в общем виде может быть представлена в следующей
последовательности: металлургическая печь, загрузочный ковш, миксер (с
подогревом) для шлакового расплава, литейные формы, печь для
кристаллизации и отжига изделий, место для их сортировки, склад
готовой продукции. В производстве литых материалов и изделий
используются кислые доменные или другие любые шлаки, не склонные к
силикатному распаду.
Качество литых шлаковых изделий зависит от многих факторов:
вида и химического состава шлака, температуры расплава, скорости
заливки его в формы, длительности охлаждения, режима отжига и др.
Отклонения от оптимального режима технологии изготовления
изделий приводят к возникновению в них трещин. Литые шлаковые
изделия обладают высокой прочностью.
Из расплавленных металлургических шлаков отливают
разнообразные изделия: камни для мощения дорог и полов промышленных
зданий, тюбинги, бордюрный камень, противокоррозионные плитки,
трубы и др. Литые изделия из шлакового расплава экономически
более выгодные, чем каменное литье, приближаясь к нему по
механическим свойствам. Средняя плотность литых изделий из шлака
достигает 3000 кг/м3, а предел прочности при сжатии — 500 МПа.
По износостойкости, жаростойкости и ряду других свойств
шлаковое литье превосходит железобетон и сталь. Литые изделия из шлака
эффективнее, чем сталь, в различных футеровках, например бункеров
и тачек для транспортирования абразивных материалов (руд,
агломерата, щебня, песка и т. д.). Срок службы их в 5—6 раз больше срока
службы стальной футеровки. На каждой тонне литых из шлака плит
экономят не менее 2—3 т металла.
Не менее эффективна литая брусчатка для дорог и полов
промышленных зданий. Срок службы автомобильных дорог из шлаколитой
брусчатки между капитальными ремонтами в 2 раза больше, а
эксплуатация дешевле, чем асфальтовых. Из шлака отливают тюбинги для
водонепроницаемых креплений горных выработок, жаростойкие
блоки с температурой службы до 1100—1200 °С, химически стойкие
изделия.
В производстве литых изделий (рис. 2.14) применяют расплавы
нераспадающихся, обычно кислых доменных, мартеновских,
медеплавильных, никелевых и других шлаков. Огненно-жидкие шлаки
загружают в специальный миксер, где они подогреваются для дегазации,
2. Материалы из отходов металлургии
91
Рис. 2.14. Схема производства литых труб центробежным способом:
/ — шлаковозный ковш; 2 — ванная печь; 3 — дозатор; 4 — центробежная
машина; 5— гидравлический толкатель; 6— печь отжига; 7— стенд контроля
а затем сливают в ковш и подают на литейную площадку к
подготовленным формам, где отливки и затвердевают.
При затвердении, кристаллизации и последующем охлаждении
отливок усадка шлака составляет 7% объема, что вызвано
изменением температуры и фазовыми превращениями. Неравномерное
распределение температур, колебания химического состава шлака приводят
к возникновению напряжений которые могут превышать предел
прочности литья на растяжение и приводить к образованию трещин.
Термические напряжения в изделиях снимают в специальных печах для
кристаллизации и отжига.
Для уменьшения напряжений и ликвидации усадочных явлений в
отливках создают жесткий каркас наполнителя в качестве которого,
используют кусковые шлаки. При отливке небольших плоских
изделий количество наполнителя составляет 10—25% объема, и он в
основном расплавляется, аккумулируя тепло. В массивных изделиях
наполнитель составляет до 40—60% объема изделия и оплавляется
лишь частично, снижая усадку и улучшая условия кристаллизации
шлака. При этом возможно в широких пределах изменять среднюю
плотность изделий, а также улучшать условия работы форм и
значительно сокращать сроки охлаждения отливок.
Крупные изделия для снижения внутренних напряжений
армируют стальной арматурой. Поскольку коэффициент термического
расширения шлака меньше, чем стали, при остывании изделий стальная
арматура плотно стягивает отливку, препятствуя образованию трещин.
Армированные шлаколитые изделия можно применять вместо
сборных железобетонных, они превосходят последние по прочностным
показателям. Однако недостатками этих изделий являются некоторое
снижение прочности стали при высокой температуре шлакового
расплава, а также сравнительно высокая трудоемкость изготовления.
Для получения пористого шлакового литья выполняют поризацию
шлакового расплава. С этой целью, например, на дно формы
насыпают увлажненную коксовую мелочь или обрабатывают расплав
водой. Из поризованного шлакового расплава формуют изделия разно-
92
Строительные материалы из отходов промышленности
образных конфигураций. В зависимости от степени поризации
средняя плотность литых изделий колеблется в диапазоне 350—-1500 кг/м3
при прочности на сжатие 1,5—30 МПа.
Шлаковые стекла. Металлургические шлаки применяют в качестве
основного сырья при получении шлаковых стекол, а также как
добавки, интенсифицирующие процессы стекловарения.
Отмечено благоприятное влияние добавок на осветление
стекломассы благодаря наличию в них тонкодисперсных частиц сульфидов
натрия и кальция, которые усиливают выделение газов.
Образующийся сернистый газ активизирует массообмен в
проваривающейся шихте и тем самым способствует быстрейшему силика-
тообразованию при температуре на 30—35 °С ниже обычной.
Рекомендуется использовать до 9% добавки шлака для производства
листового стекла. При этом выработочные и эксплуатационные
свойства стекла не ухудшаются. Отработаны технологии получения
шлаковых стекол для изготовления декоративных плит и стеклокрошки.
Перспективным материалом является сигран. Этот декоративно-
отделочный материал разработан в МХТИ им. Д.И. Менделеева на
основе металлургических шлаков (табл. 2.15).
Таблица 2.15
Свойства сиграна
Свойство
Плотность, кг/м3
Прочность на изгиб, МПа
Твердость по Моосу
Сопротивление
истиранию, г/см3
Размер
агрегированных частиц си фана
2мм
2900
28
8
0,05
5 мм
2700
20
7
0,07
8 мм
2600
19
7
0,08
Мрамор
2600-2800
7,2
3
0,2-2
Гранит
2500-2900
15
7
0,1-0,8
Характерной особенностью сиграна, имеющего по всему объему
оранжево-коричневый цвет, являются включения в его массе
поликристаллических агрегатов неправильной формы иного цвета, чем
основная масса. По внешнему виду он напоминает природные отделочные
материалы — гранит, мрамор. Установлено, что на структуру сиграна
влияет структура исходного стекла и режим его термообработки.
Варьируя количеством добавок и режимом термообработки, можно
получать сигран с различным размером агрегированных частиц (от 2 до
5 мм). При этом меняется и структура этих частиц.
Получены авантюриновые стекла на основе шлаков
металлургических производств, декоративный эффект в которых достигнут за счет
2. Материалы из отходов металлургии
93
оксидов Си, Сг, Fe, Pb, U. Многие известные составы авантюриновых
стекол не нашли широкого применения из-за дороговизны
применяемых сырьевых материалов. Для массового производства подходят
лишь хромовые авантюриновые стекла.
Проведенные исследования показали возможность удешевления
авантюриновых стекол за счет использования до 60% шлака в шихте.
Наблюдается тенденция дальнейшего увеличения содержания шлака
в стекле. Предложено авантюриновое стекло на основе
высокожелезистых шлаков. Оно обладает хорошими декоративными и
физико-химическими свойствами: микротвердость — 50—62 МПа, щелочеустой-
чивость — 93,5—97%, температура размягчения— 620—650 °С,
показатель преломления — 1,587—1,596.
Всесторонние исследования авантюриновых стекол на основе
шлаков позволили, например, внедрить на Херсонском заводе стеклоиз-
делий состав авантюринового стекла, разработанный в
Днепропетровском химико-технологическом институте. Сырьем для этого стекла
является феррохромовый шлак с подшихтовкой кварцевым песком и
содой. Состав шихты на 100 кг стекла (кг): песок — 42,7; шлак — 48,52;
сода— 17,72.
В НИИавтостекла совместно с МХТИ им. Д.И. Менделеева
впервые в стране разработан и основан поточный способ получения
листового авантюринового стекла на основе шлаков. Стекло представляет
почти черную массу со светящимися в отраженном свете
включениями светло-зеленого цвета.
Качественные показатели шлакового авантюринового стекла
приведены ниже:
Физико-химические свойства плит
Плотность, г/см3 2,794
Микротвердость, Н/мм2 6002
Термостойкость, °С 110
Температурный коэффициент линейного расширения, °С-1.... 82,5* Ю-7
Химическая устойчивость, %:
к 35%-ной NaOH 83,52
к 96%-ной H2S04 99,86
Максимальный размер кристаллов, мм 1
Авантюриновое шлаковое стекло является разновидностью мар-
блита — облицовочного материала на основе глушеных стекол,
изготавливаемого в виде плит непрерывным прокатом. Марблит можно
получать различной окраски с использованием доменного,
медеплавильного и других видов шлака.
Шлакоситаллы — разновидность стеклокристаллических
материалов, получаемых направленной кристаллизацией стекол. В отличие от
других ситаллов, сырьевыми материалами для них служат шлаки
черной и цветной металлургии, а также золы от сжигания каменного угля.
94 Строительные материалы из отходов промышленности
Шлакоситаллы широко применяются в строительстве как
конструкционные и отделочные материалы, обладающие высокой прочностью,
износостойкостью и химической стойкостью.
Производство шлакоситаллов заключается в варке шлаковых
стекол, формовании из них изделий и последующей их кристаллизации.
Шихта для получения стекол состоит из шлака, песка, щелочесодер-
жащих и других добавок. Эффективно использование
огненно-жидких металлургических шлаков, что экономит до 30—40% всего тепла,
затрачиваемого на варку.
Шлаковое стекло готовят в два этапа: 1) сырье предварительно
варится в конвертере, где смешиваются жидкий шлак и другие
сырьевые компоненты; 2) полученная стекломасса осветляется в ванных
печах. Для получения белого и серого шлакоситалла в состав стекла
вводят оксид цинка, голубых оттенков — оксид хрома, черного —
сульфиды железа и марганца. Поверхность шлакоситаллов может
окрашиваться цветными керамическими красками.
Шлакоситаллы в виде прокатных листов, прессованных плит, труб
и других изделий выпускают на поточных механизированных
линиях. Отформованные изделия поступают в кристаллизатор, где
подвергаются тепловой обработке.
Шлакоситаллы отличаются от большинства строительных
материалов более высокими физико-механическими свойствами (табл. 2.16).
Так, их прочность в несколько раз превышает прочность исходного
стекла и близка к прочности чугуна и стали. В то же время
шлакоситаллы в 3 раза легче их. Термостойкость шлакоситаллов достигает
150—200 °С. Особенно высокими являются показатели химической
стойкости и стойкости к истиранию.
Шлакоситаллы можно подвергать различным способам
механической обработки: шлифовке, полировке, резке, сверлению алмазным
или карборундовым инструментом. Этот материал можно упрочнить
закалкой на 50—100%.
Плитами из листового шлакоситалла облицовывают цоколи и
фасады зданий, отделывают внутренние стены и перегородки, выполняют из
них ограждения балконов и кровли. Шлакоситалл — это эффективный
материал для ступеней, подоконников и других конструктивных
элементов зданий, а также полов промышленных и гражданских зданий. Из
шлакоситалла изготавливают трубы, высоковольтные изоляторы и др.
Высокая износостойкость и химическая стойкость позволяют успешно
применять шлакоситаллы для защиты строительных конструкций и
аппаратуры в химической, горнорудной и других отраслях
промышленности. Наряду с плотным получают пористый шлакоситалл (пено-
шлакоситалл), который является хорошим теплоизоляционным
материалом.
Экономический эффект применения шлакоситаллов зависит от
области строительства и вида заменяемых традиционных материалов.
2. Материалы из отходов металлургии
95
Таблица 2.16
Сравнительная характеристика шлакоситаллов и других материалов
Свойство
Средняя плотность,
кг/м3
Предел прочности,
МПа, на:
сжатие
изгиб
растяжение
Модуль упругости,
103 МПа
Водопоглощение, %
Температура начала
размягчения, °С
Кислотостойкость, %
Щелочестойкость, %
Истираемость, г/см2
Ударная вязкость,
кДж/м
Шлако-
ситаллы
2600-2750
500-650
80-130
50-70
90-100
0
900
99,1-99,3
85-96,3
0,01
3-4
Каменное
литье
3000
230..300
30-50
15-25
93-110
0,05-0,22
1050
97-99
90-91
0,04-0,08
2-3
Гранит
2600-2800
100-250
—
—
40-60
0,2-0,5
—
—
—
0,21
-
Сталь
7800
420-550
400-1600
300-1400
210-220
0
1200-1500
—
—
—
500-1000
Алюминий
2700
250
220
100-150
65-78
0
658
—
—
—
800
2.6. Материалы на основе
металлургических шламов
Основными направлениями применения шламов — побочных
продуктов получения глинозема — являются изготовление бесклинкерных
вяжущих, материалов на их основе, получение портландцемента и
смешанных цементов. В промышленности особенно широко
используется нефелиновый (белитовый) шлам. Расширяется применение
бокситовых шламов.
Шламовые бесклинкерные и другие вяжущие. Наличие в шламах
минералов, обладающих гидравлической активностью (C2S, C2F и др.),
и их гидратов предопределяет возможность получения из них
вяжущих веществ при сушке, измельчении и введении активизаторов.
Из шламовых вяжущих наиболее исследован нефелиновый цемент,
предложенный П. И. Боженовым при разработке технологии полной
комплексной переработки нефелиновых концентратов.
96
Строительные материалы из отходов промышленности
Нефелиновый цемент является продуктом совместного помола
предварительно измельченных нефелинового шлама (80—85%),
извести или другого активизатора, например портландцемента A5—20%)
и гипса D—7%). Начало схватывания нефелинового цемента должно
наступать не ранее чем через 45 мин, а конец — не позднее чем через
6 ч после его затворения. Существуют следующие марки этого
цемента: М100, Ml50, М200 и М250.
Нефелиновый цемент производят путем высушивания шлама до
остаточной влажности 3—5% и измельчения его совместно с известью
или клинкером и гипсом до остатка на сите № 02 менее 1%, а на сите
№ 008 — менее 10%.
Максимальный эффект достигается при совместном введении
извести-пушонки и двуводного гипса. При этом известь является
основной активизирующей добавкой, она повышает пластичность
вяжущего, способствует равномерности изменения объема и увеличивает
водостойкость, а гипс замедляет сроки схватывания и снижает водо-
потребность. Повышение активности нефелинового шлама
добавками извести и гипса объясняется химическим взаимодействием их с
алюмосиликатом и алюминатом натрия, содержащимися в шламе.
В результате этих реакций образуются нерастворимые в воде
гидроалюминат, гидросульфоалюминат кальция и другие соединения.
Нефелиновый цемент характеризуется медленным нарастанием
прочности, малым тепловыделением при гидратации и повышенной
стойкостью в агрессивных водах. Гидротермальная обработка в
несколько раз ускоряет процесс твердения нефелинового цемента. Так,
пропаривание увеличивает прочность образцов в 1,5—2 раза, а
автоклавная обработка — в 2,5—3 раза.
Нефелиновый цемент является эффективным вяжущим для
кладочных и штукатурных растворов, а также для бетонов нормального
и особенно автоклавного твердения. По пластичности и времени
схватывания растворы на нефелиновом цементе близки к известково-гип-
совым. В бетонах нормального твердения нефелиновый цемент при
расходе 250—300 кг/м3 обеспечивает получение классов В7,5—В15, в
автоклавных — В25—В40. Особенностями бетонов на нефелиновом
цементе являются низкая экзотермия, что важно учитывать при
строительстве массивных сооружений, высокое сцепление со стальной
арматурой после автоклавной обработки, повышенная стойкость в
минерализованных водах.
При автоклавной обработке в бетоны на нефелиновом цементе
эффективно вводить молотый песок. Взаимодействие двухкальциевого
силиката с кремнеземом обеспечивает высокую прочность изделий из
таких бетонов.
Области применения нефелинового цемента разнообразны. Он
может применяться как гидравлическое вяжущее наравне с
портландцементом в гидротехническом строительстве; для жаростойких бето-
2. Материалы из отходов металлургии
97
нов; при закреплении грунтов и тампонировании скважин;
производстве литейных стержней и форм; для замены извести и производства
силикатного кирпича, ячеистых бетонов и др. (рис. 2.15).
Технология
бетонов
-о
S ж
s о
х S
Обжиговый
кирпич
3
5
ё
<и
к
CQ
ее
Z
Сельское
хозяйство
Технология
огнеупоров
Нефелиновый
шлам
Поро-
белит
Щелоче-
стойкий
бетон
Стекольная
промышленность
Стекло
Белитоблоки
Ситаллы
о 3
ас
§
«
2
х
а
о
а
о
с
?
о
о
3
ю
8
5
5
ш
Ц Адсорбеты
Тонкодисперсный
наполнитель
Литейное
дело
Дорожное
строительство
Каменное литье
Укрепление
грунтов
Жидкостеколь-
ные смеси
Дорожная
одежда
Гипсо-бели-
товые
композиции
Рис. 2.15. Схема возможного использования нефелинового (белитового)
шлама в различных отраслях промышленности
4 Заказ №4087
98
Строительные материалы из отходов промышленности
Использование нефелинового цемента дает значительный
экономический эффект, так как примерно на 36% уменьшаются
капитальные вложения, на 42 — себестоимость; на 26 — трудоемкость и на
56% — расход топлива по сравнению с использованием в качестве
вяжущего портландцемента.
Нефелиновый шлам в производстве силикатного кирпича и
изделий из плотного силикатного бетона заменяет известь и может
потребляться в больших количествах, так как удельный расход шлама
составляет 900—-1000 кг на 1 тыс. шт. кирпича.
Анализ исследований показывает, что на нефелиновом цементе при
расходе цемента 200—230 кг/м3 можно получить
конструктивно-теплоизоляционный керамзитобетон класса В3,5 крупнопористой
структуры с плотностью 1000—1200 кг/м3.
Газобетон на нефелиновом цементе по основным
физико-механическим характеристикам не уступает газобетону на портландцементе.
На Киевском экспериментально-исследовательском заводе
НИИСМИ выпущены опытные партии кирпича на основе
предварительно гидратированного нефелинового шлама в смеси с известью,
кварцевым песком и т. д. Полученные изделия отличались от
традиционных стеновых материалов более низкой средней плотностью A200—
1400 кг/м3), водостойкостью сразу после прессования, что исключает
необходимость последующей тепловлажностной обработки,
прочностью сразу после прессования 5—10 МПа и морозостойкостью более
15 циклов. Кирпич контактного твердения имеет белый цвет, что
позволяет вводить красящие пигменты и получать декоративные
конструктивные элементы.
Перспективным направлением использования нефелиновых
шламов является изготовление сульфатно-нефелиновых вяжущих. Эти
вяжущие, разработанные Гипроцементом, получают при активации
нефелинового шлама фосфогипсом, прошедшим термообработку при
температуре 400 °С и превращенным в фосфоангидрит.
Использование нефелинового шлама в производстве керамической
облицовочной плитки позволяет получить изделия с повышенной
прочностью. В институте «НИИстройкерамика» разработаны
составы масс для получения глазурованных облицовочных плиток на
высокопроизводительных поточно-конвейерных линиях. В этих
составах содержание нефелинового концентрата может достигать 22—25%.
Близкими по составу и области применения к нефелиновому
цементу являются вяжущие на основе бокситового, сульфатного и
других шламов металлургических производств. Обычно они имеют более
сложный состав, однако общим для них являются преобладание двух-
кальциевого силиката, а также наличие алюминатов, ферритов и
других минералов. Если значительная часть этих минералов гидратиро-
вана, то для проявления вяжущих свойств шламов необходима их
сушка при температуре 300—700 °С. Для активизации этих вяжущих
2. Материалы из отходов металлургии
99
целесообразно также, как в нефелиновый цемент, вводить в качестве
добавок известь и гипс.
Нефелиновый портландцемент. Химический состав
металлургических шламов позволяет применять их как сырьевые компоненты порт-
ландцементного клинкера, а также как активную минеральную
добавку в производстве портландцемента и смешанных цементов.
Для получения на основе нефелинового шлама сырьевой шихты
типичного для портландцемента химического состава вводят в массу
четыре компонента: около 41% шлама, 53 — известняка, 4,5 —
боксита и 1,5% пиритных огарков. Установлено, что дефицитный боксит
может быть заменен небольшими добавками
веществ-минерализаторов, ускоряющих процессы клинкерообразования: CaF2 — около 0,5
или CaSO — 3% от массы шихты. При введении минерализаторов
сырьевая шихта может состоять из двух компонентов: примерно 50%
нефелинового шлама и 50% известняка.
Особенностью нефелинового шлама является повышенное
содержание в нем щелочей, отрицательно влияющих на качество
клинкера. В шламе, поступающем на обжиг клинкера, щелочей должно быть
не более 2%, а водорастворимых примесей, вызывающих загустение
сырьевой смеси,— 0,5%. Возгонка щелочей при обжиге клинкера
ускоряется введением минерализаторов или водяного пара.
Сырьевую смесь при использовании нефелинового шлама
получают совместным мокрым измельчением компонентов с последующим
корректированием химического состава. Нефелиновый шлам должен
непрерывно перемешиваться для предотвращения возможности
оседания твердой фазы.
Шламовые ртходы, в отличие от обычного сырья для производства
клинкера, содержат белит и другие гидравлически активные
минералы. При их применении смесь, в значительной мере подготовленная,
поступает во вращающиеся печи и для завершения реакций
клинкерообразования требуется меньше топлива и времени, чем при
производстве портландцемента на обычном сырье.
В цементной промышленности накоплен промышленный опыт
применения нефелинового шлама как основного сырьевого
компонента портландцементного клинкера. Комплексное производство
глинозема, содопррдуктов и цемента (рис. 2.16) на основе нефелинового
сырья организовано на Ачинском комбинате, Волховском, Пикалев-
ском заводах и других предприятиях. При комплексной переработке
нефелинов на 1 т глинозема получают примерно 10 т цемента.
Применение нефелинового шлама в качестве компонента
цементной сырьевой смеси вместо традиционных видов сырья имеет
определенные преимущества. Главное из них — повышение
производительности вращающихся печей вследствие увеличения выхода
клинкера из 1 т сырьевой смеси. Если для обычной портландцемент-
ной сырьевой смеси расход ее на 1 т клинкера — 1,55—1,60, а выход
100 Строительные материалы из отходов промышленности
Рис. 2.16. Схема комплексного производства глинозема,
цемента и содопродуктов:
1 — склад нефелиновой руды; 2 — склад известняка; 3 — подача оборотного
раствора; 4 — шаровая мельница; 5 — вращающаяся печь; 6 — колосниковый
холодильник; 7 —дробилка; 8 — выщелачиватель; 9, 11, 13— мельницы; 10— фильтр;
12 — цементная печь; 14 — силосы для цемента; 15 — автоклав; 16 — карбониза-
тор; 77— декомпозер; 18 — фильтр; 19 — печь для кальцинации; 20 — силосы для
глинозема; 21—выпарные аппараты; 22 — центрифуга; 23 — печь для сушки соды;
24 — силосы для соды; 25— печь для сушки поташа; 26— силосы для поташа
клинкера — 0,62—0,64 т, то для сырьевой смеси на основе
нефелинового шлама, расход на 1 т продукта — 1,25—1,30 т, а выход клинкера
из 1 т смеси — 0,75—0,80 т. Производительность печей повышается на
22-28%.
Второе основное преимущество — существенное снижение
удельного расхода тепла на обжиг клинкера за счет уменьшения тепловых
затрат на карбонизацию известняка (вследствие уменьшения доли
известняка в составе сырьевой смеси), а также снижения влажности
шлама на 7—8% без применения разжижителей. При использовании
разжижителей влажность шлама может быть уменьшена до 24—26%.
Общее снижение удельного расхода тепла на 1 т клинкера может
составить 25—32%.
2. Материалы из отходов металлургии
101
Определенные сложности в технологии использования
нефелинового шлама в производстве портландцемента создают его
специфические особенности: склонность к снижению текучести, загустеванию и
схватыванию, а также повышению осаждаемости сырьевых цементных
шламов. Первую особенность нефелинового шлама связывают с
гидратацией содержащегося в нем двухкальциевого силиката. Склонность
сырьевых шламов к оседанию объясняется повышенной плотностью
нефелинового шлама C,0—3,1 г/см3), а также меньшей водоудержи-
вающей способностью, чем у глины. Для нейтрализации повышенной
осаждаемости шлама применяют постоянное механическое и
пневматическое перемешивание для обеспечения необходимой
дисперсности шлама.
Нефелиновый и другие шламы в высушенном состоянии могут
использоваться как активные минеральные добавки и компоненты
смешанных цементов. Для повышения активности шламов
эффективно увеличивать тонкость их измельчения до удельной поверхности
порядка 5000 см2/г. Замена до 15% клинкера в портландцементе
нефелиновым шламом не приводит к существенному снижению
прочности, а введение 30—70% шлама в цемент снижает его марочную
прочность на 20—50%. При содержании в цементе более 15% шлама
существенно ускоряются сроки его схватывания.
Если нефелиновый шлам используется в качестве активной
минеральной добавки, то в нем должно быть не более 2,5% щелочей, в том
числе водорастворимых не более 0,5%.
Бетоны на смешанных нефелиновых цементах в возрасте 180 сут
достигают прочности бетонов на портландцементе, а в более
позднем — могут превысить ее. При этом они отличаются более
высоким соотношением между прочностями на растяжение и на сжатие.
Смешанные нефелиновые цементы низкотермичны и используются
как вяжущие для массивных бетонных сооружений. При 50%-ном
содержании Ьшама тепловой эффект твердения снижается на 20—35%,
а при 75%-ном — на 40—50% в возрасте 1—7 сут.
Применение бокситовых (красных) шламов. Бокситовые шламы,
отличающиеся от нефелинового высоким содержанием оксидов
железа и алюминия, целесообразно применять в качестве комплексной
корректирующей добавки при производстве портландцементного
клинкера. Сырьевые смеси с добавкой бокситового шлама A2—15%)
имеют повышенную текучесть, влажность их на 5—10% ниже
влажности смесей, обычно применяемых в цементном производстве.
Обжиг их идет при температуре на 50—70 °С ниже, чем смесей на
основе традиционного сырья, чему способствуют высокая дисперсность
бокситового шлама, его повышенная реакционная способность.
Высокая дисперсность в сочетании с особенностями строения
частиц бокситового шлама предупреждает расслоение суспензий, и это
выгодно отличает красный шлам от нефелинового.
102
Строительные материалы из отходов промышленности
Использование высокожелезистого красного шлама взамен
обычно применяемых пиритных огарков в ряде случаев позволяет не только
повысить расчетное содержание трехкальциевого алюмината, но и
нормализировать значение силикатного модуля клинкера. При этом
некоторое повышение содержания щелочных соединений в клинкере,
как показали исследования, не оказывает отрицательного влияния на
его свойства и качество. Клинкеры, полученные при использовании в
качестве корректирующей добавки красного шлама, отвечают
стандартам по срокам схватывания и равномерности изменения объема, а также
имеют более высокую активность (на 6—9 МПа), чем клинкеры,
полученные при использовании в качестве добавки пиритных огарков.
Разработаны и опробованы способы производства глиняного
кирпича с использованием высокожелезистого бокситового шлама, а
также силикатного кирпича с использованием в качестве известкового
компонента маложелезистого бокситового шлама. Предложены
также способы использования этих шламов при производстве шлакока-
менного литья, шлакового щебня, а также местных вяжущих для
закладки горных выработок и др.
Высушенный бокситовый шлам может служить эффективным
наполнителем изоляционных материалов, красок, мастик, плиточных и
рулонных материалов для покрытий полов и др.
Установлена возможность замены дефицитных наполнителей —
мела и талька — в производстве линолеума красно-коричневого
цвета, бокситовым шламом. При эгтоц из рецептуры исключается красный
железистый пигмент, компоненты смешиваются, пластифицируются в
смесителе и на вальцах.
Физико-механические свойства линолеумов с различным
содержанием бокситового шлама в сравнении с обычным линолеумом
приведены в хабл. 2.17. Замена шламом традиционных наполнителей не
ухудшает физико-механических показателей поливинилхлоридного
линолеума, увеличивает его износостойкость и эластичность.
Таблица 2.17
Влияние бокситового (красного) шлама на свойства линолеума
Свойство
Потеря массы при
истирании на машине
«Грассели», г/м2
Обычный
поливинил-
хлоридный
линолеум
0,05
Линолеум, содержащий красный
шлам, при содержании
наполнителей, %
19,4
шлама+19,4
барита
0,05
19,4
шлама+19,4
талька
0,06
40 шлама
0,04
2. Материалы из отходов металлургии
103
Окончание табл. 2.17
Свойство
Твердость по прибору
ПВ-2: полная
деформация, мм, после выдержки:
1мин
Г 10 мин
Остаточная деформация,
мм, после выдержки:
1мин
10 мин
Гибкость — отсутствие
трещин при обертывании
вокруг стержня
диаметром, мм
Обычный
поливинил-
хлоридный
линолеум
0,6
0,9
0,5
0,45
45
Линолеум, содержащий красный
шлам, при содержании
наполнителей, %
19,4
шлама + 19,4
барита
0,5
0,8
0,45
0.4
50
19,4
шлама+19,4
талька
0,7
0,8
0,45
0,4
55
40 шлама
0,4
0,7
0,4
0,35
55
При использовании красного шлама для получения пигмента его
обрабатывают на фильтр-прессе и подвергают мокрому размолу в
шаровой мельнице.
Проведены исследования по использованию бокситовых шламов
как добавки при изготовлении керамических изделий. Показано, что
добавка 15—20% шлама позволяет обеспечить качественную сушку
изделий и снизить температуру обжига кирпича.
МАТЕРИАЛЫ ИЗ ОТХОДОВ
ТОПЛИВНО-ЭНЕРГЕТИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
3.1. Общая характеристика отходов
К отходам топливно-энергетической промышленности относятся
продукты, получаемые в виде отходов при добыче, обогащении и
сжигании твердого топлива. Эту группу отходов разделяют по источнику
образования, виду топлива, числу пластичности минеральной части
отходов, содержанию горючей части, зерновому составу,
химико-минералогическому составу, степени плавкости, интервалу размягчения,
степени вспучиваемое™.
Отходы добычи и обогащения угля. Основными видами твердого
топлива являются каменные и бурые угли. При добыче и обогащении
углей побочными продуктами служат шахтные и вскрышные породы,
отходы углеобогащения.
Шахтные отвальные породы наиболее часто представлены
аргиллитами, алевритами, песчаниками, известняками. В табл. 3.1
показано распространение основных типов горных пород в угольных
пластах Донбасса.
Метаморфизированные аргиллиты, алевриты и песчаники
обладают высокой плотностью и, как правило, трудно размокают в воде. Их
можно отнести к малопластичному или непластичному глинистому
сырью.
По сравнению с глинами аргиллиты обладают более высокой
прочностью, которая составляет 2—4 МПа при естественном залегании.
Алевриты по сравнению с аргиллитами имеют более
крупнозернистое строение.
Для применения в производстве строительных материалов
наибольший интерес представляют отходы углеобогащения,
характеризуемые наименьшими колебаниями состава и свойств. Содержание угля,
не выделенного в процессе обогащения, может достигать 20%.
Отходы углеобогащения представлены обычно в виде кусков крупностью
8—80 мм.
В соответствии с типовыми схемами технологического процесса
обогащения уголь из шахт после измельчения подвергают
гидравлической классификации по крупности, затем обогащают методом
гравитации, выделяя концентрат, промышленный продукт и породу (от-
3
3. Материалы из отходов топливно-энергетической промышленности 105
Таблица 3.1
Распространение в % различных типов горных пород
в угольных пластах Донбасса
Пласты
залегания пород
Красноармейский
Донецко-
Макеевский
Центральный
Ворошилов-
градский
Краснодонский
В почве угольных пластов
Аргиллиты и глинистые
сланцы
90
63
63
70
50
Алевриты
5
27
22
20
32
Алевритовые сланцы
5
7
10
—
—
Песчаники
—
3
5
10
18
В кровле угольных пластов
Аргиллиты и глинистые
сланцы
80
74
64
60
38
Алевриты
2
—
10
30
47
Алевритовые сланцы
8
15
10
—
—
со
К
6
4
7
—
—
Песчаники
4
7
9
10
25
ходы гравитационного обогащения углей). При обезвоживании
концентрата выделяют шлам с размером зерен менее 1 мм, который
направляют на флотацию. После флотационного обогащения получают
концентрат и отходы флотации (хвосты).
В зависимости от способа получения отходов и их класса по
крупности содержание угля, а соответственно химический состав и число
пластичности изменяются в широких пределах. Наибольшее
количество угля A0—30%) находится в отходах флотации. В отходах
гравитационного обогащения класса 1—13 мм количество угля может
достигать 15%, а в отходах класса 13—150 мм — 4—7%. В отходах
угледобычи содержание угля колеблется от 0 до 10%. Весьма важным
ограничивающим фактором применения отходов обогащения углей
является наличие в них серы. Содержание ее, например, в породах
центрального Донбасса достигает 3—4%.
Влажность отходов зависит от способа их получения. Естественная
влажность аргиллитов 4—5%. Отходы флотации углей, добываемые из
шламонакопителей, имеют влажность 25—30%.
106 Строительные материалы из отходов промышленности
Характеристика отходов углеобогащения некоторых
углеобогатительных фабрик приведена в табл. 3.2.
Таблица 3.2
Характеристика отходов углеобогащения
Фабрика
Павло-
градская
Добро-
польская
Дзержинская
Зольность,
%
82
70
78,9
70,3
85,8
77,6
Содержание
серы,
%
1,04
0,6
0,9
1,4
1,7
1,5
Содержание
углерода,
%
8,7
21
14,5
18,8
8,7
14,1
Химический состав, %
Fe203
4,5
2,3
4,6
4,2
7,4
4,5
А1203
18,8
15,5
23,5
21,8
22,3
22,0
Si02
57,3
45,5
46,8
41,0
50,0
42,7
СаО +
MgO
2,4
2,17
1,6
2,2
1,4
3,5
Удельная
теплота
сгорания,
кДж/ кг
4500
8450
5040
7500
4700
5470
Примечание. В числителе указаны данные для отходов гравитации, в
знаменателе — флотации.
В отличие от отвальных пород угольных шахт отходы
углеобогащения характеризуются более высоким содержанием угля, более
стабильным вещественным составом, меньшим содержанием песчаников и
большим содержанием аргиллитов, увеличением содержания серы и
уменьшением механической прочности.
Продуктами обжига пустых пород, сопутствующих
месторождениям каменных углей, являются горелые породы. Их разновидностями
являются глиежи — глинистые и глинисто-песчаные породы,
обожженные в недрах земли при подземных пожарах в угольных пластах,
и отвальные перегоревшие шахтные породы.
Залежи природных горелых пород широко распространены в
различных регионах. Истинная плотность их составляет 2,4—2,7 г/см3, средняя
плотность — 1300—2500 кг/м3, прочность на сжатие — 20—60 МПа. По
основным физическим и химическим свойствам они близки к глинам,
обожженным при 800—1000 °С. Химико-минералогический состав
горелых пород разнообразен, однако общим для них является наличие
активного глинозема в виде радикалов дегидратированных глинистых
минералов или в виде активных глинозема, кремнезема и железистых
соединений. В отличие от зол и шлаков горелые породы почти не
содержат стекловидных компонентов и характеризуются высокой сор-
бционной способностью. Содержание несгоревшего топлива в глие-
жах достигает 2—3%, в отвальных горелых породах оно может быть
более значительным.
3. Материалы из отходов топливно-энергетической промышленности 107
К горелым породам, наряду с природным сырьем, относятся и
перегоревшие пустые шахтные породы, содержащие минимальное
(менее 5%) количество углистых примесей и минеральную
глинисто-песчаную часть, обожженную в той или иной степени. Породы смешаны
с отходами угля, горючих сланцев, серой и др. Под действием
кислорода воздуха уголь и сера окисляются и самовозгораются, а под
влиянием высоких температур (до 1000 °С) порода подвергается
естественному обжигу. Органические примеси при этом частично выгорают.
Наиболее интенсивно горят породы в терриконах шахт с
коксующимися или антрацитовыми углями. Степень обжига горелых пород зависит
от многих причин. Неравномерное поступление влаги в горячий слой
породы, неравномерное количество воздуха, соприкасающегося с
поверхностью породы в терриконе, а также большое количество
мелких фракций, затрудняющих доступ кислорода к очагам горения,
приводит к тому, что обжиг происходит крайне неравномерно, несмотря
на высокую температуру в терриконе. В результате образуется
материал различной степени обжига (от спекшегося до слабообожженно-
го) с неодинаковыми физико-механическими свойствами.
Неоднородность материала в терриконе — один из его существенных
недостатков. Размер частиц колеблется в пределах от 40 см до долей
миллиметра. В терриконах встречаются плотные и пористые
разновидности горелых пород.
Золошлаковые отходы. При сжигании твердых видов топлива в
топках тепловых электростанций образуются зола в виде пылевидных
остатков и кусковой шлак, а также золошлаковые смеси. Они являются
продуктами высокотемпературной A200—1700 °С) обработки
минеральной части топлива.
В зависимости от температурных условий образование золы и
топливных шлаков возможно без плавления, в присутствии расплава и
при полном расплавлении исходных компонентов. В первом случае
золы и шлаки образуются при сжигании низкокалорийных видов
твердого топлива. Получение из расплава характерно для
гранулированных топливных шлаков. Наиболее характерно получение
топливных зол и шлаков в результате взаимодействия расплава с твердыми
фазами.
Образование шлаков и зол первых двух групп происходит обычно
в слабоокислительной среде, что способствует окислению
органических соединений и сульфидов и присутствию соединений железа в
трехвалентном виде. Образование отходов третьей группы происходит
в восстановительной среде, что приводит к сохранению сульфидной
серы и преобладанию двухвалентных соединений железа.
Зольная часть Донецкого, Печорского, Кузнецкого,
Карагандинского и ряда других бассейнов содержит не более 8—10% СаО.
Высококальциевой зольной частью с содержанием СаО 15—40%
характеризуются каменные и бурые угли ряда бассейнов Средней Азии и
108 Строительные материалы из отходов промышленности
Сибири, многие типы торфа и горючие сланцы. У последних
содержание в зольной части СаО составляет 25--60%.
Топливо сжигают в слое над колосниковой решеткой в виде
мелких кусков или при вдувании в пылевидном состоянии. Золы
пылевидного сжигания проходят высокотемпературную обработку. Они
имеют сравнительно однородный химический состав и
незначительное содержание несгоревших частиц топлива. Некоторая часть золы
оседает на трубах котла, поде и стенках топки, но основная ее масса
(зола-унос) уносится с дымовыми газами, улавливается и
скапливается в бункерах, откуда удаляется потоком воды или
пневмотранспортом. На большинстве действующих ТЭС применяют систему
гидроудаления для транспортирования золошлаковых смесей в отвалы.
Для применения золы в производстве строительных материалов
предпочтительнее применять систему пневмоудаления золы (рис. 3.1),
которая позволяет поставлять золу потребителям в сухом виде, с
меньшим содержанием несгоревших частиц и предотвращать ее смерзание
в отвалах зимой.
Рис. 3.1. Схема установки сухого отбора золы:
I — вакуум-насос; 2 — пневмовинтовой насос; 3 — электродвигатель; 4 — бункер-
накопитель; 5 — водопровод вакуумный; 6 — осадительная камера; 7 — дымовая
труба; 8 — дымосос; 9 — пневматические задвижки; 10 — электрофильтры;
II — золосборники; 12 —• котел ТЭС; 13 — шламопровод на отвал золы и шлама;
14 —силосный склад золы; 15 — отгрузка золы на железнодорожном и
автотранспорте; 16 — трубопровод сжатого воздуха; 17— водопровод напорный; /?—
компрессорная
3. Материалы из отходов топливно-энергетической промышленности 109
Наиболее эффективными золоуловителями являются
электрофильтры, КПД которых равен 95—97%. В настоящее время установки для
сухого золоудаления имеются на ряде тепловых электростанций, а
количество улавливаемой золы превышает 10 млн т в год.
Зола-унос представляет собой тонкодисперсный материал,
состоящий в основном из частиц размером 5—100 мкм. Ее
химико-минералогический состав соответствует составу минеральной части
сжигаемого топлива. Например, при сгорании каменного угля зола
представляет собой обожженное глинистое вещество с включением
дисперсных частиц кварцевого песка, при сгорании сланцев —
мергели с примесями гипса и песка. При обжиге минеральной части
топлива дегидратируется глинистое вещество и образуются
низкоосновные алюминаты и силикаты кальция.
Основным компонентом золы-уноса является стекловидная алю-
мосиликатная фаза, составляющая 40—65% всей массы и имеющая
вид частиц шарообразной формы размером до 100 мкм. Из
кристаллических фаз в золах могут присутствовать а-кварц и муллит, а при
повышенном содержании Fe263 также гематит. Количественное
соотношение между ot-кварцем и муллитом определяется соотношением
Si02 /A1203. С увеличением последнего содержание ос-кварца в
кристаллической фазе возрастает, а муллита убывает. Соответственно
несколько возрастает активность зол по поглощению извести. Золы,
обогащенные оксидами железа, более легкоплавки, в них образуется
больше стекла.
Стекло в золах можно рассматривать как материал, содержащий
аморфиты — образования, близкие по составу и структуре к
соответствующим кристаллическим фазам, но с высокой удельной
поверхностью,— и неупорядоченные глиноземисто-кремнеземистые
прослойки между ними. Способность стекловидной фазы к гидратации и
гидролизу объясняется рыхлой субмикроструктурой и относительно
высокой проницаемостью аморфитов, обусловленной пустотами между
ионными группировками. Активность промежуточного аморфного
вещества стекловидной фазы определяется соотношением глинозема и
кремнезема, чем оно больше, тем легче идет процесс гидратации
зольного стекла в щелочной и в сульфатно-щелочной среде. В
нейтральной среде зольное стекло устойчиво. На гидравлическую активность
кальциево-алюмосиликатного стекла, содержащегося в золе,
положительно влияют примеси оксидов магния, железа и некоторых других
элементов.
Определенной гидравлической активностью в золах, наряду со
стекловидной фазой, обладает дегидратированное и
амортизированное глинистое вещество. Активность зависит от минералогического
состава глин, входящих в минеральную часть топлива, и повышается
при тепловой обработке. С повышением в золе содержания аморфи-
зированного глинистого вещества увеличивается ее водопотребность.
110
Строительные материалы из отходов промышленности
Если минеральная часть топлива содержит значительное
количество карбонатов, то в золе образуются низкоосновные силикаты и
ферриты кальция, способные взаимодействовать с водой.
В небольшом количестве в золы входят следующие примеси:
свободные оксиды кальция и магния, сульфаты, сульфиды и др.
В золах, как правило, содержится углерод в виде различных
модификаций коксовых остатков. Содержание их зависит от вида
сжигаемого топлива: для бурых углей и горючих сланцев оно составляет
менее 4%, каменных углей — 3—12, антрацита — 15—25%. Содержание
несгоревших частиц в тонкодисперсных фракциях золы меньше, чем
в грубодисперсных.
Химический состав зол-уносов колеблется в зависимости от
месторождений углей. Примерное содержание основных оксидов в золах
различных ТЭС (%): Si02 - 37-63; А1203 - 9-37; Fe203 — 4-17;
СаО - 1-32; MgO - 0,1-5; S03 - 0,05-2,5; Na20 + K20 - 0,5-5.
Потери при прокаливании, характеризующие содержание в золе
несгоревших углеродистых частиц, составляют 0,5—30%.
Важными показателями качества золы являются ее дисперсность
и гранулометрический состав. Дисперсность золы-уноса выражается
обычно удельной поверхностью, определяемой методом
воздухопроницаемости, а также значениями остатков на ситах при просеивании.
Прямой зависимости между этими двумя показателями нет. Удельная
поверхность зол-уносов составляет 1000—4000 см2/г. Во многих
случаях она приближается к удельной поверхности цемента. Золы,
содержащие большее количество остатков несгоревшего топлива, имеют
более высокие значения удельной поверхности.
Гранулометрический состав зол колеблется в широких пределах:
размеры зерен 1—200 мкм. В золах содержание фракции более 85 мкм
обычно не превышает 20%. Около 50% частиц золы имеют обычно
размеры 30—40 мкм. Более крупные золы образуются при
повышенном содержании в минеральной части топлива оксидов-плавней СаО
и Fe203.
Дисперсность золы зависит от тонкости измельчения пылевидного
топлива. Также на тонкость измельчения получаемой золы
существенно влияет режим сжигания топлива. Важным фактором является тип
коллектора для сбора золы. Наиболее дисперсная зола улавливается
электрофильтрами, при этом для различных полей электрофильтров
гранулометрический состав золы меняется.
Различные фракции золы имеют разные истинную и среднюю
плотности, что объясняется химико-минералогическим составом и
формой частиц. Крупные фракции имеют повышенное содержание
А1203. Плотность частиц уменьшается с возрастанием в них
содержания коксовых частиц. Средняя насыпная плотность золы составляет
600—1000 кг/м3, истинная плотность — 1800—2400.
3. Материалы из отходов топливно-энергетической промышленности 111
Для золы характерно значительное содержание частиц с мелкими
замкнутыми порами, которые являются результатом вспучивания
расплавленной минеральной массы газами, выделяющимися при
дегидратации глинистых минералов, диссоциации частиц известняка, гипса
и органических веществ. Общий объем пор может достигать 60%
объема частиц золы. Высокое содержание микропор в золе обусловливает
высокое значение ее действительной удельной поверхности.
Измерения действительной удельной поверхности золы, выполненные по
адсорбции азота, показали, что она на порядок выше удельной
поверхности цемента. С высокой действительной поверхностью золы
связаны такие ее свойства, как адсорбционная способность,
гигроскопичность, гидравлическая активность.
Золы подразделяются на высококальциевые (СаО > 20%) и
низкокальциевые (СаО < 20%). Для первых преобладающими являются
кристаллические фазы, для вторых — стекло и аморфизованное глинистое
вещество. Высококальциевые золы в свою очередь делят на низкосульфатные
(S03 < 5%), получаемые при сжигании угля и торфа, и сульфатные
(S03 > 5%) — при сжигании сланцев.
Интегральной характеристикой химического состава зол служит
модуль основности М0, который для основных зол составляет М0 > 0,9;
кислых — 0,6—0,9; сверхкислых — М0 < 0,6. В основных золах
суммарное содержание СаО + MgO достигает 50%, в сверхкислых — 12.
Последние являются более распространенными.
По величине удельной поверхности золы делят на:
тонкодисперсные (S > 4000 см2/г), среднедисперсные B000—4000 см2/г) и грубо-
дисперсные (S < 2000 см2/г). При насыпной плотности менее 800 кг/м3
золы считаются легкими, 800—1000 — средней плотности и более
1000 — тяжелыми.
Шлаки — основной вид отходов при кусковом сжигании топлива.
При пылевидном сжигании шлаки составляют 10—25% от массы
образуемой золы. Шлаки образуются в результате спекания отдельных
частиц на колосниковой решетке при температуре свыше 1000 °С или
при охлаждении расплавленной минеральной части топлива при
температуре более 1300 °С.
В связи с интенсификацией процессов сжигания твердого
топлива и переходом к использованию в тепловой энергетике
многозольных видов углей и сланцев перспективно применение топок с жидким
шлакоудалением. Продуктами жидкого шлакоудаления из
энергетических топок являются топливные гранулированные шлаки, образуемые
в результате быстрого охлаждения водой минерального расплава.
Жидкое шлакоудаление обеспечивается подогревом воздуха до
температуры около 700 °С или снижением температуры плавления
минеральной части топлива при добавке к ней флюса.
112
Строительные материалы из отходов промышленности
В отличие от зол, шлаки, образуемые при более высоких
температурах, практически не содержат несгоревшее топливо и
характеризуются большей однородностью.
Шлак удаляют гидравлическим или сухим способом. При
гидравлическом способе, имеющем пока большее распространение, золы и
шлаки смешиваются.
Гранулированные шлаки представляют собой механическую смесь
зерен размером 0,14—20 мм. Химический состав шлаков, как и зол,
может изменяться в широком диапазоне — от сверхкислых (М0 < 0,1)
до основных (М0> 1). Многие топливные шлаки характеризуются
значительным количеством B0% и более) оксидов железа,
содержащихся преимущественно в закисной форме. Содержание
стекловидной фазы составляет 85—98%, у основных шлаков оно может быть
значительно ниже. В кристаллической фазе возможно наличие муллита,
геленита, псевдоволластонита, двухкальциевого силиката и других
минералов.
В зависимости от содержания несгоревших углеродистых частиц
золы и шлаки ТЭС делят на 6 категорий (%): 1 — до 5%; 2 — 6—10;
3 - 11-15; 4 - 16-20; 5 - 21-25; 6 - более 25%.
3.2. Вяжущие материалы с применением
золошлакового сырья
Портландцемент и композиционные цементы. Золы и топливные
шлаки применяются в качестве сырьевых компонентов портландце-
ментного клинкера и активных минеральных добавок при
производстве портландцемента, а также композиционных зольных и шлаковых
цементов. В составе сырьевой смеси при производстве клинкера
золой и шлаками заменяют глинистый и частично известняковый
компоненты, в некоторых случаях эта замена улучшает
химико-минералогический состав клинкера и условия его обжига.
Ориентировочную оценку пригодности золошлаковых отходов как
компонента сырьевой смеси определяют по значению условного си-
Si02 - * in
ликатного модуля пу = —, который должен быть менее 1,9.
1>7 7 А120з
Более высокие технико-экономические показатели производства
клинкера достигаются при использовании сухих зол пневмоудаления.
Ценным для цементной промышленности является присутствие в
составе зол остатков несгоревшего топлива, содержание которого в
среднем составляет около 10%. Это значит, что при использовании 1 млн т
золы в качестве сырьевого компонента цементная промышленность
получит дополнительно 100 тыс. т топлива. Так как зола имеет мень-
3. Материалы из отходов топливно-энергетической промышленности 113
шую водопотребность, чем глины, применение ее в составе сырьевой
смеси позволяет снизить влажность шлама до 33—34%, уменьшить
расход топлива на 7—10% и повысить производительность
вращающихся печей.
Золы и топливные шлаки в качестве компонентов сырьевой смеси
портландцементного клинкера применяют как при мокром, так и
сухом способе производства. Сырьевая смесь хорошо гранулируется, и
гранулы имеют повышенную прочность.
Некоторые виды зол и шлаков можно использовать для
повышения глиноземного и понижения силикатного модуля сырьевой
смеси. Большая реакционная способность золы и шлака дает возможность
раннего образования жидкой фазы при обжиге клинкера и
несколько снизить температуру клинкерообразования. Однако применение
зол и шлаков как сырьевых компонентов клинкера ограничено из-за
их нестабильного состава и значительного содержания сульфидов и
щелочей.
Золошлаковые компоненты, содержащие значительные количества
свободного оксида кальция, могут вызывать загустевание и
схватывание сырьевого шлама, поэтому их применяют только при сухом
способе производства.
В производстве цемента основная часть топливных зол
используется в качестве активных минеральных добавок. При этом они должны
содержать не более: Si02 — 40%, S03 — 3, потери при прокаливании —
10%. Золу-унос вводят, как и другие гидравлические минеральные
добавки, в количестве не более: в портландцемент — 20%, в пуццолано-
вый - 55%.
Введение золы в цемент в количестве до 20% несколько снижает
его прочность в начальные сроки твердения, на 28 сутки снижение
прочности минимально, а при длительных сроках твердения
прочность цементов с золой становится часто более высокой, чем без золы.
Увеличение содержания золы (более 20%) обычно приводит к
существенному снижению прочностных характеристик цемента —
особенно в ранние сроки твердения.
Также благоприятно влияют добавки золы к портландцементу в
условиях гидротермальной обработки растворов и бетонов. Повышение
дисперсности золы способствует интенсивности твердения зольного
портландцемента. По данным Г.М. Рущука и Е.Г. Егоровой,
повышение удельной поверхности золы Иркутской ТЭЦ до 10 500 см2/г
привело к выравниванию 28-суточной прочности портландцемента с 30%
золы по сравнению с исходным, а позднее и к более высокой
прочности.
Наиболее часто рекомендуемой дозировкой золы в зольных
цементах является 25—30%. При этом зола обычно уже достаточно
тонкодисперсна и может не подвергаться измельчению. Однако во многих
114 Строительные материалы из отходов промышленности
случаях для повышения гидратационнои активности стекловидных
частиц требуется деформация их поверхностных слоев (трещины,
сколы, раскалывание), что достигается при совместном измельчении
клинкера и золы. Установлено, что наиболее активны частички золы
размером 5—30 мкм.
Пластичные растворы зольного цемента с песком состава 1:3
характеризуются пониженной водопотребностью, а в затвердевшем
состоянии (более 2—3 месяцев) — повышенной плотностью и
прочностью. Зольные цементы могут превышать по конечной прочности
портландцемент, использованный для приготовления
соответствующих смешанных цементов, если правильно подобраны соотношения
размеров частиц золы и клинкера.
С увеличением содержания золы водопотребность цементов
возрастает, но в меньшей степени, чем при других пуццолановых
добавках. Характерно, что увеличение дисперсности золы не вызывает
повышения водопотребности бетонных смесей, а наоборот, оказывает
некоторое пластифицирующее действие.
Вследствие сравнительно небольшой гидравлической активности
золы применение зольных цементов значительно снижает
тепловыделение в бетоне, что является существенным фактором при использовании
его в массивных сооружениях. Экспериментально установлено, что зола
любого типа повышает сульфатостойкость растворов и бетонов, особенно
при использовании клинкера с высоким содержанием С3А.
Введение в цемент золы уменьшает его усадочные деформации при
твердении. Этот эффект тем выше, чем меньше дисперсность золы.
Положительное влияние золы установлено при повышенном
содержании в цементе MgO, вызывающем нежелательные объемные
деформации при твердении.
При использовании золы в качестве активной минеральной
добавки важное значение имеет ее гранулометрический состав.
Предпочтительны золы с повышенной дисперсностью, так как они содержат
меньше невыгоревших частиц.
Длительность схватывания цементов с золой удлиняется
пропорционально ее содержанию. Дисперсность зол оказывает
незначительное влияние на сроки схватывания.
Добавка золы оказывает более существенное положительное
влияние на прочность цемента при растяжении, чем при сжатии, что
повышает трещиностойкость растворов и бетонов.
Значителен эффект от введения топливных зол в различные виды
специальных цементов. Перспективно, например, использование
золы для производства расширяющегося цемента с замедленными
сроками схватывания. Оптимальный состав такого цемента: 55% —
портландцемент, 27 — зола электрофильтров, 9 — сиштоф (твердый
остаток от получения сульфата алюминия из каолина), 9% — известь.
3 Материалы из отходов топливно-энергетической промышленности 115
До конца схватывания образцы из такого цемента имеют усадку, а
затем она компенсируется и за одни сутки воздушного твердения
расширение составляет 0,206%.
Зола используется также для производства тампонажного
портландцемента, обладающего повышенной сульфатостойкостью. По
рекомендациям японских ученых золу можно применять для получения
быстротвердеющего цемента при обработке ее разбавленной серной
кислотой и последующим высушивании.
Существенный эффект наблюдается при совместном введении в
цемент золы-унос и добавок — суперпластификаторов. Таким образом
получают вяжущие низкой водопотребности (ВНВ), характеризуемые
при высокой дисперсности (удельная поверхность 4000—5000 см2Д)
низкой нормальной густотой A6—20%) и прочностью до 100 МПа.
Бетоны на ВНВ характеризуются интенсивным набором прочности уже
через несколько часов, а к 1 сут их прочность может достигать до 60 МПа.
Типовая схема использования зол ТЭС в качестве добавки к
цементу предусматривает следующие этапы: прием золы в железнодорожных
или автоцементовозах; перекачку ее сжатым воздухом в склад силосного
типа для хранения; транспортировку от склада к расходным бункерам
перед мельницами при помощи пневмокамерных насосов; подачу золы
в мельницу. Зола при удельной поверхности более 2500 см2/г
транспортируется сжатым воздухом вместе с размолотым цементом
непосредственно в цементные силосы.
Разработаны эффективные зольные цементы на базе летучей
сланцевой золы (кукермита). Рациональные составы сланцезольных
цементов (кукермит-цементов):
Компонент
Зола, мелкая фракция
Цементный клинкер
[Известняк или кварцевый песок
Содержание, %
I
65-75
35-25
—
II
30-40
25-35
30-40
Если прочность кукермитов удовлетворяет требованиям марок
Ml00—Ml50 A0—15 МПа), то кукермит-цементы достигают в 28-су-
точном возрасте прочности 20—30 МПа.
Сланцезольные цементы — это умеренно расширяющиеся
вяжущие, что способствует высокой водонепроницаемости растворов и
бетонов на их основе.
Ввиду достаточного содержания серного ангидрида в сланцевой
золе при помоле сланцезольного портландцемента добавка гипса не
вводится. Так как в мельчайшей фракции сланцевой золы содержит-
116
Строительные материалы из отходов промышленности
ся повышенное количество свободного СаО, в мельницу при помоле
цемента вводят воду для гашения. Сланцезольный портландцемент так
же, как и пластифицированный, характеризуется пониженной водо-
потребностью, в результате чего при одинаковом водоцементном
отношении активность его не ниже обычного и соответствует маркам
М400 и М500. При равном расходе вяжущего в пределах 300—400 кг/м3
бетоны на сланцезольном портландцементе при твердении в
нормальных условиях имеют прочность примерно на 10 МПа выше, чем на
обычном портландцементе, а при пропаривании — на 15.
Одинаковые по прочности бетоны содержат в 1,2—1,5 раза меньше этого
вяжущего, чем обычного цемента.
В результате исследований, выполненных в Московском
инженерно-строительном институте им. В.В. Куйбышева под руководством
А.В. Волженского, предложена технология производства
портландцемента и шлакопортландцемента с введением в качестве активной
добавки топливных гранулированных шлаков. Установлено, что
наибольшей гидравлической активностью обладают шлаки с модулем
основности 0,6—1 и модулем активности 0,4—0,6.
Физико-механические свойства шлакопортландцемента на топливных и доменных
гранулированных шлаках отличаются незначительно. Замена доменных
шлаков гранулированными топливными экономически выгодна для
цементных заводов, расположенных вблизи ТЭС и оборудованных
топочными устройствами с жидким шлакоудалением. Оптимальное
содержание топливного гранулированного шлака в цементах,
твердеющих при пропаривании, составляет около 40%, а при автоклавной
обработке оно увеличивается в два раза. Бетоны на шлакопортланд-
цементе с топливным гранулированным шлаком могут успешно
применяться в производстве сборных железобетонных конструкций,
промышленном и гражданском строительстве, строительстве массивных
гидротехнических сооружений.
Золошлаковые вяжущие. Зола и молотые топливные шлаки
обладают определенной гидравлической активностью, т. е. они способны
при нормальной температуре связывать оксид кальция. Активность
золы и шлаков сказывается в наиболее тонких фракциях и возрастает
при увеличении содержания стекловидной фазы. Стекло в щелочной
и сульфатной средах легче гидратируется при повышении содержания
глинозема. Пониженной гидравлической активностью
характеризуются кислые золы и шлаки. Активность зол, так же как и шлаков, резко
увеличивается при гидротермальной обработке.
В табл. 3.3 приведены основные свойства зол и молотых
топливных шлаков, характеризующие их активность в соответствии с
данными МИСИ им. В.В. Куйбышева.
Способностью твердеть без добавок-активизаторов, как видно из
данных табл. 3.3, в условиях пропаривания при атмосферном давле-
3. Материалы из отходов топливно-энергетической промышленности 117
Таблица 3.3
Свойства зол и молотых топливных шлаков
Вид сырья
Низкокальциевые
шлаки
CaO+MgO> 10%
Сверкислые шлаки
CaO+MgO> 10%
Высококальциевые
пылевидные золы
СаО > 20%
Угольные сульфато-
содержащие золы
Низкокальциевые
пылевидные золы
СаО < 20%
Прочность при
сжатии, МПа
Пропаривание
при 90 °С
-
-
5-7
2,5-3,5
-
Запаривание
при 175°С
1,5
-
8-10
3,5-5,6
-
Объемные изменения
на приборе
Ле-Шателье, мм
Нормальное твердение
при20°С
-
-
4
2
-
(Пропаривание
при 90 °С
-
6
5
-
§9
gs
О, ~
ее К
С О.
ев С
СО
0,6
-
10
12
-
Поглощение СаО,
вмг/г
5
К
1
si
*Q Си
5 с
1
О
X
35-75
50-75
-
-
30-50
Пропаривание
при 90 °С
150-180
125-170
-
-
100-150
Запаривание
при 175 °С
200
200-280
-
~
200
нии обладают лишь высококальциевые пылевидные угольные сульфа-
тосодержащие золы. В условиях автоклавной обработки (запаривание)
и при наличии добавок-активизаторов эту способность приобретают
низкокальциевые шлаки и золы. При запаривании активность
шлаков и зол по поглощению СаО и развиваемая ими прочность
существенно возрастают.
Для топливных шлаков и зол так же, как и для металлургических
активизация достигается введением извести и щелочных соединений
(щелочная активизация) и сульфатосодержащих продуктов
(сульфатная активизация). Оптимальная активизация зависит от вида золо-
шлаковых материалов (табл. 3.4).
118 Строительные материалы из отходов промышленности
Таблица 3.4
Рекомендуемая активизация топливных шлаков и зол (по А.В. Волженскому)
Вид шлаков
и зол
Высококальциевые
шлаки и
пылевидные золы
Низкокальциевые шлаки
и пылевидные
золы
Гранулированные шлаки
Разновидности
шлаков и зол
Низкосульфатные шлаки
и золы
Сульфатные
шлаки и золы
Кислые
и сверхкислые
шлаки и золы
Основные
Кислые
глиноземистые
Кислые
кремнеземистые
Основная
характеристика по
химическому
составу
СаО > 20%
S03<5%
СаО > 20%
S03>5%
СаО < 20%
Модуль
основности
более 0,9,
А1203>5%
Модуль
основности
более 0,6,
А1203 > 10%
Модуль
основности
более 0,6—0,9,
А12О3<10%
Источник
получения
Сжигание
кускоюго и
пылевидного
топлива (угля
и торфа)
Сжигание
кускоюго
и пылевидного
сланца
Сжигание
кускоюго
и пылевидного
топлива (угля
и торфа)
Топки с
жидким шлакоуда-
лением
Оптимальная
активизация
Щелочная,
реже
сульфатно-
щелочная
Щелочная
в зависимости
от количества
СаО
Сульфатно-
щелочная
Сульфатно-
щелочная
Сульфатно- 1
щелочная
Сульфатно- 1
щелочная
При назначении оптимальных составов шлакозольных вяжущих
необходимо учитывать, что прочностные характеристики
затвердевшего шлакового камня не соответствуют его активности по
поглощению СаО. В табл. 3.5 приведены, по данным К.В. Гладких,
оптимальные составы шлакозольных вяжущих. Их производство включает
процессы дробления, сушки шлаков или золы, дозировку всех ком-
3. Материалы из отходов толли*исиэнергетической промышленности 119
Таблица 3.5
Оптимальные составы шлако юльиых вяжущих
Вид шлаков и зол
содержание по массе, %
шлак,
зола
известь
негашеная
лиувод-
иый
гипс
Марка вяжущих
при иро-
иаринании
или
электропрогреве
95-98 X
при
запаривании
при
температуре
175Х
Гранулированные шлаки
Среднекальциевые
(СаОот45до20%)
топливные
Низкокальциевые
(СаОот20до10%)
топливные
Сверхкислые
|(СаО<10%)
топливные
80
65--55
75
65-55
75
65-55
15
30-40
20
30-40
20
30-40
5
5
5
5
5
5
150-200
200-300
100-150
200-300
100-150
200-300
250-350
300-400
250-300
300-400
150-250
300-400
Пылевидные шы
Высококальциевые
(СаО>20%)
Сверхкислые
(СаО< 10%)
80
55
60
55
15
40
35
40
5
5
5
5
150
150-200
100
100-150
200-250
250-350
200-250
250
понентов и их совместный помол в шаровых мельницах. Совместный
помол зол и шлаков с активизирующими добавками повышает
активность вяжущих веществ и увеличивает прочность изделий. Из шлакозоль-
ных вяжущих при нормальных условиях твердеют лишь известково-золь-
ные вяжущие при использовании золы-уное и известково-шлаковые
вяжущие при использовании гранулированных шлаков. Пропарива-
ние растворов и бетонов на основе шлакозольных вяжущих
желательно выполнять при 90—95 °С.
При запаривании удовлетворительные результаты по прочности
достигаются под давлением 0,8 МПа. Более высокие значения
давления водяного пара приводят к резкому увеличению прочности
материалов. Паропрогрев шлакозольных материалов может быть заменен
прогревом инфракрасными лучами и электропрогревом.
120
Строительные материалы из отходов промышленности
С увеличением дисперсности золошлаковых вяжущих прочность их
возрастает. В наибольшей мере повышение удельной поверхности
сказывается при использовании высококальциевых стекловидных зол
и шлаков. Повышение удельной поверхности от 1800—2000 до 3100—
3500 см2/г для вяжущих из такого сырья приводит к увеличению их
прочности в два раза. При грубом помоле золошлаковые вяжущие
выдерживают 15—25 циклов замораживания и оттаивания, с
увеличением удельной поверхности их морозостойкость повышается до 75—
100 циклов.
Шлаковые и зольные вяжущие оптимальных составов являются
достаточно стойкими во времени при нахождении их в различных
средах. На повышение стойкости шлакозольных вяжущих
положительно влияет увеличение соотношения между содержанием оксида
кальция и кислотных оксидов. Положительно сказывается также
добавка 10—15% портландцемента. Усадочные деформации
шлакозольных вяжущих относительно близки к соответствующим показателям
цемента. Стабилизация усадки наступает к 4—6 мес. для пропаренных
образцов и к 3—5 мес для запаренных.
Из бесклинкерных зольных вяжущих наиболее известно известко-
во-зольное — гидравлическое вяжущее, получаемое совместным
помолом или тщательным смешением измельченных раздельно золы и
извести. В золе содержание несгоревшего топлива должно быть
минимальным (в каменноугольных золах — не более 10%, торфяных — 5),
содержание S03 не должно превышать 3%, пережженных СаО и MgO,
вызывающих неравномерность изменения объема вяжущего,— 5%.
Известь применяют обычно гашеную, хотя накоплен опыт
применения и негашеной извести. Состав известково-зольных вяжущих
зависит от содержания в золе активного оксида кальция и минералов,
способных к гидратации. Оптимальное содержание извести в этих
вяжущих составляет 10—40%, уменьшаясь по мере увеличения в золе
содержания свободного оксида кальция и активных минералов.
Разновидностями известково-зольного вяжущего являются ТЭЦ-
цемент и торфозольный цемент, получаемые при сжигании
каменного угля или торфа, предварительно измельченных вместе с
известняком. При этом в топках происходят следующие процессы: выгорание
органических соединений, дегидратация и амортизация глинистого
вещества зольной составляющей топлива с частичным ее
оплавлением, диссоциация кальцита с образованием тонкодисперсного
активного оксида кальция и взаимодействием его с кислотными оксидами
золы топлива. Процесс взаимодействия должен быть как можно
более полным. Значительные количества свободного пережженного
оксида кальция вызывают неравномерность изменения объема.
Известково-зольные вяжущие получают также из очажных
остатков печей на кирпичных заводах, состоящих из золы топлива и боя
3. Материалы из отходов топливно-энергетической промышленности 121
кирпича, а также известеобжигательных печей. В последнем случае не
требуется добавка извести.
Тонкость измельчения известково-зольных вяжущих, как и других
известесодержащих гидравлических вяжущих, должна быть такой,
чтобы при просеивании через сито № 008 проходило не менее 90%
массы пробы. Схватывание вяжущих этой группы должно
начинаться не ранее чем через 25 мин, а конец — не позднее чем через 24 ч
после начала затворения. Схватывание ускоряется, а также
улучшаются другие свойства вяжущих при введении в их состав гипса (около
5%) и применении негашеной извести.
В отличие от других пуццолановых вяжущих, известково-зольные
имеют меньшую водопотребность и водоудерживающую способность.
Твердение их сопровождается образованием гидроалюмосиликатов
(гидрогранатов) и гидросиликатов кальция, от соотношения и
основности которых зависит прочность вяжущих. Максимальную прочность
известково-зольным материалам придают низкоосновные
гидросиликаты кальция. Преимущественное образование гидросиликатов
кальция можно обеспечить подбором оптимального состава вяжущего, а
также увеличением температуры и длительности гидротермальной
обработки. Быстрому образованию гидросиликатов кальция
способствует также высокая степень измельчения золы.
Марку известково-зольных вяжущих устанавливают так же, как и
портландцемента. Особенность испытаний заключается в том, что
образцы-балочки выдерживают сначала во влажной среде в течение
7 сут, а затем расформовывают и хранят в воде в течение 21 сут.
Марки рассматриваемых вяжущих: М50, М100, Ml50 и М200.
Автоклавная обработка позволяет получить на основе известково-зольных
вяжущих бетоны с прочностью 15—25 МПа.
По основным строительно-техническим свойствам известково-
зольные вяжущие близки к другим известково-пуццолановым вяжущим.
Основной областью их применения являются кладочные и штукатурные
растворы, а также изделия автоклавного твердения. Производство
известково-зольных материалов экономически эффективно, так как
требует в 2—2,5 раза меньше капитальных вложений, чем цементное и
известковое.
Увеличение прочности известково-зольных вяжущих может
достигаться:
1) снижением водопотребности вяжущего с помощью
пластифицирующих добавок и созданием, таким образом, более стесненных
условий гидратации и структурообразования;
2) с помощью химических добавок — ускорителей твердения.
В обоих случаях в качестве известкового компонента
используется известковое молоко, которое в отличие от молотой гашеной
извести можно длительное время хранить, перевозить, перекачивать
насосами.
122
Строительные материалы из отходов промышленности
В качестве пластифицирующих добавок могут быть использованы
добавки типа ЛСТ, С-3 и пр. Пластифицирующие добавки вначале
растворяют в известковом молоке плотностью 1180—1200 кг/м3,
которым затем затворяют смесь золы-уноса и заполнителей. Для
повышения прочности в состав смеси вводят 30—50 кг цемента на 1 м3
бетонной смеси. Активность вяжущих и прочность бетонов возрастает
по мере увеличения содержания извести (до 25%).
Значительно больший прирост прочности достигнут при введении
в вяжущее добавок-электролитов. При этом наряду с ускорением
твердения отмечено сильное пластифицирующее действие добавок.
Наиболее сильным ускоряющим и пластифицирующим воздействием
обладает смесь хлоридов кальция и натрия в соотношении CaCl2:NaCl = 2:1.
При этом водопотребность вяжущего на 25—30% ниже, чем у
вяжущих с добавкой суперпластификатора С-3. Соли электролитов
способствуют повышению ионной силы жидкой фазы вяжущего и
возрастанию подвижности ионов ОН", повышают растворимость извести, чем
и объясняется снижение водопотребности и, в конечном счете,
увеличение активности вяжущего. Отмечено, что активность известко-
во-зольных вяжущих может быть существенно повышена при затво-
рении их щелочными растворами. Для армированных конструкций
могут использоваться добавки нитратов и нитритов кальция или
комплексных добавок с ограниченным содержанием хлоридов.
В рассмотренных выше вяжущих осуществляются щелочная и
сульфатно-щелочная активизации. Для высококальциевых (СаО > 20%)
топливных шлаков и зол оптимальной является щелочная
активизация, а для низкокальциевых (СаО < 20%) кислых и сверхкислых —
сульфатно-щелочная. Допустимы и другие способы химической
активизации тонкодисперсных зол, например затворением 3—4%-ным
раствором хлорида кальция.
Выполненные в последние годы в НИИЖБе научно-иследователь-
ские работы выявили новые перспективы в использовании золошла-
ковых отходов гидроудаления — на их основе могут быть получены
высокоэффективные вяжущие, сопоставимые по своим свойствам с
цементами марок 300—400. Технология получения вяжущих на
основе золошлаковых отходов включает следующие основные операции:
— предварительное усреднение золошлаковых отходов с целью
стабилизации химического и гранулометрического составов;
— перемешивание золошлаковых отходов и измельченной
негашеной извести в барабанном гомогенизаторе;
— помол гомогенизированной золоизвестковой смеси в мельницах
различной конструкции (предпочтительна барабанная шаровая
мельница или вибромельница) с введением оптимального
количества полуводного гипса B—5% по массе) и суперпластификатора.
Влажность золоизвестковой смеси перед помолом не должна
превышать 1,5—2% по массе.
3. Материалы из отходов топливно-энергетической промышленности 123
Целью совместного помола сухой массы является разрушение
стекловидной оболочки вокруг зерен золы и вскрытие активных
поверхностей, способных к пуццоланической реакции, а также обеспечение
более высокой степени гомогенизации всех составляющих
получаемого вяжущего. При этом фактором, предопределяющим основные
свойства конечного материала, является полноценность механохими-
ческой обработки вяжущего при совместном помоле всех его
составляющих. Удельная поверхность вяжущего должна находиться в
пределах 5000—7000 см2/г.
При соблюдении всех технологических параметров процесса
получения вяжущих нормальная густота теста на этих вяжущих
составляет 22—24%, что способствует достижению достаточно высокой
плотности искусственного камня. Это в свою очередь обеспечивает
получение вяжущего активностью 35—42 МПа при тепловлажностной
обработке образцов состава 1:3 (вяжущее : нормальный кварцевый
песок). Дальнейшее повышение дисперсности вяжущего
сопровождается снижением прочности образцов, что связано с ростом водопот-
ребности теста на основе этих вяжущих.
В НИИЖБе установлена принципиальная возможность и
разработана технология получения новой разновидности малоклинкерных
гидравлических композиционных вяжущих, которые содержат до 80—
90% различных отходов промышленности, неспособных к
самостоятельному твердению. К числу таких относится золосульфатосодержа-
щее вяжущее. К сульфатосодержащим материалам техногенного
происхождения относятся крупнотоннажные отходы химической
промышленности в виде двуводного гипса CaS04*2H20, а также
продукты газоочистки, получаемые на ТЭЦ при известковом методе
улавливания оксидов серы.
Определены составы малоклинкерных гидравлических вяжущих,
которые в зависимости от содержания портландцемента и
соотношения между компонентами в возрасте 28 сут после тепловлажностной
обработки имеют прочность цементного камня 10—50 МПа,
коэффициент водостойкости 0,75—1 и характеризуются сроками к
схватывания, близкими к срокам схватывания портландцементов с
минеральными добавками.
Проведенные исследования показали, что одной из важных
характеристик зол, определяющих формирование прочности вяжущих как
в начальный, так и в последующие периоды твердения, является алю-
можелезистый модуль К, представляющий собой отношение суммы
содержания оксидов алюминия и железа к содержанию оксида
кремния, а именно:
А1203 + Fe2Q3
Si02
C.1)
124
Строительные материалы из отходов промышленности
Для изготовления золосульфатосодержащего вяжущего наиболее
предпочтительны кислые золы, имеющие коэффициент К от 0,6 до 0,8.
Разработанное вяжущее рекомендуется использовать для
производства строительных растворов, средне- и мелкоразмерных стеновых
материалов из плотных и ячеистых бетонов для малоэтажного
строительства различного назначения.
Некоторые виды зол, особенно полученные при сжигании
горючего сланца, в тонкодисперсном состоянии проявляют способность к
самостоятельному твердению в результате гидратации двухкальциево-
го силиката, однокальциевого алюмината и других минералов,
образованных в процессе обжига минеральной части сланцев. Летучие
сланцевые золы характеризуются нестабильными качественными
характеристиками, поэтому их целесообразно сепарировать на
отдельные фракции.
Для производства местных сланцезольных вяжущих применяют
мелкие и мельчайшие фракции, размер зерен которых не превышает
30 мкм. Удельная поверхность мелких фракций достигает 2500 см2/г,
а мельчайших — до 5000 см2/г. С повышением дисперсности в золе
уменьшается содержание свободного оксида кальция, снижается во-
допотребность и растет гидравлическая активность, достигающая при
стандартном испытании в пластичных растворах 20 МПа.
Гидравлическая активность сланцевой золы зависит также от содержания и
состава стекловидной фазы, образовавшейся из расплава при
сжигании сланца. Активность выше у зол с большим содержанием
глинозема и кремнезема в стекловидной фазе. При обычных температурах
сланцезольные вяжущие твердеют медленно и соотношение 7-суточ-
ной прочности к 28-суточной у них составляет всего 0,15—0,3.
Ускорить процесс твердения можно повышением температуры среды и
введением добавки цементного клинкера. При значительном
содержании в сланцевой золе свободного СаО повышения активности и
устранения неравномерности изменения объема можно достичь
введением в золу до 20% кислых гидравлических добавок.
Золощелочные вяжущие. Возможность использования дисперсных
зол-уноса в качестве алюмосиликатного компонента щелочных
вяжущих была установлена в работах В.Д. Глуховского. На основе
щелочных компонентов — едких натра и калия — получены вяжущие
активностью до 50 МПа. Высокая стоимость и дефицитность технических
едких щелочей препятствует внедрению этих вяжущих в производство.
Для получения золощелочных вяжущих на более доступных
щелочных компонентах (соде, содовом плаве, жидких стеклах) П.В. Кривен-
ко, Р.Ф. Руновой, Е.К. Пушкаревой были предложены способы,
включающие совместный помол зол или золошлаковых смесей с известью
или металлургическими шлаками и портландцементным клинкером.
При затворении раствором щелочного компонента эти добавки
образуют едкий натр, обеспечивающий гидратацию и твердение золы.
