/








































































































































































































Текст
ПРОФТЕХОБРАЗОВАНИЕ
ОБРАБОТКА РЕЗАНИЕМ
СПРАВОЧНИК
МОЛОДОГО
ШЛИФОВЩИКА
ПО ПЛОСКОМУ
ШЛИФОВАНИЮ
В. С. ТЁРГАН, А. В. ТОРГАН
СПРАВОЧНИК
МОЛОДОГО
ШЛИФОВЩИКА
ПО ПЛОСКОМУ
ШЛИФОВАНИЮ
МОСКВА «ВЫСШАЯ ШКОЛА» 1975
6 П 4.67
Т35
Справочник рекомендован к изданию отделом учеб-
ников, наглядных пособий и технических средств обуче-
ния Государственного комитета Совета Министров СССР
по профессионально-техническому образованию.
Отзывы и замечания просим направлять по адресу:
Москва, К-51, Неглинная ул., 29/14, издательство «Выс-
шая школа».
Chipmaker.ru
Терган В. С., Торган А. В.
Т35 Справочник молодого шлифовщика по
плоскому шлифованию. Для проф.-техп. учи-
лищ. AV, «Высш, школа», 1975.
211 с. с ил.
В справочнике приведены сведения о шлифовании плоско-
стей и фасонных поверхностей, точное!и обработки на плос-
КОИ1.1 ифовалЫ1 ых станках и нормы точности станков; даны ха-
рактеристики современных нлоскошлифовальных станков, реко-
мендации по применению абразивных инструментов, приспособ-
лений. вспомогательных инструментов и измерительных средств;
содержатся сведения о режимах резания и нормах времени при
обработке па плоскошлифовальных станках, об организации ра-
бочего мосла шлифовшика.
31207—376
Т 052 (01) —75
90-75
6П4.67
С 11 ’.да п льеi во «Высшая школа»,
Chlpmaker.ru
ПРЕДИСЛОВИЕ
Решения Коммунистической партии и Советского правительства о
совершенствовании обучения и улучшении подготовки квалифициро-
ванных рабочих кадров в профессионально-технических училищах
обязывают всемерно повышать уровень теоретической и практической
подготовки учащихся ПТУ и молодых рабочих.
Для быстрого и правильного решения учебных и производствен-
ных задач учащемуся, молодому рабочему-шлифовщику необходимо
иметь справочник, в котором он легко бы мог найти материал по
шлифовальным работам, абразивным инструментам, режимам реза-
ния и т. д.
Дать эти сведения и является целью данного справочника.
Справочник по плоскому шлифованию для молодых рабочих
издается впервые и содержит практические рекомендации по выбору
режимов шлифования, выбору абразивных кругов для оптимальных
условий шлифования, выбору измерительного инструмента, приспо-
соблений и т. п.
В справочнике приведены также сведения о некоторых положе-
ниях системы чертежного хозяйства по ГОСТам ЕСКД (Единая
система конструкторской документации), обозначения и форма доку-
ментации соответственно ГОСТам ЕСТД (Единая система техноло-
гической документации), сведения о материалах, их шлифуемости, об
оборудовании, механизации и автоматизации операций плоского
шлифования, о припусках, о точности обработки, об организации
рабочего места шлифовщика.
Материал справочника не исчерпывает полноту рассматриваемых
вопросов, однако позволит молодому рабочему и учащемуся ПТУ
получить ответы на вопросы, возникаемые при подготовке работы и
при эксплуатации плоскошлифовальных станков.
ГЛАВА I
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
1. Основные понятия и общие требования
к чертежам
Чертежом детали называют документ, содержащий изображение
детали, и все данные, необходимые для ее изготовления и контроля.
Чертежи деталей выполняют в соответствии с ГОСТами ЕСКД.
С чертежа детали снимаются копии (часто светокопии — синьки),
которые непосредственно используются при ее изготовлении, экс-
плуатации и ремонте. Основные форматы листов чертежей и масштаб
изображений приведены в табл. 1 и 2. В табл. 3 приведены графиче-
ские обозначения некоторых материалов в сечениях.
1. Формат чертежей
Обозначение формата 44 24 22 12 11
Размеры формата, мм 1189x841 594x841 594X420 297x420 297x210
Соответствующее обозначение потреби- тельского формата бумаги по ГОСТ 9327—60 .... АО 1 А1 А2 АЗ А4
2. Масштаб изображений в чертежах
Масштабы шения умснь- 1:2; 1:2,5; 1:4; 1:5; 1:10; 1:15; 1:20; 1:25; 1:40; 1:50; 1:75; 1:100; 1:200; 1:400; 1:500; 1:800; 1:1000 Обозначения мас- штаба в графе основ- ной надписи (штам- па) выполняют по типу 1 : 1; 2 : 1 и т. п.
Масштабы чения увели- 2:1; 2,5:1; 4:1; 5:1; 10:1; 20:1; 40:1; 50:1; 100:1 В остальных < по типу Ml : 1; М2 : 1 пт. п. случаях Ml : 2,
4
3. Изображение некоторых материалов в сечениях
Материал
Обозначение
Металлы и твердые сплавы
Неметаллические материалы, в том числе во-
юкнистые монолитные и плитные (прессован-
ию), за исключением древесины, фанеры и др.
Абразивы, раствор и др.
2. Обозначения размеров, покрытых
и термообработанных поверхностей деталей
Изображение детали на чертеже должно соответствовать дейст-
вующим стандартам системы ЕСКД. Все поверхности детали должны
иметь размеры и предельные отклонения (табл. 4), а также обозна-
чения шероховатости.
3. Обозначения отклонений формы,
расположения поверхностей и шероховатости
Предельные отклонения формы, расположения поверхностей и ше-
роховатости указываются на чертежах условными обозначениями
или в технических требованиях текстом. Предпочтительными являют-
ся следующие условные обозначения (табл. 5).
При условном обозначении данные о предельных отклонениях
формы и расположения поверхностей указывают в прямолинейной
рамке, разделенной на две или три части (табл. 6).
Шероховатость поверхности — это совокупность неровностей, об-
разующих рельеф поверхности в пределах рассматриваемого участка,
длина которого выбирается в зависимости от характера поверхности
и равна базовой длине.
5
CD
4. Требования к обозначениям размеров
Наименование
Эскиз
Примечание
Линейные размеры и предельные откло-
нения указываются в мм, без обозначения
единицы
Изображение размеров прямолинейных
участков
Изображение размеров криволинейных
участков
Другие единицы измерения должны
указываться рядом с числом
Размерная линия параллельна участ-
ку, а выносные линии перпендикулярны
размерным
Угловые отклонения должны указы-
ваться с размерностью
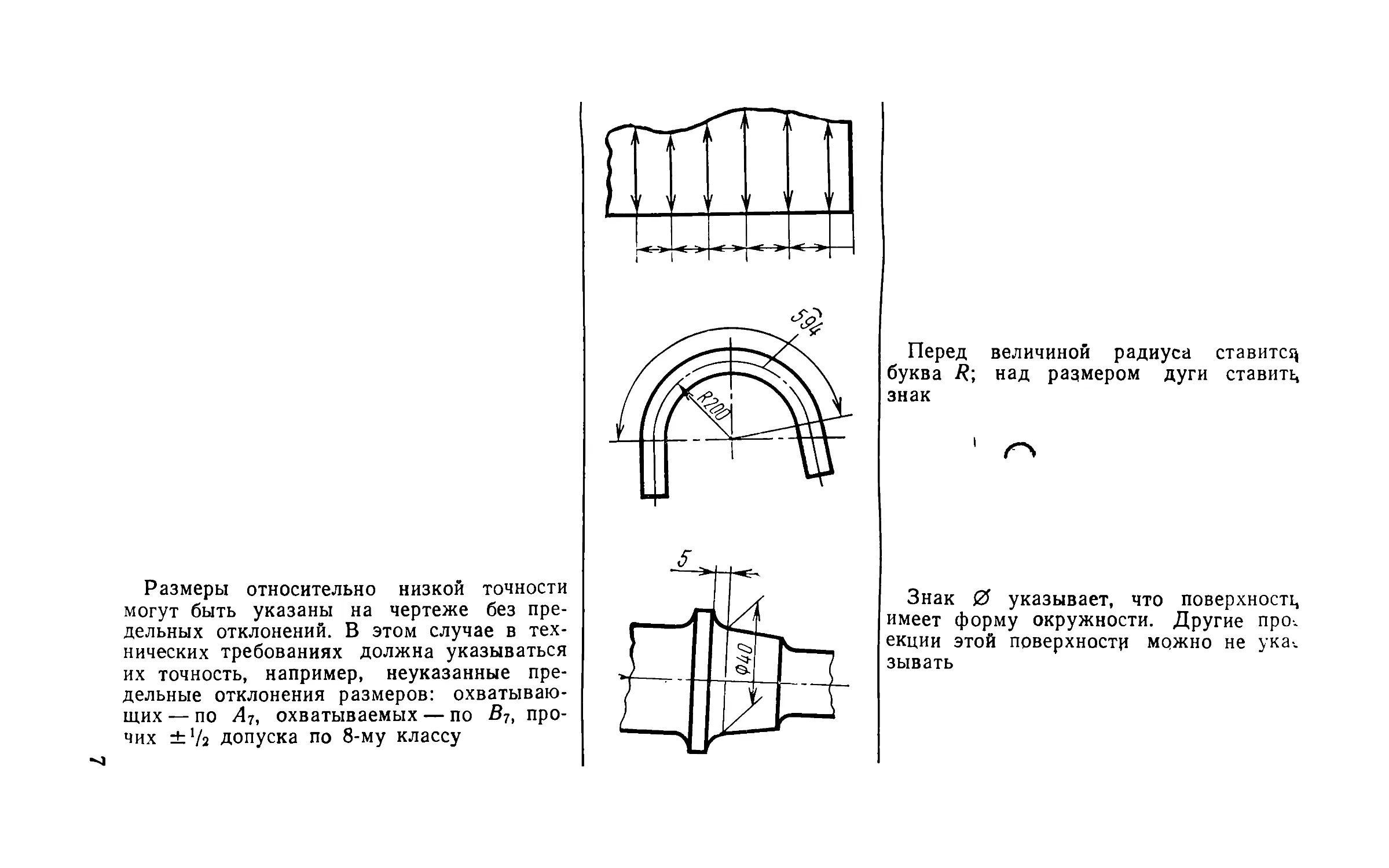
Размеры относительно низкой точности
могут быть указаны на чертеже без пре-
дельных отклонений. В этом случае в тех-
нических требованиях должна указываться
их точность, например, неуказанные пре-
дельные отклонения размеров: охватываю-
щих — по Л7, охватываемых — по В7, про-
чих ±72 допуска по 8-му классу
Перед величиной радиуса ставитсц
буква /?; над размером дуги ставить*
знак
Знак 0 указывает, что поверхность*
имеет форму окружности. Другие про-,
екции этой поверхности можно не ука*.
зывать
DO
Наименование
Участки поверхности с одним номиналь-
ным размером, но с разными предельными
отклонениями разделяются сплошной тон-
кой линией
Изображение поверхностей, подвергнутых
покрытию
Изображение поверхности, подвергнутой
термообработке
Продолжение табл. 4
Эскиз
Цемент h..08..1 HRC..52..5b
Примечание
Номинальные размеры и отклонения
указываются на каждом участке от-
дельно
Размеры и шероховатость до покры-
тия наносят на контурной линии, а по-
сле покрытия на штриховой линии
При поверхностной термообработке
указывается глубина слоя и значения)
твердости после зака'лки
5. Условные обозначения отклонений форм поверхностей
(ГОСТ 2.308—68)
Наименование отклонения Знак
краткое полное
Неплоскостность Отклонение от плоскостности £7
Непрямолинейность Отклонение ности от прямолиней- —-
Нецилиндричность Отклонение сти от цилиндрпчно- о
Некруглость Отклонение от круглости
— Отклонение профиля про- дольного сечения (относится к цилиндрической поверхности) "
Непараллельность Отклонение сти от параллельно- Ц
Неперпендикуляр- ность Отклонение лярности от перпендику-
Несоосность Отклонение от соосности —
— Торцовое биение Радиальное биение
Непересечение осей Отклонение осей от пересечения X
Несимметричность Отклонение сти от симметрично- 0 Q
Смещение осей от номиналь- ного расположения
6. Обозначения отклонений на чертежах
Наименование Текст в технических требованиях Обозначение на чертеже (вместо указаний в технических требова- ниях)
Отклонение от прямолинейности
Непрямолинейность. поверхности, не более
0,35 мм на всей длине и не более 0,1 мм на
длине 300 мм
0,35
ojboo
Отклонение от параллельности
Непараллельность поверхностей друг от-
носительно друга не более 0,1
Отклонение от параллельности относи- тельно базы Непараллельность поверхности относи- тельно базовой поверхности А не более 0,1 мм ЖИ1
г Н
Продолжение табл, б
Наименование
Текст в технических требованиях
Обозначение на чертеже (вместо
указаний в технических требова-
ниях)
Отклонение от перпендикулярности
Отклонение от плоскостности
Неперпендикулярность торцовой поверх-
ности относительно основания не более
0,1 мм
Неплоскостность поверхности не более
0,06 мм
7. Знаки условных обозначений опор и зажимных усилий
Наименование опор Знаки условных обозначений Наименование зажимных усилий Знаки условных обозначений
ви i сбоку | вид в плане одиночные ви i сбоку ви i в плане
жесткие
Основные
опоры
Зажимные усилия
Одиночные
штыри
пластины
пальцы
Дополни-
тельные
опоры
подвижные и
подводимые
Сблокированные под-
водимые опоры
Сблокированные за-
жимные усилия
4. Условные обозначения в технологической
документации
В технологической документации предусматриваются маршрут-
ные карты технологического процесса изготовления детали, или сбор-
ки сборочной единицы, операционные карты технологического процес-
са изготовления детали, карты эскизов, технологические инструкции
(ГОСТ 3.1105—74,3.1404—74 ЕСТД).
В картах технологических эскизов принимается ряд условных
обозначений установки и закрепления обрабатываемой детали на
станке, для ее обработки и контроля (табл. 7, 8).
При выполнении эскизов следует помнить такие условности:
1. Деталь изображают в таком положении, в котором она обра-
батывается на станке.
2. Обработанные поверхности указывают линиями, ширина кото-
рых в два раза более других линий.
8. Знаки условных обозначений, баз детали и зажимных элементов
приспособлений, закрепляющих деталь
Наименование
Примечание
Центры гладкие
Условные обозначения
Самоустанавливаю-
щая опора
Двух-, трех- и четы-
рехкулачковые и
цанговые патроны
Цифра 3 обозначает
необходимое количе-
ство дополнительных
опор
Цифра 4 обозначает
необходимое количе-
ство опор
Магнитные и элект-
ромагнитные плиты
>777777^77777^
Разметка
Цифра 3 обознача-
ет необходимое коли-
чество опор от раз-
меточных линий
13
9. Эскизы установки и обработки детали и схемы
их условного обозначения
Эскиз установки и обработки летали
Схема условного обозначения
В машинных тисках
। На магнитной плитн
3. На эскизе указываются уже обработанные в данной операции
(переходе) поверхности (без припуска на данную операцию).
4. На всех поверхностях, обработанных в данной операции (пе-
реходе) указывают размеры с допусками и знаки шероховатости,
получаемые в данной операции (переходе).
5. Инструмент показывают в том же масштабе, что и деталь. Ин-
струмент на эскизе находится в конце рабочего хода.
6. Движения детали и инструмента указывают стрелками.
7. На эскизе указывают размеры от обработанных поверхностей
до установочных баз.
ГЛАВА II
МАТЕРИАЛЫ, ПОДВЕРГАЕМЫЕ ОБРАБОТКЕ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ,
И ИХ СВОЙСТВА
5. Обозначения единиц физико-механических
свойств материалов и химических элементов
Характеристиками ряда физических и механических свойств ма-
териалов и единицами их измерения служат: •
у — плотность, кг/м3 или г/см3, ая — ударная вязкость, кгс«м/см2,
<Тв — предел прочности при растяжении кгс/мм2, <тВи — предел проч-
ности при изгибе, кгс/мм2, a_i — предел выносливости при изгибе и
симметричном цикле нагружения, кгс/мм2, <гт — предел текучести при
растяжении, кгс/мм2, тср — сопротивление срезу, кгс/мм2; 6 — отно-
сительное удлинение, %, ф— относительное сужение, %, f — стрела
прогиба, мм, НВ — твердость по Бринеллю, кгс/мм2, HRA, HRB,
HRC— твердость по Роквеллу по шкале А, В, С.
Условные обозначения основных химических элементов даны в
табл. 10.
10. Условные обозначения основных элементов, входящих в состав
чугунов, сталей и цветных металлов
Элемент Обозначение элементов Элемент Обозначение элементов
Наименование^ Хими- ческий знак | Цвет- ные ме- таллы Наименование Хими- ческий знак Стали Цвет- ные ме- таллы
Алюминий AI ю А Никель Ni н н
Бор В р — Ниобий Nb Б —
Бериллий Be л Б Олово Sn — О
Ванадий V ф — Свинец Pb — с
Вольфрам W в — Титан Ti Т т
Железо Fe — Ж Углерод C У —
Кремний Si с К Фосфор ’ P п ф
Марганец Мп г Мц Хром Cr X —
Медь Си /1 — Цинк Zn — ц
Молибден Мо м — Сурьма Sb — Су
6. Сплавы
11. Характеристика сплавов по группам шлифуемости
Наименование материалов Группа шлифуемости
Стали углеродистые литейные, обыкновенного качества, качественные конструкционные, марган- цовистые, хромистые инструментальные I
15
Продолжение табл. 11
Наименование материалов
Г руппа
шлифуемости
Стали хромомарганцевая, хромокремнистая,
хромомолибденовая, хромовольфрамовая, хромо-
ванадиевая, никельмолибденовая, хромоникелевая,
хромокрсмнемарганцевая, хромомарганцевонике-
левая, хромокремненикелевая, хромоникельволь-
фрамовая, хромоникелемолибденовая, хромонике-
левольфрамованадиевая, хромоникелемолибдено-
ванадиевая, хромоалюминиевая, высокоуглероди-
стая хромистая шарикоподшипниковая, рессорно-
пружинная, легированная инструментальная
Сталь коррозионностойкая (нержавеющая), жа-
ростойкая (окалиностойкая)
Сталь быстрорежущая
Чугуны серые, ковкие, высокопрочные, анти-
фрикционные, жаростойкие
Алюминиевые сплавы
Медные сплавы (бронзы, латуни)
II
III—IV
IV
V
I
V
12. Шкала твердости сталей в разных единицах измерения
Диаметр отпечатка по Бринеллю, мм (d = 10 мм, Р3000 кгс) Число твердости Диаметр отпечатка по Бринеллю мм (d-Ю мм, Р = 3000 кгс) Число твердости
по Бринеллю НВ по Роквеллу HRC (шкала С, Р = 150 кгс) по Виккерсу HV по Бринеллю НВ по Роквеллу HRC (шкала С, Р=150 кгс) по Виккерсу HV
5,00 143 — 143 3,50 302 31 303
4,90 149 — 149 3,40 321 33 320
4,80 156 — 155 3,30 341 36 344
4,70 163 2 162 3,20 363 39 380
4,60 170 4 171 3,10 388 41 401
5,50 179 , 7 178 3,00 415 43 435
4,40 187 9 186 2,90 444 46 474
4,30 197 12 197 2,80 477 49 524
4,20 207 14 208 2,70 514 52 587
4,10 217 17 217 2,60 555 55 650
4,00 229 20 228 2,50 600 60 746
3,90 241 23 240 2,40 653 64 868
3,80 255 25 255 2,35 682 66 941
3,70 269 27 270 2,30 712 68 1022
3,60 285 29 285 2,25 745 70 1116
2,20 780 72 1220
16
ГЛАВА III
ОБОРУДОВАНИЕ ДЛЯ ПЛОСКОГО И ПРОФИЛЬНОГО ШЛИФОВАНИЯ
7. Характеристики плоскошлифовальных станков
Характеристика шлифовального станка содержит как технические сведения о станке и его возможностях, так
и экономические.
Технические сведения о станках приводятся в паспортах станков.
Экономические сведения приводятся в ценниках и экономических справочниках.
13. Плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем
Техническая характеристика Модель станка
3701 3711 3711 п ЗБ721 ЗБ70В
Класс точности станка А А А А В
Размеры рабочей поверхности стола, мм: длина ширина Наибольшие размеры шлифуемого изделия, мм: длина ширина высота Расстояние от оси шпинделя до рабочей поверх- ности стола, мм Поперечное перемещение шлифовальной бабки за одно деление лимба, мм Наибольший размер шлифовального круга, мм . Вертикальное перемещение шлифовальной го- ловки за одно деление лимба маховика Число оборотов шлифовального круга, мин . . 400 125 400 125 310 70-410 0,02 200X25X75 0,002 3340 630 200 630 200 320 85—450 0,02 250x32x75 0,001 2680 1000 200 1000 200 320 85-450 0,005 250x32x75 0,002 2680 1000 320 1000 320 400 100—550 0,05 300x40x127 0,002 2205 400 160 400 160 320 70-420 0,02 200x32x40 0,05 1680-4550
□о
Техническая характеристика
Класс точности станка
Скорость перемещения шлифовальной бабки,
м/мин ........................................
Скорость продольного перемещения стола, м/мин
Поперечная автоматическая подача на каждый
ход, мм.......................................
Скорость непрерывного перемещения крестового
суппорта, (перегон), м/мин ...................
Скорость перемещения крестового суппорта при
правке шлифовального круга, м/мин.............
Автоматическая вертикальная подача, мм . . .
Общая мощность электродвигателей, кВт ....
Габариты станка, мм:
длина ...................................
ширина ..................................
высота ..................................
Масса станка, кг............................
Стоимость станка, руб.......................
Завод-изготовитель.............,............
Продолжение табл. 13
.. Модель станка
3701 3711 3711Б ЗБ721 ЗБ70В
А А А А В
0,40 0;4 0,4 0,04 0,7
Бесступенчатое регулирование
3-25 3-25 3-25 | ! 3-25 ' | 2-20
Бесступе нчатое регул! 1рование
0,3—15 0,3-15 0,3-15 0,1-20 0,3-10
1,7 1,7 1,7 1,7 1,7
Бесступенчатое регулирование 1
0,03-0,3 0,03-0,3 | 0,03-0,3 | 0,03-0,3 1 0,03-0,3
Ступенчатое регулирование
0,002-0,05 0,002-0,05 0,002—0,05 0,002-0,05 —
4,67 4,67 5,18 6,68 2,92
2100 2420 3620 3460 1465
1890 2050 2250 2000 1950
1830 1850 . , 1825 . 1885 1610
' 2150 2950 3795 -5300 1200
10430 12030 14220 — 8680
Оршанский станкостроительный завод «Красный борец»
14. Плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем
Модель станка
Техническая характеристика ЗГ71 ЗГ71М 3722 ЗЕ722 ЗД722 372Б ЗБ722 3724 ЗБ724
Класс точности станка В В П П п н П Н П
Наибольшие размеры шлифуемых поверхно- стей, мм: длина 630 630 1000 1250 1250 1000 1000 2000 2000
ширина 200 200 320 320 320 300 360 400 400
высота 320 320 400 400 500 300 400 600 600
Рабочая поверхность стола, мм: длина 630 630 1000 1250 1250 1000 1000 2000 2000
ширина 200 200 320 320 320 300 320 400 400
Пределы скоростей пе- ремещения стола, м/мин 5-20 3-25 2-40 Бесступеш 0,5-45 4атое регул! 1-30 1рование 3-30 2—40 3-33 3-30'
Наибольшее попереч- ное перемещение шли- фовальной бабки, мм — 245 400 410 440 — 400 500 500
Пределы прерывистой поперечной подачи шли- фовальной бабки на ход стола, мм 0,3-0,4 0,3-0,4 1,0- Бесступенч 2-48 атое регули 2-75 рование 3-30 0,5-30 3-50 0,75-75,
-30
Продолжение табл. 14
Модель станка
Техническая характеристика ЗГ71 ЗГ71М 3722 ЗЕ722 ЗД722 372Б ЗБ722 3724 ЗБ724
Класс точности станка в в П П п н П Н П
Бесступенчатое регулирование
Пределы непрерывной поперечной подачи шли- фовальной бабки, м/мин — — 0,5-3 0,2-3 0,2-3 — 0,5-3,0 0,3-5,0 0,3-5,0
Наибольшее переме- щение шлифовальной бабки от руки, мм: поперечное вертикальное .... — 365 400 440 410 410 300 320 400 440 520 673 520 673
Пределы автоматиче- ских вертикальных по- дач шлифовальной баб- ки на ход стола, мм . . 0,005— -0,05 0,002— -0,01 — 0,004-0,006 0,004— -0,052 0,01-0,1 0,005- -0,1 Ручная от 0,01 0,005— -о,1
Ускоренное вертикаль- ное перемещение шли- фовальной бабки, мм/мин 270 270 — 375 375 — 406 300 300
Наибольший размер шлифовального круга, мм: диаметр ширина Мощность электродви- гателя главного движе- 250 25 500 32 450 63 450 63 (80) 450 100
ния, кВт Габариты станка, мм: 1,7 2,2 10 11,5/14,5 13
длина 1870 1980 3410 4200 5210
ширина 1550 1840 2020 2215 2895
высота 1960 1860 2290 2510 2810
Масса станка, кг . . . 1900 2250 7150 9600 9700
Стоимость станка, руб. 2850 3400 8790 16000 15000
Завод-изготовитель . . Оршанский Липецкий
завод станкозавод
«Красный
борец»
350 40 450 63 500 100 500 100
4,5 10,0 28,0 28,0
3505 3300 5000 5660
1845 2020 2505 2580
2135 2290 2955 2755
4500 7100 17000 14950
1786 7020 8357 15080
Липецкий Воронежский
станкозавод станкозавод
Й ______________15. Плоскошлифовальные станки с прямоугольным столом и вертикальным шпи н д е л е м
Техническая характеристика Модель станка
3"31 ЗБ732 | ЗД732 | 3A732 | ЗП732
Класс точности станка Размеры рабочей по- п п П п П
верхности стола, мм . . Наибольшие размеры шлифуемого изделия, 630x200 800x320 800X320 800x320 800x320
мм Наибольшее продоль- ное перемещение стола, 630X200X Х320 800 X320 X 400 800x320x400 800x320x400 800x320x500
мм Размеры шлифоваль- 930 200-1200 300—1220 200-1200 300-1300
ного круга, мм Цена деления лимба, 250x60— -100x150 Кол-во сегмен- тов—8 0400 ХбО-н 150 X хзоо Кол-во сегмен- тов—10 0400x125 4-150 X хззо Кол-во сегмен- тов круга—8 0400 x 60 4-150 X хзоо Кол-во сегмен- тов— 10 0450x85-5-150^ хззо
мм Грубая подача шли- — 0,005 0,005 0,005 0,005
фовальной головки, мм Микрометрическая по- дача шлифовальной го- 0,002 — —
ловки, мм Наибольш. вертикаль- ное перемещение шли- 0,001 |
фов. головки, мм . . . . Скорость продольного перемещения стола, 320 415 Б 430 есступенчатое регул 415 [ирование 1 —
м/мин 5-20 3-30 1-30 3-30 1-30
Техническая характеристика
3731 | ЗБ732 |
Число оборотов шли- фов круга в минуту . . 2293 1460
Вертикальная автома- тическая подача шлиф, головки (ступенчатое ре- гулир.), мм Перемещ. шлифоваль- ной головки на один оборот маховика, мм . . 0,002-0,05 0,005-0,1
0,2
Скорость механиче- ского перемещения шли- фовальной головки, м/мин 0,35
Электродвигатели Кол-во приводов шли- фовального круга: 5
мощность, кВт . . 5,5 17
число оборотов в минуту 2900 1460
Гидропривода: мощность, кВт . . . 1,1 5,5
число оборотов в
минуту 930 970
Продолжение табл. 15
Модель станка
ЗД732 1 3A732 1 ЗП732
1440 1460 1440
0,004—0,1 0,005-0,1 0,004-0,5
— — —
0,375 — 0,375
7 5 5
17 17 17
1440 1460 1440
5,5 5,5 5,5
970 970 970
Продолжение табл. 15
Техническая характеристика Модель станка
3731 | ЗБ732 | ЗД732 | 3A732 | ЗП372
Привода переме- щения Ш Л и ф. г о- ловки: 0,4
мощность, кВт . . . число оборотов в 1,1 1.1 1,1 1,1
минуту Привода насоса охлаждения: 1400 1400 1440 1400 1440
мощность, кВт . . . число оборотов в 0,18 0,6 0,6 0,6 0,6
минуту Привода магнит- ного сепарато- р а: 2800 2800 2800 2800 2800
мощность, кВт . . . число оборотов в 0,12 0.12 0,12 0,12 0,12
минуту 1400 1400 1400 1400 1440
Габарит станка, мм . . 2770Х1370Х Х2300 3550x1760x2290 409 x2200 x2350 3550x1760x2290 5210x2895x2810
Масса станка, кг . . . Стоимость станка, 3085 6250 8750 6350 8100
руб 7070 7200 15000 9550 16000
Завод-изготовитель . . Оршанский станко-завод «Красный борец» Липецкий станкостроительный завод
16. Плоскошлифовальные станки с круглым столом и горизонтальным шпинделем
Техническая характеристика Модель станка
3740 ЗБ 740 ЗА 740 ЗД740 ЗП740 ЗЕ740 ЗД741 ЗА741 ЗБ741
Класс точности станка Наружный диаметр п п п П П п П п п
стола, мм Наибольшие размеры шлифуемых поверхно- стей, мм: 400 400 400 400 400 400 800 800 800
диаметр 400 400 400 400 400 400 800 Плоской пов-ти: высота—170 диаметр—800 800‘
высота Угол поворота стола или траверсы для шлифо- 175 175 160 160 160 160 200 Конусной пов-ти: высота—150 диаметр—800 200j
вания конуса, град . . . Размеры шлифоваль- ного круга, мм: 10 10 10 10 10 10 Наружный—7 Внутренний—7
диаметр 350 350 230— -350 400 (350) 400 (350) 400 (350) 450 450 325— -450
ширина Число оборотов шли- фовального круга в ми- to НУТУ СП 40 1440 40 1440 40 1900 40 40 40 2880 63 1440 63 1440 63 1440
Продолжение табл. 1&
Модель станка
Техническая характеристика 3740 ЗБ740 ЗА740 ЗД740 ЗП740 ЗЕ740 ЗД741 ЗА741 ЗБ741
Бесступенчатое регулирование
Числа оборотов или пределы чисел оборотов стола в минуту . . . . 40- 40— 20-200 15—150 15—150 15-200 8-80 Без автом. 12,5—-
Пределы скорости пе- ремещения стола, м/мин -210 -210 0,6— 0,6— 0,2-5,0 Бесступенчатое 0,6-4,0 0,2-5,0 : регулиро: 0,2-5,0 вание 0,1-2,1 per.—144-90±5 При автом. per.—14-^-36 ±5 —31 0,1 —
Пределы вертикаль- ных подач шлифовальной бабки за один ход стола или каретки, мм ... —4,0 —4,0 0,005— 0,005— Скорость 0,005- 0,005— 0,005— 0,005- 0,005; 0,01; -2,1 о4=5
—0,03 —0,3 быстрого -0,03 -0,03 -0,03 -0,03 0,015; 0,020; 2 = - 5.
перемещ. шлиф, бабки 156 мм/мин 0,025; 0,03 Скорость быст го перемещ. ш 316 мм j
Продолжение табл. 16
Техническая характеристика Модель станка
3740 ЗБ740 ЗА740 ЗД740 ЗП740 ЗЕ740 ЗД741 ЗА 741 ЗБ741
Вертикальное переме- щение шлифовальной бабки за одно деление лимба, мм 0,003- 0,0025 0,0025 1 0,0025 ! 0,0025 0,0025 0,0025 0,005 0,0025
Мощность электродви- гателя главного движе- ния, кВт -0,005 7,0 7,0 7 7,5 7,5 11 и 14,5 13 7 10
Габариты станка, мм: длина 2250 2250 2055 2820 2820 2820 3040 2775 3370
ширина 1585 1585 1565 2000 2000 2000 2940 1795 1970
высота 1900 1900 1935 2150 2150 2150 2300 1980 2057
Масса станка, кг . . . 3750 3750 3300 5300 5300 5300 9700 5400 6500
Категория ремонтной сложности 7 7 7 9 9 9 12 9 9
Стоимость станка, руб. 5260 8770 10620 23000 23000 22000 20000 —
Завод-изготовитель . . Липецкий станкостроительный завод
17. Плоскошлифовальные станки с круглым столом и горизонтальным
шпинделем
Техническая характеристика Модель станка
375С
Наружный диаметр стола, мм 1500
Наибольшие размеры шлифуемых поверхно- стей, мм диаметр высота У юл поворота стола мли траверсы для шлиф, конусов, град Размеры шлифоваль- ного круга, мм: диаметр ширина Число оборотов шли- фовального круга в ми- нугу Число оборотов стола 1500 500 ±3 500 63-100 1440
в минуту Продольная подача шлифовальной бабки, 7,8 10,9 15,4 23,1 30,2 41,7
мм/об 16,2 11,6 8,2 5,9 4,2 3
25 17,8 12,6 9,2 6,5 4,7
46,2 33 23,4 16,9 11,9 8,6
72,5 52 36,8 26,6 18,8 13,6
80,2 56,8 41 29 21
Пределы вертикаль- ных подач шлифоваль- ной бабки за один ход стола или каретки, мм . Мощность электро- двигателя главного дви- жения, кБт Габариты станка, мм: длина ширина высота Масса станка, кг . . . Категория ремонтной сложности Стоимость станка, руб. - 82,7 0,015-1,0 28 6220 4060 3720 30000 22 21100 58,3 42,3
Примечание. Для станка модели 375С каждому значению
величины чисел оборотов соответствует ряд продольных подач шли-
фовальной бабки, расположенных по вертикали.
