/






































































































































































Текст
GC-G
&БК-38^==5~
C32
УЗД 60'
Рецензенты:
кафедра строительных и дорожных машин Саратовского
политехнического института (зав. кафедрой канд. техн, на-
ук, доц. Ю. М. Трушин);
д-р техн, наук, проф. М. Ф. Страмоус (кафедра строи-
тельных и дорожных машин и оборудования Московского
института инженеров железнодорожного транспорта).
ар. ’‘'в' иная
ная
шеспая о г; л РбЮ
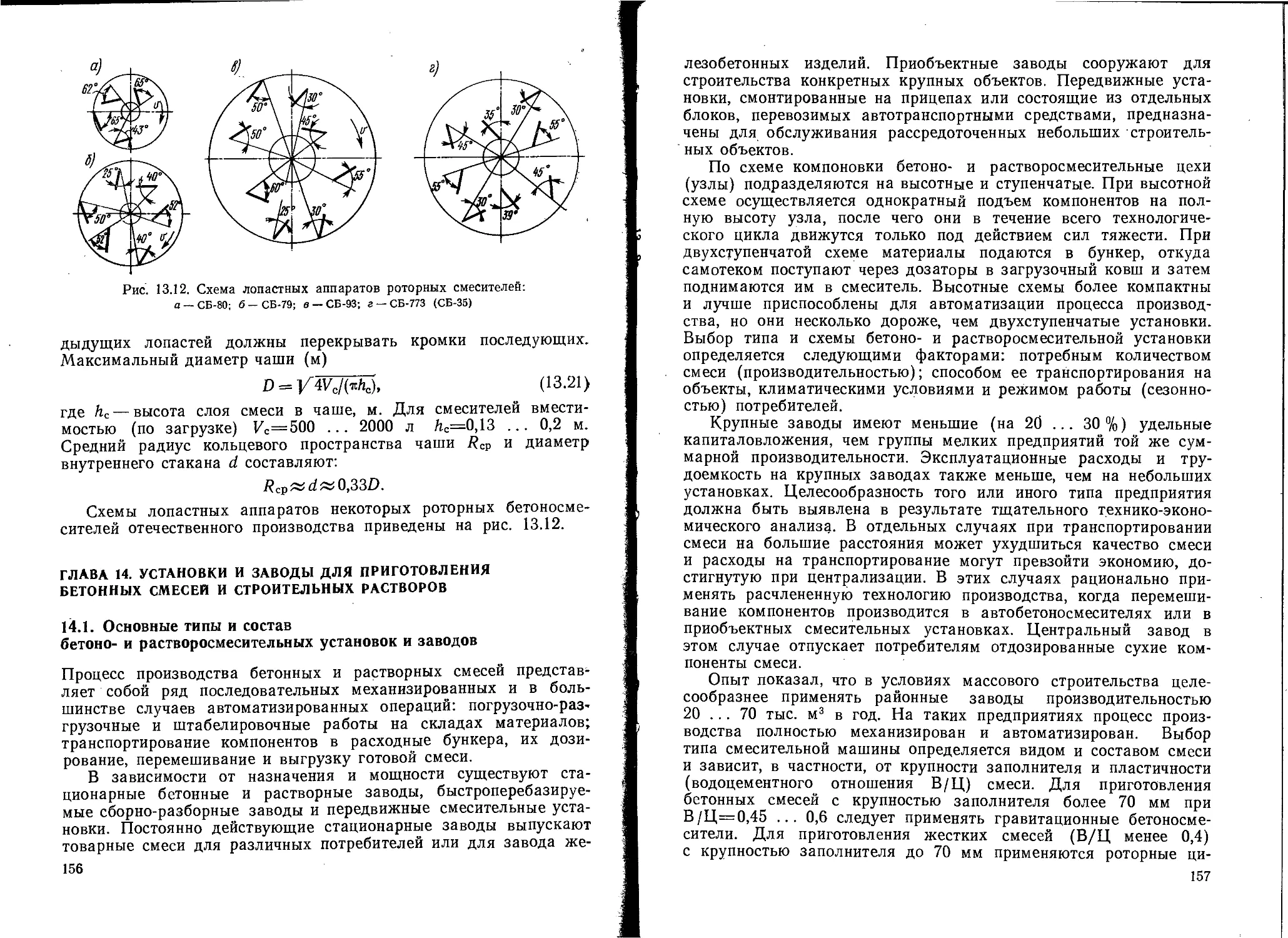
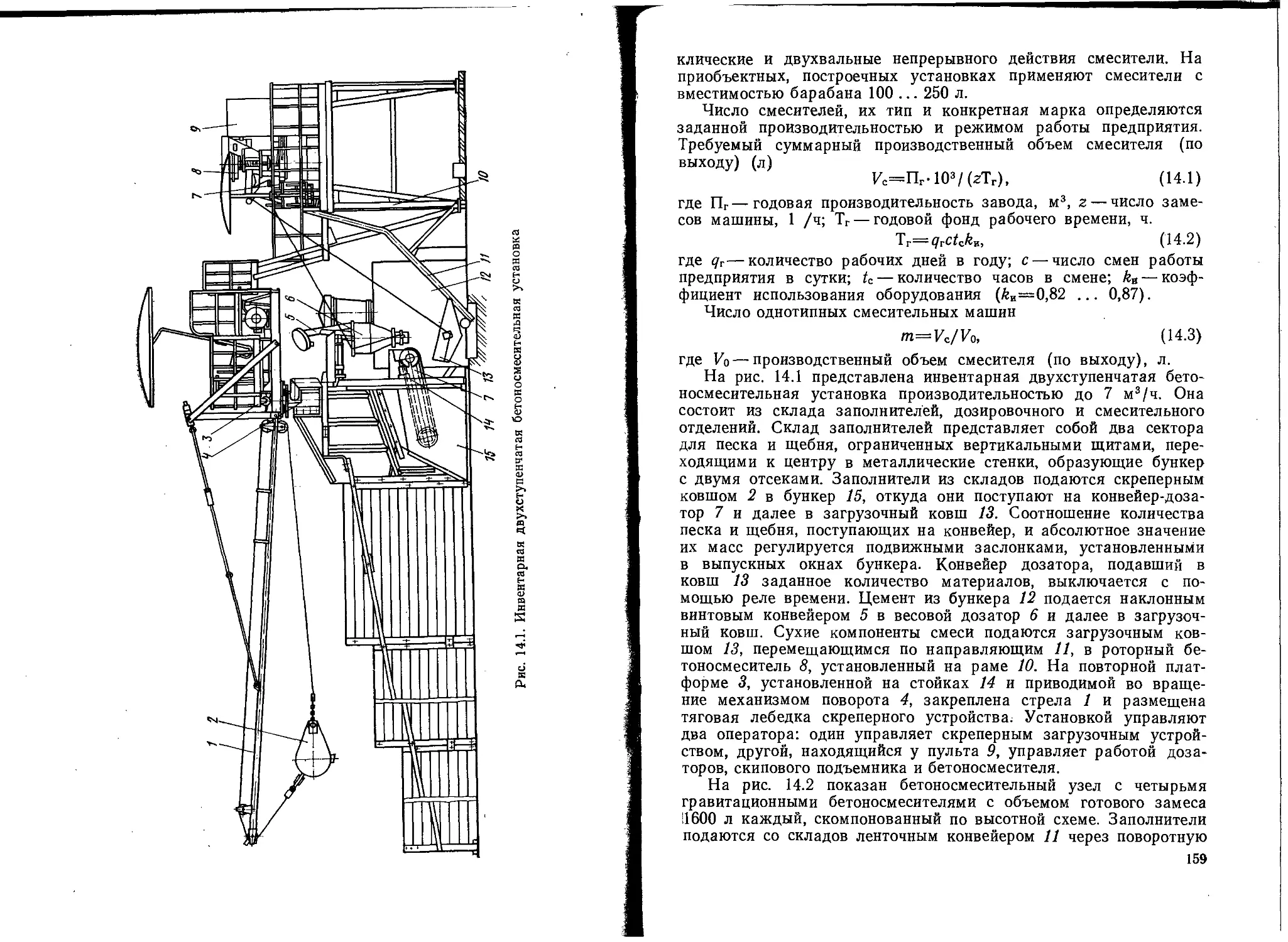
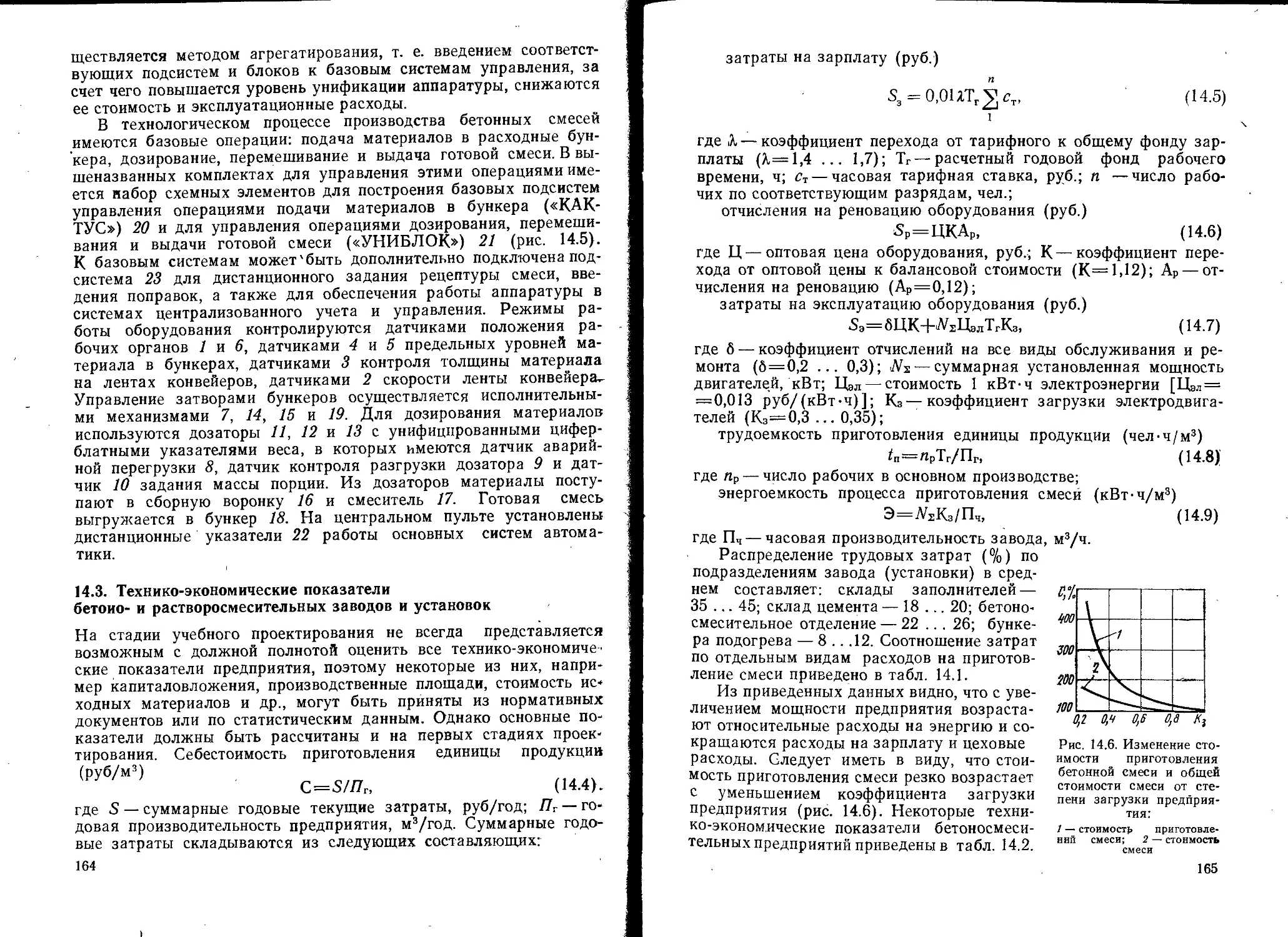
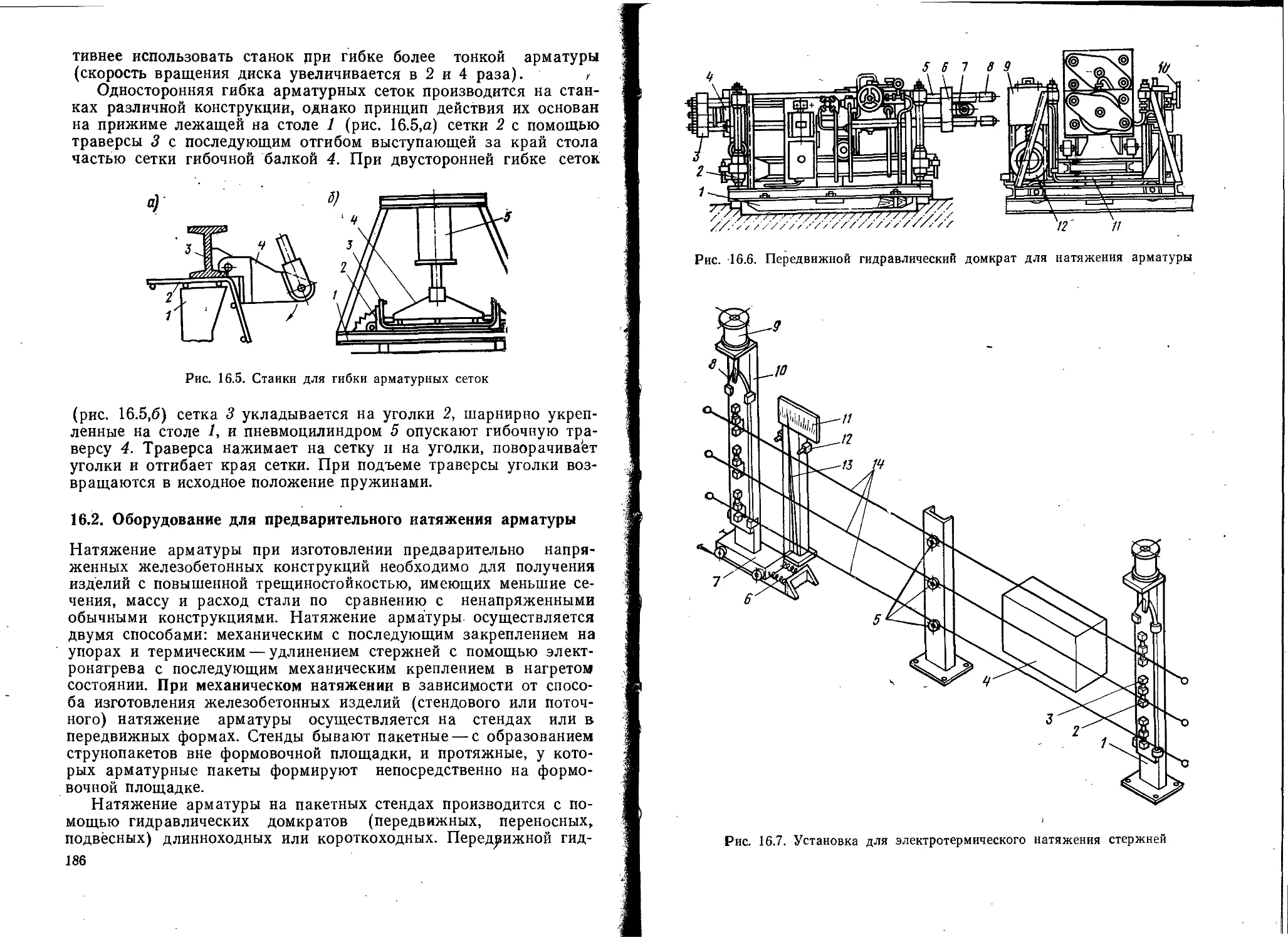
Сергеев В. П.
С32 Строительные машины и оборудование: Учеб,
для вузов по спец. «Строит, машины и оборудова-
ние».— М.: Высш, шк., 1987. — 376 с.: ил.
В учебнике приводятся основные типы строительных машин
общего назначения, конструктивные схемы и расчет дробильных,
сортировочных, смесительных машин, оборудование для изготовле-
ния железобетонных изделий, свайных работ; вибрационные, отде-
лочные машины, а также ручной механизированный инструмент.
„ 3204000000—057
С 001 (01)—87 235—87
ББК 38.6—5
6С6.08
© Издательство «Высшая школа», 1987
ПРЕДИСЛОВИЕ
Одним из основных путей совершенствования капитального строи-
тельства является комплексная механизация строительных и мон-
тажных работ. Освоение производства комплексов машин, меха-
низмов, инструмента и другой продукции, необходимых для
комплексной механизации строительных процессов, во многом
зависит от уровня подготовки приходящих на производство вы-
пускников высших учебных заведений. Материал учебника при-
зван помочь студентам получить сведения о конструкциях, теории
рабочих процессов, методах расчета технологических и конструк-
тивных параметров, нагрузок, действующих в элементах машин
для измельчения и сортировки строительных материалов; для
приготовления, транспортирования, укладки и уплотнения бетон-
ных и растворных смесей; машин и оборудования для свайных и
отделочных работ; ручных машин; изучить вопросы автоматизации
производственных процессов на дробильно-сортировочных и бето-
норастворосмесительных заводах и установках, а также вопросы
охраны труда и защиты окружающей среды.
Разделы I, II, IV, V и VI написаны канд. техн, наук, доц.
В. П. Сергеевым; раздел III—канд. техн, наук, доц. В. Д. Мар-
тыновым; гл. 18 раздела IV — канд. техн, наур, доц. П. И. Ново-
сельским.
Автор выражает глубокую благодарность проф., д-ру техн,
наук М. Ф. Страмоусу и коллективу кафедры строительных и
дорожных машин Саратовского политехнического института (зав.
кафедрой доц., канд. техн, наук Ю. М. Трушин) за полезные заме-
чания, сделанные при рецензировании рукописи.
Отзывы и замечания о книге направлять в адрес издательства
«Высшая школа».
Автор
ВВЕДЕНИЕ
В Основных направлениях экономического и социального раз-
вития СССР на 1986—1990 годы и на период до 2000 года, при-
нятых на XXVII съезде КПСС, указано на необходимость
в строительном, дорожном и коммунальном машиностроении
создать и освоить выпуск высокопроизводительных машин для
комплексной механизации основных работ на всех стадиях строи-
тельного производства. Это требует ускоренного развития строи-
тельного машиностроения — освоения выпуска новой техники и
обновления производства на основе его технического перевоору-
жения. Основными направлениями совершенствования строитель-
ных машин и оборудования в современных условиях являются:
создание систем и комплексов машин и оборудования с учетом
перспективной технологии строительства; комплексной механиза-
ции и автоматизации производственных процессов; создание и
освоение высокопроизводительных машин повышенной единичной
мощности для работы в районах с низкими отрицательными тем-
пературами; расширение применения гидропривода и управления
с применением гидрооборудования высокого давления; повышение
универсальности машин за счет перехода на специальные шасси;
расширение номенклатуры сменных рабочих органов; широкое
использование при создании новой техники модульного конструи-
рования на основе унифицированных узлов и агрегатов общего
применения; создание автоматизированных и роботизированных
машин, комплексов и комплектов оборудования на базе электрон-
ной, микропроцессорной и лазерной техники; обеспечение ком-
фортных условий для операторов путем повышения безопасности
и улучшения показателей эргономики.
В настоящее время в нашей стране выпускается более двух
тысяч наименований машин и оборудования, в том числе высоко-
производительные щековые, конусные, молотковые и роторные
дробилки, мощные сборно-разборные автоматизированные дро-
бильные линии, принудительные смесители роторного и планетар-
но-роторного типов, гравитационные и автобетоносмесители, порш-
невые бетононасосы с гидравлическим приводом, быстроходные
свайные дизель-молоты, гидромолоты простого и двойного дей-
ствия, штукатурные станции и агрегаты с одновинтовыми насоса-
ми, окрасочные агрегаты гидродинамического (безвоздушного)
распыления, ручные машины многоцелевого применения с элек-
тронным регулированием скорости и др.
4
От инженера-механика, как создателя современных строитель-
ных машин, механизмов, инструмента и другой продукции, позво-
ляющих значительно повысить технический уровень строительного
производства, требуется знание рабочих процессов, конструкций и
методов расчета машин и оборудования, что обеспечит существен-
ное улучшение комплексной механизации строительных и монтаж-
ных работ.
Общие сведения о строительных машинах.
Классификация машин
Применяемое в строительстве машины и механизмы классифици-
руются по следующим признакам:
по роду выполняемой работы — для измельчения и сортировки
нерудных материалов; приготовления и транспортирования бетон-
ных и растворных смесей; производства железобетонных изделий
и конструкций; уплотнения бетонных смесей; для свайных работ;
отделочных работ; ручные для монтажно-сборочных работ. Каждая
группа строительных машин разделяется на подгруппы, объеди-
няющие машины в пределах более узкого объема выполняемых ими
работ (например, машины для измельчения нерудных материалов
делятся на дробилки и мельницы). Подгруппа объединяет маши-
ны отдельных типов, различающихся между собой (например, дро-
билки делятся на щековые, конусные, валковые и ударного дейст-
вия. Тип машин имеет несколько моделей, сходных по конструкции,
но различающихся вместимостью рабочего органа, габаритами и
массой, производительностью, мощностью силовой установки и дру-
гими данными;
по режиму работы — машины периодического (цикличного) и
непрерывного действия. К первым относятся, например, щековые
дробилки, ко вторым — конусные, валковые и ударного действия;
по роду используемой энергии и виду силового- оборудования —
с приводом от двигателей внутреннего сгорания, электрических, ги-
дравлических, пневматических, а также паровых двигателей. Суще-
ствуют также строительные машины со смешанными системами
привода: дизель-электрической, дизель-гидравлической, электро-
пневматической и т. д.; по степени подвижности — стационарные,
переносные и передвижные (прицепные и самоходные); по степени
универсальности — универсальные, снабжаемые несколькими ви-
дами сменного рабочего оборудования для выполнения различных
технологических операций, и специализированные, предназначен-
ные для выполнения только одного вида работ.
Технико-экономические показатели машин
и эффективность их применения
Производительность машины является основным технико-эксплуа-
тационным показателем, определяемым; количеством продукции,
вырабатываемой машиной в единицу времени (обычно за 1 ч).
5
Различают три категории производительности машин: конструктив-
ную (теоретическую), техническую и эксплуатационную.
Конструктивная производительность машины Пк — ма-
ксимально возможная производительность при условии, что все
факторы, связанные с потерей времени или материала в течение
рабочего цикла, отсутствуют.
Производительность машины периодического действия (м3/ч
или т/ч)
Пк=(?п, или Пк=<7пр,
где zy — расчетное количество продукции, выдаваемой машиной за
один цикл работы, м3 или т; п — число циклов работы машины в
час (п=3600Дц, где/ц—продолжительность цикла, с); р — плот-
ность продукции (материала), т/м3.
Производительность машин непрерывного действия (м3/ч или
т/ч)
Пк=3600/ч>, или Пк=3600/7г'р,
где F — расчетное поперечное сечение потока продукции, м2; v —
расчетная скорость движения потока, м/с.
Техническая производительность Пт — максимально воз-
можная производительность, которая может быть достигнута в
данных конкретных производственных условиях при непрерывной
работе машины:
Пт = ПкКт,
где Кт — коэффициент, учитывающий конкретные условия работы
(неполное использование вместимости рабочего органа из-за по-
терь или разрыхленности материала и т. д.).
Эксплуатационная производительность Пэ определяется
с учетом потерь времени из-за перерывов в работе, связанных с ме-
ханическим обслуживанием машины, с подготовкой ее к работе
и т. п.:
Пэ = ПтКв,
где Кв — коэффициент использования машины по времени (Кв=
= (Тс—Sfn)/Tc, где Тс — полное время работы машины за смену, ч;
г“п — время перерывов в работе машины за смену, ч).
Удельные материалоемкость и энергоемкость машины пред-
ставляют собой соответственно отношение массы машины и мощ-
ности ее силовой установки к единице часовой технической произ-
водительности или к ее главному параметру (вместимость рабочего
органа, грузоподъемность и т. п.).
Трудоемкость механизированного процесса представляет собой
отношение затрат труда на управление, техническое обслуживание
и другие операции, необходимые для бесперебойной работы машин,
к годовому объему работ, выполняемых машиной или комплектом
машин.
Эффективность применения строительных машин и оборудова-
ния оценивается системой показателей, которые подразделяются
6
на основные и дополнительные. Основными показателями для
оценки экономической эффективности применения строительных
м,ашин являются: себестоимость механизированных работ или про-
дукции механизированного процесса; капитальные вложения в
средства механизации; трудоемкость механизированных работ;
продолжительность выполнения механизированных работ. Допол-
нительные показатели подразделяют на общие и частные. Об-
щие дополнительные показатели используют при оценке эффектив-
ности любых строительных машин, независимо от их конструкции
и назначения. К ним относятся: расход электроэнергии, топлива и
металла на единицу продукции или работ, выполняемых машиной
или комплектом машин; удельные показатели массы, металлоемко-
сти, определяемые на единицу часовой производительности; годо-
вая производительность машины (комплекта машин) и их выра-
ботка на одного оператора за смену; срок службы и возраст машин
и др. К этим показателям относят также степень улучшения усло-
вий труда оператора, степень универсальности и мобильности ма-
шин и др.
Перечень и характер частных показателей определяются конст-
рукцией рассматриваемой машины, принципом ее действия, типом,
силового оборудования, областью применения машины и т. п.
Основные требования, предъявляемые к машинам
Каждая машина должна отвечать комплексу требований, важней-
шими из которых являются: высокая производительность при не-
обходимом качестве выполняемых операций; надежность и долго-
вечность сборочных единиц и агрегатов; высокий уровень унифика-
ции и стандартизации; безопасность и комфортность работы опе-
ратора; техническая эстетика.
Степень совершенства строительных машин и обору-
дования определяется техническим уровнем и качеством изделий.
Под техническим уровнем; подразумевается изменение основных
параметров или технических показателей машины по сравнению
с теми же параметрами машины, принятыми за эталон. Основным
критерием технического уровня машины является ее способность
обеспечить высокое качество и необходимую производительность
выполняемых работ при сравнительно небольшой их стоимости.
При оценке качества строительных машин рассматривается сово-
купность их свойств, обусловливающих пригодность удовлетворить
определенные потребности в соответствии с назначением. Эти свой-
ства характеризуются техническими, экономическими, эксплуата-
ционными, эргономическими и художественно-эстетическими пока-
зателями. Некоторые из этих показателей замеряются непосредст-
венно на машинах, а отдельные (удобство управления, безопас-
ность, комфорт, конструктивно-художественное решение элементов
машины) — с помощью экспертных опросов и балльных оценок.
7
Под надежностью изделий понимают их свойство
выполнять заданные функции, сохраняя во времени значения уста-
новленных эксплуатационных показателей в заданных технически-
ми условиями пределах. Надежность изделий является комплекс-
ным показателем, и характеризуется работоспособностью, безотказ-
ностью, долговечностью и др.
Работоспособность — это состояние изделия, при кото-
ром оно может выполнять заданные функции при установленных
параметрах функционирования. Свойство изделия сохранять рабо-
тоспособность до предельного состояния называется долговеч-
ностью. Последняя измеряется календарной продолжительно-
стью (ч) эксплуатации изделия, установленной техническими усло-
виями. Фактическое время работы изделия до предельного состоя-
ния определяется ресурсом. Понятие, обратное работоспособно-
сти,— отказ. Он определяет неспособность изделия выполнять в
заданных пределах свои функции в результате поломки, нарушения
системы управления и т. д. По степени тяжести отказы могут быть
частичными, когда эксплуатационные характеристики выходят за
пределы, установленные техническими условиями, но изделие еще
может выполнять свои функции, и полными, когда функционирова-
ние изделия оказывается невозможным. Основные причины, вызы-
вающие отказ, следующие: несовершенство проектно-конструктор-
ских решений (недостаточная прочность машины, повышенный из-
нос, несоответствие уровня шумов и вибраций установленным нор-
мам); производственные дефекты (низкое качество изготовления
машины, ошибки в монтаже электрической схемы, некачественная
сварка и т. д.); неправильная эксплуатация (нагрузка машины
выше допустимых пределов, работа на режимах, не предусмотрен-
ных техническими условиями).
Основными комплексными показателями надежности являются
коэффициент технического использования, равный отношению вре-
мени наработки изделия на некоторый период эксплуатации к сум-
марному времени наработки, включающему простои в ремонте и на
техническом обслуживании за тот же период эксплуатации; коэф-
фициент готовности, определяющий вероятность того, что машина
будет работоспособной в произвольно выбранный момент в проме-
жутках между выполнением плановых технических обслуживаний.
Многие показатели теории надежности машин выражаются
терминами математической вероятности, так как нельзя точно рас-
считать срок службы машины или момент наступления отказов из-за
случайного характера событий, вызывающих их. Однако на основа-
нии опытов можно определить вероятность безотказной работы
машины или вероятное число отказов в течение определенного от-
резка времени. Вероятность безотказной работы машины в целом
зависит от вероятностей безотказной работы ее отдельных элемен-
тов:
Р(0 -P2(t) ...Pn(i).
8
Повышение надежности машины находится в зависимости от
экономической целесообразности мероприятий, направленных на
достижение этой цели. Устанавливая уровень надежности и спо-
собы его обеспечения, следует исходить из назначения и стоимости
машины, условий ее работы, эконом,ически оправданного срока
службы.
Большое значение для улучшения качества машин и удешевле-
ния их производства имеют стандартизация и унификация. Основ-
ной целью стандартизации является установка уровня норм и тре-
бований при проектировании, изготовлении и эксплуатации машин
и оборудования. Существующие стандарты регламентируют: тер-
минологию, обозначение и правила выполнения рабочих чертежей;
методы расчета; габаритные и присоединительные размеры дета-
лей; состав и свойства применяемых материалов; содержание тех-
нологических процессов, параметры оборудования и контрольно-
измерительного инструмента; методы испытаний и оценки основных
показателей м,ашины; правила и нормы эксплуатации машин.
Унификация позволяет рационально сокращать многообразие
типов конструкций, материалов, технологических процессов изго-
товления, размеров и других параметров машин одинакового функ-
ционального назначения. На стадии. проектирования унификация
позволяет использовать уже готовые чертежи отдельных деталей
или сборочных единиц, что значительно сокращает сроки проекти-
рования и изготовления машин. Уровни стандартизации и унифика-
ции машин определяются отношением числа стандартизованных
или унифицированных деталей к общему числу деталей в данной
машине и должны быть достаточно высокими.
На базе унификации развивается процесс агрегатирования —
компоновки машин из унифицированных деталей, сборочных еди-
ниц и агрегатов различных типоразмеров. Разработанные на осно-
ве одной базовой машины остальные м,ашины данного ряда (моди-
фикации базовой машины) отличаются от нее лишь значениями
главного параметра (размер или объем рабочего органа, мощность
двигателя и др.) и незначительными конструктивными изменения-
ми отдельных частей.
Тяжелые режимы работы строительных машин, повышенные
скорости и резко возросшие нагрузки, действующие на их рабочие
органы, требуют обеспечения безопасности работы операторов.
С этой целью добиваются снижения уровня шумов и вибраций в ка-
бинах и на рабочих местах обслуживающего персонала путем при-
менения шум,опоглощающих материалов, повышения точности и
чистоты обработки соприкасающихся деталей, устранения люфтов
и свободного хода в механизмах, амортизации колеблющихся эле-
ментов машин, заменой механических элементов системы управле-
ния гидравлическими и т. п. Защита операторов от вредных влия-
ний окружающей среды и возможного травматизма в аварийных
ситуациях обеспечивается также конструктивными решениями pa-
fl
бочих органов и расположением органов управления в кабине ма-
шины, окраской м,ашины, освещенностью и обзорностью из кабины
оператора и т. д.
Основы проектирования машин
Развитие техники в целом и строительных машин и оборудования
в частности подчиняется строгим закономерностям. Вначале, в те-
чение длительного времени (15 ... 30 лет) происходит количествен-
ное изменение параметров машины — увеличиваются объем и раз-
меры рабочего органа, повышается мощность двигателя, возраста-
ют точность и качество обработки применяемых материалов и т. п.
При исчерпывании возможностей количественного изменения пара-
метров м,ашины происходит качественный скачок — появляются
принципиально новые конструкции машин и оборудования, отли-
чающиеся и принципом действия, и новой схемой выполняемого ими
технологического процесса.
Длительный период эволюционного развития машин позволяет
делать достаточно достоверные прогнозы развития техники. Как
правило, зависимости между параметрами машин носят вероятно-
стный характер. Это объясняется, с одной стороны, сложностью
современных технических систем и невозможностью из-за этого
учесть действие многих переменных факторов, а с другой — тем,
что некоторые из этих факторов носят случайный характер.
Существуют разные методы и приемы вероятностной оценки бу-
дущей техники (экспертиза, экстраполяция, математическое моде-
лирование). Математическими моделями обычно служат корреля-
ционные или регрессионные уравнения, получаемые на основе ста-
тистического анализа исходных данных (технические характеристи-
ки машины отечественного и зарубежного производства, заявки на
изобретения, публикации и другие источники). На основании об-
работки исходных данных строятся математические модели, уста-
навливающие статистические связи между отдельными параметра-
ми машин и позволяющие найти числовые значения основных пара-
метров будущих моделей машин по одному из ее главных (основ-
ных) параметров (размер или объем рабочего органа, мощность
привода, масса).
Разработка высокоэффективных машин, структурное и функцио-
нальное усложнение технических систем, повышающиеся требова-
ния к надежности и качеству проектируемых строительных машин,
необходимость сокращения сроков разработки требуют широкого
использования методов и средств автоматизации исследовательских
и проектно-конструкторских работ. Применение ЭВМ, микропро-
цессоров, терминальных устройств для ввода — вывода чертежно-
графической информации, специального математического обеспе-
чения, объединенных в системы автоматического проектирования,
позволяет повысить производительность труда конструктора.
Система автоматического проектирования (САПР) представ-
10
ляет собой организационно-техническую систему, состоящую из
комплекса средств автоматизации, проектирования, взаимосвязан-
ного с проектными подразделениями организации — функциональ-
ными подсистемами, и выполняющая автоматизированное проекти-
рование с участием проектировщика. Структура САПР содержит
функциональную и обеспечивающую части. Функциональная часть
САПР состоит из набора подсистем, удовлетворяющих поставлен-
ным, целям проектирования (техническая подготовка производства,
моделирование, информационный поиск, инженерные расчеты, ма-
шинная графика и др.). Перечень подсистем функциональной части
может изменяться в процессе развития системы.
Обеспечивающая часть САПР состоит из стабильного набора
подсистем, к которым относятся: 1) методическое обеспечение, ко-
торое включает документы, обеспечивающие методологию проек-
тирования изделий машиностроения в соответствующих подсисте-
мах САПР (методические основы, теории, методы, способы, терми-
нология, нормативы и др.); 2) информационное и лингвистическое
обеспечение. Его компонентами являются информационно-поиско-
вые языки и документы, содержащие описание стандартных про-
ектных процедур, типовых проектных решений, типовых элементов
комплектующих изделий, материалов, чертежей ит. п., а также мас-
сивы и базы данных на машинных носителях; 3) математическое и
программное обеспечение, в которое входят средства для описания
программ проектирования, математические м,одели, алгоритмиче-
ские языки для описания объектов автоматизации, алгоритмы, тек-
сты программ, программы на машинных носителях. Математиче-
ское обеспечение может быть системным (операционные системы,
алгоритмические языки, трансляторы и др.), проблемно-ориентиро-
ванным, (расчеты, оптимизация, обработка данных эксперимента
и др.); 4) техническое обеспечение, компонентами которого являют-
ся устройства вычислительной и организационной техники, средства
передачи данных, измерительные и другие устройства, обеспечи-
вающие функционирование подсистем САПР; 5) организационное
обеспечение, т. е. положения, инструкции, приказы, штатные рас-
писания, графики работ, квалификационные требования, методиче-
ские, руководящие и другие документы, обеспечивающие взаимо-
действие подразделений и подсистем при создании, эксплуатации и
развития САПР. Таким образом, из рассмотренного следует, что
вести проектирование в САПР специалист должен, во-первых, ба-
зируясь на системном подходе, и, во-вторых, используя автомати-
зированный режим, где присутствие человека-проектировщика
обязательно.
Эффективное использование современных методов расчета, вы-
числительной техники и средств автоматизированного проектирова-
ния позволяет более полно оценить все факторы, влияющие на ра-
бочий процесс м,ашины, и спроектировать в кратчайшие сроки опти-
мальный вариант ее конструкции.
11
Раздел первый
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
НЕРУДНЫХ МАТЕРИАЛОВ
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ
1.1. Свойства измельчаемых материалов
Измельчением называется процесс последовательного сокращения
размеров кусков твердых тел под действием внешних сил от пер-
воначальной (исходной) крупности до требуемой. Процесс из-
мельчения материалов может иметь как самостоятельное значе-
ние (получение щебня, порошковых материалов), так и подго-
товительный характер (производство полуфабрикатов при полу-
чении цемента). Основным сырьем для получения нерудных стро-
ительных материалов являются горные породы (рис. 1Л). Эффек-
тивность процесса измельчения во многом определяется физико-
механическими свойствами разрушаемых горных пород (проч-
ностью, хрупкостью, абразивностью и Др.).
Прочность горной породы — это способность ее сопротивлять-
ся разрушению при воздействии внешних нагрузок. Количествен-
ными показателями прочности являются пределы сопротивления
разрушению породы при сжатии — осж и растяжении — ор, опре-
деляемые экспериментально путем разрушения на прессах об-
разцов диаметром 40 ... 50 мм: оСЖ(Р)=Р/S, где <тСЖ(р) — предел
прочности породы при сжатии (растяжении), МПа; Р — разруша-
ющее усилие, МН; S — площадь поперечного сечения образца, м2.
Для получения точных данных о пределе прочности испытанию
подвергаются не менее пяти образцов и по результатам испыта-
ния берется среднеарифметическое значение результатов. По
прочности горные породы подразделяют на особо прочные (бо-
лее 250 МПа), прочные (150 ... 250 МПа)', средней прочности
(80 ... 150 МПа) и малой прочности (до 80 МПа).
Хрупкость горной породы — способность разрушаться без за-
метных пластических деформаций. Количественным показателем
хрупкости является число ударов, выдерживаемых образцом до
разрушения. Испытание породы на хрупкость производится на
специальном стенде (копре) путем сбрасывания на образец гири
массой 2 кг, падающей каждый раз с высоты, превышающей на
1 см предыдущую. По хрупкости горные породы разделяются на
очень хрупкие (до 20 ударов), хрупкие (2 ... 5), вязкие (5 ... 10),
очень вязкие (свыше 10 ударов).
12
Рис. 1.1. Классификация горных пород
Абразивность горной породы — способность изнашивать рабо-
чие органы машин в результате режущего и царапающего дейст-
вия. Количественным показателем абразивности является износ
(в граммах) рабочих органов специального прибора, на котором
производится испытание, отнесенный к 1 т измельченного мате-
риала горной породы. По абразивности горные породы разделяют
на высокоабразивные (65 ... 100 г/т), абразивные (8 ... 65 г/т),
малоабразивные (1 ... 8 г/т) и неабразивные (<1 г/т).
1.2. Характеристика процесса измельчения
Процесс измельчения характеризуется крупностью исходного ма-
териала, поступающего на измельчение, крупностью и зерновым
составом продукта измельчения и степенью измельчения. Круп-
ность каждого куска смеси характеризуется его линейными раз-
мерами: длиной I, шириной b и толщиной с, а также диаметром d.
Он может равняться среднеарифметическому значению длины,
ширины и толщины куска, т. е. d=(a-\-b+c) среднегеомет-
рическому значению этих величин, т. е. d=Yabc, или диа-
метру окружности, описанной вокруг ширины и толщины куска
с? = ]/6г + е2.
13
Рис. 1.2. График зер-
нового состава гото-
вого продукта
Крупность масеы горной породы, по-
ступающей на измельчение, зависит от про-
центного содержания в ней кусков различ-
ного размера, т. е. от ее зернового состава.
Зерновой состав массы может определять-
ся по ее поверхности путем использования
планограмм и фотопланбграмм, по кото-
рым определяется суммарная площадь, за-
нимаемая кусками различной крупности.
При этом относительная площадь (в %),
занимаемая кусками определенного разме-
ра, принимается равной относительному содержанию кусков той
же крупности в горной массе. Тогда крупность исходной массы
будет характеризоваться средневзвешенным размером (м)
Z?cb==(^iYi4_^2'P2-{_ ••• -j-^nyn)/il00,
где di, d2, ..., dn — крупность кусков, м; yi, у2. ул — содержание
этих кусков в горной массе, %.
Зерновой состав продукта измельчения определяется рассевом
материала на наборе сит с круглыми отверстиями, шаг которых
равен 5 мм при £>тах=40 мм и 10 мм при £>max=I00 мм. Масса
материала (кг), подвергаемого рассеву, связана с наибольшим
размером кусков dmax зависимостью 44np=0,02d2max-}-0,5djnax.
В результате рассева материал разделяется на классы, каждый
из которых взвешивается, после чего определяется его процент-
ное содержание в общей массе продукта. Для получения более
точных результатов рассев производят несколько раз и затем
определяют среднеарифметические значения одномерных классов.
По полученным выражениям строят кривую зернового состава
(рис. 1.2). По оси абсцисс откладывают размер отверстий сит, по
оси ординат — содержание материала, крупнее данного диа-
метра.
По крупности исходного материала D и продукта измельчения
d различают следующие виды измельчения:
Дробление: D, мм d, мм
крупное ........... 1200...1500 100...300
среднее ........... 300...100 30...100
мелкое ...... 100...30 5...30
Помол:
грубый...................... 30... 5 5... 0,1
тонкий............. 5... 0,1 0,1... 0,05
сверхтонкий .... менее 0,1 менее 0,05
Степень измельчения материала i представляет собой отноше-
ние размера кусков исходного материала к размеру кусков про-
дукта измельчения:
i—D/d, (1.1)
14
причем величинами D и d могут быть как максимальные раз-
меры кусков, так и средневзвешенные размеры исходного мате-
риала и продукта измельчения — и dCB. В последнем случае
значения i подучаются наиболее точными. Степень измельчения
изменяется в широких пределах: при дроблении — от 3 до 20, а
при помоле достигает 1000.
1.3. Основы теории процесса измельчения
Горные породы, подвергаемые измельчению, представляют собой
сложные полиминеральные среды, в которых зерна отдельных ми-
нералов связаны между собой силами сцепления. Различают два
вида сил сцепления — силы, действующие внутри зерен (внутри-
кристаллические), и силы, действующие между зернами (меж-
кристаллические). Наибольшее влияние на эффективность измель-
чения оказывает вторая группа сил, так как разрушение отдель-
ных кусков происходит по наиболее слабым местам — плоскостям
спайности. Значение этих сил определяется разнообразными фак-
торами и не поддается точному определению. Кроме того, энерго-
емкость процесса измельчения в дробильных машинах зависит
от размеров, формы и однородности кусков, их физико-механиче-
ских свойств, влажности и т. д. Поэтому конечной целью теорети-
ческих исследований процессов измельчения является получение
(в общем виде) зависимостей между расходуемой энергией и от-
дельными характеристиками измельчаемого материала.
Наиболее известными гипотезами, устанавливающими такие за-
висимости, являются теории дробления Риттингера и Кирпичева —-
Кика. Теория Риттингера (1867) устанавливает взаимосвязь меж-
ду работой, затраченной на измельчение материала, и вновь об-
разованной при этом поверхностью кусков, т. е.
A=k\S, (1.2)
где А — работа, затраченная на измельчение, Н-м, k — коэффи-
циент пропорциональности, Н/м; AS — величина вновь образован-
ной поверхности, м2.
Экспериментального подтверждения данной гипотезы Риттин-
гер не привел, но предложил методику определения величины
вновь образованной поверхности. С этой целью измельчению под-
вергались куски кубической формы, разрушение которых проис-
ходило по взаимно перпендикулярным плоскостям. Обозначив
длину ребра исходного куска через D и степень измельчения че-
рез I, получим: при tx=2 (рис. 1.3,я) кусок разделяется тремя
взаимно перпендикулярными плоскостями. В результате деления
получится 23=8 кубиков. Следовательно, вновь образованная по-
верхность AS=8-6(Z)/2)2—6Z>2=6O2 и может быть записана в
виде AS=6Z)2(ii—1). Работа измельчения 4i=^6Z)2(ii—II) =
=&i(ii—I), при i=3 (рис. 1.3,6) кусок разделяется шестью вза-
имно перпендикулярными плоскостями. В результате деления по-
15
а)
Рис. 1.3. Схема разрушения куска по теории
Риттингера:
а — при (=2; б — при Z-3
лучается 33=27 кубиков. Следовательно, вновь образованная по-
верхность AS=6(D/3)2-27—6D2=12D2 и может быть записана
в виде AS=6D2(3— 1)=6D2(i2—1). Работа измельчения А2~
= A:6D2(i2—l)=Aii(i2—1). Следовательно, при степенях измель-
чения in и im An=ki(in—1); Ат=k\{im—И). Отсюда/
Ап/Ат:== (in—1).
Прй больших степе-
нях Измельчения (i^> 1)
получим Ап\Ат=Лп /im-
При измельчении объема
материала V (м3) в кус-
ках, средневзвешенный
размер которых £>Св, чис-
ло таких кусков равно
У/Д3св. Учитывая, что на
разрушение одного куска
затрачивается работа
A = 6kD2CB(i—1), на измельчение V (м3) материала потребуется
работа A=6kb2cB(i—l)/V/D3CB=6k(i—l)V/DCB. Приняв плот-
ность материала равной р (кг/м3)', на разрушение материала мас-
сой т (кг) затратится работа
Р 7)св
Обозначив 6&/р через kR, получим зависимость, выражающую
гипотезу Риттингера:
A=kR(i— l)tn/DCB. (1.3)
В этой зависимости затруднено определение лишь коэффициента
пропорциональности kR, что снижает ее практическое значение.
Теория Кирпичева— Кика устанавливает зависимость между
расходуемой на измельчение работой А и объемом V (массой т)
разрушаемых тел.
В 1874 г. проф. В. Л. Кирпичев впервые сформулировал закон
подобия для тел, находящихся в упругом состоянии, согласно ко-
торому
Л1/Л2 = Vi/V2=/rai/m2. (1.4)
В 11885 г. проф. Кик опубликовал работу, в которой закон по-
добия В. Л. Кирпичева был распространен на область пластиче-
ских деформаций хрупких материалов, что вполне допустимо. Со-
гласно ей работа, затрачиваемая на измельчение, A=o2V/(2E),
где о — напряжение, возникающее при разрушении материала,
Н/м2; V — объем измельчаемого куска, м3; Е — модуль упруго-
сти, Н/м2.
Учитывая, что физико-механические свойства конкретного ма-
териала являются величиной постоянной, закон, Кирпичева — Кика
16 /
может быть записан в следующем виде:
A=kV. (1.5)
Согласно,этому закону работа измельчения одного куска ку-
бической фо]Ыы с длиной ребра D равна A = kD\ При измель-
чении материала массой т и плотностью р в кусках крупностью
Дев методика определения работы разрушения аналогична рас-
смотренной ранее в теории Риттингера. Следовательно, А =
= £Д2Св/га/(рД3св)>=£/га/р=АИ.
Ввиду того что k/p для данного материала является вели-
чиной постоянной,
A=kim. (1.6)
Общим недостатком рассмотренных теорий является то, что
каждая из них учитывает лишь часть затрачиваемой в процессе
измельчения энергии: первая — на непосредственное образование
новых поверхностей, возникающих за пределом упругости (пла-
стичности); вторая —на упругую деформацию измельчаемого ма-
териала. Поэтому в последующем было распространено мнение,
что каждая из гипотез справедлива для различных стадий из-
мельчения: теория Риттингера не учитывает затрат энергии на
упругую деформацию материала и поэтому справедлива для про-
цесса помола, где происходит интенсивное образование новых по-
верхностей; наоборот, теория . Кирпичева — Кика предполагает,
что основная часть работы измельчения затрачивается на упругую
деформацию материала, происходящую при дроблении.
Эти теории дополняют друг друга, так как в реальном про-
цессе измельчения горных пород одновременно происходят про-
цессы деформации материала и образования новых поверхностей.
В 1940 г. П. А. Ребиндер предложил формулу расхода энергии
при измельчении материала, которая объединяет рассмотренные
выше теории:
A=^iAV+^2AS, (1-7)
где & и k-2 — коэффициенты пропорциональности; А V — объем де-
формированного материала; AS — вновь образованная поверх-
ность. Недостатком данной формулы является отсутствие методи-
ки определения коэффициентов ki и k2.
В 1951 г. Ф. Бонд выдвинул гипотезу процесса измельчения,
в которой математически объединил теорию Риттингера и Кир-
пичева — Кика. Согласно Ф. Бонду, работа, необходимая для
измельчения т (кг) материала со средней крупностью £>ср до
средней крупности готового продукта cfCp, выражается формулой
A=kb$lVd^-\[VD^m, (1.8)
где kt — коэффициент пропорциональности.
В последующем зависимость Ф. Бонда была
А. К- Рундквистом:
A=£pin~Im/Z)Cpn-1
2—5258
Государственная
Peer.кая
(нешесш библиотека РСФСР
преобразована
(1.9J
17
Подставляя в эту зависимость значения п, равные ж 1,5 и 1,
можно получить выражения законов Риттингера, Бойда и Кир-
пичева — Кика соответственно.
Анализируя рассмотренные гипотезы, следует обметить, что
ни одна из них не является универсальной: одни учитывают рас-
ход энергии на преодоление упругих деформаций в материале
(гипотеза Кирпичева — Кика), другие увязывают расход энергии
с конечными результатами процесса — степенью измельчения (ги-
потезы Риттингера и Бонда). Условностью рассмотренных гипотез
является исследование процесса разрушения тел правильной гео-
метрической формы под действием равномерно распределенных
сжимающих нагрузок. Однако, как показывают многочисленные
исследования процесса измельчения, в дробильно-помольных ма-
шинах разрушение материала происходит под действием сосредо-
точенных нагрузок, что значительно меняет ход процесса. В свя-
зи с этим непосредственное использование гипотез измельчения
для технико-экономического и конструктивного расчета дробиль-
но-помольных машин весьма затруднено и требует введения по-
правочных коэффициентов, получаемых, как правило, экспери-
ментально.
1.4. Классификация машин и оборудования
для измельчения материалов
Из'мельчение горных пород может производиться механическим,
физическим и химическим способами. Наиболее распространен
механический способ, при котором материал разрушается в ма-
шине под воздействием кажущегося рабочего органа. На мате-
риал могут действовать нагрузки от раздавливания, излома
удара, раскалывания и истирания. При раздавливании происхо-
дит сжатие материала между двумя плоскими дробящими орга-
нами (рис. 11.4,а); при ударе — столкновение материала с дробя-
щим органом (рис. 1.4,6); при раскалывании — сжатие материала
между расположенными напротив друг друга острыми гранями
дробящих органов (рис. 1.4,в); при разламывании — сжатие ма-
териала между расположенными в шахматном порядке острыми
гранями дробящих органов (рис. 1.4,г); при истирании— трение
разрушаемого материала о дробящий орган (рис. 1.4,6). В реаль-
Рис. 1.4. Схемы воздействия внешних нагрузок на измель-
чаемый материал
18
Рис. 1.6. Схемы мельниц:
а — барабанная, вращающаяся с мелющими телами; б —то же, вибрационная; в —
барабанная, вращающаяся с самоизмельчением частиц о стенки барабана; г — роли-
комаятниковая
ных условиях эти нагрузки действуют на материал в различных
сочетаниях.
Измельчение механическим способом производится в дробил-
ках и мельницах в зависимости от крупности исходного' материа-
ла. Дробилки классифицируются по конструкции и принципу дей-
ствия на следующие типы: щековые (рис. 1.5,а), в которых дроб-
ление материала происходит между двумя щеками под действием
раздавливающих, раскалывающих и истирающих нагрузок; ко-
нусные (рис. 1.5,6), в которых материал дробится между двумя
коническими поверхностями, одна из которых совершает круго-
вые колебательные движения эксцентрично по отношению к дру-
гой под действием раздавливающих, изламывающих и истираю-
щих нагрузок; валковые (рис. 1.5,в), в которых материал дро-
бится между вращающимися навстречу друг другу валками под
действием раздавливающих и истирающих нагрузок; ударного
действия, которые подразделяются иа две группы: молотковые
(рис. 1.5,г) и роторные (рис. 1.5,5). В первых материал дробится
под ударами шарнирно подвешенных молотков, а также истира-
2* 19
нием о стенки корпуса и колосниковую решетку. В роторных дро-
билках материал дробится под ударами билов, жестко закреплен-
ных на роторе, при ударе кусков об отбойные плитб, а также
при соударении кусков.
Помольное оборудование (мельницы) по конструкции и прин-
ципу действия классифицируются на следующие виды: барабан-
ные (рис. 1.6,а...в), в которых материал измельчается внутри
вращающегося или вибрирующего барабана с помощью мелющих
тел (шары, стержни, ролики) или при соударении частиц мате-
риала между собой под действием ударных и истирающих на-
грузок, с повышенной скоростью движения рабочих органов
(рис. II.6,г) —среднеходовые шаровые, валковые и роликомаят-
никовые, в которых измельчение материала происходит между
рабочим органом мельницы и каким-либо основанием путем раз-
давливания и частичного истирания.
Мельницы для тонкого и сверхтонкого помола (вибрационные,
струйные и др.) в строительстве применения не имеют.
ГЛАВА 2. ЩЕКОВЫЕ ДРОБИЛКИ
2.1. Классификация и область применения
Щековые дробилки применяются для крупного и среднего дроб- <
ления пород высокой и средней прочности (oBs<250 МПа). Рабо-
чий процесс щековых дробилок происходит в камере дробления—
замкнутом пространстве, образованном подвижной и неподвиж-
ной щеками. Разрушение кусков материала осуществляется при
сближении подвижной и неподвижной щек (рабочий ход); про-
движение кусков по высоте камеры дробления и выход раздроб-
ленного материала из нее происходят при отходе подвижной щеки
от неподвижной (холостой ход). Следовательно, щековые дробил-
ки являются машинами циклического действия, у которых цикл
соответствует одному обороту приводного вала..
В зависимости от кинематической схемы щековые дробилки
подразделяются на две основные группы: с простым (рис. 2.1,а)
и сложным (рис. 2.1,6) движением подвижной щеки. У дробилок
с простым качанием щеки вращательное движение эксцентрико-
вого приводного вала преобразуется с помощью шатуна и рас-
порных плит в качательное движение подвижной щеки, подвешен-
ной на неподвижной оси; при этом траектории точек подвижной
щеки представляют собой дуги окружностей с центром в точке
подвеса. У дробилок со сложным качанием щеки последняя под-
вешена непосредственно на эксцентриковом приводном валу, а в
нижней части шарнирно соединена с распорной плитой, что обес-
печивает точкам ее поверхности движение по замкнутым траек-
ториям. В верхней части камеры дробления траектории представ-
ляют собой эллипсы, близкие по форме к окружности; в нижней
20
части — вытянутые эллип-
сы. Для сравнения кинема-
тических особенностей обо-
их типов щековых дробилок
рассмотрим составляющие
хода подвижных щек в го-
ризонтальном и вертикаль-
ном направлениях. За базу
отсчета принята величина
проекции хода нижней части
подвижной щеки в направ-
лении, перпендикулярном
неподвижной щеке — х.
У дробилок с простым
качанием щеки вертикальные составляющие хода подвижной
щеки весьма малы и составляют (0,3 ... 0,15) х, что обеспечивает
ее малый износ и длительный срок эксплуатации. В то же время
горизонтальная составляющая хода подвижной щеки в верхней
части невелика (0,5 х), что ухудшает условия разрушения крупных
кусков материала и снижает производительность дробилки.
В дробилках со сложным качанием вертикальное перемещение
щеки велико (2,5 ... 3) х, что приводит к быстрому износу рабочих
органов и невозможности дробления абразивных и высокопрочных
материалов. В то же время наличие большого хода сжатия в верх-
ней части камеры дробления позволяет разрушать в этих маши-
нах крупные куски материала.
К достоинствам дробилок с простым качанием щеки следует
отнести также значительный выигрыш в силе при дроблении кус-
ков больших размеров и высокой прочности и рациональное рас-
пределение действующих усилий в элементах машины. Недостат-
ками этого типа дробилок являются значительные металлоем-
кость, энергоемкость, габариты машины, отсутствие побуждающего
действия при разгрузке материала, громоздкость конструкции.
Дробилки со сложным качанием щеки более компактны, обла-
дают меньшей массой и мощностью приводного двигателя, высо-
кой уравновешенностью подвижных частей, большей производи-
тельностью, однако узел эксцентрикового вала работает в тяже-
лых условиях и требует сложного конструктивного решения.
У этих машин наблюдается повышенный износ дробящей плиты.
Общим недостатком щековых дробилок является их циклич-
ность работы, что вызывает пульсирующие нагрузки на двигатель
и требует установки уравновешивающих устройств (маховиков).
Кроме того, качательные движения деталей машин, обладающих
значительной массой, вызывают динамические нагрузки в узлах
машины и в фундаменте.
Основным параметром щековых дробилок являются размеры
приемного отверстия (горизонтальное сечение камеры дробления
21
. в самой широкой верхней части): ширина В и длина L. Другим
важным параметром этих дробилок является ширина выходного
отверстия Ь, определяемая как наименьшее расстояние между
дробящими плитами в камере дробления при максимальном от-
ходе подвижной щеки. Этот параметр — переменный: значение b
можно регулировать специальным устройством для изменения
крупности продукта или в случае износа дробящих плит.
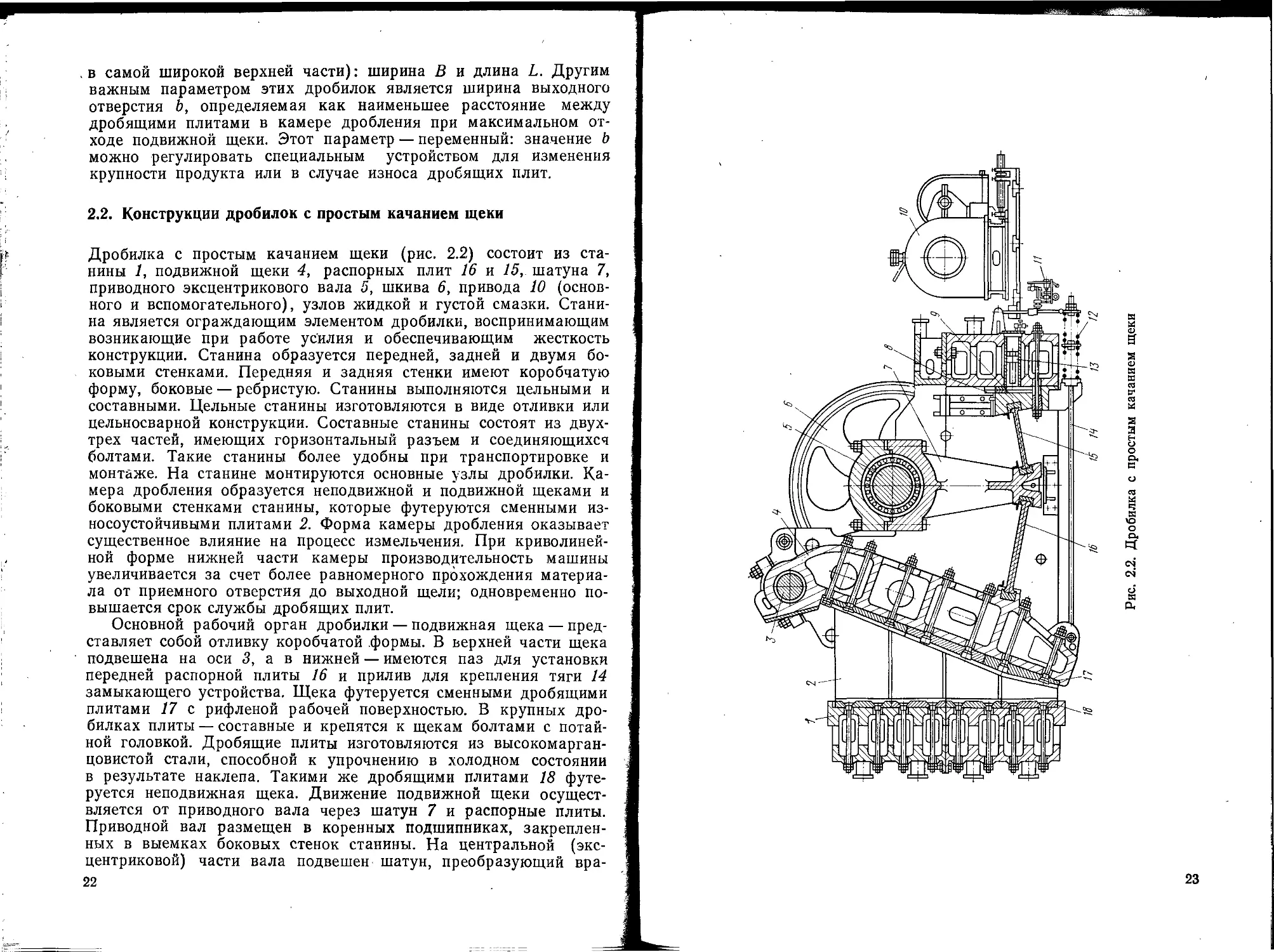
2.2. Конструкции дробилок с простым качанием щеки
Дробилка с простым качанием щеки (рис. 2.2) состоит из ста-
нины 1, подвижной щеки 4, распорных плит 16 и 15, шатуна 7,
приводного эксцентрикового вала 5, шкива 6, привода 10 (основ-
ного и вспомогательного), узлов жидкой и густой смазки. Стани-
на является ограждающим элементом дробилки, воспринимающим
возникающие при работе усилия и обеспечивающим жесткость
конструкции. Станина образуется передней, задней и двумя бо-
ковыми стенками. Передняя и задняя стенки имеют коробчатую
форму, боковые — ребристую. Станины выполняются цельными и
составными. Цельные станины изготовляются в виде отливки или
цельносварной конструкции. Составные станины состоят из двух-
трех частей, имеющих горизонтальный разъем и соединяющихся
болтами. Такие станины более удобны при транспортировке и
монтаже. На станине монтируются основные узлы дробилки. Ка-
мера дробления образуется неподвижной и подвижной щеками и
боковыми стенками станины, которые футеруются сменными из-
носоустойчивыми плитами 2. Форма камеры дробления оказывает
существенное влияние на процесс измельчения. При криволиней-
ной форме нижней части камеры производительность машины
увеличивается за счет более равномерного прохождения материа-
ла от приемного отверстия до выходной щели; одновременно по-
вышается срок службы дробящих плит.
Основной рабочий орган дробилки — подвижная щека — пред-
ставляет собой отливку коробчатой формы. В верхней части щека
подвешена на оси 3, а в нижней — имеются паз для установки
передней распорной плиты 16 и прилив для крепления тяги 14
замыкающего устройства. Щека футеруется сменными дробящими
плитами 17 с рифленой рабочей поверхностью. В крупных дро-
билках плиты — составные и крепятся к щекам болтами с потай-
ной головкой. Дробящие плиты изготовляются из высокомарган-
цовистой стали, способной к упрочнению в холодном состоянии
в результате наклепа. Такими же дробящими плитами 18 футе-
руется неподвижная щека. Движение подвижной щеки осущест-
вляется от приводного вала через шатун 7 и распорные плиты.
Приводной вал размещен в коренных подшипниках, закреплен-
ных в выемках боковых стенок станины. На центральной (экс-
центриковой) части вала подвешен шатун, преобразующий вра-
22
Рис. 2.2. Дробилка с простым качанием щеки
23
щательное движение вала в возвратно-поступательное. В круп-
ных дробилках шатун состоит из головки и корпуса, стягиваемых
болтами при сборке с главным валом. В нижней части шатуна
размещены пазы с вкладышами для установки передней 16 и
задней 15 распорных плит. Приводной вал и шатун установлены
в специальных подшипниках качения, выдерживающих значитель-
ные динамические нагрузки. Распорные плиты соединяют шатун
с подвижной щекой и задней стенкой станины. При движении
шатуна концы распорных плит совершают колебательное движе-
ние: при движении шатуна вверх угол между плитами увеличи-
вается и они раздвигаются, перемещая подвижную щеку к не-
подвижной— происходит рабочий ход; при движении вниз расстоя-
ние между концами плит уменьшается и подвижная щека отходит
от неподвижной — совершается холостой ход. Отходу подвижной
щеки способствуют пружины 12, надетые на тягу 14.
Цикличность работы щековой дробилки (наличие рабочего и
холостого ходов) вызывает неравномерную нагрузку на двигатель
и неравномерную частоту вращения приводного вала. Для вы-
равнивания этих параметров на концах вала установлены мас-
сивные детали вращения — маховики, один из которых одновре-
менно выполняет функцию ведомого шкива в ременной передаче
привода. Маховики установлены на подшипниках скольжения и
Рис. 2.3. Схема при-
вода крупной щеко-
вой дробилки
Рис. 2.4. Дробилка со сложным качанием
щеки
24
аккумулируют энергию во время холостого хода щеки, отдавая
ее при рабочем ходе. С эксцентриковым валом маховики связаны
фрикционными муфтами, играющими роль предохранительных
устройств. Ширина выходной щели дробилки регулируется путем
изменения расстояния между задней стенкой станины и упором 9
с помощью прокладок 8. Отжим упора производится гидродомкра-
том 13, смонтированным в задней стенке дробилки и работаю-
щим от передвижной насосной станции 11.
Крупные дробилки с простым качанием щеки имеют два при-
вода—главный и вспомогательный. Главный привод, состоящий
из электродвигателя 2 (рис. 2.3), упругой муфты и ведущего
шкива 3 клиноременной передачи, используется для запуска дро-
билки на холостом ходу и при ее длительной работе. Вспомога-
тельный привод, состоящий из электродвигателя 6 малой мощ-
ности (7 ... 14 кВт), редуктора 5 с большим передаточным числом
и обгонной муфты 4, обеспечивает пуск дробилки 1 под завалом.
Вспомогательный привод «трогает с места» механизм дробилки.
Когда частота вращения вала главного электродвигателя превы-
сит частоту вращения ведомого вала редуктора, вспомогательный
привод с помощью муфты 4 автоматически отключается. Нали-
чие вспомогательного привода позволяет значительно снизить
мощность главного электродвигателя, что улучшает технико-экс-
плуатационные показатели машины.
На дробилках устанавливаются две станции смазки: жидкой—
для непрерывной смазки коренных и шатунных подшипников экс-
центрикового вала и густой —для периодической смазки втулки
оси подвижной щеки и опор распорных плит.
Дробилки с простым качанием щеки предназначены для пер-
вичного дробления прочных и особо прочных пород при большой
крупности исходного материала и применяются на стационарных
дробильно-сортировочных предприятиях большой мощности.
2.3. Конструкции дробилок со сложным качанием щеки
Дробилка со сложным качанием щеки (рис. 2.4) имеет цельно-
сварную станину, ее боковые стенки выполнены из стального ли-
ста и сварены с передней стенкой 1 коробчатого сечения и задней
стенкой 6. Подвижная щека 3, выполненная в виде стальной от-
ливки, установлена в двухрядных сферических подшипниках на
эксцентриковом приводном валу 4, от которого получает дви-
жение. Вращение вала 4 осуществляется шкивом-маховиком 5 от
электродвигателя с помощью клиноременной передачи. В нижней
части щеки имеются паз, куда вставляется упор распорной пли-
ты 9, и выступ для установки тяги 8 замыкающего устройства, в
состав которого входит также пружина 7. Подвижная и непо-
движная щеки футеруются дробящими плитами 10 и 11. Боковые
стенки камеры дробления оснащены футеровкой 12. Для предот-
25
вращения вылета кусков материала из камеры дробления под
приемным отверстием дробилки установлен защитный кожух 2.
Регулировка ширины выходной щели производится клиновым ме-
ханизмом, расположенным в задней балке станины и состоящим
из ползуна 1 (рис. 2.5), двух клиньев 2, упирающихся скосами
на ползун, вала 5 с левой и правой резьбой, привода — элект-
родвигателя 3 и червячного редуктора 4. На противоположном
конце вала закреплен храповой рычаг 6 ручного привода. При
вращении вала в одну или другую сторону клинья будут сходить-
ся или расходиться, перемещая ползун, который упирается в рас-
порную плиту. Соответственно размер выходной щели будет
уменьшаться или увеличиваться. Этот механизм может также ис-
пользоваться для отвода щеки при попадании в машину недро-
бимого предмета.
Предохранительными элементами в дробилках со сложным ка-
чанием щеки могут быть распорная плита (разрушающийся пре-
дохранитель) или рычажно-пружинный механизм, встроенный в
шкив-маховик (неразрушающийся предохранитель). В последнем
случае шкив-маховик свободно посажен на приводной вал 9
(рис. 2.6) дробилки. На ободе маховика 4 расположен упор 5, в
паз которого входит ролик 6 рычага 7, шарнирно укрепленного
на водиле 8. Водило жестко соединено с приводным валом. В на-
правляющих рычага размещен ползун 2, который, с одной сто-
роны, упирается на пружину 3, а с другой — через распорное
звено 1 присоединен к водилу. При работе дробилки без пере-
грузок механизм благодаря соответствующей затяжке пружины
жестко фиксирует шкив-маховик по отношению к приводному ва-
лу. При возникновении в машине перегрузок ролик выжимается
из паза упора и, преодолевая сопротивление пружины, поворачи-
26
вает рычаг и распорное звено относительно водила на некоторый
угол, а пружина фиксирует их в этом положении. Шкив-маховик
отсоединяется от водила и свободно вращается на валу. В этот
момент срабатывает конечный выключатель, и отключается элект-
родвигатель дробилки.
Равномерность вращения приводного вала дробилок со слож-
ным качанием щеки обеспечивается установкой маховиков, один
из которых одновременно является шкивом. На небольших дро-
билках вместо двух маховиков устанавливается один с увели-
ченным маховым моментом. В этом случае для обеспечения ди-
намической балансировки машины на противоположном конце
вала закреплен противовес. Дробилки со сложным качанием щеки
применяются в основном для среднего дробления горных пород
на передвижных дробильно-сортировочных установках и заводах
небольшой мощности.
2.4. Расчет основных параметров режима работы дробилок
К параметрам, характеризующим рабочий процесс щековых дро-
билок и эффективность их работы, относятся угол захвата, ход
подвижной щеки, оптимальная частота вращения приводного ва-
ла, производительность и мощность привода машины.
Углом захвата а щековых дробилок называется угол между
неподвижной и подвижной щеками. Величина угла захвата ока-
зывает влияние на интенсивность процесса измельчения материа-
ла: чрезмерные значения а приводят к снижению производитель-
ности дробилки, а недостаточ-
ные— к снижению степени из-
мельчения материала. Для опре-
деления оптимального значения
а рассмотрим силы, действующие
на кусок материала в дробящем
пространстве (рис. 2.7,а): силы
Р, действующие на кусок со сто-
роны дробящих щек, и силы тре-
ния fP. Равнодействующая усилий
сжатия Р стремится вытолкнуть
кусок из дробящего пространства,
а силы трения fP препятствуют
этому (f — коэффициент трения
сольжения между дробящей пли-
той и куском). Предельным зна-
чением а’ является такой угол,
при котором кусок будет дро-
биться, не выталкиваясь (мас-
сой куска пренебрегаем из-за
ее малости по сравнению с сила-
Рис. 2.7. Схемы к расчету угла за-
хвата (а), частоты вращения при-
водного вала и производительности
щековой дробилки (б)
27
ми Р), т. е. P^SF. Сила P=2Psina/2, a SF=2F=2fP cos a/2.
Следовательно, условием равновесия куска при предельном а яв-
ляется выражение 2Psina/2^2fP cos a/2. Преобразуя выраже-
ние, получим sin a/2^f cosa/2 или f^tga/2.
Коэффициент трения скольжения можно выразить через угол
трения ф, т. е. f=tg<p, тогда 1§ф^§а/2, откуда 2ф^а. Следо-
вательно, дробление куска возможно, когда угол захвата равен
или меньше двойного угла трения, т. е.
а^2ф. (2.1)
Коэффициент трения скольжения камня по металлу f =
= 0,3, что соответствует углу 16°40'. Отсюда угол захвата ще-
ковых дробилок может достигать 33°, однако в реальных условия*
это значение а значительно ниже (19 ... 24°) ввиду неправильной
формы кусков материала и динамического характера приложе-
ния нагрузки, а также более высокой производительности.
Ход подвижной щеки (мм) должен быть больше значения ли-
нейной деформации куска материала, необходимой для его раз-
рушения, т. е. S>eD, где е—Осж/Е — относительное сжатие кус-
ка; D — диаметр куска. В реальных условиях, когда куски мате-
риала имеют неправильную форму с многочисленными уступами,
для их разрушения требуется значительно больший S. Следова-
тельно, пользуясь эмпирическими формулами, получим: для дро-
билок с простым качанием щеки SB= (0,01 ... 0,03)В, SH =
= 8-|-0,26В; для дробилок со сложным качанием щеки SB =
= (0,06 ... 0,03)В, SH=7+0,lb, где SB и SH — ход сжатия в верх-
ней и нижней точках камеры дробления; В и b — размеры за-
грузочного отверстия и выходной щели, мм.
Оптимальная частота вращения приводного вала (об/с) опре-
деляется из условия обеспечения наибольшей производительно-
сти дробилки. Если предположить, что материал выпадает из ма-
шины под действием силы тяжести при отходе подвижной щеки
от неподвижной, то частота вращения приводного вала должна
быть такой, что за время Л отхода щеки раздробленный мате-
риал, находящийся на высоте h (рис. 2.7,6) от выходной щели,
должен выпасть из машины (высота h соответствует уровню, при
котором ширина камеры дробления равна ширине разгрузочной
щели b во время наибольшего отхода подвижной щеки SH).
При частоте вращения вала дробилки меньше оптимальной
число кусков выпадаемого материала в единицу времени умень-
шится и, следовательно, снизится производительность дробилки.
То же произойдет и при чрезмерной частоте вращения, когда вре-
мя выпадения материала будет уменьшено. Следовательно, при
оптимальной частоте вращения приводного вала время Л отхода
подвижной щеки должно быть равным времени t2 выпадения ма-
териала под действием силы тяжести с высоты h, т. е.
Время отхода щеки принимаем равным половине оборота вала,
28
тогда при частоте вращения вала п (об/с) Л=1/(2п). Из рис.2.7,6
следует, что ft=SH/tga. Это же значение h из условия свобод-
ного падения куска равно h=gt2/2, где g — ускорение свободного
падения. Приравняв значения й, получим SH/tg a=gt2/2, откуда
h = y"2SH/(g tga). Следовательно, из условия Л = t2 получим
1 /(2/г) = y"2SH/(gtg а), откуда оптимальная частота вращения
приводного вала
«=1/2 Kgtga/(2SH). (2.2)
Производительность щековых дробилок (м3/с) рассчитывается
из предположения, что выгрузка материала из машины происхо-
дит только при отходе подвижной щеки. За это время выпадает
готовый продукт объемом V (м3), заключенный в призме трапе-
цеидального сечения (на рис. 2.7,6 — заштрихованный участок).
Производительность дробилки П=цКп, где у — коэффициент раз-
рыхления материала в объеме V (ц=0,4 ... 0,75); п — частота вра-
щения, об/с.
Площадь сечения призмы (м2) F—(e-\-b)h/2. Высота приз-
мы выпадения (м) /i=SH/tga. Следовательно, объем призмы вы-
падения V=Fl= (e4-b)SHL/(2tg а) и производительность щеко-
вой дробилки
n=nnLSH(e4-b)/(2tga). (2.3)
Величина производительности, вычисленная по этой формуле,
имеет значительные отклонения от фактических данных, так как в
ней не учтено влияние многих факторов (форма камеры дробле-
ния, степень износа дробящих плит, интенсивность и равномер-
ность питания машины исходным материалом и др.). Неопреде-
ленность вносит также коэффициент у, изменяющийся в широких
пределах. Учитывая перечисленные недостатки, Б. В. Кдушанцев
предложил уточненную формулу производительности щековых
дробилок (м3/с):
n = cScpLbn(B + b) I (2DCBtga), (2.4)
где с — коэффициент кинематики (для дробилок с простым кача-
нием с=0,84, для дробилок со сложным качанием с=1); Scp=
= (SB + Sh) /2 — средний ход подвижной щеки; DCB — средневзве-
шенный размер кусков исходного материала (при В^бОО мм
£>св=В; при В^гЭОО мм £>св=(0,3 ... 0,4)В).
Мощность приводного электродвигателя (кВт) определяется
по формулам, выведенным на основе одной из теорий дробления,
или эмпирического характера. Наиболее известной из первой
группы является формула Л. Б. Левенсона, выведенная на осно-
вании теории Кирпичева — Кика:
2V=aBnB(D2-d2)/(103B), (2.5)
где Ов — предел прочности разрушаемого материала на сжатие,
Па; п — частота вращения приводного вала, об/с; D — крупность
29
загружаемых кусков, м; d — крупность готового продукта, м;
Е— модуль упругости разрушаемого материала, Па.
На основании гипотезы Ф. Бонда предложена формула опре-
деления мощности электродвигателя дробилки (кВт)
N =0,13^-^^-nP) (2.6)
где Ei — показатель затрат энергии на дробление 1 м3 материала
от бесконечно большой крупности до 1 мм (кВт-ч/т); km — мас-
штабный коэффициент; i — степень измельчения материала;
DCB — средневзвешенный размер исходного материала, м; П —
производительность дробилки, м3/с; р — плотность материала, >
кг/м3.
Недостатком данной зависимости является необходимость экс-
периментального определения Et в зависимости от вида горной
породы и месторождения и km — по специальным таблицам.
По эмпирической формуле В. А. Олевского, который, исполь-
зуя данные проф. В. А. Баумана о среднем удельном усилии
дробления на поверхности дробящей плиты, равном 2,7 МПа,
мощность (кВт):
для дробилок с простым качанием щеки N=lGOmLHS^n,
для дробилок со сложным качанием щеки N=720LHnr,
где т — конструктивный коэффициент, равный 0,56 ... 0,60; L —
длина камеры дробления, м; SH — ход сжатия в нижней зоне, м;
Н— высота камеры дробления, м; п — частота вращения при-
водного вала, об/м; г — эксцентриситет приводного вала, м.
2.5. Расчет нагрузок в элементах конструкции
щековых дробилок
Прочностный расчет щековых дробилок сводится к определению
действующих в деталях машины напряжений и сравнению их с
допускаемыми напряжениями для материала этих деталей.
При расчете на прочность необходимо определить действую-
щие в элементах машины нагрузки (величину, направление и
характер действия) на основании известной мощности электродви-
гателя привода дробилки или известного усилия дробления (сум-
марной нагрузки на дробящую плиту). У большинства строитель-
ных машин (в том числе и у щековых дробилок) усилия, дейст-
вующие в деталях машин, изменяются по величине, что влечет за
собой возникновение переменных во времени напряжений. Изве-
стно, что в условиях многократного действия переменных на-
пряжений детали машин разрушаются при напряжениях, мень-
ших не только предела прочности их материала (ов), но и часто
меньших предела текучести (от). Свойство металлов разрушать-
ся под действием переменных напряжений через определенный
промежуток времени называют усталостью металлов, а предель-
30
Таблица 2.1. Определение пределов выносливости для симметричного
и пульсирующего циклов нагружения
Материал Вид деформации Предел выносливости для циклов
симметричного пульсирующего
Сталь углероди- стая 4-2014 Изгиб Растижеиие-сжатие Кручение « и . *3 Ю to ! СО to to ^COj^ О о" о* m 1 л & ю ?Q a " то О II II II о о о Ы ф. елся сл м Q Q И И Л
Сталь легиро- ванная Изгиб Растяжение-сжатие Кручение а « 1 I Q Г Г* ’ Я XJ *-* II II II О О О оо 00 сл Q Q « СО Я ° I и и и to to to LO tO tO CO ©*© о II II II © Q. «
Чугун серый Изгиб Растяжение-сжатие Кручение 1 и и сс । to t, to to to to co 111 J p J to Q О ? * a 11 Ulgjo Q a СЛ “ Я Q a
Примечание. Допускаемые напряжения [а] илн [т ] определяются по формуле [а!=аJn,
где а —предел!иое напряжение для различных видов нагружения: п — Р коэффициент запаса.
ное напряжение, которое деталь выдерживает без разрушения
заданное число циклов, — пределом выносливости. Величина пре-
дела выносливости для каждой марки металла определяется пу-
тем непосредственных испытаний образцов этих металлов на вы-
носливость или по эмпирическим зависимостям. В табл. 2.1 приве-
дены зависимости, по которым определяют пределы выносливости
для симметричного и пульсирующего циклов.
Одним из методов определения коэффициента запаса являет-
ся метод частных коэффициентов или дифференцирование. Сущ-
ность его заключается в том, что коэффициент запаса определя-
ют как произведение ряда коэффициентов:
П=К1КгКзК4К5,
где Кл — коэффициент, учитывающий отношение от/ов материала
детали:
от/ов ... 0,5 0,6 0.7 0,8 0,9
Кг .... 1,12 1,2 1,28 1,36 1,4
Лг — коэффициент, учитывающий точность расчета. При высокой
точности расчета Л2=1. Если расчет приводит к заведомо зани-
женным напряжениям, то К2>11 и в этом случае можно реко-
мендовать Л2 = 1,1 ... 1,2; Лз — коэффициент, учитывающий дина-
мику нагрузки (табл. 2.2); Ki — коэффициент концентрации на-
пряжений.
При переменных во времени нагружениях детали концентра-
ция напряжений (как правило) понижает прочность деталей.
,При расчете деталей строительных машин Ki=KiKi"Ki", где
Кл — коэффициент, учитывающий состояние поверхности детали;
31
Таблица 2.2. Определение значений коэффициента динамики
Машина Характер работы Значение К,
Токарные станки, вентиля- С наибольшими толчками малой часто- 1,05
торы Поршневые машины ты и малой вибрацией С толчками большой частоты и вибра- цией Со значительными толчками и ударами 1,08
Компрессоры, продольно- 1,12
строгальные станки Лесопильные рамы С резко меняющейся, неравномерной 1,17
Прокатные станы, землерой- нагрузкой С резкими толчками и ударами 1,25
ные машины, дробилки
Л4'=1+аа_1, а — показатель качества поверхности, сг_ i— предел
выносливости при симметричном цикле, кг/мм2.
Качество поверхности а
Полированная ...................................... 0,000
Шлифованная........................................ 0,004
Обработанная резцом:
чистовым........................................ 0,006
обдирочным..................................... 0,01
После ковки, проката, литья........................ 0,015
С коррозией........................................ 0,02
Ка" — коэффициент, учитывающий радиусы закругления г при
переходе одной поверхности детали в другую (при г/6=0,25
при г/б=0,3 где б —толщина детали); К/" —
коэффициент, учитывающий влияние наложенных сварных швов
на расчетное сечение детали.
Расчетное сечение основного материала К4"
Вдали от сварных швов.................................................. 1,0
В точке перехода к стыковому или лобовому шву (шов обработан шлифоваль-
ным кругом) ........................................................... 1,0
То же (шов обработан методом строгания)................................ 1,1
В точке перехода к стыковому шву (без механической обработки последнего) 1,4 '
В точке перехода к лобовому шву (без обработки, но с плавным закруглени-
ем при ручной сварке) ................................................. 2,0
Кв — коэффициент, учитывающий работу деталей в условиях вы-
соких температур; К5 = Пт/Пп, где оп—предел ползучести мате-
риала. Ориентировочно значения коэффициента Кв принимаются
по данным табл; 2.3. Для инженерных расчетов деталей из чугуна
и легких сплавов рекомендуется принимать п=3 ... 3,5.
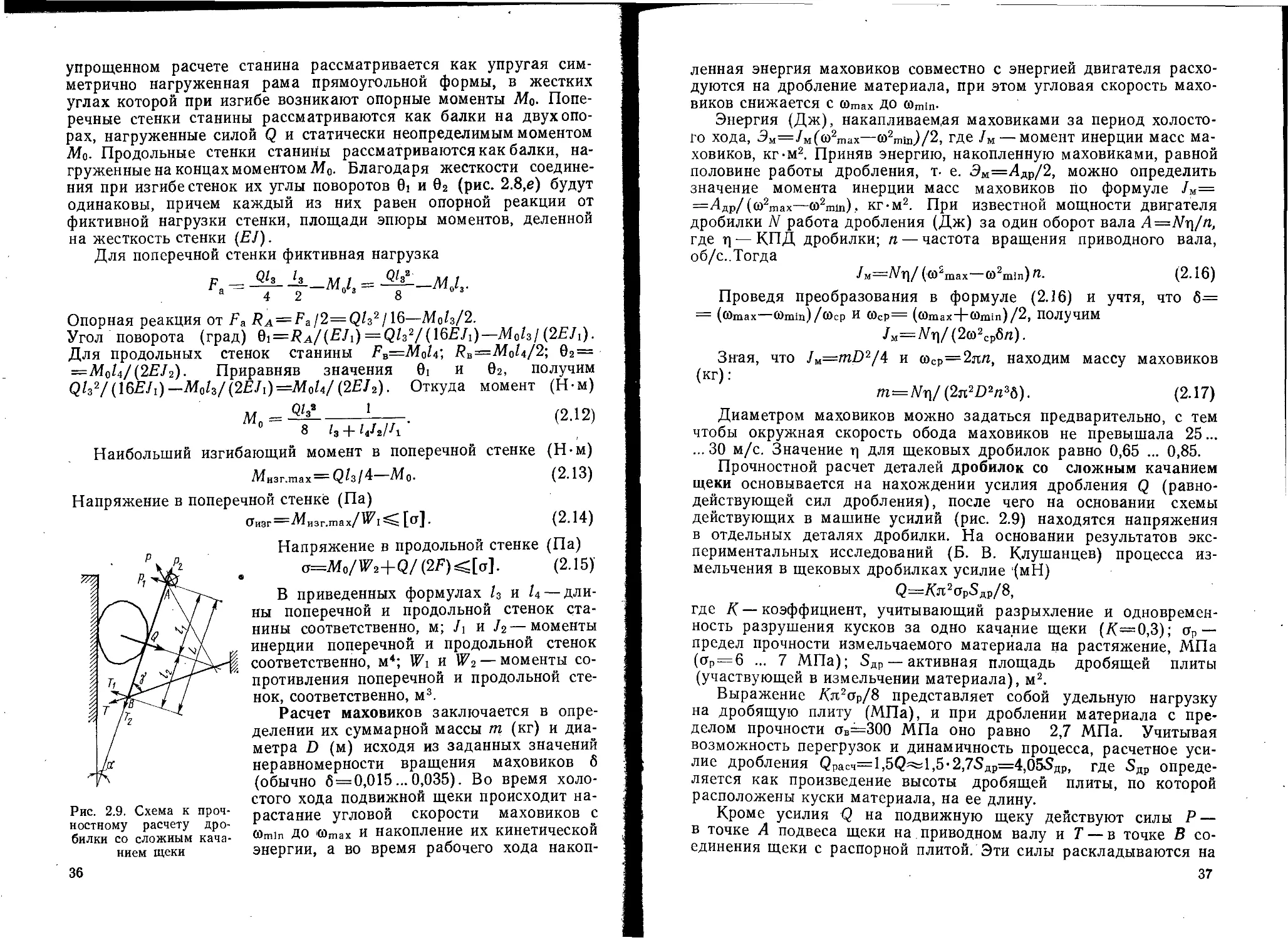
Прочностной расчет деталей дробилки с простым качанием
щеки выполняется исходя из известной мощности электродвига-
теля привода машины. Схемы усилий, действующих в элементах
дробилки, приведены на рис. 2.8.
Расчет шатуна. При движении шатуна от точки А к точке
А' (по часовой стрелке) (рис. 2.8,а) в нем возникает растягива-
32
Таблица 2.3. Определение значений температурного коэффициента
Материал Температура, °C
Сталь марок от Ст1 до Стб 300 300...400 400...500 1,0 1,6...2,2 2,2...4,3
Стальное литье 300 300...400 400...500 1,0 1,2...1,8 1,8...2,9
Рис. 2.8. Схема к прочностному расчету деталей дробилки с простым
качанием щеки:
а — общая схема; б — инерционные силы, действующие иа шатун; в — силы,
действующие в распорных плитах; г — то же, в подвижной щеке; д — то же, в
станине; е— углы поворота прн деформации стенок станины
3—5258
ющее усилие Pt, изменяющееся по линейному закону от 0 до
Ртах. Исходным параметром для определения Pt является мощ-
ность приводного двигателя. При этом работа, совершаемая элек-
тродвигателем за один оборот приводного вала, должна равнять-
ся работе, совершаемой за это же время шатуном. Среднее зна-
чение усилия Pt за один оборот вала
Pep— (O-J-Pmax) /2 = Pmax/2.
Следовательно,
Л =JV/tt)=Pcp2r= РтахГ,
где N — мощность двигателя, Вт; со—угловая скорость привод-
ного вала, рад/с; г — эксцентриситет приводного вала, м; Рщах—
наибольшее усилие в шатуне за один оборот приводного вала, Н.
Учитывая возможные перегрузки и динамику процесса из-
мельчения, вводится коэффициент превышения номинальной на-
грузки, раВНЫЙ 1,5, Т. е. Ррасч= 1,5Ртах.
Напряжение в шатуне от действия растягивающих нагрузок
(МПа)
О=/,расч/5^[о]р, (2.7)
где S —площадь поперечного сечения шатуна, м2; [о] Р —допу-
скаемое напряжение материала шатуна на растяжение, МПа.
Кроме растягивающих усилий при движении шатуна от его
качания возникают инерционные силы, вызывающие изгибающие
усилия. Для их определения применяется упрощенный метод рас-
чета со следующими допущениями: 1) масса шатуна распреде-
лена равномерно по его длине; 2)' наибольшее значение изгиба-
ющих нагрузок в шатуне возникает при расположении его пер-
пендикулярно эксцентриковой части приводного вала; 3)' значе-
ния ускорений точек шатуна изменяются вдоль длины по линей-
ному закону. При этих допущениях расчет шатуна сводится к
расчету двухопорной балки, нагруженной распределенной на-
грузкой (рис. 2.8,6).
Угловое ускорение точки А шатуна /а = г®2, а сила инерции в
этой точке Р{,а=гП1Г(ц2—Ог(й2/где mi — единичная масса
шатуна, т. е. масса, приходящаяся на единицу его длины, кг/м;
G — сила тяжести шатуна, Н; /ш — длина шатуна, м; ® — угло-
вая скорость шатуна в точке А, рад/с.
Равнодействующая сил инерции (Н) ^?<=Л,а?ш/2=
= G/ (2gr®2). При инерционной нагрузке, распределенной по за-
кону треугольника, наибольший изгибающий момент Мтах (Н-м)
будет в сечении, отстоящем от точки В на расстоянии z =
= 0,577/ш:
ЛГШах=0,1128/Мш. (2.8)
' Подставляя в формулу (2.8) значение Ri, получим
Mmax=0,064' ~ г®2- (2.9)'
34
Суммарное напряжение, возникающее в опасном сечении шатуна
(МПа),
<J=P расч/ S±Mmax /W, (2.10)
где W — момент сопротивления поперечного сечения шатуна, м3.
Расчет распорных плит производится по наибольшему значе-
нию сжимающего усилия 7тах и изгибающему моменту М, воз-
никающему от внецентреиного приложения этой силы (рис. 2.8,в)
при изменении положения опорных поверхностей сухарей или при
износе распорных плит и сухарей. Сила (Н), возникающая в
распорной плите при расположении шатуна в точке А'
(рис. 2.8,а),
7max==7>niax/i(2cOS 0),
где 0 — угол между шатуном и распорной плитой (0=80 ... 88°).
Напряжение в распорной плите (МПа)
О'== Тщ&хlS±Tmaxa/W^[a],
где S — площадь расчетного сечения распорной плиты, м2; а —
расстояние от продольной оси распорной плиты до линии дейст-
вия силы Тщах, м; W — момент сопротивления сечения плиты, м3.
При использовании распорной плиты только как кинематиче-
ского элемента машины она рассчитывается на выносливость в
условиях пульсирующего цикла нагружения; если же она до-
полнительно играет роль предохранительного устройства, расчет
производится на предельную прочность материала. В первом слу-
чае [ст]=сто/п; во втором — [ст]=ств/п (сто — предел выносливо-
сти материала плиты при пульсирующем цикле нагрузки; ств —
предел прочности на изгиб; п — коэффициент запаса прочности).
Расчет подвижной щеки. Усилие Ттах, передаваемое распор-
ной плитой подвижной щеке, можно разложить на две состав-
ляющие (Н): 71 — нормальную к поверхности щеки и Т2, дей-
ствующую вдоль щеки (рис. 2.8,г) : Ti = TmaxCOsy, T2 = Tmax sin у,
где у=(90—б) — (90—а)=а—б. Усилие дробления Q(H) опреде-
ляется из условия равновесия системы действующих на щеку сил
относительно точки С ее подвеса SMc=QZi—TiL=0, где li —
расстояние от точки приложения силы Q до точки С, м; L — дли-
на подвижной щеки от точки С до точки соединения с распор-
ной плитой, м. Отсюда Q = TiL/Zi = Tmaxcos (a—6)L/A.