3. Материалы из отходов топливно-энергетической промышленности 125
Однако, несмотря на использование готового дисперсного продукта —
золы-уноса, для изготовления таких вяжущих необходим помол
смеси компонентов, что во многих случаях ограничивает возможности
внедрения в производство.
Сроведены исследования щелочных вяжущих на основе широко
распространенных алюмосиликатных отходов: золы-уноса, отходов
минеральной ваты (плавленого базальта) и ваграночных
гранулированных шлаков. С целью увеличения основности алюмосиликатного
компонента и повышения активности вяжущего в некоторые его
составы вводили добавки извести и цементного клинкера. Результаты
определения активности золощелочных вяжущих по данным
Л.И. Дворкина и А.В. Мироненко приведены в табл. 3.6.
Таблица 3.6
Результаты испытаний золощелочных вяжущих
Расходы
компонентов
Щелочной компонент
Наименование
Едкий натр
| Едкий натр
Метасиликат натрия
Метасиликат натрия
Дисиликат натрия
Содовый плав
Содосульфатная
смесь
Расход,
кг/м3
1300
1200
1250
1250
1300
1200
1200
Добавка
Наименование
—
—
—
Известь
—
Известь
Известь
Расход,
кг/м3
—
—
—
30
—
100
100
Активность вяжущих, МПа
После про-
паривания
42,0
14,0
8,7
32,1
6,7
21,2
19,7
После 28 сут
нормального
твердения
40,6
13,7
—
17,7
—
10,3
10,1
Примечание: Расход всех щелочных затворителей принят равным 150 л/м3.
Активность вяжущих на содовом плаве или содосульфатной
смеси может быть значительно увеличена путем специальной обработки
щелочного затворителя — каустификации. Каустифицированный
содовый плав или каустифицированную содосульфатную смесь
получают следующим образом: вначале в приготовительном баке-реакторе
растворяют содовый плав (или содосульфатную смесь), затем в этот
раствор вводят комовую или молотую негашеную известь при
постоянном перемешивании до получения однородной суспензии.
Сущность процесса каустификации состоит в получении едкого натра из
126
Строительные материалы из отходов промышленности
соды или сульфата натрия и извести в результате соответствующих
химических реакций.
Золощелочные вяжущие можно использовать для изготовления
тяжелых, легких и ячеистых бетонов. Прочность бетонов возрастает
по мере увеличения содержания извести и солей щелочных металлов
в вяжущем (до 14%) и снижения водозольного отношения. Прочность
пропаренных образцов достигает 40 МПа и более и в дальнейшем
повышается при водном хранении.
Золощелочные бетоны обладают достаточно высокой стойкостью
к различным видам химической коррозии в водной среде. Для
устранения высолообразования у изделий, подвергающихся периодическим
увлажнениям, поверхность обрабатывают гидрофобными составами.
Рациональная область применения бесклинкерных шлакозольных
вяжущих, — бетоны твердеющие при пропаривании и в условиях
автоклавной обработки. Из таких бетонов изготавливают стеновые,
фундаментные блоки, конструкции для различных элементов зданий и
сооружений. Их можно применять также при возведении подземных
и подводных сооружений, подвергающихся воздействию пресных и
сульфатных вод. Шлакозольные вяжущие, твердеющие при
нормальных температурах можно использовать в растворах для кладки и
штукатурки, а также в низкомарочных бетонах. Этот вид вяжущих не
рекомендуется применять при пониженной температуре окружающей
среды, в конструкциях, подвергающихся высыханию и увлажнению,
многократному замерзанию и оттаиванию.
3.3. Заполнители из топливных зол и шлаков
Золошлаковое сырье может применяться для изготовления
заполнителей как тяжелых, так и легких бетонов. Пористыми
заполнителями для легких бетонов служат: шлаки от сжигания антрацита,
каменного и бурого углей, торфа и сланцев; золы, щебень и песок из
топливных шлаков, аглопорит на основе золы ТЭС, зольный
обжиговый и безобжиговый гравий, глинозольный керамзит.
Золошлаковые заполнители. Свойства зол и шлаков зависят от
способа сжигания и вида топлива. Оптимальную пористую структуру
антрацитовых и каменноугольных шлаков получают при кусковом
сжигании, а у шлаков бурого угля — при пылевидном. Недостатком
пылевидного сжигания или переработки в газогенераторах антрацита
и каменных углей является то, что эти процессы приводят к
чрезмерному спеканию и получению в результате этого плотных и тяжелых
заполнителей.
По зерновому составу шлак представляет собой механическую
смесь зерен крупностью 0,14—30 мм с отдельными включениями бо-
3. Материалы из отходов топливно-энергетической промышленности 127
лее крупных частиц, поэтому ее можно рассматривать как
естественную смесь мелкого и крупного заполнителей. В связи с этим шлаки
ТЭС целесообразно применять в легких и тяжелых бетонах в качестве
основного заполнителя, для частичной замены щебня B0—50%), а
также для улучшения гранулометрического состава песков.
Все топливные шлаки можно классифицировать на основные,
кислые и нейтральные. Шлаки каменных углей в основном кислые.
Шлаки некоторых бурых углей и сланцев, содержащие до 40% СаО и
повышенное количество оксидов железа, относятся к основным.
Наименее кислыми являются антрацитовые шлаки.
Вредными компонентами шлаков, вызывающими при
повышенном количестве разрушение бетона, являются сульфаты и сульфиды.
Общее содержание сернокислых и сернистых соединений в
пересчете на S03 в топливных шлаках не должно превышать 3% массы, в том
числе не более 1% водорастворимых сульфатов и 1% сульфидов.
Недопустимо также присутствие в шлаках ТЭС свободного оксида
кальция, гашение которого в затвердевшем бетоне может послужить
причиной его разрушения.
Так же, как и металлургические, шлаки ТЭС должны быть
устойчивы против силикатного и железистого распада. Стойкость против
силикатного распада определяют пропариванием и автоклавной
обработкой пористого щебня, а железистого — 30-дневным
выдерживанием в дистиллированной воде. Потеря массы испытываемых проб не
должна превышать 5%. Для предотвращения распада топливные
шлаки рекомендуется применять после длительного C—6 месяцев)
вылеживания в отвалах, в результате чего в них гасится свободный оксид
кальция, частично выщелачиваются растворимые соли и окисляются
топливные остатки. При применении шлаков в бетонах
целесообразно их обогащать, отсеивая мелкие фракции, содержащие наибольшее
количество несгоревшего угля и других вредных примесей.
Насыпная плотность топливных шлаков составляет 600—1000 кг/м3,
средняя плотность зерен — 1500—2000 кг/м3. Пористость шлаков
обычно колеблется от 40 до 60%, морозостойкость достигает до 50
циклов и более. Оптимальные структуру и физико-механические
свойства имеют антрацитовые шлаки, буроугольные — менее
применимы.
В отличие от щебня из природного камня шлаковый щебень
практически не содержит лещадных и игловатых зерен, глинистых и
других вредных примесей, и при использовании в качестве заполнителя
в бетонах такой щебень, как свидетельствуют результаты
исследований, обеспечивает прочностные характеристики до 30 МПа (табл. 3.7).
Мелкий заполнитель в тяжелых и легких бетонах частично или
полностью может быть заменен золой. При изготовлении
конструктивно-теплоизоляционных легких бетонов классов В2,5—В7,5 зола,
используемая в качестве песка, должна иметь насыпную плотность до
128
Строительные материалы из отходов промышленности
Таблица 3.7
Физико-механические свойства бетонов на топливных шлаках
Вид бетона
Тяжелые бетоны
р0 = 2400-
2500 кг/м3
Мелкозернистые бетоны
ро=2000-
2200 кг/м3
Легкие бетоны
ро= 1000—
1800 кг/м3
Класс бетона
В7,5-В25
В12,5-В15
В3,5-В12,5
Отношение призменной
прочности к кубиковой
0,8-0,9
0,8-0,9
0,85-0,88
Предел прочности при
изгибе, МПа
4,5-7,5
4,0-6,0
3,5-3,8
Модуль упругости, МПа
18 000
18 000-
21000
5000-
8000
Сцепление с
арматурой, МПа
4,6-5,5
2,5-3,7
1,5-1,7
Морозостойкость
(число циклов)
100-150
75-100
25-50
1100 кг/м3 и включать зерна размером менее 0,14 мм в количестве не
более 90% массы. Содержание коксовых остатков в золе, полученной
при сжигании каменного угля и антрацита, должно быть не более 12%,
бурых углей—не более 5%.
Установлено, что на долговечность бетона при использовании зол
оказывает влияние, главным образом, состав топливных остатков,
стойкость которых к окислению и воздействию влаги зависит в свою
очередь от минералогического состава исходного угля.
Несгоревшие частицы угля представлены, в основном, в виде
остатков кокса и полукокса. Отрицательные свойства этих топливных
остатков сказываются в незначительной степени, так как кокс и
полукокс стойки к окислению на воздухе и поглощают мало влаги, а
поэтому мало подвержены объемным изменениям при попеременном
увлажнении и замораживании. Определение качественного состава
остатков несгоревшего топлива дает возможность оценить
целесообразность применения золы как мелкого заполнителя бетона.
В немалой степени свойства бетона зависят от влажности зол и
содержания в них сернистых и сернокислых соединений. Количество
последних в перерасчете на S03 не должно превышать 3% по массе (в
том числе сульфидной серы в перерасчете на S03 не более 1%). Влаж-
3. Материалы из отходов топливно-энергетической промышленности 129
ность не должна превышать 35% по массе. Для получения
долговечного золобетона для армированных легкобетонных конструкций золы
ТЭС должны также содержать пониженное количество глинистых
частиц при повышенном содержании стеклофазы (не менее 50—60%).
Свойства бетона в значительной степени зависят от
гранулометрического состава заполнителей. Оптимальным для легких бетонов
является соотношение 1:1 между крупной (более 0,3 мм) и мелкой
(менее 0,08 мм) фракциями золы. Хорошие прочностные показатели
бетона достигаются при использовании зол, у которых соотношение
между крупной и мелкой фракциями не превышает 1:2,5, а
содержание частиц средней фракции составляет 50%.
Применение в бетонах золы-уноса позволяет заменять как часть
песка, так и часть цемента. Количество вводимой в состав бетона золы
может достигать 150—250 кг/м3 и более. При выборе возможного
содержания золы в бетоне следует учитывать воздействие золы на
свойства бетонной смеси. В зависимости от содержания золы влияние ее
на водопотребность может быть несущественным или значительным.
Так, если введение в состав бетона до 70—90 кг золы дисперсностью
3000—4500 см2Д практически не сказывается на водопотребности
бетонной смеси, то дальнейшее увеличение содержания золы вплоть до
300 кг на 1 м3 бетона приводит к увеличению водопотребности
бетонной смеси на 5—6% на каждые 50 кг дополнительно вводимой золы.
Золобетоны можно получать с широким диапазоном свойств: по
прочности на сжатие — 0,5—40 МПа, средней плотности — от особо
легких (р0 < 1000 кг/м3) до тяжелых (р0 = 1800—2000 кг/м3). Их
получают как на портландцементе, так и на бесклинкерных вяжущих в
условиях обычного и автоклавного твердения. Плотный золобетон
характеризуется высокими значениями прочности на изгиб и дефор-
мативных характеристик (предельной сжимаемости и ползучести).
Таблица 3.8
Средняя плотность и модуль упругости золобетона различных классов
Класс по прочности
на сжатие, МПа
1,5
2,5
3,5
5
7,5
12,5
15
Средняя плотность,
кг/м3
1150-1500
1200-1550
1250-1600
1350-1700
1450-1800
1650-1900
1850-2000
Модуль упругости, МПа
—
3,0-103
3,5-103
5,5-103
7 • 103
9 • 103
1 • 104
5 Заказ №4087
130 Строительные материалы из отходов промышленности
Значения средней плотности и модуля упругости для характерных
классов плотного золобетона даны в табл. 3.8.
Недостатками плотных золобетонов являются значительное водо-
поглощение, а также усадка, которая при твердении образцов на
воздухе составляет до 2—3 мм/м. Для уменьшения водопоглощения
рекомендуется вводить в смесь тонкомолотые добавки, снижающие
пористость золобетона, например гранулированный шлак. Усадка
снижается при автоклавной обработке и введении в массу до 30%
крупных пористых заполнителей или песка, а также применением
жестких смесей.
На приготовление золобетона классов В2,5—В 12,5 со средней
плотностью 1000—1600 кг/м3 при безавтоклавном твердении
расходуется 200—400 кг/м3 цемента, в зависимости от свойств исходных
компонентов и технологии изготовления изделий. Запаривание золобе-
тонных изделий в автоклавах позволяет в 1,5—2 раза снизить расход
вяжущего и частично (или полностью) заменить цемент известью.
Более широкое применение находит зола как мелкий заполнитель
в производстве керамзитобетонов. Для обеспечения плотной
структуры этих материалов в песчаной фракции должно содержаться 40—50%
по массе частиц размером менее 0,15 мм. В связи с дефицитом
керамзитового песка многие заводы при изготовлении
конструктивно-теплоизоляционных легких бетонов применяют обычный кварцевый
песок, что приводит к утяжелению керамзитобетонов до 1400—1600 кг/м3
и соответственно к снижению термического сопротивления стен.
Применение золы в керамзитобетонах в количестве 180—200 кг/м3, а
для однофракционного керамзита и в больших количествах,
улучшает технологические свойства легкобетонных смесей и способствует
получению плотной структуры бетона.
Полная замена мелкого заполнителя золой наиболее целесообразна
в конструктивно-теплоизоляционных легких бетонах. Оптимальное
содержание золы в конструктивно-теплоизоляционном керамзитобе-
тоне составляет 300—450 кг/м3. Дальнейшее увеличение ее
содержания повышает среднюю плотность легкого бетона. При изготовлении
легких конструктивных бетонов добавка золы в количестве до 100 кг
на 1 м3 бетона может служить микронаполнителем.
Возможно применение в бетонах рядовых классов наряду с золой
и шлаками и золошлаковой смеси отвалов ТЭС. Золошлаковую смесь
целесообразно использовать в качестве основного заполнителя
бетонов, для частичной замены щебня B0—50%) и песка D0—100%), а
также для улучшения гранулометрии мелких песков.
Производственный опыт показал, что применение золошлаковых
смесей в качестве основного заполнителя бетона более экономично,
поскольку шлаковые фракции, заменяя часть мелкого песка и
щебня, улучшают зерновой состав, а пылевидная зола, играя роль
активного микронаполнителя, улучшает пластичность бетонной смеси,
3. Материалы из отходов топливно-энергетической промышленности 131
повышает коэффициент эффективности использования цемента. Это
позволяет применить значительную часть золошлакового сырья,
сосредоточенного в отвалах.
При введении золошлаковых смесей в бетоны применяются
смеси с довольно широкими границами изменения гранулометрии.
Однако оптимальными являются смеси, в состав которых входит 16—30%
пылевидной золы — уноса. Общее содержание золошлаковой смеси
должно быть в пределах 230—330 кг на 1 м3 бетона.
При прочих равных условиях средняя плотность бетона на
золошлаковой смеси на 130—150 кг/м3 меньше, чем на гранитном щебне.
Для бетона, например, на золошлаковой смеси, полученной при
сжигании донецких углей, характерны следующие физико-механические
свойства: прочность при сжатии — до 35 МПа; растяжении —
2,3 МПа; модуль упругости — 24,1 МПа; морозостойкость — 150
циклов; усадка — 0,6—0,7 мм/м.
Гранулированный топливный шлак. Химический состав
гранулированных шлаков, полученных из одного и того же топлива, но с
применением различных способов удаления, несколько различается.
В топках топливо сжигают в условиях избытка воздуха, т. е. в слабо
окислительной среде, в результате чего в кусковых шлаках
образуются соединения трехвалентного железа. При жидком шлакоудалении
ион Fe3+ восстанавливается до Fe2+ вследствие непосредственного
взаимодействия Fe203 с углеродом.
Гранулированные шлаки от сжигания каменного угля
характеризуются практически полным выгоранием органической части и
переходом соединений железа в двухвалентное состояние. Буроугольные
шлаки содержат повышенное количество глинозема или оксидов
кальция при значительно меньшем количестве оксидов железа.
Сланцевые шлаки являются высококальциевыми, в них больше сульфатов,
чем в шлаках от сжигания каменных или бурых углей.
Для большинства ТЭС характерны сверхкислые гранулированные
шлаки с модулем основности:
CaO + MgO ,0>05,0>07 A2)
° Si02+Al203 V '
Содержание кислых стеклообразующих оксидов (Si02 + A1203) в
гранулированных шлаках находится обычно в пределах 70—85%.
Только шлаки из угля Канско-Ачинского бассейна являются
слабокислыми (М0 = 0,6—0,9), а шлаки из сланцев — основными (М0 > 1).
Гранулированные шлаки устойчивы к силикатному и железистому
распаду, не вступают в реакцию с оксидами щелочных металлов в
цементе, несмотря на наличие в них значительного количества
аморфного Si02.
Растворимый кремнезем предопределяет пуццолановый характер
взаимодействия шлаковых зерен с цементным камнем. Реакциойная
132
Строительные материалы из отходов промышленности
способность повышается с увеличением количества СаО в стеклофа-
зе и снижается при увеличении количества Fe203.
Гидравлическая активность топливных гранулированных шлаков,
выраженная количеством поглощенной извести, составляет 20--30 мг/г.
Непосредственное влияние на гидравлическую активность шлаков
имеет их фазовый состав. Структура зерен шлака зависит от условий
охлаждения. Так, шлаковые зерна, полученные при непосредственном
попадании расплава в воду, т. е. при отсутствии условий
кристаллизации, состоят из однородного алюможелезистосиликатного стекла.
В воздушных условиях шлаковый расплав характеризуется более
медленным режимом охлаждения, что способствует образованию
зародышей кристаллов, вследствие чего структура шлака отличается закри-
сталлизованностью.
Гранулированные шлаки от сжигания углей с низкокальциевой
минеральной частью относятся к труднокристаллизующимся даже при
относительно медленном охлаждении, содержат не более 10—15%
кристаллических компонентов.
Физико-механические характеристики шлака, его структура
зависят от вида сжигаемого топлива и способа его удаления. Среди общей
массы шлака можно выделить плотные и пористые зерна с различным
количеством открытых и закрытых пор. Средняя плотность таких
зерен может колебаться от 2,6 до 1,5 г/см3, в редких случаях
встречаются зерна со средней плотностью до 1 г/см3. Истинная плотность
шлака в основном 2,3—2,7 г/см3, насыпная находится в пределах
1100-1700 кг/м3.
Гранулированный топливный шлак характеризуется широким
разнообразием формы и рельефа поверхности отдельных гранул.
Преобладающей является кубообразная, призматическая и остроугольная
форма его зерен. Важной положительной особенностью
гранулированных шлаков по сравнению с заполнителями из горных пород
является значительное содержание зерен с высокоразвитым
микрорельефом. Анализ зерен шлаков под микроскопом показывает, что в
крупных зернах шлака часто встречаются поры диаметром 1—3 мм и
более, а также поверхностные раковины. Это наряду с
гидравлической активностью шлака служит фактором, несомненно
способствующим увеличению его сцепления с цементным камнем.
Важнейшими особенностями гранулированных топливных шлаков
как заполнителей бетона являются сравнительно большая прочность
шлаковых зерен (образцы — кубики с размером ребра 2 см имеют
прочность 120—140 МПа; повышенная макро- и микропористость (до
13%)); развитая поверхность зерен и, вследствие этого, повышенная
водопотребность (9—11%); отсутствие глинистых, илистых и других
вредных примесей, а также игловатых и лещадных зерен.
Механические характеристики топливных гранулированных
шлаков позволяют получить бетон классов до В40.
3. Материалы из отходов топливно-энергетической промышленности 133
Морозостойкость стекловидных шлаков довольна высока и
допускает изготовление разнообразных бетонов для высокодолговечных
строительных конструкций. Шлаки практически не содержат
компонентов, которые могут снижать защитные свойства бетона или
придавать ему агрессивность по отношению к арматуре.
В соответствии с ГОСТ содержание зерен, проходящих через сито
с сеткой № 0315, должно быть для фракционированного щебня не
более 5% по массе, для шлакового песка — не более 20% и для
рядового несортированного шлака — не более 10%.
В ряде исследований установлено, что гранулированный
топливный шлак оказывает существенное влияние на реологические и
технологические свойства бетонных смесей. Отмечается, что бетонные
смеси с шлаковым заполнителем имеют лучшую удобоукладываемость
по сравнению с бетонами на природных заполнителях. Предлагается
применять топливный гранулированный шлак для литых бетонных
смесей, транспортируемых бетононасосами, производительность
которых увеличивается благодаря тому, что пробки в них возникают в
4 раза реже. Однако, стекловидная поверхность шлака, обладающая
малой водоудерживающей способностью C—4%), способствует водо-
отделению бетонной смеси в бетонах высокой подвижности даже при
повышенных расходах цемента.
Установлено, что бетоны на топливных гранулированных шлаках
отличаются по структуре и свойствам от бетонов на природных
заполнителях. Плотная структура шлакобетона, большая площадь
поверхности гранулированного шлака, хорошее сцепление заполнителя с
цементным камнем придают бетону хорошие прочностные и дефор-
мативные свойства. Разрушение бетона на граншлаке ТЭС проходит
частично по растворной части и частично по шлаку, в отличие от
бетона на гранитном щебне. Такой характер разрушения свидетельствует
об однородности бетона, прочном сцеплении заполнителя с
растворной частью. Физико-химическими исследованиями установлено, что
прочность сцепления шлака с цементным камнем обусловлена не
только адгезией за счет рельефа поверхности зерен, но и в
значительной степени химическим взаимодействием цементного камня и
заполнителя. Образуемая в зоне контакта пленка новоообразований
(низкоосновные гидросиликаты кальция) является оболочкой, которая
обволакивает зерна заполнителя, улучшает сопротивление бетона
внешним воздействиям.
Более интенсивно взаимодействие гранулированного шлака с
цементом протекает при тепловлажностной обработке бетона. В связи
с этим сразу после пропаривания прочность шлакосодержащего
бетона составляет около 80% от марочной, а спустя 28 суток она на 10—
15% превышает прочность бетона, твердевшего в нормальных условиях.
При проведении сравнительных испытаний бетона со шлаковым
и гранитным заполнителями на прочность при растяжении методом
134
Строительные материалы из отходов промышленности
раскалывания были получены практически одинаковые результаты.
Исследования призменной прочности, начального модуля упругости,
предельных относительных деформаций, а также деформаций усадки
и ползучести позволили сделать вывод о том, что деформативные
свойства шлакобетона также можно приравнять к свойствам
тяжелого бетона на щебне из природных материалов.
Замена природных заполнителей топливным гранулированным
шлаком снижает расход цемента за счет улучшения гранулометрии
смеси заполнителей, а также упрочнения контактной зоны между
шлаком и цементным камнем, обеспечивая снижение общих
энергетических и трудовых затрат на единицу продукции. Расход цемента
снижается на 4—6% на 1 м3 бетона. Экономический эффект зависит
от стоимости шлака и природных заполнителей в конкретных
условиях производства.
К настоящему времени накоплен определенный опыт применения
гранулированных топливных шлаков в качестве заполнителей бетона.
Большинство из них пригодно для приготовления бетонов различных
классов и назначения.
Аглопорит. Топливные шлаки и золы являются лучшим сырьем для
производства аглопорита — искусственного пористого заполнителя.
Это обусловлено, во-первых, способностью золошлакового сырья так
же как глинистых пород и других алюмосиликатных материалов
спекаться на решетках агломерационных машин; во-вторых,
содержанием в нем остатков топлива, достаточных для процесса агломерации.
При использовании обычной технологии аглопорит получают в виде
щебня и песка. Из зол ТЭС можно получать также аглопоритовый
гравий, имеющий высокие технико-экономические показатели.
Технология получения искусственных пористых заполнителей
методом агломерации состоит из следующих основных операций:
подготовки компонентов смеси; приготовления шихты (гранул);
термической обработки на агломерационной решетке; дробления (при
производстве аглопоритового щебня); сортировки готового продукта.
При производстве аглопоритового щебня золу или молотый шлак
увлажняют связующей добавкой, в качестве которой берут глиняный
шликер или раствор технического лигносульфоната. Полученную
шихту подают в гранулятор, где она доводится до влажности 20—35%
и окомковывается. Соблюдение оптимальной влажности шихты
необходимо для создания гранул определенной крупности и
прочности, а также для обеспечения нормального аэродинамического
сопротивления слоя на колосниковой решетке. Шихта спекается на
ленточных агломерационных машинах, представляющих собой
непрерывно движущийся конвейер из тележек-палет, имеющих в
основании колосниковую решетку. Проходя под горном, шихта зажигается,
а затем, продвигаясь над вакуум-камерами, за счет прососа воздуха и
повышения температуры до 1200—1300 °С, поризуется и спекается.
3. Материалы из отходов топливно-энергетической промышленности 135
Спекшийся корж подвергают двухступенчатому дроблению и
фракционируют на щебень и песок.
Разработана и применяется технология производства аглопорито-
вого гравия из золы ТЭС (рис. 3.2), особенность которой состоит в том,
Рис. 3.2. Схема производства аглопоритового гравия из золы ТЭС:
1 — пневмотранспорт золы; 2 —то же, возврата; 3 — расходный бункер золы;
4 — автоматический весовой дозатор; 5 — двухвальный шнековый смеситель;
6 — тарельчатый гранулятор; 7 — ленточный конвейер; 8 — лоток; 9 —
роликовый укладчик; 10— горн; 11— ленточная обжиговая агломерационная машина;
12 — роторная дробилка; 13 — пластинчатый конвейер; 14 — инерционный
грохот; 15 — двухвалковая зубчатая дробилка; 16 — приемный бункер; 17— пылевой
центробежный вентилятор; 18— рукавный фильтр; 19— инерционный грохот;
20 — бункер готовой продукции; 21 — сборный коллектор для охлаждающихся
газов; 22 — ленточный конвейер для сбора просыпи; 23 — приемный бункер про-
сыпи; 24 — вентилятор высокого давления
что в результате агломерации сырья образуется не спекшийся корж, а
обожженные гранулы. Сущность технологии производства
аглопоритового гравия заключается в получении сырцовых зольных гранул
крупностью 10—20 мм, укладке их на колосники толщиной 200—
300 мм ленточной агломерационной машины и термической
обработке. Горн агломерационной машины состоит из двух секций — подсуш-
136
Строительные материалы из отходов промышленности
ки и зажигания. Слой гранул сначала подсушивается и
подогревается, а затем производятся зажигание и обжиг. Благодаря высокой
газопроницаемости шихты, сквозь слой просасывается большое
количество воздуха, в результате чего создается окислительная среда, и
гранулы между собой не спекаются. Аглопоритовый гравий
рассеивают на фракции, образующиеся спеки дробят, а затем также
рассеивают на фракции.
Разработанная технология предусматривает возможность
использования сухой золы-уноса, золы из отвалов ТЭС, а также водозольной
суспензии, образующейся при гидротранспорте золы в отвалы.
Зола для аглопорита должна соответствовать таким требованиям:
насыпная плотность — 700—900 кг/м3; плотность — 2,2—2,4 г/см3;
удельная поверхность — не менее 2000 см2/г; Si02 — 55 ± 10%; А120325 ± 10;
Fe203 —10 + 8; СаО + MgO — до 12; Na20 + К20 — до 5; S03 — до
3%. Содержание невыгоревших частиц зависит от вида золы и при
температуре размягчения до 1200 °С оно допускается до 10%, а
свыше 1400 °С — до 15% . В зависимости от состава золы и режима
тепловой обработки зольных гранул получают аглопоритовый щебень с
насыпной плотностью 500—700 кг/м3 и прочностью (в цилиндре) 1,5—
5,5 МПа. Он используется для получения легких бетонов: классов
В3,5—В5 с плотностью около 1000 кг/м3 при расходе цемента 200 кг/м3,
классов В7,5—В15 с плотностью 1200 кг/м3 при расходе цемента
260 кг/м3, классов В22,5—В30 с плотностью 1600 кг/м3 при расходе
цемента от 385 до 500 кг/м3.
При использовании золы-уноса ее подают пневмотранспортом или
автоцементовозами в сил осы, примыкающие к производственному
корпусу цеха агломерации. В силосном складе предусмотрена
возможность перемешивания золы за счет барботажа, а также перекачивания
ее в расходный бункер. Используя золу из отвала, ее складируют под
навесом, размещенным вблизи цеха. Затем после усреднения и
разрыхления золу подают в расходные бункеры шихтосмесительного
цеха.
Для использования водозольной суспензии, поступающей по зо-
лопроводам непосредственно с ТЭС, разработана следующая
технологическая схема. Суспензия, содержащая до 10% золы по массе,
подается в сгуститель, а затем при содержании золы 50—60% — в емкости
с цепными мешалками, куда поступает и предварительно
приготовленный глиняный шликер. Количество добавляемой глины составляет
5—7% от массы сухой золы. Приготовленную суспензию
перекачивают в пульподелитель, откуда она поступает в вакуум-фильтры. На
вакуум-фильтрах происходит обезвоживание суспензии, в результате
чего образуется кек-осадок, влажность которого близка к
оптимальной влажности шихты, направляемой на грануляцию. В зависимости
от зернового состава золы и качества глиняного шликера влажность
кека-осадка может меняться в пределах 2—3%. Для корректировки
3. Материалы из отходов топливно-энергетической промышленности 137
влажности и снижения общего количества топлива в шихте
предусмотрено введение в сырьевую смесь возврата — плохо обожженных
частиц аглопорита. Для получения однородной шихты кек-осадок и
возврат подают в двухвальный лопастный смеситель, где коржи кека-
осадка разрушаются, а затем тщательно перемешиваются с возвратом.
Далее шихту подают на тарель гранулятора, где происходит ее оксм-
кование в гранулы 10—20 мм.
Для производства аглопоритового гравия используют золы с илтер-
валом плавкости не менее 50—100 °С и содержанием оксидов железа
не менее 4%.
Производство аглопоритового гравия, по сравнению с обычнь м
производством аглопорита, характеризуется снижением расхода
технологического топлива на 20—30%, низким разрежением воздуха в
вакуум-камерах, а также увеличением удельной производительности
в 1,5—2 раза.
Аглопоритовый гравий имеет плотную поверхность и поэтому при
практически равной средней плотности со щебнем отличается от него
более высокой прочностью и меньшим водопоглощением. Значения
прочности при сдавливании в цилиндре аглопоритового щебня и гра-
вия приведены в табл. 3.9.
Таблица 3.9
Прочность аглопоритового гравия и щебня
1 Марка по насыпной
плотности
400
500
600
700
800
900
Прочность при сдавливании в цилиндре, МПа
щебня
0,3-0,4
0,5-0,6
0,7-0,8
0,9-1,0
1,2-1,4
>М
гравия |
1-1,2
1,5-1,7
2-2,4
2,5-2,9
Применение агломерационного метода термической обработки зол
при получении пористых заполнителей позволяет применять
сырцовые гранулы небольшой прочности, снижать расход
технологического топлива за счет использования несгоревшего угля, регенерировать
тепло и использовать отходящие газы, обеспечивать высокий
тепловой КПД агломерационных машин наряду с их высокой
производительностью.
Золы ТЭС могут применяться не только как основное сырье, но и
как топливные добавки при производстве аглопорита из глинистых
138 Строительные материалы из отходов промышленности
пород. В состав шихты для производства аглопорита требуется до 8%
высококалорийного топлива. Применение добавки золы позволяет
сократить расход топлива и снизить себестоимость аглопорита.
Глинозольный керамзит и зольный гравий. Наряду с пористыми
заполнителями из зол и шлаков ТЭС, получаемыми спеканием сырья на
агломерационных машинах, золошлаковые заполнители изготавливают
также путем обжига со вспучиванием исходного сырья. К таким
заполнителям относятся глинозольный керамзит и зольный гравий.
Глинозольный керамзит — это продукт вспучивания и спекания во
вращающейся печи гранул, сформованных из смеси глин и зол ТЭС,
где зола составляет 10—80% всей массы сырья.
Для производства глинозольного керамзита применяют золу,
добываемую в золоотвалах от пылевидного сжигания торфа, бурого и
каменных углей, и легкоплавкие глинистые породы.
Производство глинозольного керамзита может осуществляться на
действующих керамзитовых предприятиях при различных методах
подготовки шихты. С этой целью керамзитовые предприятия
необходимо дооборудовать: закрытым складом с раздельным хранением золы
и глины; дозирующими устройствами для золы, глины и добавок;
механизмами для усреднения двухкомпонентной шихты.
При использовании золы в качестве добавки к глине
увеличивается количество органических примесей в сырье и повышается его вспу-
чиваемость. Если запасы вспучиваемого глинистого сырья
ограничены, а золоотвалы находятся в непосредственной близости от заводов,
то золу ТЭС целесообразно использовать в качестве основного
компонента керамзитовой сырьевой смеси. Свойства глинозольного
керамзита зависят от вида и соотношения в шихте глинистого и
зольного компонентов.
Золы, пригодные для производства глинозольного керамзита,
содержат Si02 33—57% и А1203 — 14—37%. С увеличением содержания
золы и ее удельной поверхности возрастает прочность керамзита и
увеличивается его средняя плотность. Дисперсность золы должна
составлять не менее 1000 см2/г, содержание угля не более 10%, СаО —
не более 10%, сернистых и сернокислых соединений — не более 5%.
Максимальная температура плавления золы равна 1380 °С.
Максимально допустимое содержание остатков топлива в золе,
пригодной для производства глинозольного керамзита, не должно
превышать 17%. При избыточном количестве углерода гранулы
оплавляются, и качество заполнителя ухудшается.
Введение глинистого компонента улучшает формовочные свойства
шихты, способствует выгоранию остатков угля в золе, что позволяет
использовать золы с повышенным содержанием несгоревшего
топлива. Глинозольный керамзит производят по обычной для керамзита
технологической схеме, включающей последовательное измельчение
и усреднение сырья, формование гранул на дырчатых вальцах или
3. Материалы из отходов топливно-энергетической промышленности 139
ленточном прессе и их термическую обработку во вращающейся про-
тивоточной печи. Зола смешивается с глиной в глиносмесителе с па-
роувлажнением и в составе глинозольной массы поступает в
перерабатывающие вальцы, а затем в агрегат для гранулирования.
Основной особенностью технологии изготовления глинозольного
керамзита, помимо добычи и усреднения золы, является более
тщательная подготовка сырьевой смеси. С этой целью применяют длух-
стадийное перемешивание глинистой породы и золы в
последовательно установленных агрегатах. Для производства глинозслъного
керамзита предпочтительны золы из отвалов гидроудаления. Поиме-
нение сухой золы-уноса не позволяет достичь требуемой гомоген ю-
сти глинозольной шихты.
Насыпная плотность глинозольного керамзита составляет 4С0—
700 кг/м3, прочность при сдавливании в цилиндре — 2,3—4,8 МПа, во-
допоглощение—10—21%, морозостойкость — более 15 циклов.
С повышением количества золы в составе шихты увеличивается
насыпная плотность и, соответственно, прочность глинозольного
керамзита.
Глинозольный керамзитовый гравий и песок пригодны в качестве
пористых заполнителей для легких бетонов классов от В3,5 до ВЗО.
В зависимости от области применения глинозольный керамзит
можно выпускать легкий, сверхпрочный, жаростойкий и стойкий к
агрессивным средам.
Зольный гравий получают гранулированием подготовленной золо-
шлаковой смеси или золы-уноса ТЭС с последующим спеканием и
вспучиванием во вращающейся печи при температуре 1150—1250 °С
(рис. 3.3). Подготовка золошлаковой смеси включает сушку ее в су-
Рис. 3.3. Схема производства зольного гравия:
1 — ящичный подаватель; 2 — контактно-сушильный барабан; 3 — шаровая
мельница; 4 — тарельчатый гранулятор; 5 — узел приготовления раствора
технического лигносульфоната; 6 — барабанное сушило; 7 — печь спекания; 8 —
холодильник; 9 — классификатор; 10— бункер готовой продукции; 11 — дымосос
140 Строительные материалы из отходов промышленности
шильном барабане отходящими газами печи и измельчение в
шаровой мельнице до удельной поверхности 2500—3000 см2/г. Для
получения гранулируемой смеси вводят добавку пластичной глины. Смесь
гранулируют на тарельчатом грануляторе, смачивая ее водным
раствором технических лигносульфонатов (ЛСТ). До поступления в печь
гранулы подсушивают для упрочнения в сушильном барабане.
В исходном сырье содержание Fe203 должно быть не менее 7%,
(CaO + MgO) —не более 8%. При содержании в сырье более 3%
остатков топлива процесс вспучивания гранул ухудшается.
Технология зольного гравия позволяет получать заполнитель,
состоящий в основном из 60% гранул размером 10—20 мм и около 30%
фракции 20—40 мм. Основные показатели свойств зольного гравия по
сравнению с аглопоритовым приведены в табл. 3.10.
Таблица 3.10
Качественная характеристика зольного сырья
Показатель
Насыпная плотность, кг/м3
Плотность зерен, кг/м3
Водопоглощение за 48 ч
по массе, %
Прочность в цилиндре, МПа
Зольный
гравий
фракций, мм
5-10
280
415
17
0,62
10-20
278
435
13,8
0,55
Аглопорито-
вый гравий
фракций, мм
5-10
760
1400
17
3,5
10-20
740
1320
18
3
Безобжиговый
зольный гравий
фракции
5—30 мм
950
1800
7
5
Анализ данных таблицы показывает, что зольный гравий
соответствует требованиям, предъявляемым к заполнителям для
теплоизоляционных и конструкционно-теплоизоляционных бетонов. Однако
ограничения по составу золошлакового сырья существенно
лимитируют сырьевую базу для производства этого вида пористого
заполнителя.
На основе зольного гравия могут изготавливаться также
конструкционные легкие бетоны. Составы бетонов на зольном гравии и
основные свойства их приведены в табл. 3.11 и 3.12.
Гравийные зольные заполнители можно получить и без обжига,
применяя различные вяжущие вещества (рис. 3.4).
Технологический процесс производства безобжигового зольного
гравия включает совместный помол золы или золошлаковой смеси и
вяжущего или предварительное их измельчение с последующим
смешиванием с вяжущим, а также приготовление гранул, их тепловую
обработку и сортировку. В качестве вяжущих могут применяться порт-
3. Материалы из отходов топливно-энергетической промышленности 141
Составы легких бетонов на зольном гравии
Таблица 3.11
Класс
бетона
В3,5
В7,5
В22,5
Расход материалов на 1 м3 бетона
портландцемент
марки
400, кг
140
200
400
зольный
фавий, м3
0,95
0,90
0,85
зольный
песок, м3
0,10
0,14
—
зола
(отвальная), м3
0,35
0,4
—
кварцевый
песок, м3
—
—
0,5
вода, л
170
180
170
Свойства легких бетонов на зольном гравии
Таблица 3.12
Класс
| бетона
В3,5
В7,5
|В22,5
Средняя
плотность,
кг/м3
850
930
1550
проводность,
Вт/(м-°С)
0,256
0,325
0,465
стойкость,
циклы
50
100
150
Призмен-
ная
прочность при
сжатии,
МПа
4,4
8,5,
25,7
Модуль
упругости
при сжатии
(8 = 0,2R),
МПа
5800
6900
18 800
Прочность
при осевом
растяжении, МПа
0,5
0,7
2
7 2 3
VVV
4
4
v/V V Ш , \J/0V1?1Vl\\
14
Ч„
vv
Рис. 3.4. Схема производства безобжигового легкого заполнителя из зол
ТЭС с применением смесителей периодического действия:
1, 2, 3 — бункеры соответственно для пылевидной золы, песка и вяжущего; 4 —
баки для воды и растворов добавок; 5 — дозаторы; 6 — смеситель; 7 — ленточный
конвейер; 8— промежуточный бункер смеси; 9— тарельчатый гранулятор; 10 —
бункер для сырцовых гранул; 11 — вагонетка с гранулами; 12 — агрегат для
тепловой обработки гранул (сушило, пропарочная камера или автоклав); 13—
ковшовый элеватор; 14 — распределительная воронка; 75 — емкости для готового
продукта
142 Строительные материалы из отходов промышленности
ландцемент, шлакопортландцемент и гипсоцементно-пуццолановое
вяжущее. При использовании цемента его содержание в сырьевой
смеси составляет 10—15%, гипсоцементно-пуццоланового вяжущего
(ГЦПВ) - 30-35%.
Совместный помол золы (золошлаковой смеси) и вяжущего
увеличивает прочность заполнителя в результате обнажения поверхности
зерен, повышения активности золы и цемента, тщательной
гомогенизации смеси. Гранулы, изготовленные на портландцементе, для
достижения требуемой прочности необходимо пропаривать, а
изготовленные на ГЦПВ — высушивать при 70—100 °С.
Для производства безобжигового зольного гравия можно
применять практически все золы и золошлаковые смеси, получаемые от
сжигания различных видов углей.
Процессы твердения гравия могут быть интенсифицированы
введением в смесь добавок ускорителей твердения (например, хлористого
кальция, нитрит-нитрат-хлорида кальция, жидкого стекла и др.).
Применение их позволяет получать заполнитель с прочностью после
суточного естественного твердения 1—2 МПа. При воздействии на
сырцовые гранулы углекислого газа прочность их достигает 2—3,5 МПа
через 12 ч твердения.
В зависимости от вида золошлакового сырья, состава сырьевой
смеси и условий твердения можно получать безобжиговый гравий
прочностью 3—8 МПа при насыпной плотности 600—1100 кг/м3.
Путем поризации смеси или введением в нее особо пористых
заполнителей (например, перлита, вермикулита и др.) можно получать также
облегченный безобжиговый зольный гравий с насыпной плотностью
350-600 кг/м3.
По физико-механическим свойствам легкие бетоны на
безобжиговом зольном гравии близки к керамзито- и аглопоритобетонам.
Бетоны на безобжиговом зольном гравии характеризуются
сравнительно невысоким расходом цемента (включая цемент на
изготовление гравия).
Перспективными искусственными пористыми заполнителями
являются гравий и песок пористые гранулитовые (шлаковый гравий),
разработанные НИИСМИ (г. Киев). Насыпная плотность, прочность,
коэффициент формы, теплопроводность и другие свойства пористых
гранулитовых гравия и песка обеспечивают получение легкого
бетона классов В3,5—В5 средней плотностью 650—900 кг/м3. Сырьем для
производства этих пористых заполнителей служат шлаки ТЭС и
отходы углеобогащения каменных углей, в качестве связующего
компонента применяется бентонитовая глина.
Технологический процесс получения заполнителя не требует
изготовления специального оборудования, а осуществляется на известных
агрегатах, скомпонованных в технологическую линию, которая
включает следующие переделы: сушка и дозировка исходных материалов;
3. Материалы из отходов топливно-энергетической промышленности 143
смешивание, совмещенное с измельчением сырьевой смеси, и
грануляция; сушка и сортировка сырцовых гранул; обжиг в короткой
прямоточной вращающейся печи.
3.4. Золосодержащие бетоны и растворы
Бетоны с добавкой золы-унос. Исследованиями и практикой
установлена эффективность введения сухих пылевидных зол при
изготовлении бетонных и растворных смесей в качестве активных
минеральных добавок и микронаполнителей.
Бетонные смеси с золами обладают большей связностью, лучшей
перекачиваемостью, меньшим водоотделением и расслоением. Бетон
имеет при этом большую прочность, плотность,
водонепроницаемость, стойкость к некоторым видам коррозии, меньшую
теплопроводность.
Наиболее эффективны как активные добавки в бетонах кислые
золы, не обладающие вяжущими свойствами; их пуццоланическая
активность проявляется во взаимодействии с цементным вяжущим. В
зависимости от этой характеристики по отношению к конкретному
цементу, водопотребности и удобоукладываемости бетонной смеси,
условий и длительности твердения удается существенно сократить
расход цемента.
Оптимальное содержание золы (кг/м3), составляет для бетонов:
пропариваемого — около 150; нормального твердения — 100. В
соответствии с известными рекомендациями применение 150 кг
золы-уноса на 1 м3 тяжелого бетона классов В7,5—В30 позволяет сэкономить
40—80 кг цемента. В бетонах, подвергаемых тепловой обработке,
применение золы дает возможность экономить до 25% цемента.
Значительный практический опыт применения золы-уноса в
бетонах накоплен в гидротехническом строительстве. В настоящее время
доказана эффективность замены 25—30% портландцемента золой-
уносом для бетонов внутренних зон массивных гидротехнических
сооружений и 15—20% для бетона в подводных частях сооружений.
В ряде случаев обоснована целесообразность увеличения содержания
в гидротехническом бетоне золы-уноса до 50—60% от массы
цемента. При замене золой до 40% цемента при их совместным
измельчением прочность бетона через 28 сут близка, а через 60 сут
практически равна прочности бетона без добавки.
Впервые в 1961 г. произведена опытно-производственная укладка
бетона с добавкой 15—20% золы-уноса в тело плотины Братской ГЭС.
Было уложено около 5000 м3 бетона с золой, который по основным
физико-механическим характеристикам не отличался от бетона без
добавки золы.
144
Строительные материалы из отходов промышленности
При строительстве Днестровского гидроузла введение в вяжущее
25% золы не снизило прочностные показатели гидротехнического
бетона в возрасте 180 сут и позволило повысить коэффициент
эффективности использования цемента.
В настоящее время все шире применяется зола-унос в
производстве сборных железобетонных конструкций. Сухую золу вводят в
бетон классов В7,5—В40 в количестве до 20—30% от массы цемента.
Однако при чрезмерном содержании золы возможно вспучивание
поверхности пропариваемых изделий.
Одной из существенных характеристик золы как активной
минеральной добавки в бетон является ее гидравлическая активность.
Традиционными методами она определяется по способности зол
поглощать известь из известкового раствора, а также проявлять вяжущие
свойства в сочетании с гидратной известью. Ускоренным методом
определения активности зол является микрокалориметрический
метод, в соответствии с которым активность золы определяется по
величине теплоты ее смачивания в полярных и неполярных жидкостях,
учитывая коэффициент гидрофильное™ и ряд других параметров.
Требования к золам, как к активным минеральным добавкам в
бетонную смесь, обусловлены физико-химическим механизмом их
влияния на процессы твердения и структурообразования бетона.
Гидравлическая активность зол, как и других веществ пуццоланового типа,
в значительной мере обусловлена химическим взаимодействием
входящих в них оксидов кремния и алюминия с гидроксидом кальция,
выделяющимся при гидролизе клинкерных минералов, с
образованием гидросиликатов и гидроалюминатов кальция. Гидратации зол
способствует их стекловидная фаза, кристаллическая фаза в этом
процессе практически инертна. Химическая активность зол непосредственно
связана также с их дисперсностью.
По современным представлениям прочность цементов и бетонов
с добавкой золы зависит от толщины затронутого химическими
процессами поверхностного слоя зольной частицы.
Положительному влиянию золы на структурообразование бетона
способствует также «эффект мелких порошков», расширяющих
свободное пространство, в котором осаждаются продукты гидратации,
что ускоряет процесс твердения цемента.
Действующие нормативные документы разрешают применять
золу-унос в качестве добавки для приготовления бетонов сборных и
монолитных конструкций зданий и сооружений, кроме конструкций,
эксплуатируемых в средах со средней и сильной агрессивностью.
В зависимости от области применения золу подразделяют на виды:
I — для железобетонных конструкций и изделий; II — для бетонных
конструкций и изделий; III — для конструкций гидротехнических
сооружений. В пределах отдельных видов дополнительно выделяют
классы золы для бетонов: А — тяжелого; Б — легкого.
3. Материалы из отходов топливно-энергетической промышленности 145
Удельная поверхность золы класса А должна быть не менее 2800 см2/г,
а класса Б — 1500—4000 см2/г. Остаток на сите № 008 для золы
класса А не должен превышать 15% по массе. По химическому составу к
золе предъявляют требования, указанные в табл. 3.13. Влажность золы
сухого отбора должна быть не более 3%.
Таблица 3.13
Требования к золе-унос как добавке в бетоны
Показатель
Содержание (Si02 + A1203 + Fe203), % по массе, для золы:
антрацитовой и каменноугольной
буроугольной
Содержание сернистых и сернокислых соединений
в пересчете на SO3, % по массе, не более
Содержание свободного оксида кальция (СаОсв),
% по массе, не более
Содержание оксида магния MgO, % по массе, не более
Потери при прокаливании, % по массе, не более, для золы:
антрацитовой
каменноугольной
буроугольной
Значение
показателя для золы
вида и класса
I
А, Б
70
50
3
3
5
15
7
5
II
А, Б
—
—
3,5
5
5
20
10
5
III
А
70
50
3
2
5 )
5
5
3
Золу-унос не рекомендуется применять в бетонах,
предварительно армированных напряженной термически упрочненной арматурой.
Для применения в бетонах образцы из смеси золы и цемента
проверяют кипячением в воде на равномерность изменения объема.
Подбор составов бетона с добавкой золы заключается в
определении такого соотношения компонентов, включая золу, при котором
требуемые свойства бетонной смеси и бетона достигаются при
минимальном расходе цемента. В бетонной смеси зола выполняет роль не
только активной минеральной добавки, увеличивающей количество
вяжущего, но и микронаполнителя, улучшающего гранулометрию
песка и активно влияющего на процессы структурообразования
бетона. Учитывая полифункциональный характер зольной добавки,
введение ее лишь взамен части цемента или части песка не позволяет
решить задачу оптимизации составов.
146
Строительные материалы из отходов промышленности
Уменьшение расхода цемента при введении золы-унос прежде
всего целесообразно при «излишней активности» цемента, т. е. в тех
случаях, когда марка применяемого цемента выше рекомендуемой. При
применении золы ТЭС допускается снижение минимальной типовой
нормы расхода цемента для неармированных бетонных изделий до
150 кг/м3, а для армированных железобетонных — до 180 кг/м3.
Суммарный расход цемента и золы при этом должен быть
соответственно не менее 200 и 220 кг/м3. Количество золы назначается
пропорционально требуемому проценту снижения «излишней активности»
цемента.
Если водопотребность золы превышает 30%, то количество
вводимой добавки, полученное расчетом на основе прямой
пропорциональности, должно быть уменьшено путем умножения на коэффициент:
К=ВЦТ/В3, C.3)
где Вцт — выход теста нормальной густоты, л/кг цемента; В3 — то же
из 1 кг золы.
Выход теста Вцт определяется непосредственным опытом или по
формуле
Ъш=1/р + Кнп C.4)
где р — истинная плотность цемента; Кнг — нормальная густота
цементного теста, доли единицы.
А.М. Сергеевым предложена методика подбора составов бетона,
учитывая коэффициент эффективности использования цемента при
применении золы ТЭС:
Кз = К„/Ц, C.5)
где RcX — прочность бетона в заданном возрасте, МПа; Ц — расход
цемента, кг/м3.
Значение коэффициента эффективности Кэ определяется
эмпирическим путем. Для пропаренных бетонов в возрасте 1 сут значение Кэ
при водовяжущем отношении в пределах 0,42—0,54 составляет 0,038—
0,058 без добавки золы, при содержании золы 60% — Кэ = 0,067—0,12.
Для бетонов нормального твердения в возрасте 28 сут Кэ
соответственно возрастает от 0,065—0,085 до 0,067—0,12.
Для получения равнопрочных бетонов при выбранном составе
смешанного вяжущего расходы составляют:
• цемента
Ц = Ясж/кэ, C.6)
• золы-уноса
3 = (Цт3)/A00-т3), C.7)
где т3 — массовая доля золы-уноса в смешанном вяжущем.
3. Материалы из отходов топливно-энергетической промышленности 147
Введение золы-унос в оптимальном количестве не повышает во-
допотребность бетонных смесей, что объясняется оплавленностью и
относительно правильной формой зерен. При высокой
дисперсности золы и незначительном содержании в ней несгоревшего угля удо-
боукладываемость смеси повышается. Пластифицирующий эффект
золы повышается при наличии в бетонной смеси мелкого
заполнителя с недостаточным количеством тонких фракций.
Ряд исследователей считают, что шарообразные частицы золы
могут рассматриваться как твердые «шарикоподшипники» в смеси, они
аналогично пузырькам эмульгированного воздуха при использовании
воздухововлекающих добавок оказывают пластифицирующее
действие на бетонную смесь.
Повышение дисперсности зол и снижение их водопотребности
могут быть достигнуты отбором их из последних полей
электрофильтров или помолом, разрушающим входящие в них органоминераль-
ные агрегаты.
Введение золы-уноса способствует снижению водоотделения
бетонной смеси. Пластифицирующая и водоудерживающая способность
золы обусловливает перспективность ее применения в литых бетонах.
Бетонные смеси с оптимальной добавкой золы имеют достаточно
высокую жизнеспособность и пригодны для транспортирования на
дальние расстояния.
Влияние золы на прочность бетона зависит от ее свойств и
дисперсности, содержания и химико-минералогического состава цемента,
возраста и условий обработки бетона. Для оценки влияния золы на
прочность бетона введено понятие ее «цементирующей
эффективности», которое характеризуется коэффициентом Кц э. При
прогнозировании прочности бетона предложено находить приведенное цементно-
водное отношение по формуле
Ц + КПЭД3
(Ц/В)пр = ^ вцэМз , C.8)
где Ц — расход цемента в золосодержащем бетоне, кг/м3; В — расход
воды, кг/м3; Д3 — расход золы, кг/м3.
Цементирующая эффективность золы-уноса характеризует
количество цемента в кг. заменяемое без снижения прочности бетона 1 кг
золы. Установлено, что подобно известному в технологии бетона
правилу цементно-водного (или водоцементного) отношения,
констатирующему однозначную связь данного параметра с прочностью
бетона, справедливо правило приведенного Ц/В.
Определив значение (Ц/В)пр и задав оптимальное содержание золы
с известным значением Кц э, можно найти требуемое (Ц/В) золосодер-
жащих бетонов и проектировать их составы.
Большинство исследователей отмечают положительное влияние
повышения дисперсности золы на прочность бетона. Установлено, что
148
Строительные материалы из отходов промышленности
активность золы существенно повышается при доведении размеров ее
частиц до 5—30 мкм. Произведение удельной поверхности золы на
содержание в ней стекловидной фазы близко к коэффициенту К в
формуле Фере, с которым прямо пропорционально связана прочность
бетона. В соответствии с формулой Фере прочность бетона на сжатие
в возрасте 28 сут:
( v f
R^c = Щ , C.9)
«* (у +V + А
V ц в ^ Л)
где Vu — объем цемента; VB — объем воды; А — объем воздуха.
Исследовав прочность растворов из цементов, полученных
смешиванием клинкера и золы, измельченных до значений удельной
поверхности 2500—6400 и 3000—8000 см2/г соответственно, М. Венюа
установил необходимое соответствие между гранулометрическим
составом золы и тонкостью помола клинкера. Наиболее значительно
повышение дисперсности золы сказывается на прочности бетона в
раннем возрасте.
По сравнению с раздельным помолом лучшие результаты
получены при совместном измельчении цемента и золы. Совместный помол
позволил обосновать возможность получения трехкомпонентного
вяжущего C5% цемента — 25 золы — 40 шлака), прочность которого при
сжатии составляет через 60 сут — 84, при растяжении — 90%
прочности бетона на цементе без добавок.
Значительный эффект от повышения дисперсности наблюдается
после тепловлажностной обработки бетона, которой к 28-суточному
возрасту ослабляется.
Характерно, что влияние дисперсности золы на прочность бетона
проявляется заметно сильнее, чем цемента. Это обусловлено
пластифицирующим эффектом тонких фракций золы на бетонные смеси,
несмотря на возможное при этом увеличение нормальной густоты
золосодержащих элементов. Домол даже малоактивных зол до 4000—
5000 см2/г позволяет сэкономить 20—30% цемента без снижения
класса бетона. Более целесообразным является мокрый домол, при
котором золу не подсушивают и достигается более высокая дисперсность.
В ранние сроки твердения (до 28 сут), особенно при введении гру-
бодисперсной золы, прочность бетона снижается, хотя и не
пропорционально количеству добавки, затем наблюдается выравнивание, а
иногда и более высокая прочность в бетонах с зольной добавкой.
Для достижения высокой прочности золосодержащих бетонов
определенное значение имеет химико-минералогический состав
клинкера. В раннем возрасте росту прочности бетона способствует
повышенное содержание в клинкере щелочей, ускоряющих химическое
взаимодействие золы и цемента; в более позднем — для проявления
пуццолановой реакции золы предпочтительнее цементы с повышен-
3. Материалы из отходов топливно-энергетической промышленности 149
ным содержанием алита, которые при гидролизе образуют
повышенную концентрацию Са(ОНJ.
Прочность золосодержащего бетона, пропаренного при 95 °С, на
12—15% превышает прочность бетона, пропаренного при 80 °С.
Повышение температуры позволяет на 1—2 ч сократить время тепловой
обработки.
Для бетонов с добавкой золы характерен сравнительно
интенсивный рост прочности в поздние сроки твердения. По данным
японских исследователей, прочность при сжатии бетонов, содержащих 190
и 240 кг/м3 цемента и 30%-ную добавку золы в 10-летнем возрасте,
соответственно в 1,44 и 1,43 раза превышает прочность бетона в
возрасте 3 мес. Отмечается возможность и более интенсивного роста
прочности при сжатии. При испытании кернов из бетонного
дорожного покрытия, в котором 30% цемента заменено золой, наблюдалась
прочность при сжатии 37 МПа через 3 мес и 61 МПа — через 9,5 лет.
Данные о росте прочности бетонов нормального твердения,
изготовленных на портландцементе Каменец-Подольского завода с добавкой
золы Ладыженской ГРЭС, полученные нами, приведены в табл. 3.14.
Таблица 3.14
Интенсивность роста прочности бетонов во времени
Расход, кг/м3
Цемент
198
150
230
200
320
270
400
1 350
Зола
150
—
100
—
100
—
100
Прочность при сжатии МПа / относительное
возрастание прочности по сравнению с прочностью
бетона в возрасте 28 суг
28сут
15,3
19,5
18,7
22,9
28,6
23,9
37,6
37,9
90 суг
19,5/1,27
27,9/1,43
23,4/1,25
28,8/1,26
38,4/1,34
34,7/1,45
48,8/1,3
46,5/1,23
180 сут
20,8/1,35
30,8/1,58
30,5/1,63
35/1,53
41,3/1,44
42/1,76
51/1,36
48,2/1,27
Из данной таблицы видно, что в период 28—180 сут интенсивность
роста прочности при сжатии золосодержащих бетонов примерно
такая же или выше, чем у бетонов, не содержащих золу.
В некоторых работах отмечается, что при длительном твердении
интенсивно растет прочность золосодержащих бетонов не только при
сжатии, но также при растяжении и изгибе. Образцы в виде
стержней и брусков, вырезанных из опытной бетонной кладки, показали
150 Строительные материалы из отходов промышленности
прочность при изгибе золосодержащих бетонов через 3 мес. — 80, а
через 10 лет — 150% прочности контрольного бетона. У бетонов с
золой, так же как и с другими активными минеральными добавками,
более высокое отношение прочности на растяжение к прочности на
сжатие.
Для золосодержащих бетонов значительный эффект дает введение
добавок ПАВ. Пластифицирующие ПАВ оказывают дефлокулирую-
щее действие на высокодисперсные золы, склонные к агрегированию.
Доля флокул в золе составляет 10—15%, и они поглощают на каждые
100 кг 6—9 л воды.
Представляет интерес влияние на прочность бетона добавок
ускорителей твердения, в частности хлорида кальция. В одной из работ
отмечается, что введение 1,2—1,5% хлорида кальция от массы
смешанного вяжущего позволило увеличить прочность золосодержащего
бетона в 7-суточном возрасте на 18—25%, а в возрасте 28 сут — на 10—
15%.
Замещение части цемента золой приводит к уменьшению
усадочных деформаций бетона, которое проявляется при снижении водопот-
ребности бетонной смеси. Уменьшение усадки объясняется тем, что
зола адсорбирует из цемента растворимые щелочи и образует
устойчивые, нерастворимые алюмосиликаты.
Зола способствует повышению сульфатостойкосги цементных
бетонов так же, как и другие активные минеральные добавки.
Результаты 10-летних испытаний показали, что бетон, содержащий зольный
цемент, более стоек к воздействию морской воды даже по сравнению
с бетоном на шлакопортландцементе.
Наиболее значительное улучшение сульфатостойкости отмечалось
для бетонов на портландцементе с высоким содержанием С3А.
Наилучшие результаты отмечены для бетонов при введении зол с
наибольшим содержанием Si02 + А1203, т. е. наиболее кислых по
химическому составу. Незначительно отражается добавка золы на стойкости
бетона к углекислой, общекислотной и магнезиальной агрессии.
По рекомендациям НИИЖБ при использовании в бетонной
смеси реакционноспособных заполнителей, содержащих опал, халцедон,
кремниевые сланцы, вулканические туфы и т. п., зола может быть
применена лишь в том случае, если суммарное содержание щелочных
оксидов в вяжущем в перерасчете на Na20 будет не более 0,6% по
массе. В золах сухого отбора обычно содержится 1—5% щелочных
оксидов, использование их в смесях с реакционно-способными
заполнителями возможно при добавке в практически бесщелочные
цементы. В то же время ряд исследований показал, что замещение цемента
всеми видами золы уменьшает взаимодействие между щелочами и
заполнителями. Верхний допустимый предел возможного
суммарного содержания щелочных оксидов в цементно-зольном вяжущем
рекомендуется 1,5%.
3. Материалы из отходов топливно-энергетической промышленности 151
Снижение расхода цемента при введении в бетонную смесь золы
приводит к уменьшению тепловыделения бетона и его разогрева в
начальный период. Детальные исследования применения зольных
цементов в гидротехнических бетонах показали, что тепловыделение
в бетоне на цементах с 25% золы Иркутской и Красноярской ТЭЦ на
15—25% ниже тепловыделения бетона на цементе без добавок.
Введение в состав цементов или непосредственно в бетонные смеси
значительного количества минеральных добавок для уменьшения
тепловыделения оправдан лишь в тех случаях, когда они не вызывают
повышения водопотребности. К таким добавкам, наряду с доменным
шлаком, относится зола. При использовании золы-унос наблюдается
50%-ное уменьшение экзотермии твердеющего бетона в возрасте
28сут.
В мировой практике гидротехнического строительства имеется
множество примеров, когда введение золы положительно сказалось на
термической трещиностойкости массивных бетонных сооружений.
При укладке бетонной смеси с добавкой 15% золы от массы
вяжущего, например, на строительстве Братской ГЭС разогрев бетона в
блоках был примерно на 6 °С ниже, чем без добавки.
Зола, как и другие активные минеральные добавки, при
умеренном содержании в бетонной смеси повышает водонепроницаемость
бетона. Это объясняется гидравлическими свойствами зол и
повышением плотности бетона. Значительно повышает водонепроницаемость
введение в бетон воздухововлекающей добавки СНВ и хлористого
кальция. Наиболее эффективным оказалось совместное введение двух
добавок. Водонепроницаемость бетона в этом случае повышается уже
в возрасте 28 сут до W12.
К отрицательным последствиям введения золы в бетонную смесь
можно отнести снижение стойкости к истиранию и кавитации.
Добавка золы в бетон не рекомендуется при производстве работ в
осенне-зимний период методом «термоса», так как она замедляет
твердение бетона при низких температурах. При строительстве в
районах с жарким и сухим климатом уход за бетоном, имеющим в своем
составе золу, должен быть более длительным, чем в районах с
умеренным климатом.
Как и другие гидравлические добавки, зола-унос снижает морозо-
и воздухостойкость бетона. В бетонах морозостойкостью F50 и выше
или подвергаемых попеременному увлажнению и высушиванию
возможность применения золы устанавливается специальными
исследованиями. Снижение морозостойкости бетона можно компенсировать
введением воздухововлекающих добавок.
Степень снижения морозостойкости бетонов при введение в них зол
различна и зависит от их характеристик. К значительному разбросу
основных физико-механических свойств бетона, в том числе и
морозостойкости, приводит неоднородность состава и свойств золы-уноса.
152 Строительные материалы из отходов промышленности
Результаты долгосрочных испытаний показали, что при
использовании золы не должно возникать особых опасений из-за коррозии
стальной арматуры, если соблюдены общие требования,
предъявляемые к проектированию и изготовлению железобетона.
Испытания бетонов длительными нагрузками показали, что
введение золы значительно снижает ползучесть бетона. Так, при
испытании в течение 240 сут ползучесть бетона с добавкой золы-уноса
оказалась на 34,5% ниже показателя контрольного бетона. При введении
добавки ПАВ деформации ползучести золосодержащих бетонов мало
отличаются от деформаций бетонов без золы. После испытаний
бетона с ЛСТ в течение 300 сут ползучесть при отсутствии добавок золы
составила 59,2 • Ю-5 и 59,5 • 10~5 при 20% золы.
Исследованиями выявлено, что золы снижают коэффициент
линейного температурного расширения растворной части бетона в
воздушно-сухом состоянии, приближая его к значениям, которые
характерны для заполнителей. Так, при температуре 20 °С коэффициент
линейного расширения для обычных растворов равен 8,8, растворов
с 25% золы и добавкой ПАВ — 5,8, гранита — 3,8. Эти данные
показывают, что введение золы в бетон должно повышать его
термическую трещиностойкость в условиях нагревания и охлаждения.
Вследствие сравнительно невысокой водопотребности бетонных
смесей замена до 20% цемента золой практически не отражается на
усадочных деформациях бетона при твердении его на воздухе.
Накоплен положительный опыт по применению литых
золосодержащих бетонных смесей в монолитных тонкостенных железобетонных
конструкциях. В состав бетона вводят 100—150 кг/м3 золы и
пластифицирующую добавку. Бетоны из литых смесей с добавкой золы
имеют достаточно высокие физико-механические свойства, а
конструкции из них — хорошее качество поверхности. Пластичность бетонных
смесей благодаря введению в их состав золы существенно
увеличивается.
Типовая технологическая линия по производству бетонной смеси
с добавкой золы-уноса (рис. 3.5) включает приемное устройство,
склад, расходный бункер и дозатор. Золу доставляют
железнодорожным транспортом в вагонах типа «Хоппер». Возможна ее доставка и
другими специальными транспортными средствами.
После разгрузки золы сжатый воздух подается в емкость для
аэрирования и создания необходимого давления, а также в смесительное
отделение для образования воздушной среды определенной расчетной
концентрации. Взрыхленная сжатым воздухом аэрированная зола
поступает под действием разности давлений в смесительную камеру,
откуда по транспортному трубопроводу — на склад. Рабочее давление
сжатого воздуха на входе трубопровода пневмосистемы зависит от
концентрации золы-уноса и дальности подачи.
3. Материалы из отходов топливно-энергетической промышленности 153
Рис. 3.5. Схема введения золы-уноса в бетонную смесь:
7 — железнодорожная цистерна; 2 — полувагон; 3 — вагон типа «Хоппер»; 4 —
приемное устройство; 5, 14 — трубопроводы; 6 — распределительное устройство
сыпучих материалов; 7—донный пневморазгружатель; 8 — силосные банки; 9 — пневмо-
разгрузчик; 70, 11 — группа циклонов с пылесборниками; 12— вентилятор;
13 — струйный насос; 75— бункер-осадитель; 76—циклон; 77—блок
мультициклонов; 18 — расходный бункер; 19 — устройство для порционной подачи золы-
уноса; 20 — дозатор; 21 — бетоносмеситель
С помощью распределительного устройства, входящего в комплект
установки, золу-унос распределяют по сил осам. Для очистки
воздуха, выходящего из силосов, предусмотрены фильтры и циклоны, под
которыми установлены пылесборнйки. Пыль отсасывается и
транспортируется на склад. При помощи струйных или камерных насосов
зола подается в бункер-осадитель, установленный в надбункерном
отделении бетоносмесительного узла, а затем в расходные бункеры.
Механизмы тракта подачи золы выключаются автоматически по
сигналу указателя уровня, установленного в расходном бункере. Нео-
севшая зола вместе с воздухом попадает в циклоны, где смесь
вторично очищается и осаждается. Из дозатора зола подается
непосредственно в бетоносмеситель. Воздух, поступающий в приемное устройство
и струйный насос, проходит масловодоочистку. При использовании
неочищенного воздуха зола налипает на стенки трубопроводов и вся
система выходит из строя.
154 Строительные материалы из отходов промышленности
Таким образом, для хранения, транспортировки и дозирования
золы сухого отбора применяют, в основном, такие же
технологическое оборудование и транспортные средства, что и для цемента.
Строительные растворы. Золу применяют в качестве компонента
строительных растворов, в котором сочетаются свойства минеральной
добавки, пластификатора и микронаполнителя. Зола улучшает
пластичность и водоудерживающую способность растворных смесей,
свойства затвердевших растворов. При применении в растворах
тонкодисперсных зол, отбираемых с последних полей электрофильтров,
существенно снижается расход вяжущих. Применение золы как
добавки рационально при получении эффективных растворов для
каменной кладки и возведения стен из крупноразмерных элементов.
Однако растворы с добавкой золы не следует применять в зимнее время в
связи с замедленным темпом их твердения при пониженной
температуре.
Зола, применяемая для кладочных растворов, должна отвечать
следующим требованиям:
Потери при прокаливании
В золе, не более, %:
антрацитовой 15
каменноугольной 5
Содержание сернистых соединений
в пересчете на S03, не более, % 3
Остаток на сите JSfe 008, не более, % 15
В строительных растворах применяют как сухую золу, так и золу
гидроудаления.
В цементных растворах оптимальное содержание золы
рекомендуется 100—200 кг/м3, при этом в «тощих» малоцементных растворах оно
составляет 80—125% массы цемента, в более «жирных» — 40—50%.
При расходе цемента более 400 кг/м3 введение золы в состав
раствора малоэффективно. Тонкодисперсная зола-унос может применяться
взамен части цемента и песка. Крупнодисперсную золу рационально
применять вместо части песка без изменения расхода цемента.
При применении золы-уноса в цементных растворах необходимый
расход цемента обычно снижается на 30—50 кг/м3 при
одновременном улучшении удобоукладываемости растворной смеси. Перерасход
цемента при полной замене песка золой устраняется добавкой
небольшого количества известкового теста.
При полной замене песка золой повышаются деформации усадки
во времени и деформации при попеременном увлажнении и
высушивании. Они в 2—3 раза выше, чем у цементно-песчаных растворов.
В цементно-известковых растворах золой можно заменять часть
цемента, извести или песка. При этом экономится до 30—50 кг
цемента и 40—70 кг известкового теста на 1 м3 раствора без ухудшения удо-
3. Материалы из отходов топливно-энергетической промышленности 155
боукладываемости и прочности. Цементно-известково-зольные
растворы характеризуются весьма низкой расслаиваемостью. Их
применяют так же, как и растворы, без добавки золы, в основном для
кладки надземных частей зданий.
В известковых растворах применением золы-уноса возможно
снизить на 50% расход известкового теста без понижения прочности и
ухудшения других свойств. При замене 50% извести удвоенным по
массе количеством золы-уноса достигается не только экономия
извести, но и повышается прочность раствора. Без применения цемента
на известково-зольном вяжущем можно получать растворы марки М25
и выше.
Подбор составов золосодержащих растворов производят в два
этапа. Вначале определяют расход составляющих раствора в
килограммах на 1 м3 без добавки золы, а затем уточняют его, учитывая
введение золы, предполагая при этом, что средняя плотность раствора
увеличивается на 20—40 кг/м3, а водопотребность растворных смесей
не изменяется.
Технология приготовления растворов с добавкой золы состоит из
дозирования исходных компонентов по массе и перемешивания
затем их в растворосмесителях в течение 3—5 мин до получения
однородной смеси.
Золу можно использовать и в различных отделочных составах.
Например, для шпаклевки внутренних поверхностей на стройках в
массовых масштабах применяют так называемую «беспесчанку»,
представляющую собой гипсовое тесто с замедлителем схватывания.
Замена золой 30 — 50% гипса не только не ухудшает качество этой
шпаклевки, но даже несколько сокращает расход замедлителя.
Золу применяют в цементных растворах, служащих для заделки
трещин в железобетонных конструкциях, в том числе и массивных.
При этом определяющее значение имеют хорошая перекачиваемость
растворов, их связность, стабильность свойств во времени,
уменьшение водоотделения и сегрегации (расслоения). Зола, используемая в
таких растворах, должна иметь определенные ограничения по
крупности: остаток на сите 45 мкм должен составлять от 12,5 до 30%; для
замоноличивания крупных полостей, выработок и т. п. можно
применять золу, характеризующуюся остатком на сите 45 мкм, доходящим
до 60%.
Ячеистые бетоны. Шлаковые и зольные вяжущие, как показал
многолетний опыт, с успехом могут заменять в производстве ячеистобе-
тонных изделий известково-кремнеземистые и известково-цементные
вяжущие. Молотые топливные шлаки и пылевидные золы позволяют
также заменить тонкодисперсный кварцевый песок в составе ячеисто-
бетонных изделий. Наряду с автоклавной технологией при применении
шлакозольных вяжущих повышенной активности представляется
возможным получение ячеистых бетонов в условиях пропаривания при
156 Строительные материалы из отходов промышленности
атмосферном давлении. В композиции с портландцементом
применение высокодисперсных зол и шлаков способствует твердению
ячеистых бетонов и без тепловой обработки.
Зола и золошлаковые смеси в производстве ячеистых бетонов
могут использоваться как в сухом виде, так и в виде шлама (рис. 3.6).
Рис. 3.6. Схема переработки золошлаковой смеси и использования
ее в производстве бетонной смеси в виде шлама:
7 — железнодорожный полувагон; 2 — открытый склад золошлаковой смеси,
доставленной из отвала; 3 — экскаватор; 4 — автосамосвал для подачи золошлаковой
смеси в бассейн; 5 — самоходный шламосмеситель; 6 — бассейн для приготовления
шлама; 7 — шламонасос; 8 — шламопровод в бункер бетоносмесительного
отделения; 9 — бункер для шлама; 10 — дозатор; 11 — бетоносмесительное отделение
На основе бесклинкерных и малоклинкерных шлаковых вяжущих
при мокром и сухом помоле, как установлено в МИСИ им. В.В.
Куйбышева, возможно получение ячеистых бетонов с прочностью при
сжатии 8—12 МПа при плотности 1000—1200 кг/м3, 6—9 МПа при
800-1000 кг/м3, 4-5,5 МПа при 600-700 кг/м3 и 1-2,5 МПа при
плотности 300—500 кг/м3. Верхние значения прочности относятся к
ячеистым бетонам, изготовленным на основе высоко- и среднекаль-
циевых гранулированных шлаков, а также на основе кислых
гранулированных шлаков и золы-уноса с добавкой 50—75 кг/м3
портландцемента.
Замена тонкомолотого известково-песчаного вяжущего известко-
во-шлаковым или зольным позволяет снизить расход извести 2—
3 раза.
Для производства безавтоклавных газозолошлаковых бетонов
желательно применение цемента с повышенным содержанием активных
3. Материалы из отходов топливно-энергетической промышленности 157
минералов — алита и трехкальциевого алюмината. При изготовлении
автоклавных ячеистых бетонов возможно применение цементов с
пониженной активностью, в том числе шлакопортландцемента и пуц-
цоланового портландцемента.
Ячеистый золобетон является разновидностью ячеистых бетонов,
в которых зола выполняет роль кремнеземистого компонента. По
сравнению с обычным кремнеземистым компонентом — молотым
кварцевым песком — зола обладает более высокой реакционной
способностью, требует значительно меньших (а при достаточной
дисперсности вообще не требует) затрат на измельчение и позволяет получать
ячеистый бетон меньшей средней плотности. Недостатки золы как
кремнеземистого компонента следующие: меньшее, чем в кварцевом
песке, содержание Si02; наличие несгоревшего топлива и
нестабильность химического состава. Технологические требования к золе,
применяемой в ячеистых бетонах, таковы: содержание стекловидных и
оплавленных частиц должно составлять не менее 50%, несгоревших
частиц бурого угля — не более 3%, каменного — не более 5%;
удельная поверхность 3000—5000 см2Д; набухание в воде не должно
превышать 5%.
С применением золы-уноса выпускается пока примерно 10%
общего объема производства ячеистобетонных изделий, причем
значительную часть от этого количества составляют изделия, изготовляемые
на базе сланцевой золы. Эффективное использование сланцевой золы
обусловлено ее химико-минералогическим составом (свободный
оксид кальция — 15—25%, клинкерные минералы — 10—15%, ангидрит
—7—10%, активное стекло —30—35%), а также комплексом
технологических приемов, в результате которых обеспечивается гидратация
свободного оксида кальция в виде пережога до автоклавной
обработки (тонкий помол золы, литьевой способ формования и
выдерживания сырца при повышенной температуре в условиях, исключающих
большие температурные перепады). Сланцевая пылевидная зола
должна содержать оксид кальция в количестве не менее 35%, в том
числе свободного СаО — не менее 15—25%, в ней недопустимо более 6%
S03 и 3% (К20 + Na20).
Ячеистые бетоны с применением золы в основном выпускают в
виде газозолобетонов со средней плотностью 400—1200 кг/м3. Из них
изготавливают теплоизоляционные изделия, панели, блоки и плиты
для наружных стен, покрытий, межэтажных перекрытий и
внутренних перегородок (рис. 3.7).
Самым распространенным способом формования ячеистых золо-
бетонов является литьевой, когда в формы заливается смесь,
содержащая 50—60% воды. Основные недостатки литьевого формования:
недостаточная газоудерживающая способность смеси; неоднородная
плотность изделий по высоте; медленное твердение; повышенная
влажность изделий после тепловой обработки и большая усадка.