28
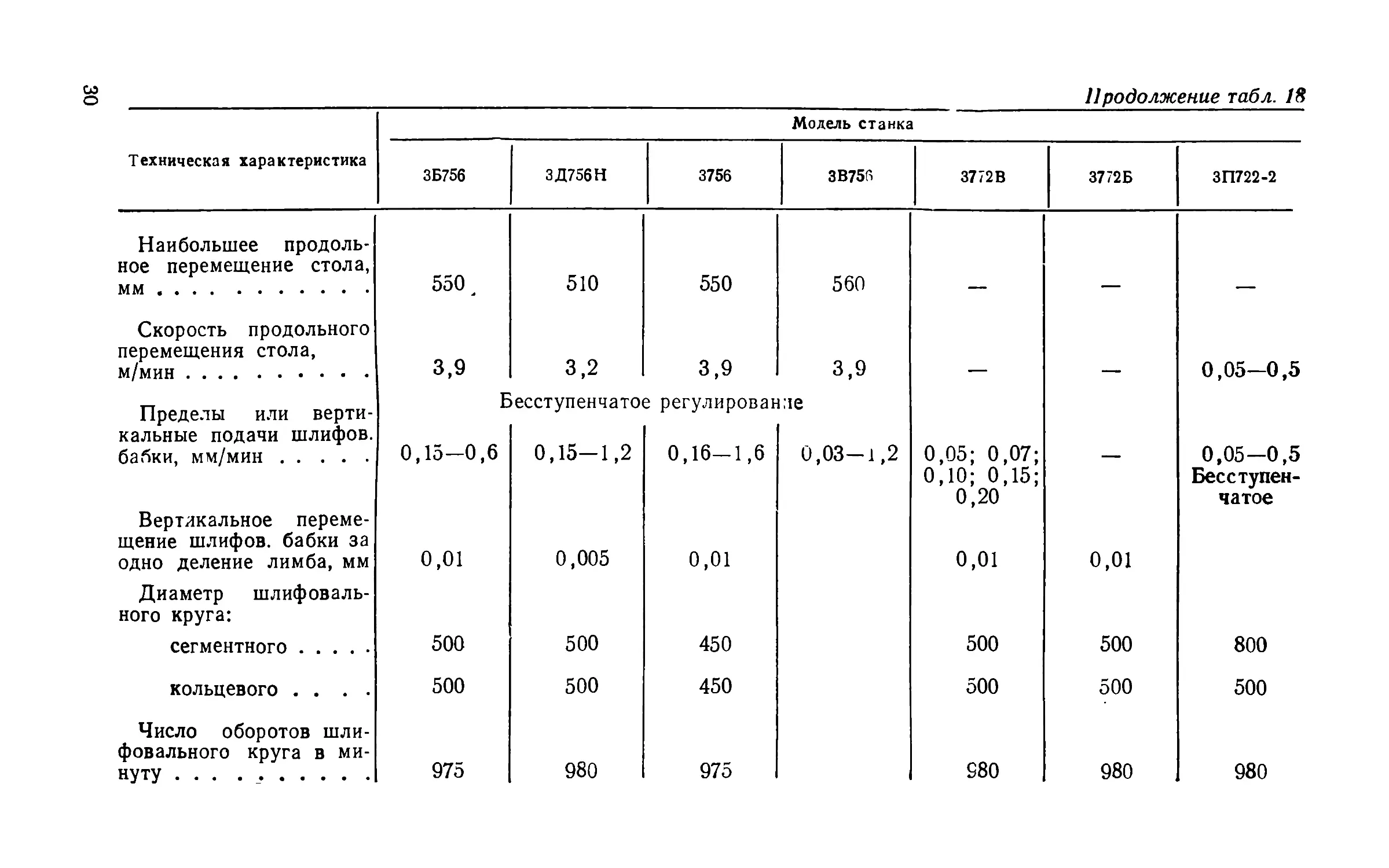
18. Плоскошлифовальные станки с круглым столом и вертикальным шпинделем
Техническая характеристика Модель станка
ЗБ 756 ЗД756Н 3756 ЗВ756 3772 В 3772Б ЗП722-2
Класс точности станка н Н н Н н Н п
Наибольшие размеры шлифуемых поверхно- стей, мм:
диаметр или шири- на 850 800 750 От 30 до 800 220 170 200
высота 350 280 350 От 5 до 350 275 50 70
Размер электромагнит- ного стола, мм:
наружный 850 800 750 800 1100 1000 1000
внутренний — 110 — 350 660 600 600
Наиб, вертикальное пе- ремещение шлиф, бабки, мм 350 350 450 382 200 150
Колич. шлифовальных бабок 1 1 1 1 2 2 2
Ускоренное перемеще- ние шлиф, бабки, м/мин 0,066-0,624 0,066-0,28 0,586 0,132-1,248 0,224 0,224 —
Продолжение табл. 18
Модель станка
Техническая характеристика ЗБ756 ЗД756Н 3756 ЗВ756 3772В 3772Б ЗП722-2
Наибольшее продоль- ное перемещение стола, мм 550, 510 550 560 — — —
Скорость продольного перемещения стола, м/мин 3,9 3,2 3,9 3,9 — — 0,05—0,5
Пределы или верти- кальные подачи шлифов, бабки, мм/мин Вертикальное переме- щение шлифов, бабки за одно деление лимба, мм Е 0,15—0,6 0,01 >есступенчато< 0,15-1,2 0,005 ? регулировав 0,16-1,6 0,01 i:ie 0,03—1,2 0,05; 0,07; 0,10; 0,15; 0,20 0,01 0,01 0,05-0,5 Бесступен- чатое
Диаметр шлифоваль- ного круга: сегментного 500 500 450 500 500 800
кольцевого .... 500 500 450 500 500 500
Число оборотов шли- фовального круга в ми- нуту ... . 975 980 975 980 980 980
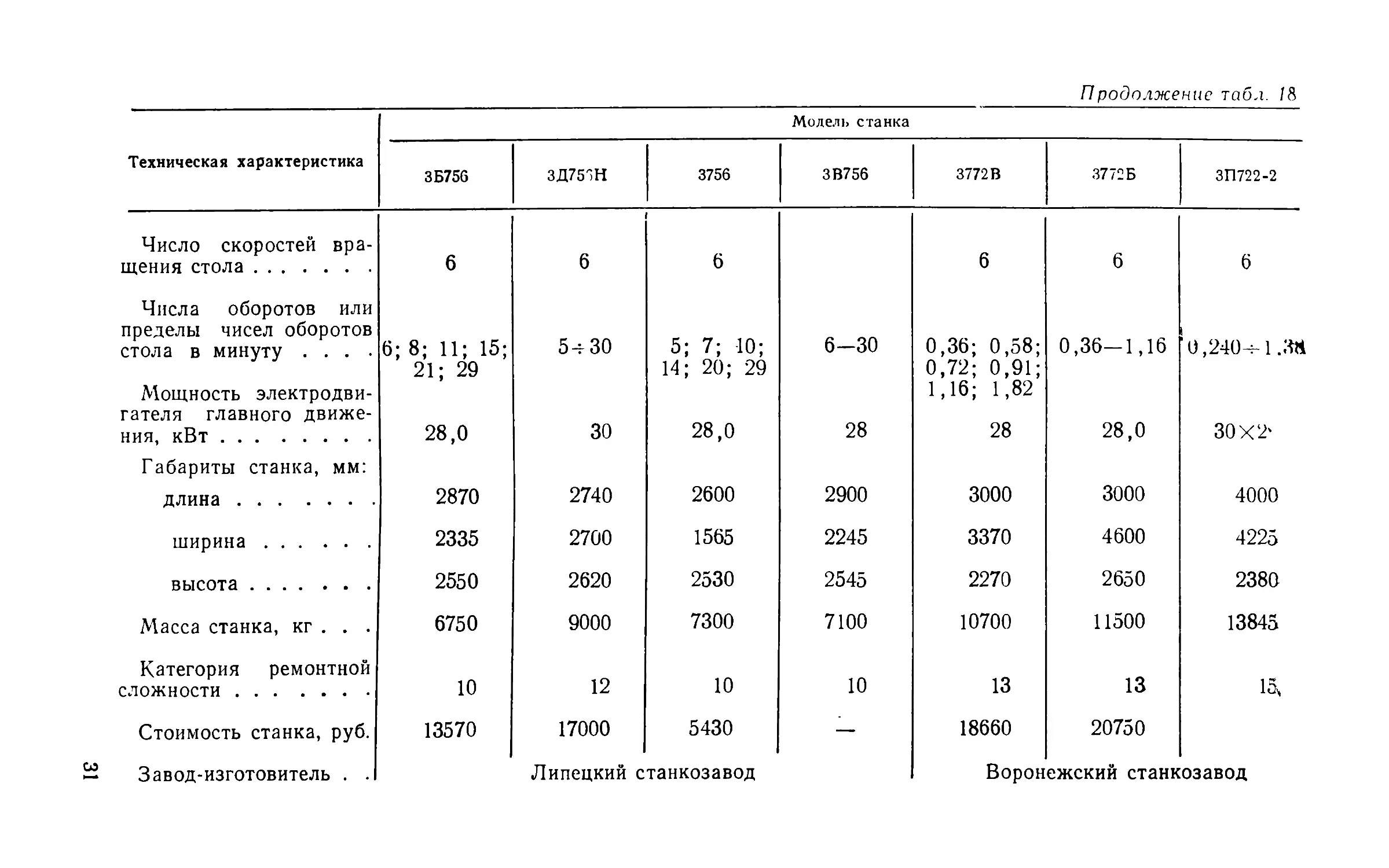
Техническая характеристика
ЗБ756 ЗД753Н 3756
Число скоростей вра- щения стола б 6 6
Числа оборотов или пределы чисел оборотов стола в минуту . . . . 6; 8; 11; 15; 5-30 5; 7; 10;
Мощность электродви- гателя главного движе- ния, кВт 21; 29 28,0 30 14; 20; 29 28,0
Габариты станка, мм: длина 2870 2740 2600
ширина 2335 2700 1565
высота 2550 2620 2530
Масса станка, кг . . . 6750 9000 7300
Категория ремонтной сложности 10 12 10
Стоимость станка, руб. 13570 17000 5430 1
— Завод-изготовитель . . Липецкий станкозавод
Продолжение табл. /8
Модель станка
ЗВ756 3772 В 3772 Б ЗП722-2
6 6 6
6-30 0,36; 0,58; 0,72; 0,91; 1,16; 1,82 0,36-1,16 10,240-ь 1.3d
28 28 28,0 30X2'
2900 3000 3000 4000
2245 3370 4600 4225
2545 2270 2650 2380
7100 10700 11500 13845
10 13 13 15ч
— 18660 20750
Ворон ежский станк озавод
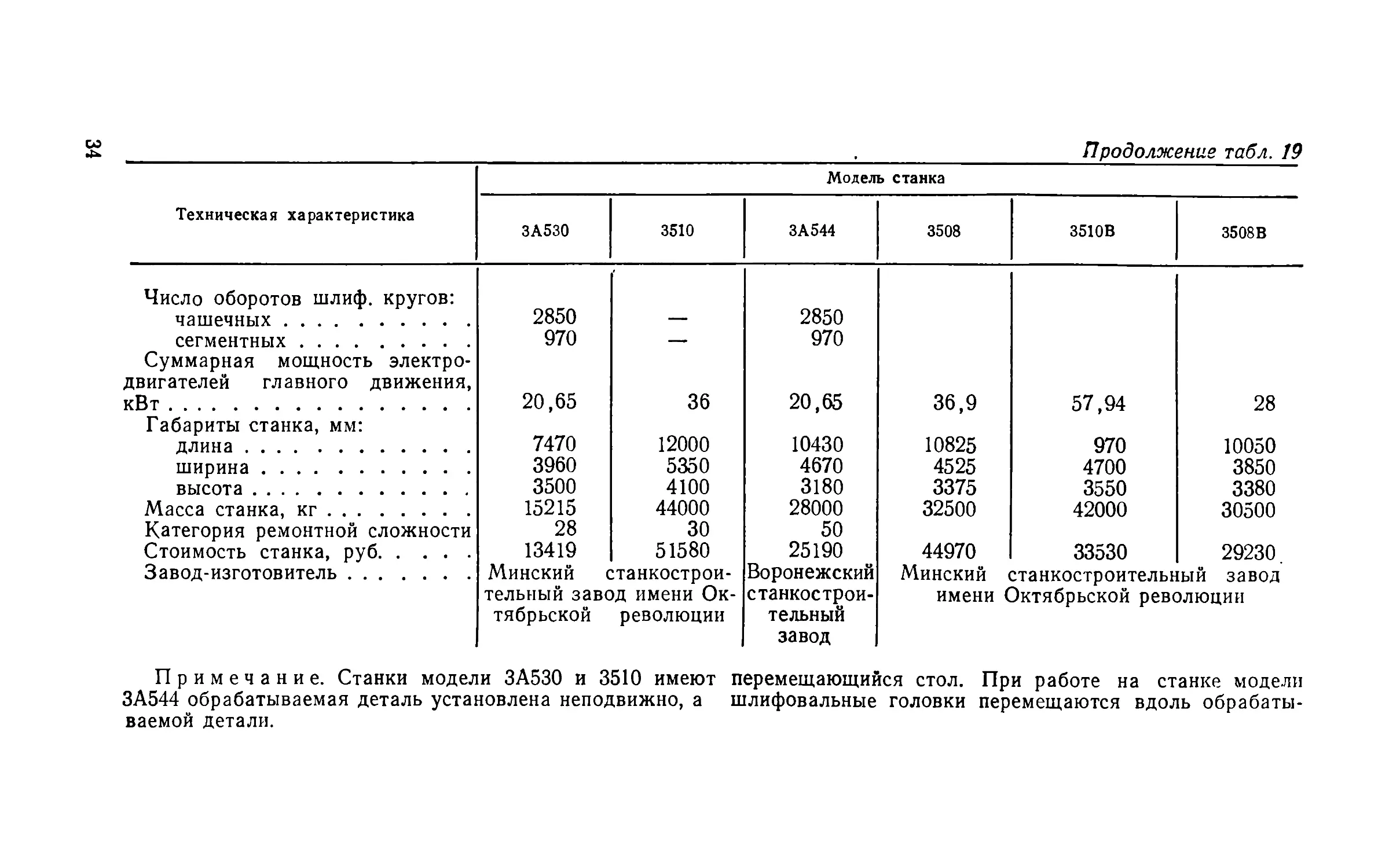
19. Плоскошлифовальные станки Для шлифования направляющих станин, столов, траверс и др.
Техническая характеристика Модель станка
3A530 3510 ЗА 544 3508 3510В 3508В
Класс точности станка п В п В П П
Наибольшие размеры, устанав- ливаемой детали, мм: длина 2300 4000 4200 3000 3500 2500
ширина 800 1000 1300 800 1000 800
высота 500 800 1200 630 800 630
Размеры рабочей поверхности стола, мм: длина 2000 4000 4200 3000 3500 2500
ширина 630 900 1300 710 900 710
Наибольшие размеры шлифова- ния, мм: длина 2000 4000 4000 3000 4200 2500
ширина 800 800 1150 700 — 700
Количество шлифовальных ба- бок и головок: вертикальных 3 1 3 1 1 1
горизонтальных — 1 — 1 —. —
Пределы скоростей продольно- го перемещения стола, м/мин . . . Бесступенчатое регулирование 1,5—15 I 2—25 | 1,5—12 2--25 2-25 2-25
2325
Пределы ных подач стола, мм прерывистых попереч- шлиф. бабки на ход — Бес с туп. регул. 4--100
Пределы вертикальных подач шлифовальных бабок стола, мм/ход: вертикальная Ручная 0,0025-0,05
горизонтальная — 0,0025-0,1
Размеры шлифовальных кругов, мм: чашечных 75-175 0 150
сегментных 500 —
дисковых СО со — 0 600X150
0,050—25 0,048—2,4м/мин 20-150
мм/мин 4ч-158 мм
бесступ. через 4 мм
регул. 44-100 •
Ручная
0,0025ч- 0,0054-0,2 мм 0,05 мм через 0,0025 мм 0,005-6,2
0,0025 ч-
0,1 мм
через 0,0025
75-175
500
150
600Х150Х И600;
Х305 5С100Х85
И 600;
5СХ85
Продолжение табл. 19
Техническая характеристика Модель станка
3A530 3510 ЗА544 3508 3510В 3508 В
Число оборотов шлиф, кругов: чашечных сегментных Суммарная мощность электро- двигателей главного движения, 2850 970 — 2850 970
кВт Габариты станка, мм: 20,65 36 20,65 36,9 57,94 28
длина 7470 12000 10430 10825 970 10050
ширина 3960 5350 4670 4525 4700 3850
высота 3500 4100 3180 3375 3550 3380
Масса станка, кг Категория ремонтной сложности 15215 28 44000 30 28000 50 32500 42000 30500
Стоимость станка, руб 13419 51580 25190 44970 33530 29230
Завод-изготовитель Минский станкострои- Воронежский Минский станкостроительный завод
тельный завод имени Ок- тябрьской революции станкострои- тельный завод имени Октябрьской революции
Примечание. Станки модели 3A530 и 3510 имеют перемещающийся стол. При работе на станке модели
ЗА544 обрабатываемая деталь установлена неподвижно, а шлифовальные головки перемещаются вдоль обрабаты-
ваемой детали.
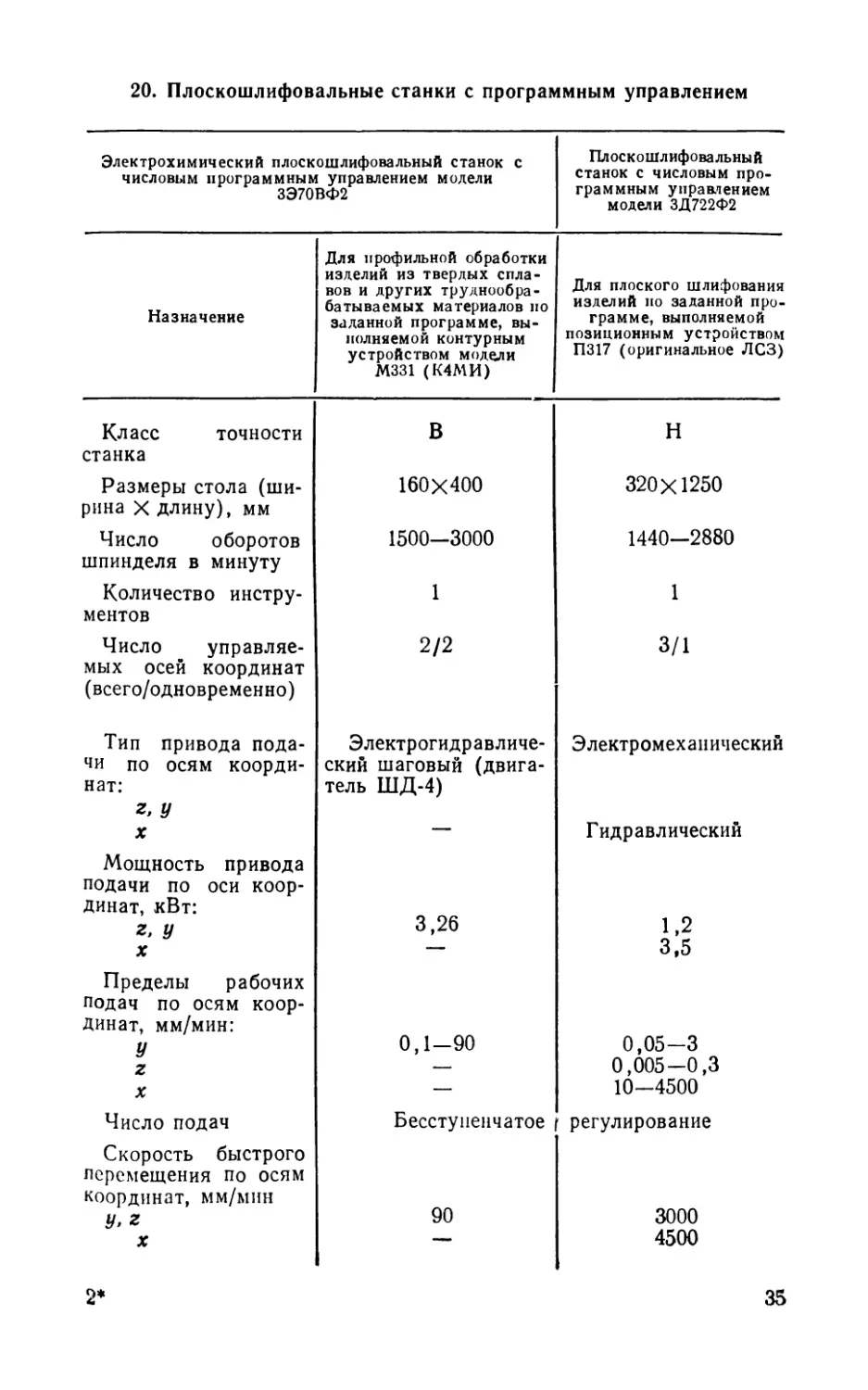
20. Плоскошлифовальные станки с программным управлением
Электрохимический плоскошлифовальный станок с числовым программным управлением модели ЗЭ70ВФ2 Плоскошлифовальный станок с числовым про- граммным управлением модели ЗД722Ф2
Назначение Для профильной обработки изделий из твердых спла- вов и других труднообра- батываемых материалов по заданной программе, вы- полняемой контурным устройством модели М331 (К4МИ) Для плоского шлифования изделий по заданной про- грамме, выполняемой позиционным устройством П317 (оригинальное ЛСЗ)
Класс точности станка Размеры стола (ши- рина X длину), мм Число оборотов шпинделя в минуту Количество инстру- ментов Число управляе- мых осей координат (всего/одновременно) В 160X400 1500—3000 1 2/2 н 320X1250 1440—2880 1 3/1
Тип привода пода- чи по осям коорди- нат: г, у X Мощность привода подачи по оси коор- динат, кВт: г, У X Пределы рабочих подач по осям коор- динат, мм/мин: У г X Число подач Скорость быстрого перемещения по осям координат, мм/мин У, г X Электрогидравличе- ский шаговый (двига- тель ШД-4) 3,26 0,1-90 Бесступенчатое 90 Электромеханический Гидравлический 1,2 3,5 0,05-3 0,005-0,3 10-4500 f регулирование 3000 4500
2*
35
Продолжение табл. 20
Электрохимический плоскошлифовальный станок с числовым программным управлением модели ЗЭ70ВФ2 Плоскошлифовальный станок с числовым про- граммным управлением модели ЗД722Ф2
Назначение Для профильной обработки изделий из твердых спла- вов и других труднообра- батываемых материалов по заданной программе, вы- полняемой контурным устройством модели М331 (К4МИ) Для плоского шлифования изделий по заданной про- грамме, выполняемой позиционным устройством П317 (оригинальное ЛСЗ)
Наибольшая длина перемещения по осям координат, мм: У Z X 25 52 400 400 1600
Дискретность от- счета по осям коор- динат: У г X 0,002 0,002 0,002 0,5 5
Тип привода глав- ного движения Регулируемый электродвигатель по- стоянного тока Электродвигатель переменного тока
Число скоростей привода главного дви- жения (общее/по про- грамме) Бесступенчатое ре- гулирование 2/2
Мощность электро- двигателя привода главного движения, кВт 1.2 11,5—14,0
Завод-изготовитель Оршанский завод «Красный борец» Липецкий станко- строительный завод
8. Расчет технологической себестоимости
обработки детали на станке
Для определения технологической себестоимости операции плос-
кого шлифования необходимо определить стоимость затрат на экс-
плуатацию и амортизацию станка и оснастки, а также на заработную
плату рабочего с добавлениями и начислениями. В технологическую
себестоимость не включаются затраты на содержание и амортиза-
цию здания, оплату вспомогательных рабочих ИТР и др.
36
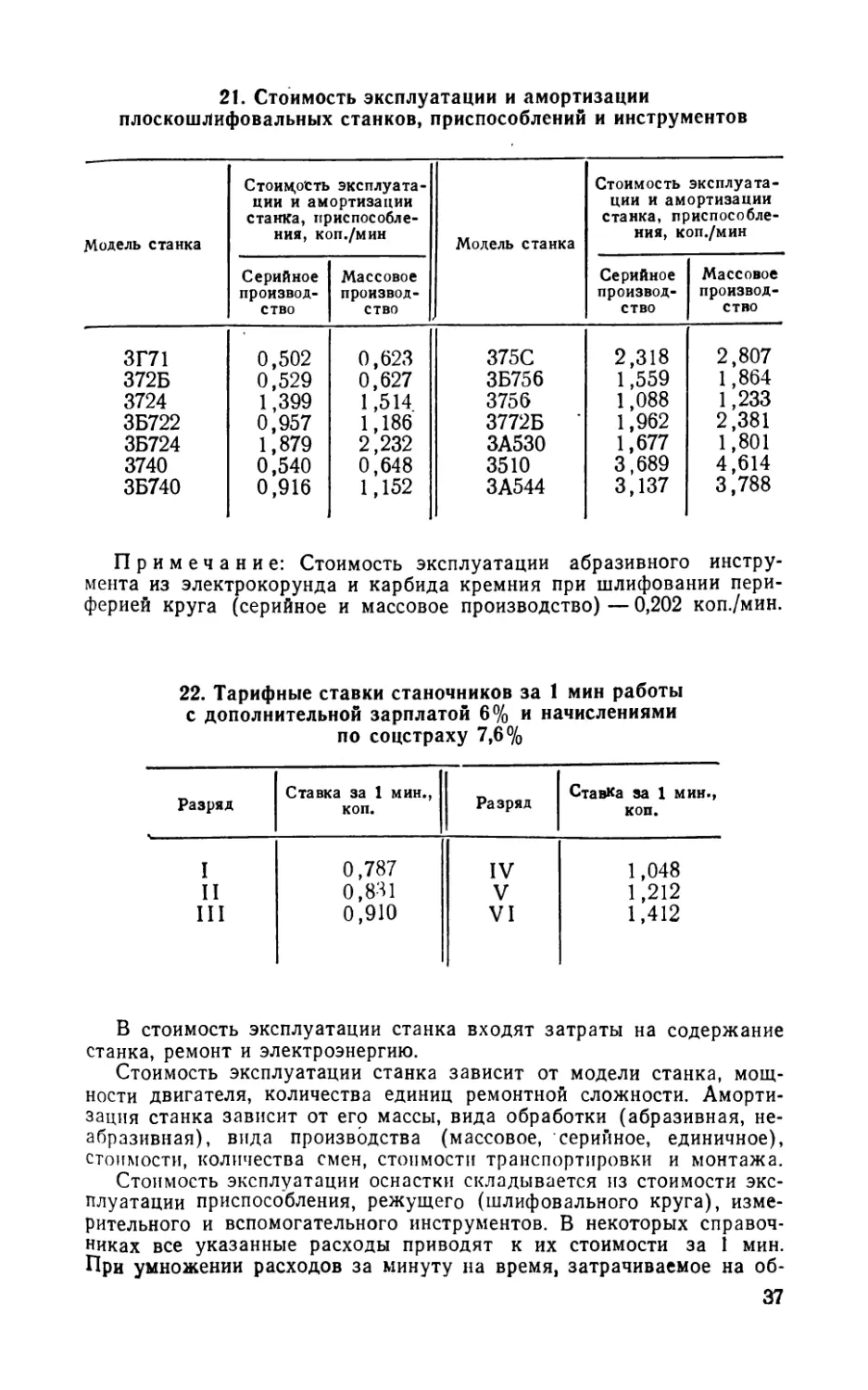
21. Стоимость эксплуатации и амортизации
плоскошлифовальных станков, приспособлений и инструментов
Модель станка Стоимость эксплуата- ции и амортизации станка, приспособле- ния, коп./мин Модель станка Стоимость эксплуата- ции и амортизации станка, приспособле- ния, коп./мин
Серийное производ- ство Массовое производ- ство Серийное производ- ство Массовое производ- ство
ЗГ71 0,502 0,623 375С 2,318 2,807
372Б 0,529 0,627 ЗБ756 1,559 1,864
3724 1,399 1,514 3756 1,088 1,233
ЗБ722 0,957 1,186 3772Б 1,962 2,381
ЗБ724 1,879 2,232 3A530 1,677 1,801
3740 0,540 0,648 3510 3,689 4,614
ЗБ740 0,916 1,152 ЗА544 3,137 3,788
Примечание: Стоимость эксплуатации абразивного инстру-
мента из электрокорунда и карбида кремния при шлифовании пери-
ферией круга (серийное и массовое производство) — 0,202 коп./мин.
22. Тарифные ставки станочников за 1 мин работы
с дополнительной зарплатой 6% и начислениями
по соцстраху 7,6%
Разряд Ставка за 1 мин., коп. Разряд Ставка за 1 мин., коп.
I 0,787 IV 1,048
II 0,831 V 1,212
III 0,910 VI 1,412
В стоимость эксплуатации станка входят затраты на содержание
станка, ремонт и электроэнергию.
Стоимость эксплуатации станка зависит от модели станка, мощ-
ности двигателя, количества единиц ремонтной сложности. Аморти-
зация станка зависит от его массы, вида обработки (абразивная, не-
абразивная), вида производства (массовое, серийное, единичное),
стоимости, количества смен, стоимости транспортировки и монтажа.
Стоимость эксплуатации оснастки складывается из стоимости экс-
плуатации приспособления, режущего (шлифовального круга), изме-
рительного и вспомогательного инструментов. В некоторых справоч-
никах все указанные расходы приводят к их стоимости за 1 мин.
При умножении расходов за минуту на время, затрачиваемое на об-
37
работку одной детали и добавлении стоимости наладки станка полу-
чают технологическую себестоимость обработки одной детали
CT=(W + U+3)T +Рнал,
где Ст — технологическая себестоимость операции, коп./шт.; W—
стоимость эксплуатации и амортизации станка, приспособления и
инструментов за 1 мин, коп./мин; U — стоимость эксплуатации ин-
струмента за 1 мин, коп./мин; 3 — зарплата с добавлениями и на-
числениями за 1 мин, коп./мин; Т — время, затрачиваемое на опе-
рацию по обработке одной детали (Тшт), мин/шт.; РНал— расходы
по наладке станка, коп./мин.
В табл. 21 приводятся значения W для некоторых плоскошлифо-
вальных станков. Таблица составлена для условий серийного и мас-
сового производства деталей, при работе станка в две смены,
загрузке станка по мощности на 0,8 и загрузке станка по вре-
мени т)о на 0,7. Коэффициент загрузки станка по мощности рассчи-
тывают так:
_____ N шл
1)лг~
где Мщл — мощность, затрачиваемая на шлифование, кВт; #дв —
мощность двигателя шлифовальной бабки, кВт; т] — коэффициент
полезного действия (0,85—0,95). Коэффициент загрузки станка по
основному времени рассчитывают так:
J ШТ
где Тм — машинное время, мин; Тшт— штучное время, мин.
Расходы по наладке в копейках определяют по формуле
_ 3„-t-m
•‘нал — _ >
П
где Зн — минутная тарифная ставка наладчика с дополнительной
зарплатой 6% и начислениями по соцстраху 7,6% в зависимости от
налаживаемого оборудования; t — время наладки станка на данную
операцию. Для плоскошлифовальных станков при установке детали
на магнитный стол /=,12 мин; m — количество деталей, одновремен-
но шлифуемых на станке; п— число деталей в партии, на которую
настраивают станок для обработки.
Если шлифовщик настраивает станок сам, без помощи наладчика,
то из формулы технологической себестоимости нужно исключить
слагаемое Риал, но время, затрачиваемое на обработку, следует
брать не штучное (ТШт), а штучно-калькуляционное (Тшк).
Пример.
Определить технологическую себестоимость операции плоского
шлифования детали «плита». Операция производится на станке мо-
38
дели ЗГ71 рабочим третьего разряда. Наладку станка производит
рабочий без помощи наладчика. Производство деталей — серийное.
По нормативам 7’шк = 4,5 мин.
Находим технологическую себестоимость по формуле
Ст = (ТГ-Н^4-3) Тшк.
Определяем W; U\ 3 по таблицам 47=0,502 коп./мин; U=
= 0,202 коп./мин (см. табл. 21), 3 = 0,910 коп./мин (см. табл. 22).
Подставляя найденные значения в формулу, получим
Ст = (0,502+0^202+0,910) 4,5 =!1,614 • 4,5 = 7,263 коп.
9. Кинематические, гидравлические
и электрические схемы плоскошлифовальных станков
Кинематические схемы станков служат для того, чтобы можно
было проследить за передачей движения от двигателя до детали
станка, получающей вращательное или поступательное движение.
Кинематические схемы станков приводятся в паспортах станков. Раз-
бирать схему рекомендуется так. Найти по схеме деталь станка,
движение которой нужно рассматривать, и от нее двигаться по схе-
ме, рассматривая на ней валы, зубчатые, червячные, реечные, ремен-
ные передачи, муфты и другие механизмы вплоть до двигателя. На
кинематической схеме все элементы указываются условными обозна-
чениями. Количество зубьев и модули зубчатых колес указываются
на выносных линиях. В числителе обозначается номер колеса по
схеме, а в знаменателе — число зубьев и модуль. Кинематическая
схема может быть выполнена в виде развертки всех механизмов,
либо схемы, вписанной в контур станка, либо в аксонометрических
проекциях.
Взаимное расположение элементов па схеме показывается в еди-
ном положении (рабочем, исходном или среднем). На схеме может
быть условно показано перенесение элементов вверх или вниз, от их
истинного положения; элементы могут быть повернуты в положения,
наиболее удобные для графического изображения; в этих случаях
сопряженные звенья на схеме вычерчены отдельно и соединяются
штриховой линией. Линии пересекающихся осей и валов в точках
пересечения на схемах не разрываются. Валы на схемах могут быть
условно повернуты и обозначаются римскими цифрами, а остальные
элементы арабскими.
Сменные кинематические элементы групп настройки (гитары на-
стройки) обозначаются на схеме строчными буквами латинского
алфавита и указываются в таблице характеристик для всего набора
сменных элементов. У таких элементов нет порядковых номеров.
Кинематические схемы выполняют в соответствии с ГОСТ 2.703--68.
Гидравлические и пневматические схемы выполняются соответственно
правилам по ГОСТ 2.704—68. В структурных схемах элементы и
устройства изображены в виде прямоугольников, с вписанными в
них наименованиями и обозначениями элементов.
Связь между элементами указана сплошными линиями, на кото-
рых стрелками иногда указываются направления потока жидкости
или воздуха.
39
В принципиальных схемах элементы и устройства выполнены
условными обозначениями, но допускается изображение элементов
и устройств и в виде схематических разрезов. На линиях связи (тру-
бопроводах) может быть указано направление движения рабочей
среды. Для отличия разных трубопроводов применено их цифровое
обозначение. Элементы и устройства схемы нумеруются, начиная с
единицы, как правило, по направлению рабочей жидкости. Если на
схеме показано устройство в разрезе с различными деталями, то
детали обозначаются порядковым номером всего устройства и поряд-
ковым номером данной детали, разделенные точкой.
Элементы и устройства схемы, а также линии связи, которым
присвоены номера, имеются в перечне элементов, помещенном на
первом или последующих листах.
Разбор гидравлических и пневматических схем следует произво-
дить аналогично разбору кинематических схем.
Электрические схемы составлены соответственно правилам выпол-
нения структурных, функциональных, принципиальных схем и схем
соединений по ГОСТ 2.702—69. На принципиальных схемах изобра-
жены все электрические элементы, необходимые для осуществления
и контроля в изделии заданных электрических процессов и все
электрические связи между ними, а также электрические элементы
(разъемы, зажимы и т. д.), которыми заканчиваются входные и вы-
ходные цепи. Элементы схемы показаны условными обозначениями,
либо конструктивно.
Как и кинематические, гидравлические и электрические схемы
плоскошлифовальных станков приводятся в паспортах и инструкциях
по наладке и эксплуатации станков.
10. Настройка плоскошлифовальных станков
Настройка плоскошлифовального станка для обработки деталей
заключается в обеспечении требуемой точности, шероховатости и
физико-механических свойств поверхности (отсутствие шлифовочных
трещин, прижогов, отпуска металла) при высокой производительности
операции, экономичности и соблюдении мер по охране труда, а
также мер по правильной эксплуатации станка. Точность, шерохо-
ватость и физико-механические свойства обеспечиваются работой на
соответствующем по точности станке, правильным выбором абразив-
ного инструмента, режимов шлифования, смазочно-охлаждающей
жидкости (СОЖ), метода подвода СОЖ, рациональным приспособ-
лением и измерительным инструментом.
Высокая производительность и экономичность обеспечиваются
рациональной организацией рабочего места, оптимальными режима-
ми обработки, механизацией и автоматизацией операции.
Перед началом работы на станке необходимо тщательно смазать
все узлы и детали станка, соответственно схеме смазки. Необходимо
проверить, соответствует ли заданному количество масла, находя-
щееся в смазочной и гидравлической системе, а также в селеновом
выпрямителе магнитной плиты. Проверка производится по маслоука-
зателям визуально. Затем следует проверить исправность электро-
системы станка и магнитной плиты. Проверяется состав СОЖ, соот-
ветственно материалу шлифуемой детали и отсутствие в СОЖ
загрязнений абразивов и металлической стружкой. При необходимо-
40
сти СОЖ из бака сливают, открывая нижний кран бака, споласки-
вают бак и заливают его новым составом СОЖ. На станке с
прямоугольным столом детали могут устанавливаться на магнитную
плиту либо в приспособление, устанавливаемое на столе, или маг-
нитной плите. При установке на плиту необходимо, чтобы обраба-
тываемая деталь перекрывала не менее, чем два полюса магнитной
плиты. В начале работы проверяют плоскостность стола и магнитной
плиты. При неплоскостности, превышающей норму . (0,02X1000 для
станков обычной точности), стол и плиту шлифуют до достижения
нормы.
После установки деталей включается магнитная плита и прове-
ряется прочность закрепления деталей на плите.
После закрепления на плите деталей производят установку
упоров для реверса стола. Перебег стола должен быть 20—30 мм с
двух сторон от края расположения деталей. Рукоятку реверса 1
(рис. 1) нужно установить так, чтобы при полном ее перемещении
отклонение от вертикали по часовой и против часовой стрелки было
па один и тот же угол а. При движении стола в одну сторону упо-
Рис. 1. Установка упоров для реверса
ры 2, закрепленные на столе, должны проходить под рожком 4
рукоятки и задевать другой рожок 3. При движении стола в другую
сторону второй упор заденет рожок 4 и пройдет над рожком 3.
Поперечное перемещение шлифовальной бабки ограничивается дру-
гими упорами. Упоры на плите располагают так, чтобы шлифоваль-
41
пый круг выходил относительно торцов детали на Уз своей высоты.
Затем устанавливают скорость стола в соответствии с принятыми
режимами, поворачивая рукоятки гидропривода. После этого регу-
лируют величину подачи на врезание и поперечную подачу шлифо-
вальной бабки, а также настраивают устройство, для измерения
детали в процессе обработки и подачу команд на изменение величи-
ны подачи, а также на отключение станка, при достижении обраба-
тываемой деталью требуемых размеров (устройство активного
контроля). После этого станок включают и производят шлифование
деталей.
11. Краткие сведения о средствах механизации
и автоматизации плоскошлифовальных станков
Лотковый Упорный
Рис. 2. Лотковый магазин
Современные методы производства предусматривают работу при
наименьшем количестве ручных приемов. Поэтому механизация и
автоматизация плоскошлифовальных станков имеет большое зна-
чение.
На плоскошлифовальных станках механизируется и автоматизи-
руется: загрузка, установка, закрепление заготовок, раскрепление и
снятие готовых деталей; контроль деталей в процессе обработки;
автоматическая поднастройка
шлифовального круга; автомати-
тическая балансировка круга.
Загрузка заготовок на станки
осуществляется при помощи раз-
личных магазинных и бункерных
загрузочных устройств. Размеры,
форма и расположение этих уст-
ройств зависят от конфигурации
и размеров заготовки, а также от
конструкции станка. На рис. 2 по-
казан лотковый магазин для за-
грузки заготовок на станок для
шлифования торца кольца под-
шипника. Заготовки перемещают-
ся по лотковому магазину и, на-
талкиваясь на упорный блок, ори*
ентируются.
Установка и закрепление де-
талей на магнитных плитах ха-
рактеризуется быстротой закреп-
ления, а также и установкой на
торец, от которого чаще всего и
приходится выдерживать размеры
до второго торца. При такой ус-
тановке измерительные и устано-
вочные базы совмещаются, закреп-
ление производится усилиями,
равномерно распределенными по всей опорной поверхности, что пред-
отвращает перекос заготовки и создаются условия обработки с вы-
сокой точностью. Заготовки, поступающие в сектор загрузки электро-
магнитной плиты, не притягиваются, так как ток в этот сектор не
42
подается. При дальнейшем
вращении плиты ток включает-
ся в этот сектор и деталь за-
крепляется. После обработки
детали ток в секторе разгрузки
выключается. На пути сходя-
щей детали устанавливают де-
магнитизатор, предназначен-
ный для ликвидации остаточно-
ю магнетизма у обработанной
детали.
При работе па электромаг-
нитных плитах возможно от-
ключение тока в цепи закреп-
ления заготовки, это может
привести к выбрасыванию обра-
батываемой детали и соответ-
ственно травматизму рабочих.
Поэтому нужно предусматри-
вать автоматическое отключе-
ние двигателя шпинделя стан-
ка при отключении напряжения
на плите электромагнита.
Для автоматического конт-
роля и подналадки применя-
ются приборы, наконечники ко-
торых контактируют с обраба-
тываемыми и одновременно
измеряемыми деталями.
На рис. 3 показана схема
установки подналадчика стан-
ка модели 3772. На двухшпин-
дельном станке после каждого
шпинделя с кругом должно
быть установлено измеритель-
ное устройство 3, под которым
проходят обработанные дета-
ли 2. Круг / постепенно изна-
шивается и потому высота об-
рабатываемых деталей возра-
стает. Когда размер детали
станет равным подналадочно-
му размеру, измерительное
устройство 3 срабатывает и
подает команду па подналад-
ку, т. е. опускание шпинделя с
кругом. Команда, подаваемая
Датчиком командного устрой-
ства, поступает в усилитель
сигнала 4, а затем в пускатель,
включающий электродвига-
тель 5. Вращение ротора дви-
гателя 5 передается через ре-
дуктор 6, коническую пару 7 и
винт 8 шлифовальной бабки 9.
Рис. 3. Схема установки
подналадчика
Рис. 4. Схема измерительного
устройства подналадчика
43
Чем большее время вращается ротор двигателя, тем большее вер-
тикальное перемещение получит шлифовальная бабка. Двигатель
включается посредством реле времени, настраиваемое на необходи-
мое время вращения ротора. Чтобы не происходило случайное вклю-
чение подналадчика, в схеме имеется счетчик команд от датчика.
Включение двигателя 5 произойдет только после получения от дат-
чика команд от трех идущих подряд деталей. В редукторе подач 6
имеются сменные зубчатые колеса, позволяющие регулировать пода-
чу шлифовальной бабки в диапазоне от 0,05 до 0,2 мм/мин.
На рис. 4 показана схема измерительного устройства подналадчи-
ка. Измерительный электроконтактный датчик закрепляется на ста-
нине станка. Установочный кронштейн перемещает датчик по гори-
зонтали и вертикали, чтобы направление поворота рычага 1 совпа-
дало с направлением перемещения обрабатываемых деталей 12 и
устанавливает датчик на заданный размер (грубо).
На магнитном столе 13 закреплены детали 12. После прохожде-
ния под шлифовальным кругом деталь проходит под измерительным
наконечником 11. Когда высота деталей станет равной подналадоч-
ному размеру, деталь заденет наконечник 11 и, двигаясь, повернет
наконечник совместно с рычагом 1 и 4 по часовой стрелке. При этом
рычаг 4 преодолеет усилие пружины 3 и упорный винт отойдет от
пятки 2, а конец рычага 4 отойдет от упора рычага 5. Рычаг 5
контактом 9 под действием пружины 6 замкнет контакт 5, подавая
команду (ток) через электронное реле для опускания шлифовальной
бабки.