Суммарное напряжение в щеке (МПа)
ct=Mh/IF±T2/S<[ct], (2. Ill)
где Мн — изгибающий момент в опасном сечении щеки, Н-м;
W — момент сопротивления сечения щеки, м3; S — площадь по-
перечного сечения щеки, м2.
Расчет станины. При работе дробилки поперечные стенки
станины воспринимают нагрузки от дробящих щек, которые рав-
ны по величине и приложены сосредоточенно (рис. 2.8,5). При
3* 35
упрощенном расчете станина рассматривается как упругая сим-
метрично нагруженная рама прямоугольной формы, в жестких
углах которой при изгибе возникают опорные моменты Мо. Попе-
речные стенки станины рассматриваются как балки на двух опо-
рах, нагруженные силой Q и статически неопределимым моментом
Мо. Продольные стенки станины рассматриваются как балки, на-
груженные на концах моментом MQ. Благодаря жесткости соедине-
ния при изгибе стенок их углы поворотов 01 и 02 (рис. 2.8,е) будут
одинаковы, причем каждый из них равен опорной реакции от
фиктивной нагрузки стенки, площади эпюры моментов, деленной
на жесткость стенки (EJ).
Для поперечной стенки фиктивная нагрузка
Р -- ^3 _[з_ ЯД I QZ32 [
1 а — 4 2 — 0 3 8 — 0 3‘
Опорная реакция от F& RA = Fal2=Qls2 Цб—M0Z3/2.
Угол поворота (град) Gi=Ra/(EJi) = QZ32/(16£./i) — (2-EVi).
Для продольных стенок станины F3=Mole, /?в=ЛТоД/2; 02 =
—MqIi/^EJ?). Приравняв значения 01 и 02, получим
QZ32/(16£.7i) — Molz/{2EJi)=Moli/(2EJ2). Откуда момент (Н-м)
Мо = -^------!—- (2.12)
8
Наибольший изгибающий момент в поперечной стенке (Н-м)
Л1нзг.тах== Р^з/4—Mq. (2.13)
Напряжение в поперечной стенке (Па)
Оизг==44 изг.тах(2.14)
Рис. 2.9. Схема к проч-
ностному расчету дро-
билки со сложным кача-
нием щеки
Напряжение в продольной стенке (Па)
<j=Af0/r2+Q/(2F)<[(j]. (2.15)
В приведенных формулах Z3 и Z4 — дли-
ны поперечной и продольной стенок ста-
нины соответственно, м; 7; и /2 — моменты
инерции поперечной и продольной стенок
соответственно, м4; Wi и №2 — моменты со-
противления поперечной и продольной сте-
нок, соответственно, м3.
Расчет маховиков заключается в опре-
делении их суммарной массы т (кг) и диа-
метра D (м) исходя из заданных значений
неравномерности вращения маховиков б
(обычно 6 = 0,015... 0,035). Во время холо-
стого хода подвижной щеки происходит на-
растание угловой скорости маховиков с
®min до (Отах и накопление их кинетической
энергии, а во время рабочего хода накоп-
36
ленная энергия маховиков совместно с энергией двигателя расхо-
дуются на дробление материала, при этом угловая скорость махо-
виков снижается с ®тах до ®min-
Энергия (Дж), накапливаем,ая маховиками за период холосто-
го хода, 3M=7M('(02max—w2mm)/2, где /м —момент инерции масс ма-
ховиков, кг-м2. Приняв энергию, накопленную маховиками, равной
половине работы дробления, т- е. Эм=Лдр/2, можно определить
значение момента инерции масс маховиков по формуле 7М=
=Адр/(®2тах—®2min), кг-м2. При известной мощности двигателя
дробилки N работа дробления (Дж) за один оборот вала A—N^/n,
где т] — КПД дробилки; п — частота вращения приводного вала,
об/c..Тогда
7м==Ут]/ ((D^max ®2т1п)^- (2-16)
Проведя преобразования в формуле (2.16) и учтя, что 8—
= ((Отах—(Omin)/tt>cp И ©ср= (©max + Wmin)/2, ПОЛучИМ
/м=А^т]/(2®2Срб/г).
Зная, что JK=mD2/b и ®ср=2лп, находим массу маховиков
(кг):
m=Nx[/ (2n2D2n38). (2.17)
Диаметром маховиков можно задаться предварительно, с тем
чтобы окружная скорость обода маховиков не превышала 25...
... 30 м/с. Значение г] для щековых дробилок равно 0,65 ... 0,85.
Прочностной расчет деталей дробилок со сложным качанием
щеки основывается на нахождении усилия дробления Q (равно-
действующей сил дробления), после чего на основании схемы
действующих в машине усилий (рис. 2.9) находятся напряжения
в отдельных деталях дробилки. На основании результатов экс-
периментальных исследований (Б. В. Клушанцев) процесса из-
мельчения в щековых дробилках усилие (мН)
Q=Kn2<7pSflP/8,
где К — коэффициент, учитывающий разрыхление и одновремен-
ность разрушения кусков за одно качание щеки (/(=0,3); ор—
предел прочности измельчаемого материала на растяжение, МПа
(ор=6 ... 7 МПа); 8ДР — активная площадь дробящей плиты
(участвующей в измельчении материала), м2.
Выражение Кл2ар/8 представляет собой удельную нагрузку
на дробящую плиту (МПа), и при дроблении материала с пре-
делом прочности ов—300 МПа оно равно 2,7 МПа. Учитывая
возможность перегрузок и динамичность процесса, расчетное уси-
лие дробления Ррасч=1,5Р^1,5-2,78Др=4,058др, где 8ДР опреде-
ляется как произведение высоты дробящей плиты, по которой
расположены куски материала, на ее длину.
Кроме усилия Q на подвижную щеку действуют силы Р —
в точке А подвеса щеки на приводном валу и 7 — в точке В со-
единения щеки с распорной плитой. Эти силы раскладываются на
37
составляющие Pi и 7\, нормальные к поверхности щеки, и Рг и
Т2, действующие вдоль нее. Значения Pi и Ti определяются из
условия равновесия системы действующих на щеку сил отно-
сительно точек А и В: 2Л1д = 0; TiL = Qli, откуда Ti—Qli/L,
SAfB = O; PlL=Ql2, P\ = Ql2/L, где li и /2 — расстояние от точки
приложения силы Q до точек А и В соответственно, м. Состав-
ляющая Т2, численно равная Р2, определяется по зависимости
tgY=QAtgT,
где у—угол между подвижной щекой и распорной плитой,
град.
Усилие, действующее в распорной плите,
T=7\-[l/cos y=QZi/(Lcos у). (2-18)
Усилие, действующее на приводной вал и его подшипники,
Р = /Р/ + Р22=-^- + V tg2 у. (2.19)
Напряжения в подвижной щеке, работающей на изгиб от дей-
ствия усилия tQ, и в распорной плите, работающей на сжатие и
продольный изгиб от действия усилия Т, рассчитываются анало-
гично выше описанной методике для дробилок с простым кача-
нием щеки.
Эксцентриковый вал дробилки подвергается изгибу и круче-
нию. Напряжения изгиба и кручения определяются на основании
построенных эпюр изгибающего (Л1Изг) и крутящего (Л4кр) мо-
ментов и диаметра вала (d) в опасном сечении: онзг=
=MH3[/(0,ld3) и T=MKp/(0,2d3).
ГЛАВА 3. КОНУСНЫЕ ДРОБИЛКИ
3.1. Классификация и область применения
Конусные дробилки применяются для всех видов дробления по-
род высокой и средней прочности и устанавливаются как на ста-
ционарных дробильных предприятиях, так и на передвижных
дробильно-сортировочных установках. Камера дробления конус-
ных дробилок образуется двумя усеченными коническими поверх-
ностями, одна из которых (внешняя) неподвижная, а другая
(внутренняя)—подвижная, причем расположена эксцентрично по
отношению к неподвижной. Измельчение материала в конусных
дробилках происходит при сближении конических поверхностей,
а выгрузка готового продукта — при удалении их друг от друга,
причем эти процессы происходят непрерывно в разных зонах ка-
меры дробления. Разрушение материала происходит под дейст-
вием сжимающих, истирающих и изгибающих нагрузок; послед-
38
ние весьма велики из-за круговой поверхности камеры дробле-
ния.
Являясь машинами непрерывного действия, конусные дробил-
ки обеспечивают высокую уравновешенность подвижных частей.
К их достоинствам относятся также возможность запуска машин
под завалом, высокая степень измельчения материала, надеж-
ность в работе и другие, что предопределяет их широкое распро-
странение. В зависимости от назначения и кинематической схемы
конусные дробилки бывают крупного (ККД), среднего (КСД) и
мелкого (КМД) дробления.
В дробилках для крупного
дробления (рис. 3.1,а) образую-
щие дробящих конусов направ-
лены в противоположные сторо-
ны, что обеспечивает им высо-
кую степень измельчения. Под-
вижный конус 2 жестко крепит-
ся на валу 3, нижний конец ко-
торого вставлен в эксцентрико-
вую втулку 4. Верхний конец ва-
ла конуса 2 шарнирно крепится
к траверсе 1. Втулка 4 получает
вращение от электродвигателя
Рис. 3.1. Кинематические схемы ко-
нусных дробилок
через коническую передачу.
В дробилках для среднего и мелкого дробления (рис. 3.1,5)
подвижный конус 2 опирается на сферический подпятник 5. Вал
3 подвижного конуса не имеет верхнего крепления, поэтому их
называют дробилками с консольным валом. Дробящее простран-
ство КСД и КМД находится между коническими поверхностями,
образующие которых направлены в одну сторону, что умень-
шает степень измельчения материала, но одновременно создает
благоприятные условия для получения оптимальной (кубообраз-
ной) формы кусков готового продукта.
Основным параметром ККД является ширина приемного от-
верстия, а КСД и КМД — диаметр основания подвижного кону-
са. Отечественные конусные дробилки крупного дробления имеют
следующий ряд типоразмеров: 500, 900, 1200 и 1500 мм; среднего
и мелкого дробления — 600, 900 мм (КСД), 1200, 1750, 2200мм
(КСД и КМД).
3.2. Конструкция конусных дробилок крупного дробления
Конусная дробилка крупного дробления (рис. 3.2) состоит из кор-
пуса, неподвижного наружного конуса, подвижного внутреннего
конуса с верхним подвесом вала, привода и вспомогательных
устройств. Корпус является ограждающим элементом машины,
воспринимающим рабочие усилия и обеспечивающим необходи-
39
Рис. 3.2. Конусная дробилка крупного дробления
мую жесткость конструкции. Нижняя часть корпуса — станина 1,
на которую устанавливаются три кольца — нижнее 2, среднее 6
и верхнее 15, соединены между собой болтами 16 и 5. К фланцу
верхнего кольца прикреплена траверса 8. Внутренние поверхно-
сти корпуса футерованы пятью рядами сменных плит из высоко-
марганцовистой стали, образующими дробящую поверхность не-
подвижного конуса. Второй (снизу) ряд 4 плит имеет переход
наклона образующей конуса, а нижний ряд 3 имеет наклон,
близкий к вертикали, что улучшает условия измельчения и выхо-
да материала. Лапы траверсы защищены от износа плитами 9.
В средней части траверсы расположен узел подвески вала по-
движного конуса, защищенный сверху колпаком 10. На глав-
ный вал 17 жестко насажен подвижный конус 14, футерованный
дробящими плитами на цинковой заливке. Верхний конец вала
17 помещен в подвеске, а нижний — свободно вставлен в экс-
центриковую втулку 19. Верхний подвес вала включает опорную
втулку 13, обойму 12 и гайку 11. Смазка к подвесу подводится
маслопроводом 7.
На рис. 3.3 показан узел подвески. В центральной части тра-
версы под колпаком 1 имеется цилиндрическое гнездо, в кото-
40
ром установлены неподвижная втулка 6 и плоская опорная шай-
ба 5. На опорную шайбу опирается конусная втулка 4. Положе-
ние втулки фиксируется обоймой 3 и разрезной гайкой 2. По-
следней можно регулировать высоту установки подвижного
конуса и, следовательно, изменять ширину выходной щели дро-
билки. При работе дробилки конусная втулка 4 торцом обкаты-
вается по шайбе 5, а конической поверхностью — по втулке 6, а
так как вал подвижного конуса обкатывается также и вокруг
своей оси, то втулка 4 одновременно проскальзывает по шайбе
5 и втулке 6. Эксцентриковая втулка 19 (см. рис. 3.2) вставлена
в стакан эксцентрика 20, расположенный в центре станины.
К эксцентриковой втулке прикреплена коническая шестерня 21,
находящаяся в зацеплении с ко-
нической шестерней приводного
вала 22, соединенного через муф-
ту с приводным шкивом 23.
Эксцентриковый узел являет-
ся наиболее нагруженным эле-
ментом дробилки. Для обеспече-
ния нормальных условий работы
наружную и внутреннюю поверх-
ности втулки 19 заливают баб-
битом или устанавливают баб-
битовые или биметаллические
вкладыши. Смазка трущихся по-
верхностей узла осуществляется
от насосной станции по маслопро-
воду. Эксцентриковый узел за-
щищает от попадания пыли (ус-
тановка под подвижным конусом
трех колец 18). Приводной вал
устанавливается в разъемном
корпусе, который может монтироваться без разборки других уз-
лов машины. Втулка приводного вала и ступица приводного шки-
ва соединены болтами, выполняющими роль предохранительного
звена. При попадании в машину недробимых предметов болты
срезаются, предохраняя поломку ответственных деталей машины.
Наиболее крупные дробилки ККД оснащены двухдвигательным
приводом. При этом один из двигателей предназначен для пуска
дробилки под завалом (камера дробления заполнена материа-
лом).
При работе дробилки нижний конец вала 17 описывает ок-
ружность, радиус которой равен эксцентриситету втулки, а гео-
метрическая ось этого вала — коническую поверхность с верши-
ной в точке подвеса. При таком движении образующие подвиж-
ного конуса поочередно приближаются к неподвижному конусу,
а затем удаляются от него, т. е. подвижный конус как бы об-
41
Рис. 3.4. Гидравлическая опора подвижно-
го конуса ККД
катывается по неподвиж-
ному (через слой материа-
ла), производя непрерыв-
ное измельчение материала.
При этом вал 17 не враща-
ется. Однако в реальных
условиях силы трения в ки-
нематической паре вал —
эксцентриковая втулка мо-
гут быть выше, чем в паре
вал — коническая втулка в
узле подвеса. Тогда по-
движный конус начнет вра-
щаться относительно вала
17 в том же направлении,
что и эксцентриковая втул-
ка. В зависимости от соот-
ношения сил трения в этих
парах частота вращения
конуса относительно вала
может меняться от 0 до п
частоты вращения эксцен-
триковой втулки.
Для повышения надеж-
ности работы лредохрани-
тельного устройства, упрощения и облегчения регулирования ши-
рины выходной щели и пуска машины под завалом, обеспечения
дистанционного управления машиной в некоторых моделях ККД
применяется гидроопора вала подвижного конуса. При этом ниж-
ний торец вала конуса опирается на скалку (короткий цилиндри-
ческий стержень), расположенную внутри полого поршня, и вместе
с ним перемещающуюся в гидроцилиндре. Конструкция такой
опоры (рис. 3.4) состоит из цилиндра 2, поршня 3, скалки би кон-
тактных деталей. Цилиндр с крышкой 1 и поршнем крепят болтами
9 к станине 10. В проточках поршня и торца вала 11 устанавли-
ваются опорные шайбы 4 и 8, а также кольца 5 и 7. Шайбы кон-
тактируют с торцовыми поверхностями скалки, имеющими конус-
ность, а внутренние поверхности колец — со сферическими боковы-
ми поверхностями скалки. Трущиеся поверхности непрерывно сма-
зываются и охлаждаются маслом. Для подъема поршня скалки
и вала масло подается через сверления в крышке цилиндра. Изме-
няя положение поршня по высоте (за счет изменения давления
в гидросистеме), можно регулировать зазор между подвижным
и неподвижным конусами.
Недостатком рассмотренной конструкции является сложность
монтажа и демонтажа опоры, поэтому более широкое распрост-
ранение получила система с верхним гидравлическим подвесом,
42
при котором опорная шайба вместе с закрепленной на конусе
вала конусной втулкой может подниматься крестовиной, соеди-
ненной с плунжерами гидроцилиндров.
3.3. Расчет основных параметров режима работы
дробилок крупного дробления
Дробление материала в ККД во многом аналогично дроблению
в щековых дробилках, что позволяет использовать ранее изло-
женную методику при определении технологических параметров
режима работы конусных дробилок.
Угол захвата в конусных дробилках, равный углу между по-
верхностями подвижного и неподвижного конусов, не должен
превышать двойного угла трения, т. е. р = а»+а2^2ф (рис. 3.5,а).
Обычно для ККД величина р=21 ... 23°.
Частота вращения эксцентриковой втулки определяется, как
и для щековых дробилок, из условия свободного выпадения раз-
дробленного материала за время отхода дробящих поверхностей
друг от друга, т. е. материал должен пройти путь h за время I,
равное половине оборота эксцентриковой втулки. Следовательно,
/1=^2/2;
Z 1/(2л),
где п — частота вращения втулки, об/с. Из принятого условия
следует
n=Q,5Vg/(2h), (3.1)
Величина h определяется из схемы на рис. 3.5,а:
h= (si + s2) I (tg ai +tga2) =2r/ (tg a'i+tg a2),
где sj+s2 — величина отхода подвижного конуса от неподвиж-
ного за одно качание, м; г — эксцентриситет качаний подвижно-
Рис. 3.5. Схема к расчету параметров режима работы ККД:
а — частоты вращения эксцентриковой втулки и производительности дробилки; б —
мощности приводного двигателя
43
го конуса, м (расстояние между осями дробилки и подвижного
конуса); й1 и аг — углы образующих неподвижного и подвижно-
го конусов с вертикалью соответственно. Подставляя значение
h в формулу (3.1), получим частоту вращения втулки (об/с):
п = 0,25 /^(tga1+tga2)/r 0,78 /(tg^ + tgaj/r . (3.2)
Учитывая торможение материала о стенки конусов при из-
мельчении, полученное значение п обычно уменьшают на 10%.
Производительность ККД определяется объемом материала V,
выпадающего из дробилки за один оборот эксцентриковой втул-
ки, и частотой вращения втулки в рассчитываемое время. За один
оборот втулки из дробилки выпадает материал, объем которого
равен кольцу сечением ABDC (см. рис. 3.5,а):
V = 7tDcp-g ±-Я1-+ 52 /г,
ср 2
где Dcp — средний диаметр кольца щебня, м. Зная, что л’1+«2=2г
и /i=2r/(tgaj + tga2), получим объем ABDC (м3):
V = .DCp-2r-(g-+r-)-,
tg “1 + tg a2
Производительность дробилки (м3/с): П=цпК, где ц— коэф-
фициент разрыхления материала; п — частота вращения втулки,
об/с. Подставив значение V из формулы (3.3), получим
П=2л;£>срг (е+г) щг/ (tg a'i+tg a2). (3.4)
Мощность двигателя дробилок ККД определяется на основа-
вании теории Кирпичева — Кика по методике, изложенной выше
при расчете мощности привода щековых дробилок. Согласно ей
(с учетом разработок проф. Л. Б. Левенсона) А~(VD — Vd),
где Vd — объем загружаемого материала, м3; Va— объем готового
продукта, м3.
лО3 п^ср -.г ltd3 я£^ср
= ТГ*
(рис. 3.5,6), где D и d — наибольшие диаметры кусков исходного
материала и готового продукта соответственно, м; Dcp и dcp —
средние диаметры загрузочного и разгрузочного кольцевых отвер-
стий, м. Принимая Dcp~dcp«£>H (где Ьа — диаметр неподвижного
конуса в нижней части), получим A =as2n2D}l(D2—сР)/(12Е) Дж,
где ов — предел прочности дробимого материала, Па; Е— модуль
упругости дробимого материала, Па. Отсюда мощность привода
ККД (кВт)
У=<тв2л®Пн(П2—d2)/(24-103£), (3.5)
где <о — угловая скорость эксцентриковой втулки, рад/с.
44
Мощность привода ККД рассчитывают также по эмпирическим
формулам. Наиболее часто пользуются формулой проф.
В. А. Олевского:
М=60ЛЙн2ги, (3.6)
где К — коэффициент, учитывающий прочность измельчаемого ма-
териала (для прочных пород К=24); dH— диаметр основания
подвижного конуса, м; г — эксцентриситет качаний подвижного
конуса, м; п — частота вращения эксцентриковой втулки, об/с. С
учетом действия пиковых нагрузок (при пуске дробилки под за-
валом) значение мощности (кВт) увеличивается в 1,5 раза, т. е.
МУст=1,5М=2160б/н2гп. (3.7)
Мощность приводного электродвигателя ККД можно также опре-
делить на основании действующих в ней нагрузок от усилия дроб-
ления. При этом возникающие нагрузки от неуравновешенных
масс эксцентрика и подвижного конуса не учитываются ввиду их
незначительной величины по сравнению с нагрузками от усилия
дробления.
Расчетная схема нагрузок на подвижный конус и реакций его
опор приведена на рис. 3.6,а, где Q — равнодействующая сил
дробления материала, Н; G — сила тяжести подвижного конуса,
Н; Рв — вертикальная реакция в подвеске подвижного конуса, Н;
Рг — горизонтальная реакция в подвеске подвижного конуса, Н;
Рэ — реакция в эксцентриковом стакане дробилки (Н), направ-
ленная, как и Q, под углом а к плоскости эксцентриситета.
Все указанные на схеме силы в каждый отдельный момент ра-
боты дробилки находятся в равновесии и поэтому должны состав-
лять замкнутый многоугольник сил (рис. 3.6,6). Для преодоления
Рис. 3.6. Схема сил, действующих в конусных дробилках крупного дроб-
ления:
а — расчетная схема; б — многоугольник сил; е — силы, действующие в верхней опо-
ре дробящего конуса; г — схема векторов скоростей движения осн конуса
45
всех сил сопротивлений, возникающих при работе дробилки от
сил трения на опорах и от Q, на эксцентрике должен быть создан
крутящий момент, равный сумме моментов:'
1. Момента трения в эксцентрике (Н-м) Л/э=/э7?э(гв+гн), где
f3 — коэффициент трения скольжения на внутренней и внешней
поверхностях эксцентрика; гв и гн — соответственно радиусы внут-
ренней и внешней поверхностей эксцентрика, м.
2. Момента горизонтальной составляющей равнодействующей
сил дробления, приведенного к оси эксцентрика (Н-м) Л/др=
=Qcos<pesina, где <р — угол между Q и горизонталью, град; е —
эксцентриситет вала конуса на уровне горизонтальной составля-
щей Qcoscp, м; а' — угол между равнодействующей сил дробления
и плоскостью эксцентриситета (обычно а=20... 30°).
3. Момента трения в верхней подвеске от горизонтальной реак-
ции, приведенного к оси эксцентрика (Н-м) Mr=fBRra'c'&/(s>2, где
/и — коэффициент трения скольжения рабочих поверхностей верх-
него подвеса; а'с'—расстояние от мгновенной оси вращения под-
вижного конуса до точки приложения силы RT, м; со — угловая
скорость вращения подвижного конуса относительно мгновенной
оси, рад/с; ®2— угловая скорость эксцентрика, рад/с.
Из схемы на рис. 3.6,в видно, что a'c'—ac=ab—cb==r cos р—
—h sin р, где г — расстояние от вертикальной оси до точки прило-
жения Rr, м; h — расстояние от точки подвеса до опорной шайбы,
м; Р — угол между вертикальной осью дробилки и мгновенной
осью вращения подвижного конуса.
Угловая скорость движения подвижного конуса относительно
мгновенной оси определится из уравнений проекций векторов уг-
ловых скоростей на осях У и X (см. рис. 3.6,в) со i cos у=©2+
+®cosp и ®i sin у=(о sin р, где у — угол между вертикальной
осью дробилки и осью подвижного конуса. Решив эту систему
уравнений, получим ©=®2/(sin р ctgy—cosp) и соответственно
®/®2=l/(sin р ctgy—cos р). Следовательно, момент трения от го-
ризонтальной реакции (Н-м)
м ' f п rcosp —AsinP
г п п sin Р ctg y — с08 Р "
4. Момента трения в верхней подвеске от вертикальной реак-
ции, приведенного к оси эксцентрика (Н-м); по аналогии с пре-
дыдущим
Мв = fnRBab —.
<о2 sm Pcgt y — cos p
где RB — вертикальная реакция в верхней подвеске, Н; ab—
=rcosp — расстояние от мгновенной оси вращения до точки при-
ложения RB.
Крутящий момент на эксцентрике (Н-м), необходимый для
преодоления сил трения в опорах и усилия дробления, Мкр=
==Мэкс+Мдр+Мв+Мг, а крутящий момент на валу двигателя ко-
46
нусной дробилки Л/уст=Л/кр/лъ где i — передаточное число приво-
да дробилки, т] — КПД привода. Мощность двигателя (кВт)
jVyCT = A4yCTrt/ 1000,
где п — частота вращения вала электродвигателя, об/с.
3.4. Конструкция дробилок среднего и мелкого дробления
Конусные дробилки среднего (КСД) и мелкого (КМД) дробления
однотипны по конструкции, но отличаются формой и размерами
камер дробления, профили которых приведены на рис. 3.7. Осо-
бенностью камер дробления этих дробилок является увеличенная
(по сравнению с ККД) протяженность параллельной зоны, необ-
ходимая для получения равномерного по крупности продукта с
минимальным количеством избыточных зерен. При этом камеры
дробилок КМД (рис. 3.7,6) имеют более длинную зону парал-
лельности, что обеспечивает выдачу продукта, размер которого
равен ширине разгрузочной ще-
ли за счет многократного обжа-
тия кусков в этой зоне.
Дробилки среднего й мелкого
дробления состоят из станины,
опорного кольца, неподвижного
и подвижного конусов, привода и
вспомогательных устройств. Ста-
нина 3 (рис. 3.8), являющаяся
ограждающим элементом дро-
Рис. 3.7. Камеры дробления конус-
ных дробилок:
а — среднего дробления; б — мелкого
дробления
билки, выполнена в виде цилинд-
рической отливки, нижний фла-
нец которой опирается на фунда-
ментные плиты, а на верхний
устанавливают опорное кольцо 7.
Кольцо представляет собой отливку с внутренней трапецеидаль-
ной резьбой и прижимается к станине пружинами 6. На опорном
кольце смонтировано загрузочное устройство И с кожухом 9 и
приемной коробкой 12. В опорное кольцо ввинчено регулировоч-
ное кольцо 8, отлитое заодно с неподвижным конусом дробилки.
К внутренней поверхности конуса с помощью болтов крепится
футеровка 16 из марганцовистой стали. Резьбовое соединение
опорного и регулировочного колец позволяет регулировать шири-
ну выходной щели за счет перемещения вверх или вниз непод-
вижного конуса. Регулировка производится вручную с помощью
специального храпового механизма; фиксация положения конуса
осуществляется колонкой 14 со стопором 15.
Нижняя часть станины отлита заодно со стаканом, в который
запрессована цилиндрическая бронзовая втулка 2, представляю-
щая собой подшипник для эксцентрикового стакана 24. В стака-
47
Рис. 3.8, Конусная дробилка среднего дробления
не выполнена конусная расточка (под углом к его оси), в кото-
рую запрессована втулка 1, сопрягающаяся с хвостовиком вала 13,
жестко насаженного на подвижный конус 18. Угол наклона оси
вала конуса по отношению к оси дробилки составляет 2... 2,5°. К
эксцентриковому стакану 24 крепится коническая шестерня 20,
находящаяся в зацеплении с конической шестерней 21 приводного
вала 22. С электродвигателем приводной вал соединяется через
эластичную муфту 23. Эксцентриковый стакан опирается на под-
пятник 25, состоящий из стальных и бронзовых колец, вращаю-
48
Рис. 3.9. Конусная дробилка с регулированием ширины раз-
грузочной щели с помощью гидроцилиндров
4—5258
щихся относительно друг друга в масляной ванне. Подвижный
конус имеет сферическую опорную поверхность, которой опирает-
ся на сферический подпятник 19, установленный на стальном
опорном корпусе 4, снабженном гидравлическим противопылевым
затвором 5. Подпятник 19 воспринимает вертикальные составля-
ющие усилий дробления и нагрузки от узла подвижного конуса.
Подвижный конус защищен от износа футеровкой 17, которая
прикреплена к конусу или гайкой со сферической головкой, или
устройством с распределительной тарелкой 10. При круговых ка-
чаниях, подвижного конуса поступающий материал равномерно
распределяется тарелкой в дробящем пространстве и измельчает-
ся до заданного размера.
Предохранительным устройством дробилок КСД и КМД явля-
ются пружины 6, прижимающие опорное кольцо к станине, но не
препятствующие его подъему вместе с неподвижным конусом при
попадании в дробилку недробимых предметов. Количество пру-
жий в зависимости от типоразмера может быть 20...30.
Конусные дробилки среднего и мелкого дробления являются
быстроходными (215...350 кач/мин) тяжело нагруженными ма-
шинами, что требует надежного и бесперебойного смазывания
трущихся деталей. Дробилки имеют систему жидкой смазки.
Масло под давлением подается в подпятник, откуда по зазорам
между трущимися поверхностями эксцентрикового узла поднима-
ется вверх, обильно смазывая их. Одновременно по каналам в
валу 13 и в подвижном конусе 18 масло поступает на сфериче-
ский подпятник и далее на конические шестерни, откуда сливает-
ся в бак-отстойник.
Одной из наиболее трудоемких операций при эксплуатации
дробилок КСД и КМД является регулировка вручную размера
выходной щели, поэтому в последних конструкциях машин шири-
ну выходной щели регулируют с помощью гидроцилиндров, рас-
положенных диаметрально на неподвижном кольце. Дробилка с
таким регулированием выходной щели приведена на рис. 3.9. Кор-
пус 4 неподвижного конуса с помощью резьбы соединяется с
опорным кольцом 2, а выступом 13— с корпусом 5. Опорное коль-
цо прижато к верхнему фланцу 8 станины 1 пружинами 9. Прово-
рачивание корпуса 4 относительно опорного кольца 2 предотвра-
щается контргайкой 7. Фиксированное положение корпуса 5 обес-
печивается собачкой 6, управляемой гидроцилиндром 11. Другая
собачка 3 установлена на станине и управляется гидроцилиндром
14. Поворот контргайки 7 производится гидроцилиндрами 10 и 12.
Для изменения ширины выходной щели с помощью последних
отпускают контргайку 7, однако при этом корпус 4 не поворачи-
вается относительно опорного кольца, так как связан выступом 13
с корпусом 5, а тот, в свою очередь, удерживается от вращения
собачкой 3, поэтому собачку 3 выводят из зацепления гидроци-
линдром 14, а собачку 6 вводят в зацепление с зубчатым венцом
50
корпуса 5, соединяя контргайку 7 с корпусом 4. Вращаясь, контр-
гайка поворачивает корпус 4 по резьбе кольца 2, изменяя ширину
выходной щели. По окончании регулирования собачки 3 и 6 воз-
вращаются в первоначальное положение, а контргайка 7 затяги-
вается гидроцилиндрами 10 и 12.
Из конструктивных разновидностей -дробилок КСД и КМД
Рис. 3.10. Конусная дробилка с гидравлической амортизацией и гидравличе-
ским регулированием ширины разгрузочной щели
4*
51
наиболее часто применяют машины с гидравлическим регулиро-
ванием разгрузочной щели и гидравлической амортизацией (рис.
3.10), у которых вал подвижного конуса вращается в двух опорах:
верхней и нижней и опирается снизу на гидравлический плунжер.
Цилиндр плунжера соединен с масляным резервуаром и при на-
гнетании или выпуске масла из гидроцилиндра подвижный конус
поднимается или опускается. Такая конструкция позволяет обес-
печить плавное регулирование размера выходной щели, пуск дро-
билки под завалом и пропускание недробимых предметов. Кроме
того, наличие двухопорного вала подвижного конуса обеспечивает
лучшее распределение нагрузки, а следовательно, и возможность
развивать большее усилие дробления, возможность создания более
крутой (55... 60°) камеры дробления, что повышает производи-
тельность машины. В некоторых моделях дробилок зарубежных
фирм устанавливают в эксцентриковом узле подшипники качения,
что повышает работоспособность узла.
3.5. Расчет основных параметров режима работы
дробилок среднего и мелкого дробления
Частота вращения эксцентриковой втулки определяется исхо-
дя из следующих допущений: 1) куски измельчаемого материала
скользят по наклонной поверхности дробящего конуса под дейст-
вием силы тяжести; 2) каждый кусок измельчаемого материала за
время прохождения параллельной зоны должен быть сжат дробя-
щими поверхностями конусов не менее одного раза.
Силы, действующие на кусок материала в камере дробления,
приведены на рис. 3.11,6. Рассмотрим скольжение тела С вниз по
наклонной плоскости АВ с углом наклона у (угол наклона поверх-
ности дробящего конуса к горизонту). Сила трения скольжения
Рис. 3.11. Схема к расчету параметров режима работы КСД и КМД:
а — частоты вращения эксцентриковой втулки; б — производительности дробилки; в —
усилия дробления
52
тела F=fN=fG cos у направлена в сторону, противоположную
его движению (/— коэффициент трения материала о поверхность
конусов). Сила продвижения тела по наклонной плоскости (Н):
Т—F=G sin у—fG cos y=G(sin у—f cos у),
где G — сила тяжести тела; F — составляющая силы тяжести.
Значение этой силы неизменно, поэтому движение тела будет рав-
ноускоренным. Если а — ускорение тела, то та=Т—F=G(s'\ny—
—/cosy) или ma=mg (sin у—/cosy), a=g(siny—/cosy).
Время, за которое тело С пройдет параллельную зону дробил-
ускоренного движения (с):
= y^lja = 'K2//[g'(sin у — fcosy)].
Время, за которое тело С пройдет параллельную зону дробил-
ки, должно быть равно или больше времени одного оборота экс-
центриковой втулки, равного tz=\./n, где п — частота вращения,
об/с. Следовательно, или
]Л2//[2^(зт у — / cos y)]^ 1/п,
откуда
п > V g-(sinY —/cosy)/(2/). (3.8)
В дробилках КСД обычно /=1/12Д, где D — диаметр основа-
ния подвижного конуса (рис. 3.11,6). Тогда
/г> 7,5K(sinY—/cosy)/(2Z). (3.9)
Для дробилок КМД частота вращения эксцентриковой втулки
принимается такой же, что и для КСД, несмотря на то, что зна-
чение I у них значительно выше.
Производительность дробилок КСД и КМД определяется из
предположения, что за один оборот эксцентриковой втулки матери-
ал проходит параллельную зону камеры дробления. Следователь-
но, за один оборот из дробилки выйдет готовый продукт объемом
(м3) V=nDCplb (рис. 3.11,а), где Dcp — диаметр окружности, опи-
сываемой центром тяжести прямоугольника AAiBiB; I, b — длина
и ширина параллельной зоны, м. Тогда производительность дро-
билки (м3/с)
П=рлК=|ш£)ср/&«, (3.10)
где р, — коэффициент разрыхления материала (ц=0,45); п — час-
тота вращения эксцентриковой втулки, об/с. Для упрощения рас-
четов обычно принимают Dcp—D, где D — диаметр основания под-
вижного конуса, м.
Величина дробящего усилия для дробилок КСД и КМД опре-
деляется исходя из усилий, создаваемых предварительной затяж-
кой амортизационных пружин. Величина этих усилий должна
обеспечить постоянный контакт опорного кольца с корпусом дро-
билки.
53
Расчетная схема для определения равнодействующей усилия
дробления представлена на рис. 3.11,в. Условие равновесия систе-
мы соблюдается при 2Л/а=0, т. е. Qh+Fl? — (G+Pum)R=0, где
Q — равнодействующая усилий дробления, Н; G — сила тяжести
верхней части дробилки (неподвижный конус с опорным кольцом),
Н; Рп — усилие предварительной затяжки одной пружины, Н;
т — число пружин; F=fQ — сила трения измельчаемого материа-
ла о неподвижный конус, Н; f — коэффициент трения породы по
металлу; li, l2, R— плечи сил относительно точки А, м. Из урав-
нения моментов находим силу Q -(H):
Q=(G+Pam)R/(l1+fl2). (3.11)
Усилие дробления Q воспринимается сферическим подпятником
и эксцентриковой втулкой, в которых возникают реакции Rc$ и R3.
Значения усилий Rсф и R3 определяются обычно графически исходя
из предположения, что при равновесии подвижного конуса линии
действия усилий Q, рСф и R3 должна пересекаться в одной точке
(рис. 3.12). Тогда, зная величину и точку приложения Q, а также
приложив R3 в середине высоты эксцентриковой втулки, находим
величину 7?Сф и R3. По их найденным значениям производим проч-
ностной расчет деталей дробилки. При работе дробилки усилия
Q, Рсф и R3 не остаются постоянными, а изменяются от минималь-
ных до максимальных значений. Среднее значение Q (Н) можно
определить по эмпирической формуле В. А. Олевского:
Q=46S-104,
где S — площадь боковой поверхности подвижного конуса, м2.
дробилок возникают значительные инерци-
онные силы от действия неуравнове-
В процессе работы
Рис. 3.12. Схема сил,
действующих на под-
вижный конус
шенных вращающихся масс —подвиж-
ного конуса и эксцентриковой втулки.
Действие этих сил уравновешивают
противовесом, устанавливаемым обычно
на конической шестерне эксцентриковой
втулки. Противовес представляет собой
чаще всего кольцевой сектор прямоуголь-
ного сечения.
Мощность двигателя дробилок КСДи
КМД определяется по той же методике,
что и для дробилок ККД, исходя из
теории дробления Кирпичева—Кика.
При этом объем материала (м3), из-
мельченный за один оборот эксцентрико-
вой втулки, равен разности объемов двух
рядов кусков материала в верхней зоне
камеры дробления и материала, находя-
щегося в зоне параллельности (см.
54
рис. 3.11,6) :
пО.3 . nD»2
AV = —i— z. -4---— z2
6 1 ‘ 6
nd3
6
где Di, D2 и d — диаметры кусков материала в верхней зоне и
зоне параллельности, м; zi, z2 и z3— количество кусков материа-
ла, разместившихся в первом и втором рядах и в зоне параллель-
ности. Заменяя z через отношение длин соответствующих окруж-
ностей и диаметры дробимых кусков, получим
ду __ nD]3 nDc' . лО23 пОс" nd3 пРе I
— 6 Dj ‘ 6 Dz ~~ 6 d d ‘
Тогда, работа дробления
Л=— (D2DC’ 4- D.2DC" — d!Dc),
2Е 12Е с ‘ г с с/
и мощность, затраченная на дробление (Вт),
A^=^-(D13Dc' + D21!Dc"-d/D(!), (3.12)
где © — угловая скорость эксцентриковой втулки, рад/с; о и £ —
предел прочности и модуль упругости измельчаемого материала,
Па.
Установочная мощность двигателя дробилки (кВт)
AfyCT=jV/(lOOOri), (3.13)
где т) — КПД передачи от эксцентриковой втулки до двигателя.
Мощность двигателя дробилок можно также определить на осно-
вании известных усилий Q, £э и £Сф. С этой целью подсчитывают
моменты этих сил относительно эксцентрикового вала, а сумма
этих моментов должна преодолеваться моментом, развиваемым
приводом дробилки. В этом случае момент от усилия дробления
(Н-м): MQ=Qe sin a cos ср, где Q — среднее усилие дробления, Н;
е — эксцентриситет (расстояние между осью подвижного конуса и
осью дробилки в плоскости действия силы Q), м; а — угол опере-
жения силы Q, град; <р — угол между линией действия силы Q и
горизонтальной плоскостью, град.
Момент трения на опорной сферической поверхности конуса,
приведенный к эксцентриковому валу (Н-м),
Мтр.сф ~ /1£сфГ(0м/®э,
где ft — коэффициент трения между поверхностями конуса и под-
пятника (fi=0,02); £Сф — реакция сферического подпятника, Н;
г — плечо действия силы /1£Сф относительно мгновенной оси ко-
нуса, м; (Ом — мгновенная угловая скорость конуса, рад/с; <оэ —
угловая скорость эксцентриковой втулки, рад/с. Момент трения в
эксцентриковом узле (Н-м) Мтр.э=/э£э(гв+^н)» где h — коэффи-
циент трения на поверхности эксцентриковой втулки (f3=0,05);
55
7?э — реакция эксцентриковой втулки, Н; гв и гн — внутренний
(усредненный) и наружный радиусы эксцентриковой втулки, м.
В результате установочная мощность двигателя дробилки
(кВт)
й/уст—(Л1др-Ь-Л1тр.сф_]_-Л1тр.э) ®э/ (1000т]), (3.14)
где т] — КПД передачи от эксцентриковой втулки до электродви-
гателя.
Выведенные выше формулы мощности электродвигателя дро-
билок КСД и КМД дают лишь приближенные значения устано-
вочной мощности ввиду сложности определения отдельных пара-
метров. Наиболее часто мощность электродвигателя дробилок
КСД и КМД определяют по эмпирической формуле В. А. Олев-
ского:
jVycT=12,6D2n,
где D—диаметр основания подвижного конуса, м; п — частота
вращения эксцентриковой втулки, об/с.
ГЛАВА 4. ВАЛКОВЫЕ ДРОБИЛКИ
4.1. Конструкция дробилок
Измельчение материала в валковых дробилках происходит между
двумя цилиндрическими валками, вращающимися на горизонталь-
ных осях навстречу друг другу под действием сжимающих и ис-
тирающих нагрузок. Валковые дробилки бывают одно-, двух- и
четырехвалковые с гладкой, рифленой, ребристой и зубчатой по-
верхностью валков. Для пород средней прочности (до 150 МПа)
применяют валки с гладкими и рифлеными поверхностями; для
мягких и хрупких пород (до 80 МПа) — с зубчатой поверхностью.
Наибольшее распространение получили двухвалковые дробилки,
принципиальная схема и привод которых приведены на рис. 4.1.
Основными рабочими органами дробилки являются валки 2 и
4 (рис. 4.1,а). Измельчаемый материал поступает в машину через
приемное отверстие 3 в корпусе 5. Для предохранения машины от
Рис. 4.1. Принципиальная схема (а) и приводы (б...г) двухвалковых
дробилок
56
1
Рис. 4.2. Валковая дробилка
разрушения при попадании недробимых предметов один из вал-
ков установлен на подшипниках, связанных с пружинами 1, и мо-
жет перемещаться, отодвигаясь от другого валка.
Валковые дробилки имеют различные схемы привода валков.
На рис. 4.1,6 показан привод на один валок от электродвигателя
через шкив 6 и шестеренчатую передачу 8. Другой валок враща-
ется от первого через шестерни 7 с удлиненными зубьями, обес-
печивающими отход валков при пропуске недробимых тел. Такая
схема привода сложна и имеет невысокую надежность из-за час-
того разрушения шестерен 7, работающих в условиях динамиче-
ских нагрузок и абразивной запыленности. В связи с этим в на-
стоящее время широкое распространение получил индивидуальный
привод на каждый валок через шкивы 6 (рис. 4.1,в) или от одного
электродвигателя 11 через редуктор 10 и карданные валы 9 (рис.
4.1,а). В последнем случае оба валка выполняются подвижными,
что делает конструкцию динамически уравновешенной.
Конструкция валковой дробилки с двумя валками, один из ко-
торых гладкий, а другой рифленый приведена на рис. 4.2. Под-
шипники неподвижного валка 7 крепятся к корпусу 6 дробилки,
подшипники другого — к подвижной раме 3, соединенной с корпу-
сом шарниром 4. В верхней части корпус и рама связаны между
собой предохранительным устройством 1, состоящим из тяг и пру-
жин, позволяющих регулировать зазор между валками, а также
обеспечивающих их отход при попадании недробимых предметов.
В этом случае валок вместе с подвижной рамой и установленным
на ней электродвигателем 2 поворачивается вокруг шарнира и
ширина разгрузочной щели увеличивается. После прохождения
недробимого предмета валок возвращается в первоначальное по-
57
ложение. Усилие, необходимое для дробления материала, обеспе-
чивается предварительным поджатием пружин. Каждый валок
приводится во вращение от самостоятельного электродвигателя
через клиноременную передачу. Наличие на валу каждого валка
шкива 5 способствует их более равномерному вращению за счет
сообщения дополнительного махового момента. Валки футеруются
бандажами, состоящими из отдельных секторов, что улучшает и
ускоряет процесс их замены. Бандаж изготовляется из марганцо-
вистой стали.
Валковые дробилки имеют диаметр валка £>=200... 1500 мм
и длину £,=0,4... 1,0 диаметра (в последние годы выпускаются
дробилки, у которых L>D). Крупность исходного материала при
гладких'валках составляет 1/17... 1/20 от диаметра валка, при
рифленых или зубчатых — 1 /2 ... 1/6.
Достоинствами валковых дробилок являются простота конст-
рукции и надежность работы, низкий удельный расход электро-
энергии, небольшое содержание переизмельченного материала в
готовом продукте. К недостаткам относятся: низкая производи-
тельность, невысокая степень измельчения, низкое качество гото-
вого продукта (большое процентное содержание «лещадных» зе-
рен), ограниченная прочность измельчаемого материала, высокая
динамичность процесса измельчения, что повышает нагрузки на
корпус и на фундамент.
В настоящее время валковые дробилки применяются преиму-
щественно для измельчения материалов, склонных к налипанию
или содержащих липкие включения.
4.2. Расчет основных параметров режима работы
валковых дробилок
Угол захвата в валковых дробилках а — это угол между плоскос-
стями, касательными к поверхности валков в точках соприкосно-
вения с куском измельчаемого материала (рис. 4.3). Для расчета
угла захвата принимаем, что кусок имеет шарообразную форму и
массой его пренебрегаем ввиду незначительности по сравнению с
разрушающими усилиями. При вращении валков на кусок дейст-
вуют силы сжатия Р от обоих валков и силы трения F—fP (f—
коэффициент трения материала о валок). На рис. 4.3 эти силы
для упрощения показаны для одного валка. Кусок втягивается в
пространство между валками, если сумма сил, направленных
вниз, больше суммы сил, направленных вверх, т. е. выполняется
неравенство 2Fcosа/2^2Р sinа/2 (а — угол захвата, град). Про-
изведя преобразование, получим f^:tga/2, а так как f=tg <р (<р —
угол трения), получим
Ф^а/2 или а^2ф. (4.1)
Следовательно, угол захвата валковых дробилок, как щековых
58
и конусных, не должен превышать двойного угла трения материа-
ла по рабочему органу машины.
Соотношение размеров валка и дробимых кусков определяется
из рис. 4.3. Приняв, что диаметр валка равен D, диаметр дро-
бимого куска — d и ширина разгрузочного отверстия — 2е, по-
лучим (P/2+d/2)cos a/2==jD/2-}-e или (D-}-d)cos a/2=D+2e.
Разделив обе части уравнения на d, получим (D/d+l)cosa/2=
=£)ld-\-2ejd. Приняв в валковых дробилках степень измельчения,
равной 4, получим 2e/d=0,25 и тогда D/d=(cos a/2—0,25)/(1—
—cosa/2). Коэффициент трения f для горных пород принимаем
равным 0,3, следовательно, a/2 будет 16°40'. Тогда
D/d=(cos 16°40'—0,25)/(1—cos 16в40') « 17. (4.2)
Практически для гладких валков D/d=20, а для зубчатых и
рифленых валков D/d=2...6, так как в последнем случае захват
куска производится непосредственно поверхностью рабочего орга-
на дробилки.
Производительность валковых
дробилок определяется из пред-
положения, что при постоянном
питании материалом машины из
нее выходит непрерывная лента
готового продукта сечением S =
= 2eL (L — длина валка, м).
Тогда за один оборот валка из
дробилки выпадает материал объ-
емом V=nDL-2e (м3). Произво-
дительность дробилки (м3с) при
частоте вращения валка п (об/с)
Tl—knDL • 2еп, (4.3)
Рис. 4.3. Схема к расчету параметров
режима работы валковых дробилок
где k—коэффициент, учитывающий степень использования шири-
ны валков и разрыхленность материала (для твердых пород k=
=0,2... 0,3, для влажных и вязких /г=0,4... 0,6).
При измельчении прочных материалов установленный зазор
между валками несколько увеличивается вследствие отхода вал-
ков друг от друга, поэтому для получения требуемого размера
готового продукта расстояние между валками 2е уменьшается.
Для учета этого фактора в формулу производительности вводится
поправочный коэффициент k^—1,25.
Производительность валковых дробилок зависит от частоты
вращения валков. При повышенной частоте вращения она падает
ввиду значительной вибрации валков и материала, а также влия-
ния центробежных сил, снижающих усилия трения между мате-
риалом и валками, которые необходимы для захвата материала.
Для определения минимальной (nmin) и максимальной (птах)
частоты вращения валков (об/с) Б. В. Клушанцев рекомендует
59
следующие эмпирические зависимости: nmin=l/Z) и nmax=2/D (D—
в м). По полученным значениям птщ и nmax, исходя из условий
эксплуатации, определяется оптимальная частота вращения. Наи-
более благоприятный режим работы валковых дробилок наступает
при окружной скорости валков 3...6 м/с.
Усилие дробления, создаваемое затяжкой предохранительных
пружин, Q=no3F (Н), где ц— коэффициент разрыхления матери-
ала; Ов — предел прочности на сжатие, Па; S=a/(2RL)—пло-
щадь контакта валка с измельчаемым материалом, м2 (а — угол
захвата, рад; R — радиус валка, м; L — длина валка, м). При
дроблении прочных материалов а/2=16°40', у,=0,2... 0,3. При пе-
реработке глин а/2=24°20/, р.=0,4 ... 0,6.
Б. В. Клушанцев предлагает при определении Q (Н) учитывать
также одновременность раскалывания кусков материала, находя-
щихся в зоне дробления, введением коэффициента А^0,02. Тогда
Q = pto~-RL. (4.4)
Подставляя значения ц, Хи а/2, получим: при дроблении проч-
ных материалов Q=l,74oRL-10-3, при переработке глин Q=
=5,16aRL-10-3. По известному усилию Q производится расчет на
прочность деталей валковой дробилки.
Мощность двигателя привода валковых дробилок (Вт) опреде-
ляется с учетом затрат мощности на дробление материала и на
преодоление трения в подшипниках валков:
)V=(M+iV2)/T), (4.5)
где Ni — мощность, расходуемая на дробление материала, Вт;
N2— мощность, расходуемая на трение в подшипниках, Вт; т] —
КПД передачи (т]=0,95); Ni=2nRnfQ, где f—коэффициент трения
материала по поверхности валка (f=0,3... 0,45); N2=2atidmfiPi,
где dm — диаметр шейки вала, м; — коэффициент трения каче-
ния, приведенный к валу (fi=0,001); P=)?G2—Q2нагрузка
на подшипники вала, Н (G— сила тяжести валка, Н).
Для расчета мощности валковых дробилок используются так-
же эмпирические формулы. Для пород средней прочности реко-
мендуется формула Аргаля: мощность (кВт) W=47,6KLu, где К —
коэффициент, равный 0,6D/d+0,15; L — длина валка, м; v —
окружная скорость поверхности валков, м/с.
ГЛАВА 5. ДРОБИЛКИ УДАРНОГО ДЕЙСТВИЯ
5.1. Классификация и область применения
В дробилках ударного действия измельчение материала происхо-
дит при соударении кусков с рабочими органами (молотками, би-
лами), а также с ограждающими элементами (отражательными
60
плитами, колосниковыми решетками). Эти дробилки применяются
преимущественно для измельчения малоабразивных пород средней
прочности влажностью не более 10%. Преимуществами дробилок
ударного действия являются: высокие степень измельчения (до
50), качество готового продукта по форме зерен, удельная произ-
водительность (на единицу массы машины), а также простота
конструкции, удобство обслуживания. К недостаткам относятся
интенсивный износ рабочих органов и неравномерный (по зерно-
вому составу) готовый продукт.
По конструктивному исполнению такие дробилки подразделя-
ются на молотковые и роторные. Первые в качестве рабочего ор-
гана имеют молотки, шарнирно подвешенные к ротору, у вторых —
на массивном роторе жестко закреплены сменные била из изно-
состойкой стали. Жесткое крепление бил на роторе обеспечивает
использование при дроблении материала кинетической энергии
всего ротора, что позволяет применять роторные дробилки для
первичного дробления прочных материалов. Молотковые дробилки
предназначены для дробления хрупких и мягких малоабразивных
материалов (мел, гипс, известняк и т. п.).
Рабочий процесс дробилок ударного действия происходит сле-
дующим образом. Материал, подлежащий измельчению, загружа-
ется в дробилку сверху и, падая вниз, попадает под действие
быстро вращающихся бил или молотков. В результате соударения
куски разрушаются, разлетаясь в разные стороны, попадают на
ограждающие элементы — колосники, отбойные плиты, где допол-
нительно измельчаются. Отражаясь от ограждающих элементов,
куски вновь попадают под действие рабочих органов. Такой про-
цесс происходит многократно, пока измельченные куски не прой-
дут сквозь колосниковую решетку или разгрузочную щель. Разру-
шению материала способствуют также центробежные силы, воз-
никающие при эксцентричном соударении куска с рабочим орга-
ном, благодаря чему в нем возникают растягивающие напряжения
(ор«10 МПа), превышающие предел прочности материала на
растяжение.
Роторные и молотковые дробилки имеют одинаковые принци-
пиальные схемы (рис. 5.1). Наиболее распространены одноротор-
ные нереверсивные дробилки (рис. 5.1,а), которые применяются
для измельчения малоабразивных материалов средней и малой
прочности. Однороторные дробилки могут быть также реверсив-
ными (рис. 5.1,6), при этом изменяющееся направление враще-
ния ротора позволяет использовать рабочие поверхности бил и
молотков с двух сторон, не производя их перестановку, что увели-
чивает межремонтный срок службы машины. Двухроторные дро-
билки бывают одноступенчатого (рис. 5.1,в) и двухступенчатого
(рис. 5.1,г) действия. Первые применяются для получения боль-
шей производительности, когда каждый ротор работает самостоя-
тельно и материал поступает равномерно на каждый из них, Двух-
61
Рис. 5.1. Схемы дробилок ударного действия:
/ — роторные; // — молотковые
ступенчатые двухроторные дробилки позволяют повысить степень
измельчения материала в одной машине, где исходный материал
сначала поступает на первый ротор, затем на второй.
Основным узлом дробилки ударного действия является ротор,
который должен обладать высокими массой (до 20 т) и окружной
скоростью (20...80 м/с), что обеспечивает эффективное дробле-
ние материала. При таких показателях массы и скорости в роторе
возникают большие ударные и центробежные нагрузки, что тре-
62
бует от конструкции
ротора, сменных бил и
молотков высокой на-
дежности и удобства
технического обслужи-
вания.
Главные парамет-
ры дробилок ударного
действия — диаметр
(Dp) и длина (Dp) ро-
тора, которые входят
в ее условное обозна-
чение.
5.2. Конструкция
молотковых дробилок
Конструктивно разли-
чают одно- и двухро-
торные молотковые
дробилки, реверсивные
и нереверсивные, с ко-
лосниковой решеткой и
без нее. Наличие в
дробилке колосниковой
решетки позволяет ре-
гулировать крупность
готового продукта по
максимальному зерну.
При отсутствии колос-
никовых решеток дро-
билка может измель-
чать материал более
высокой влажности, но
при этом возможно пе-
реизмельчение мате-
риала. Для дробления
вязких материалов с
повышенной влажно-
стью или значительным
содержанием липких
включений вместо от-
ражательных плит в
дробилку встраивают-
ся пластинчатые кон-
вейеры тяжелого ти-
па.
Рис. 5.2. Молотковая дробилка
63
На рис. 5.2 показана однороторная нереверсивная дробилка,
которая состоит из ротора 1, корпуса 2, отбойной плиты 6, отбой-
ного бруса 7, двух колосниковых решёток — подвесной 8 и выдвиж-
ной 9. Вращение ротора, установленного в роликоподшипниках 5,
осуществляется от электродвигателя 4 через упругую муфту 3.
Корпус 2 сварной, имеет разъем по оси ротора в горизонтальной
плоскости. Разъемные части—станина и верхняя часть—крепят-
ся между собой болтами. Внутренние стенки корпуса футерованы
сменными плитами из износоустойчивого материала. В верхней
части корпуса имеются два вертикальных разъема для откидыва-
ния передней и задней стенок с целью замены молотков, отбойно-
го бруса и футеровочных плит.
Ротор (рис. 5.3) дробилки представляет собой горизонтальный
вал 1, на котором насажены диски 4. Через диски по длине рото-
ра пропущены оси 2, на которых шарнирно рядами подвешены
молотки 3. Число рядов молотков в зависимости от крупности го-
тового продукта равно двум, четырем или шести. Вал 1 вращается
в двух роликоподшипниках 5, укрепленных на конусных разрез-
ных втулках. Молотки дробилок (рис. 5.4) изготовляются из изно-
состойких сталей с двумя или четырьмя рабочими поверхностями
с целью многократного использования путем перестановок, пере-
ворачивания и т. п. На рис. 5.4,6, в, г изображены конструкции
молотков с двумя рабочими поверхностями, а на рис. 5.4,а, д —
с четырьмя. Число молотков на крупных дробилках достигает 100,
масса каждого из них 4 ... 70 кг.
Отбойная плита 6 (см. рис. 5.2) футерована износостойкими
плитами и в верхней части крепится к корпусу дробилки. Переме-
щение плиты относительно ротора производится с помощью
регулировочного устройства. Отбойный брус 7 используется в
крупных дробилках для регулирования размера готового продукта
Рис. 5.3. Ротор молотковой дробилки
64
Рис. 5.4. Схемы молотков
путем перемещения в прямоугольных гнездах нижней части ста-
нины параллельно оси ротора. Рабочая сторона бруса предохра-
няется от износа футеровкой. Выдвижная колосниковая решетка
(рис. 5.5) смонтирована на тележке 2 с четырьмя катками 3, рас-
положенными на рельсах. Тележка облицована сменными колос-
никами 1, закрепленными на ней с помощью болтов 4. Подвесная
колосниковая решетка 8 (см. рис. 5.2) шарнирно подвешена на
оси, а в нижней части опирается на зубчатую рейку, что позволяет
ей изменять положение относительно молотков ротора, увеличивая
или уменьшая зазор. Колосниковые решетки состоят из сменных
колосников, вставляемых в пазы рам каркаса. Щели между ко-
лосниками расширяются под углом 10... 20° (в сторону разгруз-
ки), что облегчает разгрузку материала.
При работе молотковой дробилки исходный материал посту-
пает через приемное отверстие в камеру дробления, где измельча-
ется молотками ротора и отбрасывается на отбойные плиту и
брус. Там происходит дополнительное измельчение. Затем матери-
ал додрабливается на колосниковых решетках, и готовый продукт
выпадает через щели решеток в разгрузочный бункер.
5.3. Конструкция роторных дробилок
Роторные дробилки подразделяются на крупного (ДРК), среднего
и мелкого (ДРС) дробления. Конструктивно они различаются со-
отношением размеров роторов и числа отражательных плит.
5—-5258 65
У дробилок ДР К диаметр ротора больше длины, у дробилок
ДРС эти параметры равны, в дробилках ДРК камера дробления
образуется ротором и двумя отражательными плитами, у дроби-
лок ДРС — ротором и тремя плитами.
Конструкция наиболее распространенных однороторных нере-
версивных дробилок показана на рис. 5.6. Дробилка состоит из
корпуса, ротора 1 с закрепленными на нем билами 11, отража-
тельных плит 5 и 9, регулировочного механизма 6. Корпус дро-
билки— сварной, разъемный, состоит из верхней части 3 и ста-
нины 2, крепящейся к фундаменту. В верхнюю часть корпуса
входят неподвижная и откидывающаяся части. На неподвижной
части крепятся: к приемному отверстию 4 — лоток и к стенке —
отражательная плита 5. Откидывающаяся часть перемещается с
помощью регулировочного механизма (винтового, гидравлическо-
го и т. д.). В корпусе предусмотрены люки для профилактического
осмотра дробилки. Места разъема корпуса и соединения корпуса
с люками герметизируются для предохранения от проникновения
пыли. Внутренняя часть корпуса облицована футеровкой 8.
Ротор 1 дробилки представляет собой массивную цилиндриче-
скую отливку с продольными пазами для установки бил. Число
рядов бил колеблется от двух до шести и зависит от вида дроб-
ления: при крупном дроблении оно меньше, при среднем и мел-
ком— больше. Билы изготовляются литыми из высокомарганцо-
вистой стали. Вал ротора установлен в конических самоцентри-
66
рующихся подшипниках, которые для облегчения монтажа наса-
жены на конические разрезные втулки. Корпуса подшипникбв
устанавливаются на корпусе дробилки. Для обеспечения высокой
уравновешенности ротор при изготовлении проходит статическую
балансировку. Отражательные плиты 5 и 9 выполняются из из-
носостойкой марганцовистой стали и в нижней части облицованы
футеровкой 7. На плитах установлены пружинные возвратно-ре-
гулировочные устройства 6 с резиновыми амортизаторами, пред-
назначенные для пропуска через машину недробимых предметов
и регулировки размера выходной щели 10. В рассматриваемой
дробилке установлены две отражательные плиты, образующие две
камеры дробления, что характерно для ДРК- При совмещении
обеих плит образуется однокамерное дробящее пространство, при
котором дробилка имеет наибольшую производительность.
Привод дробилки осуществляется от электродвигателя через
клиноременную передачу. В некоторых роторных дробилках вмес-
то отражательных плит устанавливают отражательные колосни-
ковые решетки, что предотвращает переизмельчение материала,
отделяя готовый продукт от общей массы перерабатываемого ма-
териала.
5.4. Расчет дробилок ударного действия
При ударном измельчении материала энергия расходуется на раз-
рушение кусков, на деформацию молотков (бил), отражательных
и колосниковых плит, причем количество и распределение энергии
зависят от физико-механических свойств и крупности исходного
материала, массы, формы, скорости вращения рабочих органов,
степени измельчения и особенностей конструкции дробилок.
Для разрушения материала в дробилках ударного действия
необходимо, чтобы куски получали определенное количество энер-
гии, которое зависит от характеристики горной породы.
Исследования показали, что критерием оценки ударного воз-
действия на горную породу является зависимость
dvz=c, (5.1)
где d — размер куска, м; v—скорость удара, м/с; z—показатель
степени (z<2); с — константа, характеризующая горную породу
(определяется опытным путем). Если dvz<Zc, материал не разру-
шается, если dvz>c, то происходит разрушение материала. Ана-
лиз формулы (5.1) показывает, что при данной скорости удара
существует граничный размер куска dKp (м), ниже которого час-
тицы разрушаться не будут:
dKp=230-10-s<rP/(poP1-s), (5.2)
где ор — предел прочности материала на растяжение, Па; р —
плотность дробимого материала, кг/м3; оР— скорость удара, при-
нимаемая равной окружной скорости ротора, м/с.
5* 67
На основании зависимости (5.1) можно также определить кри-
тическую скорость вращения ротора (м/с) для разрушения кусков
крупностью d и имеющих определенные значения а и р:
____________________________________________
укр= 1,75-10-2/[°р/(Р^)Г- (5.3)
Молотковые дробилки. Расчет ведется по эмпирическим фор-
мулам, связывающим производительность и мощность машин с
линейными размерами ротора и скоростью его вращения. Диа-
метр (м) ротора (диаметр окружности, описываемой молотками)
£)p=3d4-0,55, где d — наибольший размер кусков исходного мате-
риала, м. Длина (м) ротора Lp— (0,8 ... 1,2)ДР. Длина молотка
(от оси подвеса до бойка) принимается равной (0,2 ... 0,25) ДР.
Длина бойка равна 0,5 длины молотка.
Ширина щели между колосниками решетки должна быть в
1,5...2 раза больше требуемого наибольшего размера готового
продукта.
Производительность (м3/ч) молотковых дробилок при Dp>Lp
П= (0,36... 0,54) Др2Лр(о, (5.4)
при £>р<Лр
П= (0,36... 0,54) ДрЛр2©, (5.5)
где со — угловая скорость вращения ротора, рад/с.
Мощность (кВт) молотковых дробилок
V=l,18DpZ.p(o, (5.6)
или
JV=l,34Z)p2Lp®. (5.7)
Производительность, потребляемая мощность молотковых дро-
билок, качество готового продукта, долговечность деталей маши-
ны во многом зависят от конструкции молотков — их размеров,
массы и окружной скорости вращения. Измельчение материала в
молотковых дробилках происходит в результате соударений мо-
кусками, причем работа, производимая од-
ним молотком, зависит от его кинетической
энергии (Дж): E—mv2/^, где т— масса
молотка, кг; v — окружная скорость враще-
ния молотка, м/с.
При соударении молотка .с куском ма-
териала возникает импульс удара, в ре-
зультате которого молоток теряет первона-
чальную скорость и отклоняется назад. От-
клонение молотка (угол поворота после
соударения) зависит от его массы и раз-
меров и не может быть чрезмерным, так
как при этом нарушится работа дробилки
и повысится износ молотков. Допустимый
угол поворота молотка определяется в за-
лотков е отдельными
Рис. 5.7. Схема к расче-
ту производительности
роторной дробилки
68
висимости от изменения окружной скорости молотка до и после
удара и не может превышать 80 .., 90 % максимально возможного
угла поворота молотка.
Долговечность деталей рабочего органа (подшипников ротора)
зависит от величины удара, передаваемого на вал ротора при ра-
боте дробилки. Для повышения долговечности подшипников рото-
ра необходимо обеспечить уравновешивание молотков, при кото-
ром ударный импульс, передаваемый на ось подвеса молотка и
подшипники ротора, был бы равен нулю. Это достигается созда-
нием определенной формы молотков, при которой момент инерции
(кг-м2) молотка относительно оси подвеса Jz_z=m(/i2-HiM> где
/1 — расстояние от оси подвески до центра масс молотка, м; —
расстояние от центра масс молотка до точки приложения импуль-
са удара при соударении с куском материала, м.
Роторные дробилки. Главными параметрами дробилки явля-
ются диаметр и длина ротора. Диаметр ротора £>Р (м) зависит
главным образом от крупности исходного материала d (м). Для
однороторных ДРК Dp= (1,5 ... 3,0)rf, для двухроторных—Dp=
= l,2d, дробилки среднего дробления имеют Др=(3... 10)d, мел-
кого дробления — £>р^= 10с/. Длина ротора Др (м) зависит от его
диаметра: Ар= (0,5 .. 1,5)Dp. Производительность роторной дро-
билки (м3/с)
П = 480^^-А3, (5.8)
где цр — окружная скорость вращения ротора, м/с; z— число ря-
дов бил; Ар — коэффициент, зависящий от положения отражатель-
ной плиты (Ар=1,3... 5,2). Производительность роторных дроби-
лок может быть также определена на основании расчетной схемы
(рис. 5.7), согласно которой над камерой дробления находится
плотная масса материала, опускающаяся под действием силы тя-
жести на ротор со скоростью vB- При вращении ротора последний
каждым билом срезает слой материала толщиной h (по вертика-
ли). Объем срезаемого материала V=ALph (м3), где А — гори-
зонтальная проекция дуги К.С, м. Отсюда производительность дро-
билки (м3/с) T\==Vnz==ALphnz, Где п — частота вращения ротора,
об/с; z— число рядов бил.
Мощность привода роторной дорбилки (кВт)
М=Ц7дрП (i—1) /(АвПдрПпЮО) ,
где Ц7ДР — энергетический показатель (затраты электроэнергии на
измельчение 1 м3 материала), Вт-ч/м3, И7ДР= (2,53... 40); П —
производительность дробилки, м3/ч; i — степень измельчения;
DCB — средневзвешенный диаметр исходного материала, м; Ядр—
КПД дробилки (Пдр=0,75...0,95); Пп—КПД привода (при кли-
ноременной передаче rin=0,92... 0,96).
69
ГЛАВА 6. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ПОМОЛА
6.1. Барабанные мельницы
В барабанных мельницах измельчение материала происходит
внутри полого вращающегося барабана с помощью мелющих тел
(шаров, стержней). Помещенный в мельницу материал разруша-
ется под действием ударных и истирающих нагрузок. Барабанные
мельницы классифицируются по нескольким признакам: по режи-
му работы — периодического (рис. 6.1,а) и непрерывного (рис.
6.1,6— ж) действия; по характеру работы — мельницы, работаю-
щие в открытом и замкнутом цикле; по форме барабана — ци-
линдрические короткие (рис. 6.1,а...г), цилиндрические длинные
или трубные (рис. 6.1,е, ж) и конусные (рис. 6.1,6); по форме
мелющих тел—шаровые, стержневые и самоизмельчения (без
мелющих тел); по способу загрузки и выгрузки материала — с за-
грузкой и выгрузкой через люк (рис. 6.1,а), с загрузкой и вы-
грузкой через полые цапфы (рис. 6.1,6, д, е), с загрузкой через
полую цапфу и выгрузкой через периферийное сито (риё. 6.1,в, г)
или днище барабана (рис. 6.1,ж); по способу помола — сухого и
мокрого помола; по конструкции привода — с периферийным (рис.
6.1,е) и центральным (рис. 6.1,ж) приводом.
Преимуществами барабанных мельниц являются простота и
надежность конструкции, простота регулировки степени измель-
чения, однородность готового продукта. К недостаткам относятся
большой расход энергии (35...40 кВт ч/т), низкое использование
в рабочем процессе объема барабана (35...45%), малые скоро-
сти воздействия на материал мелющих тел, значительные габари-
ты и масса, повышенный шум при работе. Определяющими пара-
метрами барабанных мельниц являются диаметр (D) и длина (L)
барабана. У мельниц с относительно коротким барабаном соотно-
шение L!D=2... 3, у трубных L/D=3... 6.
Шаровая цилиндрическая мельница периодического действия
(рис. 6.2,а) состоит из сварного цилиндрического -барабана 1 с
Рис. 6.1. Схемы бара-
банных мельниц:
а — периодического дей-
ствия; б — непрерывного
действия с загрузкой и
выгрузкой через пусто-
телые цапфы; в — непре-
рывного действия с вы-
грузкой через перифе-
рийное сито; г — непре-
рывного действия с вы-
грузкой через торцовую
решетку; д — конусная
мельница; е — трубная
мельница с периферий-
ным приводом; ж —
трубная мельница с цен»
тральным приводом
70
Рис. 6.2. Шаровые мельницы
люком, прикрытым крышкой 2, и двумя днищами 3. Днища цент-
ральными осями опираются на подшипники 4. Внутренняя поверх-
ность барабана футеруется износостойкими плитами. Привод
мельницы состоит из электродвигателя 8, редуктора 7 и зубчатой
передачи 6. Для уменьшения пускового момента в схеме привода
предусмотрена фрикционная муфта 5. При работе мельницы ис-
ходный материал подается в барабан через люк 2, измельчается в
зависимости от требуемой тонкости помола в течение 5... 8 ч,
после чего разгружается через тот же люк. Для предотвращения
выпадения из мельницы мелющих тел при выгрузке готового про-
дукта в люк вставляется трубка с отверстиями. Такие мельницы
имеют низкую производительность.
Более высокую производительность помола имеют шаровые
конусные мельницы непрерывного действия (рис. 6.2,6). В них
71
Рис. 6.3. Трубиая многокамерная мельница
исходный материал поступает через пустотелую цапфу 5 в бара-
бан 6, где происходит помол с помощью мелющих тел 4. Измель-
ченный материал проходит через отверстия 7 в приемник 8, отку-
да ссыпается в сепарирующие установки. Недоизмельченный ма-
териал поступает в барабан через цапфу 2 и подвергается
повторному помолу. Барабан вращается от электродвигателя че-
рез шестерню 1 и зубчатый венец 3.
Наиболее эффективными барабанными мельницами являются
трубные многокамерные мельницы, что достигается увеличением
длины барабана, а также разделением его по длине на 2... 4 ка-
меры с помощью решетчатых перегородок. Первую (со стороны
загрузки) камеру заполняют более крупными мелющими телами,
следующие — более мелкими, а последнюю камеру загружают
наиболее мелкими мелющими телами в виде коротких цилиндри-
ков, интенсивно истирающих материал при перекатывании. Такое
распределение мелющих тел позволяет наиболее полно исполь-
зовать накопленную ими при падении кинетическую энергию.
Трубная мельница (рис. 6.3) состоит из цилиндрического ба-
рабана 4 с торцовыми днищами 3 и 7, который опирается цапфа-
ми 2 и 8 на подшипниковые опоры с самоустанавливающимися
вкладышами. Барабан разделен решетчатыми перегородками на
четыре камеры. Три из них футеруются волнистыми броневыми
плитами, облегчающими подъем мелющих шаров, а четвертая —
гладкими плитами, что способствует равномерному перекатыва-
нию цилиндрических мелющих тел. Четвертая камера, имеющая
наибольшую длину, разделена продольными перегородками на
пять частей, что повышает интенсивность помола и снижает (на
20%) удельный расход потребляемой энергии за счет уравнове-
шивания отдельных частей при вращении барабана.
72
Рабочий процесс в мельнице происходит следующим образом.
Исходный материал подается питателем в воронку 1 и через ко-
нусную втулку полой цапфы 2 поступает в первую камеру. После
измельчения в ней крупными шарами материал через перегородку
перемещается во вторую камеру, а затем — в третью и четвертую.
Окончательно измельченный материал через овальные отверстия 6
днища 7 ссыпается из барабана на разгрузочное сито 9, откуда
готовый продукт поступает на склад, а недоизмельченный мате-
риал— в боковой сборник на доизмельчение. Привод барабана
осуществляется от'электродвигателя через редуктор и соедини-
тельный вал. Герметизация барабана при сухом помоле осуще-
ствляется с помощью колец 5.
Кроме рассмотренных выше типов барабанных мельниц для
помола некоторых материалов применяются мельницы без мелю-
щих тел, в которых происходит самоизмельчение материала при
падении его в машину и при перекатывании внутри барабана.
Процесс самоизмельчения материала интенсифицируется с увели-
чением диаметра барабана, уменьшением его длины, а также
оптимальной формой футеровки. Такие машины применяются в
промышленности строительных материалов при обогащении по-
лезных ископаемых и работают в открытом и замкнутом циклах
сухого и мокрого измельчения.
6.2. Расчет основных параметров режима работы
барабанных мельниц
Угловая скорость барабана определяет характер движения мелю-
щих тел, от которого зависит интенсивность измельчения матери-
ала в мельнице. При малой угловой скорости барабана мелющие
тела и измельчаемый материал смещаются в сторону вращения
барабана и вместе с ним поднимаются на высоту, при которой
угол подъема б становится равным углу тре-
ния (точка А, рис. 6.4). Отсюда они скатыва-
ются, измельчая материал легкими ударами
и истиранием. Интенсивность измельчения
при этом невысока. При чрезмерно высокой
угловой скорости барабана значительно
возрастают центробежные силы, которые пре-
восходят силу тяжести, за счет этого мелю-
щие шары прижимаются к стенке барабана
и не будут отрываться от нее даже в точке
Е. При этом работа измельчения произво-
Рис. 6.4. Схема к
расчету оптималь-
ной угловой ско-
рости вращения
барабана мельни-
цы
диться не будет. Угловая скорость, при кото-
рой возникает такое положение, называется
критической (<оКр) и определяется из условия
P^mg, где P—m<a'iK.vR — центробежная сила,
Н (<окр — критическая угловая скорость бара-
73
бана, рад/с; R— радиус барабана, м); т—масса шара, кг; g—
ускорение свободного падения, м/с2. Отсюда coKp^Vg/R- Оптималь-
ная угловая скорость барабана определяется из условия обеспече-
ния максимальной высоты падения шара, которая определяется
координатами точки отрыва шара от стенки (точка В) и точки
соприкосновения его с барабаном после падения (точка С).
В точке В на шар действуют силы инерции Р, сила тяжести
mg и сила трения скольжения по стенке барабана Т, которой мож-
но пренебречь ввиду подпора верхних частиц нижними. С учетом
этого отрыв шара от стенки барабана в точке В будет происхо-
дить при условии P^Gsina, где a — угол подъема шара (а=
=35...40°). Подставляя в уравнение значения Р и G, получим
maiornR^mg sin а. Отсюда угловая скорость (рад/с)
“опт Kg sina/7?. (6.1)
Масса мелющих тел значительно влияет на эффективность ра-
боты шаровых мельниц. При малом количестве мелющих тел они,
не имея достаточного подпора, будут скатываться до подъема на
необходимую высоту, не обеспечивая интенсивного измельчения.
При чрезмерном количестве шары также не смогут измельчать ма-
териал ввиду малого пространства для их перемещения. Степень
загрузки барабана мелющими телами характеризуется коэффици-
ентом загрузки k3, представляющим собой отношение площади
поперечного сечения слоя загрузки S (в спокойном состоянии) к
площади поперечного сечения барабана, т. е. k3=S(nR2) или
k3=m/(nR2Lkpp), где т — масса мелющих тел, кг; R — внутренний
радиус барабана мельницы, м; L — внутренняя длина барабана,
м; kp—коэффициент разрыхления загрузки (для стальных шаров
и гальки £р=0,575, для стальных цилиндров £р=0,55); р — плот-
ность материала мелющих тел (для стали р=78,5 кг/м3, для
гальки р=26 кг/м3). Отсюда оптимальная масса мелющих тел
(кг)
m—nR2k3kpLp. (6.2)
Наилучшие результаты измельчения получаются при А3=0,26...
... 0,32.
Производительность шаровых мельниц зависит от многих фак-
торов, связанных с физическими свойствами измельчаемого мате-
риала, тонкостью помола, конструктивными особенностями мель-
ниц, режимом работы, видом помола (сухой или мокрый) и т. д.
Для определения производительности (т/ч) используется эм-
пирическая зависимость
П = 6,45 ]/D(j/G7V)0'8<A (6.3)
где D — внутренний диаметр футерованного барабана мельницы,
м; G— масса мелющих тел, кг; V — рабочий объем барабана
мельницы, м3; q — удельная производительность мельницы, зави-
74
сящая от материала и способа помола; при сухом помоле клинке-
ра, шлаков 9=0,04...0,06 т/(кВт-ч), при помоле глины и мела
9=0,03... 0,04 т/(кВт-ч); k — коэффициент, зависящий от тонко-
сти помола, значения которого приведены ниже.
Остаток на сите 0С8, % 2 3 4 5 6 7 10 12 15
k.................. 0,6 0,65 0,71 U,77 0,82 0,96 1,0 1,1 1,2
При аспирации многокамерных мельниц их производительность
возрастает на 15...20%, что учитывается дополнительным коэф-
фициентом. Значительно повышается производительность шаровых
мельниц при загрузке материала, предварительно измельченного
до размера 5... 15 мм, и загрузке барабана мельницы более мел-
кими шарами.
Мощность двигателя барабанных мельниц расходуется на подъ-
ем шаров и материала, сообщение им кинетической энергии и на
преодоление сил трения в механизмах привода и опорах барабана.
Работа (Дж), затрачиваемая на подъем шагов и материала,
A\=mgh, где т— масса шаров й материала, кг; g— ускорение
силы тяжести, м/с2; h — высота подъема, м. Высота подъема (м)
при угле отрыва шаров ао=ЗО° равна /г=1,37?. Следовательно,
Ai=l,3mgR, Дж. Работа (Дж), затрачиваемая на сообщение ша-
рам и материалу кинетической энергии, A2 = mw2/2, где v = a>Ro—
скорость приведенного (редуцированного) слоя шаров и мате-
риала, движущегося на расстоянии Ro от центра барабана,
Ro = ]/ (/?24--^i2)/2 (R и Ri — соответственно радиус барабана и
материала, м); со — угловая скорость вращения барабана, рад/с.
Следовательно, A2=mRQ2a2/2. Подставив в эту формулу значение
п>опт, получим
л _mRo2 (л/gsina)
2 V Ro )’
Подставив в формулу значения а0 и 7?0=0,86/?, получим Л2=
=0,214mg7?. Суммарная работа (Дж) одного цикла циркуляции
(подъема и падения) шаров и материала будет равна A=Ai+
4-A2=l,3mg7?+O,214mgl?=l,514/ng7?. За один оборот барабана
шары с материалом совершают несколько циклов циркуляций,
количество которых при ао=ЗО° вычислится как z= 1,644.
Мощность двигателя мельницы (кВт)
N—Aaz/(2mt\-103), (6.4)
где я — КПД привода (я=0,9... 0,94).
6.3. Мельницы с повышенной скоростью движения
рабочих органов
Такие мельницы применяются для тонкого помола материалов
средней и малой прочности (каолин, полевой шпат, магнезит). С
уменьшением крупности зерен исходного материала возрастает их
75
относительная прочность, что объясняется уменьшением числа
участков с нарушенной предварительным измельчением структу-
рой. Поэтому для эффективного разрушения материала применя-
ются помольные машины, у которых значительно увеличены ско-
рости приложения нагрузок и частота воздействия импульсов сил.
В таких машинах измельчение достигается раздавливанием и час-
тичным истиранием материала между цилиндрическими, кониче-
скими или шарообразными поверхностями роликов и плоскими
или криволинейными поверхностями кольца при их взаимном рас-
положении.
Рис. 6.5. Схемы мельниц с повышенной
рабочих органов
скоростью движения
Конструктивные схемы таких машин даны на рис. 6.5. Коль-
цо 1 или оси роликов 2 вращаются от привода 4. При вращении
от привода 4 кольца 1 ролики 2 вращаются вокруг неподвижных
осей под действием сил трения, а при вращении осей роликов от
привода они катятся по неподвижному кольцу. Поскольку масса
роликов невелика, в некоторых мельницах они прижимаются к из-
мельчаемому материалу с помощью пружин 3 или центробежны-
ми силами инерции, возникающими при вращении. Угловая ско-
рость вращения приводного вала в этих мельницах составляет
10... 30 рад/с. К таким мельницам относятся среднеходовые ша-
ровые, валковые и роликомаятниковые мельницы.
Шаровая кольцевая мельница (рис. 6.6,а) состоит из нижнего
вращающегося кольца 1 с шарами 9, верхнего желобчатого коль-
ца 2 с пружинами 3 и регулировочными винтами 4, редуктора И
и вспомогательных устройств. Исходный материал подается пита-
телем 8 на нижнее кольцо и, вращаясь вместе с ним, отбрасыва-
ется на желоб с помещенными в нем шарами диаметром 195...
76
8)
Рис. 6.6. Мельницы с повышенной скоростью движения рабочих органов:
а — шаровая кольцевая; б — валковая мельница; в — ролнкомаятннковая
... 275 мм, где измельчается. Измельченный материал отбрасыва-
ется из-под шаров к кожуху, откуда уносится воздушным потоком,
поступающим по трубе 10, и попадает в сепаратор 6, где разде-
ляется по крупности. Крупные частицы материала возвращаются
по трубе 7 на допомол, а готовый продукт по трубе 5 поступает в
осадительное устройство. Отношение диаметра шаров к наиболь-
шей крупности кусков исходного материала обычно составляет
10... 12. Производительность мельницы зависит от свойств из-
мельчаемого материала и тонкости помола и определяется опыт-
ным путем.
Валковая мельница (рис. 6.6,6) состоит из вращающейся ча-
ши 2, приводимой в действие через редуктор 1, и двух валков 4.
Валки установлены на осях, которые размещены в подшипниках
балансирных рам 5. Балансирные рамы прикреплены к станине и
стянуты пружинами 6, которые оказывают дополнительное усилие
на материал (до 500 кН), что значительно превышает силу тяже-
сти валков. Материал поступает в мельницу через воронку на рас-
пределительный конус в центре чаши и оттуда попадает под вал-
ки, где измельчается. Под действием центробежных сил инерции
вращения чаши материал перемещается от центра к периферии,
откуда выносится потоком воздуха, поступающего по каналу 3 в
сепаратор. Диаметр чаши мельницы — 0,6 ... 0,7 м, угловая ско-
рость вращения — 5,.. 9 рад/с.
Роликомаятниковая мельница (рис. 6.6,в) состоит из централь-
ной втулки 8, вертикального вала 2, крестовины 1, маятников 3 с
установленными на них роликами 6 и неподвижного кольца 5.
Вращение вертикального вала осуществляется от электродвигате-
ля через клиноременную и коническую передачи. При вращении
вала и шарнирно закрепленной на нем крестовины ролики пере-
катываются по кольцу, прижимаясь к нему центробежными сила-
ми, и измельчают материал, равномерно подающийся в мельницу
питателем 9 и направленный на кольцо лопатками 7. Измельчен-
ный материал подхватывается потоком воздуха, двигающимся по
коллектору 4, и выносится в сепаратор. Диаметр кольца отечест-
венных мельниц данного типа составляет 600...800 мм, диаметр
роликов — 300...700 мм. Производительность мельницы опреде-
ляется по эмпирическим зависимостям, а мощность — как для вал-
ковых дробилок.
Раздел второй
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ СОРТИРОВКИ
НЕРУДНЫХ МАТЕРИАЛОВ
ГЛАВА 7. ОБЩИЕ СВЕДЕНИЯ
7.1. Назначение и сущность процесса сортировки
При производстве строительных материалов (песок, гравий,
щебень и др.) исходное сырье в большинстве случаев представ-
ляет собой неоднородную по крупности смесь, содержащую раз-
личные примеси и включения. В процессе переработки сырья
исходный материал бывает необходимо разделить на отдельные
сорта по крупности, а также удалить из него примеси и включе-
ния. Процесс разделения смеси на отдельные сорта по крупности
называется сортировкой.
Сортировка может производиться механическим (грохочение),
воздушным (сепарация), гидравлическим (классификация) и маг-
нитным (сепарация) способами. Наиболее распространен механи-
ческий способ сортировки, при котором разделение материала
по крупности производится с помощью машин и устройств,
снабженных разделительными просеивающими поверхностями
(плоскими или криволинейными), — грохотов. Смесь, поступаю-
щая на грохочение, называется исходным материалом. Часть
исходного материала, остающаяся при грохочении на просеиваю-
щей поверхности, называется надрешетным (верхним) классом;
прошедший через отверстия поверхности—подрешетным (ниж-
ним) классом. Надрешетный класс обозначается знаком «плюс»,
подрешетный — «минус». Так, если смесь разделяется на поверх-
ности с отверстиями 20 мм, то верхний класс обозначается 4*20,
нижний —20, т. е. одна поверхность разделит смесь на два клас-
са. При последовательном грохочении на п поверхностях полу-
чается п+1 классов.
Процесс грохочения оценивается двумя показателями: произ-
водительностью, т. е. количеством поступающего на грохот ис-
ходного материала в единицу времени, и эффективностью, харак-
теризующей полноту разделения исходного материала. Теорети-
чески (при бесконечно большом времени грохочения) исходный
материал полностью разделяется на верхний и нижний классы,
однако практически (при ограничении времени грохочения) нель-
зя добиться полного разделения смеси, и часть зерен нижнего
класса не пройдет через просеивающую поверхность, останется
в верхнем классе и вместе с ним сойдет с поверхности.
79
Показателем, оценивающим полноту разделения исходного ма-
териала на верхний и нижний классы, является эффективность
грохочения (%):
E=mi H100/mH, (7.1)
где miH —масса зерен нижнего класса, прошедших через просеи-
вающую поверхность, кг; /пн — масса зерен нижнего класса, со-
держащихся в исходном материале, кг.
Однако эффективность не определяет собой качество продук-
та грохочения, которое оценивается засоренностью, т. е. процент-
ным содержанием в нем зерен, размер которых выходит за гра-
ничные размеры этого продукта.
Основной частью зерен, засоряющей верхний класс, являются
так называемые «трудные» зерна, размер которых dT близок к
размеру отверстия просеивающей поверхности a: dT= (0,75 ...
... 1,0)а. Поэтому на практике в целях снижения засоренности
верхнего класса размер а принимают несколько большим макси-
мального граничного размера drp зерен отделяемого нижнего про-
дукта. При этих условиях грохочения засорение верхнего класса
зернами нижнего класса снизится и верхний продукт станет более
качественным. Однако при этом неизбежно будет засоряться ниж-
ний класс, в который попадут зерна верхнего класса. Засорен-
ность верхнего и нижнего классов при увеличении размера от-
верстий будет примерно одинаковой. Каждую из частей рассор-
тированного таким образом исходного материала (засоренную
зернами других классов) называют фракцией. Согласно сущест-
вующим ГОСТам, засоренность фракций гравия и щебня не
должна превышать 5 %'.
7.2. Способы сортировки и применяемое оборудование
Механическая сортировка (грохочение) —процесс разделения ис-
ходной массы по крупности на плоских или криволинейных про-
сеивающих поверхностях — колосниковых решетках или ситах с
отверстиями заданного размера, которые приводятся в движение
приводом машины. При переработке нерудных полезных ископае-
мых применяют следующие виды грохочения: предварительное,
при котором из исходной массы выделяется негабарит или ма-
териал, не требующий измельчения в машинах первой- стадии
дробления; промежуточное — для выделения материала, не тре-
бующего измельчения в последующих стадиях; контрольное — для
отделения отходов и материала крупнее заданного размера;
окончательное (товарное) — для разделения готового продукта на
товарные фракции.
Машины и устройства механической сортировки классифици-
руются по следующим признакам: по типу просеивающей поверх-
ности — на колосниковые, решетчатые, ситные, струнные и валко-
80
вые; по фофме просеивающей поверхности — на плоские и изо-
гнутые; по расположению просеивающей поверхности в простран-
стве— на горизонтальные, наклонные и вертикальные; по харак-
теру движения просеивающей поверхности — на неподвижные, ка-
чающиеся, вибрирующие и вращающиеся.
Колосниковые грохоты предназначены для грубого предвари-
тельного отделения крупных кусков перед дроблением и бывают
неподвижные и подвижные. Просеивающая поверхность этих гро-
хотов представляет собой набор колосников 1 (рис. 7.1), укреп-
ленных на общей раме с помощью стяжных болтов 3 на некото-
ром расстоянии друг от друга. Расстояние между колосниками
регулируется с помощью распорных шайб 2. В неподвижных
грохотах материал движет-
ся по просеивающей поверх-
ности под действием силы
тяжести кусков, для чего
грохот устанавливается под
углом, превышающим угол
трения материала по ситу.
Подвижные колосниковые
грохоты имеют приводы,
сообщающие просеивающей
поверхности качательное
или вибрационное движе-
ние, что обеспечивает более
Неподвижный колосниковый
грохот
интенсивный процесс грохо- рис
чения. Такие грохоты ис- ’ '
пользуются для равномер-
ной загрузки дробилок материалом.
Барабанные грохоты по форме просеивающей поверхности бы-
вают цилиндрическими, коническими, призматическими или пира-
мидальными. Барабаны малых грохотов изготовляются с цен-
тральным валом, к которому на спицах крепят просеивающую
поверхность. Тяжелые барабанные грохоты вращаются на банда-
жах, опирающихся на ролики. Привод барабанных грохотов со-
стоит из электродвигателя и редуктора. Материал подается не-
прерывно внутрь барабана, за счет трения увлекается внутренней
поверхностью барабана и по достижении высоты, соответствую-
щей углу естественного откоса материала, скатывается вниз, про-
сеиваясь сквозь отверстия в барабане. Продольное перемещение
материала обеспечивается наклоном центральной оси барабана
(4 ... 7°) и его вращением. Частота вращения барабанных гро-
хотов ограничена величиной центробежных сил, прижимающих
куски материала к просеивающей поверхности.
Преимуществами барабанных грохотов являются уравновешен-
ность и тихоходность, что позволяет устанавливать их на верх-
них этажах сортировочных заводов. К недостаткам относятся
6—5258 81
малая удельная производительность и низкая эффективность гро-
хочения. Они громоздки и имеют большую массу. ^Изготовление
и ремонт просеивающих поверхностей усложнено и^-за изогнутой
формы поверхности.
Валковые грохоты (рис. 7.2) состоят из наборд параллельных,
расположенных на некотором расстоянии друг от друг валков 1,
установленных на наклонной раме 2 и вращающихся в направ-
лении движения материала. На валки насажены или отлиты за-
одно с ними круглые или фигурные диски. При сортировке ка-
менных материалов применяются круглые диски, причем каждый
последующий валок с дисками должен вращаться быстрее пре-
дыдущего. Диски насажены на валок эксцентрично для разрых-
ления материала и его продвижения по грохоту. Привод грохота
осуществляется от электродвигателя через ременную передачу,
ведомый шкив 3 которой насажен на главный вал 4. От главного
вала движение передается через звездочки 5 и цепную переда-
чу 6 на каждый валок.
Валковые грохоты используются для предварительного круп-
ного грохочения материалов повышенной абразивности и в ка-
честве питателей дробящих и транспортирующих машин.
Наибольшее распространение в промышленности строитель-
ных материалов получили вибрационные грохоты с плоскими
просеивающими поверхностями, конструкция и расчет которых
рассмотрены ниже.
Воздушная сортировка (сепарация)' представляет собой раз-
деление материала по крупности частиц и их удельному весу за
счет различной скорости осаждения в воздушном потоке под дей-
ствием силы тяжести или центробежных сил и сил сопротивления
82
среды. Воздушная сортировка производится в специальных уст-
ройствах и машинах — воздушных сепараторах, которые приме-
няются для обеспечения работы помольных машин при производ-
стве цемента, гипса, извести и других материалов (в замкнутом
цикле) и при сочетании помола с сушкой. Работа воздушных
сепараторов, как и грохотов, характеризуется эффективностью сор-
тировки (67 ... 80%) и засоренностью фракций (60 ... 70 %).
Гидравлическая сортировка (классификация) представляет со-
бой разделение материала по крупности частиц, их удельному
весу и различной смачиваемости в воде или других жидкостях
за счет различной скорости их осаждения. Гидравлической клас-
сификации подвергается смесь, крупность частиц которой не пре-
вышает 5 мм (песок). Гидравлическая классификация осущест-
вляется в специальных аппаратах-классификаторах.