158
Строительные материалы из отходов промышленности
4 2 Цемент
Ж2П
_Л\75 ЛгУ6П'
Рис. 3.7. Схема производства газозолошлакобетонных изделий:
1 — автосамосвал; 2 — приемные бункеры; 3 — ленточный конвейер; 4 —
элеватор; 5 — расходные бункера для извести, цемента, гипсошлакового порошка и
золы-уноса; 6 — шнек; 7 — весовые дозаторы; 8 — скиповый подъемник; 9 —
дозатор воды; 10 — растворосмеситель; 11 — газобетоносмеситель; 72—
формы-вагонетки; 13— автоклав; 14— поворотный стол; 15— мостовой кран; 16—
отделочное отделение; 17 — тележка; 18 — башенный кран; 19— склад готовой
продукции
Более приемлемой для производства газобетона является
комплексная вибрационная технология, позволяющая за счет эффекта
разжижения смеси при вибрации в процессе перемешивания и формования
уменьшить количество воды затворения на 25—30%. При этом по
сравнению с литьевым способом прочность газобетона возрастает на
15—25%, а усадочные деформации снижаются на 25—30%.
Армирование ячеистой структуры газобетона волокнами асбеста,
минеральной ваты и другими волокнами способствует снижению усадки и
повышению трещиностойкости бетона. Эффективно введение в состав
ячеистобетонных смесей крупного пористого заполнителя —
шлаковой пемзы, керамзита, аглопорита и др., а также применение смесей
с добавками поверхностно-активных веществ.
Прочность ячеистых золобетонов при сжатии составляет 0,5—
15 МПа при средней плотности 400—1200 кг/м3, а морозостойкость
достигает 150 циклов. Ячеистые золобетоны на цементе имеют
значительно большую стойкость, чем на извести. Негативной
особенностью золобетонов является их способность к высокому сорбционно-
му увлажнению, вызываемому значительной микропористостью золы.
Они отличаются также большей чувствительностью к циклическому
увлажнению и высушиванию, чем кирпич или тяжелый бетон. Для
3. Материалы из отходов топливно-энергетической промышленности 159
защиты от агрессивного воздействия атмосферы на изделия из
ячеистых золобетонов наносят различные покрытия.
Экономическая эффективность ячеистых золобетонов
обусловлена заменой золой песка, уменьшением в 1,2—1,5 раза расхода
известкового вяжущего по сравнению с известково-песчаным и
сокращением примерно в 2 раза капитальных вложений на добычу и переработку
исходного сырья.
Разработана технология получения золощелочных ячеистых
бетонов для устройства теплоизоляции в гражданских, общественных и
промышленных зданиях. В результате проведенных исследований был
получен ячеистый бетон на жидком стекле и каустифицированном
содовом плаве. В качестве исходных материалов использовались зола-
унос Ладыженской ГРЭС и растворимый силикат натрия. Образцы
ячеистого бетона изготавливались по литьевой технологии путем
смешивания золы-уноса с щелочным затворителем с последующим
введением в смесь порообразователя, в качестве которого использовалась
водная суспензия алюминиевой пудры. Для эмульгирования
алюминиевой пудры применялись сульфанол, хозяйственное мыло.
Скорость вспучивания ячеистой смеси регулировалась путем добавления
едкого натра, а время схватывания — добавкой извести. Изделия из
ячеистого бетона подвергались сушке при температуре 60—80 °С в
течение 6—10 ч. После сушки образцы приобретают водостойкость и
прочность 40—60% от марочной. При хранении в сухом состоянии
прочность ячеистого бетона имеет тенденцию к возрастанию.
Для приготовления ячеистого бетона использовался каустифици-
рованный содовый плав, полученный путем варки при 80—90 °С
содового плава и известкового молока плотностью 1,2 г/см3. Для
регулирования интенсивности взаимодействия алюминиевой пудры со
щелочным компонентом в состав порообразователя вводили
гидрофобные вещества (отработанное машинное масло, олеиновую
кислоту), пластификатор ЛСТ, минеральный порошок. Было установлено,
что в отличие от ячеистых бетонов на жидком стекле, оптимальные
условия твердения бетонов на каустифицированном плаве создаются
при тепловлажностной обработке.
3.5. Силикатный кирпич, керамические
и плавленые материалы на основе зол
и шлаков ТЭС
Золы и шлаки ТЭС являются эффективным сырьем для
изготовления силикатного кирпича, зольной керамики, минеральной ваты,
стекла. Применение топливных зол и шлаков в производстве
рассматриваемых материалов обеспечивается совокупностью их свойств: хи-
160 Строительные материалы из отходов промышленности
мическим взаимодействием с известью, дисперсностью, спекаемос-
тью, теплотворной способностью, способностью давать силикатный
расплав. В зависимости от целевого назначения золошлакового сырья
и применяемых технологий ведущее значение приобретают те или
иные из указанных свойств.
Силикатный кирпич. На долю силикатного кирпича приходится
значительная часть всего объема стеновых материалов. Приведенные
затраты на возведение стен из силикатного кирпича составляют
примерно 84% по сравнению с необходимыми затратами при
использовании керамического кирпича. Расход условного топлива и
электроэнергии на производство силикатного кирпича в 2 раза ниже, чем
керамического. На получение 1 тыс. шт. силикатного кирпича
расходуется в среднем 4,9 ГДж тепла, половина которого составляет тепло
на обжиг извести, а другая — на автоклавную обработку и другие
технологические операции.
В производстве этого материала золы и шлаки ТЭС используются
как компонент вяжущего или заполнителя (рис. 3.8). В первом
случае расход золы достигает 500 кг на 1 тыс. шт. кирпича, во втором —
1,5—3,5 т. Оптимальное соотношение извести и золы в составе
вяжущего зависит от активности золы, содержания в извести активного
оксида кальция, крупности и гранулометрического состава песка и
других технологических факторов и может колебаться в широком
диапазоне. При введении угольной золы расход извести снижается на
10—50%, а сланцевые золы с содержанием (CaO + MgO) до 40—50%
могут полностью заменить известь в силикатной массе. Зола в извес-
тково-зольном вяжущем является не только активной
кремнеземистой добавкой, но также способствует пластификации смеси и
повышению в 1,3—1,5 раза прочности сырца, что особенно важно для
обеспечения нормальной работы автоматов-укладчиков.
Эффективность введения золы повышается с ростом удельной поверхности из-
вестково-зольного вяжущего. При этом в зольном компоненте
силикатного кирпича должно содержаться не более 3—5% несгоревшего
топлива и не менее 10% оплавленых частиц.
Целесообразно использовать золы и шлаки антрацитовых углей, в
которых содержание несгоревшего топлива составляет 15—20%.
Основная масса несгоревшего топлива содержится внутри частичек
аморфизованного глинистого вещества, оплавленного снаружи.
Содержание остеклованных частиц в антрацитовых золах составляет 60—
80% по массе.
Известково-кремнеземистое вяжущее в производстве
силикатного кирпича получают совместным помолом комовой негашеной
извести с золой и кварцевым песком. Суммарное содержание активных
СаО и MgO в вяжущем — 30—40%, удельная поверхность— 4000—
5000 см2/г, остаток на сите № 02 — не более 2%.
3. Материалы из отходов топливно-энергетической промышленности 161
Рис. 3.8. Схема производства силикатного кирпича
из высококальциевых зол:
/ — пневмоконвейер; 2 — силосный склад; 3 — шнек; 4 — пневмонасос; 5 —
циклон; 6 — рукавный фильтр; 7— расходный бункер; 8 — винтовой питатель;
9 — смеситель; 10 — элеватор; 11— конвейер; 12 — бункер-мерник; 13— реактор;
14 — Шнек; 15— бункер для золы и цемента; 16— дозатор; 17— бункер пресса;
18 — пресс; 19 — запарочная тележка; 20 — передаточная тележка; 21 — автоклав;
22 — склад готовой продукции
Прочность сырца и готового кирпича можно повысить частичной
заменой кварцевого песка золошлаковыми отходами, в результате чего
улучшается гранулометрический состав смеси. При замене в
силикатных смесях 20—30% кварцевого песка золой прочность сырца
повышается на 30—40%, запаренных образцов— на 60—80%. Эффективна
также частичная замена кварцевого песка дробленым до крупности не
более 5 мм топливным шлаком.
При замене золой более 30% кварцевого песка возможно
ухудшение формовочных свойств смеси в результате вовлечения воздуха в
дисперсную известково-зольную массу при формовании и
расслаивании сырца. Для формования известково-зольных смесей револьверные
прессы, применяемые в производстве силикатного кирпича, заменяют
колено-рычажными, используемыми для прессования керамического
6 Заказ №4087
162 Строительные материалы из отходов промышленности
кирпича и огнеупоров из полусухой массы. Такие прессы создают
двухстороннее приложение усилий, что обеспечивает удлиненное
время прессования.
Оптимальное содержание золы и шлака в силикатной смеси
зависит от зернового состава и способа формования, возрастая с модулем
крупности и циклом прессования.
На прессах двухстороннего действия с увеличенным циклом и
повышенным давлением при прессовании можно формовать
силикатные массы с содержанием золы до 50%, а шлака — до 35%.
Суммарное содержание активных СаО и MgO в силикатной массе должно
составлять 6—8%, влажность— 6—10%. Высококальциевые и кислые
золы, содержащие значительное количество свободного оксида
кальция, должны предварительно гаситься паром под давлением. Золы, не
содержащие свободный оксид кальция, в гашении не нуждаются, но
при смешивании с известью должны подвергаться обычному
силосованию.
Силикатный кирпич с добавками зол и топливных шлаков твердеет
в автоклавах при давлении насыщенного пара 0,8—1,6 МПа.
Рекомендуемая выдержка — 4—8 ч. Получаемый материал по водо- и
морозостойкости превосходит обычный силикатный кирпич, имеет меньшие
значения водопоглощения и водопроницаемости, лучший товарный
вид.
Преимуществом кирпича из золосиликатной смеси оптимального
состава является более низкая, чем у обычного, средняя плотность
A700-1800 кг/м3 против 1900-2000 кг/м3).
Используя золы ТЭС, получен пористый силикатный кирпич с
такими свойствами: плотностью 1250—1400 кг/м3; прочностью 10—
17,5 МПа, пористостью 27—28%, морозостойкостью 15—35 циклов.
Применение его позволяет уменьшить толщину наружных стен на 20,
а массу—на 40% и существенно сократить расход тепла на отопление
зданий.
Керамические и плавленые изделия. Золошлаковые отходы ТЭС
могут служить в качестве отощающих или топливосодержащих
добавок в производстве керамических изделий на основе глинистых
пород, а также основного сырья для изготовления зольной керамики.
Наиболее широко применяют топливные шлаки и золы как добавки
при производстве стеновых керамических изделий. Для изготовления
полнотелого и пустотелого кирпича и керамических камней прежде
всего рекомендуется использовать легкоплавкие золы с температурой
размягчения до 1200 °С. Золы и шлаки, содержащие до 10% топлива,
применяются как отощающие добавки, а 10% и более — как топли-
восодержащие. В последнем случае можно существенно сократить или
исключить введение в шихту технологического топлива. В золах,
используемых как добавки при производстве стеновых керамических
изделий, количество S03 не должно превышать 2% от общей массы,
3. Материалы из отходов топливно-энергетической промышленности 163
а шлаковых включений размером более 3 мм — 5. Недопустимы
включения размером более I мм в виде плотных каменистых зерен.
Желательно, чтобы колебания содержания топлива в золе были
минимальны и не превышали ±4% от средних принятых величин.
Оптимальное содержание золы в шихте зависит от ее
теплотворной способности и пластичности применяемого глинистого сырья.
В среднепластичные глины ориентировочно вводят золу по объему
30—40%, умеренно пластичные — 20—30, малопластичные— 10—20%.
Эффективность золошлаковых добавок зависит от их
дисперсности и зернового состава. Введение мелкозернистых фракций золы
увеличивает выход трещиноватого сырца. В этом случае для снижения
брака при сушке дополнительно вводят отощитель крупностью 0,2—
0,3 мм. Требуемое соотношение мелкозернистой золы к
грубозернистому отощителю уменьшается с увеличением коэффициента
чувствительности глин при сушке от 3:1 до 1:1. Мелкозернистая зола, ухудшая
сушильные свойства сырца, вместе с тем повышает прочность
готовых изделий, спекаясь с глинистой породой при обжиге. Как отоща-
ющая добавка золошлаковая смесь наиболее эффективна при
максимальном размере зерен 1,5 мм и содержании фракции менее 0,3 мм
не более 30%.
Расход технологического топлива при введении зол и шлаков
снижается на 20—70%, цикл сушки кирпича-сырца сокращается более
чем на 20%.
Разработан ряд технологических способов получения зольной
керамики, где золошлаковые отходы ТЭС являются уже не добавочным
материалом, а основным сырьевым компонентом. Так, при обычном
оборудовании кирпичных заводов может быть изготовлен зольный
кирпич из массы, включающей золу, шлак и натриевое жидкое
стекло в количестве 3% по объему. Последнее выполняет роль
пластификатора, обеспечивая получение изделий с минимальной влажностью,
что исключает необходимость сушки сырца.
Зольную керамику выпускают также в виде прессованных изделий
из массы, включающей 60—80% золы-уноса, 10—20% глины и другие
добавки. Изделия поступают на сушку и обжиг.
Установлено, что на основе зол с высоким содержанием суммы
оксидов алюминия и кремния G5—95%) можно получить
керамические стеновые материалы, характеризующиеся достаточно высоким
пределом прочности при сжатии A0—60 МПа); предел прочности при
сжатии керамического материала на основе зол с низким
содержанием суммы названных оксидов C0—50%) составляет лишь 2—6 МПа.
Низкое содержание оксидов А1203 и Si02 в золе осложняет процесс
обжига из-за незначительного интервала спекания и пониженной
вязкости расплава и приводит к неравномерному обжигу изделий.
Оплавление и вспучивание локальных участков в верхней части изделий,
164 Строительные материалы из отходов промышленности
недожог в нижней части определяют непригодность зол и шлаков в
качестве основного керамического сырья.
Существенное влияние на процессы структурообразования золо-
керамических материалов оказывают значительные колебания
содержания СаО, обеспечиваемого карбонатными включениями и
свободным оксидом кальция. Установлено, что золы, содержащие до 4,5%
СаО, могут быть использованы в качестве исходного сырья без
предварительного измельчения на технологической линии с вальцами
тонкого помола, которые позволяют измельчать карбонатные включения.
Золы с более высоким содержанием СаО необходимо предварительно
измельчать до размеров карбонатных включений, не превышающих
10~3 м. Золы, содержащие СаО 30—50%, непригодны для получения зо-
локерамических материалов. Процессы увлажнения и обработки
смесей на основе зол с высоким содержанием оксида кальция
сопровождаются экзотермической реакцией гидратации, тепло которой
вызывает высушивание массы и вследствие этого ее рассыпание, что
затрудняет процесс формования изделий.
Введение в небольшом количестве (до 20%) добавок высоко- и
среднедисперсных глин позволяет зологлиняную смесь отнести к
смесям, пригодным для производства полно- и пустотелого кирпича.
Содержание глины в зологлиняной смеси определяется ее
дисперсностью и пластичностью.
Наибольший эффект от использования золы и шлаков в качестве
основного топливосодержащего сырья может быть получен при
производстве золокерамических камней и зольного кирпича с пустотами.
Учитывая, что оставшаяся часть топлива (в виде кокса), в
золокерамических материалах не оказывает существенного влияния на их
прочность, при получении полнотелого зольного кирпича нет
необходимости полного выжигания из него углерода, требующего
значительного продления процесса обжига и дополнительного расхода топлива.
По результатам выполненных исследований предложены рациональные
режимы обжига золокерамических изделий: максимальная
температура — 1080—1150 °С, средняя скорость нагрева — 50—60 °С/ч,
продолжительность выдержки 3—4 ч. Обжиг рекомендуется вести в первой
половине зоны обжига печи (800—1000 °С) в сильно окислительной
газовой среде, во второй A000—1100 °С) — в восстановительной.
Зольный кирпич, полнотелый и щелевой, с различной пустотнос-
тью и золокерамические камни имеют предел прочности при сжатии
10—60 МПа, при изгибе 2,5—10 МПа при сравнительно низкой
средней плотности— 1080—1600 кг/м3, теплопроводности— 0,398—
0,438 Вт/(м • °С) и высокой морозостойкости — 25—120 циклов.
Зольная керамика может служить не только стеновым материалом,
обладающим стабильной прочностью и высокой морозостойкостью.
Она характеризуется высокой кислотостойкостью и низкой
истираемостью, что позволяет изготавливать из нее тротуарные и дорожные
3. Материалы из отходов топливно-энергетической промышленности 165
плиты, а также другие изделия, обладающие высокой химической и
термической стойкостью.
При производстве зольной керамики, в зависимости от
содержания в золе углерода, золы в шихте и условий обжига, расход топлива
может быть сокращен в 1,5—4 раза.
В последние годы зольные отхода пополнились новым видом —
золами от сжигания осадков очистных сооружений канализации
населенных пунктов, темпы образования которых постоянно
возрастают. Отходы этого вида существенно отличаются от отходов ТЭС. По
химическому составу такая зола представляет кислое сырье с
содержанием органики до 3,25%. Она включает повышенное количество
красящих оксидов (Fe203 + Ti02 = 12,27%), легкоплавкая и
относится к четвертому классу опасности (малоопасные вещества). В процессе
контакта с водой зола не выделяет высокотоксичных соединений.
В результате исследований установлена возможность производства на
основе шихты с добавкой золы от сжигания осадков сточных вод
кирпича с достаточно высокими качественными показателями.
Технология изготовления традиционных стеновых материалов, с
использованием золошлакового сырья, получаемых методом
полусухого формования с последующим обжигом, автоклавированием или
пропариванием, связана с высоким расходом энергоносителей.
Перспективным направлением решения проблемы
энергосбережения при производстве стеновых материалов представляется разработка
технологий с использованием высоких давлений прессования
(гиперпрессование). При этой технологии используется давление
прессования до 30 МПа и выше.
Из смесей, содержащих портландцемент и золошлаковые отходы
при содержании тонкодисперсных фракций не менее 30% возможно
в условиях гиперпрессования получение стеновых материалов со
средней плотностью 1300—1800 кг/м3 и прочностью при сжатии 10—
15 МПа. Изделия должны храниться в условиях, исключающих
испарение влаги 3—7 сут.
Высокое прессующее давление увеличивает сырцовую прочность,
значительно ускоряет процесс формирования структуры
искусственного камня, оказывает влияние на кинетику физико-химических
процессов, происходящих при отвердевании в цементном камне и
бетоне; при этом улучшаются физико-механические и гидрофизические
характеристики бетона, в результате снижения количества макропор
за счет отжатия воздуха снижается расход вяжущего, уменьшаются
энергетические затраты вследствие исключения тепловой обработки,
предоставляется возможность использования некондиционных
продуктов. Себестоимость изделий на основе золошлаковых отходов и
цемента, получаемых гиперпрессованием, снижается на 20—25% по
сравнению с себестоимостью традиционных стеновых материалов.
166
Строительные материалы из отходов промышленности
Плавленые материалы получают из расплавов топливных зол и
шлаков так же, как из расплавов металлургических шлаков.
Наиболее целесообразно применение топливных шлаков жидкого удаления.
Без изменения состава этих шлаков можно получить шлаковую
пемзу мелкопористой стекловидной структуры с насыпной плотностью
600—800 кг/м3, плотные литые изделия прочностью до 400 МПа,
обладающие повышенной стойкостью в агрессивных средах при
повышенных температурах.
Из большинства разновидностей зол ТЭС как сухого, так и
гидроудаления можно получать минеральную вату с плотностью 80—200 кг/м3, с
широким диапазоном содержания Si02 и А1203 D0—75%).
Разработана технология производства высокотемпературостойкой
минеральной ваты из золы ТЭС методом плавки в электродуговой печи. Такая
вата может применяться для изоляции поверхностей с температурой
до 900 °С или при использовании керамической связки для изоляции
поверхностей с температурой до 1150 °С. По своим характеристикам
золовата подобна высокотемпературной каолиновой вате, но ее
себестоимость в 2 раза меньше.
Возможно получение стекол типа марблит с содержанием в шихте
60—70% по массе отходов ТЭС. Стекла на основе зол и шлаков ТЭС
имеют ряд преимуществ: сравнительно низкий коэффициент
линейного термического расширения E4—65—Ю-7 град-1); повышенную
прочность (80—100 МПа) и водоустойчивость. Кристаллизационные
и вязкостные свойства таких стекол обеспечивают получение из них
архитектурно-строительных изделий и облицовочных плиток.
В последние годы все более важное значение приобретает
изготовление на основе топливных зол и шлаков эффективных стеклокрис-
таллических материалов — золоситаллов и шлакоситаллов.
Например, на основе зол Назаровской ГРЭС синтезированы золо-
ситаллы, фазовый состав которых представлен пироксеновым
твердым раствором. Физико-механические свойства золоситаллов
характеризуются следующими данными:
Плотность 3,11 г/см3
Микротвердость 9400 МПа
Предел прочности при изгибе 100 МПа
Коэффициент линейного термического
расширения B0—500 °С) 68 • 107 град-1
Температура начала размягчения 1010 °С
Термостойкость 250 °С
Химическая стойкость:
вводе 99,96%
вНС1 99,89%
BNaOH 97,65%
3. Материалы из отходов топливно-энергетической промышленности 167
3.6. Дорожно-строительные и изоляционные
материалы с применением зол и шлаков ТЭС
Одним из основных потребителей топливных зол и шлаков
является дорожное строительство, где они используются для устройства
подстилающих и нижних слоев оснований, частичной замены
вяжущих при стабилизации грунтов цементом и известью, как
минеральный порошок в асфальтовых бетонах и растворах, как добавки в
дорожных цементных бетонах.
Золы, полученные при сжигании углей и горючих сланцев,
широко применяются в качестве наполнителей кровельных и
гидроизоляционных мастик.
В дорожном строительстве золошлаковые смеси применяют
неукрепленными и укрепленными.
Неукрепленные золошлаковые смеси используются в основном как
материал для устройства подстилающих и нижних слоев оснований
Aopot областного и местного значения. При содержании пылевидной
золы не более-16% их применяют для улучшения грунтовых
покрытий, подвергаемых поверхностной обработке битумной или дегтевой
эмульсией. Конструктивные слои дорог можно выполнить из золо-
шлаковых смесей с содержанием золы не более 25—30%. В гравийно-
щебеночных основаниях в качестве уплотняющей добавки
целесообразно применять золошлаковую смесь с содержанием пылевидной
золы до 50%. Содержание несгоревшего угля в топливных отходах
ТЭС, применяемых для строительства дорог, не должно превышать
10%. Технология и организация работ при устройстве дорожных одежд
с применением неукрепленных золошлаковых смесей практически не
отличается от работ с использованием природных мелкообломочных
камейных материалов. Оптимальная влажность смесей, при которой
они хорошо укатываются, особенно при использовании катков на
пневматических шинах, составляет 4—8%. Коэффициент уплотнения
золошлаковых смесей 1,3—1,5, модуль деформации — 50—60 МПа. По
своим эксплуатационным показателям дорожные одежды из
неукрепленных золошлаковых смесей идентичны конструкциям из
кондиционных материалов.
Эффективность применения отвальных золошлаковых смесей в
дорожном строительстве можно повысить укреплением их известью,
цементом, известково-шлаковым вяжущим или молотым
гранулированным доменным шлаком, что увеличивает модуль деформации,
позволяя, тем самым, уменьшить толщину оснований и снизить
расход материалов, а также затраты на их транспортирование^
В укрепленных золошлаковых смесях, обработанных известью или
цементом, при достаточной влажности и температуре образуются
гидросиликаты кальция, вызывающие эффект упрочнения. При укреп-
168 Строительные материалы из отходов промышленности
лении золошлаковых смесей известью, в отличие от укрепления
цементом, отсутствует опасность преждевременного схватывания. Смеси
укрепляют, применяя молотую негашеную известь или пушонку
(иногда известковое тесто или молоко) в количестве 15—35% (в
пересчете на активные оксиды CaO + MgO) от массы пылевидной
фракции золошлаковой смеси. Процесс твердения ускоряется добавками
портландцемента или химических ускорителей твердения, например
хлоридов, сульфатов и др. К 90-суточному возрасту прочность
образцов золошлаковых смесей, обработанных известью, достигает 5 МПа
и более. Расход извести составляет 3—5% общей массы смеси.
Основные показатели свойств золошлаковых смесей, укрепленных известью,
приведены в табл. 3.15.
Таблица 3.15
Свойства золошлаковых смесей, укрепленных известью
Показатель
Минимальные расчетные модули, МПа:
деформации
упругости
Минимальный предел прочности на сжатие
водонасыщенныхобразцов, МПа, после, суп
28
90
Минимальный коэффициент морозостойкости после
90-суточного твердения
Минимальный коэффициент уплотнения
Класс прочности
I
150
500
2
4
0,75
0,98
II
100
300
1
2
0,7
0,98
III
75
200
0,5 |
1
0,5
0,98
Известью укрепляют золошлаковые смеси, содержащие 16—50%
пылевидной фракции (менее 0,14 мм), цементом — 8—30%. Расход
цемента составляет 4—7% общей массы и рассчитывается на
достижение водонасыщенными образцами в 28-суточном возрасте
прочности на сжатие 1—2 МПа.
Золошлаковые смеси обрабатывают известью (или цементом) в
смесителях или непосредственно на дороге. Для предотвращения
испарения воды из смесей после уплотнения их защищают битумной
эмульсией или другими пленкообразующими составами. Работы
ведут при температуре воздуха не ниже 10 °С.
В зависимости от транспортных затрат стоимость строительства
оснований дорог при замене щебня золошлаковыми смесями может
быть снижена на 50—75%. Учитывая различные местные условия, эко-
3. Материалы из отходов топливно-энергетической промышленности 169
номическая эффективность применения в основаниях золошлаковых
смесей может существенно колебаться.
При устройстве конструктивных слоев дорожных одежд
эффективно использование местных грунтов, укрепленных цементом (цементо-
грунтов) или другими вяжущими веществами. Для снижения расхода
вяжущих и заполнения межзерновых пустот в грунте рационально
введение золы-уноса или золошлаковой смеси, которые на 30—<^0%
уменьшают расход портландцемента при одновременном noBLiuiei ии
прочности и морозостойкости цементогрунтов. Поданным СоюзД^р-
НИИ, прочность песчаного грунта, укрепленного цементом с ло(.ав-
ками топливных остатков бурого угля, повышается на 40—50%; н ш-
более интенсивно прочность возрастает в течение 40—120 сут.
Механизм действия зол и шлаков при укреплении грунтов
портландцементом заключается во взаимодействии их активных
составляющих с продуктами гидролиза и гидратации цемента и образовании
труднорастворимых в воде соединений, кольматирующих пэры и
уменьшающих степень водонасыщения цементогрунта. Оптимальное
содержание добавок повышается по мере уменьшения расхода
портландцемента: при расходе портландцемента 6% оно составляет 20—
30% общей массы смеси, при расходе 4—5% — 30—35. Максимальная
активность золошлаковых добавок обеспечивается при содержании
Si02 не менее 35—50% и СаО — не менее 5%. Содержание несгорев-
ших органических веществ в топливных отходах не должно превышать
6%. Для повышения прочностных показателей цементогрунта
добавки должны содержать не менее 35—40% частиц крупностью менее
0,0074 мм.
Ускорению процессов взаимодействия активного кремнезема золы
с продуктами гидратации цемента способствует применение
силиката натрия, каустической соды или других химических веществ. Зола
служит не только активной добавкой, заменяющей часть цемента в
укрепленных грунтах, она также применяется как самостоятельное
вяжущее или как компонент известково-зольного вяжущего.
Наиболее приемлемыми для укрепления грунтов являются золы от
сжигания бурого угля или торфа. При укреплении крупнообломочных
грунтов, супесей и песков в качестве самостоятельного медленно
твердеющего вяжущего применяют высококальциевую золу-унос сухого
отбора. Засоленные грунты можно укреплять золами при содержании
в этих грунтах солей не более 3% при сульфатном и не более 5% при
хлоридном засолении.
Одним из наиболее дешевых методов стабилизации грунтов
является укрепление их известково-зольными составами. При этом
предпочтительны золы с минимальным содержанием несгоревших частиц
и высокой удельной поверхностью. Максимальная прочность
образцов грунта достигается при соотношении извести к золе 1:5.
170 Строительные материалы из отходов промышленности
Требования к золе, применяемой для укрепления грунтов,
приведены в табл. 3.16.
Таблица 3.16
Требования к золе для укрепления грунтов
Показатель
Содержание свободного СаО, %
Удельная поверхность, см2/г
Содержание сернистых и сернокислых
соединений (в пересчете на S03), %
Потери массы при прокаливании, %
Назначение золы
самостоятельное
вяжущее
>8
>3000
<6
<5
активный
компонент смешанного
вяжущего с
цементом
<4
>3000
известью
>3000
<3
<10
<10
Лучшие результаты достигаются на песчаных и супесчаных
грунтах. Прочность и морозостойкость таких грунтов повышается при
использовании как добавок к известково-зольным вяжущим
хлористого кальция или других химических активизаторов. По своим
свойствам такие смеси удовлетворяют требованиям для укрепленных
грунтов I класса прочности, что дает возможность использовать их при
строительстве оснований в различных климатических зонах. Для
укрепления глинистых грунтов применение известково-зольных
вяжущих является малоэффективным.
В зависимости от гранулометрического состава и свойств
каменных материалов или грунтов расход извести и золы, необходимых для
их укрепления, составляет 10—30%.
При введении в качестве ускорителя твердения 0,5—1% по массе
хлористого кальция после 28-суточного твердения прочность
укрепленных известково-зольными вяжущими грунтов составляет 2—
5 МПа, а после 90 сут — 4—10 МПа.
Гранулированные топливные шлаки применяют в дорожном
строительстве как самостоятельно, так и в сочетании с местными
каменными материалами и грунтами.
Неукрепленные гранулированные топливные шлаки используют
как материал для сооружения дренирующих, морозозащитных и
подстилающих слоев, а также оснований и обочин. Они применяются
также как эффективная добавка при строительстве дорожных одежд
из окатанных гравийных материалов и укреплении грунтов. Шлаки
3. Материалы из отходов топливно-энергетической промышленности 171
благодаря черному цвету и остроугольной форме зерен являются
хорошим материалом для посыпки дорог при гололедице.
При применении неукрепленных топливных шлаков для
возведения покрытий на местных дорогах с малой интенсивностью движения
к ним добавляют 10—20% суглинистого грунта.
Сравнительно высокая эффективность достигается при
строительстве оснований дорог из гранулированных топливных шлаков укргп-
ленных различными видами минеральных и органических вя;кущлх.
Для их укрепления используют цементы, бесклинкерные шлаковые и
известково-шлаковые вяжущие, а также битумы и каменноугольные
дегти.
Гранулированные топливные шлаки относятся к кислым
минеральным материалам, к поверхности которых битум прилипает пяохо.
Поэтому для повышения адгезионной способности шлаков по
отношению к битуму его необходимо обрабатывать активаторами ил \
вводить в битум катионоактивные ПАВ. Активированный
гранулированный топливный шлак может использоваться как заменитель щебня и
песка в асфальтобетонных и битумно-минеральных смесях. В отличие
от битумов каменноугольные дегти имеют хорошее сродство с
поверхностью зерен топливных шлаков, поэтому их можно с успехом
применять для изготовления дегтебетонных и дегтеминеральных смесей.
Асфальтовые материалы характеризуются использованием в
качестве вяжущего битумов или дегтей. Видом материала определяется и
функциональное назначение золошлаковых добавок. Золошлаковые
отходы ТЭС так же, как и природные каменные материалы высокой
прочности, служат для изготовления битумо-минеральных смесей,
применяемых для создания конструктивных слоев дорог III—-V
категорий. Из топливных шлаков, обработанных битумами или дегтем (до
2% по массе), получают черный щебень.
Для улучшения сцепления органических вяжущих с золошлаковы-
ми смесями последние предварительно активизируют добавками
извести или катионоактивных ПАВ. Смешивая подогретую до 170—
200 °С золу с 0,3—2% раствором битума в зеленом масле, получают
гидрофобный порошок со средней плотностью 450—600 кг/м3.
Одновременно он может выполнять функции гидро- и теплоизоляционного
материала.
Распространено применение зол в качестве наполнителей мастик.
Для устройства рулонных кровель, приклеивания синтетических
материалов и паркета при устройстве полов, паро- и гидроизоляции
используют холодную битумно-зольную мастику, включающую битум БН
70/30 — 52—59, уайт-спирит — 22—25 и наполнитель (золу) — 18—
26%. Дисперсность золы должна характеризоваться полным проходом
через сито № 02 и остатком на сите № 008 не более 3%.
Максимальная влажность наполнителя 3%.
172 Строительные материалы из отходов промышленности
Техническая характеристика битумно-зольной мастики:
Средняя плотность мастики, кг/м3, для:
Кровель
Пола
Время высыхания при 20 °С, ч
Прочность на отрыв (плитки паркета,
линолеума по бетону), МПа, в возрасте, сут
1 U,U/
2 0,1
Водостойкость (прочность склейки
образцов 3-суточного возраста после
24-часового выдерживания в воде), МПа 0,09
Зола горючих сланцев применяется как наполнитель битумно-ку-
керсолъных мастик, где битум растворяется в лаке-кукерсоль —
растворе сланцевой смолы.
Золы также служат наполнителями мастик на основе
эмульсионных паст, изола и др.
3.7. Применение горелых пород, отходов добычи
и обогащения угля
Материалы с применением горелых пород. Возможности
применения горелых пород в производстве строительных материалов весьма
разнообразны. Они находят широкое применение в дорожном
строительстве преимущественно при устройстве оснований. В Донбассе,
например, горелые породы используются при устройстве нижнего
слоя двухслойных оснований под асфальтобетонные покрытия. При
этом конструкция дорожной одежды следующая: асфальтобетонное
покрытие — 4—9 см, щебеночное или шлаковое основание — 12—20,
подстилающий слой из горелой породы — 10—18 см. К горелым
породам как материалу для оснований дорог предъявляются следующие
требования: плотность в куске — не менее 2 г/см3, водопоглощение —
не более 5%, износ в полочном барабане — не более 35%, содержание
пылевидных частиц — не более 3%.
При удовлетворительных физико-механических свойствах горелые
породы используют не только для нижних, но и для верхних слоев
оснований, а также нижнего слоя покрытия.
Наиболее эффективно используется горелая порода после
обработки органическим вяжущим.
Горелые породы, как и другие обожженные глинистые материалы,
обладают активностью по отношению к извести и используются как
910
980
.41
3. Материалы из отходов топливно-энергетической промышленности 173
гидравлические добавки в вяжущих известково-пуццоланового типа,
портландцементе, пуццолановом портландцементе и автоклавных
материалах. Высокая адсорбционная активность и сцепление с
органическими вяжущими позволяют применять их в асфальтовых и
полимерных композициях. Естественно обжигаемые в недрах земли или
в терриконах угольных шахт горелые породы — аргиллиты,
алевролиты и песчаники — имеют керамическую природу и могут
применяться в производстве жаростойких бетонов и пористых заполнителей.
Некоторые горелые породы имеют пониженную среднюю плотность,
что позволяет использовать их в качестве заполнителей для легких
растворов и бетонов.
Горелые породы содержат активный глинозем в виде радикалов
дегидратированных глинистых минералов, а также активные
кремнезем и железистые соединения. В отличие от шлаков и зол, они почти
не содержат стекловидных компонентов. Дегидратация каолинита и
других гидроалюмосиликатов, присутствующих в глинах, приводит к
образованию продуктов, интенсивно взаимодействующих с гидрокси-
дом кальция.
Активность дегидратированных глинистых минералов зависит от
строения кристаллической решетки и убывает от каолинита к
гидрослюдам. Для горелых пород, как и других силикатно-алюминатных
материалов, она не полностью выражается поглощением оксида
кальция. Наряду с гидравлической активностью, характеризуемой
поглощением извести, горелые породы характеризуют величиной
адсорбционной активности. Максимальную активность имеют породы,
обожженные при 500—600 °С, повышение температуры до 800—
1000 °С ее резко снижает. Повышению активности горелых пород
способствуют микропоры и микротрещины. Высокая адсорбционная
активность и адгезия к высокомолекулярным соединениям позволяют
отнести горелые породы к лучшим наполнителям в асфальтовых
вяжущих, бетонах и полимерминеральных составах. Композиции с
активными наполнителями имеют высокие физико-механические
свойства при незначительных расходах полимеров.
Активность горелых пород по отношению к извести и гипсу
характеризуют величиной глинисто-железистого модуля
М = (A1203 + Fe203) /Si02. (ЗЛО)
В зависимости от модуля М горелые породы делят на четыре
группы активности (табл. 3.17).
Горелые породы применяют в качестве активных минеральных
добавок для известково-глинитных и сульфатно-глинитных вяжущих.
Известково-глинистые вяжущие содержат 10—30% извести в
зависимости от активности горелой породы и до 5% гипса. Для
обеспечения достаточной воздухостойкости применяют породы с
содержанием А1203 не менее 14%, а содержание извести повышают до 50%. По
174
Строительные материалы из отходов промышленности
Таблица 3.17
Классификация горелых пород по активности
Группа активности
горелых пород
Малоактивные
Умеренно активные
Активные
Высокоактивные
Глинисто-железистый
модуль М
<0,2
0,2-0,3
0,3-0,45
>0,45
Состав породы
Крупнозернистые песчаники,
карбонатные сланцы
Мелкозернистые песчаники,
алевролиты
Алевролиты, аргиллиты
Аргиллиты, парцеланиты
прочности на сжатие известково-глинитные вяжущие обычно
соответствуют маркам М50 и М100. При нормальной температуре их
прочность растет медленно, увеличиваясь к 2-месячному возрасту в 1,3—
2 раза, к 3-месячному — в 2—3 раза по сравнению с 28-суточной. При
пропаривании прочность увеличивается по отношению к 28-суточно-
му возрасту в 1,5—3 раза, при обработке паром под давлением
0,8 МПа - в 4-5.
Сулъфатно-глинитные вяжущие — это композиции из двуводного
гипса E0—65%), горелой породы A5—40%) и активизатора — порт-
ландцементного клинкера A0—20%). Безобжиговые сульфатно-гли-
нитные вяжущие относятся к группе гидравлических вяжущих
веществ, твердение которых обусловлено химическим взаимодействием
гипсового камня, портландцементного клинкера и горелой породы,
а также процессами перекристаллизации двуводного гипса. При
воздушном твердении прочность этих вяжущих невелика и достигает при
испытании образцов из теста нормальной густоты 5—7 МПа, причем
к 60 суткам ее нарастание прекращается. Во влажных условиях
наблюдается длительный и сравнительно интенсивный рост прочности,
достигающей к 28-суточному возрасту 20 МПа, а к годичному—
примерно 40 МПа. Прочность вяжущих сульфатно-глинитного типа также
повышает тепловлажностная обработка. Прогрев при температуре
более 100 °С, приводящий к дегидратации двуводного гипса,
нежелателен.
Накоплен положительный опыт применения широко
распространенной разновидности горелых пород — глиежей — как
гидравлических добавок к портландцементу и пуццолановому портландцементу.
Минимальная активность по поглощению извести глиежами,
вводимыми в цементы, составляет 30 мг СаО на 1 г добавки. Реакционная
способность добавок возрастает по мере повышения их
дисперсности. Как и золы, глиежи вводятся в пуццолановый портландцемент в
количестве 35—55%. Однако они в меньшей степени, чем другие до-
3. Материалы из отходов топливно-энергетической промышленности 175
бавки осадочного происхождения, увеличивают водопотребность
цемента и соответственно водопотребность бетонных смесей,
деформации усадки и набухания бетона.
Сульфатостойкость глиеж-цементов зависит не только от
минералогического состава клинкера, но и от содержания растворимого
глинозема в добавке, взаимодействующего с гидроксидом кальция при
твердении цемента и образующего дополнительное количество
гидроалюмината. Количество растворимого глинозема определяется его
выщелачиванием 6%-ным раствором соляной кислоты. Содержание
растворимого А1203 в сульфатостойком пуццолановом
портландцементе не должно превышать 2%. Растворимость глинозема в глиежах
и других обожженных глинах снижается с повышением температуры
их обжига до 1000 °С.
Горелые породы и вяжущие на их основе отличаются высокими
жароупорными свойствами и могут применяться при получении
жаростойких бетонов. Однако широкое использование горелых пород
затрудняется их неоднородностью, в них может содержаться
некоторое количество (до 2—3%) несгоревшего топлива.
В бетонах и растворах горелые породы могут служить не только
активными минеральными добавками в составе вяжущих, но и
выполнять функции заполнителей. На их основе эффективно изготавливать
кладочные растворы, особенно для возведения фундаментов в
агрессивных средах, и мелкозернистые легкие автоклавные бетону с
пределом прочности на сжатие до 2—5 МПа и средней плотностью до
1800 кг/м3.
При использовании горелых пород как песков для растворов и
бетонов гидротермального твердения особенно ярко проявляется их
физико-химическая активность, что повышает прочность материалов.
Материалы с применением отходов добычи и обогащения угля.
Отходы добычи и обогащения угля используются в основном в
производстве стеновых керамических материалов и пористых заполнителей.
По химическому составу они близки к традиционному глинистому
сырью. Как вредная примесь в них присутствует сера, содержащаяся
в сульфатных и сульфидных соединениях.
При содержании А1203 в минеральной части отходов более 15% и
содержании углерода менее 15% отходы можно применять в качестве
сырья для получения керамических стеновых изделий марок М75—М300
без добавок глины. При содержании А1203 и углерода более 15% в
сырьевую смесь добавляют глРину. При содержании А1203 в отходах
менее 15% и углерода более 15% они непригодны в качестве основного
сырья и могут быть использованы как отощающая и топливосодержа-
щая добавка в глиняную шихту.
В производстве стеновых керамических изделий на базе каолини-
товых и гидрослюдистых глин, суглинков и глинистых сланцев
отходы добычи и обогащения угля применяют как отощающую и выгора-
176 Строительные материалы из отходов промышленности
ющую топливосодержащую добавку. До введения в керамическую
шихту кусковые отходы измельчают. Помол отходов производят в
молотковых дробилках, шаровых или других мельницах. Для шлама с
размером частиц менее 1 мм предварительное дробление не
требуется, его подсушивают до влажности 5—6%. При получении кирпича
пластическим способом добавка отходов составляет 10—30%.
Введение углесодержащих пород до определенного предела может
увеличивать связующую способность керамической шихты и
особенно сопротивление сжимающим усилиям. При сравнительно высоком
содержании этих пород в шихте (до 20—30%) резко снижается
связующая способность глинистого сырья. Облегчение условий миграции
влаги повышает сушильные свойства сырца. Введение оптимального
количества топливосодержащей добавки в результате более
равномерного обжига улучшает прочностные показатели изделий (до 30—40%),
экономит топливо (до 30%), а также исключает необходимость
введения в шихту каменного угля и повышает производительность печей.
Лучшими добавками в керамические массы являются отходы
обогащения антрацитовых углей. Отходы добычи углей, так называемые
шахтные породы, отличаются большой нестабильностью
вещественного состава. В составе шахтных пород в большом количестве могут
присутствовать песчаники и известняки. Поэтому перед их выбором
необходимо тщательно изучить горногеологические условия добычи
угля в данном районе. Использование шахтных пород оправдано в тех
случаях, когда в районе предприятия нет других топливных добавок
и возможна доставка отходов на завод.
Если в качестве основного керамического сырья используются
аргиллиты, алевролиты или другие породы, изделия из которых после
обжига имеют неудовлетворительную структуру, неморозостойки и
обладают неудовлетворительными теплоизоляционными свойствами,
то углесодержащие отходы применяют в качестве поризующих и ото-
щающих добавок, которые вводятся в шихту в количеств? 30—40%.
Для этой цели эффективны породы с максимальным количеством
выгорающей части и большим содержанием летучих, которые в
процессе обжига не участвуют, так как удаляются с дымовыми газами
раньше температуры их воспламенения. Продуктивными добавками
к такому керамическому сырью могут служить также отходы
флотационного обогащения газовых углей. Для точной дозировки их
предварительно гранулируют, пропуская через глиномешалку с
фильтрующей головкой, а затем полученные гранулы вводят в шихту через
ящичный подаватель по общепринятой технологии.
При применении тощих гидрослюдистых, гидрослюдисто-монтмо-
риллонитовых и лессовидных суглинков углесодержащие отходы
могут служить в качестве топливно-минеральной добавки, улучшающей
керамико-технологические свойства смеси и существенно
повышающей прочностные характеристики готовых изделий. Для этого выби-
3. Материалы из отходов топливно-энергетической промышленности 177
рают породы с меньшей степенью метаморфизации, дающие при
помоле и затворении водой пластичное тесто с числом пластичности
более 10, содержание оксида алюминия должно составлять в
принятом к использованию сырье не менее 20—25%. Искусственную смесь
выбирают такого состава, чтобы суммарное содержание А1203 было
не менее 15%. Помол углесодержащих отходов в этом случае ведут до
получения более мелкой фракции (< 1 мм).
Большое количество горючих веществ содержат отходы флотации.
В отходах обогащения жирных длиннопламенных газовых углей
присутствует много летучих веществ, поэтому при их применении
необходимо учитывать возможность выделения значительного количества
газов, что может привести к разрыхлению изделий. Меньшую
калорийность имеют отходы добычи угля, а также углеобогащения
крупных фракций D0—100 мм).
Эффективными добавками в керамическую массу могут служить
отходы флотации, не нуждающиеся в измельчении. Однако они
поставляются потребителям влажностью более 25%, превышающей формовочную
влажность шихты. Влажные отходы флотационного обогащения комку-
ются, что затрудняет введение их в шихту и гомогенизацию смеси.
Шламы углеобогащения сравнительно высокой теплотворной
способности A8 900—21 000 кДж/кг) применяют в качестве
технологического топлива. Они не требуют дополнительного дробления, хорошо
распределяются по садке и засыпаются через топливные отверстия,
что способствует равномерному обжигу изделий.
Углесодержащие породы применяют не только как топливосодер-
жащую добавку, но и как основной компонент керамической шихты.
Установлена возможность производства пустотелого кирпича и
керамических камней на основе отходов углеобогащения как
пластическим, так и полусухим формованием.
Из всех видов отходов угольной промышленности отходы
углеобогащения наиболее стабильны по составу. Они содержат больше
глинозема, чем большинство других рядовых глин. Глинистое вещество
в них представлено высокоглиноземистыми минералами —
каолинитом и гидрослюдами. Содержание углерода в этих породах в
несколько раз превышает требуемое для обжига стеновой керамики. После
тонкого измельчения отходы углеобогащения по своим свойствам
идентичны глинам, малочувствительным к сушке.
Технологическая схема производства стеновых изделий из отходов
углеобогащения методом пластического формования предусматривает
следующие этапы: помол исходной породы в мельнице сухого
измельчения; формование сырца на ленточном вакуумном прессе; сушку его
в щелевой однорядной сушилке или сушилке с реверсивным
движением теплоносителя; обжиг в туннельной печи по режиму,
обеспечивающему изотермическую выдержку и окислительную среду при
максимальной скорости выгорания коксового остатка.
178 Строительные материалы из отходов промышленности
Жесткое прессование при давлении 2,2—4,5 МПа имеет ряд
преимуществ по сравнению с пластичным, так как прочность
получаемого сырца позволяет укладывать его сразу на обжиговую вагонетку
в несколько рядов, исключает ряд технологических операций, а
следовательно, уменьшает количество машин и агрегатов в
технологической линии, повышая надежность работы и коэффициент ее
полезного действия. Необходимая формуемость при жестком прессовании
достигается благодаря высокому давлению, при котором
сокращается потребность в воде для затворения, и повышенной температуре
бруса (до 60 °С), способствующей быстрому высушиванию
отформованного сырца. При этом усадка и чувствительность к сушке
вследствие пониженной влажности отформованного сырца и повышенной
степени уплотнения оказываются ниже, чем у сырца, полученного при
пластичном способе прессования. При жестком прессовании для
достижения необходимых прочности и окраски изделий требуется
пониженная на 50—80 °С температура обжига.
При производстве керамических стеновых изделий замена
глинистых пород, добываемых в карьерах, переработанными отходами
углеобогащения приводит к снижению расхода технологического
топлива примерно на 80% и себестоимости изделий на 19—28%.
Углесодержащие породы являются эффективным сырьем для
производства пористых заполнителей. Однако значительные колебания
по содержанию топлива E—25%) и его дисперсное распределение в
породе, низкая пластичность и связующая способность,
неоднородность химического и минерального составов затрудняют переработку
этого вида сырья по существующим технологическим схемам для
природных глин без дополнительной корректировки.
Анализ технологических методов производства искусственных
пористых заполнителей из топливосодержащих отходов добычи и
обогащения углей свидетельствует о том, что наиболее эффективным
является метод агломерации. Помимо простоты технологии он дает
возможность эффективно использовать содержащееся в отходах
топливо. Сущность процесса агломерации заключается в том, что топливо
в спекаемой шихте горит в тонком горизонтальном слое, в результате
чего воздух, поступающий в зону горения, нагревается и
интенсифицирует процесс горения топлива шихты, а горячие газы, выходящие
из зоны горения, подсушивают и нагревают следующий слой шихты.
После выгорания топлива зона горения перемещается в лежащий
ниже слой шихты.
При получении из порошкообразного и мелкозернистого сырья
методом агломерации (рис. 3.9) пористого и прочного конгломерата
исходное сырье смешивают с измельченным топливом, увлажняют и
окомковывают (гранулируют). Затем шихту, состоящую из отдельных
зерен (гранул), непрерывно подают на верхнюю рабочую ветвь
ленточной конвейерной агломерационной машины. На первом участке
3. Материалы из отходов топливно-энергетической промышленности 179
\-ЛЛЛАЛЛЛЛЛУ
J. ^Л ,,
—^
Вода
11 ю \Г\
i" 7 7 71 /:
fffrf
... ..УУЛЛЛ^
I
4J
Рис. 3.9. Схема производства аглопорита из отходов
обогащения горючих сланцев:
1 — пластинчатый питатель; 2— неподвижная решетка; 3 — щековая дробилка;
4— валковая дробилка; 5— молотковая дробилка; 6, 15— виброгрохоты;
7 — реверсивный ленточный конвейер с ножами; 8 — бункеры для хранения
запаса шихты; 9— ленточные питатели; 10— шихтосмеситель; 11 — гранулятор;
12 — агломерационная машина; 13 — роторная дробилка; 14 — зубчатая дробилка
непрерывно движущейся ленты в верхнем слое шихты зажигают
топливо, после чего зона горения продвигается в толщу шихты за счет
просасывания через нее воздуха. В конце рабочей ветви машины
получают готовый обожженный продукт.
Отходы углеобогащения как сырье считаются пригодными для
производства аглопорита, если в результате испытаний в
лабораторных условиях будут достигнуты следующие показатели процесса
спекания и качества готового продукта.
Вертикальная скорость спекания, мм/мин Не менее 5
Удельная производительность агломерационной
машины, м3/м2ч Не менее 0,23
Насыпная плотность аглопоритового щебня
крупностью 10—20 мм, кг/м3 Не более 800
Насыпная плотность аглопоритового песка
крупностью 0—5 мм, кг/м3 Не более 1200
Прочность аглопоритового щебня при сдавливании
в цилиндре, МПа Не менее 0,4
180
Строительные материалы из отходов промышленности
Для обеспечения нормального спекания шихты в отходах добычи
и обогащения углей должно содержаться около 10% топлива (в
расчете на условное). В процессе агломерации вредные примеси в
исходном сырье, например сера, даже при обеспечении оптимальных
условий термообработки переходят в аглопорит в количестве не менее
14-г 15% первоначального содержания. На остаточное содержание
серы в готовом продукте влияет присутствие в исходном сырье
оксидов щелочноземельных металлов, в частности СаО.
При агломерации отходов с высоким содержанием топлива
необходимо создавать соответствующие условия для его выгорания.
Процесс выгорания топлива при агломерации легкоплавких силикатных
материалов затруднен из-за образования при спекании
значительного количества расплава. Только определенное соотношение в шихте
тугоплавких и легкоплавких компонентов обеспечивает нормальный
режим ее термообработки.
Не менее важным фактором, обеспечивающим нормальный ход
процесса выгорания топлива в шихте, является газопроницаемость
спекаемого слоя, предопределяемая пластичностью и связующей
способностью исходного сырья. На основе умеренно пластичных пород
при определенном соотношении фракций исходного сырья (менее 0,3;
0,3—1,2; 1,2—2,5 мм) могут быть получены достаточно высокие
значения газопроницаемости слоя. Для улучшения гранулирующей
способности непластичных и малопластичных пород целесообразно
вводить в шихту пластичный суглинок в количестве 5—20% по массе.
В табл. 3.18 приведен рекомендуемый химический состав отходов
углеобогащения пригодных для производства аглопоритового щебня
и гравия. Для сравнения приведены такие требования к химическому
составу глинистых пород и зол ТЭС.
Рекомендуемые параметры производства аглопоритовых гравия и
щебня приведены в табл. 3.19.
На основе отходов углеобогащения получают в основном аглопо-
ритовый щебень с насыпной плотностью 400—700 кг/м3 и аглопори-
товый песок с насыпной плотностью 800—1000 кг/м3.
Одним из критериев, характеризующих пригодность силикатного
сырья для производства аглопорита, является модуль плавкости,
значение которого для топливосодержащего сырья, пригодного для
производства аглопорита, должно составлять 4—20.
Величина модуля плавкости характеризуется процентным
соотношением оксидов:
= Si02+Al203
п Fe203 + СаО + MgO + Na20
Отходы угледобычи после удаления из них избыточного количества
углерода являются перспективным сырьем для получения керамзита.
3. Материалы из отходов топливно-энергетической промышленности 181
Таблица 3.18
Химический состав глинистых пород и топливосодержащих отходов
промышленности, пригодных для производства аглопоритовых щебня и гравия
Исходное
сырье
Глинистая
порода
Отходы
углеобогащения
ЗолаТЭС
Заполни
тель
Щебень
—»—
—»—
Гравий
—»—
Область
применения
Конструкционно-
теплоизоляционные и
конструкционные легкие
бетоны
Тоже
—»—
—»—
Конструкционные
и высокопрочные
легкие бетоны
Содержание оксидов, %
Si02
А1203
в пределах
55-85
45-65
45-65
45-65
50-65
8-20
15-35
15-35
15-35
20-35
Fe203
СаО +
MgO
so3
не более
8
15
25
18
10
20
12
12
12
3
3
3
3
3
1
Предварительная обработка сырья (декарбонизация) производится в
специальном аппарате, который в зависимости от начального
содержания углерода может быть либо вращающимся барабаном, либо
реактором кипящего слоя. Процесс декарбонизации протекает при 800—
900 °С. Полученный полуфабрикат поступает во вращающуюся печь
для обжига. Использование подогретого материала позволяет достичь
заданной температуры обжига при меньшем расходе топлива.
Подача во вращающуюся печь полуфабриката с температурой 800—900 °С
позволяет сократить расход топлива по сравнению с работой печи при
холодном материале на 30—35%.
Вылеживание отходов угледобычи в буртах или шихтозапасниках
обеспечивает полную гомогенизацию сырьевой смеси по составу и
свойствам, а предварительное увлажнение пород способствует
разрушению их структуры, повышая эффективность последующей
механической обработки.
Оптимальный зерновой состав сырьевой смеси,
характеризующийся наличием частиц размерами не более 2 мм, достигается при
измельчении шахтных пород в две стадии с использованием дробилок
ударного действия. Для получения формовочной массы с заданными
182
Строительные материалы из отходов промышленности
Таблица 3.19
Рекомендуемые параметры производства аглопоритовых гравия и щебня
Показатель
Высота спекаемого слоя, мм
Температура, °С:
сушки
подогрева
зажигания
Разрежение, кПа, в период :
зажигания
спекания
Расход воздуха на 1 м2 площади
агломерационной решетки, м3/с,
впериод:
зажигания
спекания
охлаждения
Глинистая
порода
(глина,
суглинок,
супесь)
250-300
—
—
1000-1200
0,6-1
2,5-4
0,22-0,25
0,9-1
0,9-1
Отходы
углеобогащения
150-200
—
—
1000-1200
0,6-1
2,5-4
0,2-0,3
0,4-0,6
0,8-1,8
ЗолаТЭС
250-300
400-600
600-800
1000-1200
0,5-0,8
1,5-2,5
0,1-0,3
0,5-0,8
0,7-1 |
технологическими и структурно-механическими свойствами
необходим модуль крупности измельченных отходов угледобычи в пределах
1,6-1,9.
МАТЕРИАЛЫ С ПРИМЕНЕНИЕМ ОТХОДОВ
ХИМИКО-ТЕХНОЛОГИЧЕСКИХ
ПРОИЗВОДСТВ
4.1. Общая характеристика отходов
Большинство химических производств характеризуются выходом
значительного количества побочных продуктов. Утилизация их, с
одной стороны, способствует существенному повышению
эффективности работы химических предприятий и направлена на охрану
окружающей среды, а с другой — является одним из путей химизации
производства строительных материалов, снижения затрат,
интенсификации технологических процессов, расширения ассортимента и
повышения качества строительных изделий.
Отходы химико-технологических производств можно
классифицировать по следующим отличительным чертам: содержанию
характерного химического компонента и технологическому назначению в
производстве строительных материалов.
По содержанию характерного химического компонента различают
такие побочные химические продукты: фосфор- и фторсодержащие
шлаки, гипсо- и известьсодержащие продукты, железистые,
кремнеземистые и другие материалы.
По технологическому назначению в производстве строительных
материалов химические продукты делят на такие группы:
1. Сырьевые материалы (для получения цемента, гипса, извести и др.).
2. Интенсификаторы технологических процессов (плавни,
понизители твердости, разжижители, гранулообразователи и др.).
3. Добавки-модификаторы свойств материалов (как легирующие
присадки, пластификаторы, ускорители твердения и т. д.).
Классификация по технологическому назначению весьма условна,
так как один и тот же химический продукт, являющийся отходом
производства, в зависимости от конкретной области его применения
можно отнести к разным группам. Например, фосфогипс для
производства гипсовых вяжущих или серной кислоты относится к первой
группе химических отходов, а вводимый при обжиге цементного
клинкера — ко второй, при измельчении цемента для регулирования
сроков схватывания — к третьей.
Для производства строительных материалов наиболее ценным
сырьем из отходов химической промышленности являются шлаки элек-
184
Строительные материалы из отходов промышленности
тротермического производства фосфора, гипсосодержащие,
известковые и железистые отходы, полимерные продукты и др.
Фосфорные шлаки — побочный продукт производства фосфора
термическим способом в электропечах. При температуре 1300—1500 °С
фосфат кальция взаимодействует с углеродом кокса и кремнеземом,
в результате чего образуются фосфор и шлаковый расплав. Шлак
сливается из печей в огненно-жидком состоянии и гранулируется
мокрым способом. На 1 т фосфора приходится 10—12 т шлака. На
крупных химических предприятиях получают до 2 млн т шлака в год.
Химический состав фосфорных шлаков близок к составу
доменных. Суммарное содержание в них оксида кальция и кремнезема
достигает 95% при их соотношении 0,9—1,1.
Особенностями фосфорных шлаков являются содержание в них
Р205 и CaF2 (до 3% каждого) и пониженное количество А1203
(обычно не более 4%). Различия в содержании Р205 и CaF2 и
коэффициентах основности, определяющих физико-химические свойства
шлаковых расплавов и особенности грануляции, существенно влияют на
фазовый состав, структуру и свойства шлаков. Гранулированный шлак
электрофосфорного производства светло-серого цвета с синеватым
оттенком, имеет стекловатую структуру; плотность примерно 2,8 г/см3,
насыпную плотность в сухом состоянии около 1220 кг/м3.
Петрографическими исследованиями установлено, что 90—95% шлака
составляет стекло с включениями кристаллов псевдоволластонита и других
минералов. Гранулометрический состав гранулированных фосфорных
шлаков соответствует зерновому составу обычных мелко- или средне-
зернистых строительных песков.
Гипсосодержащие, известковые и железистые продукты — это
отходы ряда химических и смежных с ними производств.
Гипсосодержащие продукты образуются при производстве ряда
химических продуктов: минеральных кислот (фосфогипс и фосфопо-
лугидрат, борогипс, фторангидрит, фторогипс), органических кислот
(цитрогипс) и др., химической обработке древесины (гидролизный
гипс), обработке водных растворов некоторых солей и кислот (крем-
негипс, титаногипс и др.), очистке промышленных газов, содержащих
S02 (сульфогипс); производстве солей из озерной рапы (рапной гипс).
Из гипсосодержащих продуктов в наибольшем количестве
образуется фосфогипс. На 1 т экстракционной фосфорной кислоты (в
пересчете на 100% Н3Р04) образуется 3,6—6,2 т фосфогипса в пересчете на
сухое вещество.
На некоторых предприятиях годовой выход фосфогипса
достигает 2,5 млн т. Стоимость транспортирования и хранения его в отвалах
составляет до 30% общей стоимости сооружений и эксплуатации
основного производства.
4. Материалы с применением отходов химико-технологических... 185
Фосфогипс представляет собой отходы сернокислотной
переработки апатитов или фосфоритов в фосфорную кислоту или
концентрированные фосфорные удобрения.
При разложении природных фосфатов серной кислотой в раствор
переходит фосфорная кислота и образуется труднорастворимый
сульфат кальция. В общем случае реакция растворения апатитов в смеси
серной и фосфорной кислот имеет вид:
Ca3(P04KF + 5H2S04 + nH3P04 + mH20 ->
-> (п + 3) Н3Р04 + 5CaS04-mH20 + HE
Кристаллический осадок сульфата кальция отделяют от
фосфорной кислоты фильтрованием.
Химический состав фосфогипса в основном определяется
качеством используемого фосфатного сырья, а также способом
производства экстракционной фосфорной кислоты. Ниже приведен
химический состав фосфогипса на основе Кольских апатитовых концентратов
(в %): СаО - 39-40; S03 - 56-57; Р205 (общ.) - 1,0-1,2; Р205 (во-
дораствор.) — 0,5—0,6; F — 0,3—0,4. Присутствие примесей затрудняет
использование фосфогипса, а в некоторых случаях, например, при
высокой радиоактивности оно становится невозможным.
Радиоактивность фосфогипса на основе широко применяемого в странах СНГ
Кольского апатита сравнительно невысокая. В зависимости от
температуры и концентрации получаемой кислоты сульфат кальция может
быть выделен в форме дигидрата CaS04*2H20 (гипс), полугидрата
CaSO40,5H2O или безводной соли CaS04 (ангидрит).
Экстракционную фосфорную кислоту получают дигидратным и
полугидратным способами. При дигидратном способе образуемый
фосфодигидрат содержит 93—95% двуводного гипса с механической
примесью 1—1,5% пятиокиси фосфора и некоторого количества
кремнезема и других оксидов. Фосфогипс имеет вид шлама влажностью до
40%. Твердая фаза шлама тонкодисперсна и более чем на 50%
состоит из частиц размером менее 10 мкм. Двуводный гипс в фосфогипсе
имеет вид правильных игольчатых кристаллов и пучкообразных
сростков.
При производстве фосфорной кислоты способом экстракции по
полугидратной схеме побочным продуктом является фосфополугидрат
сульфата кальция, содержащий 92—95% cc-CaS04- 0,5H2O, т.е.
основного компонента высокопрочного гипса. Однако наличие на
поверхности кристаллов полугидрата пассивирующих пленок без
специальной технологической обработки препятствует проявлению вяжущих
свойств у этого продукта. Влажность фосфополугидрата составляет до
25%.
Предприятия химической промышленности располагают
побочными продуктами, удовлетворяющими техническим требованиям на
известь или позволяющими получить ее обжигом карбоната кальция.
186
Строительные материалы из отходов промышленности
К первым относятся карбидная известь, отходы электровозгонки и
обогащения фосфоритов, ко вторым — известковые отходы содового
производства, карбонатные шламы азотно-туковых заводов и
предприятий целлюлозно-бумажной промышленности и др.
Карбидная известь — побочный продукт получения ацетилена при
действии воды на карбид кальция. Известковое тесто на основе так
называемого «карбидного ила» содержит примеси неразложившего-
ся карбида кальция и растворенного ацетилена. Применять его
можно после выдерживания в течение 1—2 мес до исчезновения запаха
ацетилена, что определяется нагреванием пробы в фарфоровой
чашке до 70 °С с помешиванием в течение 20 мин.
Порошковая карбидная известь отличается от извести-пушонки
размерами и формой зерен. В ней кристаллы гидрата оксида кальция
имеют вид пластинок размером до 0,2 мм, а в обычной пушонке они
имеют сферическую форму и размеры 0,5—1 мм. Содержание
активных оксидов (CaO + MgO) в карбидной извести зависит от
продолжительности ее пребывания на воздухе в отвалах и составляет 50—70%,
т. е. ее активность достигает активности извести третьего сорта или
может быть несколько меньше. Для улучшения вяжущих свойств
карбидной извести при изготовлении автоклавных изделий целесообразно
измельчать ее совместно с песком.
Близкими по составу и свойствам к карбидной извести являются
некоторые отходы смежных отраслей химической промышленности,
такие как подзол и окшара. Подзол — отход кожевенной
промышленности, окшара — текстильной. Оба отхода представляют собой
известковое тесто с примесями соответственно органических веществ,
хлора и хлорида кальция.
Некоторые известковые отходы химической промышленности,
например, получаемые при электровозгонке и обогащении
фосфоритов, представляют собой разбавленные суспензии, которые при
сгущении и фильтрации близки по качеству к известковому молоку.
Наибольшее количество карбонатных отходов, пригодных для
производства извести и портландцемента, скапливается на содовых,
целлюлозно-бумажных и азотно-туковых предприятиях в виде шламов.
Их применение невозможно без очистки от примесей и частичного
обезвоживания, например в центрифугах непрерывного действия или
в вакуумных барабанных фильтрах.
Наиболее распространенными железистыми побочными
продуктами химической промышленности являются пиритные огарки —
отход переработки серного колчедана (пирита) в серную кислоту.
Химический состав пиритных огарков (%): Fe203 — 56—77; Si02 — 9—22;
А1203— 1 — 18; CaO— 0,8—5; MgO— 0,1—0,2; S03— 1-11; потери
после прокаливания — до 5,5%. По минералогическому составу они
представляют собой смесь оксидов железа с непрореагировавшим
пиритом и оксидами других металлов. В незначительных количествах
4. Материалы с применением отходов химико-технологических... 187
содержатся примеси сернокислых солей щелочно-земельных
металлов, свинца, цинка, меди, кобальта. Гранулометрический состав
огарков характеризуется сравнительно высокой дисперсностью, основная
масса зерен (более 90%) имеет крупность не более 0,14 мм.
К железистым отходам относятся также железистые шламы анили-
нокрасочных заводов. Содержание оксидов железа в них в расчете на
Fe203 составляет 81—93%, в том числе закисного железа около 20%.
К кремнеземистым побочным продуктам химической
промышленности относится, например, сиштоф — твердый остаток после
получения хлорида или сульфата алюминия из каолина. Его химический
состав представлен в основном тремя оксидами: Si02 (до 55%), А1203
(до 20%) и S03 (до 12%). Потери при прокаливании составляют
около 10%.
Сиштоф получают также при производстве сернокислого
алюминия из глины. При обработке дегидратированной огнеупорной
глины серной кислотой глинозем переходит в раствор, а кремнезем
остается. В таких отходах содержится 80—90% активного кремнезема.
Примесями при этом являются неразложившаяся глина и сульфат или
хлорид алюминия.
Лигнин — отход гидролизного производства, один из компонентов
древесины, представляющий собой аморфный полимер сложного
строения. Природный лигнин при выделении из древесины
претерпевает необратимые превращения. В отходе гидролизного
производства, кроме собственно лигнина, содержатся остатки полисахаридов,
минеральные и органические кислоты, смолы, воск, азотистые
вещества и др. Влажность лигнина — 65—70%, средняя плотность — 500—
600 кг/м3, теплотворная способность — 6300—7600 кДж/кг, зольность
до 3%. Высокая дисперсность и внутренняя поверхность G00—800 м2/г),
а также преобладание микропор обусловливают хорошие сорбцион-
ные свойства лигнина и его пластичность.
Химическая и смежные с ней отрасли промышленности
располагают многочисленными побочными продуктами, которые
применяются или могут применяться в качестве поверхностно-активных
веществ или добавок электролитов при производстве строительных
материалов.
Поверхностно-активные вещества — это органические соединения,
в молекулы которых входят одновременно полярная группа
(например, ОН, СООН, NH) и неполярная углеводородная цепь. Общей
особенностью ПАВ является способность к концентрированию на
поверхности раздела фаз, т. е. к адсорбции.
В зависимости от изменения степени смачиваемости твердых тел
при образовании адсорбционных слоев различают гидрофилизующие
и гидрофобизующие ПАВ. Из ПАВ первой группы, применяемых
обычно в качестве добавок-пластификаторов, наиболее
распространены концентраты технических лигносульфонатов (ЛСТ) — отходы,
188 Строительные материалы из отходов промышленности
получаемые из сульфитных щелоков, образующихся при сульфитной
варке целлюлозы. При варке сернистая кислота связывается с
лигнином древесины. Технические лигносульфонаты включают кальциевые,
иногда магниевые или натриево-аммонийные соли лигносульфоновых
кислот, а также древесные сахара и небольшие примеси скипидара,
фурфурола, органических кислот и др. Сахара и другие примеси в ЛСТ,
обладающие восстанавливающей способностью, объединяют в
группу редуцирующих веществ.
Близкими к техническим лигносульфонатам по характеру действия
являются паточная барда — отход переработки патоки в этиловый
спирт, сульфитные щелоки и сточные воды целлюлозного
производства. В качестве пластифицирующих добавок применяются также
другие ПАВ, полученные из отходов химической, нефтехимической и
пищевой промышленности — пластификатор адипиновый, щелочные
стоки производства капролактама (ЩСПК), белковый гидролизат,
молочная сыворотка и др.
Гидрофобизующие ПАВ, применяемые при производстве
строительных материалов, содержат нафтеновые и высшие жирные
кислоты и их производные. Распространены кубовые остатки, образуемые
при производстве синтетических жирных кислот с числом атомов
углерода в молекуле от С10 до С20. Представителем гидрофобизующих
ПАВ на основе нафтеновых кислот является мылонафт — отход
очистки дистиллятов нефти едким натрием.
Некоторые химические отходы содержат электролиты. При
производстве 1 т соды получается около 8 м3 дистиллерной жидкости,
представляющей собой суспензию нерастворимых продуктов в растворе
хлоридов кальция и натрия. Средний состав этой жидкости (г/м3):
СаС12- 85-95; NaCl - 45-50; СаС03 - 6-15; CaS04 - 3-5;
Mg(OH) 2 -3-10; CaO - 2-4; (Fe203 + А1203) - 1-3; Si02 - 1-4.
Для захоронения эту жидкость перекачивают в шламонакопители (так
называемые «белые моря»).
Щелочесодержащими отходами являются метасиликат натрия
(побочный продукт производства диоксида титана или глинозема),
содощелочной плав (отход капролактамового производства), щелочные
отходы производства фенола.
При производстве хлорида калия из сильвинита около 80%
извлекаемой из недр руды после переработки идет в отвал в виде галито-
вых отходов, глинисто-солевых шламов и рассолов. На поверхности
земли вблизи калийных предприятий скопились миллионы тонн солевых
отвалов.
При коксовании каменного угля наряду с основным продуктом —
коксом — образуются газ, бензол, сырая каменноугольная смола и
другие продукты. Выход сырой смолы составляет до 5% от массы
каменного угля. При фракционной разгонке смолы получают легкие,
средние и тяжелые масла, содержащие ряд химических веществ, а так-
4. Материалы с применением отходов химико-технологических... 189
же антраценовое масло и пек — компоненты дорожного дегтя. В
процессе отстаивания каменноугольной смолы в хранилищах
образуются фусы — отходы, содержащие смолистые вещества E0—80%),
угольную и коксовую пыль, железистые и другие соединения. В процессе
очистки серной кислотой бензольной фракции каменноугольной
смолы образуется так называемая кислая смолка, представляющая собой
черную вязкую массу с плотностью 1,28—1,3 г/см3.
К отходам коксохимического производства относятся также
кубовые остатки ректификации сырого бензола и некоторые другие
продукты.
Крупнотоннажные отходы образуются в процессе переработки нефти
в виде кислых гудронов, нефтяных шламов, отработанных масел и др.
4.2. Материалы с применением фосфорных шлаков
Возможности применения шлаков электротермического
производства фосфора в производстве строительных материалов не менее
широкие, чем металлургических и топливных. Наличие примесей
соединений фосфора и фтора, более высокое содержание кремнезема и
меньшее глинозема определяют некоторые особенности
использования этого вида отходов.
Вяжущие материалы. Большинство фосфорных шлаков
применяется в цементной промышленности. Фосфорный шлак соответствует
требованиям, предъявляемым к активным минеральным добавкам
искусственного происхождения. Сравнительно низкое содержание
А1203 обусловливает меньшую гидравлическую активность фосфорных
шлаков по сравнению с доменными. В нормальных температурных
условиях шлак электротермофосфорного производства не обладает
вяжущими свойствами, также незначительна его прочность в
условиях пропаривания. Однако фосфорные шлаки хорошо
активизируются щелочными возбудителями, в связи с чем их используют в
производстве шлакощелочных вяжущих.
Установлена возможность комплексной активизации тонкомолотого
электротермофосфорного шлака небольшими добавками извести @,5—
3,0%), хлористыми, сернокислыми и углекислыми солями щелочных
и щелочно-земельных металлов. Марки безобжиговых солешлаковых
вяжущих при обработке: тепловлажностной — М200—М500,
автоклавной — М300—М900. Для них характерна повышенная сульфатостой-
кость, применение их вместо цемента возможно лишь при
изготовлении бетонных и железобетонных изделий и конструкций без
изменений существующих технологий с тепловлажностной
обработкой в пропарочных камерах и автоклавах.
190
Строительные материалы из отходов промышленности
Использование безобжигового солешлакового вяжущего
позволяет совместить технологию производства вяжущего и бесцементных
бетонов в одном комплексе. При этом упрощается процесс
производства вяжущих, который сводится к сушке и помолу
гранулированного электротермофосфорного шлака совместно с добавкой извести-
кипелки до удельной поверхности 2800—3500 см2Д. Так как все виды
применяемых солей являются водорастворимыми, то введение их в
бетонную смесь осуществляется с водой затворения.
Одной из областей применения безобжигового солешлакового
вяжущего может служить производство на его основе легкобетонных
панелей из бетонов классов В3,5—В10 и конструкционных керамзи-
тобетонных изделий из бетонов классов В15—В25.
Морозостойкость керамзитобетона классов В3,5—В10 составляет
более 35 циклов, классов В15—В25 — более 50.
Прочность сцепления керамзитобетона с арматурой на солешла-
ковом вяжущем составляет 3,06—4,14 МПа, что соответствует
показателям сцепления цементного керамзитобетона с арматурой.
Химический состав фосфорных шлаков позволяет частично или
полностью заменить ими глинистый компонент в производстве порт-
ландцементного клинкера. При добавке 3—5% шлака возможно загус-
тевание сырьевого шлама и снижение его текучести в результате
коагуляции. При увеличении дозировки до 8—10% шлам вновь приобретает
удовлетворительную растекаемость.
Фосфорные шлаки, содержащие до 3% Р205, фтора 1—2% и
оксидов марганца 1 — 1,5%, являются комплексными минерализаторами и
легирующими добавками, ускоряющими обжиг и положительно
влияющими на активность портландцементного клинкера. Оксид
фосфора содействует росту активности клинкера при содержании его не
более 0,3%, а при большем — нормальный процесс клинкерообразо-
вания нарушается и качество цемента снижается. Для получения в
клинкере 0,2—0,3% Р205 количество фосфорных шлаков в сырьевой
смеси должно составлять 8—10%. Отмечено, что при таком
количестве шлака декарбонизация сырьевой смеси начинается при более
низкой температуре и идет интенсивнее, а температура спекания
снижается на 100—150 °С. Это обеспечивает снижение удельного расхода
топлива на обжиг и повышение производительности печей на 3—6%.
Одновременно существенно повышается гидравлическая активность
клинкера (на 5—10 МПа в 28-суточном возрасте). Легирующее
действие фосфорных шлаков объясняется изменением свойств
клинкерных минералов при образовании их твердых растворов, содержащих
Р205. Изменение тонкой структуры клинкера приводит к снижению
микротвердости минералов фосфорсодержащего клинкера, что, в свою
очередь, снижает удельный расход электроэнергии на помол цемента.
Благодаря повышенному содержанию кремнезема, фосфорные
шлаки могут заменять в сырьевой смеси кремнеземистые добавки,
4. Материалы с применением отходов химико-технологических... 191
применяемые при выпуске сульфатостойкого портландцемента.
Коэффициент сульфатостойкости и прочностные показатели цемента
при твердении в сульфатных растворах возрастают на 10—15%.
При содержании фосфорных шлаков в сырьевых смесях более 10%
резко повышается силикатный модуль и обжиг клинкера
затрудняется, несмотря на минерализующее действие фтористых соединений.
Увеличение в цементе количества оксида фосфора более 1,5%
замедляет сроки схватывания. Цемент с повышенным содержанием Р205
характеризуется меньшей теплотой гидратации в раннем возрасте, чем
цемент с такой же минералогией, но изготовленный на обычном
клинкере. В более позднем возрасте эта разница сглаживается.
Фосфорные шлаки также эффективны в качестве активной
минеральной добавки при измельчении клинкера. Их вводят в
портландцемент и шлакопортландцемент в том же количестве, что и
гранулированные доменные шлаки. При этом содержание в них Si02 должно
составлять не менее 38%, (CaO + MgO) — не менее 43 и Р205 — не
более 2,5%.