При предварительной (грубой) настройке измерительный прибор
перемещают по установочному кронштейну, пока между эталонной
деталью и наконечником 11 не останется зазор 0,5—1 мм. Затем,
вращая лимб 14, опускают наконечник 11 до соприкосновения с эта-
лонной деталью, после чего поворачивают лимб еще на пол-оборота
и закрепляют клеммным зажимом.
Винтом 7 регулируют положение контакта 5, определяя момент
срабатывания по загоранию сигнальной лампочки, расположенной на
корпусе 10.
Правильность настройки прибора определяют многократным про-
пусканием деталей под прибором при работающем станке, чтобы
учесть динамические нагрузки, возникающие при работе станка. При
правильной настройке количество срабатываний должно составлять
примерно 50% от общего числа измерений. Проверять работу при-
бора следует через час, измеряя универсальными инструментами
обработанные детали, так как возможно смещение положения изме-
рительного прибора вследствие тепловых деформаций и других
причин. Если действительные размеры детали будут близкими к
верхнему или нижнему предельным размерам, то винтом 7 подна-
страивают контакт 8. При нарушении герметичности корпуса 10,
СОЖ попадает в прибор и происходит замыкание на корпус кон-
тактов 8 и 9, и загорается сигнальная лампа. Дефект устраняют
заменой прокладок в корпусе, для этого прибор раскрывают и высу-
шивают.
Все головки винтов, проходящих через корпус, должны быть за-
мазаны герметиком или краской. Кроме конструкции рассмотрен-
ного подналадчика, контролирующего детали высотой до 100 мм,
применяются и другие подналадчики, как отечественного, так и зару-
бежного производства.
44
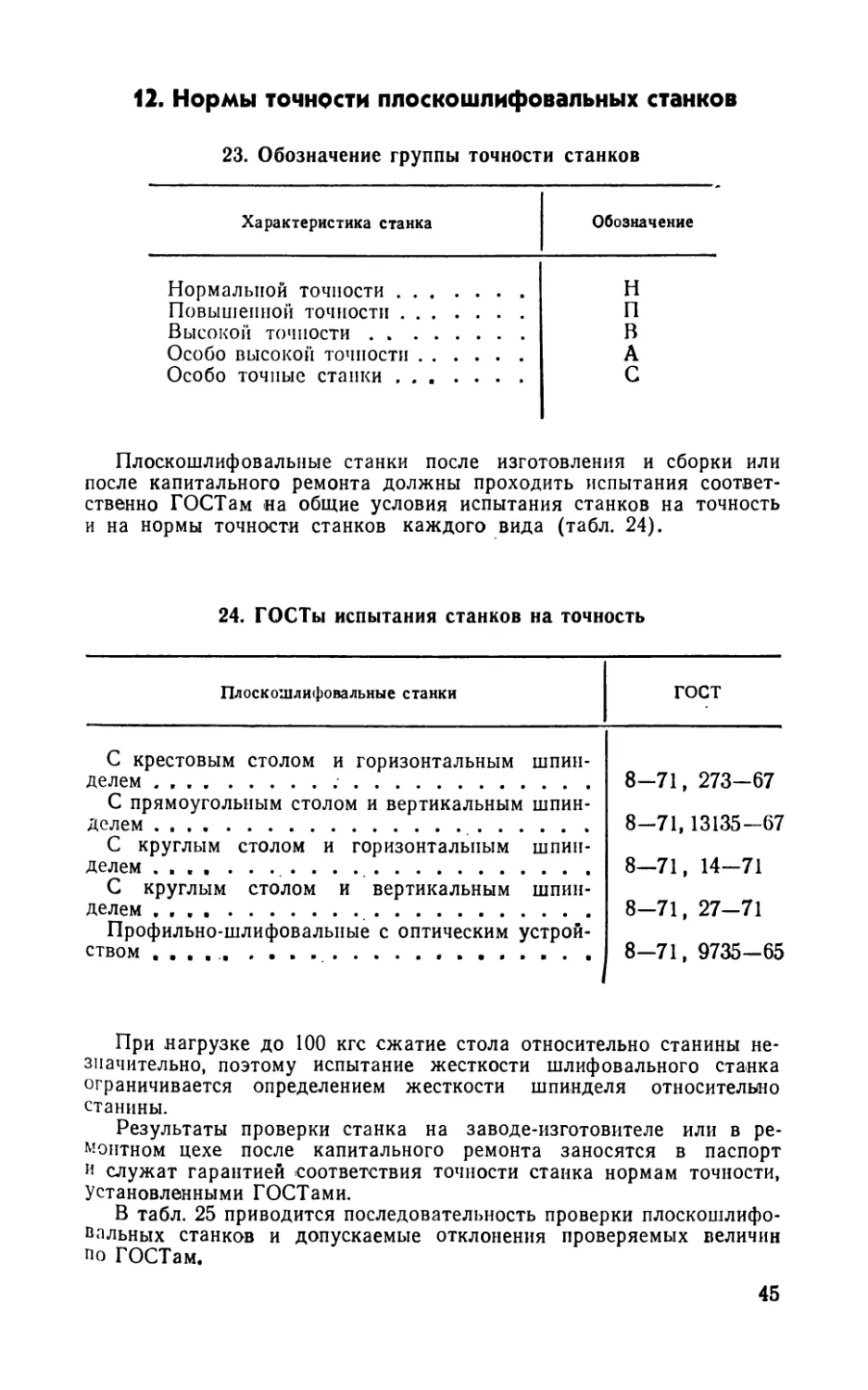
12. Нормы точности плоскошлифовальных станков
23. Обозначение группы точности станков
Характеристика станка
Обозначение
Нормальной точности . .
Повышенной точности . .
Высокой точности . . .
Особо высокой точности .
Особо точные станки , .
Н
П
В
А
С
Плоскошлифовальные станки после изготовления и сборки или
после капитального ремонта должны проходить испытания соответ-
ственно ГОСТам на общие условия испытания станков на точность
и на нормы точности станков каждого вида (табл. 24).
24. ГОСТы испытания станков на точность
Плоскошлифовальные станки ГОСТ
С крестовым столом и горизонтальным шпин- делем .- С прямоугольным столом и вертикальным шпин- делем С круглым столом и горизонтальным шпин- делем С круглым столом и вертикальным шпин- делем Профильно-шлифовальные с оптическим устрой- ством ...... 8-71, 273-67 8-71,13135-67 8—71, 14-71 8-71, 27-71 8-71, 9735-65
При нагрузке до 100 кгс сжатие стола относительно станины не-
значительно, поэтому испытание жесткости шлифовального станка
ограничивается определением жесткости шпинделя относительно
станины.
Результаты проверки станка на заводе-изготовителе или в ре-
монтном цехе после капитального ремонта заносятся в паспорт
и служат гарантией соответствия точности станка нормам точности,
Установленными ГОСТами.
В табл. 25 приводится последовательность проверки плоскошлифо-
вальных станков и допускаемые отклонения проверяемых величин
по ГОСТам.
45
25. Последовательность проверки
Что проверяется Способ проверки Станки с прямо- угольным столом Допуск, мм
Проверка станка па гочпочь. Плоскост- ность рабочей поверх- ности стола На рабочей поверхно- сти стола*/ по направле- ниям, указанным на эс- кизе, устанавливаются две калиброванные плит- ки 3 одинаковой высоты. На плитки кладется ли- нейка 2, а затем при по- мощи мерных плиток и щупа проверяется про- свет между гранью ли- нейки и поверхностью стола 0,01 на длине 1000 мм (только со стороны вогнуто- сти) Для класса В не более 0,006 Для класса А не более 0,004 при ширине изделия свыше 200 мм
Перекос рабочей по- верхности стола в по- перечной вертикаль- ной плоскости при его продольном перемеще- нии На рабочей поверхно- сти стола, перпендику- лярно к его продольной оси, устанавливается уровень с ценой деления шкалы в 0,01 мм. Стол перемещается в продоль- ном направлении 0,02 на длине 1000 мм. Для станков с круглым столом: Одо 200—0,02 X хюоо св. 200 до 400— —0,03X1000 св. 400 до 80— —0,04X1000
Перекос рабочей по- верхности стола в продольной верти- кальной плоскости при его поперечном перемещении На рабочей поверхно- сти стола, параллельно его продольной оси, уста- навливается уровень. Стол при проверке пере- мещается в поперечном направлении 0,01 па длине 1000 мм
46
плоскошлифовальных станков
Станки с круглым столом
Допуск, мм
Эскиз проверки
0 стола: до 400—0,009
» св. 400 до 800—0,013
» св. 800 до 4600—0,020
Понижение рабочей поверхности
стола при его отводе в крайнее
нерабочее положение от 0,05 до 0,1
на радиусе стола (допускается
только наклон в сторону колон-
ны)
47
Что проверяется Способ проверки Станки с прямо- угольным столом Допуск, мм
Параллельность ра- бочей поверхности стола направлению его продольного пере- мещения Индикатор 1 закреп- ляется на шпинделе так, чтобы его мерительный штифт касался верхней грани линейки 2, уста- новленной на поверхно- сти стола 3 параллельно продольной оси стола у его среднего паза. Стол перемещается в продоль- ном направлении 0,01 на длине 1000 мм
Параллельность ра- бочей поверхности стола направлению его поперечного пере- мещения Индикатор 2 закреп- ляется на шпинделе 1 так, чтобы его меритель- ный штифт касался верх- ней грани линейки 3, ус- тановленной на поверх- ности стола 4 перпенди- кулярно к его продоль- ной оси. Стол станка 4 перемещается в попереч- ном направлении 0,005 на ширине рабочей поверх- ности стола
Параллельность стенок среднего паза стола направлению продольного переме- щения стола Индикатор 1 закреп- ляется на шпинделе стан- ка так, чтобы его мери- тельный штифт касался боковой поверхности специальной линейки 2, прижатой своим высту- пом к боковой стенке среднего паза стола. При проверке перемещение стола осуществляется в продольном направле- нии 0,01 на длине 1000 мм
48
Продолжение табл. 25
Станки с круглым столом
Допуск, мм
Эскиз проверки
Торцовое биение рабочей поверх-
ности стола при 0 стола:
до 400—0,006
св. 400 до 800—0,008
св. 800 до 1600—0,01
49
Что проверяется Способ проверки Станки с прямо- угольным столом Допуск, мм
Осевое шпинделя биение Индикатор 4 устанав- ливается так, чтобы его мерительный штифт 3 касался шарика 2, встав- ленного в центровое от- верстие шпинделя 1 стан- ка. Шпиндель при про- верке вращается 0,01
Радиальной биение Индикатор устанав- 0,01
шпинделя ливается так, чтобы его штифт касался поверхно- сти конца шпинделя в месте посадки фланца
для шлифовального кру- га. Мерительный штифт должен быть перпенди-
кулярен к образующей конуса. Шпиндель при
проверке должен вра- щаться
Параллельность
оси шпинделя рабо-
чей поверхности стола
На конце шпинделя
закрепляется угловая
оправка 1. Индикатор
укрепляется на оправ-
ке так, чтобы его ме-
рительный штифт ка-
сался грани угольника 2,
установленного на рабо-
чей поверхности стола в
плоскости, проходящей
через ось шпинделя. По-
сле установки индикато-
ра на нуль шпиндель по-
ворачивается на 180°.
Отклонение определяет-
ся алгебраической раз-
ностью показаний инди-
катора в точках А и Б
0,01 на длине
200 мм
50
Продолжение табл. 25
Станки с круглым столом
Допуск, мм
При 0 шейки шпинделя. Под
передний подшипник:
до 50—0,007
св. 50 до 80—0,008
св. 80—0,01
При 0 шейки шпинделя. Под
передний подшипник:
до 50—0,007
св. 50 до 80—0,008
св. 80—0,01
Эскиз проверки
51
Что проверяется Способ проверки Станки с прямо* угольным столом Допуск, мм
Перпендикулярность На конце шпинделя за- 0,015 на длине
оси шпинделя к бо- ковым стенкам сред- него паза стола крепляется жесткая уг- ловая оправка /. Инди- катор закрепляется на оправке так, чтобы его мерительный штифт ка- сался боковой поверх- ности специальной линей- ки 2, прижатой своим выступом к боковой стенке паза. Для того чтобы мерительный стер- жень последовательно касался линейки в двух точках, шпиндель пово- рачивается на некото- рый угол а 200 мм
Параллельность оси На корпусе шлифо- 0,05 на длине
шпинделя в попереч- ной вертикальной плоскости при верти- кальном перемеще- нии шлифовальной бабки вальной бабки, вдоль оси шпинделя, устанав- ливается уровень. Баб- ка перемещается верти- кально на всю величину хода 1000 мм
Перпендикулярность Мерительный стержень 0,01 на длине
направления верти- кального -перемеще- ния шлифовальной бабки к рабочей по- верхности стола в по- перечной вертикаль- ной плоскости индикатора, закреплен- ного на шпинделе, дол- жен касаться грани угольника, установлен- ного на рабочей поверх- ности стола в плоскости, перпендикулярной к про- дольной оси стола. Шли- фовальная бабка при проверке перемещается вертикально на всю ве- личину хода 200 мм
52
Продолжение табл. 25
Станки с круглым столом
Допуск, мм
Эскиз проверки
Перпендикулярность оси шпин-
деля к рабочей поверхности стола:
а) в продольном направлении
0,01 на длине 300 мм. Нижний
конец шпинделя может отклонять-
ся только в сторону колонны
б) в поперечной плоскости стан-
ка
0,015 на длине 300 мм. Нижний
конец шпинделя станка может
отклоняться только в сторону вра-
щения стола
Точность подачи на одно деле-
ние лимба 0,002
53
Что проверяется Способ проверки Станки с прямо- угольным столом Допуск, мм
Проверка станка
I. Плоскостность
поверхности детали
после чистового шли-
фования периферией
круга
2. Параллельность
ее опорной поверхно-
сти
Шлифуется стальная
плита длиной, равной
половине рабочей длины
стола, и шириной, рав-
ной половине рабочей
ширины стола (но не
менее 75 мм) и высотой
40—50 мм. Опорная по-
верхность плиты до уста-
новки последней на стол
должна быть тщательно
отшлифована
Для проверки пп. 1 и
2 плита устанавливается
на контрольной плите.
Миниметром, закреплен-
ным на универсальной
стойке, плита проверяет-
ся на плоскостность и
параллельность опорной
поверхности по направ-
лениям, указанным на
фигуре условным пунк-
тиром.
Отклонение опреде-
ляется наибольшей алге-
браической разностью
показаний миниметра
0,005 на длине
500 мм
54
Продолжение табл. 25
Станки с круглым столом Допуск, мм Эскиз проверки
в работе
Параллельность верхней обра-
ботанной поверхности образцов
основанию. Проверяется 6 образ-
цов. Для станков с диаметром
стола:
до 400—0,009
св. 400 до 800—0,013
св. 800 до 11600—0,02
55
Что проверяется Способ проверки Станки с прямо- угольным столом Допуск, мм
Взаимная перпен- дикулярность плоско- стей после чистового шлифования перифе- рией и торцом шлифо- вального круга с од- ной установки обра- батываемой детали У стального угольника с внутренней высотой, равной 100 мм, шлифу- ются внутренние грани А и Б. Грань А шли- фуется при вертикальной подаче шлифовальной бабки, а грань Б — при поперечной подаче сто- ла. Взаимная перпендику- лярность обработанных граней проверяется ле- кальным угольником и мерными плитками 0,005 на длине 100 мм
Примечание. Линейки длиной до 500 мм могут быть установ
носительно друга и длины линейки не регламентируется, так как
устанавливаются на две калиброванные плитки одинаковой высоты,
длины. Для станков точности П значения допусков уменьшаются
сравнению с П; А — примерно в 1,6 раза по сравнению с В; С —
13. Уход за станком
Точность работы, производительность и срок службы станка в
большой степени зависят от правильного и своевременного проведе-
ния следующих мероприятий (табл. 26).
26. Работы по уходу за станком
Мероприятие Периодичность выполнения
Производить протирку смазанных поверхностей направляющих, колон- ки, магнитной плиты, стола и других непокрытых защитной краской частей станка Следить за температурой подшип- ников шпинделя шлифовальной баб- ки и круглого стола станка. Их на- грев не должен превышать 50— 60° С Ежесменно перед нача- лом работы В течение всей смены
56
Продолжение табл. 25
Станки с круглым столом
Допуск, мм
Эскиз проверки
лены на двух калиброванных плитках, положение которых друг от-
прогибы в этом случае незначительны. Линейки длиной свыше 500 мм
которые должны находиться от концов линейки на расстоянии 2/э
примерно в 1,6 раза по сравнению с Н; В — примерно в 1,6 раза по
примерно в 1,6 раза по сравнению с А.
Продолжение табл. 26
Мероприятие
Периодичность выполнения
Нагрев может быть из-за недоста-
точной смазки подшипников, излиш-
ней их затяжки или завышенных ре-
жимов резания
Контролировать по маслоуказате-
лям количество масла в резервуаре
Заливать масло в масленки и сма-
зочные отверстия соответственно ин-
струкции по смазке
Проверить крепление ограждений
и кожухов
Проверить натяжение ременных пе-
редач
В течение всей смены
Перед началом работы
соответственно инструкции
смазки
Перед началом работы
То же
67
Продолжение табл. 26
Мероприятие
Периодичность выполнения
Производить уборку станка:
очищать кожух шлифовального
круга, протирать направляющие и
слегка смазывать их минеральным
маслом,
протереть измерительные приборы
и устройства, установленные на стан-
ке,
промыть магнитную плиту, стол и
слегка смазать их минеральным мас-
лом,
очистить изнутри стол,
очистить все каналы слива смазоч-
но-охлаждающей жидкости,
протирать маховики, лимбы, руко-
ятки, таблички, пульт управления,
выгребать шлам из отстойного ба-
ка магнитного сепаратора центрифуги
Проверять работу гидросистемы
станка соответственно инструкции
Очищать сетки вентиляционных от-
верстий шлифовальной бабки
Протирать станок для удаления пы-
ли и влаги
Производить генеральную уборку
станка и рабочего места
Производить очистку системы ох-
лаждения
Произвести замену СОЖ, если она
издает неприятный запах или раз-
дражает руки рабочего
Произвести проверку качества
СОЖ в лаборатории при перерыве в
работе станка в течение недели
Произвести добавление к составу
СОЖ нитрита натрия, кальциниро-
ванной соды, тринатрийфосфата, если
СОЖ вызывает ржавление станка и
обработанных деталей
Проверить точность перемещения
шлифовальной бабки при помощи ин-
дикатора и концевых мер
Проверять плоскостность магнитной
плиты и при необходимости шлифо-
вать ее плоскость (искрение должно
быть незначительным)
Ежедневно в конце каж-
дой смены
Перед началом смены
Один раз в неделю
То же
Один раз в два месяца
При замене состава
СОЖ — немедленно. Без за-
мены состава — не реже,
чем раз в два месяца
Немедленно
Перед началом работы на
станке
Во время перерывов в ра-
боте
Периодически, не реже од-
ного раза в неделю
После каждой установки
плиты на столе станка
58
Продолжение табл. 26
Мероприятие Периодичность выполнения
Проверить уровень масла в селе- новом выпрямителе Производить балансировку шлифо- вального круга Протирать измерительный инстру- мент и укладывать его в спецтару Раскладка приспособлений, вспомо- гательного инструмента и других уст- ройств в тару и на полки столов (тумбочек) Уборка столов (тумбочек), под- ставки и других принадлежностей ра- бочего места Периодически, раз в ме- сяц Периодически, не реже од- ного раза в две смены По окончании работы По окончании работы или в конце смены В конце смены и гене- рально раз в неделю
ГЛАВА IV
АБРАЗИВНЫЙ ИНСТРУМЕНТ
14. Абразивные материалы. Область применения
различных абразивных материалов
при плоском шлифовании
27. Абразивные материалы, область их применения
Наименование абразивного ма- териала Обоз- начение Состояние материала Назначение
Алмаз природ- ный Синтетиче- ский алмаз Синтетиче- ский алмаз Синтетиче- ский алмаз мар- ки Синтетиче- ский алмаз Синтетиче- ский алмаз Синтетиче- ский алмаз мар- ки Электроко- рунд нормаль- ный с содержа- нием AI2O3 А АСО АСР АСВ АСК АС С Сла- вутич Зерна и порошки в свободном (незакреп- ленном) виде и в ви- де шлифовальных кругов и алмазно-ме- галлических каран- дашей Порошки с наибо- лее развитой режу- щей поверхностью и повышенной хрупко- стью Порошки с мень- шей хрупкостью и большей прочностью, чем порошки АСО Порошки с меньшей хрупкостью и боль- шей прочностью, чем порошки АСР Порошки с меньшей хрупкостью и1 боль- шей прочностью, чем порошки АСВ Зерна с наиболь- шей прочностью по сравнению с АСО, АСР, АСВ, АСК Прочное зерно Порошки Заточка твердо- сплавного инструмен- та, шлифование, реза- ние и доводка алма- зов, рубинов, стекла и других трудно обра- батываемых матери- алов Для вышеуказан- ных целей кругами на органических связ- ках Для изготовления кругов на керамиче- ской и металлической связках Для изготовления кругов на металличе- ской связке, работа- ющих при повышен- ных нагрузках Для инструментов на металлических связках, работающих в особо трудных усло- виях Для правки кругов, резки корунда Для правки шлифо- вальных кругов Обдирочное шли- фование чугунных и стальных отливок, по- ковок, штампованных деталей
60
Продолжение табл. 27
Наименование абразивного ма- териала Обоз- начение Состояние материала Назначение
92% Э2* 13А Порошки и микро- порошки для абразив- ного инструмента на Шлифование кон- струкционных и угле- родистых сталей в
93% 94% ЭЗ* 14А Э4* 14А различных связках сыром и закаленном виде, легированных сталей, ковкого чу- гуна, твердой брон- зы
95% Электроко- рунд белый с содержанием AI2O3 ’ Э5* 15А Порошки для абра- зивных инструментов на различных связ- ках, круги для скоро- стного шлифования Порошки для абра- зивных инструментов на органических связ- ках Шлифование угле- родистых и легиро- ванных сталей в за- каленном виде, быст- рорежущих сталей из заменителей, заточка инструмента Шлифование и до- водка легированных сырых и закаленных сталей
98% Э8* 22А Порошки и микро- порошки для абра- зивных инструментов Шлифование и до- водка легированных сырых и закаленных
99% 99,3% Монокорунд с содержанием AI2O3: Э9* 23А Э9А* 24А на различных связ- ках, круги для скоро- стного шлифования сталей, заточка и до- водка режущего ин- струмента
96,5—97,4% М7* Порошки для абра- Шлифование леги-
97,5—98,5% 43А М8* 44А М8* 45А зивных инструментов на различных связках рованных, цементи- рованных, закаленных и азотированных ста- лей, заточка режуще- го инструмента
Электроко- ЭХ* Порошки для абра- Шлифование кон-
Рунд хромистый ЗЗА 34А зивных инструмен- тов струкционных углеро- дистых легированных сталей
Электроко- Рунд титанис- тый ЭТ* 37А То же То же
61
Продолжение табл. 27
Наименование абразивного ма- териала Обоз- начение Состояние материала Назначение
Карбид крем- ния черный с содержанием SiC: 97% 98% КЧ7* 53С КЧ8* 54С Порошки для абра- зивных инструмен- тов на различных связках: зернистостью 125—50 зернистостью 40—16 Обработка чугуна, меди, алюминия, стек- ла, фарфора, камня, эбонита и т. д. Шлифование твер- дых и хрупких мате- риалов, заточка инст- рументов
Карбид крем- ния зеленый с содержанием SiC: 96% 97% 98% 99% 99,5% К36* 63С К37* 63С К38* 63С К39* 63С К399* Порошки и микро- порошки Порошки для абра- зивных инструментов на различных связках Шлифование твер- дых сплавов, заточка твердосплавного ин- струмента, обработка неметаллических ма- териалов высокой твердости Тонкое шлифова- ние и доводка легиро- ванных и закаленных сталей и неметалли- ческих материалов высокой твердости, заточка инструмента из твердого сплава
Кубический нитрид бора (эльбор) С повышенной механической прочностью С обычной ме- ханической прочностью Л лп ло Порошки и микро- порошки для абразив- ных инструментов на различных связках Шлифование зака- ленных легирован- ных, высоколегиро- ванных инструмен- тальных, жаропроч- ных и подшипниковых сталей. Профильное шлифование на про- филсшлифовальпых станках
* Обозначение абразивного материала до 1974 г.
62
28. Химическое взаимодействие абразивов
и обрабатываемых материалов
Наименование абра- зивного материала Степень химического взаимодействия
с железоугле- родистыми сплавами с титаном и его спла- вами с твердыми сплавами с чугуном
Алмаз Карбид кремния Электрокорупд Эльбор Окись циркония Высокая » Отсутствует Весьма низкая Отсутствует Низкая Средняя Высокая » Весьма низкая Низкая » Отсутствует Высокая Отсутствует Низкая » Отсутствует Низкая Отсутствует
29. Зернистость абразивных
материалов в метрической
и дюймовой системах
Номер зернистости абразива
Группа по ГОСТ 3647-71 в 0,01 мм в дюймовой системе, меш
200 10
160 12
125 16
О X 100 20
Ои ф 80 24
со 63 30
50 36
3 40 46
32 54
25 60
20 70
16 80
12 100
X а 10 120
5 8 150
о Ои 6 180
о к 5 230
X 4 280
3 3 320
Примечание. По ГОСТ
3647—71 кроме вышеуказан-
ных шлифзерен и шлифпорош-
ков различают микропорошки
зернистостью: М63, М50; М40;
М28; М20; М14; тонкие микро-
порошки: М10; М7, М5.
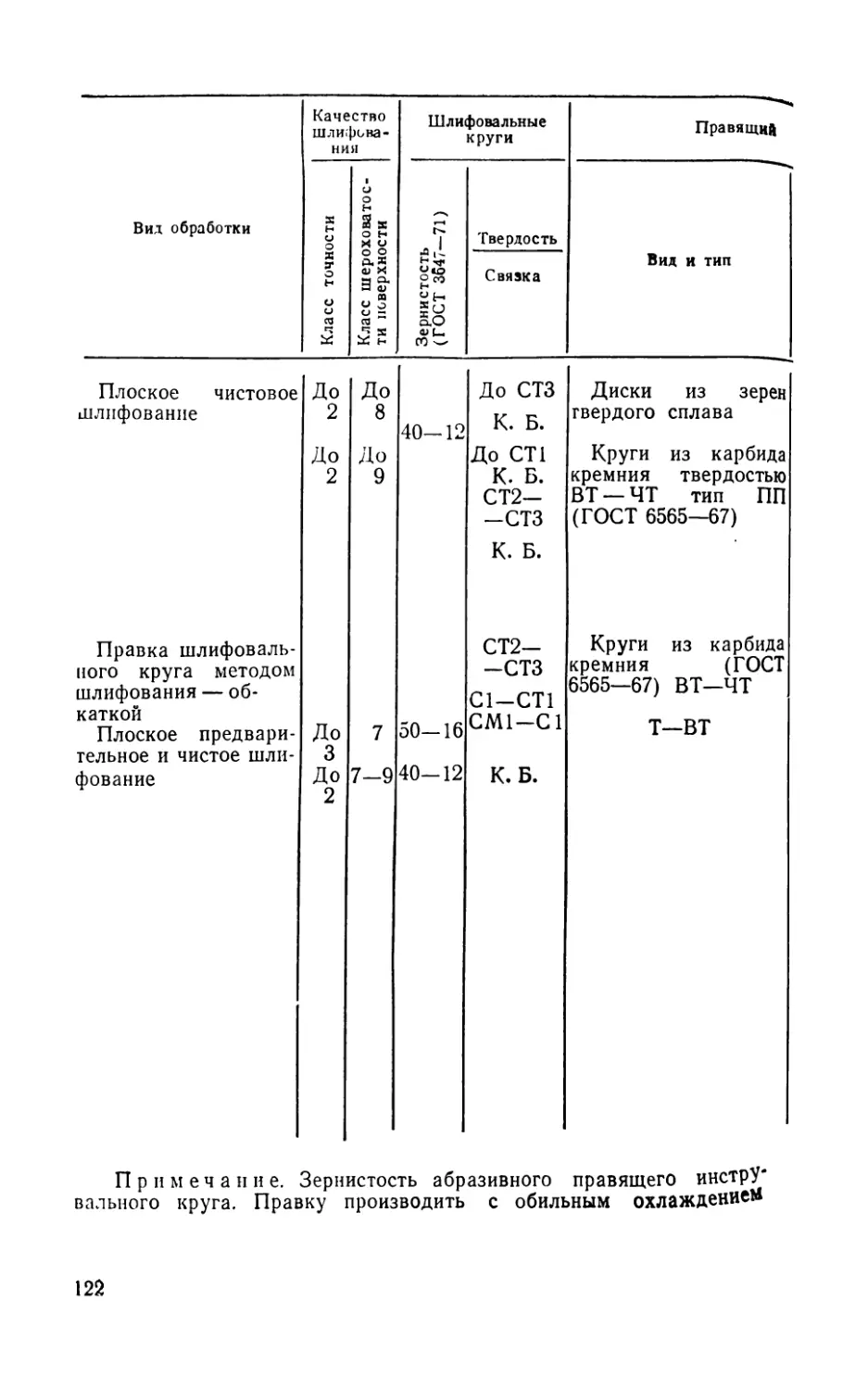
15. Зернистость. Области
применения абразивных
материалов различной
зернистости при плоском
шлифовании
В результате дробления, а за-
тем разделения зерен по разме-
рам, каждый номер зернистости
характеризуется содержанием от-
дельных фракций в % по массе.
Поэтому в каждом номере
зернистости различают основную,
крупную, предельную, мелкую и
комплексную фракцию. Размер зер-
нистости характеризуется разме-
ром основной фракции.
Основная фракция аб-
разивного порошка — это сово-
купность абразивных зерен одного
интервала размеров, преобладаю-
щих по количеству данного абра-
зивного порошка. Размеры уста-
навливаются нормативно техниче-
скими документами.
Крупная фракция аб-
разивного порошка — совокуп-
ность абразивных зерен, размеры
которых превышают размеры зе-
рен основной фракции на один ин-
тервал размеров.
Предельная фракция
абразивного порошка ~~ совокуп-
ность абразивных зерен, размеры
которых превышают размер зерен
основной фракции на один-два
интервала.
63
30. Процентное содержание основной фракции абразивных зерен
для разных зернистостей
Индекс Содержание основной фракции, % для зернистостей
200—32 25-16 12-8 6-4 3 М63—М28 М20-М14 MIO—М5
в — — 60 60 55
п 55 55 55 55 — 50 50 45
н 45 43 45 40 40 45 40 40
д 41 39 41 36 36 42 37 37
31. Зернистость алмазных шлифпорошков
[Группа | Обозначение по старому ГОСТ 9206-59 Обозначение зер- нистости по ГОСТ 9206-70 Номинальный размер стороны ячейки к све- ту, мкм Зернистость шлифпорошков марки
через кото- рое прохо- дит зерно на котором задержи- вается зер- но А А СО АСР АС В АСК АСС
Широкий диапазон зернистостей
400/250 250/160 160/100 100/63 63/40 Узкий 400 250 160 100 63 д и а п а з 250 160 100 63 40 он з е рI + + + + + I и с 1I+++ о + + + т е й 1 ++++ — —
о А 50 630/500 630 500 + — +
сх А 40 500/400 500 400 + — — — + +
(D со А 32 400/315 400 315 + — — + + +
X А 25 315/250 315 250 + — — + + +
А 20 250/200 250 200 + — + + + +
А 16 200/160 200 160 + — + + + +
X А 12 160/125 160 125 + + + + + +
bd а А 10 125/100 125 100- + + + + + +
о А 8 100/80 100 80 + + + + + —
О А 6 80/63 80 63 + + + + —
£ А 5 63/50 63 50 + + + — — —-
§ э А 4 50/40 50 40 + + — — — —
Примечания: 1. Знак + изготовляются, — не изготовляются.
2. Порошки из эльбора обозначаются соответственно ГОСТ 3647—71
буквой Л и цифрой 50, 40 и т. д. Например’, Л 16; Л 40.
3. Зернистость алмазного порошка обозначается соответственно
ГОСТ 9206—70. Например, А 125/100 такой же зернистости зерно
синтетическое АСР обозначается АСР 125/100.
64
Мелкая фракция — совокупность абразивных зерен в по-
рошке, размеры которых меньше размеров зерен основной фракции
па один-два размера.
Комплексная фракция — совокупность абразивных зерен,
размеры которых колеблются относительно размеров основной фрак-
ции на ± один интервал.
В настоящее время абразивная промышленность выпускает
шлифзерна с содержанием основной фракции до 60% вместо
40—45%. Это повышает однородность материала и улучшает про-
цесс шлифования. Зернистость такого материала имеет дополни-
тельное обозначение буквой П или В и изготовляется по требованию
заказчика.
В зависимости от процентного состава основной фракции, при
соблюдении норм по остальным фракциям, номер зернистости допол-
няется буквенными индексами В, П; Н; Д (табл. 30). Например, 80П,
М28Д, и т. п.
32. Зернистость микропорошков
Обозначение зернистости Размер зерен основ- ной фракции, мкм, от—до Обозначения зернистости по старому ГОСТ 9206-59
Абразивные микро- норошки и тонкие микропорошки ГОСТ 3647—71 Алмазные ГОСТ 9206-70
М63 М50 AM АН АСМ) АСН/ 60/40 60—40
М40 » 40/28 40—28 АМ-40
М28 28/20 28—20 АМ-28
М20 20/14 20—14 AM-20
М14 14/10 14—10 АМ-14
М10 10/7 10-7 АМ-10
М7 7/5 7—5 АМ-7
М5 5/3 5—3 АМ-5
М3 3/2 3-2 АМ-3
V 2/1 2-1
Ml » V 1/0 От 1 и мельче АМ-1
Примечание. Следует указывать микропорошки:
AM 20/14 или АСМ 20/14;
АН 20/14 или АСН 20/14.
Микропорошки из абразивного материала обозначаются буквой
М и цифрой, характеризующей наибольший размер зерна, видимый
под микроскопом (табл. 32).
Микропорошки из природного алмаза обозначаются AM и АН, из
синтетических алмазов АСМ и АСН, а за буквенным обозначением
указываются размеры зерен основной фракции от — до. Микропо-
рошки марок АСН и АН обладают повышенной абразивной способ-
ностью. Они применяются в виде паст и суспензий для обработки
природных и синтетических алмазов, корундов, спецкерамики и дру-
гих сверхтвердых и хрупких трудно обрабатываемых материалов.
Микропорошки из эльбора обозначают ЛМ.
3—2325
65
При обработке деталей кругами и пастами из микропорошков
получают высокий класс шероховатости. Испытания, производимые
при шлифовании образца из твердого сплава Т15К6 или ВК6
(ГОСТ 3882—67), обеспечивают шероховатость, указанную в
табл. 33.
33. Шероховатость в зависимости от зернистости
Зернистость Класс и разряд шеро- ховатости по ГОСТ 2789—73; не ниже при Обработке с подачей Зернистость Класс и разряд шерохо- ватости по ГОСТ 2789—73, не ниже при обработке с подачей
механической ручной механической ручной
60/40 96 9в 10/7 Па 12а
40/28 9в 10а 7/5 116 126
28/20 10а Па 5/3 11В 12в
20/14 106 116 3/2 12а 136
14/10 10в 11В 2/1 126 13в
1/0 12в 14а
34. Применение абразивных материалов в зависимости
от их зернистости для плоского и профильного шлифования
Зернистость
(ГОСТ 3647-71 и 9206-70)
Область применения
200-160
50-40
40-25-10
10-6
6-3
А 315/250 ч-А 200/160
Л25-Л16
А 200/160-^-А 100/80
Л16ч-Л8
А 80/63ч-А 63/50
Л6-нЛ5
А 63/50 ч-А 50/40
Шлифование фибры, текстолита,
оргстекла и других неметаллических
материалов
Черновое шлифование деталей, шли-
фование меди, латуни, твердого чу-
гунного литья
Получистовое и чистовое шлифова-
ние деталей, шлифование отбелсппо-
го чугуна
Чистовое шлифование высокоот-
ветственных деталей (размерных пли-
ток, плоских калибров)
Тонкое отделочное шлифование
Шлифование алмазными и эльбор-
ными кругами при последовательном
снятии больших припусков трудно
обработанных материалов
Предварительное шлифование труд-
но обрабатываемых материалов
Получистовое шлифование трудно
обрабатываемых материалов
Тонкое шлифование трудно обраба-
тываемых материалов
Примечание. Алмазное шлифование может производиться не
только природными А, но и синтетическими алмазами АС04-АСС
той же зернистости.
66
35. Степени твердости абразивных инструментов
(ГОСТ 18118-72)
Обозначение и наименование
М (мягкие)
СМ (средней мягкости)
С (средние)
СТ (средней твердости)
Т (твердые)
ВТ (весьма твердые)
ЧТ (чрезвычайно твердые)
Группа твердости
Ml; М2; М3
СМ1; СМ2
Cl; С2
СТ1; СТ2; СТЗ
Tl; Т2
ВТ
ЧТ
16. Твердость абразивных инструментов
и способы ее повышения
Для облегчения подбора твердости следует руководствоваться
шкалой степеней твердости, приведенной в табл. 35.
Степени твердости инструментов с зернистостью 50 и ниже на
керамической, бакелитовой и глифталевой связке.
36. Область применения абразивных инструментов
различной твердости при плоском и профильном шлифовании
Группа твердости Область применения
ЧТ Правка абразивных инструментов кругами крупной зернистости; шлифование шариков шари- коподшипников и деталей часовых механизмов
СТ1—Т2 Обдирочные операции, выполняемые на ста- ционарных станках вручную (обработка крупных
С2—СТ2 отливок и поковок) Плоское шлифование сегментами и кольцевыми кругами на бакелитовой связке (С2—СТ1); про- фильное шлифование, обработка прерывистых по-
СМ1—С2 верхностей Плоское шлифование периферией круга; (вруч- ную кругами твердости С1—С2; с механической или автоматической подачами — СМ1—СМ2)
М2-С1 Плоское шлифование торцом (СМ2—С1, баке- литовая связка) и периферией круга (М3—СМ2, керамическая связка); заточка и доводка режу- щего инструмента, оснащенного твердым сплавом (М2—М3); шлифование трудно обрабатываемых сплавов кругами твердостью М2—М3
3*
67
Рекомендуемые предельные значения групп твердости следует
уточнять для конкретных случаев обработки деталей, принимая
большее или меньшее значение группы твердости (табл. 37). Напри-
мер, CMJ или СМ2 при шлифовании периферией круга с механиче-
ской или автоматической подачей.