По принципу действия они подразделяются на классификато-
ры свободного и стесненного падения, по характеру движения
гидросмеси — на горизонтальные и вертикальные. Вертикальные
классификаторы просты по конструкции, надежны в работе и при
невысоких требованиях к точности классификации могут быть
использованы для обогащения строительных песков. Горизонталь-
ные классификаторы по характеру осаждения частиц в клас-
сификационных камерах подразделяются на две группы: со сво-
бодным и стесненным падением частиц.
Первая группа горизонтальных классификаторов, обычно ка-
мерных, представляет собой удлиненные желоба призматического
или пирамидального сечения, разделенные по длине несколькими
перегородками. В нижней части каждой камеры имеется сливное
отверстие, прикрываемое электромагнитным клапаном. В класси-
фикатор поступает сильно разжиженная пульпа, которая двигает-
ся с малой скоростью. Благодаря этому происходит осаждение
частиц: вначале более крупных, в конце — более мелких. Эффек-
тивность работы таких классификаторов низка, поэтому они при-
меняются для классификации мелкого заполнителя, применяемого
в низкомарочных бетонах.
Для более высокой точности разделения материала по фрак-
циям используют классификаторы стесненного падения с восхо-
дящим потоком воды. Такие классификаторы имеют малые габа-
риты, относительно высокую производительность при эффектив-
ности классификации 85 ... 95 %.
Электромагнитная сортировка (сепарация) основана на раз-
личии воздействия магнитного поля на частицы, обладающие и
не обладающие магнитными свойствами. Этот вид сортировки
применяется для извлечения из потока материала металлических
предметов, которые могут повредить дробильно-помольное обору-
дование, удаления металлосодержащих частиц, которые загряз-
няют нерудные ископаемые и снижают качество готового продук-
6* 83
та. Для магнитной сепарации применяют электромагнитные сепа-
раторы циклического и непрерывного действия, работающие в
сухом и мокром процессах. Для повышения эффективности ра-
боты электромагнитных сепараторов используют индукционные
датчики и усилительную аппаратуру.
ГЛАВА 8. ГРОХОТЫ С ПЛОСКИМИ РАБОЧИМИ ОРГАНАМИ
8.1. Конструкция просеивающих поверхностей
Просеивающие поверхности являются основным рабочим органом
грохотов, от качества и конструкции которых зависят эффектив-
ность грохочения, производительность и бесперебойность работы
Рис. 8.1. Проволочные сита
машин. Просеивающие поверхности изготовляются в виде сита —
плетеной или сварной проволочной сетки, решета — стального ли-
ста со штампованными отверстиями и колосниковой решетки.
В последнее время используются резиновые штампованные или
литые решета, а также сетки из резинового шнура (струнные
сита). Достоинством струнных сит являются более высокие про-
изводительность и эффективность грохочения при сортировке ма-
териалов, склонных к налипанию, а также экономичность (дол-
говечность) при сортировке абразивных материалов.
Показатели процесса грохочения во многом определяются
конструкцией просеивающей поверхности: ее размерами, а также
размером и формой отверстий. Размеры просеивающей поверх-
ности характеризуются соотношением ее ширины и длины. В гро-
хотах это соотношение обычно равно 1 :2,5, при таком соотно-
шении производительность грохота прямо пропорциональна пло-
щади сита.
Проволочные сита (рис. 8.1) применяются для мелкого грохо-
чения (1 ... 50 мм) и должны отвечать следующим требованиям:
«живое» сечение сита, т. е. отношение суммарной площади отвер-
стий ко всей площади сита, должно быть наибольшим; форма
84
изгиба проволок не должна изменяться при грохочении, сито
должно быть долговечным и не корродироваться. Проволочные
сита различаются по способу переплетения (рис. 8.1,а), по форме
ячеек (рис. 8.1,6), по сечению проволоки (рис. 8.1,в) и по форме
проволоки (рис. 8.1,в,г). На рис. 8.1,г изображено проволочное
сварное сито, изготовляемое из стальных прутков диаметром
7 ... 8 мм и размером отверстий 60 ... 100 мм. Форма отверстий
сит может быть квадратной или прямоугольной. При прямоуголь-
ных отверстиях производительность грохота выше, однако засо-
ренность нижнего продукта лещадными зернами в этом случае
значительно возрастает.
Рис. 8.2. Решета
Проволочные сита имеют наибольшее живое сечение (до 70 %),
что особенно важно при мелком грохочении. Долговечность сита
зависит не только от материала, из которого оно изготовлено,
но и от правильного его крепления и соответствующего натяже-
ния. При невыполнении этих условий долговечность сит будет
определяться не только естественным износом, но и усталостной
прочностью материала.
Решета (рис. 8.2) применяются для крупного и среднего гро-
хочения (диаметр отверстий 10 ... 80 мм). Отверстия в решетах
могут быть круглой (рис. 8.2,а), квадратной (рис. 8.2,6) или пря-
моугольной (рис. 8.2,в) формы. От этого зависит величина жи-
вого сечения поверхности: при круглой — около 40%, при квад-
ратной— около 60%, при прямоугольной — 70 ... 80%. Сущест-
вуют коэффициенты эквивалентности для отверстий с различной
формой: при грохочении щебня dKp=l,25dKB, при грохочении гра-
вия dKP= l,15dKB; dnp=0,8dkB (<2кр— диаметр круглого отверстия,
dKB — сторона квадратного отверстия, dnp — ширина прямоуголь-
ного отверстия).
Колосниковые решетки (см. рис. 7.1) — колосники (металли-
ческие прокатные балки или рельсы) изготовляются из износо-
стойкой стали, отличающейся высоким ударным сопротивле-
нием. В сечении колосники должны быть трапецеидальной или
подобной ей формы, с тем чтобы щелевидные зазоры между ко-
лосниками расширялись книзу и не забивались материалом. При-
меняются для предварительного грохочения крупнокусковой (до
1000 мм) смеси, а также для крупного грохочения с размером
кусков 200 ... 500 мм.
85
8.2. Конструкция вибрационных грохотов
Вибрационные грохоты — это машины, у которых привод сооб-
щает просеивающим поверхностям и находящемуся на них ма
териалу колебательное движение, что снижает силы трения меж-
ду частицами, повышает их подвижность и способствует интен-
сивному просеиванию с высоким коэффициентом эффективности
£до 90%).
Вибрационные грохоты классифицируются по типу привода,
виду колебаний рабочего органа и режиму работы. По типу при-
вода виброгрохоты разделя-
ются на грохоты с силовым
возбуждением от вибрато-
ра—инерционные и с при-
нудительной кинематикой от
эксцентрикового привода —
гирационные. В зависимости
от режима работы грохоты
бывают нерезонансного и
резонансного действия. При
резонансной настройке у
грохотов с принудительной
кинематикой значительно
уменьшается мощность при-
водного двигателя, а у инер-
ционных грохотов уменыпа-
' Рис. 8.3. Инерционный внброгрохот сред- ЮТСЯ вынуждающая сила и
него типа (ГИС) мощность приводного элек-
тродвигателя.
Различаются легкие, средние и тяжелые виброгрохоты. В про-
мышленности строительных материалов для промежуточного и
окончательного грохочения применяются виброгрохоты среднего
и тяжелого типов. Наиболее распространены инерционные наклон-
ные грохоты с круговыми колебаниями среднего (ГИС) и тяжело-
го (ГИТ) типа и инерционные горизонтальные грохоты с направ-
ленными колебаниями (ГСС).
Грохоты ГИС (рис. 8.3) предназначены для промежуточного,
контрольного и окончательного грохочения. Грохот состоит из
металлического короба 1, внутри которого расположены сита 5
и 6; вибровозбудителя, состоящего из вала 2 с дебалансами 3,
расположенными симметрично на концах вала; привода, состоя-
щего из электродвигателя 8 и клиноременной передачи 7 и пру-
жинных амортизаторов 4, с помощью которых грохот устанавли-
вается на фундамент или подвешивается к перекрытию здания.
При вращении дебалансов возникают центробежные силы инер-
ции, вызывающие круговые колебания короба. Под действием
этих колебаний исходный материал, поступающий на верхний ко-
86
Рнс. 8.4. Инерционный внброгрохот тя-
желого типа (ГИТ)
нец верхнего сита, начинает перемещаться вдоль сит к разгру-
зочному концу и одновременно просеивается через отверстия сит.
Вал вибровозбудителя вращается в двух роликоподшипниках,
корпуса которых крепятся к коробу. Вал защищен от пыли и
ударов кусков материала трубой. Сита к коробу крепятся дере-
вянными клиньями и растягиваются.
При работе грохота вал вибровозбудителя совершает враща-
тельное (относительно собственной оси) и круговое (относитель-
но оси, проходящей через
центр тяжести грохота)
движения. Так как положе-
ние центра тяжести может
меняться в зависимости от
массы материала, находя-
щегося на ситах, то величи-
на амплитуды колебаний
у такого грохота непостоян-
на, т. е. вал совершает коле-
бательное движение, что от-
рицательно сказывается на
долговечности ременной пе-
редачи и электродвигателя.
Для предотвращения интен-
сивного износа ремней и
передачи колебаний на вал
двигателя приводной шкив
насажен на вал вибратора
с эксцентриситетом, рав-
ным амплитуде колебаний
короба грохота в установив-
шемся режиме. Поскольку
амплитуда колебаний, коро-
ба грохота зависит от вели-
чины нагрузки на сита,
инерционные грохоты обла-
Рнс. 8.5. Самобалансный грохот (ГСС)
дают способностью «самозащиты» от перегрузок: при увели-
чении нагрузки амплитуда колебаний автоматически уменьша-
ется и нагрузка на подшипники практически остается посто-
янной. Это свойство позволяет использовать инерционные наклон-
ные грохоты для рассеивания крупнокускового материала. С этой
целью и созданы инерционные грохоты тяжелого типа, просеиваю-
щие поверхности которых представляют колосниковые решетки.
Грохот ГИТ (рис. 8.4) имеет футерованный короб 1, внутри
которого размещены на разных уровнях колосниковые решетки 2.
Короб установлен на опорных кронштейнах рамы с помощью па-
кетов винтовых пружин 3. Решетки устанавливаются под углом
наклона 0 ... 30° к горизонту. Расстояние между колосниками
87
70 ... 200 мм, причем просвет между колосниками по высоте в
направлении от загрузки материала к выгрузке увеличивается
для предотвращения забивки материалом. Вал вибровозбудите-
ля 6 приводится во вращение от электродвигателя 5 через кли-
ноременную передачу 4.
Самобалансные грохоты ГСС используются для окончательно-
го грохочения нерудных строительных материалов. Такой грохот,
как и предыдущие типы, состоит из короба 2 (рис. 8.5), вибро-
Рис. 8.6. Вибровозбудитель самобалансиого грохота
возбудителя 1 и упругих опор 3, с помощью которых грохот уста-
навливается на раме 4. Основное отличие грохотов ГСС от пре-
дыдущих заключается в вибровозбудителе, обеспечивающем со-
здание направленных колебаний. Вибровозбудитель (рис. 8.6)
состоит из корпуса 4, крепящегося к коробу грохота. Внутри кор-
пуса на роликоподшипниках установлены два дебалансных ва-
ла 3. Один из валов получает вращение от электродвигателя
через клиноременную передачу и шкив 1 и передает вращение
второму валу через зубчатую передачу 2 с передаточным отно-
шением, равным единице, что обеспечивает синхронное вращение
дебалансных валов. При синхронном разностороннем (синфаз-
ном) вращении дебалансных валов горизонтальные составляющие
возникающих центробежных сил будут взаимно гаситься, а вер-
тикальные— складываться, передавая коробу грохота направлен-
ные колебания.
Просеивающие поверхности в таких грохотах устанавливаются
горизонтально, что уменьшает их габариты по высоте. Вибро-
88
возбудитель устанавливается под углом 35 ... 40° к плоскости
сита (линия, соединяющая центры дебалансных валов, располо-
жена под углом 55 ... 50° к горизонту). Грохоты ГСС устанав-
ливаются обычно на передвижных дробильно-сортировочных уста-
новках, а также в местах, где высота ограничена.
При грохочении мелких материалов применяются также гро-
хоты, у которых в качестве вибровозбудителя используются элек-
тромагнитные вибраторы (рис. 8.7). При пропускании электриче-
Рис. 8.7. Электромагнитный
грохот
Рис. 8.8. Пневмобаллонный
ского тока через Катушку электромагнит 3 притягивает якорь 2,
соединенный тягой 1 с планками, между которыми зажато сито 6.
При движении вверх якорь ударяется об упоры, что вызывает
резкий толчок, при этом подача тока в катушку прекращается
и якорь с пружиной 5 отжимается вниз. Амплитуда колебаний
изменяется путем изменения расстояния между упорами и яко-
рем с помощью штурвала 4. При нормальной частоте электри-
ческого тока электромагнитный вибратор сообщает просеиваю-
щей поверхности 3000 кол/мин и амплитуду, равную приблизи-
тельно 0,3 мм. Преимуществами электромагнитных грохотов яв-
ляются отсутствие вращающихся и трущихся частей, а также
виброизоляция короба грохота; недостатком — неравномерное рас-
пределение амплитуды колебаний по поверхности сита: боль-
шая— в средней части и меньшая — по краям.
Наиболее часто выходят из строя упругие опоры — спираль-
ные пружины или пластинчатые рессоры. В целях повышения
их долговечности применяют пневмобаллонные амортизаторы
(рис. 8.8), представляющие собой резинокордные оболочки, внут-
ри которых помещены камеры. С торцов пневмобаллон прикрыт
89
металлическими крышками. Пневмобаллонные опоры позволяют
значительно снизить резонансные амплитуды и время перехода
резонанса при пуске и остановке грохота, за счет изменения дав-
ления внутри пневмобаллонной опоры одна и та же опора может
быть использована для различных типоразмеров грохотов, они
долговечны, удобны в обслуживании, способствуют снижению
шума при работе грохота.
Рис. 8.9. Виброблок
Для повышения производительности вибрационных грохотов
рационально увеличивать площадь просеивающей поверхности.
В этом случае применение ранее рассмотренных конструкций
вибровозбудителей невозможно из-за возрастающей длины при-
водного вала, увеличивающей его прогиб, снижающей жесткость
и уменьшающей частоту собственных колебаний вала. В этом
случае на грохоты устанавливаются виброблоки (рис. 8.9,а),
состоящие из короткого вала 1 с дебалансами 2 по концам. Вал
установлен в цилиндрических подшипниках. Схемы расположе-
ния виброблоков на грохотах приведены на рис. 8.9,6. С помо-
щью виброблоков можно получать круговые и направленные ко-
лебания. Устройство виброблока для получения направленных
колебаний показано на рис. 8.10. Достоинствами виброблоков (по
сравнению с обычными вибровозбудителями) являются: повышен-
ная долговечность подшипников, высокая собственная частота ко-
лебаний вала, возможность регулировки величины возмущающей
силы путем замены дебалансов и различной схемы установки виб-
роблоков, простота обслуживания и замены виброблоков.
За рубежом кроме виброблоков на грохотах в качестве вибро-
возбудителя устанавливаются мотор-вибраторы, крепящиеся непо-
90
средственно к коробу грохо-
та. Мотор-вибратор (рис.
8.11,а, б) состоит из вибро-
устойчивого двигателя, на
концах вала которого име-
ются дебалансы. Вал уста-
новлен в двухрядных сфери-
ческих подшипниках. Охла-
ждение двигателя — прину-
дительное, воздушное. Пре-
имущества мртор-вибрато-
ров те же, что и вибробло-
ков, кроме того, они не име-
ют вращающихся частей, а
их расположение на коробе
грохота может быть произ-
Рис. 8.10. Двухвальный виброблок:
ВОЛЬНЫМ. В зависимости ОТ Л 5—ведомый н ведущий вал с дебалаисами;
- ___ „ 2 —приводной шкив; 4 — зубчатая передача; 5 —
СПОСООЭ КреПЛеНИЯ мотор" подшипники; 6 — масляная ванна
вибратора к коробу могут
быть получены круговые, эллиптические, и направленные колеба-
ния (соответственно рис. 8.11,в,г,д). К недостаткам мотор-вибра-
торов относят их увеличенную массу и сложность конструкции.
Применяются мотор-вибраторы для грохочения мелких смесей, а
также для привода грохотов ГИТ, где необходимо лишь обеспе-
чить перемещение кусков материала по поверхности колосников.
Рис. 8.11. Мотор-вибратор
91
8.3. Расчет основных параметров режима работы
вибрационных грохотов
К основным параметрам, определяющим эффективность и произ-
водительность грохочения, относятся размеры просеивающих по-
верхностей, частота и амплитуда колебаний, угол наклона гро-
хота, направление вращения вала вибровозбудителя и траектория
движения сита.
Экспериментально установлено, что наилучшая эффективность
грохочения происходит при соотношении ширины и длины просеи-
вающей поверхности, равной 1 :2,5, при этом же соотношении
производительность грохота прямо пропорциональна площади сита.
У колосниковых грохотов тяжелого типа это соотношение прини-
мается равным 1 : 2 ввиду более низких требований к эффектив-
ности грохочения на этих машинах. Грохоты с соотношением сто-
рон просеивающей поверхности менее чем 1 :2,5 нерациональны
из-за трудности обеспечения равномерного питания, усложнения
конструкции и ухудшения их динамических показателей.
Оптимальные значения амплитуды и частоты колебаний сита
зависят от формы траектории его движения. Совокупность этих
факторов влияет на производительность, эффективность грохо-
чения и способность грохота к самоочищению отверстий сита от за-
стрявших в них зерен. Процесс самоочищения отверстий сита зави-
сит от скорости, формы, траектории и направления движения сита.
С увеличением скорости самоочищение отверстий сит улучшается,
но эффективность грохочения снижается в результате уменьшения
числа соприкосновений зерен с просеивающей поверхностью по ее
ибольшей скорости движения сита
длине. Практика показала, что
самоочищение происходит при
высоте подбрасывания зерна h,
превышающей 0,4 размера от-
верстия D, т. е. /i^0,4Z>. Исхо-
дя из этого условия определя-
ется наибольшая скорость дви-
жения сита.
В грохотах с направленны-
ми колебаниями (рис. 8.12,а)
инерционная сила действует
под постоянным углом р к пло-
скости сита, и траектория дви-
жения зерна под действием
этой силы может быть записа-
на в следующей форме: Х=
= vot cos р; У=vot sin р—gt2/2,
где X и У — координаты под-
брасываемого зерна; и0— мак-
симальная скорость по направ-
92
лению движения; 0 — угол действия инерционной силы к плоскости
сита. Решая эти уравнения совместно, получим
Y—X tg р—gX2j (2v02 cos2 р).
Значение Xi при Ymsx=h получим, приравняв производную
уравнения нулю, т. e.Xi=uo2 tg ₽ cos2 p/g, тогда /i=t»o2 sin2 p/(2g).
Наибольшая скорость (м/с) движения сита (при р=35°)
и0 = 7,72/Г. (8.1)
Для грохотов с круговыми колебаниями и наклонными сита-
ми (рис. 8.12,6) уравнение траектории движения зерна имеет
следующий вид:
v gt2 • v / gt2
X — ——sina; Y = vi—-—cosa,
2 ^2
где a — угол наклона просеивающей поверхности. В результате
совместного решения этих уравнений получим
У == и0 V sin а) — A'/tg a.
Как и в предыдущем случае, находим значение Х]; при кото-
ром У имеет наибольшее значение, принимая Y=h и X=Xi.
Тогда
v0 — j/2gAcosa.
Принимая a=20°, скорость (м/с)
v0 = 4,28 УЛ. (8.2)
Если на грохоте установлено несколько ярусов сит, то v&
рассчитывают для сита с наибольшим размером отверстий. По
вычисленной скорости колебаний сит определяют основные пара-
метры колебаний грохота Оо=Аш, где А — амплитуда колеба-
ний, м; со — угловая частота колебаний, рад/с. Величину и0 не-
обходимо устанавливать исходя из условия наилучшей само-
очистки сит, так как повышенное значение t»0 снижает эффек-
тивность сортировки и создает более высокие динамические на-
грузки. При ускорении <2^80 м/с2 происходит быстрый выход из
строя элементов грохота и появление трещин в коробе.
Ускорение грохота а=Аа2 увеличивается пропорционально
амплитуде колебаний и частоте колебаний в квадрате, поэтому
скорость движения сита выгоднее повышать за счет увеличения
амплитуды колебаний. Амплитуда колебаний должна быть такой,
чтобы ускорение грохота находилось в пределах 45 ... 65 м/с2
Для определения частоты и амплитуды колебаний грохота мож-
но использовать эмпирические формулы:
для наклонных грохотов с круговыми колебаниями частота
колебаний (кол/с)
/=44/Й/Й; (8.3)
93
для горизонтальных грохотов с направленными колебания-
ми (кол/с)
/=(1 + 12,5£))/(12А). (8.4)
Обычно для наклонных грохотов отверстия сит £><^0,07 м, для
горизонтальных — £>^0,04 м во избежание чрезмерных; динами-
ческих режимов работы.
Угол наклона грохота а обеспечивает относительное переме-
щение зерен по ситу. С уменьшением угла наклона скорость пе-
тивности грохочения от произ-
водительности:
1 — содержание нижиего класса
€0%; 2— то же, 40%; 3— то же,
20%
ремещения зерен снижается, при этом
повышается эффективность сортиров-
ки, но снижается производительность
грохота. Обычно для грохотов с сито-
выми просеивающими поверхностями
а=0 ... 30°; для колосниковых грохо-
тов а=0 ... 25°.
Направление вращения вала виб-
ровозбудителя оказывает влияние на
эффективность грохочения. При вра-
щении вала в направлении, совпадаю-
щем с движением материала по ситу,
происходит увеличение скорости перемещения зерен, что ведет
к снижению эффективности грохочения. Однако при этом уве-
личивается производительность грохота и улучшаются условия
очистки просеивающей поверхности. При вращении вала в на-
правлении, обратном движению материала по ситу, зерна пере-
мещаются медленнее, чаще встряхиваются и контактируют с си-
том. При этом условия прохождения зерен через отверстия сит
улучшаются, что повышает эффективность грохочения. Однако
одновременно производительность грохота снижается, а засоряе-
мость ячеек сит увеличивается. Обратное вращение вала вибро-
возбудителя рекомендуется для грохотов, сита которых имеют
отверстия £>=^0,06 м.
Определение технологических параметров процесса грохоче-
ния — производительности и эффективности грохочения. Эти пара-
метры взаимосвязаны и зависят от конструктивных параметров
грохота (типа просеивающей поверхности размера ячеек, скоро-
сти и траектории движения); от зернового состава сортируемой
смеси и способа сортировки (сухой или мокрый процесс). Мак-
симальную производительность грохота устанавливают, обеспечи-
вая необходимую эффективность грохочения. Исследованиями
установлено, что до определенного момента рост производитель-
ности грохота происходит при неизменной эффективности, далее
увеличение производительности сопровождается резким падением
эффективности грохочения (рис. 8.13). Это явление объясняется
характером процесса грохочения, который, по определению
В. А. Баумана, состоит из двух стадий, происходящих одновре-
94
менно и непрерывно. На первой стадии мелкие зерна, подлежа-
щие просеву, должны пройти сквозь толщу материала и войти в
соприкосновение с поверхностью сита. На второй стадии мелкие
зерна должны пройти сквозь ячейки сита.
Первая стадия процесса заканчивается на определенной дли-
не сита, близкой к его полной длине, если толщина слоя мате-
риала не превышает определенной (критической) величины. Вто-
рая стадия продолжается на протяжении движения материала по
всей длине сита. Если толщина слоя материала на сите больше
критического значения, то часть зерен не успевает за время дви-
жения материала по ситу войти в соприкосновение с его поверх-
ностью и сходит с сита вместе с верхним продуктом, уменьшая
показатель эффективности грохочения. При толщине слоя мате-
риала, близкой к критической, производительность грохота будет
оптимальной, т. е. будет иметь наибольшее значение, при кото-
ром эффективность грохочения максимальна или близка к ней.
Следовательно, до достижения слоем материала на сите крити-
ческой толщины производительность грохота повышается при не-
изменной эффективности грохочения, а после превышения кри-
тической толщины слоя материала — увеличение производитель-
ности сопровождается снижением эффективности процесса. По-
этому режим питания грохота должен быть таким, чтобы толщи-
на слоя материала не превышала критического значения.
Производительность грохотов при товарном и промежуточном
сухом грохочении находится по методике, предложенной В. А. Бау-
маном. Многочисленные исследования ВНИИстройдррмаша уста-
новили, что производительность (м3/ч) зависит от размеров от-
верстий сит, площади просеивающей поверхности, зернового со-
става сортируемой смеси, угла наклона сита, неравномерности
питания грохота, формы зерен и типа грохотов, т. е.
П=с/75&1&2&з, (8.5)
где с — коэффициент, учитывающий неравномерность питания,
форму зерен материала и тип грохота. Значение с горизонталь-
ных грохотов при грохочении гравия равно 0,8, щебня — 0,65,
для наклонных грохотов соответственно 0,6 и 0,5, q — удельная
производительность сита с отверстиями квадратного сечения,.
м3/(ч-м2); S — площадь сита, м2; ki — коэффициент, учитываю-
щий процентное содержание нижнего класса в материале, по-
ступающем на рассчитываемое сито; k2 —коэффициент, учиты-
вающий процентное содержание в нижнем классе зерен разме-
ром меньше половины отверстия сита; k3 — коэффициент, учиты-
вающий угол наклона грохота (для горизонтального грохота
6з=1). Значения К\, К.2, Кг в зависимости от параметров грохо-
та и характеристики сортируемой смеси приведены ниже.
Производительность грохотов при мокром способе сортировки”
определяется по той же зависимости, что и для сухого способа.
95
Размер квадратного
отверстия сита в
свету, мм ... . 5
Значения q для грохо-
тов горизонтальных
с углом наклона 189 12
Содержание нижнего
класса в исходной сме-
си сн, о/,.............
Значения kx...........
Содержание в нижнем
классе зерен размером
менее половины отвер-
стия сита с„,№, % • .
Значения ka...........
Угол наклона'сит грохота
к горизонту а, град. .
Значения kg...........
Угол наклона сит грохота
к горизонту а, град . .
Значения ks............
7 10 14 16 18 20
16 23 32 37 40 43
10 20 30 40
0,58 0,66 0,76 0,84
10 20 30 40
0,63 0,72 0,82 0,91
10 11 12 13
0,5 0,56 0,61 0,67
19 20 21 22
1,08 1,18 1,28 1,3
25 35 37 40 48 65 70
46 56 60 62 64 80 82
50 60 70 80 90
0,92 1,0 1,08 1,17 1,25
50 60 70 80 90
1,0 1,09 1,18 1,28 1,37
14 15 16 17 18
0,73 0,8 0,86 0,92 1,0
Эффективность грохочения E=ek'\, k'2, k'3, где е — эталонная
эффективность грохочения (для средних условий), %; k'\ — ко-
эффициент, учитывающий содержание нижнего класса в исход-
ной смеси, %; k'2 — коэффициент, учитывающий содержание в
нижнем классе зерен размером меньше половины отверстия си-
та, %; k'z — коэффициент, учитывающий угол наклона грохота.
Значение е (%) для горизонтальных грохотов с направленными
колебаниями при грохочении щебня равно 89, гравия — 91, для
наклонных грохотов с круговыми колебаниями — соответственно
86 и 87. Ниже приводятся значения k'\, k'2 и k'3 в зависимости
от параметров грохота и характеристики сортируемой смеси.
Содержание зерен нижнего класса в ис-
ходной смеси, »/о...................
Значения k{.........................
Содержание в ннжнем классе зерен раз-
мером меньше половины отверстий сита,
°/о.................................
Значения k2......................
Угол наклона грохота а, град . . .
Значения k3......................
20 30 40 50 60 70 80
0,86 0,9 0,95 0,97 1,0 1,02 1,03
20 30 40 50 60 70 80
0,9 0,95 0,98 1,0 1,01 1,03 1,04
0 9 12 15 18 21 24
1,0 1,07 1,05 1,03 1,0 0,96 U,88
Динамический коэффициент режима работы грохота отражает
влияние на производительность и эффективность процесса грохо-
чения колебательных параметров грохота (амплитуда и частота
колебаний). Приведенные выше зависимости производительности
и эффективности грохочения будут справедливы только при усло-
вии, что грохочение осуществляется при оптимальном динамиче-
96
ском коэффициенте режима работы грохота К, представляющем
собой отношение составляющих инерционной силы Pt,N, дейст-
вующей на частицу сортируемого материалat к ее силе тяжести
Gn в плоскости N—N перпендикулярной поверхности сита
(рис. 8.14), т. е.
Рис. 8.14. Схема к опре-
делению динамического
коэффициента грохоче-
ния
Инерционная сила Л, возникающая от действия вибровозбу-
дителя и обеспечивающая отрыв частиц смеси от сита!, Pi—
= тсвав>2. Сила тяжести частиц, прижимающая их к поверхности
сита, G=mCBg, тсв — масса частицы, кг; а—амплитуда ко-
лебаний, м; со — угловая частота колебаний, рад/с; g— ускоре-
ние свободного падения, м/с2. Для грохота с круговыми колеба-
ниями и наклонными ситами (рис. 8.14,а) составляющая сил
Pi и G, действующие в плоскости N—N, PiN=Pi sin at, GN=
=Gcosa, где a — угол наклона сита, град; t — угол направле-
ния действия инерционной силы. Следовательно,
v _ ^i, jv mCBaa>2 sin a>t cut? slnwt
— Gn ~ WcBgCOSa gCOS a
Инерционная сила Pi, как круговой вектор, достигает наибо-
льшего значения при (of=90°. Тогда
Ккр—аа2/(geos a). (8.7)
Для грохотов с направленными колебаниями и горизонталь-
ными ситами угол направления действия инерциойной силы
(of=P=const (рис. 8.14,6), а угол наклона сита а=0°. Тогда
К.в—аа2 sin p/g. (8.8)
При расчете грохота с несколькими ситами динамический ко-
эффициент грохочения назначается по ситу с наибольшим раз-
мером отверстий.
На основании анализа колебательных параметров грохотов,
изготовляемых отечественной промышленностью, установлены
следующие граничные значения а, п и К (п — частота вращения
вала вибратора).
7-5258 - 97
Тип грохота а, мм п, об/с К
Грохоты с круговыми колебаниями: инерционные 3...5 13,3...20 2,3...5,6
эксцентриковые 2,5...4,5 13,3...20 2,3...6,1
Грохоты с направленными колебаниями: инерционные нерезонансного действия . . 5...8 11,6...12,5 3,5...4,1
с кривошипно-шатунным приводом резо- нансного действия 10...12 8,3...10 2,2. ..2, 7
Для определения оптимального режима грохота обычно за-
даются двумя параметрами и по ним определяют третий: для
грохотов с принудительной кинематикой обычно задаются значе-
ниями а и Д; для грохотов с силовым приводом — значениями
п и К.
8.4. Конструктивный расчет вибрационных грохотов
Расчет включает определение параметров деталей вибропривода
(дебалансов, подшипников, вала), опорных амортизационных
устройств (пружин), мощности электродвигателя привода,,а так-
же массы опорного основания, исходя из условий виброизоляции
рабочих мест обслуживающего персонала.
Работа виброгрохотов происходит, как правило, в зарезонанс-
ном режиме, при частоте вынужденных колебаний f, значитель-
но превышающих частоту собственных колебаний
У грохотов с круговыми колебаниями при вращении дебалан-
сов возникают центробежные силы, сумма которых составит вы-
нуждающую силу вибратора (Н):
Fa=mJl(e—a)f2,
где тд — суммарная масса установленных на грохоте дебалансов,
кг; е — эксцентриситет дебалансов, м; а — амплитуда колебаний
короба грохота, м; f — частота вынужденных колебаний, Гц.
Величина вынуждающей силы является определяющей при
расчете вала вибратора, подшипников. Расчетная схема вала при-
ведена на рис. 8.15. На один конец вала действует сила Рд/2,
на второй — сумма сил /7л/2 и окружного усилия Р клиноремен-
ной передачи. Расчет вала производится по методике, изложен-
ной в курсах деталей машин. При расчете подшипников на долговеч-
ность по общепринятой методике следует иметь в виду, что возмуща-
ющая сила является циркулирующей по отношению к наружному
кольцу подшипника и неподвижной по отношению к внутреннему
кольцу. Это обстоятельство должно учитываться соответствую-
щим коэффициентом и посадками колец подшипника.
Расчет дебалансов (определение их размеров) производится
с учетом инерционных сил, возникающих при круговом движении
короба грохота с материалом вокруг точки С (центр масс гро-
хота) (рис. 8.16). Инерционная сила (Н) равна Pi>a = mBaf2, где
98
Рис. 8.15. Схема к рас-
чету вала вибратора
грохота с круговыми ко-
лебаниями
Рис. 8.16. Схема к расчету де-
балансов грохота с круговыми
колебаниями
тв — вибрируемая масса, кг; тв=гпк+К'тм, кг; ти— масса ко-
роба грохота с закрепленными в нем ситами; тк — масса мате-
риала, находящегося на ситах грохота; 7<'=0,15... 0,2 — коэффи-
циент присоединения сортируемого материала. Пренебрегая си-
лами сопротивления упругих опор короба грохота (Pci), как пре-
дельно малыми по сравнению с Рл, рассматриваемые силы (Рд и
Р/а) в каждый момент времени будут равны, что и обеспечивает
неподвижность точки С:тд—{е—d)f2 = mBaf2. Преобразуя вы-
ражение, получим тдер= (тд+тв)а/2. Поскольку масса деба-
лансов тд обычно мала по сравнению с массой короба грохота
и находящимся в нем материалом, в дальнейших расчетах при
рассмотрении инерционной силы ею пренебрегаем. Тогда пгдер =
= mBaf2 или тде==тва.
Левая часть уравнения представляет собой суммарный стати-
ческий момент установленных на валу дебалансов, равный п>Зд,
а правая часть — кинетический момент виброгрохота К, т. е.
п8д=К,
(8.9)
где п — число дебалансов вибратора; 5Д — статический момент
одного дебаланса. Следовательно, кинетический момент виброгро-
хота равен сумме статических моментов дебалансов.
Статический момент одного дебалан-
са (Н-м) SR=GBaln. По найденному
значению 5Д определяют геометрические
размеры дебаланса. Обычно из условия,
что дебаланс должен обладать наи-
большим статическим моментом при ми-
нимальном моменте инерции, его изго-
товляют в виде сектора с центральным
углом (рис. 8.17), равным 96°. При такой
геометрии дебаланса его статический
момент определится из следующей зави-
симости: £д=2/3(#3—r3)6psmtp/2, где
6 — толщина дебаланса; р—плотность
материала. Обычно задаются величина-
Рис. 8.17. Дебалансы
вибратора
7*
99
ми^иги определяют значение толщины (м):
5 = J---------.
2 (R3 — г3) psin<p/2)
В связи с необходимостью изменения амплитуды колебаний
при сортировке смесей различной крупности конструкции деба-
лансов должны допускать легкую регулировку статического мо-
мента. Наиболее целесообразной конструкцией дебаланса можно
считать сдвоенный дебаланс (рис. 8.17,6), состоящий из двух
самостоятельных дебалансов. Один из них неподвижно закреп-
лен на валу, а второй может проворачиваться и фиксироваться в
нужном положении. В зависимости от угла поворота ф подвиж-
ного дебаланса изменяется результирующий статический момент,
который равен Сум=-^-(7?3—r3)6sin-^- cosр. При ф—О воз-
никает наибольший статический момент, который определится из
условия, что значение динамического коэффициента режима ра-
боты грохота будет принято по верхнему пределу, а частота вра-
щения вала вибратора — по нижнему.
Расчет пружинных амортизаторов сводится к определению
жесткости опорных конструкций и рабочих мест обслуживающе-
го персонала. Для этого необходимо, чтобы сила, передаваемая
через опорные пружины, была малой величиной. При установ-
ке в качестве амортизаторов винтовых пружин их упругая сила
будет пропорциональна амплитуде колебаний (Н): Рс,а=спа, где
сд —Общая жесткость опорных пружин грохота, Н/м.
сд=«в/02, (8.10)
где fo — частота собственных колебаний грохота на опорных пру-
жинах (Гц). Из выражения (8.110) следует, что жесткость опор-
ных пружин может изменяться только за счет собственной ча-
стоты колебаний, так как вибрируемая масса (znB) определяет-
ся размером грохота. Следовательно, для обеспечения малой ве-
личины жесткости опорных пружин необходимо иметь малую fo.
Исследованиями установлено, что значение fo/f должно на-
значаться с учетом вынужденной частоты собственных -колеба-
ний. При f=14 ... 20 Гц отношение fo/f должно находиться в
пределах /0//=1/4 ... 1/6 или /о=(1/4 ... l/6)f. Тогда жесткость
опорных пружин (Н/м) Ся—тд (1/16 ... 1/36)f2 и соответственно
упругая сила опорных пружин, передаваемая на опорные конст-
рукции (Н), Рс,а=(1/16 ... l/36)mBaf2. Полученное выражение
можно записать в следующем виде: Pc,a.=fo2FB/f2, где /о2//2 —
коэффициент передачи упругой силы через опорные пружины на
основание (фундамент). Зная величины Рс,а и Оф — силу тяжести
фундамента с учетом неподвижной рамы грохота, можно опреде-
лить величину амплитуды колебаний, передаваемых на основание
(фундамент). Взаимосвязь упругой силы (Рс,а) с кинетическим
100
моментом /Сф будет равна Pc,a=K$f2/g, откуда ^=PCiag/p, Ки-
нетический момент
/Сф==О фОсан, (8J11)
где Оф _ сила тяжести фундамента с учетом неподвижной рамы
грохота, аСан — амплитуда колебаний, допускаемая санитар-
ными нормами, м.
Мощность двигателя (кВт) привода виброгрохота расходует-
ся на колебания короба грохота с материалом и на преодоление
сопротивлений в подшипниках грохота, т. е.
Njsfi— (^i+^2)/i]np, (8.12)
где т|Пр — КПД привода.
Первая составляющая мощности (JVi) представляет собой ра-
боту вынуждающей силы Рд, совершаемой в единицу времени,
т. е. Л^=Гдаа)/1000, где со —угловая скорость, рад/с. Мощность,
расходуемая на преодоление сопротивлений в подшипниках, Nz =
=Л1тр(о/1000, где MtP=FxilD/2, Н-м; р—приведенный коэффи-
циент трения для подшипников качения (ц=0,005 ... 0,001); D —
диаметр вала, м; со — угловая скорость, рад/с. В инженерной -
практике для определения мощности приводного электродвигате-
ля пользуются экспериментально найденной удельной энергоем-
костью AJV= (0,015 ... 0,02) Вт/(Н-м), т. е. затратой мощности
на единицу кинетического момента виброгрохота. Тогда
ЛГ=А^Ктах/1000. (8.13)
У грохотов с направленными колебаниями (рис. 8.18) син-
хронно-синфазное вращение дебалансов создает вынуждающую
силу FXtt, равную сумме составляющих центробежных сил деба-
лансов (Н) в направлении оси колебаний (Fx) : Ft,x—nF дсо& at,
где п — число дебалансов двухвального вибратора. Под действием
вынуждающей силы в колеблющейся
материалом) возникает сила инерции
ускорение колеблющихся частей
= (a cos со/) =— асо2 cos со/. Следова-
тельно Л,г=И2ваа)2 cos at. Пренебре-
гая упруговязкими силами сопротив-
ления опор и рабочего органа, как
весьма малой величиной по сравнению
с вынуждающей силой, запишем усло-
вие равновесия колеблющейся систе-
мы: nFat+ тъаа2 cos at=0 или
по амплитудному значению Fa,x +
+ тваа2=0. Отсюда Fa,<x——тваа2,
где знак «—» означает, что принятое
направление силы Ft,x (см. рис. 8.18)
будет обратным, так как колебатель-
ная система работает на мягких опо-
системе (короб грохота с
(Н) Pi,t=—mBx, где х —
(виброускорение), х =
Рис. 8.18. Схема к расчету
грохота с направленными ко-
лебаниями
101
pax в зарезонансной области, когда вынужденные колебания со-
вершаются в противофазе с вынуждающей силой.
Методика расчета остальных параметров виброгрохота с на-
правленными колебаниями аналогична приведенной выше при
расчете виброгрохотов с круговыми колебаниями, кроме расчет-
ной схемы нагружения вала вибратора. Для обеспечения син-
хронно-синфазной работы обоих вибровалов обычно применяется
зубчатая пара в закрытом исполнении, и на вал будут действо-
вать следующие силы: вынуждающая Fa, радиальное усилие зуб-
чатой передачи Fz и окружное усилие клиноременной пере-
дачи Р.
ГЛАВА 9. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ НЕМЕХАНИЧЕСКОЙ
СОРТИРОВКИ МАТЕРИАЛОВ
9.1. Оборудование для воздушной сортировки материалов
Воздушная сепарация применяется для сортировки сухих порош-
ковых материалов крупностью менее 1 мм, если ситовые грохо-
ты становятся неэффективными. Этот способ сортировки основан
на том, что частицы материала, находящиеся в воздушном по-
токе, при определенных условиях выпадают под действием сил
тяжести, центробежных сил или при их совместном воздейст-
вии.
Воздушная сортировка производится в специальных аппара-
тах—сепараторах, которые по характеру сил, действующих на ма-
териал, подразделяются на гравитационные, центробежные и ком-
бинированные; по направлению движения воздушного потока —
на сепараторы с вертикальным, горизонтальным и спиральным
движением; по конструкции — на проходные и циркуляционные, с
вынесенным и встроенным вентилятором. В сепараторах с вер-
тикальным направлением воздушного потока твердые частицы
будут находиться под действием силы тяжести, силы трения о
воздух, силы инерции (при неравномерном движении) и аэроди-
намической силы воздушного потока. Аэродинамическая сила воз-
духа, действующая на частицу (Н), определяется по формулеР—
= CpBS(vB—»ч)2/2, где С—коэффициент, зависящий от формы ча-
стиц и режима движения воздушного потока; рв — плотность воз-
духа, кг/м3; S —площадь сечения частицы, перпендикулярная на-
правлению потока, м2; (vB—пч)=потн — относительная скорость,
т. е. скорость обтекания частицы воздухом, м/с (vB — скорость
движения воздуха, -оч — скорость движения частицы).
Коэффициент С=КфС0 — коэффициент, учитывающий непра-
вильную форму частицы и условно заменяющий ее на шаровид-
ную форму. Для шаровидных частиц Кф=!1,0, для овальных Кф=
= 1,1, для пирамидальных Кф=1,5, для продолговатых Кф=1,76
102 - -
и для игольчатых /Сф=3,8; Со — коэффициент аэродинамического
сопротивления шаровидной частицы зависит от режима движения
воздуха, оцениваемого числом Рейнольдса. При скоростях движения
воздушного потока 4 ... 20 м/с и крупности частиц 0,1 ... 1,0 мм
число Рейнольдса равно 50 ... 2000. При таких режимах
C0=13]/v(nB-n,)d,
где v— кинематическая вязкость
приведенный диаметр частицы, м.
воздуха v=l,5-10~6 м2/с; d —
Рис. 9.1. Воздушные сепараторы
Учитывая изложенное,
^ = СДфРв-----
Сила тяжести, действующая на частицу (Н), равна G = mg =
= Рми£ = где рм — плотность материала частиц, кг/м*. При
равновесии частицы (P=G) происходит ее зависание (витание),
т. е. частица остается неподвижной относительно стенок камеры,
в которой движется поток. В этом случае скорость обтекания ча-
стицы воздухом Потн будет равна абсолютной скорости движения
воздуха vB. Скорость воздушного потока, при которой P=G (си-
лы трения не учитываются из-за малой величины), называется
4 103
критической или скоростью витания оВит (м/с): Следова-
тельно,
. (9.1)
о о
Если скорость воздушного потока ов превышает скорость ви-
тания Овит, то частица получит некоторую скорость относительно
стенок камеры, равную этому превышению, т. е. оч=ив—^вит- Чем
меньше размер частиц и их плотность, тем меньше скорость
витания.
Скорость воздушного потока можно подобрать таким образом,
что крупные частицы осаждаются, а более мелкие — уносятся по-
током воздуха. При разделении материала в центробежных сепа-
раторах на криволинейных участках камер на частицы, кроме
аэродинамических сил и сил тяжести, действуют также центробеж-
ные силы инерции (Н), равные Рц=точ/^, где т — масса ча-
стицы, кг; R — радиус кривизны потока, м. Условие равновесия
частиц при таком движении Рц—Р. Если Р>Рч, частицы движут-
ся к центру и выносятся вместе с потоком воздуха; при Р<Рц
частицы движутся к периферии, где, сталкиваясь со стенкой ка-
меры, теряют скорость й выпадают из потока воздуха.
Проходные сепараторы (рис. 9.1,а) применяются в установ-
ках, где сепарация мелкосыпучих материалов осуществляется с
помощью сжатого воздуха. При этом смесь сжатого воздуха и ис-
ходного материала поступает по патрубку 1 в корпус сепарато-
ра 2. Сжатый воздух, расширяясь в сепараторе, теряет скорость,
и крупные частицы выпадают из смеси под действием сил тяже-
сти, удаляясь по патрубку 7. Далее поток аэросмеси проходит че-
рез тангенциально установленные лопасти 4 направляющего ап-
парата во внутренний конус 3. В направляющем аппарате поток
приобретает вращательное движение и под действием центро-
бежных сил мелкие частицы отбрасываются к стенкам конуса,
сползают по ним и удаляются по трубе 6. Наиболее мелкие ча-
стицы уносятся воздушным потоком по трубе 5 в осадительное
устройство. Регулировка границ разделения производится пово-
ротом лопастей 4 или дросселированием входящего в сепаратор
потока аэросмеси.
Недостатком проходных сепараторов' является повышенный
расход сжатого воздуха.
Циркуляционные сепараторы (рис. 9.1,6) более компактны и
экономичны. В них размещены вентилятор, сепарирующие и оса-
дительные устройства. Сортируемый материал поступает по па-
трубку 1 на тарелку 5, закрепленную на валу 2, с которой сбра-
сывается под действием центробежных сил. Мелкие частицы под-
хватываются восходящим потоком воздуха, создаваемым венти-
лятором 3, и попадают в зону вращения крыльчатки 4, где более
крупные из них под действием центробежных сил отбрасываются
104
к стенкам корпуса 6 и стекают вниз. Самые мелкие частицы вме-
сте с воздухом проходят через вентилятор и попадают в прост-
ранство между наружным и внутренним конусами, где отбрасы-
ваются центробежными силами к стенкам корпуса 8, теряют ско-
рость и ссыпаются вниз по трубе 10, а воздух через жалюзи 7
вновь поступает во внутренний конус. Крупные частицы, отбро-
шенные с тарелки, падают вниз или прижимаются к стенкам внут-
реннего корпуса &, гце теряют скорость и через воронку 11 по
трубе 9 выводятся из сепаратора.
Режим работы сепаратора регулируется путем изменения ра-
диуса расположения лопастей крыльчатки или угла установки ло-
паток жалюзи.
9.2. Оборудование для гидравлической
классификации материалов
Гидравлическая классификация представляет собой процесс раз-
деления исходной смеси на классы за счет различной скорости
осаждения частиц в жидкой сфере. Наибольший эффект дает
гидравлическая классификация строительных песков, которые при
этом не только разделяются на фракции, но и промываются в во-
де для удаления глинистых включений, т. е. происходит их обо-
гащение. При гидравлической классификации скорость осаждения
частиц зависит от формы, размера, плотности частиц, а также от
свойств жидкости. Частицы исходной смеси, подвергаемой гид-
равлической классификации, находятся под действием гравитаци-
онных или центробежных сил, а также сил лротиводействия жид-
кой среды — сопротивления трения, зависящего от вязкости жид-
кости, и динамического сопротивления, определяемого скоростью
движения частиц.
Силы трения преобладают для частиц крупностью менее 0,1 ...
... 0,2 мм, динамическое сопротивление — для частиц крупностью
более 1 ... 2 мм. Силы тяжести частицы шарообразной формы, по-
груженной в жидкость (Н), равна С?ч=лсР/[6(рм—рж)], где d —
диаметр частицы, м; рм — плотность материала частицы, кг/м3;
рж — плотность жидкости, кг/м3. Динамическое сопротивление
при турбулентном движении определяется по закону Ньюто-
на (Н): Рд=ф5ичрж/2, где ф — коэффициент пропорциональности;
S — площадь проекции частицы на плоскость, перпендикулярную
направлению движения частицы относительно жидкости, м2; оч —
скорость движения частицы относительно жидкости, м/с.
Сопротивление трению, по Стоксу (Н): PT=3jtp.do4, где р,—•
динамическая вязкость среды, Па-с. Для определения скорости
выпадения частиц крупностью более 1,5 мм приравниваем силу
тяжести выпадаемой частицы G4 и силу динамического сопротив-
ления Рд, Конечная скорость падения тела в жидкости (м/с):
ик—CV^(PM — Рж)/Рж-где с — коэффициент, зависящий от формы
105
частицы, для шарообразной частицы с=5,112. При выпадении ча-
стиц в воде (рж=1000 кг/м3), согласно Риттингеру, конечная
скорость
oK = 0,16/d(pM-1000) .
При выпадении частиц крупностью 0,012 ... 0,175 мм, где учиты-
вается только сила взаимного трения частиц и жидкости, прирав-
няем силы Сч и Pt и получим скорость выпадения (м/с). Конеч-
ная скорость выпадения uK=0,545d2(pM—рж)/|х. При выпадении
частиц в воде
uK=0,545d2(pM— Ю00)/|х. (9.2)
Скорость выпадения частиц промежуточной крупности определя-
ется по эмпирической зависимости:
vK = 0,1146d |^(Рм—1000)> . (9.3)
Рис. 9.2. Гидравлический пря-
моточный классификатор
При стесненном выпадении частиц
определение ик весьма затруднено
из-за многих факторов, влияющих на
ее значение. Поэтому в общем случае
зависимость между скоростями сво-
бодного падения частиц (м/с) имеет
вид 1гк.Ст~Укк, где k — коэффициент
снижения скорости, зависящей от со-
отношения твердой и жидкой фаз,
крупности материала и др.
Наиболее распространенными ги-
дравлическими классификаторами в
настоящее время являются вертикаль-
ные, горизонтальные, стесненного па-
дения с восходящим потоком воды,
центробежные. Первые из них просты
по конструкции, надежны в работе и
при требованиях невысокой точно-
сти классификации могут быть ис-
пользованы для обогащения строи-
тельных песков; вторые — компакт-
ны, с относительно большой производительностью, позволяют
получать необходимое число фракций песка. Центробежные клас-
сификаторы используют для классификации смесей с крупностью
частиц 0,01 ... 0,5 мм, для которых разделение только под дей-
ствием гравитационных сил становится неэффективным.
Вертикальный прямоточный классификатор (рис. 9.2) работает
по следующей схеме. Водно-песчаная пульпа под давлением
0,3 МПа подается в классификатор через патрубок 1 и, проходя
через диффузор 4, поступает в обогатительную камеру 5, площадь
сечения которой превышает площадь верхнего сечения диффузора.
106
При этом скорость движения пульпы снижается настолько, что
происходит выпадение наиболее крупных частиц, которые посту-
пают в классификационную камеру 3. Мелкие частицы уносятся
с водой по трубе 7. Для классификации осевших частиц смеси по
граничному размеру в нижнюю часть классификационной камеры
по трубе 2 подают чистую воду, часть которой, двигаясь вверх,
через кольцевой коллектор 8 уносит мелкие частицы в обогати-
тельную камеру. Остальная часть воды используется для гидро-
Рис. 9.3. Гидравлический гори-
зонтальный классификатор
Рис. 9.4. Схема гидроциклона
транспорта крупной фракции по трубе 10 на склад. Спиральные
лопатки 9 придают восходящему потоку в классификационной
камере винтовое (вращательное) движение, что облегчает отде-
ление и осаждение крупной фракции. В осадительной камере
установлен регулируемый по высоте отбойный щиток 6.
Горизонтальный классификатор стесненного падения с восхо-
дящим потоком воды (рис. 9.3) представляет собой классифика-
ционную камеру, в которую поступает пульпа. Для повышения
интенсивности и точности классификации в камеру снизу подается
вода, образующая восходящий поток. Вода, поднимаясь по ка-
мере, выносит более мелкие частицы из камеры, крупные частицы
при этом осаждаются на дно классификационной камеры. Раз-
грузка песка из камеры производится автоматически при задан-
ной плотности пульпы. Для повышения производительности го-
ризонтальные классификаторы делают многокамерными. Качество
готовой продукции достигается регулированием подачи дополни-
тельного количества воды.
Центробежные классификаторы бывают двух типов: 1) цент-
рифуги— аппараты, в которых движение пульпы обеспечивается
107
вращением движущихся рабочих поверхностей. В центрифугах
происходит классификация мелкозернистых смесей (мел, глина).
Основной недостаток центрифуг — интенсивный износ рабочих по-
верхностей — препятствует их широкому применению; 2) гидро-
циклоны — неподвижные аппараты, в которых движение пульпы
носит вращательный характер. Гидроциклон состоит из двух свар-
ных или литых секций; нйжняя 1 (рис. 9.4) имеет форму конуса,
верхняя 2 — цилиндра. Пульпа подается в цилиндрическую сек-
цию через патрубок 3 под давлением 0,1 ... 0,3 МПа тангенци-
ально к внутренней поверхности. В патрубке 3 имеется направ-
ляющая втулка с сужающимся каналом, что повышает скорость
потока на входе до нескольких десятков метров в секунду. Бла-
годаря этому возникает центробежное ускорение, значительно
превышающее ускорение свободного падения. При движении
пульпы в конусной части корпуса под действием центробежных
сил она начинает разделяться на две части: более крупные, ча-
стицы осаждаются и через насадку 5 разгружаются, более мел-
кие вместе с потоком воды через патрубок 4 выводятся наружу.
Граница разделения материала регулируется давлением на вы-
ходном патрубке: чем выше давление, тем меньше граничный
размер зерна осаждаемого материала. Корпус гидроциклонов для
предотвращения износа футеруется резиной или каменным
литьем.
9.3. Оборудование для магнитной сепарации материалов
Магнитная сепарация при переработке нерудных материалов но-
сит вспомогательный характер и служит для защиты машин от
попадания в них металлических предметов или выделения их из
смеси. Работа магнитных сепараторов основана на взаимодейст-
вии магнитного поля с магнитно-активными материалами, вслед-
ствие чего последние притягиваются к магниту или отводятся в
специальные ловушки. Наибольшее распространение получили
подвесные электромагниты, электромагнитные шкивы, электро-
магнитные сепараторы барабанного типа.
Подвесные электромагниты (рис. 9.5,а) устанавливаются над
конвейерной лентой на высоте 100... 130 мм. За счет электромагнит-
ных сил они извлекают из слоя материала магнитно-активные,
предметы. Подвесной электромагнит состоит из сердечника 1, ка-
тушки 2 и полюсной скобы 3. Такие электромагниты ввиду недо-
статочной силы магнита не всегда могут удалить из смеси круп-
ные металлические куски. Поэтому более прогрессивным реше-
нием является применение металлоискателей — индукционных ка-
тушек, охватывающих рабочую ветвь конвейера — в комплексе с
механическими сбрасывающими устройствами.
Электромагнитный шкив (рис. 9.5,6), устанавливаемый вместо
приводного барабана конвейера, состоит из вращающихся вместе
108
с барабаном 1 электромагнитных катушек 2, защищенных латун-
ными крышками 3. Электромагнитный шкив устанавливается на
валу в подшипниках 4 и приводится в движение от зубчатого ко-
леса (звездочки). К катушкам через контактные кольца 5 и ка-
налы в валу подводится постоянный ток напряжением НО ...220 В.
При включении катушек в сеть возникает магнитное поле. Маг-
Рис. 9.5. Электромагнитные сепараторы
нитно-активный материал притягивается к ленте и отводится в
специальный бункер.
Электромагнитные барабаны (рис. 9.5,в) устанавливаются
обычно в местах перегрузки материалов и служат для магнитной
очистки порошкообразных материалов. Магнитная система, состо-
ящая из катушки 2 и секторных полюсов 3, размещается внутри
полого барабана 1, выполненного из немагнитных материалов
(латунь,'алюминий, пластмассы). Разноименные полюсы чере-
дуются и образуют магнитное поле большой плотности в той ча-
сти поверхности барабана, куда поступает материал с конвейера.
Магнитно-активные предметы 4 притягиваются к барабану и при
выходе из зоны действия магнита сбрасываются в специальный
лоток. Для регулирования места разгрузки магнитная система
может быть повернута на оси барабана. Для уменьшения плот-
ности магнитного поля в зоне разгрузки устанавливается метал-
лический шунт 5.
109
ГЛАВА 10. ДРОБИЛЬНО-СОРТИРОВОЧНЫЕ ЗАВОДЫ И УСТАНОВКИ
10.1. Технологические схемы и оборудование
дробильно-сортировочных заводов
Дробильно-сортировочные заводы представляют собой сложный
комплекс технологического оборудования, работающего в единой
технологической цепи оборудования и обеспечивающего следу-
ющие производственные операции: прием горной породы (мас-
сы), дробление, сортировку, мойку, обезвоживание, транспортиро-
вание, складирование и отгрузку готовой продукции. Надежность
и эффективность работы завода зависят от технологических задач
производства и соответствия выбранного оборудования виду пере-
рабатываемого материала.
В зависимости от вида перерабатываемого материала и вы-
пускаемой продукции предприятия промышленности нерудных ма-
териалов могут быть щебеночными, гравийно-песчаными и песча-
ными. Стационарные дробильно-сортировочные заводы сооружа-
ются вблизи месторождений технологического сырья, если его за-
пасы обеспечивают работу предприятия при проектной мощности
не менее 25 лет. Производительность предприятий нерудных стро-
ительных материалов должна соответствовать утвержденным оп-
тимальным мощностям (табл. 10.1).
Табли.ца 10.1. Мощности дробильно-сортировочных заводов,
тыс. м’/г
* — Предприятия Режим работы
трехсменный двухсменный
Щебеночные Г равийно-песчаные 530, 800, 1600, 3200 650, 1300, 2600 400, 600, 1200, 2400 500, 1000, 2000 . -
На дробильно-сортировочных заводах материал измельчается,
как правило, за несколько стадий исходя из требуемой степени
измелЬчения. Степень измельчения одной дробильной машины со-
ставляет 3 ... 7. Выбор схемы дробления (одно- или многоста-
дийной) зависит от необходимой степени измельчения. Типовые
технологические схемы дробильно-сортировочных заводов пока-
заны на.рис. 10.1.
На рис. 10,1,о дана одностадийная схема измельчения в от-
крытом цикле. При этой схеме дробление совершается за один
проход дробилки и весь продукт дробления направляется на гро-
хот для разделения на фракции. Одностадийное дробление при-
меняется в основном на заводах производительностью менее
500 тыс. м3/год при производстве рядового щебня крупностью до
110
70 мм. В одностадийных схемах не всегда удается осуществить
полную механизацию производства из-за чрезмерных габаритов
отдельных кусков исходного материала, поэтому на заводах они
применяются весьма редко.
На рис. 10.1,6,6 показаны двухстадийные схемы, наиболее
распространенные при производстве щебня для строительства
(получают 3 ... 5 фракций готового продукта). Первый вариант
Исходный
материал
| Дробление
(I стадия)
Грокачение
I) I Исходный
1 материал
Г) Дробление
((стадия)
Грохочение
(промежу-
точное)
Дробление
(Г стадия)
S) I Исходный
1 материал
Гу. Дробление
(Iстадия)
' Готовый,
продукт
Грохочение
(оконча-
тельное)
Готовый
продукт
Дробление
(б стадия)
у Грохочение
||| Готодый
продукт
Исходный
loo *i, 1 материал
() Дробление
((стадия)
О-di f Дробление
МО/Д) (б стадия)
Грохочение
(промежу-
Л точное)
) ' । Дробление
U-dmw I (Гстадия)
Грохочение
Цоюнчатяп-
У____Гатобый
0-d5 dj-Bq dq-dam продукт
///. U 4 7, '
0-д2Д
1DO1. f
*1 ^00-ffЛ
Рис. 10.1. Схемы дробильно-сортировочных заводов
двухстадийной схемы (рис. 10.1,6) предусматривает направление
продукта первой стадии полностью в дробилки второй стадии и
затем на грохочение. Такая схема производства применяется в
том случае, когда в продукте первой стадии содержится менее
25% продукта окончательной крупности. При наличии в про-
дукте первой стадии окончательного продукта >25% применяет-
ся схема двухстадийного дробления с промежуточным грохоче-
нием после первой стадии (рис. 110.1,6). На промежуточном гро-
хоте отделяется продукт окончательной крупности и направляет-
ся на окончательное грохочение, минуя вторую стадию измель-
чения.
На рис. 10.1,г показана трехстадийная схема дробления (ка-
чественно-количественная схема). Третья стадия показана в от-
крытом цикле (сплошная линия) и в замкнутом цикле (пунктир-
ная линия). Такая схема показывает крупность продукта и про-
111
изведительность по операциям (в %). На первую стадию по-
ступает исходный материал крупностью 0—Dmax и выходит
продукт крупностью 0—di. Весь продукт крупностью 0—di по-
ступает на вторую стадию дробления и получается продукт круп-
ностью 0—d2. Продукт второй стадии 0—d2 поступает на про-
межуточное грохочение, где отделяется готовый продукт 0—dmax
в объеме а остальной продукт крупнее dmax и объемом
(100—Yi) % направляется на измельчение в третью стадию. Про-
дукт дробления третьей стадии крупностью 0—dmax смешивает-
- ся с продуктом второй стадии, имеющим ту же крупность, и по-
- ступает на окончательное грохочение на фракции 0—d3, d3—di и
dt—dmax, выход которых соответственно составил у2, уз, у4%.
Сумма выходов всех фракций у2+уз+у4=100%. Продукт дроб-
ления 0—dmax (см. рис. 10.1,г) может быть уменьшен, например,
до крупности 0—dt без увеличения числа стадий дробления. Для
этого фракцию d4—d^ax отсеивают на грохоте окончательной сор-
тировки и возвращают в дробилку, т. е. дробилка работает в
замкнутом цикле. Объем материала у4, возвращаемого в дро-
билку третьей стадии, называют циркуляционной нагрузкой.
Обычно ее значение не превышает 15 ... 25 %. Соответственно про-
изводительность дробилки третьей стадии и сортировочного обо-
рудования должна быть больше на величину у4.
Выше рассмотрены только принципиальные технологические
схемы дробильно-сортировочного завода, отличающиеся только
по числу стадий дробления. Практически же схемы установок
значительно сложнее в результате включения дополнительных
операций. Так, при переработке разнопрочных материалов, на-
пример известняков, содержащих слабые включения и глину,
предусматривается двухпоточная схема. Для этого исходное
сырье разделяется колосниковым грохотом предварительного гро-
хочения на два потока: крупностью 0 ... 200 мм («грязный» или
«слабый») и крупностью более 200 мм («чистый» или «прочный»),
В дальнейшем оба потока перерабатываются раздельно. В первом
случае получают щебень более низкого качества, чем во втором.
В технологической линии обоих потоков устанавливаются глиноот-
борники, моечное и обезвоженное оборудование. Кроме того, ор-
ганизуются специальные участки для переработки мелких фрак-
ций продукта дробления 0 ... 5 мм. На известняковых заводах
мелкие фракции перерабатываются в известковую муку, исполь-
зуемую в сельском хозяйстве. На заводах по переработке проч-
ной горной массы мелкие фракции используются для производ-
ства строительного песка.
Выбор оборудования дробильно-сортировочных заводов начи-
нается с изучения условий производства, подбора типа оборудо-
вания и разработки качественной технологической схемы.
Технологические схемы щебеночных стационарных заводов в
зависимости от вида перерабатываемой горной породы могут быть
112
разделены на три типа: прочных однородных абразивных пород;,
прочных однородных малоабразивных пород; неоднородных ма-
лоабразивных пород.
Для первых технологических схем заводов применяют щеко-
вые дробилки с простым качанием щеки и конусные дробилк»
всех типов. Для вторых — в основном дробилки ударного действия,
на всех стадиях дробления, а также щековые дробилки со слож-
ным качанием щеки. Для третьих характерно включение в тех-
нологическую схему оборудования, позволяющего проводить из-
бирательное дробление, отбор глины, промывку и обезвоживание.
Для избирательного дробления пород рекомендуются дробилки
ударного действия.
Размер исходного материала Umax и крупность готового про-
дукта dmax позволяют определить тип оборудования, которое
должно быть использовано на данном предприятии, а также ка-
кая схема дробления оптимальна — одно- или многостадийная.
В дробилках крупного дробления, производительность которых
обычно стремятся использовать полностью, степень измельчения
не превышает: в щековых дробилках — 7,2; конусных — 7,5; ро-
торных — 15. л
Следовательно, если по условию производства степень измель-
чения должна быть больше, дробление необходимо вести в две, а
иногда (при z/max=15 ... 25 мм) и в три стадии. Увеличение ста-
дий дробления приводит к возрастанию затрат на капитальное
строительство заводов, удорожанию готового продукта. Поэтому
при проектировании предприятий следует стремиться к мини-
мальному числу стадий дробления. На экономические показатели
предприятия существенное влияние оказывают количество техно-
логических линий, действующих параллельно. Наиболее целесо-
образно проектировать предприятия с одной технологической ли-
нией, на которых выработка на одного производственного рабо-
чего на 50 ... 60%| выше, чем при двухлинейной схеме производ-
ства; себестоимость готовой продукции к расход энергии ниже
на 25 ... 35% соответственно, чем при двухлинейной схеме.
Основными показателями для выбора размера дробилок пер-
вичного дробления являются наибольший размер кусков исходно-
го материала Ощах и производительность завода П (м3/ч). Пре-
дельные размеры кусков, загружаемых в дробилки, не должны
превышать 0,85 ширины загрузочного отверстия дробилки для
щековых и конусных дробилок; 0,6 — для роторных дробилок
крупного дробления и 0,65 — для роторных дробилок среднего и
мелкого дробления. Производительность выбранной дробилки пер-
вой стадии дробления целесообразно иметь на 110 ... 30% выше
заданной, учитывая неравномерность питания и неизбежность По-
лучения отходов (фракция 0 ... 5 мм), идущих обычно в отвал.
Количество отходов тем больше, чем мельче должен быть гото-
вый продукт.
8 -5258 113
Следовательно, расчетная производительность (м3/ч)
77расч—/21 /22 /7,
где /21 — коэффициент, учитывающий процент отходов в готовом
продукте; /г2 — коэффициент, учитывающий неравномерность пи-
тания дробилки первой стадии (/22=1,05 ... 1,1).
Выход отходов у0-5 определяется по типовым графикам гра-
нулометрического состава дробленого продукта (содержания зе-
рен различных фракций в общей массе продукта, %).
Коэффициент /21 подсчитывается по выражению /21 =
= 100/(100-то_5).
Очевидно, что для первой стадии дробления могут быть при-
годны только те дробильные машины, которые допускают за-
грузку в них кусков размером £)тах и могут обеспечить указан-
ную выше расчетную производительность /7расч.
Выбрав типоразмер дробилок для первой стадии дробления,
подсчитываем размер выходной щели (мм) по формуле
(6 4" 5)раСч = (Ь 4- S)min 4-^max (-----(ПраСч — Пт!п),
Hmax llmin
где b — ширина разгрузочной щели; S — ход подвижной щеки;
(7’+S)min, (&+S)max —паспортные значения наименьшего и наи-
большего значений выходной щели дробилки; Пщщ и /7тах — пас-
портные значения наименьшей и наибольшей производительности
дробилки.
После этого определяем гранулометрический состав щебня, по-
лучаемого на первой стадии дробления для того, чтобы установить:
процентное содержание в массе этого продукта товарного щебня;
количество продукта первичного дробления, передаваемого для
дальнейшего измельчения на вторую стадию дробления до задан-
ных размеров dmax; максимальный размер кусков продукта D'max,
передаваемого на вторую стадию дробления.
Дробильные машины второй и третьей стадий дробления долж-
ны выдавать готовый (товарный) продукт — щебень, предельный
размер зерен которого определяется назначением этого щебня.
Выбирая тип и размеры щековых (при производительности до
70 м3/ч) или конусных дробилок (с большей производительностью)
для среднего и мелкого дробления, следует в первую очередь
установить ширину разгрузочной щели, необходимую для получе-
ния щебня требуемых размеров. Затем, выбрав тип и размер дро-
билки, необходимо определить ее производительность при установ-
ленной выше ширине разгрузочной щели (м3/ч) :
Ппасч = nmin Я-------------------[(ft 4- S1 — (Ь 4- S)min],
pai'H ШН1 I /t I o\ 1 O\ l /раич \ L /mirij
(6 + S)max—(o + ^lmin
Затем находят гранулометрический состав полученного щебня
и его соответствие назначению.
114
Выбор грохотов определяется количеством фракций, входящих
в состав готового продукта 0—dmax. Методика расчета технологи-
ческих параметров грохотов изложена выше в § 8.3.
Основные размеры и производительность транспортирующих
машин определяется на -основе данных о величине потоков мате-
риала, направления и дальности транспортирования, а также в за-
висимости от крупности кусков материала.
В последнее время получил распространение новый тип дро-
бильно-сортировочных предприятий — сборно-разборные автома-
тизированные дробильно-сортировочные линии (САДЛ), предназ-
наченные для работы в районах с ограниченными запасами мине-
рального сырья (5 ... 15 млн. м3) или с ограниченным (по объему
и срокам) потреблением нерудных строительных материалов при
условии сжатых сроков ввода объектов в эксплуатацию. Ввод в
эксплуатацию САДЛ позволяет снизить транспортные расходы по
доставке песка и щебня потребителям, расширить сырьевую базу
нерудных строительных материалов, повысить уровень автомати-
зации процесса переработки минерального сырья, обеспечить нор-
мативные санитарно-гигиенические условия труда обслуживающе-
го персонала и защиту окружающей среды от загрязнения.
Основными потребителями продукции САДЛ являются рассре-
доточенные объекты сельского или гидротехнического строитель-
ства с годовым потреблением щебня до 600 тыс. м3.
В настоящее время выпускаются три комплекта оборудования
САДЛ производительностью 400 ... 500 тыс. м3 щебня в год из
изверженных (САДЛ-И-400), осадочных (САДЛ-О-400) и гравий-
но-песчаных (САДЛ-ГП-400) пород. Технологические схемы САДЛ
предусматривает двух- и трехстадийное дробление исходного ма-
териала крупностью до 800 мм для получения щебня 0 ... 70 мм
и песка 0,15 ... 5 мм (дробленого или природного обогащенного).
В состав комплектов оборудования САДЛ в зависимости от
модификации входят агрегаты: крупного, среднего и мелкого дроб-
ления; предварительной, промежуточной и окончательной сорти-
ровки; промывки щебня и классификации песка; бункера-склады
готовой продукции; питатели и ленточные конвейеры, а также
агрегаты управления и аспирации. Работа САДЛ осуществляется
круглосуточно при положительных температурах окружающего
воздуха. Агрегаты линии оборудованы укрытиями с местами при-
соединения к аспирационным устройствам.
На рис. 10.2 показана технологическая схема САДЛ, преду-
сматривающая трехстадийное дробление прочных (80 ... 250 МПа)
изверженных пород без предварительного грохочения исходной
горной массы с замкнутым циклом на последней стадии дробления.
При данной технологической схеме может выпускаться щебень
0 ... 70 и 0 .. .40 мм. В первом случае третья стадия дробления
отключается и цикл дробления замыкается на второй стадии.
Процесс получения щебня осуществляется следующим обра-
8* 115
Рис. 10.2. Функциональная технологическая схема сборно-разборной автоматизированной дробиль-
но-сортировочной линии (САДЛ)
зом. Исходная горная масса крупностью 0 ... 700 мм доставляется
из карьера автотранспортом и поступает в бункер 1 агрегата пер-
вичного дробления. Из бункера материал подается вибрационным
питателем 2 в дробилку первичного дробления 3, где размер от-
дельных кусков уменьшается до 0 .. .250 мм, благодаря чему
обеспечивается нормальная работа последующих дробилок. Из
агрегата первичного дробления материал ленточными конвейера-
ми 4 подается в конусную дробилку вторичного дробления 5, где
происходит дальнейшее измельчение кусков до 0 ... 90 мм. Про-
дукт дробления конусной дробилки 5 ленточными конвейерами,6
и 7 подается в агрегат предварительного грохочения, состоящий
из грохота 8 и перегрузочных ленточных конвейеров. На грохоте 8
«сито устанавливается на максимальный размер фракций готового
продукта. С этого сита верхний продукт (зерна крупнее 70 мм) по
конвейеру 9 подается в промежуточный бункер-агрегат, где с по-
мощью самозапирающейся воронки 10 поступает в отсек 11 бун-
кера и далее вибрационным питателем 12 подается в конусную
дробилку 5 на додрабливание. Этим осуществляется замкнутый
цикл дробления для получения щебня крупностью 0 ... 70 мм,
после чего материал поступает через грохот 8, конвейеры 15 и 16
на грохоты 17 и 18, где фракции разделяются и поступают в
погрузочные бункера 19, оснащенные автоматическими весовыми
дозаторами непрерывного действия 20. Объем бункеров каждой
фракции должен обеспечить 1,5 ... 2-часовую непрерывную работу
САДЛа. В связи с тем что щебень мелких фракций (5 ... 20 мм)
промывается, предназначенные для них бункера имеют перфори-
рованные днища с отводом дренажных вод. Отходы (0 ... 5 мм),
получаемые при производстве щебня, поступают в спиральный
классификатор 21 и оттуда в погрузочный бункер 22, снабженный
весовым дозатором 20. При работе САДЛ без промывки песка
сухая фракция 0 ... 5 мм ленточным конвейером 23 подается
непосредственно в бункер 22 из грохота 18. При получении щебня
О ... 40 мм начинает действовать конусная дробилка 24 третьей
стадии дробления. При этом на грохоте 8 устанавливается сито
с ячейками, допускающими прохождение кусков размером
О ... 40 мм. Куски размером более 40 мм по конвейеру 9 посту-
пают в отсек 14 и далее питателем 13 в конусную дробилку 24.
Затем процесс получения щебня происходит аналогично рассмот-
ренному выше.
Для управления и наблюдения за работой САДЛ предусматри-
вается специальный агрегат управления, на пульт которого вы-
носятся показания работы всех агрегатов. Особенностью рассмот-
ренных САДЛ является установка щековых и конусных дроби-
лок на специальные виброизолирующие опоры, что позволяет
значительно уменьшить массу фундамента и сократить сроки
строительства.
117
10.2. Передвижные дробильно-сортировочные установки
Передвижные дробильно-сортировочные установки (ПДСУ) пред-
ставляют собой комплект дробильно-сортировочного и транспор-
тирующего оборудования, установленного на самоходных прицеп-
ных платформах на пневмоколесном ходу. ПДСУ используются в
транспортном, сельскохозяйственном и других видах строительства
при эксплуатации месторождений малой мощности. Применение
Рис. 10.3. Передвижная дробильно-сортировочная установка малой производи-
тельности
ПДСУ позволяет значительно снизить стоимость строительных ра-
бот за счет уменьшения транспортных расходов на перевозку
щебня, сократить затраты на возведение и эксплуатацию подобных
предприятий. Передвижные дробильно-сортировочные установки
по производительности подразделяются на три основные группы:
малой (до 12 т/ч), средней (до 50 т/ч) и большой (более 50 т/ч)
производительности.
ПДСУ малой производительности применяются при строитель-
стве и ремонте автомобильных дорог местного значения. Источ-
ником питания таких ПДСУ служат дизель-генераторные станции,
что позволяет использовать их в удаленных от источников электро-
энергии местах. Такие установки отличаются простотой конструк-
ции, малой массой и высокой мобильностью. Конструкцию уста-
новки малой производительности рассмотрим на примере установ-
ки СМД-106. Дробление в установке производится по одностадий-
ной схеме в замкнутом цикле. На раме 1 (рис. 10.3) установлены
бункер 3, лотковый питатель 4, щековая дробилка 5 и виброгро-
хот 6. Рама снабжена двумя пневмоколесными тележками 2, при
118
эксплуатации установки рама опирается на домкраты. С установ-
кой работают пять конвейеров: три — для транспортировки гото-
вого продукта и два — для работы установки в замкнутом цикле.
Работа установки происходит следующим образом. Исходный ма-
териал загружается в бункер 3, откуда лотковым питателем 4
подается в щековую дробилку 5. Питатель снабжен колосниковой
решеткой для предварительного грохочения перед дробилкой. Из-
мельченный в дробилке материал по ленточным конвейерам по-
ступает на двухситный виброгрохот 6. Материал, сошедший с
11 13 12 11 ю 9
Рис. 10.4. Передвижная дробильно-сортировочная установка средней произво-
дительности
верхнего сита, направляется на доизмельчение в дробилку 5, а
остальной разделяется на ситах по фракциям и конвейерами отво-
дится на склад готовой продукции. Управление установкой — ди-
станционное, что улучшает условия работы обслуживающего
персонала.
Установки средней производительности обычно состоят из двух
агрегатов: крупного дробления и мелкого дробления и сортировки.
Такие установки применяются для получения щебня крупностью
О ... 25 мм. При замене сит на грохоте крупность получаемого
щебня может увеличиться до 40 мм. На рис. 10.4 показана
СМ 739/740, состоящая из двух агрегатов: крупного дробления
СМ 739 и мелкого дробления и сортировки СМ 740.
Исходный материал загружается в приемный бункер 1 экска-
ватором, погрузчиком или автотранспортом и далее пластинчатым
питателем 2 подается в щековую дробилку со сложным качанием
щеки 3. Измельченный материал по ленточному конвейеру 4 через
воронку 5 и конвейер 6 поступает на вибрационный грохот 8.
Отсортированные фракции щебня подаются в бункер 9 и далее
на склад готовой продукции или грузятся на автотранспорт с
помощью отвальных конвейеров. Надрешетный продукт верхнего
сита поступает в конусную дробилку 7, работающую в замкнутом
цикле. Из дробилки 7 материал конвейером 12 подается в воронку
5 и далее конвейером 6 на виброгрохот 8. Оборудование агрегатов
119
установлено на рамах 11, имеющих пневмоколесные тележки 10.
При эксплуатации агрегаты опираются на винтовые домкраты 13.
Электропривод включает восемь электродвигателей, установ-
ленных на каждой машине, пускорегулирующую аппаратуру и два
переносных пульта управления. Схемой управления предусмотре-
ны три режима работы.установки: наладочный, полуавтоматиче-
ский и раздельный. Первый режим работы предусматривает по-
очередный пуск электродвигателей для выявления возможных
неисправностей; второй — автоматическую блокировку всего обо-
рудования при совместной работе агрегатов; третий — работу
каждого агрегата самостоятельно. ПДСУ можно снабжать ди-
зель-генераторной установкой, что позволяет эксплуатировать ее
в отдаленных районах, не имеющих постоянного электроснаб-
жения.
Дробильно-сортировочные установки большой производительно-
сти применяются при строительстве магистральных автомобильных
дорог, аэродромов, в тех случаях гидротехнического строительст-
ва, когда на месторождении нерудных ископаемых нерентабельно
создавать стационарное дробильно-сортировочное предприятие или
необходимо резко увеличить производство щебня различных
фракций.
ПДСУ большой производительности позволяют обеспечить
комплексную механизацию технологического процесса; они состоят
из отдельных агрегатов, включающих только одну технологическую
операцию. Агрегаты смонтированы на ходовых тележках с пнев-
моколесным ходом, что обеспечивает их транспортировку со ско-
ростью до 40 км/ч.
Агрегаты крупного и среднего дробления обеспечивают одно-
стадийное дробление в открытом цикле; агрегаты мелкого дроб-
ления и сортировки работают обычно в замкнутом цикле. В качест-
ве рабочего оборудования агрегатов применяются щековые, конус-
ные и роторные дробилки, а также вибрационные грохоты
различных типов.
Наличие большого числа специализированных агрегатов дробле-
ния и сортировки позволяет осуществить различные компоновочные
схемы процесса переработки каменного материала, исходя из гор-
но-геологических условий и требований к готовому продукту. На
рис. 10.5 показаны различные схемы компоновки агрегатов ПДСУ
большой производительности (ПДСУ-200). Схема на рис. 10.5, а
предназначена для получения щебня крупностью до 40 мм из аб-
разивных высокопрочных пород (ов=300 ... 500 МПа). В этом
случае предусмотрено трехстадийное дробление с замкнутым цик-
лом на второй и третьей стадиях. Исходный материал поступает
в бункер, откуда пластинчатым питателем 1 доставляется в ще-
ковую дробилку размером 600X900 мм агрегата 2. Измельченный
материал поступает на конвейер 3, которым доставляется на аг-
120
регат 5 с двухситным грохотом для промежуточного грохочения.
Надрешетный материал верхнего сита направляется на агрегат 6
с двумя щековыми дробилками размером 250X900 мм, откуда он
вновь поступает на агрегат 5. Верхний продукт нижнего сита
перемещается в агрегат 4 мелкого дробления с конусной дробил-
кой и после измельчения также поступает на агрегат 5. Нижний
продукт нижнего сита направляется на агрегат 7 с грохотом для
окончательной сортировки.
При данной компоновке оборудования максимальная произво-
дительность ПДСУ 65 м3/ч, установленная мощность 332,8 кВт,
общая масса 133 т. При необходимости получения щебня круп-
ностью до 70 мм агрегат мелкого дробления заменяется вторым
агрегатом среднего дробления или совсем исключается. При этом
производительность ПДСУ увеличивается до 100 м3/ч.
При разработке гравийно-песчаных месторождений (рис. 10.5, б)
гравийно-песчаная масса поступает в бункер-питатель 3 и далее в
агрегат 5 промежуточного грохочения. Песок и отходы гравия
(фракция 0 ... 5 мм) оттуда направляются на агрегат 7 оконча-
тельного грохочения, минуя агрегаты дробления. Крупные фракции
гравия (более 40 мм) поступают в агрегаты среднего 6 и мелкого
4 дробления. Раздробленный материал из этих агрегатов вновь
поступает в агрегат 5, где отделяется готовый продукт, а крупные
куски направляются на додрабливание. Этим достигается замк-
нутый цикл дробления. Готовый продукт подается на агрегат 7
окончательного грохочения, где разделяется по фракциям. При
данной схеме производительность ПДСУ равна приблизительно
200 м3/ч, установочная мощность — 240,8 кВт, общая масса —
91,48 т.
Для переработки малоабразивных осадочных пород рекомен-
дуется технологическая схема, изображенная на рис. 10.5, в. В
нее помимо бункера-питателя, грохотов и конвейеров включены
два агрегата с роторными дробилками для крупного 10 и среднего
И дробления. Производительность ПДСУ — 70 ... 100 м3/ч при
крупности готового продукта до 40 и 70 мм соответственно, уста-
новочная мощность — 254,5 кВт, общая масса—106,2 т.
Все агрегаты ПДСУ снабжены площадками для обслуживания
и винтовыми домкратами, на которые они опираются при эксплуа-
тации. Управление оборудованием — дистанционное с общего
пульта, смонтированного в кабине агрегата управления 8. Послед-
ний снабжен кондиционером, обогревателями и осветителями.
Кабина защищает оператора от воздействия шумов, пыли и
вибрации.
10.3. Автоматизация дробильно-сортировочных предприятий
Дробильно-сортировочные предприятия представляют собой комп-
лекс оборудования по переработке и транспортировке продукции,
который действует без участия обслуживающего персонала, а толь-
ко под его наблюдением, что позволяет автоматизировать техно-
логический процесс. Автоматизация дробильно-сортировочных
предприятий предусматривает автоматическую защиту технологи-
ческого оборудования от аварийных режимов и режимов перегруз-
ки, местное и централизованное автоматическое управление тех-
нологическим процессом, автоматический контроль за состоянием
оборудования и санитарно-техническим состоянием рабочих поме-
щений, а также автоматический учет поступающего сырья и отпу-
щенного потребителям готового продукта по фракциям.
Управление автоматизированным дробильно-сортировочным
предприятием осуществляется с центрального диспетчерского
пульта и предусматривает три режима управления: дистанционный,
автоматизированный местный и местный сблокированный. Первый
режим является основным и осуществляется с центрального пуль-
та; второй применяется при профилактических и ремонтных рабо-
тах; третий — при наладке схем автоматизации. Последние два
режима осуществляются с помощью аппаратуры, установленной
непосредственно на машине. Пуск и отключение механизмов осу-
ществляются в последовательности, определяемой технологией
производства, причем основной операции предшествуют вспомо-
гательные: включение звуковой сигнализации, аспирационной си-
стемы и подачи воды. Нарушение принятой последовательности
пуска и отключения механизмов может привести к авариям, по-
этому предусматривается система блокировки механизмов, пре-
дотвращающая их повреждение.
Автоматический учет поступающего сырья и отгружаемой гото-
вой продукции Осуществляется с помощью автоматических весов,
взвешивающих транспорт с исходным материалом и готовой про-
дукцией (по фракциям). Автоматизация технологического процес-
са предприятия начинается с бункера для исходного сырья, кото-
рый оборудуется датчиками уровня расположения материала.
Верхний датчик ограничивает наибольшую высоту расположения
материала, нижний.— определяет минимальный слой материала,
расположенный над питателем. При срабатывании нижнего дат-
чика работа питателя прекращается, что сохраняет над ним ми-
нимальный слой материала, необходимый для предотвращения
поломки питателя при разгрузке в бункер крупных кусков.
Автоматизация узлов крупного дробления, на которых уста-
новлены, как правило, щековые дробилки, предусматривает
управление процессом загрузки дробилки, основанное на автома-
тическом измерении уровня загрузки камеры дробления, мощности,
потребляемой электродвигателем привода, и погонной нагрузки
123
на ленточный конвейер, отводящий продукт дробления. При этом
сигналы об отклонении от заданного режима работы передаются
на систему, регулирующую скорость питателя. Кроме того, дро-
бильные машины снабжаются автоматической системой защиты
от попадания недробимых предметов, включающей в себя уста-
новку металлоискателей, или электромагнитов. Для отключения
электродвигателя дробилки при попадании в нее предметов из
немагнитных металлов применяется установка токовых реле в схе-
ме электропривода. Для предотвращения работы машин в аварий-
ном режиме они снабжаются автоматическими устройствами для
контроля работы системы смазки (наличие смазки в подшипниках
и ее температура).
Автоматизация узлов среднего и мелкого дробления, где уста-
новлены конусные дробилки, предусматривает блокировочные
связи с узлом крупного дробления и между собой, регулирование
режима подачи в них материала, а также защиту от аварийных
режимов. В некоторых случаях автоматизация узла предусматри-
вает обеспечение заданного соотношения между отдельными фрак-
циями измельчаемого продукта путем автоматического регулиро-
вания ширины разгрузочной щели.
Автоматизация узлов грохочения предусматривает контроль
гранулометрического состава готового продукта путем проверки
соотношения (весового) между отдельными фракциями. Обеспече-
ние заданного соотношения между отдельными фракциями готово-
го продукта является одним из основных условий экономической
эффективности работы предприятия. Изменение зернового соста-
ва продуктов дробления может осуществляться путем анализа
гранулометрического состава непрерывным или цикличным отбо-
ром проб или контролем на потоке. Автоматический контроль за
гранулометрическим составом готового продукта осуществляется
путем автоматического взвешивания или с помощью автоматиче-
ских пробоотбирателей, которые конструируются в составе отсе-
кающего устройства, привода и аппарата, регулирующего режима
работы по отбору проб. Наиболее распространены ползунковые
пробоотбиратели (скреперы), пересекающие поток материала на
ленте.
На рис. 10.6 дана схема автоматизации технологического про-
цесса сборно-разборной линии по производству нерудных материа-
лов. Автосамосвалы с горной массой подъезжают к приемному
бункеру, взвешиваются на автоматических автомобильных весах
(ААВ), суммирующих общую массу горной породы, которая пе-
рерабатывается за смену. Фиксация автосамосвала относительно
приемного бункера осуществляется с помощью конечного выклю-
чателя, подающего звуковой или световой сигнал при достижении
машиной заданного положения. Приемный бункер питателя 1
оборудован двумя датчиками уровня. При достижении исходным
124
материалом верхнего уровня бункера включается красный сигнал
светофора и машины на разгрузку не подаются до тех пор, пока
уровень не понизится и не включится зеленый сигнал светофора.
По достижении материалом нижнего уровня питатель останавли-
вается и дальнейшая подача материала из бункера в головную
дробилку 2 прекращается. В результате этого в бункере всегда
остается определенный слой материала, предохраняющий пласти-
ны питателя от прямых ударов крупными кусками во время раз-
грузки автосамосвалов.
Пластинчатый питатель оборудован датчиком негабаритного
исходного материала (ДН), сигнал с которого после усиления
усилителем (У) подается на исполнительный механизм, сбрасы-
вающий негабарит с питателя в специальный бункер. Технологи-
ческий пост первичного дробления оборудован устройством, регу-
лирующим равномерную подачу материала в дробилку 2 путем
изменения скорости, движения питателя, а также его остановку и
пуск. Питатель и конвейеры 3, 4, 8, 23, 16 и 18 снабжены датчи-
ками скорости движения и тросовыми аварийными выключателя-
ми, обеспечивающими выключение и включение привода оборудо-
вания поточно-транспортной системы с любого места по всей ее
длине. При аварийном отключении одного из механизмов система
централизованного автоматического управления отключает все
стоящие выше по потоку механизмы. При этом дробилки отклю-
чаются только после освобождения камер дробления от материа-
ла. Для предотвращения попадания недробимых металлических
предметов в машины последующих стадий дробления питатель 1
и конвейеры 3 и 8 оборудуются датчиками наличия металла ДЖ.
в горной массе, движущейся по транспортному устройству. Сигнал
с датчиков ДЖ. после усиления передается на мощный электро-
магнит ЭМ, который отделяет предмет от массы материала. При
попадании в массе немагнитных металлических предметов привод
конвейера (питателя) отключается датчиком металлоискателя;
одновременно отключаются все стоящие выше по потоку механиз-
мы. Работа дробилок 2, 6 и 7 контролируется температурными
датчиками, установленными на втулках приводного вала машины.
При повышении температуры подшипника выше допустимой
(30° С) электрическое сопротивление термодатчика уменьшается
и срабатывает тепловое реле, включающее в работу холодильное
устройство системы жидкой смазки машины.
Оптимизация технологического процесса осуществляется путем
обеспечения заданного соотношения между отдельными фракция-
ми материала с помощью автоматического контроля за грануло-
метрическим составом продукта дробления. После дробления в ро-
торных дробилках 6 и 7 (в зависимости от режима работы линии
А или Б) материал поступает через конвейеры 8 и 12 на грохот 13.
После грохочения материал разделяется на две фракции. Нижняя
126
фракция направляется на рассев по конвейерам 23, 14 и 16 через
грохоты 15 а 17 в бункера 22, оборудованные затворами 21, а
верхняя — на додрабливание через воронку 10, бункера 9 и гро-
хоты 5. Отходы процесса дробления из грохота 17 через класси-
фикатор 19 поступают в бункер 20. Контроль за гранулометри-
ческим составом готового продукта осуществляется датчиками ЛТ,.
расположенными на пути движения материала, сигналы с которых
поступают через электроимпульсные счетчики ЭС на электропнев-
матические преобразователи ЭП. Далее через линии задержки ЛД
сигналы поступают в вычислительное устройство ВУ, куда ранее
были введены данные требуемого гранулометрического состава
готового продукта. К этому же устройству поступают сигналы от
датчиков измерителей мощностей двигателя НМД дробилок 6 или
7 (в зависимости от работы линии А или Б) и от оборудования
агрегата первичного дробления в виде сигналов N и Q. Из ВУ‘
команды управления поступают в электрорегулятор ЭР непосред-
ственно и через блок защиты от помех БЗП. Далее эти команды
через преобразователь ПЭ поступают в систему измерения поло-
жения отражательных плит роторных дробилок 6 и 7. По этим
командам производится автоматическое регулирование угла накло-
на отражательных плит для изменения соотношений между отдель-
ными фракциями готового продукта и введения САДЛ в режим
оптимальной работы по заранее заданной программе.
Автоматизированный режим работы остальных агрегатов ана-
логичен описанному выше. Однако, учитывая технологическую-
связь всех агрегатов САДЛ, работающих в строгой последова-
тельности, необходимо иметь общее вычислительное устройство-
(ОВУ), расположенное на пульте управления всей технологиче-
ской линии. ОВУ имеет заранее заданную программу по грану-
лометрическому составу готового продукта и расходу электро-
энергии оборудованием САДЛ.
Особенности эксплуатации оборудования дробильно-сортиро-
вочных заводов и установок. Охрана труда. При эксплуатации обо-
рудования этих предприятий необходимо выполнять общие тре-
бования, относящиеся к любой строительной машине, а также-
некоторые специфические требования. К общим требованиям от-
носятся ежемесячные осмотры машин, при которых особо тщатель-
но проверяют: затяжку всех основных болтовых соединений;
крепление подшипников, шкивов, фрикционных муфт и тормозов;
наличие масла в системе смазки и смазочных устройствах; исправ-
ность концевых выключателей и стопорных устройств, а также-
состояние герметизирующих устройств всех каналов движения
пылевыделяющих материалов. К специфическим требованиям от-
носятся контроль: за наличием у дробильных машин (кроме ККД)
в дробящем пространстве измельчаемого материала, который сле-
дует удалить перед началом работы; равномерным поступлением
127
® машины дробящего материала; крупностью поступающих кусков;
качеством готового продукта; величиной зазоров разгрузочных
отверстий дробильных машин.