В отличие от доменных, фосфорные шлаки представлены в
основном стекловидной фазой псевдоволластонитового состава, что
удлиняет формирование структуры шлакопортландцемента. Схватывание
фосфорно-шлакового цемента замедляется по мере возрастания
содержания в нем шлака. Прочностные показатели этого вида
шлакопортландцемента в ранние сроки ниже, чем обычного, особенно при
высоком содержании фосфорных шлаков. Однако в возрасте 3—5 мес
прочность фосфорно-шлакового цемента становится выше, чем
цемента на основе доменных шлаков. Как и другие виды
шлакопортландцемента, фосфорно-шлаковый интенсивно твердеет при тепловлаж-
ностной обработке, особенно при высоких температурах.
Характерной особенностью фосфорно-шлаковых цементов
является высокая сульфатостойкость, обеспечиваемая низким
содержанием в шлаках глинозема и уменьшением щелочности среды в
результате связывания гидроксида кальция со шлаковым стеклом.
Материалы из фосфорно-шлаковых расплавов. Из
фосфорно-шлаковых расплавов можно получать шлаковую пемзу, вату и литые
изделия. Шлаковую пемзу получают по обычной технологии без
изменения состава фосфорных шлаков. Она имеет насыпную плотность
600—800 кг/м3 и стекловидную мелкопористую структуру. Фосфорно-
шлаковая вата характеризуется длинными тонкими волокнами и
средней плотностью 80—200 кг/м3.
Фосфорно-шлаковые расплавы могут перерабатываться в литой
щебень по траншейной технологии, применяемой на
металлургических предприятиях. Технологическая цепь состоит из
электротермической печи, литейных траншей и дробильно-сортировочного узла.
Промышленная установка для получения литого щебня состоит из
отделения наполнения расплавом шлаковозных ковшей, литейных
192 Строительные материалы из отходов промышленности
траншей с кантовальными механизмами и устройствами для полива
водой, экскаваторов для разработки остывшего шлака, механизмов
для дробления, фракционирования, складирования и отправки
щебня потребителю. Оптимальная толщина слоя шлака в траншее 100—
200 мм, при этом количество получаемого шлакового щебня
прочностью не ниже 100 МПа и средней плотностью 2500—2550 кг/м3
составляет 95—100%.
На основе щебня, полученного из огненно-жидких шлаков,
изготавливают бетоны с пределом прочности до 50 МПа без перерасхода
цемента. Для них характерны более высокие, чем при применении
гранитного щебня, значения модуля упругости и меньшие предельные
деформации.
Из огненно-жидких фосфорных шлаков можно отливать
брусчатку с высокой плотностью и механической прочностью. В
закристаллизованных фосфорных шлаках преобладающими минералами
являются волластонит F5—70%), мелилит B0—25%) и апатит E—7%).
Из шлаков электротермического производства фосфора получают
шлакоситаллы прочностью до 400 МПа, обладающие повышенной
стойкостью в агрессивных средах и при высоких температурах. Они
имеют более низкую себестоимость, чем аналогичные материалы на
основе доменных шлаков, что объясняется дешевым составом шихты
для варки стекломассы, а также требуют меньших удельных
капиталовложений в их производство.
Испытаниями установлено положительное влияние добавки
фосфорных шлаков B0—40%) на прочность при сжатии керамических
изделий. Применение фосфорных шлаков в производстве кирпича
позволяет повысить марку стеновых изделий.
Установлена возможность применения фосфорных шлаков в
качестве основного компонента керамических масс, например при
производстве фасадной плитки. Являясь плавнем, шлак способствует
образованию требуемого количества жидкой фазы и улучшает спекание
керамики. Одновременно, благодаря игольчатому строению псевдо-
волластонита, он служит армирующим компонентом.
Использование фосфорных шлаков при производстве
керамических изделий сопряжено с определенными трудностями. При шликер-
ном способе подготовки массы введение добавки шлаков вызывает
некоторое загустевание шликеров. Наличие в составе шлаков
соединений фосфора и серы может стать причиной повышенной
загазованности и требует соответствующих вентиляционных систем.
4. Материалы с применением отходов химико-технологических... 193
4.3. Материалы на основе гипсо-
и известьсодержащих отходов
В настоящее время используется лишь небольшая часть гипсосо-
держащих отходов и основного из них — фосфогипса. Как правило
этот крупнотоннажный отход удаляется с территорий предприятий в
шламохранилище, что связано со значительными затратами труда и
средств. Гипсосодержащие отходы, как убедительно показано
результатами многочисленных исследований и практики, могут
использоваться в сельском хозяйстве для химической мелиорации кислых и
солонцовых почв и компостирования с органическими удобрениями; в
цементной промышленности в качестве минерализатора — добавки к
сырьевой смеси и как регулятор скорости схватывания — вместо
природного гипса; для производства гипсовых вяжущих и изделий,
наполнителя в производстве пластмасс, стекла; в строительстве
автомобильных дорог, для производства серной кислоты и др.
К наиболее перспективным направлениям утилизации фосфогипса
относится использование его в производстве гипсовых вяжущих
материалов.
Объем гипсосодержащих побочных продуктов превышает объем
специально добываемого для производства строительных материалов
гипсового камня. Значительный интерес для производства вяжущих
и материалов на их основе наряду с гипсосодержащими
представляют также известьсодержащие отходы промышленности.
Гипсовые вяжущие на основе фосфогипса. Фосфогипс содержит от
80 до 98% гипса и может быть отнесен к гипсовому сырью. Высокая
дисперсность фосфогипса (Sya = 3500—3800 см2/г) позволяет
исключить из технологического процесса дробление и грубый помол.
Вместе с тем высокая влажность фосфогипса (до 40%) усложняет его
транспортирование и подготовку и приводит к значительным
расходам топлива на сушку. Наличие в фосфогипсе водорастворимых в
особенности фосфор- и фторсодержащих примесей усложняет
переработку отходов по сравнению с переработкой природного гипсового
камня, вызывает необходимость промывки, нейтрализации и др. и
обусловливает соответственно более высокие тепловые затраты. При
обычной технологии гипсовые вяжущие на основе фосфогипса
низкокачественны, что объясняется высокой водопотребностью
фосфогипса, обусловленной большой пористостью образуемого
полугидрата. Если водопотребность обычного строительного гипса составляет
50—70%, то для получения теста нормальной густоты из фосфогип-
сового вяжущего без дополнительной обработки требуется воды 120—
130%. Отрицательное влияние на строительные свойства
фосфогипса содержащихся в нем примесей можно несколько снизить домолом
фосфогипса и формованием изделий методом виброукладки. В этом
7 Заказ №4087
194
Строительные материалы из отходов промышленности
случае качество фосфогипсового вяжущего повышается, хотя и
остается ниже, чем строительного гипса из природного сырья.
Исследования показали, что основной причиной ухудшения
вяжущих свойств непромытого фосфогипса является образование
значительного количества ангидрита т. е. безводного сульфата кальция при
обжиге под влиянием кислых фосфатных и фтористых соединений.
С ростом содержания нерастворимого ангидрита выше 30% прочность
вяжущих приближается к нулю.
Примеси в фосфогипсе свободных фосфорной и серной кислот,
растворимых солей замедляют твердение гипсовых вяжущих.
Осложняет технологию также выделение фтористых газов при тепловой
обработке, из-за повышенной кислотности происходит коррозия
оборудования.
В настоящее время разработан и опробован в производственных
условиях ряд технологий получения гипсовых вяжущих из
фосфогипса. Промышленное производство этих вяжущих и изделий на их
основе было организовано на Воскресенском и Уваровском химических
заводах, Кедайняйском экспериментальном заводе.
Технологические процессы получения гипсовых вяжущих,
основным компонентом которых служит полугидрат сульфата кальция или
ангидрит, включают подготовку исходного продукта к обжигу и обжиг.
Основные методы подготовки фосфогипса в производстве
гипсовых вяжущих можно разделить на 4 группы:
1-я — промывка фосфогипса водой;
2-я — промывка в сочетании с нейтрализацией и осаждением
примесей в водной суспензии;
3-я — метод термического разложения примесей;
4-я — введение нейтрализующих, минерализующих и
регулирующих кристаллизацию добавок перед обжигом и после него.
Методы 1-й и 2-й групп связаны с образованием значительного
количества загрязненной воды B—5 м3 на 1 т фосфогипса), большими
затратами на их удаление и очистку. Большинство методов термического
распада примесей C-я группа) основано на обжиге фосфогипса до
образования растворимого ангидрита с дальнейшей его гидратацией и
повторным обжигом до полугидрата. Широкого применения они пока
не имеют так же, как и методы 4-й группы. Для реализации последних
необходимы дефицитные добавки и они не обеспечивают постоянные
свойства вяжущего.
Ведущее место в разработке и практическом применении
технологии гипсовых вяжущих из фосфогипса принадлежит Японии,
Франции, ФРГ.
На основе фосфогипса возможно получение как высокопрочного,
так и строительного гипса, отличающихся водопотребностью и
соответственно прочностью достигаемой уже через 1,5 ч после затворения.
4. Материалы с применением отходов химико-технологических... 195
Фирма Knauf предлагает три варианта производства вяжущих из
фосфогипса в зависимости от области его дальнейшего
использования. Принципиальная схема этих трех вариантов представлена на
рис. 4.1. По I варианту загрязненный фосфогипс промывают и
флотируют для удаления водорастворимых и твердых примесей, затем
дегидратируют в котлах периодического или непрерывного действия.
Полученный чистый продукт не оказывает разрушающего действия на
картон, покрывающий поверхность панелей или плит.
По II варианту состав фосфогипса соответствует отношению
ангидрита к полугидрату, равному 1/3 : 2/3. Стадия очистки от
примесей может быть той же, что и по I варианту; степень очистки можно
снизить за* счет уменьшения дозировки химических реагентов на
стадии флотации. В процессе грануляции к дегидратированному фосфо-
гипсу добавляют воду и вещества, осаждающие нерастворимые
соединения фосфора. Затем продукт выдерживают в специальных реакторах,
где происходит образование фосфатов, которое заканчивается в
процессе обжига и рассеивания.
III вариант разработан для получения полугидратнрго
фосфогипса непосредственно в производстве экстракционной фосфорной
кислоты. Так как полугидрат содержит намного меньше примесей по
сравнению с дигидратом, то необходимость первых четырех стадий его
очистки отпадает.
Одна из технологий получения высокопрочного фосфогипсового
вяжущего реализована на Воскресенском химическом заводе
(Московская обл.).
В соответствии с фосфогипс от фильтров линии фосфорной
кислоты подают в мешалку, разбавляют до получения суспензии с
концентрацией 400 г/л и транспортируют по трубопроводу к установке по
его переработке. Суспензию принимают в емкости и
центробежными насосами подают в барабанные вакуумные фильтры,
предназначенные для промывки и фильтрации фосфогипса. Промытый кек
вновь разбавляют водой до концентрации около 700 г/л и полученную
суспензию перекачивают в автоклавы. Образовавшуюся в автоклавах
суспензию а-полугидрата охлаждают и нагнетают в вакуум-фильтры.
Отфильтрованный и промытый горячей водой кек с влажностью
около 12—15% высушивают в прямоточных трубах-сушилках до 4,5%
содержания кристаллизационной воды. Высушенный ос-полугидрат
измельчают в шаровых мельницах и транспортируют в силосы для
хранения готового продукта.
Технология получения высокопрочного гипса из фосфогипса,
разработанная институтом ВНИИСТРОМ, предусматривает доведение
соотношения в фосфогипсовом шламе жидкой и твердой фаз до
единицы, введение в полученную суспензию добавки ПАВ — регулятора
кристаллизации полугидрата — и гидротермальную обработку
усредненной суспензии в автоклаве, где происходят дегидратация фосфо-
196
Строительные материалы из отходов промышленности
а
Фосфогипс
1
Промывка
х
Флотация
г
Вакуум-фильтрация
4
Сушка
ч
г
Обжиг
4
Размол
4
сс-полуг*
произвол
V
шратдля
ства плит
б
Фосфогипс
1
Промывка
г
Флотация
4
Вакуум-фильтрация
X
Сушка с частичной
дегидратацией
4
Гранулирование
г
Дозревание
в бункерах
X
Обжиг
г
Размол
1
Строительный гипс
в
Фосфогипс
ч1г
Гранулирование
х
Дозревание
в бункерах
х
Обжиг
4
Размол
1
Строительный гипс
Рис. 4.1. Принципиальная схема процесса получения гипсовых вяжущих
методом фирмы Knauf (три варианта)
гипса и кристаллизация полугидрата кальция а-модификации. На
вакуум-фильтре твердая фаза суспензии отделяется и поступает
последовательно на сушку, помол и склад готовой продукции. На
подобной технологической линии получение высокопрочного гипса из фос-
фогипса может быть непрерывным и полностью автоматизированным.
Использование двух автоклавов вместимостью 25 м3 позволяет
получать в год 100—110 тыс. т высокопрочного гипса. Цикл тепловлажно-
стной обработки составляет 45 мин. Схватывание фосфогипсового
4. Материалы с применением отходов химико-технологических... 197
вяжущего начинается через 8—10 мин, конец— через 10—15 мин,
предел прочности на сжатие составляет 30—50 МПа, т. е. в 3—4 раза
выше прочности на сжатие обычного строительного гипса.
Высокая влажность и дисперсность фосфогипса обусловливают
перспективность применения автоклавных способов для получения
высокопрочных гипсовых вяжущих. При автоклавных технологиях
испаряется не вся свободная и выделяющаяся при дегидратации вода,
а лишь вода, остающаяся после фильтрации продукта автоклавной
обработки. При нагревании фосфогипсовой пульпы в автоклаве при
114—125 °С гипс растворяется и жидкая фаза становится
пересыщенной по отношению к полугидрату, что и приводит к кристаллизации
игольчатых кристаллов а-полугидрата. В отличие от кристаллов
C-полугидрата, образующихся в варильных котлах и других аппаратах,
сообщающихся с атмосферой, относительно крупные кристаллы
oc-CaSCV 0,5H2O имеют существенно меньшую цодопотребность и
формируют искусственный камень с более высокими
физико-механическими свойствами.
На созданной во ВНИИстроме опытной установке организовано
экспериментальное изготовление стеновых камней с
использованием продукта автоклавной обработки сырьевой смеси фосфогипса и
гидравлических компонентов. Принципиальная схема установки
приведена на рис. 4.2.
Предложена технология получения высокопрочных гипсовых
вяжущих обработкой исходного фосфогипса в растворах кислот или
солей, имеющих температуру кипения 105—120 °С, с промывкой и
высушиванием готового продукта.
Важным резервом значительного повышения экономичности
автоклавного способа переработки фосфогипса является ликвидация
сушки, помола, а в перспективе и фильтрации продукта автоклавной
обработки. На эти стадии расходуется около 45% капитальных,
около 50% текущих, более 60% тепловых и энергетических затрат.
Процесс получения вяжущего заключается в дегидратации гипса,
содержащегося в фосфогипсе, до полугидрата, а процесс
изготовления изделий — в обратном: гидратации полугидрата до гипса в
большом избытке воды. Таким образом, наблюдается парадоксальный
факт: при влажном исходном сырье (фосфогипс) и влажном готовом
продукте (гипсовые изделия) на промежуточной стадии
технологического процесса посредством сушки получают порошкообразный
продукт (гипсовое вяжущее), который при изготовлении изделий на этом
же предприятии уже через короткое время вновь смешивают с водой.
Эффективно производство изделий непосредственно из
фосфогипса по одностадийной технологии, предусматривающей осуществление
обоих химических процессов — дегидратации двуводного гипса и
гидратации образуемого полугидрата — в пределах одного
технологического цикла. Дегидратация протекает по принципу «самозапаривания»,
198
Строительные материалы из отходов промышленности
Изделия на склад
Рис. 4.2. Принципиальная схема переработки фосфогипса
в изделия (стеновые камни) без промежуточного получения
порошкообразного вяжущего:
1 — агрегат для модификации фосфогипса; 2 — насос; 3 — автоклав
непрерывного действия; 4 — фильтр; 5 — смесительно-активирующий агрегат; 6 —
машина для формования изделий; 7— изделия
т. е. в формах повышенной плотности кристаллизационная вода
выделяется в капельножидком состоянии, оставаясь в порах зерен и
пустотах кристаллической решетки гипса.
По этой технологии изделия можно формовать на установках,
состоящих из двух пуансонов и наружной опалубки. Верхний пуансон
служит выталкивателем отпрессованного изделия. В форму засыпают
гипсовое сырье, разравнивают его, а затем верхний пуансон
приводят в соприкосновение с поверхностью порошка. Таким способом
создается замкнутое пространство, в котором производят
термическую обработку фосфогипса, после чего полученную гидратирующуюся
массу прессуют. Затвердевшие изделия распалубливают при
температуре ниже 40 °С.
Разработана также технология производства высокопрочного гипса
на основе фосфополугидрата — отхода производства экстракционной
фосфорной кислоты по полугидратной схеме. Она состоит из
следующих этапов обработки: измельчения и активирования
фосфополугидрата на вальцах тонкого помола, разбавления его, перевода
«пассивирующих» пленок с помощью специальных добавок в жидкую
4. Материалы с применением отходов химико-технологических... 199
фазу, последующего фильтрования суспензии на ленточных вакуум-
фильтрах; промывания твердой фазы, сушки ее до полного удаления
гигроскопической влаги и помола.
Основные работы по использованию фосфополугидрата для
получения гипсовых вяжущих ведутся в трех направлениях:
• гидратация до двухводного гипса и получение сырья для
производства строительного и высокопрочного гипса;
• активация с сушкой;
• обжиг до ангидрита с введением активаторов твердения.
Снижение пассивирующего действия кислых примесей на зернах
фосфополугидрата достигается механической обработкой и
нейтрализацией. В качестве активаторов твердения применяют добавки
различных фтористых соединений. Из фосфополугидрата при его
нейтрализации щелочными добавками в сочетании с механической обработкой
в бегунах можно получать смеси и прессовать из них различные
изделия.
ФиЗико-механические показатели вяжущего, полученного из
фосфополугидрата при такой технологии, следующие:
Насыпная плотность, кг/м3 1190—1270
Водопотребность, % 32—38
Сроки схватывания, мин:
Начало 8—10
Конец 11-14
Прочность, МПа, образцов 40x40x160 мм в возрасте 1,5 ч на:
изгиб 3—3,9
сжатие 5,5—9
в возрасте 1 сут на:
изгиб 5—7
сжатие 10—16
высушенных до постоянной массы на:
изгиб 7—9
сжатие 30—40
Объемное расширение, % 0,03—0,08
Отличительными особенностями вяжущего из фосфополугидрата
являются: рост прочности при хранении в нормальных условиях
через 20—30 сут на 10—30%; сравнительно небольшое объемное
расширение.
Фосфополугидрат без дополнительной обработки может быть
рекомендован для сооружения оснований дорожных одежд в тех
случаях, когда к последним не предъявляются повышенные требования по
морозостойкости.
Водостойкое вяжущее на основе фосфогипса можно получить как
смешиванием с цементом и пуццолановой добавкой (фосфогипсоце-
200
Строительные материалы из отходов промышленности
ментно-пуццолановое вяжущее), так и совместной тепловой
обработкой суспензии фосфогипса и различных гидравлических
компонентов, например портландцемента, нефелинового шлама,
металлургических шлаков со щелочными активизаторами и др. В последнем
случае получают высокопрочное вяжущее повышенной
водостойкости.
Технологическая схема включает: приготовление суспензии
фосфогипса и подачу ее на переработку; фильтрацию суспензии
фосфогипса и приготовление рабочей сырьевой смеси из фосфогипса, добавок
и воды; автоклавную обработку сырьевой смеси; сушку
полупродукта и его помол.
На 1 т вяжущего расходуется 1,5 т влажного фосфогипса и 0,1 т
добавки. При удельной поверхности 3000—4500 см2/г водопотребность
вяжущего составляет 35—45%, схватывание начинается через 30—
60 мин, конец его — через 80—120 мин, предел прочности на сжатие
через 3 ч составляет 6—7 МПа, а при постоянной массе — 20—40 МПа,
коэффициент размягчения 0,6—0,7.
По этой технологии, разработанной ВНИИСТРОМом им. П.П. Буд-
никова, запроектирован цех по производству высокопрочного
гипсового вяжущего повышенной водостойкости на Уваровском
химическом заводе мощностью 400 тыс. т в год.
В отличие от высокопрочного строительный гипс получают в
аппаратах, сообщаемых с атмосферой. При этом исходный дигидрат
сульфата кальция переходит в Р-полугидрат.
По технологии Литовского НИИ строительства и архитектуры при
получении строительного гипса исходный фосфогипс не промывают,
а создают условия для прохождения процесса превращения активных
форм фосфатов в труднорастворимые соединения группы гидроксила-
патита. Для этого осуществляют нейтрализацию фосфогипса известью
в жидкой пульпе (рис. 4.3). После полной нейтрализации фосфогипс
фильтруется до влажности 20—30%, высушивается в сушильном
барабане и поступает в варочный котел, где происходит процесс
дегидратации.
Строительный гипс, полученный по такой технологии*
соответствует стандартным требованиям: водопотребность для нормальной
густоты— 60—70%, начало схватывания 6—12 мин, конец — 10—
20 мин, 2-часовая прочность на сжатие 5—6, на изгиб 2,4—3,0 МПа.
По упрощенной технологии можно получать гипсовое вяжущее из
фосфогипса, длительное время выдержанного в отвалах. Отвальный
фосфогипс содержит в несколько раз меньшее количество
растворимых фосфатов, что позволяет избежать их отмывки. При смешивании
отвального фосфогипса с 1—3% негашеной извести происходит
практически полная нейтрализация остающихся в нем кислых примесей.
Из нейтрализованного известью отвального фосфогипса обжигом при
140—170 °С в сушильном барабане или варочном котле возможно
4. Материалы с применением отходов химико-технологических... 201
Рис. 4.3. Схема производства строительного гипса из фосфогипса:
/ — транспорт фосфогипса; 2 — мостовой грейферный кран; 3— склад
фосфогипса; 4 — питатель винтовой; 5 — ленточный конвейер; 6 — реактор
нейтрализации; 7 — насос; 8 — бункер извести; 9 — дозатор; 10 — барабанный вакуум-
фильтр; 11 — питатель; 12— сушильный барабан; 13— ресивер; 14— насос;
15— сборник фильтра; 16— насос; 17— скруббер; 18— ленточный конвейер;
19— элеватор; 20— ленточный конвейер; 21 — бункер; 22 — гипсоварочный
котел; 23 — бункер томления; 24 — винтовой конвейер; 25 — элеватор; 26 —
бункер; 27 — дозатор; 28 — шаровая мельница; 29 — элеватор; 30 — бункер
строительного гипса
получение гипсового вяжущего, по свойствам удовлетворяющего
требованиям на строительный гипс.
Кислое фосфогипсовое вяжущее полученное обжигом отвального
гипса без предварительной его нейтрализации имеет значительно
худшие физико-механические свойства. Оно может быть использовано
в дорожном строительстве. В конструктивные слои дорожной
одежды фосфогипсовое вяжущее укладывается в виде сухих смесей с
минеральным материалом, предварительно уплотняется до плотности
1,8—2 г/см3, лишь затем обрабатывается водой в количестве,
необходимом для гидратации вяжущего. Благодаря применению жестких
смесей и уплотнению прочность и водостойкость фосфогипсовых
композиций возрастает в 2—4 раза по сравнению с аналогичными
202 Строительные материалы из отходов промышленности
показателями для образцов, полученных литым способом.
Уплотнение позволяет реализовать все прочностные возможности вяжущего
и в значительной степени компенсировать отрицательное воздействие
примесей.
Обжигом фосфогипса при 600—1000 °С возможно получение
ангидритовых вяжущих, состоящих в основном из нерастворимого
ангидрита. Они приобретают способность твердеть при введении
добавки 1,5—2% извести, добавляемой при помоле обожженного материала.
В качестве добавок-катализаторов твердения ангидритовых вяжущих
могут быть также оксид магния, обожженный доломит C—8%),
сульфат натрия @,5—1%) и др. Введение этих добавок позволяет в 28-су-
точном возрасте достигать предел прочности при сжатии до 20 МПа.
Разработан ряд патентованных рецептур ангидритовых вяжущих из
фосфогипса, включающих различные комплексные добавки, в
которые входят известь, кремнефторид натрия, алюмосиликатные,
железистые компоненты и др.
Перспективными являются работы по получению безобжиговых
фосфогипсовых дигидратных вяжущих. При механохимической
активизации фосфогипса за счет повышения его удельной поверхности
путем доизмельчения и введения некоторых добавок он приобретает
способность твердеть без перевода в полугидрат. Этот эффект
объясняется повышенной растворимостью высокодисперсного дигидрата,
способностью его к образованию пересыщенных растворов и
формированию коагуляционно-кристаллизационных структур. Наиболее
значительную прочность (до 30 МПа и выше) фосфогипсовое дигид-
ратное вяжущее проявляет в условиях прессования при давлении 20—
25 МПа.
Приоритет в разработке безобжиговых гипсовых вяжущих
(гипсовых цементов) принадлежит П.П. Будникову. Еще в 1924 г. им было
установлено, что двуводный гипс после помола в присутствии
различных добавок (NaHS04, Na2S04 и др.) и затворения водой
приобретает способность твердеть на воздухе и достигает при этом
значительной прочности. Дальнейшие исследования показали возможность
получения безобжигового гипсового дигидратного вяжущего путем его
тонкого помола в шаровой мельнице по сухому и мокрому способам
без активизирующих добавок. Существенным недостатком
предложенных технологий является необходимость высокой тонкости
измельчения гипса. Изделия из безобжигового гипсового вяжущего
могут быть получены при силовых методах уплотнения — прессовании,
вибропрессовании. Для фосфогипса необходима предварительная
подсушка до прессования или отвод жидкой фазы в процессе
прессования, что усложняет и удорожает технологию изделий на основе
дигидратного гипсового вяжущего.
Для повышения водостойкости дигидратного гипсового
вяжущего могут быть применены те же добавки, которые используются для
4. Материалы с применением отходов химико-технологических... 203
повышения водостойкости полугидратных вяжущих (известь,
гранулированные доменные шлаки, синтетические смолы).
Технология, разработанная в МИСИ им. В.В. Куйбышева,
предусматривает перемешивание смеси взятых в определенном
соотношении сырого фосфогипса, молотой негашеной извести, добавки и воды
в бетоносмесителе принудительного действия, формование изделий и
их термообработку. Наиболее благоприятно на качество изделий
влияет перемешивание фосфогипсобетонной смеси в бегунах, в которых
не только смешиваются компоненты смеси, но и истираются
частички фосфогипса.
Правильно выбранное соотношение между известью и активной
минеральной добавкой обеспечивает не только прочность, но и
долговечность получаемого на основе двуводного фосфогипса бетона при
его твердении во влажной среде.
Наблюдения за состоянием образцов из фосфогипсобетона,
содержащих различное количество активной минеральной добавки,
показали, что при твердении в течение 1 года происходит непрерывный
рост прочности. Наиболее он интенсивен во влажных условиях, где
происходит более полное образование гидросиликатов и алюминатов
кальция.
Из фосфогипсовых вяжущих в смеси с заполнителями можно
получать перегородочные плиты и блоки, гипсопесчаный кирпич,
декоративные и акустические плиты. Эти вяжущие перспективны также для
изготовления стеновых гипсобетонных камней классов В7,5—В12,5
способом вибропрессования, а также крупноразмерных элементов
наружных стен. Изделия на основе фосфогипсовых вяжущих
характеризуются более низкой деформативностью, чем на аналогичных
вяжущих из природного сырья.
На основе водостойких фосфогипсоцементно-пуццолановых вяжущих
разработаны составы легких керамзитобетонов классов В3,5—В7,5.
Водостойкость гипсокерамзитобетона на 40—50% выше, чем чистого
вяжущего. В 3-часовом возрасте прочность бетона составляет 30—35%,
в суточном — 40—45%, а к 7 сут достигает почти 100%-ной марочной
прочности, определяемой в возрасте 28 сут. Интенсивный рост
прочности бетона в начальный период позволяет исключить тепловую
обработку изделий из него и осуществить предварительную распалубку
уже через 20—25 мин, что значительно упрощает процесс
производства и снижает на 10—15% стоимость изделий.
Рационально применение фосфогипсоцементно-пуццоланового
вяжущего для производства санитарно-технических кабин. В расчете
на одну санитарно-техническую кабину сокращаются трудовые
затраты на 16 чел. • ч, энергетические затраты — на 155 кг условного
топлива, высвобождается до 630 кг цемента и 25 кг арматурной стали.
Эффективной областью применения вяжущих из фосфогипса
являются сухие смеси, в состав которых входят дополнительно наполни-
204
Строительные материалы из отходов промышленности
тели, пластификаторы, замедлители и, при необходимости, другие
компоненты. Применение сухих гипсовых смесей взамен цементных
и известковых позволяет увеличить производительность труда: при
устройстве полов — в 2—3 раза, оштукатуривании стен — в 1,3—1,5,
тампонировании нефтяных и газовых скважин — в 1,5—2,5 раза.
Основной продукцией гипсовой промышленности являются
перегородочные плиты и панели, гипсокартонные листы. В России ежегодно
выпускается около 30 млн м2 перегородочных плит и более 40 млн м2
гипсокартонных листов для устройства индустриальных перегородок
и подвесных потолков. Их удельная энергоемкость в 2—3 раза ниже,
чем перегородок из керамзитобетонных, кирпичных, железобетонных
изделий. При совершенствовании структуры производства и
применении менее энергоемких конструкций перегородок из гипсовых
материалов можно сэкономить до 1 млн т топлива и более 500 тыс. т
цемента.
Для улучшения акустических свойств межкомнатных несущих
перегородок и облегчения массы конструкций разработан гипсоволокни-
стыйматериал, содержащий волокнистый наполнитель —
распушенную бумажную макулатуру, стекловолокно или минеральную вату.
Введение до 10—12% минеральной ваты снижает среднюю плотность
материала почти на 25%. Дисперсное армирование гипсовых
материалов стекловолокном позволяет сохранить необходимые прочностные
свойства изделий, несмотря на снижение их средней плотности.
Улучшенные технические свойства гипсоволокнистых листов
достигаются и при армировании бумажной макулатурой. Благодаря
преимуществам, достигаемым дисперсным армированием, расширяется область
применения листовых материалов, например для покрытия полов,
междуэтажных перекрытий в малоэтажном каркасном строительстве.
Для гипсоволокнистых листов не требуется строительный картон, в
качестве волокнистого сырья используется в основном распушенная
бумажная макулатура.
Звукоизолирующая способность межкомнатных перегородок
толщиной 80 мм из гипсоволокнистых плит оценивается в 50—52 дБ, в
то время как однослойные гипсобетонные плиты и панели такой же
толщины имеют звукоизоляцию около 40 дБ.
Наибольшая эффективность по прочности, долговечности и
особенно технологичности обеспечивается при применении фосфогип-
соцементно-пуццоланового вяжущего. Более медленные сроки
схватывания этого вяжущего позволяют изготавливать изделия без
замедлителей схватывания.
Освоен выпуск перегородочных плит с пазогребневым замком по
периметру, собираемых на клею. Производительность труда при
применении таких плит, по сравнению с устройством перегородок из
кирпича и гипсовых пазовых плит, повышается соответственно в 1,5—2
и 1,3—1,6 раза.
4. Материалы с применением отходов химико-технологических... 205
На основе фосфогипсовых вяжущих возможно получение
декоративных материалов, например искусственного мрамора со средней
плотностью 2400—2800 кг/м3 и пределом прочности при сжатии до
120 МПа. Вяжущее для таких материалов получают путем обжига при
800—900 °С сырьевой смеси, состоящей из фосфогипса, кремнефто-
ристых солей и оксида кальция. Получение высокопрочных
декоративно-облицовочных изделий возможно также из полугидратного
фосфогипсового вяжущего прессованием с фильтрационным
удалением влаги.
В Московском строительном университете разработана технология
пенофосфогипсовых блоков. Она заключается в следующем (рис. 4.4).
Пав Вода Известь ФПГ
Рис. 4.4. Принципиальная технологическая схема производства
пенофосфогипсовых блоков:
/ — двухлопастной смеситель с Z-образными самоочищающимися лопастями;
2 — бункер фосфополугидрата; 3 — бункер извести-пушонки; 4 — весовой дозатор;
5 — конвейер ленточный; 6 — скоростная лопастная вертикальная мешалка; 7— бак
водного раствора ПАВ; 8— насос; 9— пеногенератор; 10— формы для изделий
Исходные материалы (фосфополугидрат непосредственно с линии
экстракции и известь-пушонка) в заданном соотношении
подвергаются механохимической активации в смесителе типа СГК-100
(двухлопастной с Z-образными самоочищающимися лопастями), а затем
в скоростной лопастной мешалке. Водный раствор пенообразователя
из бака нагнетается через пеногенератор, для производства пен низкой
кратности. Пена заданной кратности подается в скоростную мешалку
и перемешивается с нейтрализованным активированным фосфополу-
206 Строительные материалы из отходов промышленности
гидратом до получения однородной мелкопористой пенофосфогипсо-
вой массы, из которой затем формуют изделия. Твердение изделий
происходит в естественных условиях, извлечение из форм — через 15—
18 ч. Готовые изделия укладывают на поддоны и хранят на складе в
течение 3 сут до приобретения отгрузочной прочности. При
необходимости сокращения сроков вызревания изделий пеномассу в формах
следует разогревать до температуры 60—75 °С. Экспериментально
установлено, что для приготовления смеси следует применять только
свежий фосфополугидрат, так как при его хранении более 1 сут в
результате гидратации происходит агрегирование частиц в крупные
конгломераты и прочность изделий существенно понижается.
По вышеописанной технологии в производственных условиях
показана возможность изготовления пенофосфо-гипсовых пазогребне-
вых перегородок и стеновых блоков, которые могут применяться для
возведения 1—3-этажных зданий.
Высококачественные строительные изделия могут быть получены
при использовании фосфогипса в композиции с органическими
связующими и, в частности, карбамидными смолами. Такие смеси
перерабатываются способом экструзии в тонкостенные изделия. Кислые
примеси в фосфогипсе способствуют отверждению полимерного
связующего.
Разработана технология белого наполнителя на основе фосфогипса
для красок и пластмасс. Он может заменять наполнители из
природного сырья — мела, талька, каолина и др., а также частично заменять
белые пигменты.
Фосфогипс в производстве цементов. В цементной
промышленности фосфогипс применяют как минерализатор при обжиге клинкера и
как добавку для регулирования схватывания цемента вместо
природного гипса. Добавка 3—4% фосфогипса в шлам позволяет увеличить
коэффициент насыщения клинкера с 0,89—0,9 до 0,94—0,96 без
снижения производительности печей, повысить стойкость футеровки в
зоне спекания вследствие равномерного образования устойчивой
обмазки и способствует получению легко размалываемого клинкера.
Механизм минерализирующего действия фосфогипса обусловлен
каталитическим влиянием S03 при температурах ниже 1400 °С,
вызывающим снижение вязкости расплава, увеличение его количества и
образование промежуточных соединений, связывающих СаО.
Определенное положительное влияние оказывают примеси фосфорного
ангидрида и фтора.
Установлена пригодность фосфогипса для замены гипса при
помоле цементного клинкера. Высокое содержание серного ангидрида и
наличие примесей водорастворимых соединений фосфора и фтора
обусловливают более высокий эффект замедления сроков
схватывания фосфогипсом, чем гипсовым камнем. Это позволяет уменьшить
дозу замедлителя по сравнению с обычной для природного гипса.
4. Материалы с применением отходов химико-технологических... 207
Добавка фосфогипса не влияет на активность цемента, лишь в
ранние сроки твердения может наблюдаться незначительное снижение
прочности.
Широкое применение фосфогипса как добавки при производстве
цемента возможно лишь при его подсушке и гранулировании.
Влажность гранулированного фосфогипса не должна превышать 10—12%.
Применяется способ гранулирования фосфогипса, который
заключается в обезвоживании части исходного фосфогипсового шлама при
температуре 220—250 °С до состояния растворимого ангидрита с
последующим смешиванием его с остальной частью фосфогипса. При
смешивании фосфоангидрита во вращающемся барабане
обезвоженный продукт гидратируется за счет свободной влаги исходного
материала и в результате этого образуются твердые гранулы двуводного
фосфогипса.
Предложены и другие методы гранулирования фосфогипса:
прессование на торфобрикетных и других прессах, при котором в
условиях динамического сжатия достигается «холодное» спекание
кристаллов дигидрата сульфата кальция; введение упрочняющих добавок,
например пиритных огарков, и др.
Фосфогипс может служить и основным сырьевым компонентом в
производстве цемента, что обеспечивает эффективный процесс
одновременного получения цементного клинкера и серной кислоты
(рис. 4.5), сущность которого заключается в термохимическом разло-
Добавки
Рис. 4.5. Схема комплексного производства серной кислоты и
портландцемента на основе фосфогипса; отделения:
/— измельчения; //— приготовления сырьевой муки; ///— сушки фосфогипса;
IV'— серной кислоты; V— печное; VI — помола цемента
208 Строительные материалы из отходов промышленности
жении сульфата кальция в восстановительной среде. При этом
реакции идут по схеме:
CaS04 + 2C = CaS + 2С02Т;
3CaS04 + CaS = 4СаО + 4S02T.
Сернистый газ улавливается и переводится в серную кислоту.
Оксид кальция вступает во взаимодействие с Si02, A1203 и Fe203,
образуя клинкерные минералы. Минералообразование клинкера в
результате каталитического влияния сульфата кальция и восстановительной
среды идет при температуре на 50—70 °С ниже, чем обычно.
Основным требованием к составу шихты является ограничение содержания
Р205 не более 2,5% при оптимальном количестве фторидов,
устанавливаемом отдельно для каждого сочетания сырьевых материалов.
Наличие даже небольшого количества остаточных сульфатов в
клинкере усиливает вредное действие фосфатов и фторидов. Фосфогипс до
введения в шихту целесообразно высушивать до образования фосфо-
ангидрита. Структура получаемого клинкера отличается большей
пористостью, благодаря чему он размалывается легче, чем обычный. По
данным Гипроцемента, из фосфогипса можно получать цементы
средних марок.
Основным недостатком такого способа комплексной переработки
фосфогипсового сырья являются его высокая энергоемкость, а также
более низкое содержание S02 в обжиговом газе по сравнению с газом,
получаемым при сжигании серы или колчедана. Капитальные
затраты на строительство завода, работающего по этой технологии, в 5 раз,
а потребление энергии — в 2 раза выше, чем на строительство завода,
работающего на сере.
В последние десятилетия проведены работы по получению быст-
ротвердеющих и высокопрочных сулъфоалюминатно-белитовых
цементов на основе фосфогипса (марок М400—М600). Получение таких
цементов возможно при температурах на 200—250 °С ниже
характерных для портландцемента, что позволяет экономить значительное
количество тепла, производительность печей при этом повышается на
15—25%. Сульфоалюминатно-белитовые цементы, наряду с
интенсивным ростом прочности, характеризуются высокой коррозионной
стойкостью, по сульфатостойкости они превосходят даже
глиноземистый цемент, обладают незначительной усадкой или практически
безусадочны.
В состав сырьевой шихты входят фосфогипс, алюмосиликатные
компоненты и восстановитель в количестве, обеспечивающем
неполное разложение сульфата кальция. Неразложившаяся часть CaS04 идет
на образование минералов: 3 (СА) • CaS04, 2 (C2S) • CaS04, а также
остается в несвязанном виде. Остальная часть CaS04 разлагается с
выделением в газовую среду S02, который перерабатывается в серную
кислоту.
4. Материалы с применением отходов химико-технологических... 209
Полученный на основе фосфогипса безалитовый цемент — быст-
росхватывающееся и быстротвердеющее вяжущее с пределом
прочности при сжатии 20—25 и 30 МПа через 1 и 28 сут нормального
твердения соответственно, устойчивое к воздействию минеральзованных
вод. При использовании маложелезистых видов сырья могут быть
получены белый, а при введении красителей — цветные сульфосодер-
жащие цементы. Особенности твердения сульфосодержащих
минералов позволили разработать сверхбыстротвердеющий цемент — бесалит:
предел прочности цемента при сжатии составляет 7—12,6; 16—21,7 и
18—30,8 МПа через 2; 6 и 24 ч соответственно; на 28-е сут прочность
составляет 40—52,3 МПа.
Высокая эффективность производства сульфатированных
цементов может быть достигнута при наличии соответствующих запасов
глиноземсодержащего сырья.
Полученные при использовании фосфогипса сульфоалюминатные
и кальциево-сульфатные спеки могут применяться в производстве
расширяющихся и напрягающих цементов. При получении
напрягающего цемента продукт спекания фосфогипса и мела, взятых
примерно поровну, измельчают до удельной поверхности 2500—3000 см2Д и
вводят в портландцемент в количестве до 15%. Варьируя содержание
добавки, можно получать напрягающие цементы с малой НЦ-20 и
средней НЦ-40 энергией самонапряжения.
Введение фосфогипсо-известковых спеков в портландцемент Здолбу-
новского ЦШК позволило получить напрягающий цемент с устойчивым
линейным расширением 0,2—0,5% и самонапряжением 1,8—2,7 МПа.
Применение фосфогипсо-известкового спека как расширяющей
добавки в производстве асбестоцементных изделий на Киевском асбесто-
шиферном комбинате дало возможность повысить прочность листов на
15%, ударную вязкость— на 6, без уменьшения несущей способности
снизить толщину листа на 10%, что в расчете на производительность
комбината позволяет получить существенный экономический эффект.
Возможно комбинированное производство белого цемента и
сернистого газа при неполной диссоциации фосфогипса в
слабовосстановительной среде при 1200—1250 °С. При отсутствии месторождений
природного карбонатного сырья эффективна переработка фосфогипса
в серную кислоту и известь.
Кроме производства вяжущих и изделий на их основе, известны и
другие пути утилизации фосфогипса. Опыты показали, что добавка до
5% фосфогипса в шихту при производстве кирпича
интенсифицирует процесс сушки и способствует повышению качества изделий.
Объясняется это улучшением керамико-технологических свойств
глиняного сырья за счет присутствия основного компонента
фосфогипса — двуводного сульфата кальция. Положительно влияют на процесс
формования и обжига примеси фосфогипса — неразложившийся
апатит и неотмытая фосфорная кислота. На основе фосфогипса получа-
210 Строительные материалы из отходов промышленности
ют также разнообразные теплоизоляционные материалы. Фосфогипс
может эффективно заменять мел в шпаклевочных и других составах.
Применение других гипсосодержащих продуктов. Для изготовления
строительных материалов, и прежде всего вяжущих веществ, кроме
фосфогипса могут успешно применяться и другие побочные гипсосо-
держащие продукты.
Второе место по объему производства после фосфогипса
занимает борогипс, получаемый наряду с борной кислотой при разложении
природных боратов серной кислотой.
Работой, выполненной Л.И. Дворкиным в СибНИИЦементе,
показана возможность сушки и гранулирования борогипса в сушильном
барабане и применения его как регулятора сроков схватывания
вместо природного гипса. Промышленные испытания на Теплоозерском
цементном заводе показали, что ввод гранулированного борогипса
даже в количестве 1% по S03 обеспечивает нормальные сроки
схватывания цемента, а добавка его в количестве 2,5% по S03 значительно
улучшает качество цемента. Эти исследования явились исходными для
разработки технологии сушки и гранулирования борогипса, которая
внедрена на Комсомольском сернокислотном заводе (рис. 4.6). По этой
технологии борогипсовый шлам сначала перемешивается, а затем
полученная пульпа обезвоживается с помощью дискового вакуум-
фильтра /, что способствует более полному извлечению борной кис-
Рис. 4.6. Схема производства гранулированного борогипса:
1 — дисковый вакуум-фильтр; 2 — бункер; 3 — циклонная топка; 4 — наклонный
шнек; 5 — вентилятор; 6— смесительная камера; 7 — сушильно-грануляционный
барабан; 8 — ленточный конвейер; 9— дымосос; 10— скруббер; И — насос;
12 — склад; 13 — грейферный кран; 14 — железнодорожные вагоны
4. Материалы с применением отходов химико-технологических... 211
лоты. Шлам влажностью 40—50% подается шнеком 4 в сушильно-гра-
нуляционный барабан 7, работающий по принципу прямотока. Для
интенсификации сушки и получения гранул в барабане установлены
специальные насадки. Сушка выполняется газами от сгорания
мазута в циклонной топке, разбавленными до требуемой температуры.
Материал на выходе из барабана имеет температуру не более 80 °С, что
предотвращает дегидратацию двуводного гипса до полугидрата.
Гранулы борогипса влажностью 14—16% размером 5—30 мм поступают
на склад.
Борогипсовые гранулы достаточно прочны. Они могут
выдерживать при раздавливании точечную нагрузку до 30—40 Н, не
разрушаются при транспортировании и достаточно водостойки. Высокой
прочности гранул способствует наличие в борогипсе примеси крем-
негеля. Содержание в борогипсе активного кремнезема,
взаимодействующего с выделяющимся при гидролизе алита гидроксидом
кальция, положительно влияет на прочность цемента.
Эффективным регулятором сроков схватывания цемента, наряду с
фосфогипсом и борогипсом, может служить гранулированный фтор-
гипс — побочный продукт предприятий химической
промышленности, вырабатывающих фтористоводородную кислоту.
Производство стандартных гипсовых вяжущих из борогипса и
других видов химического гипса так же как из фосфогипса обычно
невозможно без предварительной подготовки. Особенностью, в
частности борогипса, является высокое (до 35%) содержание нерастворимого
ангидрита. Превращение нерастворимого ангидрита в дигидрат
достигается выдерживанием шлама в течение 4—30 сут в условиях,
исключающих испарение воды. Ускорение процесса гидратации ангидрита
характерно при снижении рН жидкой фазы. Введение серной
кислоты сокращает время гидратации нерастворимого ангидрита с 4 сут до
24 ч. Количество примесей в борогипсе можно уменьшить
обогащением гидравлической классификацией и флотацией. При этом
создаются возможности для получения из борогипса строительного гипса
марок Г2—Г6.
Фторангидрит получают в качестве побочного продукта на заводах
химической промышленности, вырабатывающих
фтористоводородную кислоту, безводный фтористый водород и фтористые соли, в
частности криолит.
Содержание основных компонентов в составе фторангидрита
следующее (в %): CaS04 - 80-95; CaF2 - 0,5-5; Si02 - 1,5-4; S03 -
0,5-1,5; MgO, R20 и др. < 1.
Работами Гипроцемента было показано, что фторангидрит,
аналогично природному гипсу, может рассматриваться как эффективный
регулятор сроков схватывания цемента. При этом прочностные
характеристики полученного цемента не только не ухудшаются, но
наблюдается тенденция к повышению прочности цемента. В то же время
212
Строительные материалы из отходов промышленности
были выявлены существенные недостатки фторгипса: вследствие
мелкодисперсное™ и илистости этот материал комкуется при хранении и
транспортировании и содержит неотмытую серную кислоту (до 12—16%).
Операцию нейтрализации излишней кислотности фторгипса
предложено осуществлять путем измельчения в мельнице кислого
фторгипса в смеси с нейтрализующим реагентом и использовать с этой
целью кроме извести пыль вращающихся печей цементного завода
или саморассыпающийся металлургический шлак.
На ряде предприятий химической промышленности при
сернокислотном разложении титансодержащих руд (ильменита) образуется
значительное количество так называемого титаногипса. Титаногипс
существенно отличается от природного гипса повышенным
содержанием железа, которое в него переходит из ильменита. Соединения
титана преимущественно представлены остатками неразложившего-
ся титаната железа.
Результаты испытаний цементов, в которые вместо природного
гипса добавляли гранулированный титаногипс, показали, что этот гип-
сосодержащий отход регулирует сроки схватывания цемента
аналогично природному гипсу. Активность цементов с добавкой титаногипса,
как правило, близка к активности цементов с природным гипсом. При
добавке титаногипса водонепроницаемость и морозостойкость
цементов возрастают в 1,5—2 раза, что можно объяснить наличием в нем
микронаполнителя — гидрогеля оксидов железа. Введение в состав
сырьевой шихты гранулированного титаногипса заметно ускоряет
реакцию декарбонизации СаС03 при температуре 800—900 °С.
Одним из наиболее чистых гипсосодержащих отходов является
сульфогипс, образуемый в результате очистки дымовых газов тепловых
электростанций от оксидов серы.
Сульфогипс представляет собой дисперсный светлосерый материал
с удельной поверхностью 2800—3000 см2/г и общим гидратным вла-
госодержанием 28—30%, содержание в сульфогипсе дигидрата
сульфата кальция (CaS04 • 2Н20) составляет 93—95 масс.%, что
соответствует требованиям, предъявляемым к гипсовому сырью I сорта.
Примеси в сульфогипсе представлены в виде карбоната кальция
(СаС03) 1,6—1,7%, флюорита (CaF2) около 0,03%, инертной части
(пыль, зола) до 3% и др.
Водородный показатель водной среды сульфогипса равен 4,5—9.
Насыпная плотность сульфогипса в сухом состоянии составляет 520—
530 кг/м3, истинная плотность —2,35—2,37 г/см3.
Из сульфогипса по упрощенной технологической схеме (рис. 4.7),
включающей термическую обработку исходного продукта и
последующий помол, можно получать строительный гипс марок Г2—Г4.
Применение карбидной извести и карбонатных отходов. Карбидная
известь применяется для получения известково-кремнеземистых
вяжущих и автоклавных материалов на их основе. В качестве кремнезе-
4. Материалы с применением отходов химико-технологических... 213
В атмосферу
7
х
"о о /о о о
—~г
о о о о о
\
8
?
/
7
Ь> Л
ck
^7
Рис. 4.7. Технологическая схема производства строительного гипса
из сульфогипса:
1 — бункер сульфогипса; 2 — сушильная печь; 3 — термоэлектронагреватели; 4 —
электродвигатель; 5— редуктор; 6— гапсоварочный котел; 7— вентилятор; 8— шаровая
мельница; 9 — бункер готовой продукции
мистых компонентов используются полевошпатовые пески, горелые
шахтные породы, вскрышные породы железорудных месторождений,
отвальные доменные шлаки и отходы обогащения руд.
Сравнительные опыты показали, что наибольшая активность
силикатных масс на основе карбидной и обычной извести достигается
при содержании в них 8% по массе активного оксида кальция и 20%
молотого песка (активность карбидной извести составляла 56% по
массе, обычной извести-пушонки— 61%). Совместный помол
карбидной извести с песком приводит к повышению активности смеси
в 2—2,5 раза.. Предел прочности при сжатии изделий на карбидной
извести после запаривания достигает 25 МПа и более. Составы и
свойства плотных силикатных изделий на основе вяжущих с
использованием карбидной извести приведены в табл. 4.1.
Автоклавные силикатные изделия, приготовленные с
применением известьсодержащих промышленных отходов, можно применять в
конструкциях, соприкасающихся с минерализованными водами.
Несмотря на достаточно высокую прочность, эти же изделия, но
полученные пропариванием при 90—95 °С, являются нестойкими.
214 Строительные материалы из отходов промышленности
Таблица 4.1
Свойства силикатных изделий на основе карбидной извести
(по В.Б. Паримбетову)
Вяжущее
Карбидная известь + молотый
песок
Карбидная известь + горелая
порода
Карбидная известь + отходы
ванадиевых руд
Негашеная известь + вскрышная
порода
Негашеная известь + отвальный
доменный шлак
Содержание вяжущего, %
25
23
25
29
15
Активность смеси,
% по массе
8
6
8
7
7
Средная плотность, кг/м3
1940
2000
1450
1750
2100
Водопоглощение,
% по массе
10
10
28
15
7
Прочность
при сжатии,
МПа, после
запаривания
26,5
16,0
8,2
15,0
20,0
25 циклов
замораживания
26,5
15,0
6,2
12,3
18,6
На содовых, целлюлозно-бумажных, азотно-туковых
предприятиях скапливается в виде отходов значительное количество сырья,
содержащего карбонат кальция. На предприятиях содовой
промышленности накопились миллионы тонн твердых остатков дистиллерных
шламов. В их состав входят следующие компоненты (%): карбонат
кальция — 50—65, гидроксид кальция — 4—10, гипс — 5—10, хлорид
кальция — 5—10, примеси глинистых минералов и кварца — 5—10.
Одним из промышленных направлений использования этих
ресурсов является получение известково-белитового вяжущего и
силикатного кирпича на его основе. Наличие в составе отходов хлорида и
сульфата кальция значительно повышает реакционную способность
сырьевой смеси, позволяя вести обжиг вяжущего при 950—1000 °С.
Технологическая схема получения вяжущего заключается в
следующем. Твердый остаток извлекается ковшовым экскаватором из шла-
монакопителя и доставляется на склад. Для предотвращения
налипания влажного материала на стенки расходного бункера и рабочие
4. Материалы с применением отходов химико-технологических... 215
органы технологического оборудования сырой твердый остаток
смешивается с высушенным, а затем грейферным краном загружается в
расходный бункер, откуда конвейером подается на сушку в сушильный
барабан. Материал высушивается до остаточной влажности не более
10% и поступает во вращающуюся печь. В процессе обжига
происходят дегидратация гидроксидов кальция и магния и разложение
карбонатов, в результате чего содержание активных оксидов (CaO + MgO)
повышается до 40—55%. Обожженный продукт после охлаждения
поступает в силосный бункер помольного отделения, туда же подают
высушенный песок. Подготовленные компоненты через весовые
дозаторы направляют на помол в шаровую мельницу в заданном
соотношении. Полученное вяжущее пневмотранспортом переправляют в
силосный склад. Тонкость помола вяжущего характеризуется удельной
поверхностью 3000—5000 см2/г.
Технология производства силикатного кирпича с использованием
вяжущего известково-белитового типа не отличается от
общепринятой схемы получения кирпича по основе извести. Кирпич
характеризуется марками по прочности 125—200 и морозостойкостью не менее
25 циклов замораживания и оттаивания.
Путем обжига и помола твердого остатка дистиллерной жидкости
без добавления песка выпускается известьсодержащее вяжущее для
производства строительных растворов, плотных автоклавных бетонов
классов В15—В30, газобетонов средней плотностью 300—800 кг/м3 и
керамзитобетонов классов В3,5—В5.
Отходы содового производства используются также для получения
наполнителя асфальтобетонных смесей, линолеума, поливинилхло-
ридной плитки и тампонажных материалов.
Десятки тысяч тонн шламов водоочистки образуются в процессе
снижения жесткости воды на тепловых электроцентралях и в котельных.
Для умягчения воды добавляют известковое молоко, которое
переводит растворимые бикарбонаты кальция и магния в нерастворимые
карбонаты. Затем воду обрабатывают сульфатом Железа FeS04 • 7Н20,
которое, являясь коагулянтом, осаждает все взвеси и примеси в виде
коллоидной массы. В процессе коагуляции двухвалентное железо
окисляется и образует гидроксид железа. Скоагулировавшиеся
частицы гидроксида железа соединяются в цепочки, на поверхности
которых адсорбируются коллоидные примеси воды. В процессе
построения цепочечных структур, сочлененных в кольца, образуются поры,
заполненные водой. В результате сорбции гидроксидом железа
коллоидных частиц примесей воды формируются хлопья.
Укрупнившиеся хлопья оседают под действием силы тяжести, увлекая за собой
взвешенные частицы.
При исследовании химического состава шлама установлены
возможные колебания в содержании основных соединений (%): Si02 —
0-4,9; Fe (ОН) 3- 5,8-7,1; CaS04 2H20 - 3-9,5; СаС03- 62,8-
216 Строительные материалы из отходов промышленности
68,2; CaSi03 — 3,9—6,6;_органические вещества — 5,2-8,9. Основным
компонентом шламов является карбонат кальция. Колебания состава
шламов водоочистки в узком диапазоне позволяют сделать вывод о
достаточной стабильности соотношений слагающих его компонентов.
Шламы водоочистки могут заменять известь в строительных
растворах. В раствор дополнительно вводят пластифицирующие ПАВ.
Полезно введение также добавки сульфата натрия, реагирующего с
гидроксидом железа, содержащимися в шламе.
В табл. 4.2 приведены результаты испытаний растворов,
выполненные в Полоцком университете, содержащих шлам водоочистки и
комплексную добавку СПС.
Таблица 4.2
Составы и свойства растворов, содержащих шлам водоочистки
Марка
раствора
50
75
100
Состав раствора, кг/м3
цемент
140
140
200
200
255
255
известь
85,4
—
71,4
—
58,3
—
шлам
—
25,6
—
25
—
20,4
СПС
—
2,24
—
2,8
—
3,06
песок
1550
1550
1550
1550
1550
1550
в/ц
2,06
1,85
1,46
1,29
1,15
1,01
Подвижность, см
8
8
8
8
8
8
Прочность 28 сут, МПа
5,08
5,15
7,55
7,6
10,1
10,3
Расслаиваемость, %
9,1
8,8
8,9
8,6
8,9
8,2
Воздухоудерживающая
способность, %
96,6
97
96,6
97
69,5
96,9
Эти данные показывают, что строительные растворы с
использованием шламов водоочистки имеют значения основных показателей,
характерные для известково-цементных растворов.
4.4. Материалы с применением железистых,
серосодержащих и силикатных отходов
Применение железистых и серосодержащих отходов. Из отходов этой
группы широко применяются пиритные огарки — отходы, образуемые
4. Материалы с применением отходов химико-технологических... 217
при сжигании серного колчедана (пирита) на предприятиях по
производству серной кислоты.
Содержание в огарках некоторого количества мышьяка,
выщелачиваемого под действием атмосферных осадков, обусловливает их
вредное воздействие на окружающую среду при хранении в отвалах.
Наибольший интерес для народного хозяйства представляет
проблема переработки пиритных огарков в металлическое железо,
которая в промышленном масштабе пока не решена.
Перспективным является предварительное извлечение из огарков
таких ценных металлов, как медь, цинк, кобальт, свинец и др.
Наиболее рациональным способом переработки пиритных огарков
является низкотемпературный хлорирующий обжиг, позволяющий
комплексно извлекать цветные и редкие металлы, а затем перерабатывать
железосодержащий остаток на чугун.
Широкое применение пиритные огарки находят в цементном
производстве как корректирующая железосодержащая добавка.
Вследствие изменения технологии получения серной кислоты в настоящее
время уменьшен выход огарков и они заменяются в производстве
цемента другими железосодержащими отходами. В сырьевую смесь
обычного портландцементного клинкера пиритные огарки вводят в
количестве, обеспечивающем содержание оксидов железа в
пересчете на Fe203 в пределах 2—5%. Во Львовском политехническом
институте разработана технология изготовления высокожелезистых
цементов. Исходными компонентами для их получения служат мел
(примерно 60%) и пиритные огарки (около 40%). Сырьевую смесь
обжигают при температуре 1220—1250 °С. В полученном клинкере
преобладают ферриты и алюмоферриты кальция. Высокожелезистые
цементы характеризуются нормальными сроками схватывания при
введении в сырьевую смесь до 3% гипса. Прочность их на сжатие в
условиях водного и воздушно-влажного твердения в течение 28 сут
соответствует маркам Ml50 и М200, а при пропаривании и
автоклавной обработке увеличивается в 2—2,5 раза. Высокожелезистые
цементы при содержании в них двухкальциевого феррита до 40% являются
безусадочными. По мере увеличения в цементах содержания этого
минерала они приобретают способность расширяться при твердении.
Исследования, связанные с разработкой клинкеров на базе суль-
фоалюмината кальция, позволили установить также возможность
других соединений — сульфоферритов кальция. Учитывая дефицитность
глиноземистого сырья, изучена возможность получения устойчивых
сульфоферритов в системе CaO—Fe203—-CaS04.
В результате исследований установлено образование твердых
растворов типа СаО • Fe203- nCaS04 и 2СаО • Fe203- nCaS04 (n = 0,5).
Отмечается, что по своим прочностным показателям сульфоферриты
уступают сульфоалюминату кальция. Однако их введение в состав
218 Строительные материалы из отходов промышленности
цемента в количестве до 5 % приводит к повышению прочностных
показателей последнего на 20%.
Использование сульфоферритного клинкера позволяет получать
расширяющиеся или напрягающие цементы, показатели которых
легко регулируются в достаточно широких пределах варьированием
состава вяжущего.
Пиритные огарки используют также в производстве искусственных
заполнителей бетонов, где они могут быть как добавкой, так и
основным сырьем. Добавку пиритных огарков в количестве 2—4% от общей
массы вводят для увеличения газотворной способности глин при
получении керамзита. Этому способствуют распад в огарках при 700—
800 °С остатков пирита с образованием сернистого газа и
восстановление оксидов железа под влиянием органических примесей,
присутствующих в глинистом сырье, с выделением углекислого газа.
Железистые соединения, особенно в закисной форме, действуют
как плавни, вызывая разжижение расплава и уменьшение
температурного интервала изменения его вязкости. Содержание органических
веществ (в пересчете на твердый углерод) по отношению к оксиду
железа должно составлять 0,01—0,2. Если в исходном керамзитовом
сырье содержится оксидов железа менее 7%, а органических
веществ — менее 1%, то пиритные огарки вводят в комплексе с
органическими добавками, что способствует снижению средней плотности
керамзита.
Разработана также технология получения тяжелых заполнителей на
основе пиритных огарков. Сущность ее заключается в смешивании
95—97% огарков и 3—5% пластичной глины, гранулировании шихты
и обжиге ее при 1150—1200 °С в окислительной атмосфере. При
обжиге улетучиваются водорастворимые примеси, разлагаются остатки
серного колчедана и спекается масса. Заполнитель имеет истинную
плотность 3,5—3,6 г/см3, среднюю плотность зерен — 3200—3300 кг/м3,
водопоглощение по массе — 0,5—0,6%, предел прочности гранул на
сжатие— 150—170 МПа, насыпную плотность — 1500—1700 кг/м3. Его
можно использовать как для получения обычных тяжелых бетонов, так
и специальных — особо тяжелых и кислотостойких.
Железосодержащие добавки применяют в производстве стеновых
керамических материалов для снижения температуры обжига,
повышения качества и улучшения цветовых характеристик.
Положительные результаты дает предварительное прокаливание огарков для
разложения примесей сульфидов и сульфатов, образующих при обжиге
газообразные продукты, присутствие которых снижает механическую
прочность изделий. Эффективно введение в шихту 5—10% огарков,
особенно в сырье с низким количеством плавней и недостаточной
спекаемостью.
В производстве фасадных плиток полусухим и шликерным
способами прокаленные огарки могут добавляться в шихты в количестве 5—
4. Материалы с применением отходов химико-технологических... 219
50% по массе. Для предотвращения восстановления оксидов железа
и темной окраски изделия следует обжигать в окислительной
атмосфере. Использование огарков позволяет выпускать цветные
керамические плитки без дополнительного введения в глину шамота. При
этом температура обжига плиток из тугоплавких и огнеупорных глин
снижается на 50—100 °С.
Предварительное измельчение огарков до практически полного
прохода через сито № 0064 и последующее их прокаливание при
температуре 700—800 °С позволяют получить красный железооксидный
пигмент, близкий по свойствам к железному сурику и отличающийся
от него фиолетовым оттенком. Красный железооксидный пигмент из
пиритных огарков устойчив к действию щелочей и извести, кислото-
и светостоек, может применяться как в водных, так и неводных
красочных составах.
Пиритными огарками можно заменять сурик и частично мел в
шпаклевочных составах для выравнивания деревянных или
оштукатуренных поверхностей под масляную краску. Огарки в шпаклевках
могут составлять до 25% массы без ухудшения основных свойств
последних.
Огарки применяют также для окрашивания силикатного кирпича,
получения хлорного железа (добавки к водонепроницаемым
растворам и бетонам).
Характерными представителями серосодержащих отходов
являются хвосты флотации серосодержащих руд и зола отстоя товарной
серы. Эти отходы содержат соответственно 4—12 и 40—80%
элементарной серы, остальное — известняк с максимальной крупностью
зерен 1,25 и 0,315 мм.
Продукты, богатые серой, можно использовать для изготовления
серных цементов, в качестве пропиточных составов, при
изготовлении изделий из резины, эбонита, пластмасс, наполнителя
асфальтовых смесей.
Получение серного цемента возможно путем расплавления серо-
соджержащей породы с добавлением мелкодисперсного
кислотостойкого наполнителя и пластификатора. Составы с серными цементами
перед употреблением нагревают до 145—155 °С и быстро используют.
Серные цементы обычно содержат некоторые добавки, без
которых они плохо сопротивляются удару и резким изменениям
температуры. При подобранном гранулометрическом составе наполнителей
уменьшение объема серного цемента при твердении достигает
примерно 4% вместо обычных 12%. Имея высокий коэффициент
теплового расширения при переходе ромбической серы в моноклинную
(95,6 °С), эти цементы могут применяться только при сравнительно
низких температурах (ниже 90 °С), так как точка плавления серы
112,8 °С.
220
Строительные материалы из отходов промышленности
Серные цементы быстро схватываются при низких температурах и
обладают высокой стойкостью ко многим химическим веществам.
Их применяют для скрепления плиток, кирпичей и разделки швов,
футеровки полов, аппаратуры и защиты строительных конструкций от
действия органических и неорганических кислот (кроме плавиковой).
Они обладают высокой прочностью, морозостойкостью,
водонепроницаемостью, атмосферостойкостью. Серные цементы имеют
хорошую адгезию к металлам.
Бетоны на основе серных цементов и тяжелого заполнителя
имеют среднюю плотность 2300—2400 кг/м3 и предел прочности при
сжатии 30—35 МПа. Особенно эффективно их применять в строительстве
химических предприятий, дорожном и гидротехническом
строительстве, где требуется быстротвердеющий бетон с повышенной
коррозионной стойкостью.
При пропитке цементного бетона серой прочность увеличивается
в 3—5 раз; повышается его водо-, морозо- и химическая стойкость.
Технология пропитки включает приготовление расплава серы и его
подогрев до 150 °С, сушку изделий до постоянной массы, пропитку
их по заданному режиму, извлечение и охлаждение изделий после
пропитки.
При использовании серных «хвостов» в качестве минерального
наполнителя асфальтовых бетонов содержание их в смесях должно
составлять 15—20%. Сера в асфальтовых смесях способствует
структурированию битума, повышению его адгезии к заполнителям.
Повышается также сцепление асфальтовых смесей с каменной подготовкой,
при этом расход битума снижается на 10—15%, улучшается ряд
свойств асфальтовых бетонов. При использовании серосодержащих
пород отпадает необходимость в использовании активированного
минерального порошка.
Использование отходов производства серы эффективнее, чем
использование элементарной серы. Объясняется это тем, что
карбонатные породы, содержащиеся во всех отходах производства серы, в
процессе совмещения компонентов вяжущего или смеси выполняют роль
ускорителей реакции взаимодействия углеводородов органического
компонента и серы.
Материалы на основе кремнеземистых и алюмосиликатных отходов.
В ряде химико-технологических производств образуются
кремнеземистые и алюмокремнеземистые (алюмосиликатные) отходы. Так, на
первой стадии переработки кремнефтористоводородной кислоты во
фтористые соединения образуется кремнегель — аморфный осадок
кремниевой кислоты в виде Si02 • пН20.
Основным препятствием для применения кремнегеля является
высокое содержание влаги и наличие в нем фтористых соединений.
При аммиачных способах переработки
кремнефтористоводородной кислоты кремнегель выделяется в виде активного диоксида крем-
4. Материалы с применением отходов химико-технологических... 221
ния, который может быть использован в качестве наполнителя в
резиновых смесях. Проведен ряд исследований по выяснению
возможности получения активного диоксида кремния в производстве
фторида алюминия. Показано, что путем нейтрализации 4,4—8,4%-ной
кремнефтористоводородной кислоты гидроксидом алюминия можно
получить Si02, пригодный для использования в качестве
наполнителя резины.
Высушенный кремнегель — отход производства фторида
алюминия, содержащий не менее 90% Si02 может быть использован вместо
природных кремнеземсодержащих материалов. Разработана
технология литых бетонов, где кремнегель служит эффективной водоудержи-
вающей добавкой.
Одним из возможных путей переработки неактивного кремнегеля
является получение на его основе белой сажи путем растворения в
растворе едкого натра или фторида аммония. Процесс получения
белой сажи включает стадии его отмывки от соединений фтора,
растворения в NaOH, осаждения из полученного метасиликата натрия
активного диоксида кремния при помощи бикарбоната натрия,
промывки и сушки Si02. Основным недостатком этого процесса
является необходимость отмывки исходного кремнегеля от соединений
фтора, что приводит к образованию больших объемов стоков, т. е. к
безвозвратным потерям соединений фтора.
При получении сульфата и хлорида алюминия из каолинов или
глин образуются высокодисперсные кремнеземистые отходы — си-
штофы.
Одна из основных особенностей сиштофов — это высокая
активность, оцениваемая поглощением извести из известкового раствора.
Ниже для сравнения приводятся значения активности по поглощению
извести из известкового раствора кремнеземистыми отходами и
основными материалами пуццоланового типа:
Добавка
Искусственные:
кремнеземистые отходы (сиштофы)
обожженные глины, топливные золы
и шлаки
Природные осадочного происхождения:
диатомиты, трепелы и опоки
глиежи
Вулканического происхождения:
пеплы и туфы вулканические
пемзы, трассы
Поглощение извести
из известкового раствора, мг,
СаО на 1 г добавки, не менее
200
50
150
30
50
60
222
Строительные материалы из отходов промышленности
Высокая активность сиштофов обусловлена наличием в них
аморфного кремнезема, частицы которого характеризуются большой
дисперсностью и реакционной способностью. Уже при комнатной
температуре гидрат оксида кальция химически взаимодействует с
аморфным кремнеземом, образуя гидросиликаты тоберморитовой
группы. Высокая активность сиштофов позволяет применять их в
роли компонентов смешанных вяжущих. Недостатками их, как
активных добавок, являются колебания состава, а иногда содержание
большого количества серного ангидрида.
Из кремнеземистых отходов различных отработанных
катализаторов синтезирован декоративный стеклокристаллический материал
сыгран, напоминающий по фактуре природные камни — гранит и
мрамор. Катализаторы содержат цветные металлы, такие как цинк,
никель, медь, которые окрашивают сигран в различные цвета.
Сигран получают методом прессования из расплавов обычно в виде
плиток. Наружная поверхность плиток шлифуется и полируется,
внутренняя — рифленая. Размер плиток от 48 х 48 мм до 300 х 300 мм,
толщина от 4 до 20 мм.
Техническая характеристика
Водостойкость, % не менее 99,8
Сопротивление удару, Дж не менее 20
Плотность, кг/м3 не менее 2500
Твердость (по Моосу) 5—7
Термостойкость не ниже 80
Плитки предназначены для внутренней и внешней облицовки
культурно-бытовых зданий и сооружений, оформления интерьеров,
для защиты и декоративного оформления цоколей зданий.
К кремнеземистым продуктам относятся отходы суперфосфатного
производства (ОСП), представляющие собой шлам влажностью 40—
55%. После высушивания он превращается в тонкодисперсный
порошок белого цвета следующего химического состава (% масс): Si02 —
89-90; AlF3-5-7; Na2SiF6 -0,5-2,5; А1(ОНK - 0,3-0,5. Удельная
поверхность этого порошка достигает 10 000 см2/г.
На основе ОСП возможно получение
декоративно-облицовочного материала. Сырьевая смесь состоит из следующих компонентов
(% масс): мраморная мука — 60—65; белый портландцемент — 3—12;
ОСП — 5,5—10; стеарат кальция — 0,5—3, жидкое стекло — 6—15. Из
сырьевой смеси формуют изделия путем прессования при давлении
10—15 МПа с последующей термической обработкой сырья при 150—
170 °С или способом горячего прессования при аналогичных
давлении и температуре. Применение добавки стеарата кальция позволяет
увеличить водостойкость изделий. Физико-механические показатели
материала: предел прочности при сжатии 50—60 МПа; при изгибе —
15—18, средняя плотность — 2—2,2 г/см3, водопоглощение через 48 ч
4. Материалы с применением отходов химико-технологических... 223
— 2—4%. Получаемый декоративно-облицовочный материал
дешевле керамических облицовочных изделий на 30—50%.
Дисперсные высококремнеземистые отходы перспективны в
качестве микронаполнителей в бетонные смеси. Для предотвращения
возможного при этом повышения водопотребности в бетонные смеси
должны вводиться добавки суперпластификаторов.
В ячеистых бетонах порошкообразный кремнезем служит
эффективным компонентом, активно взаимодействующим с Са(ОНJ и
продуктами гидратации цемента при повышенных температурах.
Южгипроцементом разработан быстросхватывающийся
расширяющийся цемент (БРЦ) на основе портландцементного клинкера,
гипса и расширяющей добавки. В качестве последней используется
разновидность сиштофов — сульфоалюмосиликатный продукт (САСП),
являющийся отходом производства очищенного сернокислого
алюминия из каолина. САСП не требует предварительного дробления.
Цемент получают помолом в трубных мельницах портландцементного
клинкера, гипса и САСП.
Состав БРЦ (%): клинкер — 67—74, САСП — 17—23, гипс— 5—10.
Цемент имеет короткие сроки схватывания (мин): начало — 3—6,
конец — 8— ДО от начала затворения водой. Важными показателями БРЦ
являются высокая прочность и ранние сроки твердения. Предел
прочности при сжатии составляет через 1 сут 3—5 МПа, через 3 сут — 22,5—
30, через 28 сут — 50—60 МПа. При длительном твердении (до 5 лет)
прочность возрастает. Цементный камень в раннем возрасте
характеризуется высокой плотностью и водонепроницаемостью. Фильтрация
воды через слой цементного камня на основе БРЦ в возрасте 1 сут под
давлением 0,1 МПа прекращается через 6 ч. Через сутки твердения
образцы полностью водонепроницаемы при давлении 0,6 МПа.
Наиболее высокой коррозионной стойкостью обладают
расширяющиеся цементы на основе клинкера, содержащего C3S до 60% и не
более 8%чС3А. БРЦ, испытанный в 3%-ных и 5%-ных растворах
сульфата натрия и в грунтовой воде, содержащей 1500 мг/л ионов S04,
имеет коэффициент стойкости соответственно 0,87; 0,92 и 0,96, что
свидетельствует о его высокой сульфатостойкости.
БРЦ успешно применяется и при торкретировании поверхностей
сооружений, при этом не применяют добавки — ускорители
твердения, а высокая ранняя прочность цемента на основе САСП
позволяет наносить каждый последующий торкретный слой практически без
перерыва. Например, применение БРЦ при строительстве
плавательного бассейна стадиона «Пионер» в г. Харькове позволило отказаться
от сооружения металлического кожуха, что значительно сэкономило
используемый металл и сократило сроки строительства.
Выпуск БРЦ на основе клинкера, САСП и гипса на цементных
заводах может быть организован без изменения технологической схе-
224
Строительные материалы из отходов промышленности
мы производства. Стоимость БРЦ в 3 раза ниже стоимости обычного
гипсоглиноземистого расширяющегося цемента.
В Харьковском политехническом институте получен
расширяющийся шлакопортландцемент на основе отходов переработки
каолина, содержащих примерно 55% Si02, 20% А1203, 12,5% S03 и 10%
потерь при прокаливании. Оптимальные составы этого цемента
содержат 10% сиштофа. Для предотвращения чрезмерно быстрого
схватывания вводят 0,01% технических лигносульфонатов. Цемент
затворяется 2%-ным известковым молоком. Он расширяется уже в
первые часы после затворения, к 7 сут расширение достигает около
4 мм на 1 м. Добавка до 10% сиштофа не снижает прочности
цементов, и даже может увеличивать ее до 20%. Расширяющийся
шлакопортландцемент можно использовать для получения торкрет-составов,
самонапрягающихся бетонов, заделки швов, а также при возведении
гидротехнических сооружений и в метростроении.
Установлена принципиальная возможность получения сульфати-
рованных цементов на основе попутных продуктов химических
предприятий, содержащих алюмосиликатные компоненты, и гипсосодер-
жащего сырья. Использование в качестве исходных компонентов
алюмокремнеземистых отходов, фосфогипса, основного доменного
шлака и мела снижает температуру обжига клинкера на 200 °С по
сравнению с обычными цементами.
При производстве хлорида алюминия каолин подвергается
двукратной термической обработке: сначала в печи прокаливания при
300 °С, а затем в печи хлорирования при 800—1250 °С. Для
регулирования температуры в печи хлорирования в каолиновую массу
добавляют до 15% каменного угля, обычно сгорающего не полностью.
Образуемые при такой технологии каолиновые отходы (разновидность
сиштофов) отправляются в отвалы в виде кусков цилиндрической
формы диаметром около 35 мм и длиной 50—80 мм с окатанными
основаниями. Средняя плотность отдельных зерен составляет 1270—
1570 кг/м3, водопоглощение — 28—43%, насыпная плотность в
высушенном состоянии — около 800 кг/м3.
Каолиновые отходы, состоящие в основном из кремнезема и
глинозема, могут заменять шамот при изготовлении огнеупорных
изделий и заполнителей для огнеупорных бетонов. Этому способствует
наличие в термически обработанных отходах высокоогнеупорных
минералов, таких как муллит и корунд. Эти отходы могут
использоваться в кирпичном производстве как отощающая и, при включении
угля, выгорающая добавки, а также в производстве тонкой керамики
и кислотоупорных цементов и бетонов.
Многотоннажные отходы производства калийных удобрений —
глинисто-солевые шламы после удаления водного раствора солей
оказываются близкими по составу к глинисто-карбонатно-ангидритным
мергелям, которые могут использоваться при производстве цементно-
4. Материалы с применением отходов химико-технологических... 225
го клинкера, стекла, керамики и др. Опытно-промышленные
испытания показали возможность использования частично обезвоженных
шламов в производстве аглопорита.
Переработка глинисто-солевых шламов в строительные
материалы по традиционным технологиям требует их обессоливания и
промывки, а также очистки дымовых газов от образующейся при
гидролизе хлоридов соляной кислоты. Глинисто-солевые шламы могут быть
использованы в качестве добавок—интенсификаторов твердения и
минеральных пластификаторов строительных растворов, как
наполнители резины и др.