37. Назначение группы твердости для конкретных
условий шлифования
Условия шлифования и шлифуемый материал Группа твердости
большая меньшая
Чистовое твердых материалов — 4-
Чистовое мягких материалов + —
Обдирочное + —
Фасонное + —
Медь, алюминий, свинец и т. п. — +
Топкие детали — +
Детали малого размера, прерывистые по- верхности, углы, закругления + —
С охлаждающей жидкостью вместо су- хого + —
Замена кругов на керамической связке на бакелитовую + —
Мелкозернистые круги — +
Автоматические станки — +
Большая скорость детали и подача + —
Ручные станки + —
Вибрация на станке + —
17. Связка и структура шлифовального круга
Изготовляют высокопористые круги структуры 13—18, у которых
величина абразивных зерен меньшая, чем величина пор. Общий
объем пор у них от 35 до 70%.
Высокопористые круги на керамической связке имеют крупные
поры (от 0,2 до 1,5 мм), равномерно расположенные в теле круга.
Поры образуются при обжиге круга выгоранием специального поро-
образующего наполнителя, который добавляется в абразивную массу
формуемого круга. В кругах марки 24, зернистостью 16, 25, 40,
твердостью от СМ1 до Т2, диаметром от 50—600 мм, высотой от 6
до 75 мм можно создать 10, 15, 20, 25, 30% пористость, при приме-
нении порообразующего вещества зернистостью 40, 80 и 125. При-
2416 СТ1 13К
мер маркировки высокопористого круга ------——— . В числителе
Б. 125.30
указывается обычно принятая маркировка, а в знаменателе—мате-
риал порообразующего наполнителя—(Б — бисер), номер зернисто-
сти бисера—(125), процентное содержание бисера в круге—(30).
Наличие крупных пор способствует лучшему самозатачиванию,
уменьшает засаливание, позволяет работать на повышенных режи»
68
38. Применение связок абразивных инструментов для плоского и профильного шлифования
' Обозначение
Вид связки и признаки в готовом инструменте Ца значение Область применения
связка регламент
Керамическая, цвет К 5 Для кругов из 22А, 23А, 24А Все виды шлифования, за исклю-
круга от бело-розо- вого до коричневого Круги более пори- стые, чем на органи- к 3 Для кругов из карбида кремния чением прорезки узких пазов и шли- фования сегментными кругами Круги всех групп твердости от Ml до ЧТ
ческих связках. При к 7 Для мелкозернистых абразивных
простукивании звон- инструментов
ко звучат к 8 13 Для кругов из электрокорунда (наиболее распространенная) -
к Для кругов из карбида кремния
(обеспечивает повышение прочности связки между зернами)
к 51 Для кругов с повышенной кромко- стойкостью (на боросодержащем сырье)
Бакелитовая, цвет Б 1 Для кругов, формуемых методом Обдирочное шлифование, прорезка
круга коричневый раз- прокатки пазов, шлифование торцом круга,
ных оттенков. При Б 2 Для кругов из А, АС и Л заточка инструментов, отделочное
нагреве пламенем Б 3 шлифование мелкозернистым абрази-
спички появляется за- Б 156 Для кругов из Л вом. На этой связке изготовляют кру-
вах фенола ги твердости СМ, С, СТ1 и Т
Продолжение табл. 38
Обозначение
Вид связки и признаки в готовом инструменте связка регламент Назначение Область применения
Вулканитовая, цвет круга от коричневого до черного. При на- греве пламенем спич- ки появляется запах горелой резины В В 1ГК 2ГК ЗГК 4ГК 1 3 Для кругов, заготовки которых по- лучают обработкой на вальцах, вы- рубкой из пласта и вулканизацией Для кругов, заготовки которых по- лучают в резиносмесителях, форму- ют на прессах и вулканизируют. Та^ кие круги можно получать с регули- руемой плотностью и структурой Для эластичных кругов, предназна- ченных для полирования, при Толщи- не снимаемого слоя в несколько микрометров Для среднеэластичных кругов при толщине снимаемого слоя в несколь- ко микрометров Для малоэластичных кругов Для жестких кругов при припуске 0,2—0,3 мм Прорезка и шлифование пазов, чи- стовое и тонкое шлифование фасон- ных поверхностей. На этой связке из- готовляют круги твердостью СМ, С, СТ и Т. Круги обладают большей полирующей способностью, чем на ба- келитовой и других связках, но при температуре 150—180° резина размяг- чается и забивается в поры. Вследст- вие этого круги засаливаются и их нужно часто править
Силикатная, цвет светло-серый. Увлаж- ненный водой инст- румент, смоченный затем каплей фенола, становится розовым С Для кругов, работающих без ох- лаждения, когда обрабатываемая по- верхность не должна перегреваться. Круги водо- и щелочноустойчивы Шлифование деталей из закален- ных сталей, когда требуется очень мягкий режим, например заточка но- жей с тонкими режущими лезвиями, шлифование торнов роликов подшип- ников
Глифталевая Г Для волокнистых упругих кругов Тонкое и отделочное шлифование деталей из закаленных сталей
Металлическая, м 1 Для алмазных инструментов. Ме- Для чернового и чистового плоско-
цвет круга светло- м и таллическая связка бывает вольфра- го шлифования твердых сплавов и
серый м к мо-кобальтовая, железо-никелевая, других твердых материалов кругами
м 9 медно-оловянная и др. Наиболее ча- из алмаза. Наиболее эффективны
сто применяют Ml (80% меди и 20% связки МО13, МВ1, МО4. При их из-
олова) готовлении используются ультразву-
м Д—мел- Круги обладают большей износо- ковые колебания
кодис- стойкостью и производительностью,
персная чем круги на органических связках.
м 013 Они позволяют работать с более вы-
м В1 сокими температурами
м 04
м С6
Примечание. Цифры за буквенным обозначением связки характеризуют технологический регламент по-
лучения кругов на разных связках.
to Структура круга
Внутреннее строение абразивного инструмента, характеризуемое количественным соотношением объема абра-
зивных зерен, связки и пор, называется структурой круга.
^зерен 4" ^связки 4“ ^пор — 100% .
39. Характеристика структуры кругов
Номер структуры 1 2 3 4 к 5 6 7 8 1 9 1 10 11 12
Объемное содержание зерна, % Структура кругов, наи- более часто применяю- щихся для зернистостей Структура для различ- ных видов плоского и профильного шлифова- ния 60 58 Прос фованр и nepei ках 56 54 52 | № 50 50 48 46 44 42 шфован) 1 тве[ инструь 40 не и с 5ДОСПЛ2 центов 38 >а- IB-
№ 40
№ 16-25
И- Плоск( IX круга и з- ментов № 10-6
^ильное шл] ie при болыш пенных нагру эе периферией заточка инстру- 11Ь точка ных
Плоское торцом круга Профильное мелко- зернистыми кругами
Название структур и их применение для шли- фования различных ма- териалов Закрытая или плотная, для твердых материалов при чистовых и доводоч- ных работах Средняя, для материалов с высоким сопротивлением раз- рыву Открытая, для вязких мате- риалов с низким сопротивлени- ем разрыву
мах резания. Интенсивный воздушный поток, образующийся при
вращении круга за счет крупных пор, снижает температуру в зоне
шлифования. Высокопористые круги значительно легче обычных; их
проще балансировать; для вращения таких кругов требуется меньшая
мощность.
Высокопористые круги применяют:
для обработки мягких неметаллических материалов (резины,
прессованной бумаги, дерева и т. д.) без охлаждающей жидкости;
для бесприжогового шлифования сталей;
для шлифования малоуглеродистых цементированных незакален-
ных сталей (сталь 20, 20Л, 20Х, А12 и др.).
Стойкость круга увеличивается на 100%, а производительность
шлифования на 50% по сравнению с обычным кругом.
18. Форма абразивных инструментов (табл. 40)
Размеры инструментов должны соответствовать требованиям
ГОСТ 2424—67.
19. Алмазные и эльборные круги
Алмазные и эльборные круги состоят из корпуса -и абразивного
кольца (см. табл. 40). Круги диаметром до 10 мм изготовляют без
корпуса.
Алмазные и эльборные круги характеризуются концентрацией
алмазоносного или эльбороносного слоя, выраженного в процентах.
Применяют 25, 50, 100, 150 и 200-процентную концентрацию. За
100-процентную концентрацию принимают содержание алмазного
или эльборного порошка в количестве 4,39 карата (карат — 0,2 г)
в (1 см3 или 0,878 мг в 1 мм3 абразивного слоя.
Соответственно межреспубликанским техническим условиям
МРТУ 2-036-1—68 эльбор выпускается зернистостью от Л25 до ЛМ1.
Выпускается эльбор двух марок: 4) ЛП — материал с повышенной
механической прочностью (для шлифзерна и шлифпорошков) и с
повышенным содержанием основной фракции для микропорошков.
2) ЛО — материал, обладающий нормальной прочностью и обычным
содержанием основной фракции. У шлифзерна и шлифпорошков
эльбора основной фракции содержится до 60%, а у микропорошков и
тонких микропорошков 55%.
Эльбор по твердости близок к алмазу, а по теплостойкости пре-
восходит алмаз и не теряет режущих свойств при температуре до
1200° С. Круги из эльбора приведены в табл. 41.
Стойкость кругов из эльбора на керамической связке превышает
стойкость кругов из электрокорундов и карбидов кремния в ряде
случаев до 100 раз. Круги из эльбора на органических связках не
засаливаются, не образуют прижогов на обрабатываемых поверхно-
стях деталей, обеспечивают шероховатость до 12-го класса.
В настоящее время для дальнейшего повышения стойкости
эльборных и алмазных кругов применяется металлизация порошков
эльбора и алмаза. Освоен выпуск металлизированных порошков
эльбора № 8—16. Металлизация зерна осуществляется в высоко-
температурных вакуумных установках при нагреве до 1000° С и ва-
кууме 5<-8-10~5 мм рт. ст. После металлизации зерна эльбора марки
ЛО, имеющие большое количество пор, трещин и других дефектов,
73
40. Форма кругов и сегментов, применяемых
при плоском шлифовании
Форма круга
Обозначе-
ние
Форма сечения
Плоский прямоуголь- ного профиля ПП
Плоский с выточкой пв
Плоский с конической выточкой пвк
Плоский с двусторон- ней конической выточкой пвдк
Плоский рифленый ПР
Плоский наращенный пн
Кольцо к
Чашка цилиндриче- ская чц
Чашка коническая чк
Тарелка IT, 2Т, ЗТ, 4Т
74
Продолжение табл. 40
Форма'круга Обозначе- ние Форма сечения
Диск Сегмент плоский д 1 1
СП
Сегмент трапециевид- ный 5С
Сегмент специальный Плоский прямого про- филя: из алмаза 7С
АПП '~У\
из эльбора ЛПП
Плоский с выточкой: А1ПВ Л1ПВ .55 i
из алмаза из эльбора
Чашечный конический: из алмаза из эльбора АЧК АЧЛ □
'*
Профильный: из алмаза из эльбора -j—i 1 X
А2П Л2П 1 ]ос
Профильный из алмаза А5П 1 Xs |
75
41. Круги из эльбора
Форма круга Связка Размеры кругов, мм
диаметр высота
лпп Б 75-350 3-25
к 20+400 3 -: 50
лпв Б 10-250 3—20
лпвдк Б 10—250 20
лчк Б 50-200 3-20
Л1Т Б 75+125 10 и 13
лзт Б 75 и 125 10 и 11
Л2П К 50—350 8 и 10
обвалакиваются слоем расплавленного металла, который заполняет
поры, трещины и другие дефекты в зерне. Сплав металла равномерно
покрывает поверхность зерен слоем толщиной в 3—4 мкм и связывает
между собой отдельные частицы, слагающие агрегатные зерна эль-
бора. Металлизированные зерна имеют повышенную на 30—40%
механическую прочность. Круги из металлизированных порошков
изготавливают на органических связках Б1, КБ и металлоорганиче-
ской связке Б156.
20. Маркировка абразивных инструментов
Круги маркируются согласно ГОСТ 4785—64 в указанной после-
довательности. В маркировку круга входят наименование завода-
изготовителя, марка абразивного материала, номер зернистости, ин-
декс зернистости — В, П, Н, Д, твердость, структура, вид связки,
форма круга, размер круга (наружный диаметр X высота X внутрен-
ний диаметр, мм), класс круга, окружная скорость, при которой круг
следует эксплуатировать.
Круги на керамической, бакелитовой и вулканитовой связке из
14А; 15А; 22А; 23А; 24А; 43А; 44А; 45А; 53С; 54С, 63С изготавлива-
ются двух классов — А и Б (табл. 4i2). Круги класса А отличаются
более высоким качеством.
Допускаемые скорости на керамической связке 25—35 м/с, на
бакелитовой связке 25—40 м/с, на вулканитовой связке 25—35 м/с.
Допускаемые скорости кругов для скоростного шлифования
50—65 м/с. У кругов для скоростного шлифования на торце имеется
красная полоса. На высокопористых кругах наносят маркировку
соответственно тому, как указано в § 17. Для кругов малых диамет-
ров ряд характеристик не маркируется. Данные о них приводятся в
документах, сопровождающих поставляемую партию кругов.
В настоящее время промышленность СССР освоила выпуск пре-
цизионных кругов. Прецизионные круги изготовляют из абразивных
76
42. Основные характеристики абразивных кругов
класса А и Б (ГОСТ 4785—64)
Показатель Класс инструмента
А Б
Наличие желези- Не допускается Допускается не-
сто-шлаковых вклю- чений Повреждение кро- Не допускается большое количество малых размеров Допускаются не бо-
мок круга Отклонение от ука- Не доп лее V20 высоты, ра- диуса и длины окруж- ности ускается
занной степени твер- дости Равномерность сте- В пределах одной В пределах двух
пени твердости в степени степеней
пределах одного ин- струмента на керами- ческой и бакелитовой связках На вулканитовой В пределах < эдной степени
связке Компенсация дис- Не допускается Допускается
баланса (заливка свинца в более легкую часть круга) Предельные откло- нения посадочного от- верстия Круги зернисто- стью 16 и мельче. Все скоростные круги: 0 5 до 100 +0,1 4-0,2
0 100 до 250 4-0,2 4-0,3
0 250 4-0,3 4-0,4
Круги зернисто- стью 16 и больше: 0 5 до 100 4-0,5 4-0,7
0 100 до 250 4-0,6 4-0,9
0 250 4-0,7 4-0,9
77
материалов высших сортов. Эти круги отличаются более высоким
качеством, чем круги класса А.
Прецизионные круги содержат основную фракцию зерна до 70%,
связка для них проходит (Предварительную очистку и отмагпичивание,
допуски на наружный диаметр, высоту и внутренний диаметр более
жесткие, допускаемый дисбаланс круга меньший, механическая
прочность круга и режущая способность выше, чем соответствующие
параметры у кругов класса А. Такие круги предназначены главным
образом для шлифования высокоточных деталей, а также для уста-
новки на станки, работающие несколькими кругами (мпогокруговые
наладки). Для многокруговых наладок выпускаются круги в комп-
лектах.
21. Испытания абразивных инструментов
Перед установкой на станок шлифовальные круги нужно тщатель-
но осмотреть с целью обнаружения трещин и других дефектов. Круги
без видимых дефектов /поступают на проверку статической неуравно-
вешенности (балансировка) и прочности.
Неуравновешенность круга при плоском шлифовании вызывает
волнистость и неплоскостность обрабатываемой поверхности. Стати-
ческая балансировка может осуществляться методами, указанными
в классификаторе. Сведения о балансировочных станках приведены
в гл. V. Величина груза в граммах, устраняющая неуравновешен-
ность, вызванную смещением центра тяжести круга относительно
геометрического центра круга на 0,01 см, называется единицей дис-
баланса Е
D^ — d^
---------Н,
D
где D — наружный диаметр круга, см; d — диаметр отверстия кру-
га, см; Н — высота круга, см.
43. Дисбаланс для кругов различном высоты
(ГОСТ 3060—55)
Вид СВЯЗКИ Номер зернистости Классы дисбаланса в зависимости от высоты круга, мм
До 13 Св. 13 до 75 Св. 75 до 100 Св. 100 до 125 Св. 125 до 150 Св. 150
Вулкани- 10 и мельче 1 2 2 3 3 3
товая 16—12 2 2 2 3 3 3
25 и крупнее 3 3 3 4 4 3
Керами- 10 и мельче 2 2 2 3 3 3
ческая и ба- 25-12 2 2 2 3 3 3
келитовая 50-40 3 3 3 4 4 3
80 и крупнее 4 4 4 4 — —
78
Различают 4 класса дисбаланса в зависимости от вида связки,
зернистости и высоты круга (табл. 43).
Круги на прочность испытывают на заводе-изготовителе. Испыта-
нию подвергают все круги на специальных станках (рис. 5) при ско-
рости вращения в 4,5 раза большей, чем рабочая.
Круги подвергают проверке и по их шлифующим свойствам.
Шлифующие свойства кругов при шлифовании различных материа-
лов определяют по массе снятого при шлифовании материала и рас-
ходу массы круга.
44. Предельные величины дисбаланса кругов, г
Высота круга. Класс дисба- ланса Предельная величина дисбаланса в зависимости от наруж- ного диаметра кругов, мм
мм 250 300 350 400 450 500 600 650 750 900 1100
До 13 1 5 5 10 10 10 10
2 10 10 15 15 15 15 — — — — —
3 15 15 20 20 25 25 — — — — —
4 25 30 30 35 40 45 — — — — —
Св. 13 до 25 1 10 10 15 15 20 20 20 20
2 15 20 20 25 30 30 30 35 — — —
3 25 30 35 40 45 45 45 55 — — —
4 40 50 55 60 70 70 75 85 — — —
Св. 25 до 50 1 15 20 20 25 30 30 30 35 40 50 65
2 25 30 35 40 45 45 45 55 65 80 105
3 35 45 50 65 65 70 75 85 105 125 155
4 60 70 80 90 100 ПО 120 135 165 195 250
Св. 50 до 75 1 15 20 25 25 30 30 30 35 45 55 70
2 30 30 35 40 45 50 50 55 70 90 115
3 40 50 55 65 75 75 80 90 НО 140 180
4 65 80 90 100 115 120 125 140 175 225 285
Св. 75 до 100 1 20 25 25 30 30 35 35 40 45 60 75
2 30 35 40 45 50 55 55 65 80 100 125
3 50 55 60 70 80 85 85 100 125 160 200
4 75 90 100 115 130 135 140 160 200 260 325
79
Для проверки используют приборы типа АСЗ-4; АСЗ-5 и др.
Однако при проведении испытаний на этих приборах не учитываются
потери режущей способности абразивных зерен, изменение скорости
скольжения и другие факторы, имеющиеся при эксплуатации абра-
Рис. 5. Станок для испытания
кругов на прочность пробным
вращением
зивных материалов на предприятиях. Прибор типа ОТ-ВИТР позво-
ляет определить удельный расход абразива при шлифовании раз-
личных материалов более точно, так как испытания проводятся
приближенно к производственным условиям.
45. Оборудование и режимы испытания кругов на прочность
Станок Диаметр испы- тываемых кругов, мм Число оборо- тов шпинделя, мм Мощность при- вода, кВт Время испытания (скоростные кру- ги), мин
ИА-115У 30—90 64000 2,4 3
ЛТ-6А 100—250 19 000 ' 5,3 5
ЛТ-7М 300-750 6 400 15,3 7—10
ЛТ-8 650—1300 2 950 21,0 10
80
22. Рекомендации по выбору абразивных кругов при плоском и профильном шлифовании
46. Шлифование периферией круга
Обрабатываемый материал Вид шлифования Характеристика круга
Наименование Термическая обработка абразивный материал зернистость твердость связка
Алюминий и его сплавы — Комбинированное 54С 32-50 СМ1-СМ2 к
Бронза мягкая — Предварительное Чистовое Комбинированное 53С 54С 54С 80 32-40 50 МЗ-СМ1 М3—СМ1 МЗ-СМ1 к к к
Высокоуглероди- стая и быстрорежу- щая сталь Без термической об- работки Предварительное, Чистовое 15А 15А 23А 32-50 20-25 20-25 С1-С2 С1-С2 СМ2-С1 к к к
Быстрорежущие стали Р9Ф5; Р9КЮ и др. Закалка Предварительное. Чистовое Комбинированное Доводка 22А 23А 34А А,Л 23А А, Л 32-40 20-25 16-25 100/80-ь 160/125 32-40 63/50-80/63 СМ2-С1 СМ1-СМ2 СМ1-СМ2 СМ1-СМ2 СМ2-С1 к к к Б1 100% к М.КБ 100%
______________________________________________________________________________Продолжение табл. 46
Обрабатываемый материал Вид шлифования Характеристика круга
Наименование Термическая обработка абразивный материал зернистость твердость связка
Латунь — Комбинированное 54С 50-80 М3—СМ2 К
Марганцовистая сталь — Предварительное. Чистовое Комбинированное 15А 23A, I5A 15А, 45А 63-80 32-40 40 СМ1-СМ2 СМ1-СМ2 СМ 1-СМ2 К К К
Машиноподелоч- ная сталь Без термической об- работки То же 15А 15А 15А 32-40 20-40 32-40 С1-СТ1 С1-СМ2 СМ2-С2 К К К
Закалка Предварительное. Чистовое Комбинированное 15А 23А 23А 32-40 20-25 32-40 С1-С2 СМ2-С1 СМ2-С1 К К К
Никелевая сталь Без термической об- работки То же 15А 15А 15А 32-40 20-40 32-40 С1-С2 С1-С2 С1-С2 К к К
Цементация и за- калка » 22А 23 А 23А 50 32-40 32-40 СМ2-С1 СМ1-СМ2 СМ2-С1 Б Б Б
Обрабатываемый материал Вил шлифования
Наименование Термическая обработка
Никель и никелевые сплавы — То же
Твердые сплавы Предварительное Чистовое Окончательное Финишное
Хромистая сталь
Без термической об-
работки
Предварительное
Чистовое
Комбинированное
Закалка
То же
Продолжение табл. 46
Характеристика круга
абразивный материал зернистость твердость связка
22А 20-25 СМ1-СМ2 К
45А 16 СМ1-СМ2 к
4ГА 20-25 СМ1-СМ2 к
63С 25-50 МЗ-СМ к
63С 12-16 МЗ-СМ1 к
63С 25 СМ 1-СМ2 к
А,Л,АС 125/1004- М,Б1,К100%
200/160
А,С,АС 63/50 КБ 100%
AM,АСМ 100/80
АН, АСН 14/10н-20/14 КБ 100 %
15А 32-40 С2—СТ1 К
23А 20-40 СМ2-С1 к
15А 32-40 С1-С2 к
15А 32—40 С1-С2 к
23А 20-40 СМ2-С1 к
15А 32-40 СМ2-С2 к
00
47. Шлифование торцом круга
Обрабатываемый материал Вид шлифования Характеристика круга
Наименование Термическая обработка абразивный материал зернистость твердость связка
Алюминий и его сплавы — Предварительное Чистовое Комбинированное 53А 54С 23А 63-125 50-80 63-125 МЗ-СМ1 СМ1-СМ2 М3 К Б К
Бронза мягкая — То же 53С 54С 63-125 50-80 М3—СМ 1 СМ1-СМ2 К Б
Бронза твердая и вязкая — Предварительное Чистовое 14А 15А 63-125 63-80 МЗ-СМ1 СМ2-С1 К Б
Без термической об- работки Предварительное Чистовое Комбинированное 15А 15А 50 50-80 СМ1 С1-С2 К Б
Высокоуглероди- стая и быстрорежу- щая сталь Закалка Комбинированное Доводка 23А 23А АС АС 32-50 32-50 Ю0/80Н- 160/125 50/40-80/63 СМ1 СМ1-С1 К Б К,Б100% Б150 %
Продолжение табл. 47
Обрабатываемый материал Вид шлифования Характеристика круга
Наименование Термическая обработка абразивный материал зернистость твердость связка
Медь — Чистовое 53С 53С 54С 100-160 50-80 20-40 СМ1-СМ2 СМ1-СМ2 СМ1-СМ2 К Б Б; К
Латунь — Комбинированное 54С 54С 63-80 50-80 М3 СМ1-СМ2 к Б
Марганцовистая сталь — 15А 15А 63-125 63-125 СМ1-СМ2 С1-С2 К
Машиноподелоч- ная сталь * Без термической об- работки Предварительное 15А 15А 50-80 50-80 СМ2 С1-С2 к Б
Чистовое 15А 20-25 СМ 1-СМ2 Б
Закалка Комбинированное 23А 15А 50-80 32-50 СМ1-СМ2 СМ2-С2 К Б
Никелевая сталь Без термической об- работки 15А 15А 63-80 50-80 МЗ-СМ1 С1-С2 К Б
00 О> П родолжение табл. 47
Обрабатываемый материал Характеристика круга
Наименование Термическая обработка Вид шлифования абразивный материал зернистость твердость связка
w Цементация и за- калка Комбинированное Чистовое 23А 23А 50-80 32-50 М2—М3 СМ1-СМ2 К Б
Никель и никелевые сплавы — То же 23А 44А 20-25 СМ1 К
Твердые сплавы (при ручной подаче изделия) — Чистовое Доводка 63С 63С 63С АС AM, АСМ АН, АСН 32-40 12—16 20-25 125/100 4- 200/160 3/2-7/5 М2-СМ1 М2-МЗ М2-МЗ К К К М,К,Г,1С0°/о М,Д,Б, 100% 50%
Хромистая сталь Без термической об- работки Предварительное Чистовое 14А 15А 50-80 32-40 С2-СТ1 СМ2-С1 Б Б
Закалка Предварительное Чистовое Комбинированное 14А 15А 15А 50—80 20-40 20—40 С1-С2 МЗ-СМ1 СМ1 Б Б Б
Продолжение табл. 47
Обрабатываемый материал Вид шлифования Характеристика круга
Наименование Термическая обработка абразивный материал зернистость твердость связка
Хромомарганце- вотитанистая сталь Закалка Комбинированное 15А 15А 63-80 20-40 СМ2 СМ1-СМ2 Б К
Хромоникелевая сталь Без термической об- работки Предварительное 15А 15А 15А 50 63—80 32-50 С1-С2 МЗ-СМ1 СМ1—СМ2 Б К Б
Чистовое 15А 20-25 СМ 1-СМ2 Б
Чугун ковкий (отожженный) — Комбинированное Чистовое 15А 15А 63—125 20-12 МЗ-СМ2 М2-МЗ К Б,КБ
Чугун (перлитовая структура) — То же 15А 50—80 20-12 СМ2-С2 М2-МЗ Б Б,КБ
Чугун отбеленный — » 54С 50-125 20—12 МЗ-СМ1 М1-МЗ К Б,КБ
Чугун серый — > 54С 50-80 20-12 С1-С2 СМ1-С1 Б Б, КБ
ГЛАВА V
ПРИСПОСОБЛЕНИЯ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
ДЛЯ ПЛОСКОГО И ПРОФИЛЬНОГО ШЛИФОВАНИЯ
23. Маркировка приспособлений
и вспомогательного инструмента
Приспособлениями называют дополнительные устройства к стан-
кам, служащие для установки и закрепления обрабатываемой детали.
Вспомогательными инструментами называют дополнительные уст-
ройства к станкам, служащие для установки и закрепления инстру-
ментов.
Нормали машиностроения МН74—59, МН81—59 устанавливают
единую классификацию и десятичную (децимальную) систему услов-
ных цифровых обозначений технологической оснастки, необходимую
для единого оформления технической документации всеми звеньями
производства, а также для организации учета и хранения техноло-
гической оснастки.
Нормаль устанавливает следующие ступени классификации осна-
стки: группа, подгруппа, вид, разновидность. Каждая классификаци-
онная ступень имеет определенную цифровую характеристику.
Нормаль включает 10 групп (от 0 до 9) для каждой отрасли
машиностроения. Группа подразделяется на 10 подгрупп (от 1 до 9);
подгруппа делится на виды (от 0 до 9), а виды — на разновидности
(от 0 до 9).
Нормаль МН74—59 предусматривает обозначения инструментов
и приспособлений из восьми цифр; первые четыре отделяются с по-
мощью тире от второй группы, состоящей также из четырех цифр.
Четыре первые цифры указывают . эксплуатационно-конструктив-
ную характеристику, причем первая цифра — группа, вторая — под-
группа, третья — вид, четвертая — разновидность.
Например, маркировка 7221 обозначает: 7 — группа — приспособ-
ления для станочных и ручных работ; (7) 2 — подгруппа — приспо-
собления к фрезерным, строгальным, долбежным, плоскошлифоваль-
ным станкам; (72)2 — вид приспособления для станков с прямоли-
нейной подачей стола без применения тисков, одноместные; (722) 1 —
разновидность — приспособления для обрабатываемых деталей с
главной базой — горизонтальной плоскостью вместе с другими плос-
костями или поверхностями. Вторые четыре цифры служат порядко-
вым регистрационным номером конкретного типоразмера оснастки
и имеют номера от 0001 до 9999 для каждой разновидности оснастки.
Общемашнностроительные детали (болты, вннты, масленки), на
которые имеются действующие стандарты, при применении их в тех-
нологической оснастке сохраняют обозначения, установленные стан-
дартами.
24. Магнитные приспособления
Для быстрого закрепления детален из магнитных материалов при
плоском и профильном шлифовании применяют электромагнитные
и магнитные приспособления'—плоские плиты рис. 6, а (табл. 52),
синусные плиты рис. 6, б (табл. 53), поворотные плиты для шлифо-
вания деталей под углом рис. 6, в, поворотные плиты для шлифо-
88
Рис. 6. Магнитные
приспособления:
а — плоская плита, б —
синусная плита,в — пово-
ротная плита, г — приз-
мы и блоки, д — уголь-
ники, е — поворотная
плита для шлифования
закруглений конструк-
ции Б. М. Малкина; 1 —
диск, 2 — основание, 3 —
колесо червячное, со-
единенное с диском /,
4 — стопор, 5 — ось, 6 —
прижимная коническая
втулка, 7 — конус для
деления с точностью
до 5', 8 — корпус червяка,
9 — рукоятка эксцент-
рика для вывода червя-
ка из зацепления с ко-
лесом и ручного враще-
ния магнитной плиты
с шлифуемой деталью,
10— червяк, 11— маг-
нитная плита со столом
Рис. 7. Шлифование профиля шабло-
на с углом установки 40—45°
Рис. 8. Схема действия плит:
а — электромагнитной, б — магнитной, в — общий вид магнитной плиты;
Л 2 — железные пластины, 3 — магнитные прослойки между пластинами,.
4—закрепляемая деталь, 5 — постоянные магниты, 6 — рукоятка для пере-
мещения блока постоянных магнитов
вания закруглений рис. 6, е, магнитные блоки рис. 6, г и призмы,
магнитные угольники рис. 6, д.
Часто электромагнитные и магнитные плиты сочетают с призмами
и подставками или лекальными тисками, на которых устанавливают
обрабатываемые детали.
На рис. 7 -показано шлифование кругом 1 профильного шабло-
на 2, установленного в лекальных тисках 3, которые находятся в
угловой магнитной призме 4. Призма поставлена на синусную маг-
нитную плиту 5.
Рис. 9. Тиски с пневмоприводом поршневого типа:
/ — корпус, 2 — пневмопривод, 3 — неподвижная губка, 4— подвижная губка,
5 — Г-образный рычаг привода подвижной губки, 6 — рукоятка настройки по-
ложения губки на размер для определенных деталей
Деталь на плиту устанавливают так, чтобы магнитный поток про-
ходил через закрепляемую деталь, являющуюся частью магнитопро-
вода, т. е. деталь должна располагаться перпендикулярно к диамаг-
нитным прокладкам.
Магнитный поток, создаваемый постоянным магнитом или
электромагнитом, притягивает шлифуемую деталь к плите с силой,
препятствующей отрыву или сдвигу детали относительно плиты
(рис. 8).
Магнитные силовые линии проходят по середине участков, обра-
зующих магнитопровод (рис. 8, а): обрабатываемую деталь; Zi/2;
зазор между деталью и плитой /3; высоту сердечника /4; зазор между
соединительной планкой и сердечниками /5, соединительную планку
Ze, /7, Z8; зазор /9; высоту сердечника /ю; зазор /ц; деталь Zi2. Вели-
чина магнитного потока определяется магнитной энергией магнита и
сопротивлением магнитопровода. Сопротивление зависит главным
91
образом от магнитной проницаемости материала участков магнито-
провода, поэтому магнитные и электромагнитные приспособления
должны использоваться для закрепления деталей из материала с
большой магнитной проницаемостью. Большой магнитной проницае-
мостью обладают незакаленные стали, меньшей — чугуны, еще мень-
шей — закаленные стали, легированные стали, быстрорежущие стали.
Воздух имеет очень малую магнитную проницаемость, поэтому зазор
между плоскостью детали и плиты, должен быть очень малым.
Зазоры следует выдерживать в пределах не более (мм): при
черновой базовой поверхности 0,1—0,3; при предварительно обрабо-
танной базовой поверхности 0,05—0,1; при чисто обработанной базо-
вой поверхности 0,02—0,05; при окончательно обработанной базовой
поверхности до 0,02,
48. Эксплуатационные свойства электромагнитных
и магнитных плит
Наименование Плита
электромаг- нитная с постоянными магнитами
Быстрота действия Высокая Высокая
Возможность закрепления деталей на окончательно обработанные по- верхности без их повреждения Имеется Имеется
Закрепление деталей из немагнит- ных материалов на плите Невозможно Невозможно
Наличие остаточного магнетизма в деталях после снятия с магнитной плиты Имеется Имеется
Необходимость в постоянном токе для работы плиты Требуется Не требуется
Дорогие обмоточные материалы для ремонта плиты и высокая ква- лификация ремонтников »
Опасность шлифования с эмульсией из-за недостаточной герметичности вставок электромагнитных плит и по- падания жидкости в обмотку элект- ромагнитов, что приводит к внеплано- вым ремонтам Имеется Не имеется
Удельная сила притяжения детали Большая 15 кгс/см2 — 15 кгс/см2
Опасность вырывания детали при отключении тока Имеется Не имеется
Возможность быстрого переноса плиты со станка на станок и ввода ее в работу Не имеется И меется
Возможность нагревания шлифуе- мой детали из-за нагрера внутренней обмотки магнита Имеется Не имеется
93
49. Расчет электромагнитных плит
Наименование
Сила W, удерживающая деталь на
плите от сдвига, под действием сил
шлифования Ррез при коэффициенте
трения между плитой и деталью f
Удерживающая сила приходя-
щаяся на одну пару полюсов, при ко-
личестве полюсов п
Площадь поперечного сечения сер-
дечника F' определяется по формуле:
В — магнитная индукция материа-
ла сердечника, Гс (табл. 50);
R — общее сопротивление магнито-
провода, Ом;
/1, /г • • • /п—длины участка маг-
нитопровода, см;
Mi, Ц2, Мз • • • Мп — магнитная про-
ницаемость материала каждого участ-
ка (табл. 50);
F\\ F2‘, F3 ... Fn — поперечное се-
чение каждого участка, см2;
общий магнитный поток Ф, Мкс (с
учетом 30% потерь)
Количество ампер-витков катушки
/со:
/ — сила тока, А;
со — количество витков катушки
Диаметр провода катушки d, мм
q— допускаемая плотность тока (от
3 до 5 А/мм2)
Формула
туг к рез
w = —-—кгс
/—0,1—0,15
W
W'= ——
2п
25ТГ'-10в
F'=---------см2
В2
г. zi z2
“ 1^1 + ^2 +"
'+77Г
/1
Ф=0,7ВЛ'
ФЯ
0 ,4 73
50. Значение магнитной индукции и магнитной проницаемости
Напряжен- ность маг- нитного поля, Э (Эрстед) Магнитная индукция В, Гс Магнитная проницаемость, ц,
чугун СЧ12—28 сталь 10 воздух чугун СЧ12—28 сталь 10 воздух
20 5900 14400 20 300 740
30 6400 15200 30 225 530
40 6850 15700 40 185 . 435
50 7250 16000 50 155 350
100 8500 17000 100 145 245
150 9500 17700 150 70 140 1
200 10250 18200 200 50 90
250 10800 18500 250 43 75
93
51. Расчет плит с постоянными магнитами
Наименование
Формула
Сила W, удерживающая деталь на
плите Ррез — сила резания при шли-
фовании, кгс, f — коэффициент тре-
ния между деталью и плитой
Удельная удерживающая сила,
кгс/см2
Высота постоянных магнитов, мм
Толщина стальных пластин блока
Ь, мм (рис. 8, б)
Толщина постоянного магнита В,
мм (рис. 8, б)
Зазор между магнитным блоком
и верхней плитой, не более, мм
Материал:
постоянных магнитных сплавов
верхней и нижней плиты
стальных пластин верхнего блока
и вставок верхней плиты
диамагнитных прокладок блока
диамагнитной заливки вставок
верхней плиты
Г-РРеэ
/ = 0,1—0,15
«15
48—52
6=10—12
В =(2—2,2) b
0,03
АНК о1, АНКо2, АНКоЗ,
АНК о4
Сталь 10 (отожженная)
Сталь ЭАА
Медь, латунь
Баббит, красная медь
52. Основные размеры прямоугольных электромагнитных плит
и плит с постоянными магнитами, мм
94
ftродолжение табл. $2
53. Размеры синусных плит
с постоянными магнитами
Габариты Межиолюсные расстояния
длина ширина высота
185 148 115 33
125 75 85 22
95
25. Приспособление с механическими, гидро*
и пневмоприводами
Установка немагнитных деталей на магнитные приспособления не-
возможна, поэтому заготовки устанавливают в приспособления
тисочного типа с пневмо- и гидроприводами (рис. 9).
Гидравлические приводы приспособлений присоединяют трубо-
проводом к гидроприводу плоскошлифовального станка или исполь-
зуют индивидуальный гидропривод.
Рис. 10. Схемы гидроприводов:
а — однопоршневой одностороннего действия с толкающей силой, б — од-
нопоршневой одностороннего действия с тянущей силой, в — двухпоршне-
вой одностороннего действия с толкающими силами, г — однопоршневой
двустороннего действия, д — однолопастной поворотного действия, е—
трехлопастной поворотного действия, ж — двухлопастной поворотного
действия
Пневматические приводы приспособлений присоединяются к цехо-
вой пневмомагистрали посредством трубопроводов и гибких шлангов.
Приспособления с гидро- и пневмоприводами бывают односторон-
него и двустороннего действия (рис. 10).
96
1
3
5
Рис. 11. Привод
диафрагменный:
/ — диафрагма, 2 —
шток, 3 — корпус, 4 —
шайбы, 5 — уплотне-
ние
Диафрагменный пневмопривод (рис. 11) может быть односторон-
него и двустороннего действия. В отличие от поршневого в нем
отсутствует утечка воздуха из рабочей части камеры; камеры мень-
шей длины и массы более долговечны, не сложны в изготовлении и
ремонте. Резиновая диафрагма выдержива-
ет 600 000 включений, а манжеты поршне-
вого привода 10 000 включений. Недостаток
диафрагменных приводов — малый ход што-
ка (до 40—50 мм) и уменьшение силы на
штоке по мере его перемещения.
Плоскости деталей малой толщины из
немагнитных материалов шлифуют на
плоскошлифовальных станках, закрепляя
детали на плитах с помощью шеллака или
канифоли.
Детали и плиту очищают от загрязнений
и обезжиривают ацетоном или бензином.