У грохотов осуществляется контроль за натяжением сит. При
недостаточном натяжении сита быстрее изнашиваются и ухудша-
ется качество грохочения. Работа грохота при слабом натяжении
или креплении сит запрещена. При работе моечного оборудования
«следят за количеством подаваемого материала и воды, чтобы, со-
храняя заданную производительность, обеспечивать должную чи-
стоту промывки материала. Удельный расход воды составляет
1 ... 6 м3/т материала.
Во' время работы оборудования нельзя чистить рабочие по-
верхности машин, открывать смотровые люки, производить регу-
лировочные операции. Останавливать машины можно только после
•прекращения подачи в нее материала, переработки в ней оставше-
гося материала и освобождения от него рабочего органа машины.
После остановки машины ее наружные части очищают от пыли
и грязи, проверяют состояние узлов, системы смазки, привода.
Главными опасностями здоровью обслуживающего персонала
.дробильно-сортировочных предприятий являются повышенная за-
пыленность воздуха, производственные шумы, вибрация и пора-
жение электрическим током. По действующим санитарным нормам
запыленность воздуха на рабочих местах не должна превышать
10 мг/м3, а при наличии в пыли более 10% диоксида кремния
норма снижается до 2 мг/м3.
Основными источниками пылевыделения на предприятиях пе-
реработки каменных материалов являются загрузочные и разгру-
зочные отверстия дробилок, а также просеивающая поверхность
виброгрохотов. Для снижения содержания пыли в воздухе суще-
ствуют укрытия для дробилок „и грохотов, которые представляют
собой специальные короба из листовой стали с аспирационным
-отсосом. Кроме того, применяют различные системы вентиляции
(естественная или принудительная) производственных помещений
-или их обеспыливание гидравлическими брызгальными устрой-
ствами.
Постоянно действующие производственные шумы отрицательно
влияют на центральную нервную систему человека и вызывают
-снижение слуха и быструю утомляемость обслуживающего персо-
нала. Уменьшения производственных шумов достигают технологи-
ческими и конструктивными мероприятиями, направленными на
ослабление шума в источнике его возникновения (замена ударных
режимов работы безударными, применение звукопоглощающих
материалов для отдельных элементов машины и др.), а также
установкой звукопоглощающих кожухов машин. Такие кожухи
изготовляют из стальных листов с внутренней облицовкой из вой-
5128
лока, пенополиуретана или шлаковаты и устанавливают на виб-
роцзолирующие прокладки из асбеста, войлока или резины.
Для защиты обслуживающего персонала от вибрационных на-
грузок осуществляют следующие мероприятия: по возможности
исключают в конструкциях машин ударное взаимодействие дета-
лей, заменяют возвратно-поступательное движение деталей вра-
щательным, исключают резонансные явления во время работы,
планируют минимальные допуски в сочленениях деталей, исклю-
чают неуравновешенность деталей. Ограничение распространения
действующих вибронагрузок достигается установкой амортизатор
ров, прокладок и облицовок из вибропоглощающих материалов и
различных типов гасителей колебаний.
Электробезопасность обслуживающего персонала обеспечива-
ется следующими мероприятиями: применением при осмотре и те-
кущем ремонте машин осветительной арматуры и ручных машин
напряжением 36 В и ниже; использованием улучшенной изоляции
проводов, находящихся под напряжением; ограждением и созда-
нием условий недоступности к электрооборудованию и токоведу-
щим сетям; установкой защитной аппаратуры (автоматических
выключателей, реле напряжения), заземлением элементов элект-
роустановки и установкой предупредительных надписей.
Наиболее универсальным мероприятием, улучшающим условия
труда обслуживающего персонала, является автоматизация про-
цессов переработки нерудных каменных материалов.
9 -5258
Раздел третий
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ
И ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ И
РАСТВОРНЫХ СМЕСЕЙ
ГЛАВА 11. ОБЩИЕ СВЕДЕНИЯ
11.1. Основные сведения о бетонных смесях
и строительных растворах
Бетон представляет собой искусственный каменный материал, по-
лученный из смеси вяжущего вещества, воды, заполнителей и в
необходимых случаях специальных добавок после ее формования
и твердения. Строительные растворы не имеют в своем составе
крупного заполнителя. До формования указанные полуфабрикаты
называют бетонной и растворной смесью. По виду вяжущих ве-
ществ эти смеси делятся на цементные, силикатные, гипсовые и
смешанные. Вяжущие материалы и вода — это активные состав-
ляющие, между которыми происходит химическая реакция, и по-
сле твердения смесь превращается в камнеподобное тело. Заполни-
тели (песок, щебень) в реакции не участвуют. Они образуют жест-
кий скелет бетона. В целях экономии цемента зерновой состав сме-
си должен быть с минимальным объемом пустот при наименьшей
поверхности частиц. Прочность бетона характеризуется пределом
прочности на сжатие стандартных образцов в 28-суточном возрас-
те естественного твердения — так называемой «маркой» бетона
(от 7,5 до 60,0 МПа). Прочность бетона зависит от количества и
качества цемента, водоцементного отношения, качества смешива-
ния, условий транспортирования, качества уплотнения и условий
твердения.
Бетонная смесь должна сохранять однородность при транспор-
тировании и иметь необходимую удобоформуемость — способность
заполнять форму при данном способе уплотнения. Удобоформуе-
мость смеси оценивается ее подвижностью или жесткостью. Бетон-
ная смесь, способная растекаться и заполнять форму под влиянием
собственных сил тяжести или небольшого механического воздейст-
вия, называется подвижной. Подвижность смеси характеризуется
величиной осадки в сантиметрах отформованного из нее конуса в
специальном приборе. Жесткость бетонной смеси определяется по
времени вибрации в секундах, необходимого для растекания пред-
варительно отформованного из нее конуса в форму—куб, на лабо-
раторной виброплощадке с частотой колебаний 3000 в минуту и
130
амплитудой 0,5 мм. Подвижность растворной смеси оценивается
глубиной погружения в нее в сантиметрах специального стандарт-
ного конуса. Применение жестких смесей позволяет получить бетон
более высокого качества (или сократить расход цемента) и умень-
шить сроки твердения. Однако такие смеси труднее изготовляются,
уплотняются и транспортируются по трубам и шлангам, вследствие
чего иногда приходится переходить на более подвижные смеси.
11.2. Основные сведения о процессах приготовления
и транспортирования бетонных и растворных смесей
Приготовление бетонной или растворной смеси заключается в том,
чтобы путем перемешивания из различных компонентов получить
однородную смесь с равномерным распределением отдельных зерен
в общем объеме с обволакиванием их вяжущим веществом. Полу-
чение смесей требуемого качества обеспечивается многими факто-
рами, зависящими от состава и качества исходных составляющих,
точности их дозирования, способа перемешивания и режимов рабо-
ты смесителей. Смешение компонентов осуществляется в бетоно- и
растворосмесителях. По способу перемешивания смесители подраз-
деляются на гравитационные, в которых компоненты перемешивают-
ся во вращающемся барабане в результате их подъема на некото-
рую высоту и последующего свободного падения и принудительно-
го перемешивания с помощью движущихся лопастей в неподвиж-
ном барабане. Продолжительность смешивания зависит как от со-
става и свойств смеси, так и от типа смесителя и устанавливается
опытным путем для конкретных условий. Жесткие бетонные смеси
и строительные растворы приготавливают в смесителях принуди-
тельного действия. Смесительные машины должны обеспечивать ка-
чественное смешение за минимально короткое время, не допуская
расслоения компонентов смеси.
Приготовление бетонной смеси и строительного раствора в за-
висимости от условий их потребления производится на центральных
районных заводах, на приобъектных заводах и установках, в цехах
предприятий сборных железобетонных изделий и в автобетоносме-
сителях, когда строительные объекты удалены от центрального заво-
да на расстояния, превышающие технологически допускаемый ра-
диус доставки.
Важной составной частью в цепи технологического оборудова-
ния смесеприготовительных предприятий являются дозаторы, от
точности работы которых зависит качество смесей и изделий из
них. В соответствии с используемыми смесителями применяют до-
заторы циклического и непрерывного действия с полуавтоматиче-
ской и автоматической системами управления. Для транспортиро-
вания приготовленных смесей на объекты используют автосамосва-
лы и специальные машины: автобетоновозы, авторастворовозы и
автобетоносмесители. Выбор вида транспортных средств определя-
* 131
ется конкретными условиями, с тем чтобы обязательно обеспечива-
лась сохранность качества смеси в пути следования. Во избежа-
ние расслаивания нельзя перевозить смеси без их побуждения в
пути на расстоянии свыше 10 км по хорошей дороге и 3 км — по
плохой. К месту укладки бетонные и растворные смеси подают в
бункерах, бадьях (с использованием кранов), виброхоботами, лен-
точными конвейерами, бетонорастворонасосами и пневматически-
ми нагнетателями по трубам и шлангам.
ГЛАВА 12. ДОЗИРОВОЧНОЕ ОБОРУДОВАНИЕ
БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫХ УСТАНОВОК
12.1. Классификация дозаторов
Для приготовления качественных смесей в соответствии с заданной
рецептурой применяют дозаторы. Согласно СНиП Ш-15—76, по-
грешность дозирования (по массе) не должна превышать: для вя-
жущих веществ и воды ±2% и для заполнителей— ± 2,5%.
По режиму работы дозаторы подразделяют на циклические и
непрерывного действия, а по способу дозирования — на объемные
и весовые. Объемные дозаторы более простые, но менее точные. Их
применяют в установках небольшой производительности. По спосо-
бу управления дозаторы подразделяют на три группы: с ручным,
полуавтоматическим дистанционным и автоматическим управлени-
ем. При полуавтоматическом дистанционном управлении работой
дозаторов управляет оператор с пульта управления, наблюдая за
показаниями приборов. При автоматическом управлении работа
дозаторов происходит без участия оператора с помощью систем
автоматического регулирования.
12.2. Дозаторы для жидкостей
В соответствии с типом смесителя дозаторы для жидкостей выпу-
скают циклического и непрерывного действия. Дозаторы непрерыв<
ного действия отмеривают жидкость по расходу, а циклические —
по объему или массе.
В смесительных установках партерного типа используются уни-
фицированные дозаторы, входящие в комплекты—ВДБ-250 и
ВДБ-500/750, отличающиеся небольшими габаритами по высоте.
Весовой дозатор для жидкостей типа ДЖ-200 (рис. 12.1) состо-
ит из бункера 4, подвешенного на сдвоенном весовом рычаге 1,
одним концом который через призму опирается на раму 2. Другой
конец рычага связан тягой с пружинным указателем массы 3 (типа
УЦП-250-ЗВ). Бункер снабжен клапанным затвором 5, управляе-
мым пневмоцилиндром 6. .
Для дозирования воды и жидких добавок в передвижных смеси-
телях и установках небольшой производительности применяют
132
компактные дозаторы турбинного типа, изготовляемые на базе счет-
чиков воды, которые могут работать в циклическом и непрерывном
режиме с ручным и автоматическим управлением. Турбинный до-
затор с автоматическим управлением состоит из измерителя расхо-
да воды (рис. 12.2,6) и пульта управления (рис. 12.2,а). Поток
жидкости, проходя сквозь фильтр 7, вращает крыльчатку, установ-
ленную в турбинной камере 12. Частота вращения крыльчатки про-
порциональна расходу жидкости, проходящей сквозь дозатор.
В исполнении для автоматического управления на валу крыль-
чатки устанавливается счетный диск 11, входящий в паз бескон-
тактного электронного датчика, которым фиксируется каждый обо-
рот турбинки. Сигналы с датчика
через усилитель 9 по кабелю 10
передаются на пульт управления 2.
При достижении числа импуль-
сов значения, установленного за-
датчиком дозы 1, подается сигнал
на электромагнитный привод вход-
ного вентиля, поступление воды
прекращается. Необходимая доза
жидкости задается включением
тумблеров задатчика 1 в требуе-
мом сочетании. На пульте разме-
щены также указатель объема 3
для визуального контроля, сигналь-
ная лампа 4 и аппаратура вклю-
чения системы 5 и 6. При испол-
нении дозатора для ручного управления на счетчике устанавлива-
ется головка, соединяющая вал турбинки через редуктор с указа-
тельной стрелкой. Угол поворота стрелки соответствует определен-
ному количеству прошедшей жидкости. Циферблатная шкала ука-
зателя дозы отградуирована в литрах. Для дозирования жидко-
стей при непрерывных процессах приготовления смесей использу-
ются плунжерные насосы — дозаторы с регулируемой производи-
тельностью и системы, использующие принцип свободного истече-
ния жидкостей сквозь калиброванные отверстия. В последнем слу-
чае необходимо поддерживать постоянный уровень жидкости в рас-
ходном баке, что достигается свободным сливом избытка жидкости
обратно в емкости, из которых центробежным насосом она подается
в расходный бак.
Насос — дозатор жидкости (рис. 12.3) —состоит из рамы 1, на
которой установлены два цилиндра 2 с плунжерами и приводом,
включающим в себя электродвигатель 6, цепной пластинчатый ва-
риатор 5 и червячный редуктор 4 с кривошипно-шатунным меха-
низмом 3. Выпускаемые отечественной промышленностью насосы—
дозаторы двух параметров обеспечивают пределы дозирования от
1 до 12 м3/ч.
Рис. 12.1. Весовой дозатор для
жидкостей
133
Рис. 12.2. Турбинный дозатор с автоматическим управлением:
а — пульт управления; б — измеритель объема
Рис. 12.3. Насос-дозатор для жидкостей
12.3. Циклические весовые дозаторы для сыпучих материалов
Для дозирования сыпучих компонентов применяют комплекты ве-
совых дозаторов серии АДУБ (автоматические дозаторы установок
бетона). В комплект входят дозаторы цемента, заполнителей и
жидкостей с циферблатными указателями типа УЦК (указатель
циферблатный квадрантный). Большинство узлов перечисленных
дозаторов унифицировано, различаются они конструкцией входных
и выходных затворов и питающих устройств. На рис. 12.4 показана
обобщенная принципиальная структурная схема весового дозатора
серии АДУБ. Материал из бункера питателем 20 подается через
входной затвор 21 в весовой бункер 23, подвешенный на тягах 22
к грузоприемным рычагам 19. Нагрузка от массы материала через
тяги 18 и рычаги 17 передается на тягу 16 УЦК. Задание порции
материала и ее отсечка осуществляются с помощью первичных пре-
образователей, устанавливаемых на шкале УЦК.
Взвешивающее устройство квадрантного типа состоит из корпу-
са 1, в котором установлены рамка 2 и циферблат 6. На рамке уста-
новлена на оси 11 стрелка 7. На этой же оси жестко насажена
шестерня 12, находящаяся в зацеплении с рейкой 13, связанной
с горизонтальным мостиком 9. Последний шарнирно соединяет
между собой квадранты, состоящие из малых опорных секторов 10
и больших грузоприемных квадрантов 8. Стальные ленты 5 верх-
ними концами прикреплены к корпусу, а нижними — к малым сек-
торам. Верхние концы стальных лент 3 закреплены на больших
секторах, а нижние с помощью траверсы 14 связаны с тягой 16,
проходящей через масляный затвор 15, предохраняющий механизм
от пыли и влаги. Под действием силы тяжести массы бункера с
136
материалом секторы 8 поворачиваются, а малые опорные секторы
10 без скольжения обкатываются по направляющим рамки 2. Про-
тивовесы 4, отклоняясь от вертикального положения, увеличивают
реактивный момент до равновесия с моментом взвешенного груза.
Одновременно вся система, несущая квадранты, вместе с соедини-
тельным мостиком 9 и рейкой 13 поднимаются вверх, поворачивая
стрелку-указатель. В качестве первичных преобразователей, выра-
батывающих сигнал на прекращение подачи материала при набо-
ре требуемой дозы, приме-
няют фотоэлектрические,
магнитные и электронные
датчики.
Рис. 12.5. Задатчик порций весового
прибора
Рис. 12.6. Приставка к весовому
прибору для дистанционного управ-
ления дозаторами
В унифицированных циферблатных указателях УЦК-ЗВД (ука-
затель циферблатный квадрантный — задатчик веса дистанцион-
ный) весовые головки оснащаются дополнительно задатчиками ве-
личины порции. Задатчик порций (рис. 12.5) состоит из бескон-
тактных электронных датчиков 3, закрепленных на задающих
стрелках 1, которые установлены на зубчатых дисках 7. Положение
датчиков изменяется при повороте дисков верньерами 10 через
валки 9 и шестерни 8. Стрелка весового прибора 4 установлена на
оси, проходящей через отверстие 6, и имеет флажок — экран 5.
При повороте стрелки, когда флажок проходит в рабочих зазорах
2 датчика, установленного для восприятия нагрузки, воздействие
магнитного потока коллекторной обмотки генератора на базовую
уменьшается, что приводит к срыву колебаний генератора и появ-
лению сигнала, который, пройдя усилитель, передается на электро-
пневматический клапан, управляющий пневмоцилиндром затвора
дозатора.
137
Рис. 12.7. Весовой дозатор цемента
На рис. 12.6 показана приставка, с помощью которой возможно
дистанционно устанавливать величину порций, вводить поправки
при изменении влажности компонентов, вести дистанционный отсчет
показаний. При этом заранее можно устанавливать несколько ва-
риантов доз и быстро менять рецептуру. Приставку-задатчик уста-
навливают с лицевой стороны базового весового прибора посредст-
вом переходного кольца. Бесконтактные электронные датчики 7
хомутами крепятся на диске
6. Они взаимодействуют со
стрелкой 8 весового прибора.
Диск 6 установлен на оси .<?,
смонтированной на диафрагме
12. Вращение диску передает-
ся от двигателя 2 через шес-
терни 4 и 5. Шестерня 5 на-
ходится в зацеплении с шес-
терней И, установленной на
валу тормоза 1, и шестерней 10
для привода (прн необходи-
мости) специального диска с
датчиками, контролирующими
угол поворота диска 6. Для
предотвращения поворота по-
движного диска на угол более
360° предусмотрен микропере-
ключатель 9. Индукционный
тормоз 1 включается одновре-
менно с двигателем. При этом
якорь магнита сжимает пру-
жину и освобождает фрикци-
онный диск.
На рис. 12.7 показан до-
затор для автоматического
весового дозирования цемен-
та (типа АВДЦ— 1200 м). Сигнал начала дозирования посту-
пает с пульта управления в электропневматический клапан 4,
который подает сжатый воздух под аэроплитку 6 пневмопита-
теля 5. Цемент, насыщенный воздухом, начинает перемещать-
ся по желобу питателя. Одновременно сжатый воздух через
клапан 4 поступает в пневмоцилиндр 7, открывающий входной за-
твор 9, и цемент подается в весовой бункер 10, подвешенный на
рычагах к раме 8. Сила тяжести цемента, поступившего в бункер
через систему рычагов 15, передается на весовой прибор 14. При
достижении нужной дозы сигнал с весового прибора передается на
пульт управления, который отключает клапан 4. Подача сжатого
воздуха в аэроплитку прекращается, и входной затвор закрывает-
ся. При поступлении с пульта управления сигнала, разрешающего
138
разгрузку дозатора, срабатывает электропневматический клапан 3,
открывающий доступ сжатого воздуха в пневмоцилиндр 11, который
через систему рычагов 12 открывает выпускной затвор 13. Цемент
другой марки дозируется левым питателем. При этом срабатывает
электропневматический клапан 1. Работа затворов блокируется ко-
нечным выключателем 2. В инвентарных блочных бетоносмеси-
тельных установках с целью.уменьшения габаритных размеров до-
заторных отделений и капитальных затрат применяются много-
Рис. 12.8. Весовой многофракционный дозатор для заполнителей:
о —общий вид; б —схема питателей; о — схема подвески весового бункера
фракционные дозаторы, отмеривающие последовательно несколько
фракций заполнителей. Такой дозатор (рис. 12.8) типа СБ-86 пред-
назначен для обслуживания смесителей вместимостью 1200 ...
... 1500 л. Объем бункера дозатора 1,8 м3, максимальная масса
дозы 2500 кг. Материалы в весовой бункер дозатора подаются
шестью ленточными питателями из соответствующих бункеров
(рис. 12.8,6). Ленточные питатели 4 выполнены из элементов, уни-
фицированных с дозаторами непрерывного действия. Привод ленты
осуществляется по схеме двигатель — вариатор 2 — цепная переда-
ча 3. Скорость ленты питателя можно изменять дистанционно с по-
мощью командоаппарата 1. Весовой бункер 5 подвешен на упругих
лентах 7 к раме 6.
Материал взвешивается унифицированным весовым прибором 9,
соединенным рычагами 8 с подвесной системой бункера. Сначала
139
отмеривается песок, подаваемый одним из питателей со стабильной 1
производительностью 150 т/ч. Затем взвешивается щебень двух |
фракций 5... 10и 10... 20 мм, который подается соответствующи- 1
ми двумя питателями и затем дозируется щебень крупностью 20 ... 1
... 50 и 50 ... 100 мм. Питателями с регулируемой производитель-
ностью возможно изменять соотношение подаваемых компонентов.
Полное время цикла дозатора составляет 30 с. Отмеренная доза j
материалов выгружается через затворы 10 и 11, расположенные с '
двух сторон весового бункера. Открывая с помощью пневмоцилинд-
ров 12, управляемых электрозолотниками 13, левый или правый
затвор, можно без применения поворотной воронки загружать два
смесителя поочередно, что также упрощает компоновку смеситель-
ного отделения.
Весовые дозаторы для жидкостей типа АВДЖ по принципиаль-
ному решению аналогичны весовым дозаторам для сыпучих мате-
риалов и отличаются от них конструктивными решениями входных
и разгрузочных затворов.
12.4. Дозаторы непрерывного действия
для сыпучих материалов j
Дозаторы непрерывного действия должны обеспечивать стабиль- :
ную подачу материалов с заданной точностью в соответствующие |
смесители в определенном интервале производительности. Незави- -j
Рис. 12.9. Дозатор непрерывного действия для заполнителей
симо от конструктивных особенностей эти дозаторы включают в
себя питатель, измерительное устройство производительности и си-
стему автоматического регулирования.
На рис. 12.9 представлена конструктивная схема дозатора не-
прерывного действия для заполнителей бетона с электронной авто-
матической системой регулирования. Ленточный весовой питатель
10 одним концом опирается на призмы 11, закрепленные на при-
140
Рис. 12.10. Структурная схема автоматиче-
ского регулирования дозатора непрерывно-
го действия для цемента
емкой воронке 3, а вторым — подвешен на тяге 6 через датчик
массы 5 к кронштейну 4. Лента питателя 9, огибающая барабаны
8 и 12, приводится в движение через цепную передачу 13 приво-
дом 1, состоящим из цепного пластинчатого вариатора с присоеди-
ненным к нему на фланцах электродвигателем и двухступенчатым
редуктором. Для предупреждения пыления материалом лента 9 за-
крыта кожухом 7. Деформация динамометрического кольца датчи-
ка 5, пропорциональная массе материала на ленте, через рычажную
систему преобразуется в перемещение сердечника дифференциаль-
но-трансформаторного преобразователя. Вырабатываемый датчи-
ком электрический сигнал усиливается и поступает через релейный
реверсивный усилитель на двигатель командоаппарата 2, изменя-
ющий передаточное отноше-
ние вариатора. В цепь об-
ратной связи системы вклю-
чен тахогенератор, приводи-
мый в движение выходным
валом редуктора. Таким спо-
собом осуществляется инте-
гральный принцип автомати-
ческого регулирования про-
изводительности дозатора
как произведения массы
материала на ленте на ско-
рость ее движения. На
рис. 12.10 приведена наибо-
лее совершенная структур-
ная схема регулирования
производительности дозато-
ра цемента (типа СБ-90),
осуществляемая по двум замкнутым контурам: путем изме-
нения величины массы на ленте весового конвейера и изме-
нения скорости ленты. Так как эти системы независимы и мас-
са материала на ленте поддерживается постоянной при любой
ее скорости, то, изменяя скорость ленты, можно устанавливать тре-
буемое значение производительности. Автоматическое регулирова-
ние скорости ленты питателя осуществляется следующим образом.
Синхронный генератор 13 вырабатывает сигнал переменного тока
с частотой, пропорциональной частоте вращения выходного вала
вариатора 14. Выпрямленное напряжение сравнивается с напряже-
нием задатчика 12, соответствующим установленной производитель-
ности. Разность этих напряжений подается на вход регулятора 11,
который включает тиристорный усилитель 10, а он, в свою очередь,
включает исполнительный двигатель 15, который изменяет переда-
точное отношение вариатора до тех пор, пока управляющий сигнал
на выходе регулятора не станет равным нулю, т. е. частота враще-
ния выходного вала вариатора, а следовательно, и производи-
141
тельность дозатора не станут равными заданному значению. Систе-
ма регулирования массы материала на ленте весового конвейера 2
работает следующим образом. Когда масса материала на ленте рав-
на заданному значению, определяемому положением груза 5, то
плунжер индуктивного преобразователя 6 находится в положении
«электрического нуля», и коромысло 5, связанное с демпфером 4У
находится в покое. Если масса материала отклоняется от заданной,
Рис. 12.11. Схема дозатора цемента непрерывного действия
то коромысло 5 отклоняется от горизонтали, что вызывает пере-
мещение плунжера преобразователя 6, в результате чего на вход
бесконтактного электронного регулятора 7 (типа РПИБ-Ш) посту-
пает напряжение, отличное от нуля. На выходе регулятора появ-
ляется сигнал, который, будучи усилен тиристорным усилителем 8,
включает двигатель 17 исполнительного механизма вариатора 16.
Передаточное отношение вариатора, а следовательно, частота вра-
щения лопастных питателей 1 и их производительность будут из-
меняться до тех пор, пока масса момента не достигнет установлен-
ного значения. Для оценки общего количества поданного дозатором
материала в системе управления предусмотрен счетчик 9, кинема-
тически связанный с барабаном ленточного конвейера.
Конструктивная схема дозатора СБ-90 приведена на рис. 12.11.
Он состоит из двухбарабанного лопастного питателя 6, ленточного
конвейера 3, весового шкафа 5, привода 1 питателя и привода 2
ленты конвейера. Для предотвращения пыления лента закрыта ко-
жухом 4.
142
силоизмерительным датчиком. Ско-
Рис. 12.12. Универсальный дозатор для за-
полнителей
Перспективным оборудованием для дозирования компонентов
бетонных и растворных смесей являются универсальные системы,
способные обслуживать смесители циклического и непрерывного
действия. На рис. 12.12 показана структурная схема универсаль-
ного дозатора для заполнителей. Материал из бункера 3 через
затвор 4 подается ленточным питателем 5 в смеситель. Нагрузка q
на питатель воспринимается грузоприемным устройством 6 и фи-
ксируется встроенным в него
рость ленты измеряется та-
хогенератором 2, сигнал с
которого через преобразо-
ватель 8 подается на умно-
житель 7, с выхода которо-
го снимается сигнал, фикси-
рующий производительность
питателя. При непрерывном
режиме работы этот сигнал
поступает в блок задания и
сравнения 13, в котором
формируется сигнал, воздей-
ствующий на регулятор
управляющий приводом
вариатора скорости 1 в
пи привода питателя. В
висимости от нагрузки
ленте изменяется передаточное отношение вариатора и соответст-
венно скорость движения ленты таким образом, чтобы производи-
тельность питателя равнялась заданной фзад. В циклическом ре-
жиме работы сигнал с умножителя поступает в интегрирующий
блок 12 и затем в блок задания дозы 11. При достижении, с на-
чала момента дозирования, заданного значения массы поданного
материала 0зад регулятор 10 отключает двигатель 9 привода пи-
тателя.
Такие дозаторы позволяют совместить операции дозирования и
перемешивания, что повышает производительность установок.
Компактность конструкции дозаторов дает возможность умень-
шить (на 2 ... 3 м) высоту смесительной установки.
14,
15
це-
за-
на
12.5. Особенности эксплуатации дозаторов
Точность работы дозаторов определяется устойчивостью и чувстви-
тельностью весовой системы и надежностью системы управления
агрегатами. Под устойчивостью понимают способность весовой си-
стемы после нарушения равновесия через два-три затухающих ко-
лебания возвращаться в исходное положение.
Для обеспечения устойчивости необходимо следить за состоя-
нием демпферов, уплотнений и уровнем заправки их маслом. Точ-
143
ность работы циклических дозаторов регулярно (не реже одного
раза в квартал) проверяют с помощью образцовых гирь. Однако
предварительно тарируют порожние весы, т. е. добиваются, чтобы
стрелка циферблатного указателя при незагруженном дозаторе
указывала бы на нуль. Для этого перемещают тарный груз на
рычаге весовой системы. Затем проверяют срабатывание датчиков,
для чего флажок стрелки указателя последовательно вводится в
паз каждого датчика, при этом должно срабатывать реле прибора
задатчика доз.
Дозаторы непрерывного действия тарируют взвешиванием проб,
отобранных за контрольное время работы дозатора в установив-
шемся режиме. Для безотказной и точной работы дозаторов необ-
ходимо соблюдать правила их эксплуатации, ежедневно проводить
осмотр оборудования с выполнением необходимых регулировок, не
допускать превышения доз по сравнению с паспортными. В про-
цессе обслуживания необходимо следить за состоянием призм, се-
рег и подушек. Смазка этих элементов дозаторов запрещается, а их
замену имеет право производить только слесарь-юстировщик. Пе-
риодически проверяют плотность закрывания затворов и герметич-
ность противопыльных кожухов. Необходимо тщательно следить за
состоянием манжетных уплотнений пневмоцилиндров и электровоз-
душных клапанов, так как при их износе нарушается стабильность
работы агрегатов дозаторов. Перед пуском дозаторов в работу не-
обходимо проверить состояние электросети, конечных выключате-
лей, магистралей сжатого воздуха. Запрещается производить
осмотр, регулировку и ремонт при включенных в электросеть доза-
торах. Доступ к электрическим приборам и другим токоведущим
элементам разрешается только дежурному электрику. Во время
работы дозаторов оператору запрещается отлучаться с рабочего
места. Право на включение дозаторов в работу имеет только лицо,
отключавшее их.
ГЛАВА 13. МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ БЕТОННЫХ
И РАСТВОРНЫХ СМЕСЕЙ
13.1. Гравитационные бетоносмесители
Смешение компонентов в гравитационных смесителях происхо-
дит в барабанах, к внутренним стенкам которых прикреплены ло-
пасти. При вращении барабана смесь лопастями, а также силами
трения поднимается на некоторую высоту и затем сбрасывается
вниз. Чтобы смесь могла свободно циркулировать внутри барабана,
его объем должен в 2,5 ... 3 раза превышать объем смеси. Ско-
рость вращения барабана невысокая, так как в противном случае
центробежные силы будут препятствовать свободному перемеще-
нию смеси. Циклические бетоносмесители изготовляют с накло-
144
няющимися при выгрузке смеси барабанами, а непрерывного дей-
ствия— со стационарными барабанами. Основным параметром
смесителей циклического действия является вместимость их бара-
бана. Согласно ГОСТ 16349-70 *, предусматривается следующий
ряд бетоносмесителей вместимостью по загрузке (л): 100; 250;
500; 750; 1200; 1500; 2400; 3000. Основным параметром смесителей
непрерывного действия является их производительность.
По мобильности смесители подразделяют на передвижные, при-
меняемые на объектах с небольшими объемами работ, и стацио-
нарные для более круп-
ных предприятий. На
рис. 13.1 показан бетоно-
смеситель, оснащенный
загрузочным ковшом. Сы-
пучие компоненты из до-
заторов поступают в за-
грузочный ковш 4, кото-
рый перемещается по
направляющим 6 с по-
мощью каната 5, прохо-
дящего по блоку 7 на по-
лиспаст, состоящий из не-
подвижной 1 и подвиж-
ной 3 обойм блоков. По-
движная обойма переме-
щается гидроцилиндром
2. Когда нижние ролики
ковша дойдут при подъ-
Рис. 13.1. Гравитационный бетоносмеситель с
загрузочным ковшом
еме до упоров, установ-
ленных в направляющих,
днище ковша открывается
и образуется лоток, по которому материалы поступают в смеситель-
ный барабан 8, установленный на траверсе 11. Траверса с помощью
цапф опирается на стойки 16, прикрепленные к раме 17. Барабан
приводится во вращение двигателем 13 через редуктор 12, разме-
щенный в траверсе. Готовая смесь выгружается при наклоне бара-
бана в результате поворота траверсы гидроцилиндром 14, зубча-
тым сектором 10 и шестерней 9, насаженной на палец траверсы.
Смеситель оборудован гидроприводом 15, состоящим из двигателя,
гидронасоса и распределительной арматуры. Бетоносмеситель
с двухконусным наклоняющимся барабаном (рис. 13.2) состоит из
рамы 9, на которой в подшипниках, встроенных в стойки 7, уста-
новлена траверса 8, несущая смесительный барабан 4. Последний
опирается на ролики 11 и 10 и удерживается от осевых смещений
роликами 5. Материалы загружаются в барабан через воронку 2.
Готовая смесь выгружается при наклоне барабана в результате
поворота траверсы пневмоцилинДром 1. На цилиндрической части
10—5258
145
А-А
барабана установлен бандаж 6, которым барабан опирается на ро-
лики и зубчатый венец 3, входящий в зацепление с зубчатым коле-
сом, установленным на консоли выходного вала редуктора. Стаци-
онарные бетоносмесители вместимостью 750 и 1200 л в настоящее
время изготовляются по более прогрессивной схеме — с централь-
ным приводом и отличаются меньшими габаритами и металлоем-
костью.
Рис. 13.3. Гравитационный бетоносмеситель с центральным приводом
Смеситель (рис. 13.3) имеет компактный барабан 1, в котором
I установлено шесть быстросъемных лопастей 2. Барабан своей сту-
I лицей насажен на выходной вал редуктора 3, встроенного в тра-
версу 10 и вращающегося от двигателя 4. Траверса установлена
на стойках рамы Рис помощью гидроцилиндра 6 и рычага 5 мо-
жет занимать разное положение, в результате чего барабан будет
иметь позиции — на загрузку, перемешивание и выгрузку. Смеси-
тель имеет гидропривод, состоящий из насосной станции 8, рас-
пределителя 7 и соответствующего электропривода.
13.2. Основы расчета гравитационных бетоносмесителей
I Мощность привода в гравитационных смесителях затрачивает-
Н ся в основном на подъем смеси в барабане при его вращении. В
Р общем виде работа, затрачиваемая на один цикл цуркуляции сме-
си (Дж),
A = GCMh—pVgh, (13.1)
где GCm — сила тяжести смеси, Н; h — высота подъема смеси в ба-
рабане, М; р — плотность смеси, кг/м3; V — полезный объем смеси-
теля (по выходу), м3; g— ускорение свободного падения, м/с2.
При вращении барабана в каждый момент времени одна часть
। смеси поднимается лопастями, другая — под действием сил трения.
I Мощность, расходуемая на подъем смеси (кВт),
I 1Vj = Ю—3, (13.2)
10* 147
где Gi — сила тяжести смеси, поднимаемой под действием сил тре-
ния (Gi = 0,85GCm), Н; G2— сила тяжести смеси, поднимаемая ло-
пастями (G2 = 0,15 GCM), Н; /г2 и hi — высота подъема смеси под
действием сил трения и в лопастях соответственно м; Zi и z2—
число циркуляций смеси за один оборот барабана соответственно
за счет сил трения и в лопастях; п — частота вращения барабана,
об/с.
Согласно схеме, показанной на рис. 13.4,
h2=R (1 -j-sinp), (13.3)
где R— внутренний радиус бара-
бана. Угол р практически может
быть принят равным углу трения
смеси о лопасти, т. е. р=45°.
Тогда h2—\,7R.
С учетом влияния лопастей
и подпора нижних слоев смеси
угол подъема ее частиц под дей-
ствием сил трения ф2 будет боль-
ше угла трения <pi и практически
может быть принят равным 90°.
Тогда hi=R. Радиус R без боль-
ших погрешностей может быть
Рис. 13.4. Схема к расчету гравита-
ционных бетоносмесителей
принят по цилиндрической части
барабана, так как основная мас-
са смеси находится в его цилин-
дрической части.
Число циркуляций смеси, поднимаемой под действием сил тре-
ния, в течение одного оборота барабана (приняв время
смеси равным времени подъема)
сползания
21 = 360°/(2ф2) = 2. (13.4)
Время подъема смеси в лопастях (с)
h= (90°+р) / (360°n) =0,374/п. (13.5)
Время падения смеси с высоты й2
h = V^hjg = /2-1,7/?/9,81 = 0,6 VR . (13.6)
Число циркуляций смеси, поднимаемой лопастями,
^ = ^0бМ+Л) = 1 1\п (-^+0,6/^ )], (13.7)
где £об = 1/гг — время одного оборота барабана, с.
Расчеты показывают, что для смесителей вместимостью 500 ...
... 1500 л z2=2.
Тогда мощность, расходуемая на подъем смеси (кВт),
У1= (Gi/ii-f-G2/i2)2/2-10 3. (13.8)
148
Подставив в формулу (13.8) рекомендуемые значения G\, G2,
hi и /г2, получаем
Wi=2,2GCM7?n/1000. (13.9),
Кроме работы по подъему смеси мощность расходуется на пре-
одоление сил трения в опорных частях барабана. Для смесителей,
барабан которых установлен на роликах, мощность (кВт)
N2= (Gcm+G6) (^6+r)M/(rcosy-103), (13.10)
где Ge — сила тяжести барабана, Н; Re — радиус бандажа, м; г —
радиус опорного ролика, м; kj— плечо трения качения (kf=0,001 м),
® — угловая скорость барабана, рад/с; у — угол установки ро-
ликов.
Для смесителей, барабан которых установлен на центральной
оси,
tf2'= (GCm+G6)m/o®-ЮЛ (13.11)
где г0 — радиус оси, м; у,—коэффициент трения в подшипниках
барабана.
Мощность двигателя привода вращения барабана
Мд=(М1+М2)/-ц, (13.12)
где I) — КПД привода.
Производительность (м3/ч) смесителей циклического действия
' П=У3гМи-10-3, (13.13)
где V3 — вместимость смесителя (по загрузке), л; z—число заме-
сов в час; kB — коэффициент выхода смеси (£в = 0,65); ka — коэф-
фициент использования машины по времени (йи=0,8 ... 0,85).
Число замесов
2=3600/(Л+ /2-Н3), (13.14)
где ti — время загрузки смесителя, с (Л=15 ... 20); t2— время
выгрузки смеси, с (/2=12 ... 18); /3— время перемешивания, с
(/3=50 ... 120).
13.3. Смесители принудительного действия
Смесители принудительного действия применяют для приготовле-
ния смесей с крупностью заполнителя не более 70 мм. В настоящее
время широкое распространение получили роторные бетоносмеси-
тели, работающие с повышенными скоростями движения рабочих
органов. Особенно эффективны они при приготовлении жестких
бетонных смесей. На рис. 13.5 показана схема роторного смесителя
вместимостью (по загрузке) 500 л с верхним расположением при-
вода, состоящего из мотор-редуктора 6 и цилиндрического редук-
тора 5. На выходном валу редуктора закреплена траверса 9, в ко-
торой установлены кронштейны 2, несущие державки 13 со смен-
ными лопастями 12.
Перемешивание компонентов, загружаемых через патрубок 3,
осуществляется при круговом движении лопастей в кольцевом про-
149
Рис. 13.5. Роторный бетоносмеситель
с верхним расположением привода
Рис. 13.6. Роторный бетоносмеситель с
центральным расположением привода
150
странстве, образуемом корпу-
сом чаши 1 и внутренним ста-
каном 10. Вода подается в
смеситель по кольцевой пер-
форированной трубе 4. Гото-
вая смесь выгружается через
секторный затвор 8, управляе-
мый пневмоцилиндром 7. Во
избежание поломки лопастей
последние крепятся к ротору
с помощью амортизирующего
устройства, состоящего из пру-
жины 14 и рычага 15. Поло-
жение лопастей регулируется
винтом 16. Днище и боковые
стенки смесительной камеры облицованы сменными износостой-
кими плитами 11.
На рис. 13.6 показана схема роторного бетоносмесителя (типа
•СБ-146) вместимостью 750 л с унифицированным двухступенча-
тым, дифференциальным редуктором 5, размещенным во внутрен-
нем стакане смесительного барабана 6 соосно с двигателем 2.
Ротор 1, несущий систему лопастей, крепится к вращающемуся
корпусу редуктора. Для уменьшения динамических нагрузок на
элементы привода двигатель установлен на гибких элементах, допу-
скающих малый его поворот. Лопасти крепятся к ротору с помощью
торсионных кронштейнов, предохраняющих их от поломок при воз-
можном заклинивании лопастей. Выгрузка готовой смеси произво-
дится через затвор 8, управляемый пневмоцилиндром 7. Чаша сме-
сителя закрыта крышкой 4, на которой установлены двигатель и
пульт управления 3.
На рис. 13.7 приведена схема компактного роторного бетоно-
смесителя (типа СБ-138) вместимостью 1500 л с нижним размеще-
нием электродвигателя. Перемешивание компонентов, поступаю-
щих в барабан 3 через загрузочный люк 4, производится системой
лопастей 9, движущихся в кольцевом пространстве чаши. Враще-
ние ротору 7 передается от двигателя 2 через ременную передачу
1 и планетарный редуктор 6, установленный во внутреннем стакане
чаши. Кронштейны 8, несущие лопасти, являются одновременно
торсионами, предохраняющими лопасти от поломок. Готовая смесь
выгружается через затвор 11, управляемый пневмоцилиндром 10.
Чаша смесителя закрыта герметически крышкой 5. Стойки 18
являются транспортными опорами. Такая компоновка агрегатов
151
позволяет не только уменьшить высотные габариты смесителя,
но и существенно сократить высоту смесительного отделения за-
вода.
Смесители непрерывного действия предназначены для ком-
плектования бетоно- и растворосмесительных установок произво-
дительностью 5, 10 и 30 м3/ч. Отечественной промышленностью
выпускаются горизонтальные двухвальные смесители (рис. 13.8).
Рис. 13.8. Двухвальный смеситель непрерывного действия:
а — общий вид; б — схема привода
Рис. 13.9. Растворосмеситель объемом 325 л
Компоненты смеси непрерывным потоком подаются соответствую-
щими дозаторами в корыто 8, в котором вращаются в разные
стороны два вала 6 с закрепленными на них лопастями 7. Ло-
пасти устанавливают под углом 40 ... 45° по отношению к оси
вала, с тем чтобы смесь интенсивно перемещалась как в ради-
альном, так и в осевом направлении к разгрузочному затвору
5. Валы приводятся во вращение двигателем 1 через ременную
передачу 2, редуктор 3 и зубчатые колеса 4.
На рис. 13.9 показан циклический растворосмеситель вмести-
мостью 325 л. Это корытообразный барабан 7, смонтированный
152
на раме 1. Компоненты перемешиваются двумя винтовыми ло-
пастями 12, закрепленными на валу 11, установленном в под-
шипниках 13. Вал приводится во вращение двигателем 6 через
ременную передачу 5, шкив 4 и редуктор 3, установленный на
кронштейне 2. Смесительный барабан закрыт крышкой 8. Гото-
вая смесь выгружается через люк, закрываемый затвором 10 с
помощью пневмоцилиндра 9.
Рис. 13.10. Турбулентный растворосмеситель
Для приготовления строительных растворов применяются бы-
строходные турбулентные смесители (рис. 13.10), в которых пе-
ремешивание материалов производится при интенсивном движе-
нии смеси по сложной траектории. При вращении лопастного
ротора 14, закрепленного на валу 2, который установлен в под-
шипниках 1, смесь под действием центробежных сил отбрасы-
вается к конусной части корпуса 5, движется по ней вверх и за-
тем под действием сил тяжести стекает в центральную часть
ротора. Кроме того, смесь циркулирует и по окружности. Ха-
рактер воздействия на материал такого быстроходного (до
500 об/мин) смешивающего аппарата аналогичен рабочему про-
цессу центробежного насоса. Компоненты подаются в смеситель
по патрубку 6 в крышке 7, а готовая смесь разгружается через
затвор 3, управляемый пневмоцилиндром 4. После того как
основная часть смеси выйдет из барабана, оставшаяся ее часть
отбрасывается ротором и прилипает к стенкам. Очистка стенок
153
производится лопастями 13, подвешенными на шарнирах 12 к
рычагам 10. Во время смешивания эти лопасти поднимаются и
плавают по поверхности, а по мере выхода смеси они опуска-
ются и очищают стенки. Очистные лопасти приводятся во вра-
щение через валик 11, муфту 8 и редуктор 9. Вал ротора вра-
щается двигателем 15, установленным на раме 16, через ремен-
ную передачу 17.
13.4. Основы расчета смесителей
принудительного действия
Бетонные и растворные смеси представляют собой сложные тела,
обладающие одновременно свойствами связно-сыпучих тел и вяз-
ких жидкостей. Свойства этих смесей изменяются в процессе пе-
ремешивания и зависят от скорости движения рабочих органов.
Ввиду этого применение основ теории гидродинамики для опи-
сания процессов движения смеси затруднено и для инженерных
расчетов рациональнее использовать упрощенные методы, кото-
рые тем не менее дают достаточно точные результаты.
Величина силы, действующей на элементарную площадку
вращающейся в смеси лопасти (рис. 13.11),
dP=qbdr, (13.15)
а полный момент, который необходимо
приложить к валу для вращения лопа-
сти,
М = J = &&(rH2—гв2)/2> (13.16)
гв
где q — эффективное напряжение, ко-
торое необходимо создать для необра-
тимого деформирования (перемеще-
ния) смеси, Па; Ь — проекция ширины
лопасти на плоскость, перпендикулярную направлению вращения,
м; ги и гв — радиусы наружной и внутренней кромок лопасти, м.
Для смесителей с горизонтальными валами, имеющих ло-
пасти одинакового размера, мощность двигателя (кВт)
Л1д=9&со(ги2—rB2)zcp- Ю-3/(2п), (13.17)
где со — угловая скорость вала, рад/с; z — число лопастей; ср
коэффициент заполнения смесителя; т] — КПД привода.
Для роторных смесителей, у которых лопасти размещены на
разных радиусах и под разными углами, мощность двигателя
(кВт)
(Г1н — Г1в) + (Г2н — Г2в) + ••• 4-^н(Г»и Гпз) Ю-7(2'’1)>
(13.18)
Рис. 13.11. Схема к расчету
мощности привода принуди-
тельных смесителей
154
где hi; Л2 ... hn — проекции высоты соответствующих лопастей, м;
Лн, Г2н, • • •, гпи — радиусы наружных кромок лопастей, м; Гщ’,
г2в, ..гПв — радиусы внутренних кромок лопастей, м.
В этих смесителях лопасти полностью погружены в смесь, по-
этому здесь <р=1. Величины эффективного напряжения зависят
от состава смеси, содержания в ней воды и скорости движения
лопастей. Скорость движения лопастей должна быть такой, что-
бы осуществлялось интенсивное смешение без проявления сегре-
гации компонентов, вызываемой излишне высокой скоростью.
Оптимальная величина скорости устанавливается опытным пу-
тем для характерных смесей и схем лопастных аппаратов.
В частности, для роторных смесителей рациональный диапазон
скоростей движения лопастей находится в интервале 2,2 ... 2,6 м/с.
Исследованиями К. М. Королева установлено, что с увеличением
содержания воды в смеси эффективные напряжения (сопротив-
ления движению лопасти) сначала возрастают, а затем умень-
шаются. Наибольшие значения возможны при отношении массы
воды к массе цемента в интервале В/Ц=0,3 ... 0,4. При рас-
четах мощности следует принимать значения эффективного на-
пряжения для наиболее тяжелых условий работы смесителя.
Учитывая вышеизложенное, рекомендуются следующие интерва-
лы величин q при приготовлении характерных смесей (Па) :
строительного раствора — 25 000 ... 30 000; легких бетонов —
20 000 ... 25000; тяжелых бетонов — 70 000 ... 75000.
Эффективность смешивающего аппарата роторных смесителей
К. М. Королевым предложено оценивать критерием
%=5аУср/К, (13.19)
где Sa — суммарная активная площадь лопастей, равная сумме
проекций поверхностей лопастей на плоскости, нормальные век-
тору их скорости, м2; оср— средняя скорость движения лопастей
(на среднем радиусе чаши), м/с; Ус — объем готового замеса, м3.
По физическому смыслу этот критерий показывает, сколько
раз объем смеси, находящейся в барабане, перелопачивается за
1 с.
Для современных роторных смесителей %=0,5 ... 0,6 1/с.
Используя эти рекомендации, необходимая активная площадь
лопастей
Sa==2SiCOsa£cosp;= lVc/ucp, (13.20)
где St — натуральная площадь отдельной лопасти, м2; а,,
углы установки лопасти в горизонтальной и вертикальной плоско-
сти.
Лопастный аппарат должен быть спроектирован так, чтобы
обеспечивалась интенсивная циркуляция смеси, что достигается
изменением радиусов и углов аир. Положительные углы атаки
лопастей должны чередоваться с отрицательными. Кромки пре-
155
Рис. 13.12. Схема лопастных аппаратов роторных смесителей:
а —СБ-80; б-СБ-79; в — СБ-93; г — СБ-773 (СБ-35)
дыдущих лопастей должны перекрывать кромки последующих.
Максимальный диаметр чаши (м)
0 = (13.21)
где hc — высота слоя смеси в чаше, м. Для смесителей вмести-
мостью (по загрузке) Ус=500 ... 2000 л /гс=0,13 ... 0,2 м.
Средний радиус кольцевого пространства чаши /?СР и диаметр
внутреннего стакана d составляют:
/?ср^ d^0,33£>.
Схемы лопастных аппаратов некоторых роторных бетоносме-
сителей отечественного производства приведены на рис. 13.12.
ГЛАВА 14. УСТАНОВКИ И ЗАВОДЫ ДЛЯ ПРИГОТОВЛЕНИЯ
БЕТОННЫХ СМЕСЕЙ И СТРОИТЕЛЬНЫХ РАСТВОРОВ
14.1. Основные типы и состав
бетоно- и растворосмесительных установок и заводов
Процесс производства бетонных и растворных смесей представ-
ляет собой ряд последовательных механизированных и в боль-
шинстве случаев автоматизированных операций: погрузочно-раз-
грузочные и штабелировочные работы на складах материалов;
транспортирование компонентов в расходные бункера, их дози-
рование, перемешивание и выгрузку готовой смеси.
В зависимости от назначения и мощности существуют ста-
ционарные бетонные и растворные заводы, быстроперебазируе-
мые сборно-разборные заводы и передвижные смесительные уста-
новки. Постоянно действующие стационарные заводы выпускают
товарные смеси для различных потребителей или для завода же-
156
лезобетонных изделий. Приобъектные заводы сооружают для
строительства конкретных крупных объектов. Передвижные уста-
новки, смонтированные на прицепах или состоящие из отдельных
блоков, перевозимых автотранспортными средствами, предназна-
чены для обслуживания рассредоточенных небольших строитель-
ных объектов.
По схеме компоновки бетоно- и растворосмесительные цехи
(узлы) подразделяются на высотные и ступенчатые. При высотной
схеме осуществляется однократный подъем компонентов на пол-
ную высоту узла, после чего они в течение всего технологиче-
ского цикла движутся только под действием сил тяжести. При
двухступенчатой схеме материалы подаются в бункер, откуда
самотеком поступают через дозаторы в загрузочный ковш и затем
поднимаются им в смеситель. Высотные схемы более компактны
и лучше приспособлены для автоматизации процесса производ-
ства, но они несколько дороже, чем двухступенчатые установки.
Выбор типа и схемы бетоно- и растворосмесительной установки
определяется следующими факторами: потребным количеством
смеси (производительностью); способом ее транспортирования на
объекты, климатическими условиями и режимом работы (сезонно-
стью) потребителей.
Крупные заводы имеют меньшие (на 20 ... 30 %) удельные
капиталовложения, чем группы мелких предприятий той же сум-
марной производительности. Эксплуатационные расходы и тру-
доемкость на крупных заводах также меньше, чем на небольших
установках. Целесообразность того или иного типа предприятия
должна быть выявлена в результате тщательного технико-эконо-
мического анализа. В отдельных случаях при транспортировании
смеси на большие расстояния может ухудшиться качество смеси
и расходы на транспортирование могут превзойти экономию, до-
стигнутую при централизации. В этих случаях рационально при-
менять расчлененную технологию производства, когда перемеши-
вание компонентов производится в автобетоносмесителях или в
приобъектных смесительных установках. Центральный завод в
этом случае отпускает потребителям отдозированные сухие ком-
поненты смеси.
Опыт показал, что в условиях массового строительства целе-
сообразнее применять районные заводы производительностью
20 ... 70 тыс. м3 в год. На таких предприятиях процесс произ-
водства полностью механизирован и автоматизирован. Выбор
типа смесительной машины определяется видом и составом смеси
и зависит, в частности, от крупности заполнителя и пластичности
(водоцементного отношения В/Ц) смеси. Для приготовления
бетонных смесей с крупностью заполнителя более 70 мм при
В/Ц=0,45 ... 0,6 следует применять гравитационные бетоносме-
сители. Для приготовления жестких смесей (В/Ц менее 0,4)
с крупностью заполнителя до 70 мм применяются роторные ци-
157
клические и двухвальные непрерывного действия смесители. На
приобъектных, построечных установках применяют смесители с
вместимостью барабана 100 ... 250 л.
Число смесителей, их тип и конкретная марка определяются
заданной производительностью и режимом работы предприятия.
Требуемый суммарный производственный объем смесителя (по
выходу) (л)
УС=ПГ. 103/(zTr), (14.1)
где Пг—годовая производительность завода, м3, z — число заме-
сов машины, 1 /ч; Тг — годовой фонд рабочего времени, ч.
Тг=^гС^и, (14-2)
где qv—количество рабочих дней в году; с — число смен работы
предприятия в сутки; tc — количество часов в смене; ka — коэф-
фициент использования оборудования (&и=0,82 ... 0,87).
Число однотипных смесительных машин
m=Vc/V0, (14.3)
где Vo — производственный объем смесителя (по выходу), л.
На рис. 14.1 представлена инвентарная двухступенчатая бето-
носмесительная установка производительностью до 7 м3/ч. Она
состоит из склада заполнителей, дозировочного и смесительного
отделений. Склад заполнителей представляет собой два сектора
для песка и щебня, ограниченных вертикальными щитами, пере-
ходящими к центру в металлические стенки, образующие бункер
с двумя отсеками. Заполнители из складов подаются скреперным
ковшом 2 в бункер 15, откуда они поступают на конвейер-доза-
тор 7 и далее в загрузочный ковш 13. Соотношение количества
песка и щебня, поступающих на конвейер, и абсолютное значение
их масс регулируется подвижными заслонками, установленными
в выпускных окнах бункера. Конвейер дозатора, подавший в
ковш 13 заданное количество материалов, выключается с по-
мощью реле времени. Цемент из бункера 12 подается наклонным
винтовым конвейером 5 в весовой дозатор 6 и далее в загрузоч-
ный ковш. Сухие компоненты смеси подаются загрузочным ков-
шом 13, перемещающимся по направляющим 11, в роторный бе-
тоносмеситель 8, установленный на раме 10. На повторной плат-
форме 3, установленной на стойках 14 и приводимой во враще-
ние механизмом поворота 4, закреплена стрела 1 и размещена
тяговая лебедка скреперного устройства. Установкой управляют
два оператора: один управляет скреперным загрузочным устрой-
ством, другой, находящийся у пульта 9, управляет работой доза-
торов, скипового подъемника и бетоносмесителя.
На рис. 14.2 показан бетоносмесительный узел с четырьмя
гравитационными бетоносмесителями с объемом готового замеса
11600 л каждый, скомпонованный по высотной схеме. Заполнители
подаются со складов ленточным конвейером 11 через поворотную
159
воронку 10 в расходные бункера 7. Цемент подается пневмотранс-
портом в циклон 9, из которого поступает в отсеки бункеров.
Окончательная очистка воздуха от цемента производится в ру-
кавном фильтре 8. Из расходных бункеров цемент через доза-
тор 12, а заполнители через дозаторы 13 поступают в сборный
Рис. 14.2. Схема бетоносмесительного узла с четырьмя гравитационными смеси-
телями
бункер 4 с поворотной воронкой 3, по которой ссыпаются в
бетоносмесители 2. Вода через дозатор 6 и жидкие добавки через
дозатор 5 по трубопроводу поступают в поворотную воронку. Го-
товая смесь выгружается из смесителей в раздаточные бункера /.
Управление работой оборудования осуществляется с пульта 14,
помещенного в дозаторном отделении. Растворосмесительные уз-
лы башенного типа по компоновке аналогичны рассмотренным
бетоносмесительным установкам.
160
На рис. 14.3 показана структурная схема автоматизированно-
го'бетоно- и растворосмесительного узла производительностью до
50 м3/ч с турбулентными смесителями. Цемент из силосов 1 шне-
KQM 2, элеватором 31 и шнеком 30 подается в бункер 29. Из бун-
кера цемент питателем 14 подается в дозатор 15, из которого
Рис. 14.3. Технологическая схема бетоно- и растворосмесительного узла с тур-
булентным смесителем
поступает в смеситель 9. Заполнители со складов 3 подаются
Транспортером 4 на грохот 6. Просеянный песок элеватором 7
подается в барабанную пескосеялку 25 и далее в бункер 24. Круп-
ные включения с грохота 6 подаются шахтным подъемником 5
в бункер для отходов 8. Щебень со складов транспортируется той
же цепочкой машин и транспортером 26 в бункер 27. Из бунке-
ров песок и щебень питателями 21 и 23 подаются в дозатор 22
и далее в смеситель 9. Вода в смеситель поступает из емкости 28
через клапан 17 и дозатор 16. Известь из бака 13 и добавки из
баков 12 и 10 насосами 11 нагнетаются в соответствующие до-
заторы 18, 19 и 20, из которых сливаются в смеситель. Блочное
исполнение узла позволяет осуществлять быструю перебазировку
и лгонтаж оборудования. Все оборудование размещено в пятнад-
цати объемных секциях. Масса каждой секции не превышает
НО т, что позволяет транспортировать их автомобильным и же-
лезнодорожным транспортом.
11—5258 161
На рис. 14.4 показана схема двухступенчатой бетоносмеси-
тельной установки непрерывного действия (типа СБ-75) произ-
водительностью 30 м3/ч, предназначенной для приготовления бе-
тонных смесей при строительстве дорог, аэродромов и т. п. За-
полнители из бункеров 1 через дозаторы непрерывного действия
Рис. 14.4. Схема бетонного завода непрерывного действия
2 транспортерами 3 и 4 подаются в сборную воронку 9. Цемент
из автоцементовозов поступает в силос 7, оборудованный фильт-
ром 8, и далее дозатором 6 в воронку 9. Перемешивание компо-
нентов производится смесителем непрерывного действия 10, куда
также подается вода насос-дозатором 12. Для контроля и на-
стройки дозаторов непрерывного действия в составе установки
имеется тарировочный дозатор циклического действия 5
(АВДЦ-1200 Ф), смонтированный на откатной раме. Размещение
силоса и дозатора цемента над смесителем исключает потери це-
мента. Управление установкой вынесено в отдельный блок 11,
что исключает влияние вибрации и шума на обслуживающий
персонал.
14.2. Автоматизация работы смесительных
заводов и установок
Автоматизация работы предприятий для производства бетонных
и растворных смесей повышает производительность оборудования,
улучшает качество продукции и снижает затраты труда. Автома-
тическое управление технологическим процессом должно обеспе-
чить автоматический контроль за режимами работы , агрегатов
(степенью наполнения бункеров, изменением режима работы до-
162
заторов и др.), контроль качества смеси и учет выхода продукции.
В современных условиях автоматизация смесительных заводов и
установок выполняется модульными комплектами аппаратуры, на-
пример, комплектом «АКА-бетон». Аппаратура, входящая в этот
комплект, позволяет автоматизировать работу установок со смё-
Рис. 14.5. Структурно-
элементная схема агре-
гатированного комплек-
са аппаратуры для ав-
томатизации бетоносме-
сительных установок
«АКА-бетон»
сителями (250 ... 3000 л), выпускающими смеси любой рецепту-
ры. Этот комплект позволяет осуществлять различный уровень
автоматизации, начиная с минимальногб (автоматического управ-
ления дозаторами и смесителями) и кончая высшим уровнем,
включая программное управление заданием состава смеси, вве-
дением поправок, регистрацию заданного и фактического соста-
ва смеси и вывод информации на централизованные системы
управления производством. Изменение уровня автоматизации осу-
п* 163
ществляется методом агрегатирования, т. е. введением соответст-
вующих подсистем и блоков к базовым системам управления, за
счет чего повышается уровень унификации аппаратуры, снижаются
ее стоимость и эксплуатационные расходы.
В технологическом процессе производства бетонных смесей
имеются базовые операции: подача материалов в расходные бун-
кера, дозирование, перемешивание и выдача готовой смеси. В вы-
шеназванных комплектах для управления этими операциями име-
ется набор схемных элементов для построения базовых подсистем
управления операциями подачи материалов в бункера («КАК-
ТУС») 20 и для управления операциями дозирования, перемеши-
вания и выдачи готовой смеси («УНИБЛОК») 21 (рис. 14.5).
К базовым системам может'быть дополнительно подключена под-
система 23 для дистанционного задания рецептуры смеси, вве-
дения поправок, а также для обеспечения работы аппаратуры в
системах централизованного учета и управления. Режимы ра-
боты оборудования контролируются датчиками положения ра-
бочих органов 1 и 6, датчиками 4 и 5 предельных уровней ма-
териала в бункерах, датчиками 3 контроля толщины материала
на лентах конвейеров, датчиками 2 скорости ленты конвейера^
Управление затворами бункеров осуществляется исполнительны-
ми механизмами 7, 14, 15 и 19. Для дозирования материалов
используются дозаторы 11, 12 и 13 с унифицированными цифер-
блатными указателями веса, в которых имеются датчик аварий-
ной перегрузки 8, датчик контроля разгрузки дозатора 9 и дат-
чик 10 задания массы порции. Из дозаторов материалы посту-
пают в сборную воронку 16 и смеситель 17. Готовая смесь
выгружается в бункер 18. На центральном пульте установлены
дистанционные указатели 22 работы основных систем автома-
тики.
14.3. Технико-экономические показатели
бетоио- и растворосмесительных заводов и установок
На стадии учебного проектирования не всегда представляется
возможным с должной полнотой оценить все технико-экономиче-
ские показатели предприятия, поэтому некоторые из них, напри-
мер капиталовложения, производственные площади, стоимость ис-
ходных материалов и др., могут быть приняты из нормативных
документов или по статистическим данным. Однако основные по-
казатели должны быть рассчитаны и на первых стадиях проек-
тирования. Себестоимость приготовления единицы продукции
(руб/м3)
C=S/77r, (14.4).
где 5 — суммарные годовые текущие затраты, руб/год; 77г — го-
довая производительность предприятия, м3/год. Суммарные годо-
вые затраты складываются из следующих составляющих:
164
затраты на зарплату (руб.)
п
S3 = 0,01 ЛТГ 2 £т>
I
(14.5)
где А,— коэффициент перехода от тарифного к общему фонду зар-
платы (Х=1,4 ... 1,7); Тг —расчетный годовой фонд рабочего
времени, ч; ст — часовая тарифная ставка, руб.; п —число рабо-
чих по соответствующим разрядам, чел.;
отчисления на реновацию оборудования (руб.)
5р=ЦКАР, (14.6)
где Ц — оптовая цена оборудования, руб.; К—коэффициент пере-
хода от оптовой цены к балансовой стоимости (К= 1,12); Ар — от-
числения на реновацию (Ар=0,12);
затраты на эксплуатацию оборудования (руб.)
Зэ=6ЦК+^2ЦэлТгКз, (14.7)
где 6 — коэффициент отчислений на все виды обслуживания и ре-
монта (6 = 0,2 ... 0,3); JVs — суммарная установленная мощность
двигателе.й, кВт; ЦдЛ — стоимость 1 кВт-ч электроэнергии [Цэл =
=0,013 руб/(кВт-ч)]; Кз — коэффициент загрузки электродвига-
телей (Кз—0,3 ... 0,35);
трудоемкость приготовления единицы продукции (чел-ч/м3)
^п=ЛрТг/Пг, (14.8)
где пр — число рабочих в основном производстве;
энергоемкость процесса приготовления смеси (кВт-ч/м3)
Э=Д^2Кз/Пч, (14.9)
где Пч — часовая производительность завода,
Распределение трудовых затрат (%) по
подразделениям завода (установки) в сред-
нем составляет: склады заполнителей —
35 ... 45; склад цемента — 18 ... 20; бетоно-
смесительное отделение — 22 ... 26; бунке-
ра подогрева — 8 .. .12. Соотношение затрат
по отдельным видам расходов на приготов-
ление смеси приведено в табл. 14.1.
Из приведенных данных видно, что с уве-
личением мощности предприятия возраста-
ют относительные расходы на энергию и со-
кращаются расходы на зарплату и цеховые
расходы. Следует иметь в виду, что стои-
мость приготовления смеси резко возрастает
с уменьшением коэффициента загрузки
предприятия (рис. 14.6). Некоторые техни-
ко-экономические показатели бетоносмеси-
тельных предприятий приведены в табл. 14.2.
м3/ч.
Рис. 14.6. Изменение сто-
имости приготовления
бетонной смеси и общей
стоимости смеси от сте-
пени загрузки предприя-
тия:
1 — стоимости приготовле-
ний смеси; 2 — стоимость
смеси
165
Таблица 14.1 Соотношение затрат по отдельным видам расходов
Статьи расходов Затраты, %, для заводов со смесителями вместимостью, л
2X500 4X2400 8X2400
Зарплата производственных рабочих 16,0 6,4 - 5,6
На силовую электроэнергию 10,4 14,6 18,3
На сжатый воздух 4,2 9,2 8,7
На пар 7,4 21,0 23,4
Цеховые расходы 62,0 48,8 44,0
Таблица 14.2. Технико-экономические показатели некоторых
бетоносмесительных заводов
Схема завода Производи- тельность, м’/год Установленная мощность двигателей, кВт Энергоемкость, кЕт-ч/м* Трудоемкость, чеЛ’ч/м3 Стоимость приготовления смеси, руб/м3
2/500 40 000 200 9,6(2,8) 2,8(1,4) 2,6(0,65)
2X1200 120 000 370 3,9(1,8) 1,4(0,4) 1,4(0,32)
4X2400 450 000 1036 3,5(1,27) 1,3(0,4) 1,0(0,22)
Примечание. В скобках приведены цифры по смесительному отделению.
14.4. Особенности эксплуатации оборудования
бетоно- и растворосмесительных заводов и установок
При эксплуатации оборудования этих предприятий необходимо
выполнять общие требования, относящиеся к любой строительной
машине, а также некоторые специфические требования.
К общим требованиям относятся ежесменные осмотры машин,
при которых особое внимание следует обращать на состояние
фрикционных муфт и тормозов, концевых выключателей и стопор-
ных устройств, а также на состояние герметизирующих устройств
всех каналов движения пылевыделяющих материалов. Необходи-
мо своевременно заменять износившиеся лопасти смесителей, так
как чрезмерный износ может привести к их поломке и ухудшению
качества смеси. При плохой очистке смесительных барабанов сни-
жается производительность машины и увеличивается расход энер-
гии. Поэтому через каждые два часа работы и в конце смены
нужно промывать барабаны водой, а гравитационные бетоносме-
сители — водой со щебнем. При мойке машины все ее токоведущие
элементы отключают от электросети. Перед пуском бетоносмеси-
телей с наклоняющимся барабаном нужно несколько раз произ-
вести наклон и подъем барабана, проследив за плавностью его
движения, работой пневмопривода и стопорных устройств. Во вре-
мя работы нельзя производить никаких регулировок. Запрещается
166
«помогать» машине во время операций загрузки и выгрузки. Об-
служивающий персонал после сигнала «Пуск» должен находиться
только на своих рабочих местах -и специальных площадках.
ГЛАВА 15. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ И РАСТВОРНЫХ СМЕСЕЙ
15.1. Требования, предъявляемые к машинам
для транспортирования бетонных и растворных смесей
Машины для транспортирования бетонных и растворных смесей
должны удовлетворять определенным требованиям. Смесь должна
быть защищена от попадания в нее атмосферных осадков, замо-
раживаниями высушивания. При транспортировании нельзя до-
пускать расслаивания смеси и потерь, особенно самых ценных ее -
компонентов — цементного молока или теста. Продолжительность
доставки смесей не должна превышать 1,5 ч при температуре окру-
жающего воздуха 20 ... 25 °C и 2 ч при температуре 5 ... 9 °C.
При доставке смесей необходимо максимально сокращать коли-
чество перегрузок. Высота разгрузки смеси не должна превышать
2 м. Во избежание расслаивания нельзя перевозить смеси без по-
буждения в пути на расстоянии свыше 10 км по хорошей и 2 км
по плохой дорогам. При подаче смесей по трубам и шлангам на-
сосное оборудование должно создавать наименьшую пульсацию
давления, так как это явление также способствует расслоению
смесей. Выполнение вышеперечисленных требований предопреде-
ляет выбор соответствующих машин для транспортирования сме-
сей в конкретных условиях.
15.2. Машины для доставки бетонных и растворных смесей
на строительные объекты
Автобетоновозы предназначены для доставки бетонной смеси на
строительные объекты при температуре окружающего воздуха от
—30 до +40°С. Автобетоновоз (рис. 15.1) состоит из специального
кузова 4, установленного на шасси автомобиля 1. Кузов закрыва-
ется с помощью гидроцилин-
дра 2 выдвижной крышкой 3.
Для сохранения температу-
ры смеси при низких темпе-
ратурах между двойными
стенками кузова пропускают
выхлопные газы от двигате-
ля автомобиля. Разгрузка
смеси производится путем
наклона кузова телескопи-
Рнс. 15.1. Автобетоновоз
167
ческим гидравлическим подъемником 6, приводимым в движе-
ние гидронасосом, работающим от коробки отбора мощности
автомобиля. Для предупреждения опрокидывания кузова при
разгрузке предусмотрен упор 5. Строительные растворы транс-
портируются на объекты в вышеописанных бетоновозах или
в специальных авторастворовозах, представляющих собой емкость
в виде цистерны, установленную на шасси автомобиля, внутри ко-
торой помещен лопастный вал — побудитель, приводимый во вра-
щение гидравлическим приводом. Выгрузка смеси производится
ленточным питателем через затвор в днище цистерны. В последние
годы чаще стали применять более универсальные машины — авто-
бетоносмесители, которые могут доставлять на объект как готовые
смеси, так и приготавливать их в пути следования из отдозирован-
ных компонентов, полученных на центральном смесительном узле.
Автобетоносмесители представляют собой мобильные гравита-
168
ционные смесители, установленные на базе автомобиля или полу-
прицепах, снабженные собственной силовой установкой, емкостью
для воды и насосом.
На рис. 15.2,а представлена схема автобетоносмесителя с ем-
костью барабана 5 м3. Сухие компоненты смеси загружаются из
дозаторов через воронку 5 в смесительный барабан 4, установлен-
ный правым концом на опорных роликах, а левым — на централь-
ной цапфе. Вращение барабана осуществляется двигателем внут-
реннего сгорания 11 через редуктор 10 и цепную передачу 9. Вода
из бака 3 центробежным насосом 2 подается в смесительный ба-
рабан по системе трубопроводов через турбинный дозатор 8. Все
агрегаты смонтированы на переходной раме 7, закрепленной
стремянками к шасси автомобиля 1. Перемешивание компонентов
осуществляется при «прямом» вращении барабана с частотой 6...
... 9 об/мин с помощью винтовых лопастей, прикрепленных к внут-
ренним стенкам барабана. Выгрузка готовой смеси производится
при «обратном» вращении барабана с частотой 5 ... 13 об/мин.
Выходящая постепенно из барабана смесь поступает в разгрузоч-
ное устройство 6 и направляется им в бункера (бадьи) или в при-
емник бетононасоса. Отечественной промышленностью выпуска-
ются автобетоносмесители с объемом готового замеса 2,6; 4,0
(5,0) м3 и осваивается выпуск машин емкостью 8 и 10 м3. Освоен
также выпуск автобетоносмесителей с более прогрессивным гидра-
влическим приводом вращения смесительного барабана (СБ-127
на базе автомобиля КрАЗ-6505 и СБ-159 на базе автомобиля
КамАЗ-5511).
На рис. 15.2,6 представлена принципиальная схема унифици-
рованного гидропривода смесительного барабана. Крутящий мо-
мент от специального дизеля Д-144 (смеситель СБ-127) или от дви-
гателя автомобиля через устройство отбора мощности (смес,итель
СБ-159) передается основному регулируемому насосу 12, а через
дополнительную ременную передачу — подпиточному насосу 13.
Рабочая жидкость из основного насоса через клапанную коробку 16
поступает в реверсивный радиально-поршневой гидромотор 17, ко-
торый через редуктор и цепную передачу вращает смесительный
барабан. В системе гидропривода имеются фильтр 14 и охладитель
жидкости 15. Для вращения барабана при ремонтных работах
предусмотрен ручной насос 18. Плавное регулирование частоты и
изменения направления вращения барабана выполняет регулиру-
емый насос.
15.3. Насосы для подачи и распределения бетонной смеси
по блоку бетонирования
Подача бетонной смеси по трубам соответствующими нагнетателя-
ми позволяет исключить ручной труд при приеме, перемещении и
укладке смеси, повысить в 2 ... 3 раза производительность труда и
169
Рис. 15.3. Схема одноцилиндрового бе-
тононасоса с механическим приводом
дра при отходе поршня 9 вправо.
снизить соответственно стоимость этих операций. Этот способ по-
зволяет механизировать работы в стесненных и труднодоступных
местах, сохранить требуемое качество смеси и исключить ее по-
тери. В состав бетононасосной установки входят собственно бето-
нонасос и комплект бетон оводов.
Бетононасосы классифицируются по следующим характерным
признакам: по режиму работы — с периодической (поршневые) и
непрерывной (шланговые) подачей смеси; по типу привода — с ме-
ханическим и гидравличе-
ским приводом; по количе-
ству бетонотранспортных
цилиндров — одно- и двух-
цилиндровые; по исполне-
нию— стационарньГе и мо-
бильные (автобетононасо-
сы).
Бетононасос с механиче-
ским приводом (рис. 15.3)
работает следующим обра-
зом. Смесь из приемного
бункера 3, побуждаемая
смесителем 4, при откры-
том входном клапане 2 за-
сасывается в полость цилин-
При движении поршня влево
входной клапан закрывается, одновременно открывается вы-
ходной клапан 10 и смесь выталкивается в бетоновод 1.
Поршень приводится в движение шатунно-кривошипным механиз-
мом 8. Переключение клапанов осуществляется тягами 5 с помо-
щью кулис 6, приводимых в движение от коленчатого вала 7. Ве-
личина хода поршня в таких насосах небольшая, так как она за-
висит от размеров кривошипа. Для обеспечения требуемой
производительности увеличивают число ходов поршня до 50 ...
... 60 в минуту, что приводит к интенсивному износу элементов на-
соса и снижению коэффициента объемного заполнения цилиндра.
При цикличной работе одноцилиндрового насоса возможна значи-
тельная пульсация давления, что отрицательно сказывается на ка-
честве смеси и создает динамические нагрузки. Эти бетононасосы
отличаются сложностью конструкции привода, большими габари-
тами и значительной массой. Поэтому насосы этого типа применя-
ются все реже.
В настоящее время чаще применяют двухцилиндровые бетоно-
насосы с гидравлическим приводом, отличающиеся компактностью,
меньшей металлоемкостью и высокими эксплуатационными пока-
зателями. Применение двух бетонотранспортных цилиндров и быс-
тродействующих устройств переключения направления движения
поршней и распределительных клапанов обеспечивают подачу сме-
170
си в бетоновод практически непрерывным потоком. Гидравлические
бетононасосы выпускаются производительностью 15 ... 120 м3/ч
и обеспечивают подачу смеси на расстояния до 250 м по горизон-
тали и до 50 м по вертикали. Давление в транспортных цилиндрах
в зависимости от условий эксплуатации составляет 3 ... 12 МПа.
Несмотря на большое число типов и моделей гидравлических бето-
нонасосов (особенно производимых зарубежными фирмами), они
имеют много общего и различаются в основном конструкцией рас-
пределительных устройств.
Следует отметить, что от четкости и надежности работы рас-
пределительных устройств во многом зависит бесперебойная рабо-
та насосов, поэтому в настоящее время ведутся интенсивные поис-
ки наиболее совершенных распределительных устройств.
На рис. 15.4,а показана схема распределительного устройства
с двумя плоскими заслонками. Горизонтальная заслонка, помещен-
ная под приемным бункером, в соответствии с направлением дви-
жения поршней поочередно открывает доступ смеси в соответству-
ющий цилиндр на такте всасывания, а вертикальная —соответст-
венно открывает канал движения смеси в магистраль на такте
нагнетания. На рис. 15.4,в показана схема распределителя колен-
чатого типа. Поворотное колено, помещенное в коробке под при-
емным бункером, с помощью гидроцилиндра управления поочеред-
но подсоединяется к торцам бетонотранспортных цилиндров. В со-
ответствии с расположением колена в один из цилиндров засасы-
вается смесь, в то время как из другого цилиндра смесь выдавли-
вается поршнем в бетоновод. Торец поворотного колена плотно
прилегает к поверхности сменной лобовой плиты, объединяющей
Цилиндры.
На рис. 15.4,г приведена схема распределителя с плоским вра-
171
щающимся клапаном. Вращающийся цилиндрический клапан
(рис. 15.4,6) применяется в бетононасосах с механическим приво-
дом.
По виду рабочей жидкости, приводящей в движение поршни,
насосы бывают масло- и водогидравлические. Наиболее распро-
странены маслогидравлические насосы. Принципиальная схема
двухцилиндрового маслогидравлического бетононасоса с шибер-
ными клапанами показана на рис. 15.5. Поршни 9 бетонотранс-
портных цилиндров закреплены на общих штоках с поршнями
приводных гидроцилиндров //. .которые перемещаются под напо-
ром масла, подаваемого насосом 15 из бака 14. Изменение на-
правления движения поршней ’ осуществляется распределителем
12, который управляется потоком масла от сети привода клапанов,
проходящим через золотник 16 с электромагнитным управлением.
Рис. 15.5. Схема бетононасоса с маслогид-
равлическим приводом
равлением. Переключение клапанов
Для защиты системы от пе-
регрузок в гидросхеме пред-
усмотрен предохранитель-
ный клапан 13. Управление
клапанами и привод мешал-
ки-побудителя, размещен-
ной в приемном бункере, осу-
ществляется от самостоя-
тельной цепи гидропривода.
Масло насосом 2 из бака 1
через распределитель 5 на-
гнетается в соответствующие
полости гидроцилиндров 7,
перемещающих шиберные
заслонки 8, открывающие
доступ бетонной смеси в со-
ответствующие полости на-
соса. Распределитель 5 уп-
равляется потоком масла,
проходящим через золотник
6 с электромагнитным уп-
и реверсирование движения
поршней осуществляется за доли секунды, поэтому в гидросистему
включен гидроаккумулятор 4, сглаживающий броски давления.
Предохранительный клапан 3 защищает систему от перегрузок.
Между гидроцилиндрами 11 и бетонотранспортными цилиндрами 9
установлена промывочная камера 10, заполненная водой для очи-
стки внутренних поверхностей бетонотранспортных поверхностей
цилиндров и смазки пары «поршень — цилиндр».
Бетонотранспортный цилиндр — один из ответственных элемен-
тов насоса — изготовляется из высококачественной стали с хроми-
рованной внутренней полостью. Бетонотранспортные поршни вы-
полняются обычно составными из металлических дисков, между
172
которыми помещены уплотнительные шайбы из износостойкой ре-
зины или специальных пластиков.
В бетононасосах с водогидроприводом (рис. 15.6) отсутствуют
приводные гидроцилиндры. Вода из бака 21 через обратный кла-
пан 20 центробежным насосом 18 через распределитель 19 попе-
ременно нагнетается в правую часть одного из двух цилиндров 6.
Поршни соединены стальными канатами 3, наматываемыми на
барабаны 1. Под напором воды свободно плавающий поршень 5
перемещается вправо, вытесняя смесь в бетоновод, а второй
засасывает смесь в другой цилиндр. Управление клапаном 7 и
привод во вращение смесителя 9, помещенного в приемном бунке-
ре 8, осуществляются от второй маслогидравлической сети, состоя-
щей из маслобака 14, насоса 15, гидроаккумулятора 16 и предохра-
нительного клапана 13. Гидромотор 10 привода смесителя работа-
ет постоянно при включенном насосе 15. Распределитель 12,
управляемый механическим путем от цепного привода 2, через
упор 4 подает масло в гидроцилиндр И для управления клапаном
7 и золотник, управляющий распределителем 19, который осущест-
вляет реверсирование поршней 5. Привод водяного 18 и масляно-
го насосов 15 осуществляется от одного двигателя 17.
Водогидравлические насосы отличаются повышенным объемом
(до 80 л) засасываемой в цилиндр смеси, что позволяет уменьшить
число двойных ходов поршней и износ трущихся деталей. Однако
они имеют невысокое давление в транспортных цилиндрах (3,5 ...
• 173
... 4 МПа); водяной центробежный насос не обладает жесткой
характеристикой, что приводит к значительному уменьшению про-
изводительности при повышении давления. Поэтому водогидравли-
ческие бетононасосы получили меньшее распространение, чем мас-
логидравлические. Для расширения сферы применения бетононасо-
сов, быстрого их перебазирования и повышения коэффициента ис-
пользования они устанавливаются на буксируемых прицепах или
автомобилях. Компоновка агрегатов бетононасоса с распредели-
тельной стрелой на шасси автомобиля показана на рис. 15.7,а.
Бетонная смесь из автобетоносмесителя загружается в прием-
ный бункер 3 и, побуждаемая смесителем 4, поступает через рас-
пределительную коробку 2 в цилиндры гидравлического насоса 5.
Поршни бетононасоса нагнетают смесь в выходной патрубок 1, из
которого она цо бетоноводу 6 подается к месту укладки. Вето-
новод, состоящий из участков труб и гибких элементов, закреплен
на распределительной стреле 7. Трехзвенная распределительная
стрела обладает большой маневренностью, поскольку она может
поворачиваться на колонке 9 с помощью механизма 10 и изменять
положение звеньев с помощью гидроцилиндров 8. Все агрегаты
насоса и гидропривод 12 смонтированы на шасси автомобиля 11.
174
На рис. 15.7,6 приведена диаграмма, иллюстрирующая зону пода-
чи смеси на объекте бетонирования.
Для перекачивания смесей на небольшие расстояния при вы-
полнении различных стяжек, армоцементных и других конструк-
ций применяют шланговые бетононасосы (рис. 15.8). В них вместо
транспортных цилиндров применяют гибкий резиновый, армиро-
ванный стальным кордом шланг 5 в форме полукольца и обре-
зиненные ролики 2, свободно установленные на осях вращающе-
Рис. 15.8. Принципиаль-
ная схема шлангового
бетононасоса
гося ротора 4. Шланг и ротор помещены в цилиндрический кор-
пус, е двух сторон закрытый торцовыми крышками 1. При вра-
щении ротора ролики, перекатываясь по шлангу, выдавливают из
него смесь в бетоновод 3, создавая в нем давление, а во всасыва-
ющем участке 5—разрежение, за счет чего под действием гидро-
статического и атмосферного давления смесь поступает в насос.
Для улучшения условий всасывания в приемном бункере устанав-
ливается лопастный смеситель 6. Привод ротора осуществляется
от высокомоментного гидромотора, закрепленного на корпусе ре-
дуктора. Шланговые насосы просты по конструкции и в эксплуа-
тации, подают смесь непрерывным потоком'с равномерным давле-
нием и расходуют меньше энергии. Но все же они не получили
широкого применения из-за жестких требований к составу смесей,
незначительного давления (до 2,1 МПа), развиваемого насосом,
и небольшого срока службы (до 2000 ... 3000 м3 перекачиваемой
смеси) шлангов.
15.4. Растворонасосы
Растворонасосы используют для транспортирования строительных
растворов по трубам или шлангам, а также для нанесения их на
оштукатуриваемую, поверхность с помощью специальных форсу-
нок. В зависимости от способа воздействия поршня на раствор
насосы делятся на диафрагмовые, у которых плунжер давит на
раствор через промежуточную жидкость, отделенную от раствора
резиновой диафрагмой, и растворонасосы с непосредственным воз-
действием поршня на раствор. По конструкции клапанов раство-
ронасосы выпускают со свободными (плавающими) и с управляе-
175
Рис. 15.9. Схема поршневого противо-
точного раствороиасоса
мыми клапанами. Отечествен-
ной промышленностью выпус-
каются растворонасосы произ-
водительностью 2 ... 6 м3/ч,
развивающие давление до
1,5 МПа и обеспечивающие по-
дачу растворов на расстояние
50 ... 200 м по горизонтали и
15 ... 40 м по вертикали.
На рис. 15.9 показана схема
противоточного поршневого ра-
створонасоса с плавающими
клапанами, в виде полых ме-
таллических шаров с непосред-
ственным воздействием порш-
ня на раствор. При движении поршня 6 вправо в насосной камере 4
создается разрежение, вследствие чего закрывается выходной кла-
пан 3, открывается всасывающий клапан 12 и раствор заполняет
камеру. При движении поршня влево закрывается всасывающий
клапан и раствор нагнетается через открывающийся клапан 3 вм.а-
гистраль. Возвратно-поступательное движение штоку 7 и поршню
сообщается от двигателя 8 через редуктор 9 шатунно-кривошипным
механизмом 10. Высокая надежность работы насоса достигается
хромированием внутренней поверхности цилиндра 11 и охлаждени-
ем водой 5 наиболее нагруженной рабочей пары — «цилиндр—пор-
Рис. 15.10. Растворонасос с качающейся планшайбой
176
шень». Воздушный компенсатор 2, с предварительной подкачкой
воздуха, сглаживает пульсацию давления и пиковые нагрузки на
привод, а манометром 1 контролируется давление в системе.
На рис. 15.10 приведена конструкция растворонасоса с качаю-
щейся планшайбой. Подача раствора, поступающего через всасы-
вающий патрубок 1, в выходной патрубок 2 и далее в магистраль
осуществляется за счет волнового движения упругой диафрагмы 4
в кольцевом пространстве 5 камеры 7. Участки диафрагмы 4 по-
очередно выдавливаются влево планшайбой 6, при вращении вала
8 за счет того, что планшайба установлена на валу на специальной
втулке 3 под углом к его оси. Вращение валу передается от дви-
гателя 11 через редуктор 10, встроенный в корпус насоса 9. Насо-
сы такого типа имеют небольшую Производительность и применя-
ются при отделочных работах.
15.5. Расчет основных параметров поршневых насосов
Если бетонная смесь достаточно насыщена жидкой фазой, то она
движется по бетоноводу в виде пробки, покрытой в пристенной зо-
не смазывающим слоем из цементного теста. Сопротивление дви-
жению смеси оказывают напряжения сдвига в пристенном слое и-
силы трения твердых частиц о стенки. Если смесь не насыщена
жидкостью, то сопротивления
движению сильно возрастают,
так как сдвиг может распро-
страниться на все сечение по-
тока.
Учитывая сказанное, мож-
но перекачивать смеси с расхо-
дом цемента 250 ... 300 кг/м3
при водоцементном отношении
0,55 ... 0,7, подвижности 6 ...
и
Рис. 15.11. Схема к расчету потерь дав-
ления в бетоноводе
12 см, крупности заполни-
теля до 40 см. Диаметр трубо-
провода должен быть не менее
чем в 2,5 ... 3 раза больше по-
перечника заполнителя. Потери давления на участке бетоновода
длиной I (рис. 15.11) определяются из условия равенства разности'
сил, действующих на торцы выделенного цилиндрического участка
смеси, силам трения на его цилиндрической поверхности:
л г2 (р2—Pi) =2nrh,
(15.1>
где г — радиус рассматриваемого цилиндрического объема смеси,
м; Р2 и pi — давления на торцах цилиндра, Па; I — длина рассмат-
риваемого участка, м; т— напряжение сдвига в пристенном слое
12- 5258 177
Есмеси, Па. Напряжения сдвига вязкопластических тел описывают-
ся уравнением Шведова—Бингама
'-=’.+1*4-, ‘ (15-2)
dr
«где то — предельное напряжение сдвига смеси, Па; р, — пластичес-
кая вязкость смеси, Па-с; dufdr— градиент скорости движения
смеси в пристенном слое, 1/с.
При ламинарном движении смеси кривая сдвиговых скоростей
пристенном слое на основании уравнения Навье — Стокса (по
упрощенной схеме Прандтля) запишется зависимостью
и=оя(/?2-г2)/(/?2-/?я2), (15.3)
«где va — постоянная скорость ядра течения; R — радиус трубы;
— радиус ядра течения.
Дифференцируя зависимость (15.3), получим
-- 2-°я . (15.4)
dr Rt — Ra2 7
Подставив в формулу (15.1) значения т и du/dr и, произведя
-преобразования, определим потери давления на участке:
, ' bP = P2-Pl = ^+v.-^_. (15.5)
г к — кя
Скорость ядра течения выразим через среднюю скорость потока
«смеси, исходя из расхода (производительности)
и
+ | u‘2r.rdr = (15.6)
С другой стороны,
<2=л/?2рСр. (15.7)
Приравняв значения Q из (3.37) и (3.38) и решив это уравне-
ние, получим
уя = —(15.8)
" R2-Ra*
Среднее значение скорости движения смеси определяется при
«заданной технической производительности насоса Пт (м3/с) и при-
нятом радиусе бетоновода R (м) зависимостью
Прс==Пт/(л/?2). (15.9)
Давление (Па), которое должен создать насос для транспорти-
рования смеси на расстояние L (м),
р = 8(х£-Пт— (15.10)
R n(R* — Ra*}
478
Определение истинных значений величин т0 и р вызывает су-
щественные затруднения, так как они изменяются нелинейно в за-
висимости от режима движения смеси. Поэтому в инженерных,
расчетах необходимое давление чаще определяют по эмпирической^
зависимости
P=Pl+Ph+Pm, (15.11)
где pL — потери давления на трение по длине трассы; ря — то же,
на вертикальном участке; рм — местные потери давления (на пово-
ротах, переходниках и т. п.).
Потери давления на трение (Па)
Pl=PoI, (15.12}
где ро — потери давления на одном метре длины бетоновода, Па/м.
При перекачивании бетонных смесей по трубе диаметром^
150 мм принимают р0= (6 ... 10) 103 Па/м. В случае транспорти-
рования строительных растворов с осадкой конуса 7 см по сталь-
ным трубам диаметром 50 мм, р0=(13 ... 20) 103 Па/м при ско-
рости движения оСр=0,25 м/с. При использовании бетоноводов из»
других материалов и сечений вводятся соответствующие поправ-
ки, установленные опытным путем. Потери давления на 1 м верти-
кального участка приравниваются примерно 8 м горизонтального,,
а один поворот трассы на 90° создает сопротивления, равные по-
терям давления на 10 ... 12 м горизонтального участка. Техни-
ческая производительность насоса Пт (м3/с) и диаметр бетоновода5
D (м) обычно задаются.
Число ходов поршня определяется (1/с)
п=4Пт/ (n£2szT]), (15.13)
где z —число бетонотранспортных цилиндров; s — ход поршня, игг
т] — объемный КПД насоса (т] = 0,65 ... 0,80).
Диаметр приводного гидроцилиндра (м)
(15.14}
где рт — давление в гидросистеме привода, Па.
Необходимая производительность насоса гидропривода (м3/с)
mH 2
Qr = ^-szn. (15.15}
Мощность привода насоса (кВт)
/V=Qrpr/(1000r]H), (15.16)
где т]н — объемный КПД гидронасоса.
!2* 179»
15.6. Пневматические нагнетатели
Пневматические нагнетатели предназначены для подачи бетонных
смесей с осадкой конуса 6 ... Ю см на расстояние до 150 м по
•горизонтали и до 30 м по вертикали. Пневмонагнетатели просты
по конструкции, в них отсутствуют движущиеся в абразивной среде
детали, что повышает их долговечность и упрощает эксплуатацию.
Однако энергоемкость, этого способа транспортирования, связан-
ная с большим расходом
сжатого воздуха, выше, чем
у поршневых насосов.
В состав оборудования
для пневматической подачи
бетонной смеси входят (рис.
15.12): компрессор (на ри-
' сунке не показан), пневмо-
нагнетатель 6, бетоновод 7 и
гаситель 8. Работа установ-
ки происходит в такой после-
довательности. В бункер
пневмонагнетателя загружа-
ется порция смеси, затем
Фис. 15.12. Схема пневматической устаиов- закрывается затвор 4 С ПО-
ки для подачи бетонной смеси мощью пневмоцилиндра 3, и
в бункер подается по магис-
трали 2 и коллектору 5 сжа-
тый воздух, который выдавливает смесь в бетоновод. Для побуж-
дения смеси и ее аэрации в выходное колено нагнетателя через соп-
ло 1 также подается сжатый воздух несколько меньшего давления.
Порция смеси, проходящая в виде пробки по бетоноводу, поступает
в гаситель 8 по касательной траектории к его цилиндрическим стен-
кам. В результате трения о стенки гасителя снижается скорость
движения смеси, т. е. гасится ее выхлоп и она стекает в разгрузоч-
ный патрубок. Необходимое избыточное давление для транспорти-
рования смеси (Па)
p = a^v 4-р0,
(15.17)
ггде v — скорость движения смеси в бетоноводе (»=1,2 ... 2,0 м/с);
л — коэффициент, зависящий от состава смеси; для растворов
Л1=(17 ... 22) 103; для бетонов а=(8 ... 11) Ю3; р0 — давление,
необходимое для преодоления сопротивлений в начальный момент
движения смеси (ро= (9 ... 14) 103 Па).