4.5. Материалы с применением гидролизного
лигнина и отходов целлюлозно-бумажного
производства
Применение гидролизного лигнина. Предприятия строительных
материалов, расположенные вблизи гидролизных заводов, могут
утилизировать лигнин — один из наиболее емких отходов лесохимии.
Гидролизный лигнин получают при переработке древесины
хвойных и лиственных пород гидролизом разбавленной серной кислотой.
Выход лигнина в зависимости от вида древесины составляет 17—32%,
его образуется ежегодно около 5 млн т.
Гидролизный лигнин представляет собой природное
высокомолекулярное вещество с разветвленными макромолекулами,
образовавшимися при полимеризации спиртов ароматического ряда. Он имеет
молекулярную массу около 11 000, нерастворим в воде и
органических растворителях. Этот рыхлый продукт с размером кусков до 40 см
имеет коричневый цвет и влажность до 70%. При нагревании до
температуры 400—600 °С в парогазовой среде он распадается с
выделением 40—50% угля (полукокса), 13—20% смолы, 15—30% надсмоль-
ной воды, небольшого количества жидких (ацетона, метилового
спирта) и газообразных продуктов (СО, С02, этилена).
Сейчас сложились следующие основные направления применения
гидролизного лигнина: как топливно-выгорающей добавки в
производстве керамических материалов; заменителя опилок в строительных
изделиях; сырья для получения феноллигниновых полимеров;
пластификатора и интенсификатора измельчения.
Опыт работы ряда кирпичных заводов позволяет считать лигнин
эффективной выгорающей добавкой. Он хорошо смешивается с
другими компонентами шихты, не ухудшает ее формовочных свойств и
не затрудняет резку бруса. Его применение наиболее продуктивно при
сравнительно небольшой карьерной влажности глины.
8 Заказ №4087
226 Строительные материалы из отходов промышленности
Запрессованный в сырец лигнин при сушке горит. Горючая часть
лигнина полностью улетучивается при температуре 350—400 °С,
зольность составляет 4—7%. Для обеспечения кондиционной
механической прочности обыкновенного керамического кирпича лигнин
следует вводить в формовочную шихту в количестве до 20—25% ее объема.
Обладая высокой дисперсностью, лигнин не требует, в отличие от
большинства других видов выгорающих добавок, измельчения.
При использовании обычных древесных опилок в кирпиче часто
образуются крупные незамкнутые поры. Причиной их появления
является то, что такие многозольные добавки как сланцы, бурый уголь,
изгарь, не сгорают полностью из-за трудного доступа воздуха в
заполненные золой поры кирпича, а использование лигнина в сочетании с
этими добавками устраняет или ослабляет эти недостатки.
Лигнин может быть использован как порообразующая добавка в
производстве теплоизоляционных и легких конструкционных
керамических изделий. Также он может применяться вместо опилок в
производстве аглопорита. При введении лигнина улучшаются
гранулометрический состав шихты (она более интенсивно и равномерно
спекается) и условия охлаждения аглопорита на агломерационной
машине. Добавка лигнина, увеличивая газопроницаемость шихты, тем
самым снижает разрежение в вакуум-камерах ленточной
агломерационной машины на 200—400 Па. Введение в шихту лигнина
увеличивает пористость готового продукта за счет образования мелких
замкнутых пор с тонкими перегородками, что позволяет снизить среднюю
плотность аглопоритового щебня на 150—180 кг/м3, уменьшить
расход угля на 20—25% и одновременно повысить приведенную
прочность (отношение прочности к квадрату средней плотности).
Доказана возможность применения лигнина в качестве
заполнителя ксилолитовых плит и других изделий.
Гидролизный лигнин может быть использован в дорожном
строительстве в качестве наполнителя асфальтовых бетонов и сырья для
производства лигниновых вяжущих. Асфальтовый бетон, наполненный
лигнином, по основным показателям не уступает бетону,
наполненному известняковым порошком.
Лигниновые вяжущие состоят из двух компонентов: жидкой
углеводородной фракции и продукта крекинга в ней — гидролизного
лигнина. Термический распад лигнина происходит при 300—310 °С.
В зависимости от вида жидкого компонента и его вязкости
соотношение между лигнином и углеводородной фракцией находится в
пределах 1:2—1:7,5.
В основе технологии лигниновых вяжущих (рис. 4.8) лежит способ
модификации жидкой углеводородной фракции продуктами
термического распада лигнина. В зависимости от вида жидкого
компонента и его вязкости соотношение между лигнином и углеводородной
фракцией находится в пределах от 1:2 до 1:7,5.
4. Материалы с применением отходов химико-технологических... 227
Рис. 4.8. Схема установки для производства лигниновых вяжущих:
/ — труба для отвода газов; 2 — емкость для улавливания конденсата; Зу 4 —
соединительные трубы; 5 — лаз; 6— редуктор; 7— электродвигатель; 8—
задвижка; 9 — бункер; 10 — шнек; 11 — элеватор; 12 — бункер-дозатор; 13 — реактор;
14 — теплоизоляция; 75—мешалка рамная; 16— электродвигатели; /7—насос
шестеренчатый; 18— люк
Технология лигнинового вяжущего включает следующие операции:
обезвоживание части каменноугольной смолы B5—35%) в
специальном котле при нагреве до 240 °С; подачу смолы в реактор и разогрев
ее до 300—310 °С; загрузку лигнина в реактор и нагрев смеси до 310 °С
при перемешивании; крекирование лигнина при 310—320 °С в
течение 1 ч; диспергирование продукта крекинга путем перекачки
насосом в течение 15—20 мин; подачу в реактор остальной части
каменноугольной смолы, разогретой до 90—110°С, и смешивание ее с
продуктом крекинга; перекачку вяжущего в котел и перемешивание
его с конденсатом, собранным при разогреве смолы и крекинге
лигнина.
Для производства дорожных вяжущих предложено нагревать
гидролизный лигнин в растворителе при температуре 310—320 °С в
течение 50—60 мин при хорошем перемешивании. В качестве
растворителей для этого процесса могут служить каменноугольные дорожные
маловязкие дегти, смолы, нефтяные гудроны, мазут, сланцевые
смолы, смолы пиролиза нефтяных фракций, отходы лавсанового
производства. В зависимости от вида растворителя и его вязкости соотно-
228 Строительные материалы из отходов промышленности
шение между количествами лигнина и растворителя находится в
пределах от 1:2,9 до 1:7,5. Количество растворителя выбирается таким,
чтобы температура размягчения продукта термопластификации была
не выше 140—160 °С.
При получении лигниновых вяжущих для термопластификации
лигнина используют каменноугольную смолу или жидкие
каменноугольные дегти Д-1—Д-4. Лигниновые вяжущие отличаются хорошей
адгезией, превосходят по этому показателю каменноугольные дегти и
рекомендуются к применению в дорожных смесях для нижних и
верхних слоев покрытий.
Бетоны на основе лигнино-гудронового и лигнино-смоляного
вяжущих по ряду свойств превосходят асфальтобетоны (табл. 4.3). При
использовании одинаковых каменных материалов бетон на лигнино-
вом вяжущем обладает повышенной водоустойчивостью, меньшим
значением показателя прочности при 0 °С, высокими адгезионными
свойствами.
Экономическая эффективность применения лигниновых вяжущих
обусловлена более низкой стоимостью исходных компонентов и
повышенной долговечностью дорожных покрытий.
Имеется положительный опыт получения связующих на основе
лигнина для теплоизоляционных материалов.
Значительный интерес представляет опыт получения связующих на
основе технических лигносульфонатов (ЛСТ) и лигниновых отходов
для производства теплоизоляционных материалов. Для изготовления
теплоизоляционных материалов из вспученного перлита и других
заполнителей требуется большое количество дефицитных связующих.
В МИСИ им. В.В. Куйбышева было предложено использовать лигнин,
переведенный в водорастворимое состояние в процессе сульфитной
варки целлюлозы, в виде водного раствора лигносульфоновых кислот
и их солей с примесью золы и редуцирующих веществ. Процесс
конденсации лигнина ускоряется в кислой среде и при повышенных
температурах. Для создания вяжущего использованы многоосновные
кислоты, в частности, серная и ортофосфорная в количестве 5—20%,
образующие ковалентные связи между различными частями
макромолекул лигносульфонатов в процессе этерификации гидроксильных
групп. Оптимальная температура отверждения составляет 220 °С. Для
улучшения адгезии к наполнителю в состав связующего целесообразно
вводить поверхностно-активные вещества (ГКЖ-10, ГКЖ-11).
Полученный полимер обладает хорошей водостойкостью. Было
установлено также, что для повышения когезионной прочности полимера
целесообразно в состав вяжущего вводить олигомеры синтетических
смол.
На основе лигнинового вяжущего и перлита освоено производство
теплоизоляционного материала — лигноперлита.
4. Материалы с применением отходов химико-технологических... 229
Таблица 4.3
Свойства бетонов на лигниновых вяжущих
Свойства
вяжущего
тр,°с
п25
Расход вяжущего, %
Прочность при
сжатии, МПа
50 °С
20 °С
о°с
Коэффициент
водостойкости через 24 ч
Коэффициент длительной
водостойкости
Плотность, г/см2
Водонасыщение, %
Набухание, %
Лигнино-гудроновое вяжущее \
56
47,5
35
50
8
8
1,2
0,9
4
3
12
8,5
1
1
0,99
0,98
2,33
2,35
1,2
1,5
0,8
0,5
Лигнино-смоляное вяжущее |
26
29
32
85
45
37
7,4
7,2
7,1
0,79
0,8
1,15
8
9
10
—
—
—
0,9
0,9
0,95
0,8
0,8
0,9
2,27
2,28
2,30
7,3
9,3
9,8
0,5
0,8
0,5
Битум нефтяной БНД 40/60 \
47
50
8
0,85
3,5
12,5
0,95
0,69
2,35
1,4
0,6 1
Примечание. 1. Состав минеральной части бетона (%): щебень гранитный
E—15 мм) — 43; отсев гранитный @—5 мм) — 48; цементная пыль — 9.
2. Тр — температура размягчения; П25 — глубина проникновения иглы при
25 °С.
Для получения лигноперлита было изучено вяжущее, составленное
на основе лигносульфонатов марки КБЖ, ортофосфорной кислоты,
фенолоспиртов, мочевино-формальдегидной смолы МФ-17, этилси-
ликоната натрия (ГКЖ-10). Отверждение композиции
лигносульфонатов с ортофосфорной кислотой и мочевино-формальдегидной
смолой проводилось при 80 °С. Наполнителем служил невспученный
перлитовый песок. Оптимальное содержание в композиции
вяжущего ГКЖ-10 составляет 3—5%, олигомеров синтетических смол — 2—
15, ортофосфорной кислоты — 15—20. Изделия формовали из
сырьевой омеси влажностью 15—20%. Низкая влажность дает возможность
в 2—2,5 раза сократить расход топлива на производство изделий из
лигноперлита в сравнении с топливоемкостью минераловатных плит
повышенной жесткости на синтетическом связующем.
230
Строительные материалы из отходов промышленности
По физико-механическим и техническим свойствам лигноперлит
не уступает эффективным теплоизоляционным материалам этого
класса. Средняя плотность лигноперлитовых плит и скорлуп — 130—
250 кг/см3; предел прочности при сжатии — 0,2—1 МПа, при изгибе
— 0,1—0,8; водопоглощение — 4—10% по объему; коэффициент
размягчения — 0,8—0,85; морозостойкость—не менее 25 циклов,
теплопроводность — 0,04—0,08 Вт/(м°С). В зависимости от содержания
связующего лигноперлит относится к группам несгораемых и
трудносгораемых материалов. Лигноперлит при содержании связующего не
более 7% относится к несгораемым материалам, а не более 20% — к
трудносгораемым. Содержание связующего в формовочной массе 5—
20%. На 1 м3 теплоизоляционного материала расходуется в среднем
(кг): лигносульфонатов — 14, фенолоспиртов — 2, ГКЖ-10 — 0,8 и ор-
тофосфорной кислоты — 3,2.
Плиты выпускают длиной 1, шириной 0,5, толщиной 0,04—0,06 м.
Их используют в качестве теплоизоляционного слоя по
профилированному металлическому настилу без устройства стяжки под
рулонную кровлю, а также в 3-слойных железобетонных стеновых панелях.
Установлена эффективность применения лигноперлита в качестве
термовкладышей в однослойных керамзитобетонных панелях. Этот
материал может служить и тепловой изоляцией оборудования при
температуре до 200 °С.
Лигноперлитовые плиты изготавливают по полусухой технологии,
которая включает: перемешивание связующего с перлитовым песком;
формование изделий из сырьевой смеси при удельном давлении 0,2—
0,5 МПа и их тепловую обработку при 220 °С. В отличие от
традиционных технологий изготовления перлитовых теплоизоляционных
изделий, предусматривающих сушку до 24 ч, хорошая смачиваемость
связующим поверхности перлитового песка позволяет снизить
влажность сырьевой смеси и сократить продолжительность тепловой
обработки до 1,5—2 ч.
Практический интерес представляет использование лигнина
вместо формальдегида при получении полимеров фенолоальдегидного
типа. Поликонденсацию фенола с лигнином выполняют при
нагревании в присутствии серной кислоты. По основным свойствам фенол-
лигниновые полимеры, изготавливаемые в виде жидких резольных и
твердых новолачных смол, близки к фенолоформальдегидным.
Жидкие смолы используются в производстве древесностружечных плит,
слоистых пластиков и фанеры. Также из феноллигниновых смол
изготавливают литьевые формы. На основе твердых смол новолачного
типа могут приготавливаться пресс-порошки для получения
вентиляционных решеток, электроарматуры, плитки для облицовки стен и
покрытия пола.
В производстве цемента лигнин можно использовать как
пластификатор сырьевого шлама и интенсификатор измельчения сырьевой
4. Материалы с применением отходов химико-технологических... 231
смеси и цемента. Дозировка лигнина в этом случае составляет 0,2—
0,3%. Разжижающее действие гидролизного лигнина объясняется
наличием в нем веществ фенольного характера, снижающих вязкость
известняково-глинистых суспензий. При помоле лигнин уменьшает
слипание мелких фракций материала, а также препятствует их
налипанию на мелющие тела.
Гидролизный лигнин может быть использован в качестве
наполнителя пластмасс, резинотехнических изделий, линолеума и др. Для
достижения низкой влажности (до 10%) лигнина перспективно
совмещение сушки с измельчением. Разработан и применяется метод
струйной сушки и измельчения лигнина. Влажный лигнин, пройдя
сепарацию, подается в противоточную струйную мельницу, где
захватывается потоками перегретого пара при температуре 400 °С и
давлении 0,7 МПа. В камере смешения мельницы при столкновении
потоков лигнина происходит его сушка и измельчение.
Рациональному использованию лигнина и других мелкозернистых
и слабоструктурированных материалов способствует их
брикетирование — окускование при давлениях прессования от 15 до 150 МПа. Для
брикетирования лигнина и подобных ему материалов эффективно
применение валковых прессов высокого давления (рис. 4.9, 4.10).
Лигнин
3
6
5 Брикеты
Рис. 4.9. Брикетировочный валковый
пресс высокого давления с гибким
регулированием параметров прессования:
1 — электродвигатель привода валков;
2— редукторы; 3— формующие валки;
4 — привод шнекового подпрессовщика;
5 — транспортер брикетов
Рис. 4.10. Схема брикетировочного
валкового пресса высокого давления:
1 — бункер лигнина; 2 — шнек-под-
прессовщик; 3 — прессующие валки;
4 — транспортер; 5 — корпус пресса;
6 — гидронасос
232
Строительные материалы из отходов промышленности
Применение отходов целлюлозно-бумажного производства. К этому
виду сырья относятся осадки сточных вод целлюлозно-бумажного
производства после первичной очистки — скоп. Минеральная часть
скопа составляет свыше 50% и содержит до 90% каолина.
Органические включения представлены в основном целлюлозными волокнами.
Скоп является эффективной добавкой при производстве аглопори-
тового гравия на основе зол ТЭС (табл. 4.4). Он, обладая низкой кажу-
Таблица 4.4
Физико-механические свойства зольного аглопорита с добавкой скопа
Свойство аглопоритового гравия
Плотность, г/см3
Средняя плотность, г/см3
Насыпная плотность, кг/м3
Пористость зерен, %
Прочность при сдавливании в цилиндре, МПа
Межзерновая пустотность, %
Водопоглощение, %
за 1ч
за 48 ч
Потери массы, % при прокаливании:
при силикатном распаде
при железистом распаде
Показатели свойств
(фракция 10—20 мм)
без добавки
скопа
2,62
1,62
750-800
38,2
2,72
55
24,6
28,2
0,18
0,27
0,25
с добавкой
скопа
2,4
1,16 •
485-550
56
1,7
48,7
24,1
28,2
0,17
0
0
щейся плотностью, высокими сорбционными свойствами и
пластичностью, улучшает условия комкования зольной шихты и способствует
увеличению прочности как влажных, так и сухих сырцовых гранул.
Испытания этого заполнителя в бетоне показали, что на его
основе могут быть получены легкие бетоны классов В12,5—В20 со
средней плотностью от 1350 до 1800 кг/м3 при расходе цемента
соответственно от 215 до 435 кг на 1 м3 бетона.
Скоп может быть использован в качестве заполнителя
конструкционно-теплоизоляционного легкого бетона (скопобепгон). Скопобе-
4. Материалы с применением отходов химико-технологических... 233
тонная масса приготавливается в смесителях принудительного
действия путем перемешивания портландцемента и влажного скопа без
добавления воды. Уплотнение массы осуществляется трамбованием
или прессованием при удельном давлении 0,08—0,12 МПа. Режим
твердения — естественная или искусственная сушка. На основе ско-
побетона можно изготавливать стеновые блоки с классом по
прочности не менее В1,2, средней плотностью 600—700 кг/м3,
теплопроводностью 0,15 Вт/(м • °С) и морозостойкостью до F35 и более. Расход
портландцемента для изготовления скопобетонных блоков
составляет 220—230 кг/м3 и может быть доведен до 180—200 кг/м3 за счет
введения добавки золы-уноса.
Скоп можно использовать в производстве теплоизоляционных
волокнистых плит с применением как органических, так и
неорганических вяжущих. Экспериментально-конструкторское бюро ЦНИИСК
им. В.А. Кучеренко разработало составы для изготовления
теплоизоляционных материалов, включающие скоп — 60—90%, вспученный
перлит 8—20%, фтористый натрий 0,5—2,5%, и связующее — продукт
совместной нейтрализации ортофосфорной кислоты, мочевины,
формалина 1 — 12%. Показана возможность применения в качестве
связующих глины, фторангидритового вяжущего. Теплоизоляционные
плиты на основе скопа имеют среднюю плотность 300—400 кг/м3,
прочность при изгибе 0,17—0,24 МПа и прочность при сжатии 3,5—
5 МПа, водопоглощение 20—60% по массе и теплопроводность 0,063—
0,087 Вт/(м • °С).
Разработаны также теплоизоляционные материалы на основе
активного ила. Последний, так же, как и скоп, относится к
многотоннажным отходам целлюлозно-бумажной промышленности. Активный
ил образуется при вторичной биологической очистке сточных вод и
представляет собой белково-углеводный комплекс. Активный ил
может служить пластифицирующей добавкой для дисперсных систем на
основе вяжущих веществ и связующим компонентом в смесях из
органических волокон.
Производство теплоизоляционных изделий на основе смеси
скопа и избыточного активного ила включает следующие основные
процессы: уплотнение смеси скопа и активного ила до концентрации
2,5—4%; смешивание отходов с перлитовым песком и гидрофобиза-
тором в гидросмесителе; формование плит в вакуум-прессе с
влажностью 90% или на конвейере с влажностью 87%; их сушку в
тоннельных сушилках при температуре 150—230 °С до влажности 2—5%.
Готовые изделия имеют предел прочности при изгибе не менее
0,3 МПа, среднюю плотность не более 200 кг/м3, водопоглощение не
выше 70% по массе и теплопроводность 0,051 Вт/(м • °С).
234
Строительные материалы из отходов промышленности
4.6. Добавки ПАВ и электролитов на основе отходов
химических производств
Добавки этой группы позволяют интенсифицировать
производственные процессы и целенаправленно изменять свойства
строительных материалов. Они вводятся в небольшом количестве (доза
некоторых ПАВ составляет всего лишь несколько сотых или тысячных
долей процента массы основного материала). Все технологические
проявления добавок ПАВ обусловлены адсорбционным механизмом
их действия и в наибольшей степени характерны для
коллоидно-дисперсных систем. Добавки электролитов изменяют растворимость
материалов, химически с ними взаимодействуют, служат центрами
кристаллизации и т. д.
Гидрофшшзующие ПАВ применяют для повышения подвижности
растворных и бетонных смесей, разжижения сырьевых шламов,
снижения влажности и улучшения формовочных свойств керамических
масс.
К распространенным в производстве строительных материалов
гидрофилизующим пластифицирующим ПАВ относятся технические
лигносульфонаты (ЛСТ), поставляемые в виде различных
концентратов. ЛСТ и близкие к ним химические отходы, главными
компонентами которых являются соли лигносульфоновых кислот, молекуляр-
но адсорбирующиеся сахара и другие активные лиофильные вещества,
образуют на поверхности зерен цемента и других дисперсных
материалов адсорбционные пленки. Наличие таких гидрофильных пленок
способствует образованию вокруг частиц материала,
адсорбирующего ПАВ, водных оболочек, препятствующих слипанию и
выполняющих роль гидродинамической смазки.
Эффективность добавок ЛСТ проявляется на всех основных
этапах технологии цемента и бетона. В течение многих лет ЛСТ
используют для снижения влажности шлама, поступающего в клинкерооб-
жигательные печи. Применением разжижающих добавок достигается
высокая степень насыщения шлама твердым веществом без
ухудшения его подвижности. Добавка ЛСТ в количестве 0,2—0,3% массы
сухого сырья (в пересчете на сухое вещество) снижает влажность
шлама на 2,5—3,5% и повышает производительность печей на 3—4%.
Характерно, что ЛСТ и другие органические разжижители пластифицируют в
основном карбонатную составляющую шламов. При гидротранспорте
шлама с добавкой ЛСТ почти в 2 раза снижаются потери напора,
условия забора шлама насосом улучшаются даже после длительных
остановок. Близкими по механизму действия и эффективности к ЛСТ
разжижителями шлама являются кожевенные стоки — отходы,
содержащие 12—18% твердого остатка, в основном таннидов.
4. Материалы с применением отходов химико-технологических... 235
Вводя 0,1—0,3% ЛСТ и измельчая клинкер совместно с гипсом и
минеральными добавками, получают пластифицированный
портландцемент — один из наиболее эффективных видов портландцемента.
Расплыв конуса при испытании на встряхивающем столике раствора
на основе смеси этого цемента с нормальным (стандартным) песком
состава 1:3 при В/Ц-—0,4 после 30 встряхиваний составляет не менее
135 мм.
В зависимости от поставленной цели и конкретной
производственной ситуации высокая пластичность цемента может иметь следующие
результаты:
— снижение расхода цемента на 5—10% при неизменных удобо-
укладываемости и водоцементном отношении бетонной смеси;
— повышение прочности, морозо- и коррозионной стойкости и
улучшение ряда других строительно-технических свойств
бетонов и растворов за счет снижения водоцементного отношения
при заданной удобоукладываемости смеси;
— повышение подвижности, снижение трудоемкости и повышение
качества укладки бетонных смесей.
Интенсивность твердения пластифицированного
портландцемента при нормальных условиях практически такая же, как и у
обычного; она может понижаться лишь при ускоренных режимах тепловлаж-
ностной обработки и при неоптимальной дозировке ПАВ. Наиболее
значительный пластифицирующий эффект добавки ЛСТ достигается
в низкоалюминатных алитовых цементах. Для обеспечения
нормальных сроков схватывания пластифицированного портландцемента в
некоторых случаях нужно повысить содержание гипса.
Растворные и бетонные смеси наряду с применением специального
пластифицированного портландцемента пластифицируются и
непосредственно введением добавки ЛСТ и близких к ней ПАВ с водой зат-
ворения. Пластифицирующее действие ЛСТ наиболее выражено в
«жирных» многоцементных смесях, что обусловлено самим
механизмом действия гидрофилизующих ПАВ.
Введение пластифицирующих ПАВ также улучшает формовочные
свойства керамических масс, снижает их пластическую прочность и
напряжение сдвига, интенсифицирует сушку изделий, устраняет
деформационный брак свежесформованного сырца.
При применении технических лигносульфонатов как
пластифицирующих добавок следует учитывать и их недостатки: нестабильность
свойств; замедляющее влияние на процессы гидратации и твердения
цемента; избыточное воздухововлечение в бетонную смесь,
результатом чего является необходимость использования мягких режимов
тепловой обработки с длительной (не менее 4 ч) предварительной
выдержкой и медленным подъемом температуры.
Для приготовления пластификаторов повышенной эффективности
(ППЭ) разработан ряд способов модификации ЛСТ: формальдегидом;
236 Строительные материалы из отходов промышленности
добавкой каустической соды; отделением лигносульфонатов от
сопутствующих компонентов с последующим их переводом в натриевое
основание.
Получение ППЭ возможно при перемешивании водного раствора
ЛСТ с цементом (добавка НИЛ-20) или золой-уносом с последующим
отстоем и др. (рис. 4.11). В последнем случае компоненты ЛСТ,
замедляющие твердение (редуцирующие вещества), адсорбируются на
зернах цемента или золы-уноса и удаляются вместе с осадком. Этот ме-
Рис. 4.11. Схема приготовления пластификаторов повышенной
эффективности на основе ЛСТ:
/ — загрузка цемента; II — выгрузка цемента; III — подача горячей воды; IV—
подача воздуха; V — загрузка в автотранспорт; I — емкости жидких ЛСТ; 2 —
насосы; 3 — контейнер для твердых ЛСТ; 4 — весы платформенные; 5 — емкость для
растворения твердых ЛСТ; 6— насос; 7— склад цемента; 8— пропеллерная
мешалка; 9 — расходный бункер цемента; 10 — расходная емкость ППЭ; II —
отстойник; 12 — емкость для шлама
тод модификации достаточно прост и предполагает использование
недефицитного сырья. Снижение концентрации редуцирующих
веществ позволяет увеличить содержание добавки до 0,6% массы
цемента без снижения прочности бетона. Эффективность применения пла-
4. Материалы с применением отходов химико-технологических... 237
стификатора возрастает с увеличением исходной подвижности
бетонной смеси.
Введение НИЛ-20 в количестве 0,6% массы цемента увеличивает
подвижность от 4 до 16 см при сохранении прочностных
характеристик бетона как нормального твердения, так и подвергнутого тепло-
влажностной обработке. При повышении дозы пластификатора до 1%
подвижность бетонной смеси возрастает до 22 см при снижении
прочности бетона в начальные сроки твердения не более чем на 10%.
В равноподвижных смесях введение оптимального количества НИЛ-20
позволяет повысить прочность бетона на 20—25% или снизить расход
цемента не менее чем на 15%.
Близким по эффективности к добавке НИЛ-20 является другой
представитель модифицированных концентратов Л СТ —
пластификатор ХДСК-1. Он получен в специальной установке путем
гидродинамической, термической и химической обработки ЛСТ со щелочью.
Применение ХДСК-1 позволило значительно улучшить укладку
бетона в кассеты, снизить его пористость, сократить время тепловлажно-
стной обработки изделий на 4 ч и уменьшить расход цемента на 12%.
Модифицированные концентраты ЛСТ приближаются по
пластифицирующему эффекту к сильнейшим разжижителям —
суперпластификаторам. При их введении в бетонную смесь водосодержание
снижается так же, как и при применении суперпластификаторов на
основе кондиционных органических продуктов — нафталина и мела-
мина — на 18—25%.
При модификации концентратов ЛСТ специально подобранными
аминосодержащими веществами получен пластификатор ЛСТ-М,
эффективный при измельчении цементного клинкера. Введение 0,1—
0,2% этой добавки, промышленное производство которой было
освоено на Камском целлюлозно-бумажном комбинате, позволяет
улучшить гранулометрию цемента и повысить его активность на 3—7 МПа.
Основные добавки, полученные модифицированием ЛСТ,
приведены в табл. 4.5.
Технические лигносульфонаты применяют не только в качестве
пластифицирующих ПАВ, они также выполняют роль связующего.
При введении небольших добавок фосфорной или серной кислоты и
кремнийорганической жидкости они по своей водостойкости и
клеящей способности превосходят фенолоспирты.
Близкими по достигаемому эффекту к техническим лигносульфо-
натам являются добавки ЩСПК (щелочные стоки производства кап-
рол актама), УПБ (упаренная последрожжевая мелассная барда) и др.
Добавка ЩСПК относится к пластифицирующим воздухововлека-
ющим добавкам и представляет собой в основном натриевую соль
адипиновой кислоты — побочный продукт окисления циклогексано-
на кислородом воздуха при производстве капролактама. Эта добавка
так же, как и ЛСТ, при введении в бетонные смеси в количестве 0,1—
238 Строительные материалы из отходов промышленности
Таблица 4.5
Модифицированные технические лигносульфонаты
! Сокращенное
наименование
лтм
! ХДСК-1
НИЛ-20
ЛСТМ-2
ЛСТМ-1
МТС-1
НИЛ-21
Состав
Смесь ЛСТ с натриевыми или кальциевыми солями
минеральных кислот
Продукт обработки ЛСТ щелочью при одновременном
интенсивном механическом воздействии
Смесь ЛСТ и продуктов гидратации портландцемента в виде
тонко-дисперсной взвеси
Продукт, получаемый путем химического
модифицирования ЛСТ карбамидной смолой
Продукт химической модификации ЛСТ
аминосодержащими веществами
Смесь ЛСТ и анти-вспенивателя, в качестве которого
используют высшие жирные спирты или кубовые остатки
их производства
Модификация ЛСТ анти-вспенивателем, вводимым
в водный раствор в процессе эмульгирования
0,2% от массы цемента оказывает пластифицирующее действие,
позволяет приготавливать морозостойкие бетоны марок F200 и выше, а
также экономить около 8% цемента. В комплексе с противоморозны-
ми добавками (например, нитритом натрия, поташем, азотнокислым
кальцием) добавка ЩСПК сокращает расход последних в 3—5 раз при
бетонировании конструкций в условиях низких температур.
Добавка УПБ является промышленным отходом спиртовых
заводов при производстве кормовых дрожжей. Оптимальные дозировки
составляют 0,15—0,5% от массы цемента. Использование УПБ так же,
как и других пластифицирующих добавок, улучшает условия труда и
снижает трудоемкость, повышает качество изделий и позволяет
экономить до 10% цемента.
В последние годы на основе отходов промышленности разработан
ряд добавок, относящихся к группе суперпластификаторов и
позволяющих без увеличения водосодержания и снижения прочности
бетона переводить малоподвижные бетонные смеси в литые. Так, на
основе отходов производства нафталина получен суперпластификатор
«Дофен» (С-4). Высокий пластифицирующий эффект при введении
этой добавки достигается при содержании ее в бетонной смеси в
количестве 0,5—2%.
4. Материалы с применением отходов химико-технологических... 239
Из отходов нефтехимической и нефтеперерабатывающей
промышленности разработан суперпластификатор ИНХП-1, который наряду
с высоким разжижающим действием обладает повышенным
воздухововл ечением. Он особенно перспективен для дорожного строительства
и производства железобетонных конструкций с повышенной
морозостойкостью.
Гидрофобизирующие ПАВ применяются как добавки-интенсифика-
торы измельчения и регуляторы свойств, главным образом, в
производстве цемента и бетонов. Их общим свойством является
химическое взаимодействие с цементом и продуктами его гидратации с
образованием соединений, не смачиваемых водой.
Гидрофобизирующие ПАВ целесообразно дифференцировать по
воздухововл екающей способности. Воздухововл еченио в растворных
бетонных смесях при введении ПАВ — это следствие микропенооб-
разования, возникающего при понижении поверхностного натяжения
на границе раздела жидкости и газа. Воздухововлекающей
способностью обладает большинство ПАВ, но особенно ярко она проявляется
у гидрофобизующих ПАВ, которые в зависимости от
воздухововлекающей активности можно разбить на две группы: с повышенным воз-
духововлечением и умеренным.
К добавкам первой группы относятся мыла смоляных и, в
меньшей степени, нафтеновых и жирных кислот, а также отходы, их
содержащие. Типичным представителем этой группы является абиетат
натрия, или смола нейтрализованная воздухововлекающая (СНВ).
Добавками первой группы также являются следующие химические
отходы: мылонафт (щелочной отход очистки дистиллятов нефти);
подмыльный щелок (отход мыловаренного производства, получаемый
при высаливании омыленных жиров), отходы соапстоков (продуктов
переработки растительных масел и различных жиров).
Все эти ПАВ способны пластифицировать растворные и бетонные
смеси. Обычно их вводят с водой затворения. Пузырьки
вовлеченного воздуха ослабляют контакт между зернами песка и раздвигают их,
образуя своеобразный смазочный слой из воздушной эмульсии. При
вовлечении эмульгированного воздуха увеличивается общий объем
цементного теста, что также способствует пластификации растворных
и бетонных смесей.
Содержание воздуха с помощью воздухововлекающих ПАВ может
быть доведено в растворных и бетонных смесях до 5—10%. Эффект
воздухововлечения, кроме поверхностной активности ПАВ, определяется
комплексом многочисленных технологических факторов. Воздуховоале-
чение способствует предотвращению расслаивания и водоотделения,
повышению стойкости к химической коррозии, существенному
повышению морозостойкости бетонов и растворов. Последнее
объясняется тем, что пузырьки воздуха служат «резервными емкостями», куда
отжимается вода при замерзании. Влияние воздухововлечения на
240
Строительные материалы из отходов промышленности
прочность бетонов зависит в основном от трех факторов: количества
вовлеченного воздуха, состава смеси и характера применяемой
добавки. При неизменной подвижности смеси каждый процент
вовлеченного воздуха снижает прочность бетона в 28-суточном возрасте
примерно на 2—4%. По мере увеличения возраста бетона прочность
снижается все медленнее.
Вторая группа гидрофобизирующих ПАВ при обычных условиях и
оптимальных концентрациях вовлекает умеренное количество
воздуха (обычно не более 2—3%).
Из добавок этого типа наибольшее значение имеют синтетические
жирные кислоты с 10—20 атомами углерода в молекуле и кубовые
остатки, получаемые при производстве этих кислот. ПАВ этой
группы вводят как в воду затворения, так и цементный клинкер при
измельчении. В первом случае обеспечивается пластификация смесей,
особенно «тощих», т. е. с низким расходом цемента, и повышение
долговечности бетонов и растворов, а во втором — еще
интенсификация измельчения и образование гидрофобного цемента.
Кубовые остатки при нормальной температуре имеют высокую
вязкость, поэтому для дозирования с водой затворения их нужно
эмульгировать в воде. Перед подачей в цементную мельницу кубовые
остатки растворяют в органическом растворителе или специально
модифицируют, добиваясь достаточной текучести.
Гидрофобизирующие добавки рассматриваемой группы, усиливая
образование плоскостей скольжения в бетонных (растворных) смесях,
действуют как пластификаторы вследствие адсорбционного действия,
обусловленного «слоистой» структурой тонких ориентированных пленок.
Впервые в СССР гидрофобный цемент был предложен М.И. Хигеро-
вичем и Б. Г. Скрамтаевым. Сущность гидрофобизации заключается в
образовании молекулами ПАВ на поверхности зерен цемента хемосор-
бционных пленок, обращенных гидрофобными углеводородными
радикалами к внешней среде. Основным достоинством гидрофобного
цемента является его низкая гигроскопичность, способствующая
сохранению активности в течение длительного времени A—2 года и
более).
Для универсализации ПАВ целесообразно объединить их в
комплексные добавки, эффективными из которых являются композиции
различных гидрофидизирующих и гидрофобизирующих ПАВ,
например ЛСТ и кубовых остатков синтетических жирных кислот. Эти ПАВ
хорошо совмещаются эмульгированием кубовых остатков в водном
растворе ЛСТ. Введением комплексных ПАВ пластифицируются как
«жирные», так и «тощие» бетонные смеси на цементах с различным
химико-минералогическим составом. Совместное введение обоих
видов ПАВ в измельченный клинкер позволяет получать гидрофобно-
пластифицированный портландцемент.
4. Материалы с применением отходов химико-технологических... 241
В табл. 4.6 приведены физико-механические свойства цементов с
различными добавками ПАВ, изготовленных на клинкере Здолбунов-
ского цементно-шиферного комбината и исследованных Л.И. Двор-
Таблица 4.6
Свойства цементов с различными ПАВ
Вид цемента
Гидрофобный
Пластифицированный
Гидрофобнопласти-
фицированный
Вид ПАВ
Раствор кубовых
остатков
лет
Раствор кубовых
остатков + ЛСТ
Содержание ПАВ, %
0,15
0,15
0,15
Нормальная густота, %
25,5
22,3
23,1
Сроки
схватывания,
мин
начало
3-10
2-40
2-50
конец
5-40
6-50
5-20
Гидрофобизация
5
0
5
Расплыв конуса, мм
121
145
165
Прочность, МПа,
в возрасте, сут
3
20,1
3,5
23,5
4,7
22
3,5
7
27
4,7
35
4,9
26
4,8
28
40,5
5,9
44
5,7
39
6,4
90
49,1
6,5
53,2
6,6
46
7
Примечания: 1. Состав цемента (%): клинкера — 85, шлака — 10; гипс —
5; тонкость помола соответствует остатку на сите № 008 8—10%. 2. В
числителе указана прочность на сжатие, в знаменателе — на изгиб.
киным и И.Г. Прессманом. В зависимости от функционального
назначения возможны комбинации различных групп добавок. На
рис. 4.12 проиллюстрирована возможность получения химических
добавок различного назначения на основе пластифицирующих и других
компонентов.
Химические добавки, ускоряющие твердение вяжущих и бетонов,
в том числе и при отрицательных температурах, в основном, относятся
к электролитам.
Из ускорителей твердения бетона в наибольшей мере исследован
хлорид кальция. Ускоряющее действие хлорида кальция объясняется
повышением растворимости клинкерных минералов цемента,
образованием комплексных малорастворимых соединений,
каталитическим и модифицирующим влиянием при гидратации цемента.
Применение его в бетоне, однако, ограничено из-за ускорения коррозии
стальной арматуры и понижения стойкости цементного камня в
сульфатной среде. В некоторых странах применение этой добавки
запрещено.
В качестве ускорителя схватывания и твердения применяют также
сульфаты натрия и калия, нитраты натрия и кальция, хлорное
железо, хлорид и сульфат алюминия и другие соли-электролиты.
242
Строительные материалы из отходов промышленности
Рис. 4.12. Диаграмма формирования комплексных добавок
(по А.В. Ушерову-Маршаку)
Для предотвращения коррозии стальной арматуры предложены
композиционные добавки, совмещающие ингибиторы с
ускорителями твердения, например, в виде нитрит-нитрата хлорида кальция и др.
Для предотвращения коррозии стальной арматуры предложены
композиционные добавки, совмещающие ингибиторы с
ускорителями твердения, например, в виде нитрит-нитрата хлорида кальция и др.
В последние годы установлено ускоряющее действие на твердение
цемента тиосульфата и роданида натрия (Na2S203 и NaSCH), которое
сходно с действием СаС12. Прочность бетона в ранние сроки
твердения возрастает пропорционально количеству этих добавок. Добавки
тиосульфата и роданида натрия не вызывают коррозии арматуры в
железобетоне. Как тиосульфат, так и роданид натрия являются
сравнительно дорогими добавками, поэтому практический интерес
представляют смеси этих солей на базе промышленных отходов, в
частности переработки коксового газа. Эти смеси в Украине изготавливаются
как добавки системы «Релаксол».
В работах НИИЖБа было показано, что комбинация
промышленной смеси тиосульфата и роданида натрия с суперпластификатором
С-3 приводит к определенному синергизму, т. е. усилению их инди-
4. Материалы с применением отходов химико-технологических... 243
видуального ускоряющего и пластифицирующего влияния. Это
позволило предложить комплексные добавки «Реламикс» (табл. 4.7).
Таблица 4.7
Сравнительная эффективность комплексных добавок (данные НИИЖБ)
Добавка
С-3
Реламикс-1
Реламикс-2
Реламикс-3
Дозировка^
массы
цемента
0,6
0,5
0,5
1,0
Сохраняемость
бетонной
смеси, ч
0,75-1,0
0,75-1,00
75-1,0
1,5-2,0
Повышение
прочности
при нормальном
твердении, %
1—3 сут
10-20
20-40
30-45
40-50
7—28 сут
5-10
10-15
20-25
20-25
Показатели
долговечности
морозостойкость
F300
F400
F500
F500
водонепроницаемость
W8
W10
W10
W12
Добавки электролитов используются в производстве бетонов,
растворов, керамических и других строительных материалов. Так, дис-
тиллерные отходы производства кальцинированной соды применяют
как добавку, содержащую СаС12 и NaCl, к бетонам при зимнем
бетонировании, изготовлении местных вяжущих совместным мокрым
помолом с гранулированным доменным шлаком и т. д. Высокие
концентрации ионов Са2+ и Na+ в дистиллерной жидкости обеспечивают
активизацию шлака.
Щелочесодержащие отходы могут служить компонентами шла-
кощелочных вяжущих и бетонов. Небольшие их добавки вызывают
эффект разжижения сырьевых цементных шламов и керамических
шликеров.
Крупнотоннажными щелочесодержащими отходами являются
сульфатно-содовые продукты, образующиеся при термическом
обезвреживании промышленных стоков химических производств.
Сульфатно-содовые отходы содержат смесь сернокислого, карбонатного и
сернистого натрия (%): Na2S04 - 55-80, Na2C03 — 2—35, NA2S - 1-6.
Значительный интерес для производства шлакощелочных вяжущих
представляют щелочесодержащие отходы, не требующие
дополнительной переработки. К ним относятся твердые и жидкие отходы
литейного производства, образующиеся в виде отработанных шламов
при химической и электрохимической очистке металлических
отливок и труб от остатков керамики, пригара и окалины в растворах и
расплавах щелочей. Химический состав шлама следующий (%):
NaOH - 40-70, Na2C03 - 10-20, NaN03 - 5-20, Fe203 - 14-8,
Na2Cr04 — 0,3—1. Щелочь до 70—85% содержится в шламе в
свободном состоянии и в виде силикатов, карбонатов и др.
244 Строительные материалы из отходов промышленности
Использование отработанных щелочных отходов литейного
производства в качестве щелочного компонента для шлакощелочных
вяжущих позволяет получить шлакощелочные бетоны классов В40—В60.
К щелочесодержащим отходам, не требующим дополнительной
обработки, относятся и отработанные карбонатные растворы после
очистки воздуха, кислорода, газов, этилена, стирола в щелочных растворах.
4.7. Применение отходов коксо-
и нефтехимического производств
На основе отходов, получаемых в процессе очистки
каменноугольных смол (фусов), возможно приготовление материалов для защитных
покрытий бетонных, железобетонных и металлических изделий.
Такие составы получают при растворении фусов в уайт-спирите и
других растворителях с добавлением поливинилхлоридной смолы и
последующем отстаивании в течение получаса.
Рекомендованы следующие составы защитных покрытий (% по
массе): фусы — 30—70, растворитель — 30—65; фусы — 30—70, поли-
винилхлоридная смола — 3—5; растворитель — 22—65.
Разработанные покрытия обладают хорошей адгезией к бетону и
металлу, устойчивой гидрофобностью, высокой прочностью и
водостойкостью. Стоимость покрытий, по сравнению с существующими
(например, на основе каменноугольного пека), меньше на 10—20%, а
время полного высыхания сокращается в 2 раза. Сплошность
защитного покрытия на основе фусов достигается при 3-слойном
нанесении состава, а покрытий на основе пека — при 6-слойном.
Кубовые остатки ректификации сырого бензола можно использовать
в качестве компонента органического связующего на основе фурфу-
ролацетонового мономера (мономер ФА), что увеличивает
относительное удлинение образцов при разрыве при практически неизменной
прочности на растяжение. Оптимальное количество добавки кубовых
остатков составляет примерно 50% от массы мономера ФА. На
основе совмещенного связующего установлены оптимальные составы по-
лимербетона (% по массе): щебень — 40—42; песок — 30—32;
минеральная мука— 15,3—16,5; мономер ФА — 6—12; кубовые остатки —
3—4; отвердитель (бензосульфокислота) — 1,5—2,7.
Бетоны на основе кубовых остатков характеризуются такими
физико-механическими свойствами: плотность — 1800—1820 кг/м3;
предел прочности, МПа, при сжатии — 67,7—68,2, изгибе — 19,2—21,2,
растяжении — 7—7,1; модуль упругости — 19 300—19 500 МПа;
теплопроводность — 0,732—0,754 Вт/(м • °С); удельная теплоемкость —
0,607—0,614 кДж/(кг • °С). Полимербетоны обладают коррозионной
устойчивостью в растворах серной и соляной кислот, а также в сер-
4. Материалы с применением отходов химико-технологических... 245
нокислотном травильном растворе, содержащем 20—22% серной
кислоты при температуре 95 °С. Их можно применять для изготовления
травильных емкостей, резервуаров для цехов ректификации
коксохимических заводов.
Коксохимические заводы выбрасывают в отвалы в больших
количествах и кислую смолку, получаемую при переработке сырого
бензола. По химическому составу она представляет собой смесь смолистых
веществ (продуктов окисления на воздухе непредельных
углеводородов), способных полимеризоваться при 120—140 °С. Содержание в
кислой смолке свободной серной кислоты составляет 10—30%,
бензольных углеводородов — 25—40, полимеров — 40—60%.
Исследования показали, что кислая смолка является хорошим ин-
тенсификатором помола цемента. В частности, тонкость помола шла-
копортландцемента при введении интенсификатора помола данного
вида повышается до 20%.
При твердении цементного камня в воде и в воздушно-влажных
условиях добавки оптимальных количеств кислой смолки @,5—1%)
могут быть рекомендованы как активизатор твердения цемента в
ранние сроки. Прочность цементного камня увеличивается через 7 сут на
18—37%, в 28-суточном возрасте значения прочности приближаются
к контрольным показателям или превышают их на 8—10%.
Кислая смолка — активная вспучивающая добавка, так как
содержит не менее 50% углеродистого вещества, ее можно использовать в
производстве керамзита. Экспериментальная проверка показала, что
ввод 1—3% кислой смолки в керамзитовую массу позволяет получать
керамзитовый гравий плотностью 250—450 кг/м3 (табл. 4.8). Возможно
использовать кислую смолку вместо солярового масла.
Из кислой смолки после ее нейтрализации возможно изготовление
дорожных дегтей. Свойства нейтрализованной смолки близки к
свойствам дорожного каменноугольного дегтя марок Д-4—Д-6.
Эффективно введение в нейтрализованную смолку 15—25% жидкого битума.
Бетон на таком вяжущем обладает прочностью при 50 °С 1,5—
1,6 МПа, 20 °С — 3,5—4; коэффициентами теплостойкости 2,25—2,45
и водостойкости 0,82—0,83.
В производстве дорожно-строительных материалов применяют
также побочные продукты пиролиза нефтяных фракций — смолы.
Пиролиз жидких углеводородных (нефтяных) фракций производят с
целью получения низших олефиновых углеводородов — этилена,
пропилена и т. д. Состав и свойства смол зависят от вида сырья и
технологического режима пиролиза. Так, при пиролизе нефтяного газа,
бензиновой фракции, керосина получают смолистую жидкость
темного цвета, кипящую при температурах 200—360 °С вязкостью 0,5—
2 Па • °С при 20 °С. Эта смола содержит до 95% ароматических
углеводородов, в том числе стирола, индена и дициклопентадиена в сумме
30—50%. Некоторую часть смол пиролиза перерабатывают вместе с
246
Строительные материалы из отходов промышленности
Таблица 4.8
Свойства керамзитового гравия с добавкой кислой смолки
Добавка, %
Кислая
смолка:
1,0
1,5
2,0
2,5
3,0
Соляровое
масло, 3,0
Коэффициент
вспучивания
5,5
5,7
6,0
6,3
6,8
4,46
Насыпная плотность,
кг/м3
440
410
390
330
238
495
Коэффициент
деформативности зерен
1,36
1,38
1,22
1,26
1,20
1,18
Водопоглощение
в течение 1 ч, %
23,6
23,9
24,1
24,6
24,9
19,35
Механическая прочность
на сжатие, МПа
2,1
2,08
1,6
1,28
0,67
2,51
Содержание БОз,
% по массе
0,85
0,82
0,82
0,87
0,95
0,42
нефтью для увеличения выхода бензина, часть используют для
производства инден-кумароновых и нефтеполимерных смол, часть
применяют в качестве тяжелого котельного топлива.
При полимеризации смол пиролиза получают нефтеполимерные
смолы. Они имеют температуру размягчения от 50 до 100 °С, плотность
0,86—0,90 г/см3 при 20 °С и почти полностью растворимы в бензоле.
При пластификации нефтеполимерных смол экстрактами
селективной очистки масляных фракций или другими пластификаторами
получают вяжущие для дорожного строительства, в том числе для
цветных полимербетонов. С этой целью пластификатор нагревают до
70—80 °С и загружают в подготовительный котел, куда подают неф-
теполимерную смолу, измельченную до кусков не более 200 мм. Для
полного растворения смолы температуру в котле поддерживают в
пределах 120—130 °С при циркуляции массы. Рабочий котел оборудован
мешалкой для дополнительного перемешивания вяжущего. Здесь
поддерживают температуру 110—130 °С.
Технологический процесс приготовления полимербетонных смесей
аналогичен приготовлению асфальтобетонных. Температура готовой
4. Материалы с применением отходов химико-технологических... 247
смеси должна быть 120—150 °С. После уплотнения материал имеет
следующие характеристики: предел прочности при сжатии — 2,5—
4 МПа при 20 °С, 0,85-1,5 МПа при 50 °С и 6,0-8,0 МПа при 0 °С,
коэффициент водостойкости — 0,92—1,0, набухание — 0—0,4%, во-
донасыщение — 0,3—0,4%. Нефтеполимерные смолы светлого цвета
позволяют получать цветные полимербетонные смеси.
Из отходов нефтеперерабатывающей промышленности для
производства строительных материалов интерес представляют кислые
гудроны, которые образуются при сернокислотной очистке масел,
парафинов, керосино-газойлевых фракций от ароматических углеводородов.
Состав кислых гудронов весьма разнообразен. Гудроны,
образующиеся при очистке смазочных масел серной кислотой, содержат 32—
49% H2S04, 49-60% органической массы и 2—8% воды. При очистке
парафинов серной кислотой в кислых гудронах преобладает H2S04
G8—85%), содержание органической массы не превышает 8—16%,
такие гудроны воды практически не содержат.
Предложен способ получения дорожных битумов из гудронов
сернокислотной очистки масел. Этот способ, однако не получил
развития из-за содержания в кислом гудроне больших количеств серной
кислоты и низкого качества выделяемого вяжущего.
После слива кислого гудрона в пруды-отстойники его вязкость
значительно возрастает, он становится почти твердым, обводняется,
а часть серной кислоты вымывается дождями и снегом.
Основной способ утилизации кислого гудрона заключается в
нейтрализации серной кислоты известью с последующим удалением
воды. Однако нейтрализованный гудрон не отличается
удовлетворительными свойствами как вяжущий материал. Его используют как
компонент дорожного битума, но не улучшающий качество, а скорее,
как добавку, позволяющую увеличить выход битума.
Одним из возможных способов утилизации кислого гудрона
является добавка его при обжиге цементного клинкера во вращающихся
печах. Известковые породы, входящие в состав сырьевой смеси,
реагируют с избыточной серной кислотой, в то время как другие нефте-
содержащие компоненты сгорают, выделяя полезную тепловую
энергию. Практическая реализация данного способа требует разработки
специальных мер экологического характера.
Кислые гудроны можно использовать в качестве топлива (как
компонент мазута), а также как сырье для получения олифы.
Кислый гудрон опробован также как добавка в глиномассу для
производства керамзита. Расход добавки составил 1—2% от массы
шихты. При введении добавки насыпная плотность керамзита
снижалась на одну марку.
Остатки от регенерации отработанных смазочных масел могут быть
использованы в дорожном строительстве в качестве разжижающей
248 Строительные материалы из отходов промышленности
добавки для вязких битумов; после термоокислення как
пластифицирующей добавки.
При добавлении остатка от регенерации в количестве 5—10% к
битуму с глубиной проникания иглы (пенетрацией) 6—9 мм
получают битум с пенетрацией 9—13 мм, а при введении до 15% остатка —
20—30 мм, который может быть использован для производства
теплого асфальтобетона.
Окисление остатка от регенерации масел можно производить на
обычных установках для переработки гудрона в битум.
Отработанные масла и другие нефтеотходы используются как
добавка, способствующая вспучиванию глин при обжиге керамзита, для
смазки форм в производстве железобетонных изделий и др.
4.8. Утилизация растворов и шламов
На предприятиях химической и других отраслей
промышленности образуется значительное число отходов в виде растворов и шламов.
Многие из них могут быть использованы в производстве различных
строительных материалов.
Многотоннажный отход производства соды по аммиачному
способу (так называемая дистиллерная жидкость) имеет начальную
плотность 1,12—1,13 г/см3, после упаривания позволяет получать продукт,
содержащий более 30% СаС12. После смешивания его с нитратными
щелоками производства азотной кислоты получают нитрит-нитрат
хлорида кальция (ННХК). Имеется многолетний положительный
опыт применения ННХК как комплексной добавки в производстве
бетонных и железобетонных изделий, которая, позволяя
существенно ускорить твердение бетона, вместе с тем защищает стальную
арматуру от коррозии. Добавка ННХК является также эффективной
противоморозной добавкой. Испытания показали, что добавка ННХК
может существенно ускорять твердение асбестоцементных изделий
при нанесении растворов с концентрацией 27—40% на асбестоцемен-
тный слой в количестве 2% массы цемента. В этом случае «разбороч-
ная» прочность асбестоцементных листов возрастает в 1,8—3,5 раза,
а стандартные показатели продукции достигаются уже через 3—5 сут
твердения. При этом можно сократить время пребывания листов в
конвейере предварительного твердения до 2,5—3 ч.
После отделения дистиллерной жидкости твердые отходы
содового производства могут быть использованы для получения известьсо-
держащего вяжущего и материалов на его основе.
Технология получения известьсодержащего (известково-белитово-
го) вяжущего основана на термообработке твердого отхода содового
производства при температуре 900—1000 °С, сушке кварцевого песка
4. Материалы с применением отходов химико-технологических... 249
и последующего их совместного измельчения до удельной
поверхности 4000—5000 см2/г в определенном соотношении с добавлением
полуводного гипса, замедляющего гидратацию вяжущего, интенсифи-
катора помола и воды для частичной гидратации окиси кальция.
Полученный в процессе помола продукт пневмотранспортом подается в
силос.
Имеется опыт Стерлитамакского завода строительных материалов
в производстве и применении такого вяжущего, силикатного
кирпича и ячеистых бетонов.
Отработанные сернокислые травильные растворы после
нейтрализации известью состоят из 60—70% гипса и 30—40% железистых
отходов. Они могут быть использованы в качестве химического
активатора шлаковых бетонов. Использование отработанных травильных
растворов позволило получить шлакокерамзитобетон класса 7,5 при
понижении расхода цемента на 20%, плотности — до 16%,
коэффициента теплопроводности — до 12%. Кроме того, введение добавки
позволило снизить величину температуры изотермического прогрева с
90 до 60 °С без увеличения общей продолжительности тецловлажно-
стной обработки.
В виде водной пульпы образуются отходы хлорного производства.
Эта пульпа содержит (%): гипохлорит кальция — 7—15, гидроксид
кальция — 3—5, карбонат кальция — 2—3, Fe203 + A1203 — 1—3,
Si02 — 1—2, MgO — 2—3. Эксперименты показали, что добавка
пульпы с содержанием 4—8% «активного хлора» ускоряет набор
прочности бетона особенно в начальные сроки твердения при постоянном В/
Ц. Отходы хлорного производства, содержащие гипохлорит кальция,
могут служить активным затворителем сталеплавильных шлаков.
Прочность бетонов на малоактивных конвертерных шлаках для
оснований дорожных одежд при затворении пульпой, содержащей
гипохлорит кальция, возросла в несколько раз по сравнению с прочностью
бетонов, затворенных водой. Существенно возрастает также прочность
поверхностного слоя бетона при пропитке его поверхности пульпой,
а также устойчивость его к воздействию противогололедных солей. В
результате взаимодействия гипохлорита кальция с цементным камнем
образуются малорастворимые комплексные соли, заполняющие
поверхностные поры и микротрещины.
Хлорсодержащие отходы представляют также интерес для
производства цементного клинкера как минерализующая добавка и для
низкотемпературной технологии алитового цемента.
В виде пульп и шламов выбрасываются отходы предприятий по
производству калийных удобрений, нитроаммофоски, технической
тиомочевины, капролактама, синтетических моющих средств,
лакокрасочных материалов, фармацевтических препаратов и др. Область
их возможного применения устанавливается по содержанию и
составу твердой фазы с учетом влажности, токсичности и других факторов.
250
Строительные материалы из отходов промышленности
Например, отходы производства химических предприятий,
содержащие барит, могут использоваться для интенсификации обжига
портландцементного клинкера и выпуска высокосульфатостойкого
барийсодержащего портландцемента. Отходы производства
технической тиомочевины — так называемый «черный шлам», содержащие
Са(ОНJ — 40—50%, тиомочевину — 0,5—1%, представляют интерес
для производства цементно-известковых растворов и автоклавных
бетонов.
Отходы призводства синтетических моющих средств включают
различные поверхностно-активные вещества, а также такие
электролиты, как сульфат натрия, триполифосфат натрия, силикат натрия и
др. Они могут успешно использоваться как добавки —
полуфункциональные модификаторы в производстве вяжущих растворов, бетонов,
керамических и других материалов.
В технологических циклах машиностроительных,
металлообрабатывающих и других предприятий широко применяют гальванические
покрытия, наносимые на поверхность металлических изделий.
Гальванические покрытия применяются для повышения коррозионной
стойкости, износоустойчивости и улучшения декоративного вида
изделий. При этом неизбежно образуются токсичные сточные воды,
которые нельзя сбрасывать без очистки в водоемы и канализацию, а
очистка их обычными механическими и биохимическими методами,
как правило, не дает положительных результатов.
В ряде случаев оказывается возможным «захоронение» отходов
гальванических производств в строительных материалах, при этом
достигается как экологический, так и технико-экономический эффект.
Например, хромосодержащие осадки после сушки до
гигроскопической влажности, а при значительном содержании органических
составляющих прокаленные до озоления, могут использоваться в
качестве красителя при производстве декоративного стекла.
Проведены исследования, показавшие возможность использования
добавок гальванических осадков в асфальтовых смесях. В некоторых
странах прокаленные гальванические шламы используют для
получения строительных блоков с применением портландцемента и других
вяжущих материалов.
Показана возможность использования гальванических отходов в
производстве керамических материалов. При этом уменьшается их
чувствительность к сушке, улучшается окраска.
МАТЕРИАЛЫ ИЗ ОТХОДОВ
ПЕРЕРАБОТКИ ДРЕВЕСИНЫ
И ДРУГОГО РАСТИТЕЛЬНОГО СЫРЬЯ
5.1. Общая характеристика отходов
В России находится около 50% мировых запасов древесины.
Более половины ее ежегодных заготовок направляется на нужды
строительства.
Анализ потребления древесины показывает, что ее заготовка и
переработка сопровождаются огромными потерями. До 50% всей
перерабатываемой древесины составляют побочные продукты в виде
отходов, большая часть которых сжигается или вывозится в отвал.
Между тем они являются ценным сырьем для производства
разнообразных строительных материалов, а также для гидролизной,
целлюлозной и других отраслей промышленности. Утилизация отходов
древесины имеет огромное народнохозяйственное значение. С одной
стороны, она позволяет удовлетворить потребность строительства во
многих конструктивных, облицовочных и теплоизоляционных
материалах, по техническим свойствам в ряде случаев превосходящих
пиломатериалы, а с другой — существенно сократить объемы вырубки
леса.
Объемы строительно-монтажных работ увеличиваются гораздно
быстрее, чем объемы заготовляемой древесины. В связи с этим
кондиционная древесина становится в строительстве все более
дефицитным материалом. Удельные нормы расхода лесоматериалов в
капитальном строительстве постоянно снижаются. Использование отходов
заготовки и переработки древесины является важнейшим источником
удовлетворения потребностей строительства в эффективных
строительных материалах.
Отходы древесины образуются на всех стадиях ее заготовки и
переработки. К ним относятся: ветви, сучья, вершины, откомлевки,
козырьки, опилки, пни, корни, кора и хворост, которые в сумме
составляют около 21% всей массы древесины. При переработке древесины
на пиломатериалы выход продукции составляет в среднем 65%, а
остальная часть образует отходы в виде горбыля A4%), опилок A2%),
срезок и мелочи (9%). При изготовлении из пиломатериалов
строительных деталей, мебели и других изделий получают отходы в виде
252
Строительные материалы из отходов промышленности
стружки, опилок и отдельных кусков древесины, составляющие до
40% массы переработанных пиломатериалов.
Отходы, образующиеся в процессе обработки древесины,
классифицируют в зависимости от их вида на три группы: твердые (или
кусковые), мягкие (опилки, стружка) и кора. Отходы классифицируют
также в зависимости от последовательности получения: образуемые
при заготовке леса; использовании древесины в круглом виде;
первичной и вторичной обработке и переработке древесного сырья.
Для производства строительных материалов и изделий в основном
используют опилки, стружку и кусковые отходы. Последние
применяют как непосредственно для изготовления клееных строительных
изделий, так и перерабатывая их на техническую щепу, а затем на
стружку, дробленку, волокнистую массу и т. д.
Опилки — один из наиболее массовых отходов лесопиления и
деревообработки. Частично опилки используют на гидролизных заводах
спиртового и дрожжевого профиля, как выгорающую добавку при
производстве кирпича или как заполнитель в гипсоопилочных
плитах, но значительная их часть сжигается или сбрасывается в отвал.
Фракционный состав опилок зависит от способа получения и
составляет 10—0,2 мм. Частицы крупностью менее 0,2 мм составляют
древесную муку. Насыпная плотность и пористость древесных отходов
зависят от вида древесных пород и фракционного состава (табл. 5.1).
Таблица 5.1
Фракционный состав и свойства древесных опилок
Фракционный состав, %,
частиц крупностью, мм
20-10
—
40
25
35
10-5
100
40
25
35
5-2,5
—
20
50
30
Насыпная плотность
в сухом состоянии, кг/м
194,0
175,7
217,0
226,5
Пористость,
% от объема
74,7
72,0
71,9
70,8
Способ получения опилок предопределяет их физические
особенности. При распиловке бревен на лесопильной раме получают
опилки крупностью до 7 мм, имеющие форму, близкую к кубической. При
обработке древесины на круглопильных станках опилки имеют
волокнистую структуру и размеры 1—2 мм. Опилки, полученные на
лесопильной раме, имеют большие размеры поперек волокон, что, как
правило, неблагоприятно сказывается на механических свойствах
изделий.
Технологическая щепа — это продукт первичного измельчения
кусковых отходов и неделовой древесины, предназначенный для после-
5. Материалы из отходов переработки древесины... 253
дующей переработки на дробленку, стружку или волокнистую массу.
Щепу получают на дисковых или барабанных рубильных машинах.
Технологическая схема производства щепы показана на рис. 5.1.
Рис. 5.1. Схема производства щепы с замкнутым циклом сортировки:
1 — древесина-долготье; 2 — рубильная машина; 3 — циклон; 4— конвейер; 5 —
плоская сортировка; 6 — дезинтегратор; 7— вертикальный элеватор; #
—ленточный конвейер; 9 — приемник; 10 — пневмоконвейер
Требования к щепе определяются ее назначением. Обычно
нормируются размеры щепы, содержание в ней гнили, коры и минеральных
примесей. При изготовлении волокнистой массы в производстве
древесно-волокнистых плит для нормальной работы размольных
агрегатов желательно, чтобы куски щепы были приблизительно одинаковы:
длина волокон 20—25 мм, ширина поперек волокон 15—30 мм и
толщина 3—5 мм. Для производства древесно-стружечных плит
плоского прессования оптимальная длина щепы составляет 40 мм, а при эк-
струзионном — 20, оптимальная же толщина в обоих случаях равна
30 мм. В технологической щепе содержание гнили ограничено (до 5%)
или вообще недопустимо, содержание минеральных примесей должно
составлять 0,3—1%. Объем коры в производстве древесно-волокнистых
плит не должен превышать 15%, а древесно-стружечных — 12%.
Характер последующей переработки щепы определяется видом
получаемого материала. Для получения арболита применяют
дробленку или стружку, древесно-стружечных плит — стружку,
древесно-волокнистых плит — волокнистую массу.
Древесная дробленка должна иметь коэффициент формы
(отношение наибольшего размера к наименьшему) 5—10 и толщину 3—5 мм.
254
Строительные материалы из отходов промышленности
Наибольшая длина — до 25 мм. Такая форма частиц позволяет
приблизить по абсолютному значению влажностные деформации вдоль
и поперек волокон и снизить их отрицательное воздействие на струк-
турообразование и прочность арболита.
Стружка для изготовления арболита должна иметь минимальную
толщину 0,1—1 мм и длину 2—20 мм, для наружных слоев
древесностружечных плит — соответственно 0,1—0,2 и 10—20, средних слоев —
0,4 и 40—60. Стружка может быть получена и непосредственно из
отходов лесопиления без предварительной их переработки на щепу.
Сырье перед переработкой на стружку подвергается специальной
подготовке, заключающейся в сортировке по породам,
гидротермической обработке, окорке, разделке, удалению гнили.
Гидротермическая обработка древесины производится паром при давлении 0,25—
0,3 МПа или проваркой ее в воде при 70—85 °С. Нагрев и увлажнение
древесины снижают шероховатость стружек, сокращают количество
мелкой фракции. Древесина, поступающая на переработку в
стружку, должна иметь влажность 30—40% и температуру в зависимости от
породы 10-50 °С.
Волокнистую массу для изготовления древесно-волокнистых плит
получают механическими, термохимическими и
химико-механическими способами.
Механический размол основан на истирании древесины в
специальных машинах, рабочими органами которых служат быстро
вращающиеся рифленые диски или металлические билы. Для облегчения
размола и увеличения выхода волокнистой массы в смесь добавляют
большое количество воды.
Особенностью термомеханического размола является
предварительная обработка волокнистой массы паром при давлении 0,8—
1 МПа.
Химико-механические способы основаны на различной
растворимости отдельных химических веществ, составляющих древесину, в
слабых растворах щелочей. Эти способы состоят из двух процессов:
химической обработки щепы и механического размола.
Средняя длина волокон в массе колеблется от сотых долей
миллиметра до 3—4 мм, а диаметр их составляет 30—50 мкм.
В производстве строительных материалов применяют отходы как
хвойных, так и лиственных пород. При этом для производства
большинства материалов хвойные породы предпочтительнее, так как они
содержат меньше водорастворимых экстрактивных веществ, а также
различных Сахаров, дубильных и смолянистых веществ,
отрицательно влияющих на процессы твердения цементов. В древесине хвойных
пород велико содержание длинных и прочных волокон, что
позволяет получать из нее высококачественную волокнистую массу.
При применении в производстве экструзионных древесно-стру-
жечных плит сырья из лиственных пород повышается расход смолы,
5. Материалы из отходов переработки древесины...
255
уменьшается производительность пресса на 30—40%, а прочность плит
снижается на 25—30%.
Для уменьшения количества экстрагируемых веществ в древесных
отходах содержание примесей коры должно быть минимальным,
полезно также вылеживание древесины после рубки на складах в
течение 4—6 мес. «Цементные яды», содержащиеся в древесине,
обезвреживаются ее минерализацией, т. е. пропиткой растворами солей,
такими как хлорид кальция, сернокислый глинозем, растворимое
стекло и др.
Разработаны технологии получения строительных материалов из
коры и одубины — отхода производства дубильных экстрактов.
Дубильные экстракты используются в кожевенной
промышленности, для обработки и облагораживания натуральной кожи.
Исследования подтвердили возможность организации
производства арболита на одубине фракции 2,5—10 мм. Полученный на этих
отходах арболит имеет среднюю плотность около 650 кг/м3 и
прочность 1,5—2 МПа.
Количество коры на стволах деревьев различных пород (в % к
объему стволов) составляет: для сосны — 11 — 17, ели — 9—16, березы —
13—15, осины — 11—18, дуба— 16—23, лиственницы — 22—24,
кедра— 11—16, пихты— 11—15%.
Механические свойства коры зависят от влажности и изменяются
в больших пределах. Так, при увеличении влажности коры сосны от
20 до 70% временное сопротивление растяжению вдоль волокон
снижается в 2,3 раза, поперек волокон — в 6,7 раза, временное
сопротивление срезу поперек волокон — в 2,1 раза, вдоль волокон — в 3,8 раза.
Химический состав коры резко отличается от состава древесины.
Это различие обусловливается их разным анатомическим строением.
Кора содержит значительно больше экстрактивных веществ, чем
древесина.
Важным источником строительного сырья также являются
сельскохозяйственные отходы растительного происхождения. Особенно
значительным является объем таких отходов переработки
растительного сырья как стебли хлопчатника и костра.
Костра — это отход первичной переработки стеблей конопли и
льна после пропускания их через пенькомяльные машины,
отделяющие пеньку от измельченной одревесневшей части стебля. Длина
частиц конопляной костры составляет 10—70 мм (льняной — 55 мм),
ширина — до 3 мм и толщина — 0,2—0,3 мм. Средняя плотность 100—
120 кг/м3.
Костра практически не содержит водорастворимых Сахаров, так как
они выщелачиваются при предварительном вымачивании лубяных
культур на пенькообрабатывающих предприятиях. Поэтому костру
перед смешиванием с цементом, в отличие от древесного заполните-
256
Строительные материалы из отходов промышленности
ля, предварительно не замачивают в проточной воде или растворе
солей.
Дробленые стебли хлопчатника (гуза-пай) остаются после уборки
хлопка. В стеблях хлопчатника так же, как и в древесине,
присутствуют водорастворимые вещества, состав которых представляет собой
сложный комплекс органических соединений. При вылеживании
стеблей хлопчатника в результате биологического и климатического
воздействия содержание в ней водорастворимых веществ уменьшается.
Содержание очесов, пакли и других комковатых включений в
костре льна, конопли и дробленых стеблях хлопчатника не должно
превышать 4% по массе.
В качестве заполнителей композиционных строительных
материалов, кроме рассмотренных выше отходов, могут быть использованы
рисовая солома, рисовая и подсолнечная лузга.
5.2. Материалы на основе минеральных вяжущих
Древесные отходы без предварительной переработки (опилки,
стружка) или после измельчения (щепа, дробленка, древесная шерсть)
могут служить заполнителями в строительных материалах на основе
минеральных вяжущих. Эти материалы характеризуются невысокой
средней плотностью (р0 = 300—800 кг/м3) и теплопроводностью
(X = 0,093—0,23 Вт/(м • °С)), а также хорошей обрабатываемостью.
Пропиткой древесных заполнителей минерализаторами и
последующим смешиванием их с минеральными вяжущими обеспечивается
биостойкость и трудносгораемость материалов на их основе.
Недостатками материалов на древесных заполнителях являются высокое
водопоглощение и сравнительно низкая водостойкость.
По назначению эти материалы делятся на теплоизоляционные,
конструкционно-теплоизоляционные и конструкционные.
В композиции с древесными заполнителями могут применяться все
виды минеральных вяжущих, основным среди которых является
портландцемент.
Степень пригодности основных пород древесины для изготовления
материалов с применением портландцемента приведена в табл. 5.2.
Наряду с древесными заполнителями для производства
материалов с применением минеральных вяжущих могут применяться и
другие целлюлозосодержащие заполнители.
При применении древесных и других растительных заполнителей
эффективно применение быстротвердеющего портландцемента с
преобладанием алита как основного минерала цементного клинкера.
Использование быстротвердеющих цементов позволяет получить
достаточную прочность материалов до начала активного выделения
5. Материалы из отходов переработки древесины...
257
Таблица 5.2
Пригодность некоторых пород древесины
для композиции «древесина—цемент»
Порода древесины
Ель
Тополь
Береза
Сосна
Дуб
Ясень
Лиственница
Содержание
водорастворимых
веществ, %
1,12
1,29-1,45
2,67
3,16-6,2
2,55-7,33
2,24-5,81
10,6
Степень пригодности
древесины
1
2
3
4
5
6
7
вредных веществ древесины. Наряду с применением высокоалитовых
цементов имеется положительный опыт использования быстросхваты-
вающихся белитошламовых цементов, не содержащих алита. Основным
компонентом этих вяжущих является белит, который в меньшей
степени подвержен действию экстрактивных веществ, содержащихся в
заполнителе растительного происхождения. Это вяжущее получают
путем совместного помола обожженного при 650—700 °С так
называемый белого шлама — отхода металлургического производства и 12—
15% гипса.
С успехом могут быть также использованы алинитовый цемент и
вяжущее ВНВ (вяжущее низкой водопотребности). Алинитовый
цемент получают на основе алинитового клинкера низкотермального
синтеза (обжигом до спекания при температуре 1000—1200 °С) из
смеси, содержащей хлорид кальция (хлорид магния) и
обеспечивающей преимущественное содержание в клинкере высокоосновного
хлорсиликата кальция (алинита), а также ортосиликата, хлоралюми-
ната, хлоралюмоферрита и хлорферрита. Алинитовый цемент
выпускается марок 400, 500 и 550. Его целесообразно использовать для не-
армированных конструкций и изделий.
Вяжущее низкой водопотребности (ВНВ) получают совместным
размолом портландцементного клинкера и минеральных добавок
(песка, шлака и др.) при введениии суперпластификатора. Удельная
поверхность ВНВ — 4500—5200 см2/г. Сроки схватывания его можно
регулировать в широком диапазоне от 30 мин до 24 ч при нормальных
условиях. По сравнению с портландцементом ВНВ обладает
значительно меньшей водопотребностью (нормальная густота 14—16%) и
9 Заказ №4087
258
Строительные материалы из отходов промышленности
большей скоростью набора прочности, что позволяет улучшить струк-
турообразование в контактной зоне с древесным заполнителем.
В отличие от цемента высокопрочный гипс обеспечивает более
быстрое твердение, а также получение материалов с меньшей
плотностью и большей прочностью при одинаковом расходе вяжущего.
Производство древеснонаполненных материалов на основе
высокопрочного гипса значительно проще, чем на основе цемента. В связи
с тем, что высокопрочный гипс при взаимодействии с водой
образует нейтральную среду, которая в отличие от щелочной не вызывает
выделения из древесины Сахаров, отрицательно влияющих на твердение
цемента, нет необходимости минерализовать древесный заполнитель.
К числу лучших вяжущих для строительных изделий на
заполнителях растительного происхождения относятся магнезиальные
вяжущие (каустический магнезит и каустический доломит), затворяемые
водными растворами хлористого магния и некоторых других солей.
Производство этих вяжущих, однако, весьма ограничено, в основном,
в связи с дефицитом солевых затворителей.
Главными представителями группы материалов на древесных
заполнителях и минеральных вяжущих являются арболит, фибролит и
опилкобетоны.
Арболит и цементно-стружечные материалы. Арболит — это легкий
бетон на заполнителях растительного происхождения,
предварительно обработанных раствором минерализатора. Он применяется в
промышленном, гражданском и сельскохозяйственном строительстве в
виде панелей и блоков для возведения стен и перегородок, плит
перекрытий и покрытий зданий, теплоизоляционных и
звукоизоляционных плит. Арболитовые конструкции эксплуатируют при
относительной влажности воздуха помещений не более 60%, при большей
влажности необходимо устройство пароизоляционного слоя.
Не допускаются воздействия на арболит агрессивных сред и
систематические воздействия температур свыше 50 °С и ниже —40 °С.
Наружная поверхность конструкций из арболита,
соприкасающаяся с атмосферной влагой, независимо от влажностного режима
эксплуатации должна иметь отделочный (фактурный) слой.
В зависимости от средней плотности в высушенном до
постоянной массы состоянии арболит подразделяется на теплоизоляционный
(со средней плотностью до 500 кг/м3) и конструкционный E00—
850 кг/м3) (табл. 5.3).
Теплопроводность арболита зависит от средней плотности и вида
заполнителя. Для арболита на измельченной древесине со средней
плотностью 400—850 кг/м3 теплопроводность составляет 0,08—
0,17 Вт/(м • °С), на измельченных стеблях хлопчатника и рисовой
соломы, костре льна и конопли — 0,07—0,12 Вт/(м • °С).
Физико-технические свойства арболита ва различных
заполнителях приведены в табл. 5.4.
5. Материалы из отходов переработки древесины...
259
Таблица 5.3
Средняя плотность арболита
Вид
арболита
Телоизоля-
ционный
Конструкционный
Класс
по
прочности
на
сжатие
В0,35
В0,75
В1,0
В1,5
В2,0
В2,5
В3,5
Марка
по
прочности при
осеюм
сжатии
М5
М10
М15
—
М25
М35
М50
Средняя плотность, кг/м3, арболита на:
измельченной
древесине
400-500
450-500
500
500-650
500-700
600-750
700-850
костре
льна или
дробленых
стеблях
хлопчатника
400-450
450-500
500
550-650
600-700
700-800
—
костре
конопли
—
400-450
450-500
500
550-650
600-700
—
дробленой
рисовой
соломе
500
—
—
600-700
—
—
—
Прочность арболита прежде всего определяется качеством
древесного заполнителя. Кроме того, на прочность оказывают влияние плот-
Таблица 5.4
Физико-технические свойства арболита
Показатель
Средняя плотность, кг/м3
Предел прочности при сжатии,
МПа
Предел прочности при изгибе,
МПа
Модуль упругости, МПа
Морозостойкость, не менее, цикл
Отпускная влажность, не более, %
Виды органических целлюлозных
заполнителей
древесная
дробленка
из отходов
лесопиления
400-800
0,5-3,5
0,7-1,0
200-400
25-50
25
дробленка
из отходов
лесозаготовок
500-750
0,5-3,5
0,7-1,0
200-400
25-50
25
костра
конопли
или льна
500-700
0,5-2,5
0,2-1,0
150-300
15-25
25
260
Строительные материалы из отходов промышленности
Окончание табл. 5.4
Показатель
Водопоглощение, %
Усадка, %
Сорбционное увлажнение
при относительной влажности
40-90%, %
Коэффициент теплопроводности
при влажности, равной 12—15%,
Вт/(м*°С)
Коэффициент паропроницаемос-
ти, г/(м • ч • мм рт. ст.)