Нагревают плиту до температуры 100—
150° С и насыпают на плиту порошкообраз-
ный шеллак или наливают на плиту рас-
плавленную канифоль. Когда шеллак раз-
мягчится, на него накладывают и слегка
вдавливают детали до соприкосновения их
с плитой. Затем шеллак или канифоль ох-
лаждается и закрепляет на плите детали.
Плита с деталями крепится на магнитном столе
ние деталей происходит после снятия плиты со станка и подогревания
ее до размягчения шеллака или канифоли.
(плите). Раскрепле-
54. Приспособления с механическими
и другими видами приводов
Эскиз Характерные особенности и область применения
Тиски лекальные
Применяют для шлифования
взаимно перпендикулярных сто-
рон небольших плоских деталей
(шаблоны, линейки). Все стороны
тисков и зажимные плоскости гу-
бок обработаны под углом
90°+ 30"
Для установки и закрепления
фасонных деталей применяют тис-
ки со сменными губками соот-
ветствующего профиля
1-2325
97
Продолжение табл. 54
Обозначение тисков Исполнения Ширима, мм А, мм I, мм //, мм КН ‘г/ Диаметр иг жимаемоп горизон- тальной ।делия, за- о в призме вертикаль- ной Масса, кг
7200-0101 I 60 40 115 45 22 — — 2,38
7200-0102 II 20 От 7 до 20 От 10 до 25 2,48
7200-0103 I 80 60 30 150 50 25 — — 3,66
7200-0104 II От 10 до 24 От 15 до 35 4,85
7200-0105 I 100 80 45 180 65 32 — — 6,10
7200-0106 II От 14 до 30 От 18 до 45 6,61
Характерные особенности
и область применения
Эскиз
Упорные п прижимные планки
Стальные прямоуголь-
ные пластины различных
размеров служат для
увеличения надежности
крепления деталей на
магнитной плите
98
Продолжение табл. 54
Эскиз
Характерные особенности
и область применения
Угольники
Крупные угольники из-
готовляют из чугуна, а
мелкие — из стали, под-
вергая их закалке
Плоскости угольников
взаимно перпендикуляр-
ны. Детали к плоскости
угольника прикрепляют
струбцинами, в необходи-
мом для обработки по-
ложении, и шлифуют
обычным способом
С т р у б ц и н ы
Служат для закрепле-
ния обрабатываемых де-
талей к соответствующим
установочным приспо-
соблениям (угольникам,
опорам, синусным куби-
кам и др.)
Призма со
скобой
Служит для установки
и крепления цилиндри-
ческих деталей при шли-
фовании торцов, скосов
и лысок
/ — призма, 2 — скоба, 3 —
винт прижимной, 4 — де-
таль
4*
99
Продолжение табл. 54
Эскиз
Характерные особенности
и область применения
Служит для установки
и крепления мелких де-
талей при обработке их
пакетом
1 — рамка, 2 — детали, 3 —
зажимные болты, 4 — сухари
Подставка синусная
Применяют для уста-
новки лекальных тисков,
патронов, угольников и
при шлифовании поверх-
ности, расположенной
под углом а к основа-
нию
Необходимый угол ус-
танавливают с помощью
блока мерных плиток.
Размер блока
/f=A-sin а
/ — основание, 2—плита, 3,
4 — калиброванные ролики
Обозначение подставок В, мм L, мм Bt, мм В2, мм Н, мм' А, мм Масса, кг
7200-0121 75 125 60 95 48 100 2,54
7200-0122 95 150 80 120 52 4,26
7200-0123 125 180 100 145 56 150 7,25
100
Продолжение табл. 54
Эскиз
Характерные особенности
и область применения
Многогранники
Применяют для про-
верки деления и при
шлифовании деталей под
углом. Многогранники
имеют 4, 6, 8, 10, 12 и 16
граней
цанга, 2—корпус мною-
гранника, 3 — винi
стол ы
Применяют для за-
крепления тонких пло-
скостных деталей из
магнитных
п немагнит-
ных материалов
1—планка из меди с тремя
рядами отверстий, 2 — плита
с тремя пазами, 3— шланг
для соединения с вакуум-
насосом
26. Вспомогательный инструмент на плоскошлифовальных
станках
Вспомогательным инструментом для установки и закрепления
шлифовальных кругов являются фланцы (табл. 55—57), для шлифо-
вальных сегментов — специальные патроны, для измерительных инст-
рументов — стойки и штативы.
При обработке деталей сегментными кругами применяют специ-
альные патроны (рис. 12).
Рис. 12. Патрон для шлифования сегментным кругом:
а — патрон с 8-ю сегментами, б — крепление нового сегмента в патроне, в —
крепление сегмента, изношенного до половины, г — крепление значительно из-
н°шенного сегмента; / — сегмент, 2 — зажимы, 3 — прокладка, 4 —подкладка,
5 — державка для крепления значительно изношенного сегмента
101
55. Размеры фланцев для крепления кругов
Шлифовальный круг, мм Фланцы, мм
D d нс мснсс Наименьшая высота Наименьшая ширина коль- цевой прижим- ной поверх- ности
у отвер- стия Л у выточки
100 20 (круг формы ЧК) 32 5,0 3,0
160-200 32 75 32-75 100 120-127 150 32 (круги формы Д) 75 127 150 75 127 160 32 (круги формы Д) 100 127 150 203 225-229 32 (круги формы Д) 203 254 305 305 305 90 100 200 150 180 100 120 150 170 8,0 6,0 6,0
225-275 8,0
300 10,0
350 150 10,0
190
400 150 13,0 8,0
400—500 400—450 170 200 245 270
13,0
500 175 245 290 350 16,0 10,0 10,0 16,0 _
475—600
650-900 1100 360 400 20,0 13,0 20,0 25,0
102
56. Основные размеры фланцев
для закрепления абразивных кругов, мм
d Dt = Z)2, не менее Размеры абразивного^инструмента, мм
наружный диаметр, DK высота Вк , не более
32 80 Св. 150 до 200 32
100 175 » 200 . 300 „ 300 » 500 5
ЮЗ
Б7. Основные размеры фланцев для закрепления кругов
формы ПП; 2П; ЗП; 4П; ПВ; ПВК; ПВД; ПВДК;
ПР; ПН; Д; ЧЦ; IT; 2Т; ЗТ; С на конусах шпинделей станков, мм
не менее Lr В, не более Размеры абразивного инструмента
наружный диаметр, DK высота Вк , не более
Тип I, II, III
(50) (80) 10
4
32 63 10
25
До 125
до 150
63
80**
104
Продолжение табл. 57
не менее А, В, не более Размеры абразивного инструмента
наружный диаметр, DK высота Вк , не более
(32)65 100 80 140 10 25 25 6 16 Св. 150 до 200(2501 Св. 300 до 400 63* ** 50; 140**
Тип III и IV*
127(150) (180) 200 4 10 25 65 (ЮО) 6 16 Св. 250 до 300 (350) 10 20 50; 150 100 (200)
203 250 315 4 10 25 65 100 4 10 25 65 Св. 350 до 400 Св. 450 до 500 10 20 50 100 200 10 20 50 100
305 (360) 400 10 25 65 100 Св. 450 до 750(900) 20 50 100 200
* Тип IV только при <7 = 1004-150 мм.
** Размеры В и Вк относятся только к кругам чашечной формы и с вы-
точкой.
105
17. Балансировка круга
58. Параметры стенда
с параллельными направляющими
для статической балансировки
(рис. 13)
Рис. 13. Стенд с параллельны-
ми направляющими:
/ — скалки в виде ножей, призм,
цилиндров, 2 — уровень, 3 — непо-
движная ножка, 4— регулировоч-
ные винты для установки стенда в
строго горизонтальное положение,
5 — оправка для балансировки
круга
Примечание. HRC деталей
54—go Некруглость шеек оправ-
ки 5 для классов станков П и В —
2—3 мкм, А и С — 0,5—1,5 мкм.
Круги на стендах балансируют на оправках (рис. 114). Точность
балансировки ограничена в соответствии с ГОСТ 3060—55. Смещение
центра тяжести 10 зависит от коэффициента трения р; /0=Н» Р =
= 0,01—0,05. Для кругов средних размеров /о = 0,02—0,03.
Балансировка круга па стенде осуществляется перемещением
сухарей после установки оправки с кругом на один из стендов.
В начале балансировки сухари устанавливают примерно через 120°,
чтобы их масса не оказывала влияния на положение центра тяжести
круга. Легким толчком приводят во вращение круг с оправкой. По-
сле остановки круга с оправкой делают отметку в крайней нижней
точке круга и, соединяя эту точку с центром, получают радиус. Из-за
трения найденное направление может не совпадать с действительным
положением центра тяжести, поэтому круг поворачивают па 90°
поочередно в обе стороны так, чтобы отмеченный радиус занял
горизонтальное положение н отпускают круг. После его остановки
вновь отмечают нижнее положение круга.
Если все три отметки совпадают, то положение неуравновешенной
массы определено правильно. При несовпадении отметок положение
неуравновешенной массы определяют между двумя последними от-
метками на равном расстоянии от каждой из них. Затем на проти-
воположной стороне круга делают отметку для установки грузов.
После этого круг поворачивают, чтобы найденная отметка заняла
горизонтальное положение и перемещают сухари в положение, при
котором круг не поворачивается, т. е. не изменялось горизонтальное
положение ранее сделанной отметки.
106
На рис. 15 показан дисковый стенд для балансировки круга.
Точность уравновешивания, определяемая смещением центра тя-
жести /0, находится по формуле
z _ + Р-1 рг
0 Л-cosa ’
где ц— коэффициент трения качения (0,01—0,05), щ — коэффициент
трения качения в шарикоподшипниках (0,001—0,005), 7? — радиус
большого диска, мм, р — радиус посадочного отверстия шарикопод-
Рис. 14. Оправка для балансиров-
ки круга:
/ — картонные прокладки, 2 — сухари,
3 — винт для крепления сухаря, 4, 5 —
фланцы для крепления круга, 6 — коль-
цевая канавка во фланце, 7 — круг,
8 — конусная оправка
Рис. 15. Дисковый стенд для
балансировки круга:
/ — стойка, 2 — рычаг, 3 — ба-
лансируемый круг, 4— диск
большого размера (2 шт.), 5 —
диск малого размера (2 шт.),
6 — фланцы для крепления кру-
га, 7 — сухари, перемещаемые
по пазу фланца, 8 — оправка,
9 — предохранитель от случай-
ного скатывания оправки с дис-
ков при установке круга или
толчке
шипника, мм, г — радиус опорной шейки балансировочной оправки,
мм, a — угол, образуемый прямой, соединяющей центры балансиро-
вочной оправки и большого диска с вертикалью.
При а = 2—3°, /о = 0,015—0,02 мм.
На рис. 16 показаны балансировочные весы. Точность уравнове-
шивания /о на весах наибольшая и достигает величины 0,005—
0,008 мм. По конструкции весы более сложны, чем стенды, и опе-
рация уравновешивания на них длительнее, так как необходимо
ждать затухания колебаний стрелки 10.
107
Круг уравновешивают установкой груза 5 в нулевое положение
и с помощью груза 12 уравновешивают коромысло без круга. Затем
весы арретируют и устанавливают оправку 16 с кругом. Освобожда-
ют арретирующее устройство 8 и наблюдают за отклонением стрел-
ки 10 при ее отклонении влево, круг поворачивают против часовой
стрелки до тех пор, пока стрелка не займет на шкале 9 среднее
нулевое положение. При отклонении стрелки 10 вправо, круг вра-
щают по часовой стрелке. Затем рисками отмечают вертикальную ось
Рис. 16. Балансировочные весы (а), установка оправки с кру-
гом (б):
/ — коромысла, 2—сухари для балансировки, 3 — круг, 4 — рама, со-
единенная с коромыслом, 5 — груз для определения неуравновешенно-
сти круга, 6 — чаша для дополнительных грузов, 7 — измерительная
шкала, 8 — арретирующее устройство, 9— шкала, 10 — стрелка, 11—
основание, /2—груз для уравновешивания системы весов без круга,
13— призмы, 14 — опоры, /5 — седловидные гнезда для установки
оправки, 16 — оправки с кругом; /г — расстояние от центра качения до
центра тяжести системы «круг-коромысло» для обеспечения устойчи-
вости системы
круга, поворачивают круг на 90° и отмечают горизонтальную ось.
Перемещая груз 5, приводят стрелку 10 в нулевое положение и по
шкале 9 определяют неуравновешенность, которая устраняется пе-
ремещением грузиков 2.
В современных шлифовальных станках применяют различные уст-
ройства, позволяющие уравновешивать круг непосредственно на
шлифовальном станке. Эти устройства дают возможность определять
и устранять неуравновешенность круга в течение всего времени ра-
боты его на станке.
Устройства для балансировки кругов могут быть автоматизиро-
ваны.
108
28. Устройство для правки кругов и режимы правки
59. Средние периоды стойкости шлифовальных кругов
Черновое шлифование периферией круга
Ширина круга Вк , мм Диаметр шлифовального круга, мм
350 450 500 600 750
Период стойкости Г, мин
До 40 5 5 6 7 8
40-63 6 7 8 10 12
Св. 63 — — — 12 15
Окончательное шлифование периферией
и торцовой частью круга
Цилиндрическая поверхность круга •
Торцовая поверхность круга
Допуск на размер, мм, до
0,05 0,08 0,12 0,05 0,10
Период стойкости Г, мин
40 33 25 5 7
Примечания:
1. При работе шлифовальными кругами из электрокорунда бело-
го, монокорунда, электрокорунда хромистого и титанистого, период
стойкости увеличивается на 60%, эльбора в 25—100 раз.
2 .При шлифовании торцом чашечного или тарельчатого круга
методом продольной подачи стойкость составляет до 55 мин.
3. Стойкость при фасонном шлифовании периферией круга мето-
дом врезания 3—10 мин.
109
г)
Рис. 17. Индексирующая головка с алмазной оп-
равкой:
а, б, в — способы установки на станке, г — поворотная
головка для повышения качества правки и рационально-
го использования алмаза; 1 — цанга для установки ал-
мазной оправки; 2 — оправка с алмазным карандашом,
3 — крышка, 4 — уплотнительное кольцо, 5 — втулка, 6 —
гайка для зажима оправки в цанге, 7 — корпус, 8 — винт
для крепления втулки, 9 — уплотнение
Алмазная правка кругов
Алмазные правящие карандаши в оправках устанавливают в спе-
циальные головки (рис. 47). Головки закрепляют на станке и алма-
зом в оправке производят правку круга. Оправки устанавливают под
углом 10—(15° в сторону вращения круга. Рабочая кромка алмаза
должна находиться на
уровне линии центров
или ниже ее на 1—2 мм.
Кроме алмазных ка-
рандашей, применяют ал-
мазные ролики (рис. 18).
и державки (рис. 19).
В державку закрепляют
3—4 природных или син-
тетических алмазов
Шлифовальные круги
правят алмазным инст-
рументом в следующих
случаях: Рис. 18. Алмазные ролики
при шлифовании де-
талей с классом шероховатости 7 и выше с допусками на точность
формы и размеров по первому классу;
при отделочном шлифовании деталей для достижения шерохова-
тости 11—12 и точности выше 4-го класса;
Рис. 19. Державки для правки круга:
а —с несколькими алмазами, б — правка круга
алмазной пластиной; / — корпус, 2 — верхняя
крышка с делением для фиксации кулачкового
валика, 3 — кулачковый валик для выдвижения
любой пластины, 4 — два винта для закрепления
пластин, 5 —алмазы в пластине, 6’— пластины
при зернистости кругов 50—25 и ниже на керамической связке,
применяемой для шлифования периферией круга, и на бакелитовой
связке — для шлифования торцом круга.
Эльборные круги правят алмазными карандашами зернистостью
AM 60/40.
Эльборные круги на металлической связке правят также электро-
химическим или электроэррозионным способом обработки. Правя-
щим инструментом служит алмазный круг или брусок на металличе-
ской связке.
111
60. Алмазные
Вид и тип инструмента Марка Форма инструмента
Карандаши алмаз- ные по (ГОСТ 607—63) с алмазами, расположенными це- почкой вдоль оси карандаша ш Ц2
Тип Ц — для прав- ЦЗ
ки фасонных кругов общего назначения Ц4
Ц5
Ц6
С алмазами, распо- ложенными слоями Тип С — исполне- ние I (без прекрытия слоев алмазов), ис- полнение II (с пере- крытием слоев алма- зов) для правки кру- гов общего назначе- ния С1 С2
сз*
С4*
С5*
112
карандаши
Характеристика Угол нак- лона в сто- рону вра- щения кру- га при ус- тановке ин- струмента, град
Основной раз- мер державки, мм Масса Одного алмаза в каратах Общая масса ал- мазов в каратах Кол-во алмазов в слое Обозначе- ние зернис- тости алма- зов по ГОСТ 9206-70
номиналь- ная допустимое отклонение
D L
10 10 55 От 0,03 до 0,05 Св. 0,05 до 0,10 0,5 1,0 ±0,02 1 — 10-15
45 Св. 0,05 до 0,10 Св. 0,10 до 0,20 Св. 0,20 до 0,50
От 0,31 до 0,50 Факти- ческий
10 45 0,017— —0,025 0,05- . —0,10 1,0 2,0 ±0,02 12-14 4-5 2-5
Св. 0,10 до 0,20 2-4
0,11- -0,20 1,0 1
113
Вид и тип инструмента
Марка
Форма инструмента
С неориентирован-
ным расположением
алмазов. Тип Н — для
правки кругов общего
назначения и однони-
точных кругов для
резьбошлифования
Н1
Н2
НЗ
Н4
Н5
Н6
Н7* **
Алмазные иглы для
правки резьбошли-
фовальных и про-
фильных кругов по
ОН 037—39—63
И1
И2
Примечания:
1. Карандаши алмазные изготовляют из алмазного сырья
2. Пример обозначения марки карандаша с учетом качества
ка, 2 — сырье второго качества.
3. Различная форма алмазных зерен зависит от условий работы
* Для правки при шлифовании периферией круга 0 300; 500; Вкдо 100.
Для правки при шлифовании периферией круга 0 до 250; Вк до 40.
Перед правкой шлифовальный круг должен быть отбалансирован.
Править круги следует с охлаждением смазочно-охлаждаю-
щей жидкостью. Охлаждающая жидкость должна подаваться непре-
рывно, иначе на кристалле алмаза могут образоваться трещины.
СОЖ должна быть тщательно очищена от загрязнений частицами
абразива и металла, так как загрязненная жидкость сокращает
стойкость (срок эксплуатации) круга от одной до другой правки.
Перед началом правки необходимо проверить крепление приспособ-
114
Продолжение табл. 60
Характеристика Угол на- клона в сторону вращения круга при установке инструмен- та, град
)сновной раз- дер державки, мм Масса одного алмаза в каратах Общая масса ал- мазов в каратах Кол-во алмазов в слое Обозначе- ние зернис- тости ал- мазов но ГОСТ 9206-70
номиналь- ная допустимое отклонение
D L
8 45 — 1,0 ±0,02 А100/80 А160/125 А200/160 АЗ 15/250 А500/400 А630/500
10 45 0,0025 0,008
8 9,5 35 50 0,10— -0,20 0,21— -0,25 Факти- ческий — 1 — 5-10
четырех разновидностей по качеству.
алмазного сырья: С2—2, где С — тип, 2 — мар
и используемого оборудования.
ления на станке и алмазного инструмента в приспособлении. После
правки следует очистить правящее приспособление от абразивных
Частиц.
При правке алмазный инструмент следует осторожно подводить
к поверхности круга. Обычно алмаз подводят к поверхности враща-
ющегося круга в середине его высоты (ширины) и как можно ближе
к рабочей поверхности, а затем включают продольную подачу.
Круги можно править алмазными роликами. Алмазный ролик
выполняет более 20 тыс. правок электрокорундовых кругов.
115
61. Режимы правки кругов алмазным инструментом
о Шлифуемый материал Класс шероховатости поверхности Продольная подача 511род> м/мин Режимы правки Число рабочих ХОЛОВ без подачи
Поперечная подача, мм/дв. ход
закаленных металлов незакаленных металлов при черновых рабочих ходах при чистовых рабочих ходах
величина подачи число рабочих ходов величина подачи Ч исло рабочих ходов
Плоское шлифование
Сталь и 7 6 0,25-0,35 0,02-0,03 2-3 0,01 1-2 1
чугун 8 7 0,15-0,25 0,02—0,03 2-3 0,01 1-2 1-2
9 8 0,08-0,15 0,02-0,03 2-3 0,005 1-2 2-3
Профильное шлифование
Сталь и 7-8 6-7 0,1-0,2 0,03-0,05 3-5 0,01 1-2 1-2
чугун 8+-9 7-8 0,05—0,15 0,02—0,04 3-4 0,005—0,01 2-3 2-3
62. Характеристика алмазных роликов для правки кругов
Размеры роликов, мм Количество алмазов в ролике, шт. Масса кристалла алмаза в каратах
D d н
69,85 19,05 20 1200 0,008-0,01
70 20 20 1540 0,006-0,008
70 20 10 600 0,008-0,01
70 20 10 770 0,006—0,008
Режимы правки кругов алмазными роликами: «ролика —
2800 об/мин, 5прОд — 0,3 м/мин; sDon — 0,02 мм/дв. ход, vKp — 35 м/с.
Охлаждение при правке обильное — 20 л/мин.
Ролики устанавливают на столе станка в специальное устройство
п вращают от индивидуального электропривода.
Правка кругов алмазозаменителями
Правку кругов алмазозаменителями (безалмазная правка) произ-
водят методом обкатывания. Указанную правку применяют для кру-
гов, которыми выполняют предварительные, получистовые и некото-
рые чистовые операции, когда требования к точности обработки не
выше 2-го класса, а к шероховатости не выше 8-го класса. Безалмаз-
ная правка обеспечивает более быстрый съем абразива, чем ал-
мазная.
Правку обкатыванием осуществляют в приспособлении, в кото-
ром могут быть установлены цельные диски из твердого сплава
(тип А) или сборные (тип Б), из зерен твердого сплава на латунной
связке марки Л62 или Л68, или круги из карбида кремния черного
на керамической связке.
Диски или круги крепят на осях, которые вращаются в подшип-
никах. Приспособление подводят к периферии вращающегося шли-
фовального круга, лрижимают к нему диски с радиальным усилием
в несколько килограммов, и диски вращаются вместе с кругом. При
обкатывании круга очень твердым диском абразивные зерна дробят-
ся и выкрашиваются.
Правящие инструменты крепят в малогабаритных, среднегаба-
рнтных и крупногабаритных державках (табл. 63).
63. Державки для правки кругов
Обозначение державки Характеристика Диаметр правящих кругов DK, мм
ДО 35 Малогабаритная До 200
ДО 40 Среднегабарптная До 300
ДО 75 Крупногабаритная Свыше 300
117
53 бб
0 32 Aj
Рис. 20. Установка и
крепление правящих
инструментов:
а — державка ДО 40, б,
в, г, д — правящие инст-
рументы для державки.
е — приспособление дль
правки круга державкой
ДО 40 на станке 372Б
б] В) г) д)
Среднегабаритпая державка ДО40 (рис. 20, а) состоит из кор-
пуса 1 с крышкой, правящего узла, регулировочных деталей
и щита.
Диски или круг 2 правящего узла вращаются на оси 6 и крепят-
ся гайкой 3. Ось установлена в подшипниках 9, вмонтированных в
стаканы 4. Правящий узел крепится к корпусу 1 крышками 8 и
винтами 11. Подшипники регулируются винтами 7, которые предо-
храняются от самоотвинчивания гайками 5. Кожух 10, закреплен-
ный винтами 12, служит ограждением при разрыве круга и для
предохранения от разбрызгивания охлаждающей жидкости.
Державки ДО40 комплектуются различными правящими инстру-
ментами (рис. 20, б—д).
При правке приспособление с державкой устанавливают на
магнитную плиту станка или закрепляют в пазах стола. Оправка,
вставленная в отверстие корпуса приспособления, должна распола-
гаться на определенной высоте в зависимости от высоты шлифуемой
детали.
Профилирование и правку фасонных кругов производят также
при помощи стальных накатных роликов.
Ролики устанавливают на оправку правильного приспособления.
Медленно вращающийся шлифовальный круг подается с очень ма-
лой поперечной подачей на оправку с роликами. При этом проис-
ходит выкрашивание зерен и связки, а круг получает форму, соот-
ветствующую форме ролика.
Ролик имеет профрезерованные наклонные прорези (канавки) с
неравномерным шагом, которые ускоряют процесс профилирования
круга. Ролики изготовляют из инструментальных сталей (ХВГ
и др.), обрабатывают с высокой точностью в механических и тер-
мических цехах. В последнее время на Московском инструменталь-
ном заводе накатные ролики для заправки шлифовальных кругов,
предназначенных для шлифования профиля червячных модульных
фрез, не подвергают закалке (рис. 21).
Эльборные круги на органической и керамической связках правят
абразивными кругами или брусками. Зернистость кругов или брус-
ков должна быть на номер выше зернистости эльборного круга.
Правку кругов алмазозаменителями производят в такой последо-
вательности:
сообщают вращение кругу и включают подачу охлаждающей жид-
кости;
осторожно подводят державку к кругу до легкого соприкоснове-
ния правящего инструмента;
струю охлаждающей жидкости направляют в зону контакта ин-
струмента с кругом;
включают механизм продольной подачи стола и после первого
контрольного рабочего хода начинают правку;
включают подачу охлаждающей жидкости;
отводят шлифовальный круг и державку.
Рабочая поверхность абразивного круга имеет ряд отклонений от
правильной геометрической формы, например конусность, волнис-
тость, бочкообразность, эксцентричность, эллиптичность, огранку, не-
ровность рабочей поверхности.
Чтобы круги не имели перечисленных погрешностей при эксплуа-
тации, нужно соблюдать следующие правила правки:
устанавливать инструмент для правки параллельно или перпенди-
119
Вид обработки
Качество шлифова- ния Шлифовальные круги
Класс точности Класс шероховатости] поверхности Q Зернистость (ГОСТ 3647-71) Твердость
Связка
64. Безалмазная
Правящий
Вид и тик
Правка шлифоваль-
ного круга методом
обкатывания
Обдирка, грубая
ручная заточка
Предварительное
шлифование
Правка нового шли-
фовального круга по-
сле его установки на
станок с целью устра-
нения первоначально-
го биения круга для
последующей алмаз-
ной правки
До
3
4-3
До
6
До
7
6
Круг любой
{характеристики
50-16
До СТЗ
К.Б.В.
Звездочки метал-
лические тип Г
(ГОСТ 4803—67)
Диски металличе-
ские (ГОСТ 4803—67)
Тип А
Тип Б
Тип В
120
121
Качество шлифова- ния Шлифовальные круги Правящий
Вид обработки X о О S X о н И о .7 Твердость
Класс точи Класс шеро ти поверхнс Зернистость (ГОСТ 3647 Связка Вид и тип
Плоское чистовое шлифование До 2 До 2 До 8 До 9 40-12 До СТЗ К. Б. До СТ1 К. Б. СТ2- -СТЗ Диски из зерен твердого сплава Круги из карбида кремния твердостью ВТ — ЧТ тип ПП (ГОСТ 6565—67)
К. Б.
Правка шлифоваль- ного круга методом шлифования — об- каткой Плоское предвари- тельное и чистое шли- фование До 3 До 2 7 7-9 50-16 40—12 СТ2— -СТЗ С1-СТ1 СМ1-С1 К. Б. Круги из карбида кремния (ГОСТ 6565—67) ВТ—ЧТ Т—ВТ
Примечание. Зернистость абразивного правящего инстрУ*
вального круга. Правку производить с обильным охлаждением
122
Продолжение табл. 64
инструмент Режим правки
Форма правящего инструмента Подача, продольная поперечная Число проходов
0,24-0,5 1,04-1,5 1,04-1,5 0,54-1,0 0,034- 4-0,05 0,03-v- 4-0,00 0,054- 4-0,08 0,034- 4-0,05 0,02-ь 4-0,03 До удаления де- фектного слоя с по- верхности круга за 3—6 рабочих ходов и 2—4 рабочего хода без поперечной иодачи До удаления де- фектного слоя за 2—5 рабочих ходов и 2—3 рабочего хода без поперечной по- дачи
— 1 1,4
н —
номеров больше выправляемого шлифо-
мента принимать на 3—5
20—30 л/мин.
123
кулярно оси шлифовального круга; при правке методом обкатки ось
правящего диска устанавливать под углом 5° к оси круга;
правящий инструмент крепить в жестком приспособлении, а при-
способление жестко крепить на станке, чтобы не возникали ви-
брации;
пользоваться точным правящим инструментом;
не допускать биения правящего диска или круга на оправке;
следить за состоянием подшипников правящего приспособления,
подшипники должны быть точными, без значительных зазоров. Ре
жимы правки кругов приведены в табл. 64.
4/7°
Рис. 21. Накатной ролик
29. Уход за приспособлениями и вспомогательными
инструментами
Приспособления и вспомогательные инструменты должны хра-
ниться на специальных стеллажах и в специальной таре при нор-
мальной влажности. После использования приспособления и вспомо-
гательный инструмент (штативы, подставки для измерительных инст-
рументов и др.) должны быть очищены от стружки, абразива и
влаги. При эксплуатации магнитные плиты с постоянными магнита-
ми не должны подвергаться сильным ударам и сотрясениям, так как
при этом уменьшается сила магнитного притяжения обрабатываемых
деталей.
Магнитную плиту ремонтируют каждые 3—4 года. Ремонт заклю-
чается в очистке внутренней полости от грязи, пыли и в повторном
намагничивании блока в течение 20-ч25 мин.
124
При работе с электромагнитными плитами необходимо помнить
что питание электромагнитных плит может быть только от постоян-
ного тока, поэтому на производстве используют генераторы постоян-
ного тока, либо выпрямители переменного тока.
Селеновый выпрямитель работает надежно при температуре окру,
жающей среды от —20 до +35° С. Селеновый выпрямитель зали-
вается трансформаторным маслом до уровня, указанного на кожухе
(масло выше уровня селеновых столбов на 10—15 мм).
Уровень масла необходимо проверять 1 раз в 3—4 недели и при
занижении уровня нужно отвернуть верхнюю пробку и через ворон-
ку залить масло. Масляный бак не герметичен, поэтому селеновый
выпрямитель нельзя опрокидывать.
Для обеспечения безопасной работы на станке следует пользо-
ваться автоматическими устройствами, выключающими переменный
ток питания станка, при внезапном исчезновении постоянного тока,
питающего электромагнитные приспособления. Рациональная подго-
товка к эксплуатации абразивного инструмента должна обеспечить
безопасность работы, точность и экономичность обработки. При
установке и закреплении круга на фланцах нужно следить за тем
чтобы размеры фланцев соответствовали ГОСТ 3881—65.
Перед установкой круга фланцы должны быть очищены, прове-
рены и подобраны по размерам. Между фланцами и кругом с обеих
сторон нужно ставить прокладки из плотной бумаги, картона, рези-
ны толщиной от 0,5 до 1 мм в зависимости от диаметра круга.
Прокладки должны перекрывать всю зажимную поверхность флан-
цев и выступать наружу по всей окружности не менее, чем на 1 мм.
При установке и зажиме круга необходимо производить центри-
рование в пределах зазоров между посадочными поверхностями кру-
га и оправки.
При креплении круга на шпинделе двумя фланцами затяжку кру-
га производят гайками. Во избежание отвинчивания между гайкой
и контргайкой устанавливают шайбу, язычок которой вводится в
паз резьбового хвостовика или в паз резьбовой части фланца. Резьба
хвостовика или фланца левая. При навинчивании на шпиндель
станка на оправке должны быть лыски под ключ.
65. Допустимая разница (зазор) между диаметром
отверстия круга и посадочного места на оправке,
фланце, шпинделе
Диаметр отвер- стия, мм Зазор между кругом и посадочным местом, мм
обычные круги скоростные круги
До 100 0,1-0,8 0,1-0,5
101-250 0,2—1,0 0,2-0,б
Свыше 250 0,2—1,2 0,2-0,8
125
ГЛАВА VI
ТОЧНОСТЬ ОБРАБОТКИ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
30. Погрешности обработки на плоскошлифовальных
станках и меры по их уменьшению
66. Виды погрешностей при плоском шлифовании
Погрешность Причина возникновения погрешностей Способ устранения погрешностей
Нарушение за- Неправильная уста- Периодически прове-
данного размера новка ручной или ав- томатической пода- чи па глубину при работе до упора пли по лимбу Ошибки измерения нагретой пли переох- лажденной детали. Последнее имеет ме- сто при использова- нии охлаждающей жидкости, темпера- турой ниже темпера- туры окружающего воздуха Применение изно- шенного или невы- веренного измери- тельного инструмента рять детали во время снятия припуска до до- стижения шлифовальной бабки упора или соот- ветствующей риски па лимбе Деталь и измеритель- ный инструмент должны иметь одинаковую темпе- ратуру Проверять измери- тельный инструмент пе- ред началом работы контрольным инстру- ментом
Занижение раз- Случайная подача Отводить круг только
мера круга на деталь вме- сто его отвода Самопроизвольная подача круга, так на- зываемое спадание бабки. Появляется при наличии люфта в гайке механизма вер- тикального переме- щения или в резуль- тате отсутствия про- тивовеса, или его не- достаточной величи- ны, слишком жесткой подвески противовеса, излишней затянуто-i сти планок и клиньев в направляющих вер- тогда, когда деталь пол- ностью выведена из-под него Устранить люфт в гай- ке винта механизма по- дачи, отрегулировать клинья и планки и по возможности улучшить систему противовеса
126
Продолжение табл. 66
Погрешность Причина возникновения погрешностей Способ устранения погрешностей
тикального переме- щения Местные «прихва- ты» круга — неожи- данное его врезание в деталь с оставлени- ем глубокого (в не- сколько десятых до- лей миллиметра) сле- да. Часто наблюдает- ся при сухом торцо- вом шлифовании ча- шечным кругом без наклона оси бабки и при шлифовании не- достаточно жестких деталей, которые де- формируются — выпу- чиваются или отгиба- ются По возможности ра- ботать с охлаждением. Нежесткие детали шли- фовать с особой осто- рожностью, не форсиро- вать подачу на глубину. Применять свободно ре- жущие мягкие круги. На- клонять ось круга на 2—3°. При работе без охлаждающей жидкости перед окончательным проходом охладить дета- ли
Непараллельность Забоины или грязь Периодически пере-
шлифуемой и базо- на зеркале магнитно- шлифовывать магнит-
вой поверхностей го стола и на базовой поверхности детали. Выпуклость или во- гнутость магнитного стола Выпуклость базо- вой поверхности де- тали ный стол непосредствен- но на самом станке, а забоины базовой поверх- ности детали зачищать. Магнитную плиту и де- таль тщательно проти- рать Исправить базу стро- ганием, фрезерованием или шлифованием
Неплоскостность Изогнутость тон- Заготовку отрихто-
шлифуемых повер- кой заготовки вать
хностей Изношенность на- правляющих станины прямоугольного сто- па (выпуклость или вогнутость) Перешабрить или пе- решлифовать направля- ющие
Непараллельное ть Изношенность на- Если направляющие
и неплоскостность правляющих горизон- износились, но прямоли-
шлифуемых повер- тальной шлифоваль- нейность не нарушилась,
хностей ной бабки то достаточно перешли- фовать зеркало стола в соответствии с новым по- ложением направляю- щих. Если же они стали непрямолинейными, то их надо перешабрить или перешлифовать
127
Продолжение табл. 66
Погрешность Причина возникновения погрешностей Способ устранения погрешностей
Несоблюдение требуемого углово- го расположения поверхностей Прижоги Изношенность на- правляющих верти- кальной шлифоваль- ной бабки, непарал- яельности их оси круглого стола. Износ подшипников шпин- деля Неправильное за- крепление деталей в зажимном приспо- соблении (перекос) или неточность базо- вых плоскостей при- способления Применение чрез- мерно мягкого круга Недостаточный сход круга с детали в поперечном направ- лении Плохая правка, особенно при врез- ном шлифовании де- талей, более узких, чем ширина круга Слишком интен- сивный режим обра- ботки, вызывающий чрезмерный нагрев детали Неточность при- способлений, непра- вильная установка изделий Неправильный вы- бор характеристики шлифовального кру- га Недостаточное ох- лаждение Слишком большая площадь соприкосно- вения круга и изде- лия Перешабрить или пере- шлифовать направляю- щие. Заменить изношен- ные подшипники Правильно закрепить деталь, проверить при- способление Выбрать более твер- дый круг Увеличить сход круга до % его ширины Чаще править круг, особенно при чистовых проходах Изменить режим обра- ботки, применить обиль- ное охлаждение Следить за правильной установкой изделия, про- верять приспособления Сменить круг на более мягкий с большим номе- ром структуры Увеличить интенсив- ность охлаждения. Сме- нить СОЖ Уменьшить площадь соприкосновения; при торцовом шлифовании сегментным кругом уста- новить сегменты через один; усилить охлажде- ние
128
Продолжение табл. 66
Погрешность Причина возникновения погрешностей Способ устранения погрешностей
Чрезмерно интен- сивный режим реза- ния (глубина шлифо- вания и др.) Изменить режим реза- ния. Увеличить 1>дет, уменьшить st
Трещины на по- Недостаточное ох- Наладить беспрерыв-
верхности изделий лаждение Перерывы в подаче охлаждающей жид- кости Слишком интен- сивный режим шли- фования Высокая твердость круга ное поступление охлаж- дающей жидкости и уве- личить ее количество; ослабить режим шлифо- вания; сменить круг на более мягкий с большим № структуры. Изменить состав СОЖ.