Необходимая производительность компрессора (по свободному
воздуху) (м3/мйн)
180
где VH — геометрический объем нагнетателя, м3; а — диаметр бето-
новод а, м; L — длина трассы, м; Кр — коэффициент давления, рав-
ный отношению избыточного давления в системе к атмосферному;
Кп — коэффициент, учитывающий потери воздуха, /Сп=1,2 ... 1,36;
z — число циклов подачи смеси в час.
Для увеличения производительности и уменьшения расхода
воздуха пневмоустановки могут эксплуатироваться в полунепре-
рывном режиме, т. е, как только порция смеси продвинется в тру-
бопровод, закрывается обратный клапан, давление в нагнетателе
снимается, в него загружается следующая порция смеси, и цикл
повторяется.
15.7. Особенности эксплуатации оборудования
для транспортирования бетонных и растворных смесей
Основные агрегаты этого оборудования находятся под значитель-
ным давлением, поэтому при его эксплуатации необходимо выпол-
нять все правила, регламентированные инспекцией Госгортехнад-
зора для устройств, работающих под давлением. После монтажа
оборудования проводится испытание системы под давлением в
1,5 раза выше расчетного. Бетоновод должен быть прочно закреп-
пен по всей длине и особенно в местах поворота и у гасителя.
Запрещается работать при неисправных манометрах, предохра-
нительных клапанах и при отсутствии визуальной, световой или
звуковой связи между машинистом установки и рабочим, прини-
мающим смесь. Все запорные элементы (вентили, краны и др.)
должны быть исправными и работать надежно. Запрещается «про-
бивать» образовавшуюся в бетоноводе закупорку путем повышения
давления. Запрещается разбирать бетоновод и открывать затвор
пневмонагнетателя, находящиеся под давлением. Пусковая аппа-
ратура должна быть защищена от атмосферных осадков.
В зимнее время бетоновод утепляют и рядом с ним проклады-
вают трубопровод, в котором цикулирует горячая вода или пар.
После окончания работы насосы и бетоновод необходимо промыть
водой, температура которой должна быть не ниже температуры
смеси. Промывочную воду следует полностью удалить из системы..
Раздел четвертый
МАШИНЫ Ц ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
В современном строительстве наибольшее распространение полу-
чили железобетонные детали и конструкции, обладающие высокой
прочностью, низкой теплопроводностью, антикоррозийной стойко-
стью и др. При возведении зданий и сооружений применяют мо-
нолитный и сборный железобетон. Монолитные железобетонные
изделия получают путем непрерывной укладки бетона в опалубку
непосредственно на строительной площадке, сборные — изготовля-
ют на специализированных заводах и полигонах, а на строитель-
ной площадке производят лишь их монтаж. Особенно эффективно
применение сборного железобетона, позволяющего превратить
строительство в процесс монтажа зданий и сооружений из отдель-
ных деталей. При этом резко сокращаются сроки строительства,
трудовые и материальные затраты, повышается качество возводи-
мых объектов.
Железобетон представляет собой затвердевшую бетонную
смесь, армированную стальными стержнями или проволокой. Тех-
нология производства железобетонных изделий включает в себя
операции по подготовке, укладке и сварке арматуры, подаче и
укладке в формы бетонной смеси и ее виброуплотнение.
ГЛАВА 16. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ
АРМАТУРНЫХ КОНСТРУКЦИЙ >
16.1. Станки для обработки арматурной стали
Обработка арматурной стали включает в себя чистку, упрочне-
ние, правку, резку и гибку стальных стержней и проволоки.
Очистка арматурной стали от грязи, ржавчины и окалины
производится на правильно-отрезных станках (при диаметре про-
волоки до 14 мм) и станках с вращающимися стальными щетка-
ми (при диаметре проволоки более 14 мм). Такой станок (рис.
16.1) состоит из станины, на которой установлены два электро-
двигателя. На валах электродвигателей закреплены щетки. Про-
тяжка арматуры между щетками производится вручную по на-
правляющим роликам. Достоинством станка является простота
конструкции, недостатком — неравномерность очистки прутков.
Упрочнение арматурной стали производится механическим и
термическим способами. При механическом способе в материале
прутка создаются напряжения, превышающие его предел текуче-
182
Рис. 16.1. Станок для чист-
ки арматурной стали с
простым движением щеток
сти, что вызывает остаточные изменения в кристаллической струк-
туре металла. При этом несколько ухудшаются пластические
свойства материала, но увеличивается его предел текучести при
растяжении. Механическое упрочнение материала производится
вытяжкой, сплющиванием (профилированием), скручиванием, во-
лочением. Наибольшее распространение получило упрочнение вы-
тяжкой на станках с электромеханическим или гидравлическим
приводом. На рис. 16.2 дан станок с гидравлическим приводом,
состоящий из насосной станции 1, гидродомкрата 2, пульта управ-
ления 3, мерной линейки 4 для определе-
ния удлинения, захватов 5 и 7 для упроч-
няемых стержней и рамы 6. На таком
станке упрочняют стержни диаметром
16 .. 40 мм и длиной 6 ... 18 м.
Термическое упрочнение состоит в
электронагреве подготовленных стержней
с последующими закалкой и отпуском,
что повышает их прочность и предел те-
кучести в 2 раза.
Правка и резка арматурной стали, как
правило, производится на правйльно-от-
резных станках, на которых происходит
размотка стали с бухт (мотков), протяж-
ка, очистка, разметка по длине, отрезка
и сбрасывание прутков в накопитель.
Станки (рис. 16.3) состоят из механизмов
правки 2, подачи 3, резания 4 и отмерива-
ния с упором 5 или роликом 6. Размотка
бухты происходит на вертушке 1, откуда
сталь с помющью механизма подачи про-
ходит через правильный барабан (рис.
16.3,а ... г), где очищается, правится
ударами плашек и разрезается на стерж-
ни рычажными, гильотинными (рис. 16.3,а,
г, д) или дисковыми (рис. 16.3,6, в) ножами по команде измери-
тельного ролика (конечного выключателя). Рычажные ножницы
проще дисковых, однако остановка прутка в момент резания сни-
жает производительность станка и увеличивает износ тянущих ро-
ликов. Этот недостаток устраняется установкой «летучих» ножей
(рис. 16.3,г), которые при резании движутся вместе с прутком,
после чего возвращаются в исходное положение.
Гибка арматурных стержней и сеток производится холодным
способом. При диаметре стержней до 14 мм гибка осуществляет-
ся на ручных станках, при более высоких диаметрах — на при-
водных станках. Такой станок (рис. 16.4) включает в себя кар-
кас, верхнюю плиту, приспособление для гибки арматуры, привод
и пусковую аппаратуру.
183
Приспособление для гибки состоит из закрепленных на верхней
плите планок с отверстиями, куда вставляются опорные стержни 1
(рис. 16.4,а), диска 2 с центральным роликом-копиром 4 и гибоч-
ным роликом 5. Стержень 3 укладывается на диск, при вращении
которого происходит отгиб конца стержня. По окончании отгиба
Рис. 16.2. Станок для упрочения арматурной стали вытягиванием
Рис. 16.3. Схемы правйльио-отрезиых станков:
а— с правильным барабаном, рычажными ножами и конечным выключателем; б-*-с вра»
щающимися ножами; в — с измерительным ро'ликом; г —• с летучими ножами; д— с пра*
вйльными роликами и очистным устройством
184
двигатель реверсируют, возвращая диск в исходное положение, и
снимают изогнутый стержень. Привод диска состоит из электро-
двигателя 1 (рис. 16.4,6, в), клиноременной передачи 2, сменных
зубчатых колес 3 и 4, цилиндрической пары 5, двухзаходного
червяка 6, червячной шестерни 7 и вертикального вала 8, на ко-
торый надет диск 9. Скорость вращения диска может быть изме-
нена перестановкой зубчатых колес 3 и 4, что позволяет эффек-
Рис. 16.4. Станок для гибки арматурных стержней:
а — схема гибки; б — кинематическая схема; в — общий вид
185
тивнее использовать станок цри гибке более тонкой арматуры
(скорость вращения диска увеличивается в 2 и 4 раза). /
Односторонняя гибка арматурных сеток производится на стан-
ках различной конструкции, однако принцип действия их основан
на прижиме лежащей на столе 1 (рис. 16.5,а) сетки 2 с помощью
траверсы 3 с последующим отгибом выступающей за край стола
частью сетки гибочной балкой 4. При двусторонней гибке сеток
Рис. 16.5. Станки для гибки арматурных сеток
(рис. 16.5,6) сетка 3 укладывается на уголки 2, шарнирно укреп-
ленные на столе 1, и пневмоцилиндром 5 опускают гибочную тра-
версу 4. Траверса нажимает на сетку и на уголки, поворачивает
уголки и отгибает края сетки. При подъеме траверсы уголки воз-
вращаются в исходное положение пружинами.
16.2. Оборудование для предварительного натяжения арматуры
Натяжение арматуры при изготовлении предварительно напря-
женных железобетонных конструкций необходимо для получения
изделий с повышенной трещиностойкостью, имеющих меньшие се-
чения, массу и расход стали по сравнению с ненапряженными
обычными конструкциями. Натяжение арматуры осуществляется
двумя способами: механическим с последующим закреплением на
упорах и термическим — удлинением стержней с помощью элект-
ронагрева с последующим механическим креплением в нагретом
состоянии. При механическом натяжении в зависимости от спосо-
ба изготовления железобетонных изделий (стендового или поточ-
ного) натяжение арматуры осуществляется на стендах или в
передвижных формах. Стенды бывают пакетные — с образованием
струнопакетов вне формовочной площадки, и протяжные, у кото-
рых арматурные пакеты формируют непосредственно на формо-
вочной площадке.
Натяжение арматуры на пакетных стендах производится с по-
мощью гидравлических домкратов (передвижных, переносных,
подвесных) длинноходных или короткоходных. Передвижной гид-
186
Рис. 16.6. Передвижной гидравлический домкрат для натяжения арматуры
Рис. 16.7. Установка для электротермического натяжения стержней
родомкрат (рис. 16.6) состоит из тележки 1, рамы 2, горизон-
тально расположенного гидроцилиндра 4, шток которого соединен
с задней траверсой 3, передней траверсы 6, соединенной
с траверсой 3 тягами 5, насосной станции и пульта управ-
ления. С натяжными устройствами стенда домкрат соединяется
проушиной 7, от опрокидывания его при натяжении пакета удер-
живают упоры 8. Подъем и опускание рабочего гидроцилиндра
производятся вертикальным гидроцилиндром 11. Гидроцилиндры
приводятся в действие от насосной станции, состоящей из элект-
родвигателя 12, насоса, бака 9 для рабочей жидкости, системы
гидроприводов и устройства 10 для управления золотниками. Та-
кой гидроцилиндр обеспечивает тяговое усилие 1700 кН, что по-
зволяет натягивать пакеты, состоящие из 8... 10 прядей.
При электротермическом натяжении арматуры подготовленные
стержни 14 (рис. 16.7) укладывают в пневмозажимы 3 электро-
контактов 2, расположенных на неподвижной опорной стойке 1 и
на подвижной стойке 10, укрепленной на каретке 7. Провисание
стержней предотвращается .роликами промежуточной опоры 5.
Пневмозажимы срабатывают одновременно при подаче сжатого
воздуха по шлангам 8 в цилиндры 9. При нагревании стержни
удлиняются, каретка 7 смещается, растягивая пружины 6, и пе-
ремещает указатель 13 по шкале Л до упора в конечный выклю-
чатель 12, которым дается команда в электрошкаф 4 на отключе-
ние тока. Удлиненные при нагреве стержни снимают с установки
и укладывают в упоры формы. После снятия стержней каретка
с подвижной стойкой посредством пружины 6 возвращается в ис-
ходное положение.
Электротермический способ натяжения арматуры отличается
простотой и надежностью.
16.3. Оборудование для сварки арматурных конструкций
Соединение пересекающихся арматурных стержнёй и наращивание
их длины производятся сваркой с помощью специальных машин
для стыковой и точечной сварки, обеспечивающих большую про-
изводительность и высокое качество сварки.
В стыковых сварочных машинах электрический ток большой
силы подают к свариваемым стержням, концы которых при со-
прикосновении замыкают электрическую цепь, разогреваются до
пластически жидкого состояния и при осевом сжатии свариваются.
Осевое сжатие свариваемых стержней в зависимости от их диа-
метра может быть рычажно-ручным, рычажно-пневматическим и
с помощью гидроцилиндров. На рис. 16.8 дана стыковая свароч-
ная машина, применяемая при небольших объемах работ. Она
состоит из станины 4, изолированной подвижной каретки 6, токо-
проводящих плит 3, контактных зажимов 2 для свариваемых
стержней 1, осадочного рычага5, трансформатора 7с первичной 8
188
и вторичной 10 обмотками, устройства 9 для регулирования силы"
электрического тока переключением витков первичной обмотки ш
токопроводящих медных шин 11.
Для точечной сварки крестообразно расположенных стержней
арматуры применяют контактные точечные машины, принцип дей-
ствия которых заключается в сжатии стержней электродами, че-
рез которые пропускают электрический ток. Благодаря большому"
Рис. 16.8. Стыковая сварочная
машина
ная сварочная машина
Рис. 16.9. Стационарная одноточеч-
сопротивлению в точке контакта цилиндрических поверхностей'
выделяется теплота, разогревающая место контакта до плавления
металла и сварки стержней при их сжатии. Машины точечной
сварки бывают одно- и многоточечными. Сжатие свариваемых
стержней производится с помощью пневматических или пневмо-
гидравлических устройств. Одноточечные контактно-сварочные
машины выдают стационарными, передвижными и подвесными.
Стационарная одноточечная сварочная машина (рис. 16.9) со-
стоит из корпуса 14, обшитого листовой сталью 1, трансформато-
ров 16, переключателя ступеней 17, контактора 18, электродов 3
с электрододержателями 4, токопроводящих шин 15 и шлангов 2‘
охлаждающей жидкости, поступающей от крана 20. Опусканиег
нажатие и подъем верхнего электрода обеспечивает пневмосисте-
ма с цилиндром 6, манометром 12, редуктором 13, электропневма-
тическим клапано,м 10, лубрикатором 11 и дросселирующим кла-
паном <?, ^смягчающим удар электрода при его опускании на ар-
189
матурные стержни. В цилиндре на общем штоке укреплены два
агоршня, из которых нижний служит для перемещения электрода,
а верхний ограничивает ход электродов и регулирует их ход со-
ответствующей установкой гаек 7. Ручной кран 5 подъема верх-
него электрода, выключатель 9 для подготовки машины к работе,
спускной воздушный вентиль 19 и пусковая переносная педаль 21
обеспечивают работу машины как в неавтоматическом, так и в
автоматическом режиме.
Многоточечные контактно-сварочные машины представляют
собой высокопроизводительные автоматические и полуавтоматиче-
ские многоэлектродные устройства, применяемые для массового
производства плоских и пространственных каркасов и сеток. Ма-
шина для автоматической сварки плоских арматурных каркасов
состоит из станины 1 (рис. 16.10), пневмогидравлических преоб-
разователей 2, обеспечивающих сжатие электродов, скобы 3 с
электрододержателями, механизма 4 подачи поперечных стержней
из бункера, трех сварочных трансформаторов 5, каретки 6 для
перемещения каркаса на шаг, переключателя ступеней 7, амор-
тизирующего устройства 8, направляющего устройства 9 для го-
тового каркаса, крана 10 для подвода сжатого воздуха и пульта
управления 11. К каждому сварочному трансформатору подклю-
«190
чается два электрода. Механизмы машины обеспечивают в необ-
ходимой последовательности подачу под сварочные электроды»'
поперечных стержней на продольные и сварку в точках пересече-
ния стержней и перемещение каркаса в продольном направлении’
на заданный шаг. Стержни к машине подают предварительна»
очищенными, выправленными и нарезанными.
ГЛАВА 17. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ УКЛАДКИ
БЕТОННЫХ СМЕСЕЙ
17.1. Оборудование для порционной подачи
и укладки бетонной смеси
Для порционной подачи и укладки бетонной смеси применяют бе-
тонораздатчики и бетоноукладчики.
Бетонораздатчики транспортируют и выдают бетонную смесь»
порциями с помощью самоходных бункеров, установленных на те-
Рис. 17.1. Бетонораздатчики
лежке. В зависимости от уровня расположения рельсов тележки
различают наземные (рельсы уложены на уровне пола), эстакад-
ные (рельсы уложены на опорные конструкции) и подвесные (те-
лежка перемещается по монорельсу) бетонораздатчики.
Эстакадный бетонораздатчик (рис. 17.1,а) обычно использует-
ся для транспортировки бетонной смеси от смесительного отделе-
ния к бункерам бетоноукладчиков и состоит из бункера 1, уста-
Рис. 17.2. Бетоноукладчики с питателями:
а — ленточным; б — винтовым; в — внбролотковым; г — распределительным
новленного на раме 2, привода ходовых колес 3 и шторно-ролико-
вого затвора 8. Привод механизма передвижения включает в себя
электродвигатель 6, редуктор 7 и цепную передачу 5, которая
вращает ходовой вал 4 и перемещает машину по рельсам. Управ-
ление затвором раздатчика производится включением муфты 11 и
перемещением по направляющим рамы затвора с помощью шес-
терен 10, находящихся в зацеплении с рейками 9.
Подвесной бетонораздатчик (рис. 17.1,6) состоит из бункера 1
с секторным затвором 2, который открывают штурвалом 3. Бун-
кер установлен на раме 4, подвешенной к тельферу 5, который
перемещается по монорельсу 6 и управляется из кабины 7. К под-
весным бетонораздатчикам относятся также бадьи-бункера, подве-
шенные к крюку крана или установленные на транспорт с по-'
мощью опорно-подвесных металлоконструкций. Бункер снабжен
затвором с рычажным или пневматическим приводом.
192
Бетоноукладчики равномерно выдают и раскладывают бетон-
ную смесь слоем требуемой толщины, а также с помощью допол-
нительных устройств разравнивают, заглаживают и уплотняют
уложенную смесь. Бетоноукладчики подразделяют на универсаль-
ные, которые могут обслуживать формы разных размеров, и спе-
циальные— с ограниченными размерами обслуживаемых форм.
Бетоноукладчик состоит из бункера, установленного на раме с
приводом, и питателя, расположенного под бункером. Питатели
могут быть ленточными, винтовыми, вибролотковыми.
Бетоноукладчик с ленточным питателем (рис. 17.2,а) состоит
из портальной рамы с приводом, бункера 2, копильника 3, лен-
точного питателя 1 и заслонки 5 копильника. При движении бето-
ноукладчика лента питателя захватывает бетонную смесь из бун-
кера, продвигает ее в копильник и выдает равномерным слоем в
форму. Толщина слоя бетонной смеси регулируется подъемом или
опусканием заслонки с помощью устройства 4.
Бетоноукладчик с винтовым питателем (рис. 17.2,6) применя-
ется при изготовлении длинномерных изделий и состоит из само-
ходной рамы 1, бункера 2 и винтового питателя, представляюще-
го собой размещенный в корпусе 6 винтовой вал 5, вращающийся
в подшипниках 4 посредством цепной передачи 3. При вращении
вал захватывает бетонную смесь и через лоток 7 укладывает ее
в форму 8.
Бетоноукладчик с вибролотковым питателем (рис. 17.2,в) при-
меняется при изготовлении изделий значительной высоты и не-
большой ширины. При этом бетонная смесь из бункера 1, подве-
шенного к раме 3 с помощью амортизаторов 2, под действием виб-
ратора 4 поступает в лоток 6, закрепленный на . пружинах 5. К
лотку прикреплен вибратор 7, передающий ему направленные ко-
лебания. Из лотка поток бетонной смеси поступает в копильник S,
а оттуда — в форму 9.
17.2. Оборудование для непрерывной подачи
бетонной смеси
Непрерывная подача бетонной смеси непосредственно в формы и
опалубку производится с помощью трубопроводного транспорта
непрерывно действующими бетононасосами плунжерного или ка-
мерного типа или ленточных конвейеров, установленных на само-
ходных платформах.
Бетонораздатчик непрерывного действия (рис. 17.3) для кассет-
ных установок состоит из самоходной платформы с наклонной ра-
мой, поворотного стола, консольного ленточного питателя, приво-
дов и пульта управления. Сварная платформа 13 на рельсовом
ходу перемещается вдоль эстакадного ленточного конвейера,
транспортирующего бетонную смесь. Ходовые колеса 15 враща-
ются приводом 16. На платформе укреплена станина с вертикаль-
13-5258 193
5000
ними стойками 1 и наклонной рамой 2, на которой расположены
дефлекторные ролики 3 и желобчатые роликоопоры 5 верхней
ветви конвейера с бетонной смесью. С ленты конвейера, огибаю-
щей барабан 6, смесь поступает в разгрузочную воронку 7 кон-
сольного ленточного питателя 8, смонтированного на поворотном
столе 9. С разгрузочного барабана лента переходит на нижний
направляющий барабан 14, огибает его и по прямым поддержи-
вающим роликам платформы переходит на поддерживающие ро-
лики эстакадного конвейера. Привод 4 ленты питателя, приводы
поворота стола и перемещения платформы получают электроэнер-
гию по кабелю 10, а управляются с пульта 11, расположенного
на площадке 12. Бетонная смесь в формы кассетной установки 17
подается ленточным питателем через разгрузочную воронку 19 и
полноповоротную течку 18. Ленточный питатель состоит из рамы
24, желобчатых 23 и прямых 22 роликоопор, приводного 26 и на-
тяжного 20 барабанов и ленты 21. Над лентой расположен при-
емный лоток 25. На поворотном столе укреплен металлический
ящик 27 для размещения в нем контргруза, уравновешивающего
ленточный питатель.
17.3. Расчет основных параметров режима работы
оборудования для укладки бетонных смесей
Производительность (м3/ч) бетоноукладчиков как машин цикли-
ческого действия зависит от вместимости бункера и длительности
цикла:
pj_ 3600Уб^и
t-L + tz + <3 + ^4
где Уб — геометрический объем бункера, м3; Кн— коэффициент
наполнения бункера (Дн=0,9... 0,95); Кн— коэффициент исполь-
зования бетонораздатчика (Лн=0,8... 0,9); ti — время загрузки
бункера, с; t2—время передвижения к месту разгрузки, с; t3 —
время разгрузки бетонной смеси, с; /4 — время возвращения бето-
нораздатчика к бетоносмесительной установке, с.
Производительность бетоноукладчика зависит также от вида
формуемого изделия и скорости выдачи бетонной смеси питателя-
ми, т. е. пропускной способности питателя.
Производительность ленточного питателя (кг/с) бетоноуклад-
чика П=Вйир, где В — наибольшая ширина выходного отверстия
бункера (копильника), м; h — высота подъема заслонки затвора
бункера (копильника), м; v — скорость ленты, м/с; р—плотность
разрыхленной бетонной массы, кг/м3.
Мощность привода ленточного питателя (кВт) бетоноукладчи-
ка М=(Л^4-М2-|-ЛМ&-10_3'1'), где Ni — мощность, необходимая для
преодоления силы трения, возникающей при движении ленты по
металлическому листу, Вт; N2—мощность, необходимая для прео-
13* 195
деления силы трения, возникающей при скольжении бетонной
смеси по неподвижным бортам питателя, Вт; N3— мощность, не-
обходимая для перемещения лентой бетонной смеси, Вт; k — ко-
эффициент запаса мощности (£=11,1... 1,3); г)— КПД передач
привода (т]=0,8...0,85).
Мощность привода передвижения (кВт) эстакадных и наполь-
ных бетоноукладчиков, передвигающихся по рельсовому пути:
N=Wv- 10-3/г), где W— сопротивление передвижению бетоноук-
ладчика по рельсовым путям, Н; v— скорость передвижения бе-
тоноукладчика, м/с; т] — КПД привода (т)=0,8... 0,85).
IF = (G4~Q) —Р.^где G — сила тяжести бетоноукладчика, Н;
Q — сила тяжести бетонной смеси в бункерах, Н; k — коэффици-
ент трения качения колес по рельсам (£=0,0008); ц— приведен-
ный коэффициент трения в подшипниках (для подшипников каче-
ния ц=0,03, для подшипников скольжения ц—0,08); d — диаметр
цапфы колеса на подшипниках скольжения или внутренний
диаметр наружного кольца подшипника качения, м; D — диаметр
колеса, м; р — коэффициент, учитывающий трение реборд о рель-
сы (для цилиндрических колес р=2,5... 3, для конических колес
0=1,5... 2,5).
Наибольшее сопротивление передвижению бетоноукладчика
может возникнуть при попадании щебня под колеса или наезде
на случайное препятствие, вызывающее пробуксовку ведущих ко-
лес. В этом случае
W ni(^ Ч~ Q) f Д 4- о
max . п2 D Р’
где п\ — число приводных колес; «2 —общее число колес рамы
бетоноукладчика; f — коэффициент трения скольжения при про-
буксовке колес по рельсам (/=0,1... 0,15); остальные величины
по предыдущей формуле. От таких перегрузок двигатель должен
быть надежно защищен.
ГЛАВА 18. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ
БЕТОННЫХ СМЕСЕЙ
18.1. Основные способы уплотнения бетонных смесей
При формовании железобетонных изделий и конструкций при-
меняют различные способы уплотнения бетонной смеси: прессова-
ние—воздействие на бетонную смесь значительных давлений; цент-
рифугирование— воздействие на бетонную смесь центробежной
силы при производстве трубчатых изделий; вакуумирование — от-
сос из бетонной смеси избыточной воды и воздуха; вибрирование-
воздействие на бетонную смесь колебательных движений.
196
Наиболее распространен последний способ уплотнения. Соче-
тание вибрации с другими способами значительно повышает эф-
фективность процесса уплотнения бетонной смеси. Так, сочетание
вибрации с прессованием — виброштампование — используется пр»
производстве сборного железобетона, сочетание вибрации с ваку-
умированием— вибровакуумирование — широко используется при
возведении монолитных конструкций, а также при производстве
отдельных типов железобетонных изделий.
Рассмотрим воздействие вибрации на процесс уплотнения бе-
тонной смеси. До воздействия вибрации на бетонную смесь уме-
ренной жидкости она представляет собой аморфную рыхлую
массу. При воздействии вибрации частицы заполнителей приводят-
ся в интенсивное движение, в результате которого происходит их
взаимное перемещение, проскальзывание одних частей относитель-
но других в объеме системы. При этом достигается значительная
скорость движения каждой частицы относительно ее центра мас-
сы. При некоторой скорости сдвига частиц заполнителей наступа-
ет проявление вязких свойств (текучесть) бетонной смеси, и она
переходит в состояние «тяжелой жидкости», приобретая заданную
геометрию изделия. Такого рода вязкость называют структурной
вязкостью. Текучесть бетонной смеси может наступить только при
условии, если будут разрушены структурные связи между части-
цами заполнителя, т. е. структурная вязкость достигнет опреде-
ленного предела, который будет зависеть от скорости деформации
сдвига частиц. Эти изменения в структуре бетонной смеси назы-
вают тиксотропными превращениями. Структурная вязкость и тик-
сотропия бетонной смеси непосредственно связаны с понижением
действительного и видимого коэффициентов трения.
Бетонная смесь представляет собой трехфазную грубодисперс-
ную систему (твердая фаза — фракции щебня или гравия и песка,
жидкая — цементный раствор, газообразная —находящийся в мас-
се смеси воздух—10... 15% от объема смеси). В процессе уплот-
нения смесь разрушается и в конце его
переходит в двухфазную систему (твер-
дая + жидкая фазы), при содержании в ней
воздуха не более 2 ... 3%. В результате
процесса виброуплотнения тело бетона
(железобетона) получает однородную
плотную структуру, что обеспечивает гото-
вым железобетонным изделиям заданные
физико-механические показатели.
Получение такой структуры уплотненно-
го тела бетона может быть обеспечено
только при правильной оценке динамиче-
ского состояния системы в условиях
вибрационного и других механических
Рис. 18.1. Схема переда-
чи колебаний от вибро-
возбудителя внутрь бе-
тонной смеси
197
воздействий. Структура бетона в основном определяется ее
реологическими свойствами: вязкостью цементного раствора, сила-
ми трения и сцепления между частицами заполнителя, наличием
тиксотропных превращений смеси, сохранением целостности упру-
говязких каналов цементного раствора. Для обеспечения управ-
ления данными реологическими свойствами необходимо правильно
назначить вибрационный режим работы уплотняющей машины
(устройства). Под вибрационным режимом понимают вид и ха-
рактер колебаний, их направление относительно сечения уплотняе-
мого тела бетона, а также колебательные параметры (угловая
частота со и амплитуда колебаний) и динамический режим рабо-
ты машины.
Бетонная смесь при уплотнении представляется в виде крупно-
го заполнителя, окруженного раствором из мелких зерен, объеди-
ненных между собой поверхностными силами сцепления. Такая
смесь будет обладать упруговязкими свойствами и при небольших
деформациях передача колебаний будет происходить по каналам,
уподобляющимся пружинам с упруговязкой характеристикой.
При этом (рис. 18.1) частицы заполнителей, как правило, кон-
тактируют между собой через упруговязкие каналы и в отдельных
случаях непосредственным контактом. Тогда колебания перего-
родки 1 передадутся частице Ль в свою очередь, частица Ai пере-
даст колебания частице Д2 непосредственным контактом и части-
цам Л3 и А4 — через упруговязкие каналы и т. д. Такая взаимо-
связь частиц А заполнителей исключает возможность их изолиро-
ванного колебания. Возбужденные частицы А заполнителей ко-
леблются вынужденной частотой вибровозбудителя, но с различ-
ными амплитудами колебаний в зависимости от их масс и жест-
кости упруговязких каналов раствора. Несмотря на определенную
условность представленной схемы, на ее основе можно сделать
следующие выводы:
1) выбранный динамический режим работы виброуплотняющей
машины должен обеспечить сохранность упруговязких каналов
цементного раствора, иначе возникнут турбулентные перемещения
ности вибраций от угловой час-
тоты
!
!
i
частиц заполнителя смеси, которые
вызовут ее расслоение, сопровож-
даемое выбросом частиц заполните-
ля А на поверхность изделия и зна-
чительным подсосом атмосферного
воздуха;
2) вид и направление колебания
рабочего органа машины должны
приниматься с учетом его конструк-
ции, типа формуемого изделия и
способа формования. Конструкция
рабочего органа при правильно при-
нятом виде и направлении колеба-
198
ний должна обеспечить передачу последних сечению изделия в на-
правлении наибольшей свободы перемещения частиц заполните-
ля А, эффективное удаление включенного воздуха, получение одно-
родной, плотной структуры уплотненного бетона;
3) характер колебаний рабочего органа машины должен вы-
бираться с учетом требований, предъявляемых к формуемому из-
делию (прочность, водонепроницаемость, морозостойкость, долго-
вечность) ;
4) выбранный вибрационный режим уплотнения бетонной сме-
си должен обеспечить возбуждение наибольшего числа единиц А,
входящих в состав смеси фракций крупного заполнителя, и эф-
фективное использование порожденных сил инерции для разруше-
ния начального структурного состояния частиц заполнителя си-
стемы с последующим сближением.
Эффективность вибрации при уплотнении бетонной смеси со-
стоит в том, что приводятся в движение частицы относительно
друг друга в объеме системы, и, кроме того, возбужденные части-
цы развивают значительные скорости относительно своих центров
масс. Эффективность вибрирования характеризуется отношением
полуразмаха скорости зерен заполнителя относительно окружаю-
щей среды к амплитуде скорости приведенной вибрации. На рис.
18.2 приведены кривые зависимости параметра эффективности
вибрации ц от угловой частоты (<в) при постоянной амплитуде
скорости (aa>=const), для пяти значений размера зерен заполни-
телей, причем и : г2: гз: Г4 : ^5=1 : 2 : 5 : 10 : 20. Проведя прямую,
параллельную оси <в на уровне необходимой эффективности ц
(пунктирная линия), находим на пересечении с кривыми частоты,
необходимые для поддержания колебаний частицы разных разме-
ров скорости возбуждения при одинаковой амплитуде. Если ка-
кая-то частота обеспечивает необходимые относительные колеба-
ния частиц данного размера, она заведомо обеспечивает эффек-
тивные колебания частиц больших размеров. Рационально
выбранный вибрационный режим процесса уплотнения бетонной
смеси должен оптимизировать динамическую систему, т. е. обес-
печить ей такое состояние, при котором наблюдается наименьший
уровень реологических сопротивлений. Этим создается условие
снижения энергоемкости процесса виброуплотнения бетонной сме-
си при формовании. Степень уплотнения бетонной смеси оценива-
ется коэффициентом уплотнения Купл — отношением фактической
плотности бетона к теоретической массе — плотности (КуПл^0,98).
Плотность бетона повышается с уменьшением водоцементного от-
ношения В/Ц смеси, что обосновывает широкое применение жест-
ких бетонных смесей.
18.2. Основы теории работы вибрационных машин
В вибрационных машинах наибольшее применение получили два
способа возбуждения механических колебаний — силовое и кине-
матическое.
Силовое возбуждение осуществляется внешними переменными
силами Ft (Н) или моментами Mt (Н-м), которые приложены к
инерционным элементам системы, а сами силы (моменты) созда-
ются различными типами центробежных вибровозбудителей за
Рис. 18.3. Виды механических колебаний
счет вращения неуравновешенных элементов.
Кинематическое возбуждение осуществляется сообщением из-
вне рабочему органу вибромашины различных по виду колебаний
за счет применения кривошипно-шатунного, эксцентрикового и
других механизмов.
Механические колебания классифицируются по виду и харак-
теру движения рабочего органа. По виду движения механические
колебания различаются на колебательные, угловые, циркулярные
и смешанные. Колебательными прямолинейно направленными на-
зывают колебания, когда рабочий орган совершает возвратно-
поступательное движение вдоль прямой. Различают 3 направления
движения рабочего органа: под углом к горизонту, в вертикальной
и горизонтальной плоскостях (рис. 18.3,а).
Угловыми (поворотными) называют такие колебания рабочего
органа, когда он совершает возвратно-поступательное движение
относительно оси. Различают два вида угловых колебаний: отно-
сительно горизонтальной и вертикальной осей (рис. 18.3,6). При
циркуляционных колебаниях рабочий орган вибромашин совер-
шает перемещение в одном направлении по замкнутой кривой
(рис. 18.3,в). Смешанные колебания характеризуются тем, что
рабочий орган совершает одновременно колебательное и циркуля-
ционное движение: прямолинейное и круговое или угловое и кру-
говое (рис. 18.3,г). Смешанные колебания позволяют повысить
эффективность вибромашины.
По характеру движения рабочего органа механические коле-
бания различаются на две группы: вибрационные и ударно-вибра-
ционные. Вибрационные колебания подразделяются на синусо-
200
идальные (моногармоничёские) и двухчастотные (бигармониче-
ские). Последние применения в вибромашинах не получили.
При синусоидальных колебаниях проекция радиуса-вектора на
горизонтальную ось описывается равенством:
(18.1)
где X — координата колеблющейся точки; а—амплитуда колеба-
ний, м; Т — период колебаний, с; t — текущее значение времени, с;
Ф — начальная фаза.
Амплитуда колебаний — абсолютная величина наибольшего от-
клонения от среднего положения при синусоидальных колебаниях.
При несинусоидальных колебаниях используют термин «полураз-
мах колебаний», или пиковое значение колеблющейся точки.
Период колебаний — промежуток времени, после которого дви-
жение повторяется. Фаза колебаний — аргумент синусоидальной
функции 2л//7’-|-ф, а начальная фаза — значение этого аргумента
при f=0, т. е. ф.
Величину, обратную периоду, называют частотой колебаний
(Гц): f=l/r.
В вибрационной технике часто пользуются угловой частотой
колебаний (с-1)
a>=2af=2x/T.
С учетом значения ® зависимость (18.1) перепишется в виде
Х=асоэ(®/-|-ф).
(18.2)
Представим эту зависимость в виде циклограммы.
Продифференцировав выражение (18.2), получим зависимость
виброскорости:
X — — aw sin (wt —{— ф>) = aw cos I orf -}
(18.3)
где aa> — амплитуда виброскорости.
Сравнивая (18.1) и (18.2), делаем вывод, что виброскорость
опережает по фазе перемещение на угол л/2.
Продифференцировав выражение (18.3), получим зависимость
виброускорения:
Х=—a®2 cos (®/+ф) =а®2 cos (со^+ф + л), (18.4)
где а®2 — амплитуда виброускорения.
Согласно (18.1)... (18.4), виброускорение опережает по фазе
виброскорость на угол л/2 и находится в противофазе с переме-
щением (рис. 18.4,а).
201
Рис. 18.4. Осциллограммы:
а — перемещения, скорости и ускорения гар-
монических колебаний; б — двухчастотных
колебаний; в — ударно-вибрационных коле-
баний
Двухчастотные колебания
возбуждаются при сообщении
рабочему органу вибромаши-
ны двух несинхронных сину-
соидальных колебаний одного
направления, частоты которых
относятся как небольшие це-
лые числа, в частности, как
небольшое целое число, к еди-
нице. Применительно к двух-
частотным виброплощадкам
отношение высокой частоты
(®в) к низкой (и„) принима-
ется равным 2. В этом случае
суммарное колебание имеет
периодический характер, а его
форма зависит от сдвига фаз
составляющих (Л\ и Х2) (рис.
18.4,6).
Ударно-вибрационные коле-
бания возбуждаются при на-
ложении ограничения на пере-
мещение рабочего органа. Воз-
буждение может быть сило-
вым от вибровозбудителя и
кинематическим от кривошип-
но-шатунного или другого жест-
кого привода. В момент соуда-
рения рабочего органа с огра-
ничителем происходит резкое
увеличение скорости, в резуль-
тате чего возникают большие
ударные ускорения Худ даже
при низкочастотном приводе
(рис. 18.4,8).
Двухчастотные и ударно-
вибрационные колебания в зна-
чительной степени повышают
эффективность процесса уплот-
нения бетонной смеси. Несимметричный характер движения,
когда верхнее (положительное) ускорение больше нижнего
(отрицательного) (рис. 18.4,в), как бы подготавливает бетонную
смесь к процессу уплотнения: понижает вязкость цементного раст-
вора, уменьшает силы сцепления между частицами заполнителя и
вызывает тиксотропное разжижение. Значения этих ускорений дол-
жны быть такими, чтобы возникшие силы инерции не разорвали
упруговязкие каналы бетонной смеси и не вызвали ее расслоения.
202
Верхнее же ускорение обеспечивает эффективное сближение час-
тиц заполнителя, уплотнение смеси. Силы инерции при этом на-
правлении ускорения направлены вниз к поддону формы, и раз-
рыва упруговязких каналов раствора не происходит.
На рис. 18.5 приведены схемы центробежного возбуждения
различных по виду механических одночастотных колебаний. По-
Рис. 18.5. Генериро-
вание механических
колебаний
лагаем, что дебалансы вращаются равночастотно, а при наличии
двух дебалансов и более — синхронно-синфазно.
Для генерирования прямолинейных (направленных) колебаний
применяют двухвальный дебалансовый вибровозбудитель с син-
хронно-синфазным вращением дебалансов (рис. 18.5,а), вызыва-
ющий синусоидально направленную вынуждающую силу: FiX~
=F\ cos со/.
При наличии п дебалансов вынуждающая сила
Ftx=nFi cos со/,
где Fi — возмущающая сила дебалансов, Н; со — угловая частота
дебалансов, с-1.
Для генерирования угловых (поворотных) колебаний приме-
няют двухвальный вибровозбудитель, дебалансы которого враща-
ются противофазно в одном направлении (рис. 18.5,6), вызываю-
щий синусоидально изменяющийся момент относительно оси вра-
щения:
/Wi,o=Fi)X/==Fi/cos со/,
где I — расстояние между дебалансами, м.
203
При наличии п дебалансов
Mto=nF\lcos at.
Для генерирования круговых колебаний применяют одноваль-
ный дебалансовый вибровозбудитель, ось вращения которого раз-
мещается в центре масс колеблющейся системы с (рис. 18.5,в),
вызывающий круговую вынуждающую силу.
F\X=F\ sin ft»/; F\y=F\ cos at,
соответственно для n дебалансов
Ftx=nF\ sin и/; Fty=nFi cos at.
Для генерирования эллиптических колебаний используют од-
новальный дебалансный вибровозбудитель со смещением его оси
относительно центра масс колеблющейся системы С (рис. 18.5,г)
на расстояние I.
В центре масс системы С при этих колебаниях действуют кру-
говая сила Fa и синусоидальный момент /Иа.с: F!l=nFl-, Л1а.с=
=п/\1 sin at.
18.3. Переносные вибровозбудители для уплотнения
бетонных смесей
Наибольшее применение для возбуждения механических колеба-
ний получили центробежные вибровозбудители, которые создают
инерционные силы (моменты) за счет вращения неуравновешен-
ных элементов. Центробежные возбудители подразделяются на де-
балансные, поводковые и планетарные.
Дебалансный вибровозбудитель (рис. 18.6,а) состоит из неурав-
новешенного элемента-дебаланса 1, вал 2 которого вращается в
подшипниках качения, смонтированных в корпусе 3. Крутящий мо-
мент дебалансному валу передается от двигателя, встроенного в
корпус. Статический момент массы дебалан.са 5Д (Н-м) равен про-
изведению массы дебаланса тл на ее эксцентриситет г относитель-
но оси вращения, т. е. на расстояние от центра тяжести дебаланса
£ до оси вращения О: SR=m.nr.
Возникающая центробежная (инерционная) сила КД(Н) опре-
делится как произведение массы дебаланса тд на ускорение га2,
развиваемое дебалансом:
FR=mRra2. (18.5)
Поводковый вибровозбудитель (рис. 18.6,6) состоит из бегунка
1, подшипник которого установлен в ползуне, скользящем в вилке
поводка 3. При вращении вала поводка бегунок обкатывается по
беговой дорожке корпуса 2 с угловой скоростью поводка и, одно-
временно вращаясь около своей оси с угловой скоростью ис.
204
Статический момент массы бегунка 5ПЛ (Н-м) равен произве-
дению массы бегунка на эксцентриситет этой массы относи-
тельно оси беговой дорожки:
5пл=:О1бЛ (18.6)
где r=DJ2—D2/2 — разность радиусов беговой дорожки и бе-
гунка.
Планетарные вибровозбудители представлены двумя схемами:
с внешней обкаткой (рис. 18.6,в), когда бегунок 1 обкатывается
по беговой дорожке корпуса 3 через вал 2, и с внутренней обкат-
кой (рис. 18.6,г).
Рис. 18.6. Принципи-
альные схемы цент-
робежных вибровоз-
будителей:
а — дебалансный; б —
поводковый; в — плане-
тарный с внешней об-
каткой бегунка; г — пла-
нетарный с внутренней
обкаткой бегунка
Центробежная (инерционная) сила, развиваемая бегунком пла-
нетарного вибровозбудителя, определится как произведение массы
бегунка т& на ускорение, развиваемое бегунком при его обкатке,
гео2:
С=тбгсо2, (18.7)
где <jj=icL>6; i — передаточное отношение угловой скорости обкатки
к угловой скорости собственного вращения бегунка ©б-
Угловая скорость:
при наружной обкатке ш= -----Ра — — %; (18.8)
2 — ^2/^
DJ2
—-----®б-
/2 —Ot/2 6
(18.9)
при внутренней обкатке ш = —
^8
Следовательно, планетарные вибровозбудители позволяют полу-
чать высокие частоты колебаний без применения специальных пре-
образователей частоты.
Дебалансные вибровозбудители общего назначения в большин-
стве случаев выпускаются со встроенными трехфазными асинхрон-
ными электродвигателями с короткозамкнутым ротором. Промыш-
ленностью выпускаются одновальные вибровозбудители с круго-
205
вой вынуждающей силой, двухвальные и маятниковые вибровозбу-
дители с направленной вынуждающей силой. На рис. 18.7,а при-
веден общий вид одновального вибровозбудителя.
В корпусе 1 запрессован статор асинхронного трехфазного элек-
тродвигателя с короткозамкнутым ротором 2. Вал 3 ротора опира-
ется на подшипники качения 4, смонтированные в щитах 5 корпу-
са. На обоих концах вала установлены дебалансы 6, которые пере-
крываются крышками 7. Подшипниковые щиты и крышки скреп-
лены с корпусом стяжными шпильками 8. Дебалансы выполнены
со ступенчатой регулировкой статического момента и состоят из
двух частей — неподвижной и поворотной.
Суммарный статический момент такого дебаланса
£д=251 cos <р/2, (18.10)
где Si — статический момент массы одной части дебаланса; <р —
угол поворота частей дебаланса относительно друг друга.
В большинстве случаев неуравновешенная часть дебаланса вы-
полняется в виде кольцевого сектора с углом а=96°, при котором
удовлетворяется условие получения минимального момента инер-
ции при заданном статическом моменте массы дебаланса.
Статический момент массы кольцевого секторного дебаланса
(Н-м)
5Д=2/3 (R3—г3) sin абр, (18.11)
где R, г, а — указаны на рис. 18.7,6; б — толщина дебаланса, м;
р — плотность материала, кг/м3.
На рис. 18.7,6 показаны дебалансы со ступенчатой регулиров-
кой статического момента. Они состоят из основного дебаланса 1
и дополнительных съемных 2. Основной дебаланс имеет кольцевую
выточку, в которую устанавливаются выступом дополнительные
съемные дебалансы, а затем закрепляются болтами. При таком
креплении съемных дебалансов к основному болты, крепящие их,
не воспринимают развиваемой центробежной силы. Обычно вибро-
возбудителю придается два дополнительных съемных дебаланса.
Суммарный статический момент дебалансов 5 будет равен сум-
ме статических моментов основного 5д.ОсН и дополнительного Зд.доп:
5=5Д. ОСН +5д •Доп
Размеры дополнительных дебалансов выбираются из условия,
что каждый из них должен увеличить амплитуду колебаний на
(0,1 ... 0,2) • 10-3 м.
На рис. 18.7,6 показан двухвальный вибровозбудйтель направ-
ленного действия, представляющий собой два соединенных между
собой одновальных вибровозбудителя с параллельными валами 1
встроенных электродвигателей. Генерирование направленной вы-
нуждающей силы возможно только при обеспечении синхронно-
206
(18.12)
Рис. 18.7. Конструкции дебалансных вибровозбудителей и деба-
лансов:
а — одновальиый; б — со съемными дополнительными дебалаисамн; в —
двухвальный; г — маятниковый
Рис. 18.8. Виброуплотняющий механизм
для поверхностного уплотнения бетон-
ной смеси
синфазного вращения дебалаисных валов. Дебалансы выполнены
конструктивно как у одновального дебалансного вибровозбудителя,
поэтому суммарный статический момент будет равен сумме стати-
ческих моментов каждого дебаланса.
На рис. 18.7,г показан общий вид маятникового вибровозбуди-
теля. В корпусе 2 смонтирован одновальный дебалансный вибро-
возбудитель. Корпус-маятник шарнирно соединен с основанием 1,
прикрепленным к рабочему органу вибрируемой конструкции. Вал
5 основания опирается на под-
шипники качения 3, а его
концы соединены с резиноме-
таллическими втулками 4. Та-
кое крепление концов вала по-
зволяет устанавливать маят-
никовую часть под различными
углами к поверхности вибри-
руемой конструкции. Вынуж-
дающая сила, создаваемая
этим вибровозбудителем, со-
состоит из двух составляющих:
продольной, направленной
вдоль оси симметрии маятни-
ка и направленной ей перпен-
дикулярно. Первая составляю-
щая воспринимается основани-
ем 1, вторая — гасится кача-
нием маятника.
Основным положением, оп-
ределяющим получение на-
правленных колебаний рабо-
чего органа вибрируемой маятниковой системы, является правиль-
ное назначение расстояния I (м) между осью качания маятника
и осью вращения дебаланса (рис. 18.7,г), равное
l=JI(mh), (18.13)
где J — момент инерции маятника относительно оси качаний, МПа;
т — масса маятника, кг; Ц— расстояние ОС от оси шарнира ма-
ятника до его центра тяжести, м.
Дебалансные вибровозбудители общего назначения получили
наибольшее применение при поверхностном уплотнении бетонных
смесей. По назначению поверхностные вибромеханизмы делятся на
две группы: 1) для уплотнения бетонной смеси с осадкой конуса
2 ... 3 см на сравнительно небольших площадках; 2) вибронасад-
ки, предназначенные для уплотнения бетонных смесей при формо-
вании железобетонных изделий.
Виброуплотняющие механизмы первой группы просты по кон-
струкции (рис. 18.8). Рабочий орган состоит из сварной плиты 1,
208
на которой установлен маятниковый вибровозбудитель 2. Послед-
ний устанавливается под углом ф к горизонтальной плоскости так,
чтобы вынуждающая сила проходила через центр масс рабочего ор-
гана. В этом случае виброуплотняющий механизм будет переме-
щаться в сторону действия реакции вынуждающей силы без при-
ложения силы оператора.
Виброуплотняющие органы для уплотнения бетонной смеси при
формовании плоских железобетонных изделий представляют собой
достаточно сложную конструкцию. Они устанавливаются через ви-
броизоляторы на бетоноукладочную машину или самостоятельно
на посту формования через виброизолированные опоры.
Для обеспечения эффективного формования плоских железобе-
тонных изделий различной толщины рабочая часть виброуплотня-
ющего органа должна иметь такой профиль, чтобы обеспечивать
захват бетонной смеси, перераспределять ее и уплотнять в рабочей
части виброоргана до заданной толщины изделия. При навесном
виброуплотняющем органе, когда он или его технологическая осна-
стка имеют перемещение относительно друг друга, выбранный вид
колебаний и их направление должны обеспечить вибротранспорт-
ный эффект бетонной смеси от точки захвата в рабочую зону ви-
брооргана. При этом рационально используются возникшие силы
инерции для разрушения начального структурного состояния систе-
мы с последующим уплотнением и получением плотного железобе-
тона заданной толщины. Таким видом являются эллиптические ко-
лебания с рациональным изменением направления осей эллипсов
траекторий по отношению к плоскости формуемого изделия. Рабо-
чая часть виброуплотняющего органа должна иметь эллиптические
колебания с экстремальными амплитудами (рис. 18.9,а), определя-
емыми из выражения
Лтах = (а/(Г + 6)2+*2 ± W-6)2+^)/(2^). (18.14)=
min
где а — амплитуда круговых колебаний в центре масс системы;.
X, Y — координаты рассматриваемой точки в прямоугольной си-
стеме, где одна из них, например ось У, совпадает с прямой, прове-
денной через точку приложения вынуждающей силы и центр масс
системы (точка С), а ось X проведена через точку, лежащую на
этой оси и имеющую амплитуду колебаний (в направлении оси У),
равную нулю (точка О); Ь= 2 (^вО — расстояние от центра
масс системы (м) до точки с нулевой амплитудой колебаний по
осн (точка О); 2 mir2i — суммарный момент инерции отдельных
элементов системы относительно ее центра масс, Н-м2; тв — мас-
са вибрируемой системы, кг; / — расстояние от центра масс систе-
мы до точки приложения вынуждающей силы, м.
Угол захвата (а3ах) (см. рис. 18.9,а), образуемый большей осью
14—5258 209-
эллипсов траекторий и касательной, проведенной в точке пересече-
ния ее с профилем виброоргана, оказывает существенное влияние
на вибротранспортный эффект бетонной смеси. Его значение реко-
мендуется в пределах а3ах=15 ... 20°, угол на выходе аВых, обра-
зуемый также между большой осью эллипсов и касательной, реко-
мендуется в пределах 0 ... 3°.
Рис. 18.9. Схема определения:
— экстремальных амплитуд колебаний иа рабочей части внброоргаиа и их проекций на
-координатные осн ХУ; б — профилирование рабочей части внброуплотияютцего органа н
определение высоты точки захвата бетонной смеси
Рабочая часть виброоргана должна профилироваться из усло-
вия обеспечения уплотнения захваченной под виброорган бетонной
смеси до заданной толщины изделия с нормативным объемным ко-
эффициентом уплотнения.
Глубинные вибровозбудители для уплотнения бетонной смеси.
Они широко применяются для уплотнения бетонных смесей при со-
оружении монолитных железобетонных конструкций, а также при
изготовлении крупногабаритных изделий, сборного железобетона.
Независимо от типа привода глубинные вибровозбудители де-
лятся на дебалансные и планетарные, генерирующие круговую вы-
нуждающую силу. Двигатель может быть встроенным или вынесен-
210
ным. В зависимости от вида привода глубинные вибровозбудители
бывают электрические с приводом от трехфазного асинхронного
электродвигателя с короткозамкнутым ротором и пневматические.
По использованию глубинные вибровозбудители можно разде-
лить на ручные и подвесные. Ручные вибровозбудители применя-
ются для уплотнения бетонной смеси в стесненных условиях, а так-
же в насыщенных арматурой и тонкостенных конструкциях. Однако
ручные вибровозбудители не всегда могут обеспечить необходимых
темпов и объемов бетонирования, а также качества уплотнения бе-
тонной смеси. Кроме того, работа с ручным вибровозбудителем тре-
бует значительных затрат физического труда. Поэтому при возве-
дений гидротехнических и других крупных сооружений применяют-
ся мощные вибровозбудители, подвешенные на самоходные краны
или тракторы в виде вибропакетов. Крановый способ уплотнения
бетонной смеси широко применяют в промышленном и гражданском
строительстве, так как он позволил вести укладку бетонной смеси
толщиной 1 ... 1,5 м и повысил производительность труда более
чем в три раза.
Ручные электрические глубинные вибровозбудители по распо-
ложению двигателя разделяются на три вида: 1) с внешним вы-
несенным двигателем, передающим вращение через гибкий вал^
2) с двигателем, пристроенным в верхней части корпуса вибровоз-
будителя; 3) со встроенным в корпус двигателем. Подвесные виб-
ровозбудители выполняются с выносным электродвигателем, соеди-
ненным с рабочим вибронаконечником жестким валом. Вибровоз-
будители с вынесенным двигателем и гибким валом применяют для
уплотнения бетона в небольших массивах монолитных густо арми-
рованных конструкций. Вибровозбудители чаще всего выполняют-
ся фрикционно-планетарного типа (рис. 18.10,а). Вибровозбудите-
ли 1 имеют гибкий вал 3 и электродвигатель 2. Работают они при
напряжении 36 В. Мощность привода 1 ... 1,5 кВт и частота коле-
баний 166 ... 332 Гц. К недостаткам относятся ограниченная дли-
на гибкого вала (не более 5 м), что не позволяет использовать их
в конструкциях большой высоты.
Ручные вибровозбудители со встроенным двигателем:
(рис. 18.10,6) представляют собой закрытый цилиндрический кор-
пус 1, внутрь которого встроены электродвигатель 4 и дебалансный
вибровозбудитель 2. Колебания создаются в результате быстрого
вращения неуравновешенного элемента (дебаланса), укрепленного
на дебалансном валу 5 между подшипниками качения 3. Ротор
электродвигателя находится на консольном продолжении деба-
лансного вала, вследствие чего вибраторы этого типа часто назы-
вают консольными. Статор электродвигателя 4 запрессован непо-
средственно в рабочую часть корпуса вибратора. К верхней части
корпуса приварена штанга с рукояткой 6. Штанга состоит из двух
частей, соединенных между собой резиновым амортизатором 7,
14* 211
благодаря которому осуществляется гашение колебаний в руко-
ятке.
Жидкое масло, заливаемое в вибратор, находится в нижней ча-
сти корпуса вибратора. При вращении дебалансного вала масло
засасывается через коническую насадку и подается вверх по цен-
тральному сверлению в дебалансном валу. Поступающее вверх по
каналу масло поступает к подшипникам через радиальные отвер-
стия в дебалансном валу. Смазывая и равномерно охлаждая под-
шипники, масло сливается в нижнюю часть корпуса. Применение
жидкой циркуляционной смазки устраняет недостатки, создавае-
мые использованием консистентной смазки, и значительно увели-
чивает срок службы подшипников, обеспечивая надежную и долго-
вечную работу вибратора.
Возбудители со встроенным электродвигателем отличаются вы-
сокой надежностью и вибробезопасностью. Они работают при на-
пряжении 36 В, мощности привода 0,8 ... 1,5 кВт. Для их комплек-
тации необходимы преобразователи частоты тока, что ограничива-
ет их применение. Такие вибровозбудители выпускаются обычно
дебалансного типа, поэтому частота их колебаний ограничена пре-
делами 95 ... 183 Гц. Высокая частота колебаний и возможность
eq регулирования достигаются в планетарных пневматических воз-
будителях, где колебания создаются тяжелым элементом — бегун-
ком, планетарно обкатывающимся по беговой дорожке, закреплен-
ной в корпусе вибратора. На рис. 18.10,6 показана конструкция
планетарного вибронаконечника с внешней обкаткой бегунка 1.
На рис. 18.10,г представлена конструкция планетарного виброна-
конечника 1 с внутренней обкаткой бегунка. В обеих конструкциях
вибронаконечников крутящий момент от электродвигателя переда-
ется шпинделю 5 через гибкий вал 3 с помощью кулачковой муфты,
допускающей только правое вращение, что предохраняет гибкий
вал от раскручивания. Далее от шпинделя крутящий момент пере-
дается через резинометаллическую муфту 4 бегунку 2.
Разновидностью глубинных вибровозбудителей являются ротаци-
онные (рис. 18.10,д), приводимые в действие ротационным пневмо-
двигателем 5, составляющим одно целое с бегунком, которые пере-
мещаются в цилиндрическом корпусе 1. По внутреннему шлангу 3
подводится сжатый воздух, а по наружному 2 отводится отработан-
ный воздух. Сжатый воздух попадает в рабочую камеру 11 и вы-
брасывается через выхлопную камеру 10. Пуск и остановка маши-
ны осуществляются краном 4. Статор в виде полой оси 8 с одной
лопаткой 9 стоит неподвижно, а ротор (бегунок) 7 планетарно об-
катывается вокруг статора. С торцов пневмодвигатель закрыт
крышками 6 с отверстиями для выпуска воздуха.
В планетарных пневмовибраторах конструкция двигателя орга-
нично увязана с конструкцией вибровозбудителя. Они отличаются
компактностью, малой массой, простой конструкцией обслужива-
213
ния, высокой надежностью в работе, взрыво- и электробезопасно-
стью. Вибровозбудители работают под давлением сжатого воздуха
0,4 ... 0,6 МПа, имеют двойную частоту: низкую 25 ... 60 Гц и вы-
сокую 130 ... 300 Гц. Планетарные вибровозбудители применяют-
ся для уплотнения бетонных смесей при укладке ее в монолитные
железобетонные и бетонные конструкции с различной степенью ар-
мирования.
С целью исключения непосредственного контакта оператора с
вибратором применяются подвесные глубинные вибраторы. На рис.
18.11,а приведена схема подвесного вибратора планетарного типа
с внутренней обкаткой бегунка 3. Этот вибратор имеет вынесенный
электродвигатель 7, прифланцованный к верхней части корпуса
через эластичный амортизатор 2. Вибратор может шарнирно под-
вешиваться на специальные подвижные кран-балки или на траверз
су самоходных электровиброукладочных машин.
214
Наибольший эффект в повышении производительности труда,
осуществлении комплексной механизации процессов и улучшения
качества работ при уплотнении бетона в крупногабаритных соору-
жениях дает пакетирование подвесных вибраторов (до 15 вибра-
торов в пакете). Конструктивные схемы подвесных вибраторов при-
ведены на рис. 18.11,6 (из четырех вибраторов) и на рис. 18.11,в
(из трех вибраторов). Пакет вибраторов состоит из рамы 1, виб-
раторов 2 и кронштейна для подвески пакета 3. На раме пакета
помещена распределительная коробка, к которой подключаются
отдельные вибраторы и защитное устройство, предохраняющее
оператора от поражения током. Тип и размеры пакета зависят от
габаритов бетонируемой конструкции и применяемого способа ме-
ханизации. В промышленном и гражданском строительстве приме-
няют пакеты-гребенки, в которых вибровозбудители устанавлива-
ются в один ряд. При работе вибровозбудителей в пакете происхо-
дит сложение их колебаний с периодическим ростом и уменьше-
нием слагаемых амплитуд колебаний, т. е. проявлением биения. Это
обстоятельство позволяет увеличивать расстояние между вибровоз-
будителями в пакете или уменьшить время уплотнения бетонной
смеси, что в обоих случаях повышает производительность процесса
уплотнения.
При строительстве объектов с большим и сосредоточенным объ-
емом бетонных работ в труднодоступных местах применяются пло-
скостные виброуплотнители (рис. 18.12). Этот тип глубинного виб-
ратора отличается большим радиусом действия. Рабочей частью
плоскостного виброуплотнителя слу-
жит вертикально расположенная пли-
та 1. На ней смонтировано два деба-
лансных вибровозбудителя 2, вращаю-
щиеся в противоположные стороны и
генерирующие направленные к плите
•колебания, передаваемые от плиты
в бетонную смесь. Интенсивность ко-
лебаний плоскостных вибраторов вы-
ше, чем у вибровозбудителей с ци-
линдрической рабочей частью, так как
практически исключено обтекание ра-
бочей части бетонной смесью, а шири-
на плиты больше длины упругой вол-
ны в бетонной смеси. Дальность дей-
ствия плоскостного виброуплотнителя
достигает 1,5 ... 2,5 м для бетонной
смеси с осадкой конуса 3 ... 5 см.
Применение таких виброуплотни-
телей позволяет сократить трудоем-
кость и стоимость выполняемых работ.
215
18.4. Расчет основных параметров работы
переносных вибровозбудителей
Расчет основных параметров работы дебалансных вибровозбу-
дителей общего назначения для уплотнения бетонных смесей. Вы-
бор необходимого типоразмера вибровозбудителя при поверхност-
ном уплотнении бетонных смесей определяется заданной амплиту-
дой колебаний рабочего органа а (м) (при частоте 50 Гц а—
=0,0004 ... 0,0005 м), массой рабочего органа т-р (кг) и массой
самого вибровозбудителя тв (кг).
По приближенной формуле статический момент 5Д (Н-м) массы
дебалансов вибровозбудителя определится по формуле
Зд= (/пр-|-/Пв) а.
По найденному значению 5Д подбирают типоразмер и при не-
обходимости уточняют массу тв.
Исходными данными для расчета основных параметров работы
виброуплотняющего органа при формовании плоских железобетон-
ных изделий являются: частота колебаний, п (Гц); оптимальная ам-
плитуда колебаний в точке захвата бетонной смеси виброорганом
Лгаах (м) (по большой оси эллипса траектории) (см. рис. 18.9,а);
относительная скорость перемещения виброоргана v (м/с); ширина
виброоргана В (м); водоцементное отношение или жесткость по
вискозиметру уплотняемой бетонной смеси.
Определение основных параметров работы виброуплотняющего
органа. Длина рабочей части виброоргана определится из условия
обеспечения качественного уплотнения бетонной смеси
Граб^—
где tB — время вибрирования (с)
гв=2/р/ц, (18.15)
где tp — вискозиметрическое время расплыва бетонной смеси; р, —
коэффициент, учитывающий вид колебаний (для одномерных коле-
баний ц=Г, для плоскостных колебаний р=1,2 ... 1,25).
Вискозиметрическое время расплыва бетонной смеси
/р=Ср/(В/Ц-0,24)2, (18.16)
где СР — коэффициент, определяющий эффективность вибрацион-
ного режима (табл. 18.1); В/Ц — водоцементное отношение бетон-
ной смеси; 0,24 — оптимальное значение В/Ц.
Подставив в (18.14) значения (18.16), получим
ГРаб=2СР/[1л(В/Ц-0,24)2], (18.17)
Общая длина виброоргана (см. рис. 18.9,а)
ГОбщ=(1,2 ... l,25)LPa6.
Профиль рабочей части виброуплотняющего органа при формо-
вании железобетонных изделий должен обеспечивать нормативный
объемный коэффициент уплотнения бетонной смеси
Купл=^рыхл/5упл== 1 >2 ... 1,25, (18.18)
216
Таблица 18.1. Значении Ср для различных вибрационных режимов
№ п/п в/Ц (В/Ц-0,24)2 С р
f, Гц 33 50 66
а, м 0,0008 0,0006 0,0004
1 2 3 0,45 0,42 0,40 0,044 0,034 0,026 2,4 1,4 1,2
где 8рЫХЛ=АБВГ — площадь неуплотненной бетонной смеси;
Synn — БВГД—площадь уплотненной бетонной смеси (см. рис.
18.9,а).
В зависимости от толщины формуемого изделия б определяется
высота точки захвата бетонной смеси h (см. рис. 18.9,6). Для этой
цели криволинейный профиль рабочей части виброоргана разбива-
ют на отдельные прямолинейные участки с длинами Л; l2, h и со-
ответственно высотами h, hi, h2. Тогда <$упл=Ьрабб, <$рыхл=(1, 2 ...
... 1,25) 5упл*
Разность А5=5рЫхл—Зул л, равная сумме площадей S2 и S3
(см. рис. 18.9,6), а высота точки захвата бетонной смеси
, __ 2AS — — (Д + ftg) h] + h2l3 /10 , q.
Для определения углов захвата бетонной смеси а3ах и ее выхода
аВых необходимо в точках А и Б (см. рис. 18.9,а) построить эллип-
сы траекторий, а для представления рациональности направления
экстремальных амплитуд колебаний эллипсов траекторий относи-
тельно плоскости формуемого изделия следует построить эллипсы
траекторий в двух-трех промежуточных точках рабочей части виб-
рооргана. С этой целью на рабочей части виброоргана строятся со-
фокусные эллипсы и гиперболы с фокусным расстоянием 26, опре-
деляющихся уравнением
± Y1-= 1, (18.20)
(6242/а2)----------------------------Ь*(А/а— I)2
где b ~— большая полуось эллипса, или фокальная полуось ги-
перболы; Ь{А/а—1) — малая полуось эллипса, или мнимая полуось
гиперболы; X, Y — координаты рассматриваемой точки в прямо-
угольной системе.
Обычно оптимальной амплитудой колебаний в точке захвата (по
большой оси эллипса траектории) задаются в зависимости от при-
нятой частоты колебаний: 33 Гц — Атах=0,0008 м; 60 Гц — Лтах=
=0,0006 м; 66 Гц — Атах=0,0004 м. По заданной оптимальной ам-
плитуде в точке захвата Дтах определяют амплитуду круговых ко-
лебаний в центре масс системы из выражения (18.14):
а - 26Д,ах/(ЮЧ-6)2 + А2 + ]/(У-6)2 + №). (18.21)
217
Если после построения фокусных эллипсов и гипербол и направ-
ления больших осей эллипсов траекторий в точках захвата и вы-
хода величины углов азах и аВЫх будут отличаться от рекомендуе-
мых значений, необходимо за счет регулируемых грузов, перемеща-
емых в направлении оси ОУ, сместить центр массы системы С
относительно оси вращения дебалансов так, чтобы получить реко-
мендуемые значения.
Суммарный статический момент массы дебалансов (Н-м)
= (ffZs — aCMmCSI) а, (18.22)
где 7ПВ — масса вибрирующей системы, кг; /псм — масса бетонной
смеси, кг; асм — коэффициент присоединения смеси; а — амплиту-
да круговых колебаний в центре масс системы, м.
Зная количество дебалансов в вибровозбудителе и величину
статического момента одного из них, назначают его геометрические
размеры (по методике, изложенной в § 18.3).
Навесной виброуплотняющий орган должен быть изолирован от
опорных конструкций. Наиболее рациональным виброизолятором
является резиновая втулка. Деформация виброизолятора-втулки
Таблица 18.2. Значения £ дня резины
Твердость резины по ТМ2 40±3 50 + 4 60±4
Е, МПа Допускаемое касательное напряжение сдвига при динамических нагрузках, МПа 0,4...0,5 0,1 0,6...0,7 0,15 0,9...1,1 0,18
имеют место сжатие, сдвиг и
носит сложный характер, так как
растяжение. При длине виброизолятора (втулки) I, превышающей
ее диаметр 2R, и при отношении R/r<2, что возможно, радиаль-
ное перемещение внутренней обоймы.
Y (18.23)
3n£Z \ R2+г2 )
Р — радиальное усилие, передаваемое на втулку, Н; Е— мо-
дуль сдвига резины, МН/м2 (табл. 18.2); R — наружный диаметр
втулки, м; г — внутренний диаметр втулки, м; I — длина втул-
ки, м.
Радиальная жесткость виброизолятора-втулки
Из условия виброизоляции опорных конструкций суммарная
жесткость виброизоляторов
С=/пвио2, (18.24)
где тв — масса вибрирующей системы; и0 = 2Я с-1 — собственная
частота виброуплотняющего органа на виброизоляторах.
218
Жесткость одного виброизолятора
С\=С/п,
(18.25)
где п — число виброизоляторов-втулок.
Расчет основных параметров работы глубинных виброуплот-
нителей бетонной смеси. Основными параметрами глубинных виб-
роуплотнителей являются их частота колебаний, амплитуда, мощ-
ность привода и производительность. Частота колебаний деба-
лансных вибровозбудителей равна частоте вращения дебалансного
вала. Частота колебаний планетарных вибровозбудителей оп-
ределяется по формулам (18.8) и (18.9) и принимается в зависи-
мости от диаметра корпуса вибровозбудителя (табл. 18.3).
Амплитуда колеба-
ний корпуса вибровоз-
будителя в точке при-
ложения вынуждаю-
щей силы принимается
в зависимости от при-
нятой частоты колеба-
ний. Для ручных виб-
ровозбудителей она со-
ставляет не менее
0,0003 ... 0,0005 м при
частоте более 250 Гц
и не м^енее 0,0005 ...
... 0,0007 м при часто-
Таблица 18.3. Частота колебаний
в зависимости от диаметра корпуса
вибровозбудителя
Диаметр корпуса внбровозбудителя IQ—з, м Рекомендуемые частоты колебаний
Гц кол/мии
25.. .35 400.. 300 24000. .18000
35.. .50 300.. 250 18000. .15000
50.. .35 250.. 200 15000. .12000
' 70.. .125 200.. 150 12000. .9000
125 150... 100 9000. .6000
те 200 Гц и ниже.
Во избежание расслоения бетонной смеси амплитуда не дол-
жна превышать 0,0012 ... 0,0013 м. Для подвесных виброуплотни-
телей амплитуда колебаний принимается 0,0007 ... 0,0010 м при
частоте 200 ... 150 Гц и не менее 0,002 ... 0,004 м при частоте ни-
же 150 Гц.
Мощность, расходуемая на поддержание колебаний вибровоз-
будителя в бетонной смеси (Вт),
N=-^~ шлгат3 sin 2<р, (18.26)
где Щд —масса дебаланса, кг; г —эксцентриситет дебаланса, м;
а — амплитуда колебаний корпуса в точке приложения вынужда-
ющей силы, м; о — угловая скорость обкатки бегунка, с-1; ср—
угол сдвига фазы между вынуждающей силой и перемещением
корпуса.
Максимальное значение мощности будет в случае, когда дис-
сипативные сопротивления среды достигнут значения, при кото-
рых угол сдвига фаз <р=л/4. Следовательно, рассеиваемая виб-
ровозбудителем мощность в бетонной смеси
M = MmaxSin 2(р.
(18.27)'
219
Необходимо иметь в виду, что с увеличением силы сопротив-
ления амплитуда колебаний корпуса вибровозбудителя умень-
шается в соответствии с зависимостью:
ai = acos<p (18.28)
и при сдвиге фаз ср=л/4 амплитуда колебаний корпуса
ai—a cos л/4=0,7а.
Техническая производительность виброуплотнителей (м3/ч)
Пт = 2KR*H------, (18.29)
^вчб "Т ^пер.виб
где К — коэффициент использования виброуплотнителя (/( =
= 0,85); R— радиус действия виброуплотнителя, м (обычно R—
= (4 ... 6)DH, где DH — наружный диаметр корпуса); Н — толщи-
на вибрируемого слоя, м \H = L— (0,05 ... 0,15), где L — длина
рабочей части вибровозбудителя, м, (0,05 ... 0,15)—глубина
проникновения виброуплотнителя в предыдущий слой при прора-
ботке очередного слоя бетонной смеси]; ^Виб — оптимальное вре-
мя вибрирования бетонной смеси в каждом месте погружения
виброуплотнителя, £виб=15 ... 40 с; ^пер.виб — время перемещения
вибратора с одной позиции на другую, ^Пер.виб=5 ... 15 с.
18.5. Вибрационные площадки
Изготовление железобетонных изделий на вибрационных площад-
ках и установках осуществляется в специальных формах. Разни-
ца между вибрационной площадкой и вибрационной формовочной
установкой в том, что первая имеет один или несколько столов,
на которые ставят форму, воспринимающую от них колебания, а
вторая таких столов не имеет — форму ставят на виброизолиру-
ющие опоры и приводят в действие непосредственно вибрацион-
ным приводом. Преимущество вибрационных площадок заключа-
ется в универсальности, что предопределяет их широкое приме-
нение при производстве железобетонных изделий, так как они
позволяют формовать различные типы железобетонных изделий:
плоские (стеновые панели, плиты, перекрытия и др.), протяжен-
ные профильные (балки, опоры, сваи и др.), с криволинейным
профилем и трубчатые '(тюбинги, лотки, трубы и др.). Одним из
существенных недостатков вибрационных площадок является не-
обходимость колебать большие массы, включающие массу кон-
струкции площадки, массу формы и пригруза.
По виду движения рабочего органа вибрационные площадки
можно разделить на машины с вертикально направленными, го-
ризонтально направленными и круговыми колебаниями. По ха-
рактеру движения рабочего органа, наличию или отсутствию пе-
риодических ударов их подразделяют на вибрационные и ударно-
вибрационные. Первые, в свою очередь, могут быть поделены на
синусоидальные (моногармонические) и двухчастотные (бигар-
220
монические). Удары у вторых преимущественно осуществляются
через упругие прокладки. По типу привода вибрационные пло-
щадки подразделяются на машины с силовым возбуждением (де-
балансным виброприводом) и кинематическим возбуждением от
кривошипно-шатунного привода. По настройке режима площадки
делят на нерезонансные, резонансные и ударно-резонансные.
Рис. 18.13. Виброплощадки
Рассмотрим схему виброплощадки вертикально направленно-
го действия (рис. 18.(13). Они обычно бывают блочного типа, со-
бираемые в различные типоразмеры из унифицированных блоков.
Собирают их преимущественно в один или два ряда (в зависи-
мости от ширины изделия). Виброблок состоит из опорной по-
верхности 1, под которой устанавливается двухвальный вибро-
возбудитель 2. Виброблок через виброизолятор 3, состоящий из
параллельно соединенных винтовых пружин, опирается на смеж-
ную опорную раму 8. Вращение дебалансным валом передается
от асинхронных с короткозамкнутым ротором электродвигателей
7, через синхронизаторы 6 и карданные валы 5 и 4. Оба ряда
виброблоков соединены между собой через конические приставки
9 синхронизаторов телескопическим карданным валом 10, кото-
рый позволяет изменять расстояние между рядами виброблоков.
Синхронизаторы обеспечивают синхронно-синфазное вращение де-
балансных валов. Крепление формы к виброблокам осуществля-
ется притяжными электромагнитами. Двухвальный вибровозбу-
дитель 2 представляет собой стальной литой корпус, в котором на
сферических роликоподшипниках установлены два параллельных
вибровала, на концах которых установлены дебалансы со ступен-
чатой регулировкой статического момента.
22t
Грузоподъемность одного унифицированного блока изменяет-
ся от 1 до 2 т в зависимости от принятой амплитуды колебаний
(0,0004 ... 0,0006 м) и частоты колебаний 50 Гц.
Уплотнение бетонной смеси происходит за счет передачи под-
дону формы колебаний от вибровозбудителя.
Виброплощадки горизонтально направленного действия с око-
лорезонансной настройкой, состоящие из двухвальных дебалансных
вибровозбудителей, приводятся во вращение от вынесенного элек-
тродвигателя постоянного тока через клиноременную передачу и
карданные валы. Вибровозбудители, установленные на раме, обра-
зуют первую массу системы, которую принято называть активной.
Через пружины резонансной настройки первая масса — рама со-
единяется с опорой формы — второй массой, — называемой пассив-
ной. Опора формы имеет две щеки, в проемы которых входят крон-
штейны формы,' зажимаемые клиньями под действием силы тяже-
сти грузов рычажной системы.
Освобождение формы осуществляется гидроцилиндрами, ко-
торые приподнимают грузы, вследствие чего прекращается дей-
ствие клиньев. Рама, опора формы и сама форма с бетонной
смесью опираются на резиновые виброизоляторы. Масса изго-
товляемых изделий и формы в процессе эксплуатации вибропло-
щадки неизбежно изменяется. Чтобы сохранить принятый коэф-
фициент резонансной настройки (отношение вынужденной часто-
ты колебаний системы к частоте собственных колебаний co/wo),
применен электродвигатель постоянного тока с устройством для
регулирования его скорости вращения. Колебания бетонной сме-
си в этих виброплощадках передаются от вибровозбудителя че-
рез продольные борта, поддон формы и через напряженную ар-
матуру за счет тангенциальных ускорений. Это обстоятельство
несколько снижает разрешающую способность виброплощадок
горизонтально направленного действия. Однако формование на
них профильных протяжных изделий небольшой толщины
(sC0,2 ... 0,3 м) (балки, опоры электросети, стойки различного
назначения) полностью себя оправдало. Разрушающую способ-
ность виброплощадки горизонтально направленного действия мож-
но повысить за счет смещения направленных колебаний вибро-
возбудителей относительно центра тяжести системы и получить
вертикальные колебания порядка 0,00015 ... 0,00020 м.
Более эффективным будет введение в приемную часть борто-
вой оснастки гребешков, которые передадут бетонной смеси нор-
мальные ускорения, вызовут в ней тиксотропные превращения, а
затем поступят под действие тангенциальных ускорений бортов
и поддона формы.
Виброплощадки горизонтально направленного действия в от-
личие от виброплощадок вертикально направленного действия
имеют более простую конструкцию, меньшую массу, меньшую по-
требляемую мощность. За счет резонансной настройки формы в
222
продольном направлении имеют жесткость, достаточную для того,,
чтобы получить равномерное распределение амплитуд колебаний
при формовании протяженных изделий. Такие виброплощадки вы-
пускаются грузоподъемностью 5 ... 25 т с частотой колебаний««
50 Гц и амплитудой 0,0004 ... 0,0005 м.
Рис. 18.14. Виброблок
ударно-вибрационной
площадки
В ударно-вибрационных площадках (рис. 18.16) форма с изде-
лием опирается на упругие резиновые прокладки, расположенные-
на верхней поверхности блоков. При формовании изделия на та-
кой площадке уплотнение бетонной смеси происходит в резуль-
тате соударения формы с вибровозбудителем через резиновые
прокладки. Ударный эффект при этом определяется величиной;
вынуждающей силы, жесткостью резиновых прокладок и зависит
от способа опирания формы. По способу опоры формы ударно-
вибрационные площадки выполняют в двух
вариантах: со свободным опиранием фор-
мы на упругие прокладки (рис. 18.14,а)
с безынерционным прижатием формы
к упругим прокладкам с установкой допол-
нительных пружин (рис. 18.14,6). Второй
вариант исполнения ударно-вибрационной
площадки наиболее распространен.
На рис. 18.15 показана принципиальная
.схема прижимного устройства для безынер-
ционного прижатия формы к упругим про-
кладкам. За счет жесткости и предвари-
тельного поджатия винтовой пружины 1
определяется ее сила натяжения. Регули-
рование предварительного поджатия пру-
жины осуществляется гайкой 2. Для при-
жатия формы к упругим прокладкам слу-
жит пневмопривод 3.
На рис. 18.16 представлена конструк-
тивная схема ударно-вибрационной пло-
щадки. Дебалансы 6 вибровозбудителей
приводятся во вращение от асинхронного
электродвигателя с короткозамкнутым ро-
тором 1 через синхронизаторы 2 и кардан-
ные валы 3. Синхронно-синфазная работа
Рис. 18.15. Схема при-
жимного устройства для
безынерционного при-
жатия формы к упругим
прокладкам:
/ — винтовая пружина; 2 —
гайка; 3 — пневмопривод;
4 — опорная рама; 5 — фор-
ма
223
<обоих рядов виброблоков осуществляется через синхронизаторы
-с коническими приставками и телескопический карданный вал.
Виброблоки на опорную раму 7 опираются через виброизолято-
ры 8. Упругие резиновые прокладки 4 устанавливаются на крон-
.штейны 5.
Уплотнение бетонной смеси при формовании изделий проис-
ходит за счет передачи поддону формы ударных импульсов при
соударении с упругими резиновыми прокладками.
Рис. 18.16. Схема ударно-вибрационной площадки
В ударно-вибрационных площадках расстояние между вибро-
блоками (по длине и ширине) и жесткость формы должны быть
такими, чтобы отклонение размаха колебаний по площадке формы
не превышало 20% от среднего значения. Линия действия равно-
действующих вынуждающих сил вибровозбудителей и других пе-
-ременных сил должна проходить через центр тяжести вибрируе-
мой системы. Формы на площадке размещают так, чтобы ее центр
тяжести находился на линии равнодействующей всех сил. Опор-
ные поверхности кронштейнов под упругие резиновые прокладки
располагают в одной плоскости (допускается отклонение не более
0,001 ... 0,002 м) и опорные поверхности формы — также в одной
плоскости (допускается отклонение не более 0,004 м).
Упругие резиновые прокладки должны плотно прилегать к
опорной поверхности кронштейнов и быть надежно закреплены;
прижимные устройства должны располагаться симметрично отно-
сительно линии действия всех сил и обеспечивать равномерное
прижатие всей площади формы. В качестве упругого элемента
используются винтовые пружины или резиновые столбики.
18.6. Расчет основных параметров режима
фаботы виброплощадок
Расчет основных параметров режима работы виброплощадок с
вертикально направленными колебаниями нерезонансного дейст-
вия. Используем одномассную расчетную схему (рис. 18.17,а).
'Система является центральной, т. е. равнодействующей вынуж-
дающих и других переменных сил, проходит через центр масс виб-
рируемой системы с одной степенью свободы в направлении оси
ОХ, определяющей перемещение центра масс системы. К колеб-
.224
лющимся частям виброплощадки с присоединенной массой бе-
тонной смеси приложена синусоидально направленная вынужда-
ющая, сила Ftx, генерированная двухвальным дебалансный виб-
ровозбудителем с синхронно-синфазным вращением дебалансных
валов. Между колеблющимися частями виброплощадки и фунда-
ментом установлены виброизоляторы, включающие параллельно
соединенные между собой и в группе пружины общей жесткостью
С и демпферы общим сопротивлением Ь.
Рис. 18.17. Схемы к расчету основных параметров режима работы виброплощад-
ки с вертикальными колебаниями нерезонансного действия:
а — расчетная схема виброплощадки; б — векторная диаграмма действующих сил; в — ос-
циллограммы упругой силы, силы сопротивления демпферов н их суммы
Дифференциальное уравнение системы запишется так:
m3X-\-bX-\-CX=Fac.os (со/+<р), (18.30)
где X — координата перемещения системы, отсчитываемая от по-
ложения равновесия системы;
JV=acosco/, (18.31)
а—амплитуда колебаний, м; т3Х— сила инерции, порожденная
колебательным движением системы; т3 — вибрируемая масса, от-
личающаяся от статической тем, что бетонная масса участвует
в вибрировании не полной своей массой, кг; X — виброускорение
системы, м/с2; ЬХ— суммарная сила сопротивления демпферов;
— суммарный коэффициент сопротивления демпферов;
X — виброскорость системы, м/с; СХ — суммарная упругая сила
пружин; С — SCi — суммарный коэффициент жесткости пружин.
15-5258 225
Учитывая, что система колеблется по синусоидальному зако-
ну с угловой частотой вынуждающей силы <в, все силы, входящие
в уравнение (18.30), должны также изменяться по тому же за-
кону с той же частотой и могут быть представлены соответству-
ющими векторами на векторной диаграмме (см. рис. 18.17,в).
Для определения постоянных а и ср уравнений (18.30) и
(18.31) воспользуемся методом вращающегося вектора. Отложим
на векторной диаграмме (рис. 18.17,в) амплитуду перемещений
а в виде вектора, направленного вверх (пунктиром). Упругая
сила пружины по амплитуде Са на диаграмме отложится вер-
тикально вниз — амплитуда силы сопротивления демпферов ЬЬХ
повернута на угол л/2 по отношению к упругой силе пружин. Си-
ла инерции по амплитуде тваа2 повернута на угол л/2 по от-
ношению к силе сопротивления демпферов. Амплитуда вынуж-
дающей силы Fa повернута относительно перемещения на
угол ф.
Уравнение динамического равновесия системы (18.30) нала-
гает условие, чтобы алгебраическая сумма всех рассматриваемых
сил в любой момент времени была равна нулю, а это означает,
что геометрическая сумма амплитуд векторов этих сил также
должна быть равна нулю. Следовательно, сумма вертикальных и
горизонтальных Проекций векторов сил должна быть равна нулю:
Facos ф‘+твасо2—Са=0;
(18.32)
Ьаы—Fasin ф=0.
Решая уравнения (18.32) относительно амплитуды перемеще-
ния а и угла ф, получим
а = FjViC — т^2)2 + &W; (18.33)
tg <р = Ьт/(С — тв®2).
Принимаем b=2mBh, С—твао2, где h — коэффициент затуха-
ния; (оо — собственная частота недемпфированной системы.
Тогда
tg? = 2b/(®0s-®s). (18.34)
Сила, которая давит на фундамент через виброизоляторы,
PuB = Cacos (о^4'^йсо cos (со^—[—л/2). Осциллограммы этих сил и их
сумма PtCB показаны на рис. 18.17,6.
Равнодействующая амплитуд этих сил Ра№ = аУС2-}-b2w2. Со-,
гласно принятым обозначениям b и С, получим
PacB = Ca -I/1 4- (— — Г. (18.35)
V <•>„ <о„ I
Степень виброизоляции опорных конструкций, например фун-
дамента, определяется коэффициентом передачи, т. е. отношением
226
силы, передаваемой виброизоляторами к вынуждающей силе:
_ Раев . /'ll, “ У” / /П . , _£7.
(18.36)
Если из (18.36) исключить h, т. е. сопротивление демпферов
виброизоляторов, получим коэффициент передачи для виброизо-
ляторов, включающих только пружины с упругой характеристи-
кой: т]с=1/(1—<в2/<во2). Коэффициент передачи будет малой ве-
личиной, если отношение ®/a>o будет большим значением. В этом
случае т]с=соо2/®2.
При разработке конструкции виброизоляторов с упругой ха-
рактеристикой необходимо знать их жесткость, которую опреде-
ляют по формуле
С=тв<ло2- (18.37)
Вибрируемая масса тв определяется грузоподъемностью виб-
роплощадки и размерами формуемого изделия, поэтому основным
параметром, определяющим жесткость виброизолятора, будет соб-
ственная частота <»о-
Исследованиями выявлены рациональные отношения соо/®,
при которых обеспечивается надежная виброизоляция опорных
конструкций. Так, для вынужденной частоты п=50 Гц К=
=соо/®=Т/10 ... 1/12. Для других вынужденных частот отноше-
ние ©о/® определяется из условия, что со о = Кео = const=28 с-1.
Тогда, например, для га=25 Гц К=1/6.
В качестве демпфирующих элементов виброизоляторов ис-
пользуют резиновые шайбы (столбики), работающие на сжатие.
В общем случае жесткость резиновых шайб (столбиков) зависит
как от величины деформации, так и от ее скорости.
Для виброплощадок, колебания которых в рабочем режиме
происходят при сравнительно небольших амплитудах, можно при-
нять, что жесткость не будет зависеть от деформации. Скорость
деформации является величиной переменной, поэтому для рас-
чета жесткости принимается некоторая средняя — эффективная
величина, поэтому она рассчитывается не по статическому, а по
динамическому (эффективному) модулю сжатия Един.
Для резиновых виброизоляторов применяют конструктивные
резины средней твердости 45 ... 50 ед. по твердомеру ТМ-2. Для
данных резин логарифмический декремент затухания е =
= enehT° =hTo = 0,4, где 7’о = 2л/соо— период собственных коле-
баний.
Коэффициент затухания /г = е/7’о=О,4/7’о = О,4со0/(2 л;). При-
няв (Оо=28 с-1, /г=1,8.
Воспользовавшись зависимостями (118.36) и (18.37) и значе-
ниями К=соо/со=1/10 и /г=1,8: т]с=1/100; т]св=1/71, т. е. силы,
передаваемые на фундамент через виброизоляторы, в обоих слу-
15* 227
чаях пренебрежимо малы по сравнению с вынуждающей силой.
Поэтому в расчетах этими силами пренебрегают. Тогда в соот-
ветствии с (18.32) вынуждающая сила равна силе инерции: Га=
= —mBaco2. Знак минус указывает, что принятое направление вы-
нуждающей силы на схеме рис. 18.17,в будет обратным, т. е. (5у-
дет опережать перемещение на угол ах, cos ф принят равным еди-
нице, так как силой сопротивления демпферов пренебрегли, т. е.
Ф=0. Тогда
Fa=mBaco2. (18.38)
Вибрируемая масса (см. рис. И8.17,а):
тв=/пк+/Пф+асм?Псм, (18.39)
где тк — масса вибрируемых частей виброплощадки, mK=0,35Q,
Q— грузоподъемность виброплощадки, равная массе формы с из-
делием, кг; /Иф — масса формы, кг; тСм — масса бетонной смеси
изделия, кг; асм — коэффициент
Рис. 18.18. Схемы соединения
пружины и демпфера в виброизо-
лятор и соединение их в группы:
а — параллельное соединение; б, в —
последовательные соединения; г—виб-
роизолятор собран последовательно, &
в группу параллельно
присоединения бетонной смеси для
плоских изделий толщиной 0,30 м
можно принять аСм=0,25 ... 0,35;
для высоких а’см=0,2 ... 0,25.
По данным исследований тФ+
+ aCM«cM=0,65Q. Тогда для блоч-
ных виброплощадок mB=0,35Q +
+ 0,65Q=iQ, т. е. вибрируемую мас-
су можно принимать равной грузо-
подъемности виброплощадки. Эф-
фективность расплыва и уплотне-
ния бетонной смеси при вибрацион-
’ ных режимах находится в логариф-
мической зависимости от ускорения
независимо от частоты.
Для виброплощадок с частота-
ми колебаний 50 Гц и более опти-
мальная амплитуда колебаний
do пт = (4 ... 6)§Усо2. (18.40)
Для частоты 50 Гц аопт определяется по нижнему и верхнему
ускорению, т. е. аопт—0,0004 ... 0,0006 м; для более высоких ча-
стот — по верхнему пределу ускорения. Блочные виброплощадки
работают на частоте 50 Гц.
Суммарный статический момент массы дебалансов тяг опре-
деляется из условия, наложенного на. расчетную схему:
(18.41)
При ^ОПТ--0,0006 м грузоподъемность унифицированного бло-
ка составляет. 1 т, при аопт=0,0004 м — 2 т. Приняв оптималь-
ную амплитуду “в зависимости от заданной жесткости бетонной
смеси и зная в плане габариты изделия и грузоподъемность виб-
228
роплощадки, определяют количество виброблоков. При этом рас-
стояния между блоками могут быть: по длине ряда L=
—0,9 ... 1,8 м; по ширине между рядами В= 1,15 ... 1,69 м, а
форма перекрывает магниты не менее чем на 0,25 м. Определив
количество виброблоков п, статический момент массы дебалансов
вибровозбудителя одного виброблока
тд'г—QaOnT/4ra. (18.42)
Дебалансы вибровозбудителя выполняются со ступенчатой ре-
гулировкой статического момента и состоят конструктивно из
основного и одного-двух дополнительных, поэтому общий стати-
ческий момент
5=5оснЧ_,5доп, (18.43)
где 5Осн=2"гдг/П1, «1=4 —число дебалансов в каждом вибро-
возбудителе.
Размеры дополнительного дебаланса выбирают из условия,
что каждый из них должен увеличить амплитуду колебаний на
0,0001 м.
Виброизоляторы в виброплощадках собирают по двум схе-
мам — параллельной и последовательной. Суммарная жесткость
при параллельной'схеме (рис. 18.18,а).
Се/=С1Пр-|-С1д, (18.44)
где Cinp — жесткость пружины; С]Д — жесткость демпфера.
При последовательной схеме (рис. 18.18Дв) суммарная же-
сткость
1/Св'= 1/СШр+ 1/С1Д или
Св'=СШрС1д/ (С1пр~|-С1д). (18.4э)
В группу они собираются параллельно (рис. 18.18,г). Суммар-
ная жесткость группы
или Св -- SCB, = S — (18.46)
Более рациональной является последовательное соединение
пружины с демпфером, так как в этом случае сопротивления
демпферов в рабочем режиме работы машин незначительны, а в
период останова (пуска) создаются необходимые сопротивления
для погашения резонансной раскачки, которая отрицательно влия-
ет на отдельные узлы машины и на структуру свежеотформован-
ного бетонного изделия.
Суммарная (приведенная) жесткость виброизолятора
Св' = 282. (18.47)
п п
Далее, приняв конструкцию виброизолятора, определяют же-
сткость и назначают конструктивные параметры.
Рассчитав жесткость виброизоляторов, выполненных из винто-
229
вых пружин с последовательным соединением с резиновой шай-
бой, можно убедиться, что жесткость резиновой шайбы значи-
тельно больше жесткости винтовой пружины. В рабочем режиме
работы машины резиновая шайба фактически не работает, по-
этому потери на сопротивление незначительны. Резиновая шайба
будет работать только при останове машины и значительно умень-
шит резонансную раскачку за счет возникших сил сопротивле-
ния.
Размеры резиновой шайбы определяются согласно зависимости
С1д = р£дкн^4, (18.48)
h
где р — коэффициент формы резиновой шайбы, зависящий от от-
ношения опорной площади к боковой поверхности; р =
— fiSon/Se) (рис. 18.19,а); £ДИн — динамический модуль сжатия
резины (для рекомендуемых выше резин может определяться по
рис. 18.19,6): S — поперечная площадь, м2; h — высота, м.