Коэффициент теплоусвоения,
Вт/(м-°С)
Биостойкость
Огнестойкость
Коэффициент звукопоглощения
Виды органических целлюлозных
заполнителей
древесная
дробленка
из отходов
лесопиления
30-100
0,4-0,5
4,5-12
0,081-0,162
0,034-0,14
3,17-4,52
дробленка
из отходов
лесозаготовок
40-85
—
4,5-12
0,081-0,2
—
—
костра
конопли
или льна
30-120
0,5
—
0,069-0,116
—
—
Биостойкие
Трудносгораемые
0,17-0,6
0,17-0,5
ность, расход цемента, В/Ц, применяемые добавки, однородность
структуры.
Сравнительно невысокие прочйостные характеристики арболита
объясняются химической активностью заполнителя и его
подверженностью значительным влажностным объемным деформациям.
Химическую активность заполнителя предопределяет количество Сахаров,
содержащихся в экстрактивных веществах.
Уменьшить химическую и физическую активность заполнителя
можно введением химических и минеральных добавок, что
способствует повышению его прочностных характеристик.
Предел прочности арболита зависит от его влажности, особенно в
диапазоне от 0 до 25%. Максимальную прочность этот материал
приобретает при влажности 16—17%. Деформация при кратковременной
нагрузке (показатель сжимаемости) у арболита примерно в 8—10 раз
больше, чем у легких бетонов на минеральных пористых заполнителях.
5. Материалы из отходов переработки древесины...
261
Арболит имеет достаточно большое значение водопоглощения.
Однако преимуществом этого материала является легкая отдача
поглощенной воды, т. е. быстрое высыхание. Морозостойкость арболи-
товых изделий назначается в зависимости от режима их эксплуатации
и климатических условий района строительства; во всех случаях она
принимается не менее F25.
Для изготовления заполнителей из древесины исходный продукт
для снижения количества вредных экстрактивных веществ
определенное время выдерживают на складах (хвойные породы— не менее 2 мес,
лиственные — 6 мес). При положительной температуре выдержка
сокращается до 1 мес при условии дальнейшего измельчения
древесины в щепу. Дробленку хвойных и особенно лиственных пород
обязательно замачивают в воде или в растворах минеральных солей.
Последние, нейтрализуя действие вредных веществ в древесине,
одновременно ускоряют твердение цемента.
Состав арболита определяют расчетно-экспериментальными
методами. Расход цемента, органического заполнителя и воды зависит от
класса арболита по прочности на сжатие (табл. 5.5). Для
теплоизоляционного арболита классов ВО,35—В1 расход цемента М400
составляет 260—360 кг/м3, а конструкционно-теплоизоляционного классов
В1,5 и В2,5 — 330—450 кг/м3. Минимальный расход цемента
достигается при использовании дробленки из отходов лесопиления и
деревообработки хвойных пород, а максимальный — из отходов лесозаготовок
Таблица 5.5
Максимальный расход портландцемента марки 400 на 1 м3 арболита
Заполнитель
[Дробленка из отходов:
лесопиления и деревообработки
хвойных пород
лесозаготовок хвойных пород
лесопиления и деревообработки
смешанных пород
лесозаготовок смешанных пород
Дробленка рисовой соломы
Костра конопли или льна
Дробленые стебли хлопчатника
Максимальный расход вяжущего,
кг/м в зависимости от класса
арболита
В0,35
260
280
290
310
300
220
260
В0,75
280
300
310
330
—
310
290
В1
300
320
330
350
370
360
320
В2
330
350
360
380
400
450
360
В2,5
360
380
390
—
— 1
— |
— 1
262
Строительные материалы из отходов промышленности
смешанных пород и костры (рис. 5.2). Расход хлорида кальция и
жидкого стекла не превышает 8—9 кг/м3, сульфата алюминия — 15—20 кг/м3.
Прочность,
МПа
3
2
1
О 7 14 28 Возраст, сут
Рис. 5.2. Зависимость прочности арболита от породы древесины
для заполнителя из:
/ — ели; 2 — сосны; 3 — березы; 4 — осины
Технология изготовления арболитных изделий (рис. 5.3) включает
подготовку сырьевых материалов, приготовление арбодитовой смеси
и ее укладку в формы, твердение и сушку, отделку и складирование.
В отличие от производства искусственных минеральных пористых
заполнителей со значительными затратами энергии получение
заполнителя для арболита сводится к измельчению древесины до
получения оптимального фракционного состава. В ряде случаев может быть
использован заполнитель в виде станочной стружки и лесорамных
опилок, который требует только рассева на фракции. Однако
получение качественного арболита на этих заполнителях затруднено в связи
с тем, что они имеют развитую удельную поверхность. Это приводит
к увеличению выделения экстрактивных веществ в цементный раствор
в процессе приготовления смеси и нормируемого количества
цемента оказывается недостаточно для создания высокой прочности
структуры. Лучшие результаты дает специально приготовленная по
типовой схеме дробленка из кусковых отходов древесины.
5. Материалы из отходов переработки древесины... 263
Крупные фракции
Рис. 5.3. Схема производства изделий из арболита на древесных отходах:
/ — приемная площадка; 2 — конвейер; 3 — рубильная машина; 4 — циклон; 5 —
ленточный конвейер; 6 — молотковая дробилка; 7— пневмоконвейер; 8 — циклон;
9 — промежуточный бункер; 10 — виброгрохот; // — бункер; 12 — ванна; 13 — ра-
створосмеситель; 14 — дозаторы; 15 — арболитоукладчик; 16 — формовочные
посты; 17 — бункер для заполнителя; 18— дозатор для воды; 19— раствороуклад-
чик; 20— кран; 21 — пост выдержки
Древесина — анизотропный материал, поэтому древесная дроблен-
ка должна иметь игольчатую форму с коэффициентом формы
(отношение наибольшего размера к наименьшему), равным 5—10, и
толщину 3—5 мм. Наибольшие размеры должны быть не более 25 мм по
длине. Такая форма частиц обладает более близкими по
абсолютному значению влажностными деформациями вдоль и поперек волокон.
При наличии станочной стружки и лесорамных опилок (с целью
их утилизации) в арболитовую смесь взамен древесной дробленки
можно вводить до 30% стружки и опилок после пропуска их через
молотковую мельницу для гомогенизации и отделения на
виброгрохоте пылевидных фракций.
Наряду с неармированными изделиями из арболита
изготавливают изделия, армированные стальной арматурой.
При относительной влажности среды свыше 60% арматуру
располагают в защитном слое из бетона, который обеспечивает надежную
пассивность стали. Рекомендуется также защищать стальную
арматуру специальными покрытиями по аналогии с ячеистыми бетонами.
264 Строительные материалы из отходов промышленности
Арболитовые изделия производятся как обычные бетонные и
железобетонные изделия по конвейерной, поточно-агрегатной и
стендовой технологиям; смесь готовят в бетоносмесителях
принудительного действия.
Основной технологической операцией при изготовлении арболи-
товых изделий является уплотнение смеси до требуемой средней
плотности. Арболитовая смесь из-за свойственных ей упругих свойств не
подчиняется общим закономерностям, присущим бетонным смесям
на других видах заполнителей. При уплотнении смеси обычная
вибрация малоэффективна, а прессование приводит к тому, что после
снятия нагрузки происходят распрессовка смеси и нарушение
уплотненной структуры. Эти особенности арболитовой смеси
объясняются свойствами древесного заполнителя — легкого, упругого, пористого
материала, энергично поглощающего влагу в процессе приготовления
смеси, в результате чего смесь малоподвижна даже при больших
расходах воды. Поэтому на практике приходится поддерживать высокие
значения В/Ц, равные 1,1—1,3, а в случае получения
теплоизоляционного арболита на базе костры — еще выше.
К механизированным способам уплотнения арболита относятся
вибросиловой прокат, виброштампование, вибрирование с пригрузом.
Завершающим этапом технологического процесса является
тепловая обработка изделий до набора отпускной прочности. Пропарива-
ние арболита по обычным для бетонов режимам приводит к потере
прочности, что объясняется возникновением внутренних напряжений
за счет объемных деформаций заполнителя, которые разрушают
структуру твердеющего цементного камня; одновременно
усиливается выделение Сахаров в раствор, что способствует «отравлению»
цемента. Лучшие результаты достигаются при низкотемпературной
обработке по мягким режимам, аналогичным для древесины при ее
сушке — температуре 50—60 °С и относительной влажности воздуха
70—80%. При таком режиме арболит приобретает распалубочную
прочность через 18—20 ч. Она не превышает 25—40% марочной, а
влажность остается в пределах 30—35%. Для дальнейшего набора
прочности и снижения влажности до отпускных величин изделия
дополнительно выдерживают на закрытом складе в течение 7 дней при
температуре 16—18°С.
При применении арболита снижается трудоемкость монтажа
конструкций, а также возможно изготовление панелей полной заводской
готовности размером «на комнату» с вмонтированными оконными и
дверными блоками, электропроводкой и т. д. Арболит имеет лучшие
теплотехнические характеристики, чем керамзитобетон, что позволяет
возводить стены меньшей толщины. В некоторых сооружениях
замена традиционных материалов арболитом позволяет снизить массу
здания в 1,3—1,5 раза. При эквивалентной толщине стены по условиям
теплопередачи масса 1 м2 ограждения из арболита в 7—8 раз ниже, чем
5. Материалы из отходов переработки древесины...
265
из кирпича и в 2—3 раза ниже, чем из керамзитобетона; стоимость 1 м2
стены соответственно дешевле.
Применение арболита, по сравнению с керамзитобетоном, снижает
расход цемента на 35—55 кг/м2 ограждения при равном термическом
сопротивлении.
Эффектность арболита проявляется в наибольшей мере в тех
случаях, когда наряду с теплозащитными свойствами максимально
используются также его прочностные свойства, например, в индустриальных
бескаркасных стеновых конструкциях, где он конкурентоспособен с
современными легкими и ячеистыми бетонами.
Важнейшим фактором, определяющим высокую
технико-экономическую эффективность применения арболита, является
значительное уменьшение капитальных вложений для создания сырьевой базы
производства арболитовых конструкций по сравнению с
соответствующими затратами для производства легких бетонов на минеральном
пористом заполнителе.
Производственный опыт показывает, что при строительстве
малоэтажных зданий конструкции и изделия из арболита эффективно
заменяют кирпич, керамзитобетон, ячеистые бетоны, а по ряду
эксплуатационных свойств превосходят их.
Сравнительные технико-экономические показатели 1 м2 наружных
стен из арболита и других материалов приведены в табл. 5.6.
Таблица 5.6
Технико-экономические показатели стен из различных материалов
Показатель
Средняя плотность, кг/м3
Толщина, см
Масса, кг
Относительные значения, %:
расчетная стоимость, %
удельных капитальных вложений
приведенных затрат
Трудоемкость (производство
и монтаж), чел. • ч
Однослойная панель из
арболита
700
22
154
44
26
40
2,7
керамзитобетона
900
28
270
64
8
67
4,0
ячеистого
бетона
700
24
200
59
69
61
3,6
Наружная
стена
из
кирпича
1800
66
1200
100
100
100
8,6
266
Строительные материалы из отходов промышленности
Фибролит в качестве заполнителя и одновременно армирующего
компонента включает древесную шерсть, которая представляет собой
стружку длиной 200—500 мм, шириной 4—7 мм и толщиной 0,25—
0,5 мм. Древесную шерсть получают из неделовой древесины хвойных,
реже лиственных пород на специальных станках. В исходном сырье
исключается присутствие гнили, косослоя и свилеватости, а также
сучков диаметром более 30 мм, расположенных на расстоянии менее
200 мм друг от друга.
Фибролит выпускают в виде плит длиной 2400—3000 мм, шириной
500, 600 и 1200 мм и толщиной 30—100 мм. Для него установлены три
марки по средней плотности: 300, 400 и 500. Влажность плит не
должна превышать 20%.
Фибролит со средней плотностью до 400 кг/м3 применяют для
тепловой изоляции. Теплоизоляционный фибролит имеет
теплопроводность 0,09-0,12 Вт/(м • °С).
При средней плотности 400 кг/м3 и более фибролитовые плиты,
являясь теплоизоляционными материалами, одновременно могут
использоваться и для возведения стен, перегородок и перекрытий.
Теплопроводность конструкционно-теплоизоляционного фибролита
0,12-0,15 Вт/(м-°С).
Фибролит отличается высокой звукопоглощаемостью,
обусловленной сообщающимся характером пор, а также хорошими
обрабатываемостью, гвоздимостью, сцеплением со штукатурным слоем и
бетоном. Отрицательными свойствами фибролита являются значительная
воздухопроницаемость, большое водопоглощение, низкая
водостойкость, подверженность во влажном состоянии поражению грибком.
Технология производства фибролита включает следующие
процессы: приготовление древесной шерсти; обработку ее минерализатором;
смешивание с цементом обработанного сырья; прессование плит и их
термическую обработку. Прессование фибролита ведут пакетным
способом: теплоизоляционного — при давлении 0,01—0,1 МПа,
конструкционно-теплоизоляционного — при 0,15—0,4. Плиты, зажатые в
формах, твердеют в естественных условиях или в специальных
камерах при температуре 60—70 °С и влажности воздуха 60—70%. Средний
расход портландцемента марки М400 на 1 м3 фибролитовых плит
зависит от требуемой средней плотности и составляет 190—270 кг/м3.
При производстве 1 м3 фибролита расходуется также около 0,4 м3
древесины и 7 кг хлорида кальция.
Для фибролита, наряду со средней плотностью, влажностью и
теплопроводностью, нормируется предел прочности при изгибе, который
в зависимости от плотности и средней толщины плит составляет 0,4—
2 МПа.
Ранняя прочность фибролита так же как и других материалов на
основе древесных отходов существенно зависит от вида древесины и
применяемых химических добавок-минерализаторов (табл. 5.7).
5. Материалы из отходов переработки древесины...
267
Таб.1ица 5.7
Прочность фибролита суточного твердения на различных химических добавках
Химические добавки
Хлорид кальция
Сернокислый глинозем
Жидкое стекло
Предел прочности при изгибе, МПа, фибролита
из ели
выдержанной
0,58
0,40
0,51
свежей
0,14
0,36
0,32
из березы
выдержанной
0,28
0,41
0,43
свежей
0,1
0,25
0,23
из осины
выдержанной
0,04
0,34
0,48
свежей
0
0,32
0,28
При одинаковом термическом сопротивлении конструкций расход
цемента при применении фибролитовых теплоизоляционных плит
сокращается примерно в 2,5 раза по сравнению с конструкциями, где
утеплителем служат плиты из ячеистого бетона. Вместо цемента для
фибролита (так же, как и арболита) могут применяться другие
вяжущие, такие как строительный и высокопрочный гипс, белито-шламо-
вое вяжущее и др.
Перспективным материалом для деревянного домостроения
являются цементно-стружечные плиты (ДСП), изготавливаемые из
специальных древесных стружек и портландцемента. Эти плиты прессуют
при повышенном давлении.
Древесным сырьем для производства плит служит тонкомерная
древесина хвойных и лиственных пород. Плиты выпускают двух
марок: ЦСП-1 и ЦСП-2. Размеры плит (мм): по длине — 3200, 3600, по
ширине — 1200 и 1250 и толщине — 8—40. Другие показатели
приведены в табл. 5.8.
Таблица 5.8
Физико-механические показатели цементно-стружечных плит
Показатель
Плотность, кг/м3
Предел прочности при изгибе, МПа, при толщине, мм:
8-16
1 18-24
26-40
Разбухание по толщине после 24 ч выдержки вводе,
%, не более
Марка плит
ЦСП-1
1200
12
10
9
2
ЦСП-2
1400
9
8
1
2
268
Строительные материалы из отходов промышленности
Окончание табл. 5.8
Показатель
Водопоглощение за 24 ч, %, не более
Влажность, %, не более
Твердость, МПа, не менее
Удельное сопротивление выдергиванию шурупов
из пластин, Н/м
Морозостойкость (снижение прочности при изгибе после
50 циклов), %, не более
Теплопроводность, Вт/(°С • м • к)
Поглощение звука при толщине 18 мм, дБ
Марка плит
ЦСП-1
16
9
45
4-7
10
ЦСП-2
16 |
9
65
4~7
10
0,253
35
При плотности 1200—1400 кг/м3 они обладают высокой прочностью,
атмосферостойкостью, не воспламеняются, не разрушаются
термитами и дереворазрушающими грибами, хорошо склеиваются с
древесиной, пластмассами и металлами, легко обрабатываются, отделываются
красками. Их применяют в качестве наружной обшивки панелей
жилых домов, для устройства полов, изготовления дверей, а также в
качестве опалубки для бетона.
Исследования показали возможность частичной замены при
производстве плит специально нарезанной стружки мягкими отходами
лесопильно-деревообрабатывающих предприятий (станочная
стружка, опилки поперечной распиловки и лесорамные опилки). Наиболее
подходящими являются лесорамные опилки после их
фракционирования. Введение лесорамных опилок в количестве до 30% от общего
расхода древесных частиц на 1 м3 плиты не снижает прочностные
показатели и плотность плит. Существенно повысить адгезионную
прочность композиции древесина-—цементный камень, а также
снизить подверженность цементно-стружечных плит влажностным
деформациям позволяют добавки хлоридов кальция и алюминия.
Процесс производства цементно-стружечных плит включает
хранение древесного сырья налесобирже, нарезание стружки,
гомогенизацию и фракционирование стружки, формование пакетов плит,
прессование, отверждение плит, кондиционирование, отделку. Показатели
основных свойств цементно-стружечных плит приведены в табл. 5.9.
Опилкобетоны — это материалы на основе минеральных вяжущих
и древесных опилок. К ним относятся ксилолит, ксилобетон и
некоторые другие материалы, близкие по составу и технологии получения.
5. Материалы из отходов переработки древесины...
269
Таблица 5.9
Основные свойства цементно-стружечных плит
Наименование показателя
Плотность, кг/м3
Влажность, %
Разбухание по толщине за 24 ч, %, не более
Водопоглощение за 24 ч, не более
Прочность на изгиб, МПа, не менее, для толщин, мм:
8-16
18-24
26-40
Прочность на растяжение перпендикулярно к пласти
плиты, МПа, не менее
ЦСП-1
ЦСП-2
1200-1400
9±3
2,0
16,0
12,0
10,0
9,0
0,4
9,0
8,0
7,0
0,35
Опилкобетоны, содержащие кроме опилок минеральные
заполнители, применяют в монолитном строительстве или для изготовления
мелких стеновых блоков для наружных стен при возведении
малоэтажных зданий, животноводческих и других сельскохозяйственных
сооружений. При изготовлении опилкобетонных смесей цемент
сначала смешивают с песком, а затем с опилками, обработанными в
растворе минерализатора, и водой. Массу готовят в обычных растворос-
месителях. Для получения 1 м3 опилкобетона классов В1—В2 средней
плотностью 1050—1250 кг/м3 расход портландцемента марки М400
составляет примерно 130 кг, гашеной извести — 105, песка — 600,
опилок — 200 кг.
Опилкобетоны при средней плотности 300—700 кг/м3 и
прочности на сжатие 0,4—3 МПа применяют как теплоизоляционные
материалы, а при средней плотности 700—1200 кг/м3 и прочности на
сжатие до 10 МПа — как конструкционно-теплоизоляционные.
Наибольшей прочности опилкобетоны достигают при твердении в
теплых и влажных условиях. Монолитное строительство с
применением этого материала рекомендуется производить весной, для того
чтобы к осени конструкции приобрели необходимую прочность.
Стоимость 1 м2 стены из опилкобетона в среднем вдвое меньше, чем из
кирпича.
Разновидностью опилкобетонов является термопласт — сыпучий
теплоизоляционный материал,получаемый смешиванием древесных
опилок и глиносмоляной пасты. Расход материалов в кг для
приготовления 1 м3 термопласта в насыпном состоянии: лесс или суглинок,
глина (естественной влажности) — 100—150; опилки — 150—200; мае-
270 Строительные материалы из отходов промышленности
лянистый антисептик — 40—50; вода 100—150. В качестве
антисептиков применяют каменноугольную, древесную или торфяную смолу,
креозотовое и каменноугольное масла. При изготовлении
термопласта сначала путем перемешивания глинистого компонента и
маслянистого антисептика с водой в растворосмесителе получают пасту,
разбавляемую до сметанообразной консистенции и смешиваемую с
опилками. Термопласт применяется для монолитной теплоизоляции.
Средняя плотность сухого термопласта в уплотненном состоянии
400—500 кг/м3, теплопроводность не более 0,12 Вт/(м • °С).
Ксилолитом называется искусственный строительный материал,
полученный в результате твердения смеси, состоящей из
магнезиального вяжущего и древесных опилок и затворенной раствором
хлорида или сульфата магния. Этот материал в основном применяется для
устройства монолитных или сборных покрытий пола.
Преимуществами ксилолитовых полов являются их невысокий коэффициент тепло-
усвоения, гигиеничность, достаточная твердость, низкая
истираемость, возможность разнообразной цветовой окраски.
Ксилолит несгораем и малотеплопроводен, достаточно
морозостоек и водостоек, не боится ударов и выдерживает значительные
нагрузки, имеет высокий показатель на истирание.
Благодаря высокой прочности и незначительному истиранию
ксилолитовые полы с успехом могут применяться в промышленном,
жилищном и культурно-бытовом строительстве: на текстильных и
прядильных фабриках, на пищевых, винодельческих и консервных
производствах; в помещениях с интенсивным движением — в
вестибюлях клубов, кинотеатров, столовых, в коридорах школ, детсадов,
больниц и т. д. Особо эффективно применение ксилолитовых полов
во взрывоопасных помещениях, там, где необходимо иметь неискря-
щие полы.
По величине сопротивления истиранию ксилолит не уступает
таким прочным материалам, как порфир, базальт, гранит.
Применение в качестве затворителей магнезиальных каустических
вяжущих растворов хлористых солей, являющихся хорошей
огнестойкой пропиткой, делает ксилолит с древесным заполнителем
огнестойким материалом. В этом отношении магнезиальные вяжущие имеют
значительное преимущество перед другими минеральными
вяжущими для производства материалов, где в качестве органического
заполнителя используются древесные опилки.
Для производства ксилолита используются, главным образом,
опилки лесопиления как наиболее однородные по структуре и
крупности, не содержащие примесей в виде коры и щепы. Опилки,
направляемые на производство ксилолита, должны быть просеяны на
виброгрохотах через сито с ячейками 5 мм.
В качестве добавок, улучшающих свойства ксилолита,
применяются асбест (повышает сопротивление покрытия ударным нагрузкам),
5. Материалы из отходов переработки древесины...
271
трепел (понижает теплопроводность), измельченный кварцевый
песок или камень (повышает прочность и сопротивление поверхности
к истиранию) и тальк (повышает водостойкость).
Минеральные пигменты-красители для ксилолита должны быть
тонкомолотыми, однородными по составу, без посторонних
включений, стойкими к действию света, щелочей и соляной кислоты.
Рекомендуемая ксилолитовая смесь состоит из каустического
магнезита и опилок ь таком соотношении по объему: 1:1,5—1:1,4. Расход
каустического магнезита на 100 м2 покрытия толщиной 10 мм — 410—
620 кг, а кристаллического хлорида магния — 260—400 кг.
Основные физико-механические показатели ксилолитовых плиток
приведены в табл. 5.10.
Таблица 5.10
Свойства ксилолитовых плиток
Показатель
Средняя плотность, кг/м , не более
Водопоглощение, %
Истираемость, г/см2
Предел прочности на изгиб, МПа
Ксилолитовые плитки
прессованные
1500
8-12
0,1-0,2
15-20
трамбованные
1800
16-20
0,2-0,3
7,5-10
Покрытия полов из ксилолитовой смеси плотностью до 1200 кг/м3
являются «теплыми» и имеют показатель теплоусвоения более
11,63Вт/м2-°С.
Для получения ксилолитовой смеси наряду с каустическим
магнезитом с содержанием оксида магния не менее 75% можно применять
каустический доломит с содержанием MgO не менее 25%.
Содержание вяжущего соответственно возрастает (вместо 1 кг каустического
магнезита расходуется примерно 1,7 кг каустического доломита):
магнезиальные вяжущие в отличие от портландцемента менее
подвержены отрицательному действию гидролизуемых веществ древесного
заполнителя.
Оптимальными породами древесины (опилок) для производства
ксилолита являются ель, пихта, осина и тополь. Желательно
использование, главным образом, опилок лесопиления крупностью до 5 мм
как наиболее однородных по форме и крупности, не содержащих
примеси коры и щепы.
Наряду с изделиями для пола организовано производство
ксилолитовых подоконных досок.
272
Строительные материалы из отходов промышленности
Разработана и освоена промышленная технология
конструкционного бруса на основе магнезиального вяжущего, древесных отходов и
бишофита — технического хлорида магния.
Технология этого материала сводится к следующему. Кусковые
древесные отходы измельчаются в рубильных машинах, корорубках,
дробилках, их сортируют с отделением кондиционной фракции (сито с
ячейками диаметром 6—10 мм). Кондиционная фракция
используется в производстве бруса и подается в сушильный барабан, если ее
влажность больше 12%. Затем древесные отходы через дозатор
подаются в смеситель. В тот же смеситель подается бишофит, после чего
компоненты перемешивают. Далее в смесь добавляют каустический
магнезит и снова перемешивают. Соотношение компонентов в пресс-
массе: 51,2% биомассы^ 14,6% бишофита, 34,2% каустического
магнезита. Брус получают способом экструзии. Полученный в процессе
прессования брус с поперечным сечением 150 х 250 мм торцовочным
станком раскраивается на заготовки определенной длины, которые
направляются на склад для выдержки и хранения.
Проведенные испытания конструкционного бруса показали, что он
биостоек, трудносгораем и имеет следующие показатели:
Плотность, кг/м3 900—1000
Влажность, %, не более 9±3
Предел прочности перпендикулярно
Направлению прессования, МПа, не менее:
при изгибе 1,1
при сжатии 8
Коэффициент теплопроводности, Вт/м °С, не более 0,3
Ксилобетоны — это разновидность легкого бетона, заполнителем
которого служат опилки, а вяжущим — цемент или известь и гипс.
Для ускорения твердения ксилобетона, уменьшения его водопог-
лощения и увеличения водостойкости опилки подвергают
минерализации. Ксилобетонную массу изготавливают в растворо- или
бетоносмесителях, а затем уплотняют вибропрессованием или трамбованием.
Составы ксилобетонов подбирают в зависимости от их назначения
и имеющихся материалов. Для бетонов, например класса В2 (марки
М25), может быть принят ориентировочно расход портландцемента
200 кг/м3, гашеной извести — 100 кг/м3 и опилок 200 кг/м3.
Ксилобетоны в зависимости от объемной концентрации опилок
изготавливают плотностью 950—1250 кг/м3, с коэффициентом
теплопроводности в пределах 0,244—0,430 ВтДм • °С). Их применяют для монолитных
набивных стен и мелких стеновых блоков, предназначенных для
одноэтажных жилых зданий, животноводческих помещений, гаражей,
сараев, мастерских.
Разновидностями ксилобетона являются ксилоизол, включающий
наряду с портландцементом известковое тесто и 5%-ный раствор по-
5. Материалы из отходов переработки древесины...
273
варенной соли, термиз и термизол, содержащие еще и диатомит,
трепел или золу ТЭС.
Опилкобетоны наряду с песком в своем составе могут содержать и
щебень или гравий фракции 5—10 мм. Такие разновидности опилко-
бетонов называют деревобетонами.
Прочность деревобетона, используемого в каркасных зданиях,
должна составлять 0,6—0,8 МПа, в несущих и самонесущих
конструкциях в одноэтажных зданиях достаточна прочность 1,0—1,2 МПа.
Деревобетон прочностью 1,5 МПа и выше может быть использован при
строительстве животноводческих, а также двухэтажных жилых зданий.
Толщина стен из деревобетона должна быть не менее 25—30 см. В
отдельных случаях, когда требуется повышенная прочность стен, их
толщина может достигать 40 см.
Деревобетон обладает высокими тепло- и звукоизоляционными
свойствами, хорошо обрабатывается режущими инструментами,
отделывается красками, керамической плиткой и штукатурным раствором.
Применяют его в виде монолита, используя метод скользящей
опалубки.
Объем, занимаемый корой, у лесных пород составляет от 6 до 25%
объема ствола. Перед механической обработкой кору от древесины
обычно отделяют. Она является нежелательной примесью при
изготовлении арболита и фибролита, древесно-стружечных плит.
Королит — материал, производимый на основе минеральных
вяжущих и коры. При применении коры в производстве королита ее
предварительно подсушивают, измельчают и просеивают для удаления
пыли. Вяжущими служат строительный гипс или быстротвердеющие
цементы.
Рекомендуемые составы смесей для получения 1 м3 гипсового
королита определенной плотности даны в табл. 5.11. ТпКпшт s //
Составы гипсового королита
Материал, кг/м3
Измельченная кора
Строительный гипс
Замедлитель схватывания
Антисептик
Вода
Расход исходных компонентов,
кг/м3 для королита плотностью
до 500
150
160
0,2
7
180
600
170
200
0,2
9
220
700
190
245
0,3
10
250
Примечание. Антисептиком служит 1 — 1,5%-ный раствор оксидефенолята
натрия, а замедлителем схватывания гипса — бура или столярный клей.
274 Строительные материалы из отходов промышленности
Приготовление смеси и формование королита производят на
оборудовании, используемом для приготовления арболита.
Предел прочности при сжатии гипсового королита обычно менее
1,7 МПа, теплопроводность его 0,14—0,16 Вт/(м • °С).
Стоимость 1 м3 королита практически вдвое ниже стоимости
фибролита и арболита. Применяют королит в качестве утеплителя при
устройстве стен и полов.
5.3. Материалы на органических связующих
Применение органических вяжущих значительно расширяет
возможности утилизации отходов лесопиления и деревообработки.
Стоимость органического связующего обычно составляет не менее
50% стоимости материалов с древесным заполнителем. Поэтому
экономически выгодно использовать наиболее дешевые полимерные
связующие, прочно склеивающие древесные частицы. Они должны
удовлетворять ряду технологических требований: не быть пожаро- и
взрывоопасными, обладать минимальной токсичностью; иметь
достаточно низкую вязкость, сохраняющуюся в течение срока их
перевозки, хранения и использования, обладать способностью
достаточно быстро отвердевать при введении отвердителей.
Этим требованиям отвечают термореактивные
поликонденсационные полимеры, которые под влиянием температуры около 100 °С или
отвердителей способны превращаться в твердые, неплавкие и
нерастворимые вещества.
Из синтетических полимеров для склеивания древесины
используют обычно мочевиноформальдегидные (карбамидные) и фенолфор-
мальдегидные смолы. Клеи на основе этих полимеров водо-и
теплостойки, их термическое разложение начинается при температуре
около 200 °С, отверждаются они холодным и горячим способами.
Наиболее распространено применение мочевиноформальдегидных
смол, имеющих ряд преимуществ: они быстро твердеют при
нагревании; скорость их отверждения регулируема; обладают высокой
прочностью склеивания и светлой окраской. В качестве отвердителей этих
смол применяют хлористый или сернокислый аммоний в количестве
0,5—2% от массы смолы.
Фенолформальдегидные смолы при нагревании отверждаются без
введения катализирующих добавок. По сравнению с мочевинофор-
мальдегидными, этим смолам необходимы более высокая
температура и выдержка при прессовании. Значительное содержание в этом
полимере свободного фенола может вызывать у материалов резкий
запах. Окраска темная.
5. Материалы из отходов переработки древесины...
275
Клееная древесина относится к наиболее эффективным
строительным материалам. Она может быть слоистой или полученной из
шпона (например, фанера, древесно-слоистые пластики), массивной из
кусковых отходов лесопиления и деревообработки (панели, щиты,
брусья, доски) и комбинированной (столярные плиты).
Клееные изделия из кусковых отходов древесины
классифицируют по виду применяемого клея, характеру обработки поверхности и
конструктивным особенностям. Прочность склеивания древесины
зависит от пористости, соотношения ранней и поздней древесины в
годовых слоях, ее влажности, химического состава, угла наклона
волокон. Установлено, что прочность склеивания линейно связана с
пористостью, она растет также по мере увеличения содержания
целлюлозы.
Для склеивания по длине коротких досок й обрезков со стороны
их склейки обрезают торцы, вырезают зубчатые шипы, затем торцы
пропитывают клеем и стыкованные доски укладывают в пресс, где
выдерживают до полного отверждения клея, что составляет 6—18 н.
Перед механической обработкой их выдерживают при нормальной
температуре еще 6—12 ч. Кусковые отходы по толщине (ширине)
склеивают в течение нескольких минут на полуавтоматических
установках с прогревом клеевых соединений токами высокой частоты.
Преимуществами клееной древесины являются ее низкая средняя
плотность, водостойкость, возможность получения из маломерного
материала изделий сложной формы или крупных конструктивных
элементов. В клееных конструкциях ослабляется влияние
анизотропии древесины, они характеризуются повышенной гнилостойкостью
и низкой возгораемостью, не подвержены усушке и короблению.
Клееные деревянные конструкции по срокам и трудозатратам при
возведении зданий, а также стойкости при воздействии агрессивной воздушной
среды часто успешно конкурируют со стальными и железобетонными
конструкциями. Их применение эффективно при возведении
сельскохозяйственных и промышленных предприятий, выставочных и
торговых павильонов, спортивных комплексов, зданий и сооружений
сборно-разборного типа.
Клееные деревянные конструкции, как и железобетонные, можно
выпускать предварительно напряженными, армируя их стальными
стержнями. У армированных конструкций в виде сплошных или
пустотелых балок несущая способность почти в 2 раза выше, чем у цель-
нодеревянных.
Номенклатура изделий из клееной древесины обширна. Так, из
отрезков досок склеивают панели (рис. 5.4), имеющие предел
прочности на скалывание вдоль волокон по клеевому шву не менее 6 МПа.
Прочность на статический изгиб зубчато-шипового соединения
составляет не менее 35% прочности бездефектной древесины. Такие
276
Строительные материалы из отходов промышленности
^ / /
Рис. 5.4. Конструкция клееной панели:
а — общий вид; б — элемент панели, склеенной по длине из отдельных отрезков
панели применяют для устройства перегородок, обшивки домов,
настилов полов.
Из кусковых отходов лесопиления изготавливают клееные щиты,
применяемые в основном для настила полов. Для их производства
применяют кусковые отходы длиной 375 мм и больше. Их
раскраивают на бруски, которые сушат до влажности 10—12%, а затем
склеивают при прессовании. Щиты строгают с двух сторон на рейсмусовом
станке, обрезают по периметру до заданных размеров с
одновременной выборкой на боковых кромках паза и гребня.
Из короткомерных и низкосортных пиломатериалов и отходов
изготавливают плиты длиной 2500—5000 мм, шириной 1200 мм и
толщиной 19 или 22 мм. Сырье раскраивают на заготовки длиной 2—2,5 м,
которые обрезают по ширине, сортируют по длине и высушивают в
сушильных камерах. Высушенные заготовки строгают, вырезают
вскрывшиеся пороки древесины. Затем с помощью специальных
шипорезных станков на них выбирают зубчатые шипы, на которые
наносят клей. Заготовки собирают на сборочных станках и
раскраивают по заданной длине. На одну из кромок заготовок наносят клей и
набирают на цепном конвейере ковер плиты, который подается в
высокочастотный пресс. Применение клееных плит позволяет на 20%
снизить себестоимость полов по сравнению с дощатыми за счет
снижения стоимости материалов и трудозатрат.
Прессованием отходов лесопиления (тонких реек и брусков) с
последующей обвязкой их оцинкованной проволокой получают реечные
плиты, применяемые в каркасных зданиях, для перекрытий и
устройства временных производственных зданий.
Из кусковых отходов лесопиления изготавливают щитовой паркет,
состоящий из нижнего щита (основания) и верхнего покрытия, накле-
еного на основание. Для изготовления щита используют древесину
хвойных пород, для покрытия — твердолиственную.
5. Материалы из отходов переработки древесины...
277
При использовании клееных изделий в строительстве экономия
деловой древесины составляет до 20%, а стоимость конструкций
уменьшается в 3—4 раза по сравнению со стоимостью конструкций из
цельной древесины.
Конструкции из клееной древесины позволяют уменьшить массу
зданий в 2,5—3 раза, снизить трудозатраты на 25—30%, сократить
сроки строительства в 1,5—2 раза и уменьшить стоимость на 7—10%.
Как разновидность клееной древесины можно рассматривать
древесно-слоистые пластики (ДСП) — материал из листов шпона,
измельченной деревины или опилок, пропитанных полимерами резольного
типа и склеенных в процессе термической обработки под давлением.
Древесно-слоистые пластики используют как конструкционный
материал, а также для облицовки внутренних помещений
общественных и административных зданий, для которых проектом
предусмотрена улучшенная или высококачественная отделка.
ДСП выпускают в виде листов и плит прямоугольной формы
марок ДСП-А, ДСП-Б, ДСП-В, ДСП-Г. Буквы А, Б, В, Г указывают
порядок укладки шпона в пластине:
ДСП-А — волокна древесины во всех слоях имеют параллельное
направление или каждые четыре слоя с параллельными
направлениями чередуются с одним слоем, имеющим направление волокон под
углом 20—25° к смежным слоям;
ДСП-Б — каждые 5—20 слоев с параллельными направлениями
волокон перпендикулярно направлению их в смежных слоях:
ДСП-В — направление волокон во всех смежных слоях взаимно
перпендикулярно;
ДСП-Г — направление волокон смежных слоев последовательно
смещено на 30—45°.
Древесно-слоистые пластики изготовляют двух типов: цельные,
склеенные из цельных по длине листов шпона; составные, склеенные из
нескольких листов шпона по длине, уложенные внахлестку или встык.
Физико-механические показатели листов и плит ДСП:
Плотность, кг/м3, не менее 1230—1300
Предел прочности при растяжении вдоль волокон, МПа, не менее:
для плит 108—265
для листов 137—157
Предел прочности листов при растяжении поперек волокон,
МПа, не менее 108—132
Предел прочности плит при сжатии вдоль волокон, МПа,
не менее 98—176
Твердость торцевой поверхности, МПа 196
Водопоглощение за 24 ч, %, не более:
для плит толщиной 25—50 мм 2—3
для листов 5—15
278
Строительные материалы из отходов промышленности
Влажность, %, не более:
для плит 6—10
для листов 3—8
Шпон пропитывают в 28—30%-ном растворе смолы при
температуре 15—25 °С или в 50—55%-ном растворе смолы, подогретой до
температуры 60—65 °С.
Древесно-стружечные плиты. Древесно-стружечные плиты — это
материал, полученный горячим прессованием измельченной
древесины, смешанной со связующими веществами — синтетическими
полимерами. Преимуществами этого материала являются однородность его
физико-механических свойств, небольшие линейные изменения при
переменной влажности, возможность высокой механизации и
автоматизации производства.
Промышленность выпускает плоские и экструзионные плиты. В
первых частицы расположены параллельно, во вторых —
перпендикулярно к плоскости плиты, что достигается прессованием методом
экструзии (выдавливания). При применении фенолформальдегидных и
меламиноформальдегидных смол с добавками гидрофобных веществ
получают плиты повышенной водостойкости, мочевино-формальде-
гидных — средней водостойкости. Древесно-стружечные плиты
разнообразны по конструкции (однослойные сплошные и с внутренними
каналами, трехслойные и многослойные), плотности (легкие: р0 < 500,
средние р0 = 500—650 и тяжелые р0 = 660—700 кг/м3), ввиду отделки
(необлицованныеи облицованные бумагой, лущеным или строганым
шпоном).
Основные показатели физико-механических свойств
древесностружечных плит приведены в табл. 5.12.
В зависимости от марки плиты толщина составляет 10—22 мм,
длина - 2440—5500, а ширина 1220-2440 мм.
Основным видом сырья для изготовления древесно-стружечных
плит служит неделовая древесина, к которой относятся отходы
лесопиления и деревообработки, а также отходы лубяных растений —
солома, тростник, костра.
Технологический процесс производства плит (рис. 5.5) состоит из
следующих процессов: сортировки, окоривания, увлажнения, раскроя
древесины на заготовки, переработки ее в специальные стружки,
сушки и проклеивания стружек связующим, формования стружечного
ковра, прессования и дополнительной обработки плит.
К специальной резаной стружке, получаемой на стружечных
станках, возможно добавление стружки отхода деревообработки, а при
изготовлении экструзионных плит — и опилок. Для устройства
внутренних слоев без снижения качества плит может быть использована
также одубина.
5. Материалы из отходов переработки древесины...
279
Таблица 5.12
Качественная характеристика древесно-стружечных плит
Показатель
Влажность, %
Водопоглощение, %, не более
Набухание, %, не более при водостойкости:
обычной
повышенной
Прочность при растяжении перпендикулярно
пласти плиты, МПа, не менее
Прочность при изгибе, МПа, не менее, для
толщин, мм:
10-14
15-19
20 и более
Твердость, МПа, не менее
Плотность, кг/м3, не более
Группы
А
Б
Плита марки
П-1
8±2
—
20
0,35
20,0
18,0
17,0
—
800
П-2
8±2
—
20
15
0,35
20,0
18,0
17,0
—
750
П-3
8±2
—
30
25
0,30
16,0
15,0
14,0
—
720
8±2
15
5
0,40
25,0
25,0
30
850
Расход связующего зависит от типа плит, назначения слоя и
породы древесины. Применение лиственных пород увеличивает расход
связующего на 10—20%. Для устройства наружного слоя 3-слойных
плит расход полимера составляет 12—14, а внутреннего — 8—10%.
У однослойных плит связующее по массе составляет 10—12, а у экст-
рузионных — 5—8%. Специальные свойства плит регулируются
введением добавок в стружечную массу: для повышения биостойкости
вводят антисептики, огнестойкости — антипирены, водостойкости —
гидрофобизаторы.
При производстве плит плоского прессования применяют два
способа проклеивания стружки. При первом способе вначале из
соответствующих компонентов готовят жидкий клей, который при помощи
форсунок наносят на стружку. По второму способу компоненты клея
наносят раздельно. Для экструзионных плит применяют лишь первый
способ приготовления связующего.
280
Строительные материалы из отходов промышленности
Рис. 5.5. Схема производства однослойных древесно-стружечных плит:
/ _ рубильная машина; 2 — вибрационное сито; 3 — бункер; 4 — сушило; 5 —
смеситель; 6 — настилочная машина; 7— «холодный» пресс; 8 — загружатель; 9 — пресс
горячего прессования; 10 — разгружатель; 11 — камера для выдержки плит; 12 —
станок для обрезки плит
Проклеивание стружки производится в специальных смесителях,
из которых она ленточными конвейерами передается в формующую
машину, где образуется стружечный ковер, подвергаемый холодной
подпрессовке, а затем обработке в горячем прессе.
Для прессования плит применяют гидравлические многоэтажные
прессы. Плиты пресса нагревают до температуры 150 °С и выше.
В первый период прессования давление достигает максимальной
величины — 3 МПа, а затем, после некоторой выдержки, оно
снижается до 0,6-0,8 и 0,3-0,4 МПа.
Для обрезки кромок плиту направляют на форматный станок, а
затем на штабелеукладчик. При экструзионном прессовании плита
формуется в виде бесконечной полосы, которую разрезают на
изделия определенных размеров.
Область применения древесно-стружечных плит весьма
разнообразна. Как конструкционно-отделочный материал их применяют при
устройстве полов, потолков, стен, перегородок, дверей, встроенной
мебели и т. д.
На изготовление 1 м3 древесно-стружечных плит расходуется
около 1,7 м3 древесных отходов.
Местные материалы на основе опилок и волокнистых отходов. Из
побочных продуктов деревообработки и переработки
сельскохозяйственных культур в виде костры льна, конопли, рисовой соломы, лузги
5. Материалы из отходов переработки древесины...
281
и т. д. можно получить ряд материалов, используя в качестве
связующего такие синтетические полимеры, как мочевино- и фенолформальдегид-
ные смолы. В строительстве, особенно сельском, имеется
положительный опыт производства таких материалов, как древесно-опилочные
плиты, ортенкс, риплит и др.
Материалы из опилок с полимерными связующими
предназначены для изготовления древесно-опилочных плит, армированных плит,
щитовых дверей, оконных коробок.
Древесно-опилочные плиты изготавливают из смеси опилок,
полимера, гидрофобизатора и антисептика. Они могут быть одно-и
многослойными, сплошными и ячеистыми. Средняя плотность сплошных
древесно-опилочных плит составляет 800 кг/м3, а ячеистых — 500,
предел прочности достигает 20 МПа. Водопоглощение таких плит за
24 ч — около 10%, линейное разбухание по толщине — 12, длине и
ширине — 0,5%. Толщина древесно-опилочных плит должна быть не
меньше 19—24 мм.
Плиты применяют для полов и отделки. Отделочные древесно-
опилочные плиты имеют с одной стороны ячеистую поверхность, с
другой — гладкую.
При производстве плит для полов расход мочевино-формальдегид-
ной смолы составляет для наружных слоев 18% массы сухих опилок,
внутреннего слоя — 10. Расход смолы при изготовлении отделочных
плит составляет около 8%.
Гидрофобизаторы (петролатум или парафин) вводят в количестве
1—3%, а антисептики 1—1,5% массы сухих опилок.
Плиты прессуют при температуре 40—45 °С и давлении 1—1,5 МПа
в течение 10—25 мин. Для улучшения их внешнего вида и
повышения долговечности производится отделка шпоном.
Затраты на изготовление конструкций из древесно-опилочных
плит значительно ниже, чем из традиционных материалов.
К числу местных теплоизоляционных материалов относится кос-
троэмулъбит, получаемый на основе заполнителя — костры льна и
вяжущего — битумной эмульсии. Эмульгатором битумной эмульсии
и одновременно огнезащитным компонентом служит технический
лигносульфонат (ЛСТ). Костроэмульбит предназначен для
теплоизоляции кровель по несгораемым основаниям, а также как средний слой
стеновых панелей в зданиях сельскохозяйственного назначения.
Битумную эмульсию готовят в лопастных мешалках с частотой
вращения вала до 90—110 об/мин, гомогенизаторах, акустических диспер-
гаторах. В мешалку загружают раствор ЛСТ плотностью 1,25 г/м3 в
количестве 6—12% общей массы битумной эмульсии. При работающем
смесителе вводят расплавленный битум, а спустя 3—4 мин —
подогретую до 60—90 °С воду, которая разбавляет смесь битума с
эмульгатором до необходимой консистенции.
282
Строительные материалы из отходов промышленности
Костроэмульбит получают цикличным способом, когда
смешивание костры льна с битумной эмульсией производится в стандартных
бетоносмесителях принудительного перемешивания, или поточным —
при использовании смесителей непрерывного действия.
Дополнительно, для увеличения теплостойкости, вводят
перлитовый или керамзитовый песок из расчета 30 кг на 1 м3 утеплителя.
Расход материалов (кг): для приготовления 1 м3 костроэмульбита
(средняя плотность 300 кг/м3) составляет: костра льна — 195; битум —
75; ЛСТ — 18 (в пересчете на сухое вещество); добавка (жидкое
стекло) - 12.
Плиты формуют в инвентарных формах-рамках на решетчатых
поддонах и уплотняют на прессах. Затем формы-рамки снимают и
изделие направляют в камеру-сушилку или на склад готовой
продукции для естественной сушки.
Костроэмульбит, изготовленный в виде плит размером 600x600x100 мм
и высушенный до постоянной массы, характеризуется следующими
физико-механическими показателями:
Средняя плотность при влажности 10%, кг/м3 390
Теплопроводность при 20 °С, Вт/(м • °С) 0,067
Прочность при изгибе, МПа 0,11
Усадка под нагрузкой 0,033 МПа —
Водопоглощение, % по массе, за 24 ч 53
Объемное набухание, %, за 24 ч 6
Гигроскопичность, % 8
Нами разработана технология получения органоминерального
вяжущего на основе фосфогипса и костры льна путем их совместного
мокрого помола в измельчителях истирающего действия, например в
шаровых мельницах, до получения однородной текучей массы
(остаток на сите № 014 не более 3%).
В процессе совместного мокрого помола в кислой среде
фосфогипса, создаваемой примесями серной и фосфорной кислот, происходит
механическая и химическая деструкция костры льна, выражающаяся
в процессах гидролиза, снижения степени полимеризации
целлюлозы, гемицеллюлозы, лигнина, других высокомолекулярных веществ и
частичном растворении этих веществ. При помоле параллельно
процессам деструкции костры льна происходит активация вяжущих
свойств фосфогипса, обусловленная разрушением пассивирующих
пленок фосфатов и других примесей на агрегатах фосфогипса,
обнажением новых активных поверхностей, связыванием кислот
органическими веществами. При этом создаются условия для процесса
перекристаллизации фосфодигидрата в формовочной массе и ее
упрочения в процессе отвердевания.
5. Материалы из отходов переработки древесины...
283
Твердение органоминерального вяжущего идет путем сушки 4—8 ч
при температуре 130—150 °С до достижения равновесной влажности
изделий. При этом в жидкой фазе вяжущей системы происходят
процессы полимеризации продуктов химической деструкции костры
льна, являющихся полимерным органическим клеем, что наряду с
контактно-кристаллизационным твердением активированного фос-
фогипса способствует формированию искусственного камня.
Результаты испытания органо-минерального вяжущего на основе
фосфогипса и льняной костры, а также арболита с применением
данного вяжущего приведены в табл. 5.13.
Таблица 5.13
Состав и свойства арболита на органоминеральном вяжущем
Состав
вяжущего, %
фосфо-
гипс
90
85
80
100
костра
льна
10
15
20
0
Водо-
твердое
отношение
0,9
1,0
1,0
0,8
Предел
прочности
вяжущего, МПа
сжатие
18,5
19,2
15,8
2,5
изгиб
9,3
9,4
8,5
0,8
Заполнитель —
костра
льна,
%*
25
26
27
27
Средняя
плотность,
кг/м3
750
725
790
750
Предел
прочности
арболита, МПа
сжатие
5,4
4,8
5,7
1,0
изгиб
2,7
2,5
2,7
0,6
* Расход заполнителя в % от общей массы смеси вяжущего с водой и
заполнителя.
Арболит на основе фосфогипса и костры льна можно эффективно
использовать при изготовлении стеновых изделий для внутренних
стен гражданских, промышленных и сельскохозяйственных зданий,
перегородок и других конструкционно-теплоизоляционных
материалов, устройстве подготовок под полы и др.
Технология получения ортенкса включает смешивание
органического заполнителя со связующим, которое вводят распылением, с
последующей укладкой проклеенной массы в форму и прессованием при
просасывании через изделие горячего воздуха. Весь процесс
формования и тепловой обработки изделий продолжается 20—25 мин.
Плотность плит из ортенкса составляет 175—300 кг/м3, прочность при
изгибе — 0,5 МПа, теплопроводность — 0,21—0,24 Вт/(м • °С).
Тырсолит — листовой материал толщиной 1,5—8 мм. При его
изготовлении синтетические полимеры вводят в количестве 4—8%
массы сухих опилок. Отделывается полимерной пленкой или бумагой,
пропитанной полимером. Технологический процесс производства
284 Строительные материалы из отходов промышленности
включает сепарирование древесного сырья, его сушку, смешивание
опилок с клеем, формование ковра, прессование, выдержку и
обрезку материала по формату.
Паркелит — материал в виде плиток толщиной 18 мм и
размерами 300x300, 333x333 и 400x400 мм. При изготовлении паркелита массу
из древесных опилок и стружек смешивают со связующим и
прессуют при давлении 8 МПа и температуре 140—160 °С. Отпрессованные
плитки после выдержки шлифуют, обрабатывают, выбирая пазы, и
облицовывают строганым шпоном. В основание паркелитовых
плиток для предотвращения короблений закладывают армирующие
рейки в направлении волокон древесины облицовочного слоя.
Себестоимость изготовления паркелита примерно вдвое ниже
себестоимости паркетной доски.
Королитовые плиты получают при использовании как
неорганических, так и органических вяжущих. В качестве заполнителей
применяют измельченную кору деревьев хвойных и лиственных пород. Роль
органического вяжущего могут выполнять не только термореактивные
полимеры, но и концентраты лигносульфонатов. При применении
органических вяжущих в массу дополнительно к добавкам гидрофо-
бизаторов вводят антипирен в виде насыщенного водного раствора
сульфата аммония.
Расход полимерного связующего составляет у королитовых плит
около 12% их массы. Средняя плотность королита — 450—800 кг/м3,
предел прочности на сжатие — 0,5—3,5 МПа. Недостаток этого
материала — его высокое водопоглощение, достигающее через 24 ч, в
зависимости от плотности, 70—115%. Основное назначение королита —
это теплоизоляция ограждающих конструкций.
Риплит — теплоизоляционный материал на основе рисовой
соломы и вспененного полимерного связующего. Он не горит, не
подвергается воздействию плесени и микроорганизмов. Риплит получают
четырех марок по плотности: 75, 100,150 и 200 с пределом прочности при
сжатии 0,05—0,18 МПа, при изгибе 0,08—0,6 МПа, водопоглощением
за 24 ч 13—20% (по объему) и теплопроводностью 0,14—0,19 Вт/(м • °С).
Так же, как и пенопласты, риплит применяют в качестве заливочной
массы для 3-слойных панелей. Плитный риплит можно применять как
утеплитель под рулонную кровлю. Для изготовления риплита
требуется в 1,5—2 раза меньше полимерного связующего, чем для
получения пенопласта.
Наряду с термореактивными в композиции с древесным
заполнителем и отходами переработки сельскохозяйственных культур можно
применять и термопластичные полимеры.
Термопластичные композиции. Из порошкообразных или
гранулированных термопластичных древесно-полимерных композиций
методами непрерывного или периодического прессования можно изготав-
5. Материалы из отходов переработки древесины...
285
ливать эффективные строительные изделия: плинтусы, наличники,
раскладки, штапики, рейки со шпунтом и гребнем для покрытия
полов, профилированные доски типа вагонки для обшивки стен
малоэтажных строений, рейки для обшивки входных дверей, плитки и
панели для облицовки стен, кровельные плитки и др. Строительные
изделия из древесно-полимерных композиций могут успешно
использоваться как в малоэтажном, так и в многоэтажном жилищном и
гражданском строительстве.
К основным достоинствам строительных изделий из
термопластичных древесно-полимерных композиций в сравнении с
традиционными изделиями из древесины можно отнести следующие:
1. Изделия имеют гладкие и плотные поверхности; в процессе
прессования могут быть оформлены пазы, гребни и другие типы
профилей.
2. Плотная и однородная структура по всему поперечному сечению
изделий.
3. Не требуется дополнительная обработка поверхности изделий
механизированным инструментом.
. 4. Отсутствуют дефекты и пороки, характерные для аналогичных
строительных изделий, изготовленных из древесины (сучки,
косослой, гнили и др.).
5. Изделия обладают достаточно высокими
физико-механическими и эксплуатационными качествами, не склонны к
загниванию, имеют низкие показатели разбухания при действии воды
и влаги, не требуют естественной или искусственной сушки,
плохо горят (самозатухают при удалении источника горения),
гигиеничны и экологически безопасны, могут иметь любую
длину, хорошо гвоздятся, а также хорошо удерживают гвозди и
шурупы, допускают обработку (сверление, пиление и др.)
традиционным механизированным инструментом, используемым в
деревообрабатывающей промышленности.
6. Применение термопластичных полимеризационных
синтетических смол в качестве связующих в древесно-полимерных
композициях позволяет организовать практически безотходное
производство изделий.
7. При использовании формующих шаблонов и нагреве готовых
изделий до определенной температуры они могут принимать
любую геометрическую форму и сохранять ее при последующем
охлаждении, что представляет интерес при решении некоторых
архитектурно-строительных задач.
Основные физико-механические свойства строительных изделий
из термопластичных древесно-полимерных композиций приведены в
табл. 5.14.
286
Строительные материалы из отходов промышленности
Таблица 5.14
Физико-механические свойства материалов из термопластичных
древесно-полимерных композиций
Показатель
Плотность, кг/м3
Разрушающее напряжение при статическом изгибе, МПа
Разрушающее напряжение при сжатии, МПа
Удельная ударная вязкость, кДж/м2
Относительное удлинение при растяжении, %
Температура размягчения, °С
Изменение линейных размеров при 70 °С и выдержке
в течение 5 ч, %
Абсолютная деформация при вдавливании стального шарика
диаметром 5 мм и нагрузке 100 Н
Сопротивление выдавливанию гвоздей и шурупов, МПа
Шероховатость лицевых поверхностей, мкм
Водопоглощение, %
Разбухание по толщине при вымачивании образцов
втечение24ч, %
Влагопоглощение при выдержке образцов в насыщенной
влажной среде в течение 7 сут, %
Значение
1050-1100
Не менее 3
Не менее 15
Не менее 3
Не более 5
Не менее 70
Не более 0,1
Не более 0,05
Не менее 0,5
Не более 500
Не более 5
Не более 1
Не более 3
5.4. Материалы из древесных отходов
без применения вяжущих
Строительные материалы на основе некоторых отходов древесины
могут изготавливаться без применения специальных вяжущих или с
небольшой их добавкой. В таких материалах частицы древесины
связываются в результате сближения и переплетения волокон, их коге-
зии и физико-химических связей, возникающих при пьезотермичес-
кой обработке пресс-массы.
Кроме того, без применения специальных вяжущих веществ из
отходов лесопиления и деревообработки изготавливают различные
столярные изделия для устройства перегородок и стен в каркасных
5. Материалы из отходов переработки древесины...
287
зданиях, накатов перекрытий по балкам, а также для устройства
временных производственных зданий — реечные плиты, щиты и др. Из
кусковых отходов от лесопиления и деревообработки изготавливают
также торцовые щиты для устройства полов в сельскохозяйственных
зданиях, складах, мастерских и др., кровельную и штукатурную дрань,
кровельную плитку и гонт.
Древесно-волокнистые плиты — материал, формуемый из
волокнистой массы с последующей тепловой обработкой. Около 90% всех
древесно-волокнистых плит изготавливают из древесины, исходным
сырьем служат неделовая древесина, а также отходы лесопильного и
деревообрабатывающего производств. Плиты можно также получать
из волокон лубяных растений или из другого волокнистого сырья,
обладающего достаточной прочностью и гибкостью.
В зависимости от назначения плиты изготавливают твердые и
мягкие. По прочности и виду лицевой поверхности твердые плиты
подразделяются на марки: Т — твердые плиты с необработанной лицевой
поверхностью; Т-С — с лицевым слоем из тонкодисперсной
древесной массы; Т-П — с подкрашенным лицевым слоем; СТ —
сверхтвердые (повышенной прочности); СТ-С — повышенной прочности с
лицевым слоем из тонкодисперсной массы.
Мягкие плиты, в зависимости от плотности, подразделяют на
марки: М-1, М-2, М-3.
Длина плит составляет 1220—3660 мм, ширина — 610—2140,
толщина — 8—16 мм.
Твердые плиты предназначены для отделки внутренних
поверхностей зданий. Из них изготавливают щитовые двери и другие
элементы домостроения. Мягкие — для утепления ограждающих
конструкций и звукоизоляции перегородок.
Физико-механические свойства древесно-волокнистых плит
приведены в табл. 5.15.
Древесно-волокнистые плиты легко поддаются механической
обработке, им можно придавать текстуру древесины, кожи и т. п.
Отделочные плиты облицовывают синтетическими полимерами с
прокладкой текстурной бумагой. Выпускают их также с матовой
поверхностью или окрашенными водоэмульсионными поливинилаце-
татными красками. Плиты, окрашенные эмалями, имеют глянцевую
поверхность, повышенную водостойкость.
Древесно-волокнистые плиты выпускаются с гладкой лицевой
поверхностью или рустованными. Русты делают в виде параллельных
полос на расстоянии 150 и 100 мм друг от друга или в виде квадратов
150 х 150 и 100 х 100 мм. Ширина руст принята 3—3,5 мм, а глубина —
0,5—0,6 мм.
Недостатками древесно-волокнистых плит являются повышенное
водопоглощение и гигроскопичность, особенно при увеличении
пористости, легкая воспламеняемость и поражаемость грибками. Для
288 Строительные материалы из отходов промышленности
Таблица 5.15
Качественная характеристика древесно-волокнистых плит
Показатель
Плотность, кг/м3
Предел прочности
при изгибе, МПа:
средний уровень
нижняя граница
Разбухание по толщине, %,
за 24 ч,
верхняя граница
Влажность, %, на границе:
нижней
верхней
Водопоглощение за 2 ч, %,
верхняя граница
Водопоглощение лицевой
поверхностью за 24 ч, %
Группа
А
Б
Норма для плит марок
ст, ст-с
950-1100
50
47
13
3
7
6
T, Т-П, T-C
850-1000
40
38
20
5
10
9
800-950
35
33
23
5
10
11
М-1
200-400
2,0
1,8
12
34
-
М-2
200-300
1,2
1,1
12
34
-
м-з
100-200
0,5
0,4
12
34
-
уменьшения гигроскопичности плит и связанных с нею разбухания,
коробления и загнивания волокнистую массу обрабатывают
эмульсиями гидрофобизующих веществ, например канифолью, парафином
или церезином. Эмульгаторами служат олеиновая кислота,
синтетические жирные кислоты, талловое масло, ЛСТ и другие ПАВ.
Биостойкость плит возрастает при добавке в исходную массу
антисептиков неорганического или органического происхождения
(фторида натрия, хлорида цинка, фенола, крезола и др.). Огнестойкость
древесно-волокнистых плит увеличивают пропиткой антипиренами
(бурой, сульфатом или фосфатом аммония и др.). Для повышения
температуростойкости в состав волокнистой массы добавляют
минеральные вещества (асбест, гипс и др.).
Древесно-волокнистые плиты изготавливают мокрым и сухим
способами.
При мокром способе древесина после разделки и получения
волокна загружается в бассейны, где она перемешивается с водой до
образования гидромассы, имеющей после сгущения концентрацию 2,5—
3%. Для улучшения свойств изделий гидромасса обрабатывается
эмульсиями химических веществ. При получении сверхтвердых плит
в массу для повышения механической прочности, термостойкости и
водостойкости вводится до 5% термореактивных полимеров. После
5. Материалы из отходов переработки древесины...
289
проклейки химикатами масса разбавляется водой до концентрации
около 1% и направляется в отливочные машины, где вода
фильтруется, а волокна образуют слой войлокообразного ковра, отжимаемого
затем прессованием. Ковер разрезают на отдельные полотна,
направляемые на сушку для получения мягких изоляционных плит или на
горячее прессование для получения твердых и сверхтвердых плит.
Основной недостаток мокрого способа — это потребление
большого количества воды для приготовления пульпы и необходимость
очистки отработанной воды от токсичных веществ.
При сухом способе волокнистая масса после размола
высушивается горячим воздухом, а затем из нее в воздушной среде
формируется ковер. Полотна с влажностью 5—8% поступают на горячее
прессование.
При сухом способе производства расход воды составляет всего 5—
6 м3 на 1 т плит. Кроме того, сбрасываемая вода не содержит
токсичных веществ, следовательно, отпадает необходимость в очистных
сооружениях. К недостаткам этого способа относится необходимость
присадки связующего в объеме 0,5—2% массы древесных частиц.
Твердые и сверхтвердые плиты, изготавливаемые мокрым способом,
имеют одну сторону гладкую, а другую — шероховатую, со следами
углублений в виде сетки. Плиты, изготовленные сухим способом, имеют
гладкие стороны, обладают большей формоустойчивостью, менее
подвержены короблению, их легче проклеивать.
Являясь так же, как и древесно-стружечные плиты, эффективным
индустриальным материалом, древесно-волокнистые плиты вместе с
тем требуют при их производстве более значительного расхода
электроэнергии и технологического дара.
К древесно-волокнистым плитам сухого формования близки по
своим свойствам древесно-шерстные плиты, изготавливаемые из
измельченных кусковых отходов лиственных и хвойных пород по
полусухой технологии контактным способом (рис. 5.6). Отходы
измельчают на рубильной машине в щепу, а затем перерабатывают на
дефибраторе в древесную шерсть. Древесная масса влажностью 30—
40% подвергается гидротермальной обработке, а затем — горячему
прессованию.
По средней плотности и прочности древесно-шерстные плиты
подразделяют на изоляционные, изоляционно-отделочные,
конструкционно-изоляционные и конструкционные.
Средняя плотность изоляционных и изоляционно-отделочных плит
250—500 кг/м3, конструкционно-изоляционных — 500—700 кг/м3,
конструкционных — 700—1000 кг/м3; минимальный предел прочности их
при статическом изгибе соответственно равен 5, 10 и 13 МПа.
Разработана технология волокнисто-стружечных плит, которые так
же, как и древесно-волокнистые, могут быть полутвердыми, тверды-
10 Заказ №4087
290
Строительные материалы из отходов промышленности
1ЁШ
--*ч-^
11
Cl OOP OOP О О QO О ООЧ
111
тг
Рис. 5.6. Схема производства древесно-шерстных плит:
/— конвейер; 2— рубильная машина; 3— циклон; 4 — элеватор; 5— бункер;
6 — дозатор; 7 — ковроукладчик; 8 — дозирующие валики; 9 — гидротермопод-
прессовщик; 10— пресс гидравлический; И — рольганг
ми и сверхтвердыми с пределом прочности при изгибе не ниже
соответственно 10, 20 и 40 МПа.
Технологический процесс их производства включает следующие
операции: подготовку щепы; размол щепы и сортировку
древесноволокнистой массы; подготовку стружек; приготовление смеси
волокна и стружек; проклейку массы; формование плит на отливной
машине; прессование; термическую обработку и обрезку.
В отличие от древесно-волокнистых плит, волокнисто-стружечные
меньше подвержены короблению. Себестоимость их на 30% ниже
себестоимости древесно-волокнистых.
Страмит — теплоизоляционный материал, изготавливаемый в
виде плит путем прессования соломы пшеницы, риса, ячменя и ржи
с одновременным электроподогревом и оклейкой спресованной
массы картоном или плотной бумагой. В качестве клея используют
жидкое натриевое стекло с плотностью 1,4—1,6.
Основные показатели плит страмита:
Размеры плит, мм: длина — 2400—3600; ширина — 1220; толщина — 50.
Средняя плотность, кг/м 240—360.
Прочность при изгибе, МПа:
вдоль плиты 0,8
поперек 0,4
Теплопроводность, Вт/(м • °С) 0,08—0,11
Влажность, % 12
Плиты страмита относятся к трудносгораемым, небиостойким
материалам.
5. Материалы из отходов переработки древесины...
291
Лигноуглеводные и пьезотермопластики. Эти материалы
изготавливаются из древесных опилок или другого растительного сырья
высокотемпературной обработкой пресс-массы без ввода специальных
связующих.
Технологический процесс производства лигноуглеводных древесных
пластиков состоит из следующих операций: подготовки, сушки и
дозирования древесных частиц; формирования ковра, холодной его
подпрессовки, горячего прессования и охлаждения без снятия давления.
При подготовке пресс-массы древесные частицы сортируют, затем
фракция крупностью более 0,5 мм дополнительно измельчается,
кондиционные опилки поступают в сушилку, а затем в расстилочную
машину. Ковер формируется на поддонах, покрытых слоем талька или
антиадгезионной жидкости. Сначала готовый ковер подается в пресс
для холодной подпрессовки, которая длится в течение 1,5 мин при
давлении 1—1,5 МПа, после чего направляется на горячее
прессование при давлении 1,5—5 МПа и температуре 160—180 °С.
Прессование плит толщиной 10 мм продолжается 40 мин.
Под воздействием температуры происходят частичный гидролиз
полисахаридов древесины и образование органических кислот, которые
являются катализаторами, способствующими деструкции лигноугле-
водного комплекса. Образовавшиеся химически активные продукты
(лигнин и углеводы) взаимодействуют между собой при прессовании.
В результате образуется более плотный и прочный материал, чем
древесина.
Заключительной технологической операцией является обрезка
кромок плит на форматно-обрезном станке.
Физико-механические показатели лигноуглеводных пластиков
приведены в табл. 5.16.
Таблица 5.16
Технические параметры и свойства лигноуглеводных пластов
Древесина
Лиственница
Сосна
Береза
^ Исходная влажность
^ опилок, %
12,5
18
Давление при
прессовании, МПа
5
2,5
5
Температура плит
пресса, °С
170
170
160
Средняя плотность,
кг/м3
1370
1270
1340
^ Л Предел прочности на
2° статический изгиб,
1 МПа |
25-30
26,5
ж
ж
а
о
Е
О
С
о
со
12,1
10-12
6,8
У П Разбухание, %
12,1
16 |
292
Строительные материалы из отходов промышленности
Сырье для лигноуглеводного древесного пластика получают при
обработке древесины хвойных и лиственных пород. Наряду с
опилками, станочной стружкой, дробленкой, для получения пластика
могут быть использованы кора в смеси с древесиной, дробленые
лесосечные отходы и некоторые одревесневшие сельскохозяйственные
отходы. Примеси в сырье частично сгнившей древесины улучшают
физико-механические свойства лигноуглеводных пластиков.
Лигноуглеводные пластики можно получать плоским или
объемным прессованием в виде плит и изделий различной конфигурации в
зависимости от применяемого прессового оборудования и назначения
изделия.
По сравнению с древесно-стружечными плитами, лигноуглеводные
пластики обладают рядом преимуществ: они не подвержены старению
из-за деструкции органического вяжущего и их прочностные
показатели не снижаются со временем; при эксплуатации нет токсичных
выделений в окружающую среду.
Существенными недостатками производства лигноуглеводных
пластиков являются необходимость мощного прессового оборудования и
длительность цикла прессования.
Пьезотермопластики могут изготавливаться из опилок двумя
способами: без предварительной обработки исходного сырья или его
гидротермальной обработкой.
При первом способе производства пьезотермопластиков
технология близка к получению лигноуглеводных пластиков (рис. 5.7). Вы-
Рис. 5.7. Схема технологического процесса производства плиток для пола
пьезотермическим способом с предварительным гидролизом опилок:
/ — вибросито; 2, 15 — бункера; 3 — элеватор; 4, 14 — шнеки; 5 — автоклавы; 6 —
труба для выстрела; 7, 10, 13— циклоны; 8 — приемник пресс-массы; 9, 12 —
пневмотранспортные установки; 11 — сушилка; 16— смеситель; 17— стол для
приготовления брикетов; 18— пресс холодного прессования; 19— пресс
горячего прессования; 20 — готовые изделия
5. Материалы из отходов переработки древесины...
293
сушенные опилки поступают на подпрессовку, где выдерживаются в
течение 20—30 с при удельном давлении 2—2,5 МПа, а потом в
многоэтажном гидравлическом прессе в течение 4—7 мин подвергаются
горячему прессованию при давлении 20—30 МПа и температуре плит
пресса 140-225 °С.
По второму способу кондиционные опилки размером менее 4 мм
обрабатываются в автоклавах паром в течение 2 ч при температуре
170—180 °С и давлении 0,8—1 МПа. Гидролизованная пресс-масса
частично высушивается и при определенной влажности
последовательно подвергается холодному и горячему прессованию. Удельное
давление холодного и горячего прессования — 15 МПа, температура
последнего — 160 °С.
Исходным сырьем, наряду с опилками, могут служить
измельченная древесина хвойных и лиственных пород, льняная и конопляная
костра, камыш, гидролизный лигнин, одубина.
Пьезотермопластики подразделяют на изоляционные,
полутвердые, твердые и сверхтвердые.
При средней плотности 700—1100 кг/м3 пьезотермические
пластики, изготовленные из березовых опилок, имеют предел прочности при
статическом изгибе 8—11 МПа. При повышении средней плотности
до 1350—1430 кг/м3 предел прочности при статическом изгибе
достигает 25—40 МПа.
Высокие физико-механические свойства пьезотермопластиков
позволяют применять их для изготовления полов, дверей, а также в
качестве отделочного материала.
Разновидностью древесных пластиков является вибролит,
технологические особенности которого заключаются в частичном
измельчении опилок и мелкой стружки на вибромельнице, перемешивании
тонко размолотой массы с водой и получении шлама. Из смеси
шлама с частицами величиной 0,5—2 мм в отливной машине
формируется ковер, обезвоживаемый вакуум-насосом. Полученная пресс-масса
поступает на холодное и горячее прессование. Готовые плиты
транспортируют в закалочную камеру, где в течение 3—5 ч при
температуре 120—160 °С они подвергаются термической обработке, вследствие
чего почти в 3 раза снижается их водопоглощение и более чем в
2 раза — разбухание.
Вибролит применяют для настила черного пола, устройства
перегородок, облицовки панелей стен в общественных зданиях,
изготовлении встроенной мебели и щитовых дверей.
МАТЕРИАЛЫ ИЗ ОТХОДОВ
ГОРНОРУДНОЙ ПРОМЫШЛЕННОСТИ
И ПРОМЫШЛЕННОСТИ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ
6.1. Общая характеристика отходов
В процессе добычи и переработки железных руд, руд цветных
металлов, химического сырья, нерудных материалов получают побочные
продукты двух типов: в виде вскрышных и других пустых пород,
добываемых при ведении горных работ, и отходов горно-обогатительных
комбинатов. Наибольшее количество попутно добываемых пород и
отходов обогащения связано с добычей и переработкой железных руд.
Только в Криворожском бассейне ежегодный выход попутно
извлекаемых пород составляет около 50 млн м3. На железорудных
предприятиях страны объем удаляемых пустых пород достигает 400 млн м3, в
том числе скальных пород более 70%. Кроме того, отходы после
обогащения руды составляют более 200 млн т.
Рациональная область применения побочных продуктов
горнодобывающих предприятий — это промышленность нерудных
строительных материалов. Достигаемый экономический эффект обусловлен
экономией капитальных вложений на производство нерудных
материалов, сокращением объемов отвалов и затрат на транспортировку
отходов, ликвидацией потерь в народном хозяйстве, связанных с
отчуждением земельных угодий под отвалы и последующей их
рекультивацией.
Для производства нерудных строительных материалов пригодны:
попутно добываемые породы, сухие и мокрые отходы обогащения при
добыче и переработке железных руд, флюсов и огнеупоров, цветных
металлов; высевки (отсевы) при производстве строительного щебня из
изверженных, метаморфических и осадочных пород; попутно
добываемые породы и отходы обогащения при производстве асбеста и другие.
При добыче железных руд бурый железняк, содержащий 35—55%
железа обычно в виде лимонита 2Ре20з*ЗН20, обогащают
промыванием водой. Мелкие частицы песка удаляют с помощью специальных
барабанов и отсадочных машин.
Магнитный железняк содержит 50—72,5% железа в виде магнетита
Fe304. Его обогащают электромагнитным способом в сепараторах.
б
6. Материалы из отходов горнорудной промышленности... 295
Если руда содержит крупные и средние вкрапления магнетита, то ее
дробят до кусков диаметром 25—30 мм и подвергают сухой, магнитной
сепарации в специальных полых барабанах, вращающихся вокруг
осей, с электромагнитами. Магнетит, притягиваясь к поверхности
барабана, отделяется qt пустой породы. Магнитный железняк с
мелкими вкраплениями измельчают до частиц диаметром около 3 мм и
направляют на мокрую магнитную сепарацию, где «пустая» порода —
«хвосты» — уносится струей воды.
Побочными продуктами добычи железных руд являются кварцито-
вые и близкие к ним породы, наличие которых в общем объеме
разработок полезных ископаемых достигает 50%.
Железистые кварциты преимущественно состоит из оксидов железа
и кремнезема. Непригодные для обогащения железистые кварциты и
другие скальные породы вывозятся в отвалы. Однако из них можно
изготавливать крупный заполнитель для особо тяжелого бетона, а
также балластный материал для железнодорожного строительства.
Гранулометрический состав отвальных железистых кварцитов и
других скальных пород колеблется в широких пределах. Истинная
плотность их обычно составляет 2,8—4,6 г/см3, средняя плотность —
2600—4100 кг/м3, водопоглощение — 0,2—8%, морозостойкость
достигает 200 циклов.
По химическому составу отходы горно-обогатительных
комбинатов можно разделить на три группы (%): кварцевые (Si02 > 65),
силикатные (Si02 < 65, Fe < 15) и железистые (Fe > 15). Отходы
последней группы получают при обогащении железистых кварцитов низкой
степени метаморфизма. Из-за высокой дисперсности и плотности,
составляющей примерно 3000 кг/м3, их не рекомендуют как заполнитель
бетона. Кварцевые отходы образуются при обогащении железистых
кварцитов средних степеней метаморфизма, а силикатные — высоких.
Отходы этих групп практически не содержат глинистых минералов и
имеют форму зерен, отличную от шарообразной с шероховатой
поверхностью.
Обогащенные кварцевые «хвосты» имеют среднюю плотность
1550—1900 кг/м3, модуль крупности их обычно равен 1,5—2.
Значительная часть перерабатываемой горной породы
направляется в отвалы в виде кварцево-железистых имамов. Эти отходы
представляют собой тонкодисперсный порошок, содержащий 10—30%
фракции крупнее в, 14 мм. В состав шламовых отходов предприятий,
например Криворожского бассейна, входит 60—80% кварца и 13—
18 оксидов железа. В небольших количествах входят оксиды
алюминия, кальция, щелочных металлов, марганца и др. По
гранулометрическому составу шламы близки к днепровскому речному песку,
отличаясь от него несколько более высокими значениями пустотное -
ти, истинной и средней плотности.