Чрезмерная ше- Недостаточный при- Задавать припуск в
роховатость по вер - хности пуск Применение круп- нозернистого шлифо- вального круга Грубая правка Недостаточное ох- лаждение Недостаточная же- сткость станка, не- уравновешенность вращающихся масс Чрезмерно интен- сивный режим шли- фования соответствии с качеством поверхности после пред- варительной обработки Сменить круг на более мелкозернистый, а если требуется, на более мяг- кий или более твердый Производить более тонкую правку Усилить охлаждение Сбалансировать вра- щающиеся части станка, шлифовальный круг и др. Не производить чисто- вую обработку на неже- стких станках и при ви- брациях станка Уменьшить подачу на врезание, уменьшить ско- рость детали и скорость
" Волнистость по- Изменяющиеся при кру гз. Заменить круг более
верхности работе силы резания из-за неравномерного износа очень мягкого или твердого круга Превышенный уро- вень вибрации в стан- ке твердым или мягким в зависимости от требуе- мого характера обработ- ки Отбалансировать круг
5—2325
129
Продолжение табл. 66
Погрешность Причина возникновения погрешностей Способ устранения погрешностей
Неуравновешен- ность круга и иежест- кость системы Малая жесткость । станка, слабый фун- дамент, влияние со- седних агрегатов Люфт в подшипни- ках шлифовального шпинделя или недо- Ввести регулярную правку круга и его ба- лансировку. Чистовые операции производить только на жестких стан- ках Чистовые работы не производить на нежест- ких стайках; применяе- мые станки для таких операций изолировать от вибрирующих агрега- тов Сменить или отремон- тировать подшипники. Нагрев затянутых под-
Грубые риски статочный их натяг Грубая сшивка рем- ня Неплавное движе- ние стола Плохое закрепле- ние изделия Неправильный вы- бор шлифовального круга (мягкий круг может «дробить» из- за неравномерного износа, твердый — вследствие затупле- ния, а затем и нерав- номерного износа) Неправильные ре- жимы шлифования Неравномерность шипников не должен пре- вышать 50° С Перешить ремень или сменить бесконечным клиновым или плоским Наладить работу гид- ропривода стола Перед началом работы проверить правильность закрепления изделий Сменить круг на более мягкий или более твер- дый в зависимости от требований к обработке Уменьшить попереч- ную подачу и увеличить глубину резания Сменить круг
зернистости круга (засоренность круп- ным зерном) Загрязненность ох- лаждающей жидко- сти отходами обра- ботки Неравномерная правка круга Регулярно менять ох- лаждающую жидкость, фильтровать жидкость Улучшить качество правки
130
Продолжение табл. Ь6
Погрешность Причина возникновения погрешностей Способ устранения погрешностей
Неоднородность Чрезмерно большие подачи Последние проходы производить с уменьшен- ными подачами
Неоднородность об- Некоторое улучшение
поверхности рабатываемого мате- риала и его термооб- работки Скольжение ремня и грубая сшивка его Неплавное, с толч- ками, движение сто- ла достигается, если послед- ние рабочие ходы произ- водить при пониженной скорости движения стола Перешить ремень или заменить склеенным Проверить и отрегули- ровать работу гидравли- ческого привода
31. Допуски и посадки для металлических изделий
В ГОСТ 7713—62 «Допуски и посадки. Основные определения»
указывается, что не только цилиндрические поверхности, но и по-
верхности с параллельными плоскостями могут быть охватываемыми
и охватывающими. Охватываемая поверхность условно называется
валом, а охватывающая — отверстием.
Наименование стандартных посадок и обозначения полей допус-
ков охватывающих поверхностей и охватываемых поверхностей —
валов и отверстий при размерах соединений от 0,1 до 1000 мм при-
ведены в таблицах — (ГОСТ 3047—66, ГОСТ 2689—54, ОСТ 1011,
ОСТ 1012, ОСТ 1013, ОСТ 1014, ОСТ 1015 и др.).
Под отклонением формы понимают отклонение формы реальной
поверхности или реального профиля от формы геометрической по-
верхности или геометрического профиля. Отклонение формы отсчи-
тывают от прилегающей поверхности или прилегающего профиля.
67. Определение прилегающих поверхностей и виды отклонений
формы поверхностей
Определение . Эскиз
Прилегающая плоскость — это
плоскость, соприкасающаяся с реаль-
ной поверхностью вне материала де-
тали так, чтобы расстояние от ее
наиболее удаленной точки до приле-
гающей поверхности было наимень-
шим
Касательные
131
Продолжение табл. 67
Определение
Неплоскостностью (АНеп) называют
наибольшее расстояние от точек ре-
альной поверхности до прилегающей
плоскости
Прилегающая прямая — это пря-
мая, соприкасающаяся с реальным
профилем и расположенная по отно-
шению к нему так, чтобы расстояние
от его наиболее удаленной точки до
прилегающей прямой было наимень-
шим
Непрямолинейность (Днепр) назы-
вают наибольшее расстояние от точек
реального профиля до прилегающей
прямой
Вогнутостью (Двогп) называют вид
неплоскостностп (непрямолинейно-
сти), при котором удаление точек
реального профиля увеличивается от
краев к середине
Выпуклостью (Двып) называют вид
неплоскостности (непрямолинейно-
сти), при котором удаление точек ре-
ального профиля от прилегающей
плоскости уменьшаются от краев к
середине
Эскиз
Прилегающая
Прилегающая прямая
Прилегающая
132
68. Предельные отклонения от плоскостности
и прямолинейности
Интервалы номиналь-
ных длин, мм
Степень точности
I II III IV V VI VII VIII IX X
Предельные отклонения, мкм
До 10
Св. 10 до 25
„ 25 . 60
60 . 160
„ 160 . 400
„ 400 я 1000
, 1000 . 2500
„ 2500 . 6300
. 6300 » 10 000
0,25 0,4 0,6 1 1,6 2,5 4 6 10 16
0,4 0,6 1 1,6 2,5 4 6 10 16 25
0,6 1 1,6 2,5 4 6 10 16 25 40
1 1,6 2,5 4 6 10 16 25 40 60
1,6 2,5 4 6 10 16 25 40 60 100
2,5 4 6 10 16 25 40 60 100 160
4 6 10 16 25 40 60 100 160 250
6 10 16 25 40 60 100 160 250 400
10 16 25 40 60 100 160 250 400 600
Примечание. Допускается нормирование плоскостности чис-
лом пятен на заданной площади при контроле «на краску».
При измерениях формы и расположения поверхностей следует
учитывать погрешность, вызываемую тем, что наконечник измери-
тельного прибора может попасть во впадину микронеровности по-
верхности ‘(заглубиться).
69. Некоторые виды отклонений расположения поверхностей
Определение
Непараллельность плоскостей —
Разность наибольшего и наименьшего
расстояний между прилегающими
плоскостями на заданной площади
или длине
Эскиз
'Дри/жающие
133
Продолжение табл. 69
Определение
Непараллельность прямых в плос-
кости— разность наибольшего и наи-
меньшего расстояний между прямы-
ми на заданной длине
Непараллельность оси и плоско-
сти— разность (Д) наибольшего (Д)
и наименьшего (В) расстояний меж-
ду прилегающей плоскостью и осью
поверхности вращения на заданной
длине
Неперпендикулярность плоскостей,
осей или оси и плоскости — отклоне-
ние угла между плоскостями, осями
или осью и плоскостью от 90°, выра-
женное в линейных единицах (мм) на
заданной длине (Z). Отклонение опре-
деляется от прилегающих поверхно-
стей
Торцовое биение — разность (Д)
между наибольшим и наименьшим
расстоянием от точек реальной тор-
цовой поверхности, расположенных
на окружности заданного диаметра
до плоскости, перпендикулярной к
базовой оси вращения
Эскиз
Допуск формы, проставляемый на чертеже, должен быть менее
100% от допуска на размер. При отсутствии указаний о предельных
отклонениях формы, они ограничиваются полем допуска на размер-
Допуск на размер является наиболее грубой степенью точности я°
ГОСТ 10356—63, которая может быть назначена при данном допуске
на размер.
134
70. Предельные отклонения от параллельности
и перпендикулярности
Степень точности
Интервалы номиналь- ных размеров, мм I н ш IV V VI VII VIII IX X XI XII
Предельные отклонения, мкм
До 10 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 до 25 0,6 1 1,6 2,5 4 6 10 16 1 25 40 60 100
. 25 . 60 1 1 2,5 4 6 10 16 25 40 60 100 160
. 60 . 160 1,6 2,5 4 6 10 16 25 40 60 100 160 250
. 160 , 400 2,5 4 6 10 16 25 40 60 100 160 250 400
. 400 » 1000 4 6 10 16 25 40 60 100 160 250 400 600
я 1000 . 2500 6 10 16 25 40 60 100 160 250 400 600 1000
. 2500 „ 6300 10 16 25 40 60 100 160 250 400 600 1000 1600
. 6300 , 10 000 16 25 40 60 100 160 250 400 600 1000 1600 2500
Примечания:
1. Под номинальным размером понимается длина, на которой
задается предельное отклонение от параллельности и перпендику-
лярности.
2. При отсутствии указаний о предельных отклонениях от па-
раллельности, эти отклонения ограничиваются полем допуска на
расстояние между поверхностями, их осями или плоскостями сим-
метрии.
ГЛАВА VII
ИЗМЕРИТЕЛЬНЫЕ УСТРОЙСТВА
32. Универсальный измерительный инструмент
Универсальные измерительные инструменты — устройства, позво-
ляющие определять значения измеряемых величин у различных
деталей.
Мерами длины при плоском и профильном шлифовании служат
концевые плоскопараллельные меры (плитки), образцовые штриховые
инструменты (линейки), щупы, штангенинструменты, микрометриче-
ские и индикаторные инструменты.
Для измерения плоскостности, прямолинейности, взаимного рас-
положения поверхностей, углов, уклонов, конусов служат линейки
поверочные, угольники поверочные, плиты поверочные, плоскомеры,
оптические линейки, линейки синусные, угломеры, уровни, оптические'
квадранты, автоколлиматоры.
В серийном и массовом производстве измерение производится
калибрами, полуавтоматическими и автоматическими приборами.
Меры длины концевые плоскопараллельные (ГОСТ 9038—59) —
это основные измерительные Средства для проверки размеров при
лекальных, станочных и других работах, градуировании и установки
на размер инструментов и измерительных устройств.
Перед составлением блока плиток производят расчет, подбирая
концевую меру, имеющую тысячные доли, затем сотые и т. д. Коли-
чество концевых мер в блоке должно быть по возможности мини-
мальным.
Например, для измерения размера 15,825 блок может быть
составлен из четырех плиток набора № 1.
Размер 15,825
1 мера 1,005
остаток 14,820
2 мера 1,02
остаток 13,800
3 мера 3,8
остаток 10,000
4 мера 10,000
остаток 0,000
Концевые меры выпускают в наборах комплектами от 4 до 116“
штук плиток 0, 1, 2, 3-го классов точности. В некоторых комплектах
имеются плитки из твердого сплава. При измерениях их нужна
всегда располагать на границах набираемого блока плиток, чтобы
предохранить от повреждения остальные концевые меры. Сами
твердосплавные меры повреждаются очень незначительно. Плитки
из твердого сплава изготовляют размером 1 мм — 2 шт. и 4,5 или
2 мм — 2 шт.
136
71. Характеристики концевых мер
. Номер набора I Количество мер Класс точности Номинальные размеры мер, мм Градация, мм Количество мер данной градации
с ф ё в том чис- ле защит- ных
1 2 4 5 8 9 15 3 6 7 10 11 87 42 10 10 10 12 4 Из ТВ€ спл; 116 10 10 20 43 4 4 0 0 2 2 0 фДОГО ава 4 0 0 0 0 0; 1; 2; 3 1; 2; з 0; 1 0; 1 0; 1; 2; 3 0,1; 2; 3 1; 2; 3 0; 1; 2; 3 0; 1 0; 1 0; 1; 2; 3 0; 1; 2; 3 0,5 1; 1,005 1,01; 1,02 до 1,5 1,6; 1,7; 1,8 .... до 2 2,5; 3; 3,5 до9,5 10; 20; 30 до 100 1; 1,005 1,01; 1,02; 1,03 . . до 1,09 1,1; 1,2; 1,3 . . . . до 1,9 2,3,4 до 9 10, 20, 30 до 100 2; 2,001; 2,002 ... до 2,009 1,991; 1,992 .... до 2,000 125; 150; 175; 200 250, 300 400, 500 100 , 200 , 300 . . . .до 1000 1,5; 1,5; 2; 2 0,5 1; 1,005 1,01; 1,02; 1,03 . . . до 1,5 1,6; 1,7; 1,8 . . . . до 2 2,5; 3; 3,5 ... . .' до 25 30, 40, 50 ..... . до 100 1; 1,001; 1,002 ... до 1,009 0,991; 0,992 .... до 1 0,1; 0,11; 0,12 . . . до0,29 0,3; 0,31; 0,32 ... до 0,69 0,7; 0,8; 0,9 0,005 0,01 0,1 0,5 10 0,005 0,01 0,1 1 10 0,001 0,001 25 50 100 100 0,5 0,005 0,01 0,1 0,5 10 0,001 0,001 0,01 0,01 0,1 1 2 50 5 15 10 2 9 9 8 ю. 10 10 4 2 2 10 4 Т 2 50 5 46 8 10 10 20 40 3
137
Продолжение табл. 71
Количество
мер
Номинальные размеры мер, мм
12 23
13 20
0 2; 3 0,12; 0,14; 0,17; 0,20;
0,23; 0,26; 0,29; 0,34
0,4; 0,43; 0,46; 0,57
0,7; 0,9; 1; 1,16; 1,3; 1,44
1,6; 1,7; 1,9; 2; 3,5
0 1;2 5,12; 10,24; 15,36; 21,5
30,12; 35,24; 40,36; 46,5; 50;
55,12; 60,24; 65,36 71,5; 75;
80,12; 85; 85,24; 90,36; 96,5;
100
23
20
Для расширения области применения
использовании концевых мер применяют
Рис. 22. Державка с концевыми ме-
рами:
а — для измерения, б—для разметки
и создания удобств в
специальные державки,
струбцины, блоки и дру-
гие принадлежности. На
рис. 22 показана держав-
ка с концевыми мерами
для измерения и раз-
метки.
Штриховые ин-
струменты (табл. 72)
характеризуются нали-
чием ряда штрихов, на-
несенные на плоскости
через определенные рас-
стояния друг от друга и
воспроизводящие любое
кратное или дробное зна-
чение единицы измере-
ния.
Механические
измерительные приборы
Механические изме-
рительные приборы вы-
полняются зубчатыми,
рычажно-зубчатыми и
рычажными. Все они в
сочетании с различными
устройствами применя-
ются для измерения ли-
538
нейных размеров, отклонений геометрической формы и взаимного
расположения поверхностей изделий при абсолютных методах изме-
рения, когда измеряемая величина не превышает пределов измерения
шкалы. Эти же приборы применяют при относительных методах из-
мерения— путем сравнения с концевой мерой длины пли эталоном и
при измерении с помощью различных устройств и приборов в каче-
стве отсчетных механизмов.
Рис. 23. Контроль непрямолинейности:
а — положение рук рабочего, б — положение гла-
за рабочего
Лекальную линейку (рис. 23) рабочей поверхностью укладывают
на проверяемую поверхность, а источник света помещают с тыльной
стороны линейки и детали. Наличие просвета указывает на непря-
молинейность. Точность измерения при помощи образцов просвета
составляет 1-?3 мкм.
Плиты поверочные и разметочные ГОСТ 10905—64
Плиты (рис. 24) применяются для различных поверочных работ
и измерения плоскостности поверхности на краску (сурик, сажа,
лазурь). Плоскостность оценивают равномерностью и числом пятен
на площади измеряемой детали в нескольких местах.
Для проверки углов и уклонов применяют угольники, угломеры,
оптические квадранты, автоколлиматоры и др.. Угольники поверочные
90э ГОСТ 3749—65 применяются при проверке прямых углов, для
контроля взаимной перпендикулярности, а также при разметке,
Рис. 24. Контроль плоскостности
плитой поверочной
Рис. 25. Контроль
неперпендикуляр-
ности при помощи
угольника и плиты
139
72. Характеристики
Наименование и область
применения
Краткое описание
Образцовый штриховой метр
1-го разряда с двумя скошен-
ными краями. Служит для не-
посредственного измерения
расстояния между объектами
в одной плоскости, а также
для проверки штриховых мер
длины 2-го и 3-го разрядов
По направляющей реборде пере-
мещается движок с лупой 7-крат-
ного увеличения для повышения
точности отсчета. В реборду вмон-
тирован термометр со шкалой от
—30° до +45° С, чтобы измерение
размеров детали можно было про-
изводить при такой же темпера-
туре, как и у штрихового метра
Линейки измерительные ме-
таллические (ГОСТ 427—56).
Служат для измерения разме-
ров деталей путем непосредст-
венного сравнения их со шка-
лой линейки
Линейкой измеряют детали на-
ибольшего размера: 150; 300; 500;
1000. Цена деления 0,5; 1. Нача-
лом шкалы служит торцовая
грань. Линейки упругие, поэтому
ими можно измерять длину кри-
вой, например длину дуги
Щупы (ГОСТ 882—64) слу-
жат для измерения расстояния
между двумя поверхностями
Выпускаются наборами:
№ 1—9 пластин
№ 2—17 пластин
№ 3—10 пластин
№ 4—10 пластин
140
штриховых инструментов
Характеристика
Пределы измерения
1020 мм. Цена деления
шкалы: основной 0,2,
вспомогательной 1,0. До-
пустимые отклонения:
общей длины интервалов
более 2 дм—±0,05, от-
дельных интервалов в
I дм и 1 см — ±0,02
Допустимые отклоне-
ны общей длины линеек
I расстояния от любого
итриха до начала или
<снца шкалы при длине
ъшеек:
до 300 ±0,10
300—500 ±0,15
500—1000 ±0,20
Погрешность отдель-
ных делений:
в 1 см ±0,10
в 0,5 и 1 мм ±0,05
Номинальные толщи-
1ы пластинок щупов
0,02; 0,03; 0,04; 0,05;
0,06; 0,07; 0,08; 0,09;
0,1
0,02; 0,03; 0,04; 0,05;
0,06; 0,07; 0,08; 0,09;
0,1; 0,15; 0,2; 0,25;
0,3; 0,35; 0,4; 0,45;
0,5
0,55; 0,6; 0,65; 0,7;
0,75; 0,8; 0,85; 0,9;
0,95; 1,0
Эскиз
0,1; 0,2; 0,3; 0,4; 0,5
0,6; 0,7; 0,8; 0,9; 1
141
Наименование н область применения Краткое описание
Штангенциркули (ГОСТ 166—63) служат для измере- ния расстояния между наруж- ными и внутренними поверхно- стями Тип ШЦ-1 с двусторонним рас- положением губок Тип ШЦ-П с двусторонним расположением губок для изме- рения и разметки Тип ШЦ-1 II с односторонними губками
142
г со 8 С—200 £ ND Сп Предел изме- рений Характеристика
. о 0,05 и о,1 ГО Величина от- счета по но- ниусу
о ND — — ND 00 Си I СО О) ND 00 — ND О О ОО О 1 №00)0000 О| О| Си ООО * 1 * 1 о 0—50 50—80 80— 120 Интервал раз- меров, мм
ООО 000 ND ND —' ОО — О О ООО 0,15 0,16 0,17 Погрешность измерения +
Продолжение табл. 72
Краткое описание
Наименование и область
применения
Штангенглубиномеры (ГОСТ 162—64) предназначены для из- мерения глубины отверстий, высот, расстояний от буртиков или выступов Модель ШГ пределы измерений 0—200 0—320 0—500
Штангенрейсмасы (ГОСТ 164—64) предназначены для из- мерения высоты изделия и раз- метки Модель ШР пределы измерений 0—250 40—400 60—630 100—1000 600—1600 1500—2500
Микрометры (ГОСТ 6507— 60) применяются для измере- ния наружных размеров дета- лей абсолютным методом Тип МК с ценой деления 0,01 Пределы измерений 0—25; 25—50; 50—75; 75—100 100—125; 125—150; 150—175; 175—200 200—225; 225—250; 250—275; 275—300; 300—400; 400—500; 500—600
144
Продолжение табл. 72
Характеристика
Эскиз
Величина от- счета по но- ниусу Интервал раз- меров, мм Погрешность измерения ±
0,05 0,05 0,1 0—200 200—320 0,05 0,05
0—300 300-500 0,1 0,15
Величина от- счета по но- ниусу Размер не менее Интервал раз- меров Величина по- грешности ±
0,05 50 0—600 0,05* 0,1
0,05 и 0,1 80
0,1 125 100— 600 о,1
160
Допустимая погреш-
ность показания (±, мм)
при измерительном уси-
лии 500—900
0,004
0,005
0,006
Относится к нониусу 0,05.
0,008
0,01
145
Наименование и область применения Краткое описание
Микрометры рычажные (ГОСТ 4381—61) применяются для измерения наружных ли- нейных размеров непосредст- венно по шкалам микрометра. Отличаются незначительным временем на измерении Тип МР пределы измерений 0—25 25—50
У микрометра типа МРИ из- мерительная головка вынесена отдельно Тип МРИ пределы измерений 50—75; 75—100; 100—200 с интер- валом в 25 мм,
2004-300 с интервалами в 50 мм 300—400 400—500
300—400 400—500 500—600 600—700 700—800 800—900 900—1000 1000—1200 до 2000 через 200 мм
Глубиномер микрометриче- ский (ГОСТ 7470—67) приме- няется для измерения глубины пазов, высоты уступов и т. п. до 150 мм Пределы измерений 0—100 и 0—150 мм. Измерительное усилие 300—700 гс
146
Продолжение табл. 72
Характеристика
Отсчетное устройство Погрешность измерения +, мкм
Цена деле- ния, мм Пределы измерений, мм
0,002 ±0,02 3
0,005 ±0,05 4
Эскиз
Укомплектованы из-
мерительными стержня-
ми для измерения в пре-
делах от 0 до 150 мм с
интервалами в 25 мм
147
00
73. Характеристики механических измерительных приборов
Наименование и модель Цена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалы+ , мкм Эскиз
ИЧ-2
ИЧ-5
Продолжение тиол. 7,3
Наименование и модель Цена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалы ±, мкм Эскиз
со
ИЧ-10
ИТ-2
42 max
Продолжение табл. 73
Наименование и модель Цена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалы+, мкм Эскиз
1-МИГ
2-МИГ
n(-o<V) !
Наименование и модель 11ена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалыi , мкм 1 Эскиз 1
. < iiiK’ I ("Vi.
Головки инструментальные рычажно-зубчатые
ГОСТ 6934—62
1-ИГ 2-ИГ 0,001 0,002 ±0,051 ±0,1 200 0,5 1.0.
СП и*
Продолжение табл. 73
сл
to
Наименование и модель Цена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалы±, мкм Эскиз
Головки измерительные рычажно-зубчатые
(микромеры)
ММ3
ММ5
Продолжение табл. 73
-2325
Наименование и модель Цена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалы+ , мкм Эскиз
Головки измерительные пружинно-оптические (оптикаторы)
ГОСТ 10593—63
01П
02П
05П
0,0001 ±0,012
0,0002 ±0,025 150
0,0005 ±0,050
2
П родолжение табл. 73
Наименование и модель Цена деления Пределы измерения Измерительное усилие Предельная погрешность показаний шкалы+ , мкм Эскиз
Головки измерительные пружинные (микрокаторы)
ГОСТ 6933—61
01ИГП 02ИГП 0,0001 0,0002 ±0,003 ±0,006 150
05ИГП 0,0005 ±0,015
1ИГП 0,001 ±0,03 200 0,5
2ИГП 0,002 ±0,06 1,0
5ИГП 0,005 ±0,15 300
10ИГП 0,01 ±0,20 350
74. Характеристики измерительных средств для контроля
непрямолинейности и неплоскостности
Наименование Тип Размер LXHXB Класс точно- сти Эскиз
Линейки поверочные ГОСТ 8026—64
Лекальные с дву-
сторонним скосом
ЛД
80x22x6
125x27x6
200X30X8
320x40x8
500x50x10
Лекальные трех-
гранные
ЛТ
200X26
300x30
О,’ 1
Лекальные четы- ЛЧ 200x20
рехгранные 320x25
500X35
С широкой рабо-
чей поверхностью
прямоугольного се-
чения
ШП
400x40x6
630x50X10
1000 x 60x12
0;
2
1;
6*
155
Продолжение табл. 74
Наименование
_ Размер
Тип LXHxB
Класс
точно-
сти
Эскиз
С широкой рабо- ШД 630x50x14
чей поверхностью 1000x60X16
двутаврового се- 1600x75x18
чения 2500 X ЮО X
20
4000Х160Х
30
С широкой рабо- ШМ 400x50
чей поверхностью 630x50
мостика 1000x60
2500X100
4000x125
Угловые трех- УТ а=45°; 55°;
гранные клинья 60°
Z=630; 1000
1; 2
0; 1;
2
монтаже и других работах. Контроль осуществляется путем оценки
размера щели, образованной между угольником и измеряемой по-
верхностью детали, на «глаз» или сравнением с щупами или с щелью,
образованной между лекальной линейкой и концевыми мерами
длины (рис. 25).
33. Специализированный измерительный инструмент
Для удобства контроля Деталей применяют специализированные
измерительные инструменты, например, скобы рычаж'ные и индика-
торные, калибры, скобы предельные, устройства для измерения про-
фильных деталей при помощи роликов инструментального микроско-
па, устройства для контроля непараллельности, неперпендикулярно-
сти и др. Скобы с отсчетным устройством и индикаторные скобы
применяют для измерения наружных линейных размеров изделий
методом сравнения с концевыми мерами длины, калибрами или спе-
циальными эталонами.
Калибры предельные — это бесшкальные измерительные инстру-
менты, предназначенные для проверки размеров, формы и взаимного
расположения поверхностей изделий. С помощью калибров опреде-
156
75. Характеристики плит поверочных и разметочных
Размер, мм Допустимые отклонения от плоскост- ности в мкм для плит классов Наг- рузка, кгс
01 0 1 2 3
250X250 4 6 10 25 — 20
400X400
630X400 6 10 16 40 — 40
1000X630 60 100
1600X1000 10 16 250
2500X1600 — — 25 60 100 500
4000x1600 — — — 100 160 80
Рис. 26. Контроль листовыми калиб-
рами (шаблонами):
а — длины, б — высоты, в — наружных и
внутренних уступов
Рис. 27. Контроль непа-
раллельности уступов
плоскостей
ляют, находится ли проверяемый размер в пределах допуска, а не
числовое значение измеряемой величины.
Листовые калибры часто называют шаблонами. Сторона калибра,
соответствующая наибольшему предельному размеру, обозначается
буквой Б, наименьшему — буквой М. Иногда на калибр наносят
риски, соответствующие предельным размерам. На рис. 26 показано
измерение деталей калибрами. Контроль расположения поверхностей
производится при помощи индикаторов, располагаемых на штативах
с использованием угольников, контрольных плит, щупов, концевых
мер длины и других измерительных средств. На рис. 27 показан
контроль непараллельности уступов плоскостей. Штатив перемещает-
ся по одной плоскости, а измерительный наконечник по другой. Раз-
157
76. Характеристики угольников поверочных
158
Продолжение табл. 76
Тип и наименование Размер, мм Класс точности
L н
УП 40 60
Слесарные 60 100
Плоские 100 160
160 250
250 400
УШ 40 60
Слесарные с широ- 60 100
ким основанием 100 160
160 250
250 400
400 630 1;2
630 1000
1000 1600 2
Эскиз
L
77. Угломеры с нониусом (ГОСТ 5378—66)
Назначение
Пределы
измерения
углов,
град
Эскиз
УН
Для измере-
ния наружных и
внутренних уг-
лов
2и5
О- 40—
180 180
159
Продолжение табл. 77
S
Назначение Цена деления шкалы основания угломера, град Величина отсчета по нониусу, мин. Пределы измерения углов, град
наружных внутрен- них
Эскиз
78. Характеристика скоб рычажных и индикаторных
Наименование 1 Пределы измерения, мм Отсчетное устройство Измерительное усилие, гс । Эскиз
цена деления, мм пределы измерений, мм
Скобы рычажные типа СР с отсчетным устрой- ством ГОСТ 11098—64 0—25 25—50 0,002 ±0,08 500—700 600—1000
50—75 75—100
100—125 125—150 0,005 ±0,15
Скобы индикаторные типа СИ ГОСТ 11098—64 0—50 0,01 3 500—700
50—100 100—200 200—300 300—400 400—500 500—600 600—1000 800—1200
600—700 700—850 850—1000 5
79. Средства активного контроля для плоскошлифовальных станков
Наименование прибора, назна- чение и метод контроля Тил показываю- щего и команд- ного прибора Диапазон кон- тролируемых высот, мм Количе- ство команд Предельная погрешность выдачи оконча- тельной коман- ды прибором (без шлифова- ния), мм Измери- тельное усилие, гс Цена деления шкалы прибо- ра, мм Наибольший припуск, кон- тролируемый по шкале при- бора, мм Примечание
Прибор БВ-4089 для контроля толщины от- резных фрез. Контроль толщины в процессе шли- фования на станках мо- дели МШ-92 и СШ-91. Измеритель двухкон- тактный Индикатор часового ти- па Диаметры контролируе- мых фрез 32—80 — 0,01 0,01 400—500 400—500 0,01 0,01 Конструк- ция Бюро взаимозаме- няемости
Прибор БВ-4082 для контроля толщины фрез. Контроль толщины в процессе шлифования на станке модели ЗБ740. Измеритель однокон- тактный Диаметры контролируе- мых фрез 100—125
Бесконтактный прибор БВ-4066. Контроль в про- цессе шлифования для станков модели 3722 и ЗА740. Измеритель пнев- матический бесконтакт- ный. Наименьшая длина Пневмати- ческий от- счетно-ко- мандный прибор БВ-1096 Станок мо- дели 3722, до 400. Станок модели ЗА740, до 80 2 Рассеива- ние размеров в партиях обработан- ных деталей 0,008—0,01 — 0,001 Наиболь- ший допус- тимый при- пуск 0,4 »
163
контролируемой детали 5 мм, скорость переме- щения детали до 50 м/мин
Пневматический при- бор БВ-4065. Контроль в процессе обработки на станках с прямоугольным столом. Измеритель кон- тактный с компенсацией положения стола. Наи- большая допустимая ско- рость движения детали 30 м/мин, наименьшая длина детали 5 мм Отсчетно- командный прибор БВ-6017-4к До 300
Прибор фирмы «Блан- шард» (США) и «Сиабу- ра» (Япония). Контроль высоты в процессе шли- фования на станках с круглым столом. Измери- тель одноконтактный Специаль- ный электро- контактный преобразо- ватель —
2 Рассеива- ние размеров в партии об- работанных деталей: а) без ком- пенсации 0,008—0,010 б) с компен- сацией 0,004—0,006 300 ±50 0,001 Наиболь- ший допус- тимый при- пуск 1,2 Конструк*. ция Бюро взаимозаме- няемости
2 — — — — —
Рис. 28. Контроль
неперпендикуляр-
ности при помощи
угольника и инди-
ность отсчета по прибору па заданной длине
дает величину непараллельности.
На рис. 28 показан контроль неперпендику-
лярности. Деталь укладывается на контроль-
ную плиту, к проверяемой плоскости подводят
угольник и индикатор на штативе. Перемещая
штатив на заданную длину L, определяют раз-
ность отсчета по прибору, которая и будет ве-
личиной неперпендикулярности. Можно непер-
пендикулярность определить и по величине
просвета между проверяемой плоскостью и
угольником. Для этого на определенной длине
просвет измеряют щупами или мерными пла-
стинами (см. рис. 25).
34. Автоматизация контроля при плоском шлифовании
Автоматизация контроля при плоском шлифовании производится
путем установки иа станках приборов активного контроля, позволя-
ющих измерять деталь во время обработки и изменять режимы
обработки соответственно полученным изменениям размеров. В при-
борах автоматического активного контроля используются электро-
контактные, пневматические, пневмоэлектрические и другие типы
датчиков.
35. Поправка на размеры деталей, измеряемых
при повышенных температурах
Одной из систематических погрешностей измерения является
температурная погрешность. Она возникает из-за тепловых деформа-
ций измеряемой детали и инструмента. Температура в начале и ь
конце измерения детали бывает разной. Измерение нужно произво-
дить при /°=20±2°С.
Температурные погрешности вызываются: разностью температур
контролируемой детали и измерительных средств; разностью коэф-
фициентов расширения измеряемой детали и измерительных средств
при завершенном выравнивании температуры.
Чтобы уменьшить погрешности измерения, измеряемую деталь и
измерительные средства выдерживают на металлической плите, чтобы
их температура выравнялась.
Время выдержки рассчитывают по формуле
Q Т
т = 31,3 — 1g—,
F 6 t
где т — время, мин; Q — масса детали, г; F—поверхность детали,
см2; Т — начальная разность температур, град (температура детали
минус температура, до которой деталь должна охладиться); t — ко-
нечная (допустимая) разность температур, град.
Деталь после обработки имеет температуру выше 20° С, поэтому
при измерении вводят поправку на измеряемый размер. Величину
этой поправки следует добавлять к размеру детали, указанному в
технологической карте, эскизе или чертеже. Поправка на размер
рассчитывается по формуле
М = I [а, (20° - 4Т) - а2 (20° - ^„стр.)].
164
где Д/— поправка па линейный размер детали, мм; / — линейный
измеряемый размер (длина, высота, ширина, диаметр и т. п.), мм;
он — коэффициент линейного расширения материала детали,
мм/мм-град; аг — коэффициент линейного расширения инструмента.
Для стальных инструментов а2=10-10-6 мм/мм-град; /дет— темпе-
ратура детали, град. Измеряется термопарой или другими средст-
вами; /инстр. — температура инструмента, град. Принимается равной
температуре цеха.
Пример определения измерения размеров при
измерении нагретой детали. В механическом цехе темпе-
ратура 15° С. Шлифуется стальная деталь длиной 5OO_o»i5’, темпера-
тура детали 40° С. Измерение производится стальным штихмассом.
al =113,5-10-6 мм/мм град; a2=10-il0-6 мм/мм град; /Дет=40°С;
/и II С тр = 15° С.
AZ=500[13,5-/10-6(20—40)—ИО-10-6(20—15)] =
= 500-'10-6[13,5(—20) —10(20—15)]= —0,158 мм.
Размер детали, которую измеряют на станке должен быть
5ОО_о, 1б+0Д58=500, 158_o,i5«
ГЛАВА VIII
ОБРАБОТКА ПЛОСКОСТЕЙ
И ФАСОННЫХ ПОВЕРХНОСТЕЙ
36. Припуски на плоское и профильное шлифование
Припуск на шлифование должен быть оптимальным. При завы-
шенном припуске повышается время обработки, расход абразива,
расход электроэнергии и в результате этого увеличивается себестои-
мость обработки. Припуски рассчитывают аналитическим путем либо
принимают их значения по табл. 80.
80. Припуски на плоское шлифование
Характер установки дета- ли на станке Длина обраба- тываемой по- верхности, мм Состоя- ние об- рабаты- ваемой поверх- ности Ширина шлифуемой поверхности мм
3-10 до 50 до 120 100 до 260 260 до 400 400 до 1000
Установка детали До 100 Н 0,1 0,15 0,20
без выверки 3 0,13 0,20 0,25 — — —
100—500 н 0,15 0,20 0,25 0,30 0,35 0,5
3 0,20 0,25 0,30 0,35 0,45 0,6
500—1000 н 0,20 0,25 0,30 0,35 0,40 0,6
3 0,25 0,3b 0,35 0,40 0,50 0,7
1000—2000 н — 0,30 0,35 0,40 0,45 0,65
3 — 0,35 0,40 0,50 0,55 0,75
Более 2000 н — — 0,40 0,45 0,50 0,7
3 — — 0,50 0,55 0660 0,8
Установка в при- До 100 н 0,08 0,12 0,15 — — —
способление или с вы- 3 0,10 0,13 0,17 — — —
веркой индикатором 100—500 н 0,10 0,13 0,18 0,20 0,20 0,25
3 0,13 0,17 0,20 0,25 0,30 0,35
500—1000 н 0,15 0,17 0,20 0,25 0,25 0,30
3 0,17 0,20 0,25 0,30 0,35 0,40
1000—2000 н — 0,20 0,25 0,25 0,30 0,35
3 — 0,25 0,30 0,35 0,40 0,45
Более 2000 н — — 0,30 0,35 0,40 0,45
3 — — 0,35 0,40 0,45 0,55
Примечания: 1. Н — пезакаленная, 3 — закаленная. 2. При-
пуски указаны на обработку одной стороны. 3. При одновременной
обработке нескольких деталей длину и ширину считать совместно с
промежутками между деталями.
Припуск на профильное шлифование в основном такой же, как и
на плоское шлифование, но иногда при профильном шлифовании
приходится получать такую форму детали, которая значительно
отличается от имеющейся формы заготовки. В этом случае прихо-
дится снимать припуск, равный разности между размером формы
166
заготовки и требующимися размерами формы детали. Такой допол-
нительный слой материала, снимаемый для получения формы детали,
иногда называют напуском.
81. Выбор характеристики шлифовального круга
и коэффициентов уточнения табличных значений подач
Последовательность определения
характеристики
Данные для определения
Выбор характеристики в за-
висимости от вида плоского
шлифования
Уточнение размера зернисто-
сти круга
Уточнение группы твердости
в зависимости от:
условий шлифования
твердости детали:
при HRC^30
при HRC от 30—50
при HRC>50
при шлифовании пазов
периферией круга
при плоском двустороннем
шлифовании на двухкруговых
станках
при шлифовании сегментным
кругом
Определение коэффициентов
уточнения подач, установлен-
ных для твердости СМ1—СМ2:
для твердости круга менее
СМ1—СМ2
для твердости круга более
СМ 1—СМ2
Для периферийного шлифова-
ния (см. табл. 46). Для торцового
шлифования (см. табл. 47). Боль-
шой размер зернистости (см.
табл. 46 и 47) соответствует наи-
меньшему классу шероховатости,
достигаемому при выбранном виде
обработки (черновом, чистовом
и т. п. шлифовании)
Для увеличения шероховатости
на один класс зернистость умень-
шать па один-два размера
(см. табл. 37)
По большему значению (см.