Расчет фундамента под
виброплощадки произво-
дится из условия виброизо-
ляции прилегающих рабо-
чих мест.
При приближенном рас-
чете вибрации фундамента,
т. е. без учета влияния инер-
ции грунта и затухания,
которое вносится им, можно
рассматривать фундамент
как жесткое тело, опертое на
упругое основание с линейной характеристикой без учета давле-
ния грунта на его боковую поверхность. На основании наложен-
ных условий представим расчетную схему фундамента
(рис. 18.20,а), которая является центральной системой, что обес-
230
печивает только вертикальное перемещение его массы ШфН. На
фундамент через вибрбизоляторы, включающие последовательно
соединенную пружину жесткостью С1пр с демпфером жесткостью
Cw, передается вынуждающая'упругая сила Ра.с- Сам фунда-
мент опирается на грунт жесткостью Сюсн-
Условие динамического равновесия фундамента запишется:
Р а.с-Н^ИоснОфн-Н^фнОфн®2==0, ( 18.49)
где Ра.с — амплитуда суммарной упругой силы Ра,с=Са, С —
суммарная жесткость виброизоляторов; а — амплитуда вынуж-
денных колебаний; ОфН — амплитуда колебаний фундамента;
ЩфН — масса фундамента вместе с опорной рамой; ЩфнОфн®2 —
сила инерции фундамента;
С a -f- Сюск^-фи
Щ|.., = -----------5------
Фн ЯфСО8 Р’
(18.50)
где Оф — амплитуда колебаний формы; тр — масса опорной рамы
виброплощадки.
При расчетах амплитуду колебаний фундамента принимают
равной предельно допустимому значению согласно санитарным
нормам.
Для определения коэффициента упругости основания грунта
Сюсн используют гипотезу о том, что перемещение f в каждой
точке контакта фундамента с грунтом пропорционально давлению
в этой точке:
1 Rr
/ = (18.51)
*
где Rx — равнодействующая вертикальной реакции грунта, рав-
ная сумме масс: виброплощадки т„, формы т.ф, бетонной смеси
изделия тсм и фундамента тфн; S — площадь подошвы фунда-
мента; Кх — коэффициент упругого равномерного сжатия грунта.
Зависимость (18.51) преобразуем к виду
Cioch=KxS. (18.52)
Исследования показали, что коэффициент Rx зависит не
только от свойств грунта, но и от размеров и формы фундамента.
Так, для площади фундамента 5^10 м2 принимают:
Кх = Кхю VTO/S, (18.53)
где Rxio — коэффициент упругого сжатия грунта (табл. 18.4) с
площадью фундамента подошвы, равной и боле'е 10 м2 (влияние
на формы подошвы фундамента можно не учитывать); рекомен-
дуется принимать КХ10 — 2 ... 3; S — площадь фундамента назна-
чается из условия, что последний выполняется преимущественно
ленточного типа под продольные или поперечные балкн опорной
рамы виброплощадки (рис. 18.20,6); при первоначальных расче-
231
тах продольных балок можно принимать равной длине формы
или изделия, поперечных ширине формы или изделия.
Далее, определив массу фундамента по (18.50), необходимо
проверить среднее статическое давление, передаваембе подошвой
фундамента на грунт:
qva^=R/S^q. (18.54)
?Расх не должно превышать значение нормативного давления q
(см. табл. 18.4) более чем на 10%. В противном случае необхо-
димо по 9Расх принять Кхю и по нему пересчитать Кх, Сюся и
скорректировать размеры фундамента. После окончательного оп-
ределения массы фундамента принимают его размер по основа-
нию и определяют глубину заложения.
Таблица 18.4. Значения Кх10
Категория грунта Наименование грунта Допустимое давление на грунт, МПа КХ10
I Слабые грунты: глины, суглинок в пластичном состоянии, супесь и пе- ски средней плотности (0,1...0,15) 106 2...3
II Грунт средней плотности: глины и су- глинок на границе раскатывания, пески (1,15...0,35) 106 3. ..5
III Прочные грунты: глина и суглинок в твердом состоянии, гравий и гравели- стые пески, лёсс и лёссовидные су- глинки (0,35...0,5)106 5. ..7
Усилие, необходимое для закрепления формы Ркр, определит-
ся как разность между амплитудным значением инерционной си-
лы от силы тяжести формы смеси и пригруза Pia и силой тяже-
сти формы с бетонной смесью ntiB (рис. 18.20, а). Ркр—
miB=m(})+acMmcM=:=0,65Q (см. ранее). Тогда зависи-
мость (Ркр) перепишется в виде Ркр=0,65С (aco2— 1).
Расчетное усилие при электромагнитном креплении принима-
ют Ррасч=₽Ркр, где р=!1,4 — коэффициент запаса.
Мощность приводных электродвигателей N (кВт) вибропло-
щадки можно определить из условия, что возникающие при ра-
боте виброплощадки сопротивления слагаются из сил сопротив-
лений колебательного и вращательного движений. Силы сопро-
тивления колебательному движению малы по сравнению с сила-
ми сопротивлений вращательному движению в подшипниках виб-
ровозбудителей. На основании изложенного мощность приводных
электродвигателей
N = (1,25 ...1,3) —а--аРв-, (18.55)
v 7 19,5-104
232
где (1,25 ... 1,3) — коэффициент, учитывающий расход мощности,
вызванный сопротивлениями колебательному движению и сопро-
тивлениями вращательному движению в сочленениях карданных
валов, а также вентиляционные потери; второй множитель учитыва-
ет потери мощности за счет сопротивлений в подшипниках вибровоз-
будителей; fa—амплитудное значение вынуждающей силы, Н; га—
частота колебаний вибровозбудителя, с-1; d — диаметр вала под-
шипника качения, м; Цв — условный коэффициент трения качения,
приведенный к валу при вибрационном нагружении подшипни-
ков.
При вибрационном нагружении подшипников качения количе-
ство и свойства закладываемой (заливаемой) смазки приобрета-
ют первостепенное значение для сохра-
нения долговечности работы подшипни-
ков качения. Установлено, что количе-
ство закладываемой консистентной смаз-Г
ки не должно превышать 1/6 ... 1/4
свободного объема подшипника, а зали-
ваемой жидкой — по уровню диаметра
нижнего тела вращения. При указанном ’
выше режиме смазки и диаметре вала
б/>-0,055 м можно принять: для шарико-
подшипников— Цв=0,004 ... 0,006; для
роликоподшипников—рв=0,005 ... 0,008.
Расчет основных параметров работы
Mf
Рис. 18.21. Расчетная схема
ударно-вибрационной пло-
щадки
ударно-вибрационных
площадок с вертикально направленными колебаниями. На
рис.. 18.21 представлена расчетная схема ударно-вибрационной
площадки с безынерционным поджатием формы и упругой про-
кладкой, которая является двухмассной центральной системой.
Для расчета основных параметров режима работы ударно-вибра-
ционной площадки должны быть заданы следующие исходные
данные: гагсм — масса формуемого изделия, — масса формы,
Н — высота формуемого изделия, v — жесткость бетонной смеси.
Далее назначаются частота колебаний и продолжительность виб-
рирования. Для большинства изделий жилищного и промышлен-
ного строительства могут быть приняты: частота колебаний а—
= 150 с-1 (га=25 Гц) и время вибрирования /в=150 ... 180 с.
Массу колеблющихся частей площадки ориентировочно при-
нимают: гагк=(0,4 ... 0,5) (гагф-|-гагсм). Меньшее значение —для
блочных площадок, большее, если виброблоки в поперечном на-
правлении связаны балкой. Стабильность режима работы удар-
но-вибрационной площадки с периодом, равным периоду вынуж-
дающей силы, для центральной системы определяется следующи-
ми условиями: 0,8^^^1,4; 11,6^Р^4, где Р — обобщенный пара-
метр, характеризующий собственные свойства системы; q — обоб-
щенный параметр, характеризующий влияние внешнего воздей-
ствия на систему. При формовании плоских изделий q и Р долж-
233
ны находиться в пределах: 0,8гС<7^1,4; Р>1,6. Оптимальными
являются: <7 = 0,8 ... 1,1; £’=2,5 ... 4, определяемые по следующим
зависимостям:
«см + «ф + тк + Стф + Рпр.
Q тс;л + Иф /’а
Р—л/ ^'Пал + ^ф + тк)£ С , (19 56)
У («см + »гф)«к “2
где РПр — сила безынерционного прижатия формы; Fa — амплиту-
да вынуждеающей силы; С — суммарная жесткость упругих про-
кладок; g — ускорение силы тяжести; со — угловая частота коле-
баний.
Удельная мощность (отнесенная к единице массы изделия)
для рассматриваемой ударно-вибрационной площадки
^уД=КоК1(7?1/2)2®3, (18.57)
где Ко — коэффициент, характеризующий полезное действие ра-
бочих органов машины; для <о=150 1/с Ко—1,2; Ki — коэффи-
циент, зависящий от схемы устройства машины и соотношения
масс образующих ее элементов
== «смлф 1 (18,58)
1 2 /ясм 1 + тсм.пр//Пф . v 7
где Шсм-пр — присоединенная масса бетонной смеси; тСм.пр =
=асмЩсм; асм — коэффициент присоединения бетонной смеси (при
формовании изделий высотой Я^О,50 м асм=1 - 3 Н2).
Для первоначальных расчетов массу формы Шф принимают
равной массе бетонной смеси тф=тсм.
Коэффициент Кг является функцией параметров стабильности
работы площадки K2=f(q, Р) и определяется по графику
рис. 18.22,а. '
Суммарный статический момент массы дебалансов
р
s = у(«ф+^сМ.Пр + /пк), (18.59)
где К — размах колебаний формы без бетонной смеси; коэффи-
циент | зависит от параметров стабильности работы площадки q
и Р и отношения й = тсм/Щф (рис. 118.22,6).
Статический момент массы дебаланса вибровозбудителя Зд=
=S/(/zrai), где п — число виброблоков площадки; th — число де-
балансов в виброблоке.
Вынуждающая сила Fa—S<>>22/g-
Сила безынерционного прижатия формы
^np = K + ^cM)f---------------1). (18.60)
\ тс., 4- тПф 4-отк )
Суммарная жесткость упругих прокладок С=[(/Иф+
+тск) ткР2<о2 / [тф+mCM + mKg].
234
Суммарная рабочая площадь упругих прокладок 5Пр=
=Ch/ERm, где h — высота упругих прокладок; Е — динамический
модуль упругости сжатия резины. В качестве материалов упру-
гих прокладок используют техническую листовую резину с Един=
= 8 ... 12 МПа и транспортерную ленту с Ддин—15 ... 20 МПа.
Расчеты опорных виброизоляторов производят по методике, из-
ложенной ранее. Ориентировочно суммарную жесткость вибро-
изоляторов принимают Ci<0,35 С. Жесткость упругих элементов
Рис. 18.22. Графики параметров стабильности работы ударно-вибрационной
площадки
(суммарно) устройства для безынерционного поджатия формы
должна удовлетворять условию Cz^Ci/2. Значение Сг должно
быть таким, чтобы при изменении массы формы с бетонной
смесью параметр стабильности работы площадки q не изменялся
или изменялся не более чем на ±0,1. Величина деформации уп-
ругих элементов устройства для безынерционного поджатия фор-
мы должна быть не менее 0,020 ... 0,025 м.
Машины для заглаживания поверхностей железобетонных из-
делий. Для повышения степени заводской готовности железобе-
тонных изделий применяют различные машины и оборудование
для заглаживания свежеотформованных изделий или отделки по-
верхности затвердевших деталей. Машины классифицируют по
виду рабочего органа, способу воздействия на поверхность изде-
лия, конструктивному исполнению и т. п. По виду рабочего органа
различают машины: дисковые (лопастные), у которых рабочий
орган совершает вращательное движение вокруг вертикальной
оси; валковые (катки, барабаны); то же, вокруг горизонтальной
оси; реечные (ленточные); то же, плоскопараллельное движение
относительно заглаживаемой поверхности.
Применяются также отделочные машины, у которых в каче-
стве рабочего органа устанавливаются вибрационные головки,
улучшающие качество отделки и снижающие износ рабочего ор-
гана.
235
Раздел пятый
ОБОРУДОВАНИЕ ДЛЯ СВАЙНЫХ РАБОТ
В практике современного строительства широкое распространение
получили свайные фундаменты, позволяющие значительно (в 2...
...3 раза) уменьшить объем земляных работ, сократить (в 1,5...
...2 раза) расход бетона, снизить (на 20%) трудоемкость работ
нулевого цикла. При устройстве свайных фундаментов сокраща-
ются сроки строительства, работы производятся круглогодично.
Свайные фундаменты менее чувствительны к изменениям состоя-
ния грунта основания, вызванным, например, колебаниями уров-
ня грунтовых вод. В непосредственной близости от свайных фун-
даментов можно устраивать глубокие выемки, не опасаясь раз-
рушения объекта.
При устройстве свайного фундамента сваи погружают в слой
плотного грунта, расположенного ниже более слабого грунта. По-
гружение производят до тех пор, пока свая не даст заданного
проектом отказа. Отказом сваи называется величина ее верти-
кального перемещения (в мм) за один удар молота (ударное
погружение) или за одну минуту работы вибропогружателя (виб-
рационное погружение). Поскольку к концу ударного погружения
сваи величина отказа весьма незначительна, его определяют как
прежнюю величину от залога (десяти последовательных ударов
молота). Если средняя величина отказа в трех последовательных
залогах не превышает расчетной, то погружение считают закон-
ченным.
В зависимости от грунтовых условий различают сваи-стой-
к и, которые достигают своими концами прочного, практически
несжимаемого грунта, способного воспринять полную нагрузку
от свай; и висячие сваи, концы которых не доходят до более
плотного грунта и у которых основная часть нагрузки передает-
ся боковой поверхностью сваи, взаимодействующей с уплотнен-
ным окружающим грунтом.
При производстве свайных работ все технологические процес-
сы и операции (подтаскивание, установка на месте погружения,
наведение, ориентирование и погружение свай) выполняются спе-
циальными машинами — копрами или копровым оборудованием,
оснащенными свайными погружателями. При этом копры и коп-
ровое оборудование участвуют в работе при выполнении всех тех-
нологических процессов и операций, а свайные погружатели —
только в процессе непосредственного погружения свай.
236
ГЛАВА 19. АГРЕГАТЫ ДЛЯ ПОГРУЖЕНИЯ СВАИ
Свайные погружатели предназначены для погружения в грунт
свай, шпунта, труб и других несущих элементов строительных
конструкций. Отдельные виды агрегатов используются также для
извлечения ранее погруженных элементов (сваевыдергиватели).
Свайные погружатели классифицируются по ряду признаков, ос-
новными из которых являются: метод погружения (ударный, виб-
рационный, смешанный); вид потребляемой энергии (молоты ме-
ханические, паровоздушные, дизельные, электрические, гидравли-
Рис. 19.1. Классификация свайных погружателей
ческие); погружающая способность (масса ударной части, вы-
нуждающая сила, мощность двигателя и т. п.); конструктивные
особенности.
Классификация свайных погружателей приведена на
рис. 19.1.
Метод погружения свай выбирается в зависимости от плотно-
сти грунта и параметров погружаемых элементов. Ударным ме-
тодом погружают деревянные, металлические и железобетонные
сваи и шпунт практически в любые грунты. Однако использование
дизель-молотов при забивке свай в мягкие податливые грунты с
сильно сжимаемыми прослойками нецелесообразно из-за недоста-
точной жесткости основания, не позволяющей осуществлять за-
пуск молота. При забивке масса ударной части молотов должна
быть равной массе железобетонных свай (при длине сваи более
12 м) или.1,5 массы сваи (при длине сваи до 12 м).
Вибрационный метод применяется при погружении свай в
песчаных и водонасыщенных грунтах.
Завинчивание свай производится в грунты, не содержащие
крупных твердых включений; вдавливание и вибровдавливание —
237
при погружении коротких (до 6 м) свай в рыхлых и плотных
грунтах.
Механические молоты относятся к простейшему виду свайных
молотов и предназначены для погружения свай и шпунта срав-
нительно небольшой длины (3 ... 5 м). Механический (ударно-
контактный) молот представляет собой литую ударную часть
массой 100 ... 3000 кг, подвешенную к свободному концу подъем-
ного каната, который переброшен через головной блок стрелы
копра и запрессован на барабан приводной фрикционной лебед-
ки. Ударная часть, поднятая на высоту 2 ... 4 м, при растормажи-
вании барабана лебедки падает вниз и наносит удар по головке
сваи. Преимущества таких молотов в простоте конструкции, ши-
роком изменении погружающей способности, длительном сроке
эксплуатации и невысокой стоимости. В настоящее время из-за
низкой производительности (4 ... 10 ударов в минуту) такие мо-
лоты серийно не выпускаются.
19.1. Паровоздушные молоты
Силовыми установками молотов этого типа являются парообра-
зователи или компрессорные - станции," мощность которых опре-
деляется мощностью молотов. Различаются паровоздушные мо-
лоты простого (одиночного) и двойного действия. В молотах
простого действия рабочий ход (падение ударной части) проис-
ходит под действием ее собственной массы; холостой ход (подъ-
ем ударной части на определенную высоту)—под действием
энергоносителя (пар, сжатый воздух).
Паровоздушный молот простого действия (рис. 19.2,а) со-
стоит из ударной части 1, направляющего поршня 5 со штоком
6, распределительного механизма 4, установленного в головке. 3.
В таких молотах энергоноситель периодически поступает в про-
странство над поршнем и поднимает ударную часть (корпус).
После выпуска энергоносителя в атмосферу через отверстие 7
ударная часть падает вниз, нанося удар по свае. Перемещение
ударной части происходит по направляющим, размещенным в при-
ливах 2 корпуса. Управление работой паровоздушных молотов
простого действия — полуавтоматическое. Такие молоты неслож-
ны по конструкции, характеризуются небольшой массой неподвиж-
ных частей, просты и надежны в эксплуатации. Однако ввиду ма-
лой производительности (30 ... 40 ударов в минуту) и значитель-
ных габаритов они применяются сравнительно редко..
Паровоздушные молоты двойного действия распространены
значительно шире. Они забивают автоматически (рис. 19.2,6) с
частотой ударов по свае до 100 ... 300 в минуту. Масса ударной
части до 2250 кг. Их применяют для забивки и извлечения метал-
лических и железобетонных свай в гидротехническом строитель-
стве.
238
a)
в
ю
и
Рис. 19.2. Паровоздушные молоты
Основными узлами паровоздушного молота двойного действия
являются неподвижный корпус, подвижный поршень с двумя мас-
сивными штоками (ударная часть) и автоматическое распредели-
тельное устройство. Корпус молота составлен из трех цилиндров—
паровоздушного 2, в котором размещен поршень 4, и двух край-
них — направляющих 1 и 6 для штоков 3 и 5. Сверху корпус за-
крыт крышкой с проушиной 7 для подъема и удерживания мо-
лота, а снизу — шаботом 10, укрепляемым на головке сваи. Пли-
та воспринимает удары нижнего штока ударной части и может
перемещаться в незначительных пределах вдоль вертикальной
оси корпуса; от выпадения она удерживается упорами 11.
Возвратно-поступательное движение ударной части молота
обеспечивается попеременной подачей энергоносителя в верхнюю
(надпоршневую) или
нижнюю (подпоршне-
вую) полости парового
цилиндра золотнико-
вым распределитель-
ным устройством 8.
Золотник 9 этого
устройства движется в |
коробке под действием ?
энергоносителя авто-
матически таким обра-
зом, что верхнему по-
ложению поршня все-
гда соответствует ниж-
нее положение золот-
ника, и наоборот. Энер-
гия удара молота ре-
гулируется изменением
давления подводимого
энергоносителя. Паро-
воздушные молоты
двойного действия ус-
танавливаются на коп-
ре самоходного крана.
Их можно использо-
вать для забивки как
вертикальных, так и
наклонных свай, а так-
же для производства свайных работ под водой (на глубине до
20 м). Основными достоинствами этих молотов являются относи-
тельно небольшие габариты, высокая производительность, авто-
матическое регулирование частоты и энергии ударов, надежное
предохранение деталей молота от грязи и пыли.
К недостаткам паровоздушных молотов двойного действия от-
239
носятся значительная масса неподвижных частей, составляющая
60 ... 70% общей массы молота, возможность погружения только
легких шпунтов, деревянных свай, небольших железобетонных свай,
большой расход энергоносителя, а также необходимость примене-
ния дорогостоящих и громоздких компрессорных установок или
парообразователей, для транспортировки и обслуживания которых
требуются дополнительный персонал и транспортные средства. Это
делает сваебойные установки с такими молотами весьма громозд-
кими и сложными в эксплуатации.
19.2. Дизельные молоты
Дизельными молотами называются свайные погружатели, исполь-
зующие в процессе работы-энергию сгорающих газов. Они относят-
ся к группе свободнопоршневых двигателей, у которых отсутствует
кривошипно-шатунный механизм и энергия расширяющихся газов
передается непосредственно рабочему органу — ударной части мо-
лота.
По типу направляющих ударной части дизель-молоты разделя-
ются на штанговые и трубчатые. У штангового дизель-молота на-
правляющими ударной части — массивного подвижного цилинд-
ра — служат две штанги, закрепленные в основании поршневого
блока и соединенные вверху траверсой. У трубчатого дизель-молота
направляющей ударной части — массивного подвижного поршня—
служит неподвижная труба, представляющая собой рабочий и про-
дувочный цилиндры молота. Распыление дизельного топлива в ка-
мере сгорания у штанговых молотов — форсуночное, а у трубча-
тых — ударное.
По способу разгона ударной части при ее рабочем ходе дизель-
ные молоты бывают со свободным падением ударной части и с
буфером, аккумулирующим часть энергии расширяющихся газов, ко-
торая затем используется на разгон ударной части, увеличение
энергии и частоты ударов. Такие буферы могут быть пневматиче-
скими и механическими (пружинными). По отношению длины рабо-
чего хода L к диаметру цилиндра D дизельные молоты подразде-
ляются на длинноходовые (L/Z>=1,9 ... 1,5) и короткоходовые
(£/£>= 1 ... 0,5).
Достоинствами дизельных молотов являются их автономность
(независимость от посторонних источников энергии), высокая на-
дежность в работе, простота устройства и эксплуатации, невысокая
стоимость изготовления, устойчивая работа при низких температу-
рах. Дизель-молоты подвешиваются к копровой стреле с помощью
захватов и подъемно-сбрасывающего устройства («кошки»), пред-
назначенного для подъема и пуска молота. В зависимости от массы
ударной части различают легкие (до 600 кг), средние (до 1800 кг)
и тяжелые (до 2500 кг) дизельные молоты.
240
Штанговые дизельные молоты легкого типа с массой ударной
части до 250 кг выпускаются с механическим (пружинным) буфе-
ром и подвижными штангами. Остальные типы штанговых молотов
имеют свободное падение ударной части и неподвижные штанги.
Штанговый молот легкого типа (рис. 19.3,а) состоит из поршневого
блока 5, траверсы 1, наголовника 6, направляющих подвижных
штанг 2 и цилиндра 4 с ударной частью. Поршневой блок пред-
ставляет собой стальную отливку, состоящую из поршня и основа-
ния блока. В поршневом блоке вверху расположен поршень с топ-
ливной аппаратурой, внизу в основании расположены шаровая
опора и наголовник сваи. Ударной частью дизель-молота является
подвижный цилиндр, в днище которого расположена камера сгора-
ния. Молот работает следующим образом. С помощью копровой
лебедки цилиндр поднимается до уровня траверсы и захватывается
специальным механизмом — «кошкой» 3. Затем захват выключа-
ется, и цилиндр под действием собственной массы падает вниз. При
надвижении цилиндра на поршень воздух, находящийся в камере
сгорания, сжимается,
температура его резко
повышается. В крайнем
нижнем положении в ка-
меру сгорания впрыски-
вается топливо, которое,
испаряясь и перемеши-
ваясь с горячим возду-
хом, самовоспламеняется.
Под давлением рас-
ширяющихся продуктов
сгорания цилиндр подбра-
сывается вверх. При этом
пружинц штанг сжима-
ются, аккумулируя часть
энергии, которая при дви-
жении цилиндра вниз
суммируется с энергией
падения цилиндра и пере-
дается через шаровую
опору наголовнику 6 й
свае 7. Для продувки ци-
линдра в передней стенке
корпуса имеются два на-
клонно расположенных
окна.
Тяжелые штанговые
дизельные молоты с не-
подвижными штангами
(рис. 19.3,6) имеют массу
Рис. 19.3. Штанговые дизель-молоты
241
16—5258
ударной части 1800 ... 2500 кг и состоят из поршневого блока,
ударной части, штанг, траверсы, шарнирной опоры, механизма по-
дачи топлива и захвата «кошки». Поршневой блок включает ци- '
линдрический полый поршень 12 с компрессионными кольцами и
основание 2. В центре днища поршня укреплена форсунка 3, со-
единенная топливопроводом 13 с насосом 14 плунжерного типа
высокого давления (до 50 МПа). Питание насоса осуществляется
из топливного резервуара, расположенного в верхней части осно-
вания поршневого блока. Нижняя часть основания поршневого
блока заканчивается шарнирной опорой, состоящей из сфериче-
ской пяты 1 и наголовника 15, соединенных между собой серьгой;
шарнирная опора обеспечивает центральный удар по свае в слу-
чае некоторого смещения относительно друг друга осей молота
и сваи. Ударной частью молота является массивный чугунный ци-
линдр 10 со сферической камерой сгорания в донной части.
На внешней поверхности цилиндра укреплен штырь (выступаю-
щий стержень) 11, приводящий в действие топливный насос 14
при падении ударной части вниз. Снизу ударная часть заканчива-
ется четырьмя выступами, которые проходят через окна поршне-
вого блока и передают удар шарнирной опоре. Направляющие
штанги 4, полые внутри, в верхней части соединены траверсой, а
в нижней—закреплены в теле основания. Между траверсой и удар-
ной частью на направляющих штангах расположен подвижный за-
хват — «кошка» 7, который служит для подъема ударной части
при запуске молота.
Рабочий процесс штангового молота происходит следующим об-
разом. Для запуска молота необходимо ударную часть поднять в
верхнее крайнее положение. С этой целью спускают захват 7 вниз,
при этом крюк 6 автоматически зацепляется за валик 5, располо-
женный в углублении отливки цилиндра. Далее захват 7 и сцеп-
ленную с ним ударную часть поднимают на канате 8 лебедкой
копра в крайнее верхнее положение. Затем, воздействуя вручную
(через канат) на рычаг сброса 9, разъединяют захват 7 и ударную
часть, и последняя под действием собственной массы падает вниз
на неподвижный поршень 12.
При надвижении цилиндра на поршень воздух, находящийся во
внутренней полости цилиндра, сжимается (степень сжатия 1=25 ...
...28) и температура его резко повышается (до 600°C). При на-
жатии штыря 11 цилиндра на приводной рычаг топливного насоса
14 дизельное топливо по топливопроводу 13 подается к форсунке
3 и распыляется в камере сгорания, смешиваясь с воздухом. При
дальнейшем движении цилиндра вниз образовавшаяся смесь само-
воспламеняется и в то же мгновение цилиндр наносит удар по
шарнирной опоре, наголовник 15 которой падает на головку сваи.
Расширяющиеся продукты сгорания (газы) выталкивают ударную
часть вверх и выходят в атмосферу. Достигнув крайнего верхнего
242
положения, рабочий цилиндр начинает снова падать вниз, и цикл
повторяется. С этого момента дизель-молот работает в автоматиче-
ском режиме до выключения топливного насоса.
Конструкция штанговых дизель-молотов позволяет осуществлять
дистанционное управление их работой. Дистанционное управление
может быть механическим, электромеханическим и гидравлическим.
Наиболее распространено гидравлическое дистанционное управле-
ние ввиду надежности, простоты и удобства эксплуатации.
Рис. 19.4. Дистанционное
управление штанговым ди-
зель-молотом
Гидравлическое дистанционное управление штанговым дизель-
молотом осуществляется следующим образом. При запуске молота
захват — «кошка» 7 (рис. 19.4), как было описано выше, опуска-
ется вниз и крюк 8 автоматически зацепляется за штырь 9. Затем
захват вместе с цилиндром 10 поднимается иа высоту, необходи-
мую для запуска молота. После этого включают в работу гидро-
цилиндр 5 поворота крюка и ударная часть (цилиндр) падает вниз.
Одновременно с гидроцилиндром 5 вступает в работу гидроци-
линдр 2 регулировки подачи топлива в форсунку, однако благода-
ря дросселю 1, вмонтированному в' маслопровод 4, он отстает в
работе от цилиндра 5. Поэтому при пусковом падении цилиндра
-подача топлива уменьшается, что предотвращает чрезмерный подъ-
ем цилиндра после первого удара. В дальнейшем давление масла
в системе снимается, что позволяет пружине 11 устанавливать ры-
чаг 3 в положение, соответствующее ма-
ксимальной подаче топлива, а пружине
6 возвратить крюк 8 в первоначальное
положение. Дальнейшая работа молота
происходит в автоматическом режиме.
Масло в гидроцилиндры 2 и 5 посту-
пает из гидросистемы копрового обору-
дования через специальный золотник.
Регулировка подачи топлива в форсунку
в процессе работы осуществляется вы-
движением штока гидроцилиндра 2; для
прекращения работы молота шток вы-
двигается полностью.
Достоинствами штанговых молотов
являются их автономность, устойчивость
работы, при низких температурах и при
значительной величине осадит погружае-
мых элементов, высокая надежность
в работе, недостатками — низкая энергия
удара (составляющая 25 ... 35% потен-
циальной энергии ударной части), от-
крытая конструкция молота (поршень,
внутренняя полость цилиндра и направ--
ляющие штанги), способствующая ИН-
16*
243
тенсивному износу этих деталей, что усугубляется отсутствием си-
стемы смазки. Поэтому эти молоты используются для забивки
свай, труб и шпунта массой не более 2000 кг в слабые и средней
плотности грунты.
Трубчатые дизельные молоты представляют собой прямодейст-
вующие двухтактные двигатели внутреннего сгорания, у которых
ударная часть — поршень — двигается внутри цилиндра, непо- >
движно установленного на свае. Конструкция трубчатых молотов
более совершенна; они обладают большей (по сравнению со штан-
говыми) энергией удара, высокой долговечностью. Это объясняется
тем, что воспламенение топлива происходит после удара поршня и
на сваю действует не только энергия удара, но и давление газов,
образующихся при сгорании топлива; кроме того, снижение сте-
пени сжатия с 25 до 15 уменьшает затраты энергии на сжатие
воздуха в цилиндре. Закрытая конструкция молота практически ис-
ключает попадание в его внутренние полости абразивных частиц.
Трубчатые молоты конструктивно выполняются в двух вариантах—
с воздушным и с водяным охлаждением.
Молоты с воздушным охлаждением (рис. 19.5) состоят из
рабочей 3 и направляющей 8 секций цилиндра, поршня 9, топлив-
ного насоса 11, шабота 2 со штырем 1 и подъемно-сбрасывающего
устройства 6. В верхней части цилиндра в виде кольца расположен
топливный бак 5. К насосу топливо поступает через щелевой фильтр
по гибкому топливопроводу. Торец цилиндра с шаботом соединяет-
ся через резиновый амортизатор 12. Для охлаждения цилиндра
вдоль него по периметру приварены ребра охлаждения. На уровне
насоса по окружности цилиндра размещены продувочные окна 4.
Направляющая секция на внутренней поверхности имеет кольцевые
пазы-ловители для предотвращения выскакивания поршня за пре-
делы цилиндра. Для перемещения поршня с помощью подъемно-
сбрасывающего устройства в секции имеется продольный паз. Пор-
шень молота выполняет двоякую роль — является поршнем двига-
теля и ударной частью молота. Головка поршня имеет сферическую
(каплевидную) форму, соответствующую форме выемки в шаботе.
Такая форма камеры сгорания обеспечивает равномерное распре-
деление топливно-воздушной смеси и обусловливает высокие пуско-
вые качества молота.
В нижней части поршня проточены канавки для поршневых ко-
лец, одно из которых (верхнее) —стальное, а остальные (4 ... 7) —
чугунные, что обеспечивает необходимую герметичность между
стенками цилиндра и поршня. В средней части поршня имеется
кольцевая выточка, которая служит для захвата поршня подъемно-
сбрасывающим устройством при подъеме и для закрепления его
стопорным винтом при транспортировке и хранении молота. В верх-
ней части поршня имеется масляный бак, из которого масло посту-,
пает самотеком к трущимся поверхностям поршня и цилиндра. То-
244
пливный насос — плунжерного типа низкого давления (0,3 ...
0,5 МПа) — служит для подачи топлива в камеру сгорания. Управ-
ление насосом производится падающим поршнем, нажимающим на
приводной рычаг 10.
Шабот молота выполнен из стальной поковки и служит нако-
вальней, через которую удары поршня передаются на голову сваи.
Шабот установлен в нижней части цилиндра подвижно (вдоль его
оси) на двух чугунных подшипниках, чем достигается его полная
неподвижность при ударе. Нижняя опорная поверхность шабота
снабжена штырем для центрирования молота на свае. Подъемно-
сбрасывающее устройство («кошка») позволяет поднимать дизель-
молот на требуемую высоту вдоль стрелы копра, а также подни-
мать поршень и автоматически сбрасывать его при запуске молота.
Трубчатые молоты с водяным охлаждением в дополнение к
рассмотренной конструкции имеют еще систему водяного охлажде-
ния, состоящую из отдельных вертикальных секций, опоясывающих
245
боковую поверхность цилиндра и соединенных в своей нижней ча-
сти кольцевым баком, расположенным на уровне камеры сгорания.
При работе таких молотов в условиях низких температур вода из
системы охлаждения сливается и вместо нее в системе начинает
циркулировать воздух.
Работа трубчатого дизель-молота происходит следующим обра-
зом (см. рис. 19.5). Перед пуском молота поршень 9 поднимается
лебедкой копра с помощью «кошки» 6, подвешенной к канату 7 в
крайнее верхнее положение. После того как поршень открывает
продувочные окна 4, рабочая секция 3 цилиндра заполняется атмо-
сферным воздухом. В положении I происходит автоматическое рас-
цепление «кошки» и поршня и последний начинает свободное паде-
ние вниз. Во время движения в направляющей секции 8 цилиндра
поршень, отжимая приводной рычаг 10 топливного насоса 11, вклю-
чает его в работу. При этом происходит подача топлива из бака 5
в сферическую выемку шабота 2 (положение II). Во время даль-
нейшего движения вниз поршень перекрывает продувочные окна 4
и начинает сжимать воздух в рабочей секции цилиндра до объема
кольцевой полости, образуемой станками цилиндра и сферически-
ми поверхностями поршня и шабота при их соударении. При этом
температура сжатого воздуха значительно повышается и становит-
ся достаточной для самовоспламенения топлива. В крайнем ниж-
нем положении поршня происходит его удар по шаботу, при этом
энергия удара затрачивается на погружение сваи, а также на рас-
пыление топлива в камере сгорания, где оно перемешивается с на-
гретым воздухом и самовоспламеняется (положение III). Часть
энергии расширяющихся продуктов сгорания — газов (максималь-
ное давление сгорания — 7 ... 8 МПа) —передается на сваю, про-
изводя ее-дополнительное погружение,- а часть расходуется на под-
брос поршня вверх. Воздействие на сваю двух последовательных
ударов (механического и газодинамического) значительно повы-
шает эффективность работы трубчатых дизель-молотов.'
При движении поршня вверх (положение IV) расширяющиеся
газы по мере открытия продувочных окон выбрасываются в атмо-
сферу, а на их место поступает атмосферный воздух. По достиже-
нии крайнего верхнего положения поршень начинает свободно па-
дать вниз, рабочий цикл повторяется и в дальнейшем молот рабо-
тает автоматически до полного погружения сваи.
Совершенствование конструкций трубчатых дизель-молотов
происходит в двух направлениях: повышения долговечности маши-
ны и увеличения единичной мощности. Долговечность дизель-моло-
тов может быть повышена путем рационального подбора материа-
лов и геометрии быстроизнашивающихся деталей (поршень, ци-
линдр). Увеличение единичной мощности произойдет при повыше-
нии частоты ударов (с 42 до 65 ... 72) в минуту за счет совершен-
ствования формы камеры сгорания, что обеспечит лучший распыл
246
Рис. 19.7. Торообразная камера сго-
рания трубчатого дизель-молота
Рис. 19.6. Быстроходный дизель-мо-
лот с пневмобуфером
Рис. 19.8. Схема пневмобуфера (а) и рабочий цикл (б):
— движение поршня вверх; II — поршень в верхней «мертвой» точке; III — движение
поршня вниз
топлива по всему объему камеры, а также путем установки пнев-
матического буфера.
Схема такого дизель-молота дана на рис. 19.6. Как и в ранее
рассмотренном трубчатом молоте, основными деталями являются:
рабочий цилиндр 11, направляющая труба 12, поршень 6, шабот 1,
насос 7, бак 10 для горючесмазочных материалов, подъемно-сбра-
сывающее устройство 18. Кроме того, в конструкцию входят пнев-
мобуфер 16, штанга 17 с крышкой. Особенностью данного молота
являются торообразная (вихревая) камера сгорания 19, принуди-
тельная система смазки, работа которой обеспечивается топливно-
масляным насосом 7, и наличие аккумулятора сжатого воздуха
(пневмобуфера) 16.
Одним из факторов, определяющих степень совершенства ра-
бочего цикла молота, является качество смесеобразования, которое
зависит от тонкости распыла поступившего в камеру сгорания топ-
лива и равномерности распределения его по объему камеры. Иссле-
дованиями установлено, что наиболее рациональной является вих-
ревая (рис. 19.7) форма, при которой увеличивается длина факе-
ла распыления (на 30%), возникают вихревые движения свежего
заряда в момент распыления топлива, а также изолированность
камеры сгорания от наиболее охлаждаемой наружной стенки рабо-
чего цилиндра. Совместное действие перечисленных факторов спо-
собствует ускорению сгорания рабочей смеси. В результате эффек-
тивное давление в камере сгорания повышается до 1,0 ... 1,15 МПа
(против 0,7 ... 0,8 МПа в обычных конструкциях), что благоприят-
ствует условиям погружения свай.
Пневмобуфер (рис, 19.8) предназначен для повышения частоты
ударов по шаботу. При установке пневмобуфера верхняя часть на-
правляющей трубы 2 наглухо закрывается крышкой 5, в которой
имеется отверстие с сальниковым уплотнением 6 для движения
штока 3, соединенного с поршнем 1. К верхней части направляю-
щей трубы приваривается сварной резервуар коробчатого типа
(пневмобуфер) 4. Для сообщения надпоршневого пространства
с пневмобуфером просверлено отверстие. При движении поршня
вверх воздух из надпоршневого пространства перепускается через
это отверстие в пневмобуфер. При этом между поршнем и крыш-
кой возникает «воздушная подушка», которая не допускает их
жесткого соударения. Падение поршня происходит под действием
собственной массы, а также под действием давления воздуха
в пневмобуфере, что повышает частоту ударов о шабот до 70 в ми-
нуту.
Топливно-масляный насос (рис. 19.9) предназначен для подачи
топлива в камеру сгорания и масла — к трущимся поверхностям
штока, поршня, подшипника шабота и рабочего цилиндра. Насос
состоит из корпуса 17, внутри которого установлены две плунжер-
ные пары. Плунжерная пара для подачи топлива состоит из втул-
248
ки 15 и притертого к ней плунжера 14, а для подачи масла — из
втулки 9 и плунжера 10. Уплотнение между втулками плунжерных
пар и корпусом достигается резиновыми кольцами 11 и 16. В верх-
нюю часть ввернута гайка 8, в
Рис. 19.9. Топливно-масля-
ный насос
которой перемещается толкатель
7. Гайка 8 через втулку и гильзу
12 прижимает плунжерные пары
к корпусу. Между плунжерными
парами установлена возвратная
пружина 13. Рычаг 5 привода на-
соса укреплен на оси 6. Винт 4
с контргайкой 3 служит для ре-
гулировки установки рычага 5.
Рычаг 2 насоса, укрепленный на
оси 1, служит для регулировки
подачи топлива. Клапан подачи
топлива состоит из корпуса 20,
пружины 19 и клапана 18; кла-
Рис. 19.10. Подъемно-
сбрасывающее устройст-
во
пан подачи масла состоит из корпуса 21, пружины 23, шарика 24
и штуцера 22, к которому присоединяются два трубопровода для
подвода смазки к трущимся поверхностям.
Подъемно-сбрасывающее устройство «кошка» (рис. 19.10) слу-
249
жит для зацепа и подъема ударной части молота по направляющей
мачте копровой установки. Кошка состоит из валика 3 с приварен-
ным к нему двуплечим рычагом 4, корпуса 7, подвижно соединяю-
щего кошку с направляющей мачты; фиксатора 6 с пружиной 9, пре-
пятствующего выходу рычажной системы из мертвого положения;
подъемного крюка 1; рычажной системы, состоящей из кулачка 5
и рычага 2, жестко сидящих на валике 3; пальцев 8 и 10. Палец 8
служит для соединения подъемного каната с кошкой. К плечам
двуплечего рычага 4 с помощью серег привязаны две веревочные
тяги, посредством которых осуществляется переключение подъем-
ного крюка в положение подъема поршня или всего молота.
Работа кошки происходит следующим образом: при переклю-
чении рычага 4 в положение для подъема поршня валик 3 повора-
чивается вместе с укрепленным на нем кулачком 5, упираясь
в фиксатор 6 и преодолевая сопротивление пружины 9, переме-
щает фиксатор в верхнее положение. При этом кулачок своим
нижним выступом упирается-в- палец 10, перемещает его вместе
с подъемным крюком в поднятое горизонтальное положение. Крюк
кошки подводится под нижний торец штанги 17 (см. рис. 19.6)
и начинает ее подъем. Штанга, упираясь в тарелку 15, осуще-
ствляет подъем поршня. При достижении сбрасывающего упора,
установленного на направляющей секции, рычаг.2 (см. рис. 19.10)
поворачивает свою рычажную систему и подъемный крюк 1 в опу-
щенное вертикальное положение, обеспечивая этим автоматиче-
ский сброс поршня молота.
При подъеме поршня заодно со штоком 13 (см. рис. 19.6) порш-
невые кольца открывают всасывающе-выхлопные окна 20, после
чего начинается заполнение рабочего цилиндра 11 свежим зарядом
воздуха. Поднявшись на высоту, необходимую для пуска молота,
поршень отсоединяется от кошки и начинает двигаться вниз. Не до-
ходя до окон 20, поршень отжимает рычаг 9 насоса, приводя его
в действие и обеспечивая подачу топлива в камеру сгорания. При
дальнейшем движении вниз поршень перекрывает окна 20, после
чего происходит сжатие воздуха в подпоршневом пространстве. В
конце сжатия температура сжимаемого воздуха возрастает до вели-
чины, достаточной для самовоспламенения топлива. В нижней
«мертвой» точке происходит удар поршня по' шаботу, при этом
энергия удара затрачивается на распыление топлива и перемеши-
вание его с нагретым воздухом, а также на погружение сваи. По
истечении некоторого времени топливо воспламеняется и сила дав-
ления расширяющихся газов подбрасывает поршень вверх. Воздух,
находящийся между поршнем и крышкой 14, сжимается и частич-
но переходит в пневмобуфер. Под действием воздушной подушки
в надпоршневом пространстве ударная часть останавливается и
затем под действием собственной массы начинает падать вниз. Это-
му движению поршня содействует давление воздуха, находящегося
в пневмобуфере. После падения поршня цикл повторяется.
250
Элементы топливной системы соединяются между собой гибки-
ми шлангами 8, которые благодаря малому восприятию динамиче-
ских нагрузок отличаются большой долговечностью. Для предот-
вращения выпадения шабота из рабочего цилиндра предусмотрено
стальное кольцо-ловитель 3. Между шаботом и рабочим цилиндром
установлен амортизатор 2, а герметичность камеры сгорания со
стороны шабота обеспечивается поршневыми кольцами 4. Топлив-
ный насос предохраняется от поломок защитным устройством 5.
Расчет дизельных молотов. Энергия удара
E=(Q+pS)Hn, (19.1)
где Q — сила тяжести ударной части молота, Н; р — среднее эф-
фективное давление в рабочем цилиндре молота, Па; S — рабочая
площадь поршня молота, м2; Н — величина рабочего хода ударной
части молота, м; ц — КПД молота (для штанговых дизель-молотов
У]=0,35 ... 0,4; для трубчатых — ту=0,55 ... 0,6).
Мощность, развиваемая дизельным молотом (Вт),
(19.2)
где пм — частота ударов молота в секунду.
Эффективность погружения сваи в грунт зависит от соотноше-
ния масс сваи тс и ударной части молота т№, частоты ударов мо-
лота пм и скорости соударения vQ ударной части молота с наголов-
Таблица 19.1. Ориентировочный выбор дизельных молотов
- Рекомендуемые параметры молотов
Длина погружаемой сваи, м
До 8 9 . . .12 13 ... 16 17 . .20
Марка молота Масса ударной части молота, кг Предельная масса сваЬ, т
1,8 2,7. . .3,7 3,6 . . .4,9 6,2 . . 8,0
Несущая способность сваи, кН
До 250 250 . . . 400 400 . . . 600 Более 600
С-ЗЗОА 2500 + +
С-995А 1250 - — + — .—
С-996А 1800 — -- + .—
С-1047 2500 — — + .—
С-1048 3500 — — + +
Примечания: 1. Под предельной массой подразумевается масса сваи максимальной
длины для данного ряда при ее сечении 30X30 и 35X35 или 35X35 и 40X40 см. 2. Знаком «-ь»
обозначена рекомендуемая марка молота, а знаком «—*— нерекомендуемая марка молота.
251
ником сваи. Практически установлена необходимость соблюдения
следующих условий: 0,5^mc//nM^2,5 (при mc/mM^2,5 эффектив-
ность погружения сваи резко снижается); z?c=£=6 м/с (при z?c>6 м/с
большая часть энергии удара затрачивается на разрушение наго-
ловника и сваи); «м^30 мин-1 (при «м<30 мин-1 грунт вокруг
сваи успевает возвратиться в статическое состояние, при котором
сопротивление погружению сваи весьма велико и молоту приходит;
ся дополнительно преодолевать инерцию неподвижных свай и грун-
та).
Выбор оптимальных параметров дизельных молотов, обеспечи-
вающих эффективные режимы погружения свай, производится со-
гласно табл. 19.1.
19.3. Гидравлические молоты
В этом виде сваебойных погружателей движение ударной части
осуществляется под действием давления жидкости в гидросистеме.
По принципу работы гидравлические молоты аналогичны паровоз-
душным, но отличается от них сравнительно высоким КПД
(0,55 ... 0,65), меньшей (в 8 ... 10 раз) массой приводной станции,
компактностью, надежностью, простотой в эксплуатации, слабым
шумом при работе, возможностью установки как на базовых маши-
нах (экскаваторы, краны), так и на всех разновидностях копровых
установок. Гидромолоты используются для забивки свай и метал-
лического шпунта в сложных геологических условиях при чередо-
вании слоев'грунта различной плотности.
По принципу работы различают гидромолоты простого и двой-
ного действия. У первых, подъем ударной части происходит под воз-
действием рабочей жидкости в гидросистеме, а рабочий ход — под
действием ее собственной силы тяжести; у вторых — воздействие
рабочей жидкости на ударную часть молота осуществляется в тече-
ние полного цикла работы.
Гидромолот простого действия (рис. 19.11) состоит из ударной
части 1, перемещающейся по трем направляющим трубчатым штан-
гам 2, 4 и 5, верхней 3 и нижней 7 траверс толкателей 6 и наголов-
ника 8, подвешенного к нижней траверсе на канатах. Молот под-
нимается с помощью рым-болта, установленного в верхней травер-
се. В штангах молота размещены гидроаккумулятор, механизм уп-
равления, сливной аккумулятор и механизм заказчика газа. Отли-
чительными особенностями такого гидромолота являются: наличие
гидроаккумулятора, позволяющего снизить установочную мощ-
ность станции; применение импульсного воздействия на ударную
часть молота при ее подъеме (на расстоянии 0,15 ... 0,3 от полного
хода), что способствует в течение фазы разгона воздействию на
сваю возникшего импульса силы, увеличивающего эффект погру-
жения; наличие автоматического дистанционного управления рас-
252
Рис. 19.11. Гидромолот про-
стого действия
пределительным золотником, что зна-
чительно повышает частоту ударов
молота (до 55 в минуту); отсутствие
компрессора для закачки в штанги
инертного газа (воздуха). Рассмотрим
назначение и устройство отдельных
узлов молота.
Толкатели (рис. 19.12,а) предна-
значены для разгона ударной части
вверх и состоят из поршня 1, цилинд-
ра 2, штока 3, обратных клапанов 5
и 7. Толкатели установлены в нижней
траверсе 6 и закреплены гайкой 4.
Работа толкателей происходит сле-
дующим образом. При выдвижении
толкателей рабочая жидкость посту-
пает через канал А под обратный кла-
пан 7 и поршень начинает движение
вверх. При этом открывается окно Б,
через которое начинает поступать весь
поток жидкости, заставляя толкатель
двигаться ускоренно. При этом жид-
кость, находящаяся в штоковой поло-
сти, вытесняется через канал А в на-
порную магистраль. После переключе-
ния механизма управления канал А
соединяется со сливной магистралью,
а канал В—с напорной. Под давлени-
ем жидкости в штоковой полости поршень с толкателем опускается
вниз, пока не перекроет окно Б. После этого цикл повторяется.
Обратный клапан 5 предохраняет поршень от поломок при воздей-
ствии на толкатель ударной части во время падения. В этом слу-
чае клапан срабатывает й жидкость через канал В вытесняется
в гидроаккумулятор.
Аккумулятор слива (рис. 19.12,6) предназначен для уменьшения
скорости движения жидкости в сливной магистрали при падении
ударной части. Чрезмерная скорость движения вызывает колебания
трубопроводов, что снижает их долговечность. Аккумулятор слива
смонтирован в одной из штанг между верхней 4 и нижней 5 тра-
версами и состоит из двух полостей: подпоршневой А и газовой Б.
При опускании толкателей жидкость из поршневых полостей по-
ступает в сливную магистраль и через механизм управления — в
канал и далее в подпоршневое пространство А. Под давлением
жидкости поршень 1 начинает двигаться вдоль гильзы 2 вверх, пре-
одолевая давление газа в полости Б, которое действует на шток 3.
После того как аккумулятор наполнится жидкостью, ее оставшаяся
часть вытесняется в сливную магистраль. Газ в полость Б посту-
253
пает из баллонов с помощью механизма закачки. Газовые полости
штанг соединены между собой трубопроводом. При подъеме толка-
телей давление в сливной магистрали снижается, а аккумулятор
разряжается (давление газа в полости Б заставляет шток с порш-
нем опуститься вниз, вытесняя жидкость в сливную магистраль).
Механизм закачки (рис. 19.12,в) предназначен для закачки газа
в газовые полости штанг. При этом баллон подключается к штуце-
ру 2 и газ через полость между штангой и гильзой 5,' клапаны 3 и
1, полый шток 4 попадает в верхнюю часть штанги. После того
как давление в баллоне и штанге уравняется, включается механизм
Рнс. 19.12. Основные узлы гндромолота простого действия
254
закачки, который работает при давлении в баллоне не менее 0,7 ...
... 1,0 МПа. При этом полость под поршнем 6 соединяется с на-
гнетательной линией, поршень поднимается вверх и газ, находя-
щийся в надпоршневом пространстве, выжимается через клапан 1
в верхнюю часть штанги. После соединения подпоршневой полости
со сливной магистралью поршень под давлением газа возвращается
в исходное положение. Цикл повторяется до тех пор, пока давление
газа в баллоне не упадет ниже значения, достаточного для возвра-
щения поршня в нижнее положение. Наличие механизма закачки
резко уменьшает расход газа для наполнения газовых полостей
штанг. Питание гидросистемы молота осуществляется от насосной
станции, включающей в себя гидронасосы 1 (рис. 19.13), установ-
ленные в масляном баке. Система имеет предохранительный кла-
пан 3, отрегулированный на давление 16 МПа и предохраняющий
насосы от перегрузки. В баке установлены также фильтры 4, очи-
щающие жидкость от загрязнения, мультипликатор 5 и золотник 6
с электромагнитным управлением. Последние служат для управле-
ния регулировочным упором 10, посредством которого осуществля-
ется изменение высоты подброса ударной части 12. На напорной
магистрали гидросистемы установлен двухпозиционный кран 2,
при одном положении которого гидромолот подключен к работе,
при другом — включается механизм закачки газа 13.
Гидромолот работает следующим образом. Для разгона ударной
части (рис. 19.13,а) распределительный клапан 8 переключает зо-
лотник 11 в верхнюю позицию и соединяет поршневые полости тол-
кателей 14 с напорной магистралью. Толкатели разгоняют ударную
часть вверх, при этом жидкость, накопленная в гидроаккумуляторе
9, также поступает в поршневые полости толкателей. В этот пери-
од аккумулятор слива 7 разряжается. После разгона ударная
часть молота движется вверх по направляющим штангам 16 по инер-
ции. В конце подъема ударной части поршень гидроаккумулятора
переключает золотник 11 в нижнее положение, соединяя поршне-
вые полости толкателей — с напорной магистралью (рис. 19.13,6).
Под давлением в штоковых полостях поршни толкателей движутся
вниз, вытесняя жидкость в сливную магистраль. При этом гидро-
аккумулятор и аккумулятор слива заряжаются. Ударная часть мо-
лота, падая под действием силы тяжести, наносит удар по наголов-
нику, подвешенному к нижней траверсе 15. После этого цикл по-
вторяется.
Расчет технологических параметров гидромолота простого дей-
ствия. Энергия, необходимая для подъема ударной части молота
(Дж), *
(19.3)
где Q — сила тяжести ударной части молота, Н; р. — коэффициент
механических потерь при движении ударной части; Н — высота
подъема ударной части, м.
255
Рис. 19.13. Схема работы гидромолота простого действия
Мощность приводной станции молота (Вт)
N=En№, (19.4)
где пм — частота удара молота в секунду; пы—Т~1.
Время цикла работы гидромолота (с)
T=tB-|-^эар~^цил> (19.5)
где tB — время разгона ударной части молота вверх; /зар — время
зарядки гидроаккумулятора, с; /цил — время возвращения рабочих
цилиндров в исходное положение, с.
Рис. 19.15. Рабочий цилиндр гидромолота
двойного действия
Рис. 19.14. Гидромолот двойного действия
Гидромолот двойного действия (рис. 19.14) состоит из рабочего
цилиндра 6 с распределительным золотником и гидроаккумулято-
ром, корпуса с направляющей трубой 2, ударной части 3 и шабо-
та 1. Массивная ударная часть для уменьшения динамических на-
грузок на шток подвешена к штоку 5 поршня рабочего цилиндра
посредством упругого шарнира 4 (тарельчатых пружин).
Рабочий цилиндр гидромолота (рис. 19.15) представляет собой
блок, в корпусе 1 которого размещены поршневая полость рабо-
17—5258 257
чего цилиндра, распределительный золотник 9 и гидроаккумуля-
тор 6. Под нижним торцом золотника установлена пружина 10 для
перемещения его вверх. Гидроаккумулятор состоит из поршня 8 со
штоком 5, втулки 3 и жидкостной пружины 2. Под поршнем акку-
мулятора размещена пружина 7, в штоке — обратный клапан 4,
предназначенный для пополнения утечек из полостей жидкостн'ой
пружины при включении и выключении гидромолота. Цикл работы
гидромолота двойного действия состоит из разгона ударной части
вверх, торможения ее перед верхней мертвой точкой, разгона вниз
и удара по шаботу. Все перемещения поршня рабочего цилиндра
происходят при изменяющейся скорости, т. е. участков установив-
шегося движения нет. Это позволяет уменьшить ход поршня и уве-
личить частоту ударов по шаботу.
Гидромолот двойного действия работает следующим образом.
В исходном положении (рис. 19.16,а) ударная часть 3 лежит на
шаботе /; распределительный золотник 11 под действием пружины
17, установленной под его нижним торцом, занимает верхнюю по-
зицию, соединяя штоковую полость 5 рабочего цилиндра с напорной
магистралью 10, а поршневую 9 — со сливной 13. Поршень 12 ги-
дроаккумулятора занимает верхнее положение. При включении насо-
са 14 рабочая жидкость поступает через золотник в штоковую по-
лость 5 цилиндра и в полость над поршнем 12 гидроаккумулятора;
начинается разгон штока 4 с ударной частью 3 вверх. При этом
жидкость из полости 9 через канал 8 и сливную магистраль 13
вытесняется в бак, а поршень 12 перемещается вниз. В конце раз-
гона вверх (рис. 19.16,6) поршень 6 перекрывает канал 8, благо-
даря чему давление в полости 9, канале 10 и над верхним торцом
золотника 11 резко повышается. В связи с тем что площадь верх-
него торца золотника больше площади нижнего торца на величину
площади плунжера 18, золотник перемещается вниз, соединяя по-
лость 9 с напорной магистралью, а полость 5 — со сливной (рис.
19.16,в). Начинается торможение ударной части, во время которой
поршень 6 вытесняет жидкость из полости 9 в гидроаккумулятор,
заставляя поршень 12 перемещаться вниз.
После остановки ударной части в верхней мертвой точке начи-
нается ее разгон вниз под действием собственной силы тяжести и
давления жидкости, действующей на поршень 6. После достижения
ударной частью скорости, равной П/5п (П — производительность
насоса, Sn — площадь рабочего поршня), гидроаккумулятор начи-
нает разряжаться, отдавая накопленную жидкость в поршневую
полость 9 и увеличивая скорость движения ударной части. При
этом поршень 12 движется вверх. В конце хода вниз ударная часть
наносит удар по шаботу 1 (рис. 19.16,г), который смещается при
этом относительно корпуса 2 на величину осадки забиваемого эле-
мента. Перед нанесением удара верхняя кромка поршня 6 опуска-
ется ниже обратного клапана 7. При этом полость 9 оказывается
258
Рис. 19.16. Схема работы гидромолота двойного действия:
а — начало разгона ударной части вверх; б — конец разгона ударной части вверх; в — тор-
можение ударной части перед в. м. т. и начало разгона вниз; г — удар по шаботу
17*
соединенной через полость 5 со сливной магистралью. Вследствие
этого давление в полости 9 и под верхним торцом золотника па/
дает до величины, при которой пружина 17 передвигается вверх.
Далее цикл повторяется.
В конструкции гидроаккумулятора применена жидкостная пру-
жина 16, давление в которой превышает давление в гидросистеме
молота пропорционально отношению площадей поршня 12 и што-
ка 15.
Расчет технологических параметров гидромолота двойного дей-
ствия. Энергия удара по свае (Дж)
E=mv\/2, (19.6)
где т — масса ударной части гидромолота, кг; ин — скорость удар-
ной части в момент удара, м/с.
Мощность приводной станции молота (Вт)
Л^Енм, (19.7)
где «м — частота ударов молота в секунду, пы—Т-х.
Время цикла работы гидромолота (с)
Т—/в-р^т-Мн-Муд, (19.8)
где /в— время разгона ударной части вверх, с; /т— время тормо-
жения ударной части, с; /н — время разгона ударной части вниз, с;
/уд — время удара по свае, с.
19.4. Вибропогружатели
Вибропогружатели представляют собой механизмы, передающие
погружаемым (или извлекаемым) элементам колебания определен-
ной частоты, амплитуды и направления, в результате которых обес-
печивается их погружение (извлечение). Работа вибропогружате-
лей основана на резком снижении коэффициента трения между
грунтом и поверхностью погружаемого (извлекаемого) элемента
под действием возникающих колебаний.
Вибропогружатель (рис. 19.17) состоит из приводного электро-
двигателя 1, вибровозбудителя 3 и наголовника 4 с механическими
или гидравлическими зажимами для жесткого соединения механиз-
ма с погружаемым (извлекаемым) элементом. Вибровозбудитель
представляет собой вибратор направленного действия с четным
(два, четыре или шесть) количеством горизонтально расположен-
ных валов с дебалансами, получающих вращение от электродвига-
теля через ременную (цепную, шестеренчатую) передачу 2. При
вращении дебалансных валов возникает суммарная центробежная
сила, развиваемая дебалансами (возмущающая сила), достигаю-
щая наибольшего значения в вертикальной плоскости. В этом слу-
чае она направлена вдоль оси погружаемого (извлекаемого) эле-
мента и передается на него через наголовник.
260
Рис. 19.17. Вибропогру-
жатель
Главным параметром погружателей является мощность установ-
ленных электродвигателей. Кроме того, погружатели характеризу-
ются вынуждающей силой, статическим моментом дебалансов, ам-
плитудой и частотой колебаний. Величина вынуждающей силы (кН)
Р = тде(д2, (19.9)
где тя — суммарная масса дебалансов, т; е — эксцентриситет де-
балансов, м; io — угловая частота вращения дебалансных валов
(с"1)-
Амплитуда колебаний вибросистемы
«погружатель — свая» после начала рабо-
ты погружателя определяется зависи-
мостью а=К1(Мр), где К — кинетический
момент дебалансов (К—тде); М — сум-
марная масса колеблющейся конструкции
(система «погружатель — наголовник —
свая»); р, — коэффициент пропорциональ- /
ности (в начале погружения ц= 1 ... 1,15, (
в конце погружения сваи ц=0,4 ... 0,7). л
Классификация вибропогружателей про-
изводится по назначению и области приме-
нения, по типу привода и по виду переда-
ваемых колебаний. По первому признаку
различают низкочастотные (300 ... 500
кол/мин) и высокочастотные (700 ... 1500
кол/мин) погружатели. Низкочастотные
погружатели применяются для погруже-
ния элементов значительной массы и габаритов с большим
лобовым сопротивлением (железобетонные оболочки); высокочас-
тотные — для погружения элементов небольшой массы с малым
лобовым сопротивлением (металлический шпунт, трубы, балки).
По типу привода вибропогружатели классифицируются на транс-
миссионные, когда между двигателем и дебалансными валами име-
ется передаточный механизм, и бестрансмиссионные, когда валы
электродвигателей являются дебалансными. Наиболее удобными,
надежными и долговечными являются бестрансмиссионные маши-
ны, в которых используются электродвигатели с короткозамкнутым
ротором. Они работают без ремонта более 600 машиночасов, в то
время как трансмиссионные только 100 машиночасов.
По виду передаваемых колебаний различают вибропогружатели
с колебаниями, направленными вдоль оси погружаемого элемента,
и вибропогружатели комбинированного действия, т. е. с винтовыми
колебаниями, представляющими собой сочетание круговых колеба-
ний в горизонтальной плоскости и вертикальных колебаний. Ком-
бинированные вибропогружатели могут быть использованы только
для погружения элементов цилиндрической формы.
Процесс погружения в грунт элементов с помощью низкочастот-
261
ных погружателей можно представить в виде периодического от-
рыва торца погружаемого элемента от грунта под влиянием боль^
шой амплитуды колебаний (20 ... 35 мм) и последующего удара
торца элемента по грунту, величина которого значительно выше
развиваемой машиной вынуждающей силы. Высокочастотные по-
гружатели обеспечивают погружение элементов под действием мас-
сы погружатели и сваи в результате снижения от действия вибра-
ции коэффициента трения между грунтом и поверхностью элемен-
та. Преимуществами вибропогружателей перед свайными молота-
ми являются повышенные скорости погружения, простота кон-
струкции, удобство в управлении, бесшумность.
Материал погружаемого под действием вибра-
Рис. 19.18. Вибро-
погружатель с
жесткой связью
между электро-
двигателем и виб-
роорганом
ции элемента не подвергается ударным нагруз-
кам и испытывает незначительные перенапря-
жения, что позволяет погружать в грунт тонко-
стенные железобетонные оболочки на большую
глубину. Вибропогружателями можно заглуб-
лять сваи вблизи существующих сооружений, не
опасаясь нарушить их целостность, так как ок-
ружающий грунт колеблется при этом незначи-
тельно. Главным недостатком вибропогружате-
лей является невозможность применения их
в связных и плотных маловлажных грунтах.
Использование вибропогружателей в благопри-
ятных грунтовых условиях позволяет повысить
производительность труда в 2,5 ... 3 раза и сни-
зить стоимость свайных работ в 1,5 ... 2 раза по
сравнению с вариантами применения паровоз-
душных и дизельных молотов.
Вибропогружатели выполняют по двум ос-
новным конструктивным схемам: с жесткой и
упругой связью электродвигателя с виброорга-
ном. В первом случае (рис. 19.18) погружатель
состоит из четырехвального вибратора направ-
ленного действия, приводного электродвигате-
ля 1 с фазовым ротором и наголовника 5 со
сваей 6, жестко соединенных между собой.
Движение от электродвигателя передается
через промежуточную шестерню 2 и си-
стему синхронизирующих цилиндрических шестерен 3 на де-
балансные валы 4, вращающиеся синхронно и синфазно. На
валах установлены дебалансы (неуравновешенные массы), при
вращении которых возникает возмущающая сила, направленная
вдоль оси погружаемого элемента. В комплект погружателя вхо-
дит пульт управления, предназначенный для пуска и остановки
электродвигателя, регулирования частоты вращения дебалансных
валов (частоты колебаний) и величины возмущающей силы виб-
262
рооргана. В конструкции могут быть предусмотрены пригрузоч-
ные плиты, жестко связанные с корпусом виброоргана. Рассмот-
ренная конструкция проста, но имеет ряд недостатков: с увеличе-
нием массы погружателя снижается амплитуда колебаний сваи;
жесткая связь между виброорганом и электродвигателем снижает
долговечность работы последнего или требует изготовления его
виброустойчивым.
Рис. 19.19. Вибропогружатель с упругой связью между электродвигателем и
виброоргаиом
При упругой связи между виброорганом и электродвигателем
последний установлен на подрессорной пригрузочной плите, ока-
зывающей необходимое давление на погружаемый элемент. На-
личие между двигателем и виброоргаиом амортизирующих пру-
жин малой жесткости позволяет существенно уменьшить вредное
влияние вибрации на электродвигатель: в процессе погружения
колебания совершают только свая и виброорган. При такой кон-
струкции увеличение массы пригрузочных плит практически не
влияет на амплитуду колебаний сваи. Меняя массу пригрузочных
плит, можно получить оптимальный вибрационный режим для
наиболее эффективного погружения сваи (шпунта).
Преимущество этой конструктивной схемы перед ранее рас-
смотренной теряется в двух случаях: у тяжелых и мощных низ-
кочастотных вибраторов, не нуждающихся в пригружении и ра-
263
ботающих в режиме сильных ударов торца сваи о грунт, и при
использовании канатной пригрузки сваи от лебедки копровой^
установки.
Общий вид и схема вибропогружателя с подрессоренным при-
грузом даны на рис. 19.19,а, б. Приводной электродвигатель 1
установлен на пригрузочной плите 2 и через амортизирующие
пружины 4 связан с виброорганом 3. Корпус виброоргана жестко
соединен с наголовником 5. Привод четырехвального вибратора
осуществляется через вертикальную цепную передачу 7, кониче-
Рис. 19.20. Бестрансмиссионный вибропогружатель
ский редуктор 6 и систему синхронизирующих шестерен, установ-
ленных на дебалансных валах. Шарнир 8 коромысла подвески 9
расположен вблизи от центра тяжести погружателя, что позво-
ляет легко поворачивать его в горизонтальное положение для
присоединения к погружаемому элементу.
Бестрансмиссионный вибропогружатель приведен на рис. 19.20.
В стальной корпус 1 запрессованы статоры 3 пары двухскорост-
чых асинхронных виброустойчивых электродвигателей. Коротко-
замкнутые роторы насажены на валы 2, а на консольных концах
валов расположены основные дебалансы 4. При необходимости
увеличения амплитуды колебаний к ним крепятся дополнитель-
ные один-два дебаланса 6. Дебалансные валы вращаются в под-
шипниках 7. К наголовнику вибропогружатель крепится с по-
мощью фланца 5. Благодаря двухскоростным двигателям погру-
жатель может работать в низкочастотном (485 кол/мин) и высо-
кочастотном (975 кол/мин) режимах, что расширяет область при-
менения машины.
264
Схемы вибропогружателей, возбуждающих комбинированные
(прямолинейные и угловые) колебания, приведены на рис. 19.21.
В первом случае (рис. 19.21,а) угловые колебания возникают за
счет смещения вращающихся синхронно-синфазно дебалансов 2,
которые получают вращение от вынесенного электродвигателя 1
через зубчатую передачу 3. На рис. 19.21,6 смешанные колеба-
ния возникают от синхронного вращения в разные стороны де-
Рис. 19.21. Схемы вибропогружателей, возбуждающих комбинированные коле-
бания
балансов 2, расположенных соосно. Вращение дебалансов проис-
ходит от фланцевого электродвигателя 1 с вертикальным валом
через коническую зубчатую передачу. Для мощных вибропогру-
жателей применяется схема с четырьмя или большим количест-
вом дебалансов 3 (рис. 19.21,в). Вращение дебалансов происхо-
дит от электродвигателей 1 и синхронизирующих зубчатых кони-
ческих передач 2.
В настоящее время получают широкое распространение мо-
дульные вибропогружатели, вибровозбудитель которых собирает-
ся из отдельных двухвальных блоков (модулей). Количество мо-
дулей в вибровозбудителе зависит от условий и вида выпол-
няемых свайных работ. Такие погружатели способны заменить
несколько различных по конструкции обычных погружателей, ра-
бота которых ограничена в зависимости от вида погружаемого
элемента и плотности грунта. Схема такого вибропогружателя
приведена на рис. !19.22,а. Он состоит из амортизатора 3, вибро-
возбудителя 4, блоков горизонтальной 5 и вертикальной 6 син-
хронизации, гидравлического наголовника 7, насосной станции 2
и пульта управления 1.
265
Модуль (рис. 19.22,6) состоит из двух электродвигателей /О,
смонтированных в стальном корпусе 8. Вращение электродвигате-
лей происходит в противоположные стороны и синхронизируется
горизонтально расположенной зубчатой передачей 9. На валах
12 электродвигателей установлены дебалансы 11, вращающиеся
синхронно-синфазно. Погружатели состоят из двух, трех или че-
тырех модулей, смонтированных один под другим или попарно,
соединенных промежуточной рамой. Верхний и нижний модули
Рис. 19.22. Модульный вибропогружатель
Рис. 19.23. Дина-
мическая модель
процесса вибро-
погружения
синхронизируются с помощью вертикально рас-
положенной регулируемой цепной передачи.
Амортизатор обеспечивает гашение передавае-
мых на грузоподъемный механизм (лебедка, ко-
пер) колебаний. При изменении числа модулей
в вибровозбудителе погружателя необходимо
изменять число амортизационных пружин (или
их параметры).
Расчет вибропогружателей. Аналитический
расчет вибрационного погружения весьма сло-
жен. На рис. 19.23 представлена простейшая
динамическая модель процесса. Свая 5, рассма-
триваемая как абсолютно твердое тело, разме-
щена между колодками 3, подвешенными на
пружинах 4. Между сваей и колодками действу-
ет сила сухого трения, абсолютная величина
которой равна Сь Этой силой моделируется бо-
266
ковое сопротивление. Лобовое сопротивление погружению сваи мо-
делируется пружиной 2, расположенной под торцом сваи и опи-
рающейся на пробку 1. Между пробкой и направляющими дейст-
вует сила трения С2. Пружина 2 работает только на сжатие.
Определение основных параметров вибропогружателя ведется
по упрощенной методике, основанной на линеаризации дифферен-
циального уравнения колебаний вибропогружателя со сваей и
использования критерия максимальной мощности. Линеаризован-
ное дифференциальное уравнение колебаний вибропогружателя со
сваей можно записать следующим образом:
т ~ mae(°2cost0^' (19.10)
где /Ид — масса колеблющихся частей, приведенная к свае; х —
координата сваи, отсчитываемая от среднего положения при ко-
лебаниях; t — время; b — линеаризованный коэффициент дисси-
пативного сопротивления; с — линеаризованный коэффициент же-
сткости грунта; ® — угловая частота вынужденных колебаний
вибратора; тле — статический момент дебалансов.
При центробежном возбуждении колебаний для удобства рас-
чета следует принять безразмерные переменные т= t Ус/т и е=
— mxlm^e. Тогда уравнение (19.10) запишется так:
s 2ре s = cos ут, (19.11)
где р = (&/2) Уте — относительное демпфирование; у = шУт/с—от
носительная угловая частота вибровозбудителя. Амплитуда без-
размерного перемещения
Sa = Т7У(1- + (19.12)
а амплитуда безразмерной скорости
;а = y3//(1-y7 + W- (19.13)
Мощность, развиваемая вибровозбудителем,
А'1Пах= (тде)2®5/ (41 с—та,21). (19.114)
Это максимальное значение достигается при коэффициенте сопро-
тивления
Ьт—\с—та)2\/а). (19.15)
Однако в начале погружения сваи Ьт может быть значительно
меньше, а в конце погружения — значительно больше. Но в про-
цессе погружения сваи велика вероятность достижения этого зна-
чения. Поэтому мощность двигателей следует рассчитывать по
формуле (19.14) ___ ____________
С учетом р=(&/2) Уте и y=w Ут/с равенства (19.14) и
(19.15) записываются в следующем виде:
Мпах= (тде)2®3у2/ (4m 11— у2|); (19.16)
Р«= 11-У1/2?) • (19.17)
267
При вибрационном погружении всегда у>2, поэтому можем при?
пять у=2. Тогда из выражений (19.12), (19.113), (19.16) и (19.17)
получаем ____ ___________
Sa = 2/2/3 ; Sa = 4/2/3 ; Л^тах (тде)2со7(3т); = 3/4. (19.18)
При расчете основных параметров вибропогружателя следует
задать приближенное значение массы вибрируемых частей т
(вибропогружателя со сваей), минимальную амплитуду переме-
щения сваи Ха, обеспечивающую проскальзывание сваи в данном
грунте при данных условиях, и минимальную амплитуду скорости
Ха, обеспечивающую требуемое снижение сопротивления дейст-
вию постоянной силы (силы тяжести mg и пригруза). Тогда на
основании (19.18) определим статический момент дебалансов
(тде), угловую частоту колебаний ® и мощность N:
тде=1,06тХа; (19.19)
(0=Ха/А'а; (19.20)
Af=0,374mXa/Xa. (19.21)
Полученное значение мощности двигателя назначается с уче-
том всех потерь. После этого уточняют массу т и производят пе-
рерасчет по формулам (119.19) ... (19.21).
19.5. Вибромолоты
Вибромолот — это вибрационная машина, передающая погружае-
мому (извлекаемому) элементу колебательные и ударные им-
пульсы. Такое воздействие на погружаемый (извлекаемый) эле-
мент наиболее эффективно, что позволяет применять вибромоло-
ты для погружения металлических свай, труб и шпунта в рыхлые
и водонасыщенные средней плотности пески, а также в связные
грунты текучей и текучепластичной консистенции.
Вибромолот (рис. 19.24) состоит из ударной части, включа-
ющей в себя двухвальный бестраномиссионный вибровозбудитель
направленных колебаний 1 с ударником 5 и наголовник 6 с на-
ковальней 4, соединенных между собой рабочими пружинами 3.
Наголовники могут соединяться с погружаемым элементом жест-
ко или устанавливаться на него свободно без закрепления. Виб-
ровозбудитель включает в себя два электродвигателя, на парал-
лельных валах которых закреплены дебалансы 2, вращающиеся
синхронно-синфазно. При вращении дебалансов ударник 5 ко-
леблющегося вибровозбудителя наносит частые (до 1440 в мину-
ту) удары по наковальне 4, соединенной с погружаемым элемен-
том. Параметры вибромолотов аналогичны ранее рассмотренным
вибропогружателям.
Классификация вибромолотов производится по виду приме-
няемого привода, по связи двигателя с вибровозбудителем и по
наличию упругой связи между вибровозбудителем и погружаемым
элементом. По первому признаку вибромолоты подразделяют на
268
электрические, гидравлические, пневматические и с двигателями
внутреннего сгорания. Наиболее распространены вибромолоты с
электрическим приводом. По связи двигателя с вибровозбудите-
лем молоты могут быть трансмиссионные и бестрансмиссионные.
Преимущественное распространение получили бестрансмиссион-
ные вибромолоты, как наиболее простые по конструкции и на-
дежные в эксплуатации. По наличию упругой связи между виб-
ровозбудителем и погружаемым элементом
деляются на пружинные и беспружинные.
Существует несколько принципиальных
схем вибромолотов (рис. 19.25). На рис.
19.25,а представлен беспружинный молот,
свободно лежащий на свае. При работе
ударная часть подбрасывается вынуждаю-
щей силой и, падая, передает ударные им-
пульсы головке сваи. Достоинством данной
схемы является простота конструкции, не-
достатком — низкая эффективность рабо-
ты. Схема пружинного молота с положи-
тельным (или нулевым) зазором приведена
на рис. 19.25,6. Такие вибромолоты наибо-
лее распространены, так как имеют не-
сколько режимов, в которых может рабо-
тать машина. В зависимости от жесткости
вибромолоты подраз-
Рис. 19.24. Схема вибро-
молота
пружин, параметров вибровозбудителя, ха-
рактеристики грунтов такой вибромолот может работать в удар-
ном и безударном режимах. Преимуществами этой схемы являют-
ся меньшая масса вибромолота, а также незначительное влияние
характеристики грунта на режим работы машины.
При предварительной затяжке рабочих пружин (отрицатель-
ном зазоре между молотом и наголовником) (рис. 19.25,в) режим
работы молота преимущественно зависит от параметров самой
машины (вынуждающей силы, амплитуды и частоты колебаний).
Преимуществом этой схемы является значительное (в три раза)
снижение массы пружины, а недостатком — повышенное потреб-
ление электроэнергии.
В случае применения одномоторного вибровозбудителя
(рис. 19.25,г) возникают круговые колебания. При большой по-
перечной податливости пружин эта схема близка к схеме на
рис. 19.25,6. Преимуществами данной схемы являются малая мас-
са и простота конструкции машины, недостатками — значительные
потери энергии при ударе и невысокая эффективность работы.
Для повышения эффективности работы вибромолотов увели-
чивают значение сил, статически действующих в направлении по-
гружения путем введения пригрузочных плит, масса которых оп-
ределяется видом погружаемого элемента и характеристикой
грунта.
269
Общий вид вибромолота, выполненного по схеме на рис. 19.24,
изображен на рис. 19.26. Вибромолот состоит из вибровозбуди-
теля 8, наголовника 13, верхних 12 и нижних 16 рабочих пружин,
скобы 7 с блоком 6 для подвески молота к тросу копровой уста-
новки, проставки 14, пульта управления 20. В корпусе 3 вибро-
возбудителя встроены два виброудароустойчивых электро-
двигателя 4 с параллельными горизонтально расположен-
ными осями роторов 9. На концах валов закреплейы
Рис. 19.25. Принципиальные схемы вибромолотов
Рис. 19.26. Вибромолот
270
дебалансы 10. В нижней части корпуса в коническом гнезде
установлен боек 2. Натяжение рабочих пружин регулируется
гайками 18, навинчиваемыми на штанги 17. Скоба крепится
к наголовнику жестко с помощью осей 15. Проставка удержи-
вается от выпадения из наголовника двумя стопорными болта-
ми 19. Питание вибромолота производится от пульта управления
с помощью кабеля 11 и токонесущих проводов через клеммную
коробку 5. При работе электродвигателей вибровозбудитель по-
лучает вертикально направленные колебания, которые сопровож-
даются ударами бойка по наковальне 1 проставки. Наковальня
закреплена в проставке в коническом гнезде.
Вибрационные молоты могут работать при положительных,
нулевых и отрицательных зазорах. Исследованиями установлено,
что оптимальным является нулевой
зазор, при котором режим работы
молота не зависит от вида грунта,
глубины погружения элемента и соот-
ношения массы молота и погружаемо-
го элемента. Положительные зазоры
могут быть использованы в очень уз-
ких пределах, так как при зазорах,
превышающих амплитуду вынужден-
ных колебаний, возможен переход на
безударные колебания. Отрицательные
ваться в широких пределах, однако npi
лота весьма чувствителен к массе погружаемого элемента, глуби-
не его погружения и виду грунта и поэтому требует частой пере-
настройки. Вибромолоты работают в комплекте с копровой уста-
новкой или самоходным краном соответствующей грузоподъем-
ности.
Расчет вибромолотов. Расчет включает в себя определение
энергии удара (Дж), жесткости рабочих пружин (Н/м), возму-
щающей силы дебалансов (Н), размаха колебаний машины (м),
мощности электродвигателей (кВт), геометрических размеров де-
баланса (м).
Энергия удара
E=mv2/[2(1- /?)], (19.22)
Таблица 19.2 Значения р
1 /?=о R=0,2
1 3,5 4,7
2 5,1 7,1
3 7,0 10,1
зазоры могут использо
этом-режим работы мо-
где т — масса ударной части молота; о — ударная скорость виб-
ромолота, м/с (ц^2 м/с); R — условный коэффициент восстанов-
ления скорости при ударе (— 1^Д?^+Г).
Жесткость комплекта рабочих пружин
(19.23)
где а — коэффициент, учитывающий сдвиг оптимальных ударных
скоростей в сторону отрицательных зазоров (а=1,1 ... 1,2); со —
угловая частота вращения дебалансов, равная частоте вынуж-
271
денных колебаний, с-1 (®=лп/30, п — частота вращения электро-
двигателей, об/мин); i — отношение частоты вращения дебалан-
сов к числу ударов молота.
На режим работы молота влияет только суммарная жесткость
пружин (распределение жесткости между пружинами значения
не имеет). Суммарная возмущающая сила, развиваемая деба-
лансами, __________
f=Vl/,Wra,(TT?)' <19-24)
где у— отношение частоты вынужденных колебаний к частоте
собственных колебаний вибровозбудителя без ограничителя;
у = ш/ус/т.
Размах колебаний ударной части молота
где р — коэффициент, зависящий от величин i и R и определяет-
ся по табл. 19.2.
Мощность электродвигателей, установленных на вибромо-
лоте,
= (19.26)
2 2ni
где тц-КПД вибровозбудителя (r|i=^0,6 ... 0,7); т]2— КПД элек-
тродвигателей (т]2=0,85 ... 0,9). Геометрические размеры деба-
лансов определяются на основании известных величин вынужда-
ющей силы и статического момента дебалансов определенной гео-
метрической формы.
ГЛАВА 20. КОПРЫ И КОПРОВОЕ ОБОРУДОВАНИЕ
СВАЕБОЙНЫХ УСТАНОВОК
Копры и копровое оборудование предназначены для перемеще-
ния свай к месту погружения, установки их в проектное положе-
ние и самого погружения. Копры представляют собой металли-
ческие конструкции, смонтированные на платформе с ходовой
частью. Различают копры навесные (на тракторах, экскаваторах
и автомобилях), рельсовые (на поворотных, неповоротных и
траверсных тележках), мостовые (на рельсовом и гусеничном
ходу). Копровое оборудование представляет собой копровые стре-
лы, навешиваемые в качестве сменного оборудования на строи-
тельные машины (краны, экскаваторы и др.) без механизмов на-
ведения свай.
По конструктивным признакам копры и копровое оборудова-
ние могут иметь различное исполнение: универсальное, обеспечи-
вающее во время работы машины полный поворот платформы с
272
установленным на ней свайным погружателем, изменение вылета
и рабочий наклон копровой стрелы для погружения наклонных
свай; полууниверсальное, обеспечивающее только поворот плат-
формы со свайным погружателем или только рабочий наклон
копровой стрелы для погружения наклонных свай; простое, не
имеющее механизмов для обеспечения поворота платформы, из-
менения вылета и рабочего наклона копровой стрелы. Все копры
и копровое оборудование, кроме того, оснащены специальными
механизмами для самостоятельного передвижения шасси или ба-
зовой машины копра, а также устройствами, обеспечивающими
установочные наклоны стрел для погружения вертикальных
свай.
20.1. Навесные копры
Для производства свайных работ наиболее распространенным ти-
пом машин являются навесные копры. По своему исполнению они
могут быть универсальными и полууниверсальными. Применение
навесных копров, смонтированных на тракторах, экскаваторах и
автомобилях, обладающих энергетической автономностью, высо-
кой механизацией вспомогательных операций, мобильностью и
маневренностью, позволяет совершенствовать технологию свайных
работ, сокращать продолжительность установки свай, повышать
производительность и снижать стоимость сооружения свайных ос-
нований.
Копры на тракторах (рис. 20.1,а) обеспечивают погружение
свай длиной 8 ... 12 м и массой до 5 т при возведении жилых,
промышленных и сельскохозяйственных зданий. Установка со-
стоит из трактора 9, двухсекционной мачты 5 с направляющими
для дизель-молота 4, поворотной рамы 2, гидросистемы выравни-
вания мачты, гидрополиспастов подъема молота и сваи, устрой-
ства для установки сваи и гидропривода. Поворотная рама 2, не-
сущая копровую мачту 5, нижним концом опирается на шарниры
кронштейна 1, прикрепленных к трактору. Рама вместе с мачтой
может поворачиваться вокруг этих шарниров вперед и назад на
5° с помощью двух гидроцилиндров 7, которые используются так-
же для перевода мачты в транспортное (горизонтальное) поло-
жение. Кроме того, копровая мачта может с помощью гидроци-
линдра поперечного выравнивания перемещаться по раме вдоль
продольной оси машины. Такая подвижность копровой мачты поз-
воляет быстро и точно устанавливать сваю под нужным углом
в заданной точке погружения, а при отклонении сваи от задан-
ного направления в процессе погружения производить совмеще-
ние продольных осей молота и сваи за счет наклона мачты. Подъ-
ем молота и сваи производится раздельно с помощью двух канат-
ных гидрополиспастов, подвижные обоймы которых соединены со
штоками гидроцилиндров 8.
18—5258 970
Схема запасовки канатов полиспастов подъема молота и сваи
показана на рис. 20.1,6. Установка сваи под молот осуществля-
ется с помощью стрелы <3, выдвигаемой гидроцилиндром 6 вперед
и убираемой между направляющими мачты при забивке сваи.
Рис. 20.1. Копер навесной на
тракторе
Рис. 20.2. Копер навесной на экс-
каваторе
Гидроцилиндры копрового оборудования обслуживаются шесте-
ренчатым гидронасосом, который приводится в действие от дви-
гателя трактора через редуктор.
Копры на экскаваторах применяют при погружении свай, рас-
положенных кустами в отдельных котлованах или траншеях. При
этом погружение производится с бровок котлованов и траншей
при минимальном маневре за счет вылета стрелы экскаватора и
поворота его платформы на 360°, что выгодно отличает этот тип
копра от других.
Конструкция копра на экскаваторе 2 (рис. 20.2) включает
274
в себя копровую стрелу 11 с направляющими 12 для свайного
молота 8, опорную стрелу 4, устройство 10 для захвата и подъ-
ема сваи, включая заводку головки сваи в наголовник 9, и гид-
рооборудование. В средней части копровая стрела имеет сфери-
ческую опору 6, позволяющую стреле наклоняться вперед—назад,
вправо—влево и поворачиваться относительно вертикальной оси
шарнира. В нижней части копровая стрела соединяется с опор-
Рис. 20.3. Копер навесной на автомобиле
ной стрелой посредством двух гидроцилиндров 15 и штанги с шар-
ниром 13. С помощью гидроцилиндров и полиспастов 3 осуще-
ствляются перемещения и наклоны копровой стрелы вперед — на-
зад, вправо — влево. Поворот копровой стрелы вокруг вертикаль-
ной оси шарнира 13 осуществляется механизмом 14. Копровая
стрела предусматривает возможность навески молота с подско-
ком ударной части выше габарита копра. С этой целью головка
7 стрелы изготовлена поворотной. Молот подвешен на канате 5.
Для жесткой установки копровой стрелы на точке погружения
сваи под нижним торцом стрелы установлен гидродомкрат 16.
Устойчивость машины во время работы обеспечивается контргру-
зом 1. Гидроцилиндры копрового оборудования обслуживаются
гидронасосом, который приводится в действие от двигатедя экс-
каватора.
Копры на автомобилях применяются при выполнении свайных
работ малых объемов на рассредоточенных небольших объектах
18* 275
в радиусе до 200 км, а также при инженерно-геологических изы-
сканиях и контрольных исследованиях, привязке и корректировке
проектов свайных фундаментов. Копры на автомобилях обладают
высокой мобильностью, в транспортное положение копровое обо-
рудование переводится без разборки и снятия молота и приме-
нения грузоподъемных средств, на что тратится 10 ... 15 мин.
С помощью копров на автомобилях можно забивать сваи (вер-
тикальные и наклонные) длиной до 8 м и массой до 2,5 т.
Конструкция копра на автомобиле 10 приведена на рис. 20.3
и включает в себя копровую стрелу 4 с головкой 6, подвижную
раму 2, гидроцилиндр 7 механизма подъема стрелы, гидроци-
линдры 8 наклона стрелы, механизм 3 подъема сваи. Подъем мо-
лота 5 и сваи осуществляется с помощью гидрополиспастов.
В рабочем положении устойчивость копра обеспечивается гидрав-
лическими выносными опорами 1. Гидроцилиндры копрового обо-
рудования приводятся в действие через гидрораспределители 9
от гидросистемы автомобиля. В транспортном положении копро-
вая стрела опирается на стойку 11.
В качестве свайных погружателей на автомобильных копрах
используются штанговые и трубчатые дизель-молоты, оборудо-
ванные дистанционным управлением. Основными достоинствами
копров на автомобилях являются высокая маневренность, возмож-
ность быстрой перебазировки и подготовки к работе; недостат-
ком — необходимость наличия дорог с твердым покрытием.
20.2. Копры на рельсовом ходу
Рельсовые копры применяют на строительстве крупных промыш-
ленных и гидротехнических объектов с большими объемами свай-
ных работ и необходимостью погружения тяжелых свай длиной
более 12 ... 16 м. Рельсовые копры выполняются универсальны-
ми, т. е. оснащенными механизмами поворота копра на 360° и
погружения как вертикальных, так и наклонных свай, и полууни-
версальными, в которых отсутствуют либо механизм поворота
копра, либо механизм рабочего наклона копровой стрелы.
Универсальные копры (рис. 20.4) состоят из базовой ходовой
тележки 1, полноповоротной платформы 2, копровой мачты 8 с
головкой 7, противовеса 3, гидроцилиндров наклона 4 и выдви-
жения 6 мачты, механизмов передвижения и поворота копрового
оборудования. Копры перемещаются по специально устроенному
рельсовому пути 9. В основу конструкции копра заложена парал-
лелограммно-шарнирная система 5 связей опорных и копровых
конструкций оборудования. На универсальных копрах устанав-
ливаются паровоздушные и дизельные молоты, управление рабо-
той которых — дистанционное.
Полууниверсальные копры (рис. 20.5) предназначены в основ-
ном для погружения тяжелых вертикальных железобетонных
276
свай длиной до 20 м и массой 8 т. Свайным погружателем на та-
ких копрах чаще всего является паровоздушные молоты про-
стого действия. Основными элементами полууниверсальных коп-
ров являются: вертикальная металлическая башня 5 с направ-
ляющей мачтой 4, полноповоротная тележка 1, кабина 7, проти-
вовес 8, верхний копровый блок 3, раскос 6, монтажный подстре-
лок 2, грузовые 12 и монтажная 10 лебедки. Полноповоротная
Рис. 20.4. Копер рельсовый
универсальный
3
12 11 Ю
Рис. 20.5. Копер рельсовый полууни-
версальный
грузовая платформа 11 с поворотным кругом используется, как
правило, от башенного крана. На поворотный круг платформы
устанавливают опорную раму, к нижней части которой крепяг
гидродомкраты 9. Такие копры не имеют механизмов для погру-
жения наклонных свай и изменения вылета копровой мачты. Во
время эксплуатации копра монтажная лебедка служит для под-
таскивания свай.
По рельсовому пути перемещаются также копры мостового
типа, применяющиеся на слабых и водонасышенных грунтах или
при наличии в строящемся сооружении значительного техническо-
го подполья. Такие копровые установки (рис. 20.6,а), как пра-
вило, состоят из самоходного металлического моста 3 и тележки
с копровым оборудованием (кабиной 1, копровой стрелой 2, мач-
той 7 для подъема сваи 5, лебедки 8 и молота 6). М.ост переме-
277
щается по рельсовому пути 4 вдоль свайного поля, а тележка —
по мосту поперек свайного поля. Такая схема копровой установ-
ки позволяет обеспечить погружение свай в любой точке свай-
ного поля с наименьшим количеством холостых проездов и тру-
дозатрат. Жесткость мостовых конструкций обеспечивает высо-
кую точность и качество погружения свай. Копровые установки
мостового типа могут работать как в обычном (без применения
Рис. 20.6. Копровая мостовая установка
автоматики), так и в автоматическом координатно-шаговом ре-
жиме (автоматическое наведение сваи на точку погружения с
программным или полуавтоматическим управлением).
Мостовые копровые установки предназначены для погружения
железобетонных свай длиной 8... 12 м с помощью трубчатых или
штанговых дизель-молотов. Транспортировка мостовых копровых
установок осуществляется седельным автомобильным тягачом
(рис. 20.6,6).
278
(свай/смена):
Рис. 20.7. Диаграмма продол-
жительности вспомогательных
работ в общем цикле времени
погружения свай;
1 — копры мостовые; 2 — то же, на
экскаваторе; 3 — то же, на тракто-
рах; 4 — то же, рельсовые универ-
сальные; 5 — то же, полуунивер-
сальные
20.3. Расчет основных параметров копра
и копрового оборудования
Основными параметрами, подлежащими расчету при выборе коп-
ров и копрового оборудования, являются: полная высота копра,
сменная техническая производительность и устойчивость копра.