296 Строительные материалы из отходов промышленности
Для использования шламов в бетонах эффективным является их
фракционирование, осуществляемое с помощью гидравлических
классификаторов. Работа таких классификаторов основана на различной
скорости падения частиц разной массы в восходящем потоке воды.
Попутными продуктами добычи и переработки многих полезных
ископаемых являются породы, состоящие в основном из силикатов
магния. К ним относятся разновидности серпентинов — антигориты,
хризотилы и др.
Наиболее значительный выход силикатов магния в виде отходов
характерен для асбестовых обогатительных фабрик. При обогащении
асбестосодержащих пород извлекается только около 8% сортового
асбеста, а остальные 92% являются отходами. Наибольший интерес
силикатно-магниевое сырье представляет для производства
автоклавных материалов.
Для производства строительных материалов из вскрышных пород
ценность представляет карбонатное и глинистое сырье. При
открытой разработке железорудных месторождений карбонатное сырье чаще
представлено маломергелистыми меловыми породами с
содержанием 90—99% СаС03 и мергелистыми породами, содержащими 64—85%
СаСОэ. Эти породы можно применять в производстве извести,
цемента, минеральной ваты.
Область применения глинистых вскрышных пород разнообразна.
В зависимости от физических свойств, химико-минералогического и
вещественного составов глинистое сырье пригодно для производства
керамических изделий, аглопорита, керамзита, цементного клинкера.
В табл. 6.1 приведены возможные направления утилизации
вскрышных пород ряда горно-обогатительных комбинатов.
Велик объем горных работ на рудниках и карьерах, где
добываются нерудные и неметалл орудные материалы, сырье для цементной и
известковой промышленности. Доля промышленности нерудных
строительных материалов в общем объеме отходов горнодобывающих
отраслей составляет 12—15%.
При добыче облицовочного камня, переработке на щебень горных
пород, производстве извести образуются отходы в виде отсевов,
каменной муки, негабарита. Многообразие видов горных пород, их
состава, технологических особенностей получения основных продуктов
обусловливает и многообразие качественных характеристик отходов
нерудных строительных материалов.
Наиболее массовыми отходами являются отсевы (высевки),
образуемые при производстве строительного щебня и представляющие
собой песчано-щебеночную смесь с максимальной крупностью
щебня 10 мм и содержанием примесей до 10—25%. При производстве
щебня из изверженных пород объем отсевов достигает 25%, а из
осадочных — 45% от объема перерабатываемой горной массы. По
приблизительным оценкам в России объем ежегодно образующихся на
6. Материалы из отходов горнорудной промышленности...
297
Таблица 6.1
Вскрышные породы ГОКов и пути их утилизации
Горно-обогатительный
комбинат
Южный
Новокриворожский
Центральный
Северный
Ингулецкий
Полтавский
Вскрышные породы
Сланцы, безрудные
кварциты
Суглинки, красно-бурые
глины
Сланцы, безрудные
кварциты
Лессовидные суглинки,
красно-бурые и бентонито-
подобные глины
Сланцы, безрудные
кварциты
Вспучивающиеся сланцы
Лессовидные суглинки,
красно-бурые глины
Тоже
Некондиционные и
безрудные кварциты, сланцы
Граниты, магматиты,
амфиболиты, безрудные
кварциты, сланцы
Амфиболиты
Тальковые еланцы
Амфиболиты, плагиогра-
ниты, кристаллические
сланцы, безрудные
кварциты, магматиты
Суглинки, спондиловые
мергельные глины
Амфиболиты
Пути возможного
использования
Дорожно-строительные
материалы
Производство кирпича,
рекультивация земель
Дорожно-строительные
материалы
Формовочные земли, буровые
растворы, производство
кирпича, рекультивация земель
Щебень
Керамзит
Рекультивация земель,
строительство дамб, плотин,
производство глиняного кирпича
Тоже
Щебень
Щебень
Каменное литье
Ситаллы, шлакоситаллы,
цементы
Дорожно-строительные
материалы
Кирпичное и цементное сырье
Каменное литье |
предприятиях нерудных строительных материалов отсевов дробления
составляет при переработке изверженных пород 12—15 млн м3,
карбонатных — 16—20 млн м3. Не находящие спроса отсевы направляются в
отвалы, в которых скопились сотни миллионов кубометров отсевов.
298 Строительные материалы из отходов промышленности
Имеются большие запасы природных пористых горных пород (туф,
известняк, ракушечник) и рыхлые породы вулканического
происхождения (пемза, пепел и др.). Сплошные массивные горные породы
используют для производства стенового пильного камня или
облицовочных плит. При современном уровне их производства отходы от их
добычи позволяют получать ежегодно до 60 млн м3 пористого щебня
и песка.
При добыче пильного камня технологическими отходами
являются каменные опилки с фракцией 0—5 мм, куски различной величины
и негабаритный камень. Количество otxoдoв может превышать 50%
объема разрабатываемого пласта.
Разнообразные виды отходов образуются в производстве
различных искусственных строительных материалов в процессе
технологической переработки сырья, а также как брак и др. Многие из этих
отходов при невозможности их возвращения в основное производство
могут быть использованы для получения строительных материалов.
Цементная пыль в производстве цемента появляется в результате
переработки тонкодисперсных минеральных материалов. Общее
количество улавливаемой пыли на цементных заводах составляет до 30%
всего объема выпускаемой продукции. До 80% всего количества пыли
выбрасывается с газами из клинкерообжиговых печей. Пыль,
выносимая из печей, является полидисперсным порошком, содержащим
при мокром способе производства 40—70, а при сухом — до 80%
фракций размером менее 20 мкм. Минералогическими исследованиями
определено, что в составе пыли содержится до 20% клинкерных
минералов; из них двухкальциевого силиката |3- и у-модификаций — 8—
10, двухкальциевого феррита и четырехкальциевого алюмоферрита—
10—12, свободного оксида кальция— 2—14, щелочей— 1—8%.
Основная масса пыли состоит из смеси обожженной глины и нераз-
ложившегося известняка. Состав пыли существенно зависит от типа
печей, вида и свойств применяемого сырья, а также способа
улавливания.
Наиболее дисперсная и высокощелочная пыль осаждается в
электрофильтрах. Удельная поверхность пыли в электрофильтрах достигает
5000—8000 см2/г, а пыли в осадительных камерах — 1000—4000 см2/г,
что зависит от природы обжигаемого сырья и режима обжига, в
частности температуры и скорости газового потока. Содержание
щелочных оксидов в пыли, уловленной электрофильтрами, колеблется от
Здо25%.
Различные виды пыл ей, представляющих интерес для
использования, образуются в производстве различных материалов: извести,
керамзита и др.
Отходы, образуемые при производстве асбестоцементных изделий
(асбестоцементные отходы), подразделяются на сухие и мокрые: к
первым относятся бой асбестоцементных изделий, обрезки листов и
6. Материалы из отходов горнорудной промышленности... 299
труб, стружка от механической обработки труб; ко вторым — осадки
в водоочистительных аппаратах.
Состав сухих отходов такой же, как у асбестоцементных изделий.
Мокрые отходы в основном состоят из гидратированных и
карбонизированных зерен цемента с примесью мелких волокон асбеста. При
большом водосодержании они приобретают свойства пульпы, а при
растирании и перемешивании образуют пластичное тесто. Средняя
плотность этого вида отхода в высушенном состоянии 250—300 кг/м3,
теплопроводность — 0,052—0,064 Вт/(м • °С).
Значительные количества отходов в виде керамического и
стекольного боя образуются на керамических предприятиях и строительных
площадках. На керамических предприятиях, использующих твердое
топливо в виде отходов (до 10 м3 на каждые 100 тыс. шт. кирпича),
образуются также печные остатки, состоящие из смеси топливной золы
с небольшим содержанием несгоревшего угля и керамической мелочи.
6.2. Нерудные материалы на основе
железистых кварцитов
Различный химический состав, физические параметры и свойства
отходов, образуемых при добыче и обогащении руд, обусловливают и
разнообразие получаемых на их основе строительных материалов.
Основным направлением утилизации этой группы отходов является
производство нерудных материалов, прежде всего заполнителей бетонов и
растворов, дорожно-строительных материалов, бутового камня и др.
Щебень. Железисто-кварцитовый щебень применяют для устройства
подстилающих слоев и дорожного основания, а также в качестве
крупного заполнителя цементных и асфальтовых дорожных бетонов. По
своим физико-механическим свойствам железисто-кварцитовый
щебень удовлетворяет требованиям к материалу для балластного слоя
железнодорожных путей. Если пути оборудованы системой
сигнализации, централизации и блокировки, то применение железисто-квар-
цитового щебня возможно только после исследования его магнитных
свойств. Подобные исследования также необходимы при применении
щебня из железистых кварцитов в гидротехническом бетоне
повышенной морозостойкости.
Щебень из попутных пород при добыче железной руды получают
на дробильно-сортировочных установках, а также с помощью сухой
магнитной сепарации. Дробильно-сортировочная установка для
получения щебня из железистых кварцитов (рис. 6.1) действует по
следующей схеме. Ступенчатое дробление некондиционной руды
выполняется на конусных дробилках с последующим разделением на
фракции 0—20 и 20—40 мм. Из первой фракции грохочением отделя-
300 Строительные материалы из отходов промышленности
2 /у/"^
4^^=? 1
Рис. 6.1. Схема производства строительного щебня из отходов
горно-обогатительных комбинатов:
/ — конусная дробилка; 2 — пластинчатый питатель; 3 — ленточный конвейер;
4— электровибропитатель; 5— грохот; 6— сепаратор; 7— трехбарабанный
сепаратор; 8— железнодорожный вагон; 9— склад щебня; 10 — экскаватор;
11 — автосамосвал
ют фракцию 0—5 мм, которую отправляют на обогатительную
фабрику для переработки в концентрат, а фракции 5—20, 20—40 мм
пропускают через магнитный сепаратор, где от щебня отделяется руда.
Из железистых безрудных кварцитов можно получать щебень с
марками по прочности Ml 100—М1200. При средней плотности
кварцитов около 3100 кг/м3, насыпная плотность щебня различна и
зависит от зернового состава и содержания железистых минералов. Для
фракции 5—20 мм она составляет 1450—1700 кг/м3; для фракции 20—
40 мм — 1400—1600 кг/м3. Железисто-кварцитовый щебень по
содержанию пылевидных и глинистых частиц, лещадных и игловатых
зерен, водопоглощению не отличается от гранитного.
Его морозостойкость составляет 150—300 циклов попеременного
замораживания и оттаивания.
Бетоны на железисто-кварцитовом и гранитном щебнях близки по
свойствам, но бетонам на железисто-кварцитовом щебне
свойственна более низкая истираемость.
Применение в строительстве щебня из отходов добычи и
обогащения руд дает значительный технико-экономический эффект.
Себестоимость 1 м3 щебня из попутных пород примерно на 40%
ниже себестоимости гранитного, что обеспечивается снижением
трудовых и материальных затрат, необходимых на строительство и осво-
6. Материалы из отходов горнорудной промышленности...
301
ение специальных карьеров, выполнение буровзрывных вскрышных
и добычных работ, погрузку и транспортирование сырья,
переработку и дробление горной массы, использованием существующих в
основном производстве транспортных коммуникаций, сетей
электроснабжения.
Песок. Почти половина общей массы железной руды при
обогащении образует отходы («хвосты»), представляющие собой кварцево-
железистый песок состоящий из частиц размером 0,14--0,63 мм.
Наличие в составе этих отходов большого количества соединений железа
обусловливает их более высокую плотность, чем природного песка.
Экспериментально разработана технология обогащения шламовых
отходов ГОКов, позволяющая получать искусственные пески,
однородные по химико-минералогическому составу и качеству.
Обогащенные и фракционированные отходы получают отделением глинистых
и пылевидных частиц и зерен крупностью менее 0,14 Мм и
разделением на фракции (рис. 6.2). Они должны содержать не менее 55%
кремнезема и не более 15% соединений железа.
ГпгтлЬ»/
•ку
Рис. 6.2. Схема фракционирования отходов обогащения
горно-обогатительных комбинатов:
1 — пульповод; 2— гидроклассификатор; 3 — спиральный классификатор;
4 — центробежный классификатор; 5 — ленточный конвейер; <5 —
поворотно-консольный конвейер; 7, 8 — фракции соответственно 0,6—5 мм и 0,14—0,6; 9—
экскаватор; 10 — железнодорожный состав; 11 — шламохранилище;
72—автомашины
Магнетит Fe304 и гематит Fe203, содержащиеся в железистых
кварцитах, относятся к потенциально реакционноспособным. Поэтому
возможность применения в качестве заполнителей материалов,
содержащих такие минералы, должна быть установлена специальными
исследованиями. Опыты показали, что образующийся в процессе твер-
302
Строительные материалы из отходов промышленности
дения бетона аморфный гидроксид железа экранирует расположенные
на поверхности заполнителей железосодержащие минералы,
практически исключая их участие в дальнейшем синтезе новообразований.
Об этом свидетельствует и отсутствие коррозионных явлений в
конструкциях из бетона на заполнителях из железной руды.
Основным критерием при оценке качества мелкого заполнителя
является его влияние на водопотребность смеси и прочность бетона.
При одинаковом гранулометрическом составе водопотребность
песка из отходов обогащения железных руд несколько больше, чем
природного, что объясняется повышенной шероховатостью поверхности
его зерен. Чем крупнее породообразующие зерна, т. е. выше степень
метаморфизма породы, тем больше шероховатость и водопотребность
крупных зерен песка. Однако с уменьшением размеров зерен кварцево-
железистых песков заполнители приобретают в основном
мономинеральный состав, гладкую поверхность, и их водопотребность становится
практически аналогичная зернам природного песка. С уменьшением
модуля крупности природного песка и увеличением содержания в нем
глинистых и илистых примесей возможна его замена на
искусственный аналогичного гранулометрического состава.
Целесообразно применение мелкозернистых отходов в качестве
заполнителей песчаного бетона, так как предел прочности при
сжатии, модуль упругости, сцепление с арматурой, водонепроницаемость
и морозостойкость такого бетона выше, чем бетона на природном
песке. Использование кварцево-железистых песков в качестве мелкого
заполнителя увеличивает среднюю плотность песчаного бетона на
100—250 кг/м3, а обычного — на 50—100 кг/м3.
Железистые минералы улучшают при нормальном твердении
адгезионные свойства поверхности заполнителей, поэтому кварцево-
железистые пески эффективнее использовать в бетонах, твердеющих
в естественных условиях. В бетонах с крупным заполнителем
адгезионные свойства мелкого заполнителя мало влияют на прочность
бетона. Однако с увеличением его удельной поверхности повышается
водопотребность бетонной смеси и ухудшается сцепление раствора с
крупным заполнителем. В связи с этим замена в крупнозернистых
бетонах местного природного песка искусственным возможна
только при меньшей водопотребности последнего или при
соответствующем экономическом обосновании.
При одинаковых исходных условиях введение пластифицирующих
добавок продуктивнее в мелкозернистую бетонную смесь на
искусственном песке, чем на природном, так как при этом существенно
улучшается ее удобоукладываемость. Однако при этом уменьшается
прочность бетона, что объясняется ухудшением адгезионной способности
железосодержащих минералов. Поэтому более эффективны добавки
суперпластификаторов.
6. Материалы из отходов горнорудной промышленности... 303
В качестве строительного песка применяют также отсевы,
получаемые при дроблении на щебень кварцитовых пород.
Отходами горно-обогатительных комбинатов можно полностью
заменить обычные кондиционные заполнители в тяжелом бетоне и
обеспечить достижение его проектных свойств без перерасхода
цемента. Негативные особенности бетонных смесей на мелком
заполнителе из отходов обогащения руд, например пониженную пластичность
и водоудерживающую способность, можно ликвидировать введением
добавок ПАВ, регулирующих соответствующие свойства.
Остроугольная форма и рельефная поверхность зерен
обеспечивают более высокое сцепление искусственных песков, чем речных, что
положительно сказывается на прочности бетона. Так,
исследованиями установлено, что прочность бетонов при неизменных составах на
мелких заполнителях из отходов обогащения Криворожских
горнообогатительных комбинатов на 20% выше прочности бетона,
приготовленного на днепровском песке. Увеличение прочности
компенсирует возможное увеличение расхода цемента при замене кварцевого
песка отходами обогащения вследствие роста водопотребности
бетонных смесей. Стоимость заполнителей из отходов обогащения, как
правило, существенно ниже, чем природных. В условиях
Криворожского бассейна фракционированные отходы горно-обогатительных
комбинатов в 6—10 раз дешевле привозного песка. При их
применении себестоимость 1 м3 железобетонных изделий снижается на 10%.
Отходы, получаемые при обогащении руд, могут полностью
заменять также кварцевый песок в строительных растворах. Они
особенно эффективны в штукатурных растворах, где нежелательно
присутствие частиц заполнителя крупнее 2,5 мм. Высокая средняя плотность
некоторых составов таких растворов позволяет применять их в рент-
генозащитных штукатурках. Средняя плотность растворов на
заполнителях из шламов обогащения примерно на 22% больше средней
плотности растворов на кварцевом песке.
6.3. Применение отходов производства
нерудных материалов
Вид материалов, изготавливаемых из отходов производства
нерудных строительных материалов, обусловлен их
физико-механическими свойствами, составом, особенностями основного технологического
процесса и технико-экономическими факторами.
Заполнители из отсевов камнедробления. Основная масса отходов
производства нерудных материалов пригодна для переработки на
щебень, песок, каменную муку. Эксплуатационные расходы на полу-
304
Строительные материалы из отходов промышленности
чение из отходов, например щебня, в 2—2,5 раза ниже, чем в
специализированных карьерах.
При разработке современных технологических схем производства
каменных материалов предусматривают ряд дополнительных
операций по сортировке, очистке и, при необходимости, измельчению
отходов.
Отходы очищаются сухими или мокрыми способами. Сухие
способы основаны на измельчении примесей ударом или истиранием в
среде холодных или горячих газов и последующем их отделении от
каменного материала грохочением, пневматическими методами и т. д.
Мокрые способы (рис. 6.3) предусматривают отделение примесей
мокрым грохочением на конечных стадиях производства. Мокрое
грохочение рационально для устранения легко отделяемых примесей.
При этом с помощью специальных классификаторов из отходов
можно выделять чистые фракции песка.
0-40 »"
из отсевов
Рис. 6.3. Схема переработки отсевов дробления:
1 — промывочная машина; 2 — инерционные грохоты; 3 — грохот с шпальтовым
ситом; 4 — вибровакуумобезвоживатель; 5 — конвейеры
Промывка отходов дробления с загрязненностью свыше 10% в
обычных промывочных устройствах корытного типа малоэффективна.
Продуктивным методом промывки является виброакустический метод,
основанный на максимальной концентрации энергии для дезинтеграции
глинистых пород при совмещении низкочастотного вибрационного и
6. Материалы из отходов горнорудной промышленности... 305
акустического воздействий. В качестве источников
виброакустического воздействия используют низкочастотные гидроакустические
средства. Например, при средней загрязненности исходного сырья 12,45%
виброакустическая установка уменьшает загрязненность продукции до
0,6%. В то же время при загрязненности сырья в 2,7% корытная
мойка позволяет уменьшать загрязненность продукции лишь до 0,76%.
Применение виброакустических установок дает возможность
перерабатывать отходы с загрязненностью до 40% и выше.
Разработаны и успешно опробованы в промышленности
промывочные машины струйного типа и вибровакуумобезвоживающие
установки. Последние за счет вакуум-отсоса, дополняющего обычное
виброобезвоживание, снижают конечную влажность продукта до 11—
13%, что позволяет его транспортировать конвейерным транспортом.
Основными потребителями отсевов дробления в настоящее время
являются дорожно-строительные организации, использующие
отсевы в асфальтобетонных смесях в качестве мелкого заполнителя.
Пылевидная составляющая отсевов из основных изверженных пород
позволяет частично заменить минеральный порошок из карбонатных
пород.
Поскольку большая часть отсевов имеет модуль крупности 3,2—3,6,
они используются как укрупняющая добавка к мелким пескам в
бетонах различного назначения. Используя отсевы, удается формировать
оптимальные составы бетонов и растворов, обеспечивающие
заданные строительно-технические свойства при минимальной стоимости.
Отсевы дробления значительно отличаются по форме и характеру
поверхности зерен, минеральному и зерновому составам (по сравнению
с природными песками) и имеют более высокие значения водопотреб-
ности и пустотности, что часто затрудняет их использование в бетонах.
Строительная индустрия потребляет песок, чаще всего природный,
для производства бетонов и растворов, асфальтобетонов, изделий и
т. п. Объемы потребления песка составляют почти 45% от объемов
потребляемого щебня. Действующие или вновь разрабатываемые
песчаные карьеры создают постоянную экологическую нагрузку на
природную среду, и, в первую очередь, на водоемы — поймы рек, озера.
Альтернативой природным пескам служат искусственные пески из
отсевов дробления, обогащенные мокрым способом на спиральных
классификаторах. Недостатки технологий обогащения отсевов,
применяемых на большинстве карьеров — это сезонность работ, высокое
энерго- и водопотребление, шламохранилища и пластинчатая форма
частиц песка.
Реализована на практике технология сухой воздушной
классификации отсевов — продуктов дробления центробежно-ударных
дробилок — с применением каскадно-гравитационных классификаторов.
В них использован способ разделения в воздушном потоке
мелкозернистых и песчаных материалов по крупности, плотности, массе и фор-
306
Строительные материалы из отходов промышленности
ме частиц за счет взаимодействия двух противоположно
направленных сил: гравитации, действующей на частицы исходного материала,
и восходящего воздушного потока. На таких аппаратах можно
классифицировать сыпучие материалы максимальной крупностью до
10 мм и влажностью до 6% с разделением на 2—3 класса, т. е. с
получением 2—3 продуктов.
Водопотребность песка из отсевов изменяется в пределах 9—18%
(чаще 13,5—15,5) и зависит от зернового состава, формы зерен,
содержания пылевидных и глинистых частиц.
Пустотность отсевов дробления, состоящих преимущественно из
крупных фракций, изменяется в пределах 40—50%, т. е. значительно
превышает пустотность природных песков C5—40%). Снижение
пустотное™ отсевов может быть достигнуто при совместном
использовании в качестве мелкого заполнителя бетона отсевов и мелких (или
очень мелких) природных песков.
Сравнительные испытания бетонов на прочность при изгибе и
растяжении, на водонепроницаемость и морозостойкость показали, что
свойства бетонов с использованием обогащенных отсевов дробления
изверженных пород практически те же, что и у бетонов на природных
песках.
Перспективно использование некоторых фракций песка из
отсевов в ячеистых бетонах.
Отсевы переработки изверженных метаморфических пород
нередко обладают декоративными свойствами. Такие материалы
применяются для получения декоративных растворов и бетонов.
Перспективным направлением использования отсевов дробления
являются сухие строительные смеси. При выпуске строительных
смесей наибольший спрос имеют фракции 0,63—1,25 мм, 0,315—0,63 мм,
0,16—0,315 мм. Введение таких наполнителей улучшает ряд
показателей сухих смесей. Установлено, что 18—25% отсевов дробления
изверженных пород составляют фракции менее 0,16 мм с высокой
удельной поверхностью, которые не требуют дополнительного помола.
Отсевы дробления могут найти применение как компоненты
шихты также при производстве строительной керамики и огнеупоров.
Продукты переработки отсевов узких классов крупности
применяют для заполнения водоочистных фильтров, при выпуске
электрокерамических изделий и др.
Применение отходов обработки пористых пород и облицовочного
камня. Направления использования отходов, получаемых при добыче и
обработке пористых пород и облицовочных материалов из природного
камня, зависят от их крупности, физико-механических и
технологических свойств.
Отходы производства каменных изделий из пористых горных
пород применяют в качестве природных пористых заполнителей.
Заполнители из известняков-ракушечников, туфов и пемзы используются
6. Материалы из отходов горнорудной промышленности... 307
в бетонных и железобетонных изделиях для гражданского и
промышленного строительства. Замена в бетонах кварцевого или дробленого
керамзитового песка пористым песком из отходов камнепиления
снижает стоимость бетона, а в ряде случаев и его расход.
При дроблении отходов камнепиления разрушение происходит по
наиболее слабым сечениям и контактам, крупным порам и
микротрещинам, что меняет микро- и макроструктуру и улучшает свойства
заполнителей, так как увеличивает их плотность, прочность и уменьшает
неоднородность по сравнению с исходной горной породой. Щебень
и песок, получаемые дроблением пористых пород, имеют угловатую
форму, шероховатую и развитую поверхность, что обеспечивает их
прочное сцепление с цементным камнем.
Гранулометрия пористых заполнителей из отходов камнепиления
зависит от свойств исходной породы, вида дробильного оборудования,
размеров отверстий сит. Наличие в пористых песках до 25% и более
фракций менее 0,14 мм способствует улучшению удобоукладываемо-
сти, повышению плотности бетона. Однако увеличение количества
таких фракций свыше 25% нежелательно, так как приводит к
повышению водопотребности легких бетонов и снижению их прочности.
Особенностью заполнителей из отходов камнепиления карбонатных
горных пород является их активное химическое взаимодействие с
цементом.
Отходы, образующиеся при добыче блоков из гранита и других
высокопрочных пород, используют для получения декоративного
щебня и песка. Для переработки отходов в нерудные материалы можно
использовать выпускаемые промышленностью передвижные дробиль-
но-сортировочные установки.
Установлена эффективность выпуска мозаичных плит на основе
отходов камнеобработки. Плиты изготавливают в металлических
формах из мелких кусков камня на цементном растворе. При достижении
ими 50—70% марочной прочности их шлифуют и полируют.
Реализована промышленная технология изготовления
искусственных блоков на основе каменной крошки с последующей распиловкой
их на отдельные плиты толщиной 20—30 мм. Декоративный эффект
достигается использованием в качестве вяжущего белого
портландцемента с наполнителем из каменной муки. Бетонная смесь
заливается в блок-формы и уплотняется на виброплощадке. Для ускорения
процесса твердения блоки пропаривают при обычных режимах до
достижения ими 70—80% марочной прочности. Затем их распиливают
на плиты и подвергают механической обработке (шлифовке). Качество
мозаичных плит зависит от гранулометрического состава заполнителя.
Опыт предприятий Крыма, разрабатывающих
известняк-ракушечник для получения стенового штучного камня, показывает
эффективность изготовления из отходов камнепиления ракушечно-бетонных
блоков. Блоки формуются в горизонтальных металлических формах
308 Строительные материалы из отходов промышленности
с откидными бортами. Дно формы покрывается раствором из
ракушечника толщиной 12—15 мм для создания внутреннего фактурного
слоя. Форма заполняется крупнопористым или мелкозернистым
бетоном из ракушечника. Фактура внешней поверхности блоков
создается с помощью специального раствора. Ракушечно-бетонные блоки
применяют для кладки фундаментов и стен при строительстве
производственных и жилых зданий.
Освоена технология получения из отходов производства пильных
известняков эффективного стенового материала — цементно-карбо-
натного камня. По физико-техническим и архитектурным
показателям такой камень не уступает естественному: предел прочности при
сжатии — 5—7,5 МПа; средняя плотность — 1800 кг/м3, размеры—
190x190x188 мм. Оптимальный состав бетона (%): цемент М 500 — 5,
карбонатные отходы камнепиления — 85, вода— 10. При снижении
марки цемента до М300 его расход возрастает до 160 кг/м3.
Снизить расход цемента на 20—45% можно путем введения в
состав заполнителя наряду с отходами камнепиления 20—30% золы.
Цементно-карбонатный камень изготавливают полусухим
прессованием. В качестве основного оборудования используется
пресс-полуавтомат, производительность которого 600—700 шт. в час (8,5—
10м3/ч).
Карбонатные отходы загружаются в вибросито, откуда фракция
менее 30 мм через дозатор поступает в смеситель. Туда же подают
вяжущие и воду. Готовая смесь поступает в накопительный бункер
пресса. Давление прессования — 10—15 МПа, время — 6—7 с, влажность
формовочной смеси — 7—8%. Готовые камни поступают на склад, где
в течение 7 сут при естественных тепловлажностных параметрах
воздушной среды горных выработок происходит твердение бетона.
Из карбонатных отходов карьеров по добыче известняков
получают также известь или используют их как добавку для повышения
качества автоклавных силикатных изделий. Мелкие фракции рада
горных пород можно применять для производства плавленых материалов
или в качестве отощителя керамических масс.
Отходы производства камнедробильных заводов,
перерабатывающих базальты и другие излившиеся горные породы, можно применять
для получения глазурей и других плавленых материалов. Разработана
технология производства стеклокристаллических базальтовых
глазурей для фасадной строительной керамики, кислотостойких
керамических изделий и электрофарфора. Базальтовые глазури могут
заменять глазури на основе многокомпонентных шихт, включающих ряд
дефицитных материалов: полевые шпаты, каолин, буру, соду,
бариевые, стронциевые, циркониевые соединения.
6. Материалы из отходов горнорудной промышленности... 309
6.4. Вяжущие и автоклавные материалы на основе
отходов дробления горных пород
Вяжущие материалы. При определенном
химико-минералогическом составе отходы дробления горных пород могут быть
использованы для получения различных вяжущих материалов. Карбонатные и
мергелистые отходы являются сырьем для производства воздушной и
гидравлической извести, романцемента, композиционных вяжущих.
Алюмосиликатные материалы в композиции с карбонатами могут
входить в состав сырьевых смесей для получения портландцементно-
го клинкера. При этом в ряде случаев они имеют определенные
преимущества перед традиционными сырьевыми материалами.
Отходы обогащения магнетитовых руд позволяют исключить из
сырьевой смеси пиритные огарки, частично или полностью заменить
глину. Введение в сырьевую смесь техногенного компонента
способствует снижению температуры декарбонизации, ускорению
формирования алита, улучшению размолоспособности клинкера, получению
интенсивно твердеющего цемента.
Установлено, что под влиянием некоторых водорастворимых
добавок отходы обогащения магнетитовых руд затвердевают. В
зависимости от вида и концентрации затворителя прочностные показатели
материала достигают 0,1—3,5 МПа. Наибольшую активность отходы
проявляют при использовании растворов гидрооксида, хлорида и
сульфата натрия, жидкого стекла.
Влияние солевых и щелочных затворителей на вяжущие свойства
отходов обогащения магнетитовых руд существенно усиливается в
присутствии минеральных компонентов, активно взаимодействующих
с растворенными в воде добавками. При использовании щелочного
затворителя такими минеральными активизаторами могут служить
шлаки, техногенные стекла и др. Композиции из отходов обогащения
руд, минерального активизатора и щелочного затворителя
интенсивно твердеют при тепловой обработке (пропаривание, сушка).
Прочность при сжатии пропаренных образцов достигает 40—70 МПа.
Высокощелочная среда при тепловой обработке обеспечивает синтез
низкоосновных щелочно-щелочноземельных водостойких
образований с участием минералов, содержащихся в отходах обогащения.
На основе мелких фракций шламов обогащения железной руды
совместно с молотым гранулированным шлаком может быть
получено бесклинкерное шлакошламовое вяжущее. Оптимальное содержание
молотого гранулированного шлака в нем составляет 40—60% и
зависит от минералогического состава кварцитовых отходов и шлака.
Активность шлакошламового вяжущего при нормальном твердении
через 28 сут достигает 10 МПа и более. Из него можно изготавливать
строительные растворы для закладки горных выработок при добыче
310
Строительные материалы из отходов промышленности
руды. Это вяжущее можно также применять в дорожном
строительстве.
Отсевы базальтов, получаемые в производстве щебня, могут
служить железосодержащей корректирующей добавкой при обжиге
клинкера. Содержание оксидов железа в базальтах составляет 15—17%.
Поэтому его количество, вводимое в сырьевую смесь, в 2—3 раза
выше, чем пиритных огарков. При этом из шихты вытесняется
значительная часть глинистого компонента, что благоприятно
сказывается на энергоемкости технологического процесса, так как при сухом
способе не требуется высокая тонкость помола сырьевой смеси, а при
мокром — на 1,5—2,5% снижается влажность шлама.
Введение базальта во вращающуюся печь возможно в виде крупки
при одновременной подаче молотой сырьевой смеси с повышенным
коэффициентом насыщения, а также в составе двухкомпонентной
немолотой смеси взамен части молотого сырья, что позволяет
повысить производительность печи на 29—30%. Возможность обжига
немолотых двух- и трехкомпонентных сырьевых смесей с базальтом
доказана испытаниями, проведенными на Днепродзержинском и
Здолбуновском цементных заводах.
Температура обжига клинкера при замене глинистого компонента
базальтовой породой снижается примерно на 70 °С, соответственно на
10% уменьшается расход топлива.
Клинкер из базальтсодержащей сырьевой смеси характеризуется
высоким содержанием алюмоферритов кальция, что придает
цементам ряд ценных свойств, таких как повышенная размалываемость,
стойкость против сульфатной агрессии, пониженное тепловыделение
и повышенная прочность при изгибе.
Испытания опытных цементов показали, что они удовлетворяют
требованиям на тампонажные цементы как для горячих, так и для
холодных скважин. Для них характерны незначительные деформации
усадки и набухания, стойкость к воздействию переменного
увлажнения и высыхания.
Из сырьевых смесей с базальтом можно получать и белитовые
цементы, отличающиеся пониженной температурой обжига A250—
1300 °С). Дополнительная активизация таких вяжущих происходит
при введении в сырьевую смесь фосфогипса. При этом устраняется
основной недостаток белитовых вяжущих — низкая прочность в ранние
сроки твердения. Низкообжиговые сульфобелитовые цементы
приобретают марочную прочность до 50 МПа.
К вяжущим контактного твердения, для получения которых могут
быть использованы отходы горнодобывающих отраслей
промышленности, относятся вяжущие контактно-конденсационного твердения,
петроцементы, геополимеры. Все эти вяжущие материалы пока не
нашли широкого применения, но являются перспективными,
поскольку их технология характеризуется невысокими энергетическими
6. Материалы из отходов горнорудной промышленности... 311
затратами, достаточно проста и предполагает способность твердеть и
формировать искусственный камень широкого круга дисперсных
минеральных материалов.
Вяжущие контактно-конденсационного твердения предложены
В.Д. Глуховским и Р.Ф. Руновой. Твердение их рассматривается с
позиций теории конденсации, в основе которой лежит идея о том, что
дисперсные вещества в силу своей энергетической нестабильности
обладают конденсационной способностью, снижаемой по мере
уменьшения свободной энергии этих веществ. Контактно-конденсационное
твердение как явление перехода дисперсной системы в камнеподоб-
ное состояние характеризуется рядом особенностей. Оно реализуется
только в тех случаях, когда структура вещества является нестабильной
и оно находится в аморфном или субмикрокристаллическом состоянии.
Необходимым условием контактного твердения является достаточная
степень сближения макрочастиц, что достигается прессованием.
Характерным признаком контактов между дисперсными макрочастицами
является их водостойкость и восстанавливаемость после разрушения
при повторном сближении. Контактное твердение происходит без
воды затворения.
Способностью к контактно-конденсационному твердению
обладает большая группа силикатных и алюмосиликатных веществ как
природного, так и искусственного происхождения, продукты их
гидратации и дегидратации, взаимодействия гидроксидов щелочных и
щелочноземельных металлов с гранитом, базальтом, перлитом и др.
Давление прессования при контактно-конденсационном твердении может
изменяться в широких пределах — от 20 до 1000 МПа и больше.
Прочностные характеристики контактно-конденсационных
вяжущих находятся в диапазоне 40—60 МПа, а при больших значениях
давления прессования могут быть и более высокими.
С использованием минеральных отходов разработаны технологии
производства кирпича, плиток, элементов дорожных покрытий и
других изделий.
Ряд тонкоизмельченных горных пород способен твердеть в
прессованном состоянии в особенности при введении
добавок-активаторов (щелочи, шлак и др.). Такие композиции называют петроцемен-
тами или геоцементами.
В опытах В.Н. Юнга была показана возможность твердения
предварительно увлажненных порошков таких горных пород, как
серпентинит, магнетит, кварцит, роговая обманка и др. Породы измельчали
практически до полного прохождения через сито 4900 отв./см2. В
возрасте 28 сут образцы имели прочность около 10 МПа, а при
использовании добавок извести и гипса — до 15 МПа. Твердение
дисперсных силикатных пород, в том числе и с добавками, В.Н. Юнг объяснял
способностью их к образованию тонких поверхностных пленок геле-
подобной гидратированной массы. На способность к твердению из-
312
Строительные материалы из отходов промышленности
мельченных минеральных материалов положительно влияют
процессы механоактивации, вызывающие увеличение значения
поверхностной энергии за счет разрыва межатомных связей и образования
новых поверхностей.
В табл. 6.2 приведены данные, полученные Л.И. Дворкиным и
А.В. Мироненко при исследовании прочности
сульфатно-активированных прессованных порошков гранита.
Таблица 6.2
Зависимость прочности сульфатно-активированных гранитных порошков
от содержания добавки гипса
Содержание
добавки,%
0
2,5
5
10
20
30
50
Предел прочности на сжатие, М Па
Вид добавки
Фосфогипс
2ч
3,4
8,7
11,2
13,8
14,6
16,3
18,8
1сут
4,6
12,2
16,3
22,1
22,9
23,8
35,9
7сут
5,9
15,5
26,0
32,5
38,0
40,3
48,7
28сут
6,2
15,8
26,5
34,9
40,7
41,5
50,9
Гипсовый камень
2ч
—
8,2
п,з
13,2
13,7
16,0
17,1
1сут
—
13,8
16,9
22,0
24,3
25,0
34,2
7сут
—
15,8
26,4
29,7
37,1
39,1
45,3
28сут
15,7
26,5
32,0
38,2
39,3
48,5
Примечание. Давление прессования — 100 МПа.
В НИИ вяжущих материалов Киевского университета
строительства и архитектуры разработан ряд вяжущих (геоцементов) и
композиционных материалов на основе глинистых пород и метакаолина с
введением щелочных добавок. В Пензенском университете
строительства и архитектуры разработаны низкощелочные B—3% щелочи)
смешанные глиношлаковые, карбонатно-шлаковые и опочно-шлаковые
вяжущие. По сравнению со шлакощелочными они позволяют
сократить расходы шлака в 1,5—2 раза и щелочных активаторов в 2—3 раза.
Молотые горные породы (кремнеземистые и глауконитовые
песчаники, чистые кварцевые пески, халцедоны, опалы и др.), не
твердеющие с щелочными добавками при дополнительном введении до
25% шлака, позволяют при нормальных условиях достичь прочности
при сжатии в прессованных образцах 25—50 МПа. При прогреве
образцов при 200—250 °С прочность их существенно возрастает.
Возможность контактно-конденсационного твердения
диспергированного минерального сырья открывает перспективы получения
новых строительных материалов по энергосберегающим технологиям.
6. Материалы из отходов горнорудной промышленности... 313
В этом плане интерес может представлять безобжиговое
производство строительных материалов на основе кремнеземистых вяжущих
суспензий (КВС). Такие суспензии представляют собой
высококонцентрированные гидродисперсии кремнезема, которые получают мокрым
диспергированием кварцевых песков в типовых шаровых мельницах
по специальному технологическому режиму. Твердение КВС
происходит по контактно-поликонденсационному механизму в процессе их
последующего высушивания при 100—120 °С.
На основе кремнеземистых вяжущих и огнеупорного заполнителя
разработан новый класс безобжиговых материалов — керамобетоны.
Освоено промышленное производство стеновых изделий
(кирпича и камней) на основе кремнеземистых вяжущих с добавкой 0,6—
0,7% жидкого стекла. Изделия имеют прочность при сжатии 10—
15 МПа, морозостойкость 15—50 циклов.
Автоклавные материалы. Попутно добываемые породы и отходы
обогащения горнорудной и других отраслей промышленности могут
быть широко использованы в производстве автоклавных
строительных материалов. Исследования, проведенные в последние годы,
показали, что для производства автоклавных строительных материалов
целесообразно использовать не только кварцевые пески, но и
супеси, суглинки, лессы, некоторые виды глин, полевошпатовые и
глинистые пески, ряд других горных пород.
Перспективным источником сырья для предприятий по
производству автоклавных строительных материалов служат отходы
обогащения железных и других руд. Хотя эти породы имеют, как правило,
меньшее содержание кремнезема, чем природные кварцевые пески из-
за низкого содержания глинистых частиц и слюды, учитывая
реакционную способность оксидов металлов, они могут быть пригодными
для получения силикатного кирпича, ячеистых бетонов и других
автоклавных материалов.
При предварительных оценках отходы обогащения руд можно
считать пригодными в качестве активного заполнителя силикатного
кирпича при содержании Si02 не менее 50%. Для приготовления
ячеистых бетонов в качестве кремнеземистого компонента применяют
тонкодисперсные отходы обогащения руд, содержащие не менее 60%
Si02, железистых минералов — не более 20%, сернистых соединений
в пересчете на S03 — не более 2%, пылевидных глинистых частиц —
не более 3%, слюды — не более 0,5%. Удельная поверхность отходов
обогащения руд в шламе для ячеистого бетона должна быть 1500—
2000; 2000-2300; 2300-2700 и 2700-3000 при средней плотности
бетона соответственно 800, 700, 600 и 500 кг/м3.
Установлено, что зависимость прочности при сжатии ячеистых
бетонов от концентрации отходов обогащения железистых кварцитов
проходит через максимум при замене 50—60% песка. Это позволяет
снизить среднюю плотность ячеистого бетона, например, с 700 до
314
Строительные материалы из отходов промышленности
600 кг/м3 при сохранении класса по прочности. При увеличении
содержания отходов обогащения в кремнеземистом компоненте свыше
60% наблюдаются снижение прочности ячеистого бетона и
возрастание плотности несмотря на увеличение количества газообразователя.
Ячеистые бетоны неоптимального состава имеют также и худшие кор-
розионно-защитные свойства.
Значительно снизить затраты на помол, упростить технологию
производства изделий и уменьшить их стоимость позволяет
использование отходов обогащения, удаленных из обогатительных фабрик в
виде тонкодисперсных шламов (рис. 6.4). Так, при применении
такого шлама комбинатом «Кривбасстрой» изготавливались панели из
автоклавного газошламосиликата с пределом прочности при сжатии
до 7 МПа и средней плотностью 900 кг/м3.
24
hi
&
-э
шщ
11
12,
16
\4i \У
L^ol- Si
47
19
18
20 I l~^ I I I I I
-E2L ЧГТГ WlTlT
Рис. 6.4. Схема производства ячеистых изделий на отвальных отходах:
1 — бункер песка («хвостов»); 2 — бак для подогрева воды; 3 — подача холодной
воды; 4 — подача пара; 5 — шаровая мельница; 6— сборник шлама; 7— подача
немолотых «хвостов»; 8 — подача сжатого воздуха; 9— шлам-бассейны;
10— объемные дозаторы шлама; 11 — подача горячей воды; 12— подача
«хвостовой» пульпы; 13 — передвижная газобетономешалка; 14 — отстойники для
пульпы; 75— подача алюминиевой пудры; 16— бункер цемента; 17— весовой
дозатор; 18— вагон с формами; 19— вьщерживание изделий в формах; 20— срезка
«горбушки»; 21 — подача отходов от срезки; 22 — мешалка для отходов; 23 —
сборник для отходов; 24 — автоклав; 25 — склад готовой продукции
6. Материалы из отходов горнорудной промышленности... 315
Ячеистую смесь приготовляли в передвижной самоходной
газобетономешалке. В качестве вяжущего применяли молотую негашеную
известь с добавкой портландцемента. В газобетономешалке
последовательно перемешивали отдозированные количества шлама, воды,
извести и цемента. Алюминиевую пудру предварительно
перемешивали с поверхностно-активными веществами в пропеллерной мешалке
и подавали в газобетономешалку в виде суспензии. На посту разлива
бетонной смесью заполняли предварительно очищенные и смазанные
формы, куда укладываются арматурные каркасы с антикоррозионным
покрытием.
Вспучивание смеси продолжалось около 30 мин. После 2-часовой
выдержки формы переносили на машину для срезки «горбушки»,
затем на вагонетки и с помощью электропередаточного моста
загружали в автоклав. После автоклавной обработки производили разгрузку
автоклава и распалубку изделий.
Для производства строительных материалов приемлемы отходы
добычи и обогащения не только железных, но и других руд. В Санкт-
Петербургском строительном университете разработана технология
изготовления разнообразных строительных материалов на основе ти-
тано-магнетитовых пород. В тонкоизмельченном состоянии эти
породы обладают слабой гидравлической активностью, а после
автоклавной обработки из них можно получить изделия высокой прочности.
На основе отходов обогащения титано-магнетитовых руд в
композиции с известью получены вяжущие с прочностью на сжатие при
воздушном хранении 7—10 МПа, а после запаривания — 30—35 МПа, и
на их основе автоклавный газобетон со средней плотностью 600—
1000 кг/м3 и прочностью 6,5—10,5 МПа.
Установлена также возможность применения для производства
многих видов местных строительных материалов отходов, образуемых
при флотации алунитовых руд. Их целесообразно использовать в
качестве мелкозернистой добавки к шихте при производстве
силикатного кирпича, а также некоторых других строительных материалов.
Разработана технология получения автоклавных материалов типа
асбестоцемента из асбестовых отходов. Термически обработанные при
700—900 °С отходы асбестовых обогатительных фабрик частично или
полностью заменяют в таких материалах портландцемент. Для
получения изделий асбестовые отходы после обжига и помола до остатка
на сите № 008 не более 10% смешивают с предварительно
распушенным асбестом и водой. Из полученной пульпы формуются и
раскраиваются листы, поступающие затем на автоклавную обработку.
Прочность на изгиб прессованных изделий через 1 сут достигает 23 МПа,
а через год — 31 МПа при средней плотности 1600—1800 кг/м3 и во-
допоглощении 16—24%. Особенностями материала из асбестовых
отходов являются высокая коррозионная стойкость и жаростойкость.
316
Строительные материалы из отходов промышленности
6.5. Применение отходов производства
строительных материалов
Утилизация цементной пыли. Основным направлением утилизации
пыли, образуемой при обжиге цементного клинкера в вращающихся
печах, является использование ее в самом процессе производства
цемента. Пыль из пылеосадительных камер возвращается во
вращающуюся печь вместе со шламом. Основное же количество пыли
улавливается в электрофильтрах. Эта пыль имеет высокую дисперсность и
содержит повышенное количество свободного оксида кальция,
щелочей и серного ангидрита. Добавка 5—15% пыли к сырьевому шламу
вызывает его коагуляцию и уменьшение текучести. При повышенном
содержании в ней щелочных оксидов снижается качество клинкера.
Сейчас на цементных заводах с мокрым способом производства
применяются различные способы возврата пыли в печь. Для
предотвращения зарастания труб, замазывания цепей и образования
шламовых колец пыль можно вводить в виде пульпы. Влажность шлама
эффективно снижается за счет разжижителей.
В гранулированном и негранулированном виде пыль вводят за
цепную завесу печи (рис. 6.5), устраняя ее отрицательное влияние на
шлам. При беззольном топливе и относительно невысоком количестве
пыли (8—10%) ее можно возвращать в печь вдуванием в зону спека-
Рис. 6.5. Схема подачи цементной пыли в печь в негранулированном виде:
/ — дымосос; 2 — электрофильтр; 3 — пылеосадительная камера; 4 — бункер для
пыли; 5 — вращающаяся печь; 6 — питательный шнек; 7 — кольцевой питатель;
8 — элеватор; 9 — шнеки транспорта пыли
6. Материалы из отходов горнорудной промышленности... 317
ния с «горячего» конца печи. На крупных заводах целесообразен
обжиг всей уловленной пыли в отдельной вращающейся печи.
Пыль, уловленная электрофильтрами вращающихся печей, может
служить основным компонентом различных смешанных вяжущих. Ее
активизируют добавками портландцементного клинкера, гипса и
доменных гранулированных шлаков. Для активного проявления
вяжущих свойств в композициях пыли с гипсом, шлаком и другими
добавками она должна содержать достаточное количество свободного
оксида кальция и клинкерных минералов.
Компоненты, составляющие цементную пыль, гидратируются при
запаривании и активно реагируют с кремнеземом, образуя
гидросиликаты и гидроалюмосиликаты. Это позволяет частично или
полностью заменять известь в производстве силикатных кирпича и бетонов,
что значительно повышает их прочность. Применение цементной
пыли эффективно и при изготовлении ячеистых силикатных бетонов.
Для предотвращения неравномерности изменения объема силикатные
материалы из смесей, содержащих цементную пыль, производят по
гидратной схеме с принудительным гашением или с длительным
вылеживанием пыли до полной гидратации оксида кальция.
Количество щелочных оксидов в пыли для производства вяжущих
известково-шлакового и известково-пуццоланового типа должно
составлять не более 2—4%. Высокощелочную пыль можно использовать
как калийное удобрение и для получения электротехнического
фарфора. Одним из наиболее рациональных направлений использования
высокощелочной пыли является изготовление на ее основе шлакоще-
лочных (пшешлаковых) вяжущих.
Содержание щелочных оксидов в пыли разных заводов не
одинаково. Они связаны в виде щелочных сульфатов, хлоридов я
карбонатов. Количество щелочных соединений увеличивается с ростом
дисперсности пыли. Наиболее высокими прочностными показателями
обладают шлакощелочные вяжущие при соотношении основного
доменного гранулированного шлака и щелочной пыли 3:1. При этом
удельная поверхность шлака должна составлять около 3000, пыли — до
9000 см2/г. Наибольшим активизирующим действием обладают
щелочные карбонаты, наименьшим — сульфаты. Влияние щелочных
карбонатов уменьшается с ростом содержания в пыли сульфата кальция.
Пылешлаковые вяжущие характеризуются следующими
особенностями: рост их активности прямо пропорционален концентрации
щелочей; они обладают высокой прочностью на изгиб и низкой во-
допотребностью. На основе этих вяжущих можно получать бетоны с
широким диапазоном марок по прочности, морозостойкости и
водонепроницаемости, обладающие высоким сцеплением с арматурой и
надежно защищающие ее от коррозии. В бетонах на пылешлаковых
вяжущих могут применяться как обычные, так и дисперсные
заполнители.
318
Строительные материалы из отходов промышленности
Высокая дисперсность пыли позволяет использовать ее в качестве
порошкообразного наполнителя асфальтовых бетонов. Минеральный
порошок совместно с битумом образует асфальтовое вяжущее
вещество, в значительной мере обусловливающее прочность асфальтовых
бетонов, их плотность и теплоустойчивость. Качество пыли, как
минерального порошка, снижается с увеличением содержания в ней
водорастворимых соединений. Следует учитывать также высокую
внутреннюю пористость цементной пыли, вызывающую ускоренное
старение асфальтовых смесей и ухудшение их деформативной
способности вследствие избирательной адсорбции масел и смол на
внутренней поверхности пор.
Материалы из асбестоцементных отходов. В производстве асбесто-
цементных изделий образуются отходы в виде влажной смеси асбеста
и цемента, оседающей в отстойниках при очистке сбрасываемой в них
воды, а также брак изделий, обрезки труб и стружка, получаемые при
их механической обработке.
Количество сухих отходов составляет 2,6—4% массы выпускаемых
изделий. Объем влажных отходов, являющихся осадком сточных вод
в пересчете на сухое вещество достигает 1,5—2% массы сырья.
Наиболее целесообразно возвращать отходы в основное
производство. Влажные асбестоцементные отходы с большим содержанием
воды (до 300% по массе) необходимо возвратить в технологический
процесс как можно скорее после завершения фильтрации, чтобы
эффективнее использовать негидратированную часть цемента.
Сухие асбестоцементные отходы можно ввести в асбестоцементную
суспензию только после дробления и помола. Из-за отсутствия
специального оборудования, энерго- и трудоемкости помола отходов такая
технология в асбестоцементном производстве используется редко.
Свойства материалов на основе асбестоцементных отходов в
значительной степени зависят от их подготовки асбестоцементных
отходов к введению в технологический процесс.
Влажные и молотые сухие асбестоцементные отходы имеют
высокую удельную поверхность, что является причиной повышенной во-
допотребности материалов, полученных на их основе. Поэтому для
получения строительных материалов с требуемыми
физико-механическими характеристиками приходится применять жесткие смеси и
прибегать к интенсивным методам уплотнения, в частности
прессованию. Причем прессующее давление должно быть в пределах 30—
50 МПа. Однако таким образом целесообразно изготовлять лишь
небольшие по размеру изделия — плиты, кирпичи, стеновые камни и др.
Асбестоцементные отходы содержат большое количество гидратиро-
ванных цементных минералов и асбеста. При обжиге они приобретают
вяжущие свойства в результате обезвоживания гидратных составляющих
цемента и асбеста. Оптимальная температура обжига 600—700 °С. В этом
температурном диапазоне завершается дегидратация гидросиликатов,
6. Материалы из отходов горнорудной промышленности...
319
разлагается асбест и образуется ряд минералов, способных к
гидравлическому твердению.
Вяжущее с выраженной активностью можно получить
смешиванием термически обработанных асбестоцементных отходов с
металлургическим шлаком и гипсом при содержании в нем асбестоцементных
отходов 40—50%, 50—60% шлака и 5% гипса. Активность вяжущего
при 28-суточном водном твердении достигает 20—25 МПа.
Значительное повышение прочности материала наблюдается при
добавке кремнеземистых компонентов (шлаков, зол ТЭЦ,
кварцевого песка и т. д.) в результате реакции пуццоланизации. Известно, что
такая реакция наиболее интенсивно протекает при температуре 174—
200 °С и давлении насыщенного пара 0,8—1,5 МПа.
Из асбестоцементных отходов изготавливают облицовочные
плитки и плитки для пола. Твердые сухие отходы дробят и тонко
измельчают, а затем смешивают с портландцементом A5—20%) и увлажняют
до 10—12%. Фактурный слой готовят в виде асбестоцементной пасты
на основе белого или цветного портландцемента. Плитки размером
150 х 150 и 600 х 300 мм и толщиной 8 мм формуют в пресс-формах с
подкладками из плексигласа или хромированной стали. Изделия из
полусухой массы формуют при удельном давлении 1,5—2,5 МПа.
Затвердевшие плитки имеют прочность на изгиб не менее 10 МПа и во-
допоглощение не более 22%.
Массу для формования плиток можно получить также
смешиванием мокрых G0%) и молотых сухих B0%) асбестоцементных отходов с
добавкой 10% портландцемента. Разработана технология формования
плит из массы, содержащей 60—80% мокрых асбестоцементных отходов,
20—30% глины и 15—20% битума путем прессования их под давлением
1,5—2 МПа. Такие изделия имеют среднюю плотность 350—410 кг/м3,
прочность на изгиб 0,06—0,15 МПа и на сжатие 0,12—0,32 МПа.
Облицовочные плитки средней плотностью 500—600 кг/м3 и
прочностью на изгиб 5 МПа и более получают прессованием
асбестоцементных отходов с добавкой полимеров резольного типа (фенолфор-
мальдегидных, мочевино-формальдегидных).
Эффективным видом вяжущего в композициях из
асбестоцементных отходов является жидкое стекло. Облицовочные плиты из смеси
высушенных и измельченных в порошок асбестоцементных отходов
G0—74%) и раствора жидкого стекла плотностью 1,1—1,15 г/см3 B6—
30%) получают при удельном давлении прессования 4—5 МПа. В
сухом состоянии эти плиты имеют среднюю плотность 1380—1410 кг/м3,
прочность на изгиб — 6,5—7 МПа, на сжатие—12—16 МПа,
коэффициент размягчения — 0,8, сорбционную влажность — 3,9—5%.
По одной из технологий, отходы подсушивают и перерабатывают
до получения фракции не более 20 мм. Затем их смешивают с водой
и вяжущим в бетономешалке принудительного действия. Полученную
массу укладывают в формы и уплотняют методом вибрации. Тепло-
320 Строительные материалы из отходов промышленности
вая обработка отформованных плит производится в течение 18—20 ч
при температуре, которая подбирается опытным путем в
зависимости от вида использованного вяжущего. Изделия добирают
необходимую прочность и приобретают лимитированную влажность (не более
10%) при твердении в естественных условиях или при сушке в
сушилках. Тепловая обработка плит осуществляется в кольцевых
индукционных электросушилках на вагонетках. Средняя плотность плит в
сухом состоянии составляет 500 кг/м3, прочность на сжатие не менее
0,6 МПа, коэффициент теплопроводности не более 0,0897 Вт/м • °С.
Были изучены композиции на основе асбестоцементных отходов
и легких органических материалов — костры льна и опилок.
Экспериментально установлено, что смесь влажных отходов с
молотой кострой хорошо формуется различными способами
(прессование, трамбование, вибрирование), отформованные образцы
обладают прочностью, достаточной для быстрого освобождения из форм.
Кроме того, материал твердеет самостоятельно и не требует ввода
специального вяжущего.
Из отходов асбестоцементного производства изготавливают
теплоизоляционные материалы. Изделия в виде плит, сегментов и скорлуп
получают из измельченных отходов с добавкой извести, гипса и
песка. Теплоизоляционные материалы можно получать также из смесей
асбестоцементных отходов, цемента, жидкого стекла и других
вяжущих при введении в смеси газо- и пенообразователей. Так, газобетон
на основе вяжущих из асбестоцементных отходов имеет прочность на
сжатие 1,9—2,4 МПа и среднюю плотность 370—420 кг/м3.
Асбестоцементные отходы могут служить наполнителями теплых
штукатурок и асфальтовых бетонов с высокой ударной вязкостью.
Предложено использовать «мокрые» отходы производства
асбестоцементных изделий в легких мелкозернистых бетонах для полов
жилых, общественных и других зданий взамен легких поризованных
мелкозернистых бетонов. Технологическая схема производства легкого
мелкозернистого бетона с использованием «мокрых» отходов дана на
рис. 6.6. Отходы, доставленные из отвалов автомобильным
транспортом, подают с помощью грейфера в шламбассейн, где с помощью
передвижной мешалки перемешивают с водой. С целью получения
однородной массы производится мокрый помол отходов в течение
5—6 мин. После помола отходы в виде пульпы имеют среднюю
плотность 1075—1080 кг/м3. Пульпа растворонасосом через жидкостный
дозатор подается в смеситель, куда дозируются также цементи песок.
Готовую бетонную смесь транспортируют к месту укладки так же, как
обычные строительные растворы.
Составы легких мелкозернистых бетонов по их маркам даны в табл. 6.3.
6. Материалы из отходов горнорудной промышленности... 321
Рис. 6.6. Схема производства легкого мелкозернистого бетона с
использованием «мокрых» отходов производства асбестоцементных изделий:
7 — смеситель; 2 — элеватор; 3 — мельница; 4 — растворонасос; 5 —
промежуточная емкость; 6— дозатор; 7— бетоносмеситель; 8— бункер с песком; 9 —
бункер с цементом; 10 — дозатор
Таблица 6.3
Составы легких бетонов с применением асбестоцементных отходов
Состав бетона
Портландцемент М500, кг/м3
Кварцевый песок, кг/м3
«Мокрые» отходы, л/м3
Вода,л/м3
Марка легкого бетона по средней
плотности, кг/м3
М800
400
800
—
700
М1200
420
570
410
560
М1400
450
760
330
480
М1500
480
820
280
440
Показатели основных физико-механических свойств легких
мелкозернистых бетонов в зависимости от их марок по плотности даны
в табл. 6.4.
11 Заказ №4087
322 Строительные материалы из отходов промышленности
Таблица 6.4
Составы легких бетонов с применением асбестоцементных отходов
Показатель
Предел прочности при сжатии
в возрасте 28 суг, МПа
Теплопроводность, Вт/(м • °С)
Марка легкого бетона по средней
плотности, кг/м3
М800
1
0,11
М1200
5
0,34
М1400
8
0,44
М1500
11
0,5
Для предотвращения усадочцых трещин на поверхности основания
полов расход воды должен быть таким, чтобы подвижность
мелкозернистой бетонной смеси была не более 12 см по конусу СтройЦНИЛа.
Работами, выполненными в Киевском инженерно-строительном
институте, установлено, что дисперсные асбестоцементные отходы,
включающие продукты гидратации портландцемента, способны
конденсироваться в камнеподобное прочное состояние при сближении
частиц до расстояния, когда проявляются силы взаимного притяжения.
Это явление получило название «эффект упорядочения структуры
силикатных веществ» и реализовано при создании ряда материалов
контактного твердения. Поскольку основной компонент асбестоцементных
отходов представлен продуктами гидратации портландцемента, они
обладают контактно-конденсационными свойствами, что открывает
возможности их использования для получения материалов различного
назначения. Присутствие тонкодисперсного асбеста благоприятно
отражается на физико-механических характеристиках конденсированного
камня.
Асбестоцементные отходы в сочетании с известью и
кремнеземистым компонентом могут служить сырьем для получения
теплоизоляционных автоклавных материалов. Применение их возможно также
в качестве эмульгатора и наполнителя холодных асфальтовых мастик.
Рациональный состав мастики (кг): битум — 350, вода — 450,
асбестоцементные отходы — 200. Получение мастики и нанесение ее на
поверхность можно осуществлять в смесителях и агрегатах,
применяемых для изготовления, транспортирования и нанесения штукатурных
растворов.
Из смесей сухих асбестоцементных отходов и различных вяжущих
можно изготовить легкие облицовочные изделия.
Молотые отходы затвердевшего асбестоцемента могут применяться
как кристаллизационные добавки, особенно в условиях
автоклавного твердения изделий. При введении их в состав бетонных смесей на
песчанистом портландцементе в количестве 6—8% массы цемента
6. Материалы из отходов горнорудной промышленности... 323
прочность автоклавных материалов на сжатие и изгиб повышается на
22-40%.
Новое направление утилизации асбестоцементных отходов — их
применение при изготовлении экструзионных погонажных изделий.
Отходом асбестоцементного производства являются также
бумажные мешки из-под асбеста, масса которых составляет около 0,8%
потребляемого его количества. Освоена технология переработки мешков
и введения получаемого вторичного целлюлозно-бумажного волокна
C—5% массы асбеста) в сырьевую смесь для получения волнистых
кровельных листов. При этом на 10—15% повышается их ударная
вязкость.
Бумажные мешки размалывают в течение 15—20 мин в гидрораз-
бивателе, куда их загружают в соотношении 60—75 кг на 2,5 м3 воды.
Полученную пульпу с концентрацией 2,5—3% через буферную емкость
и объемный дозатор насосом подают в турбосмеситель для смешения
с асбестовой суспензией до загрузки цемента. Далее технологический
процесс практически не отличается от обычного процесса
производства.
Материалы из стекольных, минераловатных и керамических отходов.
Основным направлением утилизации стеклянного боя является возврат
его в технологический процесс производства стекла.
До поступления в стекловаренные печи стеклобой освобождается
от металлических включений, обрабатывается в моечном барабане и
сортируется. Себестоимость стекломассы из стеклобоя в среднем в
6 раз ниже, чем из кварцевого песка.
Стеклобой может применяться с целью экономии дефицитных
сырьевых материалов шихты в производстве штапельного тепло- и
звукоизоляционного стекловолокна. Использование 1 тыс.т стеклобоя
в производстве стеклоизделий высвобождает 1,25 тыс. т
кондиционного сырья.
Из отходов листового оконного стекла получают стеклянную
эмалированную плитку. При этом стекло режут на плитки размером
150x150 или 150x75 мм, покрывают эмалью и направляют в печь.
Эмаль изготавливают из титановых руд с добавкой керамических
красок. При температуре 750—800 °С эмаль расплавляется и спекается с
поверхностью стекла.
Из порошка стекольного боя с газообразователями спеканием при
800—900 °С получают один из наиболее эффективных
теплоизоляционных материалов — пеностекло. Плиты и блоки из пеностекла
имеют среднюю плотность 100—300 кг/м3, теплопроводность — 0,09—
0,1 Вт/(м • °С) и предел прочности на сжатие — 0,5—3 МПа. При
одинаковой средней плотности пеностекло почти в 3 раза прочнее
ячеистого бетона. Оно хорошо пилится, сверлится и шлифуется,
обладает высокой водо- и морозостойкостью. У пеностекла обычного состава
температуростойкость составляет 300—400 °С, а у бесщелочного —
324
Строительные материалы из отходов промышленности
800—1000 °С. Этот материал можно применять как
теплоизоляционный для тепловых сетей при их бесканальной прокладке, в
конструкциях холодильников, судах-рефрижераторах, химических фильтрах.
На основе боя тарного и строительного стекла разработан новый
вид пористого заполнителя — гранулированное пеностекло. Расход
условного топлива на производство 1 м3 этого материала составляет
примерно 60 кг, что почти в 2 раза меньше, чем на производство
керамзита.
Технологический процесс производства гранулированного
пеностекла заключается в следующем. Стеклобой промывают, удаляют из
него металлические включения, дробят до частиц, не превышающих
25 мм, а затем направляют на совместный помол и перемешивание с
газообразователем и карбоксиметилцеллюлозой. Помол
производится до удельной поверхности 5000 см2/г. Тонкомолотую сырьевую смесь
увлажняют в двухвальном лопастном смесителе до влажности 10—12%
и гранулируют на тарельчатом грануляторе, куда дополнительно
подают воду. Конечная влажность гранулируемой смеси 23—25%.
После грануляции окатыши поступают на вибросито, где происходит
отделение гранул размером более 15 и менее 5 мм. Нестандартные
гранулы по конвейеру возвращаются в двухвальную лопастную
мешалку. Сырые сырцовые гранулы размером 5—15 мм ленточным
питателем подаются в короткий вращающийся барабан для опудривания
огнеупорным порошком. Опудренные сырцовые гранулы поступают
на конвейерную ленточную сушилку, где происходят их сушка и
упрочнение. Температура в конвейерной ленточной сушилке должна
быть 150 °С.
Высушенные сырцовые гранулы тарельчатым питателем
подаются во вращающуюся печь для вспенивания и обжига. Обжиг
производится при температуре 750—800 °С и продолжительности
пребывания гранул в печи 7—9 мин. Обожженные гранулы направляются в
ленточно-сетчатую печь для отжига и охлаждения. Охлажденное
гранулированное пеностекло загружается в бункер готовой продукции.
При необходимости осуществляется фракционирование гранул на
вибросите.
Основные свойства гранулированного пеностекла: насыпная
плотность — 150—220 кг/м3; предел прочности при сжатии в цилиндре
0,6—1,1 МПа; минимальный размер гранул — 10 мм, максимальный —
30 мм; водопоглощение через 24 ч — 5%; теплопроводность в
насыпи — 0,067—0,072 Вт/(м • °С). Пеностекло морозо-, водо- и
биостойко, не подвержено силикатному, железистому и известковому
распадам. Оно может быть использовано вместо керамзитового гравия для
производства теплоизоляционных легкобетонных плит, которыми
изолируют покрытия производственных зданий, овощехранилищ и
других помещений. Гранулированное пеностекло эффективно также
в качестве наполнителя пенопластов.
6. Материалы из отходов горнорудной промышленности... 325
На ряде предприятий освоено производство декоративных
материалов типа стеклокремнезита, получаемых на основе использования
практически всех видов стеклобоя и кремнеземистых отходов
промышленности.
В табл. 6.5 приведены свойства стеклокремнезита и некоторых
других стеклокристаллических отделочных материалов.
Таблица 6.5
Физико-механические свойства стеклокремнезита и других
стеклокристаллических материалов
Наименование показателей
Прочность, МПа,
при сжатии
при изгибе
Водопоглощение, %
Сопротивление истиранию, г/см2
Ударная вязкость, кДж/кг
Температурный коэффициент
линейного термического расширения, вС-1
Морозостойкость, циклы, более
Средняя плотность, кг/м3
Прочность на отрывное усилие, МПа
Стекло-
кремнезит
26-30
10-20
0,8-1,5
0,02-0,09
1,2-1,5
85-100
150
2200
0,9-1,0
Стекло-
кристаллический
мрамор
200-300
40-60
0
0,02-0,08
2,5-4
60-75
100
2500
0,6-0,7
Шлако-
ситалл
500-650
65-90
0
0,02
—
72-75
150 |
2600-2750
—
Стеклокремнезит представляет собой трехслойный плиточный
материал, нижний слой которого состоит из омоноличенного
кварцевого песка с развитой шероховатой поверхностью; средний — из
смеси кварцевого песка и стеклобоя, который при термообработке
превращается в частично закристаллизованный стеклообразный материал;
верхний лицевой слой, подвергнутый огневой полировке, получают из
цветного стеклобоя с различными добавками — оксидами металлов.
Наряду с кварцевым песком и стеклобоем в состав смеси для
среднего слоя могут быть введены другие кремнеземистые отходы
промышленности (золы, шлаки и др.).
На основе стеклобоя разработана технология бесцементного стек-
лобетона, отличающегося высокой стойкостью к действию кислот и
326 Строительные материалы из отходов промышленности
щелочей. Технология его получения включает помол сырья,
приготовление сырьевой смеси, формование изделий и автоклавную обработку.
В процессе автоклавной обработки таких бетонов образуется
цементирующая связка, включающая низкоосновные щелочные
гидросиликаты, низкотемпературный кварц и кристобалит. Активность
стекольного вяжущего автоклавного твердения существенно возрастает
при уменьшении водовяжущего отношения и увеличении удельной
поверхности. Наиболее рациональным является помол стеклобоя до
удельной поверхности 4000—4500 см2/г. В табл. 6.6 приведены по
данным МИСИ им. В.В. Куйбышева показатели основных
физико-механических свойств различных видов бетона на основе стеклобоя.
Таблица 6.6
Основные физико-механические характеристики бетонов на основе стеклобоя
Наименование показателей
Средняя плотность, кг/м3
Прочность, МПа,
при сжатии
при изгибе
Водопоглощение,
% по массе
Истираемость, г/см2
Морозостойкость циклы,
более
Щелочестойкость, %
Кислотостойкость, %
Мелкозернистый
стеклобетон
(заполнитель
кварцевый
песок)
1900-2100
40-45
7,5-9,0
3-5
0,4
250
—
—
Отделочный
коррозионный
стеклобетон
2000-2100
40-50
7,0-9,0
4-6
—
200
0,96
0,94
Легкий
стеклобетон
(заполнитель
керамзит)
1100-1300
15-20
6-8
—
150
—
—
Бесцементный
стекло-
газобетон
700-800
5-7
—
—
50
—
—
В смеси с пластичными глинами стекольный бой может служить
основным компонентом керамических масс. Изделия из таких масс
изготавливают по полусухой технологии, их отличает высокая
механическая прочность. Введение стекольного боя в керамическую массу
снижает температуру обжига и повышает производительность печей.
Выпускают стеклокераминеские плитки из шихты, включающей
10—70% боя стекла, измельченного в шаровой мельнице. Массу ув-
6. Материалы из отходов горнорудной промышленности... 327
лажняют до 5—7%. Плитки прессуют, сушат и обжигают при 750—
1000 °С. Водопоглощение плиток составляет не более 6%,
морозостойкость — более 50 циклов.
Битое стекло применяют также как декоративный материал в
цветных штукатурках, а молотые стекольные отходы можно использовать
как присыпку по масляной краске, абразив — для изготовления
наждачной бумаги и как компонент глазурей.
В керамическом производстве отходы возникают на различных
стадиях технологического процесса. Сушильный брак после
необходимого измельчения служит добавкой для снижения влажности
исходной шихты. Бой глиняного кирпича используется после дробления как
щебень в общестроительных работах и при изготовлении бетона.
Кирпичный щебень имеет насыпную плотность 800—900 кг/м3, на
нем можно получать бетоны средней плотностью 1800—2000 кг/м3,
т. е. на 20% легче, чем на обычных тяжелых заполнителях.
Применение кирпичного щебня эффективно для изготовления
крупнопористых бетонных блоков средней плотностью до 1400 кг/м3.
Очажные остатки используются при изготовлении бетонных
блоков и как гидравлические добавки.
В производстве фасадной керамики, облицовочных фаянсовых
плиток, санитарно-строительных изделий бой применяют в составе
керамических шихт как шамот или «череп» для обогащения масс и
улучшения свойств готовой продукции.
Значительное количество отходов в виде недожога образуется при
получении аглопорита. Недожог возвращают на спекательные
машины, что способствует повышению газопроницаемости шихты, а
также улучшению процесса агломерации структуры аглопорита и его
качества.
Отходы в виде пыли образуются при обжиге керамзитового гравия.
Эта пыль может использоваться как отощающий компонент
керамических масс.
При затворении керамзитовой пыли щелочными растворами она,
как и другие алюмосиликатные материалы, приобретает способность
твердеть и формировать искусственный камень, что может быть
использовано при получении строительных изделий.
В промышленности минераловатного производства образуется
значительное количество отходов в виде «королька» и некондиционного
минерального волокна.
Эти отходы в значительной мере утилизируются возвращением их
в печь для получения минерального расплава, что позволяет снизить
удельный расход сырья на 15—20%. Значительная часть отходов
направляется в отвалы.
Отходы минераловатного производства содержат частицы
«королька» размером 0,1—5 мм, агрегаты и свары размером до 800 мм.
Химический состав отходов (% масс): Si02 — 42—45, А1203 — 12,5—14,
328 Строительные материалы из отходов промышленности
Fe203 - 10-13, СаО - 22-25, ТЮ2 - 0,8-0,9, MgO - 3,5-3,9,
Na20- 1,8-2,0, K20 - 1,2-1,3.
Отходы минераловатного производства можно использовать для
получения стеновых блоков. Применительно к бетонам на отходах
производства базальтовой ваты, экспериментально установлено, что
более эффективно применение гипсосодержащих вяжущих. Это
обусловлено их способностью обеспечивать плотные контактные
структуры со стекловидным заполнителем. Стекловидная структура
поверхности королька является причиной низкой прочности бетонов на
цементном вяжущем.
С целью повышения прочности бетона исследовано влияние
наполнения бетонной смеси тонкодисперсными компонентами. В
качестве наполнителей применялись базальтовая пыль-унос — отходы
дробления базальтовой породы и цементная пыль. В бетонах на
отходах минераловатного производства введение наполнителя не только
улучшает микроструктуру цементного камня за счет раздвижки зерен
цемента, но повышает сцепление новообразований с заполнителем.
Базальтовая пыль-унос, обладая химическим сродством с
заполнителем, обеспечивает адгезию цементного вяжущего к стеклофазе,
снижает объемную деформацию и напряжение на границе поверхности
заполнителя и цементного камня. Цементная пыль печей содержит
растворимые щелочи, которые химически взаимодействуют с
поверхностью стеклофазы заполнителя с образованием соединений,
способствующих сцеплению с цементным камнем в ранние и поздние
сроки твердения бетона.
Стекловидные отходы минераловатного производства после
измельчения обладают способностью твердеть при затворении
щелочным раствором. На основе таких вяжущих и различных заполнителей,
в том числе полученных из спекшихся отходов минераловатного
производства, можно также изготавливать стеновые, теплоизоляционные
и другие изделия.
МАТЕРИАЛЫ ИЗ ОТХОДОВ
ГОРОДСКОГО ХОЗЯЙСТВА
7.1. Общая характеристика отходов
В России ежегодно образуется около 30—40 млн т твердых
бытовых отходов. При этом каждый год используется повторно или
подвергается переработке (рециклингу) только 3—4% отходов, остальные
продолжают накапливаться.
К отходам городского хозяйства относятся твердые бытовые
отходы, отходы от разрушения старых зданий, сооружений и дорожных
покрытий, строительный мусор, изношенные шины, макулатура,
тряпье, стеклобой. Рост объема твердых бытовых отходов в различных
странах колеблется от 3 до 10% в год.
Твердые бытовые отходы в среднем содержат до 40% макулатуры,
3—5% черных металлов, 25—40% пищевых отходов, 1—2% пластмасс,
4—6% текстиль, до 4% стекла.
В Москве, по различным экспертным оценкам, образуется в год от
13 до 13,5 млн т различных отходов. Дрля строительных отходов
колеблется от И до 18%, что в среднем составляет около 1,9 млн т.
Образующиеся строительные отходы состоят из тяжелого и легкого
железобетона, кирпича, каменных материалов, утеплителей,
гипсобетона, древесины, картона, бумаги, полимерных материалов,
раствора, битума, асфальта, засоренного грунта и т. д. Ежегодные отходы
только от разборки разрушающихся фасадов, балконов, карнизов,
рулонной кровли, дорог, мостов и т. д. достигают 10% объема всех
бытовых отходов, являясь строительным мусором.
Макулатура представлена использованной картонно-бумажной
продукцией — упаковочными материалами, бумагой промышленного
назначения полиграфической и гигиенической бумагой. Только лишь в
Москве вывозится в отвалы более 200 т макулатуры ежедневно.
Отходы полимерных материалов можно разделить на три группы:
технологические, производственного потребления пластмасс и
общественного.
Технологические отходы образуются при синтезе полимеров и
переработке пластмасс. На их долю приходится до 35% всего
перерабатываемого полимерного сырья. По своим свойствам они не
отличаются от исходных полимерных материалов и используются, как
правило, на тех же предприятиях, где и образуются.
7
330
Строительные материалы из отходов промышленности
Отходы производственного потребления пластмасс
накапливаются при выходе из эксплуатации полимерных материалов. В эту
группу отходов входят амортизированные шины и резинотехнические
изделия, тара и упаковка, детали машин, отходы сельскохозяйственной
пленки, мешки из-под удобрений и др. Большая часть этих отходов
может быть использована в качестве вторичного полимерного сырья.
Отходы общественного потребления пластмасс включают
изношенные изделия домашнего обихода, тару пищевых продуктов,
освободившуюся на предприятиях общественного питания, и т. д. Они
составляют более 50% всей массы пластмассовых отходов и
сосредоточиваются в конечном счете на городских свалках. Доля их в
твердых бытовых отходах достигает 5% и более. Отходы общественного
потребления пластмасс являются смешанными, для их переработки и
использования требуется разделение различных полимерных
материалов.