табл. 46 или 47)
На одну группу меньше
На две группы меньше, чем
большие значения в табл. 46 или
47
Большие значения увеличить на
одну группу (см. табл. 46)
Меньшее значение (см. табл. 46
или 47) уменьшить на одну группу
Большие значения (см. табл. 47)
увеличить на одну группу
Значения подач по табл. 83; 90;
умножать на 1,1
Значения подач по табл. 83; 90
умножать на 0,85
167
82. Последовательность расчета режимов резания
при шлифовании периферией круга на станках
с прямоугольным столом
[ Последовательность выбора режимов лица
Исходные данные
Определение поперечной по-
дачи стола s0, мм/ход
Определение скорости детали
(стола) уд, м/мин
84
85
Определение подачи на глу-
бину на рабочий ход stx,
мм/ход
84
85
Выбранная ширина круга
Шероховатость поверхности
после шлифования
Материал детали и его твер-
дость:
при ручной подаче
при автоматической подаче
Материал детали и его твер-
дость, скорость детали уд, при-
пуск /7, поперечная подача на
ход стола s0:
при ручной подаче
при автоматической подаче
Определение поправочных коэффициентов
для подачи на глубину Kst
— от обрабатываемого ма-
териала и шероховатости по-
верхности
Определение приведенной
ширины шлифования Впр, мм
Определение степени запол-
нения стола
_£_£д_
К2— от размера круга и сте-
пени заполнения стола
86 Группа шлифуемости и мате-
риал по табл. 11; точность об-
работки по технологическому
эскизу, карте, чертежу
ВПр=2Вд+Вк + 5,
2ВД — суммарная ширина
шлифуемых деталей, включая
просветы между деталями, мм
Вк— ширина круга, мм
2?д — суммарная площадь
шлифуемых поверхностей дета-
лей, мм2
L — длина шлифования дета-
лей
Ь = 1Ш л + (20+30)
/шл включает просветы меж-
ду деталями, установленными
на столе
86 Выбранный размер круга,
рассчитанная степень заполне-
ния стола
168
Продолжение таЬл. 82
Последовательность выбора режимов Таб- лица Исходные данные
Яз — от жесткости станка Определение подачи на глу- бину на рабочий ход Stp> мм/ход 87 Модель станка и срок его экс- плуатации sto = st Кх-КтКъ р л
Проверочный расчет режимов резания по мощности станка
Определение мощности N на 88
резание, кВт
Определение поправочного 88
коэффициента
Определение мощности, за-
трачиваемой на шлифование
Определение предельной
мощности Муд для бесприжо-
гового шлифования, кВт/мм
Проверка на бесприжоговую
обработку
Расчет основного времени Го,
мин
Группа шлифуемости, ско-
рость цд, поперечная подача $0»
подача на глубину Stp
Твердость круга и ширина
круга Вк
Мшл=М^4
Нш Л ДВ Л
7УдВ — мощность двигателя
станка, кВт
т] — коэффициент полезного
действия
Твердость круга, скорость де-
тали Цд
^ШЛ Муд- ВК
L * ^пр’^
^° — 1000 Vji'SQ-Stp-z
z — количество шлифуемых
деталей на столе
83. Поперечная подача s0, мм/ход (см. эскиз к табл. 82)
Класс шерохова- тости по- верхности Ширина шлифовального круга Вк, мм
20 32 40 50 63 80
Поперечная подача на ход стола 50, ММ/ХОД
5 и гру- бее 16 26 32 40 50 64
6 12 19 24 30 38 48
7 8 12,5 16 20 25 32
8 3-5 8 10 12,5 16 20
169
84. Скорость детали од, подача на глубину на рабочий ход stjc
(ручная подача) (см. эскиз к табл. 82)
Обрабатывае- мые материалы и твердость Я/?С Скорость де- тали ^д, м/мин, до Припуск на обработку /7, мин, до Поперечная подача на ход стола $0, мм/ход, до
8 12 18 27 38 55
Подача на глубину на рабочий ход s, , 1х мм/ход
Чугуны 5 0,17 0,25 0,35 0,098 0,12 0,15 0,066 0,082 0,10 0,044 0,054 0,068 0,029 0,036 0,045 0,021 0,026 0,032 0,014 0,018 0,022
Стали конструкционные углеродистые и легированные v Л СП Сл 4-* 4^- СО Ю о Ci 00 О ГО ОО 6,3 0,17 0,25 0,35 0,50 0,077 0,097 0,12 0,15 0,052 0,065 0,81 0,10 0,034 0,043 0,054 0,069 0,023 0,029 0,036 0,046 0,16 0,020 0,025 0,032 0,011 0,014 0,017 0,022
8 0,17 0,25 0,35 0,50 0,061 0,077 0,095 0,12 0,041 0,051 0,064 0,082 0,027 0,034 0,042 0,054 0,018 0,022 0,028 0,036 0,013 0,016 0,020 0,026 0,008 0,011 0,014 0,018
10 0,17 0,25 0,35 0,50 0,049 0,061 0,076 0,098 0,032 0,041 0,051 0,065 0,022 0,027 0,034 0,043 0,015 0,018 0,023 0,029 0,010 0,013 0,016 0,020 0,007 0,009 0,011 0,014
12,5 0,17 0,25 0,35 0,50 0,039 0,049 0,061 0,078 0,026 0,033 0,041 0,052 0,017 0,022 0,027 0,034 0,012 0,014 0,018 0,023 0,008 0,010 0,013 0,016 0,057 0,007 0,009 0,011
16 0,17 0,25 0,35 0,50 0,032 0,038 0,048 0,062 0,020 0,026 0,032 0,041 0,013 0,017 0,021 0,027 0,009 0,011 0,014 0,018 0,006 0,008 0,010 0,014 0,004 0,006 0,007 0,009
20 0,25 0,35 0,50 0,70 0,030 0,038 0,049 0,061d 0,020 0,025 0,032 0,040 0,014 0,017 0,022 0,027 0,009 0,013 0,016 0,021 0,006 0,008 0,010 0,013 0,004 0,006 0,007 0,009
Стали жа- ропрочные, нержавею- щие и инст- рументаль- ные быстро- режущие 25 0,25 0,35 0,50 0,70 0,024 0,030 0,038 0,048 0,016 0,020 0,026 0,032 0,011 0,014 0,017 0,022 0,007 0,009 0,012 0,015 0,005 0,006 0,008 0,010 0,004 0,005 0,006 0,007
32 0,25 0,35 0,50 0,70 0,019 0,024 0,031 0,038 0,013 0,016 0,020 0,025 0,009 0,010 0,013 0,017 0,006 0,007 0,009 0,011 0,004 0,005 0,006 0,008 0,003 0,004 0,005 0,006
170
85. Скорость детали va и подача на глубину на рабочий ход stx
(автоматическая подача) (см. эскиз к табл. 82)
Материал и твердость HRC Скорость ie- тали г/д, м/мин, до Припуск на обработку 77, мм, до Поперечная подача па ход стола s0< мм/ход, до
8 12- 18 27 38 55
Подача на глубину на рабочий ход , мм/ход
Чугуны 5 0,17 0,25 0,35 0,137 0,168 0,210 0,093 0,115 0,140 0,062 0,076 0,095 0,041 0,050 0,063 0,030 0,036 0,045 0,020 0,025 0,031
Стали конструкционные, углеродистые и легированные V Л О СИ 4^ 4^ СО Ю о ст. оо о ГО оо 6,3 0,17 0,25 0,35 0,50 0,108 0,168 0,168 0,210 0,073 0,115 0,113 0,140 0,048 0,076 0,076 0,097 0,032 0,050 0,041 0,064 0,022 0,036 0,028 0,045 0,015 0,025 0,024 0,031
8 0,17 0,25 0,35 0,50 0,085 0,108 0,133 0,168 0,057 0,072 0,089 0,113 0,038 0,048 0,059 0,076 0,025 0,031 0,039 0,051 0,018 0,022 0,028 0,036 0,011 0,015 0,020 0,025
10 0,17 0,25 0,35 0,50 0,069 0,085 0,106 0,137 0,045 0,057 0,071 0,091 0,031 0,038 0,048 0,060 0,021 0,025 0,032 0,041 0,014 0,018 0,022 0,028 0,009 0,013 0,015 0,020
12,5 0,17 0,25 0,35 0,50 0,055 0,069 0,086 0,109 0,036 0,046 0,057 0,073 0,024 0,030 0,038 0,048 0,017 0,020 0,025 0,032 0,011 0,014 0,018 0,022 0,008 0,009 0,013 0,015
16 0,17 0,25 0,35 0,50 0,045 0,053 0,067 0,087 0,028 0,036 0,045 0,057 0,018 0,024 0,030 0,038 0,013 0,015 0,020 0,025 0,008 0,011 0,014 0,020 0,006 0,008 0,009 0,013
20 0,25 0,35 0,50 0,70 0,042 0,053 0,069 0,086 0,042 0,035 0,045 0,056 0,028 0,024 0,031 0,038 0,020 0,018 0,022 0,029 । 0,013 0,011 0,014 0,018 0,008 0,008 0,009 0,013
Стали жа- ропрочные, нержавею- щие и инст- рументаль- ные быстро- режущие 25. 0,25 0,35 0,50 0,70 0,034 0,042 0,053 0,067 0,023 0,028 0,036 0,045 0,015 0,020 0,024 0,031 0,009 0,013 0,017 0,021 0,007 0,008 0,011 0,014 0,006 0,007 0,008 0,009
32 0,25 0,35 0,50 0,70 0,027 0,034 0,043 0,053 0,018 0,022 0,028 0,035 0,013 0,014 0,018 0,024 0,008 0,009 0,013 0,015 0,006 0,007 0,008 0,011 0,004 0,006 0,007 0,008
171
86. Поправочные коэффициенты на вертикальную подачу KSfx
для измененных условий работы в зависимости от:
обрабатываемого материала и точности
Группа шлифуе- мости материала (марка стали см. Материал Точность обработки, мм
0,02 0,032 | 0,05 | >0,08
табл. 11) Коэффициент К 1
I Стали конструкцион- ные углеродистые, хро- мистые, никелевые, мар- ганцовистые, инструмен- тальные углеродистые 0,65 0,8 1,0 1,25
.11 Стали конструкцион- ные вольфрамовые, кремнистые, молибдено- вые 0,56 0,68 0,85 1,05
III Стали жаропрочные и нержавеющие 0,29 0,36 0,45 0,56
IV Стали инструменталь- ные и жаропрочные ти- тановые 0,10 0,12 0,15 0,19
V Чугун и медные спла- вы 1,1 1,3 1,6 2,0
размера шлифовального круга и степени
заполнения стола
Степень заполнения стола
Диаметр круга, мм 0,2 | 1 °-25 1 0,32 | 0,4 | 0,5 | 0,63 | 1 °>8 1 1,0
Коэффициент Kt
<250 1,12 0,98 0,88 0,78 0,7 0,63 0,56 0,50
260—320 1,28 1,12 1,0 0,9 0,8 0,72 0,64 0,57
330—400 1,45 1,25 1,12 1,02 0,9 0,81 0,72 0,64
410—500 1,6 1,4 1,25 1,12 1,0 0,9 0,8 0,71
жесткости станка Кз — (табл. 87)
87. Коэффициент, учитывающий точность
и жесткость станков при плоском шлифовании
Модель (типовая) станка Время непрерывной работы станка
до 10 лет от 10 до 20 лет свыше 20 лет
Коэффициент
371П, 371 К, 372AM, 3720, 3724, 373, 3731, 3734Л, 3734Т, 3756 3772, 3772Э 1 ,о 1,0 1,0 0,85 1,о 0,7
172
88. Мощность, потребная на шлифование и режим бесприжогового шлифования (см. эскиз к табл. 82)
Мощность, потребная на резание
Группы шлифуемости материала V | I | II | III | IV Поперечная подача на ход стола $0, мм/ход, до
Скорость движения детали м/мин, до
5 7,5 10 14 20 5 7,5 10 14 20 5 7,5 10 14 20 5 7,5 10 14 20 5 7,5 10 14 20 । । । । । । । । Г Си 8 3-5 10 8 3-5 14 10 8 3—5 19 14 10 8 3-5 26 19 14 10 8 3—5 35 26 19 14 10 8 3—5 50 35 26 19 14 10 8 3-5 50 35 26 19 14 10 8 3-5 50 35 26 19 14 10 8 50 35 26 19 14 10 50 35 26 19 14 50 35 26 19 50 35 26 50 35 iiiiiiii^i
Подача на глубину на ход стола Si , мм/ход, до д Мощность на резание Лт, кВт
0,006 0,008 0,011 0,015 0,021 0,028 0,039 СО — — — — — — 1,05 1,05 1,3 1,05 1,3 1,6 1,05 1,3 1,6 2,0 1,05 1,3 1,6 2,0 2,5 1,05 1,3 1,6 2,0 2,5 3,1 1,05 1,3 1,6 2,0 2,5 3,1 4,0 1,3 1,6 2,0 2,5 3,1 4,0 5,0 1,6 2,0 2,5 3,1 4,0 5,0 6,1 2,0 2,5 3,1 4,0 5,0 6,1 7,6
Подача на глубину на ход стола , мм/ход, до Д
0,053
0,075 — — — — 1,05
0,1 — — — 1,05 1,3
0,14 — — 1,05 1,3 1,6
0,19 — 1,05 1,3 1,6 2,0
0,25 1,05 1,3 1,6 2,0 2,5
Поправочные коэффициенты
на мощность резания в зависимости
от ширины и твердости круга
Ширина круга Вк, мм
Твердость круга 40 63 100
Коэффициент Л‘4
М2-МЗ 0,8 0,9 1,0
СМ1-СМ2 0,9 1,0 1,12
С1-С2 1,04 1,16 1,3
СТ1—СТ2 1,22 1,3 1,52
Продолжение табл. 88
Мощность на резание N, кВт
1,05 1,3 1,6 2,0 2,5 3,1 4,0 5,0 6,1 7,6 9,5
> 1,3 1,6 2,0 2,5 3,1 4,0 5,0 6,1 7,6 9,5 11,8
1,6 2,0 2,5 3,1 4,0 5,0 6,1 7,6 9,5 11,8 14,7
2,0 2,5 3,1 4,0 5,0 6,1 7,6 9,5 11,8 14,7 18,4
2,5 3,1 4,0 5,0 6,1 7,6 9,5 11,8 14,7 18,4 —
3,1 4,0 5,0 6,1 7,6 9,5 11,8 14,7 18,4 — —
Предельные значения удельной
мощности шлифования (в кВт на
1 мм ширины круга) для беспрпжоговой
обработки закаленной стали HRC>40
Скорость движения детали г/д, м/мин, до
Твердость круга 12,5 20
Удельная мощность ЛГуд, кВт/мм,
М2—М3 СМ1-СМ2 Cl—С2 СТ1—СТ2 о,1 0,09 0,08 0,07 0,12 0,11 0,1 0,09
89. Последовательность расчета режимов резания при шлифовании
периферией круга на станках с круглым столом
Последовательность выбора режимов
Таб-
лица
Исходные данные
Определение поперечной по-
дачи на оборот стола s0, мм/об
Определение табличной ско-
рости вращения детали од,
м/мин
Определение среднего диа-
метра расположения детали на
станке
J +
*ПР=-----2-----
Расчет числа оборотов стола
пр, об/мин
Уточнение числа оборотов
стола по паспорту станка пд,
об/мин
Определение действительной
скорости детали оДд , м/мин
Определение подачи на глу-
бину S/, мм/дв. ход
91
92
Определение поправочных коэффициентов для подачи
на глубину Ks*
90
91
92
Выбранная ширина круга Ви;
шероховатость после шлифова-
ния
Материал и его твердость:
при ручной подаче
при автоматической подаче
dH — наружный диаметр рас-
положения деталей
dB — внутренний диаметр
расположения деталей на столе
1000 Vn
пр =-------------
К ^пр
Паспорт станка
Пд < Пр
v _ ^dny-пд
д 1000
Материал, твердость, ско-
рость иДд; припуск, поперечная
подача s0:
при ручной подаче
при автоматической подаче
Ki — от обрабатываемого
материала
Степень заполнения стола
ЕГд 7t (t/2H—d2B)
-------- р — -------------
F 4
7^2— от размера круга и сте-
пени заполнения стола
86 Группа шлифуемости, мате-
риал (см. табл. 11), точность
обработки по технологическому
эскизу, карте, чертежу
2ГД — сумма площадей шли-
фуемых плоскостей, мм2
F — площадь стола, на кото-
рой расположены шлифуемые
детали
86 Выбранный круг
Степень заполнения стола
175
Продолжьние таЬл. 89
Последовательность выбора режимов
Таб-
лица
Исходные данные
Яз— от жесткости станка
Определение подачи на глу-
бину Sf , мм/дв. ход
87
Модель станка и срок его
эксплуатации
5/д = S/ • • #2 • Кз
Поверочный расчет режимов резания
по мощности станка
Определение мощности N,
расходуемой на резание, кВт
Определение поправочного
коэффициента ^4
Определение мощности на
шлифование А^Шл, кВт
АГшл=АГ-К4
Мт л ^А/ дв
Определение значения удель-
ной мощности шлифования для
бесприжоговой обработки А^уд,
кВт/мм
Расчет основного времени То,
мин
у,__________к • ^пр ________
° ~ 1ООО’ЧЦд • $о • S/д- Z
или
L - П
т°= nK-st.s^-z
93 Группа шлифуемости, ско-
рость детали оДд , поперечная
подача $0, подача на глубину
д
93 Твердость круга, ширина кру-
га
А^Дв — мощность двигателя
станка
т] — коэффициент полезного
действия
93 Твердость круга, скорость де-
тали иДд
z — количество шлифуемых
деталей
L — длина шлифования, мм
du~-d n
L = —"2 +ВК+Ю
П — припуск, мм
90. Поперечная подача $0, мм/об (см. эскиз к табл. 89)
Класс шероховатости поверхности Ширина шлифовального круга Вк, мм
20 32 40 50 63 80
Поперечная подача на оборот стола 50, мм/об
5 и грубее 16 26 32 40 50 64
6 12 19,0 24 30 38 48
7 8 12,5 16 20 25 32
8 3-5 8 10 12,5 16 20
176
91. Скорость вращения детали ид и подача на глубину
на двойной ход ползуна st, мм/дв. ход (ручная подача)
(см. эскиз к табл. 89)
Обрабатываемый материал и твердость HRC Скорость де- тали г,д, м/мин, до Припуск П на обработку, мм Поперечная подача на оборот стола s0, мм/об
8 | 12 | 18 | 27 | 38 | 55
Подача на глубину на двойной ход
ползуна Sf , мм/дв. ХОД
Чугуны 5 0,17 0,154 0,102 0,069 0,046 0,033 >0,022
0,25 0,35 0,193 0,128 0,086 0,057 0,243 0,1600,108 0,071 1 0,041 0,051 0,028 0,035
«г <28 6,3 0,17 0,25 0,122 О,О8з|о,О54|о,О16 0,153 0,103 0,068 0,055 0,026 0,032 0,018 0,022
х X 0,35 0,191 0,129 0,085 0,066 0,040 0,028
К X 0,50 0,245 0,165|0,109|0,072 0,051 0,035
О 0,17 0,096 0,064|0,01з|0,029 0,020 0,014
1 32 8 0,25 0,120 0,080 0,054 0,036 0,026 0,018
0,35 0,150 0,100 0,065 0,045 0,033 0,022
S 0,50 0,192 0,128|0,089|0,058 0,042 0,028
<D 2 0,17 0,076 0,051|0,034|0,023 0,016 0,011
g 40 10 0,25 0,096 0,064 0,043 0,029 0,020 0,014
о о 0,35 0,120 0,080 0,054 0,036 0,025 0,018
Q. Et <D 0,50 0,154 0,102|0,069|3,046 3,032 0,022
0,17 0,062 0,041|0,027|0,018 0,013 0,009
<d 48 12,5 0,25 0,077 0,051 0,034 0,023 0,016 0,011
2 X 0,35 0,096 0,064 0,043 0,029 0,020 0,014
X о 0,50 0,124 0,082|0,055|0,037 0,026) 0,018
X s 0,17 0,048 0,032|0,022,0,014 0,010 0,007
£ 56 16 0,25 0,060 0,040 0,027 0,018 0,013 0,009
H 0,35 0,075 0,050 0,034 0,022 0,016 0,011
X о 0,50 0,096 0,064|0,43 |0,029 0,020 0,014
X s 0,25 0,047 0,032,0,021 0,014 0,10 0,007
S >60 20 0,35 0,059 0,040 0,026 0,018 0,013 0,009
QJ 0,50 0,075 0,051 0,034 0,022 0,017 0,010
0,70 0,094 0,064]0,042 0,028 0,020 3,014
Стали жаропроч- 0,25 0,039 0,0260,0170,011 0,008 0,006
ные, нержавеющие п 20 0,35 0,049 0,033 0,021 0,014 0,010 0,007
инструментальные 0,50 0,062 0,042 0,027 0,018 0,13 0,008
быстрорежущие 0,70 0,078 0,052 0,034 0,023 0,016 0,010
32 0,25 0,35 0,030 0,020 0,013 0,009 0,038 0,025 0,017 0,011 0,006 0,008 0,004 0,006
0,50 0,70 0,048 0,032 0,021 0,014 0,060 0,040 0,027 0,018 0,010 0,043 0,007 0,009
177
92. Скорость вращения детали и подача на глубину
на двойной ход ползуна st, мм/дв. ход (автоматическая подача)
(см. эскиз к табл. 89)
Обрабатываемый материал и твердость HRC Скорость детали Рд, мин, до Припуск на обра- ботку /7, мм, до Поперечная подача на оборот стола 50, мм/об, до
8 1 12 1 18 1 27 38 | 55
Подача на глубину на двойной ход ползуна Sy мм/дв. ход
Чугуны 5 0,17 0,25 0,35 0,216 0,271 0,340 0,143 0,180 0,224 1 0,097 0,121 0,152 0,064 0,080 0,099 0,045 0,057 0,071 0,031 0,039 0,049
Стали конструкционные углеродистые и легированные Н RC до V ел 4^ со Л о оо о to to о 00 6,3 0,17 0,25 0,35 0,50 0,174 0,214 0,268 0,343 0,115 0,144 0,181 0,231 0,016 0,095 0,119 0,153 0,055 0,077 0,092 0,101 0,039 0,045 0,056 0,071 0,022 0,031 0,038 0,049
8 0,17 0,25 0,35 0,50 0,134 0,168 0,210 0,269 0,090 0,112 0,140 0,179 0,060 0,076 0,091 0,123 0,039 0,050 0,063 0,080 0,028 0,036 0,045 0,057 0,020 0,024 0,030 0,039
10 0,17 0,25 0,35 0,50 0,107 0,134 0,168 0,216 0,072 0,090 0,112 0,141 0,048 0,060 0,074 0,096 0,032 0,041 0,050 0,064 0,022 0,028 0,035 0,045 0,016 0,020 0,023 0,031
12,5 0,17 0,25 0,35 0,50 0,086 0,108 0,134 0,174 0,056 0,072 0,090 0,113 0,037 0,048 0,060 0,076 0,025 0,0170,012 0,032 0,022 0,016 0,039 0,028 0,020 0,05110,035|0,025
16 0,17 0,25 0,35 0,50 0,067 0,084 0,105 0,134 0,045 0,056 0,070 0,090 0,029 0,038 0,046 0,060 0,019|о,О14|о ,0098 0,025 0,018 0,012 0,029 0,022 0,014 0,039)0,028|0,019
20 0,25 0,35 0,50 0,70 0,066 0,083 0,106 0,132 0,045 0,056 0,071 0,090 0,029 0,036 0,047 0,059 0,020|0,015|0,009 0,024 0,018 0,012 0,031 0,023 0,014 0,039|0,028|0,020
Стали жаропроч- ные, нержавеющие и инструментальные бы- строрежущие 25 0,25 0,35 0,50 0,70 0,055 0,069 0,087 0,108 0,036 0,045 0,057 0,073 0,024 0,029 0,038 0,048 0,015 0,011 0,019 0,015 0,025 0,018 0,031|0,02С 0,0078 0,0098 10,012 ।0,014
32 0,25 0,35 0,50 0,70 0,042 0,052 0,067 0,084 0,028 0,035 0,045 0,056 0,018 0,022 0,029 0,036 0,012 0,015 0,019 0,024 !0,009 0,011 10,014 0,018 0,0062 0,0078 0,0098 0,012
178
93. Мощность, потребная на шлифование и режим бесприжогового шлифования (см. эскиз к табл. 89)
CO
О
Подача на глубину на двойной ход
ползуна s, ,
мм/дв. ход, до
0,021 0,028 0,039 0,053 0,073 0,10 0,14 0,19 0,26 1 1 1 1 1 1 1^°! о 1 1 1 1 1 О ' 0,95 1,2 1.5 1.9 Г" 0,95 1,2 1,5 1,9 2,4 0, 1, 1, 1, 2, 2,
Поправочный коэффициент
на мощность резания
в зависимости от ширины
и твердости круга
Ширина круга Вк, мм
Твердость круга 40 | I 63 I 100
Коэффициент Я4
М2—М3 0,8 0,9 1,0
СМ1—СМ2 0,9 1,0 1,12
С1-С2 1,0 1,16 1,3
СТ1—СТ2 1,22 1,36 1,52
Продолжение табл. 93
Мощность на резание N. кВт
0,95 1,2 1,5 1,9 2,4 2,9 3,7 4,6 5,8 7,2 9,0
— — 0 95 1,2 1,5 1,9 2,4 2,9 3,7 4,6 5,8 7,2 9,0 11,2
— 0,95 1,2 1,5 1,9 2,4 2,9 3,7 4,6 5,8 7,2 9,0 Н,2 14,4
95 1,2 1,5 1,9 2,4 2,9 3,7 4,6 5,8 7,2 9,0 Н,2 14,4 18,0
2 1,5 1,9 2,4 2,9 3,7 4,6 5,8 7,2 9,0 11,2 14,4 18,0 22,5
5 1,9 2,4 2,9 3,7 4,6 5,8 7,2 9,0 11,2 14,4 18,0 22,5 28,0
9 2,4 2,9 3,7 4,6 5,8 7.2 9,0 И,2 14,4 18,0 22,5 28,0 35,0
4 2,9 3,7 4,6 5,8 7,2 9,0 11,2 14,4 18,0 22,5 28,0 35,0 43,6
9 3,7 4,6 5,8 7,2 9,0 11,2 14,4 18,0 22,5 28,0 35,0 43,6 54,4
Предельные значения удельной
мощности шлифования
(в кВт на 1 мм ширины круга)
для беспри ж о го в ой обработки
закаленной стали /77?С>40
Скорость вращения детали , м/мин, до _ ^д
Твердость 20 I 36 1 | 63
круга Удельная мощность Л^уд, кВт/мм
М2—М3 0,125 0,145 0,19
СМ1—СМ2 0,11 0,136 0,175
Cl— С2 0,1 0,125 0,16
СТ1—СТ2 0,09 0,11 0,145
94. Последовательность расчета режимов резания
при шлифовании торцом круга на станках
с прямоугольным столом
Последовательность выбора режимов
Исходные данные
Определение скорости детали
(стола) уд, м/мин
Определение приведенной ши-
рины шлифования ВпР, мм
95
96
Определение подачи на глу-
бину шлифования stx, мм/ход
стола
95
96
Обрабатываемый материал,
его твердость:
при ручной подаче
при автоматической подаче
2ВД — сумма всех шлифуе-
мых площадей деталей, распо-
ложенных на столе, мм2,
—длина хода стола, Лх =
= /дет 4“7)к + 10 ММ
В сумму /дет входят и разры-
вы между деталями (просветы)
Скорость детали уд, припуск
на обработку /7, приведенная
ширина шлифования Впр:
при ручной подаче
при автоматической подаче
Определение поправочных коэффициентов для подачи
на глубину KS/x
Ki — от обрабатываемого ма-
териала шероховатости и точ-
ности
К2 — от размера и формы
шлифовального круга
Лз — от жесткости станка
Определение подачи на глу-
бину S/ , мм/ход’ стола
97
97
87
Группа шлифуемости и ма-
териал (см. табл. 11), шерохо-
ватость и точность по техноло-
гическому эскизу, карте или
чертежу
Выбранные формы и размеры
круга
Модель станка и срок его
эксплуатации
st д =[$1х'КгК2'Кз
181
Продолжение табл. 94
Последовательность выбора режимов
Таб-
лица
Исходные данные
Проверочный расчет режимов резания по мощности станка
Определение мощности, рас-
ходуемой на резание N, кВт
Определение поправочного
коэффициента /С4
Определение мощности на
шлифование ДОШл, кВт
Нш л А/ Дв • Т|
Определение машинного вре-
мени
г Lx'n
0 1000- уд-S/p-z
98 Группа шлифуемости по
табл. 11, скорость детали уд.
Приведенная ширина шлифова-
ния ВПр, подача на глубину на
ход стола
98 Твердость и ширина круга
А^дв — мощность двигателя
станка
т] — коэффициент полезного
действия
П — припуск
z — количество деталей, шли-
фуемых па столе
37. Режимы резания при плоском шлифовании
Назначение режимов резания следует производить для каждой
обрабатываемой детали в зависимости от: материала детали, харак-
теризующую группу шлифуемости (см. табл. 11); твердости мате-
риала детали; размеров детали и допуска на шлифование; припуска
на шлифование; типа станка модели, мощности станка, числа оборо-
тов шпинделя, наибольшего возможного диаметра круга, устанавли-
ваемого на станке, срока эксплуатации станка.
Перед назначением режимов резания выбирается шлифовальный
круг: характеристика круга (см. табл. 46, 47); форма и размеры
круга (см. табл. 40). Размеры наружного диаметра и ширина круга
должны выбираться возможно большими, допускаемыми паспортами
станка (см. табл. 13—20). Затем рассчитывают режимы резания и
основное время в зависимости от шлифования периферией круга или
торцом круга на станках с прямоугольным или круглым столом (см.
табл. 83—(102). Методика расчетов режимов резания для шлифова-
ния периферией круга на станках с прямоугольным столом приведе-
на в табл. 82, на станках с круглым столом в табл. 89, для шлифо-
вания торцом круга на станках с прямоугольным столом в табл. 94,
па станках с круглым столом в табл. 99.
182
Стали конструкционные углеродистые
и легированные HRC до
00
00 6,3 СЛ
о о О о о О о о О О о о
Сп со ND Си со ND Ы—* со ND ь—*
о Сл СЛ о СЛ со сл СЛ ND
о о О о о О О о о О о о
ч* W
о о о о о о о о о о о о
nd Сл 4^ Си со со со Сл СЛ СО ND СЛ СП
о О О о о о О О о О О о
ч*
о о о о о о о о о о о о
Сп со ND СЛ со Сл ^4^ со
Сл СП СО ND сл СП ND -4 СЛ СП
О О о О О О о о О О О о
ЧА чв чв чв
о S о о о о о о о о о о
ND ND СЛ со ND СЛ >4^ со ND
Сл СО со СЛ СП СО “^4 СП СП со
О о О О О о О О о с>
«* ч«
S CD о о о о о о о о о о
ND ND со ND ND со ND ND
СП СО Со 00 сл СП СО со СП СП СО Со
о О О о О о О О о о о О
ч«
о о о о о о о о о о о о
ND ND со ND ND со ND ND
СО Со 00 сл СП СО со 00 СП СО со 00
О О о О о О О о о О О о
«Л ч* «А «* чв
о о о о о о о о о о о о
ND ND ND ь - i ND ND > - а
Со 00 СП СО со 00 СП СО со 00 Си
О о о о О О о о О О о О
о о о о о О о о О О о О
ЬоЫ о ND ь^4 * ND ^—4
00 Сл СЛ СП СО со со 00 СИ СП Со 00 СЛ
0,12 0,057 0,045 0,036 0,029 0,0116 0,0185 0,0145
0,17 0,072 0,057 0,045 0,036 0,029 0,01160,0185
4
Чугуны 0,25 0,09 0,072 0,057 0,046 0,036 0,029 0,023
0,35 0,112 0,0900,072 0,057 0,046 0,036 0,028
Обрабатываемый ма- териал и твердость HRC
3,2 Скорость детали г/д, м/мин, до
о о о о со То Т— Т— О1 ч ю Припуск на обработ- ку П, мм, до
0,071 0,057 0,045 0,036 0,029 0,023 0,0175 0,09 0,072 0,058 0,045 0,036 0,029 0,023 0,112 0,09 0,072 0,057 0,046 0,036 0,028 0,140 0,112 0,09 0,072 0,057 0,046 0,036 Подача на глубину на ход стола st , мм/ход fx 20 32 50 80 125 200 320 Приведенная ширина шлифования Впр, мм, до
95. Скорость детали ид, подача на глубину шлифования
(ручная подача) (см. эскиз к табл. 94)
2
Стали жаропроч- 1 ные, нержавеющие и инструментальные быстрорежущие Стали конструкционные углеро- дистые и легированные HRC до V 44 ОЗ СЛ 00 О О оэ Обрабатываемый ма- териал и твердость HRC
25 20 1 — 12,5 о Скорость детали м/мин, до
а> о о о "сл со "nd "— о сл сл -*q о О о о "сл со g СЛ СЛ -4 о о о о Qi W ю - о сл сл О О О О "сл "со "nd — О СЛ СЛ Ч о о о о "сл со "nd "— о сл сл -q Припуск на обработ- ку /7, мм, до
о о о о "о "о "о "о ND _ 44 00 44 — СЛ СЛ О О О О "о "о "о "о ND ND — — СО 44 00 СЛ о о о о о о "nd "о СО ND СО — СП СО СО о о о о "о "о "о "о 4* СО ND ND СЛ СП СО 44 О О О Олг "о "о "о "о * Сл >4 со ND -Ч СЛ О СО Подача на глубину на ход стола , мм/ход 1х 20 32 50 Приведенная ширина шлифо^ния Впр, мм, до
0,009 0,0116 0,0145 0,018 0,0116 0,0145 0,018 0,024 О О О JZ> "о о о о ND ND *- •— со со 00 44 СЛ о о о о "о о "о "о СО ND ND — О СО СО 00 о о о о "о "о "о "о 4^ СО ND ND СЛ О СО со
0,0072 0,009 0,0116 0,0145 о о о о "о "о "о "о — о 00 44 — со СЛ СП О О О О о "о о о ND — — — со 00 44 —1 СЛ СП о о о о "о "о "о "о ND ND — — СО СО 00 44 СЛ о о о о "о "о "о "о СО ND ND — СП СО СО 00
|0,0058 0,0072 0,009 0,0116 0,0072 0,009 0,0116 0,0145 о о о о "о о "о "о ь- О Q0 44 —‘ СО СЛ СП О О О О "о "о "о "о ND — —* — СО 00 44 — СЛ СП 0,0145 0,018 0,023 0,029 80 125 200
0,0047 0,0058 0,0072 0,009 о о о о "о "о "о "о — о о о — СО СЛ СП ND 00 о о о о "о "о "о о — — о о 4^ Ь- CD М сл сл ьо __ 0,009 0,0116 0,0145 0,018 о о о о "о "о "о "о ND — — — СО 00 44 Ь- СЛ СП
о о о о о "о "о "о о о о о “Ч Сл 44 СО ND ОО -4 СП 0,0047 0,0058 0,0072 0,009 о о о о "о "о "о "о — ООО CD Ч Сл О ND 00 о о о о "о "о "о "о — — о о 44 —* со -ч СЛ СП ND О О О О "о "о "о "о н- — О 00 44 — со СЛ СП
j3> о о о "о "о "о "о р о р о Сл 44 СО ND *4 Oi ОЭ Сл о о о о "о "о "о "о о о о о •ч сл 44 СО 1 ND 00 С 00 О JO о о "о "о "о "о о о о о со *4 Сл 44 ND 00 СП О О О О о о "о "о — ООО — со Сл О ND 00 0,0072 0,009 0,0116 0,0145 320
Продолжение табл. 95
96. Скорость детали ид, подача на глубину шлифований stt
(автоматическая подача) (см. эскиз к табл. 94)
св « и X н £ Л Приведенная ширина шлифования ВПр, мм, до
3 § ю
S о. <я о О
О (U S S <ь X чг 20 32 50 80 125 200 320
gx Й * м? о Л
о к
Обра тери< HRC СХ X 2 Д О S Приг ку Л Подача на глубину па ход стола , мм/ход
0,12 0,099 0,080 0,063 0,051 0,041 0,032 0,025
3,2 0,17 0,126 0,101 0,080 0,063 0,051 0,041 0,032
0,25 0,157 0,126 0,101 0,080 0,0640,051 0,041-
0,35 0,196 0,157 0,126 0,101 0,080 0,064 0,051
0,12 0,080 0,063 0,051 0,041 0,016 0,025 0 020
л 0,17 0,101 0,080 0,063 0,051 0,041 0,032 0,025
Чугуны 0,25 0,126 0,101 0,080 0,064 0,051 0,041 0,032
0,35 0,157 0,126 0,101 0,080 0,0640,051 0,040
0,12 0,063 0,051 0,041 0,032 0,025 0,020 0,016
0,17 0,080 0,063 0,051 0,041 0,032 0,025 0,020
□ 0,25 0,101 0,080 0,064 0,051 0,041 0,032 0,025
0,35 0,126 0,101 0,080 0,063 0,051 0,040 0,032
0J 0,17 0,063 0,051 0,041 0,032 0,025 0,016 0,016
S 5g 0,25 0,080 0,063 0,051 0,041 0,032 0,025 0,020
S-Q <28 6,3
0,35 0,101 0,080 0,064 0,051 0 041 0,032 0,025
иные шые 0,50 0,126 0,101 0,080 0,063 0,051 0,041 0 032
° 03 £ и S ° >> S' 0,17 0,051 0,041 0,032 0,025 0,020 0,016 0,013
о 0,25 0,063 0,051 0,041 0,032 0,025 0,020 0,016
ох 32 8 0,35 0,080 0,063 0,051 0,041 0,032 0,025 0,020
ч СО 0,50 0,101 0,080 0,063 0,051 0,041 0,032 0,025
5
7—2325
185
00 Стали жаропроч- ные, нержавеющие и инструменталь- ные быстрорежу- щие Стали конструкционные углеродистые и легированные HRC ж V О Сл 4^-4^ О СП 00 о Обрабатываемый ма- териал и твердость Я/?С
го сл 20 12,5 о Скорость детали г/д, м/мин, до Припуск на обработ- ку Z7, мм, до
о о о о "со "го о сл сл О О О О СЛ Со Ю •—‘ О СЛ СЛ о о о о сл "со "го О СЛ СЛ о О О О "сл "со "to О СЛ СЛ -ч о~о о о "сл "со "to "- О СЛ СЛ
о о о о о о "о "о СО ГО tO н-> СО Сл О СП О О О О "о "о "о "о 4^ со to to н- 4- СЛ •- о о о о о "о "о "о СЛ фь СО to »— н- го с о о о о "о "о "о "о СП СЛ 4^ со со t-t со 0,041 0,051 0,063 0,080 Подача на глубину на ход стола , мм/ход ю о Приведенная ширина шлифования ВПр, мм, до
0,013 0,016 0,020 0,025 о о о о "о "о о "о со to to •— со СЛ О СП JO о о о "о "о "о "о 4^ СО to to to СЛ о 0,025 0,041 0,041 0,051 о о о о "о "о "о "о СП СЛ 4^ СО СО >—1 >—1 Ю 32 50 80 125
0,0102 0,018 0,015 0,020 о о о о "о о "о "о го to — — Сл о сп со о о о о "о "о "о "о 4^ to to •— СЛ О СП 0,020 0,032 0,032 0,041 о о о о о "о "о "о СЛ 4^ СО to Ь-* to СЛ
0,0081 0,0102 0,013 0,020 о о о о "го "о "о "о о сп со о to о о о о "о "о "о "о to Ю >— •—* СЛ О СП со о о о о "о "о "о "о со to to — ГО СЛ сл сл о о о о "о "о "о "о 4^ СО to to — Ю СЛ о
О О О О "о "о "о "о — Н- о о СП О 00 СП tO ел о о о о "о о "о "о О СП СО О ОО to •— 0,0102 0,013 0,016 0,020 о о о о "о "о "о "о to to to — сл о о со о о о о "о "о "о "о со го го — to СЛ О СП
о о о о "о "о "о "о — о о о О ОО СП Сл tO >—1 СП >—1 о о о о о о о "о о о со о 00 СП ГО >—1 СП 0,0081 0,0102 0,013 0,016 0,0102 0,013 0,016 0,020 о о о о "о "о "о "о to to — и- сл о СП со 200
0,0035 0,0051 0,0066 0,0080 , о о о о о о о о О о о О ОО СП сл to ' Oi со о о о о о о о о о о со о 00 СП to »-* СП 0,0081 0,0102 0,013 0,016 0,0102 0,013 0,016 0,020 320
П родолжение табл. 96
97. Поправочные коэффициенты на подачу К5
*х
для изменения условий работы в зависимости от:
обрабатываемого материала, точности
и шероховатости поверхности
а шлифуемости Материал шероховатости :ности Точность обработки, мм, до
0,02 0,032 0,05 0,08 0,15
Е Е И ск
2 я о Коэффициент Kt
t-f Е •Ф X
I Стали конструкци- 5—6 0,80 0,96 1,2 1,5 2,4
онные углеродистые, 7 0,65 0,8 1,0 1,25 2,0
хромистые, никеле- вые, марганцовистые, инструментальные, уг- леродистые 8 0,55 0,66 0,83 1,04 1,65
II Стали конструкци- 5-6 0,65 0,8 1,0 1,25 2,0
онные вольфрамовые, кремнистые молибде- 7 0,56 0,68 0,85 1,05 1,7
8 0,46 0,56 0,70 0,88 1,4
новые
III Стали жаропроч- 5-6 0,35 0,42 0,54 0,68 1,1
ные и нержавеющие 7 0,29 0,36 0,45 0,56 0,9
8 0,25 0,30 0,38 0,48 0,76
IV Стали инструмен- 5-6 0,12 0,14 0,18 0,24 0,36
тальные быстрорежу- 7 0,10 0,12 0,15 0,19 0,30
щие и жаропрочные титановые 8 0,09 0,11 0,13 0,16 0,26
V Чугун и медные 5-6 1,2 1,5 1,9 2,3 3,1
сплавы 7 1,1 1,3 1,6 2,0 2,6
8 0,85 1,0 1,3 1,6 2,1
размера и формы шлифовального круга
Форма круга Диаметр круга Дк, мм
320 330-500 500
Коэффициент Ki
Чашечный Сегментный 0,8 1,0 1,0 1,2 1,2 1,44
жесткости станка Кз (см. табл. 87)
98. Мощность, потребная на шлифование, и поправочные
коэффициенты на мощность резания (см. эскиз к табл. 94)
Мощность, потребная на резание
Группы шлифуемости материала
Приведенная ширина шлифования Внр, мм, до
Скорость движения дета ли ъл
мм/мин, до
7 19 26 35 48 65 91 124 170 234 320
10 7 — — — — 19 26 35 48 65 91 124 170 234 320
14 10 7 — — — — 19 26 35 48 65 91 124 170 234 320 — — — — — —
19 14 10 7 — — — — 19 26 35 48 65 91 124 170 234 320 — — — —
26 19 ‘ 14 10 7 — — — — 19 26 35 48 65 91 124 170 234 320 — — — —
— 26 19 14 10 — — — — — 19 26 35 48 65 91 124 170 234 320 — — —
— — 26 19 14 — — — — — — 19 26 35 48 65 91 124 170 234 320 — —
— — — 26 19 19 26 35 48 65 91 124 170 234 320 —
— — — — 26 — — — — — — — — 19 26 35 48 65 91 124 170 234 320
П >дача 1 на глубину на ход стола
ММ/ХОД, Д( 5 -гр: Мощность на резание А”, кВт
0,003
0,004
0,006
Продолжение табл. 98
Подача на глубину на ход стола sf- 1р* мм/ход, до Мощность на резание N, кВт
0,008 0,8 1,0 1,3 1,5 2,0 2,6 з,з 4,1 5,0 6,6 8,4 10,5 13,1
0,011 — — — — 0,8 1,0 1,3 1,5 2,0 2,6 з,з 4,1 5,0 6,6 8,4 10,5 13,1 16,4
0,015 — — — 0,8 1,0 1,3 1,5 2,0 2,6 3,3 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5
0,021 — — 0,8 1,0 1,3 1,5 2,0 2,6 3,3 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6
0,028 — 0,8 1,0 1,3 1,5 2,0 2,6 3,3 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6 32
0,034 0,8 1,0 1,3 1,5 2,0 2,6 з,з 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6 32 40
0,053 1,0 1,3 1,5 2,0 2,6 з,з 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6 32 40 —
0,073 1,3 1,5 2,0 2,6 3,3 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6 32 40 — —
0,10 1,5 2,0 2,6 3,3 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6 32 40 — — —
0,14 2,0 2,6 3,3 4,1 5,0 6,6 8,4 10,5 13,1 16,4 20,5 25,6 32 40 — — — —
Поправочные
коэффициенты на мощность резания в зависимости от твердости
и ширины круга или сегмента
Ширина круга мм Твердость круга
М2—М3 СМ1-СМ2 С1-С2
40 0,8 0,9 1,04
63 0,9 1,0 1,16
100 1,0 1,12 1,3
99. Последовательность расчетов режимов резания
при шлифовании торцом круга на станках с круглым столом
Последовательность выбора режимов
резания
Исходные данные
Определение табличной ско-
рости детали од, м/мин
Определение среднего диа-
метра расположения деталей
на станке dn$, мм
100
101
, ^н+^в
= —2—
Определение приведенной
ширины шлифования Впр, мм
Расчет числа оборотов стола
пр, об/мин
Уточнение числа оборотов
стола Ид по паспорту станка,
об/мин
Определение действительной
скорости детали иДд м/мин
Определение подачи на глу-
бину шлифования s<0, мм/об
стола
Определение поправочных коэффициентов для подачи
на глубину Kst0
К\ — от обрабатываемого ма-
териала, шероховатости, точ-
ности
/С2 — от размера и формы
круга
Кз — от жесткости станка
Определение подачи на глу-
бину st ‘ мм/об стола
190 Р
97
97
87
Обрабатываемый материал и
его твердость:
при ручной подаче
при автоматической подаче
dn — наружный диаметр рас-
положения деталей на столе
dz — внутренний диаметр
расположения деталей на столе
100
101
2ГД — суммарная площадь
лифуемых поверхностей дета-
5Й, расположенных на столе,
мм2
1000-1/д
ир=----------
к ^пр
Паспорт станка
Пд -С пр
v к ^ПР пд
Дд 1000
Обрабатываемый материал и(
го твердость, скорость детали.