Полная высота копра (копрового оборудования) (м)
7/=/с-|-/1н-|-/м_|_/ст_|_Зс?б, (20.1)
где /с — длина погружаемой сваи, м; hn — высота наголовника, м;
/м — длина свайного погружатели (молота, вибропогружателя), м;
/ст — длина стропа, м; de— диаметр блока полиспаста механизма
подъема молота, м.
Производительность копров и оборудования ориентировочно
определяется следующей зависимостью
Псм=7’см/7’р.ц,
где Псм — сменная техническая произ-
водительность копра в сваях; TQM —
продолжительность смены, ч; Тр.ц —
продолжительность рабочего цикла
копра при погружении одной сваи, ч;
7’рц=7’п-[-7’в + 7’у (Гп —время чистого
погружения сваи, ч; Тв — время, необ-
ходимое для выполнения вспомога-
тельных операций: переезд машины,
подтаскивание, подъем и ориентирова-
ние сваи и т. п.; Ту — удельное время,
учитывающее продолжительность тех-
нологических и организационных пе-
рерывов, приходящихся на рабочий
цикл (Тп и Тв определяются проводи-
мым хронометражом). Для пример-
ного расчета производительности ТР,В = ТВ + ТВ. При этом Тв
определяют по данным контрольных погружений свай, а Тв рас-
считывают по диаграмме (рис. 20.7) в процентном отношении к
ПОЛНОМУ Т’р.ц.
Устойчивость копра определяется для двух положений: нера-
бочего (рис. 20.8,а) и рабочего (рис. 20.8,6). На рисунке приняты
следующие обозначения: Gi, G2, Gs, G4, G5, GM — соответственно
силы тяжести копровой стрелы, опорной стрелы, головки стрелы,
свайного погружателя, сваи и базовой машины, Н; W/ — ветровая
нагрузка на верхнюю часть копровой стрелы, Н; Wi"— то же, на
нижнюю часть копровой стрелы, Н; W2, №3, W4, WM — то же, на
соответствующие элементы копра, Н; /1, /2, /з, /4, h, /м— расстоя-
ния от Ц.Т. соответствующих элементов копра до грани опроки-
дывания (точки касания колеса машины с поверхностью дороги),
м; hi, hi", h2, h.3, h4, h5, hK, hM'— расстояния от точек приложения
279
соответствующих усилий до опорной поверхности, м; а — расстоя-
ние от Ц.Т. машины до оси ее вращения, м; сц и а2 — углы накло-
на опорной поверхности при нерабочем и рабочем положении коп-
ра соответственно, град.
Рис. 20.8. Схема к определению устойчивости копра
Коэффициент собственной устойчивости копра (в нерабочем
положении) представляет собой отношение восстанавливающего
момента тИв к моменту опрокидывания Л40 Кс.у=Л4в/Л40^ 1,5:
____ G1/1 ~Ь C2l3 G3I3 4~ С4/4 cos j 20
С'У~ +W1"h1" + W3h3 + Wihi+WMhM' " ’ 1 ’’
Коэффициент грузовой устойчивости Кг.у=Мв/М0^ 1,15. При
определении грузовой устойчивости копра кроме указанных на
рис. 20.8,6 сил учитывают инерционные центробежные нагрузки,
возникающие при повороте базовой машины копра, т. е.
Kr v = омсозаА-7Иц j 15 (20.4)
Величина ветровой нагрузки (Н): W=qonCxyS, где q0 — ско-
ростной напор воздуха, Па; п — поправочный коэффициент на вы-
соту (при O^/i^lO м п=1; при 10 м^Л^20 м п= 1,32); Сх —
280
аэродинамический коэффициент; у — коэффициент перегрузки;
S — площадь наветренной поверхности, м2.
Величина центробежной силы инерции, возникающей при по-
вороте базовой машины с копром (Н),
Pi = (20.5)
где mi-—масса отдельной поворачивающейся части копра, кг; ® —
угловая скорость вращения копра, с-1; г,— радиус вращения
центра тяжести поворачивающейся части копра, м.
20.4. Установки для завинчивания и вдавливания свай
Рис. 20.9. Винтовые наконечники для
погружения свай
Погружение свай методом завинчивания получило сравнительно
небольшое распространение (строительство фундаментов для ра-
дио- и телевизионных мачт и др.). Завинчиванию обычно подвер-
гаются железобетонные сваи
с металлическими наконечни-
ками. В качестве наконечни-
ков для таких свай использу-
ют винтовые лопасти диамет-
ром до 2,5 ... 3,0 м при длине
сваи 20 м и более. Винтовые
сваи позволяют передавать на-
грузки на большую площадь
грунта, что значительно повы-
шает их несущую способность.
Конструкцию лопасти выбира-
ют в зависимости от свойств
грунта. Для многих грунтов
применяют винтовые лопасти
с малым шагом и большим диаметром (рис. 20.9,а). При плотных
грунтах наконечникам придают коническую форму с большим ша-
гом и малым диаметром (рис. 20.9,6).
Преимуществами винтовых свай являются: высокая несущая
способность, возможность плавного погружения в грунт, возмож-
ность воспринимать отрицательные усилия.
Завинчивание свай осуществляется с самоходных установок на
автомобилях. Установка состоит из базового автомобиля 1 (рис.
20.10), рабочего органа 3, четырех опорных домкратов 4, привода
вращения и наклона рабочего органа, гидросистемы 5, пульта
управления и вспомогательного оборудования. Конструкция рабо-
чего органа позволяет выполнять следующие операции: втягивать
винтовую сваю внутрь трубы рабочего органа, обеспечивать за-
данный угол погружения сваи в пределах 0... 45° от вертикали,
погружать сваю в грунт путем вращения с одновременным воздей-
ствием на нее осевого усилия; при необходимости с помощью ус-
тановки можно вывертывать сваю из грунта. Основание рабочего
органа шарнирно закреплено на раме. Рабочий орган можно на-
281
Рис. 20.10. Установка для завинчивания сван на базе
автомобиля
Рис. 20.11. Установка для внбро-
вдавливания свай
282
клонять с помощью двух винтов боковых редукторов. Вращение
рабочего органа и его наклон осуществляются от коробки отбора
мощности базовой машины через соответствующие редукторы.
Управляют механизмами для погружения сваи из кабины 2, смон-
тированной на раме машины.
Погружение свай методом вдавливания и вибровдавливания
применяется в жилищном и промышленном строительстве при на-
личии грунтов с малым расчетным сопротивлением, а также при
устройстве опор под линией элек-
тропередачи, где погружение свай
методом забивки исключено. Коп-
ровые установки вдавливающего
действия существуют на базе экс-
каваторов или мостовых траверсных
тележек. Такие установки оснаще-
ны копровыми стрелами со специ-
альными системами полиспастов
или цепными механизмами для по-
гружения свай под действием вер-
тикальных сил вдавливания, созда-
ваемых массой сваи и тяговым уси-
лием лебедки и передаваемых через
канатно-блочную (цепную) систему
на подвижный наголовник. Реак-
тивные усилия, возникающие при
вдавливании сваи, воспринимаются
массой самой установки и дополни-
тельного балласта. Для выполне-
ния вспомогательных операций
установки оснащаются башенным
краном.
Более эффективным является метод вибровдавливания, при
котором погружение свай происходит за счет одновременного воз-
действия на них вибрационных усилий низкочастотного вибропо-
гружателя с подрессорной пригрузкой и вертикальных сил вдав-
ливания, создаваемых массами сваи, вибропогружателя и частично
массой всей установки. Вибровдавливающие агрегаты погружают
сваи длиной 6... 7 м при строительстве линий электропередачи и
других линейных сооружений. Такие установки монтируются на
базе модификаций трактора Т-100 и Т-140.
В комплект копрового оборудования установки входят рама 3
(рис. 20.11,а), мачта 5, двухбарабанная реверсивная лебедка 2 с
электроприводом, вибропогружатель 6 и канатно-блочная систе-
ма вдавливания. Питание электродвигателей лебедки и вибропо-
гружателя производится от синхронного генератора 1, вращаемо-
го валом отбора мощности базового трактора. Один барабан
реверсивной лебедки используется для подъема—опускания вибро-
погружателя, а второй—-для создания пригрузочного усилия. Тя-
говое усилие на каждом барабане лебедки составляет 40 кН. Схе-
ма запасовок канатов подъемного 9 и пригрузочного 8 механизмов
показана на рис. 20.11,6. Спереди трактора 4 на опорах рамы
смонтирована пространственная решетчатая мачта 5 с оголовком,
служащая подъемным и направляющим устройством для вибропо-
гружателя и сваи. При перебазировках машины мачта переводит-
ся в горизонтальное положение. При вдавливании сваи в плотные
грунты вначале трубчатым лидером 7, входящим в комплект аг-
регата, продавливают до задней отметки лидирующую скважину,
площадь поперечного сечения которой не превышает 50% попе-
речного сечения сваи. Лидер из скважины извлекают лебедкой
при работающем вибраторе. Затем в лидирующую скважину уста-
навливают жестко соединенную с вибропогружателем сваю и
вдавливают ее так же, как лидер.
Основным недостатком методов вдавливания и вибровдавлива-
ния свай является невозможность проведения работ в зимнее
время, так как это связано с предварительным прорезанием слоя
мерзлого грунта или отогревом его, что резко повышает стоимость
и продолжительность производства свайных работ.
20.5. Оборудование для извлечения свай и шпунта
Извлечение из грунта ранее погруженных металлических свай или
шпунта, которые использовались как временные ограждающие
конструкции, позволяет получить значительную экономию про-
фильного металла. Оборудование, применяемое для извлечения
свай и шпунта, по принципу действия подразделяются на две
группы: статического воздействия на извлекаемый элемент (ле-
бедки, гидравлические прессы, винтовые домкраты) и динамиче-
283
ского воздействия (свае- и шпунтовыдергиватели на базе молотов
и вибропогружателей). Наиболее эффективно в работе оборудова-
ние с динамическим воздействием на извлекаемый элемент.
Классификация свае- и шпунтовыдергивателей производится
по следующим признакам: по
Рис. 20.12. Шпунтовыдергиватель
виброударного действия
применяемому виду энергии (паро-
воздушные, гидравлические и
электрические); по методу извле-
чения (ударный, вибрационный
и смешанный) по извлекающей
способности (масса ударной ча-
сти, вынуждающая сила, мощ-
ность привода). Наиболее рас-
пространены электрические свае-
и шпунтовыдергиватели вибро-
ударного действия, работающие
по принципу ранее рассмотрен-
ных вибромолотов. При
такого оборудования на
работе
извле-
каемый элемент передается удар-
ное и вибрационное воздействие.
При этом импульсные удары по-
вышают величину извлекающей
силы, действующей от копрового
оборудования, за счет энергии
удара вибровозбудителя, а виб-
рационное воздействие, переда-
ваемое через наголовник, резко
снижает силы трения погружае-
мого элемента о грунт.
Шпунтовыдергиватели вибро-
ударного действия (рис. 20.12)
состоят из вибровозбудителя
(ударной части), рамы 3, наго-
ловника 10 и амортизатора 1. Виб-
бовозбудитель
представляет
собой
горизонтально установленные в
корпусе 4 электродвигатели 5, на
валу 6 которых установлены деба-
лансы 7. Сверху вибровозбуди-
тель имеет сферический боек. Нижней плоскостью вибровозбуди-
тель опирается на комплект рабочих пружин 8, которые, в свою
очередь, опираются на переходную плиту 9. При вращении элек-
тродвигателей возникают направленные вертикальные колебания,
под действием которых ударная часть периодически ударяется
бойком о плиту с наковальней 2. Через раму 3 ударный импульс
передается на плиту 9, наголовник 10 — к извлекаемому элементу.
Амортизатор 1, расположенный над рамой, служит для уменьше-
284
ния динамических нагрузок на копровое оборудование, возникаю-
щих при работе шпунтовыдергивателя.
При определении усилий, необходимых для извлечения свай и
шпунта, следует учитывать массу извлекаемого элемента, глуби-
ну погружения, возможную деформацию, продолжительность на-
хождения погружаемых элементов в грунте, а также напластова-
ние грунта. Трение сваи о грунт увеличивается со временем,
в течение которого свая находится в грунте, за счет коррозии и
сил сцепления. В стальных шпунтах, кроме того, прибавляется еще
трение в замковых соединениях, которое может заметно возрасти
за счет проникшего в замок песка или заклинивания шпунта.
20.6. Оборудование для устройства буронабивных свай
Буронабивные сваи используются в случаях, когда забивные сваи
по грунтовым или другим условиям применять невозможно (в
твердых глинистых грунтах, в грунтах с включениями валунов
вблизи существующих зданий и сооружений, в местах, где забив-
ка свай недопустима из-за высокого уровня звукового давления, в
оползневых районах). Изготовление таких свай включает следую-
щие операции: бурение скважины, устройство уширенной пяты,
опускание обсадных труб, установка арматурных каркасов, бето-
нирование скважины и извлечение обсадных труб. Для изготов-
ления буронабивных свай применяются две группы оборудования:
1) только для бурения скважины; 2) для выполнения комплекса
работ по изготовлению набивных свай под защитой инвентарных
обсадных труб.
Первая группа подразделяется на установки с навесным и под-
весным оборудованием. В установках с навесным оборудованием
конструкция базовой машины несколько изменена, что не позво-
ляет использовать их при выполнении вспомогательных подъем-
но-транспортных операций. При наличии на базовой машине под-
весного оборудования, которое можно легко демонтировать, ее
можно использовать также для выполнения операций по подаче
арматуры и бетонной смеси в скважину. По принципу действия
навесные установки относятся к машинам вращательного дейст-
вия, а подвесные установки оснащаются рабочими органами как
вращательного, так и ударного действия. Установки второй груп-
пы оснащаются двумя видами рабочего оборудования — враща-
тельного и ударного действия.
Установка с навесным оборудованием для бурения скважин
(рис. 20.13,а) состоит из базовой машины (экскаватора) 9 и смон-
тированной на нем направляющей стойки 2, которая крепится в
нижней части к стойке 10, а в верхней — к стреле экскаватора. По
направляющей стойке перемещается каретка 4 с электроприводом
5, выполненным в виде планетарного мотор-редуктора. Движение
285
каретки осуществляется канатом от лебедки базовой машины че-
рез отклоняющий ролик 1 и гусек 3 с блоками. К выходному ва-
лу электропривода прикреплена телескопическая буровая колон-
на 6 с очистителем 7 и буровым инструментом, состоящая из двух
телескопических секций, нижняя из которых имеет по всей длине
шнековые лопатки 8. При работе направляющая стойка опирает-
ся на домкрат 11. Для фиксации буровой колонны в скважине во
время переключения телескопических секций используется кон-
дуктор с перехватом 12, который оснащен двумя рычагами, удер-
живающими колонну от падения в скважину.
Буровая колонна (рис. 20.13,6) состоит из двух секций, соеди-
ненных между собой с помощью болтов. Секции имеют одинако-
вую конструкцию и состоят из труб 5 и 9, внутри которых распо-
ложены квадраты 4 и 8. Квадраты могут свободно выдвигаться
из трубы до упора в ограничители 6 и 10. Стопорение квадратов
286
в крайних положениях производится фиксирующими пальцами 3
и 7 через соответствующие отверстия в квадратах. К нижней сек-
ции колонны крепится шнек 11 с буровой коронкой 12 или расши-
ритель. Вращение колонны осуществляется от электропривода 1
через муфту 2.
Рис. 20.14. Шнековый
расширитель
Рис. 20.15. Установка с
подвесным оборудова-
нием для устройства бу-
ронабивных свай
Буровая коронка выполнена в виде двухперого долота враща-
тельного действия. Для расширения ствола скважины под пяту
сваи вместо буровой коронки и шнека устанавливают шнековый
расширитель (рис. 20.14), состоящий из штанги 1, уширителя 2 и
бадьи 3 с направителем 4. По достижении бадьей 3 днища сква-
жины под влиянием массы буровой колонны рычаги уширителя 2
раздвигаются и своими ножами разрушают грунт, который посту-
пает в бадью. Разгружают бадью на поверхности, открыв днище.
287
Основным недостатком рассмотренной установки является
сложность очистки шнека от грунта при глубине скважин более
16 м, ввиду того, что высота трубчатой направляющей позволяет
поднять буровую колонну над уровнем грунта только на 15 м; при
большей глубине каждая разгрузка шнека требует выполнения
всех операций по изменению длины секций, что снижает произво-
дительность установки.
Установка с подвесным оборудованием для бурения скважин
под буронабивные сваи (рис. 20.15) состоит из базовой машины 1,
на крюке которой подвешен рабочий орган, выполненный в виде
подвески 2, присоединенной к штанге 3 со стабилизатором 4. К
стабилизатору крепится электропривод 5 с ковшовым буром 8. На
электроприводе с помощью шпонок подвижно закреплен переход-
ник 6, входящий в зацепление с обсадным патрубком 9, разме-
щенном на кондукторе 10, укрепляемом в грунте с помощью ан-
керных штырей 11. Штанга 3 изготовлена из трубы, на которой
снаружи приварены четыре уголка полками вдоль оси трубы и в
плане имеет квадратное сечение. Для обеспечения подвижной
связи с кондуктором 1 (по мере прохождения скважины) штанга
снабжена стабилизатором 4 в виде цилиндра, в верхнем дне ко-
торого имеется квадратное отверстие для прохода штанги. Стаби-
лизатор соединяется с переходником 6, выполненным в виде коль-
ца, на нижнем торце которого имеются выступы для связи с об-
садным патрубком 9 и фиксатором 7, стопорящие переходник на
электроприводе.
Электропривод ковшового бура представляет собой мотор-ре-
дуктор с двухступенчатой планетарной передачей. С учетом про-
ходки скважин в жидкой среде электропривод заключен в герме-
тический колокол. На выходном валу мотор-редуктор а крепится
ковшовый бур. Стабилизация электропривода на грунте, а также
ориентация бура на ось скважины достигается с помощью обсад-
ного патрубка 9, снабженного воронкой с выступами для соеди-
нения с переходником и двумя шпонками, входящими в пазы кон-
дуктора.
Рабочий процесс рассматриваемой установки происходит сле-
дующим образом. В начале с помощью базовой машины на ось
скважины устанавливают кондуктор с обсадным патрубком и за-
крепляют его анкерными штырями (рис. 20.16,а). Далее в обсад-
ной патрубок вводят ковшовый бур до упора его днища в грунт,
строго соблюдая при этом соосность патрубка и бура; при этом
ребра переходника входят в зацепление с ребрами обсадного па-
трубка. Затем, приподняв ковшовый бур, включают электропри-
вод и начинают бурение с постепенной подачей бура в забой
(рис. 20.16,6). При заполнении корпуса бура срезанным грунтом
включают электропривод, поднимают рабочий орган, выводят его
из обсадной трубы и с помощью стрелы базовой машины отводят
в сторону, где происходит разгрузка грунта. Затем операции по-
288
вторяют до достижения проектной отметки скважины (рис.
20.16,в). Бетонирование скважины производится после демонтажа
рабочего органа кондуктора и обсадного патрубка (рис. 20.16,а).
Для бетонирования установка комплектуется воронкой с бетоно-
водом, через который бетонная смесь из погруженной емкости,
19—5258
289
подвешенной на вспомогательном крюке базовой машины, посту-
пает в скважину, заполняя ее (рис. 20.16,д).
Для изготовления набивных свай под защитой инвентарных об-
садных труб применяются самоходные бурильно-крановые машины,
оснащенные бурильным и грузоподъемным (крановым) оборудова-
нием. Бурильное оборудование таких машин предназначено для
проходки скважин способом вращательного бурения, крановое —
для установки в пробуренные скважины обсадных труб и бетони-
рования скважин. Бурильно-крановые машины монтируют на гру-
зовых автомобилях нормальной и повышенной проходимости,
пневмоколесных и гусеничных тракторах. У некоторых типов
ударно-крановых машин на базе автомобиля рабочее оборудова-
ние размещается на поворотной платформе и приводится в дейст-
вие от самостоятельного двигателя, установленного там же. По-
воротное в плане рабочее оборудование (угол поворота составля-
ет 90°) обеспечивает бурение нескольких скважин с одной позиции
машины, что существенно повышает ее производительность.
Неповоротное рабочее оборудование монтируется на специаль-
ной раме сбоку или сзади базовой машины и приводится в дейст-
вие от ее силовой установки. Бурильно-крановые машины на базе
гусеничных тракторов могут иметь навесное бульдозерное обору-
дование с гидравлическим управлением для выполнения предва-
рительных планировочных работ на участках бурения и обратной
засыпки скважин. Основным рабочим органом машин служат ло-
пастные и шнековые буры, режущие кромки которых оснащены
резцами с твердосплавными пластинами.
Бурение скважины происходит при сообщении буру одновре-
менно вращательного и поступательного (вдоль оси) движений,
а также дополнительного усилия напора. Частота вращения бура
может быть постоянной и переменной. Для удаления разрушенно-
го грунта из скважины бур периодически поднимают на поверх-
ность; грунт разбрасывается вращающимися лопастями в сторону
от скважины.
У машин с глубиной бурения до 3 м подача бура в забой и его
подъем осуществляются гидроцилиндром двустороннего действия;
с большей глубиной бурения — подача посредством гидроцилинд-
ров и гидропатрона, подъем — с помощью лебедки и каната. Каж-
дая машина оборудована лебедкой и полиспастом с крюковой
подвеской для подъема-опускания грузов. Буровое и грузоподъем-
ное оборудование монтируется на мачте, установка которой в ра-
бочее и горизонтальное транспортное положение производится гид-
роцилиндрами. Устойчивость машин при работе обеспечивается
выносными опорами с гидроприводом.
Конструкция самоходной бурильно-крановой машины с пово-
ротным в плане рабочим оборудованием приведена на рис. 20.17.
Базовой машиной служит автомобиль повышенной проходимости
1, на раме которого вместо кузова укреплено опорно-поворотное
290
устройство 15 с поворотной платформой 16. На поворотной плат-
форме размещены дизельный двигатель 17, трансмиссия привода,
буровое и крановое оборудование, а также кабина машиниста.
Рабочий орган машины — шнековый бур, механизмы его привода
и подачи, а также крановое оборудование смонтированы на четы-
рехгранной трубчатой мачте 2. Сверху к мачте прикреплен гусек 3
с блоками для грузового каната 11. Нижний конец мачты шарнир-
но установлен в проушинах поворотной платформы. Подъем мач-
Рис. 20.17. Бурильно-крановая машина с поворотным рабочим оборудованием:
а — общий вид; б — кинематическая схема
19*
291
ты в вертикальное (рабочее) положение и опускание ее в гори-
зонтальное (транспортное) положение относительно оси поворота
10 производятся двумя гидроцилиндрами 7 двустороннего дейст-
вия. Буровой инструмент 13 крепится к нижнему концу буровой
штанги квадратного сечения 9, свободно пропущенной через квад-
ратные отверстия в механизме зажима 6 и подачи 5 и в ступице
ведомой цилиндрической шестерни редуктора вращателя 8. Верх-
ний конец штанги шарнирно закреплен в вертлюге 4. Вертлюг
подвешен на канате, сходящем с барабана Б для подъема штанги
двухбарабанной фрикционной лебедки 18. Грузовой барабан А
лебедки служит для подъема и опускания обсадных труб с
помощью крюковой подвески 12 и каната 11, образующего дву-
кратный полиспаст. Привод механизма 19 вращения поворотной
платформы, а также двухбарабанной лебедки производится от
редуктора отбора мощности 21, через цепную передачу 20, проме-
жуточный вал, .реверс 24 и шестеренчатую распределительную
передачу 25. Вращение штанги с буровым инструментом осуще-
ствляется от дизельного двигателя 17 через механическую транс-
миссию, в состав которой входят карданный вал, коробка передач
23, редуктор поворота 22 и вращатель 8. Механическая коробка
передач обеспечивает шесть скоростей вращения бура в диапазоне
от 28 до 259 об/мин.
Принудительная подача бурового инструмента в забой произ-
водится гидравлическим механизмом зажима и подачи штанги,
основным узлом которого является четырехкулачковый гидравли-
ческий патрон 6, подвешенный к штокам двух гидроцилиндров 5
двустороннего действия. В процессе бурения патрон зажимает
штангу, а гидроцилиндры подают ее в забой. Скорости подачи и
вращения бура меняются в зависимости от физико-механических
свойств разрабатываемого грунта. При работе машина дополни-
тельно опирается на два гидравлических домкрата 14.
Раздел шестой
МАШИНЫ ДЛЯ ОТДЕЛОЧНЫХ РАБОТ
И РУЧНЫЕ МАШИНЫ
ГЛАВА 21. МАШИНЫ ДЛЯ ОТДЕЛОЧНЫХ. РАБОТ
Строительно-отделочные работы включают в себя: штукатур-
ные, малярные, кровельные, стекольные, изоляционные, индустри-
альную отделку помещений, устройство и отделку полов в поме-
щениях и вспомогательные. Для каждого вида работ применяют
специализированные машины и комплекты машин, позволяющие
повысить производительность труда, улучшить качество выполняе-
мых работ.
Машины, применяемые при отделочных работах, разделяются
по технологическому принципу на шесть основных групп: для
штукатурных работ (штукатурные станции и агрегаты; растворо-
насосы, цемент-пушки, штукатурно-затирочные машины); для
малярных работ (мелотерки, краскотерки, краскомешалки, эмуль-
саторы, клееварки, малярные станции, агрегаты для нанесения
шпатлевки, окрасочные агрегаты, электрокраскопульты, краско-
распылители, агрегаты для окраски фасадов); для устройства и
отделки полов деревянных, мозаично-бетонных и из рулонных ма-
териалов (машины для острожки и шлифования паркетных полов,
для затирки, заглаживания и железнения поверхностей, мозаично-
шлифовальные машины, для сварки линолеума); для стекольных
работ (инструмент для нанесения замазки и забивки шпилек);
для кровельных работ (для удаления воды и сушки покрытий,
машины и установки для подогрева, перемешивания и транспор-
тировки мастик, агрегаты для нанесения битумных мастик, для
очистки, раскатки и прикатки рулонных материалов) и вспомога-
тельное оборудование (компрессоры, трансформаторы, преобразо-
ватели тока, механизированные вышки и люльки и др.).
Согласно индексации отделочные машины имеют буквенно-циф-
ровое обозначение (индексы). Для всех отделочных машин уста-
новлен буквенный индекс — СО. Цифровой показатель обозначает
порядковый номер разработки машины. Наличие в конце индекса
буквенного обозначения свидетельствует о ее модернизации, при-
чем число модернизаций соответствует порядковому номеру буквы
в алфавите. Например, индекс окрасочного агрегата СО-5А обоз-
начает, что это пятая разработка устройства и ее первая модер-
низация.
293
21.1. Машины для штукатурных работ
Основными операциями при штукатурных работах являются при-
готовление штукатурных смесей, транспортировка их к месту ра-
боты штукатуров, нанесение раствора на поверхность и затирка
поверхностного слоя раствора. Штукатурные смеси приготовляют-
ся в растворосмесителях непосредственно на строительстве (при
небольших объемах работ или значительных расстояниях от рас-
творных заводов) или доставляются в специализированных
транспортных средствах. Комплексная механизация штукатурных
работ предусматривает установку на объектах промышленного,
гражданского и сельского строительства штукатурных станций
производительностью 1...4 м3/ч, предназначенных для приема,
переработки, подачи к рабочему месту штукатурных растворов и
нанесения их на подготовленные поверхности, что обеспечивает
сокращение затрат ручного труда при выполнении основных и
вспомогательных операций. Транспортировка смесей в них произ-
водится растворонасосами (плунжерными, поршневыми, винтовы-
ми) или с помощью сжатого воздуха.
Штукатурная станция (рис. 21.1) размещена в металлическом
кузове 1, совмещенном с приемным бункером 2. В приемном бун-
кере размещены поворотный струг 27, шнек-смеситель 26 и про-
цеживающее устройство 4 со щетками 3. Подготовка раствора в
бункере с помощью этих устройств позволяет резко уменьшить
высоту загрузки и принимать раствор непосредственно из транс-
портных средств (растворовоза, самосвала) без использования
пандуса или эстакады. Струг перемещается вдоль бункера карет-
кой 25 по направляющим 9 с помощью двух гидроцилиндров 21,
а поворачивается гидроцилиндром 11. С помощью струга раствор
необходимыми порциями подается в зону перемешивания, где по-
падает под действие шнекосмесителя. После перемешивания раст-
вор попадает на сито процеживающего устройства, где происхо-
дит дополнительное перетирание комков раствора стальными
щетками 3 и самоочистка сита. При необходимости в замес до-
бавляют воду (в зимнее время подогретую в водонагревателе 12)
для доведения раствора до требуемой подвижности. Бункер за-
крывается крышкой 8 с помощью гидроцилиндра 13. Подогрев
бункера осуществляется с помощью воздухонагревателя 6. Про-
цеженный раствор поступает в бункер-накопитель 5, откуда рас-
творонасбсом 14 по растворопроводу 7 перекачивается к месту
работы штукатуров. В кузове станции размещены привод 23
шнек-смесителя, электропривод 17 растворонасоса и компрессора
15, насос 16, пульт управления 22, шкаф для инструмента 19,
электрошкаф 18, вентилятор 10 и другое оборудование. Очистка
раствороводов производится сжатым воздухом, поступающим из
ресивера 20. Отходы раствора (камни) извлекаются из зоны пе-
ремешивания через люки 24.
294
Рис. 21.1. Штукатурная станция
tfo'
Для приготовления и нанесения гипсовых растворов на основе
сухих смесей (влажностью не более 10%) используются пере-
движные агрегаты производительностью 0,35... 0,7 м3/ч. В каче-
стве основного узла в этих агрегатах используются одновинтовые
насосы, обеспечивающие высокую равномерность подачи раство-
ров, значительный напор при небольших габаритах и массе.
Одновинтовой насос (рис. 21.2) состоит из привода 1, прием-
А-А
Рис. 21.2. Схема одновинтового насоса
295
кого бункера с винтовым питателем 2, ротора 4, статора 5 и хо-
мута 3, обжимающего статор. Статор выполняется обычно заодно
с корпусом и имеет рабочую поверхность из эластичного матери-
ала (резины), благодаря чему становится податливым в радиаль-
ном направлении. Рабочая поверхность статора представляет со-
бой двухзаходный винт, образующий в нормальном сечении овал
Кассини шириной d с прямолинейными участками длиной 4е. Ра-
бочая поверхность ротора, изготовляемого из стали или чугуна,
представляет собой однозаходный винт с шагом в два раза мень-
ше шага статора с поперечным сечением в виде окружности диа-
метром d, центр которой смещен относительно оси ротора на ве-
личину е. Ось ротора смещена относительно оси статора также на
величину е и поэтому при вращении ротора вращается в обрат-
ном направлении по окружности радиуса е. Рабочие поверхности
статора и ротора, сопрягаясь, образуют замкнутые полости, кото-
рые при вращении ротора перемещаются вдоль оси статора от ка-
меры всасывания к напорной камере, непрерывно транспортируя
перекачиваемый материал и обеспечивая равномерность его по-
дачи. Благодаря эластичности рабочей поверхности статора сни-
жается опасность заклинивания насоса при попадании твердых
частиц в зазор между ней и рабочей поверхностью ротора; это
позволяет использовать одновинтовые насосы для перекачки стро-
ительных растворов.
При строительстве различных сооружений (трубопроводы, тун-
нели, резервуары) возникает необходимость нанесения на их по-
верхность защитного износостойкого, огнеупорного или водогазо-
непроницаемого слоя специальной торкретной штукатурки (це-
ментно-песчаного раствора или мелкозернистой бетонной смеси)
под давлением сжатого воздуха. Для таких работ применяют пере-
движные торкретные установки, в состав которых входят тележка
на колесном ходу (на салазках), цемент-пушка, компрессор с ре-
сивером, бак для воды, гибкие шланги (материальный, водяной и
воздушный) и распылительная насадка. Питание распылительной
насадки сухой смесью осуществляется от цемент-пушки по мате-
риальному шлангу, водой из бака по водяному шлангу. Сжатый
воздух подается в цемент-пушку и в водяной бак от компрессора
по воздушному шлангу. В водяной бак поступают также химиче-
ские реагенты, ускоряющие схватывание смеси.
Цемент-пушка (рис. 21.3) состоит из загрузочного бункера 2,
имеющего в верхней части сетку, а в нижней — побудитель 6,
шлюзового барабана 9 с уплотнительными дисками 8 и 10, элек-
тродвигателя 1, дозатора 4. Вращение побудителю и шлюзовому
барабану передается от электродвигателя через червячный ре-
дуктор. При работе цемент-пушки сухую смесь подают на сетку
бункера, где она просеивается и поступает вниз. Затем через от-
верстия в днище бункера и в верхнем уплотнительном диске 8
смесь перемещается в ячейки шлюзового барабана. Вращающийся
296
шлюзовой барабан переносит ячейки со смесью к разгрузочному
отверстию в нижнем уплотнительном диске 10, откуда смесь по-
ступает в полость крыльчатого дозатора. При вращении дозатора
его полости заполняются порциями смеси, которые выдуваются из
него в продольном направлении сжатым воздухом от компрессора
через выходной патрубок 3 в материальный шланг. На конец
шланга надевается распылительная насадка, к которой с помощью
водяного шланга подводится вода. В насадке сухая смесь смеши-
вается с водой и в виде распыленной массы выбрасывается из нее
на торкретируемую поверхность.
Рис. 21.3. Передвижная торкретная установка:
а — общий вид; б — разрез
Надежная работа цемент-пушки обеспечивается герметизацией
шлюзового барабана и дозатора с помощью поджимного болта 5
и маховика 7 и постоянно заполненным загрузочным бункером.
Производительность выпускаемых в настоящее время цемент-пушек
составляет по сухой смеси 1,5 ... 2 м3/ч. При рабочем давлении
воздуха 0,3 ... 0,36 МПа наибольшая дальность подачи сухой
смеси до 45 м по горизонтали или 10 м по вертикали.
При штукатурных работах нанесение раствора на подготовлен-
ную поверхность производится распиливающими устройствами,
которые разделяются на воздушные и безвоздушные. В воздушные
распиливающие устройства подаются одновременно раствор и
сжатый воздух, который при выходе из сопла распыляет раствор,
образуя факел. При этом раствор равномерно наносится на по-
верхность. Устройства с воздушным распылением бывают двух
типов: с центральной и кольцевой подачей топлива.
В распиливающем устройстве с центральной подачей воздуха
(рис. 21.4, а) регулирование факела раствора, выходящего из со-
297
пла 1, осуществляется изменением расхода воздуха, подаваемого
по воздушному патрубку 6 с помощью крана 5, или расстояния
между форсункой и патрубком 6. Фиксация положения патруб-
ка 6 производится винтом 4. Раствор подается по материльно-
му шлангу 7 под некоторым углом к корпусу форсунки 3.
Форсунки распыливающего устройства — смешанные и крепятся
к корпусу муфтой 2. Распыление раствора производится за счет
увеличенной скорости его движения при выходе из сопла.
Рис. 21.4. Распиливающие устройства
Распиливающее устройство с кольцевой подачей воздуха
(рис. 21.4, б) состоит из форсунки 1, смесительной камеры 2, воз-
душного 6 и материального 7 патрубков и регулировочного крана
5. При работе устройства раствор подается по патрубку 7 в сме-
сительную камеру; туда же по патрубку 6 через кран 5, колено 3
и кольцевое пространство 4 подается сжатый воздух, который,
подхватывая раствор и выходя с ним из форсунки, образует факел.
В результате раствор равномерно наносится на поверхность.
Первый тип распыливающего устройства прост по конструкции,
однако распыление раствора осуществляется недостаточно; второй
тип — сложнее по конструкции, но обеспечивает лучшее распыле-
ние раствора. Воздушные распыливающие устройства применяются
для нанесения отделочных растворов подвижностью 6 ... 12 см
и крупностью заполнителя до 2,5 мм. Регулирование скорости
выхода раствора при постоянных размерах выходного отверстия
сопла осуществляется изменением расхода воздуха. Качество на-
298
несения раствора, а также его потери зависят от объемного соот-
ношения раствора и воздуха. Принято, что при давлении воздуха
0,5 МПа на 1 м3 раствора должно подаваться не менее 4 ... 5 м3
воздуха.
Безвоздушные распиливающие устройства применяются для
нанесения растворов большой подвижности, они просты по кон-
струкции и не требуют подвода сжатого воздуха. Однако в них
не достигается требуемое распыление струи раствора, что приво-
дит к неравномерному нанесению его на поверхность, снижению
качества работ и частому засорению сопл.
На рис. 21.4 в дано прямоточное устройство с эластичной
диафрагмой, дающее прямоточный факел. Оно состоит из кор-
пуса 3, сопла 2, резиновой диафрагмы 1 и гребенчатого хвостови-
ка 4. В диафрагме имеются два отверстия, соединенные прорезью.
При прохождении раствора через прорезь происходит его распы-
ление: из сопла выбрасывается плоский факел, который нано-
сится на поверхность слоем шириной до 500 мм. Достоинством
плоского факела является возможность нанесения раствора поло-
сами, не забрызгивая рядом находящихся конструкций, без про-
пусков и утолщений. Недостатком данного устройства является
интенсивный износ диафрагмы.
Винтовое распиливающее устройство (рис. 21.4, г) состоит из
корпуса 2, распылителя 1, вставки 3, корпуса-гасителя 4, патруб-
ка 5 и неподвижного винта 6. При прохождении устройства раст-
вор получает винтообразное вращение и наносится на поверхность
по винтовой линии, которая в момент соприкосновения со стеной
имеет угол 15 ... 30°. Раствор ложится на поверхность без отс.. -
ка, что сводит к минимуму его потери. При таких распиливаю-
щих устройствах применяются растворы повышенной жесткости.
Существуют распиливающие устройства с регулируемым напо-
ром раствора (рис. 21.4, д), который осуществляется путем зажима
резинового прямоугольного сопла металлическими скобами, за-
крепленными на гайке. При перемещении гайки происходит изме-
нение сечения выходного отверстия сопла, что влечет за собой
изменение давления раствора, выходящего из устройства.
Затирка поверхностного слоя штукатурки производится с по-
мощью затирочных ручных машин с электрическим или пневма-
тическим приводом. Конструкция электрических затирочных ма-
шин (рис. 21.5, б) включает в себя электродвигатель 8, вмонти-
рованный в корпус 7, одноступенчатый цилиндрический редуктор
5, размещенный в корпусе 3, большой 1 и малый 2 рабочие алю-
миниевые диски, рукоятку 6. Для смачивания затираемой поверх-
ности к машине по штуцеру 4 подводится вода. Охлаждение
электродвигателя производится с помощью вентилятора 9. Диски
размещены один внутри другого и вращаются с различной часто-
той, что обеспечивает им почти одинаковую окружную скорость.
299
На поверхности дисков имеются накладки из пенопласта или
древесностружечного материала.
Пневматическая затирочная машина (рис. 21.5, а) состоит из
пневмодвигателя 2, двухступенчатого планетарного и конического
Рис. 21.5. Затирочные машины
редукторов, рабочего органа 3 (траверсы) с лопастями 1 и рукоят-
ки 5. Вода к машине подается по шлангу 4. Рабочим органом могут
быть также сменные затирочные диски из деревопластика или
текстолита. Качество затирки определяется окружной скоростью
вращения рабочего органа машины и удельным давлением на
затираемую поверхность. Среднее значение скорости вращения
дисков принимается равным 6 ... 10 м/с. Удельное давление на
поверхность затирки зависит от состава раствора и времени на-
хождения его на поверхности и составляет 0,008 ... 0,012 МПа.
Производительность ручных затирочных машин — 30 ... 50 м2/ч,
частота вращения дисков — 200 ... 700 об/мин, мощность приво-
да — 0,1 . . .0,12 кВт, масса — 2,5 .. . 4,0 кг.
300
21.2. Машины и механизмы для приготовления
малярных составов
Приготовление малярных составов в современных условиях про-
изводится в централизованных колерных мастерских, где обес-
печивается возможность механизации всех технологических опера-
ций и получения продукции высокого качества. В таких мастер-
ских устанавливаются технологические линии по приготовлению
клеевых составов, масляных красок, различных паст (шпаклевок,
замазок и т. п.), грунтовок и др. Приготовленная в колерных ма-
Рис. 21.6. Схема установки для централизованного приготовления шпаклевоч-
ных, побелочных составов и замазок
стерских продукция доставляется в таре непосредственно на строи-
тельную площадку. При выпуске колерными мастерскими полу-
фабрикатов малярных составов они дорабатываются в малярных
станциях, которые разделяются на инвентарные и передвижные.
На рис. 21.6 приведена схема установки для централизованного
приготовления малярных составов. Комплектующие установку ма-
шины и оборудование размещены на двух технологических линиях:
1) водно-клеевых побелок и клеевых (масляных) шпаклевок; 2) за-
мазок.
При приготовлении побелок подсушенный мел 24 из агрегата
23 подается ковшовым 8 и винтовым 7 конвейерами в расходный
бункер 6 и через дозатор 5 поступает в смеситель 3. Туда же из
бака 10 насосом 9 через дозатор 26 подается клеевой раствор и
(при необходимости) вода из сети через дозатор 4. Полученная
смесь проходит через вибросито и насосом подается в бункера 1
на хранение. Для получения шпаклевок в смеситель кроме мела и
клеевого раствора подаются олифа (из бака 11 с помощью насо-
са 12 через дозатор 25) и различные химические добавки. Из
смесителя приготовленная смесь поступает в жерновую краско-
301
терку 2 на измельчение, откуда насосом подается в бункера 1 на
хранение.
При приготовлении замазки подсушенный мел перемещается в
сушилку 22 и далее в маслосеялку 21. Просеянный мел ковшовым
элеватором 13 подается в расходный бункер 14, затём через доза-
тор 15 в винтовой смеситель 19. Туда же по рассмотренной выше
схеме через дозаторы 16, 17 и 20 поступает клеевой состав, олифа
и вода. Готовая замазка хранится в бункерах 18.
Рис. 21.7. Инвентарная малярная станция
Инвентарная малярная станция (рис. 21.7) работает на по-
луфабрикатах, поступающих из колерных мастерских, и предназ-
начена для окончательного приготовления грунтовочных, шпакле-
вочных и окрасочных клеевых составов и механизированного на-
несения их на поверхность. Оборудование станции состоит из бака
2 для муки, бачков 3 для полуфабрикатов, дозаторов воды 5,
электроклееварки 8, растворонасоса 7, бака готовой продукции 6,
смесителя 4 и компрессора 1.
Передвижная малярная станция'представляет собой аналогич-
ный комплекс машин и оборудован!'!!, размещенных в фургоне-
прицепе к автомобилю. В малярных станциях наряду с устройст-
вами общего назначения (компрессоры, растворонасосы) приме-
няют специальное оборудование: краскотерки, мелотерки, сме-
сители.
На рис. 21.8 дана жерновая краскотерка, рабочим органом ко-
торой служат подвижный 2 и неподвижный 3 жернова, между ко-
торыми происходит размалывание окрасочного состава. Вращение
подвижного жернова осуществляется от электродвигателя 6 через
цилиндрический редуктор 7, на зубчатом колесе которого распо-
ложен вертикальный вал 1. Окрасочный состав поступает в маши-
ну через бункер 4. Для предотвращения залипания в бункере
исходного материала установлен побудитель 5. Жерновые краско-
терки обеспечивают тонкость помола 0,02 ... 0,035 мм и выпуска-
ются двух типоразмеров: производительностью 60 кг/ч масляной
и окрасочной пасты и 100 кг/ч клеевых составов и 250 и 400 кг/ч
302
соответственно. Мощность привода краскотерок составляет 1,7 и
7 кВт.
Помол мела при приготовлении окрасочных и шпаклевочных
составов и замазок чаще всего производится в роторных мелотер-
Рис. 21.9. Мелотерка роторная
ках (рис. 21.9). Загружаемый через воронку 1 материал поступает
в барабан 3, внутри которого вращается с большой окружной
скоростью ротор 2. Мел, попадающий на ротор, также приобретает
значительную скорость и, отбрасываясь на отбойную плиту 5, из-
мельчается. Кроме того, дополнительное измельчение мела про-
исходит в результате соударения частиц и удара их о стенки
303
ротора. Измельченный мел под действием центробежных сил вы-
падает через разгрузочный люк 6. Для очистки щелей ротора
служит скребок 7 с рукояткой 4.
Перемешивание малярных однородных составов (замазки,
шпаклевки, окрасочные пасты) производится в специальных сме-
сителях и пневмоэмульсаторах. На рис. 21.10,а изображен тур-
Рис. 21.10. Смесители
булентный смеситель для приготовления замазок, шпаклевок и
окрасочных паст, представляющий собой бункер 2, установленный
на раме 4. Внутри бункера расположены два Z-образных вала 5
и шнек 6. Привод к валам и шнеку осуществляется от электро-
двигателя через зубчатый редуктор 1. Выгрузка готовой смеси
производится шнеком, консольно вращающимся в нижней части
бункера. Электрошкаф 3 оборудован токовой и тепловой защитой
электродвигателя, а также защитно-отключающим устройством.
Приготовление водных и масляных окрасочных составов про-
изводится в лопастных смесителях (рис. 21.10, б). В баке 4 сме-
сителя установлен диск с тремя лопастями 3, которые смешивают
поступающие в бак материалы. Привод осуществляется от элек-
304
тродвигателя 1 через двухступенчатый редуктор 2. Приготовлен-
ный состав сливается через кран 5.
Пневмоэмульсаторы (рис. 21.10,в) предназначены для разжи-
жения паст и разбавления олифой и растворителями густотертых
малярных составов и водомасляных эмульсий, а также для их
перемешивания и перекачки. Устройство состоит из бака 1, за-
крытого крышкой 3, на которой закреплены воронка 6 с краном 7
для подачи составляющих, крана 4 для подачи сжатого воздуха,
крана 8 для соединения бачка с атмосферой и манометра 5. Со-
ставляющие заливаются через воронку и перемешиваются сжатым
воздухом, который поступает через кран 2 при открытом кране 8.
После смешивания составляющих краны 7 и 8 закрываются и
готовая эмульсия выпускается через кран 9.
21.3. Машины и механизмы для нанесения малярных составов
Для механизированного нанесения шпаклевочных, грунтовочных и
окрасочных составов широко применяются переносные и пере-
движные агрегаты, работающие по принципу распыления водных
и масляных малярных составов. В таких агрегатах малярный со-
став сжатым воздухом или с помощью насоса подается из резер-
вуара к распылительному устройству (соплу, форсунке), нанося-
щему его тонким слоем на обрабатываемую поверхность. Разли-
чают два способа нанесения малярных составов: пневматический,
при котором малярный состав распыливается сжатым воздухом,
и механический (безвоздушный), при котором распыление состава
происходит в результате его завихрения в канале распылителя.
При механическом нанесении малярного состава снижается расход
материалов и улучшаются санитарно-гигиенические условия
работы.
Схема агрегата для поэтажной подачи и пневматического
нанесения на обрабатываемую поверхность шпаклевочных соста-
вов приведена на рис. 21.11. Агрегат состоит из загрузочного
бункера 1, шнека 2, винтового насоса 3, материального шланга 4,
удочки 5 и выжимного устройства 7. Оборудование агрегата
установлено на колесной раме 12. Поступающая шпаклевка уда-
ляется из тары выжимным устройством и попадает в бункер, в
нижней части которого размещен шнек для перемешивания и
подачи материала во всасывающую полость насоса. При работе
насоса материал перемещается по шлангу 4 к удочке, куда по-
ступает одновременно сжатый воздух под давлением 0,5 ...
... 0,7 МПа. Привод агрегата осуществляется от электродвигателя
9 через клиноременную передачу 10 и редуктор 11. Управление
работой агрегата — дистанционное с помощью пневмореле 8,
установленного в воздушном шланге. При открытом кране подачи
воздуха 6 давление в шланге снижается, в результате чего сраба-
20—5258 305
тывает пневмореле, включая электродвигатель привода агрегата.
При закрытом кране 6 давление в шланге повышается, что приво-
дит к отключению электродвигателя с помощью того же пневмо-
реле. Рассмотренный агрегат может быть также использован для
механического нанесения на поверхность грунтовочных и водно-
клеевых окрасочных составов.
Рис. 21.12. Передвижной окрасочный агрегат воздушного распыления
Для пневматического нанесения окрасочных составов на по-
верхность применяются передвижные агрегаты (рис. 21.12), в
комплект которых входят компрессор 8 с ресивером 7, масловодо-
отделитель 6, переносный красконагнетательный бак 4 с маномет-
ром 5, пневматический пистолет-краскораспылитель 1 и набор
материальных 3 и воздушных 2 гибких шлангов. Компенсатор
смонтирован на тележке, базой которой обычно служат ресиверы.
Привод компрессора осуществляется от электродвигателя через
ременную передачу. В остальном состав и компоновка оборудова-
ния такие же, как и в обычных компрессорах. Производительность
306
таких компрессоров — до 0,5 м3/мин, рабочее давление —0,4 ...
... 0,5 МПа. Красконагнетательный бак предназначен для переме-
шивания окрасочных составов и подачи их к пистолету-краско-
распылителю под давлением сжатого воздуха. Бак представляет
собой герметичный цилиндрический сосуд, внутри которого уста-
новлены механическое или пневматическое перемешивающее-
устройство и фильтр для очистки окрасочного состава, поступаю-
щего к пистолету-краскораспылителю. На крышке бака смонтиро-
ваны краны для сжатого воздуха, предохранительный клапан,,
манометр и редуктор. Рабочее давление в баке — 0,4 МПа, вмести-
мость их — 20, 40 и 60 л. Окрашивание поверхностей производится
пистолетами-краскораспылителями, конструкция которых должна
обладать малой массой, быть несложной в эксплуатации и управ-
лении, экономичной (иметь минимальные потери краски и наимень-
ший расход сжатого воздуха), обеспечивать возможность измене-
ния формы и размера факела краски. Краскораспылители могут
быть с подачей окрасочного состава из верхнего и нижнего налив-
ных стаканов от красконагнетательного бака и универсальные.
Пистолет-краскораспылитель (рис. 21.13) состоит из алюми-
ниевого корпуса 7, сменной распылительной головки 5, сопла 6,
запорной иглы 14, материального 15 и воздушного 11 штуцеров,
нажимного курка 16 и рукоятки 10. Пистолет питается краской из
красконагнетательного.бака через резиновый шланг, присоединен-
ный к материальному штуцеру 15, или от съемного нижнего на-
ливного бачка 2 (при небольших объемах работ), удерживаемого
на том же штуцере накидной гайкой 17. Снимается бачок с по-
мощью рычага 4 и затвора 3. Сжатый воздух в пистолет подается
от компрессора через штуцер И и трубку 12 в рукоятке 10. Вклю-
чение пистолета в работу производится нажатием на курок 16, ко-
торый, преодолевая сопротивление пружины 9, сдвигает вправо
воздушный клапан 8 механизма подачи воздуха и запорную иглу
14. При этом открывается доступ воздуха в распылительную го-
ловку, а затем окрасочного состава по каналу 1 к центральному
каналу и открытому отверстию сопла. Выходя через отверстия в
распылительной головке, струя воздуха увлекает и дробит окра-
сочный состав на мельчайшие частицы, нанося их на окрашивае-
мую поверхность. В зависимости от скорости струи воздуха на
выходе из головки распыленная краска образует узкий круглый
или широкий плоский факел. Подача воздуха в головку регули-
руется с помощью регулятора давления 13. Наряду с распылитель-
ными головками с воздушным сжатием факела окрасочного соста-
ва (универсальными) широко применяются щелевые головки с
механическим сжатием для получения только плоского факела.
Такие головки используются при окраске больших поверхностей.
Пистолеты-распылители обычно снабжаются набором сменных
универсальных и щелевых распылительных головок различных
20* 307
размеров, что позволяет изменять в широких пределах
количество наносимой краски в зависимости от объема выполняе-
мых работ. Отечественные краскораспылители имеют производи-
тельность 20 ... 600 м2 окрашиваемой поверхности в час при
Рис. 21.13. Пневматический
пистолет-краскораспылитель
расходе окрасочного состава 0,1 ... 0,8 л/мин и сжатого воздуха
0,042 . . . 0,42 м3/мин.
В настоящее время широкое распространение получили окра-
сочные агрегаты безвоздушного (гидродинамического) распыле-
ния составов под высоким давлением, которые имеют ряд преиму-
ществ над пневматическим распылением: возможность использова-
308
ния высоковязких лакокрасочных материалов, снижение (в 5 ...
... 6 раз) непроизводительных потерь материалов на туманооб-
разование, повышение (в 1,5 ... 3 раза) производительности тру-
да, улучшение производительных и санитарно-гигиенических усло-
вий труда, улучшенное качество покрытия.
Рис. 21.14. Мембранный насос окрасочного агрегата высокого давления
Основным узлом агрегатов безвоздушного распыления являет-
ся мембранный насос высокого давления (до 25 МПа) с гидравли-
ческой передачей, подающей окрасочный состав к распыливаю-
щему устройству. В этих насосах преобразование вращательного
движения вала электродвигателя в возвратно-поступательное
движение плунжера гидропередачи может осуществляться с по-
мощью маховика, имеющего наклонную плоскость и закрепленного
на валу гидропередачи или с помощью эксцентрика, закрепленного
на валу электродвигателя.
На рис. 21.14 представлен такой насос с маховиком, состоя-
щий из корпуса 1 и трех клапанов: всасывающего 14, нагнетатель-
ного 2 и перепускного. В корпусе расположены вал гидропередачи
5, маховик 4, гильза 10 с плунжером 8 и пружиной 9, регулятор
давления 3 и фильтр-пробка 11 с сетчатым фильтром. Корпус за-
полнен маловязким маслом. Мембрана 13 снабжена пружиной 12
и отделяет краскоподающую полость насоса от гидравлической.
Вал электродвигателя 7 соединен с валом 5 гидропередачи упру-
гой муфтой 6. Во время работы торец плунжера скользит по
309
наклонной плоскости маховика, преобразуя вращение последнего
в возвратно-поступательное движение плунжера, которое через
гидравлическую среду сообщает мембране колебательное движе-
ние, обеспечивая движение окрасочного состава из расходной
емкости в распыливающее устройство.
Другая разновидность насоса безвоздушного распыления приве-
Рис. 21.15. Агрегат без-
воздушного распыления
окрасочных составов
дена на рис. 21.15. При вращении эксцентрика 2, укрепленного на
валу электродвигателя, совершает возвратно-поступательное дви-
жение плунжер 3, который через буферную жидкость 10 сообщает
колебания мембране 11. Возврат плунжера и мембраны в исход-
ное положение обеспечивается пружинами. Мембрана отделяет
гидравлическую полость насоса от красконагнетательной. В про-
цессе возвратно-поступательного движения мембраны осуществля-
ется всасывание материала через клапан 9 по шлангу низкого
давления 8 с фильтром 7 из расходной емкости и нагнетание его
через клапан 12 и фильтр 13 по шлангу высокого давления 14
к пистолету-распылителю 1. Частота колебаний мембраны постоян-
на и соответствует частоте вращения электродвигателя.
Давление нагнетания изменяется бесступенчато от нуля до
максимума с помощью регулятора давления 4, перепускающего
часть масла из зоны расположения плунжера и мембраны в дру-
гую часть насоса. При перекрытом канале пистолета-распылителя
и работающем насосе окрасочный состав возвращается через пе-
репускной клапан 6 и шланг 5 в расходную емкость. Один агрегат
может обслуживать несколько распиливающих устройств. Расход
окрасочного состава в них — 3,3 ... 14 л/мин при давлении 12 МПа.
Потребляемая мощность агрегатов — 1 ... 2 кВт.
Для механического распыления маловязких водных окрасочных
растворов служат переносные краскопульты с ручным и механи-
310
Рис. 21.16. Электрокраскопульт;
а — принципиальная схема; б — схема форсунки
вращательного действия
ческим приводом, рабо-
тающие по принципу на-
сосных камер сжатия.
Ручные краскопульты
применяются при малых
объемах работ, электро-
краскопульты—при боль-
ших.
Электрокас к о п у л ь т
представляет собой насос
центробежного, мембран-
ного, диафрагменного или
плунжерного типа с при-
водом от электродвигате-
ля, имеющий штуцера
для присоединения всасы-
вающего и напорного
шлангов. Наибольшее
распространение получи-
ли электрокраскопульты
с диафрагменным насосом
(рис. 21.16). Насос включает в себя корпус 17, клапанную коробку
6 с ресивером 8, резиновую диафрагму 3 и кривошипно-шатунный
механизм, состоящий из эксцентрикового вала 18 и шатуна 2.
Эксцентриковый вал, соединенный эластичной муфтой с фланце-
вым электродвигателем 16, сообщает шатуну и прикрепленной к
нему диафрагме возвратно-поступательное движение. На перифе-
рии диафрагма зажата между корпусом насоса и клапанной
коробкой, на которой размещены три клапана: всасывающий 10,
нагнетательный 9 и перепускной 7. При ходе шатуна вниз диаф-
рагма опускается, в клапанной коробке создается разрежение и
всасывающий клапан 10 открывается. Окрасочный состав начи-
нает поступать из бачка 19 через фильтр 1 по шлангу 4 в клапан-
ную камеру. При обратном ходе шатуна диафрагма поднимается,
в коробке создается давление и окрасочный состав через нагне-
тательный клапан 9 по напорному шлангу 14 подается к распы-
лительному устройству — удочке 12. На конце удочки укреплена
форсунка 11, распыляющая состав под давлением 0,4 ... 0,6 МПа.
Канал удочки перекрывается рычажным клапаном 13. При пере-
крытии удочки избыток окрасочного состава через перепускной
клапан 7 по шлангу 5 поступает обратно в бачок 19. К сети
электрокраскопульт подключается через штепсельное соедине-
ние 15.
Производительность отечественных электрокраскопультов при
работе с удочкой составляет 200 . .. 260 м2/ч, дальность подачи
по горизонтали — до 10 м, по вертикали — до 8 м. Электрокраско-
пульт может одновременно обслуживать 2 ... 3 удочки.
311
21.4. Машины для кровельных и изоляционных работ
Основным видом кровельного покрытия является мягкая рулонная
кровля. Существуют также безрулонные кровли на основе би-
тумно-полимерных и полимерных мастик. Механизация процессов,
изготовления кровли включает в себя транспортировку и укладку
стяжек по перекрытиям и кровле, укладку и наклейку рулонных
материалов на полимерно-битумной основе, приготовление и на-
несение битумных и полимерно-битумных мастик и эмульсий,
удаление воды и сушку оснований кровли.
Рис. 21.17. Машина для
приготовления и подачи
жестких растворов
Для устройства стяжек под кровлю применяются жесткие
растворы, подача которых к месту работы производится пневма-
тическим способом. Машина для приготовления и подачи жестких
растворов (рис. 21.17) представляет собой цилиндрический резер-
вуар 2, установленный на раме 1. Внутри резервуара вращается
лопастный вал 9 для приготовления раствора из сухих смесей и
перемещения его к выходному патрубку 13. В верхней части ре-
зервуара расположен загрузочный люк 3 с крышкой 4, гермети-
чески закрывающийся замком 5, а также трубопроводы с кранами
управления 7, манометром 8 и предохранительным клапаном 12.
На крышке 4 установлен кран 6, сбалансированный с замком 5
для сброса давления из резервуара после окончания подачи ра-
створа. К выходному патрубку присоединяется напорный шланг
10, заканчивающийся насадкой 11. Загрузка сухой смеси произ-
312
водится через люк 3. Приготовление раствора происходит под
давлением сжатого воздуха, поступающего в резервуар от ком-
прессора, что способствует его аэрации. Аэрированная смесь по-
ступает в выходной патрубок отдельными порциями с воздушными
прослойками благодаря цикличному перекрытию патрубка ло-
пастью смесителя, что позво-
ляет перемещаться смеси на
значительные расстояния (40 м
по вертикали или 115 м по го-
ризонтали) при сравнительно
невысоком рабочем давлении
(до 0,6 МПа). Расход сжатого
воздуха 2,2 ... 2,5 м3/мин.
Укладка и наклейка рулон-
ного материала на подготов-
ленное основание обычно про-
Рис. 21.18. Установка для укладки ру-
изводятся С помощью подруч- лониого материала и нанесения раство-
ных механизмов и приспособ- рителя
лений, однако существуют и
комплекты оборудования для
комплексной механизации этих процессов. В комплект вхо-
дят тележка для подвоза к месту работ рулонного материала
и растворителя — пластификатора, приспособление для подачи
растворителя, установка для нанесения растворителя и укладки
рулонного материала, кровельные ножницы и приспособление для
прикатки рулонного материала. Тележка для подвозки материалов
обеспечивает размещение бочки (200 л) с растворителем или ше-
сти рулонов материала. Установка для нанесения растворителя и
укладки рулонного материала дана на рис. 21.18. Рама установки
состоит из тележки на колесах 7 и 11, к которой прикреплен
дугообразный кронштейн с поролоновыми валиками 1 и 3 и тру-
бопроводами 4 и 5 для подачи к ним растворителя из дозатора 8.
Наличие кинематической связи дозатора с передним колесом 11
обеспечивает при движении тележки одновременную подачу раст-
ворителя к обоим валикам, т. е. нанесение растворителя как по
раскатываемой с помощью ролика-толкателя 6 поверхности ру-
лонного материала 2, так и на покрываемое им основание. Для
нанесения растворителя вручную в начале процесса раскатывания
материала установка обеспечена удочкой 9 с резиновым шлангом
10. Для прикатки материала приспособлением развивается дав-
ление 0,04 МПа при ширине захвата 955 мм.
Для приготовления и нанесения на поверхность битумных и
полимерно-битумных мастик применяются машины, обеспечиваю-
щие подогрев, перемешивание, транспортировку и нанесение мастик
на кровлю (рис. 21.19). Они состоят из емкости 2 для битума, на-
сосного агрегата 5, установленных на шасси прицепа 1, и трубо-
313
проводов 6. Разогрев битума производится с помощью промежу-
точного теплоносителя (высококипящего масла), нагреваемого-
электрическими трубчатыми нагревателями (ТЭНами) 3. Верхний
отсек емкости — битумный — оборудован системой перемешивания.
Подача мастики к месту работы производится специальным ше-
стеренчатым насосом, способным перекачивать горячую массу с
волокнистым абразивным наполнителем. Трубопровод служит для.
Рис. 21.19. Машина для подогрева, перемешивания и транспортирования мастики!
подачи мастики от насоса к месту работы и состоит из отдельных;
секций и колен, имеющих теплоизоляционную оболочку. Трубо-
провод разогревается перед началом работы омическим сопротив-
лением посредством понижающего трансформатора. На всасываю-
щем и напорном трубопроводах установлены трехходовые краны.
Первый из них предназначен для подачи в насос мастики или
жидкости для промывки насоса, второй — для подачи мастики по
трубопроводу или для рециркуляции ее обратно в емкость для
повышения интенсивности разогрева мастики. Электрооборудова-
ние 4 машины обеспечивает пуск и нормальную работу насоса
при разогреве мастики, работу привода насоса, контроль темпе-
ратуры разогрева насоса, поддержание температуры мастики.
При устройстве безрулонных кровельных покрытий на основе
полимерных мастик используются передвижные станции, механи-
зирующие полный технологический цикл работ: разгрузку мастики,
обработку ее с целью снижения вязкости, подачу к месту работы
и нанесение на поверхность методом безвоздушного распыления.
На пневмоколесном шасси 1 таких станций (рис. 21.20) установ-
лены: на колонне 15 поворотная кран-балка 2 с электротельфером
и грузозахватным устройством 11, технологическая 7 и рабочая 16
емкости со смесителями и шнеками, компрессор 3, барабан 19
для намотки напорного рукава 18 с форсункой 17, насосы 5, си-
стема трубопроводов с манометрами 4, напорными клапанами 14
и кранами 13. Смесители приводятся в действие от электродвига-
телей 8 через редукторы. Емкости 7 и 16 оборудованы сливными
кранами 6. При работе станции емкости 10 с мастикой устанав-
314
ливают с помощью кран-балки в приемное устройство 12, откуда
мастика сливается через горловину 9 в емкость 7. При значитель-
ной вязкости мастики для ее выдавливания используют компрес-
сор. В технологической емкости мастика перемешивается и цир-
кулирует по замкнутому контуру с помощью насоса 5 с добавле-
нием при необходимости растворителей. Доведенная до рабочего
Рис. 21.20. Станция для
устройства безрулонных
кровельных покрытий
состояния мастика перекачивается в бак 16, откуда по напорному
рукаву подается к форсунке и наносится на обрабатываемую по-
верхность. Давление в напорной линии и расход мастики регу-
лируются напорным клапаном 14.
21.5. Машины для отделки полов
В промышленном и гражданском строительстве применяются полы
деревянные (дощатые и паркетные), мозаичные, бетонные с
улучшенным цементным покрытием на основе гранитной и мра-
морной крошки, а также с ковровым, линолеумным и полимер-
ным покрытием. Отделка полов предусматривает их обработку
для придания наружной поверхности гладкости путем острожки
и шлифования (деревянные), фрезерования и шлифования (бетон-
ные и мозаичные), прикатки (линолеумные, с полимерным покры-
тием). Для отделки деревянных полов применяют паркетостро-
гальные и паркетошлифовальные машины. Паркетострогальная
машина (рис. 21.21, а) в качестве рабочего органа имеет ножевой
барабан с двумя сменными ножами 9, являющийся одновременно
315
обращенным ротором электродвигателя 1. Статор электродвига-
теля установлен на валу, закрепленном в боковых крышках кор-
пуса 2. Корпус снабжен ходовым устройством, состоящим из двух
передних 10 и двух задних 8 роликов. Задние ролики установлены
на шарнирном рычаге 4, проходящем в рукоятке 3, который вме-
сте с ручкой 6 позволяет устанавливать барабан в рабочее или
транспортное положение. Регулирование толщины снимаемой
стружки производят подъемом или опусканием оси ротора' с по-
Рис. 21.21. Схемы ма-
шин для отделки дере-
вянных полов
мощью рычага 4, перемещаемого гайкой 5. Заданная толщина
снимаемой стружки обеспечивается нажатием пружины 7 на ры-
чаг 4. Паркетошлифовальные машины могут быть барабанные и
дисковые. Наибольшее распространение получили барабанные
машины, обладающие высокой производительностью и качеством
работ. В качестве рабочего органа барабанной паркетошлифо-
вальной машины используется горизонтальный барабан 2 (рис.
21.21, б) с обрезиненной поверхностью, на котором с помощью
нажимных валиков закрепляется наждачная бумага различной
зернистости. Вращение барабан получает от электродвигателя 3
через клиноременную передачу 4. От этого же двигателя вра-
щается рабочее колесо вентилятора 8 узла пылесоса. Отсасывае-
мая пыль собирается в пылесборнике 5, закрепленном на рукояти
6. Ходовая часть машины состоит из одного переднего и двух
задних обрезиненных колес 7, установленных на шарнирной тра-
версе, благодаря чему можно изменять положение барабана от-
носительно обрабатываемой поверхности. Все вращающиеся де-
тали расположены в корпусе 1 и закрыты кожухами.
Дисковые переносные машины (рис. 21.22) применяют для
шлифования труднодоступных участков паркетных полов (в углах,
вдоль стен, под радиаторами отопления и др.). Рабочим органом
является консольный диск с закрепленной на нем шлифовальной
бумагой на тканевой основе. Привод диска осуществляется через
редуктор и клиноременную передачу. Отсос пыли производится
вентилятором в пылесборник. В конструкции машины предусмот-
рено устройство для уменьшения реактивного момента.
316
Обработка бетонных и мозаичных полов производится с по-
мощью шлифовальных машин, которые отличаются конструктив-
ным разнообразием и могут быть переносными и самоходными.
Рабочим органом этих машин является шлифовальный абразив-
ный инструмент. На рис. 21.23 показана ручная мозаично-шлифо-
вальная машина. В рабочий орган 1 входят две траверсы 4, к
которым через резиновые амортизаторы 5 прикреплены планшай-
бы 14 с тремя камнедержателями 12, несущие абразивные сегмен-
Рис. 21.22. Дисковая парке-
тошлифовальная машина
ты 13, которыми и обрабатывают поверхность пола. Вращение
траверсам передается от электродвигателя 7 через цилиндрические
шестерни 11, 6 и 3, расположенные в закрытом корпусе 2. Пере-
движение машины производится на двух колесах 10 с помощью
рукояти 8. Траверсы вращаются в горизонтальной плоскости в
разные стороны, благодаря чему уменьшается усилие на удержа-
ние машины. Включение электродвигателя в работу производится
выключателем 9.
При устройстве покрытий полов из линолеума механизация
работ предусматривает сварку отдельных полотнищ между собой
с помощью горячего воздуха, прикатку полотнищ и наклейку их
на основание.
ГЛАВА 22. РУЧНЫЕ МАШИНЫ
22.1. Общие сведения и классификация машин
Ручная машина (РМ) — это технологическое устройство, в кото-
ром движение рабочего органа осуществляется с помощью встро-
енного двигателя, а управление и вспомогательные движения вы-
317
ттолняются вручную. Наибольшее распространение РМ получили
в строительстве при выполнении отделочных, электромонтажных,
сантехнических и ремонтных работ, а также при монтаже метал-
локонструкций и технологического оборудования. Применение
РМ позволяет в 5 ... 10 раз увеличить производительность труда
(по сравнению с работой вручную), значительно снизить трудоем-
кость и повысить качество операций, а также улучшить условия
труда оператора.
Ручные машины должны удовлетворять следующим основным
требованиям: обеспечивать наивысшую производительность работ
при высоком качестве выполняемых операций; обладать мини-
мальными габаритами и массой при достаточно большой мощности
двигателя; быть удобными в эксплуатации и максимально облег-
чать условия труда оператора; обладать высокой надежностью и
долговечностью в работе, универсальностью и высокой маневрен-
ностью; соответствовать установленным нормам шумо- и вибро-
изоляции; обеспечивать полную безопасность оператора; иметь
широкую поузловую унификацию; соответствовать современным
требованиям технической эстетики; иметь невысокую первона-
чальную стоимость и низкие эксплуатационно-ремонтные расходы.
Классифицируют РМ по основному назначению и области при-
менения; роду энергии питания и привода; способу преобразова-
ния энергии питания; характеру движения рабочего органа; ис-
полнению и регулированию скорости; методу обеспечения без-
опасности работ.
По назначению и области применения РМ подразделяются на
машины общего назначения (сверлильные, шлифовальные, поли-
ровальные и фрезерные), для обработки металла, древесины, для
монтажно-сборочных работ (резьбозавертывающие) и др. К маши-
нам для обработки металла относятся ножницы, машины резьбо-
нарезные и развальцовочные, кромкорезы, труборезы, пилы дис-
ковые по металлу, щетки угловые, молотки пучковые и зубильные.
К машинам для обработки древесины относятся пилы дисковые,
ножовочные и цепные, машины распиловочные и деревообрабаты-
вающие, рубанки, долбежники. К машинам для монтажно-сбороч-
ных работ относятся гайковерты, шуруповерты, шпильковерты.
По роду энергии питания и приводу РМ подразделяются на
электрические, пневматические, моторизованные, гидравлические
и пороховые. Электрические РМ подразделяются на машины: по-
стоянного тока, однофазного переменного тока с двигателями
коллекторными и асинхронными; трехфазного переменного тока с
двигателями асинхронными нормальной и повышенной частоты
тока. Пневматические ручные машины подразделяются на рота-
ционные, турбинные и поршневые. Моторизованные ручные маши-
ны делят на машины с бензиновыми двигателями и с дизелями.
На строительстве преимущественно распространены ручные ма-
шины с электрическим и пневматическим приводом.
318
г
По способу преобразования энергии питания РМ подразделя-
ются на механические, фугальные, компрессионно-вакуумные,
, пружинные. В механической РМ энергия питания передается на
рабочий орган через передаточный механизм (редуктор); в фу-
гальной — без использования промежуточного передаточного ме-
ханизма; в компрессионно-вакуумной — передача энергии осуще-
ствляется ударником, пневматически связанным с промежуточным
преобразовательным механизмом и в пружинной РМ передача
энергии на рабочий орган осуществляется с помощью упругого
звена.
По характеру движения рабочего органа РМ подразделяются на
машины с вращательным, возвратно-поступательным и сложным
движением. При вращательном движении рабочего органа сило-
вое воздействие на обрабатываемый объект происходит непрерыв-
но; при возвратно-поступательном или сложном движениях — им-
пульсами.
По исполнению и регулированию скорости РМ подразделяются
на прямые и угловые, реверсивные и нереверсивные, одно- и мно-
госкоростные. У прямых РМ оси привода и вращающегося рабо-
чего органа совпадают (параллельны), у угловых — пересекаются.
Последние предназначены для работы в труднодоступных местах.
По методу обеспечения безопасности работ электрические РМ
подразделяются на три класса. К классу I относятся машины, ра-
ботающие при напряжении тока более 42 В, и у которых хотя бы
одна деталь, доступная для прикосновения, отделена от токоне-
1 сущей детали одной рабочей изоляцией. К классу II относятся
машины, работающие при напряжении тока более 42 В, у которых.
। все металлические части, доступные для прикосновения, отделены
от токонесущих частей двойной (усиленной) изоляцией. К классу
III относятся машины, работающие при напряжении тока менее
42 В, причем они имеют повышенную частоту электрического тока..
Безопасность электрических РМ во многом определяется их
защищенностью от попадания влаги на изоляцию. По этому приз-
наку РМ изготовляются в трех вариантах: незащищенные, брыз-
гозащищенные и водонепроницаемые. Вибробезопасность всех РМ
обеспечивается специальными устройствами для уменьшения виб-
рации, передаваемой на руки оператора, до допустимого предела.
В настоящее время для упорядочения выпуска ручных машин
введена единая система индексации. Согласно ей каждая модель,
ручной машины имеет буквенно-цифровое обозначение (индекс).
Буквенная часть индекса обозначает тип привода ручной машины:
ИЭ — электрический, ИП — пневматический, ИГ — гидро- и гидро-
пневматический, ИМ — моторизованный с двигателем внутреннего
сгорания. Для насадок, головок и вспомогательного оборудования
независимо от типа привода введен буквенный индекс ИК.
Цифровая часть индекса соответствует классификатору, приве-
денному в табл. 22.1, согласно которому все ручные машины под-
319»
Таблица 22.1 Классификатор и
Группы
1 1 2 3 4 5
1 Подгр; Машины сверлильные резьбо- завертывающие Машины шлифовальные, полировальные Машины резьбо- завертывающие, резьбонарезные Машины ударные, Ударно- вращательные Машины фрезерные, пилы дисковые, ножницы, рубанки
0 10 Машины сверлиль- ные прямые 20 Машины шлифо вальные, полиро- вальные зачист ные, прямые 30 Шуруповерты с ав- томатическое за- грузкой 40 Молотки кле- пальные 50 Машины фрезер- ные
1 11 Машины сверлиль- ные угловые 21 Машины £шлнфо- вальные, полиро- вальные зачистные угловые 31 Гайковерты удар ного действия пря- мые 41 Молот кн ру- бильные 51 Пилы дисковые
2 12 Машины сверлиль- ные миогоскорост- ные [прямые и уг- ловые 22 Машины шлифо- вальные, полиро- вальные торцевые 32 Гайковерты удар- ного действия уг- ловые 42 Молоткн от- бойные 52 Ножовки» лобзики
3 13 Машины сверлиль- ные реверсивные, прямые и угловые 23 Машины шлифо- вальные, полиро- вальные ленточные 33 Шпильк о в е р т ы, муфтоверты 43 Молотки бу- рильные 53 Напильники, над Фили, шаберы
4 14 Машины разверты- вающие» зенко- вальные 24 Машины шлифо- вальные, полиро- вальные плоские 34 Машины резьбона- резные прямые 44 Машниы гвоз- дезаб и в н ы е, скобозабивные 54 Ножницы ножевые
5 15 Машины сверлиль- ные, ударио-вра- щательные 25 35 Машины резьбона- резные угловые 45 Трамбовки 55 Ножницы выруб ные
6 16 26 36 Гайковеоты без- ударного действия прямые 46 Ломы, пробой- ники 56 Долбежникн
7 17 27 37 Гайковерты без- ударного дейст- вия угловые 47 Перфораторы 57 Рубанки
8 18 Станки сверлиль- ные переносные и устройства 28 38 48 Машины раз- вальцовочные 58 Резинорезы
9 I 19 1 29 | 39 49 1 1 59 Сучкорезы
320
цифровая индексация ручных машин
Группы
6 7 8 9 10
Машины специальные универсальные Агрегаты миогошпиндельные Насадки, головки, в том числе с приводом через гибкие валы Вспомо гательное оборудование, принадлежности
60 Машины универсаль- ные с комплектом на- садок 70 Агрегаты сверлильные 80 Сверлильные, прямые, зенковальные 90 Подвеска для ручных машин 100
61 Машины с гибким ва- лом, с универсальны- ми головками 71 Агрегаты гайкозавер- тывающие, винтоза- вертывающие 81 Сверлильные угловые 91 Воздуходувки 101
62 Шпиндели универсаль- ные 72 Агрегаты резьбонарез- ные 82 Шлифовальные, поли- ровальные, зачистные 92 Стойки, подставки 102
63 Труборезы 73 83 Резьбонарезные 93 Приводы универсаль- ные 103
64 Бороздоделы 74 84 Гайковерты, шурупо- верты 94 Преобразователи 104
65 Кромкорезы 75 85 Молотки 95 Торсионы, шарниры 105
66 76 86 Типы: фрезерные и ди- сковые, фуганки 96 Аккумуляторы 106
67 77 " 87 Напильники, надфили, шаберы 97 Станки заточные, то- чила 107
68 78 . 88 Ножовки, лобзики, ИОЖЙИЦЫ 98 Устройства защитно- отключающие 108
69 79 | 89 | 99 | 109
21—5258
321
разделены на группы й подгруппы, в зависимости от их назначе-
ния и важнейших конструктивных особенностей. Согласно клас-
сификатору, все ручные машины разделены на девять групп,
группа 10 является резервной и предусмотрена для машин совер-
шенно новой конструкции (с автономным электроприводом или
лучевым воздействием на обрабатываемые детали и конструкции).
Незаполненные графы классификатора предназначены для новых
машин указанных групп. Так, расшифровка индекса молотка руч-
ного пневматического рубильного ИП-4119 означает: ИП — вид
привода — пневматический; 4 — номер группы, согласно таблице
классификатора — машина ударного действия; 1 — номер подгруп-
пы— молоток рубильный; 19 —регистрационный порядковый но-
мер ручной машины указанной модели.
В целях обеспечения высокого качества выпускаемых ручных
машин на них введены нормативно-технические документы (стан-
дарты), устанавливающие комплекс норм, правил и требований
к каждому виду изделия и утвержденному Госстандартом СССР.
В настоящее время на ручные машины имеются и действуют
26 государственных стандартов (ГОСТов), в каждом из которых
указывается область его распространения, время действия, основ-
ные параметры и размеры, технические требования, методы испы-
таний, маркировка, упаковка и консервация. Часть ручных машин
выпускается по отраслевым стандартам (ОСТам), обязательным
для всех предприятий отрасли.
22.2. Двигатели ручных машин
Электрические ручные машины приводятся в действие электро-
двигателями. Приводом электромеханических машин служат одно-
фазные коллекторные двигатели, включаемые в осветительную
сеть нормальной частоты (50 Гц) напряжением 220 В; асинхрон-
ные трехфазные с короткозамкнутым ротором нормальной (50 Гц)
и повышенной (200 Гц) частоты напряжением 220 и 36 В. Для
привода фугальных электрических машин используются однофаз-
ные магниты с возвратно-поступательным движением якоря.
Преимущественное распространение (до 70%) получили одно-
фазные коллекторные двигатели с двойной изоляцией, мощностью
120... 1150 Вт, частотой вращения якоря — 200... 300 с-1. Эти
двигатели характеризуются высокой удельной мощностью на еди-
ницу массы, способностью выдерживать кратковременные пере-
грузки, нечувствительностью к колебаниям напряжения в питаю-
щей электросети, невысоким уровнем пускового тока (не более
четырехкратного номинального значения). Они безопасны в экс-
плуатации, могут работать от сети переменного и постоянного то-
ка, для их питания не требуется громоздких трансформаторов или
преобразователей частоты электрического тока. Недостатками
322
коллекторных двигателей являются сложность конструкции, изго-
товления и эксплуатации, высокая стоимость.
Асинхронные электродвигатели трехфазного тока с коротко-
замкнутым ротором имеют более простую и надежную конструк-
цию, обладают высокой перегрузочной способностью, они проще в
изготовлении и эксплуатации. В то же время они (при нормаль-
ной частоте тока) отличаются повышенными габаритами и массой
и низкой удельной мощностью, что ограничивает их применение
полустационарными ручными машинами — дисковыми пилами,
долбежниками, трамбовками, заточными станками и др. Асин-
хронные трехфазные двигатели повышенной частоты обладают
малой массой и габаритами, они быстроходны (частота вращения
якоря — до 200 с-1), характеризуются высокой удельной мощ-
ностью, простотой конструкции, высокой надежностью и сравни-
тельно низкой стоимостью изготовления. Недостатками таких дви-
гателей являются низкая способность к перегрузкам, высокая
чувствительность к колебаниям напряжения в питающей сети,
перегрев и снижение надежности при работе с частыми пусками
и остановками из-за чрезмерной величины пускового тока (в семь
раз большего, чем номинальное значение). Применение ручных
машин с двигателями, требующими применения преобразователя
частоты, наиболее эффективно в стационарных условиях на ста-
бильных рабочих местах, а также при работе в условиях повы-
шенной опасности поражения оператора током.
В настоящее время ведутся работы по созданию полностью
электробезопасных ручных машин, снабженных не только двой-
ной, но и так называемой полной электрической изоляцией. Такие
машины имеют цельнопластмассовый корпус и не содержат, кроме
рабочего органа, наружных металлических частей. При этом опе-
ратор надежно защищен от поражения током не только в.случае
повреждения рабочей изоляции привода машины, но и при попа-
дании рабочего органа в токонесущие элементы.
Пневматические ручные машины приводятся в действие двига-
телями, работающими от сжатого воздуха, поступающего по
шлангам от компрессорных станций. В пневматических РМ вра-
щательного действия применяются в основном поршневые, турбин-
ные и ротационные двигатели.
В поршневых двигателях возвратно-поступательное движение
рабочих поршней преобразуется во вращательное движение шпин-
деля с помощью кривошипно-шатунного механизма или кулисных
(кулачковых) механизмов и золотникового воздухораспределения.
Несмотря, на достаточно высокий КПД, эти двигатели имеют ог-
раниченное применение в ручных машинах из-за больших габари-
тов и массы и используются в случаях необходимости значитель-
ной мощности и пускового крутящего момента при небольшой
частоте вращения. Мощность поршневых двигателей РМ состав-
ляет 0,4... 4 кВт, частота вращения — 7,5... 38 с-1.
21* 323
В турбинных двигателях кинетическая энергия сжатого возду-
ха непосредственно преобразуется в механическую. Достоинства-
ми турбинных двигателей являются простота конструкции, малые
масса и габариты, отсутствие трущихся деталей, что значительно
увеличивает срок службы машины. Недостатками этих двигателей
являются низкий КПД, сложность реверсирования, большая зави-
симость эффективной работы от частоты вращения, нагрузки на
двигатель и давления сжатого воздуха, значительный износ ло-
паток турбины и повышенный шум при работе. В пневматических
РМ турбинные двигатели имеют мощность до 0,4 кВт и частоту
вращения до 250 с-1 и применяются там, где требуется получить
высокую частоту вращения при малом крутящем моменте.
Наибольшее распространение в пневматических РМ получили
ротационные двигатели, которые в качестве рабочего органа име-
ют вращающиеся пластины — лопатки переменного сечения. Пре-
имуществами таких двигателей являются небольшие масса и га-
бариты, простота конструкции, легкость реверсирования, способ-
ность выдерживать перегрузки и малый расход воздуха, и недо-
статками —- значительный износ лопаток и повышенный шум при
работе. В пневматических РМ используются ротационные двига-
тели мощностью 0,18...2,6 кВт с частотой вращения 3,5...350с-1.
Для пневматических РМ ударного действия — отбойных, кле-
пальных и рубильных молотков — применяют поршневые двигате-
ли со свободным движением поршня.
ГЛАВА 23. РУЧНЫЕ ЭЛЕКТРИЧЕСКИЕ МАШИНЫ
23.1. Машины для обработки древесины
При обработке древесины с помощью ручных машин выполня-
ются следующие операции: пиление, строгание, долбление, свер-
ление и фрезерование. Механическая обработка древесины, как
правило, производится с нарушением волокон режущим инстру-
ментом, имеющим один нож, несколько фрез или большое количе-
ство резцов (пилы). Процесс резания состоит в том, что под воз-
действием внешней силы резец, имеющий форму клина (рис.
23.1,а), внедряясь в древесину режущей кромкой, перерезает во-
локна и отделяет их в виде опилок или стружек.
Параметры процесса резания во многом определяются геомет-
рией (совокупностью характеристик его формы и расположения в
пространстве) резца. Пусть режущий клин-резец 1 (см. рис. 23.1,а)
прошел в заготовке 2 некоторый путь, образуя стружку 3. В ре-
жущей части клина можно выделить следующие элементы: перед-
нюю поверхность 77, по которой сходит стружка; заднюю поверх-
ность 3, обращенную к формируемой на заготовке поверхности
резания; боковые поверхности Б (правая и левая относительно
324
направления вектора скорости о); главное лезвие Лг, образован-
ное пересечением передней и задней поверхностей; боковые лезвия
Лб — пересечением задней и боковых поверхностей; задние кром-
ки К— пересечением задней и боковых поверхностей (активной
роли в процессе резания не играют).
Угловые параметры резца обычно измеряют в сечении плос-
костью, перпендикулярной лезвию (на рис. 23.1,а это сечение рез-
Рис. 23.1. Схема процесса резания древесины
ца заштриховано). Угол между передней и задней поверхностями
резца называют углом заточки р. Положение передней поверхно-
сти определяет угол резания 6 — угол между передней поверхно-
стью и плоскостью резания. Задним углом а резца называют угол
между задней поверхностью и плоскостью резания. Положение
передней поверхности резца иногда определяют передним углом у
между передней поверхностью резца и плоскостью, проходящей
через лезвие, и нормалью к плоскости резания. Во всех случаях
геометрии резца: у+₽+и=90°. Угол резания 6=а-(-р.
При обработке древесины обычно рассматривают три главных
вида резания: в торце — торцовое (_1_), при котором плоскость
резания и направление резания перпендкулярны волокнам древе-
сины (рис. 23.1,6); вдоль волокон — продольное (//), при котором
плоскость и направление резания параллельны волокнам древеси-
ны (рис. 23.1,в); поперек волокон (4+), при котором плоскость
резания параллельна волокнам древесины, а направление резания
перпендикулярно им. Между главными может быть множество
переходных (промежуточных) видов резания (продольно-торцовое,
продольно-поперечное, торцово-поперечное и т. д.).
Исходные характеристики процессса резания древесины опре-
деляются тремя основными факторами: видом материала (порода
и влажность) и его физико-механическими свойствами; угловыми,
22—5258 325
физико-механическими свойствами материала резца, геометрией
резца, его остротой и т. д.; режимом и размером обработки (тол-
щиной стружки, скоростью подачи и резания, направлением реза-
ния по отношению к направлению волокон и др.).
При обработке древесины рабочую зону резца составляют лез-
вие и прилегающие к нему участки передней и задней поверхно-
Рис. 23.2. Участки
рабочей зоны рез-
ца (а) и взаимо-
действие элемен-
тов резца с древе-
синой; лезвия (б);
передней грани
(в); задней грани
(г)
сти. Для определения величины и направления общей силы, с ко-
торой резец действует на древесину, в теории резания всю рабо-
чую зону резца расчленяют на участки и рассматривают силы,
действующие на каждый участок и на резец в целом.
Рабочая зона резца (рис. 23.2,а) имеет три участка: переднюю
грань (участок ak), заднюю грань (участок bd) и лезвие (учас-
ток and).
Силы на лезвии. Эпюру нормальных давлений на лезвии мож-
но представить как часть кольца (нормальное давление одинаково
на каждой единице длины контура лезвия). Величина давления
находится в пределах прочности древесины на сжатие, так как
здесь имеет место разрушение. Контур лезвия (дуга anb) рас-
сматривается состоящим из двух участков — дуг ап и nb (рис.
23.2,6). При суммировании нормальных давлений по контуру ап
получаем равнодействующую Л/Ль а при суммировании сил трения
по этому же контуру—Гль Геометрическая сумма этих сил —
5л1 — сила воздействия участка лезвия ап на древесину. Анало-
гично на участке лезвия nb действуют силы Nn2 и Тя2 и их геомет-
326
рическая сумма 8л2. Складывая графически силы 5Л) и 5Л2>
получаем общую силу воздействия лезвия резца на древесину 5Л.
Эту силу раскладывают для практических целей на две состав-
ляющие: Ря — по касательной к-абсолютной траектории резания
и Qj!— по нормали к ней. Величина этих сил на единице длины
(1 мм) лезвия зависит от радиуса затупления р резца и углов а
и б, от нормального давления оВСж по контуру резца и от коэф-
фициента трения /л- Следовательно,
Рл=/(р, б, я, Ов.сж, /л); <Эл=Г(р> б, а, Лв.с», /л)- (23.1)
Главный из выявленных факторов — радиус затупления р. Если
принять остальные факторы за постоянные величины, получим
Рл«Ар; (2л=А'р, (23.2)
где А и А' — сомножители, не зависящие от р. Следовательно, при
очень острых резцах (р«0) силы на лезвии практически отсутст- -
вуют.
Силы на передней грани. При внедрении резца в древесину
вслед за стадией упругой деформации материала передней гранью
резца происходит разрушение клеточных стенок, и удельное дав-
ление по поверхности соприкосновения передней грани с древеси-„
ной сразу'же достигает величины временного сопротивления дре-
весины смятию ов.см (рис. 23.2,в). При дальнейшем продвижении
резца смятая передней гранью древесина давит- на неразрушенные
ряды соседних клеток и разрушает их. Этот процесс происходит
при неизменном значении <ув.см, поэтому среднее удельное давление
на передней грани остается постоянным, не зависящим от глуби-
ны внедрения резца.
В этом случае результирующая нормальных сил на передней
грани
Nn~ca.QViak-1, (23.3)
где ak — длина контакта передней грани резца со стружкой (ши-
рина детали п принимается равной 1).
Возникающая при движении резца сила трения по передней
грани
(23.4)
где fn — коэффициент трения передней грани резца по стружке.
Геометрическое сложение Nn и Тл дает суммарную силу воз-
действия передней грани резца на древесину Sn. Разложив эту
силу на две составляющие по тем же направлениям, что и силу
5Л, сводим воздействие передней грани резца на древесину к
касательной силе Рп и нормальной Qa. Величина этих сил зависит
от свойств древесины (ов.см), угла резания б, коэффициента тре-
ния стружки по передней грани резца f„, глубины внедрения резца
х, считая от начала резания (так KaK‘afe=x/cos6).
22* 327
Силы на задней грани. При резании (рис. 23.2,г) резец подми-
нает под себя объем древесины nbd. Поскольку величина р мала,
можно считать, что деформирование древесины происходит в упру-
гой зоне. Давление в этом случае будет пропорционально дефор-
мации древесины в этой точке: наибольшее в точке Ь, наименьшее
(равное 0) в точке d, где древесина не деформирована.
Результирующая нормальных давлений по задней грани на
схеме показана вектором N3, результирующая сил трения — век-
тором Т3, суммарная сила воздействия задней грани — вектором
5з, а также его составляющими: касательной Р3 и нормальной Q3:
+(.««). (23.5)
где с — коэффициент упругости поверхности древесины; р — ради-
ус затупления резца; а—задний угол резца; f3— коэффициент
трения между задней гранью резца и древесиной.
Общая сила воздействия резца на древесину
S=P+Q, (23.6)
где Р=Рл-|_Рп-|_Рз; 0=0л4-0п-|-Фз.
Касательную силу Р называют силой резания. Она всегда на-
правлена по абсолютной траектории резания в сторону’движения
резца. Нормальная сила Q может проявляться как сила отжима
(резец отжимает заготовку от задней поверхности резания в сто-
рону массива древесины) или как сила затягивания (резец затя-
гивает заготовку в сторону срезаемой стружки). Обычно сила
отжима возникает при срезании тонких стружек тупым резцом с
большим углом резания, а сила затягивания — при срезании тол-
стых стружек острым резцом при малом угле резания.
При расчете машин для обработки древесины обычно вычис-
ляют единичную силу резания Pf (Н/мм), т. е. силу резания, при-
ходящуюся на единицу ширины стружки. Полная сила резания Р
(Н) во всех случаях пропорциональна ширине срезаемой стружки
В (м):
P=PiB. (23.7)
Удельной силой резания К (МПа) называется сила резания,
приходящаяся на единицу площади поперечного сечения стружки
S (м2):
K=P/S=P/Bh, (23.8)
где В — ширина стружки, м; h — толщина стружки, м.
При расчете мощности, затрачиваемой на резание, пользуются
понятием удельная работа резания Лк (Дж/м3), под которой по-
нимают работу А (Дж) силы Р (Н) на пути L (м), отнесенную к
объему номинального объема V (м3) срезанной стружки, т. е.
AK—A/V—PLjBhL. (23.9)
328
Мощность резания (Вт)
Npe3=A/t=AkV/t=AkVi, (23.10)
где V\=V/t—номинальный объем стружки, срезанной за 1 с,
м3/с.
Величины К и Лк зависят от многих факторов и их теоретиче-
ское определение затруднено. На практике пользуются средними
значениями этих величин, полученных в результате эксперимен-
тов.
Рис. 23.3. Дисковая пила
Машины для распиловки древесины включают в себя дисковые,
цепные и лобзиковые пилы.