Расходы на уничтожение пластмассовых отходов в 6—8 раз
превышают расходы на обработку и уничтожение промышленных отходов.
При утилизации пластмасс, бывших в употреблении, наибольшие
сложности возникают при организации их сбора, транспортировки и
выделения из общей массы отходов. Поскольку содержание в бытовых
отходах пластмасс сравнительно невелико трудоемкость выделения
последних не всегда окупается. В настоящее время разрабатываются
фото- и биоразрушающиеся пластмассы, которые после окончания срока
эксплуатации способны разлагаться до низкомолекулярных
соединений, поглощаться микроорганизмами почвы и, таким образом,
включаться в замкнутый биологический цикл, не оказывая
отрицательного влияния на окружающую среду. Можно выделить следующие
основные направления утилизации полимерных отходов:
1) повторная переработка или использование в различных
композициях;
2) термическое разложение с получением целевых продуктов;
3) термическое обезвреживание с регенерацией выделяемой теплоты.
Выбор направления определяется экономическими
соображениями, сырьевыми проблемами, экологическими задачами и др.
При всем многообразии способов утилизации отходов пластмасс
и применяемого при этом оборудования общая схема процесса может
быть представлена следующим способом:
Предварительная ^ ЛЖ , Отмывка
> Измельчение >
сортировка и очистка и сепарация
^Классификация . ^ . r w Переработка
¦-* -> Сушка —> Грануляция >
по видам в изделие
з
7. Материалы из отходов городского хозяйства
331
Первая стадия обычно включает сортировку отходов по внешнему
виду, отделение непластмассовых компонентов, таких как ветошь,
остатки бумажной или деревянной тары, металлических предметов и
т. д. Вторая стадия — одна из наиболее ответственных. В результате
одно- или двухстадийного измельчения материал достигает размеров,
достаточных для того, чтобы можно было осуществлять его
дальнейшую переработку.
На следующем этапе дробленый материал подвергают отмывке от
загрязнений органического и неорганического характера
различными растворителями, моющими средствами и водой, а также отделяют
от неметаллических примесей.
Четвертая стадия зависит от выбранного способа разделения
отходов по видам. В том случае, если отдается предпочтение мокрому
способу, сначала производят разделение, а затем сушку. При
использовании сухих способов вначале дробленые отходы сушат, а затем уже
классифицируют. После этих операций высушенные дробленые
отходы смешивают при необходимости со стабилизаторами, красителями,
наполнителями и другими ингредиентами и гранулируют. Часто на
этой стадии отходы смешивают с товарным продуктом.
Заключительной стадией процесса использования отходов является
переработка гранулята в изделия. Эта стадия практически мало чем
отличается от процессов переработки товарного продукта с точки
зрения оборудования, но часто требует специфического подхода к выбору
режимов переработки.
Развиваются две тенденции в использовании отходов пластмасс.
Одна из них заключается в стремлении выделить из смеси отходов
пластмассы определенного типа, другая сводится к разработке
технологии переработки смеси отходов без их предварительного разделения.
В последнем случае процесс утилизации более дешевый, однако,
физико-механические свойства изделий обычно более низкие.
Большинство способов утилизации отходов пластмасс основано на
переработке в расплаве. Для получения изделий используют прессование,
каландрирование, экструзию, литье и др.
Отходы стекла накапливаются в виде битой посуды, оконного и
других видов строительного стекла. Стекольный бой также как и
полимерные отходы образуются как при потреблении, так и в
производстве стекла и стеклоизделий. Основные направления применения
отходов производства и потребления стекла рассмотрены в предыдущем
разделе книги.
В последние годы стала актуальной проблема вторичного
использования бетона бетонных и железобетонных конструкций
реконструируемых и сносимых зданий. Выполненные исследования и
практический опыт показали, что дробленый, бывший в употреблении бетон,
бетон некондиционных изделий и неизбежные отходы на
строительной площадке с успехом могут быть использованы в качестве запол-
332 Строительные материалы из отходов промышленности
нителя. Бетон на таких заполнителях характеризуется высокими
техническими свойствами и пониженной стоимостью.
Рациональному использованию ресурсов, необходимых для
строительства и ремонта дорог в городах и других населенных пунктах,
способствуют регенерирование и повторное использование
асфальтового бетона.
7.2. Материалы из макулатуры
и текстильных отходов
Из одной тонны макулатуры можно изготовить около 750 кг
бумаги. Она широко используется также для производства картона.
Использование одной тонны макулатуры в производстве бумаги и
картона позволяет сэкономить до 4 м3 древесины. Однако не все сорта
бумаги и картона могут быть использованы в бумажной
промышленности. Большой процент бумажно-картонной продукции
технического назначения изготовляют с применением пластмасс и различных
покрытий, окрашивают, проклеивают и т. п. Прежде чем направить
эти виды бумаги и картона на переработку, от них отделяют
инородные примеси. В качестве макулатуры в промышленности широко
используют старые гофрированные ящики, бывшие тарой для
упаковки изделий производственного и бытового назначения. Вторым по
масштабу источником макулатуры являются старые газеты. Свыше
70% собираемой макулатуры используют при производстве
многослойного картона.
Крупнотоннажным потребителем картона являются кровельные
материалы, большую часть которых составляет рубероид.
Технология изготовления картона состоит из предварительной
обработки сырья, его измельчения на отдельные волокна и получения
необходимой волокнистой массы.
Волокнистое сырье сортируют и очищают от посторонних
включений, затем измельчают в аппаратах, рабочим органом которых
является вращающийся барабан с ножами, установленный в ванне с
водой. Волокнистая масса определенного состава поступает на
специальную машину, где равномерно распределяется по движущейся
бесконечной сетке, на которой переплетаются волокна и формируется
полотно, которое для дополнительного обезвоживания прессуется и
высушивается, а затем разрезается и наматывается в рулоны.
С повышением содержания тряпья (хлопчатобумажного,
льняного, пенькового, шерстяного) улучшаются качественные
характеристики картона. В составе кровельного картона высокого качества
должно содержаться не менее 50% тряпичного волокна, в том числе 5—10%
шерстяных волокон. Кровельный картон выпускают в рулонах с ши-
7. Материалы из отходов городского хозяйства
333
риной полотна 1000, 1025 и 1050 мм массой 250—600 кг/м2. В
зависимости от массы 1 м2 картона и прочности на разрыв кровельный
картон подразделяют на марки А-500, А-420, А-350, А-300, Б-500, Б-420,
Б-350, Б-300. Цифра при обозначении марки указывает массу 1 м2
картона, буква группу, характеризуемую прочностью на разрыв, впи-
тываемостью и скоростью пропитки. Марке А соответствует картон с
впитываемостью не менее 145% и временем пропитки не более 45 с,
марке Б — соответственно 135% и 55 с. Влажность картона должна
быть не больше 6%, с увеличением влажности уменьшается его
прочность. Прочность картона существенно возрастает при использовании
в качестве добавки отходов химических волокон.
Макулатура находит также применение в производстве гипсово-
локнистых плит, обладающих высокой ударной прочностью, хорошей
гвоздимостью и повышенной влагостойкостью. Для производства ряда
материалов и, в частности, рубероида бумажная макулатура
эффективно может использоваться вместе с тряпьем. Из 1 млн т этих отходов
вырабатывается почти 2 млрд м2 мягкой кровли.
При получении гипсоволокнистых плит бумажную макулатуру рас-
пушивают в гидропушителе и смешивают с гипсом. Плиты формуются
на плоскосеточной машине из гипсоволокнистой пульпы. При
движении конвейера над вакуумными камерами пульпа обезвоживается,
а затем на форматном барабане разрезаются плиты, которые
снимаются и укладываются в штабель для предварительного твердения.
Необходимые свойства гипсоволокнистые плиты приобретают после
сушки.
Наряду с мокрым разработан сухой способ получения
гипсоволокнистых плит. Этим способом предусматривается сухая распушка
макулатуры и ее смешивание с гипсовым вяжущим.
Гипсоволокнистые плиты используют аналогично гипсокартон-
ным. Основное их преимущество заключается в большей
разрушающей нагрузке по сравнению с гипсокартонными. Их легко
шпунтовать, пилить и резать. Они имеют равномерную эластичную структуру,
хорошо удерживают гвозди, обеспечивают хороший микроклимат.
Технология производства легкого гравия на основе бумажной
макулатуры включает измельчение вторсырья, грануляцию полученной
массы с вяжущими компонентами (гипс, магнезиальные вяжущие,
жидкое стекло). Теплоизоляционные плиты на основе легкого гравия
изготавливают методом подпрессовки, либо с использованием
специальных вяжущих составов без подпрессовки. Изделия для
теплоизоляции по данной технологии обладают следующими характеристиками:
плотность — 90—450 кг/м3, теплопроводность — 0,05—0,14 Вт/(м • °С),
прочность при сжатии — 0,12—5,3 МПа. Они обеспечивают надежную
адгезию с различными поверхностями.
334 Строительные материалы из отходов промышленности
Теплоизоляционные растворы с использованием макулатуры
могут использоваться в малоэтажном строительстве для заливочной
теплоизоляции.
Основным направлением использования текстильных отходов
является производство различных нетканых материалов, в том числе
покрытий для полов. Из отходов синтетического волокна
разработана технология нетканой основы для теплозвукоизоляционного
линолеума. Волокнистый холст может быть скреплен иглопробивным, вя-
зально-прошивным, клеевым и термическим способами.
Волокнистые отходы — стружка, тканевые очесы, кордовое
волокно, резаная бумага могут быть использованы в качестве
наполнителей аэрированных легких бетонов. При получении таких бетонов, как
показано в работе Санкт-Петербургского архитектурно-строительного
университета, целесообразно вводить воздухововлекающие добавки и
применять турбулентные аэросмесители, обеспечивающие
равномерное распределение всех компонентов, снижение расхода
портландцемента и получение изделий с мелкопористой структурой.
Отличительной особенностью бетонных смесей на волокнистом наполнителе
является их повышенная вязкость по сравнению с аэрированными
смесями на зернистых пористых заполнителях — перлите,
вермикулите и др. Так, при одинаковом водосодержании и погружении
конуса 8—10 см смесь на резаном бумажном наполнителе
характеризуется погружением конуса 4—5 см. При введении наполнителя более 12%
происходит комкование смеси и значительное ухудшение ее формуе-
мости. Ниже приводятся свойства аэрированного легкого бетона
оптимального состава (портландцемент — 400 кг/м3, наполнитель —
120 кг/м3, вода — 580 кг/м3) на резаном бумажном наполнителе с
размером частиц A,5—1,7) • @,12—0,13) • 0,09 см: средняя плотность —
1100—1200 кг/м3, предел прочности при сжатии — 3,5—5, изгибе —
2,6—3 МПа, теплопроводность — 0,26—0,3 Вт/м • °С, водопоглощение
23—25%, коэффициент размягчения — не менее 0,8,
морозостойкость — 25 циклов. Высокий предел прочности при изгибе
свидетельствует о значительном армирующем эффекте создаваемом отрезками
наполнителя. По теплотехническим свойствам стена из стеновых
камней на аэрированном легком бетоне с бумажным наполнителем
толщиной 39 см. эквивалентна кирпичной кладке толщиной 64 см.
7.3. Материалы из резиновых и каучуковых отходов
К числу многотоннажных отходов относятся отработанные
резиновые изделия, такие как конвейерные ленты, шланги и изношенные
автомобильные, тракторные, авиационные шины.
7. Материалы из отходов городского хозяйства
335
При комплексном использовании резино-каучуковых материалов
и металла, содержащихся в изношенных шинах, из 1 т этих отходов
можно выделить для повторного использования около 700—750 кг
резины, 130—150 кг химических волокон и 30—40 кг стали.
Изношенные шины частично применяют для ограждений на
дорогах, защиты побережья рек и морей от разрушения, предохранения
от ударов судов.
Основным способом переработки амортизированных шин и
других отходов резины является регенерация. Применение 1 т
регенерата экономит около 500 кг синтетического каучука. Регенерат
получают очисткой износившихся резиновых изделий с помощью кислот и
щелочей, нагрева и введения добавок мягчителей. Старую резину
обычно измельчают в крошку с частицами до 1,5 мм или мельче.
Резиновую крошку и тонкоизмельченные резиновые порошки
можно применять в качестве ингредиентов резиновых смесей. При
этом получают резины, по ряду технических свойств превосходящие
материалы, не содержащие регенераты.
На основе резинокордных отходов разработаны технологии
рулонных и плиточных материалов.
Материалы выпускаются в виде полотен толщиной до 10 мм,
шириной до 1,2 м и длиной более 10 м и плиток размером 600x600 мм и
толщиной около 8 мм и используются в качестве теплоизоляционных,
вибро-, шумопоглощающих, декоративных и напольных покрытий.
В зависимости от требований потребителя они могут иметь
следующие физико-механические показатели: плотность — 500—1000 кг/м3;
твердость — 30—90 усл. ед. по ТМ-2; прочность — 2—6 МПа; водо-
поглощение — 3—7%; коэффициент виброизоляции — 0,1—0,12;
звукопоглощение — до 30 дБ и температуру вспышки — 250—300 °С.
Сущность процесса производства рулонных материалов на основе
резинокордных отходов состоит в классификации резинокордных
отходов для отделения резиновой крошки; обработке отходов на роторном
измельчителе с одновременной модификацией и введением связующего
для гомогенизации и распушки; формировании на вулканизаторе
ленты с возможным нанесением на нее декоративного резинового
покрытия. При получении плитки производят раскрой рулонного
материала с последующей довулканизацией в гидравлических прессах для
получения плиток.
Полы, отделанные рулонными и плиточными материалами на
основе резинокордных отходов, по сравнению с другими покрытиями
обладают пониженной гигроскопичностью и повышенными тепло-,
вибро-, звукоизоляционными свойствами. Они характеризуются
улучшенными санитарно-гигиеническими показателями, легко моются и
очищаются, достаточно эластичны, а в их составе при температурах
эксплуатации от —50 до 40 °С не содержатся и не образуются
токсичные и опасные для здоровья компоненты.
336
Строительные материалы из отходов промышленности
Отработанную резину применяют также в производстве
гидроизоляционных строительных материалов, материалов для полов, клеев,
мастик и герметиков.
Эффективным направлением является перевод резины в
растворимое состояние и применение в качестве вяжущего для производства
уплотняющих, гидроизоляционных и кровельных мастик, дорожных
смесей.
Посредством термомеханической обработки в присутствии
пластифицирующих материалов изношенная резина может быть девулка-
низирована. В качестве пластифицирующих материалов используются
нефтяные гудроны или маловязкие битумы, тяжелые экстракты
селективной очистки масляных фракций, каменноугольные тяжелые
масла, смолы, дорожные дегти. При оптимальных технологических
параметрах на основе изношенной резины получают резино-битумные и
резино-дегтевые вяжущие высокого качества.
Технологические параметры получения вяжущих зависят от типа
каучука, входящего в состав резин, и вида пластификатора.
При совместной обработке измельченная резина набухает в
масляных фракциях битума (гудрона или дегтя), что ослабляет
характерные для нее межмолекулярные связи; в условиях продолжающихся
подвода тепла и механических воздействий происходит разрыв по
этим ослабленным связям, т. е. осуществляется девулканизация
резины с образованием каучукового вещества, которое структурирует
органические вяжущие.
Процесс пластификации резиновой крошки ведут пропусканием
набухшей в нефтяном битуме (гудроне или дегте) резины через
аппарат-пластификатор, объединенный с шестеренчатым насосом, при
температуре 225—235 °С. Набухшая резина постепенно
пластифицируется, и органические компоненты переходят в раствор.
Продолжительность термомеханической обработки составляет от 30 мин до
нескольких часов в зависимости от вида каучука и растворителя.
Снижение температуры и сокращение времени пластификации
ухудшает свойства готового продукта. Термопластификация резины может
быть проведена в лопастном или роторно-эксцентриковом смесителе.
При термомеханической пластификации резины рекомендуется
использовать поверхностно-активные вещества, например,
технические лигносульфонаты.
От исходных битумов резино-битумные (битумно-резиновые)
вяжущие отличаются повышенной эластичностью, температурой
размягчения, прочностью и долговечностью. При соотношении резины
и битума 1:1 относительное удлинение увеличивается более чем на
200%, эластичность — почти в 3 раза, сопротивление разрыву
возрастает до 0,8 МПа, температура размягчения — до 120 °С, а температура
хрупкости снижается до —20 °С. Эффект от введения резины в битум
7. Материалы из отходов городского хозяйства
337
объясняется, в первую очередь, связыванием частиц масел в битумах
резиной, что предотвращает испарение их и быстрое старение.
По мере увеличения содержания резиновой крошки резино-битум-
ные смеси все больше приближаются по физико-механическим
свойствам к каучуковым материалам.
На основе резино-битумных вяжущих при введении наполнителей
получают мастики для заполнения швов бетонных покрытий. При
использовании пластификаторов (нефтяных масел, полиолефинов,
бутилкаучука) изготавливают мастичные материалы с температурой
хрупкости до —35 °С, которые можно применять в суровых
климатических условиях. Эти мастики успешно применяют в аэродромном
строительстве.
Для заполнения швов при устройстве и ремонте цементобетонных
покрытий автомобильных дорог рекомендованы мастики из резино-
битумных вяжущих, при производстве которых резиновую крошку
подвергают сначала термопластификации тяжелым (антраценовым)
каменноугольным маслом при 160 °С в течение 4 ч в герметически
закрытом смесителе, а затем вводят битум и минеральные
наполнители. Резиновую крошку вводят порциями в предварительно нагретое
до 60—70 °С каменноугольное масло. Состав мастики для заполнения
швов следующий: битум БН-70/30 — 60—70%, каменноугольное
масло — 8—10, резиновая крошка — 8—10, асбестовый порошок — 5—10,
известняковый порошок — 5—10%.
Мастики для заполнения швов получают также путем
энергичного перемешивания битума с резиновой крошкой при температуре
200 °С в присутствии агентов вулканизации образующегося каучука,
вводимых в количестве 0,1—5,0% от массы резины. В качестве
наполнителя применяют асбестовое волокно.
Резино-битумные вяжущие используют для ремонта покрытий,
имеющих густую сетку трещин. Расплавленное резино-битумное
вяжущее разливают на поврежденное покрытие с расходом 1,6—3,2 л/м3.
После остывания образуется слой толщиной 5—6,5 мм, на который
рекомендуется рассыпать мелкий щебень или песок. Открывать
движение можно через 45 мин.
Резино-битумные составы рекомендуют также для заделки
крупных трещин на асфальтобетонном покрытии. Расход материала 2,25—
2,5 л/м2 или 0,25 л на 1 м трещин. После разлива вяжущего производят
россыпь и укатку мелкой каменной крошки на толщину 0,95—1,25 см.
Резино-битумные вяжущие позволяют получать асфальтобетоны с
высокими эксплуатационными свойствами, повышенной износо- и
теплостойкостью, устойчивостью к старению. Асфальтобетон,
приготовленный на резино-битумном вяжущем, отличается также меньшим
водонасыщением и набуханием. Для него характерна меньшая
прочность при 0 °С и меньшая жесткость.
12 Заказ №4087
338 Строительные материалы из отходов промышленности
В состав асфальтобетонных смесей эффективно введение
резиновой крошки в количестве 1,5—3% от массы минеральной части.
Крошка должна иметь не менее 80% зерен размером мельче 0,63 мм.
Уплотнение асфальтобетонных смесей, содержащих резиновую крошку,
рекомендуется проводить при более низкой температуре.
Асфальтобетон с резиновой крошкой имеет повышенную морозостойкость и
деформативность при низких температурах, а также повышенный
коэффициент сцепления колес автомобиля с дорожным покрытием.
Эффективными рулонными гидроизоляционными материалами на
основе резино-битумных вяжущих являются изол и бризол.
Производственный процесс получения изола заключается в
дроблении изношенной резины на шинорезках и молотковых дробилках
до частиц размером не более 1 мм, регенерации (девулканизации)
резины в смесителе, сплавлении ее с битумом при температуре 170—
180 °С и обработке резино-битумной смеси на вальцах до получения
однородной и пластичной массы. Оптимальная концентрация
резины возрастает по мере снижения вязкости битума.
Изменяя состав резино-битумного вяжущего, вид наполнителей и
способ обработки, изол можно изготавливать в виде рулонного
материала или гидроизоляционной мастики.
Рулонный изол — безосновный материал, обладающий высокой
водо- и гнилостойкостью, а также деформативной способностью. Из
листа изола вырубают кровельные плитки. Более высокое содержание
наполнителей придает плиткам высокую плотность и твердость.
Близким к изолу по рецептуре и свойствам является бризол. Его
изготавливают вальцеванием и последующим каландрированием
смеси нефтяного битума, дробленой резиновой крошки, асбестового
волокна и пластификатора (рис. 7.1). Бризол подразделяют на две
марки: средней (Бр-С) и повышенной прочности (Бр-П). Первый
применяют при рабочей температуре 5—30 °С, а второй — при 20—
25 °С.
Изол и бризол применяют для гидроизоляции подвальных этажей
зданий, подземных трубопроводов и других сооружений, бассейнов,
антикоррозионной защиты и устройства кровли. Наряду с
достоинствами эти материалы обладают и некоторыми недостатками:
значительными усадочными деформациями, ползучестью, снижением их
прочности при контакте с горячими мастиками.
Резино-битумные материалы выпускают также в виде пористых
жгутов и полос (пороизол) для герметизации стыков конструкций, а
также как приклеивающие и изоляционные мастики.
Резино-битумная масса служит для изготовления нижнего слоя
резинового линолеума — релина (рис. 7.2). Верхний и нижний слой
релина выполняют отдельно, а затем соединяют (дублируют)
одновременно с вулканизацией. Материалом верхнего слоя линолеума служит
цветная резина на синтетических каучуках с наполнителями.
7. Материалы из отходов городского хозяйства
339
Рис. 7.1. Схема производства бризола:
1 — склад и развеска старых покрышек; 2 — борторез; 3 — механические
ножницы; 4 — шинорез; 5 — элеватор; 6— дробильные вальцы; 7 — вибрационная
сеялка; 8 — бункер запаса дробленой резиновой крошки; 9 — бачок для
предварительного плавления битума; 10 — бачок для плавления озокерита; 11 — расходные
бункер для асбеста седьмого сорта; 12 — то же, для дробленой резины; 13 —
мерники; 14 — шнековый смеситель для варки и смешения битумно-резиновой
смеси; 15 — шприц-машина; 16— каландр; 17— усадочный конвейер; 18—
закаточная стойка; 19 — промежуточный склад рулонов бризола; 20 — склад готовой
продукции
Рис. 7.2. Схема производства релина (нижний слой):
1 — борторезка; 2— механические ножницы; 3— шинорезка; 4— дробильные
вальцы; 5 — элеватор; 6— сито; 7— горизонтальный смеситель; 8 — котел; 9 —
смесительные вальцы; 10— ванна; 11 — подогревательные вальцы; 12—
конвейер; 13 — каландр
Разработана технология волокнистых резино-битумных плит (реко-
бит), применяемых в качестве оснований паркетных полов. Сырьем
для изготовления плит служат некондиционное замасленное тряпье,
регенерированный шинный корд, отходы резиновые изделий и битум.
340
Строительные материалы из отходов промышленности
Из регенерированного шинного корда можно также производить
прессованный кордный брус, используемый для паркетных полов
взамен лаг и древесно-волокнистых плит.
На основе резиновой муки, получаемой из отработанных
автомобильных шин, получены новые кровельные материалы, высокие
эксплуатационные свойства которых обеспечиваются специальными
добавками.
Кровельные материалы на основе шинной резиновой муки
относительно дешевы, технология их производства может быть
высокопроизводительной. Они не подвержены обрастанию окрашивающими
грибками и мхом, не экранируют электромагнитных излучений
Земли и космоса, не шумят при действии дождя и ветровых нагрузок,
технологичны в работе и имеют малую плотность, что позволяет резко
снизить нагрузку на стропильные системы.
Характеристика основных материалов этой группы приведена в
табл. 7.1.
Производство кровельных материалов включает смешивание
компонентов в обогреваемом смесителе, подачу смеси на систему
вальцов и каландр. После выхода из каландра материал сматывается в
рулоны и режется на листы.
Близкими по свойствам к резино-битумным являются каучуко-би-
тумные вяжущие. Имеется значительное количество работ,
посвященных улучшению свойств битумов добавками каучука. Синтетические
каучуки увеличивают растяжимость битумов, их ударную прочность,
снижают температуру хрупкости, повышая теплостойкость.
Разработаны три способа введения каучука в битум: 1) смешение битума с
небольшими B—5%) добавками каучука при температуре 130—200 °С
и энергичном перемешивании; 2) предварительное растворение
каучука и объединение этого раствора с битумом; 3) введение каучука в
битум.
При введении каучука в битум необходимо строго соблюдать
температурный режим. Излишне высокая температура перемешивания
влияет на свойства как битума, так и каучука. При интенсивном
перемешивании битума с каучуком под действием повышенных
температур происходит разрыв молекул каучука, причем снижается
эффективность воздействия каучука на свойства битума. Чтобы избежать
этого, длительность и температура перемешивания битума с каучуком
должны быть ограничены. При температуре 130 °С каучукобитумные
смеси можно выдерживать не более 72 ч, при 160 °С — не более 12 ч,
а при 200 °С — не более 1 ч.
Добавки каучука в количестве 2—3% рекомендуются для устройства
покрытий дорог с умеренным движением, 5—7% — для дорог с
тяжелым интенсивным движением. Срок службы покрытий с
использованием каучуко-битумных вяжущих возрастает примерно на 50%.
7. Материалы из отходов городского хозяйства
341
Таблица 7.1
Характеристика кровельных материалов на основе шинной резиновой муки
Показатель
Внешний вид
Толщина, мм
Масса, кг/м2
Площадь,
перекрываемая одним листом, м2
Прочность, МПа
в продольном
направлении
в поперечном
направлении
Твердость по Шору,
усл. ед.
Тепловая усадка, %
при70°Сза6ч
при100вСза6ч
Водопоглощение, %
Гибкость при —25 °С
Огнеопасность
Удельное
поверхностное сопротивление, Ом
Руплар
Рулонный
материал
однотонный или с
песчаным рисунком
0,6-1
0,15-0,3
Филкор
Плоская
фигурная вырубка,
окрашенная
в массе или по
поверхности
1,5-2
0,356-0,6
Чеплар
Объемно-формованный под
черепицу
окрашенный листовой
материал
3,2-3,8
1,2-1,4
0,15-0,17
8
5,3
90
0
3,1
0,48
Отсутствие трещин
Неогнеопасен
Не более 5 • 108
Ряд композиционных материалов может быть получен с
применением отходов производства латексов и каучуков. Эти отходы
выделяются из латексных сточных вод после усреднения их состава в
накопительных емкостях с последующей переработкой на шнековых
машинах. Латексные и каучуковые отходы имеют достаточно высокие
показатели прочности (до 4,6 МПа) и эластичности (относительное
342
Строительные материалы из отходов промышленности
удлинение до 700%). Их можно вводить в составы, предназначенные
для получения кровельно-гидроизоляционных и герметизирующих
материалов, а также материалов, предназначенных для покрытия
полов промышленных и сельскохозяйственных помещений.
Для получения гидроизоляционных пленочных материалов
используют вальцево-каландровый способ с предварительной
пластификацией полимерных отходов на вальцах при температуре 120—130 °С в
течение 10 мин. Пленки содержат до 45% отходов латексов; 15% —
полипропилена; 10% — полиизобутилена и до 30% битума, который
одновременно служит стабилизатором латексов. Прочность пленок
при продольном растяжении 3—7 МПа, поперечном 0,6—1,5 МПа,
относительное удлинение соответственно 27—45 и 300—700%,
морозостойкость 45...—60 °С.
При приготовлении герметиков типа «герлен» дефицитное и
дорогостоящее сырье — бутадиеновый термоэластопласт — можно
полностью заменить отходами латекса. Полная замена кондиционных каучу-
ков отходами возможна и при изготовлении материалов для покрытия
полов методом вулканизации. Получаемые полимерные композиции
хорошо перерабатываются при обычной технологии на существующем
оборудовании.
На основе битумов, модифицированных полимерной крошкой
латексов, разработана технология покровного слоя эластичного
рубероида. Она включает получение гранулята перемешиванием при
НОВО °С пластифицированной крошки и битума с последующим его
растворением совместно с наполнителем в битуме и приготовление
однородной массы с температурой 200 °С, направляемой в ванну для
нанесения на рубероид. При введении полимеров в битум
происходит его структурирование с образованием трехмерных структур и
увеличением содержания твердых, не растворимых в бензоле, продуктов.
На основе полимерных композиций с применением отходов
производства латексов возможно также получение листовых кровельных
материалов с улучшенными свойствами:
Прочность при разрыве, МПа, в направлении:
продольном , 1,2—1,8
поперечном 07—11
Относительное удлинение, %, в направлении:
продольном 100—150
поперечном 200—300
Морозостойкость, °С —20...—30
Массу изготавливают в резиносмесителе при 160—180 °С, а затем
на вальцах получают листы кровельного материала.
7. Материалы из отходов городского хозяйства
343
7.4. Материалы из пластмассовых отходов
Наиболее многотоннажными полимерными материалами являются
полиолефины — высокомолекулярные соединения на основе
непредельных углеводородов. Основной представитель этой группы —
полиэтилен низкого и высокого давления. Практическое значение
имеют также полипропилен и полиизобутилен.
Перспективным способом утилизации отходов полиолефинов, как
и других термопластов, является их повторная переработка. Отходы
предварительно сортируют и очищают от инородных включений, а
затем подвергают измельчению, агломерации и грануляции. Из гра-
нулята получают различные изделия, в том числе и строительного
назначения. Вторичное сырье целесообразно вводить в полимерные
композиции в количестве до 40—50% первичного вместе с
пластификаторами, наполнителями и стабилизаторами.
Для получения высококачественных полимерных материалов из
вторичных полиолефинов эффективна их модификация —
экранирование функциональных групп и активных центров химическими или
физико-химическими способами (например, введением различных
добавок, обработкой кремнийорганическими жидкостями и др.).
Упаковочная и бутылочная полимерная тара может быть
переработана в отделочные плитки и другие изделия. Полимерной основой
указанных видов отходов являются полиэтилен и полиэтилентереф-
талат. Оба полимера относят к термопластам с температурой
плавления соответственно 130 и 265 °С. Это создает возможность
изготовления изделий из композиций на основе данных отходов методом
горячего прессования. Полимерные отходы подвергают сначала
грубому, а затем тонкому измельчению, смешивают с наполнителями и
прессуют.
В большинстве асфальтовых дорожных покрытий основным
связующим компонентом являются битумы. Обладая рядом ценных
свойств и имея сравнительно невысокую стоимость, битумы, в состав
которых входят полярные соединения, отличаются недостаточной
стойкостью. Их прочностные показатели также сравнительно
невысоки. Все это в значительной степени ухудшает свойства асфальтовых
покрытий и сокращает сроки их эксплуатации. Использование
отходов полиолефинов в композиции с битумом является одним из
направлений, позволяющих модифицировать свойства покрытий.
Композиции, как правило, получают, смешивая битум с отходами
полиолефинов при температурах 80—100 °С и выгружая
образующуюся смесь в специальные формы, в которых происходит охлаждение
при комнатной температуре. При добавлении отходов полиолефинов
наблюдается значительное возрастание прочностных показателей
композиций и снижение деформаций. Особенно заметно это влияние
при температурах испытаний 20 и 40 °С, соответствующих темпера-
344 Строительные материалы из отходов промышленности
турам эксплуатации дорожных покрытий в летнее время. При О °С
эффект от использования полиолефиновых отходов становится менее
заметным.
Оптимальное количество полиолефиновых отходов для битумно-
полимерных покрытий составляет 7—12% (табл. 7.2). Атактический
полипропилен в силу своей хрупкости при О °С и высокой
склонности к окислению может быть рекомендован для применения в
дорожных покрытиях только в определенных климатических зонах и при
соответствующей дополнительной стабилизации.
Таблица 7.2
Свойства композиций на основе битума и полиэтилена
Состав композиции, %
битум
100
90
90
полиэтилен
—
10
10
Растяжимость,
см, при
25 °С
5
1,6
1,7
0°С
1,1
3,2
3,4
Температура
хрупкости, °С
-8
-15
-14
Температура
размягчения, °С
72
107
106
Отходы полистирольных пластиков, введенные в битумные
композиции в небольших количествах, также оказывают положительное
влияние на свойства композиций. Если сравнить свойства таких
композиций со свойствами стандартных битумно-минеральных смесей
(табл. 7.3), то нетрудно заметить, что добавка полистирольных
отходов приводит к существенному увеличению прочностных показателей
при температурах испытания 0, 20 и 50 °С, термостабильности и
водостойкости.
Таблица 7.3
Свойства асфальто-полистирольных композиций
Состав композиции,
% (масс.)
битум
7
7
4
8
отходы
полистирола
1
4
8
0
минеральный
материал
92
89
88
92
Разрушающее
напряжение при
растяжении а, МПа
при
50 °С
too)
2,7
7,1
11,6
1,6
при
20 °С
(о20)
3,7
9,2
11,7
2,3
при
0°С
(сто)
9,1
12,8
23,0
11,1
стабильность,
(oso/oo)
100%
33,2
65,1
50,4
14,5
Водо- |
стойкость,
%(об.)
0,95
1,00
1,00
0,80
7. Материалы из отходов городского хозяйства
345
Из вторичного полиэтиленового и полистирольного сырья в
смеси с песком можно получать пресс-композиции с заданными
свойствами. Высокие прочностные показатели таких материалов в сочетании
с хорошей водостойкостью позволяют, например, в Японии
использовать плиты из них для выстилки морского дна с целью создания
станций по разведению рыбы.
Один из методов получения строительных плит состоит в
прессовании смеси пластмассовых отходов и песка, взятых в соотноше -ши
1:1. Песок просеивают, нагревают до 500 °С, добавляют к смеси
отходы полиэтилена и полистирола, смешивают при 150 °С в течение
25 мин, затем полученную массу прессуют.
Такие материалы обладают высокими прочностными
показателями в сочетании с хорошей водостойкостью.
По аналогичной технологии получают материалы из
пластмассовых отходов в смеси с мелом, стекловолокном, асбестом и другими
минеральными наполнителями. Все компоненты в течение 2 ч
подсушивают при 120 °С, затем их пластифицируют в смесителе при 250—
300 °С в течение 15 мин, выгружают при 180 °С в форму и прессуют.
Полученные композиции обладают хорошими прочностными
показателями и высокой стойкостью к истиранию, что позволяет
использовать их при изготовлении плит для полов. Для улучшения
внешнего вида изделий при смешивании добавляют такие пигменты, как
оксиды железа и хрома, желтый крон, диоксид титана.
Наряду с прессованием строительные материалы получают
расплавлением термопластичных полимеров с последующим
смешиванием их с цементом, разливкой в формы и охлаждением. Эти изделия
обладают высокой прочностью и стойкостью против горения.
Высокая водостойкость большинства полимерных отходов, в
первую очередь полиолефиновых, позволяет широко использовать их в
различных материалах, применяемых для герметизации швов между
панелями зданий, а также для покрытия частей сооружений,
работающих под водой или в условиях повышенной влажности.
Композицию с использованием побочного продукта синтеза
полипропилена — атактического полипропилена — в количестве 60—95%
совместно с 40—50% термической сажи применяют при получении
герметизирующих лент путем экструзии. Хорошая водостойкость
атактического полипропилена позволяет также использовать его в
композициях, на основе которых получают кровельный рубероид.
На предприятиях по изготовлению пенополистирольных изделий
образуются отходы, в основном, представляющие обрезки, не
возвращаемые повторно в основной технологический процесс. Обрезки
пенопласта пропускают через молотковую дробилку и получают
заполнитель фракций 0—5 и 5—10 мм. На таком заполнителе изготавливают
конструкционно-теплоизоляционные полистиролбетоны плотностью
600—800 кг/м3, прочностью 2,5—5 МПа и теплоизоляционные бето-
346
Строительные материалы из отходов промышленности
ны плотностью 350—500 кг/м3 и прочностью 0,9—1,5 МПа. Для
получения теплоизоляционного полистиролбетона в бетонную смесь следует
вводить до 0,2% от массы цемента воздухововлекающей добавки.
Расход материалов для получения полистиролбетонов приведен в
табл. 7.4.
Таблица 7.4
Производственные составы полистиролбетона
Плотность,
кг/м3
350
400
500
600
700
800
Предел
прочности при
сжатии,
МПа
0,9
1,1
1,5
2,5
3,5
5
проводность,
Вт/(м-°С)
0,093
0,099
0,128
0,174
0,208
0,232
Расход материалов на 1 м3 бетона
портландцемент
марки
М500, кг
250
280
320
425
440
465
дробленый
пенопласт, м3
1,2
1,2
1,1
1,1
1,08
1,08
кварцевый
песок, кг
—
—
40
85
140
190
вода, л
120
120
160
204
204
208
Из теплоизоляционного бетона на дробленом пенопласте
изготавливают плиты утеплителя. Его также можно использовать в качестве
монолитной теплоизоляции в покрытии, для среднего слоя
трехслойных стеновых панелей, полов, а также для замоноличивания стыков
между конструкциями.
Полистиролбетон средней плотностью до 700 кг/м3 относится к
трудносгораемым материалам, а более тяжелый к несгораемым.
Разработаны методы получения строительных изделий, в которых
отходы полимеров вводят на стадии полимеризации другого
мономера. Так, отходы ударопрочного полистирола растворяют в
соотношении 1:1,5 и разливают в формы. Полимеризация осуществляется при
20 °С в присутствии добавки перекиси бензоила. Получаемый
материал имеет предел прочности при растяжении 31—36 МПа, ударную
вязкость 21—27 кДж/м2, теплостойкость по Мартенсу 42 °С и водопог-
лощение за 24 ч — 0,07%.
Все шире внедряются композиции на основе двух групп отходов: по-
листирольных пластиков и отходов деревообрабатывающей
промышленности. Такие композиции, содержащие до 40% полистирольных отходов,
по физико-механическим показателям превосходят традиционные
материалы, в которых связующим являются синтетические смолы.
7. Материалы из отходов городского хозяйства
347
Одно из направлений использования полимерных отходов
заключается в применении их в пластмассовых композициях в качестве
модифицирующих добавок. Так, отходы полиэтилена могут быть
использованы в композициях с полистирольными пластиками, при этом
возрастают такие показатели последних, как ударная вязкость и
относительное удлинение при разрыве. Введение полиэтиленовых
отходов значительно улучшает литьевые свойства материала при одно
временном снижении теплостойкости композиции и прочности.
Вторичное поливинилхлоридное (ПВХ) сырье в строительстве
находит применение, главным образом, при получении линолеумнои
плитки.
Значительное число отходов применяется при получении всп^нзн-
ных изделий обычными методами: в автоклаве, экструзией или льть-
ем под давлением. Известен способ использования отходов пластмасс
без их разделения и очистки для получения пористых керамических
кирпичей. Он основан на высокой теплотворной способности
пластмасс и их способности разлагаться при температурах 500 °С и выше.
В отличие от отходов термопластов отходы реактопластов не
плавятся, не растворяются, содержат большое количество наполнителей.
В измельченном виде они могут служить добавками в стандартные
пресс-композиции и вводиться в заливочные смеси, где в качестве
связующего используются синтетические полимеры, битум, цемент и т. д.
Органоминеральные порошки, полученные измельчением отходов
производства стеклопластиков, имеют на поверхности реакционно-
способные функциональные группы, что позволяет использовать их
в качестве химически активных наполнителей различных полимерных
материалов.
Для лакокрасочных покрытий и пресс-композиций требуются
высокодисперсные порошки (от 5 до 100 мкм), для дорожных покрытий
или вспененных материалов размер частиц измельченного
стеклопластика может достигать 1000 мкм, в последнем случае наполнитель
оказывает армирующее действие.
Отходы стеклопластиков могут использоваться при изготовлении
полимерных бетонов. По сравнению с полимербетонами на
минеральных наполнителях полимербетон на основе отходов стеклопластиков
имеет повышенную деформативность при отрицательных
температурах и сокращенное время твердения.
С использованием отходов стекловолокна изготавливаются хол-
стопрошивные полотна, предназначенные для изоляции
трубопроводов, тепловых и холодильных агрегатов. Упрочнение холсто-прошив-
ного материала производится стеклянной или капроновой прошивной
нитью. Достигаемое при этом усилие на разрыв полосы
армированного материала равно 20 Н. В качестве полимерных связующих
используются смолы фенольного типа.
348 Строительные материалы из отходов промышленности
На основе холсто-прошивного полотна изготавливаются листовые
стеклопластики путем его пропитки и сушки в шахте вертикальной
пропиточной машины. Пропитанное и высушенное полотно
нарезают и пакетируют специальными механизмами, работающими
совместно с вертикальной пропиточной установкой. Подготовленные
пакеты прессуют при давлении 1,4 МПа и обрезают на гильотинных
ножницах.
Свойства листового стеклопластика, полученного на основе
армирующего материала из отходов стекловолокна и водорастворимого
фенольного связующего СФ-511, приведены в табл. 7.5.
Таблица 7.5
Физико-механические свойства стеклопластиков
Стеклопластик
Листовой
На основе холстов
и композиции смол
Плотность,
г/см3
1,4
1-1,9
Разрушающее
напряжение при
статическом
изгибе, МПа
85
65
Ударная
вязкость,
кДж/м2
И
Не
нормируется
Водопогло-
щение, %
7,8
8,5
Получаемый листовой стеклопластик имеет более высокие
показатели физико-механических свойств по сравнению с обычным
стеклопластиком на основе стеклохолста.
7.5. Вторичное использование цементного
и асфальтового бетонов
Заполнители из дробленого бетона. В результате разборки зданий и
сооружений, а также накопления некондиционной продукции на
предприятиях сборного железобетона образуются значительные
количества так называемый бетонного лома. Переработка бетонного лома
направлена в настоящее время в основном на получение вторичных
заполнителей и высвобождение арматурной стали.
Широкое распространение получила технология, когда
оборудование для получения заполнителя из бетонного лома устанавливают на
месте демонтажных работ, а полученный заполнитель используется,
в основном, для устройства щебеночной подготовки дорожных одежд
и оснований. Эффективной является технология, предусматривающая
получение фракционированного щебня (рис. 7.3) и использование его
при заводском производстве бетона и железобетонных конструкций.
7. Материалы из отходов городского хозяйства
349
Рис. 7.3. Технологическая линия по переработке строительных отходов:
1 — автотранспорт; 2 — смесь; 3 — бетон; 4 — кирпич; 5 — асфальт; 6 —
установка для грохочения тяжелого металла; 7— песок-заполнитель; ?— электромагнит;
9 — отсеивание песка; /0— ударная дробилка; 11 — электромагнит; 12 —
резервный бункер; 13 — электромагнит; 14 — ударно-отражательная мельница; 15 —
грохот; 16— грохот; 17 — водоочистка; 18— акваматор; 19— щепа, органические
компоненты; 20— фракционирование; 21 — склад вторичных заполнителей
Разрушение конструкций при утилизации бетонного лома может
производиться ударными методами, раскалыванием, резкой,
дроблением. Из средств разрушения ударными методами применяют
гидравлические и пневматические молоты, раскалыванием — гидроклинья;
резкой — алмазные круги, оборудование для плазменной резки и др.;
дроблением — бетоноломы с перемещаемыми прямыми или
изогнутыми зубьями, подвешиваемые на экскаваторе вместо ковша. При
разрушении крупногабаритных конструкций может быть
использована энергия взрыва и расширения. Применение расширяющихся
реактивов позволяет уменьшить шум, вибрации и выброс
строительного мусора при разрушении конструкций. Ряд расширяющихся
реактивов разработан на основе извести.
Разработан ряд установок первичного дробления некондиционного
бетона и железобетона с применением дробильно-сортировочного
оборудования, используемого при переработке битого камня из
карьеров. Коэффициент полезного действия таких установок ниже, чем
350 Строительные материалы из отходов промышленности
камнедробильных. Для разрушения железобетонных конструкций
длиной до 12 м применяют гидравлические прессы, развивающие
давление до 2 МПа.
Арматура из бетона извлекается с помощью магнитных
сепараторов. После извлечения арматуры бетонный лом поступает на щеко-
вую дробилку для получения вторичного щебня.
Установлено, что применение крупных заполнителей из
дробленого бетона классов В20—В40 позволяет получать бетон той же или
незначительно (на 5—10%) ниже прочности бетона на природных
заполнителях. С уменьшением крупности вторичного заполнителя (до
3—10 мм) при прочих равных условиях прочность существенно
снижается. Наибольшее снижение прочности характерно для бетона на
вторичном известняковом заполнителе (около 20%) и примерно вдвое
меньше — на гранитном.
При замене мелкого природного заполнителя (из кварцевого
песка средней крупности) заполнителем из дробленого бетона (фракции
менее 3 мм) при В/Ц-0,65 прочность снижается в среднем на 20% для
бетона на вторичном гранитном и на 25% для бетона на вторичном
известняковом заполнителях. При этом существенно ухудшается удо-
боукладываемость бетонных смесей.
Использование вторичных заполнителей увеличивает деформатив-
ность бетона; она тем больше, чем меньше крупность заполнителя и
прочность бетона, подвергаемого дроблению. Модуль упругости
бетона на вторичных заполнителях снижается на 7—18% по сравнению
с бетоном на природных заполнителях. Ухудшение прочностных
свойств бетонов на заполнителях из дробленого бетона и возрастание
их деформативности под нагрузкой могут быть компенсированы
введением в смесь добавок суперпластификаторов.
Положительный эффект достигается при использовании
крупного заполнителя из дробленого бетона в сочетании с природным
кварцевым песком.
Применение крупного заполнителя из дробленого бетона не
уменьшает, а в некоторых случаях увеличивает морозостойкость. Это
обусловлено высокой прочностью сцепления зерен этого заполнителя и
цементного камня. Применение мелкого заполнителя из дробленого
бетона приводит к снижению морозостойкости из-за его высокого
водопоглощения и, как следствие, повышенной капиллярной
пористости бетона.
Повышение качества заполнителей из дробленого бетона
достигается их активацией. Эффект активации заполнителей состоит в
разрушении слабых зерен щебня или удалении остатков цементного камня,
образовании свежих сколов, что приводит к повышению технических
характеристик бетонов за счет улучшения качества контактной зоны.
Из методов активации можно отметить механические, химические
и др. При механических методах активации дробленого бетона пре-
7. Материалы из отходов городского хозяйства
351
дусматривается самоизмельчение при перемешивании щебня в
смесительных установках или их обработка в шаровых мельницах с
металлическими шарами.
Хорошие результаты достигнуты в случае помола дробленого
бетона со стальными шарами после предварительного
низкотемпературного обжига. В данном случае был получен щебень, практически
свободный от растворного компонента, а его свойства — дробимость,
водопоглощение и насыпная плотность близки к аналогичным
показателям исходного щебня.
В Москве введено несколько комплексов по утилизации
железобетонных отходов. Однако существующая система переработки отходов
далека от совершенства, имеющиеся установки по своей
производительности и составу технологического оборудования не в состоянии
обеспечить переработку всех строительных отходов, образующихся в
городе.
Регенерация асфальтобетона. Реконструкция автомобильных дорог,
строительство в городах магистральных дорог приводит к увеличению
из года в год количества старого асфальтобетона, который может быть
регенерирован и использован повторно. Повторное использование
старого асфальтобетона позволяет существенно сократить расход
нефтяного битума при производстве ремонтно-восстановительных работ.
Разрушение асфальтобетонных покрытий вызывается
воздействием погодно-климатических условий и механических перегрузок от
движущихся автотранспортных средств. При этом битум стареет —
становится более жестким, повышается его температура размягчения
и хрупкости, увеличивается вязкость, уменьшается растяжимость,
нарастает содержание асфальтенов.
Минеральные частицы в асфальтобетоне вследствие механических
воздействий подвергаются дезинтеграции, изменяется
гранулометрический состав.
Для расчета состава асфальтобетона, получаемого из старого
материала с добавлением нового битума и минеральных составляющих,
необходимо определить гранулометрический состав и плотность
минерального остова старого асфальтобетона после экстрагирования из
него битума, вязкость или температуру размягчения и глубину
проникания выделенного битума и его количественное содержание.
Затем рассчитывают необходимое количество вновь добавляемых
минеральных составляющих и битума. Регенерация на асфальтобетонном
заводе дает экономию средств и материалов на 15—20%, регенерация
на месте — примерно 30% (по сравнению с укладкой нового слоя
толщиной 4 см), холодная регенерация — 30—40%.
Для восстановления свойств битума необходима его
пластификация путем добавления менее вязкого битума, гудрона или высокоаро-
матизированных тяжелых нефтяных фракций (например, экстрактов
селективной очистки масел). Количество вводимых пластифицирую-
352 Строительные материалы из отходов промышленности
щих добавок в старый битум составляет 8—12% от массы битума,
содержащегося в старом асфальтобетоне.
В связи с изменением гранулометрического состава старого
асфальтобетона при его регенерации вводят свежие каменные
материалы в количестве 10—20% по массе.
На основании накопленного опыта в практику использования
старых асфальтобетонных материалов вошли в основном два способа:
1) предварительное нагревание отслуживших срок слоев
асфальтобетонных покрытий, их разрыхление на глубину 4—5 см, добавление
новых каменных материалов и битума (или готовой смеси),
разравнивание и уплотнение. Все операции производят на ремонтируемом
участке автомобильной дороги. Битум может быть введен в виде
эмульсии. Можно добавлять гудрон или тяжелый экстракт
селективной очистки масел для пластификации старого битума из покрытия;
2) снятие старого асфальтобетона, его транспортирование к смеси
тельной установке, дробление до размеров не крупнее 50 мм,
загрузка в смеситель принудительного действия с одновременным
добавлением новых каменных материалов и вяжущего, доставка полученной
асфальтобетонной смеси к месту восстановительных работ, ее
укладка и уплотнение. Смесь может содержать до 80% старого
асфальтобетона.
Технологическая схема регенерационной асфальтосмесительной
установки представлена на рис. 7.4.
Рис. 7.4. Технологическая схема регенерационной
асфальтосмесительной установки:
1 — питатель; 2 — щековая дробилка; 3 — молотковая дробилка; 4 — кабина
управления; 5— силосная банка минерального порошка; 6— агрегат питания; 7 —
бункер с непрерывным дозатором; 8 — сушильно-смесительный агрегат; 9 —
питатель для подачи битума; 10 — бункер готовой смеси
7. Материалы из отходов городского хозяйства 353
Кусковой старый асфальтобетон размером до 60 см из приемного
бункера подается питателем / в щековую дробилку 2, откуда
ленточным конвейером — на молотковую дробилку 3, где измельчается до
частиц мельче 40 мм на гранулят, и непрерывным дозатором 4
подается в сушильно-смесительный агрегат 5. Необходимое количество
добавочного щебня, песка и минерального порошка (обычно 20—40%)
из агрегатов питания 6 и силосной банки 7 непрерывными
дозаторами также подается в сушильно-смесительный агрегат. Добавочное
количество битума (обычно 2—4% массы материала) подается в
среднюю часть барабана 8. В барабанном смесителе происходит
плавление гранулята, нагрев минеральной части и вбрызгивание битума 9.
Готовая смесь выгружается в ковш скипового подъемника и
направляется в бункер готовой продукции 10, а затем в автомобиль-самосвал.
ЛИТЕРАТУРА
1. Алехин Ю.А., ЛюсовА.М. Экономическая эффективность
использования вторичных ресурсов в производстве строительных
материалов. — М.: Стройиздат, 1988. — 344 с.
2. Бабачев Г. Золы и шлаки в производстве строительных
материалов. — Киев: Буд1вельник, 1987. — 136 с.
3. Баженов Ю.М., Дворкин Л. И. Ресурсосбережение в строительстве
за счет применения побочных промышленных продуктов. — М.:
ЦМИПКС, 1986. - 66 с.
4. Безотходная технология в промышленности / Б.Н. Ласкорин,
Б.В. Громов, А.П. Цыганков, В.Н. Сенин. — М.: Стройиздат,
1986. - 160 с.
5. Бобович Б.Б., Девяткин В.В. Переработка отходов производства
и потребления. — «Интермет инжиниринг», 2000. — 496 с.
6. Боженов П.И. Технология автоклавных материалов. — Л.:
Стройиздат, 1978. — 368 с.
7. Болдырев А.С., Люсов А.Н., Алехин Ю.А. Использование отходов
в промышленности строительных материалов. — М.: Знание,
1984. - 64 с.
8. Большаков В.И., Дворкин Л.И. Строительное
материаловедение. — Днепропетровск: РВА «Дншро-VAL», 2004. — 677 с.
9. Быстрое Г.А., Гальперин В.М., Титов Б.П. Обезвреживание и
утилизация отходов в производстве пластмасс. — Л.: Химия, 1982. —
264 с.
10. Волженский А.В. Иванов НА., Виноградов Б.Н. Применение зол
и шлаков в производстве строительных материалов. — М.:
Стройиздат, 1984. — 216 с.
11. ГиндисЯ.П. Технология переработки шлаков. — М.: Стройиздат,
1991.-280 с.
12. Гладких К.В. Изделия из ячеистых бетонов на основе шлаков и
зол. — М.: Стройиздат, 1976. — 256 с.
13. Гордон Л.М. Металлургия без отходов. — М.: Московский
рабочий, 1986. — 141 с.
14. Гринин А.С., Новиков В.Н Промышленные и бытовые отходы.
Хранение, утилизация, переработка. — М.: Фаир-Пресс, 2002. —
336 с.
Литература
355
15. ДворкинЛ.И., Пашков И.А. Строительные материалы из отходов
промышленности. — Киев: Вища шк., 1989. — 208 с.
16. Дворкин Л.И., Пашков И.А. Строительные материалы из
промышленных отходов. — Киев: Вища шк., 1980. — 142 с.
17. Иванов И.А. Легкие бетоны с применением зол
электростанций. — М.: Стройиздат, 1986. — 136 с.
18. Комплексная переработка и использование металлургических
шлаков / B.C. Горшков, СЕ. Александров, СИ. Иващенко,
И.В. Горшкова. — М.: Стройиздат, 1985. — 322 с.
19. Комплексное использование сырья и отходов / Б.М. Равич,
В.П. Окладников, В.Н. Лыгоч и др. — М.: Химия, 1988. — 288 с.
20. Коротаев Э.М., Клименко М.И. Производство строительных
материалов из древесных отходов. — М.: Лесн. пром-сть, 1977. —
168 с.
21. КуделяА.Д. Комплексное использование минеральных ресурсов
железорудных горно-обогатительных комбинатов УССР. —
Киев: Наукова думка, 1984. — 495 с.
22. Ласкорын Б.Н., Барский Л.А., Персиц В.З. Безотходная
технология переработки минерального сырья. — М.: Недра, 1984. —
334 с.
23. Мелешкин Н.Г., Степанов В.Н. Промышленные отходы и
окружающая среда. — Киев: Наукова думка, 1980. — 179 с.
24. Мещеряков Ю.Г. Гипсовые попутные промышленные продукты
и их применение в производстве строительных материалов. — Л.:
Стройиздат, 1982. - 134 с.
25. Наназашвили И.Х. Строительные материалы из древесно-цемент-
ной композиции. — Л.: Стройиздат, 1990. — 415 с.
26. Наркевич И.П., Печковский В.В. Утилизация и ликвидация
отходов в технологии неорганических веществ. — М.: Химия, 1984. —
240 с.
27. Отходы химической промышленности в производстве
строительных материалов /Л. И. Дворкин, В.Л. Шестаков, И.А.
Пашков, А.П. Дымчук. — Киев: Бущвельник, 1986. — 128 с.
28. Палъгунов ИИ, Сумароков М.В. Утилизация промышленных
отходов. — М.: Стройиздат, 1990. — 348 с.
29. Паримбетов Б.П. Строительные материалы из минеральных
отходов промышленности. — М.: Стройиздат, 1978. — 200 с.
30. Педан М.П., Мищенко B.C. Комплексное использование
минеральных ресурсов. — Киев: Наукова думка, 1981. — 272 с.
31. Сергеев A.M. Использование в строительстве отходов
энергетической промышленности. — Киев: Буд1вельник, 1984. — 120 с.
356
Строительные материалы из отходов промышленности
32. Утилизация твердых отходов / Под ред. Д. Вилсона. — М.:
Стройиздат, 1985. — Т. I—И. — 320 с.
33. Фосфогипс и его использование / В.В. Иваницкий, П.В. Клас-
сен, А.А. Новиков и др. — М.: Химия, 1990. — 224 с.
34. Черепанов К.А., Черныш Г.И., Динелып В.М., Сухарев Ю.И.
Утилизация вторичных материальных ресурсов в металлургии. — М.:
Металлургия, 1994.— 224 с.
35. Чистяков Б.З., Ляликов А.Н. Использование минеральных
отходов промышленности. — Л.: Стройиздат, 1984. — 152 с.
36. Шевченко А. Г. Строительные материалы из вторичных ресурсов
промышленности. — Киев: Буд1вельник, 1990. — 121 с.
37. Шкирт М.Я. Безотходная технология. Утилизация отходов
добычи и переработки твердых горючих ископаемых. — М.: Недра,
1986. - 255 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абиетат натрия 239
Аглопорит 134
Азериты 70
Активизация шлака
— комбинированная 50
— сульфатная 50
— щелочная 50
Арболит 258
Асбестоцемент 315
Бетоны аэрированные легкие 334
Бишофит 272
Блоки
— искусственные 307
— пенофосфогипсовые 205
— ракушечно-бетонные 307
Бой
— керамический 299
— стекольный 299, 323
Борогипс 210
Бризол 338
Брус
— конструкционный 272
— кордный 340
Вата
— минеральная высокотемпера-
туростойкая 166
— фосфорно-шлаковая 191
— шлаковая 86
Вибролит 293
Вяжущие
— безобжиговые фосфогипсовые
дигидратные 202
— бесклинкерные шлакошламо-
вые 309
— бесклинкерные шлаковые 50
водостойкое на основе фос-
фогипса 199
— высокопрочные
фосфогипсовые 195
— известково-белитовые 248
— известково-гл инистые 173
— известково-зольные 119
— известково-шлаковые 119
— каучуко-битумные вяжущие 340
— контактного твердения 310
— контактно-конденсационного
твердения 311
— лигниновых 226
— резино-битумные вяжущие
336, 337
— резино-дегтевые вяжущие 336
— сланцезольные 124
— солешлаковых 189
— сульфатно-глинитные 174
— сульфатно-нефелиновых 98
— тампонажные 48
— фосфогипсоцементно-пуццо-
лановое 199, 200, 203
— шлаковые для бетонов
автоклавного твердения 53
—- шлакосодержащие 38
— шлакощелочные 54
Газошламосиликат автоклавный 314
Геоцементы см. Петроцементы
Герметики 342
Гиперпрессование 165
Гипс строительный 200
Горелая земля 85
Гравий
— аглопоритовый из золы ТЭС
135
— зольный 139
— безобжиговый 140
— легкий 333
— пористый гранулитовый 142
358
Строительные материалы из отходов промышленности
Грануляция шлака
— мокрая 32
— полусухая 33
Гудроны кислые 189, 247
Гуза-пай см. Стебли хлопчатника
Деревобетон 273
Добавка
— комплексная 240
— НИЛ-20 236
— УПБ 237
— ЩСПК 237
Древесина клееная 275
Дробленка древесная 253
Железняк
— бурый 294
— магнитный 294
Жидкость дистиллерная 188, 248
Заполнители
— вторичные 348
— природные пористые 306
— шлаковые 57
Зола 107
— зола-унос 108
— высококальциевые 111
— отстоя 219
Золобетон ячеистый 157
Золошлаковые смеси 107
— неукрепленные 167
— укрепленные 167
Известь карбидная 186, 212
Изол 338
Ил активный 233
Камень цементно-карбонатный 308
Картон 332
Керамзит глинозольный 138
Керамобетоны 313
Кирпич силикатный пористый 162
Комплексное использование сырья
7, 12
Комплексы энерготехнологические 11
Кора 255
Королит 273
Костра 255
Костроэмульбит 281
Коэффициент
— качества шлака 32
— общей экономической
эффективности 25
— эквивалентности
потребительских свойств 27
Кремнегель 220
Ксилобетон 272
Ленты герметизирующие 345
Лигнин 187, 225
Лигноперлит 228
Лигносульфонаты технические см.
лет
Лом бетонный 348
ЛСТ 188, 234
Макулатура 329
Марблит 93
Масла отработанные 189
Масса волокнистая 254
Мастика 337
— битумно-зольная 171
— битумно-кукерсольная 172
Материалоемкость 13, 26
Материалы
— асфальтовые 171
— гидроизоляционные
пленочные 342
— гипсоволокнистые 204
— кровельные 340
листовые 342
— на основе резинокордных
отходов 335
— на основе титано-магнетито-
вых пород 315
— плавленые 166
Предметный указатель
359
Метасиликат натрия 188
Модуль
— глинисто-железистый 173
— основности 30
— плавкости 180
Мрамор искусственный 205
Мылонафт 188
Наполнители 64
— асфальтовых бетонов 318
Огарки пиритные 186, 216
Одубина 255
Окшара 186
Опилки 252
— каменные 298
Опилкобетоны 268
Ортенкс 283
Остатки кубовые 188
— от регенерации отработанных
смазочных масел 248
— ректификации сырого
бензола 244
Отсевы 296
Отходы
— асбестоцементные 298, 315
— галитовые 188
— гальванических производств 250
— горно-обогатительных
комбинатов 295
— городского хозяйства 22
— древесины 251
— каолиновые 224
— карбонатные 186
— металлургии 22
— минеральные 22
гипсовые 20
железистые 20
известковые 20
карбонатные 20
силикатные 20
— переработки древесины и
другого растительного сырья 22
— полимерных материалов 329
— производства
минераловатного 327
строительных материалов 22
суперфосфатного (ОСП) 222
фенола щелочные 188
ферросилиция 38
хлорного 249
— промышленности 19
горнодобывающей 22
химической 22
— стекла 331
— строительные 329
— тепловой энергетики и
топливной промышленности 22
— углеобогащения 104
ПАВ 187
— гидрофилизующие 234
— гидрофобизирующие 239
Паркелит 284
Паркет щитовой 276
Пемза шлаковая 67
— гравиеподобная 69
Пеностекло 323
— гранулированное 324
Песок
— декоративный 306
— кварцево-железистый 301
— пористый гранулитовый 142
Петроцементы 311
Пигмент железооксидный 219
Плав содощелочной 188
Пластики
— древесно-слоистые 277
— лигноуглеводные древесные
291
Пластификатор
— ЛСТ-М 237
— повышенной эффективности
(ППЭ) 235
-ХДСК-1 237
Пластмассы фото- и биоразрушаю-
щиеся 330
Плитки
— для пола 319
— облицовочные 319
360
Строительные материалы из отходов промышленности
— отделочные плитки 343
— стеклокерамические 326
— стеклянные эмалированные 323
Плиты
— волокнисто-стружечные 289
— гипсоволокнистые 333
— древесно-волокнистые 287
— древесно-опилочные 281
— древесно-стружечные 278
— древесно-шерстные 289
— королитовые 284
— мозаичные 307
— реечные 276
— резино-битумные 339
— цементно-стружечные 267
Поверхностно-активные вещества
см. ПАВ
Подзол 186
Показатель полной прибыли 25
Покрытия битумно-полимерные 344
Полимеры феноллигниновые 230
Полиолефины 343
Полистиролбетоны 345
Полотна холстопрошивные 347
Породы
— вскрышные 294
— горелые 106
— кварцитовые 295
— шахтные и вскрышные 104
Пороизол 338
Порошок
— минеральный 64
— органоминеральный 347
Пресс-композиции 345
Прирост чистой прибыли 25
Продукты
— гипсосодержащие 184
— железистые 184
— известковые 184
— кремнеземистые побочные 187
— сульфоалюмосиликатные 223
— попутные и побочные 19
Пыли и шламы железосодержащие 38
Пыль
— ферросплавных печей 84
— цементная 298
Пьезотермопластики 291
Распад шлаков
— железистый и марганцевый 31
— известковый и магнезиальный 31
— силикатный 31
Рассолы 188
Растворы травильные 249
Рекобит см. Плиты резино-битумные
Релин 338
Ресурсы вторичные материальные 19
Рециклинг 329
Риплит 284
Рубероид эластичный 342
Руды алунитовые 315
Серпентин 296
Скопобетон 232
Смолка кислая 189
Смолы 245
— нефтеполимерные 246
Сигран 92, 222
Сиштоф 187, 221
Стебли хлопчатника 256
Стекла авантюриновые 92
Стеклокремнезит 325
Страмит 290
Стружка 254
Сульфогипс 212
Суперпластификатор
— «Дофен» 238
-ИНХП-1239
— С-4 см. «Дофен»
Суспензии кремнеземистых
вяжущих 313
Сырье
— вторичное 19
— техногенное 19
Предметный указатель
361
Термиз 273
Термизол 273
Титаногипс 212
Топливо 6
Тырсолит 283
Ускоритель твердения 241
Факторы:
— эдафизические 9
— гидрохимические 9
— гидрофизические 9
Фибролит 266
Фосфогипс 184, 193
Фосфополугидрат сульфата
кальция 185
Фторангидрит 211
Фторгипс 211
Фусы 189, 244
Хвосты флотации 219
Цемент
— гидрофобный 240
— гидрофобно-пластифициро-
ванный 240
— гипсошлаковый 51
— глиноземистый 46
— известково-шлаковый 52
— нефелиновый 95
— расширяющий 47
— сланцезольный 115
— сульфатно-шлаковый 50
— сульфобелитовый 310
— сульфоалюминатно-белитовый
208
— торфозольный 120
— фосфорно-шлаковый 191
— шлаковый бесклинкерный 51
— шлакопесчаный 49
— цветной 49
глиеж — 175
ТЭЦ - 120
Цементно-водное отношение
приведенное 147
Цементогрунты 169
Шлаки 29
— ваграночные 35
— гранулированные 67
— конвертерные и
электроплавильные 35
— мартеновские 35
— металлургии
цветной 29, 35
черной 29
— производства ферросплавов 35
— сталеплавильные 35
— топливные гранулированные
111
— феррохромовый 35
— фосфорные 184
Шлакопемзобетон 74
Шлакопортландцемент 42
— быстротвердеющий 45
— сульфатостойкий 45
Шлакоситаллы 93
Шлам
— белитовый 36
— бокситовый 37
— водоочистки 215
— глинисто-солевой 188, 224
— дистиллерный 214
— кварцево-железистый 295
— красный см. бокситовый
— монокальциевый 37
— нефелиновый см. белитовый
— нефтяной 189
— сульфатный 37
Щебень
— аглопоритовый 137
— декоративный 306
— железисто-кварцитовый 299
— кирпичный 327
— литой шлаковый 57
— черный 171
Щепа технологическая 252
СОДЕРЖАНИЕ
Предисловие 3
Введение 5
1. Проблема промышленных отходов и их классификация 8
1.1. Развитие промышленности и накопление промышленных
отходов 8
1.2. Производство строительных материалов и утилизация
промышленных отходов 13
1.3. Классификация отходов и терминология 18
1.4. Выбор направления утилизации промышленных отходов 22
2. Материалы из отходов металлургии 29
2.1. Общая характеристика отходов 29
2.2. Вяжущие материалы на основе металлургических шлаков 38
2.3. Заполнители из металлургических шлаков $7
2.4. Бетоны на основе металлургических шлаков 70
2.5. Материалы из шлаковых расплавов 86
2.6. Материалы на основе металлургических шламов 95
3. Материалы из отходов топливно-энергетической
промышленности 104
3.1. Общая характеристика отходов 104
3.2. Вяжущие материалы с применением золошлакового сырья 112
3.3. Заполнители из топливных зол и шлаков 126
3.4. Золосодержащие бетоны и растворы 143
3.5. Силикатный кирпич, керамические и плавленые материалы
на основе зол и шлаков ТЭС 159
3.6. Дорожно-строительные и изоляционные материалы
с применением зол и шлаков ТЭС 167
3.7. Применение горелых пород, отходов добычи
и обогащения угля 172
Содержание
363
4. Материалы с применением отходов химико-технологических
производств 183
4.1. Общая характеристика отходов 183
4.2. Материалы с применением фосфорных шлаков 189
4.3. Материалы на основе гипсо- и известьсодержащих отходов 193
4.4. Материалы с применением железистых, серосодержащих и
силикатных отходов 216
4.5. Материалы с применением гидролизного лигнина и отходов
целлюлозно-бумажного производства 225
4.6. Добавки ПАВ и электролитов на основе отходов химических
производств 234
4.7. Применение отходов коксо- и нефтехимического производств ... 244
4.8. Утилизация растворов и шламов 248
5. Материалы из отходов переработки древесины
и другого растительного сырья 251
5.1. Общая характеристика отходов 251
5.2. Материалы на основе минеральных вяжущих 256
5.3. Материалы на органических связующих 274
5.4. Материалы из древесных отходов без применения вяжущих 286
6. Материалы из отходов горнорудной промышленности
и промышленности строительных материалов 294
6.1. Общая характеристика отходов 294
6.2. Нерудные материалы на основе железистых кварцитов 299
6.3. Применение отходов производства нерудных материалов 303
6.4. Вяжущие и автоклавные материалы на основе отходов дробления
горных пород 309
6.5. Применение отходов производства строительных материалов 316
7. Материалы из отходов городского хозяйства 329
7.1. Общая характеристика отходов 329
7.2. Материалы из макулатуры и текстильных отходов 332
7.3. Материалы из резиновых и каучуковых отходов 334
7.4. Материалы из пластмассовых отходов 343
7.5. Вторичное использование цементного и асфальтового бетонов ... 348
Литература 354
Предметный указатель 357
Дворкин Леонид Иосифович,
Дворкин Олег Леонидович
СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
ИЗ ОТХОДОВ ПРОМЫШЛЕННОСТИ
Учебно-справочное пособие
Ответственный редактор И. Жиляков
Технический редактор Л. Багрянцева
Обложка В. Кириченко
Корректоры: Г. Бибикова, О. Милованова
Сдано в набор 25.08.2006. Подписано в печать 30.11.2006.
Формат 60 х 84 1/16. Бумага тип № 2.
Гарнитура NewtonC. Печать офсетная. Усл. печ. л. 22,08.
Тираж 3000 экз. Заказ № 4087.
Издательство «Феникс»
344082, г. Ростов-на-Дону, пер. Халтуринский, 80.
Отпечатано с готовых диапозитивов в ОАО «ИПП «Курск»
305007, г. Курск, ул. Энгельса, 109.
E-mail:kursk-2005@yandex.ru
www.petit.ru
Качество печати соответствует качеству представленных диапозитивов
Торговый Дом
*ш}еникс
Для оптовых покупателей
Региональное представительство
198096, г. Санкт-Петербург, ул. Кронштадтская, д. 11,
оф. 17. Тел.: (812) 335-34-84.
Директор: Стрельникова Оксана Борисовна
E-mail: fnx.spb@mail.ru
Региональный менеджер: Завьялов Антон
Представительство осуществляет доставку грузов
автотранспортом и почтово-багажными вагонами,
транспортные расходы делятся 50/50.
В Санкт-Петербурге
книги издательства «Феникс» можно купить:
«Дом книги»
Невский проспект, 28
Тел.: 318-65-04, факс: 311-98-95
E-mail: noskova@hbook.spb.ru
Книги издательства «Феникс» в Украине:
000 И КЦ «Кредо»
г. Донецк, ул. Университетская, 96
Тел.: +38 @62) 345-63-08, 339-60-85
E-mail: moiseenko@skif.net.
г. Запорожье, ул. Глиссерная, 22, комната 19
Тел.: +380612-134951, 145819
E-mail: vega@comint.net
г. Киев, ул. Вербовая, 17 (СПД Шкаран)
Тел.: +38044-4644946, 0509084576
E-mail: kredok@i.com.ua
Книги издательства «Феникс»
в фирменных магазинах г. Ростова-на-Дону:
1. пер. Соборный, 17, тел. 8(863J-624-707
2. ул. Большая Садовая, 70, тел. 8(863J-620673
3. ул. Немировича-Данченко, 78, тел. 8(863J-446-934
Торговый Дом /ж^еникс
В Москве книги издательства «Феникс»
можно купить:
Для книготорговых организаций
В региональном представительстве,
расположенном по адресу:
1. Ул. Космонавта Волкова, д. 25/2,1 этаж. М. «Войковское».
Тел. @95) 156-0568, 450-0835, 8-916-523-4376
E-mail: fenix-m@yandex.ru
Контактное лицо: Моисеенко Сергей Николаевич
Для оптовых покупателей - оптовые издательские цены,
гибкая система скидок, бесплатная доставка по Москве.
2. Шоссе Фрезер, д. 17. М. «Авиамоторная»
Тел. @95) 107-44-98, 517-32-95, 711-79-81
Тел./факс 8-501-413-75-78
E-mail: mosfen@pochta.ru; mosfen@bk.ru
Директор Мячин Виталий Васильевич
3. В издательском Торговом Доме «КноРус»
Ул. Б. Переяславская, 46. М. «Рижская», «Проспект мира»
Тел. @95) 680-02-07, 680-72-54, 680-91-06, 680-92-13
E-mail: phoenix@knorus.ru. Лебедев Андрей
В крупнейших магазинах:
ТД «Библио-Глобус»
Ул. Мясницкая, 6 (тел. 925-24-57)
ТД «Москва»
Ул. Тверская, 8 (тел. 229-66-43)
«Московский Дом книги»
Ул. Новый Арбат, 8 (тел. 290-45-07)
«Молодая гвардия»
Ул. Большая Полянка, 28 (тел. 238-11-44)
«Дом педагогической книги»
Ул. Пушкинская, 7/5 (тел. 299-68-32)
«Медицинская книга»
Комсомольский проспект, 25 (тел. 245-39-27)
Торговый Дом ?ж)еникс
ПРЕДЛАГАЕТ:
У Около 100 новых книг каждый месяц
• Более 3000 наименований книжной продукции
собственного производства
У Более 1500 наименований обменной книжной продукции
от лучших издательств России
ОСУЩЕСТВЛЯЕТ:
У Оптовую и розничную торговлю книжной продукцией
ГАРАНТИРУЕТ:
У Своевременную доставку книг в любую точку страны, за счет
издательства, автотранспортом и ж/д контейнерами
У Многоуровневую систему скидок
• Реальные цены
У Надежный доход от реализации книг нашего издательства.
Наш адрес: 344082, г. Ростов-на-Дону, пер. Халтуринский, 80
Наш сайт: http://www.Phoenixrostov.ru
Торговый отдел:
Контактные телефоны:
8(863) 261-89-53, 261-89-54, 261-89-55, 261-89-56, 261-89-57
Факс: 8 (863) 261-89-58
По вопросам оптовых продаж
г. Ростов-на-Дону, пер. Халтуринский, 80
Тел.: 8(863) 261-89-53 E-mail: torg@phoenixrostov.ru
Представительство в г. Владивосток
г. Владивосток, ул. Фадеева, 45 А.
Директор: Калин Олег Владимирович
Тел. D232) 23-73-18. E-mail: oleg38@mail.primorye.ru
Уральское региональное предствительство
620085, г. Екатеринбург, ул. Ферганская, д 16, оф. 408.
Тел. 8C43) 261-54-03. E-mail: bookva@isnet.ru
Директор: Подунова Наталья Александровна
г. Челябинск, 000 «Интер-сервис ЛТД»
454036, г. Челябинск, Свердловский тракт, 14
E-mail: slava@intser.ru
Менеджер: Зосим Вячеслав
г. Новосибирск, 000 «ТОП-Книга»
г. Новосибирск, ул. Арбузова, 1/1
Тел. C832) 36-10-28 доб. 1438. E-mail: phoenix@top-kniga.ru
Менеджер: Михайлова Наталья
Издательство
*м}еникс
Приглашает к сотрудничеству
АВТОРОВ для издания:
У учебников для ПТУ, ссузов и вузов
У научной и научно-популярной литературы по
МЕДИЦИНЕ и ВЕТЕРИНАРИИ, ЮРИСПРУДЕНЦИИ
и ЭКОНОМИКЕ, СОЦИАЛЬНЫМ и ЕСТЕСТВЕННЫМ НАУКАМ
У литературы по
ПРОГРАММИРОВАНИЮ и ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКЕ
• ПРИКЛАДНОЙ и ТЕХНИЧЕСКОЙ литературы
У литературы по СПОРТУ и БОЕВЫМ ИСКУССТВАМ
У ДЕТСКОЙ и ПЕДАГОГИЧЕСКОЙ литературы
• литературы по КУЛИНАРИИ и РУКОДЕЛИЮ
Высокие гонорары!!!
Все финансовые затраты берем на себя!!!
При принятии рукописи в производство
выплачиваем гонорар на 10 % выше
любого российского издательства!!!
Рукописи не рецензируются и не возвращаются!
По вопросам издания книг:
Тел. 8 (863) 2618950 E-mail: office@phoenixrostov.ru
Наш адрес:
344082, г. Ростов-на-Дону, пер. Халтуринский, 80
Факс: (863) 261-89-50
http://www.Phoenixrostov.ru E-mail: reclamabook@jeo.ru
Редакционно-издательский отдел
Осташов Сергей Александрович (руководитель отдела)
Тел.: (863) 261-89-75 e-mail: ostashov@phoenixrostov.ru
Юсупянц Эдуард Арамович (редактор)
Тел.: (863) 261-89-75 e-mail: eduard@phoenixrostov.ru
Жиляков Илья Юрьевич (редактор)
Тел.: (863) 261-89-75 e-mail: publish@phoenixrostov.ru
Багрянцева Людмила Андреевна
(технический редактор)
Тел.: (863) 261-89-75
Сайт издательства Феникс: http://www.Phoenixrostov.ru