’Дд, приведенная ширина шли.-
ювания Впр:
при ручной подаче
при автоматической подаче
Группа шлифуемости и ма-
териал по табл. 11; шерохова-
тость и точность по технологи-
ческому эскизу, карте, чертежу
Выбранные форма и размеры
круга
Модель станка и срок его
эксплуатации
s7p —
Продолжение табл. 99
[Последовательность выбора режимов
резания
Исходные данные
Проверочный расчет режи-
мов резания по мощности
станка
Определение мощности N,
расходуемой на резание, кВт
Определение поправочного
коэффициента
Определение мощности на
шлифование ^л, кВт
^=^•/<4
N шл N да * "П
Расчет основного времени То,
мин
102
Группа шлифуемости мате-
риала; скорость вращения де-
тали уДд; приведенная ширина
шлифования; подача на глуби-
ну за оборот стола St
От ширины круга или сегмен-
та Вк; твердость круга
А^дв — мощность двигателя
станка
г] — коэффициент полезного
действия
z — количество шлифуемых
деталей на станке
У __
° 1000%-%-г
ИЛИ
Лд-SyZ
100. Скорость детали с/д, подача на глубину шлифования
(ручная подача) (см. эскиз к табл. 99)
Приведенная ширина шлифования мм, до
20 32 50 80 125 200 320
Подача на глубину на оборот стола мм/об
0,17 0,0904 0,072 0,0576 0,045 0,036 0,0288 0,0244
.4 0,25 0,113 0,090 0,072 0,057 0,045 0,036 0,028
0,35 0,141 0,112 0,090 0,071 0,056 0,045 0,035
Чугуны 0,50 0,181 0,114 0,115 0,091 0,072 0,058 0,045
0,17 0,072 0,0576 0,0455 0,036 0,0288 0,0224 0,0184
с 0,25 0,69 0,072 0,057 0,045 0,036 0,028 0,023
О 0,35 0,112 0,090 0,071 0,056 0,045 0,035 0,0288
0,50 0,144 0,115 0,091 0,072 0,58 0„045 0,0368
191
to
Стали жаропрочные, нер-
жавеющие и инструмен-
тальные быстрорежущие
Стали конструкционные углеродистые и легированные HRC до
Скорость движения
детали м/мин, до
Припуск на обработку
/7, мм, до
Обрабатываемый ма-
териал и твердость
HRC
101. Скорость детали уд, подача на глубину шлифования st (
(автоматическая подача) (см. эскиз к табл. 99)
Обрабатываемый ма- териал и твердость В ЯС Скорость движения детали ?д, м/мин Припуск на обработку /7, мм, до Приведенная ширина шлифования мм, до
20 32 50 80 125 200 320
Подача на глубину на оборот стола 5^, мм'об
0,17 0,126 0,102 1 0,080 1 D,064 1 3,050 ( 3,039 ( 3,031
4 ' 0,25 0,160 0,126 । 0,102 । 0,080 1 0,063 1 3,050 ( 3,039
0,35 0,196 0,157 0,126 0,099 1 0,078 1 3,063 1 3,049
Чугуны 0,50 0,251 0,201 0,161 0,127 । 0,102 1 0,081 । 0,063
0,17 0,102 0,080 0,064 0,050 0,039 । 0,031 0,026
5 0,25 0,126 0,102 0,080 0,063 0,050 0,039 0,032
0,35 0,157 0,126 0,099 0,078 0,063 0,049 0,040
0,50 0,201 0,161 0,127 0,102 0,081 0,063 0,050
0,17 0,080 0,064 0,050 0,039 0,031 0,026 0,020
О) 0,25 0,102 0,080 0,063 0,050 0,039 0,032 0,025
3 < 28 6,3
S 0,35 0,126 0,099 0,078 0,063 0,049 0,040 0,031
Е( о CU о <D rf 0,50 0,161 0,127 0,102 0,081 0,063 0,050 0,040
0,17 0,064 0,060 0,039 0,031 0,026 0,020 0,016
3^ X О х з 32 8 0,25 0,080 0,063 0,050 0,039 0,032 0,025 0,020
S = ® = 0,35 0,099 0,078 0,063 0,049 0,040 0,031 0,025
* CQ >» о 0,50 0,127 0,102 0,081 0,063 0,050 0,040 0,031
О ®
р 0,17 0,050 0,039 0,031 0,026 0,020 0,016 0,012
я s «ч то 40 10 0,25 .0,063 0,050 0,039 0,032 0,025 0,020 0,016
О 0,3£ >0,078 0,063 0,049 0,040 0,031 0,025 0,020
0,5( )0,102 0,081 0,063 0,050 0,040 0,031 0,024
193
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие V СП о Стали жаропрочные, нержавеющие и ные быстрорежущие V СП СЛ О СП инструменталь- но Обрабатываемый ма- териал и твердость ЯЯС
32 to Сл 20 СП 12,5 Скорость движения детали м/мин
о о о о Сл со "nD 1 О Сл Сл *0 о о о о сл со "nd ">—‘ О сл сл о о о о Сл "СО "tO ‘ О сл Сл -Ч о о о о сл "со "to О сл Сл -Ч о о о о "сл со "nd О сл сл ot Припуск на обработку П, мм, до
о о о о р "о "о "о СО ND ND >—1 — СЛ О СП 0,020 0,025 0,031 0,040 о о о о "о "о "о "о Сл 4^ со to О О to СП о о о о "о "о "о "о СП 4^ СО СО со СО СО •—1 о о о о "о "о "о "о 00 СП СЛ - со СО О со □ о ьэ о □
0,012 0,016 0,020 0,024 0,016 0,020 0,025 0,031 • о о о о "о "о "о "о 4^ СО to to О •—1 Сл О о о о о "о "о "о "о Сл 4^ СО ND О О ND СП о о о о "о "о "о "о СП 4^ СО СО со со со Рй Л СЭ ж 05 й ж 3 л> гт> X X ш
0,012 0,013 0,016 0,020 о о о о о о "о "о ND ND >—1 •—* 4^ о сп nd о о о о "о "о "о "о СО to to t—1 — СЛ О СП о о о о "о "о "о о 4^ СО ND ND О •—1 СЛ о о о о о "о "о "о "о СЛ 4^ СО ND О О ND СП глубину СП о X Е ж ж X
0,0102 0,0099 0,011 0,016 0,0102 0,013 0,016 0,020 о о о о о о о о to ГО — — 4^ о сп nd о о о о о о о о CONDtO»— •—‘ СЛ О СП 0,020 0,025 0,031 0,040 ж ж о о тэ оо о а шлиф
о о о о о "о "о "о — о о о Ю Ю Ч ОО 00 00 о 0,0080 0,0099 0,011 0,016 0,0102 0,013 0,016 0,020 о о о о "о "о "о "о ND ND И- — 4^ О СП ND о о о о "о "о "о "о СО ND ND — — сл о СП эт стола СЛ S X X X ы
0,0063 0,0063 0,0078 0,009 0,0063 0,0078 0,0098 0,012 0,0080 0,0099 0,011 0,016 0,010 0,013 0,016 0,020 0,012 0,016 0,020 0,024 2 2 200 ’пр' мм,
о о о о "о о "о "о о о о о ОО СП 4^ СО ND с© со 0,0051 0,0063 0,0078 0,010 о о о о "о "о "о о о о о to СО *4 СП ОО со w О О О О "о о "о "о — — о о СП >— со оо со о 0,010 0,013 0,016 0,020 /об 320 О
102. Мощность, потребная на резание, и поправочные коэффициенты на мощность резания
Мощность, потребная на резание
Группы шлифуемости материала
V I II Ш IV
Приведенная ширина
шлифования мм, до
Скорость вращения летали м/мин,
до
10 14 10 — — —
19 14 10 — —
26 19 14 10 —
35 26 19 14 10
— 35 26 19 14
— — 35 26 19
— — — 35 26
35
Подача на глубину за оборот стола
S, , мм/об, до
fP
СП
0,002
0,003
0,004
19 26 35 48 56 91
— 19 26 35 48 56
— — 19 26 35 48
— — — 19 26 35
— — — — 19 26
— — — — — 19
—
124 170 234
91 124 170 234
56 91 124 170 234
48 56 91 124 170
35 48 56 91 124
26 35 48 56 91
19 26 35 48 56
19 26 35 48
— — 19 26 35
234 —
170 234 — — —
124 170 234 — — — —
91 124 170 234 — — —
56 91 124 170 234 —
48 56 91 124 170 234 —
Мощность на резание JV, кВт
4,2
5,3
6,6
5,3
6,6
8,3
6,6 8,3
8,3 10,5
10,5 13
10,5 13
13 16,5
16,5 20,5
16,5 20,5
20,5 26
26 32
QD Продолжение табл. 102
Подача на глубину за оборот стола «г, , мм/об, Д') 'Р Мощность на резание Л Л к в г
0,006 — — — 3,4 4,2 5,3 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,008 — — — — 3,4 4,2 5,3 6,6 8,3 10,5 13 16,5 20 ;5 26 32 40
0,011 — — — 3,4 4,2 5,3 6,6 8,3 10,5 13 16', 5 20,5 26 32 40
0,015 — — 3,4 4,2 5,3 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,021 — 3,4 4,2 5,3 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,028 3,4 4,2 5,3 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,039 4,2 5,3 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,053 5,3 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,073 6,6 8,3 10,5 13 16,5 20,5 26 32 40
0,1 8,3 10,5 13 16,5 20,5 26 32 40
Поправочные коэффициенты К4 на мощность
резания в зависимости от твердости и ширины
круга или сегмента
Ширина круга или сегмента мм Твердость круга
М2-МЗ СМ1-СМ2 С1-С2
40 0,8 0,9 1,04
63 0,9 1,0 1 ,16>
100 1,0 $ 1,12 1,3'
103. Режимы шлифования твердых сплавов
Вил шлифова- ния Класс шерохова- тости по- верхности ГОСТ 2789-73 Характеристика круга Припуск на обра- ботку, мм Режимы обработки Глубина шлифования, мм
форма зернистость алмазного порошка связка скорость круга, м/с скорость детали (про- дольная пода- ча), м/мин поперечная подача, мм/ход
Плоское 7 ЮО/80-80/63 м о,1-0,2 20-30 5,0 0,5 0,04
8 АПП> 80/63-63/50 4,0 0,5 0,03
9 АСПП 63/50—50/40 Б 0,05-01 25-35 3,0 0,4 0,02-0,03
10 ЛПП , 50/40 2,0 0,3 0,01-0,02
7 А2П> 100/80-80/63 М 0,1-0,2 20-27
Про- 0,001-0,005 0,02-0,03
фильное 8 АС2П 80/63-63/50 1,0-1,5
9 Л2П - 63/50-50/40 Б 0,05—0,1 20-27 0,01-0,02
104. Режимы плоского торцового шлифования чугунных
. и стальных направляющих станков чашечными
кругами из эльбора (по данным Оргстанкинпрома)
S Характеристика круга Режимы шлифования
о CJ о и о О п к на обра- мм g о концег для [трация, % ь круга, >ная пода- 1ИН подача на глубину шлифова-
Класс I Припус ботку, S К (V со связка чугуна для стали о о о oS* продОЛЬ ча, м/и ния, мм/дв.ход
7 0,03 20 Б1 50 . 50 15-20 5-7 0,01
8 0,03 16 Б1 100 100 20-25 3-5 0,005— 0,01
ч9 0,02 16-12 Б1-БЗ 100 100-150 35 1-3 0,005
10 0,02 16-12 Б1-БЗ 100 100—150 35 1-3 0,005
11 0,02 12 КБ, Б1, БЗ 100 100-150 35 1-3 0,005
105. Режимы плоского периферийного шлифования чугунных
и стальных деталей эльборовыми кругами
Класс шероховатости Припуск на обра- ботку, мм Характеристика круга Режимы шлифования
зернистость связка концентрация, % скорость круга, м/с продольная по- дача, м/мин Подача на глубину, мм/дв.ход
для чугуна для стали
7-12 7-9 о,1 0,02 0,2 0,1 20-12 20-12 Б1 КБ К 50-100 50-100 50-=-150 50-!-150 30-40 30-35 3-5 8-10 0,02- 0,005 0,1—0,04
198
106. Режимы шлифования пластмасс
Наимено- вание пластмасс Вид шли- фования Характеристика круга Режимы резания
круг абразивный на вулканитовой или ба- келитовой связке зернистость твердость глубина резания, мм скорость детали, м/мин скорость круга, м/с
Амино- Черновое 53С 100-50 СМ—М2 0,07-0,2 3-5 25—35
пласт
И Чистовое 54С 25-16 СМ-М2 0,01-0,05 2-3 30-35
Фено- пласт Черновое 53С 100-50 С1-М2 0,07-0,2 2-5 22-35
а Чистовое 22А 25 Ml 0,01-0,05 1-2 30-35
Эпок- а 22А 40 СМ1 0,5 0,5 35
сидная смола ЭД5
Гетинакс а 53С 63-40 Ml,М2 0,1 3-5 25
38. Смазочно-охлаждающие жидкости
для плоского шлифования
Смазочно-охлаждающими технологическими средствами (СОТС)
при шлифовании в основном являются жидкости СОЖ. Твердые
(сухие смазки) — применяются редко.
Для обработки различных материалов следует подбирать разные
составы СОЖ. Шлифование определенного материала следует произ-
водить составами СОЖ, обладающими наилучшими охлаждающими,
смазочными и смачивающими свойствами, обеспечивающими высокую
стойкость круга, производительность и качество обрабатываемой по-
верхности (высокие физико-механические показатели и высокий класс
шероховатости поверхности).
199
g 107. Состав СОЖ
—J . — — ‘ ----—
Шлифуемый материал Вид СОЖ Типовые составы СОЖ Примечание
Конструкционные углеродистые стали Растворы электролитов Двухпроцентный раствор кальцини- рованной соды в воде 1% кальцинированной соды, 0,15% нитрита натрия, остальное вода 2% кальцинированной соды, 1% нитрита натрия, 5% хлористого бария, остальное вода Эмульсия — это систе- ма из двух нераствори- мых или малораствори- мых жидкостей. Концент- рат, разбавленный в во- де, является эмульсолом. В эмульсоле содержатся присадки, ингибиторы коррозии, бактерицид- ные добавки и др.
Низкоконцентриро- ванные растворы водо- растворимых масел Водно-масляные эмуль- сии Эмульсол НГЛ-205 по СТУ 36—13—772—63 Эмульсол СДМУ-2 по СТУ 36—13—154—65 Двухпроцентный раствор масла ВНИИНП-117 в воде Растворы ализаринового (сульфи- рованного касторового) масла Трехпроцентный раствор эмульсо- ла НГЛ-205 5—10% водный раствор эмульсола СДМУ-1 или СДМУ-2 3—10% эмульсола НГЛ-205 или Э1, Э2, ЭЗ и двухпроцентный водный раствор мыльного порошка 3,5%-ный раствор эмульсола НГЛ-205 или Э1, Э2, ЭЗ на основе олеиновой кислоты и др.
Легированные и ин-
струментальные стали
Водные растворы
верхностно-активных
ществ
по-
ве-
Сталь 40Х
Сталь Х9СА
Быстрорежущие
стали
Тугоплавкие спла-
вы на основе молиб-
дена
Минеральные масла
с химическими активны-
ми присадками
Однопроцентный раствор триэтано-
ламина, 0,3% нитрита натрия, ос-
тальное вода
5—7 г/л триэтаноламина, 2,5 г/л
нитрита натрия, 1 г/л ОП-7, остальное
воды
ОП-7 и ОП-Ю. Смачи-
ватели — моющие при-
садки, не оказывающие
вреднего действия на
кожный покров рабочих
0,2% триэтаноламина, 0,9% мыло-
нафта, 0,1% олеиновой кислоты, ос-
тальное вода
0,6% тринатрийфосфата, 0,5% али-
заринового масла, 0,25% буры, 0,25%
нитрита натрия, остальное вода
Алмазные и эльборо-
вые круги
Полуторапроцентный содовый рас-
твор в воде, 6% уротропина, 6%
хлористого калия, остальное вода
5% хлористого бария, остальное
вода
Сульфофрезол
Сульфофрезол в смеси с дизельным
топливом
202
Шлифуемый материал Вид СОЖ
Высококонцентриро- ванные эмульсии
Высоколегирован- ные (труднообрабаты- ваемые стали) и спла- вы Водные растворы мыл и растворимых масел
Нержавеющая
сталь 9X18
Продолжение табл. 107
Типовые составы СОЖ Примечание
Масло «Индустриальное 20» и 5% хлорированного парафина
20—25% эмульсола НГЛ-205, ос- тальное вода
30—40% эмульсола НГЛ-205, остальное вода
3% фтористого натрия, 1% крем- ний фторида морфолина, 0,05% высо- комолекулярного смачивателя, 0,05% продукта окиси этилена; остальное вода
Пятипроцентный раствор хлористо- го бария в воде, 1,5% нитрита нат- рия, остальное вода
5% хлористого бария, 1,5% нитри- та натрия
203
Теплостойкая сталь ЭИ347Ш Сплав 90% титана и 10% вольфрама 5% хлористого бария, 0,5% нитрита натрия Водный раствор KNO2
Твердые сплавы 1 часть ТУН; 3 части воды (ТУН — триэтаноламин — 12%; уротропин — 24%; нитрит натрия — 12%; вода — 52%) Алмазные' круги на металлической связке
Высоковязкие ста- ли, например, ЭИ454 Высоковязкие мине- ральные масла с при- садками Масло «Индустриальное 20» и 5% масла ВНИИПН 232 Масло ВНИИПН 232 имеет в своем составе активного MoS2 — 3,5% Производство завода МОСНЕФТЕГАЗ ЛЗ—23к масло, имеющее в своем составе актив- ный компонент, серу (S) 1,2%; изготовитель — Ле- нинградский завод имени Шаумяна
Масло «Индустриальное 20» и 3% масла ЛЗ—23к
Масло «Индустриальное 20»
Масло «Индустриальное 20», 3% ЛЗ—23к, 2% хлорэф-40, 1% ДФ-П
Шлифуемый материал Вид СОЖ
Нержавеющая сталь 9X18 Высококонцентрирован- ные эмульсии
/Магнитные сплавы
Нержавеющая сталь 9X18 Стали Х18Н9Т ЭИ6117
Продолжение табл. 107
Типовые составы СОЖ
Примечание
Сульфофрезол, 6% ДФ-П, 10% че-
тыреххлористого углерода
ЛЗ—1 раствор высококачественной
серной присадки ЛЗ—23к, содержа-
щей до 43% активной серы в сред-
нем минеральном масле В—296
ЛЗ—1 и В—296
90% сульфофрезол, 10% дизельное
топливо
58,4% индустриального масла, 4,6%
гексахлорэтана, 37% керосина
В296 по ВТУ-НП
№ 192—65 изготови-
тель — Ленинградский
завод имени Шаумяна
40% эмульсола НГЛ-205, остальное
вода
10% эмульсола СДМУ-2. остальное
вода
Пятипроцентный водный раствор
эмульсола «Т» (смесь триэтанолами-
новой соли, олеиновой кислоты и ми-
нерального масла)
Высоковязкие ста-
ли, например ЭИ454
(HRC 564-58)
Магнитные сплавы
Чугуны
Водные растворы по-
верхностно-активных ве-
ществ и электролитов
10% эмульсола НГЛ-205, 1,8% сер-
ной присадки, остальное вода
1 часть эмульсола Э1 или Э2 акти-
вированные, 4% серы и 4 части керо-
сина
0,2% триэтаноламина, 0,4% нитри-
та натрия, 0,1% тринатрийфосфата,
0,2% буры, 0,3% кальцинированной
соды, 0,1% смачивателя ОП-7, ос-
тальное вода
0,16% триэтаноламина, 0,3% уро-
тропина, 0,16% нитрита натрия, ос-
тальное вода (раствор ТУН)
Водный раствор кальцинированной
соды
0,5—0,8% триэтаноламин, 0,1—0,2%
нитрит натрия, остальное вода
Данные ГАЗ
Данные ЗИЛа
Грубое шлифование
Для направляющих
станин станков
206
Шлифуемый материал Вид СОЖ
Алюминий и его сплавы Керосин Водные растворы, смачиватели Водно-масляные эмульсии Масляные эмульсии
Продолжение табл. 107
Типовые составы СОЖ Примечание
Четырехпроцентная водная эмуль- сия на основе пасты (36% олеиновой кислоты, 41% каустической соды (11% раствора), 4,7% буры, 8,6% жидкого стекла, 3% крепителя П, 5% нитрита натрия, 1,7% смачивателя ОП-7) 0,2% мылонафта, 0,2% олеиновой кислоты, 0,5% триэтаноламина, 0,2% тринатрийфосфата, 0,2% смачивателя ОП-7, 98,7% воды ВТУ НП № 163—65
3% эмульсола НГЛ-205, остальное вода 10% эмульсола НГЛ-205, остальное вода
48% индустриального масла, 2% олеиновой кислоты, 50% керосина
50% веретенного масла, 50% керо- сина
В-31
Медь и сплавы на Растворы водораство-
ее основе римых масел
Водные растворы масла
ВНИИНП—117 и ализаринового мас-
ла
Для продления срока годности эмульсии с 1—2 недель до 2—3 месяцев следует вводить в нее антисептиче-
ские вещества (противогнилостные), например, гексахлорофен ГХФ. ГХФ растворяют в 50%-ном водном растворе
каустической соды. Состав эмульсии с добавкой ГХФ: эмульсол— 40—50%; сода кальцинированная — 2—3%; со-
да каустическая — 0,06%; ГХФ — 0,13%; остальное вода.
ГЛАВА IX
ОРГАНИЗАЦИЯ ТРУДА
И РАБОЧЕГО МЕСТА ШЛИФОВЩИКА
39. Рациональная организация рабочего места
шлифовщика
Организация труда — это постоянно совершенствуемая система
мероприятий, служащая для повышения производительности, улуч-
шения условий труда и обеспечения условий безопасности работы.
Научная организация труда шлифовщика позволяет определить
наиболее рациональные приемы труда, найти лучшую форму и рас-
положение оборудования, тумбочек, стеллажей и другого инвентаря,
указать методы наиболее производительной обработки деталей, по-
вышения квалификации рабочего, наиболее полного использования
оборудования и технологической -оснастки, обеспечения рабочего
заготовками и технологической документацией для обработки.
Рис. 29. Рабочее место
шлифовщика:
/ — приемный стол, 2 — пе-
редвижной приемный с гол,
3 — стеллаж-подставка, 4—
подставка под ноги, 5 — по-
ложение рабочего у станка,
6 — станок
Рабочее место шлифовщика рационально расположить так, как
указано на рис. 29.
Справа от рабочего располагается приемный стол 1 с инструмен-
тальными ящиками (с двумя отделениями). В каждом отделении для
сменщика хранится инструмент постоянного пользования и средства
по уходу за станком. На верхней полке, в тарах, размещаются за-
готовки и обработанные детали.
Слева от рабочего находится передвижной приемный стол 2 с
полками, на которых раскладывается необходимый в работе конт-
рольный и другой инструмент.
Рабочий стоит на подставке 4\ высота подставки должна быть
такой, чтобы рабочему удобно было управлять станком.
За станком располагается стеллаж-подставка 3 для хранения
крупногабаритных приспособлений, часто использующихся при шли-
фовании.
Рабочее место должно оснащаться технологической оснасткой
(табл. 1108).
Рабочий должен располагаться у станка так, чтобы обеспечить
наибольшее удобство наблюдения за ходом обработки и „управления
рукоятками, кнопками, рычагами станка при наименьшей его утом-
ляемости.
208
iuS. Оснащение рабочего места
Наименование В работе, шт. В запасе на рабочем месте, шт. Всего, шт.
Режущий инструмент
Шлифовальный круг 1 — 1
Мерительный инструмент
Штангенциркуль 1 — 1
Микрометр 2 — 2
Линейка измерительная металличе- 1 — 1
ская
Специальный инструмент если треоуется по разра-
Приспособления, вспомогательный сотанному технологическому
инструмент и другая оснастка Кулачки для зажима деталей 6 процессу 6
Болты 8 8 16
Планшайба 1 — 1
Ключи гаечные двусторонние 4 . — 4
Очки защитные 1 — 1
Щетка-сметка 1 — 1
Масленка 1 — 1
Устройство для правки круга 1 — 1
Отвертка 1 — 1
Молоток 1 — 1
109. Техническая и другая документация
Наименование Коли- чество Название
Чертеж обрабатываемой де-
тали или технологический эс-
киз
Технологическая карта
Учетная документация (в за-
висимости от принятой системы
оперативного планирования,
диспетчирования и учета)
1 Для руководства в работе
при контроле размеров и шеро-
ховатости детали
1 Для руководства в работе
при обработке деталей и при
подборе инструментария
1 Для контроля:
прохождения обработки дета-
лей по операциям;
количество обрабатываемых
деталей;
расценки работ
209
Иа рис. 30 показана зона расположения рабочего у станка, соз-
дающая требующиеся условия работы.
Освещение зоны обработки и лимбов должно производиться лам-
пами в 25 Вт, а таблиц режимов в 5 Вт.
Для предупреждения кожных заболеваний рабочим рекомендуется
использовать специальные мази типа «Невидимые перчатки», обра-
зующие на коже тонкую пленку, предохраняющую от контакта
с СОЖ.
1800
1600
1400
1200
1000
800
600
400
200
Рис. 30. Зона рационального расположения рабочего у станка
ПО. Состав мази
Состав мази, % Способ употребления Примечание
Желатина — 1,9; борной или бензойной кислоты—1,9; рас- тительного или мине- рального масла — 9,4, глицерина — 14,1; пшеничного крахма- ла— 14,1; талька — 21,1; воды —37,5 Намазать на руки тонким слоем и су- шить до работы в те- чение 5—6 мин После работы — смыть теплой водой Применяется при работе с водными эмульсиями и водны- ми растворами по- верхностно-актив- ных веществ
Смесь безводного ланолина и прован- ского масла То же » При работе со сма- зочными маслами, канцерогенного дей- ствия
210
40. Нормы вспомогательного, подготовительно-
заключительного времени и времени технического
обслуживания
Расчет оперативного времени Топ
Гоп = Го + Тп,
Расчет штучного времени ТШт
Т — Т _1_ Т -X- Т I
* шт о ~ * в на устан. * в связанное *
и снятие с переходом
Т'в На контрольн. техн. обсл. ГОрг. обсл. Готдыха и
измерения ч естественные
надобности .
Расчет штучно-калькуляционного времени Тшк
Гп з
Гшк = Тшт+-^.
п
ЛИТЕРАТУРА
1. Активный контроль в машиностроении. Справочное пособие под
редакцией Педь Е. И. М., «Машиностроение», 1971.
2. Данилевский В. В. Справочник молодого машиностроите-
ля, изд. 2. М., «Высшая школа», 4973.
3. Зусманович Л. Б., Сериков И. Д. Расчет элементов
технической нормы времени при обработке деталей на кругло-,
внутри- и плоскошлифовальных станках. Минск, 1970.
4. Ипполитов Г. М. Абразивно-алмазная обработка, изд. 2,
переработанное и дополненное. М., «Машиностроение», 4969.
5. Краткий справочник металлиста под редакцией А. Н. Малова.
М., «Машиностроение», 1972.
6. Куда сов Г. Ф. Абразивные материалы и инструменты. М.,
«Машиностроение», 1967.
7. Куда сов Г. Ф. Плоское шлифование. М., «Машиностроение»,
1967.
8. Л е в и н В. И. Краткий справочник шлифовщика. М., «Машино-
строение», 1968.
9. Лоскутов В. В. Шлифование металлов. М., «Машинострое-
ние», 1970.
10. Л у р ь е Г. Б. Шлифование металлов. М., «Машиностроение»,
1969.
14. Лурье Г. Б. Абразивные инструменты и их эксплуатация. М.,
«Машиностроение», 1971.
12. Лурье Г. Б., Комиссаржевская В. Н. Шлифовальные
станки и их наладка. М., «Высшая школа», 1972.
13. Малкин Б. М. Магнитные приспособления к металлорежущим
станкам. Л., «Машиностроение», 1965.
14. Общемашиностроительные нормативы режимов резания для тех-
нического нормирования работ на шлифовальных и доводочных
станках, изд. 2, М., 1967.
15. Общемашиностроительные нормативы времени для технического
211
нормирования работ на шлифовальных и доводочных станках
(укрупненные). Серийное, мелкосерийное и единичное производ-
ство. М., 1968.
16. Общетехнический справочник под редакцией А. Н. Малова. М.,
«Машиностроение», 1971.
17. Рекомендации по выбору режимов резания, подготовительно-за-
ключительного и вспомогательного времени при финишной обра-
ботке высокоточных деталей. Оргстанкинпром, 1968.
18. Руководящий материал по шлифованию деталей станков кругами
из синтетических сверхтвердых материалов. Оргстанкинпром, М.,
1969.
19. Справочник технолога-машиностроителя. Том I и II. АТ, «Маши-
ностроение», <1972.
20. Т е р г а н В. С. Плоское шлифование, изд. 2. М., «Высшая шко-
ла», 1973.
21. Худо бин Л. В. Смазочно-охлаждающие средства, применяе-
мые при шлифовании. М., «Машиностроение», 1971.
22. Ч е р к а ш и н В. И. Профильное шлифование. М., «Машино-
строение», 1971.
23. Ш а л ь н о в В. А. Шлифование и полирование высокопрочных
материалов. М., «Машиностроение», 1972.
24. Я Щ е р и ц ы н П. И., Зайцев А. Г. Повышение качества
шлифованных поверхностей и режущих свойств абразивно-алмаз-
ного инструмента. Минск, «Наука и техника», 1972.
Chlpmaker.ru
ОГЛАВЛЕНИЕ
Стр.
Предисловие ............................................. 3
Глава I. Чертежи в машиностроении........................ 4
1. Основные понятия и общие требования к чертежам 4
2. Обозначения размеров, покрытых и термообработан-
ных поверхностей деталей ........................... 5
3. Обозначения отклонений формы, расположения поверх-
ностей и шероховатости.............................. 5
4. Условные обозначения в технологической документа-
ции ................................................13
Глава II. Материалы, подвергаемые обработке на плоско-
шлифовальных станках, и их свойства......................15
5. Обозначения единиц физико-механических свойств ма-
териалов и химических элементов . ..................15
6. Сплавы.......................................... 15
Глава III. Оборудование для плоского и профильного шли-
фования ................................................ 17
7. Характеристики плоскошлифовальных станков .... 17
8. Расчет технологической себестоимости обработки де-
тали на станке......................................36
9. Кинематические, гидравлические и электрические схе-
мы плоскошлифовальных станков.......................39
10. Настройка плоскошлифовальных станков............ 40
11. Краткие сведения о средствах механизации и автома-
тизации плоскошлифовальных станков...................42
12. Нормы точности плоскошлифовальных станков....... 45
13. Уход за станком ...............................4 56
Глава IV. Абразивный инструмент . ..................... 60
14. Абразивные материалы. Область применения различ-
ных абразивных материалов при плоском шлифовании 60
15. Зерйистость. Области применения абразивных мате-
риалов различной зернистости при плоском шлифова-
нии .................................................63
16. Твердость абразивных инструментов и способы ее по-
вышения ........................................... 67
17. Связка и структура шлифовального круга ...... 68
18. Форма абразивных инструментов ...................73
19. Алмазные и эльборные круги.......................73
20. Маркировка абразивных инструментов...............76
21. Испытания абразивных инструментов................78
22. Рекомендации по выбору абразивных кругов при
плоском и профильном шлифовании .....................81
Глава V. Приспособления и вспомогательный инструмент
для плоского и профильного шлифования .... 88
23. Маркировка приспособлений и вспомогательного инст-
румента . ................ . . ......................88
213
Стр
24. Магнитные приспособления........................
25. Приспособления с механическими гидро- и пневмопри- 88
водами............................................96
26. Вспомогательный инструмент на плоскошлифовальных
станках.............................................101
27. Балансировка круга..............................106
28. Устройство для правки кругов и режимы правки . . . 109
29. Уход за приспособлениями и вспомогательными инст-
рументами ..........................................124
Глава VI. Точность обработки на плоскошлифовальных
станках.................................................126
30. Погрешности обработки на плоскошлифовальных стан-
ках и меры по их уменьшению.........................126
31. Допуски и посадки для металлических изделий .... 131
Глава VII. Измерительные устройства......................136
32. Универсальный измерительный инструмент..........136
33. Специализированный измерительный инструмент . . . 156
34. Автоматизация контроля при плоском шлифовании . . 164
35. Поправка на размеры деталей, измеряемых при повы-
шенных температурах ............................... 164
Глава VIII. Обработка плоскостей и фасонных поверхностей 166
36. Припуски на плоское и профильное шлифование . . . 166
37. Режимы резания при плоском шлифовании...........182
38. Смазочно-охлаждающие жидкости для плоского шли-
фования .....................................199
Глава IX. Организация труда и рабочего места шлифовщика 208
39. Рациональная организация рабочего места шлифов-
щика ...............................................208
40. Нормы вспомогательного, подготовительно-заключи-
тельного времени и времени технического обслужива-
ния ...............................................211
Литература...............................................211
Chlpmaker.ru
Владимир Семенович Терган,
Александр Владимирович Торган
СПРАВОЧНИК
МОЛОДОГО ШЛИФОВЩИКА
ПО ПЛОСКОМУ ШЛИФОВАНИЮ
Научный редактор О. М. Гельфельд
Редактор В. А. Козлов
Переплет художника А. И. Шварда
Художественный редактор В. И. Пономаренко
Технический редактор Л. М. Матюшина
Корректор Г. А. Чечеткина
Т-13708 Сдано в набор I3/XII—74 г. Подписано к печати 30/VII—75 г.
Формат 84Х108/з2 Бум. тип. № 3. Объем 6,75 печ. л. 11,34 усл. л. Уч.-изд. л. 10,51
Изд. № М—20. Тираж 40 000 экз. Зак. № 2325. Цена 37 коп.
План выпуска литературы изд-ва «Высшая школа»
(профтехобразование) на 1975 г. Позиция № 90
Москва, К-51, Неглинная ул., д. 29/14,
издательство «Высшая школа»
Московская типография № 8 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли,
Хохловский пер., 7.