Дисковые, пилы (рис. 23.3) предназначены для продольной н
поперечной распиловки материала толщиной до 65 мм. Рабочим
органом является пильный диск 4, приводимый во вращение элек-
тродвигателем 1 через одноступенчатый цилиндрический редук-
тор 5. Электродвигатель смонтирован на опорной плите 6. Глубина
пропила регулируется перемещением двигателя с диском относи-
тельно поверхности основания. Для распиловки древесины под уг-
лом 0... 45° к плите прикреплен направляющий сектор со шкалой,
по которому перемещается пильная головка. Диск огражден под-
пружиненным предохранительным кожухом 3. Включение пилы
производится через двухполюсный выключатель, установленный в
рукоятке 2. Основным недостатком дисковых пил является огра-
ничение глубины пропила, зависящей от диаметра диска (соотно-
шение диаметров 1:3).
329
Мощность пиления при работе дисковых пил (Вт)
Npe3 = KTQnonpBnpHu/60, (23.11)
где Кт — удельная работа пиления дисковой пилой, Дж/м3;
Спопр — коэффициент, учитывающий конкретные условия пиления;
Впр — ширина пропила, м; Н — высота пропила, м; и — скорость
подачи, м/мин.
Цепные пилы (рис. 23.4) применяются для поперечной распи-
ловки древесины. Рабочим органом является цепь 6, состоящая из
Рис. 23.4. Цепная пила
Рис. 23.5. Лобзиковая пила
режущих 10 и скалывающих 11 звеньев; на скалывающем звене
имеется хвостовик 12 для устойчивого движения цепи в направ-
ляющей шине 4. Движение цепи осуществляется от электродвига-
теля 2 через одноступенчатый цилиндрический редуктор 9, на вы-
ходном валу которого насажена ведущая звездочка 1. Натяжение
цепи регулируется перемещением направляющей шины 4 с за-
крепленной на пружинном амортизаторе 7 ведомой звездочкой 5.
Редуктор и ведущая звездочка ограждены кожухом 8. Включение
пилы производится через выключатель 3.
Лобзиковые пилы (рис. 23.5) предназначены для прямой и фа-
сонной распиловки древесины различных пород толщиной до
55 мм. Рабочим органом является вертикально расположенное
пильное полотно 10, совершающее возвратно-поступательное дви-
жение. Движение полотна осуществляется от электродвигателя 7
через двухступенчатый редуктор 6, на выходном валу 5 которого
эксцентрично закреплен палец 4. На конец пальца насажен су-
харь 3, который перемещается в кулисе 1, закрепленной в ползу-
не 2. Во время вращения ползун совершает возвратно-поступа-
тельное движение, передающееся установленному в нем полотну.
Перемещение лобзиковой пилы по линии реза осуществляется
вручную с помощью планки 8. Во избежание перекосов и поломки
полотна последнее перемещается по ролику 9. Лобзиковые пилы
снабжены виброзащитными устройствами.
330
Машины для строгания древесины (рубанки) различаются по
ширине и глубине строгания за один проход. Рубанок (рис. 23.6)
состоит из встроенного в корпус 2 электродвигателя 3, ременной
передачи 4, ножевого барабана (фрезы) 9 со вставными плоски-
ми ножами 8, передней подвижной 10 и задней неподвижной 7
лыж, основной рукоятки 5 с выключателем, ручки 1 и токопрово-
дящего кабеля 6. Скорость подачи при обработке древесины сред-
ней прочности равна 1,5...4 м/мин..Глубина строгания регули-
руется подъемом и опусканием с помощью ручки 1 подвижной лы-
жи в пределах 0 ... 3 мм. Конструкция рубанков предусматривает
работу в стационарном положении.
Фрезерные машины применяют для строгания древесины на
глубину до 20 мм, а также для снятия фасок и выборки пазов. Маши-
на (рис. 23.7) состоит из электродвигателя 4, опоры 2, щитка
ограждения 5, цанги 1. Вал якоря электродвигателя, вращающий-
ся в двух шарикоподшипниках, выполнен полым. С одного конца
вала имеется цилиндрическая расточка под цангу, которая за-
крепляется винтом. На корпусе электродвигателя закреплена зуб-
чатая рейка 3, служащая для продольного перемещения двигате-
ля вдоль его оси, т. е. для установки фрезы на необходимую высоту.
Опора 6 фрезерной машины служит для установки электродвига-
теля под нужным углом и на определенной высоте относительно
обрабатываемого материала, а также для прямолинейного пере-
мещения фрезерной машины по обрабатываемому материалу и
крепления приспособлений для снятия фасок и вырезки кругов.
Мощность резания при строгании и фрезеровании древесины
(Вт)
Npe3^K,QnonP[BH(u/60)], (23.12)
где Кт — удельная работа строгания для заданных условии реза-
ния, Дж/м3; - Qnonp — поправочный коэффициент, учитывающий
331
конкретные условия работы; В, Н—ширина и глубина строгания,
м; и — величина подачи машины, м/мин.
Рис. 23.7. Фрезерная машина
Долбежники ручные предназна-
чены для выборки пазов и гнезд
в древесине. Основными парамет-
рами являются размеры выбирае-
мых отверстий и скорость резания.
Электродолбежник (рис. 23.8)
приводится в действие трехфазным
асинхронным электродвигателем
7 с короткозамкнутым ротором.
На переднем конце вала ротора 8
закреплена ведущая звездочка 5,
которая приводит в действие дол-
бежную цепь 13. К переднему щит-
Рнс. 23.8. Долбежник
332
ку 4 крепится направляющая линейка 2 с роликоподшипником, на-
ружная обойма которого служит второй опорной режущей цепи.
Натяжение цепи осуществляется перемещением направляющей
линейки с помощью винта 3. Вертикальное перемещение долбеж-
ной цепи с электродвигателем в процессе работы производится
рычажным приспособлением 6 по направляющим колонкам 11, за-
крепленным на основании 1, а возврат цепи в исходное положение
происходит под действием пружины 9. Глубина долбления регули-
руется ограничителем хода 10. К обрабатываемому материалу
долбежник крепится зажимным приспособлением 12. Ширина
паза, полученного за один проход, соответствует долбежной цепи,,
длина паза — ширине линейки, глубина паза — длине направляю-
щей линейки.
Мощность резания (Вт) при работе долбежников определяется
по формуле (23.12), где — удельная работа долбления при осе-
вой подаче, Дж/м3; Qnonp — поправочный коэффициент, учитываю-
щий конкретные условия работы; В и Н — ширина и глубина гнез-
да, м; и — величина подачи цепи, м/мин.
Производительность ручных машин для обработки древесины
при пилении (м/с)
П=/(иУпод, (23.13)
где Кн — коэффициент использования машины по времени;
при строгании и долблении (м2/с)
П=КиВЯл/60. (23.14)
23.2. Машины вращательного
и ударно-вращательного действия
К ним относятся сверлильные, шлифовальные, полировальные,
резьбонарезные, развальцовочное и резьбозавертывающие машины,
а также кромкорезы, труборезы, пилы дисковые по металлу.
Сверлильные машины — наиболее распространенный вид РМ,
применяемых на стоительно-монта^ных работах. Они предназна-
чены для сверления отверстий в металле, дереве, пластмассе, бето-
не, кирпиче и камне, а также являются основой для создания уни-
версальных комплектов с набором различных насадок и приспособ-
лений. Сверлильные машины имеют единую принципиальную схему
(двигатель — редуктор — шпиндель) и отличаются друг от друга
конструктивным оформлением, габаритами, массой, частотой вра-
щения шпиндели, типом двигателя. В зависимости от режима ра-
боты сверлильные РМ подразделяются на три типа: легкие, средние
и тяжелые с диаметром сверления 6 ... 9, 12 ... 14 и 23 ... 32 мм
соответственно. Легкие сверлильные машины имеют рукоятку пи-
столетного типа для лучшего контакта с ладонью оператора и при-
меняются на электромонтажных и санитарно-технических работах.
Средние сверлильные машины изготовляются также пистолетного
333
типа, но с дополнительной съемной боковой рукояткой. Тяжелые
сверлильные машины имеют на корпусе две боковые рукоятки и
грудной упор или механизм подачи сверла.
В прямой сверлильной машине (рис. 23.9) вращение от вала
якоря электродвигателя 5 передается на шпиндель 1 через двух-
J 6 7
Рис. 23.9. Сверлильная машина
ступенчатый цилиндрический редуктор 3. Ведущая шестерня ре-
дуктора нарезана на валу якоря, а ведомая — закреплена на шпин-
деле с помощью шпонки. Промежуточные шестерни выполнены в
виде единого блока. Детали привода размещены в пластмассовом
корпусе, состоящем из трех частей: передней 2, средней 4 и крыш-
ки 6. Корпус имеет рукоятку 8 с курковым выключателем 9. Ох-
лаждение двигателя во время работы производится с помощью вен-
тилятора 10. В машине размещено устройство 7 для подавления
радиопомех. Отличием угловых сверлильных РМ от прямых явля-
ется наличие на редукторе конической пары шестерен, изменяющей
334
направление вращения шпинделя. Для более полного использова-
ния мощности привода и повышения производительности сверлиль-
ных ручных машин выпускаются модели, имеющие двухскоростной-
редуктор с механизмом переключения. Частота вращения шпинделя
у таких машин меняется в зависимости от вида обрабатываемого
материала.
Рис. 23.10. Ударный ме-
ханизм сверлильных ма-
шин
В последние годы широкое распространение получают ударно-
вращательные сверлильные машины (УВСМ), в которых обраба-
тываемый материал подвергается вращательному воздействию ин-
струмента одновременно с осевыми ударами, передаваемыми от
ударного механизма (УМ) через патрон инструмента. УМ представ-
ляет собой насадку ударного действия, в корпусе 8 которой (рис.
23.10) размещены шпиндель 4 с патроном 1 и входной вал 10,
хвостовик которого зажимается в патроне сверлильной машины.
Шпиндель и входной вал соединены между собой торцовой шпон-
кой, обеспечивающей их относительное осевое перемещение. Перед-
ний конец шпинделя установлен в подшипнике 3. На шпинделе за-
креплена наковальня 6, имеющая торцовые винтовые кулачки, кото-
рые периодически соприкасаются с торцовыми кулачками ударни-
ка 7. Ударник размещен на рабочей пружине 9, противоположный
конец которой закреплен в крышке 11. Входной вал закреплен в
крышке гайкой 12.
Крутящий момент от входного вала через торцовую шпонку пере-
дается на шпиндель. Наковальня, вращаясь совместно со шпинде-
лем, наносит своими кулачками периодические удары по кулачкам
ударника. Ударник, получая осевые импульсы, колеблется на рабо-
чей пружине в осевом направлении и наносит по наковальне перио-
дические удары, которые передаются через шпиндель, патрон и
рабочий инструмент обрабатываемому материалу одновременно с
вращением инструмента. Воздействие на оператора вибраций от
ударных импульсов предотвращается размещением вокруг шпинде-
ля пружин 2 и 5. Установка УМ на сверлильных машинах позво-
ляет создавать УСВМ, работающие в двух режимах: вращатель-
ном и ударно-вращательном (рис. 23.11). Подвижная втулка 6
снабжена тремя зубьями и упирается во внутреннее кольцо под-
335
шипника промежуточной опоры шпинделя 5. В режиме сверления
эта втулка вращается вместе со шпинделем; в режиме ударного
сверления переключателем режима работы 10 ее стопорят, что за-
тормаживает вращение ударника 3, который и создает осевые уда-
ры. Применение УСВМ существенно повышает производительность
труда, однако они широкого распространения не получили из-за
чрезмерной виброактивности (до 25 дБ).
Рис. 23.1Г. Сверлильная машина ударно-вращательного действия (УСВМ):
/ — возвратная пружина; 2 — наковальня; 3 —ударник; 4 — рабочая пружина; 5 — шпин-
дель; 6 — подвижная втулка; 7 — переключатель скоростей; 3 — электропривод; 9 — двух-
скоростиой редуктор; 10 — переключатель режима работы
Резьбонарезные РМ используются для нарезания закрепленным
в патроне метчиком внутренних резьб вновь, а также для прогонки
испорченных резьб в стали, чугуне, алюминии во время монтажных
работ. Отличием резьбонарезных РМ от сверлильных является на-
личие в приводе реверсивного двухскоростного редуктора для уско-
ренного (в два раза) вывинчивания метчика из нарезанного отвер-
стия. Отечественные резьбонарезные РМ снабжаются набором мет-
чиков диаметром 3 ... 14 мм.
Расчет технологических параметров сверлильных машин. При
сверлении отверстий в металле силовые параметры рабочего про-
цесса зависят от диаметра сверления, скорости вращения рабочего
органа, механических свойств материала н осевого усилия на ма-
шину.
336 '
При сверлении отверстий крутящий момент на шпинделе маши-
ны (Н-м)
Nl=aPmDn/H3v, (23.15)
где а — коэффициент пропорциональности; Р — осевое усилие на
сверло, Н; D — диаметр сверла, м; Нъ — твердость металла по
Брюнеллю; т, пи р — степенные коэффициенты.
При развертке отверстий
M=a\kD^ts, (23.16)
где oi — коэффициент пропорциональности; k — коэффициент
удельного сопротивления резанию, МПа; D и t — диаметр и глуби-
на развертываемого отверстия соответственно, м; ф и s — степен-
ные коэффициенты.
Мощность, затрачиваемая на выполнение операции (кВт),
#=Мш/1000, (23.17)
где со — угловая скорость вращения шпинделя, рад^/с.
Производительность сверлильных машин (м/с)
П=£//, (23.18)
где L — длина сверления, м; t — время сверления, с.
Электрошлифовальные машины предназначены для очистки ме-
таллоконструкций от коррозии и ржавчины, подготовки поверхно-
стей под сварку, зачистку сварных швов, резания металлических
профилей и труб, а также для шлифования и полирования различ-
ных поверхностей. Шлифовальные машины подразделяются на ра-
диально-шлифовальные, плоскошлифовальные и ленточно-шлифо-
вальные. Наибольшее распространение получили радиально-шли-
фовальные машины, которые выпускаются прямыми и угловыми
(торцовыми).
Прямая радиально-шлифовальная машина (рис. 23.12) состоит
из шпинделя 6, на котором с помощью фланца 1 и цанги 3 закреп-
лен абразивный круг, защитного кожуха 4, корпуса 5, цилиндриче-
ского одноступенчатого редуктора 7, вентилятора 8 для охлажде-
ния корпуса 9 электродвигателя, в котором помещены статор 10 и
ротор 11, амортизаторов 12, выключателя 13 и токопроводящего
кабеля 14. При включении электродвигателя ротор через зубчатую
пару сообщает вращение шпинделю и закрепленному на нем абра-
зивному кругу. Кроме абразивных кругов в качестве рабочего
исполнительного инструмента применяются эластичные диски, ме-
таллические щетки, войлочные, фетровые и хлопчатобумажные
круги. Основным параметром радиальных машин является диа-
метр абразивного круга. Марку круга и его диаметр выбирают
из условия максимально возможной частоты вращения, соответ-
ствующей частоте вращения круга на холостом ходу, что обеспечи-
вает наиболее безопасное производство работ.
337
л
s
3
S
s
В настоящее время выпус-
кается следующий ряд ради-
ально-шлифовальных машин:
прямые для кругов диаметром
40, 63, 80, 100, 125 и 160 мм;
угловые — для кругов диамет-
ром 80, 125, 150, 180 и 220 мм.
Повышение производительно-
сти радиально-шлифовальных
машин достигается установкой
армированных кругов, допу-
скающих безопасную работу
при окружной скорости до
80 м/с.
Конструктивным отличием
угловых радиально-шлифо-
вальных машин является уста-
новка в них конического одно-
ступенчатого редуктора, позво-
ляющего изменить (под углом
90°) направление вращения
шлифовального круга по от-
ношению к направлению вра-
щения ротора электродвигате-
ля. Угловые шлифовальные
машины предназначены для
шлифования и полирования
металлических, цементных,
мраморных и гранитных по-
верхностей, а также для зачи-
стки сварных швов и очистки
металлических конструкций от
коррозии и ржавчины.
На базе угловых шлифо-
вальных машин разработаны
труборезы, рабочим инстру-
ментом которых являются ар-
мированные абразивные круги
диаметром 180 ... 230 мм. Ре-
зание труб производится дву-
мя методами: врезанием и об-
каткой. При методе врезания
труба перерезается абразив-
ным кругом, перемещаемым
сверху вниз в плоскости, пер-
пендикулярной оси трубы.
Диаметр труб, отрезаемых та-
338
. перемещением трубореза
<руг устанавливают перпен-
Рис. 23.13. Труборез
ким методом, ограничивается диаметром круга и не превышает
70 мм при диаметре круга 230 мм. Резка труб большого диаметра
производится методом обкатки, т. е
вокруг трубы. При этом абразивный i
дикулярно оси трубы.
На рис. 23.13 показан труборез
для резки методом обкатки труб
диаметром 100 ... 1620 мм из угле-
родистых и легированых сталей.
Труборез состоит из угловой шли-
фовальной машины 3 и обкатного
устройства, включающего раздвиж-
ную тележку 1 с обкатными ролика-
ми 6, цепной механизм вращения
трубореза вокруг трубы, подпру-
жиненный захват и механизм пода-
чи 2 абразивного круга 5. Расстоя-
ние между роликами регулируется
в зависимости от диаметра обраба-
тываемой трубы. Сверху круг за-
крыт кожухом 4.
Плоскошлифовальные и ленточ-
но-шлифовальные машины исполь-
зуются для шлифования и полиро-
вания больших плоских металличе-
ских и деревянных плоскостей,
а также для сухого и мокрого шли-
фования и полирования шпакле-
ванных и окрашенных поверхно-
стей. У плоскошлифовальных ма-
шин рабочим органом является плоская платформа с абразивной
шкуркой, совершающая возвратно-поступательное или плоскопа-
раллельное движение. У ленточно-шлифовальных машин рабочим
органом является бесконечная абразивная лента.
Расчет технологических параметров шлифовальных машин
включает в себя определение производительности и мощности при-
вода машины.
Производительность шлифовальных машин при очистке поверх-
ностей (м2/с)
Пз = оп&/(60^), (23.19)
где vn — скорость перемещения машины, м/мин; b — ширина пло-
щадки зачистки, м; k — число проходов.
При зачистке швов, снятии фасок или резании (м/с)
П3=Оп/(60£), (23.20)
где va — скорость перемещения машины (при зачистке сварных
швов в нижнем положении Оп==0,14 м/мин, в горизонтальном поло-
339
жении — оп=0,1 м/мин, в потолочном положении оп=0,06 м/мин).
Мощность шлифовальных машин (Вт) определяется по следую-
щей эмпирической зависимости:
Мшл=с^хзу^шл/х], (23.21)
где Си, X, Z/, z — коэффициенты, зависящие от механических свойств
обрабатываемого материала и окружающей скорости шлифоваль-
ного диска (для обработки незакаленных сталей с окружной ско-
ростью 30 м/с сш=0,59; х=1; у=0,8; z=0,8); v — скорость подачи
машины, м/мин (г^=5 м/мин); s — ширина полосы шлифования,
MM; t-шл — глубина шлифования, мм; ц — КПД привода.
При вращении шлифовальных кругов с окружной скоростью,
большей 30 м/с, мощность машины изменяется пропорционально
увеличению скорости:
ЛГ'шл=К^шл, (23.22)
где К— поправочный коэффициент (/f=t)pa6/30).
Резьбозавертывающие машины предназначены для завертыва-
ния, затяжки и отвертывания крепежных деталей различных резь-
бовых соединений. К ним относятся гайковерты и шуруповерты.
Гайковерты предназначены для механизированной сборки и
разборки болтовых соединений при выполнении электромонтажных,
санитарно-технических, кровельных работ и при монтаже металли-
ческих и сборных железобетонных конструкций. По принципу дей-
ствия гайковерты выполняются безударными (статического дейст-
вия)- и ударными (ударно-вращательного действия). По конструк-
ции гайковерты подразделяются на прямые и угловые, реверсив-
ного и нереверсивного действия. Основными параметрами гайко-
вертов являются максимальный диаметр завинчиваемой резьбы и
момент затяжки.
Безударные гайковерты, у которых крутящий момент передает-
ся на шпиндель от электродвигателя через двухступенчатый редук-
тор (схема аналогична рассмотренной выше прямой сверлильной
машине, см. рис. 23.9), имеют ряд недостатков, ограничивающих их
применение. К ним относятся восприятие оператором реактивного
момента л значительная масса машины из-за необходимости уста-
новки редуктора с большим передаточным числом. Поэтому они
применяются для сборки и разборки резьбовых соединений диа-
метром не более 12 мм.
Гайковерты ударно-вращательного действия являются основны-
ми резьбозавертывающими машинами, выпускающимися в настоя-
щее время. Основным узлом этих гайковертов является ударно-им-
пульсный механизм, преобразущий непрерывное вращение привода
в периодически повторяющиеся удары по шпинделю. Это позволяет
значительно повысить выходную мощность на шпиндель и произ-
водить затяжку резьбовых соединений диаметром до 80 мм при
небольших габаритах и массе гайковертов.
340
Гайковерт ударно-вращательного действия (рис. 23.14) состоит
из электродвигателя 10, планетарного редуктора 9, ударно-враща-
тельного механизма, основной 12 и дополнительной 8 рукояток. На
квадратном хвостовике шпинделя крепятся сменные головки 1.
При работе гайковерта вращение от электродвигателя через плане-
тарный редуктор передается приводному валу 6 ударно-импульсно-
го механизма. Вал связан с подпружиненным ударником 5 посред-
Рис. 23.14. Гайковерт ударно-вращательного действия
ством двух шариков 4, находящихся в винтовых канавках обеих
деталей. На торцовой поверхности ударника симметрично располо-
жены два кулачка, входящие в зацепление с кулачками шпинделя 2
под действием рабочей пружины 7.
В начале резьбозавертывающего процесса, когда развиваемый
машиной ’крутящий момент расходуется на преодоление трения в
резьбовой паре, кулачки ударника находятся в постоянном зацеп-
лении с кулачками шпинделя, обеспечивая его непрерывное враще-
ние. Такое вращение шпинделя, ударника и приводного вала про-
должается до тех пор, пока крутящий момент на шпинделе не
превысит момента сопротивления движению шариков в канавках,
что произойдет при затяжке соединения. В этом случае ударник
начнет перемещаться по винтовой линии, вращаясь в сторону, про-
тивоположную вращению вала, и сжимая пружину 7 до тех пор,
пока его кулачки не выйдут из зацепления с кулачками шпинделя.
341
Затем под действием пружины 7 ударник ускоренно возвращается
в исходное положение. В конце хода кулачки ударника наносят
удар по кулачкам шпинделя. При этом кинетическая энергия махо-
вых масс передается через сменную головку на резьбовое соедине-
ние, производя его затяжку. Удары наносятся периодически до вы-
ключения электродвигателя, причем энергия каждого последую-
щего удара возрастает ввиду уменьшения податливости затягивае-
Рис. 23.15. Редкоударный гайковерт
мого резьбового соединения. После определенного числа ударов
сила их становится недостаточной для дальнейшей затяжки и рабо-
чий процесс прекращается. Продолжительность затяжки составля-
ет не более 3 ... 5 с.
При разборке резьббвых соединений работу двигателя гайковер-
та реверсируют путем переключения фаз штепсельного соединения.
Виброзащита гайковерта обеспечивается прокладками 11, установ-
ленными между корпусом 3 и рукояткой 12.
Для сборки резьбовых соединений из высокопрочных сталей
применяются гайковерты с тарированной затяжкой (редкоударные
гайковерты). Эти гайковерты позволяют осуществить процесс за-
тяжки малым количеством ударов (4 ... 15) с большой энергией
(25 Дж и более), практически не изменяющейся от удара к удару.
Преимуществами редкоударных гайковертов являются умень-
шенные (на 20 ... 40%) масса, мощность электродвигателя (на
15 ... 35%), более высокий (в 2 ... 5 раз) КПД процесса.
Редкоударный гайковерт (рис. 23.15) состоит из электродвига-
теля 7, корпуса 2, ударно-вращательного механизма 3, планетар-
ного редуктора 6 с предохранительной муфтой, основной 8 и допол-
нительной 4 рукояток, сменного ключа 1. Ударно-вращательный
механизм состоит из шпинделя 12 с рабочими кулачками и состав-
ного ударника 10 на валу 5. Между ударником и шпинделем раз-
342
13 12 11 10 3 8
редкоудар-
Рис, 23.16. Ударный механизм
ного гайковерта
5 4 3 7 1
МёЩена пружина 11. В дополнительной рукоятке 9 имеются упру-
гие элементы виброзащиты.
Устройство ударно-вращательного механизма редкоударного
гайковерта приводится на рис. 23.16. Ударник механизма состоит
из ведущей 4 и ведомой 6 частей, размещенных в корпусе 8. Тор-
цовые плоскости этих частей выполнены в виде наклонных поверх-
ностей, между которыми размещены центробежные грузы (ролики).
Ведомая часть ударника и
корпус находятся под воз- я
действием пружин 11 и 10
соответственно и могут пе-
ремещаться вдоль оси отно-
сительно друг друга и веду-
щей части ударника. На ве-
домой части ударника рас-
положены кулачки 9, взаи-
модействующие с кулачка-
ми 12 наковальни, выпол-
ненной заодно со шпинде-
лем 13. Ведомая часть удар-
ника и корпус могут быть
соединены в одно целое или
ра 7. Вращение ведущей части ударника передается от
двигателя 1 через планетарный редуктор 2 и муфту 3.
Рабочий процесс происходит следующим образом. В начале
цикла, когда скорость вращения ударника невелика, ролики 5 на-
ходятся в центральной части полости между ведущей и ведомой
частями ударника, так как центробежная сила еще незначительна.
По мере ее увеличения ролики начинают смещаться в радиальном
разъединены с помощью
фиксато-
электро-
направлении по наклонным коническим поверхностям, имеющим
углы наклона а и ф, причем а>|3. За счет такого соотношения уг-
лов перемещение роликов по поверхности ведущей части ударника
сопровождается их осевым перемещением в сторону его ведомой
части, заставляя ее и корпус смещаться в том же направлении,
сжимая пружины 11 и 10. При этом кулачки 9 начинают входить
в зацепление с кулачками 12 и за счет возрастающих при этом
сопротивлений движение ведомой части ударника становится от-
личным от движения корпуса. Корпус под действием пружины 10
движется в обратном направлении, а ведомая часть ударника пере-
мещается вперед до обеспечения полного зацепления с кулачками
12. В результате происходит удар, при котором кинетическая энер-
гия ударника передается на шпиндель, т. е. происходит затяжка
соединения. При этом скорость вращения ведомой части бойка па-
дает, центробежные силы уменьшаются и ролики 5 возвращаются
в исходное положение. Ведомая часть бойка и корпус машины под
действием пружин 11 и 10 также возвращаются в первоначальное
343
положение, посйе чёгб цикл пбвтбряётся. Отсчёт числа ударов про-
изводится непосредственно оператором. В некоторых моделях в
машине устанавливается автоматический счетчик ударов, обеспе-
чивающий отключение двигателя по достижении заданных пара-
метров затяжки. 1
Основным технологическим параметром гайковертов является
момент затяжки соединения (Н-м):
Чат = Р-Т^8(Р + р') + <ЭНг-Н.. (23.23)
где Q — осевое усилие затяжки, Н (Q=o3aT5); сгзат — максималь-
но допустимое напряжение при затяжке, МПа; S — площадь сече-
ния стержня болта (гайки) по внутреннему диаметру резьбы, м2;
dcp — средний диаметр резьбы, м; 0 — угол подъема винтовой ли-
нии резьбы; р' — угол трения в резьбе; Рт — диаметр трения тор-
цовой поверхности гайки по соприкасающейся детали стыка; ро —
коэффициент трения на опорной поверхности гайки.
Шуруповерты предназначены для завертывания в отверстия
шурупов, винтов, болтов и гаек диаметром резьбы до 6 мм. Боль-
шинство шуруповертов выпускается с нереверсивными электродви-
гателями, позволяющими только завертывать крепежные детали.
По своей силовой схеме шуруповерты аналогичны гайковертам
ударно-вращательного действия и отличаются от них только рабо-
чим наконечником. Крепление инструмента на шпинделе обеспечи-
вается шариковым замком. При завинчивании шурупов и винтов
отвертка снабжена ловителем.
23.3. Машины с возвратно-поступательным движением
рабочего органа
К этим машинам относятся отбойные молотки, перфораторы, трам-
бовки, ножницы, кромкорезы, бороздоделы.
Электромолотки ручные отбойные предназначены для пробивки
проемов и отверстий в кирпичных стенах, разборки бетонной клад-
ки, пробивки борозд и ниш, а также рыхления твердых слежавших-
ся и мерзлых грунтов, разработки котлованов, траншей и колодцев.
По принципу преобразования энергии молотки подразделяются на
фугальные (электромагнитные) и компрессионно-вакуумные (элек-
тромеханические) . В фугальных молотках энергия питания переда-
ется на рабочий орган без использования промежуточного преобра-
зовательного механизма; боек в них движется под воздействием
переменного магнитного поля. В компрессионно-вакуумных молот-
ках энергия питания передается на. рабочий орган посредством
бойка, пневматически связанного с последовательной работой пру-
жины, и воздушной подушки.
Фугальный молоток (рис. 23.17) состоит из пластмассового кор-
пуса 7, ударного механизма, узла крепления 3 рабочего инстру-
344
мента и электродвигателя 14: В ударный механизм входят две маг-
нитные катушки прямого 5 и обратного 8 хода, получающие им-
пульсное питание через диоды в разноименные полупериоды пере-
менного тока; боек 6, движущийся возвратно-поступательно по оси
катушек и наносящий удары по хвостовику 4 рабочего инструмен-
та. Для смягчения ударов бойка при холостом ходе служит буфер-
ное устройство, состоящее из массивного буфера 9 и пружины 10.
Масса буфера находится в определенном соотношении с массой
бойка. Ударный механизм подвешен в корпусе машины на эластич-
ных амортизаторах 11. Амортизатором снабжен и узел крепления
Рис. 23.17. Фугальиый молоток
рабочего инструмента. Эти амортизирующие устройства обеспечи-
вают надежную вибробезопасность машины. Корпус машины имеет
две рукоятки — заднюю 13, в которой расположены выключатель
12, диоды и ввод питающего кабеля, и переднюю 15 с устройством
для фиксации рабочего инструмента. Молотки снабжаются ком-
плектом сменных рабочих инструментов (пикой 1, переходником 2,
трамбующим башмаком 16, шлямбуром 17, зубилом 18) для вы-
полнения различных технологических операций.
Электрофугальные молотки развивают энергию удара до 25 Дж
при частоте ударов бойка до 50 Гц и потребляемой мощности до
700 Вт. Молотки подключаются в сеть переменного тока нормаль-
ной частоты (50 Гц) напряжением 220 В. Масса молотков состав-
ляет 6,9 ... 21 кг. Электробезопасность молотков обеспечивается
применением двойной изоляции.
Основные узлы электромеханического молотка (рис. 23.18) —
пружинно-воздушный ударный механизм и привод, размещен-
ные в общем корпусе. Ударный механизм, движущийся воз-’
вратно-поступательно в цилиндре 7 ствола 6, включает боек 5 и
связанные спиральной пружиной 9 ползун 10 и поршень 8. Между
бойком и поршнем создается воздушная подушка. Ползун шар-
нирно соединен с шатуном 14 кривошипно-шатунного механизма,
23—5258 345
приводимого в действие от электродвигателя 13 через цилиндриче-
ский редуктор 11. При движении поршня вправо в полости между
ним и бойком создаётся разрежение и боек под действием вакуума
перемещается с нарастающей скоростью вслед за поршнем. При об-
ратном ходе поршня скорость бойка падает до нуля в результате
давления сжимаемого поршнем воздуха. Под действием образовав-
шейся воздушной подушки и упругих сил пружины боек разгоня-
ется и ударяет по хвостовику рабочего инструмента 1. Далее цикл
повторяется.
В передней части ствола 6 установлены букса 2 с держателем
инструмента и амортизатор 3. Молоток работает в ударном режи-
Рис. 23.18. Электромеханический молоток
ме только при нажатии на
рабочий инструмент; при
прекращении нажатия ма-
шина автоматически пере-
ходит на холостой ход в ре-
зультате вскрытия компен-
сационного отверстия 4 в
цилиндре 7. Управление
молотком осуществляется с
помощью центральной 12 и
боковой рукояток. Во избе-
жание соударений бойка с
поршнем на рабочих и пере-
ходных режимах в конст-
рукции современных элек-
тромолотков используют си-
стему компенсации утечек
воздуха из рабочей камеры, что повышает вибробезопасность ма-
шины. Кроме того, виброзащита электромеханических молотков до-
стигается путем оптимизации рабочего цикла ударного механизма,
а также установкой на кривошипе специальных противовесов,
обеспечивающих гашение инерционных сил кривошипно-шатунного
механизма. Отечественные электромеханические молотки разви-
вают энергию удара бойка до 25 Дж при частоте ударов до 50 Гц
и потребляемой мощности до 600 Вт. Масса машин до 23 кг.
Электроперфораторы предназначены для бурения отверстий
различного диаметра в кирпичной кладке, бетоне, известняке и
грунтах средней твердости при выполнении земляных, буровзрыв-
ных, железобетонных, бетонных и дорожных работ. Перфораторы
работают по принципу ударно-вращательного бурения, который ха-
рактеризуется непрерывным вращением инструмента с одновремен-
ным приложением статического осевого усилия Рс и ударного им-
пульса Ру, возникающего за счет энергии единичного удара по хво-
стовику бура (рис. 23.19,г). При этом инструмент движется по сту-
пенчатой винтовой линии.
Очистка шпуров от продукта измельчения производится про-
346
дувкой сжатым воздухом, промывкой или пылеотсосом. Ударно-
вращательное бурение позволяет существенно увеличить внедрение
инструмента в разрушаемый материал и повысить машинную ско-
рость бурения. От электромолотков перфораторы отличаются тем,
что кроме ударного узла имеют в своей конструкции механизм
вращения рабочего инструмента — бура, сверла и др. Конструкция
Рис. 23.19. Перфора-
торы:
а — фугальный; б —
э лектром ех анический;
в — многоцелевого на-
значения; а —* схема сил
и принцип действия ударных узлов перфоратора аналогичны соот-
ветствующим узлам электромолотков. Различают перфораторы фу-
гальные и электромеханические с ударным механизмом компресси-
онно-вакуумного типа.
В электрофугальных перфораторах (рис. 23.19,а) рабочий ин-
струмент получает вращательное движение от электродвигателя 4
через двухступенчатый цилиндрический редуктор 5. Механизм вра-
щения снабжен муфтой предельного момента 3, отрегулированной
на определенный реактивный крутящий момент. Муфта срабаты-
вает (отключает механизм) при случайном заклинивании бура в
шпуре, обеспечивая безопасность оператора от механических травм.
Рабочий инструмент 1 крепится в буксе 2 с помощью пальца.
В электромеханических перфораторах непрерывное вращение
бурового инструмента осуществляется от электродвигателя 4 (рис.
23* 347
23.19,6) через двухступенчатый цилиндрический редуктор 5, кони-
ческую передачу и пару цилиндрических шестерен 6.
В настоящее время освоен выпуск универсальных электроперфо-
раторов многоцелевого назначения, работающих в четырех режи-
мах: ударно-вращательном, ударном, вращательном и режиме вин-
товерта, что значительно расширяет область их применения. При
работе в ударно-вращательном режиме рабочий инстру-
мент 1 (бур) получает вращение от электродвигателя 12 (рис.
23.19,в) через вал-шестерню 13, валик 15, шестерню 16, многодис-
ковую фрикционную муфту предельного момента 3 и шестерню 2,
насаженную на втулку с внутренним шестигранником, куда встав-
лен ограненный хвостовик бура. Возвратно-поступательное движе-
ние инструмента в этом режиме происходит при передаче враще-
ния от электродвигателя через цилиндрическую и коническую пере-
дачи на кривошип 11. При вращении кривошипа поршень 8 с по-
мощью шатуна 9 совершает возвратно-поступательное движение.
Рис. 23.20. График
зависимостей £ и аг
Возникающие при этом инерционные силы
уравновешиваются дебалансом, закрепленным
на кривошипе. При движении поршня в ци-
линдре между ним и ударником 6 создаются
последовательно разрежение и сжатие в воз-
душной рабочей камере 7, которые заставля-
ют ударник повторять движение поршня; при
этом энергия ударника через промежуточную
массу 14 передается на бур.
Работа перфоратора в ударном режиме
происходит аналогично описанному выше
процессу, однако рабочий инструмент (пика, зубило) имеет круг-
лый хвостовик, на который не передается вращение втулки с на-
саженной шестерней 2.
При работе во вращательном режиме ударник и промежу-
точная масса опускаются вниз и удерживаются ловителем 5; при
этом открываются отверстия над ударником для циркуляции воз-
духа в рабочей камере и кожухе, что обеспечивает безударный ре-
жим работы. Вращение инструмента происходит по ранее описан-
ной схеме, однако благодаря укороченному хвостовику не через
муфту 3, а через шестерни 2 и 16, что обеспечивает ускоренное
(по сравнению с другими режимами) движение сверла.
Работа перфоратора в режиме винтоверта происходит
аналогично вращательному режиму, однако благодаря удлиненно-
му хвостовику крутящий момент передается через муфту 3, кото--
рая обеспечивает тарированный момент затяжки. Виброизоляция
оператора при работе машины обеспечивается амортизатором 4,
установленным внутри корпуса 10.
Расчет компрессионно-вакуумного ударного механизма перфора-
тора. Исходными данными для расчета являются энергия удара
348
Е (Дж) и частота ударов ударника п (мин-1). При заданных Е
и п доударная скорость v должна обеспечить минимальные значе-
ния вибрации корпуса машины при заданных длине ударного меха-
низма и материала ударника (обычно о=10 ... 15 м/с).
Безразмерная ударная скорость
|=ц/(ВД, (23.24)
где Но — начальная длина воздушной подушки, м (давление в ра-
бочей камере равно атмосферному); со — угловая скорость криво-
шипа (рад/с), зависящая от трех безразмерных параметров:
1) ai==poF/(miHfjti)2), где F — площадь сечения поршня, м2; р0 —
атмосферное давление, Па; — масса бойка, кг. В оптимальных
условиях ai=0,3 ... 0,35; 2) а2=г///о, где г — радиус кривоши-
па, м (для машин с энергией удара до 10 Дж а2=0,4 ... 0,45, для
машин с энергией удара ^10 Дж а2=0,35 ... 0,4); 3) R=—v^/v —
коэффициент восстановления скорости ударника, где ит — ско-
рость ударника после удара (Д=0,1 ... 0,3).
Для расчетов механизма значение | определяется по графику
на рис. 23.20 при принятых ai=0,3 и 7?=0,3 в функции а2. Далее
вычисляют основные конструктивные параметры ударного меха-
низма.
Начальная длина воздушной подушки
Я0=о/(В®), (23.25)
где и — угловая скорость вращения кривошипа (со=лп/ЗО).
Масса ударника
Щ1=2Др/п2, (23.26)
где Др — расчетная энергия удара ударника (Ev=kE, где k — по-
правочный коэффициент, k=l,l ... 1,2).
Площадь сечения поршня определяется из выражения aiF—
=ai/niНоа2/ро. Подставив в эту формулу значения mi и Но, полу-
чим
Д=012£1й/(^оро). (23.27)
Радиус кривошипа
г=а2Н о=а2о/ (|и). (23.28)
Масса рабочего инструмента
Формула справедлива при условии l^m2/mi^2,5.
Трамбовки предназначены для уплотнения грунтов в трудно-
доступных и стесненных условиях при засыпке пазух фундаментов,
вокруг опор, трубопроводов, коллекторов, при устройстве подсыпок
под полы, при уплотнении бетонных смесей, а также для планиро-
вочных работ небольшого объема. Серийно выпускаемые в настоя-
щее время трамбовки оборудованы пружинными ударными меха-
низмами и динамическими гасителями колебаний. Такая трамбовка
349
(рис. 23.21) состоит из электродвигателя, редуктора, преобразова-
тельного кривошипно-шатунного механизма, ударного механизма
пружинного типа, рабочего органа — трамбующего башмака и
амортизирующей рукоятки управления.
350
При работе трамбовки вращение ротора электродвигателя 10
через шестерни 9, 8 и 7 передается на кривошип 5 и шатун 6,
соединенный с направляющим стержнем 4. Последний совершает
возвратно-поступательное движение, соприкасается со ступенчатым
штоком 3, проходящим через отверстия верхнего 14 и нижнего 15
ползунов, между которыми установлена предварительно сжатая
пружина. Направляющим элементом для ползунов служит ци-
линдр 2, который по отношению к трамбующему башмаку 1 рас-
положен с некоторым наклоном вперед, обеспечивающим самопере-
движение трамбовки. При движении штока 3 вверх нижний ползун
15 увлекает, за собой башмак и дополнительно деформирует пру-
жину, в которой аккумулируется энергия сжатия. При движении
штока вниз происходит высвобождение энергии пружины при одно-
временном разгоне башмака за счет нажатия верхнего ползуна на
пружину сверху. Удар по грунту происходит при положении криво-
шипа вблизи нижней мертвой точки, когда башмак обладает макси-
мальной скоростью. Для предохранения деталей ударного меха-
низма трамбовки от перегрузок между подвижными йолзунами и
ступенчатыми штоками установлены амортизаторы.
Привод трамбовки размещен в алюминиевом корпусе 11. Ох-
лаждение электродвигателя производится воздухом, продуваемым
вентилятором 12. Управление трамбовкой осуществляется рукоят-
кой управления 13, связанной с корпусом шарниром и пружинным
-амортизатором. Электробезопасность оператора обеспечивается за-
щитно-отключающими устройствами, а виброизоляция — дебалан-
сами, навешенными на кривошипных валах. Дебалансы вращают-
ся синхронно-синфазно, что обеспечивается цилиндрической зубча-
той передачей.
Ножницы ручные предназначены для прямолинейной и фасон-
ной резки и раскроя листового металла, а также вырубки в нем от-
верстий и окон различной конфигурации при выполнении арматур-
‘ных, сварочных, кровельных, санитарно-технических, электромон-
тажных и гидроизоляционных работ, а также при монтаже метал-
лических и сборных железобетонных конструкций. Основным пара-
метром ножниц является толщина разрезаемого материала. По
конструктивному исполнению режущего инструмента различают но-
жевые и вырубные ножницы.
Ножевые ножницы (рис. 23.22) используются для прямоли-
нейной и фасонной резки листового проката различных металлов
толщиной до 3,5 мм. Рабочим органом являются верхний подвиж-
ный 2 и нижний неподвижный 1 ножи, между которыми размеща-
ется разрезаемый металл. Подвижный нож прикреплен винтом к
ползуну 3, совершающему возвратно-поступательное движение при
вращении выходного эксцентрикового вала 4. Вал приводится в
движение от электродвигателя 5 через двухступенчатый цилиндри-
ческий редуктор 6. Регулировка зазора между ножами произво-
351
дится перемещением неподвижного ножа в плоскости, перпендику-
лярной плоскости реза. Сущность резки металла ножевыми нож-
ницами заключается в сдвиге металла двумя ножами. Такой спо-
соб резки прост и производителен и осуществляется без отходов
металла. К недостаткам его относятся образование вмятин, заусен-
цев, деформация листа, которые приводят к необходимости после-
дующей правки и зачистки металла, возникновение вибрационных
нагрузок, действующих на оператора, невозможность раскроя ме-
талла по малым радиусам (менее 50 ... 60 мм) и внутриконтурной
вырезки.
Усилие резания ножевыми ручными ножницами (Н)
(23.29)
где k — коэффициент, учитывающий состояние рабочих поверх-
ностей ножей, толщину разрезаемого листа и прочность разре-
заемого материала; ов — временное сопротивление разрезаемого
352
материала, МПа; h — толщина разрезаемого листа, м; 0 — угол
наклона верхнего ножа ножниц, град; z — коэффициент изгиба
(zmax=0,95}; 6S — относительное удлинение разрезаемого мате-
риала.
Производительность ножевых ножниц (м/с)
П = ^(2e-f)n. 10-4 (23.30)
6tgp ’
где k' — коэффициент, учитывающий степень использования опе-
ратором наибольшего усилия подачи машины (F=0,7 ... 0,9); е —
эксцентриситет выходного вала, мм; / — деформация деталей
механизма головки, мм (/=1,1); п — число двойных ходов ножа
в минуту; р — угол между режущими кромками ножей в верти-
кальной плоскости (0=10°).
Вырубные ножницы (рис. 23.23) состоят из электродвига-
теля 6, двухступенчатого редуктора 7, кривошипно-шатуниого ме-
ханизма 5, пуансона 3 и матрицы 1. Пуансон, выполненный в ви-
де пустотелого цилиндра, прикреплен к ползуну 4 и совершает
вместе с ним возвратно-поступательное движенце. Через отвер-
стие в пуансоне проходит стержень 2, в нижней части которого
закреплена матрица. Верхний конец стержня с помощью устано-
вочного винта зажат в неподвижной детали, соединенной с кор-
353
пусом клеммным зажимом. В этих ножницах используется перфо-
рационная вырубка (высечка) Металла. При этом с помощью
пуансона и матрицы происходит следующее одно за другим от-
деление металла в виде сегментов или прямоугольников (в зави-
симости от формы пуансона и матрицы).
Усилие вырубки ножниц (Н)
PB=k3Lhtcv, (23.31)
где k3 — коэффициент, учитывающий затупление рабочего орга-
на; L — длина периметра вырубки, м; h — толщина разрезаемого
материала, м; тСр — предел прочности материала на срез, Па.
Кромкорезы предназначены для разделки кромок металла под
сварку на деталях и заготовках и применяются при выполнении
сварочных и монтажных работ. По конструкции они являются
разновидностью вырубных ножниц. Для получения непрерывной
фаски на кромкорезе установлен ограничитель подачи. Основны-
ми параметрами кромкорезов являются номинальная толщина об-
рабатываемого металла и наибольший размер образуемой
фаски.
Бороздоделы применяются для выборки пазов и борозд в бе-
тоне, железобетоне и кирпичной кладке, а также используются
для сверления отверстий и выборки гнезд с помощью сверлиль-
ной насадки для шлямбурных резцов. По конструкции бороздо-
делы аналогичны прямым шлифовальным машинам, однако в их
приводе установлен двухступенчатый редуктор. Рабочим инстру-
ментом бороздоделов служат фрезы и алмазные круги. Основ-
ным параметром бороздоделов является номинальная ширина и
глубина прорезаемого за один проход паза.
ГЛАВА 24. РУЧНЫЕ ПНЕВМАТИЧЕСКИЕ МАШИНЫ
24.1. Общие сведения и классификация машин
Ручная пневматическая машина представляет собой вибробезо-
пасное устройство, в корпус которого встроены пневматический
двигатель, передаточный механизм, система воздухораспределе-
ния, рабочий орган и пусковое устройство. Питание двигателей
ручных пневматических машин осуществляется от передвижных
компрессорных станций, обеспечивающих подачу сжатого до
0,7 ... 0,8 МПа атмосферного воздуха.
Широкое распространение пневматических машин обусловле-
но безопасностью их работы во влажных, запыленных и взрыво-
опасных помещениях, а также при работе на открытом воздухе,
так как их привод нечувствителен к внешним условиям. Кроме
того, эти машины обладают высокой надежностью и долговеч-
354
иостыо, безотказностью в работе, нечувствительностью к пере-
грузкам, возможностью продолжительного режима безостановоч-
ной работы. Удельная мощность пневматического привода в
1,5 ... 2,5 раза выше, чем электрического, а масса на единицу
мощности меньше в 2,5 раза. Пневматические машины позволя-
ют бесступенчато регулировать частоту вращения и крутящий
момент, в них широко применен принцип агрегатирования, что
упрощает техническое обслуживание и ремонт, а широкая уни-
фикация узлов и деталей при большой номенклатуре позволяет
снизить трудоемкость их изготовления.
К недостаткам пневматических машин относятся низкий КПД
(8 ... 16%), высокая стоимость производимых работ, повышенный
шум, создаваемый отработавшим воздухом, чувствительность к
расходу воздуха, вибрация, необходимость наличия компрессора
и воздухопроводной сети. Однако во всех случаях, когда при вы-
полнении работ решающую роль играют безопасность, надеж-
ность, быстрота и производительность, преимущественное приме-
нение получают пневматические машины. Особенно широко ис-
пользуется пневматический привод для машин ударного дейст-
вия. _
По характеру движения рабочего органа пневматические руч-
ные машины подразделяются на машины с вращательным движе-
нием (сверлильные, шлифовальные, резьбонарезные, резьбозавер-
тывающие, развальцовочные) и 'ударного действия (молотки от-
бойные, рубильные, клепальные, ломы, перфораторы, пневмопро-
бойники).
24.2. Машины вращательного действия
Пневматические сверлильные машины подразделяют по режиму
работы —на машины легкого, среднего и тяжелого режима; по
конструктивному исполнению — на прямые и угловые; по типу
пневмодвигателя — на ротационные нереверсивные правого или
левого вращения и реверсивные.
Сверлильные машины состоят из пневматического двигателя,
планетарного редуктора, шпинделя со сверлильным патроном и
пускового механизма. На рис. 24.1 показана прямая нереверсив-
ная сверлильная машина, ротационный двигатель 10 которой уста-
новлен в корпусе рукоятки 14. Ротор 20 двигателя вращается в
двух шарикоподшипниках Рис торцов закрыт крышками 7 и
11. В пазах ротора находятся лопатки 8, которые могут свободно
перемещаться в радиальном направлении под действием центро-
бежных сил. При нажатии оператора на курок 18 скошенный
шток 17 перемещает стержень 16 и клапан 15, открывая доступ
сжатого воздуха в полость 12 и далее через отверстие 13 в ра-
бочую полость двигателя (пространство между двумя соседни-
ми лопатками). Расширяясь, сжатый воздух совершает механи-
355
ческую работу, заставляя вращаться ротор двигателя. Отрабо-
танный воздух выходит по каналам 19 в атмосферу. Вращение
ротора передается планетарному редуктору, размещенному в кор-
пусе 5. Ведущая шестерня редуктора насажена на валу 21 и
передает вращение сателлитам 4, расположенным на осях 22 в
подшипниках 6. Обкатываясь по венечной шестерне 3, сателлиты
вращают водило 2, являющееся одновременно шпинделем, на
внутреннем конусе 1 которого крепится сверлильный патрон.
Расчет технологических параметров -пневматических сверлиль-
ных машин производится по зависимостям, приведенным в § 23.2.
Отличием пневматической резьбонарезной машины от сверлиль-
ной является наличие в ней двухступенчатого планетарного ре-
дуктора и механизма реверса, обеспечивающего ускоренное из-
влечение метчика из нарезаемого отверстия.
Пневматические резьбозавертывающие машины (гайковерты)’
выпускаются с ударно-импульсным преобразователем момента
(ударно-вращательного действия), что позволяет значительно
увеличить крутящий момент на ключе по сравнению с моментом,
развиваемым двигателем (в 200 ... 300 раз), увеличить момент
затяжки соединения при относительно малых габаритах и мас-
се, повысить скорость вращения шпинделя, благодаря чему по-
356
вышается производительность машины. Недостатком таких гай-
ковертов является зависимость величины развиваемого момента
затяжки от качества деталей резьбового соединения, их жестко-
сти и некоторых других факторов.
На рис. 24.2 изображен разрез такого гайковерта, состоящего
из двигателя 7, ударно-импульсного механизма, шпинделя 2 со
сменной головкой 1. В рукоятке 9 кроме двигателя размещены
механизм реверса 8 с переключателем 10, глушитель 12, пуско-
вое устройство 13 с курковым выключателем 11. Ударно^импульс-
ный механизм включает в себя корпус 6, вращающийся в шари-
коподшипнике, ударник 5, соединенный с корпусом тремя иголь-
чатыми роликами 14, позволяющими вращаться совместно с ним
и перемещаться вдоль оси вращения, валик-синхронизатор 3, си-
ловую пружину 4 и шпиндель 2.
Работа гайковерта происходит следующим образом. При
включении машины сжатый воздух поступает в полость двигателя
357
и приводит ротор во вращение, которое передается корпусу удар-
ного механизма, соединенному с валом ротора эвольвентными
шлицами, и далее ударнику. При обкатывании шарика 15, за-
фиксированного в ударнике на кулачковой поверхности валика-
синхронизатора, ударник, перемещаясь в осевом направлении
(влево), сжимает силовую возвратную пружину и входит в за-
цепление с кулачками шпинделя, преобразуя вращательное дви-
жение в ударные импульсы. Эти импульсы через торцовую голов-
ку передаются на резьбовое соединение.
При завинчивании болта (гайки) в начальный период момент
затяжки расходуется на преодоление сил трения в резьбовой
паре, величина которых незначительна, что позволяет поддержи-
вать скорость завинчивания, равной скорости ротора. Когда торец
головки болта (гайки) достигает неподвижной поверхности, мо-
мент затяжки значительно возрастает, заставляя шпиндель и
валик-синхронизатор остановиться. Корпус ударного механизма,
358
продолжая вращаться вместе с ротором двигателя, вынуждает
ударник выйти из зацепления со шпинделем и совершать воз-
вратно-поступательное движение, нанося удары по шпинделю.
Удары передаются завинчиваемой головке болта {гайки), которая
поворачивается на некоторый угол до полной остановки. Полу-
чение необходимого момента затяжки достигается серией после-
довательных ударных импульсов на резьбовое соединение.
Для повышения производительности и точности величины мо-
мента затяжки резьбовых соединений созданы редкоударные гай-
коверты, единичный удар которых обладает большой энергией.
На рис. 24.3 изображен разрез редкоударного гайковерта, ко-
торый состоит из реверсивного ротационного двигателя 4, редко-
ударного механизма 3, размещенного в корпусе 2, и рукоятки 5,
в которую, кроме двигателя, вмонтированы реверсивное устрой-
ство 6, выключатель 7, пусковое устройство 8 и глушитель 9.
Рабочим инструментом машины является головка 1, закреплен-
ная на шпинделе.
Отличительной особенностью редкоударных гайковертов яв-
ляется ударный механизм (рис. 24.4), в корпусе 6 которого раз-
мещены валик-синхронизатор 4, ударник 3, наковальня шпинде-
ля 1, силовая пружина 2 и центробежный груз-шарик 5. Послед-
ний перемещается по пазу на торце ударника и перекатывается
по кулачковой поверхности валика. Силовая пружина предна-
значена для возврата ударника в исходное положение.
Работа механизма происходит следующим образом. После
установки торцовой головки на гайку затягиваемого соединения
включают двигатель, вращение ротора которого передается через
корпус, ударник, валик-синхронизатор на шпиндель и далее на
резьбовое соединение. При достижении торцом гайки неподвиж-
ной поверхности шпиндель и валик-синхронизатор останавлива-
ются, а корпус и ударник продолжают вращаться. При определен-
ной частоте вращения ударника и вращающегося с ним шарика
последний под действием центробежных сил смещается от центра
к периферии и обкатывается по кулачковой поверхности валика-
синхронизатора, перемещая в осевом направлении ударник. При
этом пружина 2 сжимается, позволяя ударнику войти в зацеп-
ление с наковальней шпинделя, нанося по ней удар. Во вре-
мя удара скорость вра- ' ~ '
щеиия ударника резко z 5 4 5 6
падает, шарик возвраща-
ется в центральную часть
полости "и ударник под
действием пружины 2 пе-
ремещается в первона-
чальное положение. Да- рис- 24.4. Ударный механизм йневмогайко-
лее цикл повторяется.
верта
359
Рис. 24.5. Прямая шлифовальная машина:
а — общий вид; 2 — принципиальная схема
Рис. 24.6. Торцовая шлифовальная ма-
шина
а общий вид; б — принципиальная схема
Пневматические шлифо-
вальные машины подразделя-
ются на следующие группы:
а) высокооборотные машины
с турбинным двигателем, пред-
назначенные для работы шли-
фовальными головками; б)
прямые с ротационным двига-
телем, предназначенные для
работы периферией шлифо-
вального круга; в) угловые —
для работы дисками на ткане-
вой или синтетической основе,
высокоскоростными шлифо-
вальными кругами, шлифо-
вальными шкурками и др.;
г) торцовые — для работы тор-
цовыми чашечными кругами,
эластичными дисками, шли-
фовальными шкурками и др.
Наиболее распространены
прямые шлифовальные ма-
шины с ротационным двигате-
лем (рис. 24.5). Они состоят из
двигателя 8, шпинделя 4, на
выходном конце которого уста-
новлен узел крепления 2 шли-
фовального круга, регулятор
360
частоты вращения 9 шпинделя, узла глушителя шума 6, виброза-
щитных чехлов 5 и 12. Двигатель установлен в рукоятке 7, а шпин-
дель — в корпусе 3. Шлифовальный круг имеет защитный кожух
1. Для пуска машины имеется устройство 10 с рукояткой 11. Сжа-
тый воздух поступает в машину через ниппель 14 и штуцер 13.
Торцовая шлифовальная машина (рис. 24.6) состоит из ро-
тационного двигателя 1, расположенного Р стакане 9, рукоятки 5
со встроенным в нее пусковым устройством 6 регулятора частоты
вращения ротора 2, узла крепления шлифовального круга 8. Пуск
машины в работу осуществляется с помощью рукоятки 4. Корпус 3
машины соединен с рукояткой с помощью четырех винтов. Шлифо-
вальный круг огражден защитным кожухом 7.
24.3. Машины ударного действия
К ним относятся молотки различного назначения — отбойные, ру-
бильные и клепальные, перфораторы, ломы, пробойники. Машины
имеют двигатели со свободным движением поршня и подразде-
ляются по принципу приме-
няемой системы воздухорас-
пределения. Наибольшее
распространение получили
клапанная и золотниковая
системы воздухораспределе-
ния.
При клапанной системе
воздухораспределения сжа-
тый воздух в указанном по-
ложении клапана 2 (рис.
24.7,а) поступает по каналу
6 в пространство над порш-
нем-бойком 1 и перемещает
его вниз до удара с рабочим
инструментом. 3. Воздух
из-под поршневого прост-
ранства выходит по каналу
Г в атмосферу. После
перекрытия поршнем этого канала воздух в подпоршневом про^
странстве начнет сжиматься и оказывать давление на клапан 2
снизу. В конце рабочего хода канал Г откроется и сжатый воз-
дух из надпоршневого пространства начнет выходить в атмосферу.
При этом давление над поршнем падает и за счет разности дав-
ления в подпоршневом и надпоршневом пространствах клапан
займет положение, указанное на рисунке штрихпунктиром. Сжа-
тый воздух начнет поступать по каналу В под поршень и заста-
вит его перемещаться вверх. Когда поршень-боек пройдет своей
24—5258 361
кромкой канал Г, сжатый воздух начнет из-под поршня выходить
в атмосферу, при этом давление под ним падает, клапан возвра-
щается в первоначальное положение и цикл машины повторяет-
ся. Достоинствами клапанной системы воздухораспределения яв-
ляются простота конструкции и малая чувствительность к загряз-
нению; недостатками — повышенный расход воздуха за счет рас-
ходования его части на образование компрессионных подушек
в конце каждого такта.
Работа золотниковой системы воздухораспределения (рис.
24.7,6) происходит следующим образом. В начале такта поршень-
боек 6 и золотник 7 находятся в нижнем положении под действи-
ем сил тяжести. Сжатый воздух поступает по каналу 1 в кольце-
вые выточки А и Б золотниковой коробки и будет создавать дав-
ление на золотник снизу. Одновременно сжатый воздух, проходя
по каналу 2, будет давить на верхний обрез золотника сверху.
Но поскольку вся надпоршневая полость через канал 3
соединена с атмосферой, давление на золотник сверху будет не-
сколько меньше, чём снизу, он займет верхнее положение. Тогда
сжатый воздух поступит по выточкам А и Б и далее по каналу
4 под поршень-боек и будет перемещать его вверх, т. е. начнется
холостой ход.
Воздух из верхней полости во избежание противодавления бу-
дет отводиться в атмосферу по каналам 3 и 5. Когда поршень-
боек, перемещаясь вверх, перекроет эти каналы, то в верхней
полости создается давление, действующее на золотник сверху, и
он будет находиться в состоянии равновесия. При дальнейшем дви-
жении поршня-бойка вверх открывается канал 3, воздух начнет
уходить в атмосферу по каналам 3 и 4, давление на золотник
снизу упадет и он перейдет в нижнее положение. Тогда сжатый
воздух поступит по каналу 2 и под его давлением поршень-боек
переместится вниз. Воздух из подпоршневого пространства будет
отводиться в атмосферу по каналу 3. При движении вниз пор-
шень-боек открывает канал 5, в который поступает сжатый воз-
дух, создавая давление на золотник снизу. Золотник будет нахо-
диться в состоянии равновесия (под действием давления сверху
и снизу) до тех пор, пока поршень-боек в крайнем нижнем по-
ложении не откроет канал 3. Тогда воздух из надпоршневого про-
странства будет выходить в атмосферу, давление на золотник
сверху уменьшится и он переместится в верхнее положение, за-
ставляя поршень-боек подниматься вверх. Золотниковая система
воздухораспределения наиболее экономична, но сложна в изго-
товлении и эксплуатации.
Сущность работы машин ударного действия, оснащенных дви-
гателем со свободным падением поршня, состоит в том, что пор-
шень-боек, находящийся в цилиндре, совершает возвратно-посту-
пательное движение под действием сжатого воздуха, поступающе-
го попеременно в подпоршневую и надпоршневую полости. В конце
362
рабочего хода поршень-боек наносит удар по хвостовику рабо-
чего наконечника, который выполняет полезную работу.
Примером таких машин служит отбойный молоток
(рис. 24.8), состоящий из рукоятки 1, ствола 9, поршня-бойка 10,
воздухораспределительного механизма (клапана) 6, пускового
устройства (вентиля) 4, рабочего наконечника И и пружины 12,
удерживающей наконечник от выпадения. Для предотвращения
саморазвертывания резьбового соединения между стволом 9 и
промежуточным звеном 5 установлен фиксатор 7, удерживаемый
Рис. 24.8. Отбойный молоток
от выпадения стопорным кольцом 8, имеющим отверстие для от-
вода отработанного воздуха.. Узел воздухораспределения прижат
к торцу ствола тарельчатой пружиной 3. Виброизоляция рукоятки
обеспечивается установкой резинового амортизатора 2. При на-
жатии на рукоятку вентиль 4 смещается вправо и открывает от-
верстие, сообщающееся с кольцевой камерой клапанного распре-
деления; сжатый воздух с помощью клапана поступает поочеред-
но в над- и подпоршневое пространство, заставляя поршень-боек
совершать возвратно-поступательное движение, периодически уда-
ряя по рабочему наконечнику.
В современных пневматических машинах ударного действия
используется система комплексной виброзащиты оператора,
включающая в себя снижение массы и уменьшение диаметра порш-
ня-бойка, установку резиновых прокладок между рукояткой и
остальными частями машины, использование пневмопружинных
виброизоляторов. Аналогичное устройство имеют и другие типы
машин ударного действия..
Перфораторы имеют преимущественно клапанную систему
воздухораспределения, обеспечивающую главное возвратно-посту-
пательное движение ударника. Поворотное движение бура произ-
водится во время холостого хода поршня-бойка при его движении
вверх.
24* 363
Рис. 24.9. Перфо-
ратор
Основным узлом перфоратора (рис. 24.9) яв-
ляется корпус, состоящий из цилиндра 5, ство-
ла 8 и крышки, соединенных между собой стяж-
ными болтами. Крышка корпуса снабжена руко-
яткой 1 для удержания перфоратора при работе
и переносе его оператором. Воздухораспредели-
тельное устройство, помещенное внутри цилин-
дра, осуществляет автоматическое изменение
направления подачи сжатого воздуха для рабо-
чего или холостого хода поршня-бойка 6,
совершающего возвратно-поступательное движе-
ние в цилиндре. В конце рабочего хода поршень-
боек наносит удар по хвостовику буровой штан-
ги 10. В результате коронка бура внедряется
в грунт, производя его разрушение. Поворот
бура производится с помощью поворотного меха-
низма, включающего в себя храповое колесо 3
со стержнем 4, на конце которого нарезаны спи-
ральные (винтовые) шлицы. Хвостовик стержня
входит в шлицевое отверстие гайки, запрессо-
ванной в головке поршня-бойка 6. Поршень-
боек сопряжен с шестигранной буровой штангой
поворотными буксами 7 и 9.
При рабочем ходе поршня-бойка спиральные шлицы поворачи-
вают храповой стержень 4 против часовой стрелки, а собачки 2
проскальзывают по зубьям храпового колеса 3. При обратном ходе
поршня собачки, упираясь в зубья храпового колеса, препят-
ствуют повороту храпового стержня в противоположную сторону
(по часовой стрелке), и поршень, навинчиваясь на хвостовик
неподвижного стержня, будет поворачиваться сам вместе с по-
воротной буксой и буром на определенный угол. Удержание бура
в поворотной буксе перфоратора осуществляется специальным
буродержателем.
24.4. Расчет основных параметров режима работы
пневмомашин ударного действия
К технологическим параметрам машин ударного действия отно-
сятся: работа единичного удара Л1 (Н-м), число ударов поршня-
бойка в минуту п (мин-1), мощность привода N (кВт) и расход
воздуха Q (м3/мин). Для упрощения методики расчета делаем
следующие допущения: рабочий ход поршня-бойка происходит
при постоянном давлении сжатого воздуха на его поверхность;
противодавление на поршень-боек во время рабочего и холостого
ходов неизменно; движение поршня-бойка при постоянном давле-
нии — равноускоренное. При этом кинетическая энергия, накоп-
364
ленная поршнем-бойком за рабочий ход, составит
(24-1)
где d— диаметр поршня-бойка, м; s — ход поршня-бойка, м; pi —
среднее индикаторное давление в цилиндре во время рабочего
хода.
Используя практические данные, принимаем потери давления
в пусковых и распределительных устройствах машин равными
20... 30% от номинального, а противодавление на поршень-боек
примерно на 15% выше атмосферного. Тогда р,=О,7ро—0.115Х
X106, МПа, где р0 — номинальное (на входе в инструмент) дав-
ление (ро=О,5-106 МПа).
Работа Лг, совершаемая рабочим наконечником, будет мень-
ше Л1 на величину потерь при соударении поршня-бойка с нако-
'нечником, т. е.
Л2=Л1Г]уд. - (24.2)
Коэффициент полезного действия удара т)уд зависит от масс
соударяющихся тел и их упругих свойств, характеризуемых ко-
эффициентом восстановления скорости поршня-бойка R:
T]ra=mim2(l+P)2/(mi+m2)2, (24.3)
где mi — масса поршня-бойка; т2 — приведенная масса рабочего
наконечника, кг (т. е. с учетом обрабатываемой среды (т2 =
= атр, где тр — масса рабочего наконечника, а — коэффициент,
зависящий от механических свойств обрабатываемого материала).
Из формулы (24.3) следует, что наименьшее значение КПД
удара будет при mi/m2<CR, а наибольшее — при •
=/?, к чему следует стремиться при создании машин ударного
действия. Обычно т)уд=0,85 ... 0,98.
Число ударов поршня-бойка в минуту пуд=60/Т мин-1, где
Т — продолжительность времени между двумя ударами, с; Т=
= tP+tx-x, где tp — время рабочего хода поршня-бойка, с; tx~x —
время холостого хода поршня-бойка, с.
С учетом принятых допущений
гр = У2Ж (24.4)
где S —ход поршня-бойка, м; а — ускорение, приобретенное порш-
нем-бойком, м/с2, а = о,--—,
4 И1
Тогда
/р ~ 1,6 K^5/W2) . , (24.5)
365
Время холостого хода поршня-бойка /Х_Х=1,2/Р. Следователь-
но (в мин-1 или с-1),
пул = 60/2,2^р == 17 (24.6)
или
«уд = 0,45 VPid^^S) .
Мощность, развиваемая машиной ударного действия (кВт),
М^Пуд'тьдИО-3. (24.71
Расход воздуха (м3/мин), затрачиваемый на работу машины
ударного действия, зависит от рабочего пространства цилиндра
машины, числа ударов поршня-бойка в минуту и среднего инди-
каторного давления в цилиндре, т. е.
Q(- = 60^n-^SVi. (24.8)
где ka — коэффициент, учитывающий потери воздуха в магистра-
лях, шлангах и ручной машине (fe= 1,2 ... 1.35).
Расчетная производительность компрессора (м3/мин) для пи-
тания машин
(24.9)
где SQt=QiCi-f-Q2c2-f- ••• +Qncn — суммарный расход воздуха
всеми инструментами; Qi, Q2, Qn — расход воздуха одной пнев-
момашиной данного типа; сь с2, ..., сп — количество однотипных
пневмомашин; К\ — коэффициент одновременности работы инст-
рументов (см. ниже).
Количество ин-
струментов . 2 4 5 6 7 8 9 10 12 15 20 30
...... . 0,9 0,85 0,82 0,8 0,78 0,75 0,73 0,71 0,68 0,62 0,55 0,53
24.5. Машины взрывного действия
Применяются в строительно-монтажных работах и представляют
собой поршневые пистолеты, работа которых основана на прин-
ципе использования энергии расширяющихся пороховых газов.
Эти машины предназначены для закрепления дюбелями различ-
ных деталей к бетонным, железобетонным, кирпичным, металли-
ческим, шлако- и керамзитобетонным конструкциям. Использова-
ние монтажных пистолетов исключает трудоемкую операцию по
сверлению гнезд и отверстий, а также расход большого количе-
ства дорогостоящих твердосплавных сверл. В качестве источни-
ков энергии пистолетов используют специальные беспульпные
патроны. Мощность заряда патрона выбирают в зависимости от
вида и прочности пробиваемого материала, диаметра и длины
дюбеля.
366
Принцип действия поршневых монтажных пистолетов показан
на рис. 24.10. Дюбель 4 устанавливается в стволе 3 непосредст-
венно перед плоскостью встреливания 5. Между патроном 1 и
дюбелем расположен поршень 2. Под давлением пороховых га-
зов (до 300 МПа поршень разгоняется на участке 22 ... 35 мм до
скорости 50 ... 90 м/с, ударяя по дюбелю, заглубляет его в кон-
струкцию. Ход поршня ограничивается упорами-амортизаторами,
пре дотвращающими
сквозной прострел кон-
струкции малой прочно-
сти. Пистолеты снабже-
ны блокировками, исклю-
чающими случайные вы-
стрелы, а также выстрелы
без , предварительного
прижатия пистолета к
Рис. 24.10. Принципиальная схема порохового
монтажного пистолета
плоскости пристреливае-
мой детали.
Конструкция однозарядного поршневого пистолета дана на
рис. 24.11,а. Он состоит из ствола 10 с патронником 15, поршне-
вой группы, прижима /, коробки 11 с ударно-спусковым механиз-
мом и рукояткой 14. Пистолет комплектуется двумя сменными
стволами с длиной патронника 15 и 22 мм и тремя поршневыми
группами, которые устанавливают в пистолет в зависимости от
длины и диаметра дюбеля. Сменная поршневая группа состоит
из наконечника 4, направителя 3 с каналом для дюбеля 2, порш-
ня 5, рассекателя 7 и амортизаторов 6. Поршневая группа смон-
тирована в муфте 9, соединенной с рукояткой 14 шарниром 16.
Для снаряжения пистолета перед выстрелом необходимо вставить
дюбель 2 с шайбой (или наконечником) в канал направителя 3,
в котором фиксируется шариковым фиксатором, а затем «разло-
мить» пистолет относительно шарнира 16, вставить патрон в пат-
ронник 15 ствола 10 и закрыть пистолет.
Для производства выстрела следует установить наконечник 4
(или прижим 1) пистолета в точку пристрелки под прямым уг-
лом к поверхности, нажать на рукоятку 14 и оттянуть до отказа
спусковой рычаг 13 ударно-спускового механизма. При нажатии
на рукоятку 14 направитель 3, воздействуя на амортизаторы 6 и
рассекатель 7, смещает ствол 10 с патроном к плоскости наклона
капсюля. При ударе бойка 12 по патрону происходит воспламе-
нение пороха. Силой взрыва поршень 5 разгоняется по стволу 10
и наносит удар по дюбелю 2. После этого пороховые газы через
рассекатель 7 сбрасываются в расширительные полости 8 муф-
ты 9. Дальнейшее движение поршня и забивка дюбеля происхо-
дят по инерции, при этом в конечный момент за счет сопротив-
ления пробиваемого материала скорость дюбеля падает до нуля.
Если к моменту полного заглубления дюбеля поршень продол-
367
жает двигаться, его остановка обеспечивается за счет выгиба
лепестков амортизаторов 6 (рис. 24.11,6).
Поршневые пистолеты могут быть использованы при строи-
тельно-монтажных работах в зимнее время в неотапливаемых по-
мещениях, независимо от наличия источника электрической энер-
гии и сжатого воздуха. Пистолеты обеспечивают высокую про-
изводительность труда (до 50 выстрелов в час), они достаточно
просты в обслуживании. Недостатком этих машин является по-
вышенная опасность при выполнении работ, требующая точного
и строгого соблюдения особых правил по охране труда.
ЗАКЛЮЧЕНИЕ
Строительное и дорожное машиностроение является основной
отраслью народного хозяйства, обеспечивающей промышленное,
гражданское, дорожное, мелиоративное строительство, промыш-
ленность строительных материалов машинами и оборудованием.
Парк основных машин, используемых в строительстве, состав-
ляет более 500 тыс. ед. Число типоразмеров и моделей машин,
применяемых при возведении зданий и сооружений, превышает
1000. Уровень механизации строительно-монтажных работ при-
мерно 96 ... 98%. Однако часть (15 ... 20%) малообъемных, до-
делочных операций выполняется еще вручную. Насыщение стро-
ительства большим количеством высокопроизводительных машин
368
с увеличенными основными параметрами, применение многофунк-
циональных машин со сменными рабочими органами, обеспечива-
ющими эффективную механизацию работ, выполняемых в на-
стоящее время вручную, создание автоматизированных комплек-
сов машин и оборудования, обеспечивающих повышение произво-
дительности и качества выполнения работ, позволяет перейти к
широкомасштабному внедрению комплексной механизации стро-
ительно-монтажных работ. В этой связи первостепенное значение
приобретает автоматизация строительных машин путем макси-
мального использования средств микроэлектронной и лазерной
техники при соответствующем соотношении гидравлических, элек-
трических и электрогидравлических систем автоматики. При этом
создается автоматизированная система контроля работы двигате-
ля трансмиссии и рабочих органов в виде единого управляющего
узла, состоящего из устройств слежения за режимом нагружения
(сенсоров), обработки сигналов, поступающих от датчиков, с про-
граммированием оптимальных параметров (мини-ЭВМ на базе
микропроцессора) и электрогидравлического оборудования, преоб-
разующего полученные команды в силовое воздействие на испол-
нительные органы. Такая система обеспечит автоматическую адап-
тацию машины к соответствующим режимам нагружения путем
изменения технологических параметров или траектории движения
рабочего органа.
Развитие микропроцессорной техники должно привести к со-
зданию строительных манипуляторов и роботов как самостоя-
тельных систем, причем это развитие будет происходить поэтапно.
Вначале начнут действовать манипуляторы для выполнения тех-
нологических операций, не требующих решения самостоятельных
логических задач или точного позиционирования (сортировка ма-
териалов, автоматическое дозирование, подача материалов в бето-
носмесительные установки, малярные и Сварочные работы и т. д.).
В дальнейшем их заменят многоцелевые строительные манипуля-
торы и робототехнические установки и машины, способные само-
стоятельно решать определенные комплексы логических задач,
возникающих в результате постоянно меняющихся ситуаций, при
периодическом общении с оператором с помощью дистанционно-
го управления.
Создание современных мощных высокопроизводительных ма-
шин, многоцелевых мини-машин, строительных манипуляторов и
роботов, в наибольшей степени технологически и экономически
соответствующих конкретным условиям производства работ, дол-
жно производиться высококвалифицированными специалистами в
области строительных машин и оборудования, выпускаемыми ву-
зами страны. Для них курс «Строительные машины и оборудо-
вание» является итоговым, основывающимся на таких общенауч-
ных и общеинженерных дисциплинах, как высшая математика,
теоретическая механика, сопротивление материалов, теория меха-
369
низмов и машин, детали машин, автоматизация производствен-
ных процессов и т. д. Опираясь на перечисленные дисциплины,
студенты в результате изучения данного курса должны приобре-
сти знания по классификации строительных машин, их принципи-
альным схемам и конструкциям, расчету основных технологиче-
ских параметров, теории рабочего процесса, прочностного рас-
чета деталей строительных машин, овладевают навыками выбора
типа машин для конкретных условий производства, самостоятель-
ной компоновки оборудования при проектировании установок и
конструирования узлов при модернизации существующей или раз-
работке новой машины.
При работе с учебником полезно обращаться к периодической
научно-технической литературе (журналы «Механизация строи-
тельства», «Строительные и дорожные машины»), оперативно
освещающей развитие конструкций и методику расчета основных
типов строительных машин и оборудования.
Автор полагает, что основные сведения, полученные студен-
тами при изучении данного курса, будут способствовать повыше-
нию качества их инженерной подготовки.
ЛИТЕРАТУРА
Бауман В. А., Клушанцев Б. В., Мартынов В. Д. Механическое оборудова-
ние предприятий строительных материалов, изделий и конструкций. М., 1981.
Добронравов С. С., Сергеев В. П. Строительные машины, М., 1981.
Добронравов С. С., Дронов В. Г. Машины для городского строительства.
М„ 1985.
Домбровский Н. Г., Гальперин М. И. Строительные машины. М., 1985.
Константопуло Г. С. Механическое оборудование заводов железобетонных
изделий. М„ 1982.
Суворов А. В., Левинзон А. Л. Машины для свайных работ/ Под ред.
С. П. Епифанова и др. Справочное пособие. М., 1982.
Севрюгин В. И. и др. Ручные машины/ Под ред. С. П. Епифанова и др.
М., 1982.
Гоберман А. Л., Степанян К. В., Яркин А. А. и др. Теория, конструкции и
расчет строительных и дорожных машнн, М„ 1979.
Быховский И. И., Гольдштейн Б. Г. Основы конструирования вибробезопас-
ных ручных машни. М„ 1982.
Степанов А. П„ Косарев А. И. Устройство и монтаж дробнльно-обогатнтель-
ного оборудования. М„ 1982.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автобетоновозы 167
Автобетоносмеснтели 168 .
Агрегаты для погружения свай 237
---------вибромолоты 270
---------вибропогружатели 260
---------расчет параметров 266
-----------копры 272
------------навесные 273
------------на рельсовом ходу 276
----------молоты гидравлические
252
------------дизельные 240
370
-----------паровоздушные 238
Бетон 130
Бетонная смесь 30'
Бетононасосы 169
— гидравлические 171
----схемы клапанов 171
— классификация 170
— механнческяе 170
— расчет основных параметров 177
— шланговые 175
Бетоносмесители 144
— гравитационные 144
----конструкция 145
---- основы расчета 147
— принудительного действия 149
------ конструкция 150
------основы расчета 154
— непрерывного действия 152
Грохоты 84
— вибрационные 86
---- конструкция 86
----пневмобаллонные опоры 89
----расчет основных параметров 92
----самобалансные 87
— колосниковые 87
— просеивающие поверхности 84
Дозаторы 132
— жидкостей 133
----весовые 136
----непрерывного действия 140
---- турбинные 122
— сыпучих материалов 138
----г — весовые циклические 136
—--------для заполнителей 139
-----------для цемента 138
----------- задатчик порций 137
-----------многофракцнонные 139
-----------приборы весовые 136
------непрерывного действия 140
----------- для заполнителей 140
------------для цемента 141
— особенности эксплуатации 143
Дробилки 20, 39, 56, 60
— валковые 56
---- конструкция 56
---- расчет 59
----— дробящее усилие 60
----:-мощность 44, 60
------производительность 43, 59
------частота вращения эксцентри-
ковой втулки 43
— молотковые 61
---- конструкция 63
---- расчет 67
------мощность 68
------ производительность 68
— роторные 65
---- конструкция 66
---- расчет 67
-------мощность 69
------- производительность 69
— щековые 20
----классификация 20
----конструкция 23, 25
---- основы расчета 27
--------- маховик 36
---------мощность 29
j--------подвижная щека 35
--------- производительность 29
--------- распорная плита 35
--------- станина 35
--------- угол захватд 27
---------ход щеки 28
---------частота вращения вала 28
Заводы ПО, 156
— бетонов и строительных растворов
-----------автоматизация работы
162
-----------особенности эксплуата-
ции 166
-----------схемы высотные 160
--------------двухступенчатые 158
--------------непрерывного дейст-
вия 162
-----------технико-экономические
показатели 164
— дробильно-сортировочные 110
----автоматизация процессов 123
---- особенности эксплуатации 127
----технологические схемы ПО
Классификаторы гидравлические 105
---- вертикальные 106
----горизонтальные 107
----центробежные 107
Машины 5, 12
— для измельчения 12
-------классификация 18
---- кровельных работ 312
----нанесения малярных составов
305
---- отделив полов 315
----приготовления малярных соста-
вов 301
----штукатурных- работ 294
— строительные 5
----классификация 5
—— основы проектирования 12
----технико-экономические показа-
тели 6
Мельницы 70, 76, 78
— барабанные 70
371
----классификация 70
---- конструкция 71
---- основы расчета 73
----------масса мелющих тел 74
----------мощность двигателя 75
---------- производительность 74
----------частота вращения бараба-
на 74
— валковая 76
— роликомаятниковая 78
— шаровая кольцевая 76
Металлоулавливающие устройства
108
---- барабанного типа 109
---- подвесной электромагнит 108
----электромагнитный шкив 109
Оборудование 102, 182, 196, 281, 285
— для воздушной сортировки 102
-------— конструкции сепараторов
104
---------- теория процесса 103
----извлечения свай и шпунта 283
----изготовления арматуры 182
---------- гибки 183
---------- очистки 182
----------правки и резки 183s
----------предварительного натяже-
ния 186
---------- сварки 188
---- укладки бетонной смеси 191
----------- бетонораздатчики 191
----------- бетоноукладчики 193
-----------расчет основных пара-
метров 195
----уплотнения бетонных смесей
196
------------- виброплощадки 220
----------- глубинные внбровозбу-
дители 210
•—---------переносные вибровозбу-
дители 212
-----------расчет основных пара-
метров 219, 220
----устройства буронабивных свай
285
----------- установка для бурения
скважин 286
-----------шнековый расширитель
287
Процессы 13, 79, 131
— измельчения 13
---- зерновой состав продуктов
дробления 14
---- основы теории 15
----свойства измельчаемых мате-
риалов 12
---- степень измельчения 14
— сортировки 79
----классификация способов и обо-
рудования 80
— приготовления бетонных и раст-
ворных смесей 131
Растворонасосы 175
— противоточные диафрагмовые 176
— с качающейся планша'йбой 176
Растворосмесители 153
— с винтовыми лопастями 153
— турбулентные 153
Ручные машины 317, 321, 354
— — классификация 317, 321
---- привод 322
----пневматические 354
-------вращательного действия 355
----------- гайковерты 357
-----------сверлильные 356
-----------шлифовальные 360
— — — ударного действия 361
-----------механизмы воздухорас-
пределения 361
----------- конструкция 363
------------расчет параметров 364
---- электрические 324
------- гайковерты 340
-------для обработки древесины 324
-------ножницы 352
------- сверлильные 324
-------с возвратно-поступательным
движением рабочего органа 344
------- трамбовки 350
-------ударно-вращательного дейст-
вия 333
-------шлифовальные 337
------- электромолотки 344
-------электроперфораторы 346
Установки для завинчивания свай 281
— дробильно-сортировочные 118
----передвижные малой производи-
тельности 118
-------большой производительности
120
— пневматические для транспорта
бетонной смеси 180
-----------принципиальные схемы
180
-----------расчет основных пара-
метров 180
ОГЛАВЛЕНИЕ
Предисловие............................................... . . .
Введение . . , . . .........................................
Общие сведения о строительных машинах. Классификация машин
Технико-экономические показатели машин и эффективность их приме-
нения ...................................................
Основные требования, предъявляемые к машинам....................
Основы проектирования машин ....................................
Раздел первый
Машины и оборудование для измельчения нерудных материалов . . 12
Глава 1. Общие сведения.............................................. 12
1.1. Свойства измельчаемых материалов...............................12
1.2. Характеристика процесса измельчения . ....................13
1.3. Основы теории процесса измельчения.............................15
1.4. Классификация машин и оборудования для измельчения материалов 18
Глава 2. Щековые дробилки.............................................20
2.1. Классификация и область применения............................20
2<2. Конструкции дробилок с простым качанием щеки 22
2.3. Конструкции дробилок со сложным качанием щеки .... 25
2.4. Расчет основных параметров режима работы дробилок . . , 27
2.5. Расчет нагрузок в элементах конструкции щековых дробилок . 30
Глава 3. Конусные дробилки............................................38
3.1. Классификация и область применения............................38
3.2. Конструкция конусных дробилок крупного дробления ... 39
3.3. Расчет основных параметров режима работы дробилок крупного
дробления..........................................................48
3.4. Конструкция дробилок среднего и мелкого дробления ... 47
3.5. Расчет основных параметров режима работы дробилок среднего и
мелкого дробления................................................ 52
Глава 4. Валковые дробилки..........................................."56
4.1. Конструкция дробилок...................................58
4.2. Расчет основных параметров режима работы валковых дробилок 58
Глава 5. Дробилки ударного действия...........................60
5.1. Классификация и область применения.....................60
5.2. Конструкция молотковых дробилок........................63
5.3. Конструкция роторных дробилок..........................65
5.4. Расчет дробилок ударного действия ........ 67
Г лава 6. Машины и оборудование для помола............................70
6.1. Барабанные мельницы ...........................................70
6.2. Расчет основных параметров режима работы барабанных мельннц 73
6.3. Мельницы с повышенной скоростью движения рабочих органов . 75
373
Разделвторой
Машины и оборудование для сортировки нерудных материалов . . . 79
Глава 7. Общие сведения................................................ 79
7.1. Назначение и сущность процессов сортировки.........................79
7.2. Способы сортировки и применяемое оборудование .... 80
Глава 8. Грохоты с плоскими рабочими органами.............................84
8.1. Конструкция просеивающих поверхностей..............................84
8.2. Конструкция вибрационных грохотов................................ 86
8.3. Расчет основных параметров режима работы вибрационных
грохотов . , 92
8.4. Конструктивный расчет вибрационных грохотов......................98
Глава 9. Машины и оборудование для немеханической сортировки ма-
териалов ........................................................... Ю2
9.1. Оборудование для воздушной сортировки материалов .... 102
9.2. Оборудование для гидравлической классификации материалов . Ю5
9?3. Оборудование для магнитной сепарации материалов .... 108
Глава 10. Дробнльно-сортнровочные заводы и установки . . . . ПО
10.1. Технологические схемы и оборудование дробильно-сортировочных
заводов.............................................................ПО
10.2. Передвижные дробнльно-сортнровочные установки ..... П8
10.3. Автоматизация дробильно-сортировочных предприятий , , . 123
Раздел третий
Машины н оборудование длв приготовления и транспортирования бетон-
ных и растворных смесей................................................ 130
Глава 11. Общие сведения . ..............................130
11.1. Основные сведения о бетонных смесях и строительных растворах 130
11.2. Основные сведения о процессах приготовления и транспортиро-
вания бетонных и растворных смесей . ...................131
Г лава 12. Дозировочное оборудование бетонно- и раствбросмесительных
установок............................................................132
12.1. ’ Классификация дозаторов . . . ..132
12.2. Дозаторы для—жидкостей ......_.............................132
12.3. Циклические весовые дозаторы для сыпучих материалов . . 136
12:4. Дозаторы непрерывного действия для сыпучих материалов . . 140
12.5. Особенности эксплуатации дозаторов.........................143
Глава 13. Машины для приготовления бетонных и растворных смесей . 144
13.1. Гравитационные бетоносмесители.............................144
13.2. Основы расчета гравитационных бетоносмесителей .... 147
13.3. Смесители принудительного действия.........................149
13.4. Основы расчета смесителей принудительного действия . . . 154
Глава 14. Установки и заводы для приготовления бетонных смесей и стро-
ительных растворов...................................................156
14.1. Основные типы и состав бетоно- и растворосмесительных уста-
новок и заводов ......' ......... 156
14.2. Автоматизация работы смесительных заводов и установок . . 162
14.3. Технико-экономические показатели бетоно- и растворосмеситель-
ных заводов и установок ........................................ 164
374
14.4. Особенности эксплуатации оборудования бетоно- н растворосме-
сительных заводов и установок ..................................... 166
Глава 15. Машины и оборудование для транспортирования бетонных и
растворных смесей......................................................167
15.1. Требования, предъявляемые к машинам для транспортирования
бетонных и растворных смесей........................................167
15.2. Машины для доставки бетонных и растворных смесей на строи-
тельные объекты . .....................................167
15.3. Насосы для подачи и распределения бетонной смеси по блоку
бетонирования.............................................. 1°^
15.4. Растворонасосы.............................................. 175
15.5. Расчет основных параметров поршневых насосов .... 177
15.6, Пневматические нагнетатели..................................18®
15.7. Особенности эксплуатации оборудования для транспортирования
бетонных н растворных смесей................................. ..... 181
Раздел четвертый
Машины н оборудовавие для производства железобетонных изделий и
конструкций....................................................... 182
Глава 16. Машины и оборудование для изготовления арматурных кон-
струкций .......................................................182
16.1. Станки для обработки арматурной стали ......................182
16.2. Оборудование для предварительного натяжения арматуры . . 186
16.3. Оборудование для сварки арматурных конструкций .... 188
Глава 17. Машины и оборудование для укладки бетонных смесей . . 191
17.1. Оборудование для порционной подачи и укладки бетонной смеси 191
17.2. Оборудование для непрерывной подачи бетонной смеси . . . 193
17.3. Расчет основных параметров режима работы оборудования для
укладки бетонных смесей.......................................195
Гла'ва 18. Машины и оборудование для уплотнения бетонных смесей . 196
18.1. Основные способы уплотнения бетонных смесей.................196
18.2. Основные теории работы вибрационных машин...................200
. 18.3. Переносные вибровозбуднтелн для уплотнения бетонных смесей 204
18.4. Расчет основных параметров работы переносных вибровозбу-
дителей . . .....................................216
18.5. Вибрационные площадки.......................................220
18.6. Расчет основных параметров режима работы внброплощадок . 224
Раздел пятый
Оборудование для свайных работ.................................... 236
Глава 19. Агрегаты для погружения свай............................237
19.1. Паровоздушные молоты........................................238
19.2. Дизельные молоты............................................240
19.3. Гидравлические молоты.......................................252
19.4. Вибропогружатели.......................................... 260
19.5. Вибромолоты . .....................-.......................268
Глава 20. Копры и копровое оборудование сваебойных установок . . 272
20.1. Навесные копры .............................................273
20.2. Копры на рельсовом ходу ........... 276
375
Pa
Mai
Гла
7.
7.
Гла
8
8
8
Гм
т
9
S
с
Г Jit
]
Р:
М.
ны
Гл
20.3 Расчет основных параметров копра и копрового оборудования . 270
20.4 Установки для завинчивания н вдавливайня свай.................281
20.5. Оборудование для извлечения свай и шпунта....................283
20.6. Оборудование для устройства буронабивных свай .... 285
Раздел шестой
Машины для отделочных работ и ручные машины..........................293
Глава 21. Машины для отделочных работ............................293
21.1. Машины для штукатурных работ.............................294
21.2. Машины и механизмы для приготовления малярных составов . 301
21.3. Машины и механизмы для нанесения малярных составов . . . 305
21.4. Машины для кровельных н изоляционных работ...............312
21.5. Машины для отделки полов '...............................315
Глава 22. Ручные машины..........................................317
22.1. Общие сведения и классификация машин.....................317
22.2. Двигатели ручных машин ......................................322
Г лава 23. Ручные электрические машины...........................324
23.1. Машины для обработки древесины...........................324
23.2. Машины вращательного и ударно-вращательного действия . . 333
23.3. Машины с возвратно-поступательным движением рабочего органа 344
Г лава 24. Ручные пневматические машины..........................354
24.1. Общие сведения и классификация машин ........................354
24.2. Машины вращательного действия............................355
24.3. Машины ударного действия . ......................._. 361
24.4. Расчет основных параметров режима работы пневмомашнн удар*
ного действия . . . . ;............................. 364
24.5. Машины взрывного действия ...................................366
Г.
Заключение........................................................368
Литература . 370
Предметный указатель.............................................370
Г
УЧЕБНОЕ ИЗДАНИЕ
ВЛАДИМИР ПЕТРОВИЧ СЕРГЕЕВ
Строительные машины и оборудование
Зав. редакцией Б. А. Ягупов. Редактор Л. Б. Лохова. Мл. редакторы О. С. Смотрнна,
•О. А. Кузнецова. Худож. редактор В. П. Бабикова. Художник В. Н. Панферов. Техн, ре-
дактор 3. А. Муслимова. Корректор В. В. Кожуткина
ИБ № 6053
Изд. № СТР-490. Сдано в набор 11.07.86. Подписано в печать 17.12.86 Формат 60X88’/is
Бумага офсетная № 2. Гарнитура литературная. Печать высокая. Объем 23,03 усл. печ. л.
23,03 усл. кр.-отт. 24,93 уч.-изд. л. Тираж 20 000 экз. Заказ № 5258 Цена 1 р. 10 к.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул., д. 29/14.
Ордена Октябрьской Революции и ордена Трудового Красного Знамени МПО «Первая Об-
разцовая типография имени А. А. Жданова» Союзполнграфпрома при Государственном ко-
митете СССР по делам издательств, полиграфии и книжной торговли; 113054, Москва, Ва-’
левая, 28.